Embed Size (px)
Citation preview

00.
991.
860
5/01
de
Technologie des Klebebindens
Heidelberger Druckmaschinen AGKurfuersten-Anlage 52–60 69115 Heidelberg Germany Phone +49 6221 92-00 Fax +49 6221 92-6999 www.heidelberg.com
ImpressumDrucklegung: 08/10Fotos: Heidelberger Druckmaschinen AGDruckplatten: SuprasetterDruck: SpeedmasterFinishing: Stahlfolder, EurobindConsumables: SaphiraFonts: HeidelbergGothicMl Gedruckt in der Bundesrepublik Deutschland
Marken Heidelberg, das Heidelberg Logo, Eurobind, Saphira, Speedmaster, Stahlfolder und Suprasetter sind eingetragene Marken der Heidelberger Druckmaschinen AG in Deutschland und anderen Ländern. Weitere hier verwendete Kennzeichnungen sind Marken ihrer jeweiligen Eigentümer.
Angaben zu Emissionen der Eurobind finden Sie unter www.heidelberg.com/emissionsangaben
Technische und sonstige Änderungen vorbehalten.
Zeichen fürverantwortungsvolle
Waldwirtschaft
GFA-COC-001569
19.7 Schweizer Broschur-Bindesystem
Ein exakt gefälzelter Buchblock wird mit einem
Klebstoffstreifen auf die dritte Umschlagseite geklebt.
Die Bindung wird oft für dünnere, anspruchsvolle
Publikationen verwendet. Der zumeist starke Umschlag
wird dreiseitig glatt beschnitten und mit vorstehenden
Kanten oder eingefalzter Vorderklappe ausgestattet.
Der Klebstoffauftrag erfolgt entweder durch die rück-
seitig breitere, über den Fälzelstreifen hinausragende
Blockseitenbeleimung oder durch einen zusätzlichen
Düsen-Klebstoffauftrag auf die dritte Umschlagseite.
Je nach Maschinenausstattung sind dafür zwei Pro-
duktionsdurchgänge erforderlich.
19.9 Swissbind-Bindesystem (Eurobind)
Die Verarbeitung ist ähnlich wie beim Otabind-
System. Statt eines sechsfach gerillten Umschlags
wird mit einem fünffach gerillten gearbeitet. Je nach
Maschinen ausrüstung und/oder Umschlagform sind
zwei Produk tionsdurchgänge erforderlich.
19.8 Otabind-Bindesystem
Das Merkmal dieses Systems ist der sechsfach gerillte
Umschlag, der an der zweiten und dritten Umschlag-
seite linear mit dem Block verbunden wird. Der ge fäl-
zelte Rückenbereich wird nicht mit dem Umschlag
verklebt und bleibt ohne Klammerwirkung. Die Doppel-
rillung am Umschlag dient als Scharnier. Durch diese
Verarbeitung hat die Otabind-Bindung im Lay-flat-Test
ein ähnlich flaches Aufschlagverhalten wie Hart-
deckenbücher. Je nach Maschinenausrüstung und/
oder Umschlagform sind zwei Produktionsdurchgänge
erforderlich.
19.10 Repkover-Bindesystem
Eine Otabind angegliederte registrierte Handelsmarke.
Sie ist für kleinere Auflagen und vor allem in den USA
bekannt. Die Umschläge werden offline mit einem
Fälzelstreifen versehen – meist in einfachen Geräten
oder Spezialfälzelklebmaschinen – und durchlaufen
danach ganz normal den Klebebinder.
19.11 Libretto-Bindesystem
Der vierfach gerillte Umschlag wird offline auf einer
Kaschiermaschine vollflächig mit einem Kaschier-
papier versehen. Dabei bleiben Blockrücken- und
Seitenleimpartie ausgespart. Der nicht mit dem
Umschlag verklebte Streifen des Kaschierpapiers
dient dem Buchblock als Fälzelmaterial und als
Verbindung zwischen Block und Umschlag.
19.13 Japan-Broschur (Broschur mit angeklebten
Vorsätzen)
Der Buchblock wird auf dem Weg zum Klebebinder
mit einem vorderen und hinteren Vorsatz versehen.
Nach der Blockrücken- und Blockseitenbeleimung
wird der Umschlag mit einem Düsenauftragsystem
an den Außenkanten beleimt: Es entsteht eine Bro-
schur mit teilbeleimten Vorsätzen. Das als „Edge
gluing“ bekannte System ist in Japan populär. Die
Japan-Broschur ist keine Freirückenbroschur.
19.12 Kösel-FR-Broschur
Von der Druckerei Kösel in Kempten entwickelt.
Der achtfach gerillte Umschlag wird ähnlich wie
die Otabind-Bindung im Bereich der beiden äußeren
Rillpaare mit dem Buchblock verklebt, der mit ei-
nem Vorsatz versehen ist. Bei einer Buchdicke von
mehr als 20 Millimetern wird der Blockrücken innen-
seitig mit einem Polyesterstreifen stabilisiert. Die
achtfache Rillung kann sich unter Umständen nega-
tiv auf die Gestaltung auswirken.
19.14 Tubebind-Bindesystem
Ein finnisches Bindesystem, das sich auf dem Markt
nicht durchgesetzt hat und deshalb nur zur Komplet-
tierung aufgeführt wird. Zwischen Umschlaganleger
und Andrückstation wird inline eine Papierhülse
geformt und auf den Umschlag aufgeklebt. Diese
Hülse legt sich wie ein Fälzel um den Blockrücken
und bildet so eine Freirückenbroschur.
Bildquellennachweis:
Grafik S. 6, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18
Grafik S. 7, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18 ¹
Grafik S. 9, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 869, Abb. 7.2-65 ¹
Tabelle S. 12, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 875, Tabelle 7.2-21 ¹
Grafik S. 13, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 856, Abb. 7.2-51
Grafik S. 16 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.50
Grafik S. 16 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.51
Grafik S. 17 rechts, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 876, Abb. 7.2-72 ¹
Grafiken S. 18, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 866, Abb. 7.2-62 ¹
Grafiken S. 19, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 235, Bild 4.52
Grafik S. 20 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 236, Bild 4.53
Grafik S. 21 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 237, Abb. 4.54 ¹
Grafiken S. 34 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 273, Bild 4.71 ¹
Grafiken S. 35, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 872, Abb.7.2-68, Abb. 7.2-69 ¹
Grafiken S. 37, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 120, Bild 11.27 ¹
Grafik S. 40, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 826, Abb. 7.2-9
Grafik S. 41, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 881, Abb. 7.2-77 ¹
Grafik S. 44, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 265, Bild 4.64
Grafik S. 45 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 266, Bild 4.65
Grafik S. 45 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 267, Bild 4.66
Grafiken S. 54, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 19, Bild 2.1, Bild 2.2, Bild 2.3, Bild 2.4
Grafiken S. 55 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.12, Bild 2.13 ¹
Grafiken S. 55 rechts oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.14 ¹
Grafik S. 55 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.17 ¹
Grafik S. 56 links oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.16 ¹
Grafik S. 56 links unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.18 ¹
Grafik S. 56 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.15 ¹
¹ in adaptierter Form
55 56

Inhaltsverzeichnis
3
6 Definition der Klebebindetechnologie
10 Zu verklebende Materialien
13 Vereinzeln und Zusammentragen
15 Rückenbearbeitungstechniken
19 Rückenbearbeitungssysteme
24 Klebetechnologische Grundlagen und
Klebstoffe
29 Klebstoffauftragtechniken
31 Klebstoffauftragsysteme
35 Fälzeltechnologie
36 Umschlaganleger mit Rillstation
37 Andrückstationen
38 Trocknung und Abkühlung
39 Systeme zur Trocknung und Abkühlung
40 Dreiseitenbeschnitt
41 Dreischneidesysteme
42 Qualität
46 Praxistipps fürs Klebebinden
49 Klebebinde- und Dreischneidesysteme
von Heidelberg
54 Standard- und Spezialprodukte
4
Technologie des Klebebindens

5
Die Geschichte des Klebebindens. Als Emil Lumbeck
im Jahr 1938 erstmals lose Blätter auffächerte und
deren seitliche Blattkanten mit einer Kunstharz-
dispersion verband, war dies die Geburtsstunde eines
Bindeverfahrens, das heute die industrielle Buch- und
Broschurenherstellung dominiert. Der Vorläufer des
Klebebindens – das sogenannte Lumbeckverfahren –
erzeugte auf Anhieb sehr gut haltbare Buchblöcke.
Aber erst mit der Entwicklung der maschinellen
Klebe bindung Mitte des 20. Jahrhunderts gelang der
neuen Technologie der endgültige Durchbruch: Sie
ermög licht es, die Buchproduktion inline zu automati-
sieren und leistungsstarke Fließstrecken aufzubauen.
Niedrige Verarbeitungskosten und hohe Maschinen-
geschwindig keiten verhalfen dem hochwertigen und
optisch ansprechenden Bindeverfahren zum Erfolg und
legten den Grundstein für seine heutige Bedeutung.
Das Klebebinden hat sich seitdem grundlegend
weiter entwickelt. Auf die geänderten Anforderungen
eines sich im ständigen Wandel befindlichen Marktes
wurde mit innovativen Klebstoffen und neuen, auto-
matisierten Maschinen reagiert. Ob Wirtschaftlichkeit,
Produktionsgeschwindigkeit, Qualität oder Umwelt-
schutz: Permanente Innovationen haben neue Stan-
dards gesetzt und das Klebebinden noch effektiver
gemacht.

6
Am Prinzip hat sich seit den Tagen Emil Lumbecks
nichts geändert: Das Klebebinden ist ein Verfahren, bei
dem Einzelblätter durch Auftragen eines Klebstoffs
auf den bearbeiteten Blockrücken zu einem kompakten
Buch verbunden werden.
Dabei werden im ersten Schritt die einzelnen Blätter
oder Falzbogen zu einem losen Stapel zusammen-
getragen. Dieser Rohbuchblock wird mit einer Klammer
fixiert. Entsprechend der jeweiligen Produktart wird
dann der Blockrücken bearbeitet und Klebstoff aufge-
tragen, der für eine feste Verbindung sorgt. Ein zu-
sätzlich auf gebrachter Umschlag oder Fälzelmaterial
umschließt die gesamte Broschur noch einmal. Nach
der Stabilisierung des Klebstoffs erfolgt im Abschluss
der Dreiseitenbeschnitt. Hochwertig klebegebundene
Broschuren zeichnen sich durch hohe Festigkeit der
Einzelblätter, eine stabile, kantige Form und ein gutes
Aufschlagverhalten aus.
Aufgrund des optisch anspruchsvollen Endprodukts
wird die Klebebindung vorwiegend bei Produktdicken
ab circa zwei Millimeter eingesetzt.
Kapitel 1Definition der Klebebindetechnologie
Papiere werden nach zwei Verfahren
klebe gebunden:
Das Fächerprinzip. Die Fächerbindung – auch
Lum becken genannt – ist die ursprüngliche Methode
der Klebebindung. Durch ein Auffächern des Block-
rückens beim Klebstoffauftrag gelangt ein schmaler
Klebstoffstreifen zwischen die Blattkanten. Der Kleb-
stoff umschließt die Blätter im Fügebereich. Dadurch
erhöht sich die Stabilität der Bindung.
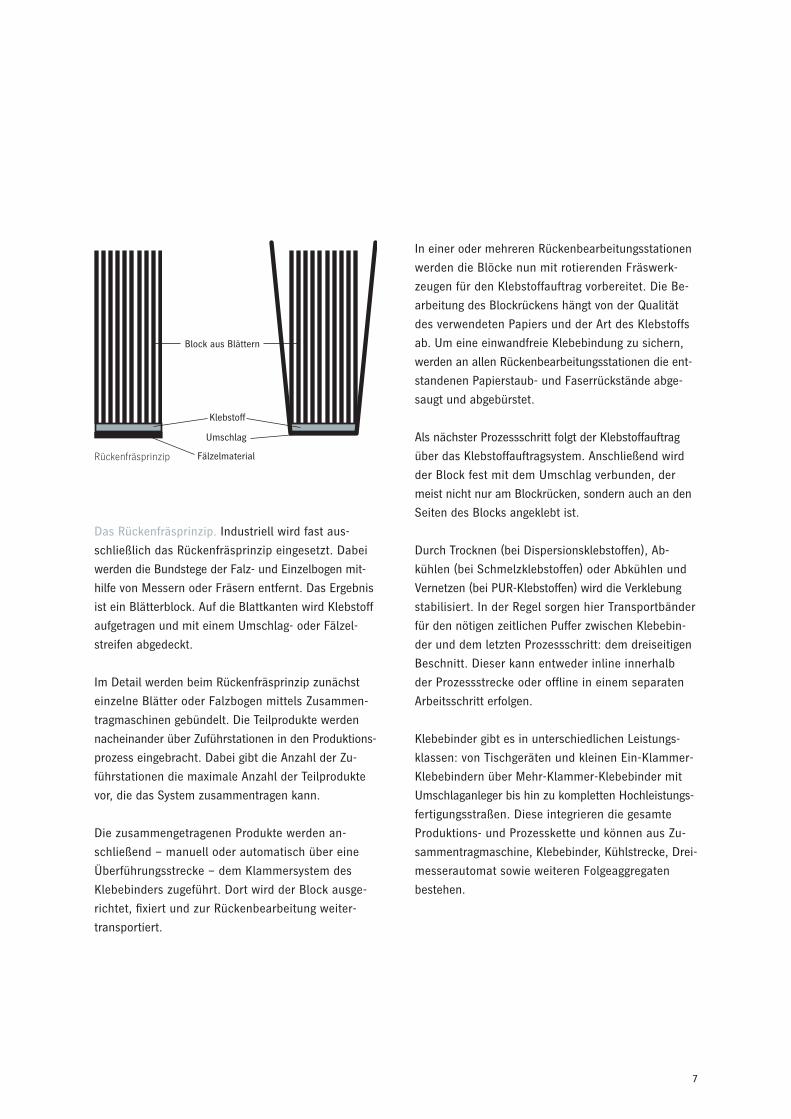
Fächerprinzip
7
Das Rückenfräsprinzip. Industriell wird fast aus-
schließlich das Rückenfräsprinzip eingesetzt. Dabei
werden die Bundstege der Falz- und Einzelbogen mit-
hilfe von Messern oder Fräsern entfernt. Das Ergebnis
ist ein Blätterblock. Auf die Blattkanten wird Klebstoff
aufgetragen und mit einem Umschlag- oder Fälzel-
streifen abgedeckt.
Im Detail werden beim Rückenfräsprinzip zunächst
einzelne Blätter oder Falzbogen mittels Zusammen-
tragmaschinen gebündelt. Die Teilprodukte werden
nacheinander über Zuführstationen in den Produktions-
prozess eingebracht. Dabei gibt die Anzahl der Zu-
führstationen die maximale Anzahl der Teilprodukte
vor, die das System zusammentragen kann.
Die zusammengetragenen Produkte werden an-
schließend – manuell oder automatisch über eine
Über führungsstrecke – dem Klammersystem des
Klebebinders zugeführt. Dort wird der Block ausge-
richtet, fixiert und zur Rückenbearbeitung weiter-
transportiert.
In einer oder mehreren Rückenbearbeitungs stationen
werden die Blöcke nun mit rotierenden Fräs werk-
zeugen für den Klebstoffauftrag vorbereitet. Die Be-
arbeitung des Blockrückens hängt von der Qualität
des verwendeten Papiers und der Art des Klebstoffs
ab. Um eine einwandfreie Klebebindung zu sichern,
werden an allen Rückenbearbeitungsstationen die ent-
standenen Papierstaub- und Faserrückstände abge-
saugt und abgebürstet.
Als nächster Prozessschritt folgt der Klebstoffauftrag
über das Klebstoffauftragsystem. Anschließend wird
der Block fest mit dem Umschlag verbunden, der
meist nicht nur am Blockrücken, sondern auch an den
Seiten des Blocks angeklebt ist.
Durch Trocknen (bei Dispersionsklebstoffen), Ab-
kühlen (bei Schmelzklebstoffen) oder Abkühlen und
Vernetzen (bei PUR-Klebstoffen) wird die Verklebung
stabilisiert. In der Regel sorgen hier Transportbänder
für den nötigen zeitlichen Puffer zwischen Klebebin-
der und dem letzten Prozessschritt: dem dreiseitigen
Beschnitt. Dieser kann entweder inline innerhalb
der Prozessstrecke oder off line in einem separaten
Arbeitsschritt erfolgen.
Klebebinder gibt es in unterschiedlichen Leistungs-
klassen: von Tischgeräten und kleinen Ein-Klammer-
Klebebindern über Mehr-Klammer-Klebebinder mit
Umschlag anleger bis hin zu kompletten Hochleistungs -
fertigungs straßen. Diese integrieren die gesamte
Produktions- und Prozesskette und können aus Zu-
sammentrag maschine, Klebebinder, Kühl strecke, Drei-
messerautomat sowie weiteren Folgeaggregaten
bestehen.
Rückenfräsprinzip
Block aus Blättern
Umschlag
Fälzelmaterial
Klebstoff
8
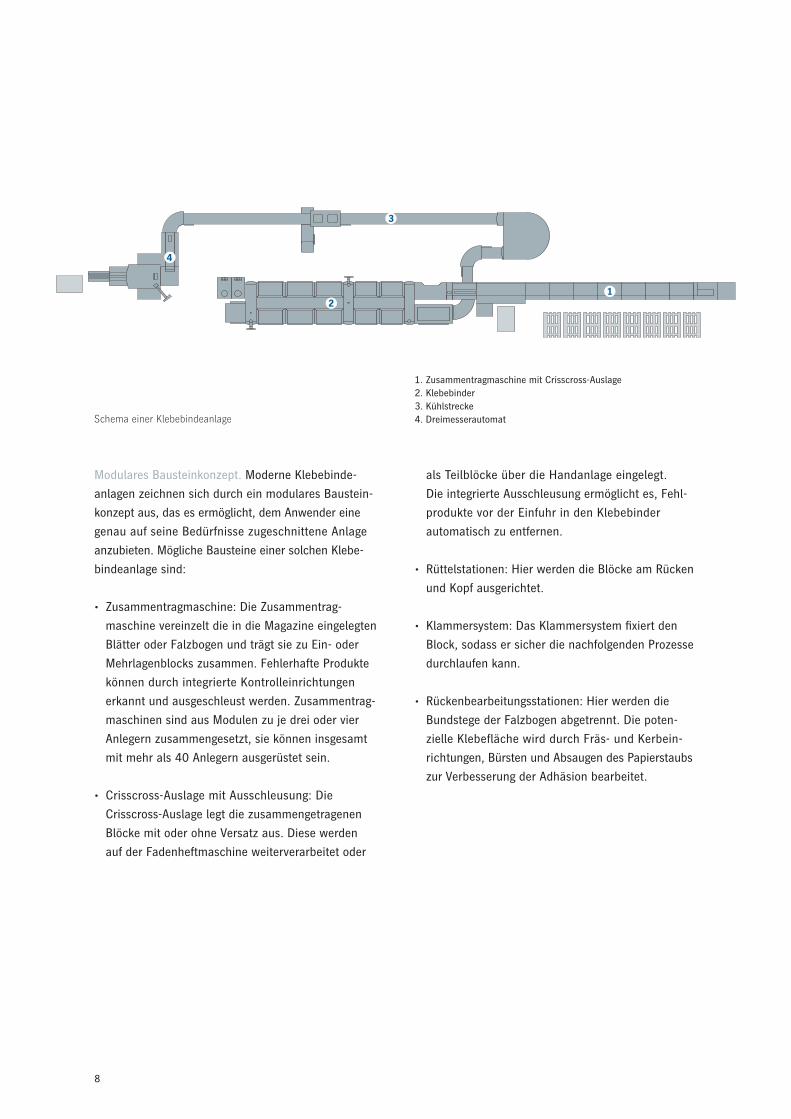
Modulares Bausteinkonzept. Moderne Klebebinde-
anlagen zeichnen sich durch ein modulares Baustein-
konzept aus, das es ermöglicht, dem Anwender eine
genau auf seine Bedürfnisse zugeschnittene Anlage
anzubieten. Mögliche Bausteine einer solchen Klebe-
bindeanlage sind:
Zusammentragmaschine: Die Zusammentrag-•
maschine vereinzelt die in die Magazine eingelegten
Blätter oder Falzbogen und trägt sie zu Ein- oder
Mehrlagenblocks zusammen. Fehlerhafte Produkte
können durch integrierte Kontrolleinrichtungen
erkannt und ausgeschleust werden. Zusammen trag-
maschinen sind aus Modulen zu je drei oder vier
Anlegern zusammengesetzt, sie können insgesamt
mit mehr als 40 Anlegern ausgerüstet sein.
Crisscross-Auslage mit Ausschleusung: Die •
Crisscross-Auslage legt die zusammengetragenen
Blöcke mit oder ohne Versatz aus. Diese werden
auf der Fadenheft maschine weiterverarbeitet oder
als Teilblöcke über die Handanlage eingelegt.
Die integrierte Ausschleusung ermöglicht es, Fehl-
produkte vor der Einfuhr in den Klebebinder
automatisch zu entfernen.
Rüttelstationen: Hier werden die Blöcke am Rücken •
und Kopf ausgerichtet.
Klammersystem: Das Klammersystem fixiert den •
Block, sodass er sicher die nachfolgenden Prozesse
durchlaufen kann.
Rückenbearbeitungsstationen: Hier werden die •
Bundstege der Falzbogen abgetrennt. Die poten-
zielle Klebefläche wird durch Fräs- und Kerbein-
rich tungen, Bürsten und Absaugen des Papierstaubs
zur Ver besserung der Adhäsion bearbeitet.
Schema einer Klebebindeanlage
1. Zusammentragmaschine mit Crisscross-Auslage2. Klebebinder3. Kühlstrecke4. Dreimesserautomat
12
3
4
9
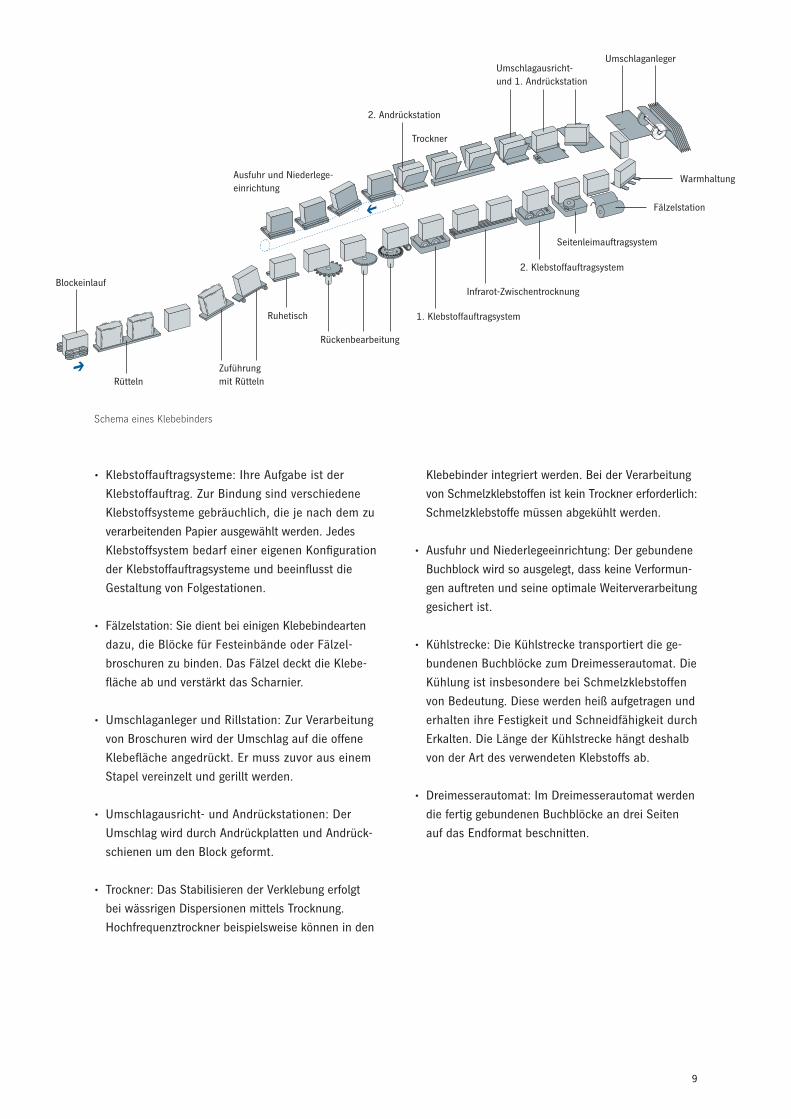
Schema eines Klebebinders
Klebstoffauftragsysteme: Ihre Aufgabe ist der •
Klebstoffauftrag. Zur Bindung sind verschiedene
Klebstoffsysteme gebräuchlich, die je nach dem zu
verarbeitenden Papier ausgewählt werden. Jedes
Klebstoffsystem bedarf einer eigenen Konfiguration
der Klebstoffauftragsysteme und beeinflusst die
Gestaltung von Folgestationen.
Fälzelstation: Sie dient bei einigen Klebebinde arten •
dazu, die Blöcke für Festeinbände oder Fälzel-
broschuren zu binden. Das Fälzel deckt die Klebe-
fläche ab und verstärkt das Scharnier.
Umschlaganleger und Rillstation: Zur Verarbeitung •
von Broschuren wird der Umschlag auf die offene
Klebefläche angedrückt. Er muss zuvor aus einem
Stapel vereinzelt und gerillt werden.
Umschlagausricht- und Andrückstationen: Der •
Um schlag wird durch Andrückplatten und Andrück-
schienen um den Block geformt.
Trockner: Das Stabilisieren der Verklebung erfolgt •
bei wässrigen Dispersionen mittels Trocknung.
Hochfrequenztrockner beispielsweise können in den
Klebebinder integriert werden. Bei der Verarbeitung
von Schmelzklebstoffen ist kein Trockner erforderlich:
Schmelzklebstoffe müssen abgekühlt werden.
Ausfuhr und Niederlegeeinrichtung: Der gebundene •
Buchblock wird so ausgelegt, dass keine Verformun-
gen auftreten und seine optimale Weiterverarbeitung
gesichert ist.
Kühlstrecke: Die Kühlstrecke transportiert die ge-•
bundenen Buchblöcke zum Dreimesserautomat. Die
Kühlung ist insbesondere bei Schmelzklebstoffen
von Bedeutung. Diese werden heiß aufgetragen und
erhalten ihre Festigkeit und Schneidfähigkeit durch
Erkalten. Die Länge der Kühlstrecke hängt deshalb
von der Art des verwendeten Klebstoffs ab.
Dreimesserautomat: Im Dreimesserautomat werden •
die fertig gebundenen Buchblöcke an drei Seiten
auf das Endformat beschnitten.
Blockeinlauf
2. Andrückstation
Warmhaltung
Fälzelstation
Seitenleimauftragsystem
2. Klebstoffauftragsystem
Infrarot-Zwischentrocknung
1. Klebstoffauftragsystem
Rückenbearbeitung
Ruhetisch
Zuführung mit RüttelnRütteln
Umschlagausricht- und 1. Andrückstation
Umschlaganleger
Trockner
Ausfuhr und Niederlege-einrichtung

