Embed Size (px)
Citation preview
373
Hydrometal lurgie
· 60. Jahrgang · 6/2006
Regenerierung von Prozesslösungen durch Kristallisation und Elektrolyse
Beiz- und Ätzbäder reichern sich im Betrieb mit Metallionen an, die über einer bestimm-
ten Konzentration störend wirken und den Metallabtrag verringern. In cyanidischen Elektrolyten bildet sich Carbonat, das bei Anreicherung über 60 g/l nachteiligen Einfluss auf die Abscheidung hat. Verfahren zur kontinuierlichen Entfernung der verunreinigenden Metalle oder Stör-stoffe verlängern die Lebensdauer der Prozesslösung und ermöglichen den Wiedereinsatz der regenerierten Lösung. Dazu wird, wie bei der Elekt-rolyse, ein reiner Wertstoff zurück gewonnen, der als Rohrmaterial wie-der zum Einsatz kommt und somit die Wirtschaftlichkeit eines solchen Prozesses noch abrundet. Außerdem wird das Verwerfen von Konzentra-ten mit notwendiger Entgiftung und Neutralisation verringert oder sogar vermieden.
Kristallisation
Die Kristallisation ist eines der Ver-fahren zur Regenerierung von Pro-zesslösungen, zur Verringerung oder Vermeidung von Abfallstoffen und zur Rückgewinnung von Wertstoffen. Typische Beispiele sind die Regene-rierung von Kupferbeizen durch Kris-tallisation von Kupfersulfat CuSO4 x 5 H2O aus schwefelsauren Kupferätz-
lösungen, die Rege-nerierung von schwe-felsauren Eisenbeizen durch Kristallisation von Eisensulfat-Hep-tahydrat, wie sie in der Stahlindustrie Anwendung findet, oder von Natrium-carbonat Na2CO3 x 10 H2O aus cyani-dischen Elektrolyten.Dabei ist die Kristal-
lisation ein umweltfreundliches und wirtschaftliches Verfahren, da keine Chemikalien verbraucht werden und eine saubere Trennung des Kristall-gutes von der Lösung möglich ist. Bei anderen Regenerationsverfahren besteht die Gefahr, dass mit dem ver-worfenen, metallsalzhaltigen Strom zuviel freie Säure verloren geht. Häufigster Einsatzbereich sind Kup-fer- und Messingbeizen auf der Basis Schwefelsäure-Wasserstoffperoxid, die durch Kristallisation von Kup-fersulfat oder bei abgearbeitetem Per-oxidgehalt durch elektrolytische Kup-ferabscheidung regeneriert werden.Die Kristallisation gehört zu den thermischen Trennverfahren. Voraus-setzung für die Kristallisation aus wässriger Lösung ist eine Übersät-tigung der Lösung mit der auszu-kristallisierenden Komponente, die dann durch Keimbildung und Kris-tallwachstum abgebaut wird. Die zur Übersättigung notwendige Einen-gung wird mit sinkender Temperatur bei abnehmender Löslichkeit durch Abkühlung der Lösung erreicht. Kupfersulfat, Natriumcarbonat und Eisensulfat sind Beispiele für Salze mit abnehmbarer Löslichkeit bei sin-kender Temperatur, so dass man für ihre Trennung die Kühlungskristalli-sation anwenden kann.Die Lösungen stellen meist Dreistoff-systeme dar, wenn man von anderen
Elektrolytbestandteilen absieht. Bei den Kupferbeizen liegt das System Wasser – Schwefelsäure – Kupfer-sulfat vor. Aufgrund des Massenwir-kungsgesetzes nimmt die Löslichkeit von Kupfersulfat mit zunehmender Schwefelsäurekonzentration ab. Dies gilt ähnlich für Eisensulfat-Hep-tahydrat.Mit der Kristallisation und Abtren-nung von Kupfersulfat verarmt die Lösung an Schwefelsäure, die in stö-chiometrischer Menge wieder zuge-geben werden muss. Die Zugabe der Schwefelsäure erfolgt vorteilhaft in dem Kristallisator, da die Erhöhung der H2SO4-Konzentration die Löslich-keit des Kupfersulfates weiter verrin-gert und somit die Kristallausbeute vergrößert.Zur Kühlungskristallisation muss der Lösung die Wärmemenge über ent-sprechend große Kühlfläche entzogen werden. Es liegt nahe, den Reaktions-behälter mit Kühlschlangen auszu-rüsten, doch wirkt sich die mehr oder weniger starke Tendenz zur Krusten-bildung hierbei nachteilig aus. Kup-fersulfat neigt zur Bildung harter, fest
Täglich melden uns die Rohstoffbörsen neue Höchststände der Kupfernotierungen. Gleich-zeitig steigen die Kosten für die Entsorgung von verbrauchten Beizlösungen bzw. Elektrolyten immer weiter an und der Gesetzgeber fordert den Einsatz geeigneter Verfahren, um möglichst am Entstehungsort die Rohstoffe zu recyceln. Durch den Einsatz von Elektrolyse und Kristallisation lassen sich Metalle wirtschaftlich zurückgewin-nen und die Lebenszeit von Prozessbädern um ein Vielfaches verlängern.
