Embed Size (px)
Citation preview
1/24 © Testo • Industrial Services GmbH, 2015
Testo Industrial Services – Mehr Service, mehr Sicherheit.
www.testotis.de
Kalibrierintervalle Risikobasierte & wirtschaftliche Festlegung
2/24 © Testo • Industrial Services GmbH, 2015
Grundlagen der Kalibrierung
Lebenszyklusmodell
Kalibrierintervalle
Agenda
3/24 © Testo • Industrial Services GmbH, 2015
Kalibrierung ist…
• Der Vergleich eines Messwertes mit dem richtigen Wert
bei vorgegebenen Bedingungen.
• Das Dokumentieren der Abweichung.
• Die Berechnung der Messunsicherheit.
• Das Kennzeichnen des Kalibrierstatus (Kalibriermarke).
• Rückführung auf nationale und internationale Normale
Grundlagen der Kalibrierung
Definition nach VIM („Internationales Wörterbuch der Metrologie“)
„Tätigkeiten zur Ermittlung des Zusammenhangs zwischen den ausgegebenen Werten eines
Messgerätes oder einer Messeinrichtung oder den von einer Maßverkörperung oder von
einem Referenzmaterial dargestellten Werten und den zugehörigen, durch Normale
festgelegten Werten einer Messgröße unter vorgegebenen Bedingungen.“
4/24 © Testo • Industrial Services GmbH, 2015
Vertrauen in die Messwerte
und damit in reproduzierbare
Prozesse
Kalibrierung = ein wichtiger Bestandteil der GMP-regulierten Industrie
Grundlagen der Kalibrierung
Kalibrieren ist immer eine
Betrachtung in die Vergangenheit
eines Messmittels und keine
Zukunftsaussage
Verwandte Begriffe
5/24 © Testo • Industrial Services GmbH, 2015
Warum muss ich kalibrieren?
regulatorisch gefordert, aber auch ökonomisch sinnvoll!
Grundlagen der Kalibrierung
§ EU-GMP Leitfaden Teil 1 (Kapitel 3, Pkt. 3.41, Kapitel 4, Pkt. 4.26)
§ CFR - Code of Federal Regulations: 21 CFR 211 (Sec. 211.68) &
21 CFR 820 (Sec. 820.72)
§ nationale und internationale Pharmakopöen
§ DIN/EN ISO 9000:2000 und 45001
§ DIN ISO 10012 und 17025
