Embed Size (px)
Citation preview
Fors
chun
g ak
tuel
l 201
0
Forschung aktuell
2010
ISSN
1613
-495
8
ISSN 1613-4958
1
Liebe Leserinnen und Leser,
lange Jahre war das Institut für Angewandte Forschung (IAF) die einzige zen-trale Forschungseinrichtung an der Hochschule Karlsruhe. Mit der Gründung des neuen Forschungs- und Kompetenzzentrums „Institute of Materials and Processes“ (IMP) im Juni 2009 erhielt die Hochschule nun ein zweites zen-trales Forschungsinstitut. Dieser Schritt wurde notwendig, da zum einen die Forschungsaktivitäten sowohl von der Projektanzahl als auch vom Volumen immer umfangreicher wurden – im vergangenen Jahr hat allein das IAF 82 Projekte mit einem Gesamtvolumen von nahezu drei Millionen Euro betreut. Zum anderen entstand in den Bereichen Fertigungs- und Produktionstechnik, Materialforschung und Werkstoffkunde ein neues Kompetenzcluster, das die Gründung eines neuen zentralen Instituts rechtfertigte.
Das IAF dient vor allem fakultätsübergreifend der Durchführung von anwen-dungsorientierten Forschungs- und Entwicklungsvorhaben und stellt den Pro-fessoren aller Fakultäten ein geeignetes Umfeld zur Durchführung ihrer Projek-te zur Verfügung. Das IAF unterstützt gerade auch neuberufene Kolleginnen und Kollegen beim Einwerben von Drittmitteln, angefangen bei der Suche nach geeigneten Förderprogrammen bis hin zur Antragstellung, und übernimmt später das komplette Projektmanagement, sodass sich die Projektleiter voll auf die inhaltliche Arbeit konzentrieren können. Falls daraus eine Idee zu einer Existenzgründung entsteht, unterstützt das IAF auch diese.
Das IAF kann grundsätzlich alle Forschungsaktivitäten an der Hochschule betreuen, wobei die derzeitigen Forschungsschwerpunkte auf den Gebieten „Angewandte Informatik und Geoinformatik“, „Intelligente Mess-systeme und Sensortechnologien“ sowie „Bau-, Umwelt- und Verfahrenstechnik“ liegen. Zwei Kapitel dieses Forschungsberichts widmen sich dieser Themenfelder.
Mit der Gründung des IMP hat die Hochschule die Möglichkeit, komplexe Forschungsprojekte in der Ferti-gungs- und Produktionstechnik, Materialforschung und Werkstoffkunde mit interdisziplinären theoretischen und experimentellen Arbeitsmethoden zu bearbeiten und kann so die sich komplementär ergänzenden Gebiete der Fertigungstechnologie und Materialforschung vernetzen. Hierfür kommen modernste Maschinen und Hochleistungsrechner zum Einsatz. Zur Gründung des IMP schloss sich die Forschergruppe CMSE (Com-putational Materials Science and Engineering) aus der Informatik mit dem Institut für Fertigungstechnik und Produktion sowie den Laboren für Fluidmechanik und Werkstoffprüfung der Fakultät für Maschinenbau und Mechatronik zusammen. Das Institut wird von Prof. Dr. Britta Nestler geleitet. Es stellt sich im ersten Kapitel dieses Forschungsberichts mit fünf Beiträgen vor.
Neben den beiden zentralen Forschungseinrichtungen IAF und IMP bestehen zusätzlich dezentrale For-schungsinstitute an der Hochschule Karlsruhe: das „Institut für Geomatik“ (IfG) an der Fakultät für Geomatik, die „Versuchsanstalt für Wasserbau“ (VAW) an der Fakultät für Architektur und Bauwesen sowie das „Institut für Kälte-, Klima- und Umwelttechnik“ (IKKU) an der Fakultät für Maschinenbau und Mechatronik.
Die aktuelle Ausgabe unseres Forschungsberichts möchte Ihnen auch in diesem Jahr Einblicke in die vielfäl-tigen Aktivitäten und Projekte der Hochschule gewähren. Schwerpunkte in diesem Band sind:
Institute of Materials and Processes Informatik/Geoinformatik Bau- und Umwelttechnik
Mit den „Schlaglichtern“ möchten wir wieder – wie in den vergangenen Jahren – weitere, nicht weniger span-nende Projekte kurz beleuchten.
Mein Dank gilt auch in diesem Jahr allen Kolleginnen und Kollegen, die ihre Ergebnisse in diesem Bericht veröffentlichen. Vielen Dank auch all denen, die redaktionell und organisatorisch an der Publikation dieses Forschungsberichts mitgewirkt haben.
Ihnen als Leser wünsche ich bei der Lektüre interessante Einblicke in die Forschungsaktivitäten unserer Hochschule.
Prof. Dr. Karl-Heinz MeiselRektor

2
Inhalt Seite
Maschinelles Erlernen von Fertigungsprozessen aus experimentellen Daten und 24Anwendung auf den Widerstandspunktschweißprozess Jürgen Pollak, Alireza Sarveniazi und Norbert Link
Papierbasierte Dialoge in der Mensch-Maschine-Kommunikation 27Ulrich Bröckl, Konstantin Holl und Dominik Hambsch
eLearning-Konzepte für das Projektmanagement – Wissensvermittlung auf Basis von ILIAS 31Uwe Haneke und Ingo Strenger
Semantische Technologien für das adaptive Lernen 35Peter A. Henning
Transformation von Produkten zwischen verschiedenen Versionen der Regelwelt eines 38ProduktkonfiguratorsAndreas Schmidt, Michael Fichter und Michael Klein
Geodätische FuE-Projekte im Bereich GNSS-Echtzeittechnologien und Mobile IT 41Reiner Jäger
Informatik/Geoinformatik
Institute of Materials and Processes
Nutzung thermodynamischer Datensätze in der computergestützten Materialforschung 5Sebastian Schulz und Britta Nestler
High Performance Computing in der Materialforschung 8Alexander Vondrous, Jonathan Buch, Andreas Müller und Britta Nestler
Einflüsse der Tieftemperaturbehandlung auf die Verschleißfestigkeit von Hartmetall 12Rüdiger Haas, Felix Huying und Josef Buresch
Einfluss von Additiven in Kühlschmierstoffen auf die Fräsbearbeitung harter, 15metallischer Werkstoffe Rüdiger Haas und Björn Muth
Dreidimensionale Simulation der Wellenbildung bei der Umströmung eines Schiffes 20Eckhard Martens, Aron Kneer und Robert Nekic
3
Impressum
ISSN 1613-4958 Hochschule KarlsruheTechnik und Wirtschaft. Forschung aktuell 2010
HerausgeberRektorat der Hochschule Karlsruhe Technik und Wirtschaft
Redaktion und GestaltungProf. Dr. Karl-Heinz MeiselRektor der Hochschule KarlsruheTechnik und Wirtschaft
Geschäftsstelle für Öffentlichkeitsarbeit und MarketingHochschule KarlsruheTechnik und [email protected]
TitelbildGeschäftsstelle für Öffentlichkeitsarbeit und MarketingFoto groß: © Bilderbox/Fotolia.de
Für den Inhalt der Beiträge sind die Autoren verantwortlich.
Satz, Anzeigen und VerlagVMK Verlag für Marketing und Kommunikation GmbH & Co. KGFaberstraße 17, 67590 MonsheimTelefon: 0 62 43/9 09-0Telefax: 0 62 43/9 09-400E-Mail: [email protected]
DruckVMK-Druckerei GmbHFaberstraße 17, 67590 MonsheimTelefon: 0 62 43/9 09-110Telefax: 0 62 43/9 09-100E-Mail: [email protected]
Haid-und-Neu-Str. 7 · 76131 Karlsruhe · Telefon 0721-174 [email protected] www.technologiefabrik-ka.de
Wir bieten innovativen Köpfen den Raum für ihre Ideen!Das Kompetenzzentrum für Unternehmensgründungen

4
Bau- und Umwelttechnik
Monitoring von Hallentragwerken – kontinuierliche Verformungsüber wachung auf Basis 46digitaler Bildverarbeitung Robert Pawlowski, Klaudius Henke, Stefan Winter, Heinrich Kreuzinger und Peter Schregle
Nachfrage nach ganzheitlich kostenoptimierten Bauwerken. Ergebnisse aus einer 50Befragung ausgewählter BauherrenHermann Hütter, Silvia Stetter-Kalbus und Thomas Gamber
Technologietransfer in der Antike – Untersuchungen von römischen und punischen 53Zisternenverputzen im Mittelmeerraum Jens Heinrichs und Andreas Gerdes
Wärme aus Stückholz – II. Senkung der Schadgas- und Feinstaubemis sionen mittels 58Abgassensorik und Zuluftregelung Paul Butschbach und Heinz Kohler
Schlaglichter
Modellierung von Materialbearbeitungsprozessketten für die Online-Regelung 62Ingo Schwab, Melanie Senn, Gieta Dewal und Norbert Link
Entwicklung einer neuen Methodik und eines entsprechenden Werkzeugs zur 64qualitativen Inhaltsanalyse wissenschaftlicher Studien der Mikrosystemtechnik Andreas Schmidt, Klaus Bittner und Markus Dickerhof
Mobile Claim Reporting 66Daniel Mollnau, Oliver Baecker and Karl Dübon
Konzeption eines Vorgehensmodells zur Analyse von kohortenspezifischen 68Kunden-LebenszyklusdatenKarl Dübon, Andreas Gründer, Marius Kircher, Johannes Rompa, Christian Schindler, Michael Schmid und Michael Trohn
Bildverarbeitung für die 2D-Data-Matrix-Code-Erkennung in industrieller Umgebung 70Christian Fischer, Franz Quint und Wolfgang Proß
Pilotversuche zur zentralen Enthärtung von Trinkwasser 73Bernd Hemmerle und Clemens Wittland
Verflüssigerprüfstand 76Michael Kauffeld und Timo Maurath
Wer hat das Gleichheitszeichen erfunden? 79Ulrich Reich
Dieser Publikation liegen Beileger der Firma Telemotive AG und PP PUBLICO (Expo Wärme- und Kältetechnik) bei.
Institu
te of
Mater
ials a
nd P
roce
sses
5
Sebastian Schulz und Britta Nestler
Nutzung thermodynamischer Datensätze in der computergestützten Materialforschung
To get significant results out of phase-field simulations of microstructure formation processes in material sys-tems, precise thermodynamic properties of the system are required as input values. Until today, an idealized phase diagram has been used to describe those thermodynamic properties for simulations with the PACE3D simulation software. Input values such as melting temperatures or latent heats had to be taken from literature and written into the input-file of the simulation by hand. An alternative is the automatic access to thermodynam-ic datasets and their utilization with the Calphad-method. In this report a coupling of thermodynamic databases to the PACE3D software and the results achieved from simulations of dendritic growth in the aluminum-copper system are presented.
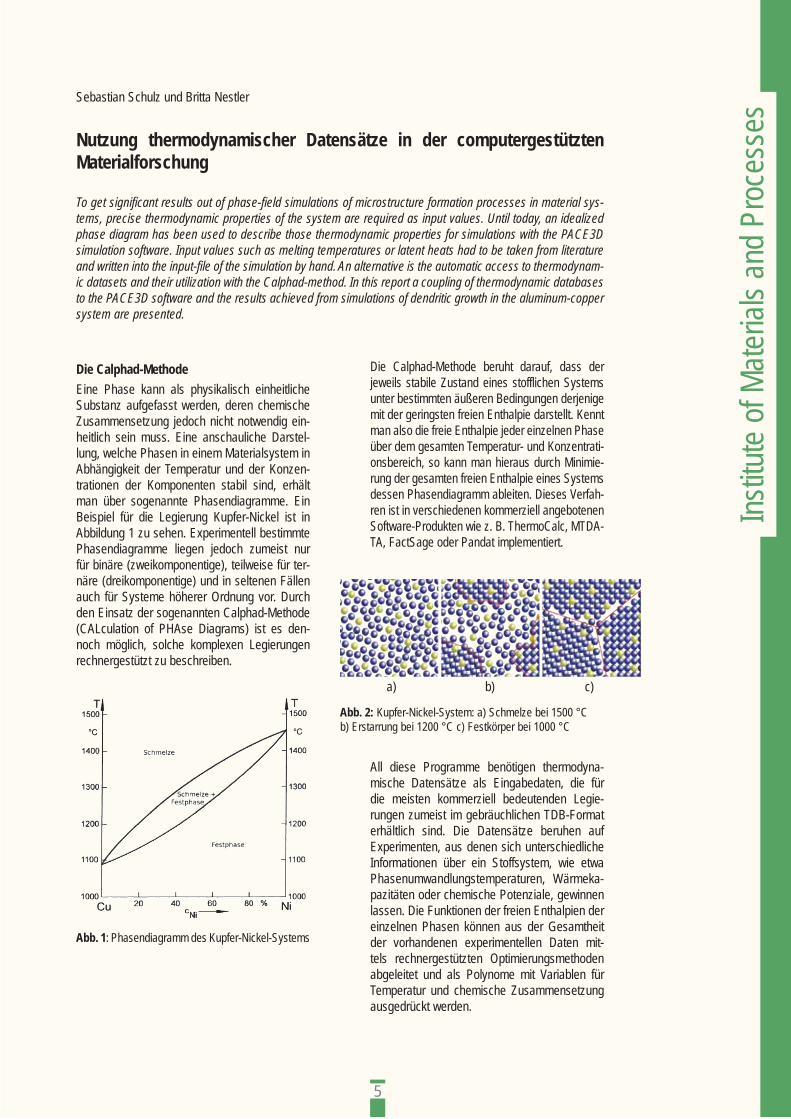
Die Calphad-MethodeEine Phase kann als physikalisch einheitliche Substanz aufgefasst werden, deren chemische Zusammensetzung jedoch nicht notwendig ein-heitlich sein muss. Eine anschauliche Darstel-lung, welche Phasen in einem Materialsystem in Abhängigkeit der Temperatur und der Konzen-trationen der Komponenten stabil sind, erhält man über sogenannte Phasendiagramme. Ein Beispiel für die Legierung Kupfer-Nickel ist in Abbildung 1 zu sehen. Experimentell bestimmte Phasendiagramme liegen jedoch zumeist nur für binäre (zweikomponentige), teilweise für ter-näre (dreikomponentige) und in seltenen Fällen auch für Systeme höherer Ordnung vor. Durch den Einsatz der sogenannten Calphad-Methode (CALculation of PHAse Diagrams) ist es den-noch möglich, solche komplexen Legierungen rechnergestützt zu beschreiben.
Die Calphad-Methode beruht darauf, dass der jeweils stabile Zustand eines stofflichen Systems unter bestimmten äußeren Bedingungen derjenige mit der geringsten freien Enthalpie darstellt. Kennt man also die freie Enthalpie jeder einzelnen Phase über dem gesamten Temperatur- und Konzentrati-onsbereich, so kann man hieraus durch Minimie-rung der gesamten freien Enthalpie eines Systems dessen Phasendiagramm ableiten. Dieses Verfah-ren ist in verschiedenen kommerziell angebotenen Software-Produkten wie z. B. ThermoCalc, MTDA-TA, FactSage oder Pandat implementiert.
Abb. 1: Phasendiagramm des Kupfer-Nickel-Systems
a) b) c)
Abb. 2: Kupfer-Nickel-System: a) Schmelze bei 1500 °C b) Erstarrung bei 1200 °C c) Festkörper bei 1000 °C
All diese Programme benötigen thermodyna-mische Datensätze als Eingabedaten, die für die meisten kommerziell bedeutenden Legie-rungen zumeist im gebräuchlichen TDB-Format erhältlich sind. Die Datensätze beruhen auf Experimenten, aus denen sich unterschiedliche Informationen über ein Stoffsystem, wie etwa Phasenumwandlungstemperaturen, Wärmeka-pazitäten oder chemische Potenziale, gewinnen lassen. Die Funktionen der freien Enthalpien der einzelnen Phasen können aus der Gesamtheit der vorhandenen experimentellen Daten mit-tels rechnergestützten Optimierungsmethoden abgeleitet und als Polynome mit Variablen für Temperatur und chemische Zusammensetzung ausgedrückt werden.

Institu
te of
Mater
ials a
nd P
roce
sses
6
Verknüpfung der Datensätze mit PACE3DAm Institute of Materials and Processes (IMP) der Hochschule Karlsruhe wurde die Calphad-Software Pandat erworben, die über Datensätze verschiedener Materialsysteme verfügt. Um diese Dateien nun auch für die am IMP entwickelte Phasenfeld-Software PACE3D (s. auch S. 9 „High Performance Computing in der Material-forschung“) nutzen zu können, bedurfte es der Entwicklung eines Konvertierungsprogramms, welches die enthaltenen Materialinformationen in eine Eingabedatei von PACE3D schreibt. Eine TDB-Datei stellt – wie auch eine Eingabedatei für die Phasenfeldsimulation – nichts anderes als eine Textdatei dar, die sich mit Funktionen aus der Standard-C-Bibliothek bearbeiten lässt. Das Konvertierungsprogramm sucht nun im Text der TDB-Datei nach bestimmten Schlüsselwörtern und schreibt die darauf folgenden Parameter in einen Zwischenspeicher. Anschließend wird ein Menü ausgegeben, aus dem der Benutzer diejenigen zwischengespeicherten Elemente und Phasen auswählen kann, die zur Erstellung einer Mikrostruktursimulation in die Eingabedatei von PACE3D, in das sogenannte Infile, geschrieben werden sollen. Die ausgewählten Daten werden nun an ein bestehendes Infile angehängt, das bereits die sonstigen für die Simulation benötig-ten Parameter enthalten muss. Damit die zusätz-lichen Einträge in der Eingabedatei vom Haupt-programm, dem Solver, ausgewertet werden kön-nen, wurde eine neue Funktion zur Berechnung der freien Enthalpien in den Solver integriert. Diese beruht auf dem sogenannten Compound-Energy-Formalism, welcher eine Beschreibung
Abb. 3: erweiterter Prozessablauf der PACE3D-Software
der freien Enthalpie unter Berücksichtigung von Kristall-Untergittern darstellt. Das Einlesen der thermodynamischen Datensätze ermöglicht die Simulation von experimentell beobachteten Mik-rostrukturausbildungen in Legierungssystemen, z. B. von Gefügen, wie sie in Abbildung 2 gezeigt sind. Abbildung 3 stellt den Arbeitsablauf der Programmschritte dar.
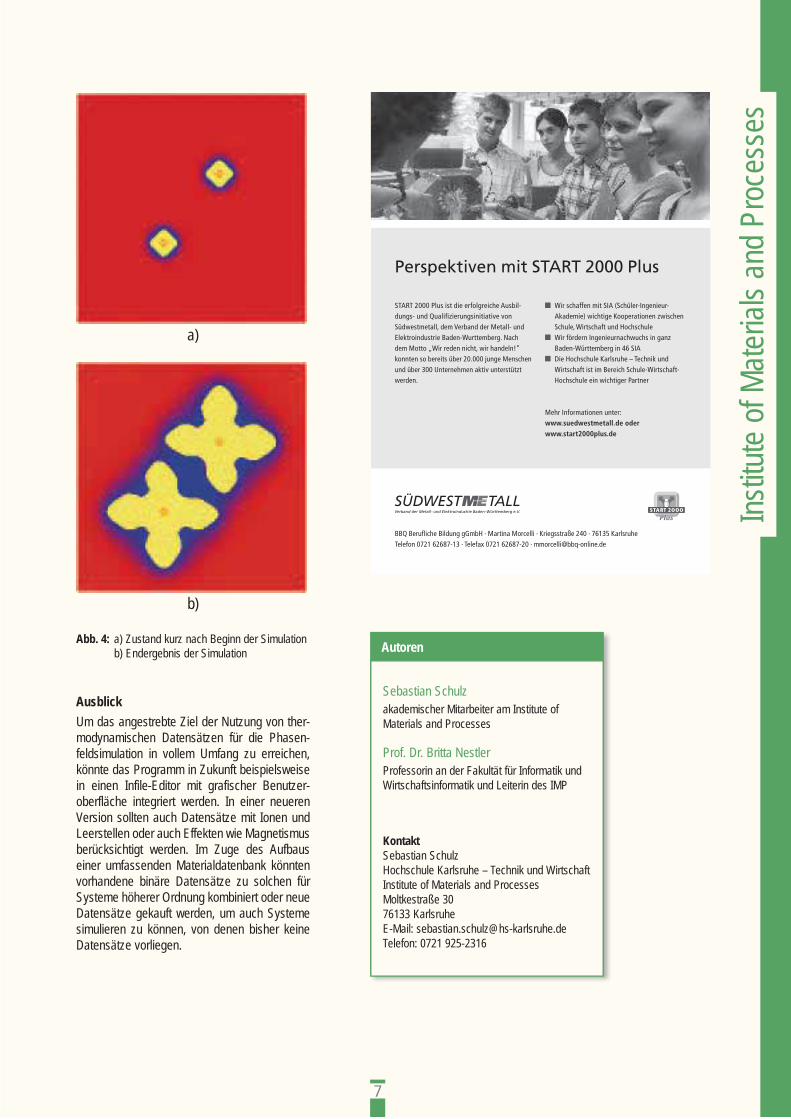
SimulationsergebnisseMit dem erstellten Konvertierungsprogramm wur-den die Parameter aus den Datensätzen von Aluminium-Kupfer an ein Infile angehängt. Die Simulation wurde in 2D bei einer konstanten Tem-peratur von 830 K und einer gesamten Kupfer-Konzentration von 0,09 durchgeführt, bei der sich sowohl die Flüssigphase als auch die feste Alpha-Phase im thermodynamischen Gleichgewicht befinden. Im Ausgangszustand ist das Gebiet mit der unterkühlten Schmelze und der o. g. Kupfer-Konzentration gefüllt. In die Mitte des Gebiets wurden zwei kreisförmige Keime der aluminium-reichen Alpha-Phase gesetzt, für die eine Kupfer-Konzentration von 0,022 gewählt wurde. Dieser Wert entspricht der Gleichgewichtskonzentration der Phase bei dieser Temperatur.
In Abbildung 4a) sind in der rot dargestellten Schmelze die beiden gelben Keime zu mehreren aufeinander folgenden Zeitschritten abgelichtet. Im Endzustand haben sich die Keime zu zwei Dendriten mit jeweils vier Hauptarmen entwi-ckelt. Zwischen den beiden Dendriten hat sich ein Bereich blauer aluminiumarmer Flüssigpha-se ausgebildet, da die Alpha-Phase bei ihrem Wachstum der Flüssigphase Aluminium entzieht.
Institu
te of
Mater
ials a
nd P
roce
sses
7
AusblickUm das angestrebte Ziel der Nutzung von ther-modynamischen Datensätzen für die Phasen-feldsimulation in vollem Umfang zu erreichen, könnte das Programm in Zukunft beispielsweise in einen Infile-Editor mit grafischer Benutzer-oberfläche integriert werden. In einer neueren Version sollten auch Datensätze mit Ionen und Leerstellen oder auch Effekten wie Magnetismus berücksichtigt werden. Im Zuge des Aufbaus einer umfassenden Materialdatenbank könnten vorhandene binäre Datensätze zu solchen für Systeme höherer Ordnung kombiniert oder neue Datensätze gekauft werden, um auch Systeme simulieren zu können, von denen bisher keine Datensätze vorliegen.
Autoren
Sebastian Schulz akademischer Mitarbeiter am Institute of Materials and Processes
Prof. Dr. Britta NestlerProfessorin an der Fakultät für Informatik und Wirtschaftsinformatik und Leiterin des IMP
KontaktSebastian SchulzHochschule Karlsruhe – Technik und WirtschaftInstitute of Materials and Processes Moltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-2316
b)
a)
Abb. 4: a) Zustand kurz nach Beginn der Simulation b) Endergebnis der Simulation
START 2000 Plus ist die erfolgreiche Ausbil-dungs- und Qualifizierungsinitiative von Südwestmetall, dem Verband der Metall- undElektroindustrie Baden-Wurttemberg. Nach dem Motto „Wir reden nicht, wir handeln!”konnten so bereits über 20.000 junge Menschenund über 300 Unternehmen aktiv unterstütztwerden.
Wir schaffen mit SIA (Schüler-Ingenieur-Akademie) wichtige Kooperationen zwischenSchule, Wirtschaft und HochschuleWir fördern Ingenieurnachwuchs in ganzBaden-Württemberg in 46 SIADie Hochschule Karlsruhe – Technik und Wirtschaft ist im Bereich Schule-Wirtschaft-Hochschule ein wichtiger Partner
Mehr Informationen unter:www.suedwestmetall.de oderwww.start2000plus.de
Perspektiven mit START 2000 Plus
BBQ Berufliche Bildung gGmbH · Martina Morcelli · Kriegsstraße 240 · 76135 KarlsruheTelefon 0721 62687-13 · Telefax 0721 62687-20 · [email protected]
Institu
te of
Mater
ials a
nd P
roce
sses
8
Alexander Vondrous, Jonathan Buch, Andreas Müller und Britta Nestler
High Performance Computing in der Materialforschung
Materials science and engineering is a continuously growing research and economic field which takes advan-tage of computing resources to analyze and predict material properties. Against this background, the following paper describes which hard- and software components are used and how the Computational Materials Sci-ence and Engineering (CMSE) section of the Institute of Materials and Processes (IMP) implements paral-lelization for research. Parallel Algorithms for Crystal Evolution in 3D (PACE3D) is a compilation of programs to simulate and analyze phenomena at the microstructure level of materials. It is used as an example to show one way of parallelizing a simulation. After a number of parallelization topics have been explained, the main properties of the IMP‘s High Performance Computing Cluster are listed. The HPC-Cluster needs additional management software to provide many users secure access to the calculation power. The use of tools for managing hardware and workload on the cluster are described in the final section of this paper.
EinleitungDie moderne Material- oder Werkstoffforschung behandelt eine große Anzahl an Themen und Fragestellungen. Zur Untersuchung der ver-schiedensten Materialien kommen immer aufwändigere und speziellere Verfahren und Methoden zum Einsatz. Moderne Analysen und Experimente benötigen neue Werkzeuge und Techniken, die diesen Anforderungen gewach-sen sind.
Werkzeuge, die dafür in Frage kommen, sind computerbasierte Simulationen. Sie ermöglichen es, schwer messbare oder sehr teure Versu-che günstiger und beobachtbar durchzuführen. Zusammen mit der rasanten Entwicklung der Halbleiter- und Fertigungstechnologie können immer aufwändigere und komplexere mathema-tische Modelle für das Nachbilden von Naturphä-nomenen genutzt werden.
Je aufwändiger die Berechnungen sind, umso komplexer ist auch die genutzte Hard- und Soft-ware. Aus diesem Grund werden viele Rechner mit einem Hochgeschwindigkeitsnetzwerk zu einem Cluster zusammengeschlossen, um so die benötigten Ressourcen für das Hochleis-tungsrechnen zu schaffen.
Hochleistungsrechnen erfordert neben spezi-eller Hard- und Betriebssoftware nebenläufige Programme, die die zur Verfügung stehenden Ressourcen effizient nutzen. Am Institute of Materials and Processes (IMP) der Hochschule Karlsruhe wird das Simulationspaket PACE3D eingesetzt und ständig weiterentwickelt. Die Programme dienen hauptsächlich der Simulation von metallischen Korngefügen. Das Herzstück von PACE3D ist die Implementierung des Pha-senfeldmodells von Professorin Britta Nestler. PACE3D ist in der Lage, auf einem Hochleis-tungscluster Berechnungen verteilt durchzufüh-
ren. Zusammen mit dem institutseigenen HPC-Cluster wird aktiv an materialwissenschaftlichen Fragestellungen gearbeitet.
Beispiele für Forschungsthemen sind unter anderem die Nachbildung der Stadien eines Sinterprozesses (mit z. Zt. 1.200 Partikeln) oder die Analyse von Prozessen der geologischen Rissversiegelung in 3D mit anisotropem Kristall-wachstum.
Um einen Rechencluster zur Forschung nutzen zu können, sind Kenntnisse über das zu paral-lelisierende Problem, Parallelisierungstechniken und die verwendete Hardware notwendig. In den folgenden Abschnitten werden die in PACE3D verwendeten Parallelisierungstechniken zusam-men mit dem am IMP genutzten Hochleistungs-cluster und der eingesetzten Betriebssoftware erläutert.
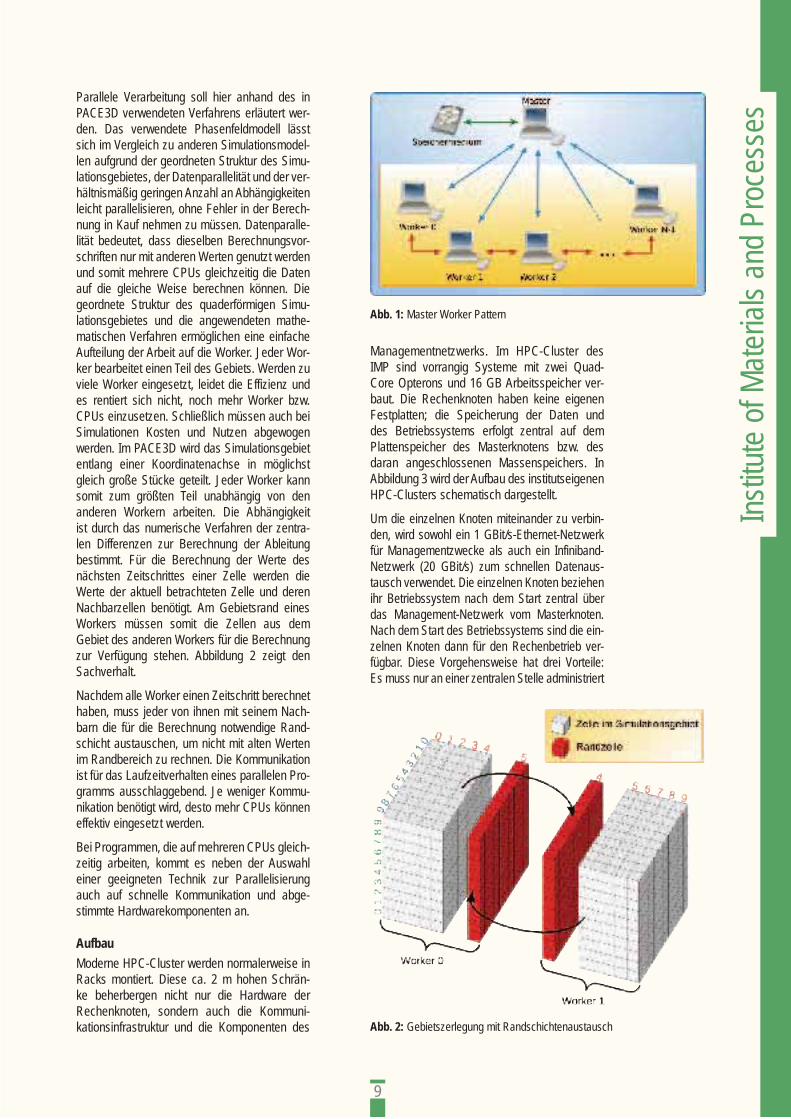
ParallelisierungDer Preis für den Geschwindigkeitszuwachs durch Nebenläufigkeit in der Softwareentwick-lung ist eine höhere Komplexität. Dieser kann mit Entwurfsmustern teilweise begegnet werden. Die Organisation der Aufgaben aller zentralen Recheneinheiten (CPUs) und deren Kommuni-kation können je nach Problem sehr aufwändig sein. Ein gängiges Entwurfsmuster zur Vereinfa-chung der Organisation ist das Master-Worker-Pattern, das auch im Softwarepaket PACE3D verwendet wird. Der Master und jeder Worker können auf einer Recheneinheit (CPU) separat ausgeführt werden. Der Master ist die zentrale Instanz, die die einzelnen Schritte des Simula-tionsprozesses steuert und auf Ereignisse von außen, beispielsweise durch den Benutzer, und innen, durch Ereignisse der Worker, reagiert. Die Worker leisten die eigentliche Rechenarbeit. Sie können untereinander und mit dem Master kommunizieren.
Institu
te of
Mater
ials a
nd P
roce
sses
9
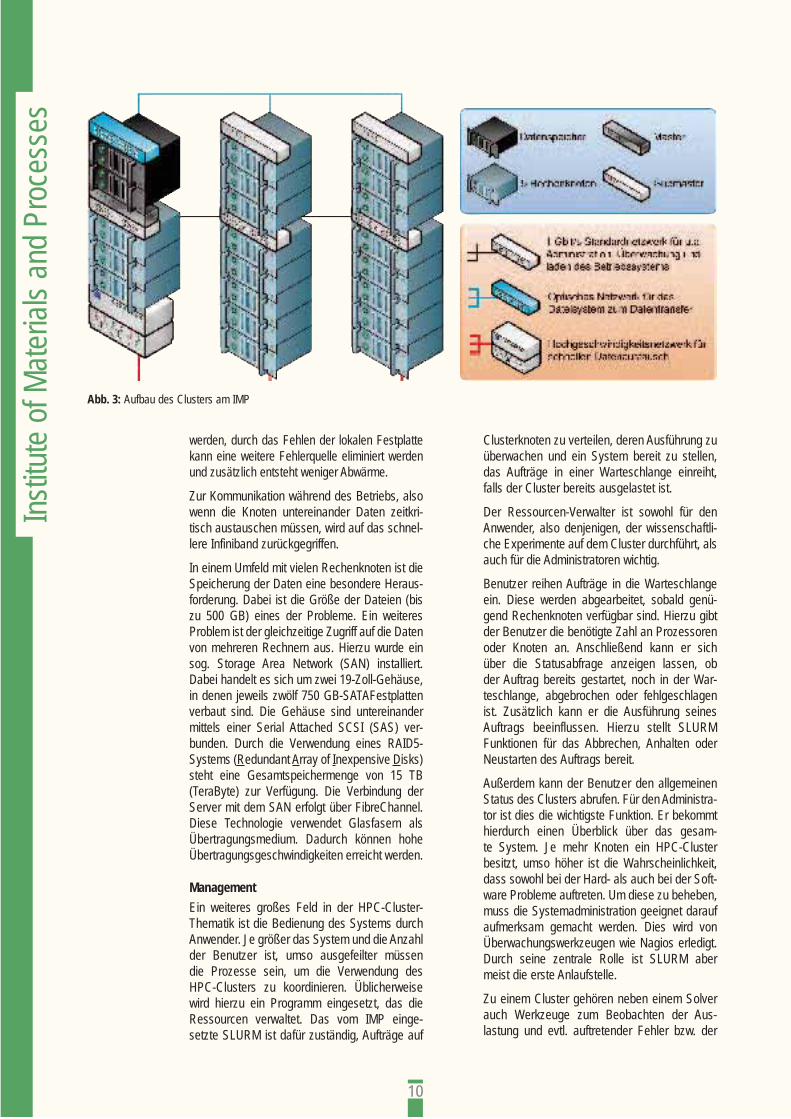
Parallele Verarbeitung soll hier anhand des in PACE3D verwendeten Verfahrens erläutert wer-den. Das verwendete Phasenfeldmodell lässt sich im Vergleich zu anderen Simulationsmodel-len aufgrund der geordneten Struktur des Simu-lationsgebietes, der Datenparallelität und der ver-hältnismäßig geringen Anzahl an Abhängigkeiten leicht parallelisieren, ohne Fehler in der Berech-nung in Kauf nehmen zu müssen. Datenparalle-lität bedeutet, dass dieselben Berechnungsvor-schriften nur mit anderen Werten genutzt werden und somit mehrere CPUs gleichzeitig die Daten auf die gleiche Weise berechnen können. Die geordnete Struktur des quaderförmigen Simu-lationsgebietes und die angewendeten mathe-matischen Verfahren ermöglichen eine einfache Aufteilung der Arbeit auf die Worker. Jeder Wor-ker bearbeitet einen Teil des Gebiets. Werden zu viele Worker eingesetzt, leidet die Effizienz und es rentiert sich nicht, noch mehr Worker bzw. CPUs einzusetzen. Schließlich müssen auch bei Simulationen Kosten und Nutzen abgewogen werden. Im PACE3D wird das Simulationsgebiet entlang einer Koordinatenachse in möglichst gleich große Stücke geteilt. Jeder Worker kann somit zum größten Teil unabhängig von den anderen Workern arbeiten. Die Abhängigkeit ist durch das numerische Verfahren der zentra-len Differenzen zur Berechnung der Ableitung bestimmt. Für die Berechnung der Werte des nächsten Zeitschrittes einer Zelle werden die Werte der aktuell betrachteten Zelle und deren Nachbarzellen benötigt. Am Gebietsrand eines Workers müssen somit die Zellen aus dem Gebiet des anderen Workers für die Berechnung zur Verfügung stehen. Abbildung 2 zeigt den Sachverhalt.
Nachdem alle Worker einen Zeitschritt berechnet haben, muss jeder von ihnen mit seinem Nach-barn die für die Berechnung notwendige Rand-schicht austauschen, um nicht mit alten Werten im Randbereich zu rechnen. Die Kommunikation ist für das Laufzeitverhalten eines parallelen Pro-gramms ausschlaggebend. Je weniger Kommu-nikation benötigt wird, desto mehr CPUs können effektiv eingesetzt werden.
Bei Programmen, die auf mehreren CPUs gleich-zeitig arbeiten, kommt es neben der Auswahl einer geeigneten Technik zur Parallelisierung auch auf schnelle Kommunikation und abge-stimmte Hardwarekomponenten an.
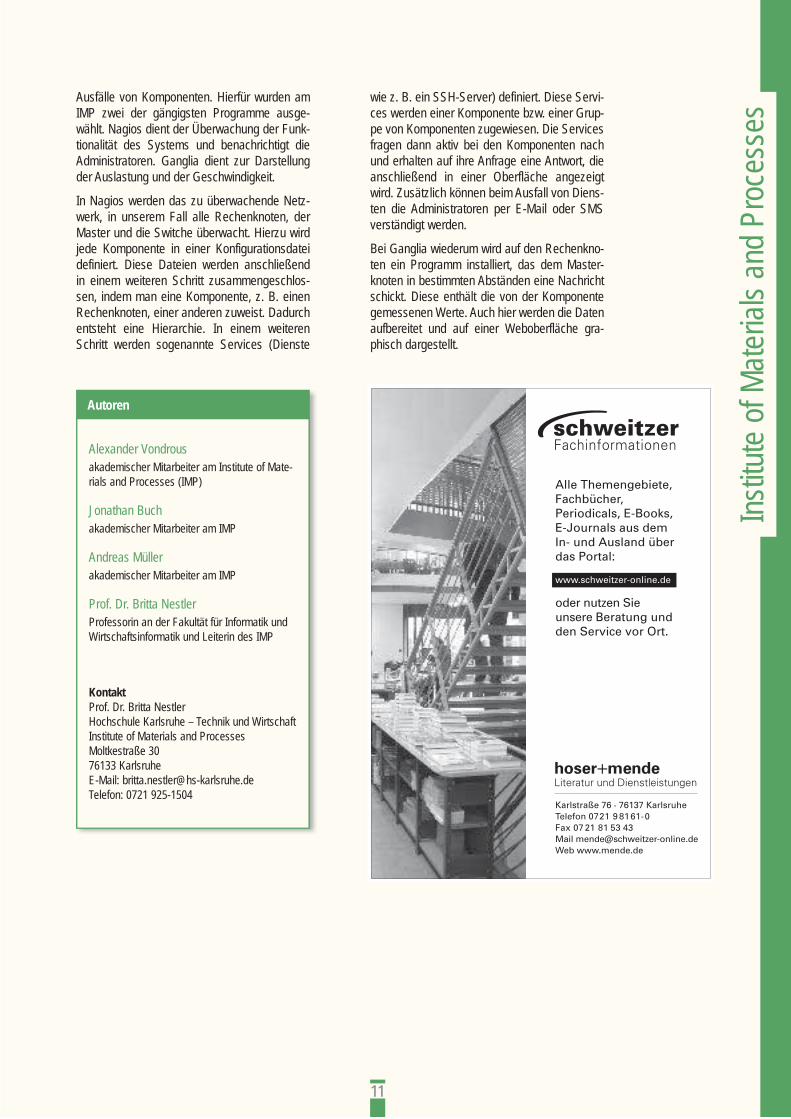
AufbauModerne HPC-Cluster werden normalerweise in Racks montiert. Diese ca. 2 m hohen Schrän-ke beherbergen nicht nur die Hardware der Rechenknoten, sondern auch die Kommuni-kationsinfrastruktur und die Komponenten des
Managementnetzwerks. Im HPC-Cluster des IMP sind vorrangig Systeme mit zwei Quad-Core Opterons und 16 GB Arbeitsspeicher ver-baut. Die Rechenknoten haben keine eigenen Festplatten; die Speicherung der Daten und des Betriebssystems erfolgt zentral auf dem Plattenspeicher des Masterknotens bzw. des daran angeschlossenen Massenspeichers. In Abbildung 3 wird der Aufbau des institutseigenen HPC-Clusters schematisch dargestellt.
Um die einzelnen Knoten miteinander zu verbin-den, wird sowohl ein 1 GBit/s-Ethernet-Netzwerk für Managementzwecke als auch ein Infiniband-Netzwerk (20 GBit/s) zum schnellen Datenaus-tausch verwendet. Die einzelnen Knoten beziehen ihr Betriebssystem nach dem Start zentral über das Management-Netzwerk vom Masterknoten. Nach dem Start des Betriebssystems sind die ein-zelnen Knoten dann für den Rechenbetrieb ver-fügbar. Diese Vorgehensweise hat drei Vorteile: Es muss nur an einer zentralen Stelle administriert
Abb. 1: Master Worker Pattern
Abb. 2: Gebietszerlegung mit Randschichtenaustausch
Institu
te of
Mater
ials a
nd P
roce
sses
10
werden, durch das Fehlen der lokalen Festplatte kann eine weitere Fehlerquelle eliminiert werden und zusätzlich entsteht weniger Abwärme.
Zur Kommunikation während des Betriebs, also wenn die Knoten untereinander Daten zeitkri-tisch austauschen müssen, wird auf das schnel-lere Infiniband zurückgegriffen.
In einem Umfeld mit vielen Rechenknoten ist die Speicherung der Daten eine besondere Heraus-forderung. Dabei ist die Größe der Dateien (bis zu 500 GB) eines der Probleme. Ein weiteres Problem ist der gleichzeitige Zugriff auf die Daten von mehreren Rechnern aus. Hierzu wurde ein sog. Storage Area Network (SAN) installiert. Dabei handelt es sich um zwei 19-Zoll-Gehäuse, in denen jeweils zwölf 750 GB-SATAFestplatten verbaut sind. Die Gehäuse sind untereinander mittels einer Serial Attached SCSI (SAS) ver-bunden. Durch die Verwendung eines RAID5-Systems (Redundant Array of Inexpensive Disks) steht eine Gesamtspeichermenge von 15 TB (TeraByte) zur Verfügung. Die Verbindung der Server mit dem SAN erfolgt über FibreChannel. Diese Technologie verwendet Glasfasern als Übertragungsmedium. Dadurch können hohe Übertragungsgeschwindigkeiten erreicht werden.
ManagementEin weiteres großes Feld in der HPC-Cluster-Thematik ist die Bedienung des Systems durch Anwender. Je größer das System und die Anzahl der Benutzer ist, umso ausgefeilter müssen die Prozesse sein, um die Verwendung des HPC-Clusters zu koordinieren. Üblicherweise wird hierzu ein Programm eingesetzt, das die Ressourcen verwaltet. Das vom IMP einge-setzte SLURM ist dafür zuständig, Aufträge auf
Clusterknoten zu verteilen, deren Ausführung zu überwachen und ein System bereit zu stellen, das Aufträge in einer Warteschlange einreiht, falls der Cluster bereits ausgelastet ist.
Der Ressourcen-Verwalter ist sowohl für den Anwender, also denjenigen, der wissenschaftli-che Experimente auf dem Cluster durchführt, als auch für die Administratoren wichtig.
Benutzer reihen Aufträge in die Warteschlange ein. Diese werden abgearbeitet, sobald genü-gend Rechenknoten verfügbar sind. Hierzu gibt der Benutzer die benötigte Zahl an Prozessoren oder Knoten an. Anschließend kann er sich über die Statusabfrage anzeigen lassen, ob der Auftrag bereits gestartet, noch in der War-teschlange, abgebrochen oder fehlgeschlagen ist. Zusätzlich kann er die Ausführung seines Auftrags beeinflussen. Hierzu stellt SLURM Funktionen für das Abbrechen, Anhalten oder Neustarten des Auftrags bereit.
Außerdem kann der Benutzer den allgemeinen Status des Clusters abrufen. Für den Administra-tor ist dies die wichtigste Funktion. Er bekommt hierdurch einen Überblick über das gesam-te System. Je mehr Knoten ein HPC-Cluster besitzt, umso höher ist die Wahrscheinlichkeit, dass sowohl bei der Hard- als auch bei der Soft-ware Probleme auftreten. Um diese zu beheben, muss die Systemadministration geeignet darauf aufmerksam gemacht werden. Dies wird von Überwachungswerkzeugen wie Nagios erledigt. Durch seine zentrale Rolle ist SLURM aber meist die erste Anlaufstelle.
Zu einem Cluster gehören neben einem Solver auch Werkzeuge zum Beobachten der Aus-lastung und evtl. auftretender Fehler bzw. der
Abb. 3: Aufbau des Clusters am IMP
Institu
te of
Mater
ials a
nd P
roce
sses
11
Autoren
Alexander Vondrous akademischer Mitarbeiter am Institute of Mate-rials and Processes (IMP)
Jonathan Buchakademischer Mitarbeiter am IMP
Andreas Müllerakademischer Mitarbeiter am IMP
Prof. Dr. Britta NestlerProfessorin an der Fakultät für Informatik und Wirtschaftsinformatik und Leiterin des IMP
KontaktProf. Dr. Britta NestlerHochschule Karlsruhe – Technik und WirtschaftInstitute of Materials and ProcessesMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-1504
Ausfälle von Komponenten. Hierfür wurden am IMP zwei der gängigsten Programme ausge-wählt. Nagios dient der Überwachung der Funk-tionalität des Systems und benachrichtigt die Administratoren. Ganglia dient zur Darstellung der Auslastung und der Geschwindigkeit.
In Nagios werden das zu überwachende Netz-werk, in unserem Fall alle Rechenknoten, der Master und die Switche überwacht. Hierzu wird jede Komponente in einer Konfigurationsdatei definiert. Diese Dateien werden anschließend in einem weiteren Schritt zusammengeschlos-sen, indem man eine Komponente, z. B. einen Rechenknoten, einer anderen zuweist. Dadurch entsteht eine Hierarchie. In einem weiteren Schritt werden sogenannte Services (Dienste
wie z. B. ein SSH-Server) definiert. Diese Servi-ces werden einer Komponente bzw. einer Grup-pe von Komponenten zugewiesen. Die Services fragen dann aktiv bei den Komponenten nach und erhalten auf ihre Anfrage eine Antwort, die anschließend in einer Oberfläche angezeigt wird. Zusätzlich können beim Ausfall von Diens-ten die Administratoren per E-Mail oder SMS verständigt werden.
Bei Ganglia wiederum wird auf den Rechenkno-ten ein Programm installiert, das dem Master-knoten in bestimmten Abständen eine Nachricht schickt. Diese enthält die von der Komponente gemessenen Werte. Auch hier werden die Daten aufbereitet und auf einer Weboberfläche gra-phisch dargestellt.
Alle Themengebiete,Fachbücher, Periodicals, E-Books, E-Journals aus dem In- und Ausland über das Portal:
www.schweitzer-online.de
oder nutzen Sie unsere Beratung und den Service vor Ort.
Karlstraße 76 · 76137 KarlsruheTelefon 0721 9 81 61-0 Fax 07 21 81 53 43Mail [email protected] Web www.mende.de

