Embed Size (px)
Citation preview

FARBE UND LACK / / 05.2018
52 TECHNIK // AUTOMOBILLACKE
Optimal mit Wärme und Licht
DUAL-CURE-SYSTEME // DIE VORTEILE DER KOMBINATION VON THERMISCHER UND UV-HÄRTUNG ZEIGT DAS BEISPIEL EINER KUNSTSTOFFBESCHICHTUNG IM AUTOMOBILINNENRAUM.
Que
lle: ©
Sto
ck.A
dobe
.com
- G
iuse
ppe
Porz
ani

Ergebnisse auf einen Blick
– Kombiniert der Formulierer thermische und UV-Vernetzungsme-chanismen, erhält er die besten Eigenschaften beider Techniken.
– UV-Bindemittel in 2K-Anwendungen können herausragende Kratz- und Chemikalienbeständigkeiten, etwa gegen Sonnen- und Handcreme, erzielen.
– Die Eigenschaften verbessern sich weiter, wenn der Isocyanat-Quervernetzer polymerisierbare Gruppen aufweist.
– Mit den richtigen Hydroxyl- und Isocyanat-Komponenten lassen sich exzellente Haftung mit herausragender Kratz- und Hydrolyse-beständigkeit verbinden.
Robert Potzmann, Paul Gevaert, Arie Cornelis und Chi-Yan Lee, Allnex
Die Produktivität optimieren, Rohstoffkosten reduzieren und nachhal-tiges Wirtschaften stehen im Fokus neuer Entwicklungen in der Au-tomobilindustrie. Ein Ansatzpunkt dafür – die vermehrte Verwendung von Kunststoffsubstraten im Interieurbereich – erlaubt es, das Fahr-zeuggewicht zu verringern, und führt damit zu niedrigerem Kraftstoff-verbrauch; dies trägt dazu bei, die CO2-Emission zu senken.Um Kunststoffsubstrate aufzuwerten, suchen Automobilhersteller nach Beschichtungssystemen, die das höchste Niveau von Eigen-schaften, Robustheit, Produktivität, guter Haptik und perfekter Ästhe-tik miteinander kombinieren. Strahlenhärtende Beschichtungssysteme haben genau in diesen Punkten Vorteile gegenüber konventionellen Beschichtungstechniken. Solche Systeme erlauben die Kombination von herausragender Kratz-, Mikrokratz- und Abriebfestigkeit sowie Chemikalien- und Fleckenbeständigkeiten mit erhöhter Produktivität bei geringen Fehlerraten dank der augenblicklichen Härtung der Be-schichtung unter UV-Strahlung.Derartige Systeme vernetzen thermisch auch in Schattenbereichen. Gleichzeitig lassen sich die UV-eigene hohe Kratzfestigkeit und Che-mikalienresistenz mit kurzen Applikationszeiten und minimaler Ver-schmutzungsneigung realisieren.Die Kombination von hydroxylgruppenhaltigen, acrylierten Harzen mit iso-cyanatgruppenhaltigen, acrylierten Polyurethanharzen erlaubt dem For-mulierer, die besten Eigenschaften aus konventioneller und UV-Technik zu erhalten. Hierbei lassen sich Beschichtungen erreichen, die exzellente Härte – ähnlich hochwertiger UV-Systeme – mit der aus thermischen Sys-temen bekannten inhärenten Duktilität verbinden. Außerdem kann durch die Kombination der beiden Techniken der größte Nachteil von reinen UV-Systemen – die fehlende Härtung in Schattenbereichen – eliminiert werden. In jedem Fall findet dort eine thermische Vernetzung statt, wo-durch Dual Cure speziell für 3-D-Anwendungen vorteilhaft ist.
Anforderungen an Innenraumbeschichtungen
Es gibt für jeden Erstausrüster einen eigenen Anforderungskatalog und Richtlinien, wie die geforderten Eigenschaften zu bestimmen sind; diese Anforderungen lassen sich generell mit Haftung, Kratz-, Abrieb- und Chemikalienbeständigkeit, kombiniert mit Hydrolysebeständigkeit zusammenfassen. Beispiele für Richtlinien zur Evaluierung dieser Ei-genschaften sind im Folgenden beschrieben (Tab. 1).
