Embed Size (px)
Citation preview
P R O M O T I O N
8/13 Oktober/November ISSN 1618-002XEine Publikation der WIN-Verlag GmbH & Co. KG D: Euro 14,40 CH: SFr 24,50 A: Euro 14,90
www.digital-engineering-magazin.de Innovative Lösungen für Konstrukteure, Entwickler und Ingenieure
AMD FirePro W7000 und Fujitsu Celsius M730
Supercomputer für den Schreibtisch
VerbindungstechnikKlemmverbinder: Preisgünstige Alternative zur Schweißkonstruktion
KostenmanagementLaufende Kostenvorhersage auf Basis des CAD-Modells
15Jahre
Hin
terg
rund
foto
: fot
olia
.com
transtec: Ihr Partner für IBMNeXtScale HPC-Lösungen
designed, gefertigt, getestet und implementiert
transtec AG � Waldhörnlestrasse 18 � 72072 TübingenTelefon: 07071/703-0 � E-Mail: [email protected] � www.transtec.de bit.ly/nextscale
schnell und einfach … Technical Computing ohne Komplexität
33 JAHRE PROFESSIONELLE IT-SYSTEME UND LÖSUNGEN „MADE IN GERMANY“
designed, gefertigt, getestet
33 JAHRE PROFESSIONELLE IT-SYSTEME UND LÖSUNGEN „MADE IN GERMANY“
mit Standardkomponenten höhere Packungsdichte mehr Flexibilität geringere Kosten

| EDitoriAL
MICRO-EPSILON Messtechnik94496 Ortenburg · Tel. 0 85 42/[email protected]
www.micro-epsilon.de
LASER-SENSORENFÜR WEG, ABSTAND & POSITION Größtes Sensorprogramm weltweit
Messbereiche von 2 bis 1000 mm
Modelle mit integriertem Controller
Von Low-Cost Einstiegsmodellen bis zur hochpräzisen Spitzenklasse
Echtzeit-Anpassung an wechselnde Oberflächen (RTSC)
High-End Serie optoNCDT 2300 Hochdynamischer Lasersensor der
50 kHz Klasse
optoNCDT 1700BL Blau-violette Laserdiode (405 nm)
für höhere Genauigkeit auf glühendeMetalle und organische Stoffe
High-End Serie optoNCDT 2300 Hochdynamischer Lasersensor der
NEU
optoNCDT 1700BL Blau-violette Laserdiode (405 nm)
NEU
SPS/IPC/DRIVES / Nürnberg26.11.2013 - 28.11.2013Halle 7A / Stand 7A-138
Rainer TrummerChefredakteur
Jan BihnRedakteur
Bernd HeilmeierVerlagsleiter
Andrea HornMediaberatung
Martina SummerAnzeigenverkaufsleitung
Armin KrämerTextchef
Liebe Leser, mit dieser Ausgabe feiert das DIGITAL ENGINEERING Magazin sein 15-jähriges Be-stehen. Mit der im Oktober 1998 erstmals erschienenen Fachzeitschrift CAD WORLD haben wir es uns von Anfang an zur Aufga-be gemacht, die Globalisierung des CAD-Marktes transparent zu machen.
Mitte 2001 wurde CAD WORLD dann zum heutigen DIGITAL ENGINEERING Magazin. Bereits damals hatten wir erkannt, dass sich der CAD-Markt stark verändern würde. Bei der digitalen Produktentwicklung geht es nämlich um viel mehr als nur um den Be-reich Konstruktion. Hier steht der gesamte Produktlebenszyklus mit seiner durchgän-gigen Prozesskette im Mittelpunkt. Des-halb fokussiert das DIGITAL ENGINEERING Magazin stets den gesamten Produktent-stehungsprozess.
Die digitale Produktentwicklung und die Automatisierung verzahnen sich immer mehr. Im DIGITAL ENGINEERING Magazin finden Konstrukteure und Entwickler des-halb alle wichtigen Informationen, die sie für die Entwicklung, Konstruktion und den Betrieb komplexer, technischer Produkte und Systeme benötigen – von CAD über PLM bis hin zur Automatisierung und An-triebstechnik.
Das DIGITAL ENGINEERING Magazin hat sich im Markt der Fachzeitschriften für Kon-strukteure und Entwickler fest etabliert. Dar-auf sind wir stolz und bemühen uns, ständig besser zu werden. Dies ist aber nur gemein-sam möglich. Deshalb möchte ich mich an dieser Stelle herzlich bedanken. Bei Ihnen, liebe Leserinnen und Leser, für Ihre Treue und Ihre Anregungen, bei unseren Anzei-genkunden, bei unseren Autoren und beim gesamten Team des DIGITAL ENGINEERING Magazins. Einen Teil der Kollegen sehen Sie auf dieser Seite.
Und nun viel Spaß mit unserer Jubiläums-ausgabe – wie Sie sehen bereits im neuen Heftlayout!
Rainer Trummer, Chefredakteur

DIGITAL ENGINEERING Magazin 08-2013
004 | inhALt |
titELStorY – Grafikkarten übernehmen neue Aufgaben in der Engineering-Workstation. Die GPU rechnen effizient und schnell parallele Operationen, wie von der Simulation gefordert, und erlauben so einen parallelen Workflow. 12
AKtUELL
WirtschaftstickerMacher und Märkte 06
trends und technologieNeue Produkte und Verfahren 07
VeranstaltungskalenderWas, wann, wo? 08
hArDWArE UnD PEriPhEriE
CPU und GPU im DuettHardware für parallele Produkt- entwicklung von Fujitsu und AMD 12
interview: hPC für alleJörg Dehnen von IBM über die NeXtScale-Archtektur 15
Workstations von Dell und hPDie neuen Modelle für den Schreibtisch und unterwegs 16
CAD & DESiGn
Wissen und Simulation inklusiveAutomatism und integrierte Simulation im CAD helfen dem Produktentwickler 17
Mit eepos-tool zur Kran-AuslegungHandlingsysteme und Kranalagen effizient planen und Stücklisten generieren 20
SiMULAtion & ViSUALiSiErUnG
Know-how – Dampfblasen vermeidenWorkflow der Hochschule Aalen verhindert Kavitationsschäden im Fluid-System 22
ProDUCt LiFECYCLE MAnAGEMEnt
risikobeurteilung verzahnenAutomatisierer integriert mit Docufy Safety-Prozesse ins Engineering 24
Prozesssicherheit durch PDM CIM Database sichert Prozesse beimSpezialisten für Flugzeugmontage 26
on Demand zum PLMDassault-Partner Schwindt setzt auf ENOVIA und dessen offenen Web-Ansatz 28
Vergangenheit, Gegenwart und Zukunft14 Experten in Sachen Engineering-Soft- und -Hardware blicken mit uns zurück 29
>Zu unserem 15-jährigen Jubiläum haben wir uns in der Computer-Branche rund um die Pro-duktentwicklung umgehört. Wir fragten CAD- und CAM-Experten, PLM- und Hardware-Anbie-ter nach den Entwicklungen in der Branche, den Auswirkungen auf die Arbeitsweise in der Pro-duktentwicklung und wagen mit den Branchen-größen einen Blick in die Zukunft [Seite 29].
<Automation und Antriebstechnik sind oft un-trennbar miteinander verwoben. Aus der Ver-zahnung resultiert Effizienz, der Artikel ab Seite 56 veranschaulicht dies mit einem Beispiel aus der mechanischen Fertigung. Um Effizienz beim Messen und Prüfen geht es in dem Beitrag ab Seite 64. Fertigungsunternehmen können durch Mehrstellenmessplätze auch hier Auf-wand und Taktzeit sparen.
Management heißt unter anderem, fortlaufend sinnvolle neue Technologien ins Unternehmen zu holen. Wie Virtual Reality [Seite 80] beispiels-weise oder Kostenmanagement [74]. Auch über Industrie 4.0 sollten die Köpfe des Unterneh-mens rauchen und überlegen, welche Teile der vierten industriellen Revolution wirklich sinnvoll für die eigene Firma sind [76].
Bild
: RTT
Bild
: WZM
U
Bild
: Bos
ch-R
exro
th
Bild
: aPr
iori

| inhALt | 005
SPECiAL AUtoMotiVE
Vom tüftler zum Unternehmer eDesign setzt bei LED-Beleuchtungen madein Germany auf Distrelec-Komponenten 48
Antriebe in der AchsproduktionSEW liefert mechatronische Antriebe für Intralogistik im Mercedes-Werk 54
AntriEBStEChniK
Ansynchronmotoren optimierenGroschopp zeigt, dass effiziente Motoren nicht zwangsläufig teuer sei müssen 52
Feuer, Luft und Erz Siemens-Antriebe beatmen Hochofen Nummer 1 bei chinesischem Stahlerzeuger 54
tack-tack – Späne im taktRexroth-Technik hilft, in Rund- taktmaschine Taktzeiten zu verringern 56
Auf den Punkt geschweißtNabtesco-Getriebe positioniert schwere Bauteile in der Fertigung 58
ELEKtrotEChniK & AUtoMAtion
Aus der Klinik in die industrieWittenstein – Drahtlos-Energieübertragung aus Medizin auch für Industrie geeignet 60
Winkelsensoren für raue BedingungenSchleifringübertrager nutzt Novotechnik- Winkelsenoren zur Positionserfassung 62
Effizient zur Qualität mit heidenhainTechnik für Mehrstellenmessplätze verringert Prüfaufwand in der Fertigung 64
hightech für den gelben SackGefran hat Leistungssteller für die Prozesse in der Folienproduktion im Programm 66
KonStrUKtionSELEMEntE
Abrieb, Staub und Schmutz verboten Korrosionsbeständige Dünnringlager für Reinräume von Rodriguez 68
Fit für extreme temperaturenFindling erweitert seine Wälzlager-Serie für raue Bedingungen um neue Modelle 70
Verbinden ohne SchweißenHersteller von Fitness-Geräten setzt auf Rose+Krieger-Klemmverbinder 72
MAnAGEMEnt
Kosten im GriffMit Kostenmanagement Produkte schnell und optimiert auf den Markt bringen 74
industrie 4.0Experten vom DFKI klären, was Unternehmen davon haben 76
Komplexes im Web präsentierenDie Web-Visualisierung der Innovations- Allianz Green Carbody Technologies 78
Virtual reality: inszenierung in EchtzeitZwei Experten von RTT stellen sich unseren Fragen zu VR in der Produktentwicklung 80
EDITORIAL 03
MARKTPLATZ 79
IMPRESSUM 83
VORSCHAU 83
Titelthemen
REDAKTIONELL ERWäHNTE FIRMEN UND INSTITIONEN
3Dconnexion [Seite 11], AMD [12|16], Ansys [29], aPriori [74], Ascon [10], AuE [50], Autodesk [29], Bosch Rexroth [56], Broetje-Automation [26], Bucher Industries [06], CD-adapco [30], Contact Software [26|30], Danfoss [10], Dassault Systèmes [06|28|30], Delcam [06], Dell [16], DFKI [76], Distrelec [48], Docufy [24], eDesign [48], eepos [20], FH Düsseldorf [52], Findling [70], Fujitsu [12|31], Gefran [66], Groschopp [52], Heidenhain [64], Hochschule Aalen [22], HP [16], IBM [15], ISD Software und Systeme [11], Jetter [06], Kunming Iron & Steel Holding [54], Mercedes-Benz [50], Morgan Rekofa [62], MSC Software [31], Nabtesco [58], Novotech-nik [62], Nvidia [16], Open Mind [31], Ostfalia Hochschule [17], Panasonic [58], Pilz [10], PNY [32], ProCAD [32], PTC [12|32], Rittal [07], robo-motion [24], Rodriguez [68], Rose+Krieger [72], RTT [80], Safe Technology [07], Schott Systeme [33], Schwindt [28], Seal Systems [33], Seppel-fricke [56], SEW [50], Siemens Drive Techno-logies [54], Siemens PLM Software [33], Solid-Works [07|12], Transtec [15], TU Chemnitz [78], Wittenstein [60].
CIM DATABASE 10 — das neue Release von CONTACTs Produktdaten- und Kollaborationsplattform stellt Systems Engineering und das virtuelle und Kollaborationsplattform stellt Systems Engineering und das virtuelle Produkt in den Mittelpunkt. Das Arbeiten mit umfassenden Daten Produkt in den Mittelpunkt. Das Arbeiten mit umfassenden Daten und Prozessen wird noch einfacher und intuitiver. Offene Standards und Prozessen wird noch einfacher und intuitiver. Offene Standards sichern im Verbund der IT-Systeme durchgängige Geschäftsprozesse.sichern im Verbund der IT-Systeme durchgängige Geschäftsprozesse.www.cdb10.com
EINFACH. OFFEN.

DIGITAL ENGINEERING Magazin 08-2013
006 | AKtUELL | Macher & Märkte
J E t t E r - Ü B E r n A h M E
Bucher plant KaufDie schweizerische Bucher Industries AG hat angekündigt, die Jetter AG durch Kauf aller Aktien zu übernehmen. Bucher Indus-tries beabsichtigt, den Aktionären der Jet-ter AG über eine Tochtergesellschaft ein freiwilliges Übernahmeangebot zu einem Preis pro Aktie von 7 Euro zu unterbreiten. Bereits seit 2005 hält Bucher eine Beteili-gung an der Jetter AG, zuletzt von knapp 30 Prozent.
Jetter ist seit 2002 Partner von Buch-er Industries. Jetter entwickelt und liefert nicht nur Steuerungen für Emhart Glass, sondern auch die Elektronik für Kommu-nalfahrzeuge von Bucher Municipal. Das Unternehmen erwirtschaftete im Durch-schnitt der letzten beiden Geschäftsjahre
rund 50 Prozent seines Umsatzes mit dem Bucher-Konzern.
Aufsichtsrat und Vorstand der Jetter AG seien einstimmig zu dem Ergebnis ge-langt, dass das Übernahmeangebot im besten Interesse von Jetter sowie der Ak-tionäre, Mitarbeitenden und Kunden liege. In der zwischen der Jetter AG und Bucher Industries abgeschlossenen Transaktions-vereinbarung haben sie entsprechend er-klärt, das Übernahmeangebot nach besten Kräften zu unterstützen.
D E L C A M
Rekordumsatz im ersten HalbjahrCAD/CAM-Anbieter Delcam plc verweist für das erste Halbjahr 2013 auf ein Um-satzplus von 9 Prozent gegenüber dem Vorjahreszeitraum. Das sind 25 Millionen Pfund Sterling beziehungsweise 29,2 Mil-lionen Euro. Der Gewinn vor Steuern er-höhte sich auf 3,3 Millionen Euro. Das ist das beste Halbjahresergebnis in den ver-gangenen sieben Jahren der in Birming-ham sitzenden Firma Delcam plc. Hierzu
trugen, wie bereits in den Vorjahren, vor allem die Erfolge von Delcam in den USA, Großbritannien, Deutschland, Italien und China bei.
„Wir sind optimistisch, dass sich das starke Geschäft in der zweiten Jahres-hälfte fortsetzen wird“, prognostiziert Chairman Peter Miles. „Wie die Vorjahre zeigen, ist das letzte Quartal besonders umsatzstark.“
S A F E t E C h n o L o G Y L i M i t E D
Dassault kauft LebensdaueranalystenDassault Systèmes (3DS), Lösungsanbieter für 3D-CAD, Digital Mock-Up und Product Lifecycle Management (PLM), übernimmt die Firma Safe Technology mit Sitz in Shef-field, Großbritannien. Das Unternehmens entwickelt Software für Ermüdungs- und Lebensdaueranalysen.
Mit der Akquisition ergänzt 3DS die 3DExperience-Plattform. Safe Techno logy, Entwickler der Softwaresuite fe-safe, zählt mehr als 500 Unternehmen zu seinen Kunden, darunter General Motors, Harley Davidson Motor Company, Caterpillar Inc., Cummins Inc., Emerson Climate Techno-logies, Honda Jets und Hyundai Motors.„Haltbarkeit wirkt sich auf die Gefühle aus,
die der Kunde mit einer Marke verbindet“, sagt Bernard Charlès, Präsident und CEO von Dassault Systèmes. „Software zur Analyse der Materialermüdung und Lebensdauer ist da-her ein entscheidender Teil des Produktent-wicklungsprozesses. Mit dem Zukauf erwei-tern wir das Simulia-Portfolio.“
TITELBILD: AMD UND FUJITSU
AMD-FirePro-Grafikkarten in Kombination mit Fujitsu-Cel-sius-Workstations liefern eine Hardwarebasis für das moderne Engineering. In en-ger Zusammenarbeit mit Softwareherstellern wer-den Treiber der AMD-FirePro-Grafikkarten auf Ap-plikationen wie SolidWorks, PTC Creo und NX von Siemens PLM optimiert und zertifiziert. Dadurch profitieren Anwender von optimaler Leistung und innovativen Features wie Ambient Occlusion und OIT (Order Independent Transparency), die zur prä-zisen Darstellung komplexer Modelle beitragen.Die AMD-FirePro-Grafikkarten der W-Serie basieren auf der neuen Graphics Core Next (GCN) GPU-Ar-chitektur, die nicht nur für komplexe Grafikaufga-ben, sondern auch für rechenintensive Simulatio-nen optimiert wurde. Die Karten nutzen dafür die erweiterten Funktionen branchenüblicher Stan-dards wie DirectX und OpenGL sowie OpenCL.
AMD GmbhEinsteinring 24, D-85609 Dornach bei MünchenTelefon: 0 89 / 4 50 53-0E-Mail: [email protected]: www.fireprographics.com
Fujitsu technology Solutions GmbhBürgermeister-Ulrich-Str. 100, D-86199 Augsburg Telefon: 0 821 / 8 04-0Internet: www.fujitsu.com/de/
UNSER WEB-AUFTRITT
Übersichtliche GestaltungAuf der Startseite finden Sie die Top-News sowie die Themen-Rubriken, in denen die Meldungen und Bei-träge – zur besseren Übersichtlichkeit – einsortiert werden. Dies sind CAD/CAM/Design, PDM & PLM, Simulation, Visualisierung & VR, Digitale Fabrik, Rapid Prototyping, Hardware, Dienstleistungen, Antriebs-technik, Automatisierung, Elektrotechnik, Fluidtech-nik, Konstruktionselemente, Verbindungstechnik und Werkstoffe.
Wöchentlicher NewsletterIn unserem neuen, wöchentlichen Newsletter präsen-tiert Ihnen die Redaktion des DIGITAL ENGINEERING Magazins die interessantesten News aus den Berei-chen CAD, CAM, PLM, Hardware, Veranstaltungen, For-schung, Konstruktionskomponenten und Werkstoffe. Unter der Rubrik „Newsletter“ können Sie den News-letter schnell und unkompliziert abonnieren.
Jetter-Vorstand v.l.n.r.: Günter Eckert, Christian Benz, Martin Jetter. Vorsitzender Jetter will zum 31. Dezember in den Aufsichtsrat wechseln. Seine Rolle übernimmt Benz. Bild: Jetter
Dassault übernimmt Safe Technology Limited.Bild: Dassault Systèmes

Trends & Technologien | AKtUELL | 007
BestempelnMit dynamischen Inhalten
KonvertierenAller benötigten Formate aus derCAD- und Office-Welt
Drucken/PlottenAlle Geräte und Formate optimalangesteuert und verwaltet
Elektronisch verteilenEmail, Web, Fax, Mobile,Transmittals, ...
Dokumentationen erstellenMit automatischenProzessen
sealsystemsthe digital paper factory
Lösungen von SEAL Systems erfüllen alleAnforderungen, die sich in den täglichenGeschäftsprozessen Ihres Unternehmensdurch die Vielfalt und das große Volumenverschiedener Daten, Dokumente undFormate stellen.
Erfahren Sie mehr:
Dokumenten-vielfalt?Massen-
verarbeitung?Batchprozesse?
Automatisierung?Nicht so einfach,
meinen Sie?
www.sealsystems.de/plm
Teamcenter | Enovia | Windchill
Da können wir Sie beruhigen ...ganz einfach mit Standardprodukten,servergestützt von SEAL Systems:
SiemensPLM Connection
Vorträge, Workshops14.–16. Okt. 2013
Berlin
r i t t A L
Kühler Kopf für Hamburger TeilchenbeschleunigerDas Deutsche Elektronen-Synchrotron (DESY) hat 450 TS-8-Server-Racks bei Rittal bestellt. Die Racks sollen künftig die Elekt-ronik für einen neuen Teilchenbeschleuni-ger unter Hamburg aufnehmen. Auch zur Kühlung haben die Forscher Rittal-Technik gewählt.
Der neue Röntgenlaser erstreckt sich von Hamburg in nord-westliche Richtung bis an die Grenze der Stadt Schenefeld in Schles-wig-Holstein. Unter Hamburg-Bahrenfeld, an der Betriebsstätte Osdorfer Born und auf dem Hauptgelände in Schenefeld entsteht ein 5,8 Kilometer langes Tunnelsystem, des-sen Kern ein Tunnel von 3,4 Kilometer Län-ge bildet. Er mündet in einer 4500-Quad-ratmeter-Halle. Hier, 14 Meter unter der Erde, finden die Experimente statt.
XFEL (X-Ray Free-Electron Laser) soll 2015 in Betrieb gehen und dann 27.000 Laserblitze in der Sekunde aussenden. Mit dem Laserstrahl werden Forscher den Mi-krokosmos erkunden – vom Wechselspiel kleinster Elementarteilchen über das Ver-halten von Nanowerkstoffen bis zu Prozes-
sen, die zwischen Molekülen ablaufen. Das DESY beteiligt sich maßgeblich an diesem europäischen Großprojekt.
Es möchte die Elektronik in die bestell-ten Server-Racks packen und auch die Küh-lung soll Rittal-Technik übernehmen. Liquid Cooling Packages (LCP) sollen die Elektro-nik kühlen, wobei die CMC III (Computer Multi Control) von Rittal über die Tempera-tur wacht. CMC III überprüft unter anderem Temperatur und Lüfterstatus in den Schrän-ken. Laufen die Werte aus dem Normbe-reich, alarmiert das System die Forscher.
S o L i D W o r K S 2 0 1 4
Erlebnisse entwickelnDassault Systèmes hat die Version 2014 des 3D-Software-Portfolios SolidWorks vorgestellt. Dieses umfasst Software für Konstruktion, Simulation, Produktdaten-management, technische Kommunikati-on sowie für die Entwicklung elektrischer Systeme.
Laut aktueller Marktstudien ist die Pro-duktästhetik bei der Kaufentscheidung ein maßgebender Faktor. Egal, ob Indus-triemaschine, Smartphone oder medizini-sches Gerät: Verbraucher und Entscheider erwarten mehr als ein Produkt, das funk-tioniert.
Neue Tools und Verbesserungen in Solid-Works 2014 sollen helfen, solche Produkte zu entwickeln. Sie sollen den Konstruktions-prozess beschleunigen, die Zusammen-arbeit vereinfachen und die Produktivität über vier wichtige Bereiche erhöhen: Kon-struktionswerkzeuge, Workflows, Leistung und verbesserte Visualisierung.
Dabei hat Dassault nicht nur an den klassischen Workflows Hand angelegt, sondern auch bei mobilen Anwendungen weiterentwickelt, um Daten effizienter zu verteilen und die Zusammenarbeit in der Produktentwicklung zu optimieren. Die mobilen Apps unterstützen sowohl And-roid- als auch iOS-Geräte und erlauben es den mehr als 2,1 Millionen SolidWorks-Be-nutzern, auf neue 3D-Entwicklungen von überall her zuzugreifen.
Gesteigertes Trainingspensum: Das Tunnelsystem erstreckt sich auf 5,8 Kilometern Länge. Bild: DESY
Konische Verrundungen in SolidWorks 2014.Bild: Dassault Systèmes
PLZ Anbieter Firma/Anschrift Schwerpunkte Termine00
000-
9999
9
Schwindt CAD/CAM-Technologie GmbHCallenberger Str. 896450 CoburgTel.: 0 95 61 - 55 60-0Fax: 0 95 61 - 55 60-10E-Mail: [email protected]: www.schwindt.eu
Ihr Dienstleister für CATIA und PlM
Hier die nächsten CATIA kurse:CATIA V5 BasiskursCATIA V5 Part Design Expert
kostenlose Thementage:easy PLM
Aktuelle Termine undOrte fi nden Sie unterwww.schwindt.eu
oder auf Anfrage unterFreecall: 0800-CATIAV6
0000
0-99
999
DriveConcepts GmbH Wettiner Platz 1001067 DresdenTel.: +49 (0)351 / 4858-310Fax: +49 (0)351 / [email protected]
DriveConcepts Softwarelösung zur Getriebeberechnung MDeSIGN gearbox mit dem Gütesiegel BeST OF 2012 beim INNOVATIONS-PREIS-IT 2012 unter 2.500 Bewerbern ausgezeichnet.Testen Sie das vollständige Paket zum Designen und zur Opti-mierung von Getrieben, Lagern, Wellen bis hin zur Lastvertei-lungsberechnung der Verzahnungen. Lernen Sie uns im Rahmen des Wissensupdates kennen und besuchen Sie die bewährten Kurse zur Getriebe- und Verzahnungsberechnung in Dresden. Weiterhin werden spezielle Kurse zu Windenergieanlagen und unserer Entwicklungsumgebung MDeSIGN author angeboten.
5./6.12. Getriebeberechnung5.12. Windturbinen6.12. Wellenberechnung
Infos & Anmeldung:www.driveconcepts.com/event.html
0000
0-99
999
Transcat PlM GmbH Am Sandfeld 11c76149 KarlsruheTel.: +49 7 21 - 9 70 43 - 0Fax: +49 7 21 - 9 70 43 - 9 [email protected]
Dassault Systèmes eMeA CATIA Creative Design & ICeM DayCustomers will be well represented with several testimonies such as PININFARINA - CATIA Design Experience for the SERGIO concept car and some others. Dassault Systemes will present the CATIA „bleu“ show car and all new capabilities / solutions developed for product „styling“ and master shape / ClassA.More information: http://transcat.tc/icem
Date:04.-05.11.2013
location:Red Dot Design Museum, Essen
0000
0-99
999
CADFeM GmbHANSYS Competence Center FEMMarktplatz 285567 Grafi ng b. MünchenTel.: +49 (0)8092-7005-0Fax: +49 (0)8092-7005-77E-Mail: [email protected]: www.cadfem.de
Technische Informationstage zur FEM-SimulationANSYS Strukturmechanik Anhand von Beispielen aus der Praxis erhalten die Teilnehmer einen Überblick über den Hintergrund, die Vorgehensweise und die Möglichkeiten der FEM-Simulation zur Lösung struk-turmechanischer Fragestellungen mit dem Programm ANSYS.
Die Teilnahme ist kostenfrei.www.cadfem.de/strukturmechanik
• 06.11.13 in Osnabrück• 12.11.13 in Leipzig• 19.11.13 in Bad Honnef• 26.11.13 in Neu-Ulm• 27.11.13 in Regensburg• 04.12.13 in Rostock
Weitere Termine und Themen:www.cadfem.de/infotage
0000
0-99
999+
A+C
H ComsolMultiphysics GmbHBerliner Straße 437073 GöttingenTel.: +49-(0)551-99721-0Fax: +49-(0)551-99721-29E-Mail: [email protected]: www.comsol.de
COMSOl Multiphysics ist ein Werkzeug für virtuelle Produktent-wicklung basierend auf der Finite-Elemente-Methode. In unseren Veranstaltungen erlernen Sie verschiedene Modellierungstech-niken und erstellen selbständig Simulationsmodelle. Wir zeigen Ihnen, wie Sie COMSOL Multiphysics eff ektiv und produktiv für Ihr eigenes Aufgabengebiet einsetzen können. Im Mittelpunkt stehen die vielfältigen Möglichkeiten, physikalische Phänomene miteinander zu koppeln.
Die Teilnahme an unseren Workshops ist kostenfrei.
Termine und weitere Infos zu COMSOl Multiphysics Workshops, Trainings-kursen und Webinarenfi nden Sie unterwww.comsol.de/events
0000
0+80
000
CFturbo® Software &engineering GmbHUnterer Kreuzweg 101097 DresdenTel.: 0351 / 40 79 04 - 79Fax: 0351 / 40 79 04 - 80E-Mail: [email protected]: www.cfturbo.de
Die CFturbo® Software & engineering GmbH ist ein Dienst-leistungs- und Softwareunternehmen mit Hauptsitz in Dresden und einem Büro in München. Tätigkeitsschwerpunkte sind CAE-Berechnungs- und Entwicklungsdienstleistungen auf dem Gebiet der Turbomaschinen. Dazu gehören Auslegung, Entwurf, Simu-lation - insbesondere CFD und FEM, Optimierung, Prototypen-bau und Konstruktion von Turboladern, Turbinen, Verdichtern, Ventilatoren, Gebläsen und Pumpen. Die Firma entwickelt und vermarktet das Turbomaschinen-entwurfsprogramm CFturbo® und führt kundenspezifi sche Softwareentwicklungen durch.
CFturbo®-Schulungen16.10.2013 Dresden13.11.2013 Dresden11.12.2013 Dresden15.01.2014 Dresden12.02.2014 Dresden12.03.2014 Dresden
http://www.cfturbo.de/cfturbo/training.html
1000
0-80
000
CeNIT AGIndustriestraße 52-5470565 StuttgartTel.: +49 711 7825-30Fax: +49 711 7825-4000E-Mail: [email protected]
CENIT Innovation Day VNext Generation SAP-Integration für DS V5 und DS V6 im produktiven einsatz!Unsere Kunden Mahle/Behr und Arburg berichten zum ersten Mal über Ihre Erfahrungen bei der Einführung unserer neuen SAP-Integrationsprodukte für V5 und V6!Wir informieren Sie LIVE am System im Rahmen unseres 5. Innovation Day über Nutzenpotentiale, die sich aus Geschäfts-prozess-Optimierungen auf der Basis unserer neuen Produkt-generation ergeben.
Besuchen Sie unsam 12. November 2013in Walldorf. Wir bieten Ihnen eine spannende Lokation: den Luxor-Filmpalast Walldorf!
6000
0
eSI engineering System International GmbHSiemensstr. 12 B63263 Neu-IsenburgTel.: 06102 / 2067-0Fax: 06102 / 2067-111E-Mail: [email protected]: www.esi-group.com
ESI Group ist Vorreiter und weltweit führender Anbieter von Virtual Prototyping Software-Lösungen sowie Engineering-Dienstleis-tungen für die gesamte Fertigungsindustrie. In den kommenden Monaten laden wir Sie zu folgenden Veranstaltungen ein:• Simulationsforum 2013 - 15.-17.10.2013, Weimar• eSI DACH Forum - 5.-6.11.2013, Niedernhausen/Wiesbaden• Professional MotorSport World expo - 12.-14.11.2013, Köln• erlanger Workshop Warmblechumformung - 12.11.2013, Erlangen• Maschinenbauforum - 12.-15.11.2013, Pforzheim• Carbon Composites - 20.-21.11.2013, Augsburg
Ihr Ansprechpartner:[email protected]
Weitere Veranstaltungen:www.esi-group.com/events
+++
Sem
inar
e &
Sch
ulun
gen
+++
Sem
inar
e &
Sch
ulun
gen
+++
Sem
inar
e &
Sch
ulun
gen
+++
Sem
inar
e &
Sch
ulun
gen
+++
Sem
inar
e &
Sch
ulun
gen
+++
Sem
inar
e &
Sch
ulun
gen
+++
Wenn Sie in diesem Bereich eine Ihrer Veranstaltungen platzieren möchten, wenden Sie sich bitte an Frau Martina Summer, Tel. 0 81 06/3 06-1 64, [email protected]
Digital EnginEEring Magazin 08-2013
008 | AkTUell | Veranstaltungskalender
DE_2013_08_VK.indd 8 07.10.2013 11:54:39 Uhr
PLZ Anbieter Firma/Anschrift Schwerpunkte Termine
8000
0
Software Factory GmbHParkring 485748 Garching bei MünchenTel.: 089 / 323 501-10Fax: 089 / 323 501-53E-Mail: [email protected]: www.sf.com
Workshops, Seminare und Consulting zu folgenden Themen:
• Software-Entwicklung mit Pro/TOOLKIT und J-Link für Creo Parametric (Pro/ENGINEER) • Anpassungen von Windchill • Migration von Pro/INTRALINK 3.x Datenbanken • Wanddickenprüfung in Creo Parametric (Pro/ENGINEER) mit PE-WALLCHECK
Software Factory – die TOOlkIT | eXPeRTeNfür Creo und Windchill
• Entwicklerworkshop Pro/ TOOLKIT auf Anfrage• JLink Entwicklerworkshop auf Anfrage• Workshop Windchill Customization auf Anfrage• Inhouse Workshops auf AnfrageInfos auf www.sf.com oder per Email an [email protected]
CH
kISSsoft AGRosengartenstrasse 68608 BubikonSwitzerlandTel.: +41 55 254 20 50Fax: +41 55 254 20 51E-Mail: [email protected]: www.KISSsoft.AG
Die KISSsoft AG stellt Maschinenbau-Berechnungsprogramme für die Nachrechnung, Optimierung und Auslegung vonMaschinenelementen (Zahnräder, Wellen, Lager, Schrauben, Federn, Passfedern, Presssitze und andere) her.KISSsoft bietet auf der Grundlage von internationalenBerechnungsstandards (ISO, DIN, AGMA, FKM, VDI etc.) weitgehende Optimierungsmöglichkeiten. Die Anwendung erstreckt sich vom einfachen Maschinenelement bis zur auto-matischen Auslegung von kompletten Getrieben. Schnittstel-len zu allen wichtigen CADs runden dieses Angebot ab.
21.-24.10. Shaft and Gear Advanced Training
25.10. Bevel and Hypoid Gears
26.-28.11. KISSsysAdvanced Training
Infos und Anmeldungwww.KISSsoft.AG
0000
0-99
999
DSC Software AGAm Sandfeld 1776149 KarlsruheTel.: 07 21/ 97 74-1 00Fax: 07 21/ 97 74-1 01E-Mail: [email protected]: www.dscsag.com
DSC Lösungen erweitern den Leistungsumfang von SAP in den Bereichen Product Lifecycle Management und Dokumenten-Management um:• eine intuitive und effi ziente Bedienoberfl äche
mit intelligenter Prozessunterstützung• die Integration von Produktentwicklung und
Fertigungsplanung• zahlreiche praxisnahe Zusatzlösungen,
Integrationen für CAx, Offi ce und vieles mehr
Aktuelle Veranstaltungen fi nden Sie aufwww.dscsag.de
3000
0
Coff ee GmbHIn der Werr 1135719 AngelburgTel. +49 2777 8118-0Fax +49 2777 8118-12Mail info@coff ee.deWeb www.coff ee.de
Auch in diesem Jahr lädt der SolidWorks Partner Coff ee GmbH zum SolidWorks Launch-Day ein. Es ist die achte Aufl age der Veranstaltungsreihe, die pünktlich zum Erscheinen des 2014 Releases der SolidWorks-Software stattfi ndet. Entscheider und Anwender aus den unterschiedlichsten Branchen erfahren von den Coff ee-Experten, wie sie mit Hilfe des neuesten Updates noch optimierter, schneller sowie preisgünstiger konstruieren und produzieren können, um sich noch erfolgreicher auf dem Markt zu etablieren.
• 12. November, Coff ee-Niederlassung, Gladbeck
• 14. November, Rittal Arena, Wetzlar
• 19. November, Freuden-schmauß, Aalen
• 21. November, MUNICON, München Flughafen
Mehr Details unter www.coff ee.de
4000
0
AutoForm engineeringDeutschland GmbHEmil-Figge-Str. 76-8044227 DortmundTel.: +49 231 9742-320Fax: +49 231 9742-322E-Mail: [email protected]
AutoForm bietet Softwarelösungen für den Werkzeugbau unddie Blechumformung an. Deren Einsatz verbessert die Zuver-lässigkeit in der Planung, reduziert die Anzahl der Werkzeug-erprobungen und verkürzt die Tryout-Zeiten. Dies führt zu höchster Qualität bei der Bauteil- und Werkzeugkonstruktion und maximaler Verlässlichkeit in der Fertigung. Zudem werden Pressenausfallzeiten und die Ausschussrate in der Fertigung erheblich reduziert. Das Lieferspektrum wird abgerundet durch maßgeschneiderte Trainings, Fortbildungen, konkreten Imple-mentierungsprojekten und Consultingaktivitäten.
Softwaretrainings:www.autoform.com/trainingFortbildung:www.autoform.com/fundamental-trainingConsulting:www.autoform.com/consultingVeranstaltungen:www.autoform.com/events
0000
0
ITI GmbHSchweriner Straße 101067 DresdenTel.: 0351/260 50 0Fax: 0351/260 50 155E-Mail: [email protected]: www.iti.de
16. ITI SymposiumCAE-Spezialist ITI lädt erneut zum Technologiekongress für Sys-temsimulation und Model Based Design nach Dresden ein. Mehr als 40 Referenten namhafter Unternehmen und Institute wie ABB, Aker Solution, BMW, Daimler, Fraunhofer IIS, Jaguar oder Takraf berichten über innovative Applikationen und ressourcen-schonende Lösungen aus Energie und Bergbau, Antriebs- und Fluidtechnik sowie Automobiltechnik. Interaktive Workshops am Tutorial-Tag sowie eine Ausstellung runden das Programm ab.
12. – 14.11.2013
Veranstaltungsort:Internationales CongressCenter DresdenOstra-Ufer 201067 Dresden
Programm und Anmel-dung unter www.iti.de/symposium
0000
0-99
999
NAFeMS Deutschland, Österreich, Schweiz GmbHOsterham 23, 83233 BernauTel.: 0 80 51 - 96 59 3 49Fax: 0 80 51 - 96 74 3 37E-Mail:[email protected]: www.nafems.org
NAFEMS ist eine internationale, neutrale und unabhängige Interessenvertretung der Anwender numerischer Simulations-methoden (FeM, CFD, MkS, …) mit weltweit über 1.000 Mit-gliedsunternehmen und -organisationen (Mitglieder erhaltenu. a. freie Seminarplätze, Literatur, Networking, etc.).Neben Schulungen und Seminaren bietet NAFEMS im deutsch-sprachigen Raum auch ein kostenloses CAE-Magazin (www.nafems.org/magazin) sowie eine Online-Jobbörse (www.CAE-Stellenmarkt.de) an.Schauen Sie vorbei, eine Mitgliedschaft lohnt sich bestimmt auch für Ihr Unternehmen: www.nafems.org
CFD in der Systemsimulation12.-13.11., Bamberg„Best Practices“ in CAe18.-19.11., WiesbadenCFD/FeM einführungskurseCFD 20.-21.11./ FEM 20.-22.1.14Verifi cation & Validation3.-4.12., WiesbadenNAFeMS Regionalkonferenz20.-21.5.2014, Bamberg
7000
0
MesagoMessemanagement GmbHRotebühlstraße 83-8570178 StuttgartTel. +49 711 61946-828Fax +49 711 [email protected]/sps/besucher
SPS IPC Drives – Führende Fachmesseder elektrischen AutomatisierungDie SPS IPC zeigt die gesamte Vielfalt der elektrischen Automati-sierung von einzelnen Komponenten bis hin zu kompletten Systemlösungen. 1.500 nationale und internationale Aussteller aller Unternehmensgrößen präsentieren ihre neuesten Produkteund Lösungen, Innovationen und Trends. Parallel zur Messe fin-det der größte anwenderorientierte deutschsprachige Kongress zur Automatisierungstechnik statt. Die Besucher haben die Möglichkeit, ihr Wissen im Austausch mit Experten zu erweitern.
26. – 28.11.201325. – 27.11.2014
Answers for automation!
+++
Roa
dsho
ws
& M
arke
ting
+++
Roa
dsho
ws
& M
arke
ting
+++
Roa
dsho
ws
& M
arke
ting
+++
++
+ U
serg
roup
s & M
esse
n ++
+ U
serg
roup
s & M
esse
n ++
+
Digital EnginEEring Magazin 08-2013
Veranstaltungskalender | AkTUell | 009
DE_2013_08_VK.indd 9 07.10.2013 11:54:41 Uhr

DIGITAL ENGINEERING Magazin 08-2013 8 / 2 0 1 3
PLZ Anbieter Firma/Anschrift Schwerpunkte Termine90
000
CD-adapco Nürnberg Office Nordostpark 3-5 90411 NürnbergTel.: +49-911-94643-3 Fax: +49-911-94643-99 [email protected] www.cd-adapco.com
Training Together. Supporting your needs.
CD-adapco bietet ein umfangreiches Schulungsangebot für jedermann, ob Anfänger oder CFD- Branchenspezialist. Das flexible Angebot an Kursen reicht vom traditionellen Schu-lungsunterricht in den Räumlichkeiten der Firma bis hin zu in-teraktiven Webinars sowie zu Videoaufnahmen zum Nachhören im Internet. Weitere Details und Anmeldung finden Sie unter
www.cd-adapco.com/training
Softwaretraining www.cd-adapco.com/training
Webinars www.cd-adapco.com/browse/live_webinar
Veranstaltungen www.cd-adapco.com/browse/workshop
Use
rgro
ups
& M
esse
n
Digital EnginEEring Magazin 08-2013
010 | AkTUell | Veranstaltungskalender
DE_2013_08_VK.indd 10 07.10.2013 11:54:41 Uhr
P i L Z
Mit Systemlösungen auf der SPS
A S C o n
Neue CAD-Schnittstellen integriert
Zur Fachmesse sps ipc drives 2013 (26. bis 28. November in Nürnberg) zeigt Pilz seine Neu-heiten in Halle 9, Stand 370, unter anderem aus den Bereichen Sensorik, Steuerungs- und Antriebstechnik sowie Visualisierung. Ein weiterer Schwerpunkt sind Dienstleis-tungen für die Maschinensicherheit.
Zu den Neuheiten im Bereich Sensorik ge-hören die Lichtschranken PSENopt „advan-ced“, die multifunktional für Muting, Blanking und zur Kaskadierung einsetzbar sind. Dank der neuen Software PSENopt tools lassen sich die Lichtschranken ohne externe Hilfs-mittel einfach installieren und bedienen.
Im Bereich Steuerungssysteme setzt Pilz auf Offenheit: Mit den Familien der konfi-gurierbaren Steuerungssysteme PNOZmul-ti zeigt Pilz, wie Sicherheitslösungen stan-dardisiert werden können. Dank der Offenheit der Systeme lassen sich diese an unterschiedliche Betriebssteuerungen anschließen. Mit neuen Linkmodulen zur
Dezentralisierung für die konfigurierbaren Steuerungssysteme PNOZmulti 2 erhöht Pilz die Flexibilität mit Blick auf die Größe sowie die individuellen Anforderungen ei-ner Applikation.
Basis für komplette Automatisierungslö-sungen sind die Steuerungen PSSuniversal PLC im Automatisierungssystem PSS 4000.
Im Bereich der Antriebstechnik zeigt Pilz eine Komplettlösung für die Sicherheit an vertikalen Achsen.
Ascon, russischer Hersteller von CAD- und PLM-Software, hat die CAD-Schnittstellen von CoreTechnologie in seine CAD-Software Kompas integriert, um gängige Nativ- und Standard-Formate einlesen zu können.
Dank des ausgereiften 3D_Kernel_IO ist CoreTechnologie(CT) heute ein führender Anbieter von CAD-Schnittstellen zur Ver-arbeitung aktueller CAD-Formate. In dieser dynamischen und sich permanent verän-dernden Branche arbeitet das CT-Entwick-lungsteam permanent an Updates sei-
nes SDK (Software Developper Kit) sowie funktionalen Erweiterungen und der Inte-roperabilität der Software. Durch eine Inte-gration der 3D_Kernel_IO-API werden In-formationen über B-REP und Baugruppen sowie Historie, Features, PMI und Metada-ten für alle unterstützten Formate verfüg-bar gemacht.
„CT ist stolz darauf, mit Ascon zusammen-zuarbeiten“, erklärt Dominique Arnault, Ge-schäftsführer von CT und fügt hinzu: „Wir se-hen Russland als einen dynamischen Markt.“
D A n F o S S
Kostenloses Tool ermittelt Energiebedarf
Mit dem kostenlosen Programm VLT Energy Box 2.1 von Danfoss können Pla-ner und Betreiber einer Anlage mit Dreh-zahlregelung den Energieverbrauch im Voraus berechnen: Nach Eingabe von Anlagencharakteristik, Motordaten und Lastzyklus gibt das Programm Auskunft. Dabei kann der Betreiber auf hinterlegte Lastprofile zugreifen und diese anpassen.
Zudem kann das Tool auch den Leis-tungsbedarf verschiedener anderer Re-gelverfahren vergleichen, beispielswei-se Drosselregelung oder Betrieb mit polumschaltbarem Motor. Dabei sind auch die jeweiligen Kosten aufgeführt und das Programm berücksichtigt nicht nur die Anschaffung von Komponenten (beispielsweise eines Frequenzumrich-ters), sondern auch die Kosten von In-stallation und Wartung. Eine grafische Darstellung zeigt, wie schnell sich ein drehzahlgeregeltes System amortisiert.
In der aktuellen Version kann das Tool Kühltürme, Lüfter und Pumpensysteme analysieren. Durch die integrierte Projekt-verwaltung lassen sich mehrere Projekte parallel abwickeln. Lüfter und Pumpen können in einem Projekt zusammenge-fasst und als Gesamtsystem betrachtet
werden.
Kostenloser Down-load auf www.danfoss.de/vltener-gybox.Bild: Danfoss
Pilz stellt auf der sps ipc drives Lösungen für die Maschinensicherheit aus. Bild: Pilz

Trends & Technologien | AKtUELL | 011
i S D G r o U P M i t h i C A D
In neuer Form auf der BlechexpoAuf der Blechexpo (5. bis 8. November) in Stuttgart zeigt der CAD- und PDM-/PLM-Anbieter ISD (Halle 1, Stand 1300) eine neue Version von HiCAD. Die Lösungen des Anbieters decken die gesamte Prozesskette in der Blechbearbeitung ab: Vom Entwurf über die 3D-Konstruktion bis zur NC-Bear-beitung und zum fertigen Biegeteil.
Dabei bringt HiCAD blechspezifische Funktionen mit: Beispielsweise Automa-tismen für Biegesimulation, Abwicklung und zum Erstellen von Fertigungsunterla-gen. Auf diese Weise lassen sich Produkte schnell, kostengünstig und in hoher Qua-lität auf den Markt bringen – ob Halbzeug oder komplexer Zusammenbau, ob aus dünnwandigem Blech oder mit Wandstär-ken von 40 Millimetern und mehr. Auch andere Software in der Prozesskette lässt sich integrieren, insbesondere hat ISD eine Kopplung für ERP-/PPS-Systeme umgesetzt, mit der Unternehmen vorhandenes Wissen
nutzen, Doppeleingaben vermeiden und Fehler reduzieren. ISD hat HiCAD in neuer Version mit Blick auf die Blechbearbeitung weiterentwickelt. Beispielsweise lassen sich nun Verbindungsbleche zwischen zwei Kantenzügen automatisch erstellen oder mehrere 3D-Körper in einem Arbeitsschritt in Bleche umwandeln. Zudem sind DFX-Dateien automatisch exportierbar und die Position des Biegewinkel-Textes lässt sich nun besser einstellen. Letzteres führt zu ei-ner optimierten Abstimmung mit der ein-gesetzten CAM-Software.
3 D C o n n E x i o n
Schluss mit Kabeln3Dconnexion bringt mit der SpaceMouse Wire-less die erste kabellose 3D-Maus auf den Markt. Die Drahtlos-Variante bietet die Vorteile einer 3D-Maus, jedoch ohne störendes Kabel. An-wender können damit ihre 3D-Modelle oder ihre Kamera um sechs Freiheitsgrade navigie-ren, während sie gleichzeitig mit der Standardmaus daran arbeiten. Die SpaceMouse Wireless verfügt über zwei große Tasten, eine optimierte 3Dconne-xion-Cap sowie einen Micro-USB-Anschluss. Durch 2,4-Gigahertz-Funktechnologie arbeitet die neue ka-bellose 3D-Maus genauso präzise und zuverlässig wie ihre kabelgebundenen Pendants. Ihr Lithium-Ionen-Akku hält bis zu einem Monat durch. Während des Aufladens kann die SpaceMouse Wireless weiterhin genutzt werden, denn das dafür vorgesehene Micro-USB-Kabel transportiert auch Daten zum Rechner.
HiCAD-Konstruktion eines Durchlaufofens von Van Eck Metall-Techniek Nederland. Bild: ISD
Ohne Rattenschwanz: Erste ka-bellose SpaceMouse der Welt. Bild: 3Dconnexion
20 Jahre EuroMold“Von der Idee bis zur Serie”
Jetzt Messebesuch planen!
Eine Messe der DEMAT GmbH
03. – 06. Dezember 2013Frankfurt/Main, Messegelände
Weltmesse für Werkzeug- und Formenbau,Design und Produktentwicklung
Highlights 2013
Gastland: Italien
design + engineering forum
Leichtbau, Hybridtechnik,Hydroformen, Rotationsformen
Thermoform Center
Innovation in 3D = YOUplikate und DigiFabb
www.euromold.com

DIGITAL ENGINEERING Magazin 08-2013
auf statistische Werte und laufen dadurch deutlich schneller. Im Ergebnis können sich diese Echtzeiteffekte durch gestiegene Re-chenleistungen und Weiterentwicklungen bei den Algorithmen mit Offline-Techniken wie dem Raytracing messen.
rechnen auf der GrafikkarteEine einzelne Grafikkarte erreicht heute Leis-tungen, die ein kompletter Supercomputer um die Jahrtausendwende erbrachte. Denn auf einem Grafikchip (GPU – Graphics Proces-sing Unit) finden sich mittlerweile hunderte oder gar tausende einzelne Rechenkerne. Zum Vergleich: ein aktueller Hauptprozessor (CPU) kommt auf 12 Kerne.
Damit sind Grafikchips bestens für paral-lele Berechnungen geeignet und arbeiten Simulationen und Visualisierungen (auch mittels Raytracing) schneller ab als die CPU. Neben der eigentlichen Aufgabe,
Effekte und Modelle möglichst rea-listisch darzustellen, erledigen
Grafikprozessoren des-
Perleffektlack, Chrome und Alumini-um – Schatten, Glas und Sonnlicht, das ganze in hoher Auflösung auf die Rückprojektionswand verteilt
– wenn Produkte heute zu virtuellem Le-ben erwachen, sind Ingenieurskunst, Kre-ativität und Hardware am Werk. Hardware bedeutet eine Workstation oder gar ein Server-Verbund – alles Rechner. In den Rechnern spielen seit Jahren die Kompo-nenten Hauptprozessor und Grafikkarte wichtige Rollen.
Dabei steigt der Reifegrad zusehends: In den 1990ern reichte es, wenn die CAD-Workstation 3D-Modelle als Drahtgitter oder schattiert auf den Monitor brach-te, zehn Jahre später folgten verbesserte Schattierungen und erste Lichtef-fekte. Heute lassen sich reali-tätsnahe Modelle im per-fekt ausgeleuchteten 3D-Raum drehen,
wenden, hin- und herbewegen, ohne dass die Grafik ruckelt.
Möglich machen das Funktionen wie Ambient Occlusion (Umgebungsverde-ckung). Sie schafft in Echtzeit realistische Schatten. Um durchsichtige Objekte wirk-lichkeitsgetreu darzustellen, unterstützen moderne Grafikkarten die Reihenfolgeun-abhängige Transparenz (Order Indepen-dent Transparency – OIT).
Solche Funktionen basieren nicht etwa auf dem so genannten Raytracing, bei dem man einzelnen Lichtstrahlen (rays) folgt und de-ren Brechung und Absorbtion an den virtu-ellen Körpern berechnet. Sie bauen vielmehr
h A r D W A r E F Ü r D i E P A r A L L E L E P r o D U K t E n t W i C K L U n G
Neue Aufgaben für die GPUFarblose Texturen, einfarbig graue Hintergründe und Drahtgittermodelle auf flimmernder Röhre: Die Erinnerung an den vergangenen Konstruktionsalltag wirkt blass vor dem, was heute alltäglich ist. Das hat auch einen ganz profanen Einfluss auf die Kaufentscheidung von Ingenieurshardware.
012 | hArDWArE & PEriPhEriE | Publireportage – Workstations und Grafiklösungen
Zum Leben erweckt: Workstations und Software nutzen die neuen Funktionen der Grafikkarten.

