Embed Size (px)
Citation preview

Polymere und Keramiken für die Additive Fertigung – Möglichkeiten und
Herausforderungen
J. Stampfl113.9.2018 PEG 2018
Lithography based AMT in Vienna
PEG 2018 Folie 2
TU Wien (Prof. Liska, Prof. Stampfl, Prof. Ovsianikov)• 35 Mitarbeiter• >15 Patentfamilien, >80 Journal Papers, • 2 ERC (Ovsianikov), CD-Labor, EU-Projekte, …
Lithoz GmbH (ceramics)• 60 Mitarbeiter• Weltmarktführer AM Keramik• Niederlassungen USA, China
Cubicure GmbH (Polymere)• 20 Mitarbeiter
W2P GmbH (Dental)• 15 Mitarbeiter
UpNano (2PP)• 2018, in Gründung
13.9.2018
Additive Fertigung
13.9.2018 PEG 2018 Folie 3www.am-austria.com + [email protected], Sandra Stromberger
Hype oder ...
... Revolution?
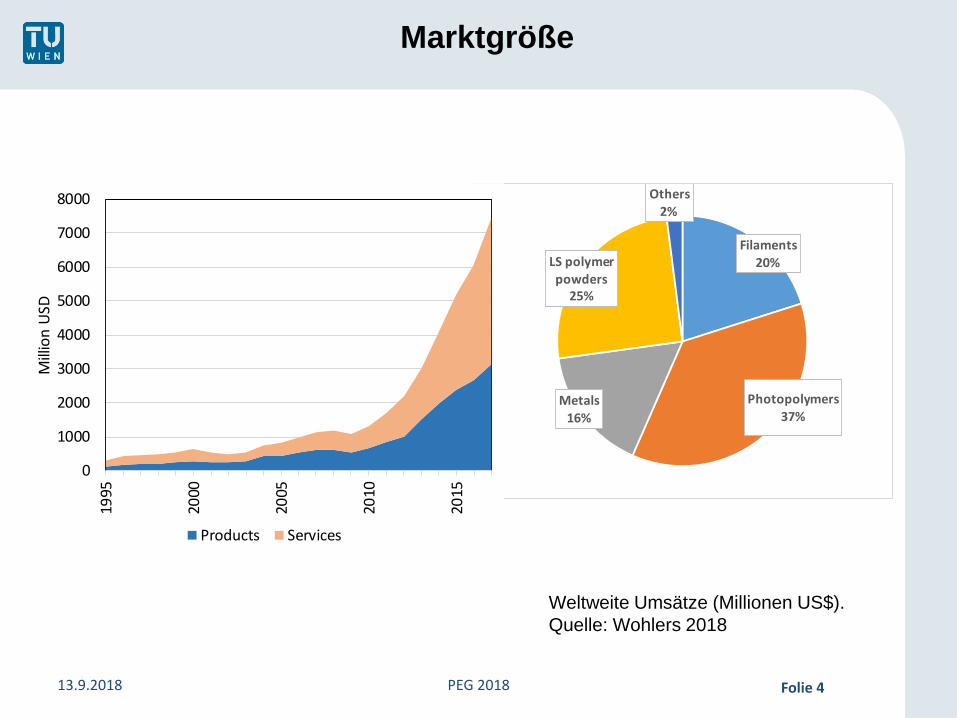
Marktgröße
13.9.2018 PEG 2018 Folie 4
Weltweite Umsätze (Millionen US$). Quelle: Wohlers 2018
Filaments20%
Photopolymers37%
Metals16%
LS polymer powders
25%
Others2%
0
1000
2000
3000
4000
5000
6000
7000
8000
1995
2000
2005
2010
2015
Milli
on U
SD
Products Services