Fischer, P. (1)
Bild 1: Gütling-Kristallisator

· 60. Jahrgang · 6/2006374
Metal l-Praxis
haftender Krusten auf den Kühlflä-chen, wodurch der Wärmeübergang blockiert wird. Sie können nur durch Erwärmung der Lösung wieder rück-gelöst und entfernt werden. Man ver-hindert den Kristallaufbau auf Kühl-flächen und Behälterwandung durch Zugabe von arteigenem Kristallgut. Der Abbau der Übersättigung durch Kristallisation wird auf einem dem Kristallgitter des Salzes ähnlichen oder arteigenen Substrat energiemä-ßig bevorzugt.Für die Regeneration der Beiz- und Ätzlösungen für Kupfer oder für die Carbonatentfernung aus cyanidischen Lösungen werden kleine, einfache und preiswerte Anlagen benötigt. Bei klei-nen Mengen kann dies in einfach aus-geführten, gekühlten Behältern erfol-gen, wobei jedoch die Abtrennung der Kristalle von der Mutterlauge mit zunehmender Menge an Kristallgut arbeitsintensiver wird und größe-re Probleme aufwirft. Die Elektro-lytverluste sind bei diesen einfachen Anlagen ebenfalls relativ hoch. Bei niedrigen Kristallisationstempera-turen, wie sie z.B. bei Natriumcar-bonat erforderlich sind, kann es in der Zwischenzeit durch Erwärmung wieder zu einer teilweisen Rücklösung kommen.Vorteilhaft mischt man die warme, salzreiche Lösung in ein größeres Volumen der abgekühlten Lösung mit niedriger Konzentration ein, in der Kristallkeime vorhanden sind und wachsen können, bis sie bei bestimm-
ter Größe und entsprechendem Gewicht zu Boden sinken und von der Lösung abgetrennt werden können. Der Gütling-Kristallisator (Bild 1 und 2) arbeitet nach diesem Prinzip; er besitzt einen Doppelmantelbehälter mit äußerer Wärmeisolierung. Der Kühlmantel wird mit dem Kühlwasser oder Kaltwasservorlauf einer Kühl-maschine beschickt und bietet eine relativ große und glatte Kühlfläche. Die warme, gesättigte Lösung wird in das mittig angeordnete Mischrohr dosiert; der Mischer wälzt die Lösung um und hält die feineren Kristalle in der Schwebe. Bei entsprechender Größe sinken die Kristalle in den Konus zur Förderschnecke, die sie langsam aus dem Flüssigkeitsbereich heraus trägt und auswirft. Von der Förderschnecke kann das Kristallgut in Sammelbehälter oder direkt in einen weiterverarbeitenden Prozess gegeben werden, z.B. Kupfersulfat in einen Lösebehälter für die elektroly-tische Kupferrückgewinnung (Elekt-rolyse), oder Natriumcarbonat in die Cyanidoxidation. Die Drehzahl der Förderschnecke ist stufenlos verstell-bar, um die Anlage auf die Betriebs-verhältnisse einstellen zu können.Kühlbehälter und Förderschnecke stellen entsprechend hohe Anforde-rungen an die Korrosionsbeständig-keit des Materials; für die Anwen-dung im Bereich der Kupferbeizen und cyanidischen Elektrolyte wird das Gerät ganz aus nichtrostendem Stahl hergestellt; für schwefelsaure