Ihr Kontakt // Kristin Roubinek // Vincentz Network // Plathnerst. 4c // 30175 Hannover // T +49 511 9910-274 // F +49 511 9910-279 // [email protected]
FARBEUNDLACK // SEMINARE
Coloristik
Informieren Sie sich!
www.farbeundlack.de/seminare
Wish you were here!
praxisnahgezieltstrukturiert
Modul 1 // Einführung in die Coloristik18. – 19. Juni 2018 // Stuttgart
Modul 2 // Tiefere Einblicke in die Farbmetrik20. – 22. Juni 2018 // Stuttgart
FuL_Anz_Seminar Coloristik_101x297_02_18_rz.indd 1 12.02.18 11:25

FARBE UND LACK / / 05.2018
Erichsen-Kratzbeständigkeit und Haftung: Ein Erichsen-Stift 318 mit einer 0,75-mm-Spitze wird mit unterschiedlicher Last über das Sub-strat geführt. Man bestimmt die höchste Last, bei der kein Bruch der Beschichtung vorliegt. Eine Deformation der Beschichtung gilt hierbei nicht als Fehler.Abriebfestigkeit: Ein Standardtest ist der Taber-CS10F-Test mit 500 g Last auf Polycarbonat. Nach einer definierten Zyklenzahl wird der Schleier am Substrat mittels der Verminderung der Intensität eines Lichtstrahls im Vergleich zu nicht belastetem Polycarbonat bestimmt. Je größer die Veränderung ist, desto mehr Beschichtung wurde ab-gerieben.Chemikalienbeständigkeit: Der Prüfvorschrift PV 3964 von Volkswa-gen folgend, wird auf die Substrate eine Mullbinde aufgelegt und dar-auf die Testlösung für Sonnencreme und Handcreme aufgebracht. Die Testpaneele werden im Umluftofen bei 80 °C für 24 Stunden gelagert. Danach wird die Mullbinde abgenommen und die Creme mit einem trockenen Tuch entfernt. Nach 4 Stunden erfolgt die Evaluierung mit-tels Gitterschnitt und Erichsen-Test.Hydrolysebeständigkeit: Als Referenz diente technische Lieferbedingung TL 226. Dabei werden die Proben bei 90 °C und 95 % Luftfeuchtigkeit für 72 Stunden gelagert. Eine Stunde, nachdem die Muster aus dem Ofen genommen werden, erfolgt die Evaluierung mittels Gitterschnitt.Haftung: Etliche Evaluierungen lassen sich nur dann sinnvoll durch-führen, wenn eine gute Inertialhaftung gegeben ist. Diese wird mittels Gitterschnitt bestimmt und wird im Folgenden auf einer Skala von 0 (keine Haftung) bis 5 (vollständige Haftung) wiedergegeben. In den Fällen ohne ausreichende Inertialhaftung werden weitere Evaluierun-gen unterlassen.Pendelhärte: Die Härte der Beschichtungen wird mittels Pendelhärte nach Persoz auf Glas bestimmt. Das Prinzip dieses Härtetests ist die Dämpfung der Amplitude eines oszillierenden Pendels durch Reibung an der Oberfläche der Beschichtung. Je härter eine Beschichtung ist, desto weniger interagiert das Pendel und desto länger dauert es, bis die Amplitude einen bestimmten Wert erreicht. Diese Zeit (in Sekun-den) wird gemessen und verglichen.Flexibilität: Die Flexibilität der Beschichtung wird nach Mandrel be-stimmt. Dabei wird eine Polycarbontfolie beschichtet und gehärtet und anschließend über Zylinder mit definiertem Diameter gebogen. Der Diameter des letzten Zylinders, über den die Beschichtung gebo-gen werden kann, ohne zu brechen, wird zur Evaluierung herangezo-gen. Je geringer der Wert, desto flexibler die Beschichtung.
