Embed Size (px)
Citation preview
ww
w.a
rbur
g.co
m
Schnecken - Zylinder - Rückstromsperren: Passend für jede Anforderung!
Fokus
Plastifizierung
www.arburg.com · 03/20182
Originalkomponenten von ARBURG
Wo sich Bauteile bewegen und Mate-rial gefördert wird, tritt auch Ver-schleiß auf. Dieser Grundsatz trifft selbstverständlich auch auf die Plastifi-ziereinheiten beim Spritzgießen zu – mit Auswirkungen auf deren Funktion wie auch auf die hergestellten Spritz-teile. Die Entwicklungen auf dem Ma-terialsektor – vor allem im Bereich der technischen Thermoplaste, die immer öfter gezielt auf ein spezielles Eigen-schaftsspektrum eingestellt werden – stellen hohe Anforderungen an den Verschleißschutz von Schnecken, Zylin-dern und Rückstromsperren. Wir ent-wickeln und produzieren unsere Pro-dukte perfekt abgestimmt auf Ihren täglichen Einsatz – auf der Basis un-serer umfangreichen Erfahrungen und Prozesskenntnisse. Die hohe Qualität erreichen wir durch die eigene Ferti-gung aller Plastifizierkomponenten. Ein Vorteil, den Sie durch eine hohe Verfügbarkeit und lange Standzeiten direkt in Ihrer Fertigung spüren.
Hohe Eigenfertigung, beste QualitätEin hoher Eigenfertigungsanteil, eine zentral organisierte Produktion, ein Standort: Das alles hat bei ARBURG Tradition. Auf diese Weise entstehen Komponenten, die ein Höchstmaß an Zuverlässigkeit und Alltags-tauglichkeit garantieren. Vom Rohmaterial ausgehend werden sämt-liche Fertigungsschritte für Schnecken, Zy-linder und Rückstromsperren zentral am Standort Loßburg ausgeführt. Bei den Schnecken sind das die mechanische Bear-beitung, die Wärmebehandlung und das anschließende Richten, Schleifen und Polie-ren. Sämtliche Maße wie auch die Rund-laufeigenschaften werden durch eine um-fassende Qualitätskontrolle überprüft. Das Gleiche gilt für das Bearbeiten der Zylinder-rohre und die Fertigung der Komponenten
der Rückstromsperren: auch hier wird die Qualität sämtlicher Fertigungsschritte lü-ckenlos überwacht. Das bedeutet Langle-bigkeit, robuste Leistungsfähigkeit und Prä-zision über eine lange Standzeit hinweg. Für jede Anwendung.
Komplette Eigenfertigung: sämtliche Produkte auf gleichbleibend hohem Qualitätsstandard.Original ARBURG Komponenten: lange
Lebensdauer garantiert.

03/2018 · www.arburg.com 3
Ganz entscheidend: Know-how vom HerstellerARBURG verfügt als Hersteller von Spritz-gießmaschinen der Spitzenklasse auch über ein fundiertes anwendungstechnisches Ver-fahrens- und Verarbeitungswissen. Dieses Know-how fließt kontinuierlich in die Ent-wicklung aller Plastifizierkomponenten ein. Daraus ist ein praxisorientiertes Programm zur Verarbeitung unterschiedlicher Materi-alien entstanden, das mehrere Verschleiß-klassen mit verschiedenen Geometrien perfekt kombiniert.
Schnelle ErsatzteilversorgungARBURG steht für umfassende Servicelei-stungen auch in der Ersatzteilversorgung bei Plastifizierkomponenten. Ein kontinuier-licher Lagerbestand und damit eine welt-weite Teileverfügbarkeit sämtlicher Kompo-nenten ist durch die Eigenfertigung umfas-send gewährleistet. Um eine zeitnahe Liefe-rung überall sicherstellen zu können, sind das ARBURG Stammhaus und die Niederlas-sungen EDV-vernetzt. Dies stellt eine opti-male Versorgung aller Kunden und damit eine Minimierung der Stillstandzeiten sicher.Die Bestellung von Plastifizierteilen kann so-wohl direkt über das Stammhaus in Loss-burg, die Niederlassungen und Vertre-tungen als auch über einen interaktiven Katalog im Internet erfolgen
Analyse ausgefallener KomponentenSollte zum Beispiel eine Schnecke oder eine Rückstromsperre während der Produktion ausfallen, besteht die Möglichkeit, dieses Teil durch die ARBURG Reparaturabteilung analysieren zu lassen. Die jeweiligen Kom-ponenten werden begutachtet, geprüft und vermessen, wenn notwendig werden auch Werkstoffprüfungen durchgeführt. Die Er-gebnisse dieser Untersuchungen erhalten die Kunden in Form einer ausführlichen Stellungnahme, die auch eine Empfehlung für den Ersatz der ausgefallenen Kompo-nenten enthält. Ist der Grund für den Aus-fall bekannt, kann dann entsprechend rea-giert werden. Beispielsweise hilft etwa der Wechsel in eine andere Verschleißklasse, solche Probleme zukünftig zu vermeiden.
