Embed Size (px)
Citation preview

Motivierte Mitarbeiter Seite 26 · Flexible Schweißtechnik Seite 32 · Schneller Formenbau Seite 42
Marketing„Kundenzufriedenheit ist
eine Managementaufgabe“Rudolf Thomas, CRM-Akademie Seite 22
21. Januar 2002 Ausgabe 4 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Fertigungsautomatisierung
ERP-Lösung beschleunigtHartmetall-Produktion Seite 34
B 04654
MM
M
aschin
enm
arkt4/2002
ww
w.m
aschin
enm
arkt.de

GEMEINSAMKEIT STÄRKT:
Mittelstand immerin der zweiten Reihe
AKTUELLESEDITORIAL
MM Das IndustrieMagazin · 4/2002 3
Also, mal ehrlich, selbst in flauen Konjunkturzeiten, wie wirsie in den letzten Monaten erleben mussten, ging es vielenmittelständischen Unternehmen doch gar nicht so schlecht.Trotz allem, so scheint es, hat der Mittelstand gegenüber denGroßen immer das Nachsehen, vor allem, wenn es um Struk-turveränderungen und neue Organisations- oder Informa-tionsformen geht.
Doch bei näherer Betrachtung könnten Kleinbetriebemit mehr Gemeinsamkeit zu ernsthaften Mitbewer-bern werden und auch mal die Vorreiterrolle über-nehmen. Dabei weist ein Weg in Richtung Netz-werke und Kooperationen. Bei überlegter Gestal-
tung und gegenseitigem Vertrauen in einer Partner-schaft könnten so Flexibilität und Wirtschaftlichkeit
durchaus gesteigert werden. Nicht einer allein,sondern alle Partner ziehen am gleichen
Strang. Niemand muss in jedem Falle undfür alle Aktivitäten autark sein. Findensich beispielsweise drei, vier Unter-nehmen in einem Verbund zusam-men, dann wird der gemeinsame
Erfolg von der Kernkompetenz desjeweiligen Partners mitbestimmt.
Solche Partnerschaften können sichschnell auch bei der Mitarbeiterqualifika-tion und damit für das Unternehmen aus-zahlen. Man stelle sich nur vor, dass diePartnerunternehmen allen Mitarbeiterngemeinsame Lerninhalte über gemeinsam
genutzte Werkzeuge zur Verfügung stellen. Fragen dazu, wieso etwas funktionieren könnte, will die neue IAO-Offensive„e-Qualifikations-TV für den Mittelstand“ beantworten. Zieldieser Aktion, die vom Bundesministerium für Wirtschaftund Technologie (BMWi) gefördert wird, ist es, gerade denkleinen und mittelständischen Unternehmen und deren Mit-arbeitern Bildungsangebote mit modernsten Mitteln zu er-möglichen. Derartige Angebote werden bislang nur in Kon-zern- und Großbetrieben genutzt. Derzeit laufen im Rahmeneines Arbeitspakets Untersuchungen, um den Bedarf für diemittelständische Zielgruppe zu ermitteln. Erste Ergebnissesollen dann im Herbst 2002 der Öffentlichkeit präsentiertwerden. Diese Aktion wäre dann, sofern sie an Akzeptanzgewinnt, auch eine Chance für den Mittelstand, einmal ausder zweiten Reihe auszuscheren.
„Mehr Kooperation bei derWeiterbildung von Mit-arbeitern im Mittelstand.“Dietmar Kuhn
4 MM Das IndustrieMagazin · 4/2002
PRODUKTION
UMFORMTECHNIKGerade beim Hydroforming haben Druck- und Schmier-medien auch einen wesentlichen Einfluss auf die Bauteil-qualität 28
SCHWEISSENAllein über die Software können Schweißanlagen mit vir-tuellem Maschinenteil an verschiedene Anwendungenangepasst werden 32
FERTIGUNGSAUTOMATISIERUNGMit einer ERP-Standardlösung konnten bei einem Pro-duzenten von Hartmetallrohlingen deutlich verkürzteDurchlaufzeiten und mehr Transparenz in der Planungerreicht werden 34
QUALITÄTSMANAGEMENTQualitätsmanagementsysteme sind in Großunterneh-men oft Standard; für kleinere Unternehmen wurde vonder Fraunhofer Technologie Entwicklungsgruppe einentsprechendes System entwickelt 38
KONSTRUKTION
GUSSTEILGESTALTUNGMit dem neuentwickelten Generis-Sandguss-Verfahrenwerden Sandgussformen auch für kleinste Losgrößenpreiswert hergestellt 42
AKTUELLES
LEITARTIKELDietmar Kuhn: Mittelstand in der zweiten Reihe 3
MÄRKTEKurzfristig keine Besserung der Konjunktur für die Elektroindustrie 14Euroguss 2002: Marktnähe zahlt sich aus 14Koreanische Werkzeugmaschinenbauer verzeichnen wieder mehr Aufträge 15WEE Elektrotest gehört jetzt zur Schaffner Gruppe 15Kooperationsbörse für den Mittelstand 16Neue Führungsmannschaft bei Schlick-Roto-Jet will für Dynamik sorgen 18Forscherpreis geht nach Golm 18
HINTERGRUNDNeue und innovative Anwendungsmöglichkeiten belebenden Stahlmarkt 20
MARKETINGDie Messung der Kundenzufriedenheit zählt zu den Kern-aufgaben des Managements 22
MANAGEMENT
Der mittelständische Unternehmer möchte bei der Aus-wahl einer Erfolgsbeteiligung flexibel bleiben 26
UmformmedienGute Umformergebnisseerzielt man nur, wennalle Parameter überein-stimmen. Beim Hydro-forming spielen Druck-und Wirkmedien einenicht unerhebliche Rolle.Seite 28
ERP-LösungJe nach ge-
wünschtem Här-tegrad wird das
zu fertigendeHartmetallpro-
dukt zusammen-gemischt; eineSoftware hilft.
Seite 34
Rapid ProductionMit dem neu entwickeltenGeneris-Sand-Prozess wer-
den Sandgussformen imRapid Production auchfür kleinste Losgrößenpreiswert und wirt-schaftlich hergestellt.Seite 42
QualitätsmanagementDie Einführung eines Quali-
tätsmanagementsystemsmuss sich nicht auf Groß-
betriebe beschränken.Seite 38
21. Januar 2002
IT-BUSINESS
THEMEN UND TRENDSInternetbasierte Logistiksoftware verbindet unterneh-mensübergreifende Lieferketten 46
Software ersetzt Zettelwirtschaft bei der Barcode-Etiket-tierung 47
NEUE PRODUKTE UND VERFAHREN
Umformtechnik, Schweißen, Fertigungsautomatisie-rung, Qualitätsmanagement, Gussteilgestaltung 48
SERVICE
MM-ONLINE, F IRMENVERZEICHNIS 12
TERMINE 54
GEBRAUCHTMASCHINENBÖRSE 57
BÜCHER 80
VORSCHAU, IMPRESSUM 81
INDUSTRIEBAROMETER 82
MM Das IndustrieMagazin · 4/2002 5
INHALTAUS DEM
Titelbild: Schuler Hydroforming
SchweißgeräteÜber einen virtuellenund realen Maschi-nenteil verfügtdiese Schweiß-maschinen-generation.Seite 32
Stahl glänzt weiterhinProf. Dieter Ameling undseine Stahlindustrie sehen
der Zukunft positiv entgegen,denn Stahl birgt nach wie vorein hohes Innovations-potential für neueAnwendungen.
Seite 20





UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMEN
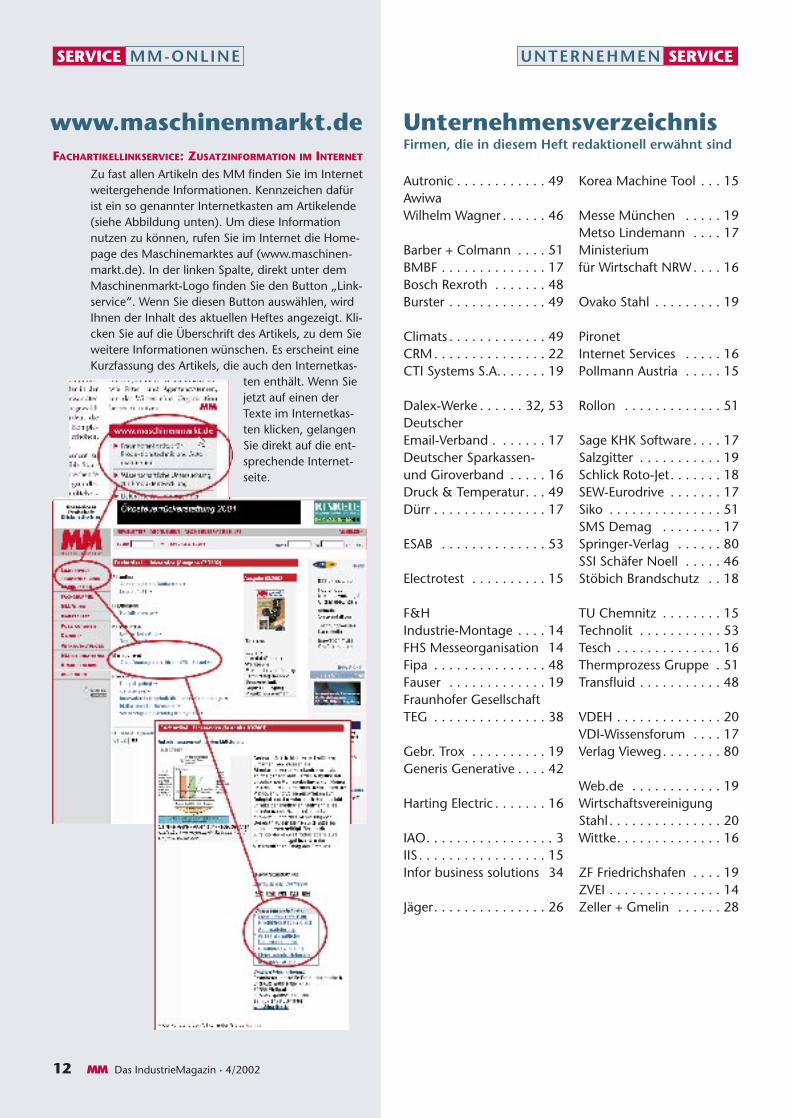
FACHARTIKELLINKSERVICE: ZUSATZINFORMATION IM INTERNET
Zu fast allen Artikeln des MM finden Sie im Internetweitergehende Informationen. Kennzeichen dafürist ein so genannter Internetkasten am Artikelende(siehe Abbildung unten). Um diese Informationnutzen zu können, rufen Sie im Internet die Home-page des Maschinemarktes auf (www.maschinen-markt.de). In der linken Spalte, direkt unter demMaschinenmarkt-Logo finden Sie den Button „Link-service“. Wenn Sie diesen Button auswählen, wirdIhnen der Inhalt des aktuellen Heftes angezeigt. Kli-cken Sie auf die Überschrift des Artikels, zu dem Sieweitere Informationen wünschen. Es erscheint eineKurzfassung des Artikels, die auch den Internetkas-
ten enthält. Wenn Siejetzt auf einen derTexte im Internetkas-ten klicken, gelangenSie direkt auf die ent-sprechende Internet-seite.
SERVICE MM-ONLINE
www.maschinenmarkt.de
12 MM Das IndustrieMagazin · 4/2002
Autronic . . . . . . . . . . . . 49Awiwa Wilhelm Wagner . . . . . . 46
Barber + Colmann . . . . 51BMBF . . . . . . . . . . . . . . 17Bosch Rexroth . . . . . . . 48Burster . . . . . . . . . . . . . 49
Climats . . . . . . . . . . . . . 49CRM. . . . . . . . . . . . . . . 22CTI Systems S.A. . . . . . . 19
Dalex-Werke . . . . . . 32, 53Deutscher Email-Verband . . . . . . . 17Deutscher Sparkassen- und Giroverband . . . . . 16Druck & Temperatur. . . 49Dürr . . . . . . . . . . . . . . . 17
ESAB . . . . . . . . . . . . . . 53
Electrotest . . . . . . . . . . 15
F&H Industrie-Montage . . . . 14FHS Messeorganisation 14Fipa . . . . . . . . . . . . . . . 48Fauser . . . . . . . . . . . . . 19Fraunhofer GesellschaftTEG . . . . . . . . . . . . . . . 38
Gebr. Trox . . . . . . . . . . 19Generis Generative . . . . 42
Harting Electric . . . . . . . 16
IAO. . . . . . . . . . . . . . . . . 3IIS. . . . . . . . . . . . . . . . . 15Infor business solutions 34
Jäger. . . . . . . . . . . . . . . 26
Korea Machine Tool . . . 15
Messe München . . . . . 19Metso Lindemann . . . . 17Ministerium für Wirtschaft NRW. . . . 16
Ovako Stahl . . . . . . . . . 19
Pironet Internet Services . . . . . 16Pollmann Austria . . . . . 15
Rollon . . . . . . . . . . . . . 51
Sage KHK Software . . . . 17Salzgitter . . . . . . . . . . . 19Schlick Roto-Jet. . . . . . . 18SEW-Eurodrive . . . . . . . 17Siko . . . . . . . . . . . . . . . 51SMS Demag . . . . . . . . 17Springer-Verlag . . . . . . 80SSI Schäfer Noell . . . . . 46Stöbich Brandschutz . . 18
TU Chemnitz . . . . . . . . 15Technolit . . . . . . . . . . . 53Tesch . . . . . . . . . . . . . . 16Thermprozess Gruppe . 51Transfluid . . . . . . . . . . . 48
VDEH . . . . . . . . . . . . . . 20VDI-Wissensforum . . . . 17Verlag Vieweg. . . . . . . . 80
Web.de . . . . . . . . . . . . 19WirtschaftsvereinigungStahl . . . . . . . . . . . . . . . 20Wittke. . . . . . . . . . . . . . 16
ZF Friedrichshafen . . . . 19ZVEI . . . . . . . . . . . . . . . 14Zeller + Gmelin . . . . . . 28


14 MM Das IndustrieMagazin · 4/2002
AKTUELLES MÄRKTE
folge ein Umsatzplus von gut 2%.Die Produktion legte zwischen 3und 4% zu. Gegenwärtig befindetsich die Elektroindustrie nach Aus-sagen Wissings allerdings noch ineiner rückläufigen Phase, derenAusmaß selbst im Sommer nochnicht abzusehen war. „Die in die
Frankfurt/Main (js) – Trotz dergegenwärtigen Schwächephase miteiner rückläufigen Nachfrage ausdem In- und Ausland geht diedeutsche Elektrotechnik- undElektronikindustrie von einerleichten Erholung im Jahr 2002aus. Allerdings wird für die erstenMonate mit Rückgängen bei Pro-duktion und Umsatz gerechnet.„Für das zweite Halbjahr sehen wirChancen für eine konjunkturelleUmkehr“, erklärt Dr. Franz-JosefWissing, Hauptgeschäftsführer desZentralverbandes Elektrotechnik-und Elektronikindustrie (ZVEI).Sollte der erhoffte Aufschwungeintreten, werde das Wachstum inder zweiten Hälfte des kommen-den Jahres die zuvor eingetreteneVerminderung ausgleichen. Nach-haltig günstigere Perspektiven er-wartet Wissing aber erst ab 2003.
Das Jahr 2001 bescherte derBranche ersten Schätzungen zu-
Sindelfingen (js) – Die Fachwelt der Druckgießtechnik trifft sich vom5. bis 7. März 2002 in Sindelfingen zur 4. Euroguss (www.euro-guss.com). Dass sich diese, im 2-Jahres-Rhythmus stattfindende,internationale Fachmesse für Druckgießtechnik zum wiederholtenMale als ein herausragender Branchentreff präsentieren wird, be-weist die Tatsache, dass die Euroguss mittlerweile ausgebucht ist.226 Unternehmen, davon 75 aus dem Ausland, werden ihre Pro-dukte und Dienstleistungen entlang der Prozesskette Druckguss zei-gen. Das sind 13% mehr Aussteller als im Jahr 2000.
Wurde das Messekonzept anfangs von vielen Seiten als wenigtragfähig angesehen, so bewies schon die Auftaktveranstaltung imJahr 1996 mit 128 Ausstellern das Gegenteil. Bis zur 4. Euroguss er-höhte sich die Ausstellerzahl um 74%, die Netto-Fläche vergrößertesich um mehr als das Doppelte und die Zahl der Besucher hatte sichbereits zur 3. Euroguss mehr als verdoppelt. Seit 1998 unterstütztder Verband Deutscher Druckgießereien die Euroguss als ideellerTräger. Der damit dokumentierte hohe Stellenwert der Messe wirdin diesem Jahr noch unterstrichen durch den 2. InternationalenDeutschen Druckgusstag, der im Rahmen der Euroguss 2002 statt-findet. Gleichzeitig führt der Aluminiumdruckguss-Wettbewerb2002 der Öffentlichkeit die Leistungsstärke der im Verband vertrete-nen Firmen vor Augen. Die Preisverleihung und die Präsentation derprämierten Gussstücke erfolgt anlässlich des Druckgusstages.
Marktnähe zahlt sich aus
Bild
: Sie
men
s
Ense-Höingen (sl) – Die F&H Industrie-MontageGmbH hat Ende des letzten Jahres ein größeresFirmengebäude in Ense-Höingen bezogen und ih-re Kapazitäten für Vormontagen durch eine neueFertigungshalle erweitert. Um eine noch besserewirtschaftliche und terminliche Optimierung zuerreichen, wurde zudem der Internetauftritt kom-plett relauncht. Unter www.fhgmbh.de findet derBesucher alle relevanten Informationen rund umdie Industriemontage.
Bild
: F&
H In
dust
rie-M
onta
ge
Kurzfristig keine Aufhellung des Konjunkturhimmels in Sicht
Zukunft gerichteten Indikatorenlassen“, erläutert der ZVEI-Haupt-geschäftsführer, „derzeit noch keinEnde der Abschwächungstenden-zen erkennen“. Sowohl die Bestel-leingänge aus dem In- als auch ausdem Ausland lagen in den vergan-genen Monaten unter Vorjahresni-veau. Bei den Orderseingängen ausdem Ausland, der wichtigstenQuelle für das Wachstum der deut-schen Elektroindustrie, verzeich-nete man im dritten Quartal 2001ein Einbruch von mehr als einemFünftel.
Auch die Inlandsbestellungenleiden mittlerweile indirekt darun-ter, weil viele Zulieferungen an an-dere exportintensive Investitions-güterindustrien in Mitleidenschaftgezogen haben. Von Januar bisOktober 2001 lagen die Bestellun-gen um 7% unter Vorjahresniveau;einem Rückgang aus dem Inlandum 2% steht ein Minus von 12%aus dem Ausland gegenüber. AlsFolge haben sich seit Jahresmitte2001 Produktion und Umsatzrecht verhalten entwickelt.
ELEKTROINDUSTRIE
4. EUROGUSS 2002 KAPAZITÄTEN ERWEITERT
Mit günstigerenPerspektiven rechnetDeutschlands Elektroindustrie erstab 2003.

Im Rahmen des Projektes Ulisse wollenForscher aus Deutschland, Belgien,Frankreich und den Niederlanden mitHilfe von hauchdünnen Isolatormateria-lien Computerchips um bis zu 40%schneller machen. Es sollen noch leis-tungsfähigere integrierte Schaltkreiseentwickelt werden. Das erklärte die TUChemnitz, die für dieses Vorhaben vonder EU mit 700 000 Euro gefördert wird.Diese Isolatormaterialien werden alsrund einen Mikrometer dünne Schichtenauf Siliziumscheiben aufgetragen. Dasinternationale Forschungsprojekt ist vor-läufig auf zwei Jahre begrenzt.
Forscher der Universität für Biotechno-logie von Maryland (UMBI) haben Bak-terien entdeckt, die polychlorierte Biphe-nyle (PCB) abbauen können. Sie sind inder Lage, die festen Chlorbindungenzwischen den Atomen des Umweltgifteszu zerstören. Die Bakterien wurden inverschiedenen Experimenten an Sedi-menten im Hafenbecken von Baltimorebeobachtet. Die Forscher verwendetendazu eine DNA-Screening-Methode.
Das Unternehmen Pollmann Austriahat den Karl-Ritter-von-Ghega-Innova-tionspreis für die Entwicklung des Folien-schlosses erhalten. Das sind flexible, imfototechnischen Verfahren hergestellte,mit elektronischen Bauteilen bestückteLeiterbahnen, die mit Kunststoffgehäu-sen umspritzt werden. Die Innovations-leistung besteht im Umspritzen von so genannten“flexible printed circuits“in Kunststoff.
Einer Projektgruppe im Bereich Ange-wandte Elektronik am Fraunhofer-Insti-tut für Integrierte Schaltungen IIS istes gelungen, Sendechips für die draht-lose Datenübertragung in Standard-CMOS-Technik zu fertigen. Bisher gab esbei analogen Schaltungen wie hochfre-quenten Sendern oder EmpfängernSchwierigkeiten. Denn CMOS-Prozessesind für digitale Chips optimiert. Die amIIS entwickelten Schaltungen könnenDaten über mehrere hundert Meter imeuropäischen ISM-Band (Industrial,Scientific, Medical) bei 868 MHz über-tragen. Der Chip besteht aus einem pro-grammierbaren Frequenzsynthesizer, einem Oszillator und einem Verstärkermittlerer Leistung.
MM Das IndustrieMagazin · 4/2002 15
Werkzeugmaschinenbauer buchen wieder mehr AufträgeSeoul (js) – Die Durststrecke im koreanischen Werkzeugmaschinenbau scheint zu-mindest vorläufig beendet. Nach fünf Monaten, die von einem kontinuierlichenRückgang der Bestellungen geprägt waren, hat die Nachfrage nach Werkzeugma-schinen aus koreanischer Produktion im November 2001 wieder angezogen. Sokonnte die Branche Orders im Wert von 95,9 Mrd. Won (1 Euro = 1170,50 Won)hereinnehmen nach 81,1 Mrd. Won im Monat zuvor. Die Inlandsaufträge, die seitJuni 2001 ebenfalls rückläufig gewesen waren, erhöhten sich nach Angaben der Ko-rea Machine Tool Manufacturers‘ Association gegenüber dem Vormonat um 17,2%auf 67,1 Mrd. Won. Allerdings wurde das Vorjahresniveau um 18% verfehlt. Um3,7% auf auf 28,8 Mrd. Won zugelegt haben auch die Bestellungen aus Übersee.
Als Hauptgrund für die Belebung in der koreanischen Werkzeugmaschinenindus-trie führte Komma-Exekutivdirektor Jong. H. Jung das von der Regierung auf denWeg gebrachte Maßnahmenpaket zur Ankurbelung der Wirtschaft. Allerdings warn-te der Verbandschef davor, das Auftragsplus vom November bereits als Trendwendezum Besseren zu feiern. Zwei fundamentale Ursachen der jüngsten Rezession, soJung, die schwachen Exporte und die Investitionszurückhaltung bestünden weiter.Dennoch hat sich die Auslastung der Unternehmen im November 2001 merklichverbessert und lag zu Monatsende dank eines Anstiegs der Produktion um 6,8% auf86,2 Mrd. Won bei 74,8%.
Wertheim (js) – Es war wohl so etwas wieeine Liebesheirat, denn nur ein halbes Jahrverging vom ersten Kennenlernen bis zurEheschließung: Seit Jahresbeginn gehörtdie Wertheimer WEE-Electrotest-Gruppezur schweizerischen Schaffner-Gruppe –weltweit die Nummer 1, wenn es umEMV-Testsysteme geht, wie Schaffner-CEO Dr. Fritz Gantert am 8. Januar inWertheim erklärte. Der in Schaffner Elect-rotest GmbH umfirmierten WEE Electro-test erschließt sich mit dem Zugang zum
globalen Schaffner-Vertriebsnetz neuesWachstumspotenzial für die eigenen Pro-dukte. Einige blinde Flecke auf der WEE-Landkarte, darunter Ostasien, seien nungetilgt, freut sich Geschäftsführer KlausKiermeier. Umgekehrt stärkt die Schaff-ner-Gruppe mit der Neuerwerbung ihrenProduktbereich Prüfeinrichtungen undbaut ihr Angebot im Bereich Gesamtlö-sungen für Prüfeinrichtungen nachhaltigaus. Angesichts dieser Synergien erwartetKiermeier bereits im laufenden Ge-
schäftsjahr (Oktober bisSeptember) einen positi-ven Einfluss auf den Ge-schäftsgang und langfris-tig zusätzliche Arbeits-plätze in Wertheim. Mitder Einbindung der WEE-Electrotest-Gruppe inves-tiere die Schaffner-Grup-pe, so CEO Grubert, ganzgezielt in den Produktbe-reich Prüfeinrichtungenund erweitere ihr Leis-tungsspektrum um einekomplementäre Techno-logie.
Wertheimer Testgerätespezialist kommt bei Schaffner-Gruppe unter
TICKERTECHNIK
KOREA
WEE ELECTROTEST
Mit der Übernahme durch die Schweizer Schaffner-Gruppe,Luterbach, ist bei WEE Electrotest in Wertheim die Nachfolgenach dem Ausscheiden des Firmengründers erfolgreich gere-gelt. Im Bild (v.l.n.r.): Klaus Kiermeier, Geschäftsführer derSchaffner Electrotest GmbH, Dr. Fritz Gantert, Präsident undCEO der Schaffner-Gruppe, sowie Dr. Matthias Zwicky, Leiterder Test Equipment Division von Schaffner.
Bild
: Sch
reie
r