Institu
te of
Mater
ials a
nd P
roce
sses
12
EinleitungThermische Verfahren werden angewendet, um die Gebrauchseigenschaften von Materialien zu verbessern. Von besonderem Interesse sind seit einigen Jahren Tieftemperaturbehandlungen, die die Lebensdauer z. B. von Fräswerkzeugen erhöhen und somit die Werkzeugkosten in einem Unternehmen senken. Bei dem sogenannten DCT- (Deep Cryogenic Treatment) oder auch FCP-Verfahren (Freeze Cycle Processing) wer-den Werkstoffe ausgehend von der Raumtempe-ratur in einer fein abgestuften Langzeitbehand-lung mit flüssigem Stickstoff auf eine Temperatur von ca. -196 °C abgekühlt. Dauer und Tempe-ratur der einzelnen Stufen sind abhängig von Volumen, Gewicht und Beschaffenheit des Mate-rials. Anschließend erfolgt eine mehrstündige langsame Aufwärmphase auf Raumtemperatur.
Nach aktuellem Forschungsstand [1, 2] gibt es keine exakt gesicherten Erkenntnisse über die Effektivität der Tiefkühlbehandlung von Hartmetall. Während bei Stählen Untersuchungsergebnisse vorliegen und der Effekt der Restaustenitum-wandlung bekannt ist, gibt es über das Verhalten und die Auswirkungen einer Kälte behandlung auf Hartmetalle zum größten Teil nur Anwenderbe-richte. In diesen wird sowohl von einer Stand-zeiterhöhung um 200 Prozent, aber auch einer Standzeitverringerung um 50 Prozent berichtet.
In [1] werden mit kältebehandelten Drehplat-ten aus Hartmetall Drehversuche durchgeführt. Obwohl der Verfasser den Schneiden durch die Tieftemperaturbehandlung eine höhere Ver-schleißfestigkeit und eine geringere Neigung zu Abplatzungen zuspricht, werden bei den Versu-
chen nur mäßige Erfolge hinsichtlich einer Ver-längerung des Standweges erzielt. Nur bei Werk-zeugen, die kurzzeitig im Eingriff sind, lassen sich Vorteile durch die Kältebehandlung erkennen. Bei längeren Eingriffszeiten nimmt die Verschleißfes-tigkeit von behandelten Werkzeugen wieder ab.
In [2] werden bei vergleichbaren Drehversu-chen den kältebehandelten Hartmetallplatten durchweg bessere Eigenschaften bescheinigt. Der Freiflächenverschleiß ist geringer; die Zer-spankräfte und die Oberflächenrauheit nehmen ab. Als mögliche Ursache wird eine Erhöhung der Wärmeleitfähigkeit in Betracht gezogen.
Versuchsaufbau und MethodikAm Institute of Materials and Processes der Hochschule Karlsruhe wurde in der Abteilung Fertigungstechnik und Produktion ein Reibrad-versuchsstand nach ASTM B 611 – 85 [4] zur Messung der Beständigkeit gegen abrasiven Verschleiß aufgebaut. Dieses Testverfahren hat seinen Ursprung in der Prüfung von Hartmetal-len zur bergbaulichen Anwendung.
Hierbei wird ein Rad mit 165–169 mm Durch-messer und 12,7 mm Breite mit einer Drehzahl von 100 U/min über einen Reibweg von 525 m angetrieben. Die Probe wird mit einer Normal-kraft von 200 N an die Scheibe gepresst. Das rotierende Stahlrad dient als Träger für ein Abrasivmittel, welches aus einem Sumpf im unteren Behälterbereich direkt in die Kontaktzo-ne mit dem Prüfkörper befördert wird (s. Abb. 1). Das Mischungsverhältnis für das Abrasivmittel beträgt 4 g Korund zu 1 cm³ Wasser. Der Abrieb an der Probe (s. Abb. 2) wird mit einer Waage (Kern ALS 220-4N) gemessen, die eine Genau-igkeit von 0,0001 g besitzt.
VersuchsreihenDas als Stangenmaterial angelieferte Hartmetall wurde vor den Versuchen mittels Drahterosion in kleinere Probenkörper getrennt. Die durch die Drahterosion entstandene wärmebeeinflusste Zone wurde vor den Versuchen abgeschliffen.
Rüdiger Haas, Felix Huying und Josef Buresch
Einflüsse der Tieftemperaturbehandlung auf die Verschleißfestigkeit von Hartmetall
This paper deals with the effect of deep cryogenic treatment on the wear resistance of cemented carbides under high-stress abrasive conditions. At the Institute of Materials and Processes, several samples of cement-ed carbide with a cobalt percentage from 7 % to 15 % and a grain size from 0.5 m to 2.5 m were tested with a standard test method according to ASTM B 611 – 85. It was observed that deep cryogenic treatment has no effect on the abrasive wear resistance of cemented carbides.
Abb. 1: Prinzip des Reibradverfahrens [3]
Institu
te of
Mater
ials a
nd P
roce
sses
13
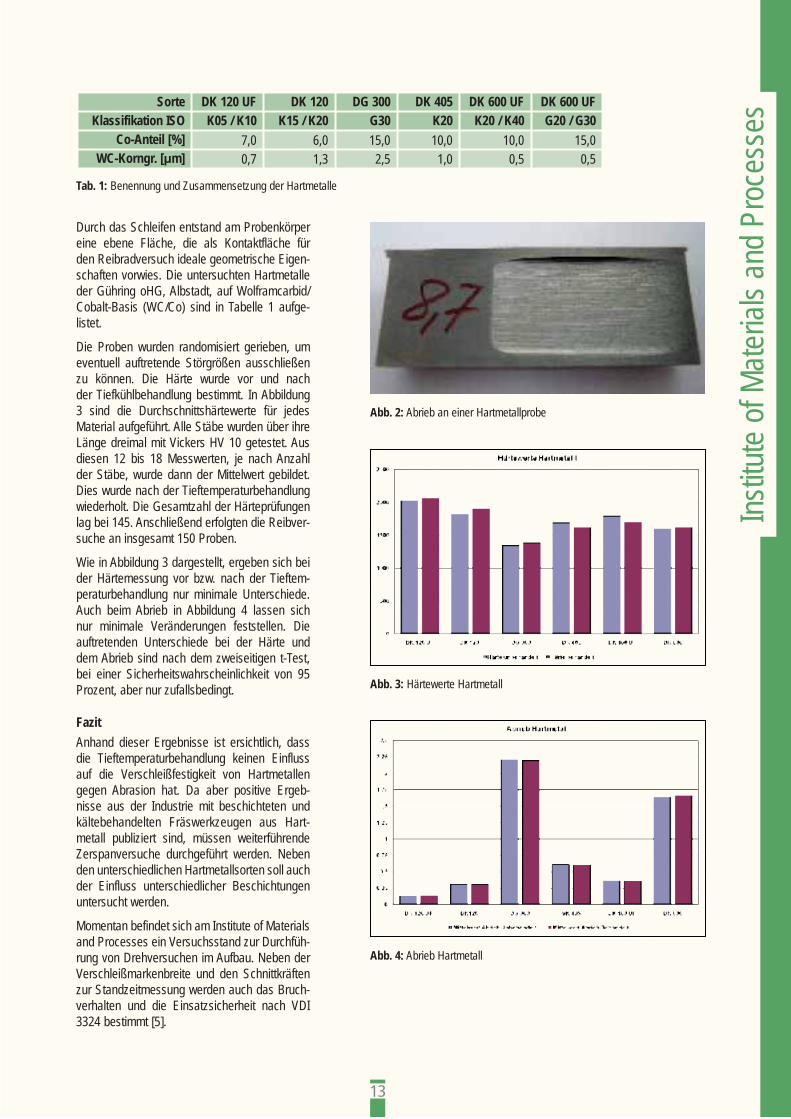
Durch das Schleifen entstand am Probenkörper eine ebene Fläche, die als Kontaktfläche für den Reibradversuch ideale geometrische Eigen-schaften vorwies. Die untersuchten Hartmetalle der Gühring oHG, Albstadt, auf Wolframcarbid/Cobalt-Basis (WC/Co) sind in Tabelle 1 aufge-listet.
Die Proben wurden randomisiert gerieben, um eventuell auftretende Störgrößen ausschließen zu können. Die Härte wurde vor und nach der Tiefkühlbehandlung bestimmt. In Abbildung 3 sind die Durchschnittshärtewerte für jedes Material aufgeführt. Alle Stäbe wurden über ihre Länge dreimal mit Vickers HV 10 getestet. Aus diesen 12 bis 18 Messwerten, je nach Anzahl der Stäbe, wurde dann der Mittelwert gebildet. Dies wurde nach der Tieftemperaturbehandlung wiederholt. Die Gesamtzahl der Härteprüfungen lag bei 145. Anschließend erfolgten die Reibver-suche an insgesamt 150 Proben.
Wie in Abbildung 3 dargestellt, ergeben sich bei der Härtemessung vor bzw. nach der Tieftem-peraturbehandlung nur minimale Unterschiede. Auch beim Abrieb in Abbildung 4 lassen sich nur minimale Veränderungen feststellen. Die auftretenden Unterschiede bei der Härte und dem Abrieb sind nach dem zweiseitigen t-Test, bei einer Sicherheitswahrscheinlichkeit von 95 Prozent, aber nur zufallsbedingt.
FazitAnhand dieser Ergebnisse ist ersichtlich, dass die Tieftemperaturbehandlung keinen Einfluss auf die Verschleißfestigkeit von Hartmetallen gegen Abrasion hat. Da aber positive Ergeb-nisse aus der Industrie mit beschichteten und kältebehandelten Fräswerkzeugen aus Hart-metall publiziert sind, müssen weiterführende Zerspanversuche durchgeführt werden. Neben den unterschiedlichen Hartmetallsorten soll auch der Einfluss unterschiedlicher Beschichtungen untersucht werden.
Momentan befindet sich am Institute of Materials and Processes ein Versuchsstand zur Durchfüh-rung von Drehversuchen im Aufbau. Neben der Verschleißmarkenbreite und den Schnittkräften zur Standzeitmessung werden auch das Bruch-verhalten und die Einsatzsicherheit nach VDI 3324 bestimmt [5].
Abb. 2: Abrieb an einer Hartmetallprobe
Tab. 1: Benennung und Zusammensetzung der Hartmetalle
Sorte DK 120 UF DK 120 DG 300 DK 405 DK 600 UF DK 600 UFKlassifikation ISO K05 / K10 K15 / K20 G30 K20 K20 / K40 G20 / G30
Co-Anteil [%] 7,0 6,0 15,0 10,0 10,0 15,0WC-Korngr. [ m] 0,7 1,3 2,5 1,0 0,5 0,5
Abb. 3: Härtewerte Hartmetall
Abb. 4: Abrieb Hartmetall
Institu
te of
Mater
ials a
nd P
roce
sses
14
Autoren
Prof. Dr. Rüdiger HaasProfessor an der Fakultät für Maschinenbau und Mechatronik und Leiter der Abteilung Fer-tigungstechnik und Produktion am Institute of Materials and Processes (IMP)
Felix Huyingakademischer Mitarbeiter in der Abteilung Fer-tigungstechnik und Produktion am IMP
Josef Bureschakademischer Mitarbeiter in der Abteilung Fer-tigungstechnik und Produktion am IMP
KontaktFelix HuyingHochschule Karlsruhe – Technik und WirtschaftInstitute of Materials and ProcessesMoltkestraße 3076133 KarlsruheE-Mail: [email protected]
Literatur[1] A.Y.L. Yong; K.H.W. Seah; M. Rahman, Perfor-
mance evaluation of cryogenically treated tung-sten carbide tools in turning, International Jour-nal of Machine Tools & Manufacture, 46(2006), 2051–2056.
[2] T.V. Sreerama; T. Sornakumar; M. Venkatarama; R. Venkatram, Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts, Int. Journal of Refractory Metals & Hard Materials, 27(2009), 181–185.
[3] N.N., Homepage des Institut für Schweißtechnik und Trennende Fertigungsverfahren der TU Clausthal, Stand 29.10.2009.
[4] N.N., Standard Test Method for Abrasive Wear Resistance of Cemented Carbides, ASTM Inter-national, B 611 – 85, 2000.
[5] N.N., Leistendrehtest – Prüfverfahren zur Be-urteilung des Bruchverhaltens und der Einsatz-sicherheit von Schneiden aus Hartmetall beim Drehen, VDI 3324,1999.
Steinbeis und die Hochschule Karlsruhe – Technik und Wirtschaft sind seit vielen Jahren gemeinsam erfolgreich im Wissens- und Technologietransfer aktiv. Zahlreiche Steinbeis-Unternehmen an der Hochschule bieten insbesondere auch kleinen und mittelständischen Unternehmen maßgeschneiderte und innovative Problemlösungen an.
Professoren, Studenten und Mitarbeiter der Hoch-schule nutzen mit Steinbeis ihr innovatives Poten-zial im unternehmerischen Transfer durch Projek-te in Entwicklung, Beratung und Weiterbildung für die Wirtschaft. Davon profitieren Hochschule und Wirtschaft gleichermaßen: die Praxisnähe sichert die Aktualität der Lehre und Ausbildung, der wissen-schaftliche Fortschritt der Hochschule wiederum fördert direkt den Marktvorsprung der Unternehmen.
Mehr über uns: www.stw.de
BERATUNG FORSCHUNG & ENTWICKLUNG
AUS- & WEITERBILDUNG ANALYSEN & EXPERTISEN
Der Transferpartner der Hochschule Karlsruhe

Institu
te of
Mater
ials a
nd P
roce
sses
15
Rüdiger Haas und Björn Muth
Einfluss von Additiven in Kühlschmierstoffen auf die Fräsbearbeitung harter, metallischer Werkstoffe
The effect of sulfur- and calcium additives in coolants on the milling of hard materials was analyzed. Milling tests of hardened steel (X153CrMoV12, 58 HRC) were performed using TiAlN-coated carbide tools. The cool-ant is based on mineral oil with a dynamic viscosity of 22 mPa*s at 20 °C. Tool life distance, cutting forces and surface roughness were analyzed as a function of the additives and their concentration. Surface roughness decreases with rising concentration of the additives. The cutting forces for rough machining decrease with higher concentration of additives, whereas for finish machining the forces rise with additive concentration. Add-ing small quantities of sulfur (0.2 %) results in a higher tool life distance. Higher sulfur concentration reduces this effect. At a concentration of 1 % sulfur, tool life distance is lower than when base oil is used.
EinleitungDie Bearbeitung harter metallischer Werkstoffe ist ein wichtiger Technologiezweig bei der Ferti-gung verschleißfester, hoch belastbarer Kompo-nenten. Hierbei findet das Fräsen als Alternative zur Senkerosion oder dem Koordinatenschleifen immer häufiger Anwendung. Bisher wird beim Hartfräsen kein Kühlschmierstoff eingesetzt, da dies eine Verkürzung der Standzeit zur Folge hat [1]. Die Ursache hierfür liegt in der thermischen Wechselbelastung der Schneide [2]. Durch eine gezielte Additivierung des Kühlschmierstoffs soll dieser Effekt gemindert werden, um so die Werk-zeuglebensdauer zu erhöhen.
Kühlschmierstoffe vermindern Reibung und Ver-schleiß an den Kontaktstellen zwischen Schnei-de und Werkstück bei der Zerspanung. Weiterhin unterstützt der Kühlschmierstoff die Wärmeab-fuhr in der Bearbeitungszone. Additive beein-flussen die tribochemischen und -physikalischen Prozesse in der Kontaktzone der Schneide [3].
Um den Einfluss der Additive auf den Zerspa-nungsprozess untersuchen zu können, wurden am Institute of Materials and Processes (IMP) der Hochschule Karlsruhe Fräsversuche durch-geführt. Zielgrößen dieser Untersuchung waren neben dem Standweg die Bearbeitungskräfte sowie die Oberflächenrauheit in Abhängigkeit der Additivkonzentrationen.
Additive können durch unterschiedliche Mecha-nismen Einfluss auf die tribologischen Prozesse an der Kontaktfläche ausüben. Zur Minderung von Mikroverschweißungen zwischen den Reib-partnern (Werkzeugschneide und Werkstück) werden organische Schwefel-, Phosphor- oder Chlorverbindungen eingesetzt. Diese bilden mit den metallischen Oberflächen Reaktionsschich-ten aus Metallsulfid, -chlorid oder -phosphat, welche Verschweißungen der Kontaktstellen verhindern [4].
Bei Schwefelverbindungen wird zwischen akti-ven und passiven Schwefelanteilen unterschie-den. Aktive Schwefelverbindungen weisen – im Gegensatz zu passiven – Ketten aus drei Schwefelmolekülen auf. Schwefel-Schwefel-Ver-bindungen brechen unter thermischer Belastung leichter auf als Schwefel-Kohlenstoff-Verbindun-gen und geben damit einfacher Schwefelmo-leküle als Reaktionspartner frei. In passiven Schwefelverbindungen kommen nur Ketten aus zwei Schwefelmolekülen vor. Der Schwefel liegt deshalb immer in einer Schwefel-Kohlenstoff-Verbindung vor und ist damit weniger reaktiv [3].
Additive auf Basis von überbasischem Kalzium-sulfonat und -carbonat können in Kombination mit aktiven Schwefeladditiven Mischkristalle mit angelagerten Polysulfiden bilden. Diese haften aufgrund zusätzlicher Absorption durch die Ten-sideigenschaften auf den Oberflächen und bewir-ken hierdurch eine Trennung der Reibpartner [3].
Mit zunehmender Konzentration des Schwefel-bzw. Kalziumadditivs steigt die Schmierwirkung des Kühlschmierstoffs [3]. Durch eine größe-re Schmierwirkung reduziert sich die Reibung zwischen Span und Schneide sowie zwischen Schneide und Werkstückoberfläche, wodurch sowohl die Schnitt- als auch die Vorschubkraft reduziert werden. Mit steigender Schmierwir-kung kommt es zu einem Aufgleiten der Schnei-de vor dem Anschnitt. Hierbei entstehen hohe Drücke und Kräfte auf die Freifläche der Schnei-de, wodurch die Passivkraft zunimmt [5].
VersuchsbedingungenAls Basisflüssigkeit für die Untersuchungen wurde ein mineralisches Öl mit einer dynami-schen Viskosität von 22 mPa*s (20 °C) benutzt. Das Öl wurde für die Untersuchungen mit ver-schiedenen Additiven in unterschiedlichen Kon-zentrationen gemischt. Als Referenz bei der Zerspanung wurde das reine Grundöl verwen-
Institu
te of
Mater
ials a
nd P
roce
sses
16
det. Um den Bezug zur praktischen Anwendung zu erhalten, wurden Referenzversuche unter Trockenbearbeitung durchgeführt.
Um die Auswahl an Additiven einzugrenzen, wurde in Voruntersuchungen deren Wirkung auf die Schmiereigenschaften von Kühlschmierstof-fen durch die Laborprüfmethoden nach Brugger, Reichert und mit dem Vier-Kugelapparat unter-sucht. Anhand der Ergebnisse wurden zwei Additive für die Versuchsreihen ausgewählt.
In den Versuchen wurde ein Additiv aus geschwe-felten Fettsäureestern und Kohlenwasserstoffen untersucht. Das Additiv weist einen Anteil von 26 % Schwefel auf, wobei 57 % davon in akti-ven Verbindungen vorliegen. Entscheidend für den Reaktionsprozess ist die Konzentration des Schwefels im gemischten Kühlschmierstoff. In den Versuchen wurden Konzentrationen von 0,1 %; 0,2 %; 0,5 % und 1 % Schwefelgehalt untersucht.
In einer weiteren Versuchsreihe wurde die Wir-kung eines Kalziumadditivs untersucht. Als Refe-
renz wurde hier eine Mischung aus Basisöl und Schwefeladditiv der ersten Versuchsreihe verwendet. Um sicherzustellen, dass genügend aktiver Schwefel für eine Reaktion zur Verfügung steht, wurde die Schwefelkonzentration auf 2 % erhöht. Das Kalziumadditiv wurde aufgrund der Ergebnisse der Voruntersuchung in Konzentra-tionen von 0,05 % und 0,2 % Kalziumgehalt im Kühlschmierstoff untersucht.
Die Versuche wurden auf einem Fräszentrum C 40 U der Fa. Hermle durchgeführt. Um die für die Versuche benötigte Kühlschmiermittelmenge auf 70 l zu reduzieren, wurde an die Maschine ein separater Kühlschmiermittelkreislauf angebaut.
Um den Einfluss der Spandicke auf die Ergeb-nisse untersuchen zu können, wurden die Ver-suche mit zwei unterschiedlichen Zustellungen durchgeführt. Die Versuchsparameter sind in Tabelle 1 aufgeführt.
Das Werkzeug gilt als verschlissen, wenn die Beschichtung der Schneide abgetragen ist und
Institu
te of
Mater
ials a
nd P
roce
sses
17
Abb. 1: Resultierende Bearbeitungskräfte mit Schwefel-Additiven
Tab 1: Versuchsparameter Fräsversuche
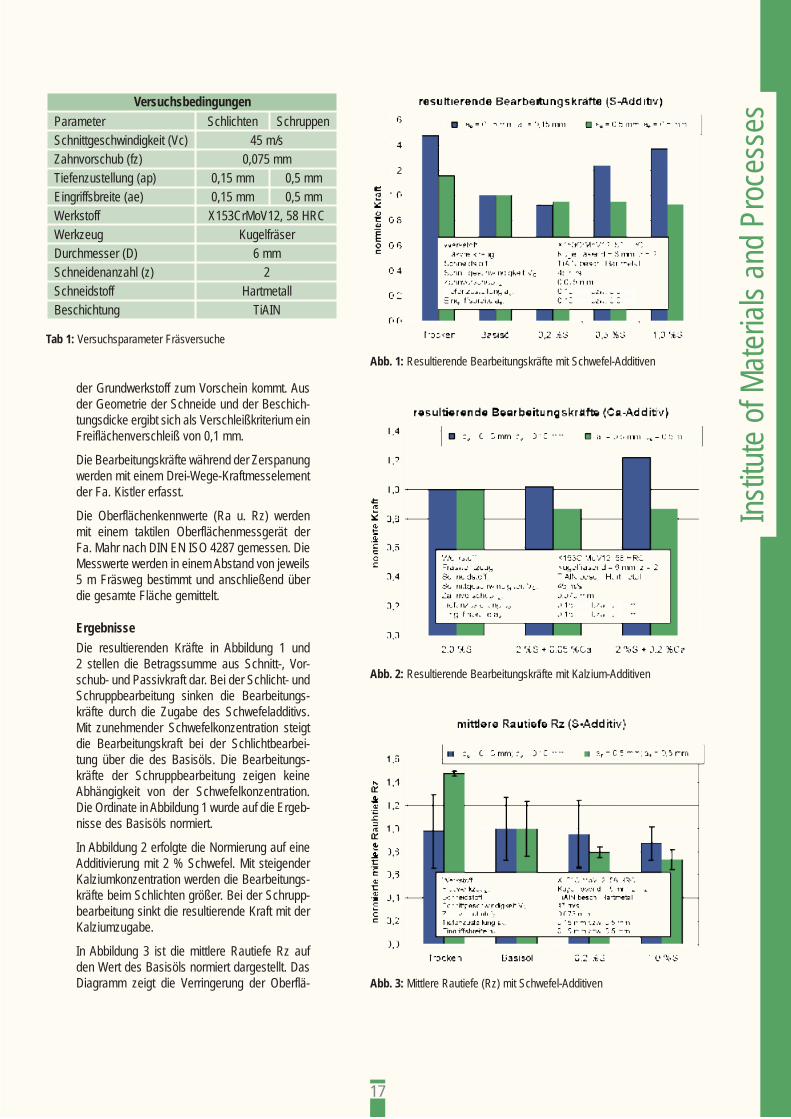
VersuchsbedingungenParameter Schlichten SchruppenSchnittgeschwindigkeit (Vc) 45 m/sZahnvorschub (fz) 0,075 mmTiefenzustellung (ap) 0,15 mm 0,5 mmEingriffsbreite (ae) 0,15 mm 0,5 mmWerkstoff X153CrMoV12, 58 HRCWerkzeug KugelfräserDurchmesser (D) 6 mmSchneidenanzahl (z) 2Schneidstoff HartmetallBeschichtung TiAIN
der Grundwerkstoff zum Vorschein kommt. Aus der Geometrie der Schneide und der Beschich-tungsdicke ergibt sich als Verschleißkriterium ein Freiflächenverschleiß von 0,1 mm.
Die Bearbeitungskräfte während der Zerspanung werden mit einem Drei-Wege-Kraftmesselement der Fa. Kistler erfasst.
Die Oberflächenkennwerte (Ra u. Rz) werden mit einem taktilen Oberflächenmessgerät der Fa. Mahr nach DIN EN ISO 4287 gemessen. Die Messwerte werden in einem Abstand von jeweils 5 m Fräsweg bestimmt und anschließend über die gesamte Fläche gemittelt.
ErgebnisseDie resultierenden Kräfte in Abbildung 1 und 2 stellen die Betragssumme aus Schnitt-, Vor-schub- und Passivkraft dar. Bei der Schlicht- und Schruppbearbeitung sinken die Bearbeitungs-kräfte durch die Zugabe des Schwefeladditivs. Mit zunehmender Schwefelkonzentration steigt die Bearbeitungskraft bei der Schlichtbearbei-tung über die des Basisöls. Die Bearbeitungs-kräfte der Schruppbearbeitung zeigen keine Abhängigkeit von der Schwefelkonzentration. Die Ordinate in Abbildung 1 wurde auf die Ergeb-nisse des Basisöls normiert.
In Abbildung 2 erfolgte die Normierung auf eine Additivierung mit 2 % Schwefel. Mit steigender Kalziumkonzentration werden die Bearbeitungs-kräfte beim Schlichten größer. Bei der Schrupp-bearbeitung sinkt die resultierende Kraft mit der Kalziumzugabe.
In Abbildung 3 ist die mittlere Rautiefe Rz auf den Wert des Basisöls normiert dargestellt. Das Diagramm zeigt die Verringerung der Oberflä-
Abb. 2: Resultierende Bearbeitungskräfte mit Kalzium-Additiven
Abb. 3: Mittlere Rautiefe (Rz) mit Schwefel-Additiven
Institu
te of
Mater
ials a
nd P
roce
sses
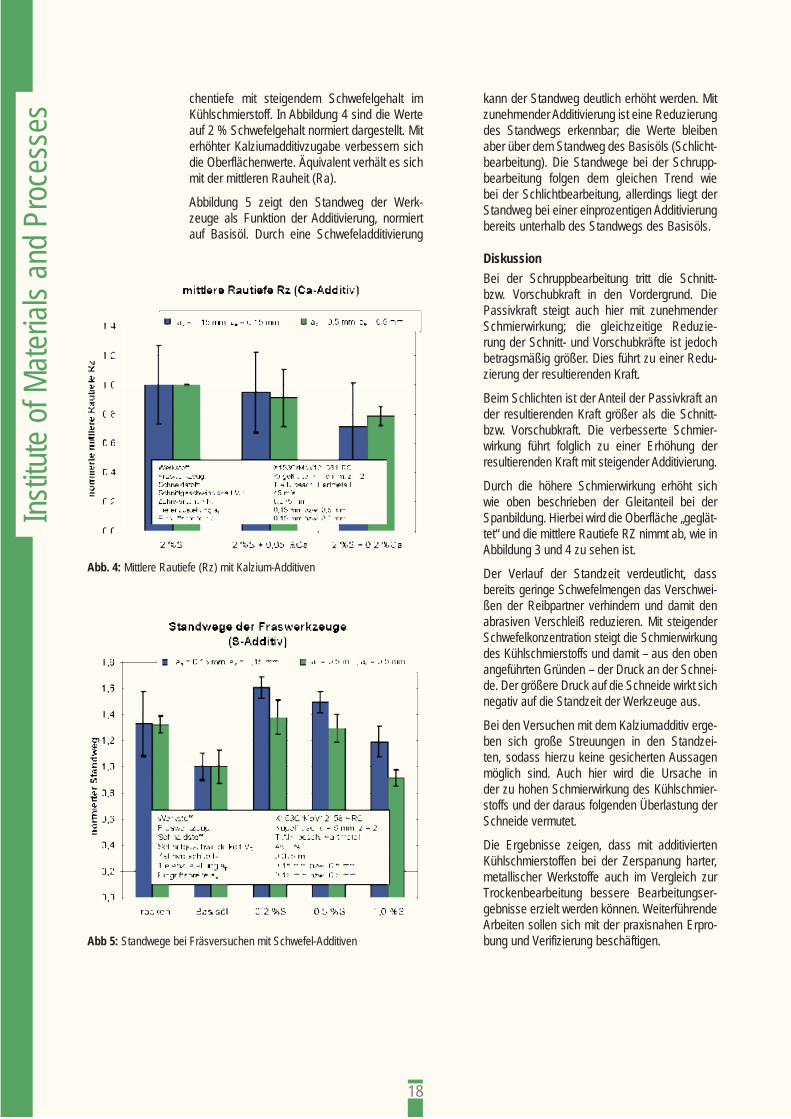
18
chentiefe mit steigendem Schwefelgehalt im Kühlschmierstoff. In Abbildung 4 sind die Werte auf 2 % Schwefelgehalt normiert dargestellt. Mit erhöhter Kalziumadditivzugabe verbessern sich die Oberflächenwerte. Äquivalent verhält es sich mit der mittleren Rauheit (Ra).
Abbildung 5 zeigt den Standweg der Werk-zeuge als Funktion der Additivierung, normiert auf Basisöl. Durch eine Schwefeladditivierung
kann der Standweg deutlich erhöht werden. Mit zunehmender Additivierung ist eine Reduzierung des Standwegs erkennbar; die Werte bleiben aber über dem Standweg des Basisöls (Schlicht-bearbeitung). Die Standwege bei der Schrupp-bearbeitung folgen dem gleichen Trend wie bei der Schlichtbearbeitung, allerdings liegt der Standweg bei einer einprozentigen Additivierung bereits unterhalb des Standwegs des Basisöls.
DiskussionBei der Schruppbearbeitung tritt die Schnitt- bzw. Vorschubkraft in den Vordergrund. Die Passivkraft steigt auch hier mit zunehmender Schmierwirkung; die gleichzeitige Reduzie-rung der Schnitt- und Vorschubkräfte ist jedoch betragsmäßig größer. Dies führt zu einer Redu-zierung der resultierenden Kraft.
Beim Schlichten ist der Anteil der Passivkraft an der resultierenden Kraft größer als die Schnitt- bzw. Vorschubkraft. Die verbesserte Schmier-wirkung führt folglich zu einer Erhöhung der resultierenden Kraft mit steigender Additivierung.
Durch die höhere Schmierwirkung erhöht sich wie oben beschrieben der Gleitanteil bei der Spanbildung. Hierbei wird die Oberfläche „geglät-tet“ und die mittlere Rautiefe RZ nimmt ab, wie in Abbildung 3 und 4 zu sehen ist.
Der Verlauf der Standzeit verdeutlicht, dass bereits geringe Schwefelmengen das Verschwei-ßen der Reibpartner verhindern und damit den abrasiven Verschleiß reduzieren. Mit steigender Schwefelkonzentration steigt die Schmierwirkung des Kühlschmierstoffs und damit – aus den oben angeführten Gründen – der Druck an der Schnei-de. Der größere Druck auf die Schneide wirkt sich negativ auf die Standzeit der Werkzeuge aus.
Bei den Versuchen mit dem Kalziumadditiv erge-ben sich große Streuungen in den Standzei-ten, sodass hierzu keine gesicherten Aussagen möglich sind. Auch hier wird die Ursache in der zu hohen Schmierwirkung des Kühlschmier-stoffs und der daraus folgenden Überlastung der Schneide vermutet.
Die Ergebnisse zeigen, dass mit additivierten Kühlschmierstoffen bei der Zerspanung harter, metallischer Werkstoffe auch im Vergleich zur Trockenbearbeitung bessere Bearbeitungser-gebnisse erzielt werden können. Weiterführende Arbeiten sollen sich mit der praxisnahen Erpro-bung und Verifizierung beschäftigen.Abb 5: Standwege bei Fräsversuchen mit Schwefel-Additiven
Abb. 4: Mittlere Rautiefe (Rz) mit Kalzium-Additiven
Institu
te of
Mater
ials a
nd P
roce
sses
19
Autoren
Prof. Dr.-Ing. Rüdiger HaasProfessor an der Fakultät für Maschinenbau und Mechatronik und Leiter der Abteilung Fer-tigungstechnik und Produktion des Institutes of Materials and Processes (IMP)
Björn Muthakademischer Mitarbeiter am IMP
KontaktBjörn MuthHochschule Karlsruhe – Technik und WirtschaftInstitute of Materials and ProcessesMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-2140
Literatur[1] S. Knodt, Hartfräsen pulvermetallurgisch er-
zeugter ledeburitischer Stähle, Diss. RWTH Aachen, Shaker Verlag, Band 22(2004).
[2] W. König; F. Klocke, Fertigungsverfahren Band 1: Drehen, Fräsen, Bohren, VDI-Springer Verlag, 7. Aufl age, 2002.
[3] A. Walter, Tribophysikalische und tribochemische Vorgänge in der Kontaktzone bei der Zerspa-nung, Diss. RWTH Aachen, Shaker Verlag, 2002.
[4] H. Czichos; K-H. Habig, Tribologiehandbuch: Reibung und Verschleiß, ISBN 3-528-06354-8, Vieweg Verlag, 1992.
[5] W. Sun, Hochgeschwindigkeitsfräsen von hoch-warmfesten Stählen mit Minimalmengenschmie-rung, Diss. RWTH Aachen, Shaker Verlag, 2005.
Kompakt, kraftvoll,hochauflösend
NEXACT® PiezoWalk®
Kompakte Präzisionsantriebe
■ Stellkraft bis 15 N ■ Geschwindigkeit bis 10 mm/s ■ sub-nm-genau
NEXLINE® PiezoWalk®
Hochlast Präzisionsantriebe
■ Stellkraft bis 500 N ■ sub-nm-genau ■ Hochdynamisches Regeln
PILine® Hochgeschwindig-keitsantriebe
■ Stellkraft bis 10 N ■ Geschwindigkeit bis 500 mm/s ■ sub-µm-genau
Piezolinearantriebe für die Automation – PILine® undPiezoWalk® Antriebe bieten unbegrenzte Stellwege undsind prinzipiell vakuumtauglich und nichtmagnetisch. ImRuhezustand selbsthemmend, vermeiden sie Erwärmungdurch Halteströme sowie Servo- oder Mikroschritt-Zittern.
Physik Instrumente (PI) GmbH & Co.KG · Tel. 0721 4846-0