10
Kapitel 2Zu verklebende Materialien
Die Beschaffenheit der zu verklebenden Materialien
ist von entscheidender Bedeutung für eine gute Klebe-
bindung. Die Qualität der gestrichenen oder unge-
strichenen Papiere, die beim Klebebinden verarbeitet
werden, nimmt unmittelbaren Einfluss auf das Ergeb-
nis. Denn: Papier besteht aus ineinander verschlunge-
nen Fasern, deren Zwischenraum mit unterschied-
lichen Anteilen an Füll- und Leimstoffen ausgefüllt ist.
Angesichts des großen Spektrums und der wech-
selnden Rezepturen der zu verklebenden Materialien
ist es schwierig, generelle Angaben über produktions-
technisch optimal zu verarbeitende Papiere zu machen.
Auch die Druckfarben und eventuell aufgebrachten
Veredelungen beeinflussen das Ergebnis. Prinzipiell
aber gilt: Je mehr Papierfaserstoff und je weniger
Füllstoff und Strichmengen ein Papier enthält, desto
besser lässt es sich klebebinden.
Folgende Eigenschaften beeinflussen die
Klebebindequalität:
Papierfaserstoffe•
Füllstoffe•
Papierleimung•
Flächengewichte und Dichte•
Laufrichtung und Dehnung•
Biegefestigkeit•
Reißfestigkeit•
Oberflächenbeschaffenheit•
Druckfarben•
2.1 Papiere
Papier ist ein flächiger, im Wesentlichen aus Fasern
pflanzlicher Herkunft bestehender Werkstoff. Er wird
auf einem Sieb durch Entwässerung hergestellt. Die
Fasern verfilzen auf dem Sieb. Je nach Bedarf werden
zwischen den Fasern unterschied liche Füll- und Leim-
stoffe eingelagert.
Papiere für das KlebebindenPapiersorte Flächengewicht Eignung
beidseitig glanzgestrichen
bis 90 g/m² bis 115 g/m² über 115 g/m²
gut genügend kritisch
beidseitig mattgestrichen
bis 100 g/m² bis 135 g/m² über 135 g/m²
gut genügend kritisch
Naturpapiere
bis 100 g/m² bis 135 g/m² über 135 g/m²
sehr gut gut kritisch
Recyclingpapiere
100 % Sekundärfasern kleiner Anteil Sekundärfasern großer Anteil Sekundärfasern
ungeeignet genügend schlecht

11
Die Fasern dienen dem Klebstoff als Haftpartner.
Aus diesem Grund sind holzfreie Papiere mit längeren,
flexiblen Zellulosefasern am besten für die Klebebin-
dung geeignet. Dagegen ergeben Papierfaserstoffe mit
hohem Holzschliffgehalt in der Regel weniger gute
Binderesultate, denn stark holzhaltige Papiere haben
oft nur schwach haftende Faser- und Füllstoffteilchen.
Sekundärfasern, die beispielsweise in Altpapier vor-
kommen, sind kurzfaserig und schlechter für die
Klebebindung geeignet.
Grundlage für den Vergleich verschiedener Papier-
sorten bildet das in Gramm pro Quadratmeter ange-
gebene Flächengewicht. Es wird grob in drei Haupt-
gruppen unterschieden: Papier bis 150 Gramm pro
Quadratmeter, Halbkarton zwischen 160 und 240
Gramm pro Quadratmeter und Karton von 250 bis
700 Gramm pro Quadratmeter.
Dabei gelten Papiere mit 30 bis 50 Gramm pro Qua-
dratmeter als Dünndruckpapier, mit 40 bis 55 Gramm
pro Quadratmeter als Zeitungspapier, mit 60 bis 120
Gramm pro Quadratmeter als Werkdruckpapier, mit
45 bis 140 Gramm pro Quadratmeter als Tiefdruckpa-
pier, mit 60 bis 150 Gramm pro Quadratmeter als
Offsetpapier und mit 80 bis 350 Gramm pro Qua-
dratmeter als Umschlagpapier und Karton. Je dünner
die Papierkanten sind, desto geringer ist die Klebstoff-
angriffsfläche. Daher ist bei etwa 28 Gramm pro Qua-
dratmeter die untere Grenze des Klebebindens er-
reicht. Als oberer Wert sollte etwa 150 Gramm pro
Qua dratmeter nicht überschritten werden, da an-
sonsten die Klebestelle im Gebrauch zu stark belastet
wird.
2.2 Umschläge
Als Material für Umschläge eignen sich bedruckte,
geprägte, lackierte oder laminierte Papiere, Halbkar-
tons oder Kartons in unterschiedlicher Dicke. Dabei
dürfen die Umschläge im Klebebereich nicht bedruckt
oder ver edelt sein. Sie sind als holzfreie oder holz-
haltige Qualitäten erhältlich. Die Umschlagstärken las-
sen sich verändern, indem die Umschlagmaterialien
gegautscht oder geklebt werden. Dabei haben die ge-
gautschten Sorten eine weitaus bessere Spaltfestig-
keit, da durch das Pressen des noch nassen Papiers
die Fasern miteinander verfilzen.
Papier hat herstellungsbedingt eine bevorzugte Lauf-
richtung: die Richtung, in der die Fasern verlaufen.
Das führt dazu, dass die Biegesteifigkeiten parallel
und senkrecht zur Blattkante unterschiedlich sind.
Die Laufrichtung des Umschlages muss parallel zum
Blockrücken (Bundsteg) verlaufen, da die Qualität des
Endproduktes dies bedingt.
Ein weiteres wichtiges Kriterium ist das harmonische
Verhältnis des Papiergewichtes von Innenblättern
und Umschlag. Dünne Innenblätter benötigen einen
dünnen Umschlag. Dabei ist zu beachten, dass sich
Produkte mit zu dicken und zu steifen Umschlägen
schlecht aufschlagen lassen.
Grundsätzlich sollten alle Umschläge gerillt werden.
Das Einbringen der linienförmigen Vertiefungen ver-
hindert das Brechen oder Platzen des Umschlags.
Weitere Qualitätsanforderungen an das
Umschlagmaterial sind:
Hohe Schnittfestigkeit•
Gute Biegesteifigkeit•
Gute Rillfähigkeit•
Hohe Spaltfestigkeit•
Klebegünstige Oberflächenbeschaffenheit•
2.3 Fälzel
Der Fälzel ist ein seitlich über stehender Papier- und/
oder Textilstreifen, der auf den beleimten Blockrücken
geklebt wird. Dieses Verfahren steigert die Stabilität
des Blockrückens, optimiert die Scharnierfunktionen
der Umschlaggelenke und zeichnet sich durch ein
außer gewöhnlich gutes Aufschlagverhalten aus. Ver-
stär kungsstreifen sind am fertigen Produkt nicht mehr
sichtbar. Eine Ausnahme bilden farbige Fälzelstreifen,
die oft zu dekorativen Zwecken eingesetzt werden.

12
Eignung von Druckpapieren für die Klebebindung
Bezeichnung Eignung zur Klebebindung
Zeitungsdruckpapier Zeitungspapier ist gut klebezubinden, da es ein Naturpapier mit geringer Steifigkeit ist. Die erreichbare Ad häsionsfähigkeit liegt im Allgemeinen nahe oder über der Bruchlast des Papiers, wodurch beim Pulltest häufig Papierrisse entstehen. Gegen den Einsatz von Schmelzklebstoffen bestehen keine Einwände.
Werkdruckpapier Werkdruckpapiere sind sehr gut klebezubinden, da das Naturpapier eine geringe Glätte, eine hohe Bruchlast und eine begrenzte Steifigkeit aufweist.Die Aufschlagbarkeit klebegebundener Blöcke ist schlechter als die gehefteter, weshalb bei Ausstattungsbüchern trotz guter Klebebinde festigkeit häufig das Fadenheften genutzt wird.
Dickdruckpapier Dickdruckpapiere haben im Allgemeinen eine hohe Steifigkeit, sodass bei der Benutzung klebegebundener Blöcke die Klammerwirkung im Bindebereich überwunden wird, wodurch ein starker Abfall der ertragbaren Belastungsspannung zustande kommt. Häufig wird vom Leser die Klammerspannung gewaltsam aufgebrochen. Für Dickdruckpapiere ist deshalb die Klebebindung nur begrenzt geeignet. In der Praxis werden diese Papiere trotzdem häufig klebegebunden, weil der Pulltest (ohne Aufbrechen der Klammer) gute bis sehr gute Testwerte erbringt.
DünndruckpapierBibeldruckpapier
Dünndruckpapier ist besonders gut klebezubinden, da es•wegenseinergeringenSteifigkeiteinAufschlagendesProduktesvorderFügekanteerlaubt,•eineimVergleichzurDickehoheBruchlastaufweist,•maschinenglattist.Beim Pulltest erfolgt zumeist ein Kohäsionsbruch des Papiers (dabei wird die maximale relative Blatt ausreißkraft erreicht).
IllustrationsdruckpapierTiefdruckpapier
Mit Illustrationsdruck- und Tiefdruckpapier ist im Allgemeinen mit Schmelzklebstoff eine gute Bindefestig keit erreichbar, da wegen der geringen Steifigkeit des Werkstoffs die Bindung bei Benutzung wenig bean sprucht wird. Auch ist die Gefahr des Verschmierens der Fügekante mit Streichmittel wegen der minimalen Strichstärke gering. Probleme treten auf, wenn über den Bundsteg gedruckte Bilder bis zur Klebkante reichen (schlechte Benetzung). Außerdem besteht in diesem Fall die Gefahr der Weichmacherwanderung (Veränderung des Druckbildes, Auf lösung der Klebebindung).
Kunstdruckpapier Kunstdruckpapiere sind schlecht klebezubinden, da sie im Allgemeinen eine hohe Steifigkeit besitzen, der Strich die Zellulosefasern abdeckt und die Striche (neuerdings oft Mehrfachstriche) meist mit Kunststoffen gebunden sind. Die Klebebindung von Kunstdruckpapier stellt immer ein Wagnis dar. Eine Erhöhung der Ausfallsicherheit ist durch die Nutzung von PUR-Klebstoffen zu erreichen. Bei Verarbeitung unbekannter Kunstdruckpapiersorten sollte vor der geplanten Klebebindung ein Vorversuch ausgeführt werden.
Offsetdruckpapier Offsetpapier (Naturpapier) ist gut, aber schlechter als Werkdruckpapier klebezubinden, da es zumeist glatter und stärker geleimt ist (ggf. Verringerung der Benetzung).
Mattgestrichenes Papier Mattgestrichene Papiere sollten wegen ihrer physikalischen Eigenschaften (begrenzte Steifigkeit, ausreichende Bruchlast) gut klebebindbar sein. Allerdings ist der Strich wenig verdichtet und neigt zum Verschmieren der Blattkanten während der Rückenbearbeitung. Ferner experimentieren die Papiermacher aus Gründen der Kos- tenreduzierung mit den Stoffeinträgen (Streichmassenzusammensetzung, Bindemittel), ohne die Verklebbarkeit zu beachten. Dies führt insgesamt zu einer hohen Prognoseunsicherheit für die Klebebindefestigkeit. Bei Klebe- bindung von Produkten, für die eine gute Bindefestigkeit zu fordern ist, sind deshalb Vorversuche zweckmäßig. Größte Sicherheit der Bindung ist bei Einsatz von PUR-Klebstoffen zu erwarten.
Recyclingpapier Der hohe Anteil von Sekundärfasern in Druckpapieren, kombiniert mit der Veredlung des Faserstoffs durch Streichmassen (matt und glänzend gestrichen), führt beim Klebebinden immer wieder zu gravierenden (un vorhersehbaren) Qualitätseinbrüchen. Bei der Aufbereitung der Altpapiere (Deinking) werden nicht alle Binde mittel oder andere dispergierte Kunststoffbestandteile bzw. Lacke aus dem Faserstoff entfernt. Diese Bindemittelreste setzen sich in die hydrophilen Poren des Zellstoffs und verringern die Benetz barkeit des Recyclingpapiers (gegenüber dem der Primärfasern). Die Verminderung der Verkleb barkeit ist sehr schwer prognostizierbar, sodass Tests vor der Bindung zweckmäßig sind.
Recyclingpapier

13
Kapitel 3Vereinzeln und Zusammentragen
3.1 Vereinzelungstechniken
Beim Vereinzeln und Zusammentragen von Blöcken
werden zuerst die nach Signaturen geordneten Falz-
bogen vereinzelt, bevor sie in den Transportkanal
übergeben und dort zum Block zusammengetragen
werden. Anschließend wird der Block in das folgende
Aggregat übergeben. Das Kollationieren – d. h. das
Überprüfen der richtigen Bogenfolge – durch den
Bediener schließt den Prozess ab.
Die Teilprodukte lassen sich maschinell entweder
quer zur Transportrichtung oder in Transportrichtung
vereinzeln.
Querübergabe. Die Querübergabe arbeitet nach
dem Trommelprinzip: Sauger vereinzeln zunächst die
unterste Signatur vom Stapel, die dann von Greifern
erfasst und über die Greifertrommel in eine parallel
zum Sammelkanal angeordnete Tasche gebracht wird.
Von dort wird die Signatur durch eine rechtwinklig an-
geordnete Mitnehmereinheit weitertransportiert.
Bandprinzip. In Transportrichtung werden die Sig-
naturen nach dem Bandprinzip verarbeitet. Dabei ver-
einzeln Trennsauger und Saugband zunächst die un-
terste Signatur des Stapels. Die Signatur wird von
Transportrollen und -bändern zwangsgeführt in den
Sammelkanal übergeben. Diese Verarbeitung sichert
den schonenden Umgang mit dem Produkt.
Anleger mit Greifertrommel
Magazin
Sammelkanal
Stapelstütze
GreifertrommelKippsauger
Sammelkette mit Mitnehmer

14
3.2 Zusammentragtechniken
Nach dem Vereinzeln werden die gefalzten Bogen
oder Einzelblätter manuell oder mittels sogenannter
Zusammentragmaschinen zu einem Rohblock ge-
stapelt. Die Zusammentragmaschine besteht aus meh-
re ren Zuführstationen, an denen die jeweils untersten
Blätter oder Falzbogen über ein Saug- und Greifersys-
tem nacheinander abgezogen und in den Produktions-
prozess ein gebracht werden. Die zusammengetragenen
Produkte werden anschließend manuell oder auto-
matisch mittels Überführungsstrecke dem Klammer-
system des Klebebinders zugeführt. Dort wird der
Block fixiert und zur Rückenbearbeitung weitertrans-
portiert.
Es gibt mehrere Möglichkeiten, die gefalzten Bogen
oder Einzelblätter zu Blöcken zusammenzufügen:
Zusammentragen von gefalzten Bogen oder •
Einzelblättern nach Vereinzelung aus Magazinen
Zusammentragen von gefalzten Bogen in •
Komplettfertigungssystemen in speziellen
Sammlern (Kollatoren)
Zusammentragen von gefalzten Bogen in Rotations-•
falzapparaten mit anschließendem Falzen

15
Kapitel 4Rückenbearbeitungstechniken
Bei den Rückenbearbeitungstechniken unterscheidet
man zwischen Blatt- und Bogenverarbeitung. Bei der
Blattverarbeitung wird der Rückenfalz vollständig
abgetragen, bei der Bogenverarbeitung bleibt der
Rücken falz ganz oder zumindest teilweise erhalten.
Als Unterscheidungskriterium dient die Klebstoff-
angriffsfläche.
Bei der Rückenbearbeitung werden die Bundstege
der Falzbogen mittels Kreismesser oder Tellerfräser ab-
getrennt. Dabei muss die Erwärmung der Schnittstelle
so niedrig sein, dass die Struktur der Papierblätter
nicht zerstört wird. Um die Angriffsfläche für den Kleb-
stoff zu erhöhen und die spezifische Adhäsion zu
verbessern, wird die Klebefläche mit Kerbfräsern und/
oder Aufrauwerkzeugen aufgeraut.
Durch spezielle Werkzeuge kann das Egalisieren
und Aufrauen die Blattausreißfestigkeit erhöhen. Ab-
schließend muss die Klebefläche durch Abbürsten
und Absaugen von Papierstaub und angerissenen
Zellulosefasern gereinigt werden.
4.1 Vollständige Abtrennung des Rückenfalzes
Der Blockrücken wird vollständig abgetrennt und der
Block in Einzelblätter zerlegt. Anschließend wird der
Blockrücken mit verschiedenen Rückenbearbeitungs-
verfahren für den Klebstoffauftrag präpariert. Die Fräs-
tiefe ist von der Falzart und Papierstärke abhängig.
Minimale Frästiefen
Frästiefe
Frästiefe
16
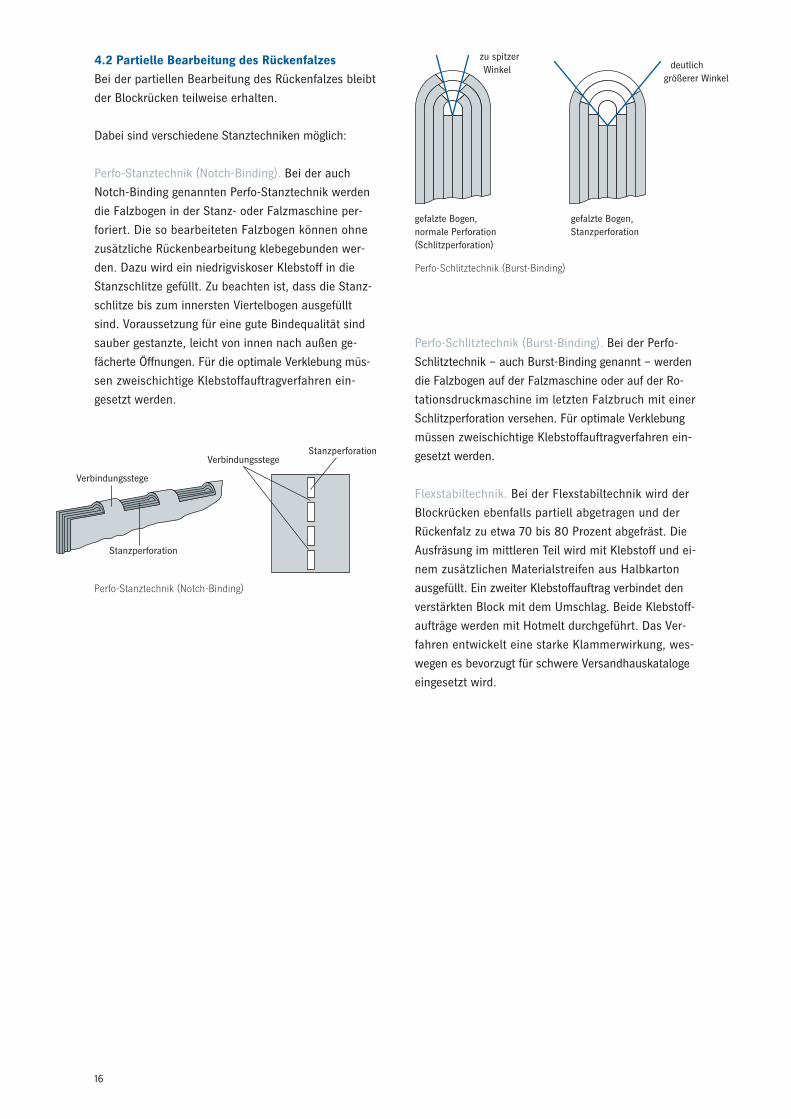
4.2 Partielle Bearbeitung des Rückenfalzes
Bei der partiellen Bearbeitung des Rückenfalzes bleibt
der Blockrücken teilweise erhalten.
Dabei sind verschiedene Stanztechniken möglich:
Perfo-Stanztechnik (Notch-Binding). Bei der auch
Notch-Binding genannten Perfo-Stanztechnik werden
die Falzbogen in der Stanz- oder Falzmaschine per-
foriert. Die so bearbeiteten Falzbogen können ohne
zusätzliche Rückenbearbeitung klebegebunden wer-
den. Dazu wird ein niedrigviskoser Klebstoff in die
Stanzschlitze gefüllt. Zu beachten ist, dass die Stanz-
schlitze bis zum innersten Viertelbogen ausgefüllt
sind. Voraussetzung für eine gute Bindequalität sind
sauber gestanzte, leicht von innen nach außen ge-
fächerte Öffnungen. Für die optimale Verklebung müs-
sen zweischichtige Klebstoffauftragverfahren ein-
gesetzt werden.
Perfo-Schlitztechnik (Burst-Binding). Bei der Perfo-
Schlitztechnik – auch Burst-Binding genannt – werden
die Falzbogen auf der Falzmaschine oder auf der Ro-
tationsdruckmaschine im letzten Falzbruch mit einer
Schlitzperforation versehen. Für optimale Verklebung
müssen zweischichtige Klebstoffauftragverfahren ein-
gesetzt werden.
Flexstabiltechnik. Bei der Flexstabiltechnik wird der
Blockrücken ebenfalls partiell abgetragen und der
Rückenfalz zu etwa 70 bis 80 Prozent abgefräst. Die
Aus fräsung im mittleren Teil wird mit Klebstoff und ei-
nem zusätzlichen Materialstreifen aus Halbkarton
ausgefüllt. Ein zweiter Klebstoffauftrag verbindet den
verstärkten Block mit dem Umschlag. Beide Klebstoff-
aufträge werden mit Hotmelt durchgeführt. Das Ver-
fahren entwickelt eine starke Klammerwirkung, wes-
wegen es bevorzugt für schwere Versandhauskataloge
eingesetzt wird.
Perfo-Schlitztechnik (Burst-Binding)
gefalzte Bogen, normale Perforation (Schlitz perforation)
zu spitzer Winkel
gefalzte Bogen, Stanzperforation
deutlich größerer Winkel
Perfo-Stanztechnik (Notch-Binding)
Verbindungsstege
VerbindungsstegeStanzperforation
Stanzperforation
17
4.3 Keine Abtrennung des Rückenfalzes
Historisch wurde der Blockrücken beim Klebebinden
zunächst nicht bearbeitet.
Fächertechnik. Die sogenannte Fächertechnik – auch
als Lumbeckverfahren bekannt – ist das älteste Klebe-
verfahren in Europa. Verarbeitet werden elastische
Kunstharzklebstoffe, die bis heute zur meist manuellen
Herstellung von Einzelbänden und Kleinstauf lagen
in Geräten mit Buchblock-Einspannvorrichtung einge-
setzt werden. Maschinenkonstruktionen für indus-
trielle Anwendungen haben sich nicht etabliert.
Mit der Fächertechnik werden Einzelblätter, Viertel-
bogen, zickzackgefalzte Bogen oder Bogen mit Klappen
klebegebunden. Dabei entsteht durch beidseitiges
Fächern des Blocks eine minimale Verschiebung der
Einzelblätter. Diese Verschiebung vergrößert die Kleb-
stoff-Angriffsfläche, sodass sich die Blattkanten sehr
gut in Dispersionsklebstoffe einbetten lassen.
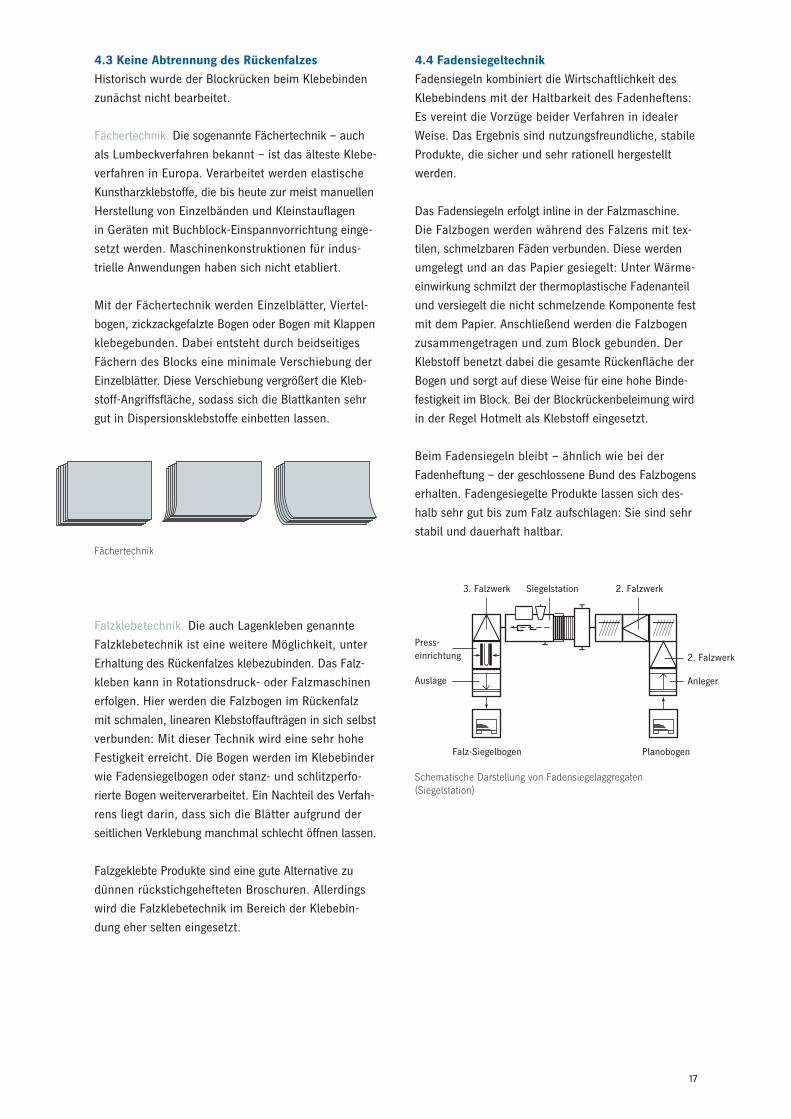
4.4 Fadensiegeltechnik
Fadensiegeln kombiniert die Wirtschaftlichkeit des
Klebebindens mit der Haltbarkeit des Fadenheftens:
Es vereint die Vorzüge beider Verfahren in idealer
Weise. Das Ergebnis sind nutzungsfreundliche, stabile
Produkte, die sicher und sehr rationell hergestellt
werden.
Das Fadensiegeln erfolgt inline in der Falzmaschine.
Die Falzbogen werden während des Falzens mit tex-
tilen, schmelzbaren Fäden verbunden. Diese werden
umgelegt und an das Papier gesiegelt: Unter Wärme-
einwirkung schmilzt der thermoplastische Fadenanteil
und versiegelt die nicht schmelzende Komponente fest
mit dem Papier. Anschließend werden die Falzbogen
zusammengetragen und zum Block gebunden. Der
Klebstoff benetzt dabei die gesamte Rückenfläche der
Bogen und sorgt auf diese Weise für eine hohe Binde-
festigkeit im Block. Bei der Blockrückenbeleimung wird
in der Regel Hotmelt als Klebstoff eingesetzt.
Beim Fadensiegeln bleibt – ähnlich wie bei der
Fadenheftung – der geschlossene Bund des Falzbogens
erhalten. Fadengesiegelte Produkte lassen sich des-
halb sehr gut bis zum Falz aufschlagen: Sie sind sehr
stabil und dauerhaft haltbar.
Fächertechnik
Falzklebetechnik. Die auch Lagenkleben genannte
Falzklebetechnik ist eine weitere Möglichkeit, unter
Erhaltung des Rückenfalzes klebezubinden. Das Falz-
kleben kann in Rotationsdruck- oder Falzmaschinen
erfolgen. Hier werden die Falzbogen im Rückenfalz
mit schmalen, linearen Klebstoffaufträgen in sich selbst
verbunden: Mit dieser Technik wird eine sehr hohe
Festigkeit erreicht. Die Bogen werden im Klebebinder
wie Fadensiegelbogen oder stanz- und schlitzperfo-
rierte Bogen weiterverarbeitet. Ein Nachteil des Verfah-
rens liegt darin, dass sich die Blätter aufgrund der
seitlichen Verklebung manchmal schlecht öffnen lassen.
Falzgeklebte Produkte sind eine gute Alternative zu
dünnen rückstichgehefteten Broschuren. Allerdings
wird die Falzklebetechnik im Bereich der Klebebin-
dung eher selten eingesetzt.
Schematische Darstellung von Fadensiegelaggregaten (Siegelstation)
3. Falzwerk
Press- einrichtung
Auslage
2. Falzwerk
2. Falzwerk
Anleger
PlanobogenFalz-Siegelbogen
Siegelstation
18
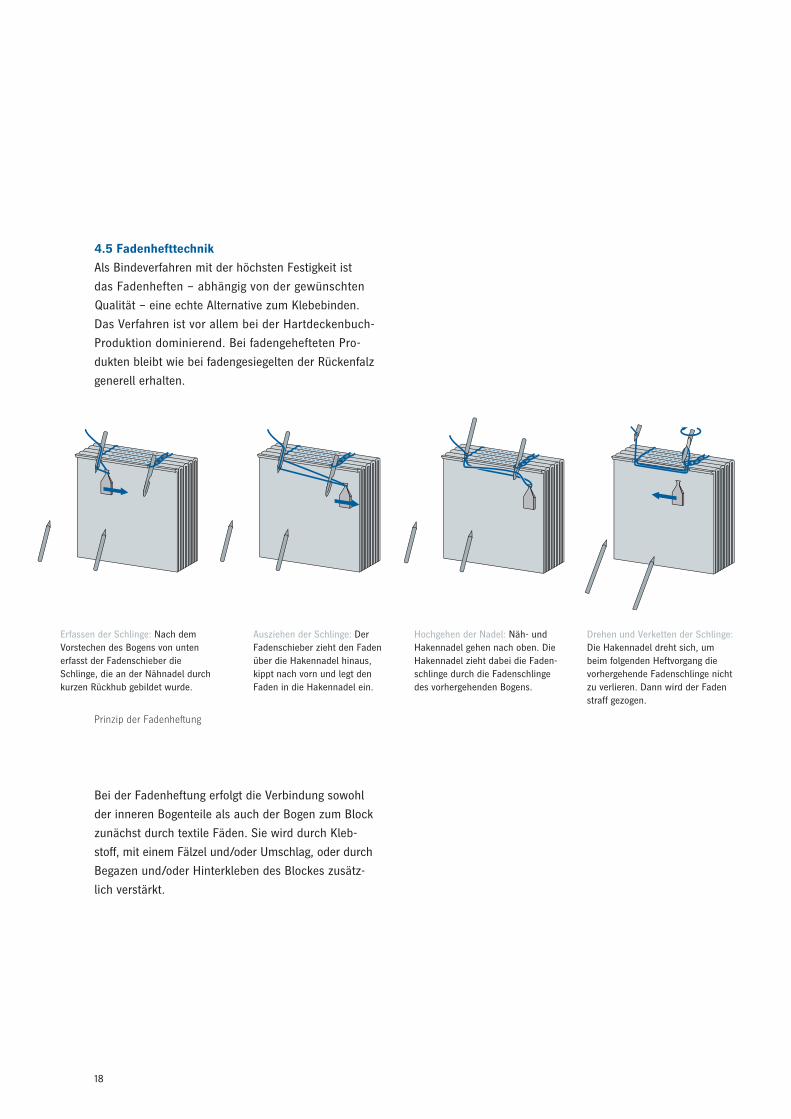
4.5 Fadenhefttechnik
Als Bindeverfahren mit der höchsten Festigkeit ist
das Fadenheften – abhängig von der gewünschten
Qualität – eine echte Alternative zum Klebebinden.
Das Verfahren ist vor allem bei der Hartdeckenbuch-
Produktion dominierend. Bei fadengehefteten Pro-
dukten bleibt wie bei fadengesiegelten der Rückenfalz
generell erhalten.
Bei der Fadenheftung erfolgt die Verbindung sowohl
der inneren Bogenteile als auch der Bogen zum Block
zunächst durch textile Fäden. Sie wird durch Kleb-
stoff, mit einem Fälzel und/oder Umschlag, oder durch
Begazen und/oder Hinterkleben des Blockes zusätz-
lich verstärkt.
Erfassen der Schlinge: Nach dem Vorstechen des Bogens von unten erfasst der Fadenschieber die Schlinge, die an der Nähnadel durch kurzen Rückhub gebildet wurde.
Ausziehen der Schlinge: Der Fadenschieber zieht den Faden über die Hakennadel hinaus, kippt nach vorn und legt den Faden in die Hakennadel ein.
Hochgehen der Nadel: Näh- und Hakennadel gehen nach oben. Die Hakennadel zieht dabei die Faden-schlinge durch die Fadenschlinge des vorhergehenden Bogens.
Drehen und Verketten der Schlinge: Die Hakennadel dreht sich, um beim folgenden Heftvorgang die vorhergehende Fadenschlinge nicht zu verlieren. Dann wird der Faden straff gezogen.
Prinzip der Fadenheftung