Service-Hotline: Unmittelbare Unterstützung via
Ferndiagnose.
Unterschiedliche Geometrien: für jeden Einsatzzweck die optimale Schnecke.

www.arburg.com · 03/20184
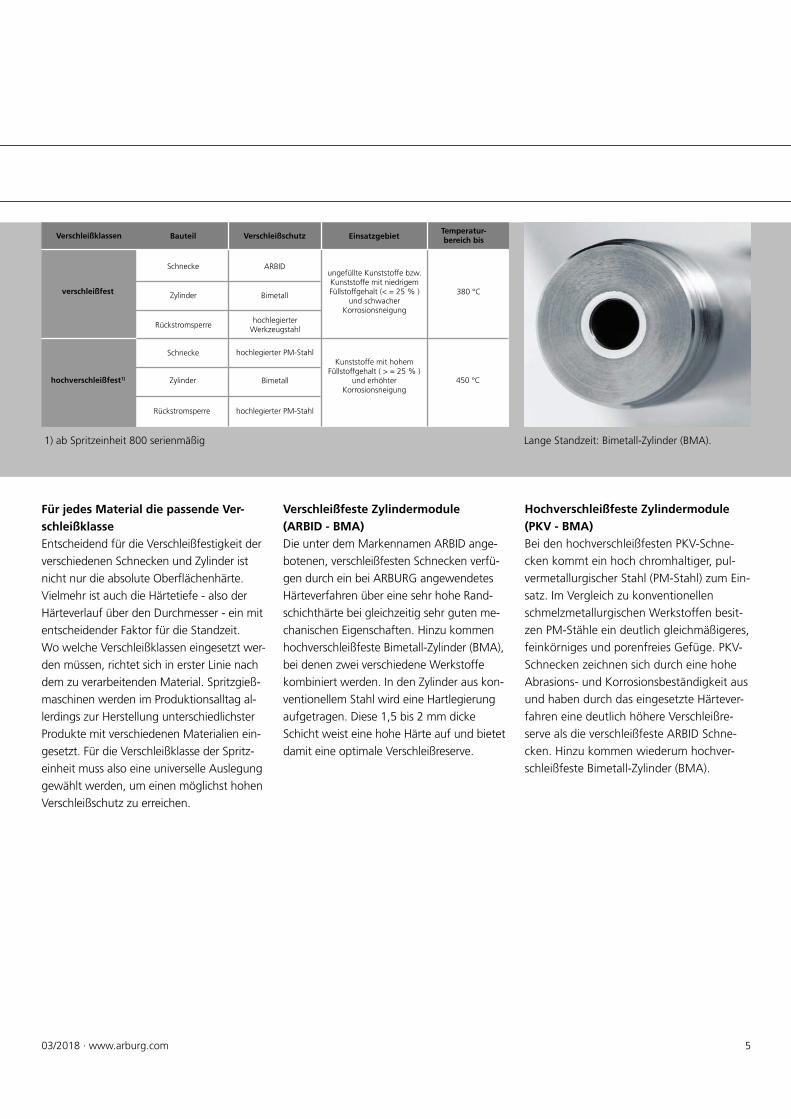
Verschleißklassen für Plastifizierkomponenten
Hochverschleißfest: spezielle Rückstromsperre. Gefügevergleich: schmelzemetallurgischer (l.) und pulvermetallurgischer Stahl (r.).
Grundlagen: Abrasion und KorrosionBei der Abrasion dringt ein harter Fremdkör-per in die weichen Oberflächen der Metall-grundkörper ein und furcht diese auf. Bei diesem harten Teilchen kann es sich entwe-der um einen Füllstoff aus der Kunststoff-schmelze oder aber auch um ein bereits ab-getragenes, verfestigtes Verschleißteilchen handeln. Dementsprechend tritt abrasiver Verschleiß fast durchgängig im gesamten Plastifiziereinheit auf, also im Feststoff- wie auch im Schmelzebereich des Kunststoffs.Dagegen ist lochfraßartige Korrosion mei-stens auf einen kombinierten chemisch-me-chanischen Angriff zurückzuführen. Wegbe-reiter für die Korrosion sind oft abrasive Ver-schleißvorgänge. Verursacht wird Korrosion in erster Linie durch die in der Schmelze vorhandenen flüchtigen Bestandteile. So kann Wasser aus ungenügend getrockne-tem Granulat in Kombination mit Sauerstoff Korrosion verursachen. Die Metalloberflä-chen werden aber auch durch aggressive korrosive Bestandteile angegriffen, die in Kunststoffen mit Additiven enthalten sind, oder durch thermischen Abbau der Poly-mere selbst. Da diese flüchtigen Bestand-teile erst unter Verarbeitungsbedingungen
freigesetzt werden, tritt korrosiver Ver-schleiß vor allem im Bereich der Metering-zone (Ausstoßzone) und an den Kompo-nenten der Rückstromsperre auf.