§ VDI 2620: Unsichere Messungen und ihre Wirkung auf das Messergebnis
§ Eichgesetz/Eichordnung
§ Aide Mémoire 07121105: Inspektion von Qualifizierung und Validierung
(Kapitel 4 und 5)
§ ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration
Management (Second edition, 2010)
6/24 © Testo • Industrial Services GmbH, 2015
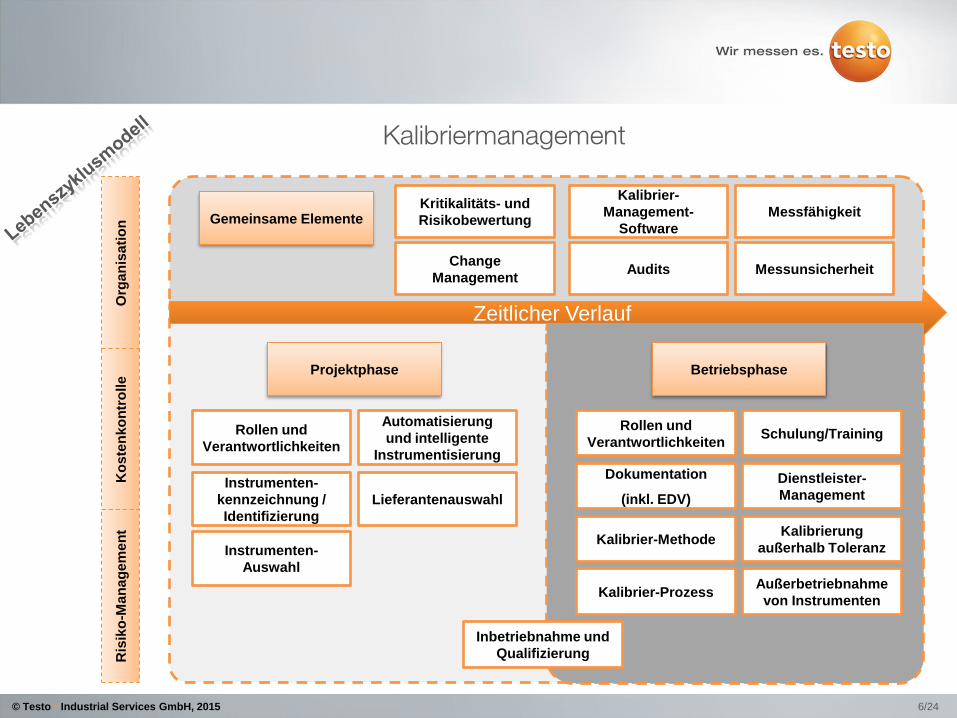
Kalibriermanagement
Rollen und
Verantwortlichkeiten
Instrumenten-
kennzeichnung /
Identifizierung
Instrumenten-
Auswahl
Automatisierung
und intelligente
Instrumentisierung
Lieferantenauswahl
Inbetriebnahme und
Qualifizierung
Rollen und
Verantwortlichkeiten
Dokumentation
(inkl. EDV)
Kalibrier-Methode
Kalibrier-Prozess
Schulung/Training
Dienstleister-
Management
Kalibrierung
außerhalb Toleranz
Außerbetriebnahme
von Instrumenten
Kritikalitäts- und
Risikobewertung
Change
Management
Kalibrier-
Management-
Software
Audits
Messfähigkeit
Messunsicherheit
Projektphase
Gemeinsame Elemente
Betriebsphase
Ko
ste
nk
on
tro
lle
R
isik
o-M
an
ag
em
en
t O
rga
nis
ati
on
Zeitlicher Verlauf
7/24 © Testo • Industrial Services GmbH, 2015
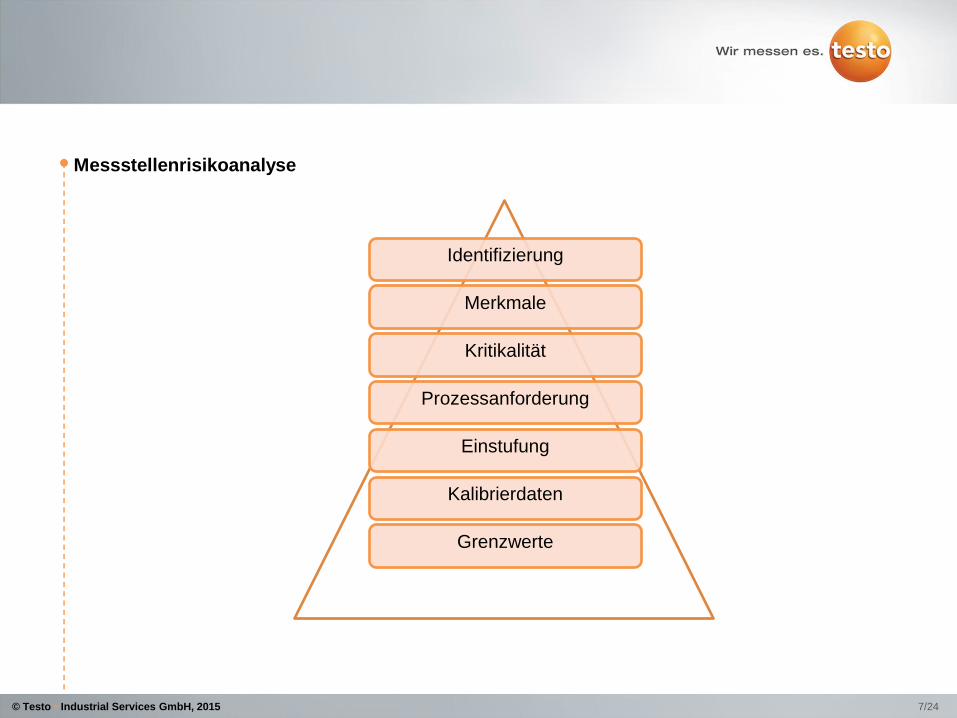
Messstellenrisikoanalyse
Identifizierung
Merkmale
Kritikalität
Prozessanforderung
Einstufung
Kalibrierdaten
Grenzwerte
8/24 © Testo • Industrial Services GmbH, 2015
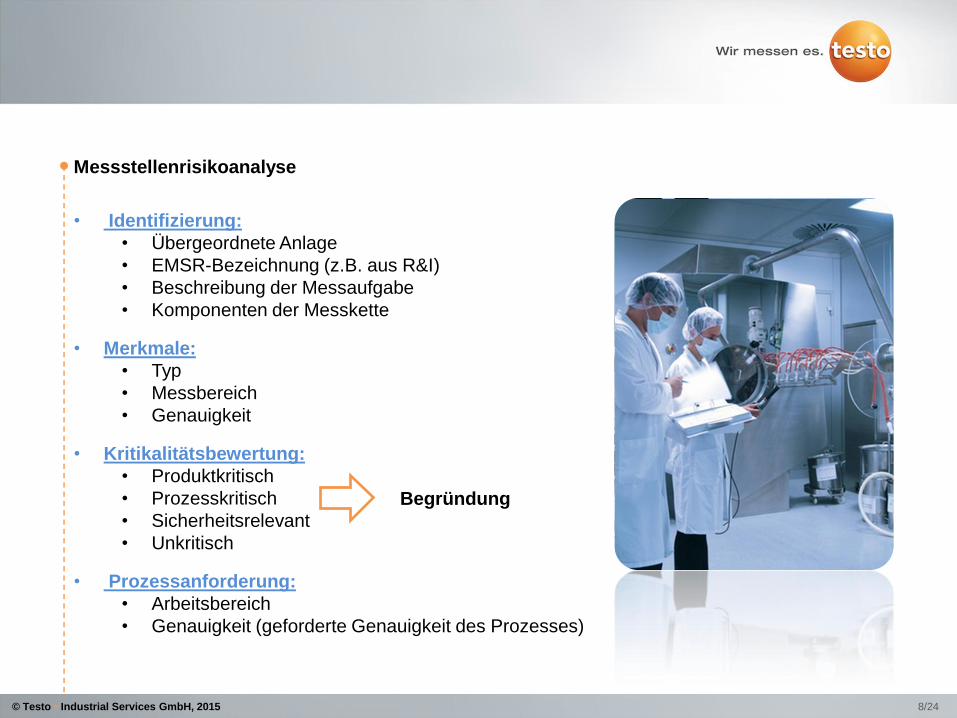
• Identifizierung:
• Übergeordnete Anlage
• EMSR-Bezeichnung (z.B. aus R&I)
• Beschreibung der Messaufgabe
• Komponenten der Messkette
• Merkmale:
• Typ
• Messbereich
• Genauigkeit
• Kritikalitätsbewertung:
• Produktkritisch
• Prozesskritisch
• Sicherheitsrelevant
• Unkritisch
• Prozessanforderung:
• Arbeitsbereich
• Genauigkeit (geforderte Genauigkeit des Prozesses)
Begründung
Messstellenrisikoanalyse
9/24 © Testo • Industrial Services GmbH, 2015
• Einstufung:
• Kalibrier- oder Eichrelevant?