Kratz-, Abrieb-, und Chemikalienbeständigkeit mit UV-härtba-ren Gruppen
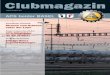
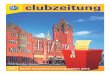
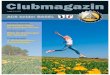
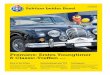
Um die Eigenschaften von physikalisch trocknenden 1K-Systemen zu verbessern, werden diese standardmäßig mit multifunktionalen Poly-isocyanaten vernetzt. Um diese Reaktion zu ermöglichen, weisen sol-che Bindemittel Hydroxylfunktionalität auf. Abb. 1 zeigt schematisch eine 2K-Vernetzungsreaktion, nachdem die beiden Komponenten vereinigt wurden. Die Kinetik der Reaktion lässt sich über die Tempe-ratur und über die Art und Menge des Katalysators steuern. Dabei ist der Katalysator beim Einstellen des Gleichgewichts zwischen Topfzeit und Aushärtungsgeschwindigkeit ausschlaggebend. Die thermische Reaktion schreitet selbst bei Raumtemperatur solange fort, bis kein Isocyanat mehr vorhanden ist.Eine zusätzliche Quervernetzung entsteht, wenn die hydroxylgrup-penhaltigen Harze Doppelbindungsgruppen enthalten. Mittels eines Photoinitiators lasen sich diese Gruppen unter UV-Licht unmittelbar zur Reaktion bringen. Dieses Prinzip zeigt Abb. 2: Im ersten – dem thermischen – Schritt werden NCO- und OH-Gruppen zur Reaktion gebracht, und es entsteht ein vollständiges Netzwerk. Im zweiten – dem UV-Schritt – werden die Doppelbindungen polymerisiert, was die Netzwerkdichte erhöht und damit die Eigenschaften verbessert.
54 TECHNIK // AUTOMOBILLACKE
T
NCO + HO OH + OCN
NH
O
C O NH
O
CO
Abb. 1 // 2K-Vernetzung (NCO-OH-Reaktion).
T
UV
NCO + HO OH + OCN
NH
O
C O NH
O
CO
T T
Polymer
NH
O
C O NH
O
CO
Abb. 2 // SB-UV-2K-Prinzip (OH-Acrylat-NCO-Reaktion).
T
UV
NH
NH
NH
O O
C
O
C
CO
O
O
NH
O
CO
OH + OCHNCO + HO
Polymer
PolymerPolymer
Finale Eigenschaften
T
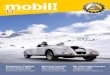
Abb. 3 // SB-UV-2K-Prinzip (OH-Acrylat-NCO-Acrylat).

Organized byInternational Organizing Committee of ICCG Fraunhofer Institute for Silicate Research ISCVincentz Network
THE 12TH INTERNATIONAL
CONFERENCE ON COATINGS ON GLASS AND PLASTICS Advanced coatings for large-area or high-volume products
JUNE 11-15, 2018 Conference Center Würzburg, Germany · www.iccg12.de
NEW EXHIBITION CONCEPT Networking in focus Space and time for talksB2B-Meetings
3 days of exhibition: June 12-14, 2018
A4_Anz_ICCG12_12_2017_rz.indd 1 01.12.17 13:47

FARBE UND LACK / / 05.2018
56 TECHNIK // AUTOMOBILLACKE
Tab. 2 zeigt die zwei oben beschriebenen Systeme: ein lösungsmittel-basiertes 2K-System mit einem hydroxylgruppenhaltigen Acrylatharz (OH-Zahl: 150 mg KOH pro g nfA) und ein hydroxylgruppenhaltiges acryliertes Harz (OH-Zahl: 200 mg KOH pro g nfA). Als Isocynatkom-ponente diente ein HDI-Trimer mit einem Isocynatgehalt von 21,8 % und einem Equivalentgewicht von 193. Die Isocyanatcomponen-te wurde in einem Überschuss von 5 % eingesetzt. Als Katalysator diente Dibutylzinndilaurat (DBTL) in einer Konzentration von 200 und 1.000 ppm. Die Formulierung wurde mit Butylacetat auf eine Zielvis-kosität von ~ 200 mPas bei 25 °C eingestellt. Die Formulierungen wur-den derart auf die Testsubstrate ABS, PC und deren Mischungen ap-pliziert, dass nach Entfernung des Lösungsmittels (10 min bei 80 °C) und Vernetzung (UV und/oder thermisch) eine Schichtdicke von 20 g/m² entstand. Für die UV-Vernetzung wurden eine Quecksilberdampf-lampe (2000 mJ/cm²) und 1-Hydroxycyclohexylphenylketon (CPK) als Photoinitiator verwendet. Nach der thermischen Behandlung und der UV-Vernetzung wurden die Proben eine Woche bei Raumtemperatur gelagert, bevor die Messungen stattfanden.