DIGITAL ENGINEERING Magazin 08-2013
Publireportage – Workstations und Grafiklösungen | hArDWArE & PEriPhEriE | 013
halb zunehmend weitere Aufgaben im Re-chenverbund von GPU und CPU.Eine GPU unterstützt zwei Arten Gleitkom-maoperationen: solche einfacher und sol-che doppelter Genauigkeit. Beim Raytracing handelt es sich in der Regel um Operationen einfacher Genauigkeit, während es bei FEM- oder CFD-Simulationen vorwiegend um Operationen doppelter Genauigkeit geht.
Wichtig an dieser Stelle ist, dass die GPU dabei nicht die CPU ersetzt. Beim Rendering beispielsweise startet und organisiert die CPU die Rechnung und lagert nur rechen-intensive, parallelisierte Operationen auf die GPU aus. Die Rechnung läuft dadurch von wenigen Prozent bis zu zehn-, hundert- oder gar tausendmal schneller. Aber es geht nicht nur um den Zeitgewinn.
Eine CPU ist der Allzweckprozessor, auf dem Betriebssystem und Applikationen laufen. Macht er dies ohne weitere Unter-stützung, bildet sich ein Flaschenhals. So-bald eine Software hohe Rechenleistung
fordert, ruckeln Bilder, und Programme hängen schon beim Öffnen. Wenn die CPU aber rechenintensive Aufgaben auf die GPU verlagert, kann das System beispielswei-se einen Render-Lauf oder eine Simulation berechnen, während der Anwender weiter produktiv im CAD-System arbeiten kann.
high End für Desktop und ServerAMD bietet professionelle Grafikkarten in unterschiedlichen Leistungsklassen – von der einfachen Grafikkarte für die Desktop-CAD-Workstation bis hin zu High-End-Kar-ten wie die FirePro S10000, die zwei GPU auf einer Karte vereint und im Super-Computer-
Server-Verbund Simulations- und Rende-ring-Prozesse übernimmt.
Die meisten modernen Grafikkarten bie-ten bei Operationen einfacher Geschwin-digkeit eine hohe Leistung. Jedoch sind nicht alle Karten, die auf 3D-Grafik ausgelegt sind, auch für Operationen doppelter Ge-nauigkeit und damit für Simulationen opti-miert. Insbesondere gilt das für Modelle der Einsteiger- und Mittelklasse.
Die Leistung eines Prozessors lässt sich messen, indem man feststellt, wie viele Operationen er in einer Sekunde ausführt
Die Funktion Order Independent Transparency (OIT) erlaubt einen Blick in die Baugruppe, ohne Details und Tiefeneindruck zu verlieren – hier in PTC Creo.
Kleiner Supercomputer für den Schreibtisch: Celsius M730 von Fujitsu mit der AMD FirePro W7000.
OPENCL UND OPENGL
Bei aktuellen Computern ist die Open Computing Language (OpenCL) wichtig, um die einzelnen Prozessorkerne beim Rechnen zu koordinieren. Der offene Standard hilft auch, die zahlreichen Kerne heutiger Grafikkarten in die Rechenprozesse einzubin-den und bildet die Schnittstelle zwischen GPU und CAD-, CAM- oder CAE-Applikation. Dabei beschränkt sich OpenCL nicht nur auf Grafikprozessoren, sondern läuft auf ver-schiedensten Prozessoren – Mehrkern-CPU, GPU oder so genannten APU (Advanced Processing Units), eine Kombination aus CPU und GPU. Verantwortlich für den Standard ist eine Non-Profit-Organisation, die neben OpenCL auch die Open Graphics Library (OpenGL) entwickelt. Die OpenGL-Bibliothek enthält Funktionen, die es erlauben, komplexe 3D-Szenen in Echtzeit darzustellen. Neben der Standard-Bibliothek kann der Grafikkartenhersteller Erweiterungen definieren. OpenGL ist sowohl im Betriebssystem verankert als auch Teil des Grafikkarten-Treibers. Zahlrei-che CAD-, CAM- und CAE-Applikationen nutzen OpenGL als 2D- und 3D-Programmier-schnittstelle.

DIGITAL ENGINEERING Magazin 08-2013
der M730 arbeitet eine Intel-Xeon-E5-CPU mit bis zu 12 Kernen, unterstützt von bis zu 128 GByte Arbeitsspeicher.
Software im ZusammenspielNeben der Hardware muss auch die Soft-ware mitspielen und die Funktionen der Grafikkarte und Workstation wie OIT oder Ambient Occlusion nutzen. Deshalb arbei-ten die Hardwarehersteller sehr eng mit Fir-men wie Siemens PLM, Dassault Systems und PTC zusammen.
Beispielsweise wurden PTC Creo und SolidWorks auf die FirePro W7000 abge-stimmt und zertifiziert. Das hat in der Praxis den Vorteil, dass sich der Nutzer sicher sein kann, dass die Software die Funktionen der Grafikkarte voll ausschöpft.
Entscheidend für den KaufMit den neuen Grafikchips muss sich beim Kauf einer Workstation die Sichtweise än-dern. Sollten bis dato Simulation oder Ren-dering ausgeführt werden, bedeutete das meist zwangsläufig, eine zweite CPU einzu-kalkulieren oder diese auf einen Server oder einen Server-Verbund auszulagern. Alterna-tiv haben aktuelle Workstations – dank Mul-tikern-Architektur und Zusatzfunktionen der Grafikchips – die Fähigkeit, hochwertige 3D-Darstellung und Berechnungen parallel ab-zuarbeiten. Ein integrierter Workflow ist so je nach Anforderung auch auf einem Desk-toprechner mit entsprechender Grafikkarte möglich, sinnvoll und wirtschaftlich. J B I |
(FLOPS – floating-point operations per se-cond). Eine Oberklasse-GPU bringt heute Werte von einigen Tera-FLOPS. Wollte man mittels aktueller Mehrkern-CPU einen sol-chen Wert erreichen, wäre eine sehr große Zahl Prozessoren nötig. Das zeigt, wie leis-tungsfähig aktuelle GPU sind. Knackpunkt sind aber auf die Anwendung zugeschnit-
tene Treiber, die diese enorme Rechenleis-tung ausreizen zu können.
Auch der Arbeitsspeicher muss mitspie-len und das komplette Rechen-Ergebnis auf-nehmen können. Ist der Speicher voll, muss die Aufgabe manchmal sogar komplett ab-gebrochen und erneut gerechnet werden. Gerade FEM-Berechnungen erzeugen große Datenmengen, aber auch beim Rendern von Bildern mit Texturen, die echte Materialien wie Holz, Gummi oder Chrome nachempfin-den, ist der Speicher und dessen Anbindung bei einfachen Systemen überfordert.
Supercomputer für den SchreibtischEine Kombination für den Schreibtisch, mit der sich die Vorteile der parallelen Prozes-se nutzen lassen, ist beispielsweise eine AMD-FirePro-W7000-GPU in einer Fujitsu- Celsius-M730-Workstation. Alle Grafikkar-ten der AMD-FirePro-W-Serie und auch die M730 unterstützen den schnellen Standard PCI Express 3.0 zur Anbindung der GPU. Die Firepro W7000 bietet 4 GByte DDR5-RAM und erreicht mit seinen 1.280 Kernen bei einfacher Genauigkeit 2,4 Tera-FLOPS und bei doppelter noch 152 Giga-FLOPS. Noch leistungsfähiger sind die W8000 und die W9000. Die AMD FirePro W9000 kommt mit 6 GByte Speicher auf 4 bei einfacher be-ziehungsweise 1 Tera-FLOPS bei doppelter Genauigkeit.
Aber schon die W7000 verwandelt die Celsius-M730-Workstation in einen Rech-ner für High-End-3D-CAD, Simulationen und Rendering an der sich bis zu vier Schir-me anschließen lassen. Um die Rechenleis-tung ausnutzen zu können, müssen auch die weiteren Komponenten mitspielen – in
014 | hArDWArE & PEriPhEriE | Publireportage – Workstations und Grafiklösungen
Weitere Informationen finden sich unter www.fireprographics.com.
Auch SolidWorks nutzt beim „Real View“ Funktionen der Grafikkarte.
Die gleiche Szene ohne Real View. Bilder: AMD
Aufsitzen und los geht‘s: 3D-Modelle lassen sich mit aktueller Computertechnik in Szene setzen.

DIGITAL ENGINEERING Magazin 08-2013
High Performance Computing (HPC) | hArDWArE & PEriPhEriE | 015
DIGITAL ENGINEERING Magazin (DEM): IBM bietet mit NeXtScale eine neue Plattform für das High Performance Computing (HPC) an. Was ist das Beson-dere an der NeXtScale-Architektur?Jörg Dehnen: IBM NeXtScale ist eine neue, flexible Computing-Plattform, die bis zu drei Mal so viele Cores aufnehmen kann wie gegenwärtige 1-U-Rack-Server. Damit eignet sich das neue System besonders für die derzeit am schnellsten wachsenden Workloads wie beispielsweise Social Media, Analytik, Technical Computing und Cloud-Anwendungen.
DEM: Für was steht der Begriff NeXt-Scale?Jörg Dehnen: NeXtScale ist die neueste Ergänzung des x86-Portfolios von IBM. Sie wurde dafür entwickelt, Anwendungen mit der Leistungskraft eines „Supercomputers“ in Rechenzentren laufen zu lassen – über eine einfache, flexible und offene Architek-tur. Also die nächste Generation skalierba-rer Systeme.
DEM: Für welche Anwendungen im technischen Umfeld (Produktentwick-lung, Simulation) ist das NeXtScale-Sys-
tem gedacht beziehungsweise prädesti-niert?Jörg Dehnen: NeXtScale ist ideal für:• große Rechenzentren, die Effizienz, hohe
Core- Dichte und hohe Skalierbarkeit be-nötigen
• Public-, Private- und Hybrid-Cloud-Infra-strukturen
• Analytik-Anwendungen wie Customer Re-lationship Management, Betriebsoptimie-rung, Risiko-/Finanz-Management
• Internet-Media-Anwendungen, zum Bei-spiel Online-Spiele und Video-Streaming
• Hochauflösende Bildverarbeitung für An-wendungen, die von der Medizin bis hin zu Öl- und Gas-Erkundung reichen
• „Abteilungsaufgaben“, bei denen eine Lö-sung die Ergebnisse bei Vorhersagen, Ana-lysen, Design und Modelling von Aufga-ben beschleunigen kann
DEM: Welche Technologien wurden in NeXtScale implementiert?Jörg Dehnen: NeXtScale unterstützt die derzeit branchenweit schnellsten x86-Pro-zessoren und 1.866-MHz-Speicher und kann bis zu 84 Systeme und bis zu 2.016 Prozessorkerne in einem Standard-EIA-19-Zoll-Rack aufnehmen für eine einfache In-tegration in Rechenzentren.
Es nutzt Standard-Komponenten, auch bei I/O-Karten und Top-of-Rack-Netzwerk-Switches. IBM bietet auch einen leistungs-fähigen Software-Stack an, der auf NeXtS-cale läuft mit dem IBM General Parallel File System, GPFS Storage Server, xCAT und Plat-form Computing. Damit stehen leistungs-starke Planungs- sowie Management- und Optimierungswerkzeuge bereit.
DEM: Wie unterscheiden sich NeXtScale-Systeme von anderen HPC-Lösungen?Jörg Dehnen: Die Vorteile von NeXtSca-le basieren auf einer Architektur, die auf offenen Standards beruht, hohe Leistung
und Effizienz liefert, und die so konzipiert ist, dass sie sich nahtlos in Rechenzentren, aktuelle Betriebspraktiken und x86-Tools in-tegrieren lässt. Das NeXtScale-Design kann Anwendern in ihren Betriebs- und Investi-tionsbudgets helfen, indem es ermöglicht, sehr hohe Rechenleistung auf sehr kleinem Stellplatz unterzubringen.
DEM: Gibt es spezielle Konfiguratio-nen für ISV-Lösungen, zum Beispiel für Simulationslösungen? Worin liegt dabei der Kundennutzen?Jörg Dehnen: Zusammen mit NeXt Scale sind neue Starter-Kits erhältlich, die es für die Nutzer einfacher machen, viele der marktüblichen Abteilungs-HPC-Lösungen sowie kleine Cloud-Lösungen zu konfigu-rieren, beispielsweise Ansys, MPI-BLAST und OpenStack.
DEM: Wie sieht es hinsichtlich der Erwei-terbarkeit der NeXtScale-Systeme aus?Jörg Dehnen: Das systemeigene Er-weiterungskonzept ermöglicht es Be-nutzern, Funktionalität wie weiteren Speicher, Grafikbeschleunigung oder Co-Processing flexibel hinzuzufügen – zum Zeitpunkt der Lieferung oder in der Zukunft. NeXtScale kann als einzelner Rechenknoten bestellt werden, als ein leeres oder bereits konfiguriertes Chassis oder in vollen Racks als komplette vorgeprüfte IBM-Intelligent-Cluster-Lösung, die vollständig konfiguriert und betriebsbereit geliefert wird.scale.
Die Fragen stellte Rainer Trummer, Chefredakteur DIGITAL ENGINEERING Magazin.
i B M n E x t S C A L E
hPC für jedermannMit seiner NeXtScale-Plattform bietet IBM High Performance Computing mit Standardkomponenten für das Rechenzentrum. Was das Besondere an diesem System ist und für wen es sich eignet, verrät uns Jörg Dehnen, Brand Manager IBM System x und BladeCenter.
Jörg Dehnen, Brand Manager IBM System x und BladeCenter bei IBM Deutschland.
IBM NeXtScale ist bei allen IBM-Geschäftspartnern erhältlich. Bei-spielsweise bei transtec in Tübingen, Fokuspartner für HPC-Lösun-gen mit langjähriger Expertise im Technical-Computing-Umfeld.
Weitere Informationen zu IBM NeXtScale und transtec finden Sie unter http://bit.ly/nextscale

DIGITAL ENGINEERING Magazin 08-2013
tet, wurde gezielt für rechenintensive An-wendungen entwickelt. Im Einstiegsmodell werkeln aktuelle Intel-Xeon-Prozessoren, bis zu 32 GByte Arbeitsspeicher und Grafik-karten, die bis zu sechs unabhängige Moni-tore unterstützen und so ein dynamisches und produktives Arbeitsumfeld schaffen.
Sie eignen sich insbesondere für Fach-kräfte und Spezialisten sowie Konstrukteu-re und Grafiker, die Zuverlässigkeit bei nied-rigem Preis verlangen. Konstrukteure, die mit Anwendungen wie Autodesk AutoCAD arbeiten, profitieren ebenso von den neuen Funktionalitäten wie Fotografen, die Adobe Photoshop nutzen.
Für die Z22i-Displays gibt HP Preise ab 225 Euro an und für die HP-Z24i-Monitore Preise ab 368 Euro. Die Z230-Workstations sollen als Quad-Core-Konfigurationen un-ter 1.000 Euro kosten. J B I |
Neben zwei neu-en mobilen Workstations hat Dell bei den Towern unter ande-rem das Modell Precision T7610,
eine der aktuell leistungsfähigsten Tower-Workstations, auf dem Markt gebracht.
Bei den neuen mobilen Workstations M4800 und M6800 setzt Dell erstmals 15,6-Zoll-Quad-HD+-IGZO-Panels im Work-station-Markt ein und bringt optional die 10-Finger-Multitouch-Technologie in Kom-bi mit einem 17,3-Zoll-Display ins Spiel. Die beiden bieten bis zu 16 GByte Arbeitsspei-cher und Intel-Core-i5- und -i7-Prozessoren. Um komplexen 3D-Aufgaben einschließ-lich Rendering und Simulation gewachsen zu sein, sind die Systeme außerdem mit AMD-FirePro- und Nvidia-Quadro-Professi-onal-Grafikkarten ausgestattet. Den mit 8 GByte größten Grafikspeicher bietet dabei
die M6800 in der Konfiguration mit der Nvidia-Quadro-K5100M-
Grafikkarte.Die neuen Dell-Precision-To-
wer T3610, T5610 und T7610 werden mit Windows 8 aus-
geliefert. Die Performance der neuen Tower-Worksta-
tions ist für wissenschaft-liche Analysen, profes-
sionelles Engineering und komplexe 3D-Mo-
dellierung optimiert. Die Dell Precision T3610 ist mit
einem Intel-Xeon-Einkern-Prozessor ausgestattet, die
T5610 mit einem Intel-Xeon-Dual-Sockel. Die T7610 ist die
derzeit leistungsfähigste Tower-Workstation auf dem Markt und hat bis zu 512 GByte Arbeitsspeicher zu bieten. Sie kann dann außerdem bis zu drei High-End-Grafikkarten aufnehmen, darunter bis zu zwei Nvidia-Quadro-K6000-Karten.
hP – Profi-Monitore und PC-PreiseHP stellt neben den Profimonitoren der neuen Z-Display-Familie Einsteigersysteme der Z Workstation-Serie vor, die zu Preisen wie ein PC zu haben sind.
Die Displays HP Z22i und Z24i IPS wur-den in erster Linie für Ingenieure, Architek-ten, Grafiker und Fotografen entwickelt, die hohen Wert auf präzise Bilddarstellung und ein gutes Preis-Leistungsverhältnis legen.
Die neue Z230 Workstation, die HP als To-wer oder im SFF (Small Form Factor) anbie-
M o B i L E U n D S t A t i o n ä r E G E r ä t E F Ü r D i E P r o D U K t E n t W i C K L U n G
neue Modelle von Dell und HPWährend Dell neue Modelle für den mobilen und den stationären High-End-Bereich vorstellt, bringt HP die ersten professionellen Monitore der Z-Serie heraus und bietet Einsteiger-Workstations zu PC-Preisen an.
016 | hArDWArE & PEriPhEriE | Workstations
… unter anderem den T7610-Tower heraus – einer der leistungsfähigsten Workstations auf dem Markt.Bilder: Dell
Neben neuen mobilen Workstations bringt Dell…
Professionelle Hardware zu PC-Preisen: Die Z230-Workstation und die neuen Z-Displays.
Bild: HP
DIGITAL ENGINEERING Magazin 08-2013
Wissensmanagement in der Produktentwicklung | CAD & DESiGn | 017
Entwickler haben es schwer: vielfälti-ge Anforderungen, die sich gegen-seitig beeinflussen, führen zu kom-plexen Entscheidungen. Ein Produkt
definiert sich über Gestaltmerkmale und Produkteigenschaften, aus denen das Pro-duktverhalten resultiert. Gestaltmerkmale lassen sich im CAD-System über Parameter festgelegen. Diese Parameter haben we-sentlichen Einfluss auf die Produkteigen-schaften wie Steifigkeit und Festigkeit.
Selbst wenn nur ein Wert zur Debatte steht, etwa die Sickentiefe oder die Rippen-höhe eines Spritzgussteils, kann eine ände-rung eine komplexe Entscheidung sein. Es gilt, die aus dem Wert resultierenden Pro-dukteigenschaften aus Sicht unterschiedli-cher Anforderungen zu überprüfen und zu bewerten. Wenig erfahrene Konstrukteure müssen sich oft für die Entscheidung feh-lende Informationen beschaffen. Schätzun-gen zufolge verbringt der durchschnittli-che Entwickler ein Viertel seiner Arbeitszeit auf der Suche nach Informationen.
Es gibt Eigenschaf-ten, deren Bezie-hungen zur Gestalt beschreibbar sind, und Eigenschaften, bei denen man zwar weiß, dass sie einen Einfluss haben, die-sen aber nicht über m a t h e m a t i s c h e , logische oder an-dere Beziehungen beschreiben kann. Anforderungen, die aus Eigenschaften mit unbekannten Beziehungen resul-tieren, müssen fast immer durch Simulationen geprüft werden.
Mit dieser Herausforderung beschäftigt sich eine Arbeitsgruppe am Institut für Fahr-zeugbau Wolfsburg (IFBW) der Hochschule für angewandte Wissenschaften Ostfalia. Der vorliegende Artikel behandelt einen Ansatz
und ein Beispiel auf Basis des CAx-Systems Catia V5 und des CAE-Systems Abaqus.
Problem SpezialistentumDa Bauteil-Konstruktion und -Berechnung häufig voneinander getrennt sind und auch die eingesetzten Werkzeuge (CAD- und CAE-Software) nicht integriert arbeiten, müssen Ergebnisse häufig über neutrale Datenfor-mate und Protokolle ausgetauscht werden. Das bedeutet, dass der Berechnungsinge-nieur nur begrenzt in der Lage ist, die Ge-stalt des Bauteils zu ändern. Oft weiß er auch nicht, ob die änderung zulässig wäre. Er lie-fert in der Regel nur das Simulationsergeb-nis und änderungsempfehlungen an den Konstrukteur. Der Konstrukteur kann die Wir-kungen der folgenden änderungen jedoch nicht selbst analysieren.
Daraus folgt: „Geometrische Gestaltung und strukturmechanische Auslegung eines Bauteils sollte eine Person erledigen.“ Da-
W i S S E n U n D S i M U L A t i o n i n t E G r i E r E n
Transparent und effizient konstruierenWenn Entwickler sofort sehen, wie änderungen wirken, spart das Entwicklungszeit und verbessert die Qualität der Konstruktionen. Intelligente und teilautomatisierte CAD-Methoden können ebenso helfen wie verknüpfte und validierte CAE-Modelle. Von ProF. Dr.-inG. MArtin MÜLLEr UnD iGor SoKrUt
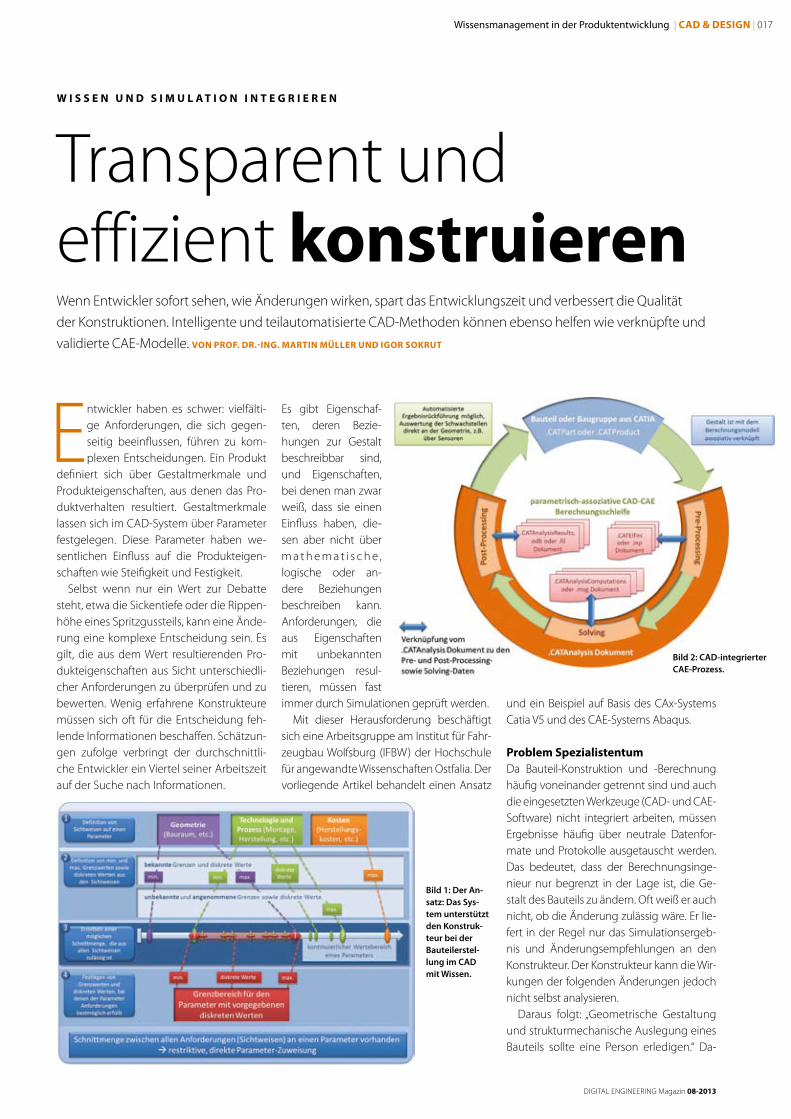
Bild 1: Der An-satz: Das Sys-tem unterstützt den Konstruk-teur bei der Bauteilerstel-lung im CAD mit Wissen.
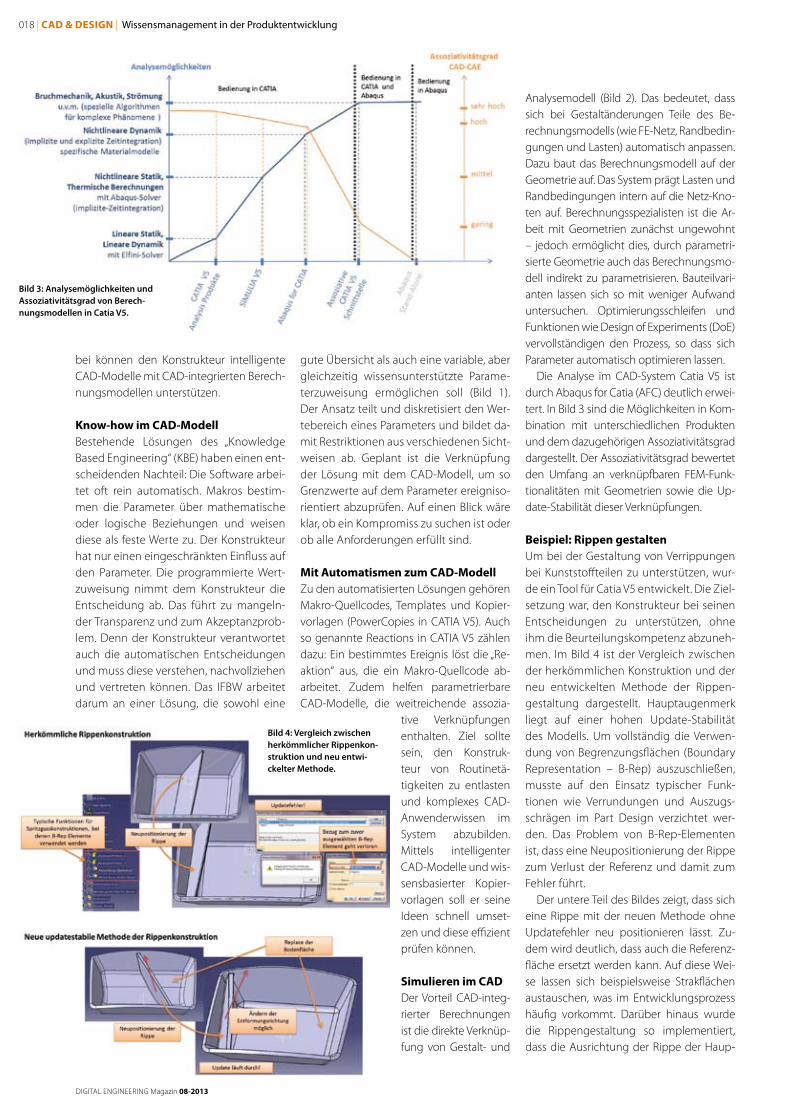
Bild 2: CAD-integrierter CAE-Prozess.
DIGITAL ENGINEERING Magazin 08-2013
018 | CAD & DESiGn | Wissensmanagement in der Produktentwicklung
Analysemodell (Bild 2). Das bedeutet, dass sich bei Gestaltänderungen Teile des Be-rechnungsmodells (wie FE-Netz, Randbedin-gungen und Lasten) automatisch anpassen. Dazu baut das Berechnungsmodell auf der Geometrie auf. Das System prägt Lasten und Randbedingungen intern auf die Netz-Kno-ten auf. Berechnungsspezialisten ist die Ar-beit mit Geometrien zunächst ungewohnt – jedoch ermöglicht dies, durch parametri-sierte Geometrie auch das Berechnungsmo-dell indirekt zu parametrisieren. Bauteilvari-anten lassen sich so mit weniger Aufwand untersuchen. Optimierungsschleifen und Funktionen wie Design of Experiments (DoE) vervollständigen den Prozess, so dass sich Parameter automatisch optimieren lassen.
Die Analyse im CAD-System Catia V5 ist durch Abaqus for Catia (AFC) deutlich erwei-tert. In Bild 3 sind die Möglichkeiten in Kom-bination mit unterschiedlichen Produkten und dem dazugehörigen Assoziativitätsgrad dargestellt. Der Assoziativitätsgrad bewertet den Umfang an verknüpfbaren FEM-Funk-tionalitäten mit Geometrien sowie die Up-date-Stabilität dieser Verknüpfungen.
Beispiel: rippen gestaltenUm bei der Gestaltung von Verrippungen bei Kunststoffteilen zu unterstützen, wur-de ein Tool für Catia V5 entwickelt. Die Ziel-setzung war, den Konstrukteur bei seinen Entscheidungen zu unterstützen, ohne ihm die Beurteilungskompetenz abzuneh-men. Im Bild 4 ist der Vergleich zwischen der herkömmlichen Konstruktion und der neu entwickelten Methode der Rippen-gestaltung dargestellt. Hauptaugenmerk liegt auf einer hohen Update-Stabilität des Modells. Um vollständig die Verwen-dung von Begrenzungsflächen (Boundary Representation – B-Rep) auszuschließen, musste auf den Einsatz typischer Funk-tionen wie Verrundungen und Auszugs-schrägen im Part Design verzichtet wer-den. Das Problem von B-Rep-Elementen ist, dass eine Neupositionierung der Rippe zum Verlust der Referenz und damit zum Fehler führt.
Der untere Teil des Bildes zeigt, dass sich eine Rippe mit der neuen Methode ohne Updatefehler neu positionieren lässt. Zu-dem wird deutlich, dass auch die Referenz-fläche ersetzt werden kann. Auf diese Wei-se lassen sich beispielsweise Strakflächen austauschen, was im Entwicklungsprozess häufig vorkommt. Darüber hinaus wurde die Rippengestaltung so implementiert, dass die Ausrichtung der Rippe der Haup-
bei können den Konstrukteur intelligente CAD-Modelle mit CAD-integrierten Berech-nungsmodellen unterstützen.
Know-how im CAD-ModellBestehende Lösungen des „Knowledge Based Engineering“ (KBE) haben einen ent-scheidenden Nachteil: Die Software arbei-tet oft rein automatisch. Makros bestim-men die Parameter über mathematische oder logische Beziehungen und weisen diese als feste Werte zu. Der Konstrukteur hat nur einen eingeschränkten Einfluss auf den Parameter. Die programmierte Wert-zuweisung nimmt dem Konstrukteur die Entscheidung ab. Das führt zu mangeln-der Transparenz und zum Akzeptanzprob-lem. Denn der Konstrukteur verantwortet auch die automatischen Entscheidungen und muss diese verstehen, nachvollziehen und vertreten können. Das IFBW arbeitet darum an einer Lösung, die sowohl eine
gute Übersicht als auch eine variable, aber gleichzeitig wissensunterstützte Parame-terzuweisung ermöglichen soll (Bild 1). Der Ansatz teilt und diskretisiert den Wer-tebereich eines Parameters und bildet da-mit Restriktionen aus verschiedenen Sicht-weisen ab. Geplant ist die Verknüpfung der Lösung mit dem CAD-Modell, um so Grenzwerte auf dem Parameter ereigniso-rientiert abzuprüfen. Auf einen Blick wäre klar, ob ein Kompromiss zu suchen ist oder ob alle Anforderungen erfüllt sind.
Mit Automatismen zum CAD-ModellZu den automatisierten Lösungen gehören Makro-Quellcodes, Templates und Kopier-vorlagen (PowerCopies in CATIA V5). Auch so genannte Reactions in CATIA V5 zählen dazu: Ein bestimmtes Ereignis löst die „Re-aktion“ aus, die ein Makro-Quellcode ab-arbeitet. Zudem helfen parametrierbare CAD-Modelle, die weitreichende assozia-
tive Verknüpfungen enthalten. Ziel sollte sein, den Konstruk-teur von Routinetä-tigkeiten zu entlasten und komplexes CAD-Anwenderwissen im System abzubilden. Mittels intelligenter CAD-Modelle und wis-sensbasierter Kopier-vorlagen soll er seine Ideen schnell umset-zen und diese effizient prüfen können.
Simulieren im CADDer Vorteil CAD-integ-rierter Berechnungen ist die direkte Verknüp-fung von Gestalt- und
Bild 3: Analysemöglichkeiten und Assoziativitätsgrad von Berech-nungsmodellen in Catia V5.
Bild 4: Vergleich zwischen herkömmlicher Rippenkon-struktion und neu entwi-ckelter Methode.

Wissensmanagement in der Produktentwicklung | CAD & DESiGn | 019
tentformungsrichtung folgt und die Entfor-mungsschrägen berücksichtigt werden.
Eine Herausforderung bei der Gestal-tung stellt die Anbindung der Rippen dar (Bild 5). Fertigungsgerecht ist ein Verhält-nis von 0,6 bis 0,8 zwischen der Rippen-stärke und der Stärke der zu versteifenden Fläche. Im Modell sind entsprechende Hinweise zur Information hinterlegt, die ereignisorientiert angezeigt werden. Ent-scheidend ist jedoch die Kontrolle über die Einhaltung des vorgegebenen Wand-dickenverhältnisses. Bei gleicher Rippen-stärke kann die überdeckte Fläche im Rip-pengrund sehr stark schwanken, was zu lokalen Massenanhäufungen führt. Die Überdeckung hängt von verschiedenen Faktoren ab, etwa Rippenhöhe, Krüm-mung der zu versteifenden Fläche, Entfor-mungsrichtung und -schräge.
Das Tool löst beim Update einer Rippe ein Makro aus, das an mehreren Stellen ent-lang des Rippenverlaufs die überdeckende Fläche misst. Wird der vorgegebene Wert nicht eingehalten, passt das Makro die Rip-penstärke an und führt die Messung erneut durch. Dieser iterative Prozess setzt sich solange fort, bis die Rippenstärke an allen Stellen der Fertigung gerecht wird.
Zudem kann das Tool automatisiert Rippen erzeugen und entfernen. In ei-ner Skizze gibt der Konstrukteur lediglich Rippenverläufe vor (Bild 6). Verlässt er die Skizze, prüft das Tool, ob neue Rippen hin-zugekommen sind oder bestehende ent-fernt wurden. Das Tool prüft auch, ob sich Rippen schneiden oder ob sie einen zu spitzen oder zu stumpfen Schnittwinkel aufweisen. In diesem Fall könnten Massen-anhäufungen auftreten. Erkennt das Tool einen Schnitt, gibt es dem Anwender den
Winkel über eine Hinweismel-dung an. Die Meldung enthält auch, ab wann der Schnittwin-kel kritisch ist. Über eine Opti-on kann eine Rippenkreuzung erzeugt oder bei einem zu spit-zen Winkel ein Dom eingefügt werden. Die Stärke des Doms wird ebenfalls unter Beachtung fertigungstechnischer Regeln an die Kontur angepasst.
Eingefügte Rippen, Dome und Rippenkreuzungen blei-ben voll parametrisch-assozi-ativ aufgebaut. Sie lassen sich also im Nachhinein neu positi-onieren sowie in der Höhe und Breite anpassen. Die Hauptent-
formungsrichtung bleibt für alle Rippen und Dome gleich.
Wie sich das Tool im Entwicklungspro-zess einsetzen lässt, zeigt Bild 7. Nicht nur die Gestalt der Rippen wurde nach ferti-gungstechnischen Gesichtspunkten op-timiert, auch die gesamte Topologie hat sich verändert.
In einem weiteren Entwicklungsschritt soll das Tool automatisch Rippen bei der Optimierung einfügen können.
FazitDie Kombination von intelligenten CAD-Modellen und CAD-integrierter Berech-nung bietet im Auslegungsprozess von Bauteilen ein hohes Potenzial. Die komple-xe Parametrisierung ganzer Modelle bezie-hungsweise von Gestaltmerkmalen macht den Einsatz verknüpfter Berechnungsmo-delle unumgänglich.
Der vorgestellte Ansatz bietet dem Kon-strukteur die Möglichkeit, Gestaltänderun-gen vorzunehmen und gleichzeitig die Wirkung dieser änderungen auf die Eigen-schaften der Bauteile zu analysieren.
Die Kombination verschiedener CAx-Methoden verkürzt die Entwicklungszeit und verbessert die Bauteilqualität. Bauteil-varianten lassen sich so mit geringem Auf-wand analysieren und optimieren.
Denkbar ist eine Erweiterung des Tools um eine Kostenkalkulation von Kunststoff-bauteilen. Dies würde die direkten Auswir-kungen der Konstruktion auf die Herstell-kosten aufzeigen. J B I |
Prof. Dr.-Ing. Martin Müller und Dipl.-Ing. (FH) Igor So-krut von der Ostfalia Hochschule für angewandte Wis-senschaften – Institut für Fahrzeugbau in Wolfsburg.
GAIN Software GmbHEckendorfer Str. 2-4 · 33609 Bielefeld
Tel. 0521.967613-0 · www.gain.de
Best Solution for PDM
CAD DATENSOFORT
IM ZUGRIFF!Die einfache und schnelle Dokumentenverwaltung
für CAD, CAM und Office von GAINist individuell auf die Bedürfnisse
anpassbar. Eine ebenso leichte wie flexible Implementierung ist die
Grundlage für einen optimalen Workflow.
So überzeugend wie die Leistungist auch der Preis!
Bild 5: Problem der Rippenanbindung

DIGITAL ENGINEERING Magazin 08-2013
zusätzlich Zeit. Ist die Fertigungsskizze er-stellt, folgt eine Stückliste. Je nach Anlagen-größe kann diese mehrere Hundert Bautei-le und Komponenten listen. Die Stückliste erfordert daher ein akribisches Vorgehen und ist häufig Quelle für Fehler und Miss-verständnisse bei der Umsetzung.
Klick um Klick zum KranDas Konfigurations- und Visualisierungstool visio4D soll die Effizienz im Prozess deutlich steigern. Volkhardt Mücher, Vertriebsleiter bei eepos, erläutert: „In der Planungssoft-ware sind sämtliche Komponenten und Bauteile unseres Alu-Kranbaukastens als 3D-Rendering mit allen Abmessungen und
Schienenbahnen, Krane, Hubachsen und Handhabungswerkzeuge sind in Logistik und Produktion häufig effizienter als Flurförderzeuge oder
als hochtechnisierte Roboter. Dies gilt ins-besondere für flexible Kransysteme, die sich mit Greifwerkzeugen unterschiedlicher Hersteller vertragen.
Beispielsweise ist der Aluminiumkran-Baukasten des Herstellers eepos so ein System. Besonders gefragt sind die Syste-me in Branchen mit hoher Produktvarianz beziehungsweise saisonalen Produktions-schwankungen. Ein Autohersteller baut seine Handhabungssysteme nicht nur für jedes neue Fahrzeugmodell um, sondern
passt diese auch mehrfach im Jahr an neue Einbausituationen an. eepos-Leichtlaufkra-ne sind seit 2006 bei allen großen Automo-bilherstellern im Einsatz.
Schritt für Schritt zum FehlerFür die Anlagenplaner im Ingenieurbüro oder beim Generalanbieter gilt es, eine Viel-zahl von Arbeitsschritten auszuführen: Sie müssen Zeichnungen für Kundenangebo-te und interne Präsentationen anfertigen, 3-D-Modelle, Datenblätter und Fertigungs-skizzen erstellen. Sie verwenden dazu ein CAD-Programm, in dem zunächst jedes Bauteil einzeln gezeichnet wird. Präsentati-on und alternative Bauweisen verschlingen
P L A n U n G U n D K o n F i G U r A t i o n V o n K r A n - U n D h A n D L i n G - S Y S t E M E n
Per Computermaus zum KranAnlagenplaner in der Automobilproduktion, Ingenieure im Planungsbüro und Generalanbieter sitzen lange an einer detaillierten Planung und Konstruktion von Krananlagen und Handling-Systemen, bis alle Einzelteile passen. Ein neues Konfigurations- und Visualisierungstool des Kranherstellers eepos soll helfen, wirtschaftlich zu arbeiten.Von Dr. MArtinA KLUG
Rundbahn in der IVECO-Montagehalle.

DIGITAL ENGINEERING Magazin 08-2013
Konfigurations- und Visualisierungstools | CAD & DESiGn | 021
Eigenschaften in einer Bauteilbibliothek hinterlegt. So kann sich der Anwender das von ihm benötigte System mit wenigen Eingaben und Klicks zusammenstellen.“
Zunächst berechnet der Anwender mit-tels eines von eepos bereitgestellten Aus-legungstools die technischen Anforde-rungen an sein Kran- beziehungsweise Handling-System. Grundlage der Berech-nung sind Länge und Art der Kranbahn, die Lasten und geplante Aufhängungsabstän-de. Ergebnisse sind Profilstärken, benötigte Meter Kabel sowie die notwendige Anzahl Kabelwagen an Kran und Brücke.
Nun kann der Anlagenplaner das benö-tigte System in visio4D bis ins Detail pla-nen und in jeder gewünschten Ansicht und Perspektive visualisieren. Einzelne Bauteile kann er per Drag and Drop in die Visualisierung ziehen und so die Krankon-figuration gemäß Anforderungen erstel-len. Entsprechend der Berechnung wählt er zu Beginn eine von fünf verschiede-nen Profilstärken für die Schienen aus und gibt deren Länge an. Mehrfach benötigte Bauteile kopiert er per Mausklick und ver-schiebt sie an die gewünschte Stelle. Auch verschiedene Szenarien kann der Planer auf diese Weise mit geringem Aufwand durchspielen.
Stücklisten zur Bestellung von Bauteilen erzeugt visio4D im Anschluss vollautoma-tisch. Fehler und Missverständnisse sind na-hezu ausgeschlossen.
Freie Fahrt durch die AnlageMit Kamerafahrten um die visualisierten Anlagen kann der Anwender einschätzen, wie sich das geplante System in seine künf-tige Umgebung einfügt. Zudem sind alle Planungsdaten und Konstruktionszeich-nungen einsehbar. So kann der Anwender
prüfen, ob das Kransystem kompatibel mit vorhandenen Hubgeräten ist.
Nach Abschluss der Planung ist man in der Lage, 2D- und 3D-Visualisierungen des kon-figurierten Krans oder Handling-Systems in alle gängigen Formate zu exportieren und sie beispielsweise für Präsentationen und Abstimmungen im Beschaffungsprozess zu nutzen. Die Konstruktionen lassen sich in einem Katalog archivieren.
Gedanken vor ComputermausAuch wenn die Handhabung des Soft-waretools einfach und intuitiv ist, profitiert der Planer insbesondere dann, wenn er zielgerichtet an die Planung des Kran- oder Handling-Systems geht. Zunächst sollte sich der Planer folgende Fragen stellen: „Was will ich an welcher Stelle handhaben und wie flexibel muss ich dabei – auch langfris-tig betrachtet – sein?“ Erst wenn diese fast banale Frage zufriedenstellend für alle Be-teiligten im eigenen Hause beantwortet ist, ist es sinnvoll, das Kransystem zu konstruie-ren, denn erst dann kann es genau den ge-wünschten Anforderungen entsprechen. Im nächsten Schritt gilt es, die räumliche Situation des künftigen Anlagenstandorts zu be-trachten und einige „har-te Fakten“ abzuklären: • Über welche Strecke
soll das System Lasten transportieren?
• Wie schwer ist die Ma-ximallast, die transpor-tiert werden muss?
• Wird ein manuelles Sys-tem benötigt oder ei-nes, das den Mitarbei-ter mittels elektrischem Antrieb unterstützt?
• Wie viele Aufhängungspunkte benötige ich bei einer bestimmten Profilstärke, um dauerhaft einen sicheren Transport der Lasten zu gewährleisten?
• Können die notwendigen Aufhängungen an den entsprechenden Punkten der Hal-lendecke installiert werden und ist eine entsprechende Medienversorgung an der gewünschten Stelle problemlos möglich?
FazitFür den Anlagenkonstrukteur war die Pla-nung eines Kran- oder Handling-Systems bisher mit zahlreichen manuellen Arbeits-schritten verbunden. Das Konfigurations- und Visualisierungstool visio4D vereinfacht und teilautomatisiert diese Aufgabe und führt zu einer messbaren Zeit- und Kos-tenersparnis. Darüber hinaus erleichtert die Visualisierung Entscheidungen. Die au-tomatische Stückliste vereinfacht den Be-schaffungsprozess deutlich. J B I |
Dr. Martina Klug ist Geschäftsführerin bei klugmarketing & pr in Friedberg.
Mit visio4D lassen sich komplette Kran- und Handling-Anlagen von eepos inklusive Stücklisten planen.
Alle Kranbauteile sind in 3D hinterlegt und lassen sich mittels Drag and Drop individuell zusammenfügen.
AUCH BEIMDATENAUSTAUSCH
VORNEWEG FAHREN.
engDAX – eine Lösung der DAXware Produktfamilie.Datenaustausch über OFTP, OFTP2, FTP und Internetportal mit ENGDAT und weiteren Zusatzmodulen
www.huengsberg.com

DIGITAL ENGINEERING Magazin 08-2013
zustände zur Kavitation neigen. Grundlage ist der statische Druck in einer einphasi-gen Strömungssimulation. Die einphasige Simulation spart gegenüber einer mehr-phasigen Berechnung bis zu 25 Prozent Rechenzeit. Besonders für komplexe Strö-mungszustände lässt sich der rechnerische Aufwand verringern. Bei der Optimierung einer Wasserturbine beispielsweise erhält der Anwender eine effiziente Möglichkeit abzuschätzen, welchen Einfluss verschie-dene Geometrieparameter auf die Nei-gung zur Kavitation haben.
Für eine genaue Lokalisierung der Be-reiche, bei der eine werkstoffschädigende Kavitationserosion auftritt, ist eine weitere Methode dargestellt, die die Dampfbla-senbereiche aus der mehrphasigen Simu-lation mit Strömungsvektoren überlagert, die die Strömungsrichtung darstellen. Hierbei lässt sich beobachten, ob Dampf-blasen im inneren Strömungsfeld oder in Wandnähe implodieren. Nur wandnahe Implosionen können zu einer Werkstoff-schädigung führen.
Dampfblasen lokalisierenAm Beispiel einer Drossel werden im Fol-gendem unterschiedliche Kavitationszu-stände betrachtet. Hierfür wird auf einer Seite der Drossel ein Druck aufgebracht. Entsprechend dem Gegendruck auf der anderen Seite der Drossel stellt sich ein Massenstrom ein. Für den Nachweis der Wirksamkeit der Methode werden sowohl einphasige als auch mehrphasige Simula-tionen durchgeführt. In der einphasigen Strömungssimulation kann kein Phasen-
Dampfblasen bilden sich vor al-lem bei bestimmten Strömungs-verhältnissen in Laufrädern von Kreiselpumpen, Einspritzventilen,
Drosseln oder an Schiffsschrauben. Die Fol-gen sind Geräusche, Schwingungen und Erosion (Materialabtrag). Auch der Wir-kungsgrad des Systems kann leiden.
Bei Kavitation fällt der statische Druck lo-kal unter den Dampfdruck der Flüssigkeit. Dadurch ändert die Flüssigkeit ihren Ag-gregatszustand und wird zu Gas, das als Dampfblasen mit der Strömung transpor-tiert wird. In Gebieten höheren statischen Drucks kollabieren die Blasen. Implodieren sie in der Nähe einer Wand, kann nicht aus-reichend Flüssigkeit nachfließen. Es ent-stehen hohe Geschwindigkeitsspitzen in Richtung der Wand. Diese Impulse, auch Mikrojets genannt, können am Werkstoff der Wand lokal Drücke von mehreren 1.000
bar und Temperaturen von mehr als 10.000 Kelvin erzeugen. Die Folgen sind kleine Höhlen und Krater im Material.
Eine Phase reichtUm Kavitation in der numerischen Strö-mungsberechnung korrekt abzubilden, sind mehrphasige Strömungssimulatio-nen erforderlich. Hierbei werden die flüs-sige Phase, die dampfförmige Phase und gegebenenfalls ungelöste Gase model-liert. Die Modellierung von Kavitation er-fordert eine hohe Rechenleistung und sta-bile numerische Methoden. Deshalb lässt sie sich mit Hilfe der numerischen Strö-mungsberechnung nur begrenzt lokalisie-ren und untersuchen.
Im Folgenden ist eine effiziente Metho-de dargestellt, um Entstehungsbereiche zu lokalisieren und um herauszufinden, welche Geometrievarianten und Betriebs-
B E U r t E i L U n G K A V i t A t i o n S G E F ä h r D E t E r G E o M E t r i E n
Mit Simulation gegen Krater und LärmDampfblasen im System können beispielweise Kreiselpumpen schädigen und zerstören. Simulation hilft gegen die kleinen Zerstörer, ist aber aufwendig – bis jetzt. An der Hochschule Aalen wurde nun ein besonders effizienter Weg erdacht, Kavitation zu vermeiden. Von ProF. Dr.-inG. MArKUS KLEY, LASZLo ritZEL UnD ChriStoF BArtKoWiAK
022 | SiMULAtion & ViSUALiSiErUnG | Engineering-Know-how
Kavitationserosion an einer Schiffs-schaube.
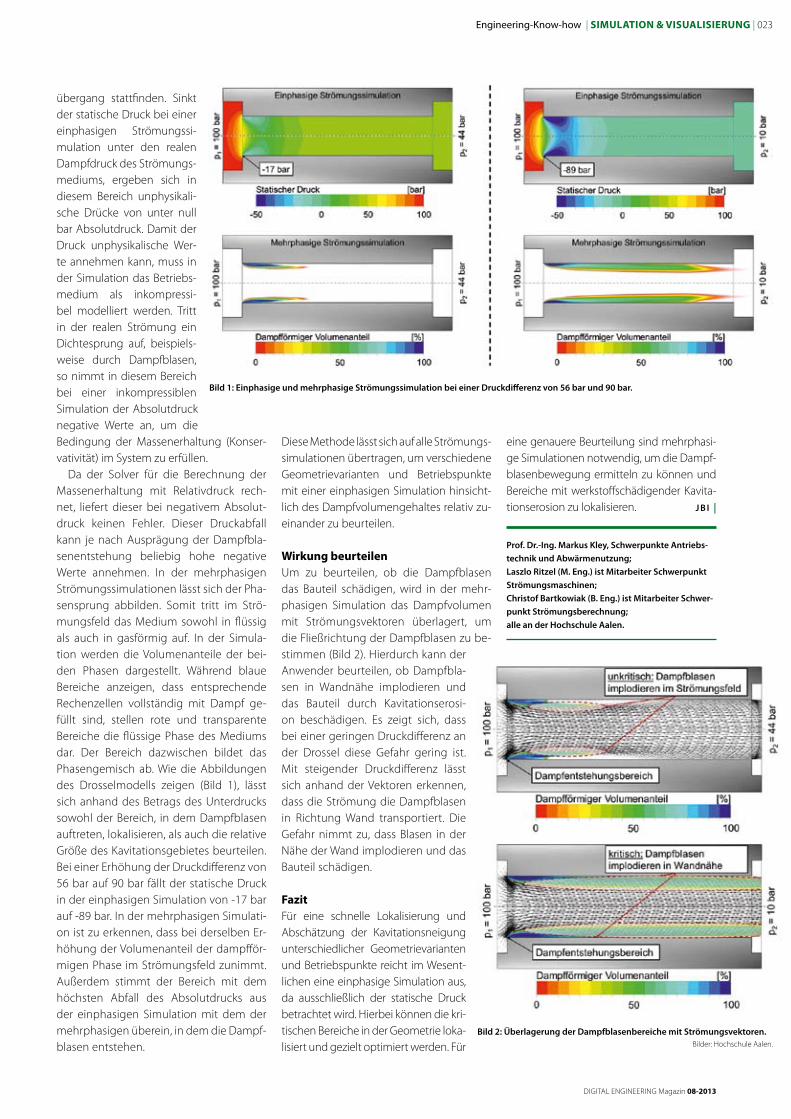
DIGITAL ENGINEERING Magazin 08-2013
Engineering-Know-how | SiMULAtion & ViSUALiSiErUnG | 023
übergang stattfinden. Sinkt der statische Druck bei einer einphasigen Strömungssi-mulation unter den realen Dampfdruck des Strömungs-mediums, ergeben sich in diesem Bereich unphysikali-sche Drücke von unter null bar Absolutdruck. Damit der Druck unphysikalische Wer-te annehmen kann, muss in der Simulation das Betriebs-medium als inkompressi-bel modelliert werden. Tritt in der realen Strömung ein Dichtesprung auf, beispiels-weise durch Dampfblasen, so nimmt in diesem Bereich bei einer inkompressiblen Simulation der Absolutdruck negative Werte an, um die Bedingung der Massenerhaltung (Konser-vativität) im System zu erfüllen.
Da der Solver für die Berechnung der Massenerhaltung mit Relativdruck rech-net, liefert dieser bei negativem Absolut-druck keinen Fehler. Dieser Druckabfall kann je nach Ausprägung der Dampfbla-senentstehung beliebig hohe negative Werte annehmen. In der mehrphasigen Strömungssimulationen lässt sich der Pha-sensprung abbilden. Somit tritt im Strö-mungsfeld das Medium sowohl in flüssig als auch in gasförmig auf. In der Simula-tion werden die Volumenanteile der bei-den Phasen dargestellt. Während blaue Bereiche anzeigen, dass entsprechende Rechenzellen vollständig mit Dampf ge-füllt sind, stellen rote und transparente Bereiche die flüssige Phase des Mediums dar. Der Bereich dazwischen bildet das Phasengemisch ab. Wie die Abbildungen des Drosselmodells zeigen (Bild 1), lässt sich anhand des Betrags des Unterdrucks sowohl der Bereich, in dem Dampfblasen auftreten, lokalisieren, als auch die relative Größe des Kavitationsgebietes beurteilen. Bei einer Erhöhung der Druckdifferenz von 56 bar auf 90 bar fällt der statische Druck in der einphasigen Simulation von -17 bar auf -89 bar. In der mehrphasigen Simulati-on ist zu erkennen, dass bei derselben Er-höhung der Volumenanteil der dampfför-migen Phase im Strömungsfeld zunimmt. Außerdem stimmt der Bereich mit dem höchsten Abfall des Absolutdrucks aus der einphasigen Simulation mit dem der mehrphasigen überein, in dem die Dampf-blasen entstehen.
Diese Methode lässt sich auf alle Strömungs-simulationen übertragen, um verschiedene Geometrievarianten und Betriebspunkte mit einer einphasigen Simulation hinsicht-lich des Dampfvolumengehaltes relativ zu-einander zu beurteilen.
Wirkung beurteilenUm zu beurteilen, ob die Dampfblasen das Bauteil schädigen, wird in der mehr-phasigen Simulation das Dampfvolumen mit Strömungsvektoren überlagert, um die Fließrichtung der Dampfblasen zu be-stimmen (Bild 2). Hierdurch kann der Anwender beurteilen, ob Dampfbla-sen in Wandnähe implodieren und das Bauteil durch Kavitationserosi-on beschädigen. Es zeigt sich, dass bei einer geringen Druckdifferenz an der Drossel diese Gefahr gering ist. Mit steigender Druckdifferenz lässt sich anhand der Vektoren erkennen, dass die Strömung die Dampfblasen in Richtung Wand transportiert. Die Gefahr nimmt zu, dass Blasen in der Nähe der Wand implodieren und das Bauteil schädigen.
FazitFür eine schnelle Lokalisierung und Abschätzung der Kavitationsneigung unterschiedlicher Geometrievarianten und Betriebspunkte reicht im Wesent-lichen eine einphasige Simulation aus, da ausschließlich der statische Druck betrachtet wird. Hierbei können die kri-tischen Bereiche in der Geometrie loka-lisiert und gezielt optimiert werden. Für
eine genauere Beurteilung sind mehrphasi-ge Simulationen notwendig, um die Dampf-blasenbewegung ermitteln zu können und Bereiche mit werkstoffschädigender Kavita-tionserosion zu lokalisieren. J B I |
Prof. Dr.-Ing. Markus Kley, Schwerpunkte Antriebs-technik und Abwärmenutzung; Laszlo Ritzel (M. Eng.) ist Mitarbeiter Schwerpunkt Strömungsmaschinen; Christof Bartkowiak (B. Eng.) ist Mitarbeiter Schwer-punkt Strömungsberechnung; alle an der Hochschule Aalen.
Bild 2: Überlagerung der Dampfblasenbereiche mit Strömungsvektoren. Bilder: Hochschule Aalen.
Bild 1: Einphasige und mehrphasige Strömungssimulation bei einer Druckdifferenz von 56 bar und 90 bar.

