Embed Size (px)
Citation preview

JOT 7|200412
Substrat und Lack. In einer ganzenReihe von Praxisversuchen wurdenachgewiesen, dass die Erwärmungdes Substrats (unter anderem) beiStahl- und Aluminiumblech deutlichunterhalb der konventionell erreichtenPMT (Peak Metal Temperature) liegt.Dies wiederum bedeutet, dass auchweniger Kühlung benötigt wird.
Als Pluspunkt zu sehen ist auch diesogenannte „Close-Loop“-Tempera-turregelung an der Substratoberfläche,wo mittels langwellig arbeitender Pyro-meter die Ein- und Ausgangstempera-tur des Werkstücks online erfasst wird.Das System wird dann über Phasen-Anschnittsteuerung permanent gere-gelt. Dies ist vorteilhaft nicht nur imHinblick auf die Einsparung elektri-scher Energie, sondern auch hinsicht-lich der sich so ergebenden Prozess-Dokumentationsmöglichkeiten.
Das Warenzeichen „nir“ ist für dieFirma Adphos AG in Bruckmühl, diebei der industriellen NutzbarmachungPionierarbeit geleistet hat, geschützt.Über die Verwendung des Verfahrensbesteht ein Kooperationsvertrag mitder Firma Eisenmann.
NIR-Trocknung bei derElektroblech-Lackierung
Die Firma VA Tech Hydro GmbH& Co. in Weiz in Österreich verwendetin ihrer Generatorenproduktion eineVielzahl unterschiedlich dimensionier-ter Elektrobleche, die beidseitig miteinem Isolierlack beschichtet seinmüssen. Trocknung und Teiletransporteiner erst 2001 angeschafften Lackier-anlage verursachten immer wieder Pro-duktionsstörungen, weshalb sich dasUnternehmen bereits zwei Jahre spä-ter nach einer neuen Lösung umsah.
Bei seinem Angebot brachte Eisen-mann die Nahe-Infrarot-Trocknung insSpiel. Durch Adphos vor Ort unter Ori-ginal-Bedingungen durchgeführte Ver-suche mit einer so genannten Test-brücke, das heißt einem mobilen
Den Fachleuten der Lackierbran-che ist „NIR“ längst ein Begriff.
„NIR“ steht für „nahe Infrarot“. Dieauf dieser (elektrisch erzeugten) Strah-lung basierende Technologie bewirkteine extrem schnelle Lackaushärtung,was zu sehr kurzen Trocknungs-strecken führt. Deshalb sieht die FirmaEisenmann das Verfahren gerade fürflache Teile wie Bleche und Bänder alszukunftsweisend an.
Die bei der Lackaushärtung beste-henden Vorteile resultieren daraus,dass der Wellenlängenbereich derNIR-Strahlung von 0,8 bis 1,5 μm gera-dezu das Optimum an erzielbarerStrahlungsenergiedichte darstellt. Sohat die NIR-Strahlung eine 5- bis 6-
mal höhere Energiedichte als kurzwel-lige Infrarotstrahlung. Dadurch werdensowohl wasser- als auch lösemittel-basierende Lacke voll durchdrungen.
Das Wirkprinzip basiert darauf, dassdie Strahlung sofort bis an die Grenz-schicht des Substrats vordringt unddort auch reflektiert wird. Es findetalso eine sofortige Volumenerwärmungder Schicht statt und nicht, wie bei der konventionellen Trocknung, einelangsame Erwärmung durch Wärmelei-tung. Daher werden die Lösemittelbeziehungsweise das Wasser schlagar-tig durch die noch völlig offene, nichtvernetzte Lackschicht ausgetrieben.Wenn keine Verdampfungs-Enthalpiemehr nachgeführt werden muss, steigt
die Lacktemperatursehr schnell auf Ver-netzungstemperatur –und der Lack härtetentsprechend schnellaus.
