Embed Size (px)
Citation preview
1
Technische Universität Berlin
Institut für Berufliche Bildung und Arbeitslehre
P4 - Projektarbeit
Wintersemester 15/16
Dozenten: Prof. Dr. Dienel, Pamela Jäger Datum:
15.04.2016
Projektarbeit P4
„Die Münze“
„Von der Muschel zum exakt einheitlichen Zahlungsmittel“
Manuel Rieck
Nils Krüger
2
Inhalt
1. Einleitung .............................................................................................................................................. 3
2. Geschichtliche Entwicklung des Münzgeldes ....................................................................................... 4
3. Definition Münzmetalle ........................................................................................................................ 5
4. Verfahren zur Herstellung einer 1-Cent-Münze ................................................................................... 7
4.1 Herstellung der Ronden ................................................................................................................. 7
4.1.1 Schmelzen, Gießen, Ziehen und Walzen .................................................................................. 7
4.1.2 Stempelherstellung .................................................................................................................. 8
4.1.3 Ausschneiden der Ronden ..................................................................................................... 10
4.2 Prägung der Ronden .................................................................................................................. 11
4.3 Verpackung und Endkontrolle ...................................................................................................... 12
5. Energieumwandlungen ....................................................................................................................... 13
5.1 Rondenherstellung ........................................................................................................................ 13
5.2 Prägevorgang ................................................................................................................................ 14
5.3 Lagerung ....................................................................................................................................... 16
6. Information und Kommunikation ....................................................................................................... 17
6.1 Die Münzstätten ........................................................................................................................... 17
6.2 Zwischen Prägungsanstalten, Banken und Endverbraucher ........................................................ 18
6.3 Geschichte der Staatlichen Münze Berlin ..................................................................................... 18
7. Die fertige Euro-Münze ....................................................................................................................... 19
7.1 Prägungsmerkmale und Eigenschaften ........................................................................................ 19
7.2 Fälschungsschutz .......................................................................................................................... 22
7.3 Falschmünzen ............................................................................................................................... 23
7.4 Verbreitung und Bekämpfung von Falschmünzen ........................................................................ 24
8. Münzprüfer ......................................................................................................................................... 25
8.1 Mechanische Münzprüfer ............................................................................................................. 26
8.2 Elektronische Münzprüfer ............................................................................................................ 28
9. Fazit ..................................................................................................................................................... 29
Literaturverzeichnis ................................................................................................................................ 30
Anhang .................................................................................................................................................... 31
3
1. Einleitung
Geldmünzen sind ein tagtäglicher Gebrauchsgegenstand, sie wechseln ständig den Besitz,
fallen runter, werden geworfen, werden nass, trocknen, reiben und prallen permanent
aneinander. Trotz alledem zeigen sie kaum Abnutzungserscheinungen. Wir fragten uns, wie
geht das?
Auf den ersten Blick erschien uns die Münze als unspektakulärer, langweiliger und eher
einfacher Gegenstand, der im Zeitalter von Online-Banking, bezahlen mit dem Smartphone
sowie Kredit- und EC-Karte eher altertümlich und altbackend wirkt. Mit der Zeit und unter
näherer Betrachtung ist das heutige Münzgeld alles andere als das.
Zunächst beschäftigten wir uns mit dem historischen Werdegang der Münze, von der
einfachen Muschel oder dem Stein bis hin zum hoch standardisierten und exakt einheitlichen
Zahlungsmittel. Dies führte uns zu den heutigen Herstellungsverfahren und den
unterschiedlichen Abläufen bei der Fertigung der Euro-Münzen. Hierfür konnten wir bei der
„Staatlichen Münze Berlin“ eine Führung ermöglichen und praktische Einblicke in die
Münzherstellung gewinnen. Leider mussten wir auch feststellen, dass es aus
sicherheitstechnischen Gründen sehr schwierig ist, genauere Informationen und Daten zu
erhalten.
Die Münze, als ein hoch standardisiertes und exakt einheitliches Produkt, muss strengsten
Herstellungskriterien und Qualitätskontrollen unterzogen werden. Nur so kann die
Einheitlichkeit und Qualität des Münzgeldes, als traditionsreiches und dauerhaftes
Zahlungsmittel gewährleistet sein. Aus dieser Annahme heraus, formulierten wir folgende
Forschungsfrage für unser Projekt:
Welche Herstellungsverfahren werden zur Produktion der Münze angewandt und wie wirken sich diese auf den täglichen Umgang mit Münzgeld aus?
Die einleitenden Kapitel sollen einen ersten Überblick über das übergeordnete Thema
Münzgeld stellen. Dazu wird der Begriff zunächst einmal definiert und anschließend eine
Einführung in die Geschichte des Münzgeldes gegeben.
Die drei Hauptkapitel fünf, sechs und sieben stellen das eigentliche Thema dieser Arbeit dar.
Sie beinhalten die stofflichen, energetischen, technischen und informationellen Aspekte des
Produktes „Münze“. Hier wollen wir die Besonderheiten in der Herstellung, die
Materialeigenschaften und die Komplexität des anscheinend „einfachen“ Produktes
herausstellen. Die im Rahmen unseres Studiums zuvor besuchten Veranstaltungsreihen
Grundlagen der Fertigung, Beispiele der Energieumwandlung und Information und
Kommunikation in Arbeit und Beruf sollen hier mit einfließen.
Um auch den alltäglichen Umgang mit Münzgeld in diese Arbeit einzubeziehen, gerade in
Bezug auf die Überprüfung und Einhaltung der Norm, entschieden wir uns den Bereich der
Münzprüfung in Park- und Fahrkartenautomaten ebenfalls zu betrachten. Uns interessierte
4
die Frage, wie erkennen die Automaten, die sogenannten Münzprüfer, richtige von falschen
Münzen? Welche Parameter müssen gegeben sein, dass der Automat die Münze erkennt? Der
Bereich der Münzprüfer steht unmittelbar mit den Eigenschaften und den hohen qualitativen
Anforderungen des Münzgeldes in Verbindung. Dies führte auch dazu, dass wir uns mit der
Münzfälschung auseinandersetzten. Anschließend schließt die Arbeit mit einem Schlusswort
zum fertigen Produkt „Münze“ ab.
2. Geschichtliche Entwicklung des Münzgeldes
Das heutige Leben ist ohne Geld unvorstellbar. Die Geschichte des Geldes reicht in seiner
Entwicklung viele Jahrhunderte zurück. Zur Steinzeit nutzten die Menschen, die zu
beschaffenden Nahrungsmittel noch kollektiv und es bestand noch kein Bedürfnis für
wirtschaftlichen Austausch. Die ersten Ansätze von Tauschhandel kamen erst später auf. Mit
der Entwicklung von Ackerbau und Viehzucht wurden die ersten Anfänge des Tauschhandels
datiert. Bei allen Handelsgeschäften wurde anfangs die Ware immer gegen eine andere Ware
eingetauscht, wobei die Bewertung der Produkte immer Verhandlungssache war. Der direkte
Warentausch brachte für den Tauschpartner einige Schwierigkeiten mit sich, wie zum Beispiel
die unterschiedliche Bewertung der Waren, die Unteilbarkeit und der Transport der Waren.
Die Hochkultur China und auch das alte Ägypten gelten als Vorreiter in der Nutzung von
Naturalien als Geldvorläufer. Es wurde beispielsweise Tee, Reis, Mandeln, Salz, Baumwolle
oder Weizen als Zwischentauschmittel verwendet. Bei Jägern und Fischern wurden
Tierprodukte als Zahlungsmittel genutzt und später dienten ebenfalls Schafe, Rinder und
Kamele als Naturalgeld. Leider ist auch zu erwähnen, dass im 16. Jahrhundert Menschen als
Zahlungsmittel verwendet wurden (Vgl. Otte, 2011, S. 19).
Das Naturalgeld brachte gegenüber dem Warentausch einige Vorteile mit sich. Die
Tauschgegenstände waren teilbar, leicht transportierbar, konnten gut aufbewahrt werden
und waren zudem allgemein bekannt. Somit konnte der Wert, der zu tauschenden Güter mit
Hilfe des Naturalgeldes leichter verglichen werden. Dieses Tauschverfahren zog sich bis ins 15.
Jahrhundert. In der englisch-isländischen Marktordnung hatte zum Beispiel eine Tonne Wein
den Wert von 100 Stockfischen. Besonders beliebt und begehrt waren zu Beginn auch
Muscheln zum Eintausch verschiedenster Waren. Die Kauri-Muscheln wurden damals als erste
Schlüsselwährung genutzt. Sie ist eine immer noch gül ge Form des aturgeldes welches bis
heute in Melanesien Südsee als gül ges ahlungsmi el fungiert. ie wei e oder hellgelbe
porzellanar ge Muschel diente schon on or hristus bis nach hristus als eld orläufer. Die
Kauri-Muschel war eine weit verbreitete Währung und wurde vor allem in arabischen Ländern,
im Alten China, Indien und Westafrika genutzt (Vgl. Otte, 2011, S. 20).
Durch die Entdeckung der Metalle wurde der nächste Schritt in der Geschichte des Geldes
eingeleitet. Die Menschen haben das Metall als besonders geeignetes Zwischentauschmittel
entdeckt und eigneten sich langsam die Metallgewinnung und Metallverarbeitung an.
5
Die uns heute bekannte Münze wurde in kleinen Schritten entwickelt, ehe sie zum festen
Zahlungsmittel wurde. Das Münzmetall hat in der Geschichte der Münzen und ihrer
Herstellung häufig gewechselt. Anfangs haben die Menschen hauptsächlich Metalle wie Eisen,
Bronze und Kupfer verwendet, welche sie in Formen wie Ringe, Pfeilspitzen, Barren oder
Figuren gossen. Wann tatsächlich die erste Münze herausgegeben wurde, ist nicht genau
festzulegen. Es lässt sich jedoch schon damals ungefähr im 7. Jahrhundert vor Christus eine
Art Währung finden. Während der Dynastie der Marmnaden von Lydien (heutige Türkei),
wurden gleichgroße Kugeln aus Elektron, einer Gold-Silber-Legierung, hergestellt und mit
einem königlichen Prägedruck (Löwe) versehen. Der Prägedruck diente zur Kennzeichnung des
Metallstückes. Später haben die Griechen die ersten flachen, runden Münzen geprägt. Sie
kamen der uns heute bekannten Form am nächsten. Die Münzen wurden nun über mehrere
Jahrhunderte hinweg aus den edlen Materialien Gold und Silber gefertigt. Dabei entsprach der
Wert der Münze dem genauen Wert des Metalls. Diese Münzen waren äußerst wertvoll und
wurden auch als Kurantmünzen bezeichnet. In Zeiten der Kriegsführung wurden im Römischen
Reich Münzfälschungen zur Deckung von zu hohen Staatsausgaben angefertigt. Dies geschah
mit der heimlichen Untermischung von unedlen Metallen oder der Beschichtung von
Kupfermünzen mit einer dünnen Silberschicht. Somit war die erste plattierte Münze geboren
(Vgl. Böttger, Rautinger, Seyler, 2006, S. 85).
Um das 17. Jahrhundert wurden zur Herstellung von Münzen vermehrt minderwertigere
Metalle wie beispielsweise Kupfer verwendet. Mit dem Anstieg des Silberwertes nach dem
ersten Weltkrieg wurde der Silberanteil in den Münzen reduziert. Grund dafür war, dass der
Silberanteil im damaligen 5,- DM Stück sonst mehr wert als der eigentliche Nennwert gewesen
wäre (Vgl. Adameck, Markus 2004, S. 7). Trotzdem wurden bis tief in das 20. Jahrhundert bei
der Herstellung von Münzen hauptsächlich die Metalle Gold, Silber und Kupfer verwendet.
Aufgrund von neuen Fertigungsverfahren wurden dann zunehmend neue Metalle bei der
Münzherstellung eingesetzt. Bei der Verarbeitung wurden nun auch legierte Stähle verwendet
und Metalle wie Nickel, Aluminium oder Kupfer wurden ebenfalls als Legierungen genutzt. Die
reinen Edelmetalle wie Silber oder Gold werden mit weniger edlen Metallen verschmolzen,
um ihre Festigkeit zu erhöhen. Seit einigen Jahren werden insbesondere bei Gedenkmünzen
das Metall Niob und Titan verarbeitet. Bei der Verwendung von Niob führt es oftmals dazu,
dass durch die elektrolytische Oxidation aufgebrachten Schichten unterschiedliche
Farbgebungen hervorrufen. Das verwendete Material und die verschiedenen
Fertigungsstufen, die das Metall durchlaufen hat, unterscheiden die Münzen letztendlich in
ihrer Qualität und Eigenschaft (Vgl. Meding, Henner R., 2006, S. 11).