DIGITAL ENGINEERING Magazin 08-2013
nach Abschluss der Konstruktionsarbei-ten. Er musste Schritt für Schritt rekapitulie-ren und mit dem jeweiligen Konstrukteur mögliche Risiken im Nachhinein ermitteln. „Mit der Software können wir die Risikobe-urteilung schon bei der Konstruktion einer Anlage erstellen. Die mechanischen Konst-rukteure und die Mitarbeiter der Elektropla-nung fertigen die Risikobeurteilung parallel zur Konstruktion an und pflegen Schritt für Schritt alle relevanten Informationen in das webbasierte System ein“, erklärt Rippel. Ende 2012 erwarb robomotion eine zweite Lizenz. „Nun ist es möglich, dass mehrere Mitarbei-ter und auch zwei gleichzeitig mit dem Pro-gramm arbeiten – Konstruktion und Risiko-beurteilung können nun problemlos parallel erfolgen“, so Rippel. Derzeit arbeiten neben Jens Rippel noch drei Kollegen aus der Kon-struktionsabteilung mit der Software.
Dieses parallele Arbeiten bringt gleich mehrere Vorteile: Da der Konstruktionspro-zess nicht nachträglich aufgerollt werden muss, sinkt der Aufwand sowohl im Be-reich technische Dokumentation als auch bei den Konstrukteuren. Durch die zeit-gleiche Risikobeurteilung ist es nun mög-lich, Gefahrenquellen sofort zu eliminieren. „Vor allem aber hat der Einsatz von Do-cufy Machine Safety dazu geführt, dass die Kons trukteure die Risikobeurteilung nicht mehr nur als notwendiges Übel ansehen, sondern dass sie viel bewusster auf mög-liche Risiken achten. Früher haben wir bei der Beurteilung der fertigen Konstruktion manchmal Gefahrenquellen gefunden, die dem Konstrukteur anfangs nicht bewusst waren. Seit der Einführung der Software ist das Thema Maschinensicherheit viel besser in den Köpfen unserer Konstrukteure veran-kert“, fügt Rippel hinzu.
Fehler reduzieren„Mit Excel und Word war es für uns immer sehr schwierig, die einschlägigen Normen
Die bisher eingesetzten Methoden zur Risikobeurteilung stoßen an ihre Grenzen: Die Rechtskonformi-tät ist meist ungewiss. Gleichzei-
tig sind Aufwand und Kosten für die Risiko-beurteilungen „Marke Eigenbau“ oft hoch. Dabei sind Maschinensicherheit und CE-Kennzeichnung für immer mehr Unterneh-men eine Marktzugangsbedingung.
Viele Maschinen- und Anlagenbauer neh-men das zum Anlass, auf eine professionel-le Software umzusteigen. Beispielsweise die Firma robomotion aus Leinfelden-Echterdin-gen, die seit Anfang 2012 die webbasierte Lösung Docufy Machine Safety nutzt.„Immer mehr Unternehmen achten beim Kauf einer Anlage darauf, ob eine Risikobe-urteilung vorliegt. Teilweise wird diese so-gar explizit in den Lastenheften verlangt“, erläutert Jens Rippel, verantwortlich für die technische Dokumentation bei robomo-tion. Gerade bei großen Unternehmen ist
eine einwandfreie Risikobeurteilung mitt-lerweile oft Bedingung für die Vergabe ei-nes Auftrags.
Ende 2011 entschied sich das Unterneh-men, die bisher eingesetzten Word- und Excel-Dateien durch eine professionelle Lösung zu ersetzen. Nicht nur die Einspa-rungen bei Zeit und Kosten, sondern auch die zunehmenden Anforderungen an Ri-sikobeurteilungen waren Gründe für den Umstieg. Seit Anfang 2012 läuft die neue Lösung. In den ersten zwölf Monaten nach dem Umstieg erstellte das Unternehmen acht Risikobeurteilungen.
Beurteilung als teil der KonstruktionDie große Herausforderung bestand bei ro-bomotion darin, die Risikobeurteilung bes-ser in den Konstruktionsprozess zu integ-rieren. Vor Einführung von Docufy Machine Safety fertigte Rippel die Risikobeurteilun-gen allein an. Dieser Schritt erfolgte meist
r i S i K o B E U r t E i L U n G U n D C E - K E n n Z E i C h n U n G i n D i E K o n S t r U K t i o n i n t E G r i E r t
An einem StrangBeim Automatisierer robomotion arbeiten Konstrukteure und technische Dokumentation für die Risikobeurteilung eng zusammen. Unterstützung erhalten sie von der Software für CE-Kennzeichnung Docufy Machine Safety. Das webbasierte System verzahnt die Risikobeurteilung optimal mit dem Engineering-Prozess, indem sie Schritt für Schritt durch die Risikobeurteilung führt.
024 | ProDUCt LiFECYCLE MAnAGEMEnt | Maschinensicherheit
robomotion – Entwicklungsdienstleister für Robotertechnik und Automatisierung.
DIGITAL ENGINEERING Magazin 08-2013
Maschinensicherheit | ProDUCt LiFECYCLE MAnAGEMEnt | 025
und Richtlinien zu erfüllen“, blickt Rippel zurück. Denn bei der Konzeption neuer Anlagen greift robomotion häufig auf vor-handene Baugruppen und Komponenten zurück. Die Risikobeurteilungen wurden je-weils von Liste zu Liste weiterkopiert. „Das war nicht nur kompliziert und aufwändig, sondern führte auch häufig zu Fehlern. Da für eine Anlage meist mehrere Excel-Tabel-len herangezogen wurden, ging schnell die Übersicht verloren. Oft war unklar, was wann ausgefüllt werden muss. Zudem gab es keine Gewähr, dass auch wirklich alle re-levanten Inhalte übernommen wurden“, er-innert sich Rippel.Docufy Machine Safety hingegen bietet maximale Rechtskonformität durch Kopier-vorlagen. Ist einmal ein Konzept erstellt, wie die Sicherheit einer Anlage gewährleis-tet werden kann, kann man dieses Prinzip mit den Kopiervorlagen auf weitere Anla-gen anwenden. Zudem führt die Software die Nutzer Schritt für Schritt durch den Be-urteilungsprozess, so dass auch wirklich alle wichtigen Bestandteile enthalten sind.
Zeit sparenMit der Software senkt robomotion den Aufwand für die Risikobeurteilungen. „Wir haben den Zeitaufwand dank der Lösung etwa auf die Hälfte reduziert“, freut sich Rippel. Zeit spart zunächst das parallele Arbeiten an der Risikobeurteilung. Zudem reduziert der modulare Aufbau der Soft-ware den Aufwand. Risikobeurteilungen für Baugruppen lassen sich speichern und einfach wiederverwenden. Außerdem „gibt die Software am Schluss automatisch eine Konformitätserklärung in einem sauberen Layout aus. Wir müssen nicht jedes Mal hän-disch formatieren – und alle unsere Risiko-beurteilungen sehen einheitlich aus.“ Auch der optische Eindruck ist nicht zu unter-
schätzen. Man traut einem Unternehmen, das eine professionelle Dokumenta tion zu seinen Anlagen liefert, auch eher eine pro-fessionelle Arbeitsweise bei der Konstrukti-on einer Maschine zu.
Als weitere Vorteile kann robomotion die Schnittstelle zu SISTEMA nutzen. Denn Pro-jekte und die entsprechenden Sicherheits-funktionen werden nun automatisch in SISTEMA generiert. Das mühsame Suchen in Excel-Tabellen entfällt, denn die Doku-mentation eines Projekts wird einfach aus Docufy Machine Safety übernommen. Im Gegenzug importiert die Software die be-arbeitete SISTEMA-Datei inklusive dem er-reichten Performance Level für alle steue-rungstechnischen Maßnahmen und führt es in der Risikobeurteilung mit auf. „Das alles spart Zeit und reduziert Fehler“, fasst Rippel zusammen.
Leicht einsteigenFür robomotion war eine Software wichtig, die einfach und ohne großen Schulungs-aufwand zu bedienen ist. Bevor sich das Unternehmen entschied, testete es das Pro-gramm 60 Tage – kostenlos und unverbind-lich. „Wir konnten die Software sofort, ohne Schulung oder umfangreiche Einarbeitung nutzen – was besonders für unsere Kons-
trukteure sehr wichtig war. Das Programm ist nahezu selbsterklärend und leitet den Nutzer schrittweise durch den Prozess“, er-innert sich Rippel.
Auch die einfache Installation im Haus und die problemlose Integration in die IT von robomotion sprachen für die Software: „Es kam uns sehr entgegen, dass Docufy Machine Safety eine Webapplikation ist, bei der sich unsere Mitarbeiter ohne größeren administrativen Aufwand einfach einlog-gen können.“, kommentiert Rippel. J B I |
Die Software führt Schritt für Schritt durch den Prozess der Risiko-beurteilung. Bilder: Docufy
Docufy Machine Safety ist eine Webapplikation.

DIGITAL ENGINEERING Magazin 08-2013
026 | ProDUCt LiFECYCLE MAnAGEMEnt | Luft- und Raumfahrtindustrie
der Konstruktion. Wie viele ihrer Auftrag-geber arbeitet Broetje-Automation mit dem CAD-System CATIA V5, das an den Standorten Wiefelstede und Jaderberg auf über 50 Arbeitsplätzen installiert ist. Vorrangig war die geltungssichere CATIA-Datenverwaltung, weil bei größeren Kun-denprojekten die Gefahr bestand, dass sich die Konstrukteure ihre CAD-Daten ge-genseitig überschreiben. Die lagen bisher auf einem Fileserver und konnten deshalb beim Auschecken nicht schreibgeschützt und beim Einchecken nicht automatisch versioniert werden.
Die Konstrukteure favorisierten zunächst ein CAD-nahes Datenmanagementsystem. Die Anforderungen an die einzusetzende Lösung erweiterten sich allerdings im Laufe der Systemauswahl. „Wir wollten nicht nur CAD-Daten, sondern auch andere Doku-mente mit Status und Rechten verwalten und den gesamten Informationsfluss steu-ern können“, erläutert Marcus Hartmann, der als externer Berater an der Systemaus-wahl beteiligt war.
SystemauswahlDas Projektteam nahm dann drei Systeme in die engere Wahl: „CIM Database über-zeugte uns durch sein Multi-CAD-Daten-management nicht nur im Bereich Mecha-nik, sondern auch E-Technik. Zudem sprach dessen Bedienung für den Einsatz auch als unternehmensweites Dokumentenmana-gementsystem“, erklärt Hartmann. „Ein zu-sätzlicher und entscheidender Nutzen war für uns das integrierte Projektmanagement mit der Möglichkeit, Checkpunkte für das Konstruktions-Controlling zu definieren.“ Im PDM-System wird jetzt grundsätzlich ein Projekt angelegt, bevor Konstrukteure Baugruppen zu einem neuen Auftrag ein-checken können. Und um den Arbeitsfort-schritt kontrollieren zu können, wird in der Projektstruktur mit Issues (Offene Punkte) und Checklisten für die Erstfreigabe gear-beitet.
Broetje-Automation rollte das PDM-Sys-tem nicht gleich unternehmensweit aus, sondern startete mit zwei anspruchsvollen Pilotprojekten – eines davon war die Ent-wicklung einer Fertigungslinie für den Air-bus 350, die an drei verschiedenen Stand-orten installiert werden soll. Die ersten Erfahrungen waren so positiv, dass man sich entschloss, den Funktionsumfang der Lösung um Workflows zu erweitern, bei-spielsweise für die Freigabe, und sie grund-sätzlich für alle neuen Projekte zu nutzen.
Beim Zusammenbau eines Flugzeugs gilt es, große Bauteile wie Rumpf-schalen, Leitwerke oder Flügel ex-akt zueinander zu positionieren und
präzise zu bearbeiten. Dies ist die Domä-ne der in Wiefelstede bei Oldenburg an-sässigen Firma Broetje-Automation. Das Leistungsportfolio umfasst das gesamte in der Luftfahrtindustrie erforderliche Pro-zess-, Fertigungs-, Verbindungs-, und Auto-matisierungs-Know-how: Dazu zählen die klassischen Nietmaschinen wie auch die Beherrschung neuester alternativer Verbin-dungstechnik und der Einsatz von Faserver-bundwerkstoffen.
„Unsere Maschinen sehen zwar ähnlich aus, sind aber Unikate, weil wir Werkzeug-köpfe und andere entscheidende Kompo-nenten an die zu bearbeitenden Bautei-
le anpassen müssen“, sagt Stephan Kropf, Manager Mechanical Design CAD/PDM-Systembetreuung bei Broetje-Automation. „Natürlich versuchen wir, das Engineering bei Kundenprojekten durch eine stärkere Standardisierung zu minimieren, um unse-re Anlagen kostengünstiger anbieten und schneller liefern zu können.“
200 Anwender im SystemHier setzt das Unternehmen auf die PDM/PLM-Lösung CIM Database. Sie wird heute nicht nur von den Entwicklern und Kon-strukteuren, sondern auch in den Berei-chen Einkauf, Arbeitsvorbereitung und Vertrieb als zentrale Informationsplattform genutzt. Insgesamt greifen mittlerweile mehr als 200 Anwender auf das System zu. Der Anstoß zur PDM-Einführung kam aus
C i M D A t A B A S E i M E i n S A t Z B E i B r o E t J E - A U t o M A t i o n
Prozesssicherheit durch PDMBroetje-Automation ist auf die Montage von Flugzeugen spezialisiert. Für die optimale Zusammenarbeit der Entwicklung mit anderen Abteilungen und externen Ingenieurbüros setzt der Tier-1-Supplier der großen Flugzeugher-steller die PDM/PLM-Lösung CIM Database ein. Von MiChAEL WEnDEnBUrG
Broetje-Automation stellt Maschinen und schlüsselfertige Produktionsanlagen für die Flugzeugmontage her.

DIGITAL ENGINEERING Magazin 08-2013
Luft- und Raumfahrtindustrie | ProDUCt LiFECYCLE MAnAGEMEnt | 027
Voraussetzung dafür ist die Übernahme al-ler Bestandsdaten, die anfangs nur on De-mand migriert wurden, um sie bei neuen Projekten weiterverwenden zu können. Dieser Prozess ist noch nicht abgeschlos-sen, so Hartmann: „Es gibt noch etwa 8.900 Baugruppen im Filesystem, von denen wir knapp 5.000 übernommen haben. Von den 33.800 Einzelteilen sind inzwischen 20.500 im PDM-System.“
Kollaboration via WorkspacesDie CATIA-Arbeitsplätze sind über die Work-spaces-Technologie von CONTACT Soft-ware an den PDM-Backbone angebunden, so dass die Konstrukteure ihre Konzepte und Zwischenstände gemeinsam nutzen können, ohne die einzelnen Modelle so-fort in CIM Database einchecken zu müs-sen. „Das losgelöste Arbeiten kommt gut an, weil es die schnelle File-basierte Welt nachbildet, ohne auf die Schutzmechanis-men eines PDM-Systems zu verzichten“, er-klärt Kropf. Außerdem hat der Workspace-Manager den Vorteil, dass CAD-Daten bei der Fremdvergabe von Konstruktionsauf-trägen gesammelt und als ein Workspace den Ingenieurbüros zur Verfügung ge-stellt werden können. Schicken die Part-ner Daten zurück, stellt der Workspace Ma nager das Delta zwischen versendeten und empfangenen Daten in der Modell-struktur übersichtlich dar und unterstützt die kontrollierte und selektive Übernahme der änderungen in den Bestand.
Das Einchecken der Dateien in CIM Database ist für die Anwender unkompli-ziert, weil ihnen in der CATIA-Umgebung eine Reihe von Werkzeugen und Mak-ros zur Verfügung stehen, die viele Meta-daten automatisch anlegen. „Wer im CAD-System alles richtig macht, braucht die Eingabemaske im PDM-System nur noch, um die Vollständigkeit der Eingaben zu kontrollieren“, sagt Hartmann. Broetje-Automation hat die Erfassung der Me-tadaten unter anderem deshalb in das CAD-System verlagert, damit die exter-nen Konstruktionsbüros ihre Metadaten auch ohne PDM-Unterstützung einpfle-gen können. Die entsprechenden Einga-be-Tools erhalten sie zusammen mit der Broetje-spezifischen CATIA-Umgebung. CIM Data base eröffnet auch hier neue Per-spektiven: Das Unternehmen denkt da-rüber nach, größere Büros, mit denen sie regelmäßig zusammenarbeitet, über die CONTACT-Edge Server-Technologie direkt an das PDM-System anzubinden. Die CIM-
Database-Server-Infrastruktur wird in Wie-felstede gehostet. Der Standort Jaderberg ist über einen EdgeServer angebunden, der den Datenaustausch via WAN deut-lich beschleunigt. Dabei werden die CAD- Daten on Demand repliziert. Die Anwender in Jaderberg, die früher für die Entwicklung der Werkzeugköpfe zuständig waren, küm-mern sich heute um die Umrüstung der bei den Kunden installierten Anlagen, zum Beispiel, wenn mit ihnen andere Bauteile bearbeitet werden sollen. Dazu müssen sie gezielt auf die CAD-Daten der betref-fenden Maschine oder Anlage zugreifen – die entsprechende Auftragsstückliste be-ziehungsweise Konfiguration finden sie im ERP-System.
PDM/ErP-integration in VorbereitungPDM- und ERP-System sind allerdings noch nicht miteinander verknüpft, so dass Arti-kel und Stücklisten manuell im ERP einge-pflegt werden müssen. Trotzdem gibt es so etwas wie einen gemeinsamen Nenner, der die Verknüpfung von Daten und Dokumen-ten ermöglicht: Beim Projektstart wird im ERP-System ein Nummernkreis vergeben, den die Konstrukteure im PDM-System mit Inhalten füllen. Welches Bauteil zu welcher Artikelnummer gehört, melden sie dann an das ERP-Team zurück, das sich um die Anla-ge von Artikeln und Stücklisten kümmert. Kropf sieht hier erhebliches Rationalisie-rungspotenzial, das durch eine PDM/ERP-Integration erschlossen werden soll.
Mit der Schnittstelle will Broetje-Auto-mation die Möglichkeit schaffen, Artikel und Stücklisten in CIM Database anzule-gen und automatisch an das ERP-System zu übergeben. Welche Informationen da-bei an das PDM-System zurückfließen, wird derzeit noch diskutiert. „Wir haben das In-tegrationsprojekt in drei Phasen unterteilt“, erläutert Hartmann. „Zunächst wollen wir die Artikelverwaltung realisieren. Dann geht es um die Projektverwaltung, das heißt, wir wollen die Artikel den PDM-Pro-jekten zuordnen, ohne die Verknüpfung immer von Hand eingeben zu müssen; das weiß ja das ERP-System. Und im dritten Schritt wollen wir das Stücklisten-Manage-ment angehen.“
3D-Daten unternehmensweitCIM Database sorgt dafür, dass sämtliche Zeichnungen bei Freigabe automatisch als PDF im ERP-System verfügbar sind. Die dazu gehörigen Modelle werden über den Konvertierungsdienst in das 3Dvia-Format
umgewandelt und ebenfalls über das ERP-System bereitgestellt, so dass prinzipiell alle Mitarbeiter im Unternehmen sie visualisie-ren können. Genutzt wird diese Möglich-keit vor allem von den Anwendern in der Montage, die lieber durch die 3D-Modelle der Maschinen navigieren als sich anhand der 2D-Zusammenbauzeichnungen ein Bild von ihrem Aufbau zu machen. „Dass wir Mitarbeitern anderer Abteilungen die Daten automatisch in den Formaten zur Verfügung stellen können, in denen sie sie benötigen, ist ein großer Vorteil“, sagt Kropf. „Das spart viel Zeit und entlastet vor allem unsere Konstrukteure. Früher mussten sie immer wieder ihre Arbeit unterbrechen, um für Kollegen anderer Abteilungen Da-ten zu konvertieren.“
Das Fazit der beiden Experten: Der PDM-Einsatz bei Broetje-Automation macht sich durch eine höhere Qualität und Konsistenz der Daten und eine bessere Unterstützung der Zusammenarbeit in der Entwicklung gerade in größeren Projekten bezahlt. Der Nutzen durch CIM Database steigt weiter, wenn die Prozesskette zwischen PDM- und ERP-System geschlossen ist. J B I |
Michael Wendenburg ist Journalist in Sevilla, Spanien.
Beim Zusammenbau eines Flugzeugs müssen große Bauteile wie Rumpfschalen, Leitwerke oder Flügel exakt zueinander positio-niert und präzise bearbeitet werden.
Jede Kundenlösung ist ein Unikat, weil Broetje Werkzeugköpfe und andere entscheidende Komponenten an die zu bearbeiten-den Bauteile anpasst. Bilder: Broetje-Automation
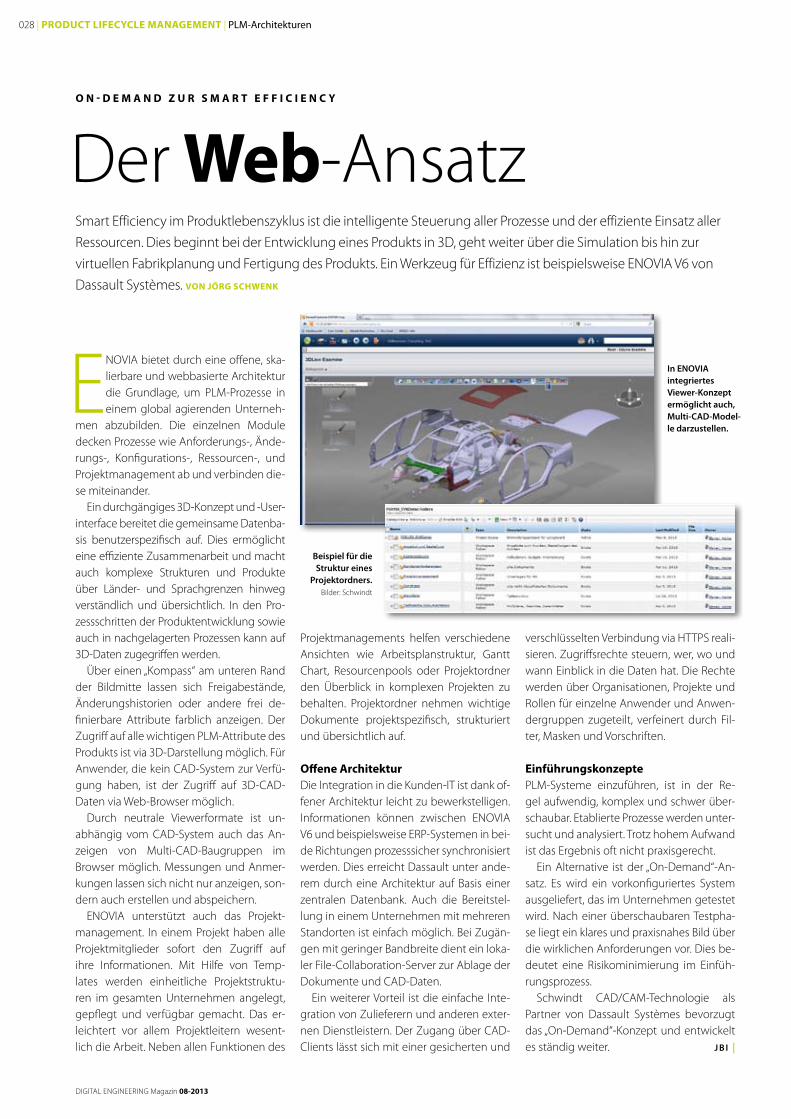
DIGITAL ENGINEERING Magazin 08-2013
verschlüsselten Verbindung via HTTPS reali-sieren. Zugriffsrechte steuern, wer, wo und wann Einblick in die Daten hat. Die Rechte werden über Organisationen, Projekte und Rollen für einzelne Anwender und Anwen-dergruppen zugeteilt, verfeinert durch Fil-ter, Masken und Vorschriften.
EinführungskonzeptePLM-Systeme einzuführen, ist in der Re-gel aufwendig, komplex und schwer über-schaubar. Etablierte Prozesse werden unter-sucht und analysiert. Trotz hohem Aufwand ist das Ergebnis oft nicht praxisgerecht.
Ein Alternative ist der „On-Demand“-An-satz. Es wird ein vorkonfiguriertes System ausgeliefert, das im Unternehmen getestet wird. Nach einer überschaubaren Testpha-se liegt ein klares und praxisnahes Bild über die wirklichen Anforderungen vor. Dies be-deutet eine Risikominimierung im Einfüh-rungsprozess.
Schwindt CAD/CAM-Technologie als Partner von Dassault Systèmes bevorzugt das „On-Demand“-Konzept und entwickelt es ständig weiter. J B I |
ENOVIA bietet durch eine offene, ska-lierbare und webbasierte Architektur die Grundlage, um PLM-Prozesse in einem global agierenden Unterneh-
men abzubilden. Die einzelnen Module decken Prozesse wie Anforderungs-, ände-rungs-, Konfigurations-, Ressourcen-, und Projektmanagement ab und verbinden die-se miteinander.
Ein durchgängiges 3D-Konzept und -User-interface bereitet die gemeinsame Datenba-sis benutzerspezifisch auf. Dies ermöglicht eine effiziente Zusammenarbeit und macht auch komplexe Strukturen und Produkte über Länder- und Sprachgrenzen hinweg verständlich und übersichtlich. In den Pro-zessschritten der Produktentwicklung sowie auch in nachgelagerten Prozessen kann auf 3D-Daten zugegriffen werden.
Über einen „Kompass“ am unteren Rand der Bildmitte lassen sich Freigabestände, änderungshistorien oder andere frei de-finierbare Attribute farblich anzeigen. Der Zugriff auf alle wichtigen PLM-Attribute des Produkts ist via 3D-Darstellung möglich. Für Anwender, die kein CAD-System zur Verfü-gung haben, ist der Zugriff auf 3D-CAD- Daten via Web-Browser möglich.
Durch neutrale Viewerformate ist un-abhängig vom CAD-System auch das An-zeigen von Multi-CAD-Baugruppen im Browser möglich. Messungen und Anmer-kungen lassen sich nicht nur anzeigen, son-dern auch erstellen und abspeichern.
ENOVIA unterstützt auch das Projekt-management. In einem Projekt haben alle Projektmitglieder sofort den Zugriff auf ihre Informationen. Mit Hilfe von Temp-lates werden einheitliche Projektstruktu-ren im gesamten Unternehmen angelegt, gepflegt und verfügbar gemacht. Das er-leichtert vor allem Projektleitern wesent-lich die Arbeit. Neben allen Funktionen des
Projektmanagements helfen verschiedene Ansichten wie Arbeitsplanstruktur, Gantt Chart, Resourcenpools oder Projektordner den Überblick in komplexen Projekten zu behalten. Projektordner nehmen wichtige Dokumente projektspezifisch, strukturiert und übersichtlich auf.
offene ArchitekturDie Integration in die Kunden-IT ist dank of-fener Architektur leicht zu bewerkstelligen. Informationen können zwischen ENOVIA V6 und beispielsweise ERP-Systemen in bei-de Richtungen prozesssicher synchronisiert werden. Dies erreicht Dassault unter ande-rem durch eine Architektur auf Basis einer zentralen Datenbank. Auch die Bereitstel-lung in einem Unternehmen mit mehreren Standorten ist einfach möglich. Bei Zugän-gen mit geringer Bandbreite dient ein loka-ler File-Collaboration-Server zur Ablage der Dokumente und CAD-Daten.
Ein weiterer Vorteil ist die einfache Inte-gration von Zulieferern und anderen exter-nen Dienstleistern. Der Zugang über CAD-Clients lässt sich mit einer gesicherten und
o n - D E M A n D Z U r S M A r t E F F i C i E n C Y
Der Web-AnsatzSmart Efficiency im Produktlebenszyklus ist die intelligente Steuerung aller Prozesse und der effiziente Einsatz aller Ressourcen. Dies beginnt bei der Entwicklung eines Produkts in 3D, geht weiter über die Simulation bis hin zur virtuellen Fabrikplanung und Fertigung des Produkts. Ein Werkzeug für Effizienz ist beispielsweise ENOVIA V6 von Dassault Systèmes. Von JörG SChWEnK
028 | ProDUCt LiFECYCLE MAnAGEMEnt | PLM-Architekturen
In ENOVIA integriertes Viewer-Konzept ermöglicht auch, Multi-CAD-Model-le darzustellen.
Beispiel für die Struktur eines
Projektordners.Bilder: Schwindt

DIGITAL ENGINEERING Magazin 08-2013
als unumgängliches Werkzeug etablieren. Damit einher geht auch eine intensive Zu-sammenarbeit zwischen Abteilungen und auch Standorten weltweit, und insgesamt eine höhere Produktivität im Entwicklungs-prozess. Ich denke, dass Simulation in Zu-kunft genauso wichtig sein wird wie CAD.
Chris Douglass, Director Manufactu-ring Sales EMEA bei Autodesk
1. Die prägendste Entwicklung ist das Zu-sammenwachsen unterschiedlicher Tech-nologien in den Bereichen Entwurf, Kons-truktion, Produktentwicklung und Fertigung. Digital Protoyping wäre nicht realisierbar, wenn die Zusammenarbeit von Werkzeugen für 3D-Modellierung mit Simulations-Tools, Datenmanagement oder Prozessinformatio-nen und damit integrierte, multifunktionale Lösungen nicht möglich wären. Der sinnvol-le, flexible und selbstbestimmte Einsatz von Cloud-Technologien kann dabei ganz neue Effizienzpotenziale und innovative Lösungs-ansätze erschließen.
2. Die Arbeit von Konstrukteuren und Ent-wicklern wird anspruchsvoller und span-nender. Sie haben immer mehr Einblick in wichtige Zusammenhänge und begleiten umfassendere Phasen der Produktentwick-lung als bisher. Ein Beispiel sind Simulati-onen als Teil des Konstruktionsprozesses, um Entwurfsalternativen zu validieren, Pro-dukteigenschaften besser vorherzusehen
Als 1998 die Fachzeitschrift CAD WORLD – Vorgänger-Publikati-on des DIGITAL ENGINEERING Magazins – ins Leben gerufen
wurde, tickte die Engineering-Welt noch anders und war überschaubarer. Heute ist die Welt der Produktentwicklung viel kom-plexer und anspruchsvoller. Technologien und Strategien für PLM, Systems Enginee-ring oder Mechatronik, um nur einige zu nennen, ermöglichen es den Unterneh-men, ihre Produktentwicklungsprozesse flexibler, schneller und dennoch beherrsch-bar zu gestalten. Ziel ist ein ganzheitliches System, das den gesamten Produktlebens-zyklus von der Ideengenerierung über Pla-nung und Produktion bis hin zum After Sales Marketing umfasst. Eine enge Verzah-nung von virtueller und realer Welt wird in Zukunft noch wichtiger für eine integrierte Produktentwicklung werden.
Im folgenden erläutern uns 14 Experten unter anderem, was für sie die wichtigsten Entwicklungen der letzten 15 Jahren waren und wie diese die Arbeit der Entwickler und Konstrukteure verändert hat. Natürlich ge-ben die Befragten auch einen Ausblick in die Zukunft.
Dr.-ing. Albrecht Gill, Regional Sales Director bei ANSYS Continental Europe
1. Insgesamt hat sich die Prognosequalität, auch für komplexe Aufgabenstellungen, drastisch verbessert. Grundlage dafür sind im Kern verbesserte Software-Algorithmen und HPC. Mit weiterentwickelten Modellen lassen sich die in der Realität entscheiden-den Wechselwirkungen physikalischer Phä-nomene verlässlich abbilden – Stichwort Multiphysics. Nicht zuletzt verhilft eine be-nutzerfreundliche und flexible Oberfläche dem Ingenieur dazu, diese Komplexität im Alltag zu meistern.
2. Mit Hilfe der Computersimulation lassen sich Bereiche erschließen, die sonst nicht zugänglich sind. Zum Beispiel kann man die Verhältnisse in einer Brennkammer si-mulieren, die sich nicht mit Messinstrumen-ten erfassen lassen. Man hat sozusagen ein Auge im System und versteht die Vorgän-ge besser. Wenn Sie bedenken, dass ohne die Software jedes Mal ein Prototyp gebaut werden muss, können Sie sich vorstellen, dass dies eine erhebliche Zeitersparnis dar-stellt.
3. In Zukunft werden immer mehr F&E- Abteilungen auf komplexe Simulationen zurückgreifen, um Zuverlässigkeit und das „Robust Design“ der Produkte sicherzustel-len. Außerdem wird sich die Computersi-mulation zunehmend bereits am Beginn der Entwicklungsphase, also in der Konzeption,
r Ü C K B L i C K A U F 1 5 J A h r E E n G i n E E r i n G
Von der Vergangenheit in die ZukunftAnlässlich unseres Jubiläums haben wir zahlreiche Anbieter aus den Bereichen CAD, CAM, PLM, Simulation und Hardware unter anderem darüber befragt, was für sie die wichtigsten Entwicklungen der letzten 15 Jahre für Konstrukteure und Produktentwickler waren. Die Antworten zeigen, wie leistungsfähig heutzutage die digitale Produktent-wicklung bereits ist und wohin die Reise gehen wird.
Digitale Produktentwicklung | 15 JAhrE DiGitAL EnGinEErinG MAGAZin | 029
FRAGEN AN DIE EXPERTEN:
1. Was waren die wichtigsten Entwick-lungen in Ihrem Produktbereich in den letzten 15 Jahren?
2. Was bedeutet dies für die Arbeit der Konstrukteure und Entwickler?
3. Welche Trends können die Anwender in den nächsten Jahren erwarten?

werden. Nun lassen sich ganze Parameter-studien oder sogar Optimierungen simu-lieren, anstatt wie früher nur eine einzige Variante davon.
2. Berechnungsingenieure sind nun direkt im Zentrum des Entwicklungsprozesses, anstatt wie früher nur periphere Ausschnit-te davon zu erhalten. Somit haben moder-ne Ingenieure mehr Zeit für die Ergebnis-analyse, um umsichtige Entscheidungen aufgrund ihrer Erkenntnisse zu treffen, da sie weniger Zeit für sich wiederholende Aufgaben benötigen.
3. Die unbequeme Wahrheit über moder-ne Ingenieure besteht allerdings darin, dass leider kein leichtes Problem mehr zu lösen ist. Komplexe industrielle Problema-tiken benötigen Lösungen, die sich über eine Vielzahl von physikalischen Phäno-menen erstrecken. Dies lässt sich oft nur lösen, indem man Simulationstechniken einsetzt, die mehrere ingenieurtechnische Bereiche bedienen. Simulationswerkzeu-ge sowie die Infrastruktur, die diese um-gibt, sind gegenwärtig soweit entwickelt, dass wir nun in der Lage sind, einen Blick für die größeren Zusammenhänge zu be-kommen und beinhalten gegenwärtig auch physikalische Faktoren, die die realen Einsatzbedingungen einer Konstruktion beeinflussen.
Dr. roland Drewinski, Leiter Marketing bei ContACt Software
1. Zu den wichtigsten Entwicklungen zählt, die Produktentwicklung wirklich umfas-send zu betrachten. Produktentwicklung ist ein nichtlinearer, kollaborativer Prozess, bei dem beispielsweise die frühen Phasen im Sinne von Frontloading immer wichtiger werden. Dazu zählen Aspekte wie „Work in Progress“, Produktdatenaufwuchs entlang des facettenreichen Modells des virtuel-len Produkts und das Zusammenspiel von Arbeitsteilung und Kollaboration. Geeig-nete Werkzeuge adressieren dies. Ein Bei-spiel sind CONTACTs Workspaces, die ent-sprechend der Idee des „Work in Progress“ die Produktentwicklung im Wortsinne un-terstützen und gleichzeitig darauf abge-stimmte Konsolidierungsfunktionen für die Folgeprozesse bieten.
2. Entwicklern, Konstrukteuren und auch an-deren Rollen wie Projektmanagement, Pro-duktplanung und Vertrieb stehen heute Ins-trumente zur Verfügung, die nicht allein der Ergebnisdokumentation dienen, sondern mit denen die Entwicklung und der Innova-tionsprozess insgesamt geplant, gesteuert und operativ unterstützt werden kann.
3. Anwender erwarten Werkzeuge, die die Produktentwicklung umfassend unterstüt-zen und gleichzeitig die darin innewohnen-de Komplexität durch hervorragende Usa-bility, Best Practices und praktische Ansätze des „Lean Management“ kompensieren. Gleichzeitig rückt die Innovationsprodukti-vität in das Blickfeld des Topmanagements. Die Unternehmensführung wird Instru-mente erhalten, die diese Produktivität messbar und nachvollziehbar und so zu einer systematisch gestaltbaren Führungs-größe macht.
Andreas Barth, Managing Director EuroCentral bei der Dassault Systèmes Deutschland Gmbh
1. Dassault Systèmes ist sehr breit aufge-stellt und hat als führender Anbieter den PLM-Markt maßgeblich mitgestaltet. Jeder unserer Brands hat die Technologien vo-rangetrieben und beeinflusst. Nicht um-sonst wurden wir vor kurzem vom US-Wirtschaftsmagazin „Forbes“ auf Platz 3 der innovativsten Unternehmen der Welt in der Kategorie Software & Programming gewählt. Als wichtige Neuerung ist unse-re 2012 vorgestellte 3DEXPERIENCE-Platt-form zu nennen, die Anwendern ein völlig neues Entwicklungserlebnis bietet und alle Lösungen von Dassault Systèmes an einem Ort bündelt.
2. Das Entwickeln selbst und die tägliche Zusammenarbeit mit Kollegen, Zuliefe-rern und Kunden werden sich von Grund auf ändern, da 3DEXPERIENCE eine durch-gängigere Kommunikation erreichen wird: angefangen von der Skizze über die Modellierung inklusive Simulation und System-Engineering bis hin zur Fertigungs-planung und -steuerung, Inbetriebnahme und Dokumentation. Dadurch werden Pro-zesse schneller und zudem erhalten alle am Prozess Beteiligten einen besseren Einblick in die Welt der 3D-Entwicklung.
und unerwartete Begleiterscheinungen zu verhindern. Von daher brauchen sie leich-ten Zugang zu allen Tools, die sie für die je-weiligen Aufgaben gerade benötigen.
3. Konstruktion, Produktentwicklung und alle damit verbundene Aufgaben und Pro-zesse werden immer dynamischer, vernetz-ter und flexibler, da wir in globalen Zusam-menhängen arbeiten. Außerdem bieten mobile Endgeräte immer, überall und jeder-zeit Zugang zu Daten, Informationen und Workflows. Wichtig dabei ist, dass die Un-ternehmen und Anwender selbst bestim-men können, mit welchem Mix an Cloud- und Desktop-basierten Technolo gien sie arbeiten wollen. Denn so lassen sich Sicher-heitsanforderungen und schnelles, wettbe-werbsgerechtes Agieren am Markt perfekt ausbalancieren.
Bill Clark, Executive Vice President von CD-adapco
1. Mit nur einem einzigen Wort zusam-mengefasst: „Automatisierung“. Vor 15 Jah-ren war es für Simulationsergebnisse fast unmöglich, mit dem Designprozess Schritt zu halten. Zum einen aufgrund des Zeit-aufwandes, der für die manuelle Erstel-lung eines Rechengitters nötig war sowie zum anderen aufgrund eines Mangels an Rechenleistung an sich. Damals wurden CFD-Simulationen typischerweise nur zur „Überprüfung des Entwicklungsergebnis-ses“ oder zur Problembehandlung erstellt, um einen Einblick in ein bestimmtes Prob-lemverhalten zu bekommen.
Heutzutage haben automatisierte Pro-zesse, zum Beispiel beim Import, der Be-reinigung sowie der Vernetzung von Geometrien, zusammen mit günstigen Hochleistungsrechnern (HPC-Computing) dazu geführt, dass Simulationen routine-mäßig im Entwicklungsprozess eingesetzt
DIGITAL ENGINEERING Magazin 08-2013
030 | 15 JAhrE DiGitAL EnGinEErinG MAGAZin | Digitale Produktentwicklung
FRAGEN AN DIE EXPERTEN:
1. Was waren die wichtigsten Entwicklungen in Ihrem Produktbereich in den letzten 15 Jahren?
2. Was bedeutet dies für die Arbeit der Konstrukteure und Entwickler?
3. Welche Trends können die Anwender in den nächsten Jahren erwarten?