• Störmelderelevant?
• Sicherheitsprüfungen erforderlich?
• Kalibrierdaten:
• Kalibrierpunkte
• zulässige Toleranz
• Kalibrierintervall
• Verweis Kalibrieranweisung
• zul. max. Messunsicherheit
• Grenzwerte
• Festlegung Warn- und Aktionsgrenzen
• Festlegung Art der Alarmierung
Messstellenrisikoanalyse
10/24 © Testo • Industrial Services GmbH, 2015
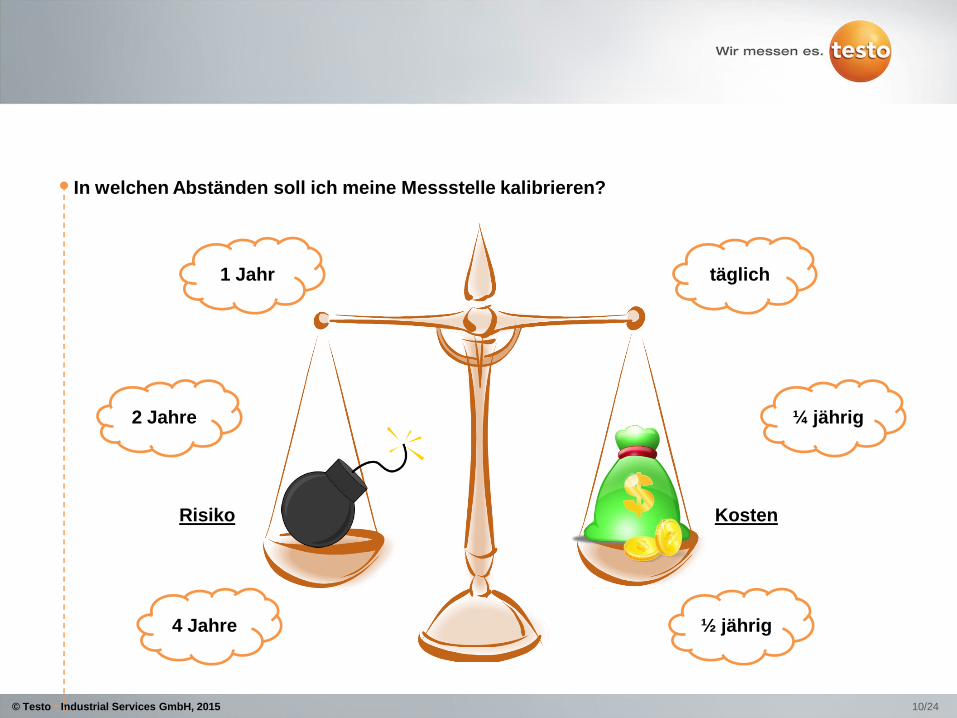
In welchen Abständen soll ich meine Messstelle kalibrieren?
Risiko Kosten
1 Jahr
2 Jahre
täglich
¼ jährig
4 Jahre ½ jährig
11/24 © Testo • Industrial Services GmbH, 2015
Wichtigste Kriterien
Geforderte
Prozesstoleranz
Driftverhalten
des Fühlers
Konsequenzen bei n.i.o

12/24 © Testo • Industrial Services GmbH, 2015
Beteiligte Parteien für die Entscheidungsfindung
Prozess/
Entwicklung/
Technologie
Qualitätssicherung Engineering
13/24 © Testo • Industrial Services GmbH, 2015
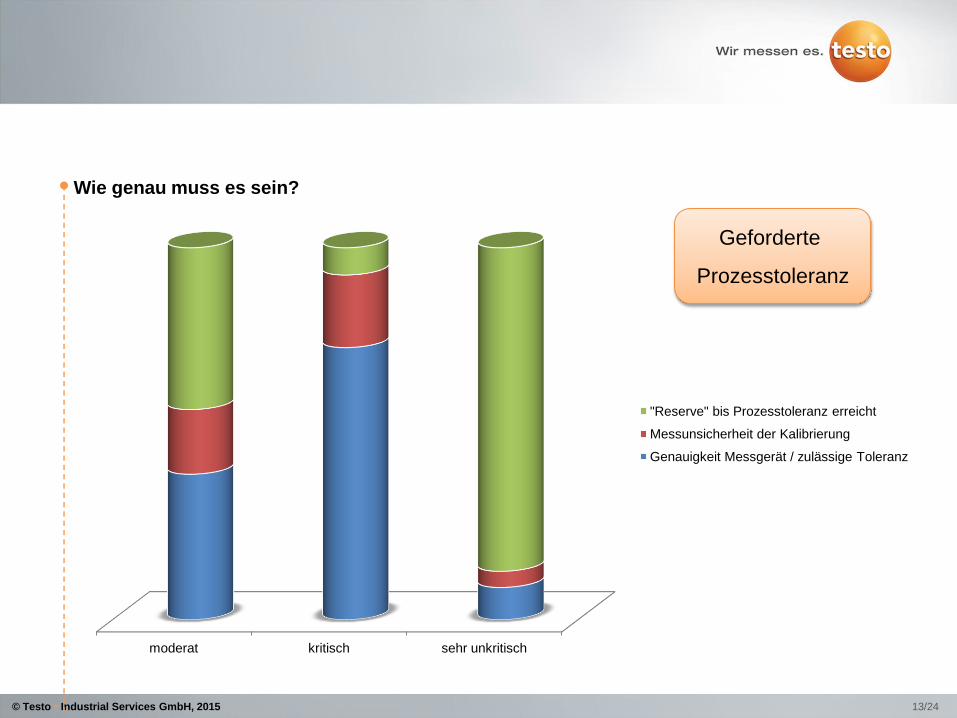
Wie genau muss es sein?
