Embed Size (px)
Citation preview
Produktkatalog Bavaria Schweisstechnik
Ausgabe 2017
IHR PARTNER FÜR UP-Schweißpulver und Pulver zum
Elektroschlackeschweißen[auch entsprechend Ihren Anforderungen]
UP-Schweißdrähte und -bänderUP/ES Anwendungstechnik


3
Hinweis für den Anwender
Die nachstehenden Informationen und technischen Daten wurden zusammengestellt, um den Anwender bei der Auswahl der am besten geeigneten Draht-/Band-Pulver-Kombination für jede spezifische UP-/ES-Schweißungsan-forderung zu unterstützen. Die genaue spezifische Anwendung sowie die Genehmigungen sollten vor Verwendung mit BAVARIA Schweisstechnik abgestimmt werden.Die in dieser Broschüre enthaltenen Eigenschaften verstehen sich als Richtwerte im Schweißzustand und/oder im wärmebehandelten Zustand, basierend auf Labor- und Zulassungstests. Für die Mehrlagenschweißungen basieren die Daten auf dem reinen Schweißgut nach EN ISO 14171, ISO 24598, ISO 26304 und DIN EN 14532, wenn keine spezifischen Eigenschaften in der Einteilungsnorm festgelegt wurden, bei Verwendung eines Prüfstücks gemäß EN ISO 15792-1 (Form 1.3) oder AWS A5.17/A5.17M und A5.23/A523M. Für die Einlagenschweißung (Lage/Gegen-lage) wurde das Prüfstück gemäß EN ISO 15792-2 (Form 2.5) verwendet.Die europäischen Vorschriften für Draht-/Bandelektroden zum Unterpulverschweißen oder Elektroschlackeschwei-ßen sind ähnlich den entsprechenden ASME/AWS-Normen A5.17/A5.17M und A5.23/A5.23M für Kohlenstoff- und niedriglegierte Stähle bzw. A5.9/A5.9M für korrosionsbeständige Schweißzusätze und AWS A5.14/A5.14M für Ni-legierte Schweißzusätze.Die in den technischen Datenblättern genannten Eigenschaften sind lediglich als hinweisend anzusehen und geben darüber keinerlei Garantie.
Bei Ein- oder Zweilagenschweißungen beeinflusst die Aufmischung mit dem Grundwerkstoff sowie die Wärmeein-bringung die mechanischen Eigenschaften der Schweißnaht. Daher sind die Auswahl der geeigneten Draht-Pulver-Kombination sowie entsprechende Verfahrenstests vor dem Einsatz entscheidend, das Gleiche gilt für bereits genehmigte Draht-Pulver-Kombinationen. Details werden auf Wunsch zur Verfügung gestellt.
Die nationalen und internationalen einschlägigen Sicherheits- und Gesundheitsnormen sowie die Angaben in den Sicherheits-Datenblättern müssen strengstens eingehalten werden.
Sämtliche enthaltene Informationen und Angaben entsprechen dem Stand der uns zur Zeit der Freigabe zum Druck verfügbaren Kenntnisse (Juli 2017).
Änderungen sind ohne vorherige Ankündigung vorbehalten.
4
Inhalt
Allgemein
Historie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Das Unternehmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Normative Verweisungen des Produktkatalogs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Qualitäts- und Betriebsstandards des Unternehmens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Unterpulverschweißen (UP) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Schweißpulver zum UP-Schweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Basizitätsgrad des Schweißpulvers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Schweißpulver – Körnung und Korngrößenverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Aspekte für die Auswahl eines Schweißpulvers zum Schweißen von Standard-Stählen . . . . . . . . . . . 16Verarbeitung und Lagerung von Pulvern zum UP/ES-Schweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18UP-Drahtelektroden für unlegierte und Feinkornstähle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Empfehlungen über Lagerung und Handhabung von Massivdrähten für UP-Schweißverfahren . . . . . 21Klassifizierung von Schweißpulver zum UP-Schweißen gem. ISO 14174 . . . . . . . . . . . . . . . . . . . . . . . . 22Klassifizierung der Draht-Pulver-Kombinationen nach EN ISO 14171 und ASME/AWS A5.17/A5.17M und A5.23/A5.23M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Klassifizierung der Schweißpulver nach ASME/AWS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Chemische Zusammensetzung der UP-Massivdrahtelektroden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Chemische Zusammensetzung der UP-Bandelektroden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Chemische Zusammensetzung der Massivdrahtelektroden zum Metall-Schutzgasschweißen . . . . . . 32Chemische Zusammensetzung der Aluminium basierten Massivdrahtelektroden zum Metall-Schutzgasschweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Chemische Zusammensetzung der Aluminium basierten Massivstäbe zum Wolfram-Inertgasschweißen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Chemische Zusammensetzung der Massivstäbe zum Wolfram-Inertgasschweißen . . . . . . . . . . . . . . 34
Schweißpulver
BF 1 S A AR 1 76 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 36BF 3 S A AB 1 67 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 39BF 3.5 S A AB 1 67 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 41BF 4 S A AB 1 76 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 43BF 5.1 S A AB 1 67 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 46BF 6.30 S A AB 1 66 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 49BF 6.30 MW S A AB 1 66 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 52BF 6.5 S A FB 1 67 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 55BF 6.9 HELIX S A AB 1 67 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 60BF 8.1 S A CS 1 75 AC UP-Auftragsschweißen (Hartauftragung) . . . . . . . . . . . . . . . . . . 62BF 8.5 S A FB 1 65 AC UP-Auftragsschweißen (Hartauftragung) . . . . . . . . . . . . . . . . . . 64BF 10 S A FB 1 55 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 66
5
BF 10 MW S A FB 1 55 AC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 69BF 38 S A AF 2 5644 DC H5 UP-Schweißen . . . . . . . . . . . . . . . . . . . . 72BF 44 ES A FB 2B 5644 DC ES-Bandplattieren . . . . . . . . . . . . . . . . . 74BF 46 ES A FB 2B 5644 DC ES-Bandplattieren . . . . . . . . . . . . . . . . . 76BF 47 S A CS 2 5644 DC 2-20 UP-Bandplattieren . . . . . . . . . . . . . . . . . 78BF 47NiMo S A CS 3 5654 DC 2-20 UP-Bandplattieren . . . . . . . . . . . . . . . . . 79WP 380 S F CS 1 63 DC / S F CS 2 5742 DC UP-Schweißen . . . . . . . . . . . . . . . . . . . . 80
Schweißdraht
BA-S1 S1 EL12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84BA-S2 S2 EM12(K) . . . . . . . . . . . . . . . . . . . . . . . . . 85BA-S3 S3 EH10K . . . . . . . . . . . . . . . . . . . . . . . . . . 86BA-S4 S4 EH14 . . . . . . . . . . . . . . . . . . . . . . . . . . . 87BA-S2Si S2Si EM12K . . . . . . . . . . . . . . . . . . . . . . . . . . 88BA-S3Si S3Si EH12K . . . . . . . . . . . . . . . . . . . . . . . . . . 89BA-S2Mo S2Mo EA2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90BA-S3Mo S3Mo EA4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91BA-S4Mo S4Mo EA3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92BA-S2Ni1 S2Ni1 ENi1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93BA-S2Ni2 S2Ni2 ENi2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94BA-S2Ni3 S2Ni3 ENi3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95BA-S2NiCu S2Ni1Cu EG / (EW mod.) . . . . . . . . . . . . . . . . . . . 96BA-S3NiMo1/4 S3Ni1Mo0,2 ENi5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97 BA-S3NiMo1 S3Ni1Mo EF3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98BA-S3NiMo1,5 S3Ni1,5Mo EF1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99BA-S3NiCrMo2,5 S3Ni2,5CrMo EM4-mod. . . . . . . . . . . . . . . . . . . . . . . 100BA-S2Ni1Si SZ ENi1K . . . . . . . . . . . . . . . . . . . . . . . . . . 101BA-S3TiB SZ EG . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102BA-S2MoTiB S2MoTiB EA2TiB . . . . . . . . . . . . . . . . . . . . . . . . . 103BA-S3MoTiB SZ EG . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104BA-S3Si1 G3Si1 EH11K . . . . . . . . . . . . . . . . . . . . . . . . . 105BA-S2MoSi G2Mo EA3K mod. . . . . . . . . . . . . . . . . . . . . . 106BA-S4MoSi G4Mo EA3K . . . . . . . . . . . . . . . . . . . . . . . . . . 107BA-S2CrMo1 S CrMo1 EB2/EB2(R) . . . . . . . . . . . . . . . . . . . . . 108BA-S1CrMo2 S CrMo2 EB3/EB3(R) . . . . . . . . . . . . . . . . . . . . . 109BA-S CrMo5 S CrMo5 EB6 . . . . . . . . . . . . . . . . . . . . . . . . . . . 110BA-S CrMo9 S CrMo9 EB8 . . . . . . . . . . . . . . . . . . . . . . . . . . . 111BA-S CrMo91 S CrMo91 EB91 . . . . . . . . . . . . . . . . . . . . . . . . . . 112BA-WIRE 308H ER308H . . . . . . . . . . . . . . . . . . . . . . . . 113BA-WIRE 308L S 19 9 L ER308L . . . . . . . . . . . . . . . . . . . . . . . . 114BA-WIRE 309L S 23 12 L ER309L . . . . . . . . . . . . . . . . . . . . . . . . 115
6
BA-WIRE 309LMo S 23 12 2 L ER309LMo . . . . . . . . . . . . . . . . . . . . . . 116BA-WIRE 309LNb S 23 12 Nb ER(309LNb) . . . . . . . . . . . . . . . . . . . . . 117BA-WIRE 310 S 25 20 ER310 . . . . . . . . . . . . . . . . . . . . . . . . . 118BA-WIRE 316H ER316H . . . . . . . . . . . . . . . . . . . . . . . . 119BA-WIRE 316L S 19 12 3 L ER316L . . . . . . . . . . . . . . . . . . . . . . . . 120BA-WIRE 317L S 19 13 4 L ER317L . . . . . . . . . . . . . . . . . . . . . . . . . 121BA-WIRE 318 S 19 12 3 Nb ER318 . . . . . . . . . . . . . . . . . . . . . . . . . 122BA-WIRE 320LR ER320LR . . . . . . . . . . . . . . . . . . . . . . . 123BA-WIRE 347 S 19 9 Nb ER347 . . . . . . . . . . . . . . . . . . . . . . . . . . 124BA-WIRE 385 S 20 25 5 Cu L ER385 . . . . . . . . . . . . . . . . . . . . . . . . . 125BA-WIRE 410 S 13 ER410 . . . . . . . . . . . . . . . . . . . . . . . . . . 126BA-WIRE 410NiMo S 13 4 ER410NiMo . . . . . . . . . . . . . . . . . . . . . 127BA-WIRE 420 ER420 . . . . . . . . . . . . . . . . . . . . . . . . . 128BA-WIRE 430 S 17 ER430 . . . . . . . . . . . . . . . . . . . . . . . . . 129BA-WIRE 2209 S 22 9 3 N L ER2209 . . . . . . . . . . . . . . . . . . . . . . . . 130BA-WIRE 2594NL S 25 9 4 N L ER2594 . . . . . . . . . . . . . . . . . . . . . . . . 131BA-WIRE 82 S Ni 6082 ERNiCr-3 . . . . . . . . . . . . . . . . . . . . . . . 132BA-WIRE 625 S Ni 6625 ERNiCrMo-3 . . . . . . . . . . . . . . . . . . . . 133BA-WIRE 276 S Ni 6276 ERNiCrMo-4 . . . . . . . . . . . . . . . . . . . . 134
Verpackungen
Verpackungsarten für Schweißpulver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135Verpackungsarten für Drahtelektroden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Verpackungsarten für Stabelektroden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 150

7
Historie
1985 Gründung der BAVARIA Schweisstechnik GmbH durch Heinrich Haala und Kurt Lettner zu je 50% Anteile in Unterschleißheim
1990 Die Produktionshalle und die darin befindliche Anlage wird durch ein Feuer völlig zerstört
1991 Umzug und Inbetriebnahme des neuen Firmengeländes
1993 Einführung des Lloyd Register Quality System zur Absicherung und Verifizierung der Produktqualität und Konstanz
1994 Übernahme der Geschäftsanteile von Familie Haala zu 100 % durch Kurt Lettner
1994 Entwicklung und Markteinführung von mittelbasischen Schweißpulvern für die Rohrfertigung der Öl- und Gasindustrie
1995 Einführung der ISO 9000 (später 9001) – löst das Lloyd Register Quality System ab
2000 Ausweitung der Vertriebsaktivitäten in mehr als 25 Ländern
2005 Lagerkapazitätserhöhung für Fertigprodukte bis zu 1.300 Tonnen
2006 Implementierung einer Pilotanlage zur Schweißpulver-Entwicklung
2007 Entwicklung und Herstellung von Produkten zum Auftragsschweißen mittels ESW- und UP-Technologie
2009 Übernahme der Geschäftsführung in der nächsten Generation durch Hubert und Robert Lettner
2012 Eröffnung des Anwendungszentrums für UP- und ESW-Technologie mittels 4-Draht UP-Anlage und ESW-Anlagen zum Plattieren mit bis zu 90-mm-Bändern
2013 Ausweitung der Vertriebsaktivitäten in mehr als 50 Ländern
2015 Inbetriebnahme der zweiten Produktionslinie zur Erzeugung von Schweißpulver
2016 Erweiterung des Betriebsgeländes durch eine Schlosserei
8
Das Unternehmen
BAVARIA Schweisstechnik wurde im Jahr 1985 von Kurt Lettner gegrün-det. Der erfahrene Chemiker entwi-ckelte zuvor in führenden Unterneh-men der Branche Schweißpulver. Sein Know-how, mit dem er seit 1969 die damals noch junge Technologie des Unterpulverschweißens maß-geblich mitprägte, bildet das Funda-ment, auf dem BAVARIA Schweiss- technik gegründet wurde. Im Jahr 2009 übernahmen Robert und Hu-bert Lettner das Unternehmen von ihrem Vater und bauten es weiter aus.
Das weltweit aktive Unternehmen hat sich seit der Gründung als Spezialist für Pulver, Drähte und Bänder etab-liert, mit denen auch bei außerge-wöhnlichen Anwendungen optimale Ergebnisse beim Unterpulverschwei-ßen erzielt werden. Besonders die strikte Einhaltung der Qualitätsnormen sowie enge Zusammenarbeit mit den Anwendern ermöglicht es, flexibel, schnell und qualitativ hochwertig auf deren Wünsche zu reagieren. Erfahrene Fachingenieure und Techniker unterstützen die Kunden bei der Wahl der passenden Kombination und bei allen Anwendungsfragen, wenn nötig, auch vor Ort.
Vom Unternehmenssitz in München aus werden heute Kunden in mehr als 50 Ländern weltweit mit Pulver und Schweißzusätzen auch für die schwierigsten Einsätze beliefert. Dabei ist eine Lieferung über See und Land sowie per Luftfracht eine Selbstverständlichkeit. Zahlreiche Hersteller von Schweißzusatzstoffen nutzen das Know-how der BAVARIA Schweisstechnik und vertreiben die Produkte unter ihrem eigenen Markennamen.

9
Hochwertige, maßgeschneiderte Produkte für alle Anwendungen
„Unsere Kunden erhalten stets hochwertige Schweißpulver, wenn nötig, zugeschnitten auf ihre spezifischen Anwendungen, wunschge-mäß mit den passenden Schweißzusätzen, bei prompter und effizienter Lieferung und voll-ständiger technischer Unterstützung, falls er-wünscht, und zu vernünftigen Preisen.“
Anerkannte Qualität
Die Schweißpulver, -drähte und -bänder werden von BAVARIA Schweisstechnik nach hohen Qua-litätsanforderungen gefertigt und vertrieben. Das Unternehmen ist nach EN ISO 9001:2015 zertifi-ziert und als Hersteller von Schweißzusätzen nach den entsprechenden VdTUEV-Vorschriften aner-kannt. Kontrollen und Audits durch diverse Ab-nahmegesellschaften bestätigen regelmäßig den Erfolg des Qualitätsmanagements. Zudem unter-streichen verschiedene individuelle Kundenspe-zifikationen die hohe Qualität der Produkte von BAVARIA Schweisstechnik. Das garantiert per-fekte Schweißnähte auch bei schwierigen Anwen-dungen und eine gleichbleibend hohe Qualität.
10
Normative Verweisungen des Produktkatalogs
Die Informationen und Datenblätter dieser Broschüre basieren auf den einschlägigen normativen Verweisungen von Europäischen und Nordamerikanischen Veröffentlichungen und Normen, die zum Zeitpunkt der Freigabe der Broschüre (Juli 2017) gültig sind. Diese normativen Verweisungen sind an den geeigneten Stellen innerhalb des Textes erwähnt. Es handelt sich um folgende Verweisungen und Veröffentlichungen:
EN 10204 Metallische Erzeugnisse – Arten von Prüfbescheinigungen
EN 13479 Schweißzusätze – Allgemeine Produktnorm für Zusätze und Pulver zum Schmelz- schweißen von metallischen Werkstoffen
EN 14532-1 Schweißzusätze – Prüfverfahren und Qualitätsanforderungen – Teil 1: Grundprüfungen und Konformitätsbewertung von Schweißzusätzen für Stahl, Nickel und Nickellegierungen
EN ISO 544 Schweißzusätze – Technische Lieferbedingungen für Schweißzusätze und Pulver – Art des Produktes, Maße, Grenzabmaße und Kennzeichnung
EN ISO 3690 Schweißen und verwandte Prozesse – Verfahren zur Bestimmung des Wasserstoffgehaltes im Lichtbogenschweißgut
EN ISO 9692-2 Schweißen und verwandte Verfahren – Schweißnahtvorbereitung – Teil 2: Unterpulverschweißen von Stahl
EN ISO 13916 Schweißen – Anleitung zur Messung der Vorwärm-, Zwischenlagen- und Haltetemperatur
EN ISO 14171 Schweißzusätze – Massivdrahtelektroden, Fülldrahtelektroden und Draht-Pulver- Kombinationen zum Unterpulverschweißen von unlegierten Stählen und Feinkorn- stählen – Einteilung
EN ISO 14174 Schweißzusätze – Pulver zum Unterpulverschweißen und Elektroschweißen – Einteilung
EN ISO 14341 Schweißzusätze - Drahtelektroden und Schweißgut zum Metall-Schutzgasschweißen von unlegierten Stählen und Feinkornstählen - Einteilung
EN ISO 14343 Schweißzusätze – Drahtelektroden, Bandelektroden, Drähte und Stäbe zum Lichtbogen- Schweißen von korrosionsbeständigen und hitzebeständigen Stählen – Einteilung
EN ISO 14344 Schweißzusätze – Beschaffung von Schweißzusätzen
EN ISO 15792–1 Schweißzusätze – Prüfverfahren – Teil 1: Prüfverfahren für Prüfstücke zur Entnahme von Schweißgutproben an Stahl, Nickel und Nickellegierungen
EN ISO 15792–2 Schweißzusätze – Prüfverfahren – Teil 2: Vorbereitung eines Prüfstücks zur Prüfung von Einlagen – und Lage/Gegenlage – Schweißungen an Stahl
EN ISO 18274 Schweißzusätze – Draht- und Bandelektroden, Massivdrähte und -stäbe zum Schmelz- schweißen von Nickel und Nickellegierungen – Einteilung
EN ISO 24598 Schweißzusätze – Drahtelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen für das Unterpulverschweißen von warmfesten Stählen – Einteilung
EN ISO 26304 Schweißzusätze – Massivdrahtelektroden, Fülldrahtelektroden und Draht-Pulver- Kombinationen zum Unterpulverschweißen von hochfesten Stählen – Einteilung
AWS Spec A5.01/A5.01M Welding Consumables – Procurement of Filler Metals and Fluxes
AWS Spec A5.09/A5.09M Specification for Bare Stainless Steel Welding Electrodes and Rods
AWS Spec A5.14/A5.14M Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods
AWS Spec A5.17/A5.17M Specification for Carbon Steel Electrodes and Fluxes for SAW
AWS Spec A5.23/A5.23M Specification for Low Alloy Steel Electrodes and Fluxes for SAW

11
Qualitäts- und Betriebsstandards des Unternehmens
12
Unterpulverschweißen (UP)
Technische Informationen über das Verfahren, Schweißzusätze und Einsatz
Beim Unterpulverschweißen wird ein elektrischer Lichtbogen zwischen einer Drahtelektrode und einem Werk-stück erzeugt. Dieser Lichtbogen und das erschmolzene Metall werden durch eine Pulver-/Schlackenabdeckung überdeckt. Die durch das Lichtbogenplasma erzeugte Wärme, zusammen mit den thermischen Reaktionen in der Schweißzone, verschmelzen das Ende einer Elektrode (Massivdraht, Fülldraht, Bandelektrode), Teile des Schweiß-pulvers und die Kanten/Oberfläche des Grundwerkstoffs.Der Lichtbogen und das erschmolzene Schweißbad werden durch die flüssige Schlacke und das darüberliegende ungeschmolzene Schweißpulver gegen atmosphärische Einwirkungen geschützt. Die während des Schmelzpro-zesses des Metalls und des Schweißpulvers entstehenden Gase und Dämpfe bilden eine Lichtbogenkaverne. Hier finden intensive chemische Reaktionen mit schnellem und hohem Stoffaustausch zwischen den flüssig gewor-denen Elektrodentropfen, dem erschmolzenen Grundwerkstoff und der Pulverschlacke statt, die im Schmelzbad im Bereich des Lichtbogens fortgesetzt werden. Die intensive Rührbewegung im Schmelzbad steigert die Reak-tionsgeschwindigkeit und verteilt diese Reaktionsprodukte (Gase und Schlackenpartikel) über das gesamte Flüs-sigmetall in Form von Schlackeneinschlüssen. Die Gase diffundieren laufend und bewirken die Desoxidation des Schweißmetalls; die Einschlüsse/Partikel wirken als Keimbildner und werden zwischen den erstarrenden Körnern eingeschlossen. Das Schweißbad sowie die flüssige Schlacke kühlen ab und erstarren und bilden somit die Naht sowie eine schützende Schlacke.
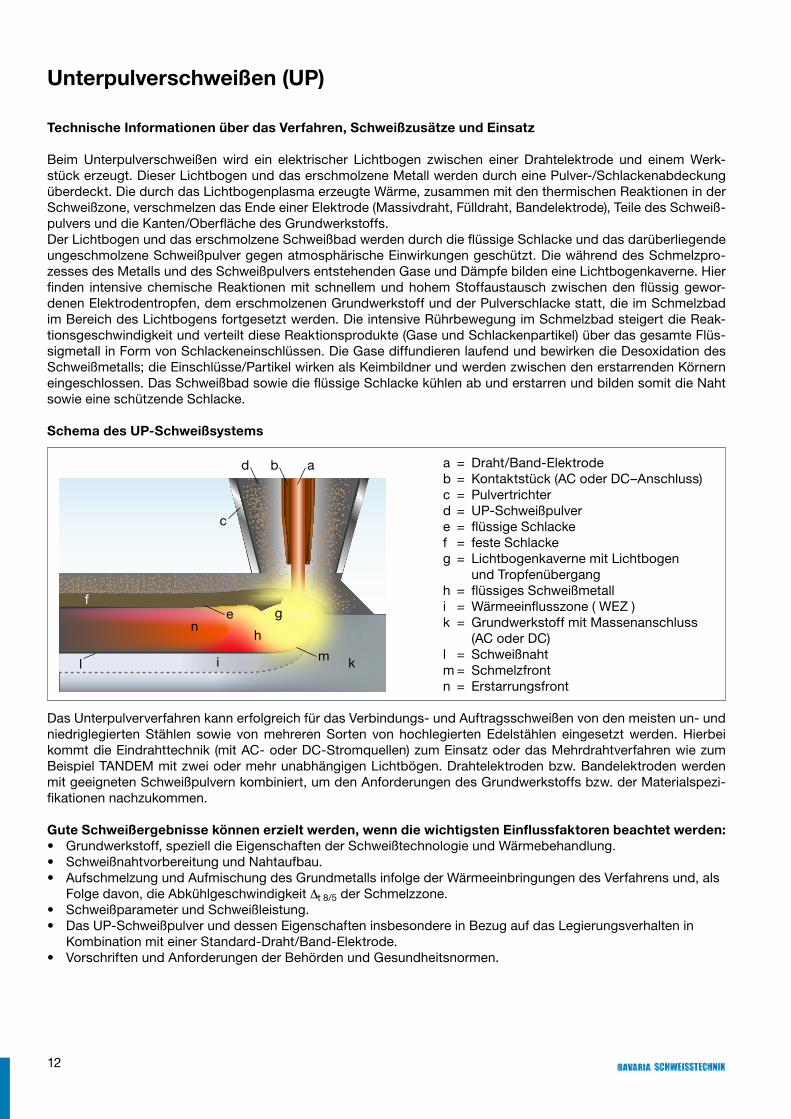
Schema des UP-Schweißsystems
a = Draht/Band-Elektrodeb = Kontaktstück (AC oder DC–Anschluss)c = Pulvertrichterd = UP-Schweißpulvere = flüssige Schlackef = feste Schlackeg = Lichtbogenkaverne mit Lichtbogen und Tropfenübergangh = flüssiges Schweißmetalli = Wärmeeinflusszone ( WEZ )k = Grundwerkstoff mit Massenanschluss (AC oder DC)l = Schweißnahtm = Schmelzfrontn = Erstarrungsfront
Das Unterpulververfahren kann erfolgreich für das Verbindungs- und Auftragsschweißen von den meisten un- und niedriglegierten Stählen sowie von mehreren Sorten von hochlegierten Edelstählen eingesetzt werden. Hierbei kommt die Eindrahttechnik (mit AC- oder DC-Stromquellen) zum Einsatz oder das Mehrdrahtverfahren wie zum Beispiel TANDEM mit zwei oder mehr unabhängigen Lichtbögen. Drahtelektroden bzw. Bandelektroden werden mit geeigneten Schweißpulvern kombiniert, um den Anforderungen des Grundwerkstoffs bzw. der Materialspezi-fikationen nachzukommen.
Gute Schweißergebnisse können erzielt werden, wenn die wichtigsten Einflussfaktoren beachtet werden: • Grundwerkstoff, speziell die Eigenschaften der Schweißtechnologie und Wärmebehandlung.• Schweißnahtvorbereitung und Nahtaufbau.• Aufschmelzung und Aufmischung des Grundmetalls infolge der Wärmeeinbringungen des Verfahrens und, als
Folge davon, die Abkühlgeschwindigkeit Dt 8/5 der Schmelzzone.• Schweißparameter und Schweißleistung.• Das UP-Schweißpulver und dessen Eigenschaften insbesondere in Bezug auf das Legierungsverhalten in
Kombination mit einer Standard-Draht/Band-Elektrode.• Vorschriften und Anforderungen der Behörden und Gesundheitsnormen.
a
n
b
m
e
k
h
d
c
l
f
i
g

13
Schweißpulver zum UP-Schweißen
Schweißpulver zum Unterpulverschweißen werden aus Mineralien hergestellt und nach zwei Herstellungsarten unterteilt: erschmolzen und agglomeriert.
Agglomerierte Schweißpulver bestehen aus einem Gemisch von ausgewählten, fein vermahlenen Mineralien na-türlichen Ursprungs, die teilweise vor der Herstellung gesintert werden, sowie metallischen Zusatzstoffen. Sämtli-che Bestandteile werden vollständig trocken gemischt und mittels Wasserglas zu einem feuchten Gemisch gebun-den. Dieses Gemisch wird mittels spezieller Einrichtungen, wie Mischer bzw. Granuliereinheit, zu einem Granulat geformt. Danach wird das Granulat geglüht und mittels geeigneter Siebe auf die richtige Korngröße abgesiebt; somit ist das Schweißpulver fertig zur Prüfung und Verpackung.Agglomeriertes Schweißpulver von BAVARIA ist ein heterogenes Produkt, bei dem die einzelnen Pulverpartikel der Rohstoffe in deren ursprünglicher und natürlicher Form zusammengemischt und geglüht werden. Dies bedeutet: Jedes einzelne Korn eines agglomerierten Schweißpulvers ist heterogen, jedoch all diese heterogenen Körner sind untereinander völlig identisch. Somit können während des Schweißprozesses konstante metallurgische Re-aktionen sowie gleichmäßige Schweißeigenschaften mit reproduzierbaren Ergebnissen erzielt werden. Weiterhin ist erwähnenswert, dass BAVARIA-Schweißpulver bei höherer Betriebstemperatur (rund 900 °C) geglüht werden. Zusammen mit den vorgewärmten und ausgewählten Rohstoffen wird mit den agglomerierten Schweißpulvern von BAVARIA ein niedriger Wasserstoffgehalt erzielt.Trotz der äußerst kurzen Zeitspannen zwischen Schmelzvorgang und Erstarrung während des Schweißens, sind agglomerierte Schweißpulver ausreichend aktiv, um Ionen und Dämpfe zu erzeugen, die für die metallurgischen Wirkungen innerhalb der Lichtbogenkaverne und des Schweißbades vorteilhaft sind. In Abhängigkeit von den Schweißpulvereigenschaften und den Schweißdaten erfolgen intensive metallurgische Wechselwirkungen zwi-schen den Reaktionskomponenten der abschirmenden Schlacke, der Drahttropfen und des Grundwerkstoffes.
Zur Herstellung von erschmolzenen Schweißpulvern werden die Rohstoffe (unterschiedliche Erze und Minera-lien) vollständig in einem Elektroofen bei Temperaturen über 1.250 ºC zu einem homogenen chemischen Produkt erschmolzen. Nach dem Schmelzvorgang wird der Ofeninhalt in große Abkühlwannen gegossen. Nach Abkühlung wird die erstarrte Schmelze in Stücke gebrochen, auf die gewünschte Korngröße gemahlen und gesiebt sowie anschließend geprüft und verpackt werden. Abhängig von der chemischen Zusammensetzung und den Abkühl-geschwindigkeiten kann das erschmolzene Schweißpulver ein glasartiges oder kristallines Aussehen aufweisen – mit kantigen Körnern unterschiedlicher Farben. Erschmolzene Schweißpulver werden gewöhnlich ohne Desoxi-dationsmittel bzw. Eisenlegierungen hergestellt. Somit wird die metallurgische Aktivität ziemlich konstant gehalten, was beim Schweißen von Edelstählen bzw. hitzebeständigen Stählen sehr geschätzt wird.
Eigenschaften von Schweißpulver
UP-Pulver sind körnige, schmelzbare Produkte mineralischen Ursprungs. Unterschiede in der Zusammensetzung des Pulvers sowie des Schweißgutes und der Drahtelektrode müssen beachtet werden; diese Unterschiede sind unter dem Absatz Klassifizierung von Schweißpulver zum UP-Schweißen gem. EN ISO 14174 erwähnt.
Schweißpulver sollen:• Die Lichtbogenstabilität durch Verbessern des Leitvermögens in der Lichtbogenstrecke erhöhen.• Durch Erzeugen von Gasen und Dämpfen in der Lichtbogenzone zum stabilen Ablauf des Tropfenüberganges
und der Schweißdurchführung beitragen.• Genügend zäh fließende Schlacke bilden, um die Schweißzone vor Luftzutritt zu schützen und die Ober-
flächen der Schweißraupen zu formen.• Durch Zu- oder Abbrennen von Legierungselementen das Schmelzbad gezielt metallurgisch beeinflussen.• Vielseitig – mit unterschiedlichen Schweißzusätzen – bei guter Schlackenlöslichkeit und Nahtformung einsetz-
bar sein.
14
Basizitätsgrad des Schweißpulvers
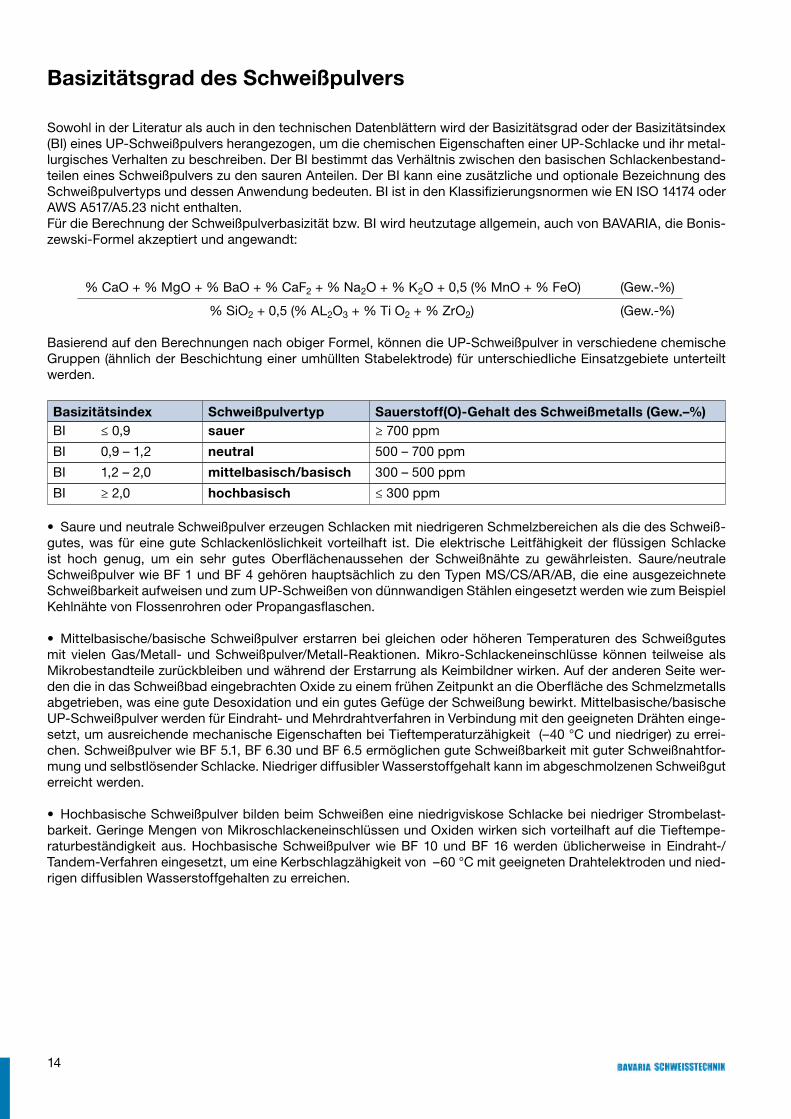
Sowohl in der Literatur als auch in den technischen Datenblättern wird der Basizitätsgrad oder der Basizitätsindex (BI) eines UP-Schweißpulvers herangezogen, um die chemischen Eigenschaften einer UP-Schlacke und ihr metal-lurgisches Verhalten zu beschreiben. Der BI bestimmt das Verhältnis zwischen den basischen Schlackenbestand-teilen eines Schweißpulvers zu den sauren Anteilen. Der BI kann eine zusätzliche und optionale Bezeichnung des Schweißpulvertyps und dessen Anwendung bedeuten. BI ist in den Klassifizierungsnormen wie EN ISO 14174 oder AWS A517/A5.23 nicht enthalten.Für die Berechnung der Schweißpulverbasizität bzw. BI wird heutzutage allgemein, auch von BAVARIA, die Bonis-zewski-Formel akzeptiert und angewandt:
% CaO + % MgO + % BaO + % CaF2 + % Na2O + % K2O + 0,5 (% MnO + % FeO) (Gew.-%)
% SiO2 + 0,5 (% AL2O3 + % Ti O2 + % ZrO2) (Gew.-%)
Basierend auf den Berechnungen nach obiger Formel, können die UP-Schweißpulver in verschiedene chemische Gruppen (ähnlich der Beschichtung einer umhüllten Stabelektrode) für unterschiedliche Einsatzgebiete unterteilt werden.
Basizitätsindex Schweißpulvertyp Sauerstoff(O)-Gehalt des Schweißmetalls (Gew.–%)BI ≤ 0,9 sauer ≥ 700 ppm
BI 0,9 – 1,2 neutral 500 – 700 ppm
BI 1,2 – 2,0 mittelbasisch/basisch 300 – 500 ppm
BI ≥ 2,0 hochbasisch ≤ 300 ppm
• Saure und neutrale Schweißpulver erzeugen Schlacken mit niedrigeren Schmelzbereichen als die des Schweiß-gutes, was für eine gute Schlackenlöslichkeit vorteilhaft ist. Die elektrische Leitfähigkeit der flüssigen Schlacke ist hoch genug, um ein sehr gutes Oberflächenaussehen der Schweißnähte zu gewährleisten. Saure/neutrale Schweißpulver wie BF 1 und BF 4 gehören hauptsächlich zu den Typen MS/CS/AR/AB, die eine ausgezeichnete Schweißbarkeit aufweisen und zum UP-Schweißen von dünnwandigen Stählen eingesetzt werden wie zum Beispiel Kehlnähte von Flossenrohren oder Propangasflaschen.
• Mittelbasische/basische Schweißpulver erstarren bei gleichen oder höheren Temperaturen des Schweißgutes mit vielen Gas/Metall- und Schweißpulver/Metall-Reaktionen. Mikro-Schlackeneinschlüsse können teilweise als Mikrobestandteile zurückbleiben und während der Erstarrung als Keimbildner wirken. Auf der anderen Seite wer-den die in das Schweißbad eingebrachten Oxide zu einem frühen Zeitpunkt an die Oberfläche des Schmelzmetalls abgetrieben, was eine gute Desoxidation und ein gutes Gefüge der Schweißung bewirkt. Mittelbasische/basische UP-Schweißpulver werden für Eindraht- und Mehrdrahtverfahren in Verbindung mit den geeigneten Drähten einge-setzt, um ausreichende mechanische Eigenschaften bei Tieftemperaturzähigkeit (–40 °C und niedriger) zu errei-chen. Schweißpulver wie BF 5.1, BF 6.30 und BF 6.5 ermöglichen gute Schweißbarkeit mit guter Schweißnahtfor-mung und selbstlösender Schlacke. Niedriger diffusibler Wasserstoffgehalt kann im abgeschmolzenen Schweißgut erreicht werden.
• Hochbasische Schweißpulver bilden beim Schweißen eine niedrigviskose Schlacke bei niedriger Strombelast-barkeit. Geringe Mengen von Mikroschlackeneinschlüssen und Oxiden wirken sich vorteilhaft auf die Tieftempe-raturbeständigkeit aus. Hochbasische Schweißpulver wie BF 10 und BF 16 werden üblicherweise in Eindraht-/Tandem-Verfahren eingesetzt, um eine Kerbschlagzähigkeit von –60 °C mit geeigneten Drahtelektroden und nied-rigen diffusiblen Wasserstoffgehalten zu erreichen.
15
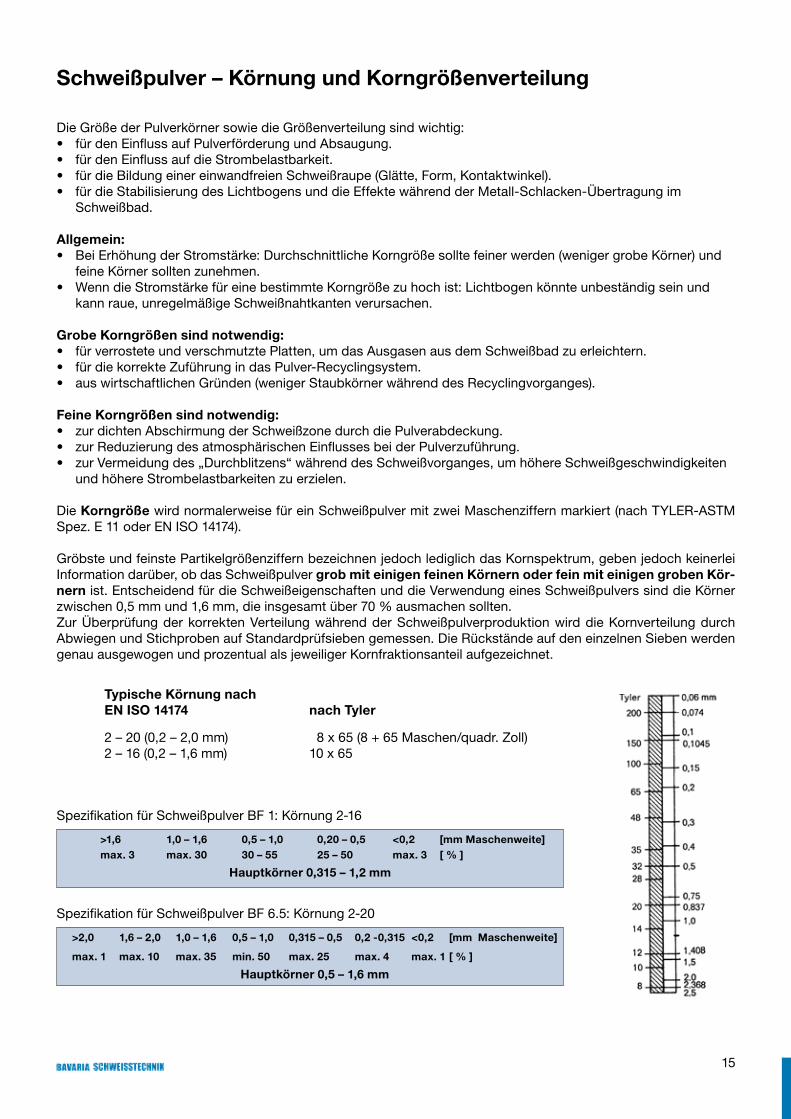
>1,6 1,0 – 1,6 0,5 – 1,0 0,20 – 0,5 <0,2 [mm Maschenweite] max. 3 max. 30 30 – 55 25 – 50 max. 3 [ % ]
Hauptkörner 0,315 – 1,2 mm
>2,0 1,6 – 2,0 1,0 – 1,6 0,5 – 1,0 0,315 – 0,5 0,2 -0,315 <0,2 [mm Maschenweite]
max. 1 max. 10 max. 35 min. 50 max. 25 max. 4 max. 1 [ % ]
Hauptkörner 0,5 – 1,6 mm
Schweißpulver – Körnung und Korngrößenverteilung
Die Größe der Pulverkörner sowie die Größenverteilung sind wichtig:• für den Einfluss auf Pulverförderung und Absaugung.• für den Einfluss auf die Strombelastbarkeit.• für die Bildung einer einwandfreien Schweißraupe (Glätte, Form, Kontaktwinkel).• für die Stabilisierung des Lichtbogens und die Effekte während der Metall-Schlacken-Übertragung im
Schweißbad.
Allgemein:• Bei Erhöhung der Stromstärke: Durchschnittliche Korngröße sollte feiner werden (weniger grobe Körner) und
feine Körner sollten zunehmen.• Wenn die Stromstärke für eine bestimmte Korngröße zu hoch ist: Lichtbogen könnte unbeständig sein und
kann raue, unregelmäßige Schweißnahtkanten verursachen.
Grobe Korngrößen sind notwendig:• für verrostete und verschmutzte Platten, um das Ausgasen aus dem Schweißbad zu erleichtern.• für die korrekte Zuführung in das Pulver-Recyclingsystem. • aus wirtschaftlichen Gründen (weniger Staubkörner während des Recyclingvorganges).
Feine Korngrößen sind notwendig:• zur dichten Abschirmung der Schweißzone durch die Pulverabdeckung.• zur Reduzierung des atmosphärischen Einflusses bei der Pulverzuführung.• zur Vermeidung des „Durchblitzens“ während des Schweißvorganges, um höhere Schweißgeschwindigkeiten
und höhere Strombelastbarkeiten zu erzielen.
Die Korngröße wird normalerweise für ein Schweißpulver mit zwei Maschenziffern markiert (nach TYLER-ASTM Spez. E 11 oder EN ISO 14174).
Gröbste und feinste Partikelgrößenziffern bezeichnen jedoch lediglich das Kornspektrum, geben jedoch keinerlei Information darüber, ob das Schweißpulver grob mit einigen feinen Körnern oder fein mit einigen groben Kör-nern ist. Entscheidend für die Schweißeigenschaften und die Verwendung eines Schweißpulvers sind die Körner zwischen 0,5 mm und 1,6 mm, die insgesamt über 70 % ausmachen sollten.Zur Überprüfung der korrekten Verteilung während der Schweißpulverproduktion wird die Kornverteilung durch Abwiegen und Stichproben auf Standardprüfsieben gemessen. Die Rückstände auf den einzelnen Sieben werden genau ausgewogen und prozentual als jeweiliger Kornfraktionsanteil aufgezeichnet.
Typische Körnung nach EN ISO 14174 nach Tyler
2 – 20 (0,2 – 2,0 mm) 8 x 65 (8 + 65 Maschen/quadr. Zoll) 2 – 16 (0,2 – 1,6 mm) 10 x 65
Spezifikation für Schweißpulver BF 6.5: Körnung 2-20
Spezifikation für Schweißpulver BF 1: Körnung 2-16
16
Aspekte für die Auswahl eines Schweißpulvers zum Schweißen von Standard-Stählen
Beim UP-Schweißen sind folgende Faktoren und Einflüsse zu berücksichtigen:
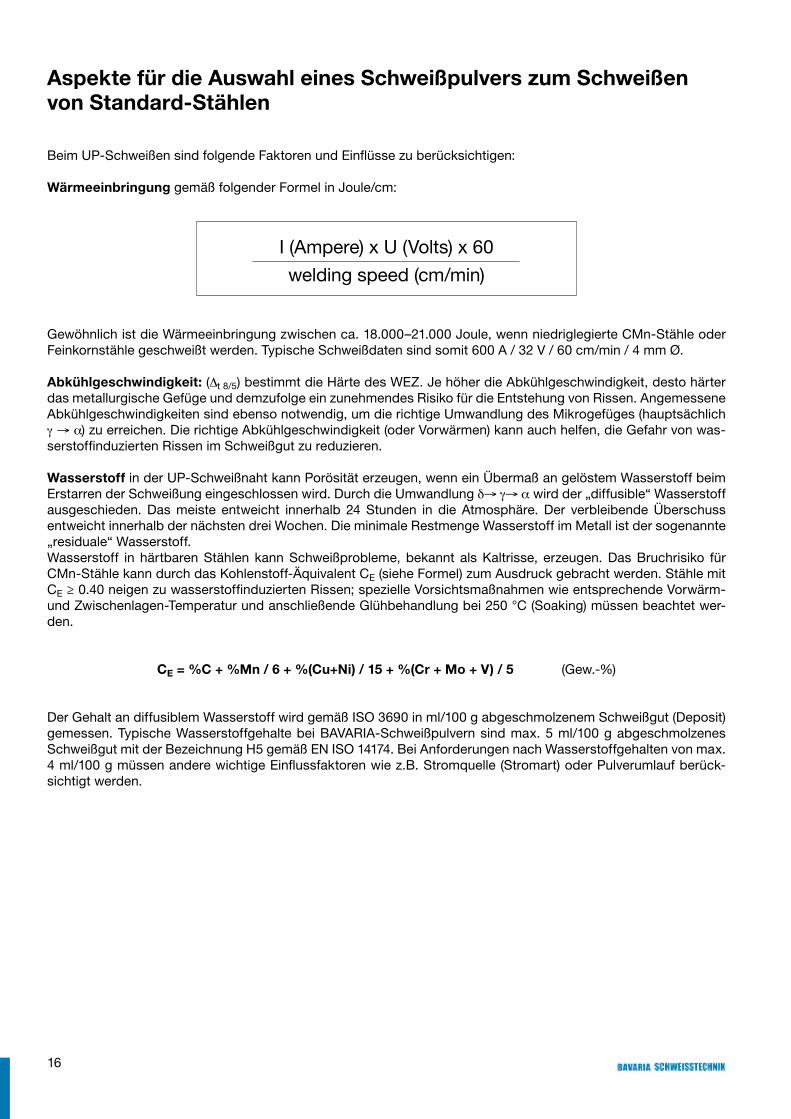
Wärmeeinbringung gemäß folgender Formel in Joule/cm:
Gewöhnlich ist die Wärmeeinbringung zwischen ca. 18.000–21.000 Joule, wenn niedriglegierte CMn-Stähle oder Feinkornstähle geschweißt werden. Typische Schweißdaten sind somit 600 A / 32 V / 60 cm/min / 4 mm Ø.
Abkühlgeschwindigkeit: (Dt 8/5) bestimmt die Härte des WEZ. Je höher die Abkühlgeschwindigkeit, desto härter das metallurgische Gefüge und demzufolge ein zunehmendes Risiko für die Entstehung von Rissen. Angemessene Abkühlgeschwindigkeiten sind ebenso notwendig, um die richtige Umwandlung des Mikrogefüges (hauptsächlich g → a) zu erreichen. Die richtige Abkühlgeschwindigkeit (oder Vorwärmen) kann auch helfen, die Gefahr von was-serstoffinduzierten Rissen im Schweißgut zu reduzieren.
Wasserstoff in der UP-Schweißnaht kann Porösität erzeugen, wenn ein Übermaß an gelöstem Wasserstoff beim Erstarren der Schweißung eingeschlossen wird. Durch die Umwandlung d→ g→ a wird der „diffusible“ Wasserstoff ausgeschieden. Das meiste entweicht innerhalb 24 Stunden in die Atmosphäre. Der verbleibende Überschuss entweicht innerhalb der nächsten drei Wochen. Die minimale Restmenge Wasserstoff im Metall ist der sogenannte „residuale“ Wasserstoff.Wasserstoff in härtbaren Stählen kann Schweißprobleme, bekannt als Kaltrisse, erzeugen. Das Bruchrisiko für CMn-Stähle kann durch das Kohlenstoff-Äquivalent CE (siehe Formel) zum Ausdruck gebracht werden. Stähle mit CE ≥ 0.40 neigen zu wasserstoffinduzierten Rissen; spezielle Vorsichtsmaßnahmen wie entsprechende Vorwärm- und Zwischenlagen-Temperatur und anschließende Glühbehandlung bei 250 °C (Soaking) müssen beachtet wer-den.
CE = %C + %Mn / 6 + %(Cu+Ni) / 15 + %(Cr + Mo + V) / 5 (Gew.-%)
Der Gehalt an diffusiblem Wasserstoff wird gemäß ISO 3690 in ml/100 g abgeschmolzenem Schweißgut (Deposit) gemessen. Typische Wasserstoffgehalte bei BAVARIA-Schweißpulvern sind max. 5 ml/100 g abgeschmolzenes Schweißgut mit der Bezeichnung H5 gemäß EN ISO 14174. Bei Anforderungen nach Wasserstoffgehalten von max. 4 ml/100 g müssen andere wichtige Einflussfaktoren wie z.B. Stromquelle (Stromart) oder Pulverumlauf berück-sichtigt werden.
I (Ampere) x U (Volts) x 60welding speed (cm/min)
17
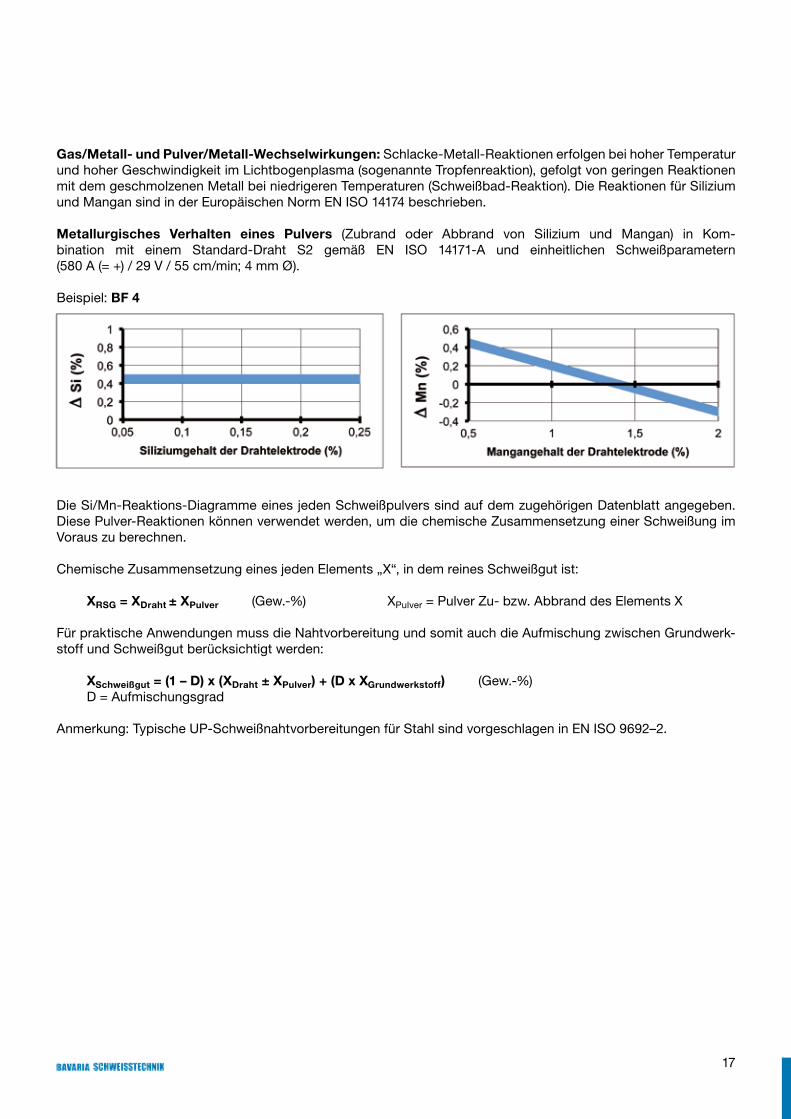
Gas/Metall- und Pulver/Metall-Wechselwirkungen: Schlacke-Metall-Reaktionen erfolgen bei hoher Temperatur und hoher Geschwindigkeit im Lichtbogenplasma (sogenannte Tropfenreaktion), gefolgt von geringen Reaktionen mit dem geschmolzenen Metall bei niedrigeren Temperaturen (Schweißbad-Reaktion). Die Reaktionen für Silizium und Mangan sind in der Europäischen Norm EN ISO 14174 beschrieben.
Metallurgisches Verhalten eines Pulvers (Zubrand oder Abbrand von Silizium und Mangan) in Kom-bination mit einem Standard-Draht S2 gemäß EN ISO 14171-A und einheitlichen Schweißparametern (580 A (= +) / 29 V / 55 cm/min; 4 mm Ø).
Beispiel: BF 4
Die Si/Mn-Reaktions-Diagramme eines jeden Schweißpulvers sind auf dem zugehörigen Datenblatt angegeben. Diese Pulver-Reaktionen können verwendet werden, um die chemische Zusammensetzung einer Schweißung im Voraus zu berechnen.
Chemische Zusammensetzung eines jeden Elements „X“, in dem reines Schweißgut ist:
XRSG = XDraht ± XPulver (Gew.-%) XPulver = Pulver Zu- bzw. Abbrand des Elements X
Für praktische Anwendungen muss die Nahtvorbereitung und somit auch die Aufmischung zwischen Grundwerk-stoff und Schweißgut berücksichtigt werden:
XSchweißgut = (1 – D) x (XDraht ± XPulver) + (D x XGrundwerkstoff) (Gew.-%) D = Aufmischungsgrad
Anmerkung: Typische UP-Schweißnahtvorbereitungen für Stahl sind vorgeschlagen in EN ISO 9692–2.
18
Verarbeitung und Lagerung von Pulvern zum UP/ES–Schweißen
Allgemein
Mit BAVARIA-Schweißpulvern lassen sich niedrige Wasserstoffgehalte im Schweißgut erzielen. Ursache dafür ist: Während der Herstellung der Schweißpulver werden sorgfältig ausgewählte Ausgangsrohstoffe bei hohen Tempe-raturen (> 900 °C) aneinandergebunden. Dadurch können niedrige Feuchtigkeitsgehalte bei den ab Werk geliefer-ten Schweißpulvern gewährleistet werden. Dies gilt sowohl für die agglomerierten als auch für die erschmolzenen Schweißpulversorten.Schweißpulver werden üblicherweise in umweltverträgliche, Wasser abweisende PE-Säcke oder Stahltrommeln oder in gewebebeschichtete Big Bags verpackt. Verpackungsinhalt ist 25 – 1.250 kg. Die Einzelverpackung wird auf Holzpaletten gestapelt und im Werk mit einer Schrumpffolie gegen äußere Beschädigung oder Verrutschen gesichert.Um den niedrigen Feuchtigkeitsgehalt der Schweißpulver, wie er bei der Auslieferung ab Werk vorhanden ist, bis zur Verwendung beim Anwender zu erhalten, geben wir folgende Empfehlungen:
Transport
Schweißpulver müssen trocken und geschützt gegen Feuchtigkeit transportiert werden, beispielsweise in Contai-nerfahrzeugen.Üblicherweise wird das verpackte Schweißpulver mit Plastikfolie eingeschrumpft oder in Kartons/Holzkisten auf einer unbeschädigten Holzpalette geliefert.Ungeschützte Schweißpulververpackungen oder -behälter sollten nie direkt mit Wasser (Regen, Spritzwasser, Schnee, Wasserdampf) in Berührung kommen.Schweißpulver aus beschädigten Verpackungen müssen innerhalb einer Stunde ordnungsgemäß umgepackt sein; wenn dies nicht möglich ist, sollten diese Schweißpulver nach Vorschrift verschrottet werden.Ohne zusätzliche Abstützung dürfen maximal zwei Paletten übereinandergestapelt werden.
Lagerung
Allgemein gilt die Regel: Das zuerst eingelagerte Schweißpulver ist als erstes für den Verbrauch bestimmt!Unbeschädigte Schweißpulversäcke, Stahltrommeln oder Big Bags sollen wie folgt aufbewahrt werden:
• Lagertemperatur 25 ± 10 °C• Relative Luftfeuchtigkeit so niedrig als möglich, max. 70 %
Agglomerierte Schweißpulver, die unter diesen Bedingungen gelagert werden, haben eine Lebensdauer von einem Jahr, erschmolzene Schweißpulver von maximal fünf Jahren nach Lieferung.Schweißpulver aus unbeheizten, offenen Pulverbehältern des Pulverkreislaufes sollen in beheizten Pulvertrichtern oder in Trockenkammern/Trockenöfen bei 150 ± 25 °C bis zum Wiederverbrauch aufbewahrt werden.Gleiches gilt für Schweißpulver aus offenen Verpackungen.Eine Lagerung/Aufbewahrung der Schweißpulver, getrennt nach Sorte und Charge, ist selbstverständlich.
19
Schweißpulverumlauf
Alle Schweißpulver müssen sorgfältig vor Feuchtigkeit und Verschmutzung, beispielsweise vor Feuchtigkeit aus der Pressluft oder vor Öl aus dem Drahtfördergetriebe, geschützt werden.Entsprechend der verschlackten und verbrauchten Schweißpulvermenge muss laufend Neupulver dem Schweiß-prozess zugegeben werden, um das ursprüngliche Kornspektrum zu erhalten. Üblich ist eine Beigabe von mindes-tens einen Teil Neupulver zu drei Teilen sauberem Schweißpulver aus dem Pulverumlaufsystem.Fremdstoffe wie Walzzunder, Schleifstaub oder sonstige Verunreinigungen aus dem Schweißprozess sowie un-zerkleinerte Schlackenreste müssen weitgehend mittels geeigneter Einrichtungen im Pulverumlaufsystem (Siebe oder Staubabscheider beispielsweise) vom Umlaufpulver entfernt werden.
Trocknung
BAVARIA-Schweißpulver können bei Beachtung und Einhaltung der oben erwähnten Bedingungen ohne Vortrock-nen direkt aus der unbeschädigten Verpackung bei den üblichen niedriglegierten Werkstoffen verarbeitet werden.Falls allerdings rissempfindliche Werkstoffe oder UP-Werkstücke geschweißt werden, sind die Werkstoffspezifika-tionen der Hersteller oder der Abnahmeorganisationen unbedingt einzuhalten. Dafür empfehlen wir, Schweißpulver vor deren Gebrauch zu trocknen (siehe Verpackungsaufdruck). Trocknung: 200 ± 50 °C effektive Schweißpulvertemperatur bei sauren bis mittelbasischen Pulvern 300 + 50 °C effektive Schweißpulvertemperatur bei hochbasischen Pulvern jedoch bei Temperaturen über 200 °C max. zehn Stunden Die Trocknung kann auf Trockenblechen bei 50 mm Schweißpulverhöhe oder in geeigneten Pulvertrockenöfen erfolgen.Die für das Rücktrocknen von Schweißpulver eingesetzten Öfen müssen so konstruiert sein, dass örtliche Über-hitzung vermieden wird und der entstehende Wasserdampf oder die Kondensationsfeuchtigkeit aus dem Trocken-raum entweichen kann.Falls ein BAVARIA-Schweißpulver durch irgendwelche unsachgemäße Behandlung oder Lagerung feucht gewor-den ist, kann durch die oben empfohlene Trocknung das Schweißpulver wieder in den Originalzustand gebracht werden. Ein alsbaldiger Verbrauch derartig wieder getrockneter Schweißpulver ist vorzusehen.Vorgetrocknetes Schweißpulver soll unmittelbar nach der Trocknung verschweißt werden oder bei 150 ± 25 °C aufbewahrt werden.Natur- oder Kunststoffbürsten sind für das Zusammenkehren des unverbrauchten Schweißpulvers untauglich.
20
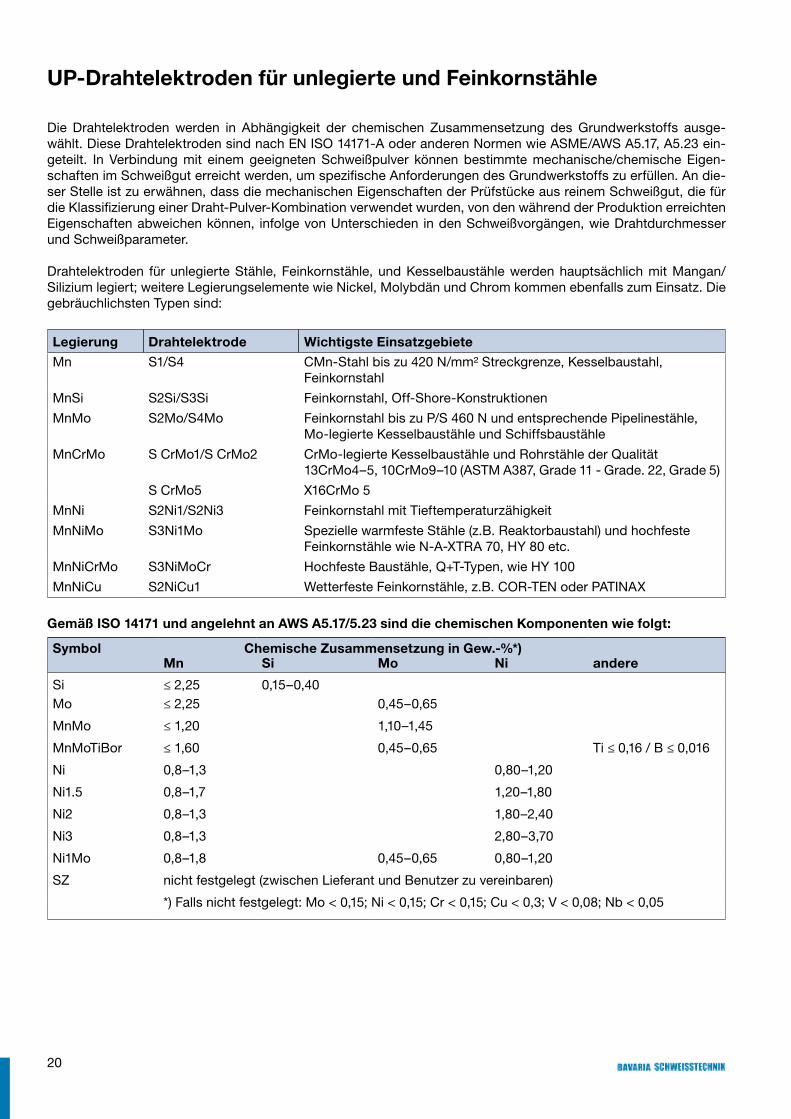
UP-Drahtelektroden für unlegierte und Feinkornstähle
Die Drahtelektroden werden in Abhängigkeit der chemischen Zusammensetzung des Grundwerkstoffs ausge- wählt. Diese Drahtelektroden sind nach EN ISO 14171-A oder anderen Normen wie ASME/AWS A5.17, A5.23 ein-geteilt. In Verbindung mit einem geeigneten Schweißpulver können bestimmte mechanische/chemische Eigen- schaften im Schweißgut erreicht werden, um spezifische Anforderungen des Grundwerkstoffs zu erfüllen. An die-ser Stelle ist zu erwähnen, dass die mechanischen Eigenschaften der Prüfstücke aus reinem Schweißgut, die für die Klassifizierung einer Draht-Pulver-Kombination verwendet wurden, von den während der Produktion erreichten Eigenschaften abweichen können, infolge von Unterschieden in den Schweißvorgängen, wie Drahtdurchmesser und Schweißparameter.
Drahtelektroden für unlegierte Stähle, Feinkornstähle, und Kesselbaustähle werden hauptsächlich mit Mangan/Silizium legiert; weitere Legierungselemente wie Nickel, Molybdän und Chrom kommen ebenfalls zum Einsatz. Die gebräuchlichsten Typen sind:
Legierung Drahtelektrode Wichtigste Einsatzgebiete
Mn S1/S4 CMn-Stahl bis zu 420 N/mm² Streckgrenze, Kesselbaustahl, Feinkornstahl
MnSi S2Si/S3Si Feinkornstahl, Off-Shore-Konstruktionen
MnMo S2Mo/S4Mo Feinkornstahl bis zu P/S 460 N und entsprechende Pipelinestähle, Mo-legierte Kesselbaustähle und Schiffsbaustähle
MnCrMo S CrMo1/S CrMo2 CrMo-legierte Kesselbaustähle und Rohrstähle der Qualität13CrMo4–5, 10CrMo9–10 (ASTM A387, Grade 11 - Grade. 22, Grade 5)
S CrMo5 X16CrMo 5
MnNi S2Ni1/S2Ni3 Feinkornstahl mit Tieftemperaturzähigkeit
MnNiMo S3Ni1Mo Spezielle warmfeste Stähle (z.B. Reaktorbaustahl) und hochfeste Feinkornstähle wie N-A-XTRA 70, HY 80 etc.
MnNiCrMo S3NiMoCr Hochfeste Baustähle, Q+T-Typen, wie HY 100
MnNiCu S2NiCu1 Wetterfeste Feinkornstähle, z.B. COR-TEN oder PATINAX
Gemäß ISO 14171 und angelehnt an AWS A5.17/5.23 sind die chemischen Komponenten wie folgt:
Symbol Chemische Zusammensetzung in Gew.-%*)Mn Si Mo Ni andere
Si ≤ 2,25 0,15–0,40Mo ≤ 2,25 0,45–0,65
MnMo ≤ 1,20 1,10–1,45
MnMoTiBor ≤ 1,60 0,45–0,65 Ti ≤ 0,16 / B ≤ 0,016
Ni 0,8–1,3 0,80–1,20
Ni1.5 0,8–1,7 1,20–1,80
Ni2 0,8–1,3 1,80–2,40
Ni3 0,8–1,3 2,80–3,70
Ni1Mo 0,8–1,8 0,45–0,65 0,80–1,20
SZ nicht festgelegt (zwischen Lieferant und Benutzer zu vereinbaren)
*) Falls nicht festgelegt: Mo < 0,15; Ni < 0,15; Cr < 0,15; Cu < 0,3; V < 0,08; Nb < 0,05
21
Empfehlungen über Lagerung und Handhabung von Massivdrähten für UP-Schweißverfahren
1. ProdukteSämtliche von BAVARIA gelieferten Sorten von Massivdrähten werden in einem elektrischen Lichtbogenofen/ AOD-Konverter-Kombination geschmolzen und in einem Strangguss vergossen. Somit wird die gleichmäßige che-mische Zusammensetzung während des gesamten Schweißvorgangs gewährleistet. Chargentoleranzen für jedes einzelne chemische Element werden niedrig gehalten.Während des Walzens und Ziehens wird auf genaue Kontrolle des Durchmessers geachtet sowie auf exakte Ein-stellung der Kupferbeschichtung. Üblicherweise wird der Draht – von 20- bis zu 100-kg-Spulen – auf einem Korb in Lagen gewickelt, in Plastikfolien eingeschrumpft und in Kartons verpackt. Große PAY-OFF-Verpackungen (POP) mit 250 kg und mehr bestehen aus einem Fass aus Karton mit Innenkern. Sogenannte „Kronenstöcke“ bzw. Spinnen mit mehr als 700 kg Netto gewicht benötigen einen angemessenen Abspulungsstand.Das Drahtende ist üblicherweise an den Drahtkorb bzw. eine Holzspule oder an den Kern bzw. Kronenstock be-festigt, um Kurzschlüsse am Drahtende zu vermeiden. Ein Etikett mit sämtlichen Eigenschaften ist am Drahtanfang befestigt.
2. MarkierungAlle Drahtspulen werden auf der Innen- und Außenseite der Verpackungen mit Etiketten markiert mit folgenden Mindestangaben:Unternehmen – Typenbezeichnung – AWS Bezeichnung (wo zutreffend) – Chargen-Nummer – Durchmesser – Ge-wicht der Spule – Warnung (nach AWS/ANS Z49), wo zutreffend.Das Etikett am Drahtanfang muss während des gesamten Schweißprozesses aufbewahrt werden, und zwar aus Gründen der Qualitätskontrolle.
3. Lagerung und HandhabungDie übliche Regel: First in – First out sollte beachtet werden. Die Drahtelektroden müssen in ihren jeweiligen Origi-nalverpackungen aufbewahrt werden; Drähte in beschädigten Verpackungen müssen umgehend ordnungsgemäß neu verpackt werden, andernfalls besteht die Gefahr, dass diese Drähte verschrottet werden müssen.Grundsätzlich können UP-Massivdrähte auf unbeschränkte Zeit eingelagert werden, da die Oberfläche kupferbe-schichtet ist. Sollte jedoch die Oberfläche feucht werden, so gewährleistet selbst die Kupferbeschichtung keinen hundertprozentigen Schutz gegen Korrosion. Daher sollten die Drahtelektroden in einem geschlossenen Raum aufbewahrt werden, wo sie gegen klimatische Einflüsse geschützt sind und Vorsichtsmaßnahmen gegen feuchte Drahtoberflächen getroffen werden können.Plötzliche und starke Temperaturschwankungen sollten vermieden werden, um die Kondenswasserbildung zu verhindern. Aus diesem Grunde sollten Drahtelektroden, die aus dem Freien in die warmen Produktionshallen transportiert werden, in ihren Originalverpackungen aufbewahrt werden, und – während der kalten Wintermonate – nicht vor Erreichung der Raumtemperatur eingesetzt werden.Feuchtigkeitsabsorption von Drahtelektroden in der Originalverpackung kann in trockenem Zustand (inhouse) als unbedeutend betrachtet werden, selbst nach langer Lagerzeit (> 2 Jahre).Nachtrocknung von Drähten ist nicht üblich. Feuchte bzw. verölte Drähte müssen verschrottet werden. Unbenutzte Drähte sollen ordnungsgemäß in ihrer Originalverpackung mit Kennzeichnungsetikett am Drahtanfang in trockenen Lagerräumen aufbewahrt werden.Unbenutzte Drähte ohne Kennzeichnungsetikett müssen verschrottet werden, ebenso Drähte mit verrosteten, fet-tigen oder öligen Oberflächen.In Abhängigkeit der spezifischen Anforderungen müssen Drähte in den Schweißanlagen durch angemessene Mittel gegen chemische Angriffe geschützt werden.
4. TransportDer Transport von Drähten muss in geschlossenen Fahrzeugen erfolgen. Ungeschützte Spulen dürfen nicht dem direkten Kontakt mit Feuchtigkeit wie Schnee oder Wasser ausgesetzt werden.
22
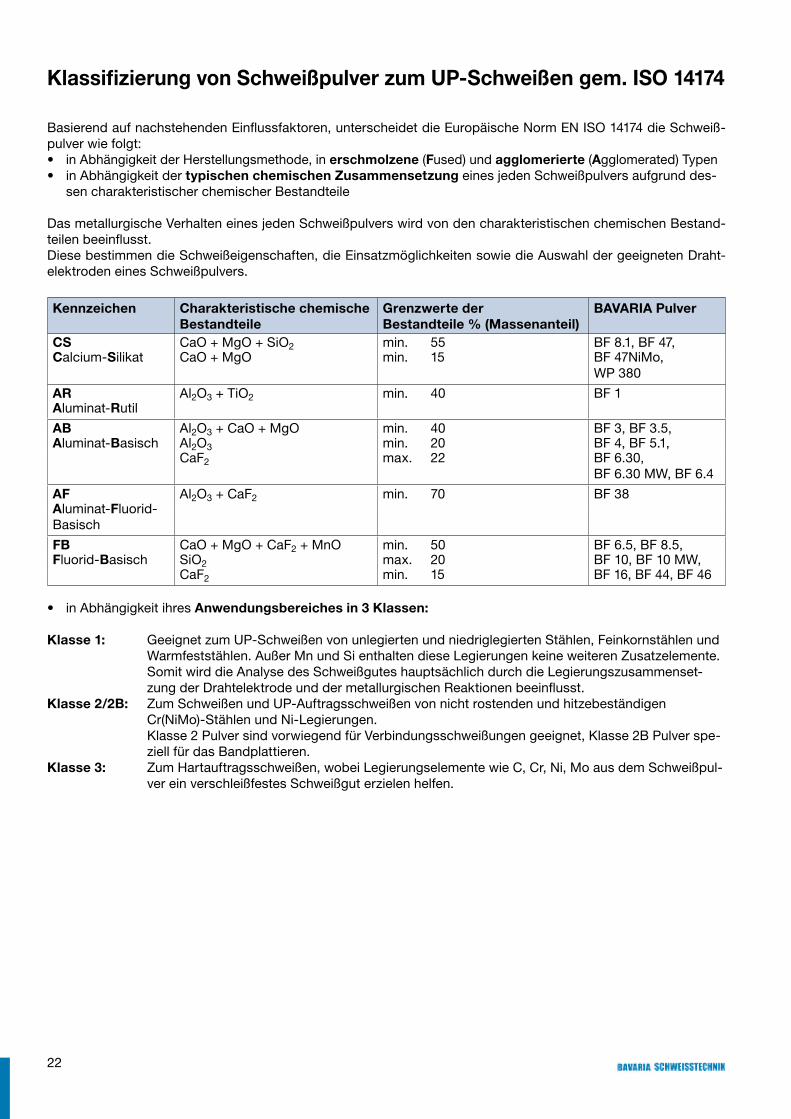
Klassifizierung von Schweißpulver zum UP-Schweißen gem. ISO 14174
Basierend auf nachstehenden Einflussfaktoren, unterscheidet die Europäische Norm EN ISO 14174 die Schweiß-pulver wie folgt:• in Abhängigkeit der Herstellungsmethode, in erschmolzene (Fused) und agglomerierte (Agglomerated) Typen• in Abhängigkeit der typischen chemischen Zusammensetzung eines jeden Schweißpulvers aufgrund des-
sen charakteristischer chemischer Bestandteile
Das metallurgische Verhalten eines jeden Schweißpulvers wird von den charakteristischen chemischen Bestand-teilen beeinflusst.Diese bestimmen die Schweißeigenschaften, die Einsatzmöglichkeiten sowie die Auswahl der geeigneten Draht-elektroden eines Schweißpulvers.