16 MM Das IndustrieMagazin · 4/2002
FIRMEN
Mönchengladbach (lh) – Eigenbrödeleiund mangelnde Kooperationsbereit-schaft: Das sind zwei Eigenschaften, diedem Mittelstand nicht selten angelastetwerden. Dass es auch anders geht, beweistdie Kooperationsbörse „maex-online“, dieAnfang Januar in Mönchengladbach vonMinisterialdirigent Reinhard Thomalla,Leiter der Abteilung Wirtschafts- undStadtentwicklung im Ministerium fürWirtschaft und Mittelstand, Energie undVerkehr des Landes Nordrhein-Westfalen,offiziell freigeschaltet wurde.
Mit „maex-online“ nutzen wohl zumersten Mal Maschinenbauunternehmeneines zunächst begrenzten Gebietes dasglobale Instrumentarium Internet für ei-ne regionale Maschinenkapazitätsbörse.Ziel der Börse ist es, Angebote und Nach-frage nach freien Maschinenkapazitätengezielt zusammenzubringen und mit die-ser Kooperation die Wettbewerbsfähig-keit, das Wachstum und die Innovations-kraft der beteiligten Unternehmen nach-haltig zu stärken, betonte Dr. UlrichSchückhaus, Geschäftsführer der Wirt-schaftsförderung MönchengladbachGmbH (WFMG), bei der Auftaktveran-staltung: „Über www.maex-online.dekönnen Maschinenbauer der Region, diefreie Maschinenkapazitäten suchen oderanbieten, in Zukunft kostenlos, schnellund unkompliziert einen Kooperations-partner finden.“
„maex-online“ ist das erste realisierteProjekt des Ideenwettbewerbs Mittel-stands-Offensive NRW „move“, in dessenRahmen das Ministerium die Entwick-lung der Börse auch finanziell förderte.Reinhard Thomalla zeigte sich überzeugt,dass „Kooperationen im Mittelstand einErfolgsmodell der Zukunft sein werden“.Denn nicht die Größe eines Unterneh-mens entscheide über den Erfolg, sondernMerkmale wie Flexibilität und Schnellig-keit: „Damit eröffnen sich große Chancenfür den Mittelstand.“
Realisiert wurde „maex-online“ in Ko-operation der WFMG mit lokalen Ma-schinenbauern wie der Harald GerstungSystemtechnik GmbH, in deren Räum-
lichkeiten die Veranstaltung stattfand. Zuden Mitgliedern der ursprünglichen Len-kungsgruppe, die wesentlich zur Gestal-tung der Börse beitrugen, stießen mittler-weile weitere Maschinenbauer der Region.Inzwischen haben sich rund 40 Unter-nehmen aus Mönchengladbach und Um-gebung zu der verlängerten Werkbank zu-sammengeschlossen, um durch eine opti-mierte Auslastung ihrer Fertigungskapa-zitäten die Produktionskosten zu senkenund ihre Wettbewerbsfähigkeit zu verbes-sern.
Die aktuelle Anzahl der Nutzer ist frei-lich ebenso wenig eine Grenze wie der re-gionale Bezug auf einen Umkreis von 50Kilometern, bekräftigte Gregor Ungricht,Geschäftsführer der A. + E. UngrichtGmbH + Co. KG: „Das Projekt muss schonmindestens 200 bis 300 Anbieter umfas-sen, wenn es funktionieren soll.“ Und sogibt es bereits Kontakte unter anderem insRuhrgebiet und in die neuen Bundeslän-der, um die Börse auch überregional zu-gänglich zu machen.
Ministerialdirigent Reinhard Thomalla, Lei-ter der Abteilung Wirtschafts- und Stadtent-wicklung im Ministerium für Wirtschaft undMittelstand, Energie und Verkehr des Lan-des Nordrhein-Westfalen, schaltete die Ko-operationsbörse „maex-online“ offiziell frei:„Kooperationen im Mittelstand werden einErfolgsmodell der Zukunft sein.“
Bild
: Han
dge
Rockwell Automation, Wisconsin/ USA,übernimmt die Tesch GmbH, Wuppertal.Mit der Akquisition des Herstellers vonAutomationskomponenten und Sicher-heitsrelais baut Rockwell Automationsein Leistungsspektrum weiter aus. Der Anbieter von Industrieautomations-,Kontroll- und Informationslösungen in-vestiert hohe Summen in den europäi-schen Markt und unterhält bereits achtProduktionsstätten in fünf europäischenLändern.
Frauen sind in Deutschland immer nochfinanziell benachteiligt. Angaben desDeutschen Sparkassen - und Giroverban-des zufolge verfügen 27% der Bundes-bürgerinnen über gar kein Geldvermö-gen. Bei den Männern sind es nur 16%.Frauen müssen auch mehr für die eigen-verantwortliche finanzielle Absicherungihrer Zukunft tun.
Das Ingenieurbüro Wittke, Maulbronn,unterstützt Firmen im Maschinen- undAnlagenbau sowie Produktionsbetriebebei der Umsetzung der aktuellen EU-Richtlinien. Das Leistungsspektrum desDienstleisters, der kürzlich sein 20-jähri-ges Bestehen feierte, reicht von derNormenrecherche und Gefahrenanalyseüber die Erstellung und Übersetzung derBetriebsanleitung für Neumaschinen bishin zur Analyse, Bewertung und Zertifi-zierung von Altmaschinen.
Pironet NDH verbuchte 2001 vor allemim Neugeschäft erfreuliche Zahlen. DerAuftragsbestand belief sich dort dankmehrerer Großaufträge von renommier-ten Unternehmen auf insgesamt 7,5Mio. Euro. Der Gesamtumsatz desKölner Anbieters von Content-Manage-ment-Software betrug rund 24 Mio. Euro und lag damit nur knapp unterdem Vorjahresniveau von 24,7 Euro.
Die Technologiegruppe Harting, Espel-kamp, erzielte im vergangenen Jahr ei-nen Rekordumsatz von 308 Mio. Euro.Gegenüber dem Vorjahr entspricht dieseiner Steigerung von 7%. Als Gründe fürden Erfolg gelten die weltweite Vernet-zung mit technologischen Partnern undSystemintegratoren, Fertigungserfah-rung, der direkte Dialog mit dem Kun-den und die unmittelbare Teilnahme amMarktgeschehen.
MAEX-ONLINE
TICKER
Per Mausklick zum richtigen Partner

AKTUELLESMÄRKTE
KURZ NOTIERT
MM Das IndustrieMagazin · 4/2002 17
Der Heinz Dürr InnovationAward des Stuttgarter Techno-logiekonzerns Dürr wurde indiesem Jahr zum ersten Mal fürinnovative Leistungen von Mit-arbeiterteams verliehen. Aus derHand des Aufsichtsratsvorsit-zenden Heinz Dürr nahmenVertreter von sechs Gewinner-teams aus fünf Ländern ihreAuszeichnungen in Empfang.Jedes Team erhielt zusätzlich 200Aktien des Unternehmens.
Das Bundesministerium fürForschung und Bildung will absofort mit einem neuen Schwer-punkt im Rahmen des For-schungsprogramms „Forschungfür die Produktion von morgen“kleine und mittlere Unterneh-men bei Forschungarbeiten in-
tensiver unterstützen, die phneFörderung nicht durchgeführtwerden könnten. Den Unter-nehmen soll damit die Möglich-keit gegeben werden, rasch aufVeränderungen zu reagierenund den Wandel aktiv mitzuge-stalten. Weitere Informationen:www.fzk.de/pft.
Über Brandgefährdung in In-dustriebetrieben informiertam 2. und 3. Mai 2002 in Düs-seldorf ein neu entwickeltes Se-minar. Neben Grundkenntnis-sen zur Brandlehre und zumBrandschutz wird vor allem aufdie Ermittlung und Bewertungprozess- und technologiebe-dingter Brandgefährdung einge-gangen. Durchgeführt wirdaußerdem eine systematischeBrandgefährdungsanalyse. Wei-tere Informationen: VDI-Wis-
sensforum GmbH, Düsseldorf,www.vdi-wissensforum.de.
Metso Lindemann heißt vonnun an der bislang unter demNamen Svedala Lindemann be-kannte Düsseldorfer Herstellervon Recyclingmaschinen. DieUmfirmierung soll die Zugehö-rigkeit zum finnischen Metso-Konzern widerspiegeln, der imBereich der Lindemann-Recy-clingmaschinen seine führendeWeltmarktposition weiter aus-bauen will. Metso hat zur Zeitcirca 32 000 Mitarbeiter welt-weit bei einem Umsatz von rund5,2 Mrd. Euro.
Die SMS Demag AG, Düssel-dorf, hat von der chinesischenMa Steel Trade einen Großauf-trag über 130 Mio. Euro erhal-ten. Geliefert werden soll eine
CSP-Anlage zur Produktion vonWarmbreitband. SMS Demagsoll den Auftrag als Führer einesKonsortiums bis Oktober 2003realisieren.
Sage KHK, Frankfurt/Main, hatzum Jahreswechsel die s+p Soft-ware und Consulting AG, Leip-zig zu 100% übernommen. Bis-lang gehörte s+p zu 50% zur BestInc., einer Tochter der britischenSage Group.
Der Deutsche Email Verband,Hagen, veranstaltet vom 5. bis 8.Mai in Bad Dürkheim seineemailtechnische Jahrestagung2002. Rund 150 Teilnehmer wer-den erwartet. Werksbesichti-gungen ergänzen die Referateüber neue Problemlösungenund Anlagenkonzepte. WeitereInfos: www.emailverband.de.

Junge Führungsmannschaft will für Dynamik sorgenMetelen (sl) – Bei der Schlick-roto-jet Ma-schinenbau GmbH, Metelen, der HeinrichSchlick GmbH, Greven, und bei der OLTOberflächen-, Luft-und Trocknungs-technik GmbH,ebenfalls Metelen,hat eine junge Füh-rungsmannschaft dasRuder übernommen.
Hauptziel ist es,die Marktorientie-rung entscheidend zuverbessern. Dipl.-Betriebswirt HermannWilger übernahmseit 1. November2001 die kaufmänni-sche Geschäftsfüh-rung der Schlick-ro-to-jet MaschinenbauGmbH und der OLTGmbH, für die technische Leitung istDipl.-Ing. Josef Artmann verantwortlich.
Bei der Heinrich Schlick GmbH nimmtDipl.-Ing. Bernhard Busskamp diese Auf-gabe bereits seit März 2001 wahr. Alle dreiFührungskräfte sind bereits seit über zehnJahren in der Schlick-Unternehmens-gruppe tätig.
Um die Marktorientierung zu verbes-sern, will das Trio vor allem die Kompe-
tenz stärken, maßge-schneiderte kunden-spezifische Strahl-techniklösungen zuentwickeln. Ebensosoll die Anlagentech-nologie weiterentwi-ckelt werden, damitsie einen höherenWirkungsgrad und
geringeren Verschleiß erlangt. DieSchlick-roto-jet Maschinenbau GmbHund die OLT Oberflächen-, Luft- undTrocknungstechnik GmbH werden amMarkt künftig wieder mit eigenem Logoauftreten.
NEUE FÜHRUNG BEI SCHLICK-ROTO-JET
Finanzen:Wie entwickeln sich die Zinsen?In seinem aktuellen Zinsprognose-Spektrumsagt der Bundesverband Öffentlicher BankenDeutschlands, VÖB, auf Sicht von sechs Mona-ten steigende Zinsen voraus.Die fundamentale und technische Untersuchungder Zinsentwicklung des VÖB stimmt insofernmit den Ergebnissen der Bankgesellschaft Berlinsowie der Feri Finance AG, Bad Homburg, über-ein. Ausgangspunkt für die Analyse, die der VÖBin seinem zweimonatlich erscheinenden Zins-prognose-Spektrum veröffentlicht, ist der Mo-natsdurchschnitt der 10-jährigen Bundesanlei-hen als maßgeblicher Euro-Benchmarkrendite,der im Dezember 2001 bei 4,74 Prozent lag. ImMonatsdurchschnitt Juni 2002 sieht der VÖB dieZinsen auf 10-jährige Bundesanleihen bei 5,00Prozent. Auf Sicht von zwei Monaten prognosti-zieren VÖB und Bankgesellschaft Berlin eineSeitwärtsbewegung der Renditen 10-jährigerBundesanleihen, während die Feri Finance AGnoch Raum für einen leichten Zinsrückgangsieht.Weitere Meldungen unter www.clickmall.de
E-Commerce:Neue VerrechnungsartenDie Entwicklung des Mobile Payment ist aus-schlaggebend für die Zukunft der gesamtenMobilkommunikationsbranche.Dies ist die Essenz einer Expertenbefragung, dieder Verband der deutschen Internetwirtschaft,eco Electronic Commerce Forum e.V. (Köln),vorgelegt hat. 83 Prozent der Experten räumenein, dass das Bezahlen per Handy einen Schlüs-selfaktor für den generellen Erfolg von MobileBusiness darstellt. Fast die Hälfte (48 Prozent)glauben, dass es ohne Mobile Payment auchkein Mobile Business geben wird. Das Bezahlen mit dem Handy wird sich in dennächsten Jahren zu einem Milliardenmarkt ent-wickeln. Demnach sagen 57 Prozent der Fach-leute dem „Mobile Payment“ eine glänzendeZukunft voraus.Weitere Meldungen unter www.clickmall.de
Handelsplätze:Kostenlose Marktplatznutzung Die Hecaron AG, Partner von www.clickmall.de,bietet ab sofort allen clickmall-Kunden die kos-tenfreie Nutzung des Marktplatzes zur Aus-schreibung von Zeichnungsteilen an. Damit er-öffnet sich die Möglichkeit einfach und unkom-pliziert auf einen Pool von über 1000 qualifizier-ten Lieferanten aus dem Bereich Metallbe- und -verarbeitung zuzugreifen.Der Marktplatz bietet eine schnelle und komfor-table Anfragenerstellung, wichtige Zeichnungenund Dokumente werden einfach im Anhang be-reitgestellt. Einmal erstellte Anfragen lassen sichmitsamt allen Anhängen als Vorlagen abspei-chern und stehen damit für erneute oder ähnli-che Anfragen auf Knopfdruck zur Verfügung. Durch eine technologieunterstützte Auswahlwerden die Anfragen gezielt dem dafür geeig-neten Lieferanten über den Marktplatz oder per E-Mail zugestellt. Alle eingehenden Angebotegelangen direkt in den Arbeitsbereich des Ein-käufers und werden über einen strukturiertenAngebotsvergleich übersichtlich angezeigt.Weitere Meldungen unter www.clickmall.de
www.clickmall.de Newsticker
www.clickmall.de – Das Mittelstandsportal der Vogel Medien Gruppe
AKTUELLES MÄRKTE
Hermann Wilger
Josef Artmann
Bernhard Busskamp
Bild
er: S
chlic
k
Forscherpreisgeht nach GolmGoslar (js) – Mit dem von derStöbich Brandschutz GmbH& Co. KG gestifteten Fried-richspreis für neue Techno-logien 2001 wurde anlässlichder Jahrestagung der Ar-beitsgemeinschaft Indus-trielle Forschung AiF einForscherteam des Fraunho-fer-Instituts für angewandtePolymerforschung in Golmfür Arbeiten zu innovativenWerkstoffen für den Brand-schutz ausgezeichnet. UnterLeitung von Dr. habil. G. Raf-ler wurden von Dr. F. Börner,Dr. E. Bonatz und Dr. R.Nastke schwer entflammbarePolymerwerkstoffe undWerkstoffkomponenten aufder Basis von Melaminhar-zen entwickelt.
Boxberg (js) – Die Subcon Production GmbH hatkürzlich in Anwesenheit von Baden-Württem-bergs Wirtschaftsminister Dr. Walter Döring ihrneu errichtetes Produktions- und Verwaltungs-gebäude im Boxberger Industriegebiet Seehofeingeweiht. Mit einer Fläche von 1900 m2 stelltdas neue, mit modernsten Werkzeugmaschinenund Bearbeitungszentren ausgestattete Produk-tionsgebäude einen Meilenstein der Aktivitätendes innovativen Fertigungsdienstleisters dar.
Bild
: Sub
con
Prod
uctio
n
HIGH-END-METALLBEARBEITUNG

MM Das IndustrieMagazin · 4/2002 19
AKTUELLESPERSONEN
Wolfgang Eging ist neues Vorstandsmitglied der Mannes-mannröhren-Werke AG, Tochtergesellschaft der Salzgitter AG. Ver-antwortlich sein wird er für das Ressort „Kaltgefertigte Rohre“, dasdie Aktivitäten in den Produktbereichen Präzisionsstahlrohre,Edelstahlrohre und Ringe umfasst. Seine Funktion als Vorsitzenderder Geschäftsführung der MHP Mannesmann Präzisrohr GmbHbehält Eging bei.
Bengt Lindahl wurde zum neuen Vorstandsvor-sitzenden der Ovako Stahl GmbH ernannt. Zuletzthatte er die Position des Geschäftsführers und Vor-sitzenden der Geschäftsführung bei Inexa inne. Erarbeitete bereits 12 Jahre bei SKF Steel/Ovako Steelund löst Martin Ivert ab, der zukünftig die Geschäfte
der Minengesellschaft LKAB führen wird.
Manfred Wutzlhofer, Vorsitzender der Geschäftsführung derMesse München GmbH, wurde auf der Gesellschafterversammlungder FKM für weitere drei Jahre zum Vorsitzenden der FKM gewählt.Ebenfalls in ihren Ämtern bestätigt wurden sein erster Stellvertre-ter Dr. Ludwig Jörder, Geschäftsführer der Messe WestfalenhallenDortmund GmbH, und sein zweiter Stellvertreter Heiko Könicke,geschäftsführender Gesellschafter der AFAG Messen und Ausstel-lungen GmbH, Nürnberg.
Robert J. Markestein ist neuer verantwortlicherGeschäftsführer für die Technik bei CTI Systems S.A.in Luxemburg. Den kaufmännischen Bereich führtvon nun an der Sprecher der Geschäftsleitung, RenéJost, der bisher mit Managementaufgaben bei ver-schiedenen Unternehmen der Investitionsgüterin-
dustrie in den Beneluxländern betraut war.
Wolfgang Stock leitet seit kurzem das Entwicklungsteam derFauser AG in Gilching bei München. Er ist verantwortlich für dieprogrammiertechnische Realisierung der Fertigungsplanungssoft-ware JobDispo, an deren Konzeption er maßgeblich beteiligt war.
Matthias Greve wurde vom Handelsblatt zum E-Manager desJahres 2001 ernannt. Der Vorsitzende der WEB.DE AG wurde von320 Top-Entscheidern aus der deutschen IT-Branche gewählt undtritt damit die Nachfolge von Bertelsmann-Chef Thomas Middel-hoff, der im Jahr davor die Auszeichnung erhielt.
Jörg Reiner Dimke hat den Vorsitz der Geschäftsführung derGebrüder Trox GmbH übernommen und trägt die Verantwortungfür Vertrieb und Marketing sowie für die Tochtergesellschaften. Ertritt die Nachfolge von Heinz Trox an. der nach 42-jähriger Tätig-keit im Dienste des Unternehmens in den Aufsichtsrat wechselt.