Geforderte
Prozesstoleranz
moderat kritisch sehr unkritisch
"Reserve" bis Prozesstoleranz erreicht
Messunsicherheit der Kalibrierung
Genauigkeit Messgerät / zulässige Toleranz
14/24 © Testo • Industrial Services GmbH, 2015
Geforderte Prozesstoleranz
Genauigkeit des Messgeräts / zulässige Toleranz
Herstellerangaben
Eigene Toleranz
Sollte sich an der Prozesstoleranz orientieren
Messunsicherheit der Kalibrierung
Bestimmung der Messunsicherheit nach GUM
Abschätzung der Messunsicherheit (unsauber!)
Messunsicherheit ≠ Genauigkeit der Referenz
Messunsicherheiten von akkreditierten Laboren => gesicherte Angabe
Prozesstoleranz
Wissenschaftliche Daten verfügbar?
Herstellerlaubnis?
So genau wie nötig
nicht so genau wie möglich!
15/24 © Testo • Industrial Services GmbH, 2015
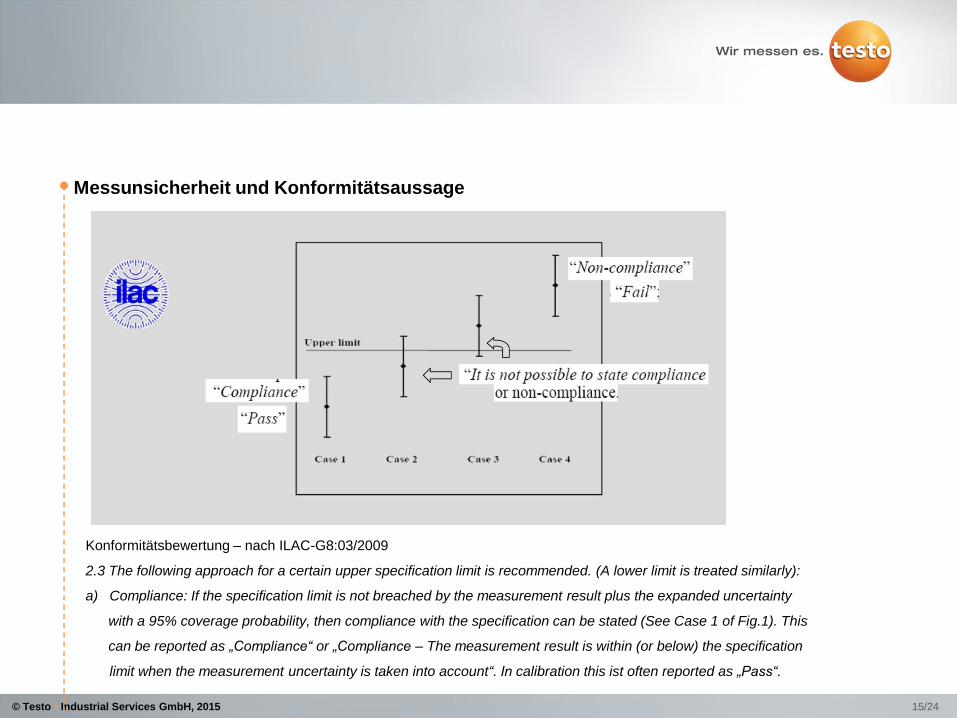
Messunsicherheit und Konformitätsaussage
Konformitätsbewertung – nach ILAC-G8:03/2009
2.3 The following approach for a certain upper specification limit is recommended. (A lower limit is treated similarly):
a) Compliance: If the specification limit is not breached by the measurement result plus the expanded uncertainty
with a 95% coverage probability, then compliance with the specification can be stated (See Case 1 of Fig.1). This
can be reported as „Compliance“ or „Compliance – The measurement result is within (or below) the specification
limit when the measurement uncertainty is taken into account“. In calibration this ist often reported as „Pass“.