19
Kapitel 5Rückenbearbeitungssysteme
5.1 Zweck der Rückenbearbeitung
Der Faseranteil in den Papieren wird heute zuneh-
mend geringer. Der Grund ist ein erhöhter Strichanteil
und eine intensivere Satinage. Deshalb ist die richtige
Rückenbearbeitungsmethode von großer Bedeutung
für die Klebebindung: Sie schafft gute Voraussetzun gen
für die Blattkantenverankerung im Klebstoff. Die Rü-
cken bearbeitung ist dann effizient, wenn die Fasern
für den Klebstoff freigelegt werden, ohne dass der
Faser verbund im Blattkantenbereich geschwächt oder
gar zerstört wird.
5.2 Rückenbearbeitungswerkzeuge
Zum Einsatz kommen in der Regel tellerförmige Fräs-
köpfe, auf die unterschiedliche Werkzeuge montiert
sind:
Staubfräser. Die Fräsmesser sind in Form und Schnitt-
winkel so gestaltet, dass die abgefrästen Partikel als
Staub anfallen. Es entsteht ein offener Faserverbund
mit einer gewissen Rauheit. Da das in der Regel noch
keine haltbare Verklebung sichert, wird mit geeig-
neten Rückenbearbeitungswerkzeugen (Egalisier fräser,
Kerbwerkzeug und Ringbürste) nachbearbeitet. Die
Schnittkräfte sind beim Staubfräser geringer als beim
Schnitzelfräser, das ermöglicht den Einsatz auch
bei großen Blockdicken, hohen Frästiefen und im obe-
ren Leistungsbereich.
Eigenschaften:
Einsatz: für alle Klebebinder möglich•
Maximaler Blockrückenabschnitt bis fünf Millimeter•
Maximale Blockdicke bis 60 Millimeter •
(mit Hochleistungsstaubfräser bis 80 Millimeter)
Papierstaubentsorgung in Staubsäcken oder •
in Brikettierpressen
Schnitzelfräser. Die Schneidwerkzeuge sind im Fräs-
kopf eingelötet oder aufgeschraubt. Durch den flachen
Winkel der Fräsmesser und den kontinuierlichen
Einsatz der Schnittkanten entsteht eine glatte Rücken-
fläche. Da sie in der Regel noch keine haltbare Ver-
klebung sichert, wird sie mit geeigneten Rückenbear-
beitungswerkzeugen (Egalisierfräser, Kerbwerkzeug
und Ringbürste) nachbearbeitet. Die abgefrästen Teile
fallen als Schnitzel an, die dann einem Recycling-
prozess zur weiteren Verwendung zugeführt werden
können. Der Schnitzelfräser ist bei großen Block-
dicken, hohen Frästiefen und im oberen Leistungs-
bereich nur begrenzt einsetzbar.
Eigenschaften:
Einsatz: für alle Klebebinder möglich•
Maximaler Blockrückenabschnitt bis fünf Millimeter•
Maximale Blockdicke bis 60 Millimeter•
Für dicke Produkte und hohe Geschwindigkeiten •
sind zwei Schnitzelfrässtationen erforderlich
Entsorgung der Schnitzel in Ballenpressen oder •
in Containern (Recycling möglich)
Staubfräser Schnitzelfräser
Papierstaub Fräsabschnitt
20
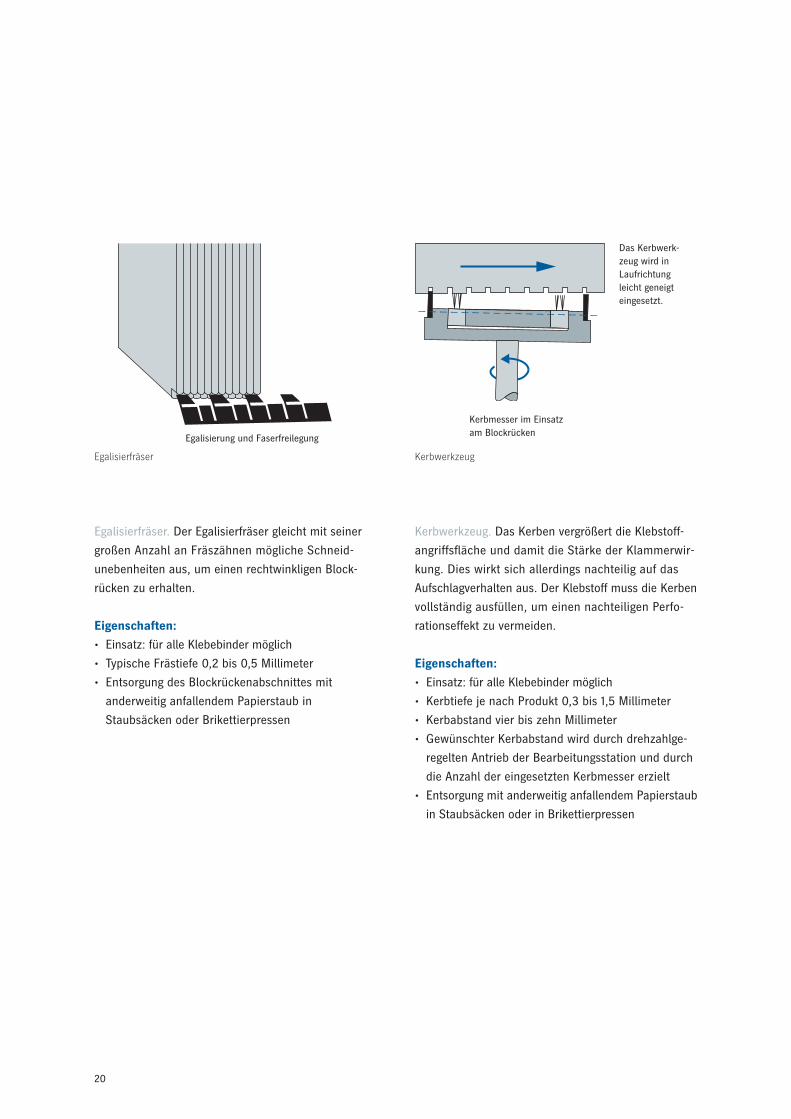
Kerbwerkzeug. Das Kerben vergrößert die Klebstoff-
angriffsfläche und damit die Stärke der Klammer wir-
kung. Dies wirkt sich allerdings nachteilig auf das
Aufschlagverhalten aus. Der Klebstoff muss die Kerben
vollständig ausfüllen, um einen nachteiligen Perfo-
rationseffekt zu vermeiden.
Eigenschaften:
Einsatz: für alle Klebebinder möglich•
Kerbtiefe je nach Produkt 0,3 bis 1,5 Millimeter•
Kerbabstand vier bis zehn Millimeter•
Gewünschter Kerbabstand wird durch drehzahlge-•
regelten Antrieb der Bearbeitungsstation und durch
die Anzahl der eingesetzten Kerbmesser erzielt
Entsorgung mit anderweitig anfallendem Papierstaub •
in Staubsäcken oder in Brikettierpressen
Egalisierfräser Kerbwerkzeug
Egalisierfräser. Der Egalisierfräser gleicht mit seiner
großen Anzahl an Fräszähnen mögliche Schneid-
unebenheiten aus, um einen rechtwinkligen Block-
rücken zu erhalten.
Eigenschaften:
Einsatz: für alle Klebebinder möglich•
Typische Frästiefe 0,2 bis 0,5 Millimeter•
Entsorgung des Blockrückenabschnittes mit •
anderweitig anfallendem Papierstaub in
Staubsäcken oder Brikettierpressen
Egalisierung und Faserfreilegung
Kerbmesser im Einsatz am Blockrücken
Das Kerbwerk-zeug wird in Laufrichtung leicht geneigt eingesetzt.
21
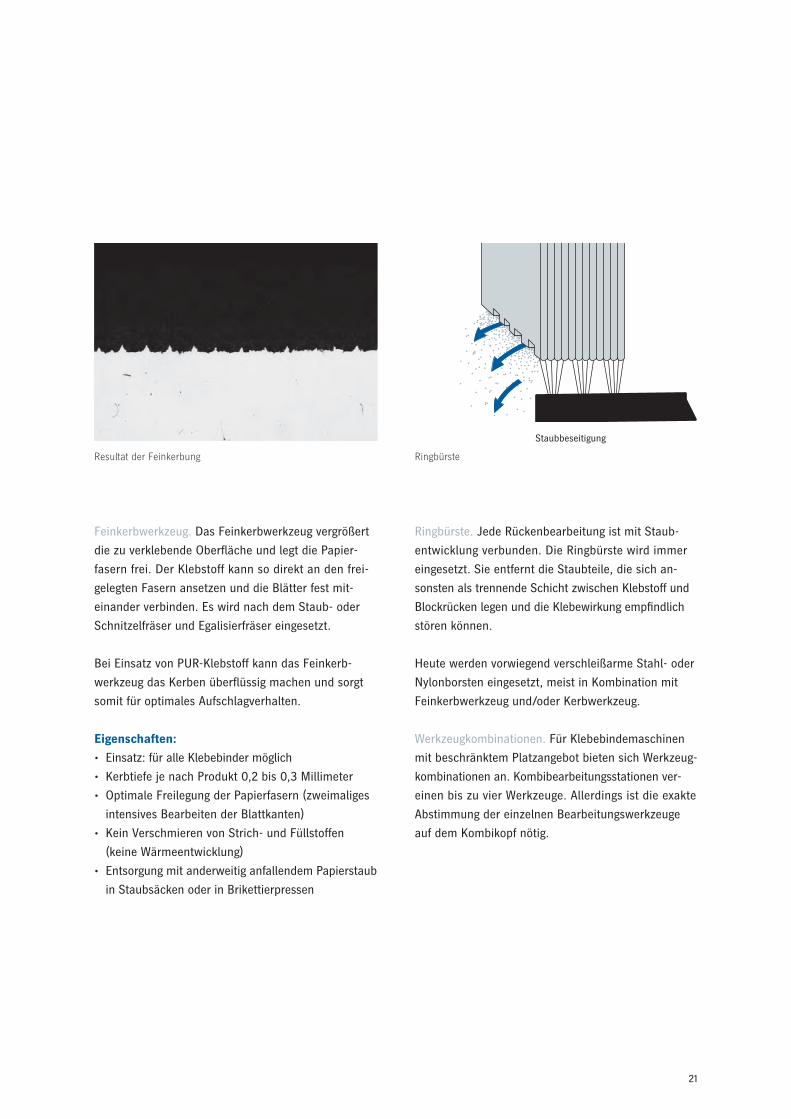
Feinkerbwerkzeug. Das Feinkerbwerkzeug vergrößert
die zu verklebende Oberfläche und legt die Papier-
fasern frei. Der Klebstoff kann so direkt an den frei-
gelegten Fasern ansetzen und die Blätter fest mit-
einander verbinden. Es wird nach dem Staub- oder
Schnitzelfräser und Egalisierfräser eingesetzt.
Bei Einsatz von PUR-Klebstoff kann das Feinkerb-
werkzeug das Kerben überflüssig machen und sorgt
somit für optimales Aufschlagverhalten.
Eigenschaften:
Einsatz: für alle Klebebinder möglich•
Kerbtiefe je nach Produkt 0,2 bis 0,3 Millimeter•
Optimale Freilegung der Papierfasern (zweimaliges •
intensives Bearbeiten der Blattkanten)
Kein Verschmieren von Strich- und Füllstoffen •
(keine Wärmeentwicklung)
Entsorgung mit anderweitig anfallendem Papierstaub •
in Staubsäcken oder in Brikettierpressen
Ringbürste. Jede Rückenbearbeitung ist mit Staub-
entwicklung verbunden. Die Ringbürste wird immer
eingesetzt. Sie entfernt die Staubteile, die sich an-
sonsten als trennende Schicht zwischen Klebstoff und
Blockrücken legen und die Klebewirkung empfindlich
stören können.
Heute werden vorwiegend verschleißarme Stahl- oder
Nylonborsten eingesetzt, meist in Kombination mit
Feinkerbwerkzeug und/oder Kerbwerkzeug.
Werkzeugkombinationen. Für Klebebindemaschinen
mit beschränktem Platzangebot bieten sich Werkzeug-
kombinationen an. Kombibearbeitungsstationen ver-
einen bis zu vier Werkzeuge. Allerdings ist die exakte
Abstimmung der einzelnen Bearbeitungswerkzeuge
auf dem Kombikopf nötig.
RingbürsteResultat der Feinkerbung
Staub beseitigung

22
5.3 Werkzeugauswahlkriterien
Maschinengröße und Produktionsgeschwindigkeit
Kleine Klebebinder bis 3 500 Takte pro Stunde.
Sie bestehen in der Regel aus nur einer Frässtation
mit Staubfräser. Die Maschinengeschwindigkeit sorgt
für eine intensive Rückenvorbereitung. Um beim
Verarbeiten gestrichener Papiere eine starke Klammer-
wirkung zu erzielen, wird der Staubfräser mit Fein-
kerb- und Kerbmessern kombiniert.
Mittelklasseklebebinder bis 7 500 Takte pro Stunde.
Die Frässtation kann mit Staub- oder Schnitzelfräsern
bestückt werden. Schnitzelfräser finden bevorzugt
bei höheren Klebebinderleistungen Verwendung, da
das Abfallpapier einfach und wirtschaftlich entsorgbar
ist. Der beim Staubfräsen anfallende Papierstaub ist
problematisch zu entsorgen, da er – mit der Ausnahme
von Papierbriketts – schwer recycelbar ist und zum
Sondermüll gehört. Ein oder zwei zusätzliche Rücken-
bearbeitungsstationen sind häufig mit Kombiwerk-
zeugträgern ausgerüstet.
Hochleistungsklebebinder über 10 000 Takte pro
Stunde. Wegen der hohen Bindeleistung kommen aus-
schließlich Schnitzelfräser zum Einsatz. Dicke Pro-
dukte wie Versandhauskataloge sowie Telefon- oder
Taschen bücher, die bei hohen Geschwindigkeiten
verarbeitet werden, durchlaufen häufig zwei Schnitzel-
fräser hinter einander. Da nur Sekundenbruchteile
für die Rückenbearbeitung zur Verfügung stehen, sind
zwei bis drei, im Extremfall bis zu vier weitere Rücken-
bearbeitungsstationen notwendig, um die gewünschten
Resultate zu erzielen.
Papierqualität. Die Entscheidung, welcher Fräser
zum Einsatz kommt, richtet sich vor allem nach der
Papier beschaffenheit.
Heute erhältliche satinierte und gestrichene Papiere
stellen erhöhte Anforderungen an die Rückenbe-
arbeitung. Insbesondere bei veredelten, beispielsweise
bis in den Bundsteg bedruckten oder lackierten
Papieren ist es wichtig, die Papierfasern an der Blatt-
kante freizulegen: Hier setzt der Klebstoff an und ver-
bindet das Gefüge fest. Papiere mit lockerem Faserver-
band sollten hingegen nicht stark aufgeraut werden
(jedoch müssen diese Papiere eventuell gekerbt wer-
den), da die Fasern dabei ihre Verbindung mit dem
Fasergefüge verlieren. Die Folge: Sie lösen sich aus dem
Papierverband. Es entsteht der sogenannte Kohäsions-
bruch im Papier.
23
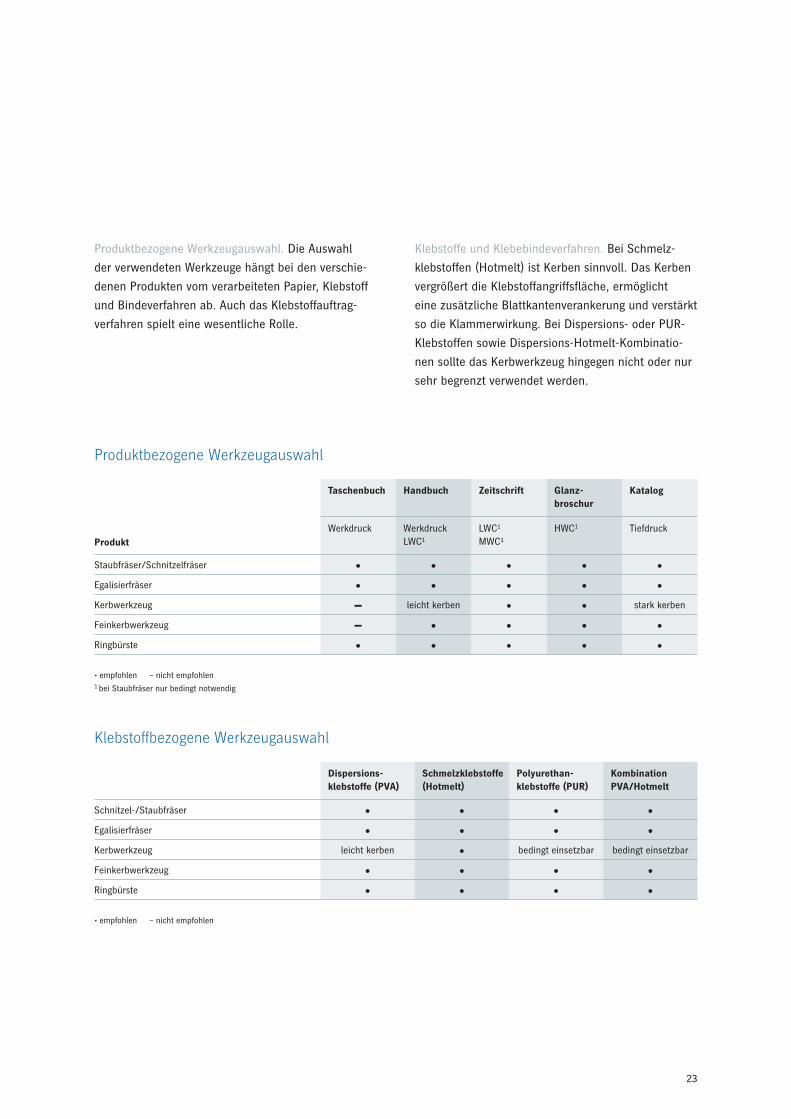
Produktbezogene Werkzeugauswahl. Die Auswahl
der verwendeten Werkzeuge hängt bei den verschie-
denen Produkten vom verarbeiteten Papier, Klebstoff
und Bindeverfahren ab. Auch das Klebstoffauftrag-
verfahren spielt eine wesentliche Rolle.
Klebstoffe und Klebebindeverfahren. Bei Schmelz-
klebstoffen (Hotmelt) ist Kerben sinnvoll. Das Kerben
vergrößert die Klebstoffangriffsfläche, ermöglicht
eine zusätzliche Blattkantenverankerung und verstärkt
so die Klammerwirkung. Bei Dispersions- oder PUR-
Klebstoffen sowie Dispersions-Hotmelt-Kombinatio-
nen sollte das Kerbwerkzeug hingegen nicht oder nur
sehr begrenzt verwendet werden.
Klebstoffbezogene Werkzeugauswahl
Dispersions- klebstoffe (PVA)
Schmelzklebstoffe (Hotmelt)
Polyurethan- klebstoffe (PUR)
Kombination PVA/Hotmelt
Schnitzel-/Staubfräser • • • •Egalisierfräser • • • •Kerbwerkzeug leicht kerben • bedingt einsetzbar bedingt einsetzbar
Feinkerbwerkzeug • • • •Ringbürste • • • •
•empfohlen–nichtempfohlen
Produktbezogene Werkzeugauswahl
Produkt
Taschenbuch
Handbuch Zeitschrift Glanz- broschur
Katalog
Werkdruck Werkdruck LWC1
LWC1
MWC1
HWC1 Tiefdruck
Staubfräser/Schnitzelfräser • • • • •Egalisierfräser • • • • •Kerbwerkzeug – leicht kerben • • stark kerben
Feinkerbwerkzeug – • • • •Ringbürste • • • • •
•empfohlen–nichtempfohlen1 bei Staubfräser nur bedingt notwendig
24
Geklebt wurde in der Buchbinderei schon immer.
Früher verwendete man dazu Klebstoffe aus Stärke-
kleister oder aus Knochen- oder Hautleim, die aber
schon lange nicht mehr den Hauptanteil der Kleb-
stoffe ausmachen. Zum Klebebinden werden heute
drei Grundtypen in vielen Modifikationen eingesetzt:
Dispersionsklebstoffe (PVA)•
Schmelzklebstoffe (Hotmelt)•
Polyurethanklebstoffe (PUR)•
Sie unterscheiden sich in ihrer Klebewirkung, die
durch chemische und physikalische Prozesse wie die
Adhäsion und Kohäsion sowie die Klebstofffilm-
bildung bestimmt wird.
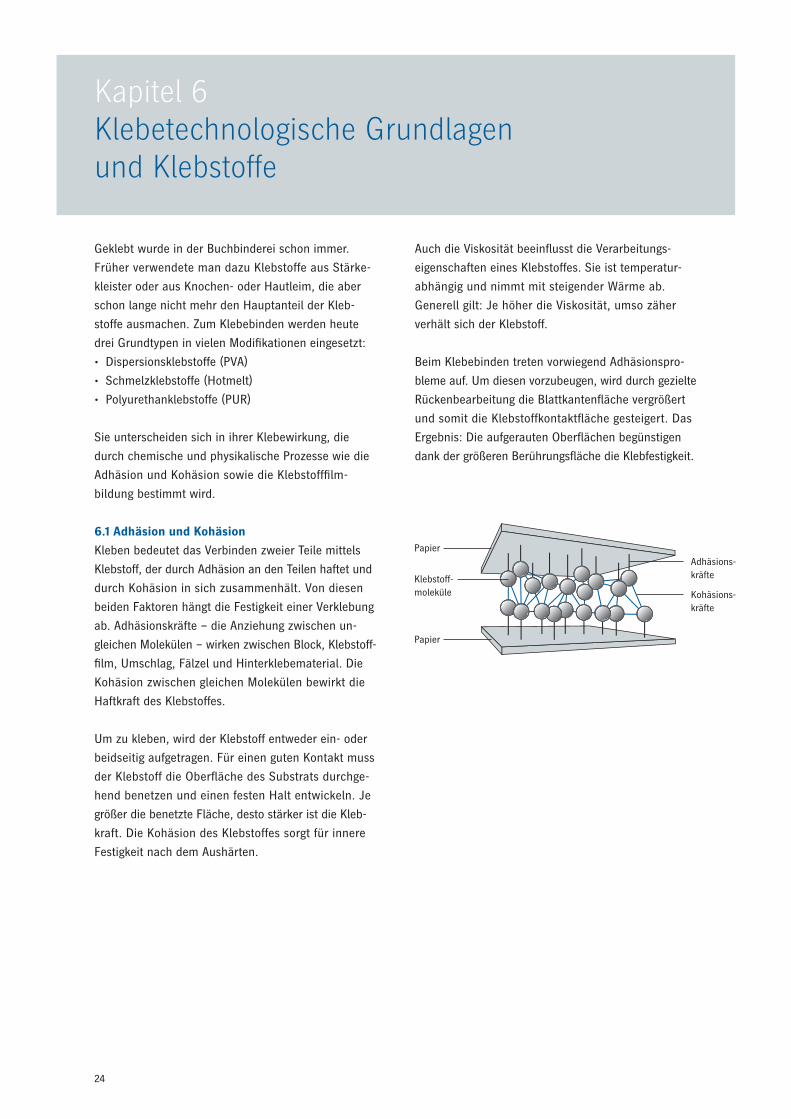
6.1 Adhäsion und Kohäsion
Kleben bedeutet das Verbinden zweier Teile mittels
Klebstoff, der durch Adhäsion an den Teilen haftet und
durch Kohäsion in sich zusammenhält. Von diesen
beiden Faktoren hängt die Festigkeit einer Verklebung
ab. Adhäsionskräfte – die Anziehung zwischen un-
gleichen Molekülen – wirken zwischen Block, Klebstoff-
film, Umschlag, Fälzel und Hinterklebe material. Die
Kohäsion zwischen gleichen Molekülen bewirkt die
Haftkraft des Klebstoffes.
Um zu kleben, wird der Klebstoff entweder ein- oder
beidseitig aufgetragen. Für einen guten Kontakt muss
der Klebstoff die Oberfläche des Substrats durchge-
hend benetzen und einen festen Halt entwickeln. Je
größer die benetzte Fläche, desto stärker ist die Kleb-
kraft. Die Kohäsion des Klebstoffes sorgt für innere
Festigkeit nach dem Aushärten.
Auch die Viskosität beeinflusst die Verarbeitungs-
eigenschaften eines Klebstoffes. Sie ist temperatur-
abhängig und nimmt mit steigender Wärme ab.
Generell gilt: Je höher die Viskosität, umso zäher
verhält sich der Klebstoff.
Beim Klebebinden treten vorwiegend Adhäsionspro-
bleme auf. Um diesen vorzubeugen, wird durch gezielte
Rückenbearbeitung die Blattkantenfläche vergrößert
und somit die Klebstoffkontaktfläche gesteigert. Das
Ergebnis: Die aufgerauten Oberflächen begünstigen
dank der größeren Berührungsfläche die Klebfestigkeit.
Kapitel 6Klebetechnologische Grundlagen und Klebstoffe
Adhäsions-kräfte
Kohäsions- kräfte
Klebstoff-moleküle
Papier
Papier