3. Definition Münzmetalle
Münzen sind Schöpfungen des Geldwesens und besitzen hochkomplexe Eigenschaften.
Aufgrund der Komplexität des Begriffs Münze ergeben sich zwei Voraussetzungen, die erfüllt
sein müssen, damit das Prädikat Münze im allgemeinen Sprachgebrauch zutrifft.
Sie müssen zum einen in hoheitlicher Anordnungen hergestellt worden sein
6
zum anderen die Eigenschaft eines gesetzlichen Zahlungsmittels besitzen oder besessen
haben (Vgl. Bongardt, Johannkarl 1983, S. 4).
Die Umlaufmünzen werden im Auftrag des Staates produziert und gelten als offizielle
Zahlungsmittel eines Landes. Der Staat garantiert den aufgeprägten Nennwert der Münzen. In
allen Staaten der Welt herrschen Münzgesetze, die die Herstellung von Münzen genau regeln.
Somit ist das Prägen von Münzen ein hoheitlicher Akt. Das Gesetz legt Größe, Gewicht,
Aufschrift, Auflagenhöhe sowie Bildnis der Münzen fest. Ebenso ist das Metall, aus dem sie
gefertigt werden, von der Regierung vorgeschrieben (Vgl. Bongardt, Johannkarl 1983, S. 5).
Münzen können auch von ihrer Funktion als Zahlungsmittel entbunden werden und mit neuen
Inhalten versehen werden, sodass sie dann aber im Bereich des Geldwesens nicht mehr zu
gebrauchen sind. Da die Münze als Zahlungsmittel betrachtet wird und zudem oftmals auch
als Ware gehandelt wird, ist das Wesen der Münze als ambivalent zu bezeichnen (vgl.
Bongardt, Johannkarl 1983, S. 5-6).
Die Münzen des Euro haben eine einheitlich gestaltete Vorderseite und eine national
unterschiedlich gestaltete Rückseite. Die Vorderseite, die auch als Avers bezeichnet wird,
enthält den Nennwert in Ziffern. Die Münzen 1-, 2- und 5- Cent bilden einen Globus ab, der
Europas Lage in der Welt zeigt. Zudem repräsentieren die zwölf Sterne auf den Münzen die
Europäische Union. Das Münzbild der 10-, 20- und 50- Cent Stücke enthalten die Umrisse der
EU-Staaten mit Landesgrenzen. Die 1- und 2- Euro Münzen bilden hingegen das vereinte
Europa ohne Landesgrenzen ab (Vgl. www.wirtschaftslexikon.com, Stand: 05.03.2016).
Die Münzen unterscheiden sich ebenso in ihrem Material. Bei unseren heutigen 1- bis 5- Cent
Münzen besteht die Legierung aus einem verkupferten Stahlkern. Dabei zeichnet sich gerade
Kupfer durch seinen oligodynamischen Effekt aus, der stark antibakteriell wirkt. Die 10- bis 50-
Cent Münzen bestehen im egensatz dazu aus „ ordischem old“ einer Legierung aus
Aluminium, Kupfer, Zink und Zinn. Die 1- und 2- Euromünzen weisen ein besonderes Merkmal
auf, da sie aus einem inneren Kernstück und einem äußeren Ringstück bestehen und somit
zwei Legierungen haben. Aufgrund dessen werden sie auch als BiMetall-Münzen bezeichnet
(Vgl. Braun, Fuhrmann, Legrum, Steffen, 1999, S. 31).
Abgrenzungskriterien:
Im Folgenden erfolgt eine Einteilung der Münzen aufgrund des Verhältnisses von Nennwert
(N) zu Materialwert (M). Der Nennwert ist eine nach hoheitlicher Anordnung angegebene
Größe, während der Materialwert die stoffliche Eigenschaft des Trägermaterials bestimmt. Bei
der Berechnung werden die beiden Größen N und M zueinander ins Verhältnis N/M gesetzt.
Dabei muss das Resultat grösser als 0 sein (Vgl. Bongardt, Johannkarl 1983, S. 7).
Scheidemünzen:
Die Scheidemünze ist eine Kleinmünze. Das in Deutschland verwendete Münzgeld besteht aus
Scheidemünzen. Sie sind auch die am meisten verwendeten Münzprägungen in allen anderen
nationalen Währungssystemen Sie wurde unterwertig hergestellt und besteht zumeist aus
7
unedlen Metalllegierungen. Der aufgeprägte Nennwert ist dabei immer höher als der
Materialwert. Die Herstellung von Cent-Stücken wurde in den letzten Jahren immer wieder
hinterfragt, da es ein Zuschussgeschäft ist. Die Herstellungskosten übersteigen demnach stark
den eigentlichen Material- und Nennwert. Mit der Einführung des EurosBargeldes im Jahr
2002 hat man sich trotzdem für die Herstellung der Cent-Stücke entschieden und auch bis
heute wird ihre gesellschaftliche Bedeutung für wichtig erachtet (Vgl. Bongardt, Johannkarl
1983, S. 8).
Währungsmünzen:
Die Währungsmünzen bildeten bis ins Mittelalter die Hauptgrundlage des Geldwesens. Ihr
Materialwert bestimmte den Nennwert (N=M), sodass sich ein Quotient von 1 ergab. Der Staat
hat immer auf die Einhaltung des Wertes geachtet. Trotzdem kam es immer wieder aufgrund
von Kriegszeiten oder Zeiten wirtschaftlicher Unsicherheit zu Verschiebungen der Verhältnisse
zum Nominalwert, sodass nur noch ein Teil des Materialwerts wirklich in der Münze enthalten
war (Vgl. Bongardt, Johannkarl 1983, S. 9).
Handelsmünzen:
Handelsmünzen sind ebenso wie die beiden vorher genannten Münzarten gesetzlich
anerkannte Zahlungsmittel. Sie erfüllen allerdings nicht ihre gesetzliche
Zahlungsmittelfunktion, da das Verhältnis von Materialwert zu Nennwert nicht stimmt. Der
Materialwert ist teilweise um ein Vielfaches höher als ihr Nennwert. Die Handelsmünzen sind
heutzutage zumeist in Formen von Sonderausgaben bei Münzsammlern beliebt (Vgl.
Bongardt, Johannkarl 1983, S. 10).
4. Verfahren zur Herstellung einer 1-Cent-Münze
Im Folgenden Abschnitt wird das technische Verfahren zur Herstellung von Münzen
beschrieben. Das 1-Cent-Stück wird dabei als exemplarisches Beispiel verwendet. Da die
Herstellung der Münze den gesamten Fertigungsablauf und nicht nur den Prägevorgang
beinhaltet, ist sie in viele Teilschritte gegliedert.
4.1 Herstellung der Ronden
Im folgenden Abschnitt wird die Herstellung der Ronden genauer erläutert und in die
einzelnen Teilschritte der Fertigung gegliedert.
4.1.1 Schmelzen, Gießen, Ziehen und Walzen
8
Für die Herstellung der Ronden werden zunächst die Metalle in vorgeschriebener Legierung in
einem Windofen zum Schmelzen gebracht. Der Schmelzpunkt von Kupfer liegt bei einer
Temperatur von 1083°C (Vgl. Meding, Henner R. 2006, S. 198). Die Schmelze wird
anschließend in entsprechende wassergekühlte Metallformen, sogenannte Kokillen,
gegossen. Eine Kokille bezeichnet eine Form, die sowohl oben als auch unten offen ist. Das
Material härtet aus, während es durch die Kokille nach unten fließt und sich zu einem Strang
bildet. In vertikaler Ausrichtung wird dies als Strangguss bezeichnet. Dieses
halbkontinuierliche, blockartige Stranggießen wird häufig für die Verarbeitung großer Mengen
in der Industrie verwendet. Das Stranggießen mit Kokillen in horizontaler Form wird hingegen
Bandguss genannt und soll im Folgenden näher beschrieben werden.
Nach dem Schmelzvorgang des Materials wird das noch glühende Metallband durch eine
Abziehmaschine aus dem Warmhalteofen herausgezogen. Die durch das Stranggießen
gewonnenen Metallblöcke, auch Zaine oder Bramme genannt, werden im nächsten Schritt
entgratet und beschnitten. Die einzelnen Stränge werden an der Wickelmaschine aus
transporttechnischen Gründen platzsparend zu einem Bund aufgewickelt. ieser „ oil“ wird
dann mittels eines Krans aus der Wickelmaschine herausgehoben und gelangt somit auf
Metallplatten zu der Walzanlage, wo letzten Endes beim Kaltwalzen, die für die
Weiterverarbeitung notwendige Dicke erreicht wird. Danach kommen die aufgewickelten
Metallplatten in den Kammerofen, um die Gießspannung durch das Glühen zu beseitigen (Vgl.
Meding, Henner R. 2006, S. 147 f.).
Im Vorwalzwerk werden die Stränge dann wieder aufgerollt und im Glühofen erneut geglüht
und gewalzt. Das Heißwalzen geschieht, um die Platten auf eine bestimmte Dicke zu bringen.
Das Glühen während des Vorgangs hilft außerdem der Legierung die entstandene Härte, die
durch das Verdichten des Werkstoffs entsteht, zu nehmen. Durch die Verdichtung beim
Kaltpressen verlieren die Atome des Materials ihre kristalline Ordnung und werden damit hart.
Die im Glühofen geschaffene Schutzgasatmosphäre verhindert eine Oxidation der Münzen.
Auf der Adjustierbank wird das Material dann abschließend auf die gemäße Dicke der
Münzplättchen gebracht. Hierbei durchlaufen die Bänder mit Hilfe von Zainhaken zwei
stählerne Backen und werden letzen Endes zu Münzplättchen ausgestanzt.
Anlagen, wie beispielsweise die der Firma ALFRED WERTLI AG aus Winterthur, übernehmen
das Schmelzen, Gießen, Ziehen und Walzen des Rohmaterials in einem Durchlauf, worauf
später noch genauer eingegangen wird.
4.1.2 Stempelherstellung
In der Zwischenzeit werden die Stempel hergestellt, die später für die Prägung der Ronden
benötigt werden. Die Herstellung des Münzstempels erfolgte vor dem 19. Jahrhundert
größtenteils noch per Handarbeit und war daher äußerst aufwendig und kompliziert.
Heutzutage wird für die Stempelherstellung ein dreidimensionales Gipsmodell in Übergröße
von rund 160 mm angefertigt, welches später als Vorlage für den eigentlichen Stempel dienen
soll. Das Gipsmodell wird dann mittels einer automatischen Reduktionsmaschine abgetastet
9
und in entsprechend verkleinerter Größe positiv auf einen Stahlzylinder gefräst. Dieser
Vorgang erfolgt in mehreren Teilschritten.
Das Gipsmodell stellt sozusagen die vergrößerte Ursprungsform des späteren Reliefs der
Münze dar. An dieser Stelle der Fertigung wird der Stempel „Urmatrize“ genannt. ips lässt sich
mit feinen Werkzeugen gut nachbearbeiten, ist aber für die weiteren Prozesse nicht stabil
genug. Daher wird vom fertigen Gipsmodell zunächst ein negativer Silikonabdruck erstellt. Von
dem Gipsmodell wird somit ein erneuter Positivabdruck gefertigt, diesmal jedoch aus dem
Kunststoff Duroplast. Der Kunststoffabdruck ist deutlich widerstandsfähiger als das
Gipsmodell und hat die nötige Stabilität einer mechanischen Abtastung seitens der
Reduktionsmaschine standzuhalten. Die Abtastung erfolgt spiralförmig bzw. kreisförmig über
den erforderlichen Durchmesserbereich und überträgt jede Erhebung auf das
Gravierwerkzeug. Dabei skaliert die Maschine das abgetastete Modell automatisch auf die
vorprogrammierte Größe und fräst es mit ungehärtetem Stahl. Dieses kann je nach Bedarf
noch vom Graveur nachbearbeitet werden. Die elektrische Induktionsschmelze härtet dann
die entstandene endgültige Matrize (Vgl. Meding, Henner R. 2006, S. 16-148).
Der Prägestempel, der aus einem ganz speziellen Werkzeugstahl besteht, wird bei einer
Temperatur von 1150°C in etwa sechs Stunden gehärtet und mehrfach angelassen
beziehungsweise entspannt. Dieser Vorgang soll die noch vorhandenen Spannungen
herabsetzen und eine hohe Belastbarkeit für den späteren Einsatz gewährleisten. Jeder
Arbeitsstempel wird individuell geschliffen und poliert. Ziel ist es dadurch hochwertige Effekte
hervorzurufen, die auf den jeweiligen Münzen in Form von matten oder hochglänzenden
Flächen erkennbar werden. Um die geforderte Qualität bei der Prägung der Oberflächen der
Münzen zu gewährleisten, werden Arbeitsstempel grundsätzlich in einem galvanischen Bad
hartverchromt. Auch schützt diese Legierung vor schneller Abnutzung. Die Lebensdauer eines
solchen Stempels liegt zwischen 400.000 bis 800.000 Prägungen. Eine drei- bis vierfach längere
Lebensdauer kann durch eine Titannitridbeschichtung erreicht werden, welche jedoch unter
anderem aus Kostengründen bei der Legierung von Umlaufgeld nicht verwendet wird (Vgl.
