Embed Size (px)
Citation preview
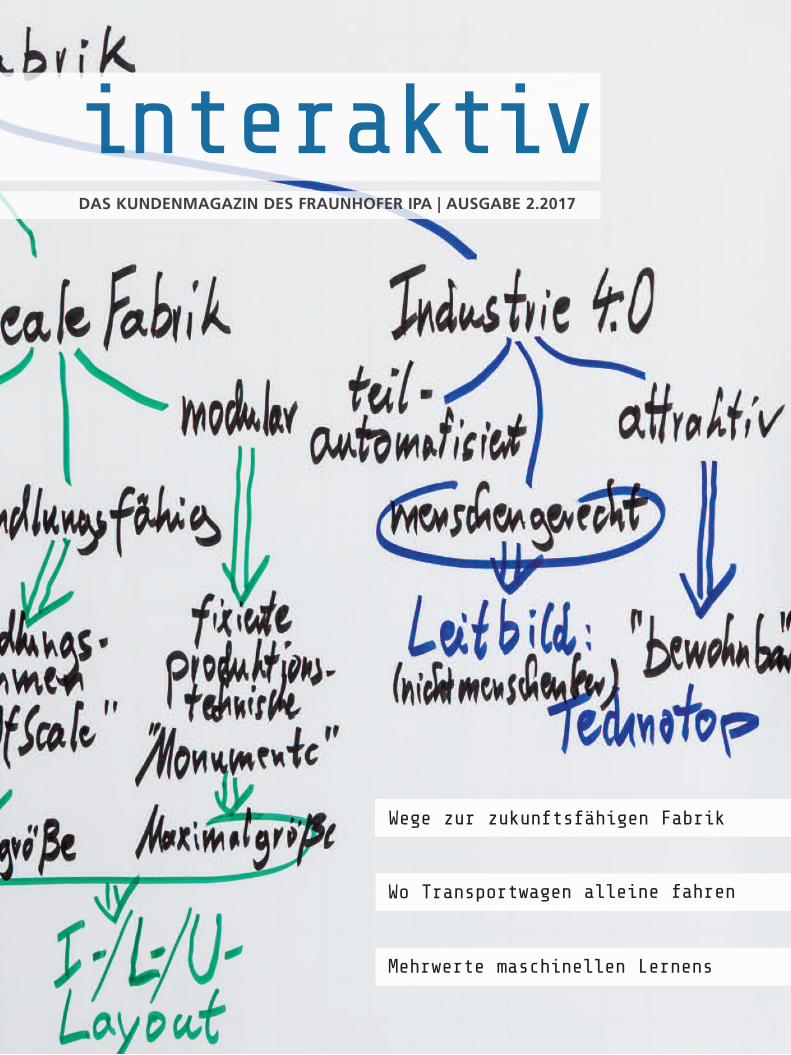
Wege zur zukunftsfähigen Fabrik
Wo Transportwagen alleine fahren
Mehrwerte maschinellen Lernens
DAS KUNDENMAGAZIN DES FRAUNHOFER IPA | AUSGABE 2.2017
interaktiv

interaktiv 2|2017 Editorial 3
Sehr geehrte Leserinnen und Leser,
Sie halten das aktuelle Interaktiv-Heft mit einem Schwerpunkt zur »Zukunfts -
fähigen Fabrik« in Händen. »Wandlungsfähigkeit« ist hier eine entscheidende
Zielgröße, die das IPA seit seinen Anfängen bewegt.
Das Organisationsmodell der »Fraktalen Fabrik«, von Hans-Jürgen Warnecke
in den frühen 90er Jahren entwickelt, zeigt noch heute seine visionäre Kraft
in Veränderungsprozessen hin zu flexiblen Produktionsstrukturen im Rahmen
von Industrie 4.0.
Autonome und hochdynamische Einheiten, wie wir sie im Rahmen der digi-
talen Wertschöpfung in Produktionssystemen einsetzen, handeln nach dem
Prinzip der Selbstorganisation und der Selbstoptimierung eigenständig.
Warnecke nannte sie »Fraktale«, aber wenn wir heute von cyberphysischen
Systemen sprechen, meinen wir im Grund das Gleiche.
Warneckes Nachfolger am IPA, Engelbert Westkämper, nutzte viele Prinzipien der Fraktalen Fabrik
und übertrug sie auf gesamte Unternehmen. Das »Stuttgarter Unternehmensmodell« leitet sich aus
der Vision der Wandlungsfähigkeit von Unternehmen ab, dem neuen Paradigma der digitalen Fabrik:
Sämtliche Veränderungen werden möglichst in Echtzeit simuliert und dadurch werden sowohl die
Qualität als auch die Geschwindigkeit aller Entscheidungsprozesse deutlich verbessert.
Eine Fabrik, die nah am Markt ist, und die mit möglichst geringen Stückkosten je nach Bedarf auf-, um-
und gegebenenfalls wieder rückgebaut wird, ist selbst ein Hightech-Produkt mit guten Marktchancen.
Ich bin davon überzeugt, dass sich die Produktion auch in Zukunft an den Prinzipien der Fraktalen Fabrik
orientieren wird. Sie wird digital und von enormer Wandlungsfähigkeit sein, aber sie wird auch nach-
haltig sein und ganzheitlich gestaltet und bewertet werden.
Das vorliegende Interaktiv-Heft stellt Ihnen neue Entwicklungen in der Fabrik vor. Die Titelgeschichte
erzählt, warum sie schlank, wandlungsfähig und menschengerecht sein wird. Im Beitrag über
Maschinelles Lernen wird darüber berichtet, wie das IPA die Vision der Fraktalen Fabrik verwirklicht.
Ich wünsche Ihnen viel Freude beim Lesen und einen erholsamen Sommer.
Ihr Thomas Bauernhansl
Unsere neue Erklär-Video-Reihe zeigt
Innovationen, die begeistern. Humorvoll
erklärt geht es vom reinsten Reinraum
der Welt über die Technik der Holzwespe
bis hin zur Energiewende mit PowerCaps.
Als Physiker, Buchautor, Kolumnist, Moderator, aber allen voran als Kabarettist
nähert sich Vince Ebert in seinem Bühnenprogramm »Zukunft is the Future«
den großen Themen unserer Zeit: Arbeit, Leben, Sudoku und Thermodynamik.
In dieser Reihe fehlen nur noch die Produktionstechnik und Automatisierung.
Diesen Disziplinen widmet er sich jeden Monat aufs Neue und drückt dem Slogan
des Fraunhofer IPA »Wir produzieren Zukunft« seinen ganz eigenen, unverwech-
selbaren Stempel auf.
www.wir-produzieren-zukunft.de/Zukunftsforscher
TIPP!
interaktiv 2|2017 Inhalt 54 Inhalt interaktiv 2|2017
10
Wege zur zukunftsfähigen Fabrik
Auf Basis der Fabrikplanungs-Erfahrung mehrerer Jahrzehnte
haben Wissenschaftler am Fraunhofer IPA einen Methoden -
kanon entwickelt, der drei Zielgrößen der Fabrik der Zukunft
in den Mittelpunkt stellt: schlanke Produktionsabläufe, wand-
lungsfähige Strukturen und eine menschengerechte Aus stattung.
42
Mehrwerte des maschinellen Lernens
für die Automatisierungsbranche
Komplexe Prozesse überwachen, intelligent analysieren und sie
dazu befähigen, auch in ungeplanten oder unbekannten Situationen
eigenständig richtig zu entscheiden: Dieses Ziel verfolgen IPA-Experten
aktuell mit neuen Lösungen, die auf Verfahren des maschinellen
Lernens basieren. Damit sollen Produktionsabläufe oder Automati -
sierungslösungen kontinuierlich optimiert und ein höherer Auto -
nomiegrad erreicht werden, was wiederum die Flexibilität und
Wirtschaftlichkeit verbessert.
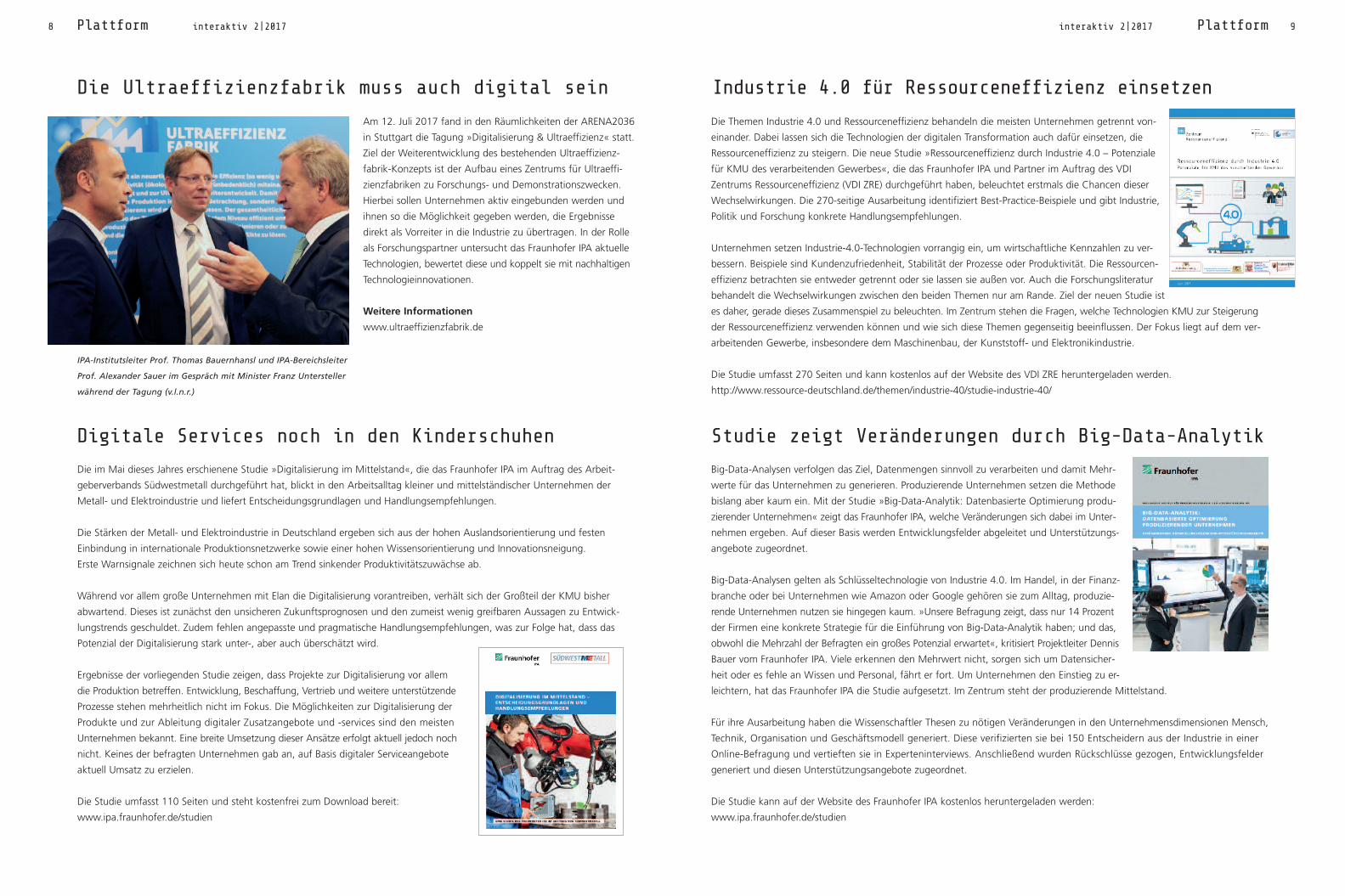
25
Meilensteine der Robotik
Seit der Eröffnung des Technikumgebäudes im Instituts -
zentrum der Fraunhofer-Gesellschaft in Stuttgart am 7. Juli
können Besucher des Fraunhofer IPA die Dauer-Ausstellung
»Meilensteine der Robotik« erleben. Dort ist die Entwick -
lung der Robotik am IPA an Originalexponaten zu sehen
und kommen Ereignisse und Personen zur Sprache, die das
Thema die vergangenen 50 Jahre geprägt haben.
Editorialvon Thomas Bauernhansl 3
PlattformNachrichten und Notizen 6
TitelWege zur zukunftsfähigen Fabrik 10
FuEVom Automation Assessment bis zur wandlungsfähigen Fabrik 16
Viel mehr als Gebäudeplanung 20
Interviewmit Markus Fuchs, Werkleiter, Elektror airsystems GmbH 22
FuEWeniger Stress in der Produktion, mehr Zeit für Betreuung 24
Blickpunkt»Meilensteine der Robotik« 25
FuEEuropäischer Robotikwettbewerb geht in die entscheidende Phase 28
EU-Parlament empfiehlt neue Gesetze für die Robotik 30
Industrie 4.0Informationsbedarfsanalyse als Einstieg in Industrie 4.0 32
Wo Transportwagen alleine fahren – ein Innovationsreport 34
Neue Anwendungsszenarien für Industrie 4.0 entwickelt 38
FuEFlexibler Näherungssensor macht Oberflächen intelligent 41
Mehrwerte des maschinellen Lernens für die Automatisierungsbranche 42
7. Technologieforum – Fahrerlose Transportsysteme und mobile Roboter 45
Im Gesprächmit Henrik Schunk, Geschäftsführender Gesellschafter, Schunk GmbH & Co.KG 46
FuEEU-Projekt »ROSIN« fördert Entwicklung und Einsatz von Open-Source-Software 48
Projekt »SeRoNet« 48
Mehr als nur Zukunftsmusik 49
Impressum 50
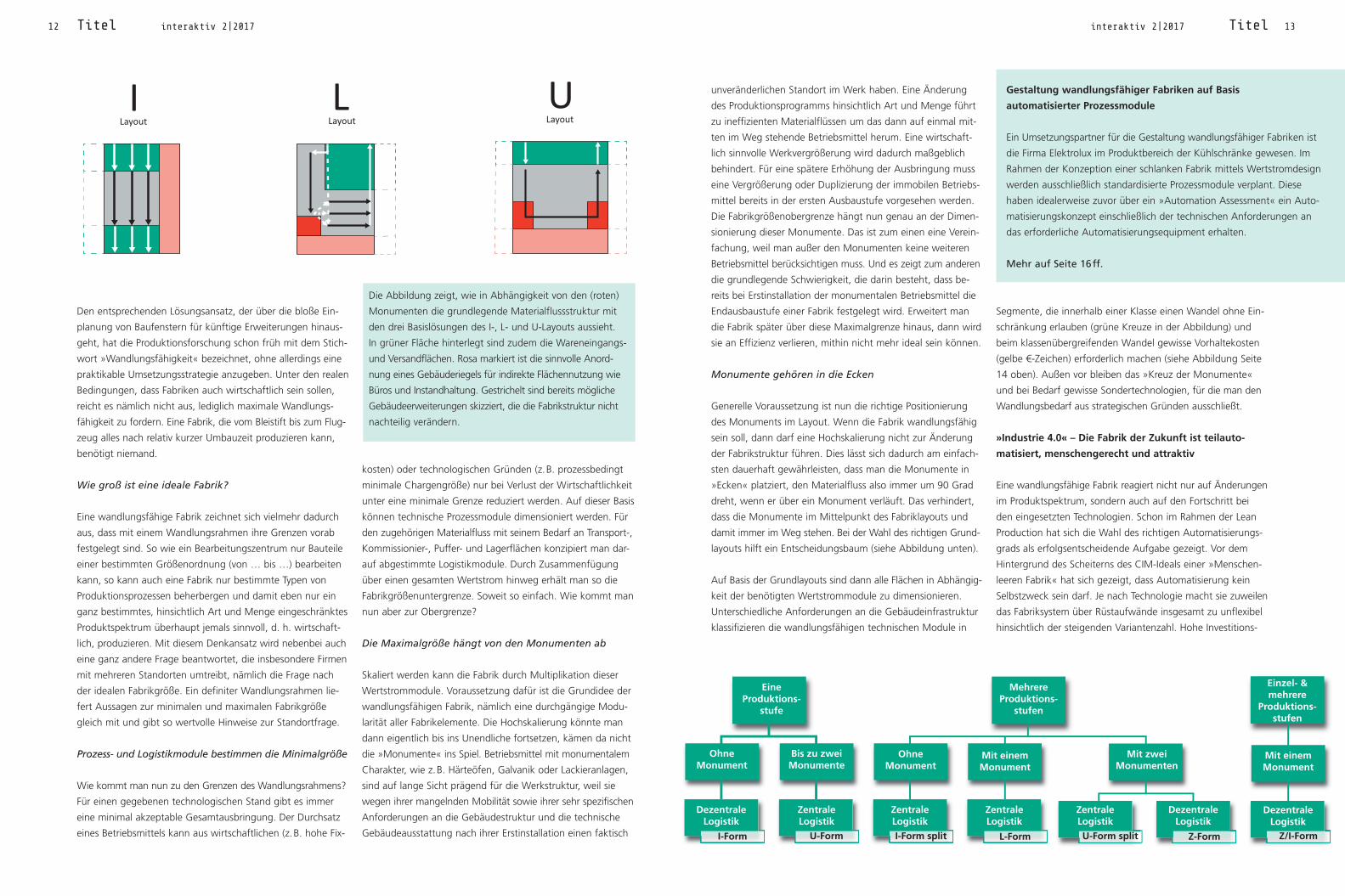
34
Wo Transportwagen alleine fahren
Im »Applikationszentrum Industrie 4.0« zeigen Petra Foith-Förster
und ihr Team, wozu Industrie 4.0 gut sein kann.

Um die Entwicklungszeiten von Silizium-Solarzellen der nächsten Generation durch intelligente Anlagennutzung signifikant zu
reduzieren, haben sich die Fraunhofer-Institute für Produktionstechnik und Automatisierung IPA und für Solare Energiesysteme
ISE, das Institut für Photovoltaik der Universität Stuttgart (ipv) und das International Solar Energy Research Center, Konstanz (ISC)
in einem vom Land geförderten Projekt (»InES – Industrie 4.0 im Einsatz für zukünftige Solarzellenentwicklung und -fertigung«)
zusammengeschlossen und das Solarzellen-Technikum 4.0 gegründet. Geforscht wurde in realen Labors an den Instituten, die
zum Technikum 4.0 digital vernetzt waren. Im Technikum 4.0 tauschen Maschinen auf Basis standardisierter Industrie 4.0-Schnitt -
stellen Daten mit einem zentralen Rechner aus, der wiederum mit mobilen Endgeräten kommuniziert. Die Technologie wurde
für die Entwicklung von industrietauglichen hocheffizienten Solarzellen getestet und kann künftig auch für das schnelle An -
fahren neuer Produktionslinien und die laufende Qualitätskontrolle genutzt werden. Am 6. Juli 2017 präsentierten die Projekt -
partner die Ergebnisse und Projektleiter Martin Kasperczyk übergab Ministerialdirigent Günther Leßnerkraus vom Ministerium
für Wirtschaft, Arbeit und Wohnungsbau den Abschlussbericht.
interaktiv 2|2017 Plattform 76 Plattform interaktiv 2|2017
Anfang des Jahres wurde in Stuttgart-Vaihingen ein neues Technikumgebäude
für die Fraunhofer-Institute IGB und IPA in Betrieb genommen. Der Neubau
beherbergt Labors, Versuchsfelder und Technika in den Themenfeldern Robotik,
Ressourceneffizienz und Laborautomatisierung, Lebensmittel- und Medizin -
technik sowie Wasseraufbereitung. Damit steht dem Standort weitere wichtige
Infrastruktur zur Verfügung, um auch künftig Innovationen für die Region, das
Land Baden-Württemberg, Deutschland und Europa voranzutreiben. Am 7. Juli
2017 wurde das neue Technikumgebäude offiziell eingeweiht. Nicole Hoff -
meister-Kraut, Ministerin für Wirtschaft, Arbeit und Wohnungsbau des Landes
Baden-Württemberg, und Professor Alfred Gossner, Vorstand Finanzen, Con -
trol ling und IT der Fraunhofer-Gesellschaft, gehörten zu den prominenten Gästen.
Eckdaten des neuen Technikumgebäudes
Maßnahme: Neubau von Labor-,
Büro- und Technikumsflächen
Bauherr: Fraunhofer-Gesellschaft, München
Nutzer: Fraunhofer-Institute IPA und IGB
Architekten: Hascher Jehle Architektur, Berlin
Baukosten: bewilligte 38,4 Millionen Euro
Bruttorauminhalt: 77500 cbm
Bruttogrundfläche: 16700 qm
Arbeitsplätze: 306
Technikumgebäude eingeweiht – von Laborautomatisierungüber Robotik bis hin zur Wasseraufbereitung
Industrie 4.0 in der PhotovoltaikAbschlussbericht über Solarzellen-Technikum 4.0 übergeben
Ausgezeichneter Ort 2017 – Future Work Lab
Die Initiative »Deutschland – Land der Ideen« und die Deutsche Bank richten den Innovations -
wettbewerb »Ausgezeichnete Orte im Land der Ideen« seit zwölf Jahren gemeinsam aus.
Bundespräsident Frank-Walter Steinmeier ist Schirmherr der Initiative. Eine hochkarätig besetzte
Jury wählte dieses Jahr das Future Work Lab unter rund 1000 eingereichten Bewerbungen
aus. Im Future Work Lab bündeln die Fraunhofer-Institute für Arbeitswirtschaft und Organi -
sation IAO und für Produktionstechnik und Automatisierung IPA sowie das Institut für Arbeits -
wissenschaft und Technologiemanagement (IAT) und das Institut für Industrielle Fertigung
und Fabrikbetrieb (IFF) der Universität Stuttgart ihre Kompetenzen rund um das Thema
Industrie 4.0. Mit greifbaren Demonstratoren, Angeboten zur Kompetenzentwicklung und
Weiterbildung sowie einer Plattform für den wissenschaftlichen Austausch richtet es sich an
Industrie, Arbeitnehmerverbände, Politik und Wissenschaft – und an die Produktions mit -
arbeiter der Zukunft.
Dr. Moritz Hämmerle und Simon Schumacher
bei der Preisverleihung in Berlin
Gemeinsam in die vernetzte Zukunft
Unter diesem Motto präsentierte sich die Fraunhofer-Gesell schaft
auf drei Gemeinschaftsständen – Zukunftsfabrik, Simulation
und Produktion – auf der diesjährigen Hannover Messe. Die
vom Fraunhofer IPA bereits im Jahr 2012 aus der Taufe geho-
bene Cloud-Plattform »Virtual Fort Knox« stand im Zentrum
des Fraunhofer-Verbund-Stands Produktion und zeigte Wege
zu einer intelligenten und vernetzten Produktion und Wert -
schöpfung. Unternehmen konnten in Echtzeit verfolgen, wie
unterschiedliche Anwendungen und Prozesse abgestimmt
aufeinander interagierten. Ziel ist es, die Plattform föderativ
mit und für die Technologieführer des deutschen Mittelstands
weiter auszubauen.
interaktiv 2|2017 Plattform 98 Plattform interaktiv 2|2017
Die im Mai dieses Jahres erschienene Studie »Digitalisierung im Mittelstand«, die das Fraunhofer IPA im Auftrag des Arbeit -
geber verbands Südwestmetall durchgeführt hat, blickt in den Arbeitsalltag kleiner und mittelständischer Unternehmen der
Metall- und Elektroindustrie und liefert Entscheidungsgrundlagen und Handlungsempfehlungen.
Die Stärken der Metall- und Elektroindustrie in Deutschland ergeben sich aus der hohen Auslandsorientierung und festen
Einbindung in internationale Produktionsnetzwerke sowie einer hohen Wissensorientierung und Innovationsneigung.