25
6.2 Klebstofffilmbildung
Wesentliche Voraussetzung für das Zustandekom-
men der Verklebung ist, dass der Klebstoff für die Film-
bil dung vorübergehend in flüssiger Form vorliegt –
entweder als Dispersion oder Schmelze. Die Kleb stoff-
filmbildung erfolgt entweder rein physikalisch, indem
das Dispergiermittel verdunstet (bei Dispersions kleb-
stoffen) oder der Schmelzklebstoff erstarrt (bei Hotmelt),
oder aber chemisch durch eine Vernetzung reaktiver
Teilchen (bei PUR-Klebstoffen).
Je nach Art der Applikation lassen sich verschiedene
Phasen bis zur endgültigen Filmbildung unterscheiden:
Offene Zeit: Zeit, in der das beleimte Material mit •
einem unbeleimten Material verbunden werden
muss
Anzugsmoment oder Haftbindezeit: Materialien •
weisen eine erste Haftfestigkeit auf
Antrockenzeit oder Kühlphase: Zeit nach dem •
Andrücken, bevor man das Produkt schneiden
kann
Abbindezeit: Zeit, nach der das Produkt gebrauchs-•
fertig ist
Der Phasenablauf ist unterschiedlich und wird durch
Raumtemperatur, relative Luftfeuchtigkeit, Material-
temperatur, Materialeigenschaften, Materialfeuchte,
Klebstoffart, aufgetragene Klebstoffmenge und Auf-
tragtemperatur beeinflusst.
Wichtig für die Konfiguration einer Inline-Fertigungs-
strecke ist es deshalb, eine ausreichend lange Kühl-
strecke nach der Klebstoffauftragstation zu planen.
Sie gibt den Klebstoffen ausreichend Zeit, um vor dem
Beschnitt im Dreimesserautomat sicher auszutrocknen
oder abzukühlen.
6.3 Dispersionsklebstoffe (PVA)
Dispersionsklebstoffe arbeiten nach dem Prinzip
des Wasserverlusts. Sie bestehen aus einer wässrigen
Lösung von Polymerteilchen, die beim Entzug des
Wassers miteinander vernetzen und einen Film bilden.
Die Grundlage von Dispersionsklebstoffen ist wie
bei vielen synthetischen Klebstoffen Kunstharz – wie
beispielsweise auch im Alleskleber. Im Gegensatz
zu diesem sind die kettenförmigen Kunstharzteilchen
(Polyvinylacetat, PVA) im Dispersionsklebstoff nicht
gelöst, sondern werden fein verteilt im Wasser in der
Schwebe gehalten. Schutzkolloide verhindern ein
vorzeitiges Vernetzen. Beim Verdunsten des Wassers
und unter Druck berühren sich die Kolloidhüllen und
platzen auf: Die Kunstharzteilchen fangen an, sich zu
vernetzen.
Normalerweise sind Kunstharze hart und spröde.
Deshalb hindert ein beigefügter Weichmacher das Git-
ter aus Kunstharzteilchen daran, starr zu werden, so-
dass der Klebstoff in gewissem Maße elastisch bleibt.
Dank dieser Elastizität eignet er sich gut zur Klebe-
bindung von Buchblöcken. Tatsächlich gibt es die
Klebebindung erst, seit dieser Klebstoff entwickelt
wurde. Dispersionsklebstoffe sind leicht zu verar-
beiten und zeichnen sich durch ein gutes Eindringen
in das Substrat und eine ausgezeichnete Wärme-
und Alterungsbeständigkeit aus.
Adhäsions-kräfte
Kohäsions- kräfte

26
6.4 Schmelzklebstoffe (Holtmelt)
Schmelzklebstoffe arbeiten nach dem Prinzip Abküh-
lung. Hotmelt sind wasser- und löse mittel freie ther-
moplastische Klebstoffe. Sie werden durch Erhitzen
verflüssigt, kühlen nach dem Auftragen ab und er-
starren. Die Verarbeitungstemperatur liegt zwischen
160 °C und 180 °C. Niedrigtemperatur-Hotmelts wer-
den mit 120 °C bis 140 °C verarbeitet.
Als Dreistoffsysteme enthalten sie etwa 50 Prozent
des Basispolymers (Ethylenvinylacetat [EVA] oder
Polyamid) für die Klebkraft, etwa 30 Prozent Harz
(z. B. Kolophonium) zur Verbesserung der Adhäsion
und etwa 20 Prozent Weichmacher (z. B. Paraffin)
für die richtige Viskosität. Die spezifische Abmischung
führt zu den gewünschten Klebstoffeigenschaften.
Der große Vorteil von Hotmelt liegt in seiner hohen
Verarbeitungsgeschwindigkeit. Der Abbindeprozess
erfolgt sehr schnell, sodass das Produkt rasch und
ohne zusätzliche Trocknung weiterverarbeitet werden
kann. Das ermöglicht eine rationelle Inline-Fertigung
mit sehr hohen Produktionsleistungen. Da Schmelz-
klebstoffe zu 100 Prozent aus Feststoffen bestehen,
haben sie gute Fülleigenschaften. Allerdings ist die
Elastizität von Hotmelt erheblich geringer als bei
Dispersionsklebstoffen. Das kann zu Versteifungen
des Blockrückens – der sogenannten Klammer-
wirkung – führen, durch die sich der Blockrücken
beim Aufschlagen nicht durchwölben lässt.
6.5 Polyurethanklebstoffe (PUR)
Polyurethanklebstoffe arbeiten nach dem Prinzip
Abkühlung und chemische Vernetzung. PUR sind
ebenfalls Schmelzklebstoffe, die zu 100 Prozent aus
Feststoffanteilen bestehen. Sie werden wie Heiß-
schmelz klebstoffe verarbeitet, reagieren aber im Unter-
schied zu diesen mit Feuchtigkeit. Die Vernetzung
findet in zwei Phasen statt: Der heiße Klebstoff ver-
liert an Tem peratur und wird fest. Unter Einwirkung
von Luftfeuchtigkeit erfolgt eine zweite, langsam ver-
laufende chemische Polymerisation. Sie vernetzt
die einzelnen Moleküle miteinander. Die Endfestigkeit
wird nach etwa zehn bis 24 Stunden erreicht.
Das Ergebnis dieser zweiphasigen Verkettung ist
eine völlige und irreversible Vernetzung des inneren
Gefüges. PUR-Klebstoffe lassen sich deshalb im
Gegensatz zu Hotmelt nicht wieder aufschmelzen,
sondern bleiben dauerhaft stabil: Sie bestechen im
Pulltest durch sehr hohe Festigkeitswerte, eine her-
vorragende Alterungs- und Lösemittelbeständigkeit
sowie ihre hohe Resistenz gegen viele Chemikalien.
Nach dem vollständigen Aushärten erreichen PUR-
Klebstoffe eine Formstabilität, die mit keinem anderen
Klebstoff oder Bindeverfahren erreicht wird.
PUR-Klebstoffe können während der Verarbeitung
in einem geschlossenen Klebstoffauftragsystem in be-
grenztem Ausmaß wieder aufgeheizt werden. Aller-
dings muss der Kontakt mit Luftfeuchtigkeit wie bei
Lagerung und Transport auch möglichst gering ge-
halten werden, um eine vorzeitige Vernetzung zu
verhindern.
Schmelzklebstoff (Hotmelt) in Granulatform
27
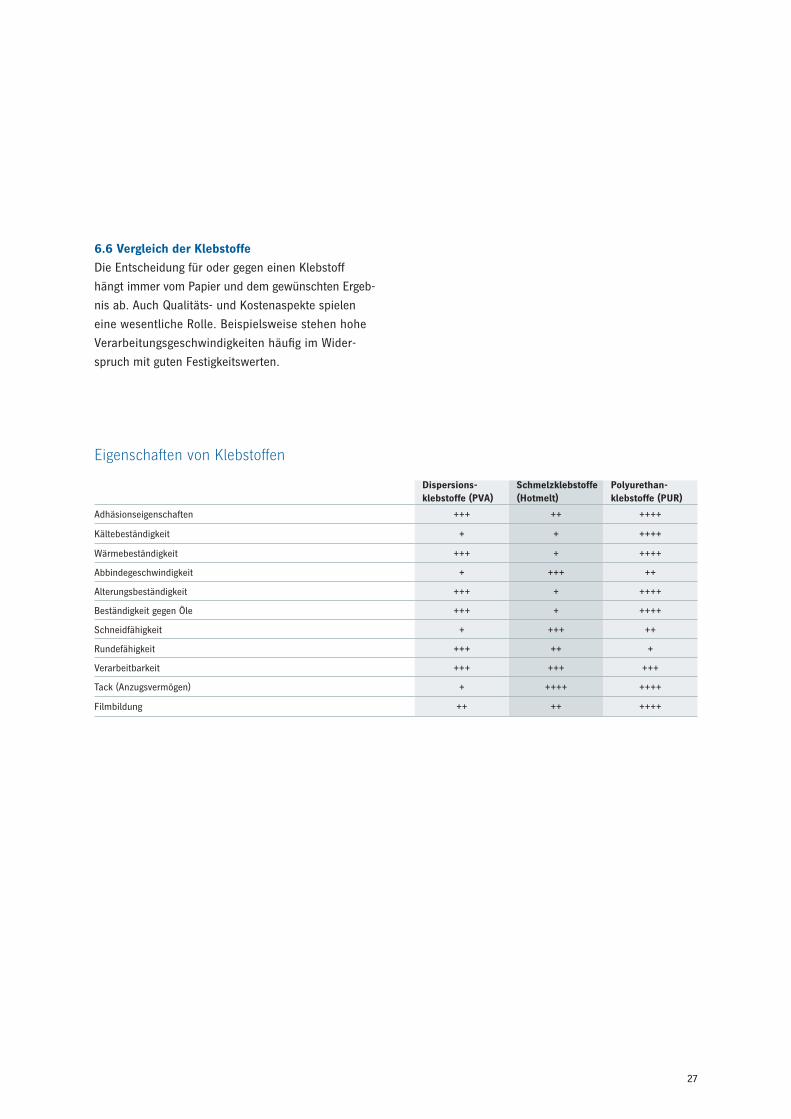
6.6 Vergleich der Klebstoffe
Die Entscheidung für oder gegen einen Klebstoff
hängt immer vom Papier und dem gewünschten Ergeb-
nis ab. Auch Qualitäts- und Kostenaspekte spielen
eine wesentliche Rolle. Beispielsweise stehen hohe
Verarbeitungsgeschwindigkeiten häufig im Wider-
spruch mit guten Festigkeitswerten.
Eigenschaften von Klebstoffen
Dispersions- klebstoffe (PVA)
Schmelzklebstoffe (Hotmelt)
Polyurethan- klebstoffe (PUR)
Adhäsionseigenschaften +++ ++ ++++
Kältebeständigkeit + + ++++
Wärmebeständigkeit +++ + ++++
Abbindegeschwindigkeit + +++ ++
Alterungsbeständigkeit +++ + ++++
Beständigkeit gegen Öle +++ + ++++
Schneidfähigkeit + +++ ++
Rundefähigkeit +++ ++ +
Verarbeitbarkeit +++ +++ +++
Tack (Anzugsvermögen) + ++++ ++++
Filmbildung ++ ++ ++++
28
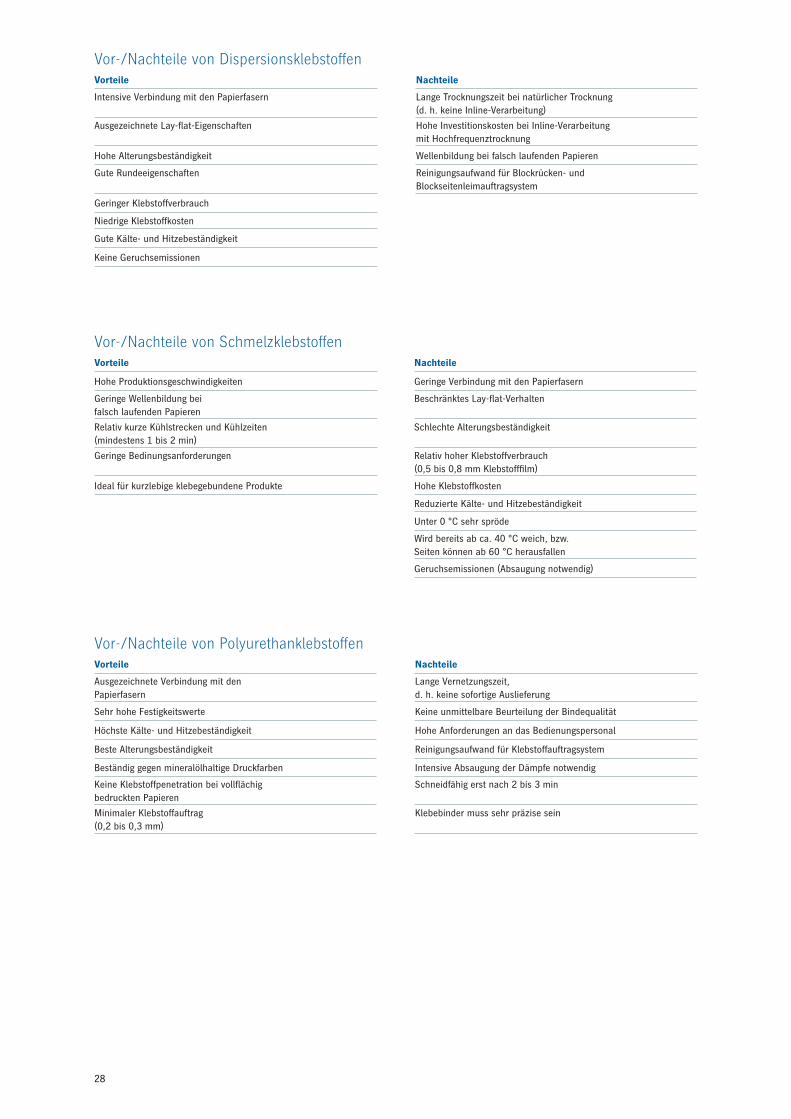
Vor-/Nachteile von DispersionsklebstoffenVorteile Nachteile
Intensive Verbindung mit den Papierfasern Lange Trocknungszeit bei natürlicher Trocknung (d. h. keine Inline-Verarbeitung)
Ausgezeichnete Lay-flat-Eigenschaften Hohe Investitionskosten bei Inline-Verarbeitung mit Hochfrequenztrocknung
Hohe Alterungsbeständigkeit Wellenbildung bei falsch laufenden Papieren
Gute Rundeeigenschaften Reinigungsaufwand für Blockrücken- und Blockseitenleimauftragsystem
Geringer Klebstoffverbrauch
Niedrige Klebstoffkosten
Gute Kälte- und Hitzebeständigkeit
Keine Geruchsemissionen
Vor-/Nachteile von PolyurethanklebstoffenVorteile Nachteile
Ausgezeichnete Verbindung mit den Papierfasern
Lange Vernetzungszeit, d. h. keine sofortige Auslieferung
Sehr hohe Festigkeitswerte Keine unmittelbare Beurteilung der Bindequalität
Höchste Kälte- und Hitzebeständigkeit Hohe Anforderungen an das Bedienungspersonal
Beste Alterungsbeständigkeit Reinigungsaufwand für Klebstoffauftragsystem
Beständig gegen mineralölhaltige Druckfarben Intensive Absaugung der Dämpfe notwendig
Keine Klebstoffpenetration bei vollflächig bedruckten Papieren
Schneidfähig erst nach 2 bis 3 min
Minimaler Klebstoffauftrag (0,2 bis 0,3 mm)
Klebebinder muss sehr präzise sein
Vor-/Nachteile von SchmelzklebstoffenVorteile Nachteile
Hohe Produktionsgeschwindigkeiten Geringe Verbindung mit den Papierfasern
Geringe Wellenbildung bei falsch laufenden Papieren
Beschränktes Lay-flat-Verhalten
Relativ kurze Kühlstrecken und Kühlzeiten (mindestens 1 bis 2 min)
Schlechte Alterungsbeständigkeit
Geringe Bedinungsanforderungen Relativ hoher Klebstoffverbrauch (0,5 bis 0,8 mm Klebstofffilm)
Ideal für kurzlebige klebegebundene Produkte Hohe Klebstoffkosten
Reduzierte Kälte- und Hitzebeständigkeit
Unter 0 °C sehr spröde
Wird bereits ab ca. 40 °C weich, bzw. Seiten können ab 60 °C herausfallen
Geruchsemissionen (Absaugung notwendig)

29
Kapitel 7Klebstoffauftragtechniken
7.1 Ein- und mehrschichtige Klebstoffauftrag-
techniken
Nach der Rückenbearbeitung werden die vorbereite-
ten Blöcke der Klebstoffauftragstation zugeführt. Für
die Blockrückenbeleimung wird der Klebstoff meist
mittels Auftragwalzen aus einem Vorratsbecken auf
den Blockrücken übertragen. Zunehmend finden auch
Klebstoffauftragsysteme mit Düsenauftrag Verwen-
dung, bei denen der Klebstoff flächig aufgetragen wird.
Das Verfahren ist insbesondere bei PUR-Klebstoffen
sinnvoll, weil so der Kontakt mit der Luftfeuchtigkeit
möglichst lange vermieden werden kann.
Häufig sind mehrere Klebstoffauftragstationen hinter-
einander angebracht. Dieses sogenannte mehrschich-
tige Verfahren ermöglicht den Auftrag verschiedener
Klebstoffe, um die gewünschten Klebstoffeigenschaf-
ten optimal miteinander zu kombinieren. So können
z. B. gleiche Klebstoffe mit unterschiedlichen Viskosi-
täten oder Dispersions- und Schmelzklebstoffe gemein-
sam verwendet werden.
7.2 Einschichtiges Dispersions-Klebebinde-
verfahren (One-Shot-Verfahren)
Um einen intensiven Klebstoffauftrag zu ermöglichen,
ist das Leimbecken bei diesem Verfahren üblicher weise
mit zwei Auftragwalzen und Rakeln ausgestattet.
Die Trocknung erfolgt zumeist off line außerhalb des
Klebebinders bei Raumtemperatur. Wichtige Voraus-
setzungen sind eine schonende Vertikalauslage am
Klebebinder, sorgfältige Palettierung und längere
Lagerung. Alternativ kann die Trocknung mittels einer
Hochfrequenztrocknung (HF) auch im Klebebinder
erfolgen, sodass eine Inline-Verarbeitung der Produkte
bis zum Dreischneiden möglich ist.
7.3 Zweischichtiges Dispersions-Klebebinde-
verfahren (Two-Shot-Verfahren)
Bei diesem Verfahren werden zwei Dispersionskleb-
stoffe mit unterschiedlicher Viskosität aufgetragen. Der
erste, niedrigviskose Klebstoff – der Primer – bewirkt
eine gute Benetzung der aufgerauten Rückenfläche
sowie die Einbettung der Blätter im Klebstofffilm. Nach
der vollständigen Trocknung durch Infrarot-(IR-)
Wärme wird eine zweite, dickere Schicht mit höherer
Visko sität aufgebracht, die für Stabilität und Halt-
barkeit sorgt.
Der erste Klebstoffauftrag muss mit einer IR-Zwischen-
trocknung vollständig getrocknet werden, um die
Gefahr von Leimeinläufen beim zweiten Auftrag zu
vermindern. Bei der Inline-Verarbeitung ist eine
Hochfrequenztrocknung notwendig.
Zweischichtiges Dispersions-Klebebindeverfahren (Two-Shot-Verfahren)
PVA PVA HFIR
Block

30
7.4 Einschichtiges Schmelzklebstoff-Bindeverfahren
(One-Shot-Hotmelt-Verfahren)
Das am weitesten verbreitete Verfahren ermöglicht
dank der sehr kurzen Abbindezeit hohe Taktzahlen. Es
erreicht seine feste Klebebindung weitgehend durch
die Klammerwirkung im Rückenbereich. Dabei muss
die Rückenbearbeitung auf die Papiereigenschaf ten
und den Hotmelt abgestimmt sein. Satinierte und ge-
strichene Papiere werden in der Regel gekerbt, wobei
der Klebstoff die Kerben vollständig ausfüllen muss.
7.5 Zweischichtiges Schmelzklebstoff-Bindever-
fahren (Two-Shot-Hotmelt-Verfahren)
Beim Auftrag zweier Hotmelt-Klebstoffe mit unter-
schiedlicher Viskosität bewirkt der niedrigviskose und
qualitativ hochwertige Primer eine gute Benetzung.
Der zweite, höherviskose Hauptklebstoffauftrag dient
primär der Rückenstabilisierung und der Umschlag-
verbindung.
Die zweischichtige Schmelzklebetechnik ist qualitativ
hochwertiger. Zudem werden schwere Versandhaus-
kataloge mehrheitlich im Two-Shot-Hotmelt-Verfahren
mit tiefer Kerbung und einer totalen Klebstofffilm-
stärke von 0,8 bis 1,0 Millimeter hergestellt.
Zweischichtiges kombiniertes Dispersions-Schmelzklebstoff-Verfahren (Primer-Two-Shot-Hotmelt/PUR-Verfahren)
7.6 Zweischichtiges kombiniertes Dispersions-
Schmelzklebstoff-Verfahren (Primer-Two-Shot-
Hotmelt/PUR-Verfahren)
Beim zweischichtigen kombinierten Dispersions-
Schmelzklebstoff-Verfahren wird zunächst ein Disper-
sionsklebstoff als Primer sehr dünn aufgebracht.
Dieser muss vollständig getrocknet sein, bevor der
chemisch auf den Primer abgestimmte Hotmelt-/
PUR-Auftrag erfolgen kann. Die notwendige Zwischen-
trocknung zwischen Primer- und Hotmelt-/PUR-
Auftrag wird mit IR-Trocknung realisiert.
Zweischichtiges Schmelzklebstoff-Bindeverfahren (Two-Shot-Hotmelt-Verfahren)
Hotmelt Hotmelt
Block
Hotmelt/PURIR IRPVA
Block

