-
iTNC 530NC-Software340 422-xx340 423-xx340 480-xx340 481-xx
Benutzer-HandbuchHEIDENHAIN-Klartext-Dialog
Deutsch (de)7/2004
-
Bedienelemente der Bildschirm-Einheit
Bildschirm-Aufteilung whlen
Bildschirm zwischen Maschinen- und Programmier-Betriebsart
whlen
Softkeys: Funktion im Bildschirm whlen
Softkey-Leisten umschalten
Alpha-Tastatur: Buchstaben und Zeichen eingeben
Datei-NamenKommentare
DIN/ISO-Programme
Maschinen-Betriebsarten whlen
Manueller Betrieb
El. Handrad
Positionieren mit Handeingabe
Programmlauf Einzelsatz
Programmlauf Satzfolge
Programmier-Betriebsarten whlen
Programm Einspeichern/Editieren
Programm-Test
Programme/Dateien verwalten, TNC-Funktionen
Programme/Dateien whlen und lschenExterne Datenbertragung
Programm-Aufruf definieren, Nullpunkt- und Punkte Tabellen whlen
MOD-Funktion whlen
Hilfstexte anzeigen bei NC-Fehlermeldungen
Alle anstehenden Fehlermeldungen anzeigen
Taschenrechner einblenden
Hellfeld verschieben und Stze, Zyklen und Parameter-Funktionen
direkt whlen
Hellfeld verschieben
Stze, Zyklen und Parameter-Funktionen direkt whlen
Override Drehknpfe fr Vorschub/Spindeldrehzahl
150
0
50
100
F %
150
0
50
100
S %
Bahnbewegungen programmieren
Kontur anfahren/verlassen
Freie Konturprogrammierung FK
Gerade
Kreismittelpunkt/Pol fr Polarkoordinaten
Kreisbahn um Kreismittelpunkt
Kreisbahn mit Radius
Kreisbahn mit tangentialem Anschluss
Fase
Ecken-Runden
Angaben zu Werkzeugen
Werkzeug-Lnge und -Radius eingeben und aufrufen
Zyklen, Unterprogramme und Programmteil-Wiederholungen
Zyklen definieren und aufrufen
Unterprogramme und Programmteil-Wieder-holungen eingeben und
aufrufen
Programm-Halt in ein Programm eingeben
Tastsystem-Zyklen definieren
Koordinatenachsen und Ziffern eingeben, Editieren
. . .
Koordinatenachsen whlen bzw. ins Programm eingeben
. . . Ziffern
Dezimal-Punkt
Vorzeichen umkehren
Polarkoordinaten Eingabe
Inkremental-Werte
Q-Parameter-Programmierung/Q-Parameter-Status
Ist-Position, Werte vom Taschenrechner bernehmen
Dialogfragen bergehen und Wrter lschen
Eingabe abschlieen und Dialog fortsetzen
Satz abschlieen, Eingabe beenden
Zahlenwert-Eingaben rcksetzen oder TNC Fehlermel-dung lschen
Dialog abbrechen, Programmteil lschen
-
HEIDENHAIN iTNC 530 5
TNC-Typ, Software und Funktionen
Dieses Handbuch beschreibt Funktionen, die in den TNCs ab den
fol-genden NC-Software-Nummern verfgbar sind.
Der Kennbuchstabe E kennzeichnet die Exportversion der TNC. Fr
die Exportversion der TNC gilt folgende Einschrnkung:
Geradenbewegungen simultan bis zu 4 AchsenDer
Maschinenhersteller passt den nutzbaren Leistungsumfang der TNC ber
Maschinen-Parameter an die jeweilige Maschine an. Daher sind in
diesem Handbuch auch Funktionen beschrieben, die nicht an jeder TNC
verfgbar sind.
Verschieden TNC-Funktionen stehen nicht an allen Maschinen zur
Ver-fgung, da diese Funktionen von Ihrem Maschinen-Hersteller
ange-passt werden mssen, wie beispielsweise
Antastfunktion fr das 3D-TastsystemWerkzeug-Vermessung mit dem
TT 130Gewindebohren ohne AusgleichfutterWiederanfahren an die
Kontur nach Unterbrechungen
TNC-Typ NC-Software-Nr.
iTNC 530 340 422-xx
iTNC 530E 340 423-xx
iTNC 530, 2 Prozessor-Version 340 480-xx
iTNC 530E, 2 Prozessor-Version 340 481-xx
iTNC 530Programmierplatz 374 150-xx
-
6
Darber hinaus besitz die iTNC 530 noch 2 Software-Optionspakete,
die von Ihnen oder Ihrem Maschinen-Hersteller freigeschaltet werden
knnen. Jedes Pakete ist separat freizuschalten und beinhaltet
jeweils die nachfolgend aufgefhrten Funktionen:
Setzen Sie sich bitte mit dem Maschinenhersteller in Verbindung,
um den tatschlichen Funktionsumfang Ihrer Maschine
kennenzulernen.
Viele Maschinenhersteller und HEIDENHAIN bieten fr die TNCs
Pro-grammier-Kurse an. Die Teilnahme an solchen Kursen ist
empfehlens-wert, um sich intensiv mit den TNC-Funktionen vertraut
zu machen.
Software-Option 1
Zylindermantel-Interpolation (Zyklen 27, 28, 29 und 39)
Vorschub in mm/min bei Rundachsen: M116
Schwenken der Bearbeitungsebene (Zyklus 19, PLANE-Funktion und
Softkey 3D-ROT in der Betriebsart Manuell)
Kreis in 3 Achsen bei geschwenkter Bearbeitungsebene
Software-Option 2
Satzverarbeitungszeit 0.5 ms anstelle 3.6 ms
5-Achs-Interpolation
Spline-Interpolation
3D-Bearbeitung:
M114: Automatische Korrektur der Maschinengeometrie beim
Arbeiten mit SchwenkachsenM128: Position der Werkzeugspitze beim
Positionieren von
Schwenkachsen beibehalten (TCPM) FUNCTION TCPM: Position der
Werkzeugspitze beim Positionie-
ren von Schwenkachsen beibehalten (TCPM) mit Einstellmglich-keit
der WirkungsweiseM144: Bercksichtigung der Maschinen-Kinematik in
IST/SOLL-
Positionen am Satzende Zustzliche Parameter Schlichten/Schruppen
und Toleranz fr Drehachsen im Zyklus 32 (G62) LN-Stze
(3D-Korrektur)
Benutzer-Handbuch Tastsystem-Zyklen:
Alle Tastsystem-Funktionen sind in einem separaten
Benutzer-Handbuch beschrieben. Wenden Sie sich ggf. an HEIDENHAIN,
wenn Sie dieses Benutzer-Handbuch ben-tigen. Ident-Nr.: 375
319-xx.
-
HEIDENHAIN iTNC 530 7
Vorgesehener Einsatzort
Die TNC entspricht der Klasse A nach EN 55022 und ist
hauptschlich fr den Betrieb in Industriegebieten vorgesehen.
Neue Funktionen bezogen auf die Vorgnger-Versionen 340
420-xx/340 421-xx
Verwalten von Bezugspunkten ber die Preset-Tabelle (siehe
Bezugspunkt-Verwaltung mit der Preset-Tabelle auf Seite 66)Neuer
Frszyklus RECHTECKTASCHE (siehe RECHTECKTASCHE
(Zyklus 251) auf Seite 330)Neuer Frszyklus KREISTASCHE (siehe
KREISTASCHE (Zyklus 252)
auf Seite 335)Neuer Frszyklus NUTENFRAESEN (siehe NUTENFRAESEN
(Zyklus
253) auf Seite 339)Neuer Frszyklus RUNDE NUT (siehe RUNDE NUT
(Zyklus 254) auf
Seite 344)Mit der Funktion CYCL CALL POS steht eine neue
Mglichkeit zur Ver-
fgung, Bearbeitungszyklen aufzurufen (siehe Zyklus-Aufruf mit
CYCL CALL POS auf Seite 274) Zyklus 205 UNIVERSAL-TIEFBOHREN
erweitert: Vertiefter Startpunkt
zum Tiefbohren eingebbar (siehe UNIVERSAL-TIEFBOHREN (Zyklus
205) auf Seite 293) Zyklus Punktemuster auf Kreis erweitert:
Verfahren zwischen den
Bearbeitungspositionen whlbar auf einer Geraden oder auf dem
Teilkreis (siehe PUNKTEMUSTER AUF KREIS (Zyklus 220) auf Seite 367)
Besonderheiten der iTNC 530 mit Windows 2000 (siehe iTNC 530
mit Windows 2000 (Option) auf Seite 635) Verwaltung von
abhngigen Dateien (siehe Abhngige Dateien
auf Seite 593)berprfen von Netzwerk-Verbindungen mit dem
Ping-Monitor
(siehe Netzwerk-Verbindung prfen auf Seite 591)
Versionsnummern-Datei erstellen (siehe Schlssel-Zahl eingeben
auf Seite 579) Zyklus 210 NUT PENDELND wurde erweitert um
Parameter Vorschub
Tiefenzustellung beim Schlichten (siehe NUT (Langloch) mit
pen-delndem Eintauchen (Zyklus 210) auf Seite 357) Zyklus 211 RUNDE
NUT wurde erweitert um Parameter Vorschub Tie-
fenzustellung beim Schlichten (siehe RUNDE NUT (Langloch) mit
pendelndem Eintauchen (Zyklus 211) auf Seite 360) Erstellen einer
Werkzeug-Einsatzdatei, die Informationen ber die
verwendeten Werkzeuge beinhaltet (siehe Abhngige Dateien auf
Seite 593)Neue leistungsfhige Funktion zum Schwenken der
Bearbei-
tungsebene (siehe Die PLANE-Funktion: Schwenken der
Bearbei-tung-sebene (Software-Option 1) auf Seite 458)
-
8
Neue Spalte LIFTOFF in der Werkzeug-Tabelle, um Werkzeuge bei
einem NC-Stop automatisch von der Kontur zurckzuziehen (siehe
Werkzeug-Tabelle: Standard Werkzeug-Daten auf Seite 154). Funktion
wird mit M148 aktiviert (siehe Werkzeug-Tabelle: Stan-dard
Werkzeug-Daten auf Seite 154) und (siehe Werkzeug bei NC-Stop
automatisch von der Kontur abheben: M148 auf Seite 258)Neue
leistungsfhige Funktion zum Einstellen des Positionierverhal-
tens von Drehachsen: FUNCTION TCPM (siehe FUNCTION TCPM
(Software-Option 2) auf Seite 482)Umwandeln von FK-Programmen in
Klartext-Dialog-Programme
(siehe FK-Programme umwandeln in Klartext-Dialog-Programme auf
Seite 222) Erzeugen von Rckwrts-Programmen (siehe Rckwrts-Pro-
gramm erzeugen auf Seite 487)Meldungen vom Programm aus als
Hinweistext auf den Bildschirm
ausgeben (siehe Meldungen auf den Bildschirm ausgeben auf Seite
526)berblendfenster anzeigen, in dem alle anstehenden
Fehlermeldun-
gen aufgelistet sind (siehe Liste aller anstehenden
Fehlermeldun-gen auf Seite 131)Die TNC speichert bei einem
Programm-Abbruch (Stromausfall) den
Unterbrechungspunkt (siehe Beliebiger Einstieg ins Programm
(Satzvorlauf) auf Seite 569) Suchfunktion: Funktion alles ersetzen
neu dazu (siehe Suchen/
Ersetzen von beliebigen Texten auf Seite 120)Neuer Zyklus
Planfrsen (siehe PLANFRAESEN (Zyklus 232) auf
Seite 423)Die Funktion TURN beim automatischen Einschwenken der
PLANE-
Funktion wurde neu eingefhrt (siehe Automatisches Einschwen-ken:
MOVE/TURN/STAY (Eingabe zwingend erforderlich) auf Seite 475)
Vorschub-Programmierung: Programmierten Verfahrweg in einer
definierbaren Zeit verfahren (siehe Funktionen zur
Vorschubfestle-gung auf Seite 114) Einstellen der
Simulaionsgeschwindigkeit beim Programm-Test
(siehe Geschwindigkeit des Programm-Tests einstellen auf Seite
555)berschreiben von leeren Zeilen in der Werkzeug-Tabelle
(siehe
Tabelle kopieren auf Seite 102) TNC-Software updaten (siehe
Service-Packs laden auf Seite 580)Der Zyklus 22 RUMEN wurde um den
Parameter Vorschub Rck-
zug erweitert (siehe RAEUMEN (Zyklus 22) auf Seite 382)Der
Zyklus 23 SCHLICHTEN TIEFE wurde um den Parameter Vor-
schub Rckzug erweitert (siehe SCHLICHTEN TIEFE (Zyklus 23) auf
Seite 383)Die iTNC-Software untersttz jetzt auch das Handrad HR 420
(siehe
Elektronisches Handrad HR 420 auf Seite 57)Der Zyklus 28
ZYLINDERMANTEL NUT wurde um den Parameter
Q21 Toleranz erweitert (siehe ZYLINDER-MANTEL Nutenfrsen (Zyklus
28, Software-Option 1) auf Seite 389)
-
HEIDENHAIN iTNC 530 9
Der Zyklus 29 ZYLINDERMANTEL Stegfrsen wurde neu eingefhrt
(siehe ZYLINDER-MANTEL Stegfrsen (Zyklus 29, Software-Option 1) auf
Seite 392)Der Zyklus 39 ZYLINDERMANTEL Auenkontur frsen wurde
neu
eingefhrt (siehe ZYLINDER-MANTEL Auenkontur frsen (Zyklus 39,
Software-Option 1) auf Seite 394) Satznummern-Anzeige bei der
Programmiergrafik wurde wieder
eingefhrt (siehe Satznummern im Grafikfenster anzeigen auf Seite
222)
-
10
Genderte Funktionen bezogen auf die Vorgnger-Versionen 340
420-xx/340 421-xx
Die Funktion Nullpunkt-Verschiebung aus Nullpunkt-Tabellen wurde
gendert. REF-bezogene Nullpunkte stehen nicht mehr zur Verfgung.