Erste Warnsignale zeichnen sich heute schon am Trend sinkender Produktivitätszuwächse ab.
Während vor allem große Unternehmen mit Elan die Digitalisierung vorantreiben, verhält sich der Großteil der KMU bisher
abwartend. Dieses ist zunächst den unsicheren Zukunftsprognosen und den zumeist wenig greifbaren Aussagen zu Entwick -
lungstrends geschuldet. Zudem fehlen angepasste und pragmatische Handlungsempfehlungen, was zur Folge hat, dass das
Potenzial der Digitalisierung stark unter-, aber auch überschätzt wird.
Ergebnisse der vorliegenden Studie zeigen, dass Projekte zur Digitalisierung vor allem
die Produktion betreffen. Entwicklung, Beschaffung, Vertrieb und weitere unterstützende
Pro zesse stehen mehrheitlich nicht im Fokus. Die Möglichkeiten zur Digitalisierung der
Produkte und zur Ableitung digitaler Zusatzangebote und -services sind den meisten
Unternehmen bekannt. Eine breite Umsetzung dieser Ansätze erfolgt aktuell jedoch noch
nicht. Keines der befragten Unternehmen gab an, auf Basis digitaler Serviceangebote
aktuell Umsatz zu erzielen.
Die Studie umfasst 110 Seiten und steht kostenfrei zum Download bereit:
www.ipa.fraunhofer.de/studien
Digitale Services noch in den Kinderschuhen
Industrie 4.0 für Ressourceneffizienz einsetzen
Die Themen Industrie 4.0 und Ressourceneffizienz behandeln die meisten Unternehmen getrennt von-
einander. Dabei lassen sich die Technologien der digitalen Transformation auch dafür einsetzen, die
Ressourceneffizienz zu steigern. Die neue Studie »Ressourceneffizienz durch Industrie 4.0 – Potenziale
für KMU des verarbeitenden Gewerbes«, die das Fraunhofer IPA und Partner im Auftrag des VDI
Zentrums Ressourceneffizienz (VDI ZRE) durchgeführt haben, beleuchtet erstmals die Chancen dieser
Wechselwirkungen. Die 270-seitige Ausarbeitung identifiziert Best-Practice-Beispiele und gibt Industrie,
Politik und Forschung konkrete Handlungsempfehlungen.
Unternehmen setzen Industrie-4.0-Technologien vorrangig ein, um wirtschaftliche Kennzahlen zu ver-
bessern. Beispiele sind Kundenzufriedenheit, Stabilität der Prozesse oder Produktivität. Die Ressourcen -
effizienz betrachten sie entweder getrennt oder sie lassen sie außen vor. Auch die Forschungsliteratur
behandelt die Wechselwirkungen zwischen den beiden Themen nur am Rande. Ziel der neuen Studie ist
es daher, gerade dieses Zusammenspiel zu beleuchten. Im Zentrum stehen die Fragen, welche Technologien KMU zur Steige rung
der Ressourceneffizienz verwenden können und wie sich diese Themen gegenseitig beeinflussen. Der Fokus liegt auf dem ver-
arbeitenden Gewerbe, insbesondere dem Maschinenbau, der Kunststoff- und Elektronikindustrie.
Die Studie umfasst 270 Seiten und kann kostenlos auf der Website des VDI ZRE heruntergeladen werden.
http://www.ressource-deutschland.de/themen/industrie-40/studie-industrie-40/
Big-Data-Analysen verfolgen das Ziel, Datenmengen sinnvoll zu verarbeiten und damit Mehr -
werte für das Unternehmen zu generieren. Produzierende Unternehmen setzen die Methode
bislang aber kaum ein. Mit der Studie »Big-Data-Analytik: Datenbasierte Optimierung produ-
zierender Unternehmen« zeigt das Fraunhofer IPA, welche Veränderungen sich dabei im Unter -
nehmen ergeben. Auf dieser Basis werden Entwicklungsfelder abgeleitet und Unterstützungs -
angebote zugeordnet.
Big-Data-Analysen gelten als Schlüsseltechnologie von Industrie 4.0. Im Handel, in der Fin anz -
branche oder bei Unternehmen wie Amazon oder Google gehören sie zum Alltag, produzie-
rende Unternehmen nutzen sie hingegen kaum. »Unsere Befragung zeigt, dass nur 14 Prozent
der Firmen eine konkrete Strategie für die Einführung von Big-Data-Analytik haben; und das,
obwohl die Mehrzahl der Befragten ein großes Potenzial erwartet«, kritisiert Projektleiter Dennis
Bauer vom Fraunhofer IPA. Viele erkennen den Mehrwert nicht, sorgen sich um Datensicher -
heit oder es fehle an Wissen und Personal, fährt er fort. Um Unternehmen den Einstieg zu er-
leichtern, hat das Fraunhofer IPA die Studie aufgesetzt. Im Zentrum steht der produzierende Mittelstand.
Für ihre Ausarbeitung haben die Wissenschaftler Thesen zu nötigen Veränderungen in den Unternehmensdimensionen Mensch,
Technik, Organisation und Geschäftsmodell generiert. Diese verifizierten sie bei 150 Entscheidern aus der Industrie in einer
Online-Befragung und vertieften sie in Experteninterviews. Anschließend wurden Rückschlüsse gezogen, Entwicklungsfelder
generiert und diesen Unterstützungsangebote zugeordnet.
Die Studie kann auf der Website des Fraunhofer IPA kostenlos heruntergeladen werden:
www.ipa.fraunhofer.de/studien
Studie zeigt Veränderungen durch Big-Data-Analytik
Die Ultraeffizienzfabrik muss auch digital sein
Am 12. Juli 2017 fand in den Räumlichkeiten der ARENA2036
in Stuttgart die Tagung »Digitalisierung & Ultraeffizienz« statt.
Ziel der Weiterentwicklung des bestehenden Ultraeffizienz -
fabrik-Konzepts ist der Aufbau eines Zentrums für Ultra effi -
zienzfabriken zu Forschungs- und Demonstrationszwecken.
Hierbei sollen Unternehmen aktiv eingebunden werden und
ihnen so die Möglichkeit gegeben werden, die Ergebnisse
direkt als Vorreiter in die Industrie zu übertragen. In der Rolle
als Forschungspartner untersucht das Fraunhofer IPA aktuelle
Technologien, bewertet diese und koppelt sie mit nachhaltigen
Technologieinnovationen.
Weitere Informationen
www.ultraeffizienzfabrik.de
IPA-Institutsleiter Prof. Thomas Bauernhansl und IPA-Bereichsleiter
Prof. Alexander Sauer im Gespräch mit Minister Franz Untersteller
während der Tagung (v.l.n.r.)

interaktiv 2|2017 Titel 11
hin zur Personalisierung die schlank zu gestaltenden Produk -
tionsabläufe immer komplexer werden. Der derzeitige Fokus
der methodischen Weiterentwicklung liegt daher auch auf
der Variantenfertigung und den dazu erforderlichen Planungs-
und Steuerungsregeln.
Aber auch diese neuen Anforderungen lassen sich leichter
bewältigen, wenn Produktionsabläufe durch eine transparente
Umsetzung auf dem Shop Floor für die Fabriknutzer erkenn-
bar bleiben. Die in der Lean Production eingeübten Methoden
der transparenten Fabrikgestaltung (Markierungen, Farbe, Licht)
und Visualisierung von Ergebnissen (Kennzahlen) bleiben wei-
terhin ein wichtiges Erfolgskriterium.
»Ideale Fabrik« – Die Fabrik der Zukunft ist hoch flexibel,
wandlungsfähig und modular
Bei der Planung einer zukunftsfähigen Fabrik stellt sich nach
Festlegung der schlanken Produktionsabläufe die Frage, wie
die zugehörige Fabrik in Layout und Gebäude denn idealer-
weise aussieht. Das beantwortet in klassischer Weise die ma te -
rialflussorientierte Layoutplanung, die wegeoptimierte Betriebs -
mittelanordnungen vorschlägt. Erst danach umgibt man das
Fabriklayout mit einer Gebäudehülle, da ja nicht die Architek -
tur den Produktionsprozess bestimmen soll. Als hoch flexible
Fabrik erfüllt sie dann alle Anforderungen, die wir heute schon
kennen. Wie sieht es aber mit künftigen Anforderungen aus?
Wenn heute über die Fabrik der Zukunft nachgedacht wird,
dann hat es auch in der fachlichen Diskussion oft den An -
schein, dass sie nicht intelligent genug sein kann. Dabei würde
sie, wenn sie wirklich intelligent wäre, ihre Zukunft selbst in
die Hand nehmen. Bis es soweit ist, wollen (und sollten auch)
die Fabrikbetreiber ihre Fabrik gestalten. Und zwar so, dass
sie zukunftsfähig ist. Was aber bedeutet das?
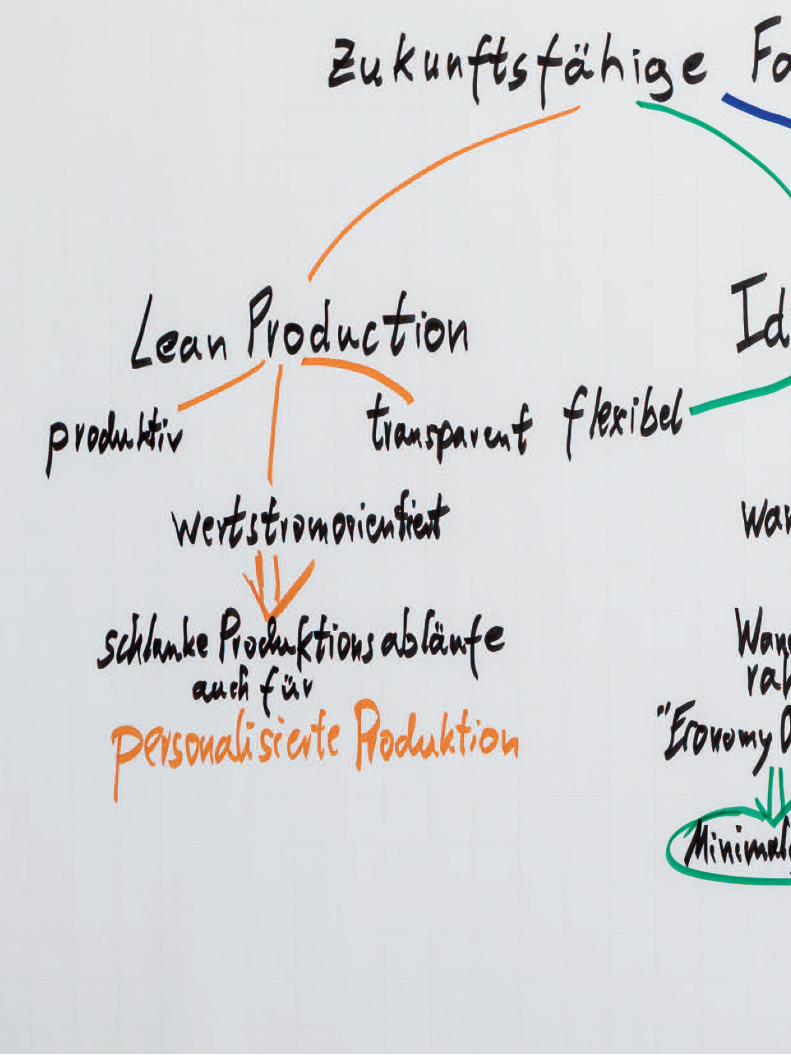
Auf der Basis der Fabrikplanungs-Erfahrung mehrerer Jahr -
zehnte haben die Forscher am Fraunhofer IPA einen Methoden -
kanon entwickelt, der drei Zielgrößen in den Mittelpunkt stellt.
Demnach hat die Fabrik der Zukunft schlanke Produk tions -
abläufe, wandlungsfähige Strukturen und eine menschenge-
rechte Ausstattung.
»Lean Production« – Die Fabrik der Zukunft ist hoch
produktiv, wertstromorientiert und transparent
Jetzt kann man fragen: Lean Production soll die Zukunft sein?
Klingt eher nach Vergangenheit. Und richtig: Die Grundprinzi -
pien stammen von Frederick Winslow Taylor und Henry Ford;
die konsequente Umsetzung als ganzheitliches Produktions -
system bei Toyota von Taiichi Ohno. Jedoch die Grundidee der
Lean Production, die Vermeidung von Verschwendung, wird
auch in Zukunft gelten. Ohne konsequente Ausrichtung auf
hohe Produktivität werden auch High-Tech-Fabriken für per-
sonalisierte Produkte nicht erfolgreich sein können.
Für die wertstromorientierte Gestaltung von Fabriken wurde
am Fraunhofer IPA das Vorgehen nach acht bewährten, syste-
matisch aufeinander aufbauenden Gestaltungsrichtlinien kon-
tinuierlich weiterentwickelt. Daraus ist das Standardwerk »Wert -
stromdesign. Der Weg zur schlanken Fabrik« beim Springer
Verlag hervorgegangen. In den letzten Jahren lag die Heraus -
forderung überwiegend darin, die Methode, ausgehend von
der Automobil-Branche, auf andere Branchen – Maschinen -
bau, Elektrotechnik, Medizintechnik, Consumer-Produkte und
zuletzt Prozessindustrie inkl. Bergbau – zu übertragen. Dabei
hat sich gezeigt, dass die Richtlinien an die jeweils spezifischen
Bedingungen anzupassen sind. Und dies wird auch künftig
der Fall sein, wenn mit steigender Varianz der Produkte bis
Wege zur zukunftsfähigenFabrik Von Klaus Erlach
Sch lanke und e ff i z i en te Fabr iken p lanen ohne R i s i ko
Eine neue Fabrik plant man nicht täglich. Um ein zukunftsfähiges Pla-
n ungs ergebnis zu erhalten, sind der konstruktive Einbezug aller Fabrik -
nutzer so wie ein neutraler Blick von außen unbedingt empfehlenswert.
So wird nicht nur die Akzeptanz des Ergebnisses erhöht, sondern auch das
implizite Wissen der Mitarbeiter berücksichtigt. Unangenehme Überrasch -
ungen direkt nach Fertigstellung des Fabrikgebäudes der Art »Wieso
haben wir daran eigentlich nicht gedacht?« werden so vermieden.
Mehr auf Seite 20ff.
interaktiv 2|2017 Titel 1312 Titel interaktiv 2|2017
Den entsprechenden Lösungsansatz, der über die bloße Ein -
planung von Baufenstern für künftige Erweiterungen hinaus-
geht, hat die Produktionsforschung schon früh mit dem Stich -
wort »Wandlungsfähigkeit« bezeichnet, ohne allerdings eine
praktikable Umsetzungsstrategie anzugeben. Unter den realen
Bedingungen, dass Fabriken auch wirtschaftlich sein sollen,
reicht es nämlich nicht aus, lediglich maximale Wandlungs -
fähigkeit zu fordern. Eine Fabrik, die vom Bleistift bis zum Flug -
zeug alles nach relativ kurzer Umbauzeit produzieren kann,
benötigt niemand.
Wie groß ist eine ideale Fabrik?
Eine wandlungsfähige Fabrik zeichnet sich vielmehr dadurch
aus, dass mit einem Wandlungsrahmen ihre Grenzen vorab
festgelegt sind. So wie ein Bearbeitungszentrum nur Bauteile
einer bestimmten Größenordnung (von … bis …) bearbeiten
kann, so kann auch eine Fabrik nur bestimmte Typen von
Produktionsprozessen beherbergen und damit eben nur ein
ganz bestimmtes, hinsichtlich Art und Menge eingeschränktes
Produktspektrum überhaupt jemals sinnvoll, d. h. wirtschaft-
lich, produzieren. Mit diesem Denkansatz wird nebenbei auch
eine ganz andere Frage beantwortet, die insbesondere Firmen
mit mehreren Standorten umtreibt, nämlich die Frage nach
der idealen Fabrikgröße. Ein definiter Wandlungsrahmen lie-
fert Aussagen zur minimalen und maximalen Fabrikgröße
gleich mit und gibt so wertvolle Hinweise zur Standortfrage.
Prozess- und Logistikmodule bestimmen die Minimal größe
Wie kommt man nun zu den Grenzen des Wandlungs rahmens?
Für einen gegebenen technologischen Stand gibt es immer
eine minimal akzeptable Gesamtausbringung. Der Durchsatz
eines Betriebsmittels kann aus wirtschaftlichen (z.B. hohe Fix -
kosten) oder technologischen Gründen (z.B. prozessbedingt
minimale Chargengröße) nur bei Verlust der Wirtschaftlichkeit
unter eine minimale Grenze reduziert werden. Auf dieser Basis
können technische Prozessmodule dimensioniert werden. Für
den zugehörigen Materialfluss mit seinem Bedarf an Tran sport-,
Kommissionier-, Puffer- und Lagerflächen konzipiert man dar-
auf abgestimmte Logistikmodule. Durch Zusammenfügung
über einen gesamten Wertstrom hinweg erhält man so die
Fabrikgrößenuntergrenze. Soweit so einfach. Wie kommt man
nun aber zur Obergrenze?
Die Maximalgröße hängt von den Monumenten ab
Skaliert werden kann die Fabrik durch Multiplikation dieser
Wertstrommodule. Voraussetzung dafür ist die Grundidee der
wandlungsfähigen Fabrik, nämlich eine durchgängige Modu -
larität aller Fabrikelemente. Die Hochskalierung könnte man
dann eigentlich bis ins Unendliche fortsetzen, kämen da nicht
die »Monumente« ins Spiel. Betriebsmittel mit monumentalem
Charakter, wie z.B. Härteöfen, Galvanik oder Lackieranlagen,
sind auf lange Sicht prägend für die Werkstruktur, weil sie
wegen ihrer mangelnden Mobilität sowie ihrer sehr spezifischen
Anforderungen an die Gebäudestruktur und die technische
Gebäudeausstattung nach ihrer Erstinstallation einen faktisch
unveränderlichen Standort im Werk haben. Eine Änderung
des Produktionsprogramms hinsichtlich Art und Menge führt
zu ineffizienten Materialflüssen um das dann auf einmal mit-
ten im Weg stehende Betriebsmittel herum. Eine wirtschaft-
lich sinnvolle Werkvergrößerung wird dadurch maßgeblich
behindert. Für eine spätere Erhöhung der Ausbringung muss
eine Vergrößerung oder Duplizierung der immobilen Betriebs -
mittel bereits in der ersten Ausbaustufe vorgesehen werden.
Die Fabrikgrößenobergrenze hängt nun genau an der Dimen-
s io nierung dieser Monumente. Das ist zum einen eine Verein -
fach ung, weil man außer den Monumenten keine weiteren
Betriebsmittel berücksichtigen muss. Und es zeigt zum anderen
die grundlegende Schwierigkeit, die darin besteht, dass be -
reits bei Erstinstallation der monumentalen Betriebs mittel die
Endausbaustufe einer Fabrik festgelegt wird. Erweitert man
die Fabrik später über diese Maximalgrenze hinaus, dann wird
sie an Effizienz verlieren, mithin nicht mehr ideal sein können.
Monumente gehören in die Ecken
Generelle Voraussetzung ist nun die richtige Positionierung
des Monuments im Layout. Wenn die Fabrik wandlungsfähig
sein soll, dann darf eine Hochskalierung nicht zur Änderung
der Fabrikstruktur führen. Dies lässt sich dadurch am einfach-
sten dauerhaft gewährleisten, dass man die Monumente in
»Ecken« platziert, den Materialfluss also immer um 90 Grad
dreht, wenn er über ein Monument verläuft. Das verhindert,
dass die Monumente im Mittelpunkt des Fabriklayouts und
damit immer im Weg stehen. Bei der Wahl des richtigen Grund -
layouts hilft ein Entscheidungsbaum (siehe Abbildung unten).
Auf Basis der Grundlayouts sind dann alle Flächen in Abhängig -
keit der benötigten Wertstrommodule zu dimensionieren.
Unterschiedliche Anforderungen an die Gebäudeinfrastruktur
klassifizieren die wandlungsfähigen technischen Module in
Segmente, die innerhalb einer Klasse einen Wandel ohne Ein -
schränkung erlauben (grüne Kreuze in der Abbildung) und
beim klassenübergreifenden Wandel gewisse Vorhaltekosten
(gelbe €-Zeichen) erforderlich machen (siehe Abbildung Seite
14 oben). Außen vor bleiben das »Kreuz der Monumente«
und bei Bedarf gewisse Sonder tech nologien, für die man den
Wandlungsbedarf aus strategischen Gründen ausschließt.
»Industrie 4.0« – Die Fabrik der Zukunft ist teilauto-
matisiert, menschengerecht und attraktiv
Eine wandlungsfähige Fabrik reagiert nicht nur auf Änderun gen
im Produktspektrum, sondern auch auf den Fortschritt bei
den eingesetzten Technologien. Schon im Rahmen der Lean
Production hat sich die Wahl des richtigen Automatisie rungs -
grads als erfolgsentscheidende Aufgabe gezeigt. Vor dem
Hintergrund des Scheiterns des CIM-Ideals einer »Menschen -
leeren Fabrik« hat sich gezeigt, dass Automatisierung kein
Selbstzweck sein darf. Je nach Technologie macht sie zuweilen
das Fabriksystem über Rüstaufwände insgesamt zu unflexibel
hinsichtlich der steigenden Variantenzahl. Hohe Investitions -
LayoutI
LayoutL
Layout
M
U
Eine Produktions-
stufe
MehrereProduktions-
stufen
Einzel- & mehrere
Produktions-stufen
Ohne Monument
Dezentrale Logistik
I-Form U-Form I-Form split L-Form U-Form split Z-Form Z/I-Form
Zentrale Logistik
Zentrale Logistik
Zentrale Logistik
Zentrale Logistik
Dezentrale Logistik
Dezentrale Logistik
Ohne Monument
Bis zu zwei Monumente
Mit einem Monument
Mit zwei Monumenten
Mit einem Monument
Gestaltung wandlungsfähiger Fabriken auf Basis
automatisierter Prozessmodule
Ein Umsetzungspartner für die Gestaltung wandlungsfähiger Fabriken ist
die Firma Elektrolux im Produktbereich der Kühl schränke gewesen. Im
Rahmen der Konzeption einer schlanken Fabrik mittels Wertstromdesign
werden ausschließlich standardisierte Prozessmodule verplant. Diese
haben idealerweise zuvor über ein »Automation Assess ment« ein Auto -
matisierungskonzept einschließlich der technischen Anforde rungen an
das erforderliche Automatisierungsequipment erhalten.
Mehr auf Seite 16ff.
Die Abbildung zeigt, wie in Ab hängigkeit von den (roten)
Monumenten die grundlegende Materialflussstruktur mit
den drei Basislösungen des I-, L- und U-Layouts aussieht.
In grüner Fläche hinterlegt sind zudem die Wareneingangs-
und Versandflächen. Rosa markiert ist die sinnvolle Anord -
nung eines Gebäuderiegels für indirekte Flächen nutzung wie
Büros und Instandhaltung. Gestrichelt sind be reits mögliche
Gebäude erweiterungen skizziert, die die Fabrik struktur nicht
nachteilig verändern.
interaktiv 2|2017 Titel 1514 Titel interaktiv 2|2017
kosten erzwingen hohe Auslastungen und verringern dadurch
die Mengenflexibilität. Die installierte Fördertechnik bei fester
Verkettung treibt Adaptionskosten nach oben und behindert
so technische Innovationen in den Produktionsprozessen. Lohn -
intensive Instandhaltungs- und Bedienungskosten stellen zu -
weilen im Nachhinein die Wirtschaftlichkeit der Automatisie -
rung selbst in Frage.
