Embed Size (px)
Citation preview
Volkswagen Besucherdienste Standort Wolfsburg
Gästebuch
VW130_0_U1_U4_s2 2 07.06.13 12:00
Start, Stationen und Exkurse
Inhalt
Wer macht das Auto zu dem Golf?
Die Menschen.Die Leidenschaft.Das Werk.
VW130_0_U1_U4_s2 2 07.06.13 12:00
Wir bauen das Auto für den Menschen. Für ihn er nden wir es immer wieder neu – das nennen wir Ingenieurskunst. Wenn wir designen, entwickeln, pro-duzieren, suchen wir neue Antworten: Wie fahren wir morgen? Wie können wir noch nachhaltiger, noch intelligen-ter, noch besser werden? Perfektion in Produkt und Produktion: So verbinden wir auch in Zukunft Mobilität und Fahr-spaß mit Qualität.
VW130_Gaestebuch_s1 1 10.06.13 15:35
1
32
64
5
7
8
Navigation
Werkplan
KraftwerkTor 17HochhausTor Sandkamp
Tor F+ETor Südost
Tor Nord
Tor Ost
Kraftwerk
Tor 6AutoStadt
Kästorf
Alt Wolfsburg
Sandkamp
Nordstraße
Mittelstraße
Südstraße
Wes
tstr
aße
Wolfsburg
VW130_0_U1_U4_innen_NEU.indd 1 14.06.13 12:23
1
2
3
4
5
6
7
8
Inhalt
Besucherdienste
PresswerkExkurs: Design und Werkzeugbau
KarosseriebauExkurs: Instandhaltung
LackierereiExkurs: Lernwerkstatt Qualitätssicherung
MontageExkurs: Berufsausbildung
PrüfständeExkurs: Prüfgelände Ehra-Lessien
LogistikExkurs: Digitale Fabrik
Think Blue. Factory.
Im Werk Wolfsburg wird das Lieblingsauto der
Europäer produziert. Wie es entsteht, das erfahren
Sie in den Stationen. Die Exkurse ermöglichen
Ihnen darüber hinaus vertiefende Einblicke in
das Geschehen hinter den Kulissen.
VW130_0_U1_U4_innen_NEU.indd 1 14.06.13 12:23
„Wie entsteht das Auto?“ Hassan Bedzoro und Torsten Cramm beant- worten Ihnen gerne diese spannende Frage!
VW130_TransparentTexte_s1 1 07.06.13 12:02

1.1
VW130_Gaestebuch_s2 2 10.06.13 15:51
1.2
VW130_Gaestebuch_s3 3 10.06.13 15:51

1.3 Start Besucherdienste
Donnerstag, 14.30 Uhr, Tor 17: „Herzlich willkom-
men bei der Volkswagen AG in Wolfsburg“, sagt der
Tourbegleiter der Besucherdienste. „Mein Name
ist Torsten Cramm. Ich freue mich sehr darauf, Sie
gleich durch unsere Produktion zu führen.“ Heute
sind Hochschulabsolventen angereist, die zukünf-
tig bei Volkswagen arbeiten werden. Die Berufs-
einsteiger wollen die Produktion des Golf erleben.
Der 39-Jährige begrüßt freundlich jeden Gast. Die
Straße überqueren, die Treppe hoch: Ein Film zeigt
den Weg der Ideen bis zu ihrer Umsetzung in der
Produktion. Erst Kino, dann das Erlebnis für alle
Sinne.
Seit 13 Jahren entführt Torsten Cramm täglich VIP-
und Fachbesucher in die Welt werdender Volks-
wagen. Wie die meisten seiner 18 Kolleginnen und
Kollegen, hat der gelernte Kfz-Mechaniker zu-
nächst in der Produktion gearbeitet und kennt sich
dort sehr gut aus. Zudem spricht er zwei Fremd-
sprachen fl ießend. Regelmäßig zeigt Cramm auch
internationalen Gästen des Unternehmens das
Werk.
Hassan Bedzoro empfängt gerade touristische
Besucher der Autostadt: „Meine sehr verehrten
Damen und Herren, im Namen von Volkswagen
darf ich Sie herzlich am Stammsitz des Konzerns
begrüßen.“ Er stellt sich den Gästen vor, verge-
wissert sich, dass alle ihn hören. Dann erklärt der
43-Jährige, was ihn mit dem Unternehmen ver-
bindet: „Bevor ich zu Volkswagen kam, habe ich
acht Jahre lang die Marke Bentley international
präsentiert – eine der zwölf Marken, die zu die-
sem Weltkonzern gehören.“ Inzwischen ist er mit
seinen Gästen im Werk angekommen. Wo einst die
Näherei für Autositze war, ist ein Besucher-Forum
entstanden. Hier zeigt Bedzoro den Film über die
Golf-Produktion. Fakten unterhaltsam präsentiert:
Mehr als 550.000 Menschen arbeiten weltweit für
den Konzern. Über 50.000 Mitarbeiter beschäftigt
Volkswagen hier am Standort Wolfsburg. Der Golf,
der Touran und der Tiguan werden hier gefertigt.
Bis Ende 2013 ebenfalls der Golf Plus, dessen Nach-
folger 2014 in Serie gehen wird. Werktäglich rollen
etwa 3.800 Neufahrzeuge zu den Kunden. „Bieten
Sie auch Ausbildungsplätze an?“, fragt ein Gast
interessiert. „666 Ausbildungsverträge haben wir
im vergangenen Jahr abgeschlossen in 24 Berufen –
vom Mechatroniker über Industriekaufl eute bis hin
zum Koch“, antwortet Bedzoro.
Studierter Nachwuchs ist heute mit Torsten Cramm
auf Tour. „Die Geburtsstätte von Europas größtem
Automobilhersteller ist ein besonderer Ort“, sagt er.
Impulse für technische Innovationen kommen aus
der Konzernforschung in Wolfsburg; Aussehen und
Gestalt künftiger Volkswagen werden hier in der
Designzentrale festgelegt. „Das geschieht auch
jetzt, während wir uns die Produktion anschauen“,
Tourguide:
Torsten Cramm
Geboren:
1973 in Braunschweig
Ausbildung:
Kfz-Mechaniker,
Dolmetscher
Sprachen:
Deutsch, Englisch,
Französisch
Hobbies:
Reisen, Motorsport
Traum:
Lamborghini
Gallardo LP570-4
Superleggera
VW130_Gaestebuch_s4 4 10.06.13 15:51
1.4
„Was wir unseren
Gästen vermitteln
möchten, das ist
die Dynamik, in der
sich das Unter-
nehmen Volkswa-
gen und mit ihm
alle Mitarbeiter
stetig entwickeln.
Kommen Sie uns
doch bald wieder
besuchen!“, sagt
Marion Just, Leite-
rin der Volkswagen
Besucherdienste in
Wolfsburg.
VW130_Gaestebuch_s5 5 10.06.13 15:51
1.5
sagt Cramm – und schlägt den Weg zur Produk-
tion ein. Die Tour dauert 80 Minuten. Am Ende
werden die Gäste sieben Kilometer zurückgelegt
haben, ohne die Hallen zu verlassen.
Er setzt sich hinter das Lenkrad, die offene Golfbahn
ermöglicht die Wahrnehmung mit allen Sinnen.
Entlang der Logistikroute führt die Reise – unzählige
Fahrzeuge bringen Material pünktlich zum Ort des
Einbaus. „Genau hier sehen Sie, dass Arbeitsschrit-
te von Hand erledigt werden. Aber gleich daneben
bauen Roboter vollautomatisch die Räder an. Da-
bei steht die Karosserie nicht einen Moment still“,
sagt Cramm in der Montage. „Dieser fl ießende
Übergang ist zukunftsweisend.“ Und weiter geht
es – hautnah an Maschinen, Robotern und Mitar-
beitern vorbei.
Seit 1948 haben mehr als sieben Millionen Men-
schen das Werk besucht. Pro Jahr kommen 200.000
Besucher, die die Produktion hautnah erleben
möchten. Darunter 40.000 Fachbesucher und Gäs-
te des Unternehmens aus aller Welt; die Mehrzahl
sind Fahrzeugabholer und touristische Gäste der
Autostadt. Die erfahrenen Mitarbeiter der Volks-
wagen Besucherdienste suchen regelmäßig das
Gespräch mit ihren Kollegen in den Fachbereichen
der Produktion. So sind sie immer auf dem neues-
ten Stand. Sie bieten jeder Gästegruppe sprachlich,
inhaltlich und altersgemäß ein individuell auf sie
zugeschnittenes Programm – und jeder Begleiter
hat eigene Themen-Touren erarbeitet.
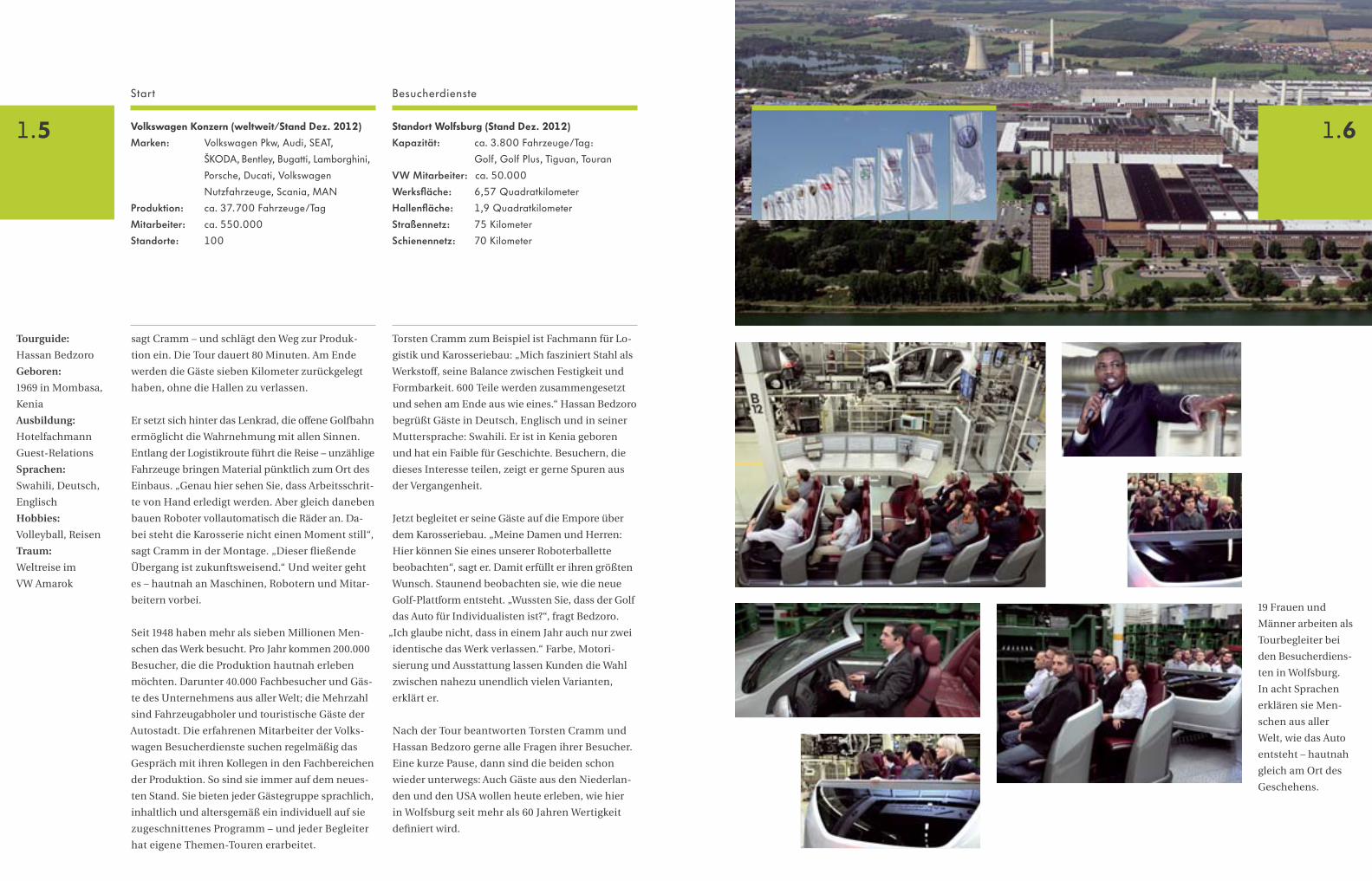
Torsten Cramm zum Beispiel ist Fachmann für Lo-
gistik und Karosseriebau: „Mich fasziniert Stahl als
Werkstoff, seine Balance zwischen Festigkeit und
Formbarkeit. 600 Teile werden zusammengesetzt
und sehen am Ende aus wie eines.“ Hassan Bedzoro
begrüßt Gäste in Deutsch, Englisch und in seiner
Muttersprache: Swahili. Er ist in Kenia geboren
und hat ein Faible für Geschichte. Besuchern, die
dieses Interesse teilen, zeigt er gerne Spuren aus
der Vergangenheit.
Jetzt begleitet er seine Gäste auf die Empore über
dem Karosseriebau. „Meine Damen und Herren:
Hier können Sie eines unserer Roboterballette
beobachten“, sagt er. Damit erfüllt er ihren größten
Wunsch. Staunend beobachten sie, wie die neue
Golf-Plattform entsteht. „Wussten Sie, dass der Golf
das Auto für Individualisten ist?“, fragt Bedzoro.
„Ich glaube nicht, dass in einem Jahr auch nur zwei
identische das Werk verlassen.“ Farbe, Motori-
sierung und Ausstattung lassen Kunden die Wahl
zwischen nahezu unendlich vielen Varianten,
erklärt er.
Nach der Tour beantworten Torsten Cramm und
Hassan Bedzoro gerne alle Fragen ihrer Besucher.
Eine kurze Pause, dann sind die beiden schon
wieder unterwegs: Auch Gäste aus den Niederlan-
den und den USA wollen heute erleben, wie hier
in Wolfsburg seit mehr als 60 Jahren Wertigkeit
defi niert wird.
Start Besucherdienste
Volkswagen Konzern (weltweit/Stand Dez. 2012)Marken: Volkswagen Pkw, Audi, SEAT,
SKODA, Bentley, Bugatti, Lamborghini,
Porsche, Ducati, Volkswagen
Nutzfahrzeuge, Scania, MAN
Produktion: ca. 37.700 Fahrzeuge/Tag
Mitarbeiter: ca. 550.000
Standorte: 100
Standort Wolfsburg (Stand Dez. 2012)Kapazität: ca. 3.800 Fahrzeuge/Tag:
Golf, Golf Plus, Tiguan, Touran
VW Mitarbeiter: ca. 50.000
Werks äche: 6,57 Quadratkilometer
Hallen äche: 1,9 Quadratkilometer
Straßennetz: 75 Kilometer
Schienennetz: 70 Kilometer
Tourguide:
Hassan Bedzoro
Geboren:
1969 in Mombasa,
Kenia
Ausbildung:
Hotelfachmann
Guest-Relations
Sprachen:
Swahili, Deutsch,
Englisch
Hobbies:
Volleyball, Reisen
Traum:
Weltreise im
VW Amarok
VW130_Gaestebuch_s6 6 10.06.13 15:52
1.6
19 Frauen und
Männer arbeiten als
Tourbegleiter bei
den Besucherdiens-
ten in Wolfsburg.
In acht Sprachen
erklären sie Men-
schen aus aller
Welt, wie das Auto
entsteht – hautnah
gleich am Ort des
Geschehens.
VW130_Gaestebuch_s7 7 11.06.13 08:44
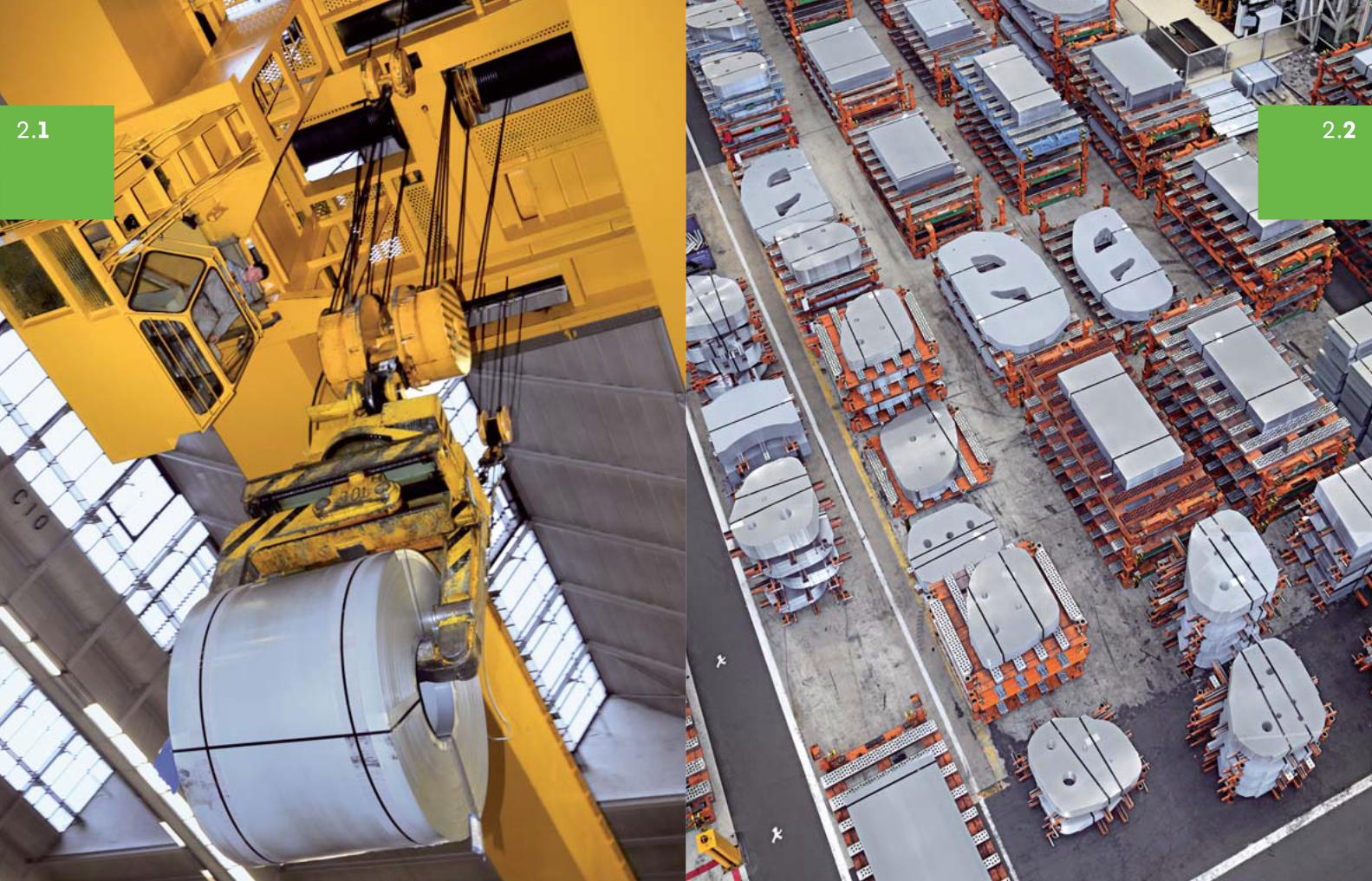
Wärme und sanfte Riesen zwingen das Stahlblech in die perfekte Form. Jeden Tag dirigieren wir viele Tonnen durch unser Presswerk.
VW130_TransparentTexte_s2 2 07.06.13 12:02
2.1
VW130_Gaestebuch_s8 8 10.06.13 16:22
2.2
VW130_Gaestebuch_s9 9 10.06.13 16:22