20 MM Das IndustrieMagazin · 4/2002
AKTUELLES WERKSTOFFE
Die einen machen damit Mu-sik, andere fühlen sich inseiner ansprechenden Form
wohl und die Tischsitten verlangenmit dem entsprechenden Werkzeugumzugehen. Stahl als einer der ältes-
ten Werkstoffe findet wie bei Musik-saiten, dem Automobil oder edlenBestecken in allen Facetten des täg-lichen Lebens seine Anwendung undgilt weiterhin als moderner Werk-stoff mit Zukunft.
Welche Faszination dieser Werk-stoff heute noch ausübt, das bewie-sen nicht zuletzt die fast 4000 Stahl-kocher, Stahlanwender und jungeSchüler und Studenten die sich aufdem letzten Stahltag Mitte Novem-ber 2001 in Düsseldorf ein stell-dich-ein gaben.
Trotz dunkler Wolken am die be-reits seit dem Frühherbst 2001 amHimmel aufzogen, sieht Dieter Ame-
ling, Präsident der Wirtschaftsverei-nigung Stahl und Vorsitzender desVerein Deutscher Eisenhüttenleute(VDEh), für die Stahlbranche immernoch vereinzelte Sonnenstrahlen.„Trotz negativer Anzeichen und dengedämpften Geschäftserwartungensollte die angespannte Stimmungsla-ge nicht überbewertet werden“, soAmeling.Mit dieser Aussage stützt sich Ame-ling auf die Hoffnung einer sich er-holenden USA-Konjunkur sowie aufdie Wiederbelebung des Automobil-marktes. Bis September 2001 konn-te die deutsche Stahlindustrie nochein ansehnliches Produktionsplusvon 2,5 % für sich in Anspruch neh-men. Getragen wurde dieses Ergeb-nis laut Ameling in erster Linie durchdie Stahlumformung und die Räh-renwerke, die für sich jeweils ein Plusvon 9 % verbuchen konnten. Aberauch andere Branchen wie beispiels-weise der Maschinenbau, der Schiff-bau, die Ziehereien und Kaltwalz-werke sowie die Eisen-, Blech- undMetallwaren stüzten die Stahlbran-che mit akzeptablen Ergebnissen.
Mit heutiger Sicht sieht Amelingfür die zweite Jahreshälfte 2002 einemögliche Besserung. Voraussetzungwäre aber, „dass die Einfuhren aufdem erreichten Niveau verharren“.
Stahlkocher bieten auchneue Anwendungsfelder
Neue und innovative Betäti-gungsfelder sieht Dieter Amelingbeispielsweise schon in naher Zu-kunft bei den geplanten Offshore-Windpark-Projekten. Die Winden-ergienutzung soll demnach bis 2010einen Anteil von 5% an der gesam-ten Energiegewinnung erreichen. Dadie Onshore-Kapazitäten auch ausUmweltschutzgründen weitgehendausgeschöpft sind werden riesigeWindkraftanlagen mit Rotordurch-messern bis zu 120 Meter in Nord-und Ostsee verlegt werden müssen.Für eine einzige Anlage rechnen dieStahlanwender mit einem Stahlver-brauch von rund 3000 Tonnen. Gehtman foglich von der bis 2010 ge-planten Anzahl von 4000 solcher An-lagen aus, dann kann man leichtnachrechnen, was dies für die deut-
Stahlein glänzenderWerkstoffNeue und innovative Anwendungsfelderwirken sich auf den Stahlmarkt belebend aus
DIETMAR KUHN
Stahl hat vieleGesichter. FürhochqualitativeSorten gibt esneue und inno-vative Anwen-dungsfelder.
Bild
er: K
uhn
Dieter Ameling, Präsident der Wirtschafts-vereinigung Stahl:
„Trotz negativer Anzei-chen und gedämpfterGeschäftserwartungensollte die angespannteStimmungslage nichtüberbewertet werden.“

Essen (lh) – Ein schwieriges Ge-schäftsjahr 2001/2002 erwartetProf. Dr. Ekkehard D. Schulz fürdie ThyssenKrupp AG. Wie derVorstandsvorsitzende auf der Bi-lanzpressekonferenz Mitte Janu-ar in Essen ausführte, rechnet
man nicht mit einer konjunktu-rellen Erholung vor dem zweitenHalbjahr 2002. Den geplantenUmsatz von erneut 38 Mrd. Eu-ro sowie den Auftragseingangvon 39 Mrd. Euro bezeichneteSchulz als „nach derzeitigemStand eher anspruchsvoll“. Auchsei davon auszugehen, dass dasErgebnis des Geschäftsjahres2000/2001 nicht zu erreichensei. Mit einer Umsatzsteigerungum 0,8 Mrd. Euro und einem Er-gebnis von rund 500 Mio. Eurovor Steuern habe das Unterneh-men im abgelaufenen Ge-
schäftsjahr angesichts der pro-blematischen Situation ein be-achtliches Ergebnis erzielt.Selbst im vierten Quartal sei derKonzern nicht in die roten Zah-len gerutscht. Für das ersteQuartal des laufenden Ge-schäftsjahres ist jedoch lautSchulz für den Konzern ein Ver-lust nicht auszuschließen. Den-noch halte man an den Zielenfest, ein EBITDA von mehr als 4Mrd. Euro und ein Ergebnis vorSteuern von über 1,5 Mrd. Eurozu erreichen. Um diese Ziele zu erreichen, ver-folgt ThyssenKrupp eine Strate-gie zur nachhaltigen Wertstei-gerung. Diese umfasst nebendem weiteren Ausbau derMarktpositionen, die Steigerungder Produktivität um mindes-tens 2% pro Jahr und das neueKonzernprogramm „Thyssen-Krupp best“. Das Ziel: „Wir wol-len bei allen unseren Geschäfts-feldern in führende Marktposi-tionen“. Die Fusion 1999 habeden Konzern durch die Fokus-sierung auf die Kernkompeten-zen deutlich nach vorne ge-bracht. Insgesamt seien Syner-gien von 450 Mio. Euro ergeb-niswirksam geworden.
MM Das IndustrieMagazin · 4/2002 21
sche Stahlindustrie bedeutet. Ge-messen an der durchschnittlichenRohstahlerzeugung der Bundesre-publik Deutschland und im Durch-schnitt der letzten zehn Jahre, ent-spräche diese Menge einem Vier-Monats-Bedarf.
Doch auch im Automobilbausieht Ameling einen weiteren treuenund große Mengen abnehmendenKunden. Große Chancen für denEinsatz von Stahl bestehen durch dasmittlerweile abgeschlossene UL-SAB-Projekt das die Entwicklungvon Leichtbaukarossen zum Ziel
hatte. ULSAS (Ultra Light Steel AutoSuspension) ein weiteres Projekt fürdie Stahl-Leichtbau-Entwicklungvon Mehrlenkerachsen und andererAutomobilkomponenten schürendie Hoffnungen der Stahlkocher wei-ter. Die Überarbeitung dieses Mehr-lenker-Achssystems im Rahmen derULSAS-Studie führte immerhin zueiner Kostensenkung von 30%, ver-glichen mit einer Aluminiumlösung.Zusätzlich wurden auch bei der Ge-wichtseinsparung noch Vorteile ge-wonnen. Damit wurden die Vorga-ben - 20% Gewichtsreduktion und
mindestens 20% Kostenreduktion -durch eine intelligente Anwendungerreicht.
Eine technische Revolution, dieweitgehend unbeachtet von der Öf-fentlichkeit abläuft, nennt Amelingauch das europäische Projekt „Eu-rostrip“. Partner in diesem Verbund-projekt sind dabei die ThyssenKruppSteel, Usinor und die österreichischeVoestAlpine. Ei-ne Anlage, beiKrupp ThyssenNirosta in Kre-feld, bringt die er-sten Stahlerzeug-nisse, nichtros-tenden Bandes,durch Bandgie-ßen im 2-Rollen-Verfahren hervor.„Mit diesem Quantensprung sind ei-ne Verkürzung der Produktionsket-te, eine Verbesserung der Ausbrin-gung, eine erhebliche Energieein-sparung und damit eine Erhöhungder Ressourcenproduktivität sowiedes CO2-Ausstoßes verbunden“, soAmeling weiter.
Unter der Kategorie „priffig“ reihtdie deutsche Stahlindustrie die Ent-wicklung eines 20-Liter-Bierfassesein. Egal in welcher Umgebung sichdieses Fass befindet – wird daran einentsprechender Mechanismus inGang gesetzt, so steht innerhalb von30 MInuten das köstliche Naß mit ei-ner optimalen Trinktemperatur zurVerfügung. In Kürze will man in um-gekehrtem Verfahren den kalten Kaf-fee auf angenehme warme Trink-temperatur bringen.
Die deutsche und europäischeStahlindustrie ist fest entschlossenweitere innovative und interessanteAnwendungsfelder für ihren glän-zenden Werkstoff zu entdecken. Da-für hält sie imme neue und spezifischentwickelte Erzeugnisse hoher Qua-lität bereit. MM
AKTUELLESWERKSTOFFE
P Wirtschaftsvereinigung Stahl, Düsseldorf
P Krupp Thyssen AG, Duisburg
P Salzgitter AG, Salzgitter
www.maschinenmarkt.de
FAZIT
P Stahl ist nach wie vor ein unverzichtbarer Werkstoff
P Deutsche Stahlindustrie siehtpositiv in die Zukunft
P Stahl bietet als Werkstoff sehrviel InnovationspotentialTHYSSENKRUPP
Spitzenposition angestrebt
Prof. Dr. EkkehardD. Schulz, Vor-standsvorsitzenderThyssenKrupp:
„Wir wollen in allenunseren Geschäfts-feldern in führendeMarktpositionen.“
MM: Den Kunden managen heißt,ihn ans Unternehmen binden. Wiekann ein Mittelständler dies tun?Gibt es dafür Konzepte oder BestPractices, wie man heute sagt?Thomas: Gerade im Mittelstand istdie Ausgangslage für mehr Kun-denorientierung ganz besondersgünstig. In vielen mittelständischenUnternehmen hat der Firmenchef –anders als der Konzernmanager –noch den direkten Draht zum Kun-den. Das ist ein enormer Vorteil. Übrigens: Ein gutes Instrument zurVerbesserung der Kundenorientie-rung, das ich auch meinen mittel-ständischen Beratungskunden ansHerz lege, stellt der Kundenwork-shop dar. Während eines solchenWorkshops lässt sich bequem her-ausfinden, wo der Schuh drückt,was der Kunde an meinen Produk-ten und Leistungen gut findet undwo er Verbesserungen sehen will.Man sollte nämlich nie vergessen:Echte Verbesserungen kommennämlich aus dem Markt, niemalsaus dem eigenen Haus.
MM: Zwischen Analyse der Kun-denzufriedenheit und der Umset-zung von Verbesserungsmaßnah-men klafft vielfach eine Lücke.Schließlich wird Kundenzufrieden-heit im Unternehmen – je nachEbene und Bereich – recht unter-schiedlich wahrgenommen undbewertet. Welche organisatorischenRahmenbedingungen müssengeschaffen werden, um solche Rei-bungsverluste zu vermeiden? Thomas: Ganz einfach, man mussdas Unternehmen schlankermachen, muss überflüssige Hierar-chieebenen abbauen, bürokratischeHemmnisse beseitigen und dasZeitalter des paperlosen Büros aus-rufen. Bürokratie und Hierarchiebehindern die Kundenkommunika-tion. Es geht keineswegs darum,einfach nur Stellen zu streichen.Vielmehr müssen die Mitarbeiter indie Lage versetzt werden, mit demKunden richtig umzugehen. Dasgilt für alle Mitarbeiter, also auchfür diejenigen, die vordergründiggesehen gar keinen Kundenkontakthaben. Ob Verkäufer, Buchhalter
AKTUELLES MARKETING
KUNDENZUFRIEDENHEIT:
Zunächst die Hausaufgaben machen
Die systematische Messung der Kundenzufriedenheit soll zum Kernbestand-teil von Qualitätsmanagementsystemen werden. Welche Instrumente gibt es
dafür und welche Rolle spielt in diesem Zusammenhang der Einsatz vonCRM-Software? Wir sprachen darüber mit dem geschäftsführenden Inhaber
der CRM Akademie, Obernbreit, Rudolf F. Thomas.
Für Rudolf F. Thomas, Leiter der CRMAkademie, Obernbreit, steht fest:
„Eine CRM-Lösung muss passen wieder Schuh des Manitou.“
Thomas: Einen groben Anhalts-punkt stellt, wie ich eingangs sagte,die Anzahl der Kunden dar, diewiederkommen. Bezogen auf dasverarbeitende Gewerbe dürfte dieAnzahl der C-Kunden, die zu B-Kunden aufsteigen, also mehr undobendrein ein breiteres Sortimentkaufen, ein ganz guter Indikatorsein. Trotzdem: Den Indikatorschlechthin gibt es nicht. JedesUnternehmen muss sich seine Kri-terien und Indikatoren selbst erar-beiten.
MM: In welchen Branchen werdenbereits solche systematischen Kun-denzufriedenheitsanalysen durch-geführt? Geschieht das auch in derInvestitionsgüterindustrie? Thomas: Das Interesse in derIndustrie an solchen Analysenwächst, was sich unter anderemdarin äußert, dass immer mehrIndustrieunternehmen Call Centernutzen – meist Inhouse-Lösungen,was sich aus der Komplexität derProdukte ergibt. Mit einem CallCenter habe ich den Kunden imwahrsten Sinne des Wortes direktan der Strippe und kann im per-sönlichen Gespräch feststellen, ober mit den Leistungen meinesUnternehmens zufrieden ist odernicht und wo er noch Handlungs-bedarf sieht.
MM: Managementsysteme (ISO9000) sehen künftig eine systemati-sche Messung der Kundenzufrieden-heit vor. Das hört sich einfach an.Aber wann ist ein Kunde wirklichzufrieden ?Thomas: Nun, salopp gesagt, ist derKunde dann zufrieden, wenn erwiederkommt und nicht das Pro-dukt. Die Praxis sieht leider andersaus. So haben wir in Deutschlandbezogen auf die Kundenbindungnur eine 20%-Quote. Das heißt,von 100 möglichen Kunden werdenganze 20 systematisch bearbeitet.Unter diesem Blickwinkel habenwir derzeit eigentlich gar keineRezession, sondern viele Unterneh-men behandeln ihre Kunden ein-fach nicht richtig. Ob sich dasändern wird, nur weil eine ISO-Zertifizierung das Messen der Kun-denzufriedenheit vorschreibt, bleibtabzuwarten.
MM: Welche Indika-toren für die Kun-denzufriedenheit
gibt es und wie las-sen sich diese inZahlen umsetzen?
Bild: Schreier

MM Das IndustrieMagazin · 4/2002 23
oder Werksfahrer: Jeder muss wis-sen, was Kundenzufriedenheit„made by XYZ“ bedeutet. Danebengibt es natürlich diverse Tools zurVerbesserung der Kundenzufrie-denheit. Das Call Center habe ichschon erwähnt. Auch der Einsatzeines CRM-Systems mag sinnvollsein, wenn man die Kundenpflegesystematisieren und intensivierenwill.
MM: Damit ist das Stichwort gefal-len. Immer mehr Entscheider den-ken beim Begriff Kundenzufrieden-heit automatisch an den Einsatzvon CRM-Software. Spätestens2004 sollen nach einer Prognose vonXerox 90% aller europäischenUnternehmen über entsprechendeSysteme verfügen. Halten Sie dasfür realistisch?Thomas: Es ist zweifellos richtig,dass die Anzahl der Entscheider
zunimmt, die glauben, man müssesich nur eine CRM-Software kau-fen und habe dann alle Problemegelöst. Das wird sicher dazu beitra-gen, dass sie Nachfrage nach CRM-Software zunimmt. Nur: Ein CRM-System allein ist eben noch langenicht die Lösung aller Probleme,selbst wenn mancher Hersteller dassuggerieren möchte. Ein CRM-Sys-tem ist lediglich ein Werkzeug undnur dann ein nützliches Tool, wenndas Unternehmen vorher seineHausaugaben gemacht hat – also,wenn die CRM-Strategie steht unddie Kundenorientierung tatsächlichgelebt wird. Deshalb empfehle ich:Zunächst einmal Finger weg vonderartiger Software und genau ana-lysieren, wie es um die Kunden-orientierung im eigenen Hausewirklich bestellt ist. Schließlichsteht das „C“ in CRM nicht fürComputer, sondern für Customer,
AKTUELLESMARKETING
also Kunde, und das „M“ nicht fürMarketing, sondern für Manage-ment. CRM ist folglich eine Mana-gementaufgabe und nichts, wasman irgendwohin delegieren kannoder was der Computer erledigt.
MM: Viele Mittelständler habeneinen überschaubaren Kundenkreis.Braucht man in einem solchen Falleüberhaupt eine CRM-Lösung ? DieSoftware ist ja nicht gerade billig.Thomas: „CRM-System ja odernein“ ist weniger eine Frage desPreises. Es gibt am deutschenMarkt mehr als 300 CRM-Lösun-gen – von SAP über Siebel bis hinzur neuen Tenovis-Lösung –, dar-unter auch etliche kleinere Systeme,die weniger als 5000 Euro kosten.Die Frage ist eher, zu welchem Zeit-punkt ich mir ein CRM-Systemleisten soll. Dieser ist meines Erach-tens dann gekommen, wenn dieKundenmanagementstrategie greift.Natürlich braucht man eine hinrei-chend große Database, damit sichdie Anschaffung eines solchen Pro-gramms überhaupt lohnt. Generellgilt: Eine CRM-Lösung muss pas-sen wie der Schuh des Manitou.Der „Überhammer“ für hundert-tausend Euro bringt nichts, wennman die Funktionalitäten gar nichtnutzen kann. MM
Rudolf F. Thomas1951 Geboren in Karlsruhe1987 Nach Studium (Psychologie und Marketing) und
journalistischer Tätigkeit in der Tagespresse Grün-dung des Special-Interest-Magazins „acquisa“ (Schimmel-Verlag, Würzburg)
1990 Selbständiger Berater und Dozent für Unterneh-mens- und Kundenkommunikation, Veröffentli-chung zahlreicher Fachbücher und -artikel
1997 Gründung der CRM Akademie in Oberbreit1998 Entwicklung der Methode „Arbeitendes Lernen“
Der Xerox Industrial BusinessSurvey beweist: CRM ist in Eu-ropa auf dem Vormarsch. 62%der befragten Industrieunter-nehmen verfügen bereits übersolche Strategien, 28% wollen inden nächsten drei Jahren ihreCRM-Strategien umsetzen.2004 dürfte das softwarege-stützte Kundenmanagement in90% der Unternehmen eineSelbstverständlichkeit sein.Größter Markt für CRM-Soft-ware in Europa ist, wie aus einerStudie von IDC hervorgeht,Deutschland mit einem Markt-volumen von rund 1,9 Mrd. DM(970 Mio. Euro) im Jahr 2000.Allerdings ist das Marktpotenzi-al bei weitem noch nicht ausge-schöpft. Nach einer Umfragedes BeratungsunternehmensKPMG und der UniversitätMannheim haben nur knapp16% der Unternehmen ein
CRM-System vollständig imple-mentiert und nur 12,6% der1451 befragten Verkaufsleiternehmen auch kundenspezifi-sche Daten systematisch auf, ob-wohl sie für eine individuelle An-sprache nützlich wären. Immer-hin ist die Notwendigkeit, aufKundenwünsche individuell ein-zugehen, in den letzten Jahrengestiegen: Hatte die Bedeutungder eigenen Marketingstrategie1996 auf einer von 1 bis 7 rei-chenden Ratingskala noch bei3,5 gelegen, so beträgt sie heu-te 4,6. Für das Jahr 2006 erwar-ten die Verkaufsmanager bei ei-ner noch stärkeren Individuali-sierung einen Wert von 6,08.Weltweit wurde im Jahr 2000CRM-Software für 23 Mrd. Dol-lar abgesetzt; bis 2005 dürftedieser Betrag, so die Consul-tinggruppe Gartner, auf 76 Mrd.Dollar wachsen.
CRM-SOFTWARE
Ist der Durchbruch geschafft?
P Die CRM Akademie im Web
P Kundenzufriedenheit und Mitar-beitermotivation
P CRM-Systeme: Königsweg zumKunden?
www.maschinenmarkt.de



€
26 MM Das IndustrieMagazin · 4/2002
MANAGEMENT ERTRAGSPOLITIK
Die Mitarbeiter am
Erfolg beteiligenEin kompetentes und überzeugend vermitteltes Konzeptkann Mitarbeiter motivieren und Erträge erhöhen
HANS GEORG JAEGER
Dr. Hans Georg Jaeger ist Unternehmerbe-rater in 97082 Würzburg, Tel.(09 31) 7 11 69, Fax (09 31) 88 37 03.
Vom Manager zum MitunternehmerOetker Holding und JürgenHusmann, BDA, Köln 1998
Effizienzwirkungen vonErfolgbeteiligung undPartizipation Uwe Jirjahn, Campus Verlag,Frankfurt/Main, 1998
Buchtipps
Um zu motivieren, ist es nötig, zeitnahüber den Stand der potentiellen Erfolgsbeteiligung zu informieren.
Immer mehr mittelständischeUnternehmen möchten ihre Mit-arbeiter am Erfolg beteiligen. Im
Vordergrund steht hierbei nicht eineBeteiligung am Kapital, da dermittelständische Unternehmermeistens als Inhaber den Kreditge-bern gegenüber voll haftet und inso-fern eine breite Kapitalstreuung we-nig sinnvoll erscheint. Oft bestehtauch seitens der Inhaberfamilie kei-nerlei Absicht, Kapitalanteile aus derHand zu geben. Hingegen bestehtgroßes Interesse, den Unterneh-menserfolg in Form des Gewinns(Ergebnis der gewöhnlichen Ge-schäftstätigkeit) zu erhöhen und dieMitarbeiter an diesem Erfolg teilha-ben zu lassen. Die herkömmlichenMethoden, wie stille Beteiligungen,Darlehenskonstruktionen und Ge-nussscheinen haben sich auf breiterFront nicht durchgesetzt, da sie qua-si endgültigen Charakter besitzen.Auch Aktienoptionen sind für dastypische, nicht börsennotierteUnternehmen nicht möglich bezie-hungsweise nicht zu empfehlen. Dermittelständische Unternehmermöchte vor allem flexibel bleiben. Ersucht daher eine Erfolgsbeteiligungder Mitarbeiter auf völlig freiwilliger,jederzeit widerrufbarer und notfallsjährlich in den Konditionen neu zuvereinbarender Basis. Aus Gründen,die ich nachfolgend im Einzelnendarlege, sind hierbei Gewinn undDeckungsbeitrag die zentralen Be-messungsgrößen.
Am Anfang eines jeden Erfolgsbe-teiligungskonzeptes steht die Pla-nung des Gewinns, denn dieser Ge-winn soll neben anderen Zielgrößenletztlich mit Hilfe der Erfolgsbeteili-gung und der damit verbundenenMotivation der Mitarbeiter erreichtwerden. Der Gewinn kann nach derherkömmlichen Methode als Resul-tante aus Umsatz minus Aufwands-positionen geplant werden. Ich emp-fehle, parallel zu dieser Methode ei-ne zweite Planung über den Returnon Investment (ROI) vorzunehmen.Die Ergebnisse beider Gewinnpla-nungen müssen anhand der erwart-baren Marktentwicklung und der in-dividuellen Situation des Unterneh-mens zu einer realistischen, mittel-bis langfristig ausgerichteten Ziel-größe, zum Beispiel in Form einerUmsatzrendite, zusammengefasstund auf die einzelnen Jahre her-untergebrochen werden.
So wichtig diese Gewinnplanungaus Sicht des Unternehmers und derFührungskräfte ist, so wenig kann siein vielen Fällen als Zielgröße für dieMitarbeiter dienen. Der Mitarbeiter
kann in der Regel mit dem Begriff desGewinns wenig anfangen, zumal die-ser Kosten enthält, die der Mitarbei-ter nicht beeinflussen kann. Es han-delt sich hierbei um die zentralenUnternehmensfixkosten oder Over-head-Kosten, wie beispielsweise dieKosten der Geschäftsführung, einTeil der Abschreibungen, einen Teilder Zinsen, Rechts- und Beratungs-kosten und dergleichen mehr. Mansollte daher aus dem Gewinn einenDeckungsbeitrag des Gesamtunter-nehmens herleiten, wie dies aus dernachfolgenden Formel ersichtlichwird: Plangewinn + geplante Zen-tralfixkosten = beeinflussbarer De-ckungsbeitrag (DB).
Mitarbeiter kann Overheadnicht beeinflussen
Dieser DB ist in der Darstellung denMitarbeitern gegenüber die Zielgrö-ße der Erfolgsbeteiligung. Wenn die-ser geplante DB im Gesamtunter-nehmen erreicht wird, soll eine Er-folgsbeteiligung ausgeschüttet wer-den. Voraussetzung sollte sein, dassein Mindest-DB überschritten wird.Dieser wird aus einem geplantenMindestgewinn hergeleitet, der derEigenkapitalverzinsung und der Ri-sikovorsorge dient.
Um das Deckungsbeitragsziel desGesamtunternehmens zu realisie-ren, sollten Profitcenter und Cost-center gebildet werden. Profitcenter
€