Das Hauptproblem dieser technologiezentrierten Ansätze liegt
dabei in der Zielsetzung: Nicht die menschenleere, sondern
die menschengerechte Fabrik sollte das Leitbild für die Pla nung
auch einer zukunftsfähigen Fabrik sein. Nicht alles was tech-
nisch möglich ist, muss auch umgesetzt werden. Eine intelli-
gente Lösung zeichnet sich durch eine ebensolche Auswahl
aus. Das Ziel sind dann besser informierte, intelligente Mit -
arbeiter durch zielgerichtet unterstützende Informations ver -
arbeitung, nicht aber deren Ersetzung durch »intelligente«
Apparate.
Die eigentliche Herausforderung ist zugespitzt formuliert,
»be wohnbare« Fabriken zu bauen, gewissermaßen ein »Tech -
no top« zu schaffen, das ein attraktives Umfeld für alle Fabrik -
nutzer bietet. Auch wenn man sicher nicht nur so zum Spaß
arbeitet, so sind Fabriken doch Ausweis der Lebensqualität in
einer Region. Gesellschaftlicher Wohlstand bemisst sich auch
an der Attraktivität der Fabriken. Neben dem Eigeninteresse
der Mitarbeiterbindung gehört dieses übergeordnete Ziel der
Fabrikgestaltung auch zur unternehmerischen Verantwortung. n
A
B
C
Bewertung der Wandlungsfähigkeit:
: Transformierbar ohne Einschränkung
Prozess 1
normal normal
StandartStandart
3t/m² 10t/m² 20t/m² 5t/m²
5m 10m 12m
geringhoch hoch
Sonder 2Sonder 1
Höhe
Tragfähigkeit
Medien
Sauberkeit
Prozess 2 Prozess 3 Prozess 4 Prozess 5 Prozess 6
x
xxx x
x
x x xx x
xxx
xxx
xx
x
€ €
€ € € €€ € € €
€ € € €€ € € €€ € € €€ € €
€ € €€ € €€ € €€ € € €
€ €€ €€ €€ €
€ € €€€ € € €€ € € €€ € € €
€ € € €€ € € €€ € € €
x xxxx
xxxx
x
x
x---
|
|
|
|
|
|
|
|
|
||
|
|
|
|
--- --- --- --- --- --- --- --- --- --- --- ------------
x
€ : Anfallende Opportunitätskosten zur Erreichung voller Transformierbarkeit
Dr. Klaus Erlach
Gruppenleiter Fabrikplanung und Wertstromdesign
Telefon +49 711 / 970-1293
Dr. phil. Dipl.-Ing. Klaus Erlach ist nach Abschluss seines
Studiums in Maschinenbau und Philosophie seit dem Jahr
2000 tätig am Fraunhofer IPA in der Abteilung Fabrik -
planung und Produktionsoptimierung. Er berät die produ-
zierende Industrie aus zahlreichen Branchen wie Maschinen-
und Anlagenbau, Fahrzeugbau, Optik und Feinmechanik,
Elektronik und Elektrotechnik, Stahl und Baugewerbe zur
wertstromorientierten Planung von Fabriken sowie zur
Optimie rung von Produktionsabläufen nach Lean-Prinzipien.
Inhaltlicher Schwerpunkt ist die Weiterentwicklung und Anwendung der Methode »Wertstromdesign«
zur Festlegung von Produktionsstrategien bis hin zur Konzeption der Produktionsplanung und -steuerung,
nachzulesen in seinem erfolgreichen Buch »Wertstromdesign. Der Weg zur schlanken Fabrik«.
Weitere Informationen: www.wertstromdesign.de
Informationsbedarfe für eine menschengerechte Fabrikorganisation
Die hohe Leistungsfähigkeit moderner Informationstechnologie verspricht
unter dem Titel »Industrie 4.0« vielfältige Möglichkeiten zur Flexibilisie rung
der Produktion. So wird es deutlich leichter oder überhaupt erst möglich,
personalisierte Produkte wirtschaftlich herzustellen. Zugleich ergeben sich
Möglichkeiten zur autonomen Fabriksteuerung. Um die Informations ver -
arbeitung sowohl verschwendungsarm als auch menschengerecht zu kon-
zipieren, ist die sorgfältige Analyse der Informationsbedarfe zu empfehlen.
Für den Einstieg in die »Fabrik 4.0« hat das Fraunhofer IPA einen neuen
methodischen Ansatz entwickelt.
Mehr auf Seite 32f.
Michael Lickefett
Abteilungsleiter Fabrikplanung und Produktionsoptimierung
Telefon +49 711 970-1993
Mit unserem Leistungsangebot zu Fabrikplanung und Pro duk -
tionsmanagement unterstützen wir Industrie unter nehmen
bei der Verfolgung ihrer wesentlichen Fabrikziele. Unsere Be -
ratung reicht vom großen Ganzen bis ins Detail: So begleiten
wir Unter nehmen bei der strategischen Ausrichtung der Pro -
duktion über die Gestaltung der Supply Chain bis hin zur
Gliederung der Werkstruktur. Gemeinsam mit unseren Kunden
entwickeln wir die optimale Auftragsabwicklung mit dem
richtigen Maß an IT. Ferner richten wir Produktionen nach dem Wertstromdesign aus, entwerfen Fertigungs -
systeme und Montagen und planen dabei die individuell benötigte Produktions-IT.
Unsere Projekte in Forschung und industrieller Anwendung orientieren sich an Trends wie Industrie 4.0 und
Digitalisierung, Wandlungsfähigkeit und Automatisierung, Komplexitätsmana ge ment und neuen Geschäfts -
modellen. Damit garantieren wir, dass Fabriken nach den neusten Erkenntnissen gestaltet werden, um den
Wettbewerbsvorsprung unserer Kunden in der Produktion nachhaltig zu sichern.
Ihr Kontakt in der Abteilung Fabrikplanung und Produktionsoptimierung
Bei der Suche nach Möglichkeiten zur Kostensenkung verlagert
sich häufig der Schwerpunkt innerhalb der Fertigung in die
Montage. Ausgangspunkt einer jeden Montageplanung ist die
Produktentwicklung. Eine montage- und automatisierungsge-
rechte Produktentwicklung, auch bekannt unter Design for
Automation (DfA), bildet die Basis einer hohen Montagefähig -
keit, wirtschaftlich effizienten Automatisierung sowie anforde-
rungsgerechten Prozess- und Produktqualität. Darüber hinaus
können mit standardisierten Produktdesignansätzen die Ferti -
gungskosten gesenkt und Produkteinführungszeiten verkürzt
werden. Unternehmen, die ihre Produkte montage- und auto-
matisierungsgerecht gestalten, werden den Aufwand für die
Automatisierung verringern bzw. diese aus technischer Sicht
überhaupt erst ermöglichen. Ein optimales und flexibilitäts-
orientiertes Produktdesign bildet die Grundlage für die Mach -
barkeit von Automatisierungslösungen sowie für die Gestal tung
von wandlungsfähigen Fabriken.
Automatisierungsgerechte Produktgestaltung und
Fabrikplanung mit Electrolux
Die Electrolux AB, im Folgenden Electrolux genannt, hat sich
zusammen mit dem Fraunhofer IPA diesem Thema gewidmet
und gemeinsam in zahlreichen Projekten innovative Lösungen
erarbeitet. Das Unternehmen Electrolux, mit Hauptsitz in
Stockholm (Schweden), entwickelt und produziert eine Viel -
zahl an Produkten für den Hausgerätebereich. Das Fraunhofer
IPA hat mit Electrolux im Wesentlichen in den Produktprogramm -
bereichen »Fabric Care, Dish Care, Food Preservation, Food
Preparation & Small Appliances« kooperiert. Die Schwerpunkte
lagen dabei maßgeblich auf der Modularisierung und Stan-
dar disierung von Produktarchite k turen zur Realisierung von
Automatisierungslösungen sowie auf der Planung und Ratio -
nalisierung von Fabriken. Die Pro jektarbeit bereitet die Fabriken
von Electrolux auf die Herau s forderungen der Digitalisierung
vor, um im Rahmen von Industrie 4.0 bereits heute und zu -
künftig innovative Tech nologien einzusetzen und intelligente
Fabriken zu entwickeln.
Im Fokus der gemeinsamen
Arbeit stehen die Durch füh -
rung von Automation Ass -
essments sowie die Ge sta l -
tung von wandlungsfähigen
Fabriklayouts. Das Fraunhofer
IPA hat Electrolux bereits an
mehr als fünfzehn Standorten
weltweit unterstützt.
interaktiv 2|2017 FuE 17
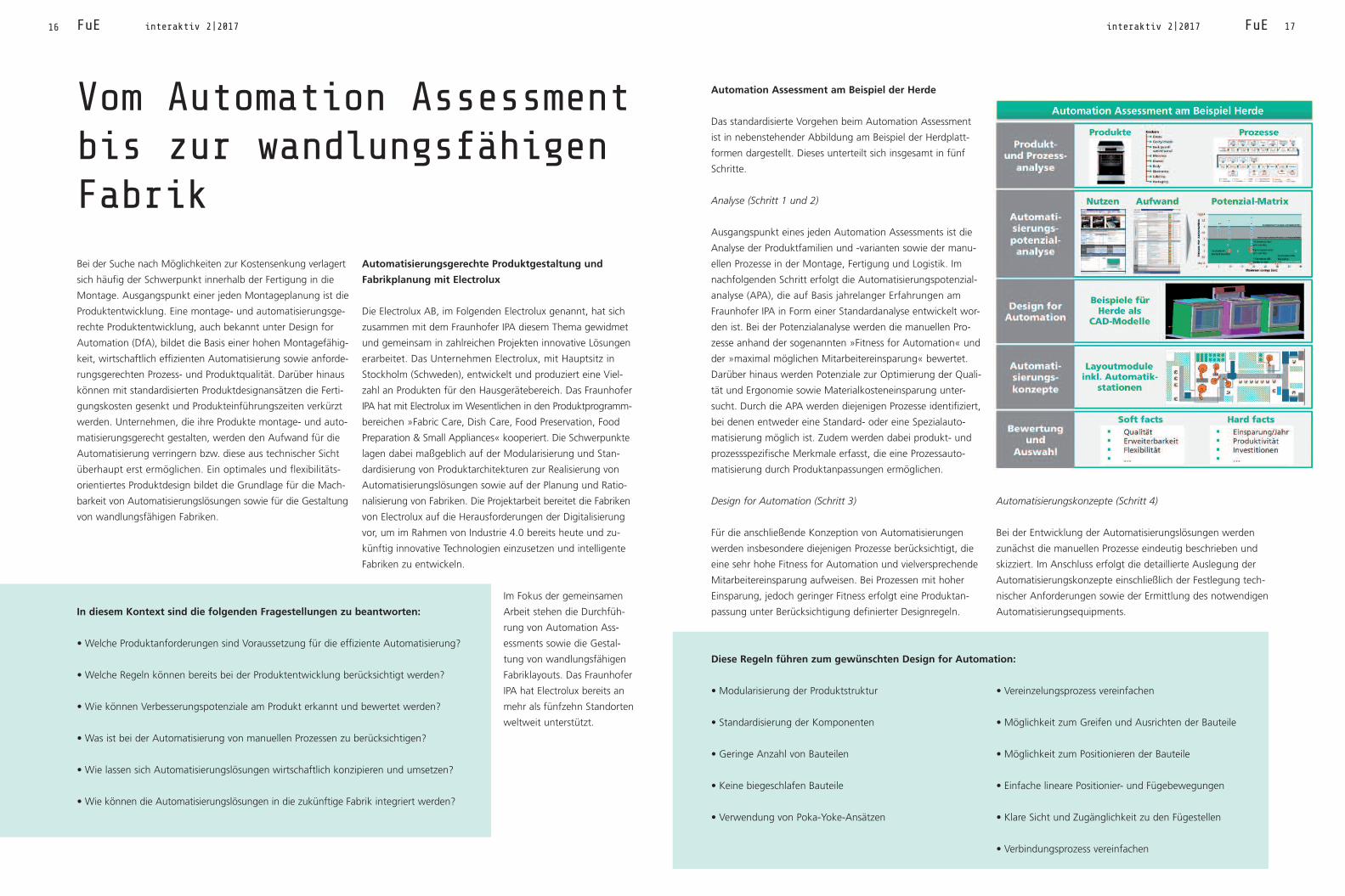
Automation Assessment am Beispiel der Herde
Das standardisierte Vorgehen beim Automation Assessment
ist in nebenstehender Abbildung am Beispiel der Herdplatt -
formen dargestellt. Dieses unterteilt sich insgesamt in fünf
Schritte.
Analyse (Schritt 1 und 2)
Ausgangspunkt eines jeden Automation Assessments ist die
Analyse der Produktfamilien und -varianten sowie der manu-
ellen Prozesse in der Montage, Fertigung und Logistik. Im
nachfolgenden Schritt erfolgt die Automatisierungs potenzial -
analyse (APA), die auf Basis jahrelanger Erfahrungen am
Fraun hofer IPA in Form einer Standardanalyse entwickelt wor-
den ist. Bei der Potenzialanalyse werden die manuellen Pro -
zesse anhand der sogenannten »Fitness for Automation« und
der »maximal möglichen Mitarbeitereinsparung« bewertet.
Darüber hinaus werden Potenziale zur Optimierung der Quali -
tät und Ergonomie sowie Materialkosteneinsparung unter-
sucht. Durch die APA werden diejenigen Prozesse identifiziert,
bei denen entweder eine Standard- oder eine Spezialauto -
mati sie rung möglich ist. Zudem werden dabei produkt- und
prozessspezifische Merkmale erfasst, die eine Prozessauto -
matisierung durch Produktanpassungen ermöglichen.
Design for Automation (Schritt 3)
Für die anschließende Konzeption von Automatisierungen
werden insbesondere diejenigen Prozesse berücksichtigt, die
eine sehr hohe Fitness for Automation und vielversprechende
Mitarbeitereinsparung aufweisen. Bei Prozessen mit hoher
Einsparung, jedoch geringer Fitness erfolgt eine Produktan -
passung unter Berücksichtigung definierter Designregeln.
Automatisierungskonzepte (Schritt 4)
Bei der Entwicklung der Automatisierungslösungen werden
zunächst die manuellen Prozesse eindeutig beschrieben und
skizziert. Im Anschluss erfolgt die detaillierte Auslegung der
Automatisierungskonzepte einschließlich der Festlegung tech-
nischer Anforderungen sowie der Ermittlung des notwendigen
Automatisierungsequipments.
16 FuE interaktiv 2|2017
Vom Automation Assessmentbis zur wandlungsfähigenFabrik
In diesem Kontext sind die folgenden Fragestellungen zu beantworten:
• Welche Produktanforderungen sind Voraussetzung für die effiziente Automatisierung?
• Welche Regeln können bereits bei der Produktentwicklung berücksichtigt werden?
• Wie können Verbesserungspotenziale am Produkt erkannt und bewertet werden?
• Was ist bei der Automatisierung von manuellen Prozessen zu berücksichtigen?
• Wie lassen sich Automatisierungslösungen wirtschaftlich konzipieren und umsetzen?
• Wie können die Automatisierungslösungen in die zukünftige Fabrik integriert werden?
• Modularisierung der Produktstruktur
• Standardisierung der Komponenten
• Geringe Anzahl von Bauteilen
• Keine biegeschlafen Bauteile
• Verwendung von Poka-Yoke-Ansätzen
Diese Regeln führen zum gewünschten Design for Automation:
• Vereinzelungsprozess vereinfachen
• Möglichkeit zum Greifen und Ausrichten der Bauteile
• Möglichkeit zum Positionieren der Bauteile
• Einfache lineare Positionier- und Fügebewegungen
• Klare Sicht und Zugänglichkeit zu den Fügestellen
• Verbindungsprozess vereinfachen
Bewertung und Auswahl (Schritt 5)
In einem letzten Schritt ist die Bewertung der Automatisie rungs -
konzepte, basierend auf definierten »Soft & Hard Facts« vor-
zunehmen. Neben der Bewertung beispielsweise von Qualität,
Erweiterbarkeit und Flexibilität der Automatisierungslösungen
können erste Abschätzungen über entstehende Investitionen,
Berechnungen wirtschaftlicher Mitarbeitereinsparung und
Amortisationszeiten sowie die Konzeptpriorisierung und
-auswahl vorgenommen werden.
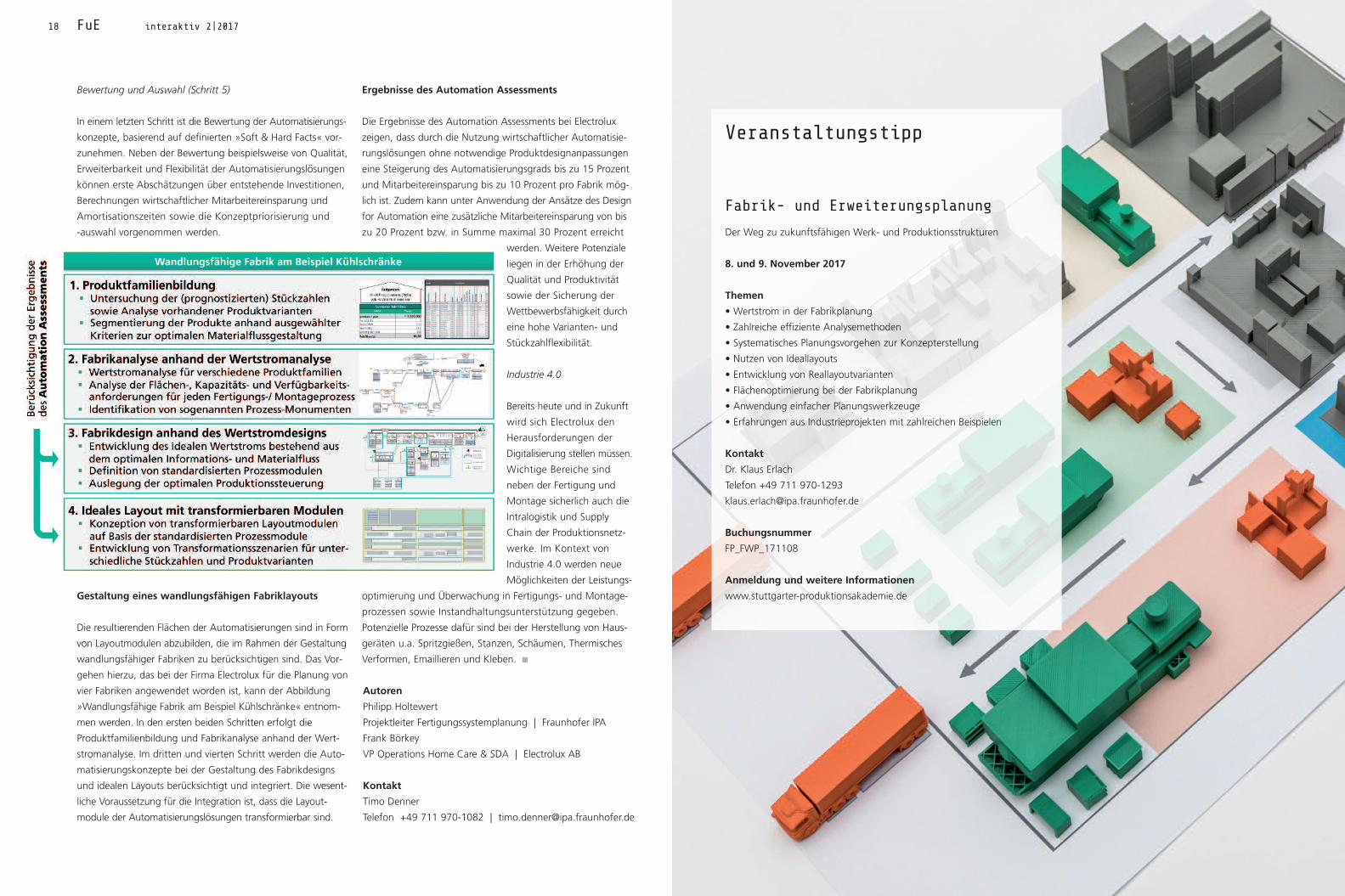
Gestaltung eines wandlungsfähigen Fabriklayouts
Die resultierenden Flächen der Automatisierungen sind in Form
von Layoutmodulen abzubilden, die im Rahmen der Gestaltung
wandlungsfähiger Fabriken zu berücksichtigen sind. Das Vor -
gehen hierzu, das bei der Firma Electrolux für die Pla nung von
vier Fabriken angewendet worden ist, kann der Ab bildung
»Wandlungsfähige Fabrik am Beispiel Kühlschränke« entnom-
men werden. In den ersten beiden Schritten er folgt die
Produktfamilienbildung und Fabrikanalyse anhand der Wert -
stromanalyse. Im dritten und vierten Schritt werden die Auto -
matisierungskonzepte bei der Gestaltung des Fabrik designs
und idealen Layouts berücksichtigt und integriert. Die wesent-
liche Voraussetzung für die Integration ist, dass die Lay out -
module der Automatisierungslösungen transformierbar sind.
Ergebnisse des Automation Assessments
Die Ergebnisse des Automation Assessments bei Electrolux
zeigen, dass durch die Nutzung wirtschaftlicher Automati sie -
rungslösungen ohne notwendige Produktdesignanpassungen
eine Steigerung des Automatisierungsgrads bis zu 15 Prozent
und Mitarbeitereinsparung bis zu 10 Prozent pro Fabrik mög-
lich ist. Zudem kann unter Anwendung der Ansätze des Design
for Automation eine zusätzliche Mitarbeitereinsparung von bis
zu 20 Prozent bzw. in Summe maximal 30 Prozent erreicht
werden. Weitere Potenziale
liegen in der Erhöhung der
Qualität und Produktivität
sowie der Sicherung der
Wettbewerbs fähig keit durch
eine hohe Varianten- und
Stückzahlflexibilität.
Industrie 4.0
Bereits heute und in Zu kunft
wird sich Electrolux den
Heraus forderungen der
Digitalisierung stellen müssen.
Wichtige Be reiche sind
neben der Fertigung und
Montage sicherlich auch die
Intralogistik und Supply
Chain der Produk tionsnetz -
werke. Im Kontext von
Industrie 4.0 werden neue
Möglich keiten der Leistungs -
opti mierung und Über wach ung in Ferti gungs- und Montage -
pro zessen sowie Instandhal tungs unter stüt zung gegeben.
Potenzielle Prozesse dafür sind bei der Herstellung von Haus -
geräten u.a. Spritzgießen, Stanzen, Schäumen, Thermisches
Verformen, Emaillieren und Kleben.
Veranstaltungstipp
Fabrik- und Erweiterungsplanung
Der Weg zu zukunftsfähigen Werk- und Produktionsstrukturen
8. und 9. November 2017
Themen
• Wertstrom in der Fabrikplanung
• Zahlreiche effiziente Analysemethoden
• Systematisches Planungsvorgehen zur Konzepterstellung
• Nutzen von Ideallayouts
• Entwicklung von Reallayoutvarianten
• Flächenoptimierung bei der Fabrikplanung
• Anwendung einfacher Planungswerkzeuge
• Erfahrungen aus Industrieprojekten mit zahlreichen Beispielen
Kontakt
Dr. Klaus Erlach
Telefon +49 711 970-1293
Buchungsnummer
FP_FWP_171108
Anmeldung und weitere Informationen
www.stuttgarter-produktionsakademie.de
18 FuE interaktiv 2|2017
Autoren
Philipp Holtewert
Projektleiter Fertigungssystemplanung | Fraunhofer IPA
Frank Börkey
VP Operations Home Care & SDA | Electrolux AB
Kontakt
Timo Denner
Telefon +49 711 970-1082 | [email protected]
n
20 FuE interaktiv 2|2017 interaktiv 2|2017 FuE 21
Gewachsene Fabrikstrukturen erschweren Produktivitäts- und
Durchlaufzeitziele zu erreichen. Symptome, die auf inneffiziente
Fabrikstrukturen hinweisen, sind hohe Bestände in der Produk -
tion, Fehlteile, Suchaufwände und großer Transportaufwand.