16/24 © Testo • Industrial Services GmbH, 2015
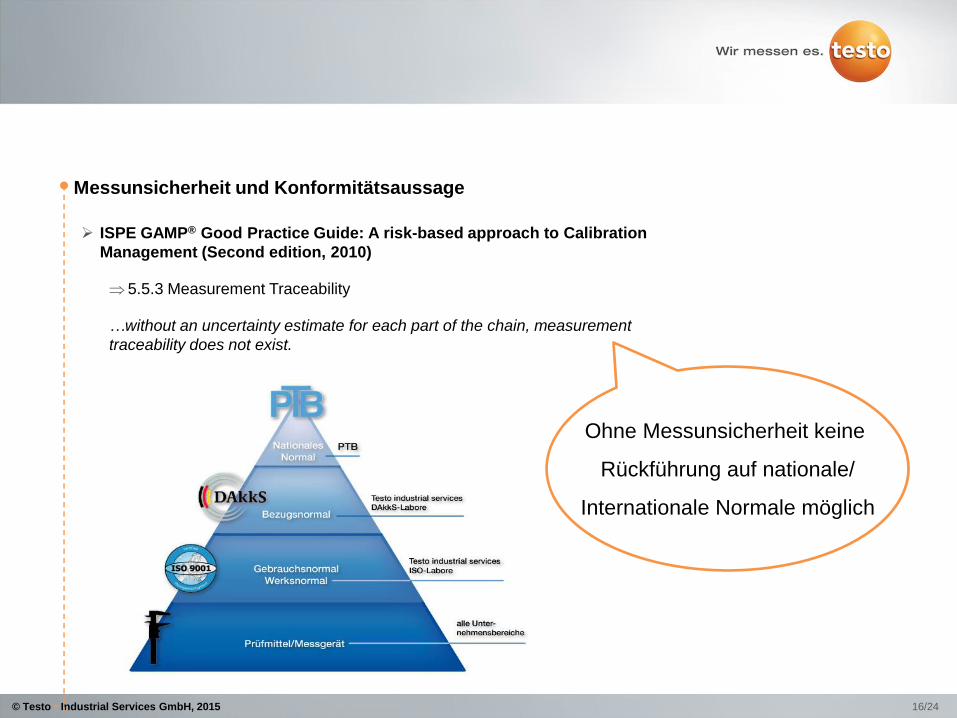
Messunsicherheit und Konformitätsaussage
ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration
Management (Second edition, 2010)
5.5.3 Measurement Traceability
…without an uncertainty estimate for each part of the chain, measurement
traceability does not exist.
Ohne Messunsicherheit keine
Rückführung auf nationale/
Internationale Normale möglich
17/24 © Testo • Industrial Services GmbH, 2015
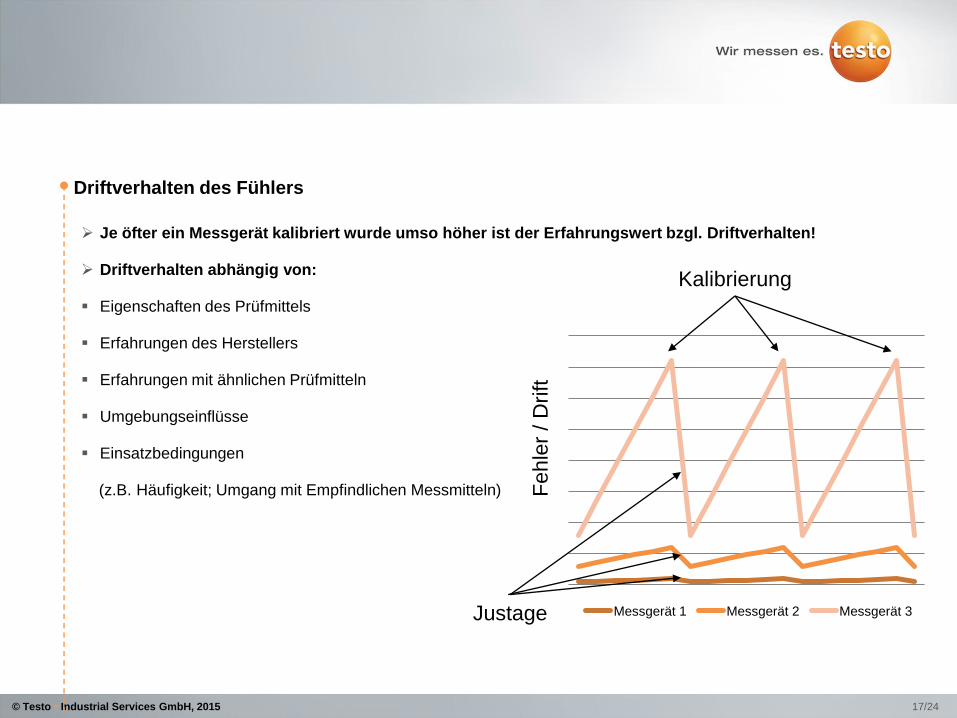
Driftverhalten des Fühlers
Je öfter ein Messgerät kalibriert wurde umso höher ist der Erfahrungswert bzgl. Driftverhalten!
