Embed Size (px)
Citation preview
PULVER IN-MOULD COATING VON CFK-BAUTEILEN FÜR DIE ANWENDUNG
ALS AUTOMOBILE AUßENTEILE
Masterarbeit
verfasst von
Christian Hueber
Erstellt bei
KTM-Technologies
&
Tiger Coatings
In Zusammenarbeit mit
Lehrstuhl für Verarbeitung von Verbundwerkstoffen
Department für Kunststofftechnik
Montanuniversität Leoben
Betreuung: Dipl. Ing. (FH) Hans Lochner,
Mag. Christoph Mader
Begutachtung: Univ.-Prof. Dr.-Ing. Ralf Schledjewski
Leoben, 28.05.2013
EIDESSTATTLICHE ERKLÄRUNG
Ich erkläre an Eides statt, dass ich diese Arbeit selbstständig verfasst, andere als
die angegebenen Quellen und Hilfsmittel nicht benutzt und mich auch sonst keiner
unerlaubten Hilfsmittel bedient habe.
__________________________ ____________________________
Leoben, April 2013 Hueber Christian
1 Einleitung und Zielsetzung 3
DANKSAGUNG
Für die Ermöglichung dieser Arbeit gilt mein Dank TIGER Coatings und seinem
PIMC Projektpartner KTM-Technologies sowie dem Lehrstuhl für Verarbeitung von
Verbundwerkstoffen der Montanuniversität Leoben.
Besonders dankbar bin ich dabei meinen beiden Betreuern Hr. Dipl.-Ing. (FH)
Hans Lochner (KTM-Technologies) und Hr. Mag. Christoph Mader (TIGER Coa-
tings) für ihre Führung und Unterstützung. Ebenso danken möchte ich Hr. Prof. Dr.
–Ing. Ralf Schledjewski für seine wissenschaftliche und universitäre Betreuung
und Begutachtung dieser Masterarbeit. Herrn Konrad Mühlgrabner (TIGER Coa-
tings) danke ich für das interne Vorantreiben dieses Projektes bei TIGER.
Ich möchte mich weiters bei allen Kollegen sowohl bei KTM-Technologies als auch
bei TIGER Coatings für ihre Unterstützung bedanken. Besonders erwähnen möch-
te ich Hr. Dr. Martin Perterer für seine Hilfe bei der Simulation des Verzuges.
Darüber hinaus danke ich der Alicona Imaging GmbH. für die Zurverfügungstel-
lung der Infinite Fokus Auswertesoftware zur Analyse der 3D Datensätze und der
Delta-Tech S.p.A. für die Bereitstellung der verwendeten Delta-Preg Materialien.
Ebenso danken möchte ich Herrn Egger von Paint Attack und Herrn Brand von
Lankwitzer für Ihre Unterstützung bei der Lackierung der Musterplatten und der 3D
Bauteile.
1 Einleitung und Zielsetzung 4
KURZFASSUNG
Im Rahmen dieser Arbeit wurde ein PIMC (Powder InMould Coating) Verfahren für
endlosfaserverstärkte Verbundbauteile in automobilen Außenanwendungen entwi-
ckelt. Das Ziel war durch die Beschichtung eine Faserdurchzeichnung und Pinho-
les zu verhindern um eine Class-A lackierfertige Oberfläche in einem serientaugli-
chen Prozess herzustellen.
An den in der Heißpresse hergestellten Musterplatten wurde der Einfluss des
PrePreg Grundmaterials ebenso betrachtet, wie die Beschichtung und der Prozess
selbst. Aus den dabei gewonnen Erkenntnissen wurden neue Pulverrezepturen
abgeleitet und mehrere Beschichtungsverfahren entwickelt.
Die erzielte Class-A Fähigkeit wurde nach verschiedenen Lackierungen mittels
WaveScan Messung und 3D Fokusvariationsmikroskopie analysiert. Dabei wurde
auch die Klimawechselbeständigkeit der Systeme geprüft.
Um den Übergang von zweidimensionalen Mustern zu realen Bauteilen abzubil-
den wurden als Abschluss dreidimensionale Demonstrationsstücke hergestellt,
wodurch eindrucksvoll gezeigt werden konnte, dass in kurzer Zykluszeit in einem
voll automatisierbaren Prozess Class-A Oberflächen entstehen können.
1 Einleitung und Zielsetzung 5
ABSTRACT
In this work a PIMC (Powder InMould Coating) process for continuous fiber-
reinforced composite components in automobile exterior applications has been
developed. The aim of the coating was to prevent the formation of pinholes and
fiber print through. Thus generating a surface ready for class A painting in a pro-
cess suitable for mass manufacture.
On specimen plates, produced through hot press curing, the influence of the
prepreg material as well as the coating and the curing were observed. The ob-
tained results were used to derive new powder formulations and develop several
coating processes.
The achieved Class-A capability was analyzed on different finishes by means of
Wavescan measurement and 3D Focus Variation microscopy. During these
measurements the climatic aging resistance of the systems was examined.
On the Way to realize real three-dimensional automotive parts it was necessary to
produce at least simple parts as technology carrier. These demonstrated impres-
sively that a Class-A surface can be generated in a fully automated process within
a short cycle time.
Inhaltsverzeichnis VI
INHALTSVERZEICHNIS
1 Einleitung und Zielsetzung ........................................................ 10
2 Theoretische Grundlagen .......................................................... 12
2.1 Pressformen von CFK Bauteilen .............................................................. 12
2.1.1 Duroplastprepreg aus kohlenstofffaserverstärkten Kunststoffen mit
Epoxid Matrix ................................................................................................. 12
2.1.2 Heißpressverfahren für CFK Prepreg ................................................ 13
2.2 Definition Class-A ..................................................................................... 14
2.3 Oberflächeneigenschaften, Appearance .................................................. 15
2.3.1 Glanz ................................................................................................. 16
2.3.2 Haze .................................................................................................. 17
2.3.3 DOI - Distinctness of Image ............................................................... 18
2.3.4 Orange Peel ...................................................................................... 19
2.4 Bestimmungsmethoden ............................................................................ 20
2.4.1 Funktion und Messprinzip WaveScan ................................................ 20
2.4.2 Grundlagen Fokusvariationsmikroskopie ........................................... 21
2.5 Oberflächenfehler ..................................................................................... 22
2.5.1 Pinholes ............................................................................................. 22
2.5.2 Faserdurchzeichnung ........................................................................ 22
2.6 Bespiele von FVK in automobilen Sichtanwendungen ............................. 26
3 Herstellung Musterplatten, Verfahrensentwicklung ................ 28
3.1 Musterplatten: Aufbau und Material .......................................................... 28
3.2 Ablauf des Prozesses und des Powder In-Mould Coating ........................ 31
3.3 Aushärtungsbestimmung M77 Harz-Matrix .............................................. 34
Inhaltsverzeichnis VII
3.4 Einfluss des Materials auf die Oberfläche ................................................ 35
3.5 Entwickelte Verfahren: 1-Schicht, 2-Schicht, Nachbeschichtung ............. 38
3.5.1 Standard Prozess – 1-Schichtverfahren ............................................ 38
3.5.2 2-Schichtverfahren ............................................................................. 39
3.5.3 Nachbeschichtung ............................................................................. 41
3.5.4 Verfahren und Faserdurchzeichnung ................................................. 43
4 Pulverbeschichtung ................................................................... 44
4.1 Einleitung ................................................................................................. 44
4.2 Grundlagen .............................................................................................. 44
4.3 Beschichtung der Musterplatten ............................................................... 46
5 Verwendete Pulver ..................................................................... 48
5.1 IMC Aushärtecharakteristik ...................................................................... 49
5.1.1 Experimentelles ................................................................................. 50
5.1.2 Ergebnisse ......................................................................................... 50
5.2 Viskosität des PIMC ................................................................................. 53
5.3 Entwicklungsideen PIMC Pulver .............................................................. 56
5.3.1 2 Step Snap Cure .............................................................................. 56
5.3.2 Weitere Entwicklungen für die Zwischenschicht ................................ 57
6 Lackierung .................................................................................. 59
6.1 Grundlagen & Lackierung im automobilen Serienbau .............................. 59
6.2 Automatisierte Lackierung von Musterplatten bei Lankwitzer ................... 61
6.2.1 Einleitung ........................................................................................... 61
6.2.2 Versuchsbeschreibung ...................................................................... 62
6.2.3 Ergebnisse ......................................................................................... 64
6.2.4 Ausblick ............................................................................................. 65
Inhaltsverzeichnis VIII
6.3 Lackierung von Musterplatten bei Paint Attack ........................................ 65
6.3.1 Einleitung ........................................................................................... 65
6.3.2 Versuchsbeschreibung ...................................................................... 66
6.3.3 Ergebnisse ......................................................................................... 69
7 Bewertung der Ergebnisse ........................................................ 71
7.1 WaveScan Messungen ............................................................................ 71
7.1.1 Welligkeitswerte und Faserdurchzeichnung ...................................... 71
7.2 Visuelle Bewertung ................................................................................... 72
7.2.1 Visuelle Bewertung: Vergleich Materialien ......................................... 74
7.2.2 Visuelle Bewertung: Vergleich Systeme ............................................ 75
7.3 Oberflächenbilder und 3D Topographie ................................................... 77
7.3.1 Experimentelles ................................................................................. 77
7.3.2 Messbarkeit der Faserdurchzeichnung .............................................. 78
8 Klimawechseltest ....................................................................... 81
8.1 Grundlagen .............................................................................................. 81
8.2 Ergebnisse Klimatest PV 2005 ................................................................. 83
8.2.1 Welligkeitsmessung ........................................................................... 84
8.2.2 Veränderung der PIMC Oberfläche ................................................... 84
8.2.3 Veränderung im Oberflächenprofil, optische Änderung ..................... 85
8.3 Ergebnisse Klimatest PV 1200 ................................................................. 88
8.3.1 Oberflächenwelligkeit: Vergleich Materialien ..................................... 88
8.3.2 Oberflächenwelligkeit: Vergleich Systeme ......................................... 90
8.3.3 Veränderung der PIMC Oberfläche ................................................... 91
8.3.4 Hydrothermische Alterung ................................................................. 93
9 Verzug durch PIMC .................................................................... 94
Inhaltsverzeichnis IX
9.1 Grundlagen .............................................................................................. 94
9.2 Bestimmung des Schwindungskoeffizienten des PIMC ............................ 96
9.3 Simulation des Verzuges der Musterplatten mittels Finite Elemente
Analyse .............................................................................................................. 98
9.4 3D Vermessung einer Musterplatte .......................................................... 98
9.5 Vergleich zwischen Messung und Simulation ........................................ 100
9.6 Gegenmaßnahmen gegen den Verzug .................................................. 103
10 PIMC für 3D Bauteile ................................................................ 105
11 Vorteile durch PIMC ................................................................. 107
11.1 Qualitätsvorteile für Class-A Oberflächen .............................................. 107
11.2 Wirtschaftliche Vorteile für Oberflächen ................................................. 108
11.3 Alternative Anwendungen für PIMC ....................................................... 109
12 Resümee und Ausblick ............................................................ 110
13 Zusammenfassung .................................................................. 112
14 Anhang und Verzeichnisse ..................................................... 113
14.1 Literaturverzeichnis ................................................................................ 113
14.2 Symbole und Abkürzungen .................................................................... 118
14.3 Abbildungsverzeichnis ............................................................................ 119
14.4 Tabellenverzeichnis ................................................................................ 123
1 Einleitung und Zielsetzung 10
1 EINLEITUNG UND ZIELSETZUNG
Um Bauteile aus kohlenstofffaserverstärktem Kunststoff (CFK) wirtschaftlich er-
folgreich im Automobil-Großserienbau einsetzen zu können sind zwei wesentliche
Faktoren zu erfüllen. Zum Einen müssen die Zykluszeiten in der Fertigung ein
Zeitfenster von einigen Minuten erreichen. Zum Anderen muss die Oberflächen-
qualität der fertigen Bauteile die Anforderungen an Class-A erfüllen. Für die Se-
rienproduktion muss die Bauteilrohqualität bereits so gut sein, dass eine Lackie-
rung in Class-A ohne aufwendige Nachbearbeitungsschritte möglich ist.
Betrachtet man die drei gängigsten Verfahren zur Herstellung von CFK Bauteilen
so lässt sich folgendes feststellen. Bei einer Aushärtung im Autoklaven liegen die
Zykluszeiten im Bereich von mehreren Stunden. Außerdem sind viele manuelle
Arbeitsschritte nötig, und nur eine Bauteilseite wird optisch ansprechend abge-
formt. Bei Pressverfahren mit Prepreg-Materialien sind zwar für Verbundwerkstoffe
kurze Zykluszeiten möglich, jedoch erfordert die erreichte Oberflächenqualität eine
teure Nachbearbeitung. Das größte Potential wird dem sogenannten Resin Trans-
fer Moulding (RTM) zugesprochen. Bei diesem Flüssigimprägnierverfahren sind
kurze Zykluszeiten ebenso möglich wie eine hohe erreichbare Oberflächenqualität.
Doch auch bei dieser Methode stellt die Faserdurchzeichnung, ein Abzeichnen der
Faserstruktur an der Oberfläche, ein noch nicht zufriedenstellend gelöstes Prob-
lem dar. Um effektiv alle Pinholes zu schließen und die Oberflächenwelligkeit zu
reduzieren muss bei allen Herstellungsverfahren manuell ein Füller aufgetragen,
geschliffen und gereinigt werden. Alternativ oder zusätzlich können Surface Films,
Gel Coats, Oberflächenvliese oder Beschichtungsfolien zum Einsatz kommen. [1],
[2], [3], [4]
Das Ziel des Projektes, in dessen Rahmen diese Masterarbeit durchgeführt wurde,
ist die Entwicklung eines Powder In-Mould Coating (PIMC) Verfahrens sowie ent-
sprechender Pulverlacke zur Herstellung von Automobilbauteilen aus CFK, deren
Oberfläche den Anforderungen für eine Class A Lackierung entspricht. Das Ver-
fahren soll für die automatisierte Serienproduktion geeignet und wirtschaftlich
sinnvoll sein. Die Zykluszeit für die Herstellung eines grundierten Bauteils wurde
1 Einleitung und Zielsetzung 11
mit 5 – 10 Minuten festgesetzt. Das PIMC soll gleichzeitig die Oberflächenfehler
und Pinholes des CFK Grundmaterials verschließen die Oberflächenwelligkeit auf
Class-A Niveau reduzieren und eine Faserdurchzeichnung verhindern.
Die Absicht dieses Projekts war es, das Grundpotential vom PIMC auszuloten und
an Hand von Musterplatten, welche im Heißpressverfahren aus Prepreg Material
hergestellt wurden, eine erste Verfahrensentwicklung durchzuführen. Der Einfluss
der Lackierung wurde dabei ebenso betrachtet wie unterschiedliche Substratarten
und Pulverformulierungen. Die Qualität der erzielten Oberflächen wurde visuell
und mittels WaveScan Messung analysiert. Das Langzeitverhalten der Systeme
wurde durch Klimawechseltests simuliert. Als weiteres Messverfahren wurde die
Fokusvariationsmikroskopie eingesetzt, um 3D OberflächenTopographien zu
erstellen mit dem Ziel das Phänomen der Faserdurchzeichnung messen zu kön-
nen.
Diese Arbeit sieht sich als Beginn eines Forschungs- und Entwicklungsprojekts
und hatte keinen Anspruch, einzelne Punkte final klären zu können. Vielmehr ver-
steht sie sich als ein erster Schritt in Richtung Großserientauglichkeit von Class-A
CFK Bauteilen durch PIMC.
2 Theoretische Grundlagen 12
2 THEORETISCHE GRUNDLAGEN
2.1 Pressformen von CFK Bauteilen
2.1.1 Duroplastprepreg aus kohlenstofffaserverstärkten Kunst-
stoffen mit Epoxid Matrix
Die Entwicklung von Prepregs (Preimpregnated Material = Vorimprägniertes Fa-
serverstärktes Halbzeug) geht ursprünglich auf Boeing zurück, wo unidirektional
verstärkte duromere Harze für die Anwendung in Strukturelementen im Flugzeug-
bau eingesetzt wurden. Aus diesen ersten Prepregs entstand die gleichnamige
Werkstoffgruppe der vorimprägnierten Halbzeuge, welche bis heute die dominie-
rende Rolle für den Einsatz von Faserverbundwerkstoffen in der Luftfahrtindustrie
darstellt. [2], [5]
Zur Herstellung duromerer Prepregs eignen sich drei Verfahren, die Schmelzharz-
imprägnierung die Flüssigharzimprägnierung und die Lösungsmittelimprägnierung.
Letzteres verliert auf Grund von Umweltproblematiken durch die eingesetzten Lö-
sungsmittel und hohem Verfahrensaufwand an Bedeutung. Beim gängigeren
Schmelzharzverfahren wird das Matrixharz zuerst auf eine Trägerfolie aufgerakelt.