2.3 Station Presswerk
Tief dröhnen Paukenschläge durch die Hallen –
Pressenhübe verschmelzen zum Produktions-
rhythmus: Im größten Presswerk der Welt werden
Tag für Tag 2.600 Tonnen Stahlblech umgeformt;
mehr als 420.000 Karosserieteile erhalten ihre
Form. Die Anlagen auf den 78.000 Quadratmetern
befi nden sich in einem stetigen Erneuerungs-
prozess, dabei liegt der Fokus gleichermaßen auf
Effektivität und Nachhaltigkeit.
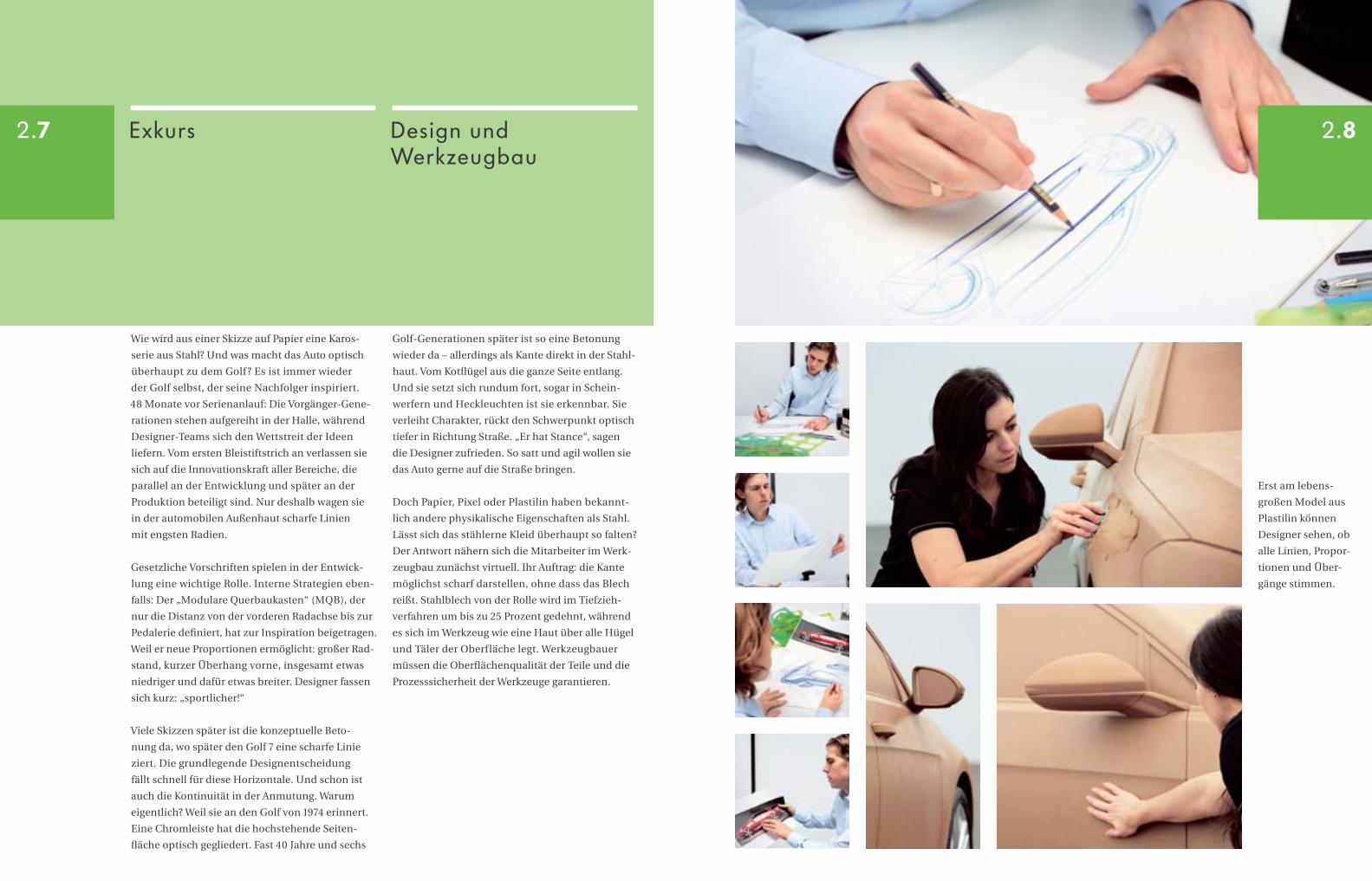
Just-in-Time kommen die Züge im Tieffeld der
Halle an, beladen mit Stahlcoils. Stahlblech auf der
Rolle – jede wiegt zwischen fünf und 30 Tonnen.
Die Größe der späteren Bauteile entscheidet über
die Maße der Coils – der kostbare Rohstoff wird
sparsam eingesetzt, die Reste werden zu hundert
Prozent recycelt. Die Blechstärke variiert zwischen
0,6 und 2,5 Millimetern – je nachdem, ob das Ka-
rosserieteil im Fahrzeug optische oder sicherheits-
technische Anforderungen erfüllt.
Der Deckenkran hebt den Stahlkoloss, transpor-
tiert ihn zur Platinenschneidanlage. Wie Alufolie
im Haushalt wird das Blech spannungsfrei ab-
gerollt. Schon bei diesem ersten Schritt zählt die
Qualität. Deshalb ist die Anlage geschlossen – kein
Staub soll sich auf die Platinen legen. Mit 800
Tonnen (8.000 kN) Presskraft schneidet das jewei-
lige Werkzeug bis zu zwei Teile mit einem Hub.
Die Form der Platinen ist so gewählt, dass sie den
Verschnitt minimiert.
Durch Kaltumformung entstehen hier im Press-
werk I die optisch ansprechenden Außenhäute für
Seitenteile, Türen, Deckel und Hauben. Schwer-
last-Transporter bringen die Platinen zur nächsten
Station, wo jede noch zweidimensionale Platine
ihre endgültige dreidimensionale Form erhält. Mit
der Pressenstraße 500 wartet ein sanfter Riese: die
Kompaktsaugerpresse. Diese Presse ist 80 Meter
lang und erzielt eine Presskraft von 7.700 Tonnen
(77.000 kN). Um Vibrationen aufzufangen, wurden
die Fundamente aus Stahlbeton 25 Meter tief in
der Erde verankert. Außerdem fi nden die sechs
Pressenhübe zeitlich versetzt statt.
Ihre Form erhält die Platine Schritt für Schritt in
je einem Werkzeug aus Stempel und Matrize. Hin-
ter jedem der sechs Tore der Pressenstraße steht
ein solcher, bis zu 50 Tonnen schwerer, Koloss.
Die Platine wird durch Blechhalter in der Position
gehalten. Wenn der Pressenstößel mit voller
Kraft herab fährt, wird die Platine im Tiefziehver-
fahren verformt. Ideen der Designer werden hier
umgesetzt – die Linie, die den neuen Golf ziert und
ihm noch mehr Dynamik verleiht, ist bereits im
Werkzeug sichtbar. Zwar übt der Gigant gewaltigen
Druck aus, der Transport von einem Schritt zum
nächsten erfolgt allerdings behutsam: Durch
Druckluft gesteuerte Saugnäpfe heben das Blech
vorsichtig an und bewegen es in das nächste
Werkzeug. Mitarbeiter beurteilen jedes Karosserie-
teil optisch. Zusätzlich entnehmen sie
VW130_Gaestebuch_s10 10 10.06.13 16:22
2.4Jedes Werkzeug
muss vor seinem
ersten Einsatz in
dieser Einarbei-
tungspresse zeigen,
was es kann. Erst
wenn es Karosserie-
teilen die perfekte
Form verleiht, wird
es im Prozess ein-
gesetzt.
VW130_Gaestebuch_s11 11 10.06.13 16:22

2.5
Station Presswerk
Stichproben, vergleichen sie genau mit dem
jeweiligen Musterteil: Maße und Optik müssen
stimmen.
Größe und Funktion im Fahrzeug entscheiden
darüber, auf welche Weise ein Bauteil produziert
wird. Was dem Golf Struktur und allerhöchste
Crashsicherheit verleiht, entsteht im Presswerk II
durch Warmumformung. Das sind zum Beispiel
Längsträger, Seitenteilverstärkungen, die B-Säule
zwischen den Sitzen, die A-Säule in Kniehöhe
der Insassen.
Bis zu 1,85 Millimeter stark ist das Material, das
gleich als Platine geliefert wird – eine Stahl-Legie-
rung mit Anteilen von Mangan und Bor. In den
mit Erdgas befeuerten Öfen werden sie langsam
auf 950 Grad erwärmt. Gelbrot glühend nimmt
der Roboter sie auf und legt sie Takt für Takt in das
Presswerkzeug ein. Hier werden die Karosserie-
teile in einem Schritt geformt. Gleichzeitig strömt
Wasser durch das Werkzeug und kühlt sie schnell
auf 180 Grad ab. Damit der Stahl in der Hitze nicht
korrodiert, ist er zusätzlich hauchdünn beschichtet
mit einer Mischung aus Aluminium und Silizium.
Dieser Korrosionsschutz hält länger als ein ganzes
Autoleben, warmverformte Karosserieteile bedür-
fen keiner Zinkschicht.
Durch die Wärme und das schnelle Abkühlen
ordnen sich die Atome in einer neuen Struktur an.
Die Folge: Diese Karosserieteile erreichen eine
deutlich höhere Festigkeit gegenüber kalt umge-
formten Bauteilen. Allerdings können sie aufgrund
der höheren Härte jetzt nur noch in Laserschneid-
anlagen beschnitten und gelocht werden.
Volkswagen setzt in Wolfsburg mit Start des neuen
Golf Warmumformung in eigener Produktion
ein, was sich trotz des höheren Energieeinsatzes
lohnt. Die B-Säule bestand einst aus fünf Blechen,
die produziert und dann miteinander verschweißt
werden mussten. Jetzt besteht die B-Säule aus
einem höchstfesten Teil – dadurch werden Roh-
stoffbedarf, Produktionsaufwand sowie Gewicht
reduziert. Der Golf-Fahrer spürt den Vorteil nicht
erst im Fall eines Crashs, sondern dauerhaft am
geringeren Energieverbrauch.
Geprüfte Karosserieteile aus Presswerk I und II
werden Stück für Stück in Spezialbehältern ver-
staut. Im Lager warten sie auf ihre Weiterverar-
beitung in einer anderen Produktionsstätte des
Konzerns – oder gleich nebenan im Karosseriebau.
Kleine Maßnahmen, große Wirkung: Durch den
Aufbau eines e zienteren elektronischen Transfer-
systems innerhalb der Pressenstraßen und den Ein-
satz moderner Scheibenlaser beim Beschnitt von
Karosserieteilen, konnten 9.970 Megawattstunden
pro Jahr gewonnen werden.
Steigerung der Energiee zienz seit 2010 bis 2014: 9,6% Ziel bis 2018: 25%
VW130_Gaestebuch_s12 12 10.06.13 16:23
2.6
Die Folgeverbund-
presse wickelt Stahl
von der Rolle, rich-
tet ihn aus, verformt
ihn in mehreren
Schritten und trennt
zuletzt das entstan-
dene Karosserieteil
ab – nur ein Werk-
zeug für einen
ganzen Prozess.
VW130_Gaestebuch_s13 13 10.06.13 16:23
2.7
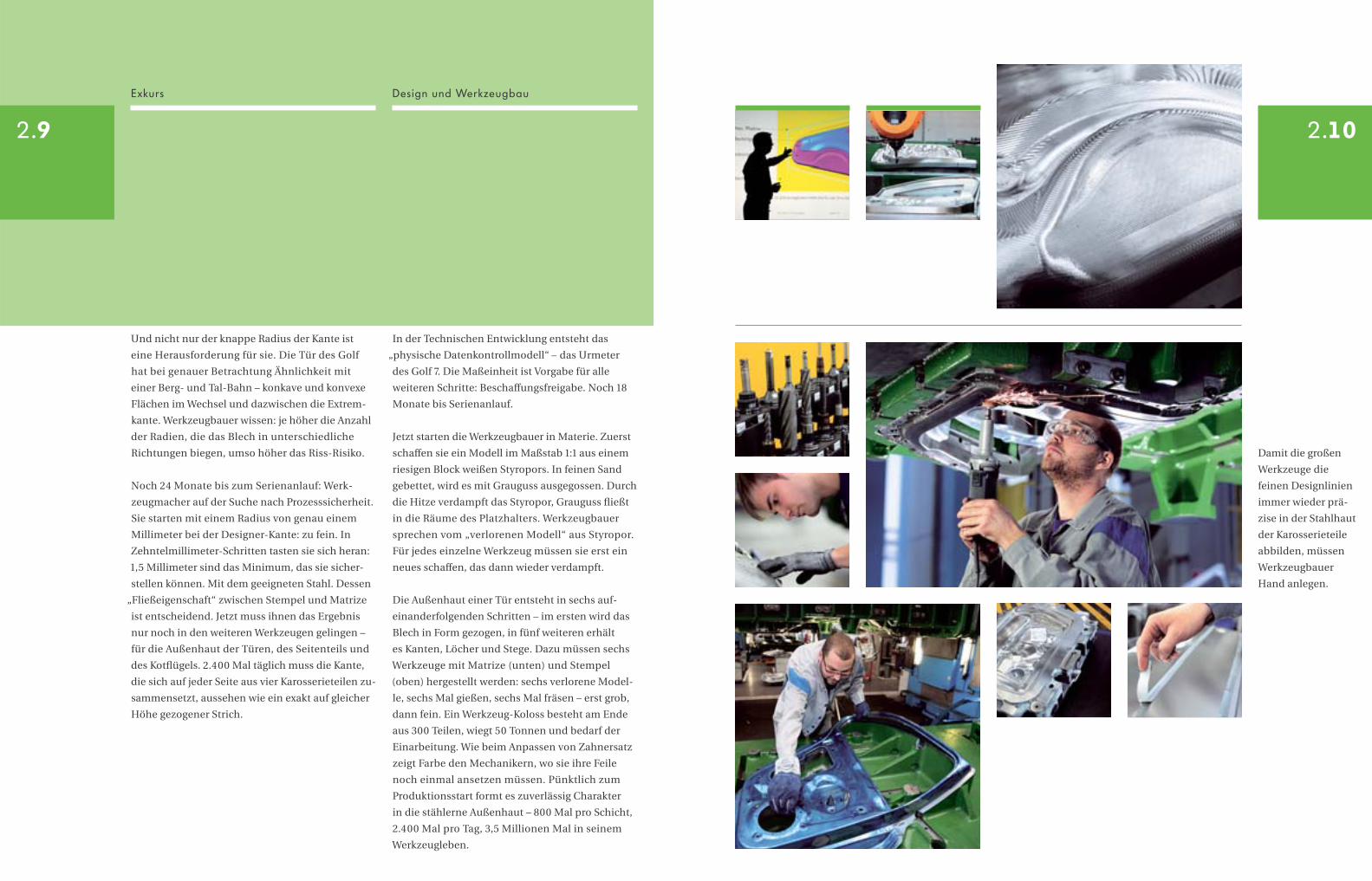
Wie wird aus einer Skizze auf Papier eine Karos-
serie aus Stahl? Und was macht das Auto optisch
überhaupt zu dem Golf ? Es ist immer wieder
der Golf selbst, der seine Nachfolger inspiriert.
48 Monate vor Serienanlauf: Die Vorgänger-Gene-
rationen stehen aufgereiht in der Halle, während
Designer-Teams sich den Wettstreit der Ideen
liefern. Vom ersten Bleistiftstrich an verlassen sie
sich auf die Innovationskraft aller Bereiche, die
parallel an der Entwicklung und später an der
Produktion beteiligt sind. Nur deshalb wagen sie
in der automobilen Außenhaut scharfe Linien
mit engsten Radien.
Gesetzliche Vorschriften spielen in der Entwick-
lung eine wichtige Rolle. Interne Strategien eben-
falls: Der „Modulare Querbaukasten“ (MQB), der
nur die Distanz von der vorderen Radachse bis zur
Pedalerie defi niert, hat zur Inspiration beigetragen.
Weil er neue Proportionen ermöglicht: großer Rad-
stand, kurzer Überhang vorne, insgesamt etwas
niedriger und dafür etwas breiter. Designer fassen
sich kurz: „sportlicher!“
Viele Skizzen später ist die konzeptuelle Beto-
nung da, wo später den Golf 7 eine scharfe Linie
ziert. Die grundlegende Designentscheidung
fällt schnell für diese Horizontale. Und schon ist
auch die Kontinuität in der Anmutung. Warum
eigentlich? Weil sie an den Golf von 1974 erinnert.
Eine Chromleiste hat die hochstehende Seiten-
fl äche optisch gegliedert. Fast 40 Jahre und sechs
Golf-Generationen später ist so eine Betonung
wieder da – allerdings als Kante direkt in der Stahl-
haut. Vom Kotfl ügel aus die ganze Seite entlang.
Und sie setzt sich rundum fort, sogar in Schein-
werfern und Heckleuchten ist sie erkennbar. Sie
verleiht Charakter, rückt den Schwerpunkt optisch
tiefer in Richtung Straße. „Er hat Stance“, sagen
die Designer zufrieden. So satt und agil wollen sie
das Auto gerne auf die Straße bringen.
Doch Papier, Pixel oder Plastilin haben bekannt-
lich andere physikalische Eigenschaften als Stahl.
Lässt sich das stählerne Kleid überhaupt so falten?
Der Antwort nähern sich die Mitarbeiter im Werk-
zeugbau zunächst virtuell. Ihr Auftrag: die Kante
möglichst scharf darstellen, ohne dass das Blech
reißt. Stahlblech von der Rolle wird im Tiefzieh-
verfahren um bis zu 25 Prozent gedehnt, während
es sich im Werkzeug wie eine Haut über alle Hügel
und Täler der Oberfläche legt. Werkzeugbauer
müssen die Oberfl ächenqualität der Teile und die
Prozesssicherheit der Werkzeuge garantieren.
Exkurs Design undWerkzeugbau
VW130_Gaestebuch_s14 14 11.06.13 08:48
2.8
Erst am lebens-
großen Model aus
Plastilin können
Designer sehen, ob
alle Linien, Propor-
tionen und Über-
gänge stimmen.
VW130_Gaestebuch_s15 15 10.06.13 16:30
2.9
Und nicht nur der knappe Radius der Kante ist
eine Herausforderung für sie. Die Tür des Golf
hat bei genauer Betrachtung Ähnlichkeit mit
einer Berg- und Tal-Bahn – konkave und konvexe
Flächen im Wechsel und dazwischen die Extrem-
kante. Werkzeugbauer wissen: je höher die Anzahl
der Radien, die das Blech in unterschiedliche
Richtungen biegen, umso höher das Riss-Risiko.
Noch 24 Monate bis zum Serienanlauf: Werk-
zeugmacher auf der Suche nach Prozesssicherheit.
Sie starten mit einem Radius von genau einem
Millimeter bei der Designer-Kante: zu fein. In
Zehntelmillimeter-Schritten tasten sie sich heran:
1,5 Millimeter sind das Minimum, das sie sicher-
stellen können. Mit dem geeigneten Stahl. Dessen
„Fließeigenschaft“ zwischen Stempel und Matrize
ist entscheidend. Jetzt muss ihnen das Ergebnis
nur noch in den weiteren Werkzeugen gelingen –
für die Außenhaut der Türen, des Seitenteils und
des Kotfl ügels. 2.400 Mal täglich muss die Kante,
die sich auf jeder Seite aus vier Karosserieteilen zu-
sammensetzt, aussehen wie ein exakt auf gleicher
Höhe gezogener Strich.
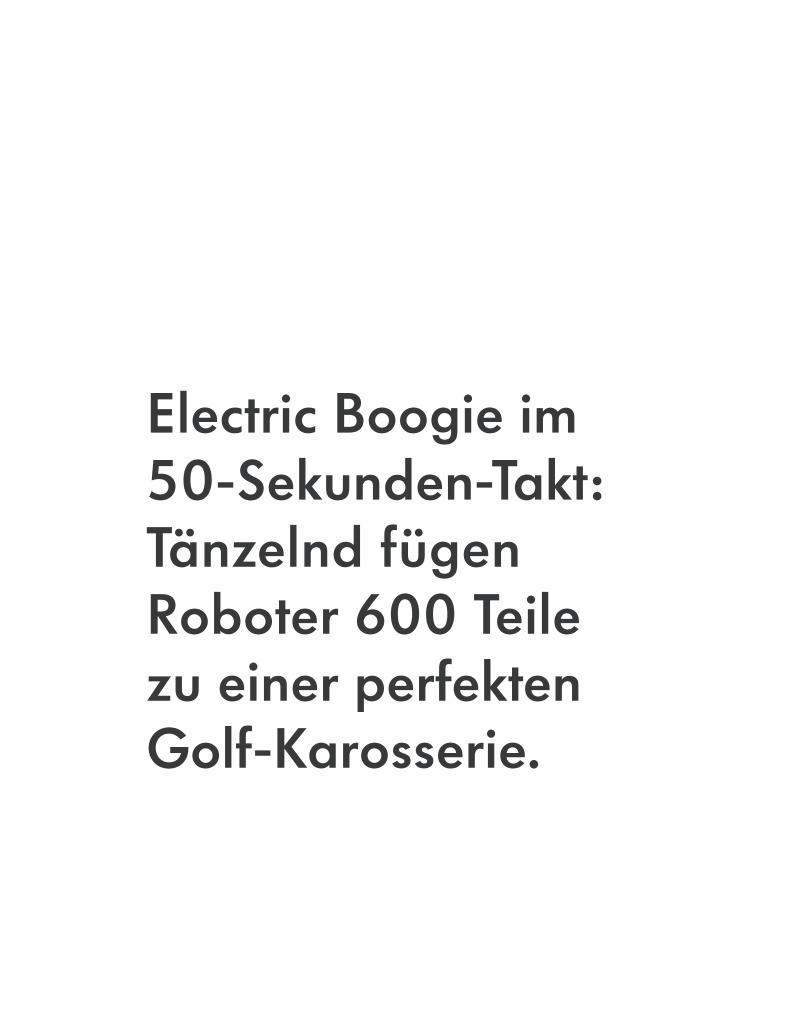
In der Technischen Entwicklung entsteht das
„physische Datenkontrollmodell“ – das Urmeter
des Golf 7. Die Maßeinheit ist Vorgabe für alle
weiteren Schritte: Beschaffungsfreigabe. Noch 18
Monate bis Serienanlauf.
Jetzt starten die Werkzeugbauer in Materie. Zuerst
schaffen sie ein Modell im Maßstab 1:1 aus einem
riesigen Block weißen Styropors. In feinen Sand
gebettet, wird es mit Grauguss ausgegossen. Durch
die Hitze verdampft das Styropor, Grauguss fl ießt
in die Räume des Platzhalters. Werkzeugbauer
sprechen vom „verlorenen Modell“ aus Styropor.
Für jedes einzelne Werkzeug müssen sie erst ein
neues schaffen, das dann wieder verdampft.
Die Außenhaut einer Tür entsteht in sechs auf-
einanderfolgenden Schritten – im ersten wird das
Blech in Form gezogen, in fünf weiteren erhält
es Kanten, Löcher und Stege. Dazu müssen sechs
Werkzeuge mit Matrize (unten) und Stempel
(oben) hergestellt werden: sechs verlorene Model-
le, sechs Mal gießen, sechs Mal fräsen – erst grob,
dann fein. Ein Werkzeug-Koloss besteht am Ende
aus 300 Teilen, wiegt 50 Tonnen und bedarf der
Einarbeitung. Wie beim Anpassen von Zahnersatz
zeigt Farbe den Mechanikern, wo sie ihre Feile
noch einmal ansetzen müssen. Pünktlich zum
Produktionsstart formt es zuverlässig Charakter
in die stählerne Außenhaut – 800 Mal pro Schicht,
2.400 Mal pro Tag, 3,5 Millionen Mal in seinem
Werkzeugleben.
Design und WerkzeugbauExkurs
VW130_Gaestebuch_s16 16 11.06.13 08:48
2.10
Damit die großen
Werkzeuge die
feinen Designlinien
immer wieder prä-
zise in der Stahlhaut
der Karosserieteile
abbilden, müssen
Werkzeugbauer
Hand anlegen.
VW130_Gaestebuch_s17 17 10.06.13 16:30
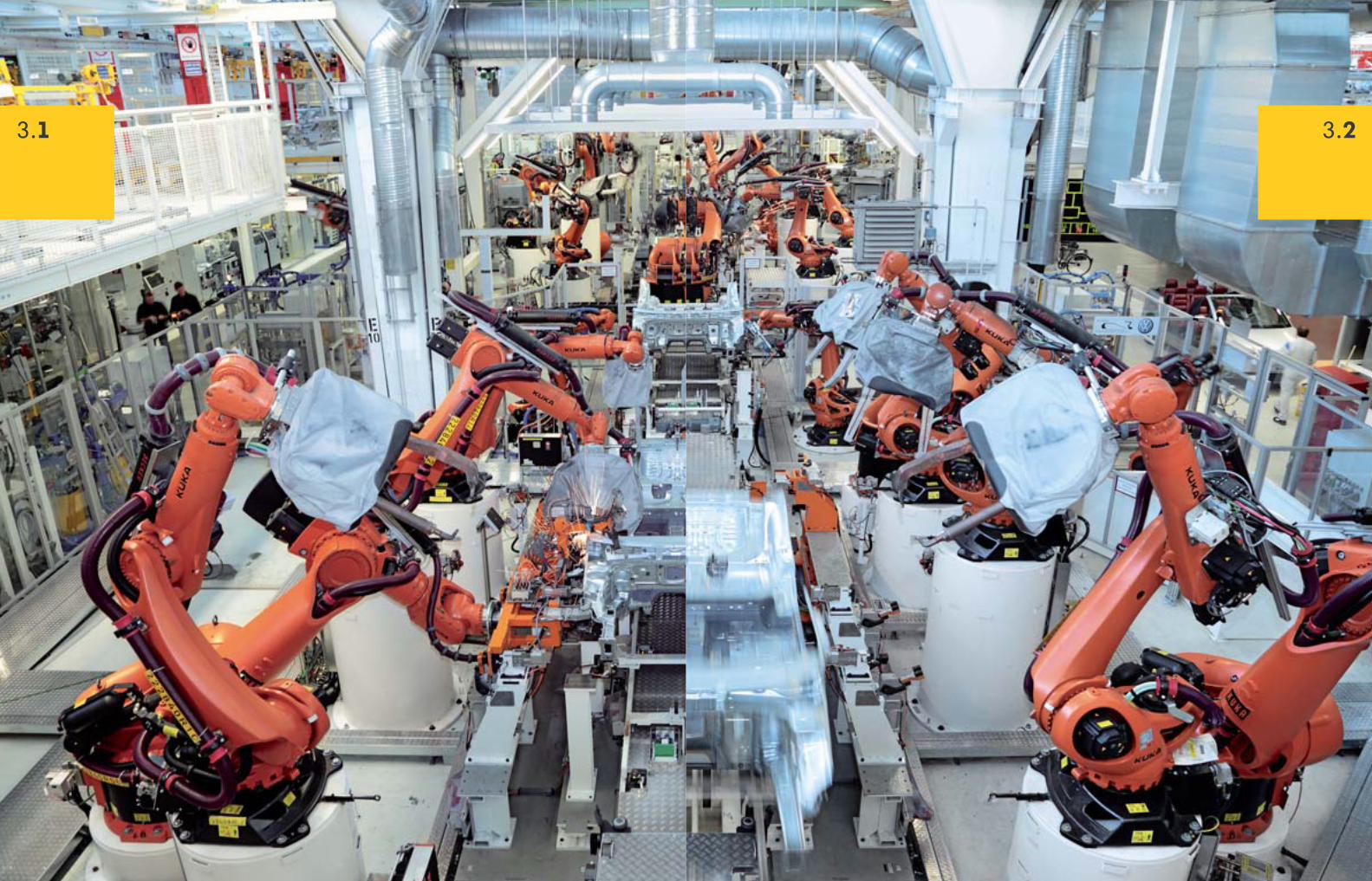
Electric Boogie im 50-Sekunden-Takt: Tänzelnd fügen Roboter 600 Teile zu einer perfekten Golf-Karosserie.
VW130_TransparentTexte_s3 3 07.06.13 12:02
3.1
VW130_Gaestebuch_s18 18 10.06.13 16:40
3.2
VW130_Gaestebuch_s19 19 10.06.13 16:40

