Embed Size (px)
Citation preview

Praxisleitfaden Qualität
Prozessoptimierung mit multivariater Statistik in 150 Beispielen
vonWalter Jahn, Lorenz Braun
1. Auflage
Hanser München 2006
Verlag C.H. Beck im Internet:www.beck.de
ISBN 978 3 446 40616 2
Zu Leseprobe
schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG
Praxisleitfaden Qualität
Walter Jahn, Lorenz Braun
Prozessoptimierung mit multivariater Statistik in 150 Beispielen
ISBN 3-446-40616-6
Inhaltsverzeichnis
Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-40616-6 sowie im Buchhandel
Seite 1 von 1Produktinformation
17.08.2006http://www.hanser.de/deckblatt/deckblatt1.asp?isbn=3-446-40616-6&style=Inhaltsver ...

Inhaltsverzeichnis
Einleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XVII
1 Qualitätsprobleme und Lösungsansätze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1 Was ist ein betriebliches Problem? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Welches sind die Hauptprobleme in Ihrem Unternehmen? . . . . . . . . . . . . . . . . . . . . . 21.3 Wie können Probleme gelöst werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.3.1 Klassifi kation der Probleme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.3.2 Projektbildung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.3.3 Diagnose des Problems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.3.4 Ursachenforschung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141.3.5 Auswertung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.3.5.1 Visualisierung der multivariaten Datensätze . . . . . . . . . . . . . . . . . . 151.3.5.2 Datenanalyse – Datenmanipulation . . . . . . . . . . . . . . . . . . . . . . . . . . 171.3.5.3 Produktaudit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
1.3.6 Six-Sigma-Philosophie und Problemlösung . . . . . . . . . . . . . . . . . . . . . . . . . . . 211.3.7 Warum müssen die multivariaten statistischen Methoden bei der
Prozessverbesserung angewandt werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
2 Warum sollen Kunden mein Produkt kaufen oder meine Dienstleistung in Anspruch nehmen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352.1 Was ist ein Kunde? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352.2 Wie können Produkte bewertet werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 382.3 Produkt und Funktionen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 422.4 Was besagt die Kundenzufriedenheit und wie kann man diese messen? . . . . . . . . . 472.5 Durch welche Variablen wird die Kaufentscheidung beeinfl usst? . . . . . . . . . . . . . . . 56
3 Datengewinnung und Datenaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 593.1 Anforderungen an die Daten: Produkte des Messprozesses . . . . . . . . . . . . . . . . . . . . 623.2 Wie können Sie univariate Ausreißer erkennen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
3.2.1 Tests für einen Ausreißer im univariaten normal verteilten Fall . . . . . . . . . . 683.2.2 Test für mehrere Ausreißer im univariaten normal verteilten Fall . . . . . . . . 69
3.3 Fehlerarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 693.3.1 Systematische Fehler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 693.3.2 Zufällige Fehler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
3.4 Datengewinnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 723.4.1 Spezifi kation der Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 723.4.2 Uni- und multivariate Prozessfähigkeitsindizes . . . . . . . . . . . . . . . . . . . . . . . . 75
3.5 Messmittelfähigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 763.6 Multivariate Ausreißererkennung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
3.6.1 Verursacher von Ausreißern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 783.6.2 Vergleich verschiedener univariater Methoden der Ausreißer-
erkennung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 793.6.3 Beeinfl ussung der Ergebnisse multivariater Analysen durch Ausreißer . . . 84
3.7 Visualisierung von Datensätzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
1316han00.indd V1316han00.indd V 20.07.2006 17:03:0020.07.2006 17:03:00
VI Inhaltsverzeichnis
3.7.1 Star Plots . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1023.7.2 Sunray Plots . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1053.7.3 Streudiagramme (Draftsman Plots) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1063.7.4 Drei-D-Häufi gkeitsverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1073.7.5 Dreidimensionales Streu-Korrelationsdiagramm . . . . . . . . . . . . . . . . . . . . . 1083.7.6 Dreidimensionales Oberfl ächendiagramm . . . . . . . . . . . . . . . . . . . . . . . . . . . 1083.7.7 Verlaufsdiagramm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1093.7.8 Zusammenfassung der Produktvariablen zu Produkten . . . . . . . . . . . . . . . 110
4 Qualität in der Entwicklung und Konstruktion von Produkten . . . . . . . . . . . . . . . . . . 1114.1 Wer benötigt warum ein neues Produkt? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1124.2 Wie kommen Sie vom Kundenwunsch zum Produkt? . . . . . . . . . . . . . . . . . . . . . . . 112
4.2.1 Mit welchen Methoden kann der Weg vom Kundenwunsch zum Produkt unterstützt werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
4.2.2 Conjoint Analyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1144.2.3 Phasen der Produktentwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1234.2.4 Näherungsweise Bestimmung der Toleranzgrenzen bei Produkten
im Entwicklungsstadium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1254.2.4.1 Strukturierung eines Produktes für die Weiterverarbeitung . . . . 1264.2.4.2 Was sind Latitudes und wozu benötigt man diese? . . . . . . . . . . . . 127
4.3 Wie können Sie nachweisen, dass hinsichtlich der Funktionen simultan alle Kundenanforderungen erfüllt werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
4.4 Wie kann die Prozessentwicklung für ein neues Produkt durch multivariate statistische Methoden unterstützt werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1474.4.1 Ziele bei der Prozessentwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1474.4.2 Phasen der Prozessentwicklung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
5 Qualität in der Fertigung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1555.1 Was ist ein Produkt? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1555.2 Wie können Sie entscheiden, ob Ihre Prozesse in Ordnung sind oder
verbessert werden müssen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1585.2.1 Was ist ein modernes Produktaudit? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
5.2.1.1 Was beinhaltet das Kunden-Anforderungs-Profi l (KAP)? . . . . . . 1595.2.1.2 Wie kann man die parametrisierten Kundenanforderungen
statistisch tolerieren? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1625.2.1.3 Auf welchem Prinzip basiert die statistische Tolerierung? . . . . . . 1655.2.1.4 Wie können unter der Bedingung (1) die Toleranzintervalle
für jede einzelne Produktvariable unter Beachtung der Abhängigkeitsstruktur statistisch bestimmt werden? . . . . . . . . . . 167
5.2.1.5 Wie kann man das „Produkt“ statistisch tolerieren? . . . . . . . . . . . 1705.2.1.6 Univariate Prozessfähigkeitsindizes . . . . . . . . . . . . . . . . . . . . . . . . . 1705.2.1.7 Was sind multivariate Prozessfähigkeitsindizes? . . . . . . . . . . . . . . 193
5.3 Vergleich verschiedener Tolerierungsverfahren an 6- und 5-dimensionalen Beispielen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2105.3.1 Charakteristische Zusammenhänge zwischen Funktionssicherheit
und Toleranz aus Sicht der Techniker . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2115.3.2 Berechnung von Maß- und Toleranzketten für vollständige
Austauschbarkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2135.3.3 Verallgemeinerung der Tolerierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215
1316han00.indd VI1316han00.indd VI 20.07.2006 17:03:0020.07.2006 17:03:00
VIIInhaltsverzeichnis
5.3.3.1 Statistische Tolerierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2195.3.3.2 Übung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 222
5.4 Warum sollen Sie die Prozessdarstellung wählen? . . . . . . . . . . . . . . . . . . . . . . . . . . . 2245.5 Warum müssen Sie Ihr Unternehmen als Netzwerk von Dienstleistungs- und
Fertigungsprozessen darstellen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2265.6 Kommunikation zwischen Prozessen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2285.7 Was heißt Prozessverbesserung und was müssen Sie tun? . . . . . . . . . . . . . . . . . . . . 2305.8 Wie können wir das Ergebnis erreichen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2325.9 Was bedeutet Abhängigkeitsstruktur eines Prozesses? . . . . . . . . . . . . . . . . . . . . . . . . 233
5.9.1 Wie führt man eine Korrelationsanalyse (KA) durch und was besagen die Ergebnisse? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234
5.9.2 Verteilungsfreie Korrelationskoeffi zienten . . . . . . . . . . . . . . . . . . . . . . . . . . . 2415.9.2.1 Was ist ein Vierfelder Korrelationskoeffi zient? . . . . . . . . . . . . . . . . 2415.9.2.2 Was für ein Abhängigkeitsmaß können wir berechnen,
wenn die Variablen über eine Rangskala quantifi ziert wurden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243
5.9.3 Was sind partielle Korrelationskoeffi zienten . . . . . . . . . . . . . . . . . . . . . . . . . 2475.9.4 Was sind multiple Korrelationskoeffi zienten und wozu benötigt
man diese? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2505.9.5 Was sind partiell multiple Korrelationskoeffi zienten und wozu
benötigt man diese? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2535.9.6 Was besagen der multivariat partiell-multiple und der multivariat
semipartiell-multiple Korrelationskoeffi zient? . . . . . . . . . . . . . . . . . . . . . . . . 2585.10 Was ist eine Prozessgleichung und wozu benötigt man diese? . . . . . . . . . . . . . . . . . 2595.11 Modelle für die Prozessgleichung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 260
5.11.1 Nur die Produktvariable Y ist zufällig . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2605.11.1.1 Was versteht man unter einem univariaten, linearen,