Anschließend wird die Harzfolie in einem gesonderten Vorgang mittels geheizten
Walzen auf Schmelztemperatur gebracht und die Verstärkungsfasern unter Walz-
druck mit dem Harz imprägniert. Im folgenden Schritt werden die Prepregs auf -
20°C abgekühlt. Bei dieser Temperatur müssen sie bis zur Verwendung gelagert
werden, um ein vorzeitiges Ausreagieren des Harzes zu verhindern. [2], [6]
Der Vorteil von Prepreg Materialien liegt darin, dass der komplexe Tränkungsvor-
gang gesondert auf einer eigenen Anlage, meist auch direkt beim Harzhersteller
stattfindet. Dies ermöglicht die Produktion von FKV-Bauteile (Faser Kunststoff
Verbund) mit einer gesicherten Materialqualität, ohne die Anlagen oder das Know-
how zur Imprägnierung besitzen zu müssen. [6]
In dieser Arbeit wurden ausschließlich kohlenstofffaserverstärkte Prepregs mit
Epoxid Harz verwendet, da bei KTM-Technologies größtenteils mit CFK gearbeitet
wird. CFK besitzt gegenüber GFK (glasfaserverstärkter Kunststoff) ein höheres
2 Theoretische Grundlagen 13
Leichtbaupotential sowie einen erhöhten Prestigewert. In Hinblick auf die Oberflä-
chenqualität wurde gezeigt, dass die Faserart keinen oder nur vernachlässigbaren
Einfluss auf die Eigenschaften Rauheit, Welligkeit oder Glanz hat. [1], [7]
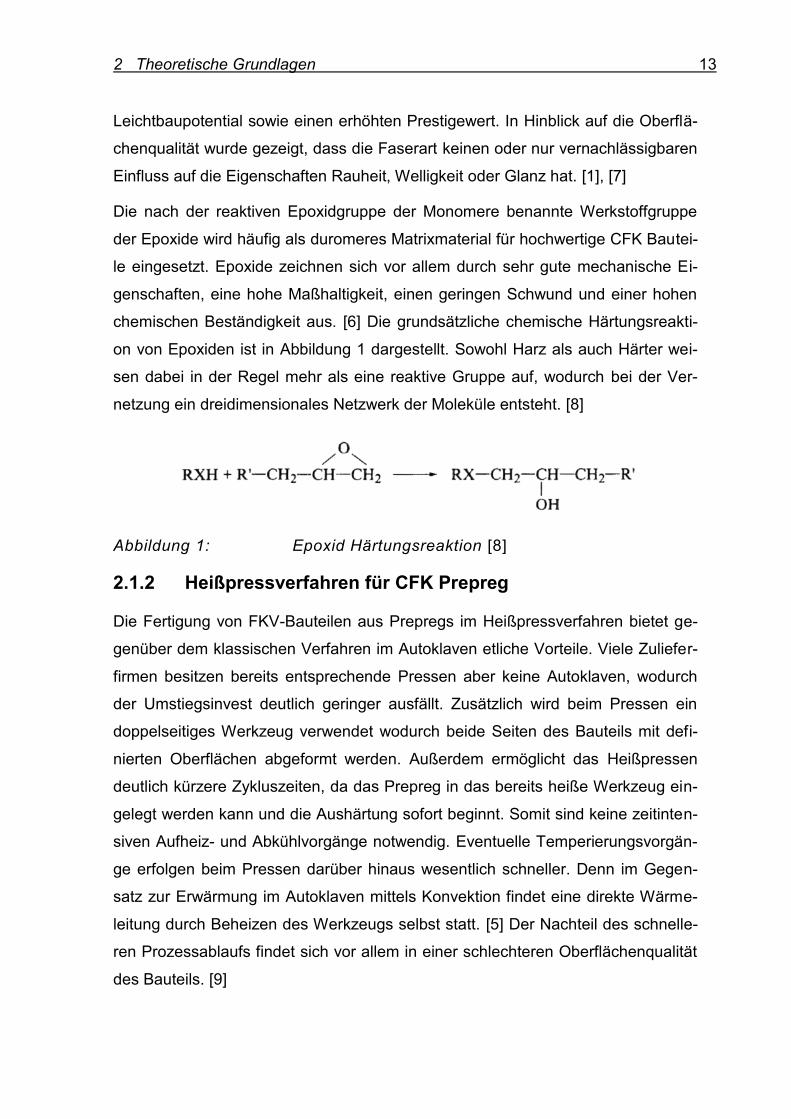
Die nach der reaktiven Epoxidgruppe der Monomere benannte Werkstoffgruppe
der Epoxide wird häufig als duromeres Matrixmaterial für hochwertige CFK Bautei-
le eingesetzt. Epoxide zeichnen sich vor allem durch sehr gute mechanische Ei-
genschaften, eine hohe Maßhaltigkeit, einen geringen Schwund und einer hohen
chemischen Beständigkeit aus. [6] Die grundsätzliche chemische Härtungsreakti-
on von Epoxiden ist in Abbildung 1 dargestellt. Sowohl Harz als auch Härter wei-
sen dabei in der Regel mehr als eine reaktive Gruppe auf, wodurch bei der Ver-
netzung ein dreidimensionales Netzwerk der Moleküle entsteht. [8]
Abbildung 1: Epoxid Härtungsreaktion [8]
2.1.2 Heißpressverfahren für CFK Prepreg
Die Fertigung von FKV-Bauteilen aus Prepregs im Heißpressverfahren bietet ge-
genüber dem klassischen Verfahren im Autoklaven etliche Vorteile. Viele Zuliefer-
firmen besitzen bereits entsprechende Pressen aber keine Autoklaven, wodurch
der Umstiegsinvest deutlich geringer ausfällt. Zusätzlich wird beim Pressen ein
doppelseitiges Werkzeug verwendet wodurch beide Seiten des Bauteils mit defi-
nierten Oberflächen abgeformt werden. Außerdem ermöglicht das Heißpressen
deutlich kürzere Zykluszeiten, da das Prepreg in das bereits heiße Werkzeug ein-
gelegt werden kann und die Aushärtung sofort beginnt. Somit sind keine zeitinten-
siven Aufheiz- und Abkühlvorgänge notwendig. Eventuelle Temperierungsvorgän-
ge erfolgen beim Pressen darüber hinaus wesentlich schneller. Denn im Gegen-
satz zur Erwärmung im Autoklaven mittels Konvektion findet eine direkte Wärme-
leitung durch Beheizen des Werkzeugs selbst statt. [5] Der Nachteil des schnelle-
ren Prozessablaufs findet sich vor allem in einer schlechteren Oberflächenqualität
des Bauteils. [9]
2 Theoretische Grundlagen 14
2.2 Definition Class-A
Obwohl der Begriff Class-A die grundlegende Anforderung an qualitative Oberflä-
chen im automobilen Fahrzeugbau bildet, gibt es keine allgemeine oder einheitli-
che Definition. Die letztendlichen Qualitätsanforderungen an Class-A werden unter
anderem von den in Tabelle 1 angeführten Faktoren beeinflusst. [10]
Tabelle 1: Einflüsse auf die Class-A Anforderungen [10]
Class-A beinflussende Faktoren Beispiel
Markt und Kontinent Vergleich zwischen EU, USA, Asien
Marken und Firmenprofil Qualitätsanspruch und Unternehmensrichtli-nien
Zielfahrzeug Typensegment, PKW/NFZ, Stückzahl, Exotenfahrzeuge
Bauteil Anordnung am Fahrzeug, horizontal/vertikal, Sichtbarkeit für Kunden
Messverfahren und Beurteilungsmethode
Subjektive Wahrnehmung des Betrachters
Als Referenz für Class-A wird besonders für Kunststoff, meist ein nach automobi-
lem Standard lackiertes Stahlbauteil herangezogen. Dabei gilt, dass sich das
Kunststoffbauteil nicht von diesem unterscheiden darf, mit der Absicht, dass am
Fahrzeug optisch nicht erkennbar ist, welches Anbauteil aus Stahl und welches
aus Kunststoff gefertigt ist. Trotz vorhandener und fortschreitender Messtechnik
zur Beurteilung von Oberflächenqualitäten gilt weiterhin die optische Beurteilung
durch erfahrene Betrachter als letzte Instanz. Auch da es noch kein Messverfah-
ren auf dem Markt gibt, das in der Lage ist alle Aspekte der menschlichen Wahr-
nehmung abzudecken. Dabei unterliegt die visuelle Beurteilung immer einer sub-
jektiven Wahrnehmung. [1], [10], [11], [12] Die automobile Außenhaut lässt sich in
drei Qualitätsbereiche einteilen, welche in Abbildung 2 dargestellt sind. Die höchs-
ten Qualitätsanforderungen gelten für die horizontalen Flächen, Motorhaube, Dach
und Heckklappe. Die vertikalen Seitenflächen sind dagegen etwas unkritischer
auch wenn für sie immer noch hohe Anforderungen gelten. Für den dritten Be-
reich, die funktionellen Anbauteile wie Seitenschweller und untere Stoßstangen,
sind die Qualitätsanforderungen hingegen am geringsten.
2 Theoretische Grundlagen 15
Abbildung 2: Qualitätsbereiche der automobilen Außenhaut [10]
Auch wenn letztendlich die optische Beurteilung entscheidet, so gibt es dennoch
Grenzwerte welche für Class-A eingehalten werden müssen, wie etwa Wellig-
keitswerte nach WaveScan. [1], [10], [12]
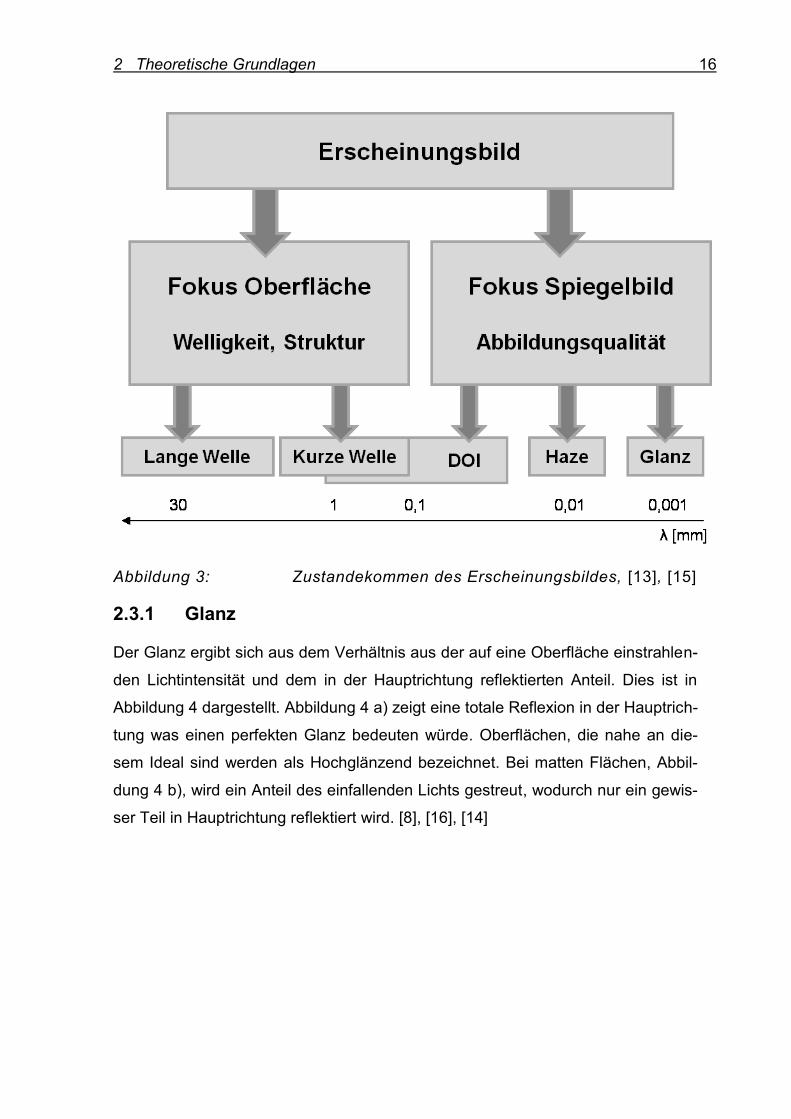
2.3 Oberflächeneigenschaften, Appearance
Das Erscheinungsbild einer Oberfläche wird durch das Vorhandensein von Stö-
rungen unterschiedlicher Größenordnungen beeinflusst. Während Defekte größer
als 0.1 mm vom menschlichen Auge direkt wahrgenommen werden können, liegen
die kleineren Fehlstellen unterhalb der Auflösungsgrenze des Auges. Dennoch
wirken sich diese, durch die Beeinträchtigung von Glanz, Haze und DOI
(Distinctness of Image = am besten als Bildschärfe übersetzt) auf das Erschei-
nungsbild aus. Zu erkennen sind diese Einflüsse am Leichtesten durch das Be-
trachten von Spiegelbildern auf der Oberfläche. [13], [14]
2 Theoretische Grundlagen 16
Abbildung 3: Zustandekommen des Erscheinungsbildes, [13], [15]
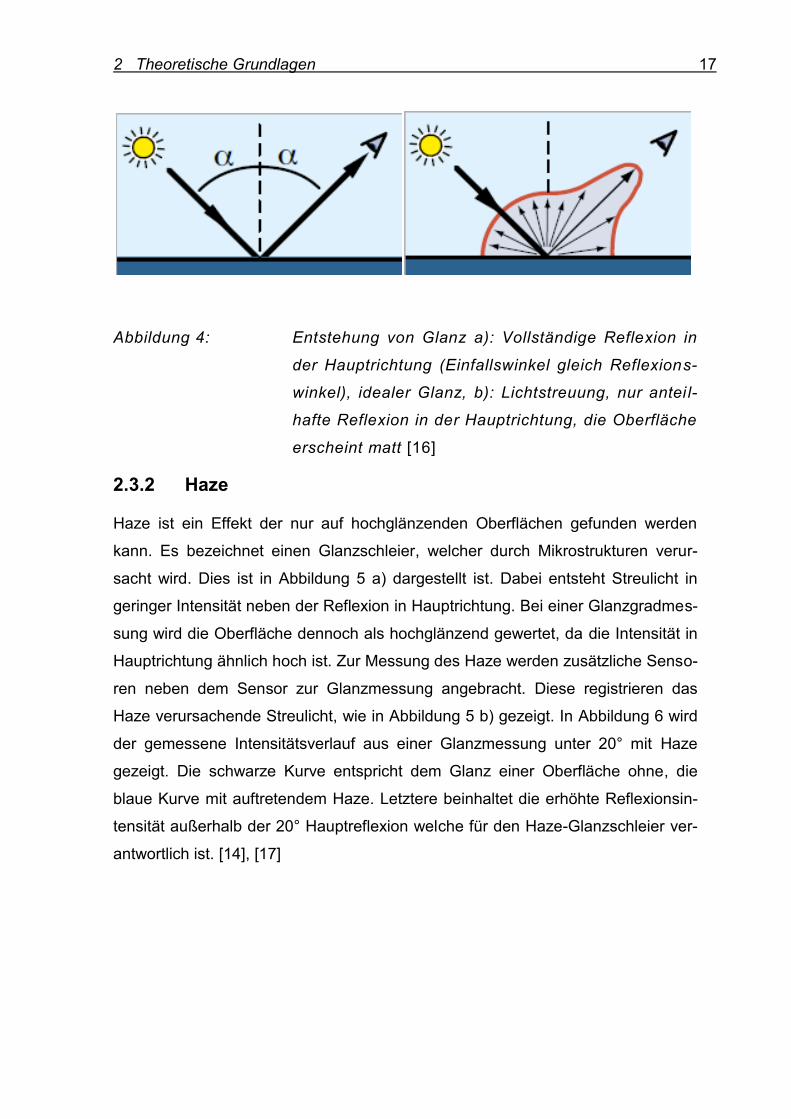
2.3.1 Glanz
Der Glanz ergibt sich aus dem Verhältnis aus der auf eine Oberfläche einstrahlen-
den Lichtintensität und dem in der Hauptrichtung reflektierten Anteil. Dies ist in
Abbildung 4 dargestellt. Abbildung 4 a) zeigt eine totale Reflexion in der Hauptrich-
tung was einen perfekten Glanz bedeuten würde. Oberflächen, die nahe an die-
sem Ideal sind werden als Hochglänzend bezeichnet. Bei matten Flächen, Abbil-
dung 4 b), wird ein Anteil des einfallenden Lichts gestreut, wodurch nur ein gewis-
ser Teil in Hauptrichtung reflektiert wird. [8], [16], [14]
2 Theoretische Grundlagen 17
Abbildung 4: Entstehung von Glanz a): Vollständige Reflexion in
der Hauptrichtung (Einfallswinkel gleich Reflexions-
winkel), idealer Glanz, b): Lichtstreuung, nur antei l-
hafte Reflexion in der Hauptrichtung, die Oberfläche
erscheint matt [16]
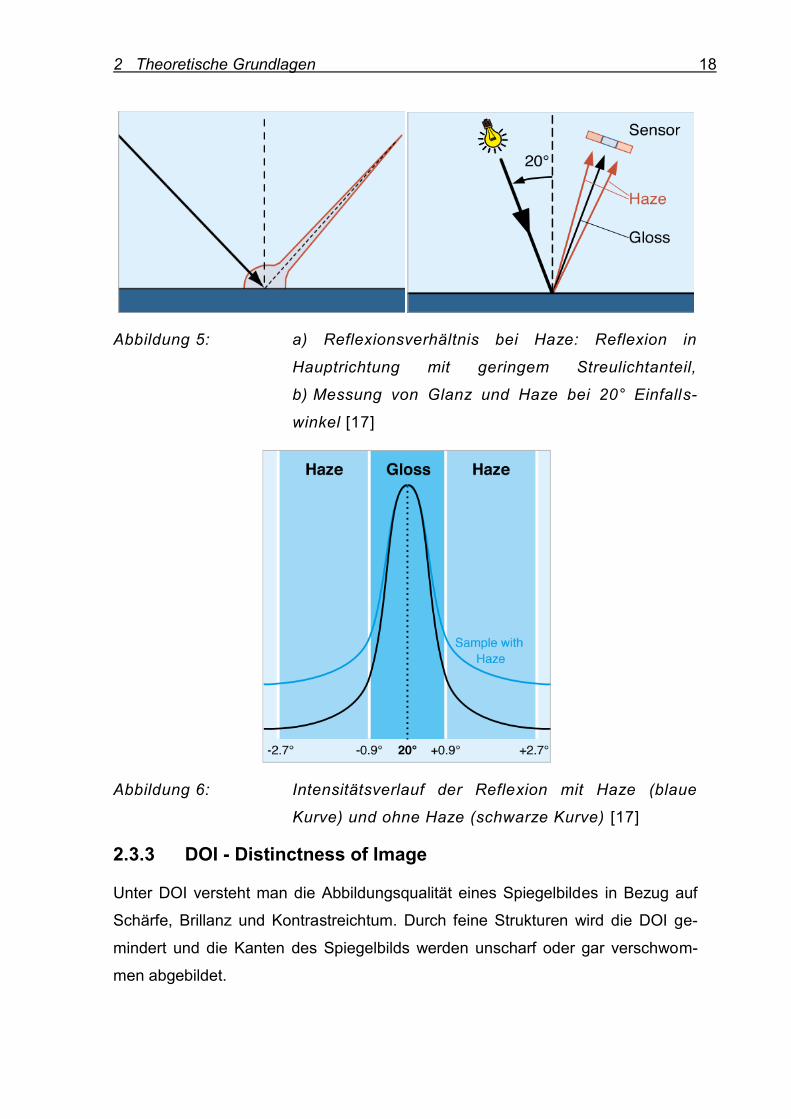
2.3.2 Haze
Haze ist ein Effekt der nur auf hochglänzenden Oberflächen gefunden werden
kann. Es bezeichnet einen Glanzschleier, welcher durch Mikrostrukturen verur-
sacht wird. Dies ist in Abbildung 5 a) dargestellt ist. Dabei entsteht Streulicht in
geringer Intensität neben der Reflexion in Hauptrichtung. Bei einer Glanzgradmes-
sung wird die Oberfläche dennoch als hochglänzend gewertet, da die Intensität in
Hauptrichtung ähnlich hoch ist. Zur Messung des Haze werden zusätzliche Senso-
ren neben dem Sensor zur Glanzmessung angebracht. Diese registrieren das
Haze verursachende Streulicht, wie in Abbildung 5 b) gezeigt. In Abbildung 6 wird
der gemessene Intensitätsverlauf aus einer Glanzmessung unter 20° mit Haze
gezeigt. Die schwarze Kurve entspricht dem Glanz einer Oberfläche ohne, die
blaue Kurve mit auftretendem Haze. Letztere beinhaltet die erhöhte Reflexionsin-
tensität außerhalb der 20° Hauptreflexion welche für den Haze-Glanzschleier ver-
antwortlich ist. [14], [17]
2 Theoretische Grundlagen 18
Abbildung 5: a) Reflexionsverhältnis bei Haze: Reflexion in
Hauptrichtung mit geringem Streulichtanteil,
b) Messung von Glanz und Haze bei 20° Einfalls-
winkel [17]
Abbildung 6: Intensitätsverlauf der Reflexion mit Haze (blaue
Kurve) und ohne Haze (schwarze Kurve) [17]
2.3.3 DOI - Distinctness of Image
Unter DOI versteht man die Abbildungsqualität eines Spiegelbildes in Bezug auf
Schärfe, Brillanz und Kontrastreichtum. Durch feine Strukturen wird die DOI ge-
mindert und die Kanten des Spiegelbilds werden unscharf oder gar verschwom-
men abgebildet.
2 Theoretische Grundlagen 19
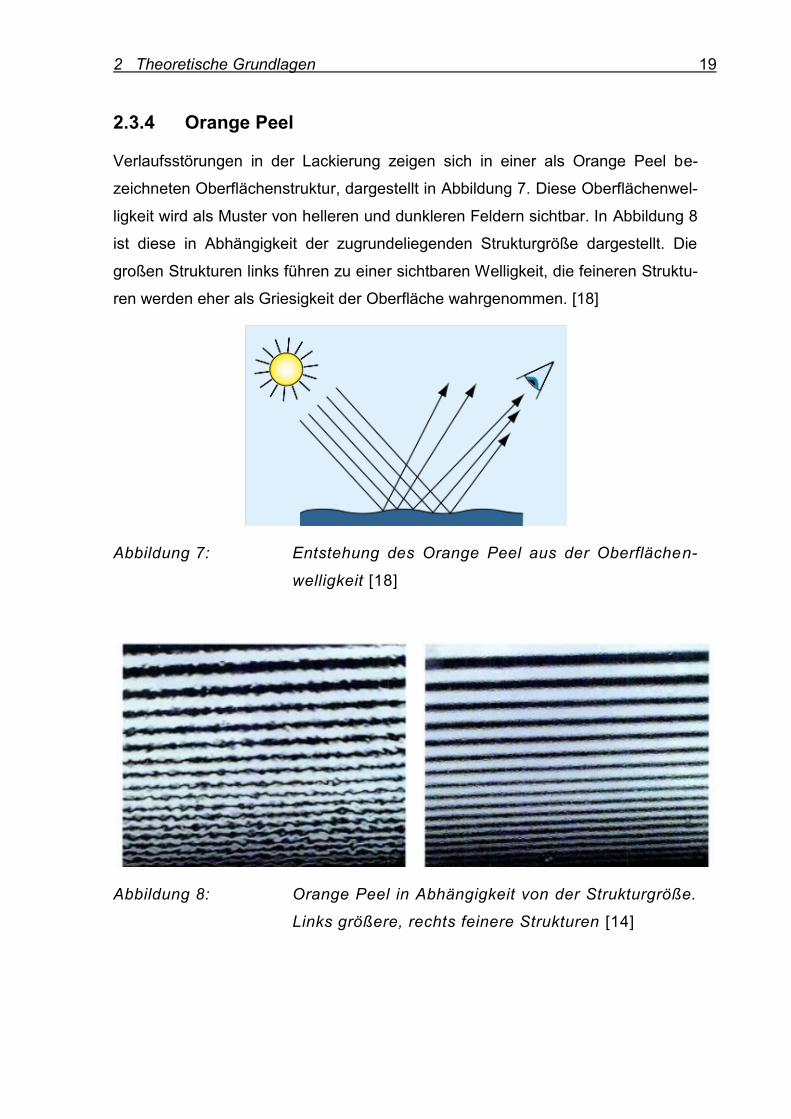
2.3.4 Orange Peel
Verlaufsstörungen in der Lackierung zeigen sich in einer als Orange Peel be-
zeichneten Oberflächenstruktur, dargestellt in Abbildung 7. Diese Oberflächenwel-
ligkeit wird als Muster von helleren und dunkleren Feldern sichtbar. In Abbildung 8
ist diese in Abhängigkeit der zugrundeliegenden Strukturgröße dargestellt. Die
großen Strukturen links führen zu einer sichtbaren Welligkeit, die feineren Struktu-
ren werden eher als Griesigkeit der Oberfläche wahrgenommen. [18]
Abbildung 7: Entstehung des Orange Peel aus der Oberflächen-
welligkeit [18]
Abbildung 8: Orange Peel in Abhängigkeit von der Strukturgröße.