Eisenbeizen sind sogar Sonderlegie-rungen erforderlich. Der Kristallisa-tor wird in verschiedenen Größen gefertigt, wobei der stündliche Anfall an Kristallgut unter Berücksichtigung des Kristallwassers und vor allem der Gesamtwärme für die Auslegung von Bedeutung sind.Durch die Entfernung des Carbonats aus cyanidischen Elektrolyten bleiben diese praktisch unbegrenzt einsatzfä-hig. Natriumcarbonat bildet sich im wesentlichen durch anodische Oxi-dation des Cyanids an den Anoden, begünstigt durch die Verwendung von unlöslichen Stahlanoden. Messungen haben im Mittel eine Na2CO3-Bildung von 0,15 - 0,20 g/Ah ergeben.Dieses entspricht 0,40 - 0,54 g Na2CO3
x 10 H2O, welches bei der Kühlungs-kristallisation anfällt. Mit Maßnah-men zur Verringerung der Verschlep-pungsverluste und mit zunehmender Rückführung der Verschleppung ver-ringert man auch den Austrag des Natriumcarbonats, so dass in größe-ren Anlagen Maßnahmen zur Carbo-natentfernung unumgänglich sind.Die Kristallisation stellt eine Möglich-keit zur Regenerierung von Prozess-lösungen dar. Für einfache Anlagen ist eine abnehmende Löslichkeit der auszukristallisierenden Komponente mit abnehmender Temperatur Vor-aussetzung. Die Kristallisation ist ein physikalischer Vorgang, bei dem keine Chemikalien benötigt werden. Der mit dem Metallsalz ausgetragene Säurerest ist durch Zugabe freier Säu-re zu ergänzen. Moderne Beizanlagen ohne Säureaufbereitung sind heute nicht mehr denkbar.Ätz- und Beizlösungen für Kupfer und Kupferlegierungen auf der Basis Schwefelsäure-Wasserstoffpero-xid werden durch die Kristallisation von Kupfersulfat wirtschaftlich und umweltfreundlich.
Rollbettelektrolyse
Im Gegensatz zur Kristallisation wird bei der Elektrolyse ein reines Metall zur Wiederverwendung zurück gewonnen. Als besonders wirtschaft-lich und bedienungsfreundlich hat sich das Rollbettelektrolyseverfahren entwickelt.
Bild 2: Gütling-Kristallisator

375
Hydrometal lurgie
· 60. Jahrgang · 6/2006
Mit diesem Verfahren werden Metalle aus Elektrolyten, Beizlösungen und Spülwässern recycelt. Im Wesent-lichen bezieht sich das auf die Metal-le Kupfer und Nickel. Anstelle von plattenförmigen Katho-den wird die Schüttung von Schrott-Metallstücken verwendet, die in einer rotierenden Trommel dick aufmetal-lisiert wird.Abhängig von der Metallmenge gibt es Standardanlagen (Bild 3), die ein-zeln aufgestellt werden und max. ca. 500g/h Metall aus der Lösung abscheiden. Für größere Anwen-dungen ab ca. 2.500 g/h Metall, kann das System automatisiert werden und arbeitet dann mit einem Fahrwagen (Bild 4), welcher die Trommeln zur Be- und Entladestation sowie zur Spülstation transportiert.Durch die Rotation und die scheu-ernde Bewegung der Teile in der Trommel erreicht man eine glatte, knospenfreie Abscheidung bei ausge-zeichneter Stromausbeute, die fast im Bereich des theoretisch maximalen Wertes liegt.Im Gegensatz zur Platten-Elektroly-se können sich keine dendritischen Knospen ausbilden, die zu Einschlüs-sen von Fremdstoffen wie Sulfaten führen oder Kurzschlüsse verursa-chen und so die teuren, unlöslichen Anoden zerstören.