Tab. 3 // Isocyanathaltige Urethanacrylate.
Produkt Lösungsmittel Acrylatfunktionalität Viskosität bei 25°C [mPa] NCO [%] Verwendung
isocyanathaltiges Urethanacrylat 1 10 BA 2 17000 7,00 gute chemische und mechanische Bestän-digkeit, hart
isocyanathaltiges Urethanacrylat 2 45 EA 2 125 4,30 gute chemische Beständigkeit
isocyanathaltiges Urethanacrylat 3 - 1 14000 7,50 Flexibilität und gute Haftung
isocyanathaltiges Urethanacrylat 4 - 1 11000 6,75 bessere Flexibilität und Haftung als isocy-anathaltiges Urethanacrylat 3
Tab. 1 // Zusammenfassung der Anforderungen an Automobil-Interieur-Beschichtungen.
Prüfanforderung Kriterien
Gitterschnitthaftfestigkeit (GSH) 0 = keine Haftung, 5 = vollständige Haftung
Erichsen-Test (Stift 318) 20 N
Abriebfestifkeit (Taber Haze – CS10F)
je niedriger, desto besser
Sonnen- und Handcreme (~ VW PV3964)
GSH = 5, Erichsen: 20 N, Aussehen (Film angegriffen ja oder nein),Glanzverlust
Feuchtigkeitsbeständigkeit GSH = 5, Aussehen (kein Schleier)
Tab. 2 // Formulierungen eines konventionellen lösungsmittelbasierten 2K-Systems.
SB-2K-Formulierung
Komponente 1 Anteil [%] Komponente 2 Anteil [%]
hydroxylgruppenhaltiges, Acrylatharz (65 % in BA)
75,5 multifunktionales NCO 24,5
Butylacetat 17,6 Butylacetat 1,6
Verlaufsadditiv (Modaflow 9200)
0,7
Katalysator(DBTL) 0,02 & 0,1
SB-UV-2K-FormulierungKomponente 1 Anteil [%] Komponente 2 Anteil [%]
hydroxylgruppenhaltiges, acryliertes Harz (55 % in BA)
71,6 multifunktionales NCO 28,4
Butylacetat 33,2 Butylacetat 1,9
Verlaufsadditiv (Modaflow 9200)
0,7
Photoinitiator (CPK) 3,0
Katalysator (DBTL) 0,02 & 0,1
Nach den 10 Minuten bei 80 °C war die konventionelle Beschichtung klebfrei. Blockfestigkeit war jedoch auch bei höherer Konzentration des Katalysators nicht gegeben. 1.000 ppm DBTL und eine auf 30 Minuten verlängerte Trocknungszeit erhöhten die Härte (300 sec) und führten zu guter Blockfestigkeit, jedoch verringerte sich die Haftung. Auf Substraten mit guter Haftung wurde die Chemikalienresistenz evaluiert. In allen Fällen war nach Hand- und Sonnencreme-Tests ein Abdruck der Mullbinde erkennbar.Die zusätzliche Quervernetzung mit UV-Licht erhöhte beim Beschich-tungssystem auf Basis des hydroxylgruppenhaltigen, acrylierten Har-zes die Härte und die Abriebbeständigkeit. Dabei sank jedoch die Flexibilität. Die Chemikalienbeständigkeit war bei allen getesteten Be-schichtungen gut.Um den Einfluss der Isocyanatkomponente auf die Beschichtungsei-genschaften zu ermitteln, wurde die Beschichtung des hydroxylgrup-penhaltigen, acrylierten Harzes mit drei multifunktionalen Isocyanaten untersucht, die sich in Molekulargewicht und Anteil an funktionellen Gruppen unterscheiden: ein Hexamethylen-1,6-diisocyanat(HDI)-Iso-cyanurat mit einem NCO-Anteil von 21,8 % und einem Äquivalentge-wicht von 193 (multifunktionales NCO 1), ein HDI-Uretdion mit einem NCO-Anteil von 21,8 % und einem Äquivalentgewicht von 193 