Dafr wurde die Preset-Tabelle eingefhrt (siehe
NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen (Zyklus 7) auf Seite
433)Die Funktion des Zyklus 247 wurde gendert. Zyklus 247
aktiviert
jetzt einen Preset aus der Preset-Tabelle (siehe BEZUGSPUNKT
SETZEN (Zyklus 247) auf Seite 437)Der Maschinen-Parmeter 7475 hat
keine Funktion mehr (siehe
Kompatibilitts-Maschinen-Parameter fr Nullpunkt-Tabellen auf
Seite 623)Die alten Bearbeitungs-Zyklen 1, 2, 3, 4, 5, 17 und 18
wurden aus
der Softkey-Struktur entfernt und knnen somit nicht mehr
definiert werden. Alte Programm, die diese Zyklen enthalten, knnen
weiter-hin abgearbeitet werdenDie Funktion Rohteil im Arbeitsraum
darstellen wurde berarbei-
tet (siehe Rohteil im Arbeitsraum darstellen auf Seite 596)Der
Werkzeugwechsel nach Ablauf der Standzeit mit M101 erfolgt
jetzt schneller (siehe Automatischer Werkzeugwechsel beim
ber-schreiten der Standzeit: M101 auf Seite 167)M116 ignoriert
jetzt Schwenkkopf-Drehachsen (siehe Vorschub in
mm/min bei Drehachsen A, B, C: M116 (Software-Option 1) auf
Seite 259) Bei den Zyklen 251 bis 254 wurde das Eintauchverhalten
gendert.
Bei senkrechtem Eintauchen (Q366=0) muss jetzt der
Eintauchwin-kel ANGLE in der Werkzeug-Tabelle =90 gesetzt werden.
Bisher musste beim sebkrechten Eintauchen ANGLE=0 gesetzt sein.
(siehe Zyklen zum Frsen von Taschen, Zapfen und Nuten auf Seite
329) Bei den Zyklen 251 bis 254 wurde das Verhalten bei
Bearbeitungs-
Umfang Schlichten (Q215=2) und Aufma=0 (Q368/Q369) gen-dert.
(siehe Zyklen zum Frsen von Taschen, Zapfen und Nuten auf Seite
329)Die Anzahl der eingebbaren Werkzeuge in der
Werkzeug-Tabelle
wurde auf 30000 reduziert (siehe Werkzeug-Daten in die Tabelle
eingeben auf Seite 154)Die Funktion Werkzeug-Einsatzprfung wurde um
die Mglichkeit
erweitert, diese auch ber eine komplette Palette ausfhren zu
kn-nen (siehe Abhngige Dateien auf Seite 593)
-
HEIDENHAIN iTNC 530 11
Neue/genderte Beschreibungen in diesem Handbuch
Bedeutung der Software-Nummern unter MOD (siehe Software- und
Options-Nummern auf Seite 578) Aufrufen von Bearbeitungszyklen
(siehe Zyklen aufrufen auf Seite
273) Programmierbeispiel mit neuen Frszyklen (siehe Beispiel:
Tasche,
Zapfen und Nuten frsen auf Seite 363) Beschreibung der
Tastatur-Einheit TE 530 neu dazu (siehe Bedien-
feld auf Seite 41)Werkzeug-Daten von einem externen PC aus
berschreiben (siehe
Einzelne Werkzeugdaten von einem externen PC aus berschrei-ben
auf Seite 161) iTNC direkt mit einem Windows-PC verbinden (siehe
iTNC direkt
mit einem Windows PC verbinden auf Seite 586)Microsoft End User
License Agreement (EULA) aufgenommen
(siehe Endnutzer-Lizenzvertrag (EULA) fr Windows 2000 auf Seite
636)Die Beschreibung der alten Bearbeitungs-Zyklen 1, 2, 3, 4, 5,
17 und
18 wurde entferntDie Beschreibung des Zyklus 24 wurde erweitert
(siehe SCHLICH-
TEN SEITE (Zyklus 24) auf Seite 384)
-
HEIDENHAIN iTNC 530 13
Inhalt Einfhrung 1Handbetrieb und Einrichten 2Positionieren mit
Handeingabe 3Programmieren: Grundlagen Dateiverwaltung,
Programmierhilfen 4Programmieren: Werkzeuge 5Programmieren:
Konturen programmieren 6Programmieren: Zusatz-Funktionen
7Programmieren: Zyklen 8Programmieren: Sonderfunktionen
9Programmieren: Unterprogramme und Programmteil-Wiederholungen
10Programmieren: Q-Parameter 11Programmtest und Programm-lauf
12MOD-Funktionen 13Tabellen und bersichten 14iTNC 530 mit Windows
2000 (Option) 15
-
HEIDENHAIN iTNC 530 15
1.1 Die iTNC 530 ..... 38Programmierung: HEIDENHAIN
Klartext-Dialog und DIN/ISO ..... 38Kompatibilitt ..... 38
1.2 Bildschirm und Bedienfeld ..... 39Bildschirm .....
39Bildschirm-Aufteilung festlegen ..... 40Bedienfeld ..... 41
1.3 Betriebsarten ..... 42Manueller Betrieb und El. Handrad
..... 42Positionieren mit Handeingabe .....
42Programm-Einspeichern/Editieren ..... 43Programm-Test .....
43Programmlauf Satzfolge und Programmlauf Einzelsatz ..... 44
1.4 Status-Anzeigen ..... 45Allgemeine Status-Anzeige .....
45Zustzliche Status-Anzeigen ..... 46
1.5 Zubehr: 3D-Tastsysteme und elektronische Handrder von
HEIDENHAIN ..... 493D-Tastsysteme ..... 49Elektronische Handrder HR
..... 50
1 Einfhrung ..... 37
-
16
2.1 Einschalten, Ausschalten ..... 52Einschalten .....
52Ausschalten ..... 53
2.2 Verfahren der Maschinenachsen ..... 54Hinweis ..... 54Achse
mit den externen Richtungstasten verfahren ..... 54Schrittweises
Positionieren ..... 55Verfahren mit dem elektronischen Handrad HR
410 ..... 56Elektronisches Handrad HR 420 ..... 57
2.3 Spindeldrehzahl S, Vorschub F und Zusatzfunktion M .....
63Anwendung ..... 63Werte eingeben ..... 63Spindeldrehzahl und
Vorschub ndern ..... 63
2.4 Bezugspunkt-Setzen (ohne 3D-Tastsystem) ..... 64Hinweis
..... 64Vorbereitung ..... 64Bezugspunkt setzen mit Achstasten
..... 65Bezugspunkt-Verwaltung mit der Preset-Tabelle ..... 66
2.5 Bearbeitungsebene schwenken (Software-Option 1) .....
72Anwendung, Arbeitsweise ..... 72Referenzpunkte-Anfahren bei
geschwenkten Achsen ..... 73Bezugspunkt-Setzen im geschwenkten
System ..... 74Bezugspunkt-Setzen bei Maschinen mit Rundtisch .....
74Bezugspunkt-Setzen bei Maschinen mit Kopfwechsel-Systemen .....
74Positionsanzeige im geschwenkten System ..... 75Einschrnkungen
beim Schwenken der Bearbeitungsebene ..... 75Manuelles Schwenken
aktivieren ..... 76
3.1 Einfache Bearbeitungen programmieren und abarbeiten .....
78Positionieren mit Handeingabe anwenden ..... 78Programme aus $MDI
sichern oder lschen ..... 80
2 Handbetrieb und Einrichten ..... 51
3 Positionieren mit Handeingabe ..... 77
-
HEIDENHAIN iTNC 530 17
4.1 Grundlagen ..... 82Wegmessgerte und Referenzmarken .....
82Bezugssystem ..... 82Bezugssystem an Frsmaschinen .....
83Polarkoordinaten ..... 84Absolute und inkrementale
Werkstck-Positionen ..... 85Bezugspunkt whlen ..... 86
4.2 Datei-Verwaltung: Grundlagen ..... 87Dateien .....
87Datensicherung ..... 88
4.3 Standard-Datei-Verwaltung ..... 89Hinweis .....
89Datei-Verwaltung aufrufen ..... 89Datei whlen ..... 90Datei
lschen ..... 90Datei kopieren ..... 91Datenbertragung zu/von einem
externen Datentrger ..... 92Eine der letzten 10 gewhlten Dateien
whlen ..... 94Datei umbenennen ..... 94Datei schtzen / Dateischutz
aufheben ..... 95
4.4 Erweiterte Datei-Verwaltung ..... 96Hinweis .....
96Verzeichnisse ..... 96Pfade ..... 96bersicht: Funktionen der
erweiterten Datei-Verwaltung ..... 97Datei-Verwaltung aufrufen
..... 98Laufwerke, Verzeichnisse und Dateien whlen ..... 99Neues
Verzeichnis erstellen (nur auf Laufwerk TNC:\ mglich) .....
100Einzelne Datei kopieren ..... 101Verzeichnis kopieren .....
102Eine der letzten 10 gewhlten Dateien auswhlen ..... 103Datei
lschen ..... 103Verzeichnis lschen ..... 103Dateien markieren .....
104Datei umbenennen ..... 105Zustzliche Funktionen .....
105Datenbertragung zu/von einem externen Datentrger ..... 106Datei
in ein anderes Verzeichnis kopieren ..... 108Die TNC am Netzwerk
..... 109
4 Programmieren: Grundlagen, Datei Verwaltung,
Programmierhilfen, Paletten-Verwaltung ..... 81
-
18
4.5 Programme erffnen und eingeben ..... 110Aufbau eines
NC-Programms im HEIDENHAIN-Klartext-Format ..... 110Rohteil
definieren: BLK FORM ..... 110Neues Bearbeitungs-Programm erffnen
..... 111Werkzeug-Bewegungen im Klartext-Dialog programmieren .....
113Ist-Positionen bernehmen ..... 115Programm editieren .....
116Die Suchfunktion der TNC ..... 119
4.6 Programmier-Grafik ..... 121Programmier-Grafik
mitfhren/nicht mitfhren ..... 121Programmier-Grafik fr bestehendes
Programm erstellen ..... 121Satz-Nummern ein- und ausblenden .....
122Grafik lschen ..... 122Ausschnittsvergrerung oder -verkleinerung
..... 122
4.7 Programme gliedern ..... 123Definition, Einsatzmglichkeit
..... 123Gliederungs-Fenster anzeigen/Aktives Fenster wechseln
..... 123Gliederungs-Satz im Programm-Fenster (links) einfgen .....
123Stze im Gliederungs-Fenster whlen ..... 123
4.8 Kommentare einfgen ..... 124Anwendung ..... 124Kommentar
whrend der Programmeingabe ..... 124Kommentar nachtrglich einfgen
..... 124Kommentar in eigenem Satz ..... 124Funktionen beim
Editieren des Kommentars ..... 124
4.9 Text-Dateien erstellen ..... 125Anwendung .....
125Text-Datei ffnen und verlassen ..... 125Texte editieren .....
126Zeichen, Wrter und Zeilen lschen und wieder einfgen .....
127Textblcke bearbeiten ..... 127Textteile finden ..... 128
-
HEIDENHAIN iTNC 530 19
4.10 Der Taschenrechner ..... 129Bedienung ..... 129
4.11 Direkte Hilfe bei NC-Fehlermeldungen .....
130Fehlermeldungen anzeigen ..... 130Hilfe anzeigen ..... 130
4.12 Liste aller anstehenden Fehlermeldungen ..... 131Funktion
..... 131Fehlerliste anzeigen ..... 131Fenster-Inhalt ..... 132
4.13 Paletten-Verwaltung ..... 133Anwendung .....
133Paletten-Tabelle whlen ..... 135Paletten-Datei verlassen .....
135Paletten-Datei abarbeiten ..... 136
4.14 Palettenbetrieb mit werkzeugorientierter Bearbeitung .....
137Anwendung ..... 137Paletten-Datei whlen ..... 141Paletten-Datei
mit Eingabeformular einrichten ..... 142Ablauf der
werkzeugorientierten Bearbeitung ..... 146Paletten-Datei verlassen
..... 147Paletten-Datei abarbeiten ..... 147
-
20
5.1 Werkzeugbezogene Eingaben ..... 150Vorschub F .....
150Spindeldrehzahl S ..... 151
5.2 Werkzeug-Daten ..... 152Voraussetzung fr die
Werkzeug-Korrektur ..... 152Werkzeug-Nummer, Werkzeug-Name .....
152Werkzeug-Lnge L ..... 152Werkzeug-Radius R ..... 153Delta-Werte
fr Lngen und Radien ..... 153Werkzeug-Daten ins Programm eingeben
..... 153Werkzeug-Daten in die Tabelle eingeben ..... 154Einzelne
Werkzeugdaten von einem externen PC aus berschreiben .....
161Platz-Tabelle fr Werkzeug-Wechsler ..... 162Werkzeug-Daten
aufrufen ..... 165Werkzeugwechsel ..... 166
5.3 Werkzeug-Korrektur ..... 168Einfhrung .....
168Werkzeug-Lngenkorrektur ..... 168Werkzeug-Radiuskorrektur .....