MM Das IndustrieMagazin · 4/2002 27
sind „Gewinnzentren“, die im stu-fenweisen Deckungsbeitrag darge-stellt werden.
Soweit keine Umsätze fakturier-bar sind und auch keine Verrech-nungspreise angesetzt werden, kön-nen einzelne Kostenstellen und Ab-teilungen als Costcenter ausgebildetwerden. Das Costcenter ist im Sinneeiner gewinnorientierten Unterneh-menssteuerung überall dort ein voll-gültiger Ersatz, wo keine Profitcentergebildet werden können.
Fehlen eines Limits führt zuerhöhter Motivation
Es liegt nun nahe, die Erfolgsbeteili-gung (Prämie P) der Mitarbeiter wiefolgt zu konzipieren: P = P1 +P2. DieErfolgsbeteiligung wird freiwillig ge-währt, in ihren Konditionen jährlichneu festgelegt und soll jederzeitwiderrufbar sein. Sie soll in Form ei-ner Prämie gezahlt werden, wenn dergeplante Mindest-Deckungsbeitragim Unternehmen überschrittenwird. Die Prämie P kann sich je nachgewähltem Prämienmodell in P1und P2 aufteilen. Die Höhe von P1ist von der Höhe der Überschreitungdes Mindest-Deckungsbeitrags ab-hängig. Bei P1 handelt es sich somitum eine Komponente, die vom Ge-samtergebnis des Unternehmens ab-hängt. Ihr liegt der Gedanke zu-grunde, dass alle Mitarbeiter desUnternehmens ein Team bilden.P2 ist eine profitcenter - respektiveabteilungsbezogene Komponenteund vom Grad der Zielerreichungdes geplanten Deckungsbeitrages ei-nes Profitcenters abhängig. P2 kannnicht nur für ein Profitcenter, son-dern auch für ein Costcenter wie dieVerwaltung ausgeschüttet werden.
Als Prämienmodell für einen kon-kreten Beispielfall stehen mehrereMöglichkeiten zur Verfügung: c Variante 1: Alle Mitarbeiter desUnternehmens erhalten als Erfolgs-beteiligung P1. Auf eine profitcenter-beziehungsweise costcenterbezoge-ne Komponente P2 wird verzichtet.c Die Erfolgsbeteiligung besteht ausP1 + P2.
Variante 2.1: Die auszuschüttendeGesamtsumme im Unternehmenwird in P1 und P2 aufgeteilt. P1 be-
trägt vorschlagsweise 1/3, P2 2 /3 derGesamtsumme. P1 wird auf alle Mit-arbeiter – beispielsweise pro Kopf –aufgeteilt. Auch an P2 partizipierenalle Mitarbeiter des Unternehmens:die Mitarbeiter in den Profitcenterndeckungsbeitragsbezogen, die Mit-arbeiter in den Costcentern kosten-bezogen, jeweils nach dem Grad derZielerreichung.
Variante 2.2: P1 wird nicht an al-le Mitarbeiter ausgeschüttet, son-dern nur an einen klar definiertenTeil. Das Gleiche gilt für P2. Außer-dem gibt es Mitarbeiter, die P1 + P2erhalten sollen. Die Verteilung ge-schieht zum Beispiel in Relation(prozentual) der für den Fall der Zielerreichung geplanten Anteile.
Wenn eine Erfolgsbeteiligung imUnternehmen gezahlt wird, solltenmit den Mitarbeitern Zielgesprächegeführt werden. Der Inhalt dieserZielgespräche umfasst:c Information über die Planzahlenfür das nächste Geschäftsjahr, c Vereinbarung der Konditionenfür eine Prämienausschüttung, c Festlegung und Vereinbarung in-dividueller Ziele.
Zielgespräche sind ein wichtigesMotivationsinstrument. Richtig ge-handhabt, kann mit ihrer Hilfe dasArbeitsverhalten positiv beeinflusstwerden. Es wäre wünschenswert undfür einzelne Jahre auch denkbar, dassdie tatsächlich erzielten Ergebnisseund Deckungsbeiträge über die ge-planten hinausschießen. Dies würdezu einer höheren Ausschüttungs-summe führen als ursprünglich ge-plant. Dagegen ist im Prinzip nichtseinzuwenden. Bei erstmaliger Ein-führung einer Erfolgsbeteiligungherrscht allerdings in vielen Fällennoch eine gewisse Planungsunsi-cherheit. Es ist daher sinnvoll, vor-übergehend eine Limitierung einzu-führen, das heißt eine maximaleAusschüttungssumme festzulegen.
Bei der geschilderten Erfolgsbe-teiligung der Mitarbeiter handelt essich um eine jährliche Einmalzah-lung, die nach Vorlage der Bilanz fäl-lig wird. Die Auszahlung wird somitrelativ spät vorgenommen, nämlichin einem Zeitpunkt, in dem der Zu-sammenhang mit der erbrachten
Leistung schon Vergangenheit ist.Um eine ausreichende Motivations-wirkung zu erzielen, ist es daher nö-tig, zeitnah über den Stand der po-tentiellen Erfolgsbeteiligung zu in-formieren. In vielen Unternehmenist es auch möglich, vierteljährlicheAbschlagszahlungen auf die zu er-wartende Erfolgsbeteiligung zu leis-ten.
Mit einer Er-folgsbeteiligungwird in mittel-ständischenUnternehmenkonsequent dasZiel verfolgt, dieMitarbeiter zumotivieren unddie Erträge zu er-höhen. Beides isterreichbar, wennein kompetentesKonzept am besten von einem erfahrenen Externen unter Berück-sichtigung aller Einzelheiten erstelltund den Mitarbeitern in zündenderund begeisternder Form vorgestelltwird. MM
MANAGEMENTERTRAGSPOLITIK
P Mitarbeiterbeteiligung
P Gewinnbeteiligung
P Gründe, Vorteile, Formen derMitarbeiterbeteiligung
P Entgeltsysteme
www.maschinenmarkt.de
Das Konzeptmuss am bestenvon einem erfah-renen Externenüberzeugend vor-gestellt werden.
FAZIT
P Die Unternehmensleitungmuss sich um die Details derErfolgsbeteiligung kümmern.
P Zielgespräche sind wichtigeMotivationsinstrumente.
P Die Erfolgsbeteiligung sollnach oben offen bleiben.

PRODUKTION UMFORMTECHNIK
Gute Schmierungfür das HydroformingDruck- und Schmiermedien haben auchwesentlichen Einfluss auf die Bauteilqualität
WOLFGANG KIENLE
28 MM Das IndustrieMagazin · 4/2002
zeigt, dass das Bauteilgewicht um biszu 50 % gesenkt, Schweißnahtlängenbis zu 50 % reduziert und das Crash-verhalten um bis zu 20 % verbessertwerden kann. Gerade vor demHintergrund steigender Anforde-rungen an Leichtbau und Steifigkeitwird diese Technologie zunehmendAnwendung finden.
Große und gleichmäßigeFormänderung als Ziel
Beim IHU-Prozess handelt es sichum das Kernstück des Hydrofor-ming-Verfahrens. Unter demHydroforming-Verfahren verstehtman das Vorbiegen hohler Aus-gangsteile einfacher Geometrie wiezum Beispiel Rohren in speziellenBiegemaschinen, den eigentlichenInnenhochdruck-Umformprozess,die Entfettung beziehungsweise Rei-nigung der Teile sowie den Korro-sionsschutz der fertigen Werkstücke.Im eigentlichen Innenhochdruck-
umform-Prozess wird eine Flüssig-keit (Druck- oder Wirkmedium) inden durch ein Dichtsystem abge-schlossenen Innenraum eines zuge-schnittenen Ausgangsteils, beispiels-weise in ein Rohr, eingeleitet. DasDruckmedium wird entweder überein externes Hochdruckaggregatoder durch Kompression infolge axi-al nachschiebender Stempel unterDruck gesetzt. Dadurch weitet sichdas Ausgangsteil auf und legt sich andie zwei Werkzeughälften, das so ge-nannte Formspeicherwerkzeug, an.Dabei wird die Kontur des Endteilesgeformt. Während dieses Vorgangsbewegt sich der Innendruck zwi-schen 800 und 10 000 bar.
Ziel des IHU-Prozesses ist die Re-alisierung möglichst großer Form-änderungen bei annähernd gleich-mäßiger Wandstärke. Das bedeutet,dass ein Nachfließen des Materialsüber das ganze Werkstück angestrebtwird.
Zur näheren Betrachtung wirddas IHU-Umformverfahren in ein-zelne Prozessschritte gegliedert:c Die freie Aufweitung: Hierbei er-folgt eine Vergrößerung der Oberflä-
Dipl.-Betriebswirt (FH) Wolfgang Kienleist Produktmanager bei Zeller + GmelinGmbH & Co., 73054 Eislingen. Tel. (0 71 61)80 22 25, [email protected]
In der jüngsten Vergangenheitwird die Innenhochdruckumfor-mung (IHU) als innovative Tech-
nologie bei der Automobilherstel-lung mehr und mehr eingesetzt. An-wendungsbeispiele hierfür sind:Strukturteile im Fahrzeugbau, Be-standteile von Armaturen, Karosse-rie, Fahrwerk und Spaceframe. DieIHU bietet eine Prozesskettenver-kürzung gegenüber den klassischenTiefziehprozessen. Es können weit-aus komplexere Teile in deutlich we-niger Arbeitsschritten gefertigt wer-den. Dadurch bieten sich erweiterteMöglichkeiten eines funktions- undgewichtsoptimierten Bauteilespek-trums, welches mit den bisherigenFertigungsmöglichkeiten nurschwer zu realisieren ist. Erfahrun-gen bekannter Hersteller haben ge-
Druckmedien und Zusatz-schmierstoffe sindwesentliche Ein-flussfaktoren für die Bauteilqualitätbeim IHU.Bild: Schuler Hydroforming

MM Das IndustrieMagazin · 4/2002 29
che bei gleichzeitiger Reduzierungder Wanddicke. Der formbegren-zende Aufweithohlraum berührt ankeiner Stelle das aufweitende Werk-stück. Hierbei wird relativ wenigDruck benötigt. Als Versagensfallkönnen Bersten, Rissbildung undEinschnürung auftreten.c Das Kalibrieren: Ist der endkon-turnahe Zustand erreicht, wird derInnendruck auf Kalibrierdruck ge-steigert (3- bis 5-facher Druck deszur Umformung benötigtenDrucks). Es werden nur noch gerin-ge Formänderungen zum Abbau derEigenspannungen beziehungsweisezur Reduzierung der geometrischenAbweichungen durchgeführt. Derhauptsächliche Versagensfall, dersich beim Kalibrieren ergibt, ist dasBersten.c Das Aufweitstauchen: Hierbeiwerden deutlich größere Formände-rungen bei reduzierten Blechdicken-schwächungen durch Nachschiebendes Werkstoffs erzeugt. Dies wirddurch Axialzylinder in Kombinationmit dem Innenhochdruck bewirkt.Reibung entsteht durch Werkzeug-kontakt und lange Schiebewege. Beizu langen Axialwegen beziehungs-weise zu hoher Axialkraftbelastungkann Faltenbildung als Versagensfallauftreten.
Kriterien für die Auslegungeines sicheren Prozesses
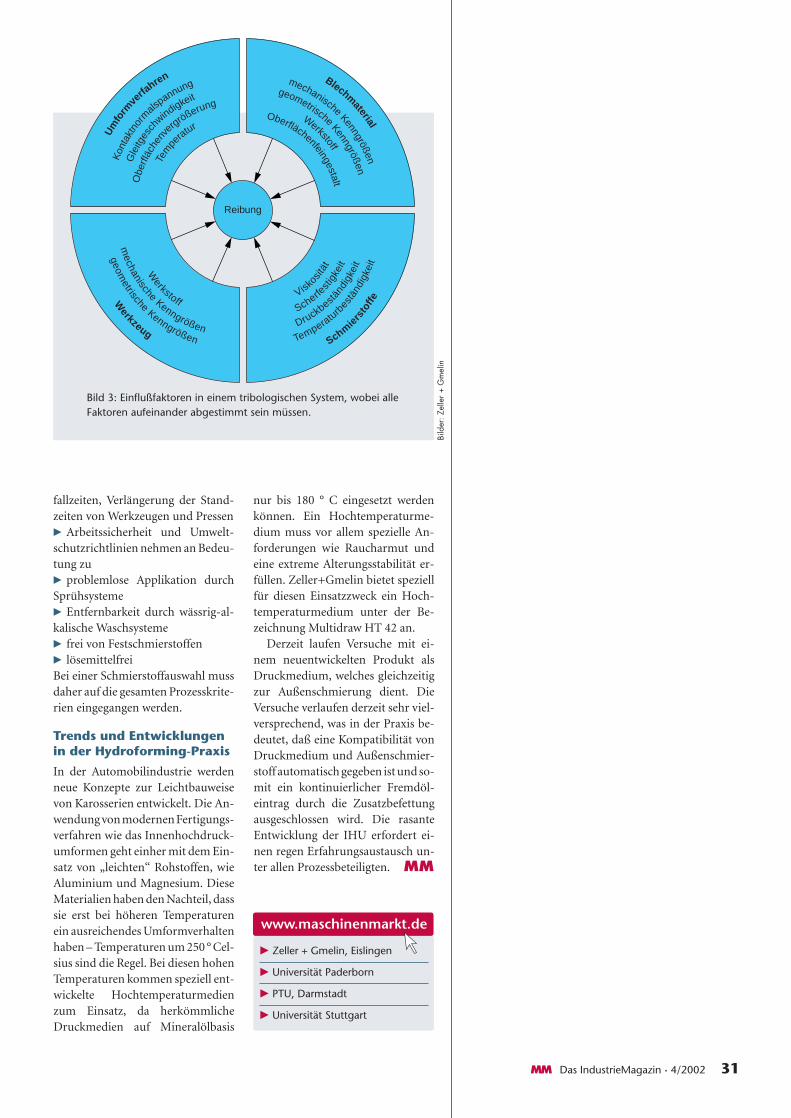
Durch entsprechende Steuerung desUmformverfahrens mit Parameternwie Kontaktnormalspannung, Tem-peratur, Oberflächenvergrößerungund weiteren kann der Prozess pro-duktionssicher ausgelegt werden.Daneben nehmen das Ausgangsteilmit den Parametern Werkstoff, me-chanische und geometrische Eigen-schaften, das Werkzeug mit den Pa-rametern Werkstoff, Oberfläche so-wie den mechanischen und geome-trischen Eigenschaften und derSchmierstoff mit den ParameternScherfestigkeit, Druck- und Tempe-raturbeständigkeit Einfluss auf denUmformprozess. Alle Faktoren zu-sammen bilden ein tribologischesSystem, das aufeinander abgestimmtsein muss, um die Verfahrensgrenzeund die Prozesssicherheit zu opti-
mieren. Generell sind neben der Pri-märhydraulik, die über hydraulischeZylinder zur Positionierung undEinrichtung von Stempeln, Nieder-haltern und Werkzeugen notwendigist (hier werden in der Regel Hy-drauliköle HLP- oder HLPD-Öleeingesetzt), beim IHU zwei Schmier-stoffsysteme vorhanden:c das Druckmedium (sekundäreHydraulik) undc die gezielte Zusatzschmierung(Außenschmierung).
Ein geeignetes Druckmediummuss folgende Anforderungen erfül-len:c guter Korrosionsschutz für Werk-stück, Werkzeug und Maschinec optimales Schaumverhaltenc hohe Kompressibilitätc gute Dichtungsverträglichkeitc gute Filtrierbarkeitc Kompatibilität von Hydraulikme-dium und Umformschmierstoffc Stabilität gegenüber Verkeimung,hohe Standzeitc gutes Demulgierverhalten beiFremdöleintragAls Druckmedium werden in der Re-gel wassergemischte Produkte einge-setzt. Hierbei wird zwischen zwei-phasigen (Öl-in-Wasser) Hydro-form-Emulsionen und einphasigen,wässrigen Hydroform-Lösungenunterschieden.
Emulsionen sind in der Regel Mi-neral- oder Syntheseöle, die in Was-ser emulgiert werden. Als Emulgatordienen Verbindungen, die aus einemwasserabweisenden und einem was-seranziehenden Teil bestehen; eshandelt sich also um eine Mischungnicht löslicher Stoffe. Zur Erzielungbestimmter Eigenschaften werden
Zusätze wie Additive, EP-Zusätzeoder ähnliche zugefügt. Hierbei han-delt es sich um ein 2-Phasen-System(Öl-in-Wasser-Gemisch). Die Öl-phase erschließt die Möglichkeit, ei-ne breite Palette von öllöslichen Ad-ditiven ins Produkt zu integrieren.
Lösungen dagegen sind mineral-ölfreie wasserlösliche Kühlschmier-stoffe, die mit Wasser gemischt einestabile Einheit bilden. Es handelt sichum ein einphasiges System auf wäss-riger Basis. Dadurch ergibt sich einebessere Filtrierbarkeit. Der Ölein-trag ist deutlich erschwert, da keineEmulgatoren zum Einbinden einerÖlphase vorliegen.
Es stellt sich nun die Frage welcheVorteile Lösungen beziehungsweiseEmulsionen bie-ten oder wanndiese eingesetztwerden?
Der größteVorteil von Emul-sionen im Ver-gleich zu Lösun-gen besteht in ei-ner höherenSchmierleistungund einer Verringerung des Pum-penverschleißes durch öllösliche EP-Additive. Lösungen zeichnen sichdurch ein besseres Demulgierverhal-ten aus, was ein besseres Abtrennenvon Fremdölen ermöglicht. Dahersind Lösungen für eine Zusatzbefet-tung besser geeignet und zeigen einebessere Filtrierbarkeit. Dadurchkönnen höhere Standzeiten erreichtwerden. Viele Pumpenhersteller for-dern bei komplexen Systemen eineFilterfeinheit unter 5 µ, die nur mitLösungen erreicht werden kann. Für
PRODUKTIONUMFORMTECHNIK
FAZIT
P Bauteil, Werkzeug und Schmier-stoff müssen aufeinander abge-stimmt sein.
P Moderne Rohstoffe wie Alumi-nium und Magnesium erfordernHochtemperaturmedien(250 °C).
Bild 1: Vor allemin der Automobil-
industrie wie hier bei Audi in
Ingolstadt hat sichdas Innenhoch-druckumformen
etabliert.
30 MM Das IndustrieMagazin · 4/2002
die Außenschmierung gelten vor al-lem folgende Anforderungen:c gute Schmiereigenschaften.c Die Umformeigenschaften müs-sen auch bei hohen Flächenpressun-gen erhalten bleiben.c Der metallische Kontakt vonWerkstück und Werkzeug muss ver-hindert werden, um Kaltverschwei-ßungen und vorzeitigen Werkzeug-verschleiß zu vermeiden.c Ein Abwaschen der Zusatzbefet-tung im Prozess muss verhindertwerden, somit ist ein gutes Demul-gierverhalten gegenüber demDruckmedium notwendig.c Bei demulgierender Abstimmungder Zusatzbefettung mit dem Druck-medium kann ein Schmierstoffein-trag gut abgeskimmt werden.c Eine Kompatibilität mit Folge-prozessen wie Entfettung und La-ckierung muss gewährleistet sein.
Eine Außenschmierung ist vor al-lem dann notwendig, wenn mit zu-nehmender Aufweitung sich dasWerkstück an das Formspeicher-werkzeug anlegt, wodurch es zuKontakt zwischen Werkstück undWerkzeug kommt. Eine besonderseffiziente Schmierung wird erforder-lich, wenn beim anschließenden Ka-librieren enge Radien auftreten.Beim Aufweitstauchen hat derSchmierstoff eine entscheidendeRolle, wenn lange axiale Schiebewe-ge oder eine hohe Werkstoffumlen-
kung vorgesehen ist. Bei der Auswahldes Schmierstoffs sind vor allemauch die hohen Flächenpressungenzu berücksichtigen.
So bietet Zeller + Gmelin prak-tisch eine breite Palette an Zusatzbe-fettungsmitteln, die auf die einzel-nen Prozessbedingungen speziell zu-geschnitten sind. Die Aufbringungder Außenschmierstoffe kann bereitsvor dem Vorformen der Werkstücke(zum Beispiel beim Rohrbiegen)oder unmittelbar vor dem IHU-Pro-zess erfolgen. Der Schmierstoff wirdentweder manuell mit einem Pinselbeziehungsweise mit einer Walzeaufgebracht oder aufgesprüht.
Da in den meisten Fällen auf eineZusatzbefettung nicht verzichtetwerden kann, werden als Druckme-dium zunehmend Lösungen ver-wendet. Die Zusatzbefettung mussdaher in Bezug auf Einmisch- undDemulgierverhalten aufeinanderabgestimmt sein. Auch das Öl derPrimärhydraulik sollte mit demDruckmedium kompatibel sein.
Der hier genannte Schmierstoff-hersteller offeriert deshalb einSchmierstoffkonzept, das aufgrundabgestimmter Einzelkomponentenkundenspezifische Lösungen bietet.An das Gesamtschmierstoffsystem-system werden dabei folgende An-forderungen gestellt:c Die Prozesse müssen sicher be-herrscht werden, Senkung der Aus-
PRODUKTION UMFORMTECHNIK
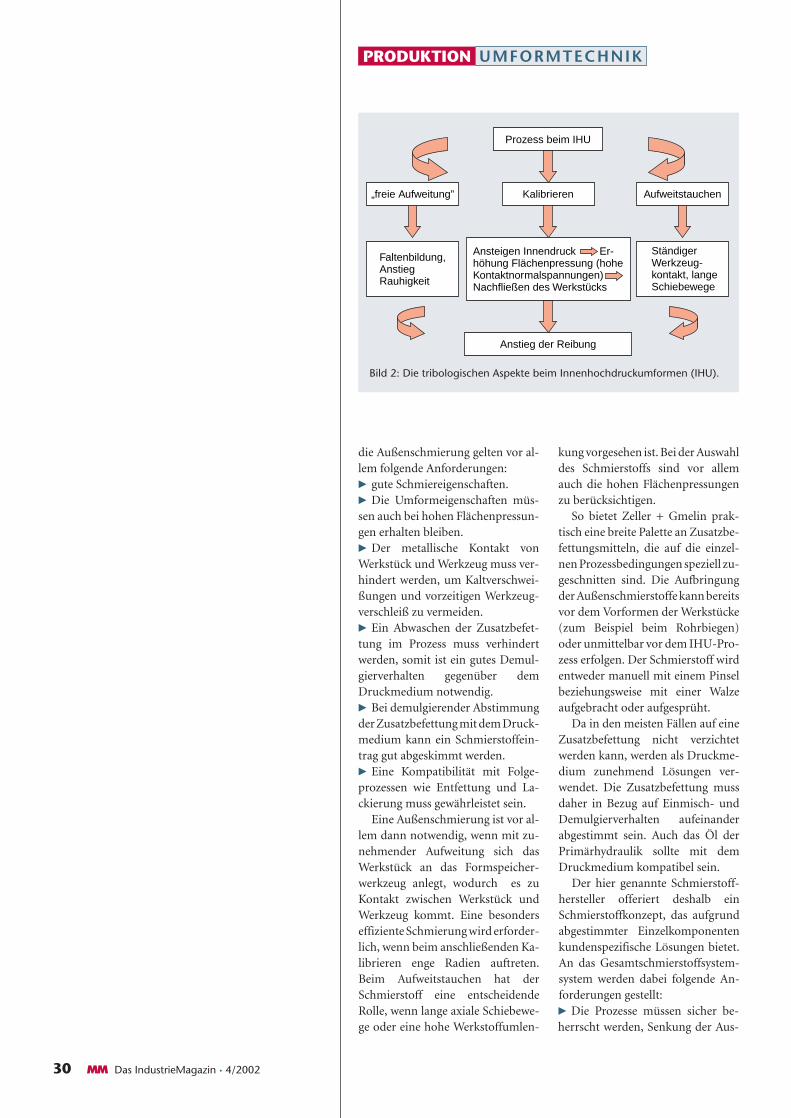
Prozess beim IHU
Kalibrieren
Anstieg der Reibung
Aufweitstauchen„freie Aufweitung”
Ansteigen Innendruck Er-höhung Flächenpressung (hoheKontaktnormalspannungen)Nachfließen des Werkstücks
StändigerWerkzeug-kontakt, langeSchiebewege
Faltenbildung,AnstiegRauhigkeit
Bild 2: Die tribologischen Aspekte beim Innenhochdruckumformen (IHU).
MM Das IndustrieMagazin · 4/2002 31
fallzeiten, Verlängerung der Stand-zeiten von Werkzeugen und Pressenc Arbeitssicherheit und Umwelt-schutzrichtlinien nehmen an Bedeu-tung zuc problemlose Applikation durchSprühsystemec Entfernbarkeit durch wässrig-al-kalische Waschsystemec frei von Festschmierstoffenc lösemittelfreiBei einer Schmierstoffauswahl mussdaher auf die gesamten Prozesskrite-rien eingegangen werden.
Trends und Entwicklungenin der Hydroforming-Praxis
In der Automobilindustrie werdenneue Konzepte zur Leichtbauweisevon Karosserien entwickelt. Die An-wendung von modernen Fertigungs-verfahren wie das Innenhochdruck-umformen geht einher mit dem Ein-satz von „leichten“ Rohstoffen, wieAluminium und Magnesium. DieseMaterialien haben den Nachteil, dasssie erst bei höheren Temperaturenein ausreichendes Umformverhaltenhaben – Temperaturen um 250 ° Cel-sius sind die Regel. Bei diesen hohenTemperaturen kommen speziell ent-wickelte Hochtemperaturmedienzum Einsatz, da herkömmlicheDruckmedien auf Mineralölbasis
nur bis 180 ° C eingesetzt werdenkönnen. Ein Hochtemperaturme-dium muss vor allem spezielle An-forderungen wie Raucharmut undeine extreme Alterungsstabilität er-füllen. Zeller+Gmelin bietet speziellfür diesen Einsatzzweck ein Hoch-temperaturmedium unter der Be-zeichnung Multidraw HT 42 an.
Derzeit laufen Versuche mit ei-nem neuentwickelten Produkt alsDruckmedium, welches gleichzeitigzur Außenschmierung dient. DieVersuche verlaufen derzeit sehr viel-versprechend, was in der Praxis be-deutet, daß eine Kompatibilität vonDruckmedium und Außenschmier-stoff automatisch gegeben ist und so-mit ein kontinuierlicher Fremdöl-eintrag durch die Zusatzbefettungausgeschlossen wird. Die rasanteEntwicklung der IHU erfordert ei-nen regen Erfahrungsaustausch un-ter allen Prozessbeteiligten. MM
P Zeller + Gmelin, Eislingen
P Universität Paderborn
P PTU, Darmstadt
P Universität Stuttgart
www.maschinenmarkt.de
Bild 3: Einflußfaktoren in einem tribologischen System, wobei alleFaktoren aufeinander abgestimmt sein müssen.
Reibung
Um
form
verfa
hren
Kont
aktn
orm
alspannung
Gle
itges
ch
windigkeit
Obe
rfläc
henv
ergrößerung
Tem
peratur
Blechm
aterial
mechanische
Kenngrößen
geometrische
Kenngrößen
Werkstoff
Oberflächenfeingestalt
Schmie
rsto
ffe
Temperaturb
estä
ndig
keit
Druckbestän
digk
eit
Scherfe
stig
keit
Visk
ositä
t
Werkzeug
mechanische
Kenngrößen
Werkstoff
geometrische
Kenngrößen
Bild
er: Z
elle
r +
Gm
elin
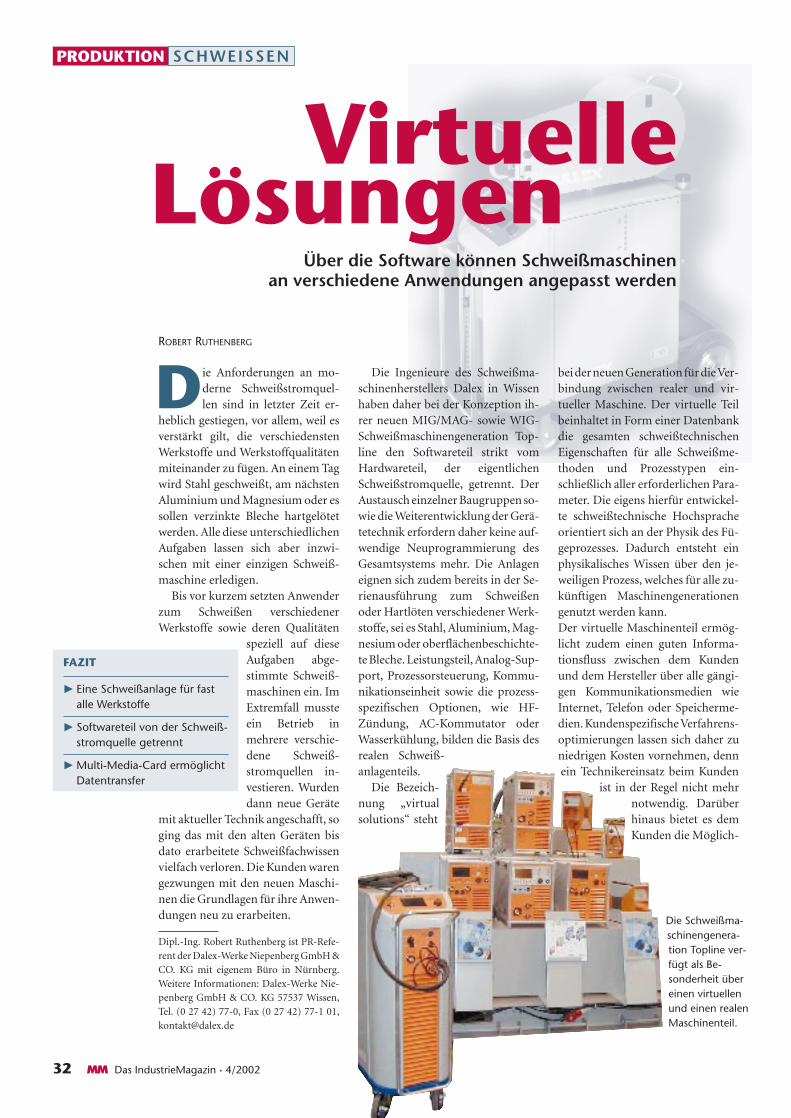
Die Schweißma-schinengenera-tion Topline ver-fügt als Be-sonderheit übereinen virtuellenund einen realenMaschinenteil.
bei der neuen Generation für die Ver-bindung zwischen realer und vir-tueller Maschine. Der virtuelle Teilbeinhaltet in Form einer Datenbankdie gesamten schweißtechnischenEigenschaften für alle Schweißme-thoden und Prozesstypen ein-schließlich aller erforderlichen Para-meter. Die eigens hierfür entwickel-te schweißtechnische Hochspracheorientiert sich an der Physik des Fü-geprozesses. Dadurch entsteht einphysikalisches Wissen über den je-weiligen Prozess, welches für alle zu-künftigen Maschinengenerationengenutzt werden kann.Der virtuelle Maschinenteil ermög-licht zudem einen guten Informa-tionsfluss zwischen dem Kundenund dem Hersteller über alle gängi-gen Kommunikationsmedien wieInternet, Telefon oder Speicherme-dien. Kundenspezifische Verfahrens-optimierungen lassen sich daher zuniedrigen Kosten vornehmen, dennein Technikereinsatz beim Kunden
ist in der Regel nicht mehrnotwendig. Darüberhinaus bietet es demKunden die Möglich-
Die Ingenieure des Schweißma-schinenherstellers Dalex in Wissenhaben daher bei der Konzeption ih-rer neuen MIG/MAG- sowie WIG-Schweißmaschinengeneration Top-line den Softwareteil strikt vomHardwareteil, der eigentlichenSchweißstromquelle, getrennt. DerAustausch einzelner Baugruppen so-wie die Weiterentwicklung der Gerä-tetechnik erfordern daher keine auf-wendige Neuprogrammierung desGesamtsystems mehr. Die Anlageneignen sich zudem bereits in der Se-rienausführung zum Schweißenoder Hartlöten verschiedener Werk-stoffe, sei es Stahl, Aluminium, Mag-nesium oder oberflächenbeschichte-te Bleche. Leistungsteil, Analog-Sup-port, Prozessorsteuerung, Kommu-nikationseinheit sowie die prozess-spezifischen Optionen, wie HF-Zündung, AC-Kommutator oderWasserkühlung, bilden die Basis desrealen Schweiß-anlagenteils.
Die Bezeich-nung „virtualsolutions“ steht
32 MM Das IndustrieMagazin · 4/2002
PRODUKTION SCHWEISSEN
Die Anforderungen an mo-derne Schweißstromquel-len sind in letzter Zeit er-
heblich gestiegen, vor allem, weil esverstärkt gilt, die verschiedenstenWerkstoffe und Werkstoffqualitätenmiteinander zu fügen. An einem Tagwird Stahl geschweißt, am nächstenAluminium und Magnesium oder essollen verzinkte Bleche hartgelötetwerden. Alle diese unterschiedlichenAufgaben lassen sich aber inzwi-schen mit einer einzigen Schweiß-maschine erledigen.
Bis vor kurzem setzten Anwenderzum Schweißen verschiedenerWerkstoffe sowie deren Qualitäten
speziell auf dieseAufgaben abge-stimmte Schweiß-maschinen ein. ImExtremfall mussteein Betrieb inmehrere verschie-dene Schweiß-stromquellen in-vestieren. Wurdendann neue Geräte
mit aktueller Technik angeschafft, soging das mit den alten Geräten bisdato erarbeitete Schweißfachwissenvielfach verloren. Die Kunden warengezwungen mit den neuen Maschi-nen die Grundlagen für ihre Anwen-dungen neu zu erarbeiten.
ROBERT RUTHENBERG
Dipl.-Ing. Robert Ruthenberg ist PR-Refe-rent der Dalex-Werke Niepenberg GmbH &CO. KG mit eigenem Büro in Nürnberg.Weitere Informationen: Dalex-Werke Nie-penberg GmbH & CO. KG 57537 Wissen,Tel. (0 27 42) 77-0, Fax (0 27 42) 77-1 01,[email protected]
VirtuelleLösungen
Über die Software können Schweißmaschinen an verschiedene Anwendungen angepasst werden
FAZIT
P Eine Schweißanlage für fastalle Werkstoffe
P Softwareteil von der Schweiß-stromquelle getrennt
P Multi-Media-Card ermöglichtDatentransfer