Verschleiß beeinflussende Faktoren• Prozessparameter Drehzahl / Staudruck / Temperaturen / Materialverweilzeit• Füllstoffart (Glas-/ Kohlefaser, mineralische Füllstoffe)• Füllstoffanteil• Additive (Flammschutzmittel / Farbstoffe)
Grundsätzlich unterliegen alle Kompo-nenten zur Aufbereitung der Schmelze einem gewissen Verschleiß. Hervorge-rufen wird dieser unvermeidbare Ef-fekt durch verschiedene Mechanismen, die sich überlagern. Neben dem me-chanischen Verschleiß, der Abrasion, spielt auch die Korrosion bei der Verar-beitung spezieller Thermoplaste eine erhebliche Rolle.Der jeweiligen Anforderung entspre-chend können wir Ihnen verschiedene Verschleißklassen für Plastifizierkom-ponenten anbieten. Je nach Spektrum der zu verarbeitenden Materialien kön-nen Sie unterschiedliche Schnecken- Zylinder-Paarungen auswählen. Unter-scheidungsmerkmale sind zum einen die verwendeten Werkstoffe, zum an-deren die Art des Verschleißschutzes, also der Oberflächenbehandlung und des Härteverfahrens.
03/2018 · www.arburg.com 5
Lange Standzeit: Bimetall-Zylinder (BMA).
Für jedes Material die passende Ver-schleißklasseEntscheidend für die Verschleißfestigkeit der verschiedenen Schnecken und Zylinder ist nicht nur die absolute Oberflächenhärte. Vielmehr ist auch die Härtetiefe - also der Härteverlauf über den Durchmesser - ein mit entscheidender Faktor für die Standzeit. Wo welche Verschleißklassen eingesetzt wer-den müssen, richtet sich in erster Linie nach dem zu verarbeitenden Material. Spritzgieß-maschinen werden im Produktionsalltag al-lerdings zur Herstellung unterschiedlichster Produkte mit verschiedenen Materialien ein-gesetzt. Für die Verschleißklasse der Spritz-einheit muss also eine universelle Auslegung gewählt werden, um einen möglichst hohen Verschleißschutz zu erreichen.
Verschleißfeste Zylindermodule (ARBID - BMA)Die unter dem Markennamen ARBID ange-botenen, verschleißfesten Schnecken verfü-gen durch ein bei ARBURG angewendetes Härteverfahren über eine sehr hohe Rand-schichthärte bei gleichzeitig sehr guten me-chanischen Eigenschaften. Hinzu kommen hochverschleißfeste Bimetall-Zylinder (BMA), bei denen zwei verschiedene Werkstoffe kombiniert werden. In den Zylinder aus kon-ventionellem Stahl wird eine Hartlegierung aufgetragen. Diese 1,5 bis 2 mm dicke Schicht weist eine hohe Härte auf und bietet damit eine optimale Verschleißreserve.
Hochverschleißfeste Zylindermodule (PKV - BMA)Bei den hochverschleißfesten PKV-Schne-cken kommt ein hoch chromhaltiger, pul-vermetallurgischer Stahl (PM-Stahl) zum Ein-satz. Im Vergleich zu konventionellen schmelzmetallurgischen Werkstoffen besit-zen PM-Stähle ein deutlich gleichmäßigeres, feinkörniges und porenfreies Gefüge. PKV-Schnecken zeichnen sich durch eine hohe Abrasions- und Korrosionsbeständigkeit aus und haben durch das eingesetzte Härtever-fahren eine deutlich höhere Verschleißre-serve als die verschleißfeste ARBID Schne-cken. Hinzu kommen wiederum hochver-schleißfeste Bimetall-Zylinder (BMA).