Kennzeichen Charakteristische chemischeBestandteile
Grenzwerte derBestandteile % (Massenanteil)
BAVARIA Pulver
CS CaO + MgO + SiO2 min. 55 BF 8.1, BF 47,Calcium-Silikat CaO + MgO min. 15 BF 47NiMo,
WP 380
AR Al2O3 + TiO2 min. 40 BF 1Aluminat-Rutil
AB Al2O3 + CaO + MgO min. 40 BF 3, BF 3.5, Aluminat-Basisch Al2O3 min. 20 BF 4, BF 5.1,
CaF2 max. 22 BF 6.30, BF 6.30 MW, BF 6.4
AF Al2O3 + CaF2 min. 70 BF 38Aluminat-Fluorid-Basisch
FB CaO + MgO + CaF2 + MnO min. 50 BF 6.5, BF 8.5, Fluorid-Basisch SiO2 max. 20 BF 10, BF 10 MW,
CaF2 min. 15 BF 16, BF 44, BF 46
• in Abhängigkeit ihres Anwendungsbereiches in 3 Klassen:
Klasse 1: Geeignet zum UP-Schweißen von unlegierten und niedriglegierten Stählen, Feinkornstählen und Warmfeststählen. Außer Mn und Si enthalten diese Legierungen keine weiteren Zusatzele mente. Somit wird die Analyse des Schweißgutes hauptsächlich durch die Legierungszusammenset-zung der Drahtelektrode und der metallurgischen Reaktionen beeinflusst.
Klasse 2/2B: Zum Schweißen und UP-Auftragsschweißen von nicht rostenden und hitzebeständigen Cr(NiMo)-Stählen und Ni-Legierungen.
Klasse 2 Pulver sind vorwiegend für Verbindungsschweißungen geeignet, Klasse 2B Pulver spe-ziell für das Bandplattieren.
Klasse 3: Zum Hartauftragsschweißen, wobei Legierungselemente wie C, Cr, Ni, Mo aus dem Schweißpul-ver ein verschleißfestes Schweißgut erzielen helfen.
23
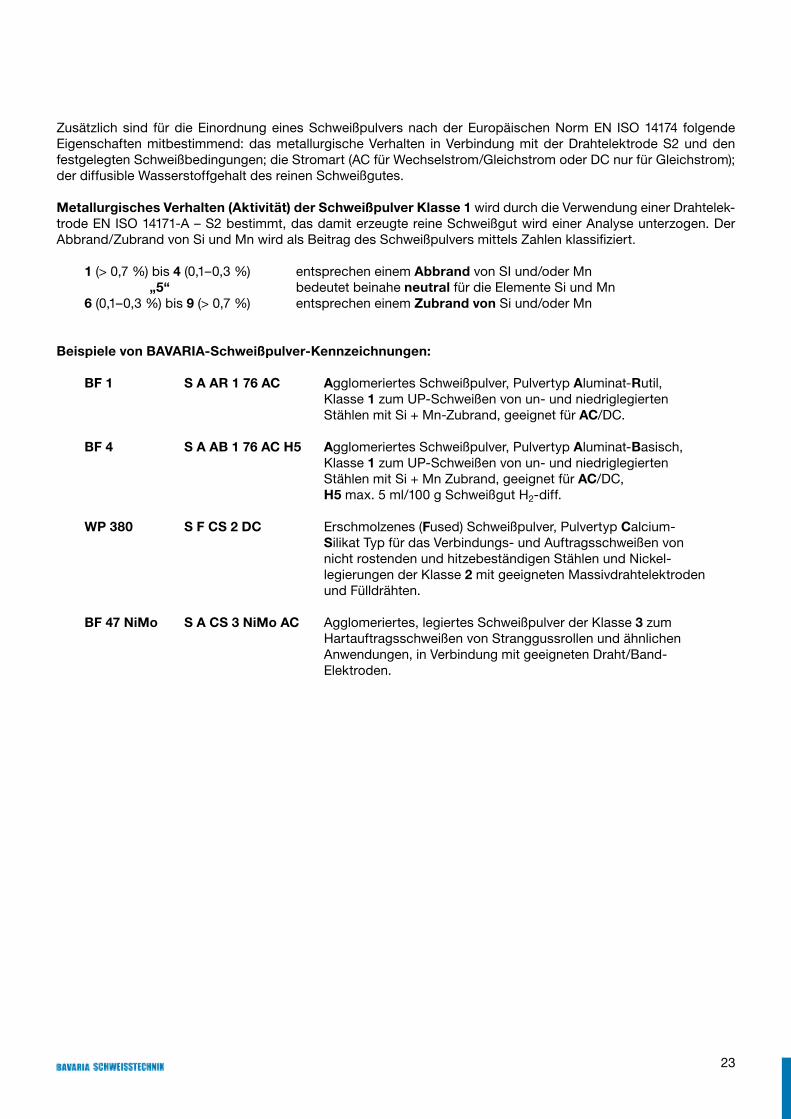
Zusätzlich sind für die Einordnung eines Schweißpulvers nach der Europäischen Norm EN ISO 14174 folgende Eigenschaften mitbestimmend: das metallurgische Verhalten in Verbindung mit der Drahtelektrode S2 und den festgelegten Schweißbedingungen; die Stromart (AC für Wechselstrom/Gleichstrom oder DC nur für Gleichstrom); der diffusible Wasserstoffgehalt des reinen Schweißgutes.
Metallurgisches Verhalten (Aktivität) der Schweißpulver Klasse 1 wird durch die Verwendung einer Drahtelek-trode EN ISO 14171-A – S2 bestimmt, das damit erzeugte reine Schweißgut wird einer Analyse unterzogen. Der Abbrand/Zubrand von Si und Mn wird als Beitrag des Schweißpulvers mittels Zahlen klassifiziert.
1 (> 0,7 %) bis 4 (0,1–0,3 %) entsprechen einem Abbrand von SI und/oder Mn „5“ bedeutet beinahe neutral für die Elemente Si und Mn6 (0,1–0,3 %) bis 9 (> 0,7 %) entsprechen einem Zubrand von Si und/oder Mn
Beispiele von BAVARIA-Schweißpulver-Kennzeichnungen:
BF 1 S A AR 1 76 AC Agglomeriertes Schweißpulver, Pulvertyp Aluminat-Rutil, Klasse 1 zum UP-Schweißen von un- und niedriglegierten Stählen mit Si + Mn-Zubrand, geeignet für AC/DC.
BF 4 S A AB 1 76 AC H5 Agglomeriertes Schweißpulver, Pulvertyp Aluminat-Basisch, Klasse 1 zum UP-Schweißen von un- und niedriglegierten Stählen mit Si + Mn Zubrand, geeignet für AC/DC, H5 max. 5 ml/100 g Schweißgut H2-diff.
WP 380 S F CS 2 DC Erschmolzenes (Fused) Schweißpulver, Pulvertyp Calcium- Silikat Typ für das Verbindungs- und Auftragsschweißen von
nicht rostenden und hitzebeständigen Stählen und Nickel- legierungen der Klasse 2 mit geeigneten Massivdrahtelektroden und Fülldrähten.
BF 47 NiMo S A CS 3 NiMo AC Agglomeriertes, legiertes Schweißpulver der Klasse 3 zum Hartauftragsschweißen von Stranggussrollen und ähnlichen
Anwendungen, in Verbindung mit geeigneten Draht/Band- Elektroden.
24
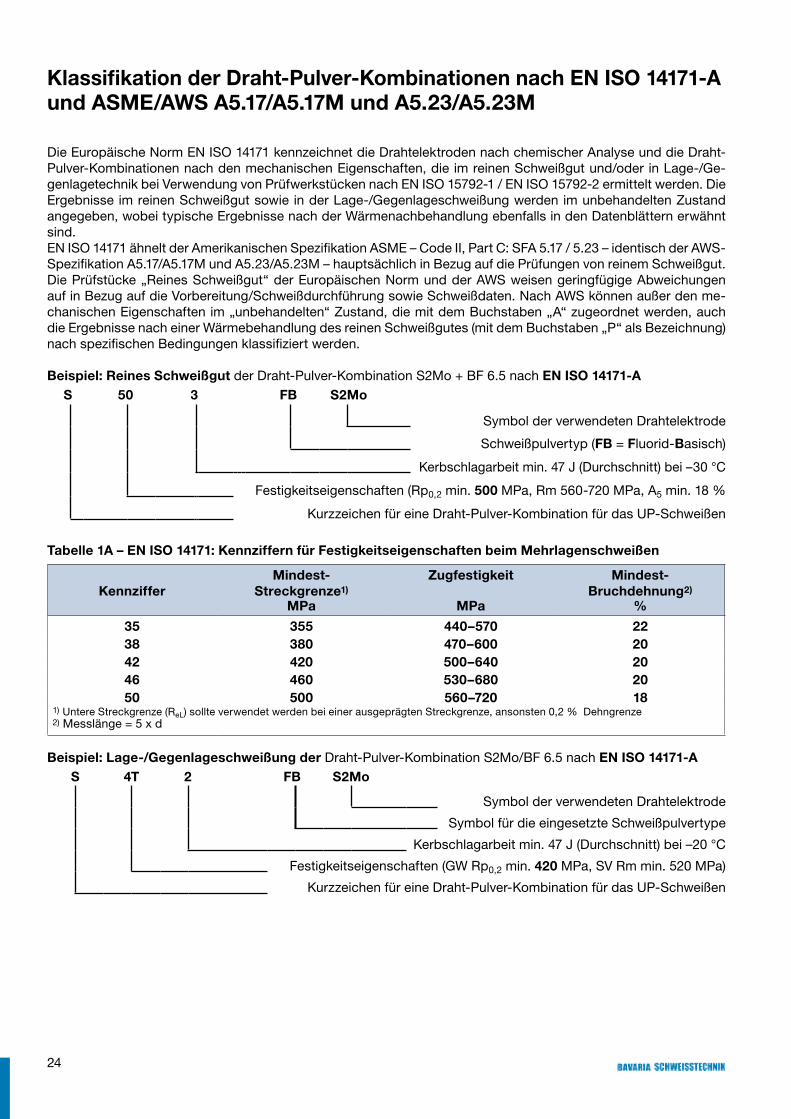
Klassifikation der Draht-Pulver-Kombinationen nach EN ISO 14171-A und ASME/AWS A5.17/A5.17M und A5.23/A5.23M
Die Europäische Norm EN ISO 14171 kennzeichnet die Drahtelektroden nach chemischer Analyse und die Draht-Pulver-Kombinationen nach den mechanischen Eigenschaften, die im reinen Schweißgut und/oder in Lage-/Ge-genlagetechnik bei Verwendung von Prüfwerkstücken nach EN ISO 15792-1 / EN ISO 15792-2 ermittelt werden. Die Ergebnisse im reinen Schweißgut sowie in der Lage-/Gegenlageschweißung werden im unbehandelten Zustand angegeben, wobei typische Ergebnisse nach der Wärmenachbehandlung ebenfalls in den Datenblättern erwähnt sind.EN ISO 14171 ähnelt der Amerikanischen Spezifikation ASME – Code II, Part C: SFA 5.17 / 5.23 – identisch der AWS-Spezifikation A5.17/A5.17M und A5.23/A5.23M – hauptsächlich in Bezug auf die Prüfungen von reinem Schweißgut. Die Prüfstücke „Reines Schweißgut“ der Europäischen Norm und der AWS weisen geringfügige Abweichungen auf in Bezug auf die Vorbereitung/Schweißdurchführung sowie Schweißdaten. Nach AWS können außer den me-chanischen Eigenschaften im „unbehandelten“ Zustand, die mit dem Buchstaben „A“ zugeordnet werden, auch die Ergebnisse nach einer Wärmebehandlung des reinen Schweißgutes (mit dem Buchstaben „P“ als Bezeichnung) nach spezifischen Bedingungen klassifiziert werden.
Beispiel: Reines Schweißgut der Draht-Pulver-Kombination S2Mo + BF 6.5 nach EN ISO 14171-A S 50 3 FB S2Mo
Symbol der verwendeten Drahtelektrode
Schweißpulvertyp (FB = Fluorid-Basisch)
Kerbschlagarbeit min. 47 J (Durchschnitt) bei –30 °C
Festigkeitseigenschaften (Rp0,2 min. 500 MPa, Rm 560-720 MPa, A5 min. 18 %
Kurzzeichen für eine Draht-Pulver-Kombination für das UP-Schweißen
Tabelle 1A – EN ISO 14171: Kennziffern für Festigkeitseigenschaften beim Mehrlagenschweißen
KennzifferMindest-
Streckgrenze1)Zugfestigkeit Mindest-
Bruchdehnung2)
MPa MPa %
35 355 440–570 2238 380 470–600 2042 420 500–640 2046 460 530–680 2050 500 560–720 18
1) Untere Streckgrenze (ReL) sollte verwendet werden bei einer ausgeprägten Streckgrenze, ansonsten 0,2 % Dehngrenze2) Messlänge = 5 x d
Beispiel: Lage-/Gegenlageschweißung der Draht-Pulver-Kombination S2Mo/BF 6.5 nach EN ISO 14171-A S 4T 2 FB S2Mo
Symbol der verwendeten Drahtelektrode
Symbol für die eingesetzte Schweißpulvertype
Kerbschlagarbeit min. 47 J (Durchschnitt) bei –20 °C
Festigkeitseigenschaften (GW Rp0,2 min. 420 MPa, SV Rm min. 520 MPa)
Kurzzeichen für eine Draht-Pulver-Kombination für das UP-Schweißen
25
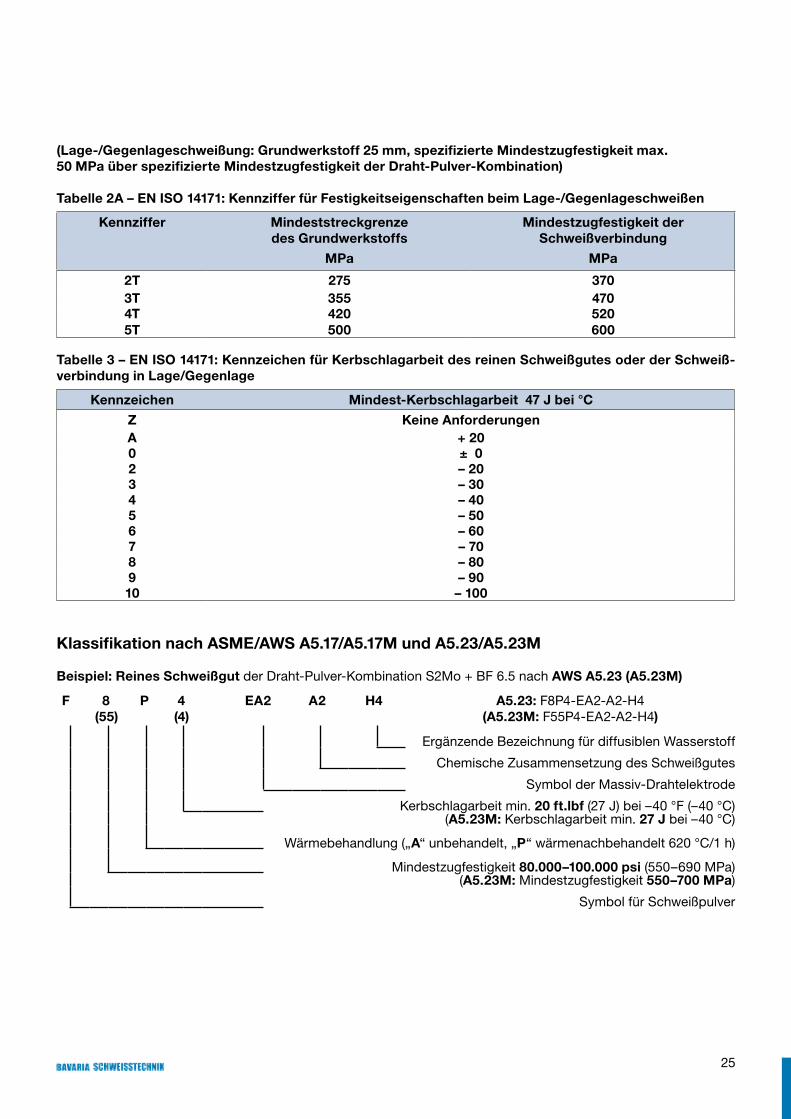
(Lage-/Gegenlageschweißung: Grundwerkstoff 25 mm, spezifizierte Mindestzugfestigkeit max. 50 MPa über spezifizierte Mindestzugfestigkeit der Draht-Pulver-Kombination)
Tabelle 2A – EN ISO 14171: Kennziffer für Festigkeitseigenschaften beim Lage-/Gegenlageschweißen
Kennziffer Mindeststreckgrenzedes Grundwerkstoffs
Mindestzugfestigkeit der Schweißverbindung
MPa MPa
2T 275 3703T 355 4704T 420 5205T 500 600
Tabelle 3 – EN ISO 14171: Kennzeichen für Kerbschlagarbeit des reinen Schweißgutes oder der Schweiß-verbindung in Lage/Gegenlage
Kennzeichen Mindest-Kerbschlagarbeit 47 J bei °C
Z Keine AnforderungenA + 200 ± 02 – 203 – 304 – 405 – 506 – 607 – 708 – 809 – 9010 – 100
Klassifikation nach ASME/AWS A5.17/A5.17M und A5.23/A5.23M
Beispiel: Reines Schweißgut der Draht-Pulver-Kombination S2Mo + BF 6.5 nach AWS A5.23 (A5.23M)
F 8(55)
P 4 (4)
EA2 A2 H4 A5.23: F8P4-EA2-A2-H4(A5.23M: F55P4-EA2-A2-H4)
Ergänzende Bezeichnung für diffusiblen Wasserstoff
Chemische Zusammensetzung des Schweißgutes
Symbol der Massiv-Drahtelektrode
Kerbschlagarbeit min. 20 ft.lbf (27 J) bei –40 °F (–40 °C)(A5.23M: Kerbschlagarbeit min. 27 J bei –40 °C)
Wärmebehandlung („A“ unbehandelt, „P“ wärmenachbehandelt 620 °C/1 h)
Mindestzugfestigkeit 80.000–100.000 psi (550–690 MPa)(A5.23M: Mindestzugfestigkeit 550–700 MPa)
Symbol für Schweißpulver
26
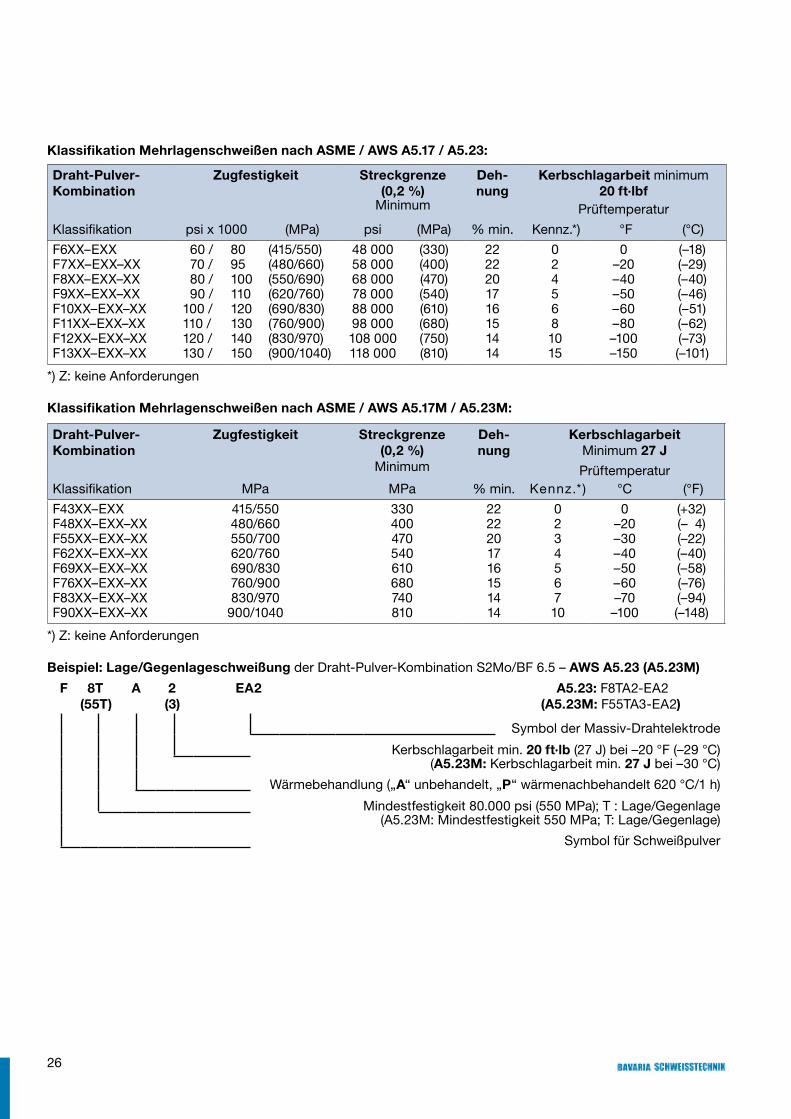
Klassifikation Mehrlagenschweißen nach ASME / AWS A5.17 / A5.23:
Draht-Pulver-Kombination
Zugfestigkeit Streckgrenze(0,2 %)
Minimum
Deh-nung
Kerbschlagarbeit minimum 20 ft·lbf
Prüftemperatur
Klassifikation psi x 1000 (MPa) psi (MPa) % min. Kennz.*) °F (°C)
F6XX–EXX 60 / 80 (415/550) 48 000 (330) 22 0 0 (–18)F7XX–EXX–XX 70 / 95 (480/660) 58 000 (400) 22 2 –20 (–29)F8XX–EXX–XX 80 / 100 (550/690) 68 000 (470) 20 4 –40 (–40)F9XX–EXX–XX 90 / 110 (620/760) 78 000 (540) 17 5 –50 (–46)F10XX–EXX–XX 100 / 120 (690/830) 88 000 (610) 16 6 –60 (–51)F11XX–EXX–XX 110 / 130 (760/900) 98 000 (680) 15 8 –80 (–62)F12XX–EXX–XX 120 / 140 (830/970) 108 000 (750) 14 10 –100 (–73)F13XX–EXX–XX 130 / 150 (900/1040) 118 000 (810) 14 15 –150 (–101)
*) Z: keine Anforderungen
Klassifikation Mehrlagenschweißen nach ASME / AWS A5.17M / A5.23M:
Draht-Pulver-Kombination
Zugfestigkeit Streckgrenze(0,2 %)
Minimum
Deh-nung
KerbschlagarbeitMinimum 27 J
PrüftemperaturKlassifikation MPa MPa % min. Kennz.*) °C (°F)
F43XX–EXX 415/550 330 22 0 0 (+32)F48XX–EXX–XX 480/660 400 22 2 –20 (– 4)F55XX–EXX–XX 550/700 470 20 3 –30 (–22)F62XX–EXX–XX 620/760 540 17 4 –40 (–40)F69XX–EXX–XX 690/830 610 16 5 –50 (–58)F76XX–EXX–XX 760/900 680 15 6 –60 (–76)F83XX–EXX–XX 830/970 740 14 7 –70 (–94)F90XX–EXX–XX 900/1040 810 14 10 –100 (–148)
*) Z: keine Anforderungen
Beispiel: Lage/Gegenlageschweißung der Draht-Pulver-Kombination S2Mo/BF 6.5 – AWS A5.23 (A5.23M)
F 8T(55T)
A 2 (3)
EA2 A5.23: F8TA2-EA2(A5.23M: F55TA3-EA2)
Symbol der Massiv-Drahtelektrode
Kerbschlagarbeit min. 20 ft·lb (27 J) bei –20 °F (–29 °C)(A5.23M: Kerbschlagarbeit min. 27 J bei –30 °C)
Wärmebehandlung („A“ unbehandelt, „P“ wärmenachbehandelt 620 °C/1 h)
Mindestfestigkeit 80.000 psi (550 MPa); T : Lage/Gegenlage(A5.23M: Mindestfestigkeit 550 MPa; T: Lage/Gegenlage)
Symbol für Schweißpulver
27
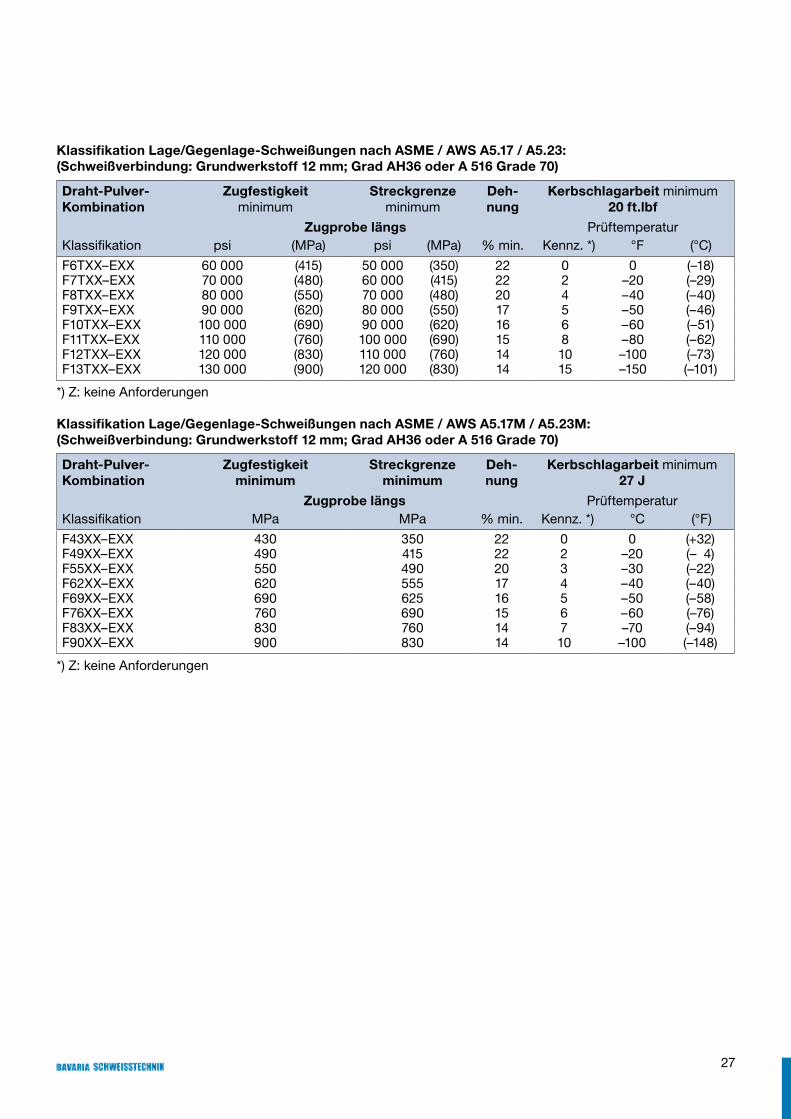
Klassifikation Lage/Gegenlage-Schweißungen nach ASME / AWS A5.17 / A5.23:(Schweißverbindung: Grundwerkstoff 12 mm; Grad AH36 oder A 516 Grade 70)
Draht-Pulver-Kombination
Zugfestigkeitminimum
Streckgrenzeminimum
Deh-nung
Kerbschlagarbeit minimum 20 ft.lbf
Zugprobe längs PrüftemperaturKlassifikation psi (MPa) psi (MPa) % min. Kennz. *) °F (°C)
F6TXX–EXX 60 000 (415) 50 000 (350) 22 0 0 (–18)F7TXX–EXX 70 000 (480) 60 000 (415) 22 2 –20 (–29)F8TXX–EXX 80 000 (550) 70 000 (480) 20 4 –40 (–40)F9TXX–EXX 90 000 (620) 80 000 (550) 17 5 –50 (–46)F10TXX–EXX 100 000 (690) 90 000 (620) 16 6 –60 (–51)F11TXX–EXX 110 000 (760) 100 000 (690) 15 8 –80 (–62)F12TXX–EXX 120 000 (830) 110 000 (760) 14 10 –100 (–73)F13TXX–EXX 130 000 (900) 120 000 (830) 14 15 –150 (–101)
*) Z: keine Anforderungen
Klassifikation Lage/Gegenlage-Schweißungen nach ASME / AWS A5.17M / A5.23M:(Schweißverbindung: Grundwerkstoff 12 mm; Grad AH36 oder A 516 Grade 70)
Draht-Pulver-Kombination
Zugfestigkeitminimum
Streckgrenzeminimum
Deh-nung
Kerbschlagarbeit minimum 27 J
Zugprobe längs PrüftemperaturKlassifikation MPa MPa % min. Kennz. *) °C (°F)
F43XX–EXX 430 350 22 0 0 (+32)F49XX–EXX 490 415 22 2 –20 (– 4)F55XX–EXX 550 490 20 3 –30 (–22)F62XX–EXX 620 555 17 4 –40 (–40)F69XX–EXX 690 625 16 5 –50 (–58)F76XX–EXX 760 690 15 6 –60 (–76)F83XX–EXX 830 760 14 7 –70 (–94)F90XX–EXX 900 830 14 10 –100 (–148)
*) Z: keine Anforderungen
28
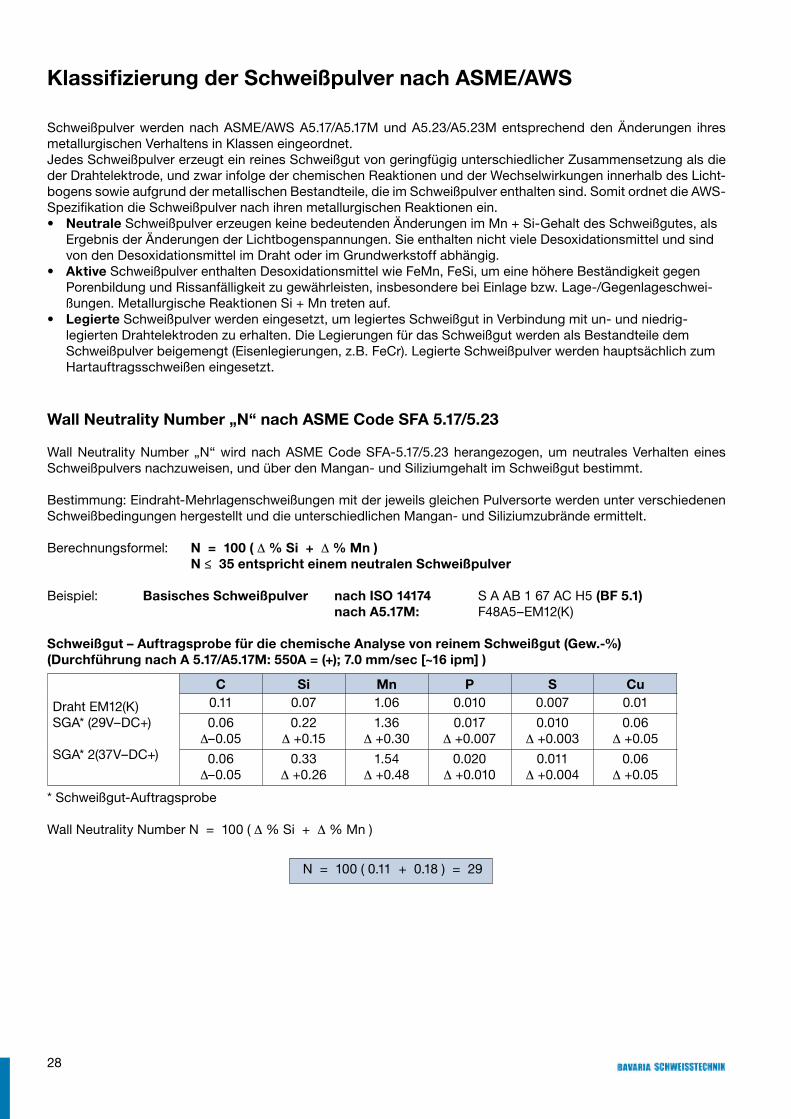
N = 100 ( 0.11 + 0.18 ) = 29
Klassifizierung der Schweißpulver nach ASME/AWS
Schweißpulver werden nach ASME/AWS A5.17/A5.17M und A5.23/A5.23M entsprechend den Änderungen ihres metallurgischen Verhaltens in Klassen eingeordnet.Jedes Schweißpulver erzeugt ein reines Schweißgut von geringfügig unterschiedlicher Zusammensetzung als die der Drahtelektrode, und zwar infolge der chemischen Reaktionen und der Wechselwirkungen innerhalb des Licht-bogens sowie aufgrund der metallischen Bestandteile, die im Schweißpulver enthalten sind. Somit ordnet die AWS-Spezifikation die Schweißpulver nach ihren metallurgischen Reaktionen ein.• Neutrale Schweißpulver erzeugen keine bedeutenden Änderungen im Mn + Si-Gehalt des Schweißgutes, als
Ergebnis der Änderungen der Lichtbogenspannungen. Sie enthalten nicht viele Desoxidationsmittel und sind von den Desoxidationsmittel im Draht oder im Grundwerkstoff abhängig.
• Aktive Schweißpulver enthalten Desoxidationsmittel wie FeMn, FeSi, um eine höhere Beständigkeit gegen Porenbildung und Rissanfälligkeit zu gewährleisten, insbesondere bei Einlage bzw. Lage-/Gegenlageschwei-ßungen. Metallurgische Reaktionen Si + Mn treten auf.
• Legierte Schweißpulver werden eingesetzt, um legiertes Schweißgut in Verbindung mit un- und niedrig-legierten Drahtelektroden zu erhalten. Die Legierungen für das Schweißgut werden als Bestandteile dem Schweißpulver beigemengt (Eisenlegierungen, z.B. FeCr). Legierte Schweißpulver werden hauptsächlich zum Hartauftragsschweißen eingesetzt.
Wall Neutrality Number „N“ nach ASME Code SFA 5.17/5.23
Wall Neutrality Number „N“ wird nach ASME Code SFA-5.17/5.23 herangezogen, um neutrales Verhalten eines Schweißpulvers nachzuweisen, und über den Mangan- und Siliziumgehalt im Schweißgut bestimmt.
Bestimmung: Eindraht-Mehrlagenschweißungen mit der jeweils gleichen Pulversorte werden unter verschiedenen Schweißbedingungen hergestellt und die unterschiedlichen Mangan- und Siliziumzubrände ermittelt.
Berechnungsformel: N = 100 ( D % Si + D % Mn ) N ≤ 35 entspricht einem neutralen Schweißpulver
Beispiel: Basisches Schweißpulver nach ISO 14174 S A AB 1 67 AC H5 (BF 5.1) nach A5.17M: F48A5–EM12(K)
Schweißgut – Auftragsprobe für die chemische Analyse von reinem Schweißgut (Gew.-%)(Durchführung nach A 5.17/A5.17M: 550A = (+); 7.0 mm/sec [~16 ipm] )
Draht EM12(K)SGA* (29V–DC+)
SGA* 2(37V–DC+)
C Si Mn P S Cu0.11 0.07 1.06 0.010 0.007 0.01
0.06D–0.05
0.22D +0.15
1.36D +0.30
0.017D +0.007
0.010D +0.003
0.06D +0.05
0.06D–0.05
0.33D +0.26
1.54D +0.48
0.020D +0.010
0.011D +0.004
0.06D +0.05
* Schweißgut-Auftragsprobe
Wall Neutrality Number N = 100 ( D % Si + D % Mn )
29
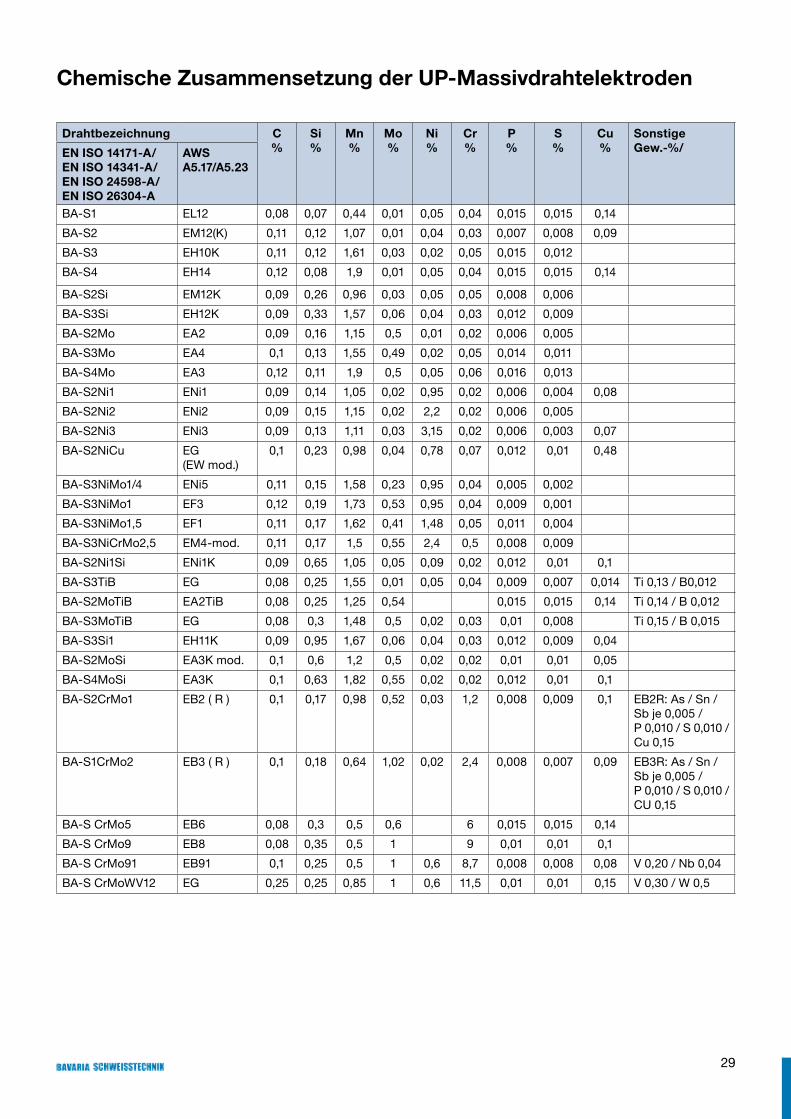
Chemische Zusammensetzung der UP-Massivdrahtelektroden
Drahtbezeichnung C %
Si %
Mn %
Mo%
Ni%
Cr%
P%
S%
Cu%
Sonstige Gew.-%/EN ISO 14171-A/
EN ISO 14341-A/ EN ISO 24598-A/ EN ISO 26304-A
AWSA5.17/A5.23
BA-S1 EL12 0,08 0,07 0,44 0,01 0,05 0,04 0,015 0,015 0,14
BA-S2 EM12(K) 0,11 0,12 1,07 0,01 0,04 0,03 0,007 0,008 0,09
BA-S3 EH10K 0,11 0,12 1,61 0,03 0,02 0,05 0,015 0,012
BA-S4 EH14 0,12 0,08 1,9 0,01 0,05 0,04 0,015 0,015 0,14
BA-S2Si EM12K 0,09 0,26 0,96 0,03 0,05 0,05 0,008 0,006
BA-S3Si EH12K 0,09 0,33 1,57 0,06 0,04 0,03 0,012 0,009
BA-S2Mo EA2 0,09 0,16 1,15 0,5 0,01 0,02 0,006 0,005
BA-S3Mo EA4 0,1 0,13 1,55 0,49 0,02 0,05 0,014 0,011
BA-S4Mo EA3 0,12 0,11 1,9 0,5 0,05 0,06 0,016 0,013
BA-S2Ni1 ENi1 0,09 0,14 1,05 0,02 0,95 0,02 0,006 0,004 0,08
BA-S2Ni2 ENi2 0,09 0,15 1,15 0,02 2,2 0,02 0,006 0,005
BA-S2Ni3 ENi3 0,09 0,13 1,11 0,03 3,15 0,02 0,006 0,003 0,07
BA-S2NiCu EG (EW mod.)
0,1 0,23 0,98 0,04 0,78 0,07 0,012 0,01 0,48
BA-S3NiMo1/4 ENi5 0,11 0,15 1,58 0,23 0,95 0,04 0,005 0,002
BA-S3NiMo1 EF3 0,12 0,19 1,73 0,53 0,95 0,04 0,009 0,001
BA-S3NiMo1,5 EF1 0,11 0,17 1,62 0,41 1,48 0,05 0,011 0,004
BA-S3NiCrMo2,5 EM4-mod. 0,11 0,17 1,5 0,55 2,4 0,5 0,008 0,009
BA-S2Ni1Si ENi1K 0,09 0,65 1,05 0,05 0,09 0,02 0,012 0,01 0,1
BA-S3TiB EG 0,08 0,25 1,55 0,01 0,05 0,04 0,009 0,007 0,014 Ti 0,13 / B0,012
BA-S2MoTiB EA2TiB 0,08 0,25 1,25 0,54 0,015 0,015 0,14 Ti 0,14 / B 0,012
BA-S3MoTiB EG 0,08 0,3 1,48 0,5 0,02 0,03 0,01 0,008 Ti 0,15 / B 0,015
BA-S3Si1 EH11K 0,09 0,95 1,67 0,06 0,04 0,03 0,012 0,009 0,04
BA-S2MoSi EA3K mod. 0,1 0,6 1,2 0,5 0,02 0,02 0,01 0,01 0,05
BA-S4MoSi EA3K 0,1 0,63 1,82 0,55 0,02 0,02 0,012 0,01 0,1
BA-S2CrMo1 EB2 ( R ) 0,1 0,17 0,98 0,52 0,03 1,2 0,008 0,009 0,1 EB2R: As / Sn / Sb je 0,005 / P 0,010 / S 0,010 / Cu 0,15
BA-S1CrMo2 EB3 ( R ) 0,1 0,18 0,64 1,02 0,02 2,4 0,008 0,007 0,09 EB3R: As / Sn / Sb je 0,005 / P 0,010 / S 0,010 / CU 0,15
BA-S CrMo5 EB6 0,08 0,3 0,5 0,6 6 0,015 0,015 0,14
BA-S CrMo9 EB8 0,08 0,35 0,5 1 9 0,01 0,01 0,1
BA-S CrMo91 EB91 0,1 0,25 0,5 1 0,6 8,7 0,008 0,008 0,08 V 0,20 / Nb 0,04
BA-S CrMoWV12 EG 0,25 0,25 0,85 1 0,6 11,5 0,01 0,01 0,15 V 0,30 / W 0,5
30
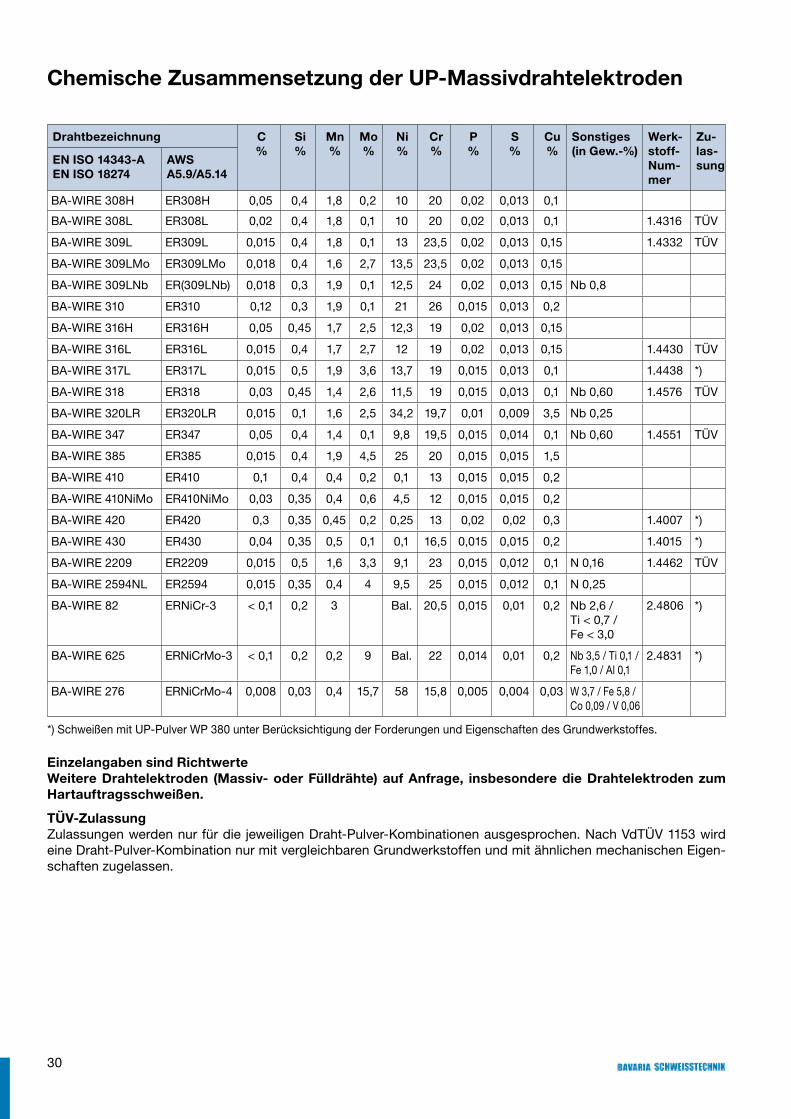
Chemische Zusammensetzung der UP-Massivdrahtelektroden
Drahtbezeichnung C%
Si%
Mn%
Mo%
Ni%
Cr%
P%
S%
Cu%
Sonstiges (in Gew.-%)
Werk-stoff- Num-mer
Zu-las-sungEN ISO 14343-A
EN ISO 18274AWS A5.9/A5.14
BA-WIRE 308H ER308H 0,05 0,4 1,8 0,2 10 20 0,02 0,013 0,1
BA-WIRE 308L ER308L 0,02 0,4 1,8 0,1 10 20 0,02 0,013 0,1 1.4316 TÜV
BA-WIRE 309L ER309L 0,015 0,4 1,8 0,1 13 23,5 0,02 0,013 0,15 1.4332 TÜV
BA-WIRE 309LMo ER309LMo 0,018 0,4 1,6 2,7 13,5 23,5 0,02 0,013 0,15
BA-WIRE 309LNb ER(309LNb) 0,018 0,3 1,9 0,1 12,5 24 0,02 0,013 0,15 Nb 0,8
BA-WIRE 310 ER310 0,12 0,3 1,9 0,1 21 26 0,015 0,013 0,2
BA-WIRE 316H ER316H 0,05 0,45 1,7 2,5 12,3 19 0,02 0,013 0,15
BA-WIRE 316L ER316L 0,015 0,4 1,7 2,7 12 19 0,02 0,013 0,15 1.4430 TÜV
BA-WIRE 317L ER317L 0,015 0,5 1,9 3,6 13,7 19 0,015 0,013 0,1 1.4438 *)
BA-WIRE 318 ER318 0,03 0,45 1,4 2,6 11,5 19 0,015 0,013 0,1 Nb 0,60 1.4576 TÜV
BA-WIRE 320LR ER320LR 0,015 0,1 1,6 2,5 34,2 19,7 0,01 0,009 3,5 Nb 0,25
BA-WIRE 347 ER347 0,05 0,4 1,4 0,1 9,8 19,5 0,015 0,014 0,1 Nb 0,60 1.4551 TÜV
BA-WIRE 385 ER385 0,015 0,4 1,9 4,5 25 20 0,015 0,015 1,5
BA-WIRE 410 ER410 0,1 0,4 0,4 0,2 0,1 13 0,015 0,015 0,2
BA-WIRE 410NiMo ER410NiMo 0,03 0,35 0,4 0,6 4,5 12 0,015 0,015 0,2
BA-WIRE 420 ER420 0,3 0,35 0,45 0,2 0,25 13 0,02 0,02 0,3 1.4007 *)
BA-WIRE 430 ER430 0,04 0,35 0,5 0,1 0,1 16,5 0,015 0,015 0,2 1.4015 *)
BA-WIRE 2209 ER2209 0,015 0,5 1,6 3,3 9,1 23 0,015 0,012 0,1 N 0,16 1.4462 TÜV
BA-WIRE 2594NL ER2594 0,015 0,35 0,4 4 9,5 25 0,015 0,012 0,1 N 0,25
BA-WIRE 82 ERNiCr-3 < 0,1 0,2 3 Bal. 20,5 0,015 0,01 0,2 Nb 2,6 / Ti < 0,7 / Fe < 3,0
2.4806 *)
BA-WIRE 625 ERNiCrMo-3 < 0,1 0,2 0,2 9 Bal. 22 0,014 0,01 0,2 Nb 3,5 / Ti 0,1 / Fe 1,0 / Al 0,1
2.4831 *)
BA-WIRE 276 ERNiCrMo-4 0,008 0,03 0,4 15,7 58 15,8 0,005 0,004 0,03 W 3,7 / Fe 5,8 / Co 0,09 / V 0,06
*) Schweißen mit UP-Pulver WP 380 unter Berücksichtigung der Forderungen und Eigenschaften des Grundwerkstoffes.
Einzelangaben sind RichtwerteWeitere Drahtelektroden (Massiv- oder Fülldrähte) auf Anfrage, insbesondere die Drahtelektroden zum Hartauftragsschweißen.
TÜV-ZulassungZulassungen werden nur für die jeweiligen Draht-Pulver-Kombinationen ausgesprochen. Nach VdTÜV 1153 wird eine Draht-Pulver-Kombination nur mit vergleichbaren Grundwerkstoffen und mit ähnlichen mechanischen Eigen-schaften zugelassen.
31
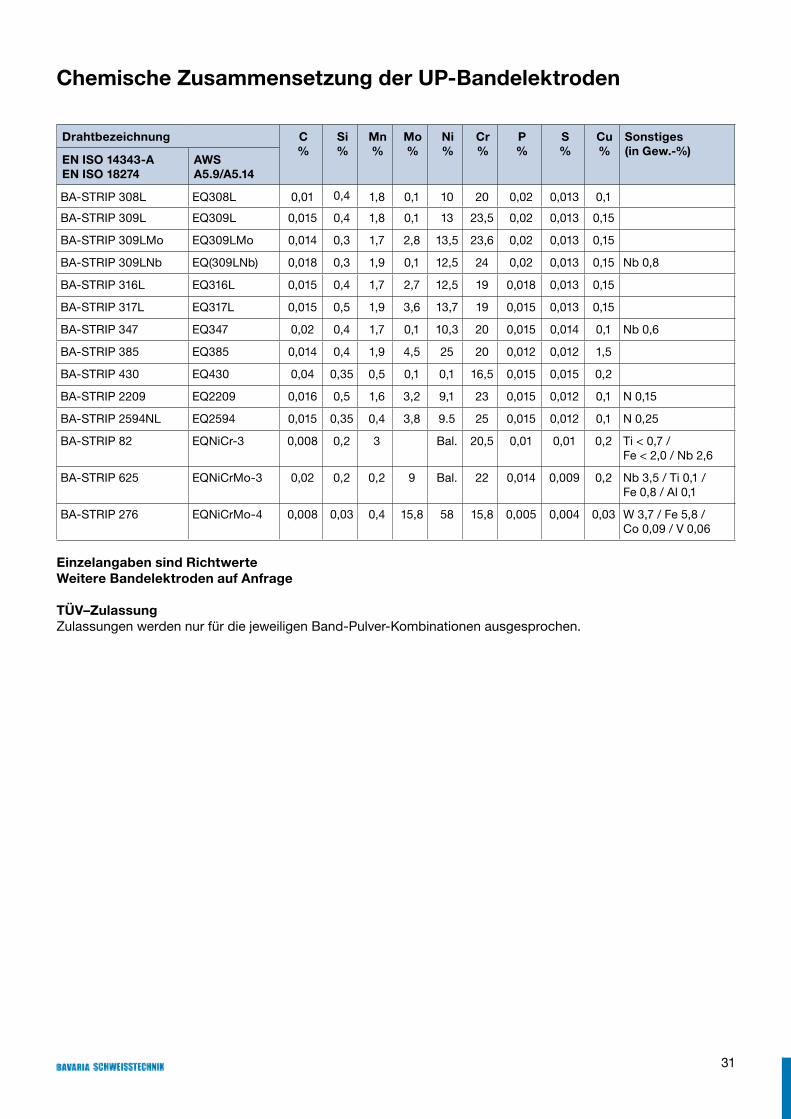
Chemische Zusammensetzung der UP-Bandelektroden
Drahtbezeichnung C%
Si%
Mn%
Mo%
Ni%
Cr%
P%
S%
Cu%
Sonstiges (in Gew.-%)
EN ISO 14343-AEN ISO 18274
AWS A5.9/A5.14
BA-STRIP 308L EQ308L 0,01 0,4 1,8 0,1 10 20 0,02 0,013 0,1
BA-STRIP 309L EQ309L 0,015 0,4 1,8 0,1 13 23,5 0,02 0,013 0,15
BA-STRIP 309LMo EQ309LMo 0,014 0,3 1,7 2,8 13,5 23,6 0,02 0,013 0,15
BA-STRIP 309LNb EQ(309LNb) 0,018 0,3 1,9 0,1 12,5 24 0,02 0,013 0,15 Nb 0,8
BA-STRIP 316L EQ316L 0,015 0,4 1,7 2,7 12,5 19 0,018 0,013 0,15
BA-STRIP 317L EQ317L 0,015 0,5 1,9 3,6 13,7 19 0,015 0,013 0,15
BA-STRIP 347 EQ347 0,02 0,4 1,7 0,1 10,3 20 0,015 0,014 0,1 Nb 0,6
BA-STRIP 385 EQ385 0,014 0,4 1,9 4,5 25 20 0,012 0,012 1,5
BA-STRIP 430 EQ430 0,04 0,35 0,5 0,1 0,1 16,5 0,015 0,015 0,2
BA-STRIP 2209 EQ2209 0,016 0,5 1,6 3,2 9,1 23 0,015 0,012 0,1 N 0,15
BA-STRIP 2594NL EQ2594 0,015 0,35 0,4 3,8 9.5 25 0,015 0,012 0,1 N 0,25
BA-STRIP 82 EQNiCr-3 0,008 0,2 3 Bal. 20,5 0,01 0,01 0,2 Ti < 0,7 / Fe < 2,0 / Nb 2,6
BA-STRIP 625 EQNiCrMo-3 0,02 0,2 0,2 9 Bal. 22 0,014 0,009 0,2 Nb 3,5 / Ti 0,1 / Fe 0,8 / Al 0,1
BA-STRIP 276 EQNiCrMo-4 0,008 0,03 0,4 15,8 58 15,8 0,005 0,004 0,03 W 3,7 / Fe 5,8 / Co 0,09 / V 0,06
Einzelangaben sind RichtwerteWeitere Bandelektroden auf Anfrage
TÜV–ZulassungZulassungen werden nur für die jeweiligen Band-Pulver-Kombinationen ausgesprochen.
32
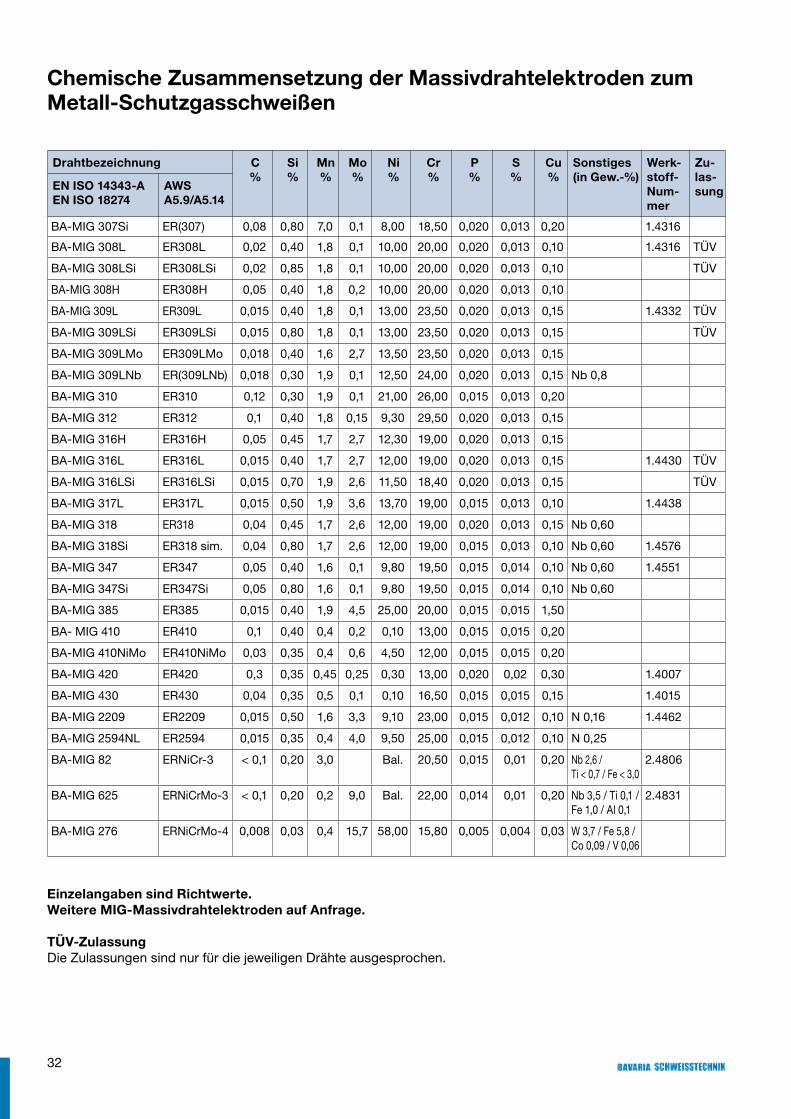
Chemische Zusammensetzung der Massivdrahtelektroden zum Metall-Schutzgasschweißen
Drahtbezeichnung C%
Si%
Mn%
Mo%
Ni%
Cr%
P%
S%
Cu%
Sonstiges (in Gew.-%)
Werk-stoff- Num-mer
Zu-las-sungEN ISO 14343-A
EN ISO 18274AWS A5.9/A5.14
BA-MIG 307Si ER(307) 0,08 0,80 7,0 0,1 8,00 18,50 0,020 0,013 0,20 1.4316
BA-MIG 308L ER308L 0,02 0,40 1,8 0,1 10,00 20,00 0,020 0,013 0,10 1.4316 TÜV
BA-MIG 308LSi ER308LSi 0,02 0,85 1,8 0,1 10,00 20,00 0,020 0,013 0,10 TÜV
BA-MIG 308H ER308H 0,05 0,40 1,8 0,2 10,00 20,00 0,020 0,013 0,10
BA-MIG 309L ER309L 0,015 0,40 1,8 0,1 13,00 23,50 0,020 0,013 0,15 1.4332 TÜV
BA-MIG 309LSi ER309LSi 0,015 0,80 1,8 0,1 13,00 23,50 0,020 0,013 0,15 TÜV
BA-MIG 309LMo ER309LMo 0,018 0,40 1,6 2,7 13,50 23,50 0,020 0,013 0,15
BA-MIG 309LNb ER(309LNb) 0,018 0,30 1,9 0,1 12,50 24,00 0,020 0,013 0,15 Nb 0,8
BA-MIG 310 ER310 0,12 0,30 1,9 0,1 21,00 26,00 0,015 0,013 0,20
BA-MIG 312 ER312 0,1 0,40 1,8 0,15 9,30 29,50 0,020 0,013 0,15
BA-MIG 316H ER316H 0,05 0,45 1,7 2,7 12,30 19,00 0,020 0,013 0,15
BA-MIG 316L ER316L 0,015 0,40 1,7 2,7 12,00 19,00 0,020 0,013 0,15 1.4430 TÜV
BA-MIG 316LSi ER316LSi 0,015 0,70 1,9 2,6 11,50 18,40 0,020 0,013 0,15 TÜV
BA-MIG 317L ER317L 0,015 0,50 1,9 3,6 13,70 19,00 0,015 0,013 0,10 1.4438
BA-MIG 318 ER318 0,04 0,45 1,7 2,6 12,00 19,00 0,020 0,013 0,15 Nb 0,60
BA-MIG 318Si ER318 sim. 0,04 0,80 1,7 2,6 12,00 19,00 0,015 0,013 0,10 Nb 0,60 1.4576
BA-MIG 347 ER347 0,05 0,40 1,6 0,1 9,80 19,50 0,015 0,014 0,10 Nb 0,60 1.4551
BA-MIG 347Si ER347Si 0,05 0,80 1,6 0,1 9,80 19,50 0,015 0,014 0,10 Nb 0,60
BA-MIG 385 ER385 0,015 0,40 1,9 4,5 25,00 20,00 0,015 0,015 1,50
BA- MIG 410 ER410 0,1 0,40 0,4 0,2 0,10 13,00 0,015 0,015 0,20
BA-MIG 410NiMo ER410NiMo 0,03 0,35 0,4 0,6 4,50 12,00 0,015 0,015 0,20
BA-MIG 420 ER420 0,3 0,35 0,45 0,25 0,30 13,00 0,020 0,02 0,30 1.4007
BA-MIG 430 ER430 0,04 0,35 0,5 0,1 0,10 16,50 0,015 0,015 0,15 1.4015
BA-MIG 2209 ER2209 0,015 0,50 1,6 3,3 9,10 23,00 0,015 0,012 0,10 N 0,16 1.4462
BA-MIG 2594NL ER2594 0,015 0,35 0,4 4,0 9,50 25,00 0,015 0,012 0,10 N 0,25
BA-MIG 82 ERNiCr-3 < 0,1 0,20 3,0 Bal. 20,50 0,015 0,01 0,20 Nb 2,6 / Ti < 0,7 / Fe < 3,0
2.4806
BA-MIG 625 ERNiCrMo-3 < 0,1 0,20 0,2 9,0 Bal. 22,00 0,014 0,01 0,20 Nb 3,5 / Ti 0,1 / Fe 1,0 / Al 0,1
2.4831
BA-MIG 276 ERNiCrMo-4 0,008 0,03 0,4 15,7 58,00 15,80 0,005 0,004 0,03 W 3,7 / Fe 5,8 / Co 0,09 / V 0,06
Einzelangaben sind Richtwerte.Weitere MIG-Massivdrahtelektroden auf Anfrage.
TÜV-ZulassungDie Zulassungen sind nur für die jeweiligen Drähte ausgesprochen.
33
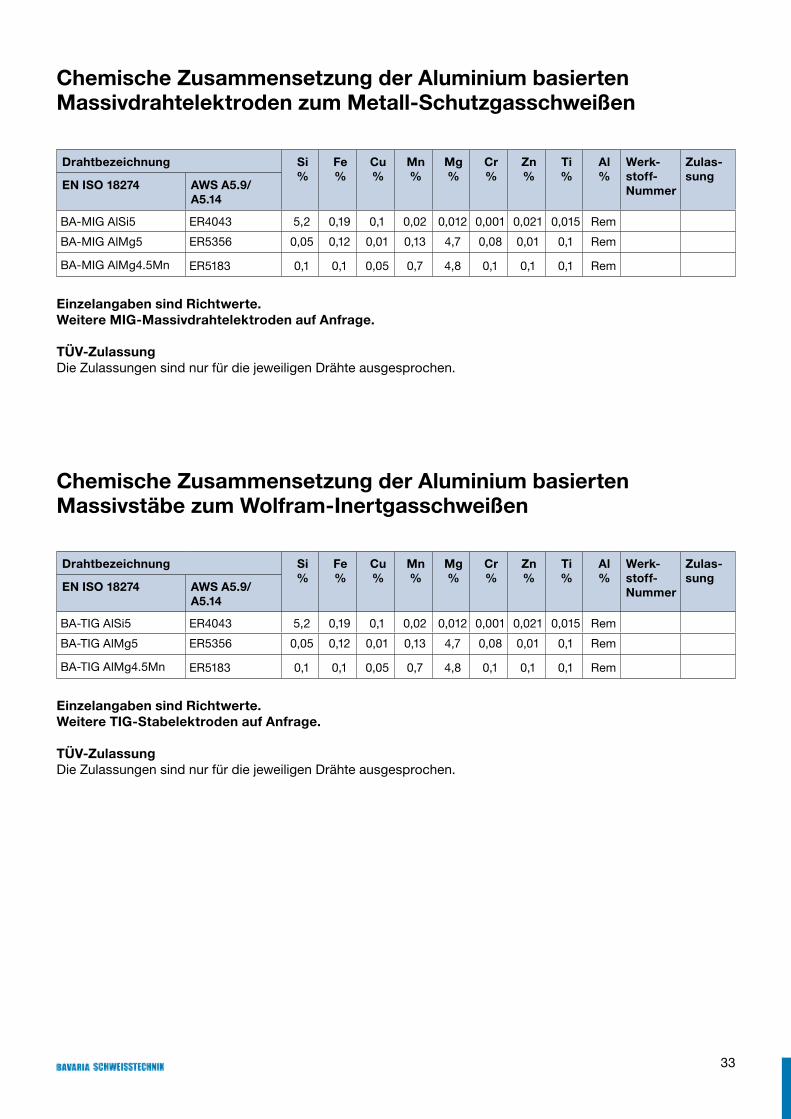
Chemische Zusammensetzung der Aluminium basierten Massivdrahtelektroden zum Metall-Schutzgasschweißen
Drahtbezeichnung Si%
Fe%
Cu%
Mn%
Mg%
Cr%
Zn%
Ti%
Al%
Werk-stoff- Nummer
Zulas-sung
EN ISO 18274 AWS A5.9/A5.14
BA-MIG AlSi5 ER4043 5,2 0,19 0,1 0,02 0,012 0,001 0,021 0,015 Rem
BA-MIG AlMg5 ER5356 0,05 0,12 0,01 0,13 4,7 0,08 0,01 0,1 Rem
BA-MIG AlMg4.5Mn ER5183 0,1 0,1 0,05 0,7 4,8 0,1 0,1 0,1 Rem
Einzelangaben sind Richtwerte.Weitere MIG-Massivdrahtelektroden auf Anfrage.
TÜV-ZulassungDie Zulassungen sind nur für die jeweiligen Drähte ausgesprochen.
Chemische Zusammensetzung der Aluminium basierten Massivstäbe zum Wolfram-Inertgasschweißen
Drahtbezeichnung Si%
Fe%
Cu%
Mn%
Mg%
Cr%
Zn%
Ti%
Al%
Werk-stoff- Nummer
Zulas-sung
EN ISO 18274 AWS A5.9/A5.14
BA-TIG AlSi5 ER4043 5,2 0,19 0,1 0,02 0,012 0,001 0,021 0,015 Rem
BA-TIG AlMg5 ER5356 0,05 0,12 0,01 0,13 4,7 0,08 0,01 0,1 Rem
BA-TIG AlMg4.5Mn ER5183 0,1 0,1 0,05 0,7 4,8 0,1 0,1 0,1 Rem
Einzelangaben sind Richtwerte.Weitere TIG-Stabelektroden auf Anfrage.
TÜV-ZulassungDie Zulassungen sind nur für die jeweiligen Drähte ausgesprochen.
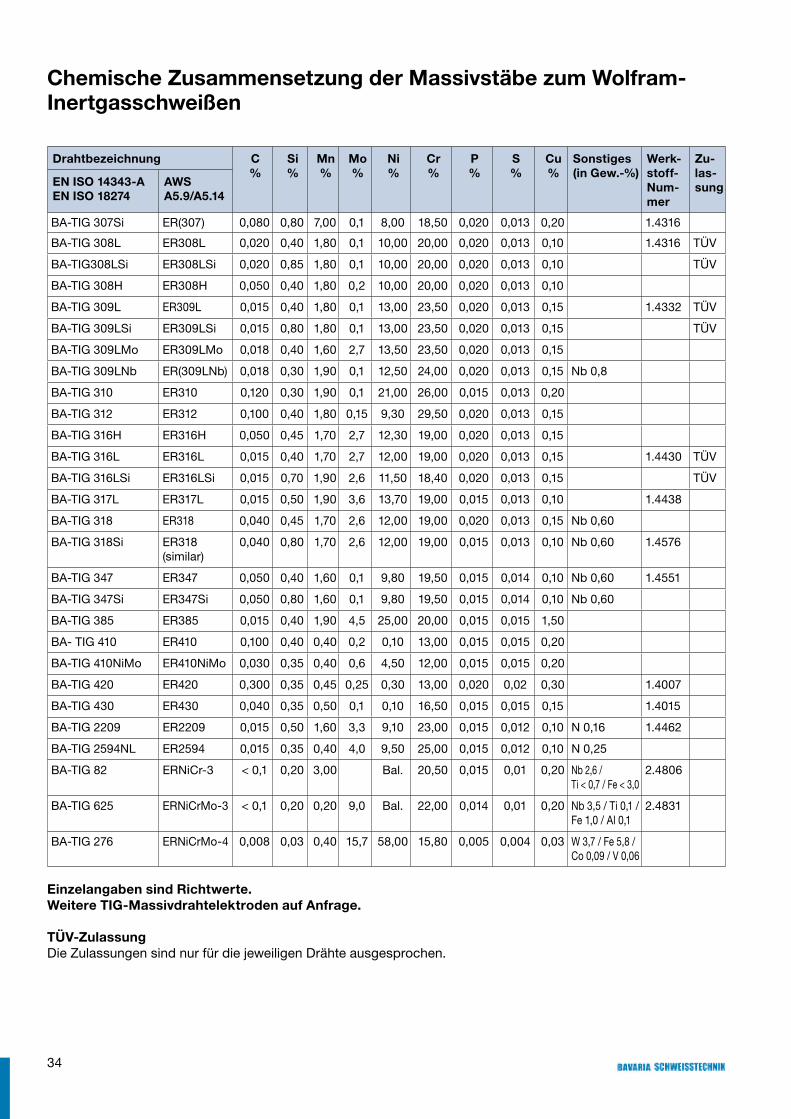
Chemische Zusammensetzung der Massivstäbe zum Wolfram-Inertgasschweißen
Drahtbezeichnung C%
Si%
Mn%
Mo%
Ni%
Cr%
P%
S%
Cu%
Sonstiges (in Gew.-%)
Werk-stoff- Num-mer
Zu-las-sungEN ISO 14343-A
EN ISO 18274AWS A5.9/A5.14
BA-TIG 307Si ER(307) 0,080 0,80 7,00 0,1 8,00 18,50 0,020 0,013 0,20 1.4316
BA-TIG 308L ER308L 0,020 0,40 1,80 0,1 10,00 20,00 0,020 0,013 0,10 1.4316 TÜV
BA-TIG308LSi ER308LSi 0,020 0,85 1,80 0,1 10,00 20,00 0,020 0,013 0,10 TÜV
BA-TIG 308H ER308H 0,050 0,40 1,80 0,2 10,00 20,00 0,020 0,013 0,10
BA-TIG 309L ER309L 0,015 0,40 1,80 0,1 13,00 23,50 0,020 0,013 0,15 1.4332 TÜV
BA-TIG 309LSi ER309LSi 0,015 0,80 1,80 0,1 13,00 23,50 0,020 0,013 0,15 TÜV
BA-TIG 309LMo ER309LMo 0,018 0,40 1,60 2,7 13,50 23,50 0,020 0,013 0,15
BA-TIG 309LNb ER(309LNb) 0,018 0,30 1,90 0,1 12,50 24,00 0,020 0,013 0,15 Nb 0,8
BA-TIG 310 ER310 0,120 0,30 1,90 0,1 21,00 26,00 0,015 0,013 0,20
BA-TIG 312 ER312 0,100 0,40 1,80 0,15 9,30 29,50 0,020 0,013 0,15
BA-TIG 316H ER316H 0,050 0,45 1,70 2,7 12,30 19,00 0,020 0,013 0,15
BA-TIG 316L ER316L 0,015 0,40 1,70 2,7 12,00 19,00 0,020 0,013 0,15 1.4430 TÜV
BA-TIG 316LSi ER316LSi 0,015 0,70 1,90 2,6 11,50 18,40 0,020 0,013 0,15 TÜV
BA-TIG 317L ER317L 0,015 0,50 1,90 3,6 13,70 19,00 0,015 0,013 0,10 1.4438
BA-TIG 318 ER318 0,040 0,45 1,70 2,6 12,00 19,00 0,020 0,013 0,15 Nb 0,60
BA-TIG 318Si ER318 (similar)
0,040 0,80 1,70 2,6 12,00 19,00 0,015 0,013 0,10 Nb 0,60 1.4576
BA-TIG 347 ER347 0,050 0,40 1,60 0,1 9,80 19,50 0,015 0,014 0,10 Nb 0,60 1.4551
BA-TIG 347Si ER347Si 0,050 0,80 1,60 0,1 9,80 19,50 0,015 0,014 0,10 Nb 0,60
BA-TIG 385 ER385 0,015 0,40 1,90 4,5 25,00 20,00 0,015 0,015 1,50
BA- TIG 410 ER410 0,100 0,40 0,40 0,2 0,10 13,00 0,015 0,015 0,20
BA-TIG 410NiMo ER410NiMo 0,030 0,35 0,40 0,6 4,50 12,00 0,015 0,015 0,20
BA-TIG 420 ER420 0,300 0,35 0,45 0,25 0,30 13,00 0,020 0,02 0,30 1.4007
BA-TIG 430 ER430 0,040 0,35 0,50 0,1 0,10 16,50 0,015 0,015 0,15 1.4015
BA-TIG 2209 ER2209 0,015 0,50 1,60 3,3 9,10 23,00 0,015 0,012 0,10 N 0,16 1.4462
BA-TIG 2594NL ER2594 0,015 0,35 0,40 4,0 9,50 25,00 0,015 0,012 0,10 N 0,25
BA-TIG 82 ERNiCr-3 < 0,1 0,20 3,00 Bal. 20,50 0,015 0,01 0,20 Nb 2,6 / Ti < 0,7 / Fe < 3,0
2.4806
BA-TIG 625 ERNiCrMo-3 < 0,1 0,20 0,20 9,0 Bal. 22,00 0,014 0,01 0,20 Nb 3,5 / Ti 0,1 / Fe 1,0 / Al 0,1
2.4831
BA-TIG 276 ERNiCrMo-4 0,008 0,03 0,40 15,7 58,00 15,80 0,005 0,004 0,03 W 3,7 / Fe 5,8 / Co 0,09 / V 0,06
Einzelangaben sind Richtwerte.Weitere TIG-Massivdrahtelektroden auf Anfrage.