sowie ein weiteres flexibles HDI-Isocyanurat mit hohem Molekulargewicht, das einen NCO-Anteil von 11 % und ein Äquivalentgewicht von 382 aufweist. Die Auswertung der Kombinationen zeigt, dass die Variation der Isocyanatkomponente die Härte, Flexiblilität und Haftung beein-flusst, die Chemikalienbeständigkeit jedoch wenig ändert.Daraus ist zu schließen, dass die zusätzliche Quervernetzung, die aus der Verwendung von UV-vernetzbaren Harzen resultiert, für die erhöh-te Kratz- und ausgezeichnete Chemikalienbeständigkeit sowie für die verbesserte Hydrolysebeständigkeit verantwortlich ist.
Vollständig acrylierte Systeme auf allen Plastiksubstraten
Bei allen bisher präsentierten Systemen wurde zur Vernetzung ein multifunktionles Polyisocyant verwendet. In Europa gibt es Bestrebun-gen, den Gebrauch dieser Komponenten wegen ihres hohen Anteils an niedrigmolekularen Diisocyanten strenger zu reglementieren. Da der Anteil an Diisocyanaten in multifunktionalen Polyisocyanaten in der Regel über dem geplanten Limit von 0,1 % liegt, fällt auch die-se Produktgruppe zum Großteil unter die verschärften Regeln. Allnex hat ein breites Produktportfolio an isocyanathaltigen Urethanacrylaten mit niedrigem Anteil an Diisocyantat-Verunreinigung. Sie verbessern die Eigenschaften der Beschichtung und die verschärften Regulierun-gen kommen nicht zum Tragen. Tab. 3 gibt einen Überblick über jene Produkte, die im Weiteren näher beschrieben werden. Abb. 3 zeigt schematisch die Reaktionen während des Beschichtungsprozesses.Das hydroxylgruppenhaltige, acrylierte Harz wurde mit vier verschie-denen isocyanathaltigen Urethanacrylaten kombiniert. In allen Fällen wurde ein Verhältnis von NCO zu OH von 1,05 verwendet. Die Be-schichtungen wurden derart appliziert, dass nach Vernetzung eine Schichtdicke von 20 g/m² entstand. Zur Entfernung des Lösungsmit-tels und zur thermischen Vernetzung wurden die beschichteten Sub-strate bei 80 °C für 30 Minuten im Umluftofen gelagert. In allen Fällen

wurden 200 ppm Katalysator verwendet. Die UV-Härtung wurde mit einer Quecksilberdampflampe und einer Energie von 2.000 mJ/cm² durchgeführt. Anschließend wurden die Testsubstrate vor den Tests eine Woche bei Raumtemperatur gelagert.Die Resultate der Evaluierung zeigt Tab. 4. Härtere Kombinationen haften schlechter an den Substraten. Die Kombination mit isocyanat-haltigem Urethanacrylat 4 ist etwas weicher, hat exzellente Haftung zu allen Substraten und besteht jeglichen Test auf Chemikalienresistenz und Hydrolysebeständigkeit. Besonders erwähnenswert ist die Hyd-rolysebständigkeit auf Polycarbonat, die in dieser Untersuchung nur dieses System erzielte. Tab. 5 vergleicht zusätzlich die Ergebnisse der Martendale-Mikrokratzfestigkeit der Systeme mit den isocyanthaltigen Urethanacrylaten 1 und 4. Das weichere System mit isocyanathalti-gem Urethanacrylat 4 zeigt sehr gute Glanzhaltung, also bessere Be-ständigkeit.