Links größere, rechts feinere Strukturen [14]
2 Theoretische Grundlagen 20
2.4 Bestimmungsmethoden
2.4.1 Funktion und Messprinzip WaveScan
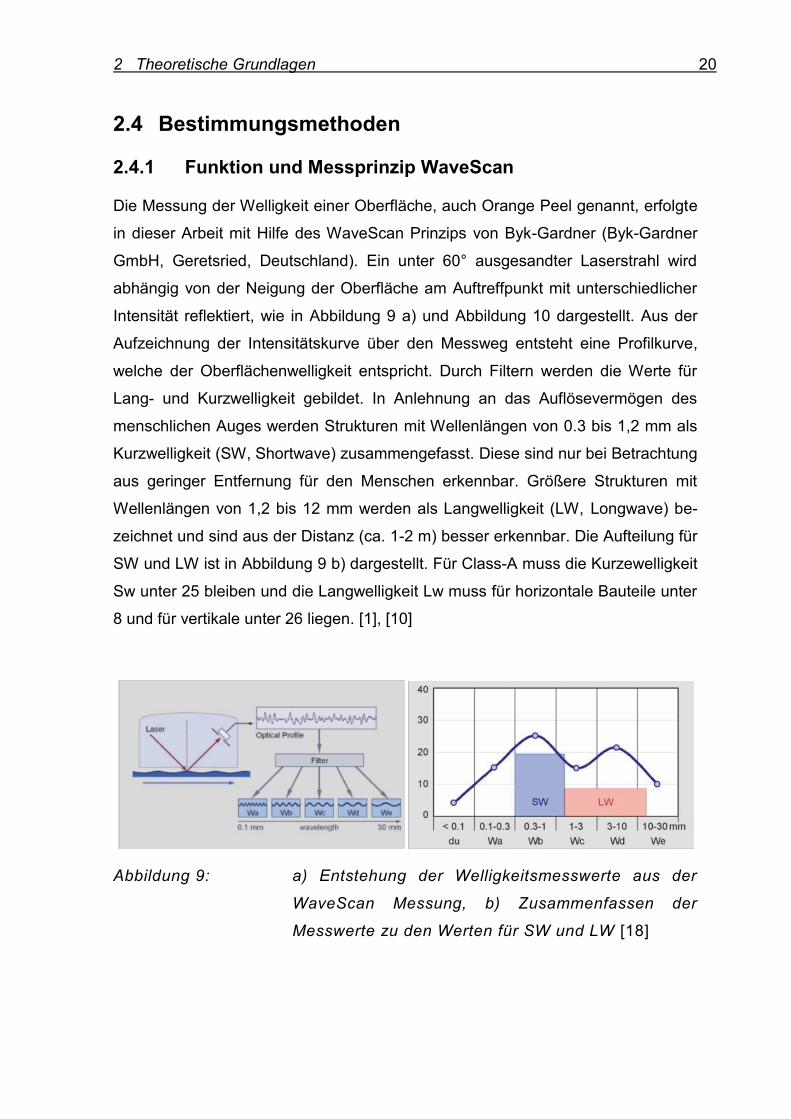
Die Messung der Welligkeit einer Oberfläche, auch Orange Peel genannt, erfolgte
in dieser Arbeit mit Hilfe des WaveScan Prinzips von Byk-Gardner (Byk-Gardner
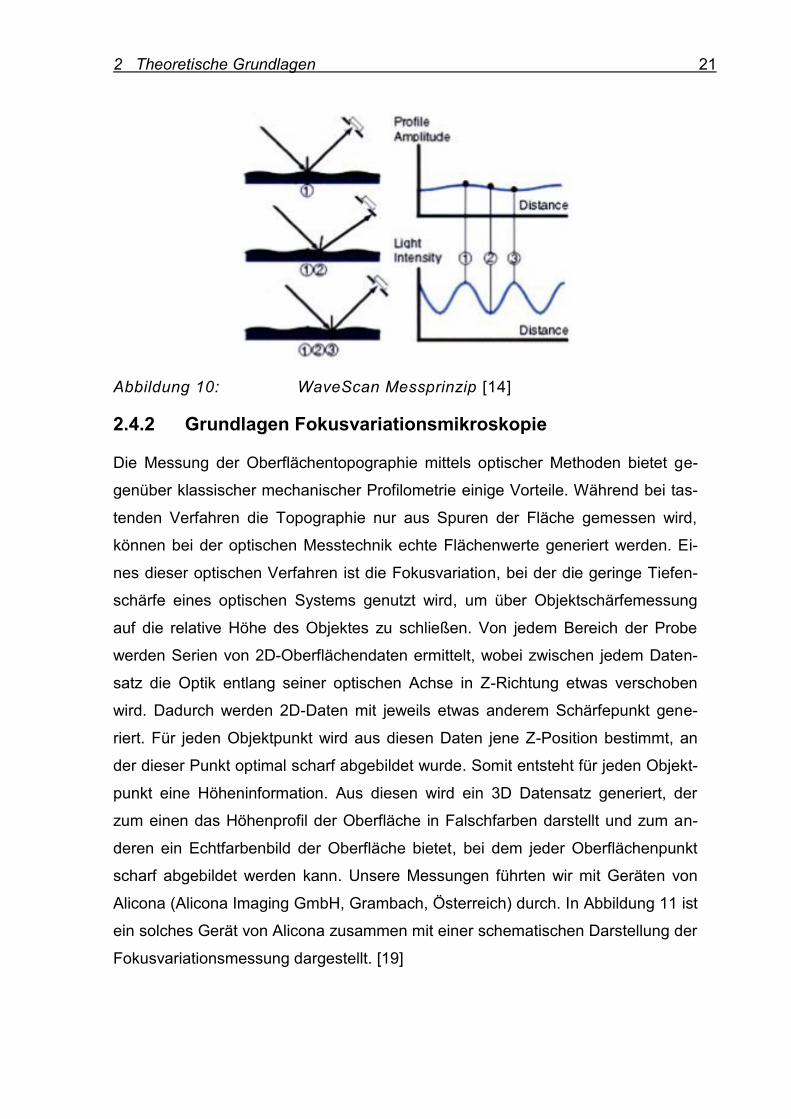
GmbH, Geretsried, Deutschland). Ein unter 60° ausgesandter Laserstrahl wird
abhängig von der Neigung der Oberfläche am Auftreffpunkt mit unterschiedlicher
Intensität reflektiert, wie in Abbildung 9 a) und Abbildung 10 dargestellt. Aus der
Aufzeichnung der Intensitätskurve über den Messweg entsteht eine Profilkurve,
welche der Oberflächenwelligkeit entspricht. Durch Filtern werden die Werte für
Lang- und Kurzwelligkeit gebildet. In Anlehnung an das Auflösevermögen des
menschlichen Auges werden Strukturen mit Wellenlängen von 0.3 bis 1,2 mm als
Kurzwelligkeit (SW, Shortwave) zusammengefasst. Diese sind nur bei Betrachtung
aus geringer Entfernung für den Menschen erkennbar. Größere Strukturen mit
Wellenlängen von 1,2 bis 12 mm werden als Langwelligkeit (LW, Longwave) be-
zeichnet und sind aus der Distanz (ca. 1-2 m) besser erkennbar. Die Aufteilung für
SW und LW ist in Abbildung 9 b) dargestellt. Für Class-A muss die Kurzewelligkeit
Sw unter 25 bleiben und die Langwelligkeit Lw muss für horizontale Bauteile unter
8 und für vertikale unter 26 liegen. [1], [10]
Abbildung 9: a) Entstehung der Welligkeitsmesswerte aus der
WaveScan Messung, b) Zusammenfassen der
Messwerte zu den Werten für SW und LW [18]
2 Theoretische Grundlagen 21
Abbildung 10: WaveScan Messprinzip [14]
2.4.2 Grundlagen Fokusvariationsmikroskopie
Die Messung der Oberflächentopographie mittels optischer Methoden bietet ge-
genüber klassischer mechanischer Profilometrie einige Vorteile. Während bei tas-
tenden Verfahren die Topographie nur aus Spuren der Fläche gemessen wird,
können bei der optischen Messtechnik echte Flächenwerte generiert werden. Ei-
nes dieser optischen Verfahren ist die Fokusvariation, bei der die geringe Tiefen-
schärfe eines optischen Systems genutzt wird, um über Objektschärfemessung
auf die relative Höhe des Objektes zu schließen. Von jedem Bereich der Probe
werden Serien von 2D-Oberflächendaten ermittelt, wobei zwischen jedem Daten-
satz die Optik entlang seiner optischen Achse in Z-Richtung etwas verschoben
wird. Dadurch werden 2D-Daten mit jeweils etwas anderem Schärfepunkt gene-
riert. Für jeden Objektpunkt wird aus diesen Daten jene Z-Position bestimmt, an
der dieser Punkt optimal scharf abgebildet wurde. Somit entsteht für jeden Objekt-
punkt eine Höheninformation. Aus diesen wird ein 3D Datensatz generiert, der
zum einen das Höhenprofil der Oberfläche in Falschfarben darstellt und zum an-
deren ein Echtfarbenbild der Oberfläche bietet, bei dem jeder Oberflächenpunkt
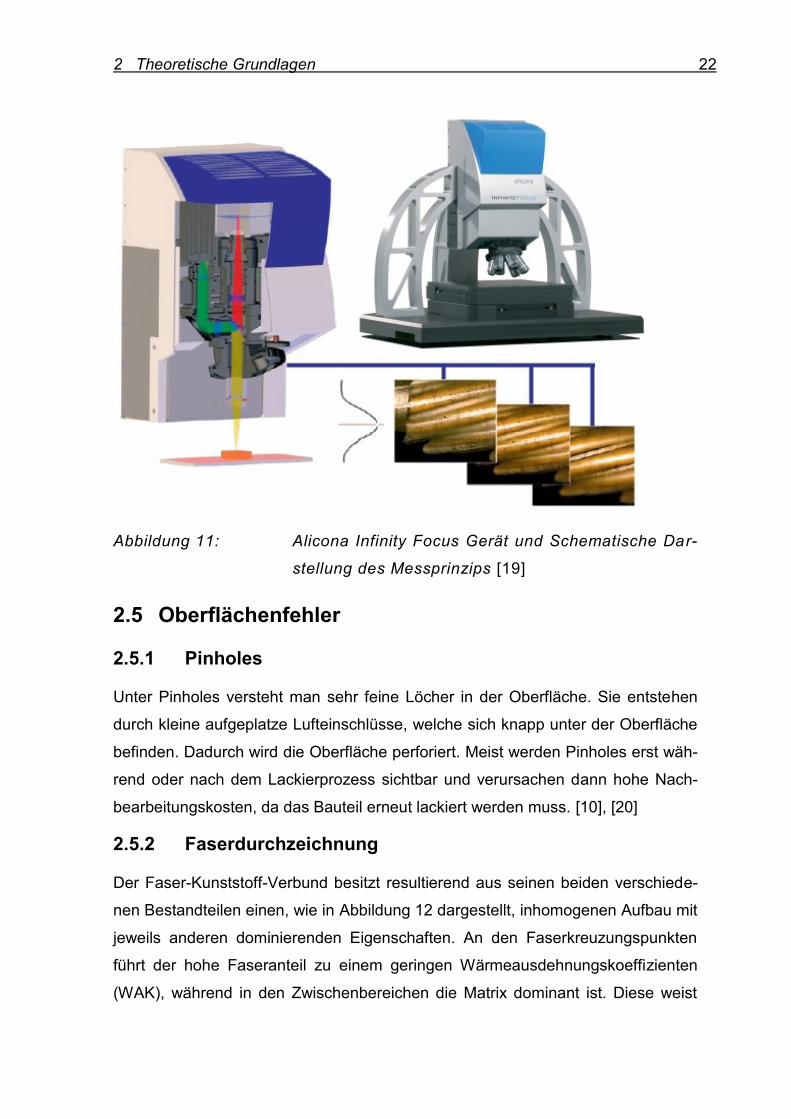
scharf abgebildet werden kann. Unsere Messungen führten wir mit Geräten von
Alicona (Alicona Imaging GmbH, Grambach, Österreich) durch. In Abbildung 11 ist
ein solches Gerät von Alicona zusammen mit einer schematischen Darstellung der
Fokusvariationsmessung dargestellt. [19]
2 Theoretische Grundlagen 22
Abbildung 11: Alicona Infinity Focus Gerät und Schematische Dar-
stellung des Messprinzips [19]
2.5 Oberflächenfehler
2.5.1 Pinholes
Unter Pinholes versteht man sehr feine Löcher in der Oberfläche. Sie entstehen
durch kleine aufgeplatze Lufteinschlüsse, welche sich knapp unter der Oberfläche
befinden. Dadurch wird die Oberfläche perforiert. Meist werden Pinholes erst wäh-
rend oder nach dem Lackierprozess sichtbar und verursachen dann hohe Nach-
bearbeitungskosten, da das Bauteil erneut lackiert werden muss. [10], [20]
2.5.2 Faserdurchzeichnung
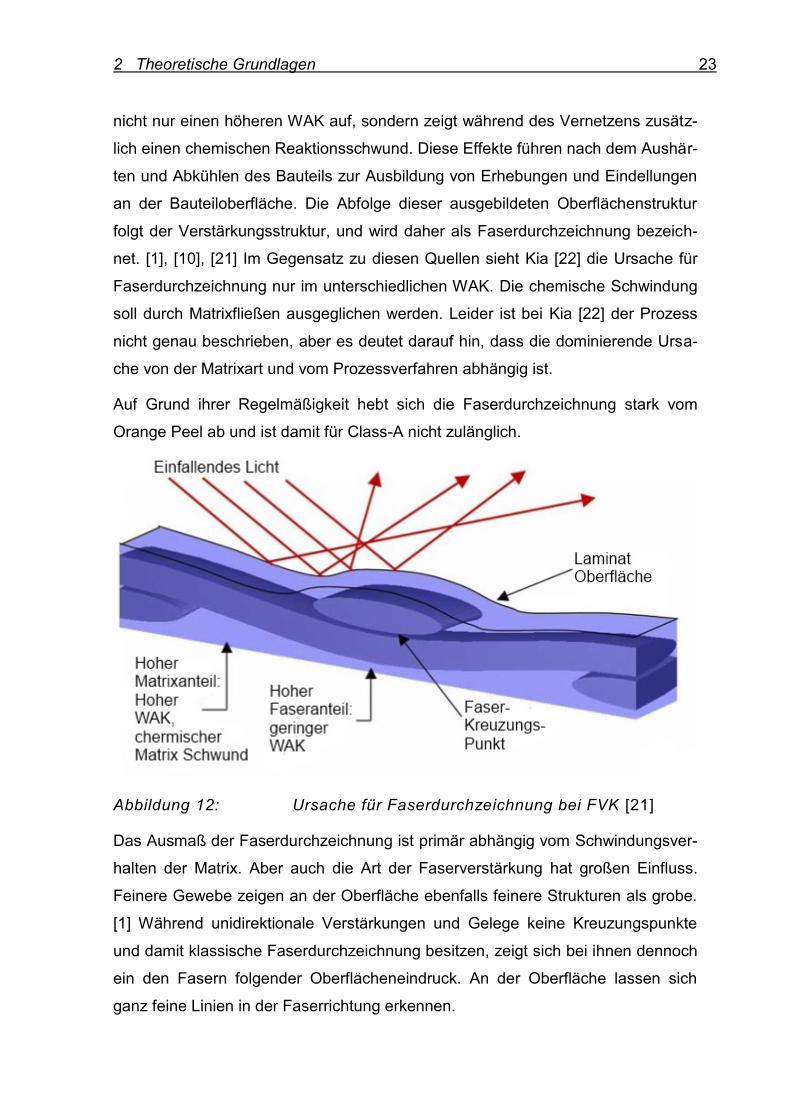
Der Faser-Kunststoff-Verbund besitzt resultierend aus seinen beiden verschiede-
nen Bestandteilen einen, wie in Abbildung 12 dargestellt, inhomogenen Aufbau mit
jeweils anderen dominierenden Eigenschaften. An den Faserkreuzungspunkten
führt der hohe Faseranteil zu einem geringen Wärmeausdehnungskoeffizienten
(WAK), während in den Zwischenbereichen die Matrix dominant ist. Diese weist
2 Theoretische Grundlagen 23
nicht nur einen höheren WAK auf, sondern zeigt während des Vernetzens zusätz-
lich einen chemischen Reaktionsschwund. Diese Effekte führen nach dem Aushär-
ten und Abkühlen des Bauteils zur Ausbildung von Erhebungen und Eindellungen
an der Bauteiloberfläche. Die Abfolge dieser ausgebildeten Oberflächenstruktur
folgt der Verstärkungsstruktur, und wird daher als Faserdurchzeichnung bezeich-
net. [1], [10], [21] Im Gegensatz zu diesen Quellen sieht Kia [22] die Ursache für
Faserdurchzeichnung nur im unterschiedlichen WAK. Die chemische Schwindung
soll durch Matrixfließen ausgeglichen werden. Leider ist bei Kia [22] der Prozess
nicht genau beschrieben, aber es deutet darauf hin, dass die dominierende Ursa-
che von der Matrixart und vom Prozessverfahren abhängig ist.
Auf Grund ihrer Regelmäßigkeit hebt sich die Faserdurchzeichnung stark vom
Orange Peel ab und ist damit für Class-A nicht zulänglich.
Abbildung 12: Ursache für Faserdurchzeichnung bei FVK [21]
Das Ausmaß der Faserdurchzeichnung ist primär abhängig vom Schwindungsver-
halten der Matrix. Aber auch die Art der Faserverstärkung hat großen Einfluss.
Feinere Gewebe zeigen an der Oberfläche ebenfalls feinere Strukturen als grobe.
[1] Während unidirektionale Verstärkungen und Gelege keine Kreuzungspunkte
und damit klassische Faserdurchzeichnung besitzen, zeigt sich bei ihnen dennoch
ein den Fasern folgender Oberflächeneindruck. An der Oberfläche lassen sich
ganz feine Linien in der Faserrichtung erkennen.
2 Theoretische Grundlagen 24
Ein bei SMC (Sheet Moulding Compound) bereits eingesetztes System zur Verrin-
gerung der Faserdurchzeichnung durch Matrixschwund ist die Zugabe so genann-
ter Low Profile Additive (LPA). Diese sind in der Lage den gesamten Matrix-
schwund zu kompensieren und können sogar für einen negativen WAK sorgen.
Damit ist es möglich ein System so einzustellen, dass sich keine Volumenände-
rung am Bauteil einstellt wenn dieses entformt und abgekühlt wird. [23], [24] Durch
die Zugabe von LPA werden allerdings die mechanischen Kennwerte des Materi-
als verringert. Die LPA-Partikel wirken über die Erzeugung von Mikroporen, wel-
che zwar die Volumenabnahmen kompensieren, gleichzeitig aber mechanische
Schwachstellen darstellen. [25]
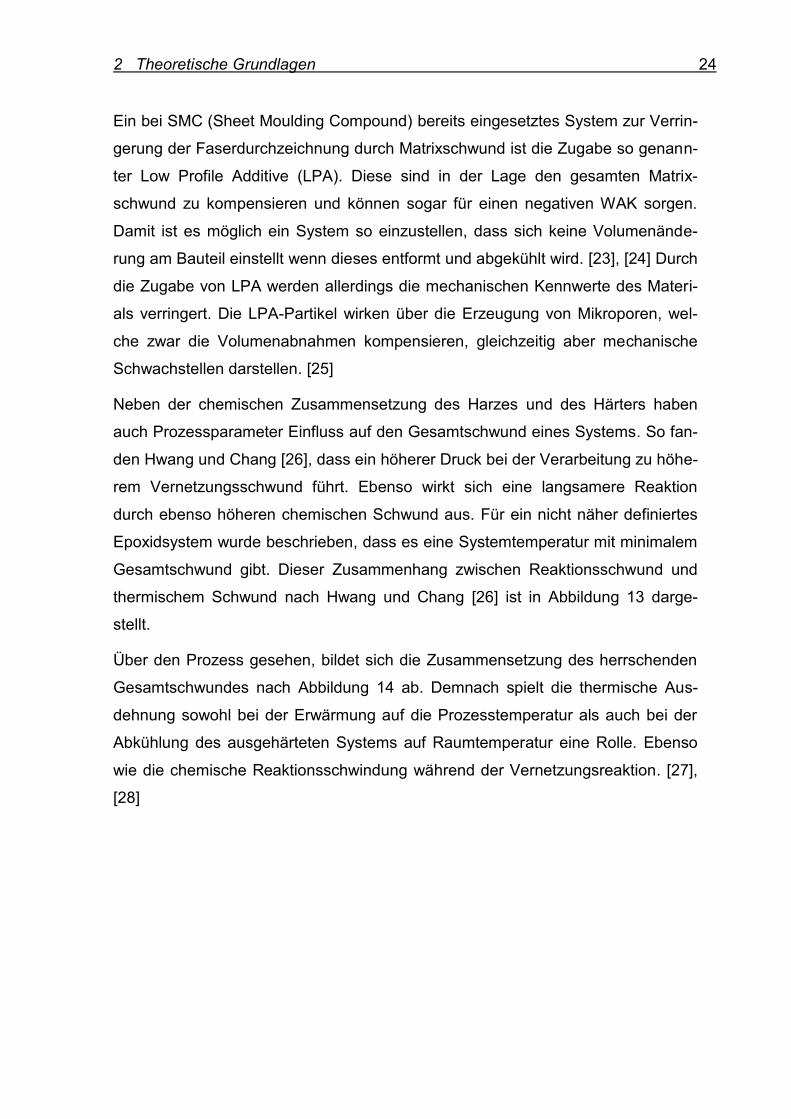
Neben der chemischen Zusammensetzung des Harzes und des Härters haben
auch Prozessparameter Einfluss auf den Gesamtschwund eines Systems. So fan-
den Hwang und Chang [26], dass ein höherer Druck bei der Verarbeitung zu höhe-
rem Vernetzungsschwund führt. Ebenso wirkt sich eine langsamere Reaktion
durch ebenso höheren chemischen Schwund aus. Für ein nicht näher definiertes
Epoxidsystem wurde beschrieben, dass es eine Systemtemperatur mit minimalem
Gesamtschwund gibt. Dieser Zusammenhang zwischen Reaktionsschwund und
thermischem Schwund nach Hwang und Chang [26] ist in Abbildung 13 darge-
stellt.