When is AM useful?
PEG 2018 Folie 5
C1: Small parts (with given build platform, many parts can be built in parallel)
C2: Complex geometries (cellular geometries, undercuts, …)
C3: Small lot sizes (small scale series, personalized products, …)
13.9.2018
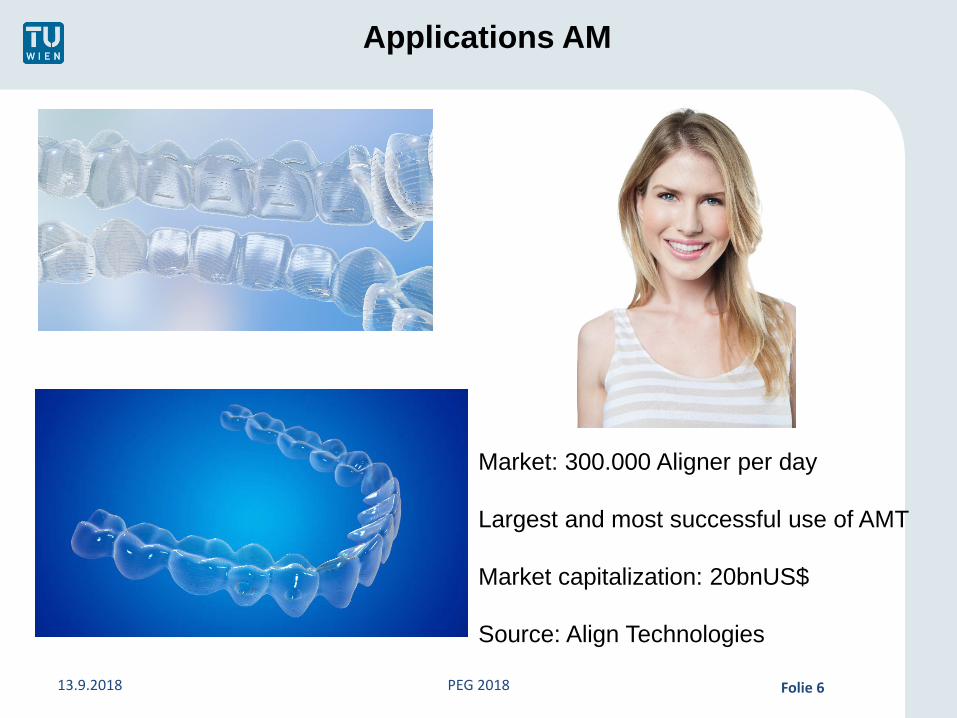
Applications AM
13.9.2018 PEG 2018 Folie 6
Market: 300.000 Aligner per day
Largest and most successful use of AMT
Market capitalization: 20bnUS$
Source: Align Technologies
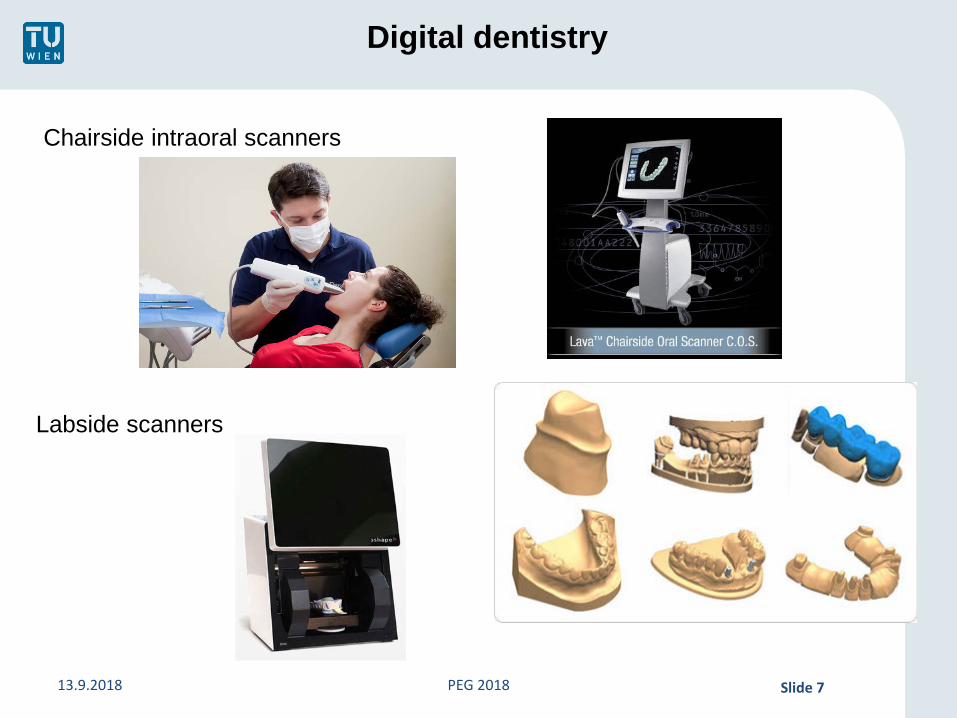
Digital dentistry
PEG 2018
Chairside intraoral scanners
Labside scanners
13.9.2018 Slide 7

Additive Manufacturing Technology (AMT)
13.9.2018 PEG 2018 Slide 8
• Structuring methods:• Laser-SLA• Digital Light processing• Multi-Photon-Lithography• Benefits of lithography-based AMT:
• High resolution (<100nm)• Tailoring material properties is easy
Lithographie: Laser vs. DLP
13.9.2018 PEG 2018 Folie 9
12
3
45
67
1
2
3
4
5
67 7
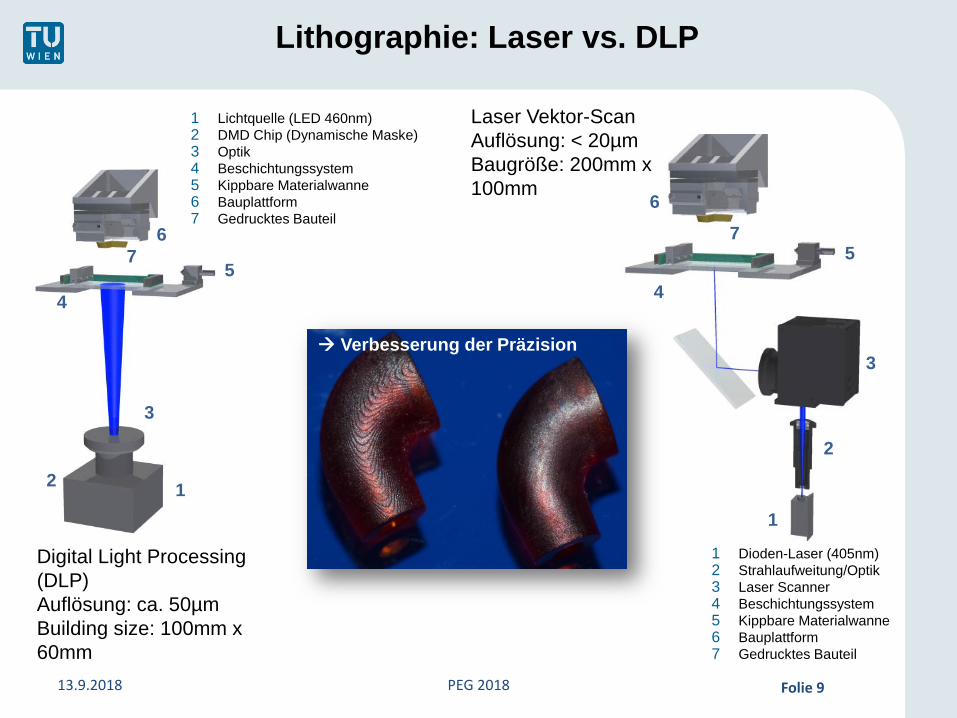