Institu
te of
Mater
ials a
nd P
roce
sses
20
EinleitungSchiffsumströmungen, die sich bei der Fahrt einstellen, hängen ganz entscheidend von der Form des Schiffes, dem verdrängten Wasservo-lumen, der Beladung, der Fahrgeschwindigkeit und insbesondere von der Wetterlage (Wellen-gang) ab. Einhergehend mit dem Umströmungs-vorgang entsteht ein Strömungswiderstand, den das Schiff überwinden muss. Im Falle von motor-betriebenen Schiffen bedeutet ein geringerer Widerstand einen geringeren Energieverbrauch. Durch den Antrieb wird das Schiff jedoch auch aus seiner „ruhenden“ hydrostatischen in eine „getrimmte“ Lage versetzt. Das bedeutet, dass der Bug des Schiffes etwas weiter aus der idealen Wasserlinie herausragt und damit höher liegt als das Heck. Dieser Winkelversatz wird mit „Trimm“ bezeichnet und stellt neben dem Wider-standsbeiwert eine wichtige Größe dar. Der Trimm eines Schiffes ist von der Fahrgeschwin-digkeit abhängig. Durch einen vergrößerten Trimm ändert sich auch der Widerstandsbeiwert, da die Größe der eingetauchten Oberfläche des Schiffes verändert wird und damit die Reibung und der Widerstand durch die Flüssigkeitsver-drängung beeinflusst werden [1].
Aus physikalischer Sicht wird ein Schiff von fol-genden Kräften in stabiler Lage gehalten:
AuftriebskraftGewichtskraftWiderstandskraft (bei Fahrt)
Bei großen Schiffen wie beispielsweise Contai-nerschiffen oder Tankern werden experimen-telle Versuche in sogenannten Schleppkanä-len durchgeführt, wobei die Schiffe in einem verkleinertem Maßstab als Modell realitätsnah nachgebaut werden. In Abbildung 1 ist ein sol-
cher Schleppkanal schematisch skizziert. Zu Vergleichszwecken werden die Modellschiffe in der Höhe drehbar fixiert, sodass nur ein Rota-tionsfreiheitsgrad um die Längsachse erhalten bleibt. Die Geradeausfahrt wird durch eine fahr-bare Trasse, an dem das Modellschiff fixiert ist, realisiert. In Querrichtung zur Fahrt ist keine Bewegung möglich. Somit weist das Modellschiff nur zwei Freiheitsgrade auf. Bei der Bewegung des Modellschiffs stellen sich ein bestimmter Trimm (Gleichgewichtszustand) und eine Wel-lenbewegung der Wasserlinie am Schiff und um das Schiff ein. Diese Wellenbewegung wird zu Vergleichszwecken mit Kameras aufgezeichnet, wobei ein Vergleich jeweils bei identischer Rey-nolds- und Froude-Zahl erfolgt.
Eckhard Martens, Aron Kneer und Robert Nekic
Dreidimensionale Simulation der Wellenbildung bei der Umströmung eines Schiffes
Currents which arise around moving ships depend on the form of the ship, the displaced water volume, the load, the speed, and of course also on the weather conditions (e.g. swell). Along with the circulation, ships produce a resistance against the current. For ships with propulsion, lower resistance means lower energy consumption. Experiments with large ships are conducted in so-called towing tanks. In this case, the ships are copied to a smaller scale as a model near to reality. The model ship is fixed in a mobile construction which creates the movement. Through the movement of the model ship, a certain trim (condition of equilibrium) and an undulation of the water surface appear. This undulation is captured by cameras and a comparison occurs in each case with more identical Reynolds number and Froude number. Furthermore the results of the pilot experiments are used to determine benchmarks using computational fluid dynamics (CDF) tools. Modern CFD tools offer the so-called VOF method (Volume of Fluid) with which current processes with free surface can be simulated. Within the scope of a degree thesis, a towing tank attempt of the model ship DTMB 5415 was checked with the CFD solver Star-CCM+. The results from experiment and calculation were compared with each other.
Abb 1: Schematische Darstellung eines Schleppkanals
Ferner werden die Ergebnisse aus den Modell-versuchen für den Vergleich von Strömungssi-mulationen eingesetzt. Solche modernen CFD-Werkzeuge (Computational Fluid Dynamics)
Institu
te of
Mater
ials a
nd P
roce
sses
21
verfügen über das sogenannte VOF-Verfahren (Volume of Fluid), mit dem Strömungsvorgänge mit freier Oberfläche berechnet werden können.
Dieses besondere Verfahren ermöglicht es, die freie Oberfläche zweier unterschiedlicher Pha-sen (in diesem Fall Luft und Wasser) – unter Berücksichtigung der Verdrängung und Anström-geschwindigkeit – nachzubilden [2].
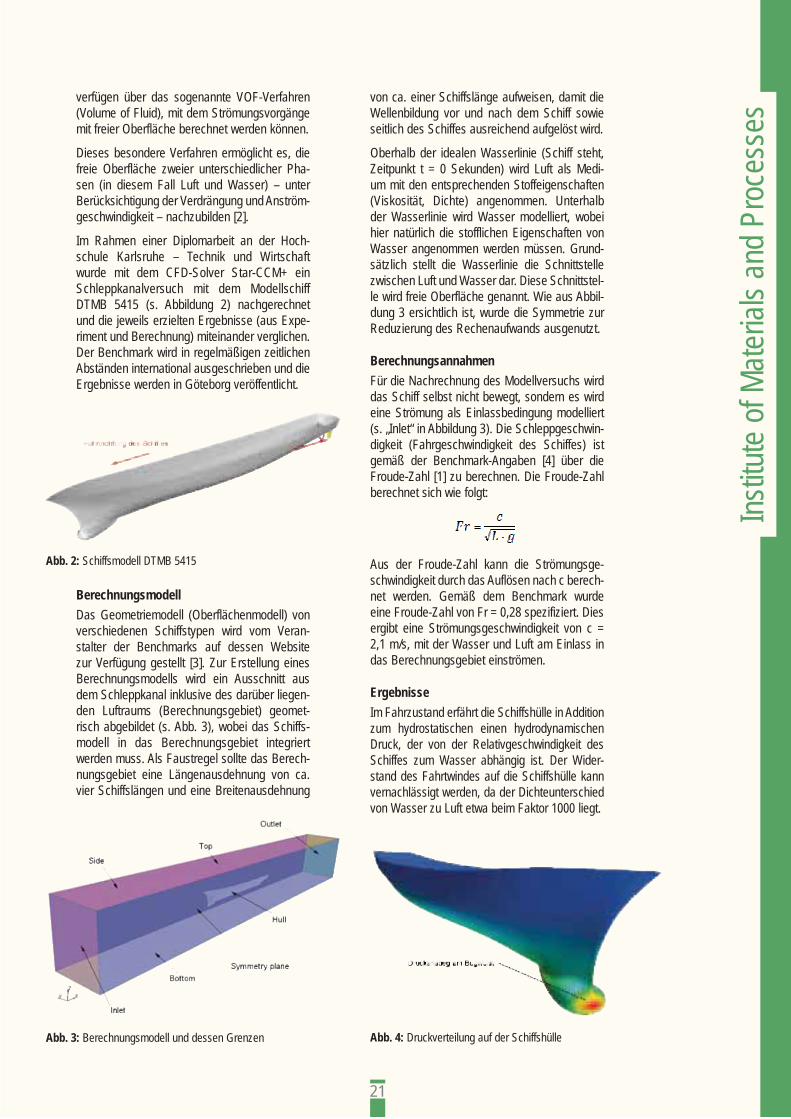
Im Rahmen einer Diplomarbeit an der Hoch-schule Karlsruhe – Technik und Wirtschaft wurde mit dem CFD-Solver Star-CCM+ ein Schleppkanalversuch mit dem Modellschiff DTMB 5415 (s. Abbildung 2) nachgerechnet und die jeweils erzielten Ergebnisse (aus Expe-riment und Berechnung) miteinander verglichen. Der Benchmark wird in regelmäßigen zeitlichen Abständen international ausgeschrieben und die Ergebnisse werden in Göteborg veröffentlicht.
von ca. einer Schiffslänge aufweisen, damit die Wellenbildung vor und nach dem Schiff sowie seitlich des Schiffes ausreichend aufgelöst wird.
Oberhalb der idealen Wasserlinie (Schiff steht, Zeitpunkt t = 0 Sekunden) wird Luft als Medi-um mit den entsprechenden Stoffeigenschaften (Viskosität, Dichte) angenommen. Unterhalb der Wasserlinie wird Wasser modelliert, wobei hier natürlich die stofflichen Eigenschaften von Wasser angenommen werden müssen. Grund-sätzlich stellt die Wasserlinie die Schnittstelle zwischen Luft und Wasser dar. Diese Schnittstel-le wird freie Oberfläche genannt. Wie aus Abbil-dung 3 ersichtlich ist, wurde die Symmetrie zur Reduzierung des Rechenaufwands ausgenutzt.
BerechnungsannahmenFür die Nachrechnung des Modellversuchs wird das Schiff selbst nicht bewegt, sondern es wird eine Strömung als Einlassbedingung modelliert (s. „Inlet“ in Abbildung 3). Die Schleppgeschwin-digkeit (Fahrgeschwindigkeit des Schiffes) ist gemäß der Benchmark-Angaben [4] über die Froude-Zahl [1] zu berechnen. Die Froude-Zahl berechnet sich wie folgt:
Aus der Froude-Zahl kann die Strömungsge-schwindigkeit durch das Auflösen nach c berech-net werden. Gemäß dem Benchmark wurde eine Froude-Zahl von Fr = 0,28 spezifiziert. Dies ergibt eine Strömungsgeschwindigkeit von c = 2,1 m/s, mit der Wasser und Luft am Einlass in das Berechnungsgebiet einströmen.
ErgebnisseIm Fahrzustand erfährt die Schiffshülle in Addition zum hydrostatischen einen hydrodynamischen Druck, der von der Relativgeschwindigkeit des Schiffes zum Wasser abhängig ist. Der Wider-stand des Fahrtwindes auf die Schiffshülle kann vernachlässigt werden, da der Dichteunterschied von Wasser zu Luft etwa beim Faktor 1000 liegt.
Abb. 2: Schiffsmodell DTMB 5415
BerechnungsmodellDas Geometriemodell (Oberflächenmodell) von verschiedenen Schiffstypen wird vom Veran-stalter der Benchmarks auf dessen Website zur Verfügung gestellt [3]. Zur Erstellung eines Berechnungsmodells wird ein Ausschnitt aus dem Schleppkanal inklusive des darüber liegen-den Luftraums (Berechnungsgebiet) geomet-risch abgebildet (s. Abb. 3), wobei das Schiffs-modell in das Berechnungsgebiet integriert werden muss. Als Faustregel sollte das Berech-nungsgebiet eine Längenausdehnung von ca. vier Schiffslängen und eine Breitenausdehnung
Abb. 3: Berechnungsmodell und dessen Grenzen Abb. 4: Druckverteilung auf der Schiffshülle
Institu
te of
Mater
ials a
nd P
roce
sses
22
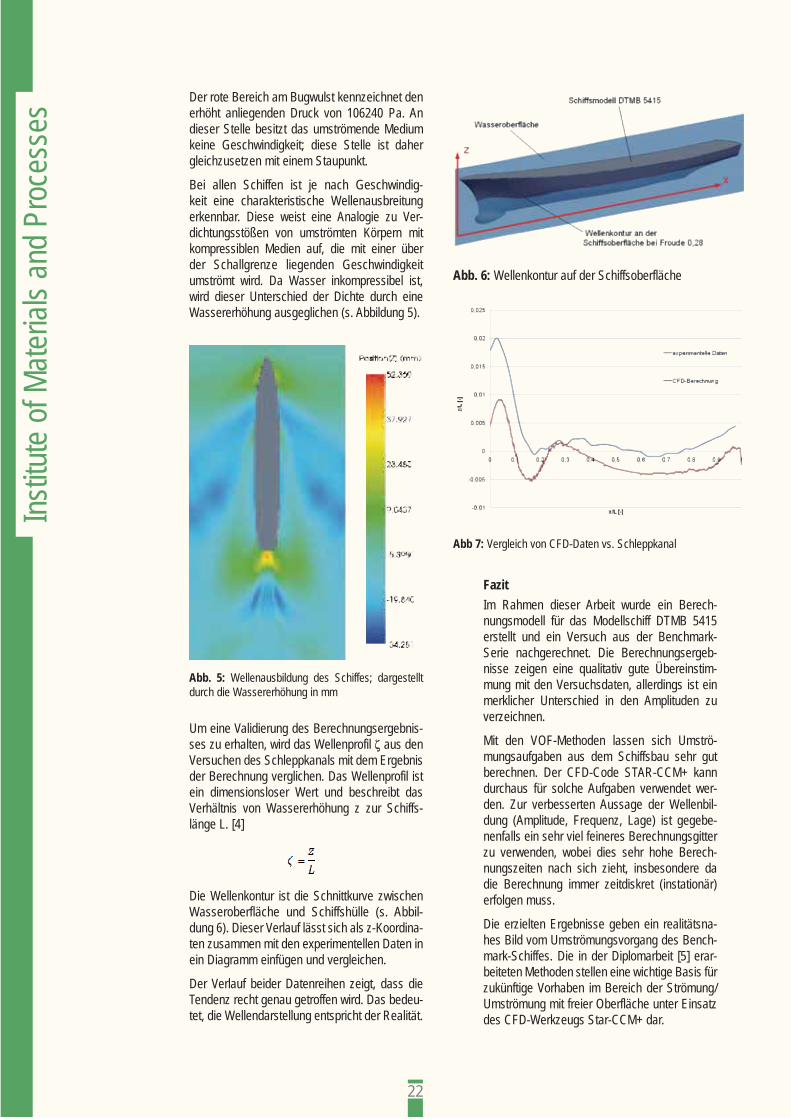
Der rote Bereich am Bugwulst kennzeichnet den erhöht anliegenden Druck von 106240 Pa. An dieser Stelle besitzt das umströmende Medium keine Geschwindigkeit; diese Stelle ist daher gleichzusetzen mit einem Staupunkt.
Bei allen Schiffen ist je nach Geschwindig-keit eine charakteristische Wellenausbreitung erkennbar. Diese weist eine Analogie zu Ver-dichtungsstößen von umströmten Körpern mit kompressiblen Medien auf, die mit einer über der Schallgrenze liegenden Geschwindigkeit umströmt wird. Da Wasser inkompressibel ist, wird dieser Unterschied der Dichte durch eine Wassererhöhung ausgeglichen (s. Abbildung 5).
FazitIm Rahmen dieser Arbeit wurde ein Berech-nungsmodell für das Modellschiff DTMB 5415 erstellt und ein Versuch aus der Benchmark-Serie nachgerechnet. Die Berechnungsergeb-nisse zeigen eine qualitativ gute Übereinstim-mung mit den Versuchsdaten, allerdings ist ein merklicher Unterschied in den Amplituden zu verzeichnen.
Mit den VOF-Methoden lassen sich Umströ-mungsaufgaben aus dem Schiffsbau sehr gut berechnen. Der CFD-Code STAR-CCM+ kann durchaus für solche Aufgaben verwendet wer-den. Zur verbesserten Aussage der Wellenbil-dung (Amplitude, Frequenz, Lage) ist gegebe-nenfalls ein sehr viel feineres Berechnungsgitter zu verwenden, wobei dies sehr hohe Berech-nungszeiten nach sich zieht, insbesondere da die Berechnung immer zeitdiskret (instationär) erfolgen muss.
Die erzielten Ergebnisse geben ein realitätsna-hes Bild vom Umströmungsvorgang des Bench-mark-Schiffes. Die in der Diplomarbeit [5] erar-beiteten Methoden stellen eine wichtige Basis für zukünftige Vorhaben im Bereich der Strömung/Umströmung mit freier Oberfläche unter Einsatz des CFD-Werkzeugs Star-CCM+ dar.
Abb. 5: Wellenausbildung des Schiffes; dargestellt durch die Wassererhöhung in mm
Um eine Validierung des Berechnungsergebnis-ses zu erhalten, wird das Wellenprofil z aus den Versuchen des Schleppkanals mit dem Ergebnis der Berechnung verglichen. Das Wellenprofil ist ein dimensionsloser Wert und beschreibt das Verhältnis von Wassererhöhung z zur Schiffs-länge L. [4]
Die Wellenkontur ist die Schnittkurve zwischen Wasseroberfläche und Schiffshülle (s. Abbil-dung 6). Dieser Verlauf lässt sich als z-Koordina-ten zusammen mit den experimentellen Daten in ein Diagramm einfügen und vergleichen.
Der Verlauf beider Datenreihen zeigt, dass die Tendenz recht genau getroffen wird. Das bedeu-tet, die Wellendarstellung entspricht der Realität.
Abb. 6: Wellenkontur auf der Schiffsoberfläche
Abb 7: Vergleich von CFD-Daten vs. Schleppkanal
Literaturverzeichnis[1] W. Bohl, Strömungslehre, Vogel-Verlag, Berlin
Heidelberg, 2008.
[2] J. H. Ferziger; M. Peric, Numerische Strö-mungsmechanik, Springer-Verlag, Berlin Heidel-berg, 2008.
[3] http://www.navy.mil, Offi zielle Internetpräsenz der US-Navy
[4] F. Stern; J. Longo; R. Penna; A. Olivieri; T. Ratcliffe; H. Coleman, International collaboration on benchmark CFD validation data for surface combatant DTMB model 5415.
[5] R. Nekic, Validierung des CFD-Codes Star-CCM+ anhand des internationalen Benchmarks „Schiff DTMB Model 5415“, Diplomarbeit, Hochschule Karlsruhe – Technik und Wirtschaft, 2009.
Autoren
Prof. Dr.-Ing. Eckhard MartensProfessor an der Fakultät für Maschinenbau und Mechatronik
Aron KneerGeschäftsführer der TinniT Technologies GmbH, Karlsruhe
Robert Nekicakademischer Mitarbeiter an der Fakultät für Maschinenbau und Mechatronik
KontaktProf. Dr. Eckhard MartensHochschule Karlsruhe – Technik und WirtschaftInstitute of Materials and ProcessesE-Mail: [email protected]: 0721 925-1858
>> Die sicherste Art, Zukunft zu entwickeln. Die zweiwelligen Laborextruder ZSK 18 MEGAlab
und ZSK 26 von Coperion, ehemals Werner & Pfleiderer, besitzen die Erfolgsgene der ZSK MEGA
compounder Technologie. Das sichere Scale-up auf größere Produktionsmengen macht sie
zu den idealen Compoundiersystemen für Rezepturentwicklungen und die wissenschaftliche
Grundlagenforschung. That’s what we mean when we say “confidence through partnership”.
>> www.coperion.com
Laborextruder ZSK 18 MEGAlab
mit Materialzuführung und Seitenbeschickung
>compounding & extrusion >materials handling >service
Infor
matik
/Geo
infor
matik
24
Jürgen Pollak, Alireza Sarveniazi und Norbert Link
Maschinelles Erlernen von Fertigungsprozessen aus experimentellen Daten und Anwendung auf den Widerstandspunktschweißprozess
Industrial production must respond flexibly to varying customer demands and supply conditions. This issue is addressed by a new production machine paradigm, which allows the machine to react autonomously to vary-ing production tasks by executing its process with the appropriate and optimised parameters. This capability is based on a representation of relevant process knowledge about the relation between task specifications and appropriate methods to reach the desired goal under given conditions. This paper presents a method which automatically extracts such knowledge from experimental data and uses this knowledge to derive the desired process parameters. The method is universally applicable to any production process and the applicability to resistance spot welding is shown.
EinleitungDie heutige Produktion muss sich immer flexibler auf variierende Produktwünsche bzw. auf Pro-duktionsbedingungen (wie Halbzeugeigenschaf-ten, Rohstoff- und Energiepreise) einstellen. An der Produktionsbasis werden elementare Ferti-gungsprozessschritte von Maschinen durchge-führt, um das gewünschte Produkt zu erzeugen. Zur Gewährleistung der Flexibilität geschieht dies am besten mit Maschinen, welche autonom Fertigungsaufgaben einer bestimmten Aufga-benklasse auch unter variierenden Randbedin-gungen zielsicher erledigen können. Voraus-setzung hierfür ist, dass die Maschine über ein entsprechendes Prozesswissen verfügt, das sie befähigt, in Abhängigkeit von Zielsetzung und Randbedingungen die richtigen Parameter für die Prozessführung einzustellen („Intelligente Fertigungsmaschine“). Es wird eine Methode vorgestellt, wie das erforderliche Wissen auto-matisch aus experimentellen Befunden eines Prozesses gewonnen, in eine aufgabengerechte Repräsentation überführt und schließlich für die Ermittlung geeigneter Prozessparameter ver-wendet werden kann. Diese Methode wird am Beispiel des Widerstandspunktschweißprozes-ses demonstriert.
LösungskonzeptIntelligente Fertigungsmaschinen müssen also flexibel auf variierende Aufgaben reagieren, indem sie ihre Prozessparameter so einstellen, dass vordefinierte Aufgabenziele unter gegebe-nen Bedingungen erreicht werden.
Zu diesem Zweck muss die Maschine Wissen über die Beziehung zwischen Prozessparame-tern und Prozesszielen unter gegebenen (aber variablen) Prozessbedingungen repräsentie-ren und nutzen. Derartiges Wissen ist in den Ergebnisdaten von Experimenten repräsentiert, in denen die Werte von Prozesszielgrößen –
nach einer Prozessdurchführung mit bestimmten Prozessparametern und unter kontrollierten und gemessenen Prozessbedingungen – bestimmt wurden. Für die Extraktion der in den Daten dar-gestellten Zusammenhänge und deren Nutzung wird ein neuartiges System vorgeschlagen. Die Daten können sowohl von realen physischen als auch von simulierten numerischen Experi-menten herrühren. Sie bilden die Basis für die Schätzung einer sogenannten Zielfunktion (die den gewünschten Endzustand des Prozesses beschreibt), deren unabhängige Variablen die Prozessparameter zusammen mit denjenigen Größen bilden, die die Prozessbedingungen beschreiben. Diese Zielfunktion stellt dann die Wissensrepräsentation des Prozesses dar und wird benutzt, um die Prozessparameter zu finden, mit denen ein gewünschtes Prozessziel erreicht werden soll. Die Auffindung der Prozessparame-ter ist damit äquivalent zur Aufgabe, die Menge an Parametern zu finden, für welche die Zielfunk-tion einen vorgegebenen Wert annimmt. Diese Menge wird als Niveaumenge bezeichnet. Die bestmöglichen Prozessparameter werden durch das Auffinden des Optimums einer Kostenfunk-tion auf der Niveaumenge ermittelt. Somit ergibt sich schlussendlich die günstigste Methode, mit der das spezifizierte Ziel erreicht wird.
Die Zielfunktion wird errechnet, indem auf den experimentellen Daten eine nicht-lineare Kernel-Regression berechnet wird, welche die gewünschte Zielfunktion in Abhängigkeit von den Prozessparametern und -bedingungsgrö-ßen liefert.
Experimentelle Befunde liefern auch häufig Pro-zessgrenzen, jenseits derer die Prozesspara-meter überhaupt keinen Prozessablauf erlauben und daher kein Ergebnis zeitigen. Diese soge-nannte Durchführbarkeitsgrenze wird im vorge-stellten System aus den experimentellen Ergeb-nissen mit einer Zwei-Klassen-Support-Vektor-Maschine durch Repräsentation des machbaren

Infor
matik
/Geo
infor
matik
25
und des nicht-machbaren Parameterbereichs in Form zweier Klassen erlernt.
Weiterhin ist zu berücksichtigen, dass die Ziel-funktion nur in solchen Bereichen angewendet werden darf, die durch die experimentellen Daten abgedeckt (unterstützt) werden. Diese Unterstützungsbereiche, welche die Anwendung der Zielfunktion beschränken, werden durch Hüllen modelliert, die die experimentellen Daten umschließen.
Alle drei Komponenten – die Zielfunktion, das Machbarkeitsgebiet in Form einer Zweiklassen-SVM und die Hüllen der Unterstützungsbereiche – bilden das Wissen, mit dem die Transforma-tion einer gegebenen Aufgabe in eine Prozess-methode (Aufgaben-Methoden-Transformation) durchgeführt werden kann. Die Transformation geht dann wie folgt vonstatten: Die Aufgabe ist durch Vorgabe der Zielgröße g0 und die Werte der Prozessbedingungen c0 = [c1, c2, …, cN]Tgegeben. Die angeschlossene Maschine erwartet zur Durchführung des Prozesses eine Menge an Prozessparametern p0 = [p1, p2, …, pK]T,die angeben, wie der Prozess konkret geführt wird. Das benötigte Prozesswissen ist durch die Zielfunktion g(c,p) repräsentiert. Durch die in der Aufgabe spezifizierten Prozessbedingungen besitzt die Zielfunktion g(c0,p) nur noch die Pro-zessparameter als freie Größen. Die Lösung der Gleichung g(c0,p) = g0 (die Niveaumenge) ergibt eine Menge an Prozessparametersätzen {p0
i}, die alle die gestellte Aufgabe erfüllen. Unter diesen wird nun das Minimum einer gegebenen Kos-tenfunktion J(p) gesucht, welches die günstigste Methode darstellt.
Anwendung auf den Produktionsprozess „Widerstandspunktschweißen“Das Widerstandspunktschweißen ist eine Methode, um Metalle miteinander zu verbinden. Dazu wird eine Schweißzange benutzt, die zwei Elektroden besitzt, die sich gegenüberste-hen. Zwischen diese Elektroden werden die zu verschweißenden Bleche gelegt. Dann werden die Elektroden mit einer bestimmten Kraft F gegeneinander gepresst und durch sie hindurch Strom geleitet, der die Kontaktfläche zwischen den Blechen so lange erhitzt, bis dort Schmelze entsteht, die sich von der Kontaktfläche aus in beide Bleche erstreckt. Das geschmolzene und nach dem Abschalten des Stroms erstarrte klei-ne Volumen verbindet dann die Bleche und wird als Schweißlinse bezeichnet.
Ihr Durchmesser bestimmt die Qualität der ent-standenen Verbindung, und der Durchmesser-wert D gibt das Ziel der Schweißung g = D an. Als Prozessbedingungen sind die Dicken und Materialien der beiden Bleche c = [d1, d2]T gege-
ben. Die Parameter, welche die Prozessführung auf der Schweißmaschine bestimmen, sind die Elektrodenpresskraft F, der Schweißstrom I und die Schweißzeit T und damit ist p = [F, I, T]T.
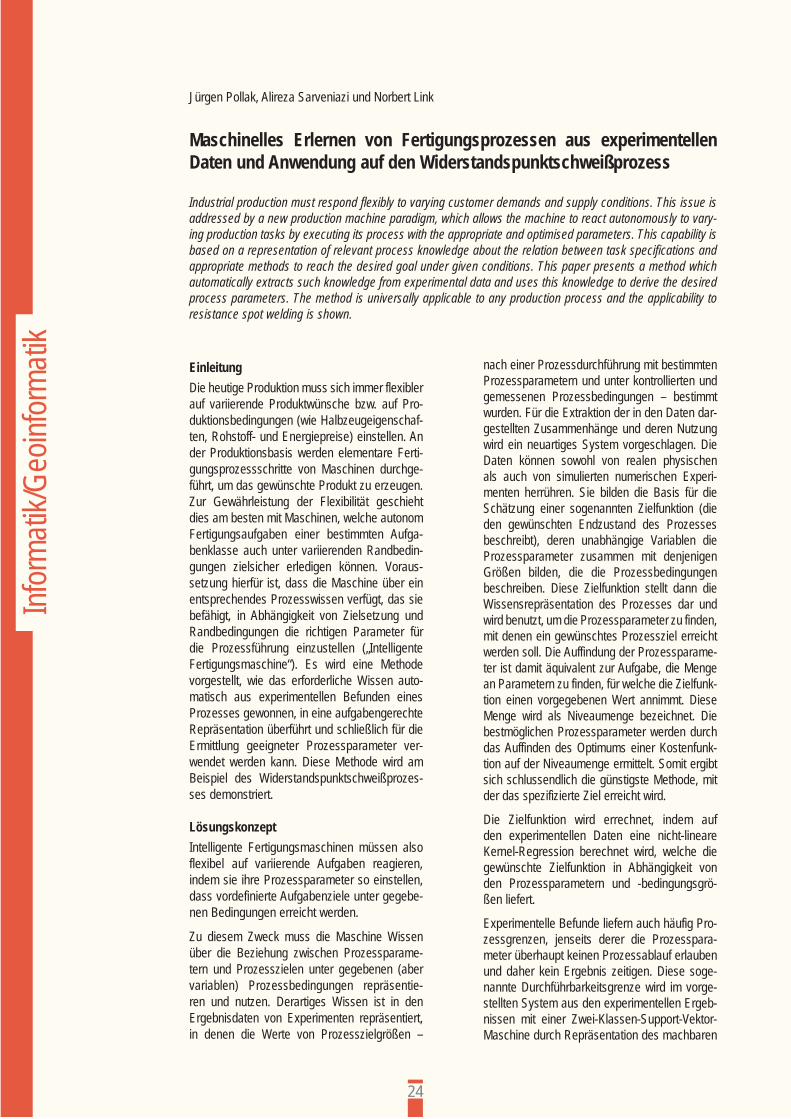
Die Experimente zur Erzeugung der Daten für die Berechnung der Zielfunktion g(d1, d2, F, I, T) wurden für den grundsätzlichen Funktions-nachweis der Methode zunächst rein numerisch mithilfe der FEM-Simulationssoftware SORPAS durchgeführt, welche zu 1800 Kombinationen von d1, d2, F, I, T jeweils den zugehörigen Schweißlinsendurchmesserwert lieferte, der sich aus der Simulation des jeweiligen Schweiß-versuchs ergab. Die Zielfunktion (s. Abb. 1) wurde daraus mittels Support-Vektor-Regressi-on bestimmt.
Versuche, die wegen zu geringer Temperatur keine Schweißlinse ergaben oder bei denen die Temperatur so hoch war, dass verdampfendes Metall die Bildung einer Schweißlinse verhinder-te, wurden mit einer Zweiklassen-Supportvektor-Maschine in ein Machbarkeits- und ein Nicht-machbarkeitsgebiet aufgeteilt (s. Abb.1).
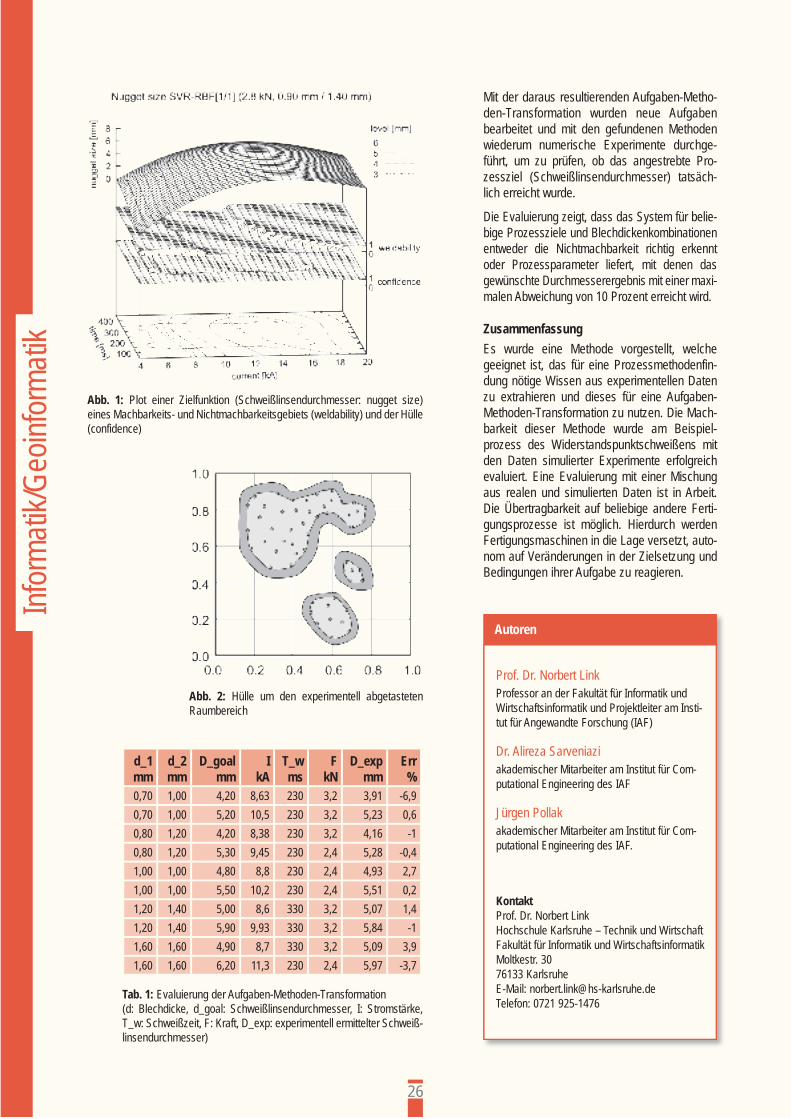
Ferner wurde eine Hülle (s. Abb.1 und 2) um den experimentell abgetasteten Raumbereich gelegt, um den Unterstützungsbereich zu definieren.
Infor
matik
/Geo
infor
matik
26
Mit der daraus resultierenden Aufgaben-Metho-den-Transformation wurden neue Aufgaben bearbeitet und mit den gefundenen Methoden wiederum numerische Experimente durchge-führt, um zu prüfen, ob das angestrebte Pro-zessziel (Schweißlinsendurchmesser) tatsäch-lich erreicht wurde.
Die Evaluierung zeigt, dass das System für belie-bige Prozessziele und Blechdickenkombinationen entweder die Nichtmachbarkeit richtig erkennt oder Prozessparameter liefert, mit denen das gewünschte Durchmesserergebnis mit einer maxi-malen Abweichung von 10 Prozent erreicht wird.
ZusammenfassungEs wurde eine Methode vorgestellt, welche geeignet ist, das für eine Prozessmethodenfin-dung nötige Wissen aus experimentellen Daten zu extrahieren und dieses für eine Aufgaben-Methoden-Transformation zu nutzen. Die Mach-barkeit dieser Methode wurde am Beispiel-prozess des Widerstandspunktschweißens mit den Daten simulierter Experimente erfolgreich evaluiert. Eine Evaluierung mit einer Mischung aus realen und simulierten Daten ist in Arbeit. Die Übertragbarkeit auf beliebige andere Ferti-gungsprozesse ist möglich. Hierdurch werden Fertigungsmaschinen in die Lage versetzt, auto-nom auf Veränderungen in der Zielsetzung und Bedingungen ihrer Aufgabe zu reagieren.
Abb. 1: Plot einer Zielfunktion (Schweißlinsendurchmesser: nugget size) eines Machbarkeits- und Nichtmachbarkeitsgebiets (weldability) und der Hülle (confidence)
Abb. 2: Hülle um den experimentell abgetasteten Raumbereich
d_1mm
d_2mm
D_goalmm
IkA
T_wms
FkN
D_expmm
Err%
0,70 1,00 4,20 8,63 230 3,2 3,91 -6,90,70 1,00 5,20 10,5 230 3,2 5,23 0,60,80 1,20 4,20 8,38 230 3,2 4,16 -10,80 1,20 5,30 9,45 230 2,4 5,28 -0,41,00 1,00 4,80 8,8 230 2,4 4,93 2,71,00 1,00 5,50 10,2 230 2,4 5,51 0,21,20 1,40 5,00 8,6 330 3,2 5,07 1,41,20 1,40 5,90 9,93 330 3,2 5,84 -11,60 1,60 4,90 8,7 330 3,2 5,09 3,91,60 1,60 6,20 11,3 230 2,4 5,97 -3,7
Tab. 1: Evaluierung der Aufgaben-Methoden-Transformation (d: Blechdicke, d_goal: Schweißlinsendurchmesser, I: Stromstärke, T_w: Schweißzeit, F: Kraft, D_exp: experimentell ermittelter Schweiß-linsendurchmesser)
Autoren
Prof. Dr. Norbert LinkProfessor an der Fakultät für Informatik und Wirtschaftsinformatik und Projektleiter am Insti-tut für Angewandte Forschung (IAF)
Dr. Alireza Sarveniaziakademischer Mitarbeiter am Institut für Com-putational Engineering des IAF
Jürgen Pollakakademischer Mitarbeiter am Institut für Com-putational Engineering des IAF.
KontaktProf. Dr. Norbert LinkHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und WirtschaftsinformatikMoltkestr. 3076133 KarlsruheE-Mail: [email protected]: 0721 925-1476