Verschleißklassen Bauteil
Schnecke
Zylinder
Rückstromsperre
Schnecke
Zylinder
Rückstromsperre
Verschleißschutz
ARBID
Bimetall
hochlegierter PM-Stahl
Bimetall
hochlegierter PM-Stahl
Einsatzgebiet
ungefüllte Kunststoffe bzw. Kunststoffe mit niedrigem Füllstoffgehalt (< = 25 % )
und schwacher Korrosionsneigung
Kunststoffe mit hohem Füllstoffgehalt ( > = 25 % )
und erhöhter Korrosionsneigung
Temperatur-bereich bis
380 °C
1) ab Spritzeinheit 800 serienmäßig
hochlegierter Werkzeugstahl
450 °C
verschleißfest
hochverschleißfest1)
www.arburg.com · 03/20186
Spezielle Plastifizierkomponenten für Thermoplaste
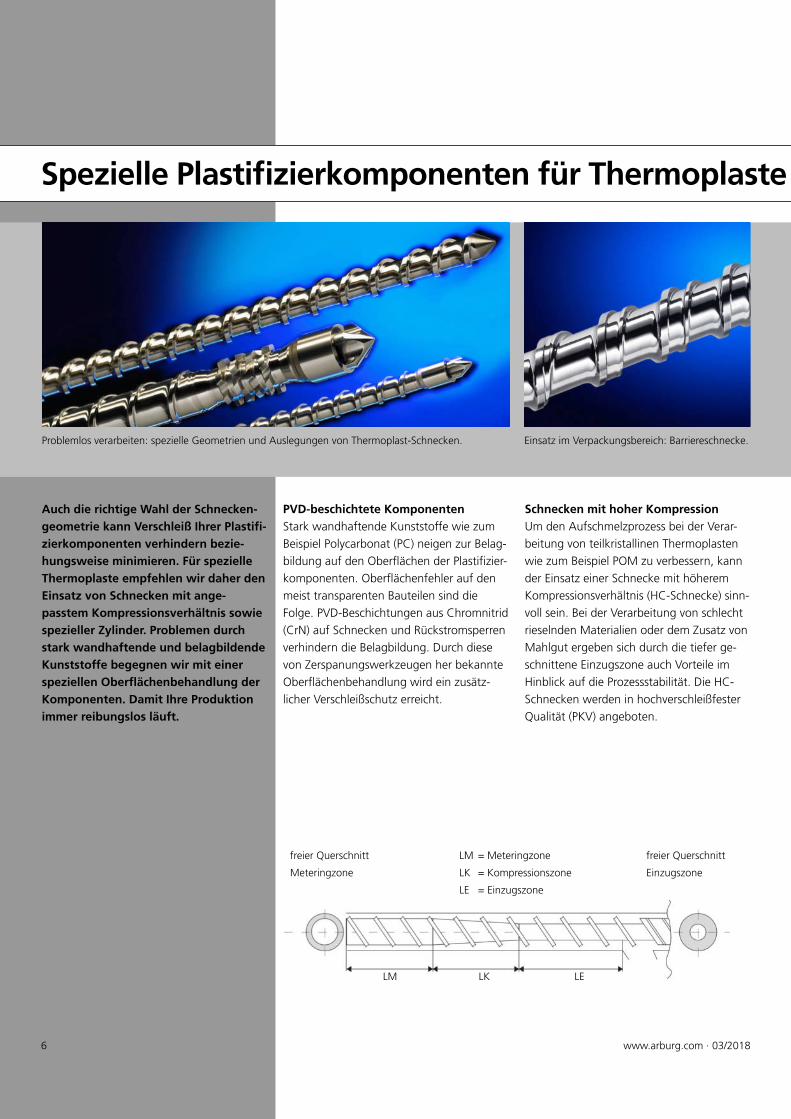
Auch die richtige Wahl der Schnecken-geometrie kann Verschleiß Ihrer Plastifi-zierkomponenten verhindern bezie-hungsweise minimieren. Für spezielle Thermoplaste empfehlen wir daher den Einsatz von Schnecken mit ange-passtem Kompressionsverhältnis sowie spezieller Zylinder. Problemen durch stark wandhaftende und belagbildende Kunststoffe begegnen wir mit einer speziellen Oberflächenbehandlung der Komponenten. Damit Ihre Produktion immer reibungslos läuft.
PVD-beschichtete KomponentenStark wandhaftende Kunststoffe wie zum Beispiel Polycarbonat (PC) neigen zur Belag-bildung auf den Oberflächen der Plastifizier-komponenten. Oberflächenfehler auf den meist transparenten Bauteilen sind die Folge. PVD-Beschichtungen aus Chromnitrid (CrN) auf Schnecken und Rückstromsperren verhindern die Belagbildung. Durch diese von Zerspanungswerkzeugen her bekannte Oberflächenbehandlung wird ein zusätz-licher Verschleißschutz erreicht.
Schnecken mit hoher KompressionUm den Aufschmelzprozess bei der Verar-beitung von teilkristallinen Thermoplasten wie zum Beispiel POM zu verbessern, kann der Einsatz einer Schnecke mit höherem Kompressionsverhältnis (HC-Schnecke) sinn-voll sein. Bei der Verarbeitung von schlecht rieselnden Materialien oder dem Zusatz von Mahlgut ergeben sich durch die tiefer ge-schnittene Einzugszone auch Vorteile im Hinblick auf die Prozessstabilität. Die HC-Schnecken werden in hochverschleißfester Qualität (PKV) angeboten.
Problemlos verarbeiten: spezielle Geometrien und Auslegungen von Thermoplast-Schnecken.
LM = Meteringzone
LK = Kompressionszone
LE = Einzugszone
LM LK LE
freier Querschnitt
Einzugszone
freier Querschnitt
Meteringzone
Einsatz im Verpackungsbereich: Barriereschnecke.