multiplen Modell mit festen Input- und Prozessvariablen? . . . . 2635.11.1.2 Multivariates, multiples lineares Modell mit determinierten
Input- und Prozessvariablen; Y ist ein zufälliger Vektor . . . . . . . . 2675.11.2 Lineare Modelle mit stochastischen Input- und Prozessvariablen . . . . . . . 268
5.11.2.1 Wie sieht das multiple lineare Modell mit stochastischen Input- und Prozessvariablen aus und wodurch unterscheidet es sich von dem Modell mit festen Input- und Prozessvariablen? . . . . . 269
5.11.2.2 Das multivariate, multiple, lineare Modell mit stochastischen Input- und Prozessvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 274
5.11.3 Statistische Modelle mit stochastischen Input- und Prozessvariablen . . . 2765.11.4 Wie kann man die Schätzungen für die unbekannten Modellparameter
für die Modelle mit stochastischen Input- und Prozessvariablen gewinnen? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 278
5.12 Welche Eigenschaften haben die Schätzungen für die unbekannten Modellparameter? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290
5.13 Einfl uss der Multikollinearität auf die Schätzfunktionen . . . . . . . . . . . . . . . . . . . . . 2965.14 Wie können wir die wesentlichen Input- und Prozessvariablen auswählen? . . . . 305
5.14.1 Warum müssen aber nun wieder Input- und/oder Prozessvariablen aus dem Ansatz gestrichen werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305
5.14.2 Welche Verfahren können für die Auswahl optimaler Teilmengen von „fi xen“ Input- und Prozessvariablen verwendet werden? . . . . . . . . . . . 307
5.14.3 Red-Auswahlverfahren von Jahn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 318
1316han00.indd VII1316han00.indd VII 20.07.2006 17:03:0020.07.2006 17:03:00
VIII Inhaltsverzeichnis
5.15 Unter welchen Umständen ist die Annahme der Linearität gerechtfertigt? . . . . . . 3335.16 Warum muss ein Prozess gesteuert werden und wie können wir einen Prozess
steuern? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3345.16.1 Statistische Tolerierung der Inputvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . 3355.16.2 Berechnung der statistischen Sollwerte und Toleranzgrenzen für die
Inputvariablen unter der Bedingung der gegebenen Werte für die Produktvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 340
5.17 Zusammenfassung der Produktvariablen. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3465.18 Kalibrierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 350
6 Kontrolle des Prozesses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3596.1 Univariate Shewhartkarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3596.2 Warum brauchen Sie multivariate Kontrollkarten? . . . . . . . . . . . . . . . . . . . . . . . . . . 3626.3 Welches statistische Prinzip dient als Grundlage für die Konstruktion von
multivariaten Kontrollkarten? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3686.4 Was soll mit der multivariaten Kontrollkarte kontrolliert werden? . . . . . . . . . . . . 3706.5 Wie können multivariate Kontrollkarten konstruiert werden? . . . . . . . . . . . . . . . . 375
7 Multivariate Analysen mit qualitativen Daten: Varianzanalysen . . . . . . . . . . . . . . . . . 3877.1 Grundlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3877.2 Univariate Varianzanalyse ANOVA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 391
7.2.1 Wiederholte Anwendung des t-Zweistichprobentests . . . . . . . . . . . . . . . . . . 3927.2.2 Zerlegung der Summe der Abweichungsquadrate . . . . . . . . . . . . . . . . . . . . . 394
7.3 Kleinste signifi kante Differenz (Least signifi cant difference) . . . . . . . . . . . . . . . . . . 3987.4 Varianzanalyse als allgemeines univariates multiples lineares Modell mit
festen Einfl ussvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4037.5 Prüfung der allgemeinen linearen Hypothese H0: C μ = 0 . . . . . . . . . . . . . . . . . . . . 4057.6 Zweifache Klassifi kation der Varianzanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4077.7 Multiple Vergleiche der Behandlungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4137.8 Ringversuche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 416
7.8.1 Bestimmung der Wiederhol- und Vergleichbarkeit . . . . . . . . . . . . . . . . . . . . 4177.9 Multivariate Varianzanalyse (multivariate analysis of variance = manova) . . . . . 423
7.9.1 Das multivariate verallgemeinerte lineare Modell mit festen Einfl ussparametern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 423
7.9.2 Einfache Klassifi kation der MANOVA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4257.9.3 Multiple Vergleiche in der MANOVA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4307.9.4 Profi lanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4337.9.5 Test für die Parallelität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4337.9.6 Test für die gleiche Ausprägung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4347.9.7 Reproduzierbarkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4357.9.8 Fall für beliebige k > 0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 435
8 Planung und statistische Auswertung von Versuchen zur Gewinnung von Prozessgleichungen (Versuchsplanung oder Design of Experiments DoE) . . . . . . . . 4398.1 Voraussetzungen für die Durchführung der Versuchsplanung . . . . . . . . . . . . . . . . 4418.2 Prinzip der Versuchsplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4418.3 Bezeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4438.4 Ziele der Versuchsplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4488.5 Verallgemeinerung des Konstruktionsprinzips . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 449
1316han00.indd VIII1316han00.indd VIII 20.07.2006 17:03:0020.07.2006 17:03:00
IXInhaltsverzeichnis
8.6 Teilweise faktorielle Versuchspläne (TFV) vom Typ 2n – p . . . . . . . . . . . . . . . . . . . . 4628.7 Derivate der Versuchsplanung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464
8.7.1 Das Multi-Vari-Bild . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4658.7.2 Variablenvergleich von Shainin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 470
8.8 Versuchspläne von Taguchi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4788.9 Vergleich der Problemlösung mit multivariaten statistischen und
Versuchsplanmethoden anhand von Beispielen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4898.10 Zusammenstellung der Vor- und Nachteile der Versuchsplan- und
mutivariaten statistischen Methoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503
9 Untersuchung der Zuverlässigkeit von Produkten mit neuen multivariaten Methoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5079.1 Produkt-Funktionen-Prozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5099.2 Defi nition der Zuverlässigkeit. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 513
10 Klassifi kationsverfahren – Verfahren zur Überprüfung der Homogenität von Stichproben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51910.1 Grundlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51910.2 Anliegen der Klassifi kationsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52210.3 Clusteranalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52310.4 Diskriminanzanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 528
11 Analyse der Abhängigkeitsstruktur zufälliger Vektoren mit der Hauptkomponenten- oder Faktoranalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53511.1 Grundlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53511.2 Anliegen der Hauptkomponenten- und Faktoranalyse . . . . . . . . . . . . . . . . . . . . . . . 54111.3 Geometrische Deutung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54511.4 Hauptkomponentenanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54611.5 Hauptkomponentenregression . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55311.6 Faktoranalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 559
12 Betriebswirtschaftliche Entscheidungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58112.1 Was sind Kosten? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58212.2 Was sollten Sie über die klassische Kostenrechnung wissen? . . . . . . . . . . . . . . . . . . 58312.3 In welchen Schritten erfolgt die prozessorientierte Kostenrechnung? . . . . . . . . . . 585
12.3.1 Der Kostenentstehungsprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58512.3.2 Wie müssen die Kosten erfasst werden? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 588
12.4 Wie erfolgt die Analyse und Steuerung der Kosten? . . . . . . . . . . . . . . . . . . . . . . . . . . 58912.4.1 Aufbereitung des Datenmaterials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59012.4.2 Analyse der Kostenstruktur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59112.4.3 Steuerung des Kostenentstehungsprozesses . . . . . . . . . . . . . . . . . . . . . . . . . . 59412.4.4 Kostenkalkulation im Kostenentstehungsprozess . . . . . . . . . . . . . . . . . . . . . 598
12.5 Lieferterminüberschreitungen als betriebswirtschaftliche Produktvariable . . . . . 601
13 Überführung der Ergebnisse der statistischen Prozessanalyse und Steuerung in die Praxis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60713.1 Gemeinsame Durchführung eines konkreten Projektes . . . . . . . . . . . . . . . . . . . . . . 60913.2 Schulung der Prozessverantwortlichen und Mitarbeiter . . . . . . . . . . . . . . . . . . . . . . 61113.3 Widerstand gegen den Wandel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 613
1316han00.indd IX1316han00.indd IX 20.07.2006 17:03:0020.07.2006 17:03:00
X Inhaltsverzeichnis
Glossar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 615
Literaturverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 639
Lösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645Kapitel 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645Kapitel 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 646Kapitel 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 656Kapitel 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 658Kapitel 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 663Kapitel 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 667
Stichwortverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 669
Downloadbereich: Unter der Adresse
http://downloads.hanser.de/3-446-40616-6
können Sie die zum Buch gehörenden Dateien herunterladen.