1 Dioden-Laser (405nm)2 Strahlaufweitung/Optik3 Laser Scanner4 Beschichtungssystem5 Kippbare Materialwanne6 Bauplattform7 Gedrucktes Bauteil
Digital Light Processing (DLP)Auflösung: ca. 50µmBuilding size: 100mm x 60mm
Laser Vektor-ScanAuflösung: < 20µmBaugröße: 200mm x 100mm
Verbesserung der Präzision
1 Lichtquelle (LED 460nm)2 DMD Chip (Dynamische Maske)3 Optik4 Beschichtungssystem 5 Kippbare Materialwanne6 Bauplattform7 Gedrucktes Bauteil
Printed Parts (Laser)
PEG 2018 10
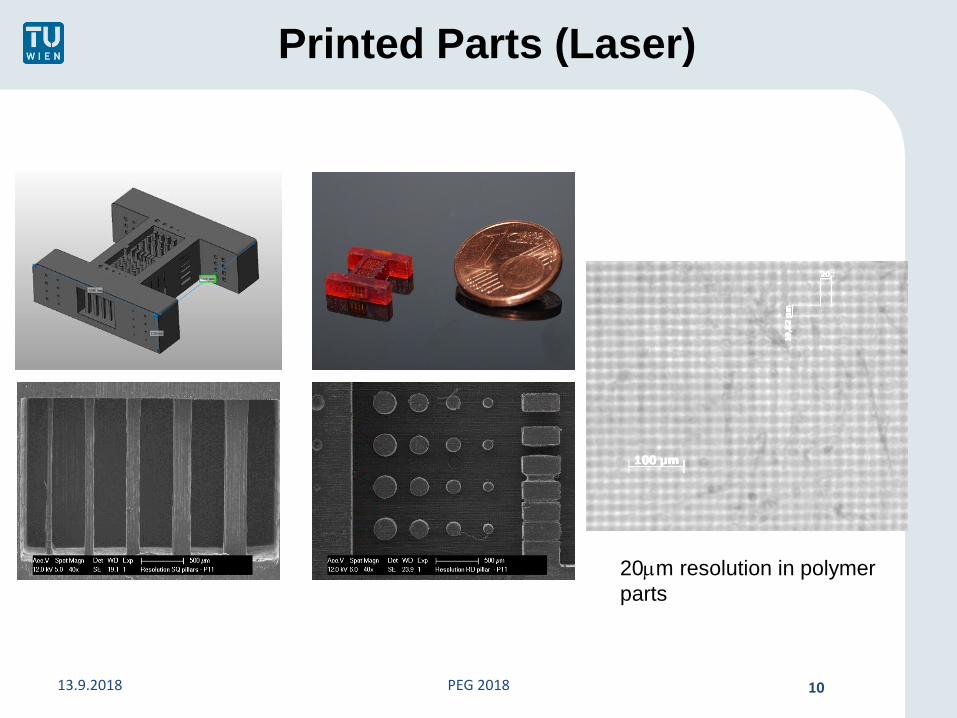
20µm resolution in polymer parts
13.9.2018
Multiphoton lithography
PEG 2018 Folie 11
Publishing date: Nov. 2016
13.9.2018

Werkstoffe (Keramik)
PEG 2018 Folie 1213.9.2018
Keramische Gusskerne
13.9.2018 PEG 2018 Folie 13
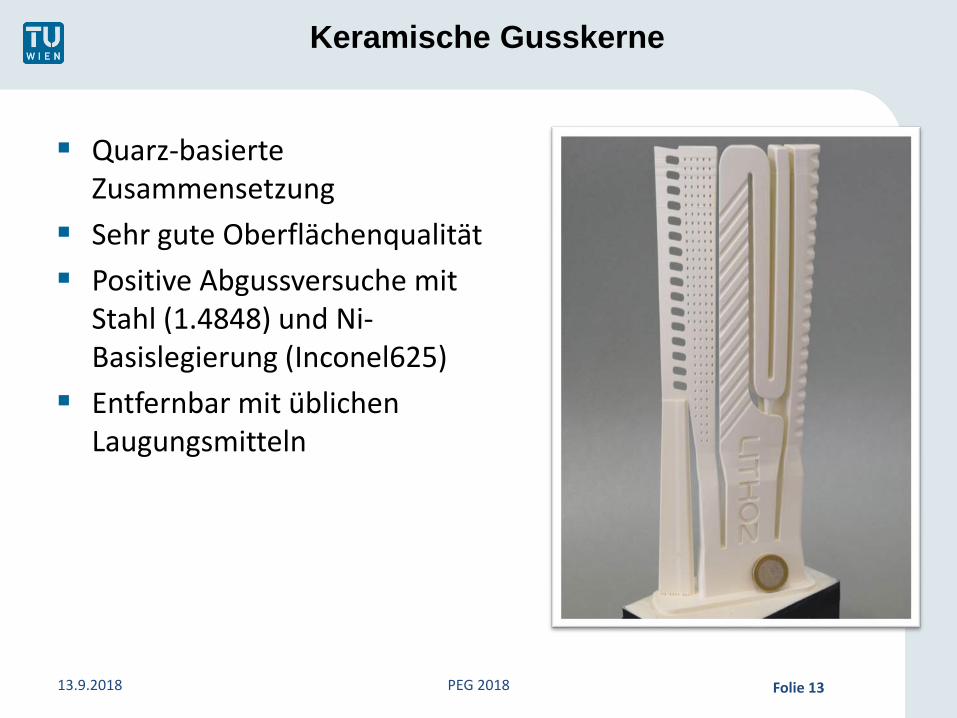
Quarz-basierteZusammensetzung
Sehr gute Oberflächenqualität Positive Abgussversuche mit
Stahl (1.4848) und Ni-Basislegierung (Inconel625)
Entfernbar mit üblichenLaugungsmitteln
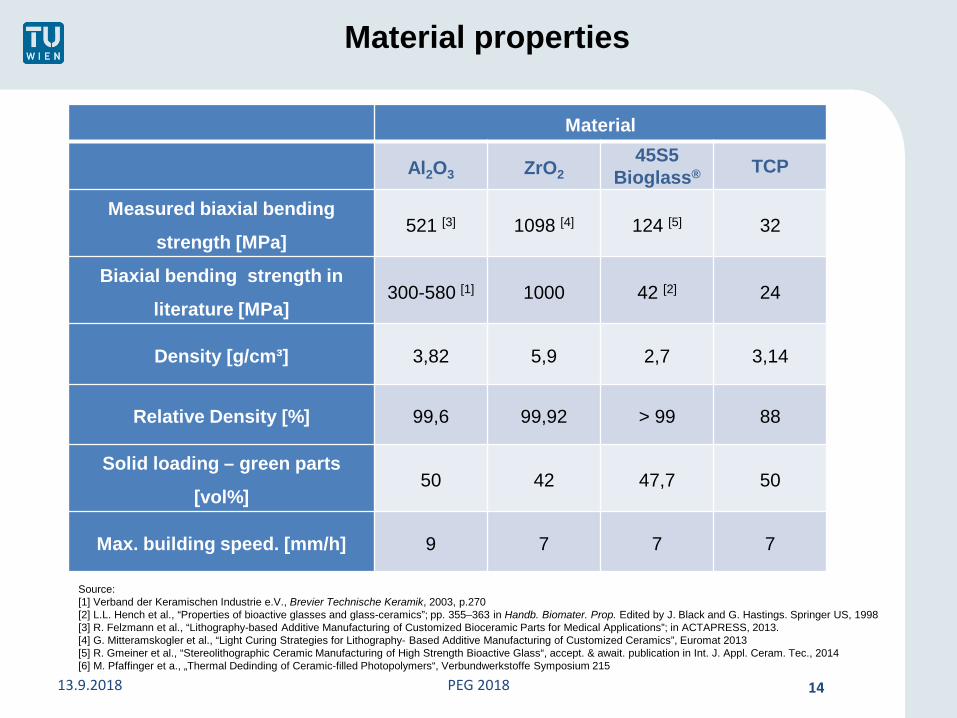
Material properties
13.9.2018 PEG 2018 14
Material
Al2O3 ZrO245S5