03/2018 · www.arburg.com 7
Schnecken mit niedriger KompressionFür die Verarbeitung von scherempfind-lichen Materialien empfiehlt sich der Einsatz von Niederkompressionsschnecken. Neben einem reduzierten Kompressionsverhältnis besitzen diese Schnecken auch eine längere Kompressionszone, wodurch ein scho-nendes Aufschmelzen gewährleistet ist. Ein-gesetzt werden diese Schnecken in erster Li-nie bei der Verarbeitung von PVC. Bei Über-hitzung spaltet PVC das sehr aggressive HCL (Salzsäure) ab, das zur Korrosion an den Plastifizierteilen führen kann. Nieder-kompressionsschnecken werden aus diesem Grund nur in der hochverschleißfesten PKV Ausführung angeboten, die über eine sehr gute Korrosionsbeständigkeit verfügt. Ein weiteres, typisches Einsatzgebiet ist das Pul-verspritzgießen (PIM), bei dem Keramik- oder Metallfeedstocks verarbeitet werden.
Verlängerte Zylindermodule und Barrie-reschneckenBei hohen Anforderungen an den Material-durchsatz und die Schmelzequalität haben sich verlängerte Plastifiziereinheiten mit L/D-Verhältnissen von 22:1 bis 25:1 bewährt, die in der Regel mit Rautenmischteilen kom-biniert werden. Alternativ zu den verlänger-ten Drei-Zonen-Schnecken stehen auch Bar-riere-schnecken zur Verfügung, die in erster Linie bei der Verarbeitung von PE und PP im Verpackungsbereich eingesetzt werden.
RautenmischteileKunststoffe werden oftmals erst bei der Ver-arbeitung auf der Spritzgießmaschine ein-gefärbt. Verwendung finden in erster Linie Masterbatches und Flüssigfarben. Rauten-mischteile sorgen für eine homogene Durchmischung der Schmelze, wodurch die Bildung von Schlieren vermieden werden kann. Gleichzeitig kann durch die optimale Homogenisierung der Anteil der Zuschlag-stoffe verringert und somit die Materialko-sten gesenkt werden. Angeboten werden
die Rautenmischteile für Schnecken ab einem Durchmesser von 30 mm und einem L/D Verhältnis größer 20.
Programm für Thermoplaste• Schnecken und Rückstromsperren mit PVD-Beschichtung • Hochkompressionsschnecken• Niederkompressionsschnecken• verlängerte Plastifiziereinheiten• Barriereschnecken• Rautenmischteile zur Schmelzehomogenisierung
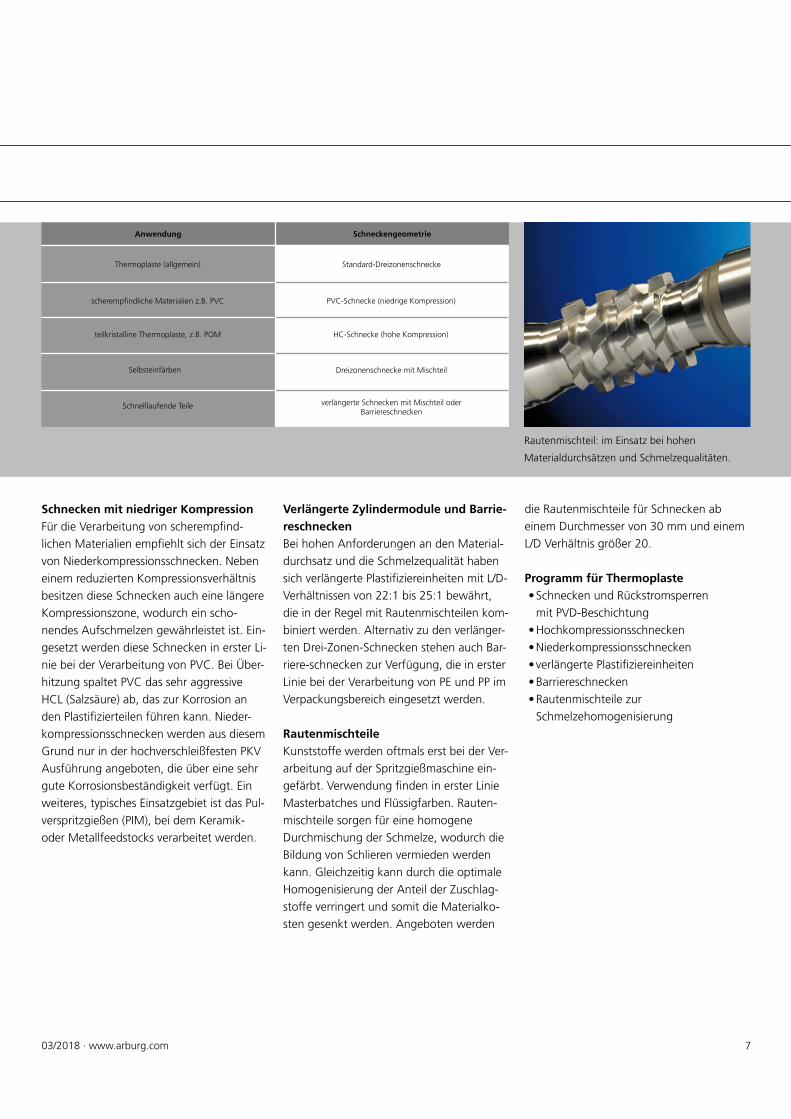
Dreizonenschnecke mit Mischteil
Anwendung Schneckengeometrie
Thermoplaste (allgemein)
scherempfindliche Materialien z.B. PVC
teilkristalline Thermoplaste, z.B. POM
Selbsteinfärben
Schnelllaufende Teile
Standard-Dreizonenschnecke
PVC-Schnecke (niedrige Kompression)
HC-Schnecke (hohe Kompression)
verlängerte Schnecken mit Mischteil oder Barriereschnecken
Rautenmischteil: im Einsatz bei hohen
Materialdurchsätzen und Schmelzequalitäten.