31
Kapitel 8Klebstoffauftragsysteme
Für das Auftragen des Klebstoffs auf den Blockrücken
müssen der verwendete Klebstofftyp und das Klebstoff-
auftragsystem aufeinander abgestimmt sein. Prin-
zipiell lassen sich zwei unterschiedliche Klebstoffauf-
tragsysteme unterscheiden:
Klebstoffauftragsysteme zur Blockrückenbeleimung •
Klebstoffauftragsysteme zur Blockseitenbeleimung•
8.1 Klebstoffauftragsysteme zur Blockrücken-
beleimung
Um den Umschlag oder Fälzelstreifen am Block-
rücken zu fixieren, werden eine oder mehrere Kleb-
stoffschichten aufgetragen. Dabei lassen sich Disper-
sions-, Hotmelt- oder PUR-Klebstoffe gut verarbeiten,
wobei jedoch für jedes Klebstoffauftragsystem auf-
grund seiner spezifischen Eigenschaften eine spezielle
Konstruk tion erforderlich ist. Moderne Klebstoffauf-
tragsysteme sind des halb für eine schnelle Umstel-
lung konzipiert. Das erhöht die Variabilität und die
Effek tivität der Produktion.
Um einen geschlossenen Film der erforderlichen
Schichtdicke sicherzustellen, sind mindestens zwei
Auftragwalzen nötig: Mit der ersten wird in der
Regel eine dünne Schicht aufgetragen, die zweite
stabilisiert den Blockrücken durch einen dickeren
Klebstoffauftrag.
Dispersions-Zweiwalzenauftragsystem. Beim Dis-
persions-Zweiwalzenauftragsystem erfolgt der Kleb-
stoffauftrag über zwei höhenverstellbare Auftrag-
walzen. Die Auftragwalzen rotieren gleichlaufend zur
Förderrichtung. Oft läuft eine ebenfalls höhenverstell-
bare Egalisierwalze mit, die die Höhe des Klebstoff-
films ausgleicht. Klebstoffbecken sowie Abstreifrakel
sind zudem speziell mit Tef lon beschichtet, um eine
einfachere Reinigung sicherzustellen.
I Erste AuftragwalzeII Abstand erste Auftragwalze – Blockrücken III Abstand zweite Auftragwalze – Blockrücken IV Zweite AuftragwalzeV AbstreifrakelVI Distanz Abstreifrakel – BlockrückenVII Rakelöffnung erste Auftragwalze VIII Rakelöffnung zweite Auftragwalze
Dispersions-Zweiwalzenauftragsystem
VIVIVIIIIII
VIIIVII
Block
32
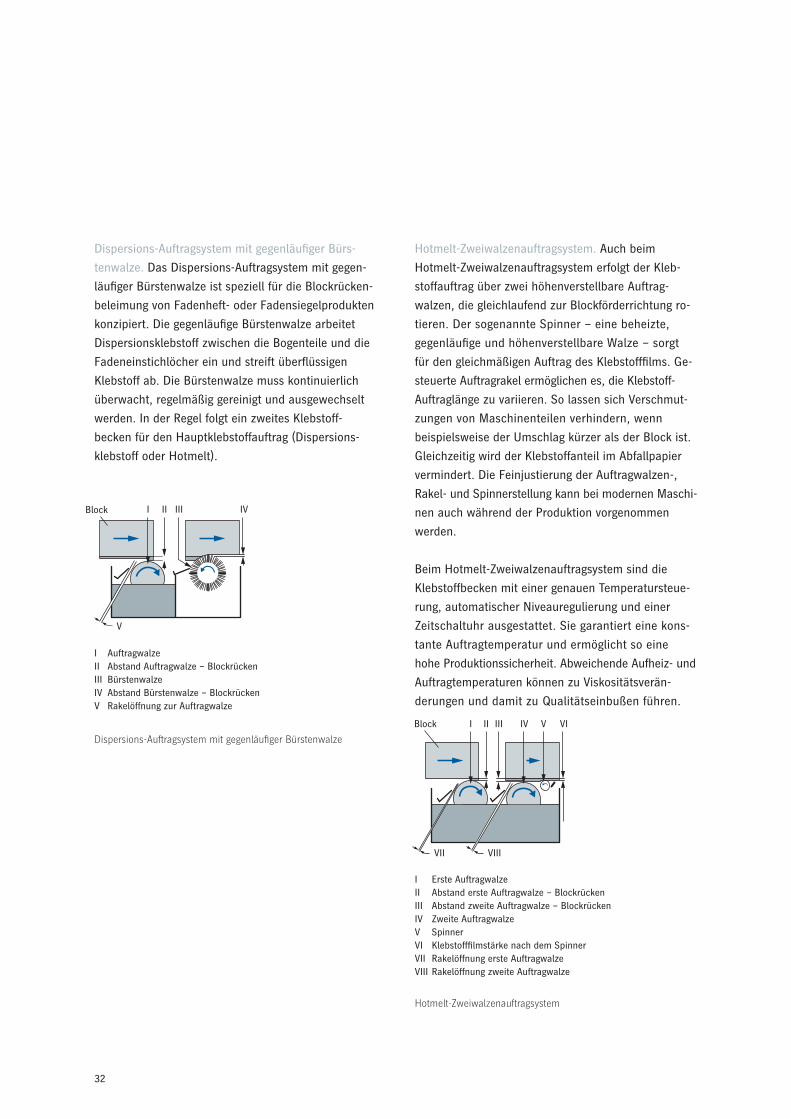
Dispersions-Auftragsystem mit gegenläufiger Bürs-
tenwalze. Das Dispersions-Auftragsystem mit gegen-
läufiger Bürstenwalze ist speziell für die Blockrücken-
beleimung von Fadenheft- oder Fadensiegelprodukten
konzipiert. Die gegenläufige Bürstenwalze arbeitet
Dispersionsklebstoff zwischen die Bogenteile und die
Fadeneinstichlöcher ein und streift überflüssigen
Klebstoff ab. Die Bürstenwalze muss kontinuierlich
überwacht, regelmäßig gereinigt und ausgewechselt
werden. In der Regel folgt ein zweites Klebstoff -
becken für den Hauptklebstoffauftrag (Dispersions-
klebstoff oder Hotmelt).
I AuftragwalzeII Abstand Auftragwalze – Blockrücken III BürstenwalzeIV Abstand Bürstenwalze – Blockrücken V Rakelöffnung zur Auftragwalze
Hotmelt-Zweiwalzenauftragsystem
Dispersions-Auftragsystem mit gegenläufiger Bürstenwalze
I Erste AuftragwalzeII Abstand erste Auftragwalze – Blockrücken III Abstand zweite Auftragwalze – Blockrücken IV Zweite AuftragwalzeV SpinnerVI Klebstofffilmstärke nach dem SpinnerVII Rakelöffnung erste Auftragwalze VIII Rakelöffnung zweite Auftragwalze
Hotmelt-Zweiwalzenauftragsystem. Auch beim
Hotmelt-Zweiwalzenauftragsystem erfolgt der Kleb-
stoffauftrag über zwei höhenverstellbare Auftrag-
walzen, die gleichlaufend zur Blockförderrichtung ro-
tieren. Der sogenannte Spinner – eine beheizte,
gegenläufige und höhenverstellbare Walze – sorgt
für den gleichmäßigen Auftrag des Klebstofffilms. Ge-
steuerte Auftragrakel ermöglichen es, die Klebstoff-
Auftraglänge zu variieren. So lassen sich Verschmut-
zungen von Maschinenteilen verhindern, wenn
beispielsweise der Umschlag kürzer als der Block ist.
Gleichzeitig wird der Klebstoffanteil im Abfallpapier
vermindert. Die Feinjustierung der Auftragwalzen-,
Rakel- und Spinnerstellung kann bei modernen Maschi-
nen auch während der Produktion vorgenommen
werden.
Beim Hotmelt-Zweiwalzenauftragsystem sind die
Klebstoffbecken mit einer genauen Temperatursteue-
rung, automatischer Niveauregulierung und einer
Zeitschaltuhr ausgestattet. Sie garantiert eine kons-
tante Auftragtemperatur und ermöglicht so eine
hohe Produktionssicherheit. Abweichende Aufheiz- und
Auftragtemperaturen können zu Viskositätsverän-
derungen und damit zu Qualitätseinbußen führen.
V
IVIIIIIIBlock
VIVIVIIIIII
VIIIVII
Block
33
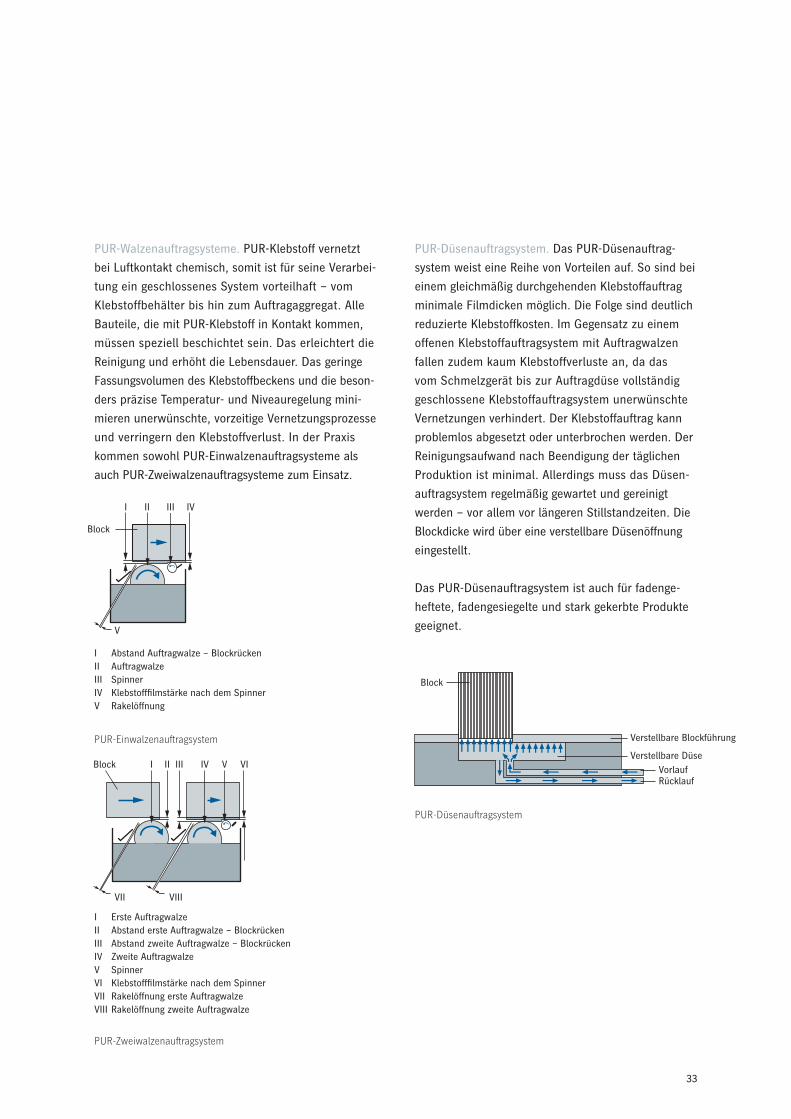
PUR-Düsenauftragsystem. Das PUR-Düsenauftrag-
system weist eine Reihe von Vorteilen auf. So sind bei
einem gleichmäßig durchgehenden Klebstoffauftrag
minimale Filmdicken möglich. Die Folge sind deutlich
reduzierte Klebstoffkosten. Im Gegensatz zu einem
offenen Klebstoffauftragsystem mit Auftragwalzen
fallen zudem kaum Klebstoffverluste an, da das
vom Schmelzgerät bis zur Auftragdüse vollständig
geschlossene Klebstoffauftragsystem un erwünschte
Vernetzungen verhindert. Der Klebstoffauftrag kann
problemlos abgesetzt oder unterbrochen werden. Der
Reinigungsaufwand nach Beendigung der täglichen
Produktion ist minimal. Allerdings muss das Düsen-
auftragsystem regelmäßig gewartet und gereinigt
werden – vor allem vor längeren Stillstandzeiten. Die
Blockdicke wird über eine verstell bare Düsenöffnung
eingestellt.
Das PUR-Düsenauftragsystem ist auch für fadenge-
heftete, fadengesiegelte und stark gekerbte Produkte
geeignet.
PUR-Walzenauftragsysteme. PUR-Klebstoff vernetzt
bei Luftkontakt chemisch, somit ist für seine Verarbei-
tung ein geschlossenes System vorteilhaft – vom
Klebstoffbehälter bis hin zum Auftragaggregat. Alle
Bauteile, die mit PUR-Klebstoff in Kontakt kommen,
müssen speziell beschichtet sein. Das erleichtert die
Reinigung und erhöht die Lebensdauer. Das geringe
Fassungsvolumen des Klebstoffbeckens und die beson-
ders präzise Temperatur- und Niveauregelung mini-
mieren unerwünschte, vorzeitige Vernetzungsprozesse
und verringern den Klebstoffverlust. In der Praxis
kommen sowohl PUR-Einwalzenauftragsysteme als
auch PUR-Zweiwalzenauftragsysteme zum Einsatz.
PUR-Zweiwalzenauftragsystem
PUR-Einwalzenauftragsystem
I Abstand Auftragwalze – BlockrückenII AuftragwalzeIII SpinnerIV Klebstofffilmstärke nach dem SpinnerV Rakelöffnung
IVIIII II
V
Block
I Erste AuftragwalzeII Abstand erste Auftragwalze – Blockrücken III Abstand zweite Auftragwalze – Blockrücken IV Zweite AuftragwalzeV SpinnerVI Klebstofffilmstärke nach dem SpinnerVII Rakelöffnung erste Auftragwalze VIII Rakelöffnung zweite Auftragwalze
VIVIVIIIIII
VIIIVII
Block
PUR-Düsenauftragsystem
Block
Verstellbare Blockführung
Verstellbare DüseVorlaufRücklauf
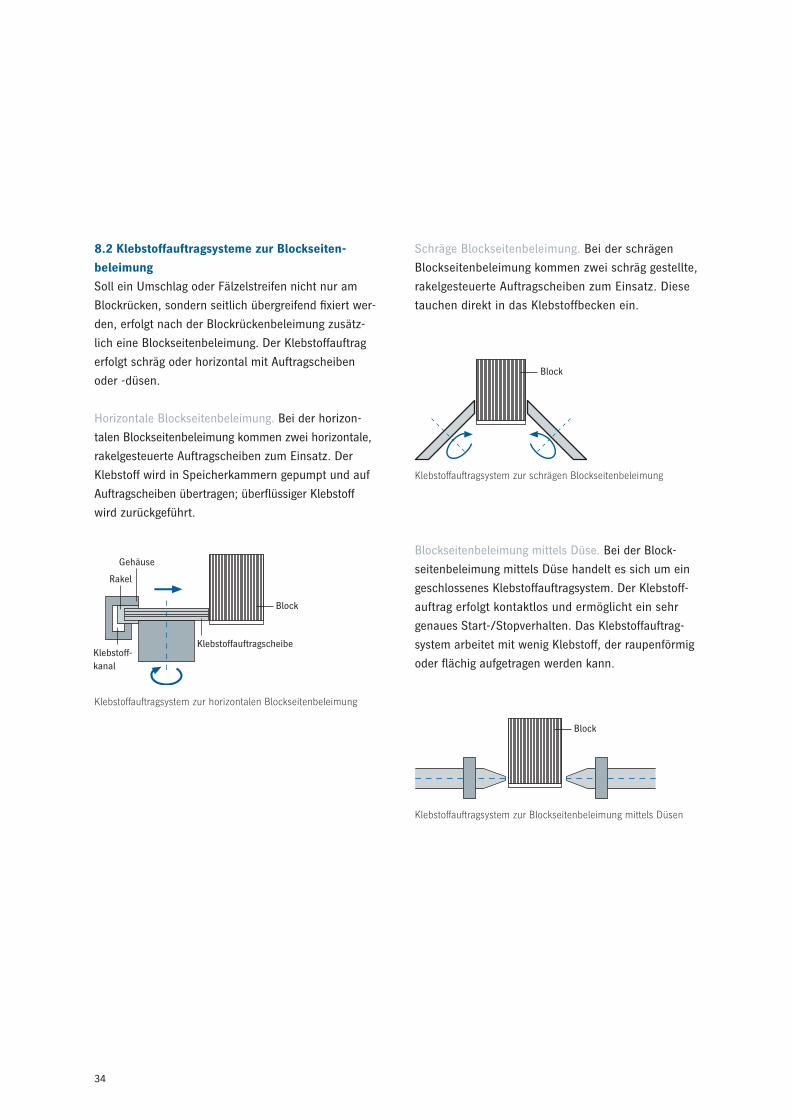
8.2 Klebstoffauftragsysteme zur Blockseiten-
beleimung
Soll ein Umschlag oder Fälzelstreifen nicht nur am
Blockrücken, sondern seitlich übergreifend fixiert wer-
den, erfolgt nach der Blockrückenbeleimung zusätz-
lich eine Blockseitenbeleimung. Der Klebstoffauftrag
erfolgt schräg oder horizontal mit Auftragscheiben
oder -düsen.
Horizontale Blockseitenbeleimung. Bei der horizon-
talen Blockseitenbeleimung kommen zwei horizontale,
rakelgesteuerte Auftragscheiben zum Einsatz. Der
Klebstoff wird in Speicherkammern gepumpt und auf
Auftragscheiben übertragen; überflüssiger Klebstoff
wird zurückgeführt.
Blockseitenbeleimung mittels Düse. Bei der Block-
seitenbeleimung mittels Düse handelt es sich um ein
geschlossenes Klebstoffauftragsystem. Der Klebstoff-
auftrag erfolgt kontaktlos und ermöglicht ein sehr
genaues Start-/Stopverhalten. Das Klebstoffauftrag-
system arbeitet mit wenig Klebstoff, der raupenförmig
oder flächig aufgetragen werden kann.
34
Schräge Blockseitenbeleimung. Bei der schrägen
Blockseitenbeleimung kommen zwei schräg gestellte,
rakelgesteuerte Auftragscheiben zum Einsatz. Diese
tauchen direkt in das Klebstoffbecken ein.
Klebstoffauftragsystem zur horizontalen Blockseitenbeleimung
Klebstoffauftragsystem zur Blockseitenbeleimung mittels Düsen
Block
KlebstoffauftragscheibeKlebstoff- kanal
Rakel
Gehäuse
Klebstoffauftragsystem zur schrägen Blockseitenbeleimung
Block
Block
35
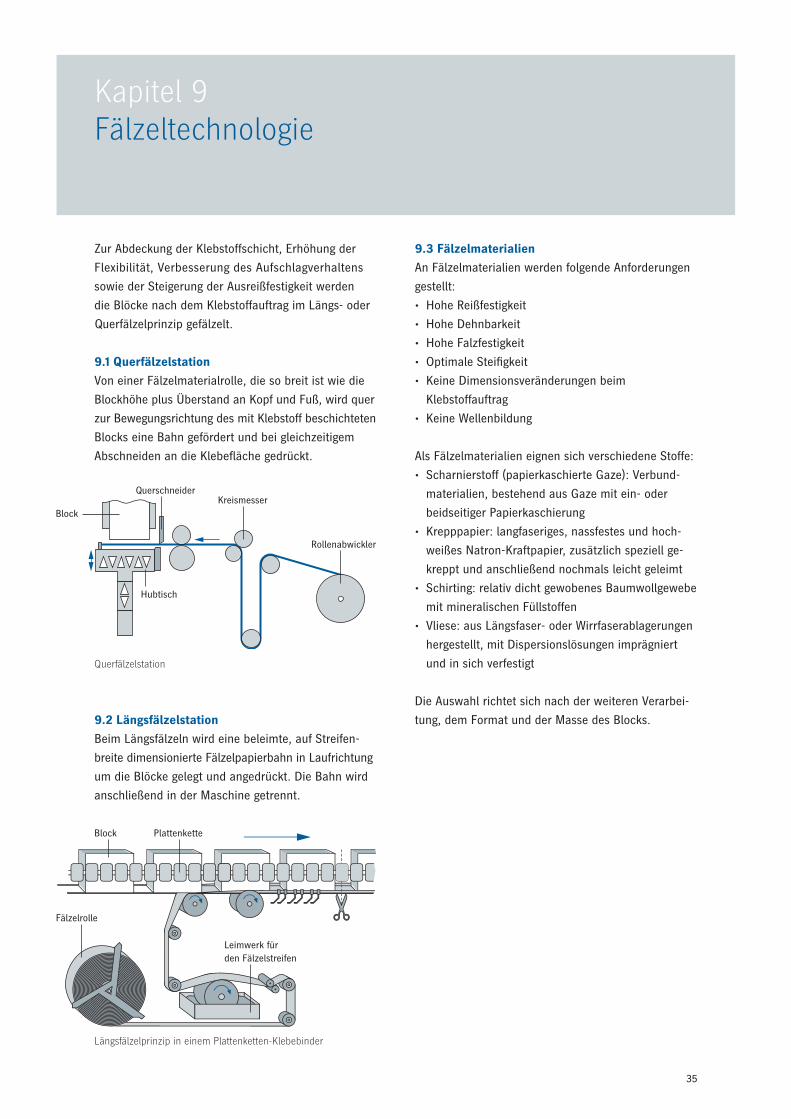
Kapitel 9Fälzeltechnologie
Zur Abdeckung der Klebstoffschicht, Erhöhung der
Flexibilität, Verbesserung des Aufschlagverhaltens
sowie der Steigerung der Ausreißfestigkeit werden
die Blöcke nach dem Klebstoffauftrag im Längs- oder
Querfälzelprinzip gefälzelt.
9.1 Querfälzelstation
Von einer Fälzelmaterialrolle, die so breit ist wie die
Blockhöhe plus Überstand an Kopf und Fuß, wird quer
zur Bewegungsrichtung des mit Klebstoff beschichteten
Blocks eine Bahn gefördert und bei gleichzeitigem
Abschneiden an die Klebefläche gedrückt.
9.3 Fälzelmaterialien
An Fälzelmaterialien werden folgende Anforderungen
gestellt:
Hohe Reißfestigkeit•
Hohe Dehnbarkeit•
Hohe Falzfestigkeit•
Optimale Steifigkeit•
Keine Dimensionsveränderungen beim •
Klebstoffauftrag
Keine Wellenbildung•
Als Fälzelmaterialien eignen sich verschiedene Stoffe:
Scharnierstoff (papierkaschierte Gaze): Verbund-•
materialien, bestehend aus Gaze mit ein- oder
beidseitiger Papierkaschierung
Krepppapier: langfaseriges, nassfestes und hoch-•
weißes Natron-Kraftpapier, zusätzlich speziell ge-
kreppt und anschließend nochmals leicht geleimt
Schirting: relativ dicht gewobenes Baumwollgewebe •
mit mineralischen Füllstoffen
Vliese: aus Längsfaser- oder Wirrfaserablagerungen •
hergestellt, mit Dispersionslösungen imprägniert
und in sich verfestigt
Die Auswahl richtet sich nach der weiteren Verarbei-
tung, dem Format und der Masse des Blocks.
Querfälzelstation
Längsfälzelprinzip in einem Plattenketten-Klebebinder
9.2 Längsfälzelstation
Beim Längsfälzeln wird eine beleimte, auf Streifen-
breite dimensionierte Fälzelpapierbahn in Laufrichtung
um die Blöcke gelegt und angedrückt. Die Bahn wird
anschließend in der Maschine getrennt.
Plattenkette
Fälzelrolle
Leimwerk für den Fälzelstreifen
Block
Hubtisch
Block
QuerschneiderKreismesser
Rollenabwickler
36
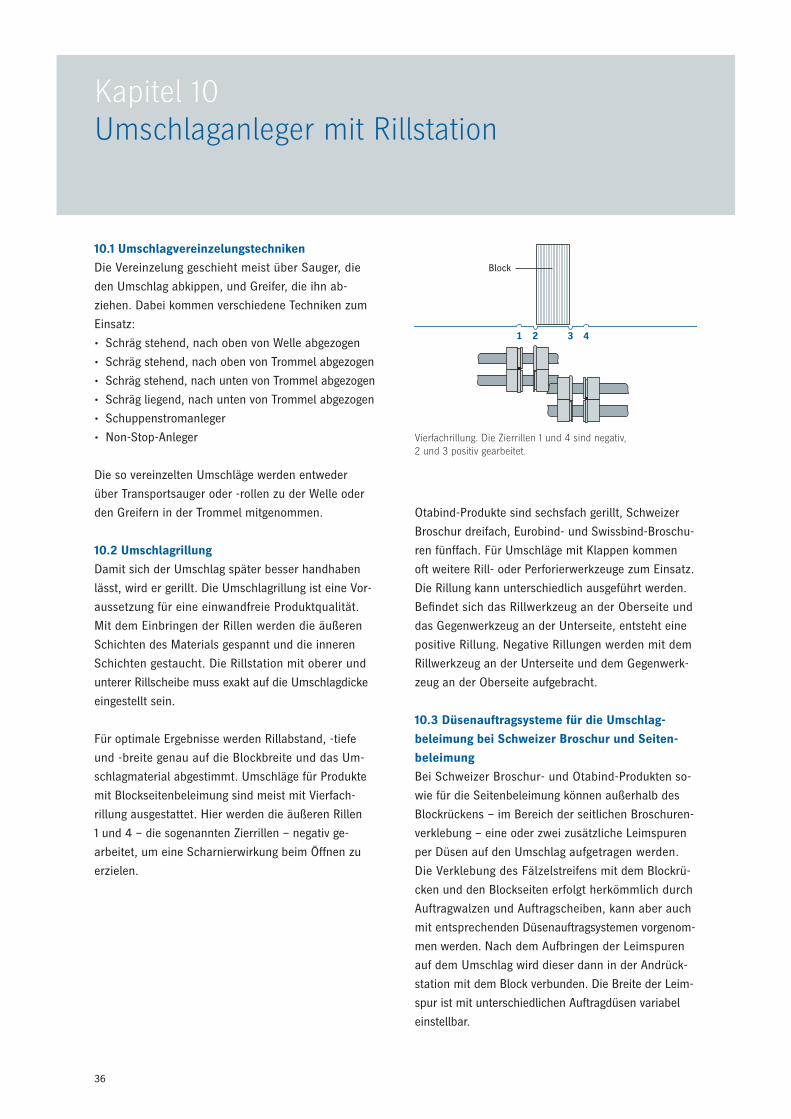
Kapitel 10Umschlaganleger mit Rillstation
10.1 Umschlagvereinzelungstechniken
Die Vereinzelung geschieht meist über Sauger, die
den Umschlag abkippen, und Greifer, die ihn ab-
ziehen. Dabei kommen verschiedene Techniken zum
Einsatz:
Schräg stehend, nach oben von Welle abgezogen •
Schräg stehend, nach oben von Trommel abgezogen •
Schräg stehend, nach unten von Trommel abgezogen•
Schräg liegend, nach unten von Trommel abgezogen•
Schuppenstromanleger•
Non-Stop-Anleger•
Die so vereinzelten Umschläge werden entweder
über Transportsauger oder -rollen zu der Welle oder
den Greifern in der Trommel mitgenommen.
10.2 Umschlagrillung
Damit sich der Umschlag später besser handhaben
lässt, wird er gerillt. Die Umschlagrillung ist eine Vor-
aussetzung für eine einwandfreie Produktqualität.
Mit dem Einbringen der Rillen werden die äußeren
Schichten des Materials gespannt und die inneren
Schichten gestaucht. Die Rillstation mit oberer und
unterer Rillscheibe muss exakt auf die Umschlagdicke
eingestellt sein.
Für optimale Ergebnisse werden Rillabstand, -tiefe
und -breite genau auf die Blockbreite und das Um-
schlagmaterial abgestimmt. Umschläge für Produkte
mit Blockseitenbeleimung sind meist mit Vierfach-
rillung ausgestattet. Hier werden die äußeren Rillen
1 und 4 – die sogenannten Zierrillen – negativ ge-
arbeitet, um eine Scharnierwirkung beim Öffnen zu
erzielen.
Otabind-Produkte sind sechsfach gerillt, Schweizer
Broschur dreifach, Eurobind- und Swissbind-Broschu-
ren fünffach. Für Umschläge mit Klappen kommen
oft weitere Rill- oder Perforierwerkzeuge zum Einsatz.
Die Rillung kann unterschiedlich aus geführt werden.
Befindet sich das Rillwerkzeug an der Oberseite und
das Gegenwerkzeug an der Unterseite, entsteht eine
positive Rillung. Negative Rillungen werden mit dem
Rillwerkzeug an der Unterseite und dem Gegenwerk-
zeug an der Oberseite aufgebracht.
10.3 Düsenauftragsysteme für die Umschlag-
beleimung bei Schweizer Broschur und Seiten-
beleimung
Bei Schweizer Broschur- und Otabind-Produkten so-
wie für die Seitenbeleimung können außerhalb des
Blockrückens – im Bereich der seitlichen Broschuren-
verklebung – eine oder zwei zusätzliche Leimspuren
per Düsen auf den Umschlag aufgetragen werden.
Die Verklebung des Fälzel streifens mit dem Blockrü-
cken und den Blockseiten erfolgt herkömmlich durch
Auftragwalzen und Auftragscheiben, kann aber auch
mit entsprechenden Düsenauftragsystemen vorgenom-
men werden. Nach dem Aufbringen der Leimspuren
auf dem Umschlag wird dieser dann in der Andrück-
station mit dem Block verbunden. Die Breite der Leim-
spur ist mit unterschiedlichen Auftragdüsen variabel
einstellbar.
Vierfachrillung. Die Zierrillen 1 und 4 sind negativ, 2 und 3 positiv gearbeitet.
Block
1 2 3 4
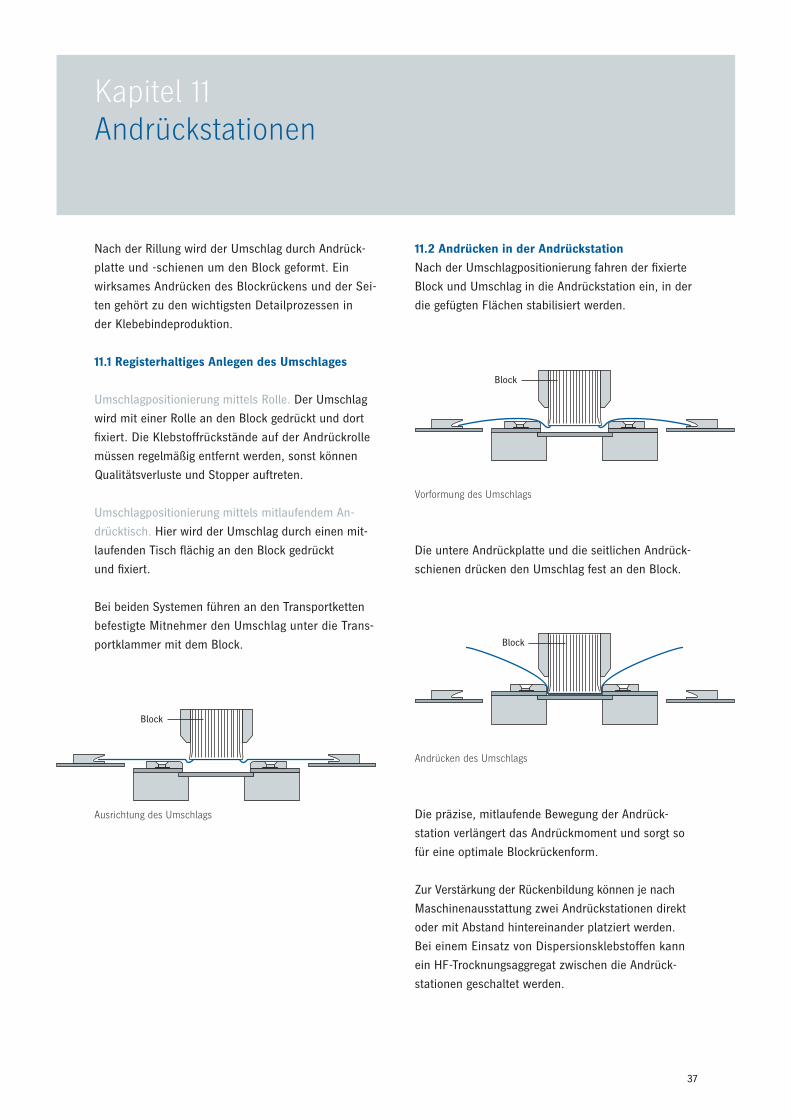
37
Kapitel 11Andrückstationen
Nach der Rillung wird der Umschlag durch Andrück-
platte und -schienen um den Block geformt. Ein
wirksames Andrücken des Blockrückens und der Sei-
ten gehört zu den wichtigsten Detailprozessen in
der Klebebindeproduktion.
11.1 Registerhaltiges Anlegen des Umschlages
Umschlagpositionierung mittels Rolle. Der Umschlag
wird mit einer Rolle an den Block gedrückt und dort
fixiert. Die Klebstoffrückstände auf der Andrückrolle
müssen regelmäßig entfernt werden, sonst können
Qualitätsverluste und Stopper auftreten.
Umschlagpositionierung mittels mitlaufendem An-
drücktisch. Hier wird der Umschlag durch einen mit-
laufenden Tisch flächig an den Block gedrückt
und fixiert.
Bei beiden Systemen führen an den Transportketten
befestigte Mitnehmer den Umschlag unter die Trans-
portklammer mit dem Block.
11.2 Andrücken in der Andrückstation
Nach der Umschlagpositionierung fahren der fixierte
Block und Umschlag in die Andrückstation ein, in der
die gefügten Flächen stabilisiert werden.
Die untere Andrückplatte und die seitlichen Andrück-
schienen drücken den Umschlag fest an den Block.
Die präzise, mitlaufende Bewegung der Andrück-
station verlängert das Andrückmoment und sorgt so
für eine optimale Blockrückenform.
Zur Verstärkung der Rückenbildung können je nach
Maschinenausstattung zwei Andrückstationen direkt
oder mit Abstand hintereinander platziert werden.
Bei einem Einsatz von Dispersionsklebstoffen kann
ein HF-Trocknungsaggregat zwischen die Andrück-
stationen geschaltet werden.
Ausrichtung des Umschlags
Andrücken des Umschlags
Vorformung des Umschlags
Block
Block
Block