Zusätzlich zumgegenüber konven-tionellen Umluftsyste-men insgesamt etwa10-mal schnellerenAushärten ergibt sichein besserer Verlaufdes Lacks. Der Grundliegt darin, dass in derLackschicht keine„Zwischenzustände“entstehen und des-halb Kraterbildungdurch noch nicht ent-gaste Lösemittel aus-geschlossen ist.
Ein weiterer Vor-teil ist das Absorpti-onsverhalten der zu-sammengebrachtenStoffe, hier also von
NIR-Technologie auf dem Vormarsch
Zum Werksprobelauf aufgebaut: Das neue NIR-Trocknungssystem für lackierte Elektrobleche
Die NIR-Trocknung lackierter Elektrobleche bietet so viele Vorteile, dass sich ein renommierter Generatorenhersteller zum Ersatz seinererst wenige Jahre alten konventionellen Trocknungseinrichtungen entschloss. Der neue NIR-Trockner ging im März 2004 in Betrieb.
N A S S L A C K I E R E N
JOT 7|200413
Strahlungsmodul, führten zu sehr posi-tiven Trocknungsresultaten.
Außerdem ergab sich ein erfreuli-cher Nebeneffekt: Die Geruchsbelästi-gung war für die Werker erheblichgeringer als in der Altanlage, aus derwegen zu heißer Trockner-Innen-flächen in erheblichem Umfang unan-genehm riechende Crack-Produkte ausdem Lack und den Lösemitteln in denWerkraum und darüber hinaus in dieUmgebung freigesetzt wurden.
mierung, die für das Unternehmenbesonders zählt, weil es in einemMischgebiet angesiedelt ist, erleichter-ten VA Tech Hydro die Entscheidungfür eine Neuinvestition: Im Sommer2003 ging ein entsprechender Auftragan die Firma Eisenmann.
Die eingesetzten Komponenten
Von der bisherigen Anlage bestehenbleiben konnten die Blech-Abstapel-einrichtung am Anfang und die Aufsta-peleinrichtung am Ende der Lackier-linie, die Bandtransporte von der Aufgabe zur Entgratungsmaschine(„Grindmaster“) und weiter zur Be-schichtung sowie der Walzen-Coaterzum beidseitigen Auftrag von tixotro-pem Wasserlack mit geringem Löse-mittel- und hohem Festkörperanteil.
Die Neuinstallation umfasste imWesentlichen NIR-Trockner mit Luft-leitsystem und Kühlzone samt ent-sprechender Fördertechnik und einem vorgeschalteten Übergabeförderer vomCoater zur Ofenfördertechnik, einStahlgerüst für die Zu- und Abluftanla-gen, die Steuerungstechnik für diesenBereich und die Verknüpfung mit derSteuerung der bereits bestehendenAnlagenteile.
Insbesondere bei – wie hier – beid-seitig lackierten Werkstücken ist derWerkstücktransport von qualitätsent-
Als weiterer Pluspunkt wurde regis-triert, dass ein NIR-Trockner trotzeffektiver Kapazitätssteigerung undzusätzlicher Einplanung einer späterenErweiterung rund 3 m kürzer bauenwürde als die vorhandene konventio-nelle Trocknungseinheit.