3.3 Station Karosseriebau
Von Computern gesteuerte Schrittfolgen füllen
die Hallen mit Rhythmus – Roboterballett nach
präzise getakteter Choreografi e. 1.800 Roboter
in akrobatischer Bewegung. 2.500 Menschen
arbeiten hier. Hohe Automatisierung sorgt für die
gleichbleibende Qualität in allen Fügeprozessen.
Wo es um Optik geht, sind erfahrene Handwerker
gefragt.
Der Karosseriebau zeigt weit in die Zukunft
des Autobauers: Jeder Handgriff, jede Automati-
sierung und jede Fabrik sollen einheitlich werden.
Dieser neue Konzernstandard reduziert Produk-
tionskosten und gibt Kunden die Sicherheit, dass
ein Volkswagen an jedem Ort der Welt in gleicher
Qualität hergestellt wird. Die Herausforderung für
die Produktionsplaner war enorm: große Verän-
derungen mussten sie auf kleinstem Raum in den
denkmalgeschützten Fabrikhallen umsetzen.
Nachhaltig, flexibel, leise und effektiv wie nie
zuvor werden jetzt Golf-Karosserien gebaut. Was
zum Beispiel als „Modularer Querbaukasten“
(MQB) den Weg in Richtung Zukunft beschreibt,
schließt konzernweit alle Modellreihen ein, deren
Motoren quer zur Fahrtrichtung eingebaut wer-
den. Wegen des Einbaus gleicher Teile erinnert
der MQB an einen Bausatz für Kinderspielzeug.
Dadurch werden sich Konzernmodelle aber nicht
ähnlicher – neben der Motorenlage ist nur eine
Konstante vorgegeben: der Abstand der vorderen
Radachse zu den Pedalen. Bei allen weiteren
Maßen der Fahrzeug-Geometrie haben Designer
und Konstrukteure freie Hand.
Aus der Vogelperspektive erinnert der Aufbau
des Karosseriebaus an ein Straßennetz – in
Seitenstraßen erste Teile fügen und Takt für Takt
vervollständigen. Als komplette Bauteile biegen
sie zuletzt in die Hauptverkehrsachse ab, wo sie
mit der Karosserie verschmelzen. Ein Volkswagen
entsteht von unten nach oben. Mit dem Längs-
träger hinten rechts fängt der Golf an – bei der
Taufe. Im MQB-Zentrum Halle 4, Erdgeschoss,
steht „Robbi 9100“. Er erhält die Informationen
vom Fahrzeug-Informations-System, schreibt
einen Code auf den RFID-Transponder, übersetzt
diesen in eine Ziffernfolge, die er für Menschen
lesbar auf die Chip-Hülle aus Papier lasert. Jetzt
ist der werdende Golf ähnlich individuell wie
ein Fingerabdruck.
„Radio-Frequency Identification“ (RFID) erhöht
den Informationsfluss im Karosseriebau. Anlagen
können miteinander kommunizieren, und nachfol-
gende Stationen erkennen Details des werdenden
Fahrzeuges – Zweitürer, Viertürer, Rechtslenker,
Linkslenker, mit Panoramadach oder ohne. Bereits
dieser Abschnitt differenziert 78 Karosserie-
Varianten.
Der MQB unterteilt den Unterbau in drei Teile:
Boden vorne, Boden hinten, Boden Mitte. Die drei
Baugruppen werden parallel gefertigt und in
Karosseriebau
auf 122.300
Quadratmetern,
Platz für 16
Fußballfelder.
VW130_Gaestebuch_s20 20 10.06.13 16:41
3.4Der RFID-Trans-
ponder kennt die
genaue Ausstattung
des künftigen Fahr-
zeuges und steuert
es durch die Pro-
duktion. Zusätzlich
sind die Informatio-
nen als Zahlencode
aufgedruckt.
VW130_Gaestebuch_s21 21 10.06.13 16:41
3.5
Station Karosseriebau
Konzernframern zusammengesetzt. Diese sind
Teil des neuen weltweiten Standards und fl exibili-
sieren die Fertigung enorm. Früher befand sich ein
Spannrahmen in einer Kabine, brachte die Teile
zusammen, damit sie verschweißt werden konn-
ten. Jetzt fordert der RFID-Code beim Roboter den
passenden Rahmen für das Seitenteil innen an.
Der wird an der Bodengruppe angebracht und
bleibt dort, bis sie fertig verschweißt ist. Ähnlich
werden noch Seitenteil außen und Dach verbun-
den. Auf jeder der beiden Linien im Karosseriebau
können bis zu vier Modelle produziert werden.
Wo mit Metall gearbeitet wird, entstehen Ge-
räusche. Der neue Karosseriebau ist im Vergleich
allerdings deutlich leiser geworden – durch den
Einsatz der servopneumatischen Schweißzangen.
Sie fügen die Teile aneinander, ohne dabei auf
das Blech aufzuschlagen. Geführt vom Roboter
schließen sie sich auf dem Weg zum Bauteil und
öffnen sich auf dem Rückweg. Solche „sensiblen
Fühler“ werden auch beim Laserschweißen
genutzt – wenn höchstfeste Karosseriebleche im
Bereich Hut gefügt werden. Diese Teile reduzieren
Gewicht, während sie Komfort und Sicherheit
steigern. Rund um den Einstiegsbereich bieten
sie Fahrgästen mehr Platz und allein am Fuß
der B-Säule reduzieren sie das Gewicht um 800
Gramm. Ganz oben am Seitenteil innen sorgen
zwei warmumgeformte Profi le für Insassenschutz
im Fall eines Überschlages – ein Alleinstellungs-
merkmal des neuen Golf.
Kein Schweißvorgang ohne Wärmeeinsatz. Gera-
de in diesen höchstfesten Stahlblechen könnte
Schweißen eine „metallurgische Kerbe“ erzeugen –
eine relative Schwachstelle. Im Crashfall würde
sie einen Riss begünstigen. Das gilt allerdings nur
für schnurgerade Lasernähte. Zum Schutz der
künftigen Insassen schweißen die Laserzangen
solche Nähte im Zickzackkurs.
Die Karosserie schwebt ins Anbauteilezentrum.
In den Seitenstraßen werden bereits die Innen-
bleche von Türen, Klappen und Deckeln mit
Schlossbefestigung, Versteifung und Fensterrah-
men versehen. Gleich nebenan entstehen die
Außenhäute für Türen, Klappen und Deckel. Mit
ihrem jeweiligen Innenteil verbunden, nehmen sie
Kurs auf die Karosserie. Via Heber hoch unter die
Decke. Ab hier trägt Eigengewicht die Türen bei
geringem Gefälle über die Distanz von 120 Metern.
Der gebremste Schwerkraftförderer gewinnt un-
terwegs fast so viel Energie zurück, wie der Heber
für den Weg nach oben benötigt. Diese Idee der
Wolfsburger Ingenieure ist ein Beitrag zur Steige-
rung der Energieeffi zienz.
Jetzt sind erfahrene Handwerker mit Augenmaß
gefragt: Sie erkennen minimalste Abweichungen
in den Spaltmaßen. Unter künstlichem Tageslicht
muss jede Karosserie den prüfenden Blicken und
Händen der Könner standhalten. Erst dann geht’s
weiter: via Rollenbahn in Richtung Lackiererei.
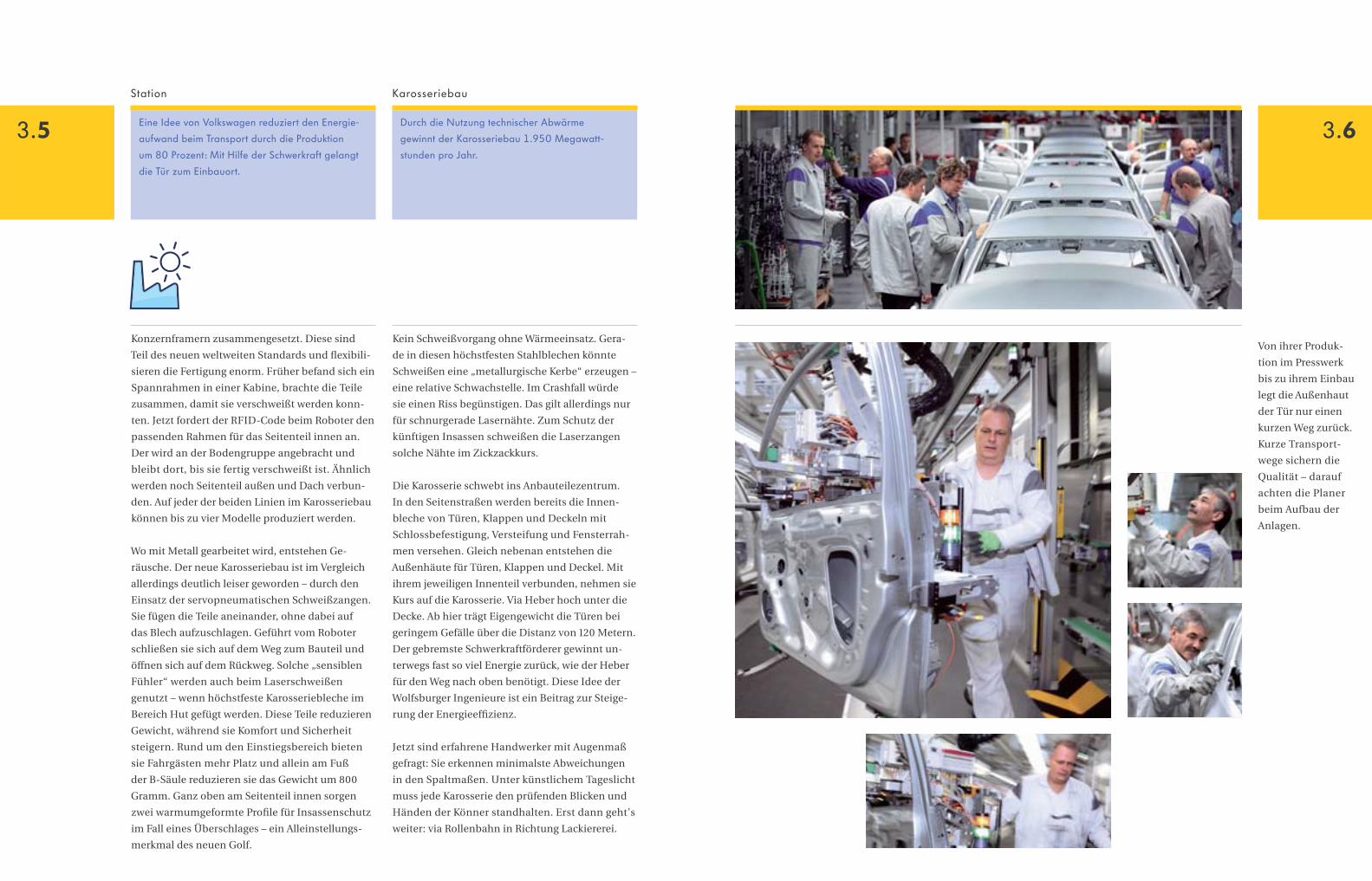
Eine Idee von Volkswagen reduziert den Energie-
aufwand beim Transport durch die Produktion
um 80 Prozent: Mit Hilfe der Schwerkraft gelangt
die Tür zum Einbauort.
Durch die Nutzung technischer Abwärme
gewinnt der Karosseriebau 1.950 Megawatt-
stunden pro Jahr.
VW130_Gaestebuch_s22 22 10.06.13 16:41
3.6
Von ihrer Produk-
tion im Presswerk
bis zu ihrem Einbau
legt die Außenhaut
der Tür nur einen
kurzen Weg zurück.
Kurze Transport-
wege sichern die
Qualität – darauf
achten die Planer
beim Aufbau der
Anlagen.
VW130_Gaestebuch_s23 23 10.06.13 16:41