Meding, Henner R. 2006, S. 149).
ährend der Bearbeitung wird der Arbeitsstempel regelmäßig und sorgfältig auf mögliche
Fehler überprüft, um eine makellose Qualität zu garantieren (Vgl. www.muenze-berlin.de).
Neuere Maschinen verfügen bereits über einen optischen Distanz-Sensor, der eine
kontaktfreie Abtastung des Modells zwecks Reduktion ermöglicht. Die Messdaten werden
anschließend digital ausgelesen und können für die Gravur des Stempels an eine CNCMaschine
weitergegeben werden. CNC-Maschinen sind computergesteuerte
Werkzeugmaschinen, die durch den Einsatz moderner Steuerungstechnik in der Lage sind,
Werkstücke mit höherer Präzision und Geschwindigkeit automatisch herzustellen. Dabei fräst
die Maschine, analog der ermittelten Daten, mit dem entsprechenden Werkzeug selbstständig
in das Rohmaterial. Mittlerweile kann die Herstellung eines dreidimensionalen Stempels sogar
über eine digitalisierte Zeichnung am Computer realisiert werden (Vgl. Meding, Henner R.
2006, S. 150).
10
4.1.3 Ausschneiden der Ronden
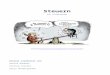
Im abschließenden Schritt der Rondenherstellung müssen die Ronden aus den fertigen
Strängen herausgeschnitten werden. Dazu werden sie im Stanzwerk aus den Metallstreifen
maschinell heraus gestanzt. Um eine maximale Produktivität zu erreichen, erfolgt dies in
mehrfach parallel angeordneten Schnittreihen. Im Laufe der Geschichte hat sich auch die
Taktfrequenz beim Stanzen der Ronden immer weiter erhöht. Eine Maschine, die diesen
Vorgang durchführt, ist die Blankmaster Presse von SCHULER, die im nächsten Kapitel näher
beschrieben wird. Zur Gewährleistung einer hohen Genauigkeit werden selbst, die beim
stoßartigen Pressen auftretenden Schwingungen, durch dynamischen Messenausgleich und
Schwingungselemente für die Bodenbefestigung aufgefangen, um so das Risiko selbst für
kleinste Fehler zu minimieren (Vgl. Meding, Henner R. 2006, S. 151).
ur gesamten Anlage gehören neben der Presseinrichtung des Weiteren:
• eine Bandzuführanlage mit Doppelabwickelhaspel und Richtmaschine, die den zuvor
aus Platzgründen aufgewickelten Coil wieder gerade richten soll,
• ein Banddickenmessgerät, das die Platinen auf ihre korrekte Dicke überprüft und somit
eine reibungslose Durchführung sichert,
• diverse Fördersysteme, die den Transport der gestanzten Platinen bewerkstelligen,
Schneide- oder Aufwickeleinrichtungen für den Stanzabfall.
Bei fehlerhaftem Material begleitet die Maschine die Platine bis kurz vor das Schneidwerkzeug
und stoppt im oberen Totpunkt. Der Walzvorschub befördert dann die fehlerhafte Platine bzw.
allgemein den Stanzabfall an den Werkzeugen vorbei bis hin zum nachgeschalteten
Aufwickelhaspel (Vgl. Meding, Henner R. 2006, S. 152).
Die aus der Anlage gewonnen Produkte bezeichnet man folglich als fertige Ronden, das heißt
umgeprägte Münzrohlinge. Diese müssen am Ende des Fertigungsprozesses durch eine
weitere Kontrolle. Dabei sortiert eine Rüttelrutsche die zu leichten Stücke aus, welche zur
Wiederverwendung recycelt werden. Die fehlerlosen Ronden werden mit Hilfe von Spül- und
Beizlösung gereinigt und gebeizt. Der Vorteil dabei liegt darin, dass beispielsweise eventuell
doch aufgetretene Oxidationsschäden bei Silbermünzen noch beseitigt werden können.
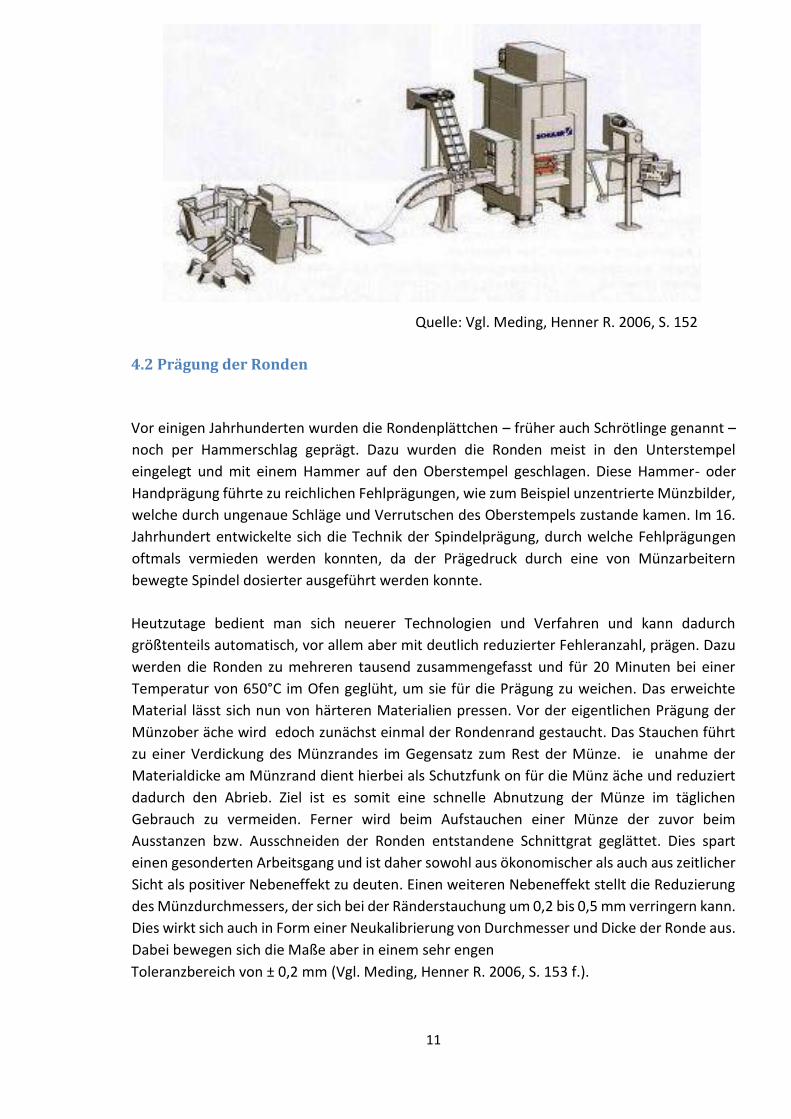
Zur Veranschaulichung der zuvor besprochenen Anlage hier nun eine zeichnerische
Darstellung:
Bild 1: Blankmaster Presse (Firma SCHULER)
11
Quelle: Vgl. Meding, Henner R. 2006, S. 152
4.2 Prägung der Ronden
Vor einigen Jahrhunderten wurden die Rondenplättchen – früher auch Schrötlinge genannt –
noch per Hammerschlag geprägt. Dazu wurden die Ronden meist in den Unterstempel
eingelegt und mit einem Hammer auf den Oberstempel geschlagen. Diese Hammer- oder
Handprägung führte zu reichlichen Fehlprägungen, wie zum Beispiel unzentrierte Münzbilder,
welche durch ungenaue Schläge und Verrutschen des Oberstempels zustande kamen. Im 16.
Jahrhundert entwickelte sich die Technik der Spindelprägung, durch welche Fehlprägungen
oftmals vermieden werden konnten, da der Prägedruck durch eine von Münzarbeitern
bewegte Spindel dosierter ausgeführt werden konnte.
Heutzutage bedient man sich neuerer Technologien und Verfahren und kann dadurch
größtenteils automatisch, vor allem aber mit deutlich reduzierter Fehleranzahl, prägen. Dazu
werden die Ronden zu mehreren tausend zusammengefasst und für 20 Minuten bei einer
Temperatur von 650°C im Ofen geglüht, um sie für die Prägung zu weichen. Das erweichte
Material lässt sich nun von härteren Materialien pressen. Vor der eigentlichen Prägung der
Münzober äche wird edoch zunächst einmal der Rondenrand gestaucht. Das Stauchen führt
zu einer Verdickung des Münzrandes im Gegensatz zum Rest der Münze. ie unahme der
Materialdicke am Münzrand dient hierbei als Schutzfunk on für die Münz äche und reduziert
dadurch den Abrieb. Ziel ist es somit eine schnelle Abnutzung der Münze im täglichen
Gebrauch zu vermeiden. Ferner wird beim Aufstauchen einer Münze der zuvor beim
Ausstanzen bzw. Ausschneiden der Ronden entstandene Schnittgrat geglättet. Dies spart
einen gesonderten Arbeitsgang und ist daher sowohl aus ökonomischer als auch aus zeitlicher
Sicht als positiver Nebeneffekt zu deuten. Einen weiteren Nebeneffekt stellt die Reduzierung
des Münzdurchmessers, der sich bei der Ränderstauchung um 0,2 bis 0,5 mm verringern kann.
Dies wirkt sich auch in Form einer Neukalibrierung von Durchmesser und Dicke der Ronde aus.
Dabei bewegen sich die Maße aber in einem sehr engen
Toleranzbereich von ± 0,2 mm (Vgl. Meding, Henner R. 2006, S. 153 f.).
12
Nach der Randschriftpressung im Allgemeinen folgen wiederholte Kontrollwaschungen und
anschließend die Beförderung der fertigen Ronden in den Speicher des Prägeautomaten. Die
Randschriftpressung fällt bei 1 Cent Münzen aus. Diese verfügen über keinen Schriftzug im
Münzrand, unterscheiden sich jedoch dennoch in Größe und Einkerbungen von einander.
Der Speicher ist ständig rotationsförmig in Bewegung und führt so die Ronden nacheinander
auf ein Steilförderband, das sie direkt zur Prägevorrichtung transportiert. Dort werden sie in
einen Prägering zwischen Oberstempel und Unterstempel geführt. Durch eine gegenläufige
Bewegung der beiden Stempelelemente erfolgt dann unter einem Druck von 40 Tonnen
letzten Endes die eigentliche Prägung. Sowohl die Prägekraft als auch die Vorschrift, dass die
Prägung beim ersten Schlag zu erfolgen hat, sind strikte Vorgaben der Bundesbank, die
eingehalten werden müssen. Die Prägekraft variiert je nach Münze und kann im Höchstfall
eine Kraft von bis zu 100 Tonnen erreichen. Auch hier müsste die Prägung jedoch im ersten
Prägeschlag erfolgen. Eine Wiederholung des Prägeschlages ist ausgeschlossen, da die
Wahrscheinlichkeit nicht dieselbe Stelle zu treffen zu hoch ist und die Münze bei einer
Fehlprägung somit unbrauchbar wird. Nichts desto trotz ist es mit dieser Technik möglich mehr
als 100 Prägungen pro Minute zu bewältigen. Die einwandfreie Qualität der fertiggeprägten
Münzen kontrolliert der Präger stichprobenartig nach Prüfplan. Dazu bedient er sich eines
Messschiebers und vertraut seinem geschulten Blick durch die Lupe (Vgl. www.muenze-
berlin.de).
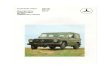
Auch in dieser Anlage gibt es eine zusätzliche Kontrollstation, die die geprägten Münzen nach Abschluss des Prägevorgangs und der Vorkontrolle durchlaufen müssen, und wo fehlerhafte Ronden endgültig erkannt und sofort aussortiert werden. Dazu wird der Rondenstrom kurzfristig unterbrochen. Diese Unterbrechung wird von einem Sensor registriert, der die Zufuhr weiterer Ronden mithilfe eines Stoppzylinders blockiert. Über einen Hubzylinder werden die Kontrollbacken geöffnet und die fehlerhafte Ronde wird in einen Auffangbehälter entfernt. Nach der Entfernung der nicht maßgetreuen Ronde kehren alle aktivierten Vorrichtungen automatisch wieder in ihre ursprünglichen Ausgangsstellungen zurück. Die Kontrollbacken schließen, der Stoppzylinder entriegelt und öffnet die Zufuhr für die weitere Rondenförderung. Der ganze Vorgang von der Erkennung bis hin zur Aussortierung der fehlerhaften Stücke geschieht in Sekundenschnelle, sodass eine Unterbrechung des Produktionsvorganges vermieden wird. Diese Schnelligkeit sichert eine kontinuierliche Zufuhr und verhindert somit ungewollte Stillstandszeiten an den Maschinen (Vgl. Meding, Henner R. 2006, S. 159).