169
5.4 Dreidimensionale Werkzeug-Korrektur (Software-Option 2)
..... 172Einfhrung ..... 172Definition eines normierten Vektors
..... 173Erlaubte Werkzeug-Formen ..... 173Andere Werkzeuge
verwenden: Delta-Werte ..... 1743D-Korrektur ohne
Werkzeug-Orientierung ..... 174Face Milling: 3D-Korrektur ohne und
mit Werkzeug-Orientierung ..... 175Peripheral Milling:
3D-Radiuskorrektur mit Werkzeug-Orientierung ..... 177
5.5 Arbeiten mit Schnittdaten-Tabellen ..... 179Hinweis .....
179Einsatzmglichkeiten ..... 179Tabelle fr Werkstck-Materialien
..... 180Tabelle fr Werkzeug-Schneidstoffe ..... 181Tabelle fr
Schnittdaten ..... 181Erforderliche Angaben in der Werkzeug-Tabelle
..... 182Vorgehensweise beim Arbeiten mit automatischer
Drehzahl-/Vorschub-Berechnung ..... 183Tabellen-Struktur verndern
..... 183Datenbertragung von Schnittdaten-Tabellen .....
185Konfigurations-Datei TNC.SYS ..... 185
5 Programmieren: Werkzeuge ..... 149
-
HEIDENHAIN iTNC 530 21
6.1 Werkzeug-Bewegungen ..... 188Bahnfunktionen ..... 188Freie
Kontur-Programmierung FK ..... 188Zusatzfunktionen M .....
188Unterprogramme und Programmteil-Wiederholungen .....
188Programmieren mit Q-Parametern ..... 188
6.2 Grundlagen zu den Bahnfunktionen ..... 189Werkzeugbewegung
fr eine Bearbeitung programmieren ..... 189
6.3 Kontur anfahren und verlassen ..... 193bersicht: Bahnformen
zum Anfahren und Verlassen der Kontur ..... 193Wichtige Positionen
beim An- und Wegfahren ..... 193Anfahren auf einer Geraden mit
tangentialem Anschluss: APPR LT ..... 195Anfahren auf einer Geraden
senkrecht zum ersten Konturpunkt: APPR LN ..... 195Anfahren auf
einer Kreisbahn mit tangentialem Anschluss: APPR CT .....
196Anfahren auf einer Kreisbahn mit tangentialem Anschluss an die
Kontur und Geradenstck: APPR LCT ..... 197Wegfahren auf einer
Geraden mit tangentialem Anschluss: DEP LT ..... 198Wegfahren auf
einer Geraden senkrecht zum letzten Konturpunkt: DEP LN .....
198Wegfahren auf einer Kreisbahn mit tangentialem Anschluss: DEP CT
..... 199Wegfahren auf einer Kreisbahn mit tangentialem Anschluss
an Kontur und Geradenstck: DEP LCT ..... 199
6.4 Bahnbewegungen rechtwinklige Koordinaten ..... 200bersicht
der Bahnfunktionen ..... 200Gerade L ..... 201Fase CHF zwischen
zwei Geraden einfgen ..... 202Ecken-Runden RND .....
203Kreismittelpunkt CC ..... 204Kreisbahn C um Kreismittelpunkt CC
..... 205Kreisbahn CR mit festgelegtem Radius ..... 206Kreisbahn CT
mit tangentialem Anschluss ..... 207
6 Programmieren: Konturen programmieren ..... 187
-
22
6.5 Bahnbewegungen Polarkoordinaten ..... 212bersicht .....
212Polarkoordinaten-Ursprung: Pol CC ..... 213Gerade LP .....
214Kreisbahn CP um Pol CC ..... 214Kreisbahn CTP mit tangentialem
Anschluss ..... 215Schraubenlinie (Helix) ..... 215
6.6 Bahnbewegungen Freie Kontur-Programmierung FK .....
220Grundlagen ..... 220Grafik der FK-Programmierung .....
221FK-Programme umwandeln in Klartext-Dialog-Programme .....
222FK-Dialog erffnen ..... 223Geraden frei programmieren .....
224Kreisbahnen frei programmieren ..... 224Eingabemglichkeiten
..... 225Hilfspunkte ..... 228Relativ-Bezge ..... 229
6.7 Bahnbewegungen Spline-Interpolation (Software-Option 2)
..... 236Anwendung ..... 236
-
HEIDENHAIN iTNC 530 23
7.1 Zusatz-Funktionen M und STOP eingeben ..... 240Grundlagen
..... 240
7.2 Zusatz-Funktionen fr Programmlauf-Kontrolle, Spindel und
Khlmittel ..... 241bersicht ..... 241
7.3 Zusatz-Funktionen fr Koordinatenangaben .....
242Maschinenbezogene Koordinaten programmieren: M91/M92 .....
242Zuletzt gesetzten Bezugspunkt aktivieren: M104 .....
244Positionen im ungeschwenkten Koordinaten-System bei geschwenkter
Bearbeitungsebene anfahren: M130 ..... 244
7.4 Zusatz-Funktionen fr das Bahnverhalten ..... 245Ecken
verschleifen: M90 ..... 245Definierten Rundungskreis zwischen
Geradenstcken einfgen: M112 ..... 246Punkte beim Abarbeiten von
nicht korrigierten Geradenstzen nicht bercksichtigen: M124 .....
246Kleine Konturstufen bearbeiten: M97 ..... 247Offene Konturecken
vollstndig bearbeiten: M98 ..... 249Vorschubfaktor fr
Eintauchbewegungen: M103 ..... 250Vorschub in
Millimeter/Spindel-Umdrehung: M136 ..... 251Vorschubgeschwindigkeit
bei Kreisbgen: M109/M110/M111 ..... 252Radiuskorrigierte Kontur
vorausberechnen (LOOK AHEAD): M120 ..... 252Handrad-Positionierung
whrend des Programmlaufs berlagern: M118 ..... 254Rckzug von der
Kontur in Werkzeugachsen-Richtung: M140 .....
255Tastsystem-berwachung unterdrcken: M141 ..... 256Modale
Programminformationen lschen: M142 ..... 257Grunddrehung lschen:
M143 ..... 257Werkzeug bei NC-Stop automatisch von der Kontur
abheben: M148 ..... 258
7 Programmieren: Zusatz-Funktionen ..... 239
-
24
7.5 Zusatz-Funktionen fr Drehachsen ..... 259Vorschub in mm/min
bei Drehachsen A, B, C: M116 (Software-Option 1) .....
259Drehachsen wegoptimiert fahren: M126 ..... 260Anzeige der
Drehachse auf Wert unter 360 reduzieren: M94 ..... 261Automatische
Korrektur der Maschinengeometrie beim Arbeiten mit Schwenkachsen:
M114 (Software-Option 2) ..... 262Position der Werkzeugspitze beim
Positionieren von Schwenkachsen beibehalten (TCPM): M128
(Software-Option 2) ..... 263Genauhalt an Ecken mit nicht
tangentialen bergngen: M134 ..... 265Auswahl von Schwenkachsen:
M138 ..... 265Bercksichtigung der Maschinen-Kinematik in
IST/SOLL-Positionen am Satzende: M144 (Software-Option 2) .....
266
7.6 Zusatz-Funktionen fr Laser-Schneidmaschinen ..... 267Prinzip
..... 267Programmierte Spannung direkt ausgeben: M200 .....
267Spannung als Funktion der Strecke: M201 ..... 267Spannung als
Funktion der Geschwindigkeit: M202 ..... 268Spannung als Funktion
der Zeit ausgeben (zeitabhngige Rampe): M203 ..... 268Spannung als
Funktion der Zeit ausgeben (zeitabhngiger Puls): M204 ..... 268
-
HEIDENHAIN iTNC 530 25
8.1 Mit Zyklen arbeiten ..... 270Maschinenspezifische Zyklen
..... 270Zyklus definieren ber Softkeys ..... 271Zyklus definieren
ber GOTO-Funktion ..... 271Zyklen aufrufen ..... 273Arbeiten mit
Zusatzachsen U/V/W ..... 275
8.2 Punkte-Tabellen ..... 276Anwendung ..... 276Punkte-Tabelle
eingeben ..... 276Punkte-Tabelle im Programm whlen ..... 277Zyklus
in Verbindung mit Punkte-Tabellen aufrufen ..... 278
8.3 Zyklen zum Bohren, Gewindebohren und Gewindefrsen .....
280bersicht ..... 280BOHREN (Zyklus 200) ..... 282REIBEN (Zyklus
201) ..... 284AUSDREHEN (Zyklus 202) ..... 286UNIVERSAL-BOHREN
(Zyklus 203) ..... 288RUECKWAERTS-SENKEN (Zyklus 204) .....
290UNIVERSAL-TIEFBOHREN (Zyklus 205) ..... 293BOHRFRAESEN (Zyklus
208) ..... 296GEWINDEBOHREN NEU mit Ausgleichsfutter (Zyklus 206)
..... 298GEWINDEBOHREN ohne Ausgleichsfutter GS NEU (Zyklus 207)
..... 300GEWINDEBOHREN SPANBRUCH (Zyklus 209) ..... 302Grundlagen
zum Gewindefrsen ..... 304GEWINDEFRAESEN (Zyklus 262) .....
306SENKGEWINDEFRAESEN (Zyklus 263) ..... 308BOHRGEWINDEFRAESEN
(Zyklus 264) ..... 312HELIX- BOHRGEWINDEFRAESEN (Zyklus 265) .....
316AUSSENGEWINDE-FRAESEN (Zyklus 267) ..... 320
8 Programmieren: Zyklen ..... 269
-
26
8.4 Zyklen zum Frsen von Taschen, Zapfen und Nuten .....
329bersicht ..... 329RECHTECKTASCHE (Zyklus 251) .....
330KREISTASCHE (Zyklus 252) ..... 335NUTENFRAESEN (Zyklus 253)
..... 339RUNDE NUT (Zyklus 254) ..... 344TASCHE SCHLICHTEN (Zyklus
212) ..... 349ZAPFEN SCHLICHTEN (Zyklus 213) ..... 351KREISTASCHE
SCHLICHTEN (Zyklus 214) ..... 353KREISZAPFEN SCHLICHTEN (Zyklus
215) ..... 355NUT (Langloch) mit pendelndem Eintauchen (Zyklus 210)
..... 357RUNDE NUT (Langloch) mit pendelndem Eintauchen (Zyklus
211) ..... 360
8.5 Zyklen zum Herstellen von Punktemustern ..... 366bersicht
..... 366PUNKTEMUSTER AUF KREIS (Zyklus 220) ..... 367PUNKTEMUSTER
AUF LINIEN (Zyklus 221) ..... 369
8.6 SL-Zyklen ..... 373Grundlagen ..... 373bersicht SL-Zyklen
..... 375KONTUR (Zyklus 14) ..... 376berlagerte Konturen .....
377KONTUR-DATEN (Zyklus 20) ..... 380VORBOHREN (Zyklus 21) .....
381RAEUMEN (Zyklus 22) ..... 382SCHLICHTEN TIEFE (Zyklus 23) .....
383SCHLICHTEN SEITE (Zyklus 24) ..... 384KONTUR-ZUG (Zyklus 25)
..... 385ZYLINDER-MANTEL (Zyklus 27, Software-Option 1) .....
387ZYLINDER-MANTEL Nutenfrsen (Zyklus 28, Software-Option 1) .....
389ZYLINDER-MANTEL Stegfrsen (Zyklus 29, Software-Option 1) .....
392ZYLINDER-MANTEL Auenkontur frsen (Zyklus 39, Software-Option 1)
..... 394
8.7 SL-Zyklen mit Konturformel ..... 407Grundlagen .....
407Programm mit Konturdefinitionen whlen .....
408Konturbeschreibungen definieren ..... 408Konturformel eingeben
..... 409berlagerte Konturen ..... 410Kontur Abarbeiten mit
SL-Zyklen ..... 412
8.8 Zyklen zum Abzeilen ..... 416bersicht ..... 4163D-DATEN
ABARBEITEN (Zyklus 30) ..... 417ABZEILEN (Zyklus 230) .....
418REGELFLAECHE (Zyklus 231) ..... 420PLANFRAESEN (Zyklus 232)
..... 423
-
HEIDENHAIN iTNC 530 27
8.9 Zyklen zur Koordinaten-Umrechnung ..... 431bersicht .....
431Wirksamkeit der Koordinaten-Umrechnungen .....
431NULLPUNKT-Verschiebung (Zyklus 7) .....
432NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen (Zyklus 7) .....
433BEZUGSPUNKT SETZEN (Zyklus 247) ..... 437SPIEGELN (Zyklus 8)
..... 438DREHUNG (Zyklus 10) ..... 440MASSFAKTOR (Zyklus 11) .....
441MASSFAKTOR ACHSSP. (Zyklus 26) ..... 442BEARBEITUNGSEBENE
(Zyklus 19, Software-Option 1) ..... 443
8.10 Sonder-Zyklen ..... 451VERWEILZEIT (Zyklus 9) .....
451PROGRAMM-AUFRUF (Zyklus 12) ..... 452SPINDEL-ORIENTIERUNG
(Zyklus 13) ..... 453TOLERANZ (Zyklus 32, Software-Option 2) .....
454
9.1 Die PLANE-Funktion: Schwenken der Bearbeitung-sebene
(Software-Option 1) ..... 458Einfhrung ..... 458PLANE-Funktion
definieren ..... 460Positions-Anzeige ..... 460PLANE-Funktion
zurcksetzen ..... 461
9.2 Bearbeitungsebene ber Raumwinkel definieren: PLANE SPATIAL
..... 462Anwendung ..... 462Eingabeparameter ..... 463
9.3 Bearbeitungsebene ber Projektionswinkel definieren: PLANE
PROJECTED ..... 464Anwendung ..... 464Eingabeparameter .....
465
9.4 Bearbeitungsebene ber Eulerwinkel definieren: PLANE EULER
..... 466Anwendung ..... 466Eingabeparameter ..... 467
9.5 Bearbeitungsebene ber zwei Vektoren definieren: PLANE VECTOR
..... 468Anwendung ..... 468Eingabeparameter ..... 469
9.6 Bearbeitungsebene ber drei Punkte definieren: PLANE POINTS
..... 470Anwendung ..... 470Eingabeparameter ..... 471
9.7 Bearbeitungsebene ber einen einzelnen, inkrementalen
Raumwinkel definieren: PLANE RELATIVE ..... 472Anwendung .....