TÜV-ZulassungDie Zulassungen sind nur für die jeweiligen Drähte ausgesprochen.
34

Schweißpulver
35
36
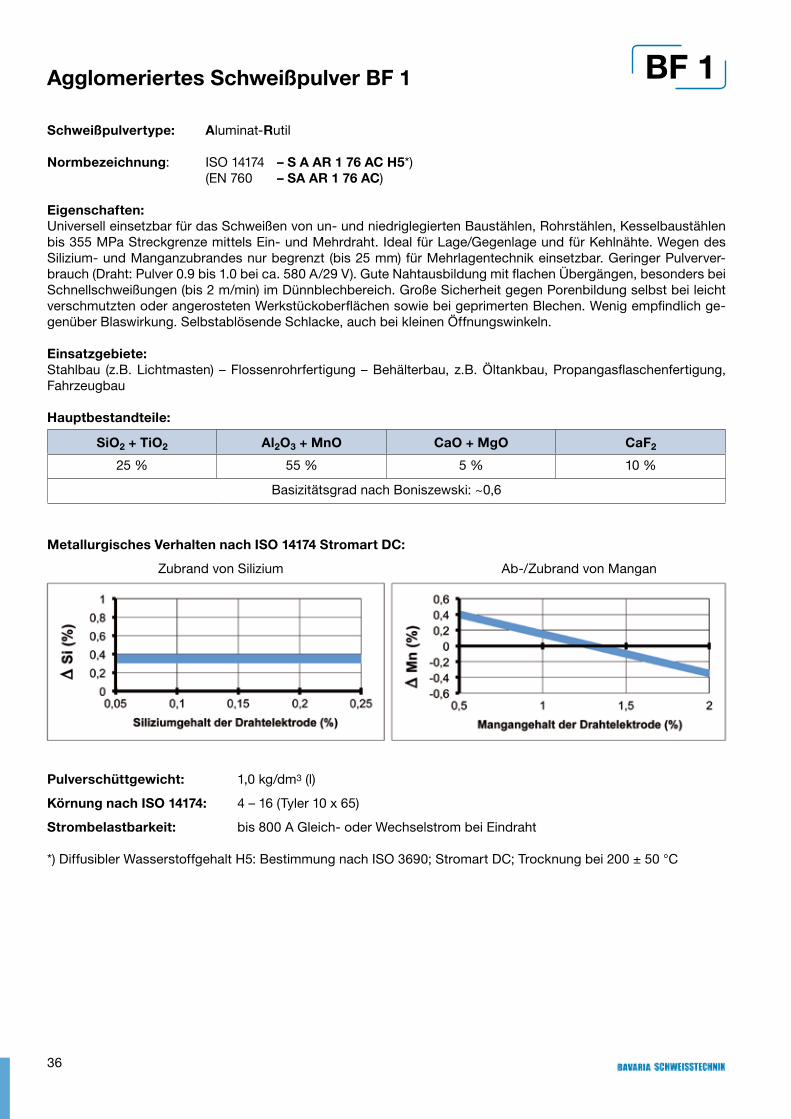
Agglomeriertes Schweißpulver BF 1
Schweißpulvertype: Aluminat-Rutil
Normbezeichnung: ISO 14174 – S A AR 1 76 AC H5*) (EN 760 – SA AR 1 76 AC)
Eigenschaften:Universell einsetzbar für das Schweißen von un- und niedriglegierten Baustählen, Rohrstählen, Kesselbaustählen bis 355 MPa Streckgrenze mittels Ein- und Mehrdraht. Ideal für Lage/Gegenlage und für Kehlnähte. Wegen des Silizium- und Manganzubrandes nur begrenzt (bis 25 mm) für Mehrlagentechnik einsetzbar. Geringer Pulverver-brauch (Draht: Pulver 0.9 bis 1.0 bei ca. 580 A/29 V). Gute Nahtausbildung mit flachen Übergängen, besonders bei Schnellschweißungen (bis 2 m/min) im Dünnblechbereich. Große Sicherheit gegen Porenbildung selbst bei leicht verschmutzten oder angerosteten Werkstückoberflächen sowie bei geprimerten Blechen. Wenig empfindlich ge-genüber Blaswirkung. Selbstablösende Schlacke, auch bei kleinen Öffnungswinkeln.
Einsatzgebiete:Stahlbau (z.B. Lichtmasten) – Flossenrohrfertigung – Behälterbau, z.B. Öltankbau, Propangasflaschenfertigung, Fahrzeugbau
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
25 % 55 % 5 % 10 %
Basizitätsgrad nach Boniszewski: ~0,6
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,0 kg/dm3 (l)
Körnung nach ISO 14174: 4 – 16 (Tyler 10 x 65)
Strombelastbarkeit: bis 800 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 1
37
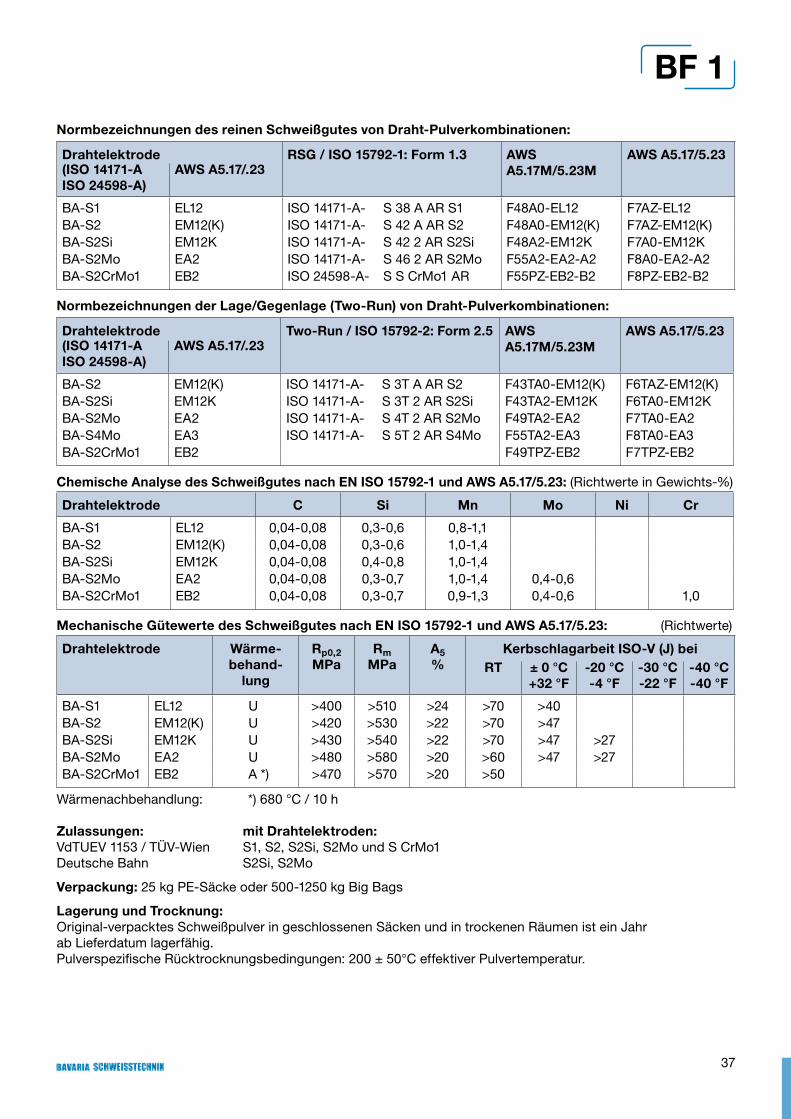
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S1 EL12 ISO 14171-A- S 38 A AR S1 F48A0-EL12 F7AZ-EL12BA-S2 EM12(K) ISO 14171-A- S 42 A AR S2 F48A0-EM12(K) F7AZ-EM12(K)BA-S2Si EM12K ISO 14171-A- S 42 2 AR S2Si F48A2-EM12K F7A0-EM12KBA-S2Mo EA2 ISO 14171-A- S 46 2 AR S2Mo F55A2-EA2-A2 F8A0-EA2-A2BA-S2CrMo1 EB2 ISO 24598-A- S S CrMo1 AR F55PZ-EB2-B2 F8PZ-EB2-B2
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 3T A AR S2 F43TA0-EM12(K) F6TAZ-EM12(K)BA-S2Si EM12K ISO 14171-A- S 3T 2 AR S2Si F43TA2-EM12K F6TA0-EM12KBA-S2Mo EA2 ISO 14171-A- S 4T 2 AR S2Mo F49TA2-EA2 F7TA0-EA2BA-S4Mo EA3 ISO 14171-A- S 5T 2 AR S4Mo F55TA2-EA3 F8TA0-EA3BA-S2CrMo1 EB2 F49TPZ-EB2 F7TPZ-EB2
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S1 EL12 0,04-0,08 0,3-0,6 0,8-1,1BA-S2 EM12(K) 0,04-0,08 0,3-0,6 1,0-1,4BA-S2Si EM12K 0,04-0,08 0,4-0,8 1,0-1,4BA-S2Mo EA2 0,04-0,08 0,3-0,7 1,0-1,4 0,4-0,6BA-S2CrMo1 EB2 0,04-0,08 0,3-0,7 0,9-1,3 0,4-0,6 1,0
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) beiRT ± 0 °C
+32 °F-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
BA-S1 EL12 U >400 >510 >24 >70 >40BA-S2 EM12(K) U >420 >530 >22 >70 >47BA-S2Si EM12K U >430 >540 >22 >70 >47 >27BA-S2Mo EA2 U >480 >580 >20 >60 >47 >27BA-S2CrMo1 EB2 A *) >470 >570 >20 >50
Wärmenachbehandlung: *) 680 °C / 10 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S1, S2, S2Si, S2Mo und S CrMo1Deutsche Bahn S2Si, S2Mo
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist ein Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
BF 1
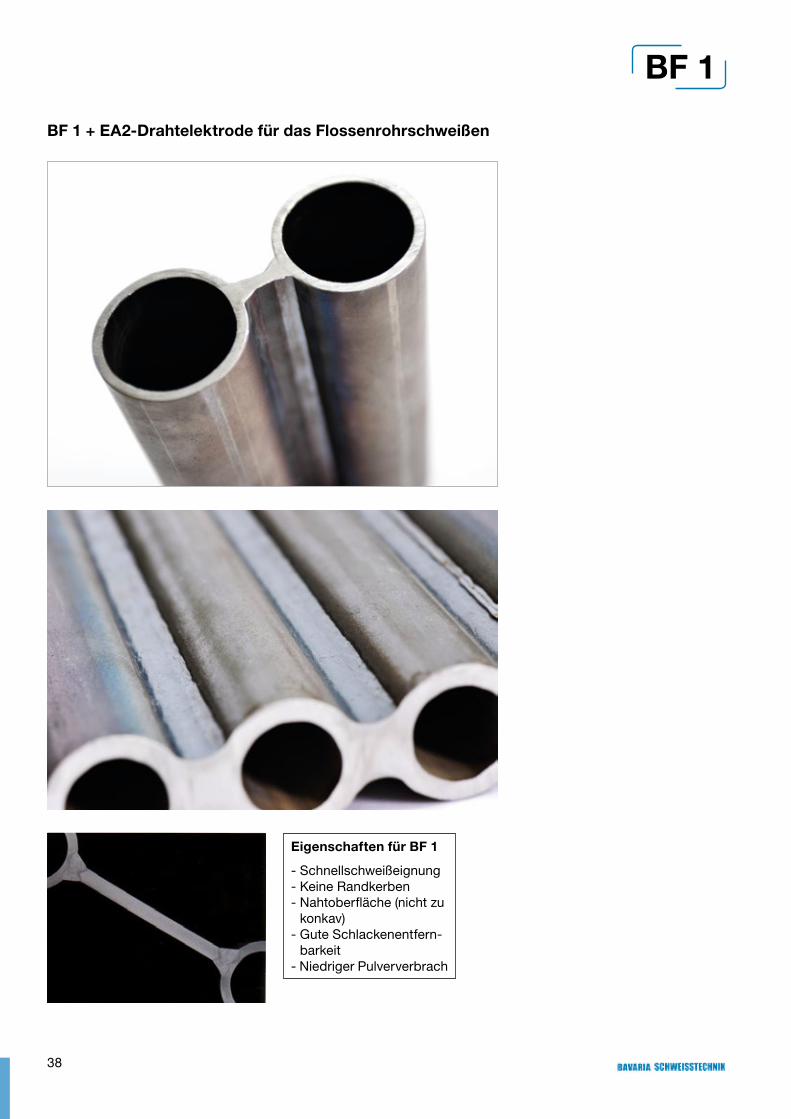
38
Eigenschaften für BF 1
- Schnellschweißeignung- Keine Randkerben- Nahtoberfläche (nicht zu
konkav)- Gute Schlackenentfern-
barkeit- Niedriger Pulververbrach
BF 1 + EA2-Drahtelektrode für das Flossenrohrschweißen
BF 1
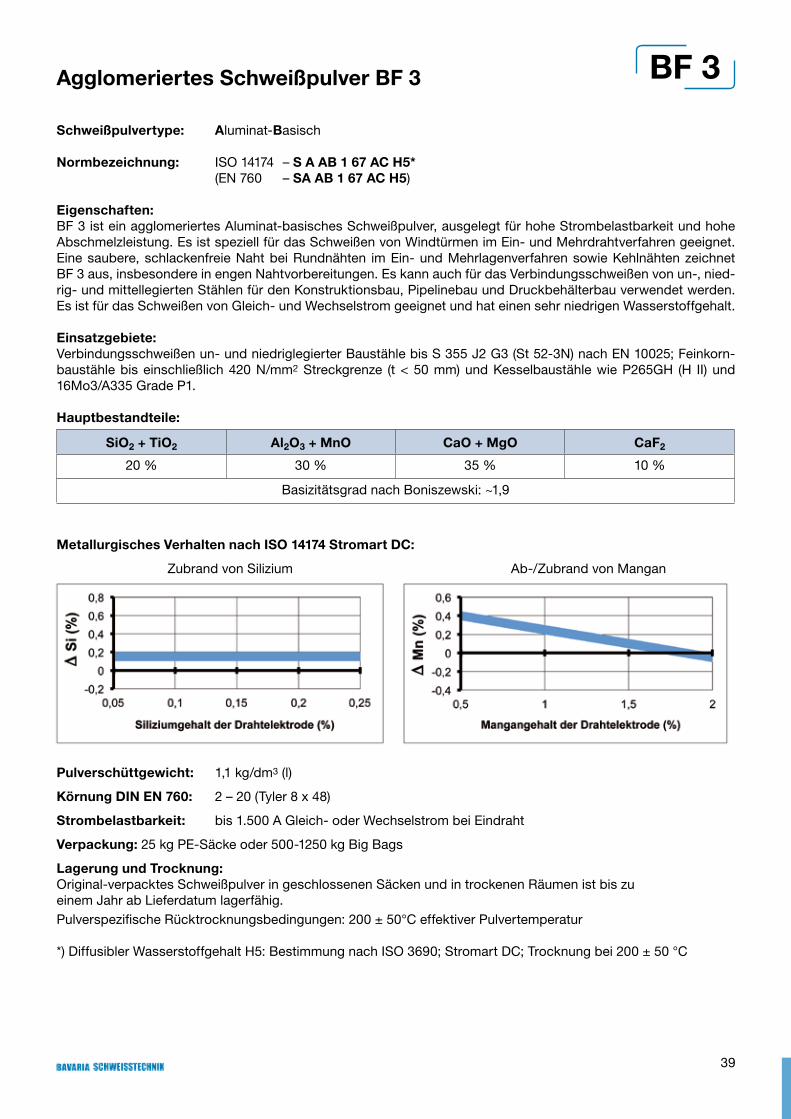
39
Agglomeriertes Schweißpulver BF 3
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 67 AC H5* (EN 760 – SA AB 1 67 AC H5)
Eigenschaften:BF 3 ist ein agglomeriertes Aluminat-basisches Schweißpulver, ausgelegt für hohe Strombelastbarkeit und hohe Abschmelzleistung. Es ist speziell für das Schweißen von Windtürmen im Ein- und Mehrdrahtverfahren geeignet. Eine saubere, schlackenfreie Naht bei Rundnähten im Ein- und Mehrlagenverfahren sowie Kehlnähten zeichnet BF 3 aus, insbesondere in engen Nahtvorbereitungen. Es kann auch für das Verbindungsschweißen von un-, nied-rig- und mittellegierten Stählen für den Konstruktionsbau, Pipelinebau und Druckbehälterbau verwendet werden. Es ist für das Schweißen von Gleich- und Wechselstrom geeignet und hat einen sehr niedrigen Wasserstoffgehalt.
Einsatzgebiete:Verbindungsschweißen un- und niedriglegierter Baustähle bis S 355 J2 G3 (St 52-3N) nach EN 10025; Feinkorn-baustähle bis einschließlich 420 N/mm2 Streckgrenze (t < 50 mm) und Kesselbaustähle wie P265GH (H II) und 16Mo3/A335 Grade P1.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 30 % 35 % 10 %
Basizitätsgrad nach Boniszewski: ~1,9
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,1 kg/dm3 (l)
Körnung DIN EN 760: 2 – 20 (Tyler 8 x 48)
Strombelastbarkeit: bis 1.500 A Gleich- oder Wechselstrom bei Eindraht
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 3
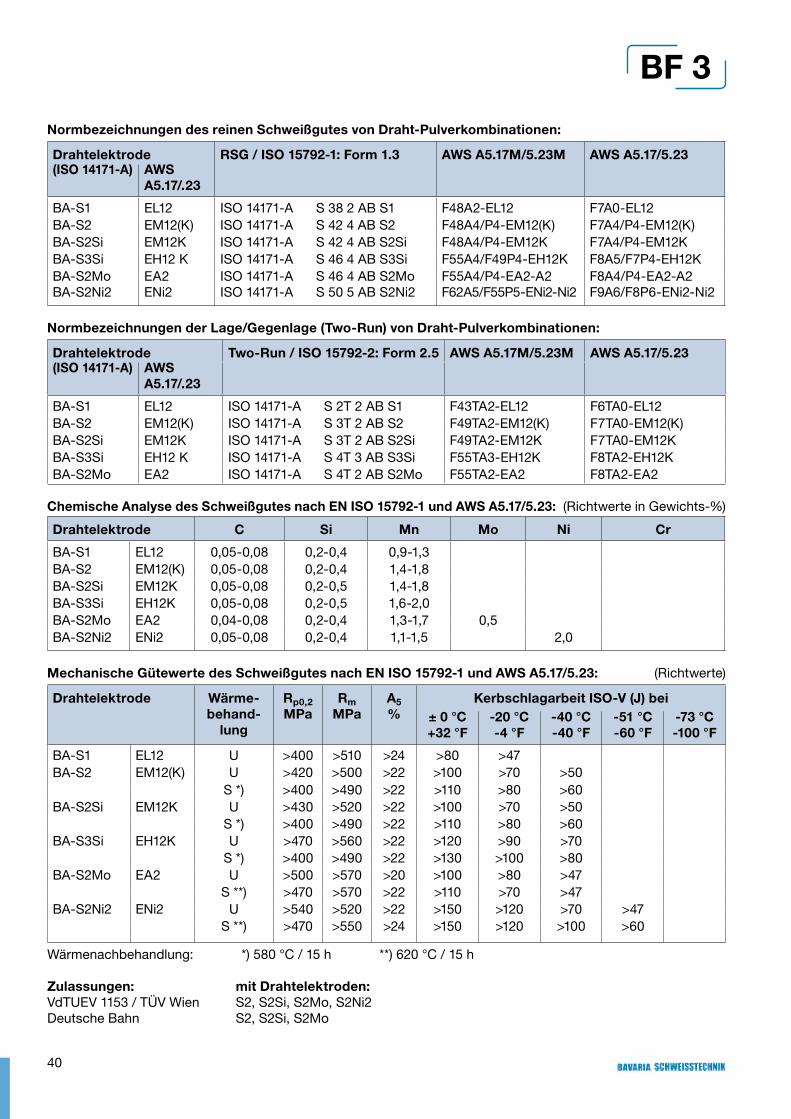
40
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S1 EL12 ISO 14171-A S 38 2 AB S1 F48A2-EL12 F7A0-EL12 BA-S2 EM12(K) ISO 14171-A S 42 4 AB S2 F48A4/P4-EM12(K) F7A4/P4-EM12(K)BA-S2Si EM12K ISO 14171-A S 42 4 AB S2Si F48A4/P4-EM12K F7A4/P4-EM12KBA-S3Si EH12 K ISO 14171-A S 46 4 AB S3Si F55A4/F49P4-EH12K F8A5/F7P4-EH12KBA-S2MoBA-S2Ni2
EA2ENi2
ISO 14171-A S 46 4 AB S2MoISO 14171-A S 50 5 AB S2Ni2
F55A4/P4-EA2-A2F62A5/F55P5-ENi2-Ni2
F8A4/P4-EA2-A2F9A6/F8P6-ENi2-Ni2
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S1 EL12 ISO 14171-A S 2T 2 AB S1 F43TA2-EL12 F6TA0-EL12 BA-S2 EM12(K) ISO 14171-A S 3T 2 AB S2 F49TA2-EM12(K) F7TA0-EM12(K)BA-S2Si EM12K ISO 14171-A S 3T 2 AB S2Si F49TA2-EM12K F7TA0-EM12KBA-S3Si EH12 K ISO 14171-A S 4T 3 AB S3Si F55TA3-EH12K F8TA2-EH12KBA-S2Mo EA2 ISO 14171-A S 4T 2 AB S2Mo F55TA2-EA2 F8TA2-EA2
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S1 EL12 0,05-0,08 0,2-0,4 0,9-1,3BA-S2 EM12(K) 0,05-0,08 0,2-0,4 1,4-1,8BA-S2Si EM12K 0,05-0,08 0,2-0,5 1,4-1,8BA-S3Si EH12K 0,05-0,08 0,2-0,5 1,6-2,0BA-S2Mo EA2 0,04-0,08 0,2-0,4 1,3-1,7 0,5BA-S2Ni2 ENi2 0,05-0,08 0,2-0,4 1,1-1,5 2,0
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei± 0 °C+32 °F
-20 °C-4 °F
-40 °C-40 °F
-51 °C-60 °F
-73 °C-100 °F
BA-S1 EL12 U >400 >510 >24 >80 >47BA-S2 EM12(K) U >420 >500 >22 >100 >70 >50
S *) >400 >490 >22 >110 >80 >60BA-S2Si EM12K U >430 >520 >22 >100 >70 >50
S *) >400 >490 >22 >110 >80 >60BA-S3Si EH12K U >470 >560 >22 >120 >90 >70
S *) >400 >490 >22 >130 >100 >80BA-S2Mo EA2 U >500 >570 >20 >100 >80 >47
S **) >470 >570 >22 >110 >70 >47BA-S2Ni2 ENi2 U >540 >520 >22 >150 >120 >70 >47
S **) >470 >550 >24 >150 >120 >100 >60
Wärmenachbehandlung: *) 580 °C / 15 h **) 620 °C / 15 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV Wien S2, S2Si, S2Mo, S2Ni2Deutsche Bahn S2, S2Si, S2Mo
BF 3
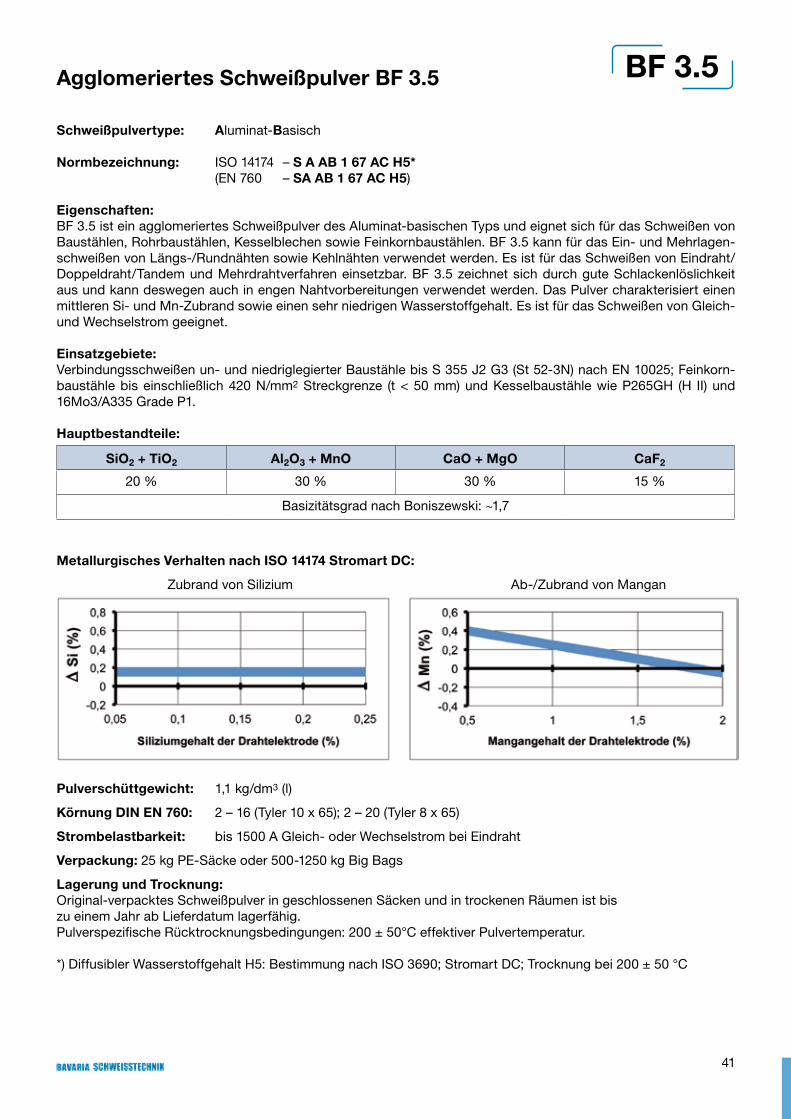
41
Agglomeriertes Schweißpulver BF 3.5
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 67 AC H5* (EN 760 – SA AB 1 67 AC H5)
Eigenschaften:BF 3.5 ist ein agglomeriertes Schweißpulver des Aluminat-basischen Typs und eignet sich für das Schweißen von Baustählen, Rohrbaustählen, Kesselblechen sowie Feinkornbaustählen. BF 3.5 kann für das Ein- und Mehrlagen-schweißen von Längs-/Rundnähten sowie Kehlnähten verwendet werden. Es ist für das Schweißen von Eindraht/ Doppeldraht/Tandem und Mehrdrahtverfahren einsetzbar. BF 3.5 zeichnet sich durch gute Schlackenlöslichkeit aus und kann deswegen auch in engen Nahtvorbereitungen verwendet werden. Das Pulver charakterisiert einen mittleren Si- und Mn-Zubrand sowie einen sehr niedrigen Wasserstoffgehalt. Es ist für das Schweißen von Gleich- und Wechselstrom geeignet.
Einsatzgebiete:Verbindungsschweißen un- und niedriglegierter Baustähle bis S 355 J2 G3 (St 52-3N) nach EN 10025; Feinkorn- baustähle bis einschließlich 420 N/mm2 Streckgrenze (t < 50 mm) und Kesselbaustähle wie P265GH (H II) und 16Mo3/A335 Grade P1.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 30 % 30 % 15 %
Basizitätsgrad nach Boniszewski: ~1,7
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,1 kg/dm3 (l)
Körnung DIN EN 760: 2 – 16 (Tyler 10 x 65); 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: bis 1500 A Gleich- oder Wechselstrom bei Eindraht
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 3.5
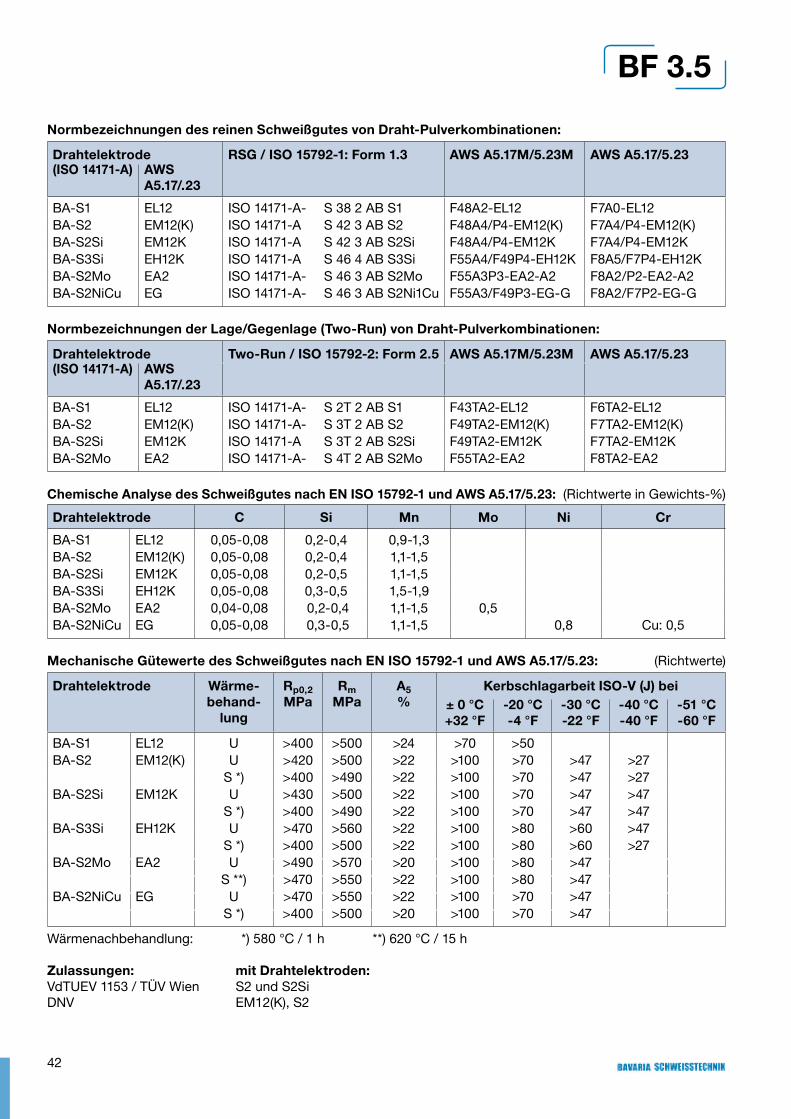
42
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S1 EL12 ISO 14171-A- S 38 2 AB S1 F48A2-EL12 F7A0-EL12BA-S2 EM12(K) ISO 14171-A S 42 3 AB S2 F48A4/P4-EM12(K) F7A4/P4-EM12(K)BA-S2Si EM12K ISO 14171-A S 42 3 AB S2Si F48A4/P4-EM12K F7A4/P4-EM12KBA-S3Si EH12K ISO 14171-A S 46 4 AB S3Si F55A4/F49P4-EH12K F8A5/F7P4-EH12KBA-S2Mo EA2 ISO 14171-A- S 46 3 AB S2Mo F55A3P3-EA2-A2 F8A2/P2-EA2-A2BA-S2NiCu EG ISO 14171-A- S 46 3 AB S2Ni1Cu F55A3/F49P3-EG-G F8A2/F7P2-EG-G
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S1 EL12 ISO 14171-A- S 2T 2 AB S1 F43TA2-EL12 F6TA2-EL12BA-S2 EM12(K) ISO 14171-A- S 3T 2 AB S2 F49TA2-EM12(K) F7TA2-EM12(K)BA-S2Si EM12K ISO 14171-A S 3T 2 AB S2Si F49TA2-EM12K F7TA2-EM12KBA-S2Mo EA2 ISO 14171-A- S 4T 2 AB S2Mo F55TA2-EA2 F8TA2-EA2
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S1 EL12 0,05-0,08 0,2-0,4 0,9-1,3BA-S2 EM12(K) 0,05-0,08 0,2-0,4 1,1-1,5BA-S2Si EM12K 0,05-0,08 0,2-0,5 1,1-1,5BA-S3Si EH12K 0,05-0,08 0,3-0,5 1,5-1,9BA-S2Mo EA2 0,04-0,08 0,2-0,4 1,1-1,5 0,5BA-S2NiCu EG 0,05-0,08 0,3-0,5 1,1-1,5 0,8 Cu: 0,5
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei± 0 °C+32 °F
-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S1 EL12 U >400 >500 >24 >70 >50BA-S2 EM12(K) U >420 >500 >22 >100 >70 >47 >27
S *) >400 >490 >22 >100 >70 >47 >27BA-S2Si EM12K U >430 >500 >22 >100 >70 >47 >47
S *) >400 >490 >22 >100 >70 >47 >47BA-S3Si EH12K U >470 >560 >22 >100 >80 >60 >47
S *) >400 >500 >22 >100 >80 >60 >27BA-S2Mo EA2 U >490 >570 >20 >100 >80 >47
S **) >470 >550 >22 >100 >80 >47BA-S2NiCu EG U >470 >550 >22 >100 >70 >47
S *) >400 >500 >20 >100 >70 >47
Wärmenachbehandlung: *) 580 °C / 1 h **) 620 °C / 15 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV Wien S2 und S2SiDNV EM12(K), S2
BF 3.5
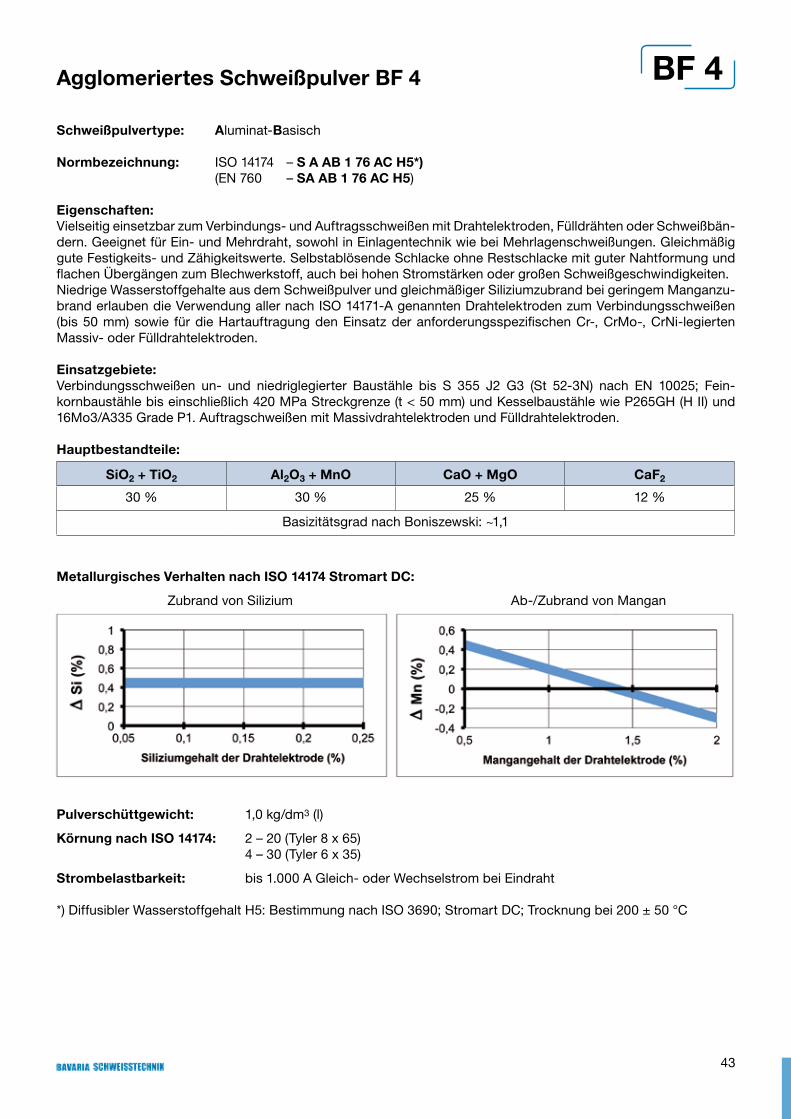
43
Agglomeriertes Schweißpulver BF 4
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 76 AC H5*) (EN 760 – SA AB 1 76 AC H5)
Eigenschaften:Vielseitig einsetzbar zum Verbindungs- und Auftragsschweißen mit Drahtelektroden, Fülldrähten oder Schweißbän-dern. Geeignet für Ein- und Mehrdraht, sowohl in Einlagentechnik wie bei Mehrlagenschweißungen. Gleichmäßig gute Festigkeits- und Zähigkeitswerte. Selbstablösende Schlacke ohne Restschlacke mit guter Nahtformung und flachen Übergängen zum Blechwerkstoff, auch bei hohen Stromstärken oder großen Schweißgeschwindigkeiten. Niedrige Wasserstoffgehalte aus dem Schweißpulver und gleichmäßiger Siliziumzubrand bei geringem Manganzu-brand erlauben die Verwendung aller nach ISO 14171-A genannten Drahtelektroden zum Verbindungsschweißen (bis 50 mm) sowie für die Hartauftragung den Einsatz der anforderungsspezifischen Cr-, CrMo-, CrNi-legierten Massiv- oder Fülldrahtelektroden.
Einsatzgebiete:Verbindungsschweißen un- und niedriglegierter Baustähle bis S 355 J2 G3 (St 52-3N) nach EN 10025; Fein-kornbaustähle bis einschließlich 420 MPa Streckgrenze (t < 50 mm) und Kesselbaustähle wie P265GH (H II) und 16Mo3/A335 Grade P1. Auftragschweißen mit Massivdrahtelektroden und Fülldrahtelektroden.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
30 % 30 % 25 % 12 %
Basizitätsgrad nach Boniszewski: ~1,1
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,0 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65) 4 – 30 (Tyler 6 x 35)
Strombelastbarkeit: bis 1.000 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 4

44
BF 4 mit Fülldraht Ø 4,00 mm Typ 18.8.6 LExzellentes Nahtaussehen auch bei Kreuzungen und Biegungen von Schienen
BF 4
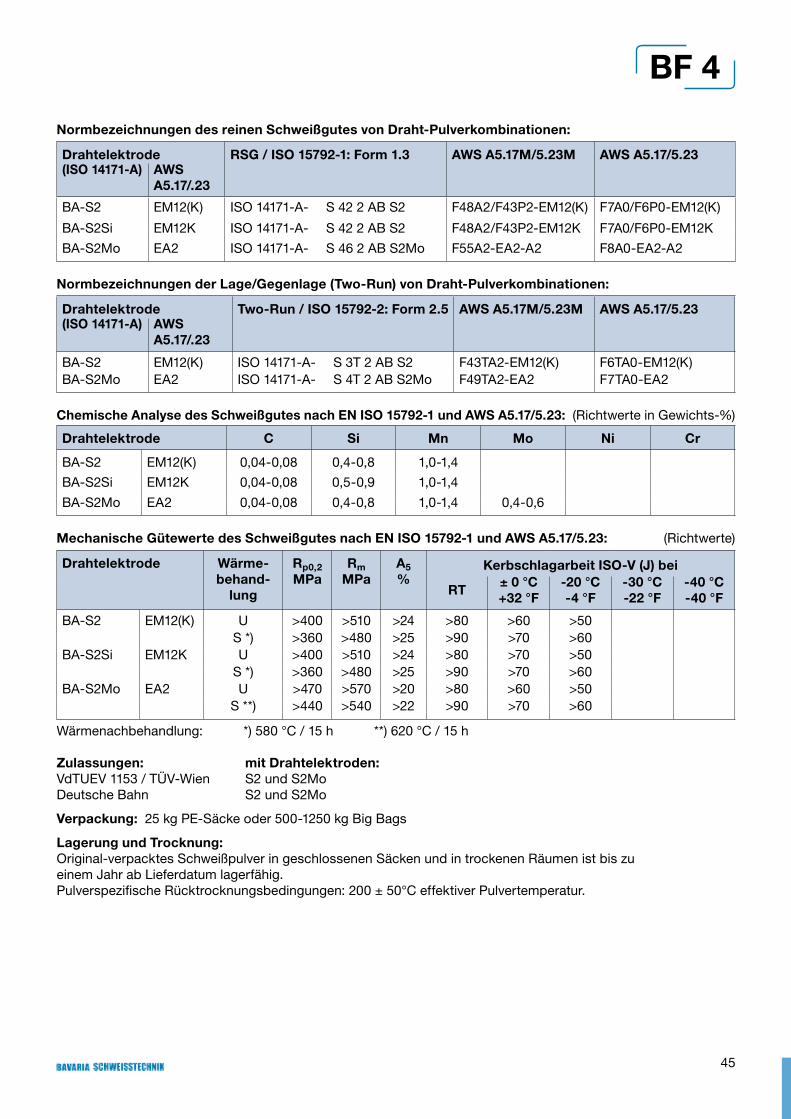
45
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 42 2 AB S2 F48A2/F43P2-EM12(K) F7A0/F6P0-EM12(K)
BA-S2Si EM12K ISO 14171-A- S 42 2 AB S2 F48A2/F43P2-EM12K F7A0/F6P0-EM12K
BA-S2Mo EA2 ISO 14171-A- S 46 2 AB S2Mo F55A2-EA2-A2 F8A0-EA2-A2
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 3T 2 AB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S2Mo EA2 ISO 14171-A- S 4T 2 AB S2Mo F49TA2-EA2 F7TA0-EA2
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S2 EM12(K) 0,04-0,08 0,4-0,8 1,0-1,4
BA-S2Si EM12K 0,04-0,08 0,5-0,9 1,0-1,4
BA-S2Mo EA2 0,04-0,08 0,4-0,8 1,0-1,4 0,4-0,6
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei
RT± 0 °C+32 °F
-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
BA-S2 EM12(K) U >400 >510 >24 >80 >60 >50S *) >360 >480 >25 >90 >70 >60
BA-S2Si EM12K U >400 >510 >24 >80 >70 >50S *) >360 >480 >25 >90 >70 >60
BA-S2Mo EA2 U >470 >570 >20 >80 >60 >50S **) >440 >540 >22 >90 >70 >60
Wärmenachbehandlung: *) 580 °C / 15 h **) 620 °C / 15 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S2 und S2MoDeutsche Bahn S2 und S2Mo
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
BF 4
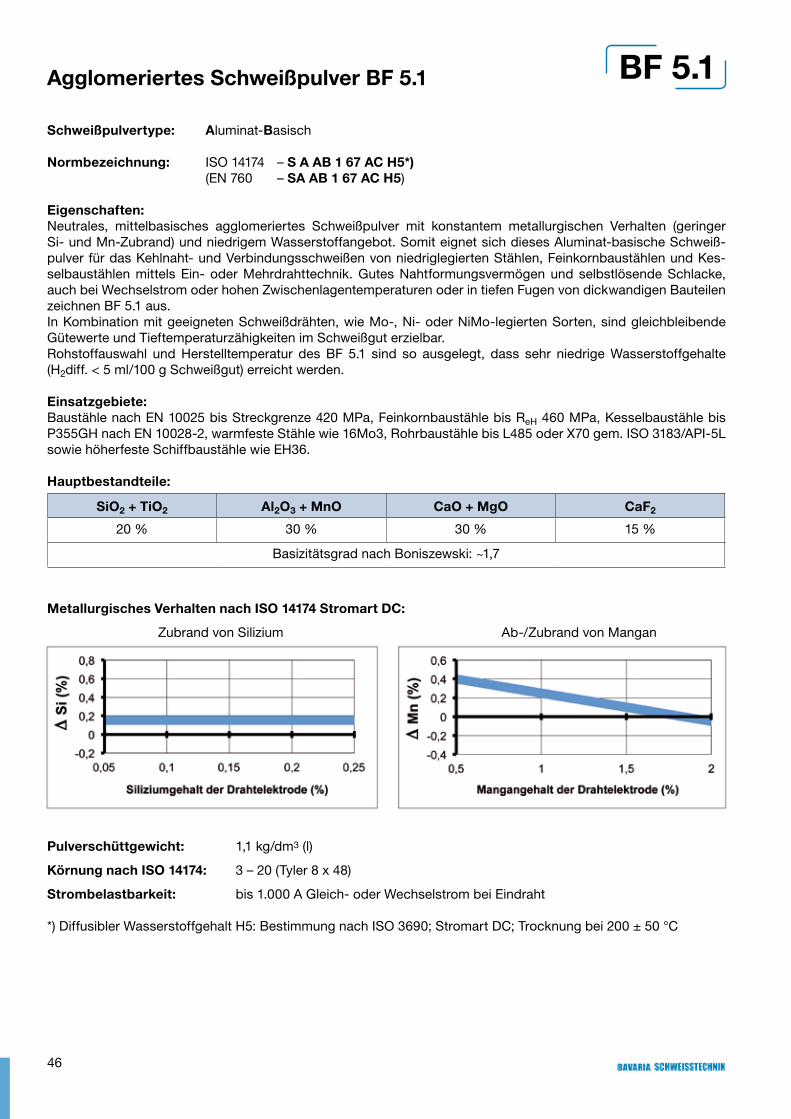
46
Agglomeriertes Schweißpulver BF 5.1
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 67 AC H5*) (EN 760 – SA AB 1 67 AC H5)
Eigenschaften:Neutrales, mittelbasisches agglomeriertes Schweißpulver mit konstantem metallurgischen Verhalten (geringer Si- und Mn-Zubrand) und niedrigem Wasserstoffangebot. Somit eignet sich dieses Aluminat-basische Schweiß-pulver für das Kehlnaht- und Verbindungsschweißen von niedriglegierten Stählen, Feinkornbaustählen und Kes-selbaustählen mittels Ein- oder Mehrdrahttechnik. Gutes Nahtformungsvermögen und selbstlösende Schlacke, auch bei Wechselstrom oder hohen Zwischenlagentemperaturen oder in tiefen Fugen von dickwandigen Bauteilen zeichnen BF 5.1 aus.In Kombination mit geeigneten Schweißdrähten, wie Mo-, Ni- oder NiMo-legierten Sorten, sind gleichbleibende Gütewerte und Tieftemperaturzähigkeiten im Schweißgut erzielbar.Rohstoffauswahl und Herstelltemperatur des BF 5.1 sind so ausgelegt, dass sehr niedrige Wasserstoffgehalte (H2diff. < 5 ml/100 g Schweißgut) erreicht werden.
Einsatzgebiete:Baustähle nach EN 10025 bis Streckgrenze 420 MPa, Feinkornbaustähle bis ReH 460 MPa, Kesselbaustähle bis P355GH nach EN 10028-2, warmfeste Stähle wie 16Mo3, Rohrbaustähle bis L485 oder X70 gem. ISO 3183/API-5L sowie höherfeste Schiffbaustähle wie EH36.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 30 % 30 % 15 %
Basizitätsgrad nach Boniszewski: ~1,7
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,1 kg/dm3 (l)
Körnung nach ISO 14174: 3 – 20 (Tyler 8 x 48)
Strombelastbarkeit: bis 1.000 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 5.1
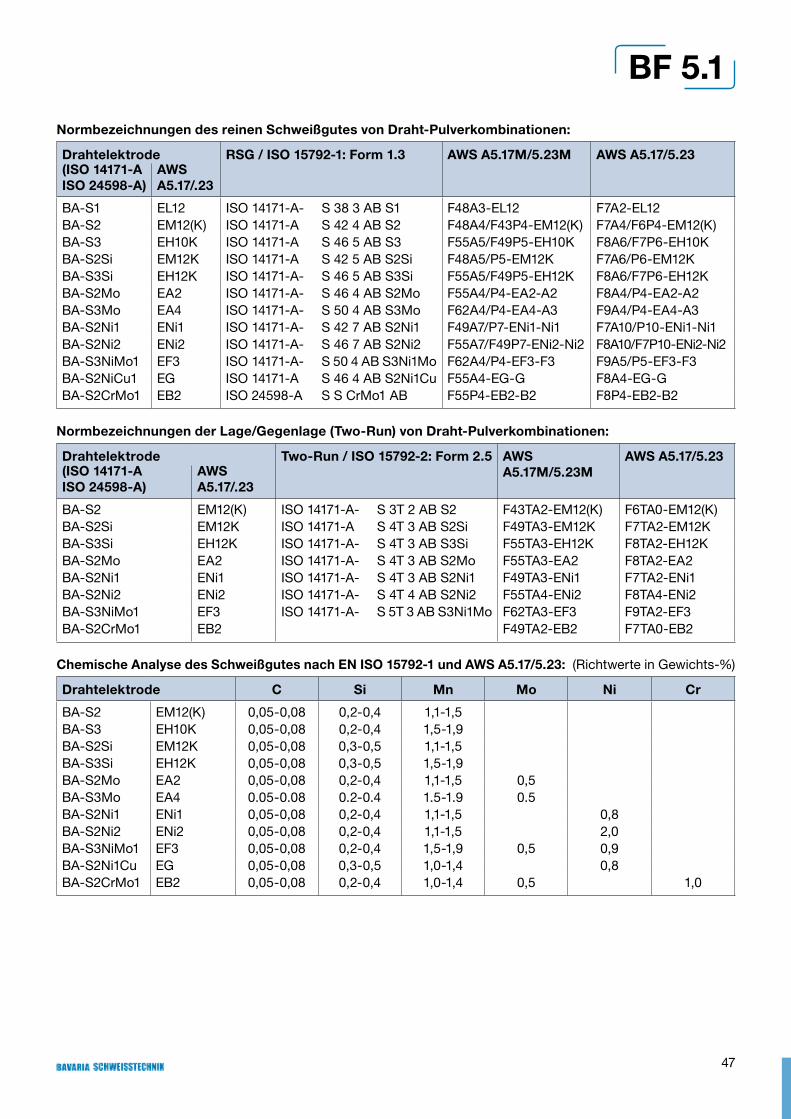
47
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S1 EL12 ISO 14171-A- S 38 3 AB S1 F48A3-EL12 F7A2-EL12BA-S2 EM12(K) ISO 14171-A S 42 4 AB S2 F48A4/F43P4-EM12(K) F7A4/F6P4-EM12(K)BA-S3 EH10K ISO 14171-A S 46 5 AB S3 F55A5/F49P5-EH10K F8A6/F7P6-EH10KBA-S2Si EM12K ISO 14171-A S 42 5 AB S2Si F48A5/P5-EM12K F7A6/P6-EM12K BA-S3Si EH12K ISO 14171-A- S 46 5 AB S3Si F55A5/F49P5-EH12K F8A6/F7P6-EH12K BA-S2Mo EA2 ISO 14171-A- S 46 4 AB S2Mo F55A4/P4-EA2-A2 F8A4/P4-EA2-A2BA-S3Mo EA4 ISO 14171-A- S 50 4 AB S3Mo F62A4/P4-EA4-A3 F9A4/P4-EA4-A3BA-S2Ni1 ENi1 ISO 14171-A- S 42 7 AB S2Ni1 F49A7/P7-ENi1-Ni1 F7A10/P10-ENi1-Ni1BA-S2Ni2 ENi2 ISO 14171-A- S 46 7 AB S2Ni2 F55A7/F49P7-ENi2-Ni2 F8A10/F7P10-ENi2-Ni2BA-S3NiMo1 EF3 ISO 14171-A- S 50 4 AB S3Ni1Mo F62A4/P4-EF3-F3 F9A5/P5-EF3-F3 BA-S2NiCu1 EG ISO 14171-A S 46 4 AB S2Ni1Cu F55A4-EG-G F8A4-EG-GBA-S2CrMo1 EB2 ISO 24598-A S S CrMo1 AB F55P4-EB2-B2 F8P4-EB2-B2
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 3T 2 AB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S2Si EM12K ISO 14171-A S 4T 3 AB S2Si F49TA3-EM12K F7TA2-EM12KBA-S3Si EH12K ISO 14171-A- S 4T 3 AB S3Si F55TA3-EH12K F8TA2-EH12KBA-S2Mo EA2 ISO 14171-A- S 4T 3 AB S2Mo F55TA3-EA2 F8TA2-EA2BA-S2Ni1 ENi1 ISO 14171-A- S 4T 3 AB S2Ni1 F49TA3-ENi1 F7TA2-ENi1BA-S2Ni2 ENi2 ISO 14171-A- S 4T 4 AB S2Ni2 F55TA4-ENi2 F8TA4-ENi2BA-S3NiMo1 EF3 ISO 14171-A- S 5T 3 AB S3Ni1Mo F62TA3-EF3 F9TA2-EF3BA-S2CrMo1 EB2 F49TA2-EB2 F7TA0-EB2
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S2 EM12(K) 0,05-0,08 0,2-0,4 1,1-1,5BA-S3 EH10K 0,05-0,08 0,2-0,4 1,5-1,9BA-S2Si EM12K 0,05-0,08 0,3-0,5 1,1-1,5BA-S3Si EH12K 0,05-0,08 0,3-0,5 1,5-1,9BA-S2Mo EA2 0,05-0,08 0,2-0,4 1,1-1,5 0,5BA-S3Mo EA4 0.05-0.08 0.2-0.4 1.5-1.9 0.5BA-S2Ni1 ENi1 0,05-0,08 0,2-0,4 1,1-1,5 0,8BA-S2Ni2 ENi2 0,05-0,08 0,2-0,4 1,1-1,5 2,0BA-S3NiMo1 EF3 0,05-0,08 0,2-0,4 1,5-1,9 0,5 0,9BA-S2Ni1Cu EG 0,05-0,08 0,3-0,5 1,0-1,4 0,8BA-S2CrMo1 EB2 0,05-0,08 0,2-0,4 1,0-1,4 0,5 1,0
BF 5.1
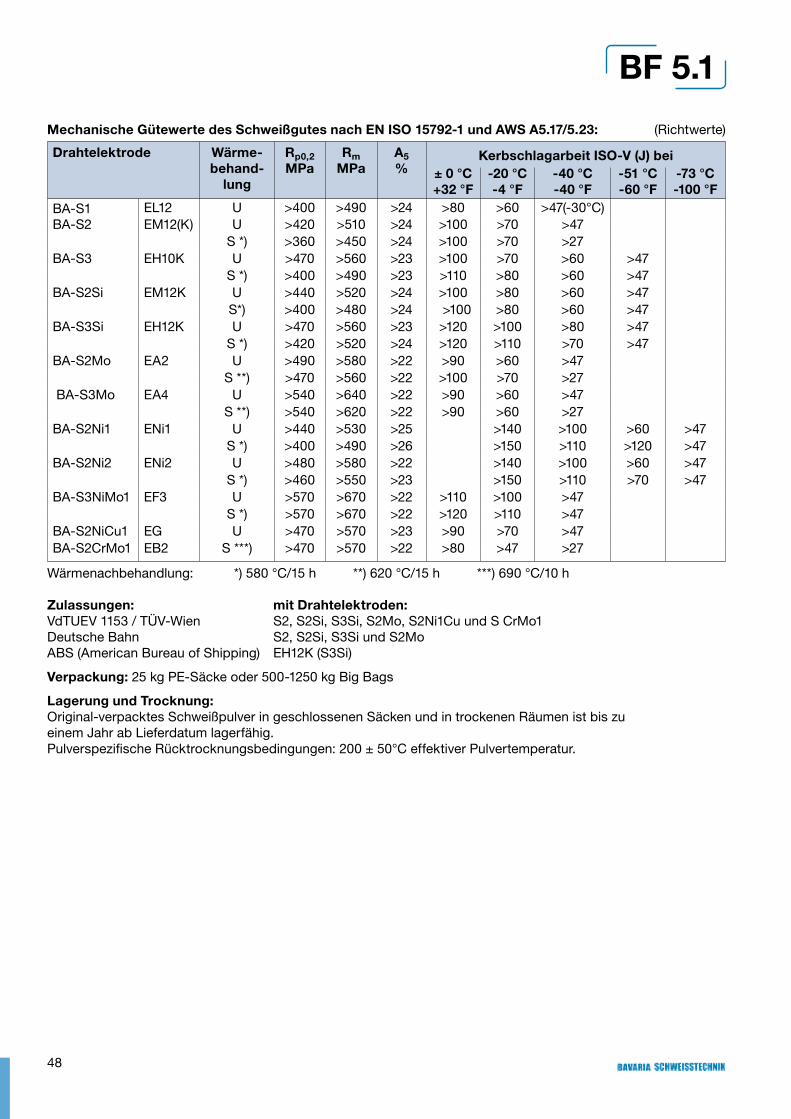
48
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei± 0 °C+32 °F
-20 °C-4 °F
-40 °C-40 °F
-51 °C-60 °F
-73 °C-100 °F
BA-S1 EL12 U >400 >490 >24 >80 >60 >47(-30°C)BA-S2 EM12(K) U >420 >510 >24 >100 >70 >47
S *) >360 >450 >24 >100 >70 >27BA-S3 EH10K U >470 >560 >23 >100 >70 >60 >47
S *) >400 >490 >23 >110 >80 >60 >47BA-S2Si EM12K U >440 >520 >24 >100 >80 >60 >47
S*) >400 >480 >24 >100 >80 >60 >47BA-S3Si EH12K U >470 >560 >23 >120 >100 >80 >47
S *) >420 >520 >24 >120 >110 >70 >47BA-S2Mo EA2 U >490 >580 >22 >90 >60 >47
S **) >470 >560 >22 >100 >70 >27 BA-S3Mo EA4 U >540 >640 >22 >90 >60 >47
S **) >540 >620 >22 >90 >60 >27BA-S2Ni1 ENi1 U >440 >530 >25 >140 >100 >60 >47
S *) >400 >490 >26 >150 >110 >120 >47BA-S2Ni2 ENi2 U >480 >580 >22 >140 >100 >60 >47
S *) >460 >550 >23 >150 >110 >70 >47BA-S3NiMo1 EF3 U >570 >670 >22 >110 >100 >47
S *) >570 >670 >22 >120 >110 >47BA-S2NiCu1 EG U >470 >570 >23 >90 >70 >47BA-S2CrMo1 EB2 S ***) >470 >570 >22 >80 >47 >27
Wärmenachbehandlung: *) 580 °C/15 h **) 620 °C/15 h ***) 690 °C/10 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S2, S2Si, S3Si, S2Mo, S2Ni1Cu und S CrMo1Deutsche Bahn S2, S2Si, S3Si und S2MoABS (American Bureau of Shipping) EH12K (S3Si)
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
BF 5.1
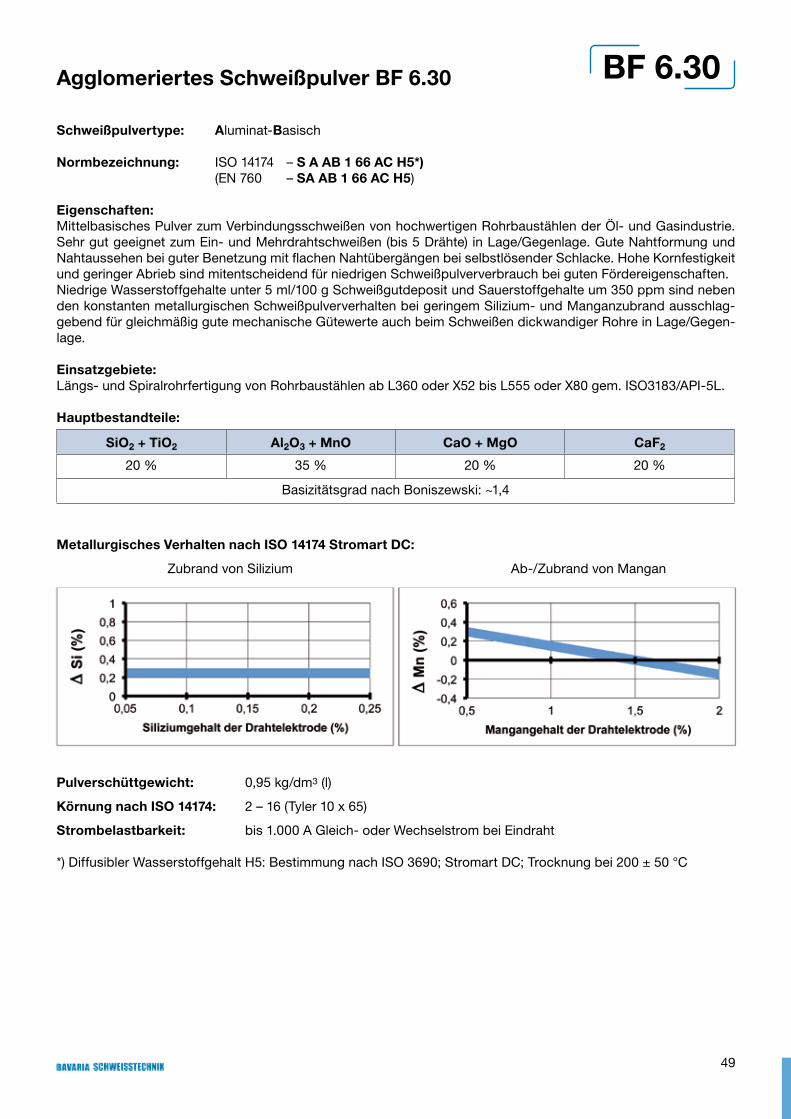
49
Agglomeriertes Schweißpulver BF 6.30
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 66 AC H5*) (EN 760 – SA AB 1 66 AC H5)
Eigenschaften:Mittelbasisches Pulver zum Verbindungsschweißen von hochwertigen Rohrbaustählen der Öl- und Gasindustrie. Sehr gut geeignet zum Ein- und Mehrdrahtschweißen (bis 5 Drähte) in Lage/Gegenlage. Gute Nahtformung und Nahtaussehen bei guter Benetzung mit flachen Nahtübergängen bei selbstlösender Schlacke. Hohe Kornfestigkeit und geringer Abrieb sind mitentscheidend für niedrigen Schweißpulververbrauch bei guten Fördereigenschaften.Niedrige Wasserstoffgehalte unter 5 ml/100 g Schweißgutdeposit und Sauerstoffgehalte um 350 ppm sind neben den konstanten metallurgischen Schweißpulververhalten bei geringem Silizium- und Manganzubrand ausschlag- gebend für gleichmäßig gute mechanische Gütewerte auch beim Schweißen dickwandiger Rohre in Lage/Gegen-lage.
Einsatzgebiete:Längs- und Spiralrohrfertigung von Rohrbaustählen ab L360 oder X52 bis L555 oder X80 gem. ISO3183/API-5L.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 35 % 20 % 20 %
Basizitätsgrad nach Boniszewski: ~1,4
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65)
Strombelastbarkeit: bis 1.000 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 6.30
50
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 42 3 AB S2 F48A3-EM12(K) F7A2-EM12(K)BA-S2Si EM12K ISO 14171-A S 42 3 AB S2Si F48A3-EM12K F7A2-EM12KBA-S3Si EH12K ISO 14171-A- S 46 4 AB S3Si F55A4/F49P4-EH12K F8A4/F7P4-EH12KBA-S2Mo EA2 ISO 14171-A- S 46 3 AB S2Mo F55A3/P3-EA2-A2 F8A2/P2-EA2-A2BA-S3Mo EA4 ISO 14171-A- S 50 3 AB S3Mo F55A3/P3-EA4-A4 F8A2/P2-EA4-A4BA-S3NiMo1 EF3 ISO 14171-A S 50 3 AB S3Ni1Mo F62A3-EF3-F3 F9A2-EF3-F3BA-S4MoSi EA3K ISO 14341-A S 50 0 AB G4Mo F62A2-EA3K-A3 F9A0-EA3K-A3
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23BA-S2 EM12(K) ISO 14171-A S 3T 2 AB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S2Si EM12K ISO 14171-A S 3T 2 AB S2Si F43TA2-EM12K F6TA0-EM12KBA-S3Si EH12K ISO 14171-A- S 4T 3 AB S3Si F49TA3-EH12K F7TA2-EH12KBA-S2Mo EA2 ISO 14171-A- S 5T 3 AB S2Mo F62TA3-EA2 F9TA2-EA2BA-S3Mo EA4 ISO 14171-A- S 5T 3 AB S3Mo F62TA3-EA4 F9TA2-EA4BA-S3NiMo1 EF3 ISO 14171-A S 5T 3 AB S3Ni1Mo F62TA3-EF3 F9TA2-EF3BA-S2MoTiB EA2TiB ISO 14171-A S 5T 5 AB S2MoTiB F62TA5-EA2TiB F9TA6-EA2TiBBA-S3MoTiB EG ISO 14171-A S 5T 5 AB SZ F62TA5-EG F9TA6-EG
Mechanische Gütewerte der Lage/Gegenlage (Two-Run) von Rohrbaustählen: (Richtwerte)
Drahtelektrode Rp0,2MPa
RmMPa
A5 %
Kerbschlagarbeit ISO-V (J) beiRT ± 0 °C
+32 °F-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S2 1) EM12(K) >400 >500 >22 >80 >50 >27
BA-S2Si 1) EM12K >400 >500 >22 >80 >50 >27
BA-S3Si 1) EH12K >460 >560 >22 >100 >80 >70 >40
BA-S2Mo 2) EA2 >560 >630 >17 >100 >90 >60 >40
BA-S3Mo 2) EA4 >570 >650 >17 >110 >90 >70 >50
BA-S3NiMo1 2) EF3 >560 >650 >17 >110 >90 >70 >60
BA-S2MoTiB 3) EA2TiB >560 >630 >17 >130 >80 >70 >60
BA-S3MoTiB 3) EG >570 >650 >17 >130 >90 >80 >70 >60
1) Grundwerkstoff mit niedrigen Si Gehalt bis zu X60 gem. API Spec. 5L2) Grundwerkstoff Si desoxidiert für X65 und höher gem. API Spec. 5L3) Tieftemperaturanforderungen: BA-S2MoTiB für Grundwerkstoffe mit hohem Mn-Gehalt / BA-S3MoTiB für
Grundwerkstoffe mit niedrigem Mn-GehaltMechanische Eigenschaften werden bis zu 70% durch Verdünnung des Basismaterials beeinflusst
Zulassungen: mit Drahtelektroden:VdTUEV 1153 S2Mo
BF 6.30
51
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S2 EM12(K) 0,05-0,08 0,2-0,5 1,0-1,4BA-S2Si EM12K 0,05-0,08 0,3-0,6 1,0-1,4BA-S3Si EH12K 0,05-0,08 0,3-0,6 1,4-1,8BA-S2Mo EA2 0,05-0,08 0,2-0,5 1,1-1,4 0,4-0,6BA-S3Mo EA4 0,05-0,08 0,2-0,5 1,3-1,7 0,4-0,6BA-S3NiMo1 EF3 0,05-0,08 0,2-0,5 1,5-1,8 0,4-0,6 0,8-1,0BA-S2MoTiB EA2TiB 0,04-0,07 0,3-0,5 1,0-1,4 0,4-0,6 Ti 0,05 B 0,005BA-S3MoTiB EG 0,04-0,07 0,3-0,5 1,2-1,6 0,4-0,6 Ti 0,05 B 0,005BA-S4MoSi EA3K 0.05-0.08 0.4-0.8 1.4-1.9 0.4-0.6 Ti 0.05 B 0.005
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) beiRT ± 0 °C
+32 °F-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
BA-S2 EM12(K) U >420 >510 >25 >110 >90 >70 >47BA-S2Si EM12K U >420 >510 >25 >110 >90 >70 >47BA-S3Si EH12K U >470 >550 >25 >130 >90 >80 >47BA-S2Mo EA2 U >490 >580 >23 >120 >80 >70 >47BA-S3Mo EA4 U >520 >610 >22 >100 >70 >60 >47BA-S3NiMo1 EF3 U >580 >680 >20 >120 >80 >70 >47
S *) >560 >660 >20 >130 >90 >60 >47BA-S4MoSi EA3K AW >540 >630 >20 >80 >47 >27
Wärmenachbehandlung: *) 620 °C/2 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S2 und S2MoDeutsche Bahn S2 und S2Mo
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
BF 6.30
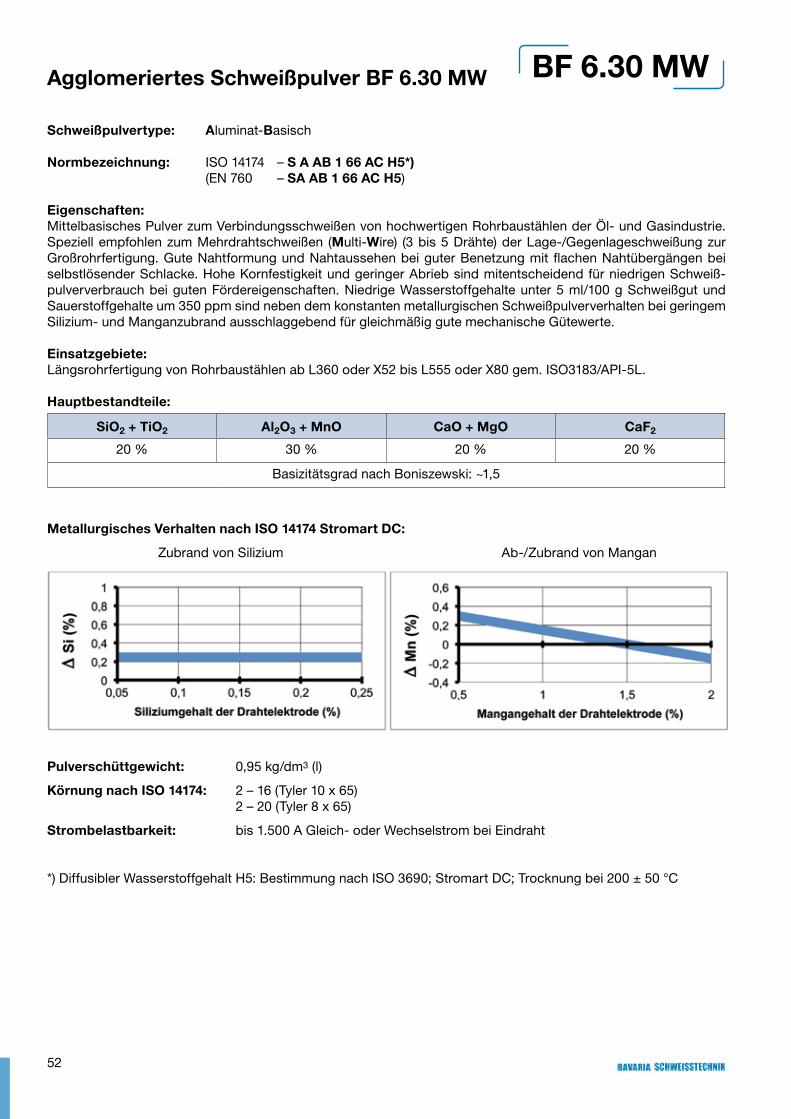
52
Agglomeriertes Schweißpulver BF 6.30 MW
Schweißpulvertype: Aluminat-Basisch
Normbezeichnung: ISO 14174 – S A AB 1 66 AC H5*) (EN 760 – SA AB 1 66 AC H5)
Eigenschaften:Mittelbasisches Pulver zum Verbindungsschweißen von hochwertigen Rohrbaustählen der Öl- und Gasindustrie. Speziell empfohlen zum Mehrdrahtschweißen (Multi-Wire) (3 bis 5 Drähte) der Lage-/Gegenlageschweißung zur Großrohrfertigung. Gute Nahtformung und Nahtaussehen bei guter Benetzung mit flachen Nahtübergängen bei selbstlösender Schlacke. Hohe Kornfestigkeit und geringer Abrieb sind mitentscheidend für niedrigen Schweiß-pulververbrauch bei guten Fördereigenschaften. Niedrige Wasserstoffgehalte unter 5 ml/100 g Schweißgut und Sauerstoffgehalte um 350 ppm sind neben dem konstanten metallurgischen Schweißpulververhalten bei geringem Silizium- und Manganzubrand ausschlaggebend für gleichmäßig gute mechanische Gütewerte.