Der hohe Gemeinkostenanteil und schlechte Produktivitäts -
kennzahlen vieler Betriebe zeigen eindeutig, welche Poten ziale
in den Fabriken schlummern.
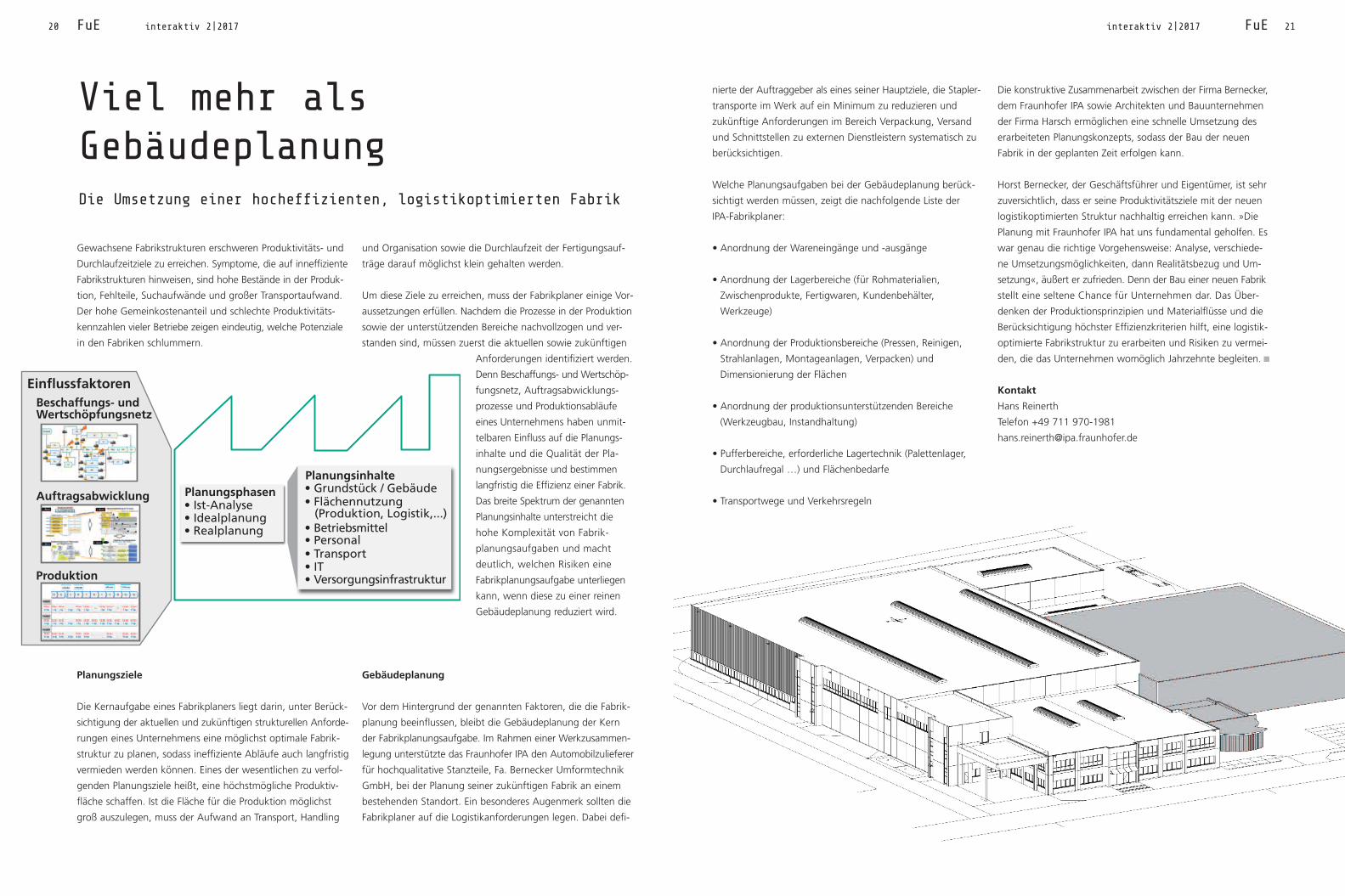
Planungsziele
Die Kernaufgabe eines Fabrikplaners liegt darin, unter Berück -
sichtigung der aktuellen und zukünftigen strukturellen Anfor de -
rungen eines Unternehmens eine möglichst optimale Fabrik -
struktur zu planen, sodass ineffiziente Abläufe auch langfristig
vermieden werden können. Eines der wesentlichen zu verfol-
genden Planungsziele heißt, eine höchstmögliche Produktiv -
fläche schaffen. Ist die Fläche für die Produktion möglichst
groß auszulegen, muss der Aufwand an Transport, Handling
und Organisation sowie die Durchlaufzeit der Fertigungsauf -
träge darauf möglichst klein gehalten werden.
Um diese Ziele zu erreichen, muss der Fabrikplaner einige Vor -
aussetzungen erfüllen. Nachdem die Prozesse in der Produk tion
sowie der unterstützenden Bereiche nachvollzogen und ver-
standen sind, müssen zuerst die aktuellen sowie zukünftigen
Anfo r derungen identifiziert werden.
Denn Beschaffungs- und Wert schöp-
f ungs netz, Auftragsabwick lung s -
prozesse und Pro duktions abläufe
eines Unter nehmens haben unmit-
telbaren Ein fluss auf die Planungs -
inhalte und die Qualität der Pla -
nungs ergebnisse und bestimmen
langfristig die Effizienz einer Fabrik.
Das breite Spektrum der genannten
Planungsinhalte unter streicht die
hohe Komplexität von Fabrik -
planungs aufgaben und macht
deutlich, welchen Risiken eine
Fabrikplanungs auf gabe unterliegen
kann, wenn diese zu einer reinen
Gebäude planung reduziert wird.
Gebäudeplanung
Vor dem Hintergrund der genannten Faktoren, die die Fabrik -
planung beeinflussen, bleibt die Gebäudeplanung der Kern
der Fabrikplanungsaufgabe. Im Rahmen einer Werkzusam men -
legung unterstützte das Fraunhofer IPA den Automobilzu lieferer
für hochqualitative Stanzteile, Fa. Bernecker Umformtechnik
GmbH, bei der Planung seiner zukünftigen Fabrik an einem
bestehenden Standort. Ein besonderes Augenmerk sollten die
Fabrikplaner auf die Logistikanforderungen legen. Dabei defi-
n
Die konstruktive Zusammenarbeit zwischen der Firma Bernecker,
dem Fraunhofer IPA sowie Architekten und Bauunternehmen
der Firma Harsch ermöglichen eine schnelle Umsetzung des
erarbeiteten Planungskonzepts, sodass der Bau der neuen
Fabrik in der geplanten Zeit erfolgen kann.
Horst Bernecker, der Geschäftsführer und Eigentümer, ist sehr
zuversichtlich, dass er seine Produktivitätsziele mit der neuen
logistikoptimierten Struktur nachhaltig erreichen kann. »Die
Planung mit Fraunhofer IPA hat uns fundamental geholfen. Es
war genau die richtige Vorgehensweise: Analyse, verschiede-
ne Umsetzungsmöglichkeiten, dann Realitätsbezug und Um -
setzung«, äußert er zufrieden. Denn der Bau einer neuen Fabrik
stellt eine seltene Chance für Unternehmen dar. Das Übe r -
denken der Produktionsprinzipien und Materialflüsse und die
Berücksichtigung höchster Effizienzkriterien hilft, eine logistik-
optimierte Fabrikstruktur zu erarbeiten und Risiken zu vermei-
den, die das Unternehmen womöglich Jahrzehnte begleiten.
Kontakt
Hans Reinerth
Telefon +49 711 970-1981
Viel mehr alsGebäudeplanungDie Umsetzung einer hocheffizienten, logistikoptimierten Fabrik
EinflussfaktorenBeschaffungs- und Wertschöpfungsnetz
Auftragsabwicklung
PlanungsinhaltePlanungsphasen• Ist-Analyse
• Grundstück / Gebäude• Flächennutzung (Produktion, Logistik,...)• Betriebsmittel• Personal• Transport• IT• Versorgungsinfrastruktur
• Idealplanung• Realplanung
Produktion
nierte der Auftraggeber als eines seiner Hauptziele, die Stapler -
transporte im Werk auf ein Minimum zu reduzieren und
zukünftige Anforderungen im Bereich Verpackung, Versand
und Schnittstellen zu externen Dienstleistern systematisch zu
berücksichtigen.
Welche Planungsaufgaben bei der Gebäudeplanung berück-
sichtigt werden müssen, zeigt die nachfolgende Liste der
IPA-Fabrikplaner:
• Anordnung der Wareneingänge und -ausgänge
• Anordnung der Lagerbereiche (für Rohmaterialien,
Zwischen produkte, Fertigwaren, Kundenbehälter,
Werkzeuge)
• Anordnung der Produktionsbereiche (Pressen, Reinigen,
Strahlanlagen, Montageanlagen, Verpacken) und
Dimensionierung der Flächen
• Anordnung der produktionsunterstützenden Bereiche
(Werkzeugbau, Instandhaltung)
• Pufferbereiche, erforderliche Lagertechnik (Palettenlager,
Durchlaufregal …) und Flächenbedarfe
• Transportwege und Verkehrsregeln

22 Interview interaktiv 2|2017
Elektror airsystems gmbh ist einer der international füh-
renden Hersteller von Industrieventilatoren und Seiten -
kanalverdichtern an zwei Produktionsstandorten. Eine
neue Lackieranlage und eine neue Blechbearbeitung
machten eine Erweiterung der Fabrik in Waghäusel not-
wendig. Das Fraunhofer IPA plante zusammen mit
Elektror die ganzheitliche Erweiterung des Werks. IPA-
Projektleiter Hans Reinerth sprach für Interaktiv mit
dem Werkleiter Markus Fuchs.
Herr Fuchs, was hat sich an Ihrer neu gestalteten Fabrik
verändert? Was ist das Besondere an ihr?
Die bestehende Halle und der Neubau sind zu einer 10 000 m²
Halle zusammengewachsen. Somit gibt es keine zwei unter-
schiedlichen Hallen mehr, sondern eine Halle mit einem Kon -
zept, auch wenn sich beide von außen unterscheiden. Diese
besticht durch ihre klare Struktur: Wege mit reichlich Platz -
ange bot, überall erkennbare und gekennzeichnete Park- und
Stellplätze für Logistikequipment, Rohmaterial und Fertig pro -
dukte. Jetzt können wir Maschinen und Anlagen einfacher
und schneller warten. So wurden beispielsweise alle Schalt -
schränke auf Galerien über den Anlagen positioniert und sind
leicht erreichbar. Die Halle kann dadurch für Maschinen und
Logistik vollumfänglich genutzt werden.
Die Wände sind in einem hellen Weiß gehalten, sodass viel
Tageslicht auf die Arbeitsplätze der Mitarbeiter fällt. Eine Photo -
voltaik-Anlage auf dem Dach, ein Blockheizkraftwerk und spar -
same Beleuchtung in Form von LED passen sehr gut zu unserem
ständigen Drang nach Kosteneinsparung und dem Wunsch,
der Umwelt etwas Gutes zu tun. Noch freie vorhandene Grund -
stücksflächen werden demnächst für ein weiteres Photovoltaik -
feld genutzt und zu einem späteren Zeitpunkt aufs Dach eines
zweiten Neubaus gesetzt.
Durch die klaren Strukturen wurde nach kurzer Zeit ein Produk -
tivitätsgewinn von bis zu 20 Prozent realisiert. Die Arbeits -
sicher heit wurde erhöht und die körperliche Entlastung der
Mitarbeiter weiter verbessert. Wir haben überall Hebehilfen,
Kräne, Pausenzonen etc. eingerichtet.
Was waren die größten Herausforderungen bei der Um set zung
des IPA-Planungsergebnisses?
Der Produktionsbetrieb wurde nie unterbrochen. Es gab kei-
nen Produktionsstillstand. Obwohl die Belastungen der Mit -
arbeiter durch Lärm, Staub, Einhaltung der Arbeitssicherheit
etc. beim Neu-und Umbau recht hoch waren. Neben dem
Bauprojekt hatten natürlich alle Beteiligten ihr Tagesgeschäft
zu bewältigen. Es wurden viele Überstunden geleistet. Mit der
Inbetriebnahme waren dann jedoch alle sehr zufrieden und
motiviert, ein solches Projekt noch einmal anzugehen.
Welche Veränderungen sind in der unternehmensinternen
Logistik umgesetzt worden?
Vor der Realisierung des Neubaus hatten wir eine Tages pla nung
der Vorproduktion, Kommissionierung, Montage und dem Ver -
sand. Diese Tagesplanung wurde durch ein MES-Light-System
soweit verbessert, dass wir die Prozesse trotz einer »Ein-Stück-
Produktion« in genau getakteter Sequenz durchlaufen. Kein
Material wird gesucht, alles hat seinen Platz und ist übersicht-
lich sortiert. Die Geschwindigkeit der Kommissionierung wurde
deutlich verbessert. Routenzüge bringen taktgenau die Ware
an die Montageinseln. Ohne den gewonnenen Platz wäre dies
nicht möglich gewesen. Die Mitarbeiter sehen die Verfügbar -
interaktiv 2|2017 Interview 23
keit ihrer benötigten Artikel an Displays in der Montage. Eine
Liefertreue von deutlich mehr als 90 Prozent ist das Ergebnis.
Welches war das größte Aha-Erlebnis während der Planungs -
phase?
In der Planung war bei Elektror alles auf die neue Logistik, die
Lackieranlage und mögliche Potenziale ausgerichtet. Das größte
Aha-Erlebnis hatten wir, als wir über eine mögliche spätere Er -
weiterung des Neubaus sprachen. Da sind schon einige Stunden
in die Diskussionen gelaufen. Und es war gut so! Denn heute,
nach fast 3 Jahren Produktion, würden wir die Halle wieder so
planen. Wir sind in der Lage, an die Neubauhalle eine weitere
Produktions- oder eine Logistikhalle anzudocken. Beide Mö g lich -
keiten sind geprüft, ausdiskutiert und geplant. Einen Schritt
weiter zu denken zahlt sich aus.
Welche Rolle spielt Wandlungsfähigkeit?
Eine sehr große! Sehr schnell haben wir nur durch diese Neu -
bau-Investition weitere Potenziale in der Produktion erkannt.
Nur um einige wenige Möglichkeiten und laufende Projekte
zu nennen: Industrie 4.0, Anbindung der Transportlogistik an
»Nach fast drei Jahren Produktion, würden wir dieHalle wieder so planen«
Elektror airsystems gmbh
Elektror stellt Radial- und Axialventilatoren her sowie Seiten -
kanal verdichter. Die verwendeten Werkstoffe Aluminiumguss,
Stahl und Edelstahl sowie der sehr breite Leistungsbereich er -
möglichen den Einsatz von Elektror-Produkten in zahlreichen
industriellen lufttechnischen Prozessen. In seinem Stammhaus
in Ostfildern (Land kreis Esslingen), an zahlreichen internationa-
len Vertriebsstand orten sowie an den Produktionsstandorten
Waghäusel (D) und Chorzów (PL) sind rund 300 Mitarbeiter
beschäftigt. Elektror investiert permanent in neueste Techniken
und Produktions verfahren. Durch exakt aufeinander abge-
stimmte Prozesse kann der Hersteller kurze Lieferzeiten ab
Stückzahl 1 garantieren.
Weitere Informationen: https://www.elektror.de
das ERP-System, Visualisierung der Tagesproduktion, Schwach -
stellenanalyse durch Vernetzung der Prozesse. Wir waren schon
sehr gut unterwegs in der Mitarbeiterentwicklung. Aber mit
dem Neubau wurde die interne und externe Schulung von Mit -
arbeitern noch einmal verstärkt. Schließlich müssen die Mit -
arbeiter mit der Geschwindigkeit der Unternehmens entwick -
lung Schritt halten können.
In Ihrer Produktion findet sich ja ein klassisches »Fabrik monu -
ment« – die Lackieranlage. Wie wurde diese eingebunden?
Das war ein Projekt im Projekt. Wir wollten die neue Lackier -
anlage für die nächsten 10 Jahre so dimensionieren, dass Um -
bauten oder eine Erweiterung wegen des großen bevorstehen -
den Wachstums bei Elektror nicht notwendig werden. Wir
können ohne Probleme den Umsatz verdoppeln und haben
dann sogar noch freie Schichtkapazitäten. Die neue Lackier -
anlage ist in unserem Umweltprogramm voll mit eingebunden.
Ebenfalls wurde die Arbeitssicherheit für die Mitarbeiter deut-
lich erhöht. Natürlich wird auch ständig etwas an der Anlage
verbessert, um zum Beispiel die Abfälle von Filter oder Lack -
mengen zu reduzieren. Das ist jedoch Alltag bei Elektror. n
Quelle: www.basearchitekten.com, Foto: Frank Aussieker
interaktiv 2|2017 FuE 2524 FuE interaktiv 2|2017
n
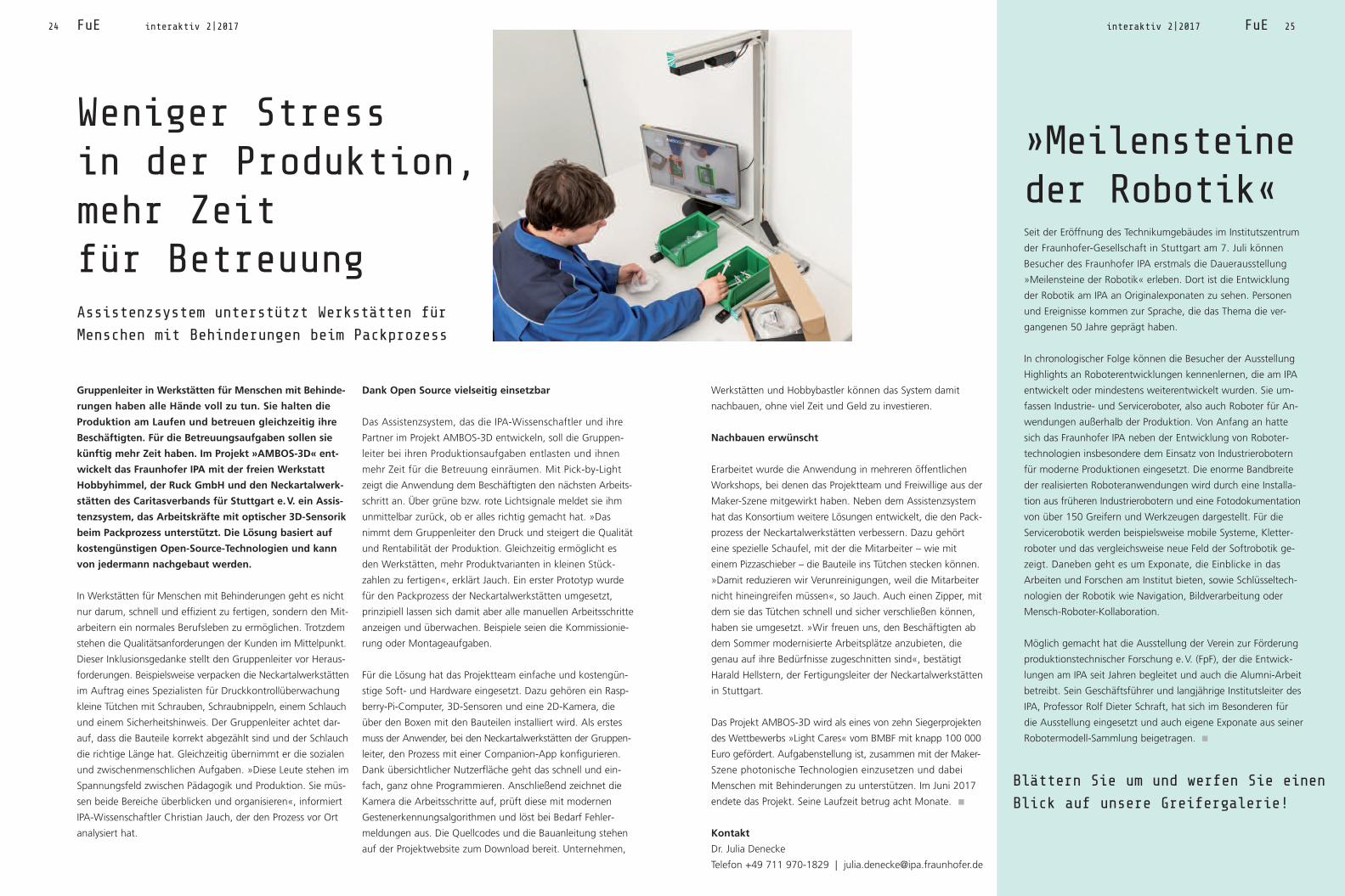
Gruppenleiter in Werkstätten für Menschen mit Behinde -
rungen haben alle Hände voll zu tun. Sie halten die
Produktion am Laufen und betreuen gleichzeitig ihre
Beschäftigten. Für die Betreuungsaufgaben sollen sie
künftig mehr Zeit haben. Im Projekt »AMBOS-3D« ent-
wickelt das Fraunhofer IPA mit der freien Werkstatt
Hobbyhimmel, der Ruck GmbH und den Neckartalwerk -
stätten des Caritasverbands für Stuttgart e.V. ein Assis -
tenzsystem, das Arbeitskräfte mit optischer 3D-Sensorik
beim Packprozess unterstützt. Die Lösung basiert auf
kostengünstigen Open-Source-Technologien und kann
von jedermann nachgebaut werden.
In Werkstätten für Menschen mit Behinderungen geht es nicht
nur darum, schnell und effizient zu fertigen, sondern den Mit -
arbeitern ein normales Berufsleben zu ermöglichen. Trotzdem
stehen die Qualitätsanforderungen der Kunden im Mittel punkt.
Dieser Inklusionsgedanke stellt den Gruppenleiter vor Heraus -
forderungen. Beispielsweise verpacken die Neckartalwerk stätten
im Auftrag eines Spezialisten für Druckkontrollüberwachung
kleine Tütchen mit Schrauben, Schraubnippeln, einem Schlauch
und einem Sicherheitshinweis. Der Gruppenleiter achtet dar-
auf, dass die Bauteile korrekt abgezählt sind und der Schlauch
die richtige Länge hat. Gleichzeitig übernimmt er die sozialen
und zwischenmenschlichen Aufgaben. »Diese Leute stehen im
Spannungsfeld zwischen Pädagogik und Produktion. Sie müs-
sen beide Bereiche überblicken und organisieren«, informiert
IPA-Wissenschaftler Christian Jauch, der den Prozess vor Ort
analysiert hat.