3.7 Exkurs Instandhaltung
Jeden Tag sind
400 Menschen als
Instandhalter vor
Ort im Karosserie-
bau – sie stellen die
Qualität und die
störungsfreie Funk-
tion aller Fertigungs-
mittel sicher.
Wenn das Telefon klingelt, muss es schnell gehen.
In der Seitenteilproduktion stimmt die Laserleis-
tung nicht: Warnstufe gelb. Der Anlagenführer
informiert frühzeitig die Instandhalter. Hier im
Karosseriebau geht es um Perfektion, und ein klei-
ner Vorfall soll nicht zum großen Stillstand führen.
Christina Wienecke, Elektrikerin, und Christian
Quandt, Mechaniker, sind schon unterwegs – per
Fahrrad.
„Es ist die Laserlötoptik“, Christina Wienecke
reicht ein Blick auf den Monitor vor der Anlage.
Die betroffene Lötoptik schließt die Fuge im
Heckbereich an der Überlappung von Seitenteil
und Kofferraumöffnung. Zuerst checkt die Elek-
trikerin via Controlpanel die Programmierung:
„Ich habe sie noch einmal abgefahren, alles in Ord-
nung.“ Sie fährt den Roboter, der die Optik führt,
in eine erreichbare Position und stoppt die Anlage
mit insgesamt fünf Robotern. Mechaniker Quandt
kann keine Auswirkung eines Crashs erkennen.
„Jetzt muss der Fachmann vom Laserkopfteam ran“,
sagt er und packt sein Werkzeug aus.
60 Frauen und Männer – gut ausgebildete Mecha-
niker und Elektriker – verteilen sich pro Schicht auf
die drei Stützpunkte der Instandhaltung mitten
im Karosseriebau. Sie sind Dienstleister vor Ort,
die immer zuerst in Zweierteams ausrücken. Dank
des täglichen Trainings und ständiger Fortbil-
dung kennen sie jede einzelne Anlage im neuen
Karosseriebau genau. Sie können Vorfälle schnell
beurteilen und vor Ort entscheiden. Wenn sie
eine Störung nicht selbst beheben können, rufen
sie eben den Spezialisten aus der Werkstatt dazu.
Dort arbeitet je ein Spezialteam für jedes Füge-
verfahren – Widerstands-Punktschweißen, Kleben,
Lichtbogenverfahren, Clinchen und Falzen. Das
Laserteam ist zuständig für Laserschweiß- und
Laserlötköpfe. Für die Greifer an den Robotern, die
die Bauteile „handeln“, sind Spezialisten vor Ort.
Und die Roboter-Teams kennen jeden der Roboter
in den Wolfsburger Produktionshallen persönlich.
In regelmäßigen Intervallen warten sie alle
Anlagen und Fertigungsmittel. Das geschieht
immer dann, wenn die Anlagen gerade pausieren.
Oberstes Ziel: Zwischenfälle vermeiden. Trotz
aller Vorsorge kann aber immer etwas passieren.
So wie jetzt. Christian Ulbrich vom Laserkopf-
team schwingt sich aufs Fahrrad und eilt zu seinen
Kollegen. Detektivisch kontrolliert er die zuletzt
bearbeitete Karosserie – alles okay: „Wir müssen
die Optik austauschen!“ Er hat den Ersatz gleich
mitgebracht. Die fehlerhafte Laserlötoptik nimmt
er mit in die Werkstatt – defekte Komponenten
werden dort repariert. Wenn Strahlqualität und
Leistung stimmen, erhält die Lötoptik das Quali-
täts-Prüfsiegel und wartet im Lager auf ihren
nächsten Einsatz. Schon sind unsere drei Dienst-
leister wieder unterwegs zwischen den Produk-
tionsanlagen – irgendwo verhindern sie wohl
einen nächsten drohenden Stillstand.
VW130_Gaestebuch_s24 24 11.06.13 09:14
3.8Christina Wienecke,
Christian Quandt
und Christian
Ulbrich vom Team
Laserkopf.
VW130_Gaestebuch_s25 25 11.06.13 09:14
Nur die perfekte Haut schützt das Auto – bei Sonne, Wind und Regen. In unserer Lackiererei verwandelt sich jede Karosserie in ein Glanzstück.
VW130_TransparentTexte_s4 4 07.06.13 12:02

4.1
VW130_Gaestebuch_s26 26 10.06.13 16:53
4.2
VW130_Gaestebuch_s27 27 10.06.13 16:53

4.3 Station Lackiererei
Wenn die Karosserien in die Lackiererei schweben,
sind sie noch alle einheitlich grau. Das wird sich
gleich ändern: 1.900 Mitarbeiter und 232 Roboter
kümmern sich jetzt um die perfekte Haut der
künftigen Volkswagen. Mehr als zehn Millionen
Karosserien haben sich auf diesen 30.000 Quadrat-
metern bereits in Glanzstücke verwandelt.
In Halle 12 kommen sie an. Jetzt werden die Karos-
serien einzeln auf Transportgestellen befestigt –
und gehen baden. Zehn Mal wird dieser Vorgang
wiederholt, denn das Metall muss völlig frei sein
von Schmierstoffen, Ölen und Fetten. Nur dann
wird es sich dauerhaft mit den Füll- und Lack-
schichten verbinden. Die Haut eines Volkswagens
besteht aus fünf Schichten: zuunterst die Zink-
phosphat-Beschichtung, darauf die Kathodische
Tauchlackierung, die Füllerschicht, der vom
Kunden gewünschte farbige Decklack und oben-
auf der schützende Klarlack.
Zwar sind alle verarbeiteten Bleche verzinkt.
Allerdings könnte diese Schicht im Karosseriebau
kleinste Kratzer erhalten haben. Zur Sicherheit
wird die Karosserie jetzt mit einer neuen Lage
Zinkphosphat versehen – und geht wieder baden.
Zinkphosphat schützt vor Korrosion und bildet
gleichzeitig einen Haftgrund für die folgende
Schicht: Die Kathodische Tauchlackierung (KTL)
wird in einem kombiniert-elektrochemischen
Verfahren aufgetragen. Beim Eintauchen der Ka-
rosserie in das Becken mit 500 Kubikmetern
der Lösung wird sie elektrisch negativ aufgeladen.
Dadurch haften die positiv geladenen Lackparti-
kel. Die Wärme im Trocknungsprozess löst eine
chemische Reaktion aus, wodurch die KTL-Schicht
dauerhaft härtet.
Der Golf taucht mit der Nase voran ins Becken
und auch wieder auf. Der Eintauchwinkel ist
wichtig für die Durchfl utung aller Bereiche. Dass
sich der Tauchwinkel auf das Ergebnis auswirkt,
haben Produktionsplaner herausgefunden. Sie
analysieren alle Schritte der Produktion und
optimieren sowohl die Produktivität als auch die
Ergebnisqualität.
Erster Qualitätscheck: Sichtprüfung. Dann geht’s
weiter via Transport-Skid über die Luftbrücke:
Abdichtung des Unterbodens. Erst alle Öffnungen
verschließen. Mitarbeiter versehen alle Schnittkan-
ten und Übergänge zwischen Karosserieblechen
mit PVC. Roboter versiegeln den gesamten Unter-
boden mit einer Schicht PVC – jetzt können Wasser
oder Steinschlag keinen Schaden mehr anrichten.
Bitumenmatten einlegen zur Geräuschdämmung –
Sichtprüfung.
In Einzelkabinen tragen Roboter jetzt die Füller-
schicht auf. Füller gleicht feinste Unebenheiten
aus und schützt die Karosserie vor Steinschlag.
Er verleiht der Außenhaut eine gewisse Elastizi-
tät. Trocknen. Vor dem Decklack-Auftrag prüfen
geschulte Mitarbeiter die Qualität genau.
VW130_Gaestebuch_s28 28 10.06.13 16:53
4.4
Präzision zählt
bei jedem Schritt –
beim Abdichten
der Karosserie oder
beim Reparieren
der Arbeitskleidung
durch leistungs-
gewandelte Mitar-
beiter.
VW130_Gaestebuch_s29 29 10.06.13 16:53

4.5
Station Lackiererei
Sie entfernen jede kleinste Unebenheit. Reini-
gung – wie in einer Waschstraße, nur trocken.
Emu-Federn entfernen noch das letzte Staubkorn.
Auch Baumwollfäden aus der Kleidung könnten
das Ergebnis verschlechtern. Deshalb tragen
alle Mitarbeiter in der Lackiererei Kleidung aus
fusselfreiem Spezialgewebe.
Schon wird es bunt: „Base-Coat“-Auftrag. Hand-
lingroboter öffnen Türen, Haube und Deckel.
Lackierroboter spritzen die Farbschicht bis in die
engsten Winkel hinein. Zum Schutz der Elektronik
tragen sie alle rote Überzieher aus undurchlässi-
gem Material. Der Decklack wird in einem elektro-
statischen Verfahren mittels Hochrotationsglocken
aufgetragen. Seit Lackierroboter gelenkiger
geworden sind, muss hier kein Mitarbeiter mehr
Hand anlegen. Ganz neue Arbeitsplätze sind in
der Lackiererei entstanden: 110 Menschen, in ihrer
Leistung gewandelt nach Unfall oder Krankheit,
übernehmen Hausmeisterdienste, pflegen das
Werkzeug und die Kleidung für die anderen Mit-
arbeiter.
Kunden können den neuen Golf in zwölf Serienfar-
ben bestellen. Ganz oben auf der Beliebtheitsskala
rangiert „Deepblack“, dicht gefolgt von „Tungsten
Silber“, dem neuen Hellgraumetallic. „Purewhite“,
das Weiß mit der besonderen Leuchtkraft, steht
in der Beliebtheitsskala auf Platz drei. Volkswagen
setzt ausschließlich Lacke auf wasserlöslicher
Basis ein. Alle Reinigungs- und Spülmedien sind
frei von Lösemitteln. Giftige Schwermetalle wur-
den längst aus dem Prozess entfernt. Super im Er-
scheinungsbild – das reicht nicht aus. Neue Farben
müssen sich im Prozess beweisen. In der Groß-
Lackiererei mit einem Tagesdurchlauf von bis zu
2.800 Karosserien müssen sie Tag für Tag über
viele Jahre hinweg das exakt gleiche hochwertige
Ergebnis liefern. Lack kommt in Stahlcontainern
mit je einer Tonne Inhalt an, 15-20 Container einer
Farbe pro Lieferung. Zuvor schickt der Lieferant
ein Muster – ein Kilo der neuen Charge nebst einer
Farbmustertafel. Mitarbeiter im Farblabor prüfen
die Viskosität – die Zähfl üssigkeit des Materials –
und die Anzahl der Farbpigmente. Erst wenn die
Qualität stimmt, schickt der Lieferant seine Ware
Richtung Wolfsburg.
Für den glänzenden Auftritt, und damit die Farbe
lange so bleibt, wie sie die Lackiererei gleich
verlassen wird, sorgt der oberste „Clear-Coat“-
Auftrag (Klarlack). Trocknen, Spot an: Die lackierte
Karosserie durchfährt den Lichttunnel auf einem
Förderband. Taghell beleuchtet und ohne jeden
Schattenwurf – so können die Qualitätssicherer
jede einzelne Karosserie genau prüfen. Stimmen
Farbe und Glanz?
Ist das Ergebnis perfekt, folgen die letzten Arbeits-
schritte: Ein Roboter versiegelt alle Hohlräume
mit Heißwachs; der nächste legt Matten zur Ge-
räuschdämmung im Dach ein. Bunte Glanzstücke
entschweben – in Richtung Montage.
10.075 Megawattstunden werden hier pro Jahr
allein im Bereich der Infrastruktur eingespart:
Die neue Steuerung und die neuen Ventilatoren
machen die Belüftung der Halle 15 b e zienter.
Außerdem ist ein modernes Beleuchtungskonzept
im Einsatz.
Steigerung der Energiee zienz seit 2010 bis 2014: 15,3%
Ziel bis 2018: 25%
VW130_Gaestebuch_s30 30 10.06.13 16:53
4.6
Roboter lackieren,
Menschen kontrol-
lieren: Draußen
auf dem Bildschirm
steht genau, zu
welchem Zeitpunkt
welcher Golf auf
welchem Transport-
Skid ankommt und
in welcher Farbe
er die Lackiererei
gleich verlassen
wird.
VW130_Gaestebuch_s31 31 10.06.13 16:53
4.7
Frauen und Männer betrachten, beschnuppern,
belauschen und fühlen drei Tage lang den Golf.
Wer in den Bereichen Presswerk, Karosseriebau,
Lack oder Montage die Qualität beurteilt, justiert
hier seine Null-Toleranzgrenze gegenüber Fehlern.
An dem, was der Kunde später sieht, riecht, hört
und anfasst, orientiert sich die „Lernwerkstatt
Qualitätssicherung“: sie schärft die Sinne.
Acht Mitarbeiter durchlaufen gemeinsam das
Selbstlernprogramm. Im Anschluss trainieren sie
jeweils noch einen Tag abteilungsspezifi sch. Auf
den 420 Quadratmetern der Lernwerkstatt läuft
das Training jedoch für alle Teilnehmer gleich
ab. In Schubladen verbergen sich Blechteile mit
kleinen Unvollkommenheiten. Kratzer, Beule oder
Delle? Vielleicht doch nur eine Verschmutzung?
Menschen beugen sich ins Licht, gegen das Licht,
von allen Seiten gehen sie ganz nah ran an die
Oberfl ächen und markieren jeden noch so kleinen
Fehler, den sie unter oder auf der Haut aus Lack
entdecken. Eine Schablone zeigt ihnen, ob sie
etwas übersehen haben.
Sie berühren all das, was der Kunde jeden Tag
mehrmals anfasst, wenn er unterwegs ist – heute
aber nicht am Fahrzeug, sondern an der Wand:
Funktioniert dieser Schalter perfekt? Oder doch
jener? Muss der elektrische Fensteröffner in einer
oder zwei Positionen einrasten? Wie fühlt es sich
an, wenn er es genau richtig tut, und wie klingt
das? Wie riecht Leder? Ist das Lenkrad auch auf
der Rückseite in Ordnung – da, wo ein Kunde
nicht sofort hinschaut? Das Training am Folgetag
festigt die Erfahrungen; Teilnehmer beurteilen die
Perfektion von Oberfl ächen an Fahrzeugen.
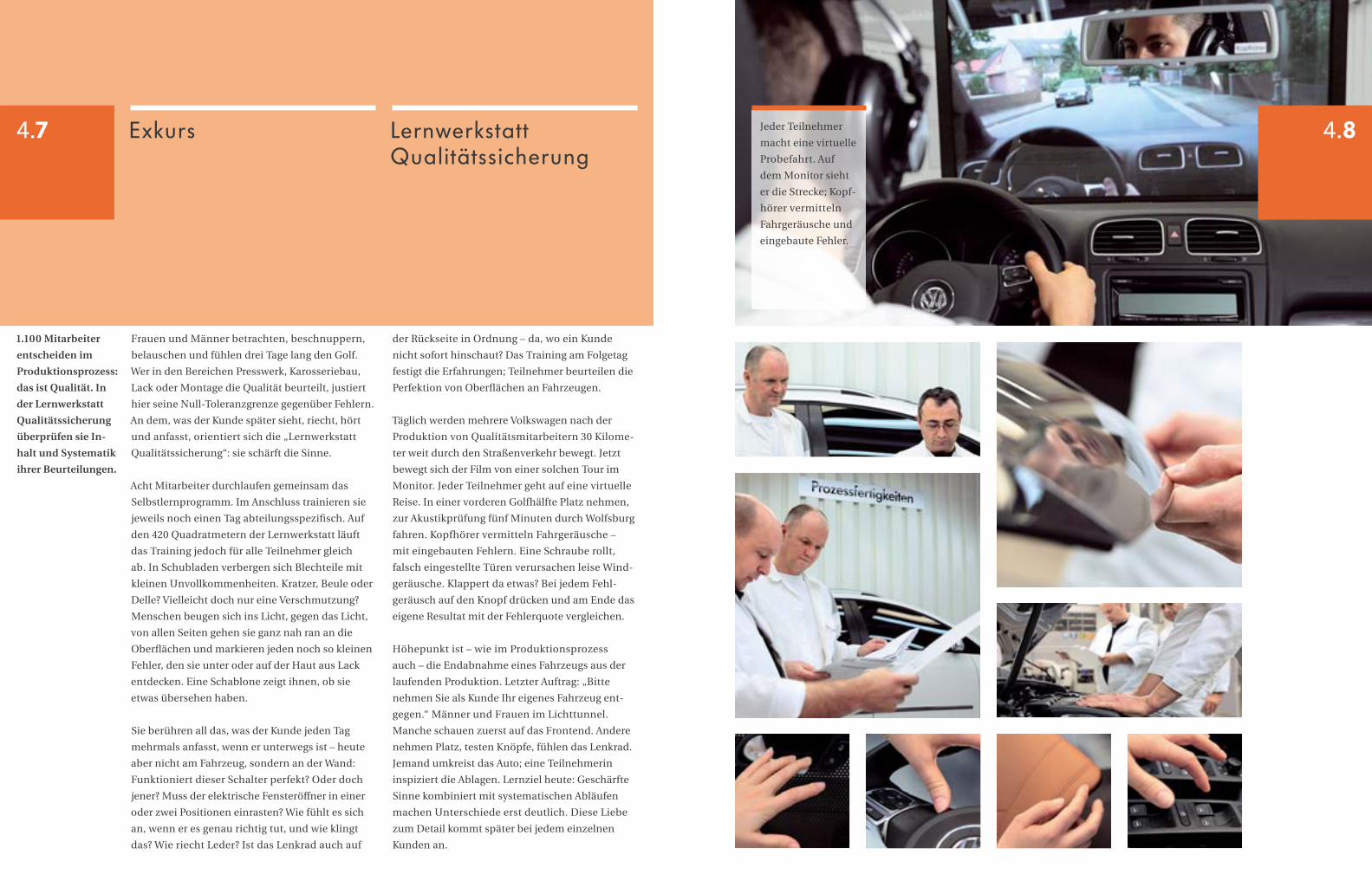
Täglich werden mehrere Volkswagen nach der
Produktion von Qualitätsmitarbeitern 30 Kilome-
ter weit durch den Straßenverkehr bewegt. Jetzt
bewegt sich der Film von einer solchen Tour im
Monitor. Jeder Teilnehmer geht auf eine virtuelle
Reise. In einer vorderen Golfhälfte Platz nehmen,
zur Akustikprüfung fünf Minuten durch Wolfsburg
fahren. Kopfhörer vermitteln Fahrgeräusche –
mit eingebauten Fehlern. Eine Schraube rollt,
falsch eingestellte Türen verursachen leise Wind-
geräusche. Klappert da etwas? Bei jedem Fehl-
geräusch auf den Knopf drücken und am Ende das
eigene Resultat mit der Fehlerquote vergleichen.
Höhepunkt ist – wie im Produktionsprozess
auch – die Endabnahme eines Fahrzeugs aus der
laufenden Produktion. Letzter Auftrag: „Bitte
nehmen Sie als Kunde Ihr eigenes Fahrzeug ent-
gegen.“ Männer und Frauen im Lichttunnel.
Manche schauen zuerst auf das Frontend. Andere
nehmen Platz, testen Knöpfe, fühlen das Lenkrad.
Jemand umkreist das Auto; eine Teilnehmerin
inspiziert die Ablagen. Lernziel heute: Geschärfte
Sinne kombiniert mit systematischen Abläufen
machen Unterschiede erst deutlich. Diese Liebe
zum Detail kommt später bei jedem einzelnen
Kunden an.
Exkurs LernwerkstattQualitätssicherung
1.100 Mitarbeiter
entscheiden im
Produktionsprozess:
das ist Qualität. In
der Lernwerkstatt
Qualitätssicherung
überprüfen sie In-
halt und Systematik
ihrer Beurteilungen.
VW130_Gaestebuch_s32 32 10.06.13 16:56
4.8Jeder Teilnehmer
macht eine virtuelle
Probefahrt. Auf
dem Monitor sieht
er die Strecke; Kopf-
hörer vermitteln
Fahrgeräusche und
eingebaute Fehler.
VW130_Gaestebuch_s33 33 10.06.13 16:56
Das Auto schwebt – zum nächsten Montageschritt. Gleich wird es auf seinen eigenen Rädern stehen.
VW130_TransparentTexte_s5 5 07.06.13 12:02