Einsatzgebiete:Längsrohrfertigung von Rohrbaustählen ab L360 oder X52 bis L555 oder X80 gem. ISO3183/API-5L.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 30 % 20 % 20 %
Basizitätsgrad nach Boniszewski: ~1,5
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65) 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: bis 1.500 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 6.30 MW
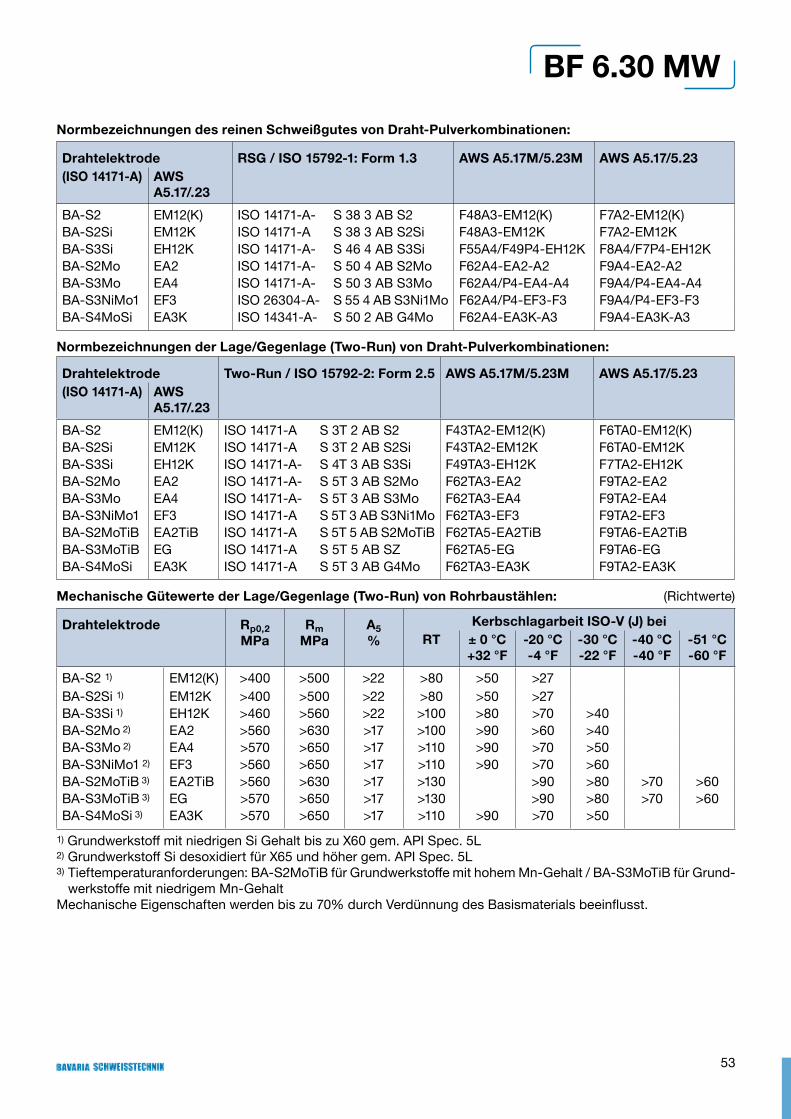
53
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23BA-S2 EM12(K) ISO 14171-A- S 38 3 AB S2 F48A3-EM12(K) F7A2-EM12(K)BA-S2Si EM12K ISO 14171-A S 38 3 AB S2Si F48A3-EM12K F7A2-EM12KBA-S3Si EH12K ISO 14171-A- S 46 4 AB S3Si F55A4/F49P4-EH12K F8A4/F7P4-EH12KBA-S2Mo EA2 ISO 14171-A- S 50 4 AB S2Mo F62A4-EA2-A2 F9A4-EA2-A2BA-S3Mo EA4 ISO 14171-A- S 50 3 AB S3Mo F62A4/P4-EA4-A4 F9A4/P4-EA4-A4BA-S3NiMo1 EF3 ISO 26304-A- S 55 4 AB S3Ni1Mo F62A4/P4-EF3-F3 F9A4/P4-EF3-F3BA-S4MoSi EA3K ISO 14341-A- S 50 2 AB G4Mo F62A4-EA3K-A3 F9A4-EA3K-A3
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-A) AWS
A5.17/.23BA-S2 EM12(K) ISO 14171-A S 3T 2 AB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S2Si EM12K ISO 14171-A S 3T 2 AB S2Si F43TA2-EM12K F6TA0-EM12KBA-S3Si EH12K ISO 14171-A- S 4T 3 AB S3Si F49TA3-EH12K F7TA2-EH12K BA-S2Mo EA2 ISO 14171-A- S 5T 3 AB S2Mo F62TA3-EA2 F9TA2-EA2 BA-S3Mo EA4 ISO 14171-A- S 5T 3 AB S3Mo F62TA3-EA4 F9TA2-EA4 BA-S3NiMo1 EF3 ISO 14171-A S 5T 3 AB S3Ni1Mo F62TA3-EF3 F9TA2-EF3 BA-S2MoTiB EA2TiB ISO 14171-A S 5T 5 AB S2MoTiB F62TA5-EA2TiB F9TA6-EA2TiB BA-S3MoTiB EG ISO 14171-A S 5T 5 AB SZ F62TA5-EG F9TA6-EGBA-S4MoSi EA3K ISO 14171-A S 5T 3 AB G4Mo F62TA3-EA3K F9TA2-EA3K
Mechanische Gütewerte der Lage/Gegenlage (Two-Run) von Rohrbaustählen: (Richtwerte)
Drahtelektrode Rp0,2MPa
RmMPa
A5 %
Kerbschlagarbeit ISO-V (J) beiRT ± 0 °C
+32 °F-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S2 1) EM12(K) >400 >500 >22 >80 >50 >27BA-S2Si 1) EM12K >400 >500 >22 >80 >50 >27BA-S3Si 1) EH12K >460 >560 >22 >100 >80 >70 >40BA-S2Mo 2) EA2 >560 >630 >17 >100 >90 >60 >40BA-S3Mo 2) EA4 >570 >650 >17 >110 >90 >70 >50BA-S3NiMo1 2) EF3 >560 >650 >17 >110 >90 >70 >60BA-S2MoTiB 3) EA2TiB >560 >630 >17 >130 >90 >80 >70 >60BA-S3MoTiB 3) EG >570 >650 >17 >130 >90 >80 >70 >60BA-S4MoSi 3) EA3K >570 >650 >17 >110 >90 >70 >50
1) Grundwerkstoff mit niedrigen Si Gehalt bis zu X60 gem. API Spec. 5L2) Grundwerkstoff Si desoxidiert für X65 und höher gem. API Spec. 5L3) Tieftemperaturanforderungen: BA-S2MoTiB für Grundwerkstoffe mit hohem Mn-Gehalt / BA-S3MoTiB für Grund-
werkstoffe mit niedrigem Mn-GehaltMechanische Eigenschaften werden bis zu 70% durch Verdünnung des Basismaterials beeinflusst.
BF 6.30 MW
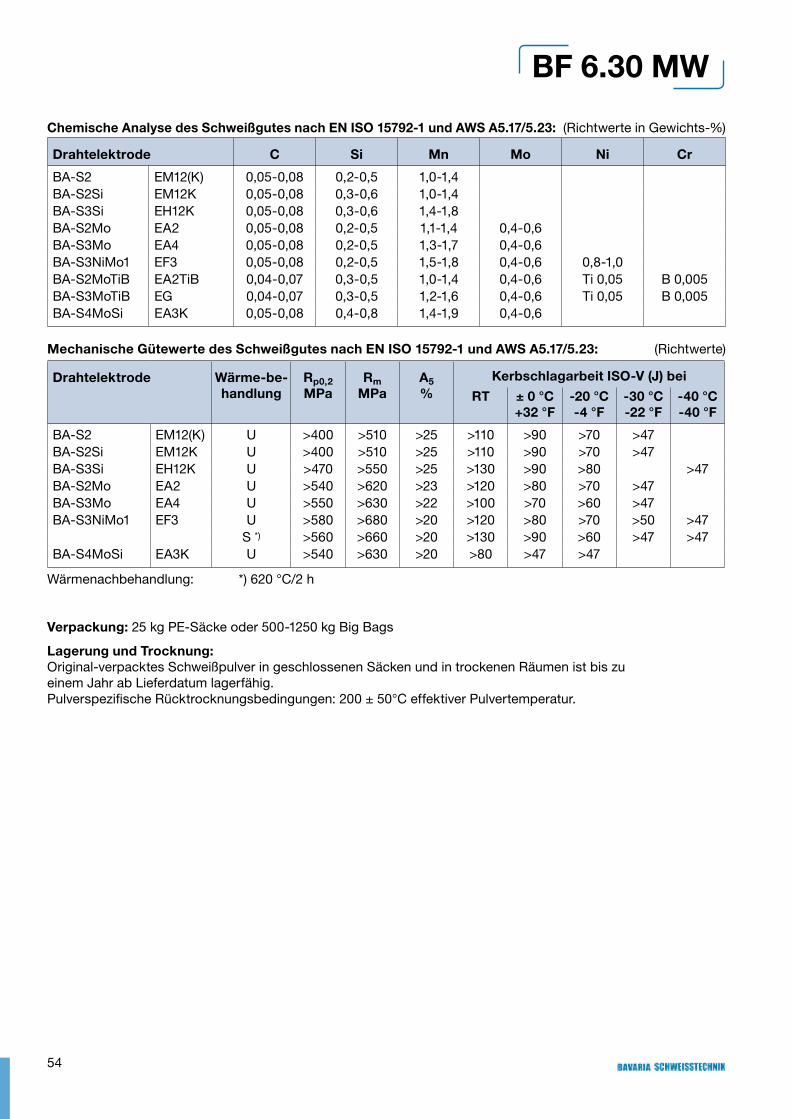
54
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni CrBA-S2 EM12(K) 0,05-0,08 0,2-0,5 1,0-1,4BA-S2Si EM12K 0,05-0,08 0,3-0,6 1,0-1,4BA-S3Si EH12K 0,05-0,08 0,3-0,6 1,4-1,8BA-S2Mo EA2 0,05-0,08 0,2-0,5 1,1-1,4 0,4-0,6BA-S3Mo EA4 0,05-0,08 0,2-0,5 1,3-1,7 0,4-0,6BA-S3NiMo1 EF3 0,05-0,08 0,2-0,5 1,5-1,8 0,4-0,6 0,8-1,0BA-S2MoTiB EA2TiB 0,04-0,07 0,3-0,5 1,0-1,4 0,4-0,6 Ti 0,05 B 0,005BA-S3MoTiB EG 0,04-0,07 0,3-0,5 1,2-1,6 0,4-0,6 Ti 0,05 B 0,005BA-S4MoSi EA3K 0,05-0,08 0,4-0,8 1,4-1,9 0,4-0,6
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-be-handlung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei
RT ± 0 °C+32 °F
-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
BA-S2 EM12(K) U >400 >510 >25 >110 >90 >70 >47BA-S2Si EM12K U >400 >510 >25 >110 >90 >70 >47BA-S3Si EH12K U >470 >550 >25 >130 >90 >80 >47BA-S2Mo EA2 U >540 >620 >23 >120 >80 >70 >47BA-S3Mo EA4 U >550 >630 >22 >100 >70 >60 >47BA-S3NiMo1 EF3 U >580 >680 >20 >120 >80 >70 >50 >47
S *) >560 >660 >20 >130 >90 >60 >47 >47BA-S4MoSi EA3K U >540 >630 >20 >80 >47 >47
Wärmenachbehandlung: *) 620 °C/2 h
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
BF 6.30 MW
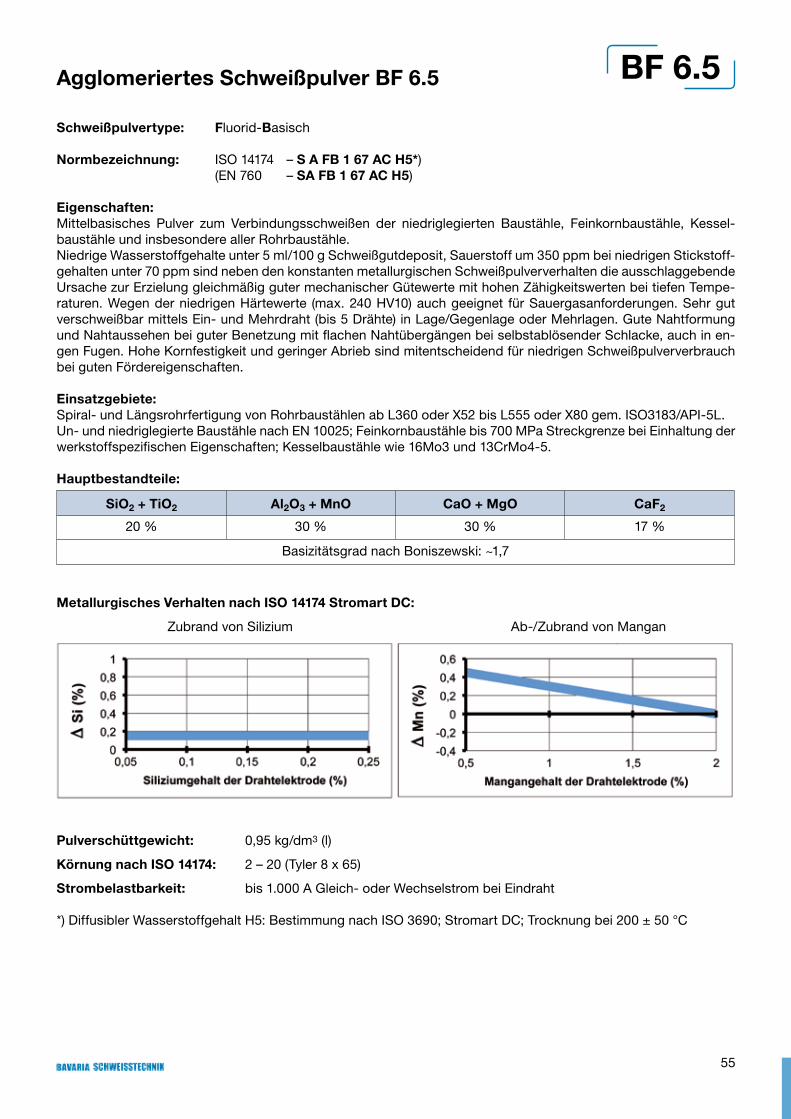
55
Agglomeriertes Schweißpulver BF 6.5
Schweißpulvertype: Fluorid-Basisch
Normbezeichnung: ISO 14174 – S A FB 1 67 AC H5*) (EN 760 – SA FB 1 67 AC H5)
Eigenschaften:Mittelbasisches Pulver zum Verbindungsschweißen der niedriglegierten Baustähle, Feinkornbaustähle, Kessel-baustähle und insbesondere aller Rohrbaustähle.Niedrige Wasserstoffgehalte unter 5 ml/100 g Schweißgutdeposit, Sauerstoff um 350 ppm bei niedrigen Stickstoff-gehalten unter 70 ppm sind neben den konstanten metallurgischen Schweißpulververhalten die ausschlaggebende Ursache zur Erzielung gleichmäßig guter mechanischer Gütewerte mit hohen Zähigkeitswerten bei tiefen Tempe-raturen. Wegen der niedrigen Härtewerte (max. 240 HV10) auch geeignet für Sauergasanforderungen. Sehr gut verschweißbar mittels Ein- und Mehrdraht (bis 5 Drähte) in Lage/Gegenlage oder Mehrlagen. Gute Nahtformung und Nahtaussehen bei guter Benetzung mit flachen Nahtübergängen bei selbstablösender Schlacke, auch in en-gen Fugen. Hohe Kornfestigkeit und geringer Abrieb sind mitentscheidend für niedrigen Schweißpulververbrauch bei guten Fördereigenschaften.
Einsatzgebiete:Spiral- und Längsrohrfertigung von Rohrbaustählen ab L360 oder X52 bis L555 oder X80 gem. ISO3183/API-5L.Un- und niedriglegierte Baustähle nach EN 10025; Feinkornbaustähle bis 700 MPa Streckgrenze bei Einhaltung der werkstoffspezifischen Eigenschaften; Kesselbaustähle wie 16Mo3 und 13CrMo4-5.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 30 % 30 % 17 %
Basizitätsgrad nach Boniszewski: ~1,7
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: bis 1.000 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 6.5
56
Produktionsrohr / Tube
Güte / Quality: L 485 MB
Abmessung / Dimension: 914 x 24,1 mm
Schweisspulver / Flux: BF 6.5
Produktionsrohr
Güte: L 485 MB
Abmessung: 914 x 24,1 mm
Schweißpulver: BF 6.5
BF 6.5
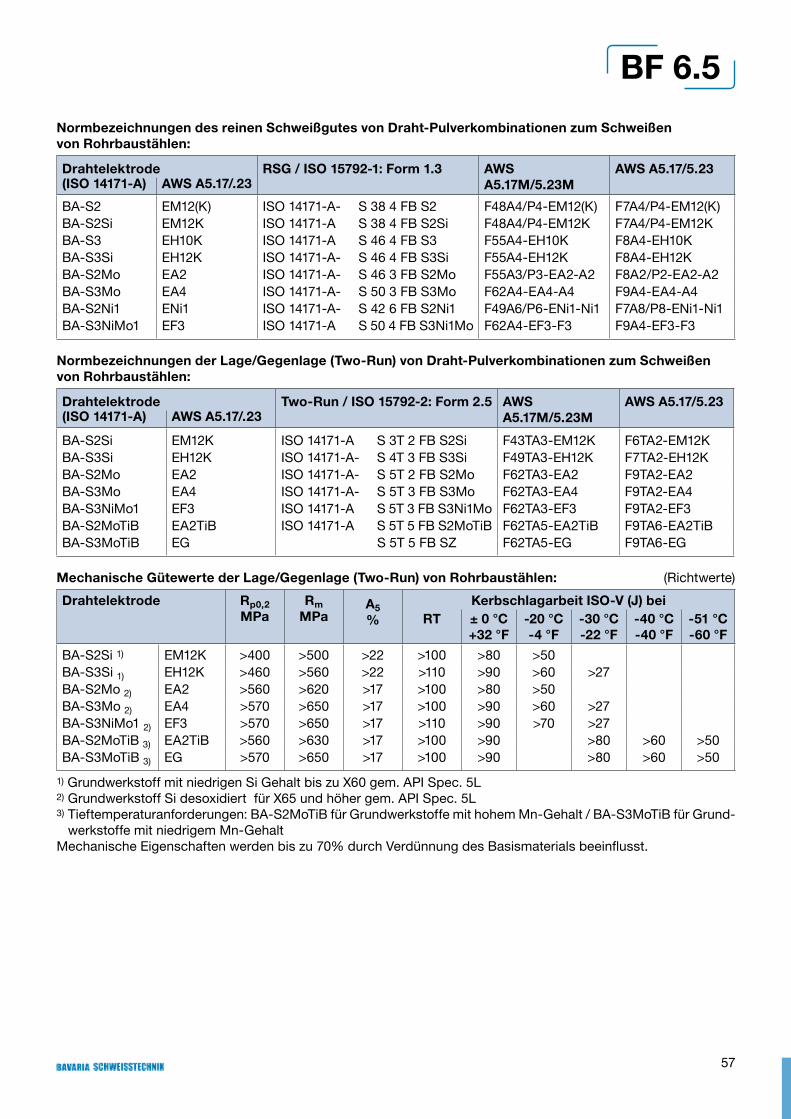
57
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen zum Schweißen von Rohrbaustählen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-A) AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 38 4 FB S2 F48A4/P4-EM12(K) F7A4/P4-EM12(K)BA-S2Si EM12K ISO 14171-A S 38 4 FB S2Si F48A4/P4-EM12K F7A4/P4-EM12KBA-S3 EH10K ISO 14171-A S 46 4 FB S3 F55A4-EH10K F8A4-EH10KBA-S3Si EH12K ISO 14171-A- S 46 4 FB S3Si F55A4-EH12K F8A4-EH12KBA-S2Mo EA2 ISO 14171-A- S 46 3 FB S2Mo F55A3/P3-EA2-A2 F8A2/P2-EA2-A2BA-S3Mo EA4 ISO 14171-A- S 50 3 FB S3Mo F62A4-EA4-A4 F9A4-EA4-A4BA-S2Ni1 ENi1 ISO 14171-A- S 42 6 FB S2Ni1 F49A6/P6-ENi1-Ni1 F7A8/P8-ENi1-Ni1BA-S3NiMo1 EF3 ISO 14171-A S 50 4 FB S3Ni1Mo F62A4-EF3-F3 F9A4-EF3-F3
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen zum Schweißen von Rohrbaustählen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-A) AWS A5.17/.23
BA-S2Si EM12K ISO 14171-A S 3T 2 FB S2Si F43TA3-EM12K F6TA2-EM12KBA-S3Si EH12K ISO 14171-A- S 4T 3 FB S3Si F49TA3-EH12K F7TA2-EH12KBA-S2Mo EA2 ISO 14171-A- S 5T 2 FB S2Mo F62TA3-EA2 F9TA2-EA2 BA-S3Mo EA4 ISO 14171-A- S 5T 3 FB S3Mo F62TA3-EA4 F9TA2-EA4 BA-S3NiMo1 EF3 ISO 14171-A S 5T 3 FB S3Ni1Mo F62TA3-EF3 F9TA2-EF3BA-S2MoTiB EA2TiB ISO 14171-A S 5T 5 FB S2MoTiB F62TA5-EA2TiB F9TA6-EA2TiB BA-S3MoTiB EG S 5T 5 FB SZ F62TA5-EG F9TA6-EG
Mechanische Gütewerte der Lage/Gegenlage (Two-Run) von Rohrbaustählen: (Richtwerte)
Drahtelektrode Rp0,2MPa
RmMPa
A5 %
Kerbschlagarbeit ISO-V (J) beiRT ± 0 °C
+32 °F-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S2Si 1) EM12K >400 >500 >22 >100 >80 >50BA-S3Si 1) EH12K >460 >560 >22 >110 >90 >60 >27BA-S2Mo 2) EA2 >560 >620 >17 >100 >80 >50BA-S3Mo 2) EA4 >570 >650 >17 >100 >90 >60 >27BA-S3NiMo1 2) EF3 >570 >650 >17 >110 >90 >70 >27BA-S2MoTiB 3) EA2TiB >560 >630 >17 >100 >90 >80 >60 >50BA-S3MoTiB 3) EG >570 >650 >17 >100 >90 >80 >60 >50
1) Grundwerkstoff mit niedrigen Si Gehalt bis zu X60 gem. API Spec. 5L2) Grundwerkstoff Si desoxidiert für X65 und höher gem. API Spec. 5L3) Tieftemperaturanforderungen: BA-S2MoTiB für Grundwerkstoffe mit hohem Mn-Gehalt / BA-S3MoTiB für Grund-
werkstoffe mit niedrigem Mn-GehaltMechanische Eigenschaften werden bis zu 70% durch Verdünnung des Basismaterials beeinflusst.
BF 6.5
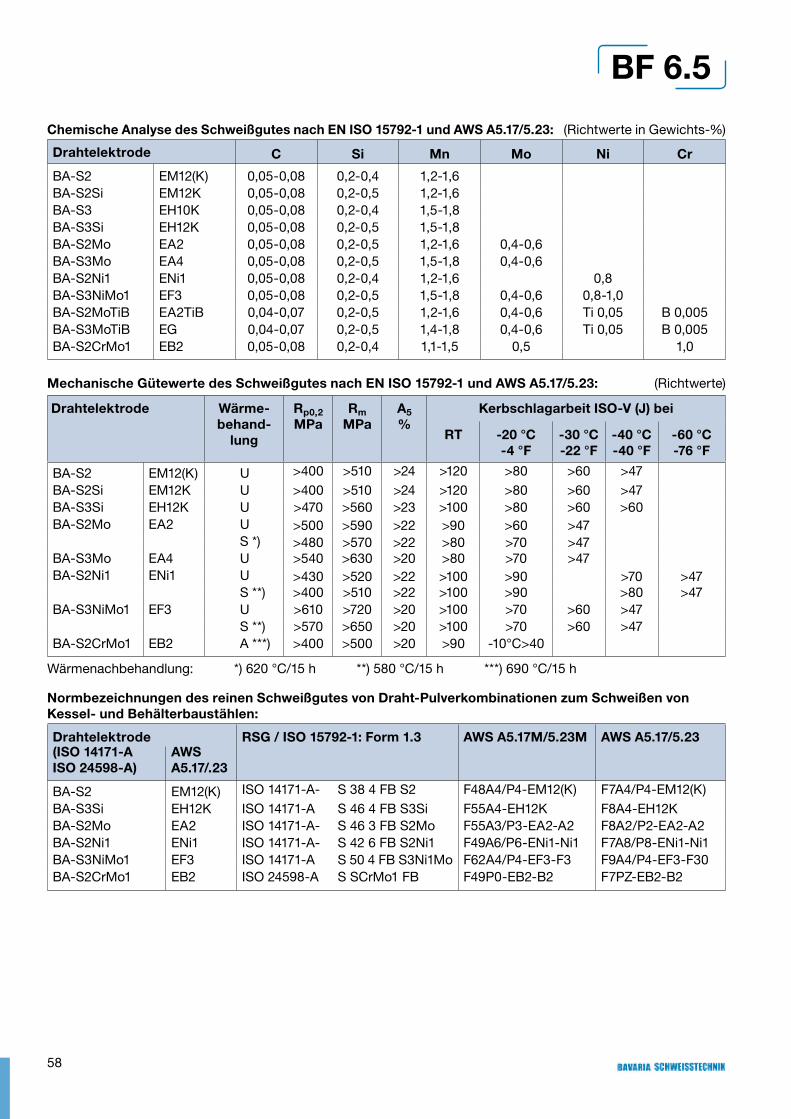
58
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni CrBA-S2 EM12(K) 0,05-0,08 0,2-0,4 1,2-1,6BA-S2Si EM12K 0,05-0,08 0,2-0,5 1,2-1,6BA-S3 EH10K 0,05-0,08 0,2-0,4 1,5-1,8BA-S3Si EH12K 0,05-0,08 0,2-0,5 1,5-1,8BA-S2Mo EA2 0,05-0,08 0,2-0,5 1,2-1,6 0,4-0,6BA-S3Mo EA4 0,05-0,08 0,2-0,5 1,5-1,8 0,4-0,6BA-S2Ni1 ENi1 0,05-0,08 0,2-0,4 1,2-1,6 0,8BA-S3NiMo1 EF3 0,05-0,08 0,2-0,5 1,5-1,8 0,4-0,6 0,8-1,0BA-S2MoTiB EA2TiB 0,04-0,07 0,2-0,5 1,2-1,6 0,4-0,6 Ti 0,05 B 0,005BA-S3MoTiB EG 0,04-0,07 0,2-0,5 1,4-1,8 0,4-0,6 Ti 0,05 B 0,005BA-S2CrMo1 EB2 0,05-0,08 0,2-0,4 1,1-1,5 0,5 1,0
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5 %
Kerbschlagarbeit ISO-V (J) bei
RT -20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-60 °C-76 °F
BA-S2 EM12(K) U >400 >510 >24 >120 >80 >60 >47BA-S2Si EM12K U >400 >510 >24 >120 >80 >60 >47BA-S3Si EH12K U >470 >560 >23 >100 >80 >60 >60BA-S2Mo EA2 U >500 >590 >22 >90 >60 >47
S *) >480 >570 >22 >80 >70 >47BA-S3Mo EA4 U >540 >630 >20 >80 >70 >47BA-S2Ni1 ENi1 U >430 >520 >22 >100 >90 >70 >47
S **) >400 >510 >22 >100 >90 >80 >47BA-S3NiMo1 EF3 U >610 >720 >20 >100 >70 >60 >47
S **) >570 >650 >20 >100 >70 >60 >47BA-S2CrMo1 EB2 A ***) >400 >500 >20 >90 -10°C>40
Wärmenachbehandlung: *) 620 °C/15 h **) 580 °C/15 h ***) 690 °C/15 h
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen zum Schweißen von Kessel- und Behälterbaustählen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 38 4 FB S2 F48A4/P4-EM12(K) F7A4/P4-EM12(K) BA-S3Si EH12K ISO 14171-A S 46 4 FB S3Si F55A4-EH12K F8A4-EH12KBA-S2Mo EA2 ISO 14171-A- S 46 3 FB S2Mo F55A3/P3-EA2-A2 F8A2/P2-EA2-A2 BA-S2Ni1 ENi1 ISO 14171-A- S 42 6 FB S2Ni1 F49A6/P6-ENi1-Ni1 F7A8/P8-ENi1-Ni1 BA-S3NiMo1 EF3 ISO 14171-A S 50 4 FB S3Ni1Mo F62A4/P4-EF3-F3 F9A4/P4-EF3-F30 BA-S2CrMo1 EB2 ISO 24598-A S SCrMo1 FB F49P0-EB2-B2 F7PZ-EB2-B2
BF 6.5
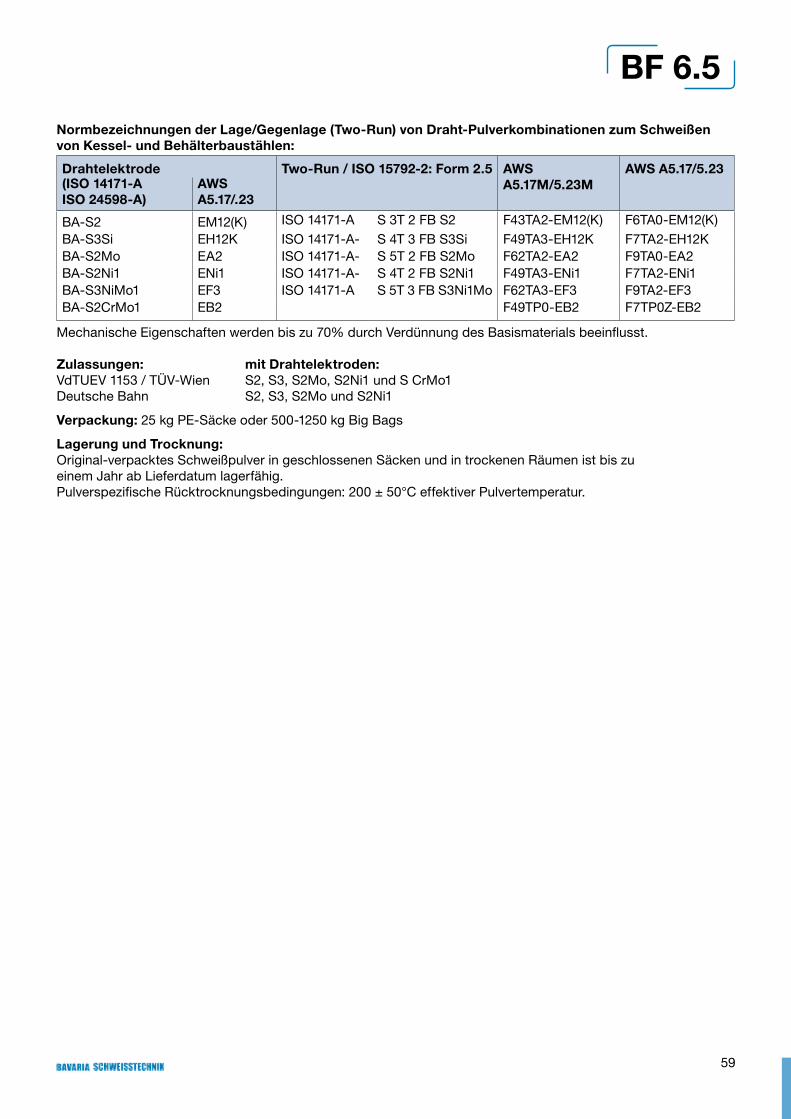
59
BF 6.5
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen zum Schweißen von Kessel- und Behälterbaustählen:
Drahtelektrode Two-Run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-AISO 24598-A)
AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A S 3T 2 FB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S3Si EH12K ISO 14171-A- S 4T 3 FB S3Si F49TA3-EH12K F7TA2-EH12KBA-S2Mo EA2 ISO 14171-A- S 5T 2 FB S2Mo F62TA2-EA2 F9TA0-EA2BA-S2Ni1 ENi1 ISO 14171-A- S 4T 2 FB S2Ni1 F49TA3-ENi1 F7TA2-ENi1BA-S3NiMo1 EF3 ISO 14171-A S 5T 3 FB S3Ni1Mo F62TA3-EF3 F9TA2-EF3BA-S2CrMo1 EB2 F49TP0-EB2 F7TP0Z-EB2
Mechanische Eigenschaften werden bis zu 70% durch Verdünnung des Basismaterials beeinflusst.
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S2, S3, S2Mo, S2Ni1 und S CrMo1Deutsche Bahn S2, S3, S2Mo und S2Ni1
Verpackung: 25 kg PE-Säcke oder 500-1250 kg Big Bags
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50°C effektiver Pulvertemperatur.
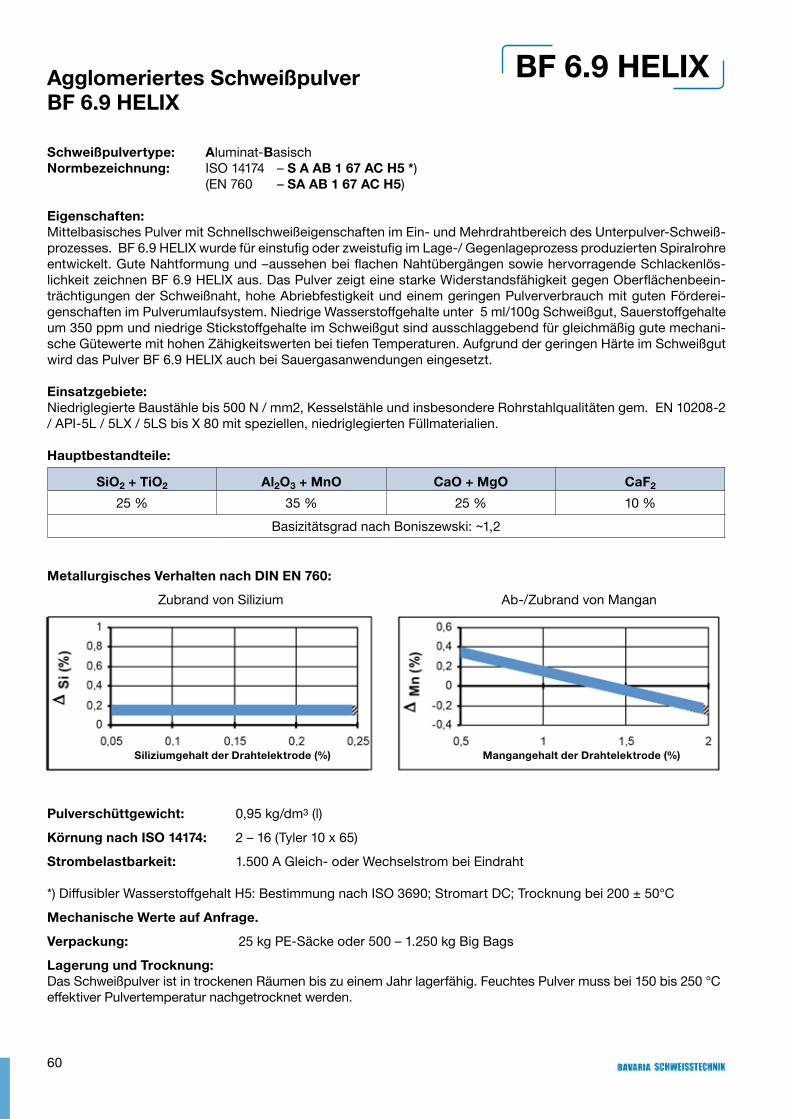
60
Agglomeriertes Schweißpulver BF 6.9 HELIX
Schweißpulvertype: Aluminat-BasischNormbezeichnung: ISO 14174 – S A AB 1 67 AC H5 *) (EN 760 – SA AB 1 67 AC H5)
Eigenschaften:Mittelbasisches Pulver mit Schnellschweißeigenschaften im Ein- und Mehrdrahtbereich des Unterpulver-Schweiß-prozesses. BF 6.9 HELIX wurde für einstufig oder zweistufig im Lage-/ Gegenlageprozess produzierten Spiralrohre entwickelt. Gute Nahtformung und –aussehen bei flachen Nahtübergängen sowie hervorragende Schlackenlös-lichkeit zeichnen BF 6.9 HELIX aus. Das Pulver zeigt eine starke Widerstandsfähigkeit gegen Oberflächenbeein-trächtigungen der Schweißnaht, hohe Abriebfestigkeit und einem geringen Pulververbrauch mit guten Förderei-genschaften im Pulverumlaufsystem. Niedrige Wasserstoffgehalte unter 5 ml/100g Schweißgut, Sauerstoffgehalte um 350 ppm und niedrige Stickstoffgehalte im Schweißgut sind ausschlaggebend für gleichmäßig gute mechani-sche Gütewerte mit hohen Zähigkeitswerten bei tiefen Temperaturen. Aufgrund der geringen Härte im Schweißgut wird das Pulver BF 6.9 HELIX auch bei Sauergasanwendungen eingesetzt.
Einsatzgebiete:Niedriglegierte Baustähle bis 500 N / mm2, Kesselstähle und insbesondere Rohrstahlqualitäten gem. EN 10208-2 / API-5L / 5LX / 5LS bis X 80 mit speziellen, niedriglegierten Füllmaterialien.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
25 % 35 % 25 % 10 %Basizitätsgrad nach Boniszewski: ~1,2
Metallurgisches Verhalten nach DIN EN 760:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65)
Strombelastbarkeit: 1.500 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50°C
Mechanische Werte auf Anfrage.
Verpackung: 25 kg PE-Säcke oder 500 – 1.250 kg Big Bags
Lagerung und Trocknung:Das Schweißpulver ist in trockenen Räumen bis zu einem Jahr lagerfähig. Feuchtes Pulver muss bei 150 bis 250 °C effektiver Pulvertemperatur nachgetrocknet werden.
BF 6.9 HELIX
Siliziumgehalt der Drahtelektrode (%) Mangangehalt der Drahtelektrode (%)
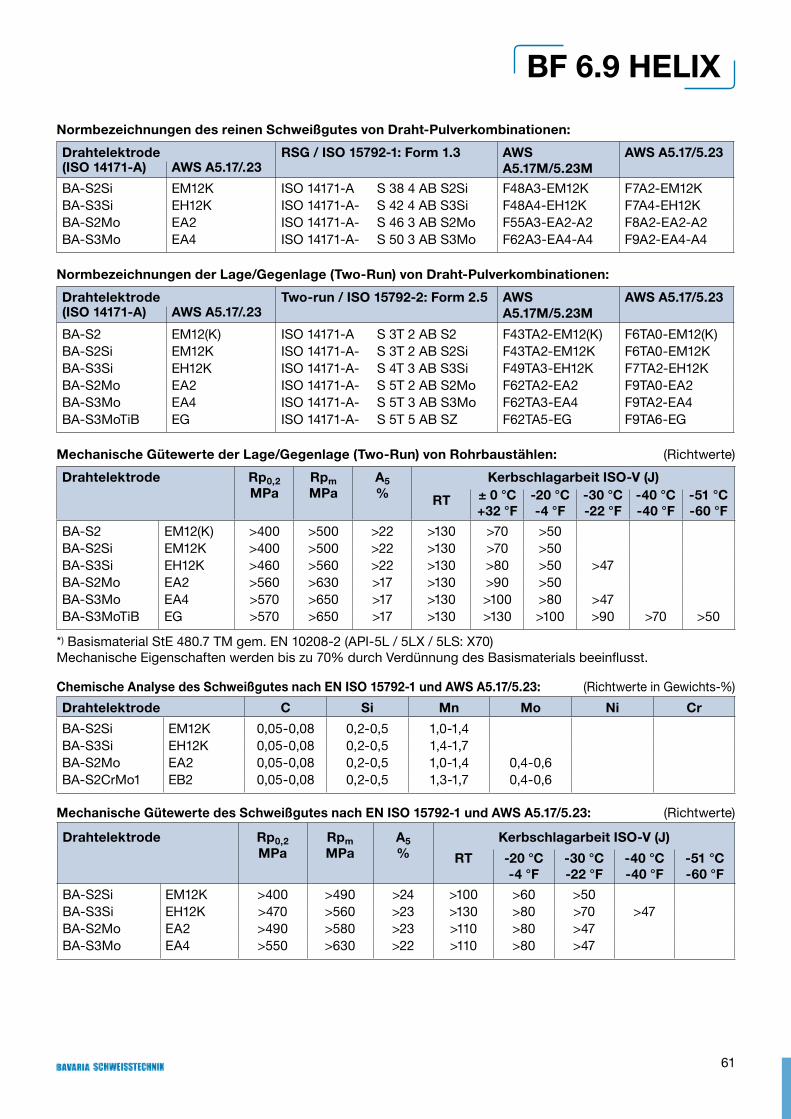
61
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-A) AWS A5.17/.23
BA-S2Si EM12K ISO 14171-A S 38 4 AB S2Si F48A3-EM12K F7A2-EM12KBA-S3Si EH12K ISO 14171-A- S 42 4 AB S3Si F48A4-EH12K F7A4-EH12KBA-S2Mo EA2 ISO 14171-A- S 46 3 AB S2Mo F55A3-EA2-A2 F8A2-EA2-A2BA-S3Mo EA4 ISO 14171-A- S 50 3 AB S3Mo F62A3-EA4-A4 F9A2-EA4-A4
Normbezeichnungen der Lage/Gegenlage (Two-Run) von Draht-Pulverkombinationen:
Drahtelektrode Two-run / ISO 15792-2: Form 2.5 AWS A5.17M/5.23M
AWS A5.17/5.23(ISO 14171-A) AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A S 3T 2 AB S2 F43TA2-EM12(K) F6TA0-EM12(K)BA-S2Si EM12K ISO 14171-A- S 3T 2 AB S2Si F43TA2-EM12K F6TA0-EM12K BA-S3Si EH12K ISO 14171-A- S 4T 3 AB S3Si F49TA3-EH12K F7TA2-EH12KBA-S2Mo EA2 ISO 14171-A- S 5T 2 AB S2Mo F62TA2-EA2 F9TA0-EA2BA-S3Mo EA4 ISO 14171-A- S 5T 3 AB S3Mo F62TA3-EA4 F9TA2-EA4BA-S3MoTiB EG ISO 14171-A- S 5T 5 AB SZ F62TA5-EG F9TA6-EG
Mechanische Gütewerte der Lage/Gegenlage (Two-Run) von Rohrbaustählen: (Richtwerte)Drahtelektrode Rp0,2
MPaRpmMPa
A5 %
Kerbschlagarbeit ISO-V (J)
RT ± 0 °C+32 °F
-20 °C-4 °F
-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S2 EM12(K) >400 >500 >22 >130 >70 >50BA-S2Si EM12K >400 >500 >22 >130 >70 >50BA-S3Si EH12K >460 >560 >22 >130 >80 >50 >47BA-S2Mo EA2 >560 >630 >17 >130 >90 >50BA-S3Mo EA4 >570 >650 >17 >130 >100 >80 >47BA-S3MoTiB EG >570 >650 >17 >130 >130 >100 >90 >70 >50
*) Basismaterial StE 480.7 TM gem. EN 10208-2 (API-5L / 5LX / 5LS: X70)Mechanische Eigenschaften werden bis zu 70% durch Verdünnung des Basismaterials beeinflusst.
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)Drahtelektrode C Si Mn Mo Ni Cr
BA-S2Si EM12K 0,05-0,08 0,2-0,5 1,0-1,4BA-S3Si EH12K 0,05-0,08 0,2-0,5 1,4-1,7BA-S2Mo EA2 0,05-0,08 0,2-0,5 1,0-1,4 0,4-0,6BA-S2CrMo1 EB2 0,05-0,08 0,2-0,5 1,3-1,7 0,4-0,6
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Rp0,2MPa
RpmMPa
A5 %
Kerbschlagarbeit ISO-V (J)RT -20 °C
-4 °F-30 °C-22 °F
-40 °C-40 °F
-51 °C-60 °F
BA-S2Si EM12K >400 >490 >24 >100 >60 >50BA-S3Si EH12K >470 >560 >23 >130 >80 >70 >47BA-S2Mo EA2 >490 >580 >23 >110 >80 >47BA-S3Mo EA4 >550 >630 >22 >110 >80 >47
BF 6.9 HELIX
62
Agglomeriertes Schweißpulver BF 8.1
Schweißpulvertype: Calcium-Silikat
Normbezeichnung: ISO 14174 – S A CS 1 75 AC (EN 760 – SA CS 1 75 AC) Eigenschaften:Agglomeriertes, leicht-basisches, Mn-neutrales Calcium-Silikat-Schweißpulver für das formgebende UP-Auftrags-schweißen mittels Ein- oder Mehrdrahttechnik (Doppeldraht/TWIN-ARC). BF 8.1 wurde speziell für die Reparatur-schweißung an abgetragenen, großen Dieselkolben von Schiffen entwickelt.Die Schweißung zeigt das für Calcium-Silikat Schweißpulver-typische Nahtaussehen: glatte, fein gerippte Nahtoberfläche mit sanften Nahtübergängen. Die erstarrende Schlacke löst sich selbständig und ohne anhaften-de Restschlacken auch bei hohen Temperaturen > 300 °C bis zur Rotglut. Das Schweißpulver überzeugt durch gleichmäßiges metallurgisches Verhalten mit geringen Schwankungen aufgrund von Schweißparameteränderung. Weitere Eigenschaften von BF 8.1 sind: hoch strombelastbar bei sehr geringem Schweißpulververbrauch, wenig feuchtigkeitsempfindlich bei bereits niedrigem Wasserstoffangebot, wenig empfindlich bei Blaswirkung und gegen Porenbildung.
Einsatzgebiet:BF 8.1 kann mit Gleichstrom (+ oder – Pol) oder mit Wechselstrom und mit niedriglegierten CMn-Drähten (S2-S4) oder warmfesten CMnMo-legierten Drähten (S2Mo–S4Mo) zum Auftragsschweißen oder formgebenden Schwei-ßen abgetragener Bauteile aus Vergütungsstahl wie 25CrMo4/34CrMo4/42CrMo4 eingesetzt werden. Zur Erzielung eines rissfreien Schweißgutes werden Vorwärmung und Zwischenlagentemperaturen zwischen 300 °C und 500 °C angewandt. Gezielt eingesetzt wurde das Pulver für die Reparatur- und Aufbauschweißung an ausgeschlagenen Nuten des Ventilringes und für die Oberflächenauftragung von Ventilköpfen.
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
25 % 15 % 35 % 20 %
Basizitätsgrad nach Boniszewski: ~1,7
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 3 – 25 (Tyler 8 x 48)
Strombelastbarkeit: bis 1.200 A Gleich- oder Wechselstrom bei Eindraht
Verpackung: 25 kg PE-Säcke oder 500 – 1.250 kg Big Bags
Lagerung und Trocknung:Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50 °C effektive Pulvertemperatur.
BF 8.1
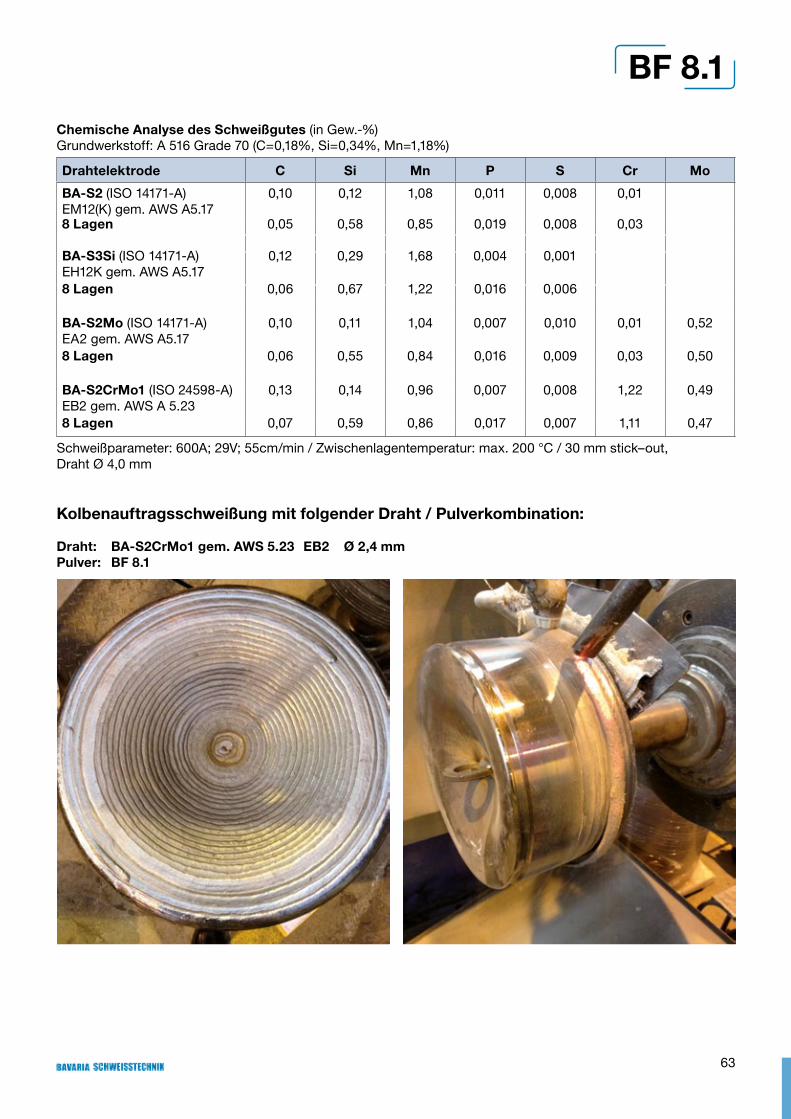
63
Chemische Analyse des Schweißgutes (in Gew.-%)Grundwerkstoff: A 516 Grade 70 (C=0,18%, Si=0,34%, Mn=1,18%)
Drahtelektrode C Si Mn P S Cr Mo
BA-S2 (ISO 14171-A)EM12(K) gem. AWS A5.17
0,10 0,12 1,08 0,011 0,008 0,01
8 Lagen 0,05 0,58 0,85 0,019 0,008 0,03
BA-S3Si (ISO 14171-A)EH12K gem. AWS A5.17
0,12 0,29 1,68 0,004 0,001
8 Lagen 0,06 0,67 1,22 0,016 0,006
BA-S2Mo (ISO 14171-A)EA2 gem. AWS A5.17
0,10 0,11 1,04 0,007 0,010 0,01 0,52
8 Lagen 0,06 0,55 0,84 0,016 0,009 0,03 0,50
BA-S2CrMo1 (ISO 24598-A)EB2 gem. AWS A 5.23
0,13 0,14 0,96 0,007 0,008 1,22 0,49
8 Lagen 0,07 0,59 0,86 0,017 0,007 1,11 0,47
Schweißparameter: 600A; 29V; 55cm/min / Zwischenlagentemperatur: max. 200 °C / 30 mm stick–out, Draht Ø 4,0 mm
Kolbenauftragsschweißung mit folgender Draht / Pulverkombination:
Draht: BA-S2CrMo1 gem. AWS 5.23 EB2 Ø 2,4 mmPulver: BF 8.1
BF 8.1
64
Agglomeriertes Schweißpulver BF 8.5
Schweißpulvertype: Fluorid–Basisch
Normbezeichnung: ISO 14174 – S A FB 1 65 AC (EN 760 – SA FB 1 65 AC)
Eigenschaften:Mittelbasisches, agglomeriertes Pulver für das UP-Auftragsschweißen und formgebende Schweißen mittels Ein- oder Mehrdrahttechnik (Doppeldraht/TWIN-ARC). BF 8.5 erzielt stabile metallurgische Reaktionen und konstante Schweißeigenschaften über einen breiten Strombereich, auch bei Wechselstrom. Niedriger Verbrauch, große Si-cherheit gegen Porenbildung sowie niedriger Wasserstoffgehalt und geringe Empfindlichkeit gegen Blaswirkung zeichnen dieses Pulver aus. Die Auftragsschweißung zeigt eine glatte Nahtoberfläche mit sanften Nahtübergängen und gute Benetzung. Die erstarrende Schlacke löst sich selbständig ohne anhaftende Restschlacken auch bei hohen Temperaturen (> 300 °C).BF 8.5 ist ein unlegiertes, neutrales Pulver mit geringem Siliziumzubrand und neutralen Manganreaktionen (siehe chemische Zusammensetzung der Auftragsschweißungen).
Einsatzgebiete:Das Pulver kann mit Wechsel- oder Gleichstrom (+ oder – Pol) in Kombination mit entsprechenden marktgängigen Massivdrähten oder mit speziellen Metallpulver-Fülldrähten für die Hartauftragung eingesetzt werden.BF 8.5 ist speziell für das Auftragsschweißen und formgebende Schweißen entwickelt worden (in Kombination mit Standard-CMn-/CMo-/CCrMo-Drähten), zur Reparatur abgetragener Oberflächen oder zur Formgebung bestimm-ter Werkstückbereiche.Dieses Pulver ist nicht für das Verbindungsschweißen oder das Schweißen in der Fuge geeignet. Für diese Anwen-dungen werden die basischen Pulver BF 5.1, BF 16 oder WP 380 (> 5 % Cr-Legierungen) empfohlen.
Bemerkung: Alle Faktoren, welche das Mikrogefüge und die Chemie während des Auftragsschweißens der Hartauftragung be-einflußen, müssen berücksichtigt werden wie z.B.:• Trägerwerkstoff: bestimmt die Wahl der Draht-Pulver-Kombination und Wärmebehandlung• Oberflächenanforderungen: Überlegungen zur Qualität der letzten Hartauftragungslage(n)• Schweißtechnologie: beeinflusst Aufmischung, Chemie und Schweißgutgefüge
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
20 % 25 % 35 % 15 %
Basizitätsgrad nach Boniszewski: ~2,0
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 3 – 25 (Tyler 8 x 48)
Strombelastbarkeit: bis 1.000 A Gleich- oder Wechselstrom bei Eindraht
Verpackung: 25 kg PE-Säcke oder 500 – 1.250 kg Big Bags
Lagerung und Trocknung:Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50 °C effektive Pulvertemperatur.
BF 8.5
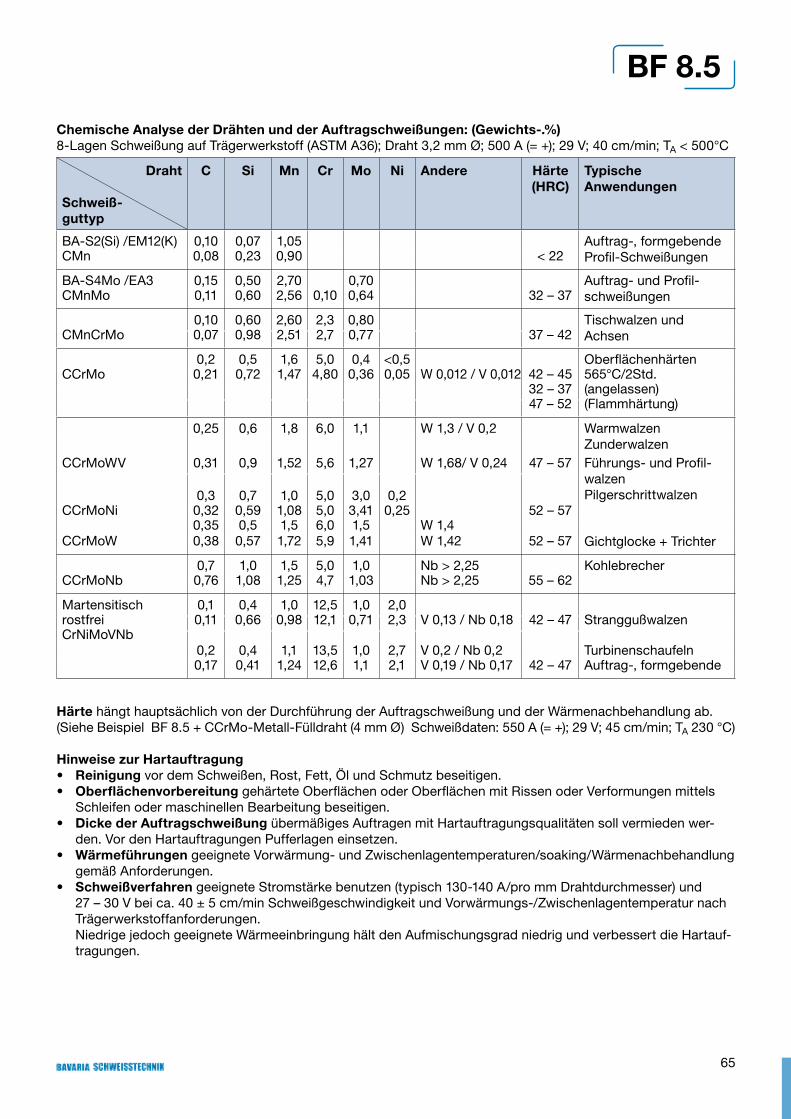
65
Chemische Analyse der Drähten und der Auftragschweißungen: (Gewichts-.%)8-Lagen Schweißung auf Trägerwerkstoff (ASTM A36); Draht 3,2 mm Ø; 500 A (= +); 29 V; 40 cm/min; TA < 500°C
Draht
Schweiß-guttyp
C Si Mn Cr Mo Ni Andere Härte(HRC)
Typische Anwendungen
BA-S2(Si) /EM12(K) 0,10 0,07 1,05 Auftrag-, formgebende Profil-SchweißungenCMn 0,08 0,23 0,90 < 22
BA-S4Mo /EA3 0,15 0,50 2,70 0,70 Auftrag- und Profil-schweißungenCMnMo 0,11 0,60 2,56 0,10 0,64 32 – 37
0,10 0,60 2,60 2,3 0,80 Tischwalzen undAchsenCMnCrMo 0,07 0,98 2,51 2,7 0,77 37 – 42
0,2 0,5 1,6 5,0 0,4 <0,5 OberflächenhärtenCCrMo 0,21 0,72 1,47 4,80 0,36 0,05 W 0,012 / V 0,012 42 – 45 565°C/2Std.
32 – 37 (angelassen)47 – 52 (Flammhärtung)
0,25 0,6 1,8 6,0 1,1 W 1,3 / V 0,2 WarmwalzenZunderwalzenFührungs- und Profil-walzenPilgerschrittwalzen
Gichtglocke + Trichter
CCrMoWV
0,31
0,9
1,52
5,6
1,27
W 1,68/ V 0,24
47 – 57
0,3
0,7
1,0
5,0
3,0
0,2
CCrMoNi 0,32 0,59 1,08 5,0 3,41 0,25 52 – 570,35 0,5 1,5 6,0 1,5 W 1,4
CCrMoW 0,38 0,57 1,72 5,9 1,41 W 1,42 52 – 57
0,7 1,0 1,5 5,0 1,0 Nb > 2,25 KohlebrecherCCrMoNb 0,76 1,08 1,25 4,7 1,03 Nb > 2,25 55 – 62
Martensitisch 0,1 0,4 1,0 12,5 1,0 2,0rostfrei 0,11 0,66 0,98 12,1 0,71 2,3 V 0,13 / Nb 0,18 42 – 47 StranggußwalzenCrNiMoVNb
0,2 0,4 1,1 13,5 1,0 2,7 V 0,2 / Nb 0,2 Turbinenschaufeln0,17 0,41 1,24 12,6 1,1 2,1 V 0,19 / Nb 0,17 42 – 47 Auftrag-, formgebende
Härte hängt hauptsächlich von der Durchführung der Auftragschweißung und der Wärmenachbehandlung ab.(Siehe Beispiel BF 8.5 + CCrMo-Metall-Fülldraht (4 mm Ø) Schweißdaten: 550 A (= +); 29 V; 45 cm/min; TA 230 °C)
Hinweise zur Hartauftragung• Reinigung vor dem Schweißen, Rost, Fett, Öl und Schmutz beseitigen.• Oberflächenvorbereitung gehärtete Oberflächen oder Oberflächen mit Rissen oder Verformungen mittels
Schleifen oder maschinellen Bearbeitung beseitigen.• Dicke der Auftragschweißung übermäßiges Auftragen mit Hartauftragungsqualitäten soll vermieden wer-
den. Vor den Hartauftragungen Pufferlagen einsetzen.• Wärmeführungen geeignete Vorwärmung- und Zwischenlagentemperaturen/soaking/Wärmenachbehandlung
gemäß Anforderungen.• Schweißverfahren geeignete Stromstärke benutzen (typisch 130-140 A/pro mm Drahtdurchmesser) und
27 – 30 V bei ca. 40 ± 5 cm/min Schweißgeschwindigkeit und Vorwärmungs-/Zwischenlagentemperatur nach Trägerwerkstoffanforderungen. Niedrige jedoch geeignete Wärmeeinbringung hält den Aufmischungsgrad niedrig und verbessert die Hartauf-tragungen.
BF 8.5
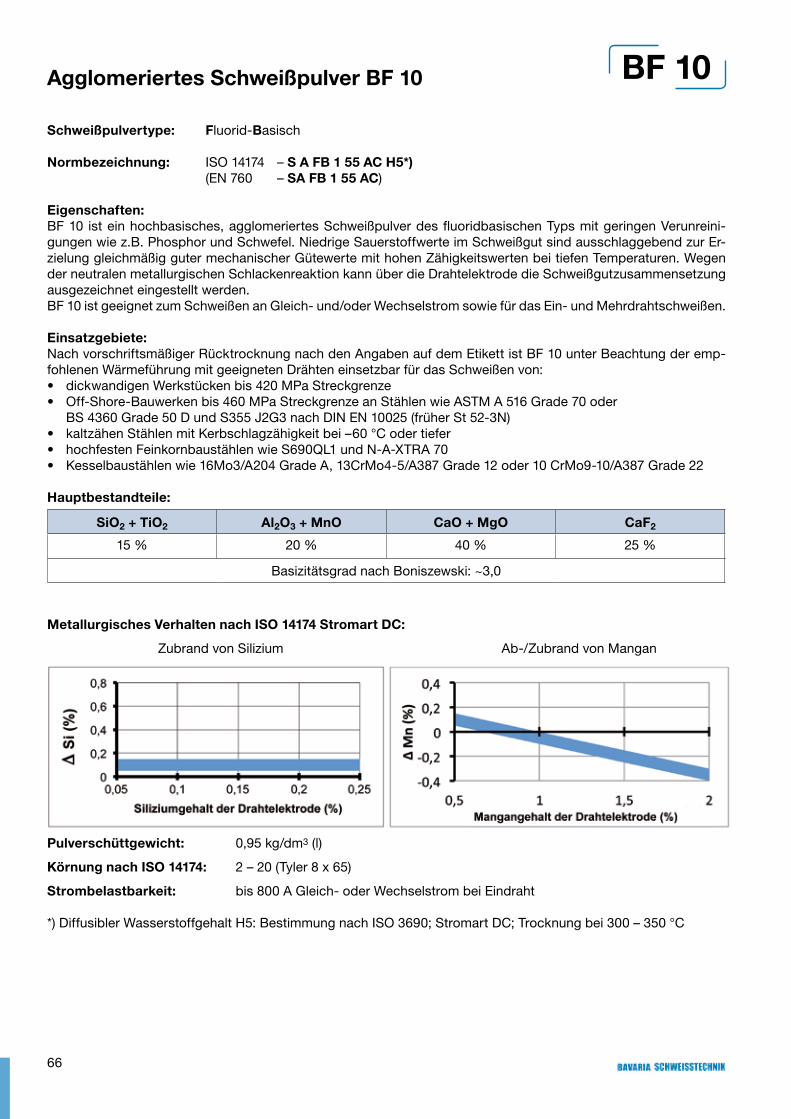
66
Agglomeriertes Schweißpulver BF 10
Schweißpulvertype: Fluorid-Basisch
Normbezeichnung: ISO 14174 – S A FB 1 55 AC H5*) (EN 760 – SA FB 1 55 AC)
Eigenschaften:BF 10 ist ein hochbasisches, agglomeriertes Schweißpulver des fluoridbasischen Typs mit geringen Verunreini-gungen wie z.B. Phosphor und Schwefel. Niedrige Sauerstoffwerte im Schweißgut sind ausschlaggebend zur Er-zielung gleichmäßig guter mechanischer Gütewerte mit hohen Zähigkeitswerten bei tiefen Temperaturen. Wegen der neutralen metallurgischen Schlackenreaktion kann über die Drahtelektrode die Schweißgutzusammensetzung ausgezeichnet eingestellt werden.BF 10 ist geeignet zum Schweißen an Gleich- und/oder Wechselstrom sowie für das Ein- und Mehrdrahtschweißen.
Einsatzgebiete:Nach vorschriftsmäßiger Rücktrocknung nach den Angaben auf dem Etikett ist BF 10 unter Beachtung der emp-fohlenen Wärmeführung mit geeigneten Drähten einsetzbar für das Schweißen von:• dickwandigen Werkstücken bis 420 MPa Streckgrenze• Off-Shore-Bauwerken bis 460 MPa Streckgrenze an Stählen wie ASTM A 516 Grade 70 oder
BS 4360 Grade 50 D und S355 J2G3 nach DIN EN 10025 (früher St 52-3N)• kaltzähen Stählen mit Kerbschlagzähigkeit bei –60 °C oder tiefer• hochfesten Feinkornbaustählen wie S690QL1 und N-A-XTRA 70• Kesselbaustählen wie 16Mo3/A204 Grade A, 13CrMo4-5/A387 Grade 12 oder 10 CrMo9-10/A387 Grade 22
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
15 % 20 % 40 % 25 %
Basizitätsgrad nach Boniszewski: ~3,0
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: bis 800 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 300 – 350 °C
BF 10
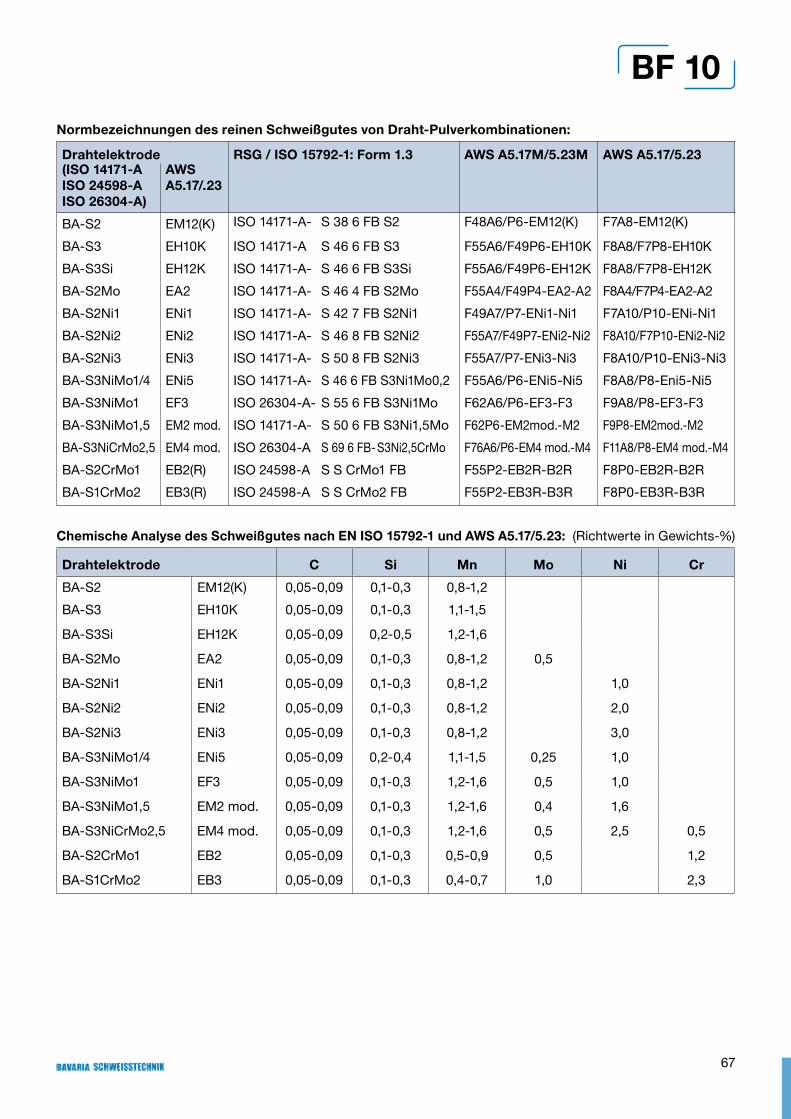
67
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23(ISO 14171-AISO 24598-AISO 26304-A)
AWS A5.17/.23
BA-S2 EM12(K) ISO 14171-A- S 38 6 FB S2 F48A6/P6-EM12(K) F7A8-EM12(K)
BA-S3 EH10K ISO 14171-A S 46 6 FB S3 F55A6/F49P6-EH10K F8A8/F7P8-EH10K
BA-S3Si EH12K ISO 14171-A- S 46 6 FB S3Si F55A6/F49P6-EH12K F8A8/F7P8-EH12K
BA-S2Mo EA2 ISO 14171-A- S 46 4 FB S2Mo F55A4/F49P4-EA2-A2 F8A4/F7P4-EA2-A2
BA-S2Ni1 ENi1 ISO 14171-A- S 42 7 FB S2Ni1 F49A7/P7-ENi1-Ni1 F7A10/P10-ENi-Ni1
BA-S2Ni2 ENi2 ISO 14171-A- S 46 8 FB S2Ni2 F55A7/F49P7-ENi2-Ni2 F8A10/F7P10-ENi2-Ni2
BA-S2Ni3 ENi3 ISO 14171-A- S 50 8 FB S2Ni3 F55A7/P7-ENi3-Ni3 F8A10/P10-ENi3-Ni3
BA-S3NiMo1/4 ENi5 ISO 14171-A- S 46 6 FB S3Ni1Mo0,2 F55A6/P6-ENi5-Ni5 F8A8/P8-Eni5-Ni5
BA-S3NiMo1 EF3 ISO 26304-A- S 55 6 FB S3Ni1Mo F62A6/P6-EF3-F3 F9A8/P8-EF3-F3
BA-S3NiMo1,5 EM2 mod. ISO 14171-A- S 50 6 FB S3Ni1,5Mo F62P6-EM2mod.-M2 F9P8-EM2mod.-M2
BA-S3NiCrMo2,5 EM4 mod. ISO 26304-A S 69 6 FB- S3Ni2,5CrMo F76A6/P6-EM4 mod.-M4 F11A8/P8-EM4 mod.-M4
BA-S2CrMo1 EB2(R) ISO 24598-A S S CrMo1 FB F55P2-EB2R-B2R F8P0-EB2R-B2R
BA-S1CrMo2 EB3(R) ISO 24598-A S S CrMo2 FB F55P2-EB3R-B3R F8P0-EB3R-B3R
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr
BA-S2 EM12(K) 0,05-0,09 0,1-0,3 0,8-1,2
BA-S3 EH10K 0,05-0,09 0,1-0,3 1,1-1,5
BA-S3Si EH12K 0,05-0,09 0,2-0,5 1,2-1,6
BA-S2Mo EA2 0,05-0,09 0,1-0,3 0,8-1,2 0,5
BA-S2Ni1 ENi1 0,05-0,09 0,1-0,3 0,8-1,2 1,0
BA-S2Ni2 ENi2 0,05-0,09 0,1-0,3 0,8-1,2 2,0
BA-S2Ni3 ENi3 0,05-0,09 0,1-0,3 0,8-1,2 3,0
BA-S3NiMo1/4 ENi5 0,05-0,09 0,2-0,4 1,1-1,5 0,25 1,0
BA-S3NiMo1 EF3 0,05-0,09 0,1-0,3 1,2-1,6 0,5 1,0
BA-S3NiMo1,5 EM2 mod. 0,05-0,09 0,1-0,3 1,2-1,6 0,4 1,6
BA-S3NiCrMo2,5 EM4 mod. 0,05-0,09 0,1-0,3 1,2-1,6 0,5 2,5 0,5
BA-S2CrMo1 EB2 0,05-0,09 0,1-0,3 0,5-0,9 0,5 1,2
BA-S1CrMo2 EB3 0,05-0,09 0,1-0,3 0,4-0,7 1,0 2,3
BF 10
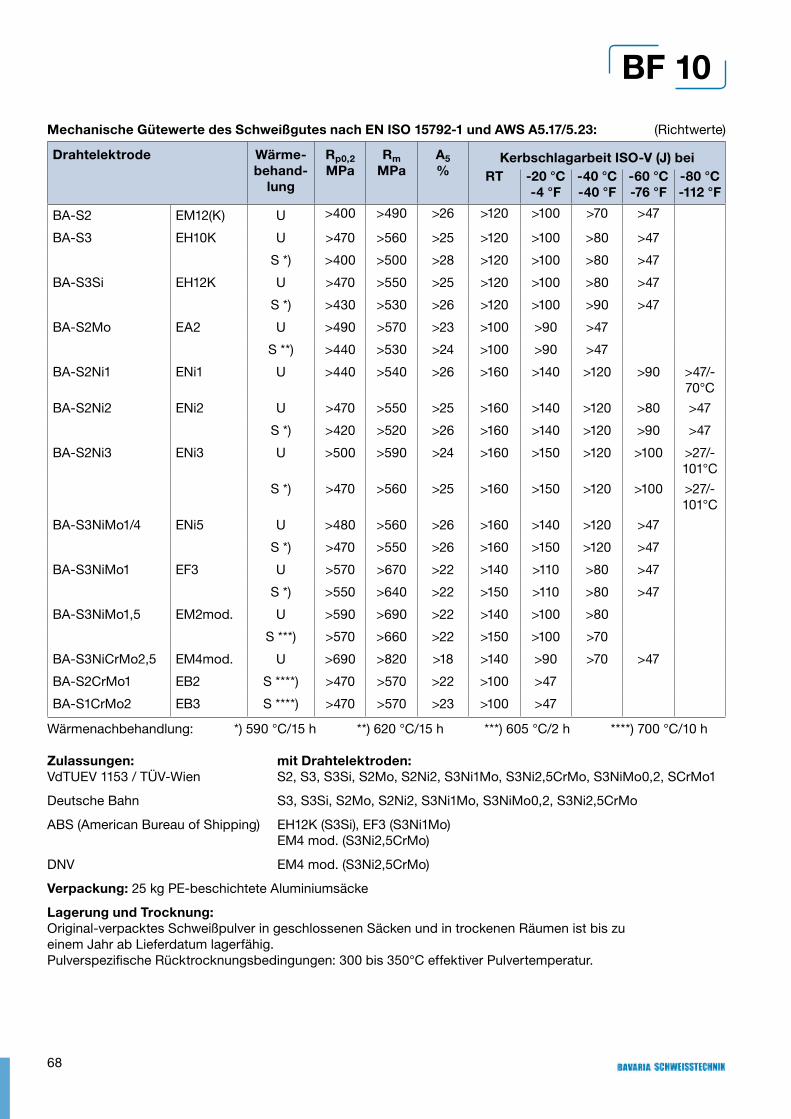
68
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) beiRT -20 °C
-4 °F-40 °C-40 °F
-60 °C-76 °F
-80 °C-112 °F
BA-S2 EM12(K) U >400 >490 >26 >120 >100 >70 >47
BA-S3 EH10K U >470 >560 >25 >120 >100 >80 >47
S *) >400 >500 >28 >120 >100 >80 >47
BA-S3Si EH12K U >470 >550 >25 >120 >100 >80 >47
S *) >430 >530 >26 >120 >100 >90 >47
BA-S2Mo EA2 U >490 >570 >23 >100 >90 >47
S **) >440 >530 >24 >100 >90 >47
BA-S2Ni1 ENi1 U >440 >540 >26 >160 >140 >120 >90 >47/-70°C
BA-S2Ni2 ENi2 U >470 >550 >25 >160 >140 >120 >80 >47
S *) >420 >520 >26 >160 >140 >120 >90 >47
BA-S2Ni3 ENi3 U >500 >590 >24 >160 >150 >120 >100 >27/-101°C
S *) >470 >560 >25 >160 >150 >120 >100 >27/-101°C
BA-S3NiMo1/4 ENi5 U >480 >560 >26 >160 >140 >120 >47
S *) >470 >550 >26 >160 >150 >120 >47
BA-S3NiMo1 EF3 U >570 >670 >22 >140 >110 >80 >47
S *) >550 >640 >22 >150 >110 >80 >47
BA-S3NiMo1,5 EM2mod. U >590 >690 >22 >140 >100 >80
S ***) >570 >660 >22 >150 >100 >70
BA-S3NiCrMo2,5 EM4mod. U >690 >820 >18 >140 >90 >70 >47
BA-S2CrMo1 EB2 S ****) >470 >570 >22 >100 >47
BA-S1CrMo2 EB3 S ****) >470 >570 >23 >100 >47
Wärmenachbehandlung: *) 590 °C/15 h **) 620 °C/15 h ***) 605 °C/2 h ****) 700 °C/10 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S2, S3, S3Si, S2Mo, S2Ni2, S3Ni1Mo, S3Ni2,5CrMo, S3NiMo0,2, SCrMo1
Deutsche Bahn S3, S3Si, S2Mo, S2Ni2, S3Ni1Mo, S3NiMo0,2, S3Ni2,5CrMo
ABS (American Bureau of Shipping) EH12K (S3Si), EF3 (S3Ni1Mo) EM4 mod. (S3Ni2,5CrMo)
DNV EM4 mod. (S3Ni2,5CrMo)
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 300 bis 350°C effektiver Pulvertemperatur.