472Eingabeparameter ..... 473Verwendete Abkrzungen ..... 473
9 Programmieren: Sonderfunktionen ..... 457
-
28
9.8 Positionierverhalten der PLANE-Funktion festlegen .....
474bersicht ..... 474Automatisches Einschwenken: MOVE/TURN/STAY
(Eingabe zwingend erforderlich) ..... 475Auswahl von alternativen
Schwenk-mglichkeiten: SEQ +/ (Eingabe optional) ..... 478Auswahl
der Transformationsart (Eingabe optional) ..... 479
9.9 Sturzfrsen in der geschwenkten Ebene ..... 480Funktion .....
480Sturzfrsen durch inkrementales Verfahren einer Drehachse .....
480Sturzfrsen ber Normalenvektoren ..... 481
9.10 FUNCTION TCPM (Software-Option 2) ..... 482Funktion .....
482Wirkungsweise des programmierten Vorschubs .....
483Interpretation der programmierten Drehachs-Koordinaten .....
484Interpolationsart zwischen Start- und Endposition .....
485FUNCTION TCPM rcksetzen ..... 486
9.11 Rckwrts-Programm erzeugen ..... 487Funktion .....
487Voraussetzungen an das umzuwandelnde Programm .....
488Anwendungsbeispiel ..... 489
10.1 Unterprogramme und Programmteil-Wiederholungen kennzeichnen
..... 492Label ..... 492
10.2 Unterprogramme ..... 493Arbeitsweise .....
493Programmier-Hinweise ..... 493Unterprogramm programmieren .....
493Unterprogramm aufrufen ..... 493
10.3 Programmteil-Wiederholungen ..... 494Label LBL .....
494Arbeitsweise ..... 494Programmier-Hinweise .....
494Programmteil-Wiederholung programmieren .....
494Programmteil-Wiederholung aufrufen ..... 494
10.4 Beliebiges Programm als Unterprogramm ..... 495Arbeitsweise
..... 495Programmier-Hinweise ..... 495Beliebiges Programm als
Unterprogramm aufrufen ..... 496
10.5 Verschachtelungen ..... 497Verschachtelungsarten .....
497Verschachtelungstiefe ..... 497Unterprogramm im Unterprogramm
..... 497Programmteil-Wiederholungen wiederholen .....
498Unterprogramm wiederholen ..... 499
10 Programmieren: Unterprogramme und Programmteil-Wiederholungen
..... 491
-
HEIDENHAIN iTNC 530 29
11.1 Prinzip und Funktionsbersicht ..... 508Programmierhinweise
..... 508Q-Parameter-Funktionen aufrufen ..... 509
11.2 Teilefamilien Q-Parameter statt Zahlenwerte .....
510NC-Beispielstze ..... 510Beispiel ..... 510
11.3 Konturen durch mathematische Funktionen beschreiben .....
511Anwendung ..... 511bersicht ..... 511Grundrechenarten
programmieren ..... 512
11.4 Winkelfunktionen (Trigonometrie) ..... 513Definitionen
..... 513Winkelfunktionen programmieren ..... 514
11.5 Kreisberechnungen ..... 515Anwendung ..... 515
11.6 Wenn/dann-Entscheidungen mit Q-Parametern .....
516Anwendung ..... 516Unbedingte Sprnge .....
516Wenn/dann-Entscheidungen programmieren ..... 516Verwendete
Abkrzungen und Begriffe ..... 517
11.7 Q-Parameter kontrollieren und ndern ..... 518Vorgehensweise
..... 518
11.8 Zustzliche Funktionen ..... 519bersicht ..... 519FN14:
ERROR: Fehlermeldungen ausgeben ..... 520FN15: PRINT: Texte oder
Q-Parameter-Werte ausgeben ..... 522FN16: F-PRINT: Texte und
Q-Parameter-Werte formatiert ausgeben ..... 523FN18: SYS-DATUM
READ: Systemdaten lesen ..... 527FN19: PLC: Werte an PLC bergeben
..... 532FN20: WAIT FOR: NC und PLC synchronisieren ..... 533FN25:
PRESET: Neuen Bezugspunkt setzen ..... 534FN26: TABOPEN: Frei
definierbare Tabelle ffnen ..... 535FN27: TABWRITE: Frei
definierbare Tabelle beschreiben ..... 535FN28: TABREAD: Frei
definierbare Tabelle lesen ..... 536
11 Programmieren: Q-Parameter ..... 507
-
30
11.9 Formel direkt eingeben ..... 537Formel eingeben .....
537Rechenregeln ..... 539Eingabe-Beispiel ..... 540
11.10 Vorbelegte Q-Parameter ..... 541Werte aus der PLC: Q100
bis Q107 ..... 541Aktiver Werkzeug-Radius: Q108 .....
541Werkzeugachse: Q109 ..... 541Spindelzustand: Q110 .....
542Khlmittelversorgung: Q111 ..... 542berlappungsfaktor: Q112 .....
542Maangaben im Programm: Q113 ..... 542Werkzeug-Lnge: Q114 .....
542Koordinaten nach Antasten whrend des Programmlaufs .....
543Ist-Sollwert-Abweichung bei automatischer Werkzeug-Vermessung
mit dem TT 130 ..... 543Schwenken der Bearbeitungsebene mit
Werkstck-Winkeln: von der TNC berechnete Koordinaten fr Drehachsen
..... 543Messergebnisse von Tastsystem-Zyklen (siehe auch
Benutzer-Handbuch Tastsystem-Zyklen) ..... 544
-
HEIDENHAIN iTNC 530 31
12.1 Grafiken ..... 554Anwendung ..... 554bersicht: Ansichten
..... 556Draufsicht ..... 556Darstellung in 3 Ebenen .....
5573D-Darstellung ..... 558Ausschnitts-Vergrerung .....
559Grafische Simulation wiederholen ..... 560Bearbeitungszeit
ermitteln ..... 561
12.2 Funktionen zur Programmanzeige ..... 562bersicht .....
562
12.3 Programm-Test ..... 563Anwendung ..... 563
12.4 Programmlauf ..... 565Anwendung .....
565Bearbeitungs-Programm ausfhren ..... 565Bearbeitung unterbrechen
..... 566Maschinenachsen whrend einer Unterbrechung verfahren .....
567Programmlauf nach einer Unterbrechung fortsetzen .....
568Beliebiger Einstieg ins Programm (Satzvorlauf) .....
569Wiederanfahren an die Kontur ..... 571
12.5 Automatischer Programmstart ..... 572Anwendung .....
572
12.6 Stze berspringen ..... 573Anwendung ..... 573Lschen des
/-Zeichens ..... 573
12.7 Wahlweiser Programmlauf-Halt ..... 574Anwendung .....
574
12 Programm-Test und Programmlauf ..... 553
-
32
13.1 MOD-Funktion whlen ..... 576MOD-Funktionen whlen .....
576Einstellungen ndern ..... 576MOD-Funktionen verlassen .....
576bersicht MOD-Funktionen ..... 576
13.2 Software- und Options-Nummern ..... 578Anwendung .....
578
13.3 Schlssel-Zahl eingeben ..... 579Anwendung ..... 579
13.4 Service-Packs laden ..... 580Anwendung ..... 580
13.5 Datenschnittstellen einrichten ..... 581Anwendung .....
581RS-232-Schnittstelle einrichten ..... 581RS-422-Schnittstelle
einrichten ..... 581BETRIEBSART des externen Gerts whlen .....
581BAUD-RATE einstellen ..... 581Zuweisung ..... 582Software fr
Datenbertragung ..... 583
13.6 Ethernet-Schnittstelle ..... 585Einfhrung .....
585Anschluss-Mglichkeiten ..... 585iTNC direkt mit einem Windows PC
verbinden ..... 586TNC konfigurieren ..... 588
13.7 PGM MGT konfigurieren ..... 592Anwendung .....
592Einstellung PGM MGT ndern ..... 592Abhngige Dateien .....
593
13.8 Maschinenspezifische Anwenderparameter ..... 595Anwendung
..... 595
13.9 Rohteil im Arbeitsraum darstellen ..... 596Anwendung .....
596Gesamte Darstellung drehen ..... 597
13 MOD-Funktionen ..... 575
-
HEIDENHAIN iTNC 530 33
13.10 Positions-Anzeige whlen ..... 598Anwendung ..... 598
13.11 Masystem whlen ..... 599Anwendung ..... 599
13.12 Programmiersprache fr $MDI whlen ..... 600Anwendung .....
600
13.13 Achsauswahl fr L-Satz-Generierung ..... 601Anwendung .....
601
13.14 Verfahrbereichs-Begrenzungen eingeben, Nullpunkt-Anzeige
..... 602Anwendung ..... 602Arbeiten ohne
Verfahrbereichs-Begrenzung ..... 602Maximalen Verfahrbereich
ermitteln und eingeben ..... 602Bezugspunkt-Anzeige ..... 603
13.15 HILFE-Dateien anzeigen ..... 604Anwendung .....
604HILFE-DATEIEN whlen ..... 604
13.16 Betriebszeiten anzeigen ..... 605Anwendung ..... 605
13.17 Teleservice ..... 606Anwendung ..... 606Teleservice
aufrufen/beenden ..... 606
13.18 Externer Zugriff ..... 607Anwendung ..... 607
-
34
14.1 Allgemeine Anwenderparameter ..... 610Eingabemglichkeiten
fr Maschinen-Parameter ..... 610Allgemeine Anwenderparameter
anwhlen ..... 610
14.2 Steckerbelegung und Anschlusskabel fr Datenschnittstellen
..... 624Schnittstelle V.24/RS-232-C HEIDEHAIN-Gerte .....
624Fremdgerte ..... 625Schnittstelle V.11/RS-422 .....
626Ethernet-Schnittstelle RJ45-Buchse ..... 626
14.3 Technische Information ..... 62714.4 Puffer-Batterie
wechseln ..... 633
14 Tabellen und bersichten ..... 609
-
HEIDENHAIN iTNC 530 35
15.1 Einfhrung ..... 636Endnutzer-Lizenzvertrag (EULA) fr
Windows 2000 ..... 636Lizenzgewhrung ..... 636Allgemeines .....
638Technische Daten ..... 639
15.2 iTNC 530-Anwendung starten ..... 640Windows-Anmeldung .....
640Anmeldung als TNC-Bediener ..... 640Anmeldung als lokaler
Administrator ..... 641
15.3 iTNC 530 ausschalten ..... 642Grundstzliches .....
642Abmelden eines Benutzers ..... 642iTNC-Anwendung beenden .....
643Herunterfahren von Windows ..... 644
15.4 Netzwerk-Einstellungen ..... 645Voraussetzung .....
645Einstellungen anpassen ..... 645Zugriffssteuerung ..... 646
15.5 Besonderheiten in der Datei-Verwaltung ..... 647Laufwerk
der iTNC ..... 647Daten-bertragung zur iTNC 530 ..... 648
15 iTNC 530 mit Windows 2000 (Option) ..... 635
-
Einfhrung
-
38 1 Einfhrung
1.1
Die
iTN
C 5
30 1.1 Die iTNC 530
HEIDENHAIN TNCs sind werkstattgerechte Bahnsteuerungen, mit
denen Sie herkmmliche Frs- und Bohrbearbeitungen direkt an der
Maschine im leicht verstndlichen Klartext-Dialog programmieren. Sie
sind fr den Einsatz an Frs- und Bohrmaschinen sowie
Bearbeitungs-zentren ausgelegt. Die iTNC 530 kann bis zu 12 Achsen
steuern. Zustzlich knnen Sie die Winkelposition der Spindel
programmiert einstellen.
Auf der integrierten Festplatte knnen Sie beliebig viele
Programme speichern, auch wenn diese extern erstellt wurden. Fr
schnelle Berechnungen lsst sich ein Taschenrechner jederzeit
aufrufen.
Bedienfeld und Bildschirmdarstellung sind bersichtlich
gestaltet, so dass Sie alle Funktionen schnell und einfach
erreichen knnen.
Programmierung: HEIDENHAIN Klartext-Dialog und DIN/ISO
Besonders einfach ist die Programm-Erstellung im
benutzerfreundli-chen HEIDENHAIN-Klartext-Dialog. Eine
Programmier-Grafik stellt die einzelnen Bearbeitungs-Schritte
whrend der Programmeingabe dar. Zustzlich hilft die Freie
Kontur-Programmierung FK, wenn einmal keine NC-gerechte Zeichnung
vorliegt. Die grafische Simulation der Werkstckbearbeitung ist
sowohl whrend des Programm-Tests als auch whrend des Programmlaufs
mglich. Zustzlich knnen Sie die TNCs auch nach DIN/ISO oder im
DNC-Betrieb programmieren.
Ein Programm lsst sich auch dann eingeben und testen, whrend ein
anderes Programm gerade eine Werkstckbearbeitung ausfhrt.
Kompatibilitt
Die TNC kann Bearbeitungs-Programme abarbeiten, die an
HEIDENHAIN-Bahnsteuerungen ab der TNC 150 B erstellt wurden. Sofern
alte TNC-Programme Herrsteller-Zyklen enthalten, ist seitens der
iTNC 530 eine Anpassung mit der PC-Software CycleDesign
durchzufhren. Setzen Sie sich dazu mit Ihrem Maschinen-Hersteller
oder mit HEIDENHAIN in Verbindung.
-
HEIDENHAIN iTNC 530 39
1.2
Bild
sch
irm
un
d B
edie
nfe
ld1.2 Bildschirm und Bedienfeld
Bildschirm
Die TNC ist wahlweise lieferbar mit dem Farb-Flachbildschirm BF
150 (TFT) oder dem Farb-Flachbildschirm BF 120 (TFT). Die Abbildung
rechts oben zeigt die Bedienelemente des BF 150, die Abbildung
rechts Mitte zeigt die Bedienelemente des BF 120.