3. Der Trend geht hin zur Erlebnisökono-mie. Selbst innovative Produkte auf Basis bahnbrechender Technologien sind heu-te kein Erfolgsgarant mehr. Der Endkun-de erwartet mehr als nur ein Produkt. Wir leben letztlich bereits in der Erlebnisökono-mie, wie man am Beispiel des iPhone gut sehen kann. Mit 3DEXPERIENCE verfolgen wir genau diesen Ansatz für unsere Kunden schon heute, damit sie marktgerechte Pro-dukterlebnisse für ihre Endkunden entwi-ckeln können.
Dieter heiss, Vice President Workplace Systems, Product Development Group bei der Fujitsu technology Solutions Gmbh
1. Im Bereich Workstations sind das sicher die erste x86/Windows-basierte Work-station SCENIC CELSIUS 1 sowie die ers-te mobile Workstation CELSIUS Mobile H. Weiterhin die erste 64-Bit-Workstation mit zwei AMD Opteron CPUs CELSIUS V810. Auch Personal Supercomputing mit NVIDIAs Tesla-Karten und den Intel-Phi-Kar-ten wären hier als wichtige Meilensteine zu nennen. Außerdem die 0-Watt-Graphics-Technology der CELSIUS W420 und W520 und die CELSIUS C620, die erste 1U-Rack-Workstation mit CELSIUS Remote Access.
2. Mit der SCENIC CELSIUS 1 ging man weg von proprietären Lösungen (SUN, SGI) hin zu standardisierten Workstation-Plattfor-men (Wintel). Damit wurden die Systeme günstiger, leichter zu warten und zu ver-walten. Mit den Opteron-Systemen erleb-ten wir einen enormen Leistungsschub und den Durchbruch in die 64-Bit-Welt. Die hohe Parallelisierung bei Personal-Super-computern sorgte dann für einen weiteren enormen Leistungsschub, der die Arbeit noch effizienter machte. Modelle, deren Berechnung früher Tage dauerte, waren nun in wenigen Stunden realisierbar. Dass man selbst bei Workstations Energie und damit Kosten einsparen kann, zeigt unsere 0-Watt-GraphicsTechnology, die die ener-giehungrige Grafikkarte automatisch ab-schaltet, sobald keine 3D-Performance be-nötigt wird.
3. Die Virtualisierung wird auch bei CAD-Arbeitsplätzen weiter voranschreiten. In
Zukunft werden mehrere Benutzer auf ei-nem System, das im Rechzentrum steht, arbeiten können. Dadurch lässt sich die in-vestierte Hardware besser ausnutzen und bei steigenden Anforderungen sind Kapazi-täten schneller und einfacher erweiterbar.
Dr. tarik El-Dsoki, Geschäftsführer von MSC Software
1. Früher hat man sich auf die Simulation einer Einzelkomponente oder Baugruppe konzentriert. Heute steht oft die Analyse des Gesamtsystems im Vordergrund. Zudem haben Distributed Computing und Cloud Computing die Entwicklung beschleunigt. Vor einigen Jahren hat beispielsweise eine Analyse mehrere Stunden gedauert. Jetzt sind es mit MSC NASTRAN nur noch we-nige Minuten. Allerdings wächst mit der Rechnerleistung auch das Datenvolumen. Obendrein wird immer mehr Detailwissen benötigt, um Herstellungskosten und Ma-terialverbrauch zu senken oder die Lebens-dauer eines Produktes zu verlängern.
2. Die Antwort hierfür ist ganz klar: Prozes-se automatisieren. Mit SimManager bietet MSC dafür ein webbasiertes System, das Simulati-onsdaten und Prozesse effizient verwaltet und automatisiert. Für die Untersuchung komple-xer Systeme werden zu-dem multidisziplinäre Analysen und Optimie-rung immer wichtiger. Die Lösungen von MSC erlauben die Integrati-on von Strukturanaly-sen und Mehrkörper-dynamik. Das macht eine Co-Simulation über die Grenzen der Ingenieursdisziplinen hinweg möglich.
3. Die Bedeutung von Composites wird zu-nehmen. Faserverbund-werkstoffe ermöglichen
Digitale Produktentwicklung | 15 JAhrE DiGitAL EnGinEErinG MAGAZin | 031
Finden Sie uns auf: Erfahren Sie jetzt mehr: www.ohne-abas.de
Die Schmalz-Gruppe, weltweit führender An-bieter von Vakuum-Technologie, setzt seit 1992 auf die flexible, internationale ERP-Lösung von abas – und das an mehreren Standorten rund um den Globus. Dabei bleibt die ERP-Software durch Upgrades stets up-to-date.
Ohne abas hebt es sich schwer…
Anz_Digital_Enginee_4c_neut_13.indd 1 10.09.13 19:05
Konstruktionen mit geringem Gewicht und hoher Steifigkeit. Das Design stellt Ingeni-eure aber vor große Herausforderungen. Hier hilft DIGIMAT. Die Modellierungstech-nologie dieser Lösung nutzt mikromechani-sche Ansätze, um das Verhalten komplexer mehrphasiger Materialien in Bauteilanaly-sen akkurat vorherzusagen.
Dr. Andreas Kach, Direktor Marketing & Communication bei der oPEn MinD technologies AG
1. Vor 15 Jahren waren wir einer der Pio-niere für die komfortable Programmierung der 5-Achs-Bearbeitung. Patente unter-mauern unsere erfolgreiche Vorreiter rolle. Dann kamen wichtige Partnerschaften mit Werkzeug- und Maschinenherstellern so-wie Softwarepartnern hinzu, die unser wei-teres internationales Wachstum stark be-schleunigten. Im Jahre 2009 setzten wir mit der Makro- und Feature-Technologie einen weiteren Akzent bei der automatisierten Programmierung. Heute gehören wir zu

parallel verwaltet. Es gibt die Verzahnung mit ERP und Prozess- sowie Projektmanage-ment-Werkzeugen.
2. Die Zusammenarbeit von Entwicklungs-ingenieuren untereinander und mit Kolle-gen aus anderen Abteilungen sowie Kun-den und Dienstleistern wird einfacher und damit schneller. Die Transparenz, die PLM-Lösungen heute schaffen, sorgt für bes-sere Qualität bei den Produkten und vor allem bei den Arbeitsabläufen. Ich denke einfach mal an Instandhaltung, Wartung und Service. Heute kann ein Wartungs-ingenieur in Brasilien direkt auf technische Unterlagen seiner Maschine zugreifen. 1999 musste man diese noch per Express-post einfliegen.
3. Bei PLM geht der Trend weiter zu einer besseren Zusammenarbeit mit in- und ex-ternen Teammitgliedern. Arbeitsprozes-se werden sich leichter steuern und do-kumentieren lassen. Nicht zuletzt durch Cloud-Technologien und Apps kann man die Komplexität und unhandliche Bedie-nung von PLM vereinfachen. Apps werden nicht nur im privaten Leben, sondern auch im Beruf Einzug halten. Dies wird allerdings eine der Aufgaben sein, die wir als Lösungs-anbieter bewältigen müssen.
Michael Sauter, Senior Vice President bei der PtC Parametric technology Gmbh
1. Die wichtigste Entwicklung war mit Sicherheit die Einführung des Internet-dienstes World Wide Web im Jahr 1993. Mit diesem, meist als „Internet“ bezeichneten Dienst waren erstmals die Voraussetzungen für den Austausch von digitalen Informatio-nen gegeben.
Visionäre haben frühzeitig das Potenzial des Internets auch für den Austausch von Engineering-Daten erkannt – Skeptiker haben lange Zeit vor den Risiken wie Indus-triespionage und unerlaubtem Zugriff auf wertvolles Know-how gewarnt.
Zwischenzeitlich überwiegen in den meisten Fällen die Vorteile der Zusammen-arbeit über das Internet – gerade bei unter-nehmensübergreifenden Abläufen, so dass man heute die Produktentwicklung in glo-bal verteilten Teams zur etablierten Praxis zählen kann.
den technologisch führenden Unterneh-men im CAM-Bereich mit leistungsstarken Lösungen für 2D, 3D, High Performance Cutting (HPC), Fräsdrehen und der 5-Achs-bearbeitung.
2. Durch die Durchgängigkeit unsere Lösungen ist der Prozess in den letzten 15 Jahren wesentlich effizienter geworden. Variantenbauteile lassen sich automatisch in lauffähige NC-Programme umsetzen. Die sichere Erkennung von Features erlaubt aber auch die schnelle Programmierung von Prototypen- und Serienbauteilen.
Unser Know-how im Bereich CAM hat uns zudem motiviert, ein eigenes CAD-System für CAM-Programmierer zu ent-wickeln. Mit unserem neuen CAD-System hyperCAD-S können Anwender klassische CAD-Aufgaben beim Programmieren sehr viel einfacher erledigen.
3. Der Schwierigkeitsgrad der Bearbeitun-gen wird weiter steigen, sei es durch här-tere Werkstoffe, neue Verbundwerkstoffe, neuartige Werkzeuge oder die Tatsache, dass immer mehr Bearbeitungsaufgaben mit der 5-Achstechnologie umgesetzt werden müssen. Neuartige Werkzeuge wie Tonnen-, Linsen- und konische Frä-ser werden sich aufgrund steigender Effi-zienzforderungen verstärkt durchsetzen. Unternehmen werden ihre CAM-Pro-grammierung von Varianten immer mehr automatisieren.
Stefan hummel, Marketing Manager EMEA – Professional Solutions bei der PnY technologies Quadro Gmbh
1. Als Anbieter und Hersteller von profes-sionellen Grafiklösungen für den CAD/CAM-Markt haben wir miterlebt, wie sich hier die Technik in den letzten 15 Jahren enorm weiterentwickelt hat. 1998 kamen
gerade die ersten 3D-Beschleuniger von Firmen wie 3Dlabs oder auch schon NVIDIA auf den Markt, die auch eine Konstrukti-on in 3D ermöglichten. Anfangs noch mit nur sehr rudimentärer Darstellungsqualität entwickelten sich diese bis heute zu hoch komplexen Lösungen, die mit ihrer Rechen-leistung und Funktionen alle anderen Kom-ponenten in einer Workstation deutlich in den Schatten stellen. Einer der wichtigsten Schritte war dabei sicherlich die Vereinheit-lichung der Software mit Schnittstellen wie OpenGL oder Direct3D, die den CAD-Markt erst für eine größere Zahl an Anwendern geöffnet hat.
2. Konstruktion fand zu dem Zeitpunkt hauptsächlich im so genannten Drahtgit-termodus, bei dem nur die Außenkanten eines Objektes sichtbar sind, statt. Über die Jahre ging dies dann immer schnel-ler und vor allem die Darstellung wurde realistischer. Gerade designorientierte Pro-dukte haben davon enorm profitiert. Auch lassen sich heute wesentlich komplexere Konstruktionen realisieren, die vor einigen Jahren so nicht möglich gewesen wären. Die Fortschritte in der Hardware haben auch erst die Grundlagen für moderne Software lösungen geschaffen.
3. Lösungen werden immer intuitiver dank der immer schnelleren Hardware. Auch wird die Simulation direkt in der Konstruk-tion deutlich zulegen. CUDA-basierende Beschleunigung mit der Grafikkarte der sehr rechenintensiven Prozesse steht hier kurz vor dem Durchbruch hin zu einer An-wendung für ein breite Zahl von Nutzern.
Stefan Kühner, PLM Marketing und Produkt-management bei der ProCAD Gmbh & Co. KG
1. Als PLM-Anbieter fällt mir die Antwort leicht. Produktdatenmanagement-Syste-me (PDM) haben sich zu echten Product-Life-Cycle-Management-Lösungen (PLM) entwickelt. Vor 15 Jahren bestand PDM im Wesentlichen aus der Ablage von CAD-Mo-dellen. Heute lassen sich alle nur denkba-ren Daten und Dokumente des Produkt-Lebenszyklus verwalten und weltweit bereitstellen. Daten aus Mechanik, Elektro-technik und Elektronik/Informatik werden
DIGITAL ENGINEERING Magazin 08-2013
032 | 15 JAhrE DiGitAL EnGinEErinG MAGAZin | Digitale Produktentwicklung
FRAGEN AN DIE EXPERTEN:
1. Was waren die wichtigsten Entwicklungen in Ihrem Produktbereich in den letzten 15 Jahren?
2. Was bedeutet dies für die Arbeit der Konstrukteure und Entwickler?
3. Welche Trends können die Anwender in den nächsten Jahren erwarten?

DIGITAL ENGINEERING Magazin 08-2013
2. Für die Konstrukteure und Entwickler bedeutet das, dass ihre Arbeit nicht mehr streng abgeschirmt vom Rest des Unter-nehmens abläuft. Heute haben organisier-te Arbeitsabläufe auch in der kreativen Welt der Ingenieure Einzug gehalten: Der mo-derne Ingenieur ist Teil eines interdisziplinä-ren Teams, das in geordneten und replizier-baren Abläufen zielgerichtet Marktchancen mit funktional und emotional überzeugen-den Lösungen bedienen kann.
3. Neben dem bereits angesprochenen Trend zur global verteilten Produktent-wicklung wird der wachsende Anteil von Elek tronik und Software in modernen Pro-dukten etablierte Arbeitsabläufe massiv verändern: Produkte werden künftig nicht mehr über ihre Mechanik definiert, in die man Elektronik einbaut, sondern sie wer-den als Gesamtsystem beschrieben, das vor der eigentlichen konstruktiven Umset-zung bereits ausführlich geprüft und vali-diert wird.
hans-Joachim Schott, Geschäfts-führer der SChott SYStEME Gmbh
1. Diese waren geprägt durch eine rasan-te Entwicklung der Computer- und Grafik-Hardware, von der wir wie auch alle ande-ren CAD/CAM-Hersteller enorm profitierten. Zwar existierte mit Pictures by PC bereits zur DOS-Zeit ein integriertes 2D/3D-CAD-CAM-Komplett-System für PCs. Damals schränkten Hardware und Betriebssystem den „gewitzten“ Bezier-Flächen-Modeller aber noch deutlich ein.
Mit der Einführung von Windows 98 und ME portierte SCHOTT SYSTEME die Pictures by PC-Software mit dem Revision 3.0 dann auf Windows und ergänzte den Flächen- mit einem Volumen-Modeller. Die vielfälti-gen CAD-Funktionalitäten wurden mit den folgenden Versionen kontinuierlich verbes-sert und beschleunigt, so dass heute einer der leistungsfähigsten 3D-Hybrid-Modeller (Volumen, Flächen, Maschen) am Markt zur Verfügung steht. Ergänzt wurde dieser zu-sätzlich mit einem Render- und Animati-onsmodul.
2. Dem Bediener stehen heute sehr vie-le und leistungsfähige CAD-, Modellier- Mess-, Analyse- und Baugruppen-Funktio-
nen zur Verfügung, um seine konstruktiven Ideen in Produkte umzusetzen. Es ist schon faszinierend zu sehen, was heute alles machbar ist, zum Beispiel die Fertigung mit 3D-Druckern. Grundsätzlich sind dank der Systemoffenheit, Programmierbarkeit und reibungslosen Fertigungsanbindung von Pictures by PC die Grenzen für De signer, Konstrukteure und Produktentwickler ex-trem weit gesteckt und das bei äußerst niedrigen Softwarekosten.
3. Gerade wenn man derzeit die dynami-sche Entwicklung von Peripheriegeräten betrachtet, scheint das „visuelle Zeitalter“ gerade erst begonnen zu haben. TFT-, LED- und OLED-Displays (auch in Stereo) werden immer besser und billiger, Smart phones, Multimedia-Geräte und Kameras gibt es in Hülle und Fülle, Tracking-Systeme, 3D-Scanner und 3D-Drucker erobern den Markt. Alle diese Geräte benötigen grafisch visuelle Software und sprechen einen brei-ten Markt an.
Dr. Uwe Fetzer, Leiter PLM Solutions bei der SEAL Systems AG
1. Sehr wichtige Entwicklungen waren die Fertigstellung der Druck- und Verteilverfah-ren für Siemens-PLM-Teamcenter-Umge-bungen. In nachgelagerten Verfahren wer-den Dokumente ins gewünschte Format konvertiert, mit Wasserzeichen, Stempeln und Metadaten aufbereitet und zuletzt ge-druckt, geplottet oder elektronisch verteilt. Wenn man selbsterstellte Dokumente und von Lieferanten zugelieferte Unterlagen zu neuen Gesamtdokumentationen zusam-menstellen möchte, können unsere Lösun-gen zu einer leistungsstarken Publishing-Lösung ausgebaut werden. Wir haben eine Vielzahl von Applikationskonvertern ent-wickelt, über die sich Neutraldatenformate automatisch erzeugen lassen.
2. Mit voll integrierten und standardisierten Software-Lösungen im Teamcenter-Umfeld ist es möglich, Dokumente und Dateien automatisiert in weitere Geschäftsprozes-se einzubinden. Die Methoden und Ver-fahren zum Suchen und Absammeln von Dokumenten aus Objekten und Strukturen erlauben eine gezielte und effiziente Be-arbeitung von Konstruktionsobjekten und
Bauteilen. Durch die direkte und vollständi-ge Integration der Lösungen in Teamcenter kann der Anwender in seiner gewohnten Arbeitsumgebung bleiben.
3. Die Vernetzung und damit die Kom-plexität für den Anwender steigt rasant an. Umso wichtiger werden integrierte, „smarte“ Lösungen, die den Anwender von Routineaufgaben entlasten.
Andreas Schäfer, regional Director Marketing, D/A/Ch, bei Siemens PLM Software
1. Grundsätzlich hat die Bedeutung der Prozesskette stark zugenommen. Es geht nicht mehr nur um einzelne Abteilungen, sondern um ihre nahtlose Verbindung wie etwa bei integriertem CAD-CAM-CNC für optimale Produktivität und Effizienz an der Werkzeugmaschine. Weiterhin wird Simula-tion früher und breiter eingesetzt. Die Un-terstützung durch die Synchronous Tech-nology bietet hier erhebliche Zeitvorteile in der Konstruktion und in nachfolgenden Schritten. Dank Technologien wie HD3D erleben die User eine neue „Detailschärfe“ ihrer 3D-Daten, statt zeitaufwändig in den verschiedensten Datenquellen nach Infor-mationen suchen zu müssen.
2. Das Engineering wurde durch diese Op-timierung effizienter, kann sich verstärkt auf Wertschöpfung konzentrieren. Die rasante Entwicklung bei Tablets und Smartphones ermöglicht dank Lösungen wie Teamcenter Mobility den Mitarbeitern aus Entwicklung, Fertigung und Service den mobilen, siche-ren Zugriff auf Daten und Prozesse. Auch durch das mittlerweile als ISO-Standard an-erkannte JT-Format für abteilungs- und un-ternehmensübergreifende Zusammenarbeit wird es viel leichter, fundierte Entscheidun-gen schnell und frühzeitig zu treffen.
3. Ein anhaltender Trend geht klar in Rich-tung mechatronischer Systeme, weg von der reinen Mechanik. Weltweit verteilte Standorte und Supplier werden vermehrt ausgebaut, das gilt auch für FuE. Zuneh-mende Variantenvielfalt und individuali-sierte Massenproduktion lassen sich durch breiteren Einsatz von Engineering-Konfi-guratoren und Lösungen für die Produkt-kostenkalkulation positiv gestalten. R T |
Digitale Produktentwicklung | 15 JAhrE DiGitAL EnGinEErinG MAGAZin | 033
kann. All das bieten die maßgeschneider-ten Integrationslösungen von DSC – auf Basis modularer, individuell konfigurierba-rer Standardsoftware. Sie optimieren Da-tenmanagement, Kommunikation und Ab-läufe und sichern freie Bahn in Richtung Industrie 4.0.
Geballte Energie in einem System Treten Planeten in Konjunktion, verstärken sich ihre Kräfte. Gleiches gilt für Unterneh-mensbereiche wie Engineering, Logistik und Fertigung – auch an verteilten Stand-orten. Systemisch verbunden können alle Beteiligten mit weniger Aufwand in kürze-
Zunehmend bessere und spezifi-sche Produkte immer schneller liefern. Natürlich zu wettbewerbs-fähigen Preisen. Das sind typische
Phänomene des globalen Marktes, denen man nur mit Effizienz, Flexibilität und kon-trollierten Prozessen erfolgreich begegnen
DIGITAL ENGINEERING Magazin 08-2013
E r F o L G S L ö S U n G E n i M o r B i t V o n S A P P L M
Fascination with integrationDer Wirtschaftsraum. Unendliche Weiten. Wir schreiben das Jahr 2013. Die Mission: Industrie 4.0. Für manche noch Lichtjahre entfernt, für andere bereits zum Greifen nah – dank Integrationslösungen der DSC Software AG. Sie unter-stützen Industrie-4.0-relevante Geschäftspro zesse schon heute: mit durchgängigem Product-Lifecycle-Management vom Engineering bis zur Fertigung – alles im SAP-System. Für SAP-nutzende Unternehmen jeder Branche und Größe eine Chance, sich Marktvorteile zu sichern und an die Spitze zu setzen. Commander Spock, zukunftserfahrenes IT-Genie des Raumschiffs Enterprise, würde sagen: „Faszinierend.“

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 035
rer Zeit mehr erreichen. Die optimale Kons-tellation: SAP PLM plus Engineering Control Center, ECTR.
Mit SAP als zentralem DV-System lassen sich Produktdaten aller Art und jeden Um-fangs sicher speichern, klassifizieren, ver-knüpfen und strukturiert verwalten. Die In-tegrationsplattform ECTR führt Daten und Funktionen heterogener Applikationen in einer einheitlichen Plattform mit SAP PLM zusammen. So zum Beispiel MCAD-/ECAD-Systeme, MS Office und E-Mail-Program-me. Aber auch Viewer wie zum Beispiel SAP Visual Enterprise.
Gleichzeitig sorgt ECTR für ein leichtgän-giges, kontrolliertes Zusammenspiel. Die entscheidenden Vorteile im Überblick:• nahtlose Integration von Entwicklungs-
werkzeugen und Autorensystemen• unternehmensweite Bereitstellung aller
Informationen entlang des gesamten Pro-duktlebenswegs
• effiziente Ressourcennutzung und Pro-zessunterstützung, etwa bei änderungen und Freigaben
• praxisoptimierte Funktionen und zeitspa-rende Automatisierungsroutinen
• effiziente Massen- und Mengenoperatio-nen, etwa bei Attributänderung und Ver-sionierung
• flexible Datenselektion mittels differenzier-ter Suchfilter und alternativer Volltextsuche
Leichte navigation bei klarer SichtGanz gleich ob CAx, Dokumenten- und Plant-Lifecycle-Management, technische Dokumentation oder anderes mehr: Wel-ches Ziel auch immer Sie anpeilen, ECTR bringt Sie hin – schnell und zuverlässig. Alles, was Sie auf Ihrem Weg brauchen, ist nur einen Mausklick entfernt. Außerdem fungiert ECTR als anwenderfreundliches Cockpit: mit vertrautem look&feel, jeder Menge Komfortfunktionen und zahlrei-chen Einstellungsmöglichkeiten. So kön-nen Anwender gewohnte Arbeitsweisen beibehalten, aufwendige Schulungen werden überflüssig.
Unterm Strich heißt das: ECTR gestaltet den Umgang mit SAP PLM für jedermann maximal einfach und sicher und macht selbst die komplexesten PLM-Vorgänge überschaubar und transparent. Hier ein paar GUI-Features:• intuitiv bedienbare Oberfläche mit direktem
Wechsel in alle angebundenen Programme • übersichtlich strukturierte Anzeige belie-
biger SAP-Objekte in individuellen Ord-nerstrukturen
• benutzerdefinierte Gestaltung des Desk-tops dank frei konfigurierbarer Fenster
• bequemes drag&drop, etwa zum Verknüp-fen oder Klassifizieren von Objekten
• einfache Navigation im Klassenbaum und bequeme Objektselektion via Kon-textmenü
Sichere Umlaufbahn für Entwicklungsdaten Durch Direktanbindung von CAD-Anwen-dungen wie NX, CATIA V5, AutoCAD oder ME10 an das SAP-System lassen sich En-gineering-Daten durchgängig in die Ge-schäftsprozesse einbinden. So zum Beispiel mit der SAP PLM Integration für NX, die DSC als Partner der SAP AG anbietet. Damit wer-den Ingenieure, Konstrukteure und andere technische Mitarbeiter von zeitraubenden Nebenarbeiten entlastet und können sich auf ihre Kernaufgaben konzentrieren. Eini-ge funktionale DSC-Highlights für die Pro-duktentwicklung:• direkter Aufruf relevanter SAP-Funktionen
aus dem CAD-System• differenzierte Klassifizierung und intelli-
gente Suchmöglichkeiten • leichteres Wiederverwenden von Teilen
zum Erzielen höherer Standardisierungs-raten
• strategisches Teilemanagement auf Basis integrierbarer Teilekataloge internationa-ler Hersteller
• mögliches Importieren und direktes Ver-bauen von Norm- und Kaufteilen
• schnelles Öffnen von 3D-Modellen im ECTR-eigenen Viewer mit Ladeoption, etwa nach NX
• automatisierte Routinen für Freigabe, Än-derung und Stücklistenerstellung
• intelligente Infrastrukturlösungen für das Concurrent Engineering an verteilten Standorten
Hinzu kommen Import- und Exportfunkti-onen sowie das automatische Generieren von Neutralformaten zum reibungslosen Informationsaustausch – nicht nur intern, sondern auch mit Kunden, Partnern und Lieferanten. So können zum Beispiel auch Anwender ohne CAD-System bequem auf Entwicklungsergebnisse zugreifen. Und das PLM-System kann Zulieferer selbststän-dig per E-Mail mit freigegebenen Modellen, Zeichnungen usw. versorgen.
Mit Lichtgeschwindigkeit in die FertigungEngineering-Modelle schnell und zuver-lässig in lieferbereite Produkte verwan-
deln: Dabei hilft Factory Control Center, FCTR. Auf Basis von ECTR integriert es die Fertigungsplanung in SAP PLM und schlägt die Brücke zwischen Entwicklung und Fertigung. Der modulare Aufbau und die umfassenden Konfigurationsoptionen erlauben Lösungen, die perfekt auf den in-dividuellen Bedarf abgestimmt sind. Unter anderem bietet FCTR folgende Möglich-keiten: • Informationsflüsse steuern und Transpa-
renz steigern • Prozess-Sicherheit erhöhen und Leerlauf-
zeiten verkürzen• Werkzeuge und Betriebsmittel organisiert verwalten und effizient einsetzen
• CAM-Strukturen vollständig erfassen und CAM-Prozesse umfassend unterstützen
• Fertigungsdaten automatisiert zur CNC-Maschine übertragen
• NC-Programme optimiert ans SAP-System zurückliefern
• Durchlaufzeiten und Time-to-Market wei-ter verkürzen
Sternstunden für UnternehmenJeder Unternehmer weiß: Erfolg fällt nicht vom Himmel. Man muss zur rechten Zeit das Richtige tun. Wer vorausschauend plant und sich langfristig leichter am Markt behaupten will, kann schon heute Indus-trie-4.0-Galaxien ansteuern. Mit effektivem Product-Lifecycle-Manage ment und Integ-rationslösungen von DSC stehen die Sterne besonders günstig – ganz gleich, was die Zukunft bringt.
Worauf also warten? Am besten gleich durchstarten und sich den vielleicht ent-scheidenden Vorsprung sichern. Das erste „Beam-me-up“-Erlebnis gibt’s bei einem individuell für Sie gestalteten SAP-PLM-Infotag.
INFO
Anbieter: DSC Software AG
Anschrift: Am Sandfeld 17 D-76149 Karlsruhe
telefon: +49 (0)7 21 / 97 74-100
Fax: +49 (0)7 21 / 97 74-101
E-Mail: [email protected]
internet: www.dscsag.com

Alle Versionen der Serie 77.31 wer-den mit Eingangsspannungen für 24 Volt DC (Arbeitsbereich: 4…32 Volt DC) oder 230 Volt AC (Arbeits-
bereich: 40…280 Volt AC) angeboten. Jedes Gerät hat zur Statusanzeige eine grüne LED. Die Geräte mit einer Baubreite von 22,5 Mil-limeter sind direkt zum Aufschnappen auf Tragschiene DIN EN 60715 TH35 geeignet.
Verschiedene Ausführungen erhältlichDie neuen Relais mit dem 30-Ampere/440-Volt-AC-Ausgang sind wahlweise als Nullspannungs-Schalter oder als Mo-mentanwert-Schalter jeweils mit zwei ver-schiedenen Klemmenanordnungen erhält-lich: Die „Relais-Version“ mit den jeweiligen Ein- und Ausgängen an der schmalen Seite oder die „Schütz-Version“ mit Ein- und Aus-gängen an den langen gegenüberliegen-den Geräteseiten.
Bei den neuen Ausführungen für Dauer-ströme bis 30 Ampere können Einschalt-spitzenströme bis 520 Ampere geschaltet werden. Die Halbleiterrelais mit integrier-tem Nullspannungsschalter eignen sich durch Schalten nahe dem Spannungsnull-durchgang für Lampenlasten, insbesonde-re Energiesparlampen, Kühlaggregate, AC-Magnete und Heizungsregelungen.
Verschleißfreies SchaltenFür das verschleißfreie Schalten bei hoher Schalthäufigkeit und großen Lasten wie Motorsteuerungen und Regelantriebe wer-den die Momentanwert-Schalter für Ein-
Phasen- und Drehstrom-Anwendungen eingesetzt.
Als elektronische Relais zeichnen sich die Geräte durch ihre Kompaktheit, lange Lebensdauer, Geräuschfreiheit, Unemp-findlichkeit gegen Schock und Vibration, kurze Ansprechzeiten sowie geringe An-steuerleistung aus. Die Geräte sind bei Einzelmontage und Umgebungstempera-turen von -20 bis +40 Grad Celsius bis zu ei-nem Dauerstrom von maximal 30 Ampere und bei entsprechendem Derating bis +80 Grad Celsius einsetzbar.
DIGITAL ENGINEERING Magazin 08-2013
036 | AnZEiGE
E L E K t r o n i S C h E S h A L B L E i t E r r E L A i S
Geräuschfrei und Langlebig Mit den elektronischen Halbleiterrelais 77.31 für 30 Ampere ergänzt Finder die Serie der verschleißfrei und ohne Schaltgeräusche arbeitenden Lastrelais zur Schnellmontage auf der DIN-Schiene im Schaltschrank oder in der Haus-verteilung. Von AnDrEAS hECK
INFO
Anbieter: FINDER GmbH
Anschrift: Hans-Böckler-Straße 44 D-65468 Trebur-Astheim
telefon: +49 (0) 61 47 / 20 33-0
Fax: +49 (0) 61 47 / 20 33-377
E-Mail: [email protected]
internet: www.finder.de
Der Autor Andreas Heck ist Leiter Tech-nik und Pro-duktmanage-ment bei der FINDER GmbH.Das elektronische
Halbleiterrelais 30 A ist flexibel einsetzbar.

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 037
• TechNet AllianceAls Mitglied der TechNet Alliance hat CAD-FEM Zugang zum Know-how von über 1.000 CAE-Experten. Das Netzwerk zählt mehr als 50 Unternehmen aus über 20 Ländern.
• CADFEM FachmedienWir liefern aktuelles CAE-Wissen in gedruck-ter und elektronischer Form, etwa im CAD-FEM Journal mit mehr als 35.000 Lesern, in Fachbüchern oder auch im CAE-Wiki.
CADFEM, 1985 gegründet, zählt zu den Pionieren der numerischen Simulation auf Basis der Finite-Ele-mente-Methode (FEM).
CADFEM ist weltweit aktiv und mit 12 Standorten und mehr als 170 Mitarbei-tern in Deutschland, Österreich und der Schweiz einer der größten europäischen Anbieter für Computer-aided Enginee-ring (CAE). Seit Firmengründung arbei-ten wir eng mit der ANSYS, Inc. in Pitts-burgh (Pennsylvania) zusammen und sind ANSYS Competence Center FEM in Zent-raleuropa.
Weil Software allein noch keinen Simu-lationserfolg garantiert, ist CADFEM Sys-temhaus, Ingenieurdienstleister, Aus-bildungs- und Informationsanbieter in einem. Aus einer Hand erhalten Kunden alles, was über den Simulationserfolg ent-scheidet: Software und IT-Lösungen. Bera-tung, Schulung, Engineering. Know-how auf dem neuesten Stand.
ProdukteCADFEM verfügt über ein komplettes Pro-gramm von CAE-Software und Hardware führender Anbieter.
• ANSYS® Software ANSYS bietet Programme für nahezu jede Anwendung. In Industrie, Forschung und Lehre zählt ANSYS zu den meistgenutzten Lösungen.
• Komplementäre ToolsÜber ANSYS hinaus deckt das CADFEM Softwareportfolio auch Lösungen für Spe-zialanforderungen ab.
• eCADFEM – Software on DemandMit eCADFEM nutzen Anwender CAE-Pro-gramme besonders flexibel und bedarfs-gerecht: Nur wenn und nur solange sie sie brauchen.
• Hardware + KomplettsystemeWir liefern Einzelkomponenten, einsatzfer-tige Komplettsysteme und umfassendem Hardwaresupport.
ServiceDamit CADFEM Kunden CAE-Potenziale voll ausschöpfen können, erhalten sie auch vielfältige Dienstleistungen.
• AnwendersupportMehr als 30 CADFEM Ingenieure unter-stützen Kunden im Tagesgeschäft, etwa bei Bedienfragen oder mit Zweitmeinun-gen zu Modellen und Varianten.
• Prozessautomatisierung + CustomizationWir implementieren automatisierte Work-flows und entwickeln firmenspezifische Funktionserweiterungen und vertikale Applikationen.
• Simulation im AuftragCADFEM führt komplette Auftragsbe-rechnungen einschließlich Nachweisfüh-rung durch. Neben Ergebnis und Bewer-tung transferieren wir auch Know-how zur Lösung an den Kunden weiter.
WissenCADFEM pflegt den Dialog mit Wirtschaft und Forschung und fördert den Erfahrungs-austausch unter CAE-Anwendern.
• Infotage + SeminareMit Infotagen und softwarebezogenen Seminaren bleiben CAE-Anwender auf dem neuesten Stand und erhalten geziel-te Weiterbildung für eine effiziente Soft-warenutzung.
• CADFEM esocaetDie European School of Computer Aided Engineering Technology steht für zerti-fizierte CAE-Weiterbildung: von Seminar über Sommerakademie bis Hochschulstu-dium.
• CADFEM Users’ MeetingIn Kooperation mit ANSYS organisieren wir die größte jährliche Fachkonferenz zur numerischen Simulation Europas: ANSYS Conference & CADFEM Users´ Meeting – seit über 30 Jahren der Treffpunkt für CAE-Anwender.
S i M U L A t i o n A U S E i n E r h A n D
Simulation ist mehr als SoftwareSimulation macht vieles möglich. Unternehmen sparen Zeit und Kosten und entwickeln Innovationen, indem sie Produktideen frühzeitig am Bildschirm ausloten, überprüfen und umsetzen.
INFO
Anbieter: CADFEM GmbH ANSYS Competence
Center FEM
Anschrift: Marktplatz 2 D-85567 Grafing
bei München
telefon: +49 (0) 80 92 / 70 05-0
E-Mail: [email protected]
internet: www.cadfem.de
Geschäftsstellen in Berlin, Chemnitz, Dortmund, Frankfurt, Hannover und Stuttgart.
österreich: CADFEM (Austria) GmbH
Schweiz: CADFEM (Suisse) AG
Weltweit: TechNet Alliance, www.technet-alliance.com

fahrzeug MUSCLE (Minehunting UUV for Shallow Water Covert Littoral Expeditions – Unbemanntes Unterwasserminensuchfahr-zeug für versteckte, ufernahe Expeditionen im flachen Gewässer). An Bord von MUSCLE befindet sich die durch NVIDIA-Tesla-GPUs beschleunigte, hochauflösende, hochfre-quente Technologie SAS (Synthetic Aperture Sonar). Durch sie ist das Mini-U-Boot mit idealen Einrichtungen zur Ob-jekterkennung, On-board-Daten-
In der Adria und anderen europäischen Meeren ist der Meeresgrund übersät mit Zehntausenden von Minen und Bomben und sonstiger Munition, Überreste des
Ersten und Zweiten Weltkriegs. Da solche Minen explodieren oder giftige Chemika-lien wie Senfgas freisetzen können, stellen sie eine ständige Gefahr für die kommer-zielle Schifffahrt, Seeleute und für die Um-welt sowie die Nahrungskette dar. Ange-sichts der Tatsache, dass sich 80 Prozent des gesamten kommerziellen Handels auf den Meeren abspielt, ist die Beseitigung der Minen eine ökonomische Notwendigkeit.
Das Centre for Maritime Research and Experimentation (CMRE) ist eine welt-weit anerkannte, wissenschaftliche Forschungs- und Versuchsein-richtung der NATO mit Sitz in La Spezia, Italien. Das CMRE stellt sich dieser Herausforde-rung mit seinem hochmoder-nen, autonomen Unterwasser-
DIGITAL ENGINEERING Magazin 08-2013
038 | AnZEiGE
G P U - C o M P U t i n G
NVIDIA-Tesla-GPUs spüren Unterwasserminen in Echtzeit aufDas Mini-U-Boot des zur NATO gehörenden CMRE lokalisiert, identifiziert und klassifiziert dank NVIDIA-Tesla-GPUs Minen 50- bis 100-mal schneller als mit CPUs.
ÜBER NVIDIA-TESLA-GPUS
Beim GPU-Computing wird der Gra-fikprozessor gemeinsam mit der CPU zur Beschleunigung von wissenschaft-lichen und technischen Anwendun-gen eingesetzt. Die GPU-Kerne sind darauf optimiert, rechenintensive Bereiche von Anwendungen auszu-führen. Durch die parallele Arbeit tau-sender kleiner, sparsamer Kerne sind GPUs wesentlich energieeffizienter als herkömmliche CPUs. NVIDIA-Tesla-GPUs sind leistungsstarke Parallelbe-schleuniger, die auf NVIDIAs Parallel-Computing-Plattform CUDA basieren. Tesla-GPUs sind von Grund auf für High Performance Computing entwickelt. Sie ermöglichen eine deutlich höhere Beschleunigung für eine Vielzahl von wissenschaftlichen und kommerziellen Anwendungen als reine CPU-Lösun-gen. Die aktuellen Tesla-GPUs basieren auf der innovativen „Kepler-Architek-tur“ und liefern die bis zu dreifache Leistung ihrer Vorgänger. Sie bieten Teraflop-Double-Precision-Gleitkom-maleistung bei deutlich verbesserter
Programmierbarkeit und Effizienz.
Weitere Informationen über NVIDIA-Tesla-
GPUs finden Sie unter www.nvidia.de.
Durch die NVIDIA-Tesla-GPUs sind die Einsätze produktiver geworden und die Ergebnisse mit
der SAS-Bildtechnik haben sich enorm verbessert, da bei Unterwasserversuchen die GPUs 75-mal mehr Leistung erbringen als CPUs.

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 039
verarbeitung und intelligenten Entschei-dungsfindung ausgerüstet. Damit kann es Minen in Echtzeit lokalisieren, identifizieren und klassifizieren.
SAS-technologie ermöglicht dank GPUs Minensuche in EchtzeitHerkömmliche AUVs fahren vorher fest-gelegte Suchstrecken ab und zeichnen alle Daten zum Zwecke der Offline-Verar-beitung auf. Sie sind nicht flexibel genug, um sich an die Umweltbedingungen und die Sonarleistung anzupassen. GPUs ha-ben das Maß an Autonomie erhöht und ermöglichen so ein anpassungsfähiges Ver-halten. „Mit dem GPU-beschleunigten AUV MUSCLE wird die Minensuche schneller und für die NATO erschwinglicher, zuverläs-siger und sicherer“, sagt Francesco Baralli, erster wissenschaftlicher Assistent bei CMRE. „Ohne GPUs war das Aufspüren und Klassifizieren von Munition in Echtzeit prak-tisch nicht machbar – die SAS-Anwendung läuft auf Grafikprozessoren 50- bis 100-mal schneller als auf vergleichbaren CPUs.“
Darüber hinaus ermöglichen die NVIDIA-GPUs für MUSCLE Kurskorrekturen in Echtzeit
und maximieren so die Effektivität für die be-grenzte Zeit (sechs Stunden), während der sich das Fahrzeug im Wasser aufhalten kann, bevor es wieder aufgeladen werden muss. Das AUV ist in der Lage, auf Gegenstände, die es sieht, zu reagieren. Das heißt, es kann seinen Kurs entsprechend anpassen, um eine nähere Ansicht zu erhalten, oder aber, wenn es durch Hindernisse daran gehindert wird, das Gelände abzusuchen, später noch einmal zurückkehren. MUSCLE kann dabei helfen, Schiffe in minenverseuchten Gewäs-sern zu beschützen, indem es Warnbaken aussendet, die in Echtzeit vor Munition auf der Schiffsroute warnen.
Keine Server-regale mehr notwendigDie an Bord vorhandene Möglichkeit der Datenverarbeitung mit Tesla-GPUs hat gan-ze Regale mit CPU-basierten Servern (36 Knoten) ersetzt, die früher notwendig wa-ren, wenn nach der Rückkehr auf das Mut-terschiff Analyse und Klassifizierung der Minen durchgeführt werden mussten. „Die Arbeit mit Minensuch-AUVs war langsam und ineffizient“, sagt Baralli. „Wir konnten die Daten immer erst Stunden später auf dem
Mutterschiff analysieren. Und wenn Bilder das falsche Objekt abgebildet hatten oder unscharf oder beschädigt waren, mussten wir das AUV noch einmal lossenden. Durch die GPUs sind unsere Einsätze produktiver geworden und unsere Ergebnisse mit der SAS-Bildtechnik haben sich enorm ver-bessert, da bei Unterwasserversuchen die GPUs 75-mal mehr Leistung erbringen als CPUs. Es lohnt sich tatsächlich, die Meere zu einem sichereren Ort zu machen.“
Wie geht es weiter? – neue Anwendungen und hochauf-lösende Ausgabe in EchtzeitDas CMRE ist davon überzeugt, dass sich die technischen Fortschritte, die es durch die GPU-gestützte Objektidentifizierung und -klassifizierung mit dem AUV erzielt hat, auch auf andere Bereiche wie die Lokalisierung von Gegenständen nach ei-ner Naturkatastrophe, zum Beispiel Trüm-mer, die ein Tsunami hinterlassen hat, anwenden lassen. Ausgehend von den Er-gebnissen, die das MUSCLE-Programm bis heute erzielt hat, arbeitet das CMRE-Team bereits an Plänen, den Grafikprozessor an Bord aufzurüsten, um in Echtzeit und hoher Auflösung Berechnungen durchführen zu können. Außerdem wird die Entwicklung an Versionen mit mehreren Grafikprozes-soren für die Forschungscomputer an Land weiterverfolgt.
INFO
Anbieter: NVIDIA GmbH
Anschrift: Adenauerstraße 20 A4 D-52146 Würselen
telefon: +49 (0) 24 05 / 47 80
Fax: +49 (0) 24 05 / 47 80 30
internet: www.nvidia.de
Das autonom agierende Unter-
wasserfahrzeug MUSCLE macht
dank NVIDIA-GPU-Beschleunigung und hochauflö-
sendem, hochfre-quentem Synthe-
tic Aperture Sonar (SAS) die Meere
fahrsicherer.
Bei MUSCLE handelt es sich um ein unbemanntes Unterwasserminensuchfahrzeug für versteckte, ufernahe Expeditionen im flachen Gewässer.
Das Mini-U-Boot kann Minen in Echtzeit lokali-sieren, identifi-
zieren und klas-sifizieren.

die hohe Qualität der Einzelkontakte ist der CombiTac optimal geeignet für Anwen-dungen in rauer Industrieumgebung, die hohe Steckzyklen und absolute Zuverläs-sigkeit erfordern.
Absolute ZuverlässigkeitBei den Leistungsmodulen haben sich die Hochstromkontakte für bis zu 300 A in Bat-terieladestationen oder Motorenprüfstän-den bewährt. Ergänzende Signal- oder Steuerkontakte übertragen Freigabesignale oder Informationen für Monitoringsysteme. Typische Applikationen für die 5 kV Hoch-spannungseinsätze sind Test- und Prüfstän-de im Fahrzeugbau oder für elektronische Geräte.
Im Fertigungsprozess von Autoradios bei Panasonic werden einheitlich aufgebaute CombiTac Steckverbinder mit unterschied-licher Belegung in die verschiedenen Prüf-stationen eingebaut. Die elektrischen Kontakte mit Lamellentechnik stellen gleichbleibende Übergangswiderstände bei sehr hohen Steckzyklen sicher, dadurch werden Messwerte nicht verfälscht. Zuver-lässige Ergebnisse sorgen für Sicherheit und konstante Fertigungsqualität.
Für automatisierte Steckvorgänge ist die Plattenmontage ideal, die schwimmen-de Lagerung der Kontakte in elastischen Kunststoffträgern sorgt für einfache Steck-barkeit. Die Gehäuseversion des CombiTac ist ausgezeichnet in mobilen Prüf- und Test-ständen oder mobilen Apparaten.
höchste EffizienzStromschienen, beispielsweise in Umrich-tern oder in Bahn-Unterstationen, lassen sich mit Gabelsteckern einfach und sicher kontaktieren. Sie eignen sich für viele An-wendungen, auch in Einschubtechnik und zur Verbindung statischer und beweglicher
Komponenten, wo Gleitbewegungen zwi-schen Stromschiene und Gabelstecker auf-treten. Der Doppelgabelstecker HP-GSRD ist für Ströme bis 3.000 A und über 1.000 Steckzyklen ausgelegt.
Für die Verbindung bipolarer Sammel-schienensysteme wurde das stapelbare System CLIPLAM entworfen. Der Steckver-binder ist sehr einfach mit zwei Clips auf den Stromschienen zu befestigen. Im Ver-gleich zu Schraubsystemen wird die Induk-tivität um 25 Prozent verringert.
optimierte LösungenMulti-Contact ist spezialisiert auf kunden-spezifische Kontaktlösungen, die optimal an Prozesse und Applikationen angepasst sind. Bei hohen Stückzahlen können spe-ziell entwickelte Steckverbinder durchaus kostengünstiger sein als ein Standardpro-dukt: Sobald die Vorteile des speziellen Designs, wie einfache Handhabung durch optimierte Auslegung oder Materialeinspa-rung durch optimierte Baugröße, die Ent-wicklungskosten kompensieren.
Besuchen Sie uns vom 5. bis 7. Novem-ber 2013 auf der Airtec in Frankfurt. Sie finden uns in Halle 11 am Stand D49.
Viele Schnittstellen in industriellen Anwendungen benötigen ver-schiedene Anschlüsse. Stromver-sorgung, Signal- und Datenlei-
tungen werden verbunden. Für manche Anwendungen sind zusätzlich Medien wie Luft und Flüssigkeit oder Komponenten wie Thermoelemente oder Glasfasern er-forderlich. Mit modularen Steckverbinder-systemen wie dem CombiTac lassen sich unterschiedliche Kontaktmodule im Bau-kastensystem kombinieren. Das Ergebnis ist ein kompakter Steckverbinder, zum Beispiel für Stromversorgung, Überwachung und Steuerung. Oder eben eine hybride Aus-führung, die neben elektrischen Modulen auch pneumatische oder Fluidkupplungen enthält. So können applikationsspezifische Anforderungen mit Standardkomponen-ten erfüllt werden.
Die Reduzierung auf einen einzigen Steckverbinder für mehrere Anschlüsse er-leichtert die Handhabung, spart Platz und sorgt für mehr Sicherheit. Feste Einbauma-ße mit variabler Bestückung ermöglichen die einfache Integration in Maschinen, Werkzeuge oder Arbeitsstationen. Durch
DIGITAL ENGINEERING Magazin 08-2013
040 | AnZEiGE
A D V A n C E D C o n t A C t t E C h n o L o G Y
Leistungsfähige Schnittstellen für industrielle AnwendungenOb in komplexen Produktionsprozessen mit integrierten automatischen Prüfstationen oder in modernen Maschinen und Robotern mit austauschbaren Modulen und Werkzeugen – industrielle Schnittstellen gewinnen zunehmend an Bedeutung.
INFO
Anbieter: Multi-Contact Deutschland GmbH
Anschrift: Hegenheimer Straße 19 D-79576 Weil am Rhein
telefon: +49 (0) 76 21 / 6 67-0
Fax: +49 (0) 76 21 / 6 67-1 00
E-Mail: [email protected]
internet: www.multi-contact.com
Der modulare CombiTac für Leistung, Daten und Signale, Druckluft und Flüssigkeit, Thermoelemente, Glasfaserkontakte und mehr.

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 041
treiberschnittstellen im WandelDie Treiberschnittstellen in AutoCAD wa-ren dabei über die verschiedenen Releases immer einem starken Wandel unterzogen. Anfangs wurde noch auf das AutoCAD Design Interface (ADI) für die Grafik und auf das Autodesk Development System (ADS) für Erweiterungen gesetzt. Mit Release 14 ist ADS weggefallen und wurde durch die AutoCAD Runtime Extension (ARX) ersetzt. In AutoCAD 2000 verabschiedete sich Autodesk dann auch von der ADI-Schnitt-stelle und stellte mit Whip! nur einen be-grenzt gleichwertigen Nachfolger vor. HEIDI wurde dann in AutoCAD 2008 die alleinige Schnittstelle für Grafikanwendun-gen. Diese ist mit AutoCAD 2013 wieder weggefallen. Bei den heutigen aktuellen Softwareversionen werden die Beschleu-nigerfunktionen direkt über den Grafikkar-tentreiber realisiert.
Die aktuellen NVIDIA-Quadro-basieren-den Produkte von PNY bieten dabei mehr Leistung als jemals zuvor – sowohl für 3D als auch für 2D. Auch wenn hier schon lan-ge nicht mehr mit Displaylisten, sondern mit 3D-Objekten in OpenGL und Direct3D gearbeitet wird.
Als eines der ersten CAD-Program-me für einen größeren Massen-markt führte AutoCAD auch dazu, das sich in den 1980er-Jahren ein
Markt für Zubehör und Beschleuniger-Pro-dukte entwickelte. Diese erlaubten es dem Anwender, auch mit höheren Auflösungen, mehreren Monitoren und einer höheren Geschwindigkeit zu arbeiten. Zu diesem Zeitpunkt waren im PC-Umfeld nichtgrafik-fähige Systeme wie Herkules (MGA) noch Standard. Wer grafisches CAD machen wollte, war auf extrem teure Spezial-Hard-ware angewiesen. Festfrequenz-Monitore mit hoher Auflösung kosteten damals fast so viel wie ein Kleinwagen.
ELSA begann 1986 als Vorläufer der heu-tigen PNY Technologies GmbH Subsystem-Grafikkarten auf Basis von Hitachi-Control-lern zu entwickeln. Vorrangiges Ziel war es, in Zeiten von CGA mit 320 x 200 Pixeln höhere Auflösungen und eine höhere Ge-schwindigkeit zu erreichen. Zur Perfor-mance-Steigerung wurde mit so genann-ten Display-Listen gearbeitet.
Der größte Teil der Arbeit, der bei CAD-Programmen geleistet werden muss, ist der Zeichnungsaufbau auf dem Bildschirm. Dies ist praktisch nach jedem Scrollen und nach jeder änderung des Zoom-Faktors er-forderlich. Dazu berechnet AutoCAD aus den Grunddaten der Zeichnung Vekto-ren, rechnet diese in Bildschirmkoordina-ten um und lässt sie entweder von einem Grafikprozessor oder vom Hauptprozessor
selbst für die Bildschirmausgabe aufberei-ten. Diese werden dann über das AutoCAD Device Interface (ADI) in der Displaylist ab-gelegt. Der Vorteil einer Displaylist liegt da-rin, dass der Grafikprozessor eigenständig die Berechnung des Bildschirminhalts vor-nehmen kann und damit deutlich schneller ist. Praktisch alle Beschleunigerkarten bis AutoCAD 2007 arbeiteten so.
Leistungsfähige tools für AutoCADELSA entwickelte damals spezielle Tools, die dem AutoCAD-Anwender das tägliche Arbeiten erleichtern sollten. Dazu gehör-ten etwa das „POWERdraft Cockpit“ für ein interaktives Zoomen und Pannen, „Multi-View“ zur Verwaltung mehrerer Ansich-ten oder „MagniView“ als eigenständiges Zoom-Fenster. Diese wurden später noch mit „ELSAview 3D“ als erstem vollintegrier-ten und OpenGL-Hardware-beschleunig-tem Viewer für AutoCAD ergänzt.
Auch Mehrschirmkonfigurationen wur-den immer wichtiger. Anfangs konnte ein über eine spezielle Subsystemkarte, bei-spielsweise ELSA XHR Alpha oder Gemini, angesteuerter Grafikmonitor nur mit einem reinen Textmonitor über MAG ergänzt wer-den. Mit späteren Grafikkarten-Generatio-nen wie der ELSAWinner-Serie konnte man über mehrere baugleiche Grafikkarten so-gar bis zu vier Monitore parallel betreiben. Mit heutigen Grafikboards wie der Quadro K5000 sind sogar bis zu 16 Monitore an ei-nem Rechner möglich.
G r A F i K K A r t E n V o n P n Y t E C h n o L o G i E S
Schnelle Grafikkarten für KonstrukteurePNY Technologies zählt seit vielen Jahren zu den führenden Grafikarten-anbietern. Die leistungsstarken Grafikboards sorgen für eine beschleunigte Grafikberechnung und -ausgabe von 2D- und 3D-Objekten.
INFO
®Anbieter: PNY Technologies Quadro
GmbH
Anschrift: Schumannstraße 18a D-52146 Würselen
telefon: +49 (0) 24 05 / 4 08 48-0
Fax: +49 (0) 24 05 / 4 08 48-99
E-Mail: [email protected]
internet: www.pny.de
Zugpferd in den 1990er Jahren: ELSA-Winner-2000--Grafikkarte mit einem Gra-fikchip von S3.
Aktueller Grafikbeschleuniger: PNY Quadro K2000 mit NVIDIA-Kepler-Architektur und schnellem GDDR5-Grafikspeicher.
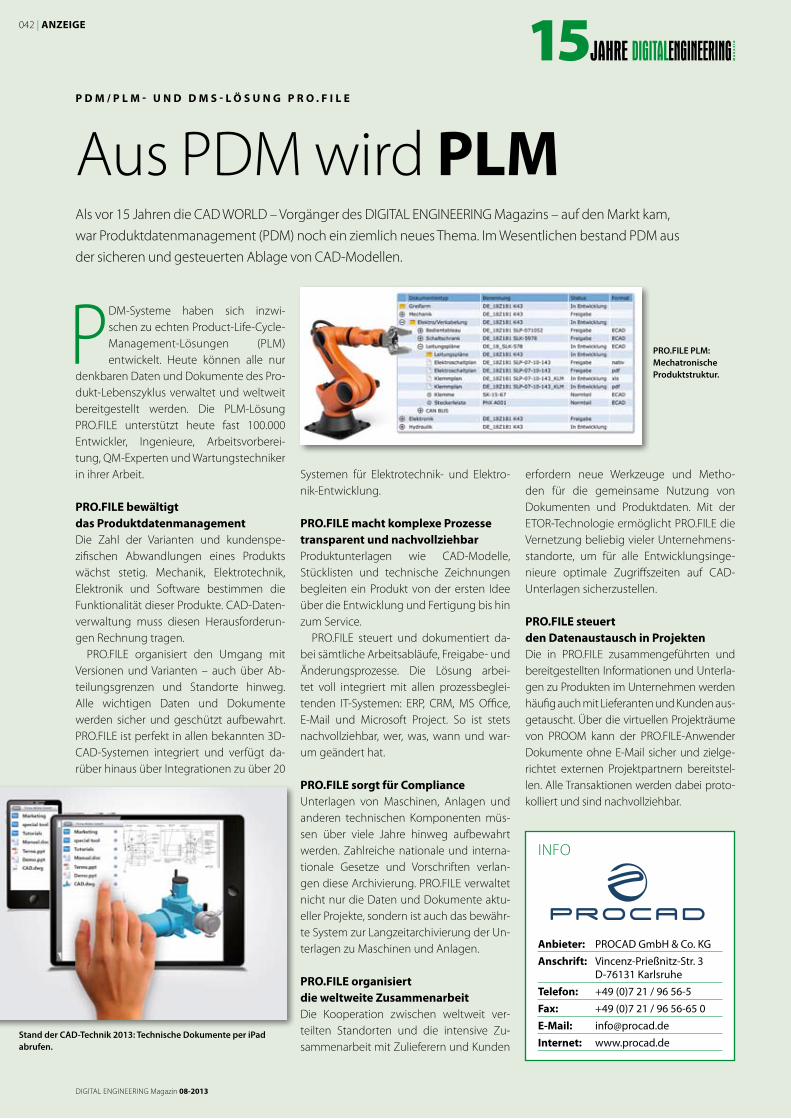
Systemen für Elektrotechnik- und Elektro-nik-Entwicklung.
Pro.FiLE macht komplexe Prozesse transparent und nachvollziehbarProduktunterlagen wie CAD-Modelle, Stücklisten und technische Zeichnungen begleiten ein Produkt von der ersten Idee über die Entwicklung und Fertigung bis hin zum Service.
PRO.FILE steuert und dokumentiert da-bei sämtliche Arbeitsabläufe, Freigabe- und änderungsprozesse. Die Lösung arbei-tet voll integriert mit allen prozessbeglei-tenden IT-Systemen: ERP, CRM, MS Office, E-Mail und Microsoft Project. So ist stets nachvollziehbar, wer, was, wann und war-um geändert hat.
Pro.FiLE sorgt für ComplianceUnterlagen von Maschinen, Anlagen und anderen technischen Komponenten müs-sen über viele Jahre hinweg aufbewahrt werden. Zahlreiche nationale und interna-tionale Gesetze und Vorschriften verlan-gen diese Archivierung. PRO.FILE verwaltet nicht nur die Daten und Dokumente aktu-eller Projekte, sondern ist auch das bewähr-te System zur Langzeitarchivierung der Un-terlagen zu Maschinen und Anlagen.
Pro.FiLE organisiert die weltweite ZusammenarbeitDie Kooperation zwischen weltweit ver-teilten Standorten und die intensive Zu-sammenarbeit mit Zulieferern und Kunden
erfordern neue Werkzeuge und Metho-den für die gemeinsame Nutzung von Dokumenten und Produktdaten. Mit der ETOR-Technologie ermöglicht PRO.FILE die Vernetzung beliebig vieler Unternehmens-standorte, um für alle Entwicklungsinge-nieure optimale Zugriffszeiten auf CAD- Unterlagen sicherzustellen.
Pro.FiLE steuert den Datenaustausch in ProjektenDie in PRO.FILE zusammengeführten und bereitgestellten Informationen und Unterla-gen zu Produkten im Unternehmen werden häufig auch mit Lieferanten und Kunden aus-getauscht. Über die virtuellen Projekträume von PROOM kann der PRO.FILE- Anwender Dokumente ohne E-Mail sicher und zielge-richtet externen Projektpartnern bereitstel-len. Alle Transaktionen werden dabei proto-kolliert und sind nachvollziehbar.
PDM-Systeme haben sich inzwi-schen zu echten Product-Life- Cycle-Management-Lösungen (PLM) entwickelt. Heute können alle nur
denkbaren Daten und Dokumente des Pro-dukt-Lebenszyklus verwaltet und weltweit bereitgestellt werden. Die PLM-Lösung PRO.FILE unterstützt heute fast 100.000 Entwickler, Ingenieure, Arbeitsvorberei-tung, QM-Experten und Wartungstechniker in ihrer Arbeit.
Pro.FiLE bewältigt das ProduktdatenmanagementDie Zahl der Varianten und kundenspe-zifischen Abwandlungen eines Produkts wächst stetig. Mechanik, Elektrotechnik, Elektronik und Software bestimmen die Funktionalität dieser Produkte. CAD-Daten-verwaltung muss diesen Herausforderun-gen Rechnung tragen.
PRO.FILE organisiert den Umgang mit Versionen und Varianten – auch über Ab-teilungsgrenzen und Standorte hinweg. Alle wichtigen Daten und Dokumente werden sicher und geschützt aufbewahrt. PRO.FILE ist perfekt in allen bekannten 3D-CAD-Systemen integriert und verfügt da-rüber hinaus über Integrationen zu über 20
DIGITAL ENGINEERING Magazin 08-2013
042 | AnZEiGE
P D M / P L M - U n D D M S - L ö S U n G P r o . F i L E
Aus PDM wird PLMAls vor 15 Jahren die CAD WORLD – Vorgänger des DIGITAL ENGINEERING Magazins – auf den Markt kam, war Produktdatenmanagement (PDM) noch ein ziemlich neues Thema. Im Wesentlichen bestand PDM aus der sicheren und gesteuerten Ablage von CAD-Modellen.
INFO
Anbieter: PROCAD GmbH & Co. KG
Anschrift: Vincenz-Prießnitz-Str. 3 D-76131 Karlsruhe
telefon: +49 (0)7 21 / 96 56-5
Fax: +49 (0)7 21 / 96 56-65 0
E-Mail: [email protected]
internet: www.procad.de
PRO.FILE PLM: Mechatronische Produktstruktur.
Stand der CAD-Technik 2013: Technische Dokumente per iPad abrufen.