Infor
matik
/Geo
infor
matik
27
Ulrich Bröckl, Konstantin Holl und Dominik Hambsch
Papierbasierte Dialoge in der Mensch-Maschine-Kommunikation
The use of graphical user interfaces on PC systems has been considered feasible for many decades. Metaphors are often employed for user input, for example by utilizing icons which enable the user to predict unknown information when seeing familiar information. The utilization of such metaphors is not only possible in PC systems but also on printable paper. This paper analyses this special form of metaphors by means of usability tests. The main criterion for comparison is data input by handwriting recognition, an alternative to metaphors. A digital pen was used to continuously register user input. This device stores every stroke with the matching timestamp in an internal memory. Since the timestamp is added automatically, manual time registra-tion is unnecessary during the testing process. Registration of time is necessary for evaluation of metaphor efficiency. As in all other tests, effectiveness, efficiency and satisfaction were explored in comparison to direct user input by handwriting. It was a precondition that the test persons understood the metaphors before using them, as intuition should not be tested. The usability tests provided a range of information which can be used to decide whether and when the use of paper-based metaphors is appropriate.
Mensch-Maschine-KommunikationDie Entwicklung der Mensch-Maschine-Kom-munikation der vergangenen Jahre ist geprägt durch eine Tendenz der Abkehr vom persönlichen Rechner zugunsten der direkten Handhabung von Objekten des täglichen Lebens. Schlagworte sind hier das „Internet der Dinge“ bzw. engl. „Ubiquitous Computing“ [1]. Die Ergebnisse eini-ger Gebrauchstauglichkeitstests zeigen [2], dass hier neben der allgemeinen Verbesserung der Gebrauchstauglichkeit für alle Benutzerklassen insbesondere durch diese Ansätze auch eine entscheidende Verbesserung der Gebrauchs-tauglichkeit für Senioren erzielt werden kann.
Schreibstift und Papier stellen ebenfalls solche Objekte des täglichen Lebens dar, mit dem besonderen Vorteil, dass diese seit Jahrtausen-den dem Erfassen und Verbreiten von Informa-tionen dienen. Neuere Technologien wie das „Digitale Papier“ (s. Abb. 3: Das Anoto-Pattern) ermöglichen es, wie gewohnt Informationen auf Papier zu speichern und diese gegebenenfalls zeitnah z. B. über GPRS [3] an einen Zentral-rechner zu übertragen. Damit schien der frühere Medienbruch (ein Formular musste nochmals abgetippt und zugesandt werden) überwunden. Doch leider stimmt dies nur zum Teil: Untersu-chungen zeigen [4], dass nur 95 % der hand-schriftlichen Eintragungen korrekt vom Rechner verarbeitet werden und daher viele Nacharbeiten z. B. durch Plausibilitätsüberprüfungen und Kor-rekturen entstehen.
Ein Ansatz, der dieses Problem angeht, stellen papierbasierte Metaphern dar, deren Funktions-weise und Beitrag zur Gebrauchstauglichkeit in diesem Artikel vorgestellt und diskutiert wer-den. Das Entwickeln solcher papierbasierter Metaphern stellt eine Teilaufgabe des HadiMe-Projekts an der Hochschule Karlsruhe dar, das
durch das Bundesministerium für Bildung und Forschung gefördert wird [5]. HadiMe steht dabei für „Handschrift zur Steuerung integrierter hete-rogener digitaler Medien“.
Ziel des Projekts ist, eine intuitive Lösung mit einem benutzerfreundlichen und ergonomischen Konzept zu entwickeln, die heterogene digitale Medien integriert und mit der Handschrift steuert. Eine Übersicht des Projekts wird in Abbildung 1 gezeigt. Mit dem Stift erfasste Daten werden über Funk an ein Smartphone gesandt, das zusätzlich Bilder, Videos und auch GPS-Daten erfassen und per E-Mail an ein vorgesehe-nes Software-System übertragen kann. Dieses Software-System könnte z. B. ein Internetauftritt eines Immobilienmaklers sein.
Abb. 1: HadiMe-Projekt
Digit aler Stift und digitales Papier: Grundlage der papierbasierten DialogeDamit eine handschriftbasierte Steuerung mög-lich ist, wird zum einen der Zeitstempel von jedem Schriftzug und zum anderen die genaue Position des Stifts gespeichert. Die Stiftpositionen werden als Koordinatenpaare im Stiftspeicher abgelegt.
Abbildung 2 zeigt den Querschnitt des verwen-deten Anoto-Stifts. Eine essenzielle Kompo-nente des digitalen Stifts ist die Infrarotkamera. Diese erfasst handschriftliche Notizen, sofern ein spezielles digitales Papier verwendet wird.
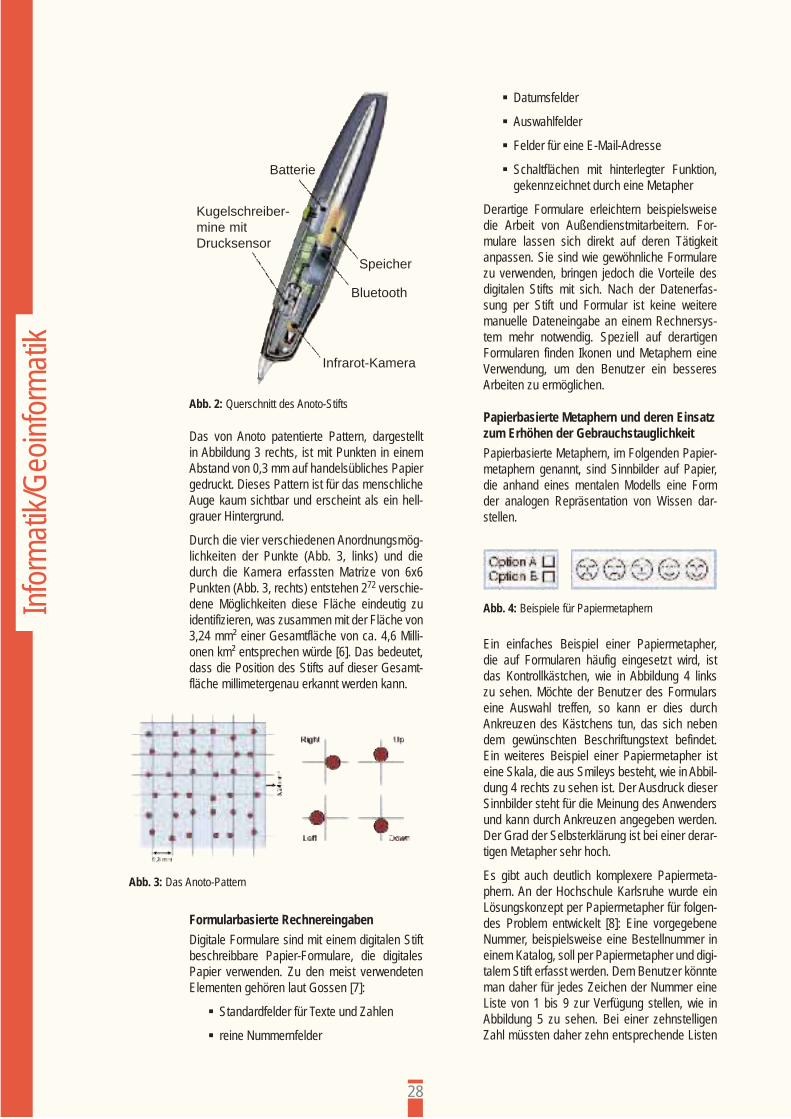
Infor
matik
/Geo
infor
matik
28
Das von Anoto patentierte Pattern, dargestellt in Abbildung 3 rechts, ist mit Punkten in einem Abstand von 0,3 mm auf handelsübliches Papier gedruckt. Dieses Pattern ist für das menschliche Auge kaum sichtbar und erscheint als ein hell-grauer Hintergrund.
Durch die vier verschiedenen Anordnungsmög-lichkeiten der Punkte (Abb. 3, links) und die durch die Kamera erfassten Matrize von 6x6 Punkten (Abb. 3, rechts) entstehen 272 verschie-dene Möglichkeiten diese Fläche eindeutig zu identifizieren, was zusammen mit der Fläche von 3,24 mm² einer Gesamtfläche von ca. 4,6 Milli-onen km² entsprechen würde [6]. Das bedeutet, dass die Position des Stifts auf dieser Gesamt-fläche millimetergenau erkannt werden kann.
Datumsfelder
Auswahlfelder
Felder für eine E-Mail-Adresse
Schaltfl ächen mit hinterlegter Funktion, gekennzeichnet durch eine Metapher
Derartige Formulare erleichtern beispielsweise die Arbeit von Außendienstmitarbeitern. For-mulare lassen sich direkt auf deren Tätigkeit anpassen. Sie sind wie gewöhnliche Formulare zu verwenden, bringen jedoch die Vorteile des digitalen Stifts mit sich. Nach der Datenerfas-sung per Stift und Formular ist keine weitere manuelle Dateneingabe an einem Rechnersys-tem mehr notwendig. Speziell auf derartigen Formularen finden Ikonen und Metaphern eine Verwendung, um den Benutzer ein besseres Arbeiten zu ermöglichen.
Papierbasierte Metaphern und deren Einsatz zum Erhöhen der GebrauchstauglichkeitPapierbasierte Metaphern, im Folgenden Papier-metaphern genannt, sind Sinnbilder auf Papier, die anhand eines mentalen Modells eine Form der analogen Repräsentation von Wissen dar-stellen.
Abb. 3: Das Anoto-Pattern
Abb. 4: Beispiele für Papiermetaphern
Formularbasierte R echnereingabenDigitale Formulare sind mit einem digitalen Stift beschreibbare Papier-Formulare, die digitales Papier verwenden. Zu den meist verwendeten Elementen gehören laut Gossen [7]:
Standardfelder für Texte und Zahlen
reine Nummernfelder
Ein einfaches Be ispiel einer Papiermetapher, die auf Formularen häufig eingesetzt wird, ist das Kontrollkästchen, wie in Abbildung 4 links zu sehen. Möchte der Benutzer des Formulars eine Auswahl treffen, so kann er dies durch Ankreuzen des Kästchens tun, das sich neben dem gewünschten Beschriftungstext befindet. Ein weiteres Beispiel einer Papiermetapher ist eine Skala, die aus Smileys besteht, wie in Abbil-dung 4 rechts zu sehen ist. Der Ausdruck dieser Sinnbilder steht für die Meinung des Anwenders und kann durch Ankreuzen angegeben werden. Der Grad der Selbsterklärung ist bei einer derar-tigen Metapher sehr hoch.
Es gibt auch deutlich komplexere Papiermeta-phern. An der Hochschule Karlsruhe wurde ein Lösungskonzept per Papiermetapher für folgen-des Problem entwickelt [8]: Eine vorgegebene Nummer, beispielsweise eine Bestellnummer in einem Katalog, soll per Papiermetapher und digi-talem Stift erfasst werden. Dem Benutzer könnte man daher für jedes Zeichen der Nummer eine Liste von 1 bis 9 zur Verfügung stellen, wie in Abbildung 5 zu sehen. Bei einer zehnstelligen Zahl müssten daher zehn entsprechende Listen
Abb. 2: Querschnitt des Anoto -Stifts
Batterie
Kugelschreiber-mine mit Drucksensor Speicher
Bluetooth
Infrarot-Kamera
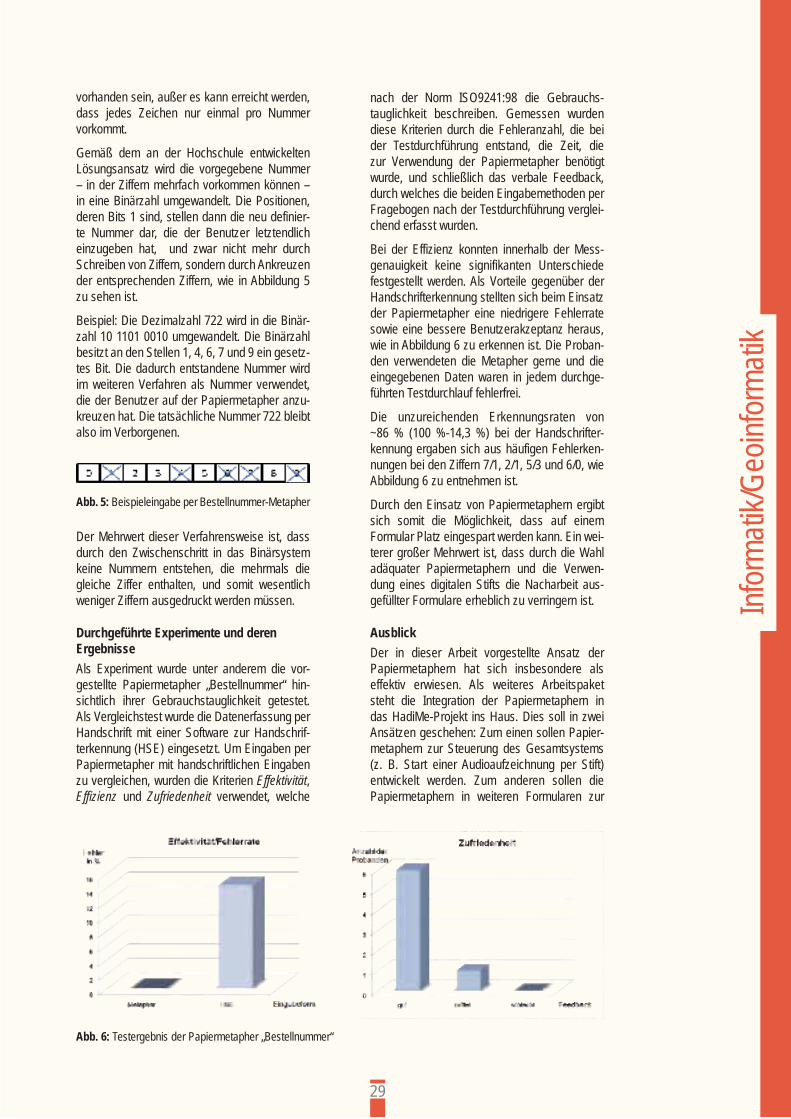
Infor
matik
/Geo
infor
matik
29
vorhanden sein, außer es kann erreicht werden, dass jedes Zeichen nur einmal pro Nummer vorkommt.
Gemäß dem an der Hochschule entwickelten Lösungsansatz wird die vorgegebene Nummer – in der Ziffern mehrfach vorkommen können – in eine Binärzahl umgewandelt. Die Positionen, deren Bits 1 sind, stellen dann die neu definier-te Nummer dar, die der Benutzer letztendlich einzugeben hat, und zwar nicht mehr durch Schreiben von Ziffern, sondern durch Ankreuzen der entsprechenden Ziffern, wie in Abbildung 5 zu sehen ist.
Beispiel: Die Dezimalzahl 722 wird in die Binär-zahl 10 1101 0010 umgewandelt. Die Binärzahl besitzt an den Stellen 1, 4, 6, 7 und 9 ein gesetz-tes Bit. Die dadurch entstandene Nummer wird im weiteren Verfahren als Nummer verwendet, die der Benutzer auf der Papiermetapher anzu-kreuzen hat. Die tatsächliche Nummer 722 bleibt also im Verborgenen.
nach der Norm ISO9241:98 die Gebrauchs-tauglichkeit beschreiben. Gemessen wurden diese Kriterien durch die Fehleranzahl, die bei der Testdurchführung entstand, die Zeit, die zur Verwendung der Papiermetapher benötigt wurde, und schließlich das verbale Feedback, durch welches die beiden Eingabemethoden per Fragebogen nach der Testdurchführung verglei-chend erfasst wurden.
Bei der Effizienz konnten inne rhalb der Mess-genauigkeit keine signifikanten Unterschiede festgestellt werden. Als Vorteile gegenüber der Handschrifterkennung stellten sich beim Einsatz der Papiermetapher eine niedrigere Fehlerrate sowie eine bessere Benutzerakzeptanz heraus, wie in Abbildung 6 zu erkennen ist. Die Proban-den verwendeten die Metapher gerne und die eingegebenen Daten waren in jedem durchge-führten Testdurchlauf fehlerfrei.
Die unzureichenden Erkennungsraten von ~86 % (100 %-14,3 %) bei der Handschrifter-kennung ergaben sich aus häufigen Fehlerken-nungen bei den Ziffern 7/1, 2/1, 5/3 und 6/0, wie Abbildung 6 zu entnehmen ist.
Durch den Einsatz von Papiermetaphern ergibt sich somit die Möglichkeit, dass auf einem Formular Platz eingespart werden kann. Ein wei-terer großer Mehrwert ist, dass durch die Wahl adäquater Papiermetaphern und die Verwen-dung eines digitalen Stifts die Nacharbeit aus-gefüllter Formulare erheblich zu verringern ist.
AusblickDer in dieser Arbeit vorgestellte Ansatz der Papiermetaphern hat sich insbesondere als effektiv erwiesen. Als weiteres Arbeitspaket steht die Integration der Papiermetaphern in das HadiMe-Projekt ins Haus. Dies soll in zwei Ansätzen geschehen: Zum einen sollen Papier-metaphern zur Steuerung des Gesamtsystems (z. B. Start einer Audioaufzeichnung per Stift) entwickelt werden. Zum anderen sollen die Papiermetaphern in weiteren Formularen zur
Abb. 5: Beispieleingabe per Bestellnummer-Metapher
Abb. 6: Testergebnis der Papiermetapher „Bestellnummer“
Der Mehrwert dieser Verfahr ensweise ist, dass durch den Zwischenschritt in das Binärsystem keine Nummern entstehen, die mehrmals die gleiche Ziffer enthalten, und somit wesentlich weniger Ziffern ausgedruckt werden müssen.
Durchgeführte Experimente und deren ErgebnisseAls Experiment wurde unter anderem die vor-gestellte Papiermetapher „Bestellnummer“ hin-sichtlich ihrer Gebrauchstauglichkeit getestet. Als Vergleichstest wurde die Datenerfassung per Handschrift mit einer Software zur Handschrif-terkennung (HSE) eingesetzt. Um Eingaben per Papiermetapher mit handschriftlichen Eingaben zu vergleichen, wurden die Kriterien Effektivität,Effizienz und Zufriedenheit verwendet, welche
Infor
matik
/Geo
infor
matik
30
Effektivitätssteigerung eingesetzt werden, wie es beispielsweise die Tests der Papiermetapher „Bestellnummer“ gezeigt haben.
Literatur[1] Elgar Fleisch; Friedemann Mattern (Ed.), Das
Internet der Dinge: Ubiquitous Computing und RFID in der Praxis, Springer, 2005.
[2] Ulrich Bröckl, Tangible User Interfaces: Er-gebnisse einiger Gebrauchstauglichkeitstest,Vortrag zum World Usability Day Stuttgart, Nov. 2008, http://88.198.46.146/worldusabilityday.de/stuttgart/media/slides/
[3] Thomas Fuchß, Mobile Computing: Grundlagen und Konzepte für mobile Anwendungen, Hanser, 2009.
[4] Johannes Schacht, Invoice-Management – OCR, ICR und mehr.
[5] Bundesministerium für Bildung und Forschung, HadiMe – Handschrift zur Steuerung integrierter heterogener digitaler Medien, http://www.pt-it.pt-dlr.de/_media/Infoblatt_HadiMe.pdf, 2008.
[6] Peter Kauranen, The ANOTO pen – Why light scattering matters, http://www.acreo.se/upload/Publications/Proceedings/OE00/00-KAURANEN.pdf, Februar 2009.
[7] Niels Gossen, Entwurf einer Oberfl äche zur For-mularerstellung, Hochschule Karlsruhe, Januar 2009.
[8] Florian Bätz; Ralf Gerst; Susanne Gläßer; Anton Friedrich; Janiko Naber; Torsten Schöne; André Wehrli, Papierbasierte Mensch-Maschine-Kom-munikation, Hochschule Karlsruhe, Juni 2008.
[9] WUD2008_Ulrich-Broeckl_Tangible-User-Inter-face.pdf
[10] [ISO9241:98] Internationale Organisation für Normung, ISO 9241-11:1998, Defi nition 3.1: „Gebrauchstauglichkeit“; März 1998.
[11] http://www.ecmguide.de/magazin/Invoice-Management.asp?todo=de&theID=1972, April 2007.
Autoren
Prof. Dr. Ulrich BröcklProfessor an der Fakultät für Informatik und Wirtschaftsinformatik
Konstantin Hollakademischer Mitarbeiter am Institut für Ange-wandte Forschung
Dominik Hambschakademischer Mitarbeiter am Institut für Ange-wandte Forschung
KontaktProf. Dr. Ulrich BröcklHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und WirtschaftsinformatikMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-1576
Infor
matik
/Geo
infor
matik
31
Motivation und RahmenbedingungenIn welcher Form lassen sich sehr praxisorientier-te und kommunikationsabhängige Lehrinhalte am besten vermitteln? Dies war eine der zent-ralen Fragen im Rahmen des Projekts „Projekt-management in einer eLearning unterstützten Umgebung“. Ziel war es, ein geeignetes eLear-nin g-Modul zu entwickeln, das die (theoretische) Basis für eine anschließende Präsenzveran-staltung schaffen sollte. In dieser als Blockkurs konzipierten Veranstaltung sollten in erster Linie Fallstudien bearbeitet werden, um das erlernte Wissen anzuwenden, zu vertiefen und letztlich auch dauerhaft anwendbar zu machen. Dieses im Rahmen des Programms „LARS (Leistungs-anreizsysteme in der Lehre) – Neue Wege in der Lehre“ vom Land Baden-Württemberg geförder-te Projekt wurde 2008 initiiert und soll nach einer Testphase 2009 ab dem Sommersemester 2010 produktiv im Bachelorstudiengang Informatik eingesetzt werden.
Das am Institut für Angewandte Forschung (IAF) der Hochschule Karlsruhe angesiedelte Institutefor Computers in Education, kurz ICe, betreibt unter der Leitung von Prof. Dr. Peter A. Hen-ning bereits seit vielen Jahren die eLearning-Plattform ILIAS. Vor allem seitens der Informatik konnten durch die Entwicklung verschiedenster eLearning-Kurse und Inhalte bereits wichtige Erfahrungen gesammelt werden. Nach der Ent-scheidung der Hochschule Karlsruhe die ILIAS-Plattform als hochschulweiten Standard für ihre eLearning-Aktivitäten zu verwenden, wurde das zu entwickelnde Modul „Projektmanagement“ als eines der Projekte für die Pilotierung ausgewählt. Die hochschulweite ILIAS-Plattform wird dabei vom Informationszentrum (IZ) betrieben, wo zu diesem Zweck eine neue Planstelle geschaffen wurde, um das Know-how zu bündeln und eine zentrale Anlaufstation zu schaffen.
KonzeptBei der Entwicklung des neuen Moduls stand nicht im Vordergrund, die Vielfalt der Funktio-nalitäten der eLearning-Plattform ILIAS aus-
zuschöpfen. Vielmehr wurde in einem ersten Schritt analysiert, mithilfe welcher Werkzeuge und Herangehensweisen sich die jeweiligen Lernziele am besten erreichen lassen.
Ausgangspunkt für das Modul „Projektmanage-ment“ war eine bis dato bestehende Präsenz-veranstaltung im Fachgebiet Informatik. Nach einer Restrukturierung der Curricula war es notwendig geworden, die Veranstaltung in zwei unterschiedliche Einheiten zu trennen, um die Einführungskapitel im Bachelor- und die Vertie-fungsthemen im Masterprogramm anzubieten. Inhaltlich war das Modul damit größtenteils vorgegeben. Ein bereits bestehendes Vorle-sungsskript diente daher als Grundlage für die weitere Umsetzung.
Um die einzelnen Bestandteile des Moduls zu definieren, wurden zunächst die Projektziele kon-kretisiert, die stets als Richtschnur für die Ent-wicklung dienten. Als Ziele wurden dabei neben der direkten Vermittlung der fachlichen Inhalte zudem die optimale Vorbereitung auf die später im Blockseminar zu bearbeitenden Fallstudien, eine gute Performance des Systems, ein einfa-ches und intuitives Handling sowie die Bereitstel-lung von Interaktionsmöglichkeiten definiert.
ILIAS bietet eine Vielfalt von Funktionalitäten, die zur Wissensvermittlung eingesetzt werden können. Diese gestalterische Freiheit ermöglicht es jedem Dozenten, seine persönliche Note – d. h. die Art und Weise der Wissensvermitt-lung – im jeweiligen Modul zu realisieren. Da die Studierenden Kursangebote verschiedener Dozenten oder sogar Fakultäten und Institute nutzen, ist es jedoch wichtig, hier eine möglichst einheitliche Darstellung beizubehalten. Auf diese Weise müssen die Lernenden keine unnötigen Einarbeitungszeiten aufbringen und bewegen sich jederzeit in ihrem gewohnten Lernumfeld. Für das Modul „Projektmanagement“ wurde daher strikt das vom IZ der Hochschule vorge-schlagene Template verwendet.
Je mehr Inhalte auf einer eLearning-Plattform vermittelt werden, umso wichtiger ist es, eine
Uwe Haneke und Ingo Strenger
eLearning-Konzepte für das Projektmanagement – Wissensvermittlung auf Basis von ILIAS
Today e-learning is part of the standard toolbox of most universities. But how can one impart knowledge across an e-learning platform when it comes to content in which practice and communication are of significant importance? This question was the starting point of the research project “Project management in an e-learning based environment”. Based on the open source e-learning platform ILIAS, an e-learning course was devel-oped and tested at the Department of Computer Science.
Infor
matik
/Geo
infor
matik
32
geeignete Ablaufstruktur zu entwickeln. Diese sollte zum Ziel haben, unabhängig vom zu vermittelnden Inhalt immer demselben Ablaufal-gorithmus zu folgen.
Nachfolgende Punkte wurden hierfür fokussiert:
Aufbau Lernpfad, Lernziel, Lernpläne, The-menmodule
Definition Fortschritt, Auswertung
Ablaufalgorithmus:
1. Eingangstest/Ermittlung des Wissensstands
2. Einordnung, Festlegung offener Wissens-themen
3. Heranführung der Lernenden an die Basis-Themen
4. Kontrolle Wissenstand Basis-Themen
5. Vorschlag fachspezifischer Themen/Vertie-fungen
6. Abarbeitung fachspezifischer Themen (Rei-henfolge frei wählbar)
7. Zwischentests (Stand Lernkurve, Zeit)
8. Zulassung zur Klausur
Auswertungen, Rankings (notwendig für Dozen-ten für die Überarbeitung einzelner Themenbe-reiche)
Es stellte sich als überaus hilfreich heraus, dass der oben aufgeführte Ablaufalgorithmus gleich zu Beginn mit dem Fokus auf die universelle Einsetzbarkeit erstellt wurde. Die sich daraus ergebende Modulstruktur wurde im ILIAS-Sys-tem einmalig angelegt und für die einzelnen Themenbereiche kopiert.
Hierdurch konnten sich die Autoren ganz dem Aufbau des Contents widmen.
Folgende Funktionalitäten von ILIAS fanden Verwendung:
Einsatz verschiedener Medien/Techniken (Text, Video, Bilder, Links etc.)
Aufbau von Themen-Foren und Wikis
Interaktive Betreuung der Lernenden hinsicht-lich fachlicher Fragestellungen
Testdurchführung (Fragepools, Nutzung unter-schiedlicher Fragetypen)
Auswertungen, Reports
Der Auswahl der oben aufgeführten Funktionali-täten lagen Testszenarien zugrunde, die immer demselben Ablauf folgten. Der zu vermittelnde Wissensinhalt variierte ebenfalls nicht. Hier-durch konnte die Vergleichbarkeit gewährleistet
werden. Die Aussagen konzentrierten sich somit vollständig auf die Variationen der zum Einsatz kommenden Präsentationsfunktionalitäten der ILIAS-Plattform.
Als Probanden wurden die Studierenden des Masterstudiengangs Informatik ausgesucht. Die meisten hatten ihren Abschluss (Bachelor oder Diplom) an der Hochschule Karlsruhe gemacht und brachten somit bereits das notwendige Hin-tergrundwissen im Bereich Projektmanagement mit. Die Auswertung der Testszenarien führte zur oben aufgeführten Auswahl bzw. Festlegung der Funktionalitäten.
Die jetzigen Studierenden des Diplomstudien-gangs Informatik wurden ausgewählt, um das eLearning-Modul, respektive den Aufbau und die Vermittlung des Stoffgebiets, vollständig durchzu-arbeiten. Um qualifizierbare Aussagen zu diesen Punkten des Kurses zu erhalten, wurde ein Fra-gebogen ausgearbeitet. Die Studierenden hatten damit die Möglichkeit, gezielt Fragen mit einer Messskala von 1 bis 5 zu beantworten. Zudem wurde ihnen die Gelegenheit zu einem persön-lichen Feedback gegeben. Die so gewonnen Erkenntnisse dienten vor allem zur Verfeine-rung der eingesetzten Fragetechniken und des Erscheinungsbilds des Moduls.
UmsetzungStellvertretend soll nun der Themenbereich Ver-tragswesen exemplarisch aus dem Projektma-nagement herangezogen werden, um den struk-turellen und inhaltlichen Aufbau des Wissens-vermittlungsprozesses im erarbeiteten Modul zu erläutern.
Zu Beginn wird der Lernende mithilfe einer Einleitung in das Themengebiet eingeführt. Aufgelockert wird diese Einstiegsphase durch die Möglichkeit Videosequenzen abzuspielen. Diese sind inhaltlich auf die einzelnen Phasen abgestimmt. In Bezug auf das Vertragswesen werden die einzelnen Stadien einer Vertrags-verhandlung dargestellt. Den Lernenden werden somit der Einstieg und die Einordnung des Inhalts erleichtert. Innerhalb der Erläuterungs-phase erfolgen Definitionen und die sachliche Abgrenzung des Inhalts. In der Regel wird hier ebenfalls auf die Textform – immer angereichert mit entsprechenden Folien – zurückgegriffen. In unserem Beispiel wären dies die Abgrenzung zwischen den Stadien einer Vertragsverhand-lung und die Vertragsformen. In der eigentlichen Hauptphase wird das zu vermittelnde Wissen, wiederum in erster Linie textbasiert, präsentiert. Quellenangaben sowie Querverweise werden jedoch direkt mit den entsprechenden Quellen verknüpft. Somit kann der Nutzer direkte Nach-
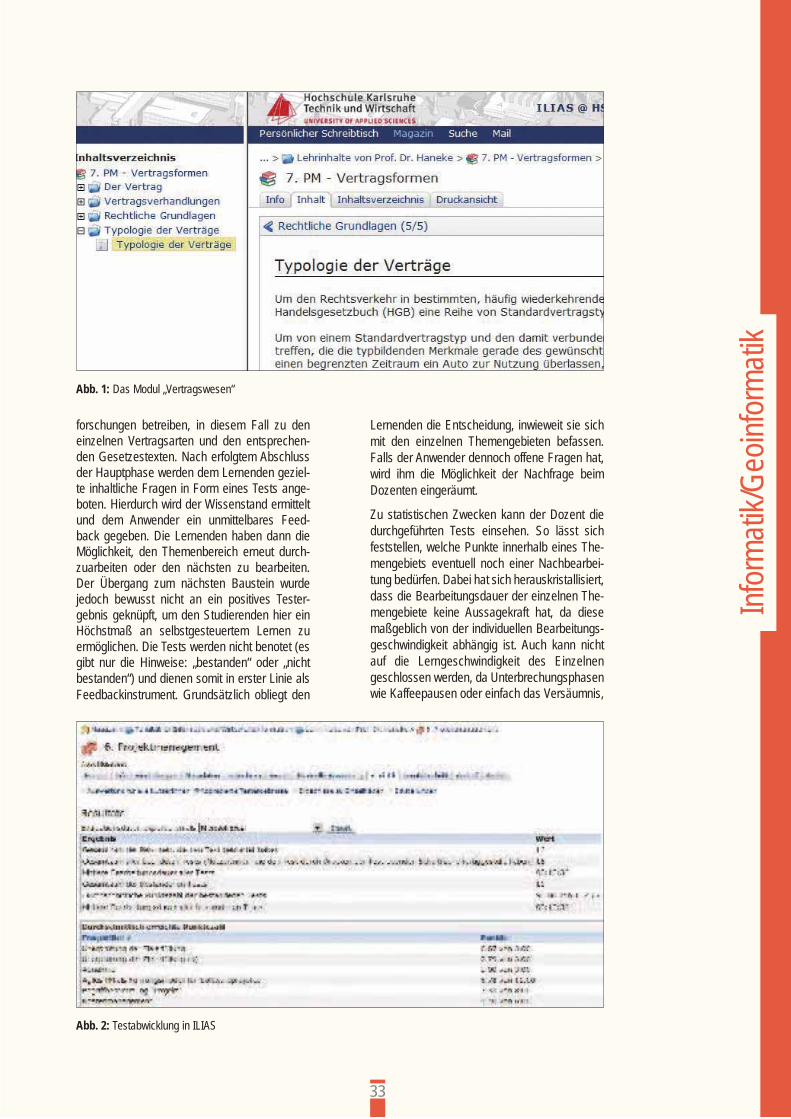
Infor
matik
/Geo
infor
matik
33
forschungen betreiben, in diesem Fall zu den einzelnen Vertragsarten und den entsprechen-den Gesetzestexten. Nach erfolgtem Abschluss der Hauptphase werden dem Lernenden geziel-te inhaltliche Fragen in Form eines Tests ange-boten. Hierdurch wird der Wissenstand ermittelt und dem Anwender ein unmittelbares Feed-back gegeben. Die Lernenden haben dann die Möglichkeit, den Themenbereich erneut durch-zuarbeiten oder den nächsten zu bearbeiten. Der Übergang zum nächsten Baustein wurde jedoch bewusst nicht an ein positives Tester-gebnis geknüpft, um den Studierenden hier ein Höchstmaß an selbstgesteuertem Lernen zu ermöglichen. Die Tests werden nicht benotet (es gibt nur die Hinweise: „bestanden“ oder „nicht bestanden“) und dienen somit in erster Linie als Feedbackinstrument. Grundsätzlich obliegt den
Abb. 1: Das Modul „Vertragswesen“
Abb. 2: Testabwicklung in ILIAS
Lernenden die Entscheidung, inwieweit sie sich mit den einzelnen Themengebieten befassen. Falls der Anwender dennoch offene Fragen hat, wird ihm die Möglichkeit der Nachfrage beim Dozenten eingeräumt.
Zu statistischen Zwecken kann der Dozent die durchgeführten Tests einsehen. So lässt sich feststellen, welche Punkte innerhalb eines The-mengebiets eventuell noch einer Nachbearbei-tung bedürfen. Dabei hat sich herauskristallisiert, dass die Bearbeitungsdauer der einzelnen The-mengebiete keine Aussagekraft hat, da diese maßgeblich von der individuellen Bearbeitungs-geschwindigkeit abhängig ist. Auch kann nicht auf die Lerngeschwindigkeit des Einzelnen geschlossen werden, da Unterbrechungsphasen wie Kaffeepausen oder einfach das Versäumnis,

Infor
matik
/Geo
infor
matik
34
Autoren
Prof. Dr. Uwe HanekeProfessor an der Fakultät für Informatik und Wirtschaftsinformatik
Ingo Strengerakademischer Mitarbeiter an der Fakultät für Informatik und Wirtschaftsinformatik
KontaktProf. Dr. Uwe HanekeHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und WirtschaftsinformatikMoltkestr. 3076133 KarlsruheE-Mail: [email protected]
sich ordnungsgemäß abzumelden, vom System nicht als solche erkannt werden können.
Um den Kurs abzuschließen, müssen die Studie-renden einen Test über das gesamte Fachgebiet ablegen. Dieser ist verpflichtend und nur ein erfolgreiches Bestehen erlaubt die Teilnahme an der folgenden Präsenzphase. Die Fragen des Tests werden aus den angelegten Themenpools per Zufall ausgewählt, können jedoch auch aus einem separaten Klausurfragenpool entnommen werden. Die Reihenfolge der Fragen wird pro Teil-nehmer via Zufallsgenerator festgelegt. Anschlie-ßend erfolgt die Auswertung automatisiert durch die eLearning-Plattform, wobei der Dozent jedoch die Möglichkeit der Nachkorrektur hat.
FazitDer Aufwand, ein eLearning-Modul zu erstel-len, unterscheidet sich nach einer Einarbei-tungsphase nicht von der Vorbereitung einer Präsenzveranstaltung mit entsprechendem Vor-lesungsskript, vorausgesetzt, der Dozent ist mit dem Umgang der eLearning-Plattform vertraut. Mehrarbeit muss für die Erstellung des Ablau-falgorithmus und der Modulvorlage eingeplant werden.
Empfehlenswert ist es in jedem Fall hierfür fach-kundige Beratung, etwa beim IZ der Hochschule Karlsruhe, einzuholen.
In zukünftigen Untersuchungen wird zu ermitteln sein, inwieweit der e ntwickelte Ablaufalgorith-mus tatsächlich das Lernverhalten der Teilneh-mer positiv beeinflusst und ob er zu den erwarte-ten Ergebnissen führt. Das ICe der Hochschule Karlsruhe wird diesen Prozess weiter begleiten und die Erkenntnisse in die Entwicklung weiterer Module einfließen lassen.
Die Nutzung einer eLearning-Plattform berei-chert die Art des Lernens. Jedoch sollte nicht verkannt werden, dass das zu erlernende Wis-sen in jedem Fall Zeit benötigt, unabhängig von der Form der Wissensvermittlung.
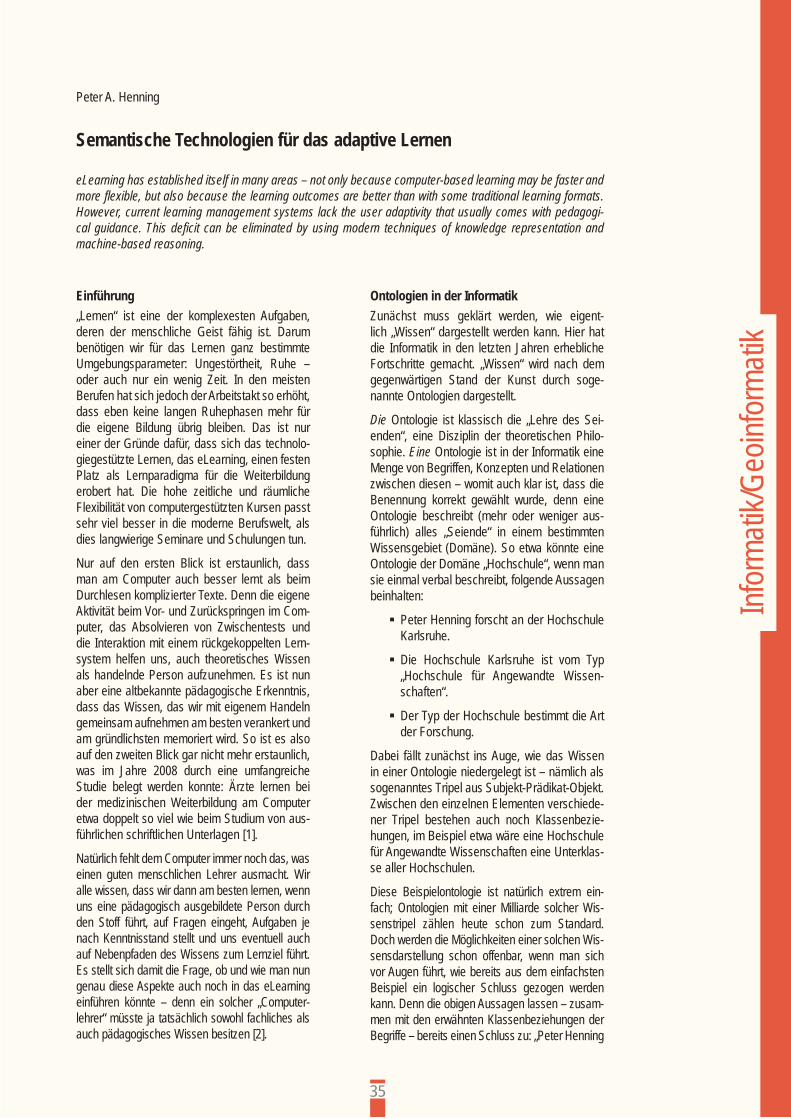
Infor
matik
/Geo
infor
matik
35
Einführung„Lernen“ ist eine der komplexesten Aufgaben, deren der menschliche Geist fähig ist. Darum benötigen wir für das Lernen ganz bestimmte Umgebungsparameter: Ungestörtheit, Ruhe – oder auch nur ein wenig Zeit. In den meisten Berufen hat sich jedoch der Arbeitstakt so erhöht, dass eben keine langen Ruhephasen mehr für die eigene Bildung übrig bleiben. Das ist nur einer der Gründe dafür, dass sich das technolo-giegestützte Lernen, das eLearning, einen festen Platz als Lernparadigma für die Weiterbildung erobert hat. Die hohe zeitliche und räumliche Flexibilität von computergestützten Kursen passt sehr viel besser in die moderne Berufswelt, als dies langwierige Seminare und Schulungen tun.
Nur auf den ersten Blick ist erstaunlich, dass man am Computer auch besser lernt als beim Durchlesen komplizierter Texte. Denn die eigene Aktivität beim Vor- und Zurückspringen im Com-puter, das Absolvieren von Zwischentests und die Interaktion mit einem rückgekoppelten Lern-system helfen uns, auch theoretisches Wissen als handelnde Person aufzunehmen. Es ist nun aber eine altbekannte pädagogische Erkenntnis, dass das Wissen, das wir mit eigenem Handeln gemeinsam aufnehmen am besten verankert und am gründlichsten memoriert wird. So ist es also auf den zweiten Blick gar nicht mehr erstaunlich, was im Jahre 2008 durch eine umfangreiche Studie belegt werden konnte: Ärzte lernen bei der medizinischen Weiterbildung am Computer etwa doppelt so viel wie beim Studium von aus-führlichen schriftlichen Unterlagen [1].
Natürlich fehlt dem Computer immer noch das, was einen guten menschlichen Lehrer ausmacht. Wir alle wissen, dass wir dann am besten lernen, wenn uns eine pädagogisch ausgebildete Person durch den Stoff führt, auf Fragen eingeht, Aufgaben je nach Kenntnisstand stellt und uns eventuell auch auf Nebenpfaden des Wissens zum Lernziel führt. Es stellt sich damit die Frage, ob und wie man nun genau diese Aspekte auch noch in das eLearning einführen könnte – denn ein solcher „Computer-lehrer“ müsste ja tatsächlich sowohl fachliches als auch pädagogisches Wissen besitzen [2].
Peter A. Henning
Semantische Technologien für das adaptive Lernen
eLearning has established itself in many areas – not only because computer-based learning may be faster and more flexible, but also because the learning outcomes are better than with some traditional learning formats. However, current learning management systems lack the user adaptivity that usually comes with pedagogi-cal guidance. This deficit can be eliminated by using modern techniques of knowledge representation and machine-based reasoning.
Ontologien in der InformatikZunächst muss geklärt werden, wie eigent-lich „Wissen“ dargestellt werden kann. Hier hat die Informatik in den letzten Jahren erhebliche Fortschritte gemacht. „Wissen“ wird nach dem gegenwärtigen Stand der Kunst durch soge-nannte Ontologien dargestellt.
Die Ontologie ist klassisch die „Lehre des Sei-enden“, eine Disziplin der theoretischen Philo-sophie. Eine Ontologie ist in der Informatik eine Menge von Begriffen, Konzepten und Relationen zwischen diesen – womit auch klar ist, dass die Benennung korrekt gewählt wurde, denn eine Ontologie beschreibt (mehr oder weniger aus-führlich) alles „Seiende“ in einem bestimmten Wissensgebiet (Domäne). So etwa könnte eine Ontologie der Domäne „Hochschule“, wenn man sie einmal verbal beschreibt, folgende Aussagen beinhalten:
Peter Henning forscht an der Hochschule Karlsruhe.
Die Hochschule Karlsruhe ist vom Typ „Hochschule für Angewandte Wissen-schaften“.
Der Typ der Hochschule bestimmt die Art der Forschung.
Dabei fällt zunächst ins Auge, wie das Wissen in einer Ontologie niedergelegt ist – nämlich als sogenanntes Tripel aus Subjekt-Prädikat-Objekt. Zwischen den einzelnen Elementen verschiede-ner Tripel bestehen auch noch Klassenbezie-hungen, im Beispiel etwa wäre eine Hochschule für Angewandte Wissenschaften eine Unterklas-se aller Hochschulen.
Diese Beispielontologie ist natürlich extrem ein-fach; Ontologien mit einer Milliarde solcher Wis-senstripel zählen heute schon zum Standard. Doch werden die Möglichkeiten einer solchen Wis-sensdarstellung schon offenbar, wenn man sich vor Augen führt, wie bereits aus dem einfachsten Beispiel ein logischer Schluss gezogen werden kann. Denn die obigen Aussagen lassen – zusam-men mit den erwähnten Klassenbeziehungen der Begriffe – bereits einen Schluss zu: „Peter Henning
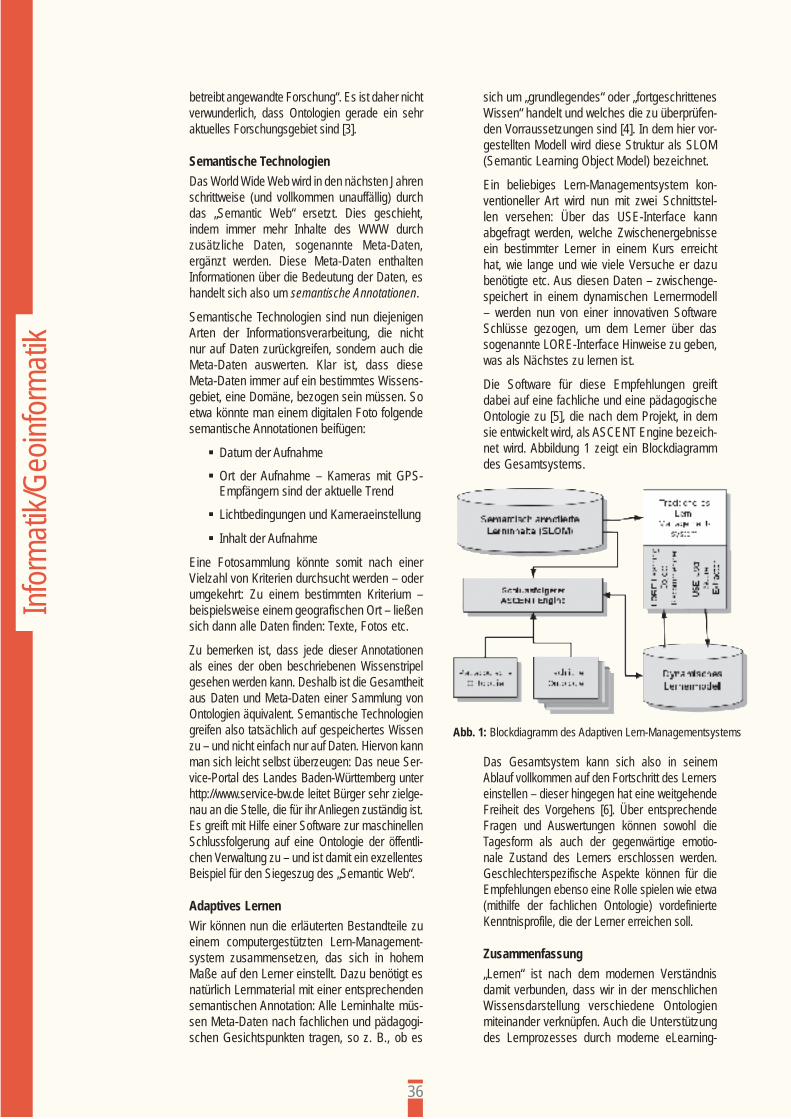
Infor
matik
/Geo
infor
matik
36
betreibt angewandte Forschung“. Es ist daher nicht verwunderlich, dass Ontologien gerade ein sehr aktuelles Forschungsgebiet sind [3].
Semantische TechnologienDas World Wide Web wird in den nächsten Jahren schrittweise (und vollkommen unauffällig) durch das „Semantic Web“ ersetzt. Dies geschieht, indem immer mehr Inhalte des WWW durch zusätzliche Daten, sogenannte Meta-Daten, ergänzt werden. Diese Meta-Daten enthalten Informationen über die Bedeutung der Daten, es handelt sich also um semantische Annotationen.
Semantische Technologien sind nun diejenigen Arten der Informationsverarbeitung, die nicht nur auf Daten zurückgreifen, sondern auch die Meta-Daten auswerten. Klar ist, dass diese Meta-Daten immer auf ein bestimmtes Wissens-gebiet, eine Domäne, bezogen sein müssen. So etwa könnte man einem digitalen Foto folgende semantische Annotationen beifügen:
Datum der Aufnahme
Ort der Aufnahme – Kameras mit GPS-Empfängern sind der aktuelle Trend
Lichtbedingungen und Kameraeinstellung
Inhalt der Aufnahme
Eine Fotosammlung könnte somit nach einer Vielzahl von Kriterien durchsucht werden – oder umgekehrt: Zu einem bestimmten Kriterium – beispielsweise einem geografischen Ort – ließen sich dann alle Daten finden: Texte, Fotos etc.
Zu bemerken ist, dass jede dieser Annotationen als eines der oben beschriebenen Wissenstripel gesehen werden kann. Deshalb ist die Gesamtheit aus Daten und Meta-Daten einer Sammlung von Ontologien äquivalent. Semantische Technologien greifen also tatsächlich auf gespeichertes Wissen zu – und nicht einfach nur auf Daten. Hiervon kann man sich leicht selbst überzeugen: Das neue Ser-vice-Portal des Landes Baden-Württemberg unter http://www.service-bw.de leitet Bürger sehr zielge-nau an die Stelle, die für ihr Anliegen zuständig ist. Es greift mit Hilfe einer Software zur maschinellen Schlussfolgerung auf eine Ontologie der öffentli-chen Verwaltung zu – und ist damit ein exzellentes Beispiel für den Siegeszug des „Semantic Web“.
Adaptives Lernen Wir können nun die erläuterten Bestandteile zu einem computergestützten Lern-Management-system zusammensetzen, das sich in hohem Maße auf den Lerner einstellt. Dazu benötigt es natürlich Lernmaterial mit einer entsprechenden semantischen Annotation: Alle Lerninhalte müs-sen Meta-Daten nach fachlichen und pädagogi-schen Gesichtspunkten tragen, so z. B., ob es
sich um „grundlegendes“ oder „fortgeschrittenes Wissen“ handelt und welches die zu überprüfen-den Vorraussetzungen sind [4]. In dem hier vor-gestellten Modell wird diese Struktur als SLOM (Semantic Learning Object Model) bezeichnet.
Ein beliebiges Lern-Managementsystem kon-ventioneller Art wird nun mit zwei Schnittstel-len versehen: Über das USE-Interface kann abgefragt werden, welche Zwischenergebnisse ein bestimmter Lerner in einem Kurs erreicht hat, wie lange und wie viele Versuche er dazu benötigte etc. Aus diesen Daten – zwischenge-speichert in einem dynamischen Lernermodell – werden nun von einer innovativen Software Schlüsse gezogen, um dem Lerner über das sogenannte LORE-Interface Hinweise zu geben, was als Nächstes zu lernen ist.
Die Software für diese Empfehlungen greift dabei auf eine fachliche und eine pädagogische Ontologie zu [5], die nach dem Projekt, in dem sie entwickelt wird, als ASCENT Engine bezeich-net wird. Abbildung 1 zeigt ein Blockdiagramm des Gesamtsystems.
Abb. 1: Blockdiagramm des Adaptiven Lern-Managementsystems
Das Gesamtsystem kann sich also in seinem Ablauf vollkommen auf den Fortschritt des Lerners einstellen – dieser hingegen hat eine weitgehende Freiheit des Vorgehens [6]. Über entsprechende Fragen und Auswertungen können sowohl die Tagesform als auch der gegenwärtige emotio-nale Zustand des Lerners erschlossen werden. Geschlechterspezifische Aspekte können für die Empfehlungen ebenso eine Rolle spielen wie etwa (mithilfe der fachlichen Ontologie) vordefinierte Kenntnisprofile, die der Lerner erreichen soll.
Zusammenfassung„Lernen“ ist nach dem modernen Verständnis damit verbunden, dass wir in der menschlichen Wissensdarstellung verschiedene Ontologien miteinander verknüpfen. Auch die Unterstützung des Lernprozesses durch moderne eLearning-
Infor
matik
/Geo
infor
matik
37
Systeme bedarf solcher Ontologien, denn sie muss die pädagogische und fachliche Bedeutung von Lerninhalten kennen. Das hier vorgestellte Konzept erfüllt diese Rahmenbedingungen und befindet sich in der technischen Realisierung.
Zu ergänzen bleibt, dass mit der Semantik (klassisch die „Lehre von der Bedeutung der Zeichen“) ein weiterer Begriff aus den Geistes-wissenschaften in die Informatik Einzug gehalten hat. Das ist ein Hinweis darauf, dass wir begin-nen, die informationstheoretischen Abläufe des menschlichen Geistes zu verstehen.
Literaturangaben[1] P. A. Henning; A. Schnur, eLearning in continu-
ing medical education: A comparison of knowl-edge gain and learning effi ciency, Journal of Medical Marketing, Vol. 9 (2009), 156–161.
[2] W. Roller; B. A. Bargel; P. A. Henning; F. Rei-nert; D. Szentes, Methoden und Konzepte zur situationsangepassten Ausbildung und Assis-tenz, Proceedings des 4. Fernausbildungskon-gresses der Bundeswehr, Hamburg, 2007.
[3] E. Marsal, Halbautomatische Ontologiegene-rierung, Diplomarbeit, Hochschule Karlsruhe, 2009.
Autor
Prof. Dr. Peter A. HenningHochschule Karlsruhe – Technik und WirtschaftInstitute for Computers in EducationMoltkestraße 3076133 KarlsruheE-Mail: [email protected] Telefon: 0721 925-2323
[4] W. Roller; B. A. Bargel; S. Braun; P. A. Henning, Dynamisch, aber wie? Ansätze zur einfachen Erstellung und Nutzung von Lerninhalten, Pro-ceedings des 5. Fernausbildungskongresses der Bundeswehr, Hamburg, 2008.
[5] T. Kenz, Ontologien in wissens- und webbasier-ten Lernsystemen, Master-Thesis, Hochschule Karlsruhe, 2007.
[6] D. Knaus, Konzeption adaptiver Lernpfade in WBT-Modulen, Diplomarbeit, Hochschule Karls-ruhe, 2006.
Wenn es um die passende Gewerbeimmobilie in Karlsruhe geht,
dann bietet Ihnen die Wirtschaftsförderuung die besten
Perspektiven: Mit einer umfassenden Datenbank und vielen
Angeboten an Büro-, Hallen- uund Serviceflächen schaffen
wir Raum für Visionen und ein günstiges Klima für Wachstum.
Tel. 07 21/1333-73 00, www.karlsruhe.de/Wirtschaft
Hier zählt nicht nur der Blickwinkel.Hier geht es um die besten Perspektiven!