38
Kapitel 12Trocknung und Abkühlung
Unter Trocknung und Abkühlung versteht man das
Aushärten des Klebstofffilms. Die Art der Trocknung
bzw. Abkühlung ist abhängig vom aufgetragenen
Klebstoff.
12.1 Physikalische Trocknung bei Dispersions-
klebstoffen durch Verdunsten des Dispersions-
mittels Wasser
Zur Trocknung von Dispersionsklebstoffen muss das
Dispergiermittel Wasser zunächst durch Energiezufuhr
verdunstet werden. Dies geschieht in modernen
Klebebindeanlagen mit Hochfrequenztrocknern. Ohne
eine HF-Trocknung ist eine Zwischenlagerung bis
zur endgültigen Trocknung vor dem Beschneiden not-
wendig. Die Kühlstrecken werden gleichzeitig als
Transport einrichtung zur Weiterverarbeitung genutzt,
deren Länge sich nach der jeweiligen Produktpalette
richtet.
12.2 Änderungen des Aggregatzustandes von
flüssig nach fest bei Hotmelt-Klebstoffen durch
Abkühlung
Bei der Verarbeitung von Schmelzklebstoffen ist
prinzipiell keine zusätzliche Trocknung notwendig.
Der Klebstoff kehrt alleine durch Abkühlen in seinen
ursprünglichen Aggregatzustand zurück. Das Produkt
ist – abhängig vom Klebstoff, der Klebstofffilmdicke,
der Blockdicke und dem Papier – in 60 Sekunden
schneidfähig. Die Länge der Kühl- und Transport-
strecke bis zum Dreimesserautomat muss entspre-
chend ausgelegt sein. Nach dem Dreischneiden
ist das Produkt gebrauchsfähig.
12.3 Abkühlung bei PUR-Klebstoffen und
chemische Vernetzung der Moleküle
Aufgrund der spezifischen Vernetzung in zwei Phasen
müssen auch PUR-Klebstoffe nicht zusätzlich getrock-
net werden. In der ersten Phase kühlt der PUR-Kleb-
stoff wie Hotmelt aus, ist allerdings erst nach rund 90
bis 120 Sekunden schneidfähig. Nach dem Ab kühlen
folgt der langsam verlaufende, etwa zehn bis 24 Stun-
den dauernde chemische Abbindevorgang, bei dem
sich die Polymere unter Einwirkung der Luftfeuchtig-
keit vernetzen.

39
Kapitel 13Systeme zur Trocknung und Abkühlung
13.1 Strahlungstrocknung (IR-Trocknung)
Bei der Strahlungstrocknung wird der Klebstofffilm
mit energiereicher Infrarotstrahlung erwärmt und
so die Trocknung beschleunigt. Als Strahlungsquelle
dienen Infrarotstrahler, die als Zwischentrockner
bei zweischichtigen Dispersions klebstoffverfahren
oder zweischichtig kombinierten Dispersions-Schmelz-
klebstoff-Verfahren eingesetzt werden.
Die IR-Trocknung wird vorwiegend zum Vortrocknen
des offenen Klebstofffilms genutzt, kann aber auch bei
Hotmelt zur Verlängerung der offenen Zeit zwischen
Klebstoffauftrag und Andrücken des Umschlages ver-
wendet werden. Ihre Wirksamkeit ist abhängig von
der Beschaffenheit des Trocknungsgutes und seinen
physikalischen Eigenschaften, also der Absorption,
Reflexion und Strahlungsdurchlässigkeit.
Allerdings muss das Feld abgeschirmt werden. Bei
der HF-Trocknung müssen verschiedene Produktions-
parameter regelmäßig überwacht werden. Die Trock-
nung ist zudem investitions- und platzintensiv.
13.3 Konvektionstrocknung
Bei der Konvektionstrocknung wird die Luft um den
Buchblock durch Gas oder Dampf erwärmt. Da es sich
um eine Oberflächentrocknung handelt, muss man
aufgrund der geringen Tiefenwirkung mit einer relativ
langen Trockenzeit rechnen. Der Energiebedarf solcher
Anlagen ist sehr hoch. Deshalb werden sie in mo-
dernen Klebebindeanlagen nicht eingesetzt.
13.4 Bänderkühlstrecke mit Turm
Bei diesem Verfahren besteht die Trocknungsstrecke
zwischen Klebebinder und Dreimesserautomat in der
Regel aus Kühlturm und Bändern. Ihre Abmessungen
richten sich nach der Zeit, die zwischen Klebstoffauf-
trag und Seitenbeschnitt zum Trocknen notwendig
ist. Eine automatische Geschwindigkeitsanpassung der
Kühlstrecke sorgt für einen optimalen Trocknungsver-
lauf. Die Kopf- und Fußmesser im Dreimesserautomat
dürfen dabei nicht durch flüssigen Klebstoff ver-
schmutzt werden, da dies Qualitätseinbußen am be-
schnittenen Buchblock verursachen kann.
Strahlungstrocknung
13.2 Hochfrequenztrocknung (HF-Trocknung)
Bei der Hochfrequenztrocknung wird das Dispergier-
mittel Wasser durch Mikrowellen erwärmt, deren
Frequenz der Hauptresonanzfrequenz des Wassers
entspricht. Im Klebebinder ist ein Elektrodentisch
integriert, über dem ein Generator ein hochfrequentes
Feld erzeugt. Die Klebstoffmoleküle werden zu Schwin-
gungen angeregt, was zu einer schnellen Temperatur-
erhöhung und einer rapiden Wasserverdunstung führt.
Buchblock

40
Kapitel 14Dreiseitenbeschnitt
Nach der Trocknung und Abkühlung müssen die
Buchblöcke an drei Seiten auf das Endformat geschnit-
ten werden. Schneidemaschinen unterscheiden sich
nach dem jeweiligen Schneideprinzip.
14.1 Scherschnittprinzip mit Flachmesser
Beim Scherschnittprinzip wird ein Obermesser gegen
ein fest stehendes Untermesser bewegt. Man unter-
scheidet Trimmer, in denen der Buchblock während
des Schneidens nicht bewegt wird, und Schneidtrom-
melmaschinen, bei denen der Buchblock während
des Schneidens gegen das Obermesser geführt wird.
Seiten- und Frontbeschnitt werden häufig in räumlich
voneinander getrennten Stationen vorgenommen.
14.2 Scherschnittprinzip mit Kreismesser
Beim Scherschnittprinzip mit Kreismesser erfolgen
die Schnitte durch rotierende obere Kreismesser, die
sich gegen ebenfalls rotierende untere Kreismesser
bewegen. Die Rotationsschneider beschneiden in
einem geschuppten Produktstrom jede Schnittkante.
Dank der in Transportrichtung oszillierenden Messer
ist die Ausführung des Schnittes auch in der Be-
wegung möglich, sodass höchste Schneidleistungen
möglich sind. Allerdings kann das die Schneid -
qualität ver ringern.
14.3 Messerschnittprinzip mit Flachmesser
Beim Messerschnittprinzip arbeiten Flachmesser
im Schwingschrägschnitt gegen eine Schneidleiste.
Der Buchblock wird dabei unter Druck fixiert und
ruhig gestellt. Maschinen, die den dreiseitigen Mes-
serschnitt mit Flachmessern vornehmen, werden
als Trimmer oder Dreimesserautomat bezeichnet.
Auf Dreimesserautomaten werden Mehrlagenbuch-
blöcke für Festeinbände und Mehrlagenbroschuren
beschnitten.
Kreismesser
Bahn
Gegendruckwalze
ba
Scherschnittprinzip mit Kreismesser
oberes Kreismesser
unteres Kreismesser
Bahn
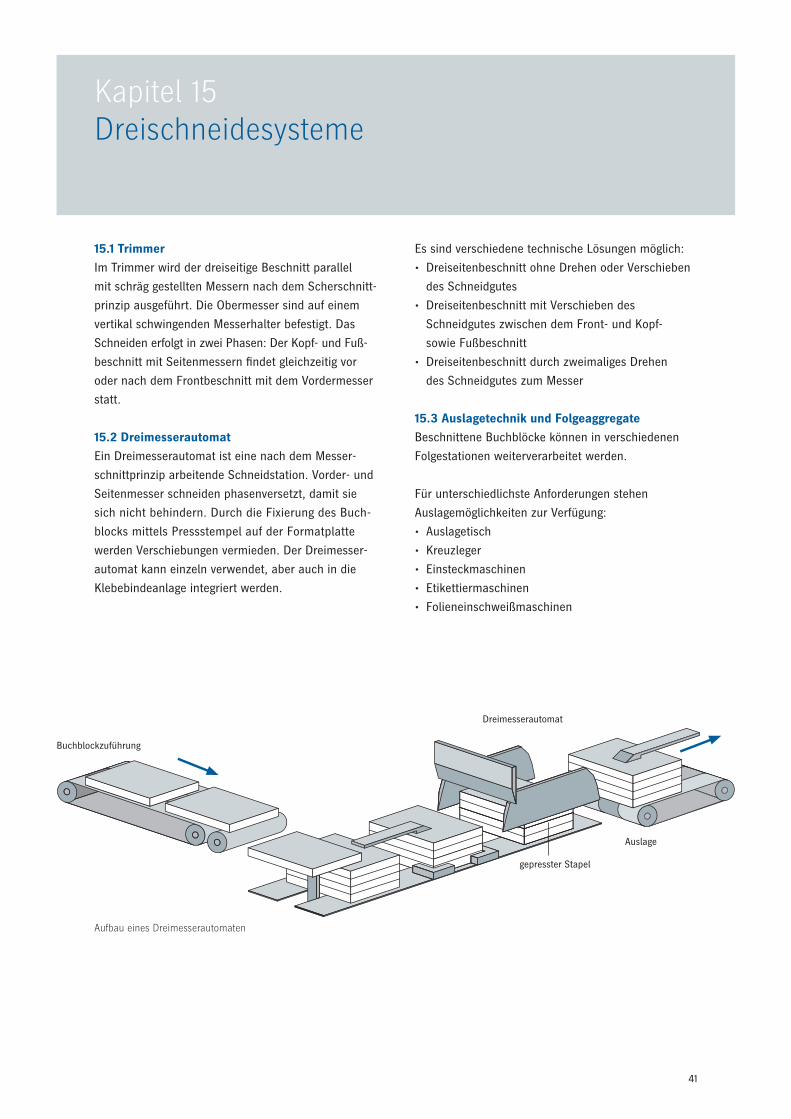
41
Kapitel 15Dreischneidesysteme
15.1 Trimmer
Im Trimmer wird der dreiseitige Beschnitt parallel
mit schräg gestellten Messern nach dem Scherschnitt-
prinzip ausgeführt. Die Obermesser sind auf einem
vertikal schwingenden Messerhalter befestigt. Das
Schneiden erfolgt in zwei Phasen: Der Kopf- und Fuß-
beschnitt mit Seitenmessern findet gleichzeitig vor
oder nach dem Frontbeschnitt mit dem Vordermesser
statt.
15.2 Dreimesserautomat
Ein Dreimesserautomat ist eine nach dem Messer-
schnittprinzip arbeitende Schneidstation. Vorder- und
Seitenmesser schneiden phasenversetzt, damit sie
sich nicht behindern. Durch die Fixierung des Buch-
blocks mittels Pressstempel auf der Formatplatte
werden Verschiebungen vermieden. Der Dreimesser-
automat kann einzeln verwendet, aber auch in die
Klebebindeanlage integriert werden.
Es sind verschiedene technische Lösungen möglich:
Dreiseitenbeschnitt ohne Drehen oder Verschieben •
des Schneidgutes
Dreiseitenbeschnitt mit Verschieben des •
Schneidgutes zwischen dem Front- und Kopf-
sowie Fußbeschnitt
Dreiseitenbeschnitt durch zweimaliges Drehen •
des Schneidgutes zum Messer
15.3 Auslagetechnik und Folgeaggregate
Beschnittene Buchblöcke können in verschiedenen
Folgestationen weiterverarbeitet werden.
Für unterschiedlichste Anforderungen stehen
Auslagemöglichkeiten zur Verfügung:
Auslagetisch•
Kreuzleger•
Einsteckmaschinen•
Etikettiermaschinen•
Folieneinschweißmaschinen •
Aufbau eines Dreimesserautomaten
Buchblockzuführung
Dreimesserautomat
Auslage
gepresster Stapel

42
Kapitel 16Qualität
16.1 Qualitätskontrolle durch den Bediener
Kontrolle nach dem Klebebinder. Der Bediener ent-
nimmt nach der Niederlegeeinheit regelmäßig ein
Exemplar (sowohl in der Einrichtphase als auch im
laufenden Betrieb).
Kriterium 1: Einfuhr und Klammerfixierung der
Signaturen
Der Block bzw. der Textstand muss rechtwinklig •
im Umschlag stehen.
Alle Signaturen müssen richtig herum und in •
richtiger Reihenfolge liegen.
Bei Bild- oder Textübergängen zwischen den ein-•
zelnen Signaturen sowie Signaturen zum Umschlag
dürfen keine Höhendifferenzen auftreten.
Kriterium 2: Rückenbearbeitung
Die Fräsmarken müssen eingehalten werden. Es •
darf kein Inhalt weggefräst oder Fräsmarken stehen
gelassen werden.
Der abzufräsende Teil des Aushangs muss so ge-•
wählt sein, dass z. B. Rahmen rundherum einheit-
lich breite Ränder haben.
Gratbildung der Blockhinterkante sowie unregel-•
mäßige Fräs- oder Kerbtiefen weisen auf mangelnde
Rückenbear beitung hin. Mögliche Gründe: eine fal-
sche Einstellung der Werkzeuge oder deren
Abnutzung.
Der Bediener reißt an verschiedenen Stellen Einzel-•
blätter aus dem Buchblock heraus und prüft die
Aufrau- und Kerbqualität (eventuell mit dem Faden-
zähler). Es darf sich kein Hohlrücken bilden, da dies
schlimmstenfalls zu Lufteinschlüssen und damit zu
mangelnder Blattkantenhaftung führen kann.
Kriterium 3: Blockrücken- und Blockseiten-
beleimung
Der Bediener schneidet den Buchblock längs auf •
und untersucht, ob die Blockrücken- und Block-
seitenbeleimung vollflächig, gleichmäßig und
ausreichend aufgetragen ist. Die Einzelseiten dürfen
sich nicht leicht komplett ausreißen lassen. Der
Klebstoff muss die Kerben vollständig ausfüllen.
Zusätzlich prüft der Bediener auf Klebstoffeinläufe •
im Buchblockinneren, Fräsrückstände oder Hohl-
stellen im Klebstoff.
Weitere mögliche Fehler sind Adhäsionsbruch •
zwischen Papier und Klebstoff, z. B. bei schwer
zu verklebenden Papieren, zu geringer Klebstoff-
temperatur, oder Grenzflächenprobleme bei
bereits abgebundenem Hotmelt.
Auch Kohäsionsbruch im Klebstoff kann vorkommen, •
d. h. der Klebstoff hat keine ausreichende Festig-
keit, z. B. durch ungewollte chemische Reaktionen
mit Mineralölen aus der Druckfarbe.
Bei der Prüfung der Blockrücken- und Blockseiten-•
beleimung sind unbedingt die Trockenzeiten
der Klebstoffe zu beachten.