MM Das IndustrieMagazin · 4/2002 33
keit, Modifikationenseiner Maschine vorOrt in wenigen Se-kunden selbst durch-zuführen.
Beim Einsatzmehrerer Maschinenkönnen die Schweiß-parameter unterein-ander problemloskopiert werden. Op-timierte Prozesstypen lassen sich mitihren Schweißparametern jederzeitauf andere Maschinen übertragen.Die Virtual-solutions-Updates ge-währleisten dem Anwender zudemdie Umsetzung von neuen schweiß-technischen Entwicklungen direkt indie Produktion. Bereits heute bein-halten die Geräte alle Programmevom einfachen Schweißen über dieverschiedensten Varianten des Puls-schweißens bis hin zum Löten.
Doch bei der Entwicklung derTopline-Baureihe wurde auch darangedacht, dass der Anwender mit dergleichen Schweißmaschine auchaußergewöhnliche Aufgaben wie dasOrbital-, MIG-AC-, Hybrid- oderFlachdrahtschweißen vornehmenkann. Zur Anwendung kommt dieSchweißstromquelle zum Beispielfür das Hybridschweißen beim Edel-stahlhersteller Butting in Wittingen-Knesebeck. Das Verfahren kombi-niert die Genauigkeit und Ge-schwindigkeit des Laserschweißensmit der Spaltüberbrückung sowiedem möglichen hohen Wärmeein-trag des Lichtbogenschweißens. BeiButting verliefen erste Tests mit einerHybridschweißanlage im Herbst2001 so erfolgreich, dass Anfang die-ses Jahres eine derartige Anlage in ei-ne der 13 Bandstraßen installiertwird. Dort sollen dann Edelstahl-rohre bis zu einem Durchmesser von600 mm und einer maximalen Dicke
von 12 mm längsnahtgeschweißtwerden. Das Ziel, die Geschwindig-keit im Vergleich zum Plasmasch-weißen um das Drei- bis Vierfache zuerhöhen, wurde bereits in den Ver-suchen realisiert. Die Virtual-solutions-Qualitätssi-cherung garantiert dem Anwendereine prozesssichere Produktion rundum die Uhr. Dies ermöglicht ein Da-tenchip, der alle für den Anwenderrelevanten Prozessdaten speichert.Diese können anschließend amComputer ausgewertet werden.
Die Kommunikation mit derSchweißanlage erfolgt über ein Be-diencockpit mit Einknopfsteuerung.Nach der Wahl des Schweißverfah-rens in Abhängigkeit von Werkstoff,Drahtdurchmesser und Schutzgaskann mit der Maschine aufgrund ih-rer Basisprogramme sofort gearbei-tet werden, ohne aufwendige Para-metereinstellungen wie Vorgabe vonPulshöhe, Pulsdauer, Pulsfrequenzoder Grundstrom vornehmen zumüssen. Experten können zusätzlichOptimierungen vornehmen und dieDatenbank um spezifische Schweiß-programme erweitern. MM
P Dalex im Internet
P Daten der Schweißgerätebaureihe Topline
www.maschinenmarkt.de
Auf der Multi-Media-Card der Schweißma-schine lassen sich alleprozessrelevanten Da-ten speichern und aufandere Geräte kopie-ren.
Bild
er: D
alex
PRODUKTIONSCHWEISSEN

34 MM Das IndustrieMagazin · 4/2002
PRODUKTION FERTIGUNGSAUTOMATISIERUNG
Das schnelle Wachstum desHartmetallproduzentenExtramet AG führte nicht
nur zu bedeutenden Strukturverän-derungen in der Unternehmung,sondern auch zu einem wesentlichhöheren Informationsbedarf. Dasdamalige PC-System verfügte imWesentlichen nur über Funktionenfür die Auftrags- und Lagerverwal-tung. So fehlte einerseits ein Instru-
ment für die Produktionsplanung.Andererseits konnten die Beständeder verschiedenen Lager, die Durch-laufzeiten sowie die Verkaufsgesprä-che mit den Kunden nur mit einermodernen Software optimiert wer-den, die die entsprechenden Abläufeautomatisiert sowie einen schnellenund detaillierten Überblick über ak-tuelle Verkaufs- und Fertigungsda-ten liefert.
Qualität erfordert hohe Präzision
Die expandierende Unternehmungverarbeitet nur wenige Rohmateria-lien. Im hauseigenen Labor werdenausschließlich pulverförmiges Wol-
framkarbid und Kobalt gemischt,wobei die Kobaltmenge die Härteund Bruchfestigkeit bestimmt. Umeine knetfertige Mischung zu erhal-ten, mischt man dem Pulver ein hei-ßes Wachs bei, das später wieder her-ausgelöst wird. Danach kommt dieMasse in die Strangpresse, um dar-aus Rund- und Rechteckstäbe oderRöhrchen zu formen. Um eine höch-ste Qualität zu gewährleisten, müs-sen bis zu dieser Fertigungsstufeauch Außeneinflüsse wie Wetterlageund Luftfeuchtigkeit berücksichtigtwerden.
Wenn das Material aus dem Vor-sinterofen kommt, muss man es mitDiamantwerkzeugen bearbeiten. Als
massiv verkürztERP-Standardlösung sorgt für transparente Planungin der Produktion von Hartmetallrohlingen
PAUL VERMEEHREN
Paul Vermeehren ist Journalist in 76227Karlsruhe. Weitere Informationen: InforBusiness Solutions AG, 66299 Friedrichs-thal, Tel. (0 68 97) 9 83 30, Fax (0 68 97) 98 33 99, [email protected]
DurchlaufzeitenJe nach gewünsch-tem Härtegrad des Endprodukteserzeugt das haus-eigene Labor die entsprechendeMischung der Bestandteile.
Bild
: Ext
ram
et

MM Das IndustrieMagazin · 4/2002 35
Zwischenstation für solche Vorpro-dukte dienen so genannte Soft-La-ger. In diesem kreideartigen Zustandwerden die Stäbe auf kundenspezifi-sche Fixlängen zugeschnitten unddurch verschiedene Bearbeitungs-schritte vorgeformt. Im Sinter-HIP-Ofen schrumpfen die Teile dann un-ter Einfluss von Druck und Gas um25 bis 30% und verdichten sich so aufihren typischen Hartmetallcharak-ter.
ERP-Lösung optimiertKonsignationslager
Vor der Suche nach einem geeigne-ten, neuen ERP-(Enterprise Resour-ce Planning-)System erstellte derHartmetallspezialist ein detailliertesPflichtenheft. Die typischen Ansprü-che an die Produktionsplanung wur-den durch hohe Anforderungen be-züglich Auswertungen, Verwaltungder verschiedenen Lager, schnittstel-lenfreie, integrierte Abwicklung vonFinanzbuchhaltung und Zeiterfas-sung sowie Internet-Anbindungs-möglichkeiten der beiden Niederlas-sungen in Deutschland und den USAergänzt. Ebenso sollte die neue Lö-sung über einen Listengenerator ver-fügen, mehrsprachig sein und alleAnforderungen abdecken, ohne grö-ßere Anpassungen vornehmen zumüssen.
Eine Spezialität bei diesem Hart-metallhersteller sind die so genann-ten Konsignationslager. Das sindspezielle Übergangslager vor Ortbeim Kunden, die dessen Bedarf biszu drei Monaten im Voraus ab-decken. Gerade für die Automobil-zulieferer ist eine solch flexible Lösung von Vorteil, da sie mit Zugriffauf das Konsignationslager die be-nötigten Hartmetallprodukte jeder-zeit in den Just-in-time-Fertigungs-prozess einbinden können. Diese Lager wollte man ebenfalls mit derneuen ERP-Lösung überwachen undhinsichtlich der Bestände optimie-ren.
Nach einer gründlichen Auswer-tung der am Markt relevanten Soft-wareprodukte entschied man sichfür das ERP-System Infor:NT. DieseEntscheidung fiel unter anderemnach genauer Begutachtung eines
Referenzprojektes, das hinsichtlichPreis, Leistung und Bedienerfreund-lichkeit überzeugte.
Release-Wechsel während der Einführungsphase
Gestartet wurde die Einführung desneuen ERP-Systemes mit der NT-Version 5.1. Nach der Installation derModule wurden sämtliche Stamm-
daten neu eingegeben. „Eine Daten-übernahme wäre in unserem Fall vielzu aufwändig gewesen. Die Neuan-lage hatte den großen Vorteil, dasswir im gleichen Zug alle Daten kon-sistent aufbauen und auf deren Rich-tigkeit überprü-fen konnten“, er-innert sich Hans-Jörg Mihm, alsDirektor beiExtramet unteranderem für dieBereiche Con-trolling, Finan-zen, Qualität undEinkauf zustän-dig. Weil die Ver-sion 5.1 noch keine Verwaltung derKonsignationslager enthielt, erfolgtenoch während der Einführung derUmstieg auf das auf den Markt ge-kommene Release 5.3.
Die interne Organisation wurdeauf das neue System abgestimmt undgleichzeitig ein neues Nummernsys-tem für die Artikel kreiert, das jedesTeil hinsichtlich Form, Abmessun-gen und Qualität eindeutig be-schreibt (Bild 1). „Obwohl wir inner-halb unserer Produktegruppen sehrviele ähnliche Varianten haben, wis-sen unsere Mitarbeiter anhand dersprechenden Nummer sofort, umwelches Produkt in welcher Qualitätes sich handelt“, erklärt Hans-JörgMihm. „Dadurch haben wir sowohl
PRODUKTIONFERTIGUNGSAUTOMATISIERUNG
Bild 1: Weil jederHartmetallrohlinghinsichtlich Form,Abmessungen undQualität durch eineNummer beschrie-ben wird, ist einehohe Prozesssicher-heit im Betrieb gewährleistet.
FAZIT
P Eine neue, umfassende ERP-Lösung erfordert oft weitrei-chende Umstrukturierungender Unternehmungsprozesse
P Die Einführung eines durch-dachten Artikelnummernsyste-mes sorgt für reibungslose Ab-läufe
PORTFOLIO EXTRAMET
Vom Senker bis zum BohrerDie Produkte von Extrametkommen zum Einsatz in derAutomobilindustrie, in derLuft- und Raumfahrt sowie imWerkzeug-, Maschinen- undApparatebau verschiedensterBranchen. So fertigt der Fami-lienbetrieb beispielsweise ei-nen großen Teil der in Europaeingesetzten Zahnbohrerroh-linge und Nietsenker für dieFlugzeugproduktion bei Boe-ing und Airbus, aber auch Vor-produkte für Spezialnadeln imTextilbereich oder Printboh-rer, die für die Produktion vonLeiterplatten benötigt wer-den.

36 MM Das IndustrieMagazin · 4/2002
PRODUKTION FERTIGUNGSAUTOMATISIERUNG
im Verkauf als auch im Betrieb sehrschnell eine Transparenz geschaffen,mit der wir sehr viele potenzielleFehler vermeiden.“ Die Stammda-tenverwaltung wird dabei komplettvon der Arbeitsvorbereitung erle-
digt. Dazu gehört neben der Verga-be neuer Artikelnummern die Erfas-sung neuer Kunden und Lieferantensowie die Pflege und Neuanlage dersystemspezifischen Ressourcenlis-ten. Bei Extramet sind diese zentra-
len Informationsträger, die Arbeits-pläne, Material und Kapazitäten in-tegriert abbilden, zweistufig ange-legt, so dass die Fertigung mit demRohmaterial oder mit den Vorpro-dukten aus den Soft-Lagern begin-nen kann.
Durchlaufzeit konnte mehrals halbiert werden
Wenn diese Zwischenlager geeigneteBestände aufweisen, lässt sich die ge-samte Durchlaufzeit inzwischen vondurchschnittlich acht bis zehn Wo-chen oft auf zwei bis vier Wochenverkürzen. Entsprechende Lieferter-mine ermittelt die Arbeitsvorberei-tung aus den im System hinterlegtenDurchschnittszeiten.
Aus den aktuellen Kundenaufträ-gen sowie dem Nachfüllbedarf derSoft- und Konsignationslager gene-riert die neue ERP-Lösung für dieProduktion einmal täglich optimier-te Fertigungsaufträge (Bild 2).
Bild
er: E
xtra
met
Bild 2: Aus den Kundenaufträgen sowiedem Nachfüllbedarf der Soft- und Kon-signationslager generiert die ERP-Lö-sung für die Produktion einmal täglichoptimierte Fertigungsaufträge.