1316han00.indd X1316han00.indd X 20.07.2006 17:03:0020.07.2006 17:03:00
Beispielverzeichnis
Beispiel 1.3.1: Motorstützen. Problembeschreibung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Beispiel 1.3.2: Motorstützen. Problemdefi nition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Beispiel 1.3.3: Motorstützen. Problemklassifi kation 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Beispiel 1.3.4: Motorstützen. Problemklassifi kation 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Beispiel 1.3.5: Motorstützen. Ursachenfi ndung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Beispiel 1.3.6: Bremsweg. Abhängigkeitsstruktur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Beispiel 1.3.7: Analyse von Bodenproben. Qualitative Variablen . . . . . . . . . . . . . . . . . . . . . 19
Beispiel 1.3.8: Papierfeeder. Zuverlässigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Beispiel 1.3.9: Motorstützen. Problemlösung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Beispiel 2.1.1: Auftragsabwicklung. Produktbenchmarking . . . . . . . . . . . . . . . . . . . . . . . . . 36
Beispiel 2.2.1: Elektromotor. Variablen und Abhängigkeiten . . . . . . . . . . . . . . . . . . . . . . . . 38
Beispiel 2.2.2: Plastikschalen für Akku-Bohrschrauber. Anforderungen . . . . . . . . . . . . . . 41
Beispiel 2.3.1: Papierfeeder. Wirkungsweise und Funktionen . . . . . . . . . . . . . . . . . . . . . . . . 43
Beispiel 2.4.1: Fragebogen Kundenzufriedenheit. Auswertungen . . . . . . . . . . . . . . . . . . . . . 49
Beispiel 2.4.2: Fragebogen zur Kundenzufriedenheit. Auswertung mit der Faktoranalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Beispiel 2.4.3: Marktgröße. Variablen und Abhängigkeiten . . . . . . . . . . . . . . . . . . . . . . . . . . 55
Beispiel 2.5.1: Plastikschalen für Akku-Bohrschrauber. Lieferantenauswahl . . . . . . . . . . . 56
Beispiel 3.1.1: Motorventile. Parametrisierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
Beispiel 3.2.1: Ausreißer. Datenaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Beispiel 3.2.2: Ausreißer. Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
Beispiel 3.3.1: Löslichkeit von Natriumnitrat. Datensammlung . . . . . . . . . . . . . . . . . . . . . . 70
Beispiel 3.4.1: Bremsweg. Anforderungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Beispiel 3.4.2: Bremsweg. Fähigkeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Beispiel 3.5.1: Bremsweg. Messen der Geschwindigkeit eines PKW . . . . . . . . . . . . . . . . . . 76
Beispiel 3.6.1: Produktivität. Verfahren der Ausreißererkennung . . . . . . . . . . . . . . . . . . . . . 79
Beispiel 3.6.2: Produktivität. Zeilensummenmethode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Beispiel 3.6.3: Produktivität. Häufi gkeitsverteilungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Beispiel 3.6.4: Produktivität. Streuungsdiagramme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Beispiel 3.6.5: Produktivität. Statistische Maßzahlen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
Beispiel 3.6.6: Produktivität. Grubbs Teststatistik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Beispiel 3.6.7: Produktivität. Ausreißerelimination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Beispiel 3.6.8: Produktivität. Einfl uss auf Analysen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
Beispiel 3.6.9: Produktivität. Einfl uss auf Varianzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Beispiel 3.6.10: Produktivität. Einfl uss auf Korrelationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Beispiel 3.6.11: Produktivität. Länge der Hauptachsen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
1316han00.indd XI1316han00.indd XI 20.07.2006 17:03:0020.07.2006 17:03:00
XII Beispielverzeichnis
Beispiel 3.6.12: Produktivität. Leverage Punkte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
Beispiel 3.6.13: Produktivität. Mahalanobis Distanz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Beispiel 3.6.14: Produktivität. Bedingte Erwartungswerte . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Beispiel 3.6.15: Produktivität. Residuen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
Beispiel 3.6.16: Produktivität. Cook’sche Distanz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
Beispiel 3.6.17: Produktivität. Aerk Statistik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
Beispiel 3.6.18: Produktivität. Grenze für Ausreißerbetrachtung . . . . . . . . . . . . . . . . . . . . . . 97
Beispiel 3.6.19: Quantile einer standardisierten normalverteilten Zufallsgröße . . . . . . . . 100
Beispiel 4.1.1: Papierfeeder. Aufgaben und Abgrenzung . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
Beispiel 4.2.1: Papierfeeder. Zuverlässigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113
Beispiel 4.2.2: Laser Pointer. Conjoint Analyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
Beispiel 4.2.3: Metallsäge. Input/Prozess/Produkt/Funktion . . . . . . . . . . . . . . . . . . . . . . . . 127
Beispiel 4.2.4: Metallsäge. Versuchsplanung und Latitudes . . . . . . . . . . . . . . . . . . . . . . . . . 130
Beispiel 4.2.5: Metallsäge. Bestätigungsexperimente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Beispiel 4.3.1: Metallsäge. Simultane Erfüllung der Anforderungen . . . . . . . . . . . . . . . . . 144
Beispiel 4.3.2: Metallsäge Zusammenfassung der Funktionen . . . . . . . . . . . . . . . . . . . . . . 146
Beispiel 4.3.3: Metallsäge. Funktionalität und Toleranzgrenze . . . . . . . . . . . . . . . . . . . . . . 146
Beispiel 4.4.1: Drucker. Kundenanforderungsprofi l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150
Beispiel 4.4.2: Drucker. Produktweiterentwicklung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151
Beispiel 5.1.1: Ziegelsteinherstellung. Nicht unabhängige Zufallsgrößen . . . . . . . . . . . . . 156
Beispiel 5.1.2: Dämpfung der Motorvibration. Abhängigkeiten . . . . . . . . . . . . . . . . . . . . . 157
Beispiel 5.2.1: Kunststoffscheiben. Defi nition von Kundenanforderungen . . . . . . . . . . . 160
Beispiel 5.2.2: Akkubohrschrauber. Statistische Tolerierung . . . . . . . . . . . . . . . . . . . . . . . . 169
Beispiel 5.2.3: Wellendurchmesser. Univariate Prozessfähigkeit . . . . . . . . . . . . . . . . . . . . . 175
Beispiel 5.2.4: Wellendurchmesser. Prozessfähigkeit nach Taguchi . . . . . . . . . . . . . . . . . . 178
Beispiel 5.2.5: Fähigkeiten und Ausfallrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 180
Beispiel 5.2.6: Wellendurchmesser. Ausfallrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
Beispiel 5.2.7: Akkubohrschrauber. Konfi denzintervalle für Cp und Cpk . . . . . . . . . . . . . . . . . . . . . 186
Beispiel 5.2.8: Simulationen. Maßzahlen und univariate Fähigkeiten . . . . . . . . . . . . . . . . 194
Beispiel 5.2.9: Simulationen. Eigenwerte und Längen der Hauptachsen . . . . . . . . . . . . . 195
Beispiel 5.2.10: Demonstrationsbeispiel. Multivariate Fähigkeiten . . . . . . . . . . . . . . . . . . . 205
Beispiel 5.2.11: Dämpfung der Motorvibration. Multivariate Fähigkeiten . . . . . . . . . . . . . 207
Beispiel 5.2.12: Akkubohrschrauber. Prozessfähigkeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . 208
Beispiel 5.2.13: Karosseriebau. Multivariate Fähigkeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
Beispiel 5.3.1: Einfaches Getriebe. Maßketten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214
Beispiel 5.3.2: Einfaches Getriebe. Ortsvektoren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 216
Beispiel 5.3.3: Quadratische Form . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 218