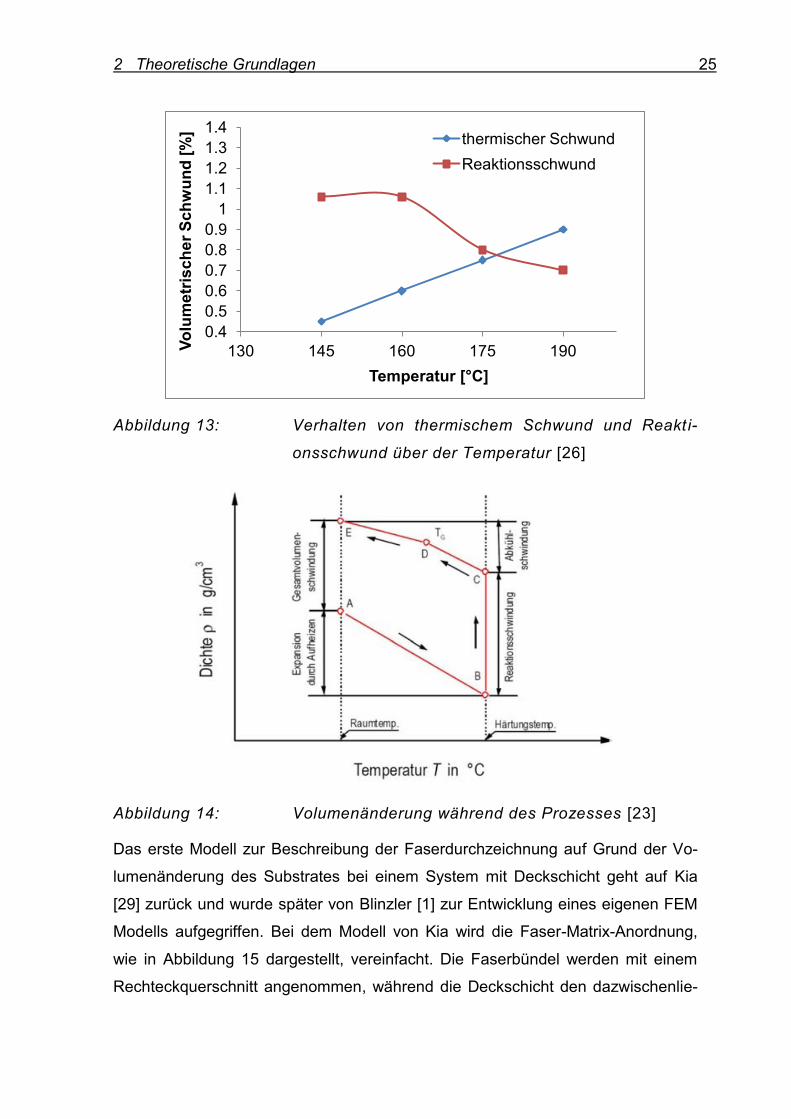
Über den Prozess gesehen, bildet sich die Zusammensetzung des herrschenden
Gesamtschwundes nach Abbildung 14 ab. Demnach spielt die thermische Aus-
dehnung sowohl bei der Erwärmung auf die Prozesstemperatur als auch bei der
Abkühlung des ausgehärteten Systems auf Raumtemperatur eine Rolle. Ebenso
wie die chemische Reaktionsschwindung während der Vernetzungsreaktion. [27],
[28]
2 Theoretische Grundlagen 25
Abbildung 13: Verhalten von thermischem Schwund und Reakti-
onsschwund über der Temperatur [26]
Abbildung 14: Volumenänderung während des Prozesses [23]
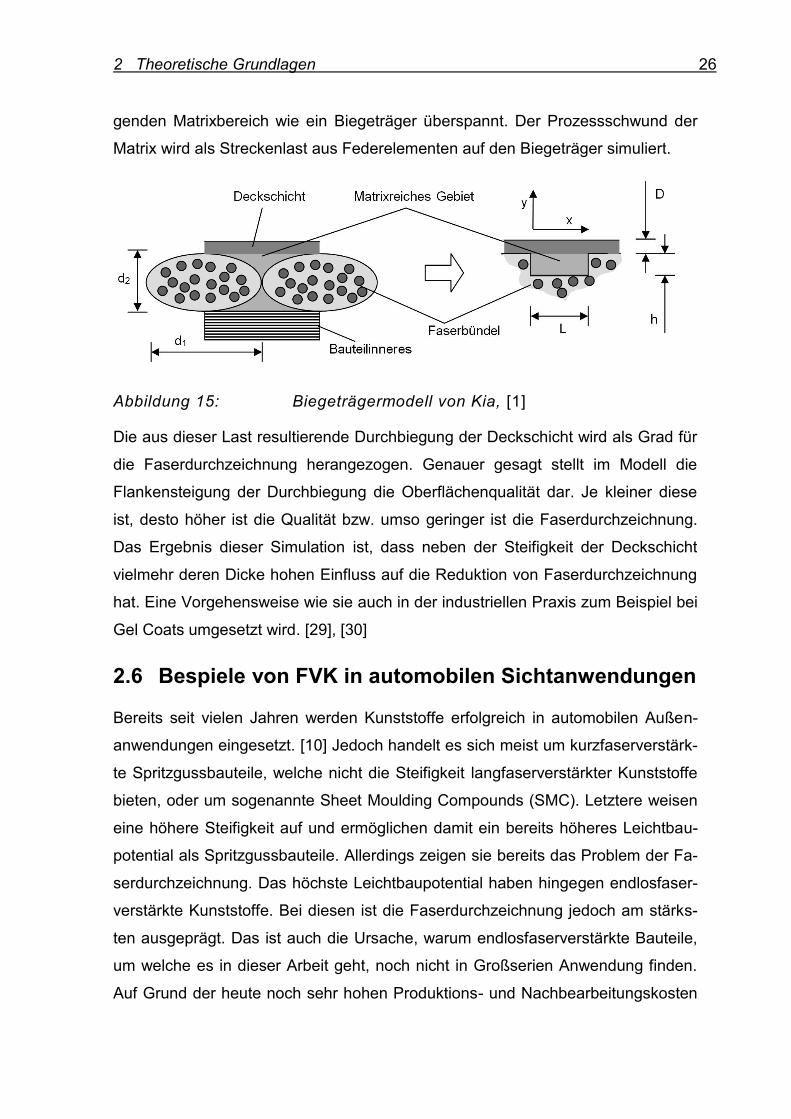
Das erste Modell zur Beschreibung der Faserdurchzeichnung auf Grund der Vo-
lumenänderung des Substrates bei einem System mit Deckschicht geht auf Kia
[29] zurück und wurde später von Blinzler [1] zur Entwicklung eines eigenen FEM
Modells aufgegriffen. Bei dem Modell von Kia wird die Faser-Matrix-Anordnung,
wie in Abbildung 15 dargestellt, vereinfacht. Die Faserbündel werden mit einem
Rechteckquerschnitt angenommen, während die Deckschicht den dazwischenlie-
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
1.4
130 145 160 175 190 Vo
lum
etr
isc
he
r S
ch
wu
nd
[%
]
Temperatur [°C]
thermischer Schwund
Reaktionsschwund
2 Theoretische Grundlagen 26
genden Matrixbereich wie ein Biegeträger überspannt. Der Prozessschwund der
Matrix wird als Streckenlast aus Federelementen auf den Biegeträger simuliert.
Abbildung 15: Biegeträgermodell von Kia, [1]
Die aus dieser Last resultierende Durchbiegung der Deckschicht wird als Grad für
die Faserdurchzeichnung herangezogen. Genauer gesagt stellt im Modell die
Flankensteigung der Durchbiegung die Oberflächenqualität dar. Je kleiner diese
ist, desto höher ist die Qualität bzw. umso geringer ist die Faserdurchzeichnung.
Das Ergebnis dieser Simulation ist, dass neben der Steifigkeit der Deckschicht
vielmehr deren Dicke hohen Einfluss auf die Reduktion von Faserdurchzeichnung
hat. Eine Vorgehensweise wie sie auch in der industriellen Praxis zum Beispiel bei
Gel Coats umgesetzt wird. [29], [30]
2.6 Bespiele von FVK in automobilen Sichtanwendungen
Bereits seit vielen Jahren werden Kunststoffe erfolgreich in automobilen Außen-
anwendungen eingesetzt. [10] Jedoch handelt es sich meist um kurzfaserverstärk-
te Spritzgussbauteile, welche nicht die Steifigkeit langfaserverstärkter Kunststoffe
bieten, oder um sogenannte Sheet Moulding Compounds (SMC). Letztere weisen
eine höhere Steifigkeit auf und ermöglichen damit ein bereits höheres Leichtbau-
potential als Spritzgussbauteile. Allerdings zeigen sie bereits das Problem der Fa-
serdurchzeichnung. Das höchste Leichtbaupotential haben hingegen endlosfaser-
verstärkte Kunststoffe. Bei diesen ist die Faserdurchzeichnung jedoch am stärks-
ten ausgeprägt. Das ist auch die Ursache, warum endlosfaserverstärkte Bauteile,
um welche es in dieser Arbeit geht, noch nicht in Großserien Anwendung finden.
Auf Grund der heute noch sehr hohen Produktions- und Nachbearbeitungskosten

2 Theoretische Grundlagen 27
um ein Class-A Oberflächenniveau zu erreichen, beschränken sich die Anwen-
dungen dieser Materialien meist auf Sportwagen im oberen Preissegment. In die-
se Kategorie fallen unter anderem die Corvette Z06, Motorhaube und Stoßstange
vorne in CFK; Lamborghini Murcielago, Außenhaut komplett CFK; Lamborghini
Aventador, CFK Monoque [31], [32], [33], [34] Ebenso sind das Dach des BMW
M3 CSL, Seitenteile des Audi R8 und Außenteile des Bugatti Veyron aus CFK ge-
fertigt [12], [35]. Aktuell arbeitet Ford an einer Carbon-Motorhaube für den Ford
Focus [36]. In [10] findet sich darüber hinaus eine sehr umfangreiche, aber bereits
10 Jahre alte Liste an Kunststoffbauteilen in der Außenanwendung von Serien-
fahrzeugen. In Kleinstserien und Exotenfahrzeugen besteht häufig nahezu das
Gesamte Fahrzeug aus CFK. Diese Kleinstserien unterliegen auf Grund ihres
Exotenstatuses aber häufig nicht den hohen Class-A Anforderungen. Ebenso wer-
den die hohen Nachbearbeitungskosten teilweise auf Grund der geringen Stück-
zahl in Kauf genommen.
3 Herstellung Musterplatten, Verfahrensentwicklung 28
3 HERSTELLUNG MUSTERPLATTEN, VERFAHRENS-
ENTWICKLUNG
3.1 Musterplatten: Aufbau und Material
Bei den durchgeführten Versuchen wurde ein Dreischichtaufbau mit 0/90° Deck-
schichten und einer +-45° Mittellage ausgewählt. Dadurch konnten ebene, ausrei-
chend steife Platten erzeugt werden. Nach [1] sind die äußersten 2-3 Lagen eines
Laminataufbaues oberflächenbestimmend. Durch den Dreilagenaufbau wird dieser
Einflussfaktor somit vollständig abgedeckt. Für eine automobile Serienfertigung
kommt des Weiteren ein dicker Laminataufbau ebenfalls nicht in Frage, da mit
mehr Lagen die Bauteilkosten steigen würden. Gleichzeitig würde die mögliche
Gewichtsersparnis abnehmen. Als Kompromiss zwischen Probengröße und Ferti-
gungsaufwand wurden Musterplatten mit annähernd A4-Format verwendet. Diese
Größe von ca. 30cm x 21cm eignete sich hervorragend um pro Pressvorgang zwei
Platten auf einmal herstellen zu können und war ausreichend groß um eine aus-
sagekräftige Begutachtungsfläche zu erhalten. Der große Vorteil zwei Platten in
einem Durchgang herzustellen bestand darin, immer zwei idente Schwesterplatten
zu erhalten. Während eine der Platten im Klimawechseltest gealtert wurde, blieb
die andere unberührt erhalten. So konnten beide Platten im Anschluss direkt mit-
einander verglichen werden.
Als Versuchsmaterial für diese Arbeit war zuvor bereits ein 3k Twill Gewebe mit
Carbonfasern als Prepreg von Hexcel (Hexcel Corporation, Stamford, Connecticut,
USA) mit neuer hochreaktiver M77 Matrix ausgewählt worden. Das Material sollte
eine Aushärtezeit von 5 min bei 130°C ermöglichen. Diese sehr kurze Zykluszeit
prädestiniert dieses Material für den Heißpressprozess. Damit lässt sich ein ra-
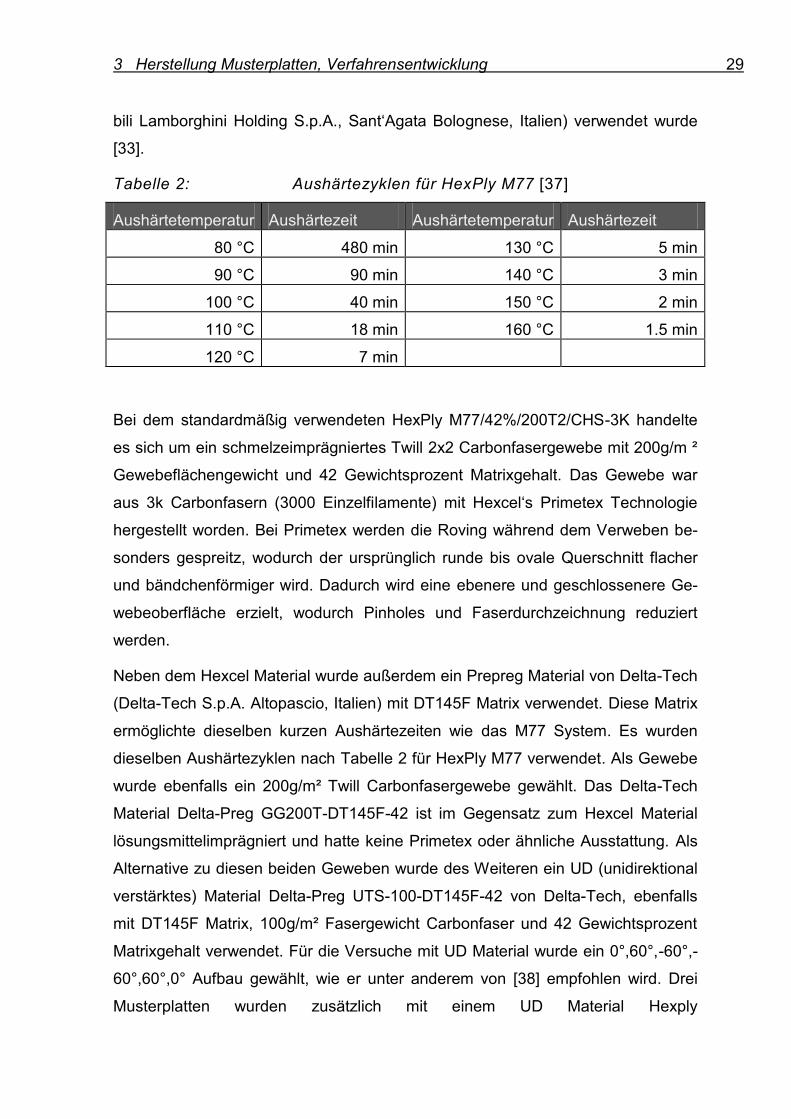
scher Prozess, wie für die automobile Serienfertigung gefordert, realisieren. In Ta-
belle 2 sind die von Hexcel empfohlenen Aushärtezyklen für das HexPly M77-
System angeführt. Entsprechend der Prozesstemperaturen des Prepregs war das
PIMC in seiner Reaktivität ebenfalls auf einen Temperaturbereich von 120-150°C
ausgelegt. Die Wahl für ein 3k Twill Gewebe ist sehr naheliegend, da dieser Auf-
bau z.B. auch für die Außenhautsegmente des Lamborghini Murciellago (Automo-
3 Herstellung Musterplatten, Verfahrensentwicklung 29
bili Lamborghini Holding S.p.A., Sant‘Agata Bolognese, Italien) verwendet wurde
[33].
Tabelle 2: Aushärtezyklen für HexPly M77 [37]
Aushärtetemperatur Aushärtezeit Aushärtetemperatur Aushärtezeit
80 °C 480 min 130 °C 5 min
90 °C 90 min 140 °C 3 min
100 °C 40 min 150 °C 2 min
110 °C 18 min 160 °C 1.5 min
120 °C 7 min
Bei dem standardmäßig verwendeten HexPly M77/42%/200T2/CHS-3K handelte
es sich um ein schmelzeimprägniertes Twill 2x2 Carbonfasergewebe mit 200g/m ²
Gewebeflächengewicht und 42 Gewichtsprozent Matrixgehalt. Das Gewebe war
aus 3k Carbonfasern (3000 Einzelfilamente) mit Hexcel‘s Primetex Technologie
hergestellt worden. Bei Primetex werden die Roving während dem Verweben be-
sonders gespreitz, wodurch der ursprünglich runde bis ovale Querschnitt flacher
und bändchenförmiger wird. Dadurch wird eine ebenere und geschlossenere Ge-
webeoberfläche erzielt, wodurch Pinholes und Faserdurchzeichnung reduziert
werden.
Neben dem Hexcel Material wurde außerdem ein Prepreg Material von Delta-Tech
(Delta-Tech S.p.A. Altopascio, Italien) mit DT145F Matrix verwendet. Diese Matrix
ermöglichte dieselben kurzen Aushärtezeiten wie das M77 System. Es wurden
dieselben Aushärtezyklen nach Tabelle 2 für HexPly M77 verwendet. Als Gewebe
wurde ebenfalls ein 200g/m² Twill Carbonfasergewebe gewählt. Das Delta-Tech
Material Delta-Preg GG200T-DT145F-42 ist im Gegensatz zum Hexcel Material
lösungsmittelimprägniert und hatte keine Primetex oder ähnliche Ausstattung. Als
Alternative zu diesen beiden Geweben wurde des Weiteren ein UD (unidirektional
verstärktes) Material Delta-Preg UTS-100-DT145F-42 von Delta-Tech, ebenfalls
mit DT145F Matrix, 100g/m² Fasergewicht Carbonfaser und 42 Gewichtsprozent
Matrixgehalt verwendet. Für die Versuche mit UD Material wurde ein 0°,60°,-60°,-
60°,60°,0° Aufbau gewählt, wie er unter anderem von [38] empfohlen wird. Drei
Musterplatten wurden zusätzlich mit einem UD Material Hexply
3 Herstellung Musterplatten, Verfahrensentwicklung 30
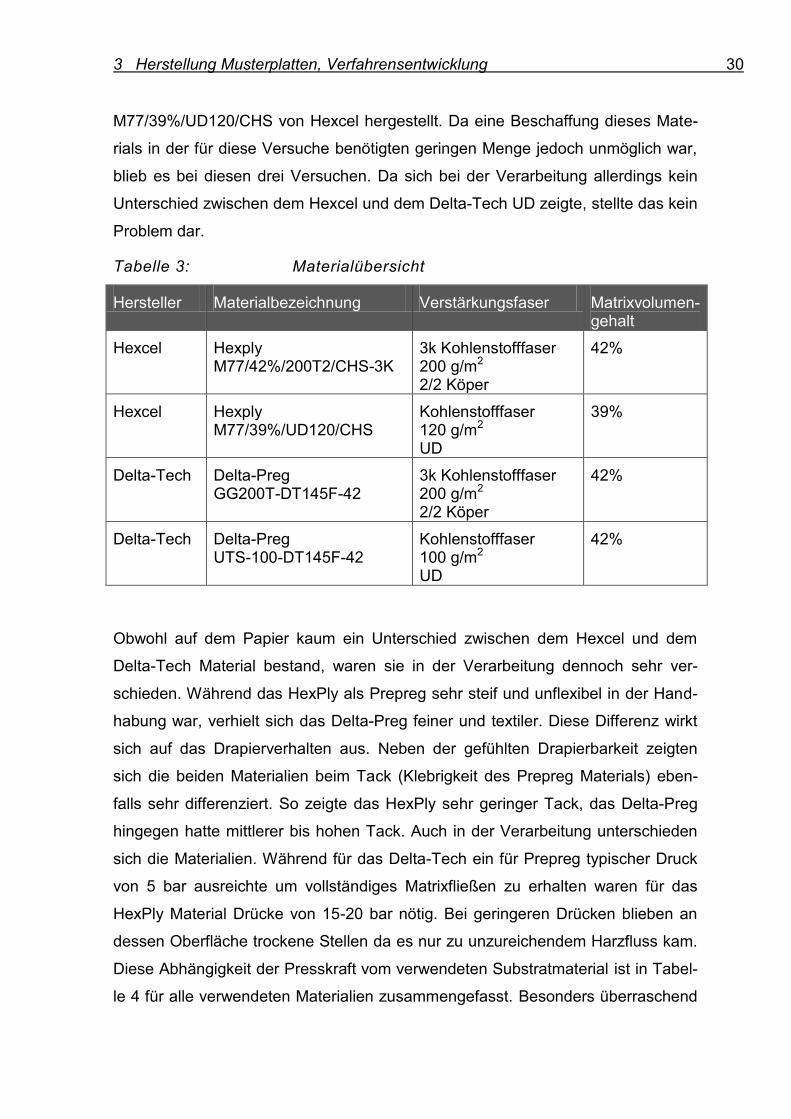
M77/39%/UD120/CHS von Hexcel hergestellt. Da eine Beschaffung dieses Mate-
rials in der für diese Versuche benötigten geringen Menge jedoch unmöglich war,
blieb es bei diesen drei Versuchen. Da sich bei der Verarbeitung allerdings kein
Unterschied zwischen dem Hexcel und dem Delta-Tech UD zeigte, stellte das kein
Problem dar.