Der angesichts beengter Platzver-hältnisse beträchtliche Raumgewinn,vor allem aber der erfolgreiche Inline-Test mit sehr befriedigenden Quali-tätsergebnissen und die Geruchsmini-
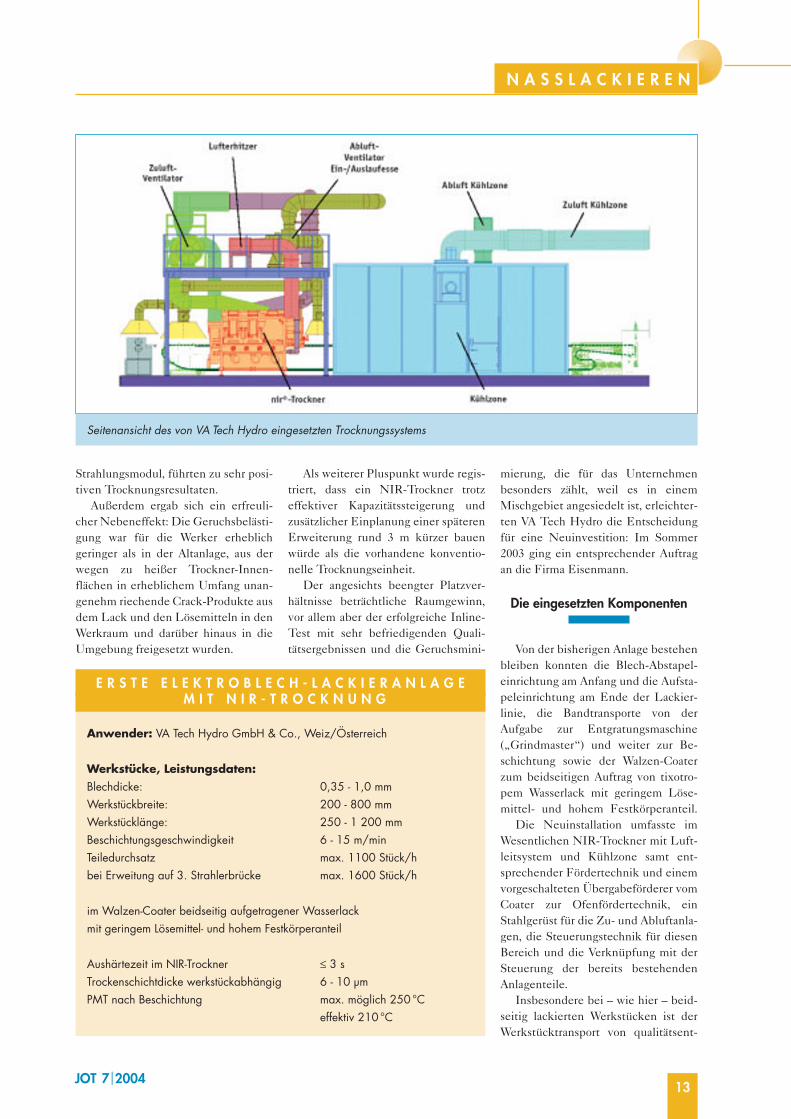
Seitenansicht des von VA Tech Hydro eingesetzten Trocknungssystems
Anwender: VA Tech Hydro GmbH & Co., Weiz/Österreich
Werkstücke, Leistungsdaten:Blechdicke: 0,35 - 1,0 mmWerkstückbreite: 200 - 800 mmWerkstücklänge: 250 - 1 200 mmBeschichtungsgeschwindigkeit 6 - 15 m/minTeiledurchsatz max. 1100 Stück/hbei Erweitung auf 3. Strahlerbrücke max. 1600 Stück/h
im Walzen-Coater beidseitig aufgetragener Wasserlackmit geringem Lösemittel- und hohem Festkörperanteil
Aushärtezeit im NIR-Trockner ≤ 3 sTrockenschichtdicke werkstückabhängig 6 - 10 μmPMT nach Beschichtung max. möglich 250 °C
effektiv 210 °C
E R S T E E L E K T R O B L E C H - L A C K I E R A N L A G EM I T N I R - T R O C K N U N G
N A S S L A C K I E R E N

JOT 7|200414
aufgeschlossen gezeigt, seine Vorteileerkannt, sich durch Inline-Tests vorOrt von der Machbarkeit überzeugtund danach kurzerhand für den Ein-satz der innovativen NIR-Trocknungentschieden.
Der erfolgreich absolvierte Werks-probelauf bestärkt den neu gewonne-nen Eisenmann-Kunden in seinerErwartung, dank des nachgerüstetenAnlagenteils in Kürze über rund 45%mehr Kapazität zu verfügen, eine bes-sere Oberflächenqualität und verbes-serte Arbeitsbedingungen zu erreichenund nicht zuletzt auch flexibler zu sein:Materialdicken-Änderungen könnenohne Unterbrechung gefahren werden,wenn dies der Steuerung zirka 10Sekunden vor Chargenwechsel mitge-teilt wird.