Beispiel 5.3.4: Einfaches Getriebe. Tolerierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219
Beispiel 5.4.1: Drehen einer Welle. Prozessdarstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 225
1316han00.indd XII1316han00.indd XII 20.07.2006 17:03:0020.07.2006 17:03:00
XIIIBeispielverzeichnis
Beispiel 5.5.1: Papierfeeder. Prozessnetzwerk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 227
Beispiel 5.6.1: Papierfeeder. Prozessnetzwerk mit Kommunikation . . . . . . . . . . . . . . . . . 229
Beispiel 5.7.1: Chemischer Prozess. Prozessverbesserung . . . . . . . . . . . . . . . . . . . . . . . . . . 231
Beispiel 5.9.1: Bremsweg eines PKW. Korrelationskoeffi zienten. . . . . . . . . . . . . . . . . . . . . 235
Beispiel 5.9.2: Bremsweg eines PKW. Abhängigkeit des Bremsweges . . . . . . . . . . . . . . . . 238
Beispiel 5.9.3: Bremsweg eines PKW. Determinante der Korrelationsmatrix . . . . . . . . . 241
Beispiel 5.9.4: Stillstandszeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242
Beispiel 5.9.5: Lieferterminüberschreitung. Rangkorrelationskoeffi zienten. . . . . . . . . . . 243
Beispiel 5.9.6: Lieferfristenüberschreitung. Spearmanscher Rangkorrelations-koeffi zient. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244
Beispiel 5.9.7: Lieferfristenüberschreitung. Kendallscher Rangkorrelations-koeffi zient. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246
Beispiel 5.9.8: Einfl uss von zwei Prozess- auf eine Produktvariable. Abhängigkeiten . . 247
Beispiel 5.9.9: Einfl uss von zwei Prozess- auf eine Produktvariable. Partieller Korrelationskoeffi zient . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248
Beispiel 5.9.10: Einfl uss von zwei Prozess- auf eine Produktvariable. Maß der Beherrschbarkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248
Beispiel 5.9.11: Bremsweg eines PKW. Partielle Korrelationskoeffi zienten . . . . . . . . . . . . . 250
Beispiel 5.9.12: Bremsweg eines PKW. Multipler Korrelationskoeffi zient . . . . . . . . . . . . . . 252
Beispiel 5.9.13: Bremsweg eines PKW. Partiell multipler Korrelationskoeffi zient . . . . . . . 256
Beispiel 5.10.1: Brennen von Porzellan. Technologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 260
Beispiel 5.11.1: Bremsweg. Einfache Prozessgleichung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 263
Beispiel 5.11.2: Bremsweg. Prozessgleichung mit mehreren Prozessvariablen . . . . . . . . . . 270
Beispiel 5.11.3: Bremsweg. Mehrere Prozessvariable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 271
Beispiel 5.11.4: Multivariates multiples Modell mit zwei Produkt- und zwei stochastischen Prozessvariablen. Bedingte Kovarianz und bedingte Erwartungswerte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 275
Beispiel 5.11.5: Multivariates multiples Modell mit zwei Produkt- und zwei stochastischen Prozessvariablen. Multivariater multipler Korrelationskoeffi zient . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 276
Beispiel 5.11.6: Akkubohrschrauber. Statistische Prozessanalysen . . . . . . . . . . . . . . . . . . . . 279
Beispiel 5.12.1: Bremsweg. Vorhersagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 291
Beispiel 5.12.2: Bremsweg. Varianzanalyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
Beispiel 5.13.1: Multikollinearität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 298
Beispiel 5.13.2: Einfl uss der Multikollinearität. Einfl uss auf die Modellparameter. . . . . . 303
Beispiel 5.14.1: Chemischer Prozess. Teilmengenregressionen . . . . . . . . . . . . . . . . . . . . . . . 310
Beispiel 5.14.2: Chemischer Prozess. Schrittweise Auswahl der unwesentlichen Prozessvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 317
Beispiel 5.14.3: Chemischer Prozess. Red-Auswahlverfahren . . . . . . . . . . . . . . . . . . . . . . . . 326
Beispiel 5.14.4: Chemischer Prozess. Vergleich von Reduktionsverfahren . . . . . . . . . . . . . 328
Beispiel 5.14.5: Mikroelektronik. Red-Verfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 330
1316han00.indd XIII1316han00.indd XIII 20.07.2006 17:03:0120.07.2006 17:03:01
XIV Beispielverzeichnis
Beispiel 5.16.1: Chemischer Prozess. Statistische Tolerierung der Input- und Prozessvariablen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335
Beispiel 5.17.1: Karosseriebau. Zusammenfassung der Produktvariablen . . . . . . . . . . . . . 347
Beispiel 5.18.1: Kalibrierung. Linear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352
Beispiel 5.18.2: Kalibrierung. Vorhersageintervall . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355
Beispiel 5.18.3: Nachweisgrenze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 355
Beispiel 5.18.4: Erfassungsgrenze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356
Beispiel 5.18.5: Bestimmungsgrenze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 356
Beispiel 6.1.1: Länge des Bremsweges. Univariate Qualitätskontrollkarte . . . . . . . . . . . . 360
Beispiel 6.2.1: Länge des Bremsweges. Streuungsdiagramm . . . . . . . . . . . . . . . . . . . . . . . . 363
Beispiel 6.2.2: Länge des Bremsweges. Statistische Maßzahlen . . . . . . . . . . . . . . . . . . . . . . 365
Beispiel 6.4.1: Länge des Bremsweges. T2-Statistik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 372
Beispiel 6.5.1: Zementplatten. Uni- und multivariate Kontrollkarten . . . . . . . . . . . . . . . . 378
Beispiel 6.5.2: Akkubohrschrauber. Übung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385
Beispiel 7.1.1: Porzellanteller . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 390
Beispiel 7.2.1: Schweißen von Motorstützen. Problembeschreibung . . . . . . . . . . . . . . . . . 391
Beispiel 7.2.2: Schweißen von Motorstützen. t-Zweistichprobentest . . . . . . . . . . . . . . . . . 392
Beispiel 7.2.3: Einfache ANOVA. Beispielrechnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 396
Beispiel 7.3.1: Einfache ANOVA. Least signifi cant difference . . . . . . . . . . . . . . . . . . . . . . . 399
Beispiel 7.3.2: Schweißen von Motorstützen. Varianzanalyse . . . . . . . . . . . . . . . . . . . . . . . 400
Beispiel 7.6.1: Schweißen von Motorstützen. Dreifache Klassifi kation . . . . . . . . . . . . . . . 409
Beispiel 7.7.1: Schweißen von Motorstützen. Konfi denzintervalle . . . . . . . . . . . . . . . . . . . 415
Beispiel 7.8.1: Nikotingehalt von Zigaretten. Wiederhol- und Vergleichbarkeit . . . . . . . 418
Beispiel 7.9.1: Vergleich von Laboren. Einfache Klassifi kation . . . . . . . . . . . . . . . . . . . . . . 428
Beispiel 7.9.2: Vergleich von Laboren. Multiple Vergleiche . . . . . . . . . . . . . . . . . . . . . . . . . 432
Beispiel 8.3.1: Bremsweg. Durchführung von Versuchen . . . . . . . . . . . . . . . . . . . . . . . . . . . 444
Beispiel 8.3.2: Bremsweg. Prozessgleichung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 445
Beispiel 8.5.1: Böschungswinkel von Tagebauböschungen. Problembeschreibung und Versuchsdurchführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 450
Beispiel 8.5.2: Solarenergie. Durchführung von Versuchen . . . . . . . . . . . . . . . . . . . . . . . . . 454
Beispiel 8.6.1: Solarenergie. Reduziertes Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 463
Beispiel 8.7.1: Mikroelektronik. Multi-Vari-Bild . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 465
Beispiel 8.7.2: Papierfeeder. Variablenvergleich . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 471
Beispiel 8.8.1: Solarzelle. Taguchi-Versuchsplan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 481
Beispiel 8.8.2: Feeder. Taguchi-Versuchsplan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484