5.1
VW130_Gaestebuch_s34 34 10.06.13 17:11
5.2
VW130_Gaestebuch_s35 35 10.06.13 17:11

5.3 Station Montage
Zwei Montagelinien parallel auf 128.000 Quadrat-
metern. 5.700 Menschen verwandeln die lackierte
Golf-Karosserie in ein Automobil mit allem Kom-
fort. 160 Roboter und 43 Manipulatoren unterstüt-
zen ihren Einsatz werktäglich rund um die Uhr.
Hier differenziert sich der Golf in fast unendlich
viele Ausstattungsvarianten. Logistische Planung
sorgt für den perfekt getakteten Materialfl uss zur
Linie; Ergonomie und Nachhaltigkeit schützen die
Gesundheit von Mensch und Umwelt.
Sie schwebt in Halle 54, Südseite. Der Karosserie
in „Purewhite“ fehlen jetzt noch 1.500 Teile, dann
ist sie ein Golf. Schon fehlen weitere vier: die Türen.
Damit sie keinen Schaden nehmen, werden sie de-
montiert, fahren ins Erdgeschoss und werden dort
parallel zum Fahrzeug aufgebaut. Eine logistische
Herausforderung: Pünktlich treffen diese Türen
mit dieser Karosserie am Einbauort wieder zusam-
men.
Fertigungsabschnitt 0: Arbeiten am Vorderwagen
führen die Mitarbeiter mit dem Rücken zur Fahrt-
richtung aus. Früher mussten sie rückwärts laufen
und sich gleichzeitig auf die Montage konzentrie-
ren. Seit Start der neuen Golf-Produktion stehen
sie auf mitfahrenden Bändern, die im Parkett ein-
gelassen wurden – in der Länge eines Arbeitstaktes.
Jetzt können sich die Menschen ganz auf das An-
bringen von Gasdruckfeder und Haltestange unter
der Motorhaube konzentrieren. Erst dann kommt
die ausgedruckte Montageanleitung für alle sicht-
bar unter die Haube.
Elektrofahrzeuge surren fast lautlos entlang ihrer
Routen durch die Gassen. Sie nehmen leere Be-
hälter mit, stellen volle auf den Hub-Neige-Vor-
richtungen ab. Diese reagieren auf ihren Füllstand:
wenn sie leerer werden, fahren sie hoch und nei-
gen sich dem Werker zu, damit er sich nicht bücken
muss. Jedes Einzelteil, das es in mehreren Varian-
ten gibt, ist bereits in Einbaufolge vorsortiert. Im
Minutentakt wird die Karosserie vollständiger –
230 Schritte und alle Handgriffe sind exakt geplant
und trainiert.
Dämmmatten einlegen, Fußhebelwerk montieren,
Türdichtungen anbringen – Pressluft sorgt für per-
fekten Sitz. Mitarbeiter nehmen auf ergonomischen
Montagesitzen Platz, stoßen sich vom Boden ab
und fahren bequem hoch in die Karosserie hinein:
Zackenleiste vernieten. Sie verbindet Karosserie
und Windschutzscheibe. Roboter tragen Primer auf;
der Haftgrund für die Scheiben kann jetzt trocknen.
Schon wieder wird die Karosserie fi xiert: Cockpitein-
bau. Im Untergeschoss zusammengesetzt, kommt
es pünktlich zum Einbau im Lift hoch an die Linie,
trifft genau die Karosserie, für die es bestimmt
ist – Farbe und Ausstattung wie bestellt. Der Schlüs-
sel steckt im Zündschloss, der Kabelstrang im
Behälter. Ein weißer Manipulator greift sich die
Jetzt wird aus der
Karosserie ein
Auto – 230 Schritte
und alle Handgriffe
sind exakt geplant
und trainiert.
VW130_Gaestebuch_s36 36 10.06.13 17:11
5.4
Der Roboter nimmt
das Rad vom Band.
Blitzlicht! Er macht
sich ein Bild von
der Position der
Bremsscheibe und
der Halter. Dann
dreht er das Rad in
die fotografi erte
Position, setzt es
auf. Verschrauben.
VW130_Gaestebuch_s37 37 10.06.13 17:11
5.5
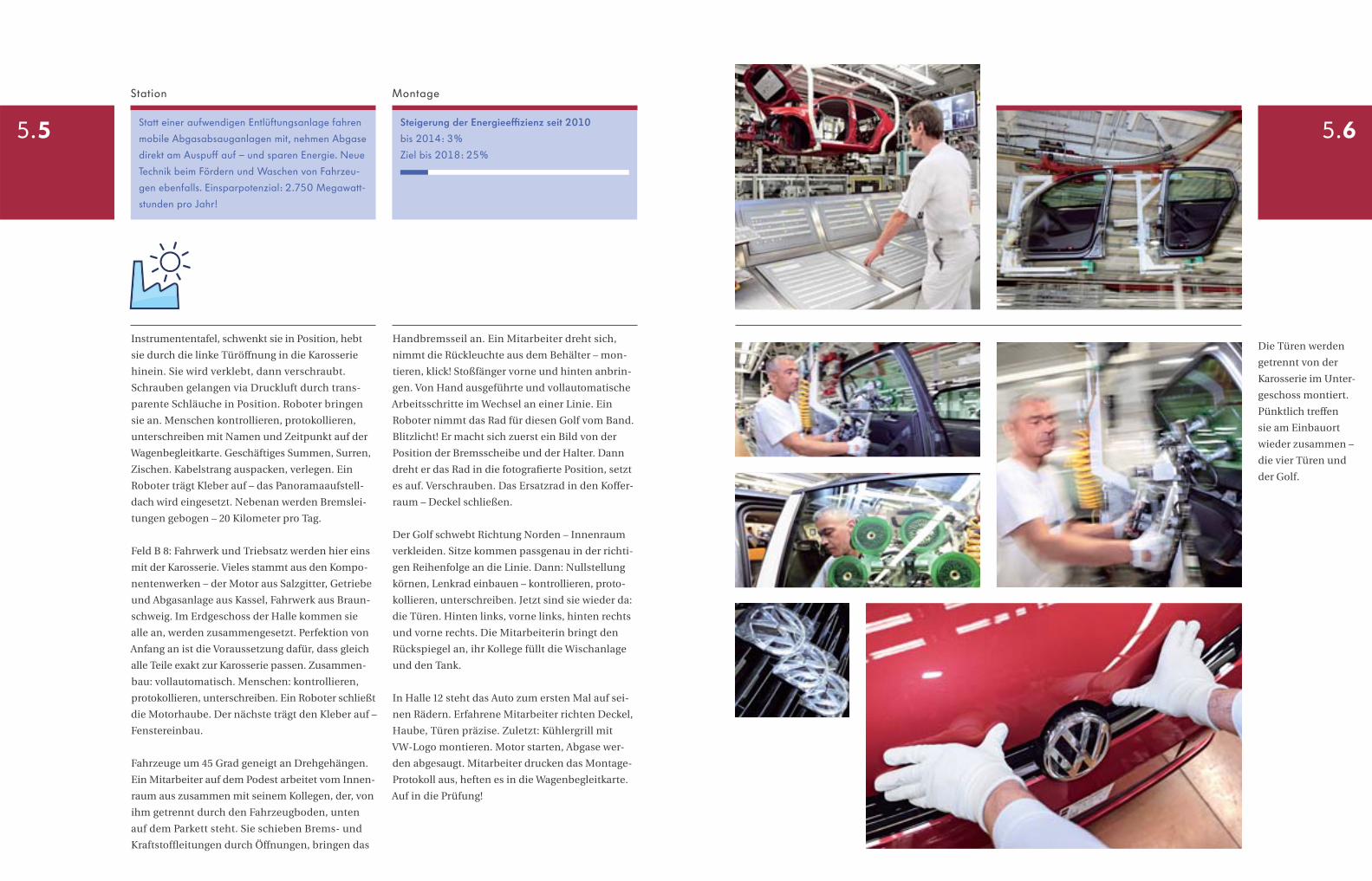
Instrumententafel, schwenkt sie in Position, hebt
sie durch die linke Türöffnung in die Karosserie
hinein. Sie wird verklebt, dann verschraubt.
Schrauben gelangen via Druckluft durch trans-
parente Schläuche in Position. Roboter bringen
sie an. Menschen kontrollieren, protokollieren,
unterschreiben mit Namen und Zeitpunkt auf der
Wagenbegleitkarte. Geschäftiges Summen, Surren,
Zischen. Kabelstrang auspacken, verlegen. Ein
Roboter trägt Kleber auf – das Panoramaaufstell-
dach wird eingesetzt. Nebenan werden Bremslei-
tungen gebogen – 20 Kilometer pro Tag.
Feld B 8: Fahrwerk und Triebsatz werden hier eins
mit der Karosserie. Vieles stammt aus den Kompo-
nentenwerken – der Motor aus Salzgitter, Getriebe
und Abgasanlage aus Kassel, Fahrwerk aus Braun-
schweig. Im Erdgeschoss der Halle kommen sie
alle an, werden zusammengesetzt. Perfektion von
Anfang an ist die Voraussetzung dafür, dass gleich
alle Teile exakt zur Karosserie passen. Zusammen-
bau: vollautomatisch. Menschen: kontrollieren,
protokollieren, unterschreiben. Ein Roboter schließt
die Motorhaube. Der nächste trägt den Kleber auf –
Fenstereinbau.
Fahrzeuge um 45 Grad geneigt an Drehgehängen.
Ein Mitarbeiter auf dem Podest arbeitet vom Innen-
raum aus zusammen mit seinem Kollegen, der, von
ihm getrennt durch den Fahrzeugboden, unten
auf dem Parkett steht. Sie schieben Brems- und
Kraftstoffl eitungen durch Öffnungen, bringen das
Handbremsseil an. Ein Mitarbeiter dreht sich,
nimmt die Rückleuchte aus dem Behälter – mon-
tieren, klick! Stoßfänger vorne und hinten anbrin-
gen. Von Hand ausgeführte und vollautomatische
Arbeitsschritte im Wechsel an einer Linie. Ein
Roboter nimmt das Rad für diesen Golf vom Band.
Blitzlicht! Er macht sich zuerst ein Bild von der
Position der Bremsscheibe und der Halter. Dann
dreht er das Rad in die fotografi erte Position, setzt
es auf. Verschrauben. Das Ersatzrad in den Koffer-
raum – Deckel schließen.
Der Golf schwebt Richtung Norden – Innenraum
verkleiden. Sitze kommen passgenau in der richti-
gen Reihenfolge an die Linie. Dann: Nullstellung
körnen, Lenkrad einbauen – kontrollieren, proto-
kollieren, unterschreiben. Jetzt sind sie wieder da:
die Türen. Hinten links, vorne links, hinten rechts
und vorne rechts. Die Mitarbeiterin bringt den
Rückspiegel an, ihr Kollege füllt die Wischanlage
und den Tank.
In Halle 12 steht das Auto zum ersten Mal auf sei-
nen Rädern. Erfahrene Mitarbeiter richten Deckel,
Haube, Türen präzise. Zuletzt: Kühlergrill mit
VW-Logo montieren. Motor starten, Abgase wer-
den abgesaugt. Mitarbeiter drucken das Montage-
Protokoll aus, heften es in die Wagenbegleitkarte.
Auf in die Prüfung!
Station Montage
Steigerung der Energiee zienz seit 2010bis 2014: 3%
Ziel bis 2018: 25%
Statt einer aufwendigen Entlüftungsanlage fahren
mobile Abgasabsauganlagen mit, nehmen Abgase
direkt am Auspu auf – und sparen Energie. Neue
Technik beim Fördern und Waschen von Fahrzeu-
gen ebenfalls. Einsparpotenzial: 2.750 Megawatt-
stunden pro Jahr!
VW130_Gaestebuch_s38 38 10.06.13 17:12
5.6
Die Türen werden
getrennt von der
Karosserie im Unter-
geschoss montiert.
Pünktlich treffen
sie am Einbauort
wieder zusammen –
die vier Türen und
der Golf.
VW130_Gaestebuch_s39 39 10.06.13 17:12

5.7 Exkurs Berufsausbildung
„Die ESP-Leuchte geht nicht aus.“ So könnte ein
Kunde später in der Volkswagen Werkstatt stehen.
Jetzt steht der Ausbilder im Trainingszentrum
und fragt: „Was ist zu tun?“ Zwölf Auszubildende
überlegen und diskutieren leidenschaftlich. Lisa
Batke (20) liest den Fehlerspeicher aus und ist
sicher: „Die Leitung hat einen Defekt.“ Künftige
Kfz-Mechatronikerinnen und -Mechatroniker
schauen Autos ganz systematisch unter Haube,
Boden oder Räder – richtige Diagnose und genaue
Planung sind für sie das A und O.
Im ersten Jahr lernen künftige Kfz-Mechatroniker
alles kennen, was einen Volkswagen bewegt: Fahr-
zeugtechnik, Fahrwerk, Bremsen, Antrieb. Auch
die Funktion vernetzter Systeme und Fehlerdia-
gnosen gehören dazu. Dann wechseln sie alle drei
Monate in die verschiedenen betrieblichen Berei-
che und sammeln praktische Erfahrung. Zu Lehr-
gängen kommen sie regelmäßig ins Trainingszen-
trum. Kevin Hoffmann (22) war in der Forschung
und Entwicklung: „Wir haben im Prüfgelände
Ehra-Lessien die Fahrwerke von zukünftigen Autos
getestet. Wo sonst hat man denn solche Möglich-
keiten?“ Anschließend hat er in der Endmontage
Halle 12 erlebt, wie Volkswagen Qualität kontrolliert.
Lisa Batke fühlt sich rundum wohl – ob sie zur
Berufsschule fährt und Theorie lernt, oder ob sie
ganz praktisch mit ihren Kollegen tüftelt. „Sehr
viele Komponenten sind miteinander vernetzt.
Diese Abläufe muss man zusammen betrachten,
der Rest ist Logik!“ 15 Jahre war die Realschülerin,
als sie sich dafür entschieden hat, ihrer automo-
bilen Leidenschaft zu folgen. Bei Volkswagen in
Wolfsburg hat sie den Online-Test absolviert mit
„vielen mathematischen Fragen“. Zeugnisse nebst
Motivationsschreiben hat sie ihrer Online-Be-
werbung hinzugefügt. Dann wurde sie zu einem
Präsenztest eingeladen und nach einem ausführ-
lichen Interview erhielt sie die Zusage.
666 Ausbildungsplätze hat Volkswagen in Wolfs-
burg im vergangenen Jahr vergeben, darunter 70
für Kfz-Mechatroniker. Kevin Hoffmann war einer
unter Tausenden, die sich jährlich online bewer-
ben. Wie Lisa hat auch er sich durchgesetzt – beide
sind begeistert, zielbewusst und zuverlässig. Und
beiden stehen jetzt ganz spannende Zeiten bevor.
Kevin Hoffmann wird mit Auszubildenden aus an-
deren Bereichen einen Golf GTI für das Treffen am
Wörthersee gestalten und ihn von der Karosserie
an mit eigenen Händen aufbauen. Der Kunde:
ein Mitglied des Vorstandes. Solch anspruchsvolle
Aufgaben sind der Lohn für Fleiß – wer ins GTI-
Team kommt, der liegt schon weit vorne. In einem
Jahr schließt Kevin Hoffmann die Ausbildung ab,
und dann? „Studieren – Maschinenbau oder Elek-
trotechnik.“ Lisa Batke zieht es in die Welt: „Ich
gehe auf Wanderschaft im Konzern – zuerst nach
England zu Bentley.“ Vorher bereitet sie sich gründ-
lich auf ihre Abschlussprüfung vor.
Werkzeugme-
chaniker, Koch,
Bürokaufl eute –
Volkswagen bietet
Ausbildungsplätze
in 24 Berufen an.
VW130_Gaestebuch_s40 40 11.06.13 09:15
5.8
Ein Jahr nach
China, Südafrika
oder in die USA?
Nach bestandener
Prüfung ziehen
manche Mitar-
beiter in die weite
Konzernwelt hin-
aus. Wanderjahre
stärken die persön-
liche und fachliche
Entwicklung.
VW130_Gaestebuch_s41 41 10.06.13 18:04
Der erste Laut, die ersten Meter, die erste Prüfung: Nach der Produktion muss jeder Volkswagen seine Qualitäten beweisen.
VW130_TransparentTexte_s6 6 07.06.13 12:02