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 043
als Konferenzraumsystem mit CoReview Funktionalität uvm.
Dass das neue Powerwall-Konzept von Josef Schneider aufgeht, zeigen viele Refe-renzkunden unterschiedlichster Branchen aus aller Welt, zum Beispiel VW Argentini-en (Design), LG-VANS Südkorea (Design), DAELIM Motors Südkorea (Design), Honda Thailand (CATIA und IC:IDO) und AUDI China (IC:IDO). Darüber hinaus vertrauen mehr als 15 Universitäten mit unterschied-lichsten Performance-Anwendungen auf die neue smart VR-Wall.
Besondere Anforderungen in Kon-struktion, Simulation und Design brauchen spezielle Lösungen. So liefert Schneider Digital seinen Kun-
den ausgereifte Spezial-Hardwarelösungen für besonders grafikintensive Computeran-wendungen im Bereich CAx, VR, Fabrikpla-nung, GIS, DCC – auch in 3D-Stereoskopie. Der Fokus dabei liegt auf der Maximierung der Verarbeitungsgeschwindigkeit der Soft-ware, bei gleichzeitig höchstmöglicher Sys-temstabilität die bestmögliche Wertschöp-fung für den Anwender zu erreichen.
Mit 18 Jahren Erfahrung im Verkauf von Profi-Hardware kennt Schneider Digital die Anforderungen von Software und das Leis-tungsvermögen der Hardware genaues-tens. Dieses „Know-how“ kann Schneider Digital für seine Kunden äußerst umfang-reich in die Beratung und Konzeption von Komplettlösungen mit hochauflösenden 4K- und 3D-Monitoren inklusive innova-tiver Peripherie einbringen. Neben der Distribution von professionellen Grafikkar-ten der Marken AMD FirePro und NVIDIA Quadro entwickelt, produziert und ver-treibt Schneider Digital High-End-Grafik-Workstations sowie 2D/3D-Powerwalls.
revolutionäre smart Vr-WallAuch das neueste „Kind“ der Schneider Digital-Produktent-wicklung für großformatige Visualisierungslösungen, die smart VR-Wall, glänzt mit Su-perlativen: Mit dem neuartigen und patentierten Farbraum-Ka-libriersystem der smart VR-Wall konnte die Helligkeit um 100 Prozent gesteigert werden. Mit einer maximalen Projektions-fläche von 5,5 m x 2,3 m, einer Pixelgröße ab 1,3 mm sowie einer Gesamtauflösung von bis zu 4.000 x 1.696 Pixel (6,8 MP) bei 120 Hz pro Auge im 3D-Stereo-Modus steht die smart VR-Wall für eine bisher unerreichte Bildqualität. Geradezu revolutionär sind diese Daten in Relation zum Platzbedarf. Durch die Aufpro-jektionstechnik benötigt die smart VR-Wall nur 62 cm Standfläche und lässt sich dank ihren eingebauten Rollen sehr einfach ver-schieben. Die modulare, selbsttragende Konstruktion erlaubt eine freistehende Auf-stellung und damit maximale Raumunab-hängigkeit und Flexibilität innerhalb eines Gebäudes oder auf Messen und Ausstel-lungen.
In Kombination mit verschiedenen ver-fügbaren Screen-Formaten (16:9, 16:10, Cinemascope) lässt sich die smart VR-Wall selbst in kleinste und sehr niedrige Räume ohne bauliche Veränderung integrieren.
Das einfache Handling der Touch-Tab-let-Mediensteuerung ist ohne Spezialwis-sen durch jeden User konfigurier- und be-dienbar. Dank echtem Plug & Play ist das System für unterschiedlichste Einsatzbe-reiche ausgelegt: Design-Präsentationen, Virtual Prototyping mit mehreren Enginee-ring-Teams gleichzeitig an einer VR-Wall,
K o M P L E t t L ö S U n G E n F Ü r G r A F i K i n t E n S i V E C o M P U t E r A n W E n D U n G E n
Profi-hardware für professionelle User!Schneider Digital – die Antwort auf alle Hardware-Herausforderungen rund um Workstations, Profi-Grafikkarten, hochauflösende, 4K-Monitore, stereoskopische Peripherie und 2D/3D-Powerwalls.
INFO
Anbieter: Schneider Digital Josef J. Schneider e. K.
Anschrift: Maxlrainer Straße 10 D-83714 Miesbach
telefon: +49 (0) 80 25 / 99 30-0
Fax: +49 (0) 80 25 / 99 30-29
E-Mail: [email protected]
internet: www.schneider-digital.comsmart VR-Wall – der neue Maßstab für Powerwalls in Sachen Bildqualität, Platzbedarf und Handling.
Schneider Digital – Full-Service-Anbieter für professionelle Hardware-Lösungen.

in das Raster ziehen. Kommt das Modell in die Nähe möglicher Anbaupunkte, schnappt es ein.
Über 500 objekte in 3D-BibliothekenEin zentraler Zugriff auf zahlrei-che voranimierte Modell- und Projektbibliotheken bildet den Kernvorteil der neuen Benut-zeroberfläche. Weitere Detaillie-rungsebenen führen den Anwender direkt zu einem gesuchten Objekt. Animierte Stap-ler oder Roboter gehören ebenso dazu, wie virtuelle Personen oder Verpackungsmateri-al. Selbst herstellerspezifische Komponenten wie die Regalbediengeräte, Verschiebewa-gen und Lifte von LTW werden angeboten.
Aufgabenspezifisch anpassbarDabei behält der Anwender immer den Überblick. Denn in der neuen Version taraVRbuilder 2014 können Bibliotheken und Objekte individuell zusammengestellt werden. Kürzere Wege, weniger Auswahl-arbeit und mehr Arbeitsfläche erhöhen die Produktivität der Anwender. In einem kom-fortablen Dialog lassen sich diese und an-dere individuelle Einstellungen, wie etwa virtuelle Standpunkte und Ansichten der 3D-Szenarien, für künftige Programmstarts festlegen. So beginnt man die Arbeit im-mer mitten im aktuellen Projekt. Einfache Simulationsaufgaben lassen sich nun durch den Import von Werten und Daten einfa-cher lösen. Als Grundlage für Mengen zu-geführter Güter, Typen und Zeitverhalten kann der Anwender Excel-Dateien impor-tieren. Der taraVRbuilder 2014 enthält als preisgünstiges Software-Tool alles, was Pro-duktions- oder Logistikplaner benötigen, um ihre Aufgaben praxisgerecht zu lösen.
Die neue Unterstützung von Touch-Screens entspricht der einfachen Benutzung von Tablets oder Smartphones. Statt Drag & Drop-Bewegungen und Fallenlassen eines Objekts reicht nun ein Stupser mit der Fin-gerspitze, um es in der Szene zu platzieren.
Universell einsetzbarPlaner und Logistiker finden mit taraVRbuilder optimale Alternativen für ihre Aufgabenstellungen, sichern kostspie-lige Bau- und Beschaffungsmaßnahmen mit geringem Aufwand ab. Mit wirkungs-vollen Video-Präsentationen überzeugen sie Kunden, Manager und Mitarbeiter von der gewählten Lösung.
Wer Abläufe in Produktion und Materialfluss, Lager und Logis-tik optimieren will, dem fehlt oft das geeignete Werkzeug.
Mit einem 3D-CAD-System steckt man zu viel Aufwand in Details, denn es müssen alle Komponenten maßgenau modelliert und die Animation programmiert werden. Ein Exper-tensystem zur Simulation lohnt sich meist nur bei täglichem Gebrauch – der Aufwand für Anschaffung, Wartung, Schulung und Einarbeitung ist hoch.
Mit dem taraVRbuilder 2014 von tarakos erstellen selbst ungeschulte Anwender aus animierbaren Objekten einfach und schnell Szenarien aus Produktion und Lager, Materi-alfluss und Logistik. Dank geringer Investiti-onskosten, einfacher Einarbeitung und realis-tischer Szenarien rentiert sich der Einsatz oft bereits im ersten Projekt!
Virtual reality für Maus und touchpanelDas Startfenster teilt sich in ein Menü mit Objekt-Favoriten und eine geraster-te Arbeitsfläche, in die 2D-Zeichnungen eingelesen werden können. Die Benutzer-führung reagiert sogar auf Fingerzeig: Am Touchpanel lassen sich Objekte ebenso wie mit der Maus per Drag & Drop maßgenau
DIGITAL ENGINEERING Magazin 08-2013
044 | AnZEiGE
V i r t U E L L E 3 D - A n L A G E n A n i M i E r E n U n D S i M U L i E r E n
taraVrbuilder: Logistik und Produktion optimierenMit dem taraVRbuilder 2014 von tarakos erstellen selbst ungeschulte Anwender aus animierbaren Objekten einfach und schnell Szenarien aus Produktion und Lager, Materialfluss und Logistik. Eine neue Benutzerführung reagiert sogar auf Fingerzeig.
INFO
Anbieter: tarakos GmbH
Anschrift: Werner-Heisenberg-Str. 1 D-39106 Magdeburg
telefon: +49 (0)3 91 / 59 74 95-0
Fax: +49 (0)3 91 / 59 74 95-33
E-Mail: [email protected]
internet: www.tarakos.deMit taraVRbuilder 2014 lassen sich am Touchpanel Logistik-Szena-rien noch schneller erstellen. Bildrechte: tarakos GmbH
Einfach und übersichtlich Produktion und Materialfluss planen: taraVRbuilder 2014.

DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 045
onsmanagement sowie zahlreichen weite-ren Neuheiten für den Maschinen- und Anla-genbau, den Stahl- und Metallbau sowie die Blechbearbeitung.
Service im Fokus: nah am KundenZum Angebot der ISD gehört nicht nur die Software, sondern das komplette Dienst-leistungspaket. Ob fachkundige Dozenten in den eigenen Schulungszentren, kompe-tente Ansprechpartner in der Hotline oder qualifizierte Berater – bei der ISD liegen alle Serviceleistungen direkt beim Anbieter selbst. Die kurzen Wege zum Kunden sorgen für hohe Flexibilität und großes Know-how über die spezifischen Anforderungen beim Anwender.
HiCAD (CAD), HELiOS (PDM) und HELiCON (Produktkonfiguration) sind leistungsstarke Systeme, die jedes für sich – oder auch als inei-
nander verzahnte Gesamtlösung – die Kons-truktion flexibler, einfacher und einheitlicher gestalten. So stellt HiCAD mit seiner einzigar-tigen Hybrid-Technologie nicht nur 2D-Kon-struktion und 3D-Design, sondern auch alle Branchenfunktionen und Funktionen für das Produktdatenmanagement in einem System zur Verfügung und deckt damit alle Bereiche des Engineering ab: vom Maschinen- und Anlagenbau über die Blechbearbeitung bis hin zu schlüsselfertigen Lösungen für den Stahlbau sowie den Glas-, Metall- und Fassa-denbau. Dieses einzigartige Leistungsspek-trum basiert auf dem von ISD entwickelten Software-Kernel (ESM – European Solid Mo-deller). Als weltweit einziges Unternehmen bieten wir Ihnen damit eine einheitliche und 100-prozentige branchenübergreifen-de Lösungsplattform für die Engineering-Prozesskette – von der CAD-Anwendung bis hin zu einer durchgängigen Prozesskette mit CAD, PDM und ERP-Kopplung.
Stahl-/Metallbau und BlechEinfache wie hochkomplexe Projekte des Stahl-, Glas-, Metall- und Fassadenbaus lassen sich in HiCAD mit modernsten Kons truktionstechniken transparent und einfach realisieren. Beispiele sind das Ex-pertensystem für Profile/Bleche, die intelli-genten Anschlüsse, der Automatismus für Fertigungsunterlagen, die bidirektionale logiKal®-Schnittstelle, 3D-Achsraster zur au-tomatischen Generierung anspruchsvoller Fassaden u.v.m.
Maschinen- und AnlagenbauAuch branchenübergreifende Projekte des Sondermaschinen- und Anlagenbaus las-
sen sich problemlos umsetzen. Ob freie oder parametrische Konstruktion, Automa-tisierung mit Design-varianten, Concurrent Engineering mit Refe-renzierung oder rea-listische Visualisierung – HiCAD bietet stets effiziente Techniken.
hELioS – Daten und Prozesse sicher im GriffMit der PDM-Software HELiOS lassen sich komplexe Zusammenhänge transparent visualisieren, Dokumente sicher und nach-vollziehbar verwalten und Abläufe durch das Workflowmanagement optimieren. HELiOS verfügt über Schnittstellen zu den wesentlichen CAD-Systemen. Auch Kopp-lungen an verschiedene ERP-Systeme wur-den vielfach realisiert. Insbesondere in Ver-bindung mit einem CAD-System bringt der PDM-Einsatz Unternehmen enorme Vorteile, entsteht doch ein Großteil der produktions-relevanten Daten im Engineering. Hier müs-sen alle produktrelevanten änderungen ge-nau dokumentiert werden, insbesondere, wenn mehrere Konstrukteure parallel an der Lösung komplexer Aufgaben arbeiten.
Die neuen Versionen 2013Mit den neuen Versionen 2013 wurden erneut zahlreiche neue und erweiterte Funk-tionen realisiert: vom neuen Editor für Be-maßungsregeln, dem nochmals erweiterten Geländerkonfigurator, der WinIso-Integration zur Wärmestrom- und Isothermenberech-nung, über den Abgleich von Katalogen mit anderen Anwendern, die Übergabe der Blechabwicklung an CADMAN-B (LVD), bis hin zum deutlich erweiterten Konfigurati-
h i C A D , h E L i o S U n D h E L i C o n
Starke CAD- und PDM-Lösungen für Allrounder und SpezialistenDie ISD Software und Systeme GmbH ist ein führender Hersteller in den Bereichen CAD, PDM/PLM und Produkt konfiguration. Unsere Softwarelösungen HiCAD, HELiOS und HELiCON bilden die ideale Plattform für die Optimierung Ihrer Engineering-Prozesse.
INFO
Anbieter: ISD Software und Systeme GmbH
Anschrift: Hauert 4 D-44227 Dortmund
telefon: +49 (0)2 31 / 97 93-0
Fax: +49 (0)2 31 / 97 93-101
E-Mail: [email protected]
internet: www.isdgroup.com
HiCAD-Konstruktion der Erweiterung eines Panoramarestaurants. Bild: Schlosserei Klocker GmbH
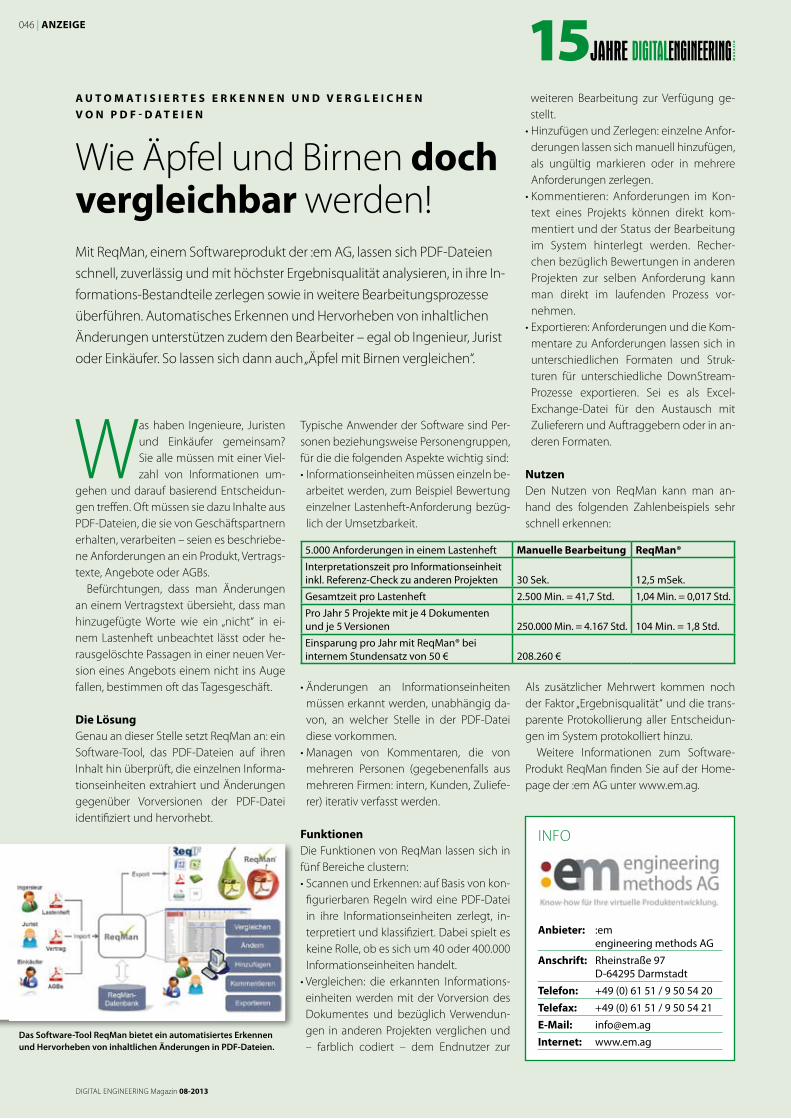
Typische Anwender der Software sind Per-sonen beziehungsweise Personengruppen, für die die folgenden Aspekte wichtig sind:• Informationseinheiten müssen einzeln be-
arbeitet werden, zum Beispiel Bewertung einzelner Lastenheft-Anforderung bezüg-lich der Umsetzbarkeit.
• Änderungen an Informationseinheiten müssen erkannt werden, unabhängig da-von, an welcher Stelle in der PDF-Datei diese vorkommen.
• Managen von Kommentaren, die von mehreren Personen (gegebenenfalls aus mehreren Firmen: intern, Kunden, Zuliefe-rer) iterativ verfasst werden.
FunktionenDie Funktionen von ReqMan lassen sich in fünf Bereiche clustern:• Scannen und Erkennen: auf Basis von kon-
figurierbaren Regeln wird eine PDF-Datei in ihre Informationseinheiten zerlegt, in-terpretiert und klassifiziert. Dabei spielt es keine Rolle, ob es sich um 40 oder 400.000 Informationseinheiten handelt.
• Vergleichen: die erkannten Informations-einheiten werden mit der Vorversion des Dokumentes und bezüglich Verwendun-gen in anderen Projekten verglichen und – farblich codiert – dem Endnutzer zur
weiteren Bearbeitung zur Verfügung ge-stellt.
• Hinzufügen und Zerlegen: einzelne Anfor-derungen lassen sich manuell hinzufügen, als ungültig markieren oder in mehrere Anforderungen zerlegen.
• Kommentieren: Anforderungen im Kon-text eines Projekts können direkt kom-mentiert und der Status der Bearbeitung im System hinterlegt werden. Recher-chen bezüglich Bewertungen in anderen Projekten zur selben Anforderung kann man direkt im laufenden Prozess vor-nehmen.
• Exportieren: Anforderungen und die Kom-mentare zu Anforderungen lassen sich in unterschiedlichen Formaten und Struk-turen für unterschiedliche DownStream-Prozesse exportieren. Sei es als Excel-Exchange-Datei für den Austausch mit Zulieferern und Auftraggebern oder in an-deren Formaten.
nutzenDen Nutzen von ReqMan kann man an-hand des folgenden Zahlenbeispiels sehr schnell erkennen:
Als zusätzlicher Mehrwert kommen noch der Faktor „Ergebnisqualität“ und die trans-parente Protokollierung aller Entscheidun-gen im System protokolliert hinzu.
Weitere Informationen zum Software-Produkt ReqMan finden Sie auf der Home-page der :em AG unter www.em.ag.
Was haben Ingenieure, Juristen und Einkäufer gemeinsam? Sie alle müssen mit einer Viel-zahl von Informationen um-
gehen und darauf basierend Entscheidun-gen treffen. Oft müssen sie dazu Inhalte aus PDF-Dateien, die sie von Geschäftspartnern erhalten, verarbeiten – seien es beschriebe-ne Anforderungen an ein Produkt, Vertrags-texte, Angebote oder AGBs.
Befürchtungen, dass man änderungen an einem Vertragstext übersieht, dass man hinzugefügte Worte wie ein „nicht“ in ei-nem Lastenheft unbeachtet lässt oder he-rausgelöschte Passagen in einer neuen Ver-sion eines Angebots einem nicht ins Auge fallen, bestimmen oft das Tagesgeschäft.
Die LösungGenau an dieser Stelle setzt ReqMan an: ein Software-Tool, das PDF-Dateien auf ihren Inhalt hin überprüft, die einzelnen Informa-tionseinheiten extrahiert und änderungen gegenüber Vorversionen der PDF-Datei identifiziert und hervorhebt.
DIGITAL ENGINEERING Magazin 08-2013
046 | AnZEiGE
A U t o M A t i S i E r t E S E r K E n n E n U n D V E r G L E i C h E n V o n P D F - D A t E i E n
Wie äpfel und Birnen doch vergleichbar werden!Mit ReqMan, einem Softwareprodukt der :em AG, lassen sich PDF-Dateien schnell, zuverlässig und mit höchster Ergebnisqualität analysieren, in ihre In-formations-Bestandteile zerlegen sowie in weitere Bearbeitungsprozesse überführen. Automatisches Erkennen und Hervorheben von inhaltlichen änderungen unterstützen zudem den Bearbeiter – egal ob Ingenieur, Jurist oder Einkäufer. So lassen sich dann auch „äpfel mit Birnen vergleichen“.
INFO
Anbieter: :em engineering methods AG
Anschrift: Rheinstraße 97 D-64295 Darmstadt
telefon: +49 (0) 61 51 / 9 50 54 20
telefax: +49 (0) 61 51 / 9 50 54 21
E-Mail: [email protected]
internet: www.em.agDas Software-Tool ReqMan bietet ein automatisiertes Erkennen und Hervorheben von inhaltlichen Änderungen in PDF-Dateien.
5.000 Anforderungen in einem Lastenheft Manuelle Bearbeitung reqMan®Interpretationszeit pro Informationseinheit inkl. Referenz-Check zu anderen Projekten 30 Sek. 12,5 mSek.
Gesamtzeit pro Lastenheft 2.500 Min. = 41,7 Std. 1,04 Min. = 0,017 Std.
Pro Jahr 5 Projekte mit je 4 Dokumenten und je 5 Versionen 250.000 Min. = 4.167 Std. 104 Min. = 1,8 Std.
Einsparung pro Jahr mit ReqMan® bei internem Stundensatz von 50 € 208.260 €
DIGITAL ENGINEERING Magazin 08-2013
AnZEiGE | 047
le andere einheitlich und effizient verwal-ten. Ein wichtiger Schritt zur Vermeidung von Kosten durch „Shelfware“ und anderen ärgernissen, die mit mangelhaftem Lizenz-management einhergehen.
Bereits vor zwei Jahren fand Insight Technology heraus, dass 90 Prozent aller deutschen Unternehmen so-wohl zu viele als auch zu wenige
Nutzungsrechte für ihre Software besitzen. Beides ist ärgerlich, mitunter justiziabel und oft kostenintensiv, da wertvolles Kapital in Form von „Shelfware“ geblockt wird. Geld, das oftmals dringend für Investitionen be-nötigt wird. Wie unendlich viel das ausma-chen kann, untersuchte seinerzeit die Un-ternehmensberatung PwC: „Die IT belegt einen bedeutenden Platz in den Kosten-blöcken der Unternehmen. Je nach Bran-che betragen die IT-Kosten durchschnitt-lich bis zu zehn Prozent des Umsatzes.“ Entscheidend aber: „Software und Lizenzen sind der dominante Kostentreiber – noch vor Personal, Hardware und Betrieb.“ Und das gilt momentan vor allem auch im En-gineering-Umfeld – in erster Linie bedingt durch die Abkündigung des IBM LUM- Server-Supports für CATIA. Hier besteht akuter Handlungsbedarf.
CATIA (Computer Aided Three-Dimen-sional Interactive Application), das CAD-Programm der französischen Firma Das-sault Systèmes, ist bekanntermaßen in vielen Branchen mittlerweile Standard. Als Lizenzmechanismus für diesen kostenin-tensiven Software-Invest setzten Unter-nehmen bisher häufig den LUM-Server („License Use Manager“) von IBM ein. Der Support für LUM-Server wurde indes von Dassault abgekündigt, und viele Nutzer mi-grieren nun auf das unternehmenseigene Lizenzierungssystem „Dassault Systèmes License Server“ (DSLS). „Allerdings kann die-se Migration lediglich der erste Schritt ei-ner sinnvollen Lizenzpolitik sein. Denn die
von DSLS ausgegebenen Daten manuell auszuwerten verursacht einen immensen Pflegeaufwand“, erläutert Expertin Natsuko Arai, Senior IT-Consultant bei der Bull-Toch-ter science + computing ag (s + c).
Effektive Lizenz-Monitoring-LösungUngleich effektiver agieren Administrato-ren, wenn sie Lösungen wie beispielswei-se den scVENUS License Tracker (scVLT) von s + c einsetzen, eine Lizenz-Monitoring- Lösung, mit der Unternehmen auf einen Blick die tatsächliche Nutzung von Soft-warelizenzen sichtbar machen können. Die mit der Monitoring-Software gewonnenen Informationen können dabei helfen, vorhan-dene Lizenzen zwischen den verschiede-nen Abteilungen besser auszulasten anstatt neue zu kaufen und deren Nutzung nach dem tatsächlichen Verbrauch abzurechnen. Auf Basis dieser Informationen können die Administratoren fundierte Entscheidungen treffen, ob das Unternehmen korrekt lizen-ziert ist. Auf diese Weise werden nicht mehr Lizenzen gekauft und gewartet als notwen-dig und gleichzeitig vermeidet das Unter-nehmen unnötig lange Wartezeiten für die Anwender auf freie Lizenzen. Auch lässt sich verhindern, dass Unternehmen auf Verdacht zu viele Lizenzen vorhalten – ein typischer Fall von Überlizenzierung, der unnötige Kos-ten verursacht. Die abteilungsübergreifen-de Auslastung der Softwarelizenzen ist mit solch einem Tool wesentlich komfortabler zu realisieren, ebenso der Lizenzverbrauch nach Benutzergruppen oder Projekten. Ne-ben CATIA-Lizenzen lassen sich mit moder-nen Lösungen wie scVLT auch noch eine Vielzahl anderer Lizenzmechanismen wie FLEXlm, RLM, LSTC, LICMAN, vlms und vie-
M o D E r n E S L i Z E n Z M A n A G E M E n t M i t s c V L t
Kosten senken und Risiken minimierenEs ist in Unternehmen beliebt wie eine Betriebsprüfung: das Management der Softwarelizenzen ist nach wie vor ein schwieriges Terrain. Gerade im Engineering-Umfeld braucht es aber derzeit neue Methoden, diese Komplexität zu minimieren und den Überblick zu behalten.
INFO
Anbieter: science + computing ag
Anschrift: Hagellocher Weg 73 D-72070 Tübingen
telefon: +49 (0) 70 71 / 94 57-0
Fax: +49 (0) 70 71 / 94 57-2 11
E-Mail: [email protected]
internet: www.science-computing.de
Übersicht über die abgelehnten Lizenzanfragen.
Monitoring-Daten für die objektive Planung des Lizenzbedarfs.
Übersicht über den Lizenzverbrauch inklusive der Anzeige der vorhandenen, genutzten, gequeueten und reservierten Lizenzen.
Übersicht über den Lizenzverbrauch einer Abteilung.

DIGITAL ENGINEERING Magazin 08-2013
Von der Billigkonkurrenz aus Asien unter-scheiden sich die Produkte aus dem Hyper-color-Programm durch Qualität. „Wir geben drei Jahre Garantie auf die Lebensdauer un-serer Produkte“, sagt Michael Schön. Außer-dem könnten Kunden, die mit der Helligkeit der LED nicht zufrieden sind, die Produkte in-nerhalb von 14 Tagen zurückgeben und er-hielten den Kaufpreis erstattet. „Wer bei Hy-percolor bestellt, hat nicht selten einen oder gar mehrere Fehlversuche mit preisgünsti-geren LED-Elementen aus asiatischer Billig-fabrikation hinter sich“, berichtet Schön.
Einsetzen lassen sich die LED-Lampen von Hypercolor ohne Einschränkungen im Innenraum von Fahrzeugen, beispiels-weise als Innenraumlicht, Beleuchtung für den Fußraum oder in Wohnmobilen. Da die LED-Lampen jedoch keine Zulassung für den öffentlichen Straßenverkehr und keine ABE (Allgemeine Betriebserlaubnis) haben, dürfen sie nicht in Scheinwerfern, als Kenn-zeichenlicht oder in Rückleuchten verwen-det werden.
Vor einigen Jahren boten LED-Be-leuchtungen bei Autos einen seltenen Anblick. Sie waren die Domäne technisch versierter Au-
toenthusiasten, Tüftler und Bastler – solche wie Michael Schön aus Mühlheim an der Ruhr. Der gelernte Elektroniker hatte schon damals die Idee, sein eigenes Auto mit LED-Technik optisch aufzuwerten. Er besorgte sich die erforderlichen Bauteile aus dem Sortiment des Elektronikdistributors Dis-trelec und ging ans Werk.
Seit das Tagfahrlicht 2011 als zusätzliche Beleuchtung für neue Pkw per EU-Richt-linie vorgeschrieben ist, sind Fahrzeuge mit LED-Beleuchtung aus dem Straßen-bild nicht mehr wegzudenken. Viele Her-steller wie Audi, Ford oder Mercedes-Benz statten ihre Neufahrzeuge ab Werk mit zu-sätzlichen Tagfahrleuchten aus, die meist in die Frontschürze oder den Scheinwerfern selbst integriert sind.
Die energiesparende und lichtstarke LED-Technik setzt sich dabei aufgrund ihrer Vor-
teile zunehmend durch. Die Vorteile sind nicht nur technischer Natur: LED-Leuchten passen sich dem Fahrzeugdesign an und setzen Akzente.
Was als Hobbybastelei begann, über-zeugte nicht nur Schön selbst: Um Kosten zu sparen, fertigte er aus übriggebliebenen Bauteilen weitere Leuchtelemente, die in seinem Freundes- und Bekanntenkreis ers-te Abnehmer fanden. Über Internetforen und Mundpropaganda sprach sich herum, was da auf den Straßen des Ruhrgebiets leuchtete: Die Geschäftsidee war geboren.
Vom tüftler zum UnternehmerSchön startete seine Firma eDesign zunächst als Einzelunternehmer und verkaufte seine Produkte im Internet. Heute betreibt er ein innovatives, kleines Unternehmen mit fünf Mitarbeitern, das mit Hilfe moderner Ferti-gungstechnik hochwertige LED-Leuchttech-nik ausschließlich in Deutschland produziert. Die Firma vertreibt die Produkte über den Webshop www.hypercolor.de.
Maßgeschneiderte LED-Licht-leiste für den Audi TT verbindet Tagfahrlicht und Blinker in einem Element.
E D E S i G n L i E F E r t M A S S G E S C h n E i D E r t E L E D - B E L E U C h t U n G E n
Made in GermanyLED sind aus den Beleuchtungskonzepten der Autos schon fast nicht mehr wegzudenken. Einer der ersten Stunde ist Michael Schön, er entwickelt und produziert ausschließlich in Deutschland und vertreibt die LED-Beleuchtungen im eigenen Webshop.

DIGITAL ENGINEERING Magazin 08-2013
Automotive | SPECiAL | 049
Mit Erfahrung und CAD zur QualitätHinter der Qualität der Hypercolor-Produk-te stehen ein umfassendes Entwicklungs-Know-how und eine intensive Erprobung. In die Serienproduktion kommen nur aus-gereifte, zuverlässige und umfangreich ge-testete Produktdesigns, die einen klar defi-nierten Entwicklungsprozess durchlaufen haben.
Vor jedem neuen Produkt werden zu-nächst Experimentalmuster gefertigt. An-hand dieser Muster wird geprüft, ob die LED die gewünschte Helligkeit erreichen und ob die Bauform in den geplanten Ein-bauorten optimal passt.
Wichtigster Schritt in der Entwicklung der Produkte ist das Layout der Schaltung: Der Lauf von Leiterbahnen und die Anordnung einzelner Komponenten entscheiden über Helligkeit und Lebensdauer des Endpro-dukts. Eine gut designte LED-Leuchte ent-wickelt möglichst wenig Wärme. Je weniger Wärme entsteht, umso heller und haltbarer ist die LED. „Der Weg dorthin kann jedoch mitunter schwierig sein“, kommentiert Mi-chael Schön. „Wir tüfteln und testen so lan-ge, bis wir ein optimales Schaltungslayout gefunden haben. Dabei helfen uns eine spe-zielle CAD-Software für die Elektronik-Ent-wicklung und nicht zuletzt Erfahrung.“
Jedes neue Produkt muss seine Qualitä-ten anschließend in der Praxis beweisen. Dazu fertigt Schön Prototypen und testet sie unter Extrembedingungen. Beim Einsatz in Automobilen schwanken oft die Span-nungen und auch hohe Spitzen sind keine Seltenheit. Gleiches gilt für die Temperatu-ren: Die LED-Leuchte muss von der Hitze des Hochsommers bis zu zweistelligen Mi-nusgraden alles anstandslos überstehen. Je nach Einsatzzweck vergleicht eDesign LED unterschiedlicher Hersteller. „LED ist nicht gleich LED“, erklärt Schön. „Viele Hersteller achten bei der Auswahl ihrer Lieferquellen
nur auf den Preis. Wir setzen lieber auf Qua-lität und verwenden Premium-LEDs mit ho-her Leuchtkraft und Haltbarkeit.“
SonderanfertigungenNeben in Serie hergestellten Produkten für Fahrzeugbeleuchtungen haben sich die LED-Experten auf die Entwicklung kunden-spezifischer Sonderanfertigungen speziali-siert. Die Bandbreite reicht dabei vom spe-ziell für Exoten oder als Liebhaberfahrzeug gebauten Einzelstück über Kleinstserien für Fanclubs eines bestimmten Autos bis hin zu Sonderserien, die Autotuner für bestimmte Fahrzeugtypen wie den Audi TT ordern.
Anders als bei der Fertigung großer Se-rien greift Schön beim Materialeinkauf für Sonderanfertigungen wie schon in den An-fangszeiten des Unternehmens gerne auf den Katalogdistributor Distrelec zurück. „Bei Sonderanfertigungen oder Prototypen kommt es durchaus vor, dass wir spezielle technische Bauteile für die Mikro-Control-ler oder auch LED in geringen Stückzahlen und vor allem sehr schnell benötigen“, sagt Schön.
Distrelec hat diese Bauteile im Sortiment und liefert sie zuverlässig innerhalb von nur 24 Stunden. Besonderen Wert legt Schön auf die Qualität der Bauelemente und LED: „Unsere Produkte unterscheiden sich durch ihr sorgfältiges Design und die hochwerti-gen Komponenten und Bauteile“, betont Michael Schön.
LED von DistrelecIm Bereich LED-Lichttechnik umfasst das Angebot von Distrelec fast 900 verschie-dene Artikel. Die Bandbreite reicht von LED und LED-Optiken über LED-Versorger und -Module bis hin zu kompletten Leuchten samt passendem Befestigungsmaterial. In Verbindung mit dem umfassenden Ange-bot an aktiven, passiven und elektromecha-nischen Bauelementen finden sowohl pro-fessionelle Anwender als auch Tüftler alle erforderlichen Komponenten und Bauteile aus einer Hand. Was daraus in Verbindung mit dem richtigen Know-how und entspre-chendem Engagement werden kann, zeigt eDesign.
Zweites eDesign-StandbeinAngetrieben von der Begeisterung für LED-Technik und dem Erfolg bei Fahrzeugbe-leuchtung entstanden bei eDesign bereits neue Ideen, um das Geschäft zu erweitern. Aktuell beschäftigen sich die Mühlheimer mit der Entwicklung von LED-Modulen für die Raumbeleuchtung. Die komplett einsatzbereiten LED-Leuchtkomponenten können Lampenhersteller für ihre Produkte einsetzen. „Wir stellen die komplette LED-Beleuchtungstechnik als fertiges Modul zur Verfügung, und der Leuchtenhersteller kann sich dann voll auf das Design konzen-trieren.“ J B I |
Kaum eine halbe Stunde nach Auf-
tragsannahme bei Distrelec wird die
Ware versandt.Bilder: Distrilec und
eDesign
Die LED-Beleuchtungen von Hypercolor kommen auch in Innenräumen zum Einsatz.

DIGITAL ENGINEERING Magazin 08-2013
auf ein Vulkollan-beschichtetes Antriebs-rad. In dieser Ausführung kann die Shuttle-Palette mit 125 Kilogramm Eigenmasse Ma-terial bis zu 300 Kilogramm transportieren. Die Palette beschleunigt mit 0,5 m/s² auf eine variabel einstellbare Geschwindigkeit zwischen 1,5 und 18 Metern pro Minute und positioniert auf plus/minus 1 Millime-ter genau.
Stefan Kattner, Vertriebsmitarbeiter bei SEW, erläutert: „Der große Stellbereich des mechatronischen Systems, für den es die Op-tion „erweiterter Regelbereich ECR“ gibt, stellt einen wesentlichen Kundennutzen dar.“
Sicherheitsfunktionen Jedes Fahrzeug ist mit Sensorik und Sicher-heitstechnik sowie einem Not-Halt für die integrierte Sicherheitsfunktion STO (Safety Torque Off ) nach PLe nach EN ISO 13849-1 ausgestattet. Sie bewirkt ein sicher abge-schaltetes Moment gemäß IEC 61800-5-2 durch Abschaltung des STO-Eingangs am Movigear. Die Kolonnenfahrt der Fahrzeu-ge wird über ein verzögertes Anfahren der Positionier- und Ablaufsteuerung Ipos ge-löst, die im Antriebssystem integriert ist. Den Abstand zwischen den Fahrzeugen
Kassel, aufstrebende nordhessische Metropole, Stadt der documenta, nahe dem geographischen Mittel-punkt Deutschlands. Im Stadtteil
Rothenditmold befindet sich das Merce-des-Benz-Werk Kassel. Hier fertigt der Auto-bauer Achsen, Gelenkwellen, Radsätze und Achsgetriebe für Nutzfahrzeuge. Für den Transport der Komponenten nutzt er eine fahrbare Shuttle-Palette.
In vielen Branchen mit fördertechnischen Abläufen steigen die Anforderungen an die Fördereinrichtungen. Hierfür entwickelte Antriebshersteller und Automatisierer SEW-Eurodrive das Antriebssystem Movigear. Der Antrieb eignet sich mit optimiertem Gesamtwirkungsgrad besonders für den energieeffizienten Betrieb von horizonta-len Fördereinrichtungen. In diesem Bereich gibt es neben vernetzten Transportanla-gen mit vielen Antrieben auch zahlreiche Einzelanwendungen. Dazu gehören kleine Maschinen oder Einfachförderer, die eine Lösung benötigen, die sich unkompliziert vor Ort in Betrieb nehmen lässt.
Shuttle-Palette Im Werk Kassel befindet sich das Kompe-tenzzentrum für Achssysteme und Verzah-nung. Innerhalb des Werks müssen diese Komponenten zwischen verschiedenen Bearbeitungsstationen transportiert wer-den. So werden Radsätze über eine Stre-cke von 100 Metern von der Fertigung über ein Entkopplungsmodul zur Montage transportiert. Für diese Transportaufgabe nutz Daimler Shuttle-Paletten, die Radsät-ze (Antriebskegel- und Tellerräder) zu einer Montagelinie bringen. Insgesamt 26 dieser Fahrzeuge werden über ein am Boden in-stalliertes Schienensystem geführt. An den Transportschienen sind auch Stromschie-nen für die Energiezuführung befestigt.
Mechatronische Antriebseinheiten (Mo-vigear DBC-B) treiben die Fahrzeuge an. Sie übertragen die Kraft über eine Hohlwelle
M E C h A t r o n i S C h E A n t r i E B E i n D E r A C h S P r o D U K t i o n
Sparsam, schlau und sicherBei Mercedes-Benz im Werk Kassel transportieren schienengeführte Shuttles Achsen und Achsenteile von A nach B. Die Technik hat der Automatisierer AuE konzipiert; die mechatronischen Antriebseinheiten kommen von SEW Eurodrive. Von GUnthArt MAU
050 | SPECiAL | Automotive
MERCEDES-BENZ-WERK KASSEL
1810 gründete Georg Christian Carl Henschel in Kassel eine Kanonen- und Glockengießerei. Im Revolutionsjahr 1848 ging hier die erste Loko-motive in Betrieb. Das feuerspeiende Dampfross wurde „Drache“ getauft. Bis 1910 verließen 10.000 Lokomotiven den Betrieb. 1924 begann Henschel mit der Lkw-Produktion. Nach der fast vollständi-gen Zerstörung der Henschel-Werke im Zweiten Weltkrieg wurden in den Nachkriegsjahren die Lokomotiv- und Lkw-Reparatur und schließlich die Fahrzeugproduktion wieder aufgenommen. 1969 erfolgte die Gründung der Hanomag-Henschel-Fahrzeugwerke AG zusammen mit der Daimler-Benz AG. In den Folgejahren wurde das Werk Kassel schrittweise von der Lkw-Produktion auf Achsen-fertigung umgestellt. 1980 lief der letzte Hauben-Lkw in Kassel vom Band und 1989 die fünfmilli-onste Achse. 1995 wurde der Antriebstrang ein eigenständiger Geschäftsbereich und 2007 das 435.000 Quadratmeter große Werk umbenannt in „Mercedes-Benz Kassel“. Heute produzieren in Kas-sel etwa 2.900 Mitarbeiter Achsen, Achssysteme für Lkw, Transporter und Trailer sowie Gelenkwellen.
Movigear vereint Getriebe, Motor, Frequenzumrichter, Steuerung und Kommunikation in einem kompakten Gehäuse.
Installationsprinzip des mechatronischen Antriebs-systems Movigear-DBC-B mit direkter binärer Kom-munikation.

Automotive | SPECiAL | 051
regelt ein Ultraschallsensor. Die Umschaltung der Geschwindig-keitsstufen erfolgt über zustell-bare Nockenleisten.
Während bei früheren Pro-jekten für ähnliche Transport-aufgaben Außenläufermotoren verwendet wurden, setzt die Daimler AG heute auf die de-zentralen Antriebssysteme, die die Energieeffizienzklasse IE4 erreichen. Ihre Anforderung war ein Getriebemotor mit dezentralem Umrichter, der binär an-gesteuert die Regelung der Kolonnenfahrt (Abstandsregelung) übernehmen kann.
Mechatronisches AntriebssystemDie mechatronische Antriebseinheit Mo-vigear ist ein dezentrales Antriebssystem. Speziell für Stand-alone-Anwendungen, beispielsweise im Automobilbereich, gibt es die Variante Movigear DBC-B (Direct Bi-nary Communication). DIP-Schalter und Potenziometer ermöglichen die einfache und schnelle Inbetriebnahme ohne PC. Für Anwendungen mit konstanter Geschwin-digkeit kann man am Gerät parametrierba-re Festdrehzahlen und Rampen einstellen. Über Binäreingänge lässt sich die Antriebs-einheit mit einer zentralen SPS oder im Vor-ort- beziehungsweise Handbetrieb steuern. Zudem gibt es eine Schnittstelle für Diag-nose und Parametrierung.
ProjektverlaufDer Anlagenbauer AuE hat die fahrbaren Shuttle für das Mercedes-Benz-Werk entwi-ckelt, gefertigt und in Betrieb genommen. Anfang 2011 stellte SEW-Eurodrive AuE das mechatronische Antriebssystem Movigear vor. Ein halbes Jahr später führte AuE einen ersten Test mit zwei Versuchsfahrzeugen auf einer Teststrecke im eigenen Hause durch. Die Ergebnisse fielen zufriedenstellend aus: „Besonders die einfache Inbetriebnahme mittels DIP-Schalter und die daraus resultie-rende kurze Inbetriebnahmezeit gefielen“, erläutert Kattner. Bereits im September 2011 bestellte AuE 26 Einheiten. Bis Ende Januar
2012 wurde das Transportsystem aufgebaut. Seit dem Produktionshochlauf arbeitet es zur vollen Zufriedenheit. „Aktuell ist eine Er-weiterung der Anlage im Gespräch und es wurde auch weiteren interessierten Kunden vorgestellt“, erläutert Kattner. J B I |
Dipl.-Ing. Gunthart Mau ist Referent Fachpresse bei SEW-Eurodrive in Bruchsal.
• Messbereich 0 ... 2000 / 3500 / 7500 / 10.000 mm
• Analog, 4...20mA, SSI, CANopen, J1939
• Schutzart IP68 / IP69K
Robuste Sensoren fürWeg, Winkel, Neigung
• 360°-Winkelsensor• Analogausgang• Schutzart IP67 / IP69K• Ex-Versionen
WS100MPOSIWIRE ® Wegseil-Positionssensoren
PMIS3
• Messbereich 0 ... 6000 mm
• Analog, 4...20mA, SSI, CANopen, J1939
• Schutzart IP67
WB85
PRAS2EX
• Messbereich 0 ... 30.000 mm
• HTL, TTL, TTL24V • Schutzart IP67• Im Flach- und Hoch-
profil
PCST25
POSITAPE ® Wegband-Positionssensoren
POSIMAG ® Magnetband-Pos. Sensoren
POSIROT ® Winkelsensoren und -encoder
POSICHRON ® Magnetostriktive Pos. Sensoren
• Messbereich 0 ... 5750 mm
• Analog, 4...20mA, SSI, CANopen, J1939
• Schutzart IP67 / IP69K
• 1/2-Achsen-Neigungs-sensor, ±180°, ± 60°
• Analogausgang, CANopen, J1939
• Schutzart IP67
POSITILT ® Neigungssensoren
Tel. 08123-986-0
PTAM27 / PTDM27
AUE – AUTOMATION UND ENGINEERING
Die Ursprünge der Firma AuE – Auto-mation und Engineering – liegen in einer 1980 gegründeten Sonderab-teilung der Wegmann-Gruppe. Nach mehreren Umstrukturierungen stieg das Unternehmen 2001 in das Ge-schäftsfeld der Achsmontage ein und 2006 in das der kompletten Montage-anlagen. Im Folgejahr wurden die ers-ten Montageanlagen für Getriebe und Lkw-Achskomponenten ausgeliefert. 2009 erfolgte die Umfirmierung in AuE Kassel GmbH und die Eingliederung in den Firmenverbund des Sonderma-schinenbauers Strama-MPS. Mit seinen Kunden in der Automobil- und Zulie-ferindustrie integriert AuE Mechanik, Elektrik und Steuerungstechnik sowie übergeordnete IT- und Logistiksyste-me für alle Fertigungsaufgaben rund um Achse und Fahrwerk. Ein weiterer Schwerpunkt sind Achseinstellanlagen, die mittlerweile bei allen Automobilis-ten im Einsatz sind.
Die Shuttles im Mercedes-Benz-Werk bewegen sich mittels einer Abstandsre-gelung über Ultraschall-sensoren auf einem Schie-nensystem.
An dem Schienensystem befinden sich auch Stromschienen zur Übertragung der Antriebsenergie sowie Steuerungsleisten.