Dank Open Source vielseitig einsetzbar
Das Assistenzsystem, das die IPA-Wissenschaftler und ihre
Partner im Projekt AMBOS-3D entwickeln, soll die Gruppen -
leiter bei ihren Produktionsaufgaben entlasten und ihnen
mehr Zeit für die Betreuung einräumen. Mit Pick-by-Light
zeigt die Anwendung dem Beschäftigten den nächsten Arbeits -
schritt an. Über grüne bzw. rote Lichtsignale meldet sie ihm
unmittelbar zurück, ob er alles richtig gemacht hat. »Das
nimmt dem Gruppenleiter den Druck und steigert die Qualität
und Rentabilität der Produktion. Gleichzeitig ermöglicht es
den Werkstätten, mehr Produktvarianten in kleinen Stück -
zahlen zu fertigen«, erklärt Jauch. Ein erster Prototyp wurde
für den Packprozess der Neckartalwerkstätten umgesetzt,
prinzipiell lassen sich damit aber alle manuellen Arbeitsschritte
anzeigen und überwachen. Beispiele seien die Kommissio nie -
rung oder Montageaufgaben.
Für die Lösung hat das Projektteam einfache und kostengün-
stige Soft- und Hardware eingesetzt. Dazu gehören ein Rasp -
berry-Pi-Computer, 3D-Sensoren und eine 2D-Kamera, die
über den Boxen mit den Bauteilen installiert wird. Als erstes
muss der Anwender, bei den Neckartalwerkstätten der Gruppen -
leiter, den Prozess mit einer Companion-App konfigurieren.
Dank übersichtlicher Nutzerfläche geht das schnell und ein-
fach, ganz ohne Programmieren. Anschließend zeichnet die
Kamera die Arbeitsschritte auf, prüft diese mit modernen
Gestenerkennungsalgorithmen und löst bei Bedarf Fehler -
meldungen aus. Die Quellcodes und die Bauanleitung stehen
auf der Projektwebsite zum Download bereit. Unternehmen,
Werkstätten und Hobbybastler können das System damit
nachbauen, ohne viel Zeit und Geld zu investieren.
Nachbauen erwünscht
Erarbeitet wurde die Anwendung in mehreren öffentlichen
Workshops, bei denen das Projektteam und Freiwillige aus der
Maker-Szene mitgewirkt haben. Neben dem Assistenzsystem
hat das Konsortium weitere Lösungen entwickelt, die den Pack -
prozess der Neckartalwerkstätten verbessern. Dazu ge hört
eine spezielle Schaufel, mit der die Mitarbeiter – wie mit
einem Pizzaschieber – die Bauteile ins Tütchen stecken können.
»Damit reduzieren wir Verunreinigungen, weil die Mitarbeiter
nicht hineingreifen müssen«, so Jauch. Auch einen Zipper, mit
dem sie das Tütchen schnell und sicher verschließen können,
haben sie umgesetzt. »Wir freuen uns, den Beschäftigten ab
dem Sommer modernisierte Arbeitsplätze anzubieten, die
genau auf ihre Bedürfnisse zugeschnitten sind«, bestätigt
Harald Hellstern, der Fertigungsleiter der Neckartalwerkstätten
in Stuttgart.
Das Projekt AMBOS-3D wird als eines von zehn Siegerprojekten
des Wettbewerbs »Light Cares« vom BMBF mit knapp 100 000
Euro gefördert. Aufgabenstellung ist, zusammen mit der Maker-
Szene photonische Technologien einzusetzen und dabei
Menschen mit Behinderungen zu unterstützen. Im Juni 2017
endete das Projekt. Seine Laufzeit betrug acht Monate.
Kontakt
Dr. Julia Denecke
Telefon +49 711 970-1829 | [email protected]
»Meilensteineder Robotik«Seit der Eröffnung des Technikumgebäudes im Institutszentrum
der Fraun hofer-Gesellschaft in Stuttgart am 7. Juli können
Besucher des Fraunhofer IPA erstmals die Dauerausstellung
»Meilensteine der Robotik« erleben. Dort ist die Entwicklung
der Robotik am IPA an Originalexponaten zu sehen. Personen
und Ereignisse kommen zur Sprache, die das Thema die ver-
gangenen 50 Jahre geprägt haben.
In chronologischer Folge können die Besucher der Ausstellung
Highlights an Roboterentwicklungen kennenlernen, die am IPA
ent wickelt oder mindestens weiterentwickelt wurden. Sie um -
fassen Industrie- und Serviceroboter, also auch Roboter für An -
wendungen außerhalb der Produktion. Von Anfang an hatte
sich das Fraunhofer IPA neben der Entwicklung von Roboter -
technologien insbesondere dem Einsatz von Industrierobotern
für moderne Produktionen eingesetzt. Die enorme Bandbreite
der realisierten Roboteranwendungen wird durch eine Installa -
tion aus früheren Industrierobotern und eine Fotodokumentation
von über 150 Greifern und Werkzeugen dargestellt. Für die
Servicerobotik werden beispielsweise mobile Systeme, Kletter -
roboter und das vergleichsweise neue Feld der Softrobotik ge -
zeigt. Daneben geht es um Exponate, die Einblicke in das
Arbeiten und Forschen am Institut bieten, sowie Schlüssel tech -
no logien der Robotik wie Navigation, Bildverarbeitung oder
Mensch-Roboter-Kollaboration.
Möglich gemacht hat die Ausstellung der Verein zur Förderung
produktionstechnischer Forschung e.V. (FpF), der die Entwick -
lungen am IPA seit Jahren begleitet und auch die Alumni-Arbeit
betreibt. Sein Geschäftsführer und langjährige Institutsleiter des
IPA, Professor Rolf Dieter Schraft, hat sich im Besonderen für
die Ausstellung eingesetzt und auch eigene Exponate aus seiner
Robotermodell-Sammlung beigetragen.
Weniger Stress in der Produktion, mehr Zeit für BetreuungAssistenzsystem unterstützt Werkstätten für
Menschen mit Behinderungen beim Packprozess
n
Blättern Sie um und werfen Sie einen
Blick auf unsere Greifergalerie!

interaktiv 2|2017 FuE 29
Wettbewerbe oder Challenges sind eine wertvolle Methode in
der europäischen Forschungslandschaft geworden, um Tech -
no logien auf ein neues Level zu bringen und von multidiszipli-
nären und international besetzten Expertenteams zu profitieren.
Einer der bekanntesten für die Robotik ist das Forschungs pro -
jekt EuRoC. Je fünf Teams arbeiten an Anwendungen für
Montage, Logistik und Manipulation sowie Fabrikinspektion.
In der ersten Wettbewerbsphase ging es darum, die Simu la tion
einer Anwendung zu entwickeln. Von ursprünglich 103 interes-
sierten Teams reichten schließlich 49 ein Proposal für einen der
drei Anwendungsbereiche ein. Hiervon wurden für Runde eins
15 Teams pro Anwendungsbereich ausgewählt. In die zweite
Runde kamen dann je fünf und erhielten eine Förderung von
375 000 Euro. In dieser zweiten Phase bekamen die Teams
Zugang zu führenden Robotikplattformen und Unterstützung
bei der Lösungsentwicklung von den gastgebenden Einrich -
tun gen, darunter das Fraunhofer IPA, das Deutsche Zentrum
für Luft- und Raumfahrt sowie die ETH Zürich. Während des
Workshops am IPA stellten die Teams ihre Lö sun gen vor und
beantworteten Fragen einer Jury aus führenden europäischen
Robotikexperten. Sechs Entwicklungen haben es in die letzte
Runde geschafft und erhalten noch einmal je 210 000 Euro
Förderung.
Die IPA-Wissenschaftler sind über ihre Rolle als betreuende
Experten hinaus in EuRoC auch wissenschaftlich eingebunden,
allerdings außerhalb der konkurrierenden Teams. So entwickelte
Bernd Winkler, Mitarbeiter in der Abteilung Roboter- und
Assistenzsysteme, eine neue Form der Roboterprogrammie rung.
Bisher erfolgt das Programmieren mithilfe aufwendiger und
vor allem wenig intuitiver Verfahren. Beispielsweise muss der
Programmierer die einzelnen Positionen mithilfe eines Welt -
koordinatensystems, also den drei Dimensionen oder Achsen
x,y und z, bestimmen. Hierfür muss er wiederholt die räumliche
Anordnung von Roboter und Werkstück auf das Weltkoordi -
natensystem übertragen. Die Lösung »VisualCue« vereinfacht
das Programmieren eines Roboters, indem sie dem Program -
mierer mithilfe von Sensoren am Roboter ein Bild bietet, das
dem Programmierer genau anzeigt, was der Roboter »sieht«.
Die graphische Bedienoberfläche der Software zeigt zudem
das zu bearbeitende Werkstück an und der Programmierer
kann mit der Maus Punkte oder Kanten für die Bearbeitung
auswählen. Anwender können damit die Roboterpro grammie -
rung effizienter und intuitiver umsetzen.
Insofern ermöglicht das EuRoC-Projekt dem Fraunhofer IPA
sowohl durch die beratende Tätigkeit als auch die technische
Beteiligung, Robotikanwendungen auf höchstem Niveau zu
begleiten, selbst mitzugestalten und in industrielle Anwen -
dungen zu überführen.
Kontakt
Bernd Winkler
Telefon +49 711-970 1218
Weitere Informationen
http://www.euroc-project.eu
Europäischer Robotik -wettbewerb geht in dieentscheidende Phase
28 FuE interaktiv 2|2017
Im vergangenen Mai trafen sich Teams aus Forschern, Systemintegratoren und Anwendern am Fraunhofer IPA und
stellten im Rahmen der Europäischen Robotics Challenge EuRoC innovative Robotiktechnologien vor. 6 von 15
Teams haben es in die finale Runde geschafft. Das IPA betreut seit Projektbeginn 2014 alle Teams, die zum Thema
Montage arbeiten, in technischen Fragen und entwickelt auch selbst eine neue Form der Roboterprogrammierung
für Montageanwendungen.
Quelle: EuRoC/Team FLAAIR
In die letzte Runde sind sechs Entwicklungen gekommen:
• Ein kooperierendes und konfigurierbares Robotersystem für
das Be- und Entladen von Paletten in CNC-Fräsmaschinen
(Team PIROS)
• Eine flexible, für Mensch-Roboter-Kooperation geeignete
Montageanwendung für die Automobilproduktion
(Team FLAAIR)
• Das roboterbasierte Greifen zur Bestellvorbereitung
in Warenlagern (Team RSAll)
• Das autonome Beschicken von Verpackungsmaschinen
mit Rohbauteilen (Team TIMAIRIS)
• Die visionbasierte Navigation von Mikrodrohnen für
Inspektionsaufgaben (Team TUM Flyers)
• Ein fliegender robotischer Co-Worker für die Instandhaltung
von Fabrikanlagen (Team GRV-CATEC)
n
§§Robotersysteme werden dank innovativer Technologien
wie Verfahren zum maschinellen Lernen intelligenter
und leistungsfähiger. Dies kann neue Fragen hinsichtlich
rechtlicher, ethischer und sozioökonomischer Faktoren
aufwerfen. Das Europaparlament hat sich in den letzten
Monaten mit dieser Debatte beschäftigt und eine Re so -
lution mit Vorschlägen zum Einsatz und Umgang mit
Robotik veröffentlicht. Die Reaktionen darauf sind viel-
fältig.
Der »smarte« Roboter von morgen, der nicht mehr hinter Sicher -
heitszäunen im Fabrikumfeld agiert, steht im Fokus der aktu-
ellen Debatte um Produktionsautomatisierung und Indus trie 4.0.
Zudem ist er laut der im Februar vom europäischen Parlament
vorgelegten Resolution »Zivilrechtliche Regelungen im Bereich
Robotik« in Umfeldern im Einsatz, die nicht speziell auf die
Maschine ausgelegt sind, beispielsweise in öffentlichen Ge -
bäuden oder im privaten Umfeld. Er agiert autonom, bietet
physische Unte rstützung, passt sein Verhalten und seine
Aktionen der Um welt an und lernt gegebenenfalls aus Erfah -
rungen sowie durch Interaktion. Explizit erwähnt die Resolu -
tion Roboter systeme für den autonomen Transport wie Autos
oder Drohnen, Assistenz- und Medizinroboter sowie Roboter,
die Verseh run gen am oder im menschlichen Körper behandeln,
darunter robotergesteuerte Prothesen oder Roboter, die be -
schädigte Organe reparieren oder ersetzen könnten.
Das EU-Parlament hat die Resolution am 16. Februar 2017 mit
451 Ja-, 138 Nein-Stimmen und 20 Enthaltungen verabschie-
det. Bereits seit 2015 beschäftigte sich eine Arbeitsgruppe im
Parlament unter Leitung der stellvertretenden Vorsitzenden
des parlamentarischen Rechtsausschusses Mady Delvaux mit
den Inhalten und bezog mehrere Fachleute in die Erstellung
mit ein. Die EU-Kommission hat die gesetzgebende Initiative,
aber das Europäische Parlament kann die Kommission bitten,
auch einen Gesetzesvorschlag einzureichen. Dieser ist aller-
dings nicht bindend.
Überlegungen zur Ethik
Die drei Hauptthemen der Resolution sind Ethik, Haftung und
sozioökonomische Aspekte. Vorschläge für ethische Richt linien
adressieren zum einen Entwickler. So sollten alle Aktionen, die
Robotersysteme ausführen können, jederzeit umkehrbar sein.
Zudem sollten Entwickler einer umfassenden »Rechenschafts -
pflicht« unterliegen: Die Resolution empfiehlt, dass »Robotik -
ingenieure für die möglichen sozialen, ökologischen und ge -
sundheitlichen Folgen ihrer Robotik-Forschung für die heutige
und für künftige Generationen zur Rechenschaft gezogen
werden können«.
Ferner werden Ausschüsse für ethische Fragen in der For schung
vorgeschlagen. Einrichtungen wie die Fraunhofer-Institute be -
nötigten dann einen unabhängigen und nicht nur mit Ingen i -
euren besetzten Ausschuss, der die stattfindende Forschung
bewertet. Die Ethik-Vorschläge adressieren zudem Designer,
die beispielsweise sicherstellen sollten, dass ein Roboter auch
als solcher erkennbar ist. Nutzer sind unter anderem dazu
angehalten, einen Roboter nicht als Waffe einzusetzen.
Haftungsfragen und sozioökonomische Auswirkungen
Bestehende Maßnahmen zur Haftung sehen entweder den
Hersteller oder den Nutzer in der Verantwortung, falls ein
Schaden entsteht. Zunehmend »autonome« Systeme könnten
jedoch selbstständig Entscheidungen treffen, die sich der Kon -
trolle sowohl des Herstellers als auch des Nutzers entziehen,
so die Überlegungen des EU-Parlaments. Aus diesem Grund
schlägt die Resolution den Status einer »elektronischen Person«
oder »Persönlichkeit« für Roboter vor. Damit verbunden wäre
ein neues Versicherungssystem ähnlich dem für Autos. Jeder
Roboter sollte hierfür auf EU-Ebene registriert sein.
Der dritte Themenkomplex der Resolution beschäftigt sich mit
sozioökonomischen Auswirkungen, die der zunehmende Ein -
satz von Robotern haben kann. Dieser ist besonders im Kon -
text der voranschreitenden Digitalisierung zu sehen. So plä-
diert auch das EU-Parlament dafür, den Jobmarkt intensiv zu
interaktiv 2|2017 FuE 31
beobachten und Trends und Bedarfe frühzeitig zu erkennen,
sei es in Bezug auf neue geforderte Fähigkeiten, veränderte
oder ganz neue Berufsbilder, lebenslanges Lernen oder auch
mögliche Verschiebungen zwischen bestimmten Lohngruppen.
Vielfältige Reaktionen
Die Resolution erfuhr viel mediale Aufmerksamkeit. Zu beach-
ten ist in diesem Kontext auch, dass mehrere Länder, darunter
Frankreich, und Organisationen wie der größte Berufsverband
der Ingenieure IEEE ähnliche Fragen diskutieren, was die Be -
deutung des Themas unterstreicht. Entsprechend begrüßens-
wert sind die Aktivitäten des EU-Parlaments, weil sie wichtige
Debatten anstoßen.
Gleichwohl gibt es bezüglich einiger Inhaltspunkte Diskussions -
bedarf. Dies zeigen die Positionspapiere mehrerer Verbände,
darunter EUnited Robotics als europäischer Interessenverband
der produzierenden Industrie und euRobotics, der Robotik -
hersteller, -wissenschaftler und -anwender vertritt. Auch das
Fraunhofer IPA hat hierzu beigetragen, zudem engagierte sich
das Institut auf dem Europäischen Robotikforum im März und
suchte in einem Workshop den Dialog mit allen Interessierten,
um möglichst viele Meinungen für das Positionspapier von
euRobotics in einer konsolidierten Stellungnahme berücksich-
tigen zu können.
Offene Fragen
Den Einstieg in die Resolution mit Bezug zum fiktionalen
»Frankenstein« sahen bereits viele kritisch, da dies Klischees
betone, die von der realen Robotik weit entfernt seien. Auch
stelle sich die Frage, inwieweit sich sinnvoll einheitliche Ge -
setze für so verschiedene Systeme wie autonom fahrende Autos
und Medizinroboter einführen lassen. Hinzu kommt, dass die
Resolution nicht immer klar zwischen Begriffen wie Robotern,
künstlicher Intelligenz und Software unterscheide. Stattdessen
sei eine realistische Robotikdefinition, unter anderem basie-
rend auf bestehenden ISO-Vorlagen, wünschenswert, die die
Fähigkeiten aktueller und künftiger Systeme der nächsten 10
bis 15 Jahre, entsprechend dem Zeithorizont der Resolution,
richtig einordne. Auch die oben zitierte Rechenschaftspflicht
des Entwicklers, die weit über die selbst verantwortete Tätig -
keit hinausgehe, überhöhe die Rolle des einzelnen Entwicklers
und gefährde Innovationen.
Insgesamt blieb der Eindruck, dass viele der vorgeschlagenen
Maßnahmen die bereits heute vorhandene Bürokratie unnötig
weiter verstärken würden. Gerade hinsichtlich Haftungsfragen
seien bereits zahlreiche Richtlinien und Normen etabliert, ein
zusätzliches Regelwerk sorge für weitere Komplexität. Statt -
dessen sei es adäquater, die bestehenden Richtlinien an die
neuen smarten Systeme anzupassen. Nicht zuletzt sei generell
zu klären, inwiefern bei verteilten oder vernetzten Systemen
noch ein Roboter allein für etwas haftbar gemacht werden
könne, wenn die Intelligenz zunehmend an das verteilte System
gebunden sei. Ähnliche Fragen kämen auf, wenn Entwickler
Open-Source-Software nutzten, die sie naturgemäß nicht alleine
entwickelt haben.
Insofern bleiben noch viele Fragen zu klären und es gilt, die
Reaktion der EU-Kommission abzuwarten. Das Fraunhofer IPA
als angewandt forschende Einrichtung und Entwickler modern -
ster Robotertechnologien sieht es als entscheidend an, die
europäische Innovationskraft bestmöglich zu fördern und ihre
Konkurrenzfähigkeit gegenüber anderen aufstrebenden Märk -
ten weiter zu stärken. Durch den intensiven Austausch mit
unseren Industriepartnern kennen wir die bestehende Markt -
situation und eventuelle Hemmschwellen für Investitionen.
Diese sollten durch mögliche neue Regularien, die zudem nicht
in Zusammenarbeit mit den direkt Betroffenen entstanden sind,
nicht unnötig weiter erhöht werden.
Weitere Informationen
Die vollständige Resolution ist einsehbar unter:
http://s.fhg.de/pdf-robotik-eu-resolution
Kontakt
Dr. Karin Röhricht
Telefon +49 711 970-3874
30 FuE interaktiv 2|2017
Resolutionen sind Empfehlungen des
EU-Parlaments an die EU-Kommission
IEEE diskutiert ähnliche Fragen
n
EU-Parlament empfiehlt neue Gesetze für die Robotik von Karin Röhricht
Roboter als elektronische Person
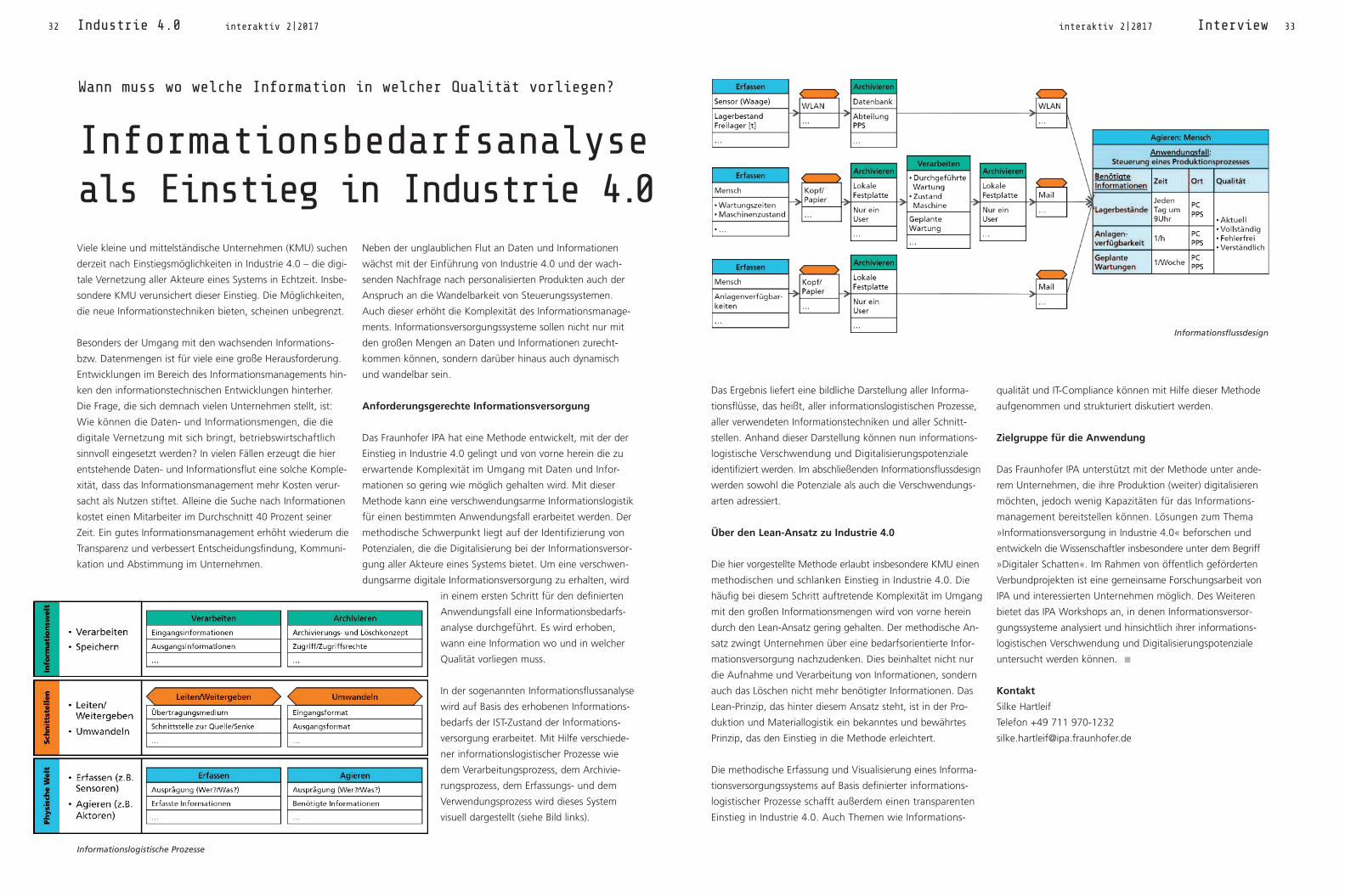
32 Industrie 4.0 interaktiv 2|2017
Viele kleine und mittelständische Unternehmen (KMU) suchen
derzeit nach Einstiegsmöglichkeiten in Industrie 4.0 – die digi-
tale Vernetzung aller Akteure eines Systems in Echtzeit. Insbe -
sondere KMU verunsichert dieser Einstieg. Die Möglich keiten,
die neue Informationstechniken bieten, scheinen unbegrenzt.