Robuste Systeme
Um Aussagen über die Robustheit der Systeme treffen zu können, wurden die Zeit der thermischen Vernetzung und der Anteil an Kataly-sator variiert und der Einfluss auf die Eigenschaften der Beschichtung eruiert. Die thermische Vernetzung dauerte 10 bzw. 30 Minuten bei 80 °C; die Katalysatormenge variierte zwischen 200, 500 und 1.000 ppm. Als Schichtdicke wurde erneut 20 µm verwendet und die UV-Härtung mittels Quecksilberdampflampe mit 2.000 mJ/cm² durchgeführt. Die Testsubstrate wurden eine Woche bei Raumtemperatur gelagert, und danach wurden die Applikationstests durchgeführt.Die Evaluierung der Ergebnisse deutet darauf hin, dass die Redukti-on der thermischen Vernetzung nur geringen Einfluss auf das Eigen-
Immer und überall dabei!ENTDECKEN SIE IHR FARBEUNDLACK EJOURNAL!
Der kostenfreie Extra-Service für alle Abonnenten:
Lesen Sie Ihre FARBEUNDLACK wann und wo immer Sie wollen: Als Abonnent genießen Sie vollständigen Zugriff auf alle eJournal-Ausgaben der Zeitschrift – und können diese bequem online durchsuchen, Beiträge speichern oder herunterladen.
So funktioniert’s: www.farbeundlack.de/ejournal
FARBEUNDLACK // EJOURNAL
Vincentz Network // Postfach 6247 // 30062 Hannover // Deutschland // T +49 511 9910-025 // [email protected]
schaftsbild der Beschichtung hat. Dagegen verschlechtert ein höherer Katalysatorgehalt die chemische Beständigkeit und speziell die Hy-drolysebeständigkeit. Die besten Ergebnisse wurden mit 200 ppm DBTL erzielt.Eine Gegenüberstellung der Ergebnisse der drei Systeme mit unter-schiedlichem Anteil an UV-vernetzenden Gruppen zeigt Tab. 5. Zum direkten Vergleich wurden erneut die zuvor verwendeten Parameter verwendet: 20 µm Schichtdicke; 200 ppm DBTL; thermische Vernet-zung 10 Minuten bei 80 °C; Quecksilberdampflampe mit 2000 mJ/cm²; die Beschichtung wurde eine Woche bei Raumtemperatur ge-lagert.Der Vergleich zeigt, dass es mit dem Lösungsmittelbasierten 2K-Sys-tem schwierig ist, die erforderliche Beständigkeit – konkret, die Chemi-kalien- und Hydrolysebeständigkeit – zu erzielen. UV-Technik verkürzt die thermische Vernetzungszeit, die Kratz- und Abriebbeständigkeit lassen sich damit erhöhen und die Anforderungen an Chemikalien- und Hydrolysebeständigkeit erfüllen. Finden allein Komponenten mit UV-härtenden Gruppen Verwendung, lässt sich das Eigenschaftsbild weiter verbessern.Zusätzlich können die verschärften Europäischen Regulierungen, die für viele multifunktionale Polyisocyanate greifen, mit isocyanathaltigen Urethanacrylaten mit niedrigem Anteil an Diisocyantat-Verunreinigung von unter 0,1 % vermieden werden.Die Kombination des hydroxylgruppenhaltigen, acrylierten Harzes mit isocyanathaltigem Urethanacrylat 4 zeigte hervorragende Haftung auf allen Testsubstraten und erfüllte alle für den Automobilinnenräume ty-pischen Tests. Die Verfügbarkeit einer breiten Palette von acrylierten Polyolen und isocynathaltigen Urethanacrylaten erlaubt es außerdem, die Formulierung an individuelle Eigenschaftsprofile, Applikationspro-zesse und Anwendungsfelder anzupassen.