DIGITAL ENGINEERING Magazin 08-2013
Drehmomenteinsattelungen im Anlauf der Maschine und kann für unterschiedliche Polzahlen verwendet werden, ist aber kri-tisch mit Blick auf magnetische Geräusche, insbesondere bei großen Baulängen. Der Blechschnitt der ursprünglichen Motoraus-führung hatte ein Nutzahlverhältnis von 24 Ständernuten und 17 Läufernuten und konnte deshalb sowohl zwei- als auch vier-polig eingesetzt werden. Mit Rücksicht auf die Herstellkosten der Wicklung wurden die 24 Ständernuten beibehalten. Die Läufer-nutzahl des neuen vierpoligen Motors wur-de auf 22, die des zweipoligen Motors auf 18 festgelegt.
Baugröße erhaltenTrotz Optimierung des magnetischen Krei-ses konnte mithilfe der Finite-Elemente-Methode der Außendurchmessers von 100 Millimetern beibehalten werden. Auf Basis des ermittelten Blechschnitts kam ein ana-lytisches Programm zum Einsatz, das sehr schnell und mit hoher Genauigkeit die Mo-torkennlinien, axiale und radiale Kräfte so-wie das zu erwartende Geräuschverhalten des Motors berechnet.
Durch die hohen Flussdichten im Joch des zweipoligen Motors ergeben sich ein hoher Magnetisierungsstrom und zusätz-liche Eisenverluste. Der neu ausgelegte Schnitt verfügt im Vergleich über einen deutlich größeren Querschnitt im Joch, der im Wesentlichen durch einen reduzierten Läuferdurchmesser erreicht wird. Eine sehr ungleichmäßige Verteilung der Flussdichte ergibt sich beim bestehenden Blechschnitt für die vierpolige Ausführung. Während im Joch des Ständers verhältnismäßig gerin-
Antriebe mit einer guten Energie-bilanz, sprich einem hohen Wir-kungsgrad, werden in der gängi-gen Literatur oft als wirtschaftlich
günstig vor allem im Blick auf ihre Lebens-zykluskosten beschrieben. Je drastischer der Anstieg der Energiepreise, desto schnel-ler amortisieren sich die in der Herstellung und Anschaffung zunächst meist deutlich teureren Geräte, so die Argumentation.
Maßnahmen, die zwar die Energieeffizi-enz der Motoren steigern, bei denen aber höhere Herstellkosten anfallen, sind etwa der Mehreinsatz des elektrisch und magne-tisch aktiven Materials. Auch die Substitu-tion von Aluminium durch Kupfer im Läu-fer der Maschine erhöht die Materialkosten und erfordert andere Werkzeuge.
hürde der herstellkostenDie Herausforderung besteht darin, bei gleichbleibenden Herstellungskosten eine signifikante Steigerung der Energieeffizienz zu ermöglichen. Hierfür wurden zunächst exemplarisch für die Asynchronmotoren des Typs IG100 die magnetischen und elek-trischen Kreise nach neuen wissenschaftli-chen Erkenntnissen ausgelegt.
Für einen Asynchronmotor ist neben der gleichmäßigen Ausnutzung des magneti-schen Kreises auch die sinnvolle Auswahl des Nutzahlverhältnisses im Ständer und Läufer wichtig. Zusatzverluste und Dreh-momentsättel im Anlaufbereich der Ma-schine werden vermieden, wenn die Läu-fernutzahl kleiner ist als die Ständernutzahl. Eine ungerade Läufernutzahl reduziert zwar
E n E r G i E E F F i Z i E n Z S t E i G E r n – o h n E h E r S t E L L K o S t E n Z U E r h ö h E n
Effizienz und Kosten im EinklangIn einem gemeinsamen Projekt haben die Viersener Groschopp AG und eine Arbeitsgruppe aus dem Fachbereich Elektrotechnik der FH Düsseldorf einen Asynchronmotor des Herstellers so überarbeitet, dass die Energieeffizienz deutlich gesteigert wurde, ohne die Herstellungskosten zu erhöhen. Hierfür wurden der magnetische und der elektrische Kreis komplett neu ausgelegt. Von thoMAS GEorG WUrM
052 | AntriEBStEChniK | Optimierung von Asynchronmotoren
Groschopp hat mit der FH Düsseldorf die Energieeffizi-enz der Asynchronmotoren vom Typ IG100 deutlich ge-steigert – bei gleichbleiben-den Herstellkosten.
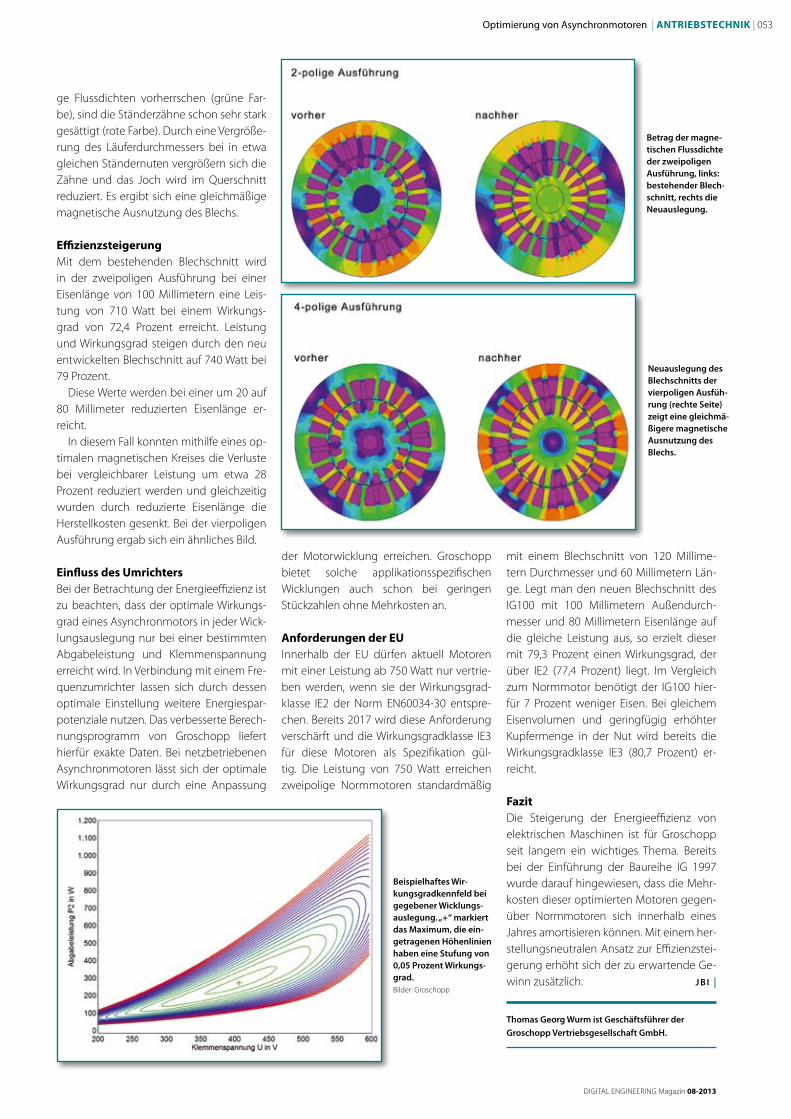
DIGITAL ENGINEERING Magazin 08-2013
Optimierung von Asynchronmotoren | AntriEBStEChniK | 053
ge Flussdichten vorherrschen (grüne Far-be), sind die Ständerzähne schon sehr stark gesättigt (rote Farbe). Durch eine Vergröße-rung des Läuferdurchmessers bei in etwa gleichen Ständernuten vergrößern sich die Zähne und das Joch wird im Querschnitt reduziert. Es ergibt sich eine gleichmäßige magnetische Ausnutzung des Blechs.
EffizienzsteigerungMit dem bestehenden Blechschnitt wird in der zweipoligen Ausführung bei einer Eisenlänge von 100 Millimetern eine Leis-tung von 710 Watt bei einem Wirkungs-grad von 72,4 Prozent erreicht. Leistung und Wirkungsgrad steigen durch den neu entwickelten Blechschnitt auf 740 Watt bei 79 Prozent.
Diese Werte werden bei einer um 20 auf 80 Millimeter reduzierten Eisenlänge er-reicht.
In diesem Fall konnten mithilfe eines op-timalen magnetischen Kreises die Verluste bei vergleichbarer Leistung um etwa 28 Prozent reduziert werden und gleichzeitig wurden durch reduzierte Eisenlänge die Herstellkosten gesenkt. Bei der vierpoligen Ausführung ergab sich ein ähnliches Bild.
Einfluss des UmrichtersBei der Betrachtung der Energieeffizienz ist zu beachten, dass der optimale Wirkungs-grad eines Asynchronmotors in jeder Wick-lungsauslegung nur bei einer bestimmten Abgabeleistung und Klemmenspannung erreicht wird. In Verbindung mit einem Fre-quenzumrichter lassen sich durch dessen optimale Einstellung weitere Energiespar-potenziale nutzen. Das verbesserte Berech-nungsprogramm von Groschopp liefert hierfür exakte Daten. Bei netzbetriebenen Asynchronmotoren lässt sich der optimale Wirkungsgrad nur durch eine Anpassung
der Motorwicklung erreichen. Groschopp bietet solche applikationsspezifischen Wicklungen auch schon bei geringen Stückzahlen ohne Mehrkosten an.
Anforderungen der EUInnerhalb der EU dürfen aktuell Motoren mit einer Leistung ab 750 Watt nur vertrie-ben werden, wenn sie der Wirkungsgrad-klasse IE2 der Norm EN60034-30 entspre-chen. Bereits 2017 wird diese Anforderung verschärft und die Wirkungsgradklasse IE3 für diese Motoren als Spezifikation gül-tig. Die Leistung von 750 Watt erreichen zweipolige Normmotoren standardmäßig
mit einem Blechschnitt von 120 Millime-tern Durchmesser und 60 Millimetern Län-ge. Legt man den neuen Blechschnitt des IG100 mit 100 Millimetern Außendurch-messer und 80 Millimetern Eisenlänge auf die gleiche Leistung aus, so erzielt dieser mit 79,3 Prozent einen Wirkungsgrad, der über IE2 (77,4 Prozent) liegt. Im Vergleich zum Normmotor benötigt der IG100 hier-für 7 Prozent weniger Eisen. Bei gleichem Eisenvolumen und geringfügig erhöhter Kupfermenge in der Nut wird bereits die Wirkungsgradklasse IE3 (80,7 Prozent) er-reicht.
FazitDie Steigerung der Energieeffizienz von elektrischen Maschinen ist für Groschopp seit langem ein wichtiges Thema. Bereits bei der Einführung der Baureihe IG 1997 wurde darauf hingewiesen, dass die Mehr-kosten dieser optimierten Motoren gegen-über Normmotoren sich innerhalb eines Jahres amortisieren können. Mit einem her-stellungsneutralen Ansatz zur Effizienzstei-gerung erhöht sich der zu erwartende Ge-winn zusätzlich. J B I |
Thomas Georg Wurm ist Geschäftsführer der Groschopp Vertriebsgesellschaft GmbH.
Betrag der magne-tischen Flussdichte der zweipoligen Ausführung, links: bestehender Blech-schnitt, rechts die Neuauslegung.
Neuauslegung des Blechschnitts der vierpoligen Ausfüh-rung (rechte Seite) zeigt eine gleichmä-ßigere magnetische Ausnutzung des Blechs.
Beispielhaftes Wir-kungsgradkennfeld bei gegebener Wicklungs-auslegung. „+“ markiert das Maximum, die ein-getragenen Höhenlinien haben eine Stufung von 0,05 Prozent Wirkungs-grad.Bilder: Groschopp

DIGITAL ENGINEERING Magazin 08-2013
S i E M E n S B E A t M E t h o C h o F E n n U M M E r 1 B E i C h i n E S i S C h E M S t A h L E r Z E U G E r
tegration des Antriebsstranges – horizontal von Kupplung und Getriebe bis zum Motor und Umrichter entlang des Energieflusses als mechatronische Einheit, vertikal inner-halb der Automatisierungspyramide in die Steuerungsarchitektur und zeitlich inner-halb des Produktlebenszyklus.
Die horizontale Integration verbessert die Verfügbarkeit und Effizienz der Anlage. Die vertikale Integration sichert die Anlagenpro-duktivität und die Flexibilität und sorgt mit zusätzlichen Funktionalitäten für Sicherheit, Wartbarkeit und Umweltschutz.
installationDie größte Herausforderung des Projekts in Kunming war die Installation des Antriebs-systems. Ergebnis ist ein Gebläseantriebs-strang, bestehend aus einem Sinamics GL 150 MV-Umrichter, Simotics H-modyn Mo-
Sechseinhalb Millionen Tonnen Stahl verlassen die Produktion von KISCO im Jahr. Im Rahmen des elften Fünf-jahresplans der chinesischen Regie-
rung investiert das Unternehmen in Maß-nahmen, um die veraltete Ausrüstung zu ersetzen und die Produktpalette weiter zu optimieren. Wichtigstes Infrastrukturprojekt war dabei die Errichtung einer neuen Pro-duktionsanlage für High-End-Long-Steel-Produkte und hochfeste Stahlbleche im Cao-pu New Area, 30 Kilometer südwestlich von Kunming. Ziel ist die Produktion von acht Millionen Tonnen Stahl pro Jahr.Deshalb er-richtete KISCO 2008 den 2.500-Kubikmeter-Hochofen Nummer 1 mit einer jährlichen Kapazität von zwei Millionen Tonnen Rohei-sen. Mitte 2012 wurde er angeblasen.
Der Hochofen erzeugt aus aufbereitetem Eisenerz in einem kontinuierlichen Schmelz-
und Reduktionsprozess flüssiges Roheisen. Damit der Hochofen nie abkühlt, sind auch Nebenanlagen wie die riesigen Axial- oder Radialgebläse essentiell. Sie liefern dem Hochofen Verbrennungsluft.
40.000 Kilowatt für das GebläseAm neuen Hochofen treibt ein vierpoliger Simotics-Synchronmotor mit einer Nenn-leistung von 40.000 Kilowatt und einer Drehzahl von 1.500 Umdrehungen pro Mi-nute ein Gebläse an. Um einen derart leis-tungsstarken Motor direkt zu starten, ist ein Sanftstart über einen Frequenzumrichter wichtig. Das vermeidet gefährliche elektri-sche und mechanische Spitzenbelastung beim Starten.
Siemens setzte bei der Integration des Antriebs in das Gebläsehaus auf sein IDS-Konzept. Kernelement ist die Dreifach-In-
S i E M E n S B E A t M E t h o C h o F E n n U M M E r 1 B E i C h i n E S i S C h E M S t A h L E r Z E U G E r
Feuer, Luft und ErzDie Kunming Iron & Steel Holding Co. Ltd. (KISCO) ist größter Eisen- und Stahlerzeuger in der westchinesischen Provinz Yunnan. Für den neuen Hochofen Nummer 1 lieferte Siemens die Gebläseantriebe. Das Konzept „Integrated Drive Systems“ (IDS) sorgte für schnelle Installation und sicheren Betrieb mit einer Verfügbarkeit von mehr als 99 Prozent.
Das Stahlwerk im Caopu New Area in der Provinz Yunnan.

DIGITAL ENGINEERING Magazin 08-2013
Integrierte Antriebe | AntriEBStEChniK | 055
toren, Flender Rupex-Kupplungen und Flen-der-Graffenstaden-Getriebe mit 40 Mega-watt Leistung und 1.500 beziehungsweise 3.770 Umdrehungen.
Der Umrichter Sinamics GL150 MV kann sowohl im drehzahlveränderlichen Betrieb als auch im Anfahrbetrieb große Synchron-motoren ansteuern. Die stoßfreie Übergabe entlastet das Netz und schont die Mecha-nik des Antriebsstrangs. Das heißt weniger Verschleiß und eine längere Lebensdauer der Komponenten. Auf der elektrischen Sei-te arbeitet das redundant ausgelegte Steu-erungssystem Simatic S7-400H. Es steuert die wichtigen Kennzahlen der Turbine wie Strahldruck und Strahlleistung.
Graffenstaden-turbogetriebeDie Siemens-Tocher Flender-Graffenstaden ist seit mehr als 60 Jahren als Hersteller für Turbogetriebe für die industrielle Energie-erzeugung tätig. Bei KISCO installierte Sie-mens ein Getriebe, das am Eingang 1.500 Umdrehungen pro Minute aufnimmt und am Abtrieb 3.770 Umdrehungen pro Minu-te liefert.
Während der Integration der Automa-tisierung und des Antriebsstrangs in den Hochofen hatten die Ingenieure und Tech-niker von KISCO Zeit, sich mit dem System im täglichen Betrieb und der regelmäßigen Wartung vertraut zu machen. Ohne zusätz-liche Schnittstellen kann der Bedarf an Er-satzteilen stark reduziert werden, was die Lagerkosten senkt.
„Das von Siemens gelieferte Antriebssys-tem für unser Gebläse am Hochofen Num-mer 1 läuft perfekt“, sagte Shi Yiwei, Leiter Automatisierung bei KISCO Caopu New Area. Seit der offiziellen Inbetriebnahme im Juni 2012 wurde eine optimale horizontale Integration des Siemens-Antriebssystems
erreicht. Systemzuverlässigkeit und System-verfügbarkeit sind höher als 99 Prozent. Dies garantiert einen zuverlässigen Betrieb des Gebläses und maximiert die Wirtschaftlich-keit. Shi Yiwei sagt, dass die Siemens-Tech-nologie KISCO helfe, einen Meilenstein im Eisen- und Stahl-Bereich Chinas zu setzen. Er ist überzeugt, dass Integrated Drive Sys-tems ihn unterstütze, das „Herz“ des Hoch-ofens zu schützen.
Modernisierung von nummer 62009 beschloss KISCO die Modernisierung des Gebläse-Frequenzumrichters und der Automatisierungstechnik im Hochofen Nummer 6. An einem Stahlwerk nachzu-rüsten, ist extrem schwierig, weil jeder Tag Stillstand und jede Zeitverzögerung Millio-nen kosten kann. Nachrüstungen müssen deshalb im laufenden Betrieb stattfinden. Durch die enge Zusammenarbeit zwischen Siemens-Ingenieuren und KISCO-Manage-ment konnte die Modernisierung und In-betriebnahme der Anlagen innerhalb von einer Woche abgeschlossen werden. Seit der Modernisierung liegt die Erfolgsquo-te beim Anlauf des Gebläses (Deutsche Maschinen Fabrik GMM, Gutehoffnungs-hütte) bei 100 Prozent. Das inzwischen 35 Jahre alte Siemens-Antriebssystem im Ge-bläse des Hochofens Nummer 6 läuft im-mer noch zuverlässig. Da das Leitsystem ursprünglich von einem anderen Anbieter kam, traten während der Modernisierung des Frequenzumrichters einige Probleme wegen Dateninkompatibilität auf. Dies er-schwerte die Arbeit an der Anlage.
Aufgrund der Erfahrungen setzte Shi Yiwei bei der Automatisierung des Gebläses für Hochofen Nummer 1 von vornherein auf neue Module, eine verbesserte Kommuni-kation und die Erfahrung der Siemens-Ex-
perten, denn sie kennen nicht nur das Leit-system, sondern auch das Antriebssystem. In Nummer 1 wurde eine optimale Kom-munikation und Datenverbindung zwi-schen dem Leit- und dem Antriebssystem umgesetzt, was den Zeitaufwand für die Inbetriebnahme und Installation erheblich reduzierte. Installation und Inbetriebnahme nahmen bei dem neuen Projekt lediglich 25 Tage in Anspruch. Da in der Antriebssteue-rung ausschließlich Siemens-Produkte ein-gesetzt wurden, konnten sich 20 Mitarbei-ter in nur einer Woche in die Wartung und den Betrieb der Anlage einarbeiten. J B I |
DAS HERZ DES HOCHOFENS
Neben Erzen braucht ein Hochofen Luft und erst dann kann er Stahl erzeugen. Luft bekommt er über mehrere Düsen in Form von Heißwind. Dieser heizt die Verbrennung des Kokses mit Sauerstoff an. Nach dem Anblasen eines Hochofens dauert eine Ofen-reise – also der reibungslose Dauerbetrieb bis zum nächsten Instandhaltungstermin – zehn bis zwan-zig Jahre. Während dieser Zeit müssen alle Einrich-tungen reibungslos funktionieren. Hochofen und Winderhitzer dürfen niemals kalt werden. Die Winderhitzer sind bis zu 50 Meter hohe Behäl-ter, die mit feuerfesten Silikatsteinen gitterförmig ausgemauert sind. Sie werden mit Gichtgas oder Erdgas bis auf 1.550 Grad Celsius aufgeheizt und danach in den Stand-by- oder Speicher-Betrieb geschaltet. Im Speicherbetrieb strömt Kaltluft von außen durch die Speichersteine und wird so auf-geheizt, dass der Wind mit bis zu 1.350 Grad in den Hochofen strömt. Um die Luft-Temperatur auch während des Abkühlens des Winderhitzers konstant zu halten, wird ein abnehmender Teil Außenluft durch einen Bypass am Erhitzer vorbei geführt. Zu einem Hochofen gehören immer drei bis vier Wind-erhitzer, die im Wechselbetrieb arbeiten.
Das Antriebssystem von Siemens treibt die Gebläse an, die den Hochhofen mit Verbrennungsluft versorgen.
Frequenzumrichter für die großen Synchronmotoren schonen per Sanftstart Stromnetz und Antriebsstrang. Bilder: Siemens

DIGITAL ENGINEERING Magazin 08-2013
Maschinenbauers BTB Transfer zur kom-binierten Dreh- und Fräsbearbeitung verschiedenster Werkstücke. Immerhin umfasst die Fertigungspalette des Ar-maturenspezialisten Lösungen für die Bereiche Verbindungstechnik, Trinkwas-ser- und Gasarmaturen, Heizungstechnik, Tiefbau sowie Mess- und Regeltechnik. „Armaturen übernehmen in ihren jewei-ligen Anwendungen Schlüsselfunktio-nen beim Absperren, Steuern, Regeln und Sichern. Damit sind sie entscheidende Faktoren für die Sicherheit, Genauigkeit und Zuverlässigkeit und müssen gemäß diesen hohen Anforderungen gefertigt werden“, betont Uwe Schölich, Betriebs-leiter bei Seppelfricke.
Die Seppelfricke Armaturen GmbH bietet ein Spektrum von rund 7.000 Produkten in den Bereichen Verbindungstechnik, Trinkwasser-
armaturen, Gasarmaturen, Heizungspro-dukte, Tiefbauprodukte sowie Mess- und Regeltechnik. Eine komplette Modernisie-rung des Maschinenkonzepts soll die Markt-position bei zunehmendem Wettbewerbs-druck stärken.
Bedeutendste Maßnahme ist, zahlreiche Bauteile nun anhand von Komplettbearbei-tung auf Rundtaktmaschinen zu fertigen. Mit CNC- und Antriebstechnik von Rexroth zur Ansteuerung der zahlreichen Achsen reduziert Seppelfricke die Zykluszeit damit um bis zu 84 Prozent.
Armaturenhersteller stehen heute vor gro-ßen Herausforderungen. Zwar werden die Absatzmärkte größer, aber der Wettbe-werbsdruck steigt enorm. Gleichzeitig ist kaum ein Bereich so eng mit der gesamten Wirtschaft verbunden wie die Armaturen-industrie, deren Spektrum sich vom Was-serhahn über Fittings bis hin zu intelligen-ten Reglern erstreckt. Die Fertigung dieser Produkte muss kostengünstig, schnell und qualitativ hochwertig sein, um die Erwar-tungen der Kunden zu erfüllen. Effizienz und Produktivität haben somit Priorität.
Die Verantwortlichen bei Seppelfricke sahen sich deshalb nach neuen Konzep-ten um und entschieden sich für zwei Rundtaktmaschinen des italienischen
r E x r o t h - t E C h n i K i M E i n S A t Z B E i t r A D i t i o n S h E r S t E L L E r
Späne im taktAuch Traditionsherstellern weht eine steife Brise Wettbewerb entgegen. Seppelfricke Armaturen reagiert mit einem modernisierten Maschinenkonzept. Die Komplettbearbeitung auf der Rundtaktmaschine verkürzt die Zykluszeiten deutlich. Von KArLhEinZ BAiEr
056 | AntriEBStEChniK | Servosysteme
Seppelfricke hat in eine Rundtakt-maschine inves-tiert. Die Vorteile: kurze Taktzeiten sowie hohe Präzi-sion und Wieder-holgenauigkeit.

DIGITAL ENGINEERING Magazin 08-2013
Servosysteme | AntriEBStEChniK | 057
Die modernen Rundtaktmaschinen mit Antriebs- und Steuerungstechnik von Rex-roth sind für diese Ansprüche konzipiert. Sie überzeugen durch kurze Taktzeiten, hohe Präzision und Wiederholgenauigkeit sowie eine komfortable Bedienung – und stellen damit die Basis zur Steigerung der Produktivität dar. Schmuckstück der reno-vierten Industriehalle in Gelsenkirchen ist eine 10-Stationen-Rundtaktmaschine mit mehreren Kreuzschlitteneinheiten zur Be-arbeitung von Rohlingen.
Wie Betriebsleiter Uwe Schölich erläutert, kann er rund 400 verschiedene Produkte auf dieser Maschine bearbeiten lassen. „Während wir komplizierte Bauteile früher auf bis zu drei Maschinen fertigen mussten, können wir nun alle Fräs-, Bohr- und Dreharbeitsgänge auf ei-ner Maschine durchführen. Einige Teile laufen in zwei Aufspannungen, aber dennoch in ei-ner Operation. Deshalb variieren unsere Takt-zeiten sehr stark und liegen je nach Bauteil zwischen 3,5 und 30 Sekunden.“
Bis zu 64 Achsen pro CnCZur parallelen Bearbeitung an mehreren Stationen sind ein gleichbleibender Pro-duktionsvorgang und kurze Taktzeiten re-levant. Eine Rundtaktmaschine hat dazu eine hohe Anzahl an Bearbeitungsachsen, für die mehrere CNC-Steuerungen erfor-derlich sind: einen Master und bis zu drei Slaves. Die besonderen Herausforderun-gen bestanden in einer gemeinsamen Be-dienoberfläche für bis zu vier CNC-Steue-rungen sowie in der Kommunikation der Steuerungen untereinander.
BTB Transfer löst dies durch die Anwen-dung von drei Rexroth-Steuerungen Indra-Motion MTX. Die Performance jeder ein-
zelnen CNC erlaubt es, bis zu 64 Achsen in zwölf unabhängigen CNC-Kanälen anzu-steuern. Dabei ist es unerheblich, ob es sich um Drehen, Bohren oder Fräsen handelt, da sich die IndraMotion MTX für alle Arbeits-gänge einsetzen lässt.
Schölich erklärt: „Wir können zunächst ein Gewinde schneiden und in der nächs-ten Station eine Fräsbearbeitung durch-führen. Diese Komplettbearbeitung verkürzt die Zykluszeit auf 16 Prozent, ver-glichen mit unseren früheren Maschinen. Darüber hinaus können wir noch präzisere Bauteile fertigen, was ebenfalls zur höhe-ren Produktivität beiträgt.“
Sichere Multiachs-LösungFür die präzise Bewegung der Achsen sorgt das modulare Rexroth-Antriebssystem Indra Drive M in Kombination mit IndraDyn-Servomotoren. Die Multiachs-Lösung geht effizient mit der Energie um. Dafür sorgen rückspeisefähige Umrichter samt geregel-tem Zwischenkreis: Die beim Bremsen ei-nes elektrischen Motors entstehende elekt-rische Energie wird ins Netz zurückgespeist und nicht in Wärme umgewandelt. Zudem können sich Maschinenbauer und -anwen-der auf integrierte Sicherheitsfunktionen verlassen wie „Safe Torque Off“.
Die Kommunikation der CNC-Steuerun-gen mit den Antrieben erfolgt via standar-disiertem sercos-Bus in Echtzeit. Dadurch ist selbst bei den vielen Achsen die Syn-chronisation der Antriebe gewährleistet.
Einfach effizient Seppelfricke programmiert die Rundtakt-maschine auf einem PC in der Arbeitsvor-bereitung. Grundlage hierfür ist die PC-
Simulation der CNC-Steuerung, die BTB Transfer zur Erstellung eines Offline-HMI nutzte (HMI – Human Machine Interface). Anhand dieser Lösung können Seppelfri-cke-Mitarbeiter die NC-Programme für die zu bearbeitenden Bauteile nun am PC-Ar-beitsplatz erstellen. „Das brauchen wir jetzt nicht mehr direkt an der Maschine machen, so dass sich Maschinenstillstandzeiten durch Teilewechsel deutlich reduziert ha-ben“, kommentiert Schölich.
Wegen den positiven Erfahrungen mit der Rundtaktmaschine entschied sich Sep-pelfricke zwischenzeitlich für das Retro-fit einer vorhandenen älteren Maschine. „Auch hier haben wir nun Komponenten von Rexroth. Wir werden das Antriebssys-tem IndraMotion MTX bei künftigen Neuin-vestitionen als Standard setzen“, bekräftigt Schölich. Damit verweist er auf bereits ge-plante weitere Maschinen gleicher Bauart für das Werk Gelsenkirchen. J B I |
Karlheinz Baier arbeitet im Vertrieb mit dem Branchenschwerpunkt Werkzeugmaschinen bei der Bosch Rexroth AG.
Die Multiachs-Lösung besteht aus Servomotoren, die zusammen mit dem modular aufgebauten Antriebssystem für präzise Bewe-gungen sorgen.
Eine der Steuerungen kann bis zu 64 Achsen betreiben, davon 32 mit Spindelfunktion. Bilder: Bosch-Rexroth

DIGITAL ENGINEERING Magazin 08-2013
• Steifheit und Präzision müssen eine Positi-oniergenauigkeit von plusminus 0,05 Mil-limeter bei einem Radius von 250 Millime-tern zulassen
• Lebensdauer muss möglichst hoch sein• Die Konstruktion der Positionierer soll
möglichst einfach bleiben• Das Preis-Qualitätsverhältnis muss stimmenDa die bisherigen Positionierer von Panaso-nic ebenfalls mit Getrieben von Nabtesco ausgestattet und die Erfahrungen damit durchweg positiv waren, gerade zu Präzisi-on und Langlebigkeit, lag die Entscheidung nahe, auch für die großen Positionierer Ge-triebeköpfe des Antriebsspezialisten ein-zusetzen. „Die einfache und unkomplizier-te Zusammenarbeit mit dem Vertrieb von Nabtesco brachte in kürzester Zeit die rich-tigen Informationen und schließlich das passende Produkt, die Getriebeköpfe der RD-C-Serie“, erläutert Maeda.
Der modulare Aufbau der Präzisionsge-triebe der Serie RD erlaubt vielseitige Ein-satzmöglichkeiten. Die einbaufertigen und vorgeschmierten Getriebe haben eine rechnerische Lebensdauer von 6.000 Stunden. An den motorseitigen Flansch ist ein Adapter für gängi-
Panasonic, in Europa vor allem als Hersteller von Unterhaltungselekt-ronik bekannt, gehört seit mehr als 30 Jahren zu den international re-
nommierten Herstellern von Robotern, insbesondere von Schweißrobotern. Da-bei setzen die Ingenieure des japanischen Großkonzerns seit Jahren auf Präzisionsge-triebe von Nabtesco.
Neu im Programm der Panasonic Ro-boter- und Schweißsysteme Europa sind Schweißroboter mit Schwerlast-Dreh-/Kipptischen. Bei den Getriebeköpfen grei-fen die Entwickler auch bei diesen Model-len auf Nabtesco-Technik zurück.
Während die Panasonic Standardposi-tionierer für Schweißanlagen bis zu eine Tonne tragen können, erlauben die neuen Schwerlast-Ausführungen deutlich höhere Tragkräfte: je nach Ausführung zwei, drei oder fünf Tonnen.
Für die Neuentwicklung der Maschinen war neben der erhöhten Traglast der Ein-satz von Panasonic-Servomotoren eine fes-te Vorgabe.
Sergio Maeda, verantwortlicher Bereichslei-ter bei Panasonic, hatte unter anderem die Aufgabe, den passenden Getriebekopf zu finden. Nach eingehender Recherche und Beratungen durch mehrere Anbieter fiel die Entscheidung zugunsten der Getriebeköp-fe der RD-C-Serie von Nabtesco.
Die RD-C-Getriebeköpfe treiben zunächst die horizontalen Drehachsen der Schweiß-tische an, um alle auf dieser Achse liegen-den Schweißpunkte erreichen zu können, ohne das Werkstück umzuspannen. Auch die horizontale Drehung/Kippneigung er-folgt über RD-C-Getriebeköpfe.
Am Anfang war ein volles LastenheftDas Lastenheft forderte eine Reihe von Merkmalen, die von dem Getriebekopf zu erfüllen waren:• Getriebekopf benötigt eine Hohlwelle zur
Kabeldurchführung• Lager müssen hohe Stoßbelastungen beim
Be-/Entladen von Bauteilen standhalten• Der Panasonic-Servomotor soll sich direkt
adaptieren lassen
A n t r i E B S t E C h n i K P o S i t i o n i E r t S C h W E r E B A U t E i L E i n D E r h E r S t E L L U n G
Geschweißt auf den PunktPanasonic Roboter- und Schweißsysteme setzt bei neuen Schwerlast-Dreh-/Kipptischen auf einen Getriebekopf von Nabtesco. Bis zu fünf Tonnen tragen die Positionierer. Von MArCUS LöW
058 | AntriEBStEChniK | Getriebe für Roboter
Die neuen Schwerlast-Ausführungen der Schweißsystem-Positionierer tragen je nach Ausführung zwei, drei oder fünf Tonnen.

DIGITAL ENGINEERING Magazin 08-2013
Getriebe für Roboter | AntriEBStEChniK | 059
ge Servomotoren anmontiert. Dank modu-laren Aufbaus lassen sich die RD-Getriebe nicht nur in Drehtischen, sondern in vielfäl-tigen weiteren Anwendungen einsetzen.
Dank ihrer sehr steifen Konstruktion und hohen Präzision ist die Serie besonders für anspruchsvolle Einsätze geeignet, bei de-nen sehr schnelle Positionierbewegun-gen mit hohen Traglasten realisiert werden sollen. Zwei integrierte Schrägkugellager machen in vielen Fällen eine bauseitige Lagerung überflüssig, was wiederum die Konstruktionszeit verringert und die Kos-ten senkt. Mit dem exzentrisch angeschlos-senen Antrieb lassen sich mehr Unterset-
zungsverhältnisse realisieren als bei einer zentrierten Montage, sodass auf vorge-schaltete Planetengetriebe häufig verzich-tet werden kann.
tür und tor für Kabel, Wellen und LaserBasis der RD-C-Getriebeköpfe sind Einbau-sätze in zykloider Bauweise. Wie diese ver-fügen die Getriebeköpfe über eine große Durchgangsbohrung mit einem Hauptstütz-lager. Durch diese Hohlwelle mit einem Durchmesser bis zu 150 Millimeter können Wellen, Laser oder – wie bei Panasonic – Ka-bel und Leitungen geführt werden.
Die Getriebeköpfe weisen eine große Überlastfähigkeit auf, die Stöße bis zum Fünffachen des Nenndrehmoments er-laubt. Hinzu kommt eine hohe Torsionsstei-figkeit. Ein geringes Spiel von unter einer Winkelminute sorgt für Präzision und für die hohen Untersetzungen (i bis zu 1/258) und hohen Drehmomente. Zudem baut das Getriebe recht klein.
Seit Ende 2011 sind die Getriebeköpfe in den Schwerlast-Positionierern von Pana-sonic im Einsatz. „Wie schon bei den Nab-tesco-Getrieben in unseren Robotern sind wir mit der Zuverlässigkeit sehr zufrieden. Ausfälle der Getriebe sind überhaupt kein Thema“, zeigt sich Peter Deutsch, Manager Technical Solutions Team bei Panasonic, hochzufrieden.
Mehr als vier Millionen Nabtesco-Umlaufge-triebe sind weltweit im Einsatz. Das Haupt-anwendungsgebiet sind Industrieroboter, von denen international mehr als 60 Prozent ihre Leistung mit Nabtesco-Getrieben um-setzen. Doch auch in anderen Anwendun-gen, wo hochpräzise und robuste Getriebe benötigt werden, verlässt man sich oft auf die Produkte von Nabtesco. J B I |
Marcus Löw ist Manager Sales Department bei Nabtesco Precision Europe.
AUTOMATISIERTES SCHWEISSEN
Alle Schweiß-Punkte einer Baugruppe erreichen zu können, bedeutete früher häufig, das Werkstück umspannen zu müssen. Dabei entstanden Unge-nauigkeiten, die zu fehlerhaften Ergebnissen führ-ten. Die Fehler mussten unter großem Aufwand (Zeit und Kosten) entdeckt und beseitigt werden, sofern dies möglich war. In vielen Fällen war eine Reparatur oder Fehlerkorrektur dann so kostspielig, dass das Werkstück verschrottet wurde.Hier helfen Bauteilpositionierer mit Präzisionsge-trieben, Produktionszeiten und -kosten zu senken. Das nun dreh- und kippbar gelagerte Werkstück lässt sich ohne Umspannen schweißen. Das Ergeb-nis sind präzise Schweißnähte von hoher Güte und kurze Produktionszeiten.
Durch ihre hohe Torsions-steifigkeit sind die Getriebe-köpfe extrem robust.
Die Getriebeköpfe fangen Stoßbelastungen bis zum Fünffachen ihres Nenndrehmoments auf.Bilder: Panasonic und Nabtesco

DIGITAL ENGINEERING Magazin 08-2013
durch die Körperbewegungen ihr Lage und Ausrichtung verändern könnten. ähnliches gilt auch in automatisierten Handlingsyste-men. Stehen die Parameter und kritische Fak-toren fest, ermitteln Entwickler von Witten-stein intens mit Finite-Elemente-Simulation die optimale Spulengeometrie und passen das System an. Verschiebungen und Auswir-kungen leitender Materialien lassen sich ef-fizient kompensieren. Das verhindert bezie-hungsweise vermindert Wirbelstromverluste und Störeinflüsse. Selbst bei Winkelfehlern und Spulenversatz erreichen die Systeme ei-nen Wirkungsgrad von über 90 Prozent.
Aktive implantate im VormarschDer Markt für Medizintechnik wächst welt-weit; 220 Milliarden Euro schwer. 90 Milliar-den davon entfallen auf die USA und 65 Mil-liarden auf Europa. Der Gesamtumsatz der Medizintechnik-Produzenten in Deutsch-land steigerte sich 2012 um 4 Prozent auf 22 Milliarden Euro.
Die demografische Entwicklung und eine sich weitende Definition von Gesundheit treiben auch in Zukunft die Nachfrage wei-ter an. Patienten sind zunehmend bereit, in ihre Gesundheit zu investieren.Herzschrittmacher oder Systeme zur Un-terstützung anderer Organe, Muskeln oder Nerven haben heute entweder eine Batterie (begrenzte Lebensdauer) oder erfordern ein Kabel, das durch die Haut nach außen ge-führt werden muss. Beides ist nicht optimal.
Aktive Implantate mit typischer Leis-tungsaufnahme zwischen einem und fünf Watt lassen sich nun drahtlos versorgen. Das hat zwei Vorteile: Zum einen entfällt ein transkutanes Kabel; zum anderen macht ein aufladbarer Akku hoher Energiedichte Nachoperationen zum Austausch von Bat-terien überflüssig.
Ein intelligentes Energiemanagement überwacht dabei mindestens Strom und Spannung des Akkus. Zudem ist es mög-lich, komplexe Informationen wie Akku- oder Umgebungstemperatur, den Ladezu-stand oder das Verbrauchsverhalten in das
Produktsicherheit, Ergonomie und Verfügbarkeit sind in der Medizin besonders essenziell und auch in der Industrie gefragte Eigenschaf-
ten. Drahtlose Energieübertragung ist ein Weg, diese zu erreichen. Auch die zuneh-mende Miniaturisierung von Sensorik und Aktorik sowie Industrie 4.0 befeuern die Drahtlos-Technik.
Bei der vierten industriellen Revolution verschmelzen Produktion und Internet mit-einander – Cyber-Physische Systeme (CPS) brauchen jederzeit ausreichend Energie, damit sie Sensordaten sammeln, Aktionen ausführen und Daten übertragen können.
Das von Wittenstein intens entwickelte System nutzt elektromagnetische Felder zur induktiven Übertragung der Ener-gie. Die in die Empfängerspule induzierte Spannung löst einen Stromfluss in der an-geschlossenen Last aus – es wird Energie übertragen. Die Resonanzkopplung der Schwingkreise von Sender- und Empfän-gerspule optimiert dabei die Effizienz der Energieübertragung.
Bei medizinischen Implantaten beispiels-weise wird die Sendespule in der Regel auf die Haut aufgesetzt. Die Empfängerspule sitzt im Fettgewebe oder in einer Muskel-schicht unter der Haut. Die Energieübertra-gung erfolgt unmerklich und frei von Rei-zung und Schmerz durch das Gewebe.
Auch Handgeräte im Operationssaal mit vollständig gekapselten Gehäusen lassen sich durch Induktion mit Energie versor-gen. Analog dazu können induktive Syste-me auch die Akkus von Sensoren und An-trieben in der Industrie kontaktlos laden.
Ausgelegt mit FEMDer Einsatzfall bestimmt, ob die Spulen einen Luft- oder Ferritkern benötigen, wie groß die Spulen sind, wie Sender- und Empfänger-spule zueinander ausgerichtet seien müs-sen, über welche Distanz die Übertragung funktionieren muss und welche Leistung und Spannung die Anwendung fordert.Bei Implantaten im menschlichen Körper kommt hinzu, dass die eingesetzten Spulen
t E C h n i K , D i E U n t E r D i E h A U t G E h t
Aus der Klinik in die industrieDie Medizintechniksparte intens der Wittenstein AG hat für das aktive Marknagel-Implantat Fitbone eine drahtlose Energiezufuhr entwickelt, die sich auch für Anwendungen in der Industrie eignet. Von FELix GröDL UnD hEiKo hAAG
060 | ELEKtrotEChniK & AUtoMAtion | Drahtlose Energieübertragung
Die von Wittenstein für den Fitbone entwickelte Technik versorgt Implantate mit bis zu 20 Watt.
Der Distraktionsmarknagel Fitbone ist ein aktives Implantat.

DIGITAL ENGINEERING Magazin 08-2013
Drahtlose Energieübertragung | ELEKtrotEChniK & AUtoMAtion | 061
Lade- und Energiemanagement einfließen zu lassen. Sogar die Alterung von Akkuzel-len lässt sich vorherbestimmen, um die La-deparameter laufend anzupassen.
Für die Medizin optimiertVon der Energieübertragung, die Witten-stein für den Distraktionsmarknagel Fitbone entwickelt hat, können weitere mechat-ronische Systeme in der Medizinstechnik profitieren: Retina-Implantate (künstliche Netzhaut), Miniatur-Magnetventile zur Hirn-druck-Steuerung, urologische Implantate zur Behebung von Inkontinenz, dehnbare Magenbänder zur Behandlung von Fettlei-bigkeit, Kunstherzen, Medikamentenpum-pen, Stimmband- oder Blasenschrittma-cher sowie auch Hüftgelenke und andere aktive Implantate. Sie alle benötigen Span-nungen zwischen 8 und 24 Volt in einem Frequenzband von 80 bis 300 Kilohertz. Diese Frequenzen stellen das Optimum aus verschiedenen Einflussgrößen dar: Ge-webeverträglichkeit, Baugröße der Spulen, elektromagnetisches Absorptionsverhalten von Fettgewebe und Muskelschichten, Mi-nimierung von Wirbelstromverlusten und zulässige Erwärmung elektronischer Kom-ponenten gemäß ISO 14708-1 „Chirurgi-sche Implantate − Aktive implantierbare medizinische Geräte“. Das Energieübertra-gungssystem für aktive Implantate ist CE-konform und erfüllt die Anforderungen der Norm EN 60601, die Sicherheitsanforderun-gen und ergonomische Forderungen an medizinische elektrische Geräte und in me-dizinischen Systemen definiert.
Autarke Produktionsmittel In der Industrie ist deutlich mehr Energie nötig, um beispielsweise autonome Werk-stückträger oder autarke Roboterachsen zu versorgen. Die Wittenstein AG fokussiert bei den Entwicklungen für die Industrie Applikationen mit bis zu fünf Kilowatt. Zu-dem hat Wittenstein ein modulares Ener-giespeicher-Management entwickelt, bei dem Superkondensatoren (Supercyps) die Lithium-Ionen-Akkus ergänzen. Die Vortei-le der passiven elektronischen Bauelemen-te sind extreme Kapazitätswerte, bezogen
auf ihr Bauvolumen, und eine sehr hohe Leistungsdichte. Somit sind hohe Lade-beziehungsweise Entladeströme und mehr als eine Million Zyklen möglich. Damit sind die Supercaps auch das ideale Speicherme-dium beispielsweise für rückgewonnene Energie beim Abbremsen einer Roboter-achse.
Power für CPSDie drahtlose Energieübertragung erfüllt wesentliche Voraussetzungen für den Ein-satz in der Industrie 4.0. Um Arbeitsabläufe schneller, effizienter und flexibler zu gestal-ten, müssen CPS (cyber-physische Systeme) in der „mitdenkenden“ Produktion auch mit-einander kommunizieren und je nach Aus-führung sensorische oder aktorische Funk-tionen übernehmen – dafür benötigen sie Energie. Die induktive Übertragung ist – ver-schleißfrei und kabellos – klar im Vorteil.
In automatisierten Montageprozessen er-laubt die berührungslo-se Energieübertragung, intelligente Werkstück-träger einzusetzen, die Kennzeichnungs- und Bearbeitungsdaten zwi-schenspeichern und Sensoren wie Aktoren betreiben – beispielswei-se bei der automatischen Temperaturerfassung oder der elektromecha-nischen Feinausrichtung des Werkstücks auf dem Montageträger.
Verstärkte Automatisierung, intelligente Monitoringsysteme und autonome Steu-erung mit CPS werden zahlreiche weitere Anwendungsfelder für die kabellose Über-tragung erschließen.
immer öfter kabellosDie drahtlose Energieübertragung, kombi-niert mit dem modularen Energiespeicher-Management, ist ein wichtiger Baustein für miniaturisierte Mechatroniksysteme. Dieses Versorgungskonzept bietet Vorteile – für Patienten und Produktion. J B I |
Felix Grödl ist Entwicklungsingenieur bei Witten-stein intens. Heiko Haag ist Leiter Entwicklung Hard- und Soft-ware bei der Wittenstein AG.
Systemdesign: Im Implan-tat sind eine Steuerung für Sensoren und Aktoren sowie das Energie- und Akkuma-nagement un-tergebracht.Bilder: Wittenstein
TH
EM
EN
Sourcineering-Day 2013Die Zusammenarbeit von Einkauf und Engineering
sichert Wettbewerbsvorteileam 10. Dezember 2013 in München
Die Veranstaltung ist eine Kombination aus Anwendervorträgen, Workshop und Networking.
SourcingAll about
DIALOGFORUM
aus Anwendervorträgen, Workshop und Networking.Jetzt
anmelden! Weitere Informationen und Anmeldung unter:
www.einkaufi mdialog.de/sourcineering
Die Veranstaltung ist eine Kombination 20%Teilnehmerrabatt
mit Code WIN13
• Sourcineering - Einkauf und Engineering gehen in Zukunft Hand in Hand
• So reduziert eCl@ss Prozesskosten im Engineering
• Erfolgreiche Produktkostenoptimierung mit Lieferanten
• Standortübergreifende Produktentwicklung und Lieferantenintegration
• Prozessleitsystem verbessert Produktionsprozesse
• Komplexität bei der Produktentwicklung durch Vernetzung von Konstruktion und Einkauf steuern
• Produktdatenmanagement – so fi nden Sie den passenden Zulieferer für Ihre ZeichnungenDer Patient steu-
ert das Implantat via Handgerät.

DIGITAL ENGINEERING Magazin 08-2013
Verfügung stellen. Die unabhängige Linea-rität liegt bei +/- 0,5 Prozent, die Wiederhol-genauigkeit bei +/- 0,1 Prozent. Zudem er-laubt die kompakte Bauform der Sensoren eine einfache Integration.
Alle Winkelsensoren sind mehrkanalig ausgeführt, so dass sich auch sicherheits-relevante Anwendungen umsetzen lassen. Darüber hinaus stehen beim RFC 4800 eine Vielzahl analoger und digitaler Schnittstel-len zur Verfügung.
FunktionsprinzipUm Winkel kontaktlos zu erfassen, verfü-gen die Sensoren über einen auf einer dre-henden Achse gelagerten magnetischen Positionsgeber. Je nach Drehposition ver-ändert sich die Orientierung des Magnet-feldes und damit das Eingangssignal des Sensors. Diese Signaländerung wird inner-halb des Sensor-ICs in ein drehwinkelpro-portionales Ausgangssignal umgerechnet und je nach Applikation entweder über direkte Kabelverbindung oder über einen Kontakt des Schleifringübertragers zur Verfügung gestellt.
Einfache MontageDass Sensorelement und Positionsgeber voneinander getrennt sind, vereinfacht die Montage. Der Sensor kann bis zu vier Millimeter entfernt und bis zu drei Milli-
Ein Schleifringübertrager besteht aus einem Schleifringkörper und ei-nem Stromabnehmer. Das Prinzip lässt sich in viele Varianten umset-
zen – wie auch der Produktprogramm des Herstellers Morgan Rekofa zeigt. Es gibt für unterschiedliche Branchen geeignete Schleifring- beziehungsweise Drehüber-trager, für Haupt-, Mess- und Steuerströme, Daten- sowie Videosignale oder sogar Me-dien wie Luft, Wasser oder Öl.
Bei den elektrischen Systemen lässt sich zwischen kontaktierender und kontakt-loser Übertragung per Lichtwellenleiter unterscheiden. Zusätzlich können diese Baugruppen mit entsprechenden Medien-verteilern kombiniert und im Gesamten ge-kapselt werden.
Beispiel PositionserfassungEin typischer Anwendungsfall der Rekofa-Komponenten sind Radbagger. Schleifring-
übertrager übernehmen die Energie- und Daten-übertragung zwischen drehbarem Aufbau und axial beweglichem Unter-wagen, also dem Fahrge-stell. Gleichzeitig muss al-lerdings auch die genaue Position des Baggerarms erfasst werden, um beim Fahren die Geradeaus-stellung sicherzustellen und Gefährdungen und Beschädigungen zu ver-meiden.
Diese Aufgabe übernehmen Winkelsen-soren, die direkt in den Schleifringübertra-ger integriert sind. Die Sensoren müssen auch unter den rauen Betriebsbedingun-gen an der Baustelle den Winkel zuverlässig und genau erfassen und sich in den gerin-gen Einbauraum integrieren lassen.
Als Morgan Rekofa nach geeigneten Sensoren suchte, fanden sich diese im Pro-gramm des Sensorikspezialisten Novotech-nik: Wenn gewünscht, erfassen nun ma-gnetische Winkelsensoren beispielsweise der Baureihen RFD 4000 beziehungsweise RFC 4800 in den Schleifringübertragern die Position.
technische DatenDie Winkelsensoren erfassen den Messwin-kel berührungslos ohne mechanischen Ver-schleiß. Sie liefern absolute Messwerte über 360 Grad, die sie der Steuerung als Analog-signal mit einer Auflösung von zwölf bit zur
S C h L E i F r i n G Ü B E r t r A G E r U n D W i n K E L S E n S o r K o M B i n i E r t
Harmonisches DoppelSchleifringübertrager übertragen Ströme, elektrische Signale oder Medien zwischen einem stationären und einem rotierenden Bauteil. Zur Positionserfassung sind heute Winkelsensoren integriert, die beim Hersteller Morgan Rekofa von Novotechnik kommen. Von StEFAn SEStEr UnD ELLEn-ChriStinE rEiFF
062 | ELEKtrotEChniK & AUtoMAtion | Sensorik
Neue Reihe: Den RFX 6900 gibt es für sicherheitsrelevante Anwendungen auch in einer redundanten Variante.Bild: Novotechnik
MORGAN REKOFA
Morgan Rekofa mit Stammsitz in Ant-weiler an der Ahr wurde 1921 als „Rhei-nische Kohlebürsten Fabrik“ gegründet und ist heute Hersteller von Schleif-ringübertragern. Außer zahlreichen Standard-Systemen kann das Unter-nehmen mit eigener Konstruktion und Entwicklung auch individuelle, kun-denspezifische Lösungen realisieren.