Infor
matik
/Geo
infor
matik
38
Andreas Schmidt, Michael Fichter und Michael Klein
Transformation von Produkten zwischen verschiedenen Versionen der Regelwelt eines Produktkonfigurators
Product configurators allow for the generation/administration of valid product variants. For this purpose, a set of rules is filed in the configurator which describe possible products that consist of a number of components and elements. If the underlying rule world of the configurator changes, for instance, due to new legislation or the availability of components, etc., product variants that have been valid so far may become invalid. The present paper focuses on an approach to transforming products that have become invalid due to configuration changes back into valid products that are in accordance with the new rule basis. For this purpose, the concept of the fictitious product will be introduced and a two-stage transformation process proposed: In a first step, an invalid product is transformed into a valid fictitious product that is then converted into a valid real product.
EinleitungHeutzutage werden Produkte zum einen immer komplexer, zum anderen geht beim Kunden der Trend hin zu immer stärkerer Individualisierung der jeweiligen Produkteigenschaften. Der Spagat zwischen individueller Einzelanfertigung (teuer) und Massenproduktion (billig) kann durch soge-nannte „Mass Customization” erreicht werden. Mass Customization zeichnet sich dadurch aus, dass ein Produkt aus einer Reihe von verschiede-nen, standardisierten Baugruppen oder Elemen-ten aufgebaut werden kann. Der Kunde erreicht die von ihm gewünschte Individualisierung durch Auswahl der für ihn geeigneten Baugruppen und Elemente. Allerdings können für ein Endprodukt nicht beliebige Baugruppen und Elemente mitein-ander kombiniert werden; die Kombinationsmög-lichkeiten unterliegen gewissen Einschränkungen – so ist es beispielsweise bei einem Auto offen-sichtlich, dass der Einbau eines stärkeren Motors eventuell auch bessere Bremsen erfordert.
Unterstützend bei der Zusammenstellung mög-licher Produktkomponenten werden sogenannte Produktkonfiguratoren eingesetzt, die nur sinn-volle Kombinationen von Einzelteilen zulassen und den Kunden gegebenenfalls Änderungs-vorschläge unterbreiten. Dazu werden im Pro-duktkonfigurator Regeln formuliert, welche die Abhängigkeiten zwischen den möglichen Ele-menten beschreiben. Produkte, die alle Regeln erfüllen, werden als gültig bezeichnet.
Im Laufe der Zeit können nun Änderungen an der Regelwelt des Produktkonfigurators auftre-ten. Gründe hierfür können etwa die Nichtmehr-Verfügbarkeit eines bestimmten Bauteils oder das Vorhandensein eines verbesserten Nach-folgers bzw. günstigere alternative Bauteile oder auch gesetzliche Bestimmungen sein.
In diesem Fall ist es möglich, dass gespeicherte Konfigurationen von Produkten/Produktvarianten nach den neuen Regeln ungültig werden. Ziel ist
es nun, diese durch Regeländerungen ungültig gewordenen Produkte durch eine Transformation in gültige Produkte (entsprechend den neuen Regeln) zu überführen. Diese Transformation soll dabei möglichst automatisch erfolgen und ein ungültiges Produkt P in ein neues Produkt P’ über-führen, sodass P und P’ möglichst ähnlich sind.
ProduktkonfiguratorEine schematische Darstellung eines Produkt-konfigurators ist in Abbildung 1 dargestellt. Jedem Produkt liegt ein sogenannter Produkt-plan zugrunde, der festlegt, welche Ausstattung ein Produkt enthalten kann oder muss. Er reprä-sentiert somit alle möglichen Produktvarianten eines Produkts. Für den Produktplan ist festge-halten, welche Elemente für diese Produktvari-anten eingesetzt werden können.
Weiterhin ist jedem Produktplan eine Reihe von Slots zugeordnet. Ein Slot repräsentiert einen Einbauplatz, an dem Elemente verbaut werden können. Für jeden Slot ist die Mindest- und Maximalkardinalität festgelegt, d. h. die Anzahl der Elemente, die mindestens und maximal in diesem Slot verbaut werden dürfen. Jeder Slot legt durch die Beschreibung eines Features fest, welche Elemente erlaubt sind. Nur Elemente, die dieses Feature implementieren, können in diesen Slot eingebaut werden.
Ein Element benötigt mindestens einen freien Platz in einem Slot: es ist jedoch auch möglich, dass ein Element mehrere Slots benötigt (Ele-ment 3 in Abb. 1). Ein in einem Slot eingebautes Element wird durch eine Slotfüllung repräsen-tiert. Ein Produkt ergibt sich somit durch die konkreten Slotfüllungen.
Als weiteres Konzept enthält ein Produktplan eine Reihe von Regeln. Eine Regel stellt Bezie-hungen zwischen den zu verbauenden Elemen-ten dar. Es können beliebige Regeln auf Basis boolescher Operatoren aufgebaut werden.
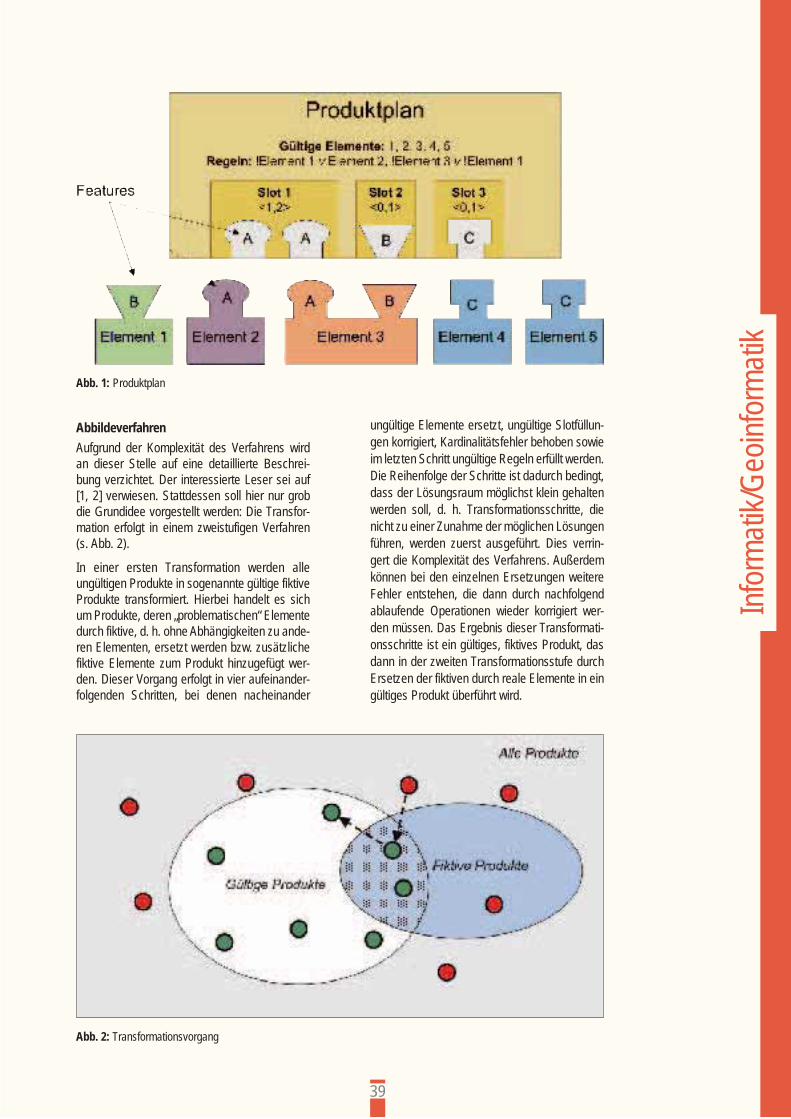
Infor
matik
/Geo
infor
matik
39
AbbildeverfahrenAufgrund der Komplexität des Verfahrens wird an dieser Stelle auf eine detaillierte Beschrei-bung verzichtet. Der interessierte Leser sei auf [1, 2] verwiesen. Stattdessen soll hier nur grob die Grundidee vorgestellt werden: Die Transfor-mation erfolgt in einem zweistufigen Verfahren (s. Abb. 2).
In einer ersten Transformation werden alle ungültigen Produkte in sogenannte gültige fiktive Produkte transformiert. Hierbei handelt es sich um Produkte, deren „problematischen“ Elemente durch fiktive, d. h. ohne Abhängigkeiten zu ande-ren Elementen, ersetzt werden bzw. zusätzliche fiktive Elemente zum Produkt hinzugefügt wer-den. Dieser Vorgang erfolgt in vier aufeinander-folgenden Schritten, bei denen nacheinander
ungültige Elemente ersetzt, ungültige Slotfüllun-gen korrigiert, Kardinalitätsfehler behoben sowie im letzten Schritt ungültige Regeln erfüllt werden. Die Reihenfolge der Schritte ist dadurch bedingt, dass der Lösungsraum möglichst klein gehalten werden soll, d. h. Transformationsschritte, die nicht zu einer Zunahme der möglichen Lösungen führen, werden zuerst ausgeführt. Dies verrin-gert die Komplexität des Verfahrens. Außerdem können bei den einzelnen Ersetzungen weitere Fehler entstehen, die dann durch nachfolgend ablaufende Operationen wieder korrigiert wer-den müssen. Das Ergebnis dieser Transformati-onsschritte ist ein gültiges, fiktives Produkt, das dann in der zweiten Transformationsstufe durch Ersetzen der fiktiven durch reale Elemente in ein gültiges Produkt überführt wird.
Abb. 1: Produktplan
Abb. 2: Transformationsvorgang
Infor
matik
/Geo
infor
matik
40
AusblickDas vorliegende Paper präsentiert einen Ansatz, anhand dessen man durch Konfigurationsän-derungen ungültig gewordene Produkte wie-der in gültige überführen kann. Hierzu wurde ein Abbildeverfahren entwickelt, das über das Hilfskonstrukt des fiktiven Elements für ungül-tige Produkte ein oder mehrere Vorschläge für gültige Produkte unterbreitet. Dazu wurden zu Beginn verschiedene Fehlerklassen identifiziert und davon abhängig verschiedene Austausch- und Löschstrategien entwickelt.
Das Verfahren ist momentan jedoch noch nicht vollständig, da für bestimmte Fehler noch keine Transformation in ein gültiges Produkt möglich ist. Dieser Punkt ist aber Bestandteil aktueller Arbeiten.
Literatur[1] Michael Fichter, Transformation von Produkten
zwischen verschiedenen Versionen der Regel-welt eines Produktkonfi gurators: Untersuchung und prototypische Implementierung, Bachelor-Thesis, Hochschule Karlsruhe, 2008.
[2] Michael Fichter; Michael Klein; Andreas Schmidt, Transformation of Products between Various Ver-sions of the Rule World of a Product Confi gurator,IEA-AIE 2009, Tainan, Taiwan, June 24-27, 2009.
Autoren
Prof. Dr. Andreas Schmidt Professor an der Fakultät für Informatik und Wirtschaftsinformatik der Hochschule Karlsruhe und akademischer Mitarbeiter am Institut für Angewandte Informatik des Karlsruher Instituts für Technologie
Michael Fichter Masterstudent an der Fakultät für Informatik und Wirtschaftsinformatik
Dr. Michael Klein Produktmanager für den Konfigurator CAS Configurator Merlin bei CAS Software AG, Karlsruhe, (http://www.cas.de/merlin)
KontaktProf. Dr. Andreas SchmidtHochschule Karlsruhe – Technik und Wirtschaft Fakultät für Informatik und WirtschaftsinformatikMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-2962
Das Karlsruher Institut für Technologie (KIT) ist der Zusammenschluss von Universität Karlsruhe (TH) und Forschungszentrum Karlsruhe. Mit über 8.000 Mitarbeitern zählt das KIT zu den weltweit größten Forschungs- und Lehreinrichtungen.
Studenten und Absolventen (m/w) der Fachrichtungen Maschinenbau, Physik, Chemie, Werkstoffwissenschaften, Informatik, Kerntechnik oder Elektrotechnik bietet das KIT beste Möglichkeiten für Praktika, Diplom-/Bachelor-/Master- und Doktorarbeiten oder den Direkteinstieg in die wissenschaftliche Mitarbeit in Forschung und Lehre.
In einem motivierten und hoch qualifizierten Team arbeiten Sie an zukunftsweisen-den Projekten beispielsweise in einem der KIT-Zentren Energie, NanoMikro, Elementar-teilchen- und Astroteilchenphysik oder Klima und Umwelt.
Onlinebewerbung unter: www.kit.edu. Bitte geben Sie bei Ihrer Bewerbung die Kennziffer FA 10 an.
Mit Begeisterung die Welt verändern
KIT – SPITZENFORSCHUNG AUF WELTNIVEAU
www.kit.eduKIT – Universität des Landes Baden-Württemberg undnationales Forschungszentrum in der Helmholtz-Gemeinschaft
Karlsruher Institut für TechnologieGroßforschungsbereich – Campus NordPersonalmanagementTina Edel, Postfach 364076021 Karlsruhe
Karlsruher Institut für TechnologieUniversitätsbereich – Campus SüdPersonalmanagementMarion Brückner, Postfach 698076128 Karlsruhe
Infor
matik
/Geo
infor
matik
41
1. Global Satellite Navigation Systems (GNSS) – Stand 2010
Die letzten drei Jahre sind von erheblichen Fortschritten bei der Modernisierung des ame-rikanischen GPS sowie des russischen GLO-NASS gekennzeichnet – so zum Beispiel durch die Signalverstärkung und einem dritten Fre-quenzband der neuen GPS-Satelliten (GPS-III) sowie durch den vollständigen Systemausbau von GLONASS bis in 2010. Die ersten Satel-liten des chinesischen COMPASS, welches in 2010 in Betrieb gehen und 2015 voll operabel sein soll, sind seit 2007 im Orbit. Die ersten GALILEO-Empfänger sind auf dem Markt, auch wenn das europäische GALILEO erst in 2013 voll operabel sein wird. Hinzu kommen die auf GNSS-Bodenstationen basierten Erweiterungs-(„Augmentation“)Dienste in kontinentaler bis globaler Dimension wie WAAS (USA), EGNOS und EUREF-IP (Europa), GAGAN und IRNSS (Indien), QZSS (Japan), SCDM (Russland) und private Dienste wie OMNISTAR, INMARSAT sowie der globale IGS-IP-Dienst. Diese leiten aus GNSS-Bodenstationen beobachtungsbezo-gene „OSR“ (Observation-related) oder parame-trische „SSR“ (State-Space-related) Korrektur-daten ab, welche über Kommunikationssatelliten (SBAS) oder Internet bereitgestellt werden. Die binären OSR- bzw. SSR-Korrekturen werden im Weltstandard RTCM (www.rtcm.org) bzw. RCTA (www.rtca.org) übertragen. Client-seitig können sie entweder über die GNSS-Antenne (EGNOS), über Satellitenempfänger, über GSM oder mobiles Internet (GPRS, UMTS) im NTRIP-Format (www.ntrip.org) empfangen werden. Die zusammen mit der in der Satellitennavigations-nachricht enthaltenen Orbit- und Ionosphären-information erfolgende Auswertung der emp-fangenen Codemessungen (absolutes GNSS) ermöglicht bei GPS/GLONASS derzeit eine
Reiner Jäger
Geodätische FuE-Projekte im Bereich GNSS-Echtzeittechnologien und Mobile IT
The article describes a number of research and development (R&D) projects in the area of robust algorithms for single and for multi-sensor real-time positioning and navigation-platforms for GNSS and other sensors, which are essential for the upcoming age of multi GNSS software receivers. The various geodetic R&D topics are carried out by the author at the Institute of Applied Research (IAF) and the Laboratory for GNSS and Navi-gation of the Faculty of Geomatics at the Karlsruhe University of Applied Sciences. Related applied research is on mobile GIS applications, mobile real-time platforms for data acquisition (e.g. for laser scanners and cameras), systems for a seamless navigation inside and outside buildings (e.g. in case of disasters), server-client-oriented location-based systems and services, as well as robotic systems and air-, water- and ground-borne drone systems. Clusters of universities and industry boards, such as the SatNav and MIT forums at the Ministry of Economics of Baden-Württemberg, provide ideal conditions for basic and applied R&D projects.
Echtzeit-Positionierungsgenauigkeit von 10 m. Bei GALILEO wird sie ebenfalls zwischen 5 und 15 m liegen. Sie verbessert sich erst mit RTCA- oder RTCM-Korrekturen im sog. differenziellen DGNSS-Auswertemodus auf (1–3) m. DGNSS-Korrekturen für die genaue Echtzeitpositionie-rung erfordern GNSS-Empfänger, die neben den Codemessungen auch Phasenmessungen auf ein oder zwei Frequenzen verarbeiten. Pha-senkorrekturen können nur im RTCM-Standard sowohl als OSR- als auch als SSR-Messages kodiert werden. Die Berechnung von RTCM-Phasenkorrekturdaten auf der Datenbasis aller GNSS-Referenzstationen mit GNSS-Vernet-zungssoftware setzt Stationsabstände von max. (100–120) km voraus. Diese RTCM-Korrekturen leisten für 2-Frequenzempfänger eine GNSS-Positionierungsgenauigkeit in Echtzeit („RTK“ = Real-Time-Kinematik) von (1–3) cm. Eine Übersicht über die GNSS-Referenzstationen des EUREF-IP-Dienstes (www.euref.eu), der vom Bundesamt für Kartographie und Geodäsie (BKG) betrieben wird, und dem Transportlay-er NTRIP findet sich auf (http://igs.bkg.bund.de/index_ntrip.htm). Über das Internet werden die RTCM-3.1-Code- und Phasenkorrekturen für NTRIP-Clients frei zur Verfügung gestellt. Client- und Serversoftware sind ebenfalls frei downloadbar. Darüber hinaus sind in den meis-ten europäischen Staaten (in Deutschland mit SAPOS, Axio-Net und VRSNow) staatliche und private DGNSS-Referenzstationsnetze einge-richtet, welche eine flächendeckende (1–3) cm-Positionierung leisten. Die neuen RTCM-Trans-formationsnachrichten, an deren Entwicklung der Autor in einer international besetzten Arbeits-gruppe mitgewirkt hat, leisten die cm-genaue Echtzeittransformation der DGNSS-Position in Lage- und Höhensysteme und steigern die GNSS-Einsatzmöglichkeiten im Bereich mobiler Anwendungen.
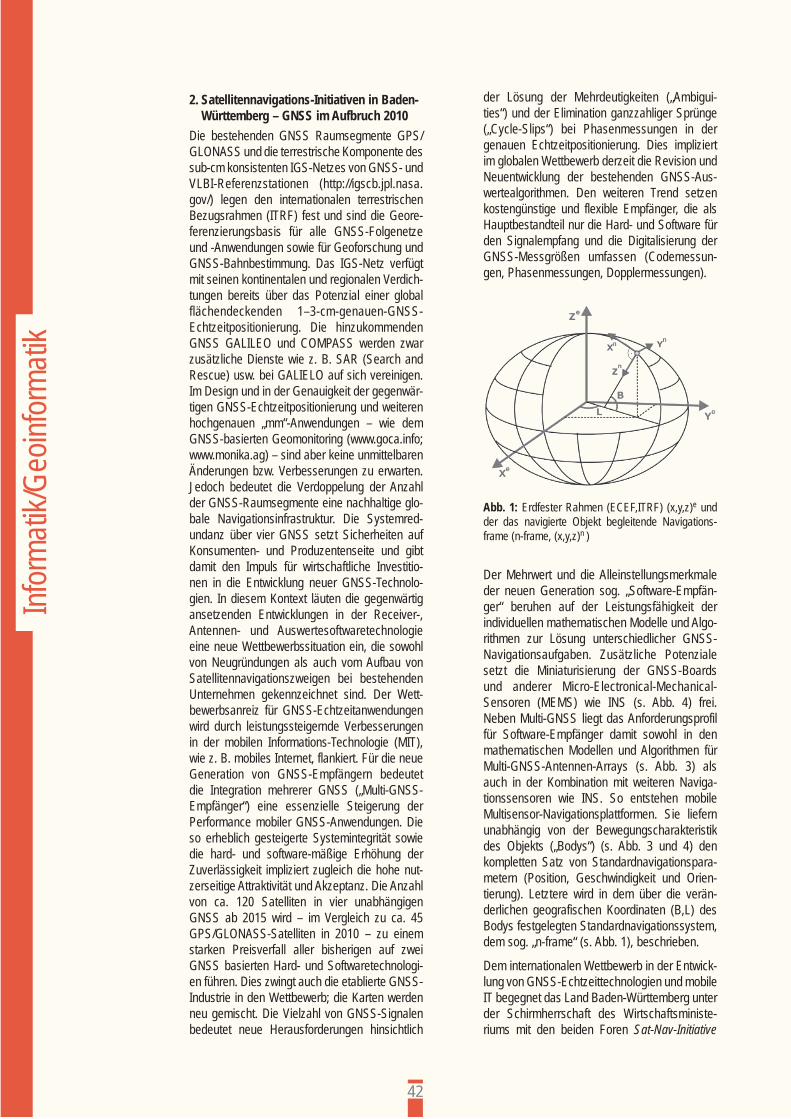
Infor
matik
/Geo
infor
matik
42
2. Satellitennavigations-Initiativen in Baden-Württemberg – GNSS im Aufbruch 2010
Die bestehenden GNSS Raumsegmente GPS/GLONASS und die terrestrische Komponente des sub-cm konsistenten IGS-Netzes von GNSS- und VLBI-Referenzstationen (http://igscb.jpl.nasa.gov/) legen den internationalen terrestrischen Bezugsrahmen (ITRF) fest und sind die Geore-ferenzierungsbasis für alle GNSS-Folgenetze und -Anwendungen sowie für Geoforschung und GNSS-Bahnbestimmung. Das IGS-Netz verfügt mit seinen kontinentalen und regionalen Verdich-tungen bereits über das Potenzial einer global flächendeckenden 1–3-cm-genauen-GNSS-Echtzeitpositionierung. Die hinzukommenden GNSS GALILEO und COMPASS werden zwar zusätzliche Dienste wie z. B. SAR (Search and Rescue) usw. bei GALIELO auf sich vereinigen. Im Design und in der Genauigkeit der gegenwär-tigen GNSS-Echtzeitpositionierung und weiteren hochgenauen „mm“-Anwendungen – wie dem GNSS-basierten Geomonitoring (www.goca.info; www.monika.ag) – sind aber keine unmittelbaren Änderungen bzw. Verbesserungen zu erwarten. Jedoch bedeutet die Verdoppelung der Anzahl der GNSS-Raumsegmente eine nachhaltige glo-bale Navigationsinfrastruktur. Die Systemred-undanz über vier GNSS setzt Sicherheiten auf Konsumenten- und Produzentenseite und gibt damit den Impuls für wirtschaftliche Investitio-nen in die Entwicklung neuer GNSS-Technolo-gien. In diesem Kontext läuten die gegenwärtig ansetzenden Entwicklungen in der Receiver-, Antennen- und Auswertesoftwaretechnologie eine neue Wettbewerbssituation ein, die sowohl von Neugründungen als auch vom Aufbau von Satellitennavigationszweigen bei bestehenden Unternehmen gekennzeichnet sind. Der Wett-bewerbsanreiz für GNSS-Echtzeitanwendungen wird durch leistungssteigernde Verbesserungen in der mobilen Informations-Technologie (MIT), wie z. B. mobiles Internet, flankiert. Für die neue Generation von GNSS-Empfängern bedeutet die Integration mehrerer GNSS („Multi-GNSS-Empfänger“) eine essenzielle Steigerung der Performance mobiler GNSS-Anwendungen. Die so erheblich gesteigerte Systemintegrität sowie die hard- und software-mäßige Erhöhung der Zuverlässigkeit impliziert zugleich die hohe nut-zerseitige Attraktivität und Akzeptanz. Die Anzahl von ca. 120 Satelliten in vier unabhängigen GNSS ab 2015 wird – im Vergleich zu ca. 45 GPS/GLONASS-Satelliten in 2010 – zu einem starken Preisverfall aller bisherigen auf zwei GNSS basierten Hard- und Softwaretechnologi-en führen. Dies zwingt auch die etablierte GNSS-Industrie in den Wettbewerb; die Karten werden neu gemischt. Die Vielzahl von GNSS-Signalen bedeutet neue Herausforderungen hinsichtlich
der Lösung der Mehrdeutigkeiten („Ambigui-ties“) und der Elimination ganzzahliger Sprünge („Cycle-Slips“) bei Phasenmessungen in der genauen Echtzeitpositionierung. Dies impliziert im globalen Wettbewerb derzeit die Revision und Neuentwicklung der bestehenden GNSS-Aus-wertealgorithmen. Den weiteren Trend setzen kostengünstige und flexible Empfänger, die als Hauptbestandteil nur die Hard- und Software für den Signalempfang und die Digitalisierung der GNSS-Messgrößen umfassen (Codemessun-gen, Phasenmessungen, Dopplermessungen).
Abb. 1: Erdfester Rahmen (ECEF,ITRF) (x,y,z)e und der das navigierte Objekt begleitende Navigations-frame (n-frame, (x,y,z)n )
Der Mehrwert und die Alleinstellungsmerkmale der neuen Generation sog. „Software-Empfän-ger“ beruhen auf der Leistungsfähigkeit der individuellen mathematischen Modelle und Algo-rithmen zur Lösung unterschiedlicher GNSS-Navigationsaufgaben. Zusätzliche Potenziale setzt die Miniaturisierung der GNSS-Boards und anderer Micro-Electronical-Mechanical-Sensoren (MEMS) wie INS (s. Abb. 4) frei. Neben Multi-GNSS liegt das Anforderungsprofil für Software-Empfänger damit sowohl in den mathematischen Modellen und Algorithmen für Multi-GNSS-Antennen-Arrays (s. Abb. 3) als auch in der Kombination mit weiteren Naviga-tionssensoren wie INS. So entstehen mobile Multisensor-Navigationsplattformen. Sie liefern unabhängig von der Bewegungscharakteristik des Objekts („Bodys“) (s. Abb. 3 und 4) den kompletten Satz von Standardnavigationspara-metern (Position, Geschwindigkeit und Orien-tierung). Letztere wird in dem über die verän-derlichen geografischen Koordinaten (B,L) des Bodys festgelegten Standardnavigationssystem, dem sog. „n-frame“ (s. Abb. 1), beschrieben.
Dem internationalen Wettbewerb in der Entwick-lung von GNSS-Echtzeittechnologien und mobile IT begegnet das Land Baden-Württemberg unter der Schirmherrschaft des Wirtschaftsministe-riums mit den beiden Foren Sat-Nav-Initiative
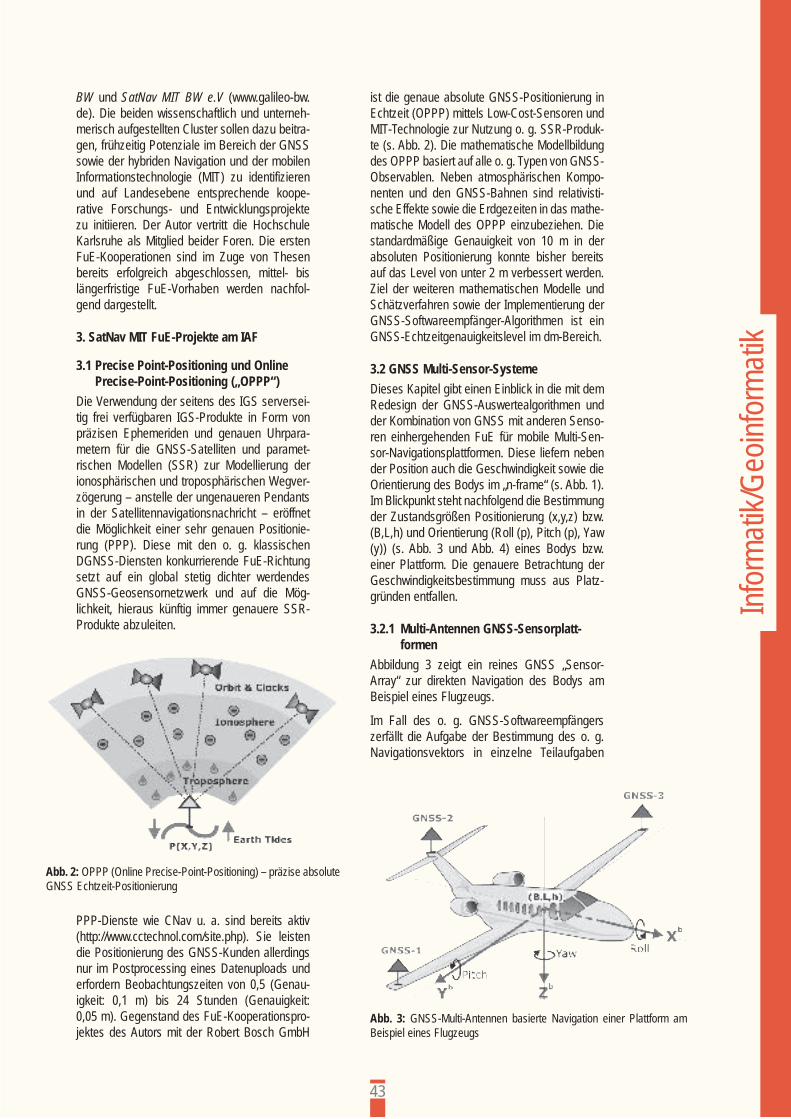
Infor
matik
/Geo
infor
matik
43
BW und SatNav MIT BW e.V (www.galileo-bw.de). Die beiden wissenschaftlich und unterneh-merisch aufgestellten Cluster sollen dazu beitra-gen, frühzeitig Potenziale im Bereich der GNSS sowie der hybriden Navigation und der mobilen Informationstechnologie (MIT) zu identifizieren und auf Landesebene entsprechende koope-rative Forschungs- und Entwicklungsprojekte zu initiieren. Der Autor vertritt die Hochschule Karlsruhe als Mitglied beider Foren. Die ersten FuE-Kooperationen sind im Zuge von Thesen bereits erfolgreich abgeschlossen, mittel- bis längerfristige FuE-Vorhaben werden nachfol-gend dargestellt.
3. SatNav MIT FuE-Projekte am IAF
3.1 Precise Point-Positioning und Online Precise-Point-Positioning („OPPP“)Die Verwendung der seitens des IGS serversei-tig frei verfügbaren IGS-Produkte in Form von präzisen Ephemeriden und genauen Uhrpara-metern für die GNSS-Satelliten und paramet-rischen Modellen (SSR) zur Modellierung der ionosphärischen und troposphärischen Wegver-zögerung – anstelle der ungenaueren Pendants in der Satellitennavigationsnachricht – eröffnet die Möglichkeit einer sehr genauen Positionie-rung (PPP). Diese mit den o. g. klassischen DGNSS-Diensten konkurrierende FuE-Richtung setzt auf ein global stetig dichter werdendes GNSS-Geosensornetzwerk und auf die Mög-lichkeit, hieraus künftig immer genauere SSR-Produkte abzuleiten.
ist die genaue absolute GNSS-Positionierung in Echtzeit (OPPP) mittels Low-Cost-Sensoren und MIT-Technologie zur Nutzung o. g. SSR-Produk-te (s. Abb. 2). Die mathematische Modellbildung des OPPP basiert auf alle o. g. Typen von GNSS-Observablen. Neben atmosphärischen Kompo-nenten und den GNSS-Bahnen sind relativisti-sche Effekte sowie die Erdgezeiten in das mathe-matische Modell des OPPP einzubeziehen. Die standardmäßige Genauigkeit von 10 m in der absoluten Positionierung konnte bisher bereits auf das Level von unter 2 m verbessert werden. Ziel der weiteren mathematischen Modelle und Schätzverfahren sowie der Implementierung der GNSS-Softwareempfänger-Algorithmen ist ein GNSS-Echtzeitgenauigkeitslevel im dm-Bereich.
3.2 GNSS Multi-Sensor-SystemeDieses Kapitel gibt einen Einblick in die mit dem Redesign der GNSS-Auswertealgorithmen und der Kombination von GNSS mit anderen Senso-ren einhergehenden FuE für mobile Multi-Sen-sor-Navigationsplattformen. Diese liefern neben der Position auch die Geschwindigkeit sowie die Orientierung des Bodys im „n-frame“ (s. Abb. 1). Im Blickpunkt steht nachfolgend die Bestimmung der Zustandsgrößen Positionierung (x,y,z) bzw. (B,L,h) und Orientierung (Roll (p), Pitch (p), Yaw (y)) (s. Abb. 3 und Abb. 4) eines Bodys bzw. einer Plattform. Die genauere Betrachtung der Geschwindigkeitsbestimmung muss aus Platz-gründen entfallen.
3.2.1 Multi-Antennen GNSS-Sensorplatt-formen
Abbildung 3 zeigt ein reines GNSS „Sensor-Array“ zur direkten Navigation des Bodys am Beispiel eines Flugzeugs.
Im Fall des o. g. GNSS-Softwareempfängers zerfällt die Aufgabe der Bestimmung des o. g. Navigationsvektors in einzelne Teilaufgaben
Abb. 2: OPPP (Online Precise-Point-Positioning) – präzise absolute GNSS Echtzeit-Positionierung
Abb. 3: GNSS-Multi-Antennen basierte Navigation einer Plattform am Beispiel eines Flugzeugs
PPP-Dienste wie CNav u. a. sind bereits aktiv (http://www.cctechnol.com/site.php). Sie leisten die Positionierung des GNSS-Kunden allerdings nur im Postprocessing eines Datenuploads und erfordern Beobachtungszeiten von 0,5 (Genau-igkeit: 0,1 m) bis 24 Stunden (Genauigkeit: 0,05 m). Gegenstand des FuE-Kooperationspro-jektes des Autors mit der Robert Bosch GmbH
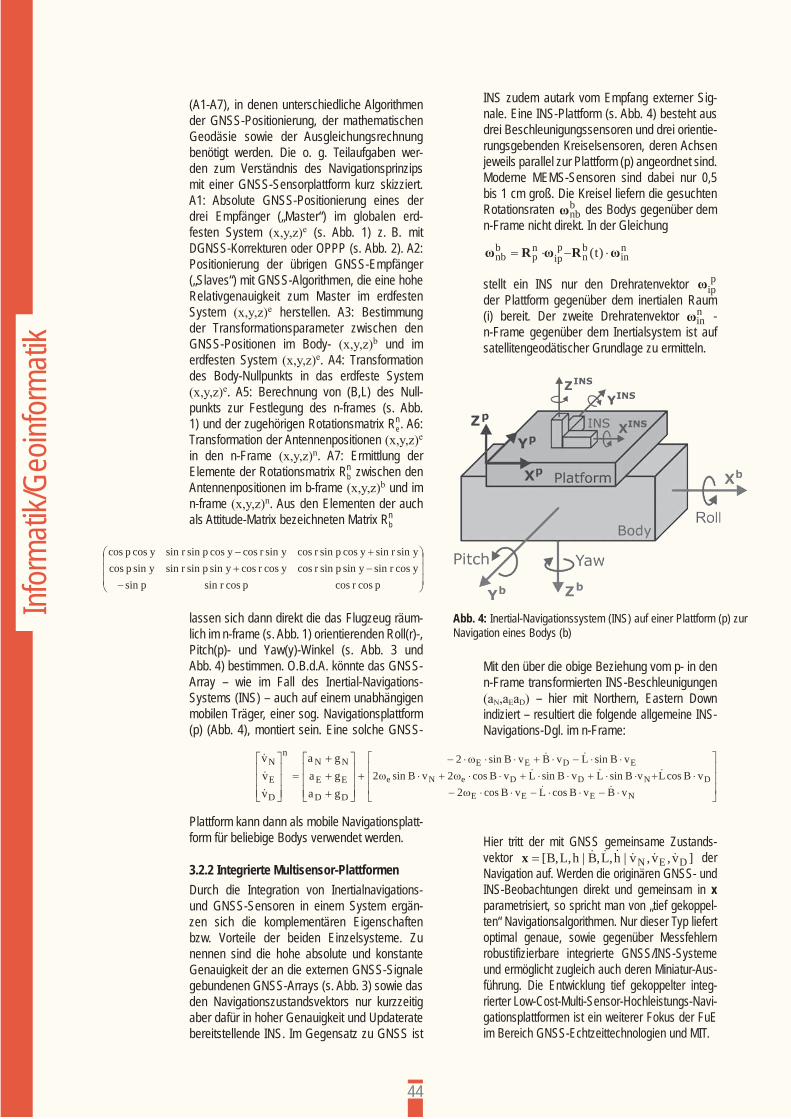
Infor
matik
/Geo
infor
matik
44
(A1-A7), in denen unterschiedliche Algorithmen der GNSS-Positionierung, der mathematischen Geodäsie sowie der Ausgleichungsrechnung benötigt werden. Die o. g. Teilaufgaben wer-den zum Verständnis des Navigationsprinzips mit einer GNSS-Sensorplattform kurz skizziert. A1: Absolute GNSS-Positionierung eines der drei Empfänger („Master“) im globalen erd-festen System (x,y,z)e (s. Abb. 1) z. B. mit DGNSS-Korrekturen oder OPPP (s. Abb. 2). A2: Positionierung der übrigen GNSS-Empfänger („Slaves“) mit GNSS-Algorithmen, die eine hohe Relativgenauigkeit zum Master im erdfesten System (x,y,z)e herstellen. A3: Bestimmung der Transformationsparameter zwischen den GNSS-Positionen im Body- (x,y,z)b und im erdfesten System (x,y,z)e. A4: Transformation des Body-Nullpunkts in das erdfeste System (x,y,z)e. A5: Berechnung von (B,L) des Null-punkts zur Festlegung des n-frames (s. Abb. 1) und der zugehörigen Rotationsmatrix Re
n. A6: Transformation der Antennenpositionen (x,y,z)e
in den n-Frame (x,y,z)n. A7: Ermittlung der Elemente der Rotationsmatrix Rb
n zwischen den Antennenpositionen im b-frame (x,y,z)b und im n-frame (x,y,z)n. Aus den Elementen der auch als Attitude-Matrix bezeichneten Matrix Rb
n
INS zudem autark vom Empfang externer Sig-nale. Eine INS-Plattform (s. Abb. 4) besteht aus drei Beschleunigungssensoren und drei orientie-rungsgebenden Kreiselsensoren, deren Achsen jeweils parallel zur Plattform (p) angeordnet sind. Moderne MEMS-Sensoren sind dabei nur 0,5 bis 1 cm groß. Die Kreisel liefern die gesuchten Rotationsraten b
nb des Bodys gegenüber dem n-Frame nicht direkt. In der Gleichung
nin
bn
pip
np
bnb )t(RR
stellt ein INS nur den Drehratenvektor pip
der Plattform gegenüber dem inertialen Raum (i) bereit. Der zweite Drehratenvektor n
in - n-Frame gegenüber dem Inertialsystem ist auf satellitengeodätischer Grundlage zu ermitteln.
Abb. 4: Inertial-Navigationssystem (INS) auf einer Plattform (p) zur Navigation eines Bodys (b)
Mit den über die obige Beziehung vom p- in den n-Frame transformierten INS-Beschleunigungen (aN,aEaD) – hier mit Northern, Eastern Down indiziert – resultiert die folgende allgemeine INS-Navigations-Dgl. im n-Frame:
Hier tritt der mit GNSS gemeinsame Zustands-vektor ]v,v,v|h,L,B|h,L,B[ DENx der Navigation auf. Werden die originären GNSS- und INS-Beobachtungen direkt und gemeinsam in xparametrisiert, so spricht man von „tief gekoppel-ten“ Navigationsalgorithmen. Nur dieser Typ liefert optimal genaue, sowie gegenüber Messfehlern robustifizierbare integrierte GNSS/INS-Systeme und ermöglicht zugleich auch deren Miniatur-Aus-führung. Die Entwicklung tief gekoppelter integ-rierter Low-Cost-Multi-Sensor-Hochleistungs-Navi-gationsplattformen ist ein weiterer Fokus der FuE im Bereich GNSS-Echtzeittechnologien und MIT.
pcosrcospcosrsinpsin
ycosrsinysinpsinrcosycosrcosysinpsinrsinysinpcos
ysinrsinycospsinrcosysinrcosycospsinrsinycospcos
lassen sich dann direkt die das Flugzeug räum-lich im n-frame (s. Abb. 1) orientierenden Roll(r)-, Pitch(p)- und Yaw(y)-Winkel (s. Abb. 3 und Abb. 4) bestimmen. O.B.d.A. könnte das GNSS-Array – wie im Fall des Inertial-Navigations-Systems (INS) – auch auf einem unabhängigen mobilen Träger, einer sog. Navigationsplattform (p) (Abb. 4), montiert sein. Eine solche GNSS-
DD
EE
NNn
D
E
N
ga
ga
ga
v
v
v
NEEE
DNDDeNe
EDEE
vBvBcosLvBcos2
vBcosLvBsinLvBsinLvBcos2vBsin2
vBsinLvBvBsin2
Plattform kann dann als mobile Navigationsplatt-form für beliebige Bodys verwendet werden.
3.2.2 Integrierte Multisensor-PlattformenDurch die Integration von Inertialnavigations- und GNSS-Sensoren in einem System ergän-zen sich die komplementären Eigenschaften bzw. Vorteile der beiden Einzelsysteme. Zu nennen sind die hohe absolute und konstante Genauigkeit der an die externen GNSS-Signale gebundenen GNSS-Arrays (s. Abb. 3) sowie das den Navigationszustandsvektors nur kurzzeitig aber dafür in hoher Genauigkeit und Updaterate bereitstellende INS. Im Gegensatz zu GNSS ist
Autor
Prof. Dr.-Ing. Reiner JägerHochschule Karlsruhe – Technik und WirtschaftMoltkestr. 30 76133 KarlsruheE-Mail: [email protected]: 0721 925-2620
Vom Start bis zur Landung und währenddes Fluges.
Die Welt der Luftfahrt schaut auf Thales wegenseiner ATM-Systeme, seiner Navigationshilfenund seiner Flughafen-Lösungen. Um den Luftraumin 170 Ländern zu managen, liefern wir einumfassendes Portfolio an Lösungen undDienstleistungen für die gesamte Flugplanungund Flugsicherheit. Von der Entwicklung undder Integration bis zur Installation undInstandhaltung bietet Thales vomStart bis zur Ankunft eine nahtloseAbdeckung durch weltweit führendeintelligente Systeme.
Weitere Informationen erhaltenSie bei Thales Deutschland,[email protected]
www.thalesgroup.com/germany
Intelligente ATM-SystemeSTARTEN MIT THALES
Bau-
und
Umw
elttec
hnik
46
Robert Pawlowski, Klaudius Henke, Stefan Winter, Heinrich Kreuzinger und Peter Schregle
Monitoring von Hallentragwerken – kontinuierliche Verformungsüber-wachung auf Basis digitaler Bildverarbeitung
This research project focuses on ways of employing digital image processing in the monitoring of buildings to gauge deformations in wide-span roof structures in conjunction with the electronic measuring of snow loads. The practical implementation of digital image processing is introduced and discussed using a pilot project for a gym in Bavaria as an example.
Anlass und AusgangssituationDen Anstoß zu diesem Thema gaben die zahl-reichen Halleneinstürze im Winter 2005/06 und der daraus resultierende Wunsch nach Mög-lichkeiten zur Überwachung von Hallentrag-werken als vorbeugende Maßnahme. Darüber hinaus machten die veränderten Klimabedin-gungen und die europaweite Einführung des Sicherheitskonzepts auf Basis der Teilsicher-heitsbeiwerte eine Überarbeitung der relevan-ten Einwirkungsnormen notwendig. Daraus resultieren zum Teil erheblich größere Einwir-kungen, die für statische Nachweise anzuset-zen sind. Ein Beispiel dafür ist die Anwendung der seit dem 1.1.2007 geltenden Schneelast-norm in alpennahen Gebieten, für die sich eine wesentliche Vergrößerung der Schneelast auf bis zu 200 Prozent und mehr im Vergleich zu der bis dahin geltenden Schneelastnorm ergibt. Die Sicherheit vieler Bestandsgebäude bei Auftreten der neuen Lasten ist nicht mehr gewährleistet; die Gebäude entsprechen nicht den gegenwärtigen Technischen Baubestim-mungen. Der Betrieb der Bestandsgebäude kann auf Grundlage des Bestandsschutzes weiterhin erfolgen. Dabei liegt es in der Verant-wortung des Hallenbetreibers sicherzustellen, dass der tatsächlich auf dem Dach liegende Schnee nicht zur Überbeanspruchung des Tragwerks führt. Gewöhnlich erfolgt dies durch die Benennung einer für manuelle Schnee-lastmessungen auf dem Gebäudedach ver-antwortlichen Person und das Festlegen einer Grenzschneelast, ab der das Dach zu räumen ist. Da der Erfolg dieser Vorgehensweise pri-mär durch die Zuverlässigkeit der verantwort-lichen Personen bestimmt wird, weist sie ein erhöhtes Risikopotenzial auf. Eine denkbare Alternative ist es, die Einwirkungen auf das Tragwerk sowie die dazu gehörige Verformung von einem automatisch arbeitenden System kontinuierlich überwachen zu lassen, welches beim Erreichen definierter Werte entsprechen-de Warnungen ausgibt. Die verfügbaren Sys-teme zur Verformungsmessung sind teils sehr kostenintensiv (z. B. Robot-Tachymetrie), teils
nur warnend und nicht kontinuierlich messend (z. B. Lichtschranken) und teils auch unge-eignet zum Einsatz in genutzten Hallen (z. B. Laserdistanzmessgeräte).
Forschungsziel und LösungswegZiel des Forschungsprojektes, das vom Bun-desamt für Bauwesen und Raumordnung, Bonn, dem Landratsamt Garmisch-Partenkir-chen, der Impuls GmbH, Gilching, und Som-mer Messtechnik, Koblach/Österreich, geför-dert wird, ist die Entwicklung eines einfachen, robusten, redundanten und kostengünstigen Systems zur Überwachung der Verformun-gen von Hallentragwerken in Verbindung mit der Messung von Schneelasten. Verschie-dene Technologien, die zur Anwendung bei dieser Aufgabenstellung in Frage kommen, wurden auf ihre Tauglichkeit hierfür unter-sucht. Die größten Potenziale verspricht die sogenannte industrielle Bildverarbeitung, wie sie vor allem in der industriellen Fertigung zur Qualitätskontrolle eingesetzt wird. Das Prinzip dieses Verfahrens besteht darin, die von elektronischen Kameras gelieferten Bilder mittels Datenverarbeitung automatisch aus-zuwerten. Objekte im Bild können erkannt, Vergleichsanalysen erstellt und Maße genom-men werden. Diese Systeme verbinden hohe Genauigkeit und Geschwindigkeit mit geringen Anschaffungskosten. Sie sind jedoch zunächst auf die Erfassung kleiner Objekte unter Werk-stattbedingungen (z. B. gleich bleibendes Licht) ausgelegt und müssen deshalb für den Einsatz in genutzten Gebäuden modifiziert werden.
Zur Überprüfung, ob die Methoden der indus-triellen Bildverarbeitung für den Einsatz bei Verformungsmessungen im Bauwesen geeignet sind, wurden zunächst Versuche durchgeführt, bei denen eine denkbare reale Anordnung der Systemkomponenten simuliert wurde: Ein Mes-spunkt (M) wurde in Form einer LED in einer Entfernung von 15 m von einer Kamera (K) posi-tioniert und vertikal bewegt. Als Referenzpunkt (R) wurde eine weitere LED in einer Entfernung von 30 m von der Kamera angeordnet.