Bioglass® TCP
Measured biaxial bending
strength [MPa]521 [3] 1098 [4] 124 [5] 32
Biaxial bending strength in
literature [MPa]300-580 [1] 1000 42 [2] 24
Density [g/cm³] 3,82 5,9 2,7 3,14
Relative Density [%] 99,6 99,92 > 99 88
Solid loading – green parts
[vol%]50 42 47,7 50
Max. building speed. [mm/h] 9 7 7 7
Source:[1] Verband der Keramischen Industrie e.V., Brevier Technische Keramik, 2003, p.270 [2] L.L. Hench et al., “Properties of bioactive glasses and glass-ceramics”; pp. 355–363 in Handb. Biomater. Prop. Edited by J. Black and G. Hastings. Springer US, 1998[3] R. Felzmann et al., “Lithography-based Additive Manufacturing of Customized Bioceramic Parts for Medical Applications”; in ACTAPRESS, 2013.[4] G. Mitteramskogler et al., “Light Curing Strategies for Lithography- Based Additive Manufacturing of Customized Ceramics”, Euromat 2013[5] R. Gmeiner et al., “Stereolithographic Ceramic Manufacturing of High Strength Bioactive Glass“, accept. & await. publication in Int. J. Appl. Ceram. Tec., 2014[6] M. Pfaffinger et a., „Thermal Dedinding of Ceramic-filled Photopolymers“, Verbundwerkstoffe Symposium 215