DIGITAL ENGINEERING Magazin 08-2013
Sensorik | ELEKtrotEChniK & AUtoMAtion | 063
meter versetzt vom Positionsgeber plat-ziert werden.
Das kam bei den Morgan-Rekofa-Konst-rukteuren gut an. Weder Welle noch Lager sind notwendig und der Messabstand ist variabel. Der gleiche Sensor lässt sich da-durch problemlos für die teilweise doch sehr unterschiedlichen Schleifringüber-trager einsetzen. Bei Bedarf könnte selbst durch Material hindurch gemessen wer-den, solange dieses nichtmagnetisch ist, was je nach Applikation weitere Konstruk-tionsfreiheiten erschließt.
Lösungen fürs harteMit den harten Bedingungen auf der Bau-stelle haben die magnetischen Sensoren keine Probleme. Die Gehäuse bestehen aus hochwertigem und temperaturbeständi-gem Kunststoff. Zudem sind die Sensoren vollkommen vergossen und damit nässe- und verschmutzungsunempfindlich.
Für die elektrische Verbindung sorgen Einzeladern oder Rundkabel, die ebenfalls mit eingegossen sind. Die Sensoren erfül-len die Schutzart IP67 beziehungsweise IP69K und arbeiten bei Umgebungstem-peraturen zwischen -40 und +125 Grad Celsius.
neue BaureiheNeben den bestehenden Typen hat Novo-technik gerade eine neue Baureihe mag-netischer Winkelsensoren herausgebracht.
Die RFX 6900 lässt sich in der Mechanik von Bau-, Agrar- und Forstmaschinen oder auch Schiffsrudersteuerungen gut integrieren. Der Messwert wird redundant als analoges Signal ausgegeben, was auch bei größeren Leitungslängen eine sichere Übertragung gewährleistet.
Für harte Umgebungsbedingungen ist auch dieser Sensor gut gerüstet. Dank ro-bustem Metallgehäuse und vergossener Elektronik erfüllt er die Anforderungen der Schutzart IP67 bezie-hungsweise IP69K und eignet sich auch für mobile Anwendungen mit hohen EMV-Anfor-derungen. Der Sensor
arbeitet an bordnetztauglichen Versor-gungsspannungen von 9 bis 34 V; für si-cherheitsrelevante Anwendungen steht zudem eine vollredundante Variante zur Verfügung. J B I |
Dipl.-Ing. Stefan Sester ist Produktbereichsleiter Ro-tative Sensoren bei Novotechnik. Ellen-Christine Reiff, M.A., arbeitet beim Redaktions-büro Stutensee.
Wir bieten Ihnen ...> Unabhängige, kompetente und kritische Bericht-
erstattung über aktuelle Trends, Strategien, Anwendungen und Lösungen des eCommerce.
> Praktische Hilfestellung bei der Auswahl, Einführung, dem Betrieb und der Weiterentwicklung von eCommerce Lösungen/Systemen.
> Deshalb kommen 2 von 3 Lesern aus dem Bereich Marketing, Werbung, Verkauf, die mit diesem Know-How den Handel ihrer Waren und Diensleistungen über das Internet professionell realisieren und in hohem Maße an Unternehmensentscheidungen beteiligt sind.
www.e-commerce-magazin.de/abo.html
Kompetenz in der Zukunftmit Ihrem persönlichen Abonnement
DIe ZeItschrIft für entscheIDer Aus Den BereIchen MArKetIng, VertrIeB unD OnlIne-InfrAstruKtur
ecm_Aboanzeige_2010_mit QR_Dagmar.indd 9 07.10.2013 10:58:25 Uhr
Zur Positionserfassung
setzen wir heute magnetische
Winkelsensoren in unseren
Schleifringübertragern ein“,
CHRISTOPH DAUN, KONSTRUKTION UND TECHNISCHER VERTRIEB BEI MORGAN REKOFA. Bild: Morgan Rekofa
Der magnetische Win-kelsensor der Baureihe RFD 4000 ist bei Mor-gan Rekofa im Einsatz.Bild: Novotechnik
Prinzip: Bei der kon-taktlosen Winkelerfas-sung sitzt ein magne-tischer Positionsgeber drehbar auf einer Achse. Je nach Position ändert sich das Aus-gangssignal. Bild: Novotechnik

DIGITAL ENGINEERING Magazin 08-2013
und Prüftechnik. Viele Messapplikationen benötigen auch Drehgeber und Längen-messgeräte für die Automatisierung.
Zudem hat Heidenhain sein Produktpro-gramm um die Positionsanzeige ND 2100G GAGE-CHEK erweitert. Das ist ein Messrech-ner für Mehrstellen-Anwendungen, der in der Lage ist, Messinformationen von bis zu acht Achsen oder mehr eigenständig ein-zulesen und auszuwerten.
Mit dieser Erweiterung bildet der Her-steller die vollständige Messkette auch für Mehrstellen-Messplätze ab: von der Erfas-sung des Messwerts auf der Oberfläche des Prüflings bis zur Auswertung, Darstellung und Dokumentation der Prüfergebnisse.
An den Messrechner lassen sich alle Heidenhain-Messgeräte anschließen, auf Anfrage auch induktive Wegaufnehmer (LVDT und HBT) verschiedener Fabrikate. Herzstück ist eine Software, die eine Verar-beitung der aufgenommenen Messwerte ermöglicht. Diese kann bis zu 99 verschie-dene Teile mit individuellen Merkmalen unterscheiden.
Alle Merkmale eines Teils lassen sich mit mathematischen und logischen Funktio-nen miteinander verknüpfen. Diese Ver-knüpfungen erzeugen neue Merkmale, die als Hilfsgrößen dienen oder bereits fertige Auswertungen ergeben.
Um die Einbindung des Messrechners in ein Gesamtsystem zu ermöglichen, stehen verschiedene Schnittstellen zur Verfügung. Der Austausch von logischen Informationen erfolgt über 5 Eingänge und 12 Ausgänge (5 Volt Transistor-Transistor-Logik – TTL).
Die Ein- und Ausgänge erlauben eine bi-direktionale Übermittlung des Betriebssta-tus an Sortierweichen, Kontrolllampen und andere Geräte im Messaufbau. Es sind ein-fache SPS-Funktionen darstellbar.
Zudem hat der Messrechner zwei poten-zialfreie Relaiskontakte, mit denen er Warn-lampen, Magnetventile und andere Kom-
Die Qualität der Produktion erfor-dert immer häufiger fertigungs-nahe Messtechnik und Doku-mentation. Das ist oft nur noch
automatisiert wirtschaftlich. Mehrstellen-Messplätze prüfen in Vorrichtungen einge-legte Werkstücke automatisch auf Maßhal-tigkeit. Dies erfolgt häufig über taktile (also berührende) Messgeräte, die Länge oder Winkel erfassen können. Eine Folge-Elekt-ronik nimmt die Sensor-Informationen auf und entscheidet, ob Sollmaße und Toleran-zen der gemessenen Eigenschaft eingehal-ten werden.
Die Anforderungen an solche Syste-me sind in den vergangenen Jahren ge-wachsen: Immer öfter verlangen Kunden, dass die Qualität der bezogenen Produk-te durchgängig dokumentiert wird, was sowohl eine Kontrolle aller produzierten
oder montierten Teile als auch die Proto-kollierung derselben erfordert. Abhängig von Stückzahlen und Taktzeiten, sind die Prüfprozesse zu automatisieren. Eine elek-tronische Datenerfassung ist deshalb fast unverzichtbar.
Zudem sind die Prüfvorrichtungen im-mer häufiger in den Produktionsprozess integriert. Direkt nach Bearbeitung oder Montage wird gemessen, bevor der nächs-te Prozessschritt erfolgt. Messaufbau und Prüfgeräte müssen die raue Arbeitsumge-bung in der Fertigung vertragen und trotz-dem zuverlässig Messergebnisse liefern.
Messtechnik und -rechnerFür diese Aufgaben liefert beispielsweise Heidenhain die Messtechnik. Die optischen Messtaster Specto und Acanto beispiels-weise eignen sich für fertigungsnahe Mess-
A U t o M A t i S i E r E n M i t M E h r S t E L L E n M E S S P L ä t Z E n
Effizient zur QualitätFertigungsunternehmen stecken erheblichen Aufwand in Qualitätsprüfungen. Mehr und mehr versuchen sie, diesen Aufwand durch Automatisierung einzudämmen. Ein Weg sind Mehrstellenmessplätze – die Technik liefert beispielsweise Heidenhain.
064 | ELEKtrotEChniK & AUtoMAtion | Fertigungsnahe Messtechnik
Messaufbau prüft die spanend bearbeitete Fläche eines Strangpressprofils.

DIGITAL ENGINEERING Magazin 08-2013
Fertigungsnahe Messtechnik | ELEKtrotEChniK & AUtoMAtion | 065
ponenten mit kleinen Leistungen direkt schalten kann.
Wenn gefordert, lässt sich der Prüfablauf auch in einzelne sequenzielle Schritte tei-len. In diesem Fall wird das Programm im Messrechner als Prüfplan hinterlegt und abgearbeitet.
Messergebnisse lassen sich auf dem Bild-schirm darstellen. Das integrierte Farbdis-play bietet hierbei viele Möglichkeiten zur Visualisierung: Warn- und Toleranzgrenzen lassen sich farbig in Form von Zahlen-, Zei-ger- oder Balkendiagrammen anzeigen. Aus einer statistischen Überwachung einer Messreihe ergeben sich Histogramme, Re-gelkarten und Prozessfähigkeitskennwerte.
Abschließend können die Ergebnisse wahlweise auf einem USB-Stick gespeichert oder über RS-232-Schnittstelle an einen PC übergeben werden. Optional steht eine spezielle Datenübertragungssoftware zur Verfügung, die Messwerte direkt an Micro-soft Excel übertragen kann. Zudem unter-stützt der Messrechner auch den direkten Anschluss von Druckern, um die gemesse-nen Werte direkt auszudrucken.
Blick in die ProduktionEin Messrechner ND 2100G GAGE-CHEK steuert im folgenden Beispiel eigenstän-dig einen Prüfablauf. Der Messaufbau prüft die spanend bearbeitete Stirnfläche eines Strangpressprofils. Der Bediener positio-niert und spannt die Prüfvorrichtung auf dem Profil und startet das Messprogramm. Gemäß Prüfplan vermessen zwei Specto-Messtaster erst die Ober- und dann die Unterkante einer Nut. Aus diesen Ergeb-nissen ergibt sich durch eine Berechnung Breite und Lage der Nut. Der Winkel zwi-schen der Mittellinie und der Auflage des
Strangpressprofils ist toleriert. Abschlie-ßend ermitteln zwei weitere Messtaster die Winkligkeit der Seitenfläche des Profils zur Auflage.
In dieser Vorrichtung werden Maßtoleranzen im Bereich von zwei Hundertstelmillimetern prozesssicher gemes-sen. Der Messrechner gibt die Ergebnisse der Einzelmessungen und der rechnerischen Ver-knüpfungen in Form von Balkenanzeigen (rot – gelb – grün) auf dem
Bildschirm aus. Nach Abschluss der Prüfung werden die Daten automatisch auf einem USB-Stick gespeichert. J B I |
MCC ES Anzeige für Win 90x130mm Pfade.indd 1 30.09.2013 16:29:21
Produktionsmitarbeiter legt Profil in die Vorrichtung ein. Messergebnisse speichert er auf Stick oder überträgt sie via RS232 an seinen PC-Arbeitsplatz.
Messen an mehreren Stellen zur gleichen Zeit steigert Effizienz in der Qualitätssi-cherung. Bilder: Heidenhain

DIGITAL ENGINEERING Magazin 08-2013
Vier BetriebsartenLeistungssteller, die sich für alle Betriebs-arten eignen, sind beispielsweise die Stel-ler GTF plus und GFW adv von Gefran. Die anpassungsfähigen Geräte lassen sich mit den unterschiedlichen Heizlasten verknüp-fen: Herkömmliche Widerstände oder sol-che aus Kanthal oder Super-Kanthal sind ebenso anschließbar wie Heizelemente aus Siliziumkarbid, Primärwicklungen von Transformatoren oder lang-, mittel- und kurzwellige Infrarotstrahler.
Im Fall der Kunststofflaminieranlage steuert ein Leistungssteller acht verschie-dene Infrarot-Strahler. Ungeachtet der unterschiedlichen Produkte, die auf der Anlage gefertigt werden, ist dabei die elek-trische Verschaltung bis auf die Konfigu-ration des Stellers immer identisch. „Die Steller kommunizieren über CANopen mit der Steuerung und erhalten so auch de-ren Parametersätze. Das beschleunigt die Inbetriebnahme und vereinfacht im War-tungsfall den Austausch eines Stellers“, er-klärt Andreas Kraus, Produktmanager Auto-mation bei Gefran. Wenn eine Last ausfällt, erkennt das der Steller durch die Funktion (Teil)-Lastbruchüberwachung und meldet es der Steuerung. Da die Gefran-Leistungs-steller über eine integrierte elektronische Si-cherung verfügen, erübrigt sich eine Ersatz-sicherung. Das spart Platz im Schaltschrank, ist wartungsfreundlich und schützt vor Ma-nipulation. Ein sicherer Betrieb der Anlage und niedrige Maschinenstillstandzeiten sind die Folge.
Die Einphasensteller vom Typ GTF lassen sich in den Betriebsarten „Nullspannungs-schaltend“ und „Pulspaketsteuerung“ durch zwei weitere Slave-Module zu einem Drei-Phasen-Steller erweitern. Ihre Ansteuerung ist über Potentiometer, Digital- oder Ana-logsignal oder über Modbus-RTU möglich.
Die GFW-Steller erlauben den dreiphasi-gen Betrieb für alle vier Betriebsarten. Ihre Parametrierung erfolgt über PC, die Prozess-
Die Herstellung lebensmittelver-träglicher Klarsichtverpackungen ist aufwendig: Zunächst wird eine zwei Millimeter starke PE-Träger-
folie extrudiert und mit einer Klebeschicht versehen. Diese Folie verfügt jedoch noch nicht über die erforderlichen Materialei-genschaften, um Lebensmittel darin zu ver-packen.
Erst die Verklebung mit einer zweiten, dünneren Folie macht sie luftdicht und un-durchlässig für UV-Licht. Dazu durchläuft die Trägerfolie zunächst in einer Laminier-anlage ein Infrarot-Strahlerfeld, dessen Wär-me die Klebeschicht aktiviert. Beide Folien werden aufeinander gepresst, gekühlt und aufgewickelt.
Im zweiten Schritt erfolgt eine Verfor-mung in einer Tiefziehmaschine. Bevor das Stanzwerkzeug den Kunststoff in die end-gültige Form bringt, ist ein weiteres Aufhei-
zen der Folie per Infrarot-Strahlung nötig. Leistungssteller steuern die Infrarot-Strah-lerfelder. Sie passen Strom und Spannung den jeweiligen Anforderungen an.
In Laminier- und Tiefziehanlagen findet ein häufiger Materialwechsel statt und je-des Material benötigt zur Verarbeitung eine andere Temperatur. Darum gibt es Strah-ler mit unterschiedlichen Wellenlängen. Für die Leistungssteller bedeutet das je-weils eine andere elektrische Last. Natürlich könnte man für jede Last beziehungswei-se Betriebsart (siehe Infokasten) einen se-paraten Leistungssteller installieren, doch ein höherer Verkabelungsaufwand, zusätz-licher Platzbedarf im Schaltschrank und mehr Kosten wären die Folge.
Ideal sind daher Leistungssteller, die alle Arten von elektrischen Lasten steuern kön-nen und die Infrarot-Strahler nach Bedarf regeln.
D i E P r o Z E S S E D E r F o L i E n P r o D U K t i o n
hightech für den gelben SackKlarsichtverpackungen kommen in den gelben Sack. Schade, handelt es sich doch um Hightech-Produkte, bei de-ren effizienter Herstellung sich modernste Technik mit einem aufwendigen Prozess verzahnt. Von thoMAS BrÜSEr
066 | ELEKtrotEChniK & AUtoMAtion | Leistungssteller
Kunststofffolien künstlerisch: Infrarotstrahler erwärmen die Folie im Prozess. Bild: Heraeus Noblelight

DIGITAL ENGINEERING Magazin 08-2013
Leistungssteller | ELEKtrotEChniK & AUtoMAtion | 067
datenerfassung dank Feldbusschnittstelle wahlweise über eine Modbus-TCP, Profibus, CANopen, Ethernet IP oder EtherCAT.
Softstart senkt StromspitzenIm Gegensatz zu üblichen Leistungsstel-lern verfügen die GTF- und GFW-Geräte zu-sätzlich über eine Softstart-Funktion. Sie ist vor allem für Anwendungen mit positivem Temperaturkoeffizienten interessant, wie die Infrarotstrahler auch. „Die Funktion opti-miert den Verbrauch und verlängert die Le-bensdauer der Strahler“, erklärt Kraus. „Un-tersuchungen zeigen, dass so 20 Prozent der Anschaffungskosten für neue Strahler gespart werden können.“
Smarte LastenDie Stromtarife industrieller Verbraucher werden anhand ihrer Spitzenströme festge-legt. Daher senkt eine Verringerung der ma-ximalen Strombelastung die Betriebskos-ten meist spürbar. Hier setzt die Funktion „Smart Load Management“ (SLM) der GFW-Leistungssteller an. „Die Funktion sorgt da-für, dass der Regler bei der Ansteuerung der elektrischen Verbraucher die maximale Gesamtheizleistung des Systems und die zu beheizenden Masse berücksichtigt.“, er-läutert Kraus. Das SLM verhindert also das Einschalten aller Heizelemente einer An-lage zur gleichen Zeit. Damit verringert es Stromspitzen und spart Geld.
„Es gibt kein übergeordnetes Steuerele-ment. Beim Anstellen der Anlagen prüfen die GFW-Geräte lediglich, wie viele Leis-tungssteller insgesamt im System installiert sind. Ein GTF-Steller übernimmt dann die
Steuerungsfunktion“, so Andreas Kraus. Das SLM funktioniert ausschließlich in den Be-triebsarten „Nullspannungsschaltend“ und „Pulspaketsteuerung“.
optimierte LastenkonfigurationBeide Leistungssteller gestatten die adap-tive Regelung von Strom, Spannung und Leistung. Die Funktion „Leistungsregelung“ hält die Ausgangsleistung auch bei nicht stabiler Netzspannung konstant.
Die „Spannungsregelung“ passt die Netz-spannung an die aktuelle Lastsituation im Netz an und die „Stromregelung“ kommt zum Einsatz, wenn Transformatoren zu Heizzwecken – beispielsweise in Verbin-dung mit Kanthal- oder Siliziumcarbid-Hei-zelementen – verwendet werden. Die Leis-tungssteller können bei Nennströmen von 25 bis 250 Ampere (GTF) beziehungsweise 40 bis 250 Ampere (GFW) und Nennspan-nungen von 480 sowie 600 Volt (AC) einge-setzt werden.
Eine automatische Zuweisung des Mas-ters dient der optimierten Konfiguration der Lasten. Zudem bieten die GFW-Geräte einen Temperatureingang für die PID-Re-gelung sowie Alarmausgänge. Ein externes Bedientableau erleichtert die Bedienung der Steller. Es erlaubt die Parametrierung, die Speicherung der Parametersätze und die Anzeige der Betriebsdaten wie Last-strom, -spannung und -leistung sowie Netzfrequenz. J B I |
Thomas Brüser ist Geschäftsführer bei Gefran Deutschland in Seligenstadt.
BETRIEBSARTEN VON LEISTUNGSSTELLERN
Nullspannungsschaltend (Zero Cross - ZC): Die Betriebsart ZC eignet sich für ohmsche Lasten wie Heizspiralen oder Glühbirnen und ist ideal für trä-ge Prozesse. Der Leistungssteller schaltet die Last synchron mit den Nulldurchgängen des Netzes ein und aus und vermeidet so Stromspitzen. Die Leistung wird proportional zur Einschaltzeit des Stellers abgegeben. Die Zykluszeit ist parametrier-bar und beschreibt die maximale Einschaltzeit bei 100 Prozent Ausgangsleistung. Liegt sie beispiels-weise bei 10 Sekunden, schaltet der Steller bei 50 Prozent Ausgangsleistung 5 Sekunden ein und 5 Sekunden aus.
Pulspaketsteuerung (Burst Firing – BF): Die Puls-paketsteuerung unterscheidet sich von Zero Cross durch eine variable Zykluszeit. Diese ist abhängig von der Ausgangsleistung und wird vom Steller bestimmt. Bei 50 Prozent Ausgangsleistung schal-tet der Steller die erste Sinusperiode ein und die darauf folgende Sinusperiode aus, bei 33 Prozent Ausgangsleistung die erste Sinusperiode ein und anschließend zwei Sinusperioden aus. Burst Firing empfiehlt sich für schnelle Prozesse.
Optimierte Pulspaketsteuerung (Half Single Cycle – HSC): Statt ganzer Sinusschwingungen wie bei der einfachen Pulspaketsteuerung werden bei der HSC-Steuerung nur halbe Sinusschwingungen ge-schaltet. Dies minimiert das Flackern von Infrarot-strahlern, weshalb sich diese Betriebsart besonders für kurz- und mittelwellige Strahler eignet.
Phasenanschnittsteuerung (PA): Bei der schnells-ten der vier Betriebsarten schneidet die Steuerung jede Sinushalbwelle an. Dadurch lässt sich die Leistung kontinuierlich stellen. Die PA-Steuerung ist sehr gut geeignet für kurzwellige Strahler, bei denen sie das Flackern der Lampen vollständig eliminiert, und für induktive Lasten wie Transfor-matoren.Modulare GFW-Leistungssteller sind ideal für ein-, zwei- oder dreiphasige Heizapplikationen. Bild: Gefran
Die flexiblen Leistungssteller der Serie GTF steuern unterschiedli-che Heizlasten an. Bild: Gefran

DIGITAL ENGINEERING Magazin 08-2013
Sauber und reinlichEin wichtiges Werkzeug bei der Herstellung von Mikrochips sind Waferstepper und Wa-ferscanner. Die optischen Systeme projizie-ren die Struktur der Chips lithografisch auf Wafer aus Silizium. Die komplexen Lithogra-fiesysteme arbeiten bei unterschiedlichen Temperaturen unter Vakuum oder in Gasat-mosphären, beispielsweise in einer trocke-nen, aggressiven Stickstoffatmosphäre.
Neben Rein- und Reinstraumregeln zählen engste Toleranzen zu den Anfor-derungen und führen zu extrem präziser Mechanik. Das gilt auch für die Lager der Objektivblenden. Diese Blenden sind üb-licherweise sehr kompakt und flach. Ent-sprechend sind kleine Lager mit einem mi-nimalen Lagerspiel gefragt.
Die Qualitätsvorgaben fordern eine Prä-zision und Sauberkeit, die Standardlager ausschließen. Lager in konventioneller Ausführung sind in der Regel mit Schmier-stoff ausgestattet, der unter Umständen ausgasen könnte. „Optische Geräte sind hochsensibel. Es wäre möglich, dass sich die Schmierstoff-Ausgasung auf der Op-tik des lithografischen Systems ablegt und dadurch dessen Funktion beeinträchtigt oder es gar zerstört“, erklärt Ulrich Schroth,
Elektronische Bauteile wie Wafer und Mikrochips, ohne die beispielsweise moderne Haushalts- oder Kommu-nikationsgeräte sowie Industrie- und
Sicherheitsapplikationen nicht denkbar wären, benötigen bei der Herstellung ne-ben absoluter Präzision vor allem Sterilität. Um dies zu erreichen und eine Zerstörung der mikrometerkleinen integrierten Schalt-kreise durch kleinste Partikel oder andere Verschmutzungen zu verhindern, werden sie in Rein- und Reinsträumen gefertigt. Für die Mitarbeiter bestehen hier eigene Vor-
schriften hinsichtlich der Arbeitskleidung: Spezielle Overalls, Kopfhauben und Über-zieher für die Schuhe sind üblicherweise Vorschrift. Und auch für die verwendeten Werkzeuge und Produktionsanlagen gel-ten die besonderen Regeln der jeweiligen Reinraumklasse.
Die im Reinraum eingesetzten Wälzla-ger müssen neben der Verschleißfreiheit höchsten Anforderungen hinsichtlich Prä-zision, Gewicht, Kompaktheit und Lebens-dauer gerecht werden. Solche Lager bietet Rodriguez an.
L A G E r F Ü r r E i n r ä U M E
Partikel adéStaub und Schmutz – selbst kleinste Partikel führen bei der Produktion von Optiken und Lasern sowie Lebensmitteln und Medizin zu Fehlern. Im Rein-raum sind korrosionsbeständige Dünnringlager deshalb erste Wahl, denn sie minimieren Partikel durch eine geringe Oberflächenabnutzung.

DIGITAL ENGINEERING Magazin 08-2013
Korrosionsbeständige Dünnringlager | KonStrUKtionSELEMEntE | 069
Geschäftsbereichsleiter Präzisionslager bei Rodriguez.
Lager in den Hochvakuum-Anwendun-gen der Halbleiterindustrie können Wärme nicht ableiten. Dadurch kann Schmierstoff ausflocken. Auch aus diesem Grund müs-sen einige Lager dauerhaft im Trockenlauf arbeiten. Stahl-Wälzkörper von Standard-lagern würden Abrieb erzeugen. Die Fol-ge ist eine Überschreitung der Grenzwerte der zulässigen Partikel-Kontamination und Ausfälle bei der Chip-Produktion.
Zudem beeinträchtigt Abrieb im Lager die Laufeigenschaften, das wirkt negativ auf Präzision und Optik.
Dünnringlager aus EdelstahlUm alle Anforderungen zu erfüllen, werden daher in diesen Fällen bevorzugt Dünn-ringlager aus Edelstahl verbaut. Neben den produkttypischen Vorteilen – einem geringen Ge-wicht und einem kleinen La-gerquerschnitt, der auch bei steigenden Bohrungsdurchmessern konstant bleibt – zeichnen sich diese Lager durch weitere Eigenschaften aus, die in Rein- und Rein-sträumen relevant sind. Edelstahldünnring-lager minimieren Oberflächenabnutzung sowie Partikelbildung und sind korrosions-beständig. Sie bestehen aus Edelstahllauf-ringen, nicht-metallischen Käfigen oder Messingkäfigen sowie Kugeln aus Edelstahl oder Keramik. Besonders Edelstahllaufringe, kombiniert mit Kugeln/Rollen aus Keramik, führen zu einer besonderen Steifigkeit und niedrigem Drehmoment. Dadurch steigen Genauigkeit und Wiederholbarkeit, vor al-lem im schmiermittelfreien Einsatz.
Rodriguez bietet die Speziallager in einer Vielzahl gängiger metrischer und zölliger Abmessungen an. Für die Lagerung in den Blenden der lithografischen Systeme zur Mikrochip-Herstellung eignet sich beispiels-weise eine im Reinraum montierte Variante aus Edelstahl-Innen- beziehungsweise -Au-ßenringen mit Wälzkörpern aus Keramik und einem Kugelkäfig aus Teflon. Da Keramik im Gegensatz zu anderen Wälzkörperwerkstof-fen wie Stahl chemisch stabil und korrosi-onsbeständig ist, lässt sich unerwünschter Abrieb und Fremdkörper mittels Keramikku-geln vermeiden. Sie verfügen zudem über ein höheres Elastizitätsmodul und machen das Lager steifer, weniger anfällig für Vibrati-onen und damit präziser. Zudem sind Kera-mikkugeln leichter und elektrisch isolierend. In aggressiven Umgebungen muss auch das Käfigmaterial entsprechend beschaffen sein. So ist eine PTFE-Ausführung aufgrund der
Reaktionsträgheit gegen Säuren gefeit. Das Material verfügt über einen sehr geringen Reibungskoeffizienten. Besonderes Merkmal ist, dass die Haftreibung ebenso groß ist wie die Gleitreibung, sodass der Stillstand ohne Rucken in die Bewegung übergeht.
Ein Angebot für alle FälleIn lithografischen Systemen müssen Dünn-ringlager Höchstleistung erbringen und über mehrere Millionen Zyklen zuverläs-sig arbeiten. Auf dem Rodriguez-Prüfstand konnten sie nicht selten mehr als das Dop-pelte der geforderten Lebensdauer er-reichen. „Angesichts der Bedingungen in
der Betriebsumgebung ist das beachtlich“, kommentiert Schroth.
Ob Halbleiter oder Optiken, Medizin- oder Messtechnik, Luft- und Raumfahrt oder Robotik: Dünnringlager sind in vielen Anwendungen zu finden. Rodriguez liefert 250 Lagertypen für Anwendungen, in de-nen Zuverlässigkeit, Präzision, Gewichts-reduktion oder enge Bauräume eine Rolle spielen – darunter die Präzisionsmechanik von lithografischen Systemen. Standardmä-ßig sind Dünnringlager in Hybrid-Ausfüh-rung in 1- bis 40-Zoll-Bohrungsdurchmes-sern lieferbar; auf Anfrage fertigt Rodriguez auch gemäß Kundenwunsch. J B I |
Offene Edelstahldünnringlager halten die Reibung niedrig.
Rodriguez liefert applikations- und kundenspezifische Edelstahldünnringlager. Bilder: Rodriguez
Flache, kompakte Objektivblenden in Wafersteppern benö-tigen kleinbauende Lager mit minimalem Lagerspiel.

DIGITAL ENGINEERING Magazin 08-2013
fügbar – Einsatzszenarien sind zum Beispiel Förderanlagen in Kühlhäusern oder in La-ckieranlagen, Ziegelbrennereien, Drehvor-richtungen in Photovoltaik-Anlagen sowie Wasseraufbereitungs- und Pumpenanla-gen in der Steppe oder Wüste. Hier werden Speziallösungen benötigt, denn Standard-Wälzlager sind nicht für extreme Tempera-turen ausgelegt. Beispielsweise könnte sich durch Wärmeausdehnung die Lebensdau-er des Lagers vermindern oder Schmier-stoff könnte auslaufen und andere Maschi-nenelemente zerstören.
Wälzlager für extreme Einsatz-bedingungen waren bis dato meist ein Fall für teure Son-deranfertigungen. Findling
will das mit der eXtreme-Serie ändern. Da-bei passt der Hersteller bestehende Lager-technik für die jeweiligen Anforderungen an – ein Konzept, das ein gutes Preis-Leis-tungsverhältnis bei kurzfristiger Verfügbar-keit ermöglicht. Gleichzeitig ist höchste Qualität garantiert: Ausführliche Tests be-scheinigen allen Produkten des Spezial-Sortiments eine überdurchschnittliche Le-
bensdauer auch im Extremeinsatz. Bis dato waren die drei Serien Xforce, Xspeed und Xclean verfügbar. Lager in Xforce-Ausfüh-rung eignen sich für Lösungen, in denen hohe Belastbarkeit gefordert ist. Bei der Entwicklung der Xspeed-Serie hingegen standen höchste Drehzahlen im Fokus. Die Xclean-Lager bieten robuste Technik für Washdown-Anwendungen und sind auch in Spezialausführungen für Reinraumappli-kationen erhältlich.
Nun sind mit der Xtemp-Serie auch spe-zielle Lager für große Kälte und Hitze ver-
F i n D L i n G S E t Z t B A U r E i h E F Ü r h o h E t E M P E r A t U r E n A U F
Fit fürs ExtremeHohe Belastungen, Drehzahlen oder Ansprüche an Reinheit überfordern Standardlager schnell. Für solche Bedingun-gen hat Findling bereits Baureihen für extreme Bedingungen im Programm. Nun folgt eine Serie, bei der der Hersteller an einigen Parametern schrauben musste, um sie fit zu machen für Temperaturen bis über 1.000 Grad. Von KLAUS FinDLinG
Findling bietet neue Lagerserie für Hochtemperaturanwendungen.

DIGITAL ENGINEERING Magazin 08-2013
Wälzlager für raue Umgebungen | KonStrUKtionSELEMEntE | 071
Für extreme temperaturenMit den Hochtemperatur-Lagern lassen sich solche Schäden vermeiden. Sie sind je nach Ausführung für Temperaturen zwischen -54 und über 1.000 Grad Celsius konstruiert, optional stehen auch stromisolierende Va-rianten bereit. Die Basis für alle Ausführun-gen sind Rillenkugellager, die Findling an diese Temperaturen anpasst. Maßnahmen bestehen unter anderem darin, einen ge-eigneten Werkstoff zu wählen, die Lagerluft zu optimieren, spezielle Fette einzusetzen und/oder eine Wärmestabilisierung.
Welcher Werkstoff in Frage kommt, hängt von der Temperaturspanne ab. Beim nor-malen Wälzlagerstahl (100Cr6) bleibt die volle Leistungsfähigkeit bis maximal 150 Grad Celsius erhalten, bei Edelstahllagern bis maximal 180 Grad. Bei größerer Hitze bietet sich Keramik an – zum Beispiel Sili-ciumnitrid (Si3N4), das eine sehr geringe Wärmedehnung vorweist und chemisch sehr beständig ist. Ist noch höhere Wärme-beständigkeit gefordert, greift man auf Sili-ciumcarbid zurück. Die sehr harte Keramik bietet bis über 1.000 Grad Celsius konstante Werkstoffeigenschaften. Weder Korrosion noch Verschleiß schädigen das Lager.
In einigen Fällen ist noch eine Wärmesta-bilisierung notwendig, eine spezielle Wär-mebehandlung des Werkstoffs nach dem Härten der Lager. Zudem muss die Lager-luft so ausgelegt sein, dass auch bei ex-tremen Temperaturen trotz Wärmeausdeh-nung der Komponenten die Funktion des Lagers erhalten bleibt.
Schmieren – aber richtigJedoch muss nicht nur das Material, son-dern auch der Schmierstoff an die thermi-schen Einflüsse angepasst werden. Bis zu 160 Grad Celsius kommt in Gehäuselagern das ABEG-LBG-Lithium-Komplex-Fett zum
Einsatz. Es ist beständig gegen Feuchtigkeit und Chemikalien und sehr resistent gegen Auswaschen. Zudem lässt es sich auch bei starken Vibrationen, hohen Belastungen oder Stoßbeanspruchungen verwenden.
Bei höheren Temperaturen bis 450 Grad Celsius scheiden konventionelle Fette aus. Festschmierstoffe sind eine Alternative. Ge-bräuchlich sind Molybdändisulfid (MoS2) und Graphit. Findling hat Keramiklager mit einem speziellen Graphitkäfig im Pro-gramm, der die Wälzkörper führt. Im Be-trieb reibt sich in Kleinstmengen Graphit ab. Schon diese Graphit-Abrieb reicht zur Schmierung des Lagers aus. Bei noch ex-tremeren Bedingungen bis über 1.000 Grad Celsius kommen offene Lager zum Einsatz, die extern geschmiert werden.
Neben der Schmierung beeinflussen auch Dichtungen die Lebensdauer der Wälzlagerkonstruktion. Dichtungen halten Verunreinigungen fern und den Schmier-stoff auch bei hohen Belastungen im La-ger. Um dies zu gewährleisten, müssen die Dichtungen bei hohen Temperaturen in speziellen Werkstoffen ausgeführt sein. Findling verwendet meist Dichtungen aus Viton (einem Fluor-Kautschuk-Gemisch), die von -20 bis 200 Grad Celsius zuverlässig einsetzbar sind. Alternativ sind aber auch andere Werkstoffe wie Acrylnitril-Butadien-Kautschuk, Silikon-Kautschuk Methyl-Poly-siloxan, hydrierter Acrylnitril-Butadien-Kau-
tschuk oder Acrylat-Kautschuk verfügbar. Bei Temperaturen über 200 Grad Celsius können Dichtungen jedoch generell nicht mehr verwendet werden. In diesen Fällen lassen sich Verunreinigungen des Lagers mit Schutzdeckeln aus Metall oder PEEK (Polyetheretherketon) vermeiden.
Erhöhte LebensdauerDurch eine optimierte Konstruktion, Befet-tung und Dichtungstechnik erreichen die Lager für extreme Temperaturen ein erhöh-te Lebensdauer im Vergleich zu Standard-Lagern. Bei einer Einsatztemperatur von 120 Grad Celsius ist diese um das 1,2- bis 1,5-fache erhöht. Zudem lassen sich auf Wunsch Wartungsfreiheit oder besonders lange Wartungsintervalle erzielen. Auch Sonderbaureihen sind verfügbar – so kann Findling Axial-, Pendelkugel- und Zylinder-rollenlager in hitzeresistenten Vollkeramik- und Hybrid-Ausführungen liefern.
Vor dem Kauf ist in jedem Fall eine ge-zielte Anwendungsberatung sinnvoll: Eine falsche Auswahl der Lager kann gerade im Bereich der Sonderanwendungen zu ho-hen Kosten sowie Stillstandszeiten der An-lage oder gar der gesamten Fertigungslinie führen. J B I |
Dipl.-Wirtsch.Ing. Klaus Findling ist Geschäftsführer von Findling Wälzlager.Hitzebeständige Keramik bietet sich als Werkstoff
für hohe Temperaturen an.
Feuer und Eis: Die Xtemp-Lager sind je nach Ausführung für ei-nen Temperaturbereich von -54 bis zu über 1.000 Grad Celsius konstruiert.Bilder: Findling

DIGITAL ENGINEERING Magazin 08-2013
Aluminiumguss und stranggepresstem Aluminium eignen sich speziell für den mittleren bis schweren Lastbereich und überzeugen durch gute mechanische Ei-genschaften, eine große Variantenvielfalt und ein gutes Preis-Leistungsverhältnis.
Vier Designs stehen zur Wahl: Bei einteili-gen Elementen bietet RK Rose+Krieger ne-ben dem variantenreichen Industrie-De-
Maschinenbau, Feinwerktech-nik und Fitnessgeräte – Kodin fertigt seit über 35 Jahren Prä-zisionsteile als Einzelteil oder
in Kleinserien für Maschinenbau und die Feinwerktechnik. Dabei baut das Familien-unternehmen auch komplette Werkzeuge und Vorrichtungen nach Kundenvorgabe – Biege-, Schnitt- und Stanzwerkzeuge für die Automobil-, Optik- und Elektronikindus-trie. Zudem produziert Kodin Messvorrich-tungen und Sondermaschinen.
Seit 1995 entwickelt und fertigt das Fa-milienunternehmen aus Gundelsheim auch Fitnessgeräte. Damit entstand ein völ-lig neuer Geschäftszweig innerhalb des Un-ternehmens, der im Jahr 2000 mit der Ent-wicklung des ersten Nordic-Indoor-Walkers erweitert wurde – lange bevor Nordic Wal-king an der frischen Luft die Massen mobil machte. „Damals suchten wir einen deut-
schen Produzenten für die Verbindungsele-mente zwischen Pendelarmen und Schub-stangen und stießen durch die Empfehlung eines unserer Lieferanten auf RK“, erzählt Kodin-Gründer und Geschäftsführer Axel Dick. „Wir verzichten auf wartungsintensive und störanfällige elektronische Spielereien – die funktionieren immer“, so Dick, dessen Indoor Walker in zahlreichen Fitnessstudios und physiotherapeutischen Praxen im Einsatz sind. 2005 brachte Kodin einen Aqua-Nordic-Wal-ker auf den Markt und verbau-te Klemmverbinder aus Alu-miniumguss. Damit erschloss sich das Unternehmen neben Fitnessstudios, Praxen und Pri-vatpersonen auch Schwimm-bäder als Kunden.
Bei der Produktion der Fit-nessgeräte setzt Kodin auf Prä-zision, Know-how und neue Tech-nologien. Sämtliche Komponenten stammen aus Deutschland. Service und Ersatzteillieferung erfolgen direkt ab Werk.
Präzise verbinden in AluKodin verbaut in seinen Nordic-In-door- und Aqua-Nordic-Walkern Winkel-, Kreuz-, Muffen- und Flanschklemm-stücke aus der Solid-Clamps-Reihe. Diese Verbindungs-elemente aus
n o r D i C - W A L K E r M i t E L E M E n t E n A U S D E r i n D U S t r i E
Verbinden ohne SchweißenKlemmverbinder stellen bei der zuverlässigen und stabilen Verbindung von Rohren eine preisgünstige und flexible Alternative zu Schweißkonstruktionen dar. Das Unternehmen Kodin nutzt Verbinder von Rose+Krieger (RK) für Fitnessgeräte. Von BErnD KLöPPEr
072 | KonStrUKtionSELEMEntE | Klemmverbinder
NORDIC-WALKER
indoor-Version: • Rahmen aus Edelstahl-/Stahl-Profilen mit Verbin-
dungselementen aus Aluminiumguss• Lenker und Pendelarme höhenverstellbar• Wartungsfreie, vollverkapselte FAG-Lager• Kettenantrieb, optional Riemenantrieb• Notbremse (von Kodin entwickelt)• Standard- und „Heavy-Duty“-Ausführung für „ge-
wichtige“ Persönlichkeiten• Geschmiedete Spezialkurbeln, speziell gehärte-
tes Ritzel• Grundierung und doppelte PulverbeschichtungTransportrollen, Füße justierbar• Standfläche: 120 mal 50 Zentimeter• Gewicht: 75 kg (Schwungscheibe: 18 kg)
Aqua-Version:• Nicht rostender Spezialedelstahl (sole-, chlor- und
mineralbeständig)• patentiertes Antriebssystem mit achslosem
Schwungrad• Gewicht: 85 kg• Wassertiefe 1,35 bis 1,85 Meter
Pulverbeschichtete Solid Clamps sorgen beim Nordic-Walker-Indoor von Kodin für zuverlässige Kraftübertragung zwischen Pen-delarmen und Schubstangen. Bild: Kodin

DIGITAL ENGINEERING Magazin 08-2013
Klemmverbinder | KonStrUKtionSELEMEntE | 073
sign auch hochwertige quad-Elemente aus stranggepresstem Aluminium mit eloxier-ter Oberfläche für höchste Momentenbe-lastung. Die mehrteiligen Klemmverbinder für die nachträgliche Montage oder Erwei-terungen sind als quad-Elemente oder in Blockform aus Aluminiumguss mit ebenen Außenkonturen erhältlich.
Für Kodin war beim Aqua-Fitness-Gerät auch die Korrosionsbeständigkeit der Alu-miniumelemente ausschlaggebend. „Wir ha-ben die Klemmverbinder auf Herz und Nie-ren geprüft: Ihre Kraftaufnahme übersteigt sogar noch die von RK garantierten Werte“, sagt Dick. Er kauft die Klemmverbinder unbe-handelt und lässt sie dann je nach Serie und Kundenwunsch farblich pulverbeschichten. Beim klassischen Nordic-Indoor-Walker sind sie schwarz, bei der Aqua-Ausführung, zur besseren Sichtbarkeit, rot.
hilfe bei AuswahlDas RK-Angebot an Klemmverbindern ist groß: Neben Solid Clamps umfasst das Pro-duktspektrum auch Light Clamps – variab-le und preisgünstige Klemmverbinder aus Kunststoff für geringere Belastungen – und stoßfeste Robust Clamps aus Edelstahl für schwere Lasten. Die Kunstoff-Verbinder sind resistent gegen aggressive Stoffe und Korrosion. Damit empfehlen sie sich unter anderem für die Lebensmittelindustrie. RK bietet die Light Clamps in zwei Baugrößen 10 bis 18 Millimeter und 20 bis 30 Millime-ter an. Dabei lassen sich die Basisdurchmes-ser durch Reduzierhülsen anpassen. Wie bei Solid Clamps hat der Anwender die Wahl zwischen einteiligen Elementen für schnel-le Montage sowie mehrteiligen Klemmstü-cken, die sich auch für die nachträgliche Montage und Erweiterungen eignen.
Die hochfesten Robust Clamps aus Edel-stahl mit ihrer hohen Temperaturbeständig-keit sind speziell für dynamische Belastun-gen ausgelegt und eignen sich aufgrund ihrer Korrosionsbeständigkeit beispielswei-se ideal für den Einsatz im Bereich der Le-bensmittelverpackung.
Einen Gesamtüberblick über das um-fangreiche Produktspektrum der Verbin-dungselemente bietet der Katalog zur RK-Verbindungstechnik. Damit sich Konst-rukteure in der Vielfalt der rechtwinkligen, achsparallelen oder Gelenk-Rohrverbinder zurechtfinden, hat RK zudem die „Auswahl-hilfe Verbindungstechnik“ in einer Print- und Online-Version entwickelt. Zunächst wählt der Anwender den Lastbereich – light, solid, robust. Anschließend unter-scheidet er nach der Art der Verbindung – rechtwinklig, achsparallel oder Gelenk. Nun ist nur noch zu klären, ob es einteilige oder mehrteilige Klemmverbinder sein sollen. Ist das Produkt gefunden, erhält der Kunde auf
einen Klick zugehörige CAD- und Katalog-daten. Ein Kontaktformular erleichtert die schnelle und einfache Anfrage. Es bietet auch die Möglichkeit, besondere Spezifi-kationen in einem Freitextfeld zu beschrei-ben. Beratend stehen Mitarbeiter zur Sei-te – denn das persönliche Gespräch kann auch eine Auswahlhilfe nicht ersetzen. J B I |
Bernd Klöpper ist Leiter Marketing bei Rose+Krieger.
ROHRVERBINDUNGEN VON RK
Die RK-Verbindungselemente bilden eine stabi-le, lösbare und wiederverwendbare Verbindung und erfordern weder spanende Bearbeitung noch Schweißen. Sie decken Rund- und Vierkantrohre in den Querschnitten 8 bis 80 Millimeter ab und sind in Aluminium, Edelstahl oder Kunststoff ausgeführt. Viele Varianten sind ab Lager lieferbar.
RK liefert Klemmstücke auf Wunsch auch schwarz eloxiert und in RAL-Farben lackiert oder pulverbeschichtet. Bild: Rose+Krieger
Mit der „Auswahlhilfe Verbin-dungstechnik“ erleichtert RK Inte-ressenten die Suche nach geeigne-ter Klemmtechnik.Bild: Rose+Krieger
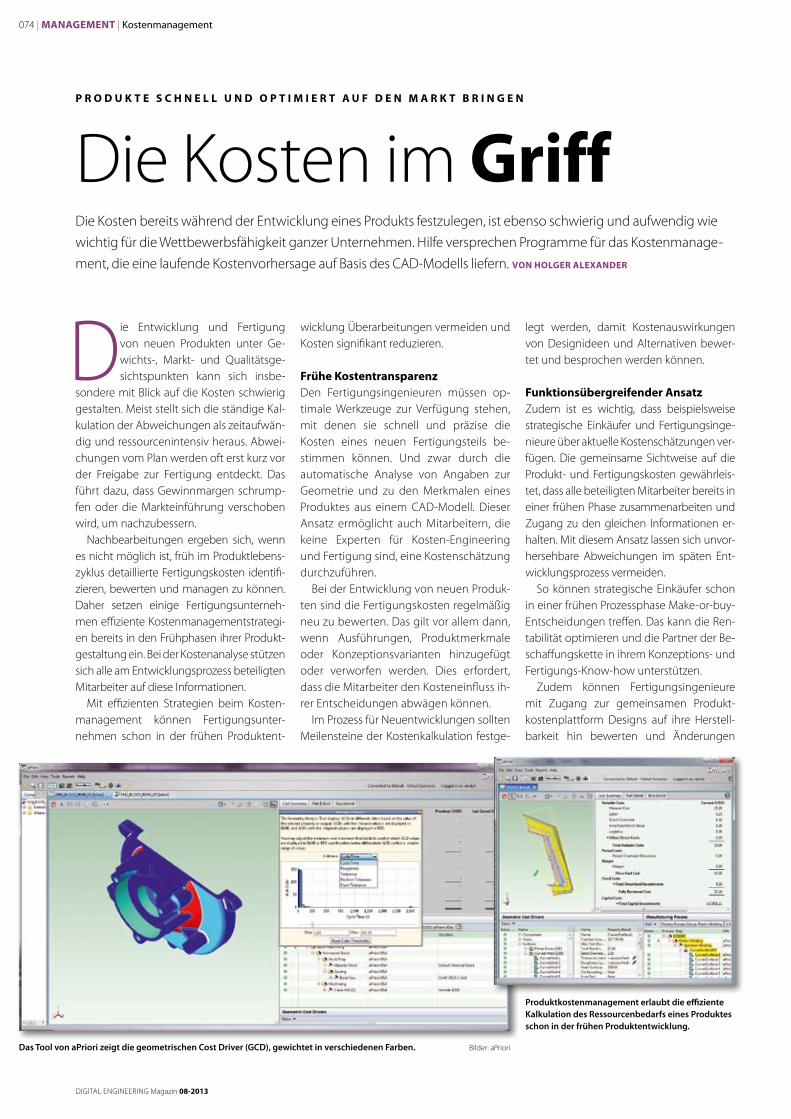
DIGITAL ENGINEERING Magazin 08-2013
legt werden, damit Kostenauswirkungen von Designideen und Alternativen bewer-tet und besprochen werden können.
Funktionsübergreifender AnsatzZudem ist es wichtig, dass beispielsweise strategische Einkäufer und Fertigungsinge-nieure über aktuelle Kostenschätzungen ver-fügen. Die gemeinsame Sichtweise auf die Produkt- und Fertigungskosten gewährleis-tet, dass alle beteiligten Mitarbeiter bereits in einer frühen Phase zusammenarbeiten und Zugang zu den gleichen Informationen er-halten. Mit diesem Ansatz lassen sich unvor-hersehbare Abweichungen im späten Ent-wicklungsprozess vermeiden.
So können strategische Einkäufer schon in einer frühen Prozessphase Make-or-buy-Entscheidungen treffen. Das kann die Ren-tabilität optimieren und die Partner der Be-schaffungskette in ihrem Konzeptions- und Fertigungs-Know-how unterstützen.
Zudem können Fertigungsingenieure mit Zugang zur gemeinsamen Produkt-kostenplattform Designs auf ihre Herstell-barkeit hin bewerten und änderungen
Die Entwicklung und Fertigung von neuen Produkten unter Ge-wichts-, Markt- und Qualitätsge-sichtspunkten kann sich insbe-
sondere mit Blick auf die Kosten schwierig gestalten. Meist stellt sich die ständige Kal-kulation der Abweichungen als zeitaufwän-dig und ressourcenintensiv heraus. Abwei-chungen vom Plan werden oft erst kurz vor der Freigabe zur Fertigung entdeckt. Das führt dazu, dass Gewinnmargen schrump-fen oder die Markteinführung verschoben wird, um nachzubessern.
Nachbearbeitungen ergeben sich, wenn es nicht möglich ist, früh im Produktlebens-zyklus detaillierte Fertigungskosten identifi-zieren, bewerten und managen zu können. Daher setzen einige Fertigungsunterneh-men effiziente Kostenmanagementstrategi-en bereits in den Frühphasen ihrer Produkt-gestaltung ein. Bei der Kostenanalyse stützen sich alle am Entwicklungsprozess beteiligten Mitarbeiter auf diese Informationen.
Mit effizienten Strategien beim Kosten-management können Fertigungsunter-nehmen schon in der frühen Produktent-
wicklung Überarbeitungen vermeiden und Kosten signifikant reduzieren.
Frühe KostentransparenzDen Fertigungsingenieuren müssen op-timale Werkzeuge zur Verfügung stehen, mit denen sie schnell und präzise die Kosten eines neuen Fertigungsteils be-stimmen können. Und zwar durch die automatische Analyse von Angaben zur Geometrie und zu den Merkmalen eines Produktes aus einem CAD-Modell. Dieser Ansatz ermöglicht auch Mitarbeitern, die keine Experten für Kosten-Engineering und Fertigung sind, eine Kostenschätzung durchzuführen.
Bei der Entwicklung von neuen Produk-ten sind die Fertigungskosten regelmäßig neu zu bewerten. Das gilt vor allem dann, wenn Ausführungen, Produktmerkmale oder Konzeptionsvarianten hinzugefügt oder verworfen werden. Dies erfordert, dass die Mitarbeiter den Kosteneinfluss ih-rer Entscheidungen abwägen können.
Im Prozess für Neuentwicklungen sollten Meilensteine der Kostenkalkulation festge-
074 | MAnAGEMEnt | Kostenmanagement
P r o D U K t E S C h n E L L U n D o P t i M i E r t A U F D E n M A r K t B r i n G E n
Die Kosten im GriffDie Kosten bereits während der Entwicklung eines Produkts festzulegen, ist ebenso schwierig und aufwendig wie wichtig für die Wettbewerbsfähigkeit ganzer Unternehmen. Hilfe versprechen Programme für das Kostenmanage-ment, die eine laufende Kostenvorhersage auf Basis des CAD-Modells liefern. Von hoLGEr ALExAnDEr
Das Tool von aPriori zeigt die geometrischen Cost Driver (GCD), gewichtet in verschiedenen Farben. Bilder: aPriori
Produktkostenmanagement erlaubt die effiziente Kalkulation des Ressourcenbedarfs eines Produktes schon in der frühen Produktentwicklung.