Driftverhalten abhängig von:
Eigenschaften des Prüfmittels
Erfahrungen des Herstellers
Erfahrungen mit ähnlichen Prüfmitteln
Umgebungseinflüsse
Einsatzbedingungen
(z.B. Häufigkeit; Umgang mit Empfindlichen Messmitteln)
Messgerät 1 Messgerät 2 Messgerät 3
Fehle
r /
Drift
Justage
Kalibrierung
18/24 © Testo • Industrial Services GmbH, 2015
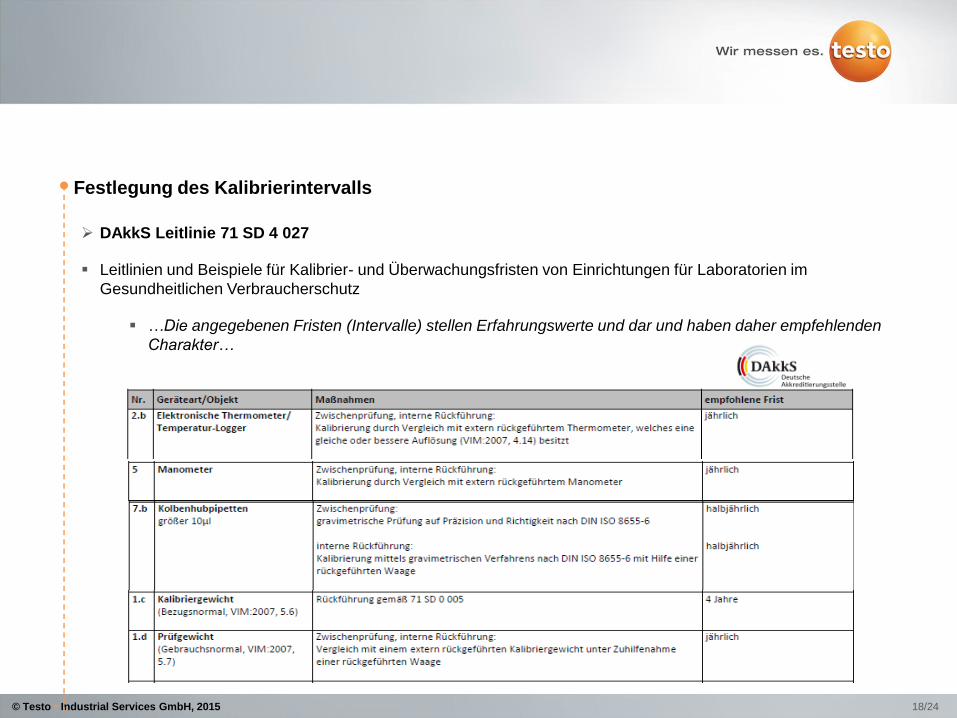
Festlegung des Kalibrierintervalls
DAkkS Leitlinie 71 SD 4 027
Leitlinien und Beispiele für Kalibrier- und Überwachungsfristen von Einrichtungen für Laboratorien im
Gesundheitlichen Verbraucherschutz
…Die angegebenen Fristen (Intervalle) stellen Erfahrungswerte und dar und haben daher empfehlenden
Charakter…
19/24 © Testo • Industrial Services GmbH, 2015
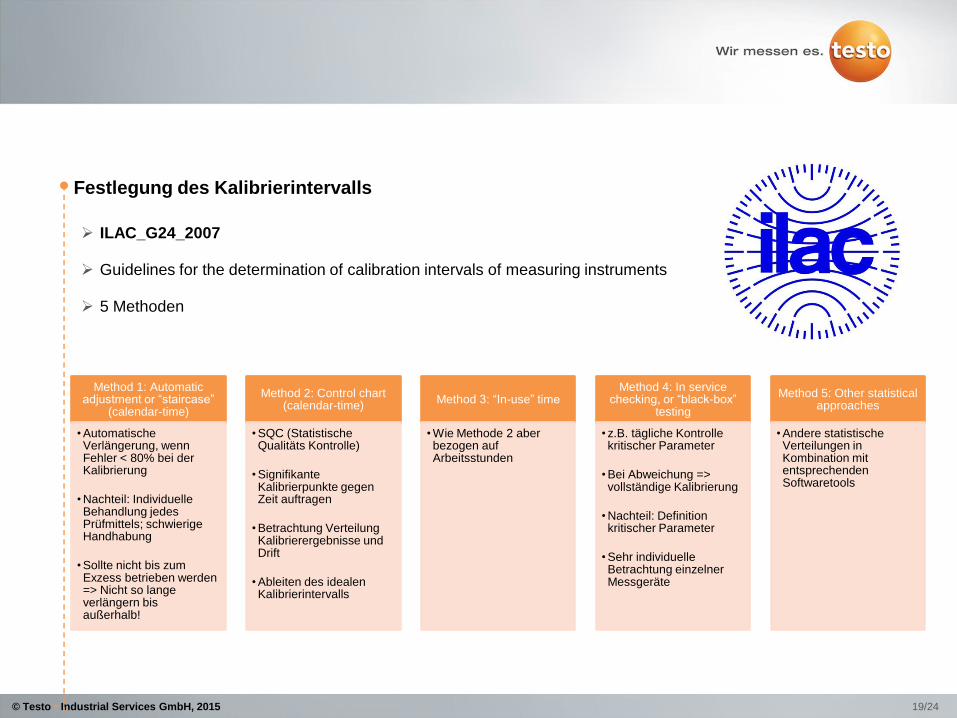
Festlegung des Kalibrierintervalls
ILAC_G24_2007
Guidelines for the determination of calibration intervals of measuring instruments
5 Methoden
Method 1: Automatic adjustment or “staircase”
(calendar-time)
• Automatische Verlängerung, wenn Fehler < 80% bei der Kalibrierung
• Nachteil: Individuelle Behandlung jedes Prüfmittels; schwierige Handhabung
• Sollte nicht bis zum Exzess betrieben werden => Nicht so lange verlängern bis außerhalb!