4.3 Verpackung und Endkontrolle
Im Gegensatz zu den Einzelverpackungen bei Gedenkmünzen werden die Umlaufmünzen
maschinell verpackt. Dabei durchlaufen sie erneut eine Endkontrolle, in der sie mittels einer
Zählmaschine gezählt und zu jeweils 50 x 1-Cent Stücken in vorgefertigtes Rollpapier eingerollt
werden. Die Enden werden von der Maschine automatisch gebördelt, um sicherzustellen, dass
kein einziges Cent-Stück herausfallen kann. Gleichzeitig werden die Rollen auf ihr Endgewicht
hin überprüft. Erkennt die Maschine Abweichungen von ± 1,2 g sondert auch diese Anlage
selbstständig die Fehlbestände auf einem anliegenden Laufband auf direktem Wege aus.
Finden keine Fehlermeldungen statt, werden jeweils fünf solcher Rollen in einem Plastikbeutel
verschweißt. Die nun verpackten fehlerlosen Münzen werden in einem Container gesammelt,
bis eine vorgeschriebene Stückzahl an Rollen erreicht ist. Das Erreichen der erwünschten

13
Stückzahl wird wiederum durch eine Überprüfung des Gewichtes der gesammelten Rollen im
Container kontrolliert (Vgl. Meding, Henner R. 2006, S. 158)
Erst bei Erreichen des vorgeschriebenen Gesamtgewichtwertes beziehungsweise der
Stückanzahl wird der Container abfuhr fertig gemacht und auf direktem Wege zum
Auftragsgeber, das heißt in diesem Fall der Bundesbank bzw. Landeszentralbank,
transportiert.
Informationen der Staatlichen Münze Berlin zufolge werden in allen fünf aktiven Münzstätten
Deutschlands pro Jahr bis zu 80 Millionen 1 Cent Münzen produziert. (Vgl. Meding, Henner R.
2006, S. 159).
Bild 2: Rondenkontrolle mit Ausscheidevorrichtung für fehlerhafte Ronden
Quelle: Vgl. Meding, Henner R. 2006, S. 158
5. Energieumwandlungen
In diesem Kapitel soll genauer auf die in den jeweiligen Herstellungsprozessen
aufzubringenden Energien eingegangen werden. Dazu werden unterstützend die in der
Produktion verwendeten Maschinen vorgestellt und näher erläutert.
5.1 Rondenherstellung
14
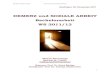
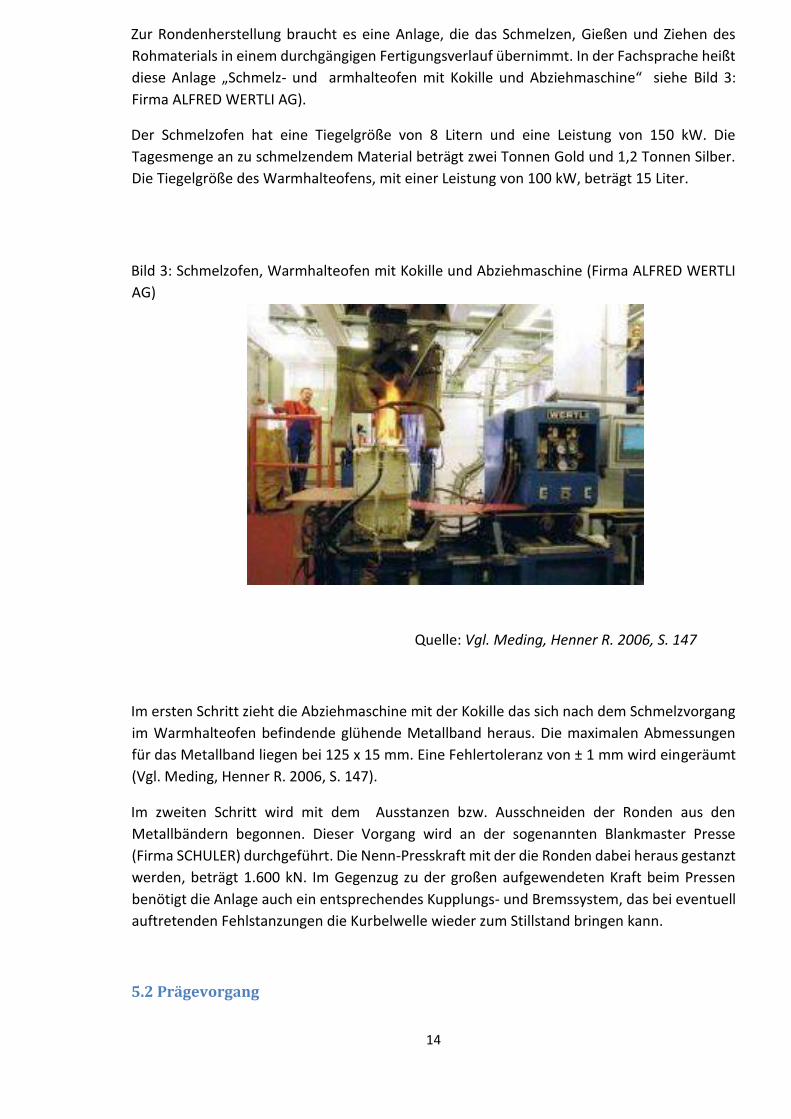
Zur Rondenherstellung braucht es eine Anlage, die das Schmelzen, Gießen und Ziehen des
Rohmaterials in einem durchgängigen Fertigungsverlauf übernimmt. In der Fachsprache heißt
diese Anlage „Schmelz- und armhalteofen mit Kokille und Abziehmaschine“ siehe Bild 3:
Firma ALFRED WERTLI AG).
Der Schmelzofen hat eine Tiegelgröße von 8 Litern und eine Leistung von 150 kW. Die
Tagesmenge an zu schmelzendem Material beträgt zwei Tonnen Gold und 1,2 Tonnen Silber.
Die Tiegelgröße des Warmhalteofens, mit einer Leistung von 100 kW, beträgt 15 Liter.
Bild 3: Schmelzofen, Warmhalteofen mit Kokille und Abziehmaschine (Firma ALFRED WERTLI
AG)
Quelle: Vgl. Meding, Henner R. 2006, S. 147
Im ersten Schritt zieht die Abziehmaschine mit der Kokille das sich nach dem Schmelzvorgang
im Warmhalteofen befindende glühende Metallband heraus. Die maximalen Abmessungen
für das Metallband liegen bei 125 x 15 mm. Eine Fehlertoleranz von ± 1 mm wird eingeräumt
(Vgl. Meding, Henner R. 2006, S. 147).
Im zweiten Schritt wird mit dem Ausstanzen bzw. Ausschneiden der Ronden aus den
Metallbändern begonnen. Dieser Vorgang wird an der sogenannten Blankmaster Presse
(Firma SCHULER) durchgeführt. Die Nenn-Presskraft mit der die Ronden dabei heraus gestanzt
werden, beträgt 1.600 kN. Im Gegenzug zu der großen aufgewendeten Kraft beim Pressen
benötigt die Anlage auch ein entsprechendes Kupplungs- und Bremssystem, das bei eventuell
auftretenden Fehlstanzungen die Kurbelwelle wieder zum Stillstand bringen kann.
5.2 Prägevorgang

15
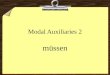
Eine dreidimensionale Gravier-Reproduzier-Kopierfräse (siehe Bild 4) vereint die in dem
vorherigen Kapitel angesprochenen Teilschritte des Prägevorgangs einer Münze. Mithilfe
dieser Maschine wird in einem Probedurchlauf das Modell abgetastet, vermessen und
anschließend auf den Monitor projiziert. Danach erfolgen die Stempelherstellung und das
Fräsen des angefertigten Bildes in die Ronde.
Bild 4: Gravier-Reproduzier-Kopierfräse (Firma BEMA MASCHINEN GmbH)
Quelle: Vgl. Meding, Henner R. 2006, S. 150
Das System hat einen maximalen Modelldurchmesser von 500 mm und kann im
Größenverhältnis zwischen 1 : 1,6 und 1 : 100 stufenlos verkleinert gravieren. Aufgrund der
vibrationsfreien Abtastung können selbst kleinste Vertiefungen oder Erhebungen erfasst und
entsprechend beim Fräsen bzw. Prägen umgesetzt werden. Dabei lassen sich
Profilabflachungen bzw. -erhöhungen von 30% bis 100% durchführen. Konvexe oder konkave
Stempel können an dieser Maschine ebenfalls hergestellt werden (Vgl. Meding, Henner R.
2006, S. 150).
Die für die Prägung einer Münze aufgebrachte Kraft ist je nach Münzmaterial und
Verwendungszweck unterschiedlich. So wird beim Prägen einer Gedenkmünze weniger Kraft
benötigt als beim Prägen von Umlaufmünzen. Die Kraft, die für die Prägung eines 1-Cent
Stückes erforderlich ist, beträgt 40 Tonnen. Das impliziert die oben angesprochene hohe
qualitative Stabilität des Prägestempels. Trotz dieser hohen Stempelqualität ist
durchschnittlich mit dem Verlust eines Stempels pro Tag zu rechnen, sodass die nebenher zu
erfolgende Produktion von Prägestempel nicht wegzudenken ist (Vgl. Meding, Henner R. 2006,
S. 160).
Anmerkung: Die Staatliche Münze Berlin stellt in einem Nebenbetrieb sowohl sämtliche
Stempel selber her, um so hohe Herstellungs- und Materialkosten und eventuell anfallende
Bearbeitungskosten oder Liefer- bzw. Transportkosten einzusparen. Die unten abgebildete
Münzpresse hat eine vertikale Bauart. Vertikal ausgerichtete Münzpressen sind vielseitig

16
einsetzbar und werden zur Herstellung beliebiger Umlaufmünzen als Basis für universelle
Münzzentren konzipiert (Information aus der Führung in der Staatlichen Münze Berlin).
Bild 5: Münzpresse in vertikaler Bauart (Firma SCHULER, Typ MRV-150)
Quelle: Vgl. Meding, Henner R. 2006, S. 160
5.3 Lagerung
Über die Lagerung der fertigen Münzen ist es uns im Rahmen unseres Projektes leider aus
sicherheitstechnischen Gründen nicht möglich gewesen nähere Informationen zu erhalten, da
dieser Bereich strengster Geheimhaltung unterliegt. Die Staatliche Münze Berlin versicherte
uns jedoch, dass die Münzen sicher aufgehoben seien.
Nur so viel ist uns bekannt, die fertiggeprägten Münzen werden in den Tresoren der
Münzprägeanstalten gelagert. Die Lagerung der einzelnen Münzen findet in den sogenannten
Münzrollen statt. Dabei besteht das Material der Münzrolle in Deutschland aus Papier.
Letztlich hat die fertige Packung eine zylindrische Form, wobei in Deutschland jeweils 50 (bei
1- bis 5-Cent-Münzen), 40 (bei 10- bis 50-Cent-Münzen) oder 25 Münzen (bei 1- und 2-Euro-
Münzen) in einer Packung Platz finden.
Die Farbe des Verpackungsmaterials ist im europäischen Währungsraum durch die
Zentralbanken festgelegt, um Verwechslungen zu vermeiden. Die Deutsche Bundesbank
veröffentlicht eine Richtlinie, die von den Druckereien der Kreditinstitute beim Druck des
Rollenpapiers befolgt werden muss.

17
6. Information und Kommunikation
In diesem Kapitel soll auf die fünf Prägeanstalten und die Vertriebswege des „Endproduktes
Münze“ eingegangen werden.
6.1 Die Münzstätten
In der Bundesrepublik Deutschland existieren fünf nach DIN ISO 9001:2000 zertifizierte
Betriebe, die von der Europäischen Zentralbank mit dem Recht des Münzprägens ausgestattet
sind. Dabei müssen sie sich jährlich auf die Einhaltung von bestimmten Qualitätsnormen
prüfen lassen. Diese Normen entsprechen den in der VERORDNUNG (EG)
Nr. 975/9842 festgelegten technischen Bestimmungen zur Prägung der Euro-Münzen. Jede
Prägeanstalt besitzt als Markenzeichen einen eigenen Buchstaben, der eine Zuordnung der
Herkunft erlaubt. Die fünf Betriebsstätten sind ansässig in:
• Berlin - Prägezeichen „A“
• Hamburg - Prägezeichen „J“
• München - Prägezeichen „ “
• Karlsruhe - Prägezeichen „ “
• Stuttgart - Prägezeichen „F“ (Vgl. www.eu-info.de, Stand: 04.04.2016)
Die Münzstätten sind wirtschaftliche Unternehmen, das heisst sie müssen wirtschaftlich
agieren, stehen aber immer unter staatlicher Regie (Vgl. Meding, Henner R. 2006, S. 171).