MM Das IndustrieMagazin · 4/2002 37
Gleichzeitig werden Bestellvorschlä-ge an die externen Schleifereien er-zeugt. Alle auf verschiedenfarbigemPapier ausgedruckten Fertigungs-aufträge sind mit Barcodes versehen,die nach Fertigungsende die Rück-meldung von produzierten Stück-zahlen und Ausschussware vereinfa-
chen. Ungeachtet der Vorteile, dieman heute aus dem neuen Systemzieht, sind noch Wünsche offen. Sosollen einerseits die noch nicht opti-mal gelösten Konsignationslager imInfor-Standard abgedeckt werden.Andererseits müssen noch die Mo-dule „Infor:Finance“ (Finanzbuch-
haltung) und „Infor:Time“ (Zeiter-fassung) eingeführt sowie dieelektronische Anbindung von Toch-tergesellschaften und Kunden perConnect-Modul über das Internetrealisiert werden.
Ziel ist die Integration vonFremdsoftwarefunktionen
Zwar konnte man früher die ent-sprechende Software anderer Her-steller mit Hilfe von Schnittstellennutzen, das Ziel ist jedoch eine ech-te Integration dieser Funktionalitä-ten, wie sie mit dem Einsatz dieserbeiden Module gegeben ist. Auchwenn es bei der Einführung zu Ver-zögerungen kam, steht Hans-JörgMihm hinter der Entscheidung fürdas neue System: „Die Infor-Lösungbietet von denen, die wir evaluierthaben, sicherlich die ausgereiftesteProduktionsplanung im Standard.Aus dieser Sicht ist dies für uns derbeste Kompromiss, den wir gewählthaben.“ MM
PRODUKTIONFERTIGUNGSAUTOMATISIERUNG
P Extramet
P Infor
www.maschinenmarkt.de
P Extramethttp://www.Extramet.ch
P Infor http://www.infor.de
www.maschinenmarkt.de
Die Globalisierung des Wirt-schaftsgeschehens ist heute derwichtigste zu beobachtendeTrend. Dies äußert sich auch inder Internationaliserung vonKunden-Lieferanten-Beziehun-gen. Es ist zu beobachten, dassgroße Unternehmungen ver-stärkt in Richtung „Fraktale Fa-brik“ gehen, also ihre zentrali-sierte Organisation in kleine, au-tarke Einheiten aufsplitten. Die-se Entwicklungen bedeuten fürERP-Systeme, dass sie in der La-ge sein müssen, ein weltweitesNetz als Plattform zu nutzen,
zum Beispiel das World WideWeb. Deshalb wurde für denweltweiten elektronischen Da-tenaustausch zwischen eigen-ständigen Infor-Systemen dasConnect-Modul entwickelt. Da-mit werden die Daten nach ei-nem bestimmten Verteilmecha-nismus zwischen Lieferant undKunde adressiert. Über asyn-chron arbeitende Sender undEmpfänger werden die Nach-richten zeitlich unabhängig voneiner laufenden Infor-Anwen-dung übertragen beziehungs-weise übernommen.
IM FOKUS
Weltweiter Datenaustausch
38 MM Das IndustrieMagazin · 4/2002
PRODUKTION QUALITÄTSMANAGEMENT
Wer sich mit viel Papierzuschüttet und sichdurch überzogene Re-
gelungswut selbst am Geldverdienenhindert, hat die Funktionsweise ei-nes modernen Qualitätsmanage-mentsystems nicht verstanden.“ Mitdieser Aussage erklärt Dipl.-Ing.Ernst Wolfgang Frey von der Fraun-hofer-Technologie-Entwicklungs-gruppe das Scheitern vieler Unter-nehmen bei der Einführung einesQualitätsmanagementsystems(QMS). Denn leider stünde oftmalslediglich die Erlangung des Zertifi-kats im Vordergrund. Um dies mög-lichst schnell zu erreichen, kauftenmanche Unternehmen standardi-
sierte Handbuchvorlagen und er-stellten zahllose Formulare.
Bei einer solchen Schnellschuss-Vorgehensweise bleiben jedoch lang-fristige, zielführende Änderungen inder Organisation sowie die Einbezie-hung der Mitarbeiter auf der Strecke.Die Folge ist ein QM-System, das beiden Menschen im Unternehmen aufwenig Akzeptanz stößt und daherauch nicht umgesetzt wird. „Dabeibietet funktionierendes Qualitäts-management enorme Chancen, dieEffizienz und Effektivität betrieb-licher Abläufe zu optimieren und dieMitarbeiter zu motivieren. Diesemüssen nur erkannt und auch ge-nutzt werden“, weiß der Qualitäts-managementbeauftragte und Grup-penleiter Qualitäts- und Umweltma-
nagementsysteme der FraunhoferTEG. „Wir haben uns deshalb vonAnfang an der Herausforderung an-genommen, effektive Qualitätsma-nagementsysteme in enger Zu-sammenarbeit mit unseren Kundenund deren Mitarbeitern zu konzipie-ren und zu implementieren.“
Flexiblität sollte nicht eingeschränkt werden
Diese Vorgehensweise der Fraunho-fer TEG überzeugte auch die Ge-schäftsleitung der DMT GmbH inHolzgerlingen bei Stuttgart. DasUnternehmen suchte für den Aufbaueines Qualitätsmanagements einenkompetenten Entwicklungsberater.„Wir wollten keine Standardlösung“,nennt Tim Schwegler, Geschäftsfüh-rer im Bereich Marketing und Ver-trieb, eines der wichtigsten Kriterien,„sondern ein System, das sich an un-seren Prozessen orientiert und somitunsere Flexibilität nicht ein-schränkt.“
Gegründet wurde das Unterneh-men 1994 von drei Mitarbeitern desTechnologiezentrums von Hewlett-Packard in Böblingen. Der NameDMT steht für „Design Manufactu-ring Technology“ und hat seinen Ur-sprung in der Welt der elektroni-schen Feinwerktechnik. Ausschlag-gebend für den Schritt in die Selbst-ständigkeit war die Entwicklung vonE-PAC, einem weltweit patentiertenInnenraumkonzept für die Anord-nung elektronischer Bauteile in Ge-
Qualitätsmanagement-System für mittelständisches High-Tech-Unternehmen
ERNST WOLFGANG FREY
Dipl.-Ing. Ernst Wolfgang Frey ist Grup-penleiter Qualitäts- und Umweltmanage-mentsysteme bei der Fraunhofer-Technolo-gie-Entwicklungsgruppe TEG. Weitere In-formationen: Ernst Wolfgang Frey, 70569Stuttgart, Tel. (07 11) 9 70 36 70, Fax (07 11)9 70 39 98, [email protected]
Enge Zusammenarbeit
mit dem Kunden
Das QM-Hand-buch kann von jedem Mitarbeiterüber das Intraneteingesehen wer-den.
Bild
: Ver
fass
er
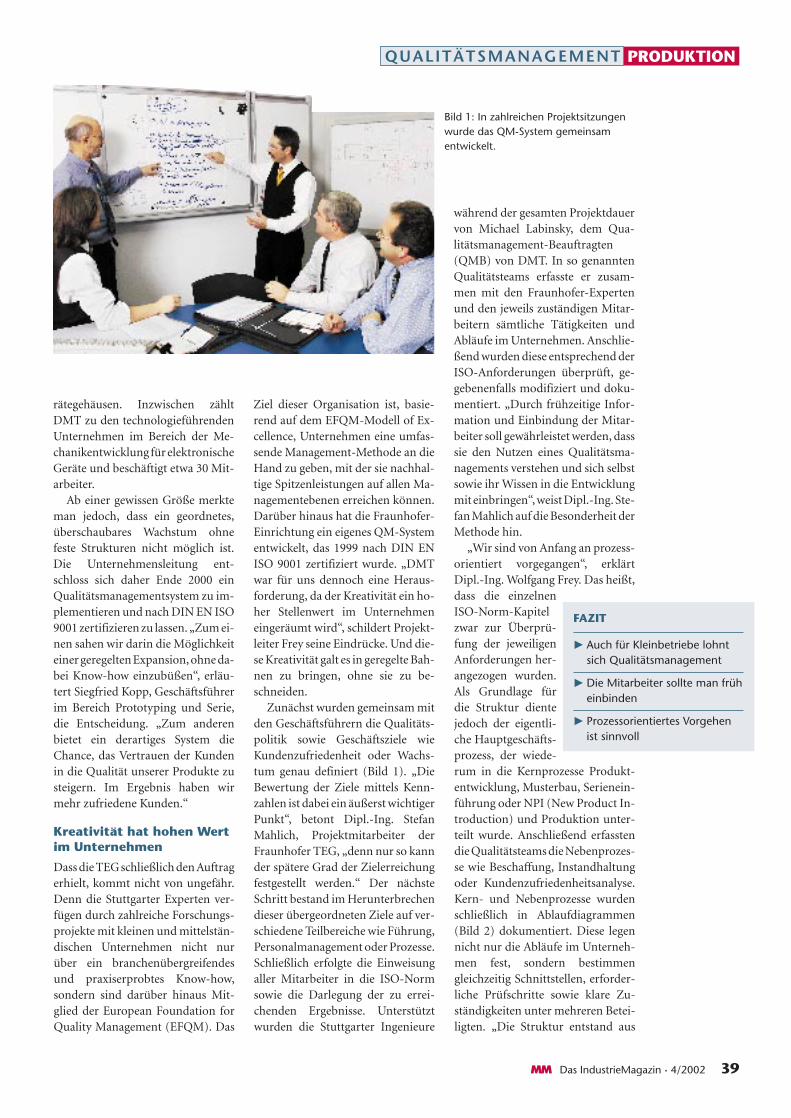
MM Das IndustrieMagazin · 4/2002 39
rätegehäusen. Inzwischen zähltDMT zu den technologieführendenUnternehmen im Bereich der Me-chanikentwicklung für elektronischeGeräte und beschäftigt etwa 30 Mit-arbeiter.
Ab einer gewissen Größe merkteman jedoch, dass ein geordnetes,überschaubares Wachstum ohnefeste Strukturen nicht möglich ist.Die Unternehmensleitung ent-schloss sich daher Ende 2000 einQualitätsmanagementsystem zu im-plementieren und nach DIN EN ISO9001 zertifizieren zu lassen. „Zum ei-nen sahen wir darin die Möglichkeiteiner geregelten Expansion, ohne da-bei Know-how einzubüßen“, erläu-tert Siegfried Kopp, Geschäftsführerim Bereich Prototyping und Serie,die Entscheidung. „Zum anderenbietet ein derartiges System dieChance, das Vertrauen der Kundenin die Qualität unserer Produkte zusteigern. Im Ergebnis haben wirmehr zufriedene Kunden.“
Kreativität hat hohen Wertim Unternehmen
Dass die TEG schließlich den Auftragerhielt, kommt nicht von ungefähr.Denn die Stuttgarter Experten ver-fügen durch zahlreiche Forschungs-projekte mit kleinen und mittelstän-dischen Unternehmen nicht nurüber ein branchenübergreifendesund praxiserprobtes Know-how,sondern sind darüber hinaus Mit-glied der European Foundation forQuality Management (EFQM). Das
Ziel dieser Organisation ist, basie-rend auf dem EFQM-Modell of Ex-cellence, Unternehmen eine umfas-sende Management-Methode an dieHand zu geben, mit der sie nachhal-tige Spitzenleistungen auf allen Ma-nagementebenen erreichen können.Darüber hinaus hat die Fraunhofer-Einrichtung ein eigenes QM-Systementwickelt, das 1999 nach DIN ENISO 9001 zertifiziert wurde. „DMTwar für uns dennoch eine Heraus-forderung, da der Kreativität ein ho-her Stellenwert im Unternehmeneingeräumt wird“, schildert Projekt-leiter Frey seine Eindrücke. Und die-se Kreativität galt es in geregelte Bah-nen zu bringen, ohne sie zu be-schneiden.
Zunächst wurden gemeinsam mitden Geschäftsführern die Qualitäts-politik sowie Geschäftsziele wieKundenzufriedenheit oder Wachs-tum genau definiert (Bild 1). „DieBewertung der Ziele mittels Kenn-zahlen ist dabei ein äußerst wichtigerPunkt“, betont Dipl.-Ing. StefanMahlich, Projektmitarbeiter derFraunhofer TEG, „denn nur so kannder spätere Grad der Zielerreichungfestgestellt werden.“ Der nächsteSchritt bestand im Herunterbrechendieser übergeordneten Ziele auf ver-schiedene Teilbereiche wie Führung,Personalmanagement oder Prozesse.Schließlich erfolgte die Einweisungaller Mitarbeiter in die ISO-Normsowie die Darlegung der zu errei-chenden Ergebnisse. Unterstütztwurden die Stuttgarter Ingenieure
während der gesamten Projektdauervon Michael Labinsky, dem Qua-litätsmanagement-Beauftragten(QMB) von DMT. In so genanntenQualitätsteams erfasste er zusam-men mit den Fraunhofer-Expertenund den jeweils zuständigen Mitar-beitern sämtliche Tätigkeiten undAbläufe im Unternehmen. Anschlie-ßend wurden diese entsprechend derISO-Anforderungen überprüft, ge-gebenenfalls modifiziert und doku-mentiert. „Durch frühzeitige Infor-mation und Einbindung der Mitar-beiter soll gewährleistet werden, dasssie den Nutzen eines Qualitätsma-nagements verstehen und sich selbstsowie ihr Wissen in die Entwicklungmit einbringen“, weist Dipl.-Ing. Ste-fan Mahlich auf die Besonderheit derMethode hin.
„Wir sind von Anfang an prozess-orientiert vorgegangen“, erklärtDipl.-Ing. Wolfgang Frey. Das heißt,dass die einzelnenISO-Norm-Kapitelzwar zur Überprü-fung der jeweiligenAnforderungen her-angezogen wurden.Als Grundlage fürdie Struktur dientejedoch der eigentli-che Hauptgeschäfts-prozess, der wiede-rum in die Kernprozesse Produkt-entwicklung, Musterbau, Serienein-führung oder NPI (New Product In-troduction) und Produktion unter-teilt wurde. Anschließend erfasstendie Qualitätsteams die Nebenprozes-se wie Beschaffung, Instandhaltungoder Kundenzufriedenheitsanalyse.Kern- und Nebenprozesse wurdenschließlich in Ablaufdiagrammen(Bild 2) dokumentiert. Diese legennicht nur die Abläufe im Unterneh-men fest, sondern bestimmengleichzeitig Schnittstellen, erforder-liche Prüfschritte sowie klare Zu-ständigkeiten unter mehreren Betei-ligten. „Die Struktur entstand aus
PRODUKTIONQUALITÄTSMANAGEMENT
FAZIT
P Auch für Kleinbetriebe lohntsich Qualitätsmanagement
P Die Mitarbeiter sollte man früheinbinden
P Prozessorientiertes Vorgehenist sinnvoll
Bild 1: In zahlreichen Projektsitzungenwurde das QM-System gemeinsam entwickelt.
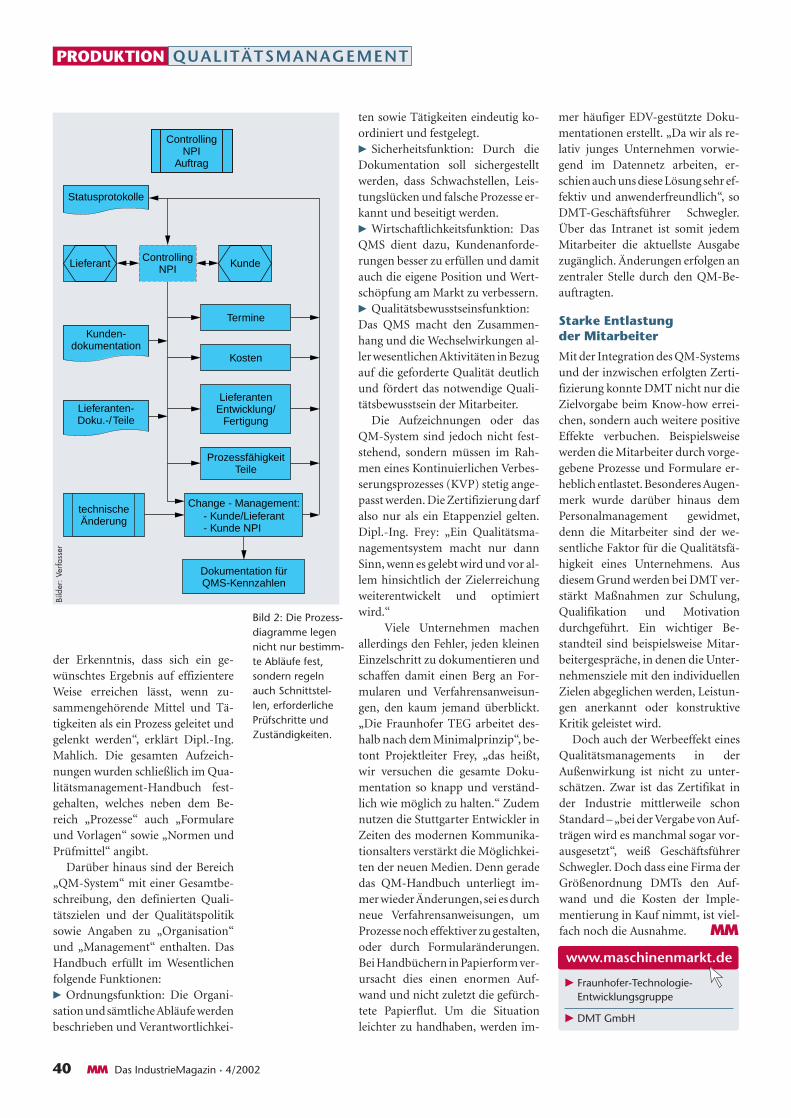
40 MM Das IndustrieMagazin · 4/2002
PRODUKTION QUALITÄTSMANAGEMENT
der Erkenntnis, dass sich ein ge-wünschtes Ergebnis auf effizientereWeise erreichen lässt, wenn zu-sammengehörende Mittel und Tä-tigkeiten als ein Prozess geleitet undgelenkt werden“, erklärt Dipl.-Ing.Mahlich. Die gesamten Aufzeich-nungen wurden schließlich im Qua-litätsmanagement-Handbuch fest-gehalten, welches neben dem Be-reich „Prozesse“ auch „Formulareund Vorlagen“ sowie „Normen undPrüfmittel“ angibt.
Darüber hinaus sind der Bereich„QM-System“ mit einer Gesamtbe-schreibung, den definierten Quali-tätszielen und der Qualitätspolitiksowie Angaben zu „Organisation“und „Management“ enthalten. DasHandbuch erfüllt im Wesentlichenfolgende Funktionen:c Ordnungsfunktion: Die Organi-sation und sämtliche Abläufe werdenbeschrieben und Verantwortlichkei-
ten sowie Tätigkeiten eindeutig ko-ordiniert und festgelegt.c Sicherheitsfunktion: Durch dieDokumentation soll sichergestelltwerden, dass Schwachstellen, Leis-tungslücken und falsche Prozesse er-kannt und beseitigt werden.c Wirtschaftlichkeitsfunktion: DasQMS dient dazu, Kundenanforde-rungen besser zu erfüllen und damitauch die eigene Position und Wert-schöpfung am Markt zu verbessern.c Qualitätsbewusstseinsfunktion:Das QMS macht den Zusammen-hang und die Wechselwirkungen al-ler wesentlichen Aktivitäten in Bezugauf die geforderte Qualität deutlichund fördert das notwendige Quali-tätsbewusstsein der Mitarbeiter.
Die Aufzeichnungen oder dasQM-System sind jedoch nicht fest-stehend, sondern müssen im Rah-men eines Kontinuierlichen Verbes-serungsprozesses (KVP) stetig ange-passt werden. Die Zertifizierung darfalso nur als ein Etappenziel gelten.Dipl.-Ing. Frey: „Ein Qualitätsma-nagementsystem macht nur dannSinn, wenn es gelebt wird und vor al-lem hinsichtlich der Zielerreichungweiterentwickelt und optimiertwird.“
Viele Unternehmen machenallerdings den Fehler, jeden kleinenEinzelschritt zu dokumentieren undschaffen damit einen Berg an For-mularen und Verfahrensanweisun-gen, den kaum jemand überblickt.„Die Fraunhofer TEG arbeitet des-halb nach dem Minimalprinzip“, be-tont Projektleiter Frey, „das heißt,wir versuchen die gesamte Doku-mentation so knapp und verständ-lich wie möglich zu halten.“ Zudemnutzen die Stuttgarter Entwickler inZeiten des modernen Kommunika-tionsalters verstärkt die Möglichkei-ten der neuen Medien. Denn geradedas QM-Handbuch unterliegt im-mer wieder Änderungen, sei es durchneue Verfahrensanweisungen, umProzesse noch effektiver zu gestalten,oder durch Formularänderungen.Bei Handbüchern in Papierform ver-ursacht dies einen enormen Auf-wand und nicht zuletzt die gefürch-tete Papierflut. Um die Situationleichter zu handhaben, werden im-
mer häufiger EDV-gestützte Doku-mentationen erstellt. „Da wir als re-lativ junges Unternehmen vorwie-gend im Datennetz arbeiten, er-schien auch uns diese Lösung sehr ef-fektiv und anwenderfreundlich“, soDMT-Geschäftsführer Schwegler.Über das Intranet ist somit jedemMitarbeiter die aktuellste Ausgabezugänglich. Änderungen erfolgen anzentraler Stelle durch den QM-Be-auftragten.
Starke Entlastung der Mitarbeiter
Mit der Integration des QM-Systemsund der inzwischen erfolgten Zerti-fizierung konnte DMT nicht nur dieZielvorgabe beim Know-how errei-chen, sondern auch weitere positiveEffekte verbuchen. Beispielsweisewerden die Mitarbeiter durch vorge-gebene Prozesse und Formulare er-heblich entlastet. Besonderes Augen-merk wurde darüber hinaus demPersonalmanagement gewidmet,denn die Mitarbeiter sind der we-sentliche Faktor für die Qualitätsfä-higkeit eines Unternehmens. Ausdiesem Grund werden bei DMT ver-stärkt Maßnahmen zur Schulung,Qualifikation und Motivationdurchgeführt. Ein wichtiger Be-standteil sind beispielsweise Mitar-beitergespräche, in denen die Unter-nehmensziele mit den individuellenZielen abgeglichen werden, Leistun-gen anerkannt oder konstruktiveKritik geleistet wird.
Doch auch der Werbeeffekt einesQualitätsmanagements in derAußenwirkung ist nicht zu unter-schätzen. Zwar ist das Zertifikat inder Industrie mittlerweile schonStandard – „bei der Vergabe von Auf-trägen wird es manchmal sogar vor-ausgesetzt“, weiß GeschäftsführerSchwegler. Doch dass eine Firma derGrößenordnung DMTs den Auf-wand und die Kosten der Imple-mentierung in Kauf nimmt, ist viel-fach noch die Ausnahme. MM
P Fraunhofer-Technologie-Entwicklungsgruppe
P DMT GmbH
www.maschinenmarkt.de
ControllingNPI
Auftrag
technischeÄnderung
Statusprotokolle
Kunden-dokumentation
Lieferanten-Doku.-/Teile
Lieferant ControllingNPI
Termine
Kosten
LieferantenEntwicklung/
Fertigung
ProzessfähigkeitTeile
Kunde
Dokumentation fürQMS-Kennzahlen
Change - Management:- Kunde/Lieferant- Kunde NPI
Bild 2: Die Prozess-diagramme legennicht nur bestimm-te Abläufe fest,sondern regelnauch Schnittstel-len, erforderlichePrüfschritte undZuständigkeiten.
Bild
er: V
erfa
sser