Beispiel 8.9.1: Chemischer Prozess. Vergleich verschiedener Methoden . . . . . . . . . . . . . . 491
Beispiel 8.9.2: Chemischer Prozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 499
Beispiel 8.9.3: Chemischer Prozess. Statistische Tolerierung . . . . . . . . . . . . . . . . . . . . . . . . 502
Beispiel 9.1.1: Papierfeeder. Problem der Zuverlässigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . 511
Beispiel 9.2.1: Zeichnen von Linien mit einem Bleistift . . . . . . . . . . . . . . . . . . . . . . . . . . . . 514
1316han00.indd XIV1316han00.indd XIV 20.07.2006 17:03:0120.07.2006 17:03:01
XV
Beispiel 10.1.1: Schwingungsdämpfer. Klassifi kation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 519
Beispiel 10.3.1: Schwingungsdämpfer. Bildung von Clustern . . . . . . . . . . . . . . . . . . . . . . . . 526
Beispiel 10.4.1: Schwingungsdämpfer. Überprüfung der Klassifi kation . . . . . . . . . . . . . . . 528
Beispiel 10.4.2: Akkubohrschrauber. Unterschiedliche Montagezeiten . . . . . . . . . . . . . . . . 530
Beispiel 11.1.1: Akkubohrschrauber. Berechnung von Faktoren . . . . . . . . . . . . . . . . . . . . . 535
Beispiel 11.1.2: Schwingungsdämpfer. Berechnung von Faktoren . . . . . . . . . . . . . . . . . . . . 540
Beispiel 11.2.1: Persönlichkeitsmarketing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 544
Beispiel 11.3.1: Markt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 545
Beispiel 11.4.1: Akkubohrschrauber. Hauptkomponentenanalyse . . . . . . . . . . . . . . . . . . . . 547
Beispiel 11.4.2: Akkubohrschrauber. Reduktion des Parameterraums . . . . . . . . . . . . . . . . 550
Beispiel 11.5.1: Akkubohrschrauber. Hauptkomponentenregression . . . . . . . . . . . . . . . . . 553
Beispiel 11.5.2: Akkubohrschrauber. Rücktransformation . . . . . . . . . . . . . . . . . . . . . . . . . . 556
Beispiel 11.6.1: Akkubohrschrauber. Interpretation der Faktoranalyse. . . . . . . . . . . . . . . . 559
Beispiel 11.6.2: Akkubohrschrauber. Rotation der Faktormatrix . . . . . . . . . . . . . . . . . . . . . 570
Beispiel 11.6.3: Akkubohrschrauber. Spezielle Rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 574
Beispiel 11.6.4: Chemischer Prozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 575
Beispiel 12.2.1: Brotherstellung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 583
Beispiel 12.3.1: Maschinenbau. Prozessnetzwerk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 587
Beispiel 12.3.2: Maschinenbau. Statistische Maßzahlen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 588
Beispiel 12.4.1: Maschinenbau. Starplots . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 590
Beispiel 12.4.2: Maschinenbau. Abhängigkeitsstruktur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 591
Beispiel 12.4.3: Maschinenbau. Kostengleichungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 592
Beispiel 12.4.4: Maschinenbau. Steuerung, allgemein . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 594
Beispiel 12.4.5: Maschinenbau. Steuerung, speziell . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 596
Beispiel 12.4.6: Kalkulation im Herstellungsprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 598
Beispiel 12.5.1: Maschinenbau. Kosten und Zeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 602
Beispiel 13.1.1: Univariate Prozessfähigkeitsindizes und Ausschussanteil . . . . . . . . . . . . . 607
Beispiel G1: Euklidischer Abstand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 619
Beispiel G2: Machalanobisabstand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 621
Beispiel G3: Wellendurchmesser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 630
Beispiel G4: Fahrverhalten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 636
Beispielverzeichnis
1316han00.indd XV1316han00.indd XV 20.07.2006 17:03:0120.07.2006 17:03:01

1316han00.indd XVI1316han00.indd XVI 20.07.2006 17:03:0120.07.2006 17:03:01

Einleitung
Die große Tragödie der statistischen Prozessanalyse: die Ersetzung einer schönen Hypothese durch eine hässliche Tatsache könnte man frei nach T. Huxley sagen
In jedem Unternehmen gibt es Probleme.
Sie verringern die Produktivität, damit die Wettbewerbsfähigkeit, den Gewinn, die Kunden-zufriedenheit und sie beeinfl ussen die Kommunikation zwischen den Prozessen und das Betriebsklima, sie verursachen Verluste.
Verluste sind die Verschwendung von Arbeitskraft, Material, Energie usw. und dürfen keinesfalls mit den Kosten, im Sinne der monetären Bewertung des notwendigen Verbrauchs von allen möglichen Ressourcen gleichgesetzt werden.
Die Probleme müssen gelöst werden, um die Verluste zu reduzieren. Dabei entstehen natürlich Kosten für die Datenerfassung, die Modellierung und die Berechnung von Lösungen für die Modelle. Hieraus resultiert die Frage, ob alle Probleme gelöst werden müssen, die pauschal nur verneint werden kann. Eine Abschätzung ist notwendig. Sind die Kosten geringer als die Verluste, dann muss im Sinne der Wirtschaftlichkeit gehandelt werden. Diese Abschätzung ist aber nicht einfach, da weder die Verluste noch die Kosten bekannt sind.
Hilfe für die Entscheidungsfi ndung ist unbedingt notwendig. Zur Verdeutlichung betrachten wir die Herstellung eines Produktes in einem Fertigungsprozess, aber das Prinzip gilt auch für das Ergebnis eines Dienstleistungsprozesses. In unserem Beispiel ist das Produkt eine Welle mit einem bestimmten Durchmesser. Der Kunde, der das Produkt kaufen will bzw. in Auftrag gibt, fordert einen Durchmesser von einem gewissen Wert, in unserem Beispiel von 2 [mm]. Das Produkt wollen wir wegen der Verständlichkeit der folgenden Aussagen nur durch eine Variable charakterisieren. Die Erfahrung zeigt, dass aufgrund von Materialstreuungen und gewisser Schwankungen im Fertigungsprozess der exakten Wert für den Durchmesser selten erreicht werden kann. Daher wird für diesen Wert der Produktvariablen, den Durchmesser der Welle, ein zulässiges Streuungsintervall zwischen dem Kunden und dem Hersteller der Welle vereinbart. Das Intervall ist – der technisch versierte Leser kennt das – das Toleranzintervall. Die Kundenanforderung an die Welle lautet also: die Welle muss Durchmesser aus dem Intervall [2,0 ± 0,1] [mm] haben. Nach vertraglichen Vereinbarungen beginnt die Produktion der Wellen. Noch während der Herstellung werden die Durchmesser der gefertigten Wellen gemessen und in Form einer Häufi gkeitsverteilung visualisiert. An der Stelle des Solldurchmessers von 2,0 [mm] und an den Stellen der unteren Toleranzintervallgrenze Tu = 1,9 [mm] und der oberen Toleranzgrenze To = 2,1 [mm] werden senkrechte Linien (Ordinaten) in die Häufi gkeitsvertei-lung eingezeichnet. Liegt die Häufi gkeitsverteilung vollständig in dem Toleranzintervall, dann sagen wir die Fertigung ist in Ordnung. Ragt die Häufi gkeitsverteilung auf einer Seite über die untere oder obere Toleranzgrenze hinaus, dann wird Ausschuss produziert. Die Wellen sind für den Kunden nicht verwertbar und für den Produzenten ein Verlust. Die Formalisierung des grafi schen Vergleichs zwischen Soll- und Istzustand bezeichnen wir als Fähigkeitsnachweis, wobei wir das Wort Fähigkeit genauso verwenden wie in der Rechtsprechung. Es ist die Ei-genschaft des Prozesses, Produkte mit der Vorgabe „der Durchmesser soll im Toleranzintervall liegen“ zu produzieren. Es gibt zwei Prozessfähigkeitsindizes, wir wollen sie Cp und Cpk nennen. Mit Cp wird die Toleranzbreite mit der Breite der Häufi gkeitsverteilung verglichen. Cpk heißt korrigierter Prozessfähigkeitsindex. Dieser bezieht die Abweichung zwischen dem Mittel- und Sollwert in den Vergleich mit ein.