Tabelle 3: Materialübersicht
Hersteller Materialbezeichnung Verstärkungsfaser Matrixvolumen-gehalt
Hexcel Hexply M77/42%/200T2/CHS-3K
3k Kohlenstofffaser 200 g/m2 2/2 Köper
42%
Hexcel Hexply M77/39%/UD120/CHS
Kohlenstofffaser 120 g/m2 UD
39%
Delta-Tech Delta-Preg GG200T-DT145F-42
3k Kohlenstofffaser 200 g/m2 2/2 Köper
42%
Delta-Tech Delta-Preg UTS-100-DT145F-42
Kohlenstofffaser 100 g/m2 UD
42%
Obwohl auf dem Papier kaum ein Unterschied zwischen dem Hexcel und dem
Delta-Tech Material bestand, waren sie in der Verarbeitung dennoch sehr ver-
schieden. Während das HexPly als Prepreg sehr steif und unflexibel in der Hand-
habung war, verhielt sich das Delta-Preg feiner und textiler. Diese Differenz wirkt
sich auf das Drapierverhalten aus. Neben der gefühlten Drapierbarkeit zeigten
sich die beiden Materialien beim Tack (Klebrigkeit des Prepreg Materials) eben-
falls sehr differenziert. So zeigte das HexPly sehr geringer Tack, das Delta-Preg
hingegen hatte mittlerer bis hohen Tack. Auch in der Verarbeitung unterschieden
sich die Materialien. Während für das Delta-Tech ein für Prepreg typischer Druck
von 5 bar ausreichte um vollständiges Matrixfließen zu erhalten waren für das
HexPly Material Drücke von 15-20 bar nötig. Bei geringeren Drücken blieben an
dessen Oberfläche trockene Stellen da es nur zu unzureichendem Harzfluss kam.
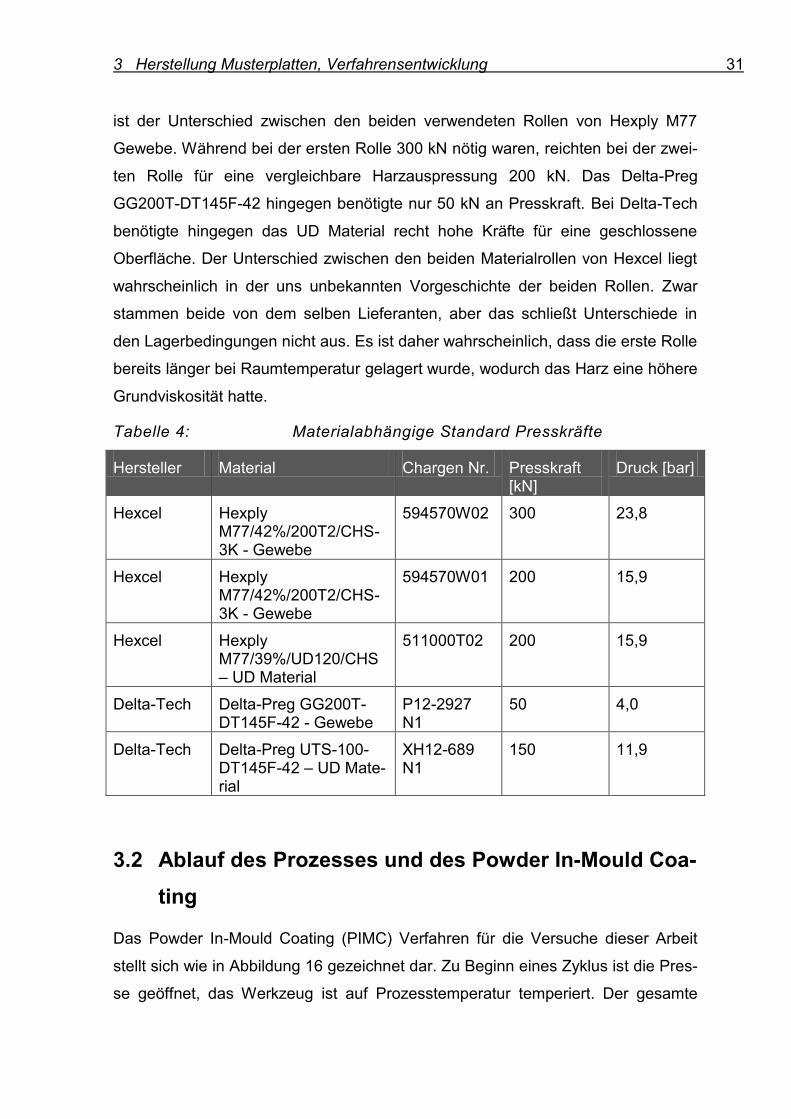
Diese Abhängigkeit der Presskraft vom verwendeten Substratmaterial ist in Tabel-
le 4 für alle verwendeten Materialien zusammengefasst. Besonders überraschend
3 Herstellung Musterplatten, Verfahrensentwicklung 31
ist der Unterschied zwischen den beiden verwendeten Rollen von Hexply M77
Gewebe. Während bei der ersten Rolle 300 kN nötig waren, reichten bei der zwei-
ten Rolle für eine vergleichbare Harzauspressung 200 kN. Das Delta-Preg
GG200T-DT145F-42 hingegen benötigte nur 50 kN an Presskraft. Bei Delta-Tech
benötigte hingegen das UD Material recht hohe Kräfte für eine geschlossene
Oberfläche. Der Unterschied zwischen den beiden Materialrollen von Hexcel liegt
wahrscheinlich in der uns unbekannten Vorgeschichte der beiden Rollen. Zwar
stammen beide von dem selben Lieferanten, aber das schließt Unterschiede in
den Lagerbedingungen nicht aus. Es ist daher wahrscheinlich, dass die erste Rolle
bereits länger bei Raumtemperatur gelagert wurde, wodurch das Harz eine höhere
Grundviskosität hatte.
Tabelle 4: Materialabhängige Standard Presskräfte
Hersteller Material Chargen Nr. Presskraft [kN]
Druck [bar]
Hexcel Hexply M77/42%/200T2/CHS-3K - Gewebe
594570W02 300 23,8
Hexcel Hexply M77/42%/200T2/CHS-3K - Gewebe
594570W01 200 15,9
Hexcel Hexply M77/39%/UD120/CHS – UD Material
511000T02 200 15,9
Delta-Tech Delta-Preg GG200T-DT145F-42 - Gewebe
P12-2927 N1
50 4,0
Delta-Tech Delta-Preg UTS-100-DT145F-42 – UD Mate-rial
XH12-689 N1
150 11,9
3.2 Ablauf des Prozesses und des Powder In-Mould Coa-
ting
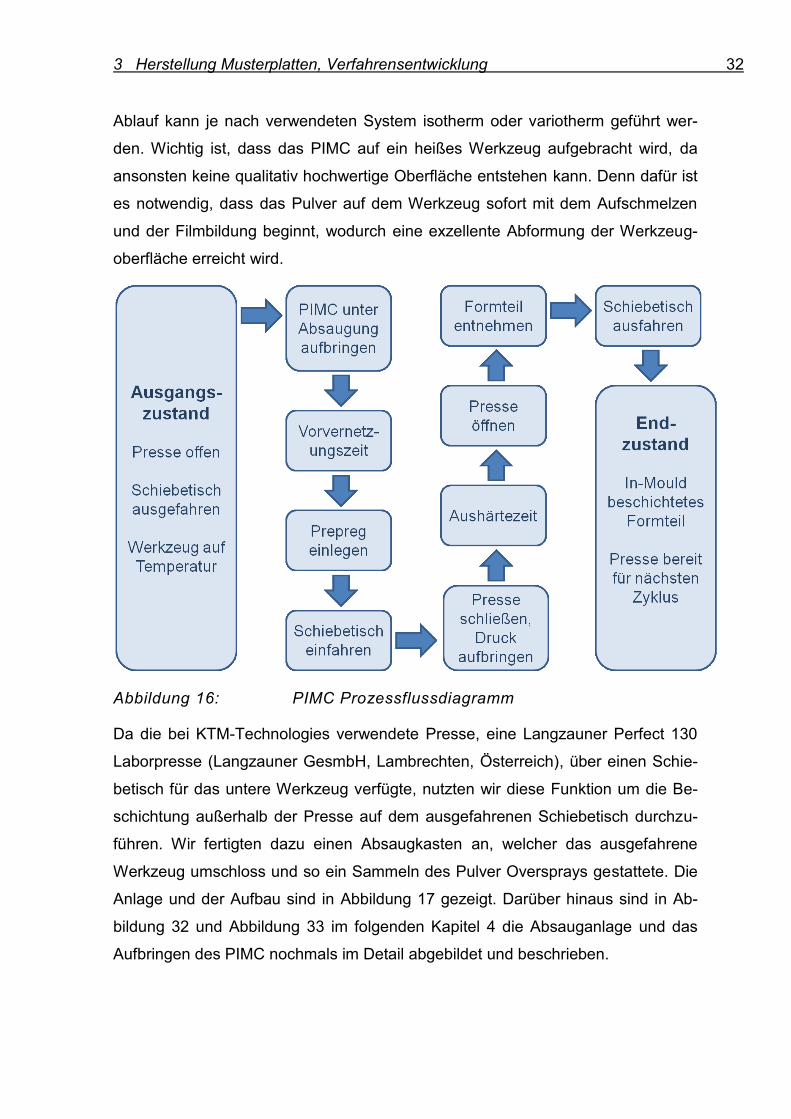
Das Powder In-Mould Coating (PIMC) Verfahren für die Versuche dieser Arbeit
stellt sich wie in Abbildung 16 gezeichnet dar. Zu Beginn eines Zyklus ist die Pres-
se geöffnet, das Werkzeug ist auf Prozesstemperatur temperiert. Der gesamte
3 Herstellung Musterplatten, Verfahrensentwicklung 32
Ablauf kann je nach verwendeten System isotherm oder variotherm geführt wer-
den. Wichtig ist, dass das PIMC auf ein heißes Werkzeug aufgebracht wird, da
ansonsten keine qualitativ hochwertige Oberfläche entstehen kann. Denn dafür ist
es notwendig, dass das Pulver auf dem Werkzeug sofort mit dem Aufschmelzen
und der Filmbildung beginnt, wodurch eine exzellente Abformung der Werkzeug-
oberfläche erreicht wird.
Abbildung 16: PIMC Prozessflussdiagramm
Da die bei KTM-Technologies verwendete Presse, eine Langzauner Perfect 130
Laborpresse (Langzauner GesmbH, Lambrechten, Österreich), über einen Schie-
betisch für das untere Werkzeug verfügte, nutzten wir diese Funktion um die Be-
schichtung außerhalb der Presse auf dem ausgefahrenen Schiebetisch durchzu-
führen. Wir fertigten dazu einen Absaugkasten an, welcher das ausgefahrene
Werkzeug umschloss und so ein Sammeln des Pulver Oversprays gestattete. Die
Anlage und der Aufbau sind in Abbildung 17 gezeigt. Darüber hinaus sind in Ab-
bildung 32 und Abbildung 33 im folgenden Kapitel 4 die Absauganlage und das
Aufbringen des PIMC nochmals im Detail abgebildet und beschrieben.

3 Herstellung Musterplatten, Verfahrensentwicklung 33
Nach dem Aufbringen des PIMC wird kurz gewartet, bis durch teilweise Vernet-
zung des Pulvers eine ausreichend hohe Filmfestigkeit erreicht wird. Bei zu gerin-
ger Filmfestigkeit kommt es zu einem Herauspressen der Beschichtung. Das führt
letztendlich zu einem Bauteil mit keiner oder ungenügend dicker Beschichtung, da
das IMC vom Bauteil verdrängt wird. Die nötige Vorvernetzungszeit ist von der
Reaktivität des PIMC Systems abhängig und betrug bei unseren Versuchen 1 Mi-
nute ab dem Beginn des PIMC Auftrags. Diese kann durch die Formulierung des
PIMC Pulvers eingestellt und damit an die Prozessbedingungen angepasst wer-
den.
Nach der Vorvernetzung werden die Prepregzuschnitte auf den PIMC Film aufge-
legt, der Schiebetisch eingefahren und die Presse geschlossen. Durch die Einwir-
kung des Pressdrucks werden das Prepreg und der PIMC Film konsolidiert und
härten während der Aushärtezeit gemeinsam aus. Es kommt dabei zu einer che-
mischen Vernetzung zwischen dem Substrat und der Beschichtung [39]. Nach
dem Öffnen der Presse kann das Formteil entnommen werden und der Schiebe-
tisch fährt für den nächsten Zyklus in die Beschichtungsposition in der Absaugan-
lage.
Abbildung 17: Presse mit Temperiergerät (links), Absauganlage
und Pulverpistole (rechts)
3 Herstellung Musterplatten, Verfahrensentwicklung 34
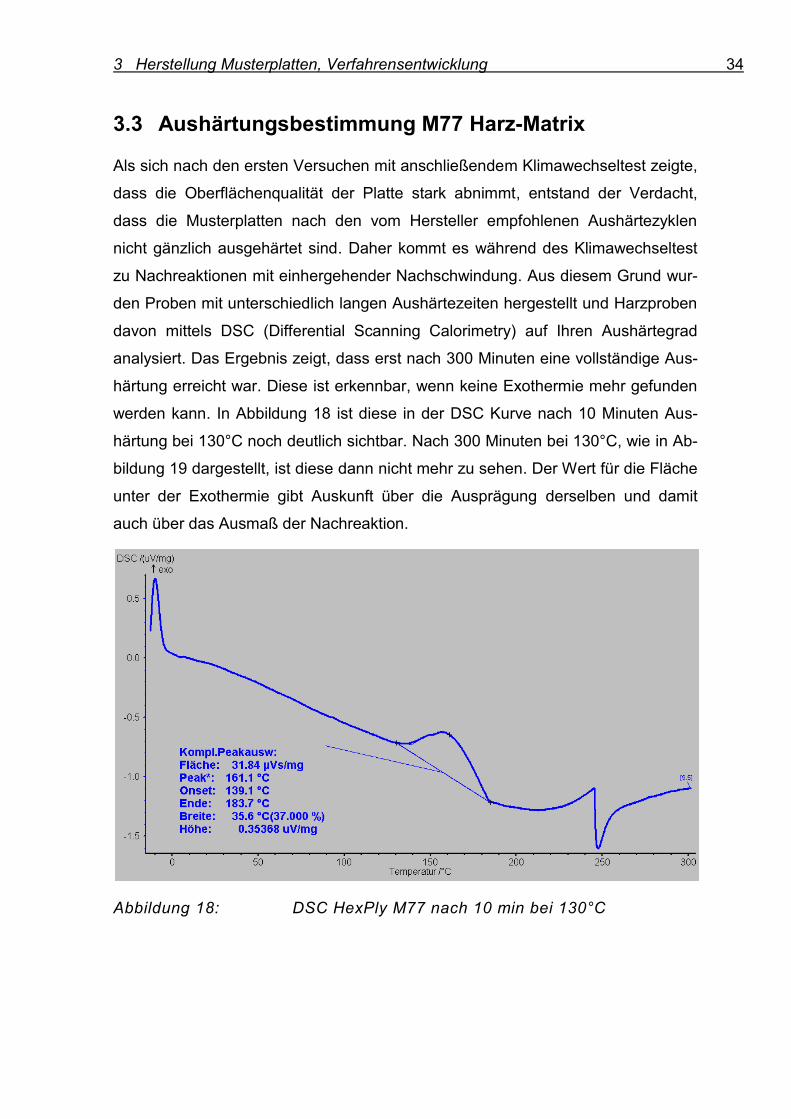
3.3 Aushärtungsbestimmung M77 Harz-Matrix
Als sich nach den ersten Versuchen mit anschließendem Klimawechseltest zeigte,
dass die Oberflächenqualität der Platte stark abnimmt, entstand der Verdacht,
dass die Musterplatten nach den vom Hersteller empfohlenen Aushärtezyklen
nicht gänzlich ausgehärtet sind. Daher kommt es während des Klimawechseltest
zu Nachreaktionen mit einhergehender Nachschwindung. Aus diesem Grund wur-
den Proben mit unterschiedlich langen Aushärtezeiten hergestellt und Harzproben
davon mittels DSC (Differential Scanning Calorimetry) auf Ihren Aushärtegrad
analysiert. Das Ergebnis zeigt, dass erst nach 300 Minuten eine vollständige Aus-
härtung erreicht war. Diese ist erkennbar, wenn keine Exothermie mehr gefunden
werden kann. In Abbildung 18 ist diese in der DSC Kurve nach 10 Minuten Aus-
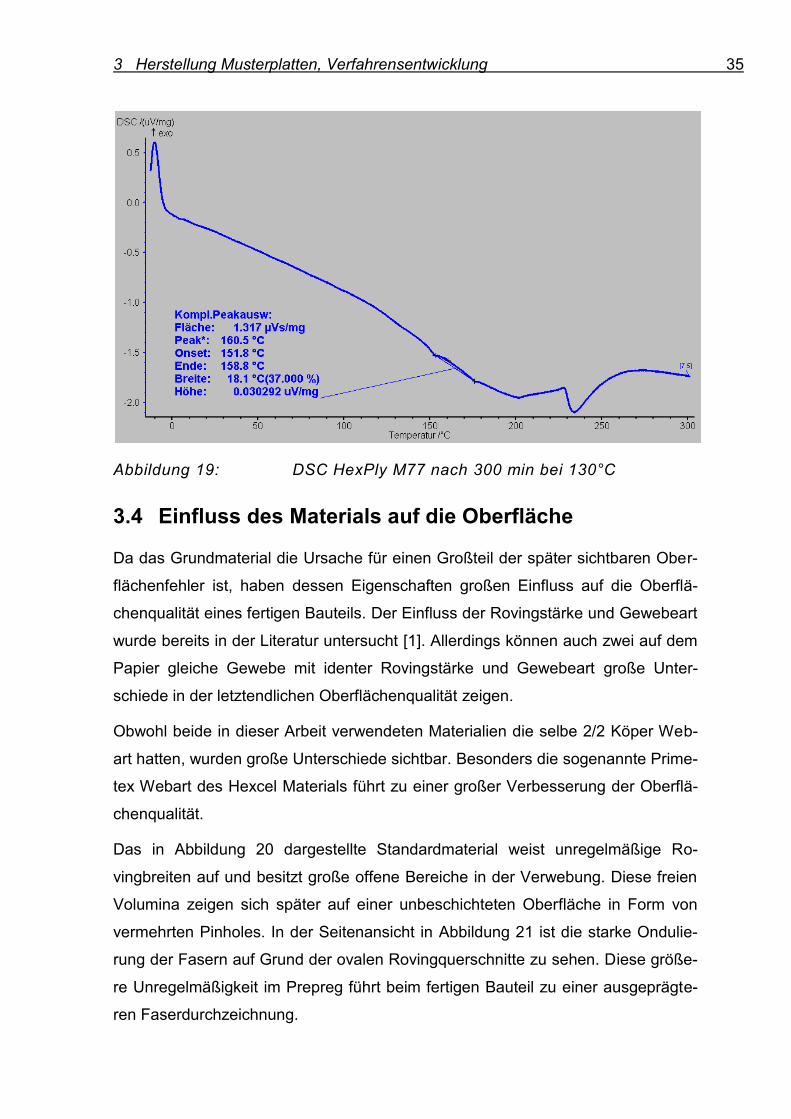
härtung bei 130°C noch deutlich sichtbar. Nach 300 Minuten bei 130°C, wie in Ab-
bildung 19 dargestellt, ist diese dann nicht mehr zu sehen. Der Wert für die Fläche
unter der Exothermie gibt Auskunft über die Ausprägung derselben und damit
auch über das Ausmaß der Nachreaktion.