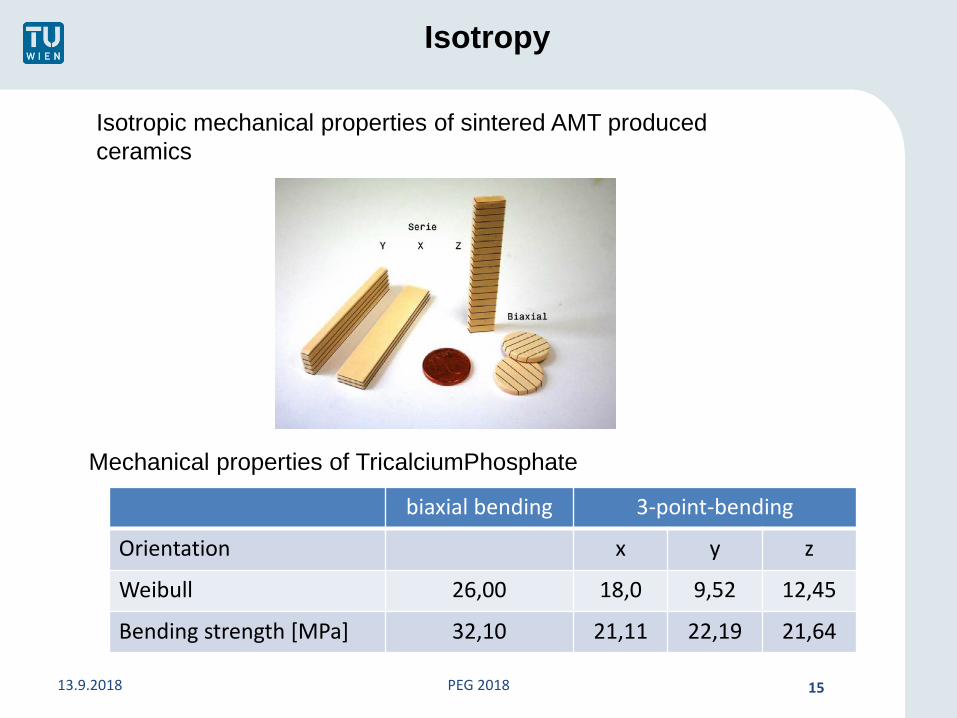
Isotropy
13.9.2018 PEG 2018 15
biaxial bending 3-point-bending
Orientation x y z
Weibull 26,00 18,0 9,52 12,45
Bending strength [MPa] 32,10 21,11 22,19 21,64
Isotropic mechanical properties of sintered AMT produced ceramics
Mechanical properties of TricalciumPhosphate
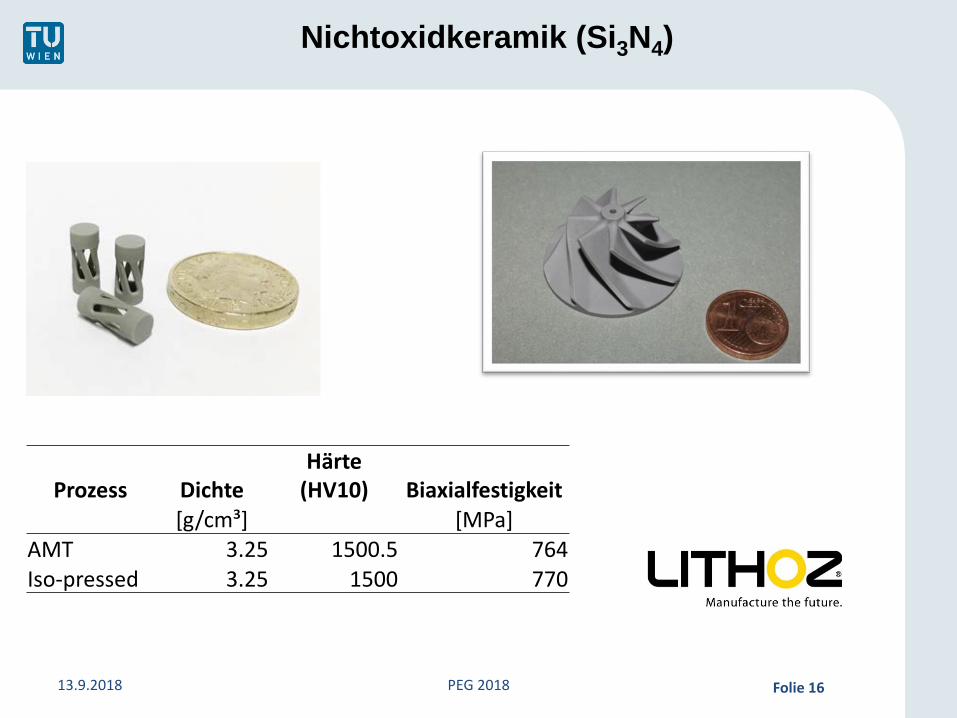
Nichtoxidkeramik (Si3N4)
PEG 2018 Folie 16
Prozess DichteHärte
(HV10) Biaxialfestigkeit[g/cm³] [MPa]
AMT 3.25 1500.5 764Iso-pressed 3.25 1500 770
13.9.2018
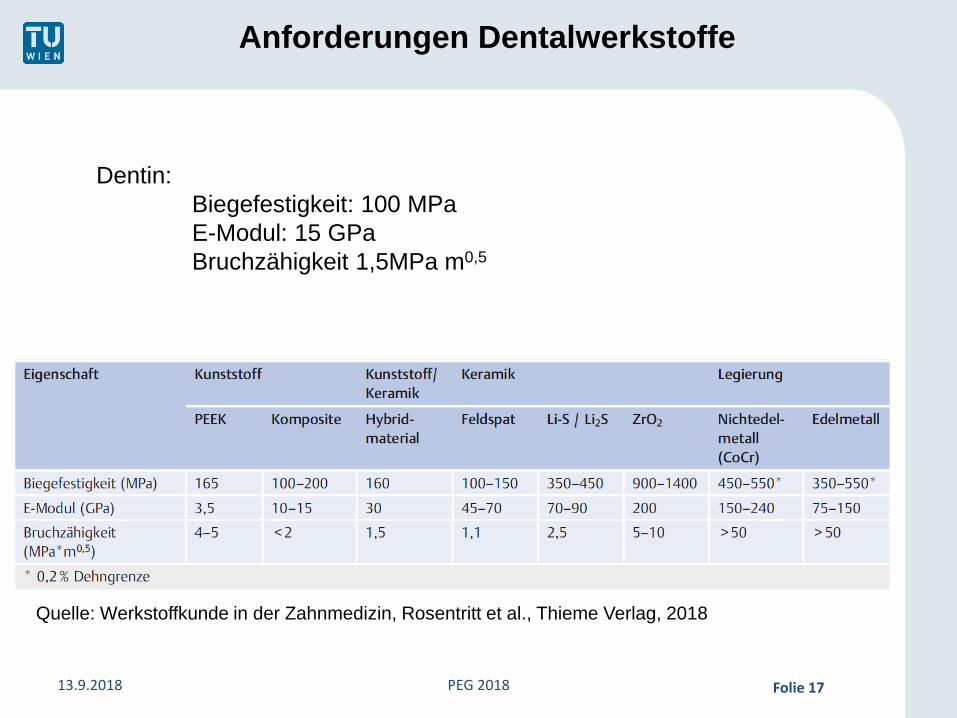
Anforderungen Dentalwerkstoffe
13.9.2018 PEG 2018 Folie 17
Quelle: Werkstoffkunde in der Zahnmedizin, Rosentritt et al., Thieme Verlag, 2018
Dentin: Biegefestigkeit: 100 MPaE-Modul: 15 GPaBruchzähigkeit 1,5MPa m0,5
Hochfeste Keramiken
13.9.2018 PEG 2018 Folie 18
Parameter zur Erreichung hochfester Keramiken:• Kleine Korngröße