Kostenmanagement | MAnAGEMEnt | 075
vorschlagen, die Kosten sparen.Durch eine umfassende Sicht auf relevante Informati-onen sind Kosten-Ingenieure in der Lage, Kosten zu senken. Kalkulationswerkzeuge mit manueller Eingabe, die heute Kosten-teams häufig einsetzen, sind effizient bei der Kontrolle der Kosten von komplexen Produkten. Jedoch können sie nicht die ge-samte Produktlinie abdecken.
integration in die SystemeDie meisten neuen Produktinitiativen fangen nicht bei Null an, sondern bauen auf einer bestehenden Plattform auf. Daher ist es für erfolgreiches Kostenmanagement wichtig, dass sich Fertigungsstücklisten und Kosten von Teilen aus PLM- oder ERP-Systemen nut-zen lassen. Zudem sollte die Software nach dem Berechnen der Kosten eines neuen Pro-duktdesigns die Daten in die PLM- oder ERP-Systeme zurückspielen können.
Kostenmodelle für die FertigungMit einer Produktkostenmanagement-Lö-sung wie der Software-Plattform von aPri-ori können Fertigungsunternehmen mess-bare Einsparungen erzielen. Die Software bietet eine schnelle und präzise Kosten-bestimmung durch automatische Analyse von Geometrie und Merkmalen aus dem CAD. Sie nutzt intelligente Kostenmodelle, die Fertigungsprozesse und -verfahren so-wie Materialien berücksichtigt.
Das Programm kann dabei gleichzeitig mit einer CAD-Anwendung laufen oder als eigenständige Anwendung, wobei der Be-nutzer das CAD-Modell von der aPriori-Platt-form aus öffnet, wenn er eine Kostenschät-zung durchführen möchte. Es bewertet das Modell in jeder der beiden Konfigurationen im Blick auf seine Geometrie, Toleranzen, Oberflächenbeschaffenheit, Material und andere relevante Parameter. Basierend auf diesen Informationen kann die Software nun die so genannten Geometric Cost Dri-
vers (GCD) – also die Kostentreiber eines Pro-duktdesigns – bestim-men. Zu den repräsen-tativen Kostentreibern
gehören unter anderem die Größe, Form, Komplexität, Anzahl an
Löchern und Krümmungen, Dicke, Profil, To-leranzen und Oberflächenbeschaffung.
Die Software bringt die GCD mit einem physikalischen Modell des Fertigungspro-zesses (wie spanende Bearbeitung, Gießen) in Verbindung und berücksichtigt weitere nicht geometrische Faktoren aus Kosten-rechnung, Arbeitsabläufen, Anlagen und Produktionsparametern. Die Fertigungs-anlagen des Unternehmens und der Zu-lieferer werden durch Virtual Production Environments (VPE) dargestellt. aPriori be-stimmt das kostengünstigste Herstellungs-verfahren für die jeweilige Komponente oder Baugruppe und gibt diese Informati-onen in Echtzeit an die Entwicklungsinge-nieure weiter.
Auf diese Weise wird eine schnelle Be-rechnung der Kosten für vollständige Bau-gruppen ermöglicht. Fertigungsingenieu-re erkennen schnell, wie sie Kosten sparen können. Design-Teams können die Kosten alternativer Konzepte bewerten. Projekt-teams haben einen besseren Überblick über die Auswirkung verschiedener Optionen.
Zusammenfassungen auf Produktebe-ne und Analysen aktueller Designs lassen sich erstellen und mit den Zielen verglei-chen. Zudem sind detaillierte Schätzungen für Komponenten möglich, mit denen sich Entscheidungen zur Konzeption, Fertigung oder Beschaffung untermauern lassen.
Mit einem effizienten Management der Produktkosten lässt sich die Einführung neuer Produkte beschleunigen: Design-Teams erhalten Kostenschätzungen inner-halb weniger Sekunden, statt Stunden oder Tage zu warten. Die Daten von Fertigung, Einkauf oder externen Zulieferern liegen sofort vor. Zudem entfallen meist kostspie-lige Überarbeitungen nach der Produktein-führung. J B I |
Holger Alexander ist Sales Director bei aPriori in Hamburg.
Vom Kundenwunsch zum Serviceversprechen· Internationalisierung: Rechtliche und
marktbedingte Herausforderungen· Innovationen: Von der Identifikation
bis zur Umsetzung· Serviceorganisationen: Auswahl,
Entwicklung und Einführung· Service als Produkt: Konzeption und
Vermarktung
Frankfurt am Main3. und 4. Dezember 2013
Eine Veranstaltung von:
Mit Unterstützung von:
Nähere Informationen erhalten Sie unterwww.sv-veranstaltungen.de
4. Deutsche Fachkonferenz
After Sales Service
Anz_After_Sales_2013_75x297.indd 1 17.09.2013 07:20:48
Die Software bestimmt die Kosten eines neuen Pro-dukts oder Einzelteils, indem sie Merkmale automatisch aus dem 3D-CAD-Modell ableitet.

DIGITAL ENGINEERING Magazin 08-2013
klar voneinander getrennt verteilt. Diese Aufteilung wird den künftigen Anforde-rungen bei Wandlungsfähigkeit und Ad-aptivität nicht mehr gerecht. Eine Lösung nach Industrie 4.0 verteilt die Steuerungs-aufgaben auf kleinere, beherrschbare Steu-erungseinheiten, die beispielsweise für die lokale Ansteuerung von Feldgeräten oder Baugruppen zuständig sind. Dabei wirkt das Paradigma der Serviceorientierung. Es ist geeignet, mechatronische Funktionali-täten von Anlagenteilen in so genannten „Services“ zu kapseln. Über standardisierte Schnittstellen wird es möglich, die Services flexibel zu kompletten Prozessabläufen zusammenzustellen.
Die sich wandelnde AnlageDurch Definition einheitlicher, standardi-sierter Kommunikationsschnittstellen las-sen sich Automatisierungsfunktionen platt-formunabhängig wiederverwenden. Um Produktionsanlagen variabel an neue Ge-gebenheiten anzupassen, sind zudem stan-dardisierte physikalische Schnittstellen und eine modulare Anlagenstruktur nötig.
Bild 1 zeigt eine nach dem Plug-and-Play-Paradigma konstruierte Verpress-station für die Montage. Diese bringt die Intelligenz für ihre Steuerung auf einem Mikrokontroller mit, meldet sich automa-tisch ins Anlagennetzwerk und integriert sich in den Prozessablauf. Die Station lässt sich mit wenigen Handgriffen entnehmen und durch eine alternative Komponente ersetzen.Vernetzte cyber-physische Systeme und die umfassende Verfügbarkeit von Echt-
Der sich in Industrie 4.0 abzeich-nende Wandel wird primär durch Trends getrieben, die aus der IT in die Automatisierungstechnik
drängen. Die Schlüsseltechnologien und -konzepte werden bereits seit einigen Jah-ren in der Forschung entwickelt und er-probt. Sie haben zu einem großen Teil ei-nen Reifegrad erreicht, der die Anwendung in der Produktion erlaubt (Bild 2).
Das intelligente Produkt, das seine eigene Produktion steuert, ist eines der Paradigmen von Industrie 4.0. Statt alle fertigungsrele-vanten Daten zentral vorzuhalten, prägt sich das Produkt die Daten in sein digitales „Pro-duktgedächtnis“ ein. Zu diesem Zweck wird das Produkt mit einem automatisch ausles-baren Datenträger (zum Beispiel Data Matrix
Code, RFID-Transponder) ausgestattet. Auf dem Datenträger sind die Daten in einem einheitlichen Format, wie etwa dem Object Memory Model (OMM-Format) gespeichert. Neben Auftragsdaten und Produktparame-tern kann es alle Schritte des Produktlebens-zyklus speichern – von der Fertigung über logistische Prozesse bis hin zu Daten, die den Endkunden betreffen. Das Produkt führt sozusagen Tagebuch. Weil das Produkt alle Daten mit sich führt, ist sowohl eine kunden-individuelle Fertigung ab Losgröße 1 mög-lich als auch die dezentrale Steuerung der Produktionsprozesse.In der Automatisierung herrschen Steue-rungen bis dato strikt hierarchisch. Steu-erungsaufgaben sind auf den Ebenen der Automatisierungspyramide vertikal und
076 | MAnAGEMEnt | Industrie 4.0
W A S E n t W i C K L E r , K o n S t r U K t E U r E U n D F i r M E n D A V o n h A B E n
Informatik für die industrielle ProduktionKein Thema hat die Automatisierungstechnik in der letzten Zeit mehr bewegt als die vierte Industrielle Revolution. Die Fabrikwelt – Anlagen, Werkzeuge und Produkte – soll, mit integrierter Rechenleistung ausgestattet, Daten in ho-her Auflösung aus der Umgebung erfassen, verarbeiten und weiterleiten. Was das Entwicklung, Produktionsplanung und dem Unternehmen bringt. Von DoMiniC GorECKY UnD Dr. MAtthiAS LoSKYLL
Bild 1: Die Demonstrationsanlage der SmartFactoryKL und des DFKI veranschaulicht die Kernparadigmen von Industrie 4.0.

DIGITAL ENGINEERING Magazin 08-2013
Industrie 4.0 | MAnAGEMEnt | 077
zeit-Informationen führen zu einer hö-heren Komplexität in den Prozessen. Der Mensch benötigt leicht verständliche Vi-sualisierungen, um die Produktionspro-zesse weiterhin nachvollziehen und steu-ern zu können. Die Schnittstelle zwischen Mensch und cyber-physischem System kann mittels virtuellen und erweiterten Realitäten geschaffen werden. Mobile Plattformen wie Smartphones und Tab-lets sind ein erster Schritt. Sie erlauben einen intuitiven Umgang mit den intelli-genten Objekten und den durch sie be-reitgestellten Informationen. Datenbrillen wie Google Glass werden diesen Trend weiterführen.
Die digitale KluftBereits heute läuft die Produktionspla-nung weitgehend virtuell. Jedoch sind die IT-Werkzeuge von ERP über MES bis PLM allesamt auf aktuelle und konsistente Da-ten angewiesen. Doch noch existiert eine Kluft zwischen realer Welt und digitalem Abbild in den Planungssystemen der digi-talen Fabrik. Diese Kluft stellt ein Hemmnis für Simulation und Optimierung dar. Oft ist es zu aufwendig, änderungen am Aufbau der realen Produktionsanlagen manuell in die Datenbestände des Unternehmens zu-rückzuspielen. Die direkte Anbindung von cyber-physischen Systemen mit ihrem un-mittelbaren Einblick in Zustände von Pro-dukten, Anlagen und Ressourcen, überwin-den die digitale Lücke.
Holistische, digitale Modelle und Werk-zeuge komplementieren die Fabrik der Zu-kunft. Sie ermöglichen die Simulation und Optimierung von realen Prozessen auf Ba-sis feingranularer Informationen in Echt-zeit. (Anmerkung der Redaktion: Echtzeit sei hier betriebwirtschaftlich verstanden.) Dadurch steigt die Qualität von Entschei-dungen und damit die Effektivität gegen-über dem Status quo. Technische Prozesse können so ab Nullserie im optimalen Be-triebspunkt arbeiten.
Die Lücke schließenIm ersten Schritt gilt es, eine effiziente Ak-quise und Durchgängigkeit von Daten zu schaffen: Die von den cyber-physischen Systemen erfassten Informationen lassen sich durch standardisierte und plattform-unabhängige Schnittstellen wie OPC-UA in die Phasen des Produktionsbetriebs, der Anlagenkonfiguration und des Services unmittelbar und in hoher Auflösung zu-rückführen. Durch eine formale, explizite
Semantik, beispielsweise zur Informations-herkunft, lassen sich Daten computerge-stützt zusammenführen, anreichern und wiederverwenden. Webservice-Schnittstel-len können die semantisch annotierten Da-ten so mit den IT-Werkzeugen der digitalen Fabrik verbinden.
relevanz für ProduktentwicklerObwohl Industrie 4.0 primär in der Automa-tisierung wirkt, sind spürbare Auswirkun-gen auf die gesamte Produktentstehung zu erwarten. Der Begriff der fertigungsge-rechten Konstruktion und Entwicklung ist mit Blick auf Industrie 4.0 neu zu definie-ren. Das bereits bei der mechatronischen Produktenwicklung nötige interdisziplinäre Denken weitet sich um Wissen um Prozesse und Produktionstechnik aus. Es gilt, Produk-te so zu gestalten, dass sie sich mittels digi-talem Produktgedächtnis auf wandlungsfä-higen Anlagen fertigen lassen.
Jedoch ist zu bedenken, dass eine hoch-gradige Flexibilität von Anlagen nur dann Mehrwert bringt, wenn die Produkte einen schnelllebigen und individualisierten Markt bedienen. Auch wenn bereits erste Mus-terbeispiele aus der Praxis existieren, gilt es, für die Produktionsplanung erst einmal ein Verständnis für die neuen Steuerungs- und Planungsparadigmen wie Plug and Play, Serviceorientierung und Dezentralität zu schaffen. Erst dann lassen sich Arbeits- und Produktionsprozesse so gestalten, dass die Potenziale – etwa eine höhere Verfügbarkeit von Informationen – tatsächlich die Effizienz von Fertigung und Montage verbessern.
Auch wenn Produktentwickler und Pro-duktionsplaner die Schlüsseltechnologien verinnerlichen und entsprechend umset-
zen, führen die Industrie-4.0-Schlüssel-technologien nicht per se zu optimierten Abläufen im Fabrikbetrieb. Der mentale Brückenschlag zur Optimierung der ei-genen Produktion und ihrer Supportpro-zesse ist ein kreativer Akt. Er erfordert einen Dialog zwischen Akteuren aus un-terschiedlichen Disziplinen und natürlich auch der Verantwortlichen in der Produk-tion selbst.
AusblickDie deutsche Industrie befindet sich seit ei-niger Zeit auf dem Weg zur vierten industri-ellen Revolution. Verfügbare Basistechnolo-gien sollen die Lücke zwischen realer Welt und digitalem Abbild schließen. Doch die Umsetzung der Paradigmen in den einzel-nen Phasen der Produktentstehung berei-tet noch Schwierigkeiten.
Dennoch bietet Industrie 4.0 enorme Chancen, sowohl auf Anbieter- als auch auf Anwenderseite eine Vorreiterrolle ein-zunehmen. Profiteure werden diejenigen sein, die es verstehen, Industrie-4.0-Tech-nologien in Prozesse, Produkte und Mehr-wertdienste umzusetzen. J B I |
Literatur[1] Loskyll, M.: Entwicklung einer Methodik zur dynami-schen kontextbasierten Orchestrierung semantischer Feldgerätefunktionalitäten. Fortschritt-Berichte pak, Band 25, Lehrstuhl für Produktionsautomatisierung, Technische Universität Kaiserslautern, 2013.
Dipl.-Ing. Dominic Gorecky ist Teamleiter Innovative Fabriksysteme; Dr.-Ing. Matthias Loskyll ist stellvertretender wissenschaftlicher Leiter Innovative Fabriksysteme; beide am Deutschen Forschungszentrum für Künstliche Intelligenz (DFKI).
Bild 2: Technologien und Konzepte für Industrie 4.0 stehen bereits. Bilder: DFKI

DIGITAL ENGINEERING Magazin 08-2013
Sämtliche Inhalte sind immer parallel und abhängig von der Situation abrufbar. Die lineare Struktur einer gewöhnlichen Pow-erpoint-Präsentation lässt sich damit auf-brechen, so dass keines der Teilprojekte un-tergeht. Alle sind gleichberechtigt in den Sichten integriert. Durch die unterschied-lichen Sichten kann der Nutzer seinen Zu-gang selbst wählen.
Die Eingabe wurde auch für Ein-Finger-Bedienung auf Touch-Geräten optimiert. Getestet wurde unter anderem ein kapa-zitives 40-Zoll-Display, das in einem Pult integriert ist. In dieser Kiosk-Anwendung funktioniert der Web3D-Presenter als Infor-mationsplattform, an der der Nutzer spie-lerisch durch Berühren von Objekten und Piktogrammen Informationen über das Au-tomobilwerk abrufen kann.
Die Fabrik enthält eine Vielzahl von Mo-dellen – trotzdem läuft die Applikation auch auf weniger leistungsfähigen Rechnern ver-zögerungsfrei. Mit steigender Leistungsfä-higkeit von Hardware, insbesondere von Grafikkarten und der Erweiterung von Web-GL in den Webbrowsern, werden sich noch mehr Möglichkeiten für komplexe 3D-Mo-delle ergeben. Das Internet wird noch ganz anders erlebbar werden, wie es heute schon einige Internetplattformen ansatzweise zei-gen. Auch die Darstellung von größeren CAD-Datensätzen sei bereits möglich und entsprechende Kompressionsalgorithmen unterstützen dabei die Datenübertragung im Web. Dadurch wird auch eine kollaborati-ve, webbasierte Arbeitsumgebung für große 3D-Datensätze künftig denkbar. J B I |
Dipl.-Ing. (FH) Tino Riedel und Dipl.-Wirt.-Ing. Franzis-ka Pürzel arbeiten an der TU Chemnitz am Institut für Werkzeugmaschinen und Produktionsprozesse.
Gleich beim Start der Website sieht der Nutzer das Layout eines Auto-mobilwerks in 3D, an das er „he-ranfliegt“. Er öffnet Dächer, schaut
hinein, wählt Maschinen aus und fragt In-formationen ab. Zentrales Bild der Präsen-tation ist ein symbolisiertes Automobilwerk und eine Karosserie, damit der Nutzer den Gesamtzusammenhang nicht verliert.
Das Virtual Reality Center Production En-gineering (VRCP) der Professur Werkzeug-maschinen und Umformtechnik (WZMU) an der TU Chemnitz beschäftigt sich seit 2003 mit echtzeitfähigen 3D-Modellen. Begehbare virtuelle Modelle sollen helfen, komplexe technische Zusammenhänge verständlich zu machen und Verständnis-hürden abzubauen.
Die Wissenschaftler wollten eine frei be-gehbare virtuelle Karte für den Nutzer schaf-fen. Ein 3D-Modell ist anschaulicher als eine statische Grafik. Automatische Kameraflüge führen den Nutzer durch die Projektstruktur, ohne dass er diese zwingend kennen muss. Wie weit jemand in das Modell „eintaucht“ bleibt ihm selbst überlassen, ob nur als Rund-gang durch eine virtuelle Fabrik oder zur fachlichen Vertiefung in Präsentationsfolien.
X3DOM-Technik bildet die grafische Benutzeroberflä-che der Visualisierung. Der Clou ist, dass es sich um eine ganz normale Websi-te handelt. Möglich macht das die Einführung von HT-ML5 und von nativer 3D-Beschleunigung in moder-nen Webbrowsern (Web Graphics Library – WebGL). Mozilla Firefox und Goog-le Chrome unterstützen die neue Technik und sind
zudem auch offline nutzbar. Flash ist da-mit nicht mehr zwingend notwendig. Das gibt Webentwicklern neue Möglichkeiten, Inhalte zu gestalten. Die 3D-Modelle kom-men aus einem CAD- oder auch aus einem Digital-Content-Creation-System wie bei-spielsweise „Blender“. Es ist möglich, über 3D-Modelle verschiedene Ereignisse aus-zulösen, also beispielsweise Informationen und Objekte ein- und auszublenden oder einen Kameraflug zu starten.
rundflug durch 3D-FabrikNeben den Rundflügen unterstützen zu-sätzliche Sichten die Navigation – beispiels-weise ein Radialmenü zur Projektstruktur, eine 2D-Standortnavigation, eine Produkt-sicht sowie eine Präsentationsbox, die pas-sende Präsentationen (PowerPoint-Folien im 16:10-Format) dynamisch darstellt.
Die Foliensicht ist als Paradigmenwech-sel zu verstehen. 3D-Inhalte fristen nicht länger ihr Dasein als eng gefasstes Fenster, sondern sind der Ausgangspunkt für die Präsentation des komplexen Inhalts. Die Darstellung der Projektstruktur in Gegen-ständen steigert das Verständnis in unter-schiedlichsten Zielgruppen.
078 | MAnAGEMEnt | Virtual Reality
3 D - W E B - V i S U A L i S i E r U n G V o n M A S C h i n E n U n D A n L A G E n
Komplexe Projekte präsentieren im Web3D-Inhalte in Webseiten sind nicht Neu, jedoch sind sie meist in kleine Fenster an den Rand gepresst. Warum nicht ein 3D-Modell als Basis für eine komplette Projektpräsentation im Web verwenden – so die Idee der Innovationsalli-anz Green Carbody Techologies, um ein Forschungsprojekt zu präsentieren. Von tino riEDEL UnD FrAnZiSKA PÜrZEL
Intuitiv durch das Projekt navigieren.
6 / 2 0 0 9
Win-Verlag Gmbh & Co. KGJohann-Sebastian-Bach-Str. 5D-85591 Vaterstetten Tel.: +49-(0)8106-350-0 Internet: www.win-verlag.de
Mit einer Platzierung hier im DIGITAL ENGINEERING-Markt erreichen Sie ein Jahr lang durchgängige Präsenz in einem etablierten Fachmagazin. Mit sehr geringen Kosten präsentieren Sie Ihr Unternehmen und ihre Vertriebspart-ner regelmäßig einer hochkarätigen Zielgruppe. Damit erhöhen Sie Ihre Kontaktchancen erheblich.
Martina Summer Tel. 0 81 06/306-164, E-Mail: [email protected]
interCAM-Deutschland GmbhAm Vorderflöß 24aD-33175 Bad Lippspringe Tel.: +49 5252 98 999 0 E-Mail: [email protected]: www.mastercam.de
Perfektion für schnelles, effizientes und produktives Arbeiten!
Die InterCAM-Deutschland GmbH ist der deutsche Distributor der leistungs-starken CAD/CAM-Lösung Mastercam. Der modulare Aufbau ermöglicht den zielgenauen Einsatz der Software, abgestimmt auf die Bedürfnisse des Anwenders. Mastercam bietet Fräsen in 2 bis 5 Achsen, Drehen, Drahten, künstlerische Reliefbearbeitung, 2D- und 3D-Design, Flächen- und Solid-modeling und somit alles für den Werkzeug-, Formen- und Maschinenbau sowie für die Holz-, Stein- und Kunststoffbearbeitung. Mit aktuell über 167.000 Installationen ist Mastercam das weltweit meisteingesetzte System auf dem Markt.
Camtek GmbhCAD/CAM-SystemeWerkstraße 24 71384 Weinstadt Tel.: 071 51 / 97 92-02 E-Mail: [email protected]: www.Camtek.de
CAD/CAM-System oPtiCAMDrahterodiersystem integriert in SolidWorks
CAD/CAM-System PEPS Version 7.0PEPS Bearbeitungsmodule:2,5 D Fräsen, 3 D Fräsen, 5 Achsen simultan Fräsen,Drahterodieren, 2-50 Achsen Drehen,6 Achsen 3D simultan Laser- und Wasserstrahlschneiden, DNC-Systeme, Direktschnittstellen zu allen gängigen CAD-Systemen und eine Auftrags- und Programmverwaltung inklusive Anbindung an SAP-und ERP-Systeme.
invenio Virtual technologies Gmbh
Parkring 3185748 Garching bei München Tel.: 089-318276-13 E-Mail: [email protected]: www.invenio.net
100% digitaler Prototyp (Digital Mockup)Dienstleistung, Beratung und Software (Virtuelles Fahrzeug, geometrische Absicherung, Montage, virtueller Service , Verkaufspräsentation, usw.)Technologielieferant für Softwarehersteller (CAD, PDM, usw.).
Embedded Systems – Entwicklungsdienstleistung mit kurzen iterationenIndividuelle Softwarelösungen aus den Bereichen Fahrzeugerprobung, Auto-motive, Medizintechnik und Industrie. Unser Expertenteam unterstützt beim gesamten Produktlebenszyklus mit Entwicklung oder Beratung. Durch kurze Iterationen und direktes Feedback führen wir Projekte zum Erfolg.
SToPP hungerpate werden – leben rett en
www.worldvision.de Zukunft für Kinder!
DIGITAL ENGINEERING Magazin 08-2013DIGITAL ENGINEERING Magazin 08-2013
Digital Engineering-Marktplatz | MArKt | 079

DIGITAL ENGINEERING Magazin 08-2013
080 | MAnAGEMEnt | Visualisierung in der Automobilbranche
Virtuelle Realitäten: DeltaGen 12 for Teamcenter synchronisiert Design-, Entwicklungs- und Marketing-Daten. Bild: RTT
Sicht- und Funktionsanalysen sowie Nutz-barkeiten zu prüfen und zu optimieren.
DEM: An welchen Stellen der Prozess-kette kommen die Visualisierungslösun-gen heute hauptsächlich zum Einsatz? Stephan Ritz: Wir wollen die realitätsnahe Visualisierung in Echtzeit für unsere Kun-den über den kompletten Produktentwick-lungsprozess hinweg nutzbar machen. Ei-nige Kunden sind hier schon sehr weit. Sie generieren und nutzen im Design einen hochwertigen Produktvisualisierungsda-tensatz, der im Engineering weiterverwen-det und angereichert wird. Letztlich wird dadurch schon in einer sehr frühen Ent-wicklungsphase für das Marketing ein ers-tes äußerst realistisches Bild generiert. Dr. Jan Neuhöfer: Darüber hinaus ergeben sich vielfältige Einsatzmöglichkeiten im Af-tersales-Bereich, wie etwa bei der Erstellung von Wartungsanleitungen. Im Idealfall nutzt man also die Visualisierungsdaten über die gesamte Wertschöpfungskette hinweg. Das ist unser Ansatz. Die Automobilindustrie ist Vorreiter, aber auch in anderen Branchen wie Transportwesen oder im Bereich Weiße Ware und sogar in der Modeindustrie gibt es entsprechende Entwicklungen.
DEM: Wie sieht das Zusammenspiel zwi-schen Visualisierung und Simulation aus?Stephan Ritz: Zunächst ist es wichtig zu betonen, dass unsere Kernkompetenz klar im Bereich der hochrealistischen Visualisie-rung und Interaktion mit Daten liegt. Die Ge-nerierung von Simulationsdaten verbleibt weiterhin in den entsprechenden Experten-tools, jedoch bieten wir hier die Schnittstel-len zum Import in RTT DeltaGen an. Für den CAE-Bereich gibt es beispielsweise die Mög-lichkeit, Strömungssimulationsdaten direkt zu importieren und interaktiver sowie plasti-
DEM: Welche besonderen Anforderun-gen stellt die Automobilindustrie an Vi-sualisierungslösungen im Vergleich zum Maschinenbau? Dr. Jan Neuhöfer: In der Automobilindus-trie sind das vor allem Designentscheidun-gen und die Frage nach der visuell wahr-genommenen Qualität. Diese gibt es aber auch beim Bahnverkehr oder in der Luft-fahrt. Stets geht es darum, möglichst früh-zeitig fundierte Entscheidungen treffen zu können, was Formgebung sowie Material- und Farbkombination betrifft, um die Iden-tität einer Marke sicherzustellen und zum Beispiel ein Premiumsegment zu definie-ren. Auch im Maschinenbau müssen diese Entscheidungen getroffen werden, jedoch
vorwiegend aus einem funktional-techni-schen Blickwinkel heraus.Stephan Ritz: Für das Design gilt: Überall dort, wo die Nutzer ästhetische Ansprüche haben, ist die Visualisierung sehr wichtig. Diese Ansprüche gelten heute unter ande-rem auch im Maschinenbau oder bei Nutz-fahrzeugen. Gerade in der Automobilindu-strie ist der Wettbewerb sehr stark und die Anforderungen an das Design sind sehr hoch. Im Innenraum gilt es beispielsweise, verschiedene Materialien wie Chromteile, Leder, Kunststoff und Textilien möglichst hochwertig aufeinander abzustimmen. Im Engineering wird die High-End-Visualisie-rung im Bereich Visual Engineering einge-setzt, um zum Beispiel Ergonomie-Themen,
D r . J A n A . n E U h ö F E r U n D S t E P h A n r i t Z , r t t A G , i M G E S P r ä C h
Inszenierung in EchtzeitDer potenzielle Käufer eines Autos hat heute die Möglichkeit, unzählige Ausstattungsvarianten durchzuspielen. Die Voraussetzung dafür wird hinter den Kulissen geschaffen, wo die Visualisierungsdaten schon in frühen Entwicklungsphasen Designentscheidungen unterstützen. Wie das in der Autoindustrie am besten gelingt und welche Trends sich abzeichnen, erläutern Dr. Jan A. Neuhöfer, Business Development Manager und Stephan Ritz, Head of Design & Engineering bei RTT, im Gespräch mit dem DIGITAL ENGINEERING Magazin (DEM).

wicklungsphase noch nicht vollständig vorliegen können, sondern in Entwicklung sind. Aus Sicht der Visualisierung bieten wir über den gesamten Prozess die Mög-lichkeit an, die Daten mit unseren Tools sehr effizient zu verarbeiten und zu ver-walten. Hier sorgen wir dafür, dass Kunden in Bezug auf technologisches Know-how immer up to date sind und die Produktda-ten stets in höchster Visualisierungsgüte verfügbar bleiben. Gleichzeitig sind wir in der Lage, bestimmte Teileuntersuchungen durchzuführen, die sich auf bestimmte Daten beschränken. Dazu bieten wir Tools an, die spezielle Untersuchungen ermög-lichen wie zum Beispie RTT Ramsis, aber auch DeltaGen Real Drive, wo wir auf ganz bestimmte Ergebnisse abzielen. Am Ende werden dann die Daten mit Hilfe der PDM-Anbindung RTT DeltaGen for Teamcenter und der Plattform für Datenmanagement und kreative Zusammenarbeit, RTT Pictu-reBook, an die Prozesse angebunden.
DEM: Wie lässt sich Visualisierung mit der Fabriksimulation so koppeln, dass die Daten jeweils auf dem neuesten Stand sind? Dr. Jan Neuhöfer: Die digitale Planung und Absicherung von Produktionsprozes-
scher darzustellen. Zusätzlich integrieren wir zunehmend externe Simulationen direkt in unser Paket und bieten deshalb Lösungen, die weit in Spezialfelder vordringen wie zum Beispiel Ergonomie und Fahrsimulation. Da-durch ergibt sich die Grundlage für ein er-heblich besseres Verständnis hochkomple-xer Daten. Somit wird der Dialog zwischen verschiedensten Bereichen unterstützt, und dem Entscheider werden Zusammenhän-ge schneller klar. Man hat aber nicht nur die Möglichkeit, eine Simulation zu erfas-sen. Durch die Kombination von mehreren Simulationssträngen mit High-End-3D-Visu-alisierung sind komplexe Untersuchungen durchführbar wie zum Beispiel Fahrdyna-mik-Szenarien mit RTT DeltaGen Real Drive. Also sind Situationen, etwa in ein Fahrzeug einzusteigen und dieses dann sowohl physi-kalisch als auch aus subjektiver Sicht korrekt zu fahren, möglich. Das ist schon sehr nahe am Maximum dessen, was man aktuell im Vi-sual Engineering umsetzen kann. Dr. Jan Neuhöfer: Die Phasen in der Pro-duktentwicklung rücken immer enger zu-sammen, allein schon aus Effizienzgründen. Time to Market lautet hier das Schlagwort. Das gilt natürlich besonders für Design und Engineering. Die Prozesse und Phasen wer-den beschleunigt; gleichzeitig unterstützt die Produktentwicklung die erste Planung zur Vermarktungsstrategie des Produkts, indem schon sehr früh hochwertiges Bild-material beigesteuert werden kann. So las-sen sich komplexere und kostenintensive Marketing-Projekte wie aufwändige Foto-Shootings besser absichern.
DEM: Inwiefern profitieren die Händler und schließlich die Kunden von Visua-lisierung in frühen Entwicklungspha-sen? Können Sie uns hierfür ein Beispiel nennen?
Dr. Jan Neuhöfer: Im klassischen Verkaufs-raum hat der Kunde einen Katalog mit vie-len Bildern und Produktdetails vorliegen. Dort schaut er sich die Teileliste an und wählt die Ausstattung aus, die er in seiner Vorstellung mit den Referenzfahrzeugen des Händlers kombinieren muss. Im neu-en Schauraum kann er das Fahrzeug vir-tuell in seiner Konfiguration betrachten und Varianten interaktiv ausprobieren. Das steigert die Vorfreude und fördert den Ver-kaufsprozess. Derartige High-End-3D-Visu-alisierungen bieten sich vor allem für einen Premiumstore auf beengtem Raum mitten in der Stadt an. Händler können auf diese Weise die komplette Bandbreite des Port-folios präsentieren. Und sie haben sehr vie-le Möglichkeiten, das Auto markenkonform zu inszenieren, wobei auch die technischen Innovationen als Point of Interest herausge-stellt werden.Stephan Ritz: Des Weiteren profitieren die Hersteller von den Technologien, die wir im De-sign und Engineering einsetzen, zum Bei-spiel Augmented Reality. So können sie beispielsweise die Vorzüge von neuen Mo-dellen – wie es der Autohersteller Dongfeng Nissan mittels Augmented Reality getan hat – präsentieren. Der Trend geht eindeutig in die Richtung, Technologien zu adaptieren und in andere Bereiche zu tragen.
DEM: in der frühen Entwicklung liegen CAD-Daten noch nicht im entsprechen-den Reifegrad vor. Worauf kommt es an, wenn man trotzdem realistische Model-le erzeugen will?Stephan Ritz: Die Daten sind natürlich Teil einer Entwicklung. Diese Entwick-lung wird aber durch die Visualisierung nicht nur dargestellt, sondern ebenso be-einflusst. Deshalb ist auch ganz klar, dass Daten in einer frühen Design- und Ent-
Bei einer virtuellen 3D-Simulation mit RTT DeltaGen Real Drive werden physikalisch-korrekt simulierte Bewegungsdaten mit ei-ner hochrealistischen Darstellung in Echtzeit verknüpft. Quelle: RTT
Mit Hilfe der CFD-Visualisierung lassen sich komplexe Strömungs-daten interaktiv darstellen. Quelle: Audi/RTT
Dr. Jan A. Neuhöfer, Business Development Manager bei RTT
Stephan Ritz, Head of Design & Engineering bei RTT
DIGITAL ENGINEERING Magazin 08-2013
Visualisierung in der Automobilbranche | MAnAGEMEnt | 081

DIGITAL ENGINEERING Magazin 08-2013
ten Ableitung, der so genannten RTT VBOM (Visualization Bill of Material). Diese erlaubt eine visualisierungsgerechte Anreicherung mit Zusatzinformationen wie Beleuchtungs- und Umgebungsinformationen, ermög-licht aber darüber hinaus die Nutzung vieler Teamcenter-Kernfunktionalitäten wie Revisi-onierung und Workflow-Unterstützung.
DEM: Durch die Datenmengen würden sich da nicht auch Cloud-basierte Lö-sungen für die Visualisierung anbieten – inwiefern werden diese in der Automo-bilindustrie schon eingesetzt? Dr. Jan Neuhöfer: Cloud-basierte Lösun-gen entwickeln wir derzeit vor allem im Marketing und im POS-Bereich mit großem Erfolg. Unsere enge Partnerschaft mit NVI-DIA erlaubt uns darüber hinaus, von den neuesten Entwicklungen im Bereich des GPU-basierten Cloud Computing zu profi-tieren und diese sogar mitzugestalten.Stephan Ritz: Beim Engineering gehen wir mit High Performance Computing neue Wege, um der hohen Anforderung heuti-ger Visualisierung gerecht zu werden. Wir arbeiten hier mit den Höchstleistungsre-chenzentren zusammen.
DEM: Wie wird die Produktentwicklung in der Automobilindustrie in drei bis vier Jahren aussehen und welche Rolle spielt dann 3D-Visualisierung?Dr. Jan Neuhöfer: ähnlich wie bei der Evo-lution des Computer Aided Design von 2D nach 3D ist von einer Weiterentwicklung der 3D-Produktdaten-Visualisierung hin zu einer hochrealistischen Darstellung in Echtzeit aus-zugehen. Schlussendlich geht es ja um den entscheidenden Vorteil, das eigene Produkt lange vor Produktionsbeginn bis in seine De-tails hin zu kennen und dieses zu optimieren. Da gehört das Wissen um das reale Aussehen des Produkts einfach dazu – und zwar in je-der Phase der Produktentwicklung.Stephan Ritz: Dieser Ansatz wird durch die gezielte Integration von unterschiedlichs-ten Simulationen und die Darstellung von verschiedenen Komplexitäten unterstützt. Das führt dazu, dass man im Design und Engineering in Zukunft Daten nicht nur be-trachtet, sondern direkt in diese Daten und ihre Analysen eintaucht.
DEM: Herr Dr. Neuhöfer, Herr Ritz, vielen Dank für das Gespräch.
Die Fragen stellte Andreas Müller.
sen ist heutzutage State of the Art, jedoch bewegen sich die meisten Produkte auf dem Markt auf einem vorwiegend abstra-hierten Visualisierungsniveau. Stephan Ritz: Hier setzen wir an und liefern einen echten Mehrwert überall dorthin, wo der Mensch im Vordergrund steht. Ein Bei-spiel ist hier ein visuell ergonomisch gestalte-ter Arbeitsplatz. Beleuchtung, Schatten und Sichtbarkeit, etwa von Instrumenten und Warnhinweisen, sind hier wichtige Aspekte. Dr. Jan Neuhöfer: Und mit unserer direkten Anbindung von DeltaGen an die PDM-Lö-sung Siemens Teamcenter stellen wir sicher, dass die dargestellten Produktionsmittel im-mer auf dem neusten Stand sind. Dennoch bleiben wir in unseren Konvertierungsmög-lichkeiten extrem offen, indem wir für ver-schiedene Datenquellen im Design und im Engineering Konverter anbieten.Stephan Ritz: Für uns ist das ein Bereich mit sehr viel Potenzial. Zu diesem Zweck bieten wir verschiedene Tools für Ergono-mie-Untersuchungen an, aber ebenso die Option, Daten durch Interaktion und kom-plexe Logiken miteinander zu verknüpfen.
DEM: Wie gestaltet sich die Integration der Visualisierungsdaten in VR-Lösun-gen, so dass zum Beispiel der Monteur in der Produktion anhand der Visualisie-rung bestimmte Montageprozesse be-reits einüben kann? Stephan Ritz: Hier ist DeltaGen ein zen-trales Tool für hochrealistische Visualisie-rung, egal ob die Visualisierung auf einem Bildschirm, einer Powerwall oder in einer CAVE stattfindet. Das ist eine recht komfor-table Situation, weil unser Tool einfach und je nach Anwendung ergänzt werden kann, so dass sich alle Darstellungsfälle innerhalb eines VR-Zentrums handhaben lassen. Die Dualität in Sachen Tools ist als solches nicht mehr vorhanden. DeltaGen kann soweit modular ergänzt werden, dass die Daten in einem VR-Zentrum für Montageprozesse und Trainings bereitgestellt und abgebildet werden können.
DEM: Die genannten Integrationen ba-sieren doch oft noch auf „selbstgestrick-ten“ Lösungen. Wie geht RTT damit um? Dr. Jan Neuhöfer: Eine gezielte Individu-alisierung ist in vielen Fällen sogar unum-gänglich. Hier bieten wir mit dem neuen Release DeltaGen 12 ein Software Deve-lopment Kit (SDK) an, das die Möglichkeit eröffnet, die Funktionen zu erweitern oder sogar eigene Plug-ins zu entwickeln, um DeltaGen besser in Unternehmensprozesse zu integrieren.
DEM: Gibt es hier Bemühungen, die Pro-zesse zu vereinheitlichen und zu integ-rieren?Stephan Ritz: Wir stellen die fließende In-tegration in die Visualisierungsprozesse mit PictureBook, DeltaGen for Teamcenter und den jeweiligen RTT-Konvertern für Delta-Gen sicher. Gleichzeitig bieten wir Services an, um gemeinsam mit unseren Kunden die Integration der Visualisierung in ihre Prozesse zu optimieren.
DEM: Wie gelingt es, das Produktwissen, das in ERP- oder PDM-Systemen vor-liegt, mit den Visualisierungsdaten zu verbinden und aktuell zu halten? Dr. Jan Neuhöfer: Grundlage hierfür ist eine nahtlose Integration von High-End-Visualisierung in das PLM. Genau dies bie-ten wir mit unserer Anbindung von Delta-Gen an die sehr verbreitete PDM-Lösung Siemens Teamcenter. Wir arbeiten hier aber nicht direkt auf der EBOM (Engineering Bill of Material), sondern auf einer referenzier-
082 | MAnAGEMEnt | Visualisierung in der Automobilbranche
Für die Präsentation wurden in DeltaGen gerenderte, virtuelle Geometrien mit einem realen Onstage-Setting kombiniert. Das AR-Modell bestand aus mehr als 30 Millionen Polygonen. Quelle: Dongfeng Nissan/RTT
Mit Hilfe von RTT Ramsis lassen sich ergonomische Untersuchun-gen durchführen, um Erreichbarkeit, Komfort und Sichtfeld zu überprüfen. Quelle: RTT

DIGITAL ENGINEERING Magazin 08-2013
Ausgabe 1/14 – erscheint am 20. November 2013 | VorSChAU | 083
IMPRESSUMHerausgeber und Geschäftsführer: Hans-J. Grohmann ([email protected])
DiGitAL EnGinEErinG MAGAZin im internet: http://www.digital-engineering-magazin.de
So erreichen Sie die redaktion:Chefredaktion: Rainer Trummer (v.i.S.d.P.), [email protected], Tel.: 0 81 06 / 350-152, Fax: 0 81 06 / 350-190 Redaktion: Jan Bihn (-161; [email protected]) Textchef: Armin Krämer (-156; [email protected])
Mitarbeiter dieser Ausgabe: Holger Alexander, Karlheinz Baier, Christof Bartkowiak, Thomas Brüser, Klaus Findling, Dominic Gorecky, Felix Grödl, Heiko Haag, Prof. Dr.-Ing. Markus Kley, Bernd Klöpper, Dr. Martina Klug, Dr. Matthias Loskyll, Marcus Löw, Gunthart Mau, Andreas Müller, Prof. Dr.-Ing. Martin Müller, Franziska Pürzel, Ellen-Christine Reiff, Tino Riedel, Laszlo Ritzel, Jörg Schwenk, Stefan Sester, Igor Sokrut, Michael Wendenburg, Thomas Georg Wurm
So erreichen Sie die Anzeigenabteilung:Anzeigenverkaufsleitung: Martina Summer (0 81 06 / 30 61 64, [email protected])Mediaberatung:Andrea Horn (0 81 06 / 350-241, [email protected]) Anzeigendisposition: Chris Kerler (-220; [email protected])
So erreichen Sie den Abonnentenservice:Güll GmbH, Aboservice DIGITAL ENGINEERING Magazin, Heuriedweg 19a, 88131 Lindau, Tel. 01805-260119*, Fax. 01805-260123*, E-Mail: [email protected], *14 Cent/Min. aus dem dt. Festnetz, Mobilfunk max. 42 Cent/Min. Vertriebsleitung: Ulrich Abele, ([email protected]), Tel.: 0 81 06 / 350-131, Fax: 0 81 06 / 350-190Artdirection und Titelgestaltung: Saskia Kölliker Grafik, MünchenBildnachweis/Fotos: falls nicht gekennzeichnet: Werkfotos, aboutpixel.de, pixelio.de, PhotoDisc; MEV, fotolia.de Titelbild: AMD GmbH und Fujitsu Technology Solutions GmbHVorstufe + Druck: Hofmann infocom AG, NürnbergProduktion und Herstellung: Jens Einloft (-172; [email protected])
Anschrift Anzeigen, Vertrieb und alle Verantwortlichen:WIN-Verlag GmbH & Co. KG,Johann-Sebastian-Bach-Straße 5, 85591 Vaterstetten,Tel.: 0 81 06 / 350-0, Fax: 0 81 06 / 350-190Verlagsleitung: Bernd Heilmeier (-251; [email protected]), anzeigenverantw.Objektleitung: Rainer Trummer (-152, [email protected])Bezugspreise:Einzelverkaufspreis Euro 14,40 Jahresabonnement (8 Ausgaben) im Inland Euro 115,20 frei Haus, im Ausland zuzüglich Versand kosten. Vor-zugspreis Euro 78,40 (Inland) für Studenten, Schüler, Auszubildende und Wehrdienstleistende – nur gegen Vorlage eines Nachweises, im Ausland zuzüglich Versandkosten.16. JahrgangErscheinungsweise: achtmal jährlichEinsendungen: Redaktionelle Beiträge werden gerne von der Redaktion entgegen genommen. Die Zustimmung zum Abdruck und zur Vervielfäl-tigung wird vorausgesetzt. Gleichzeitig versichert der Verfasser, dass die Einsendungen frei von Rechten Dritter sind und nicht bereits an anderer Stelle zur Veröffentlichung oder gewerblicher Nutzung angeboten wurden. Honorare nach Vereinbarung. Mit der Erfüllung der Honorar-vereinbarung ist die gesamte, technisch mögliche Verwertung der um-fassenden Nutzungsrechte durch den Verlag – auch wiederholt und in Zusammenfassungen – abgegolten. Eine Haftung für die Richtigkeit der Veröffentlichung kann trotz Prüfung durch die Redaktion vom Heraus-geber nicht übernommen werden. Copyright © 2013 für alle Beiträge bei der WIN-Verlag GmbH & Co. KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmigung des Ver-lages vervielfältigt oder verbreitet werden. Unter dieses Verbot fallen insbesondere der Nachdruck, die gewerbliche Vervielfältigung per Ko-pie, die Aufnahme in elektronische Datenbanken und die Vervielfälti-gung auf CD-ROM und allen anderen elektronischen Datenträgern.
ISSN 1618-002X, VKZ B 47697Dieses Magazin ist umweltfreundlich auf chlorfrei gebleich-tem Papier gedruckt.
Außerdem erscheinen bei der Win-Verlag Gmbh & Co. KG: Magazine: AUTOCAD & Inventor Magazin, DIGITAL MANUFACTURING, e-commerce Magazin, digitalbusiness CLOUD, Virtual Reality MagazinPartnerkataloge: Autodesk Partnerlösungen, DIGITAL ENGINEERING SOLUTIONS, IBM Business Partner Katalog, Partnerlösungen für HP Systeme
iM näChStEn hEFt
EuroMoldDie wichtigste Messe für unser Heft ist alljähr-lich die EuroMold. Die Tage vom 03. bis 06. Dezember stehen im Zeichen von Werkzeug-bau, CAD/CAM und Produktentwicklung. In der kommenden Ausgabe bieten wir einen Vorgeschmack auf die Messe, sprechen mit den Experten aus den Bereichen, sammeln und filtern die wichtigsten Fakten und Infor-mationen vorab.
AutomatisierungEnde November steigt das Jahres-Event der Automatierungsbranche, die sps ipc drives. Wir berichten von den für die Entwicklung und Konstruktion relevanten Themen aus den Bereichen Steuerungstechnik, Antriebstechnik und Industrie-PCs, industrielle Kommunikati-on, Elektrotechnik und Fluidik.
rapid-technologienWie aus dem 3D-CAD ohne Umwege ein Bau-teil entsteht: In unserem Special beleuchten wir diesmal die Rapid-Technologien wie die unterschiedlichen 3D-Druck-Verfahren, Laser-sintern und Stereolithografie. Experten beant-worten die Frage, welche Technologien sich bereits zu Digital Manufacturing, also zur ech-ten Fertigung mit Rapid-Technologien, eignen, welche Hürden zu nehmen und welche Poten-ziale zu bergen sind.
Weitere Themen: PLM: Management von multidisziplinären Prozessen Antriebstechnik: Frequenzumrichter Elektrotechnik: Lüftungsmanagement, Gehäuse und Schaltschränke
Aus aktuellem Anlass sind Themenänderungen möglich.
Bild
er: D
emat
Bild
er: M
esag
oBi
lder
: Rap
idte
ch

Trends rechtzeitig erkennen mit einem persönlichen Abonnement
www.digital-engineering-magazin.de/abo
www.digital-engineering-magazin.de
2 Ausgaben gratis
Innovative Lösungen für Konstrukteure, Entwickler und Ingenieure
ABO_Anzeige_DE.indd 1 07.10.2013 11:15:55 Uhr





