43
Kontrolle nach dem Dreimesserautomat. Der Bediener
nimmt mehrere Exemplare von der Auslage. Das gilt
sowohl für die Einrichtphase als auch für den laufen-
den Betrieb.
Kriterium 1: Buchblock außen
Der Umschlag muss frei von Kratzern sein.•
Die Messer müssen sauber sein und dürfen weder •
Klebstoffrückstände noch sichtbare Scharten
aufweisen.
Die Rillungen dürfen auch nach dem Schneiden •
nicht aufbrechen.
Der Klebstoff muss am Kopf- und Fußende gleich-•
mäßig vollständig sichtbar sein.
Der Blockrücken muss unzerstört sein. Zu hoher •
Pressdruck kann den Blockrücken längs brechen.
Die Buchblöcke müssen gerade geschnitten sein.•
Die Exemplare dürfen im Klebstoffbereich weder an •
Kopf noch Fuß ausgefranst sein: Das weist auf einen
ungleichmäßigen Pressdruck beim Schneiden hin.
Kriterium 2: Buchblock innen
Die inneren und äußeren Schneidmarken •
müssen auf einen einheitlichen Textstand und
auf Rechtwinkligkeit überprüft werden.
Der Bediener kontrolliert zudem, dass der Klebstoff •
nicht „fettet“, d. h., dass er nicht durch die
Materialien durchschlägt. Dies kann insbesondere
bei eingeklebten Warenproben vorkommen.
Kriterium 4: Umschlag
Der Bediener misst die Rillungen und vergleicht sie •
mit dem Muster.
Außerdem kontrolliert er das Andrücken. Ein nagel- •
förmiger Blockrücken weist auf Leimeinläufe und
zu starken Druck hin, ein konvexer Blockrücken ist
ein Zeichen für eine zu schwache Andrückung oder
eine mangelhafte Rückenbearbeitung.
Der Umschlag wird auf Kratzer oder Verschmut-•
zungen wie Klebstoffrückstände geprüft.
Zudem ist darauf zu achten, dass die Rückenzeile •
genau mittig steht: Die Front- oder Hinterseite des
Umschlags dürfen nicht in den Blockrückenbereich
ragen.
Das Druck- und Umschlagmaterial dürfen im •
Bereich der Rillungen nicht brechen.
Die Zierrillen müssen genau übereinanderstehen.•
Für das Schneiden ist es wichtig, dass die •
Schneidmarken vom Buchblock und vom Umschlag
in ihrer Lage genau übereinstimmen, damit keine
Text- oder Bildelemente weggeschnitten oder
Marken stehen gelassen werden.
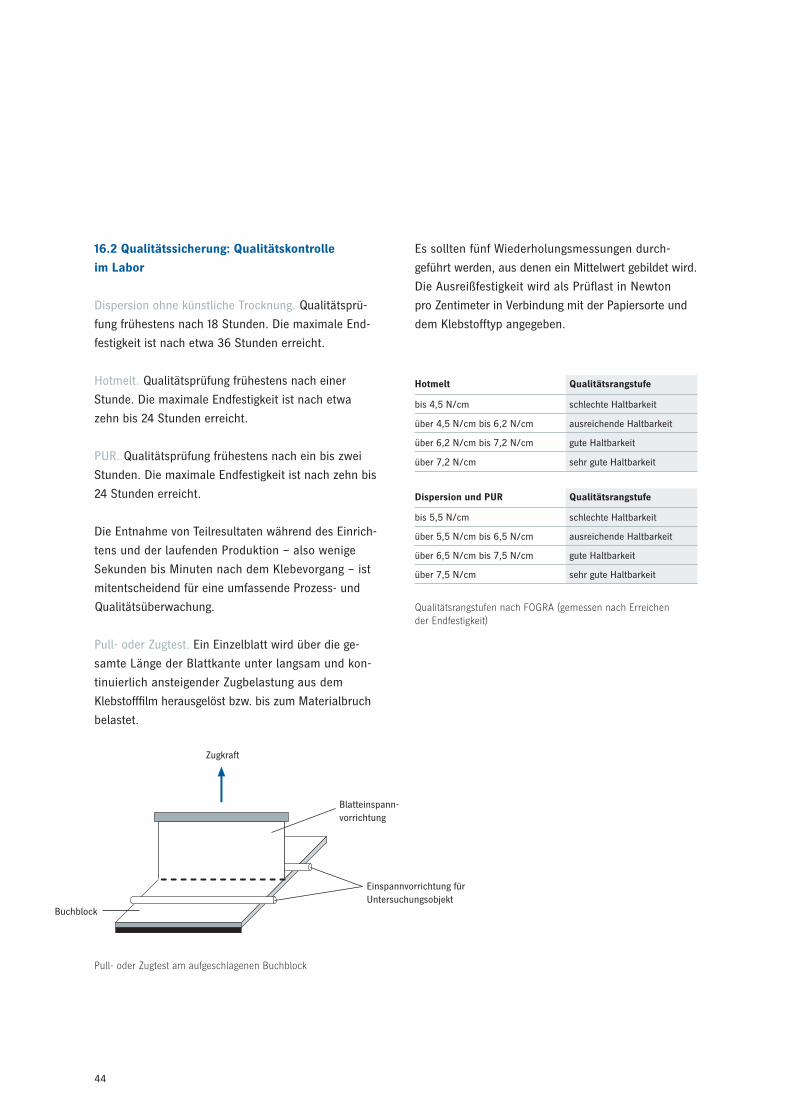
44
16.2 Qualitätssicherung: Qualitätskontrolle
im Labor
Dispersion ohne künstliche Trocknung. Qualitätsprü-
fung frühestens nach 18 Stunden. Die maximale End-
festigkeit ist nach etwa 36 Stunden erreicht.
Hotmelt. Qualitätsprüfung frühestens nach einer
Stunde. Die maximale Endfestigkeit ist nach etwa
zehn bis 24 Stunden erreicht.
PUR. Qualitätsprüfung frühestens nach ein bis zwei
Stunden. Die maximale Endfestigkeit ist nach zehn bis
24 Stunden erreicht.
Die Entnahme von Teilresultaten während des Einrich-
tens und der laufenden Produktion – also wenige
Sekunden bis Minuten nach dem Klebevorgang – ist
mitentscheidend für eine umfassende Prozess- und
Qualitätsüberwachung.
Pull- oder Zugtest. Ein Einzelblatt wird über die ge-
samte Länge der Blattkante unter langsam und kon-
tinuierlich ansteigender Zugbelastung aus dem
Klebstofffilm herausgelöst bzw. bis zum Materialbruch
belastet.
Es sollten fünf Wiederholungsmessungen durch-
geführt werden, aus denen ein Mittelwert gebildet wird.
Die Ausreißfestigkeit wird als Prüflast in Newton
pro Zentimeter in Verbindung mit der Papiersorte und
dem Klebstofftyp angegeben.
Hotmelt Qualitätsrangstufe
bis 4,5 N/cm schlechte Haltbarkeit
über 4,5 N/cm bis 6,2 N/cm ausreichende Haltbarkeit
über 6,2 N/cm bis 7,2 N/cm gute Haltbarkeit
über 7,2 N/cm sehr gute Haltbarkeit
Dispersion und PUR Qualitätsrangstufe
bis 5,5 N/cm schlechte Haltbarkeit
über 5,5 N/cm bis 6,5 N/cm ausreichende Haltbarkeit
über 6,5 N/cm bis 7,5 N/cm gute Haltbarkeit
über 7,5 N/cm sehr gute Haltbarkeit
Qualitätsrangstufen nach FOGRA (gemessen nach Erreichen der Endfestigkeit)
Pull- oder Zugtest am aufgeschlagenen Buchblock
Blatteinspann- vorrichtung
Zugkraft
Einspannvorrichtung für Untersuchungsobjekt
Buchblock
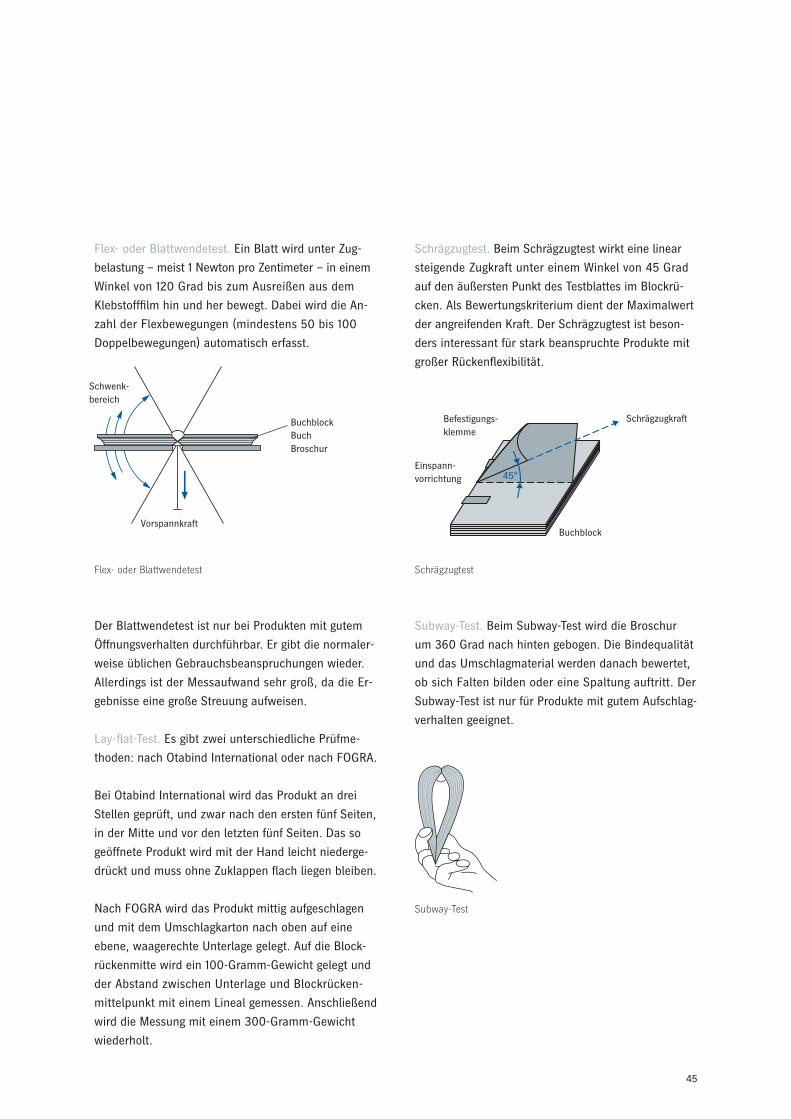
45
Flex- oder Blattwendetest. Ein Blatt wird unter Zug-
belastung – meist 1 Newton pro Zentimeter – in einem
Winkel von 120 Grad bis zum Ausreißen aus dem
Klebstofffilm hin und her bewegt. Dabei wird die An-
zahl der Flexbewegungen (mindestens 50 bis 100
Doppelbewe gungen) automatisch erfasst.
Schrägzugtest. Beim Schrägzugtest wirkt eine linear
steigende Zugkraft unter einem Winkel von 45 Grad
auf den äußersten Punkt des Testblattes im Blockrü-
cken. Als Bewertungskriterium dient der Maximalwert
der angreifenden Kraft. Der Schrägzugtest ist beson-
ders interessant für stark beanspruchte Produkte mit
großer Rückenflexibilität.
Subway-Test
Der Blattwendetest ist nur bei Produkten mit gutem
Öffnungsverhalten durchführbar. Er gibt die normaler-
weise üblichen Gebrauchsbeanspruchungen wieder.
Allerdings ist der Messaufwand sehr groß, da die Er-
gebnisse eine große Streuung aufweisen.
Lay-flat-Test. Es gibt zwei unterschiedliche Prüfme-
thoden: nach Otabind International oder nach FOGRA.
Bei Otabind International wird das Produkt an drei
Stellen geprüft, und zwar nach den ersten fünf Seiten,
in der Mitte und vor den letzten fünf Seiten. Das so
geöffnete Produkt wird mit der Hand leicht niederge-
drückt und muss ohne Zuklappen flach liegen bleiben.
Nach FOGRA wird das Produkt mittig aufgeschlagen
und mit dem Umschlagkarton nach oben auf eine
ebene, waagerechte Unterlage gelegt. Auf die Block-
rückenmitte wird ein 100-Gramm-Gewicht gelegt und
der Abstand zwischen Unterlage und Blockrücken-
mittelpunkt mit einem Lineal gemessen. Anschließend
wird die Messung mit einem 300-Gramm-Gewicht
wiederholt.
Subway-Test. Beim Subway-Test wird die Broschur
um 360 Grad nach hinten gebogen. Die Bindequalität
und das Umschlagmaterial werden danach bewertet,
ob sich Falten bilden oder eine Spaltung auftritt. Der
Subway-Test ist nur für Produkte mit gutem Aufschlag-
verhalten geeignet.
Flex- oder Blattwendetest Schrägzugtest
Schwenk- bereich
45°
Buchblock
Schrägzugkraft
Einspann- vorrichtung
Befestigungs- klemme
BuchblockBuchBroschur
Vorspannkraft

46
Kapitel 17Praxistipps fürs Klebebinden
17.1 Hinweise für die Arbeitsvorbereitung
Die Verwendung von Einzelblättern als erstes •
und/oder letztes Blatt am Block kann zu Problemen
bei der Überführung in den Klebebinder führen.
Der Umschlag muss parallel zur Papierlaufrichtung •
des Blockrückens aufgebracht werden. Das Roh-
format der Umschläge sollte drei Millimeter größer
sein als die Rückenlänge des Inhalts.
Die Umschlagstärke muss auf die Blockdicke •
abgestimmt sein.
Übergreifende Bild- oder Textelemente im Bund •
erfordern genaue Passer: Das Ausschießschema
sollte mit dem Drucker und der Falzabteilung
besprochen werden.
Bei kritischen Produkten sind im Rahmen einer •
Verträglichkeitsprüfung immer Muster und
Probeexemplare anzufertigen (z. B. bei laminierten
oder lackierten Umschlägen, Druck und/oder Lack
bis in den Bundsteg, kritischen Papieren).
Bei Doppelnutzenproduktion muss für Trennschnitt •
und Endbeschnitt mit mindestens acht Millimeter
Zuschuss gerechnet werden.
Generell gilt: Das Endprodukt bestimmt das anzu-
wendende Bindeverfahren, nicht die vorhandene
Klebebindeanlage.
17.2 Papiertechnische Einflüsse
Die verwendeten Rohstoffe bestimmen die Faserlänge
und -qualität. Steigende Oberflächenglätte (Strich)
und zunehmende Verdichtung (Satinage) verringern
die Festigkeitswerte. Papiergefüge und Rücken-
bearbei tung müssen aufeinander abgestimmt sein.
Dabei sind Faktoren wie Staubentwicklung oder die
Lockerung des Papiergefüges zu berücksichtigen.
Die wichtigsten Ziele bei der Papierverarbeitung:
Die Papierfasern dürfen nicht zerstört werden. •
Sie müssen freigelegt werden, damit der Klebstoff •
ansetzen kann.
Vor allem bei dicken und steifen Papieren muss der •
Blockrücken durch Klammerwirkung stabilisiert
werden.
Er sollte sich dennoch durch ein möglichst gutes •
Aufschlagverhalten auszeichnen und eine minimale
Blattkantenbelastung im Klebstofffilm aufweisen.
Die Rückenbearbeitungswerkzeuge dürfen nicht •
mit Gleit- und Antihaftmitteln behandelt werden.
Ansonsten kann der Klebstoff die auf den Block-
rücken verschleppten Partikel nicht durchdringen.
Umschläge für das Klebebinden:Blockdicke Umschlaggewicht
bis 5 mm 150–180 g/m²
6–10 mm 200–220 g/m²
11–15 mm 250–270 g/m²
über 15 mm 300–350 g/m²

47
17.3 Klimatische Einflüsse
Das Bindegut muss bei Raumklima akklimatisiert
werden. Bei Festigkeitsprüfungen ist der Zeitrahmen
bis zum Erreichen der Endfestigkeit zu berücksichtigen.
Verarbeitung bei niedrigen Raum- und/oder
Materialtemperaturen:
Unter Umständen kann elektrostatische Auf ladung •
auftreten.
Der heiße Schmelzklebstoff kühlt beim Auftrag •
schockartig ab.
Offene Zeit des Klebstoffs ist durch schnelles •
Abkühlen verringert. Daraus kann eine verminderte
Benetzung entstehen.
Verarbeitung bei hohen Raumtemperaturen:
Offene Zeit des Klebstoffs ist verlängert.•
Die Abkühlung des Klebstofffilmes auf dem •
Buchblock ist verlangsamt.
Die verlängerte Abbindezeit bei hohen Tem-•
peraturen kann eine langsamere Maschinen-
geschwindigkeit notwendig machen.
Unzureichend abgekühlter Klebstoff kann sich •
an den Messern des Dreimesserautomaten
ablagern.
Verarbeitung bei niedriger Papierfeuchtigkeit:
Erhöhte Staubentwicklung kann störend wirken.•
Elektrostatische Auf ladung bei der Rücken-•
bearbeitung möglich.
Die Staubbeseitigung vom Blockrücken ist erheblich •
schwerer. Die Wirksamkeit der Ringbürste muss
deshalb regelmäßig überprüft werden.
Die Vernetzungszeit des PUR-Klebstoffes dauert •
erheblich länger.
Verarbeitung bei hoher Papierfeuchtigkeit mit
Schmelzklebstoffen (Holtmelt, PUR):
Gefahr von Delaminierung, d. h., der Klebstoff wird •
nach einiger Zeit vom Papier abgestoßen.
Blasenbildung im Klebstofffilm auf dem Blockrücken •
möglich.
Wellenbildung der einzelnen Blätter im Bund •
vermindert Festigkeit.

48
17.4 Klebstofftechnische Einflüsse
Das Nachfüllen von Klebstoff oder kühle Luftzüge •
können ein erhebliches Temperaturgefälle auslösen.
Automatische Füllstands- und Temperaturkontrollen •
erleichtern die Produktion.
Farb- und Viskositätsveränderungen zeigen Hitze-•
schäden am Schmelzklebstoff an.
Blockrückeneinkerbungen müssen vom Klebstoff •
vollständig ausgefüllt sein, um qualitätsmindernde
Perforationseffekte zu vermeiden.
Mehrschichtige Klebstoffaufträge erhöhen die •
Festig keitswerte.
Der Blockaushang (Distanz zwischen Klammer-•
unterkante und Blockrücken) ist auf ein Minimum
zu reduzieren. Es ist eine Pilzbildung im Block-
rücken mit anschließenden Klebstoffeinläufen
möglich.
Bei Schmelzklebstoffen können Mineralölanteile aus •
der Druckfarbe in den Klebstoff eindringen und die-
sen auf Dauer schädigen. Zur Vorbeugung sollten
die Blattkanten und Umschläge im Bereich der Ver-
klebung nicht bedruckt oder lackiert werden.
17.5 Wechselwirkungen zwischen Papier und
Rückenbearbeitung
Die Rückenbearbeitung muss präzise auf die Struktur
des Papiers abgestimmt sein, da sie sonst die Fasern
zerstören kann. Die Rückenbearbeitungswerkzeuge und
die Absaugung sollten regelmäßig kontrolliert werden.
17.6 Wechselwirkungen zwischen Papier,
Klebstoff und Druckfarbe
Bogenoffset. Beim Bogenoffset können unerwünschte
Wechselwirkungen auftreten, wenn vollflächig mit
mineralölhaltigen Druckfarben bedruckte Bogen klebe-
gebunden werden. Vor allem zwischen Mineralölen
und Schmelzklebstoffen besteht eine gewisse Affinität:
Die Mineralöle können in den Klebstofffilm eindrin-
gen und mit der Zeit die Klebkraft vermindern oder
zer stören.
Das Schadensrisiko lässt sich minimieren durch:
Die Aussparung der Farbfläche im Bereich der •
Blattkanten
Verträglichkeitsprüfungen zwischen den beteiligten •
Materialien
Die Verarbeitung von Schmelzklebstoffen mit hoher •
Mineralölresistenz (PUR) oder Dispersionsklebstoffen
Einschweißen der PUR-gebundenen Produkte in •
Plastikfolie erst zu einem späteren Zeitpunkt (nicht
sofort nach dem Klebebinden)
Rollenoffset. Beim Rollenoffset verdampfen die
mineralölhaltigen Substanzen zum größten Teil bei
der Heißlufttrocknung. Die Wiederbefeuchtung muss
unbedingt konstant gehalten werden, da sonst Proble-
me beim Klebebindeprozess auftreten können.

49
Kapitel 18Klebebinde- und Dreischneidesysteme von Heidelberg
Überzeugend pro fessionell ausgestattet: Eurobind 600/600 PUR
18.1 Ein-Klammer-Klebebinder:
Eurobind 600 / 600 PUR
Mit kurzen Rüst- und Durchlaufzeiten, hoher Flexi bili tät
und Produktqualität ist der Eurobind® 600 / 600 PUR
der optimale Einstieg ins wirtschaftliche Klebebinden.
Mit seiner professionellen Ausstattung und seiner
ausgereiften Technik ermöglicht er das Klebebinden
von Broschuren in hochwertiger Qualität. Das Ergebnis:
Klebebinden mit hoher Wirtschaftlichkeit im Auf -
lagenbereich bis zu 2 500 Exemplaren.
Steuerung und Automatisierung
Zentraler Touchscreen zur Steuerung aller Funktionen•
Automatische Einstellung der Klammeröffnungsweite•
Sensorsystem für maximale Bediensicherheit beim •
Einlegen der Blöcke in die Klammer
Automatische Klebstoffmengenberechnung für das •
PUR-Düsenauftragsystem
Rückenbearbeitungsstation
Kombinationswerkzeug mit Staubfräsern, Aufrau- •
sowie Kerbzähnen und einer Ringbürste
Höhenverstellbare Aufrauzähne für effektive •
Papierfaserfreilegung
Hö henverstellbare Kerbwerkzeuge für größere •
Klebstoffkontaktfläche
Hotmelt-Walzenauftragsystem
Zwei Auftragwalzen für die Block rückenbeleimung •
Höhenverstellbare Leimrakel für gleichmäßig dicken •
Klebstofffilm
Integrierte Blockseitenbeleimung über schräg •
angestellte Leimauftragscheiben
PUR-Düsenauftragsystem
Gleichmäßiger Klebstoffauftrag über eine PUR-Düse •
für geringen Leimverbrauch
Hohe Festigkeit und lange Haltbarkeit bei minimalem •
Reinigungsaufwand
Steuerung über eine Zahnradpumpe für durch gängig •
exakte Klebstoffdosierung von Block zu Block –
unabhängig von Viskosität, Temperatur und Druck
Blockseitenbeleimung über schräg angestellte •
Leimauftragscheiben mithilfe eines separaten
Hotmelt-Seitenleimauftragsystems
Horizontaler Umschlaganleger
Integrierte Rillstation für wahlweise Zweifach- oder •
Vierfachrillung
Eingebaute Fehlbogenkontrolle •
Auslagetechnik
Eurobind 600: Bandauslage mit Ein-Fach-Stapler •
Eurobind 600 PUR: Lift- und an schlie ßende •
Bandauslage mit Ein-Fach-Stapler

50
Innovatives Design für höchste Ergonomie: Eurobind 1300 PUR
18.2 Vier-Klammer-Klebebinder:
Eurobind 1300 / 1300 PUR
Der Eurobind 1300 / 1300 PUR ist mit Maschinen-
geschwindigkeiten von bis zu 1 300 Takten pro Stunde
die ideale Lösung für die Verarbeitung von Broschuren
im Auf lagenbereich bis zu 7 500 Exemplaren. Inno-
vative Technologie und ein hoher Automatisierungs-
grad ermöglichen minimale Rüstzeiten – und damit
eine effiziente Produktion. Die in dieser Klasse einzig-
artige Rückenbearbeitungsstation schafft die opti-
malen Bedingungen für Klebebinden in anspruchs-
vollster Qualität.
Der Eurobind 1300 / 1300 PUR arbeitet diskontinuier-
lich, d. h., die Klammern werden im Stillstand
manuell beschickt. Die Umschlag-Andrückdauer kann
individuell auf das Produkt abgestimmt werden. Das
Ergebnis: perfekte Klebebindung und präzise Block-
rückenformung.
Steuerung und Automatisierung
Automatische Einstellung der Klammeröffnungsweite•
Eingabe aller Format- und Auftragsparameter über •
den Touchscreen
Automatische Einstellung der Umschlag-Andrück-•
station sowie der blockdickenabhängigen Werte
Automatische Klebstoffmengenberechnung für das •
PUR-Düsenauftragsystem
Rückenbearbeitungsstation
Kombinationswerkzeug mit Staubfräsern, •
Aufrau- sowie Kerbzähnen und einer Ringbürste
Höhenverstellbare Aufrauzähne für effektive •
Papierfaserfreilegung
Hö henverstellbare Kerbwerkzeuge für größere •
Klebstoffkontaktfläche
Hotmelt-Walzenauftragsystem
Zwei Auftragwalzen für die Block rückenbeleimung •
Höhenverstellbare, beheizte und gegenläufige •
Spinnerauftragwalze für gleichmäßigen Leimauftrag
Automatisch einstellbare Blockseitenbeleimung •
über schräg angestellte Leimauftragscheiben
PUR-Düsenauftragsystem
Gleichmäßiger Klebstoffauftrag über eine PUR-Düse •
für geringen Leimverbrauch
Steuerung über eine Zahnradpumpe für durch gängig •
exakte Klebstoffdosierung von Block zu Block –
unabhängig von Viskosität, Temperatur und Druck
Unterbrechungsfreie PUR-Versorgung für durch-•
gängige Maschinenverfügbarkeit
Blockseitenbeleimung über schräg angestellte •
Leimauftragscheiben mithilfe eines separaten
Hotmelt-Seitenleimauftragsystems
Vertikaler Umschlaganleger
Konstante Beschickung während der Produktion•
Rillstation mit durchgehenden, extra angetriebenen •
Rillwellen und einer rechts wie links separat
einstellbaren Rilltiefe
Auslagetechnik
Liftauslage mit integrierten Greifern•
Eurobind 1300 / 1300 PUR Line
Erweiterung durch Kühlstrecke und •
Dreimesserautomat Eurotrim 1000

51
18.3 Dreimesserautomat: Eurotrim 1000
Der Eurotrim 1000 ist ein flexibler, automatischer
Dreimesserautomat, der materialabhängig mit bis zu
1 000 Takten pro Stunde arbeitet. Die maximale
Schneidhöhe beträgt 60 Millimeter. Mit diesem Leis-
tungsprofil eignet sich der Eurotrim 1000 für den
Einsatz in Druckereien und Buchbindereien, die vor-
wiegend kleine bis mittlere klebegebundene Auf lagen
verarbeiten. Seine einfache und bedienerfreundliche
Handhabung sorgt für kurze Rüstzeiten.
Seine kompakte Bauweise, die fortschrittliche
Antriebstechnologie, das moderne Schneidkonzept
und die hohe Bedienerfreundlichkeit machen den
Eurotrim 1000 zu einem leistungsstarken Dreimesser-
automaten. Das Resultat: ein produktiver und effi-
zienter Prozess. Im Gegensatz zu herkömmlichen Drei-
messerautomaten fällt mit dem Eurotrim 1000 bei
einer Formatumstellung ein deutlich geringerer Rüst-
aufwand im Bereich Schneidtisch und Pressstempel
an.
Schneidtisch und Pressstempel
Mittelpressplatten in vier unterschiedlichen •
Formatbereichen
Automatische Formatvoreinstellung der Messer •
über Servomotoren
Exakte Produktausrichtung im Vorstapelbereich•
Pressleisten direkt neben dem Messer für stabile •
Führung und Übertragung der Presskraft unmittel-
bar in der Schneidzone
Alle Messer mit Einzelantrieb ausgerüstet•
Schneiden erfolgt gegen formatunabhängige •
Schneidplatten
Touchscreen-Display
Funktionen zur Steuerung und Formateingabe •
Auftragsspeicher für Daten von Standard- und •
Wiederholaufträgen
Kompakt und leistungsstark: der Eurotrim 1000
Der Eurotrim 1000 kann im Stand-alone-Betrieb
oder inline in Verbindung mit einem Eurobind 1300 /
1300 PUR und einer kundenspezifischen Kühlstrecke
eingesetzt werden. Als Eurobind 1300 / 1300 PUR Line
ist diese Kombination eine optimale Produktaus-
stattung, um klebegebundene Broschuren inklusive
Dreiseitenbeschnitt auch im Kleinauf lagenbereich
wirtschaftlich zu produzieren.