Bau-
und
Umw
elttec
hnik
47
Um störende Einflüsse aus dem Umgebungs-licht (s. Abb. 2a) auszublenden, wurden LEDs verwendet, deren Strahlung im Infrarotbereich liegt. Die spektrale Empfindlichkeit der Kameras konnte durch Entfernen des standardmäßig ein-gebauten Infrarotsperrfilters angepasst werden. Bei vollständig geschlossener Blende ist die Schärfentiefe ausreichend, um sowohl Mess-punkt als auch Referenz als scharf umrissene Lichtpunkte abzubilden. Abbildung 3d macht deutlich, dass die Messungen im Infrarotbereich auch bei starkem Umgebungslicht im sichtbaren Bereich sehr gut dazu geeignet sind, die Posi-tionen einzelner LEDs genau zu bestimmen. Bei den Versuchen konnte gezeigt werden, dass mit den oben beschriebenen Mitteln die Änderung der Lage des Messpunktes (M) mit einer Genauigkeit im Millimeterbereich ermittelt werden kann.
UmsetzungDie Praxistauglichkeit des Systems wird gegen-wärtig im Rahmen eines Pilotprojekts nachge-wiesen. Als Objekt wurde die ca. 30 Jahre alte Dreifachturnhalle des Staffelsee-Gymnasiums in Murnau, Landkreis Garmisch-Partenkirchen, aus-gewählt, dessen maßgebende Schneelast zum 1.1.2007 von s0=1,5 kN/m² auf sk=3,8 kN/m² erhöht wurde.
Unter Berücksichtigung der neuen Schneelast ergibt sich für den Hauptträger der Halle ein Ausnutzungsrad von 1,1; d. h. das Dachtragwerk ist um 10 Prozent überbeansprucht und seine Tragsicherheit ist nicht ausreichend.
Um den tatsächlichen Zustand der Tragsicher-heit zuverlässig bestimmen zu können, wurde für das Dachtragwerk der Turnhalle ein Moni-
Abb. 1: Versuchsanordnung
Abb. 2: Versuchsergebnisse: Unterschiedliche Lichtverhältnisse, Filter und Blendenöffnungena) Aufnahme am Tag im Spektrum des sichtbaren Lichts, mit Infrarotsperrfilter, starke Gegenlichtquelle, geschlossene Blendeb) Aufnahme mit sehr schwachem Licht, Simulation der Lichtverhältnisse in der Nacht im Spektrum des sichtbaren Lichts, mit Infrarotsperrfilter, offene Blendec) Aufnahme im Infrarotbereich, ohne Infrarotsperrfilter, offene Blended) Aufnahme im Infrarotbereich, ohne Infrarotsperrfilter, geschlossene Blende. Die Position der LEDs kann millimetergenau bestimmt werden.
a) b) c) d)
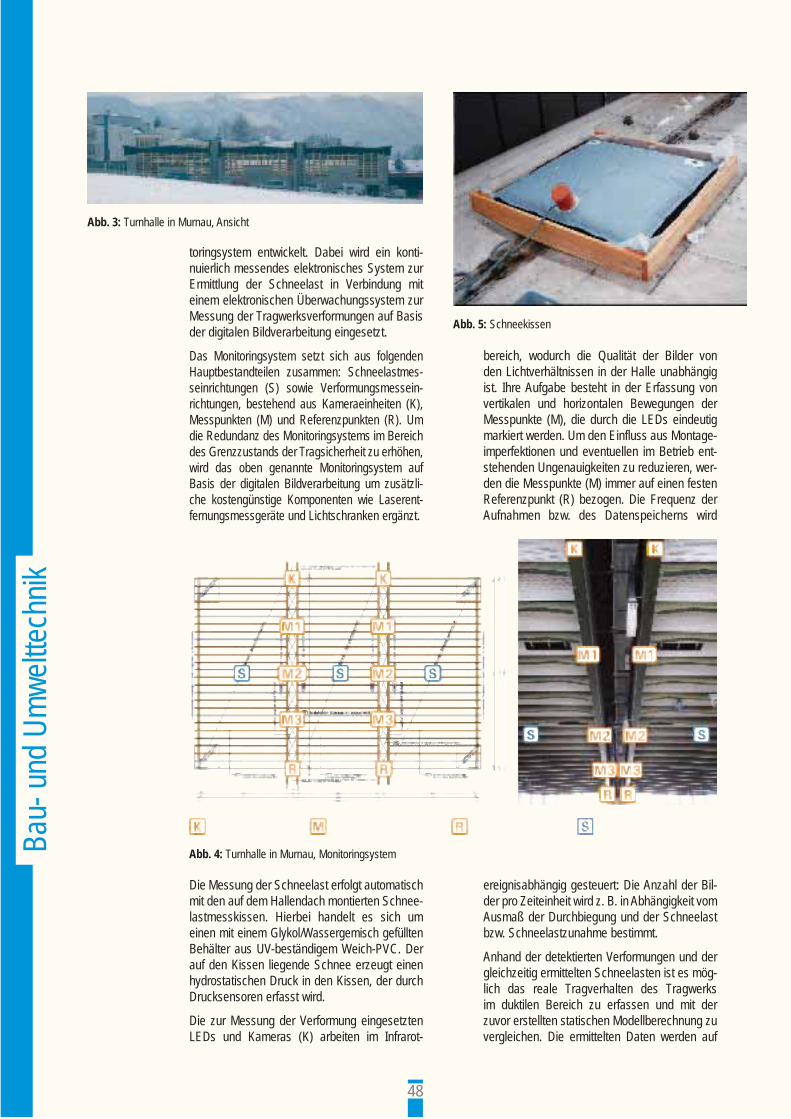
Bau-
und
Umw
elttec
hnik
48
toringsystem entwickelt. Dabei wird ein konti-nuierlich messendes elektronisches System zur Ermittlung der Schneelast in Verbindung mit einem elektronischen Überwachungssystem zur Messung der Tragwerksverformungen auf Basis der digitalen Bildverarbeitung eingesetzt.
Das Monitoringsystem setzt sich aus folgenden Hauptbestandteilen zusammen: Schneelastmes-seinrichtungen (S) sowie Verformungsmessein-richtungen, bestehend aus Kameraeinheiten (K), Messpunkten (M) und Referenzpunkten (R). Um die Redundanz des Monitoringsystems im Bereich des Grenzzustands der Tragsicherheit zu erhöhen, wird das oben genannte Monitoringsystem auf Basis der digitalen Bildverarbeitung um zusätzli-che kostengünstige Komponenten wie Laserent-fernungsmessgeräte und Lichtschranken ergänzt.
Die Messung der Schneelast erfolgt automatisch mit den auf dem Hallendach montierten Schnee-lastmesskissen. Hierbei handelt es sich um einen mit einem Glykol/Wassergemisch gefüllten Behälter aus UV-beständigem Weich-PVC. Der auf den Kissen liegende Schnee erzeugt einen hydrostatischen Druck in den Kissen, der durch Drucksensoren erfasst wird.
Die zur Messung der Verformung eingesetzten LEDs und Kameras (K) arbeiten im Infrarot-
Abb. 4: Turnhalle in Murnau, Monitoringsystem
Abb. 5: Schneekissen
bereich, wodurch die Qualität der Bilder von den Lichtverhältnissen in der Halle unabhängig ist. Ihre Aufgabe besteht in der Erfassung von vertikalen und horizontalen Bewegungen der Messpunkte (M), die durch die LEDs eindeutig markiert werden. Um den Einfluss aus Montage-imperfektionen und eventuellen im Betrieb ent-stehenden Ungenauigkeiten zu reduzieren, wer-den die Messpunkte (M) immer auf einen festen Referenzpunkt (R) bezogen. Die Frequenz der Aufnahmen bzw. des Datenspeicherns wird
ereignisabhängig gesteuert: Die Anzahl der Bil-der pro Zeiteinheit wird z. B. in Abhängigkeit vom Ausmaß der Durchbiegung und der Schneelast bzw. Schneelastzunahme bestimmt.
Anhand der detektierten Verformungen und der gleichzeitig ermittelten Schneelasten ist es mög-lich das reale Tragverhalten des Tragwerks im duktilen Bereich zu erfassen und mit der zuvor erstellten statischen Modellberechnung zu vergleichen. Die ermittelten Daten werden auf
Abb. 3: Turnhalle in Murnau, Ansicht

Bau-
und
Umw
elttec
hnik
49
einem lokalen Rechner gespeichert, verarbeitet und an die Forschungseinrichtungen übertra-gen. Verformungsgrenzen in Abhängigkeit von Tragwerksbeanspruchung wurden definiert und Warnstufen für den Betrieb der Turnhalle fest-gelegt. Eine Notstromversorgung stellt einen ununterbrochenen Betrieb des Monitoringsys-tems sicher.
Zusammenfassung und AusblickUm ein einfaches, robustes, redundantes und kostengünstiges System zur kontinuierlichen Verformungsüberwachung von Hallentragwer-ken zu entwickeln, wurden die Methoden der industriellen Bildverarbeitung ins Bauwesen übertragen: Ausgewählte Punkte des Tragwerks werden mit elektronischen Kameras periodisch erfasst; ihre Lage wird im digitalen Bild gemes-sen. Versuche und die ersten praktischen Tests am realen Bauwerk zeigen, dass auf diese Weise Bewegungen an weitgespannten Trag-werken millimetergenau erfasst werden können.
Die Vorteile eines kontinuierlich und automa-tisch arbeitenden Überwachungssystems lie-gen in der Reduzierung des Risikopotenzials und der Erhöhung der Wirtschaftlichkeit für den Gebäudebetrieb. Unter Umständen kön-nen Überwachungssysteme als Alternative zu kostenintensiven Verstärkungsmaßnahmen an Bestandsgebäuden eingesetzt werden. Eben-falls ist es sinnvoll, Neubauten mit Überwa-chungssystemen zu bestücken.
Literaturverzeichnis[1] S. Winter, Der Einsturz der Sporthalle in Bad
Reichenhall und was man daraus lernen muss,In: Zuschnitt, Vol. 25, März 1994, S. 17.
[2] R. Pawlowski; K. Henke; H. Kreuzinger; S. Win-ter; P. Schregle, Digital image processing in the monitoring of wide-span timber roof structures. COST E55 – Modelling of the Performance of
Autoren
Prof. Dr.-Ing. Robert PawlowskiProfessor an der Fakultät für Architektur und Bauwesen
Klaudius HenkeProf. Dr.-Ing. Stefan WinterProf. Dr.-Ing. Heinrich KreuzingerTechnische Universität München Fakultät für Bauingenieur- und Vermessungs-wesenLehrstuhl für Holzbau und Baukonstruktion
Peter SchregleImpuls computergestützte Bildanalyse GmbH, Gilching
KontaktProf. Dr.-Ing. Robert PawlowskiHochschule Karlsruhe – Technik und WirtschaftFakultät für Architektur und BauwesenBaukonstruktion, Baustatik und HolzbauE-Mail: [email protected]
Timber Structures, 3rd Workshop, Helsinki, Finland, März 2008.
[3] R. Pawlowski; K. Henke; H. Kreuzinger; S. Winter S.; P. Schregle, Monitoring of wide-span timber roof structures – development of a moni-toring system, CD-ROM, WCTE 2008 - 10th World Conference on Timber Engineering, Miyazaki, Japan, 2008.
[4] W. Riedner, Sicherheit und Überwachung von weitgespannten Hallensystemen, in: Bautechnik, 1(2007), S. 78–80.
beraten, planen, entwickelnprüfen, begutachten, überwachen
Baudynamik Verstärkung Bauwerkserhaltung
Bauphysik Silobauwerke Betontechnologie
Stephanienstraße 102 • D-76133 Karlsruhe • Tel. +49.721.9 13 19 .0 • Fax +49.721.9 13 19.99 www.smp-ing.de • [email protected]
Bau-
und
Umw
elttec
hnik
50
Einleitung
Die Grundsätze für nachhaltiges Bauen können unter den drei Säulen der Nachhaltigkeit zusam-mengefasst werden: Ökologie, Ökonomie und soziokulturelle Aspekte (s. Abb. 1).
Hermann Hütter, Silvia Stetter-Kalbus und Thomas Gamber
Nachfrage nach ganzheitlich kostenoptimierten Bauwerken. Ergebnisse aus einer Befragung ausgewählter Bauherren
The economic aspect of sustainability in construction is considered in the context of the research project KoBau. The aim is to identify the degree of implementation and possible barriers to application. To date, 28 interviews have been conducted with clients and operators concerning the main aspects of the application of life-cycle cost optimization (quota sample). First results are that several requirements for successful imple-mentation are not fulfilled. These include unsuitable company organization structures, commercial/local budget problems, lack of systematic data collection for the real estate portfolio, and the traditional model for rentals, where the tenant has to pay the incidental expenses separately.
Erfüllungsgrades der Nachhaltigkeitskriterien des jeweils betrachteten Einzelobjektes sowie Ansätze für einen Gebäudevergleich.
Mit dem ökonomischen Aspekt der Nachhaltig-keit beschäftigt sich das vom Bundesministerium für Bildung und Forschung (BMBF) geförderte Forschungsprojekt KoBau „Bedarf und Ange-bot ganzheitlich kostenoptimierter Bauwerke. Strategien, Ansätze und Werkzeuge zur Stär-kung der mittelständischen Bauwirtschaft“ am Studiengang Baumanagement der Hochschule Karlsruhe. Durch Umfragen unter Bauherren, Betreibern und Unternehmen soll herausgefun-den werden, in welchem Maß das notwendige Wissen für eine umfassende Optimierung der Erstellungs- und Folgekosten vorhanden ist und wie der Stand der Umsetzung in der Praxis ist. Forschungspartner sind, neben dem Con-sultingunternehmen ifA – Bau Consult, sieben mittelständische Unternehmen der Bauwirtschaft sowie drei Bauherren/Betreiber.
Ganzheitlich kostenoptimiertes BauenLebenszykluskosten (LZK) sind die Kosten, die im Lebenszyklus einer Immobilie für Planung, Herstellung, Betrieb, Instandhaltung sowie Ver-wertung anfallen. Aufgabe ist die zusammenfas-sende Betrachtung und Optimierung der bisher in verschiedenen Regelwerken isoliert betrachteten Investitions- und Nutzungskosten sowie deren ganzheitliche Optimierung. So sind in der DIN 276 (Kosten im Bauwesen) die Kosten der Planungs- und Bauphase und in der DIN 18960 (Nutzungs-kosten im Hochbau) die Baunutzungskosten gere-gelt. GEFMA3 und DGNB4 arbeiten an Richtlinien und Vorgehensweisen zur LZK-Berechnung bzw. verfügen über Pilotanwendungen.
Abb. 1: Die drei Säulen der Nachhaltigkeit
In der Ökologie sind auf das Bauwesen bezoge-ne Aspekte wie z. B. der Verbrauch von Flächen, Rohstoffen und Energie während Errichtung, Betrieb und Abbruch eines Bauwerkes sowie dessen Entsorgung zusammengefasst. Die Ökonomie konzentriert sich auf die monetären Bewertungen der Maßnahmen für ein Bauwerk, wobei alle Lebensphasen in die Betrachtung ein-bezogen werden. Die soziokulturellen Aspekte umfassen die mit Bauwerken verbundene gesell-schaftliche Dimension. Beispielhaft zu nennen sind hier Begriffe wie Behaglichkeit, Sicherheit und Schutz für Menschen/Bewohner selbst oder die städtebauliche und landschaftsräumliche Integration des Bauwerkes.
Eine anwendungsbezogene Systematisierung haben die Nachhaltigkeitsdiskussionen im Bauwe-sen durch das „Deutsche Gütesiegel für Nachhal-tiges Bauen“ erfahren. Im Jahr 2009 wurden die ersten Gebäude zertifiziert. Die deutschen Bemü-hungen treten in Konkurrenz zu Zertifizierungs-systemen, die in anderen Ländern bereits vorhan-den sind, wie z. B. BREEAM1 (Großbritannien, seit 1990 über 100.000 Zertifizierungen) oder das auf dieser Basis entwickelte LEED2 (USA, seit 2000 über 2.500 Zertifizierungen). Diese Systeme ermöglichen eine objektivierte Bewertung des
1BREEAM: Building Research Establishment Environ-mental Assessment Method2LEED: Leadership in Energy & Environmental Design 3GEFMA: German Facility Management Association4DGNB: Deutsche Gesellschaft für Nachhaltiges Bauen
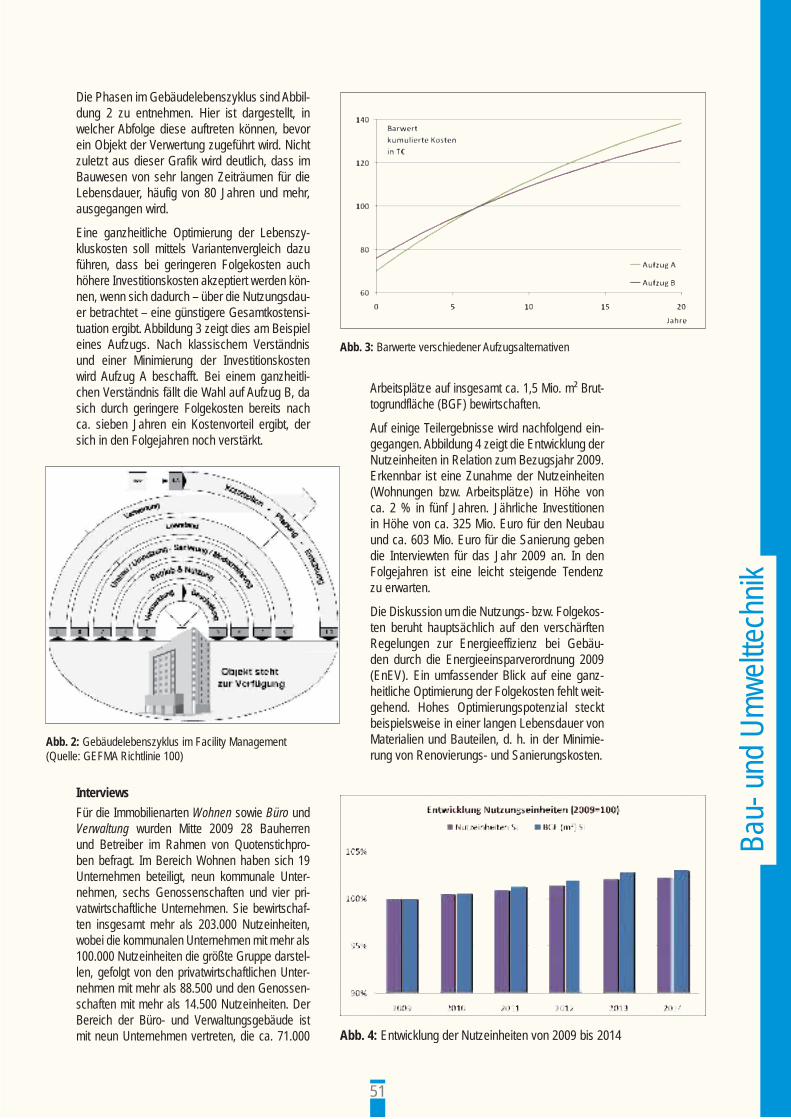
Bau-
und
Umw
elttec
hnik
51
Die Phasen im Gebäudelebenszyklus sind Abbil-dung 2 zu entnehmen. Hier ist dargestellt, in welcher Abfolge diese auftreten können, bevor ein Objekt der Verwertung zugeführt wird. Nicht zuletzt aus dieser Grafik wird deutlich, dass im Bauwesen von sehr langen Zeiträumen für die Lebensdauer, häufig von 80 Jahren und mehr, ausgegangen wird.
Eine ganzheitliche Optimierung der Lebenszy-kluskosten soll mittels Variantenvergleich dazu führen, dass bei geringeren Folgekosten auch höhere Investitionskosten akzeptiert werden kön-nen, wenn sich dadurch – über die Nutzungsdau-er betrachtet – eine günstigere Gesamtkostensi-tuation ergibt. Abbildung 3 zeigt dies am Beispiel eines Aufzugs. Nach klassischem Verständnis und einer Minimierung der Investitionskosten wird Aufzug A beschafft. Bei einem ganzheitli-chen Verständnis fällt die Wahl auf Aufzug B, da sich durch geringere Folgekosten bereits nach ca. sieben Jahren ein Kostenvorteil ergibt, der sich in den Folgejahren noch verstärkt.
Abb. 2: Gebäudelebenszyklus im Facility Management (Quelle: GEFMA Richtlinie 100)
Abb. 3: Barwerte verschiedener Aufzugsalternativen
InterviewsFür die Immobilienarten Wohnen sowie Büro und Verwaltung wurden Mitte 2009 28 Bauherren und Betreiber im Rahmen von Quotenstichpro-ben befragt. Im Bereich Wohnen haben sich 19 Unternehmen beteiligt, neun kommunale Unter-nehmen, sechs Genossenschaften und vier pri-vatwirtschaftliche Unternehmen. Sie bewirtschaf-ten insgesamt mehr als 203.000 Nutzeinheiten, wobei die kommunalen Unternehmen mit mehr als 100.000 Nutzeinheiten die größte Gruppe darstel-len, gefolgt von den privatwirtschaftlichen Unter-nehmen mit mehr als 88.500 und den Genossen-schaften mit mehr als 14.500 Nutzeinheiten. Der Bereich der Büro- und Verwaltungsgebäude ist mit neun Unternehmen vertreten, die ca. 71.000
Arbeitsplätze auf insgesamt ca. 1,5 Mio. m² Brut-togrundfläche (BGF) bewirtschaften.
Auf einige Teilergebnisse wird nachfolgend ein-gegangen. Abbildung 4 zeigt die Entwicklung der Nutzeinheiten in Relation zum Bezugsjahr 2009. Erkennbar ist eine Zunahme der Nutzeinheiten (Wohnungen bzw. Arbeitsplätze) in Höhe von ca. 2 % in fünf Jahren. Jährliche Investitionen in Höhe von ca. 325 Mio. Euro für den Neubau und ca. 603 Mio. Euro für die Sanierung geben die Interviewten für das Jahr 2009 an. In den Folgejahren ist eine leicht steigende Tendenz zu erwarten.
Die Diskussion um die Nutzungs- bzw. Folgekos-ten beruht hauptsächlich auf den verschärften Regelungen zur Energieeffizienz bei Gebäu-den durch die Energieeinsparverordnung 2009 (EnEV). Ein umfassender Blick auf eine ganz-heitliche Optimierung der Folgekosten fehlt weit-gehend. Hohes Optimierungspotenzial steckt beispielsweise in einer langen Lebensdauer von Materialien und Bauteilen, d. h. in der Minimie-rung von Renovierungs- und Sanierungskosten.
Abb. 4: Entwicklung der Nutzeinheiten von 2009 bis 2014
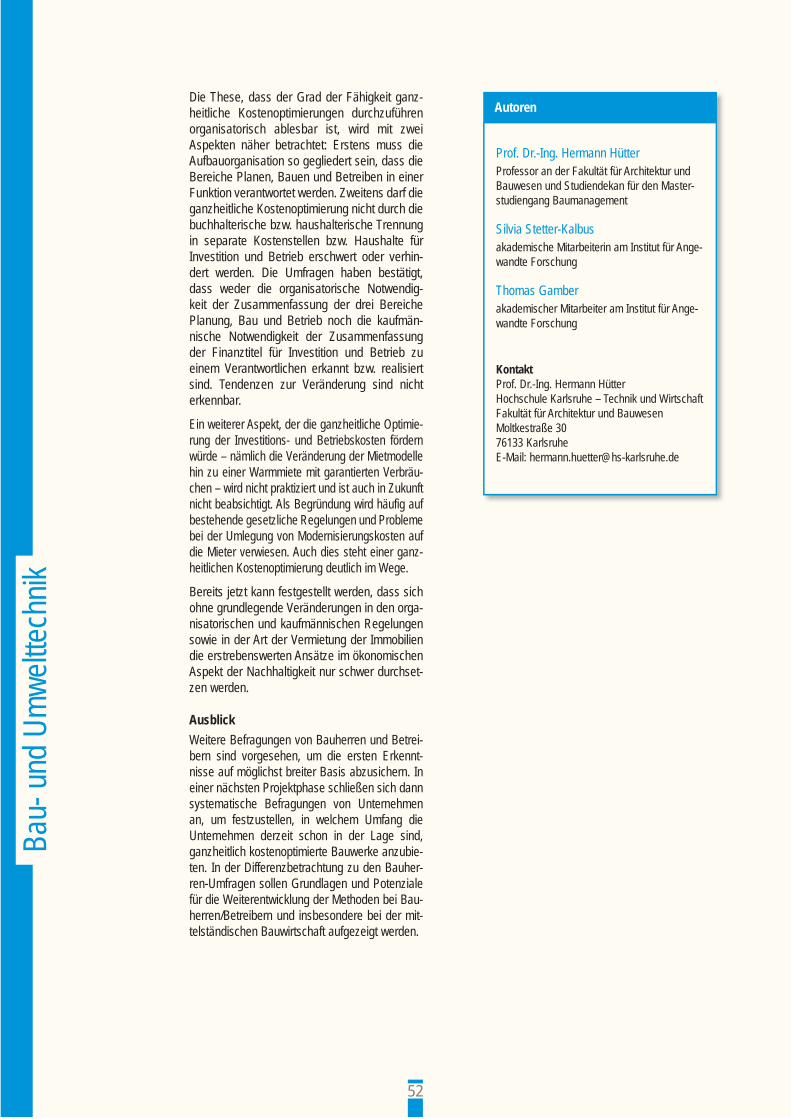
Bau-
und
Umw
elttec
hnik
52
Die These, dass der Grad der Fähigkeit ganz-heitliche Kostenoptimierungen durchzuführen organisatorisch ablesbar ist, wird mit zwei Aspekten näher betrachtet: Erstens muss die Aufbauorganisation so gegliedert sein, dass die Bereiche Planen, Bauen und Betreiben in einer Funktion verantwortet werden. Zweitens darf die ganzheitliche Kostenoptimierung nicht durch die buchhalterische bzw. haushalterische Trennung in separate Kostenstellen bzw. Haushalte für Investition und Betrieb erschwert oder verhin-dert werden. Die Umfragen haben bestätigt, dass weder die organisatorische Notwendig-keit der Zusammenfassung der drei Bereiche Planung, Bau und Betrieb noch die kaufmän-nische Notwendigkeit der Zusammenfassung der Finanztitel für Investition und Betrieb zu einem Verantwortlichen erkannt bzw. realisiert sind. Tendenzen zur Veränderung sind nicht erkennbar.
Ein weiterer Aspekt, der die ganzheitliche Optimie-rung der Investitions- und Betriebskosten fördern würde – nämlich die Veränderung der Mietmodelle hin zu einer Warmmiete mit garantierten Verbräu-chen – wird nicht praktiziert und ist auch in Zukunft nicht beabsichtigt. Als Begründung wird häufig auf bestehende gesetzliche Regelungen und Probleme bei der Umlegung von Modernisierungskosten auf die Mieter verwiesen. Auch dies steht einer ganz-heitlichen Kostenoptimierung deutlich im Wege.
Bereits jetzt kann festgestellt werden, dass sich ohne grundlegende Veränderungen in den orga-nisatorischen und kaufmännischen Regelungen sowie in der Art der Vermietung der Immobilien die erstrebenswerten Ansätze im ökonomischen Aspekt der Nachhaltigkeit nur schwer durchset-zen werden.
AusblickWeitere Befragungen von Bauherren und Betrei-bern sind vorgesehen, um die ersten Erkennt-nisse auf möglichst breiter Basis abzusichern. In einer nächsten Projektphase schließen sich dann systematische Befragungen von Unternehmen an, um festzustellen, in welchem Umfang die Unternehmen derzeit schon in der Lage sind, ganzheitlich kostenoptimierte Bauwerke anzubie-ten. In der Differenzbetrachtung zu den Bauher-ren-Umfragen sollen Grundlagen und Potenziale für die Weiterentwicklung der Methoden bei Bau-herren/Betreibern und insbesondere bei der mit-telständischen Bauwirtschaft aufgezeigt werden.
Autoren
Prof. Dr.-Ing. Hermann HütterProfessor an der Fakultät für Architektur und Bauwesen und Studiendekan für den Master-studiengang Baumanagement
Silvia Stetter-Kalbusakademische Mitarbeiterin am Institut für Ange-wandte Forschung
Thomas Gamberakademischer M itarbeiter am Institut für Ange-wandte Forschung
KontaktProf. Dr.-Ing. Hermann HütterHochschule Karlsruhe – Technik und WirtschaftFakultät für Architektur und BauwesenMoltkestraße 3076133 KarlsruheE-Mail: [email protected]
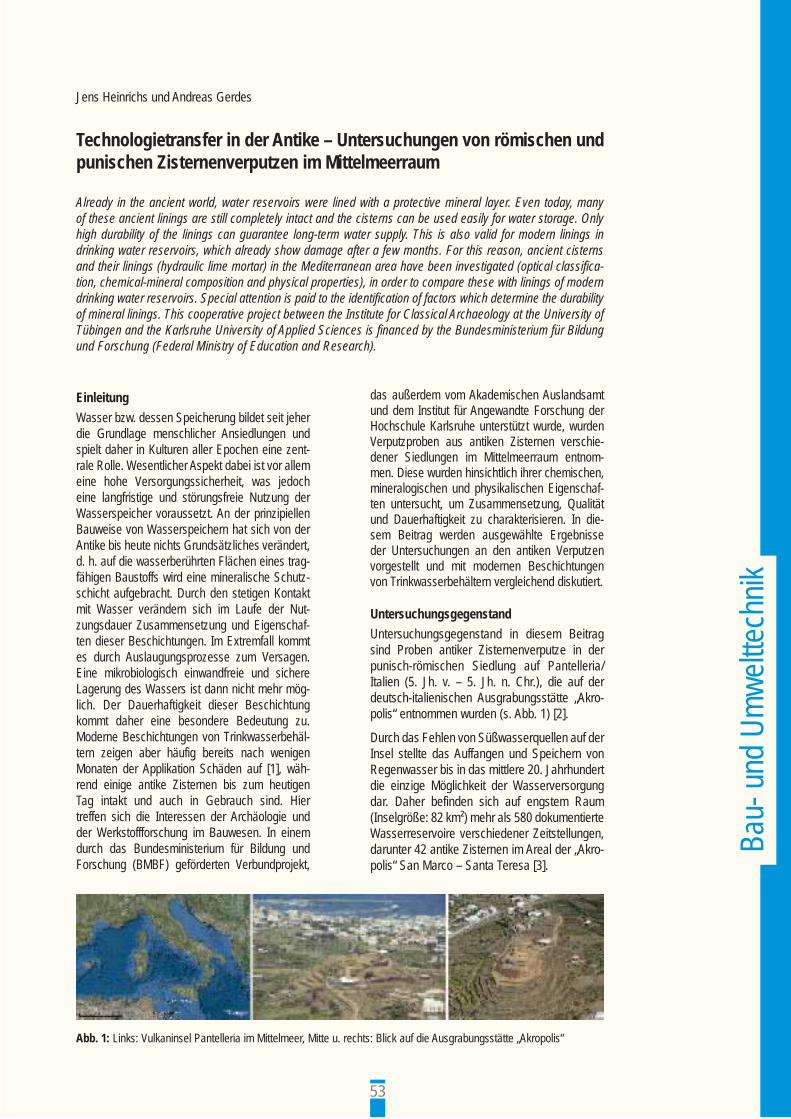
Bau-
und
Umw
elttec
hnik
53
EinleitungWasser bzw. dessen Speicherung bildet seit jeher die Grundlage menschlicher Ansiedlungen und spielt daher in Kulturen aller Epochen eine zent-rale Rolle. Wesentlicher Aspekt dabei ist vor allem eine hohe Versorgungssicherheit, was jedoch eine langfristige und störungsfreie Nutzung der Wasserspeicher voraussetzt. An der prinzipiellen Bauweise von Wasserspeichern hat sich von der Antike bis heute nichts Grundsätzliches verändert, d. h. auf die wasserberührten Flächen eines trag-fähigen Baustoffs wird eine mineralische Schutz-schicht aufgebracht. Durch den stetigen Kontakt mit Wasser verändern sich im Laufe der Nut-zungsdauer Zusammensetzung und Eigenschaf-ten dieser Beschichtungen. Im Extremfall kommt es durch Auslaugungsprozesse zum Versagen. Eine mikrobiologisch einwandfreie und sichere Lagerung des Wassers ist dann nicht mehr mög-lich. Der Dauerhaftigkeit dieser Beschichtung kommt daher eine besondere Bedeutung zu. Moderne Beschichtungen von Trinkwasserbehäl-tern zeigen aber häufig bereits nach wenigen Monaten der Applikation Schäden auf [1], wäh-rend einige antike Zisternen bis zum heutigen Tag intakt und auch in Gebrauch sind. Hier treffen sich die Interessen der Archäologie und der Werkstoffforschung im Bauwesen. In einem durch das Bundesministerium für Bildung und Forschung (BMBF) geförderten Verbundprojekt,
das außerdem vom Akademischen Auslandsamt und dem Institut für Angewandte Forschung der Hochschule Karlsruhe unterstützt wurde, wurden Verputzproben aus antiken Zisternen verschie-dener Siedlungen im Mittelmeerraum entnom-men. Diese wurden hinsichtlich ihrer chemischen, mineralogischen und physikalischen Eigenschaf-ten untersucht, um Zusammensetzung, Qualität und Dauerhaftigkeit zu charakterisieren. In die-sem Beitrag werden ausgewählte Ergebnisse der Untersuchungen an den antiken Verputzen vorgestellt und mit modernen Beschichtungen von Trinkwasserbehältern vergleichend diskutiert.
UntersuchungsgegenstandUntersuchungsgegenstand in diesem Beitrag sind Proben antiker Zisternenverputze in der punisch-römischen Siedlung auf Pantelleria/Italien (5. Jh. v. – 5. Jh. n. Chr.), die auf der deutsch-italienischen Ausgrabungsstätte „Akro-polis“ entnommen wurden (s. Abb. 1) [2].
Durch das Fehlen von Süßwasserquellen auf der Insel stellte das Auffangen und Speichern von Regenwasser bis in das mittlere 20. Jahrhundert die einzige Möglichkeit der Wasserversorgung dar. Daher befinden sich auf engstem Raum (Inselgröße: 82 km²) mehr als 580 dokumentierte Wasserreservoire verschiedener Zeitstellungen, darunter 42 antike Zisternen im Areal der „Akro-polis“ San Marco – Santa Teresa [3].
Jens Heinrichs und Andreas Gerdes
Technologietransfer in der Antike – Untersuchungen von römischen und punischen Zisternenverputzen im Mittelmeerraum
Already in the ancient world, water reservoirs were lined with a protective mineral layer. Even today, many of these ancient linings are still completely intact and the cisterns can be used easily for water storage. Only high durability of the linings can guarantee long-term water supply. This is also valid for modern linings in drinking water reservoirs, which already show damage after a few months. For this reason, ancient cisterns and their linings (hydraulic lime mortar) in the Mediterranean area have been investigated (optical classifica-tion, chemical-mineral composition and physical properties), in order to compare these with linings of modern drinking water reservoirs. Special attention is paid to the identification of factors which determine the durability of mineral linings. This cooperative project between the Institute for Classical Archaeology at the University of Tübingen and the Karlsruhe University of Applied Sciences is financed by the Bundesministerium für Bildung und Forschung (Federal Ministry of Education and Research).
Abb. 1: Links: Vulkaninsel Pantelleria im Mittelmeer, Mitte u. rechts: Blick auf die Ausgrabungsstätte „Akropolis“
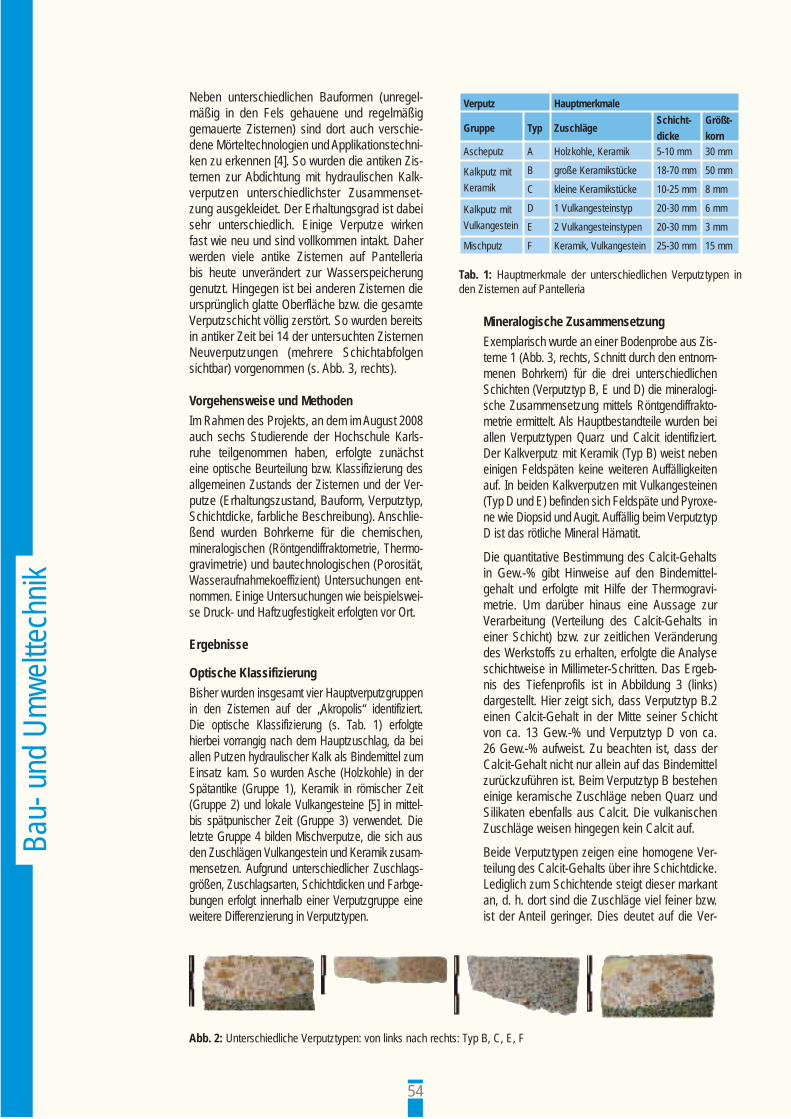
Bau-
und
Umw
elttec
hnik
54
Neben unterschiedlichen Bauformen (unregel-mäßig in den Fels gehauene und regelmäßig gemauerte Zisternen) sind dort auch verschie-dene Mörteltechnologien und Applikationstechni-ken zu erkennen [4]. So wurden die antiken Zis-ternen zur Abdichtung mit hydraulischen Kalk-verputzen unterschiedlichster Zusammenset-zung ausgekleidet. Der Erhaltungsgrad ist dabei sehr unterschiedlich. Einige Verputze wirken fast wie neu und sind vollkommen intakt. Daher werden viele antike Zisternen auf Pantelleria bis heute unverändert zur Wasserspeicherung genutzt. Hingegen ist bei anderen Zisternen die ursprünglich glatte Oberfläche bzw. die gesamte Verputzschicht völlig zerstört. So wurden bereits in antiker Zeit bei 14 der untersuchten Zisternen Neuverputzungen (mehrere Schichtabfolgen sichtbar) vorgenommen (s. Abb. 3, rechts).
Vorgehensweise und MethodenIm Rahmen des Projekts, an dem im August 2008 auch sechs Studierende der Hochschule Karls-ruhe teilgenommen haben, erfolgte zunächst eine optische Beurteilung bzw. Klassifizierung des allgemeinen Zustands der Zisternen und der Ver-putze (Erhaltungszustand, Bauform, Verputztyp, Schichtdicke, farbliche Beschreibung). Anschlie-ßend wurden Bohrkerne für die chemischen, mineralogischen (Röntgendiffraktometrie, Thermo-gravimetrie) und bautechnologischen (Porosität, Wasseraufnahmekoeffizient) Untersuchungen ent-nommen. Einige Untersuchungen wie beispielswei-se Druck- und Haftzugfestigkeit erfolgten vor Ort.
Ergebnisse
Optische KlassifizierungBisher wurden insgesamt vier Hauptverputzgruppen in den Zisternen auf der „Akropolis“ identifiziert. Die optische Klassifizierung (s. Tab. 1) erfolgte hierbei vorrangig nach dem Hauptzuschlag, da bei allen Putzen hydraulischer Kalk als Bindemittel zum Einsatz kam. So wurden Asche (Holzkohle) in der Spätantike (Gruppe 1), Keramik in römischer Zeit (Gruppe 2) und lokale Vulkangesteine [5] in mittel- bis spätpunischer Zeit (Gruppe 3) verwendet. Die letzte Gruppe 4 bilden Mischverputze, die sich aus den Zuschlägen Vulkangestein und Keramik zusam-mensetzen. Aufgrund unterschiedlicher Zuschlags-größen, Zuschlagsarten, Schichtdicken und Farbge-bungen erfolgt innerhalb einer Verputzgruppe eine weitere Differenzierung in Verputztypen.
Mineralogische ZusammensetzungExemplarisch wurde an einer Bodenprobe aus Zis-terne 1 (Abb. 3, rechts, Schnitt durch den entnom-menen Bohrkern) für die drei unterschiedlichen Schichten (Verputztyp B, E und D) die mineralogi-sche Zusammensetzung mittels Röntgendiffrakto-metrie ermittelt. Als Hauptbestandteile wurden bei allen Verputztypen Quarz und Calcit identifiziert. Der Kalkverputz mit Keramik (Typ B) weist neben einigen Feldspäten keine weiteren Auffälligkeiten auf. In beiden Kalkverputzen mit Vulkangesteinen (Typ D und E) befinden sich Feldspäte und Pyroxe-ne wie Diopsid und Augit. Auffällig beim Verputztyp D ist das rötliche Mineral Hämatit.
Die quantitative Bestimmung des Calcit-Gehalts in Gew.-% gibt Hinweise auf den Bindemittel-gehalt und erfolgte mit Hilfe der Thermogravi-metrie. Um darüber hinaus eine Aussage zur Verarbeitung (Verteilung des Calcit-Gehalts in einer Schicht) bzw. zur zeitlichen Veränderung des Werkstoffs zu erhalten, erfolgte die Analyse schichtweise in Millimeter-Schritten. Das Ergeb-nis des Tiefenprofils ist in Abbildung 3 (links) dargestellt. Hier zeigt sich, dass Verputztyp B.2 einen Calcit-Gehalt in der Mitte seiner Schicht von ca. 13 Gew.-% und Verputztyp D von ca. 26 Gew.-% aufweist. Zu beachten ist, dass der Calcit-Gehalt nicht nur allein auf das Bindemittel zurückzuführen ist. Beim Verputztyp B bestehen einige keramische Zuschläge neben Quarz und Silikaten ebenfalls aus Calcit. Die vulkanischen Zuschläge weisen hingegen kein Calcit auf.
Beide Verputztypen zeigen eine homogene Ver-teilung des Calcit-Gehalts über ihre Schichtdicke. Lediglich zum Schichtende steigt dieser markant an, d. h. dort sind die Zuschläge viel feiner bzw. ist der Anteil geringer. Dies deutet auf die Ver-
Verputz Hauptmerkmale
Gruppe Typ ZuschlägeSchicht-dicke
Größt-korn
Ascheputz A Holzkohle, Keramik 5-10 mm 30 mm
Kalkputz mit Keramik
B große Keramikstücke 18-70 mm 50 mm
C kleine Keramikstücke 10-25 mm 8 mm
Kalkputz mit Vulkangestein
D 1 Vulkangesteinstyp 20-30 mm 6 mm
E 2 Vulkangesteinstypen 20-30 mm 3 mm
Mischputz F Keramik, Vulkangestein 25-30 mm 15 mm
Tab. 1: Hauptmerkmale der unterschiedlichen Verputztypen in den Zisternen auf Pantelleria
Abb. 2: Unterschiedliche Verputztypen: von links nach rechts: Typ B, C, E, F