TECHNIK // AUTOMOBILLACKE 57

FARBE UND LACK / / 05.2018
YAN LEE
erlangte ihren Abschluss
als Chemieingenieur
von der Hong Kong
University of Science and
Technology. Sie ist seit
zehn Jahren im Marketing
bei verschiedenen Firmen tätig. Als Global Marketing
Manager CE&IP konzentriert sie sich darauf, neue
Systemlösungen für den Automobil-, Elektronik- und
Folienmarkt zu entwickeln.
ARIE CORNELIS
blickt auf eine über
30-jährige Erfahrung im
Bereich Formulierung
von UV-Bindemitteln und
direkten Kundensupport
zurück. Heute konzen-
triert er sich auf die Entwicklung von Glaslaminat-
Systemen und Plastikbeschichtungen.
PAUL GEVAERT
erlangte seinen Abschluss als Chemieingenieur im
Jahr 1985. Nach einigen Jahren in der Druckindus-
trie begann er seine Tätigkeit bei UCB Chemicals
(heute Allnex) in der Abteilung für strahlenhärtende
Beschichtungen. Als Global Applications Manager
trägt er die Verantwortung für die Entwicklung von
marktgerechten Formulierungen.
DR. ROBERT POTZMANN
studierte und promovierte an der TU Wien. Im Jahr
2010 begann er seine Tätigkeit bei Cytec (heute
Allnex) in der Harzentwicklung. Heute konzentriert
er sich als TS&BD-Spezialist auf die Unterstützung
von Kundenprojekten für Plastikbeschichtungen in
Industrieanwendungen und im Automobilbereich.
FARBEUNDLACK // 360°LACK // FARBEFARBE LACK // LACK // LACK // FARBEFARBEUNDLACK // UNDFARBEFARBEFARBEFARBEFARBE LACK // LACK // LACK // UNDLACK // LACK // LACK // LACK // UNDUNDFARBEUNDFARBEFARBEFARBEFARBEFARBEFARBE
Automobillacke
65 Ergebnisse für Automobillacke!Jetzt testen: www.farbeundlack.de/360
Mehr zum Thema!
Tab. 5 // Ergebnisse der drei Systeme mit unterschiedlichem Anteil an UV-vernetzenden Gruppen.
hydroxylgruppenhaltiges Acrylatharz +
multifunktionales Isocyanat 1
hydroxylgruppenhaltiges, acryliertes Harz
multifunktionales Isocyanat 1
isocyanathaltiges Urethanacrylat 4
Thermische Trocknung10 min 80°C grifffest grifffest grifffestPersoz Pendelhärte[s] 253 318 148Mandrel-Flexibilität auf PC [mm Durchmesser]
≤ 3 16 ≤ 3
Taber haze100 Zyklen 17 4 4300 Zyklen 28 9 8500 Zyklen --- 13 13ABS Magnum 3616 (DOW)Haftung 5 0 5Sonnencreme fail - passHandcreme pass - passHydrolyse 5 - 5
ABS/PC Bayblend T65XF (Covestro)Haftung 0 5 5Sonnencreme - pass passHandcreme - pass passHydrolyse - 5 5PC Lexan 9030 (Sabic)Haftung 0 0 5Sonnencreme - - passHandcreme - - passHydrolyse - - 5
Tab. 4 // Ergebnisse der lösungsmittelbasierten UV-2K-Formulierungen mit unterschiedlichen isocy-anathaltigen Urethanacrylaten.