(viele Korngrenzen stellen viele Hindernisse für Risswachstum dar)kann erreicht werden durch Verwendung nanoskaliger Pulver und niedriger SintertemperaturNachteil: - Vielfachstreuung und damit schlechte Transluzenz- schlechte Packungsdichte und damit größerer Schrumpf
• Geringe Porosität (wenig Defekte, die möglichst klein sind)Kann durch hohe Sintertemperatur erreicht werden (Problem: Kornwachstum)Restporosität hängt stark von Verarbeitung des Rohmaterials ab(Dispergierung, Pressparameter, homogenes Ausgangspulver, …)
• Einbringen von Rissstoppern (z.B. Fasern)
Eigenschaften LS2
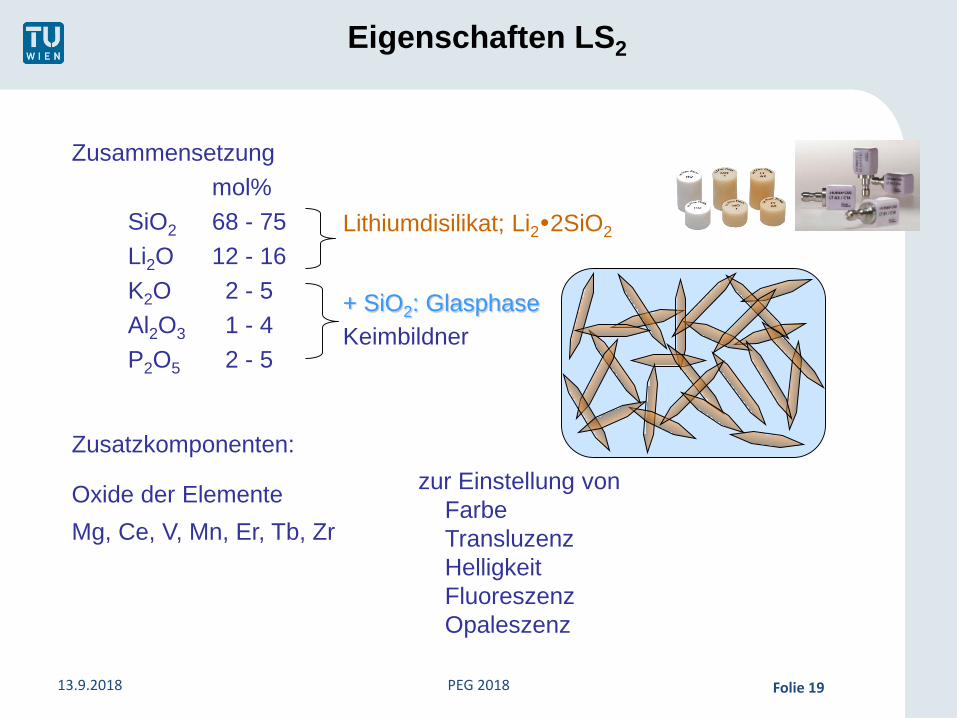
Zusammensetzungmol%
SiO2 68 - 75Li2O 12 - 16K2O 2 - 5Al2O3 1 - 4P2O5 2 - 5
Zusatzkomponenten:
Oxide der ElementeMg, Ce, V, Mn, Er, Tb, Zr
Lithiumdisilikat; Li22SiO2
+ SiO2: GlasphaseKeimbildner
zur Einstellung von FarbeTransluzenzHelligkeitFluoreszenzOpaleszenz
13.9.2018 PEG 2018 Folie 19
Frontzahnkrone LiS2
13.9.2018 PEG 2018 Folie 20
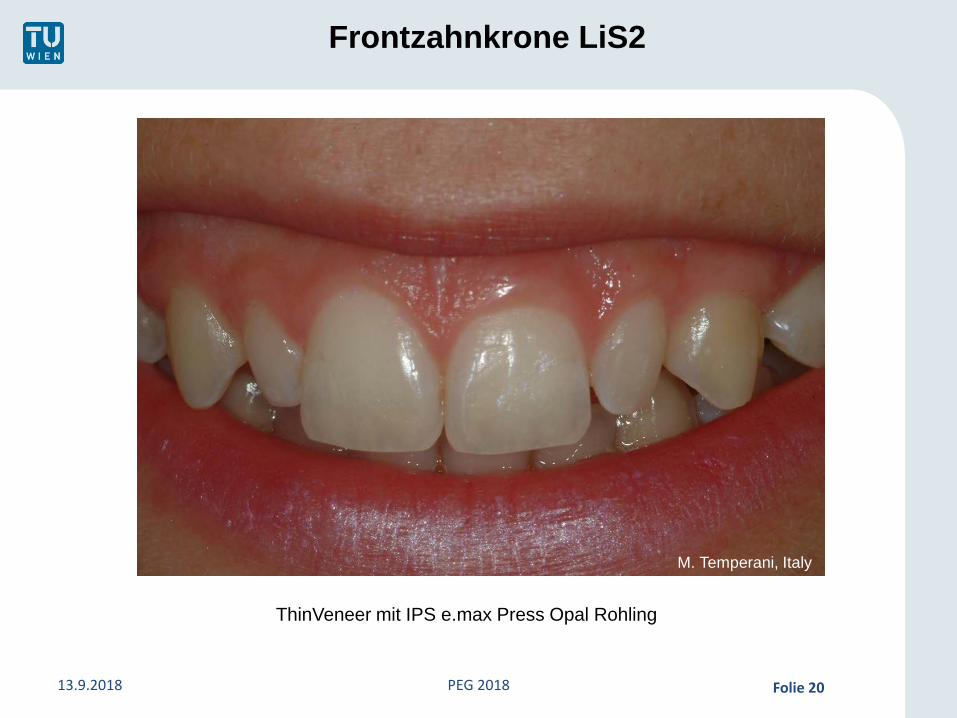
ThinVeneer mit IPS e.max Press Opal Rohling