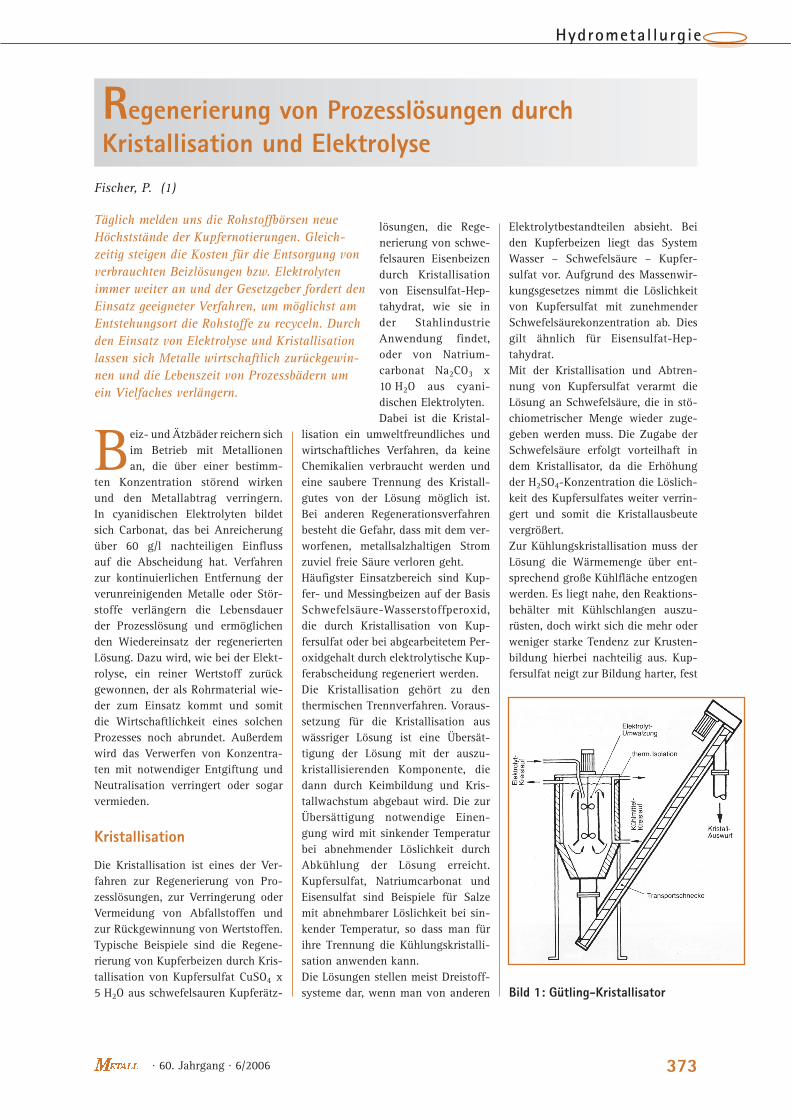
Besonders die Handhabung ist beson-ders einfach, denn nach der Aufme-tallisierung der Metallstücke mit dem 8 bis 10-fachen des Ausgangsge-wichts beziehungsweise nach etwa 7 bis 10 Tagen, wird die Trommel über eine Schütte entleert. Die einfache Entleerung nach Ablauf einer vorher eingestellten Ah-Zahl und die Neu-befüllung reduzieren diesen Zeitauf-wand auf wenige Minuten.Mit neuen Metallstücken (Bild 5) beginnt sodann der nächste Zyklus. Neben der Regenerierung von schwe-felsauren Beizen für Kupfer und Kupferlegierungen hat sich die Roll-bettelektrolyse zur Abscheidung des Metalls aus Kationenaustauscher-Elu-aten bei Kupfer und Nickel bewährt.Viele namhafte Hersteller von Kupfer-halbzeugen weltweit benutzen heute die Rollbettelektrolyse, um Beizbäder auf einer konstant niedrigen Kup-ferkonzentration zu halten. Das so zurück gewonnene Kupfer wird im eigenen Betrieb wieder eingeschmol-zen. Durch die konstant niedrige Kupferkonzentration wird das Beizer-gebnis verbessert, die Lebenszeit der Beize um ein Vielfaches verlängert und somit Entsorgungskosten und Behandlungskosten gespart.Nebenbei wird ein reiner Rohstoff gewonnen, dessen Preis täglich neue Rekordstände erreicht.