Bau-
und
Umw
elttec
hnik
55
wendung eines Vorputzes hin, um so beim Ver-putztyp D den Haftverbund zum Felsuntergrund und bei der Instandsetzung mit Verputztyp B eine Haftbrücke zum Verputztyp E zu gewährleisten.
Vergleich antiker mit modernen VerputzenAufgrund der unterschiedlich verwendeten Bin-demittel und Applikationstechniken in der Antike und Moderne resultieren daraus erwartungs-gemäß auch unterschiedliche physikalische Eigenschaften. So werden heute Maschinen zur Applikation des Spritzmörtels eingesetzt (Tro-cken- oder Nassspritzverfahren). Durch die hohe Aufprallenergie verdichtet sich dieser und es kön-nen niedrige Werte für die Porosität erzielt wer-den. Die Oberflächenglättung erfolgt ebenfalls maschinell. In der Antike wurden hingegen alle Arbeitsvorgänge per Hand verrichtet. In Tabel-le 2 sind weitere wichtige Kennwerte des am häufigsten vorgefundenen antiken Verputztyps B aus Zisterne 1 und einer modernen Beschichtung nach Regelwerk [6] gegenübergestellt.
Es zeigt sich, dass der antike Verputztyp B aus Zisterne 1 gegenüber einer modernen Beschich-tung neben größeren Zuschlägen auch tech-nisch bedingt größere Schichtdicken aufweist. Bemerkenswert ist, dass die Bestimmung der Druckfestigkeit des antiken Verputzes B inner-
halb der Zisterne ähnlich hohe Werte mit sehr geringen Standardabweichungen (StdAbw) ergibt. Dies deutet auf eine gleichmäßige Verarbeitung der Verputzschicht hin. Die Druckfestigkeiten sind geringer als bei modernen Beschichtungen. Bei der Bestimmung des Wasseraufnahmeko-effizienten wurden Werte zwischen 0,001 und 0,5 kg/m² h ermittelt, was nach heutiger Einteilung einem wasserabweisenden Material entspricht. Da der Verputztyp B aber eine relativ hohe Gesamtpo-rosität aufweist, muss dessen Oberfläche speziell bearbeitet worden sein, um dies zu erreichen.
Abb. 3: Tiefenprofil des Calcit-Gehalts (CaCO3)
Tab. 2: Vergleich der Kennwerte einer antiken und modernen Beschichtung
Kennwerte,Eigenschaften
Beschichtung
Antik (Verputztyp B) ModernBindemittel Hydraulischer Kalk Zement
Zuschläge Keramiksplitt und -mehl Quarzsand, Kalkstein
Schichtdicke Wand/Boden 29-38 mm / 27-46 mm 5-15 mm
Größtkorn Wand/Boden 18 mm / 21 mm 4 mm
Gesamtporosität 37 Vol.-% < 12 Vol.-% *
Haftzugfestigkeit 0,3 N/mm² > 1,5 N/mm² *
Druckfestigkeit/StdAbw 20-30 N/mm² / 2-8 N/mm² 45 N/mm² / 2-5 N/mm²Wasseraufnahme-koeffizient
0,3 kg/m² h(wasserabweisend)
0,03 kg/m² h(wasserabweisend)
* diese Werte sollen nach 28 Tagen der Applikation erreicht werden
Abb. 4: Arbeiten auf der Ausgrabungsstätte (Probenentnahme, Haftzugfestigkeitsmessung, Vermessungsarbeiten) mit tatkräftiger Unterstützungder Studierenden T. Bürkle, J. Linzmeier, D. Becker, K. Farrenkopf, A. Röhm und M. Grünheid
Bau-
und
Umw
elttec
hnik
56
Zusammenfassung und AusblickNeben der optischen Typisierung wurden werk-stofftechnologische Untersuchungen (chemisch-mineralogische Zusammensetzung und physi-kalische Eigenschaften) durchgeführt, um eine werkstoffbasierte Typologie zu erstellen und Vergleichskennwerte zu ermitteln. Hierzu fanden Methoden aus der modernen Baustoffforschung Anwendung.
In den Zisternen der Ausgrabungsstätte „Akro-polis“ in der punisch-römischen Siedlung auf Pantelleria konnten vier unterschiedliche Ver-putzgruppen mit hauptsächlich keramischen und vulkanischen Zuschlägen optisch klassifiziert werden. Der römische Verputz mit keramischen Zuschlägen (Typ B) ist dabei der am häufigsten vorgefundene. Bei allen Verputzen wurde hyd-raulischer Kalk als Bindemittel verwendet, wobei die Calcit-Gehalte aufgrund der verschiedenen Zuschlagsgrößen stark unterschiedlich, aber innerhalb einer Verputzschicht homogen sind.
Die ermittelten Werkstoffeigenschaften des anti-ken Verputztyps B, welche sich aus den verwen-deten Materialien und der Applikationstechnik ergeben, deuten auf eine gleichmäßige Verar-beitung der Werkstoffe und hohen handwerkli-chen Ausbildungsstand hin. Sie sind offensicht-lich ausreichend, um in Zisterne 1 Regenwasser zu speichern. Der Verputztyp B wurde gezielt zur Abdichtung einer Zisterne hergestellt und appliziert. Die verwendeten Techniken z. B. zur Oberflächenglättung sind bisher nicht bekannt, sollen aber Gegenstand weiterer Untersuchun-gen werden.
Die Ergebnisse sollen zum einen der Archäo-logie zur Beantwortung relevanter Fragestel-lungen wie z. B. der regionalen und zeitlichen Verbreitung von Bautechnologien dienen. Der-zeit wird aber auch daran gearbeitet, durch den Vergleich der Werkstoffeigenschaften und des Langzeitverhaltens antiker hydraulischer Mörtel die Faktoren zu identifizieren, welche die Dauer-haftigkeit dieser Werkstoffe maßgeblich bestim-men. So können neue Impulse für die moderne Werkstoffentwicklung entstehen.
Literatur[1] M. Schwotzer; A. Gerdes, Durability of cement
based materials in contact with drinking water,Internationl RILEM TC 211-PAE Final Confer-ence, Juli 2009 Toulouse, Concrete in Aggres-sive Aqueous Environments, Vol. 1.
[2] Th. Schäfer; M. Osanna, Cossyra I: Vorläufi ge Ergebnisse der Grabung auf der Akropolis von S. Marco/Pantelleria, (in Vorbereitung).
[3] V. Castellani; S. Mantellini, Water management on Pantellera in Punic Roman Times, Interna-tional Conference Rom 2001, Arid Lands in Roman Times, Rom 2003, S. 51–58.
[4] F. Schön; H. Töpfer, Trinkwasserspeicherung in der Antike – ein Vorbild für heute?, Symposium:Nutzung und Unterhalt von Trinkwasserbehäl-tern, 11. – 12.12.2008 in Ostfi ldern.
[5] H. Pichler, Italienische Vulkan-Gebiete V, in Sammlung Geologischer Führer, Band 83, Gebrüder Borntraeger Verlag, Berlin, 1989.
[6] DIN, DVGW Regelwerk, Technische Regel, Ar-beitsblatt W 300, Juni 2005, Wasserspeicherung – Planung, Bau, Betrieb und Instandsetzung von Wasserbehältern in der Trinkwasserversorgung,Beuth Verlag GmbH, 2005.
Autoren
Jens Heinrichswissenschaftlicher Mitarbeiter am Institut für Angewandte Forschung sowie am Institut für Funktionelle Grenzflächen in der Arbeitsgruppe Chemie/Sensorik mineralischer Grenzflächen am Karlsruher Institut für Technologie (KIT – Campus Nord)
Prof. Dr. Andreas GerdesProfessor an der Fakultät für Elektro- und Infor-mationstechnik und Leiter der Arbeitsgruppe Chemie/Sensorik mineralischer Grenzflächen im Institut für Funktionelle Grenzflächen am Karlsruher Institut für Technologie (KIT – Cam-pus Nord)
KontaktProf. Dr. Andreas GerdesHochschule Karlsruhe – Technik und WirtschaftFakultät für Elektro- und InformationstechnikMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 0721 925-1354

KARRIEREBEI ZÜBLIN
www.zueblin.de
Seit 110 Jahren setzt Züblin durch die er-folgreiche Realisierung anspruchsvoller Bauprojekte im In- und Ausland immer wieder Maßstäbe. Wir bieten unseren Kunden ein umfassendes Leistungsspek-trum und entwickeln maßgeschneiderte Lösungen für technisch und wirtschaft-lich optimierte Bauvorhaben jeder Art und Größe. Das Know-how und die Innovati-onskraft unserer rund 15.000 Mitarbeiter sind dabei die Basis unseres Erfolgs. Werden auch Sie Teil dieser Erfolgsge-schichte. Ob Traineeprogramm, Direkt-einstieg oder Praktikum: Entscheiden Sie sich für eine Karriere bei Züblin – eine Karriere, die Maßstäbe setzen wird.
Ed. Züblin AGDirektion KarlsruheAn der Tagweide 1876139 Karlsruhe www.zueblin.de
Heberger System-Bau GmbH
Altreutweg 15 Kompetenz am Bau:68809 Neulußheim - System- und IndustriebauTelefon 0 62 05/3 99-0 - BetonfertigteileTelefax 0 62 05/3 99-2 00 - Lärmschutzsysteme - [email protected] www.heberger.de

Bau-
und
Umw
elttec
hnik
58
SituationWie bereits im letzten Heft ausgeführt, ist die Ver-brennung von Stückholz in Feuerungsanlagen klei-ner Leistung wegen der Emission hoher Konzentra-tionen von Schadgasen wie CO oder Polyzyklische Aromatische Kohlenwasserstoffe (PAK) nicht so unproblematisch wie gerne angenommen wird [1].Hinzu kommt, dass solche Anlagen erhebliche Mengen von Feinstaub emittieren, die im Verdacht stehen, das Gesundheitsrisiko weiter zu erhöhen [2] Der Gesetzgeber will deswegen nach dem neuesten Entwurf der 1. Bundes-Immissionsschutzverordnung (BImSchV) die Grenzwerte für privat betriebene Ein-zelholzfeuerstätten kleiner Leistung (7-25 KW) auf 2000 ppm CO und 20 mg/m3 Feinstaub begrenzen. Ersterer Wert ist allerdings immer noch 40-mal höher als die CO-Konzentrationen von mit Heizöl betriebe-nen Zentralheizungssystemen (<50 ppm).
In diesem Beitrag wird über die Ergebnisse berich-tet, die bei vergleichendem Betrieb eines Stück-holzheizkessels (Vitolig 200, Viessmann GmbH,
Allendorf, Nennwärmeleistung: 24 KW) mit der Hersteller-Verbrennungsregelung und alternativ mit einer am Institut für Sensorik und Informa-tionssysteme (ISIS) der Hochschule Karlsruhe neu eingeführten, auf speziellen Abgassenso-ren beruhenden Verbrennungsregelung erzielt wurden. Der Kürze wegen wird hinsichtlich der eingesetzten Abgassensorik und der Zuluft-Rege-lungsverfahren auf die detailliertere Beschreibung in [1, 3] verwiesen. Die Projekte wurden durch die Deutsche Bundesstiftung Umwelt und vom Ministerium für Wissenschaft, Forschung und Kunst sowie vom Umweltministerium des Landes Baden-Württemberg gefördert.
Nachrüstung des Stückholzheizkessels mit Sensorik und FeinstaubanalyseIn Zusammenarbeit mit dem Hersteller wurde der Stückholzheizkessel mit zusätzlichen Flanschen für die Sensorik ausgerüstet und im Hinblick auf die Zuluftregelung mittels Stellmotoren modifiziert (s. Abb.1). Zusätzlich werden aktuell die Zuluft-
Paul Butschbach und Heinz Kohler
Wärme aus Stückholz – II. Senkung der Schadgas- und Feinstaubemis-sionen mittels Abgassensorik und Zuluftregelung
The emissions of toxic gases and particulate matter by firewood-fueled fireplaces of low heating power (<100KW) are much higher compared to classical home heating systems and are therefore a cause of increas-ing health risks. Introduction of appropriate gas sensors for measurement of residual oxygen concentration and CO/HC-concentration allows much better control of the firing process and, consequently, enables much higher combustion quality and hence much lower emissions of dangerous substances. This was experimen-tally verified by experiments on a firewood-fueled central heater which was complemented by additional sen-sors. With a new, gas sensor-based control strategy of the combustion air streams, a reduction of the CO/HC-emissions to values below 20% and of the particulate matter concentrations in the exhaust gas by partly more than one order of magnitude (depends on particle size) could be measured.
Abb. 1: Mit Sensorik und Messtechnik nachgerüstete Holzverbrennungsanlagen im ISIS-Technikuma) rechts: Stückholzheizkessel (Viessmann GmbH, Allendorf, Stückholz-Kachelofeneinsatz (Brunner GmbH, Eggenfelden), Mitte: Pellet-Heizkessel (Ritter Energie- und Umwelttechnik GmbH, Karlsbad), Kaminofen (Wodtke GmbH, Tübingen-Hirschau), links: Mess- und Regelungstechnik zur Feinstaubanalyseb) Konstruktion des Stückholzheizkessels (Vitolig 200, Viessmann GmbH)
a) b)
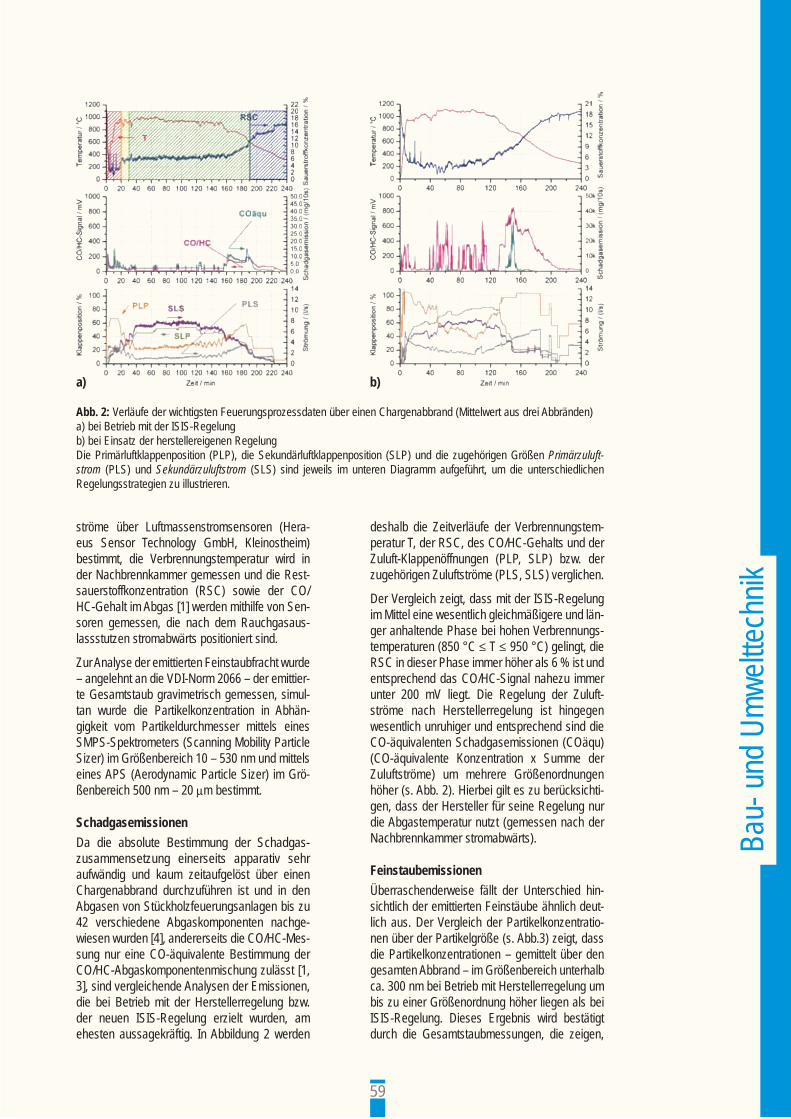
Bau-
und
Umw
elttec
hnik
59
ströme über Luftmassenstromsensoren (Hera-eus Sensor Technology GmbH, Kleinostheim) bestimmt, die Verbrennungstemperatur wird in der Nachbrennkammer gemessen und die Rest-sauerstoffkonzentration (RSC) sowie der CO/HC-Gehalt im Abgas [1] werden mithilfe von Sen-soren gemessen, die nach dem Rauchgasaus-lassstutzen stromabwärts positioniert sind.
Zur Analyse der emittierten Feinstaubfracht wurde – angelehnt an die VDI-Norm 2066 – der emittier-te Gesamtstaub gravimetrisch gemessen, simul-tan wurde die Partikelkonzentration in Abhän-gigkeit vom Partikeldurchmesser mittels eines SMPS-Spektrometers (Scanning Mobility Particle Sizer) im Größenbereich 10 – 530 nm und mittels eines APS (Aerodynamic Particle Sizer) im Grö-ßenbereich 500 nm – 20 mm bestimmt.
SchadgasemissionenDa die absolute Bestimmung der Schadgas-zusammensetzung einerseits apparativ sehr aufwändig und kaum zeitaufgelöst über einen Chargenabbrand durchzuführen ist und in den Abgasen von Stückholzfeuerungsanlagen bis zu 42 verschiedene Abgaskomponenten nachge-wiesen wurden [4], andererseits die CO/HC-Mes-sung nur eine CO-äquivalente Bestimmung der CO/HC-Abgaskomponentenmischung zulässt [1, 3], sind vergleichende Analysen der Emissionen, die bei Betrieb mit der Herstellerregelung bzw. der neuen ISIS-Regelung erzielt wurden, am ehesten aussagekräftig. In Abbildung 2 werden
deshalb die Zeitverläufe der Verbrennungstem-peratur T, der RSC, des CO/HC-Gehalts und der Zuluft-Klappenöffnungen (PLP, SLP) bzw. der zugehörigen Zuluftströme (PLS, SLS) verglichen.
Der Vergleich zeigt, dass mit der ISIS-Regelung im Mittel eine wesentlich gleichmäßigere und län-ger anhaltende Phase bei hohen Verbrennungs-temperaturen (850 °C £ T £ 950 °C) gelingt, die RSC in dieser Phase immer höher als 6 % ist und entsprechend das CO/HC-Signal nahezu immer unter 200 mV liegt. Die Regelung der Zuluft-ströme nach Herstellerregelung ist hingegen wesentlich unruhiger und entsprechend sind die CO-äquivalenten Schadgasemissionen (COäqu) (CO-äquivalente Konzentration x Summe der Zuluftströme) um mehrere Größenordnungen höher (s. Abb. 2). Hierbei gilt es zu berücksichti-gen, dass der Hersteller für seine Regelung nur die Abgastemperatur nutzt (gemessen nach der Nachbrennkammer stromabwärts).
FeinstaubemissionenÜberraschenderweise fällt der Unterschied hin-sichtlich der emittierten Feinstäube ähnlich deut-lich aus. Der Vergleich der Partikelkonzentratio-nen über der Partikelgröße (s. Abb.3) zeigt, dass die Partikelkonzentrationen – gemittelt über den gesamten Abbrand – im Größenbereich unterhalb ca. 300 nm bei Betrieb mit Herstellerregelung um bis zu einer Größenordnung höher liegen als bei ISIS-Regelung. Dieses Ergebnis wird bestätigt durch die Gesamtstaubmessungen, die zeigen,
Abb. 2: Verläufe der wichtigsten Feuerungsprozessdaten über einen Chargenabbrand (Mittelwert aus drei Abbränden)a) bei Betrieb mit der ISIS-Regelungb) bei Einsatz der herstellereigenen RegelungDie Primärluftklappenposition (PLP), die Sekundärluftklappenposition (SLP) und die zugehörigen Größen Primärzuluft-strom (PLS) und Sekundärzuluftstrom (SLS) sind jeweils im unteren Diagramm aufgeführt, um die unterschiedlichen Regelungsstrategien zu illustrieren.
a) b)
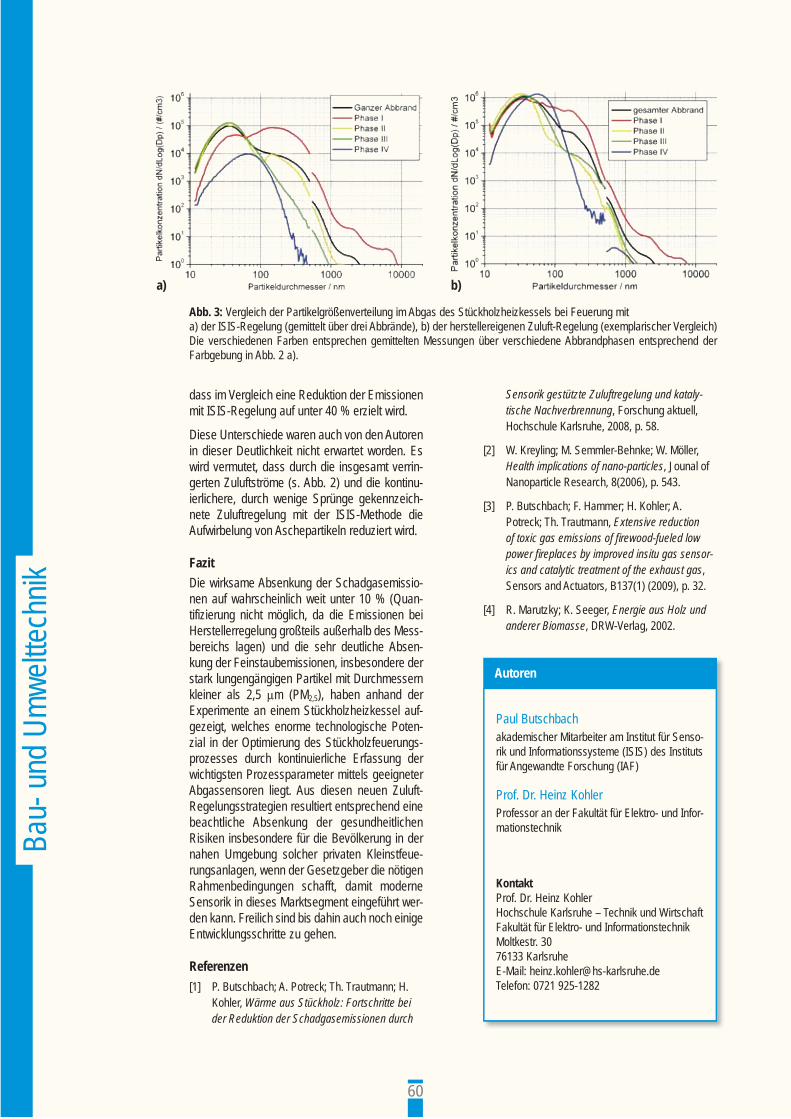
Bau-
und
Umw
elttec
hnik
60
dass im Vergleich eine Reduktion der Emissionen mit ISIS-Regelung auf unter 40 % erzielt wird.
Diese Unterschiede waren auch von den Autoren in dieser Deutlichkeit nicht erwartet worden. Es wird vermutet, dass durch die insgesamt verrin-gerten Zuluftströme (s. Abb. 2) und die kontinu-ierlichere, durch wenige Sprünge gekennzeich-nete Zuluftregelung mit der ISIS-Methode die Aufwirbelung von Aschepartikeln reduziert wird.
FazitDie wirksame Absenkung der Schadgasemissio-nen auf wahrscheinlich weit unter 10 % (Quan-tifizierung nicht möglich, da die Emissionen bei Herstellerregelung großteils außerhalb des Mess-bereichs lagen) und die sehr deutliche Absen-kung der Feinstaubemissionen, insbesondere der stark lungengängigen Partikel mit Durchmessern kleiner als 2,5 mm (PM2,5), haben anhand der Experimente an einem Stückholzheizkessel auf-gezeigt, welches enorme technologische Poten-zial in der Optimierung des Stückholzfeuerungs-prozesses durch kontinuierliche Erfassung der wichtigsten Prozessparameter mittels geeigneter Abgassensoren liegt. Aus diesen neuen Zuluft-Regelungsstrategien resultiert entsprechend eine beachtliche Absenkung der gesundheitlichen Risiken insbesondere für die Bevölkerung in der nahen Umgebung solcher privaten Kleinstfeue-rungsanlagen, wenn der Gesetzgeber die nötigen Rahmenbedingungen schafft, damit moderne Sensorik in dieses Marktsegment eingeführt wer-den kann. Freilich sind bis dahin auch noch einige Entwicklungsschritte zu gehen.
Referenzen[1] P. Butschbach; A. Potreck; Th. Trautmann; H.
Kohler, Wärme aus Stückholz: Fortschritte bei der Reduktion der Schadgasemissionen durch
Sensorik gestützte Zuluftregelung und kataly-tische Nachverbrennung, Forschung aktuell, Hochschule Karlsruhe, 2008, p. 58.
[2] W. Kreyling; M. Semmler-Behnke; W. Möller, Health implications of nano-particles, Jounal of Nanoparticle Research, 8(2006), p. 543.
[3] P. Butschbach; F. Hammer; H. Kohler; A. Potreck; Th. Trautmann, Extensive reduction of toxic gas emissions of fi rewood-fueled low power fi replaces by improved insitu gas sensor-ics and catalytic treatment of the exhaust gas,Sensors and Actuators, B137(1) (2009), p. 32.
[4] R. Marutzky; K. Seeger, Energie aus Holz und anderer Biomasse, DRW-Verlag, 2002.
Abb. 3: Vergleich der Partikelgrößenverteilung im Abgas des Stückholzheizkessels bei Feuerung mita) der ISIS-Regelung (gemittelt über drei Abbrände), b) der herstellereigenen Zuluft-Regelung (exemplarischer Vergleich)Die verschiedenen Farben entsprechen gemittelten Messungen über verschiedene Abbrandphasen entsprechend der Farbgebung in Abb. 2 a).
Autoren
Paul Butschbachakademischer Mitarbeiter am Institut für Senso-rik und Informationssysteme (ISIS) des Instituts für Angewandte Forschung (IAF)
Prof. Dr. Heinz KohlerProfessor an der Fakultät für Elektro- und Infor-mationstechnik
KontaktProf. Dr. Heinz KohlerHochschule Karlsruhe – Technik und WirtschaftFakultät für Elektro- und InformationstechnikMoltkestr. 3076133 KarlsruheE-Mail: [email protected] Telefon: 0721 925-1282
a) b)
Mehr Sicherheit.Mehr Wert.
Schla
glich
ter
62
Ingo Schwab, Melanie Senn, Gieta Dewal und Norbert Link
Modellierung von Materialbearbeitungsprozessketten für die Online-Regelung
CCMSE is a research institute funded by the Landesstiftung Baden-Württemberg foundation and the European Union. The focus of the research is on the development of process modelling and simulation techniques in material sciences. Part of the project is to create mechanisms which enable just-in-time online process control and intervention.
EinleitungDas CCMSE (Center of Computational Materials Science and Engineering) ist ein Exzellenzzen-trum an der Hochschule Karlsruhe, das sich mit der Erarbeitung von Modellierungs- und Simulationstechniken befasst. Es wird durch die Landesstiftung Baden-Württemberg gGmbH (ZO IV) und die EFRE-Fonds der Europäischen Union gefördert. An der Hochschule Karlsru-he bearbeiten die Forschergruppen von Prof. Dr. Britta Nestler und Prof. Dr. Norbert Link dieses Projekt. Ein ausführlicher Artikel über das Gesamtprojekt CCMSE wurde bereits im vorherigen Forschungsbericht der Hochschule Karlsruhe veröffentlicht.
Im Teilprojekt „Modellierungs- und Simulati-onstechniken in den Materialwissenschaften“ beschäftigt sich die CCMSE-Forschergruppe von Prof. Dr. Link mit der Entwicklung eines prozessschrittübergreifenden Softwaremodells sowie der statistischen und generischen Model-lierung von Prozessen.
Prozessschrittübergreifendes SoftwaremodellIn der Fertigungstechnik gewinnt die Simulati-on von gesamten Prozessketten immer mehr an Bedeutung. Sie ermöglicht eine Vorhersa-ge der Materialeigenschaften des Endprodukts und kann damit gezielt zur Optimierung von gewünschten Eigenschaften herangezogen wer-den, ohne viele kostenintensive Vorversuche durchführen zu müssen. Bei der Modellierung einer gesamten Prozesskette wird auf die bereits existierende Simulationssoftware für Teilprozes-se zurückgegriffen. Sollen diese Programme zu einer Prozesskette zusammengefasst werden, erfolgt eine Datenübergabe von einem Teil-prozess zum nächsten mittels einer für dieses Prozesskettenmodell entwickelten Schnittstelle. Darüber hinaus sollte aber auch die Möglichkeit bestehen, in diese Prozesskette regelnd ein-zugreifen, beispielsweise wenn sich am Ende der Kette Abweichungen von den gewünschten
Materialeigenschaften abzeichnen. Zu diesem Zweck wird zusätzlich eine Online-Prozessrege-lung entwickelt, die es ermöglicht, während des Prozesses die Simulationsergebnisse mit realen Ergebnissen zu vergleichen und ggf. Anpassun-gen vorzunehmen.
Am Anfang der Entwicklung der Online-Prozess-regelung ist es notwendig, Parameter zu iden-tifizieren, die es ermöglichen, die gewünschten Materialeigenschaften zu erkennen. Meistens kann auf diese Parameter während der Durch-führung des Prozesses nicht direkt zugegriffen werden. Deshalb wird z. B. auf Informationen des Materialzustands zurückgegriffen, die auf beobachtbaren Werten basieren. Ein Beispiel wäre eine Gesamtprozesskette, bestehend aus den Teilen A, B, C. Der Endzustand des Materi-als nach Durchführung des Prozesses A ist eine wichtige Anfangsinformation für B: Wird z. B. nach A das für die benötigte Materialendqualität erforderliche Ergebnis aufgrund von Störeinflüs-sen nicht erreicht, so kann B dies bei Kenntnis des Endzustands von A kompensieren, sodass C normale Bedingungen vorfindet. Das System kann so flexibel auf Störungen reagieren. Vor-aussetzung hierfür ist ein Modell des Prozesses, welches erlaubt, die wesentlichen Systemzu-stände prozessschritthaltend anhand der weni-gen Größen zu erkennen, die im Prozess online messbar sind.
Da die numerische Lösung der physikalischen Modelle durch FEM-, Phasenfeld- oder gar quan-tenmechanische Berechnungen nicht schnell genug möglich ist, müssen vereinfachte Modelle aus diesen Berechnungen und Experimenten abgeleitet werden.
Statistische Methoden werden hierbei zur Gewin-nung rein deskriptiver Modelle eingesetzt, welche den genannten Zweck erfüllen. Um zusätzlich ein Prozessverständnis zu ermöglichen, werden neuartige Methoden der strukturellen Modellie-rung entwickelt.
Schla
glich
ter
63
Autoren
Prof. Dr. Norbert LinkProfessor an der Fakultät für Informatik und Wirtschaftsinformatik und Projektleiter am Insti-tut für Angewandte Forschung (IAF)
Dr. Ingo SchwabMelanie SennDr. Gieta Dewalakademische Mitarbeiter am Institut für Compu-tational Engineering des IAF
KontaktProf. Dr. Norbert LinkHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und WirtschaftsinformatikMoltkestr. 3076133 KarlsruheE-Mail: [email protected]: 0721 925-1476
Die Manz Automation AG mit Hauptsitz in Reutlingen ist welt-weit einer der führenden High-Tech-Anbieter von umfassenden Systemlösungen für die Solarindustrie. Um auch weiterhin unseren internationalen Kunden die besten Lösungen anbieten zu können, suchen wir außergewöhnliche Mitarbeiterinnen und Mitarbeiter. Wenn Sie gerade studieren oder die Universität/ Hochschule abgeschlossen haben, dann freuen wir uns über Ihre Bewerbung: [email protected]
Manz Automation AG · Steigäckerstraße 5 72768 Reutlingen · www.manz-automation.com
Young Professionals (m/w)
Hochschulabsolventen (m/w)
Praktika/Abschlussarbeiten

Schla
glich
ter
64
Zur Analyse der Anforderungen an eine geeig-nete Methodik zur Inhaltsanalyse [2] von Mikro-systemtechnik-Studien (MST) erfolgte zunächst die Betrachtung der Ausgangssituation. Auf deren Basis wurden die an die Methodik gestell-ten Anforderungen herausgearbeitet [3]. Dazu wurden neben den projektspezifischen Anfor-derungen (wie beispielsweise die Gliederung der Analyseergebnisse nach verschiedenen Innovationsfeldern) auch zu berücksichtigende Aspekte aufgrund der mikrosystemtechnischen Rahmenbedingungen erörtert. Anhand von 15 erfassten Anforderungspunkten wurde ersicht-
lich, dass eine Anpassung der Ausgangsme-thodik zur qualitativen Inhaltsanalyse (welche sonst eher im sozialwissenschaftlichen Bereich angewendet wird) notwendig ist. Eine besonders zu berücksichtigende Anforderung resultierte aus der Betrachtung des sogenannten Market-Pull- und Technology-Push-Ansatzes (s. Abb. 1), welcher darlegt, dass der Ursprung von Innova-tionen aufgrund nachfragegesteuerter (Market Pull) oder auch technologiegetriebener (Tech-nology Push) Impulse erfolgen kann. Um die-sen Innovationsursprung zu erfassen wurde die Notwendigkeit eines ‚durchgängigen Ansatzes‘ herausgestellt, welcher sich bei der Betrachtung des Studienmaterials neben den Märkten auch auf daraus resultierende Anwendungen, Funk-tionselemente und Technologien konzentriert.
Anschließend wurde die Methodik an die Anfor-derungen adaptiert und ein Konzept des zuge-hörigen Datenmodells entworfen. Das in diesem Datenmodell enthaltene Kategoriensystem, das bestehende Innovationsfelder, Märkte, Anwen-dungen, Funktionselemente und Technologien hierarchisiert aufbaut, stellt hierbei ein Kern-element dar. Die nachfolgende Analyse von kommerziellen Softwarewerkzeugen entlang der identifizierten methodischen Anforderungen ergab, dass aufgrund der vielfältigen methodi-schen und konzeptionellen Anpassungen eine Eigenentwicklung spezifischer Software sinn-voller ist. Dazu wurde das sogenannte ‚QDA-Uno‘-Werkzeug entwickelt, das der maßge-schneiderten Erfassung und Strukturierung von inhaltsanalytischen Daten gemäß der adaptier-ten Methodik dient. In Kombination mit dem im Projektkontext parallel dazu entwickelten Tool ‚Query Panel‘, das eine auf Ontologien basier-te Anfragesprache bereitstellt, wird eine ganz-heitliche Unterstützung des Benutzers von der Datenakquisition, Datenaufbereitung bis hin zur kontextspezifischen Datenauswertung realisiert.
Andreas Schmidt, Klaus Bittner und Markus Dickerhof
Entwicklung einer neuen Methodik und eines entsprechenden Werk-zeugs zur qualitativen Inhaltsanalyse wissenschaftlicher Studien der Mikrosystemtechnik
As a part of the BMBF joint-project GlobeMST, coordinated by the Institute of Applied Informatics at the Karls-ruhe Institute of Technology (KIT), the future opportunities of micro-systems technology (MST) as related to various innovation areas was investigated [1]. To this end, freely available information in the form of scientific articles, technical studies, strategy papers, etc. were collected and analyzed. It was necessary to develop both a suitable method for document analysis and the corresponding software
Abb. 1: Market-Pull- und Technology-Push-Ansatz
Schla
glich
ter
65
Literatur[1] Markus Dickerhof; Susan Anson; Klaus Bittner;
Matthias Kautt; Ulrike Kaufmann; Andreas Schmidt, GLOBE MST – Metastudy on the State of the Art in Microsystem Technology, mst-news, Oktober 2008, p. 24–26.
[2] Werner Früh, Inhaltsanalyse – Theorie und Praxis, Konstanz, UVK, 2007.
[3] Klaus Bittner, Methodik zur qualitativen Inhalts-analyse relevanter Studien der Mikrosystem-technik, Masterthesis, Hochschule Karlsruhe, 2009.
Autoren
Prof. Dr. Andreas SchmidtProfessor an der Fakultät für Informatik und Wirtschaftsinformatik der Hochschule Karlsruhe und akademischer Mitarbeiter am Institut für Angewandte Informatik des Karlsruher Instituts für Technologie (KIT)
Klaus Bittnerakademischer Mitarbeiter am Institut für Ange-wandte Informatik des Karlsruher Instituts für Technologie (KIT)
Dr. Markus Dickerhofakademischer Mitarbeiter am Institut für Ange-wandte Informatik des Karlsruher Instituts für Technologie (KIT) und Koordinator des BMBF-Verbundprojekts GlobeMST
KontaktDr. Markus DickerhofInstitut für Angewandte InformatikKarlsruher Institut für Technologie (KIT)Hermann-von-Helmholtz-Platz 176344 Eggenstein-LeopoldshafenE-Mail: [email protected]
LERNEN SIE UNS
KENNEN | WIR
VISUALISIEREN
IHR KNOW HOW |
DRUCKERZEUG-
NISSE VON A - Z
HIER DRUCKEN
VMK Druckerei GmbHFaberstrasse 1767590 MonsheimTel. 0049.6243.909.110Fax [email protected]