hydroxylgruppenhaltiges, acryliertes Harz
isocyanathaltiges Urethanacrylat 1
isocyanathaltiges Urethanacrylat 2
isocyanathaltiges Urethanacrylat 3
isocyanathaltiges Urethanacrylat 4
thermische Trocknung, 30 min, 80,°C
grifffest grifffest grifffest grifffest
UV-Härtung, 2000 mJ/cm²
vollständig gehärtet
vollständig gehärtet
vollständig gehärtet
vollständig gehärtet
Persoz Pendelhärte [s] 323 319 202 149Taber haze 100 Zyklen 5 5 4 4300 Zyklen 9 10 8 9500 Zyklen 14 16 12 14Mandrel-Flexibilität auf PC [mm Durchmesser]
10 10 ≤3 ≤3
ABS Magnum 3616 (DOW)Haftung 5 5 5 5Sonnencreme pass (15 N) pass pass passHandcreme pass pass pass passHydrolyse 5 5 2 5
ABS/PC Bayblend T65XF (Covestro)Haftung 0 0 5 5Sonnencreme – – pass passHandcreme – – fail passHydrolyse – – 2 5
PC Lexan 9030 (Sabic)Haftung 5 5 5 5Sonnencreme pass pass pass passHandcreme pass pass pass passHydrolyse 0 0 3 5
58 TECHNIK // AUTOMOBILLACKE

Keine RissbildungINTERVIEW // DA DAS NEUE SYSTEM VERGLEICHS-
WEISE WENIGE DOPPELBINDUNGEN ZU 1K UV-SYSTEMEN HAT, SIND NEGATIVE EFFEKTE
DURCH EINE NACHHÄRTUNG UNWAHRSCHEINLICH.
In ihrer Beschreibung kommt die thermische Vernetzung stehts vor der UV-Härtung. Ist auch der umgekehrte Weg denkbar?Bei lösungsmittelbasierten UV Systemen ist es wichtig das Lösemittel vor der UV Vernetzung möglichst vollständig zu entfernen, da Reste bei der Ausbildung des Netzwerkes in der Beschichtung eingeschlos-sen werden, was in der Regel zu reduzierter Performance der Be-schichtung führt. Da Lösemittel normalerweise bei erhöhter Tempe-ratur entfernt werden, wird immer zumindest ein Teil der thermischen Härtung vor der UV-Härtung ablaufen. Die vollständige thermische Vernetzung findet daher erst nach der UV-Vernetzung statt. In unserer Untersuchung wurde eine Woche bei Raumtemperatur gelagert, um eine vollständige Reaktion der thermischen Vernetzung zu gewähr-leisten. Genauere Untersuchungen des gegenseitigen Einflusses der beiden Härtungsmechanismen haben ergeben, dass die Endeigen-schaften der Beschichtung sogar verbessert werden können, wenn die thermische Vernetzung vor der UV-Vernetzung zurückgenommen wird. Generell ist auch durchaus ein komplett umgekehrter Weg (zu-erst UV und dann thermische Vernetzung) denkbar, macht aber nur bei 100 % Dual Cure Systemen wirklich Sinn.
Findet bei Tageslicht eine weitere UV-Vernetzung statt und hat dies Einfluss auf die Testergebnisse?Bei der UV-Vernetzung können in der Regel nicht alle Doppelbindun-gen umgesetzt werden. Diese reaktiven Gruppen stehen in der Fol-ge für weitere Vernetzungsreaktionen zur Verfügung. Frühere Unter-suchungen an 1K Systemen haben gezeigt, dass UV-Beschichtung bei Bewitterung nachvernetzen, was zu einer Nachhärtung der Be-schichtung führt. Dieses Phänomen ist vor allem von hochfunktionel-len 1K UV Kratzfestbeschichtungen bekannt, welche im Extremfall zu Haftungsverlust und Rissbildung neigen. Dual Cure Beschichtungen haben den großen Vorteil, dass der Anteil an Doppelbindungen im Be-schichtungssystem im Vergleich zu klassischen UV Systemen relativ niedrig ist. Weitere Vernetzung kann auch im Fall von Dual Cure nicht ausgeschlossen werden, doch zeigen unsere Untersuchungen, dass der Effekt in Vergleich zu 1K UV Systemen deutlich reduziert ist.
// Kontakt: [email protected]
Das Interview führte Jan Gesthuizen.
DR. ROBERT POTZMANN
Allnex
TECHNIK // AUTOMOBILLACKE 59