BF 10
69
Agglomeriertes Schweißpulver BF 10 MW
Schweißpulvertype: Fluorid-Basisch
Normbezeichnung: ISO 14174 – S A FB 1 55 AC H5*) (EN 760 – SA FB 1 55 AC)
Eigenschaften:BF 10 MW ist ein hochbasisches, agglomeriertes Schweißpulver des fluoridbasischen Typs mit geringen Verun-reinigungen wie z.B. Phosphor und Schwefel. Niedrige Sauerstoffwerte im Schweißgut sind ausschlaggebend zur Erzielung gleichmäßig guter mechanischer Gütewerte mit hohen Zähigkeitswerten bei tiefen Temperaturen. BF 10 MW ist speziell für das Mehrdrahtschweißen entwickelt worden, um eine hohe Abschmelzleistung zu erzielen bei hervorragender Schlackenlöslichkeit und Nahtaussehen.BF 10 MW ist geeignet zum Schweißen an Gleich- und/oder Wechselstrom sowie für das Ein- und Mehrdraht-schweißen.
Einsatzgebiete:Nach vorschriftsmäßiger Rücktrocknung nach den Angaben auf dem Etikett ist BF 10 MW unter Beachtung der empfohlenen Wärmeführung mit geeigneten Drähten einsetzbar für das Schweißen von:• dickwandigen Werkstücken bis 420 MPa Streckgrenze• Off-Shore-Bauwerken bis 550 MPa Streckgrenze an Stählen wie BS 4360 Grade 50 D und S3552G3 nach DIN
EN 10025 (früher St 52-3N)• kaltzähen Stählen mit Kerbschlagzähigkeit bei –60 °C oder tiefer• hochfesten Feinkornbaustählen wie S690QL1 und N-A-XTRA 70• Kesselbaustählen wie 16Mo3/A204 Grade A, 13CrMo4-5/A387 Grade 12 oder 10 CrMo9-10/A387 Grade 22
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
15 % 20 % 35 % 30 %
Basizitätsgrad nach Boniszewski: ~3,2
Metallurgisches Verhalten nach ISO 14174 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 0,95 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: bis 800 A Gleich- oder Wechselstrom bei Eindraht
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 300 – 350 °C
BF 10 MW
70
Normbezeichnungen des reinen Schweißgutes von Draht-Pulverkombinationen:
Drahtelektrode RSG / ISO 15792-1: Form 1.3 AWS A5.17M/5.23M AWS A5.17/5.23ISO 14171-A AWS
A5.17/.23BA-S2 EM12(K) ISO 14171-A- S 38 6 FB S2 F48A6/P6-EM12(K) F7A8/P8-EM12(K)
BA-S3Si EH12K ISO 14171-A S 46 6 FB S3Si F55A6/F49P6-EH12K F8A8/F7P8-EH12K
BA-S2Mo EA2 ISO 14171-A- S 46 4 FB S2Mo F55A4/F49P4-EA2-A2 F8A4/F7P4-EA2-A2
BA-S2Ni1 ENi1 ISO 14171-A S 42 6 FB S2Ni1 F49A7/P7-ENi1-Ni1 F7A10/P10-ENi1-Ni1
BA-S2Ni2 ENi2 ISO 14171-A- S 46 8 FB S2Ni2 F55A7/F49P7-ENi2-Ni2 F8A10/F7P10-ENi2-Ni2
BA-S2Ni3 ENi3 ISO 14171-A- S 50 8 FB S2Ni3 F55A7/P7-ENi3-Ni3 F8A10/P10-ENi3-Ni3
BA-S3NiMo1/4 ENi5 ISO 14171-A- S 46 6 FB S3Ni1 Mo0,2 F55A6/P6-ENi5-Ni5 F8A8/P8-ENi5-Ni5
BA-S3NiMo1 EF3 ISO 26304-A S 55 6 FB S3Ni1Mo F62A6/P6-EF3-F3 F9A8/P8-EF3-F3
BA-S3NiCrMo2,5 EM4 mod. ISO 26304-A S 69 6 FB- S3Ni2, 5CrMo F76A6/P6-EM4 mod.-M4 F11A8/P8-EM4 mod.-M4
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni CrBA-S2 EM12(K) 0,05-0,09 0,1-0,3 0,8-1,2
BA-S3Si EH12K 0,05-0,09 0,2-0,5 1,2-1,6
BA-S2Mo EA2 0,05-0,09 0,1-0,3 0,8-1,2 0,5
BA-S2Ni1 ENi1 0,05-0,09 0,1-0,3 0,8-1,4 1,0
BA-S2Ni2 ENi2 0,05-0,09 0,1-0,3 0,8-1,4 2,0
BA-S2Ni3 ENi3 0,05-0,09 0,1-0,3 0,8-1,2 3,0
BA-S3NiMo1/4 ENi5 0,05-0,09 0,2-0,4 1,1-1,5 0,25 1,0
BA-S3NiMo1 EF3 0,05-0,09 0,1-0,3 1,2-1,6 0,5 1,0
BA-S3NiCrMo2,5 EM4 mod. 0,05-0,09 0,1-0,3 1,2-1,6 0,5 2,5 0,5
BF 10 MW
71
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.17/5.23: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
Rp0,2MPa
A5%
Kerbschlagarbeit ISO-V (J) beiRT -20 °C
-4 °F-40 °C-40 °F
-60 °C-76 °F
-80 °C-112 °F
BA-S2 EM12(K) U >400 >490 >26 >120 >100 >70 >47
BA-S3Si EH12K U >470 >560 >25 >120 >100 >80 >47
S *) >430 >530 >26 >120 >100 >90 >47
BA-S2Mo EA2 U >490 >570 >23 >100 >90 >47
S **) >440 >530 >24 >100 >90 >47
BA-S2Ni1 ENi1 U >440 >540 >26 >160 >140 >120 >90
BA-S2Ni2 ENi2 U >470 >550 >25 >160 >140 >120 >80 >47
S *) >420 >520 >26 >160 >140 >120 >90 >47
BA-S2Ni3 ENi3 U >500 >590 >24 >160 >150 >120 >100 >47
S *) >420 >520 >26 >160 >140 >120 >90 >47
BA-S3NiMo1/4 ENi5 U >480 >560 >26 >160 >140 >120 >47
S *) >470 >550 >26 >160 >150 >120 >47
BA-S3NiMo1 EF3 U >570 >670 >22 >140 >110 >80 >47
S *) >550 >640 >22 >150 >110 >80 >47
BA-S3NiCrMo2,5 EM4mod. U >690 >820 >18 >140 >90 >70 >47
Wärmenachbehandlung: *) 590 °C/15 h **) 620 °C/15 h
Zulassungen: mit Drahtelektroden:VdTUEV 1153 / TÜV-Wien S3SiDNV EH12K(BA-S3Si), ENi5 (BA-S3NiMo1/4)
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung:Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig. Pulverspezifische Rücktrocknungsbedingungen: 300 bis 350°C effektiver Pulvertemperatur.
Weitere Information auf Anfrage
BF 10 MW
72
Agglomeriertes Schweißpulver BF 38
Schweißpulvertype: Aluminat-Fluorid-Basisch
Normbezeichnung: ISO 14174 – S A AF 2 5644 DC H5*) (EN 760 – SA AF 2 DC)
Eigenschaften:Speziell geeignet für das Schweißen von austenitischen Stählen, Duplexstählen und Nickelbasislegierungen. Die-ser basische Pulvertyp erzeugt hervorragende Ergebnisse beim Schweißen von austenitischen, hitzebeständigen und Nb/Ti-stabilisierten rostfreien Stählen unter Verwendung der in der Norm EN ISO 14343 bzw. ASME II C SFA-5.9 vorgegebenen Drahtelektroden.Dieses neutrale Pulver deckt einen Großteil der 300er-Serie nach SFA-5.9 ab und kann mittels Ein- oder Mehr-drahttechnik verschweißt werden. Zudem kann es zum Verbindungs- und Auftragschweißen von Nickelbasislegierungen herangezogen werden.BF 38 erzeugt glatte fein gerippte Oberflächen ohne Schlackenanhaftungen an den Flanken bei selbstlösender Schlacke. Das Pulver weist ein neutrales Zubrandverhalten auf (C-neutral, leichter Si-Zubrand und geringer Mn-Abbrand, keine Kompensation anderer Legierungselemente).
Einsatzgebiet:Verbindungs- und Auftragsschweißen von:• Austenitisch-ferritische Stähle sowie Duplex (S31805/S32205 = 1.4462) oder Superduplex (S32750 = 1.4410)• Austenitische CrNi(Mo)-Stähle (beinhaltet auch ELC-Qualitäten nach EN 10088). Beständig gegen interkristalli-
ne Korrosion im geschweißten und lösungsgeglühten Zustand.• Hochlegierte CrNi(Mo)-Stähle für Tieftemperaturanwendungen und hitzebeständige Stähle• Nickelbasislegierungen nach AWS A5.14 / EN ISO 18274• Verbindungen aus unterschiedlichen Stählen wie niedriglegierten und rostfreien Stählen oder • kaltzähen Qualitäten (z.B. 9 % Ni-Stähle)
Hauptbestandteile:
SiO2 + TiO2 Al2O3 + MnO CaO + MgO CaF2
10 % 35 % 5 % 50 %
Basizitätsgrad nach Boniszewski: ~1,9
Pulverschüttgewicht: 1,0 kg/dm3 (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65)
Strombelastbarkeit: bis 900 A Gleichstrom bei Eindraht
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung:Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zueinem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: : 200 ± 50 °C effektive Pulvertemperatur.
*) Diffusibler Wasserstoffgehalt H5: Bestimmung nach ISO 3690; Stromart DC; Trocknung bei 200 ± 50 °C
BF 38
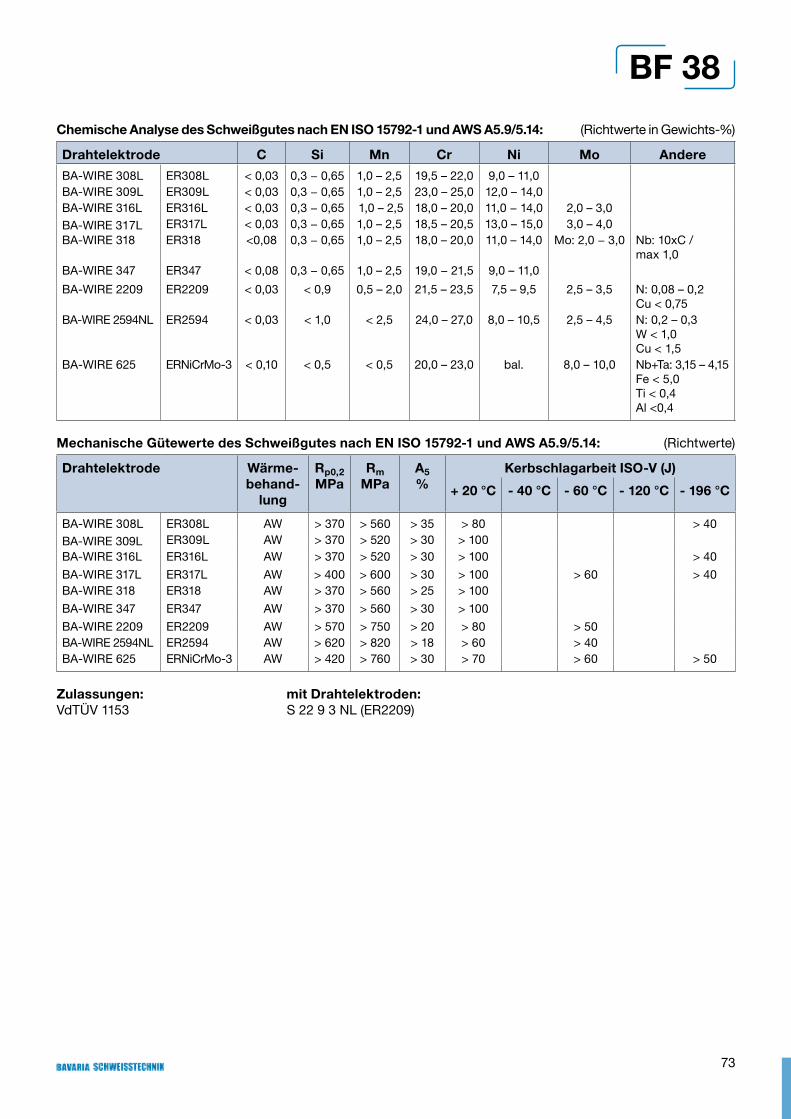
73
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.9/5.14: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Cr Ni Mo Andere
BA-WIRE 308L ER308L < 0,03 0,3 − 0,65 1,0 – 2,5 19,5 – 22,0 9,0 – 11,0BA-WIRE 309L ER309L < 0,03 0,3 − 0,65 1,0 – 2,5 23,0 – 25,0 12,0 – 14,0BA-WIRE 316L ER316L < 0,03 0,3 − 0,65 1,0 – 2,5 18,0 – 20,0 11,0 − 14,0 2,0 – 3,0BA-WIRE 317L ER317L < 0,03 0,3 − 0,65 1,0 – 2,5 18,5 – 20,5 13,0 – 15,0 3,0 – 4,0BA-WIRE 318 ER318 <0,08 0,3 − 0,65 1,0 – 2,5 18,0 – 20,0 11,0 – 14,0 Mo: 2,0 − 3,0 Nb: 10xC /
max 1,0BA-WIRE 347 ER347 < 0,08 0,3 − 0,65 1,0 – 2,5 19,0 − 21,5 9,0 – 11,0
BA-WIRE 2209 ER2209 < 0,03 < 0,9 0,5 – 2,0 21,5 – 23,5 7,5 – 9,5 2,5 – 3,5 N: 0,08 – 0,2Cu < 0,75
BA-WIRE 2594NL ER2594 < 0,03 < 1,0 < 2,5 24,0 – 27,0 8,0 – 10,5 2,5 – 4,5 N: 0,2 – 0,3W < 1,0Cu < 1,5
BA-WIRE 625 ERNiCrMo-3 < 0,10 < 0,5 < 0,5 20,0 – 23,0 bal. 8,0 – 10,0 Nb+Ta: 3,15 – 4,15Fe < 5,0Ti < 0,4Al <0,4
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.9/5.14: (Richtwerte)
Drahtelektrode Wärme- behand-
lung
Rp0,2MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J)
+ 20 °C - 40 °C - 60 °C - 120 °C - 196 °C
BA-WIRE 308L ER308L AW > 370 > 560 > 35 > 80 > 40BA-WIRE 309L ER309L AW > 370 > 520 > 30 > 100BA-WIRE 316L ER316L AW > 370 > 520 > 30 > 100 > 40
BA-WIRE 317L ER317L AW > 400 > 600 > 30 > 100 > 60 > 40BA-WIRE 318 ER318 AW > 370 > 560 > 25 > 100
BA-WIRE 347 ER347 AW > 370 > 560 > 30 > 100
BA-WIRE 2209 ER2209 AW > 570 > 750 > 20 > 80 > 50BA-WIRE 2594NL ER2594 AW > 620 > 820 > 18 > 60 > 40BA-WIRE 625 ERNiCrMo-3 AW > 420 > 760 > 30 > 70 > 60 > 50
Zulassungen: mit Drahtelektroden:VdTÜV 1153 S 22 9 3 NL (ER2209)
BF 38
74
Agglomeriertes ES-Schweißpulver BF 44 zum Bandplattieren
Schweißpulvertype: Fluorid-Basisch
Normbezeichnung: ISO 14174 – ES A FB 2B 5644 DC (EN 760 – SA FB 2 DC)
Eigenschaften:Hochbasisches, agglomeriertes und neutrales Pulver (ohne Legierungszubrand) zum Auftragsschweißen und Ver-bindungsplattieren mit rostfreien Bandelektroden der Cr-, CrNi(Mo)-Stahltypen. Anwendbar für Elektroschlacke-schweißen und auch besonders zur Benutzung des ESO®-(Extended Stick Out-)Plattierungssystems, welches die höchstmöglichen Abschmelzleistungen aufgrund der Joule-Wärme (I²R-Effekt) erzielt.Das Pulver BF 44 wird durch eine hervorragende Schlackenlöslichkeit ohne Restschlacken charakterisiert. Die-se Eigenschaft kommt insbesondere in Verbindung mit Nb-legierten Bändern in der ersten Lage auf vorgeheiz-ten Substraten, so wie auch in den darauffolgenden Lagen, der Oberflächenbeschaffenheit besonders zugute. Mit dem Pulver wird ein niedriger Wasserstoffgehalt im Schweißgut erreicht und somit ist BF 44 für das Auf-tragsschweißen von warmfesten Stählen, wie z.B. den A387-Typen, sehr geeignet. Gutes Nahtaussehen und kerbfreie Übergänge können in allen Plattierungsprozessen erreicht werden. Bei Benutzung der prozesscha-rakteristischen Schweißparameter können niedrige sowie konstante Aufmischungen erzielt werden. Das Pulver BF 44 zeigt die typisch konstanten chemischen Reaktionen eines nicht zu legierenden Schweißpulvers.
Anwendung:BF 44 kann für das Verbindungsplattieren und Auftragsschweißen von Komponenten und Anlagen in Chemie-apparatebau sowie in den Atom- und Offshorebereichen, zum Erzielen eines korrosionsbeständigen Schweiß-guts in einer oder mehreren Lagen eingesetzt werden. In Verbindung mit geeigneten Bandelektroden der EQ300/EQ400-Reihen nach A5.9 oder nach EN ISO 14343 (EN 12072) sind konstante gleichmäßige Auftragslagen bei niedriger Aufmischung erzielbar.
Hauptbestandteile:
SiO2 + Al2O3 + TiO2 CaO + MgO CaF2
20 % 5 % 70 %
Basizitätsgrad nach Boniszewski: ~4,6
Pulverschüttgewicht: 1,0 – 1,1 kg/dm³ (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65)
Strombelastbarkeit: 1.500 A Gleichstrom bei einer Bandabmessung von 60 x 0,5 mm
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung:Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 300 – 350 °C effektive Pulvertemperatur.
Weitere Information auf Anfrage
BF 44
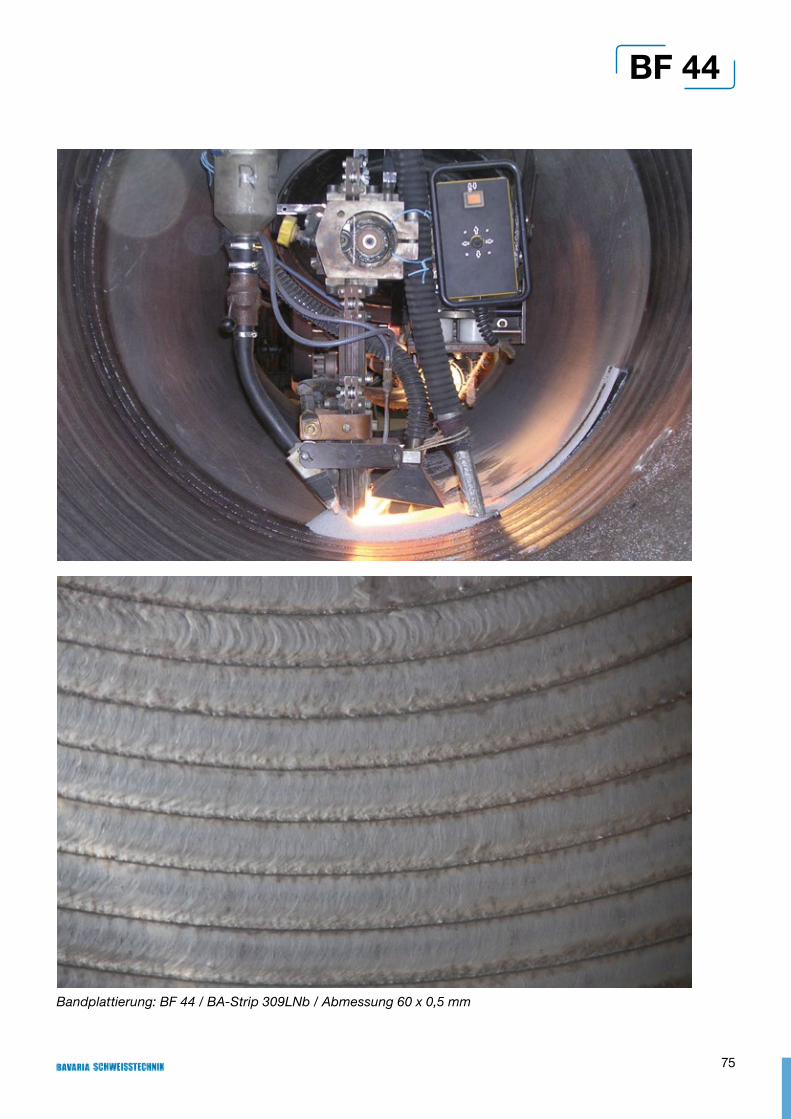
75
Bandplattierung: BF 44 / BA-Strip 309LNb / Abmessung 60 x 0,5 mm
BF 44
76
Agglomeriertes ES-Schweißpulver BF 46 zum Bandplattieren
Schweißpulvertype: Fluorid-Basisch
Normbezeichnung: ISO 14174 – ES A FB 2B 5644 DC (EN 760 – SA FB 2 DC)
Eigenschaften:Agglomeriertes, hochbasisches Schweißpulver mit neutralem Schlackenverhalten zum Auftragsschweißen und Verbindungsplattieren der gebräuchlichen NiCr(Mo)-Bänder mittels Elektroschlackeschweißen (ES). Zudem ist das Pulver BF 46 für Schweißungen mit hohen Abschmelzraten wie ES-Hochgeschwindigkeitsschweißen oder ESO®-Plattieren (Extended Stick Out) geeignet.Das Pulver BF 46 wird durch eine hervorragende Schlackenlöslichkeit ohne Restschlacke charakterisiert. Es wer- den glatte Plattieroberflächen mit kerbfreien Übergängen bei Verwendung ES-spezifischer Schweißdaten erreicht. Zudem zeichnet sich das Pulver durch niedrige und konstante Aufmischungsraten aus. Mit BF 46 wird ein niedriger Wasserstoffgehalt im Schweißgut erreicht und somit ist das Pulver für das Auftragsschweißen von warmfesten Stählen, wie z.B. A387-Typen, sehr geeignet. Das konstante chemische Verhalten zeichnet diesen neutralen Pulver- typ aus.
Anwendung:BF 46 wird zum Verbindungsplattieren und zum Auftragsschweißen von NiCr(Mo)-Werkstoffen für Komponenten des Chemie-Apparatebaus, der Nukleartechnik und für OFF-Shore-Anwendungen eingesetzt. Hier kommen Le- gierungsvarianten wie Alloy 600®, Alloy 625® und ähnliche Zusammensetzungen (Alloy 59®, C276®) zum Einsatz. Bezugnehmend auf die vorliegende Spezifikation und in Kombination mit der Bandelektrode nach ASME II C: SFA A5.14 oder EN ISO 18274 sind konstante, gleichmäßige Auftragslagen im Ein- und Mehrlagenbereich bei nied-riger Aufmischung erzielbar.
Hauptbestandteile:
SiO2 + Al2O3 + TiO2 CaO + MgO CaF2
20 % 5 % 70 %
Basizitätsgrad nach Boniszewski: ~4,6
Pulverschüttgewicht: 1,1 kg/dm³ (l)
Körnung nach ISO 14174: 2 – 16 (Tyler 10 x 65)
Strombelastbarkeit: 1.500 A Gleichstrom bei einer Bandabmessung von 60 x 0,5 mm
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung:Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 300 – 350 °C effektive Pulvertemperatur.
Weitere Information auf Anfrage
BF 46
77
Bandplattierung: BF 46 / BA-Strip 625 / Abmessung 60 x 0,5 mm (Bild 1) und 30 x 0,5 mm (Bild 2)
BF 46
78
Agglomeriertes Schweißpulver BF 47
Schweißpulvertype: Calcium-Silikat
Normbezeichnung: ISO 14174 – S A CS 2 5644 DC (EN 760 – SA CS 2 DC) Eigenschaften:Agglomeriertes Calcium-Silikat-Schweißpulver zum UP-Auftragsschweißen mit hochlegierten Bandelektroden der Cr-, CrNiMo-Qualitäten. Sowohl bei der Erstlagenschweißung als auch bei Folgeraupen auf einem vorgewärmten Trägerwerkstoff zeichnet sich dieses BAVARIA-Pulver durch eine selbstablösende Schlacke ohne Restschlacken aus. Glatte Nahtoberflächen mit flachen Nahtübergängen und kerbfreien Überlappungen sind mit einem großen sowie anwenderfreundlichen Parameterfenster der Schweißdaten erzielbar. Hieraus resultiert eine ideale Voraus-setzung der nachfolgenden maschinellen Bearbeitung der auftraggeschweißten Werkstücke (geringer Abtrag bei der spanenden Oberflächenbearbeitung sowie höchste Schlackeneinschlusssicherheit).
Gleichmäßiges Legierungsverhalten mit kontrolliert leichtem Siliziumzubrand, sichert konstante chemische sowie mechanisch-technologische Gütewerte in den hochlegierten Auftragungen. Aufgrund der Herstellmethode und der weltweit streng selektierten und höchst qualitativen Rohstoffe werden mit BF 47 konstante Schweißeigenschaften bei niedrigsten Wasserstoffgehalten im Auftragsschweißgut erzielt. BF 47 hat außer den desoxidierenden Elementen Si keine weiteren aktiven Legierungen im Rohstoffsystem.
Einsatzgebiete:Auftragsschweißpulver für Bereiche der abbrasiv sowie der chemisch resistenten Oberflächenveredelung mittels Bandelektroden bis 90 mm Breite. Durch die Bildung eines hochviskosen sowie kurzen Schlackenbades während der Schweißdurchführungen ist eine produktionssichere Verarbeitung selbst auf kleinsten Wellendurchmessern möglich.
Hauptbestandteile:
SiO2 + Al2O3 + TiO2 CaO + MgO CaF2
50 % 30 % 15 %
Basizitätsgrad nach Boniszewski: ~1,2
Pulverschüttgewicht: 1,0 – 1,1 kg/dm³ (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: 1.500 A Gleichstrom bei Verwendung einer 60 x 0,5-mm-Bandelektrode.
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke
Lagerung und Rücktrocknung: Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50 °C effektive Pulvertemperatur.
Weitere Information auf Anfrage
BF 47
79
Agglomeriertes Schweißpulver BF 47NiMo
Schweißpulvertype: Calcium-Silikat
Normbezeichnung: ISO 14174 – S A CS 3 5654 DC (EN 760 – SA CS 3 NiMo DC)
Eigenschaften:Agglomeriertes, aktives UP-Bandschweißpulver, welches den Chromabbrand im Lichtbogen kompensiert sowie Nickel und Molybdän in das aufgetragene Schweißgut zulegiert. BF 47NiMo ist speziell für das Hartauftragsschwei-ßen von Cr-, CrNiMo-Bändern designiert. Sowohl bei der Erstlagenschweißung als auch bei Folgeraupen auf einem vorgewärmten Trägerwerkstoff zeichnet sich das BAVARIA-Pulver BF 47NiMo durch eine selbstablösende Schlacke ohne Restschlacken bei hohen Zwi-schenlagentemperaturen aus. Glatte Nahtoberflächen mit flachen Nahtübergängen und kerbfreien Überlappungen sind charakteristisch für dieses UP-Bandschweißpulver. Hieraus resultiert eine ideale Voraussetzung der nach-folgenden maschinellen Bearbeitung der auftraggeschweißten Werkstücke (geringer Abtrag bei der spanenden Oberflächenbearbeitung sowie höchste Schlackeneinschlusssicherheit).Durch die Justierung geeigneter Schweißparameter lässt sich auch innerhalb bestimmter Grenzen der Grad der Auflegierung von Nickel und Molybdän durch das Pulver beeinflussen.Gleichmäßiges Legierungsverhalten mit kontrollierten Ni-/Mo-Zubränden sichert konstante chemische sowie me-chanisch-technologische Gütewerte in den hochlegierten Auftragslagen. Aufgrund eines speziell entwickelten Herstellungsprozesses dieses Pulvers unter Auswahl von weltweit streng se-lektierten, höchst qualitativen Rohstoffen werden mit BF 47NiMo konstante Schweißeigenschaften bei niedrigsten Wasserstoffgehalten im Auftragsschweißgut erzielt.
Einsatzgebiete:Auftragsschweißpulver für Bereiche der abbrasiv sowie der chemisch resistenten Oberflächenveredelung mittels Bandelektroden. Hauptanwendungsgebiet ist die Wiederaufbereitung von Stranggussrollen, die während ihres Be-triebes großen abrasiven, thermischen (zyklische Thermoschockbeanspruchung) sowie stark korrosiven Umge-bungen ausgesetzt sind.Durch die Verwendung der Bandelektrode BA-Strip 430 in Kombination mit BF 47NiMo erhalten Sie eine technolo-gisch aufeinander abgestimmte Band-Pulver-Kombination, mit der höchste Standzeiten für Stranggußrollen erzielt werden.Durch die Bildung eines hochviskosen sowie kurzen Schlackenbades während der Schweißdurchführungen ist eine produktionssichere Verarbeitung selbst auf kleinsten Wellendurchmessern möglich.
Hauptbestandteile:
SiO2 + Al2O3 + TiO2 CaO + MgO CaF2
50 % 30 % 15 %
Basizitätsgrad nach Boniszewski: ~1,2
Pulverschüttgewicht: 1,0 – 1,1 kg/dm³ (l)
Körnung nach ISO 14174: 2 – 20 (Tyler 8 x 65)
Strombelastbarkeit: 1.500 A Gleichstrom bei Verwendung einer 60 x 0,5-mm-Bandelektrode
Verpackung: 25 kg PE-beschichtete Aluminiumsäcke, Eimer 25 kg
Lagerung und Rücktrocknung: Originalverpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zu einem Jahr ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50 °C effektive Pulvertemperatur
Weitere Information auf Anfrage
BF 47NiMo
80
Erschmolzenes Schweißpulver WP 380
Schweißpulvertype: Calcium-Silikat
Normbezeichnung: ISO 14174 (nicht rostende Stähle) – S F CS 2 5742 DC ISO 14174 (un-/niedriglegierte Stähle) – S F CS 1 63 DC EN 760 (nicht rostende Stähle) – SF CS 2 DC
Eigenschaften:Neutrales, nicht Cr-kompensiertes Schweißpulver mit gleichbleibenden metallurgischen Reaktionen (C-neutral, geringer Si-Zubrand und leichter Mn-Abbrand).Geeignet für das Schweißen niedriglegierter warmfester Stähle sowie der hochlegierten Cr-, CrNi- und CrNiMo-Stähle (einschließlich der ELC-Qualitäten). Somit auch verwendbar für Schwarz-Weiß-Verbindungen und für Auf-tragsschweißungen. WP 380 ist zusätzlich geeignet zum Verbindungsschweißen von Nickellegierungen sowie X8 Ni 9 mit der jeweils geeigneten Ni-legierten Drahtsorte. Der leicht basische Charakter von WP 380 garantiert besonders risssichere Schweißungen in Verbindung mit genormten artgleichen oder überlegierten Schweißdraht-elektroden (Massiv- oder Fülldrahttypen). Glatte und schlackenfreie Oberflächen mit flachen Nahtübergängen wer-den mit Ein- oder Mehrdraht bei Verbindungs- und Auftragsschweißungen erzielt, auch in tiefen Fugen und bei vorgewärmten Werkstücken.
Einsatzgebiete:Verbindungs- und Auftragsschweißen:• warmfester CrMo-Stähle wie 12CrMo19-5/A378 Grade 5 oder X20CrMoWV12-1/A351 im Kessel-, Behälter-
und Rohrleitungsbau• martensitischer (Weichmartensite) und ferritischer Cr(NiMo)-Stähle nach EN 10088 in Verbindung mit werk-
stoffspezifischen Drahtelektroden und Wärmebehandlungen• austenitischer CrNi(Mo)-Stähle nach EN 10088; kornzerfallbeständig im unbehandelten und lösungsgeglühten
Zustand• kaltzäher und hitzebeständiger hochlegierter CrNi(Mo)-Stähle• hochlegierter Cr(NiMo)-Stähle mit niedriglegierten Stählen (Schwarz-Weiß-Verbindungen)• Ni-Basislegierungen mit NiCr- und NiCrMo-Drahtsorten nach ISO 18274 / AWS A5.14
Hauptbestandteile:
SiO2 Al2O3 CaO + MgO CaF2
30 % 5 % 35 % 20 %
Basizitätsgrad nach Boniszewski: ~1,3
Metallurgisches Verhalten nach ISO 14174 entsprechend Pulverklasse 1 Stromart DC:
Zubrand von Silizium Ab-/Zubrand von Mangan
Pulverschüttgewicht: 1,5 kg/dm3 (l)
Körnung nach ISO 14174: 1 – 16 (Tyler 10 x 150)
Strombelastbarkeit: bis 900 A Gleichstrom bei Eindraht
WP 380
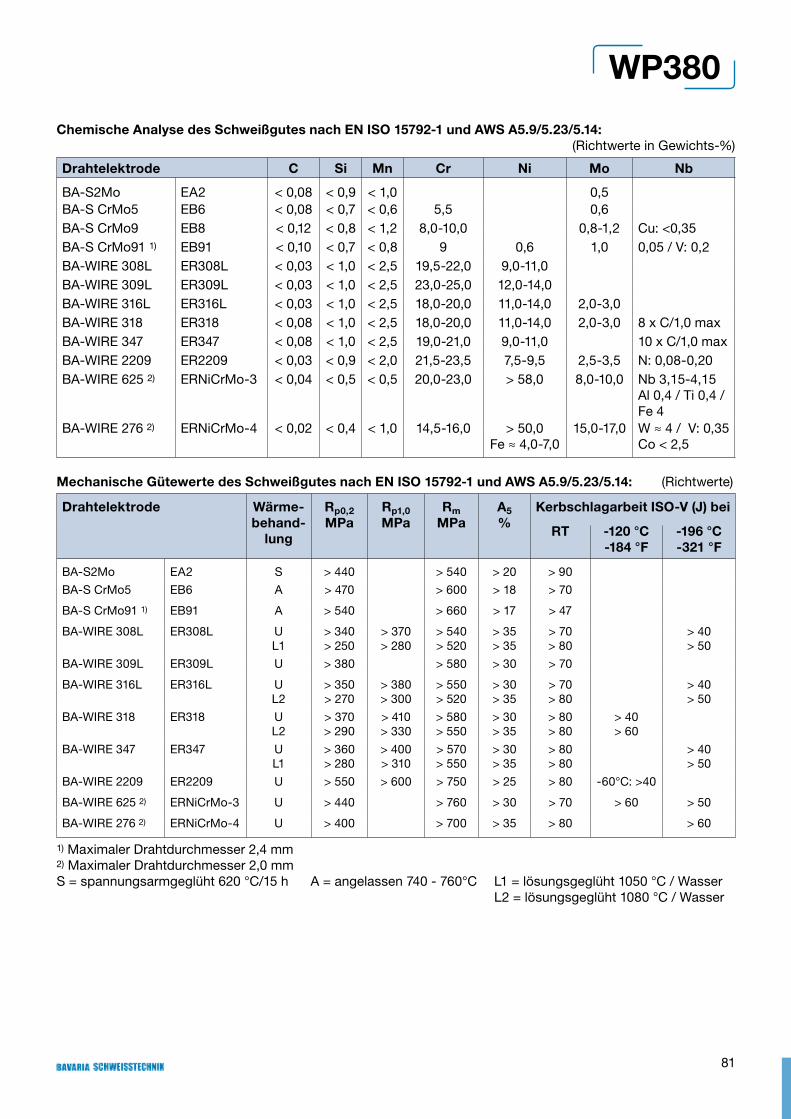
81
Chemische Analyse des Schweißgutes nach EN ISO 15792-1 und AWS A5.9/5.23/5.14: (Richtwerte in Gewichts-%)
Drahtelektrode C Si Mn Cr Ni Mo Nb
BA-S2Mo EA2 < 0,08 < 0,9 < 1,0 0,5BA-S CrMo5 EB6 < 0,08 < 0,7 < 0,6 5,5 0,6BA-S CrMo9 EB8 < 0,12 < 0,8 < 1,2 8,0-10,0 0,8-1,2 Cu: <0,35BA-S CrMo91 1) EB91 < 0,10 < 0,7 < 0,8 9 0,6 1,0 0,05 / V: 0,2BA-WIRE 308L ER308L < 0,03 < 1,0 < 2,5 19,5-22,0 9,0-11,0BA-WIRE 309L ER309L < 0,03 < 1,0 < 2,5 23,0-25,0 12,0-14,0BA-WIRE 316L ER316L < 0,03 < 1,0 < 2,5 18,0-20,0 11,0-14,0 2,0-3,0BA-WIRE 318 ER318 < 0,08 < 1,0 < 2,5 18,0-20,0 11,0-14,0 2,0-3,0 8 x C/1,0 maxBA-WIRE 347 ER347 < 0,08 < 1,0 < 2,5 19,0-21,0 9,0-11,0 10 x C/1,0 maxBA-WIRE 2209 ER2209 < 0,03 < 0,9 < 2,0 21,5-23,5 7,5-9,5 2,5-3,5 N: 0,08-0,20BA-WIRE 625 2) ERNiCrMo-3 < 0,04 < 0,5 < 0,5 20,0-23,0 > 58,0 8,0-10,0 Nb 3,15-4,15
Al 0,4 / Ti 0,4 / Fe 4
BA-WIRE 276 2) ERNiCrMo-4 < 0,02 < 0,4 < 1,0 14,5-16,0 > 50,0Fe ≈ 4,0-7,0
15,0-17,0 W ≈ 4 / V: 0,35Co < 2,5
Mechanische Gütewerte des Schweißgutes nach EN ISO 15792-1 und AWS A5.9/5.23/5.14: (Richtwerte)
Drahtelektrode Wärme-behand-
lung
Rp0,2MPa
Rp1,0MPa
RmMPa
A5%
Kerbschlagarbeit ISO-V (J) bei
RT -120 °C-184 °F
-196 °C-321 °F
BA-S2Mo EA2 S > 440 > 540 > 20 > 90
BA-S CrMo5 EB6 A > 470 > 600 > 18 > 70
BA-S CrMo91 1) EB91 A > 540 > 660 > 17 > 47
BA-WIRE 308L ER308L UL1
> 340> 250
> 370> 280
> 540> 520
> 35> 35
> 70> 80
> 40> 50
BA-WIRE 309L ER309L U > 380 > 580 > 30 > 70
BA-WIRE 316L ER316L UL2
> 350> 270
> 380> 300
> 550> 520
> 30> 35
> 70> 80
> 40> 50
BA-WIRE 318 ER318 UL2
> 370> 290
> 410> 330
> 580> 550
> 30> 35
> 80> 80
> 40> 60
BA-WIRE 347 ER347 UL1
> 360> 280
> 400> 310
> 570> 550
> 30> 35
> 80> 80
> 40> 50
BA-WIRE 2209 ER2209 U > 550 > 600 > 750 > 25 > 80 -60°C: >40
BA-WIRE 625 2) ERNiCrMo-3 U > 440 > 760 > 30 > 70 > 60 > 50
BA-WIRE 276 2) ERNiCrMo-4 U > 400 > 700 > 35 > 80 > 60
1) Maximaler Drahtdurchmesser 2,4 mm2) Maximaler Drahtdurchmesser 2,0 mm S = spannungsarmgeglüht 620 °C/15 h A = angelassen 740 - 760°C L1 = lösungsgeglüht 1050 °C / Wasser L2 = lösungsgeglüht 1080 °C / Wasser
WP380
82
Zulassungen: mit Drahtelektroden: VdTUEV 1153 / TÜV-Wien S 19 9 L, S 19 9 Nb, S 19 9 Nb L, S 19 12 3 L, S 19 12 3 Nb, S 23 12 L, S 22 9 3 NL,und Deutsche Bahn S CrMo91 (nur VdTUEV 1153)
Verpackung: 15 kg PE-beschichtete Aluminiumsäcke
Lagerung und Trocknung: Original-verpacktes Schweißpulver in geschlossenen Säcken und in trockenen Räumen ist bis zwei Jahre ab Lieferdatum lagerfähig.Pulverspezifische Rücktrocknungsbedingungen: 200 ± 50 °C effektiver Pulvertemperatur.Zum Schweißen von korrosionsbeständigen austenitischen Stählen ist eine Rücktrocknung des Schweißpulvers bei Einhaltung der üblichen Lagerbedingungen nicht erforderlich.
Universell einsetzbares Schweißpulver zum Schweißen von rostfreien, hoch-legiertenStählen sowie Ni-Basis-Legie-rungen und niedrig legierten Stählen.
WP 380

83
Schweißdraht
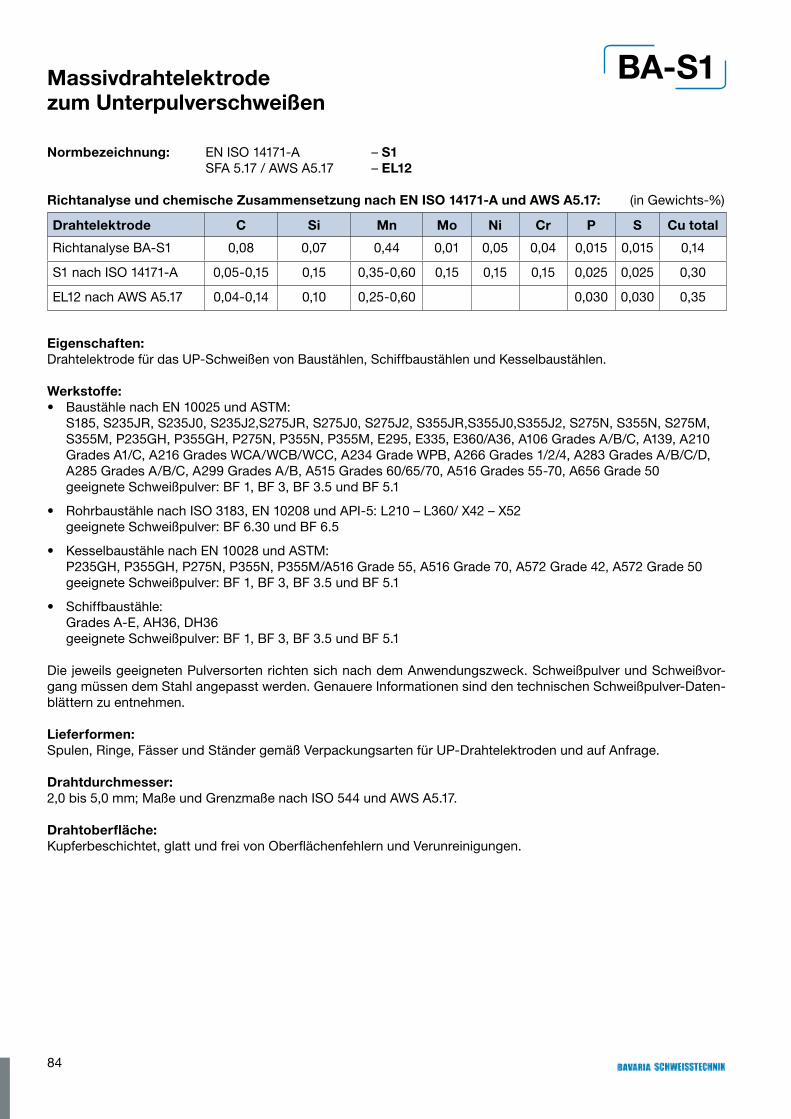
84
BA-S1Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – S1 SFA 5.17 / AWS A5.17 – EL12
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S1 0,08 0,07 0,44 0,01 0,05 0,04 0,015 0,015 0,14
S1 nach ISO 14171-A 0,05-0,15 0,15 0,35-0,60 0,15 0,15 0,15 0,025 0,025 0,30
EL12 nach AWS A5.17 0,04-0,14 0,10 0,25-0,60 0,030 0,030 0,35
Eigenschaften:Drahtelektrode für das UP-Schweißen von Baustählen, Schiffbaustählen und Kesselbaustählen.
Werkstoffe:• Baustähle nach EN 10025 und ASTM:
S185, S235JR, S235J0, S235J2,S275JR, S275J0, S275J2, S355JR,S355J0,S355J2, S275N, S355N, S275M, S355M, P235GH, P355GH, P275N, P355N, P355M, E295, E335, E360/A36, A106 Grades A/B/C, A139, A210 Grades A1/C, A216 Grades WCA/WCB/WCC, A234 Grade WPB, A266 Grades 1/2/4, A283 Grades A/B/C/D, A285 Grades A/B/C, A299 Grades A/B, A515 Grades 60/65/70, A516 Grades 55-70, A656 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 3.5 und BF 5.1
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L210 – L360/ X42 – X52 geeignete Schweißpulver: BF 6.30 und BF 6.5
• Kesselbaustähle nach EN 10028 und ASTM: P235GH, P355GH, P275N, P355N, P355M/A516 Grade 55, A516 Grade 70, A572 Grade 42, A572 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 3.5 und BF 5.1
• Schiffbaustähle: Grades A-E, AH36, DH36 geeignete Schweißpulver: BF 1, BF 3, BF 3.5 und BF 5.1
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
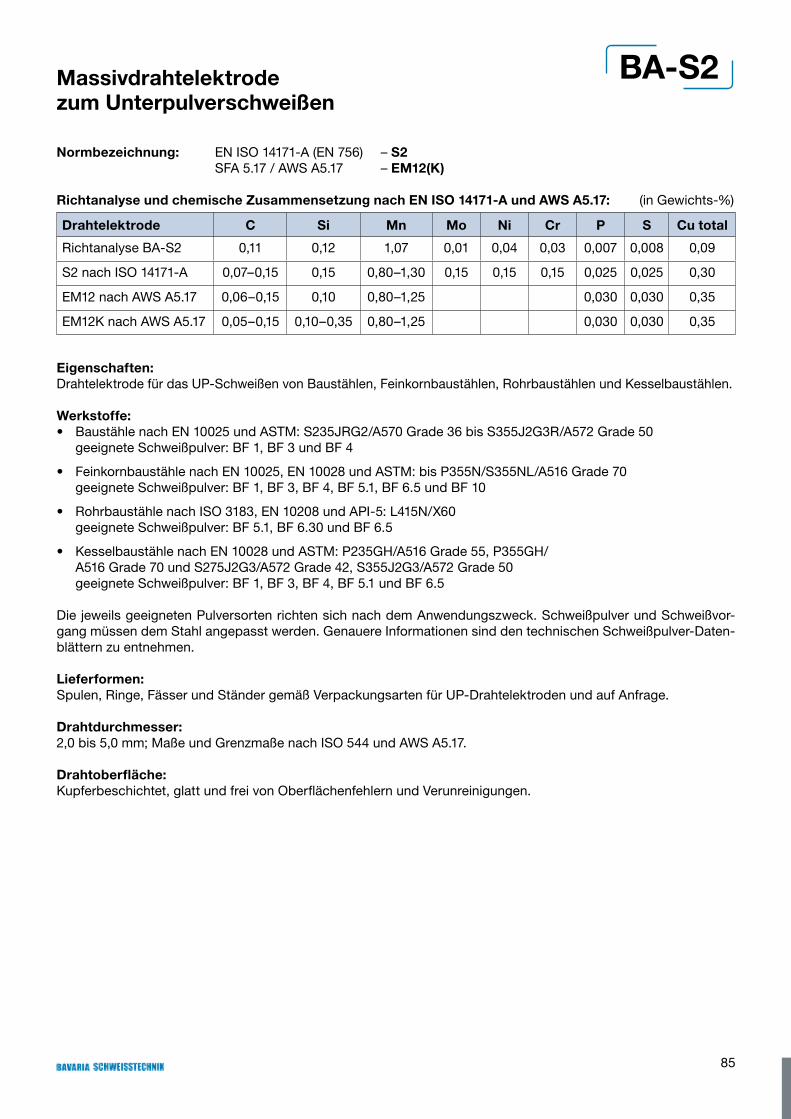
85
BA-S2Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2 SFA 5.17 / AWS A5.17 – EM12(K)
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S2 0,11 0,12 1,07 0,01 0,04 0,03 0,007 0,008 0,09
S2 nach ISO 14171-A 0,07–0,15 0,15 0,80–1,30 0,15 0,15 0,15 0,025 0,025 0,30
EM12 nach AWS A5.17 0,06–0,15 0,10 0,80–1,25 0,030 0,030 0,35
EM12K nach AWS A5.17 0,05–0,15 0,10–0,35 0,80–1,25 0,030 0,030 0,35
Eigenschaften:Drahtelektrode für das UP-Schweißen von Baustählen, Feinkornbaustählen, Rohrbaustählen und Kesselbaustählen.
Werkstoffe:• Baustähle nach EN 10025 und ASTM: S235JRG2/A570 Grade 36 bis S355J2G3R/A572 Grade 50
geeignete Schweißpulver: BF 1, BF 3 und BF 4
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: bis P355N/S355NL/A516 Grade 70 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L415N/X60 geeignete Schweißpulver: BF 5.1, BF 6.30 und BF 6.5
• Kesselbaustähle nach EN 10028 und ASTM: P235GH/A516 Grade 55, P355GH/ A516 Grade 70 und S275J2G3/A572 Grade 42, S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
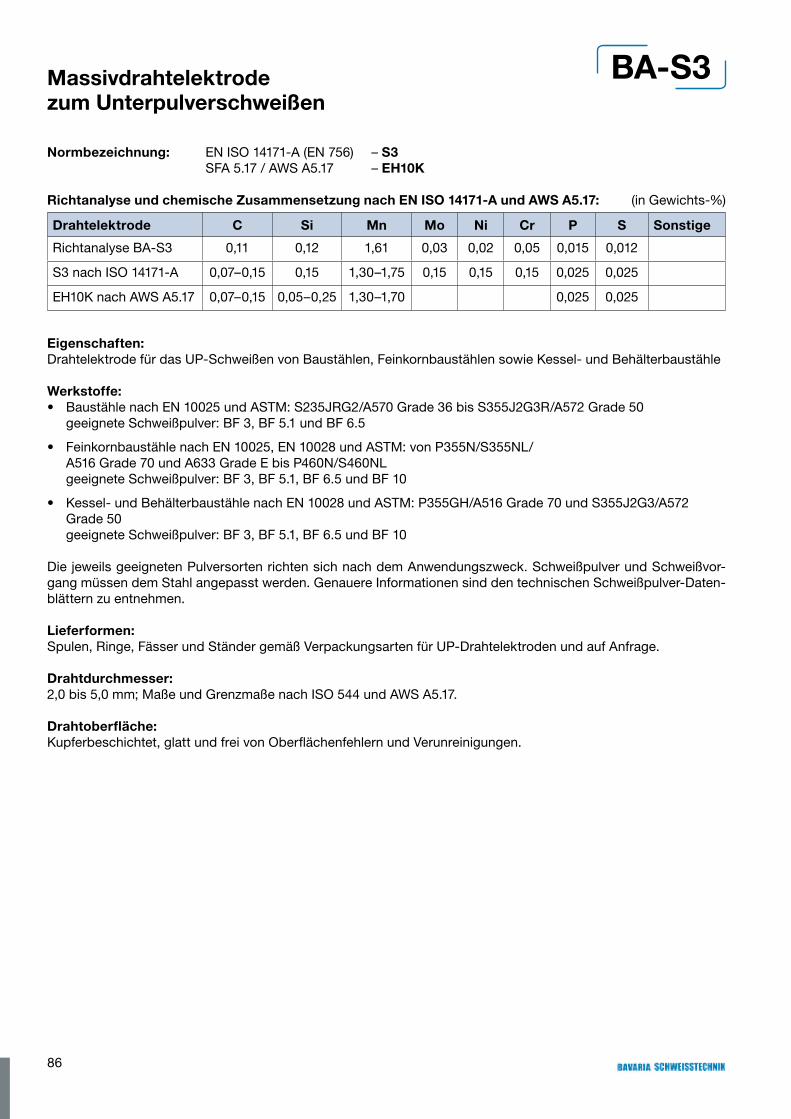
86
BA-S3Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S3 SFA 5.17 / AWS A5.17 – EH10K
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3 0,11 0,12 1,61 0,03 0,02 0,05 0,015 0,012
S3 nach ISO 14171-A 0,07–0,15 0,15 1,30–1,75 0,15 0,15 0,15 0,025 0,025
EH10K nach AWS A5.17 0,07–0,15 0,05–0,25 1,30–1,70 0,025 0,025
Eigenschaften:Drahtelektrode für das UP-Schweißen von Baustählen, Feinkornbaustählen sowie Kessel- und Behälterbaustähle
Werkstoffe:• Baustähle nach EN 10025 und ASTM: S235JRG2/A570 Grade 36 bis S355J2G3R/A572 Grade 50
geeignete Schweißpulver: BF 3, BF 5.1 und BF 6.5
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: von P355N/S355NL/ A516 Grade 70 und A633 Grade E bis P460N/S460NL geeignete Schweißpulver: BF 3, BF 5.1, BF 6.5 und BF 10
• Kessel- und Behälterbaustähle nach EN 10028 und ASTM: P355GH/A516 Grade 70 und S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 3, BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
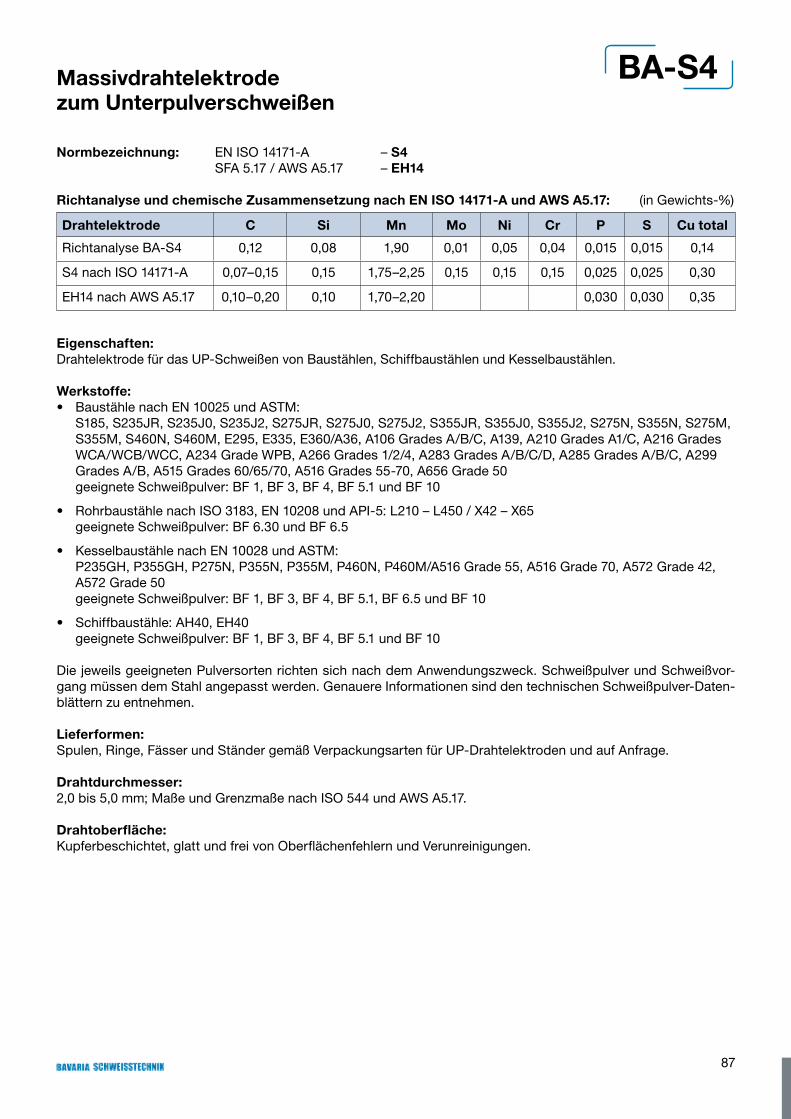
87
BA-S4Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – S4 SFA 5.17 / AWS A5.17 – EH14
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S4 0,12 0,08 1,90 0,01 0,05 0,04 0,015 0,015 0,14
S4 nach ISO 14171-A 0,07–0,15 0,15 1,75–2,25 0,15 0,15 0,15 0,025 0,025 0,30
EH14 nach AWS A5.17 0,10–0,20 0,10 1,70–2,20 0,030 0,030 0,35
Eigenschaften:Drahtelektrode für das UP-Schweißen von Baustählen, Schiffbaustählen und Kesselbaustählen.
Werkstoffe:• Baustähle nach EN 10025 und ASTM:
S185, S235JR, S235J0, S235J2, S275JR, S275J0, S275J2, S355JR, S355J0, S355J2, S275N, S355N, S275M, S355M, S460N, S460M, E295, E335, E360/A36, A106 Grades A/B/C, A139, A210 Grades A1/C, A216 Grades WCA/WCB/WCC, A234 Grade WPB, A266 Grades 1/2/4, A283 Grades A/B/C/D, A285 Grades A/B/C, A299 Grades A/B, A515 Grades 60/65/70, A516 Grades 55-70, A656 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L210 – L450 / X42 – X65 geeignete Schweißpulver: BF 6.30 und BF 6.5
• Kesselbaustähle nach EN 10028 und ASTM: P235GH, P355GH, P275N, P355N, P355M, P460N, P460M/A516 Grade 55, A516 Grade 70, A572 Grade 42, A572 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
• Schiffbaustähle: AH40, EH40 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
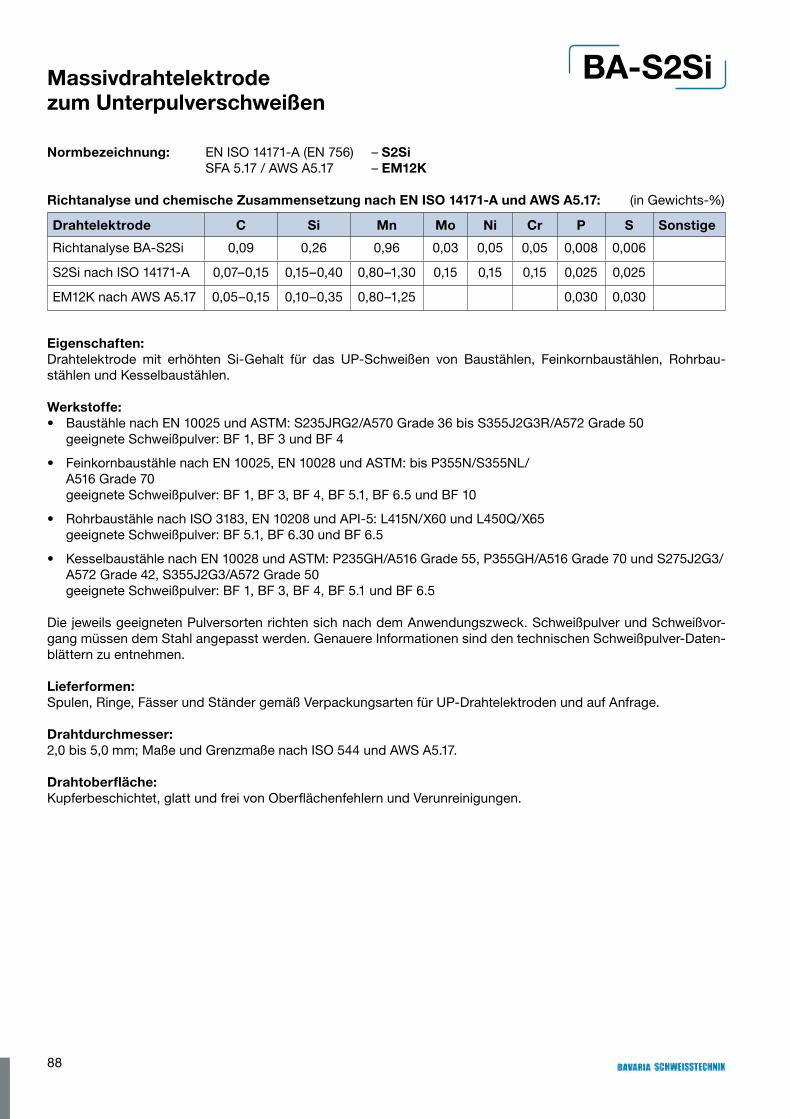
88
BA-S2SiMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Si SFA 5.17 / AWS A5.17 – EM12K
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S2Si 0,09 0,26 0,96 0,03 0,05 0,05 0,008 0,006
S2Si nach ISO 14171-A 0,07–0,15 0,15–0,40 0,80–1,30 0,15 0,15 0,15 0,025 0,025
EM12K nach AWS A5.17 0,05–0,15 0,10–0,35 0,80–1,25 0,030 0,030
Eigenschaften:Drahtelektrode mit erhöhten Si-Gehalt für das UP-Schweißen von Baustählen, Feinkornbaustählen, Rohrbau-stählen und Kesselbaustählen.
Werkstoffe:• Baustähle nach EN 10025 und ASTM: S235JRG2/A570 Grade 36 bis S355J2G3R/A572 Grade 50
geeignete Schweißpulver: BF 1, BF 3 und BF 4
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: bis P355N/S355NL/ A516 Grade 70 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L415N/X60 und L450Q/X65 geeignete Schweißpulver: BF 5.1, BF 6.30 und BF 6.5
• Kesselbaustähle nach EN 10028 und ASTM: P235GH/A516 Grade 55, P355GH/A516 Grade 70 und S275J2G3/A572 Grade 42, S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
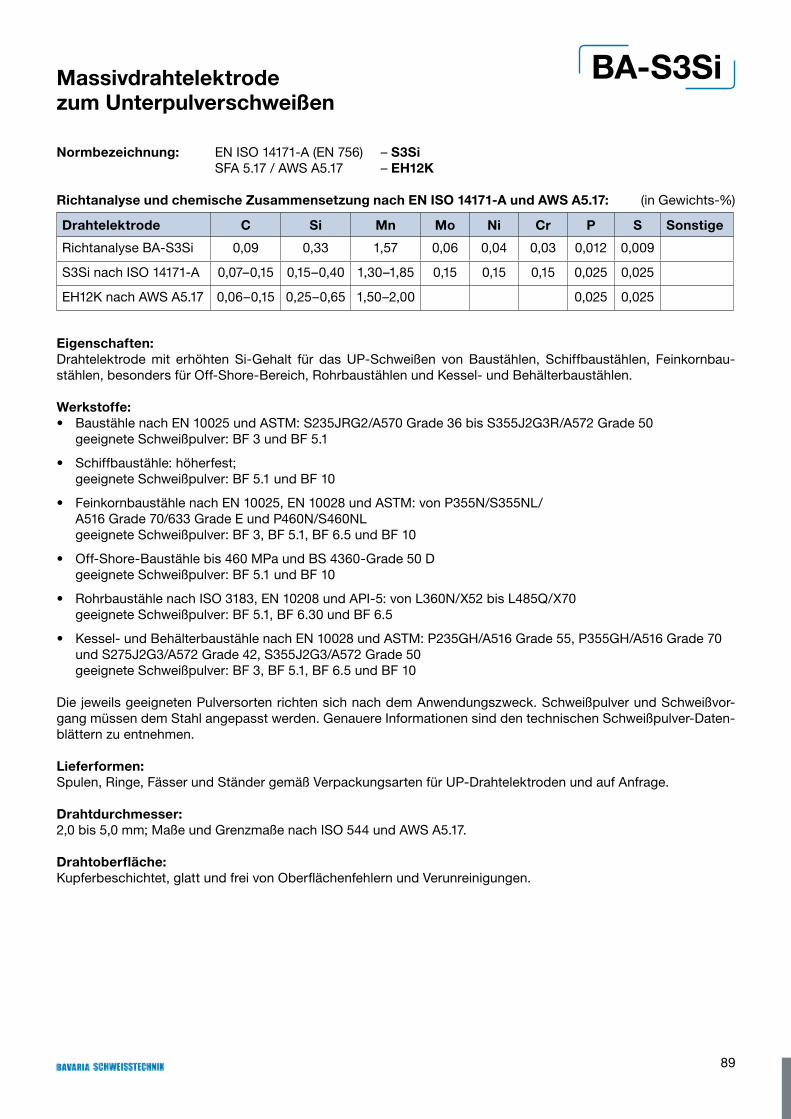
89
BA-S3SiMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S3Si SFA 5.17 / AWS A5.17 – EH12K
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3Si 0,09 0,33 1,57 0,06 0,04 0,03 0,012 0,009
S3Si nach ISO 14171-A 0,07–0,15 0,15–0,40 1,30–1,85 0,15 0,15 0,15 0,025 0,025
EH12K nach AWS A5.17 0,06–0,15 0,25–0,65 1,50–2,00 0,025 0,025
Eigenschaften:Drahtelektrode mit erhöhten Si-Gehalt für das UP-Schweißen von Baustählen, Schiffbaustählen, Feinkornbau-stählen, besonders für Off-Shore-Bereich, Rohrbaustählen und Kessel- und Behälterbaustählen.