1 Kopfzeile
Bei eingeschalteter TNC zeigt der Bildschirm in der Kopfzeile
die angewhlten Betriebsarten an: Maschinen-Betriebsarten links und
Programmier-Betriebsarten rechts. Im greren Feld der Kopfzeile
steht die Betriebsart, auf die der Bildschirm geschaltet ist: dort
erscheinen Dialogfragen und Meldetexte (Ausnahme: Wenn die TNC nur
Grafik anzeigt).
2 Softkeys
In der Fuzeile zeigt die TNC weitere Funktionen in einer
Softkey-Leiste an. Diese Funktionen whlen Sie ber die
darunterliegen-den Tasten. Zur Orientierung zeigen schmale Balken
direkt ber der Softkey-Leiste die Anzahl der Softkey-Leisten an,
die sich mit den auen angeordneten schwarzen Pfeil-Tasten whlen
lassen. Die aktive Softkey-Leiste wird als aufgehellter Balken
dargestellt.
3 Softkey-Wahltasten4 Softkey-Leisten umschalten5 Festlegen der
Bildschirm-Aufteilung6 Bildschirm-Umschalttaste fr Maschinen- und
Programmier-
Betriebsarten7 Softkey-Wahltasten fr
Maschinenhersteller-Softkeys8 Softkey-Leisten fr
Maschinenhersteller-Softkeys umschalten
13
11
4 4
516
7
8
2
2
1
114 315 14 6
-
40 1 Einfhrung
1.2
Bild
sch
irm
un
d B
edie
nfe
ld Bildschirm-Aufteilung festlegenDer Benutzer whlt die
Aufteilung des Bildschirms: So kann die TNC z.B. in der Betriebsart
Programm-Einspeichern/Editieren das Pro-gramm im linken Fenster
anzeigen, whrend das rechte Fenster gleichzeitig z.B. eine
Programmier-Grafik darstellt. Alternativ lsst sich im rechten
Fenster auch die Programm-Gliederung anzeigen oder aus-schlielich
das Programm in einem groen Fenster. Welche Fenster die TNC
anzeigen kann, hngt von der gewhlten Betriebsart ab.
Bildschirm-Aufteilung festlegen:
Bildschirm-Umschalttaste drcken: Die Softkey-Lei-ste zeigt die
mglichen Bildschirm-Aufteilungen an, siehe Betriebsarten, Seite
42
Bildschirm-Aufteilung mit Softkey whlen
-
HEIDENHAIN iTNC 530 41
1.2
Bild
sch
irm
un
d B
edie
nfe
ldBedienfeldDie TNC ist wahlweise lieferbar mit dem Bedienfeld
TE 420 oder dem Bedienfeld TE 530. Die Abbildung rechts oben zeigt
die Bedienele-mente des Bedienfeldes TE 420, die Abbildung rechts
Mitte zeigt die Bedienelemente des Bedienfeldes TE 530:
Die Funktionen der einzelnen Tasten sind auf der ersten
Umschlags-seite zusammengefasst. Externe Tasten, wie z.B. NC-START,
sind im Maschinenhandbuch beschrieben.
1 Alpha-Tastatur fr Texteingaben, Dateinamen und
DIN/ISO-Pro-grammierungen.
Zwei-Prozessor-Version: Zustzliche Tasten zur
Windows-Bedie-nung
2 Datei-Verwaltung TaschenrechnerMOD-FunktionHELP-Funktion
3 Programmier-Betriebsarten4 Maschinen-Betriebsarten5 Erffnen
der Programmier-Dialoge6 Pfeil-Tasten und Sprunganweisung GOTO7
Zahleneingabe und Achswahl8 Mausepad: Nur fr die Bedienung der
Zwei-Prozessor-Version
12
3
5
14
6
71
12
3
5
14
6
77
1
78
-
42 1 Einfhrung
1.3
Bet
rieb
sart
en 1.3 Betriebsarten
Manueller Betrieb und El. Handrad
Das Einrichten der Maschinen geschieht im Manuellen Betrieb. In
die-ser Betriebsart lassen sich die Maschinenachsen manuell oder
schritt-weise positionieren, die Bezugspunkte setzen und die
Bearbeitungs-ebene schwenken.
Die Betriebsart El. Handrad untersttzt das manuelle Verfahren
der Maschinenachsen mit einem elektronischen Handrad HR.
Softkeys zur Bildschirm-Aufteilung (whlen wie zuvor
beschrieben)
Positionieren mit Handeingabe
In dieser Betriebsart lassen sich einfache Verfahrbewegungen
pro-grammieren, z.B. um planzufrsen oder vorzupositionieren.
Softkeys zur Bildschirm-Aufteilung
Fenster Softkey
Positionen
Links: Positionen, rechts: Status-Anzeige
Fenster Softkey
Programm
Links: Programm, rechts: Status-Anzeige
-
HEIDENHAIN iTNC 530 43
1.3
Bet
rieb
sart
en
Programm-Einspeichern/Editieren
Ihre Bearbeitungs-Programme erstellen Sie in dieser Betriebsart.
Viel-seitige Untersttzung und Ergnzung beim Programmieren bieten
die Freie Kontur-Programmierung, die verschiedenen Zyklen und die
Q-Parameter-Funktionen. Auf Wunsch zeigt die Programmier-Grafik die
einzelnen Schritte an.
Softkeys zur Bildschirm-Aufteilung
Programm-Test
Die TNC simuliert Programme und Programmteile in der Betriebsart
Programm-Test, um z.B. geometrische Unvertrglichkeiten, fehlende
oder falsche Angaben im Programm und Verletzungen des
Arbeitsrau-mes herauszufinden. Die Simulation wird grafisch mit
verschiedenen Ansichten untersttzt.
Softkeys zur Bildschirm-Aufteilung: siehe Programmlauf Satzfolge
und Programmlauf Einzelsatz, Seite 44.
Fenster Softkey
Programm
Links: Programm, rechts: Programm-Gliederung
Links: Programm, rechts: Programmier-Grafik
-
44 1 Einfhrung
1.3
Bet
rieb
sart
enProgrammlauf Satzfolge und Programmlauf Einzelsatz
In Programmlauf Satzfolge fhrt die TNC ein Programm bis zum
Pro-gramm-Ende oder zu einer manuellen bzw. programmierten
Unterbre-chung aus. Nach einer Unterbrechung knnen Sie den
Programmlauf wieder aufnehmen.
In Programmlauf Einzelsatz starten Sie jeden Satz mit der
externen START-Taste einzeln
Softkeys zur Bildschirm-Aufteilung
Softkeys zur Bildschirm-Aufteilung bei Paletten-Tabellen
Fenster Softkey
Programm
Links: Programm, rechts: Programm-Gliederung
Links: Programm, rechts: Status
Links: Programm, rechts: Grafik
Grafik
Fenster Softkey
Paletten-Tabelle
Links: Programm, rechts: Paletten-Tabelle
Links: Paletten-Tabelle, rechts: Status
Links: Paletten-Tabelle, rechts: Grafik
-
HEIDENHAIN iTNC 530 45
1.4
Sta
tus-
An
zeig
en1.4 Status-Anzeigen
Allgemeine Status-Anzeige
Die allgemeine Status-Anzeige 1 informiert Sie ber den aktuellen
Zustand der Maschine. Sie erscheint automatisch in den
Betriebsarten
Programmlauf Einzelsatz und Programmlauf Satzfolge, solange fr
die Anzeige nicht ausschlielich Grafik gewhlt wurde, und beim
Positionieren mit Handeingabe.In den Betriebsarten Manueller
Betrieb und El. Handrad erscheint die Status-Anzeige im groen
Fenster.
Informationen der Status-Anzeige
Symbol Bedeutung
Ist- oder Soll-Koordinaten der aktuellen Position
Maschinenachsen; Hilfsachsen zeigt die TNC mit kleinen
Buchstaben an. Die Reihenfolge und Anzahl der angezeigten Achsen
legt Ihr Maschinenhersteller fest. Beachten Sie Ihr
Maschinenhandbuch
Die Anzeige des Vorschubs in Zoll entspricht dem zehnten Teil
des wirksamen Wertes. Drehzahl S, Vorschub F und wirksame
Zusatzfunktion M
Programmlauf ist gestartet
Achse ist geklemmt
Achse kann mit dem Handrad verfahren werden
Achsen werden in geschwenkter Bearbeitungs-ebene verfahren
Achsen werden unter Bercksichtigung der Grund-drehung
verfahren
Nummer des aktiven Bezugspunktes aus der Preset-Tabelle. Wenn
der Bezugspunkt manuell gesetzt wurde, zeigt die TNC hinter dem
Symbol den Text MAN an
11IST
X Y Z
F S M
-
46 1 Einfhrung
1.4
Sta
tus-
An
zeig
enZustzliche Status-Anzeigen
Die zustzlichen Status-Anzeigen geben detaillierte Informationen
zum Programm-Ablauf. Sie lassen sich in allen Betriebsarten
aufrufen, mit Ausnahme von Programm-Einspeichern/Editieren.
Zustzliche Status-Anzeige einschalten
Softkey-Leiste fr die Bildschirm-Aufteilung aufrufen
Bildschirmdarstellung mit zustzlicher Status-Anzeige whlen
Zustzliche Status-Anzeigen whlen
Softkey-Leiste umschalten, bis STATUS-Softkeys erscheinen
Zustzliche Status-Anzeige whlen, z.B. allgemeine
Programm-Informationen
Nachfolgend sind verschiedene zustzliche Status-Anzeigen
beschrie-ben, die Sie ber Softkeys whlen knnen:
Allgemeine Programm-Information
4 6
1
2
3
5
1 Hauptprogramm-Name2 Aufgerufene Programme3 Aktiver
Bearbeitungs-Zyklus4 Kreismittelpunkt CC (Pol)5 Bearbeitungszeit6
Zhler fr Verweilzeit
-
HEIDENHAIN iTNC 530 47
1.4
Sta
tus-
An
zeig
en
Positionen und Koordinaten
Informationen zu den Werkzeugen
Koordinaten-Umrechnungen
Siehe Zyklen zur Koordinaten-Umrechnung auf Seite 431.
2
4
1
3
1 Positionsanzeige2 Art der Positionsanzeige, z. B.
Ist-Position3 Schwenkwinkel fr die Bearbeitungsebene4 Winkel der
Grunddrehung
32
5
1
4
6
1 Anzeige T: Werkzeug-Nummer und -NameAnzeige RT: Nummer und
Name eines Schwester-Werkzeugs
2 Werkzeugachse3 Werkzeug-Lnge und -Radien4 Aufmae (Delta-Werte)
aus dem TOOL CALL (PGM) und der
Werkzeug-Tabelle (TAB)5 Standzeit, maximale Standzeit (TIME 1)
und maximale Standzeit
bei TOOL CALL (TIME 2)6 Anzeige des aktiven Werkzeugs und des
(nchsten) Schwester-
Werkzeugs
6 7
3
12
4 5
1 Hauptprogramm-Name2 Name der aktiven Nullpunkt-Tabelle, aktive
Nullpunkt-Nummer
(#), Kommentar aus der aktiven Zeile der aktiven
Nullpunkt-Num-mer (DOC) aus Zyklus 7
3 Aktive Nullpunkt-Verschiebung (Zyklus 7); Die TNC zeigt eine
aktive Nullpunkt-Verschiebung in bis zu 8 Achsen an
4 Gespiegelte Achsen (Zyklus 8)5 Aktiver Drehwinkel (Zyklus 10)6
Aktiver Mafaktor / Mafaktoren (Zyklen 11 / 26); Die TNC zeigt
einen aktiven Mafaktor in bis zu 6 Achsen an7 Mittelpunkt der
zentrischen Streckung
-
48 1 Einfhrung
1.4
Sta
tus-
An
zeig
en Programmteil-Wiederholung/Unterprogramme
Werkzeug-Vermessung
Aktive Zusatzfunktionen M
1
2
1 Aktive Programmteil-Wiederholungen mit Satz-Nummer,
Label-Nummer und Anzahl der programmierten/noch auszufhrenden
Wiederholungen
2 Aktive Unterprogramm-Nummern mit Satz-Nummer, in der das
Unterprogramm gerufen wurde und Label-Nummer die aufgeru-fen
wurde
2 3
4
11 Nummer des Werkzeugs, das vermessen wird2 Anzeige, ob
Werkzeug-Radius oder -Lnge vermessen wird3 MIN- und MAX-Wert
Einzelschneiden-Vermessung und Ergebnis
der Messung mit rotierendem Werkzeug (DYN)4 Nummer der
Werkzeug-Schneide mit zugehrigem Messwert.
Der Stern hinter dem Messwert zeigt an, dass die Toleranz aus
der Werkzeug-Tabelle berschritten wurde
1
2
1 Liste der aktiven M-Funktionen mit festgelegter Bedeutung2
Liste der aktiven M-Funktionen, die von Ihrem Maschinen-Her-
steller angepasst werden
-
HEIDENHAIN iTNC 530 49
1.5
Zu
beh
r:
3D
-Tas
tsys
tem
e u
nd
ele
ktro
nis
che
Han
dr
der
vo
n H
EID
EN
HA
IN1.5 Zubehr: 3D-Tastsysteme und elektronische Handrder von
HEIDENHAIN
3D-Tastsysteme
Mit den verschiedenen 3D-Tastsystemen von HEIDENHAIN knnen
Sie:
Werkstcke automatisch ausrichten Schnell und genau Bezugspunkte
setzenMessungen am Werkstck whrend des Programmlaufs
ausfhrenWerkzeuge vermessen und prfen
Die schaltenden Tastsysteme TS 220 und TS 640Diese Tastsysteme
eignen sich besonders gut zum automatischen Werkstck-Ausrichten,
Bezugspunkt-Setzen, fr Messungen am Werkstck. Das TS 220 bertrgt
die Schaltsignale ber ein Kabel und ist zudem eine kostengnstige
Alternative, wenn Sie gelegentlich digi-talisieren mssen.