KONSTRUKTION GUSSTEILGESTALTUNG
42 MM Das IndustrieMagazin · 4/2002
Metallgussteile können,wie allseits bekannt, mitHilfe unterschiedlichster
Verfahren hergestellt werden. Weit-verbreitet, weil relativ einfach in derHandhabung, ist der Weg über denSandguss. Die für dieses Verfahrenbenötigten Sandformen werdenkonventionell mit Hilfe eines Werk-zeuges, der so genannten Modellein-richtung, für jedes zu gießende Teileinzeln und neu hergestellt. Je nach-dem wie komplex das Bauteil ist, be-steht die Form unter Umständen ausmehreren Sandteilen, die in einemFügeschritt vor dem Gießen des Tei-les montiert werden muss.
Für jedes einzelne Formenteil istdazu ein eigenes Werkzeug zu ferti-gen, das selbst wiederum aus mehre-
ren Teilen bestehen kann. Dabei wirddem Gießer schnell klar, dass durchdie Notwendigkeit der zahlreichenWerkzeuge für ein einzelnes Teilkleine Losgrößen gegenüber großenSerien, mit einer überproportionallangen Durchlaufzeit und hohenEinstandskosten behaftet sind. Die-se Tatsache kann insbesondere in derTestphase sehr schmerzlich und teu-er sein, wo Designänderungen eherdie Regel als die Ausnahme bilden.Denn lange Anlaufzeiten treibenschnell die Kosten in die Höhe.
Sandformen ohne goßeAufwendungen herstellen
Der Gießer wünscht sich daher Ver-fahren, mit denen Sandformen ohneden vorherigen Aufwand des Werk-zeugbaus hergestellt werden kön-nen. Dafür bieten sich insbesondere
generative Herstellungsprozesse an,die ausgehend von 3D-CAD-Datendie Form im Originalmaterial, alsoaus Formsand, schichtweise aufbau-en. Generis-Sand-Prozess (GS) inAugsburg hat so ein Verfahren ent-wickelt, das in der Anlage GS 1500verwirklicht wurde. Geprägt wirddieses Verfahren insbesondere durchseine moderne Mikrodosiertechnik.Als Ausgangsmaterial dient dabeiunbehandelter Quarzsand, der indünner Schicht auf eine Bauplatt-form als Grundlage aufgetragen undmit der ersten Komponente einesKunstharzes benetzt wird. Anschlie-ßend wird diese selektiv und entlangdes Bereiches der späteren Form mitder zweiten Komponente besprüht.Genau an diesen Stellen erfolgt dann,in engsten Grenzen, eine chemischeReaktion, die zur Verklebung der
Schichtweisezur schnellen GießformMit dem Generis-Sand-Prozess werden Sandgussformen imRapid Production auch für kleine Losgrößen preiswert hergestellt
DIETMAR KUHN
Formen für denSandguss. Hergestellt auf einer modernen Generis-Anlage GS 1500, die sichgerade auch füreine Rapid Pro-duction eignet.
Bild
: Gen
eris
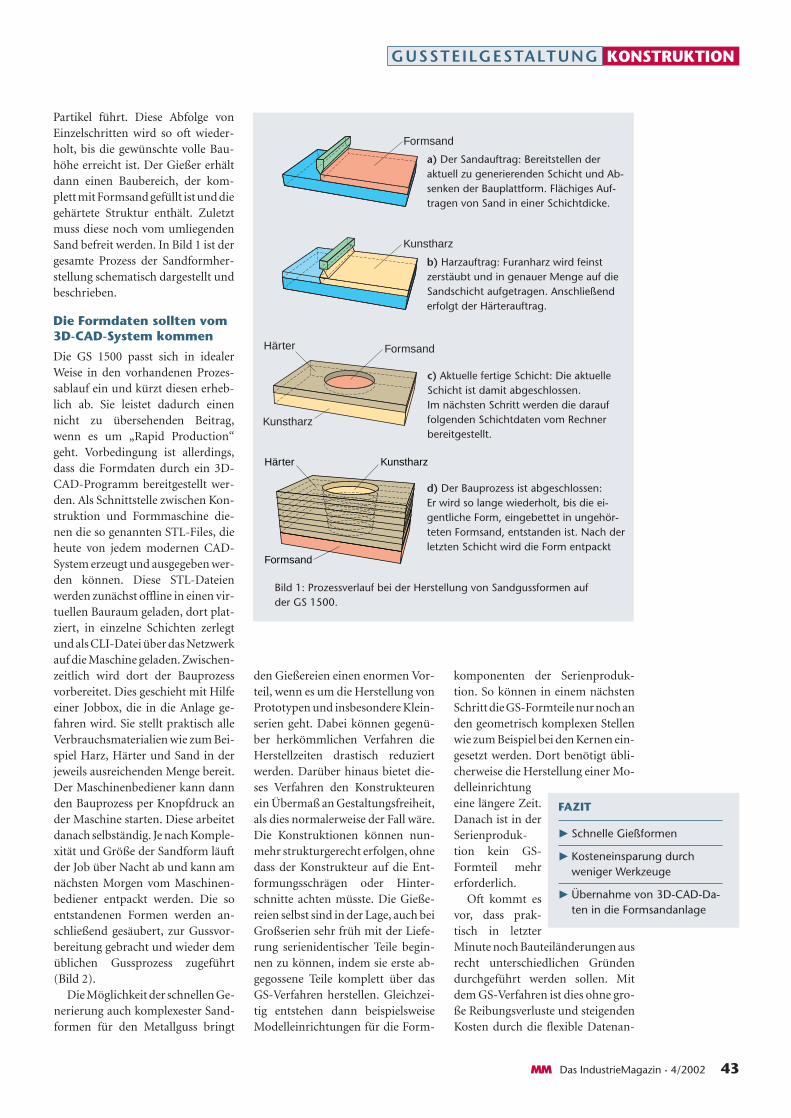
MM Das IndustrieMagazin · 4/2002 43
Partikel führt. Diese Abfolge vonEinzelschritten wird so oft wieder-holt, bis die gewünschte volle Bau-höhe erreicht ist. Der Gießer erhältdann einen Baubereich, der kom-plett mit Formsand gefüllt ist und diegehärtete Struktur enthält. Zuletztmuss diese noch vom umliegendenSand befreit werden. In Bild 1 ist dergesamte Prozess der Sandformher-stellung schematisch dargestellt undbeschrieben.
Die Formdaten sollten vom3D-CAD-System kommen
Die GS 1500 passt sich in idealerWeise in den vorhandenen Prozes-sablauf ein und kürzt diesen erheb-lich ab. Sie leistet dadurch einennicht zu übersehenden Beitrag,wenn es um „Rapid Production“geht. Vorbedingung ist allerdings,dass die Formdaten durch ein 3D-CAD-Programm bereitgestellt wer-den. Als Schnittstelle zwischen Kon-struktion und Formmaschine die-nen die so genannten STL-Files, dieheute von jedem modernen CAD-System erzeugt und ausgegeben wer-den können. Diese STL-Dateienwerden zunächst offline in einen vir-tuellen Bauraum geladen, dort plat-ziert, in einzelne Schichten zerlegtund als CLI-Datei über das Netzwerkauf die Maschine geladen. Zwischen-zeitlich wird dort der Bauprozessvorbereitet. Dies geschieht mit Hilfeeiner Jobbox, die in die Anlage ge-fahren wird. Sie stellt praktisch alleVerbrauchsmaterialien wie zum Bei-spiel Harz, Härter und Sand in derjeweils ausreichenden Menge bereit.Der Maschinenbediener kann dannden Bauprozess per Knopfdruck ander Maschine starten. Diese arbeitetdanach selbständig. Je nach Komple-xität und Größe der Sandform läuftder Job über Nacht ab und kann amnächsten Morgen vom Maschinen-bediener entpackt werden. Die soentstandenen Formen werden an-schließend gesäubert, zur Gussvor-bereitung gebracht und wieder demüblichen Gussprozess zugeführt(Bild 2).
Die Möglichkeit der schnellen Ge-nerierung auch komplexester Sand-formen für den Metallguss bringt
den Gießereien einen enormen Vor-teil, wenn es um die Herstellung vonPrototypen und insbesondere Klein-serien geht. Dabei können gegenü-ber herkömmlichen Verfahren dieHerstellzeiten drastisch reduziertwerden. Darüber hinaus bietet die-ses Verfahren den Konstrukteurenein Übermaß an Gestaltungsfreiheit,als dies normalerweise der Fall wäre.Die Konstruktionen können nun-mehr strukturgerecht erfolgen, ohnedass der Konstrukteur auf die Ent-formungsschrägen oder Hinter-schnitte achten müsste. Die Gieße-reien selbst sind in der Lage, auch beiGroßserien sehr früh mit der Liefe-rung serienidentischer Teile begin-nen zu können, indem sie erste ab-gegossene Teile komplett über dasGS-Verfahren herstellen. Gleichzei-tig entstehen dann beispielsweiseModelleinrichtungen für die Form-
komponenten der Serienproduk-tion. So können in einem nächstenSchritt die GS-Formteile nur noch anden geometrisch komplexen Stellenwie zum Beispiel bei den Kernen ein-gesetzt werden. Dort benötigt übli-cherweise die Herstellung einer Mo-delleinrichtungeine längere Zeit.Danach ist in derSerienproduk-tion kein GS-Formteil mehrerforderlich.
Oft kommt esvor, dass prak-tisch in letzterMinute noch Bauteiländerungen ausrecht unterschiedlichen Gründendurchgeführt werden sollen. Mitdem GS-Verfahren ist dies ohne gro-ße Reibungsverluste und steigendenKosten durch die flexible Datenan-
KONSTRUKTIONGUSSTEILGESTALTUNG
Formsand
FormsandHärter
Kunstharz
Kunstharz
KunstharzHärter
Formsand
FAZIT
P Schnelle Gießformen
P Kosteneinsparung durchweniger Werkzeuge
P Übernahme von 3D-CAD-Da-ten in die Formsandanlage
Bild 1: Prozessverlauf bei der Herstellung von Sandgussformen aufder GS 1500.
a) Der Sandauftrag: Bereitstellen deraktuell zu generierenden Schicht und Ab-senken der Bauplattform. Flächiges Auf-tragen von Sand in einer Schichtdicke.
b) Harzauftrag: Furanharz wird feinstzerstäubt und in genauer Menge auf dieSandschicht aufgetragen. Anschließenderfolgt der Härterauftrag.
c) Aktuelle fertige Schicht: Die aktuelleSchicht ist damit abgeschlossen. Im nächsten Schritt werden die darauffolgenden Schichtdaten vom Rechnerbereitgestellt.
d) Der Bauprozess ist abgeschlossen: Er wird so lange wiederholt, bis die ei-gentliche Form, eingebettet in ungehör-teten Formsand, entstanden ist. Nach derletzten Schicht wird die Form entpackt
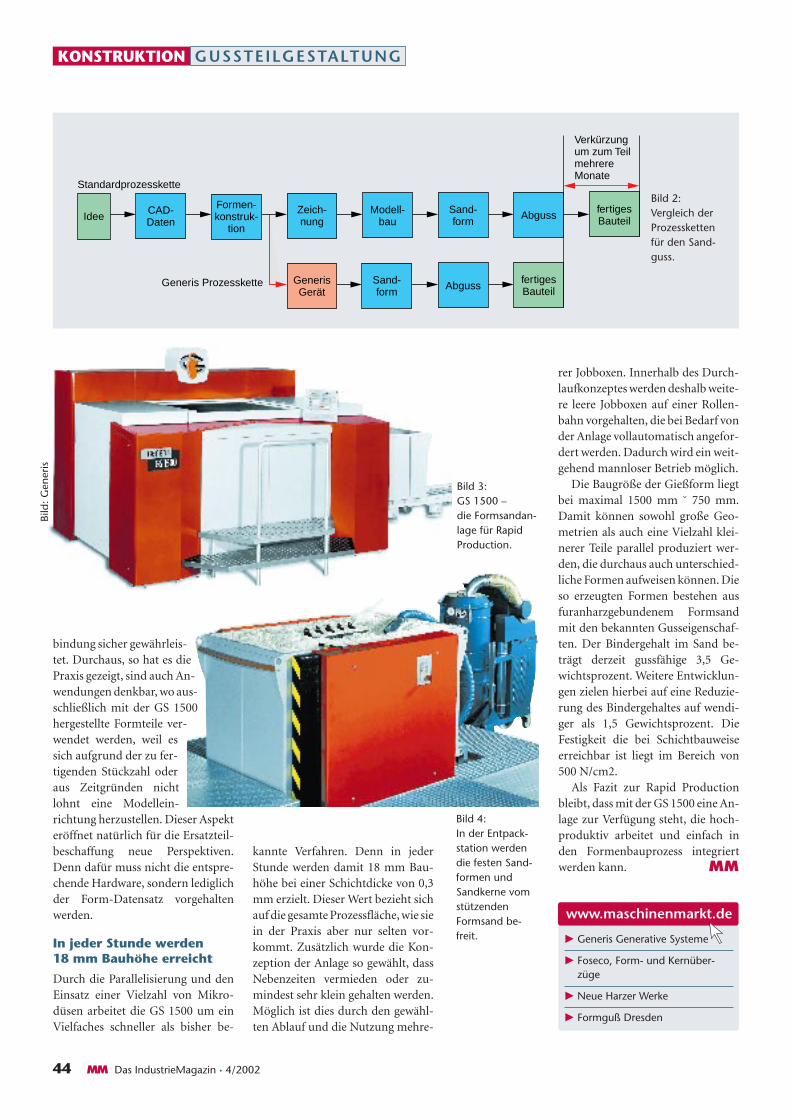
44 MM Das IndustrieMagazin · 4/2002
rer Jobboxen. Innerhalb des Durch-laufkonzeptes werden deshalb weite-re leere Jobboxen auf einer Rollen-bahn vorgehalten, die bei Bedarf vonder Anlage vollautomatisch angefor-dert werden. Dadurch wird ein weit-gehend mannloser Betrieb möglich.
Die Baugröße der Gießform liegtbei maximal 1500 mm ˘ 750 mm.Damit können sowohl große Geo-metrien als auch eine Vielzahl klei-nerer Teile parallel produziert wer-den, die durchaus auch unterschied-liche Formen aufweisen können. Dieso erzeugten Formen bestehen ausfuranharzgebundenem Formsandmit den bekannten Gusseigenschaf-ten. Der Bindergehalt im Sand be-trägt derzeit gussfähige 3,5 Ge-wichtsprozent. Weitere Entwicklun-gen zielen hierbei auf eine Reduzie-rung des Bindergehaltes auf wendi-ger als 1,5 Gewichtsprozent. DieFestigkeit die bei Schichtbauweiseerreichbar ist liegt im Bereich von500 N/cm2.
Als Fazit zur Rapid Productionbleibt, dass mit der GS 1500 eine An-lage zur Verfügung steht, die hoch-produktiv arbeitet und einfach inden Formenbauprozess integriertwerden kann. MM
KONSTRUKTION GUSSTEILGESTALTUNG
IdeeCAD-Daten
Formen-konstruk-
tion
Zeich-nung
Modell-bau
Sand-form
AbgussfertigesBauteil
fertigesBauteilAbgussSand-
formGenerisGerät
Standardprozesskette
Generis Prozesskette
Verkürzungum zum TeilmehrereMonate
Bild 2: Vergleich derProzesskettenfür den Sand-guss.
P Generis Generative Systeme
P Foseco, Form- und Kernüber-züge
P Neue Harzer Werke
P Formguß Dresden
www.maschinenmarkt.de
bindung sicher gewährleis-tet. Durchaus, so hat es diePraxis gezeigt, sind auch An-wendungen denkbar, wo aus-schließlich mit der GS 1500hergestellte Formteile ver-wendet werden, weil essich aufgrund der zu fer-tigenden Stückzahl oderaus Zeitgründen nichtlohnt eine Modellein-richtung herzustellen. Dieser Aspekteröffnet natürlich für die Ersatzteil-beschaffung neue Perspektiven.Denn dafür muss nicht die entspre-chende Hardware, sondern lediglichder Form-Datensatz vorgehaltenwerden.
In jeder Stunde werden18 mm Bauhöhe erreicht
Durch die Parallelisierung und denEinsatz einer Vielzahl von Mikro-düsen arbeitet die GS 1500 um einVielfaches schneller als bisher be-
Bild
: Gen
eris
Bild 4: In der Entpack-station werdendie festen Sand-formen undSandkerne vomstützendenFormsand be-freit.
kannte Verfahren. Denn in jederStunde werden damit 18 mm Bau-höhe bei einer Schichtdicke von 0,3mm erzielt. Dieser Wert bezieht sichauf die gesamte Prozessfläche, wie siein der Praxis aber nur selten vor-kommt. Zusätzlich wurde die Kon-zeption der Anlage so gewählt, dassNebenzeiten vermieden oder zu-mindest sehr klein gehalten werden.Möglich ist dies durch den gewähl-ten Ablauf und die Nutzung mehre-
Bild 3: GS 1500 – die Formsandan-lage für RapidProduction.


IT-BUSINESS THEMEN UND TRENDS
46 MM Das IndustrieMagazin · 4/2002
Fehlende Standards in der Soft-ware sind die größten Hemm-nisse für die Abwicklung von
Logistikprozessen über das Internet.Mangelnde Integrationsfähigkeitmacht sich insbesondere dann be-merkbar, wenn Zulieferer oder Fili-alen eines Unternehmens im Sinneeiner Supply Chain auf Bedarfsan-forderungen und Bestände zurück-greifen wollen, um laufende Ferti-
gungsprozesseund gewünschteLiefertakte si-cherzustellen.
An diesemPunkt soll dieneue Software-schiene von SSISchäfer Noell an-setzen. „Ant“heißt die modu-lar aufgebaute
und plattformunabhängige Soft-ware, die komplexe Logistikprojekteauch über das Internet abwickelnkann: vom Fachboden- und Palet-tenregal bis zum vollautomatischenHochregallager (HRL), von der La-gerverwaltung bis zur Lagersteue-rung. Das auf parametrierbaren
in Fertigung und LagerInternetbasierte Logistiksoftware verbindetunternehmensübergreifende Lieferketten
Blick
FAZIT
P Fehlende Standards hemmenE-Business
P Software mit hohem Standard-anteil unterstützt Logistikpro-zesse über das Web
P SAP-Implementierung ist zerti-fiziert
Auch logistische Konzepte und Abläufeunterliegen permanenten Veränderungen,die nicht jede Software ohne Probleme undfinanziell vertretbar mitmacht. Für die Soft-ware „Ant“ wurde eine gezielte Weiterent-wicklungs- und Releasestrategie in einemausgeklügelten System entwickelt, so dassparametrierbare Standardkomponenten
leicht ergänzt und optionale Logistikmo-dule bei Bedarf erweitert werden können.Über die Softwareentwicklung hinaus bie-tet SSI Schäfer Noell mit Ingenieurleistun-gen und Stahlbau mit eigenen Produk-tionsfirmen komplette Logistiklösungenaus einer Hand sowie als Generalunter-nehmer weltweiten Service.
LOGISTIKSOFTWARE ANT
Für die Zukunft gewappnet
Einsatz imautomati-schenHochregal-lager undim automa-tischenKleinteilela-ger.
Weitestgehend standardisiert sindbei „Ant“ die logistischen Funktio-nen wie etwa Wareneingangsab-wicklung, Lagerplatzoptimierung,Auftragszusammenführung, Tou-renabwicklung, Inventur. Rund 20%müssen kundenspezifisch angepasstwerden (so genanntes Customizing).Der Restanteil besteht aus speziellenkundenspezifischen Steuerungenund Fremdsystemen.
Der Hersteller nennt die hard-ware- und plattformunabhänigeSoftware-Struktur als „entscheiden-den Vorteil“ für die Integration in dieSCM-Kette. Das System arbeitet lautHerstellerangaben komplett webba-siert mit jedem beliebigen Internet-browser ohne irgendwelche Sonder-software und ist frei hinsichtlich al-ler üblichen Schnittstellen.
Die Implementierung in vor-handene SAP-Systeme ist bereits zertifiziert. Das Lagerverwaltungs-system steuert Materialfluss- undStaplerleitsystem, Fördertechnik
Standardmodulen basierende Pro-gramm läuft laut Hersteller ohne zu-sätzliche Sondersoftware mit jedembeliebigen Internet-Browser und istwegen seines modularen Aufbaus er-weiterbar für Anforderungen in dergesamten Versorgungskette (SupplyChain) des Internethandels im B-to-B- und B-to-C-Bereich.

MM Das IndustrieMagazin · 4/2002 47
und Regalbediengeräte sowie alleKommissioniertechniken wie ma-nuelle Kommissionierung, Pick by Light, Pick by Voice, Roboter-
kommissionierungen, online perDatenfunk. Mit Hilfe von Visuali-sierungssystemen lassen sich über-sichtliche Kapazitätsplanungen
und Auftragssimulationen erstellen– ein entscheidender Vorteil zur Bewältigung von Saisonspitzen. Verfügbarkeit und Datensicherheitrund um die Uhr garantieren Standby-Systeme, umfangreiche„Frühwarnsysteme“, die Integrationdes Hochverfügbarkeitskonzeptesund ein Online-Support für sie-ben Tagen die Woche rund um die Uhr durch Spezialisten abge-deckt. MM
IT-BUSINESSTHEMEN UND TRENDS
P SSI Schäfer Noell Lager- undSystemtechnik
P Logistiksoftware heute
P optimierte Produktionsabläufedurch Produktionslogistik
www.maschinenmarkt.deSoftwaregesteuerte beleg-
lose Kommissionierung.
Bild
er: S
SI S
chäf
er N
oell
Zettelwirtschaft adeManchmal kann es bei der Barcode-Etikettierung mit dem Mobil-Scan-ner zu Verarbeitungsproblemen inder IT und zu falschen Lieferbe-schriftungen kommen. Speziell fürsolche Störfälle wurde eine Softwareentwickelt, die zur autonomenSpontankennzeichnung eingesetztwerden kann.
Die barcodegestützte Etikettie-rung nach Standard VDA 4902 ist inder Automobilindustrie längst festeVorschrift geworden. Mit dem vomVDA empfohlenen Standard lässtsich in ganz Europa und darüber hin-aus die Informationsübergabe an derLieferschnittstelle mit Mobil-Scan-ner und ohne zusätzliche Zettelwirt-schaft organisieren.
Was mancher nicht weiß, ist dieTatsache, dass über ISO 9000ff hin-aus im Unternehmen ein Reserve-system zur VDA-Etikettierung vor-zuhalten ist, falls das Hauptsystem –in der Regel das ERP-System selbst –einmal den Dienst versagen sollte.Die Etikettier-Software Lucanus ra-pid2Label VDA wurde entwickelt,um diese Probleme preiswert und
aus einer Hand zu lösen. Anfang desJahres für den AutomobilherstellerAudi entwickelt, wird dieses Toolheute bei vielen Lieferanten der pro-duzierenden Industrie zur autono-men Spontankennzeichnung beiStörfällen bis hin zum automati-schen Seriendruck im Hintergrundeiner Warenwirtschaft genutzt. Lu-canus Software bietet das kompakte,einfach bedienbare PC-Tool zur Bar-code-Kennzeichnung nach VDA
4902 an. Die Ausgabe ist auf nahezuallen, handelsüblichen Windows-Druckern möglich. Eine deutsch-englische Demo gibt es unterwww.lucanus.com als kostenloseDownload-Installation. MM
P Deutsch-englische Version zum Download
www.maschinenmarkt.de
Bild oben: Standardetikettnach Empfehlung VDA 4902
Bild links: Bedienoberflächeder Software.
Bild
er: L
ucan
us

XX MM Das IndustrieMagazin · 4/2002
MARKTSPIEGEL PRODUKTE
Anguss-Schneidzangenmit Pneumatik-Antrieb
Wo gegossen oder geschmiedet wird, da blei-ben oft sogenannte Angüsse oder Schmiede-grate übrig. Speziell für die Beseitigung dieserMaterialüberschüsse gibt es sogenannte An-guss-Schneidzangen. Diese sind pneumatischangetrieben und werden handbetätigt oderauch an Roboter adaptiert angewandt. Das An-gebot der Fipa GmbH reicht von den einfachen,handbetätigten Schneidzangen bis hin zu verfahrbaren und beheizbaren Ausführungen. Auch kundenspezi-fische Sonderausführungen werden offeriert.c Fipa GmbH, Tel. (0 89) 96 24 89-0, www.fipa-online.com
Rohrendenbearbeitungsmaschinemit 5fach-Werkzeugwechsler
Eine neue Rohrendenbearbeitungsmaschineist mit einem 5fach-Werkzeugwechsler aus-gestattet. Dieser ist servogesteuert und ver-setzt den Bediener in die Lage auch kom-plizierteste Formen an den Rohrenden inmehreren Axial-Stufen herzustellen. DieSpann- und Umformkraft wird dabei hydraulisch mit einer Regelpumpe erzeugt.Die 5-stufige Umformung wird durchStauchkräfte von maximal 10 t unterstützt undliegt bei etwa sieben Sekunden. Als Besonderheit gelten die extrem langen Umformhübe. Mit dem Federstauchwerkzeug lassen sich kontrollierte Materialaufstauchungen an bestimmtenMaterialien und bis zu 100% durchführen.
c Transfluid Maschinenbau GmbH, Tel. (0 29 72) 97 15-0, www.transfluid.de
Schneller schneiden,stanzen und vorschieben
Optifeed-C ist eine Systemlösung, die beiBandanlagen und Trenneinrichtungen eine deutlich verbesserte Produktivitätbringen soll. Das vorkonfigurierte Sys-tem übernimmt ohne NC-Programmie-raufwand den Walzenvorschub und syn-chronisiert digital die Startzeit mit demPressenhauptantrieb, der Trenneinrich-
tung oder Profilieranlage. Damit soll sich nach Herstellerangabendie Hubzahl der Bandanlagen auf das technisch mögliche Maxi-mum erhöhen. Automatische Vorschubanpassung, das hubzahl-, geschwindigkeitsabhängige und programmierbare Nockenschalt-werk oder die Sollwertausgabe für Coilprocessing sind vordefi-nierte Funktionen. Die Systemlösung umfasst die Steuerung, rota-torische und lineare Servo- und Frequenzumrichterantriebe von 1 bis 600 kW sowie remote control taugliche Bedieneinheiten.c Bosch Rexroth AG, Tel. (0 93 52) 18-24 31, www.boschrexroth.de

MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 4/2002 XX
Portabler Präzisions-DruckkalibratorDer neue Druckkalibrator PC6 Pro vereint die Funk-tionen des PC6 in verbesserter Auflösung von 6 Digitsmit einem Kalibrator für mA-Stromschleifen. Er eig-net sich zum Messen und Geben von mA-Signalen so-wie zur Simulation. Außerdem speist und misst er 2-Lei-ter-Transmitter mit Auto-Stepping-Funktion. Zur Verfü-gung stehen verschiedene Druck- und Unterdruckmess-bereiche von 100 mbar bis 1000 bar. Die Genauigkeitbeträgt ±0,025% vom Endwert. Das Gerät ist mit einerRS232-Schnittstelle ausgestattet, ermöglicht also die lokale Daten-speicherung, Lecktests und Konvertierungen. c Druck & Temperatur Leitenberger GmbH, Tel. (0 71 21) 9 09 20-0, www.leitenberger.de
Kalibrierstelle mit Kraftmesseinrichtung
Die DKD-Kalibrierstelle 2101 kann mithilfe einer Kraftbezugsnor-mal-Messeinrichtung Druckkräfte für Kraftsensoren kalibrieren.Durch den Vergleich mit bekannten Gewichten erfolgt das Kali-brieren nach den Richtlinien des Deutschen Kalibrierdienstes. DieMessbereiche liegen zwischen 50 und 500 N bei einer Messunsi-cherheit von 0,02% zur eingestellten Kraft.
c Burster Präzisionsmesstechnik GmbH & Co. KG, Tel. (0 72 24) 6 45-0, www.burster.de
Software für Klimakammer-MessgeräteDie Software Climtest wurde speziell für den Umgang mit Klima-kammer-Messgeräten entwickelt. Zu den üblichen Funktionenzählen Echtzeit-Datenerfassung, Speicherung der Kalibrierwerteund Umformatierung der Daten in das Excel-Format. Hervorzu-heben sind aber vor allem die große Speicherkapazität und die Be-dienerfreundlichkeit. Spezialfunktionen ermöglichen es, dieräumliche und zeitliche Verteilung von Temperatur und Feuchtig-keit kartografisch sichtbar zu machen. c Climats,
Tel. (00 33-5) 56 20 25 25, http://members.aol.com/climats/site
Qualitätskontrolle für Großdisplays
Das Displaymesssystem DMS-900 er-laubt die Bestimmung der elektroopti-schen Eigenschaften von Flachbildschir-men bis zu einer Größe von 600 Diagona-le. Damit ist es nun möglich, große, bei-spielsweise in öffentlichen Informations-
systemen eingesetzte, Displays auf ihre ergonomischen Eigen-schaften nach ISO13406-2 zu prüfen. Der vollautomatische Detek-tor ist mit einer Klimakammer und mit zwei motorisierten Frei-heitsgraden ausgestattet und simuliert den Blick auf verschiedeneMessflecken aus allen möglichen Blickrichtungen. c Autronic-Melchers GmbH,Tel. (07 21) 9 62 64 45, www.autronic-melchers.com

MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 4/2002 XX
Automatische WiderstandsglühanlageFür den schnellen Serviceeinsatz entwickelt wurdediese automatische Widerstandsglühanlage mit ei-ner Leistung von 2,7 kW. Sie hat einen Regelkreis,optional ist ein zweiter Regelkreis anschließbar, so-wie ein zweites Leistungsteil mit 2,7 kW. Glühele-mente bis 2,7 kW können angeschlossen werden.Die Sekundärspannung wird automatisch einge-stellt. Der Primäranschluss liegt bei 400 V bei 16 A.Die Steuerspannung gibt der Hersteller mit 230 V bei 16 A an. Die Sekundärseite ist kurzschlussfest ausgelegt. c Thermoprozess Gruppe, Tel. (02 08) 49 53 90, www.thermoprozess.de
Führungsgenaue LineareinheitUm Wünsche nach einem einfachen undwirtschaftlichen Führungssystem noch bes-ser erfüllen zu können entwickelten dieKonstrukteure von Rollon die Ecoline-Bau-reihe. Dieses Linearsystem eignet sich nachHerstellerangabe immer dann, wenn hoheFührungsgenauigkeit bei absoluter Wirt-
schaftlichkeit gefragt ist. Die Lineareinheiten bestehen eloxiertemAluminium-Strangpressprofil und einem Läuferkorpus aus Stahl. c Rollon GmbH, Tel. (0 21 02) 87 45-0, www.rollon.de
Steuerungssystem für BlasformanlagenDas Steuerungs- und Regelsystem fürkomplette Blasformanlagen gibt es nunin der Ausführung Maco DS (dezentra-les System). Diese modulare Systemlö-sung besteht aus einer PC-basierten Be-
dienstation mit berührungssensitivem Bildschirm zum intuitivenBedienen, dem anwendungsspezifischen Modul ASP (ApplicationSpecific Block) und dezentralen Ein- und Ausgabemodulen. c Barber-Colmann Deutschland, Tel. (0 64 31) 29 82 98, [email protected]
Stellantrieb reduziert RüstzeitenÜberall dort, wo manuelle Einstellungenvon Verstellspindeln automatisiert wer-den sollen, hilft der Stellantrieb AG 01weiter. Die kompakte Antriebseinheitwird einfach auf die Verstellspindel ge-schoben und mittels Klemmring kraft-schlüssig arretiert. Der Hohlwellen-durchmesser beträgt 14 mm. Wegen der kompakten Ausführungkönnen Verstellspindeln ab einem Achsabstand von 37 mm damit aus- oder nachgerüstet werden. Der Inkrementalgeber liefert 1024 Impulse je Umdrehung. c Siko GmbH, Tel. (0 76 61) 3 94-0, [email protected]


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 4/2002 XX
Mobile Plasmaschneidanlage mit frei schwebenden Brennerkopf
Eine Plasmaschneidanlage ist mit einem frei schwebenden Bren-nerkopf ausgestattet, der zum Schneiden nicht unbedingt auf demWerkstück aufsitzen muss, sondern im Abstand zu diesem einge-
Modulare Schweißanlagen mit 400 A haben einen AluminiumrahmenDrei für die Verfahren MIG-/MAG-, WIG-und Stabelektroden-Handschweißen ausge-legte Stromquellen werden durch Steue-rungsmodule und weitere Systemkompo-nenten zu einer Anlage ergänzt, die auf diejeweilige Aufgabe Schweißaufgabe abge-stimmt werden kann. Der Rahmen derGerätebaureihe besteht aus Aluminium-Strangpressprofilen. Da-durch erhöht sich laut Hersteller die Lebensdauer der Anlagen imrauen Alltagsbetrieb. Das IGBT-Inverterleistungsteil liefert 400 A.Es gibt drei auswechselbare Steuerungsmodule. Als digitales Steu-erungs- und Kommunikationssystem dient der CAN-Bus. c Esab GmbH, Tel. (02 12) 2 98-0, www.esab.de
Schweißmaschine mit Datenbank
In vier verschiedenen Ausführungen gibt es dieSchweißmaschinen-Baureihe Midi. Die mobilenGeräte auf IGBT-Inverterbasis eignen sich mitSchweißströmen bis 300 A sowie Pulsströmen bis800 A zum Schweißen von Stahl, Aluminium undMagnesium. Alle Anlagen verfügen über dieTechnik der virtual solutions. Dabei handelt essich um die Verbindung einer realen mit einervirtuellen Maschine. Eine Reihe an werksseitig vorprogrammier-ten Kennlinien ermöglicht das Schweißen ohne aufwendige Ein-stellarbeiten. Sämtliche Daten lassen sich auf einer Multi-Media-Card speichern und bei Bedarf auf weitere Maschinen kopieren. c Dalex-Werke Niepenberg GmbH & Co. KG, Tel. (0 27 42) 77-0, www.dalex.de
setzt werden kann. Speziell bei der Bearbeitung von Aluminiumoder verzinktem Material ist dies von Vorteil, da sich punktgenauschneiden lässt. Die am Bauteil entstehende Wärmeeinflusszoneist sehr gering und vermindert so den Materialverzug. DerSchneidstrom ist stufenlos zwischen 20 und 30 A einstellbar. c Technolit GmbH, Tel. (0 66 48) 69-0, www.technolit.de

XX MM Das IndustrieMagazin · 4/2002
MESSEN · KONGRESSE · SEMINARE
SERVICETERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Seminar: Vorbeugende Instandhaltung im Spritzgießbereich zur Gewinnsteigerung
Institut für Kunststoff-Maschinen GmbH,Tel. (0 23 71) 91 90-13,Fax (0 23 71) 91 90-10,
Iserlohn,30. 1.,400 Euro
Tagung: Druckbehälterund Rohrleitungen
DIN Deutsches Institut für Normung e. V.,Tel. (0 30) 26 01-29 85,Fax (0 30) 26 01-4 29 85,
Köln,20. 2.,465 Euro
21. Internationales Kunststofftechnisches Kolloquium
Institut für Kunststoffver-arbeitung, RWTH Aachen,Tel. (02 41) 80 23-8 42,Fax (02 41) 80 22-3 16,
Aachen,27. 2. bis 1. 3.,Tageskarte 500Euro, Dauer-karte 800 Euro
Fachtagung für Instandhaltung: Main Days 2002
T. A. Cook Consultants,Tel. (0 30) 88 43 07-0,Fax (0 30) 88 43 07-30,
München,5. und 6. 3.,1 090 Eurozzgl. MwSt.
Seminar: Temperaturmesstechnik
M. K. Juchheim GmbH & Co.,Tel. (06 61) 60 03-0,Fax (06 61) 60 03-5 00,
Fulda,6. 3.,Teilnahme kostenfrei
Fachforum Leichtbau, Konzepte und Umsetzung für Struktur
Otti Kolleg e. V.,Tel. (09 41) 2 96 88-20,Fax (09 41) 2 96 88-19,
Würzburg,11. und 12. 3.,720 Euro
Seminar: Berührungs-lose induktive Energie- und Datenübertragungfür moderne Transport-und Förderanlagen
Haus der Technik e. V.,Tel. (02 01) 18 03-3 44,Fax (02 01) 18 03-3 46
Essen,12. 3.,690 Euro
Karlsruher Arbeits-gespräche Produktionsforschung
Forschungszentrum Karlsruhe GmbH,Tel. (0 72 47) 82-0,Fax (0 72 47) 82-54 56,
Karlsruhe,14. und 15. 3.,390 Euro
Tagung: Projektmanagement, Tipps und Techniken
Seminar Centre, IIRDeutschland GmbH,Tel. (0 69) 5 06 04-456,Fax (0 69) 5 06 04-433,
Nürnberg,19. 3.,295 Euro zzgl. MwSt.
EFB-Kolloquium: Vom CAD-Modell zum hochgenauen Blechteil
Europäische Forschungs-gesellschaft für Blechver-arbeitung e. V.,Tel. (05 11) 9 71 75-11,Fax (05 11) 9 71 75-19,
Fellbach/Stuttgart,19. und 20. 3.,500 Euro zzgl. MwSt.
AL-Invest Branchen-treffen „Subcon Technology“
IHK-Gesellschaft zur För-derung der Außenwirt-schaft und der Unter-nehmensführung mbH,Tel. (02 28) 1 04-23 87,Fax (02 28) 1 04-23 84,
Hannover,11. und 12. 4.,300 Euro
























80 MM Das IndustrieMagazin · 4 2002
MECHANIK GANZ EINFACH
Naturgesetze begreifenVon O. Romberg und N. Hinrichs. Braunschweig: Vie-weg Verlag, 2000. 346 Seiten, ISBN 3-528-13132-2,26,59 Euro
Wie war das denn noch? Langer Hebel –wenig Kraft, kurzer Hebel – viel Kraft? Istim Grunde auch egal, vor allem dann,wenn man die Gesetze der Mechanik erstmal erlernen muss. Und bis man so weitist, dass man von sich behaupten kannbeispielsweise die Kinematik umfassendzu beherrschen muss ein steiniger Weggegangen werden. Doch gerade auf stei-
nigen Wegen sollte man zwischendurch den motivierendenSpaßfaktor nicht vergessen.
Dazu beitragen will der vorliegende Band, einer von vielen,die zum Grundlagenwissen in der Mechanik beitragen wollen.Und in der Tat tragen zahlreiche spaßige Skizzen zur Auflo-ckerung bei. Die sonst üblich trockene Beschreibung gestaltetsich ebenso einfach wie verständlich. Mit der zweiten überar-beiteten Auflage könnte mancher Student und gestandene In-genieur die Panik vermeiden. Zu mehr Sicherheit trägt der um-fangreiche Trainingsteil mit vielen Aufgaben und Lösungen beiund am Schluss tauchen mit Sicherheit die Fragen nach denHebelverhältnissen nicht mehr auf. Dietmar Kuhn
AUTOMATISIEREN
Nützliches KompendiumVon M. Weck, Heidelberg: Springer-Verlag 2001, 570Seiten, ISBN 3-540-67613-9, 51,07 Euro
Vielfältig sind die Probleme und zahlreichdie Lösungsmöglichkeiten, wenn es da-rum geht, das Automatisieren von Werk-zeugmaschinen voranzutreiben. Anre-gungen dazu gibt die 5., neu bearbeiteteAuflage des vierten Bandes der ReiheWerkzeugmaschinen und Fertigungssys-teme. Ein guter Mix aus Theorie und Pra-xis vermittelt den technischen Stand der
unterschiedlichen Arten von Steuerungssystemen für Werk-zeugmaschinen einschließlich der Peripheriegeräte. EinSchwerpunkt dabei sind offene Steuerungen ebenso wie neue-re Standardisierungsverfahren. Sehr kurz gefasst sind die Aus-führungen über die besonderen Anforderungen für Steuerun-gen von Parallelkinematik-Werkzeugmaschinen.
Das Buch gibt einen umfassenden, sich aufs Wesentlichekonzentrierenden Einblick in das Gebiet der Automatisie-rungs- und Steuerungstechnik. Dabei hat es der Autor ver-standen, eine Stoffauswahl und Darstellungsform zu finden,die Studierende und gestandene Praktiker gleichermaßen an-spricht. Das Buch liest sich leicht, weil es verständlich auchkomplexe Zusammenhänge aufzeigt. Bernhard Kuttkat
SERVICE BÜCHER

Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Silke Laux (sl), Tel. -2120, Bernd Maienschein (bm), Tel. -21 95,Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83, Claus-Martin Stotz (cs), Tel. -22 25, Rolf Tillert (rt), Tel. -25 64Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, MargitWegner, Tel. -24 85, Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Dieter Dehn, Bruno Feser, Michael Scheidler, Manfred WernerProduktion: Karin GrimmVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Günther Adam (ga), Bruchsal, Tel. (0 72 51) 21 34, Helmut Altner (ha), Paris, Tel. (0 03 31) 39 16 62 32, Hermann Bohle (hb), Brüssel, Tel. (0 03 22) 5 14 07 75, Dr. HansDieball (hd), Neuss, Tel. (0 21 31) 3 94 77, Lothar Handge (lh), Velbert, Tel. (0 20 53) 8 35 89,Manik Mehta , New York, Tel. (2 01) 8 65 25 45, Katja Rosenbohm (kr), Berlin, Tel. (0 30)24 72 36 38, F. Paul Schwakenberg (fs), Bonn, Tel. (0 22 23) 2 38 20, Martin Stübs (ms), Mün-chen, Tel.(0 89) 34 02 99 74.
Verlag:Anschrift: Vogel Industriemedien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Verlagsleiter: Ernst A. Hestermann, -25 44, Fax -20 22,[email protected]: Sigrid Sieber, -25 12, Fax -20 22, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 063MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected]: W. Franz, -20 78, Fax -21 68, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94, [email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62, Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informationsgemeinschaft zurFeststellung der Verbreitung von Werbeträgern – Sicherung der AuflagenwahrheitVerbreitete Auflage: 56 669 (Durchschnitt IVW II/2001)Bezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 195 €, Abonnement Ausland jährlich 249,60 € + (EG-Staaten ggf. 7% Umsatzsteuer). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Solltedie Fachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werdenkönnen, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 314 889 000; HypoVereinsbank, Würzburg (BLZ 790 200 76) 2 506 173; Sparkasse Mainfranken, Würzburg (BLZ (790 500 00) 44 446; Postgirokonto, Nürnberg (BLZ 760 100 85) 99 91-8 53. Herstellung: R. KrauthDruck: Vogel Druck und Medienservice, 97204 HöchbergErfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn aufjedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336 Mün-chen 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:für Deutschland: Frau Renate Wenzel, Tel. -23 39, Fax: -28 57, [email protected]: Frau Nicole Wild, Tel. -20 39, Fax: -20 22, [email protected]
SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
VorschubantriebeVorschubantriebe vonWerkzeugmaschinen sindkompromisslos auf Höchst-leistung getrimmt; dierichtige Auswahl bereitetdem Konstrukteur deshalboftmals Probleme.
Verantwortlich für Leitartikel: Dietmar Kuhn; Aktuelles: Ulrike Gloger, Ursula Hofmann, JürgenSchreier; Umformtechnik, Gussteilgestaltung: Dietmar Kuhn; Schweißen und Schneiden: RüdigerKroh; Fertigungsautomatisierung: Reinhold Schäfer; Qualitätsmanagement: Rolf Tillert; IT-Bu-siness: Ulrike Gloger; Marktspiegel: Rüdiger Kroh, Dietmar Kuhn, Reinhold Schäfer, Rolf Tillert;Termine: Claudia Krampert; Bücher: Josef Kraus; Schlussredaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082 Würzburg.
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.
Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
Datum Unterschrift MM 4-2002
Wissen auf Probe. Kostenfrei. Für vier Wochen.Faxorder (09 31) 418-2022Ja, ich möchte MM, das IndustrieMagazin testen!
MM 5 erscheint am 28. 1. 2002 mit folgenden Themen:
KompressorenRolf Struppek, Geschäftsführer der
Boge Kompressoren Otto BogeGmbH & Co. KG, Bielefeld:
„Kompressoren und kompletteDruckluftstationen werden zu-
nehmend intelligenter.“
Themen:P SPANENDE FERTIGUNG
P OBERFLÄCHENTECHNIK
P ANTRIEBSTECHNIK
P PUMPEN
P C-TECHNIK
P IT-BUSINESS
P MANAGEMENT
P MM-WISSEN
FertigungEin Bearbeitungs-
zentrum, gekoppeltmit Palettenspeicher,
Regalbediengerät undRüstplatz fertigt kom-
plexe Bauteile inmannloser Schicht.
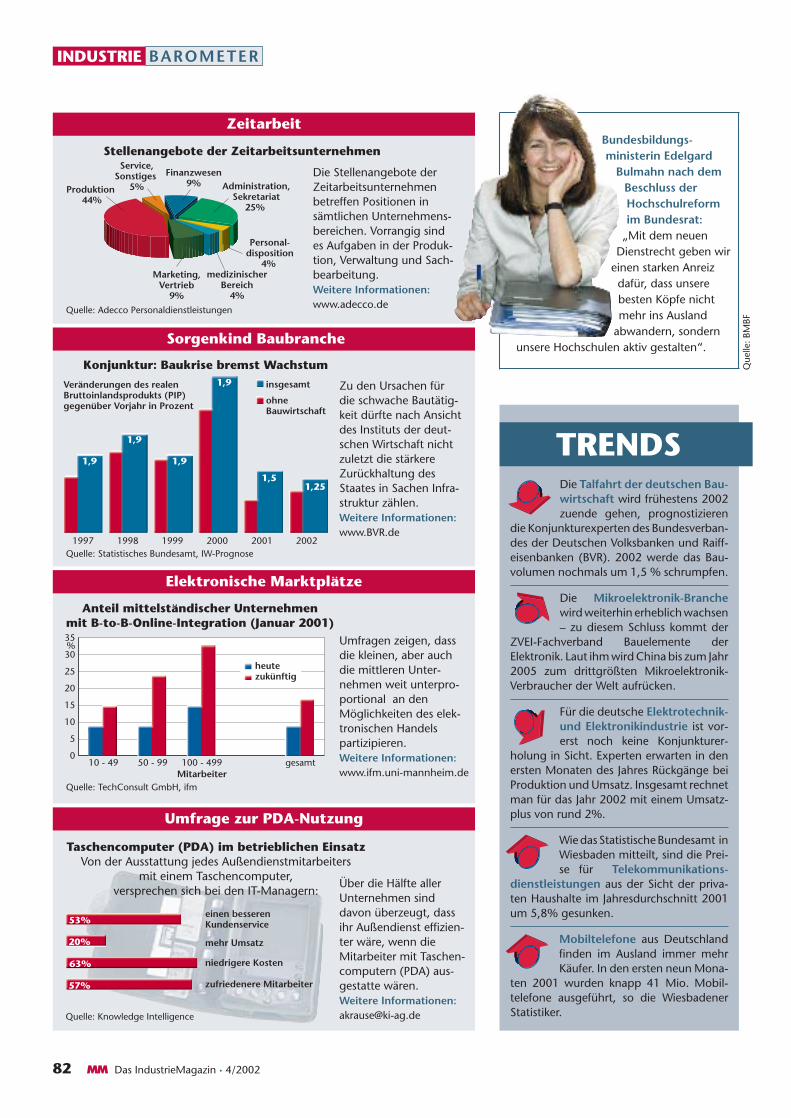
82 MM Das IndustrieMagazin · 4/2002
Die Talfahrt der deutschen Bau-wirtschaft wird frühestens 2002zuende gehen, prognostizieren
die Konjunkturexperten des Bundesverban-des der Deutschen Volksbanken und Raiff-eisenbanken (BVR). 2002 werde das Bau-volumen nochmals um 1,5 % schrumpfen.
Die Mikroelektronik-Branchewird weiterhin erheblich wachsen– zu diesem Schluss kommt der
ZVEI-Fachverband Bauelemente derElektronik. Laut ihm wird China bis zum Jahr2005 zum drittgrößten Mikroelektronik-Verbraucher der Welt aufrücken.
Für die deutsche Elektrotechnik-und Elektronikindustrie ist vor-erst noch keine Konjunkturer-
holung in Sicht. Experten erwarten in denersten Monaten des Jahres Rückgänge beiProduktion und Umsatz. Insgesamt rechnetman für das Jahr 2002 mit einem Umsatz-plus von rund 2%.
Wie das Statistische Bundesamt inWiesbaden mitteilt, sind die Prei-se für Telekommunikations-
dienstleistungen aus der Sicht der priva-ten Haushalte im Jahresdurchschnitt 2001um 5,8% gesunken.
Mobiltelefone aus Deutschlandfinden im Ausland immer mehrKäufer. In den ersten neun Mona-
ten 2001 wurden knapp 41 Mio. Mobil-telefone ausgeführt, so die WiesbadenerStatistiker.
TRENDS
INDUSTRIE BAROMETER
Umfragen zeigen, dass die kleinen, aber auch die mittleren Unter-nehmen weit unterpro-portional an den Möglichkeiten des elek-tronischen Handels partizipieren.Weitere Informationen:www.ifm.uni-mannheim.de
Xxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxxXxxx xxxxx Xxxxx.Weitere Informationen: [email protected]
Bundesbildungs-ministerin Edelgard
Bulmahn nach demBeschluss derHochschulreformim Bundesrat:
„Mit dem neuenDienstrecht geben wir
einen starken Anreizdafür, dass unserebesten Köpfe nichtmehr ins Ausland
abwandern, sondernunsere Hochschulen aktiv gestalten“.
Zeitarbeit
Elektronische Marktplätze
Umfrage zur PDA-Nutzung
Sorgenkind Baubranche
Que
lle: B
MBF
Zu den Ursachen fürdie schwache Bautätig-keit dürfte nach Ansichtdes Instituts der deut-schen Wirtschaft nichtzuletzt die stärkereZurückhaltung desStaates in Sachen Infra-struktur zählen. Weitere Informationen:www.BVR.de
Über die Hälfte allerUnternehmen sind davon überzeugt, dass ihr Außendienst effizien-ter wäre, wenn die Mitarbeiter mit Taschen-computern (PDA) aus-gestatte wären. Weitere Informationen:[email protected]: Knowledge Intelligence
Die Stellenangebote derZeitarbeitsunternehmenbetreffen Positionen insämtlichen Unternehmens-bereichen. Vorrangig sindes Aufgaben in der Produk-tion, Verwaltung und Sach-bearbeitung. Weitere Informationen:www.adecco.de
Finanzwesen9%
Service,Sonstiges
5% Administration,Sekretariat
25%
Personal-disposition
4% medizinischer
Bereich4%
Marketing,Vertrieb
9%
Produktion 44%
Veränderungen des realenBruttoinlandsprodukts (PIP) gegenüber Vorjahr in Prozent
insgesamt
ohneBauwirtschaft
1,9
1997 1998 1999 2000 2001 2002
1,9
1,9
1,9
1,51,25
35
30
25
20
15
10
5
0
%
10 - 49 50 - 99 100 - 499Mitarbeiter
gesamt
heutezukünftig
Konjunktur: Baukrise bremst Wachstum
Quelle: Statistisches Bundesamt, IW-Prognose
Stellenangebote der Zeitarbeitsunternehmen
Quelle: Adecco Personaldienstleistungen
Quelle: TechConsult GmbH, ifm
Anteil mittelständischer Unternehmen mit B-to-B-Online-Integration (Januar 2001)
Taschencomputer (PDA) im betrieblichen EinsatzVon der Ausstattung jedes Außendienstmitarbeiters
mit einem Taschencomputer, versprechen sich bei den IT-Managern:
53%
20%
63%
57%
einen besserenKundenservice
mehr Umsatz
niedrigere Kosten
zufriedenere Mitarbeiter