Diesbezüglich gestaltet sich die Wirtschaftlichkeit bei der Herstellung von kleinen
Nominalmünzen, wie zum Beispiel den 1- bis 5-Cent Münzen als schwierig. Da nicht nur die
Herstellungskosten gedeckt werden müssen, sondern auch ein unternehmerischer Gewinn,
der sogenannte Schlagschatz, erwirtschaftet werden soll. Um die Wirtschaftlichkeit soweit
möglich selbst zu gewährleisten, wird die Prägung von Münzen anderer Nationalitäten auch
in den deutschen Münzprägeanstalten durchgeführt (Vgl. Meding, Henner R. 2006, S. 172).
Die Münzprägeanstalten in Deutschland sind auf die Anlieferung der für den Prägevorgang
benötigten Rohstoffe, insbesondere der Ronden, angewiesen. Deren Fertigung geschieht nicht
in staatlichen Betrieben, sondern erfolgt in externen Unternehmen. Dabei werden diese
Unternehmen bei neuen Münzmustern – wie es beispielsweise bei der EuroEinführung
stattfand – von den Prägeanstalten über Metallgehalt bzw. Metalllegierung,
Größe und Form der benötigten Ronden informiert. Die Werte werden ihrerseits von der
Europäischen Zentralbank ratifiziert und ausgegeben. Jede Lieferung, die in den
Münzprägestätten ankommt, durchläuft einer genauen Eingangsprüfung. Sollten dabei
18
festgestellt werden, dass auch nur eine der Ronden fehlerhaft ist, wird die gesamte Lieferung
nicht anerkannt und zurück zum Hersteller geschickt (Vgl. Meding, Henner R. 2006, S. 173).
6.2 Zwischen Prägungsanstalten, Banken und Endverbraucher
Die Europäische Zentralbank bestimmt, aufgrund der jeweiligen Schätzungen der Länder, die
Anzahl der Münzen, die jedes Land vierteljährlich ausgeben darf. Bei der sogenannten
Münzleitertagung, die ein Mal im Jahr stattfindet, kommen Vertreter aller europäischen
Landessbanken, der Finanzministerien, der Falschgeldstelle und der Münzprägestätten
zusammen. Die Vorschläge dieses Ausschusses – beispielsweise in Form von Innovationen und
Verbesserungen – werden hier vorgetragen und diskutiert.
Wie bereits erwähnt werden die fertiggeprägten Münzen in den Tresoren der
Münzprägeanstalten gelagert. Wenn Banken einen Bedarf an Münzgeld bei der
Europäischen Zentralbank oder den nationalen Zentralbanken bekunden, wird die benötigte
Menge an Hartgeld von der Zentralbank zu den Bankhäusern transportiert. Dieser Transport
geschieht nur in Geldtransportern der Europäischen Zentralbank, das heißt es ist den Banken
nicht gestattet, sich bei Bedarf eigenmächtig Münzen abzuholen. Erst ab Verlassen des Werkes
gelten die Münzen dem Umlauf zugeführt. Zuvor werden sie für den Umlauf nicht gewertet.
Um einer erhöhten Nachfrage an Münzgeld nachzukommen, die gegebenenfalls durch das
laufende Prägejahr nicht abgedeckt werden kann, werden noch immer EuroMünzen
nachdatiert geprägt.
Die nationalen Zentralbanken verteilen nun, je nach Bedarf, die Münzbargeldbeträge an die
einzelnen Landesbanken. Diese zahlen die Münzen schließlich an ihre Kunden, vor allem an
Geschäftskunden, die einen gewissen Bargeldbestand für ihre Kassen brauchen, aus. So
kommt das Münzgeld in Umlauf (Vgl. www.bundesbank.de, Stand: 04.04.2016).
6.3 Geschichte der Staatlichen Münze Berlin
Eine der fünf deutschen lizensierten Münzprägeanstalten ist die Staatliche Münze Berlin.
Die erste Erwähnung der Staatlichen Münzprägestätte Berlin, damals noch Markgräfliche
Münze genannt, findet sich im Jahre 1280. Im Laufe der Jahrhunderte wurde sie von denen ihr
übergeordneten Kurfürsten und Königen immer weiter ausgebaut. Mit der Neuordnung des
preußischen Münzwesens im Jahre 1750 unter König Friedrich II. von Preußen erhielt die
Berliner Münze ihr noch heute gültiges Münzzeichen mit dem Buchstaben 'A'. Dies stellt eines
der ältesten Markenzeichen in der Geschichte überhaupt dar.
Der genaue Standort der Münzprägestelle unterlag mehreren Ortswechseln, blieb aber immer
im Verlauf der Spree, da der Fluss einen wichtigen Anteil am Betrieb der Maschinen leistete.
Im 19. Jahrhundert war die Preußische Staatsmünze, wie die Münzstätte Berlin mittlerweile
genannt wurde, die wichtigste Prägestelle im preußischen Reich. Mehr als die Hälfte aller
19
Münzen des Reiches wurden hier geprägt. Während der Zeit des Nationalsozialismus wurde
mit dem Beginn der deutschen Reichsmünze begonnen, dessen Ziel es war, die sechs
deutschen Ländermünzen zusammenzulegen. Dies konnte aufgrund des Zweiten Weltkrieges
nicht fertig gestellt werden. Im Jahre 1947 begann die Wiederaufnahme der Münzproduktion
in den Gebäuden der ehemaligen Reichsmünze. In der eit erhielt die Münzprägestätte ihren
auch heute noch erwendeten amen „Münze
Berlin“.
Im Verlauf der Nachkriegsjahre bis zur Gründung der DDR kam es zur Produktion dreier
verschiedener Münzenarten. Bis zur ieder ereinigung im Jahre 99 prägte die „VEB Münze
Berlin“ die offiziellen edenkmünzen der R. Ab dem Jahre 99 lief die Prägung der DM-Münzen
bis zur Euro-Münzen Einführung 1996. Danach wurden ausschließlich EuroMünzen und
Münzen für den Sammlermarkt geprägt. Seit dem Jahre 2002 prägt die Münze Berlin die Euro-
Münze sowie Münzen im Auftrag anderer Nationalitäten. Im Jahre 2005 verlagerte sie ihren
Standort nach Berlin-Reinickendorf und begann dort mit der Einrichtung eines integrierten
Münzmuseums (Vgl. www.muenze-berlin.de, Stand: 05.04.2016).
7. Die fertige Euro-Münze
Im folgenden Kapitel soll auf die Besonderheiten und Prägungsmerkmale der einzelnen
EuroMünzen eingegangen werden.
7.1 Prägungsmerkmale und Eigenschaften
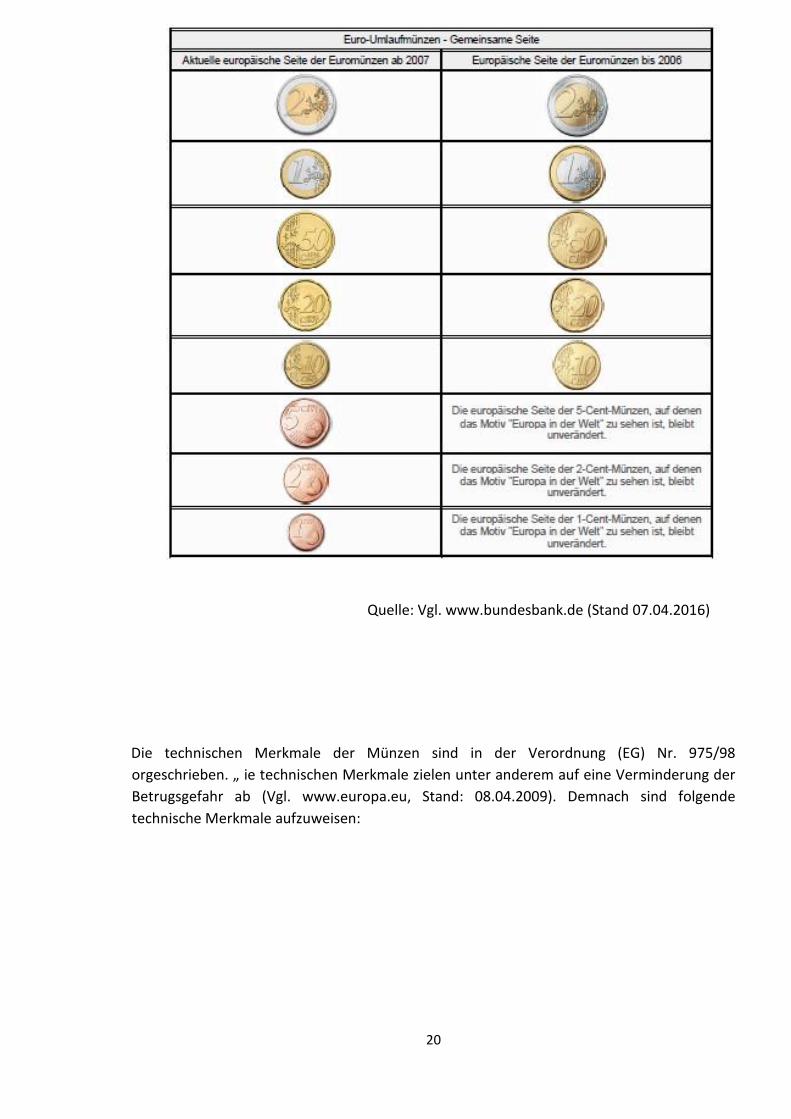
Die Euro-Münzen haben allesamt eine gemeinsame "europäische" und eine "nationale"
Seite. Die europäische Seite ist in allen Mitgliedstaaten des Euro-Raums identisch gestaltet.
Am 1. Januar 2007 wurde das Motiv der gemeinsamen europäischen Seite gemäß der
EUErweiterung von 2004 angepasst. Sie zeigt nun Europa ohne Grenzen. Die alten Münzen
gelten jedoch weiterhin als gesetzliches Zahlungsmittel. Hier die jeweiligen Vorderseiten
einmal im direkten Vergleich:
20
Quelle: Vgl. www.bundesbank.de (Stand 07.04.2016)
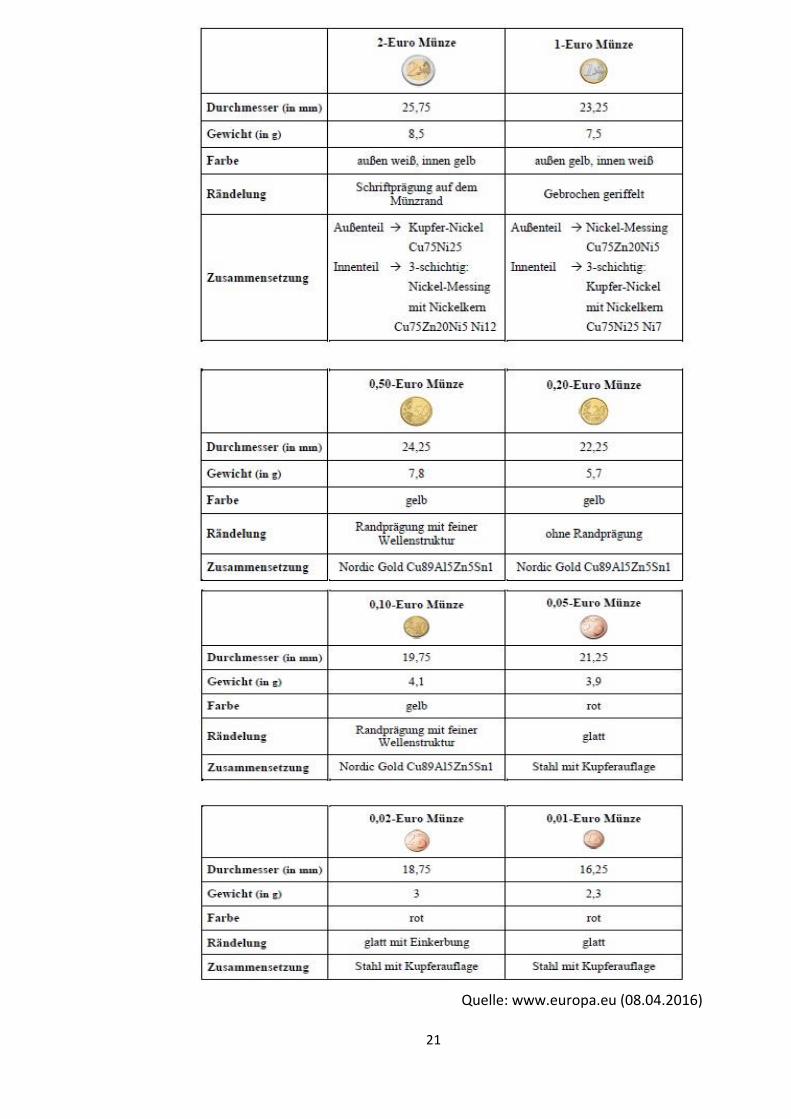
Die technischen Merkmale der Münzen sind in der Verordnung (EG) Nr. 975/98
orgeschrieben. „ ie technischen Merkmale zielen unter anderem auf eine Verminderung der
Betrugsgefahr ab (Vgl. www.europa.eu, Stand: 08.04.2009). Demnach sind folgende
technische Merkmale aufzuweisen:
21
Quelle: www.europa.eu (08.04.2016)
22
Besondere Kennzeichen:
Genau wie die Euro-Banknoten sind auch die Euro-Münzen mit besonderen Merkmalen
gekennzeichnet, um das Ertasten bzw. das Erfühlen für blinde oder sehbehinderte Menschen
zu erleichtern. Ein Unterscheidungsmerkmal ist beispielsweise das Gewicht der jeweiligen
Münze. Der Wert einer Münze steigt mit dem Gewicht und der Dicke. Gut sichtbare
Nennwerte auf der einheitlichen europäischen Seite und bereits bekannte eingeprägte Motive
auf der nationalen Rückseite erleichtern das Erkennen bzw. das Ertasten. Die
Europäische Blindenunion lehnte, nach Erprobung der Muster, die Rändelung der 10- und 50-
Cent Münze ab, da sie nicht der vereinbarten Rändelung nach Verordnung (EG) Nr. 975/98
entsprach. Die Forderungen der Europäischen Blindenunion fanden schließlich Gehör und das
Gewicht der 50-Cent Münze wurde von 7 auf 7,8 g erhöht. Außerdem erhielten die zuvor grob
geriffelten 10- und 50-Cent Münzen eine Randprägung mit feiner Wellenstruktur (Stand: Vgl.