Method 2: Control chart (calendar-time)
• SQC (Statistische Qualitäts Kontrolle)
• Signifikante Kalibrierpunkte gegen Zeit auftragen
• Betrachtung Verteilung Kalibrierergebnisse und Drift
• Ableiten des idealen Kalibrierintervalls
Method 3: “In-use” time
• Wie Methode 2 aber bezogen auf Arbeitsstunden
Method 4: In service checking, or “black-box”
testing
• z.B. tägliche Kontrolle kritischer Parameter
• Bei Abweichung => vollständige Kalibrierung
• Nachteil: Definition kritischer Parameter
• Sehr individuelle Betrachtung einzelner Messgeräte
Method 5: Other statistical approaches
• Andere statistische Verteilungen in Kombination mit entsprechenden Softwaretools
20/24 © Testo • Industrial Services GmbH, 2015
Festlegung des Kalibrierintervalls
ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration Management (Second edition,
2010)
„any change of calibration frequency should be fully supported by the historical evidence.“
Schrittweises Vorgehen:
I. Festlegen des Einflusses einer Abweichung oder eines Fehlverhaltens für die Patientensicherheit in
hohen, mäßigen oder niedrigen Einfluss.
II. Bewertung des Instruments bzw. der Prozess- und Messbedingungen: Je nach Schwierigkeit der
Prozessbedingungen bzw. Häufigkeit des Einsatzes oder Kenntnisse über das Verhalten der
Messtechnik wird diese in eine hohe, mittlere oder geringe Risikokategorie eingeordnet
21/24 © Testo • Industrial Services GmbH, 2015
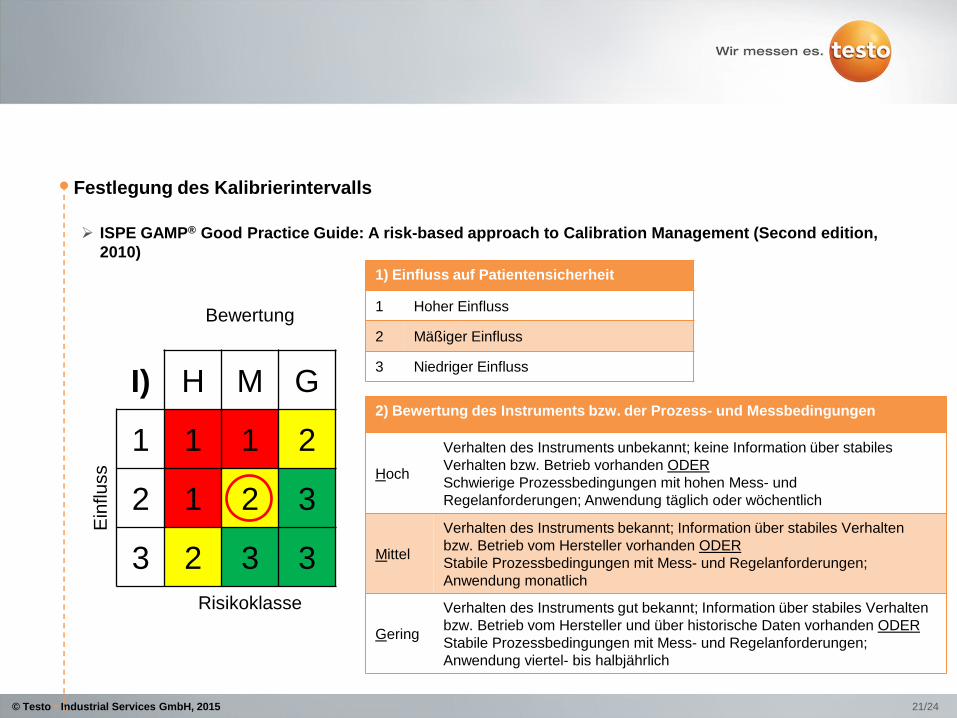
Festlegung des Kalibrierintervalls
ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration Management (Second edition,
2010)
Bewertung
I) H M G
Ein
flu
ss
1 1 1 2
2 1 2 3
3 2 3 3
Risikoklasse
1) Einfluss auf Patientensicherheit
1 Hoher Einfluss
2 Mäßiger Einfluss
3 Niedriger Einfluss
2) Bewertung des Instruments bzw. der Prozess- und Messbedingungen
Hoch
Verhalten des Instruments unbekannt; keine Information über stabiles
Verhalten bzw. Betrieb vorhanden ODER
Schwierige Prozessbedingungen mit hohen Mess- und