Besonders der Umgang mit den wachsenden Informations-
bzw. Datenmengen ist für viele eine große Heraus forderung.
Entwicklungen im Bereich des Informationsmana ge ments hin-
ken den informationstechnischen Entwicklungen hinterher.
Die Frage, die sich demnach vielen Unternehmen stellt, ist:
Wie können die Daten- und Informationsmengen, die die
digi tale Vernetzung mit sich bringt, betriebswirtschaftlich
sinn voll eingesetzt werden? In vielen Fällen erzeugt die hier
ent stehende Daten- und Informationsflut eine solche Komple -
xität, dass das Informationsmanagement mehr Kosten verur-
sacht als Nutzen stiftet. Alleine die Suche nach Informa tionen
kostet einen Mitarbeiter im Durchschnitt 40 Prozent seiner
Zeit. Ein gutes Informationsmanagement erhöht wiederum die
Transparenz und verbessert Entscheidungsfindung, Kommuni -
kation und Abstimmung im Unternehmen.
Neben der unglaublichen Flut an Daten und Informationen
wächst mit der Einführung von Industrie 4.0 und der wach-
senden Nachfrage nach personalisierten Produkten auch der
Anspruch an die Wandelbarkeit von Steuerungssystemen.
Auch dieser erhöht die Komplexität des Informationsmanage -
ments. Informationsversorgungssysteme sollen nicht nur mit
den großen Mengen an Daten und Informationen zurecht-
kommen können, sondern darüber hinaus auch dynamisch
und wandelbar sein.
Anforderungsgerechte Informationsversorgung
Das Fraunhofer IPA hat eine Methode entwickelt, mit der der
Einstieg in Industrie 4.0 gelingt und von vorne herein die zu
erwartende Komplexität im Umgang mit Daten und Infor -
ma tionen so gering wie möglich gehalten wird. Mit dieser
Methode kann eine verschwendungsarme Informationslogistik
für einen bestimmten Anwendungsfall erarbeitet werden. Der
methodische Schwerpunkt liegt auf der Identifizierung von
Potenzialen, die die Digitalisierung bei der Informationsversor -
gung aller Akteure eines Systems bietet. Um eine verschwen-
dungsarme digitale Informationsversorgung zu erhalten, wird
in einem ersten Schritt für den definierten
Anwendungsfall eine Informationsbedarfs -
analyse durchgeführt. Es wird erhoben,
wann eine Information wo und in welcher
Qualität vorliegen muss.
In der sogenannten Informationsflussanalyse
wird auf Basis des erhobenen Informations -
bedarfs der IST-Zustand der In formations -
versorgung erarbeitet. Mit Hilfe verschiede-
ner informationslogistischer Prozesse wie
dem Verarbeitungs prozess, dem Archivie -
rungs prozess, dem Erfassungs- und dem
Verwendungsprozess wird dieses System
visuell dargestellt (siehe Bild links).
Wann muss wo welche Information in welcher Qualität vorliegen?
Informationsbedarfsanalyseals Einstieg in Industrie 4.0
interaktiv 2|2017 Interview 33
Das Ergebnis liefert eine bildliche Darstellung aller Informa -
tionsflüsse, das heißt, aller informationslogistischen Prozesse,
aller verwendeten Informationstechniken und aller Schnitt -
stellen. Anhand dieser Darstellung können nun informations-
logistische Verschwendung und Digitalisierungs potenziale
identifiziert werden. Im abschließenden Informa tions fluss design
werden sowohl die Potenziale als auch die Verschwendungs -
arten adressiert.
Über den Lean-Ansatz zu Industrie 4.0
Die hier vorgestellte Methode erlaubt insbesondere KMU einen
methodischen und schlanken Einstieg in Industrie 4.0. Die
häufig bei diesem Schritt auftretende Komplexität im Umgang
mit den großen Informationsmengen wird von vorne herein
durch den Lean-Ansatz gering gehalten. Der methodische An -
satz zwingt Unternehmen über eine bedarfsorientierte Infor -
mationsversorgung nachzudenken. Dies beinhaltet nicht nur
die Aufnahme und Verarbeitung von Informationen, sondern
auch das Löschen nicht mehr benötigter Informationen. Das
Lean-Prinzip, das hinter diesem Ansatz steht, ist in der Pro -
duktion und Materiallogistik ein bekanntes und bewährtes
Prinzip, das den Einstieg in die Methode erleichtert.
Die methodische Erfassung und Visualisierung eines Informa -
tionsversorgungssystems auf Basis definierter informations-
logistischer Prozesse schafft außerdem einen transparenten
Einstieg in Industrie 4.0. Auch Themen wie Informations -
qualität und IT-Compliance können mit Hilfe dieser Methode
aufgenommen und strukturiert diskutiert werden.
Zielgruppe für die Anwendung
Das Fraunhofer IPA unterstützt mit der Methode unter ande-
rem Unternehmen, die ihre Produktion (weiter) digitalisieren
möchten, jedoch wenig Kapazitäten für das Informations -
management bereitstellen können. Lösungen zum Thema
»Informationsversorgung in Industrie 4.0« beforschen und
entwickeln die Wissenschaftler insbesondere unter dem Begriff
»Digitaler Schatten«. Im Rahmen von öffentlich geförderten
Verbundprojekten ist eine gemeinsame Forschungsarbeit von
IPA und interessierten Unternehmen möglich. Des Weiteren
bietet das IPA Workshops an, in denen Informationsver sor -
gungssysteme analysiert und hinsichtlich ihrer informations-
logistischen Verschwendung und Digitalisierungspotenziale
untersucht werden können.
Kontakt
Silke Hartleif
Telefon +49 711 970-1232
Informationslogistische Prozesse
Informationsflussdesign
n

interaktiv 2|2017 Industrie 4.0 3534
Wo Transportwagen alleine fahren
In der geräumigen Innovationsumgebung auf dem Fraunhofer-
Campus in Stuttgart-Vaihingen steht noch alles still. In der
Mitte wartet ein hüfthoher Roboteruntersatz auf Rädern auf
seinen Einsatz. Beladen ist er mit einer schwarzen Kiste mit
Bauteilen. Petra Foith-Förster, die das Applikationszentrum seit
Sommer 2016 leitet, nimmt eine Fernsteuerung in die Hand
und startet das Fahrzeug. Summend wie ein Elektroauto, um -
fährt es eigenständig mehrere Hindernisse und weicht sogar
einem Mitarbeiter aus, der ihm in die Bahn läuft. »Industrie
4.0 macht eine autonome Produktion möglich. Zum Beispiel
fahren unsere mobilen Roboter unter Einbeziehung externer
Sensorik als Fahrerlose Transortfahrzeuge (FTF) frei die einzel-
nen Stationen an. Das Fraunhofer IPA hat dafür die Naviga -
tions algorithmen entwickelt«, erklärt Foith-Förster, die das
Steuergerät schon zur Seite gelegt hat.
Bei dem Roboteruntersatz auf Rädern handelt es sich um die
Hardware eines Demonstrators, den die IPA-Experten »Cloud
Navigation« nennen. Um ihn herum sind noch mehr Maschinen
aufgebaut, meistens mit einem Monitor verbunden und mit
Kameras oder Sensoren ausgestattet. »Hier inspirieren wir
Unternehmen, Industrie 4.0 einzusetzen«, informiert Foith-
Förster, die an der Universität Karlsruhe Maschinenbau studiert
hat und bis 2013 bei Bosch für den Logistikbereich eines Werks
verantwortlich war. Dabei wolle das Team Beispiele aufbauen,
die man anschauen und testen kann. »Nicht nur wissen -
schaft liche Papers, die in Fachzeitschriften verschwinden«, fügt
sie hinzu. Für diesen Auftrag hat das Fraunhofer IPA vom
Bundes ministerium für Bildung und Wirtschaft 3,5 Millionen
Euro erhalten.
Einzelanfertigungen wie beim Schneider, nur viel
günstiger
Doch wozu brauchen Unternehmen solche Technologien?
»Industrie 4.0 hilft ihnen, Daten automatisiert zu verarbeiten«,
antwortet Foith-Förster wie aus der Pistole geschossen. Ziel
ist, Einzelanfertigungen zu Kosten der Massenproduktion her-
zustellen. Das sei wichtig, weil sich Konsumenten immer stär-
ker Produkte wünschen, die genau auf sie zugeschnitten sind.
»Im Jahr 1850 mussten die Leute dafür noch zum Schneider
gehen und sich für viel Geld ihren Anzug machen lassen.
Schon heute kann man mit dem Online-Konfigurator auf
Daimler.de seine eigene S-Klasse zusammenstellen«, so die
Expertin. In Zukunft seien die Konsumenten als Prosumer
aktiv am Produktentstehungsprozess beteiligt.
Produkte in Losgröße eins zu fertigen, können die Unter nehmen
mit den gängigen Produktionsverfahren kaum stemmen.
Industrie 4.0 mache das aber möglich. Dafür müssen sie ihre
Produktion über eine Cloud vernetzen. Die einzelnen Ma schinen,
Geräte, Werkstückträger oder Bauteile werden intelligent
gemacht und können miteinander kommunizieren. Experten
sprechen von cyberphysischen Systemen, die neben der physi-
schen auch über eine virtuelle Informationswelt verfügen.
Solche Objekte gibt es im Alltag schon jede Menge. »Smart -
phones sind ein sehr gutes Beispiel: Das physische Endgerät
wird durch Apps von der Plattform des App Stores individuali-
siert«, erklärt Foith-Förster. Für Unternehmen sei es damit viel
einfacher, ihre Produktion zu lokalisieren oder die Qualität zu
prüfen. Der Mensch werde zum Dirigenten. »Er muss hinzu-
gezogen werden, wenn er etwas besser beurteilen kann als
die Maschinen«, ist Foith-Förster überzeugt.
Auch alte Maschinen kann man intelligent machen
Im Applikationszentrum stehen mittlerweile über 30 Demon -
stratoren. Ein Klassiker ist eine alte Drehmaschine aus dem
Jahr 1956. »Unternehmen denken oft, dass sie sich für
Industrie 4.0 einen neuen Maschinenpark kaufen müssen.
Dabei kann man schon mit einfachen Technologien alte An -
lagen an die Cloud anbinden«, sagt die Chefin der Inno va -
tionsumgebung und schaltet das Gerät an. Im nächsten
Moment erscheinen auf einem Dashboard Datenreihen, die
sich kontinuierlich aktualisieren. Die Drehzahl, die Riemen -
spannung und der Bearbeitungsmodus werden angezeigt.
Außerdem wird detektiert, ob sich ein Werker vor der Ma -
schine befindet. Alles wird echtzeitnah in die Cloud übertra-
gen. »Dazu braucht man nur einen Cloud-Plug und einfache
Sensorik«, sagt Foith-Förster und deutet auf einen faustgroßen,
blauen Kasten am Fuß der Maschine.
Im »Applikationszentrum Industrie 4.0« zeigen Petra Foith-Förster
und ihr Team, wozu Industrie 4.0 gut sein kann
Ein Innovationsreport von Ramona Hönl

36 Industrie 4.0 interaktiv 2|2017
dafür eine App entwickelt, die die CAD-Daten
des Roboters mit der Brille verknüpft. Hilfreich
sei das zum Beispiel bei der Anlagenplanung.
»So können Unternehmen ihre Produktions ab -
läufe schon im Vorfeld durchspielen und Ver -
besserungen vornehmen«, erklärt Foith-Förster.
Auch Wartungs arbeiten oder Reparaturen seien
damit einfacher, weil sich der Techniker alles im
Vorfeld anschauen kann.
Einen Besuch im Applikationszentrum kann Petra
Foith-Förster nur empfehlen. »Bei unseren
Be suchertagen zeigen wir den Unternehmen
komprimiert, worauf es bei Industrie 4.0 an -
kommt«, so die Forscherin. Außerdem sei so
ein Nachmittag sehr kurzweilig, weil die Demon -
stratoren laufen und es viel zu sehen gibt. Wer
sich dazu entschließt, Industrie 4.0 für die eige-
ne Produktion zu nutzen, kann auf verschiede-
ne Arten mit dem Fraunhofer IPA zusammenar-
beiten. »Wir bieten zum Beispiel Potenzial ana -
lysen und Forschungskooperationen an. Auch
als Testumgebung ist unser Applikations zentrum
nutzbar. Unternehmen können das Fraunhofer
IPA natürlich auch projektspezifisch beauftragen«,
meint Foith-Förster. Am besten sei es, sich zu -
sammenzusetzen und die Varianten durch-
zugehen.
Kontakt
Petra Foith-Förster
Telefon +49 711 970-1978
Auch das FTF aus dem Cloud-Navigation-Demonstrator über-
mittelt, ebenso wie seine Artgenossen, fortlaufend Daten an
die Cloud. Auf diese Weise wird eine Umgebungskarte er -
zeugt, die sich ständig aktualisiert. »Meine Kollegen aus der
Servicerobotik verlagern die rechenintensiven Navigations -
algorithmen in cloudbasierte Rechen- und Speichereinheiten
und ermöglichen damit eine vernetzte und kooperative Flotten -
navigation. Es werden Umgebungsmerkmale und typische
Bewegungsabläufe erkannt und für die weitere Routen pla nung
benutzt«, weiß Foith-Förster. Die FTF können also nicht nur
eigenständig fahren, sondern auch den besten Weg berech-
nen und dazulernen. Die Besonderheit daran ist, dass die
Algorithmen zur Routenoptimierung in der Cloud laufen, nicht
auf dem einzelnen FTF. Für kleine Losgrößen eignen sie sich
hervorragend, weil sie schnell und flexibel reagieren. Ihre Navi -
gationssoftware basiert auf frei zugänglichen ROS-Kompo -
nenten (Robot Operating System) und lässt sich intuitiv bedie-
nen. »Die IT-Benutzerschnittstelle ist für den Menschen ge -
macht, nicht für den Roboter. Damit kann auch ich, obwohl
ich nichts von Roboterprogrammierung verstehe, damit um-
gehen«, erklärt Foith-Förster.
Anlagen virtuell planen ist mit Industrie 4.0
kein Problem
Industrie 4.0 am eigenen Leib erleben, kann man im Appli ka -
tionszentrum besonders gut mit einer Augmented-Reality-
Brille. Wer sie aufsetzt, tappt erst einmal orientierungslos
durch den Raum und greift mit den Händen ins Leere. Was
Außen stehende aber nicht wissen: Durch die Brille sieht der
Träger einen virtuellen Roboter, den er auf einer Anlage plat-
zieren und bewegen kann. Die IPA-Wissenschaftler haben
n
n
interaktiv 2|2017 Industrie 4.0 37
Das Applikationszentrum Industrie 4.0 des Fraunhofer IPA
Was: Forschung, Entwicklung und Demonstration innovativer Industrie-4.0-Lösungen in unmittelbarer Zusammenarbeit mit der Industrie
Wo: Fraunhofer IPA, Nobelstraße 12, 70569 Stuttgart
Wie: Unternehmen können vielseitig mit dem Fraunhofer IPA zusammenarbeiten. Möglich sind strategische Kooperationen, zum Beispeil
in Form von Labs, projektspezifische Beauftragung, Wissenstransfer, die Nutzung des Applikationszentrums als Testumgebung oder die
Unterstützung von Start-Ups.
Website: http://www.ipa.fraunhofer.de/industrie-40_applikationszentrum.html

interaktiv 2|2017 Industrie 4.0 39
Als erstes Entwicklungsfeld für Industrie 4.0 haben die IPA-
Forscher die »Digitalisierung der Wertschöpfung« identifiziert.
Denn eine echtzeitnahe Datenbasis ist die Voraussetzung für
weitere Optimierungsmaßnahmen. Dieses Stadium veranschau -
lichen die Wissenschaftler mit einer neuen Mixed-Reality-Lösung.
Sämtliche Maschinen- und Anlagen haben sie an die Cloud-
Plattform Virtual Fort Knox (VFK) angebunden. Ebenfalls damit
vernetzt ist eine HoloLens-Brille mit 3D-Raumerken nung. Der
Träger erhält nun die echtzeitnahen Maschinendaten auf einem
virtuellen Dashboard angezeigt. »Der digitale Schatten der
Produktion wird so erlebbar gemacht«, informiert Petra Foith-
Förster, die das Applikationszentrum leitet.
Cyberschrank steigert Effizienz beim
Werkzeug management
Als weiteren neuen Demonstrator dieser Entwicklungsstufe
zeigt das Fraunhofer IPA den Cyberschrank. Die Anwendung
sieht aus wie ein herkömmlicher Werkzeugschrank, ist aber
mit der Anbindung an VFK über den Manufacturing Service
Bus (MSB) mit allen anderen Maschinen vernetzt. Über End -
geräte wie Tablets, Smartphones oder Computer kann sich
der Nutzer jetzt anzeigen lassen, wie die Werkzeuge und
Mate rialien verplant sind. »Aufträge können so besser orga-
nisiert werden und der Mitarbeiter muss nicht jedes Mal hin-
laufen und nachschauen«, so Foith-Förster. Es ist auch mög-
lich, das Dashboard mit der HoloLens-Brille virtuell abzurufen.
Im zweiten Entwicklungsfeld »Das personalisierte Produkt« zeigt
das Fraunhofer IPA, wie Kundendaten echtzeitnah erhoben
und in den Produktionsprozess integriert werden können.
Verdeutlicht wird dies am Beispiel einer Brille, die mit 3D-Druck
hergestellt wird. Dafür scannt die Anwendung »IRIS Scan«
das Gesicht eines Freiwilligen. Über die dazugehörige App
kann dieser persönliche Vorlieben wie Muster, Farbe und
Schrift züge eingeben. Die Daten werden anschließend an den
3D-Drucker »3D-Fab« übermittelt, dieser legt sofort los und
stellt die Brille her. Ein Modul zur Inline-Qualitätsüber -
wachung prüft den Vorgang und meldet, wenn
Abweichungen entstehen. Im Hintergrund laufen
Analytics Apps, die Rückschlüsse für die weitere
Produktion ziehen. Mit Machine-Learning-
Algorithmen wird beispielsweise aus den
Parametern vergangener Aufträge die
Produktionszeit personalisierter Pro -
dukte vorhergesagt. »Bislang haben
Unternehmen in einem PPS-System
feste Stammdaten für die Produk -
tionszeit hinterlegt. Bei Produkten
der Stückzahl eins lässt sich das aber
nicht mehr realisieren. Mit Analytics
Apps erhalten wir genaue Angaben,
mit denen wir die weiteren Prozesse
flexibel planen und steuern können«,
hebt Foith-Förster hervor. Der Showcase
geht auch darauf ein, welche Verfahren und
Materialien sich für den 3D-Druck eignen und
für welche weiteren Produktionsszenarien das Scan-
Verfahren in Frage kommt. »Anwendbar ist es zum
Beispiel für die Ersatzteilherstellung oder personalisierte
Werkzeuge, die sich ergonomisch an den Mitarbeiter anpassen«,
weiß die Expertin.
Adaptiver Arbeitsplatz mit Bio-Licht erweitert
Das dritte Entwicklungsfeld heißt »Der Mensch als Dirigent
der Produktion«. Denn Industrie-4.0-Anwendungen sollen
den Mitarbeiter bestmöglich in seinem Arbeitsumfeld unter-
stützen. Hierzu gehört auch die ergonomische Optimierung
des Arbeitsumfelds. Im Showcase zeigen die Wissenschaftler
einen adaptiven Arbeitsplatz, der sich automatisch auf die
Körpermaße des Mitarbeiters einstellt. Dafür haben sie einen
höhenverstellbaren Arbeitsbereich errichtet und mit einem
Montageassistenzsystem verknüpft. Sobald sich eine
Person davor stellt, scannt die integrierte 3D-
Kamera die Maße und leitet diese an den MSB.
Der Arbeitsplatz passt sich jetzt selbststän-
dig an die Person an und stellt ihr die
Materialien bedarfsgerecht zur Ver fü gung.
Als neue Zusatzfunktion haben die IPA-
Wissen schaftler das Montageassistenz -
system mit Bio-Licht ausgestattet. Je
nach Tageszeit, Stressbelastung oder
Montageaufgabe wird die Lichtzufuhr
automatisch reguliert. »Ein hoher Rot -
lichtanteil aktiviert, Blaulicht beruhigt
hingegen«, informiert Foith-Förster.
Eine zweite Neu heit in diesem Showcase
ist die Intra logistik-App Info@need, die
den Mitarbeitern abhängig von seinem
Standort in Echt zeit neue Kommissionierungs -
aufträge zuspielt. Möglich ist dies über iBeacon-
Sende module, anhand denen das IT-System erkennt,
wo sich die Mitarbeiter gerade auf halten. Das Personal
muss damit nicht ständig zu einem zentralen Punkt im Lager
zurück laufen und findet das Material bedarfsgerecht vor.
Optimierungswerkzeug um Maschinensteuerungs-
Konnektor erweitert
An vierter Stelle auf dem Weg zur Industrie 4.0 steht das
Entwicklungsfeld »die autonome Produktion«. Ziel ist, das
Fertigungssystem so intelligent zu vernetzen, dass es anhand
von Produktions- und Qualitätsdaten automatisiert Muster
erkennt und sich fortlaufend selbst optimiert. Als Showcase
zeigen die IPA-Wissenschaftler eine weiterentwickelte Variante
ihrer »Smarten Systemoptimierung«. Das Werkzeug erkennt
Fehler sowie deren Ursachen in verketten Fertigungssystemen
und zeigt die Fortpflanzung auf. Schlüsseltechnologie sind
adaptierte Data Mining Algorithmen, die speziell zur Analyse
von Stückgüter-Produktionslinien entwickelt wurden. Für die
Datenakquise kommen intelligente Kameras zum Einsatz, die
echtzeitnah große Mengen an Bilddaten kontinuierlich verar-
beiten und nur relevante Informationen zur Auswertung wei-
terleiten. Ein neuer hochperformanter Konnektor sorgt dafür,
dass neben den Kameradaten zusätzlich große Datenmengen
aus gängigen Maschinensteuerungen extrahiert werden kön-
nen. Erfolgreich eingesetzt wurde das System zum Beispiel bei
der SCHOTT Schweiz AG für die Optimierung eines hochauto-
Neue Anwendungsszenarien für Industrie 4.0 entwickeltIm Juli 2016 hat das Fraunhofer IPA die Studie »Industrie 4.0: Entwicklungsfelder für den Mittelstand« veröffent-
licht. Die Ergebnisse haben die Forscher dafür eingesetzt, ihr Applikationszentrum Industrie 4.0 bedarfsgerecht
weiterzuentwickeln. Seitdem hat sich einiges getan. Mit neuen und erweiterten Demonstratoren sowie deren
industrielle Umsetzung können Unternehmen den Nutzen einer intelligent vernetzten Produktion erleben.