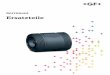
Speziell fr Maschinen mit Werkzeugwechsler eignet sich das
Tastsy-steme TS 640 (siehe Bild rechts), das die Schaltsignale via
Infrarot-Strecke kabellos bertragen.
Das Funktionsprinzip: In den schaltenden Tastsystemen von
HEIDENHAIN registriert ein verschleifreier optischer Schalter die
Auslenkung des Taststifts. Das erzeugte Signal veranlasst, den
Istwert der aktuellen Tastsystem-Position zu speichern.
Alle Tastsystem-Funktionen sind in einem separaten
Benutzer-Handbuch beschrieben. Wenden Sie sich ggf. an HEIDENHAIN,
wenn Sie dieses Benutzer-Handbuch ben-tigen. Id.-Nr.: 329
203-xx.
-
50 1 Einfhrung
1.5
Zu
beh
r:
3D
-Tas
tsys
tem
e u
nd
ele
ktro
nis
che
Han
dr
der
vo
n H
EID
EN
HA
INDas Werkzeug-Tastsystem TT 130 zur Werkzeug-VermessungDas TT
130 ist ein schaltendes 3D-Tastsystem zum Vermessen und Prfen von
Werkzeugen. Die TNC stellt hierzu 3 Zyklen zur Verfgung, mit denen
sich Werkzeug-Radius und -Lnge bei stehender oder rotie-render
Spindel ermitteln lassen. Die besonders robuste Bauart und die hohe
Schutzart machen das TT 130 gegenber Khlmittel und Spnen
unempfindlich. Das Schaltsignal wird mit einem verschleifreien
opti-schen Schalter gebildet, der sich durch eine hohe
Zuverlssigkeit aus-zeichnet.
Elektronische Handrder HR
Die elektronischen Handrder vereinfachen das przise manuelle
Ver-fahren der Achsschlitten. Der Verfahrweg pro Handrad-Umdrehung
ist in einem weiten Bereich whlbar. Neben den Einbau-Handrdern HR
130 und HR 150 bietet HEIDENHAIN auch die portablen Handr-der HR
410 (siehe Bild Mitte) und HR 420 (siehe Bild rechts unten) an.
-
Handbetrieb und Einrichten
-
52 2 Handbetrieb und Einrichten
2.1
Ein
sch
alte
n, A
uss
chal
ten 2.1 Einschalten, Ausschalten
Einschalten
Die Versorgungsspannung von TNC und Maschine einschalten. Danach
zeigt die TNC folgenden Dialog an:
Speicher der TNC wird automatisch berprft
TNC-Meldung, dass Stromunterbrechung vorlag Meldung lschen
PLC-Programm der TNC wird automatisch bersetzt
Steuerspannung einschalten. Die TNC berprft die Funktion der
Not-Aus-Schaltung
Referenzpunkte in vorgegebener Reihenfolge ber-fahren: Fr jede
Achse externe START-Taste drcken, oder
Referenzpunkte in beliebiger Reihenfolge berfahren: Fr jede
Achse externe Richtungstaste drcken und halten, bis Referenzpunkt
berfahren ist
Das Einschalten und das Anfahren der Referenzpunkte sind
maschinenabhngige Funktionen. Beachten Sie Ihr
Maschinenhandbuch.
SPEICHERTEST
STROMUNTERBRECHUNG
PLC-PROGRAMM BERSETZEN
STEUERSPANNUNG FR RELAIS FEHLT
MANUELLER BETRIEBREFERENZPUNKTE BERFAHREN
Wenn Ihre Maschine mit absoluten Messgerten ausge-rstet ist,
entfllt das berfahren der Referenzmarken. Die TNC ist dann sofort
nach dem Einschalten der Steuer-spannungs funktionsbereit.
-
HEIDENHAIN iTNC 530 53
2.1
Ein
sch
alte
n, A
uss
chal
tenDie TNC ist jetzt funktionsbereit und befindet sich in der
Betriebsart
Manueller Betrieb.
Referenzpunkt berfahren bei geschwenkter
BearbeitungsebeneReferenzpunkt-berfahren im geschwenkten
Koordinatensystem ist ber die externen Achsrichtungs-Tasten mglich.
Dazu muss die Funktion Bearbeitungsebene schwenken in Manueller
Betrieb aktiv sein, siehe Manuelles Schwenken aktivieren, Seite 76.
Die TNC interpoliert dann beim Bettigen einer Achsrichtungs-Taste
die ent-sprechenden Achsen.
Die NC-START-Taste hat keine Funktion. Die TNC gibt ggf. eine
ent-sprechende Fehlermeldung aus.
Ausschalten
Um Datenverluste beim Ausschalten zu vermeiden, mssen Sie das
Betriebssystem der TNC gezielt herunterfahren:
8 Betriebsart Manuell whlen8 Funktion zum Herunterfahren whlen,
nochmal mit
Softkey JA besttigen
8Wenn die TNC in einem berblendfenster den Text Jetzt knnen Sie
ausschalten anzeigt, drfen Sie die Versorgungsspannung zur TNC
unterbrechen
Die Referenzpunkte mssen Sie nur dann berfahren, wenn Sie die
Maschinenachsen verfahren wollen. Wenn Sie nur Programme editieren
oder testen wollen, dann whlen Sie nach dem Einschalten der
Steuerspannung sofort die Betriebsart
Programm-Einspeichern/Editieren oder Programm-Test.
Die Referenzpunkte knnen Sie dann nachtrglich ber-fahren. Drcken
Sie dazu in der Betriebsart Manueller Betrieb den Softkey REF.-PKT.
ANFAHREN.
Beachten Sie, dass die im Men eingetragenen Winkel-werte mit den
tatschlichen Winkeln der Schwenkachse bereinstimmen.
iTNC 530 mit Windows 2000: Siehe iTNC 530 ausschal-ten, Seite
642.
Willkrliches Ausschalten der TNC kann zu Datenverlust fhren.
-
54 2 Handbetrieb und Einrichten
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
n 2.2 Verfahren der Maschinenachsen
Hinweis
Achse mit den externen Richtungstasten verfahren
Betriebsart Manueller Betrieb whlen
Externe Richtungstaste drcken und halten, solange Achse
verfahren soll, oder
Achse kontinuierlich verfahren: Externe Richtungsta-ste gedrckt
halten und externe START-Taste kurz drcken
Anhalten: Externe STOP-Taste drcken
Mit beiden Methoden knnen Sie auch mehrere Achsen gleichzeitig
verfahren. Der Vorschub, mit dem die Achsen verfahren, ndern Sie
ber den Softkey F, siehe Spindeldrehzahl S, Vorschub F und
Zusatz-funktion M, Seite 63.
Das Verfahren mit den externen Richtungstasten ist
maschinenabhngig. Maschinenhandbuch beachten!
und
-
HEIDENHAIN iTNC 530 55
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
nSchrittweises PositionierenBeim schrittweisen Positionieren
verfhrt die TNC eine Maschinen-achse um ein von Ihnen festgelegtes
Schrittma.
Betriebsart Manuell oder El. Handrad whlen
Schrittweises Positionieren whlen: Softkey SCHRITTMASS auf
EIN
Zustellung in mm eingeben, z.B. 8 mm
Externe Richtungstaste drcken: beliebig oft positio-nieren
ZUSTELLUNG =
Der maximal eingebbare Wert fr eine Zustellung betrgt 10 mm.
16X
Z
8
8
8
-
56 2 Handbetrieb und Einrichten
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
n Verfahren mit dem elektronischen Handrad HR 410
Das tragbare Handrad HR 410 ist mit zwei Zustimmtasten
ausger-stet. Die Zustimmtasten befinden sich unterhalb des
Sterngriffs.
Sie knnen die Maschinenachsen nur verfahren, wenn eine der
Zustimmtasten gedrckt ist (maschinenabhngige Funktion).
Das Handrad HR 410 verfgt ber folgende Bedienelemente:
Die roten Anzeigen signalisieren, welche Achse und welchen
Vor-schub Sie gewhlt haben.
Verfahren mit dem Handrad ist bei aktivem M118 auch whrend des
Programmlaufs mglich.
Verfahren
Betriebsart El. Handrad whlen
Zustimmtaste gedrckt halten
Achse whlen
Vorschub whlen
Aktive Achse in Richtung + oder verfahren
1 NOT-AUS-Taste2 Handrad3 Zustimmtasten4 Tasten zur Achswahl5
Taste zur bernahme der Ist-Position6 Tasten zum Festlegen des
Vorschubs (langsam, mittel, schnell;
Vorschbe werden vom Maschinenhersteller festgelegt)7 Richtung,
in die die TNC die gewhlte Achse verfhrt8 Maschinen-Funktionen
(werden vom Maschinenhersteller festge-
legt)
2
4
6
8
1
3
45
7
oder
-
HEIDENHAIN iTNC 530 57
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
nElektronisches Handrad HR 420Im Gegensatz zum HR 410 ist das
tragbare Handrad HR 420 mit einem Display ausgestattet, auf dem
verschiedene Informationen angezeigt werden. Darber hinaus knnen
Sie ber die Handrad-Softkeys wich-tige Einrichte-Funktionen
ausfhren, z.B. Bezugspunkte setzen oder M-Funktionen eingeben und
abarbeiten.
Sobald Sie das Handrad ber die Handrad-Aktivierungstaste
aktiviert haben, ist keine Bedienung ber das Bedienpult mehr
mglich. Die TNC zeigt diesen Zustand am TNC-Bildschirm durch ein
berblendfen-ster an.
Das Handrad HR 420 verfgt ber folgende Bedienelemente:
Verfahren mit dem Handrad ist bei aktivem M118 auch whrend des
Programmlaufs mglich.
1 NOT-AUS-Taste2 Handrad-Display zur Status-Anzeige und Auswahl
von Funktionen3 Softkeys4 Achswahltasten5 Hadrad-Aktivierungstaste6
Pfeiltasten zur Definition der Handrad-Empfindlichkeit7
Richtungstaste, in die die TNC die gewhlte Achse verfhrt8 Spindel
einschalten (maschinenabhngige Funktion)9 Spindel ausschalten
(maschinenabhngige Funktion)10 Taste NC-Satz generieren11
NC-Start12 NC-Stop13 Zustimmtaste14 Handrad15
Spindeldrehzahl-Potentiometer. Wirksam, sobald das Handrad
aktiv ist. Das Spindeldrehzahl-Potentiometer auf dem Bedienfeld
ist dann unwirksam
16 Vorschub-Potentiometer. Wirksam, sobald das Handrad aktiv
ist. Das Vorschub-Potentiometer auf dem Bedienfeld ist dann
unwirk-sam
2
578
1
3467
9 1112
14
1615
1310
6
-
58 2 Handbetrieb und Einrichten
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
n DisplayDas Handrad-Display (siehe Bild rechts oben) besteht
aus 4 Zeilen. Die TNC zeigt darin folgende Informationen an:
Zu verfahrende Achse whlenDie Hauptachsen X, Y und Z, sowie zwei
weitere, vom Maschinenher-steller definierbare Achsen, knnen Sie
direkt ber die Achswahlta-sten aktivieren. Wenn Ihre Maschine ber
weitere Achsen verfgt, gehen Sie wie folgt vor:
8 Handrad-Softkey F1 (AX) drcken: Die TNC zeigt auf dem
Handrad-Display alle aktiven Achsen an. Die momentan aktive Achse
blinkt
8 Gewnschte Achse mit Handrad-Softkeys F1 (->) oder F2 (
-
HEIDENHAIN iTNC 530 59
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
nAchsen verfahren
Betriebsart El. Handrad whlen
Handrad aktiveren: Handrad-Taste auf dem HR 420 drcken. Die TNC
kann jetzt nur noch ber das HR 420 bedient werden, ein
berblendfenster mit Hinweistext wird am TNC-Bildschirm
angezeigt
Ggf. Zustimmtaste gedrckt halten
Auf dem Handrad Achse whlen die verfahren wer-den soll.
Zusatz-Achsen ber Softkeys whlen
Aktive Achse in Richtung + oder verfahren
Handrad deaktiveren: Handrad-Taste auf dem HR 420 drcken. Die
TNC kann jetzt wieder ber das Bedien-feld bedient werden
oder
-
60 2 Handbetrieb und Einrichten
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
n Schrittweise positionierenBeim schrittweisen Positionieren
verfhrt die TNC die momentan aktive Handrad-Achse um ein von Ihnen
festgelegtes Schrittma:
8 Handrad-Softkey F2 (STEP) drcken8 Schrittweise positionieren
aktivieren: Handrad-Softkey 3 (ON) drk-
ken 8 Gewnschtes Schrittma durch Drcken der Tasten F1 oder
F2
whlen. Wenn Sie die jeweilige Taste gedrckt halten, erhht die
TNC den Zhlschritt bei einem Zehnerwechsel jeweils um den Fak-tor
10. Durch zustzliches Drcken der Taste Ctrl erhht sich der
Zhlschritt auf 1. Kleinstmgliches Schrittma ist 0.0001 mm,
grt-mgliches Schrittma ist 10 mm
8 Gewhltes Schrittma mit Softkey 4 (OK) bernehmen8 Mit
Handrad-Taste + bzw. die aktive Handrad-Achse in die ent-
sprechende Richtung verfahren
Zusatz-Funktionen M eingeben8 Handrad-Softkey F3 (MSF) drcken8
Handrad-Softkey F1 (M) drcken8 Gewnschte M-Funktionsnummer durch
Drcken der Tasten F1
oder F2 whlen8 Zusatz-Funktion M mit Taste NC-Start ausfhren
Spindeldrehzahl S eingeben8 Handrad-Softkey F3 (MSF) drcken8
Handrad-Softkey F2 (S) drcken8 Gewnschte Drehzahl durch Drcken der
Tasten F1 oder F2 wh-
len. Wenn Sie die jeweilige Taste gedrckt halten, erhht die TNC
den Zhlschritt bei einem Zehnerwechsel jeweils um den Faktor 10.