Abbildung 18: DSC HexPly M77 nach 10 min bei 130°C
3 Herstellung Musterplatten, Verfahrensentwicklung 35
Abbildung 19: DSC HexPly M77 nach 300 min bei 130°C
3.4 Einfluss des Materials auf die Oberfläche
Da das Grundmaterial die Ursache für einen Großteil der später sichtbaren Ober-
flächenfehler ist, haben dessen Eigenschaften großen Einfluss auf die Oberflä-
chenqualität eines fertigen Bauteils. Der Einfluss der Rovingstärke und Gewebeart
wurde bereits in der Literatur untersucht [1]. Allerdings können auch zwei auf dem
Papier gleiche Gewebe mit identer Rovingstärke und Gewebeart große Unter-
schiede in der letztendlichen Oberflächenqualität zeigen.
Obwohl beide in dieser Arbeit verwendeten Materialien die selbe 2/2 Köper Web-
art hatten, wurden große Unterschiede sichtbar. Besonders die sogenannte Prime-
tex Webart des Hexcel Materials führt zu einer großer Verbesserung der Oberflä-
chenqualität.
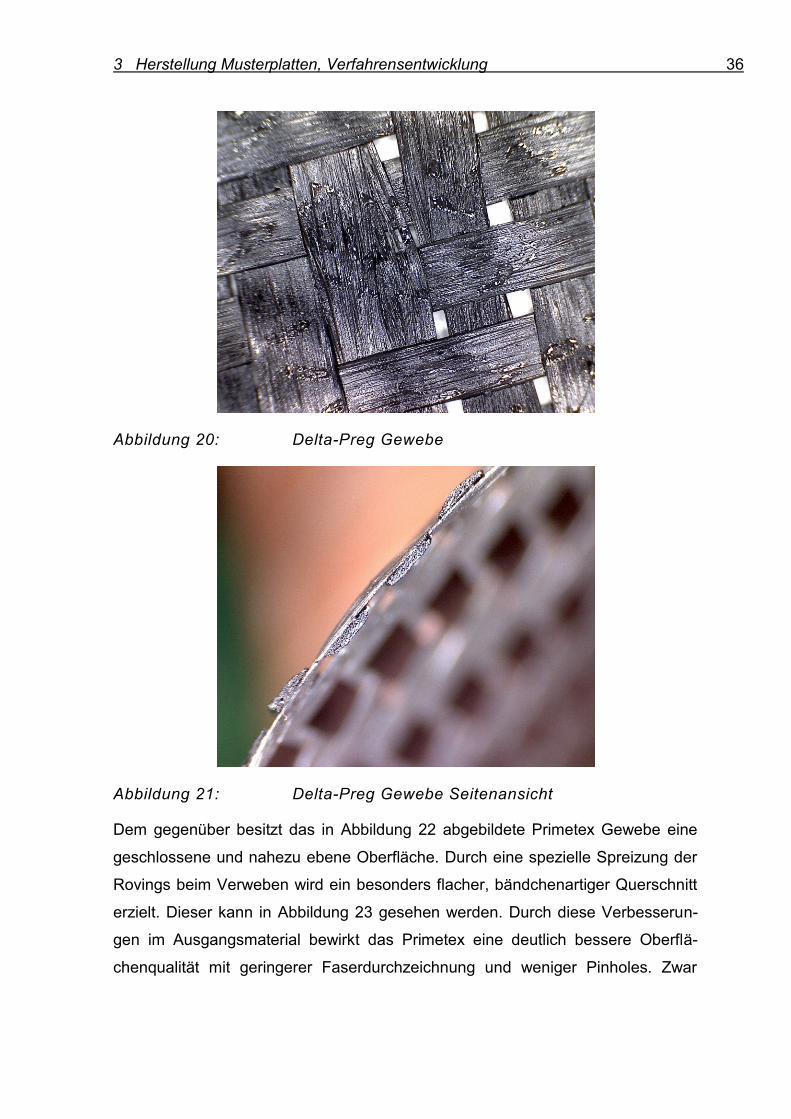
Das in Abbildung 20 dargestellte Standardmaterial weist unregelmäßige Ro-
vingbreiten auf und besitzt große offene Bereiche in der Verwebung. Diese freien
Volumina zeigen sich später auf einer unbeschichteten Oberfläche in Form von
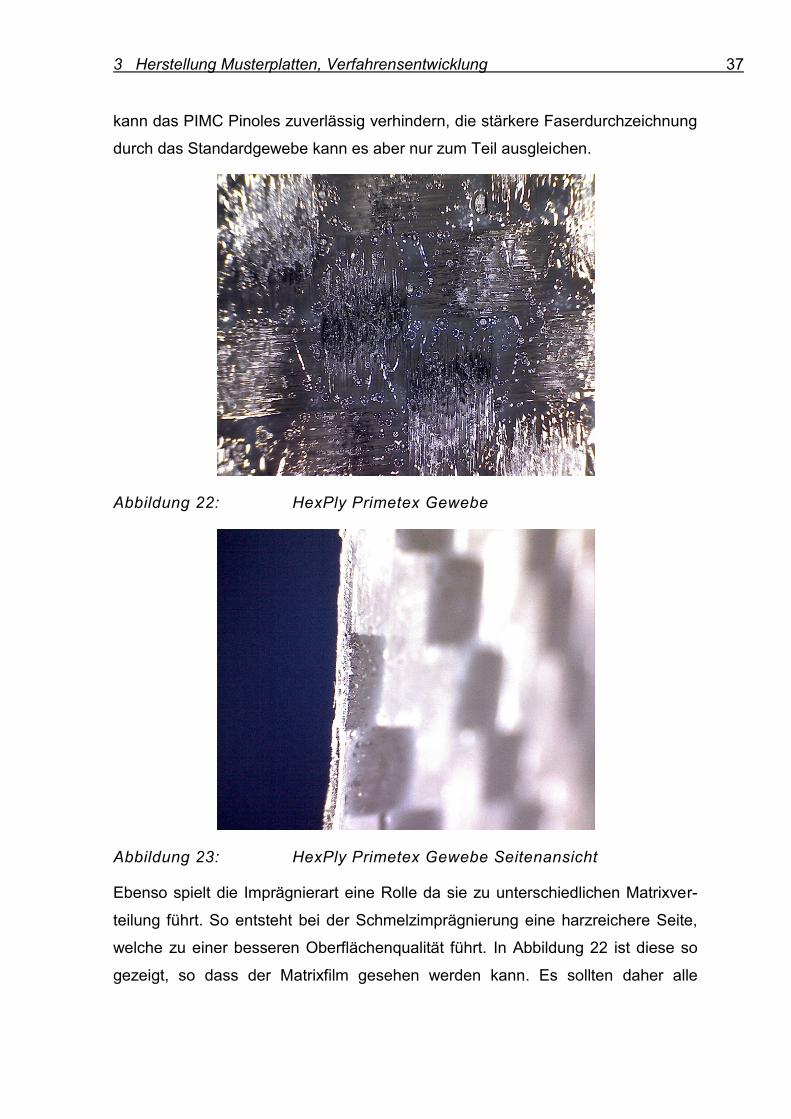
vermehrten Pinholes. In der Seitenansicht in Abbildung 21 ist die starke Ondulie-
rung der Fasern auf Grund der ovalen Rovingquerschnitte zu sehen. Diese größe-
re Unregelmäßigkeit im Prepreg führt beim fertigen Bauteil zu einer ausgeprägte-
ren Faserdurchzeichnung.
3 Herstellung Musterplatten, Verfahrensentwicklung 36
Abbildung 20: Delta-Preg Gewebe
Abbildung 21: Delta-Preg Gewebe Seitenansicht
Dem gegenüber besitzt das in Abbildung 22 abgebildete Primetex Gewebe eine
geschlossene und nahezu ebene Oberfläche. Durch eine spezielle Spreizung der
Rovings beim Verweben wird ein besonders flacher, bändchenartiger Querschnitt
erzielt. Dieser kann in Abbildung 23 gesehen werden. Durch diese Verbesserun-
gen im Ausgangsmaterial bewirkt das Primetex eine deutlich bessere Oberflä-
chenqualität mit geringerer Faserdurchzeichnung und weniger Pinholes. Zwar
3 Herstellung Musterplatten, Verfahrensentwicklung 37
kann das PIMC Pinoles zuverlässig verhindern, die stärkere Faserdurchzeichnung
durch das Standardgewebe kann es aber nur zum Teil ausgleichen.
Abbildung 22: HexPly Primetex Gewebe
Abbildung 23: HexPly Primetex Gewebe Seitenansicht
Ebenso spielt die Imprägnierart eine Rolle da sie zu unterschiedlichen Matrixver-
teilung führt. So entsteht bei der Schmelzimprägnierung eine harzreichere Seite,
welche zu einer besseren Oberflächenqualität führt. In Abbildung 22 ist diese so
gezeigt, so dass der Matrixfilm gesehen werden kann. Es sollten daher alle
3 Herstellung Musterplatten, Verfahrensentwicklung 38
Prepreglagen mit dieser in Richtung der Sichtseite angeordnet werden um das
bestmögliche Ergebnisse zu erzielen.
3.5 Entwickelte Verfahren: 1-Schicht, 2-Schicht, Nach-
beschichtung
Die zuvor dargestellte unvollständige Aushärtung der Substratmatrix kann wäh-
rend eines Klimawechseltests zu einer Nachschwindung des Substrates führend
wodurch eine einfache Beschichtung die Faserdurchzeichnung nicht dauerhaft
verhindern kann. Es wurden daher zwei grundsätzlich verschiedene Ansätze ent-
wickelt um diesem entgegen zu wirken. Aus der Pulverentwicklung kommend, ent-
stand die Idee die Deckschicht bzw. Oberfläche vom darunter liegenden Substrat
zu entkoppeln, sodass eine Schwindung im Material keinen Einfluss auf die Ober-
flächenqualität hat. Im Prozess dagegen wurde versucht die Nachschwindung vor
der Beschichtung zu erzwingen und damit eine dauerhafte Oberflächenqualität zu
erzielen.
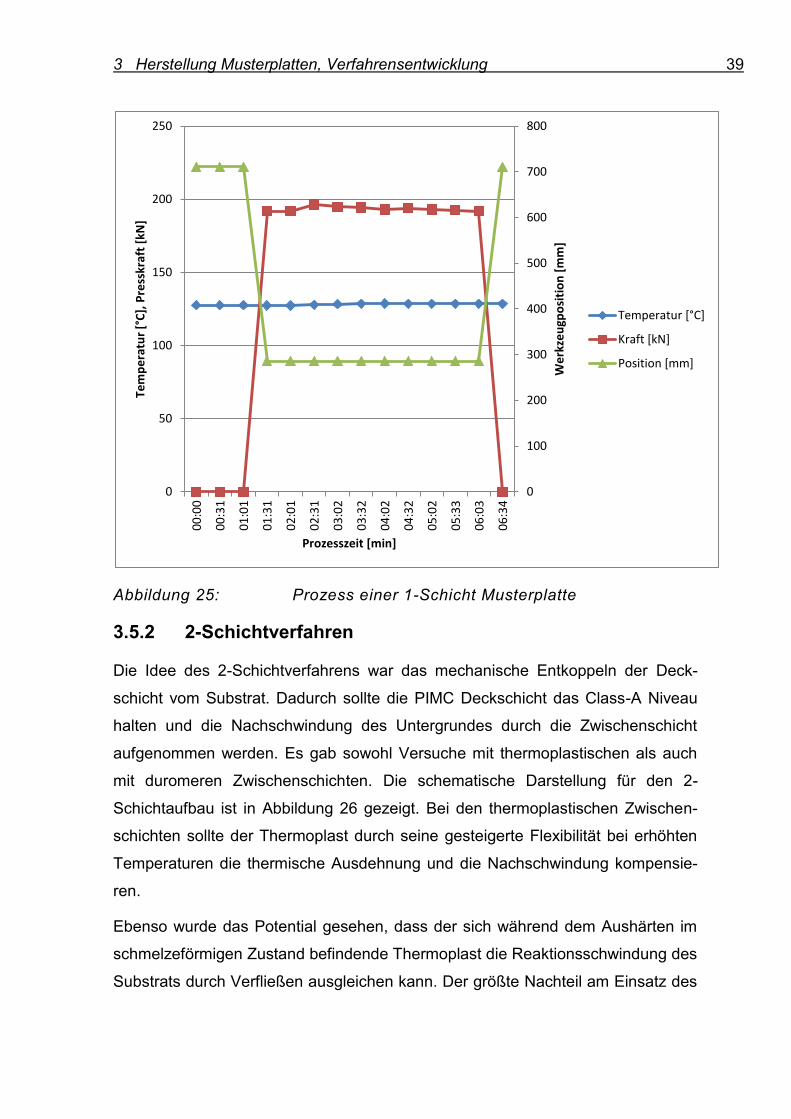
3.5.1 Standard Prozess – 1-Schichtverfahren
Das Prinzip der 1-Schicht Beschichtung ist schematisch in Abbildung 24 darge-
stellt. In Abbildung 25 wird anhand der aufgezeichneten Prozessparameter einer
Musterplatte der dazugehörende typische Versuchszyklus für das
1-Schichtverfahren gezeigt. Derselbe Prozess wurde neben dem PIMC Verfahren
auch zur Herstellung von unbeschichteten Musterplatten verwendet.
Abbildung 24: PIMC 1-Schichtaufbau
Die blaue Kurve in Abbildung 25 stellt die Temperatur der Werkzeugplatten dar.
Die Presskraft ist braun dargestellt und die grüne Linie gibt die Position der schlie-
ßenden oberen Werkzeughälfte wieder.
3 Herstellung Musterplatten, Verfahrensentwicklung 39
Abbildung 25: Prozess einer 1-Schicht Musterplatte
3.5.2 2-Schichtverfahren
Die Idee des 2-Schichtverfahrens war das mechanische Entkoppeln der Deck-
schicht vom Substrat. Dadurch sollte die PIMC Deckschicht das Class-A Niveau
halten und die Nachschwindung des Untergrundes durch die Zwischenschicht
aufgenommen werden. Es gab sowohl Versuche mit thermoplastischen als auch
mit duromeren Zwischenschichten. Die schematische Darstellung für den 2-
Schichtaufbau ist in Abbildung 26 gezeigt. Bei den thermoplastischen Zwischen-
schichten sollte der Thermoplast durch seine gesteigerte Flexibilität bei erhöhten
Temperaturen die thermische Ausdehnung und die Nachschwindung kompensie-
ren.
Ebenso wurde das Potential gesehen, dass der sich während dem Aushärten im
schmelzeförmigen Zustand befindende Thermoplast die Reaktionsschwindung des
Substrats durch Verfließen ausgleichen kann. Der größte Nachteil am Einsatz des
0
100
200
300
400
500
600
700
800
0
50
100
150
200
250
00
:00
00
:31
01
:01
01
:31
02
:01
02
:31
03
:02
03
:32
04
:02
04
:32
05
:02
05
:33
06
:03
06
:34
We
rkze
ugp
osi
tio
n [
mm
]
Tem
pe
ratu
r [°
C],
Pre
sskr
aft
[kN
]
Prozesszeit [min]
Temperatur [°C]
Kraft [kN]
Position [mm]
3 Herstellung Musterplatten, Verfahrensentwicklung 40
Thermoplasten war der daraus resultierende variotherme Prozess, welcher bei der
verwendeten Werkzeugtemperierung zu deutlich verlängerten Zykluszeiten führte.
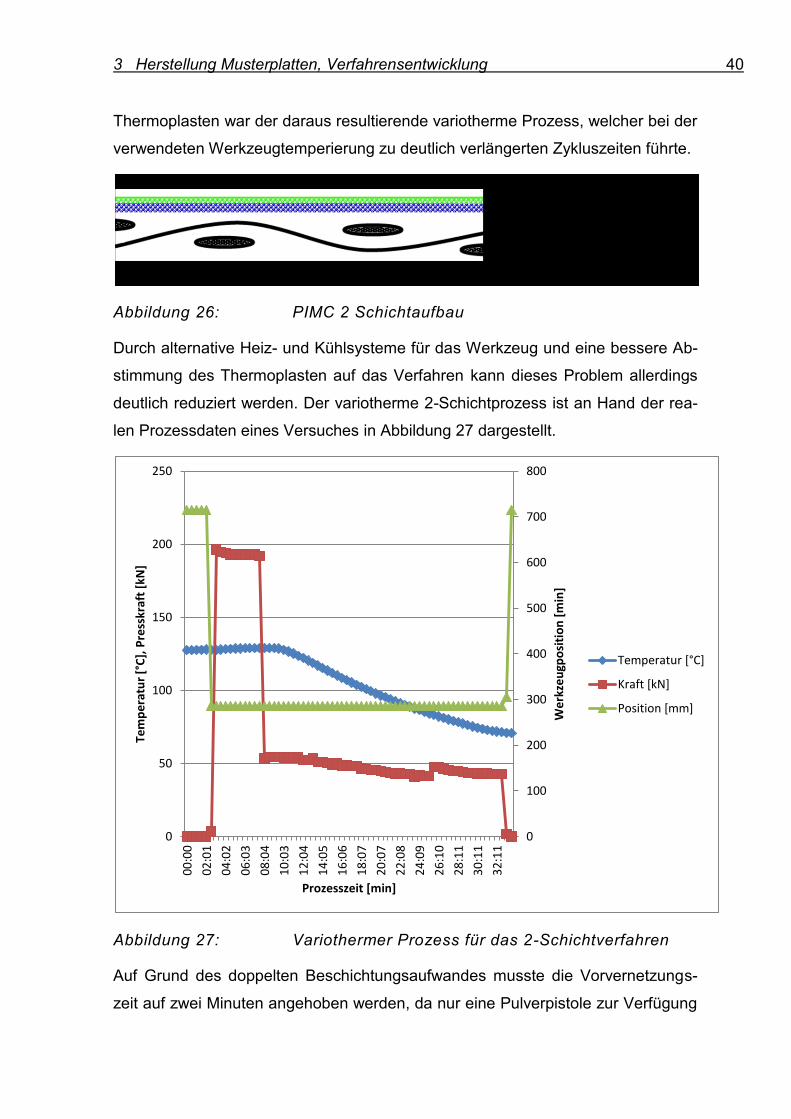
Abbildung 26: PIMC 2 Schichtaufbau
Durch alternative Heiz- und Kühlsysteme für das Werkzeug und eine bessere Ab-
stimmung des Thermoplasten auf das Verfahren kann dieses Problem allerdings
deutlich reduziert werden. Der variotherme 2-Schichtprozess ist an Hand der rea-
len Prozessdaten eines Versuches in Abbildung 27 dargestellt.
Abbildung 27: Variothermer Prozess für das 2-Schichtverfahren
Auf Grund des doppelten Beschichtungsaufwandes musste die Vorvernetzungs-
zeit auf zwei Minuten angehoben werden, da nur eine Pulverpistole zur Verfügung
0
100
200
300
400
500
600
700
800
0
50
100
150
200
250
00
:00
02
:01
04
:02
06
:03
08
:04
10
:03
12
:04
14
:05
16
:06
18
:07
20
:07
22
:08
24
:09
26
:10
28
:11
30
:11
32
:11
We
rkze
ugp
osi
tio
n [
min
]
Tem
pe
ratu
r [°
C],
Pre
sskr
aft
[kN
]
Prozesszeit [min]
Temperatur [°C]
Kraft [kN]
Position [mm]
3 Herstellung Musterplatten, Verfahrensentwicklung 41
stand und zwischen den Schichten das Pulver gewechselt werden musste. In ei-
nem Serienprozess kann mit zwei Pulverpistolen gearbeitet werden, wodurch sich
die benötigte Zeit nur um die Auftragsdauer der zweiten Schicht verlängern würde.
Während für die Aushärtung die materialtypische Presskraft aufgebracht wurde,
wurde für die Dauer des Abkühlens unter die Glasübergangstemperatur des
Thermoplasten eine Haltekraft von 50 kN aufgebracht. Durch die reduzierte Halte-
kraft sollten übermäßige Spannungen in der Thermoplastschicht verhindert wer-
den.
Neben dem Thermoplasten kam bei einigen Versuchen auch eine duromere Zwi-
schenschicht zum Einsatz. Für die Herstellung dieser Platten war kein variother-
mes Verfahren notwendig. Stattdessen wurde ein Prozess wie zuvor in Kapitel
3.5.1., in Abbildung 25 dargestellt, verwendet.