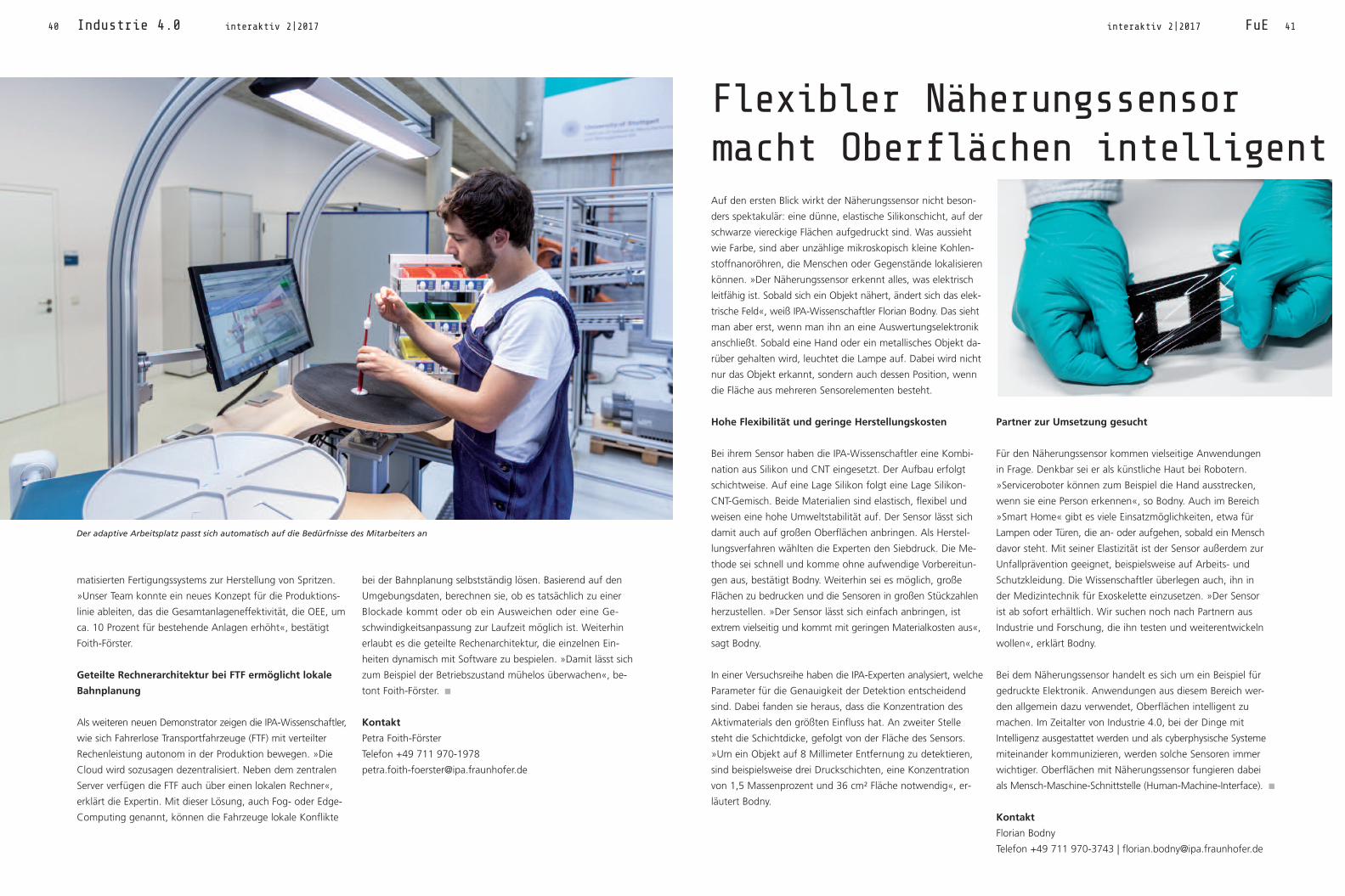
interaktiv 2|2017 FuE 41
matisierten Fertigungssystems zur Herstellung von Spritzen.
»Unser Team konnte ein neues Konzept für die Produk tions -
linie ableiten, das die Gesamtanlageneffektivität, die OEE, um
ca. 10 Prozent für bestehende Anlagen erhöht«, bestätigt
Foith-Förster.
Geteilte Rechnerarchitektur bei FTF ermöglicht lokale
Bahnplanung
Als weiteren neuen Demonstrator zeigen die IPA-Wissen schaftler,
wie sich Fahrerlose Transportfahrzeuge (FTF) mit verteilter
Rechenleistung autonom in der Produktion bewegen. »Die
Cloud wird sozusagen dezentralisiert. Neben dem zentralen
Server verfügen die FTF auch über einen lokalen Rechner«,
erklärt die Expertin. Mit dieser Lösung, auch Fog- oder Edge-
Computing genannt, können die Fahrzeuge lokale Konflikte
40 Industrie 4.0 interaktiv 2|2017
bei der Bahnplanung selbstständig lösen. Basierend auf den
Umgebungsdaten, berechnen sie, ob es tatsächlich zu einer
Blockade kommt oder ob ein Ausweichen oder eine Ge -
schwin digkeitsanpassung zur Laufzeit möglich ist. Weiterhin
erlaubt es die geteilte Rechenarchitektur, die einzelnen Ein -
heiten dynamisch mit Software zu bespielen. »Damit lässt sich
zum Beispiel der Betriebszustand mühelos überwachen«, be -
tont Foith-Förster.
Kontakt
Petra Foith-Förster
Telefon +49 711 970-1978
Auf den ersten Blick wirkt der Näherungssensor nicht beson-
ders spektakulär: eine dünne, elastische Silikonschicht, auf der
schwarze viereckige Flächen aufgedruckt sind. Was aussieht
wie Farbe, sind aber unzählige mikroskopisch kleine Kohlen -
stoffnanoröhren, die Menschen oder Gegenstände lokalisieren
können. »Der Näherungssensor erkennt alles, was elektrisch
leitfähig ist. Sobald sich ein Objekt nähert, ändert sich das elek -
trische Feld«, weiß IPA-Wissenschaftler Florian Bodny. Das sieht
man aber erst, wenn man ihn an eine Auswertungselektronik
anschließt. Sobald eine Hand oder ein metallisches Objekt da -
rüber gehalten wird, leuchtet die Lampe auf. Dabei wird nicht
nur das Objekt erkannt, sondern auch dessen Position, wenn
die Fläche aus mehreren Sensorelementen besteht.
Hohe Flexibilität und geringe Herstellungskosten
Bei ihrem Sensor haben die IPA-Wissenschaftler eine Kombi -
na tion aus Silikon und CNT eingesetzt. Der Aufbau erfolgt
schichtweise. Auf eine Lage Silikon folgt eine Lage Silikon-
CNT-Gemisch. Beide Materialien sind elastisch, flexibel und
weisen eine hohe Umweltstabilität auf. Der Sensor lässt sich
damit auch auf großen Oberflächen anbringen. Als Herstel -
lungsverfahren wählten die Experten den Siebdruck. Die Me -
thode sei schnell und komme ohne aufwendige Vorberei tun-
gen aus, bestätigt Bodny. Weiterhin sei es möglich, große
Flächen zu bedrucken und die Sensoren in großen Stück zahlen
herzustellen. »Der Sensor lässt sich einfach anbringen, ist
extrem vielseitig und kommt mit geringen Materialkosten aus«,
sagt Bodny.
In einer Versuchsreihe haben die IPA-Experten analysiert, welche
Parameter für die Genauigkeit der Detektion entscheidend
sind. Dabei fanden sie heraus, dass die Konzentration des
Aktivmaterials den größten Einfluss hat. An zweiter Stelle
steht die Schichtdicke, gefolgt von der Fläche des Sensors.
»Um ein Objekt auf 8 Millimeter Entfernung zu detektieren,
sind beispielsweise drei Druckschichten, eine Konzentration
von 1,5 Massenprozent und 36 cm² Fläche notwendig«, er -
läutert Bodny.
Partner zur Umsetzung gesucht
Für den Näherungssensor kommen vielseitige Anwendungen
in Frage. Denkbar sei er als künstliche Haut bei Robotern.
»Serviceroboter können zum Beispiel die Hand ausstrecken,
wenn sie eine Person erkennen«, so Bodny. Auch im Bereich
»Smart Home« gibt es viele Einsatzmöglichkeiten, etwa für
Lampen oder Türen, die an- oder aufgehen, sobald ein Mensch
davor steht. Mit seiner Elastizität ist der Sensor außerdem zur
Unfallprävention geeignet, beispielsweise auf Arbeits- und
Schutzkleidung. Die Wissenschaftler überlegen auch, ihn in
der Medizintechnik für Exoskelette einzusetzen. »Der Sensor
ist ab sofort erhältlich. Wir suchen noch nach Partnern aus
Industrie und Forschung, die ihn testen und weiterentwickeln
wollen«, erklärt Bodny.
Bei dem Näherungssensor handelt es sich um ein Beispiel für
gedruckte Elektronik. Anwendungen aus diesem Bereich wer-
den allgemein dazu verwendet, Oberflächen intelligent zu
machen. Im Zeitalter von Industrie 4.0, bei der Dinge mit
Intelligenz ausgestattet werden und als cyberphysische Systeme
miteinander kommunizieren, werden solche Sensoren immer
wichtiger. Oberflächen mit Näherungssensor fungieren dabei
als Mensch-Maschine-Schnittstelle (Human-Machine-Interface).
Kontakt
Florian Bodny
Telefon +49 711 970-3743 | [email protected]
Flexibler Näherungssensormacht Oberflächen intelligent
Der adaptive Arbeitsplatz passt sich automatisch auf die Bedürfnisse des Mitarbeiters an
n
n

42 FuE interaktiv 2|2017
Grundlagen des maschinellen Lernens
Ein anschauliches Beispiel für ML ist die Objekterkennung. Für
den Menschen ist dies eine einfache Aufgabe: Wenn er ein
Objekt sieht, kann er anhand von Kriterien wie Form, Größe,
Farbe oder komplexeren Merkmalen bestätigen, ob es sich
wirklich um dieses Objekt handelt, selbst wenn er eine spezi-
fische Ausprägung noch nie zuvor gesehen hat. Der Mensch
greift hierfür auf einen erlernten Erfahrungsschatz zurück. Für
computergesteuerte Systeme wie Roboter ist Objekt erken nung
ebenfalls eine Schlüsseltechnologie. Es wäre je doch zu kom-
plex, alle Objekte und ihre möglichen Varianten, die zum
Beispiel ein Serviceroboter in einer Alltagsumgebung erken-
nen können soll, zu modellieren und einzulernen. Gleicher -
maßen profitieren
Systeme in der
produzierenden
Industrie zum
Beispiel von der
Objekterkennung
und -sortierung
oder der Identifi -
zierung von Ano -
malien wie Löchern
oder Verfor mu n -
gen, um prozess-
kritische Fehler automatisch zu erkennen. Grundlage für das
ML bei der Objekterkennung ist, dass ein System anhand von
einmal eingelernten Basismerkmalen Objekte und ihre Varian -
ten selbst erkennt und kontinuierlich an Erfahrungswissen zur
Datenauswertung hinzugewinnt.
ML lässt sich in drei Ausprägungen gliedern: Für das über-
wachte Lernen ist es noch erforderlich, dass ein Experte dem
Komplexe Prozesse überwachen, intelligent analysieren
und sie dazu befähigen, auch in ungeplanten oder un -
bekannten Situationen eigenständig richtig zu entschei-
den: Dieses Ziel verfolgen IPA-Experten aktuell mithilfe
neuer Lösungen, basierend auf Verfahren des maschi-
nellen Lernens. Diese setzen sie ein, um Produktions -
abläufe oder Automatisierungslösungen kontinuierlich
zu optimieren und einen höheren Autonomiegrad zu
erreichen, was wiederum die Flexibilität und Wirtschaft -
lichkeit verbessert.
Maschinelles Lernen (ML) ist aktuell eine der zentralen und
zukunftsträchtigsten Innovationen und kann Abläufe in der
Produktions- und Automatisierungstechnik auf ein neues
Niveau heben. Die Grund -
idee hierbei ist, dass Sy -
steme mit Techno lo gien
ausgestattet werden, die
von mensch lichen Fähig -
keiten inspiriert sind, be -
ziehungsweise diese imi-
tieren. ML-Verfahren
spielen dort ihre Mehr -
werte aus, wo die Para -
meter eines Prozesses
nicht oder nicht vollstän-
dig bekannt sind, wo sich diese häufig ändern und wo die
Komplexität eines Prozesses so hoch ist, dass er nicht model-
liert und im weiteren nicht als ein feststehender Ablauf imple-
mentiert werden kann. »ML ermöglicht Systemen, basierend
auf echtzeitnah ausgewerteten Sensordaten, den Prozess lau-
fend anzupassen und ihre Performanz durch kontinuierliches
Lernen stets zu verbessern«, erklärt Martin Hägele, Abteilungs -
leiter Roboter- und Assistenzsysteme am Fraunhofer IPA.
Mehrwerte des maschinellenLernens für dieAutomatisierungsbranche
System geeignete Parameter bzw. entsprechendes Vorwissen
und Beispiele mitgibt, damit die Klassifizierung erfasster Para -
meter funktioniert. In einer anderen Variante, dem unüber-
wachten Lernen, müssen die Trainingsbeispiele für den Lern -
prozess sowie relevante Parameter nicht mehr notwendiger-
weise benannt werden, sondern das System ermittelt diese
selbst und kann die Daten entsprechend gruppieren. Die dritte
Ausprägung ist das sogenannte bestärkende Lernen, bei dem
sich das System das gesamte relevante Vorwissen aus einer
Viel zahl an Prozesszyklen selbst erarbeitet.
In automatisierten Prozessen können die verschiedenen ML-
Verfahren auf vielfältige Weise helfen, die Leistungsfähigkeit
des Systems zu verbessern. Dazu gehören unter anderem an -
wenderspezifische Dienste oder adaptive und flexible Prozesse
aufgrund von kurzen Produktlebenszyklen und vielen Vari anten.
Damit können produzierende Unternehmen mit wirtschaftlichen
Lösungen auf die Anforderungen des Marktes reagieren.
Der selbstlernende Griff-in-die-Kiste
Aktuell arbeiten IPA-Experten in verschiedenen Projekten daran,
ML-Verfahren in industrielle Anwendungen zu überführen. Ein
Beispiel für das bestärkende Lernen ist die Optimierung des
roboterbasierten Griff-in-die-Kiste, also des automatisierten
Vereinzelns von ungeordnet vorliegenden Werkstücken. Das
Projekt »DeepGrasping« der Abteilung Roboter- und Assis -
tenzsysteme zusammen mit der Universität Stuttgart veran-
schaulicht das Vorgehen. Derzeitige Lösungen nutzen zur
Objekterkennung wiedererkennbare Merkmale (Features) und
fest programmierte, modellbasierte Objekterkennungs methoden.
Die Projektpartner möchten ML einsetzen, damit sich die Algo -
rithmen für den Griff-in-die-Kiste wie für die Objekt erkennung
und Positionsschätzung, das Greifen oder die Mani pulation,
auf Basis der auswertbaren Informationen autonom optimie-
ren können: Die Berechnungszeiten für den Griff verkürzen
sich, zudem erhöht sich die Rate erfolgreicher Griffe. Somit
steigert sich die Prozesssicherheit mit jedem Greifversuch.
Aktuell entsteht eine Simulationsumgebung, damit bereits vor
der Inbetriebnahme und ohne die Produktion zu stoppen viele
Greifprozesse mit dem benötigten Werkstück virtuell durch-
führbar sind. Ein sogenanntes neuronales Netz, also eine Viel -
zahl an vernetzten Recheneinheiten auf verschiedenen Ab -
straktionsebenen, lernt aus einer hohen Anzahl simulierter
Griffe und verbessert sein Prozesswissen kontinuierlich. Wird
dieses Vorwissen auf den realen Roboter übertragen, gehen
die Installation und Inbetriebnahme einer Griff-in-die-Kiste-
Lösung viel schneller als bisher. Gleichzeitig ist das System
leistungs- und wandlungsfähiger, sodass auch häufige Wechsel
von Produktvarianten effizient beherrschbar sind.
Intelligente Bildverarbeitung als Schlüsseltechnologie
Die Objekterkennung als ein Beispiel der Bildverarbeitung ist
für viele weitere Anwendungsfälle eine Schlüsseltechnologie.
Sie dient in der Servicerobotik dazu, Merkmale automatisch
zu klassifizieren und so beispielsweise Objektmodelle von
Produkten und deren 3D-Form, Größe, Textur oder Aufdrucken
zu erstellen. Auch ist eine Posenschätzung, also von Position
und Orientierung, in 3D möglich. Diese Informationen sind
zum Beispiel in der Logistik entscheidend, um unter anderem
in Warenlagern oder im Einzelhandel Einzelobjekte aus großen
Sortimenten erkennen und korrekt greifen zu können. Ziel ist
es, ML für das automatische Erkennen und Erfassen bisher
nicht gesehener Objekte zu nutzen. Auch das Erkennen von
Gesichtern oder Bewegungsabläufen ist ein typischer Anwen -
dungsfall. Denn wenn Serviceroboter Dienstleistungen für
Anwender erfüllen sollen, müssen sie die Person wie auch
deren Bewegungen erkennen können.
Indem Systeme Anomalien als Ausreißer in einem sonst homo -
genen Datenbestand erkennen, sind automatische Qualitäts -
kontrollen möglich, die unter anderem Beschädigungen auf-
decken können. In der »Smarten Systemoptimierung« des
Fraunhofer IPA konnten die Experten bereits in mehreren Pro -
duktionen ein kamerabasiertes Analysetool einsetzen, das
gleichzeitig alle In-Line-Prozesse beobachtet und Störursachen
sowie deren Auswirkungen auf Prozessketten in komplexen,
schnell taktenden Systemen zentral auswertet. So sind Opti -
mierungen ohne Prozesseingriff möglich, zudem erhalten
Anwender eine Fehlermusteranalyse über alle gesammelten
Daten. In der Servicerobotik könnten Anomalien zum Beispiel
künftig zur Erkennung von Schmutz auf Teppichen genutzt
werden, da sich dieser vom sonst homogenen Boden abhebt.
Ein weiterer Vorteil der Bildverarbeitung ist, dass unbekannte
Daten gruppiert werden können. Dies ist unter anderem bei
der 3D-Umgebungserfassung wichtig, wenn zusammengehö-
rige Oberflächen segmentiert oder geometrische Formen klas-
sifiziert werden sollen. Einsatzmöglichkeiten sind die Navi ga -
tion, Manipulation und die Erstellung semantischer Karten.
Dies ermöglicht Robotersystemen, Arbeitsbereiche optimal
abzugrenzen und deren beste Abarbeitungsreihenfolge zu
planen. Ein Anwendungsfall ist beispielsweise die automati-
sierte Gebäudereinigung, wenn Arbeitsbereiche pro Roboter
abzugrenzen sind.
Dies sind nur einige Beispiele für Technologien, an denen die
IPA-Experten aktuell zum Thema ML arbeiten. Ziel ist es, diese
in kundenspezifische Anwendungen zu überführen und effi-
zient in Produktionen zu integrieren. Besondere Kompetenz
wird das Institut künftig auch durch die geplante Einrichtung
seines »Zentrums für Cyber Cognitive Intelligence« bündeln
können und so ML in umfassendem Maße in sein Portfolio
integrieren. Hiermit soll für produzierende Unternehmen und
Ausrüster ein praxisnaher und attraktiver Ort für Koopera -
tions projekte und Technologietransfer geschaffen werden.
Kontakt
Dr.-Ing. Werner Kraus
Telefon +49 711 970-1049
Dr.-Ing. Milad Geravand
Telefon +49 711 970-1191
44 FuE interaktiv 2|2017 interaktiv 2|2017 FuE 45
Fahrerlose Transportsysteme der neuen Generation gewährleisten
eine schnelle, zuverlässige und kosteneffektive innerbetriebliche
Logistik. Gleichzeitig bieten sie maximale Prozesssicherheit und
lückenlose Warenverfolgung. Getragen werden diese modernen
FTS durch Technologieschübe in der Steuerungs- und Sensor -
technik und in der digitalen Vernetzung. Auf dem Technologie -
forum berichten Experten aus Industrie und Forschung über
neue Trends und Einsatzpotenziale der FTS im Spannungsfeld
zwischen Anwenderbedarf, technischer Machbarkeit und
Wirtschaftlichkeit.
Fahrerlose Transportfahrzeuge (FTF) und Gabelstapler
verschmelzen
Weltweit ist ein zunehmendes Eindringen der FTF in die Ein -
satzbereiche des klassischen Gabelstaplers zu verzeichnen. Auf
dem Technologierforum werden aktuelle Lösungen in diesem
Segment präsentiert, die heute in der Automobilproduktion
und morgen in der durchgängig vernetzten Smart Factory
nutzbar sind.
FTF als Regalbediengerät
Aber nicht nur für den Transport ist das FTF gefordert, sondern
zunehmend auch für den aktiven Zugriff auf die Transport -
ware, die gezielte Handhabung von Transportkisten, Boxen,
Paletten und auch von Einzelstückgut. Hierfür ist das FTF ohne -
hin bereits aufgrund seiner Onboard-Sensorik zur Umgebungs -
erfassung und für den Kollisionsschutz ausgerüstet. Hinzu
kommen dann noch das aktive Lastaufnahmemodul, die
Hubeinrichtung oder in manchen Fällen auch der Roboterarm.
Kommissionierung mit dem FTF
Der weltweit stetig zunehmende Online-Handel verlangt nach
automatisiertem Kommissionieren mit FTF, was ein weiterer
Fokus des Technologieforums ist. Das Motto »Bestellen in
Sekunden – Kommissionieren in Minuten – Ausliefern in
Stunden« bestimmt den Takt der Intralogistik. Es entstehen
neue Paradigmen der teil- oder vollautomatisierten Kommis -
sionierung mit FTF wie »Ware-zum-Mann«, »Mann-zur-Ware«,
»Pick-by-Voice«, »Pick-by-Light« oder auch »Pick-by-Robot«.
Cloud-Navigation für FTF
Für die vernetzte Intralogistik haben die Wissenschaftler am
Fraunhofer IPA die »Cloud- Navigation« entwickelt. Dabei
profitiert die gesamte Intralogistik-Flotte davon, dass die ein-
zelnen FTF ihre lokal erfassten Navigationsdaten zur Um ge -
bung und Verkehrssituation zentral in einem beispielsweise
firmeninternen Cloud-Server bereitstellen. Aus diesem stets
aktuellen und umfassenden Vorwissen resultieren eine deut-
lich effizientere Bahnplanung, genauere Lokalisierung und in
Folge ein verbesserter Durchsatz. Die einzelnen FTF könnten
zusätzlich als »lean client« agieren, benötigten also weniger
Hardware und verfügten trotzdem über eine hohe Navigations -
intelligenz, weil rechenintensive Navigationsalgorithmen in
den Cloud-Server ausgelagert werden können. Auch die Ein -
bindung ex terner stationärer Sensoren, beispielsweise aus der
Produk tions umgebung, sowie eine Bereitstellung von Naviga -
tionsfunktio nalitäten als Service sind möglich. Die cloudbasierte
Naviga tion lässt sich nahtlos in Industrie-4.0-Umgebungen
integrieren.