6.1
VW130_Gaestebuch_s42 42 10.06.13 18:08
6.2
VW130_Gaestebuch_s43 43 10.06.13 18:08

6.3 Station Prüfstände
In der Wagenbe-
gleitkarte halten die
Mitarbeiter jedes
Prüfungsergebnis
fest. Wenn das Auto
das Werk verlässt,
wird sie archiviert –
zehn Jahre lang.
Jeder Volkswagen wird nach der Montage auf Herz
und Nieren geprüft. Fachleute für Qualitätssiche-
rung schauen mehrfach auf jedes Detail – erst dann
darf ein neuer Golf die Reise zu seinem Besitzer
antreten.
Wer hier arbeitet, hat bei Schichtbeginn seine Arm-
banduhr oder Gürtelschnalle zur Sicherheit unter
Klettbändern versteckt. Folie schützt den Boden-
teppich im Golf. Der Schlüssel steckt, Motor an –
der Mitarbeiter lenkt das Auto auf den 200 Metern
zu einem der zwölf Golf-Prüfstände für Achse,
Lenkung und Scheinwerfer. Ein Mitarbeiter unten
im ALS-Prüfstand stellt Spur und Sturz der Achsen
ein. Sein Kollege oben prüft inzwischen Schein-
werfer, Abstandsradar und kalibriert die Lenkung.
Lenkrad bis zum Anschlag nach links bewegen,
dann nach rechts und wieder in die Mitte: Jetzt
kennt die Elektronik den genauen Nullpunkt und
weiß, wann das Fahrzeug geradeaus fährt.
Weiter geht es – zur Prüfung von Bremsen und
Motor. Um eine perfekte Synchronisierung aller
elektronischen Elemente zu ermöglichen, wer-
den die bis zu 80 Steuergeräte an Bord eines Golf
ausgelesen. Der Prüfer nimmt auf dem Fahrersitz
Platz, schließt seinen mobilen Diagnose-Adapter
an und fährt auf die Rollen. Ein Monitor schreibt
ihm die einzelnen Schritte vor. „Bremsen mit
Handbremse“ und „Bremsen mit Fußbremse“ –
bei Geschwindigkeiten von bis zu 120 Stundenki-
lometern. Während der Fahrt auf dem Rollenprüf-
stand stellen sich die Steuergeräte und die Assis-
tenzsysteme wie ESP optimal ein. Betriebstempe-
ratur auf 90 Grad Celsius – das ist der Zeitpunkt
zum Auslesen der Abgaswerte. Stimmen die Ergeb-
nisse mit den Vorgaben der Entwickler überein?
Protokoll ausdrucken, unterschreiben und abheften
in der Wagenbegleitkarte.
Straßenfahrt: 625 Meter über Bahngleise, Kopf-
steinpfl aster und Bodenwellen. Die Rüttelstrecke
ist ein Akustiktest – und beispielhaft in dieser
Fahrzeugklasse. Eine lockere Verbindung oder ein
vergessenes Werkzeug im Innenraum würde spä-
testens jetzt bemerkt.
Ein Monsunregen geht auf das Fahrzeug nieder:
Dichtigkeitsprüfung. Der Mitarbeiter sucht nach
Spuren von Feuchtigkeit im Innenraum. Quali-
tätssicherer im Finish: sie lesen mit einem kleinen
mobilen Computer den Barcode am linken Kotfl ü-
gel aus und prüfen den korrekten Einbau aller
Teile. Jetzt die fünfte Fahrt dieses Volkswagens
durch einen Lichttunnel. Männer und Frauen mit
kritischem Blick aus Kundenperspektive: sie sitzen
Probe auf jedem Sitz im Fahrgastraum. Sie prüfen
die Verarbeitung der Innenverkleidung, der Abla-
gen, der Stauräume, der Bedienelemente. Ihr Ziel
ist geprüfte Qualität bis ins kleinste Detail. Erst
dann bringt ein Prüfer das grüne „Q“ auf weißem
Grund an der Windschutzscheibe an. Qualität und
Wertigkeit sind einmal mehr erlebbar geworden.
VW130_Gaestebuch_s44 44 10.06.13 18:08
6.4
50 Mitarbeiter
sind pro Schicht
im Bereich der
Prüfstände aktiv.
VW130_Gaestebuch_s45 45 10.06.13 18:08
6.5 Exkurs PrüfgeländeEhra-Lessien
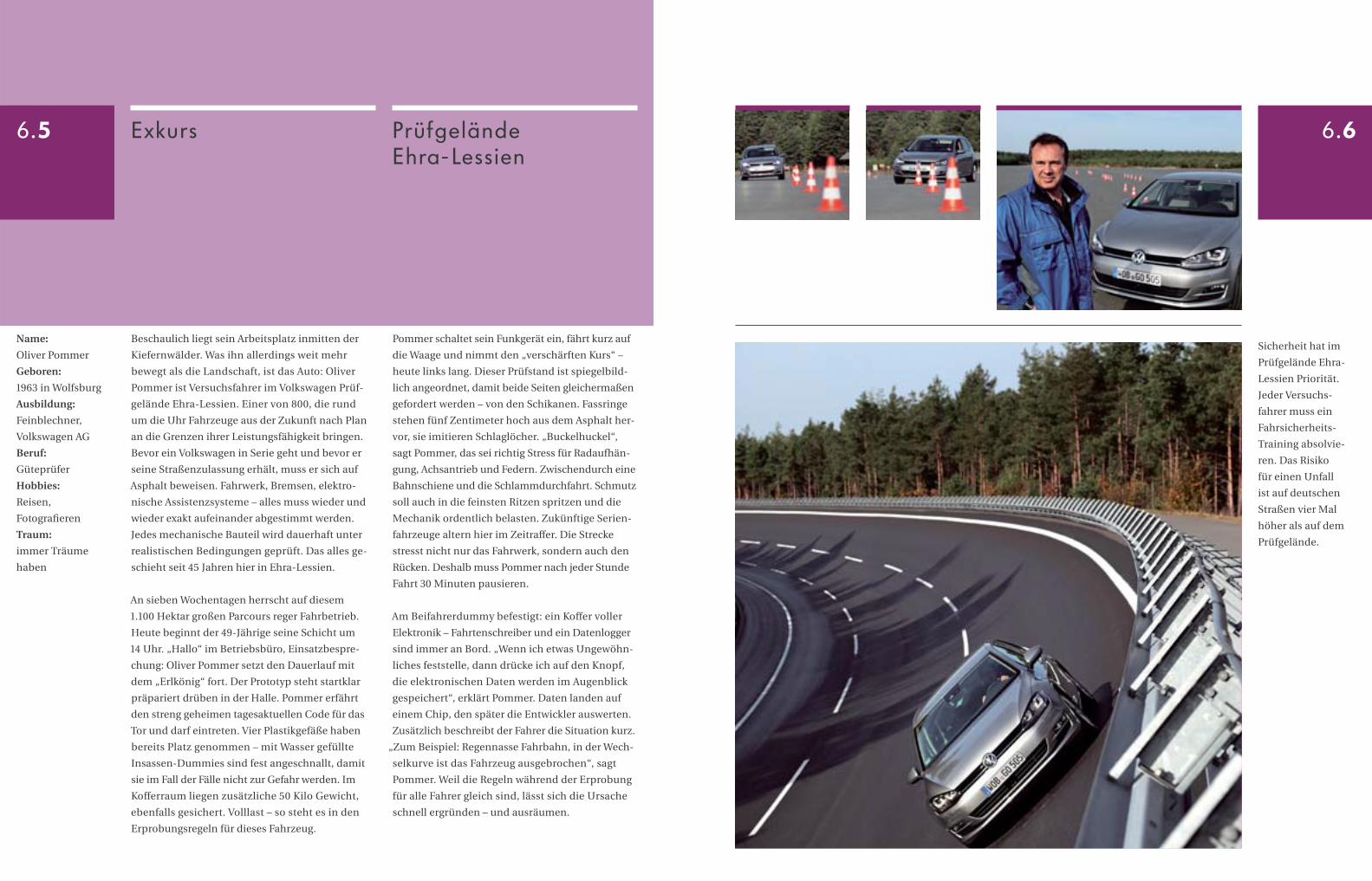
Beschaulich liegt sein Arbeitsplatz inmitten der
Kiefernwälder. Was ihn allerdings weit mehr
bewegt als die Landschaft, ist das Auto: Oliver
Pommer ist Versuchsfahrer im Volkswagen Prüf-
gelände Ehra-Lessien. Einer von 800, die rund
um die Uhr Fahrzeuge aus der Zukunft nach Plan
an die Grenzen ihrer Leistungsfähigkeit bringen.
Bevor ein Volkswagen in Serie geht und bevor er
seine Straßenzulassung erhält, muss er sich auf
Asphalt beweisen. Fahrwerk, Bremsen, elektro-
nische Assistenzsysteme – alles muss wieder und
wieder exakt aufeinander abgestimmt werden.
Jedes mechanische Bauteil wird dauerhaft unter
realistischen Bedingungen geprüft. Das alles ge-
schieht seit 45 Jahren hier in Ehra-Lessien.
An sieben Wochentagen herrscht auf diesem
1.100 Hektar großen Parcours reger Fahrbetrieb.
Heute beginnt der 49-Jährige seine Schicht um
14 Uhr. „Hallo“ im Betriebsbüro, Einsatzbespre-
chung: Oliver Pommer setzt den Dauerlauf mit
dem „Erlkönig“ fort. Der Prototyp steht startklar
präpariert drüben in der Halle. Pommer erfährt
den streng geheimen tagesaktuellen Code für das
Tor und darf eintreten. Vier Plastikgefäße haben
bereits Platz genommen – mit Wasser gefüllte
Insassen-Dummies sind fest angeschnallt, damit
sie im Fall der Fälle nicht zur Gefahr werden. Im
Kofferraum liegen zusätzliche 50 Kilo Gewicht,
ebenfalls gesichert. Volllast – so steht es in den
Erprobungsregeln für dieses Fahrzeug.
Pommer schaltet sein Funkgerät ein, fährt kurz auf
die Waage und nimmt den „verschärften Kurs“ –
heute links lang. Dieser Prüfstand ist spiegelbild-
lich angeordnet, damit beide Seiten gleichermaßen
gefordert werden – von den Schikanen. Fassringe
stehen fünf Zentimeter hoch aus dem Asphalt her-
vor, sie imitieren Schlaglöcher. „Buckelhuckel“,
sagt Pommer, das sei richtig Stress für Radaufhän-
gung, Achsantrieb und Federn. Zwischendurch eine
Bahnschiene und die Schlammdurchfahrt. Schmutz
soll auch in die feinsten Ritzen spritzen und die
Mechanik ordentlich belasten. Zukünftige Serien-
fahrzeuge altern hier im Zeitraffer. Die Strecke
stresst nicht nur das Fahrwerk, sondern auch den
Rücken. Deshalb muss Pommer nach jeder Stunde
Fahrt 30 Minuten pausieren.
Am Beifahrerdummy befestigt: ein Koffer voller
Elektronik – Fahrtenschreiber und ein Datenlogger
sind immer an Bord. „Wenn ich etwas Ungewöhn-
liches feststelle, dann drücke ich auf den Knopf,
die elektronischen Daten werden im Augenblick
gespeichert“, erklärt Pommer. Daten landen auf
einem Chip, den später die Entwickler auswerten.
Zusätzlich beschreibt der Fahrer die Situation kurz.
„Zum Beispiel: Regennasse Fahrbahn, in der Wech-
selkurve ist das Fahrzeug ausgebrochen“, sagt
Pommer. Weil die Regeln während der Erprobung
für alle Fahrer gleich sind, lässt sich die Ursache
schnell ergründen – und ausräumen.
Name:
Oliver Pommer
Geboren:
1963 in Wolfsburg
Ausbildung:
Feinblechner,
Volkswagen AG
Beruf:
Güteprüfer
Hobbies:
Reisen,
Fotografi eren
Traum:
immer Träume
haben
VW130_Gaestebuch_s46 46 10.06.13 18:11
6.6
Sicherheit hat im
Prüfgelände Ehra-
Lessien Priorität.
Jeder Versuchs-
fahrer muss ein
Fahrsicherheits-
Training absolvie-
ren. Das Risiko
für einen Unfall
ist auf deutschen
Straßen vier Mal
höher als auf dem
Prüfgelände.
VW130_Gaestebuch_s47 47 10.06.13 18:11
6.7
Exkurs Prüfgelände Ehra-Lessien
Der Digitalfunk meldet von unterwegs Pommers
Position an den Computer im Betriebsbüro. Ge-
nauso wie die der anderen Fahrer, die auf den
diversen Prüfständen Autos der Zukunft für Volks-
wagen und andere Konzernmarken erproben.
Am Steigungshügel wird bei Volllast und Gefällen
von fünf bis 52 Prozent manche Kupplung geplagt.
Ein Off-Roader erklimmt immer wieder die fast
senkrechte Steilwand, um gleich unten durch
losen Sand zu fahren und anschließend noch den
künstlichen Bachlauf zu durchqueren.
Serienfahrzeuge sind auf der 21 Kilometer langen
Schnellbahn unterwegs, die sowohl im Norden
als auch im Süden jeweils in eine Steilkurve mün-
det. Hier kann der Fahrer bei 49 Grad Schräglage
den Lenker loslassen und sich getrost von der
Fliehkraft in der Spur halten lassen. Für Sonder-
versuche, die über eine Geschwindigkeit von 250
Stundenkilometer hinausgehen, wird die Strecke
gesperrt. Das war auch vor ein paar Jahren so, als
hier das schnellste Serienfahrzeug der Welt seinen
Rekord aufstellte: Der Bugatti Veyron Supersports
brachte es auf 431 Stundenkilometer.
Türen, Hauben und Deckel werden geöffnet und
wieder geschlossen – während der Erprobung
häufi ger als in einem ganzen Autoleben. Im Korro-
sionszentrum zeigt sich, wie lange welche Lack-
schicht rostfrei bleibt – trotz Salzberieselung, Kälte,
Hitze und Feuchtigkeit im Wechsel. Zuvor wird der
Lack eingeritzt – so gelangen Entwickler schneller
zum Ergebnis. Für Vorserien geht es gezielt raus
in die großen Städte. Nach Berlin, Hamburg oder
Hannover fahren die Versuchsfahrer, wenn sie
Navigation oder Verkehrsschild-Erkennung in der
Praxis testen. Oder um festzustellen, wie sich
Motor und Bremsen im Stau verhalten. Versuche
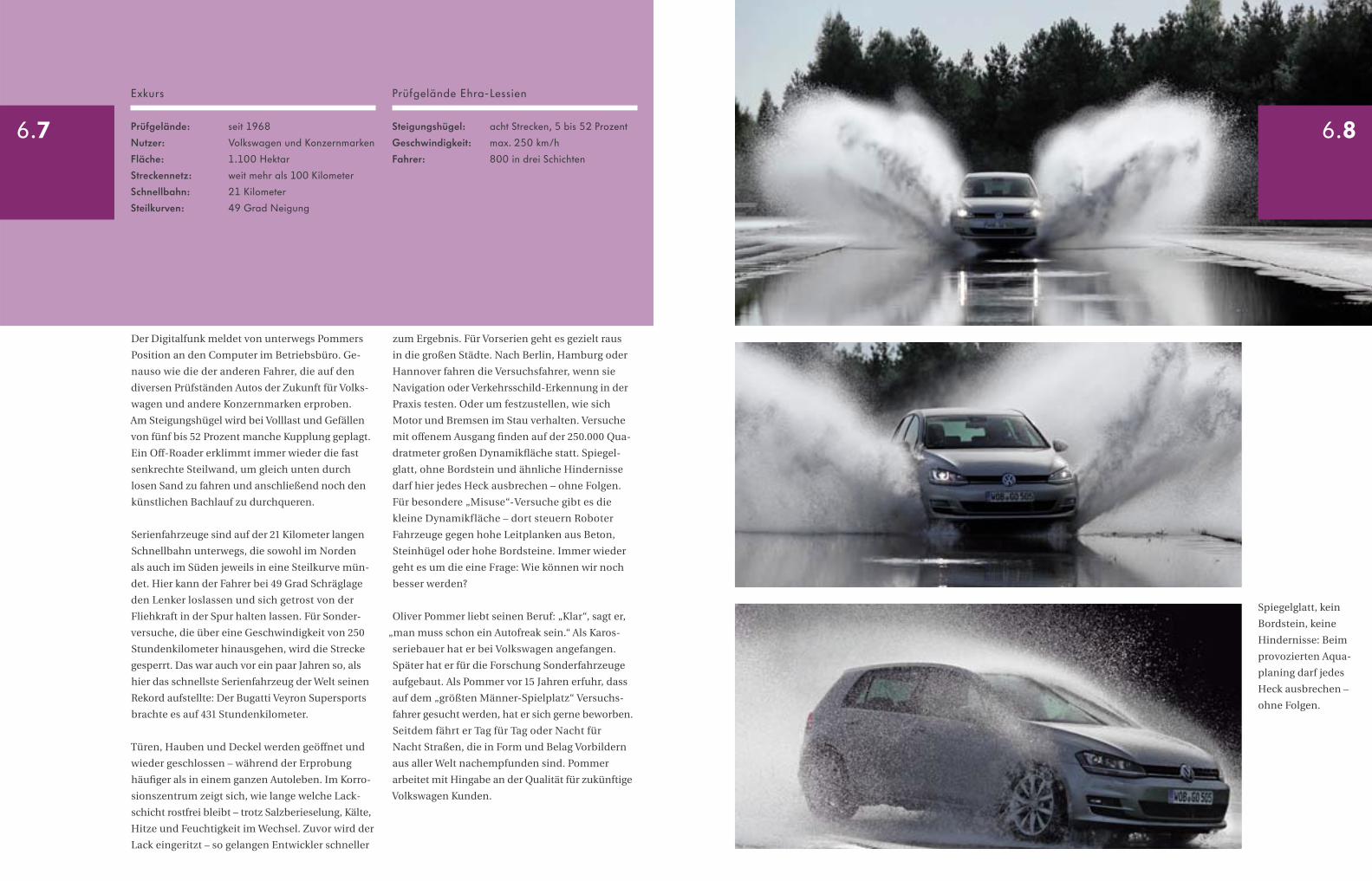
mit offenem Ausgang fi nden auf der 250.000 Qua-
dratmeter großen Dynamikfl äche statt. Spiegel-
glatt, ohne Bordstein und ähnliche Hindernisse
darf hier jedes Heck ausbrechen – ohne Folgen.
Für besondere „Misuse“-Versuche gibt es die
kleine Dynamikfläche – dort steuern Roboter
Fahrzeuge gegen hohe Leitplanken aus Beton,
Steinhügel oder hohe Bordsteine. Immer wieder
geht es um die eine Frage: Wie können wir noch
besser werden?
Oliver Pommer liebt seinen Beruf: „Klar“, sagt er,
„man muss schon ein Autofreak sein.“ Als Karos-
seriebauer hat er bei Volkswagen angefangen.
Später hat er für die Forschung Sonderfahrzeuge
aufgebaut. Als Pommer vor 15 Jahren erfuhr, dass
auf dem „größten Männer-Spielplatz“ Versuchs-
fahrer gesucht werden, hat er sich gerne beworben.
Seitdem fährt er Tag für Tag oder Nacht für
Nacht Straßen, die in Form und Belag Vorbildern
aus aller Welt nachempfunden sind. Pommer
arbeitet mit Hingabe an der Qualität für zukünftige
Volkswagen Kunden.
Steigungshügel: acht Strecken, 5 bis 52 Prozent
Geschwindigkeit: max. 250 km/h
Fahrer: 800 in drei Schichten
Prüfgelände: seit 1968
Nutzer: Volkswagen und Konzernmarken
Fläche: 1.100 Hektar
Streckennetz: weit mehr als 100 Kilometer
Schnellbahn: 21 Kilometer
Steilkurven: 49 Grad Neigung
VW130_Gaestebuch_s48 48 10.06.13 18:11
6.8
Spiegelglatt, kein
Bordstein, keine
Hindernisse: Beim
provozierten Aqua-
planing darf jedes
Heck ausbrechen –
ohne Folgen.
VW130_Gaestebuch_s49 49 10.06.13 18:11
Vom Stahlcoil bis zum Lenkrad – wenn sich Teile aus aller Welt auf die Sekunde genau zu einem Golf vereinen, dann steckt dahinter Volkswagen Logistik.
VW130_TransparentTexte_s7 7 10.06.13 09:35