1316han00.indd XVII1316han00.indd XVII 20.07.2006 17:03:0120.07.2006 17:03:01
XVIII
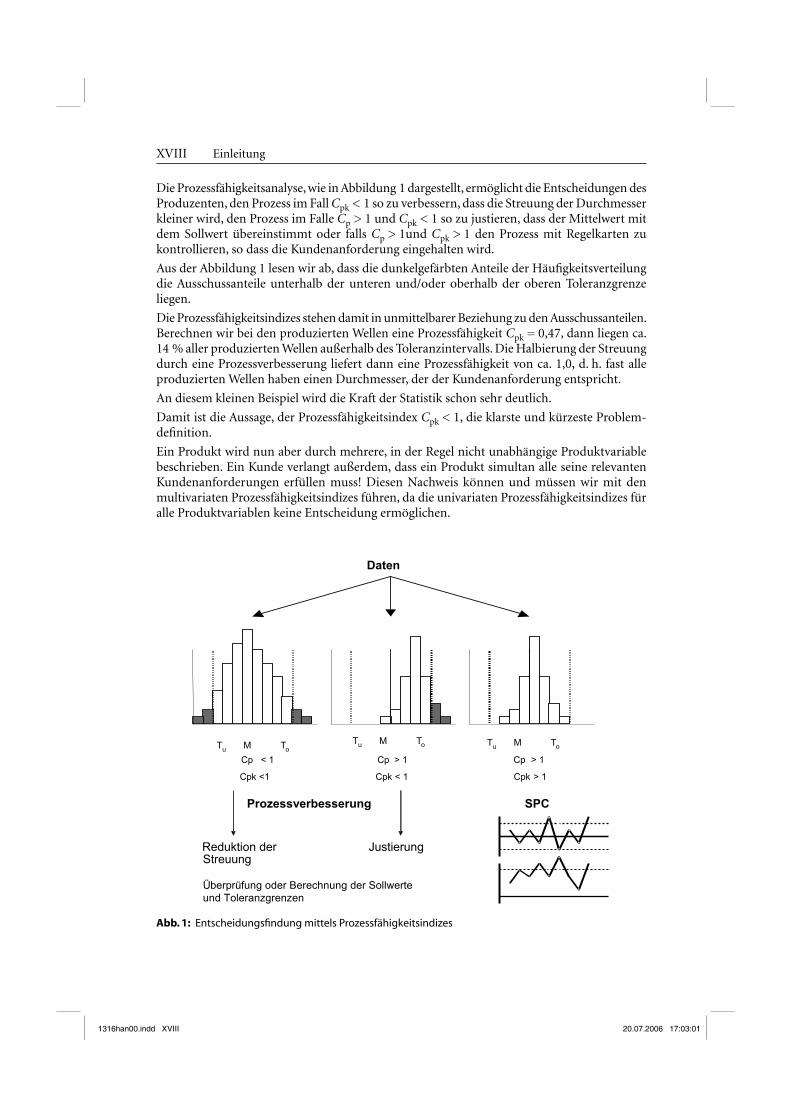
Die Prozessfähigkeitsanalyse, wie in Abbildung 1 dargestellt, ermöglicht die Entscheidungen des Produzenten, den Prozess im Fall Cpk < 1 so zu verbessern, dass die Streuung der Durchmesser kleiner wird, den Prozess im Falle Cp > 1 und Cpk < 1 so zu justieren, dass der Mittelwert mit dem Sollwert übereinstimmt oder falls Cp > 1und Cpk > 1 den Prozess mit Regelkarten zu kontrollieren, so dass die Kundenanforderung eingehalten wird.
Aus der Abbildung 1 lesen wir ab, dass die dunkelgefärbten Anteile der Häufi gkeitsverteilung die Ausschussanteile unterhalb der unteren und/oder oberhalb der oberen Toleranzgrenze liegen.
Die Prozessfähigkeitsindizes stehen damit in unmittelbarer Beziehung zu den Ausschussanteilen. Berechnen wir bei den produzierten Wellen eine Prozessfähigkeit Cpk = 0,47, dann liegen ca. 14 % aller produzierten Wellen außerhalb des Toleranzintervalls. Die Halbierung der Streuung durch eine Prozessverbesserung liefert dann eine Prozessfähigkeit von ca. 1,0, d. h. fast alle produzierten Wellen haben einen Durchmesser, der der Kundenanforderung entspricht.
An diesem kleinen Beispiel wird die Kraft der Statistik schon sehr deutlich.
Damit ist die Aussage, der Prozessfähigkeitsindex Cpk < 1, die klarste und kürzeste Problem-defi nition.
Ein Produkt wird nun aber durch mehrere, in der Regel nicht unabhängige Produktvariable beschrieben. Ein Kunde verlangt außerdem, dass ein Produkt simultan alle seine relevanten Kundenanforderungen erfüllen muss! Diesen Nachweis können und müssen wir mit den multivariaten Prozessfähigkeitsindizes führen, da die univariaten Prozessfähigkeitsindizes für alle Produktvariablen keine Entscheidung ermöglichen.
Einleitung
Daten
Cp < 1 Cp > 1 Cp > 1
Cpk <1 Cpk < 1 Cpk > 1
Prozessverbesserung SPC
Reduktion der JustierungStreuung
Überprüfung oder Berechnung der Sollwerteund Toleranzgrenzen
Tu M ToTu M To Tu M To
Abb. 1: Entscheidungsfi ndung mittels Prozessfähigkeitsindizes
1316han00.indd XVIII1316han00.indd XVIII 20.07.2006 17:03:0120.07.2006 17:03:01
XIX
Der Wert des angepassten multivariaten Prozessfähigkeitsindexes ist die Messgröße für die Qualität. Es ist dies eine hoch aggregierte Größe, die trotz der Kompliziertheit den Vorteil hat, dass die Kommunikation mit anderen Prozessen und mit den Lieferanten präzisiert werden kann und so z. B. verschiedene Lieferanten aufgrund der Inputqualitäten miteinander vergli-chen werden können.
Und letztlich ist es ja die Qualität nach der wir entscheiden müssen, was zu tun ist.
Jedes Problem hat Ursachen. Betrachten wir den Fall, dass die Prozessfähigkeit kleiner als 1 ist, dann können veränderte Inputvariablen, wie Materialcharakteristiken, Stromschwankungen und veränderte Prozessvariablen wie z. B. die Drehzahl beim Drehen einer Welle, die verän-derte Temperatur der Kühlfl üssigkeit, die veränderte Schneidgeometrie usw. die Ursachen sein. In der Regel gibt es mehrere, nicht unabhängig voneinander wirkende Ursachen, deren Auswirkungen ebenfalls miteinander korreliert sind. Für die Lösung eines Problems müssen die Auswirkungen in Abhängigkeit von den Ursachen dargestellt werden.
Das ist eines der Anliegen der multivariaten (mehrdimensionalen) Statistik.
Trotz einiger sehr guter Bücher über die multivariaten statistischen Methoden, z. B. das Buch von Fahrmeir [1984], werden diese Methoden zu selten für die Lösung der betrieblichen Pro-bleme eingesetzt. Eine Ursache hierfür ist sicherlich auch die Tatsache, dass die multivariaten Methoden an technischen und betriebswirtschaftlichen Fakultäten nicht gelehrt werden.
Während und nach meiner wissenschaftlichen Tätigkeit an der Universität habe ich mich der Anwendung der multivariaten statistischen Methoden zur Lösung von betrieblichen Pro-blemen gewidmet und mit vielen Unternehmen zusammengearbeitet. Dabei entwickelte ich einige neue multivariate Methoden, wie z. B. die Erweiterung der uni- auf die multivariaten Prozessfähigkeitsindizes, Methoden für die multivariate statistische Tolerierung, Methoden für die Auswahl der wesentlichen Input-, Prozess- und Produktvariablen, eine technische Sprache für die Kommunikation zwischen Prozessen, Methoden zur Behandlung von Netzwerken von Prozessen usw., die für die erfolgreiche Lösung von Problemen notwendig sind.