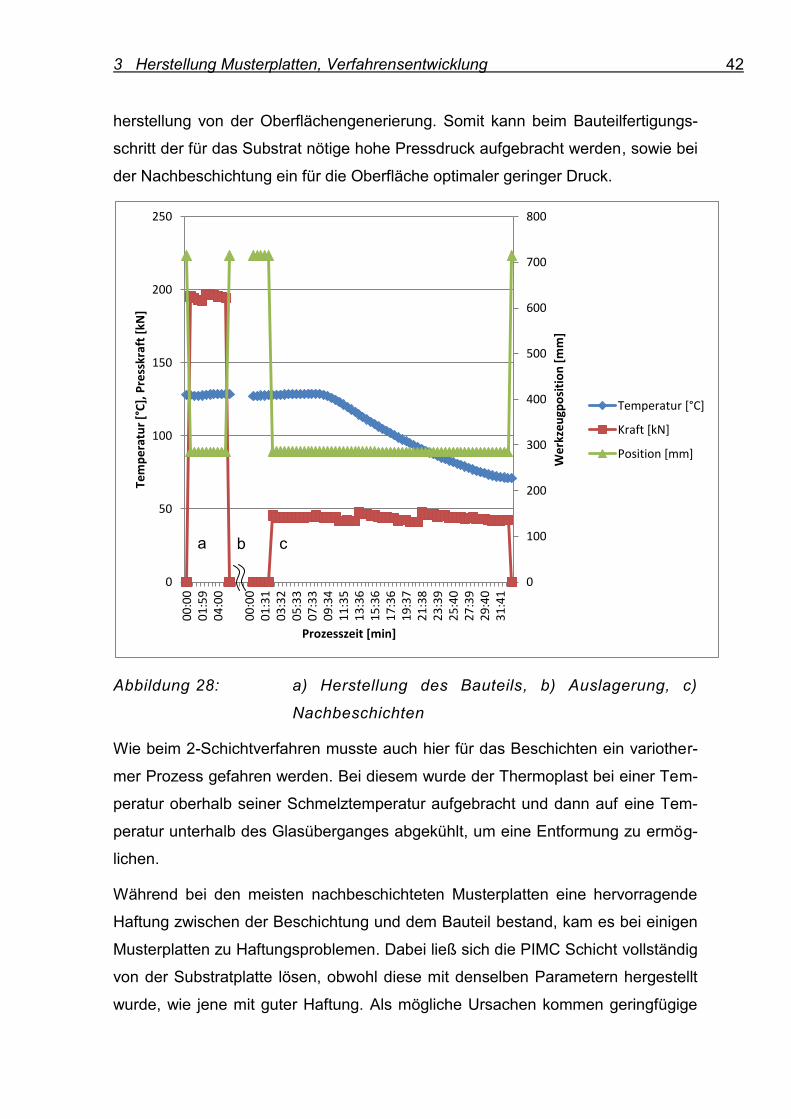
3.5.3 Nachbeschichtung
Bei der Nachbeschichtung wird in einem ersten Prozess, dargestellt in Abbildung
28 a), ein unbeschichtetes Bauteil hergestellt. Um die Nachreaktionen auszulösen,
wird dieses anschließend für mehrere Stunden bei erhöhter Temperatur ausgela-
gert bzw. getempert. Dies fand bei den durchgeführten Versuchen bei 100°C über
12 Stunden statt. Danach kann von einer vollständigen Aushärtung ohne weiteren
Nachreaktionen des Systems ausgegangen werden. In einem zweiten eigenstän-
digen Prozess, gezeigt in Abbildung 28 c), wird dann die PIMC Beschichtung auf-
gebracht. Mit dem PIMC System wäre es möglich, ein vollständig ausreagiertes
Bauteil nach Abreinigen der Oberfläche direkt mit PIMC nachzubeschichten. Auf
Grund der großen Mengen an internen Trennmitteln im Epoxidharz des Prepregs
funktioniert dies allerdings nicht. Es bleibt dies aber eine Option, falls bei zukünfti-
gen Versuchen ein Harz ohne interne oder auf das PIMC abgestimmte Trennmittel
zur Verfügung steht. Verwendet wurde die thermoplastische Zwischenschicht aus
dem 2-Schichtverfahren, um diese als Klebeverbindung zwischen dem PIMC und
dem Bauteil zu benutzen. Der Aufbau ist somit schematisch dem des 2-
Schichtverfahrens gleich, welcher in Abbildung 26 dargestellt ist. Vor dem Be-
schichtungsvorgang wurde das unbeschichtete Bauteil mit einem feinen Schleif-
pad von 3M angeraut und mit Aceton gereinigt. Während der zusätzliche Prozess
einen größeren Aufwand bedeutet, ermöglicht er auch eine Trennung der Bauteil-
3 Herstellung Musterplatten, Verfahrensentwicklung 42
herstellung von der Oberflächengenerierung. Somit kann beim Bauteilfertigungs-
schritt der für das Substrat nötige hohe Pressdruck aufgebracht werden, sowie bei
der Nachbeschichtung ein für die Oberfläche optimaler geringer Druck.
Abbildung 28: a) Herstellung des Bauteils, b) Auslagerung, c)
Nachbeschichten
Wie beim 2-Schichtverfahren musste auch hier für das Beschichten ein variother-
mer Prozess gefahren werden. Bei diesem wurde der Thermoplast bei einer Tem-
peratur oberhalb seiner Schmelztemperatur aufgebracht und dann auf eine Tem-
peratur unterhalb des Glasüberganges abgekühlt, um eine Entformung zu ermög-
lichen.
Während bei den meisten nachbeschichteten Musterplatten eine hervorragende
Haftung zwischen der Beschichtung und dem Bauteil bestand, kam es bei einigen
Musterplatten zu Haftungsproblemen. Dabei ließ sich die PIMC Schicht vollständig
von der Substratplatte lösen, obwohl diese mit denselben Parametern hergestellt
wurde, wie jene mit guter Haftung. Als mögliche Ursachen kommen geringfügige
0
100
200
300
400
500
600
700
800
0
50
100
150
200
250
00
:00
0
1:5
9
04
:00
00
:00
0
1:3
1
03
:32
0
5:3
3
07
:33
0
9:3
4
11
:35
1
3:3
6
15
:36
1
7:3
6
19
:37
2
1:3
8
23
:39
2
5:4
0
27
:39
2
9:4
0
31
:41
We
rkze
ugp
osi
tio
n [
mm
]
Tem
pe
ratu
r [°
C],
Pre
sskr
aft
[kN
]
Prozesszeit [min]
Temperatur [°C]
Kraft [kN]
Position [mm]
a b c

3 Herstellung Musterplatten, Verfahrensentwicklung 43
Temperaturschwankungen, wie sie im Prozess möglich sind, die verwendete
Thermoplastmenge, oder weitere unbekannte Faktoren in Frage. Das Nachbe-
schichtungsverfahren besitzt ein hohes Potential fehlerfreie Bauteiloberflächen zu
erzeugen, ohne Geometrieeinschränkungen wie etwa Folien zu besitzen.
3.5.4 Verfahren und Faserdurchzeichnung
Reuter entwickelte in seiner Arbeit [10] ein sehr schönes Modell zur Abzeichnung
der Substratstruktur auf die Oberfläche bei In-Mould Beschichtungsverfahren. Er
geht davon aus, dass durch den thermischen Schwund des Bauteils während des
Abkühlens eine Durchzeichnung durch die Beschichtung hindurch unumgänglich
ist. In Abbildung 29 ist dieses Modell erweitert durch die Vorstellung für das 2-
Schichtverfahren und das Nachbeschichtungsverfahren dargestellt. Es sollte mög-
lich sein durch eine ausreichend steife Deckschicht, welche über eine elastische
Zwischenschicht mit dem Substrat verbunden ist, eine Durchzeichnung des Sub-
strates verhindern zu können. Mag dies beim 2-Schichtverfahren noch nicht voll-
ständig gelingen, so muss es spätestens beim Nachbeschichtungsverfahren er-
folgreich sein und die erzielten Ergebnisse bestätigen dies bisher auch.
Abbildung 29: Modell zur Faserdurchzeichnung bei den verschie-
denen PIMC Verfahren
4 Pulverbeschichtung 44
4 PULVERBESCHICHTUNG
4.1 Einleitung
Pulverbeschichtung wird bereits seit den 70er Jahren in der Automobilindustrie
eingesetzt [40]. Durch das PIMC soll Pulverbeschichtung nun helfen Class-A auf
endlosfaserverstärkten Verbundbauteilen in einem großserientauglichen Prozess
zu erreichen.
Der große Vorteil von Pulverbeschichtungen gegenüber Flüssiglacken liegt in der
elektrostatischen Applikation und der geringen VOC-(Volatile Organic Compound)
Belastung, da keine Lösungsmittel vorhanden sind. Als weiterer wirtschaftlicher
Vorteil ist der hohe Rückführungsgrad des Oversprays von bis zu 90% zu sehen.
Der Materialeinsatz zum Erreichen einer geforderten Schichtstärke ist bei Pulver-
beschichtung ebenfalls deutlich geringer, da die aufgebrachte Pulverschichtstärke
nahezu der finalen Beschichtungsstärke entspricht und nicht wie bei Flüssigsys-
temen mehr als die Hälfte der Schichtstärke beim Abtrocknen verloren geht. Aus
diesem Grund ist es mit Pulverbeschichtung möglich in einem einzigen Auftra-
gungsschritt bis zu 250µm auf kaltem Substrat und beinahe unbegrenzte Schicht-
stärke auf heißem Substrat aufzubringen. Neben den direkten wirtschaftlichen
Vorteilen von Pulverbeschichtung bietet dieser Prozess weitere indirekte Möglich-
keiten große Mengen an Energie einzusparen. Beim PIMC ist keine zusätzliche
Energie für die Trocknung aufzuwenden, da die Prozesstemperatur verwendet
wird. Darüber hinaus sind durch das Fehlen von VOCs deutlich weniger Maßnah-
men zur Luftumwälzung nötig. Diese Folgeeinsparungen, tragen einen großen
Beitrag zum wirtschaftlichen Vorteil von Pulverbeschichtung bei. [8], [14], [39],
[41], [42]
4.2 Grundlagen
Bei der Herstellung der Beschichtungspulver werden die Komponenten wie Harz,
Härter, Pigmente und diverse Additive trocken vorgemischt bevor diese in einen
Extruder gefüllt werden. In diesem wird das Pulver intensiv homogenisiert und Ag-
glomerate durch die Scherung aufgelöst. Die extrudierte Mischung wird beim Ab-
4 Pulverbeschichtung 45
kühlen ausgewalzt und anschließend mechanisch zerkleinert. Diese Chips ge-
nannten Stücke werden daraufhin fein gemahlen und gegebenenfalls gesiebt um
die gewünschte Pulverfeinheit zu erreichen. [14], [43]
Abbildung 30: Schematischer Ablauf der Pulverherstellung [14]
Die Applikation einer Pulverbeschichtung erfolgt auf das kalte Substrat mit an-
schließender thermischer oder durch Strahlung induzierter Aufschmelzung und
Vernetzung des Pulvers. Eine andere Möglichkeit ist direkt das heiße Bauteil oder
wie beim PIMC das heiße Werkzeug zu beschichten, wobei in diesen Fällen die
Filmbildung und Aushärtung des Pulvers durch die hohe Temperatur sofort be-
ginnt. Die Haftung des Pulvers auf einem kalten Substrat wird mittels elektrostati-
scher Anziehung der Pulverpartikel auf dem Substrat gewährleistet. Dazu muss
das Substrat geerdet sein, um eine statische Aufladung des Substrates zu verhin-
dern. Zur notwendigen statischen Ladung der Pulverpartikel stehen zwei unter-
schiedliche Verfahren zur Verfügung. Bei der triboelektrische Methode, werden die
Pulverpartikel durch Berührung und Reibung mit der Pistolenwandung aufgeladen.
Dabei kommt es zu einem Ladungsträgerübergang. Durch anschließendes ra-
sches Trennen des Kontaktes entsteht die statische Aufladung.
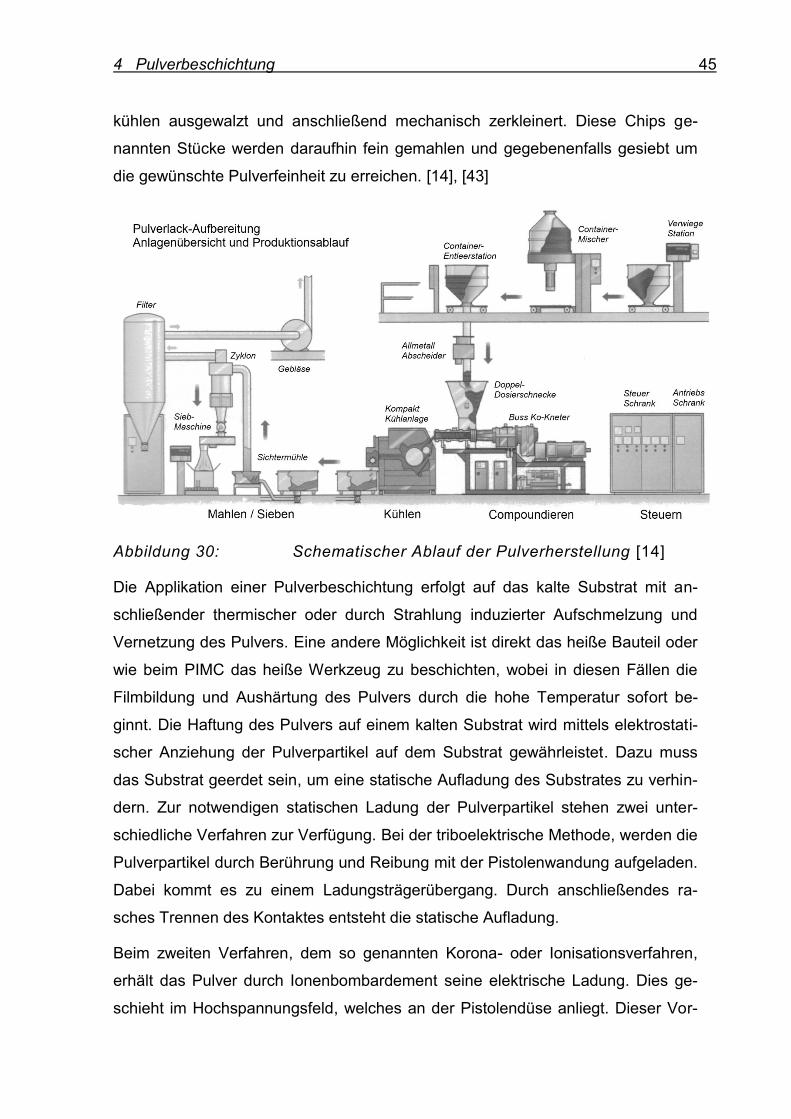
Beim zweiten Verfahren, dem so genannten Korona- oder Ionisationsverfahren,
erhält das Pulver durch Ionenbombardement seine elektrische Ladung. Dies ge-
schieht im Hochspannungsfeld, welches an der Pistolendüse anliegt. Dieser Vor-
4 Pulverbeschichtung 46
gang ist in Abbildung 31 gemeinsam mit den elektrischen Feldlinien, welche die
Pulveranlagerung beeinflussen, dargestellt. Hinterschnitte und sehr scharfe Ecken
können auf Grund der daraus entstehenden Feldcharakteristik zu Problemen beim
Beschichten führen. Teilweise kann zwar durch die Einstellung der Hochspannung
und des Stromes abgeholfen werden, diese Einschränkung bei der elektrostati-
schen Pulverbeschichtung sollte allerdings beachtet werden. [8], [14]
Abbildung 31: Prinzip der Koronaaufladung [14]
4.3 Beschichtung der Musterplatten
Für die Versuche während dieser Arbeit wurde bis auf wenige Vorversuche zu Be-
ginn immer eine Koronapulverpistole mit Flachstrahldüse verwendet. Das für die
Versuche benutze Pistolenmodel OptiFlex 2 von ITW Gema (ITW Gema GmbH,
St. Gallen, Schweiz) ist in Abbildung 32 a) zu sehen. In Abbildung 32 b) wird der
selbstgebaute Absaugkasten zum Einfangen des Pulveroversprays dargestellt.
Abbildung 32 c) zeigt das Auftragen des PIMC auf das Werkzeug.
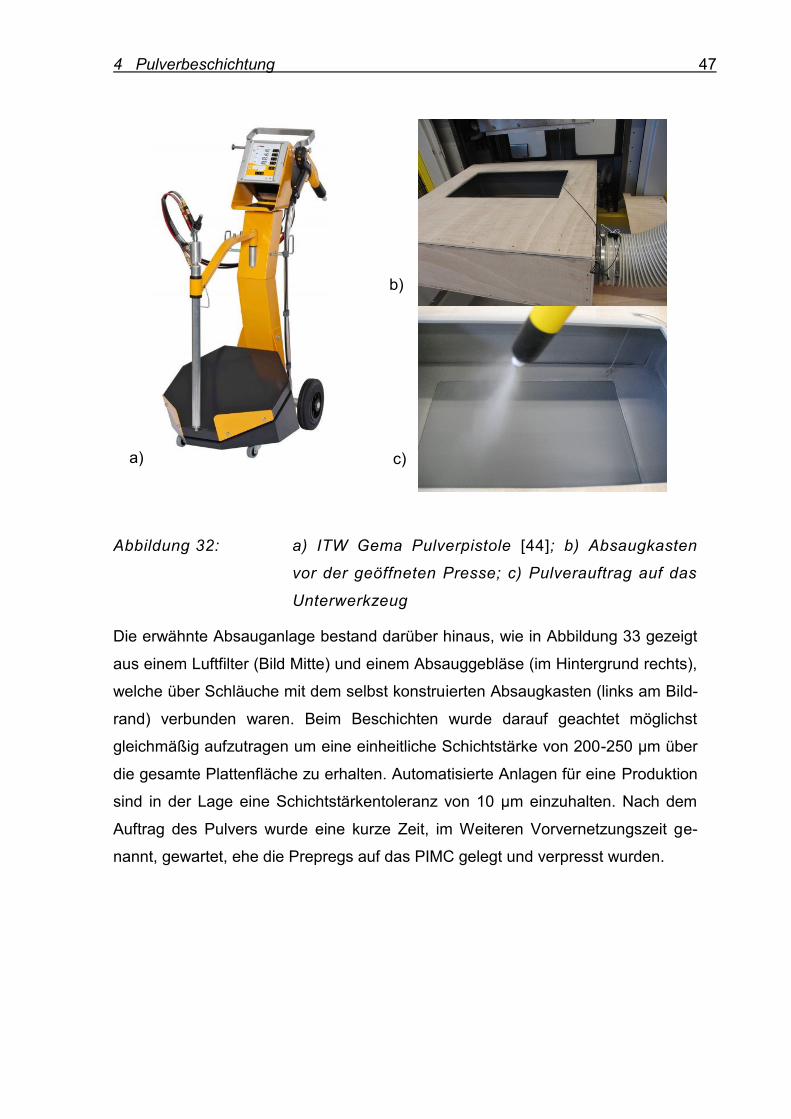
4 Pulverbeschichtung 47
Abbildung 32: a) ITW Gema Pulverpistole [44]; b) Absaugkasten
vor der geöffneten Presse; c) Pulverauftrag auf das
Unterwerkzeug
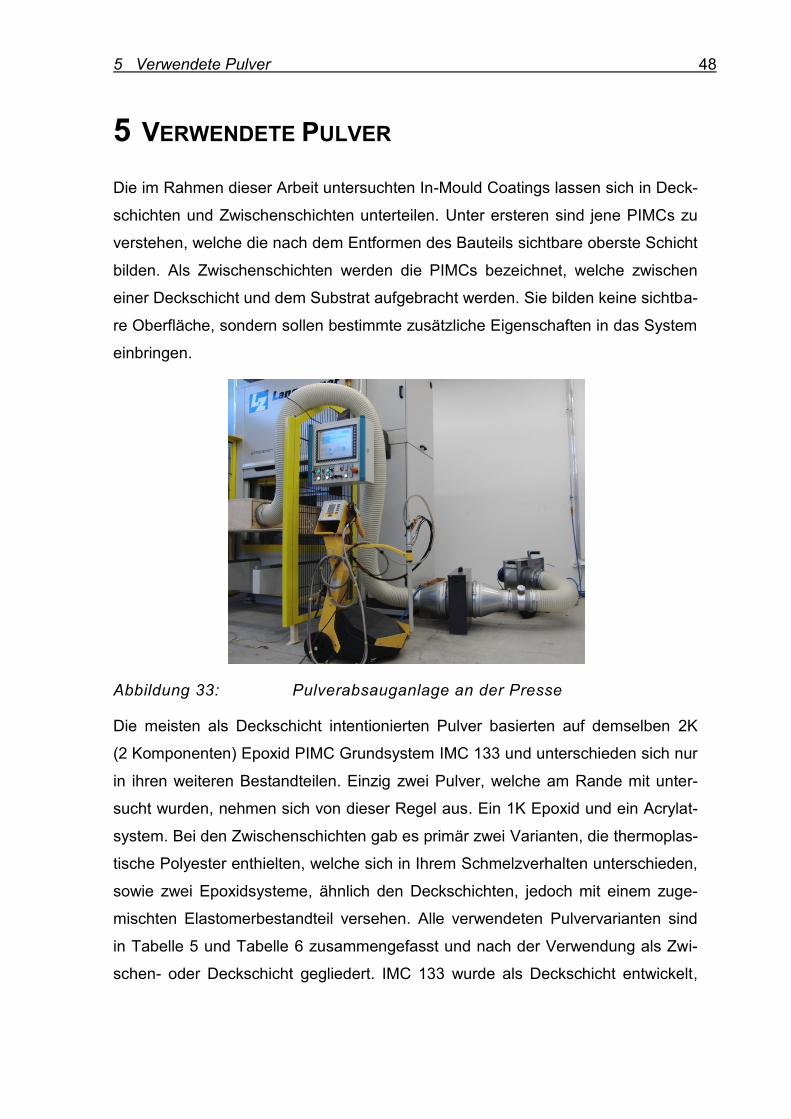
Die erwähnte Absauganlage bestand darüber hinaus, wie in Abbildung 33 gezeigt
aus einem Luftfilter (Bild Mitte) und einem Absauggebläse (im Hintergrund rechts),
welche über Schläuche mit dem selbst konstruierten Absaugkasten (links am Bild-
rand) verbunden waren. Beim Beschichten wurde darauf geachtet möglichst
gleichmäßig aufzutragen um eine einheitliche Schichtstärke von 200-250 µm über
die gesamte Plattenfläche zu erhalten. Automatisierte Anlagen für eine Produktion
sind in der Lage eine Schichtstärkentoleranz von 10 µm einzuhalten. Nach dem
Auftrag des Pulvers wurde eine kurze Zeit, im Weiteren Vorvernetzungszeit ge-
nannt, gewartet, ehe die Prepregs auf das PIMC gelegt und verpresst wurden.
a)
b)
c)
5 Verwendete Pulver 48
5 VERWENDETE PULVER
Die im Rahmen dieser Arbeit untersuchten In-Mould Coatings lassen sich in Deck-
schichten und Zwischenschichten unterteilen. Unter ersteren sind jene PIMCs zu
verstehen, welche die nach dem Entformen des Bauteils sichtbare oberste Schicht
bilden. Als Zwischenschichten werden die PIMCs bezeichnet, welche zwischen
einer Deckschicht und dem Substrat aufgebracht werden. Sie bilden keine sichtba-
re Oberfläche, sondern sollen bestimmte zusätzliche Eigenschaften in das System
einbringen.