M. Temperani, Italy
3D-gedrucktes LiS2
PEG 2018 Folie 21
[mm]
0,1
0,08
0,06
0,04
0,02
0,00
-0,02
-0,04
-0,06
-0,08
-0,1
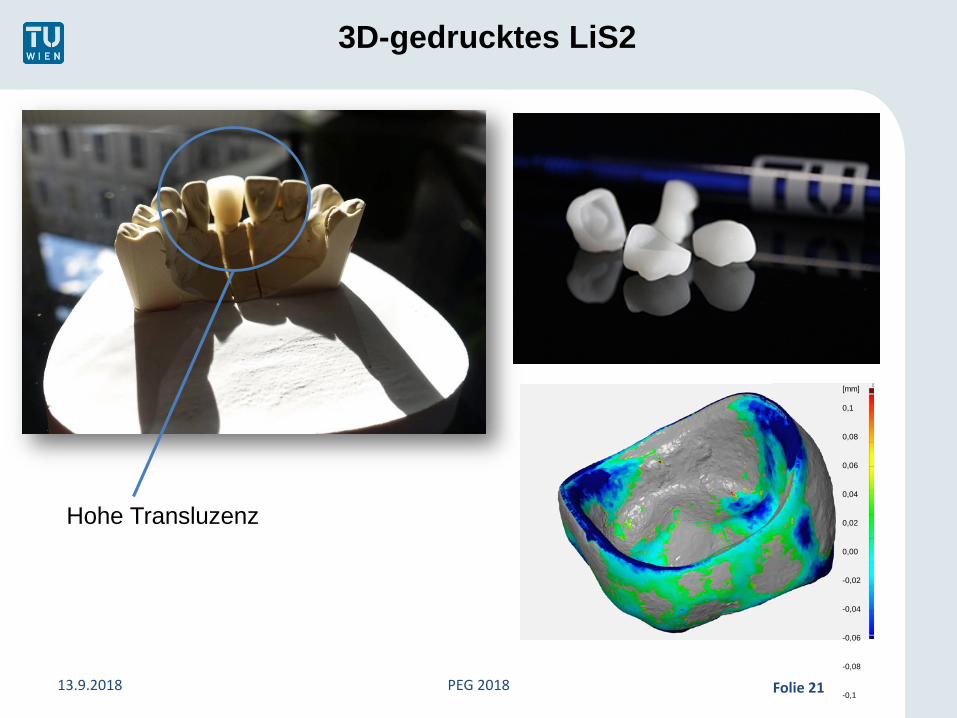
Hohe Transluzenz
13.9.2018
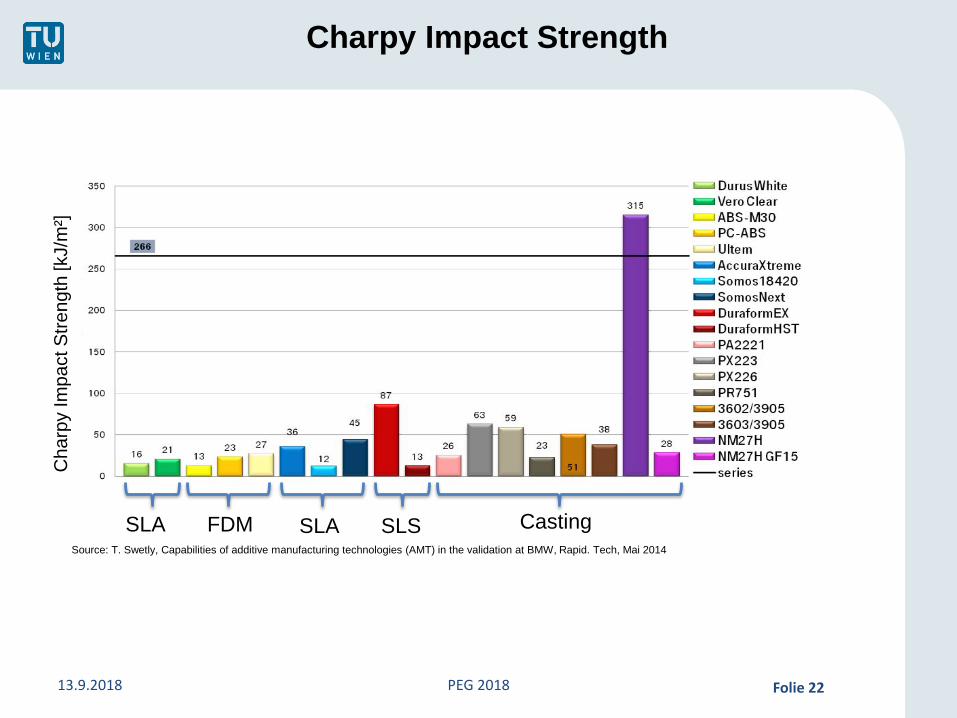
Charpy Impact Strength
13.9.2018 PEG 2018 Folie 22
SLA FDM SLA SLS Casting
Cha
rpy
Impa
ct S
treng
th [k
J/m
²]
Source: T. Swetly, Capabilities of additive manufacturing technologies (AMT) in the validation at BMW, Rapid. Tech, Mai 2014
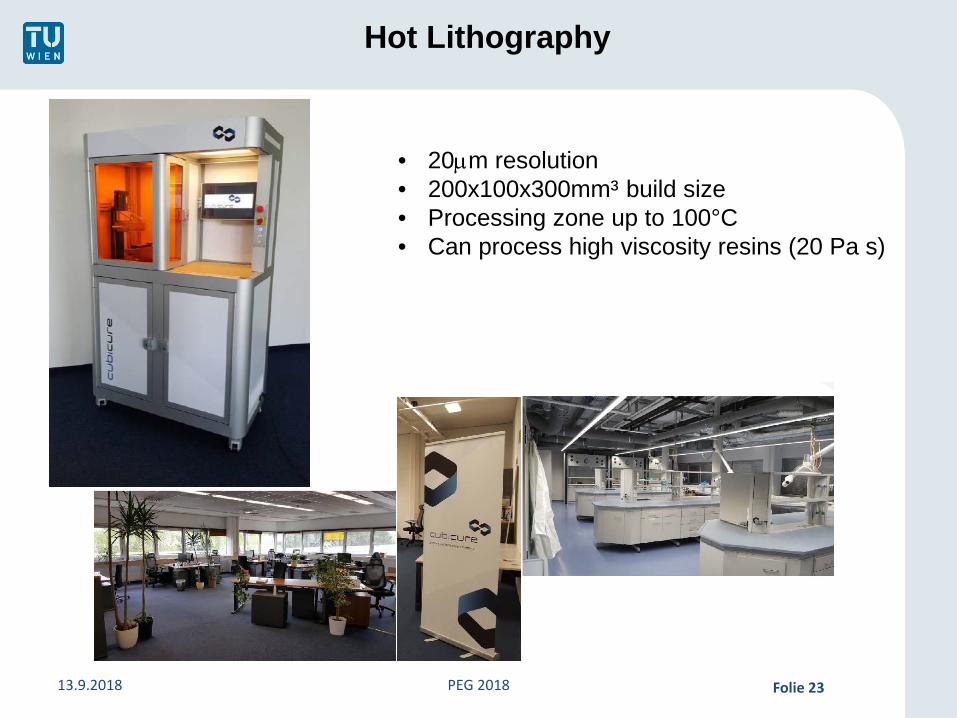
Hot Lithography
13.9.2018 PEG 2018 Folie 23
• 20µm resolution• 200x100x300mm³ build size• Processing zone up to 100°C• Can process high viscosity resins (20 Pa s)
Cubicure GmbH
13.9.2018 PEG 2018 Folie 24
Das TeamDI Robert Gmeiner
CEO, Cubicure GmbH
Dr. Hans LangerCEO, EOS e-Manufacturing Solutions
Dr. Johannes HomaCEO, Lithoz GmbH
DI Johann OberhoferCEO, AMB GmbH
Dr. Johannes PatzerCTO, Lithoz GmbH
Prof. Jürgen StampflHead of AMT group TUW
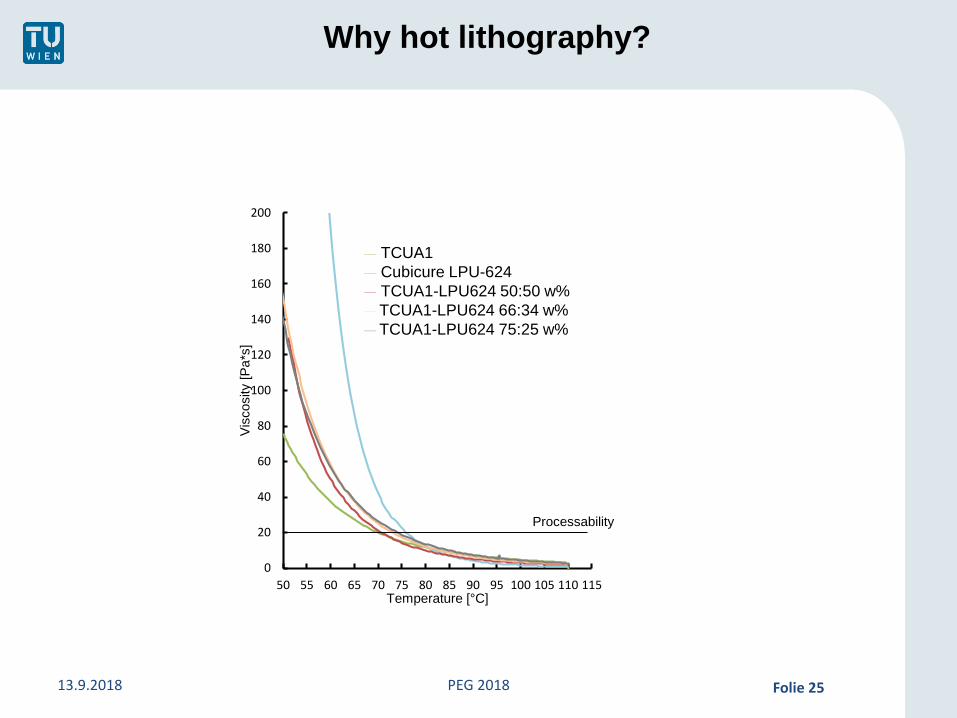
Why hot lithography?