Kontakt
Christoph Schaeffer
Telefon +49 711 970-1212
Weitere Informationen und Anmeldung
https://www.ipa.fraunhofer.de/de/veranstaltungen/messen/Techno
logieforum_Fahrerlose_Transportsysteme.html
n
7.Technologieforum
Fahrerlose Transport systemeund mobile Roboter 20. September 2017
n
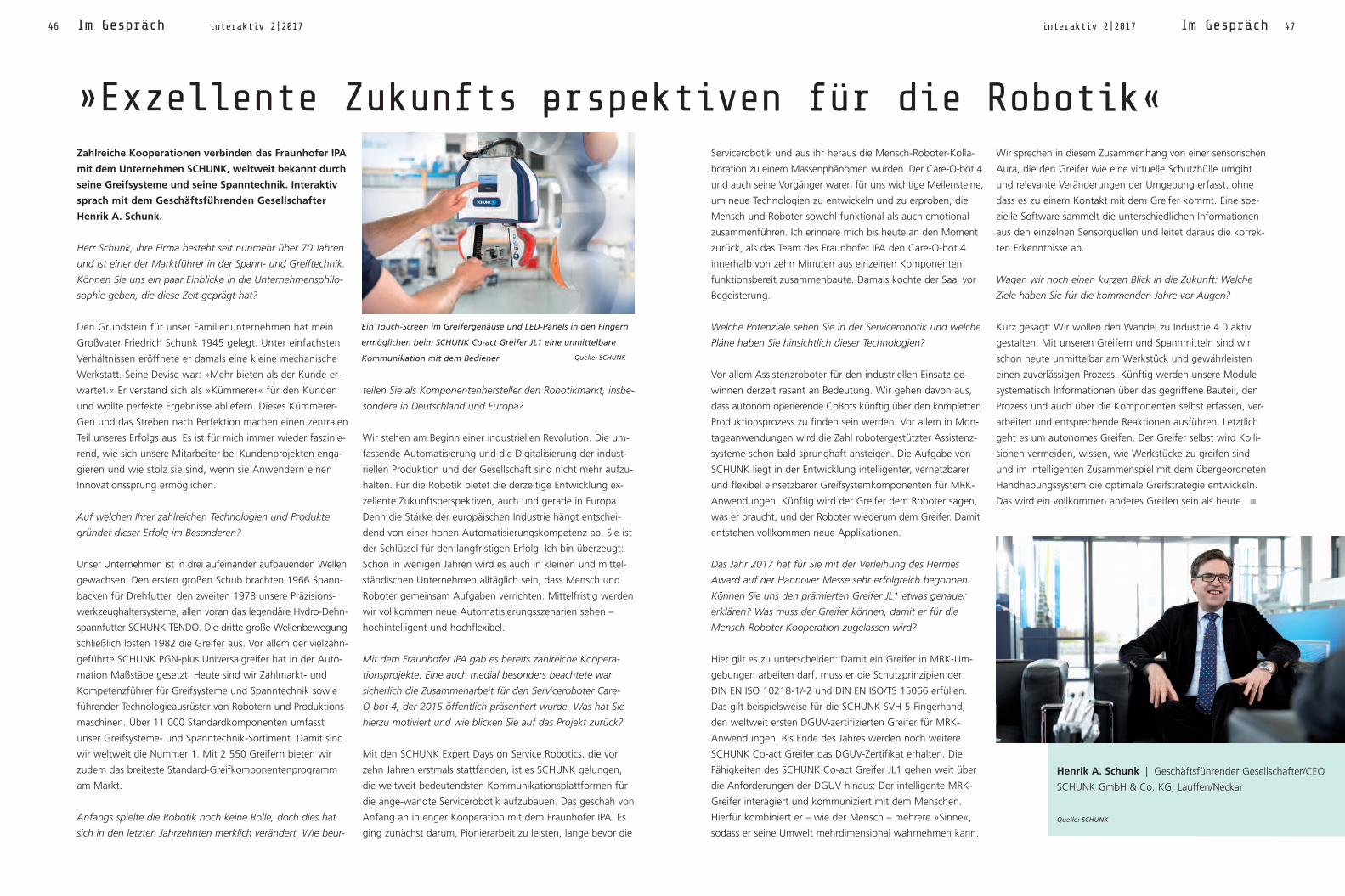
Henrik A. Schunk | Geschäftsführender Gesellschafter/CEO
SCHUNK GmbH & Co. KG, Lauffen/Neckar
Quelle: SCHUNK
46 Im Gespräch interaktiv 2|2017
Zahlreiche Kooperationen verbinden das Fraunhofer IPA
mit dem Unternehmen SCHUNK, weltweit bekannt durch
seine Greifsysteme und seine Spanntechnik. Interaktiv
sprach mit dem Geschäftsführenden Gesellschafter
Henrik A. Schunk.
Herr Schunk, Ihre Firma besteht seit nunmehr über 70 Jahren
und ist einer der Marktführer in der Spann- und Greiftechnik.
Können Sie uns ein paar Einblicke in die Unternehmens philo -
sophie geben, die diese Zeit geprägt hat?
Den Grundstein für unser Familienunternehmen hat mein
Großvater Friedrich Schunk 1945 gelegt. Unter einfachsten
Verhältnissen eröffnete er damals eine kleine mechanische
Werkstatt. Seine Devise war: »Mehr bieten als der Kunde er -
wartet.« Er verstand sich als »Kümmerer« für den Kunden
und wollte perfekte Ergebnisse abliefern. Dieses Kümmerer-
Gen und das Streben nach Perfektion machen einen zentralen
Teil unseres Erfolgs aus. Es ist für mich immer wieder faszinie-
rend, wie sich unsere Mitarbeiter bei Kundenprojekten enga-
gieren und wie stolz sie sind, wenn sie Anwendern einen
Innovationssprung ermöglichen.
Auf welchen Ihrer zahlreichen Technologien und Produkte
gründet dieser Erfolg im Besonderen?
Unser Unternehmen ist in drei aufeinander aufbauenden Wellen
gewachsen: Den ersten großen Schub brachten 1966 Spann -
backen für Drehfutter, den zweiten 1978 unsere Präzisions -
werkzeughaltersysteme, allen voran das legendäre Hydro-Dehn -
spannfutter SCHUNK TENDO. Die dritte große Wellenbe we gung
schließlich lösten 1982 die Greifer aus. Vor allem der vielzahn-
geführte SCHUNK PGN-plus Universalgreifer hat in der Auto -
mation Maßstäbe gesetzt. Heute sind wir Zahlmarkt- und
Kompetenzführer für Greifsysteme und Spanntechnik sowie
führender Technologieausrüster von Robotern und Produk tions -
maschinen. Über 11 000 Standardkomponenten umfasst
unser Greifsysteme- und Spanntechnik-Sortiment. Damit sind
wir weltweit die Nummer 1. Mit 2 550 Greifern bieten wir
zudem das breiteste Standard-Greifkomponentenprogramm
am Markt.
Anfangs spielte die Robotik noch keine Rolle, doch dies hat
sich in den letzten Jahrzehnten merklich verändert. Wie beur-
teilen Sie als Komponentenhersteller den Robotikmarkt, insbe-
sondere in Deutschland und Europa?
Wir stehen am Beginn einer industriellen Revolution. Die um -
fassende Automatisierung und die Digitalisierung der indus t -
riellen Produktion und der Gesellschaft sind nicht mehr aufzu-
halten. Für die Robotik bietet die derzeitige Entwicklung ex -
zellente Zukunftsperspektiven, auch und gerade in Europa.
Denn die Stärke der europäischen Industrie hängt entschei-
dend von einer hohen Automatisierungskompetenz ab. Sie ist
der Schlüssel für den langfristigen Erfolg. Ich bin überzeugt:
Schon in wenigen Jahren wird es auch in kleinen und mittel-
ständischen Unternehmen alltäglich sein, dass Mensch und
Roboter gemeinsam Aufgaben verrichten. Mittelfristig werden
wir vollkommen neue Automatisierungsszenarien sehen –
hochintelligent und hochflexibel.
Mit dem Fraunhofer IPA gab es bereits zahlreiche Koopera -
tionsprojekte. Eine auch medial besonders beachtete war
sicherlich die Zusammenarbeit für den Serviceroboter Care-
O-bot 4, der 2015 öffentlich präsentiert wurde. Was hat Sie
hierzu motiviert und wie blicken Sie auf das Projekt zurück?
Mit den SCHUNK Expert Days on Service Robotics, die vor
zehn Jahren erstmals stattfanden, ist es SCHUNK gelungen,
die weltweit bedeutendsten Kommunikationsplattformen für
die ange-wandte Servicerobotik aufzubauen. Das geschah von
Anfang an in enger Kooperation mit dem Fraunhofer IPA. Es
ging zunächst darum, Pionierarbeit zu leisten, lange bevor die
Servicerobotik und aus ihr heraus die Mensch-Roboter-Kolla -
bo ration zu einem Massenphänomen wurden. Der Care-O-bot 4
und auch seine Vorgänger waren für uns wichtige Meilensteine,
um neue Technologien zu entwickeln und zu erproben, die
Mensch und Roboter sowohl funktional als auch emotional
zusammenführen. Ich erinnere mich bis heute an den Moment
zurück, als das Team des Fraunhofer IPA den Care-O-bot 4
innerhalb von zehn Minuten aus einzelnen Komponenten
funktionsbereit zusammenbaute. Damals kochte der Saal vor
Begeisterung.
Welche Potenziale sehen Sie in der Servicerobotik und welche
Pläne haben Sie hinsichtlich dieser Technologien?
Vor allem Assistenzroboter für den industriellen Einsatz ge -
win nen derzeit rasant an Bedeutung. Wir gehen davon aus,
dass autonom operierende CoBots künftig über den kompletten
Produktionsprozess zu finden sein werden. Vor allem in Mon -
tageanwendungen wird die Zahl robotergestützter Assistenz -
systeme schon bald sprunghaft ansteigen. Die Aufgabe von
SCHUNK liegt in der Entwicklung intelligenter, vernetzbarer
und flexibel einsetzbarer Greifsystemkomponenten für MRK-
Anwendungen. Künftig wird der Greifer dem Roboter sagen,
was er braucht, und der Roboter wiederum dem Greifer. Damit
entstehen vollkommen neue Applikationen.
Das Jahr 2017 hat für Sie mit der Verleihung des Hermes
Award auf der Hannover Messe sehr erfolgreich begonnen.
Können Sie uns den prämierten Greifer JL1 etwas genauer
erklären? Was muss der Greifer können, damit er für die
Mensch-Roboter-Kooperation zugelassen wird?
Hier gilt es zu unterscheiden: Damit ein Greifer in MRK-Um -
gebungen arbeiten darf, muss er die Schutzprinzipien der
DIN EN ISO 10218-1/-2 und DIN EN ISO/TS 15066 erfüllen.
Das gilt beispielsweise für die SCHUNK SVH 5-Fingerhand,
den weltweit ersten DGUV-zertifizierten Greifer für MRK-
Anwendungen. Bis Ende des Jahres werden noch weitere
SCHUNK Co-act Greifer das DGUV-Zertifikat erhalten. Die
Fähigkeiten des SCHUNK Co-act Greifer JL1 gehen weit über
die Anforderungen der DGUV hinaus: Der intelligente MRK-
Greifer interagiert und kommuniziert mit dem Menschen.
Hierfür kombiniert er – wie der Mensch – mehrere »Sinne«,
sodass er seine Umwelt mehrdimensional wahrnehmen kann.
Wir sprechen in diesem Zusammenhang von einer sensorischen
Aura, die den Greifer wie eine virtuelle Schutzhülle umgibt
und relevante Veränderungen der Umgebung erfasst, ohne
dass es zu einem Kontakt mit dem Greifer kommt. Eine spe-
zielle Software sammelt die unterschiedlichen Informationen
aus den einzelnen Sensorquellen und leitet daraus die korrek-
ten Erkenntnisse ab.
Wagen wir noch einen kurzen Blick in die Zukunft: Welche
Ziele haben Sie für die kommenden Jahre vor Augen?
Kurz gesagt: Wir wollen den Wandel zu Industrie 4.0 aktiv
gestalten. Mit unseren Greifern und Spannmitteln sind wir
schon heute unmittelbar am Werkstück und gewährleisten
einen zuverlässigen Prozess. Künftig werden unsere Module
systematisch Informationen über das gegriffene Bauteil, den
Prozess und auch über die Komponenten selbst erfassen, ver-
arbeiten und entsprechende Reaktionen ausführen. Letztlich
geht es um autonomes Greifen. Der Greifer selbst wird Kolli -
sionen vermeiden, wissen, wie Werkstücke zu greifen sind
und im intelligenten Zusammenspiel mit dem übergeordneten
Handhabungssystem die optimale Greifstrategie entwickeln.
Das wird ein vollkommen anderes Greifen sein als heute.
»Exzellente Zukunfts perspektiven für die Robotik«
interaktiv 2|2017 Im Gespräch 47
Ein Touch-Screen im Greifergehäuse und LED-Panels in den Fingern
ermöglichen beim SCHUNK Co-act Greifer JL1 eine unmittelbare
Kommunikation mit dem Bediener Quelle: SCHUNK
n

48 FuE interaktiv 2|2017
Traditionelle Orgelbauer verwenden Haselfichte, um daraus
Abstrakte zu fertigen. Das sind schmale Holzleisten, die die
Tasten und das Ventil der Orgelpfeifen verbinden. An diesem
Material schätzen die Hersteller vor allem seine typischen
Eigenschaften. »In Kirchen oder Konzertsälen treten je nach
Jahreszeit Temperatur- und Feuchtigkeitsschwankungen auf.
Während sich andere Holzarten verformen, bleibt Haselfichte
stabil«, weiß Projektleiterin Melanie Klein vom Fraunhofer IPA.
Außerdem sei das Holz lange haltbar und ermögliche mit sei-
nem geringen Gewicht ein leichtgängiges Orgelspiel.
Haselfichte ist selten, teuer und schwierig zu beschaffen
Allerdings wird es für Orgelbauer immer teurer und aufwendi-
ger, an das Material heranzukommen. Der Baum wächst nur
in vereinzelten Regionen Südtirols und Nordsloweniens und
noch dazu sehr langsam. Um ihr Holz auszuwählen, müssen
Hersteller einen langen Reiseweg auf sich nehmen. Daneben
treiben der Verschnitt und die mühevolle Handverlesung die
Kosten in die Höhe. Die Firma Baumgartner Orgelbau GbR,
die seit 35 Jahren Mechanikteile für Pfeifenorgeln fertigt, hat
deshalb die Projektgruppe »Regenerative Produktion« des
Fraunhofer IPA in Bayreuth beauftragt, eine Alternative zu
suchen. »Das Substitutionsmaterial sollte leicht zu beschaffen
sein, preislich konstant bleiben und Stabilität bei Feuchtig keits-
und Temperaturschwankungen aufweisen«, betont Richard
Baumgartner, Inhaber von Baumgartner Orgelbau. Für diese
Aufgabe haben die IPA-Wissenschaftler im ersten Schritt die
Charakteristika der Haselfichte analysiert. Nachdem sie das
Material vermessen haben, bestimmten sie ein geeignetes Sub -
stitutionsmaterial. »Wir haben uns für CFK mit unidirektiona-
lem Laminataufbau entschieden, das der Haselfichte im Auf -
bau und den Eigenschaften ähnelt, dabei aber preiswerter und
leichter zugänglich ist«, so Klein. Nun galt es herauszufinden,
wie sich die CFK-Abstrakte beim Orgelspielen verhalten. Nach -
dem Baumgartner die Bauteile gefertigt und in die Referenz -
orgel integriert hatte, wurden Testreihen mit Holz- und CFK-
Abstrakten an der Orgel der Bayreuther Stadtkirche durchge-
führt. Mit Beschleunigungssensoren und Dehnungsmess streifen
zeichneten sie sämtliche Eigenschaften der Abstrakte auf, zum
Beispiel Verformung, Beschleunigung, Schwingungs verhalten
oder Temperatur- und Feuchtigkeitsschwankungen.
Bei Tests an Referenzorgel liegen CFK-Abstrakte vorn
Die Versuche führten sie bei unterschiedlichem Klima in der
Kirche durch – mit überraschendem Ergebnis. »Die CFK-Ab -
strakte sind noch feuchtigkeits- und temperaturbeständiger
als Haselfichte. Während das Holz leichte Abweichungen auf-
wies, stellten wir bei CFK überhaupt keine Schwankungen fest«,
informiert Klein. Richard Baumgartner ist ebenfalls begeistert.
»Weil CFK als Meterware lieferbar ist, können wir die Ab -
strak te preiswerter und ohne langen Reiseweg fertigen«. Die
CFK-Bauteile verfügen zudem über geringeres Gewicht und
lassen sich leichtgängiger spielen. Im wichtigsten Punkt, dem
Klangverhalten, steht CFK der Haselfichte in nichts nach.
»Auch der Stadt- und Dekanatskantor Michael Dorn, der das
Instrument bei der Testreihe gespielt hat, war von unserer
Technologie begeistert«, erinnert sich Klein. In einem Folge -
projekt wollen die beiden Partner einen Prüfstand bauen, bei
dem alle Abstrakte – von der Taste über Winkel und Umlenk -
rollen bis zum Pfeifenventil – aus CFK bestehen. Schneidet der
Werkstoff auch hier gut ab, ist es für Baumgartner denkbar,
das Material dauerhaft in seine Instrumente zu integrieren.
Weiterführende Informationen
http://www.regenerative-produktion.fraunhofer.de
Kontakt
Melanie Klein
Telefon +49 921 78516-312 | [email protected]
n
interaktiv 2|2017 FuE 49
n
Mehr als nur ZukunftsmusikTestreihe zeigt: Im Orgelbau ist CFK eine fortschrittliche
Alternative zu Holz
Mehr als nur ZukunftsmusikTestreihe zeigt: Im Orgelbau ist CFK eine fortschrittliche
Alternative zu Holz
EU-Projekt ROSIN fördert
Entwicklung und Einsatz von
Open-Source-Software
Projekt »SeRoNet – Plattform
zur arbeitsteiligen Entwicklung
von Serviceroboter-Lösungen«
gestartet
Open-Source-Software ist in der Wissenschaft bereits etabliert
und bietet auch für industrielle Anwendungen Mehrwerte.
Die weltweite Initiative ROS-Industrial setzt sich deshalb für
die Verbreitung von ROS, dem Robot Operating System, ein.
Weitere Förderung erhält ROS jetzt über das im Januar dieses
Jahres gestartete EU-Projekt ROSIN mit dem Fraunhofer IPA
als einem von sechs Projektpartnern und koordiniert von der
TU Delft.
Drei Aktivitäten stehen während des Projektverlaufs im Zen trum.
Zum einen geht es darum, industriereife Softwarequalität zu
gewährleisten. Hierfür entstehen neue Verfahren zum auto-
matischen Testen von Codes sowie zur Qualitätssicherung,
was sich wiederum positiv auf das Interesse vonseiten der
Industrie auswirken soll. Außerdem wird rund die Hälfte des
Projektbudgets für die Verbesserung bestehender oder die
Entwicklung neuer Komponenten für businessrelevante An -
wendungen eingesetzt. Dies erfolgt im Rahmen sogenannter
»Focused Technical Projects«. ROSIN stellt hierfür eine Vor -
finanzierung von bis zu 30 Prozent der Gesamtkosten bereit,
um den ersten Meilenstein zu erreichen. Bedingung hierfür
ist, dass die Entwickler die weitere Finanzierung sicherstellen.
Nicht zuletzt realisieren die Projektpartner zahlreiche Weiter -
bil dungsangebote für Studierende und Industriepartner.
Interessierte Personen oder Firmen, sei es auf Entwickler- oder
Nutzerseite, können sich für die finanziell geförderte Teil nahme
im Projekt bewerben.
Weitere Informationen: http://rosin-project.eu
Kontakt
Mirko Bordignon
Telefon +49 711 970-1629
Seit März untersucht das Forschungsprojekt »SeRoNet«, wie
Roboterlösungen für die Intralogistik und Fertigung in einem
kooperativen Ansatz zwischen Anwendern, Systemintegra toren
und Komponentenherstellern effizienter entwickelt werden
können.
Unter der Leitung des Fraunhofer IPA und gefördert vom
Bundesministerium für Wirtschaft und Energie arbeiten elf
Projektpartner daran, wiederverwendbare Komponenten für
professionelle Servicerobotik-Anwendungen über eine IT-Platt -
form einfach verfügbar zu machen.
Damit trägt das Projekt der steigenden Bedeutung von Öko -
systemen in der Software-Entwicklung Rechnung, die die
Ressourcen aller am Entwicklungsprozess Beteiligten bündeln
und eine effiziente Technologieentwicklung ermöglichen.
Dieser Ansatz soll Einstiegshürden senken und so die Service -
robotik weiter im Markt etablieren. Die auf Wachstum ange-
legte, offene IT-Plattform wird Ausrüster und Betreiber von
Servicerobotik zueinander bringen und die klassische lineare
Wertschöpfungskette durch ein Wertschöpfungsnetz ersetzen,
in dem alle Akteure dynamisch kooperieren. So kann sich
jedes Unternehmen auf seine Kernkompetenz spezialisieren
und zusammen mit weiteren Beteiligten eine Komplettlösung
anbieten. Entwicklungszyklen verkürzen sich rapide und die
Qualität verbessert sich.
Um eine breite Nutzerbasis zu erzielen, können sich Kompo -
nentenhersteller, Systemintegratoren und Endanwender ab
2018 für die finanzielle und technische Unterstützung bei der
Realisierung von kundenspezifischen Anwendungen bewerben.
Mit Pilotdemonstratoren in der Gesundheits-, Pharma- und
Automobilindustrie werden die Robustheit der IT-Plattform
und Entwicklungswerkzeuge sowie die Qualität der verfüg-
baren Komponenten und Services evaluiert.
Weitere Informationen: http://www.seronet-projekt.de
Kontakt
Dr. rer. nat. Björn Kahl
Telefon +49 711 970-1346 | [email protected]
n
Vorschau Interaktiv Ausgabe 3|2017
Mit Qualität 4.0 in die Zukunft
Intelligente und digital vernetzte Systeme sind zentrale Bestandteile von Industrie 4.0. Diese Systeme erzeugen in der Praxis
große Datenmengen, die ein enormes Potenzial für eine verbesserte Produktqualität aufweisen. Die erfolgreiche Nutzung
dieser Daten erfordert allerdings neue Konzepte und Methoden, nicht zuletzt, weil der Mensch mit dem Umfang der
Daten schnell überfordert ist. Die folgende Ausgabe gibt unter dem Themenschwerpunkt »Qualität 4.0« einen Überblick
zu den Arbeiten am Fraunhofer IPA, zu Ansätzen, Implementierungen und Erfolgsgeschichten aus der Praxis.
Impressum
interaktiv Ausgabe 2|2017 | Das Kundenmagazin des Fraunhofer IPA
Herausgeber:
Fraunhofer-Gesellschaft
Hansastraße 27c | 80686 München
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
Nobelstraße 12 | 70569 Stuttgart | Deutschland
Marketing und Kommunikation | Leitung: Fred Nemitz | [email protected]
Redaktion:
Ramona Hönl, Fred Nemitz, Christine Sikora (Bild und Produktion),
Dr. Birgit Spaeth, Dr. Karin Röhricht, Jörg-Dieter Walz (Chefredaktion)
Telefon +49 711 970-1667 | [email protected]
Fotos: Rainer Bez; alle nicht einzeln ausgewiesenen Abbildungen stammen aus folgenden Quellen:
Fraunhofer IPA, Universität Stuttgart (IFF), ARENA2036
Titelbild: Scribble der Titelstory »Wege zur zukunftsfähigen Fabrik«
Druck: Wahl-Druck GmbH
Bestellservice:
Telefon +49 711 970-1932 | [email protected] | www.ipa.fraunhofer.de/Bestellservice.html
50 Impressum interaktiv 2|2017
NEUES VOM Fraunhofer IPALIVE ERLEBEN
Exponat zu Smart Data Analytics auf der WGP-Sonderschau»Industrie 4.0 Area« in Halle 25
Vortrag 19.9.2017, 14.30–15.00 Uhr»Smart Data Analytics – Produktivitätssteigerung von verketteten Anlagen und automatisiertes Maschinen-Benchmarking«
Vortrag 20.9.2017, 13.30–14.00 Uhr »Smartes Sägen – Hocheffiziente Fertigung durch innovativeSägetechnologie«