7.1
VW130_Gaestebuch_s50 50 10.06.13 18:13
7.2
VW130_Gaestebuch_s51 51 10.06.13 18:14

7.3 Station Logistik
Ein nicht versiegender Materialstrom fl ießt durch
das Werk Wolfsburg – planvoll dirigiert von den
3.000 Mitarbeitern der Logistik. Um Nachhaltig-
keit, Servicegrad und Effi zienz zu steigern, wurden
alle Prozesse überarbeitet und neu organisiert.
Organisation und Timing sind die Grundlage für
den kontinuierlichen Takt in der Produktion.
Multifunktional oder nicht, schwarz mit schwar-
zen Ziernähten oder lieber mit bunten Nähten,
in Alu-Optik oder aus Leder – das Lenkrad ist in
34 Varianten zu haben. Volkswagen bietet seinen
Kunden eine möglichst individuelle Ausstattung:
Der Golf kann in nahezu unendlich vielen Vari-
anten bestellt werden. Er besteht aus mehreren
tausend Einzelteilen. Aufgrund der Vielfalt führen
Logistiker nahezu 10.000 Teilekonten. Ihre Aufga-
be: jedes einzelne Teil in der bestellten Ausführung
pünktlich an die Linie bringen.
Lange bevor das erste Teil für das erste Serienfahr-
zeug bestellt wurde, hatten Logistik-Planer bereits
ganz neue Behälter passgenau digital konzipiert.
Nur so können Karosserieteile ohne Qualitätsver-
lust vom Presswerk bis zum Anbau an die Karos-
serie geliefert werden. Die meisten Teile für die
Montage kommen in Universalbehältern an – im
Vorfeld proben Logistiker auch deren Fassungsver-
mögen digital. Aus Produkten werden Stücklisten,
aus der Fertigungsplanung Takt für Takt die Ziel-
punkte für das Material – auf dieser Basis haben
Logistiker Materialflüsse geplant. Für jedes Ein-
zelteil haben sie den Prozess festgelegt: von der
Bestellung bis zu seinem Eintreffen – Just-in-Time –
am Einbauort.
Auch der Weg der Lenkräder von ihrer Produktion
bis zum Einbau in Halle 54 ist präzise geplant. Im
Auftrag eines französischen Unternehmens an un-
terschiedlichen Standorten produziert, treffen sie
alle zwei Tage per Lkw ein: 90 Behälter mit jeweils
36 Stück. Noch sind sie alle „sortenrein“ gepackt.
An einem Arbeitstag bringen 1.000 Lieferanten und
Spediteure aus aller Welt Rohmaterial, Teile oder
Systemgruppen nach Wolfsburg. 120 Eisenbahnwag-
gons kommen täglich mit Stahlcoils für das Press-
werk oder mit Kohle für die beiden Kraftwerke an.
Der eigene Verladebahnhof ist vergleichbar mit
einem mittelgroßen Rangierbahnhof der Deutschen
Bahn. Pro Jahr werden 150.000 Waggons im Ein-
und Ausgang gezählt. 900 Lkw passieren werktäg-
lich das Lkw-Tor. Zum Teil beliefern sie Lager für die
Komponentenfertigung. Jeder achte steuert Halle
55 an – so auch der mit den Lenkrädern. Hier ist
der Hauptumschlagplatz für die Versorgung jener
Montagelinien, an denen Golf, Golf Plus und Tigu-
an produziert werden. An jedem Tag treffen 5.000
Behälter ein. Wenn das Material auf Vollständig-
keit und Qualität geprüft ist, wird es im Warenein-
gang verbucht und gelangt mittels Fördertechnik
ins Lager. Das hat eine Kapazität von 22.000 Behäl-
tern – Vorrat für zwei bis drei Produktionstage.
VW130_Gaestebuch_s52 52 10.06.13 18:14
7.4
Für Materialtrans-
porte innerhalb
des Werkes und
zwischen den
Standorten sind
gasbetriebene
Lkw im Einsatz.
Wo diese bereits
eingesetzt werden,
konnte Volkswagen
zusammen mit
den Spediteuren
CO2-Emissionen
um bis zu 30 Pro-
zent reduzieren.
VW130_Gaestebuch_s53 53 10.06.13 18:14
7.5
Station Logistik
In welcher Reihenfolge welche Fahrzeuge durch
Karosseriebau, Lack und Montage getaktet wer-
den, legt die Logistik im „Fahrzeug-Informations-
System“ (FIS) fest. Kommissionier-Listen der
benötigten Einbauteile werden jeweils für die
nächsten 24 Fahrzeuge ausgedruckt. Aus Halle 55
gelangt das Material Just-in-Time an die Linien im
Obergeschoss der Halle 54. Teile mit Varianten-
vielfalt allerdings – dazu gehören auch die Lenkrä-
der – kommen „sortenrein“ nur bis zur jeweiligen
Kommissionierzone. Hier wird jedes dieser Teile in
exakter Reihenfolge des Einbaus vorsortiert. Erst
dann bringen elektrisch angetriebene Fahrzeuge
(Routenzüge) die Behälter mit Lenkern an die Linie,
stellen das Vollgut ab, nehmen das Leergut mit.
Zum Start der Produktion des neuen Golf sind
vorwiegend Routenzüge unterwegs. Gegenüber
den früher eingesetzten Gabelstaplern bieten
sie diverse Vorteile: sie können mehrere Behälter
gleichzeitig liefern, sind energieeffi zienter und
minimieren zudem das Verletzungsrisiko für die
Mitarbeiter.
Auch in die Bereiche der Türen-, Triebsatz- und
Cockpitmontage im Erdgeschoss der Halle 54 fl ießt
das Material im Takt. Dass anschließend jedes der
Module pünktlich zum Einbau in den vorgesehe-
nen Golf an der Linie oben ankommt, ist ebenfalls
Aufgabe der Logistik. Hierzu nutzen sie drei Kilo-
meter Fördertechnik.
Ein ständiges Kommen und Gehen im Werk Wolfs-
burg. Denn hier werden Module vormontiert,
Karosserieteile gefertigt und Platinen aus Stahl ge-
schnitten, die zu anderen produzierenden Werken
des weltweiten Fertigungsverbundes transportiert
werden. Stahlverschnitt, gleich zu Quadern ge-
presst, wird per Waggon zurück zum Produzenten
gebracht. Neue Volkswagen werden verladen. Etwa
zehn Prozent der produzierten Autos nehmen
Kunden in der Autostadt in Empfang. Alle anderen
reisen in Richtung Besitzer. Per Lkw verlassen im
Durchschnitt 440.000 Fahrzeuge pro Jahr das
Werk. Bis zu 180 Doppelstockwaggons werden an
einem Arbeitstag beladen mit jeweils zehn Neu-
wagen – das sind pro Jahr 360.000 Fahrzeuge auf
der Schiene.
Wenn ein Arbeitstag endet, sind im Werk Wolfs-
burg wieder zehn Millionen Teile aus aller Welt
bewegt und zum richtigen Zeitpunkt an ihrem
Bestimmungsort bereitgestellt worden. Mehr
als 3.800 neue Volkswagen konnten produziert
werden und die Reise zu ihren künftigen Besitzern
irgendwo auf der Welt antreten.
VW130_Gaestebuch_s54 54 10.06.13 18:14
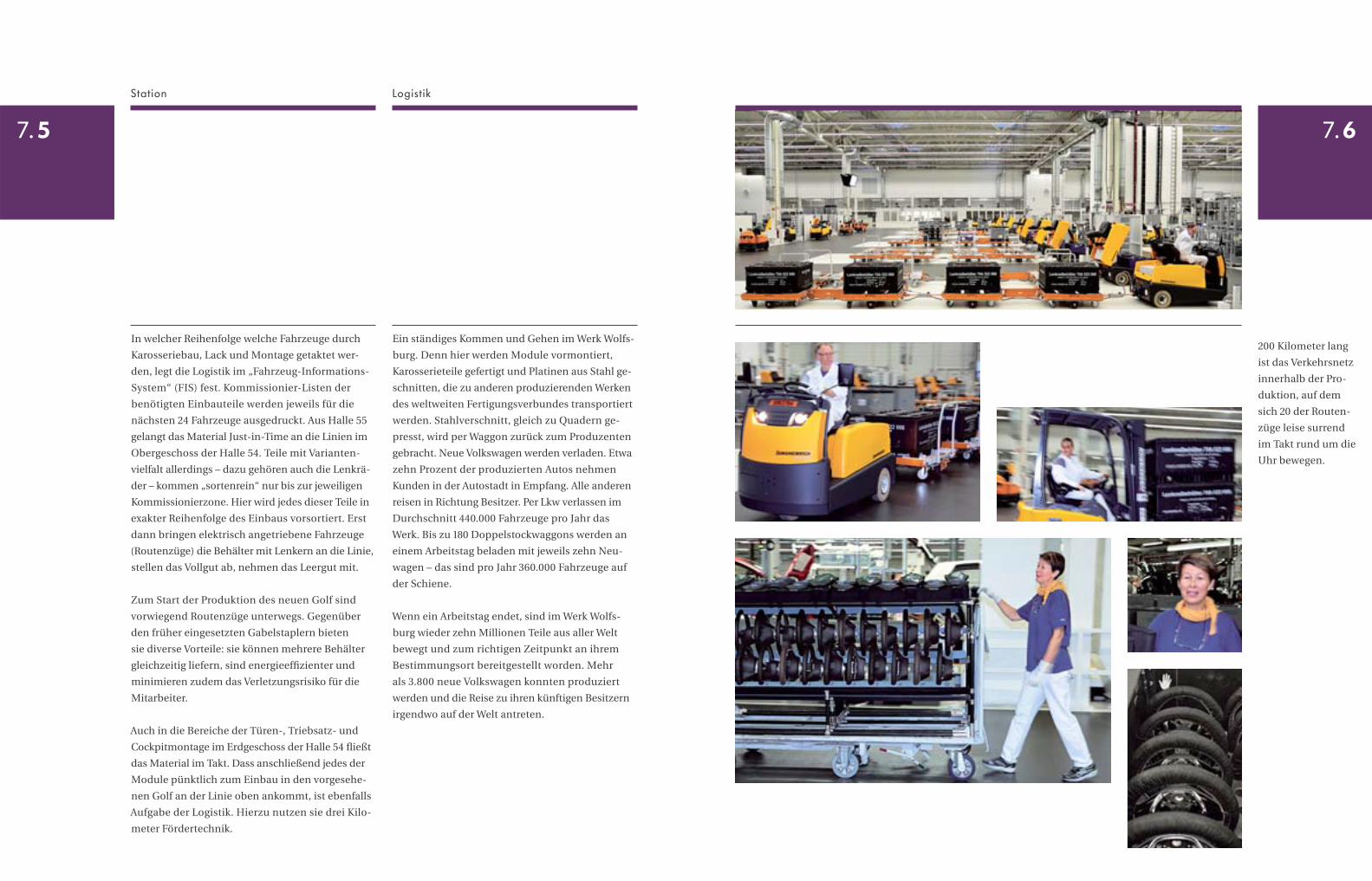
7.6
200 Kilometer lang
ist das Verkehrsnetz
innerhalb der Pro-
duktion, auf dem
sich 20 der Routen-
züge leise surrend
im Takt rund um die
Uhr bewegen.
VW130_Gaestebuch_s55 55 10.06.13 18:14
7.7 Exkurs Digitale Fabrik
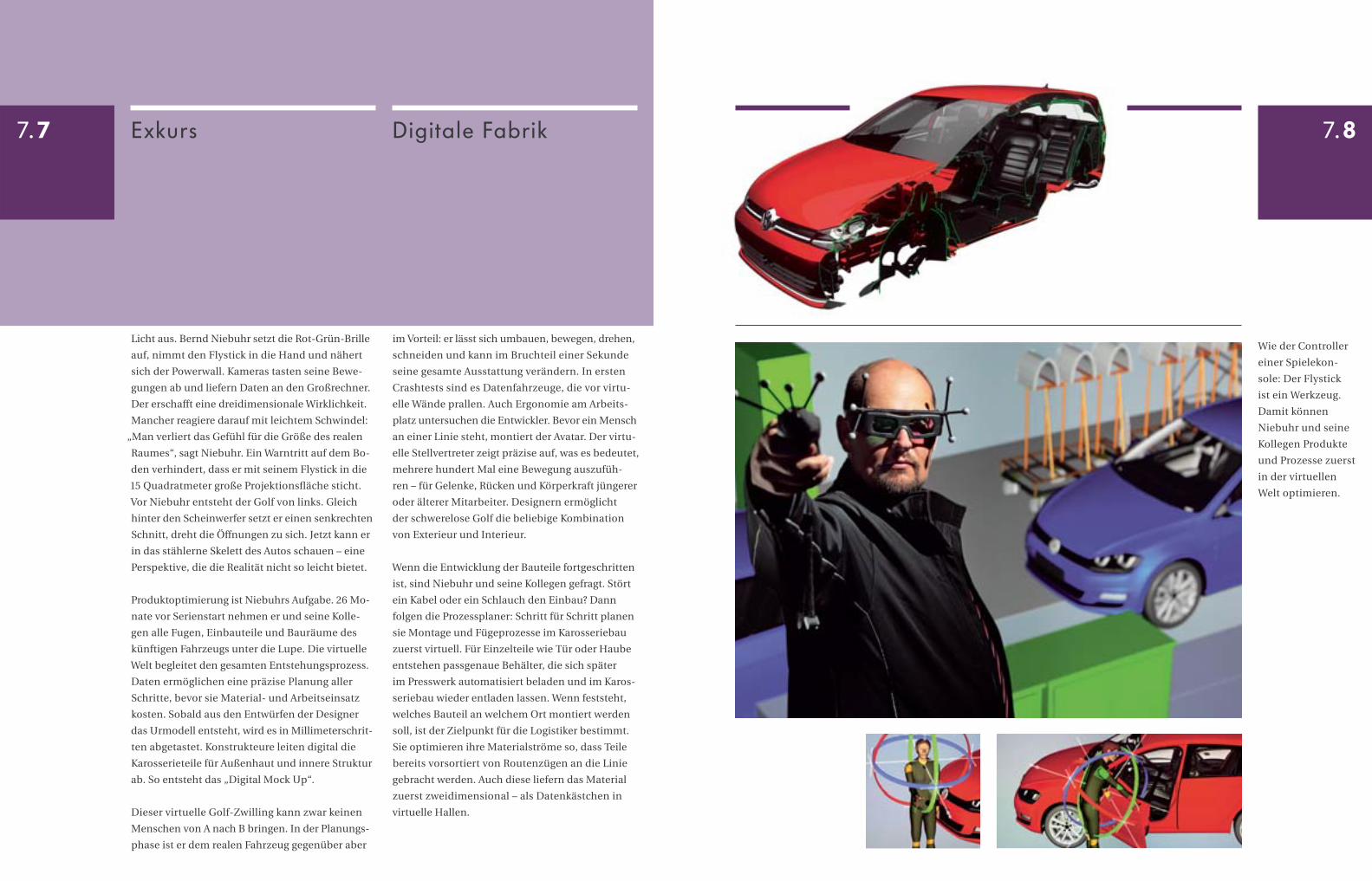
Licht aus. Bernd Niebuhr setzt die Rot-Grün-Brille
auf, nimmt den Flystick in die Hand und nähert
sich der Powerwall. Kameras tasten seine Bewe-
gungen ab und liefern Daten an den Großrechner.
Der erschafft eine dreidimensionale Wirklichkeit.
Mancher reagiere darauf mit leichtem Schwindel:
„Man verliert das Gefühl für die Größe des realen
Raumes“, sagt Niebuhr. Ein Warntritt auf dem Bo-
den verhindert, dass er mit seinem Flystick in die
15 Quadratmeter große Projektionsfl äche sticht.
Vor Niebuhr entsteht der Golf von links. Gleich
hinter den Scheinwerfer setzt er einen senkrechten
Schnitt, dreht die Öffnungen zu sich. Jetzt kann er
in das stählerne Skelett des Autos schauen – eine
Perspektive, die die Realität nicht so leicht bietet.
Produktoptimierung ist Niebuhrs Aufgabe. 26 Mo-
nate vor Serienstart nehmen er und seine Kolle-
gen alle Fugen, Einbauteile und Bauräume des
künftigen Fahrzeugs unter die Lupe. Die virtuelle
Welt begleitet den gesamten Entstehungsprozess.
Daten ermöglichen eine präzise Planung aller
Schritte, bevor sie Material- und Arbeitseinsatz
kosten. Sobald aus den Entwürfen der Designer
das Urmodell entsteht, wird es in Millimeterschrit-
ten abgetastet. Konstrukteure leiten digital die
Karosserieteile für Außenhaut und innere Struktur
ab. So entsteht das „Digital Mock Up“.
Dieser virtuelle Golf-Zwilling kann zwar keinen
Menschen von A nach B bringen. In der Planungs-
phase ist er dem realen Fahrzeug gegenüber aber
im Vorteil: er lässt sich umbauen, bewegen, drehen,
schneiden und kann im Bruchteil einer Sekunde
seine gesamte Ausstattung verändern. In ersten
Crashtests sind es Datenfahrzeuge, die vor virtu-
elle Wände prallen. Auch Ergonomie am Arbeits-
platz untersuchen die Entwickler. Bevor ein Mensch
an einer Linie steht, montiert der Avatar. Der virtu-
elle Stellvertreter zeigt präzise auf, was es bedeutet,
mehrere hundert Mal eine Bewegung auszufüh-
ren – für Gelenke, Rücken und Körperkraft jüngerer
oder älterer Mitarbeiter. Designern ermöglicht
der schwerelose Golf die beliebige Kombination
von Exterieur und Interieur.
Wenn die Entwicklung der Bauteile fortgeschritten
ist, sind Niebuhr und seine Kollegen gefragt. Stört
ein Kabel oder ein Schlauch den Einbau? Dann
folgen die Prozessplaner: Schritt für Schritt planen
sie Montage und Fügeprozesse im Karosseriebau
zuerst virtuell. Für Einzelteile wie Tür oder Haube
entstehen passgenaue Behälter, die sich später
im Presswerk automatisiert beladen und im Karos-
seriebau wieder entladen lassen. Wenn feststeht,
welches Bauteil an welchem Ort montiert werden
soll, ist der Zielpunkt für die Logistiker bestimmt.
Sie optimieren ihre Materialströme so, dass Teile
bereits vorsortiert von Routenzügen an die Linie
gebracht werden. Auch diese liefern das Material
zuerst zweidimensional – als Datenkästchen in
virtuelle Hallen.
VW130_Gaestebuch_s56 56 10.06.13 18:22
7.8
Wie der Controller
einer Spielekon-
sole: Der Flystick
ist ein Werkzeug.
Damit können
Niebuhr und seine
Kollegen Produkte
und Prozesse zuerst
in der virtuellen
Welt optimieren.
VW130_Gaestebuch_s57 57 10.06.13 18:22
Aus Stahlabschnitten pressen wir Pakete und schicken sie zum Absender zurück. Das ist hundert Prozent Recycling!
VW130_TransparentTexte_s8 8 07.06.13 12:02