PEG 2018 Folie 25
0
20
40
60
80
100
120
140
160
180
200
50 55 60 65 70 75 80 85 90 95 100 105 110 115
Visc
osity
[Pa*
s]
Temperature [°C]
__ TCUA1__ Cubicure LPU-624__ TCUA1-LPU624 50:50 w%__ TCUA1-LPU624 66:34 w%__ TCUA1-LPU624 75:25 w%
Processability
13.9.2018
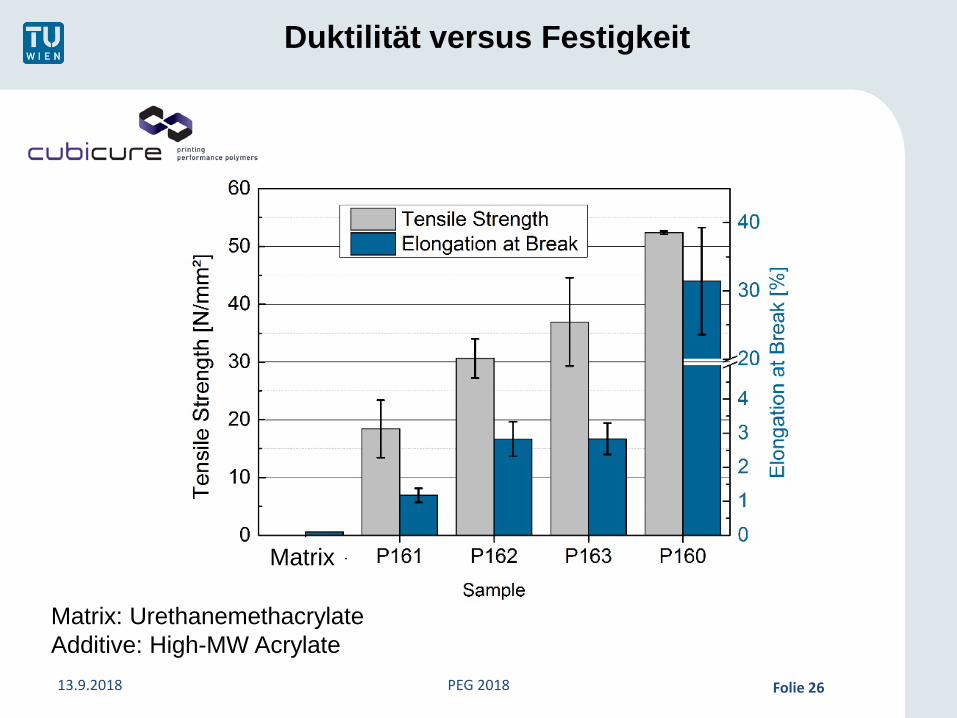
Duktilität versus Festigkeit
Matrix
13.9.2018 PEG 2018 Folie 26
Matrix: UrethanemethacrylateAdditive: High-MW Acrylate
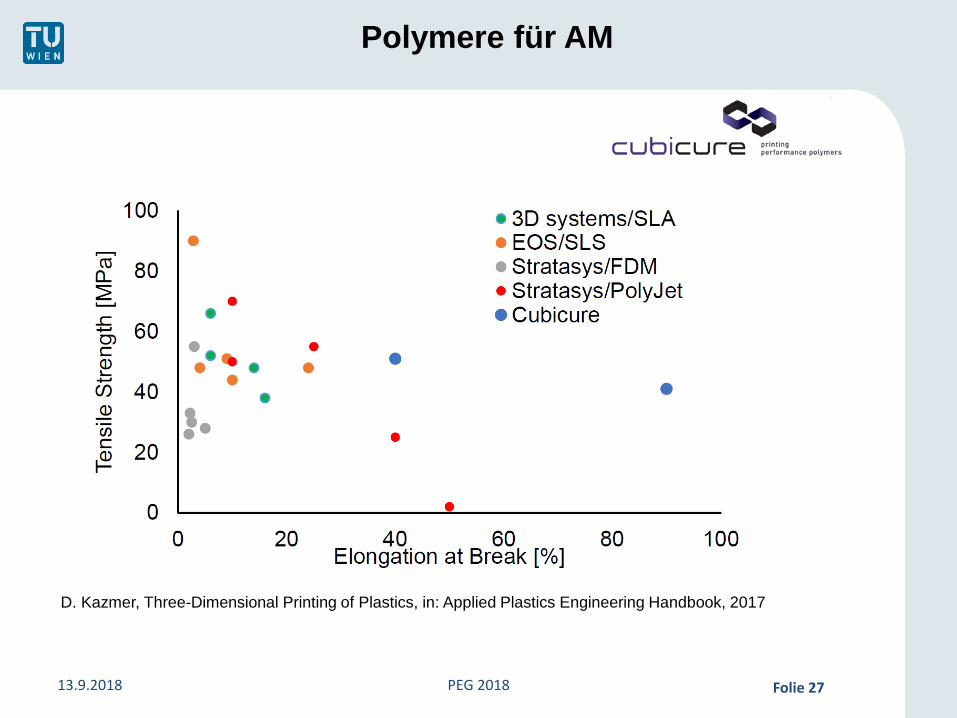
Polymere für AM
13.9.2018 PEG 2018 Folie 27
D. Kazmer, Three-Dimensional Printing of Plastics, in: Applied Plastics Engineering Handbook, 2017
Herausforderungen Polymere
13.9.2018 PEG 2018 Folie 28
Zielkorridor thermomechanische Eigenschaften:
Zugfestigkeit > 50MPaBruchdehnung > 30%Warmformbeständigkeit >80°CWasseraufnahme <0,5%E-Modul >1500 MPaLangzeitbeständigkeitPreis

AM Austria
13.9.2018 PEG 2018 Folie 29
13.9.2018 PEG 2018 Folie 30