Alle diese aus der Praxiserfahrung und Anwendung erarbeiteten mathematischen Methoden werden in einem gemeinsam mit der Firma Q-DAS erarbeiten multivariaten Modul für das Programmsystem q-stat zusammengefasst.
Die Programme für diese Methoden hat Lorenz Braun erarbeitet. Die beiliegenden CD enthält Testversionen. Den Kostenenstehungsprozess und das sensible Problem der Veränderung der kostenerzeugenden Faktoren, so dass die Kosten für ein Produkt kleiner sind als der am Markt zu erzielende Preis, hat Braun mit diesen Methoden analysiert und gelöst.
Das Buch soll ein Leitfaden für die Lösung von betrieblichen Problemen mit den multivariaten statistischen Methoden sein. Es soll viele Experten ansprechen und sie anregen, sich mit dieser spannenden und für die Unternehmen sehr lohnenden Thematik zu befassen.
Unser Dank gilt dem Hanser Verlag, vor allem meinen Lektor Volker Herzberg, der Mut machte, das Projekt konsequent als Leitfaden der Qualität von der gedanklichen Entstehung des Produktes über die Angebotsphase, die Produkt- und Prozessentwicklung, die Fertigung und dem Einsatz des Produktes in nachfolgenden Prozessen zu realisieren und der mit Rat und Tat zur Seite stand.
Ganz besonders möchte ich auch meiner Frau Beate danken, die über einen längeren Zeitraum die unvermeidlich höhere Belastung und Anspannung ertrug, die mit einem solchen Projekt einhergeht und trotzdem immer bereit war, mich mit ihrer Lektoratserfahrung zu unterstüt-zen. Sie und Frau Nora Winkler, lasen Auszüge aus dem vollständigen Manuskript und gaben wertvolle Hinweise zur Verbesserung der Verständlichkeit der Sachverhalte.
Einleitung
1316han00.indd XIX1316han00.indd XIX 20.07.2006 17:03:0220.07.2006 17:03:02
XX
Damit der Inhalt möglichst vielen Lesern verständlich wird, haben wir viele Beispiele einbezo-gen, die aus konkreten Situationen in Unternehmen abgeleitet wurden. Für die Zustimmung zur Aufnahme in unser Buch möchten wir den Unternehmen BMW, BDT, Eternit AG, Habasit und vielen weiteren Unternehmen Dank sagen.
Warum sollen Sie dieses Buch lesen?
„Es ist besser, das winzigste Lämpchen zu entzünden, als sich über Dunkelheit zu beklagen.“ Konfuzius
Gesellschaft und Wirtschaft sind spieltheoretisch Kontrahenten . Die Unternehmen sind in der betriebswirtschaftlichen Sphäre tätig und die wirtschaftlichen Aufgaben der Regierung erstrecken sich größtenteils auf ordnungspolitische Aufgaben. Jede Seite strebt für sich ein Maximum an. Für die Gesellschaft fordert Ludwig Erhard in seinem Buch „Wohlstand für alle“ genau das als Maximum. Daraus schlussfolgert er, dass die Wirtschaft Verantwortung gegenüber dem ganzen Volk trägt und sich diese nicht gegenüber einzelnen Gruppen erschöpft. Erhard fordert weiter, „… jedes Einzelinteresse kann seine Rechtfertigung nur dadurch fi nden, dass es geeignet ist, auch dem Interesse des Ganzen zu dienen“. Die Wirtschaft richtet ihr Handeln nach der Maximierung des Betriebsergebnisses in Form von maximalen Gewinn, maximalen Renditen usw.
Der neue Wirtschaftsminister tritt mit dem Anspruch an, überall ordnungspolitische Linien hervorzuheben und durchzusetzen.
Stimmen die Sätze von Erhard noch? Ist es ausreichend die Wirtschaftspolitik der Regierung als ordnungspolitisches Regulativ zu verstehen?
Das gesellschaftliche Problem
besteht darin, dass das Gleichgewicht zwischen den Kontrahenten zugunsten der Wirtschaft verschoben ist.
Das äußert sich in den folgenden Tatsachen:
Viele deutsche Unternehmen (Konzerne) suchen und fi nden ihr wirtschaftliches Heil im Ausland. Petersdorf [2005] schreibt hierzu, dass von den 30 Dax-Unternehmen, deren Aktien breit gestreut sind, sich die meisten mehrheitlich in ausländischen Händen befi nden, wie z. B. Deutsche Bank, Eon, Siemens und BASF. Bei der Allianz, Münchner Rück, Daimler-Chrysler halten die ausländischen Investoren gut die Hälfte der Aktien.
Die Internationalisierung erfolgt in den Schritten:
Zuerst wird der Umsatz verlagert, d. h. die Konzerne erwirtschaften den größten Teil ihrer Erlöse im Ausland; 19 von den 30 Unternehmen erzielen mehr als 2/3 des Umsatzes im Ausland. Für die deutschen Traditionsunternehmen wie Adidas, Fresenius Medical Care, Schering u. a. ist der deutsche Markt nur noch eine Randgröße.
Dann wird die Belegschaft verlagert. Die Mehrheit der Dax 30-Konzerne beschäftigt jetzt schon mehr Mitarbeiter jenseits der Grenzen. Der Trend setzt sich ungebremst fort. Die Begründungen basieren auf der Verlagerung der Produktion und der höheren Dynamik der Volkswirtschaften im Osten und Fernen Osten.
Schließlich wird das Eigentum durch das Aufnehmen von ausländischen Kapital und durch ausländische Aktionäre selbst ins Ausland verlagert.
•
•–
–
–
Einleitung
1316han00.indd XX1316han00.indd XX 20.07.2006 17:03:0220.07.2006 17:03:02
XXI
Das alles ist möglich, da sich die deutschen Banken fast vollständig von ihren Industriebe-teiligungen gelöst haben. Dieser Prozess wird durch die Finanznot der öffentlichen Hand noch beschleunigt.
Petersdorf [2005] schreibt hierzu „Die Ausländer steigen bei den Deutschen ein, weil die Deutschen so erfolgreich im Ausland sind“ und weiter „die Anleger scheinen zu verstehen, dass deutsche Unternehmen extrem erfolgreich sein können, selbst wenn die deutsche Volkswirtschaft extrem schwach ist“ oder „das Gute an deutschen Konzernen ist, dass sie kaum noch deutsch sind“.
Konkret wird das Dilemma der deutschen Wirtschaft mit dem Interview von Conti-Chef Wennemer durch Meck [2005] beschrieben.
Den Widerspruch zwischen dem Rekordgewinn und der Beendigung der PKW-Rei-fenproduktion begründet Wennemer mit dem „guten“ Handeln seiner Vorgänger und der Notwendigkeit, dass sich Conti nicht auf diesem Polster ausruhen darf und dem zunehmenden Wettbewerb aus China und Korea begegnen muss.
Der Frage nach Profi tgier aufgrund der Verfünffachung der Aktie seit 2001 und einer Rendite von 18 % entgegnet er mit dem Hinweis, dass Conti auf internationale Investitio-nen angewiesen ist, da gerade mal 10 % der Conti-Aktien Deutsche sind und niedrigere Rendite höhere Kosten für die Finanzierung bedeuten. Wenn Conti den Anschluss im globalen Wettbewerb verlöre, dann wäre Conti ein Übernahmekandidat.
Das Werk Hannover arbeitet profi tabel und wird trotzdem geschlossen. Warum? Wenne-mer: es wird nur ein Teil der Produktion in einem Werk geschlossen, da Überkapazitäten vorhanden sind und dass er dort, wo die Kosten am höchsten sind, reduzieren muss.
Die Gewerkschaft kritisiert, dass, obwohl sie 2004 einer Erhöhung der Arbeitszeit auf 40 Std. ohne Lohnausgleich zugestimmt hat, Conti 2005 trotzdem 320 Jobs streicht. Die Aktion sei eine Chance gewesen. Heute weiß man, diese war nicht tragfähig. Der Beitrag hat nicht ausgereicht. Bei Conti gibt es keine Arbeitsplatzgarantie. Die Lohn-kosten liegen bei Conti bei ca. 30 % und es gibt hocheffi ziente moderne Werke an Niedriglohnstandorten.