www.hib-wien.at, 09.04.2016).
Wie schon zu Anfang des Abschnittes erwähnt, sollen die Merkmale auch vor
Betrugsversuchen schützen. Wichtiges Erkennungsmerkmal ist hierbei die Münzprägung. Die
2- und 1-Euro Münzen werden in einer fälschungssicheren Bimetalltechnik hergestellt. Die
Rändelung der 2-Euro Münze weist die Besonderheit auf, dass sie mit einer Schriftprägung
versehen ist. Ein anderer Weg um Fälschungen vorzubeugen sind maschinenlesbare Merkmale
(siehe Kapitel Münzprüfer).
7.2 Fälschungsschutz
Um eine elementare Echtheitsprüfung durchzuführen, bedarf es einfacher Hilfsmittel, wie
einem kleinem Magneten und einen Blatt Papier. Demnach muss man kein Münzexperte sein.
Im Folgenden werden einige Grundregeln aufgeführt, die der Unterscheidung von
Falschmünzen und echten Münzen dienen können.
Oberfläche:
Das Münzbild bei echten Münzen hebt sich klar abgrenzend von der übrigen Münzoberfläche
ab. Die Konturen sind deutlich und scharf ausgeprägt und somit unverkennbar. Im Unterschied
dazu wirkt das Münzbild von Falschmünzen häufig undeutlich und weich ausgeprägt. Die
Oberfläche ist zum Teil narbig und zeigt Abweichungen in Form von Flecken, Unebenheiten,
Linien oder Einkerbungen auf.
Rändelung:
Der Münzrand echter Münzen ist sauber ausgeprägt. Je nach Wertigkeit weisen echte Münzen
eine Randstabausprägung mit unterschiedlichen Riffelungen auf. Nicht nur, dass der
Münzrand bei Falschmünzen unsauber ausgeprägt scheint, so weicht auch die Folge und die
Ausprägungen der Riffelungen oft deutlich von denen echter Münzen ab. Insbesondere bei
den 2-Euro Münzen liefert die Analyse der im Münzrand eingeprägten Randschrift häufig
einen ersten Hinweis. Hier weisen falsche Münzen nur eine undeutlich eingeprägte und von
23
Riffelungen überlagerte Randschrift auf. Auch der Abstand von Symbolen und Wörtern ist
meist nicht einheitlich.
Material:
Der Mittelteil der 2- und 1-Euro Münzen ist leicht magnetisch, d.h. die Münzen werden von
einem Magneten angezogen, fallen aber bei leichtem Schütteln wieder vom Magneten ab.
Nicht magnetisch ist der äußere Münzring der echten 2- und 1-Euro Münzen, sowie 10-, 20-
und 50-Cent Münzen. Dementsprechend sind falsche 2- und 1-Euro Münzen entweder gar
nicht magnetisch oder sie werden von einem Magneten stark angezogen, da das Ringmaterial
bei falschen Münzen oft ebenfalls magnetisch ist. Die echten 1-, 2- und 5-Cent Münzen aus
kupferbeschichtetem Stahl sind wiederum stark magnetisch.
Farbe:
Gefälschte Münzen werden, aufgrund ihrer Beschichtung oder ihres Überzuges, schon nach
kurzer Zeit fleckig, weil sich der Überzug abnutzt und das andersfarbige Grundmaterial
hervortritt. Feststellbar ist dies vor allem an den erhabenen Münzpartien.
Akustik:
Lässt man eine verdächtige Münze auf eine harte Oberfläche, wie z.B. Glas, Metall, Hartholz
oder Stein fallen, so ertönt aufgrund ihrer Blei oder Blei-Zinn-Legierungen ein dumpfer Klang.
Bei echten Münzen hingegen wird ein klarer Ton erzeugt. Es kommt auch vor, dass
Fälschungen höher klingen als das Original. Hierbei handelt es sich dann um
Hartmetallfälschungen (Vgl. Adameck, Markus 2004, S. 13-16).
7.3 Falschmünzen
Es gibt zwei Definitionen von Falschmünzen, dabei unterscheiden sie sich jeweils in ihren
Merkmalen und ihrem Verwendungszweck. Der Autor M. Adameck unterscheidet zwischen
Falschmünzen:
• die zur Täuschung von Münzprüfern oder hergestellt werden
• die zur Täuschung bei der Hand-zu-Hand Weitergabe dienen.
Letzteres wäre die Definition nach dem Gesetz. Demnach handelt es sich um eine Fälschung,
wenn das Objekt in Gewicht, Material und Prägung dem Original entspricht. Wenn eine solche
Fälschung als Original in Umlauf gebracht wird, kann dem Fälscher eine Freiheitsstrafe von bis
zu einem Jahr verhängt werden. Dabei spielt die Prägung der Falschmünze eine erhebliche
Rolle, denn ist diese nur teilweise aufgebracht, gilt sie nicht als gefälscht. Handelt es sich aber
um Falschgeld im Sinne des Gesetzes, so werden Institutionen wie der OLAF (Office Européen
de Lutte Antifraude), die EZB (Europäische Zentralbank) und die Landesbank auf diese
aufmerksam.
24
Eine andere Art der Fälschung ist, wie schon oben erwähnt, die Täuschung von Münzprüfern.
Dabei sollen bestimmte Sensoren im Münzprüfsystem überlistet werden. Fälscher entwickeln
daher Münzfälschungen unter Berücksichtigung der spezifischen Sensoren des Münzprüfers.
Anders als bei den Fälschungen im gesetzlichen Sinne ähnelt das Prägbild nicht dem Original,
da die Prägung nicht kontrolliert wird. Hier wird der Fokus auf die Größe, den Durchmesser
und die Materialeigenschaften gelegt. (Vgl. Adameck, Markus 2004, S. 16-18).
7.4 Verbreitung und Bekämpfung von Falschmünzen
Mit der Einführung der Euro-Banknoten und Euro-Münzen im Jahr 2002, nicht nur in den
Mitgliedstaaten der EU, sondern auch in einigen Drittländern, hat sich die Fälschungsgefahr
erhöht. Die Institutionen zur Bekämpfung von Falschmünzen sind die Europäische Zentralbank
(EZB), die Landesbank und das übergeordnete Europäische Amt für
Betrugsbekämpfung (OLAF). Wobei sich die EZB auf die Bekämpfung von
Banknotenfälschung konzentriert und der OLAF und die Landesbank auf die Bekämpfung von
Falschmünzerei.
ir richten unseren Blick auf den OLAF. „ ieses Institut koordiniert die technischen Maßnahmen
der europäischen Mitgliedstaaten zum Schutz der Euro-Münzen. Jeder aufgedeckte Betrug ist
dem OLAF zu melden, handelt es sich jedoch um einen neuen Typ von Falschgeld, wird dieser
Fall an das Analysezentrum (CTSE) weitergeleitet, wo sie in den Räumlichkeiten der Pariser
Münze systemisch untersucht und analysiert wird (Vgl. Adameck, Markus 2004, S. 19).
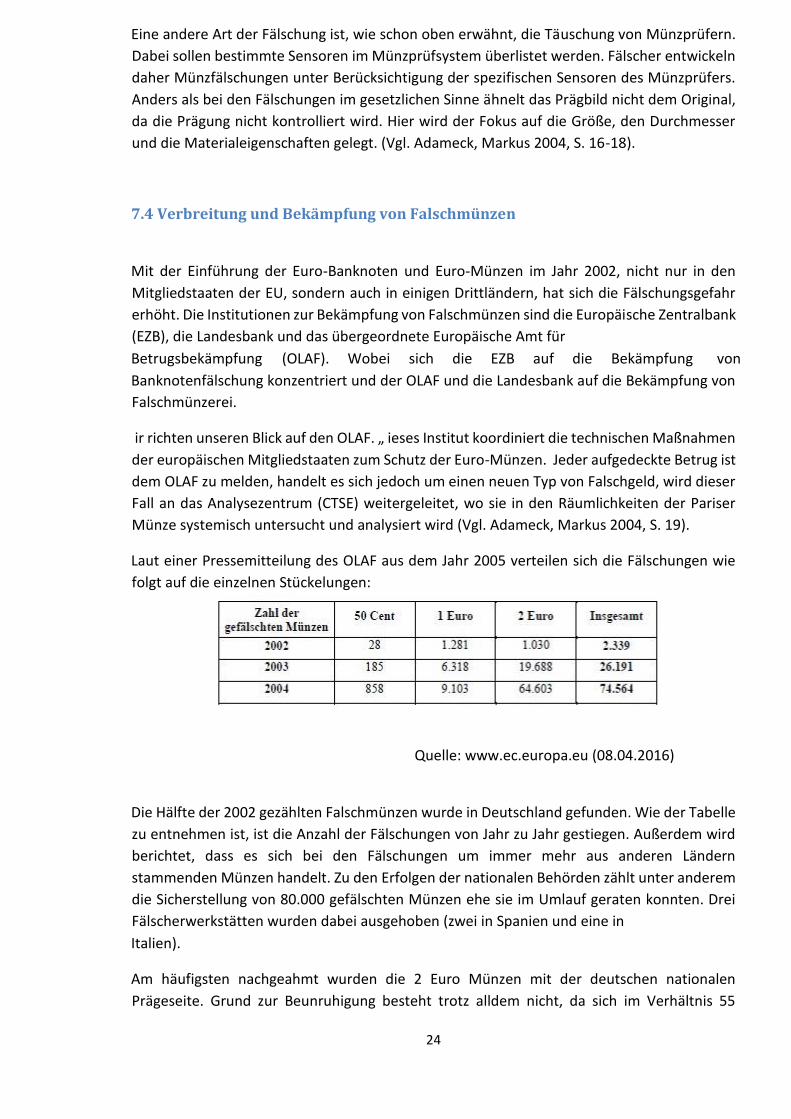
Laut einer Pressemitteilung des OLAF aus dem Jahr 2005 verteilen sich die Fälschungen wie
folgt auf die einzelnen Stückelungen:
Quelle: www.ec.europa.eu (08.04.2016)
Die Hälfte der 2002 gezählten Falschmünzen wurde in Deutschland gefunden. Wie der Tabelle
zu entnehmen ist, ist die Anzahl der Fälschungen von Jahr zu Jahr gestiegen. Außerdem wird
berichtet, dass es sich bei den Fälschungen um immer mehr aus anderen Ländern
stammenden Münzen handelt. Zu den Erfolgen der nationalen Behörden zählt unter anderem
die Sicherstellung von 80.000 gefälschten Münzen ehe sie im Umlauf geraten konnten. Drei
Fälscherwerkstätten wurden dabei ausgehoben (zwei in Spanien und eine in
Italien).