Werkstoffe:• Baustähle nach EN 10025 und ASTM: S235JRG2/A570 Grade 36 bis S355J2G3R/A572 Grade 50
geeignete Schweißpulver: BF 3 und BF 5.1
• Schiffbaustähle: höherfest; geeignete Schweißpulver: BF 5.1 und BF 10
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: von P355N/S355NL/ A516 Grade 70/633 Grade E und P460N/S460NL geeignete Schweißpulver: BF 3, BF 5.1, BF 6.5 und BF 10
• Off-Shore-Baustähle bis 460 MPa und BS 4360-Grade 50 D geeignete Schweißpulver: BF 5.1 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L360N/X52 bis L485Q/X70 geeignete Schweißpulver: BF 5.1, BF 6.30 und BF 6.5
• Kessel- und Behälterbaustähle nach EN 10028 und ASTM: P235GH/A516 Grade 55, P355GH/A516 Grade 70 und S275J2G3/A572 Grade 42, S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 3, BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
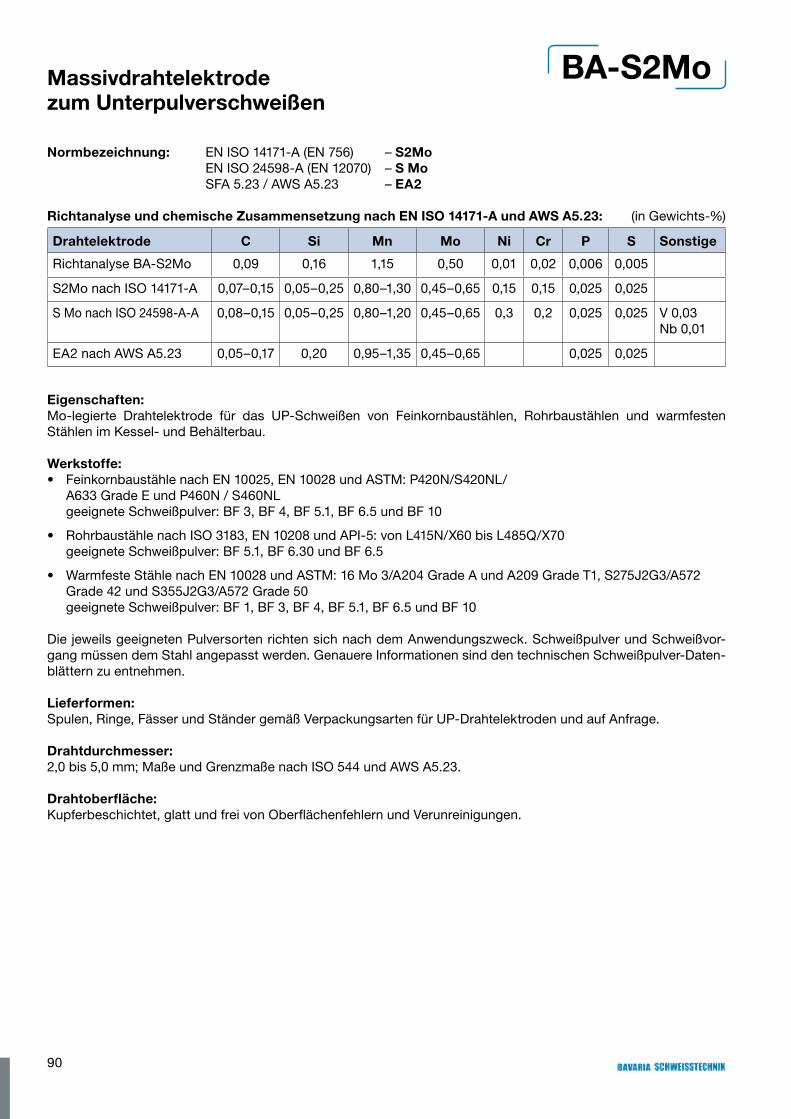
90
BA-S2MoMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Mo EN ISO 24598-A (EN 12070) – S Mo SFA 5.23 / AWS A5.23 – EA2
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S2Mo 0,09 0,16 1,15 0,50 0,01 0,02 0,006 0,005
S2Mo nach ISO 14171-A 0,07–0,15 0,05–0,25 0,80–1,30 0,45–0,65 0,15 0,15 0,025 0,025
S Mo nach ISO 24598-A-A 0,08–0,15 0,05–0,25 0,80–1,20 0,45–0,65 0,3 0,2 0,025 0,025 V 0,03Nb 0,01
EA2 nach AWS A5.23 0,05–0,17 0,20 0,95–1,35 0,45–0,65 0,025 0,025
Eigenschaften:Mo-legierte Drahtelektrode für das UP-Schweißen von Feinkornbaustählen, Rohrbaustählen und warmfesten Stählen im Kessel- und Behälterbau.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: P420N/S420NL/
A633 Grade E und P460N / S460NL geeignete Schweißpulver: BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L415N/X60 bis L485Q/X70 geeignete Schweißpulver: BF 5.1, BF 6.30 und BF 6.5
• Warmfeste Stähle nach EN 10028 und ASTM: 16 Mo 3/A204 Grade A und A209 Grade T1, S275J2G3/A572 Grade 42 und S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 1, BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
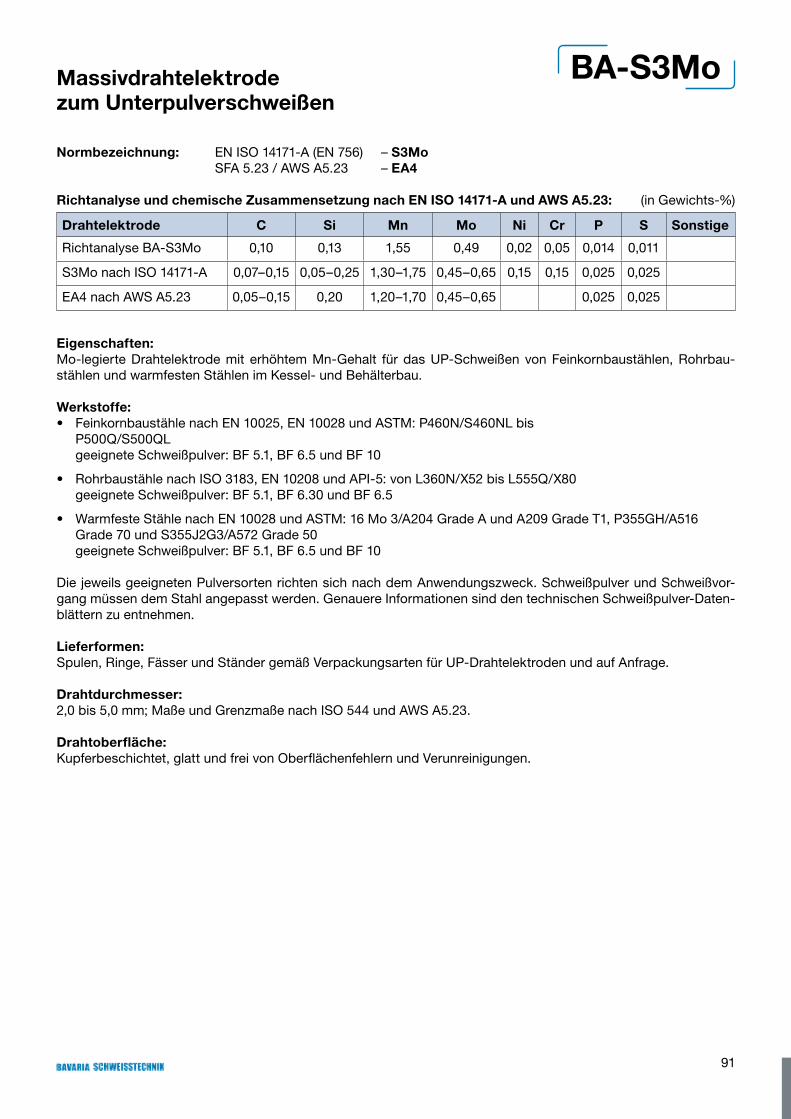
91
BA-S3MoMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S3Mo SFA 5.23 / AWS A5.23 – EA4
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3Mo 0,10 0,13 1,55 0,49 0,02 0,05 0,014 0,011
S3Mo nach ISO 14171-A 0,07–0,15 0,05–0,25 1,30–1,75 0,45–0,65 0,15 0,15 0,025 0,025
EA4 nach AWS A5.23 0,05–0,15 0,20 1,20–1,70 0,45–0,65 0,025 0,025
Eigenschaften:Mo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von Feinkornbaustählen, Rohrbau-stählen und warmfesten Stählen im Kessel- und Behälterbau.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: P460N/S460NL bis
P500Q/S500QL geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L360N/X52 bis L555Q/X80 geeignete Schweißpulver: BF 5.1, BF 6.30 und BF 6.5
• Warmfeste Stähle nach EN 10028 und ASTM: 16 Mo 3/A204 Grade A und A209 Grade T1, P355GH/A516 Grade 70 und S355J2G3/A572 Grade 50 geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
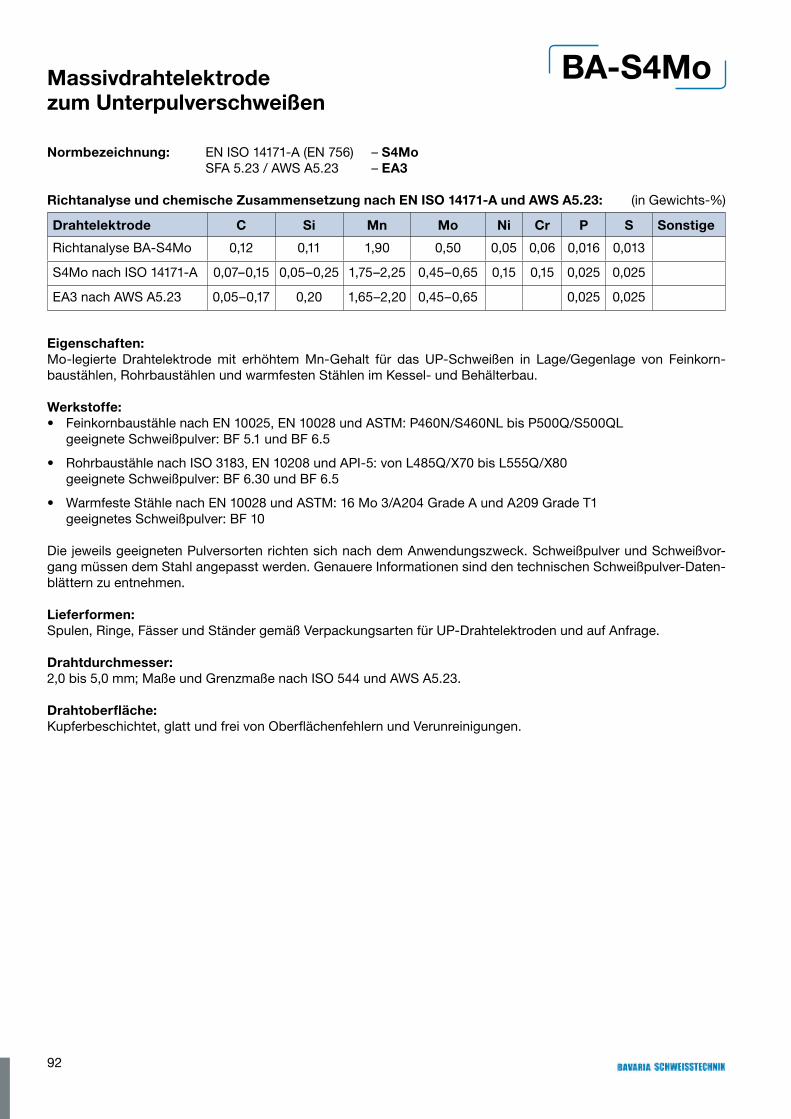
92
BA-S4MoMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S4Mo SFA 5.23 / AWS A5.23 – EA3
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S4Mo 0,12 0,11 1,90 0,50 0,05 0,06 0,016 0,013
S4Mo nach ISO 14171-A 0,07–0,15 0,05–0,25 1,75–2,25 0,45–0,65 0,15 0,15 0,025 0,025
EA3 nach AWS A5.23 0,05–0,17 0,20 1,65–2,20 0,45–0,65 0,025 0,025
Eigenschaften:Mo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen in Lage/Gegenlage von Feinkorn-baustählen, Rohrbaustählen und warmfesten Stählen im Kessel- und Behälterbau.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: P460N/S460NL bis P500Q/S500QL
geeignete Schweißpulver: BF 5.1 und BF 6.5
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L485Q/X70 bis L555Q/X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
• Warmfeste Stähle nach EN 10028 und ASTM: 16 Mo 3/A204 Grade A und A209 Grade T1 geeignetes Schweißpulver: BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
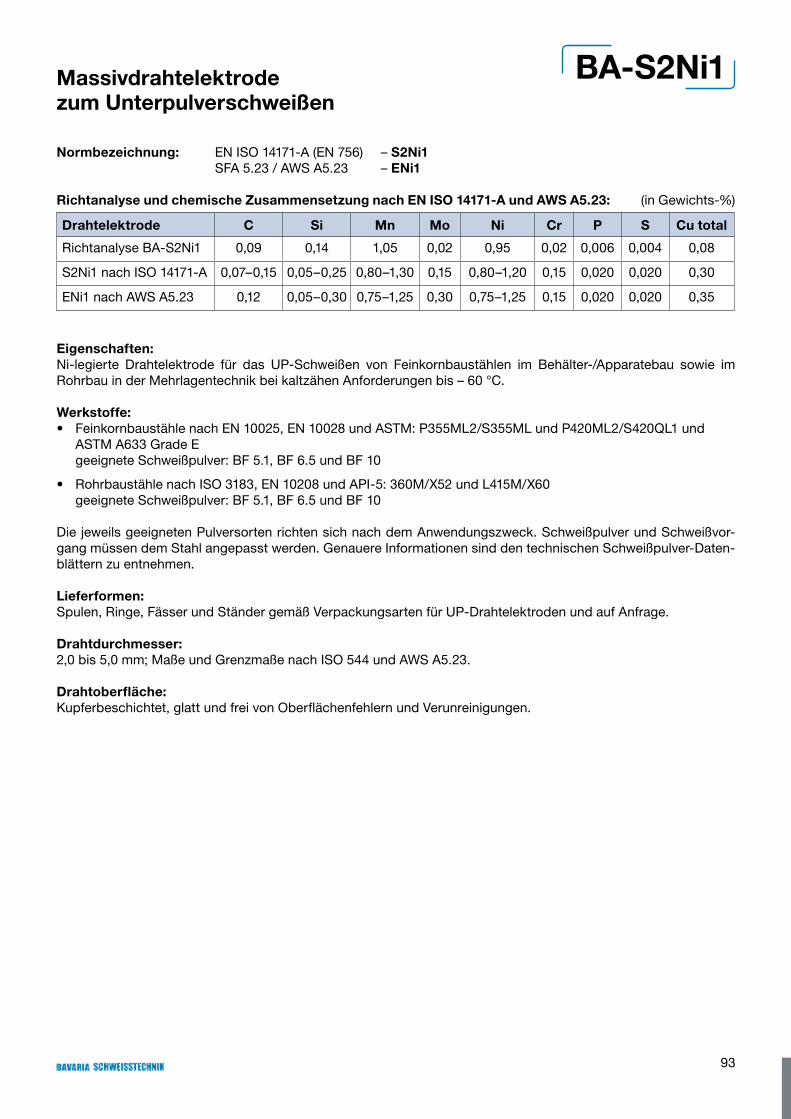
93
BA-S2Ni1Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Ni1 SFA 5.23 / AWS A5.23 – ENi1
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S2Ni1 0,09 0,14 1,05 0,02 0,95 0,02 0,006 0,004 0,08
S2Ni1 nach ISO 14171-A 0,07–0,15 0,05–0,25 0,80–1,30 0,15 0,80–1,20 0,15 0,020 0,020 0,30
ENi1 nach AWS A5.23 0,12 0,05–0,30 0,75–1,25 0,30 0,75–1,25 0,15 0,020 0,020 0,35
Eigenschaften:Ni-legierte Drahtelektrode für das UP-Schweißen von Feinkornbaustählen im Behälter-/Apparatebau sowie im Rohrbau in der Mehrlagentechnik bei kaltzähen Anforderungen bis – 60 °C.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: P355ML2/S355ML und P420ML2/S420QL1 und
ASTM A633 Grade E geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: 360M/X52 und L415M/X60 geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
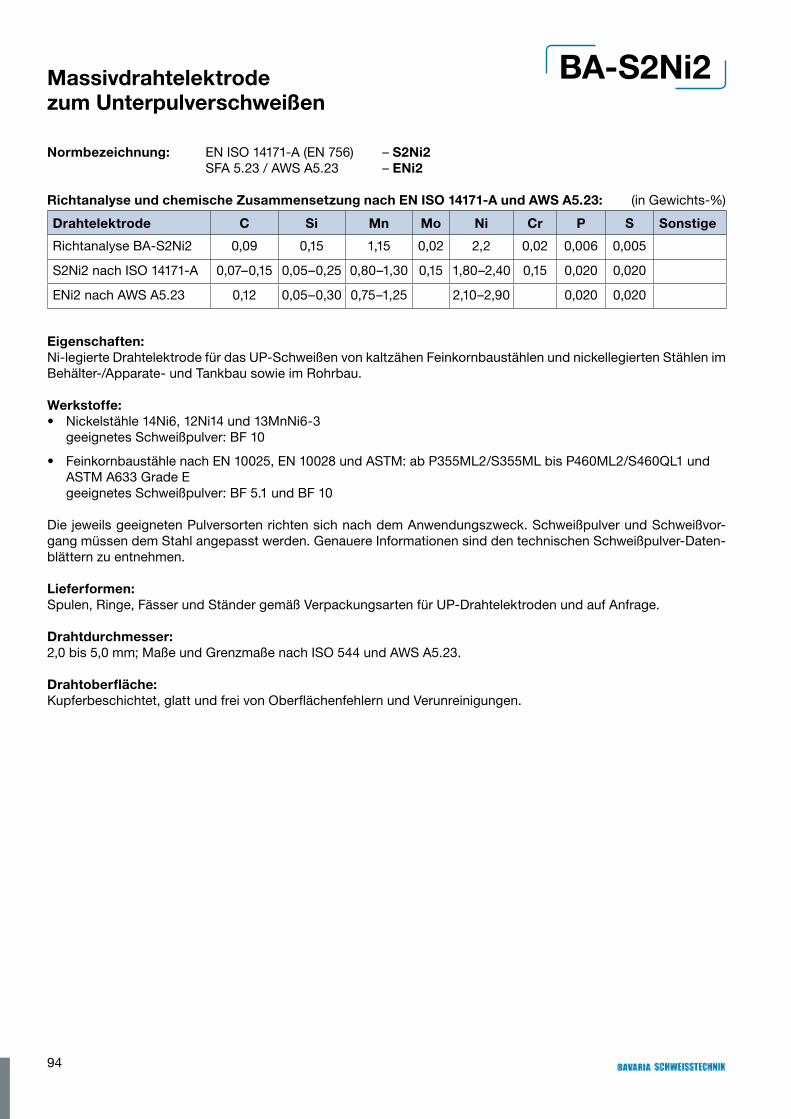
94
BA-S2Ni2Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Ni2 SFA 5.23 / AWS A5.23 – ENi2
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S2Ni2 0,09 0,15 1,15 0,02 2,2 0,02 0,006 0,005
S2Ni2 nach ISO 14171-A 0,07–0,15 0,05–0,25 0,80–1,30 0,15 1,80–2,40 0,15 0,020 0,020
ENi2 nach AWS A5.23 0,12 0,05–0,30 0,75–1,25 2,10–2,90 0,020 0,020
Eigenschaften:Ni-legierte Drahtelektrode für das UP-Schweißen von kaltzähen Feinkornbaustählen und nickellegierten Stählen im Behälter-/Apparate- und Tankbau sowie im Rohrbau.
Werkstoffe:• Nickelstähle 14Ni6, 12Ni14 und 13MnNi6-3
geeignetes Schweißpulver: BF 10
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: ab P355ML2/S355ML bis P460ML2/S460QL1 und ASTM A633 Grade E geeignetes Schweißpulver: BF 5.1 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
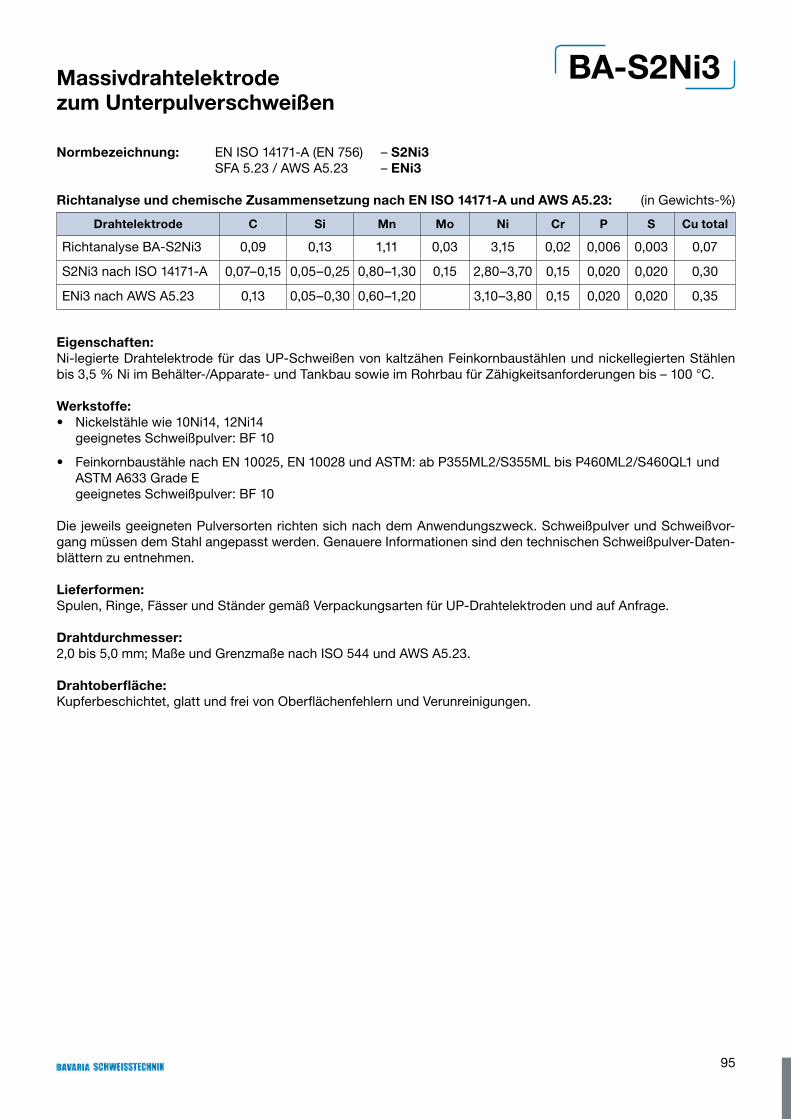
95
BA-S2Ni3Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Ni3 SFA 5.23 / AWS A5.23 – ENi3
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S2Ni3 0,09 0,13 1,11 0,03 3,15 0,02 0,006 0,003 0,07
S2Ni3 nach ISO 14171-A 0,07–0,15 0,05–0,25 0,80–1,30 0,15 2,80–3,70 0,15 0,020 0,020 0,30
ENi3 nach AWS A5.23 0,13 0,05–0,30 0,60–1,20 3,10–3,80 0,15 0,020 0,020 0,35
Eigenschaften:Ni-legierte Drahtelektrode für das UP-Schweißen von kaltzähen Feinkornbaustählen und nickellegierten Stählen bis 3,5 % Ni im Behälter-/Apparate- und Tankbau sowie im Rohrbau für Zähigkeitsanforderungen bis – 100 °C.
Werkstoffe:• Nickelstähle wie 10Ni14, 12Ni14
geeignetes Schweißpulver: BF 10
• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: ab P355ML2/S355ML bis P460ML2/S460QL1 und ASTM A633 Grade E geeignetes Schweißpulver: BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
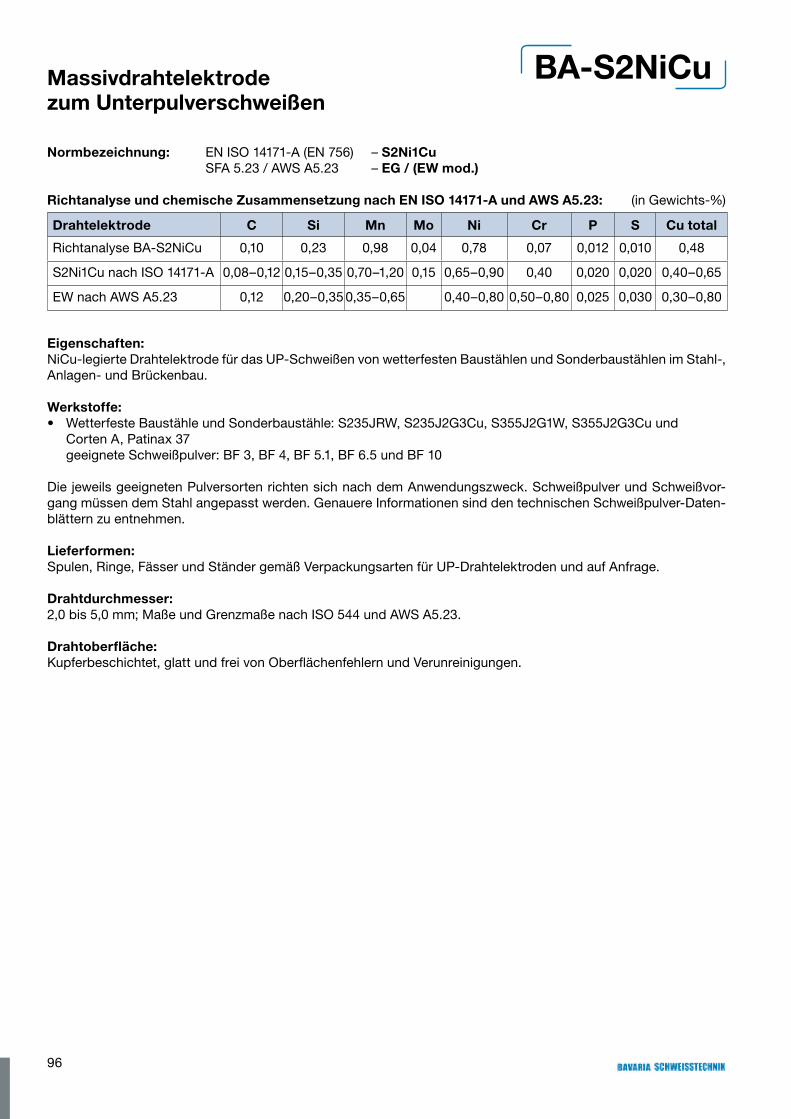
96
BA-S2NiCuMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S2Ni1Cu SFA 5.23 / AWS A5.23 – EG / (EW mod.)
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S2NiCu 0,10 0,23 0,98 0,04 0,78 0,07 0,012 0,010 0,48
S2Ni1Cu nach ISO 14171-A 0,08–0,12 0,15–0,35 0,70–1,20 0,15 0,65–0,90 0,40 0,020 0,020 0,40–0,65
EW nach AWS A5.23 0,12 0,20–0,35 0,35–0,65 0,40–0,80 0,50–0,80 0,025 0,030 0,30–0,80
Eigenschaften:NiCu-legierte Drahtelektrode für das UP-Schweißen von wetterfesten Baustählen und Sonderbaustählen im Stahl-, Anlagen- und Brückenbau.
Werkstoffe:• Wetterfeste Baustähle und Sonderbaustähle: S235JRW, S235J2G3Cu, S355J2G1W, S355J2G3Cu und
Corten A, Patinax 37 geeignete Schweißpulver: BF 3, BF 4, BF 5.1, BF 6.5 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
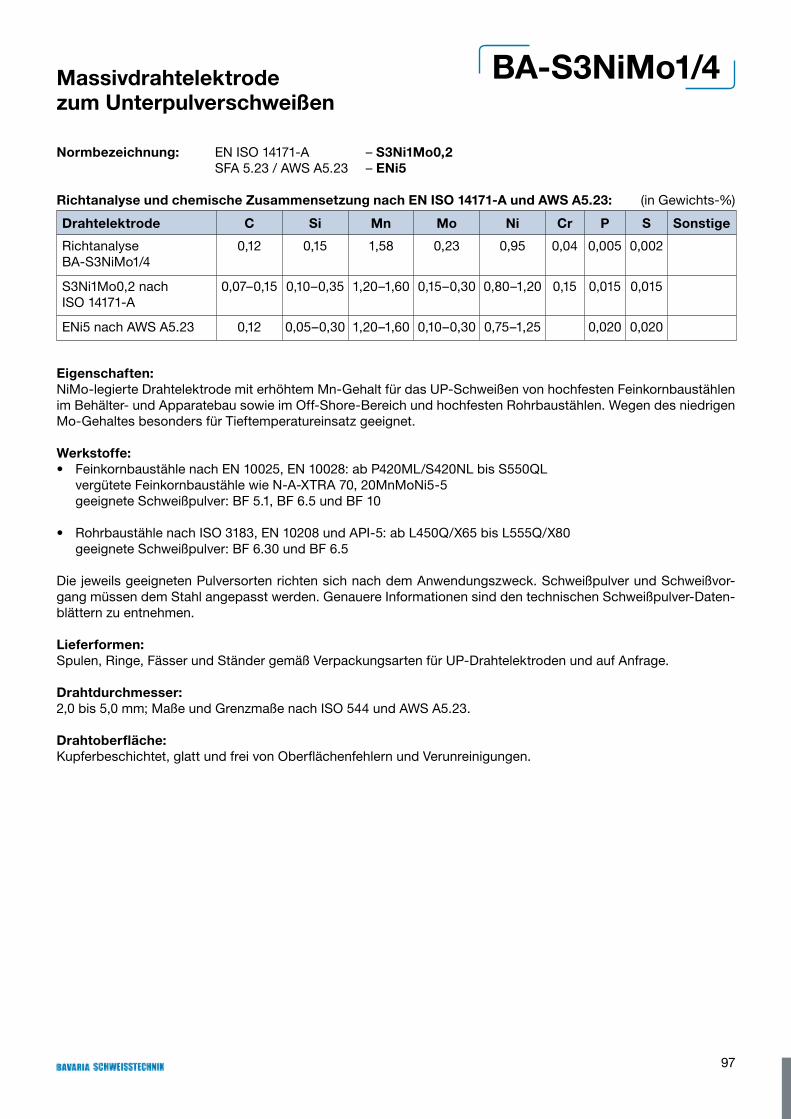
97
BA-S3NiMo1/4Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – S3Ni1Mo0,2 SFA 5.23 / AWS A5.23 – ENi5
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3NiMo1/4
0,12 0,15 1,58 0,23 0,95 0,04 0,005 0,002
S3Ni1Mo0,2 nach ISO 14171-A
0,07–0,15 0,10–0,35 1,20–1,60 0,15–0,30 0,80–1,20 0,15 0,015 0,015
ENi5 nach AWS A5.23 0,12 0,05–0,30 1,20–1,60 0,10–0,30 0,75–1,25 0,020 0,020
Eigenschaften:NiMo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von hochfesten Feinkornbaustählen im Behälter- und Apparatebau sowie im Off-Shore-Bereich und hochfesten Rohrbaustählen. Wegen des niedrigen Mo-Gehaltes besonders für Tieftemperatureinsatz geeignet.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028: ab P420ML/S420NL bis S550QL
vergütete Feinkornbaustähle wie N-A-XTRA 70, 20MnMoNi5-5 geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: ab L450Q/X65 bis L555Q/X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
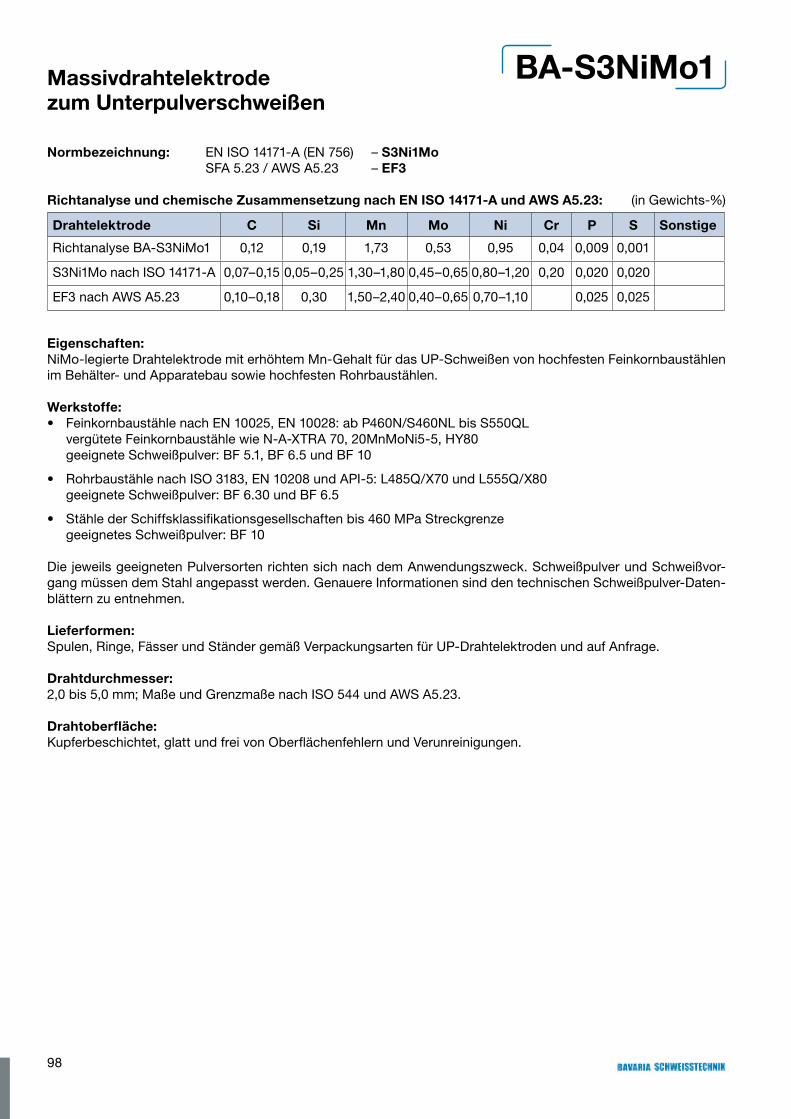
98
BA-S3NiMo1Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S3Ni1Mo SFA 5.23 / AWS A5.23 – EF3
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3NiMo1 0,12 0,19 1,73 0,53 0,95 0,04 0,009 0,001
S3Ni1Mo nach ISO 14171-A 0,07–0,15 0,05–0,25 1,30–1,80 0,45–0,65 0,80–1,20 0,20 0,020 0,020
EF3 nach AWS A5.23 0,10–0,18 0,30 1,50–2,40 0,40–0,65 0,70–1,10 0,025 0,025
Eigenschaften:NiMo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von hochfesten Feinkornbaustählen im Behälter- und Apparatebau sowie hochfesten Rohrbaustählen.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028: ab P460N/S460NL bis S550QL
vergütete Feinkornbaustähle wie N-A-XTRA 70, 20MnMoNi5-5, HY80 geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L485Q/X70 und L555Q/X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
• Stähle der Schiffsklassifikationsgesellschaften bis 460 MPa Streckgrenze geeignetes Schweißpulver: BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
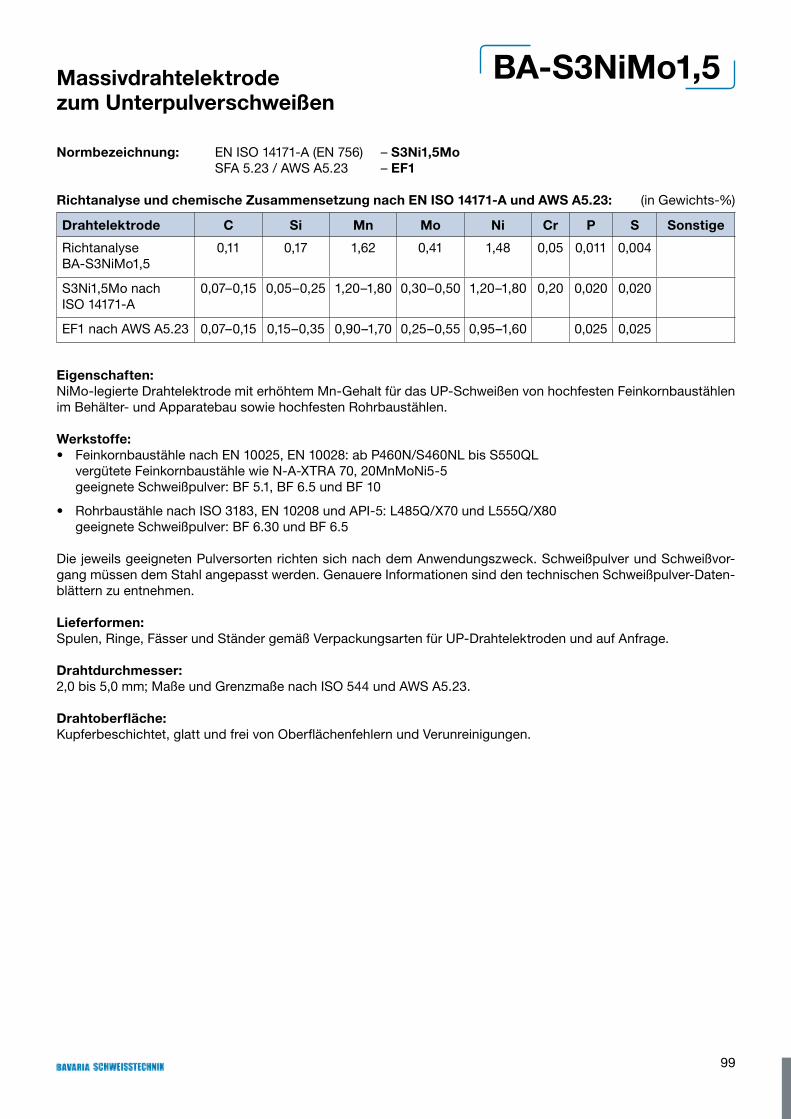
99
BA-S3NiMo1,5Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A (EN 756) – S3Ni1,5Mo SFA 5.23 / AWS A5.23 – EF1
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3NiMo1,5
0,11 0,17 1,62 0,41 1,48 0,05 0,011 0,004
S3Ni1,5Mo nach ISO 14171-A
0,07–0,15 0,05–0,25 1,20–1,80 0,30–0,50 1,20–1,80 0,20 0,020 0,020
EF1 nach AWS A5.23 0,07–0,15 0,15–0,35 0,90–1,70 0,25–0,55 0,95–1,60 0,025 0,025
Eigenschaften:NiMo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von hochfesten Feinkornbaustählen im Behälter- und Apparatebau sowie hochfesten Rohrbaustählen.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028: ab P460N/S460NL bis S550QL
vergütete Feinkornbaustähle wie N-A-XTRA 70, 20MnMoNi5-5 geeignete Schweißpulver: BF 5.1, BF 6.5 und BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L485Q/X70 und L555Q/X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
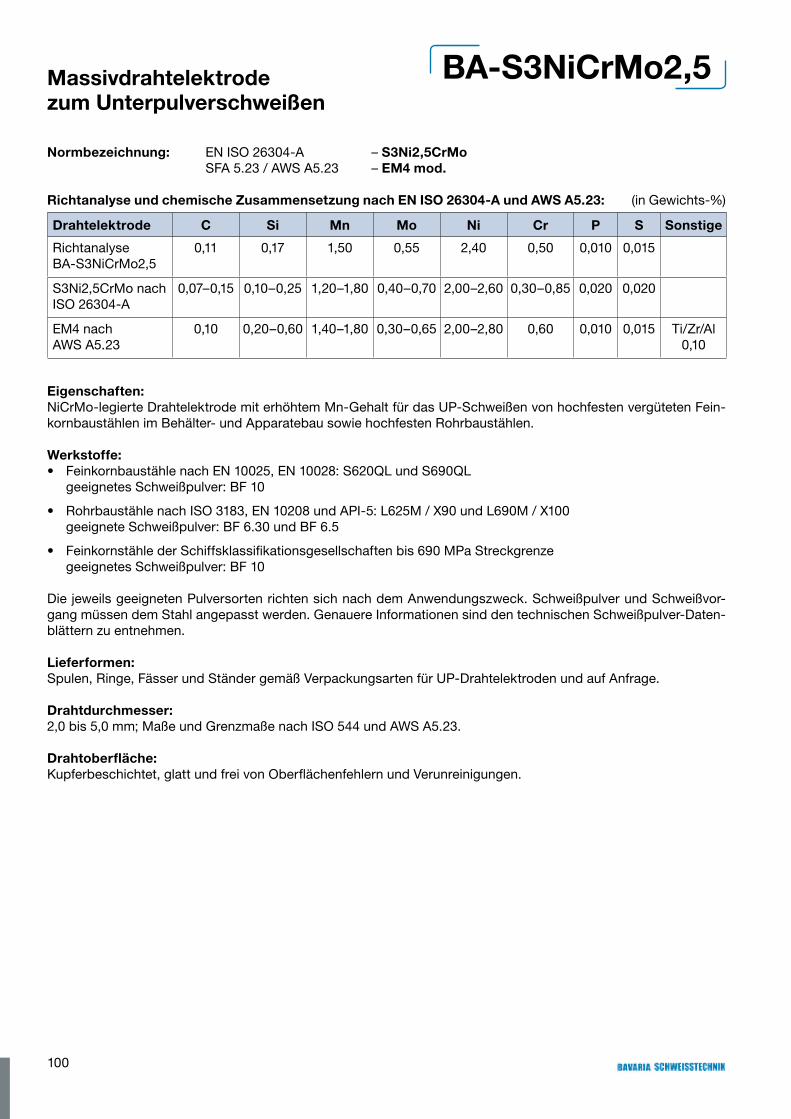
100
BA-S3NiCrMo2,5Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 26304-A – S3Ni2,5CrMo SFA 5.23 / AWS A5.23 – EM4 mod.
Richtanalyse und chemische Zusammensetzung nach EN ISO 26304-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S3NiCrMo2,5
0,11 0,17 1,50 0,55 2,40 0,50 0,010 0,015
S3Ni2,5CrMo nach ISO 26304-A
0,07–0,15 0,10–0,25 1,20–1,80 0,40–0,70 2,00–2,60 0,30–0,85 0,020 0,020
EM4 nach AWS A5.23
0,10 0,20–0,60 1,40–1,80 0,30–0,65 2,00–2,80 0,60 0,010 0,015 Ti/Zr/Al0,10
Eigenschaften:NiCrMo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von hochfesten vergüteten Fein-kornbaustählen im Behälter- und Apparatebau sowie hochfesten Rohrbaustählen.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028: S620QL und S690QL
geeignetes Schweißpulver: BF 10
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L625M / X90 und L690M / X100 geeignete Schweißpulver: BF 6.30 und BF 6.5
• Feinkornstähle der Schiffsklassifikationsgesellschaften bis 690 MPa Streckgrenze geeignetes Schweißpulver: BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
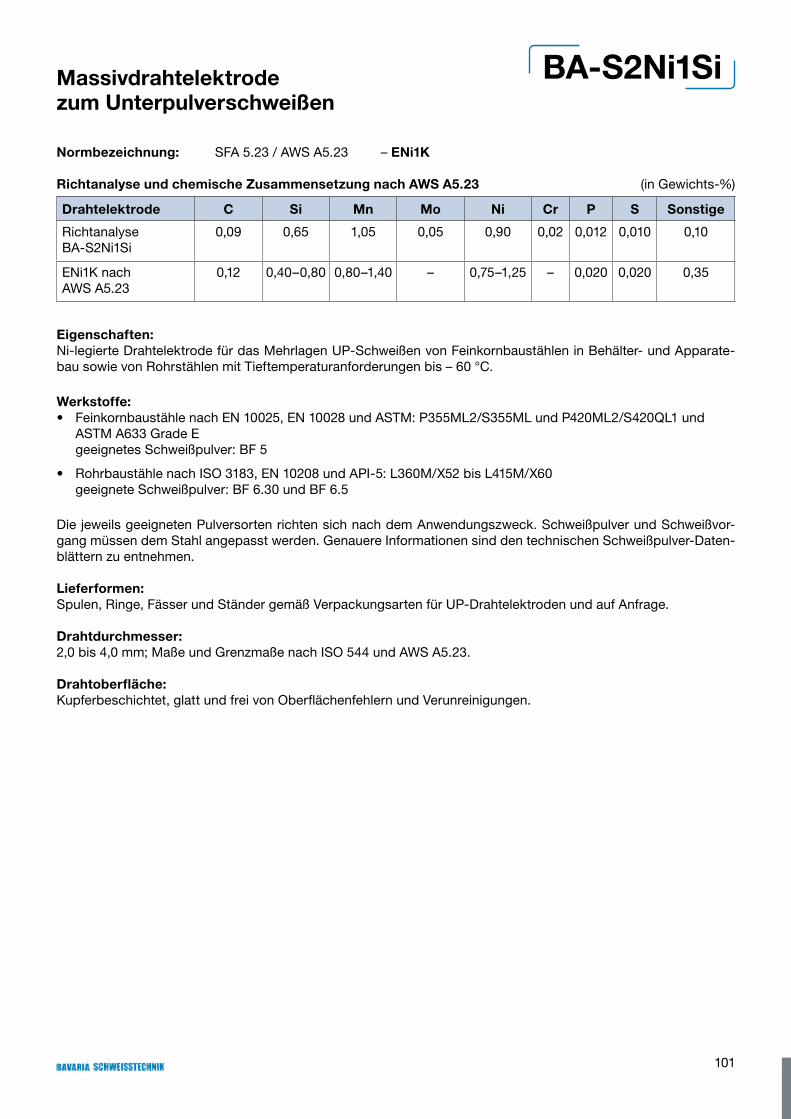
101
BA-S2Ni1SiMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: SFA 5.23 / AWS A5.23 – ENi1K
Richtanalyse und chemische Zusammensetzung nach AWS A5.23 (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Sonstige
Richtanalyse BA-S2Ni1Si
0,09 0,65 1,05 0,05 0,90 0,02 0,012 0,010 0,10
ENi1K nach AWS A5.23
0,12 0,40–0,80 0,80–1,40 – 0,75–1,25 – 0,020 0,020 0,35
Eigenschaften:Ni-legierte Drahtelektrode für das Mehrlagen UP-Schweißen von Feinkornbaustählen in Behälter- und Apparate- bau sowie von Rohrstählen mit Tieftemperaturanforderungen bis – 60 °C.
Werkstoffe:• Feinkornbaustähle nach EN 10025, EN 10028 und ASTM: P355ML2/S355ML und P420ML2/S420QL1 und
ASTM A633 Grade E geeignetes Schweißpulver: BF 5
• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: L360M/X52 bis L415M/X60 geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
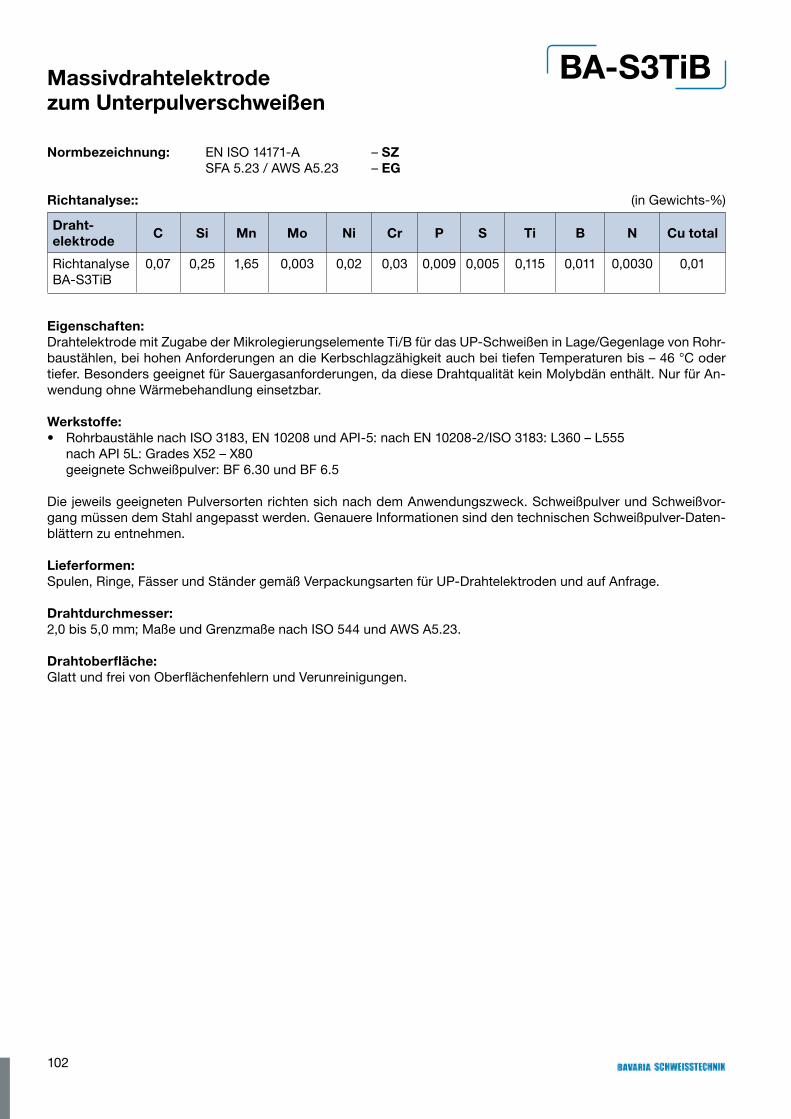
102
BA-S3TiBMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – SZ SFA 5.23 / AWS A5.23 – EG
Richtanalyse:: (in Gewichts-%)
Draht- elektrode
C Si Mn Mo Ni Cr P S Ti B N Cu total
Richtanalyse BA-S3TiB
0,07 0,25 1,65 0,003 0,02 0,03 0,009 0,005 0,115 0,011 0,0030 0,01
Eigenschaften:Drahtelektrode mit Zugabe der Mikrolegierungselemente Ti/B für das UP-Schweißen in Lage/Gegenlage von Rohr-baustählen, bei hohen Anforderungen an die Kerbschlagzähigkeit auch bei tiefen Temperaturen bis – 46 °C oder tiefer. Besonders geeignet für Sauergasanforderungen, da diese Drahtqualität kein Molybdän enthält. Nur für An-wendung ohne Wärmebehandlung einsetzbar.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: nach EN 10208-2/ISO 3183: L360 – L555
nach API 5L: Grades X52 – X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
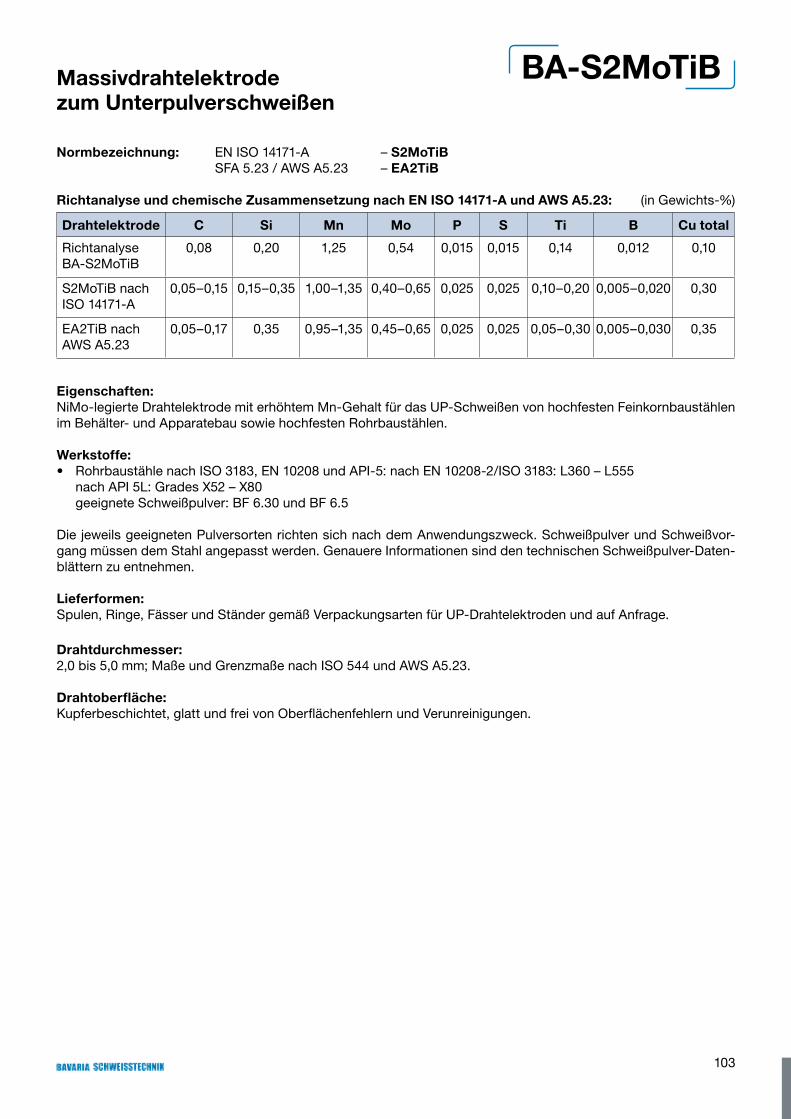
103
BA-S2MoTiBMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – S2MoTiB SFA 5.23 / AWS A5.23 – EA2TiB
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo P S Ti B Cu total
Richtanalyse BA-S2MoTiB
0,08 0,20 1,25 0,54 0,015 0,015 0,14 0,012 0,10
S2MoTiB nach ISO 14171-A
0,05–0,15 0,15–0,35 1,00–1,35 0,40–0,65 0,025 0,025 0,10–0,20 0,005–0,020 0,30
EA2TiB nach AWS A5.23
0,05–0,17 0,35 0,95–1,35 0,45–0,65 0,025 0,025 0,05–0,30 0,005–0,030 0,35
Eigenschaften:NiMo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt für das UP-Schweißen von hochfesten Feinkornbaustählen im Behälter- und Apparatebau sowie hochfesten Rohrbaustählen.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: nach EN 10208-2/ISO 3183: L360 – L555
nach API 5L: Grades X52 – X80 geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
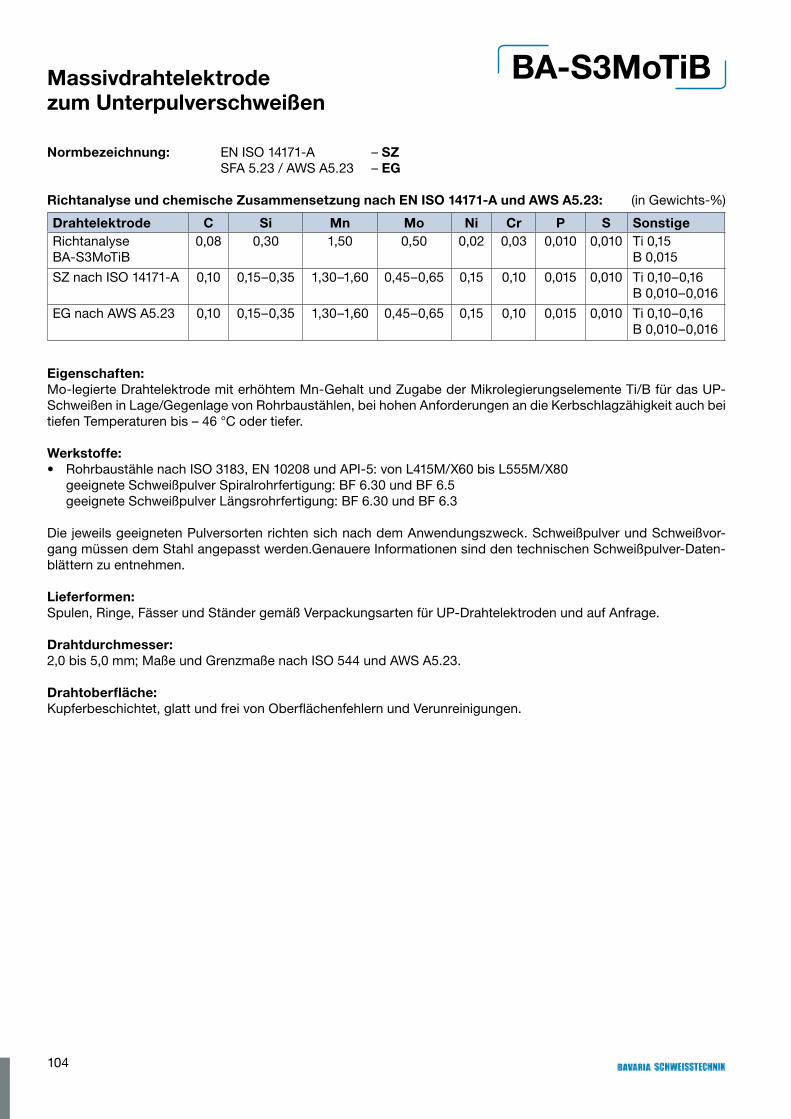
104
BA-S3MoTiBMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14171-A – SZ SFA 5.23 / AWS A5.23 – EG
Richtanalyse und chemische Zusammensetzung nach EN ISO 14171-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S SonstigeRichtanalyseBA-S3MoTiB
0,08 0,30 1,50 0,50 0,02 0,03 0,010 0,010 Ti 0,15B 0,015
SZ nach ISO 14171-A 0,10 0,15–0,35 1,30–1,60 0,45–0,65 0,15 0,10 0,015 0,010 Ti 0,10–0,16B 0,010–0,016
EG nach AWS A5.23 0,10 0,15–0,35 1,30–1,60 0,45–0,65 0,15 0,10 0,015 0,010 Ti 0,10–0,16B 0,010–0,016
Eigenschaften:Mo-legierte Drahtelektrode mit erhöhtem Mn-Gehalt und Zugabe der Mikrolegierungselemente Ti/B für das UP-Schweißen in Lage/Gegenlage von Rohrbaustählen, bei hohen Anforderungen an die Kerbschlagzähigkeit auch bei tiefen Temperaturen bis – 46 °C oder tiefer.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L415M/X60 bis L555M/X80
geeignete Schweißpulver Spiralrohrfertigung: BF 6.30 und BF 6.5 geeignete Schweißpulver Längsrohrfertigung: BF 6.30 und BF 6.3
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden.Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
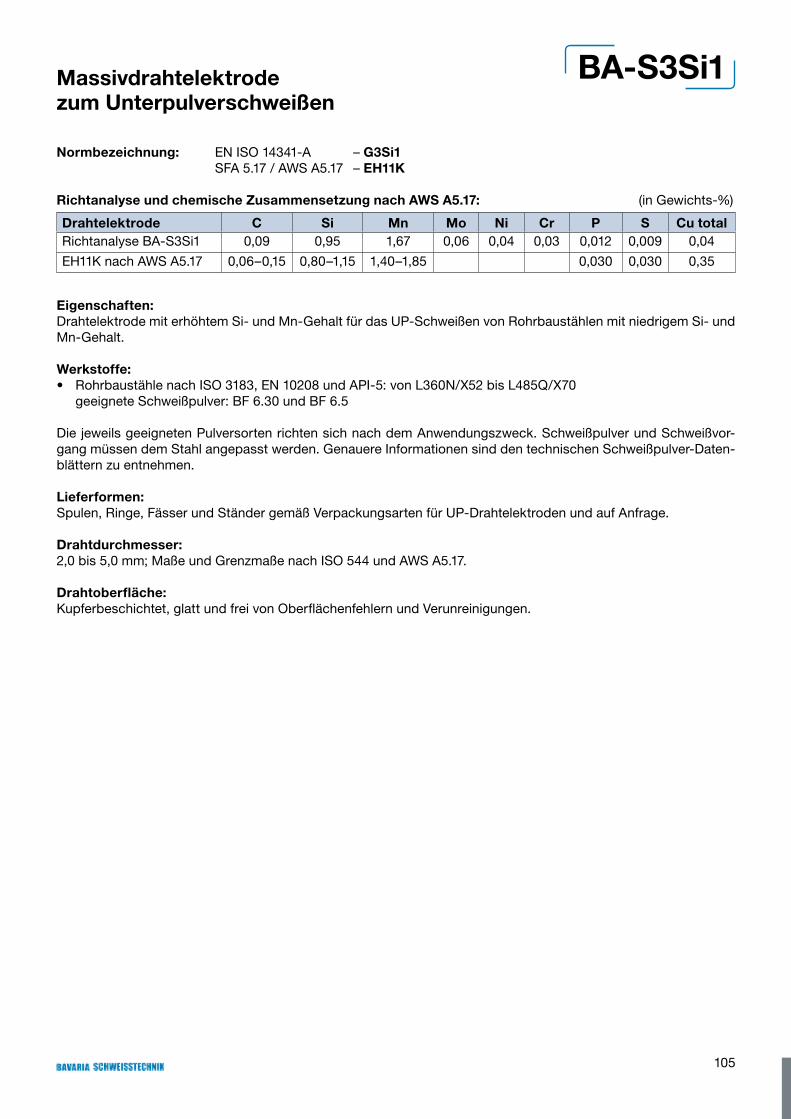
105
BA-S3Si1Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14341-A – G3Si1 SFA 5.17 / AWS A5.17 – EH11K
Richtanalyse und chemische Zusammensetzung nach AWS A5.17: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu totalRichtanalyse BA-S3Si1 0,09 0,95 1,67 0,06 0,04 0,03 0,012 0,009 0,04
EH11K nach AWS A5.17 0,06–0,15 0,80–1,15 1,40–1,85 0,030 0,030 0,35
Eigenschaften:Drahtelektrode mit erhöhtem Si- und Mn-Gehalt für das UP-Schweißen von Rohrbaustählen mit niedrigem Si- und Mn-Gehalt.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L360N/X52 bis L485Q/X70
geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.17.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
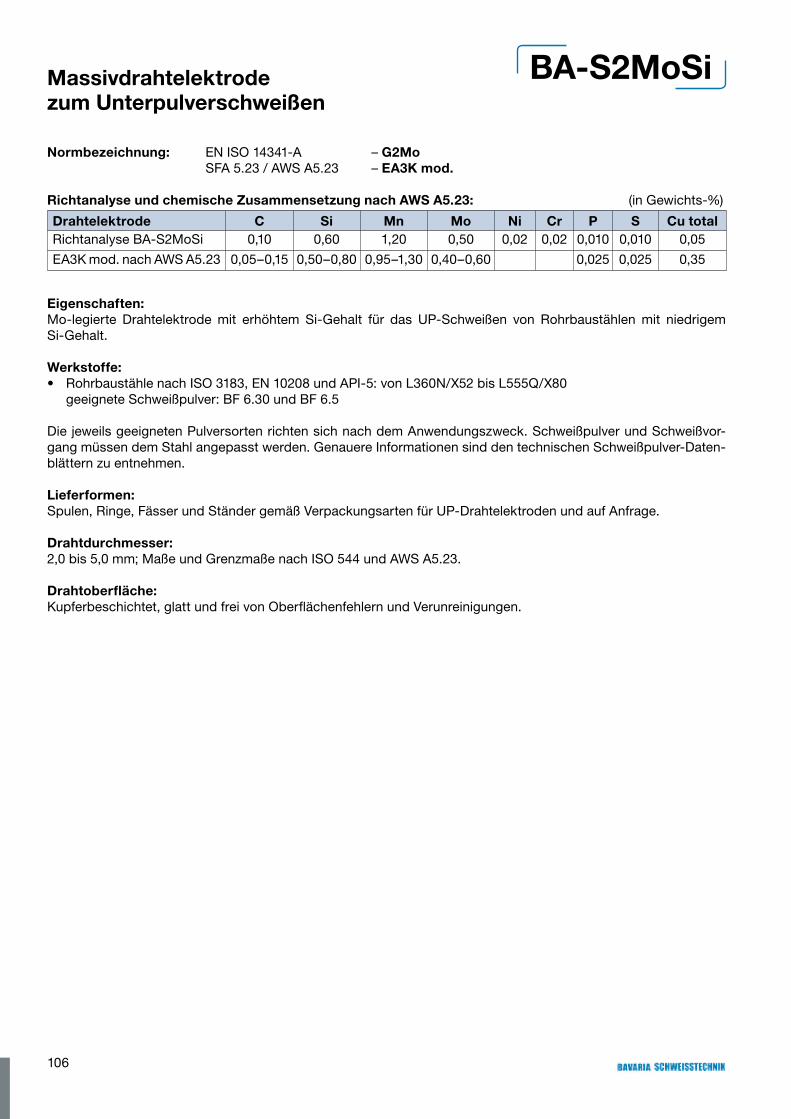
106
BA-S2MoSiMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14341-A – G2Mo SFA 5.23 / AWS A5.23 – EA3K mod.
Richtanalyse und chemische Zusammensetzung nach AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu totalRichtanalyse BA-S2MoSi 0,10 0,60 1,20 0,50 0,02 0,02 0,010 0,010 0,05
EA3K mod. nach AWS A5.23 0,05–0,15 0,50–0,80 0,95–1,30 0,40–0,60 0,025 0,025 0,35
Eigenschaften:Mo-legierte Drahtelektrode mit erhöhtem Si-Gehalt für das UP-Schweißen von Rohrbaustählen mit niedrigem Si-Gehalt.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L360N/X52 bis L555Q/X80
geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
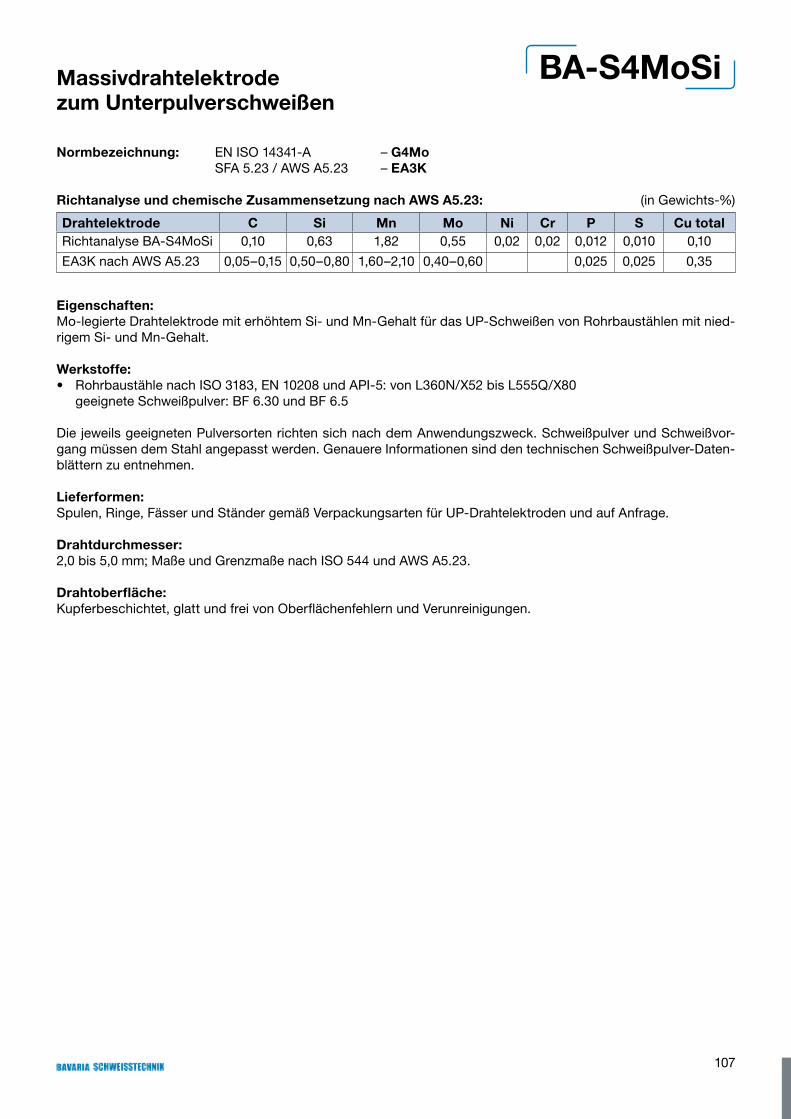
107
BA-S4MoSiMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14341-A – G4Mo SFA 5.23 / AWS A5.23 – EA3K
Richtanalyse und chemische Zusammensetzung nach AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu totalRichtanalyse BA-S4MoSi 0,10 0,63 1,82 0,55 0,02 0,02 0,012 0,010 0,10
EA3K nach AWS A5.23 0,05–0,15 0,50–0,80 1,60–2,10 0,40–0,60 0,025 0,025 0,35
Eigenschaften:Mo-legierte Drahtelektrode mit erhöhtem Si- und Mn-Gehalt für das UP-Schweißen von Rohrbaustählen mit nied-rigem Si- und Mn-Gehalt.
Werkstoffe:• Rohrbaustähle nach ISO 3183, EN 10208 und API-5: von L360N/X52 bis L555Q/X80
geeignete Schweißpulver: BF 6.30 und BF 6.5
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
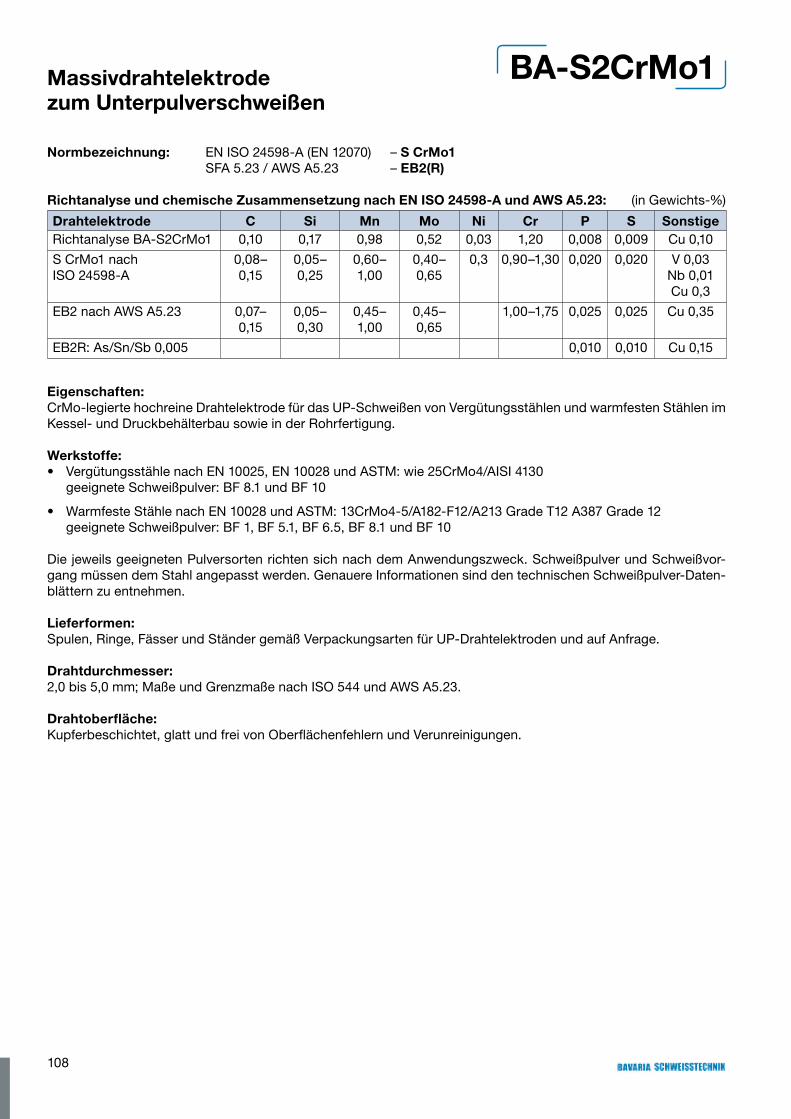
108
BA-S2CrMo1Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 24598-A (EN 12070) – S CrMo1 SFA 5.23 / AWS A5.23 – EB2(R)
Richtanalyse und chemische Zusammensetzung nach EN ISO 24598-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S SonstigeRichtanalyse BA-S2CrMo1 0,10 0,17 0,98 0,52 0,03 1,20 0,008 0,009 Cu 0,10
S CrMo1 nach ISO 24598-A
0,08– 0,15
0,05– 0,25
0,60– 1,00
0,40– 0,65
0,3 0,90–1,30 0,020 0,020 V 0,03Nb 0,01Cu 0,3
EB2 nach AWS A5.23 0,07– 0,15
0,05–0,30
0,45– 1,00
0,45– 0,65
1,00–1,75 0,025 0,025 Cu 0,35
EB2R: As/Sn/Sb 0,005 0,010 0,010 Cu 0,15
Eigenschaften:CrMo-legierte hochreine Drahtelektrode für das UP-Schweißen von Vergütungsstählen und warmfesten Stählen im Kessel- und Druckbehälterbau sowie in der Rohrfertigung.
Werkstoffe:• Vergütungsstähle nach EN 10025, EN 10028 und ASTM: wie 25CrMo4/AISI 4130
geeignete Schweißpulver: BF 8.1 und BF 10
• Warmfeste Stähle nach EN 10028 und ASTM: 13CrMo4-5/A182-F12/A213 Grade T12 A387 Grade 12 geeignete Schweißpulver: BF 1, BF 5.1, BF 6.5, BF 8.1 und BF 10
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
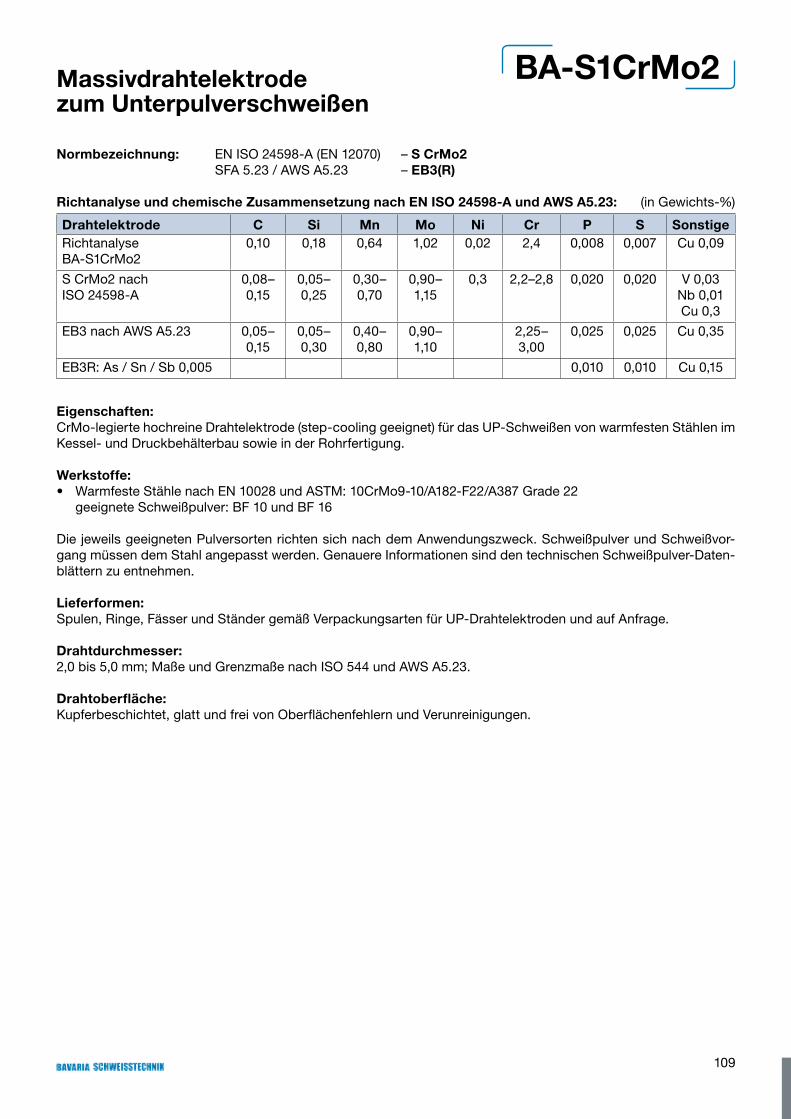
109
BA-S1CrMo2Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 24598-A (EN 12070) – S CrMo2 SFA 5.23 / AWS A5.23 – EB3(R)
Richtanalyse und chemische Zusammensetzung nach EN ISO 24598-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S SonstigeRichtanalyse BA-S1CrMo2
0,10 0,18 0,64 1,02 0,02 2,4 0,008 0,007 Cu 0,09
S CrMo2 nach ISO 24598-A
0,08– 0,15
0,05–0,25
0,30–0,70
0,90– 1,15
0,3 2,2–2,8 0,020 0,020 V 0,03Nb 0,01Cu 0,3
EB3 nach AWS A5.23 0,05– 0,15
0,05–0,30
0,40–0,80
0,90– 1,10
2,25–3,00
0,025 0,025 Cu 0,35
EB3R: As / Sn / Sb 0,005 0,010 0,010 Cu 0,15
Eigenschaften:CrMo-legierte hochreine Drahtelektrode (step-cooling geeignet) für das UP-Schweißen von warmfesten Stählen im Kessel- und Druckbehälterbau sowie in der Rohrfertigung.
Werkstoffe:• Warmfeste Stähle nach EN 10028 und ASTM: 10CrMo9-10/A182-F22/A387 Grade 22
geeignete Schweißpulver: BF 10 und BF 16
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor-gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten-blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 5,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
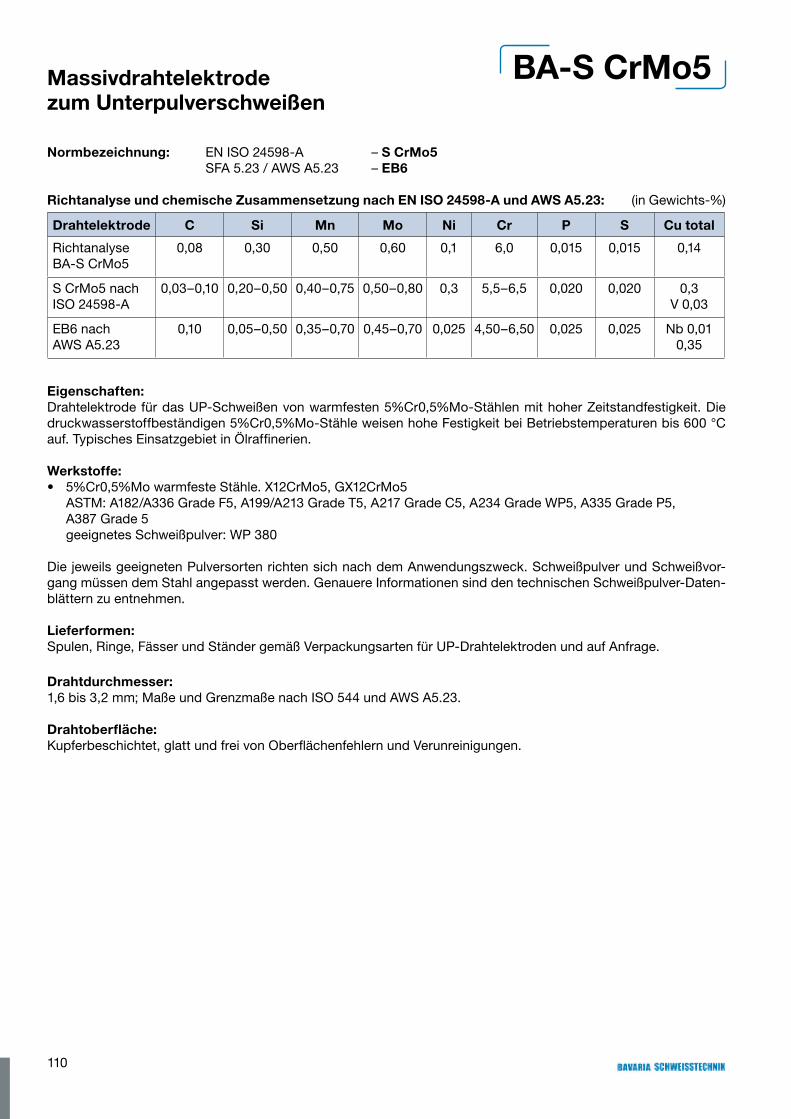
110
BA-S CrMo5Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 24598-A – S CrMo5 SFA 5.23 / AWS A5.23 – EB6
Richtanalyse und chemische Zusammensetzung nach EN ISO 24598-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-S CrMo5
0,08 0,30 0,50 0,60 0,1 6,0 0,015 0,015 0,14
S CrMo5 nach ISO 24598-A
0,03–0,10 0,20–0,50 0,40–0,75 0,50–0,80 0,3 5,5–6,5 0,020 0,020 0,3 V 0,03
EB6 nach AWS A5.23
0,10 0,05–0,50 0,35–0,70 0,45–0,70 0,025 4,50–6,50 0,025 0,025 Nb 0,01 0,35
Eigenschaften:Drahtelektrode für das UP-Schweißen von warmfesten 5%Cr0,5%Mo-Stählen mit hoher Zeitstandfestigkeit. Die druckwasserstoffbeständigen 5%Cr0,5%Mo-Stähle weisen hohe Festigkeit bei Betriebstemperaturen bis 600 °C auf. Typisches Einsatzgebiet in Ölraffinerien.