8.1
VW130_Gaestebuch_s58 58 11.06.13 08:21
8.2
VW130_Gaestebuch_s59 59 11.06.13 08:21
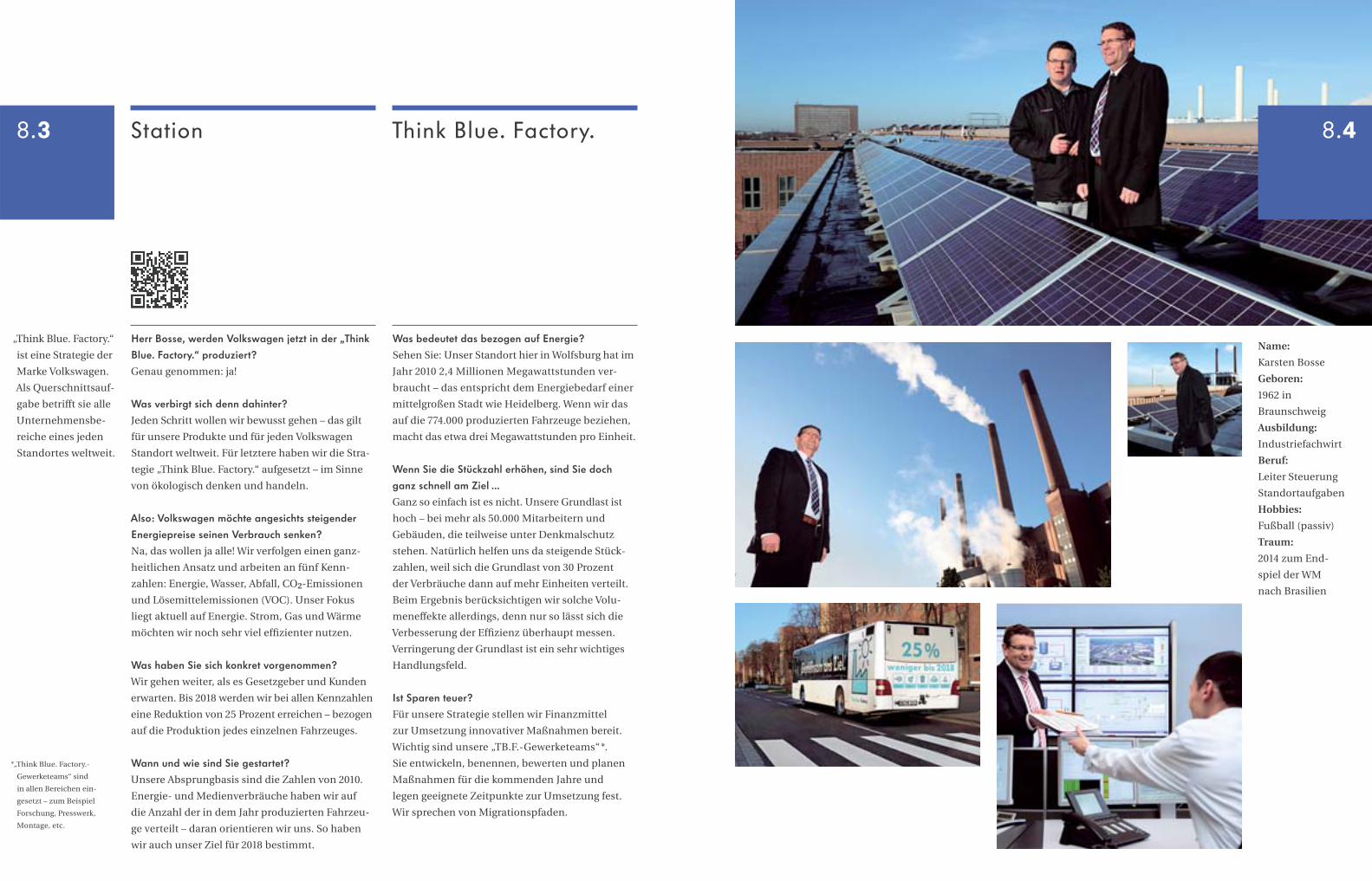
8.3 Station Think Blue. Factory.
Herr Bosse, werden Volkswagen jetzt in der „Think Blue. Factory.“ produziert?
Genau genommen: ja!
Was verbirgt sich denn dahinter?
Jeden Schritt wollen wir bewusst gehen – das gilt
für unsere Produkte und für jeden Volkswagen
Standort weltweit. Für letztere haben wir die Stra-
tegie „Think Blue. Factory.“ aufgesetzt – im Sinne
von ökologisch denken und handeln.
Also: Volkswagen möchte angesichts steigender Energiepreise seinen Verbrauch senken?
Na, das wollen ja alle! Wir verfolgen einen ganz-
heitlichen Ansatz und arbeiten an fünf Kenn-
zahlen: Energie, Wasser, Abfall, CO2-Emissionen
und Lösemittelemissionen (VOC). Unser Fokus
liegt aktuell auf Energie. Strom, Gas und Wärme
möchten wir noch sehr viel effi zienter nutzen.
Was haben Sie sich konkret vorgenommen?Wir gehen weiter, als es Gesetzgeber und Kunden
erwarten. Bis 2018 werden wir bei allen Kennzahlen
eine Reduktion von 25 Prozent erreichen – bezogen
auf die Produktion jedes einzelnen Fahrzeuges.
Wann und wie sind Sie gestartet?Unsere Absprungbasis sind die Zahlen von 2010.
Energie- und Medienverbräuche haben wir auf
die Anzahl der in dem Jahr produzierten Fahrzeu-
ge verteilt – daran orientieren wir uns. So haben
wir auch unser Ziel für 2018 bestimmt.
Was bedeutet das bezogen auf Energie?Sehen Sie: Unser Standort hier in Wolfsburg hat im
Jahr 2010 2,4 Millionen Megawattstunden ver-
braucht – das entspricht dem Energiebedarf einer
mittelgroßen Stadt wie Heidelberg. Wenn wir das
auf die 774.000 produzierten Fahrzeuge beziehen,
macht das etwa drei Megawattstunden pro Einheit.
Wenn Sie die Stü ckzahl erhöhen, sind Sie doch ganz schnell am Ziel …
Ganz so einfach ist es nicht. Unsere Grundlast ist
hoch – bei mehr als 50.000 Mitarbeitern und
Gebäuden, die teilweise unter Denkmalschutz
stehen. Natürlich helfen uns da steigende Stück-
zahlen, weil sich die Grundlast von 30 Prozent
der Verbräuche dann auf mehr Einheiten verteilt.
Beim Ergebnis berücksichtigen wir solche Volu-
meneffekte allerdings, denn nur so lässt sich die
Verbesserung der Effi zienz überhaupt messen.
Verringerung der Grundlast ist ein sehr wichtiges
Handlungsfeld.
Ist Sparen teuer?
Für unsere Strategie stellen wir Finanzmittel
zur Umsetzung innovativer Maßnahmen bereit.
Wichtig sind unsere „TB.F.-Gewerketeams“*.
Sie entwickeln, benennen, bewerten und planen
Maßnahmen für die kommenden Jahre und
legen geeignete Zeitpunkte zur Umsetzung fest.
Wir sprechen von Migrationspfaden.
„Think Blue. Factory.“
ist eine Strategie der
Marke Volkswagen.
Als Querschnittsauf-
gabe betrifft sie alle
Unternehmensbe-
reiche eines jeden
Standortes weltweit.
„Think Blue. Factory.-
Gewerketeams“ sind
in allen Bereichen ein-
gesetzt – zum Beispiel
Forschung, Presswerk,
Montage, etc.
*
VW130_Gaestebuch_s60 60 11.06.13 08:21
8.4
Name:
Karsten Bosse
Geboren:
1962 in
Braunschweig
Ausbildung:
Industriefachwirt
Beruf:
Leiter Steuerung
Standortaufgaben
Hobbies:
Fußball (passiv)
Traum:
2014 zum End-
spiel der WM
nach Brasilien
VW130_Gaestebuch_s61 61 11.06.13 08:21

8.5
Station Think Blue. Factory.
Also wissen Sie heute schon, wie die Produktion 2018 konkret aussehen wird?
Pläne sind ja dazu da, sie immer wieder an neue
Entwicklungen anzupassen. Wir sind aktiv auf der
Suche nach geeigneten energieeffi zienten Tech-
nologien und entwickeln selbst Lösungen, die wir
in Pilotprojekten bewerten.
Folgen die anderen Standorte Ihrem Vorbild?
Jeder Standort ist anders aufgebaut und hat eine
andere Fertigungstiefe – das kann man nicht
vergleichen. Im „Maßnahmen@web“ können wir
aber innerhalb des Konzerns Ideen mit Potenzial
austauschen.
Umbau in der laufenden Produktion – wann und wie greift „Think Blue.“ im Prozess?
Wie gesagt: Wir haben auch Planer und Einkäufer
für das Thema sensibilisiert. Lange vor dem
Serienstart des Golf 7 haben alle Beteiligten auch
die Effi zienz neuer Produktionsmittel bewertet.
Neue Lösungen wurden geschaffen – wir sind da
sehr kreativ unterwegs!
Haben Sie ein Beispiel?
Unsere Ingenieure haben den gebremsten
Schwerkraftförderer entwickelt. Teile nutzen beim
Transport ihr eigenes Gewicht. Darauf haben wir
am Standort das Patent angemeldet.
Wo stehen wir heute?
In den vergangenen zwei Jahren haben wir fast
200.000 Megawattstunden eingespart. Das ent-
spricht einer Effi zienzsteigerung von zehn Prozent
je Produkt.
Wie fern ist das Ziel?
Mal näher und mal ferner: 2011 lagen wir bereits
bei 17 Prozent. Aber 2012 mussten wir einen Anstieg
von sieben Prozent hinnehmen.
Wie erklären Sie diese Entwicklung?
2012 hatten wir Golf 6 und Golf 7 parallel in der
Produktion – das macht sich bemerkbar. Sicher
spielt auch die Produktion von warmumgeformten
Karosserieteilen eine Rolle.
… wodurch die Fahrzeuge energiee zienter sind. Rechnen Sie das nicht auch ein?
Wenn wir durch eine Verbesserung beim Produkt
über den Lebenszyklus hinweg einen höheren
Verbrauch in der Produktion bekommen, dann
nehmen wir auch diese Herausforderung an.
Und wenn Sie 2018 Ihr Ziel erreicht haben?
Hinter jedem unserer Ziele steckt eine Vision. Wir
möchten nachfolgenden Generationen möglichst
wenig Spuren hinterlassen. Wenn wir alle Kenn-
werte um 25 Prozent reduziert haben, dann sind ja
noch 75 Prozent übrig. Grund genug für uns, das
Rad weiter zu drehen.
In nur zwei Jahren konnten wir alle gemeinsam an
diesem Standort fast 200.000 Megawattstunden
Energie einsparen. Zur Energie zählen wir Erdgas,
Strom und Wärme.
Steigerung der Energiee zienz seit 2010bis 2014: 13%
Ziel bis 2018: 25%
VW130_Gaestebuch_s62 62 11.06.13 08:22
8.6Die neue Kunst-
stoff-Lackiererei:
Schon in der Pla-
nungsphase achten
wir darauf, dass
neueste Umwelt-
und Energietech-
nologien Einzug
halten.
Wir sind auf
einem guten Weg!
Bis 2018 werden
wir über alle
Fertigungsbereiche
hinweg von der
Forschung bis
zur Auslieferung
um 25 Prozent
effi zienter produ-
zieren.
VW130_Gaestebuch_s63 63 11.06.13 08:22
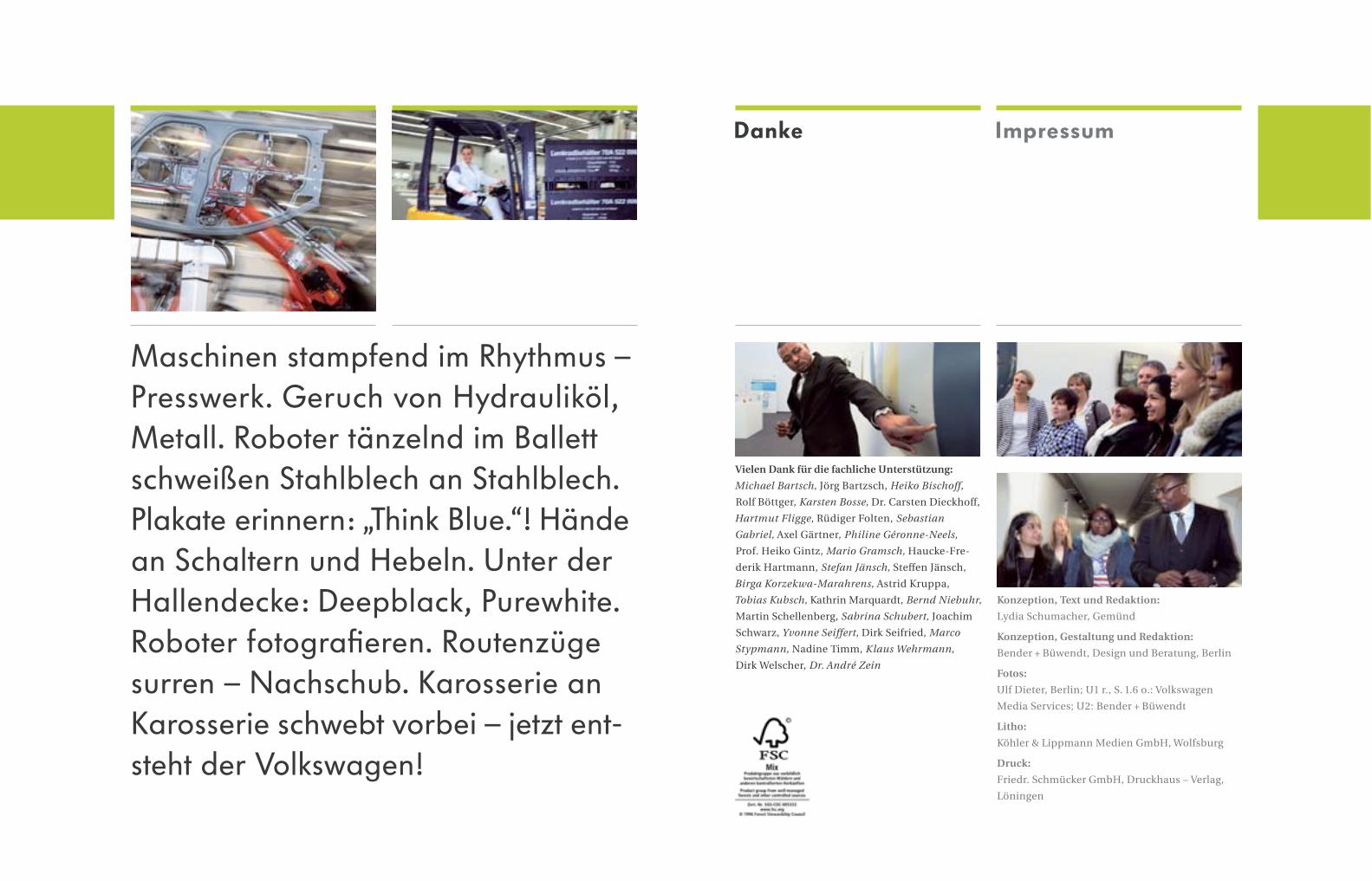
Maschinen stampfend im Rhythmus –Presswerk. Geruch von Hydrauliköl, Metall. Roboter tänzelnd im Ballett schweißen Stahlblech an Stahlblech. Plakate erinnern: „Think Blue.“! Hände an Schaltern und Hebeln. Unter der Hallendecke: Deepblack, Purewhite.Roboter fotogra eren. Routenzüge surren – Nachschub. Karosserie an Karosserie schwebt vorbei – jetzt ent-steht der Volkswagen!
VW130_Gaestebuch_s64 64 11.06.13 08:44
Impressum
Konzeption, Text und Redaktion:
Lydia Schumacher, Gemünd
Konzeption, Gestaltung und Redaktion:
Bender + Büwendt, Design und Beratung, Berlin
Fotos:
Ulf Dieter, Berlin; U1 r., S. 1.6 o.: Volkswagen
Media Services; U2: Bender + Büwendt
Litho:
Köhler & Lippmann Medien GmbH, Wolfsburg
Druck:
Friedr. Schmücker GmbH, Druckhaus – Verlag,
Löningen
Danke
Vielen Dank für die fachliche Unterstützung:
Michael Bartsch, Jörg Bartzsch, Heiko Bischoff,
Rolf Böttger, Karsten Bosse, Dr. Carsten Dieckhoff,
Hartmut Fligge, Rüdiger Folten, Sebastian
Gabriel, Axel Gärtner, Philine Géronne-Neels,
Prof. Heiko Gintz, Mario Gramsch, Haucke-Fre-
derik Hartmann, Stefan Jänsch, Steffen Jänsch,
Birga Korzekwa-Marahrens, Astrid Kruppa,
Tobias Kubsch, Kathrin Marquardt, Bernd Niebuhr,
Martin Schellenberg, Sabrina Schubert, Joachim
Schwarz, Yvonne Seiffert, Dirk Seifried, Marco
Stypmann, Nadine Timm, Klaus Wehrmann,
Dirk Welscher, Dr. André Zein
VW130_0_U1_U4_s2 2 07.06.13 12:00
VOLKSWAGEN AGKonzernkommunikationBesucherdiensteBrie ach 197638436 Wolfsburg
www.volkswagen.dewww.volkswagenag.com
376.802.513.00Printed in Germany
VW130_0_U1_U4_s2 2 07.06.13 12:00







![Ihr Gästebuch - we-all-love-you.de · 2020. 2. 8. · Ihr Gästebuch «Homepage« Gesamt: 1989 Einträge [Seite 1]>> [Eintragen] Evely 24.01.2012 21:35 Man stirbt erst, wenn man](https://img.pdfslide.org/doc/110x75/612695be7c5aea54113a12aa/ihr-gstebuch-we-all-love-youde-2020-2-8-ihr-gstebuch-homepage-gesamt.jpg)