Am häufigsten nachgeahmt wurden die 2 Euro Münzen mit der deutschen nationalen
Prägeseite. Grund zur Beunruhigung besteht trotz alldem nicht, da sich im Verhältnis 55
25
Milliarden echte Euro-Münzen im Umlauf befinden. Zudem ist davon auszugehen, dass
korrekt eingestellte Münzautomaten mittlerweile derartige Fälschungen erkennen. Zu
bemerken ist, dass die tatsächliche Zahl der Betrügereien eigentlich wesentlich höher ist. Um
Nachahmer nicht zu animieren, werden keine genauen Angaben über die Art der Fälschungen
veröffentlicht. Auf die Datenbanken der EZB, der Landesbank und die des OLAF’s gibt es keinen
öffentlichen ugang.
8. Münzprüfer
Fast jeder hat es schon mal gesehen oder selbst getan: Man will eine Münze in einen
Automaten stecken, doch die Münze wird vom Automaten nicht anerkannt. Was tut man?
Man reibt die Münze am Automaten und probiert es erneut. Die Kratzspuren an unzähligen
Fahrkarten-, Getränke- und Parkautomaten zeugen davon. Man denkt, vielleicht ist die Münze
fehlerhaft oder uneben und durch das reiben wird dieser Fehler behoben?! Und siehe da, die
Münze wird tatsächlich vom Automaten akzeptiert.
Doch das ist leider nicht die Erklärung des Phänomens. Diese ist weitaus einfacher, denn auch
moderne Münzprüfer wie sie in Zigaretten- oder Fahrscheinautomaten eingebaut sind,
arbeiten laut Angaben der Hersteller nur mit einer 90 prozentigen Wahrscheinlichkeit. Also
fallen von 100 eingeworfenen Münzen im Durschnitt 10 durch (Vgl. Automatenmarkt 12/2003,
S. 17).
Viel komplexer ist dabei die Antwort auf die Frage, wie Münzprüfer tatsächlich falsche von
echten Münzen in Sekundenschnelle unterscheiden können und aussortieren?!
An Münzprüfer werden höchste Ansprüche für Präzision und Genauigkeit in ihrer
Funktionalität gestellt. Korrektes Zählen, Erkennen und Sortieren und dabei Fehler
ausschließen, haben oberste Priorität. Sie werden in verschiedene Automaten eingesetzt um
Falschgeld und Fremdwährungen zu erkennen und auszusondern. Münzprüfer sind
spezialisiert, unter bestimmten Vorgaben Münzen zu sortieren und sie reagieren auf jede
Unstimmigkeit.
Wie bereits in der Einleitung erwähnt, haben wir uns dafür entschieden, den Bereich der
Münzprüfer ebenfalls in dieser Arbeit zu betrachten, da er unmittelbar mit den Eigenschaften
und den hohen qualitativen Anforderungen des Münzgeldes in Verbindung steht. Desweiteren
ist es ein gutes praktisches Beispiel um die Präzession und die Genauigkeit der einzelnen
Fertigungsverfahren zu verdeutlichen.
Man unterscheidet bei diesen Geräten zwischen zwei Arten ihrer Funktionalität. Einmal gibt
es die mechanische Funktionsweise und zum anderen die neuere und schnellere elektronische
Funktionsweise. Die mechanische Prüfung nennt man auch die einfache Prüfung, obwohl sie
die interessantere und aufwendigere ist.
26
8.1 Mechanische Münzprüfer1
• Vorprüfer:
Im ersten Prüfabschnitt wird über einen sogenannten Vorprüfer zunächst eine grobe
Größenprüfung der Einwurfmünze durchgeführt. Dies erfolgt über den
Einwurfschlitz. Auch die Prägetiefe wird hier einer ersten Prüfung unterzogen. Nicht
geprägte Münzen, Scheiben oder Plättchen sowie krumme Münzen werden bereits in
dieser, dem Münzprüfer vorgelagerten Prüfstation, erkannt und gelangen erst gar
nicht bis zum Münzprüfer. Außerdem findet im Vorprüfer bereits eine Vorsortierung
entsprechend der Größe der Einwurfmünzen statt.
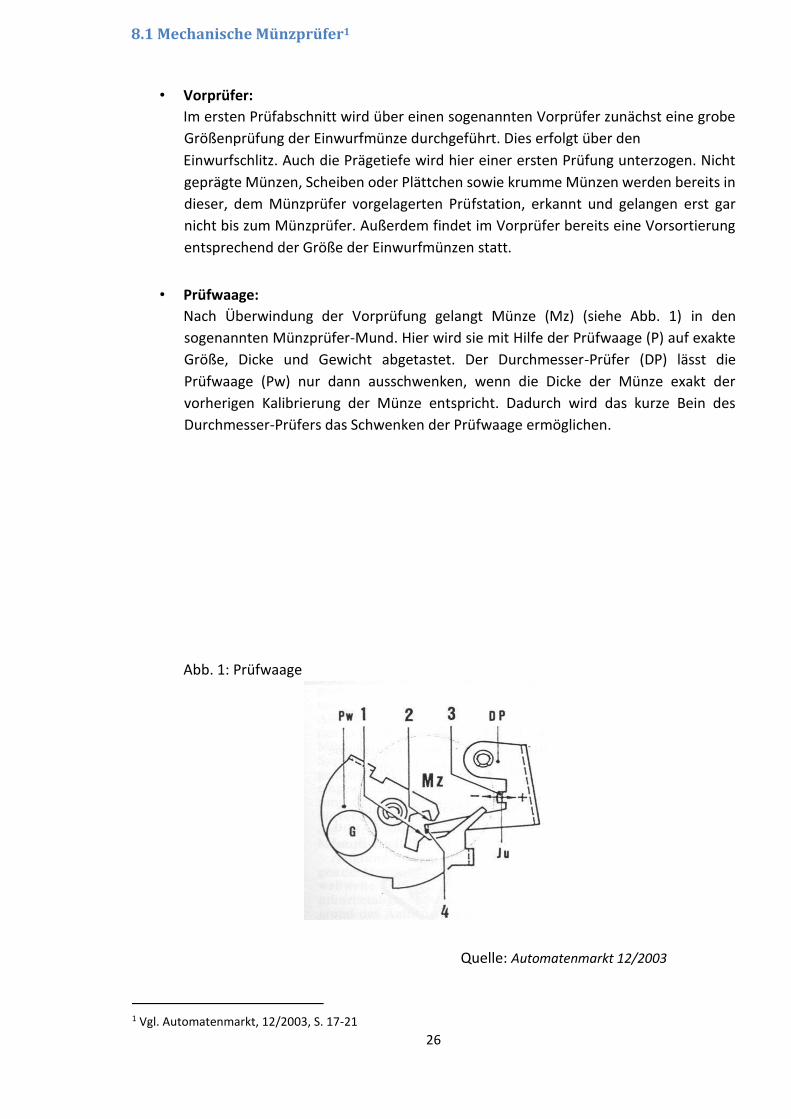
• Prüfwaage:
Nach Überwindung der Vorprüfung gelangt Münze (Mz) (siehe Abb. 1) in den
sogenannten Münzprüfer-Mund. Hier wird sie mit Hilfe der Prüfwaage (P) auf exakte
Größe, Dicke und Gewicht abgetastet. Der Durchmesser-Prüfer (DP) lässt die
Prüfwaage (Pw) nur dann ausschwenken, wenn die Dicke der Münze exakt der
vorherigen Kalibrierung der Münze entspricht. Dadurch wird das kurze Bein des
Durchmesser-Prüfers das Schwenken der Prüfwaage ermöglichen.
Abb. 1: Prüfwaage
Quelle: Automatenmarkt 12/2003
1 Vgl. Automatenmarkt, 12/2003, S. 17-21
27
In derselben Prüfstation wird eine Gewichtsprüfung der Münze über ein an der Waage
angebrachtes Gewicht (G), vorgenommen. Im Durchmesser und Gewicht abweichende und
leichtere Münzen werden hierdurch erkannt und in der Waage festgehalten. Zur Prüfung stark
Eisen- oder nickelhaltiger Münzen ist im Bereich der Prüfwaage ein Zangenmagnet
angebracht. Die Zangenwirkung ist dadurch gegeben, dass der eine Pol vom Magnet in der
Grundplatte, der andere Pol gegenüber im Laufbahnträger angebracht ist. Durch die
Einwirkung des Magnetfeldes vom Zangenmagneten wird die „eisenhaltige" Münze so
gebremst, dass der Schwenkvorgang der Waage verhindert wird.
Nur Münzen, welche den Einheitsmerkmalen entsprechen, werden von der ausschwenkenden
Waage zur nächsten Prüfstation, der Legierungsprüfung, weitergeleitet. Als Fälschungen
erkannte Münzen werden in der Waage festgehalten, fallen direkt zur Münzrückgabe durch
oder werden durch Betätigung des Münzrückgabe-Knopfes zur Rückgabeschale abgeleitet.
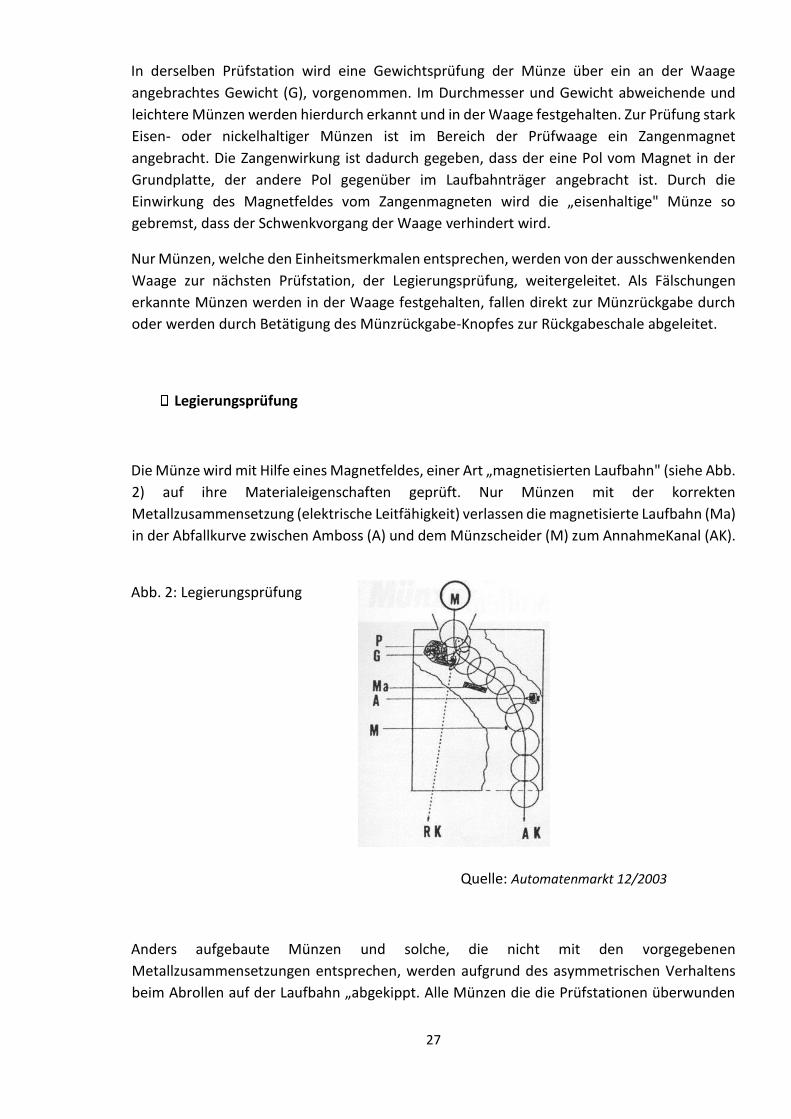
Legierungsprüfung
Die Münze wird mit Hilfe eines Magnetfeldes, einer Art „magnetisierten Laufbahn" (siehe Abb.
2) auf ihre Materialeigenschaften geprüft. Nur Münzen mit der korrekten
Metallzusammensetzung (elektrische Leitfähigkeit) verlassen die magnetisierte Laufbahn (Ma)
in der Abfallkurve zwischen Amboss (A) und dem Münzscheider (M) zum AnnahmeKanal (AK).
Abb. 2: Legierungsprüfung
Quelle: Automatenmarkt 12/2003
Anders aufgebaute Münzen und solche, die nicht mit den vorgegebenen
Metallzusammensetzungen entsprechen, werden aufgrund des asymmetrischen Verhaltens
beim Abrollen auf der Laufbahn „abgekippt. Alle Münzen die die Prüfstationen überwunden
28
haben, werden in den Annahmekanal (AK) gelangen. Nicht akzeptierte Münzen und
Fälschungen werden in den Rückgabekanal abgelenkt.