Werkstoffe:• 5%Cr0,5%Mo warmfeste Stähle. X12CrMo5, GX12CrMo5
ASTM: A182/A336 Grade F5, A199/A213 Grade T5, A217 Grade C5, A234 Grade WP5, A335 Grade P5, A387 Grade 5 geeignetes Schweißpulver: WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 bis 3,2 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
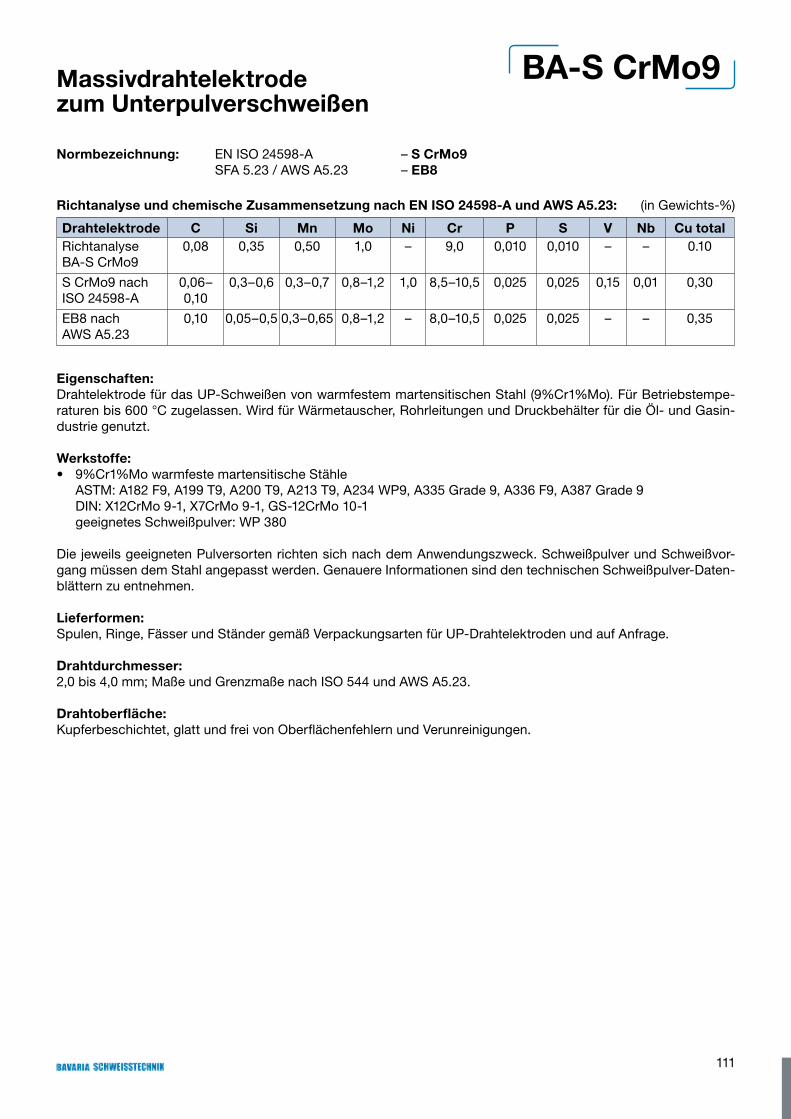
111
BA-S CrMo9Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 24598-A – S CrMo9 SFA 5.23 / AWS A5.23 – EB8
Richtanalyse und chemische Zusammensetzung nach EN ISO 24598-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S V Nb Cu totalRichtanalyse BA-S CrMo9
0,08 0,35 0,50 1,0 – 9,0 0,010 0,010 – – 0.10
S CrMo9 nach ISO 24598-A
0,06–0,10
0,3–0,6 0,3–0,7 0,8–1,2 1,0 8,5–10,5 0,025 0,025 0,15 0,01 0,30
EB8 nach AWS A5.23
0,10 0,05–0,5 0,3–0,65 0,8–1,2 – 8,0–10,5 0,025 0,025 – – 0,35
Eigenschaften:Drahtelektrode für das UP-Schweißen von warmfestem martensitischen Stahl (9%Cr1%Mo). Für Betriebstempe-raturen bis 600 °C zugelassen. Wird für Wärmetauscher, Rohrleitungen und Druckbehälter für die Öl- und Gasin-dustrie genutzt.
Werkstoffe:• 9%Cr1%Mo warmfeste martensitische Stähle
ASTM: A182 F9, A199 T9, A200 T9, A213 T9, A234 WP9, A335 Grade 9, A336 F9, A387 Grade 9 DIN: X12CrMo 9-1, X7CrMo 9-1, GS-12CrMo 10-1
geeignetes Schweißpulver: WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:2,0 bis 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
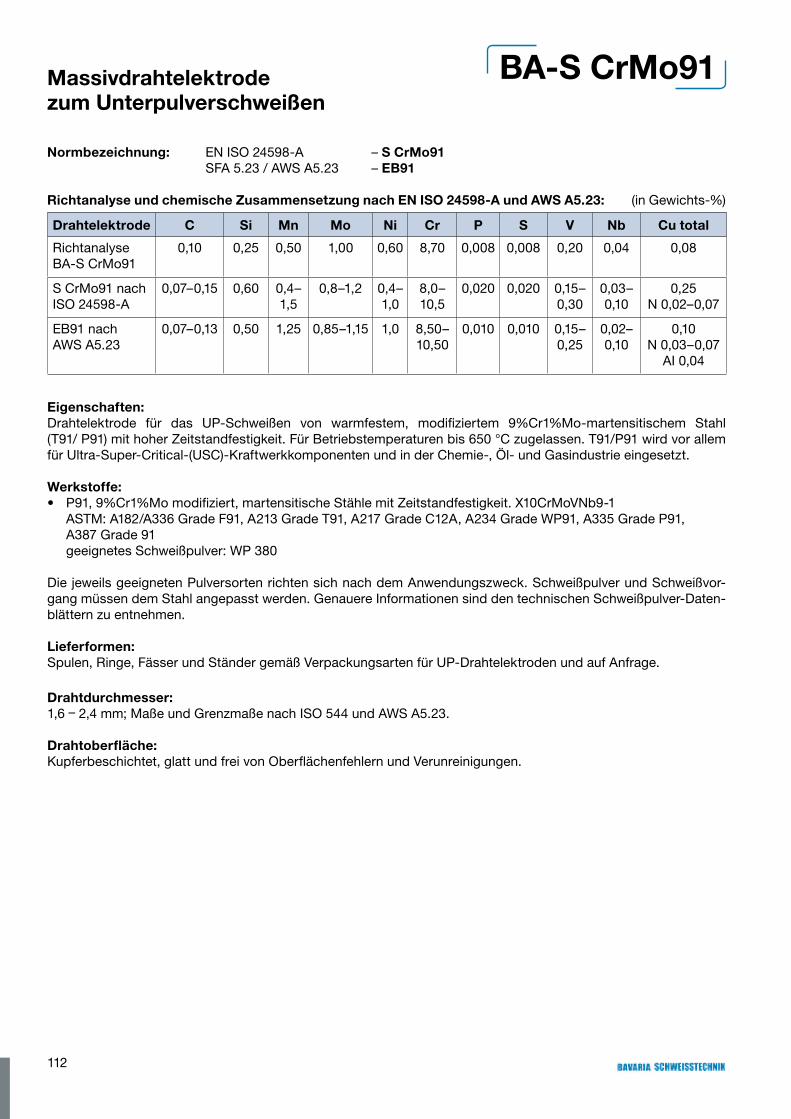
112
BA-S CrMo91Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 24598-A – S CrMo91 SFA 5.23 / AWS A5.23 – EB91
Richtanalyse und chemische Zusammensetzung nach EN ISO 24598-A und AWS A5.23: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S V Nb Cu total
Richtanalyse BA-S CrMo91
0,10 0,25 0,50 1,00 0,60 8,70 0,008 0,008 0,20 0,04 0,08
S CrMo91 nach ISO 24598-A
0,07–0,15 0,60 0,4– 1,5
0,8–1,2 0,4– 1,0
8,0– 10,5
0,020 0,020 0,15– 0,30
0,03– 0,10
0,25N 0,02–0,07
EB91 nach AWS A5.23
0,07–0,13 0,50 1,25 0,85–1,15 1,0 8,50– 10,50
0,010 0,010 0,15– 0,25
0,02– 0,10
0,10N 0,03–0,07
AI 0,04
Eigenschaften:Drahtelektrode für das UP-Schweißen von warmfestem, modifiziertem 9%Cr1%Mo-martensitischem Stahl (T91/ P91) mit hoher Zeitstandfestigkeit. Für Betriebstemperaturen bis 650 °C zugelassen. T91/P91 wird vor allem für Ultra-Super-Critical-(USC)-Kraftwerkkomponenten und in der Chemie-, Öl- und Gasindustrie eingesetzt.
Werkstoffe:• P91, 9%Cr1%Mo modifiziert, martensitische Stähle mit Zeitstandfestigkeit. X10CrMoVNb9-1
ASTM: A182/A336 Grade F91, A213 Grade T91, A217 Grade C12A, A234 Grade WP91, A335 Grade P91, A387 Grade 91 geeignetes Schweißpulver: WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 2,4 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.23.
Drahtoberfläche:Kupferbeschichtet, glatt und frei von Oberflächenfehlern und Verunreinigungen.
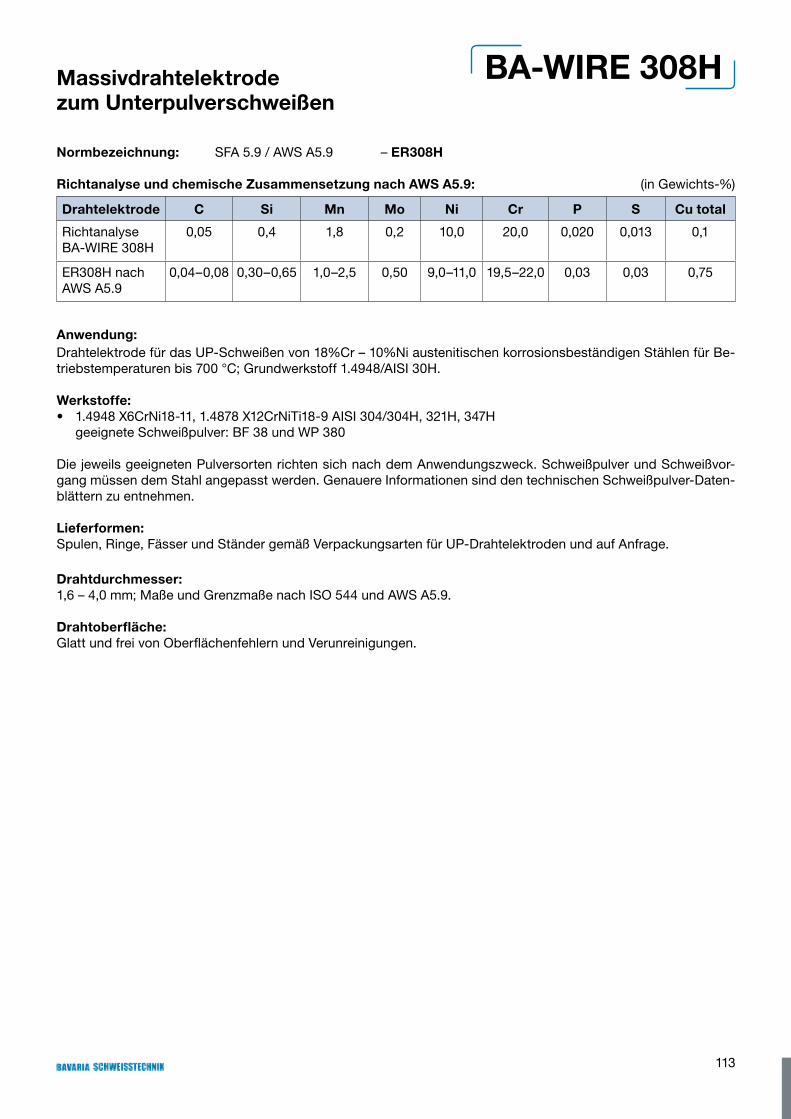
113
BA-WIRE 308HMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: SFA 5.9 / AWS A5.9 – ER308H
Richtanalyse und chemische Zusammensetzung nach AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 308H
0,05 0,4 1,8 0,2 10,0 20,0 0,020 0,013 0,1
ER308H nach AWS A5.9
0,04–0,08 0,30–0,65 1,0–2,5 0,50 9,0–11,0 19,5–22,0 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen von 18%Cr – 10%Ni austenitischen korrosionsbeständigen Stählen für Be- triebstemperaturen bis 700 °C; Grundwerkstoff 1.4948/AISI 30H.
Werkstoffe:• 1.4948 X6CrNi18-11, 1.4878 X12CrNiTi18-9 AISI 304/304H, 321H, 347H
geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
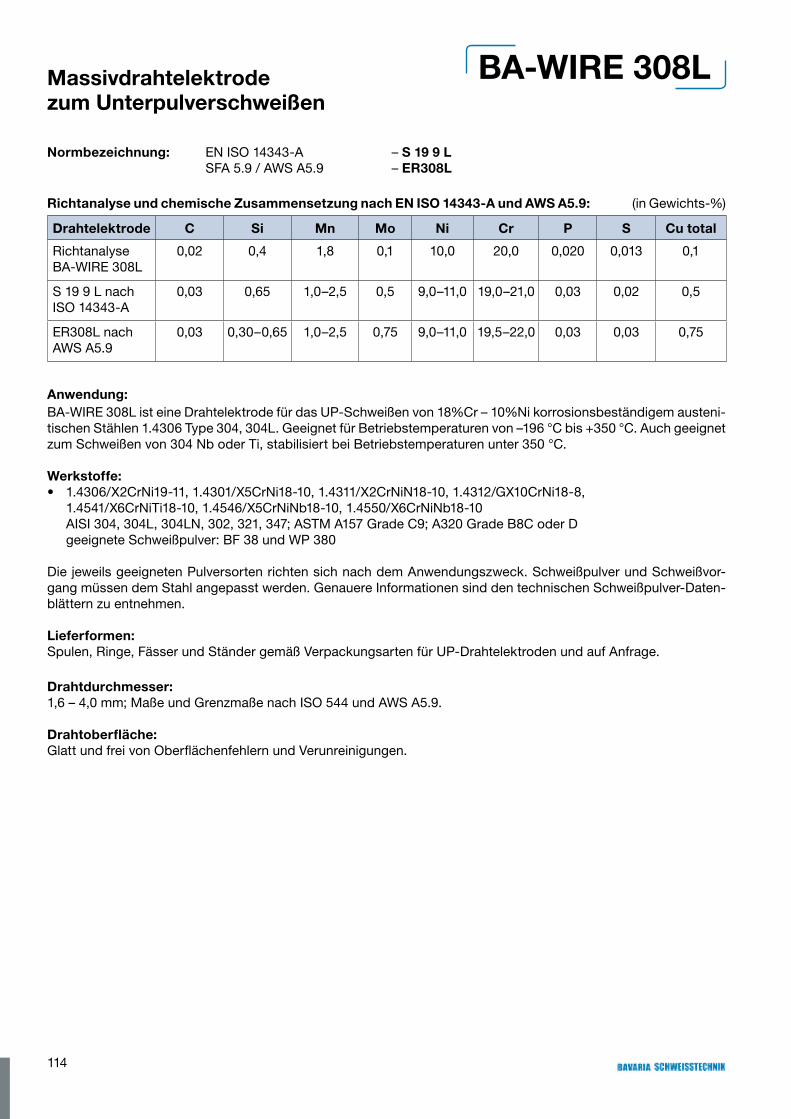
114
BA-WIRE 308LMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 19 9 L SFA 5.9 / AWS A5.9 – ER308L
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 308L
0,02 0,4 1,8 0,1 10,0 20,0 0,020 0,013 0,1
S 19 9 L nach ISO 14343-A
0,03 0,65 1,0–2,5 0,5 9,0–11,0 19,0–21,0 0,03 0,02 0,5
ER308L nach AWS A5.9
0,03 0,30–0,65 1,0–2,5 0,75 9,0–11,0 19,5–22,0 0,03 0,03 0,75
Anwendung:BA-WIRE 308L ist eine Drahtelektrode für das UP-Schweißen von 18%Cr – 10%Ni korrosionsbeständigem austeni- tischen Stählen 1.4306 Type 304, 304L. Geeignet für Betriebstemperaturen von –196 °C bis +350 °C. Auch geeignet zum Schweißen von 304 Nb oder Ti, stabilisiert bei Betriebstemperaturen unter 350 °C.
Werkstoffe:• 1.4306/X2CrNi19-11, 1.4301/X5CrNi18-10, 1.4311/X2CrNiN18-10, 1.4312/GX10CrNi18-8,
1.4541/X6CrNiTi18-10, 1.4546/X5CrNiNb18-10, 1.4550/X6CrNiNb18-10 AISI 304, 304L, 304LN, 302, 321, 347; ASTM A157 Grade C9; A320 Grade B8C oder D geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
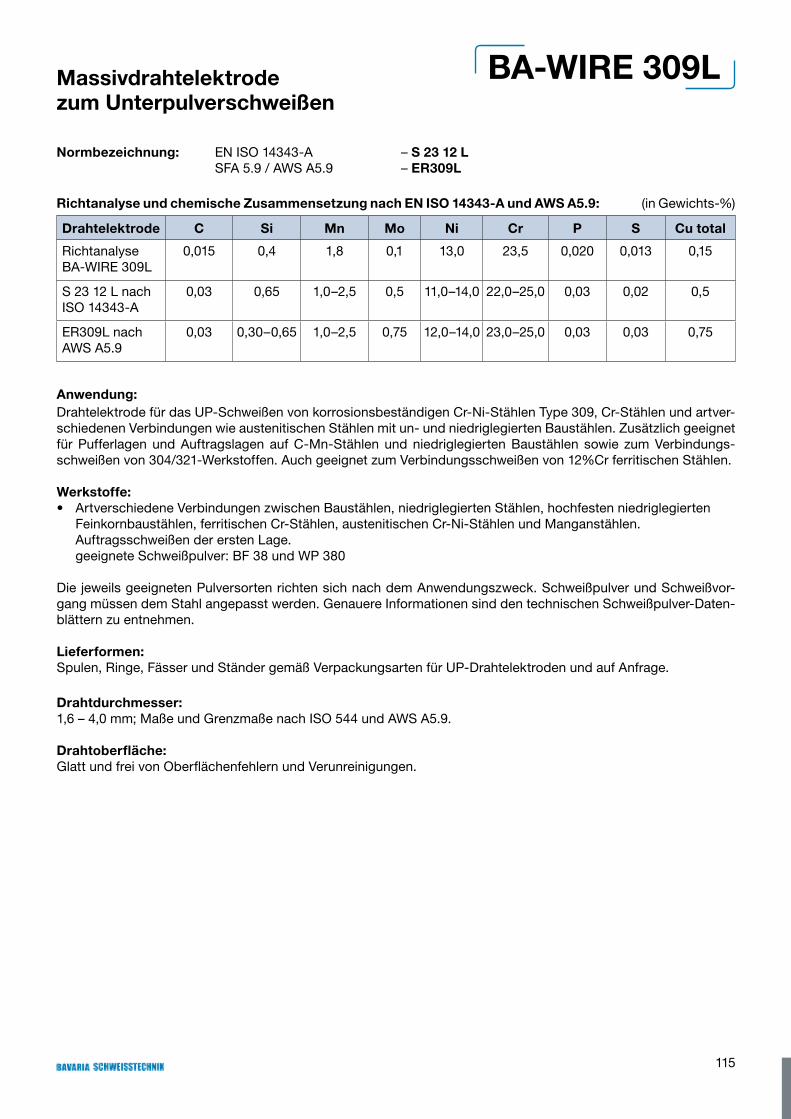
115
BA-WIRE 309LMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 23 12 L SFA 5.9 / AWS A5.9 – ER309L
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 309L
0,015 0,4 1,8 0,1 13,0 23,5 0,020 0,013 0,15
S 23 12 L nach ISO 14343-A
0,03 0,65 1,0–2,5 0,5 11,0–14,0 22,0–25,0 0,03 0,02 0,5
ER309L nach AWS A5.9
0,03 0,30–0,65 1,0–2,5 0,75 12,0–14,0 23,0–25,0 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen von korrosionsbeständigen Cr-Ni-Stählen Type 309, Cr-Stählen und artver- schiedenen Verbindungen wie austenitischen Stählen mit un- und niedriglegierten Baustählen. Zusätzlich geeignet für Pufferlagen und Auftragslagen auf C-Mn-Stählen und niedriglegierten Baustählen sowie zum Verbindungs- schweißen von 304/321-Werkstoffen. Auch geeignet zum Verbindungsschweißen von 12%Cr ferritischen Stählen.
Werkstoffe:• Artverschiedene Verbindungen zwischen Baustählen, niedriglegierten Stählen, hochfesten niedriglegierten
Feinkornbaustählen, ferritischen Cr-Stählen, austenitischen Cr-Ni-Stählen und Manganstählen. Auftragsschweißen der ersten Lage. geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
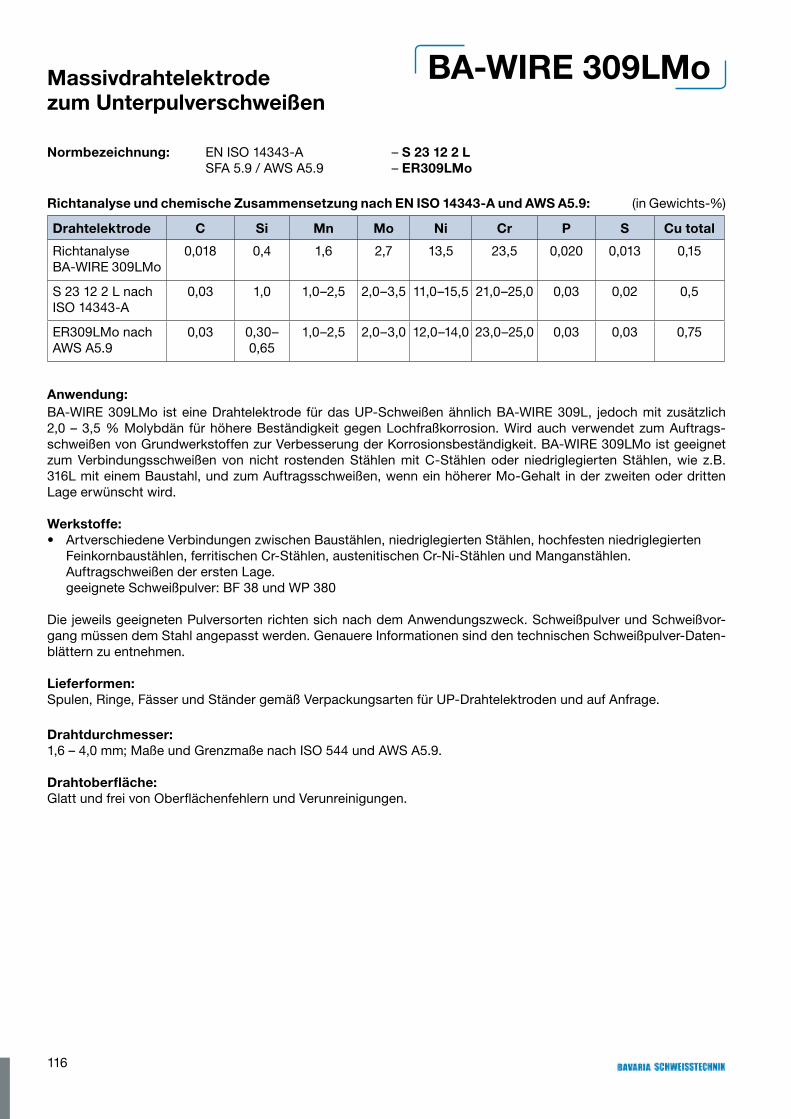
116
BA-WIRE 309LMoMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 23 12 2 L SFA 5.9 / AWS A5.9 – ER309LMo
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 309LMo
0,018 0,4 1,6 2,7 13,5 23,5 0,020 0,013 0,15
S 23 12 2 L nach ISO 14343-A
0,03 1,0 1,0–2,5 2,0–3,5 11,0–15,5 21,0–25,0 0,03 0,02 0,5
ER309LMo nach AWS A5.9
0,03 0,30–0,65
1,0–2,5 2,0–3,0 12,0–14,0 23,0–25,0 0,03 0,03 0,75
Anwendung:BA-WIRE 309LMo ist eine Drahtelektrode für das UP-Schweißen ähnlich BA-WIRE 309L, jedoch mit zusätzlich 2,0 – 3,5 % Molybdän für höhere Beständigkeit gegen Lochfraßkorrosion. Wird auch verwendet zum Auftrags- schweißen von Grundwerkstoffen zur Verbesserung der Korrosionsbeständigkeit. BA-WIRE 309LMo ist geeignet zum Verbindungsschweißen von nicht rostenden Stählen mit C-Stählen oder niedriglegierten Stählen, wie z.B. 316L mit einem Baustahl, und zum Auftragsschweißen, wenn ein höherer Mo-Gehalt in der zweiten oder dritten Lage erwünscht wird.
Werkstoffe:• Artverschiedene Verbindungen zwischen Baustählen, niedriglegierten Stählen, hochfesten niedriglegierten
Feinkornbaustählen, ferritischen Cr-Stählen, austenitischen Cr-Ni-Stählen und Manganstählen. Auftragschweißen der ersten Lage. geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
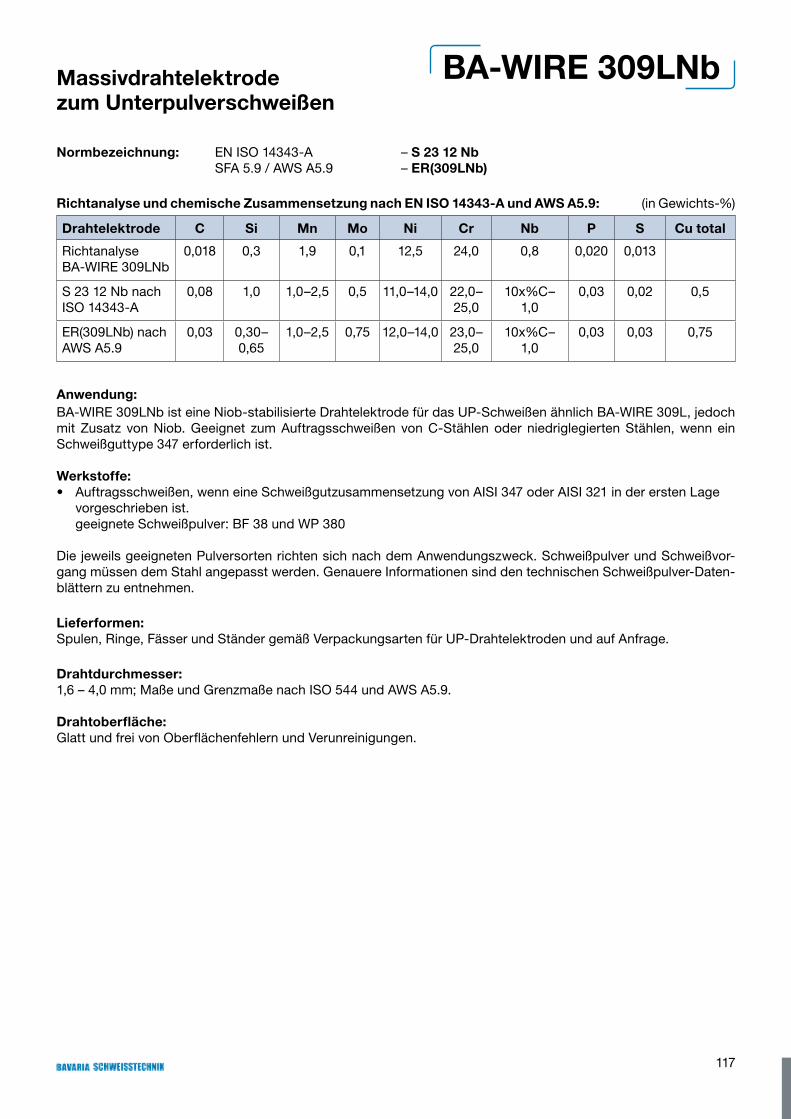
117
BA-WIRE 309LNbMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 23 12 Nb SFA 5.9 / AWS A5.9 – ER(309LNb)
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr Nb P S Cu total
Richtanalyse BA-WIRE 309LNb
0,018 0,3 1,9 0,1 12,5 24,0 0,8 0,020 0,013
S 23 12 Nb nach ISO 14343-A
0,08 1,0 1,0–2,5 0,5 11,0–14,0 22,0–25,0
10x%C– 1,0
0,03 0,02 0,5
ER(309LNb) nach AWS A5.9
0,03 0,30–0,65
1,0–2,5 0,75 12,0–14,0 23,0–25,0
10x%C– 1,0
0,03 0,03 0,75
Anwendung:BA-WIRE 309LNb ist eine Niob-stabilisierte Drahtelektrode für das UP-Schweißen ähnlich BA-WIRE 309L, jedoch mit Zusatz von Niob. Geeignet zum Auftragsschweißen von C-Stählen oder niedriglegierten Stählen, wenn ein Schweißguttype 347 erforderlich ist.
Werkstoffe:• Auftragsschweißen, wenn eine Schweißgutzusammensetzung von AISI 347 oder AISI 321 in der ersten Lage
vorgeschrieben ist. geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
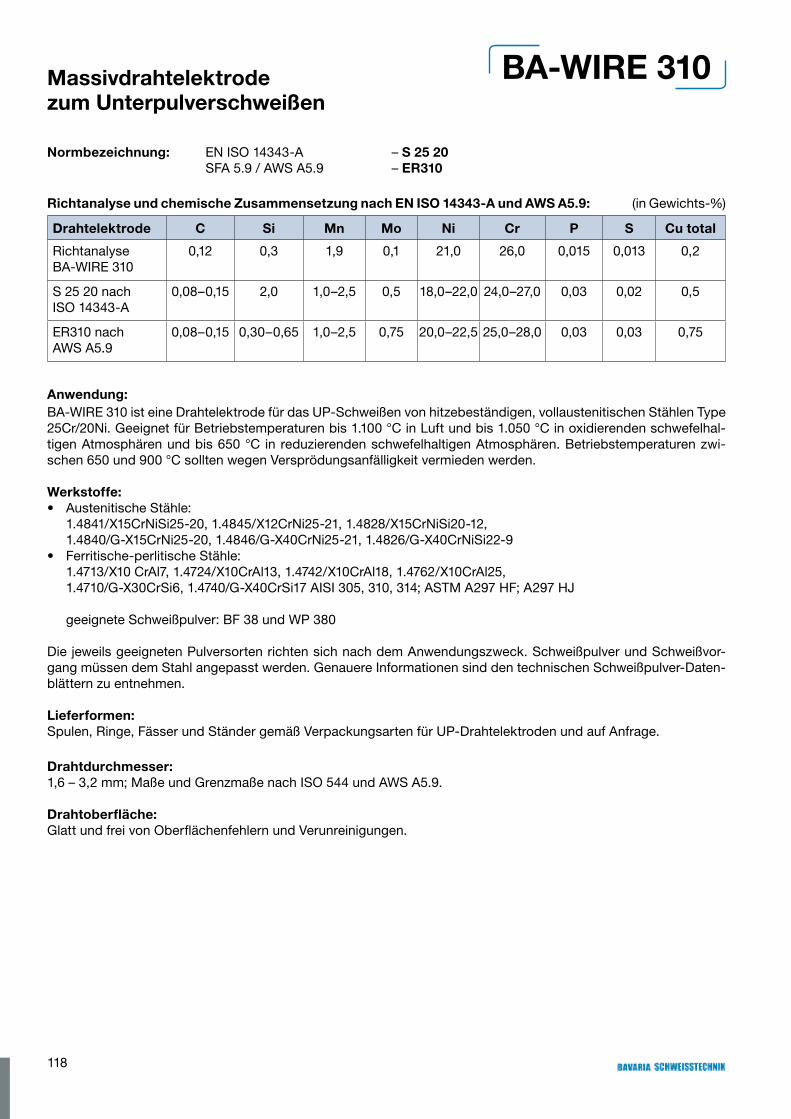
118
BA-WIRE 310Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 25 20 SFA 5.9 / AWS A5.9 – ER310
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 310
0,12 0,3 1,9 0,1 21,0 26,0 0,015 0,013 0,2
S 25 20 nach ISO 14343-A
0,08–0,15 2,0 1,0–2,5 0,5 18,0–22,0 24,0–27,0 0,03 0,02 0,5
ER310 nach AWS A5.9
0,08–0,15 0,30–0,65 1,0–2,5 0,75 20,0–22,5 25,0–28,0 0,03 0,03 0,75
Anwendung:BA-WIRE 310 ist eine Drahtelektrode für das UP-Schweißen von hitzebeständigen, vollaustenitischen Stählen Type 25Cr/20Ni. Geeignet für Betriebstemperaturen bis 1.100 °C in Luft und bis 1.050 °C in oxidierenden schwefelhal-tigen Atmosphären und bis 650 °C in reduzierenden schwefelhaltigen Atmosphären. Betriebstemperaturen zwi-schen 650 und 900 °C sollten wegen Versprödungsanfälligkeit vermieden werden.
Werkstoffe:• Austenitische Stähle:
1.4841/X15CrNiSi25-20, 1.4845/X12CrNi25-21, 1.4828/X15CrNiSi20-12, 1.4840/G-X15CrNi25-20, 1.4846/G-X40CrNi25-21, 1.4826/G-X40CrNiSi22-9
• Ferritische-perlitische Stähle: 1.4713/X10 CrAl7, 1.4724/X10CrAl13, 1.4742/X10CrAl18, 1.4762/X10CrAl25, 1.4710/G-X30CrSi6, 1.4740/G-X40CrSi17 AISI 305, 310, 314; ASTM A297 HF; A297 HJ geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 3,2 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
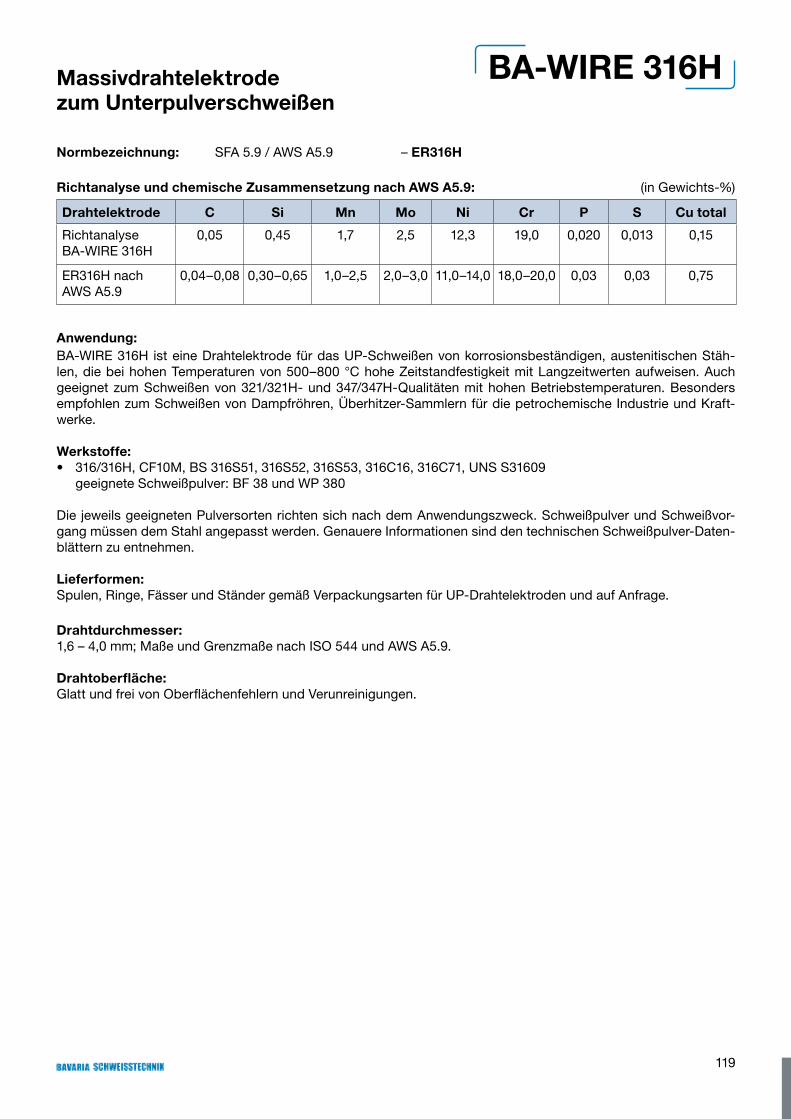
119
BA-WIRE 316HMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: SFA 5.9 / AWS A5.9 – ER316H
Richtanalyse und chemische Zusammensetzung nach AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 316H
0,05 0,45 1,7 2,5 12,3 19,0 0,020 0,013 0,15
ER316H nach AWS A5.9
0,04–0,08 0,30–0,65 1,0–2,5 2,0–3,0 11,0–14,0 18,0–20,0 0,03 0,03 0,75
Anwendung:BA-WIRE 316H ist eine Drahtelektrode für das UP-Schweißen von korrosionsbeständigen, austenitischen Stäh-len, die bei hohen Temperaturen von 500–800 °C hohe Zeitstandfestigkeit mit Langzeitwerten aufweisen. Auch geeignet zum Schweißen von 321/321H- und 347/347H-Qualitäten mit hohen Betriebstemperaturen. Besonders empfohlen zum Schweißen von Dampfröhren, Überhitzer-Sammlern für die petrochemische Industrie und Kraft-werke.
Werkstoffe:• 316/316H, CF10M, BS 316S51, 316S52, 316S53, 316C16, 316C71, UNS S31609
geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
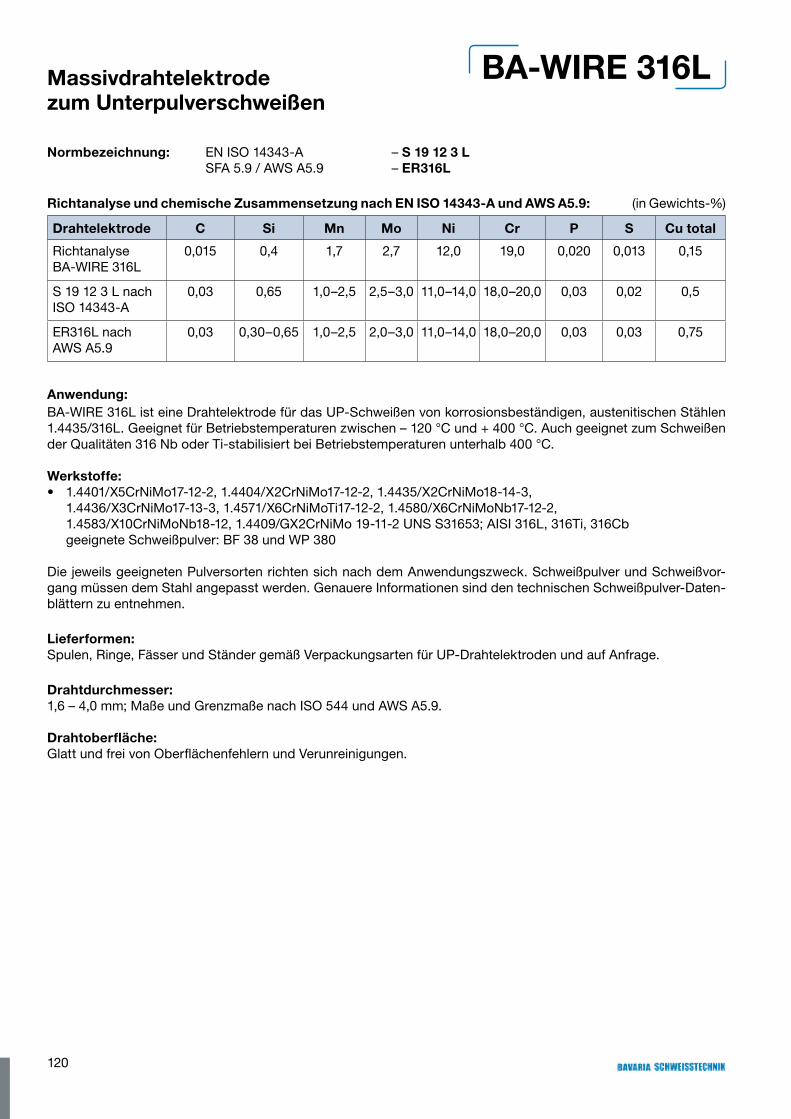
120
BA-WIRE 316LMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 19 12 3 L SFA 5.9 / AWS A5.9 – ER316L
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 316L
0,015 0,4 1,7 2,7 12,0 19,0 0,020 0,013 0,15
S 19 12 3 L nach ISO 14343-A
0,03 0,65 1,0–2,5 2,5–3,0 11,0–14,0 18,0–20,0 0,03 0,02 0,5
ER316L nach AWS A5.9
0,03 0,30–0,65 1,0–2,5 2,0–3,0 11,0–14,0 18,0–20,0 0,03 0,03 0,75
Anwendung:BA-WIRE 316L ist eine Drahtelektrode für das UP-Schweißen von korrosionsbeständigen, austenitischen Stählen 1.4435/316L. Geeignet für Betriebstemperaturen zwischen – 120 °C und + 400 °C. Auch geeignet zum Schweißen der Qualitäten 316 Nb oder Ti-stabilisiert bei Betriebstemperaturen unterhalb 400 °C.
Werkstoffe:• 1.4401/X5CrNiMo17-12-2, 1.4404/X2CrNiMo17-12-2, 1.4435/X2CrNiMo18-14-3,
1.4436/X3CrNiMo17-13-3, 1.4571/X6CrNiMoTi17-12-2, 1.4580/X6CrNiMoNb17-12-2, 1.4583/X10CrNiMoNb18-12, 1.4409/GX2CrNiMo 19-11-2 UNS S31653; AISI 316L, 316Ti, 316Cb geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
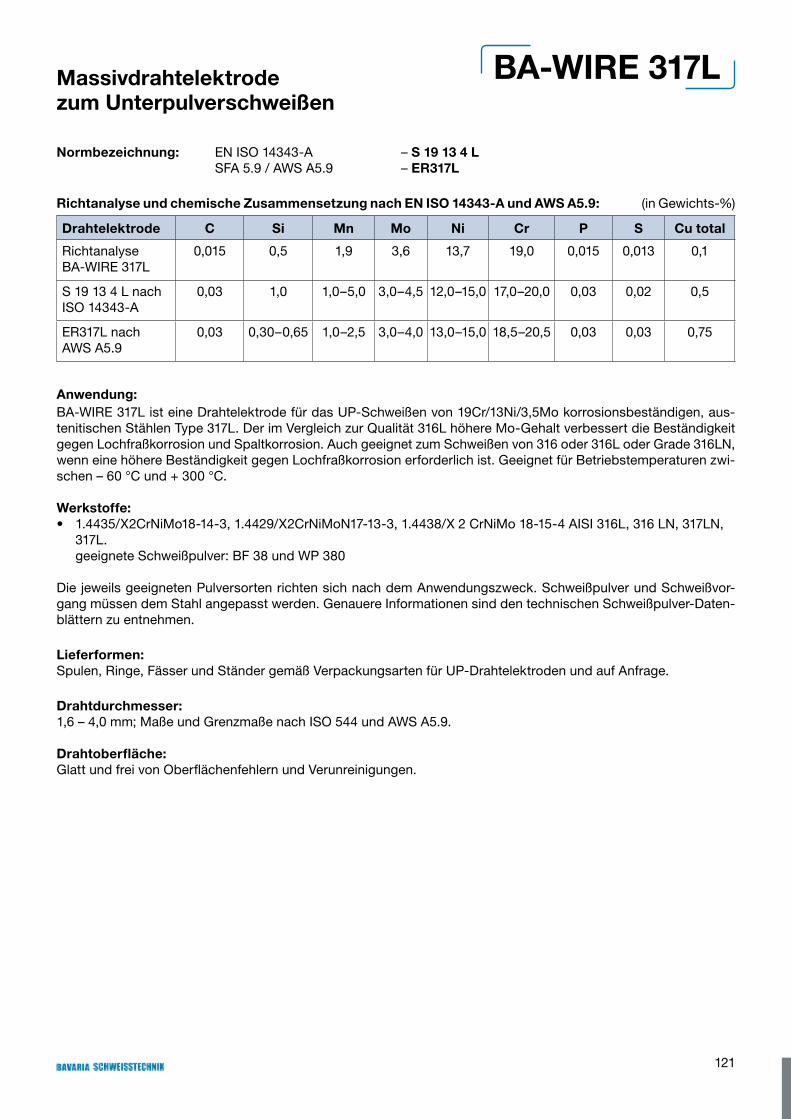
121
BA-WIRE 317LMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 19 13 4 L SFA 5.9 / AWS A5.9 – ER317L
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 317L
0,015 0,5 1,9 3,6 13,7 19,0 0,015 0,013 0,1
S 19 13 4 L nach ISO 14343-A
0,03 1,0 1,0–5,0 3,0–4,5 12,0–15,0 17,0–20,0 0,03 0,02 0,5
ER317L nach AWS A5.9
0,03 0,30–0,65 1,0–2,5 3,0–4,0 13,0–15,0 18,5–20,5 0,03 0,03 0,75
Anwendung:BA-WIRE 317L ist eine Drahtelektrode für das UP-Schweißen von 19Cr/13Ni/3,5Mo korrosionsbeständigen, aus- tenitischen Stählen Type 317L. Der im Vergleich zur Qualität 316L höhere Mo-Gehalt verbessert die Beständigkeit gegen Lochfraßkorrosion und Spaltkorrosion. Auch geeignet zum Schweißen von 316 oder 316L oder Grade 316LN, wenn eine höhere Beständigkeit gegen Lochfraßkorrosion erforderlich ist. Geeignet für Betriebstemperaturen zwi- schen – 60 °C und + 300 °C.
Werkstoffe:• 1.4435/X2CrNiMo18-14-3, 1.4429/X2CrNiMoN17-13-3, 1.4438/X 2 CrNiMo 18-15-4 AISI 316L, 316 LN, 317LN,
317L. geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
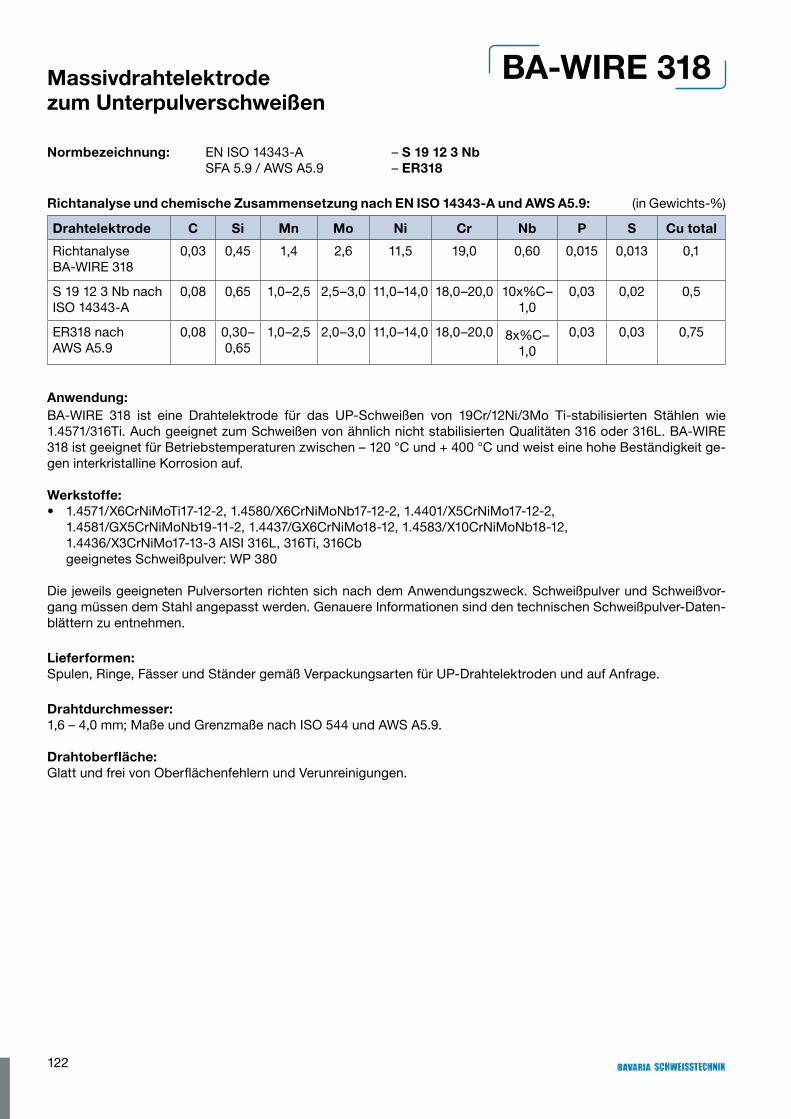
122
BA-WIRE 318Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 19 12 3 Nb SFA 5.9 / AWS A5.9 – ER318
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr Nb P S Cu total
Richtanalyse BA-WIRE 318
0,03 0,45 1,4 2,6 11,5 19,0 0,60 0,015 0,013 0,1
S 19 12 3 Nb nach ISO 14343-A
0,08 0,65 1,0–2,5 2,5–3,0 11,0–14,0 18,0–20,0 10x%C– 1,0
0,03 0,02 0,5
ER318 nach AWS A5.9
0,08 0,30–0,65
1,0–2,5 2,0–3,0 11,0–14,0 18,0–20,0 8x%C– 1,0
0,03 0,03 0,75
Anwendung:BA-WIRE 318 ist eine Drahtelektrode für das UP-Schweißen von 19Cr/12Ni/3Mo Ti-stabilisierten Stählen wie 1.4571/316Ti. Auch geeignet zum Schweißen von ähnlich nicht stabilisierten Qualitäten 316 oder 316L. BA-WIRE 318 ist geeignet für Betriebstemperaturen zwischen – 120 °C und + 400 °C und weist eine hohe Beständigkeit ge-gen interkristalline Korrosion auf.
Werkstoffe:• 1.4571/X6CrNiMoTi17-12-2, 1.4580/X6CrNiMoNb17-12-2, 1.4401/X5CrNiMo17-12-2,
1.4581/GX5CrNiMoNb19-11-2, 1.4437/GX6CrNiMo18-12, 1.4583/X10CrNiMoNb18-12, 1.4436/X3CrNiMo17-13-3 AISI 316L, 316Ti, 316Cb geeignetes Schweißpulver: WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
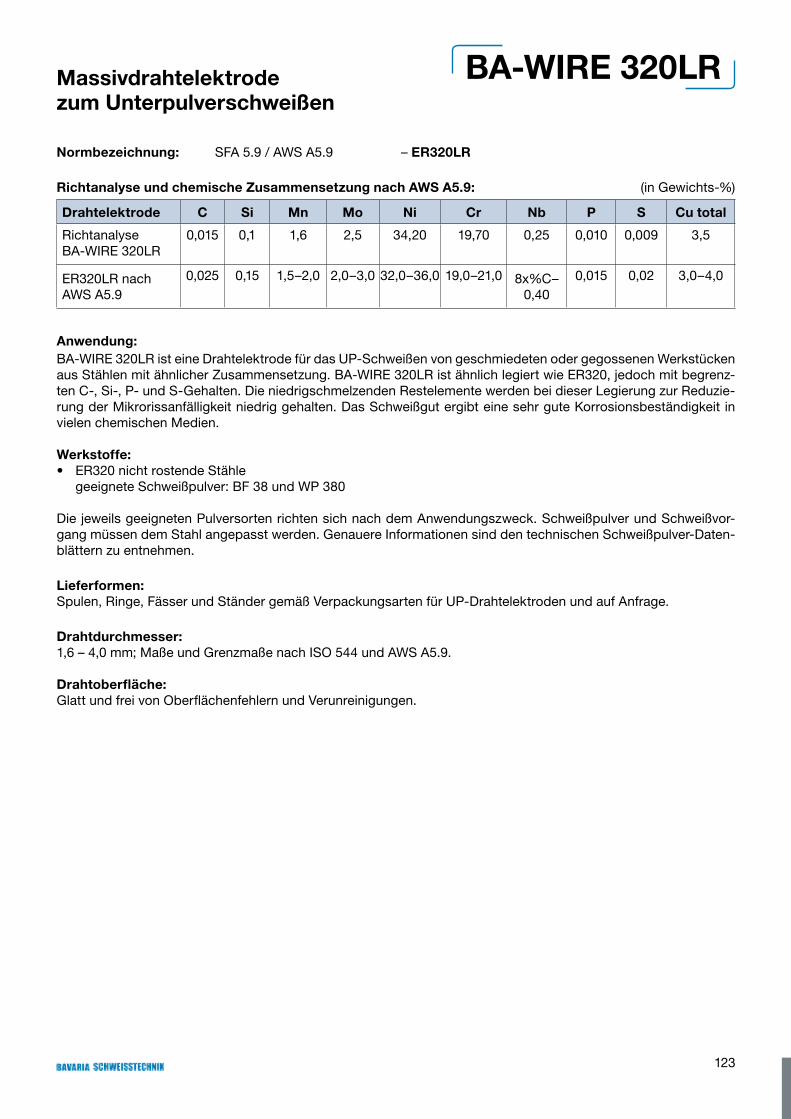
123
BA-WIRE 320LRMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: SFA 5.9 / AWS A5.9 – ER320LR
Richtanalyse und chemische Zusammensetzung nach AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr Nb P S Cu total
Richtanalyse BA-WIRE 320LR
0,015 0,1 1,6 2,5 34,20 19,70 0,25 0,010 0,009 3,5
ER320LR nach AWS A5.9
0,025 0,15 1,5–2,0 2,0–3,0 32,0–36,0 19,0–21,0 8x%C–0,40
0,015 0,02 3,0–4,0
Anwendung:BA-WIRE 320LR ist eine Drahtelektrode für das UP-Schweißen von geschmiedeten oder gegossenen Werkstücken aus Stählen mit ähnlicher Zusammensetzung. BA-WIRE 320LR ist ähnlich legiert wie ER320, jedoch mit begrenz- ten C-, Si-, P- und S-Gehalten. Die niedrigschmelzenden Restelemente werden bei dieser Legierung zur Reduzie- rung der Mikrorissanfälligkeit niedrig gehalten. Das Schweißgut ergibt eine sehr gute Korrosionsbeständigkeit in vielen chemischen Medien.
Werkstoffe:• ER320 nicht rostende Stähle geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
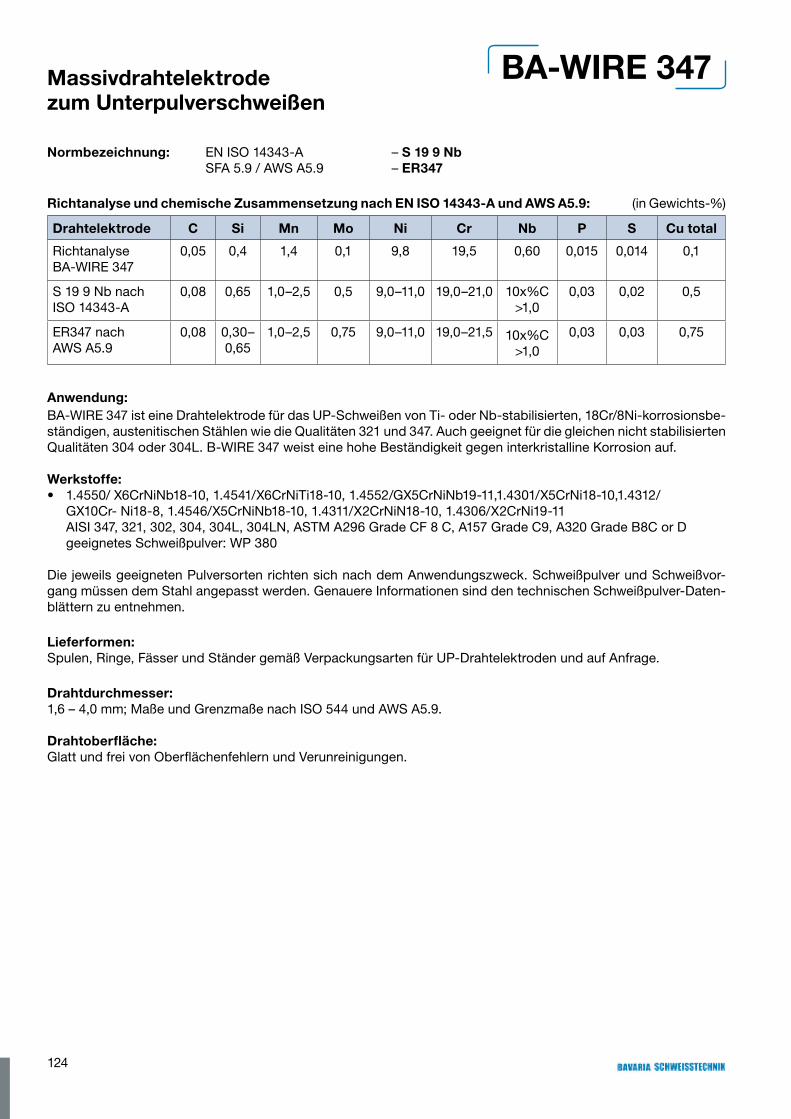
124
BA-WIRE 347Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 19 9 Nb SFA 5.9 / AWS A5.9 – ER347
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr Nb P S Cu total
Richtanalyse BA-WIRE 347
0,05 0,4 1,4 0,1 9,8 19,5 0,60 0,015 0,014 0,1
S 19 9 Nb nach ISO 14343-A
0,08 0,65 1,0–2,5 0,5 9,0–11,0 19,0–21,0 10x%C>1,0
0,03 0,02 0,5
ER347 nach AWS A5.9
0,08 0,30–0,65
1,0–2,5 0,75 9,0–11,0 19,0–21,5 10x%C>1,0
0,03 0,03 0,75
Anwendung:BA-WIRE 347 ist eine Drahtelektrode für das UP-Schweißen von Ti- oder Nb-stabilisierten, 18Cr/8Ni-korrosionsbe-ständigen, austenitischen Stählen wie die Qualitäten 321 und 347. Auch geeignet für die gleichen nicht stabilisierten Qualitäten 304 oder 304L. B-WIRE 347 weist eine hohe Beständigkeit gegen interkristalline Korrosion auf.
Werkstoffe:• 1.4550/ X6CrNiNb18-10, 1.4541/X6CrNiTi18-10, 1.4552/GX5CrNiNb19-11,1.4301/X5CrNi18-10,1.4312/
GX10Cr- Ni18-8, 1.4546/X5CrNiNb18-10, 1.4311/X2CrNiN18-10, 1.4306/X2CrNi19-11 AISI 347, 321, 302, 304, 304L, 304LN, ASTM A296 Grade CF 8 C, A157 Grade C9, A320 Grade B8C or D
geeignetes Schweißpulver: WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
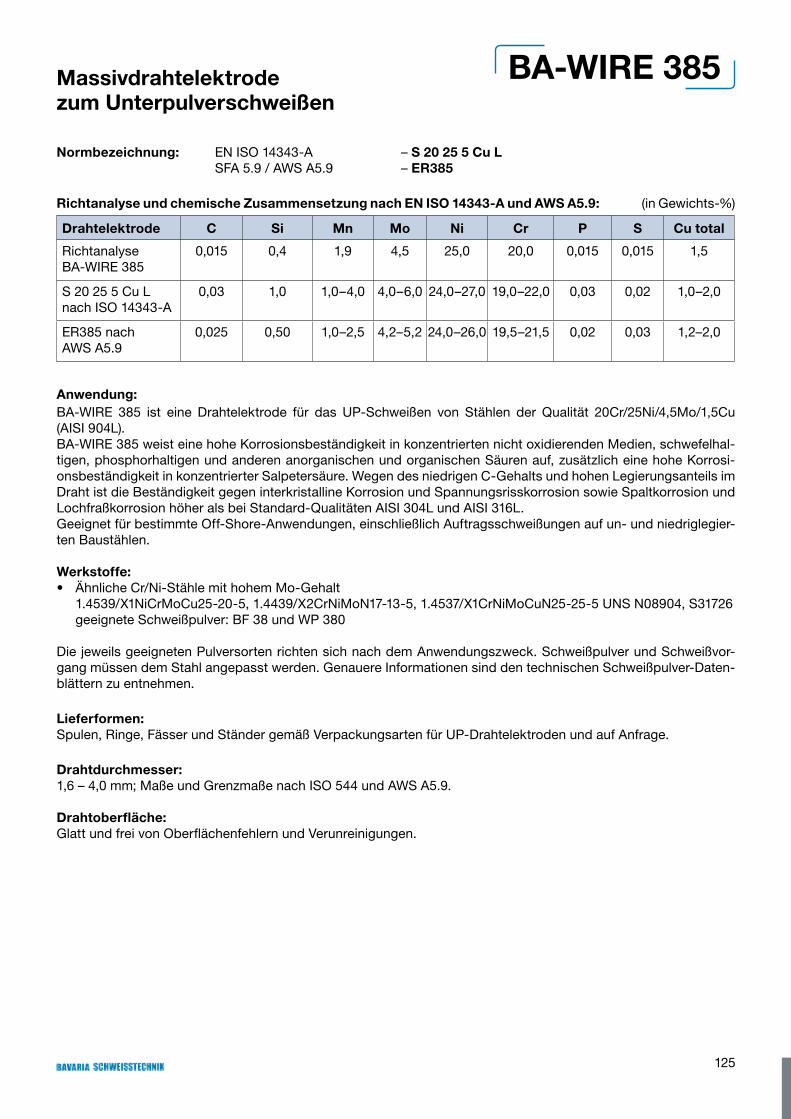
125
BA-WIRE 385Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 20 25 5 Cu L SFA 5.9 / AWS A5.9 – ER385
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 385
0,015 0,4 1,9 4,5 25,0 20,0 0,015 0,015 1,5
S 20 25 5 Cu L nach ISO 14343-A
0,03 1,0 1,0–4,0 4,0–6,0 24,0–27,0 19,0–22,0 0,03 0,02 1,0–2,0
ER385 nach AWS A5.9
0,025 0,50 1,0–2,5 4,2–5,2 24,0–26,0 19,5–21,5 0,02 0,03 1,2–2,0
Anwendung:BA-WIRE 385 ist eine Drahtelektrode für das UP-Schweißen von Stählen der Qualität 20Cr/25Ni/4,5Mo/1,5Cu (AISI 904L).BA-WIRE 385 weist eine hohe Korrosionsbeständigkeit in konzentrierten nicht oxidierenden Medien, schwefelhal- tigen, phosphorhaltigen und anderen anorganischen und organischen Säuren auf, zusätzlich eine hohe Korrosi- onsbeständigkeit in konzentrierter Salpetersäure. Wegen des niedrigen C-Gehalts und hohen Legierungsanteils im Draht ist die Beständigkeit gegen interkristalline Korrosion und Spannungsrisskorrosion sowie Spaltkorrosion und Lochfraßkorrosion höher als bei Standard-Qualitäten AISI 304L und AISI 316L.Geeignet für bestimmte Off-Shore-Anwendungen, einschließlich Auftragsschweißungen auf un- und niedriglegier- ten Baustählen.
Werkstoffe:• Ähnliche Cr/Ni-Stähle mit hohem Mo-Gehalt
1.4539/X1NiCrMoCu25-20-5, 1.4439/X2CrNiMoN17-13-5, 1.4537/X1CrNiMoCuN25-25-5 UNS N08904, S31726 geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
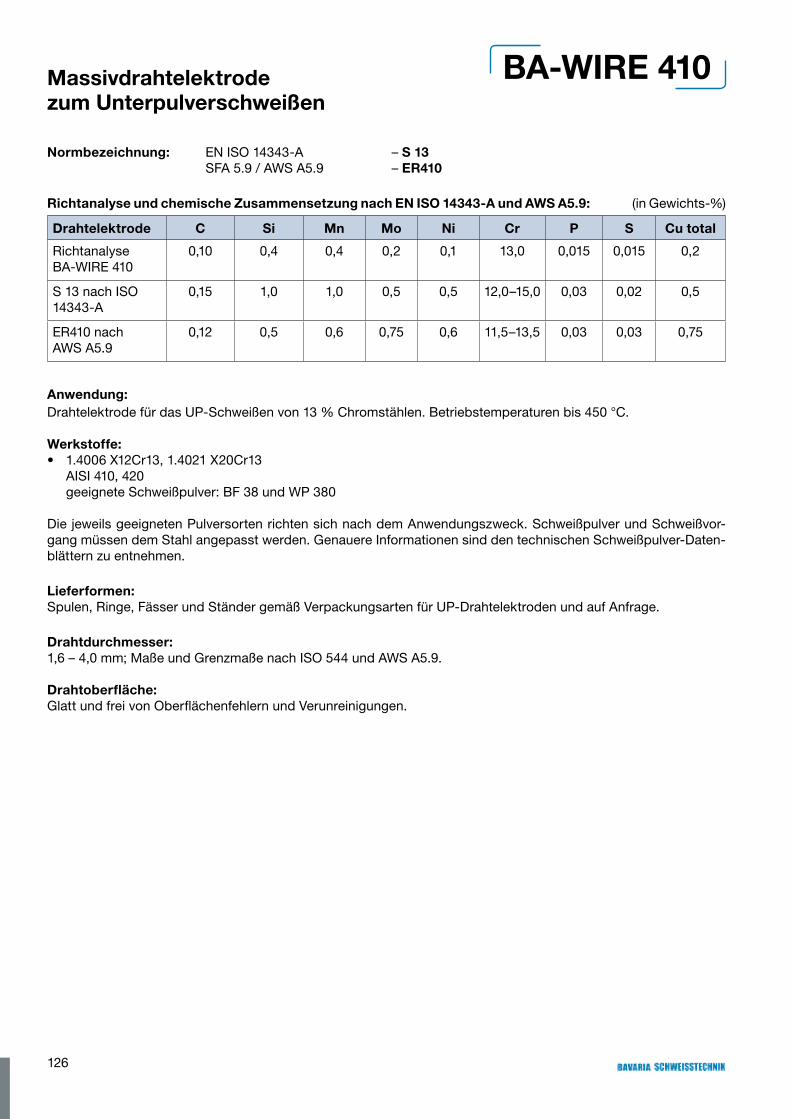
126
BA-WIRE 410Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 13 SFA 5.9 / AWS A5.9 – ER410
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 410
0,10 0,4 0,4 0,2 0,1 13,0 0,015 0,015 0,2
S 13 nach ISO 14343-A
0,15 1,0 1,0 0,5 0,5 12,0–15,0 0,03 0,02 0,5
ER410 nach AWS A5.9
0,12 0,5 0,6 0,75 0,6 11,5–13,5 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen von 13 % Chromstählen. Betriebstemperaturen bis 450 °C.
Werkstoffe:• 1.4006 X12Cr13, 1.4021 X20Cr13
AISI 410, 420 geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
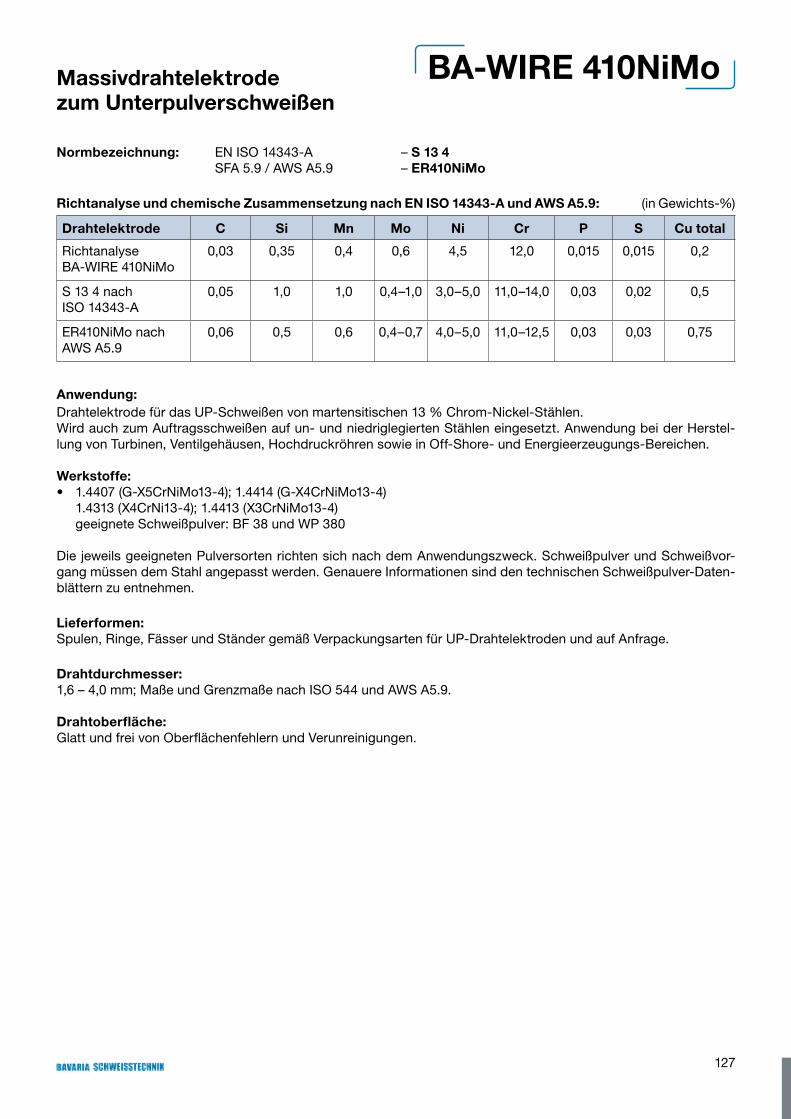
127
BA-WIRE 410NiMoMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 13 4 SFA 5.9 / AWS A5.9 – ER410NiMo
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 410NiMo
0,03 0,35 0,4 0,6 4,5 12,0 0,015 0,015 0,2
S 13 4 nach ISO 14343-A
0,05 1,0 1,0 0,4–1,0 3,0–5,0 11,0–14,0 0,03 0,02 0,5
ER410NiMo nach AWS A5.9
0,06 0,5 0,6 0,4–0,7 4,0–5,0 11,0–12,5 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen von martensitischen 13 % Chrom-Nickel-Stählen.Wird auch zum Auftragsschweißen auf un- und niedriglegierten Stählen eingesetzt. Anwendung bei der Herstel- lung von Turbinen, Ventilgehäusen, Hochdruckröhren sowie in Off-Shore- und Energieerzeugungs-Bereichen.
Werkstoffe:• 1.4407 (G-X5CrNiMo13-4); 1.4414 (G-X4CrNiMo13-4)
1.4313 (X4CrNi13-4); 1.4413 (X3CrNiMo13-4) geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
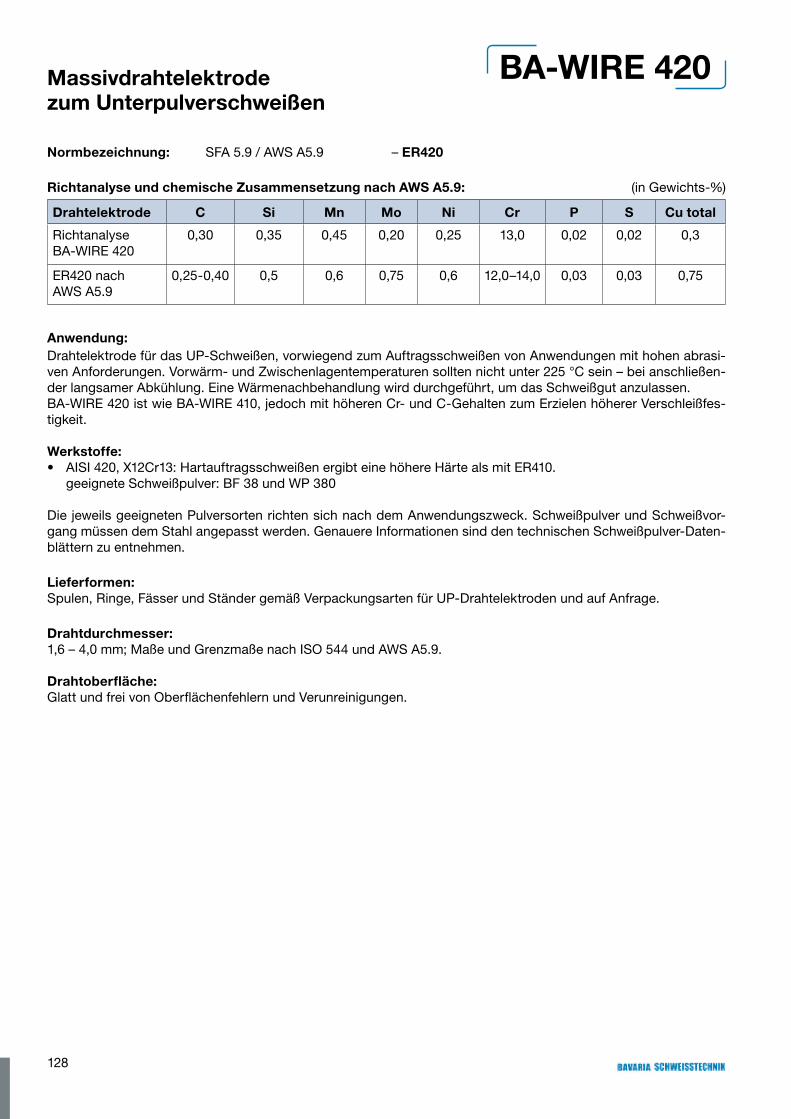
128
BA-WIRE 420Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: SFA 5.9 / AWS A5.9 – ER420
Richtanalyse und chemische Zusammensetzung nach AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 420
0,30 0,35 0,45 0,20 0,25 13,0 0,02 0,02 0,3
ER420 nach AWS A5.9
0,25-0,40 0,5 0,6 0,75 0,6 12,0–14,0 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen, vorwiegend zum Auftragsschweißen von Anwendungen mit hohen abrasi- ven Anforderungen. Vorwärm- und Zwischenlagentemperaturen sollten nicht unter 225 °C sein – bei anschließen-der langsamer Abkühlung. Eine Wärmenachbehandlung wird durchgeführt, um das Schweißgut anzulassen.BA-WIRE 420 ist wie BA-WIRE 410, jedoch mit höheren Cr- und C-Gehalten zum Erzielen höherer Verschleißfes-tigkeit.
Werkstoffe:• AISI 420, X12Cr13: Hartauftragsschweißen ergibt eine höhere Härte als mit ER410.
geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
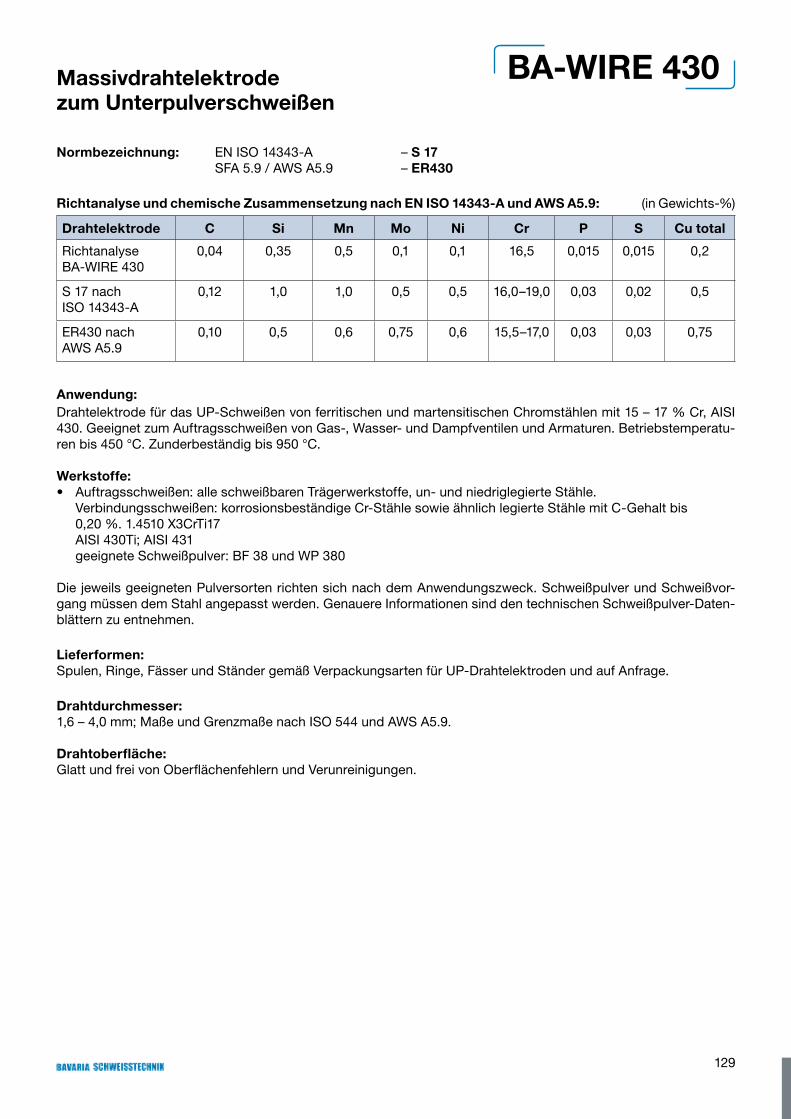
129
BA-WIRE 430Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 17 SFA 5.9 / AWS A5.9 – ER430
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr P S Cu total
Richtanalyse BA-WIRE 430
0,04 0,35 0,5 0,1 0,1 16,5 0,015 0,015 0,2
S 17 nach ISO 14343-A
0,12 1,0 1,0 0,5 0,5 16,0–19,0 0,03 0,02 0,5
ER430 nach AWS A5.9
0,10 0,5 0,6 0,75 0,6 15,5–17,0 0,03 0,03 0,75
Anwendung:Drahtelektrode für das UP-Schweißen von ferritischen und martensitischen Chromstählen mit 15 – 17 % Cr, AISI 430. Geeignet zum Auftragsschweißen von Gas-, Wasser- und Dampfventilen und Armaturen. Betriebstemperatu-ren bis 450 °C. Zunderbeständig bis 950 °C.