Schla
glich
ter
66
After car accidents, people are frequently exhausted and unable to cope with the situ-ation. They require adequate and immediate support, for example to organize a tow truck or to locate the next repair shop. Usually a few days pass until the policyholder notifies his/her insurance company via letter or phone call. An insurance clerk or call center agent must then enter the case circumstances manually into the claims management system to create the first notice of loss. Due to the fact that the accident took place a few days previously, the information provided by the policyholder is often inaccurate and incomplete.
Our approach of mobile claim reporting via smart devices enables the insurance company to get involved in the claims management process as early as possible. The first notice of loss, includ-ing the car registration number and GPS loca-tion data, can be transmitted directly from the policyholder’s mobile phone. The policyholder can expand the submitted data by providing contact information about other parties involved in the accident and by indicating the area of damage. Furthermore, a picture of the accident
taken with the mobile phone’s camera can be attached to the first notice of loss in order to allow first appraisal of the accident situation. This immediate and automated integration of mobile phones and claims management systems enables improved process management and the direct data transmission avoids media breaks. In addition, the insurance company improves cus-tomer satisfaction by offering third-party services like the location of the next repair shop, a hotel reservation, a tow truck, or a rental car reserva-tion. Thus, business partners are integrated and customers become an active part of the value chain.
As shown in Figure 1, we developed a prototype scenario [1] consisting of SAP Claims Manage-ment as business layer, the Claim Reporter application running on Google’s Android plat-form, and a Device-to-Business integration architecture to establish the connection between the claims management enterprise solution and mobile devices.
Ubiquitous computing technology, also known as the internet of things [2], bridges the gap between insured objects and insurance business processes. Direct communication between the insurance company and the policyholders results in more timeliness, more completeness and more accuracy in data processing. This leads to an optimization of existing claims management processes or presumably to a new technology-based business model.
References:[1] O. Baecker; F. Michahelles; A. Bereuter; D. Moll-
nau; F. Geller; E. Fleisch, Mobile First Notice of Loss: Claim Assistance in your Pocket, Adjunct Proceedings of the 7th International Conference on Pervasive Computing, Nara, Japan, 2009, pp. 279 – 282.
[2] E. Fleisch; F. Mattern, Das Internet der Dinge,Springer, Berlin, 2005.
Daniel Mollnau, Oliver Baecker and Karl Dübon
Mobile Claim ReportingNach einem Autounfall sind die Beteiligten oft erschöpft und überfordert. Auch wenn niemand verletzt ist, kommen viele Fragen auf: Wo ist die nächste Werkstatt? Woher bekomme ich einen Mietwagen? Wie ist die Telefonnummer meiner Versicherung? In solch einer unangenehmen Situation wünscht sich jeder schnelle fachkundige Unterstützung. Die mobile Schadensmeldung hilft dem Unfallbeteiligten, indem seine Versiche-rung durch einen einzigen Klick informiert wird und diese ihm daraufhin sofort unterstützend zur Seite stehen kann. Das Versicherungsunternehmen wiederum hat durch ein frühes Eingreifen die Möglichkeit den Scha-densfall aktiv zu steuern.
Fig. 1: Demonstrator screenshots
Schla
glich
ter
67
Autoren
Daniel MollnauStudent der Wirtschaftsinformatik der Hoch-schule Karlsruhe
Oliver BaeckerResearch Associate, SAP Research CEC St. Gallen
Prof. Dr. Karl DübonProfessor an der Fakultät für Informatik und Wirtschaftsinformatik
KontaktProf. Dr. Karl DübonHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und Wirtschaftsinformatik Moltkestr. 3076133 KarlsruheE-Mail: [email protected]: 0721 925-2963
Systec & Services GmbHEmmy-Noether-Straße 9D-76131 KarlsruheTelefon +49 721 6634 330Telefax +49 721 6634 [email protected]
WIR SUCHEN KLUGE KÖPFE Services. Prozessberatung, Imple men-tierung und Qualifi zierung.
Software Solutions. Entwicklung und Integration von prozessnahen MES Solutions.
Compliance Management. Validierung und Automa-tisierung von Quality- und Compliance-Prozessen.
GMP-IT-Concepts. Robuste GMP-IT-Plattformen und -Hardware.
Setzen Sie Ihre Visionen um und bewerben Sie sich bei uns im Technologiepark Karlsruhe – wir freuen uns auf Sie.
WWIIRR SSUUCCHHEENN KKLLUUGGEE KKÖÖPPFFE
Wir beraten, entwickeln, implementieren und validieren komplexe ganzheitliche Produktions management-Systeme. Mit einem Höchstmaß an Service, Leistung und Qualität.
WiriW beberatratenen, enentwitwickeckelnln, imimpleplemenmentietierenren unund vd valialidiedierenrenWiWir beraten, entwickeln, implementieren und validieren komkompleplexexe ganganzhezheitlitlichiche Pe Prodroduktuktionionsmsmanaanagemgementent Sy-Systestememe
INNOVATIV DENKEN, ENTWICKELN, HANDELN
www.systec-services.com
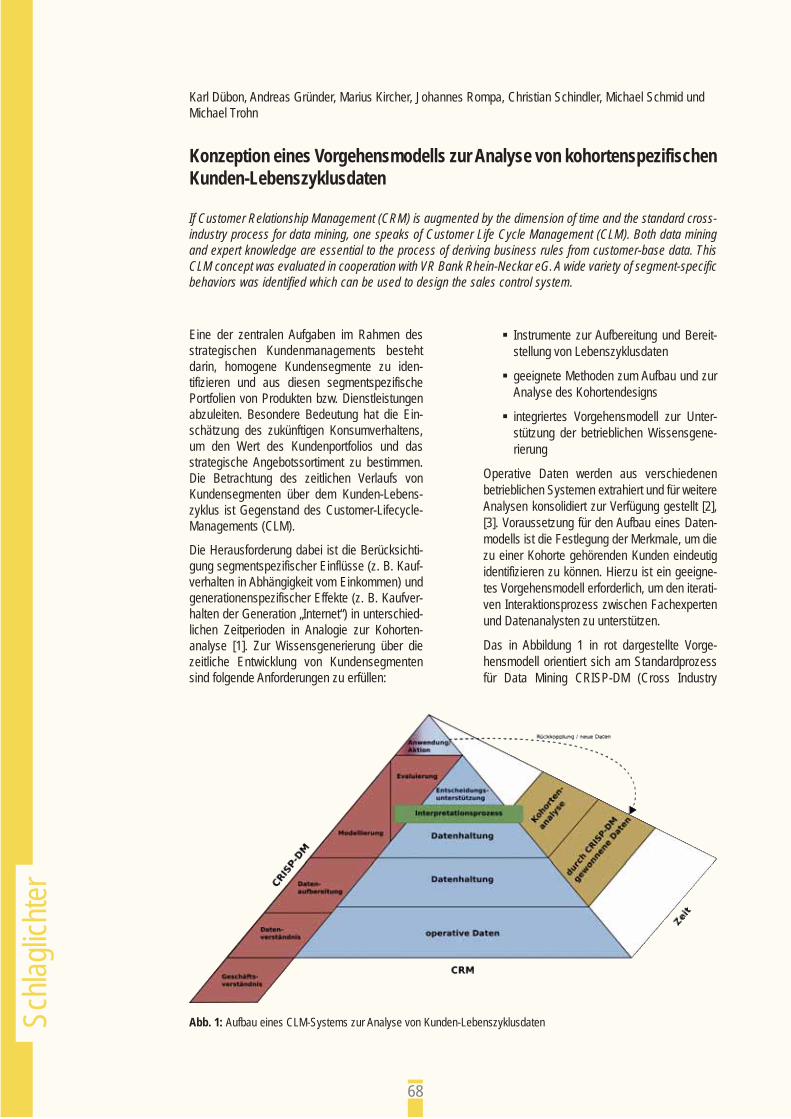
Schla
glich
ter
68
Eine der zentralen Aufgaben im Rahmen des strategischen Kundenmanagements besteht darin, homogene Kundensegmente zu iden-tifizieren und aus diesen segmentspezifische Portfolien von Produkten bzw. Dienstleistungen abzuleiten. Besondere Bedeutung hat die Ein-schätzung des zukünftigen Konsumverhaltens, um den Wert des Kundenportfolios und das strategische Angebotssortiment zu bestimmen. Die Betrachtung des zeitlichen Verlaufs von Kundensegmenten über dem Kunden-Lebens-zyklus ist Gegenstand des Customer-Lifecycle-Managements (CLM).
Die Herausforderung dabei ist die Berücksichti-gung segmentspezifischer Einflüsse (z. B. Kauf-verhalten in Abhängigkeit vom Einkommen) und generationenspezifischer Effekte (z. B. Kaufver-halten der Generation „Internet“) in unterschied-lichen Zeitperioden in Analogie zur Kohorten-analyse [1]. Zur Wissensgenerierung über die zeitliche Entwicklung von Kundensegmenten sind folgende Anforderungen zu erfüllen:
Instrumente zur Aufbereitung und Bereit-stellung von Lebenszyklusdaten
geeignete Methoden zum Aufbau und zur Analyse des Kohortendesigns
integriertes Vorgehensmodell zur Unter-stützung der betrieblichen Wissensgene-rierung
Operative Daten werden aus verschiedenen betrieblichen Systemen extrahiert und für weitere Analysen konsolidiert zur Verfügung gestellt [2], [3]. Voraussetzung für den Aufbau eines Daten-modells ist die Festlegung der Merkmale, um die zu einer Kohorte gehörenden Kunden eindeutig identifizieren zu können. Hierzu ist ein geeigne-tes Vorgehensmodell erforderlich, um den iterati-ven Interaktionsprozess zwischen Fachexperten und Datenanalysten zu unterstützen.
Das in Abbildung 1 in rot dargestellte Vorge-hensmodell orientiert sich am Standardprozess für Data Mining CRISP-DM (Cross Industry
Karl Dübon, Andreas Gründer, Marius Kircher, Johannes Rompa, Christian Schindler, Michael Schmid und Michael Trohn
Konzeption eines Vorgehensmodells zur Analyse von kohortenspezifischen Kunden-Lebenszyklusdaten
If Customer Relationship Management (CRM) is augmented by the dimension of time and the standard cross-industry process for data mining, one speaks of Customer Life Cycle Management (CLM). Both data mining and expert knowledge are essential to the process of deriving business rules from customer-base data. This CLM concept was evaluated in cooperation with VR Bank Rhein-Neckar eG. A wide variety of segment-specific behaviors was identified which can be used to design the sales control system.
Abb. 1: Aufbau eines CLM-Systems zur Analyse von Kunden-Lebenszyklusdaten
Schla
glich
ter
69
Standard Process for Data Mining), der auf den Arbeiten von Nakhaeizadeh [4] basiert. Darin enthalten sind die Schritte zur Modellbildung und Thesenformulierung über Kundenkohorten und deren Verhalten, die im Rahmen einer Koopera-tion mit der VR Bank Rhein-Neckar eG anhand von 130.000 anonymisierten Kundendatensät-zen evaluiert wurden, um die weiteren Schrit-te des strategischen Kundenmanagements zu unterstützen [5].
Literatur[1] R. Schnell; P. Hill; E. Esser, Methoden der
empirischen Sozialforschung, 8. Aufl age, Olden-bourg, München, 2008.
[2] H. Hippner; K.D. Wilde, CRM – Ein Überblick 2002, in: S. Helmke; M. Uebel; W. Dangelmaier, Effektives Customer Relationship Management, Gabler Verlag, Wiesbaden, 2007.
[3] K. Walser, Auswirkungen des CRM auf IT-Inte-grationen, in: D. Seibt et al, Reihe Wirtschafts-informatik, Band 52, Gabler Verlag, Wiesbaden, 2006.
[4] G. Nakhaeizadeh, Data Mining. Theoretische Aspekte und Anwendungen, Beiträge zur Wirtschaftsinformatik Bd. 27, Physica-Verlag, Heidelberg, 1999.
[5] P. Chapman et al., CRISP-DM 1.0 - Step-by-step data mining guide, 2000, abgerufen von http://www.crisp-dm.org/CRISPWP-0800.pdf am 26.09.2009.
Autoren
Prof. Dr. Karl DübonProfessor an der Fakultät für Informatik und Wirtschaftsinformatik
Andreas GründerChristian SchindlerMichael SchmidStudierende des Masterstudiengangs Wirt-schaftsinformatik
Marius Kircher und Johannes RompaStudierende des Diplomstudiengangs Wirt-schaftsinformatik
Michael TrohnStudierender des Masterstudiengangs Wirt-schaftsinformatik und Vertriebscontroller im Bereich Vertriebsmanagement der VR Bank Rhein-Neckar eG (Kooperationspartner)
KontaktProf. Dr. Karl DübonHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und Wirtschaftsinformatik Moltkestr. 3076133 KarlsruheE-Mail: [email protected]: 0721 925-2963
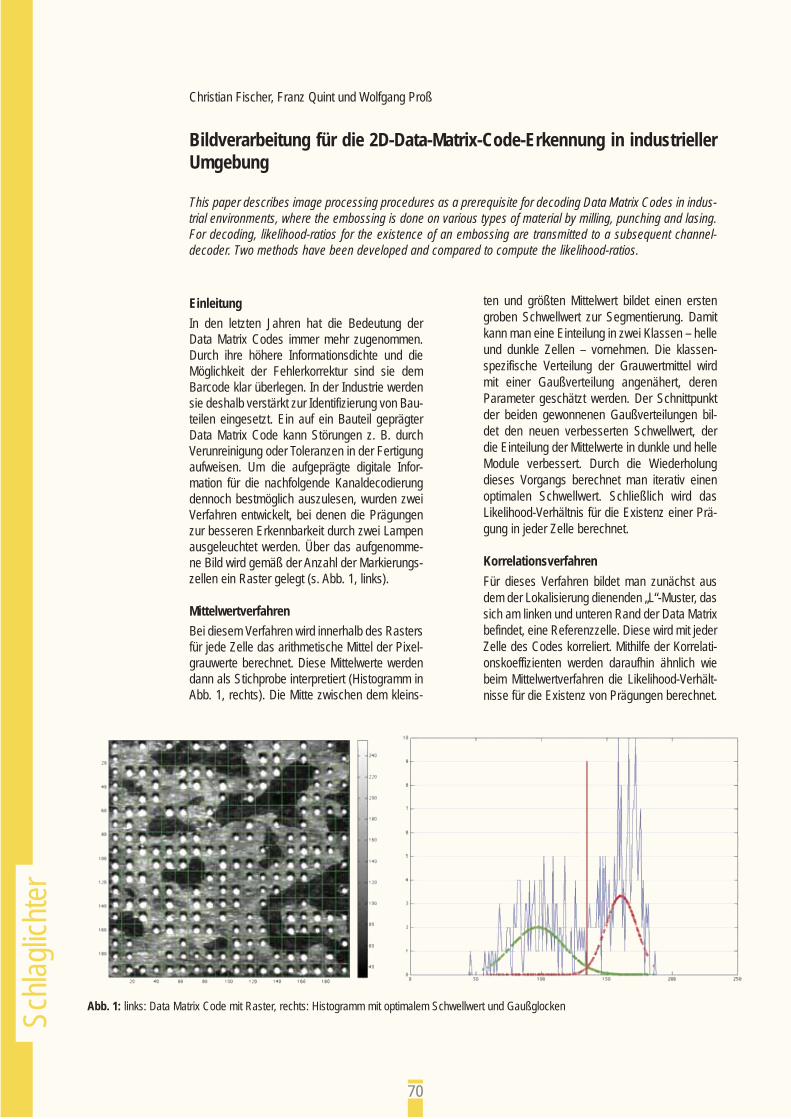
Schla
glich
ter
70
EinleitungIn den letzten Jahren hat die Bedeutung der Data Matrix Codes immer mehr zugenommen. Durch ihre höhere Informationsdichte und die Möglichkeit der Fehlerkorrektur sind sie dem Barcode klar überlegen. In der Industrie werden sie deshalb verstärkt zur Identifizierung von Bau-teilen eingesetzt. Ein auf ein Bauteil geprägter Data Matrix Code kann Störungen z. B. durch Verunreinigung oder Toleranzen in der Fertigung aufweisen. Um die aufgeprägte digitale Infor-mation für die nachfolgende Kanaldecodierung dennoch bestmöglich auszulesen, wurden zwei Verfahren entwickelt, bei denen die Prägungen zur besseren Erkennbarkeit durch zwei Lampen ausgeleuchtet werden. Über das aufgenomme-ne Bild wird gemäß der Anzahl der Markierungs-zellen ein Raster gelegt (s. Abb. 1, links).
MittelwertverfahrenBei diesem Verfahren wird innerhalb des Rasters für jede Zelle das arithmetische Mittel der Pixel-grauwerte berechnet. Diese Mittelwerte werden dann als Stichprobe interpretiert (Histogramm in Abb. 1, rechts). Die Mitte zwischen dem kleins-
ten und größten Mittelwert bildet einen ersten groben Schwellwert zur Segmentierung. Damit kann man eine Einteilung in zwei Klassen – helle und dunkle Zellen – vornehmen. Die klassen-spezifische Verteilung der Grauwertmittel wird mit einer Gaußverteilung angenähert, deren Parameter geschätzt werden. Der Schnittpunkt der beiden gewonnenen Gaußverteilungen bil-det den neuen verbesserten Schwellwert, der die Einteilung der Mittelwerte in dunkle und helle Module verbessert. Durch die Wiederholung dieses Vorgangs berechnet man iterativ einen optimalen Schwellwert. Schließlich wird das Likelihood-Verhältnis für die Existenz einer Prä-gung in jeder Zelle berechnet.
KorrelationsverfahrenFür dieses Verfahren bildet man zunächst aus dem der Lokalisierung dienenden „L“-Muster, das sich am linken und unteren Rand der Data Matrix befindet, eine Referenzzelle. Diese wird mit jeder Zelle des Codes korreliert. Mithilfe der Korrelati-onskoeffizienten werden daraufhin ähnlich wie beim Mittelwertverfahren die Likelihood-Verhält-nisse für die Existenz von Prägungen berechnet.
Christian Fischer, Franz Quint und Wolfgang Proß
Bildverarbeitung für die 2D-Data-Matrix-Code-Erkennung in industrieller Umgebung
This paper describes image processing procedures as a prerequisite for decoding Data Matrix Codes in indus-trial environments, where the embossing is done on various types of material by milling, punching and lasing. For decoding, likelihood-ratios for the existence of an embossing are transmitted to a subsequent channel-decoder. Two methods have been developed and compared to compute the likelihood-ratios.
Abb. 1: links: Data Matrix Code mit Raster, rechts: Histogramm mit optimalem Schwellwert und Gaußglocken
Wenn Ihr größter Antrieb neben dem Wissen die Leidenschaft ist, dann sind Sie bei uns genau richtig. Schließlich ist es das ganz besondere Engage-ment unserer Mitarbeiter/innen, das uns zum führenden Hersteller von Heiz-elementen, Steuerungen und elektronischen Bauteilen für Haushaltsgeräte und zum Lieferanten für viele andere Industriezweige gemacht hat.
Nutzen Sie die Chancen, die Ihnen ein internationales Unternehmen mit über 7.300 Mitarbeitern und Marktführer in vielen Bereichen zu bieten hat. Ganz gleich, ob Sie nach Ihrem Studium der Elektrotechnik, des Maschinenbaus, der Informatik, des Wirtschaftsingenieurwesens oder der Wirtschaftswis-senschaften bei uns beginnen oder schon während Ihres Studiums positiv auf sich aufmerksam machen möchten.
Kommen Sie als Student/in oder Absolvent/in zu E.G.O.
VDI-Campus
Studieren auf der ÜberholspurUnser voller Einsatz gilt Ihnen: den Ent-wicklern von morgen, den künftigen Motoren der Wirtschaft. Als Begleiter und Förderer Ihres Studiums geben wir Ihnen Antworten auf Ihre Fragen:
> Welcher Studiengang ist der Richtige? > Welche Praxis-Erfahrungen benötige ich? > Wie studiere ich effektiv? > Welchen Abschluss soll ich machen? > Wie und wo bewerbe ich mich richtig?
Werden Sie Mitglied und profitieren Sie von Information und Beratung: Als größter technisch-wissenschaftli-cher Verein Deutschlands, hilft Ihnen der VDI nicht nur bei der Aus- und Weiterbildung, sondern vertritt auch Ihre Interessen und Anliegen.
Unter www.vdi-campus.de erhalten Sie viele Informationen und wertvolle Tipps zu den Themen Studium, Beruf und Karriere.
Verein Deutscher Ingenieure e.V.Karlsruher Bezirksverein · Karl-Friedrich-Str. 17 · 76133 KarlsruheTelefon +49 (0) 721 9 37 64 30 · [email protected]

Schla
glich
ter
72
VergleichNach einer Auswertung mit unterschiedlichen Materialien und Beleuchtungskonstellationen wurde festgestellt, dass das Korrelationsverfah-ren bei schwächer reflektierenden Aufnahmen zum besseren Ergebnis führt. Allerdings muss eine gewisse Gleichmäßigkeit in der Form und Prägungstiefe gewährleistet sein. Störungen wie beispielsweise Flecken oder ungleichmäßige Beleuchtung werden im Gegensatz zum Mittel-wertverfahren sehr gut kompensiert. Letzteres liefert bessere Ergebnisse bei unterschiedlicher Form und Tiefe der Prägungen in einem Code. Allerdings ist hierfür ein höherer Kontrast im Bild erforderlich.
FazitDie im Allgemeinen bereits recht guten Ergeb-nisse der beiden Verfahren können durch eine geschickte Kombination von Mittelwert- und Kor-relationsverfahren weiter verbessert werden.
Autoren
Christian FischerStudent im Diplomstudiengang Nachrichten-technik
Prof. Dr.-Ing. Franz QuintProfessor an der Fakultät für Elektro- und Infor-mationstechnik
Wolfgang Proßakademischer Mitarbeiter am Institut für Ange-wandte Forschung
KontaktProf. Dr.-Ing. Franz QuintHochschule Karlsruhe – Technik und WirtschaftFakultät für Elektro- und InformationstechnikMoltkestr. 3076133 Karlsruhe E-Mail: [email protected]: 0721 925-2254
&Verlag für Marketingund Kommunikation GmbH & Co. KG
Faberstrasse 1767590 MonsheimP: +49.6243.909-0F: +49.6243.909-400E: [email protected]
Faberstrasse 1767590 MonsheimP: +49.6243.909-110F: +49.6243.909-100E: [email protected]
Ihre Partner rund um Publikationund Druck
Verlag
Druckerei
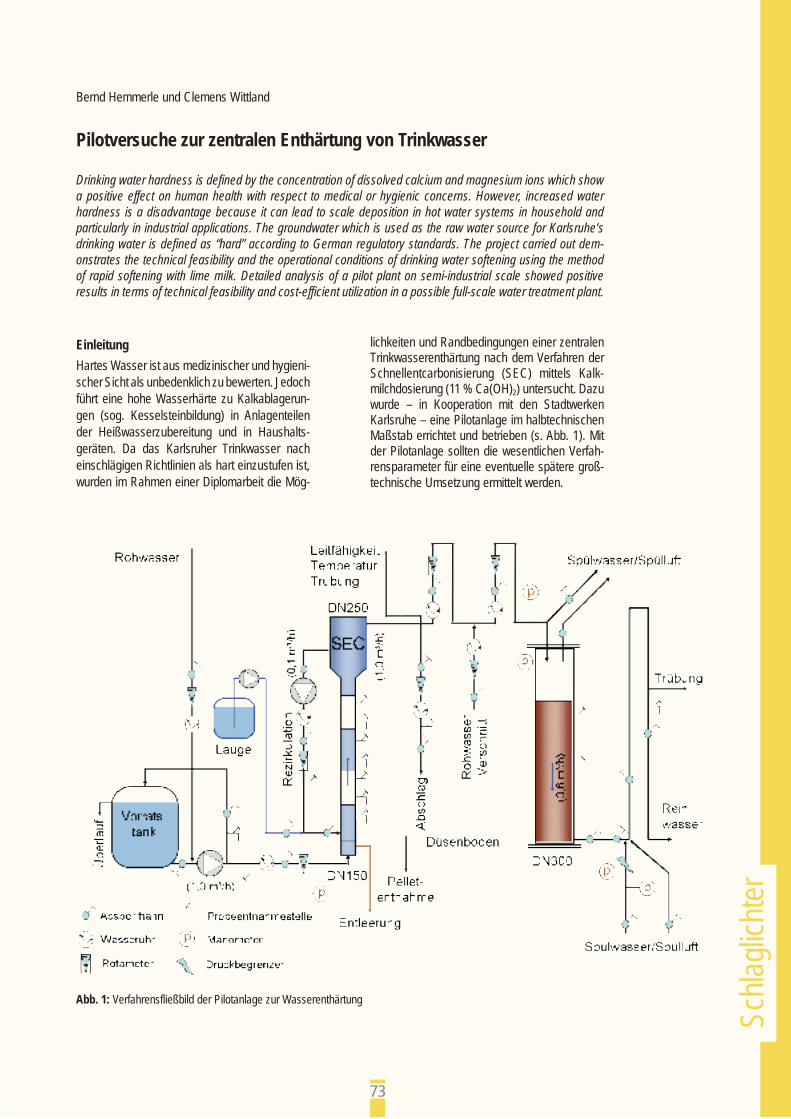
Schla
glich
ter
73
EinleitungHartes Wasser ist aus medizinischer und hygieni-scher Sicht als unbedenklich zu bewerten. Jedoch führt eine hohe Wasserhärte zu Kalkablagerun-gen (sog. Kesselsteinbildung) in Anlagenteilen der Heißwasserzubereitung und in Haushalts-geräten. Da das Karlsruher Trinkwasser nach einschlägigen Richtlinien als hart einzustufen ist, wurden im Rahmen einer Diplomarbeit die Mög-
Bernd Hemmerle und Clemens Wittland
Pilotversuche zur zentralen Enthärtung von Trinkwasser
Drinking water hardness is defined by the concentration of dissolved calcium and magnesium ions which show a positive effect on human health with respect to medical or hygienic concerns. However, increased water hardness is a disadvantage because it can lead to scale deposition in hot water systems in household and particularly in industrial applications. The groundwater which is used as the raw water source for Karlsruhe‘s drinking water is defined as “hard” according to German regulatory standards. The project carried out dem-onstrates the technical feasibility and the operational conditions of drinking water softening using the method of rapid softening with lime milk. Detailed analysis of a pilot plant on semi-industrial scale showed positive results in terms of technical feasibility and cost-efficient utilization in a possible full-scale water treatment plant.
lichkeiten und Randbedingungen einer zentralen Trinkwasserenthärtung nach dem Verfahren der Schnellentcarbonisierung (SEC) mittels Kalk-milchdosierung (11 % Ca(OH)2) untersucht. Dazu wurde – in Kooperation mit den Stadtwerken Karlsruhe – eine Pilotanlage im halbtechnischen Maßstab errichtet und betrieben (s. Abb. 1). Mit der Pilotanlage sollten die wesentlichen Verfah-rensparameter für eine eventuelle spätere groß-technische Umsetzung ermittelt werden.
Abb. 1: Verfahrensfließbild der Pilotanlage zur Wasserenthärtung

Schla
glich
ter
74
VerfahrensgrundlagenDie Schnellentcarbonisierung (SEC) ist ein Fällungsverfahren, bei dem Calcium und Hyd-rogencarbonat als Calciumcarbonat aus dem Wasser entfernt wird. Dazu wird das Kalk-Kohlensäure-Gleichgewicht durch Zugabe von Lauge (Ca(OH)2) künstlich in den kalkabschei-denden Bereich verschoben. Bei der Schnell-entcarbonisierung findet der Prozess der Ent-härtung in einem Reaktor statt, der von unten nach oben mit Rohwasser durchströmt wird. Die Kalkmilch wird dem Rohwasser beim Eintritt in den Reaktor zudosiert. In dem Reaktor befin-det sich ein Schwebebett aus Sandkörnern, das durch die Aufstiegsgeschwindigkeit des Wassers in Schwebe gehalten wird. Das durch den Reaktionsprozess ausfallende Calcium-carbonat kristallisiert bevorzugt an der Sand-kornoberfläche, auf der es eine Calcitschicht bildet und mit zunehmender Reaktorlaufzeit zu sog. Pellets heranwächst. Zum Einstel-len der Zielhärte und des Kalk-Kohlensäure-Gleichgewichts wird das Reaktorablaufwasser mit Rohwasser verschnitten. Zur Entfernung von Trübstoffen aus dem Wasser muss der Schnellentcarbonisierung immer eine Filteran-lage nachgeschaltet werden.
VersuchsprogrammIm Hinblick auf eine großtechnische Realisierung der Schnellentcarbonisierung wurden folgende Fragestellungen zur Ermittlung der wesentlichen Betriebsparameter untersucht:
Spezifi scher Ca(OH)2-Verbrauch pro m³ enthärtetem Wasser
Reaktionskinetik im Reaktor zur Bestim-mung der Reaktorhöhe
Verschnittverhältnis zur Bestimmung der Reaktordurchfl ussmenge und somit der Reaktordimensionierung
Pelletanfall und -zusammensetzung zur Planung der Entsorgung oder einer Wie-derverwertung
ErgebnisseUm das Rohwasser von ca. 100 mg/l auf ca. 50 mg/l Calcium zu enthärten, ist im vorliegen-den Fall ein spezifischer Ca(OH)2-Verbrauch von 124 mg/l bzgl. des produzierten Trinkwassers erforderlich. Die Fällungs- und Kristallisationsre-aktion ist im Versuchsreaktor nach etwa 3,0 m – entsprechend einer Aufenthaltszeit des Wassers im Reaktor von etwa 3,0 min – abgeschlossen. Das Verschnittverhältnis beträgt 33 % an unbehan-deltem Rohwasser zu 67 % Reaktorablaufwasser. Die anfallende Pelletmenge beträgt 0,28 kg pro m³ produziertem Trinkwasser. Aus der Pelletana-lyse ergaben sich keine Einschränkungen für eine Wiederverwertung. Ausgehend von einer Roh-wasserhärte von 15,6 °dH (hart) kann durch die Schnellentcarbonisierung eine Trinkwasserhärte von ca. 9,0 °dH (mittelhart) erzielt werden.
Autoren
Bernd Hemmerleakademischer Mitarbeiter an der Fakultät für Architektur und Bauwesen
Prof. Dr.-Ing. Clemens WittlandProfessor an der Fakultät für Architektur und Bauwesen und Studiendekan für den trinatio-nalen Studiengang Bauingenieurwesen
KontaktProf. Dr.-Ing. Clemens WittlandHochschule Karlsruhe – Technik und WirtschaftFakultät für Architektur und BauwesenFachgebiet Siedlungswasserwirtschaft und UmwelttechnikMoltkestr. 3076133 Karlsruhe E-Mail: [email protected]: 0721 925-2618, Fax: -2645
Faberstrasse 1767590 Monsheimfon ++49.6243.909.110fax [email protected]
Hochwertige Werbedrucke:Flyer | Prospekte | Kataloge |Grußkarten aller Art | Image-mappen | DigitalplotsVerlagsobjekte und Vereins-bedarf: Broschüren mit Rück-stichheftung | Broschüren mit Klebebindung | Zeitschriften | BücherKonventionelle Akzidenzen: Geschäftspapiere | Briefbogen | Visitenkarten | Durchschreibe-sätze | Blocks

Schla
glich
ter
76
Michael Kauffeld und Timo Maurath
Verflüssigerprüfstand
The amount of refrigerant in conventional refrigeration systems is much higher than in refrigeration systems using minichannel heat exchangers. Minichannels are channels with small hydraulic diameters (1 – 4°mm), which are typically extruded as aluminum profiles. One aluminum profile contains multiple minichannels arranged in parallel. In this research project, an air channel was constructed to measure the outer heat transfer coefficient, the pressure loss and the condensation capacity of a minichannel condenser versus a conventional fin-and-tube-condenser with different refrigerants and lubricants. The air channel is a rectangular channel which measures 800 by 800 mm in cross section. The air flow can be varied up to 8,000 m3/h.
Bei der Verwendung von luftbeaufschlagten Wärmeübertragern ist die Kältemittelfüllmenge von Kälteanlagen relativ hoch, da hier in der Regel runde Rohre mit verhältnismäßig großen Querschnitten eingesetzt werden. Die Kältemit-telfüllmenge ist dabei im Verflüssiger einer Kälte-anlage bis zu dreimal größer als im Verdampfer [1]. Die Motivation zur Füllmengenreduzierung in Kälteanlagen ist vor allem wirtschaftlich begrün-det, da die Kosten für Anschaffung bzw. Entsor-gung der Kältemittel bei reduzierter Füllmenge gesenkt werden können. Durch die verringerten Füllmengen ergeben sich außerdem geringere Kältemittel-Leckageemissionen und damit gerin-gere Beiträge zum Treibhauseffekt. In der Auto-mobilindustrie werden für PKW-Klimaanlagen seit längerem Minichannel-Verflüssiger anstatt konventioneller Rundrohr-Lamellen-Verflüssiger eingesetzt. Die Kältemittelfüllmengen von PKW-Klimaanlagen konnten so bis zu 88 Prozent [2] reduziert werden, und dies bei gleichzeitiger Steigerung des Wirkungsgrads. Als „Minichan-nel“ werden Strömungskanäle mit hydraulischen Durchmessern von ca. 1 bis 4 mm bezeichnet. Diese werden für Wärmeübertrager üblicherwei-se aus Aluminium extrudiert. Ein Aluminiumprofil enthält mehrere dieser Minichannels, die parallel durchströmt werden. Ein gesamter Minichannel-Wärmeübertrager besteht aus einer größeren Anzahl derartiger Aluminiumprofile, die sowohl parallel als auch seriell durchströmt werden. In der stationären Kältetechnik werden solche Minichannel-Wärmeübertrager erst seit kurzem von einzelnen Herstellern angeboten.
Im Rahmen eines AiF-Forschungsprojekts zur Untersuchung von Minichannel-Wärmeaus-tauschern zur Reduzierung von Kältemittelfüll-mengen in Flüssigkeitskühlsätzen mit luftbe-aufschlagten Verflüssigern ist ein quadratischer Luftkanal mit einer Kantenlänge von 800 mm zur Bestimmung der Verflüssigungsleistung, des luftseitigen Druckverlustes und des Wärmeüber-gangs von Minichannel-Verflüssigern im Ver-gleich zu konventionellen Rundrohr-Lamellen-Verflüssigern konzipiert und im Institut für Kälte-,
Abb. 1: Luftkanal zur Untersuchung von Wärmeübertragern
Klima- und Umwelttechnik der Hochschule Karls-ruhe aufgebaut worden (s. Abb. 1).
Zur Bestimmung des luftseitigen Wärmeüber-gangs werden die zu untersuchenden Wärme-übertrager mit Wasser beaufschlagt. Mit einer regelbaren Heizleistung von bis zu 20 kW und variablem Wassermassenstrom lassen sich die erwünschten Strömungs- und Temperaturver-hältnisse in den Wärmeübertragern bei unter-schiedlicher Luftgeschwindigkeit einstellen. Zur Bestimmung der Verflüssigungsleistung wird z. Zt. ein Kältemittelkreislauf aufgebaut, mit dem die Wärmeübertrager bei Verwendung von unterschiedlichen Kältemitteln wie R134a, R410A, R507C und R290 (Propan) und unter Einfluss verschiedener Kältemaschinenöle hin-sichtlich der Verflüssigungsleistung untersucht werden. Durch den Radialventilator (1) lässt sich ein Luftvolumenstrom von bis zu 8.000 m3/hrealisieren. Dieser lässt sich mit einem V-Konus (2) – einem Messgerät, das auf dem Wirk-druckverfahren basiert – mit hoher Genauigkeit ermitteln. Die Ein- und Austrittstemperaturen der Luft an dem Wärmeübertrager (3) werden mit Thermoelementen – neun Stück am Ein- und 25 am Austritt – verteilt über der angeströmten Wärmeübertragerfläche bestimmt. Zur Konditi-onierung der Luft ist ein Heizregister (4) instal-liert, welches bis zu einer Leistung von 20 kW stufenlos regelbar ist. Da im Rahmen dieses Forschungsprojekts auch brennbares Kältemittel
Die Besten. Für Sie. Von Keyence natürlich.
Sie möchten die besten Mikroskope live kennenlernen?
Schreiben Sie eine kurze E-Mail mit dem Stichwort „live-demo“ an [email protected]
LaserscanningmikroskopeFluoreszenzmikroskopeDigitalmikroskope
Schla
glich
ter
78
(Propan) untersucht werden soll, lässt sich der Prüfstand mit Hilfe von steuerbaren Mischklap-pen (5) im reinen Frischluftbetrieb betreiben, sodass im Leckagefall die entzündlichen Gase direkt ins Freie geleitet werden können und daher auf einen Ex-Schutz der elektrischen Bauteile im Luftkanal verzichtet werden kann. Bei Untersuchungen mit nicht brennbaren Kälte-mitteln kann der Prüfstand auch im Umluft- bzw. Mischluftbetrieb betrieben werden.
Literatur[1] M. Stalter; M. Schweitzer, Experimentelle
Bestimmung des Kältemittelfüllungsgrades in luftbeaufschlagten Verfl üssigern und Verdamp-fern, DKV-Tagung, 16.–18. November 2005, Würzburg.
[2] Hvorfor skifte fra kobber til aluminiumsvarme-veksler, Kulde Skandinavia, 6/2005.
Autoren
Prof. Dr.-Ing. habil. Michael KauffeldProfessor an der Fakultät für Maschinenbau und Mechatronik und Leiter des Instituts für Kälte-, Klima- und Umwelttechnik
Timo Maurathakademischer Mitarbeiter am Institut für Angewandte Forschung (IAF) der Hochschule Karlsruhe
KontaktProf. Dr.-Ing. habil. Michael KauffeldHochschule Karlsruhe – Technik und WirtschaftFakultät für Maschinenbau und MechatronikE-Mail: [email protected]: 0721 925-1843
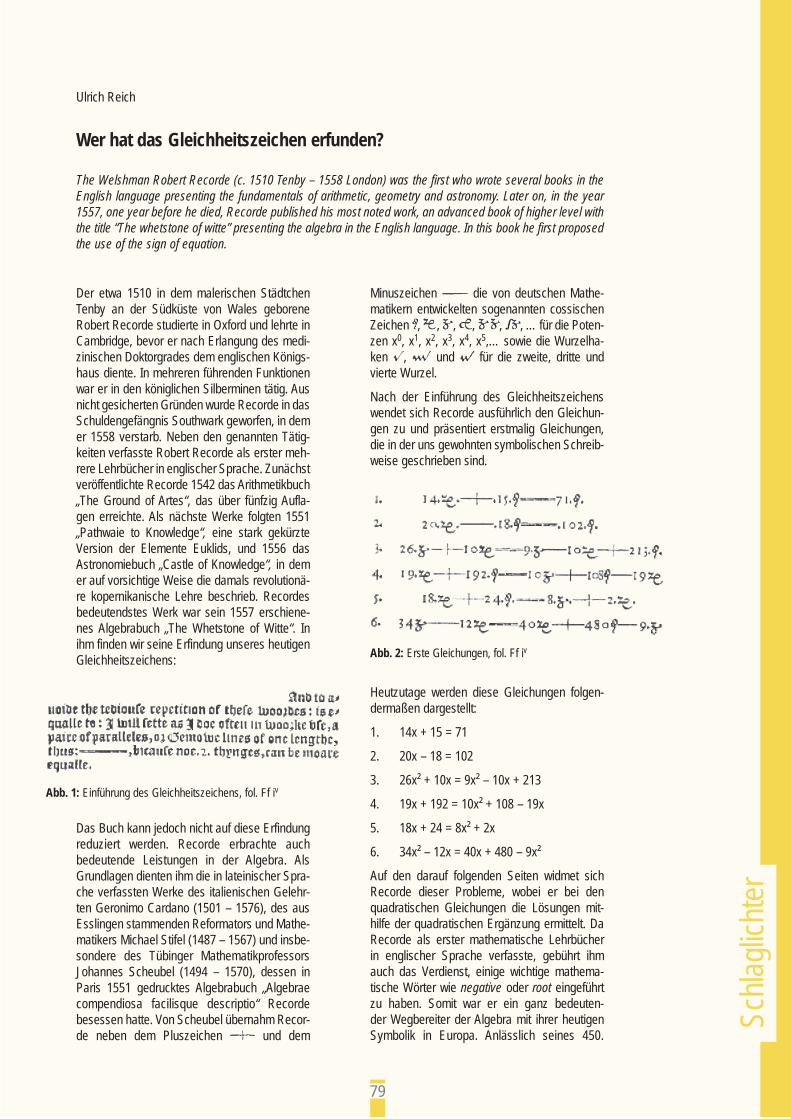
Schla
glich
ter
79
Der etwa 1510 in dem malerischen Städtchen Tenby an der Südküste von Wales geborene Robert Recorde studierte in Oxford und lehrte in Cambridge, bevor er nach Erlangung des medi-zinischen Doktorgrades dem englischen Königs-haus diente. In mehreren führenden Funktionen war er in den königlichen Silberminen tätig. Aus nicht gesicherten Gründen wurde Recorde in das Schuldengefängnis Southwark geworfen, in dem er 1558 verstarb. Neben den genannten Tätig-keiten verfasste Robert Recorde als erster meh-rere Lehrbücher in englischer Sprache. Zunächst veröffentlichte Recorde 1542 das Arithmetikbuch „The Ground of Artes“, das über fünfzig Aufla-gen erreichte. Als nächste Werke folgten 1551 „Pathwaie to Knowledge“, eine stark gekürzte Version der Elemente Euklids, und 1556 das Astronomiebuch „Castle of Knowledge“, in dem er auf vorsichtige Weise die damals revolutionä-re kopernikanische Lehre beschrieb. Recordes bedeutendstes Werk war sein 1557 erschiene-nes Algebrabuch „The Whetstone of Witte“. In ihm finden wir seine Erfindung unseres heutigen Gleichheitszeichens:
Minuszeichen die von deutschen Mathe-matikern entwickelten sogenannten cossischen Zeichen , , , , , , … für die Poten-zen x0, x1, x2, x3, x4, x5,… sowie die Wurzelha-ken , und für die zweite, dritte und vierte Wurzel.
Nach der Einführung des Gleichheitszeichens wendet sich Recorde ausführlich den Gleichun-gen zu und präsentiert erstmalig Gleichungen, die in der uns gewohnten symbolischen Schreib-weise geschrieben sind.
Ulrich Reich
Wer hat das Gleichheitszeichen erfunden?
The Welshman Robert Recorde (c. 1510 Tenby – 1558 London) was the first who wrote several books in the English language presenting the fundamentals of arithmetic, geometry and astronomy. Later on, in the year 1557, one year before he died, Recorde published his most noted work, an advanced book of higher level with the title “The whetstone of witte” presenting the algebra in the English language. In this book he first proposed the use of the sign of equation.
Abb. 1: Einführung des Gleichheitszeichens, fol. Ff iv
Das Buch kann jedoch nicht auf diese Erfindung reduziert werden. Recorde erbrachte auch bedeutende Leistungen in der Algebra. Als Grundlagen dienten ihm die in lateinischer Spra-che verfassten Werke des italienischen Gelehr-ten Geronimo Cardano (1501 – 1576), des aus Esslingen stammenden Reformators und Mathe-matikers Michael Stifel (1487 – 1567) und insbe-sondere des Tübinger Mathematikprofessors Johannes Scheubel (1494 – 1570), dessen in Paris 1551 gedrucktes Algebrabuch „Algebraecompendiosa facilisque descriptio“ Recorde besessen hatte. Von Scheubel übernahm Recor-de neben dem Pluszeichen und dem
Abb. 2: Erste Gleichungen, fol. Ff iv
Heutzutage werden diese Gleichungen folgen-dermaßen dargestellt:
1. 14x + 15 = 71
2. 20x – 18 = 102
3. 26x² + 10x = 9x² – 10x + 213
4. 19x + 192 = 10x² + 108 – 19x
5. 18x + 24 = 8x² + 2x
6. 34x² – 12x = 40x + 480 – 9x²
Auf den darauf folgenden Seiten widmet sich Recorde dieser Probleme, wobei er bei den quadratischen Gleichungen die Lösungen mit-hilfe der quadratischen Ergänzung ermittelt. Da Recorde als erster mathematische Lehrbücher in englischer Sprache verfasste, gebührt ihm auch das Verdienst, einige wichtige mathema-tische Wörter wie negative oder root eingeführt zu haben. Somit war er ein ganz bedeuten-der Wegbereiter der Algebra mit ihrer heutigen Symbolik in Europa. Anlässlich seines 450.
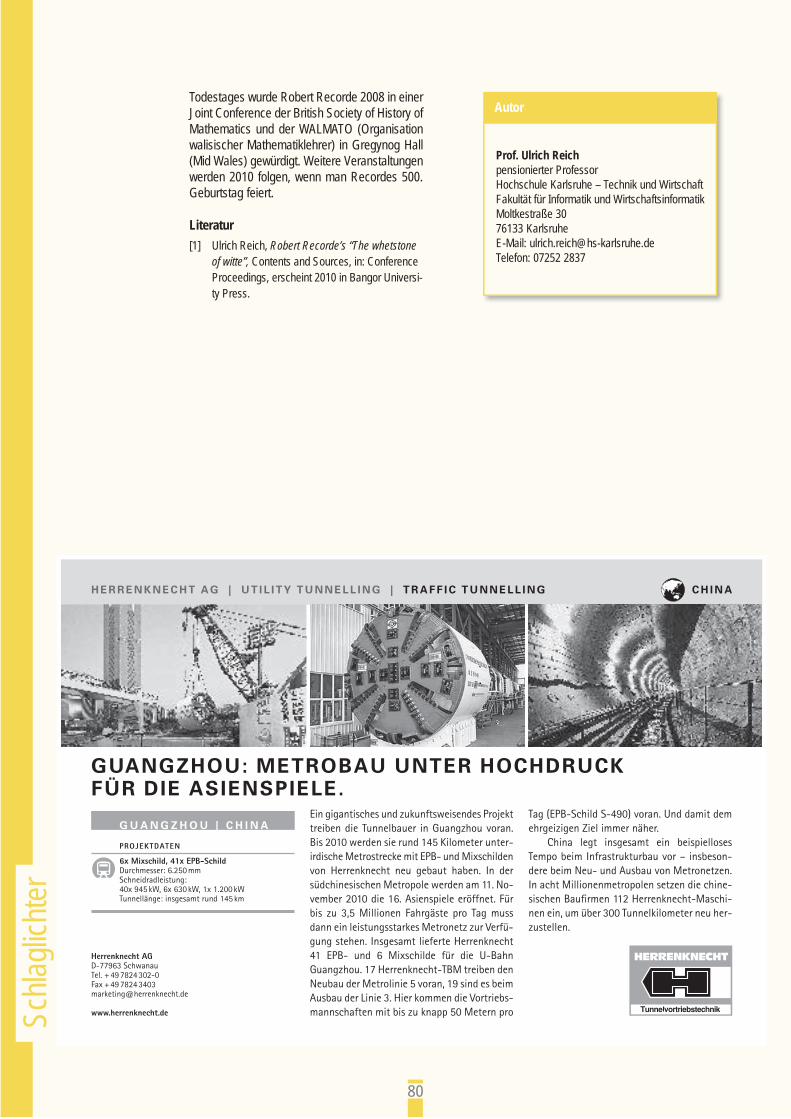
Schla
glich
ter
80
Todestages wurde Robert Recorde 2008 in einer Joint Conference der British Society of History of Mathematics und der WALMATO (Organisation walisischer Mathematiklehrer) in Gregynog Hall (Mid Wales) gewürdigt. Weitere Veranstaltungen werden 2010 folgen, wenn man Recordes 500. Geburtstag feiert.
Literatur[1] Ulrich Reich, Robert Recorde’s “The whetstone
of witte”, Contents and Sources, in: Conference Proceedings, erscheint 2010 in Bangor Universi-ty Press.
Autor
Prof. Ulrich Reichpensionierter ProfessorHochschule Karlsruhe – Technik und WirtschaftFakultät für Informatik und WirtschaftsinformatikMoltkestraße 3076133 KarlsruheE-Mail: [email protected]: 07252 2837
H E R R E N K N E C H T A G | U T I L I T Y T U N N E L L I N G | T R A F F I C T U N N E L L I N G C H I N A
Ein gigantisches und zukunftsweisendes Projekt treiben die Tunnelbauer in Guangzhou voran. Bis 2010 werden sie rund 145 Kilo meter unter-irdische Metrostrecke mit EPB- und Mixschilden von Herrenknecht neu gebaut haben. In der südchinesischen Metropole werden am 11. No-vem ber 2010 die 16. Asienspiele eröffnet. Für bis zu 3,5 Millionen Fahrgäste pro Tag muss dann ein leistungsstarkes Metronetz zur Verfü-gung stehen. Insgesamt lieferte Herrenknecht 41 EPB- und 6 Mixschilde für die U-Bahn Guangzhou. 17 Herrenknecht-TBM treiben den Neubau der Metrolinie 5 voran, 19 sind es beim Ausbau der Linie 3. Hier kommen die Vortriebs-mannschaften mit bis zu knapp 50 Metern pro
Tag (EPB-Schild S-490) voran. Und damit dem ehrgeizigen Ziel immer näher.
China legt insgesamt ein beispielloses Tempo beim Infrastrukturbau vor – insbeson-dere beim Neu- und Ausbau von Metronetzen. In acht Millionenmetropolen setzen die chine-sischen Baufirmen 112 Herrenknecht-Maschi-nen ein, um über 300 Tunnel kilometer neu her-zustellen.
Herrenknecht AG D-77963 Schwanau Tel. + 49 7824 302-0 Fax + 49 7824 [email protected]
www.herrenknecht.de
GUANGZHOU: METROBAU UNTER HOCHDRUCK FÜR DIE ASIENSPIELE.
PROJEKTDATEN
6x Mixschild, 41x EPB-SchildDurchmesser: 6.250 mmSchneidradleistung: 40x 945 kW, 6x 630 kW, 1x 1.200 kWTunnellänge: insgesamt rund 145 km
G U A N G Z H O U | C H I N A
EnBW Energie Baden-Württemberg AG – dahinter stehen ca. 20.000 Mitarbeiter, die sich für Strom, Gas und energienahe Dienstleistungen stark machen. Heute sind wir Deutschlands drittgrößtes Energie-versorgungsunternehmen und nutzen auch in Mittel- und Osteuropa unsere Chancen.
Begegnen Sie mit uns gemeinsam den Herausforde-rungen des Energiemarkts. Wir suchen Menschen, die Impulse aufnehmen, aber auch Impulse geben.
Wir freuen uns auf Ihre energiegeladene Bewerbung!
Mehr Informationen unter:
www.enbw.com/karriere
EnBW – Jobs voller Energie. Und wie groß ist Ihr Energiebedarf?
Mit über 13.000 Mitarbeitern weltweit bringen wir Bewegung in fast alle Branchen. Das Erfolgsrezept: Getriebe-motoren und Antriebselektronik vom Feinsten. Und jede Menge Drive in allem was wir tun.
Sie wollen mehr bewegen als andere und was Sie antreibt ist der Spaß an einer Aufgabe die Sie wirklich fordert. Dann starten Sie jetzt durch bei SEW-EURODRIVE – dem erfolgreichen Familienunternehmen und Global Player.
Sie haben Ihr Studium der Fachrichtung Elektrotechnik, Wirtschaftsingenieur-wesen, Maschinenbau, Mechatronik, Informatik oder Wirtschaftswissenschaf-ten erfolgreich abgeschlossen? Und Sie wollen mit uns in einem internationalen Umfeld etwas bewegen? Interessante Herausforderungen in den Bereichen Engineering, Entwicklung, Vertrieb und Services warten auf Sie.
Kommen Sie zu uns!
SEW-EURODRIVE GmbH & Co KGPersonalreferate BruchsalPostfach 30 23, 76642 Bruchsal
jwww.jobs-sew.de
Wir suchen technikbegeisterte Mitarbeiter mit Drive
SEW-EURODRIVE—Driving the world