www.arburg.com · 03/20188
Spezielle Plastifizierkomponenten für vernetzbare Formmassen
Ein wesentliches Unterscheidungsmerk-mal bei der Verarbeitung vernetzbarer Formmassen im Vergleich zu Thermo-plasten ist die Temperierung des Zylin-ders. Während Thermoplast-Zylinder-module elektrisch beheizt werden, kommen bei vernetzbaren Formmassen mit Wasser oder Öl flüssig temperierte Zylindermodule zum Einsatz. Weitere Unterschiede bestehen bei den einge-setzten Geometrien für Schnecken und Rückstromsperren. Für die Verarbeitung von vernetzbaren Formmassen finden Sie deshalb bei uns ebenfalls spezielle Plastifiziereinheiten im Programm.
Duroplast-VerarbeitungDuroplaste werden fast ausschließlich mit Füll- und Verstärkungsstoffen verarbeitet. Entsprechend hoch ist die Gefahr des abra-siven Verschleißes an den Plastifizierein-heiten. Die Schnecken von Duroplast-Zylin-dermodulen arbeiten kompressionslos und verfügen durch die Vorverlegung des Mate-rialeinzugs über ein relativ kleines L/D-Ver-hältnis. Rieselfähige Materialien werden ohne Rückstromsperre verarbeitet, bei BMC-Massen kommt eine speziell gestaltete Rückstromsperre zum Einsatz. Duroplaste werden fast ausschließlich mit Füll- und Ver-
stärkungsstoffen verarbeitet. ARBURG hat hierfür hochverschleißfeste Zylindermodule im Programm.
Elastomer-VerarbeitungSchnecken für die Elastomerverarbeitung sind als reine Förderschnecken ohne Kom-pression ausgelegt und werden mit einer ab-gestimmten Rückstromsperre ausgerüstet. Der Einzugsbereich ist speziell auf die Verar-beitung von Bandmaterial ausgelegt und ver-fügt über eine entsprechende Einzugstasche.
Hoch spezialisiert: Schnecken für Feuchtpolyester und rieselfähige Duroplaste.

03/2018 · www.arburg.com 9
Spezielle Plastifizierkomponenten für vernetzbare Formmassen
Flüssigsilikon-Verarbeitung (LSR)Für die Verarbeitung von LSR kommen ebenfalls kompressionslose Förderschne-cken zum Einsatz. Da die beiden Kompo-nenten der Schnecke in flüssiger Form zu-geführt werden, ist diese sehr flach ge-schnitten. Wegen der niedrigen Viskosität von LSR werden die Schnecken mit spezi-ellen Scheiben-Rückstromsperren kombi-niert, die ein präzises Dosierverhalten und ein sicheres Verschließen garantieren.
Nadelverschlussdüsen Die niedrige Materialviskosität macht den Einsatz von Nadelverschlussdüsen an allen LSR-Zylindern notwendig. Auf diese Weise wird ein Austreten des Flüssigsilikons beim Abheben der Düse verhindert. Je nach Werkzeugkonzept stehen zahlreiche Ver-schlussdüsen-Varianten zur Verfügung.
Hochgenaues Dosieren: Scheiben-
Rückstromsperre für die LSR-Verarbeitung.