Die ersten Rollbett-Elektrolyseanla-gen wurden bereits in den 80er Jah-ren für die elektrolytische Rückge-winnung von Nickel genutzt, da sich die Abscheidung auf Plattenkatho-den nicht bewährt hatte. Die hohen mechanischen Eigenspannungen in dem abgeschiedenen Nickel führen nach einiger Zeit zum Aufplatzen und Abspringen der Schicht und zur Knospenbildung, die Kurzschlüs-se zu den Anoden bewirken kön-nen. Zudem ist das Ablösen der Nickelschicht mühsam und aufwen-dig. Mit der Rollbettelektrolyse wer-den die Probleme vermieden, da die als Kathodenmaterial eingesetzten Nickel-Anodenstücke gleichmäßig ummantelt werden und es nicht zu dem Abplatzen kommen kann.Die Standard Gütling Rollbett-Elekt-rolyseanlage (Bild 3) besteht aus einem Elektrolytbehälter, in den die elektrisch auffahrbare rotierende Trommel eintaucht. Eine im Hinblick auf optimale Stromverteilung ange-ordnete unlösliche Anode umgibt die Trommel, die ihren kathodischen Anschluss über flexible Kontakte erhält. Die Kunststofftrommel besitzt eine Perforierung und ist extra sta-
Bild 4: Automatisierte Metall-rückgewinnungsanlage
Bild 3: Standard-Anlage zur Metallrückgewinnung
· 60. Jahrgang · 6/2006376
Metal l-Praxis
Bild 5: Elektrolysetrommel mit Füllung
bil ausgeführt, da das Füllgewicht von anfangs 10 bis 15 kg während der Elektrolyse auf bis zu 160 kg zunimmt (Bild 5). Sie besitzt Ver-stärkungsleisten, die während der Rotation gleichzeitig durch einen Pumpeffekt für einen Austausch der metallhaltigen Lösung sorgen. Die-ser Flüssigkeitsaustausch ist wichtig, damit es innerhalb der Trommel nicht
Stromausbeute der abzuscheidenden Gesamtmetallmenge entspricht. Nach Ablauf der eingestellten Amperestun-denzahl wird die Bereitschaft zur Ent-leerung und Neubefüllung angezeigt. In Verbindung mit der Summierung der Ah kann man auch eine dem Metallgehalt entsprechende Strom-dichte ansteuern. Größere Anlagen mit mehreren und bis zu 32 Zellen werden mit einem automatisierten Transportsystem ausgerüstet (Bild 4). Die glatte knospenfreie Metallab-scheidung mit hohem Wiederverwen-dungswert, die hohe Stromausbeute bis auf niedrige Metallgehalte, keine Kurzschlüsse zwischen Kathode und Anode, die einfache und zeitsparende Handhabung, ein automatischer, kon-tinuierlicher Betrieb, das sind die wesentlichen Vorteile der Rollbette-lektrolyse.
(1) Patrick Fischer, Fa. Gütling Was-sertechnologie GmbH, Mero-wingerstr. 7, D-70736 Fellbach, [email protected], www.guetling.com
zu einer Verarmung an Metallionen kommt. Die einzelnen Zellen werden für eine Strombelastung von etwa 500 Ampere ausgelegt. Gewöhn-lich wird die zu entmetallisierende Lösung in eine oder mehrere Zellen gepumpt, im Kreislauf geführt oder aber chargenweise abgearbeitet. Dazu wählt man eine Amperestundenzahl vor, die unter Berücksichtigung der





![REGENERIERUNG FESTER KATALYSATOREN FÜR … · US ultrastabilisiert U.S. United States ... gasoline blending components. ... [4,5]. Several classes of](https://img.pdfslide.org/doc/110x75/5b14e61d7f8b9a4e2c8c8155/regenerierung-fester-katalysatoren-fuer-us-ultrastabilisiert-us-united-states.jpg)