8.2 Elektronische Münzprüfer2
Der erste Einsatz von elektronischen Münzprüfern in Deutschland fand in den
Fahrkartenautomaten der Deutschen Bundesbahn während der Olympischen Spiele 1972 in
München statt.
Diese heutzutage hochmodernen Münzprüfer sind so programmierbar, dass mehrere Münzen
mit unterschiedlicher Wertigkeit in einem Kanal gemessen beziehungsweise geprüft werden
und anschließend auch nach ihrem Wert sortiert werden können. Und dies alles in
Sekundenschnelle.
Mit entsprechender Software lässt sich die Münzprüfung auch auf verschiedene Währungen
ausdehnen. Man spart dadurch teure Umbausätze und aufwendige Umbaumaßnahmen.
Münzprüfer, die heute zum Beispiel für Euromünzen eingestellt sind, können morgen
Englische Pfund oder andere Währungen nach Wahl annehmen. So wie der Münzprüfer
mühelos eine bestimmte Münzsorte annimmt, so kann er auch Falschgeld und Fremdmünzen
sicher abweisen. Dies hat den entscheidenden Vorteil, dass man schnell auf neu auftretendes
Falschgeld reagieren kann.
Ein weiterer Vorteil der elektronischen Münzprüfer, jede als echt erkannte Münze liefert ein
Signal an die entsprechende Software. Es kann somit Mühelos im System nachgeschaut
werden, wie viele Münzen, von welchem Wert im Automaten vorhanden sind. Dies ist vor
allem für die Geräte von Bedeutung, welche als Münzgeldwechsler fungieren und auf Wunsch
das entsprechende Wechselgeld heraus geben.
Messprinzip:
Die Prüfung der einzelnen Münzen beruht auf der Basis von Vergleichsmessungen, also auf
vorher vermessenden und anschließend in der Software abgespeicherten Münzen.
Vier nacheinander angeordnete induktive Mess-Sonden erfassen die Messwerte der Münze.
Durch eine besondere Anordnung der Sensoren werden Material, Dicke, Durchmessser sowie
die Prägetiefe der Münze gemessen und genau erfasst. Diese Parameter gehen in die Sensoren
unterschiedlich stark ein, so dass durch die Kombination der vier Sensoren eine sehr gute
Selektierung erreicht wird.
Die durchlaufende Münze aktiviert die Sensoren, wodurch unterschiedliche
SpannungsMesswerte erzeugt werden. Diese Spannungen werden hinter den
Messverstärkern digitalisiert, um die Messdaten im Mikroprozessor zu verarbeiten.
Programmierung:
2 Vgl. Automatenmarkt, 12/2003, S. 21-25
29
Hierfür ist ein handelsüblicher Computer ausreichend, mit dessen Hilfe der Münzprüfer auf
jede beliebige Münzannahme programmiert werden kann.
Beispiel: Um eine 1 Euro Münze programmieren zu können, müssen mehrere 1 Euro Münzen
eingeworfen werden. Dies ist notwendig, da selbst die Münzen innerhalb einer Münz-Sorte
minimale Toleranzen aufweisen. Die minimalen und maximalen Münzwerte werden nun
vermessen und in einen digitalen Datenspeicher gespeichert. Das Messen und Speichern der
Grenzwerte erfolgt automatisch durch den Münzeinwurf im Zusammenwirken mit der
Software.
Ob mechanische oder elektronische Münzprüfung, um einen reibungslosen Ablauf im Alltag
und eine genaue Erkennung von echten und falschen Münzen zu garantieren, dürfen die
echten Münzen, wenn überhaupt, nur minimale Abweichungen in Dicke, Größe, Prägung und
Materialzusammensetzung aufweisen.
9. Fazit
Ziel dieser Arbeit war es die stoffliche, energetische und informationelle Darstellung eines
niedrig komplexen Gegenstandes zu beleuchten. Wir stellten schnell fest, dass eine Münze
kein niedrig komplexes Produkt ist. Auch stellte die Recherche über die Kommunikationen
unter den jeweiligen Unternehmen als ein unüberwindbares Problem dar. Glücklicherweise
genehmigte die Staatliche Münze Berlin uns eine Besichtigung ihrer Anlage mit integrierter
Führung. In dieser Führung konnten wir zahlreiche Informationen für unsere Ausarbeitung
entnehmen. An dieser Stelle möchten wir uns bei der Staatlichen Münze Berlin für ihre
Bereitschaft und tatkräftige Unterstützung bedanken. Die Staatliche Münze Berlin bietet dazu
Führungen für Schulklassen und andere Gruppen an.
Die einzelnen Schritte zur Fertigung einer Münze erwiesen sich als sehr informativ aber auch
umfangreich. Obwohl wir uns mit Geld tagtäglich in unserem Leben beschäftigen, waren uns
zuvor viele besondere Merkmale, wie zum Beispiel die blinden- oder sehbehindertengerechte
Markierungen an den Münzrändern, nicht bekannt gewesen. Auch die Identifizierung einer
jeden Münze anhand der zugehörigen Buchstaben sind interessante Aspekte.
Eines der wichtigsten Besonderheiten stellte die Tatsache dar, dass die 1-Cent Herstellung ein
Zuschussgeschäft ist. Entgegen dieser Tatsache hat sich Deutschland für die Einführung der 1-
und 2- Cent Münzen entschieden. In einigen Ländern der Europäischen Union – wie
beispielsweise Finnland – stellte man sich die Frage des relativen Nutzens dieser Münzen und
entschied, dass die nominal kleinsten Münzen (1- und 2-Cent Münzen) keine Verwendung im
Zahlungsverkehr finden sollen. Diese Münzen werden nur noch in geringer Auflage zu
Sammlerzwecken geprägt. Die Preise werden in solchen Ländern auf volle Beträge auf- oder
abgerundet.
Die Arbeit soll einen Überblick von der Geschichte des Metallgeldes, über die Produktion der
Münzen bis hin zum Vertrieb des Geldes verschaffen. Einige Kapitel, wie beispielsweise
Energieumwandlung oder Information und Kommunikation, scheiterten an fehlenden Daten,
30
aufgrund nicht frei zugänglicher Literatur. Hier ist wieder speziell die Korrespondenz zwischen
Zentralbank und Münzprägeanstalten zu nennen. Abschließend ist festzuhalten, dass das
Projekt zwar sehr interessant aber aufgrund der Geheimhaltung vieler Informationen
schwierig zu bewerkstelligen war.
Literaturverzeichnis
• Adameck, Markus: Entwicklung von Methoden der Prägebildaufnahme zur
Merkmalsextraktion und Klassifikation von Münzen. Paderborn 2004
• Bongardt, Johannkarl: Anbieter und Nachfragerbeziehungen im Münzhandel – Eine
markttheoretische Analyse, Dissertation zur Erlangung des Grades eines Doktors der
Staatswissenschaften, Johannes Gutenberg Universität, Mainz 1983
• Böttger, H. / Rautinger, K. / Seyler, K.-H.: Arbeitslehre (7. – 10.
Jahrgangsstufe).pbVerlag, Puchheim 2006 Braun / Fuhrmann / Legrum / Steffen:
Spezielle Toxikologie für Chemiker.
• G.B. Teubner, Stuttgart 1999 Meding, Henner R.: Die Herstellung von Münzen: Von der
Handarbeit im Mittelalter zu den modernen Fertigungsverfahren. FÜR
INTERNATIONALE GELDGESCHICHTE, Gemeinnützige Forschungsgesellschaft e.V.,
Frankfurt am Main 2006
• Otte, Paul: Monkeybusiness – Geld und Gold – Hintergrundwissen über das
bestehende Geld- und Finanzsystem. 2011
31
Internetquellen:
Europäische Zentralbank:
• http://www.ecb.int/euro/intro/html/index.de.html
Europäische Zentralbank:
• http://ec.europa.eu/anti_fraud/press_room/pr/2005/01_de.html
Bundesbank:
• http://www.bundesbank.de/download/ezb/publikationen/ezb_publication_geschich
te.pdf
Die Staatliche Münze Baden-Württemberg:
• http://www.staatlichemuenzenbw.de/
Die Staatliche Münze Berlin:
• http://www.muenzeberlin.
de/shop/action/magazine/8013/Produktion.html;jsessionid=49A76103A07B1F01EC68FF229
98E705E
• http://www.muenze-berlin.de/shop/action/magazine/8015/Umlaufmuenzen.html
http://www.muenze-berlin.de/shop/action/magazine/16225/Falschgeld.html
Andere:
• http://www.gide.com/portal/page?_pageid=36,53455&_dad=portal&_schema=PORT
AL
• http://www.wellermanns.de/Gerhard/Geld_Geschichte.htm
• http://hajosli.wordpress.com/2007/09/13/zur-geschichte-des-geldes/
• http://www.eu-info.de/euro-waehrungsunion/euro-muenzen/5033/
• http://www.uni-leipzig.de/bankinstitut/dokumente/1998-05-03-02.pdf
• http://europa.eu/legislation_summaries/economic_and_monetary_affairs/introduci
ng_euro_practical_aspects/l25028_de.htm
• http://www.hib-wien.at/leute/wurban/physik/EuroMuenzen.html
• http://www.wirtschaftslexikon.co/d/muenzen/muenzen.htm
• http://www.reppa.de/lex.asp?link=Munztec.htm
Anhang
Unser Besuch in der Staatlichen Münze Berlin:
32
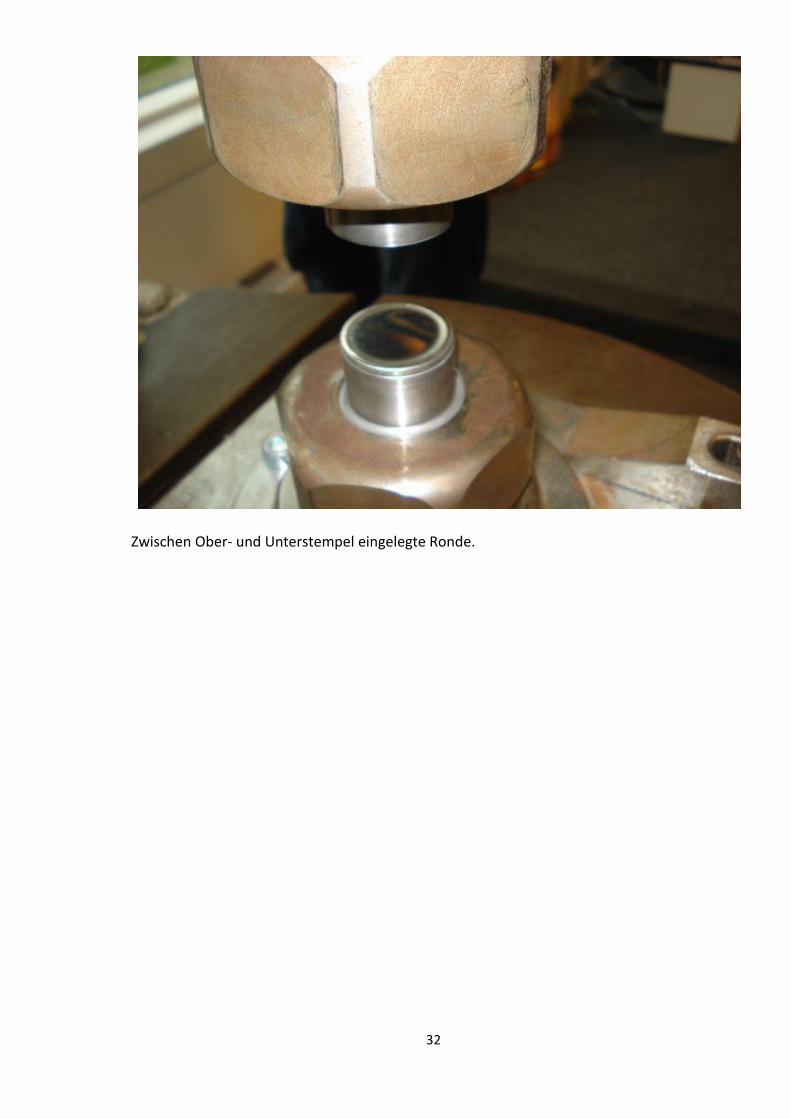
Zwischen Ober- und Unterstempel eingelegte Ronde.
33
Mutterstempel der Staatlichen Münze Berlin.
Altmodische Münzprägemaschine, die per Muskelkraft prägt.
34
ibsform des Sonderprägestempels „Unter den Linden“
35
Feinpfeilen und Polieren fertiger Gedenkmünzen
Fertigungsanlagen der Staatlichen Münze Berlin.