Hält zuverlässig zu: Nadelverschlussdüsen zum Verarbeiten von LSR.
www.arburg.com · 03/201810
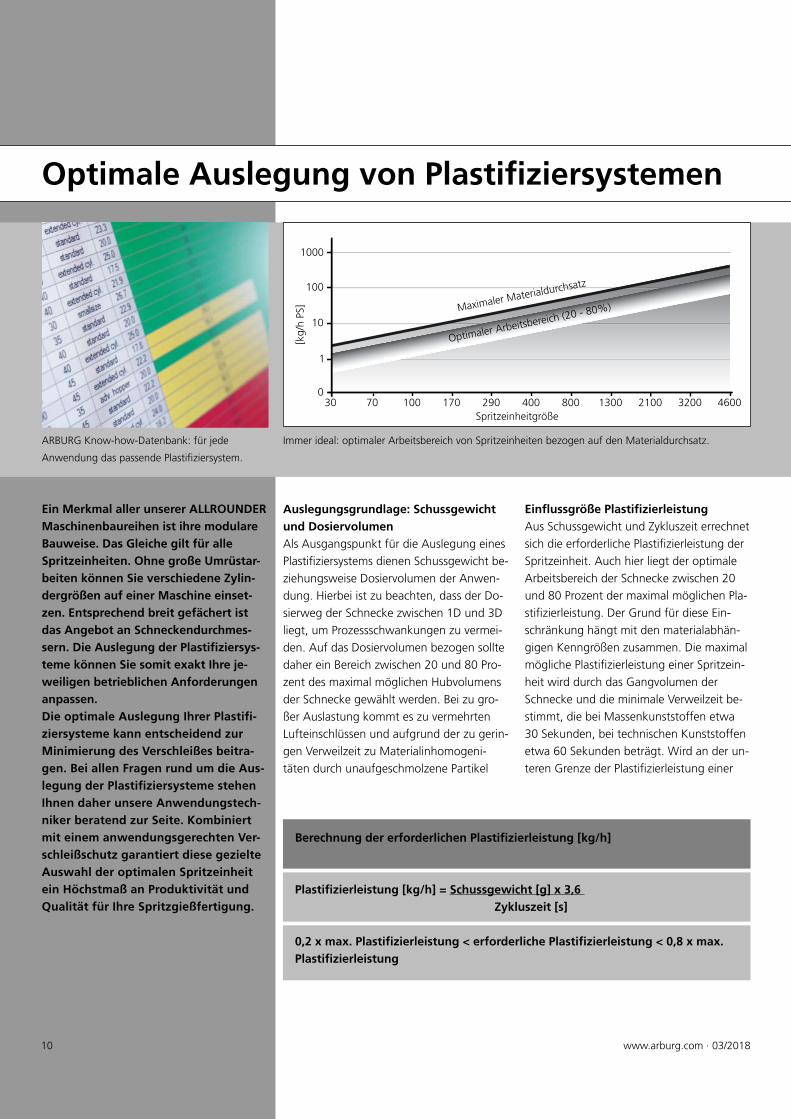
Auslegungsgrundlage: Schussgewicht und DosiervolumenAls Ausgangspunkt für die Auslegung eines Plastifiziersystems dienen Schussgewicht be-ziehungsweise Dosiervolumen der Anwen-dung. Hierbei ist zu beachten, dass der Do-sierweg der Schnecke zwischen 1D und 3D liegt, um Prozessschwankungen zu vermei-den. Auf das Dosiervolumen bezogen sollte daher ein Bereich zwischen 20 und 80 Pro-zent des maximal möglichen Hubvolumens der Schnecke gewählt werden. Bei zu gro-ßer Auslastung kommt es zu vermehrten Lufteinschlüssen und aufgrund der zu gerin-gen Verweilzeit zu Materialinhomogeni-täten durch unaufgeschmolzene Partikel
Einflussgröße PlastifizierleistungAus Schussgewicht und Zykluszeit errechnet sich die erforderliche Plastifizierleistung der Spritzeinheit. Auch hier liegt der optimale Arbeitsbereich der Schnecke zwischen 20 und 80 Prozent der maximal möglichen Pla-stifizierleistung. Der Grund für diese Ein-schränkung hängt mit den materialabhän-gigen Kenngrößen zusammen. Die maximal mögliche Plastifizierleistung einer Spritzein-heit wird durch das Gangvolumen der Schnecke und die minimale Verweilzeit be-stimmt, die bei Massenkunststoffen etwa 30 Sekunden, bei technischen Kunststoffen etwa 60 Sekunden beträgt. Wird an der un-teren Grenze der Plastifizierleistung einer
Ein Merkmal aller unserer ALLROUNDER Maschinenbaureihen ist ihre modulare Bauweise. Das Gleiche gilt für alle Spritzeinheiten. Ohne große Umrüstar-beiten können Sie verschiedene Zylin-dergrößen auf einer Maschine einset-zen. Entsprechend breit gefächert ist das Angebot an Schneckendurchmes-sern. Die Auslegung der Plastifiziersys-teme können Sie somit exakt Ihre je-weiligen betrieblichen Anforderungen anpassen.Die optimale Auslegung Ihrer Plastifi-ziersysteme kann entscheidend zur Minimierung des Verschleißes beitra-gen. Bei allen Fragen rund um die Aus-legung der Plastifiziersysteme stehen Ihnen daher unsere Anwendungstech-niker beratend zur Seite. Kombiniert mit einem anwendungsgerechten Ver-schleißschutz garantiert diese gezielte Auswahl der optimalen Spritzeinheit ein Höchstmaß an Produktivität und Qualität für Ihre Spritzgießfertigung.