Werkstoffe:• Auftragsschweißen: alle schweißbaren Trägerwerkstoffe, un- und niedriglegierte Stähle.
Verbindungsschweißen: korrosionsbeständige Cr-Stähle sowie ähnlich legierte Stähle mit C-Gehalt bis 0,20 %. 1.4510 X3CrTi17 AISI 430Ti; AISI 431
geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
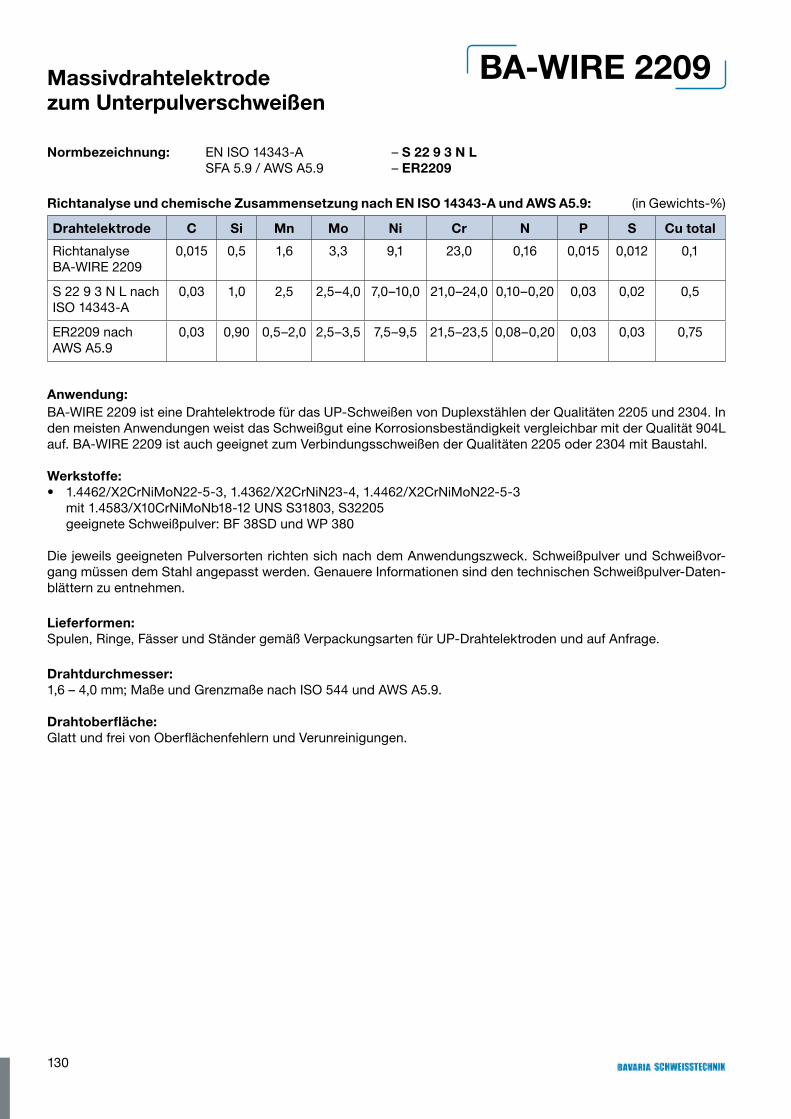
130
BA-WIRE 2209Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 22 9 3 N L SFA 5.9 / AWS A5.9 – ER2209
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr N P S Cu total
Richtanalyse BA-WIRE 2209
0,015 0,5 1,6 3,3 9,1 23,0 0,16 0,015 0,012 0,1
S 22 9 3 N L nach ISO 14343-A
0,03 1,0 2,5 2,5–4,0 7,0–10,0 21,0–24,0 0,10–0,20 0,03 0,02 0,5
ER2209 nach AWS A5.9
0,03 0,90 0,5–2,0 2,5–3,5 7,5–9,5 21,5–23,5 0,08–0,20 0,03 0,03 0,75
Anwendung:BA-WIRE 2209 ist eine Drahtelektrode für das UP-Schweißen von Duplexstählen der Qualitäten 2205 und 2304. In den meisten Anwendungen weist das Schweißgut eine Korrosionsbeständigkeit vergleichbar mit der Qualität 904L auf. BA-WIRE 2209 ist auch geeignet zum Verbindungsschweißen der Qualitäten 2205 oder 2304 mit Baustahl.
Werkstoffe:• 1.4462/X2CrNiMoN22-5-3, 1.4362/X2CrNiN23-4, 1.4462/X2CrNiMoN22-5-3
mit 1.4583/X10CrNiMoNb18-12 UNS S31803, S32205 geeignete Schweißpulver: BF 38SD und WP 380 Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 4,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
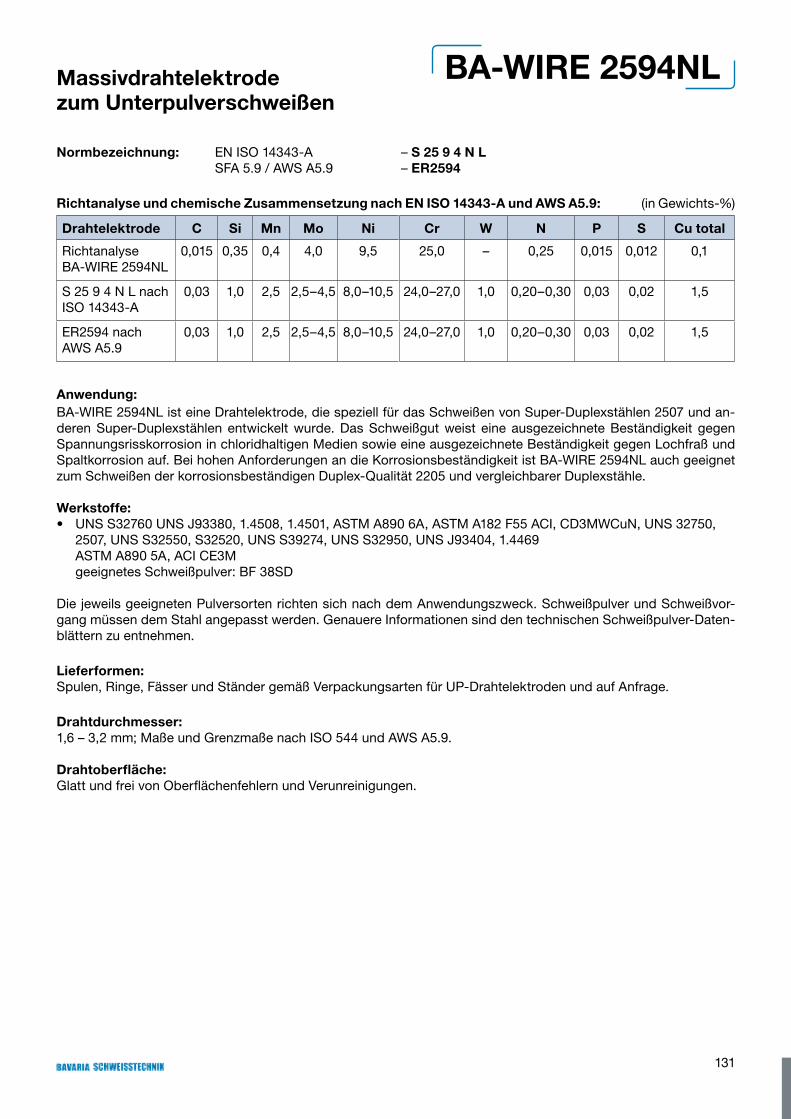
131
BA-WIRE 2594NLMassivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 14343-A – S 25 9 4 N L SFA 5.9 / AWS A5.9 – ER2594
Richtanalyse und chemische Zusammensetzung nach EN ISO 14343-A und AWS A5.9: (in Gewichts-%)
Drahtelektrode C Si Mn Mo Ni Cr W N P S Cu total
Richtanalyse BA-WIRE 2594NL
0,015 0,35 0,4 4,0 9,5 25,0 – 0,25 0,015 0,012 0,1
S 25 9 4 N L nach ISO 14343-A
0,03 1,0 2,5 2,5–4,5 8,0–10,5 24,0–27,0 1,0 0,20–0,30 0,03 0,02 1,5
ER2594 nach AWS A5.9
0,03 1,0 2,5 2,5–4,5 8,0–10,5 24,0–27,0 1,0 0,20–0,30 0,03 0,02 1,5
Anwendung:BA-WIRE 2594NL ist eine Drahtelektrode, die speziell für das Schweißen von Super-Duplexstählen 2507 und an- deren Super-Duplexstählen entwickelt wurde. Das Schweißgut weist eine ausgezeichnete Beständigkeit gegen Spannungsrisskorrosion in chloridhaltigen Medien sowie eine ausgezeichnete Beständigkeit gegen Lochfraß und Spaltkorrosion auf. Bei hohen Anforderungen an die Korrosionsbeständigkeit ist BA-WIRE 2594NL auch geeignet zum Schweißen der korrosionsbeständigen Duplex-Qualität 2205 und vergleichbarer Duplexstähle.
Werkstoffe:• UNS S32760 UNS J93380, 1.4508, 1.4501, ASTM A890 6A, ASTM A182 F55 ACI, CD3MWCuN, UNS 32750,
2507, UNS S32550, S32520, UNS S39274, UNS S32950, UNS J93404, 1.4469 ASTM A890 5A, ACI CE3M
geeignetes Schweißpulver: BF 38SD Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,6 – 3,2 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.9.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
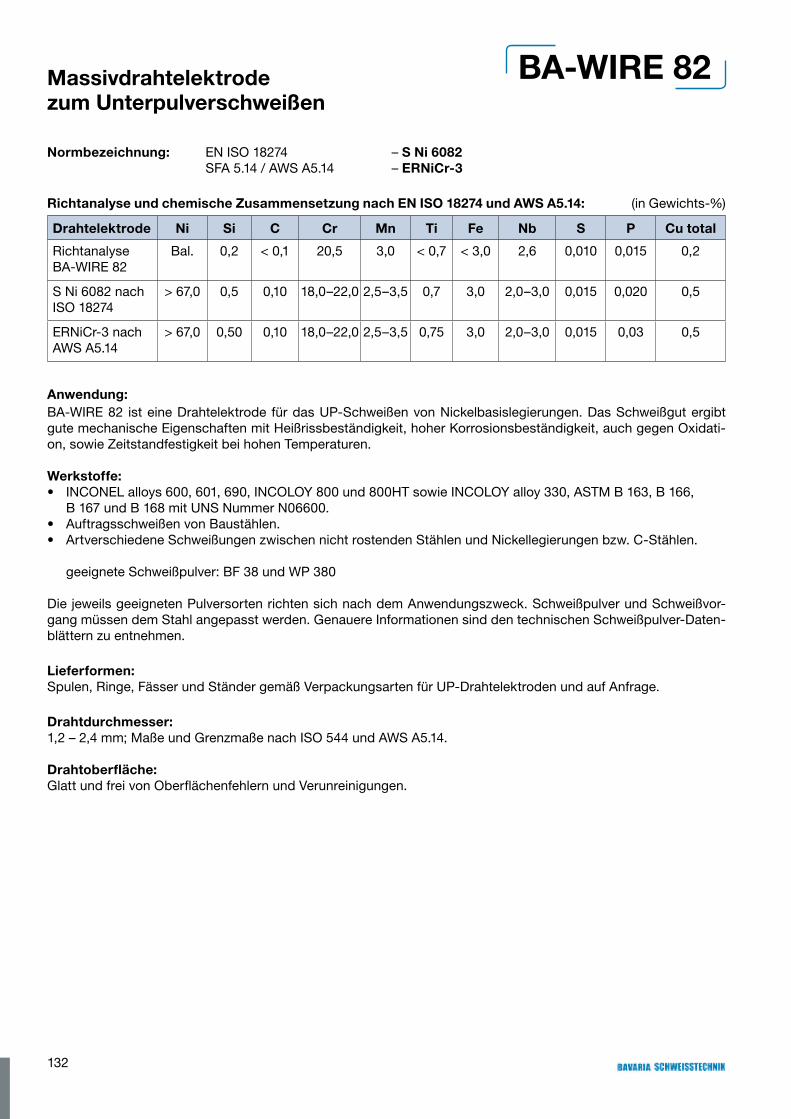
132
BA-WIRE 82Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 18274 – S Ni 6082 SFA 5.14 / AWS A5.14 – ERNiCr-3
Richtanalyse und chemische Zusammensetzung nach EN ISO 18274 und AWS A5.14: (in Gewichts-%)
Drahtelektrode Ni Si C Cr Mn Ti Fe Nb S P Cu total
Richtanalyse BA-WIRE 82
Bal. 0,2 < 0,1 20,5 3,0 < 0,7 < 3,0 2,6 0,010 0,015 0,2
S Ni 6082 nach ISO 18274
> 67,0 0,5 0,10 18,0–22,0 2,5–3,5 0,7 3,0 2,0–3,0 0,015 0,020 0,5
ERNiCr-3 nach AWS A5.14
> 67,0 0,50 0,10 18,0–22,0 2,5–3,5 0,75 3,0 2,0–3,0 0,015 0,03 0,5
Anwendung:BA-WIRE 82 ist eine Drahtelektrode für das UP-Schweißen von Nickelbasislegierungen. Das Schweißgut ergibt gute mechanische Eigenschaften mit Heißrissbeständigkeit, hoher Korrosionsbeständigkeit, auch gegen Oxidati- on, sowie Zeitstandfestigkeit bei hohen Temperaturen.
Werkstoffe:• INCONEL alloys 600, 601, 690, INCOLOY 800 und 800HT sowie INCOLOY alloy 330, ASTM B 163, B 166,
B 167 und B 168 mit UNS Nummer N06600.• Auftragsschweißen von Baustählen.• Artverschiedene Schweißungen zwischen nicht rostenden Stählen und Nickellegierungen bzw. C-Stählen.
geeignete Schweißpulver: BF 38 und WP 380 Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,2 – 2,4 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.14.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
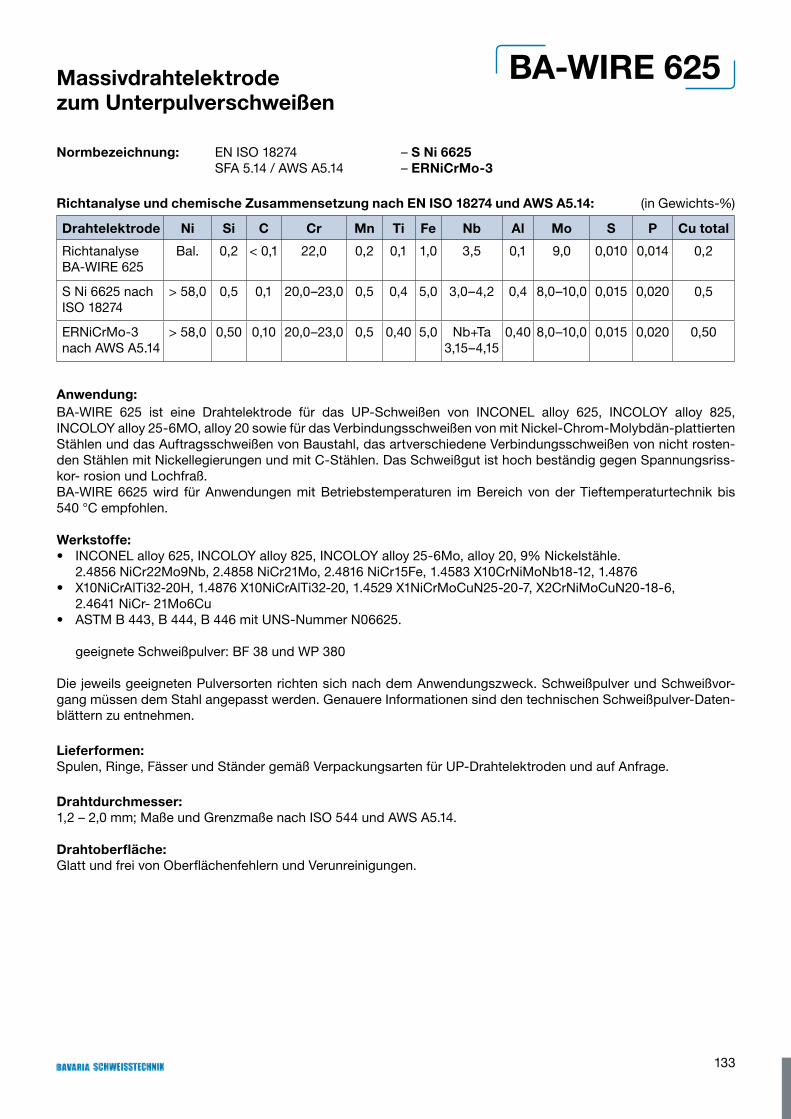
133
BA-WIRE 625Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 18274 – S Ni 6625 SFA 5.14 / AWS A5.14 – ERNiCrMo-3
Richtanalyse und chemische Zusammensetzung nach EN ISO 18274 und AWS A5.14: (in Gewichts-%)
Drahtelektrode Ni Si C Cr Mn Ti Fe Nb Al Mo S P Cu total
Richtanalyse BA-WIRE 625
Bal. 0,2 < 0,1 22,0 0,2 0,1 1,0 3,5 0,1 9,0 0,010 0,014 0,2
S Ni 6625 nach ISO 18274
> 58,0 0,5 0,1 20,0–23,0 0,5 0,4 5,0 3,0–4,2 0,4 8,0–10,0 0,015 0,020 0,5
ERNiCrMo-3 nach AWS A5.14
> 58,0 0,50 0,10 20,0–23,0 0,5 0,40 5,0 Nb+Ta 3,15–4,15
0,40 8,0–10,0 0,015 0,020 0,50
Anwendung:BA-WIRE 625 ist eine Drahtelektrode für das UP-Schweißen von INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6MO, alloy 20 sowie für das Verbindungsschweißen von mit Nickel-Chrom-Molybdän-plattierten Stählen und das Auftragsschweißen von Baustahl, das artverschiedene Verbindungsschweißen von nicht rosten-den Stählen mit Nickellegierungen und mit C-Stählen. Das Schweißgut ist hoch beständig gegen Spannungsriss-kor- rosion und Lochfraß.BA-WIRE 6625 wird für Anwendungen mit Betriebstemperaturen im Bereich von der Tieftemperaturtechnik bis 540 °C empfohlen.
Werkstoffe:• INCONEL alloy 625, INCOLOY alloy 825, INCOLOY alloy 25-6Mo, alloy 20, 9% Nickelstähle.
2.4856 NiCr22Mo9Nb, 2.4858 NiCr21Mo, 2.4816 NiCr15Fe, 1.4583 X10CrNiMoNb18-12, 1.4876• X10NiCrAlTi32-20H, 1.4876 X10NiCrAlTi32-20, 1.4529 X1NiCrMoCuN25-20-7, X2CrNiMoCuN20-18-6,
2.4641 NiCr- 21Mo6Cu• ASTM B 443, B 444, B 446 mit UNS-Nummer N06625.
geeignete Schweißpulver: BF 38 und WP 380
Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,2 – 2,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.14.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
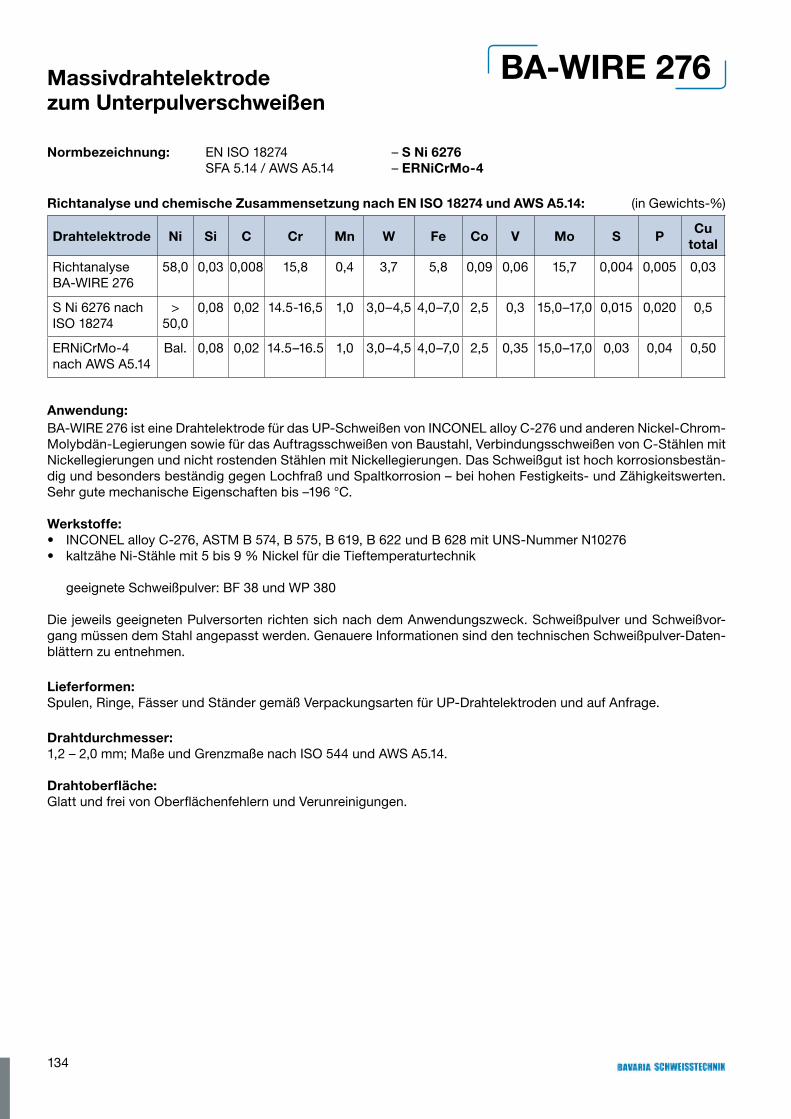
134
BA-WIRE 276Massivdrahtelektrode zum Unterpulverschweißen
Normbezeichnung: EN ISO 18274 – S Ni 6276 SFA 5.14 / AWS A5.14 – ERNiCrMo-4
Richtanalyse und chemische Zusammensetzung nach EN ISO 18274 und AWS A5.14: (in Gewichts-%)
Drahtelektrode Ni Si C Cr Mn W Fe Co V Mo S PCu
total
Richtanalyse BA-WIRE 276
58,0 0,03 0,008 15,8 0,4 3,7 5,8 0,09 0,06 15,7 0,004 0,005 0,03
S Ni 6276 nach ISO 18274
> 50,0
0,08 0,02 14.5-16,5 1,0 3,0–4,5 4,0–7,0 2,5 0,3 15,0–17,0 0,015 0,020 0,5
ERNiCrMo-4 nach AWS A5.14
Bal. 0,08 0,02 14.5–16.5 1,0 3,0–4,5 4,0–7,0 2,5 0,35 15,0–17,0 0,03 0,04 0,50
Anwendung:BA-WIRE 276 ist eine Drahtelektrode für das UP-Schweißen von INCONEL alloy C-276 und anderen Nickel-Chrom-Molybdän-Legierungen sowie für das Auftragsschweißen von Baustahl, Verbindungsschweißen von C-Stählen mit Nickellegierungen und nicht rostenden Stählen mit Nickellegierungen. Das Schweißgut ist hoch korrosionsbestän-dig und besonders beständig gegen Lochfraß und Spaltkorrosion – bei hohen Festigkeits- und Zähigkeitswerten. Sehr gute mechanische Eigenschaften bis –196 °C.
Werkstoffe:• INCONEL alloy C-276, ASTM B 574, B 575, B 619, B 622 und B 628 mit UNS-Nummer N10276• kaltzähe Ni-Stähle mit 5 bis 9 % Nickel für die Tieftemperaturtechnik
geeignete Schweißpulver: BF 38 und WP 380 Die jeweils geeigneten Pulversorten richten sich nach dem Anwendungszweck. Schweißpulver und Schweißvor- gang müssen dem Stahl angepasst werden. Genauere Informationen sind den technischen Schweißpulver-Daten- blättern zu entnehmen.
Lieferformen:Spulen, Ringe, Fässer und Ständer gemäß Verpackungsarten für UP-Drahtelektroden und auf Anfrage.
Drahtdurchmesser:1,2 – 2,0 mm; Maße und Grenzmaße nach ISO 544 und AWS A5.14.
Drahtoberfläche:Glatt und frei von Oberflächenfehlern und Verunreinigungen.
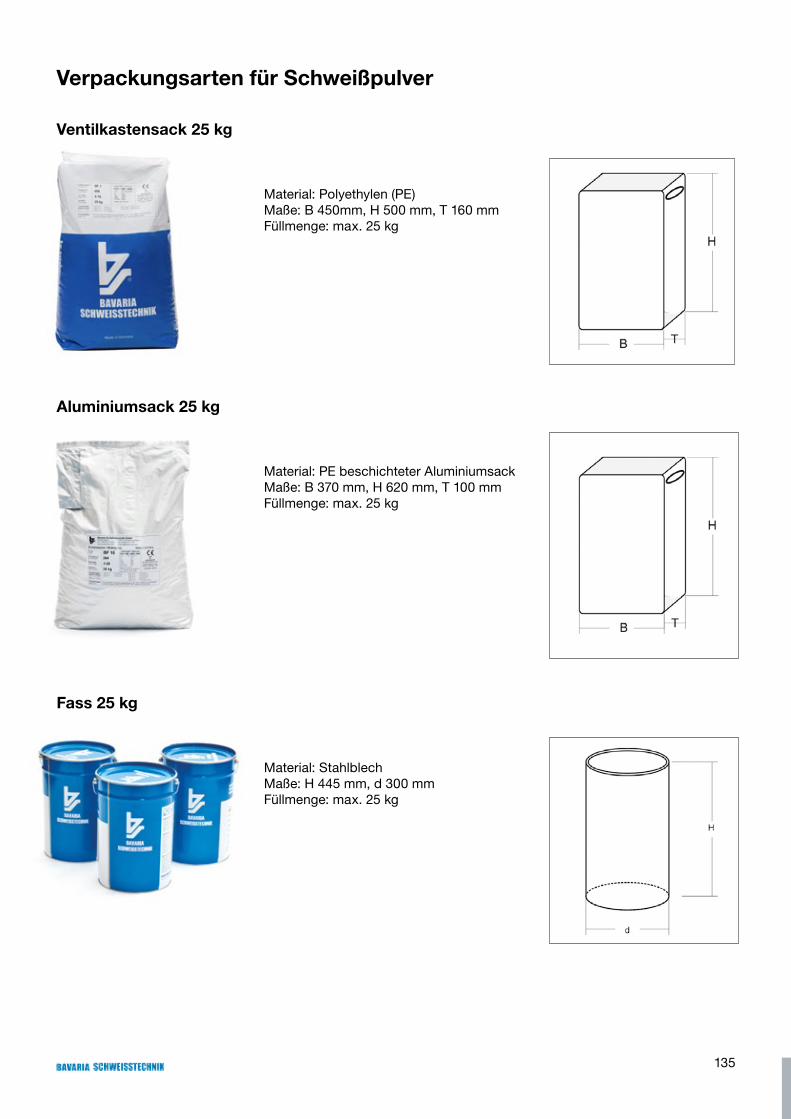
135
Verpackungsarten für Schweißpulver
Ventilkastensack 25 kg
Material: Polyethylen (PE)Maße: B 450mm, H 500 mm, T 160 mmFüllmenge: max. 25 kg
Aluminiumsack 25 kg
Material: PE beschichteter AluminiumsackMaße: B 370 mm, H 620 mm, T 100 mmFüllmenge: max. 25 kg
Fass 25 kg
Material: StahlblechMaße: H 445 mm, d 300 mmFüllmenge: max. 25 kg
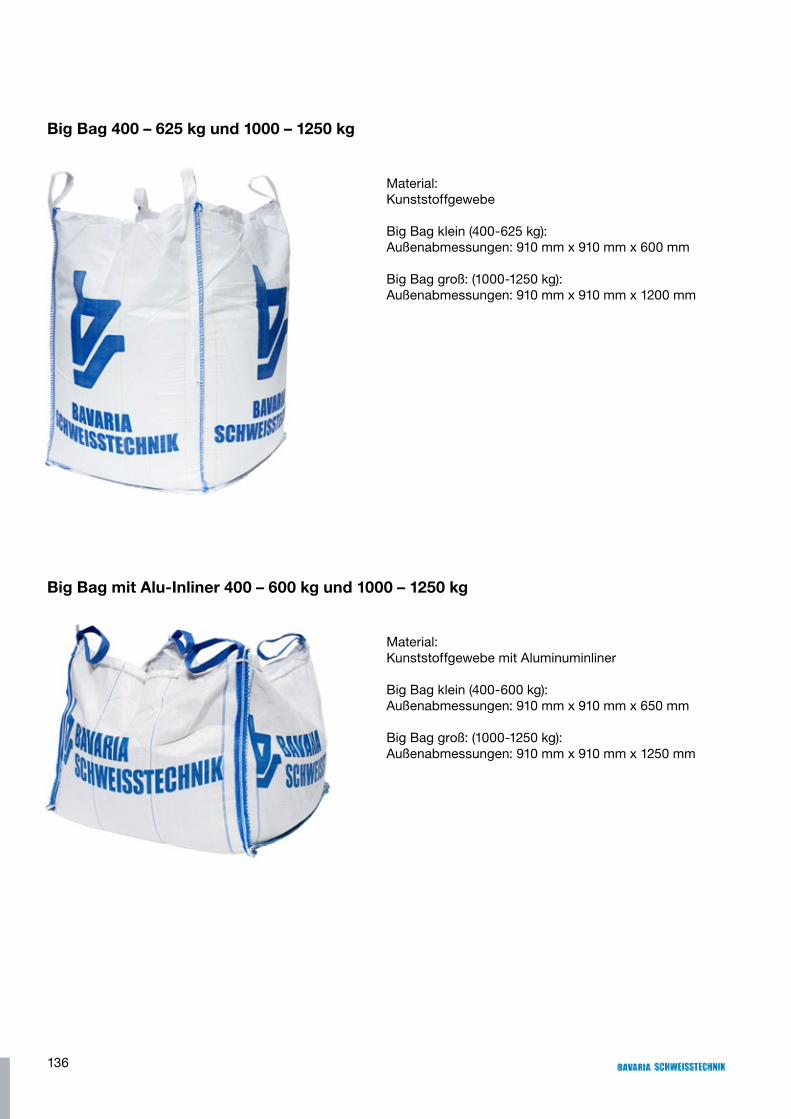
136
Big Bag 400 – 625 kg und 1000 – 1250 kg
Material: Kunststoffgewebe
Big Bag klein (400-625 kg): Außenabmessungen: 910 mm x 910 mm x 600 mm
Big Bag groß: (1000-1250 kg): Außenabmessungen: 910 mm x 910 mm x 1200 mm
Big Bag mit Alu-Inliner 400 – 600 kg und 1000 – 1250 kg
Material: Kunststoffgewebe mit Aluminuminliner
Big Bag klein (400-600 kg): Außenabmessungen: 910 mm x 910 mm x 650 mm
Big Bag groß: (1000-1250 kg): Außenabmessungen: 910 mm x 910 mm x 1250 mm
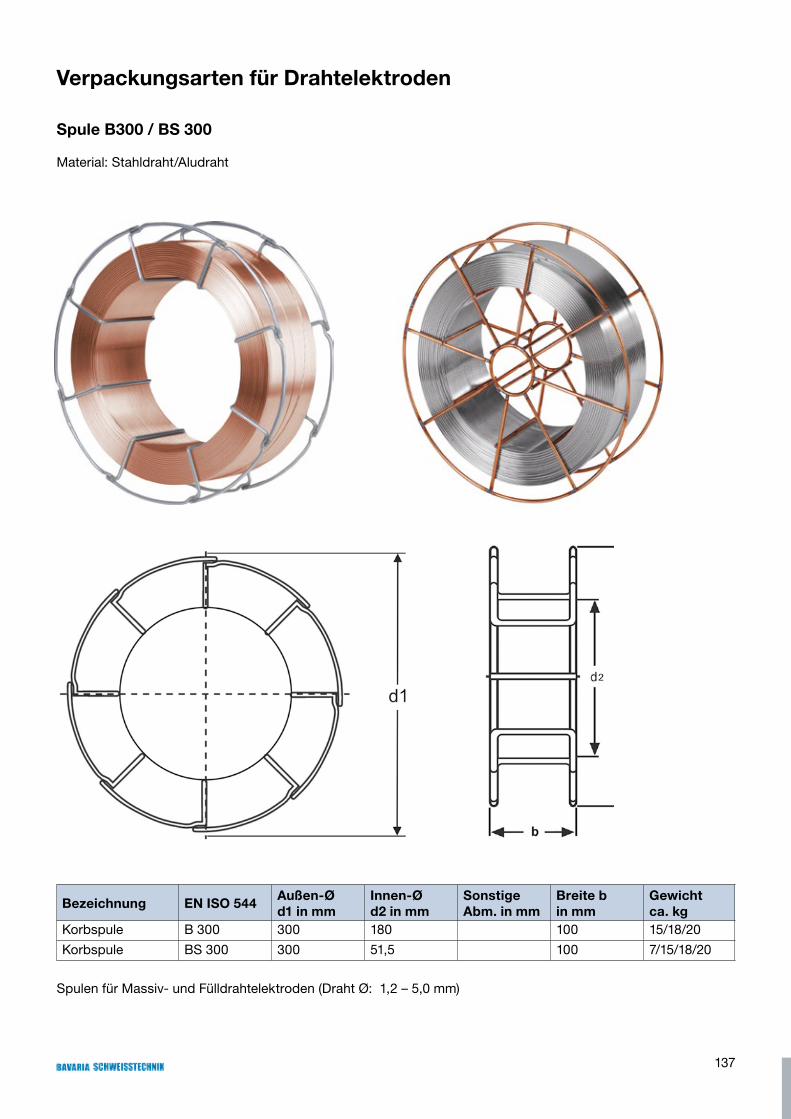
137
Verpackungsarten für Drahtelektroden
Spule B300 / BS 300
Material: Stahldraht/Aludraht
Bezeichnung EN ISO 544Außen-Ød1 in mm
Innen-Ød2 in mm
Sonstige Abm. in mm
Breite b in mm
Gewichtca. kg
Korbspule B 300 300 180 100 15/18/20
Korbspule BS 300 300 51,5 100 7/15/18/20
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
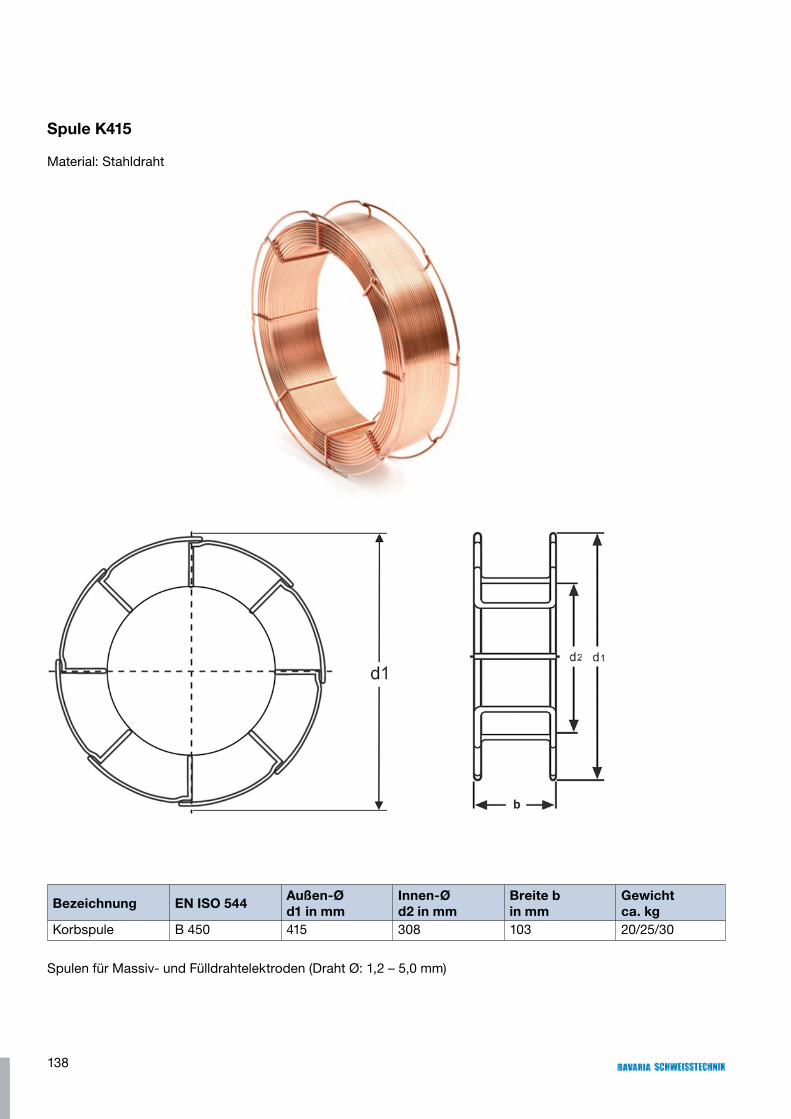
138
Spule K415
Material: Stahldraht
Bezeichnung EN ISO 544Außen-Ød1 in mm
Innen-Ød2 in mm
Breite b in mm
Gewichtca. kg
Korbspule B 450 415 308 103 20/25/30
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
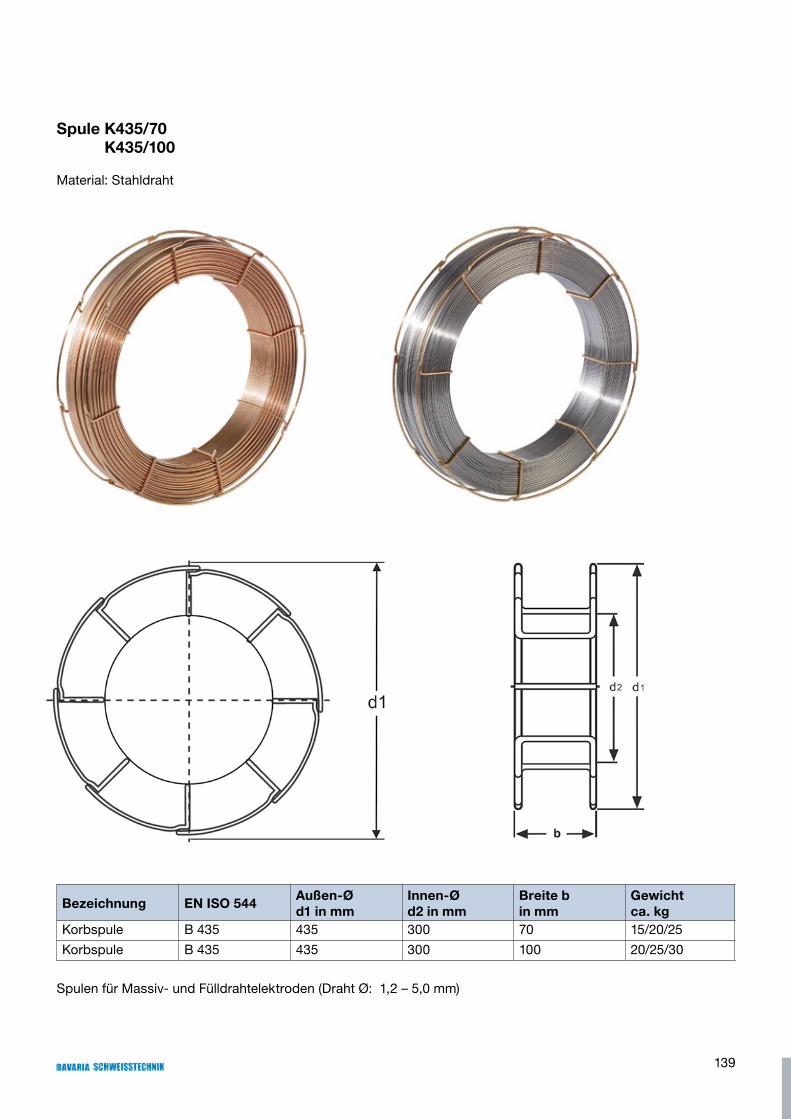
139
Bezeichnung EN ISO 544Außen-Ød1 in mm
Innen-Ød2 in mm
Breite b in mm
Gewichtca. kg
Korbspule B 435 435 300 70 15/20/25
Korbspule B 435 435 300 100 20/25/30
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Spule K435/70 K435/100
Material: Stahldraht
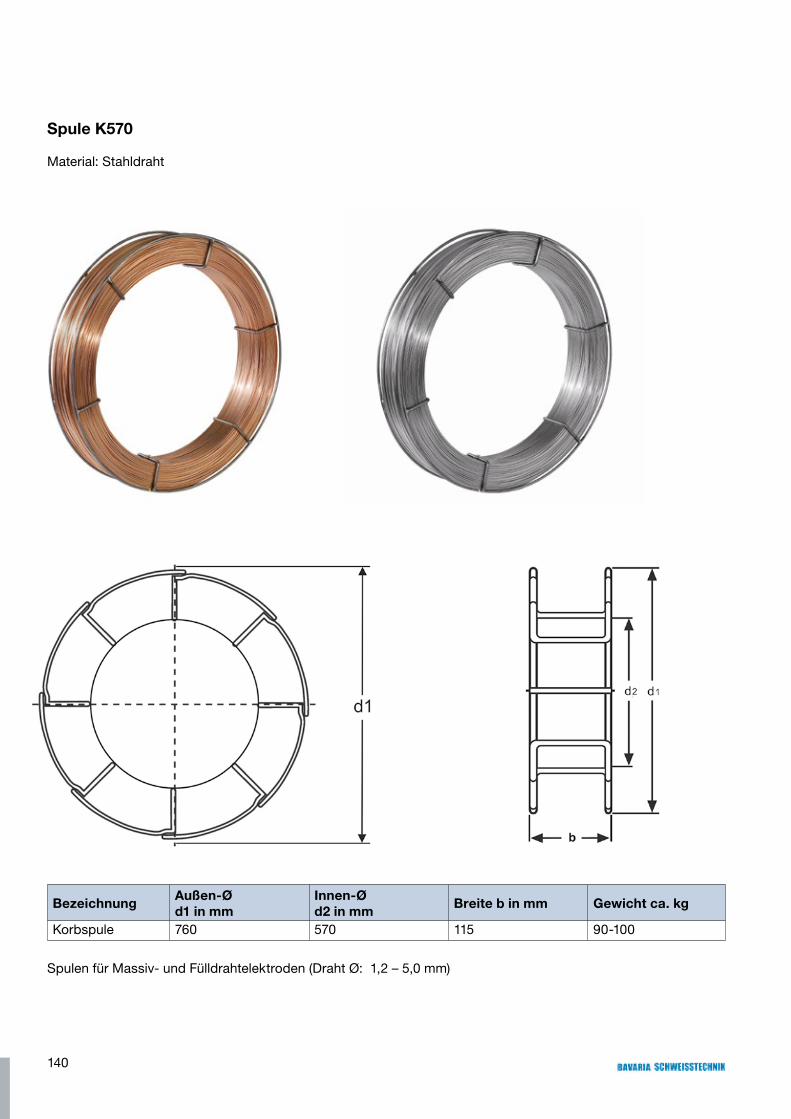
140
BezeichnungAußen-Ø d1 in mm
Innen-Ød2 in mm
Breite b in mm Gewicht ca. kg
Korbspule 760 570 115 90-100
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Spule K570
Material: Stahldraht
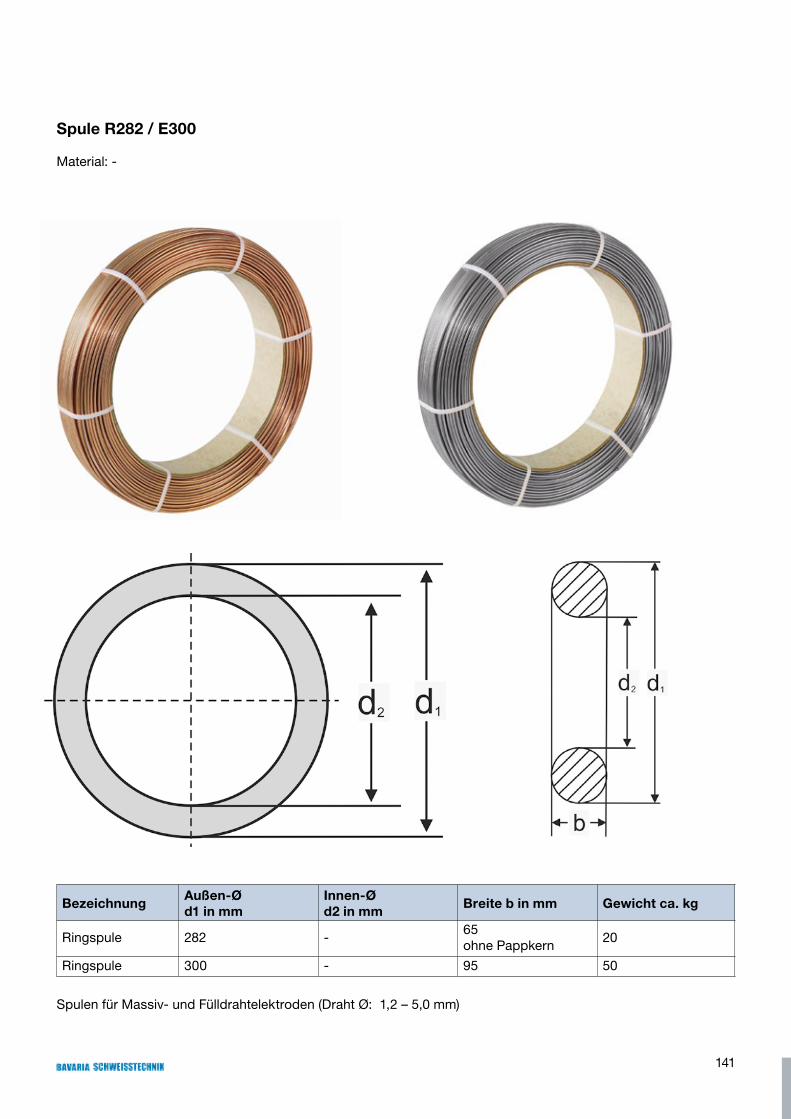
141
BezeichnungAußen-Ø d1 in mm
Innen-Ød2 in mm
Breite b in mm Gewicht ca. kg
Ringspule 282 -65ohne Pappkern
20
Ringspule 300 - 95 50
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Spule R282 / E300
Material: -
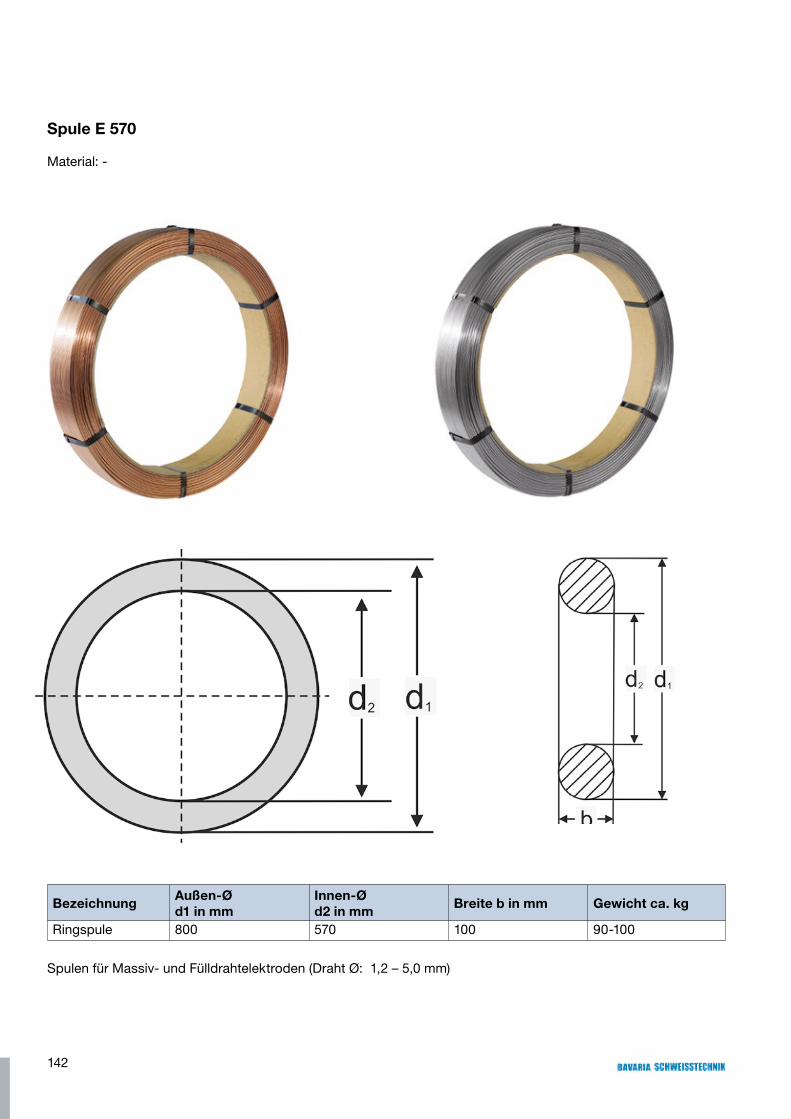
142
BezeichnungAußen-Ø d1 in mm
Innen-Ød2 in mm
Breite b in mm Gewicht ca. kg
Ringspule 800 570 100 90-100
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Spule E 570
Material: -
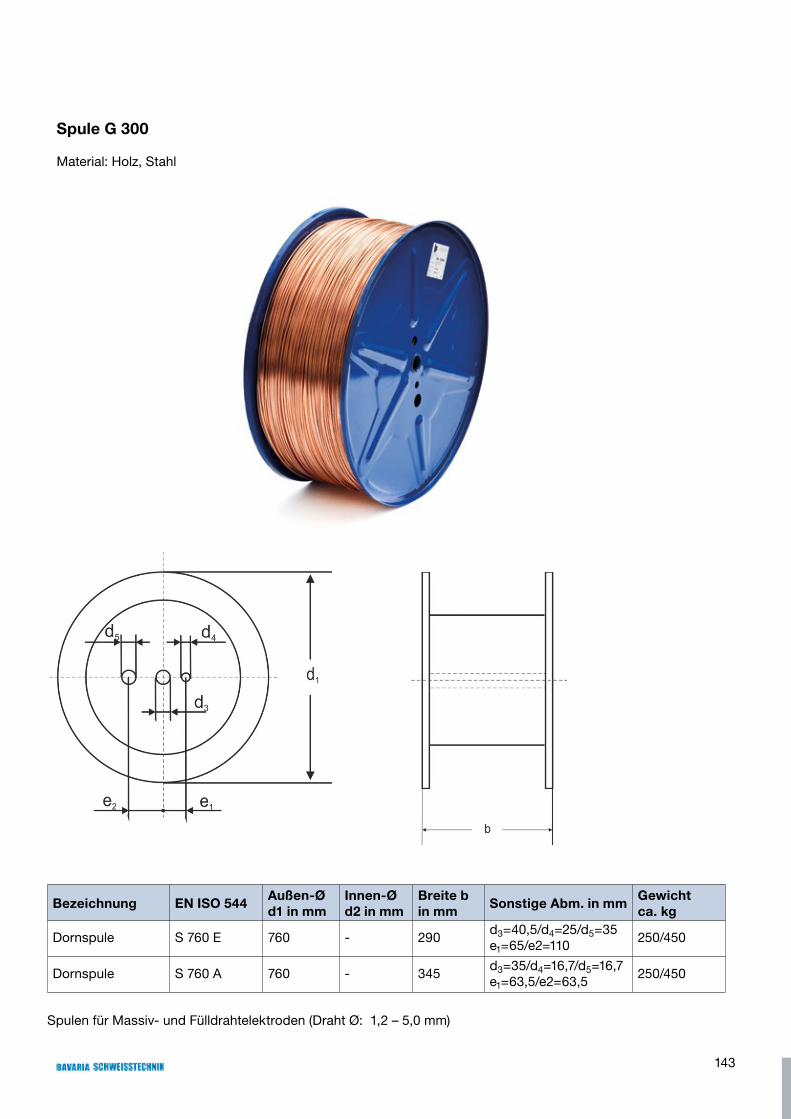
143
Bezeichnung EN ISO 544Außen-Ød1 in mm
Innen-Ød2 in mm
Breite b in mm
Sonstige Abm. in mmGewichtca. kg
Dornspule S 760 E 760 - 290d3=40,5/d4=25/d5=35e1=65/e2=110
250/450
Dornspule S 760 A 760 - 345d3=35/d4=16,7/d5=16,7e1=63,5/e2=63,5
250/450
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Spule G 300
Material: Holz, Stahl
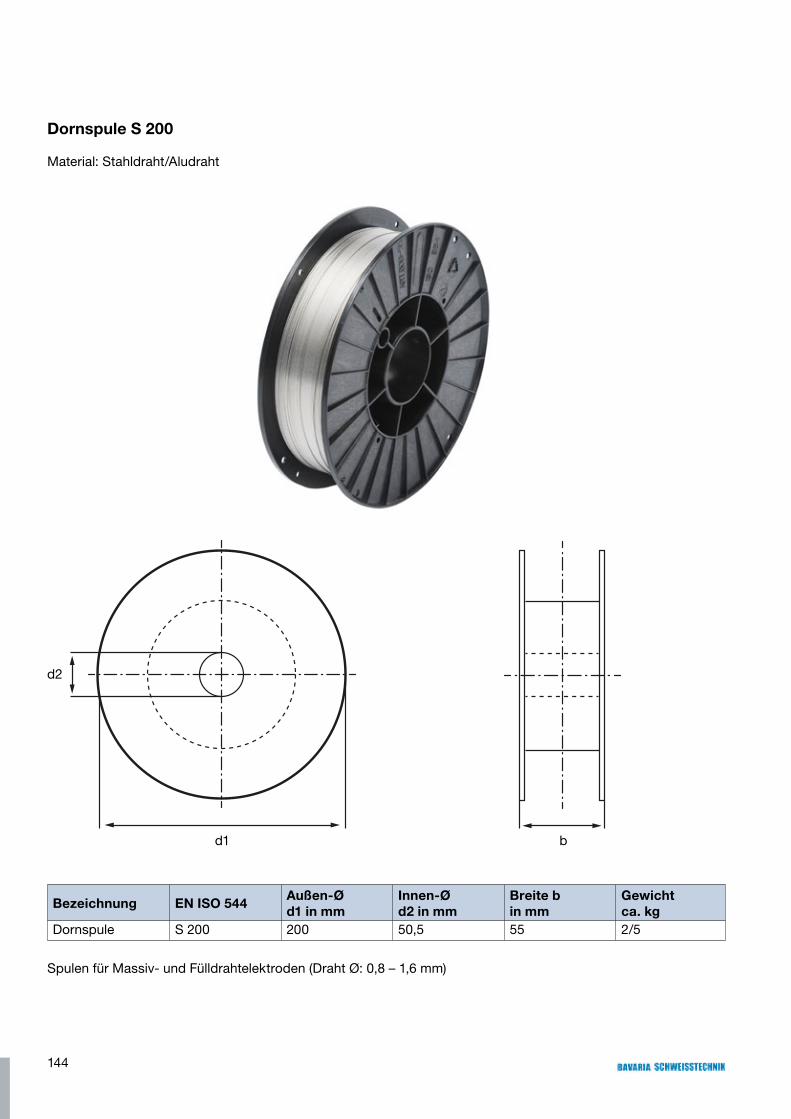
144
Dornspule S 200
Material: Stahldraht/Aludraht
Bezeichnung EN ISO 544Außen-Ød1 in mm
Innen-Ød2 in mm
Breite b in mm
Gewichtca. kg
Dornspule S 200 200 50,5 55 2/5
Spulen für Massiv- und Fülldrahtelektroden (Draht Ø: 0,8 – 1,6 mm)
d1
d2
b
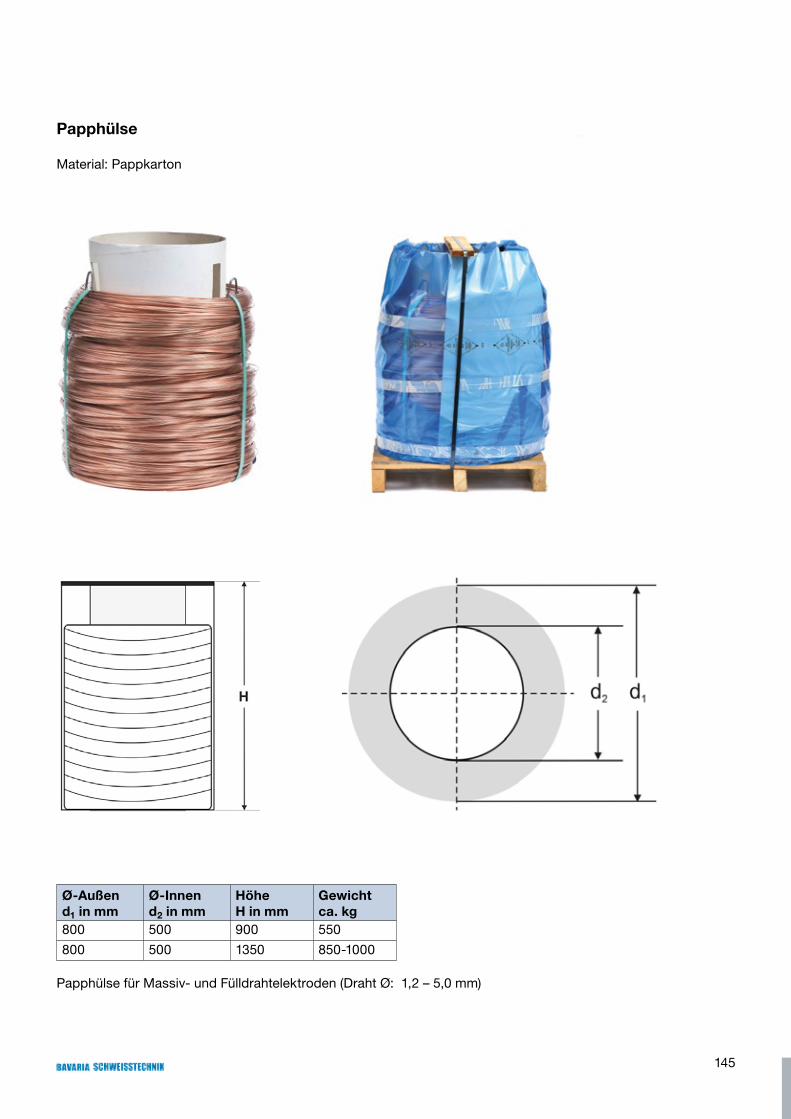
145
Ø-Außen d1 in mm
Ø-Innen d2 in mm
HöheH in mm
Gewichtca. kg
800 500 900 550
800 500 1350 850-1000
Papphülse für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Papphülse
Material: Pappkarton
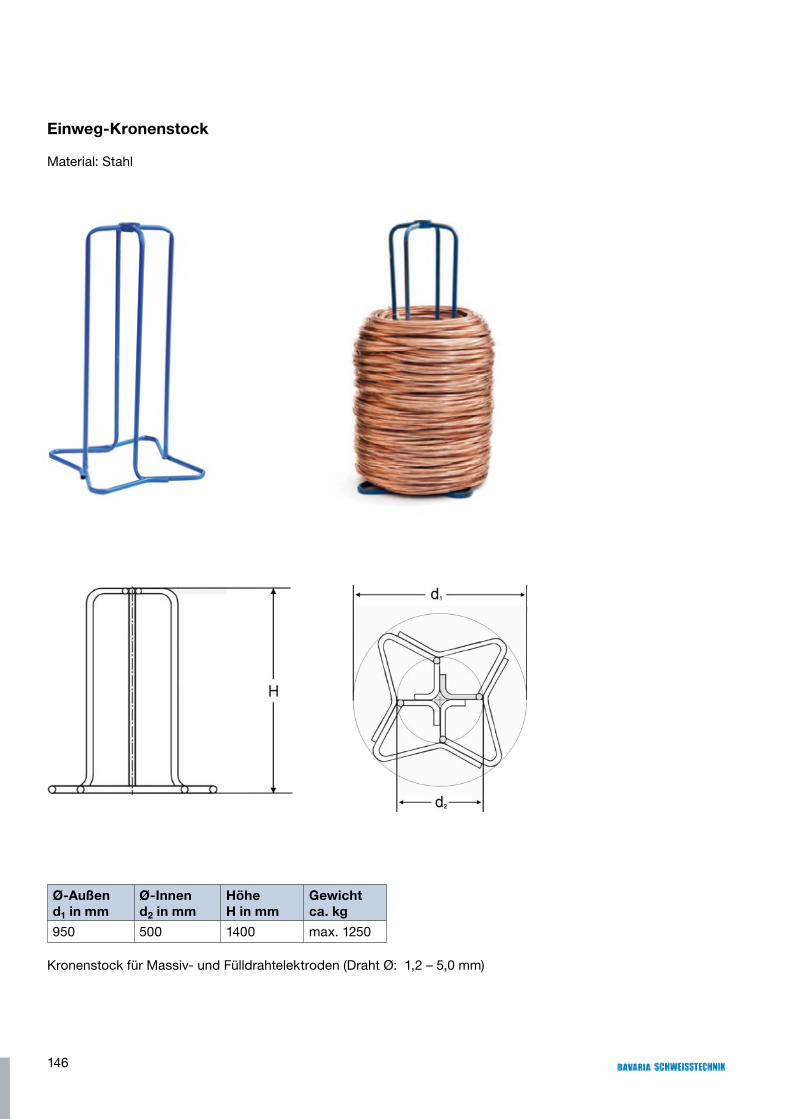
146
Einweg-Kronenstock
Material: Stahl
Ø-Außen d1 in mm
Ø-Innen d2 in mm
HöheH in mm
Gewichtca. kg
950 500 1400 max. 1250
Kronenstock für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Material: Stahl
Ø-Außend1 in mm
Ø-Innend2 in mm
HöheH in mm
Sonstige Abm. Gewicht 950 500 1400 1250
Kronenstock für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Material: Stahl
Ø-Außend1 in mm
Ø-Innend2 in mm
HöheH in mm
Sonstige Abm. Gewicht 950 500 1400 1250
Kronenstock für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Material: Stahl
Ø-Außend1 in mm
Ø-Innend2 in mm
HöheH in mm
Sonstige Abm. Gewicht 950 500 1400 1250
Kronenstock für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
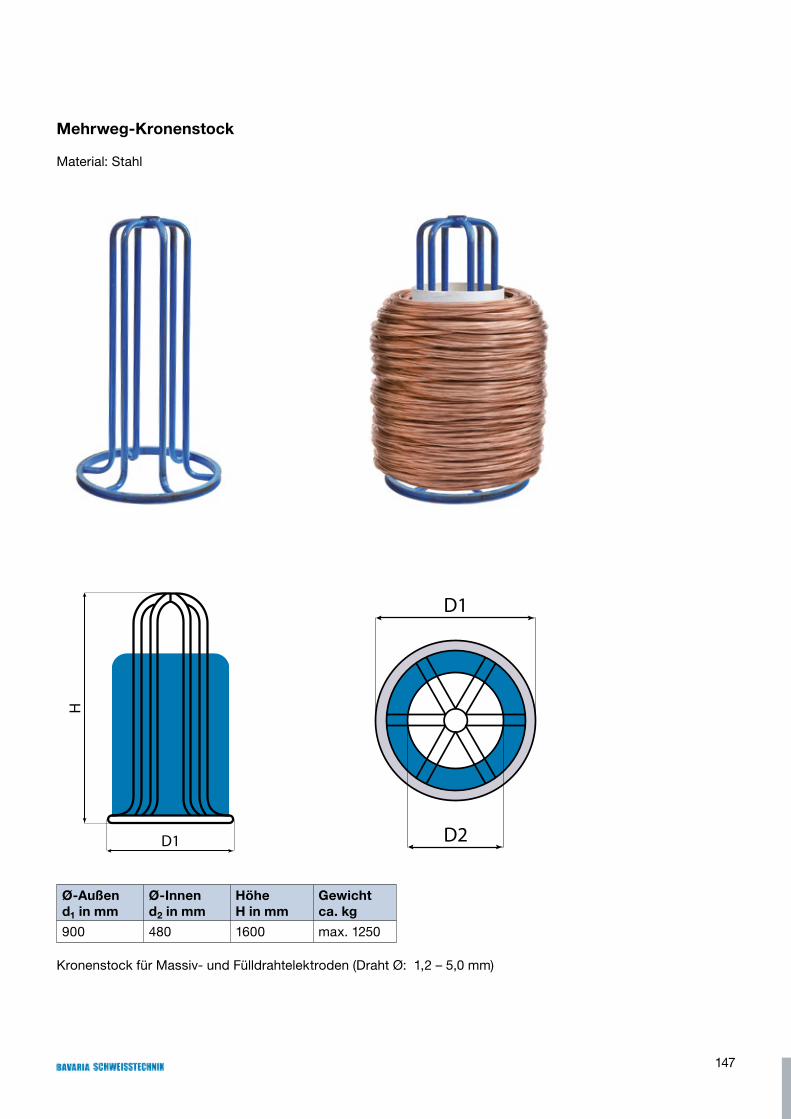
147
Mehrweg-Kronenstock
Material: Stahl
Ø-Außen d1 in mm
Ø-Innen d2 in mm
HöheH in mm
Gewichtca. kg
900 480 1600 max. 1250
Kronenstock für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
D1
H
D1
D2
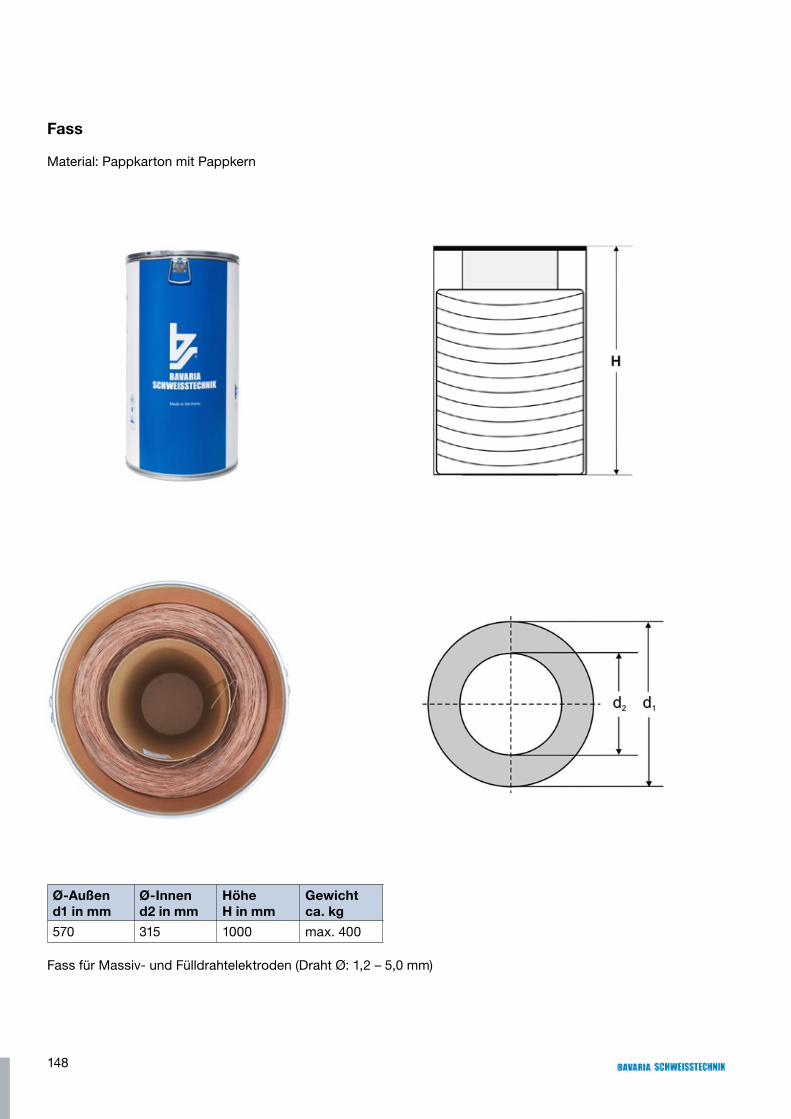
148
Fass
Material: Pappkarton mit Pappkern
Ø-Außend1 in mm
Ø-Innend2 in mm
HöheH in mm
Gewicht ca. kg
570 315 1000 max. 400
Fass für Massiv- und Fülldrahtelektroden (Draht Ø: 1,2 – 5,0 mm)
Fass
Material: Pappkarton mit Pappkern
Fass
Material: Pappkarton mit Pappkern
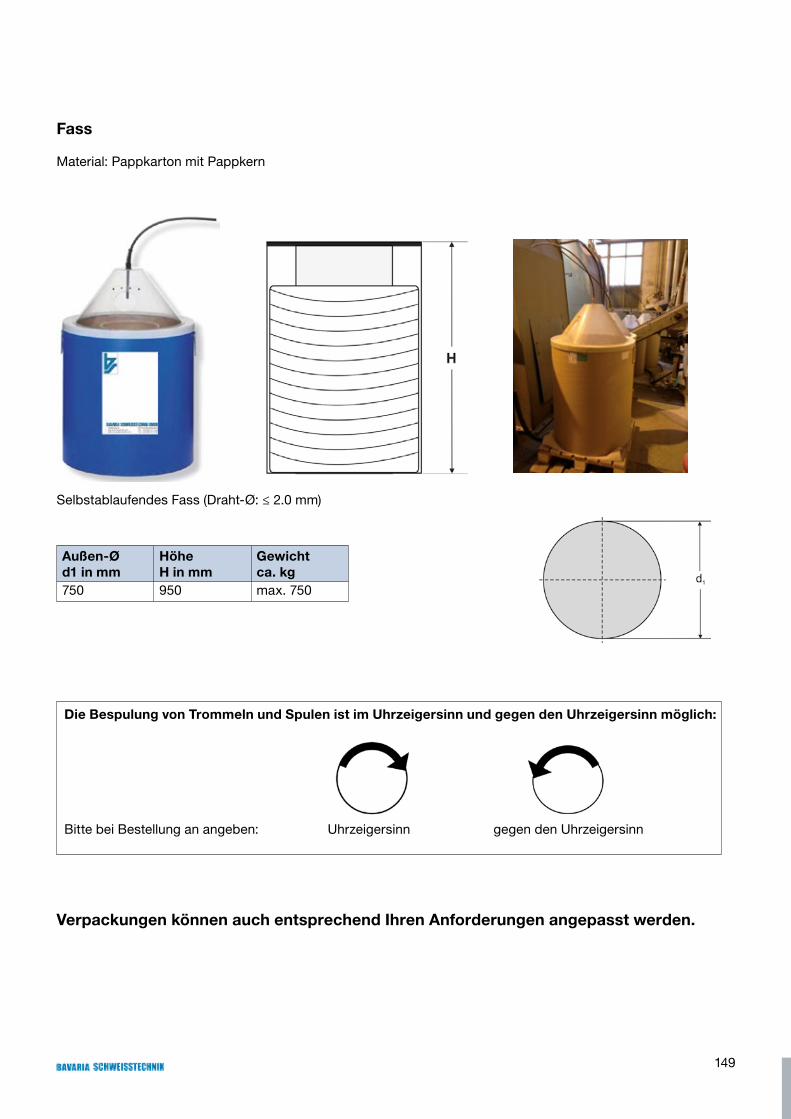
149
Fass
Material: Pappkarton mit Pappkern
Selbstablaufendes Fass (Draht-Ø: ≤ 2.0 mm)
Verpackungen können auch entsprechend Ihren Anforderungen angepasst werden.
Die Bespulung von Trommeln und Spulen ist im Uhrzeigersinn und gegen den Uhrzeigersinn möglich:
Bitte bei Bestellung an angeben: Uhrzeigersinn gegen den Uhrzeigersinn
Außen-Ø d1 in mm
HöheH in mm
Gewichtca. kg
750 950 max. 750

150
Verpackungsarten für Massivstäbe zum Wolfram-Inertgasschweißen
Kartonverpackung
Bezeichnung EN ISO 544 Länge in mm Höhe in mm Breite in mmGewichtca. kg
Kartonschachtel – 1.035 43 58 2,5/5
Kartonschachtel für Massivstäbe (Draht Ø: 1,0 – 4,0 mm)


Bavaria Schweisstechnik GmbH Wiesenweg 23 · 85 716 Unterschleißheim
Telefon: +49 (0) 89. 317 1035 · Fax: +49 (0) 89. 317 1796 [email protected] · www.subarcflux.com





