Durch zustzliches Drcken der Taste Ctrl erhht sich der Zhlschritt
auf 1000
8 Neue Drehzahl S mit Taste NC-Start aktivieren
Vorschub F eingeben8 Handrad-Softkey F3 (MSF) drcken8
Handrad-Softkey F3 (S) drcken8 Gewnschten Vorschub durch Drcken der
Tasten F1 oder F2 wh-
len. Wenn Sie die jeweilige Taste gedrckt halten, erhht die TNC
den Zhlschritt bei einem Zehnerwechsel jeweils um den Faktor 10.
Durch zustzliches Drcken der Taste Ctrl erhht sich der Zhlschritt
auf 1000
8 Neuen Vorschub F mit Handrad-Softkey F3 (OK) bernehmen
-
HEIDENHAIN iTNC 530 61
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
nBezugspunkt setzen8 Handrad-Softkey F3 (MSF) drcken8
Handrad-Softkey F4 (PRS) drcken8 Ggf. Achse whlen, in der der
Bezugspunkt gesetzt werden soll8 Achse mit Handrad-Softkey F3 (OK)
abnullen, oder mit Handrad-Soft-
keys F1 und F2 gewnschten Wert einstellen und dann mit
Hand-rad-Softkey F3 (OK) bernehmen. Durch zustzliches Drcken der
Taste Ctrl erhht sich der Zhlschritt auf 10
Betriebsarten wechselnber den Handrad-Softkey F4 (OPM) knnen Sie
vom Handrad aus die Betriebsart umschalten, sofern der aktuelle
Zustand der Steuerung ein Umschalten erlaubt.
8 Handrad-Softkey F4 (OPM) drcken8 ber Handrad-Softkeys
gewnschte Betriebsart whlenMAN: Manueller BetriebMDI: Positionieren
mit Handeingabe SGL: Programmlauf Einzelsatz RUN: Programmlauf
Satzfolge
Kompletten L-Satz erzeugen
8 Betriebsart Positionieren mit Handeingabe whlen8 Ggf. mit den
Pfeiltasten auf der TNC-Tastatur den NC-Satz whlen,
hinter den Sie den neuen L-Satz einfgen wollen8 Handrad
aktivieren8 Handrad-Taste NC-Satz generieren drcken: Die TNC fgt
einen
kompletten L-Satz ein, der alle ber die MOD-Funktion
ausgewhl-ten Achspositionen enthlt
ber die MOD-Funktion die Achswerte definieren, die in einen
NC-Satz bernommen werden sollen (siehe Achs-auswahl fr
L-Satz-Generierung auf Seite 601).
Sind keine Achsen ausgewhlt, zeigt die TNC die Fehler-meldung
Keine Achsauswahl vorhanden an
-
62 2 Handbetrieb und Einrichten
2.2
Ver
fah
ren
der
Mas
chin
enac
hse
n Funktionen in den Programmlauf-BetriebsartenIn den
Programmlauf-Betriebsarten knnen Sie folgende Funktionen
ausfhren:
NC-Start (Handrad-Taste NC-Start)NC-Stop (Handrad-Taste
NC-Stop)Wenn NC-Stop bettigt wurde: Interner Stop (Handrad-Softkeys
MOP
und dann STOP)Wenn NC-Stop bettigt wurde: Manuell Achsen
verfahren (Handrad-
Softkeys MOP und dann MAN)Wiederanfahren an die Kontur, nachdem
Achsen whrend einer Pro-
gramm-Unterbrechung manuell verfahren wurden (Handrad-Soft-keys
MOP und dann REPO). Die Bedienung erfolgt per Handrad-Soft-keys,
wie ber die Bildschirm-Softkeys (siehe Wiederanfahren an die Kontur
auf Seite 571) Ein-/Ausschalten der Funktion Bearbeitungsebene
schwenken
(Handrad-Softkeys MOP und dann 3D)
-
HEIDENHAIN iTNC 530 63
2.3
Sp
ind
eld
reh
zah
l S, V
ors
chu
b F
un
d Z
usa
tzfu
nkt
ion
M2.3 Spindeldrehzahl S, Vorschub F und Zusatzfunktion M
Anwendung
In den Betriebsarten Manueller Betrieb und El. Handrad geben Sie
Spindeldrehzahl S, Vorschub F und Zusatzfunktion M ber Softkeys
ein. Die Zusatzfunktionen sind in 7. Programmieren:
Zusatzfunktio-nen beschrieben.
Werte eingeben
Spindeldrehzahl S, Zusatzfunktion M
Eingabe fr Spindeldrehzahl whlen: Softkey S
Spindeldrehzahl eingeben und mit der externen START-Taste
bernehmen
Die Spindeldrehung mit der eingegebenen Drehzahl S starten Sie
mit einer Zusatzfunktion M. Eine Zusatzfunktion M geben Sie auf die
glei-che Weise ein.
Vorschub F
Die Eingabe eines Vorschub F mssen Sie anstelle mit der externen
START-Taste mit der Taste ENT besttigen.
Fr den Vorschub F gilt:
Wenn F=0 eingegeben, dann wirkt der kleinste Vorschub aus MP1020
F bleibt auch nach einer Stromunterbrechung erhalten
Spindeldrehzahl und Vorschub ndern
Mit den Override-Drehknpfen fr Spindeldrehzahl S und Vorschub F
lsst sich der eingestellte Wert von 0% bis 150% ndern.
Der Maschinenhersteller legt fest, welche Zusatzfunktio-nen M
Sie nutzen knnen und welche Funktion sie haben.
SPINDELDREHZAHL S=
1000
Der Override-Drehknopf fr die Spindeldrehzahl wirkt nur bei
Maschinen mit stufenlosem Spindelantrieb.
-
64 2 Handbetrieb und Einrichten
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
) 2.4 Bezugspunkt-Setzen (ohne 3D-Tastsystem)
Hinweis
Beim Bezugspunkt-Setzen wird die Anzeige der TNC auf die
Koordina-ten einer bekannten Werkstck-Position gesetzt.
Vorbereitung
8 Werkstck aufspannen und ausrichten8 Nullwerkzeug mit bekanntem
Radius einwechseln8 Sicherstellen, dass die TNC Ist-Positionen
anzeigt
Bezugspunkt-Setzen mit 3D-Tastsystem: Siehe Benutzer-Handbuch
Tastsystem-Zyklen.
-
HEIDENHAIN iTNC 530 65
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
)Bezugspunkt setzen mit Achstasten
Betriebsart Manueller Betrieb whlen
Werkzeug vorsichtig verfahren, bis es das Werkstck berhrt
(ankratzt)
Achse whlen (alle Achsen sind auch ber die ASCII-Tastatur
whlbar)
Nullwerkzeug, Spindelachse: Anzeige auf bekannte
Werkstck-Position (z.B. 0) setzen oder Dicke d des Blechs eingeben.
In der Bearbeitungsebene: Werk-zeug-Radius bercksichtigen
Die Bezugspunkte fr die verbleibenden Achsen setzen Sie auf die
gleiche Weise.
Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug
verwen-den, dann setzen Sie die Anzeige der Zustellachse auf die
Lnge L des Werkzeugs bzw. auf die Summe Z=L+d.
Schutzmanahme
Falls die Werkstck-Oberflche nicht angekratzt werden darf, wird
auf das Werkstck ein Blech bekannter Dicke d gelegt. Fr den
Bezugspunkt geben Sie dann einen um d greren Wert ein.
BEZUGSPUNKT-SETZEN Z=
Y
X
ZX
Y
-
66 2 Handbetrieb und Einrichten
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
) Bezugspunkt-Verwaltung mit der Preset-Tabelle
Bezugspunkte in der Preset-Tabelle speichernDie Preset-Tabelle
hat den Namen PRESET.PR und ist im Verzeichnis TNC:\ gespeichert.
PRESET.PR ist nur in der Betriebsart Manuell und El. Handrad
editierbar. In der Betriebsart Programm-Einspeichern/Edi-tieren
knnen Sie die Tabelle nur lesen, nicht jedoch verndern.
Das Kopieren der Preset-Tabelle in ein anderes Verzeichnis (zur
Daten-sicherung) ist erlaubt. Zeilen, die von Ihrem
Maschinen-Hersteller schreibgeschtzt wurden, sind auch in den
kopierten Tabellen grund-stzlich schreibgeschtzt, knnen also von
Ihnen nicht verndert wer-den.
Verndern Sie in den kopierten Tabellen die Anzahl der Zeilen
grund-stzlich nicht! Dies knnte zu Problemen fhren, wenn Sie die
Tabelle wieder aktivieren wollen.
Um die in ein anderes Verzeichnis kopierte Preset-Tabelle zu
aktivie-ren, mssen Sie diese wieder in das Verzeichnis TNC:\
zurckkopie-ren.
Die Preset-Tabelle sollten Sie unbedingt verwenden, wenn
Ihre Maschine mit Drehachsen (Schwenktisch oder Schwenkkopf)
ausgerstet ist und Sie mit der Funktion Bearbeitungsebene schwenken
arbeiten
Ihre Maschine mit einem Kopfwechsel-System ausge-rstet ist
Sie bisher an lteren TNC-Steuerungen mit REF-bezo-genen
Nullpunkt-Tabellen gearbeitet haben
Sie mehrere gleiche Werkstcke bearbeiten wollen, die mit
unterschiedlicher Schieflage aufgespannt sind
Die Preset-Tabelle darf beliebig viel Zeilen (Bezugspunkte)
enthalten. Um die Dateigre und die Verarbeitungs-Geschwindigkeit zu
optimieren, sollten Sie nur so viele Zeilen verwenden, wie Sie fr
Ihre Bezugspunkt-Verwal-tung auch bentigen.
Neue Zeilen knnen Sie aus Sicherheitsgrnden nur am Ende der
Preset-Tabelle einfgen.
-
HEIDENHAIN iTNC 530 67
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
)Sie haben mehrere Mglichkeiten, Bezugspunkte/Grunddrehungen in
der Preset-Tabelle zu speichern:
ber Antast-Zyklen in der Betriebsart Manuell bzw. El. Handrad
(siehe Benutzer-Handbuch Tastsystem-Zyklen, Kapitel 2)
ber die Antast-Zyklen 400 bis 402 und 410 bis 419 im
Automatik-Betrieb (siehe Benutzer-Handbuch Tastsystem-Zyklen,
Kapitel 3)
Durch bernehmen des aktuellen Bezugspunktes, den Sie manuell ber
die Achstasten gesetzt haben
Das manuelle Eintragen von Werten in die Preset-Tabelle ist nur
dann erlaubt, wenn an Ihrer Maschine keine Schwenkvorrichtungen
vorhanden sind. Ausgenommen von dieser Regelung ist das Eintragen
von Grunddrehun-gen in die Spalte ROT. Grund dafr ist die Tatsache,
dass die TNC die Geometrie der Schwenkvorrichtung beim Speichern
von Werten in die Preset-Tabelle verrechnet.
Grunddrehungen aus der Preset-Tabelle drehen das
Koor-dinatensystem um den Preset, der in derselben Zeile steht wie
die Grunddrehung.
Die TNC prft beim Setzten des Bezugspunktes, ob die Position der
Schwenkachsen mit den entsprechenden Werten des 3D ROT-Mens
bereinstimmt (abhngig von Maschinen-Parameter 7500, Bit 5). Daraus
folgt:
Bei inaktiver Funktion Bearbeitungsebene Schwenken muss die
Positionsanzeige der Drehachsen = 0 sein (ggf. Drehachsen abnullen)
Bei aktiver Funktion Bearbeitungsebene Schwenken
mssen die Positionsanzeigen der Drehachsen und die eingetragenen
Winkel im 3D ROT-Men bereinstim-men
Ihr Maschinenhersteller kann beliebige Zeilen der Preset-Tabelle
sperren, um darin feste Bezugspunkte abzulegen (z.B. einen
Rundtisch-Mittelpunkt). Solche Zeilen sind in der Preset-Tabelle
andersfarbig markiert (Standardmarkie-rung ist rot).
Die Zeile 0 in der Preset-Tabelle ist grundstzlich
schreib-geschtzt. Die TNC speichert in der Zeile 0 immer den
Bezugspunkt, den Sie zuletzt manuell gesetzt haben.
-
68 2 Handbetrieb und Einrichten
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
) Erluterung zu den in der Preset-Tabelle gespeicherten Werten
Einfache Maschine mit drei Achsen ohne Schwenkvorrichtung
Die TNC speichert in der Preset-Tabelle den Abstand vom
Werk-stck-Bezugspunkt zum Referenzpunkt ab (vorzeichenrichtig,
siehe Bild rechts oben)Maschine mit Schwenkkopf
Die TNC speichert in der Preset-Tabelle den Abstand vom
Werk-stck-Bezugspunkt zum Referenzpunkt ab (vorzeichenrichtig,
siehe Bild rechts Mitte)Maschine mit Rundtisch
Die TNC speichert in der Preset-Tabelle den Abstand vom
Werk-stck-Bezugspunkt zum Zentrum des Rundtisches ab
(vorzeichen-richtig, siehe Bild rechts unten)Maschine mit Rundtisch
und Schwenkkopf
Die TNC speichert in der Preset-Tabelle den Abstand vom
Werk-stck-Bezugspunkt zum Zentrum des Rundtisches ab
Beachten Sie, dass beim Verschieben eines Teilapparates auf
Ihrem Maschinentisch (realisiert durch Vernderung der
Kinematik-Beschreibung) ggf. auch Presets verscho-ben werden, die
nicht direkt mit dem Teilapparat zusam-menhngen.