Berechnung der erforderlichen Plastifizierleistung [kg/h]
Plastifizierleistung [kg/h] = Schussgewicht [g] x 3,6 Zykluszeit [s]
0,2 x max. Plastifizierleistung < erforderliche Plastifizierleistung < 0,8 x max. Plastifizierleistung
Immer ideal: optimaler Arbeitsbereich von Spritzeinheiten bezogen auf den Materialdurchsatz.ARBURG Know-how-Datenbank: für jede
Anwendung das passende Plastifiziersystem.
[kg/
h PS
]
Spritzeinheitgröße
Maximaler Materialdurchsatz
Optimaler Arbeitsbereich (20 - 80%)
30 70 100 170 290 400 800 1300 2100 3200 46000
1
1000
100
10
Optimale Auslegung von Plastifiziersystemen

03/2018 · www.arburg.com 11
Minimale Wärmeverluste: Zylindermodule sind im
Einzugsbereich isoliert.
Indivduell austauschbar: die Spritzeinheiten aller ALLROUNDER Baureihen sind modular aufgebaut.
Spritzeinheit gearbeitet, ist mit einer ther-mischen Schädigung des Materials durch eine zu lange Verweilzeit zu rechnen. Bei hohen Einspritzströmen und Drücken, wie sie zum Beispiel bei Dünnwandarti-keln erforderlich sind, kann eine Auswahl nach Schussgewicht und Plastifizierlei-stung allein oftmals nicht ausreichen, da innerhalb einer Spritzeinheit der maximal erreichbare Einspritzdruck mit größer wer-dendem Schneckendurchmesser abnimmt. In diesen Fällen ist ein Wechsel auf das nächst größere Aggregat sinnvoll.
Einflussgröße PlastifizierstromSchließlich muss geprüft werden, ob der von der Schneckendrehzahl abhängige Plastifizierstrom ausreicht, um innerhalb der Restkühlzeit das erforderliche Schuss-gewicht aufzudosieren. Auch hier kann die Wahl einer größeren Spritzeinheit erforderlich werden.

5264
20_D
E_03
2018
· Ä
nder
unge
n vo
rbeh
alte
n G
edru
ckt
in D
euts
chla
nd
Internationales Vertriebs- und Servicenetzwerk: ARBURG ist mit eigenen Organisationen in 25 Ländern an 33 Standorten und über Handelspartner in mehr als 50 Ländern vertreten.
© 2018 ARBURG GmbH + Co KGDiese Publikation ist urheberrechtlich geschützt. Jede Verwertung, die nicht ausdrücklich vom Urheberrechtsgesetz zugelassen ist, bedarf der vorherigen Zustimmung von ARBURG.
Alle Angaben und technischen Informationen wurden mit größter Sorgfalt zusammengestellt, jedoch können wir keine Gewähr für die Richtigkeit übernehmen. Einzelne Abbildungen und Informationen können vom tatsächlichen Auslieferungszustand der Maschine abweichen. Maßgeblich für die Aufstellung und den Betrieb der Maschine ist die jeweils gültige Betriebsanleitung.
ARBURG GmbH + Co KG
Arthur-Hehl-Straße · 72290 Loßburg · Tel.: +49 7446 33-0 · www.arburg.com · [email protected]
Mit Standorten in Europa: Deutschland, Belgien, Dänemark, Frankreich, Großbritannien, Italien, Niederlande, Österreich, Polen, Schweiz, Slowakei, Spanien,
Tschechische Republik, Türkei, Ungarn | Asien: VR China, Indonesien, Malaysia, Singapur, Taiwan, Thailand, Vereinigte Arabische Emirate | Amerika: Brasilien, Mexiko, USA
Mehr Informationen finden Sie unter www.arburg.com
ARBURG GmbH + Co KG
DIN EN ISO 9001 + 14001 + 50001 zertifiziert
![Fokus - ARBURG · Fokus Technik und Know-how für integrierte Lösungen Duroplast-Spritzgießen. ... 200 °C 115 - 75 °C 80 - 50 °C 300 250 200 150 100 50 [°C] ... Anguss direkt](https://img.pdfslide.org/doc/110x75/5b9c7a0d09d3f29b498cbfcb/fokus-arburg-fokus-technik-und-know-how-fuer-integrierte-loesungen-duroplast-spritzgiessen.jpg)




