Wer ähnlich positive Erfahrungensammeln will, sollte sich ebenfallszunächst zu einem Inline-Test vor Ort mit Original-Werkstücken ent-schließen. Der geringe Kosten- undZeitaufwand könnte sich bald ähnlichbezahlt machen wie im hier beschrie-benen Fall. ■
der Oberseite mit Quarzglasfensternversehen ist. Oberhalb dieser Fenstersind in einem Tragrahmen zurzeit zweiStrahlerbrücken montiert, von denenjede mit rund 80 gekühlten „Emit-tern“ (Strahlungslampen) bestückt ist.Jede Strahlerbrücke ist in acht werkstückbreitenabhängig zu- und ab-schaltbare Segmente unterteilt. Trotznur einseitiger Bestrahlung härtet derbeidseitig aufgetragene Lack – Tro-ckenschichtdicke werkstückspezifisch6 bis 10 μm – in weniger als drei Sekun-den aus.
Bei Realisierung der bereits einge-planten erneuten Kapazitätsauswei-tung kann eine dritte Strahlerbrückeleicht nachgerüstet werden. Auch siefindet noch innerhalb der Trockner-Gesamtlänge von nur knapp 2600 mmPlatz. Zum Vergleich: Die mitgeliefer-te, im Frischluft-Abluft-Betrieb arbei-tende Kühlzone, in der die Werkstückein zirka 50 Sekunden auf ≤ 45°C her-untergekühlt werden, ist immerhin6000 mm lang.
Positive Erwartungen
Neuland zu betreten lohnt sich! DieFirma VA Tech Hydro hat sich inbemerkenswerter Weise einem für ihreBranche neuen Verfahren gegenüber
scheidender Bedeutung. Eisenmannkonnte auf Erfahrungen aus der Flach-pulverbeschichtung zurückgreifen undmodifizierte einen dort eingesetztenQuerstabförderer mit Aufnahmespitzen(Pins) für den neuen Einsatzfall. Unteranderem wurden die Abstände der dieWerkstücke tragenden Pins aufgrundder zu erwartenden Blechdicken vongrößer 0,35 mm so berechnet, dass beikleiner Eigendurchbiegung der Werk-stücke die Anzahl der Auflagepunkte sogering wie möglich bleibt.
Für die neu konzipierte Übergabeder flachen Werkstücke aus dem Wal-zen-Coater auf die eigentliche Ofen-fördertechnik ist ebenfalls ein Quer-stabförderer mit Pins eingesetzt. DerRücklauf dieses Förderers wird durchein Wasserbad geführt, so dass anhaf-tender Lack sich gleich wieder vomFörderer löst. Die Wasserwanne wirdim Überlauf betrieben, damit sich kei-ne zu hohe Lackkonzentration einstel-len kann. Ebenfalls qualitätssichernd:Die Geschwindigkeiten von Walzen-Coater und Fördersystem wurden überzwei Frequenz-Umrichter so synchro-nisiert, dass nur ein Minimum anLängsmarken entsteht.
Die Basis des NIR-Trockners bildetein belüfteter, durch Blenden abge-schirmter Tunnel, der seitlich undunten mit Reflektoren bestückt und an
N A S S L A C K I E R E N
Der Autor: Dipl.-Ing. Andreas Dibon,Eisenmann Spezial-Verfahrenstechnik,
Böblingen, Tel. 0 70 31/78-0, [email protected]
Schnell und kompakt: Der ganze NIR-Trockner ist nur2600 mm lang
Ein Querstabförderer mit Pins transportiert die beidseitiglackierten Werkstücke schonend in den Nahe-Infrarot-Bereich
Bild
er: E
isen
man
n





