Die Liste der unternehmerischen Aktivitäten ließe sich z. B. mit der Anhäufung von Geld für Firmenzukäufe usw. fortsetzen.
Auf der gesellschaftlichen Seite wächst das Heer der Arbeitslosen, steigen die Sozialausgaben und nimmt die Wirkung der Steuerung des Netzwerkes der wirtschaftlichen Prozesse durch ordnungspolitischen Maßnahmen ab.
Der Konfl ikt zwischen diesen beiden Kombattanten wird durch den Einfl uss der Lobbyisten, den Gewerkschaften auf den einen und den Unternehmensverbänden auf der anderen Seite, noch verschärft.
Was müssen Gesellschaft und Industrie tun, um den Konfl ikt zu entschärfen?
„Selbst ein Weg von tausend Meilen beginnt mit einem Schritt.“ (Japanisches Sprichwort)
Der gesellschaftliche Konfl ikt begründet sich durch real existierende Probleme, die in der ersten Stufe der Konfl iktlösung neutral aufgelistet und damit transparent gemacht werden müssen. Wünschenswert wäre es, schon in diesem Stadium die Probleme zu defi nieren und die Ziele der Problemlösung aufzulisten. Dazu sind aber Daten und Kenntnisse von modernen statistischen Methoden erforderlich. Danach sind die Ursachen für die Probleme durch Brainstormings zu suchen und zusammenzustellen.
•
•
–
–
–
–
Einleitung
1316han00.indd XXI1316han00.indd XXI 20.07.2006 17:03:0220.07.2006 17:03:02

XXII
Erst danach kann die Konfl iktlösung konkret beginnen. Hierfür sind die existierenden Daten-banken zu sichten, neue Daten zu erheben und mit statistischen Methoden auszuwerten. Zu diesen zählen zweifelsohne die multivariaten statistischen Methoden. Die Problemdefi nition in Verbindung mit den Datensätzen für die Problemlösung gestattet als weitere Entscheidung den Vergleich zwischen der Reduktion der Verluste und den Kosten für die Problemlösung. Sind die Verluste größer als die Kosten, dann muss das Problem gelöst werden.
Im Folgenden stellen wir Verfahren für die Problemdefi nition, die Problemlösung und den Kosten-Nutzen-Vergleich vor.
Die Probleme dieser Art beschreiben naturgemäß überaus vielschichtige und komplizierte Sachverhalte. Wir wollen sie global nennen. Es ist kaum anzunehmen, das sie ohne Zerlegung lösbar sind. Damit ist gemeint, dass ein globales Problem in Kardinal- und Folgeprobleme zerlegt werden muss, um gelöst werden zu können.
Ohne Wert auf die Wichtigkeit und Vollständigkeit zu legen, betrachten wir ein globales Problem . Das ist beispielsweise die Bildung, angefangen im Kindengarten, fortgesetzt mit der Schule, beendet mit der Berufsausbildung im günstigsten Fall durch einen Hochschul- oder Universitätsabschluss. In jeder Ausbildungsphase gibt es zahlreiche weitere kardinale Probleme, die dem obigen Lösungsgedanken folgen müssen.
Ein Folgeproblem der Ausbildung ist z. B. die zu gering ausgeprägte Fähigkeit der Menschen, zu erkennen, dass alle naturwissenschaftlichen, gesellschaftlichen, betrieblichen usw. Erscheinun-gen Wirkungen sind, die von mehreren Ursachen erzeugt werden. Die verschiedenen Ursachen wirken nicht losgelöst voneinander, sondern werden sich in der Regel gegenseitig mehr oder weniger stark beeinfl ussen.
Ein anderes Folgeproblem ist der weitverbreitete Glaube, man könne durch die Veränderung einer einzelnen Ursache eine ins Auge gefasste Wirkung in eine gewünschte Richtung korri-gieren. Man spricht in diesem Zusammenhang häufi g vom Drehen an einem Rädchen zur Korrektur von Wirkungen. Das ist auf Grund der Abhängigkeitsstruktur zwischen den Ursachen und Wirkungen nicht möglich.
Ein weiteres globales Problem ist die zu geringe Anzahl an Produktneu- und Weiterentwick-lungen mit den zugehörigen Prozessentwicklungen zur Herstellung dieser Produkte. Natürlich ist dieses Problem mit den vorher genannten hochkorreliert.
Nicht außer acht gelassen werden darf das Problem, dass die „fetten“ Jahre zu einer Trägheit vor allem im Denken der Menschen verführt haben. Die fetten Jahre sind aber nun vorbei. Es werden neue Anforderungen an alle Mitglieder der Gesellschaft gestellt, die diese erfüllen müssen. Hierzu gehört auch die Bewältigung aller Probleme, die durch die deutschen Einheit der Gesellschaft und Wirtschaft auferlegt wurden.
Die Liste der globalen Probleme ließe sich beliebig fortsetzen. Es geht mir hier aber nicht um die Vollständigkeit dieser Liste, sondern um die Sensibilisierung für Lösungsideen.
Für die Gesellschaft wurden die Ziele in dem Buch von Erhard formuliert; diese stimmen nach wie vor, müssen aber hier und da modifi ziert werden. Die Ziele der Wirtschaft münden in dem
Bestreben, auf den globalen Märkten bestehen zu können,
der Wiederherstellung der Wettbewerbsfähigkeit,
der Erhöhung der Rentabilität usw.
•••
Einleitung
1316han00.indd XXII1316han00.indd XXII 20.07.2006 17:03:0220.07.2006 17:03:02
XXIII
Diese Ziele sind aber notwendig nur zu erreichen durch
die mit erhöhten Aufwand betriebene betriebliche Forschung, Entwicklung und Weiter-entwicklung von Produkten, Dienstleistungen und Prozessen,
die Verbesserung der Qualität von Produkten, Dienstleistungen und Prozessen,
die Senkung der Kosten für die Produktion und damit die Erhöhung der Produktivität,
die Analyse der Prozesse zur Produktion von Produkten und Dienstleistungen und
die Steuerung der Prozesse, sodass die Produkte und Dienstleistungen simultan alle Kun-denanforderungen erfüllen.
Für die Realisierung dieser Ziele brauchen Gesellschaft und Wirtschaft hoch qualifi zierte Mitarbeiter aller Fachrichtungen für die Analyse und Steuerung der gesellschaftlichen und betrieblichen Prozesse, des Marktes und der Politik sowie der Produkt- und Prozessentwicklung bzw. Weiterentwicklung.
Sowohl die Aus- und Weiterbildung, als auch die Prozessanalysen, die Steuerung der Prozesse und die Entwicklungen kosten Geld. Das kann nur Teil des erwirtschafteten Gewinns sein, der nicht zu den Aktionären fl ießt.
In dem vorliegenden Buch werden vorrangig betriebliche Probleme und deren Lösungen mit multivariaten statistischen Methoden behandelt. Multivariat bedeutet in diesem Zusammen-hang, dass Methoden für die Bearbeitung des Ursache-Wirkungs-Prinzip dargestellt und an vielen Beispielen aus der betrieblichen Praxis demonstriert werden. Da hierfür mindestens eine Ursache und eine Wirkung infrage kommen, müssen die Methoden mehrere Variablen mit deren Abhängigkeiten behandeln können.
•
••••
Einleitung
1316han00.indd XXIII1316han00.indd XXIII 20.07.2006 17:03:0220.07.2006 17:03:02

1316han00.indd XXIV1316han00.indd XXIV 20.07.2006 17:03:0220.07.2006 17:03:02

























![Einführung in die Methoden der [.5ex] Künstlichen ... · Einfuhrung Klassi kationEntropieEntscheidungsb aume Lernmethoden Uberwachtes Lernen (supervised learning) Es gibt einen](https://img.pdfslide.org/doc/110x75/5d501cd388c993af2a8be238/einfuehrung-in-die-methoden-der-5ex-kuenstlichen-einfuhrung-klassi-kationentropieentscheidungsb.jpg)