-
HEIDENHAIN iTNC 530 69
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
)Preset-Tabelle editierenEditier-Funktion im Tabellenmodus
Softkey
Tabellen-Anfang whlen
Tabellen-Ende whlen
Vorherige Tabellen-Seite whlen
Nchste Tabellen-Seite whlen
Preset-Tabelle zum Editieren freigeben/sperren
Den in der Betriebsart Manuell aktiven Bezugs-punkt in der
aktuell angewhlten Zeile der Preset-Tabelle speichern
Den Bezugspunkt der aktuell angewhlten Zeile der Preset-Tabelle
aktivieren
Eingebbare Anzahl von Zeilen am Tabellenende anfgen (2.
Softkey-Leiste)
Hell hinterlegtes Feld kopieren (2. Softkey-Lei-ste)
Kopiertes Feld einfgen (2. Softkey-Leiste)
Aktuell angewhlte Zeile zurcksetzen: Die TNC trgt in alle
Spalten ein (2. Softkey-Leiste)
Einzelne Zeile am Tabellen-Ende einfgen (2. Softkey-Leiste)
Einzelne Zeile am Tabellen-Ende lschen (2. Softkey-Leiste)
-
70 2 Handbetrieb und Einrichten
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
) Bezugspunkt aus der Preset-Tabelle in der Betriebsart Manuell
aktivieren
Betriebsart Manueller Betrieb whlen
Funktion zum Bezugspunkt-Setzen aufrufen
Preset-Tabelle aufrufen
Preset-Tabelle zum Editieren freigeben: Softkey EDI-TIEREN
AUS/EIN auf EIN stellen
Mit Pfeiltasten die Bezugspunkt-Numer whlen, die Sie aktivieren
wollen, oder
ber die Taste GOTO die Bezugspunkt-Numer wh-len, die Sie
aktivieren wollen, mit der Taste ENT besttigen
Beim Aktivieren eines Bezugspunktes aus der Preset-Tabelle,
setzt die TNC alle aktiven Koordinaten-Umrech-nungen zurck, die mit
folgenden Zyklen aktiviert wurden:
Zyklus 7, Nullpunkt-Verschiebung Zyklus 8, Spiegeln Zyklus 10,
Drehung Zyklus 11, Mafaktor Zyklus 26, achsspezifischer MafaktorDie
Koordinaten-Umrechnung aus Zyklus 19, Bearbei-tungsebene schwenken
bleibt dagegen aktiv.
BEZUGSPUNKT-SETZEN X=
-
HEIDENHAIN iTNC 530 71
2.4
Bez
ug
spu
nkt
-Set
zen
(o
hn
e 3D
-Tas
tsys
tem
)
Bezugspunkt aktivieren
Aktivieren des Bezugspunktes besttigen. Die TNC setzt die
Anzeige und wenn definiert die Grund-drehung
Preset-Tabelle verlassen
Bezugspunkt aus der Preset-Tabelle in einem NC-Programm
akti-vierenUm Bezugspunkte aus der Preset-Tabelle whrend des
Programm-laufs zu aktivieren, benutzen Sie den Zyklus 247. Im
Zyklus 247 defi-nieren Sie lediglich die Nummer des Bezugspunktes
den Sie aktivieren wollen (siehe BEZUGSPUNKT SETZEN (Zyklus 247)
auf Seite 437).
-
72 2 Handbetrieb und Einrichten
2.5
Bea
rbei
tun
gse
ben
e sc
hw
enke
n (
So
ftw
are-
Op
tio
n1) 2.5 Bearbeitungsebene schwenken
(Software-Option 1)
Anwendung, Arbeitsweise
Die TNC untersttzt das Schwenken von Bearbeitungsebenen an
Werkzeugmaschinen mit Schwenkkpfen sowie Schwenktischen. Typische
Anwendungen sind z.B. schrge Bohrungen oder schrg im Raum liegende
Konturen. Die Bearbeitungsebene wird dabei immer um den aktiven
Nullpunkt geschwenkt. Wie gewohnt, wird die Bear-beitung in einer
Hauptebene (z.B. X/Y-Ebene) programmiert, jedoch in der Ebene
ausgefhrt, die zur Hauptebene geschwenkt wurde.
Fr das Schwenken der Bearbeitungsebene stehen drei Funktionen
zur Verfgung:
Manuelles Schwenken mit dem Softkey 3D ROT in den Betriebs-arten
Manueller Betrieb und El. Handrad, siehe Manuelles Schwenken
aktivieren, Seite 76Gesteuertes Schwenken, Zyklus 19
BEARBEITUNGSEBENE im Bearbei-
tungs-Programm (siehe BEARBEITUNGSEBENE (Zyklus 19,
Soft-ware-Option 1) auf Seite 443)Gesteuertes Schwenken,
PLANE-Funktion im Bearbeitungs-Pro-
gramm (siehe Die PLANE-Funktion: Schwenken der
Bearbeitung-sebene (Software-Option 1) auf Seite 458)
Die TNC-Funktionen zum Schwenken der Bearbeitungsebene sind
Koordinaten-Transformationen. Dabei steht die Bearbeitungs-Ebene
immer senkrecht zur Richtung der Werkzeugachse.
Grundstzlich unterscheidet die TNC beim Schwenken der
Bearbei-tungsebene zwei Maschinen-Typen:
Maschine mit Schwenktisch Sie mssen das Werkstck durch
entsprechende Positionierung
des Schwenktisches, z.B. mit einem L-Satz, in die gewnschte
Bearbeitungslage bringenDie Lage der transformierten Werkzeugachse
ndert sich im
Bezug auf das maschinenfeste Koordinatensystem nicht. Wenn Sie
Ihren Tisch also das Werkstck z.B. um 90 drehen, dreht sich das
Koordinatensystem nicht mit. Wenn Sie in der Betriebs-art Manueller
Betrieb die Achsrichtungs-Taste Z+ drcken, ver-fhrt das Werkzeug in
die Richtung Z+Die TNC bercksichtigt fr die Berechnung des
transformierten
Koordinatensystems lediglich mechanisch bedingte Verstze des
jeweiligen Schwenktisches sogenannte translatorische Anteile
Die Funktionen zum Schwenken der Bearbeitungsebene werden vom
Maschinenhersteller an TNC und Maschine angepasst. Bei bestimmten
Schwenkkpfen (Schwenkti-schen) legt der Maschinenhersteller fest,
ob die im Zyklus programmierten Winkel von der TNC als Koordinaten
der Drehachsen oder als Winkelkomponenten einer schiefen Ebene
interpretiert werden. Beachten Sie Ihr Maschinen-handbuch.
X
Z Y
B
10
-
HEIDENHAIN iTNC 530 73
2.5
Bea
rbei
tun
gse
ben
e sc
hw
enke
n (
So
ftw
are-
Op
tio
n1)Maschine mit Schwenkkopf Sie mssen das Werkzeug durch
entsprechende Positionierung
des Schwenkkopfs, z.B. mit einem L-Satz, in die gewnschte
Bearbeitungslage bringenDie Lage der geschwenkten (transformierten)
Werkzeugachse
ndert sich im Bezug auf das maschinenfeste Koordinatensy-stem:
Drehen Sie den Schwenkkopf Ihrer Maschine also das Werkzeug z.B. in
der B-Achse um +90, dreht sich das Koordi-natensystem mit. Wenn Sie
in der Betriebsart Manueller Betrieb die Achsrichtungs-Taste Z+
drcken, verfhrt das Werkzeug in die Richtung X+ des maschinenfesten
KoordinatensystemsDie TNC bercksichtigt fr die Berechnung des
transformierten
Koordinatensystems mechanisch bedingte Verstze des Schwenkkopfs
(translatorische Anteile) und Verstze, die durch das Schwenken des
Werkzeugs entstehen (3D Werkzeug-Ln-genkorrektur)
Referenzpunkte-Anfahren bei geschwenkten Achsen
Bei geschwenkten Achsen fahren Sie die Referenzpunkte mit den
externen Richtungstasten an. Die TNC interpoliert dabei die
entspre-chenden Achsen. Beachten Sie, dass die Funktion
Bearbeitungs-ebene schwenken in der Betriebsart Manueller Betrieb
aktiv ist und der Ist-Winkel der Drehachse im Menfeld eingetragen
wurde.
-
74 2 Handbetrieb und Einrichten
2.5
Bea
rbei
tun
gse
ben
e sc
hw
enke
n (
So
ftw
are-
Op
tio
n1) Bezugspunkt-Setzen im geschwenkten System
Nachdem Sie die Drehachsen positioniert haben, setzen Sie den
Bezugspunkt wie im ungeschwenkten System. Das Verhalten der TNC
beim Bezugspunkt-Setzen ist dabei abhngig von Maschinen-Parameter
7500:
MP 7500, Bit 5=0Die TNC prft bei aktiver geschwenkter
Bearbeitungsebene, ob beim Setzen des Bezugspunktes in den Achsen
X, Y und Z die aktu-ellen Koordinaten der Drehachsen mit den von
Ihnen definierten Schwenkwinkeln (3D-ROT-Men) bereinstimmen. Ist
die Funktion Bearbeitungsebe schwenken inaktiv, dann prft die TNC,
ob die Drehachsen auf 0 stehen (Ist-Positionen). Stimmen die
Positionen-nicht berein, gibt die TNC eine Fehlermeldung aus.MP
7500, Bit 5=1
Die TNC prft nicht, ob die aktuellen Koordinaten der Drehachsen
(Ist-Positionen) mit den von Ihnen definierten Schwenkwinkeln
bereinstimmen.
Bezugspunkt-Setzen bei Maschinen mit Rundtisch
Wenn Sie das Werkstck durch eine Rundtischdrehung ausrichten,
z.B. mit dem Antast-Zyklus 403, mssen Sie vor dem Setzen des
Bezugspunktes in den Linearachsen X, Y und Z die Rundtischachse
nach dem Ausricht-Vorgang abnullen. Ansonsten gibt die TNC eine
Fehlermeldung aus. Der Zyklus 403 bietet diese Mglichkeit direkt
an, indem Sie einen Eingabeparameter setzen (siehe
Benutzer-Handbuch Tastsystem-Zyklen, Grunddrehung ber eine
Drehachse kompensie-ren).
Bezugspunkt-Setzen bei Maschinen mit Kopfwechsel-Systemen
Wenn Ihre Maschine mit einem Kopfwechsel-System ausgerstet ist,
sollten Sie Bezugspunkte grundstzlich ber die Preset-Tabelle
ver-walten. Bezugspunkte, die in Preset-Tabellen gespeichert sind,
bein-halten die Verrechnung der aktiven Maschinen-Kinematik
(Kopfgeo-metrie). Wenn Sie einen neuen Kopf einwechseln,
bercksichtigt die TNC die neuen, vernderten Kopfabmessungen, so
dass der aktive Bezugspunkt erhalten bleibt.
Falls die Drehachsen Ihrer Maschine nicht geregelt sind, mssen
Sie die Ist-Position der Drehachse ins Men zum manuellen Schwenken
eintragen: Stimmt die Ist-Position der Drehachse(n) mit dem Eintrag
nicht berein, berech-net die TNC den Bezugspunkt falsch.
-
HEIDENHAIN iTNC 530 75
2.5
Bea
rbei
tun
gse
ben
e sc
hw
enke
n (
So
ftw
are-
Op
tio
n1)Positionsanzeige im geschwenkten System
Die im Status-Feld angezeigten Positionen (SOLL und IST)
beziehen sich auf das geschwenkte Koordinatensystem.
Einschrnkungen beim Schwenken der Bearbeitungsebene
Die Antastfunktion Grunddrehung steht nicht zur Verfgung, wenn
Sie in der Betriebsart Manuell die Funktion Bearbeitungsebene
schwenken aktiviert haben PLC-Positionierungen (vom
Maschinenhersteller festgelegt) sind
nicht erlaubt
-
76 2 Handbetrieb und Einrichten
2.5
Bea
rbei
tun
gse
ben
e sc
hw
enke
n (
So
ftw
are-
Op
tio
n1) Manuelles Schwenken aktivieren
Manuelles Schwenken whlen: Softkey 3D ROT. Die Menpunkte lassen
sich nun mit den Pfeil-Tasten anwhlen
Schwenkwinkel eingeben
Gewnschte Betriebsart im Menpunkt Bearbeitungsebene schwen-ken
auf Aktiv setzen: Menpunkt whlen, mit Taste ENT umschalten
Eingabe beenden: Taste END
Zum Deaktivieren setzen Sie im Men Bearbeitungsebene schwen-ken
die gewnschten Betriebsarten auf Inaktiv.
Wenn die Funktion Bearbeitungsebene schwenken aktiv ist und die
TNC die Maschinenachsen entsprechend der geschwenkten Achsen
verfhrt, blendet die Status-Anzeige das Symbol ein.
Falls Sie die Funktion Bearbeitungsebene schwenken fr die
Betriebs-art Programmlauf auf Aktiv setzen, gilt der im Men
eingetragene Schwenkwinkel ab dem ersten Satz des abzuarbeitenden
Bearbei-tungs-Programms. Verwenden Sie im Bearbeitungs-Programm
Zyklus 19 BEARBEITUNGSEBENE, sind die im Zyklus definierten
Winkelwerte (ab der Zyklus-Definition) wirksam. Im Men eingetragene
Winkelwerte werden mit den aufgerufenen Werten berschrieben.
-
Positionieren mit Handeingabe
-
78 3 Positionieren mit Handeingabe
3.1
Ein
fach
e B
earb
eitu
nge
n p
rog
ram
mie
ren
un
d a
bar
bei
ten 3.1 Ein