Regelanforderungen; Anwendung täglich oder wöchentlich
Mittel
Verhalten des Instruments bekannt; Information über stabiles Verhalten
bzw. Betrieb vom Hersteller vorhanden ODER
Stabile Prozessbedingungen mit Mess- und Regelanforderungen;
Anwendung monatlich
Gering
Verhalten des Instruments gut bekannt; Information über stabiles Verhalten
bzw. Betrieb vom Hersteller und über historische Daten vorhanden ODER
Stabile Prozessbedingungen mit Mess- und Regelanforderungen;
Anwendung viertel- bis halbjährlich
22/24 © Testo • Industrial Services GmbH, 2015
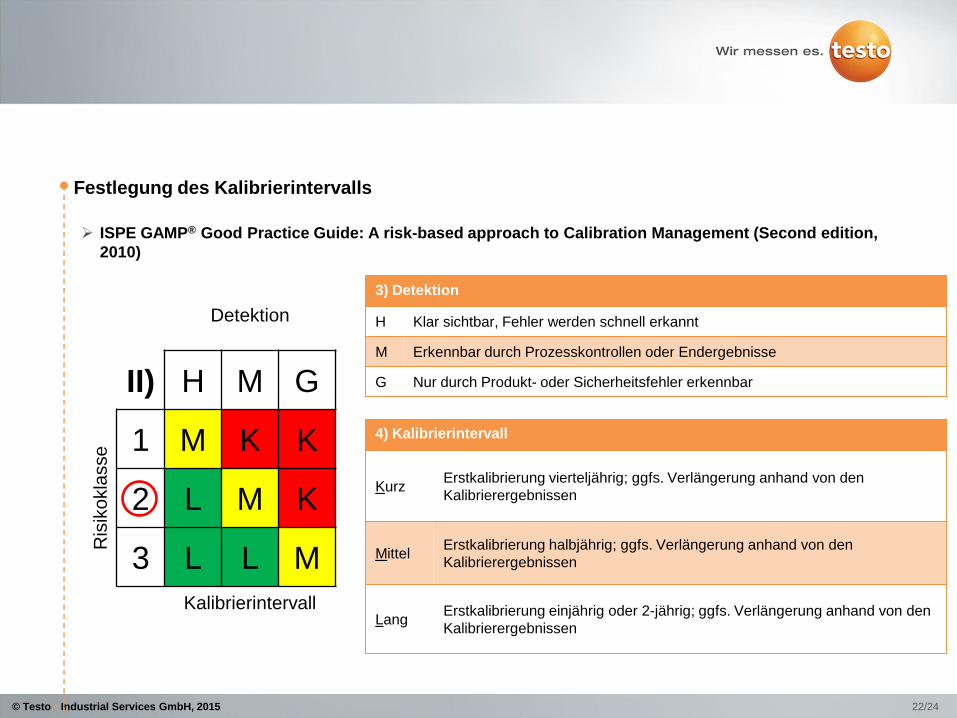
Festlegung des Kalibrierintervalls
ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration Management (Second edition,
2010)
Detektion
II) H M G
Ris
iko
kla
sse
1 M K K
2 L M K
3 L L M
Kalibrierintervall
3) Detektion
H Klar sichtbar, Fehler werden schnell erkannt
M Erkennbar durch Prozesskontrollen oder Endergebnisse
G Nur durch Produkt- oder Sicherheitsfehler erkennbar
4) Kalibrierintervall
Kurz Erstkalibrierung vierteljährig; ggfs. Verlängerung anhand von den
Kalibrierergebnissen
Mittel Erstkalibrierung halbjährig; ggfs. Verlängerung anhand von den
Kalibrierergebnissen
Lang Erstkalibrierung einjährig oder 2-jährig; ggfs. Verlängerung anhand von den
Kalibrierergebnissen
23/24 © Testo • Industrial Services GmbH, 2015
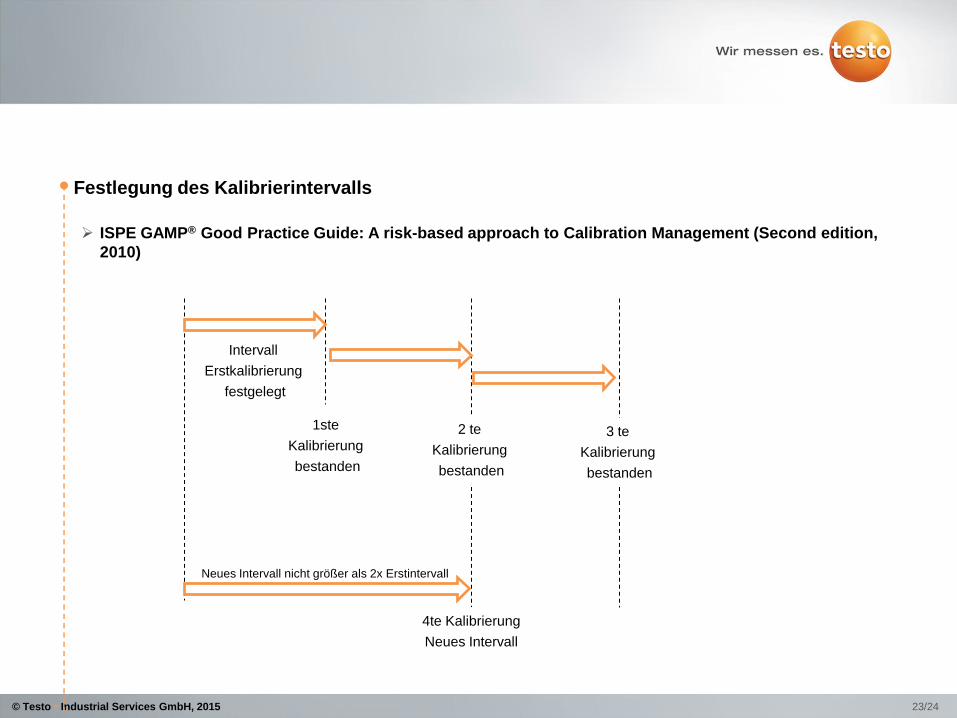
Festlegung des Kalibrierintervalls
ISPE GAMP® Good Practice Guide: A risk-based approach to Calibration Management (Second edition,
2010)
Intervall
Erstkalibrierung
festgelegt
1ste
Kalibrierung
bestanden
2 te
Kalibrierung
bestanden
3 te
Kalibrierung
bestanden
4te Kalibrierung
Neues Intervall
Neues Intervall nicht größer als 2x Erstintervall
24/24 © Testo • Industrial Services GmbH, 2015
Dipl.-Ing (FH) Markus Salemink
Marktmanager
Vertrieb GMP-Compliance
Mail: [email protected]
Testo Industrial Services GmbH
www.testotis.de
Ihre Fragen beantworten wir
gerne auch persönlich.






