52
Steuerung und Automatisierung
Hinterlegter Produkt artenkatalog für einfache •
Voreinstellung und auto matische Auswahl aller
benötigten Aggregate
Jeweils eine dezentrale, ergo nomisch ausgerich-•
tete Bedienstelle mit Touchscreen-Display an
Zusammentragmaschine und Dreimesserautomat
Eurotrim Pro; zwei bzw. optional sogar drei
Touchscreen-Bedienstellen am Klebebinder
Zusammentragmaschine
Einzelne Module mit separaten Servoantrieben als •
autarke Einheiten einsetzbar
Rüsten an den nicht einge setzten Zusammentrag-•
modulen schon bei noch laufender Produktion für
hohe Produktionsverfügbarkeit
Schwingungsarme Servo- und Einzelantriebe für •
sichere Vereinzelung der Signaturen auch bei
schwierigen Materialien
Einsatz der Einzelantriebe nur bei Bedarf•
Selbstlernende Fehl- und Doppelbogenkontrolle•
Optionale Kontrollsysteme wie Barcode- oder •
Bilderkennung
Standardmäßige 2 : 1-Schaltung (modulweise •
auswählbar)
Rückenbearbeitungsstation
Stan dardmäßig zwei Rückenbearbeitungsstationen •
Optional drei (bei 19 und 24 Klammern) bzw. vier •
(bei 24 Klammern) Rückenbearbeitungsstationen
einsetzbar
18.4 19- oder 24-Klammer-Klebebinder:
Eurobind Pro
Der Eurobind Pro steht für hohe Wirtschaftlichkeit in
der Klasse bis 6 000 Takte pro Stunde und bei
durchschnittlichen Auf lagenhöhen von rund 10 000
Exemplaren. Der professionelle Dauerläufer ist aus-
gelegt für den mehrschichtigen Betrieb und sichert
zuverlässig hohe Produktivität und durchgängige Quali-
tät – insbesondere auch bei veredelten Produkten.
Mit einem intelligenten Automatisierungskonzept und
einfacher Bedienung schafft er es, Rüstzeiten ebenso
wie Einrichtezeiten und sonstige Makulatur nachhaltig
zu reduzieren. Die kurzen Durchlaufzeiten sichern
eine hohe Produktivität. Unterm Strich bedeutet das
mehr Nettoleistung – und damit mehr Ertrag.
Der Eurobind Pro ist eine in jeder Situation zuverläs-
sige, äußerst flexible Allround-Klebebindeanlage.
Gleichzeitig bietet er höchste Produktvarianz – und
verwandelt sich damit auf Knopfdruck zum Spezialisten.
Das innovative Antriebskonzept mit Einzelantrieben in
der Zusammentragmaschine und im Klebebinder sorgt
für einen optimalen Prozess und ermöglicht paralleles
Rüsten, hohe Flexibilität bei Positionieraufgaben und
schonende Produktübergabe (z. B. bei Umschlag-
anleger und Ausfuhr).
Professionelles Klebebinden mit dem Eurobind Pro

53
Drei verschiedene Klebstoffauftragsysteme
zur Blockrückenbeleimung
Wechselbare Zweiwalzenauftragsysteme für •
Hotmelt- oder PUR-Klebstoffe mit zwei gleich-
laufenden Auftragwalzen mit ge steuerten Rakeln
und einer gegenläufig rotierenden und beheizten
Spinnerwalze
Hotmelt-Walzenauftragsystem für die Herstellung •
von Standardbroschuren
PUR-Walzenauftragsystem für hochwertige, schwer •
zu verklebende Materialien
Geschlossenes PUR-Düsenauftragsystem •
für präzisen Klebstoffauftrag und geringen
Klebstoffverbrauch
Innovatives Kontrollsystem zur Überwachung des
Klebstoffauftrags
Optisches Kontrollsystem zum Einsatz bei Walzen- •
als auch Düsenauftragsystemen
Geprüfte Qualitätsmerkmale: Absatzverhalten •
(Start/Stopp) des Klebstoffauftrags, Klebstoff-
schichtdicke innerhalb definierbarer
Toleranzgrenzen, sofortiger Maschinenstopp
bei fehlendem Klebstoffauftrag, Linienfehler und
Unterbrechungen im Klebstoffauftrag
Hotmelt-Seitenleimauftragsystem
Zwei schräg angestellte Leimauftragscheiben mit •
gesteuerten Rakeln zur Blockseitenbeleimung
Fadenabschmelzeinrichtung zur Verhinderung von •
Klebstoffablagerungen auf den Produkten und in
der Maschine
Optionale Fälzelstation
Herstellung von Freirückenbroschuren oder •
Buchblöcken möglich
Umschlaganleger
Vereinzelungs trommel mit großem Durchmesser •
zur sicheren Verarbeitung von Umschlägen mit
hohen Grammaturen
Zwei Blasluftkassetten zur seitlichen Belüftung •
des Stapels für eine sichere Vereinzelung der
Umschläge
Entscheidend für die Qualität einer Klebeverbindung
sind Höhe und Dauer des einwirkenden Drucks. Gerade
da zeigt der Eurobind Pro seine besondere Stärke:
Durch die intelligente Antriebstechnologie der Um-
schlag-Andrückstation sind längere Prozesszeiten für
das seit liche Andrücken möglich. Einzigartig ist zudem
die Einhaltung eines konstanten Drucks – unabhängig
von Rückenlänge und Höhe der Andrückschienen.
Workflow-Integration
Nutzung von Auftrags- und Voreinstelldaten direkt •
für die Klebebindeanlage
Unmittelbare Verbindung mit dem Management-•
informationssystem (MIS)
18.5 Dreimesserautomat: Eurotrim Pro
Der Dreimesserautomat Eurotrim Pro ist für Einfach- und
Mehrfachbeschnitt ausgelegt. Mit einer Einfuhrzange
wird das Produkt angehoben und so materialschonend
und markierungsfrei der Schneidzelle zu geführt. Der
Transport erfolgt mit dem Buch rücken voraus. Auf dem
Schneidtisch wird das Produkt op timal ausgerichtet.
Damit können minimale Schnitt toleranzen realisiert
werden. Das Schneidgut wird vollflächig gepresst und
ohne Zwischenbewegung an drei Seiten mittels Messer
(Schrägschwingschnitt) beschnitten. Die robuste Bau-
weise sichert dabei hohe Schnittqualität. Auf ähnliche
Weise wie bei der Produktzuführung wird mit einer
Ausfuhrzange das beschnittene Produkt schonend auf
das nachgelagerte Ausfuhrband abgelegt.
Touchscreen-Bedienstelle für bequeme und •
ergonomische Voreinstellung
Stellmotoren sorgen bei kurzen Rüstzeiten für •
reproduzierbare Schnittpräzision
Automa tische Arretierung von vorgerüsteten •
Pressstempeln und Schneidtischen unterstützt
einfaches und schnelles Einrichten
Einstellung der Prozess para meter bei laufender •
Produktion
Durchgängige Präzision mit dem innovativen Dreimesserautomat Eurotrim Pro
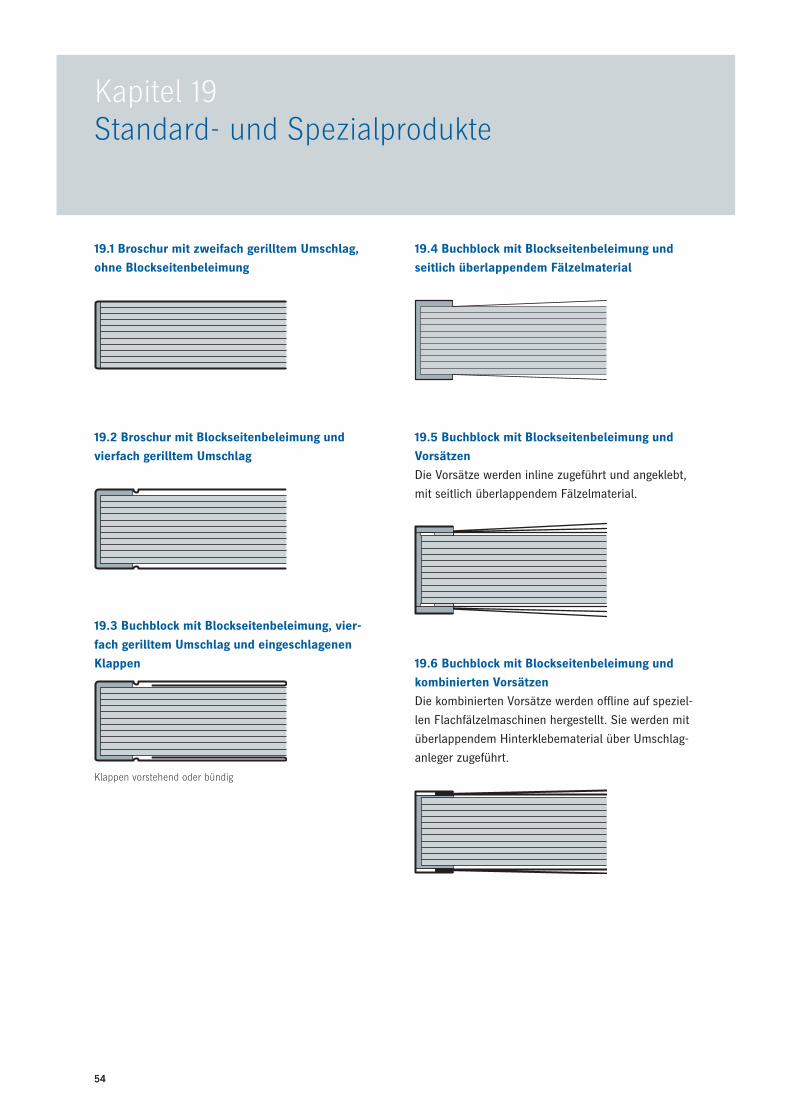
5454
Kapitel 19Standard- und Spezialprodukte
19.1 Broschur mit zweifach gerilltem Umschlag,
ohne Blockseitenbeleimung
Klappen vorstehend oder bündig
19.2 Broschur mit Blockseitenbeleimung und
vierfach gerilltem Umschlag
19.3 Buchblock mit Blockseitenbeleimung, vier-
fach gerilltem Umschlag und eingeschlagenen
Klappen
19.4 Buchblock mit Blockseitenbeleimung und
seitlich überlappendem Fälzelmaterial
19.5 Buchblock mit Blockseitenbeleimung und
Vorsätzen
Die Vorsätze werden inline zugeführt und angeklebt,
mit seitlich überlappendem Fälzelmaterial.
19.6 Buchblock mit Blockseitenbeleimung und
kombinierten Vorsätzen
Die kombinierten Vorsätze werden offline auf speziel-
len Flachfälzelmaschinen hergestellt. Sie werden mit
überlappendem Hinterklebematerial über Umschlag-
anleger zugeführt.
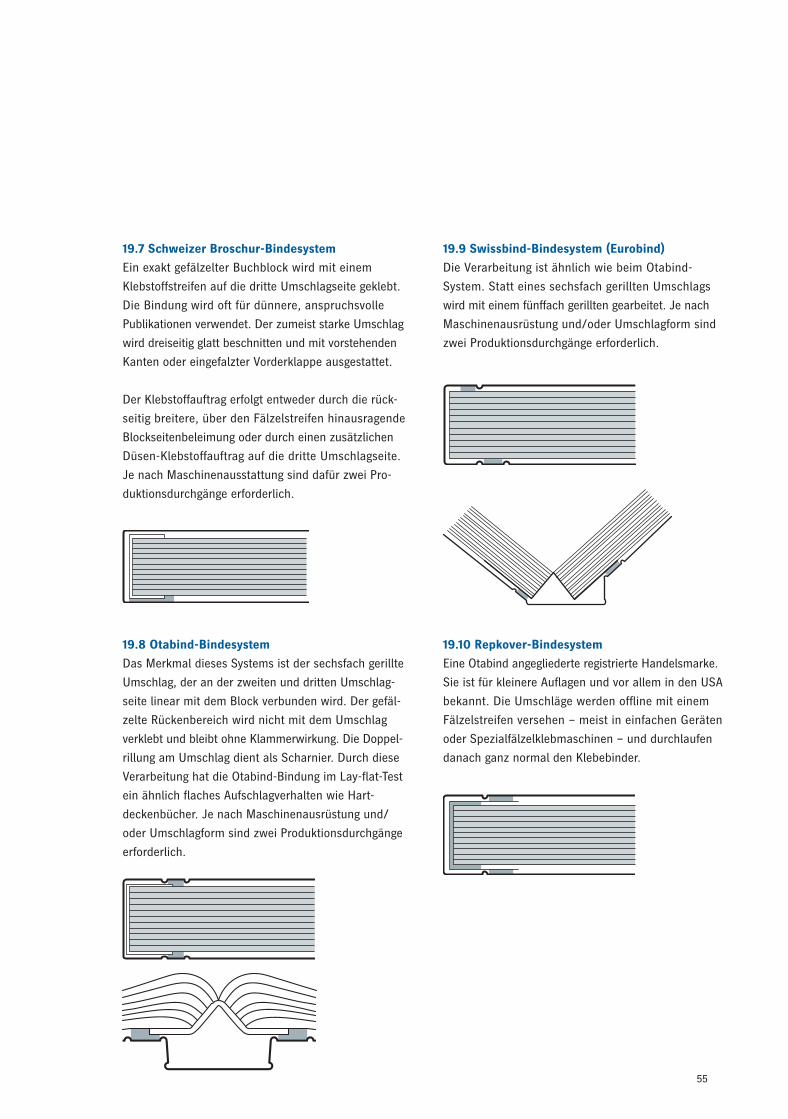
19.7 Schweizer Broschur-Bindesystem
Ein exakt gefälzelter Buchblock wird mit einem
Klebstoffstreifen auf die dritte Umschlagseite geklebt.
Die Bindung wird oft für dünnere, anspruchsvolle
Publikationen verwendet. Der zumeist starke Umschlag
wird dreiseitig glatt beschnitten und mit vorstehenden
Kanten oder eingefalzter Vorderklappe ausgestattet.
Der Klebstoffauftrag erfolgt entweder durch die rück-
seitig breitere, über den Fälzelstreifen hinausragende
Blockseitenbeleimung oder durch einen zusätzlichen
Düsen-Klebstoffauftrag auf die dritte Umschlagseite.
Je nach Maschinenausstattung sind dafür zwei Pro-
duktionsdurchgänge erforderlich.
19.9 Swissbind-Bindesystem (Eurobind)
Die Verarbeitung ist ähnlich wie beim Otabind-
System. Statt eines sechsfach gerillten Umschlags
wird mit einem fünffach gerillten gearbeitet. Je nach
Maschinen ausrüstung und/oder Umschlagform sind
zwei Produk tionsdurchgänge erforderlich.
19.8 Otabind-Bindesystem
Das Merkmal dieses Systems ist der sechsfach gerillte
Umschlag, der an der zweiten und dritten Umschlag-
seite linear mit dem Block verbunden wird. Der ge fäl-
zelte Rückenbereich wird nicht mit dem Umschlag
verklebt und bleibt ohne Klammerwirkung. Die Doppel-
rillung am Umschlag dient als Scharnier. Durch diese
Verarbeitung hat die Otabind-Bindung im Lay-flat-Test
ein ähnlich flaches Aufschlagverhalten wie Hart-
deckenbücher. Je nach Maschinenausrüstung und/
oder Umschlagform sind zwei Produktionsdurchgänge
erforderlich.
19.10 Repkover-Bindesystem
Eine Otabind angegliederte registrierte Handelsmarke.
Sie ist für kleinere Auflagen und vor allem in den USA
bekannt. Die Umschläge werden offline mit einem
Fälzelstreifen versehen – meist in einfachen Geräten
oder Spezialfälzelklebmaschinen – und durchlaufen
danach ganz normal den Klebebinder.
19.11 Libretto-Bindesystem
Der vierfach gerillte Umschlag wird offline auf einer
Kaschiermaschine vollflächig mit einem Kaschier-
papier versehen. Dabei bleiben Blockrücken- und
Seitenleimpartie ausgespart. Der nicht mit dem
Umschlag verklebte Streifen des Kaschierpapiers
dient dem Buchblock als Fälzelmaterial und als
Verbindung zwischen Block und Umschlag.
19.13 Japan-Broschur (Broschur mit angeklebten
Vorsätzen)
Der Buchblock wird auf dem Weg zum Klebebinder
mit einem vorderen und hinteren Vorsatz versehen.
Nach der Blockrücken- und Blockseitenbeleimung
wird der Umschlag mit einem Düsenauftragsystem
an den Außenkanten beleimt: Es entsteht eine Bro-
schur mit teilbeleimten Vorsätzen. Das als „Edge
gluing“ bekannte System ist in Japan populär. Die
Japan-Broschur ist keine Freirückenbroschur.
19.12 Kösel-FR-Broschur
Von der Druckerei Kösel in Kempten entwickelt.
Der achtfach gerillte Umschlag wird ähnlich wie
die Otabind-Bindung im Bereich der beiden äußeren
Rillpaare mit dem Buchblock verklebt, der mit ei-
nem Vorsatz versehen ist. Bei einer Buchdicke von
mehr als 20 Millimetern wird der Blockrücken innen-
seitig mit einem Polyesterstreifen stabilisiert. Die
achtfache Rillung kann sich unter Umständen nega-
tiv auf die Gestaltung auswirken.
19.14 Tubebind-Bindesystem
Ein finnisches Bindesystem, das sich auf dem Markt
nicht durchgesetzt hat und deshalb nur zur Komplet-
tierung aufgeführt wird. Zwischen Umschlaganleger
und Andrückstation wird inline eine Papierhülse
geformt und auf den Umschlag aufgeklebt. Diese
Hülse legt sich wie ein Fälzel um den Blockrücken
und bildet so eine Freirückenbroschur.
Bildquellennachweis:
Grafik S. 6, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18
Grafik S. 7, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18 ¹
Grafik S. 9, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 869, Abb. 7.2-65 ¹
Tabelle S. 12, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 875, Tabelle 7.2-21 ¹
Grafik S. 13, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 856, Abb. 7.2-51
Grafik S. 16 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.50
Grafik S. 16 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.51
Grafik S. 17 rechts, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 876, Abb. 7.2-72 ¹
Grafiken S. 18, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 866, Abb. 7.2-62 ¹
Grafiken S. 19, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 235, Bild 4.52
Grafik S. 20 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 236, Bild 4.53
Grafik S. 21 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 237, Abb. 4.54 ¹
Grafiken S. 34 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 273, Bild 4.71 ¹
Grafiken S. 35, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 872, Abb.7.2-68, Abb. 7.2-69 ¹
Grafiken S. 37, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 120, Bild 11.27 ¹
Grafik S. 40, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 826, Abb. 7.2-9
Grafik S. 41, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 881, Abb. 7.2-77 ¹
Grafik S. 44, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 265, Bild 4.64
Grafik S. 45 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 266, Bild 4.65
Grafik S. 45 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 267, Bild 4.66
Grafiken S. 54, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 19, Bild 2.1, Bild 2.2, Bild 2.3, Bild 2.4
Grafiken S. 55 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.12, Bild 2.13 ¹
Grafiken S. 55 rechts oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.14 ¹
Grafik S. 55 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.17 ¹
Grafik S. 56 links oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.16 ¹
Grafik S. 56 links unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.18 ¹
Grafik S. 56 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.15 ¹
¹ in adaptierter Form
55 56
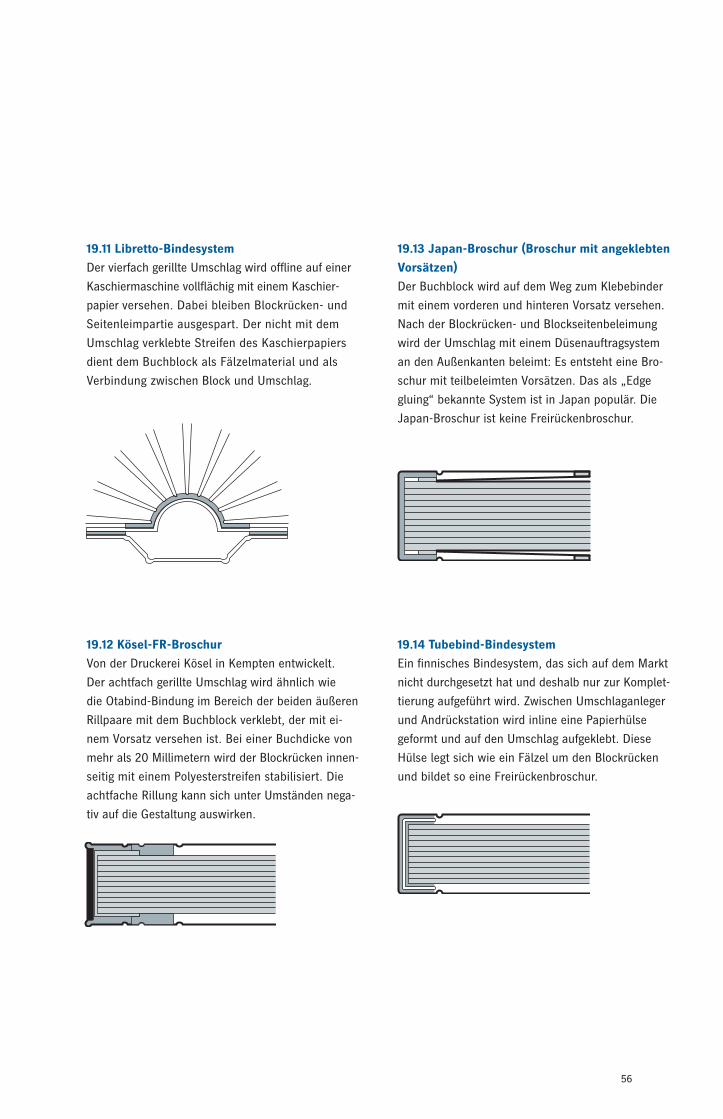
19.7 Schweizer Broschur-Bindesystem
Ein exakt gefälzelter Buchblock wird mit einem
Klebstoffstreifen auf die dritte Umschlagseite geklebt.
Die Bindung wird oft für dünnere, anspruchsvolle
Publikationen verwendet. Der zumeist starke Umschlag
wird dreiseitig glatt beschnitten und mit vorstehenden
Kanten oder eingefalzter Vorderklappe ausgestattet.
Der Klebstoffauftrag erfolgt entweder durch die rück-
seitig breitere, über den Fälzelstreifen hinausragende
Blockseitenbeleimung oder durch einen zusätzlichen
Düsen-Klebstoffauftrag auf die dritte Umschlagseite.
Je nach Maschinenausstattung sind dafür zwei Pro-
duktionsdurchgänge erforderlich.
19.9 Swissbind-Bindesystem (Eurobind)
Die Verarbeitung ist ähnlich wie beim Otabind-
System. Statt eines sechsfach gerillten Umschlags
wird mit einem fünffach gerillten gearbeitet. Je nach
Maschinen ausrüstung und/oder Umschlagform sind
zwei Produk tionsdurchgänge erforderlich.
19.8 Otabind-Bindesystem
Das Merkmal dieses Systems ist der sechsfach gerillte
Umschlag, der an der zweiten und dritten Umschlag-
seite linear mit dem Block verbunden wird. Der ge fäl-
zelte Rückenbereich wird nicht mit dem Umschlag
verklebt und bleibt ohne Klammerwirkung. Die Doppel-
rillung am Umschlag dient als Scharnier. Durch diese
Verarbeitung hat die Otabind-Bindung im Lay-flat-Test
ein ähnlich flaches Aufschlagverhalten wie Hart-
deckenbücher. Je nach Maschinenausrüstung und/
oder Umschlagform sind zwei Produktionsdurchgänge
erforderlich.
19.10 Repkover-Bindesystem
Eine Otabind angegliederte registrierte Handelsmarke.
Sie ist für kleinere Auflagen und vor allem in den USA
bekannt. Die Umschläge werden offline mit einem
Fälzelstreifen versehen – meist in einfachen Geräten
oder Spezialfälzelklebmaschinen – und durchlaufen
danach ganz normal den Klebebinder.
19.11 Libretto-Bindesystem
Der vierfach gerillte Umschlag wird offline auf einer
Kaschiermaschine vollflächig mit einem Kaschier-
papier versehen. Dabei bleiben Blockrücken- und
Seitenleimpartie ausgespart. Der nicht mit dem
Umschlag verklebte Streifen des Kaschierpapiers
dient dem Buchblock als Fälzelmaterial und als
Verbindung zwischen Block und Umschlag.
19.13 Japan-Broschur (Broschur mit angeklebten
Vorsätzen)
Der Buchblock wird auf dem Weg zum Klebebinder
mit einem vorderen und hinteren Vorsatz versehen.
Nach der Blockrücken- und Blockseitenbeleimung
wird der Umschlag mit einem Düsenauftragsystem
an den Außenkanten beleimt: Es entsteht eine Bro-
schur mit teilbeleimten Vorsätzen. Das als „Edge
gluing“ bekannte System ist in Japan populär. Die
Japan-Broschur ist keine Freirückenbroschur.
19.12 Kösel-FR-Broschur
Von der Druckerei Kösel in Kempten entwickelt.
Der achtfach gerillte Umschlag wird ähnlich wie
die Otabind-Bindung im Bereich der beiden äußeren
Rillpaare mit dem Buchblock verklebt, der mit ei-
nem Vorsatz versehen ist. Bei einer Buchdicke von
mehr als 20 Millimetern wird der Blockrücken innen-
seitig mit einem Polyesterstreifen stabilisiert. Die
achtfache Rillung kann sich unter Umständen nega-
tiv auf die Gestaltung auswirken.
19.14 Tubebind-Bindesystem
Ein finnisches Bindesystem, das sich auf dem Markt
nicht durchgesetzt hat und deshalb nur zur Komplet-
tierung aufgeführt wird. Zwischen Umschlaganleger
und Andrückstation wird inline eine Papierhülse
geformt und auf den Umschlag aufgeklebt. Diese
Hülse legt sich wie ein Fälzel um den Blockrücken
und bildet so eine Freirückenbroschur.
Bildquellennachweis:
Grafik S. 6, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18
Grafik S. 7, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 867, Tabelle 7.2-18 ¹
Grafik S. 9, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 869, Abb. 7.2-65 ¹
Tabelle S. 12, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 875, Tabelle 7.2-21 ¹
Grafik S. 13, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 856, Abb. 7.2-51
Grafik S. 16 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.50
Grafik S. 16 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 233, Bild 4.51
Grafik S. 17 rechts, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 876, Abb. 7.2-72 ¹
Grafiken S. 18, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 866, Abb. 7.2-62 ¹
Grafiken S. 19, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 235, Bild 4.52
Grafik S. 20 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 236, Bild 4.53
Grafik S. 21 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 237, Abb. 4.54 ¹
Grafiken S. 34 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 273, Bild 4.71 ¹
Grafiken S. 35, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 872, Abb.7.2-68, Abb. 7.2-69 ¹
Grafiken S. 37, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 120, Bild 11.27 ¹
Grafik S. 40, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 826, Abb. 7.2-9
Grafik S. 41, H. Kipphan, „Handbuch der Printmedien”, Springer Verlag 2000, S. 881, Abb. 7.2-77 ¹
Grafik S. 44, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 265, Bild 4.64
Grafik S. 45 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 266, Bild 4.65
Grafik S. 45 rechts, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 267, Bild 4.66
Grafiken S. 54, D. Liebau/I. Heinze, „Klebebinden“, Verlag Beruf + Schule 1994, S. 19, Bild 2.1, Bild 2.2, Bild 2.3, Bild 2.4
Grafiken S. 55 links, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.12, Bild 2.13 ¹
Grafiken S. 55 rechts oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 29, Bild 2.14 ¹
Grafik S. 55 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.17 ¹
Grafik S. 56 links oben, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.16 ¹
Grafik S. 56 links unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 31, Bild 2.18 ¹
Grafik S. 56 rechts unten, D. Liebau/I. Heinze, „Industrielle Buchbinderei“, Verlag Beruf + Schule 1997, S. 30, Bild 2.15 ¹
¹ in adaptierter Form
55 56
00.
991.
860
5/01
de
Technologie des Klebebindens
Heidelberger Druckmaschinen AGKurfuersten-Anlage 52–60 69115 Heidelberg Germany Phone +49 6221 92-00 Fax +49 6221 92-6999 www.heidelberg.com
ImpressumDrucklegung: 08/10Fotos: Heidelberger Druckmaschinen AGDruckplatten: SuprasetterDruck: SpeedmasterFinishing: Stahlfolder, EurobindConsumables: SaphiraFonts: HeidelbergGothicMl Gedruckt in der Bundesrepublik Deutschland
Marken Heidelberg, das Heidelberg Logo, Eurobind, Saphira, Speedmaster, Stahlfolder und Suprasetter sind eingetragene Marken der Heidelberger Druckmaschinen AG in Deutschland und anderen Ländern. Weitere hier verwendete Kennzeichnungen sind Marken ihrer jeweiligen Eigentümer.
Angaben zu Emissionen der Eurobind finden Sie unter www.heidelberg.com/emissionsangaben
Technische und sonstige Änderungen vorbehalten.
Zeichen fürverantwortungsvolle
Waldwirtschaft
GFA-COC-001569
00.
991.
860
5/01
de
Technologie des Klebebindens
Heidelberger Druckmaschinen AGKurfuersten-Anlage 52–60 69115 Heidelberg Germany Phone +49 6221 92-00 Fax +49 6221 92-6999 www.heidelberg.com
ImpressumDrucklegung: 08/10Fotos: Heidelberger Druckmaschinen AGDruckplatten: SuprasetterDruck: SpeedmasterFinishing: Stahlfolder, EurobindConsumables: SaphiraFonts: HeidelbergGothicMl Gedruckt in der Bundesrepublik Deutschland
Marken Heidelberg, das Heidelberg Logo, Eurobind, Saphira, Speedmaster, Stahlfolder und Suprasetter sind eingetragene Marken der Heidelberger Druckmaschinen AG in Deutschland und anderen Ländern. Weitere hier verwendete Kennzeichnungen sind Marken ihrer jeweiligen Eigentümer.
Angaben zu Emissionen der Eurobind finden Sie unter www.heidelberg.com/emissionsangaben
Technische und sonstige Änderungen vorbehalten.
Zeichen fürverantwortungsvolle
Waldwirtschaft
GFA-COC-001569