Abbildung 33: Pulverabsauganlage an der Presse
Die meisten als Deckschicht intentionierten Pulver basierten auf demselben 2K
(2 Komponenten) Epoxid PIMC Grundsystem IMC 133 und unterschieden sich nur
in ihren weiteren Bestandteilen. Einzig zwei Pulver, welche am Rande mit unter-
sucht wurden, nehmen sich von dieser Regel aus. Ein 1K Epoxid und ein Acrylat-
system. Bei den Zwischenschichten gab es primär zwei Varianten, die thermoplas-
tische Polyester enthielten, welche sich in Ihrem Schmelzverhalten unterschieden,
sowie zwei Epoxidsysteme, ähnlich den Deckschichten, jedoch mit einem zuge-
mischten Elastomerbestandteil versehen. Alle verwendeten Pulvervarianten sind
in Tabelle 5 und Tabelle 6 zusammengefasst und nach der Verwendung als Zwi-
schen- oder Deckschicht gegliedert. IMC 133 wurde als Deckschicht entwickelt,
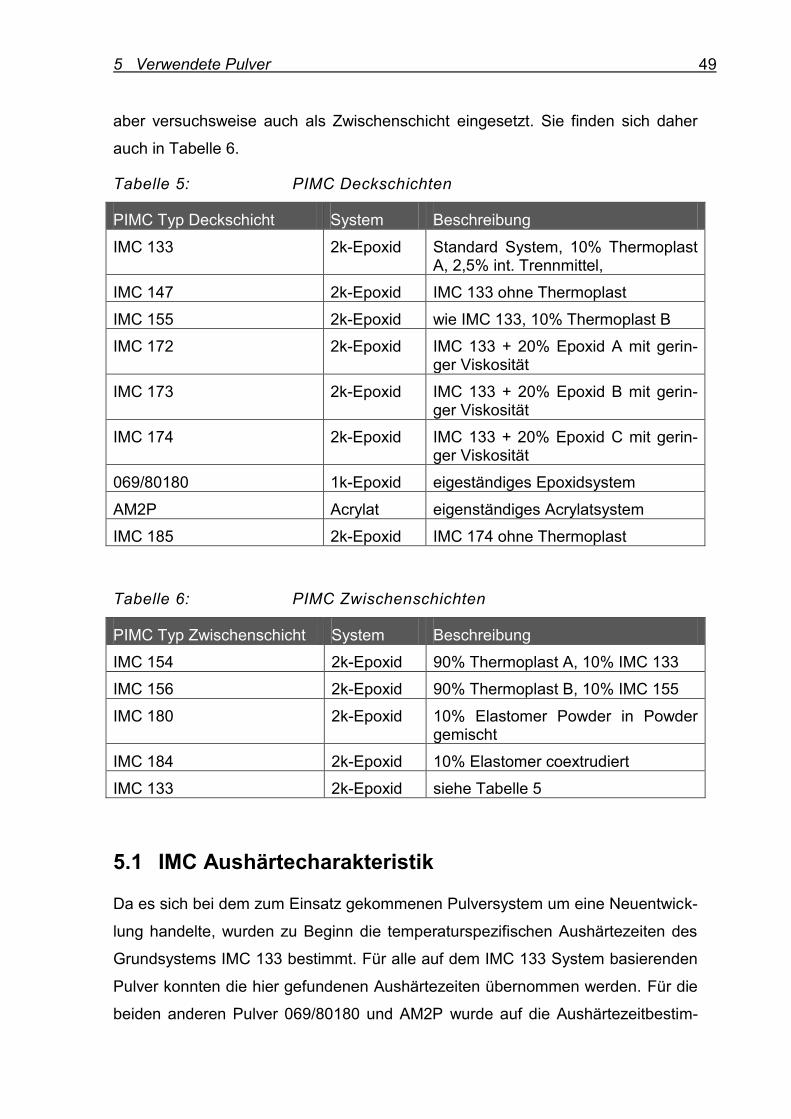
5 Verwendete Pulver 49
aber versuchsweise auch als Zwischenschicht eingesetzt. Sie finden sich daher
auch in Tabelle 6.
Tabelle 5: PIMC Deckschichten
PIMC Typ Deckschicht System Beschreibung
IMC 133 2k-Epoxid Standard System, 10% Thermoplast A, 2,5% int. Trennmittel,
IMC 147 2k-Epoxid IMC 133 ohne Thermoplast
IMC 155 2k-Epoxid wie IMC 133, 10% Thermoplast B
IMC 172 2k-Epoxid IMC 133 + 20% Epoxid A mit gerin-ger Viskosität
IMC 173 2k-Epoxid IMC 133 + 20% Epoxid B mit gerin-ger Viskosität
IMC 174 2k-Epoxid IMC 133 + 20% Epoxid C mit gerin-ger Viskosität
069/80180 1k-Epoxid eigeständiges Epoxidsystem
AM2P Acrylat eigenständiges Acrylatsystem
IMC 185 2k-Epoxid IMC 174 ohne Thermoplast
Tabelle 6: PIMC Zwischenschichten
PIMC Typ Zwischenschicht System Beschreibung
IMC 154 2k-Epoxid 90% Thermoplast A, 10% IMC 133
IMC 156 2k-Epoxid 90% Thermoplast B, 10% IMC 155
IMC 180 2k-Epoxid 10% Elastomer Powder in Powder gemischt
IMC 184 2k-Epoxid 10% Elastomer coextrudiert
IMC 133 2k-Epoxid siehe Tabelle 5
5.1 IMC Aushärtecharakteristik
Da es sich bei dem zum Einsatz gekommenen Pulversystem um eine Neuentwick-
lung handelte, wurden zu Beginn die temperaturspezifischen Aushärtezeiten des
Grundsystems IMC 133 bestimmt. Für alle auf dem IMC 133 System basierenden
Pulver konnten die hier gefundenen Aushärtezeiten übernommen werden. Für die
beiden anderen Pulver 069/80180 und AM2P wurde auf die Aushärtezeitbestim-
5 Verwendete Pulver 50
mung verzichtet, da sie kein geplanter Teil dieser Arbeit waren und nur geringfügig
zum Einsatz kamen.
5.1.1 Experimentelles
Die Bestimmung der Aushärtezeit erfolgte mit Hilfe von DSC Messungen mittels
einer Netzsch DSC 204 Messzelle (Netzsch GmbH, Selb, Deutschland) mit TA
414/3-A Mess- und Heizcontroller, sowie einem CC200L Kühlcontroller (beides
ebenfalls von Netzsch) mit Stickstoffkühlung. Die Auswertung der Ergebnisse er-
folgte mit der Netzsch Proteus Thermal Analysis Software. Die Aushärtung wurde
bei 110, 120, 130, 140 und 150°C bestimmt, wobei die Dauer jeweils solange ver-
längert wurde, bis keine Exothermie mehr auftrat. Das Maximum für die Aushärte-
zeit wurde mit 10 Minuten festgesetzt, da darüber hinaus der Prozess durch das
PIMC zu sehr verlängert wäre.
Der Messablauf war so gestaltet, dass die Probe zuerst bei 80°C getrocknet wurde
um Fehlmessungen auf Grund von verdampfender Feuchtigkeit zu vermeiden.
Anschließend wurde sie auf -20°C abgekühlt bevor sie mit der höchst möglichen
Aufheizrate auf die Aushärtetemperatur gebracht und bei dieser sie für die Dauer
der Aushärtezeit gehalten wurde. Danach ist die Probe erneut abgekühlt worden
um die Reaktion zu stoppen. Die Bestimmung des Aushärtezustands geschah un-
ter neuerlichem Aufheizen um 20°C/min auf 180°C. Eine Probe gilt als vollständig
ausgehärtet, wenn bei diesem zweiten Durchlauf keine Exothermie gemessen
werden kann. Eine anfallende Exothermie entsteht durch die während der Aushär-
tereaktion des Epoxids auftretende Reaktionswärme. [6]
5.1.2 Ergebnisse
Beispielhaft für die gemessenen DSC Kurven sind in Abbildung 34 die Ergebnisse
für IMC 133 bei 130°C Aushärtetemperatur dargestellt. 130°C wurden hier deshalb
als repräsentativ ausgewählt, da die meisten Musterplatten ebenfalls bei dieser
Temperatur hergestellt wurden.
5 Verwendete Pulver 51
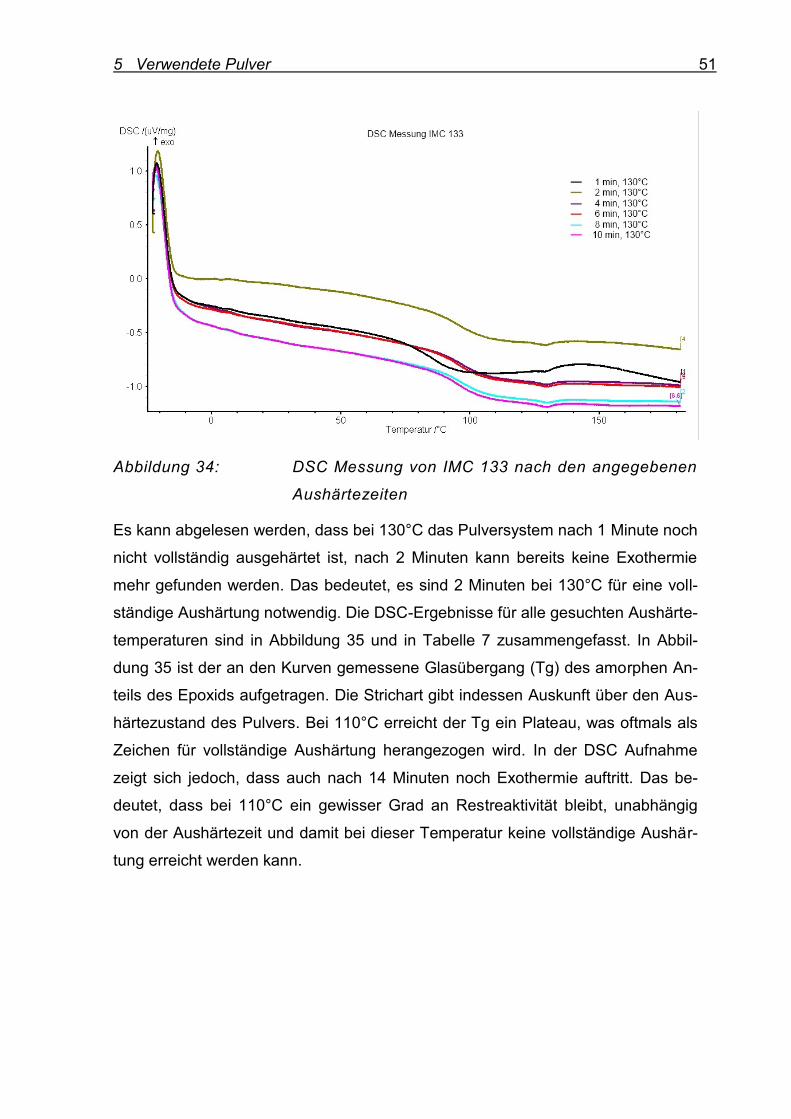
Abbildung 34: DSC Messung von IMC 133 nach den angegebenen
Aushärtezeiten
Es kann abgelesen werden, dass bei 130°C das Pulversystem nach 1 Minute noch
nicht vollständig ausgehärtet ist, nach 2 Minuten kann bereits keine Exothermie
mehr gefunden werden. Das bedeutet, es sind 2 Minuten bei 130°C für eine voll-
ständige Aushärtung notwendig. Die DSC-Ergebnisse für alle gesuchten Aushärte-
temperaturen sind in Abbildung 35 und in Tabelle 7 zusammengefasst. In Abbil-
dung 35 ist der an den Kurven gemessene Glasübergang (Tg) des amorphen An-
teils des Epoxids aufgetragen. Die Strichart gibt indessen Auskunft über den Aus-
härtezustand des Pulvers. Bei 110°C erreicht der Tg ein Plateau, was oftmals als
Zeichen für vollständige Aushärtung herangezogen wird. In der DSC Aufnahme
zeigt sich jedoch, dass auch nach 14 Minuten noch Exothermie auftritt. Das be-
deutet, dass bei 110°C ein gewisser Grad an Restreaktivität bleibt, unabhängig
von der Aushärtezeit und damit bei dieser Temperatur keine vollständige Aushär-
tung erreicht werden kann.
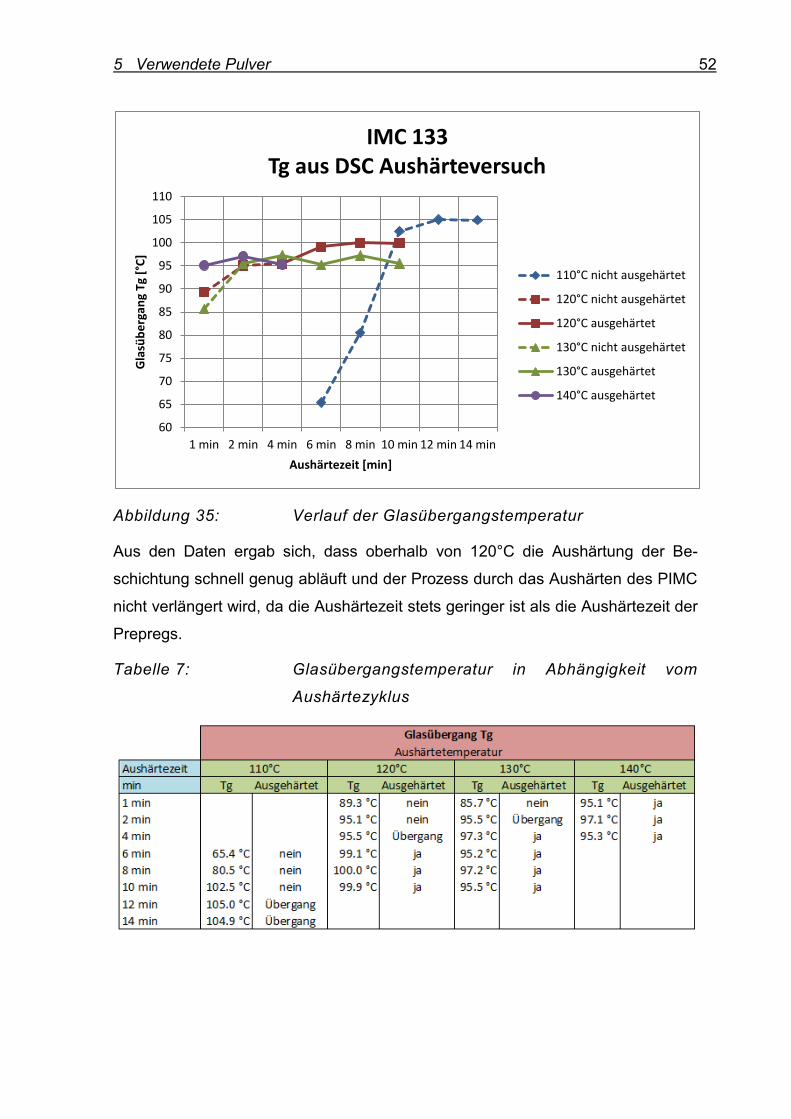
5 Verwendete Pulver 52
Abbildung 35: Verlauf der Glasübergangstemperatur
Aus den Daten ergab sich, dass oberhalb von 120°C die Aushärtung der Be-
schichtung schnell genug abläuft und der Prozess durch das Aushärten des PIMC
nicht verlängert wird, da die Aushärtezeit stets geringer ist als die Aushärtezeit der
Prepregs.
Tabelle 7: Glasübergangstemperatur in Abhängigkeit vom
Aushärtezyklus
60
65
70
75
80
85
90
95
100
105
110
1 min 2 min 4 min 6 min 8 min 10 min 12 min 14 min
Gla
süb
erg
ang
Tg [
°C]
Aushärtezeit [min]
IMC 133 Tg aus DSC Aushärteversuch
110°C nicht ausgehärtet
120°C nicht ausgehärtet
120°C ausgehärtet
130°C nicht ausgehärtet
130°C ausgehärtet
140°C ausgehärtet
5 Verwendete Pulver 53
5.2 Viskosität des PIMC
Auf den Musterplatten konnte gesehen werden, dass die ausgehärtete Oberfläche
des IMC 133 Pulvers eine hohe Porosität aufweist. Es wurde vermutet, dass die
Ursache dafür in unzureichendem Verlauf des aufschmelzenden Pulvers liegt. Für
die Bildung einer guten PIMC Filmoberfläche spielen die Schmelzviskosität und
die Zeit zwischen Aufschmelzen der Pulverpartikel und dem Einsetzen der Vernet-
zung eine große Rolle. Bereits nach 7-11% Vernetzungsgrad kann ein großer An-
stieg der Viskosität verzeichnet werden. [42]
Daher wurden vier Pulvervarianten mit verringerter Schmelzviskosität hergestellt
und die erzeugte Oberfläche visuell betrachtet. Bei den Varianten IMC 172, IMC
173 und IMC 174 wurden 20% von niedrig viskosem Epoxid zugemischt und 069
war ein 1K System mit generell geringerer Viskosität. Die Pulver wurden sowohl
auf Prepreg Substrate als auch PMMA Platten erprobt und visuell begutachtet.
Das IMC 174 machte optisch den besten Eindruck. Es wurde als Grundlage für
das daraus entwickelte IMC 185 herangezogen. IMC 185 besitzt ebenfalls den
geringviskosen Anteil, zusätzlich wurde aber auf den Thermoplasten verzichtet.
Mit Hilfe der 3D Oberflächentopographieanalyse, wie Sie in Kapitel 2.4.2 be-
schrieben wird, wurde die Oberflächenrauheit von IMC 133 und IMC 185 gemes-
sen und ihre Topographie optisch verglichen. Die gemessenen Werte für die Ober-
flächenrauheit in Tabelle 8 zeigen, dass das IMC 185 zwar noch immer eine relativ
stark strukturierte Oberfläche bildet, die Oberflächenrauheit gegenüber IMC 133
aber stark zurückgegangen ist. Sowohl die mittlere Rauheit Ra, die quadratische
Rauheit Rq, als auch die gemittelte Rauhtiefe Rz sind für IMC 185 deutlich gerin-
ger. Der Vergleich mit einem pulverbeschichteten Stahlblech zeigt aber auch, dass
die PIMC Oberflächen eine deutlich höhere Rauheit aufweisen. Es gilt in weiteren
Entwicklungsschritten abzuklären, in wie weit die PIMC Oberflächenrauheit einen
Einfluss auf die optische Qualität der Oberfläche nach der Lackierung hat und ob
eine weitere Reduzierung nötig ist.
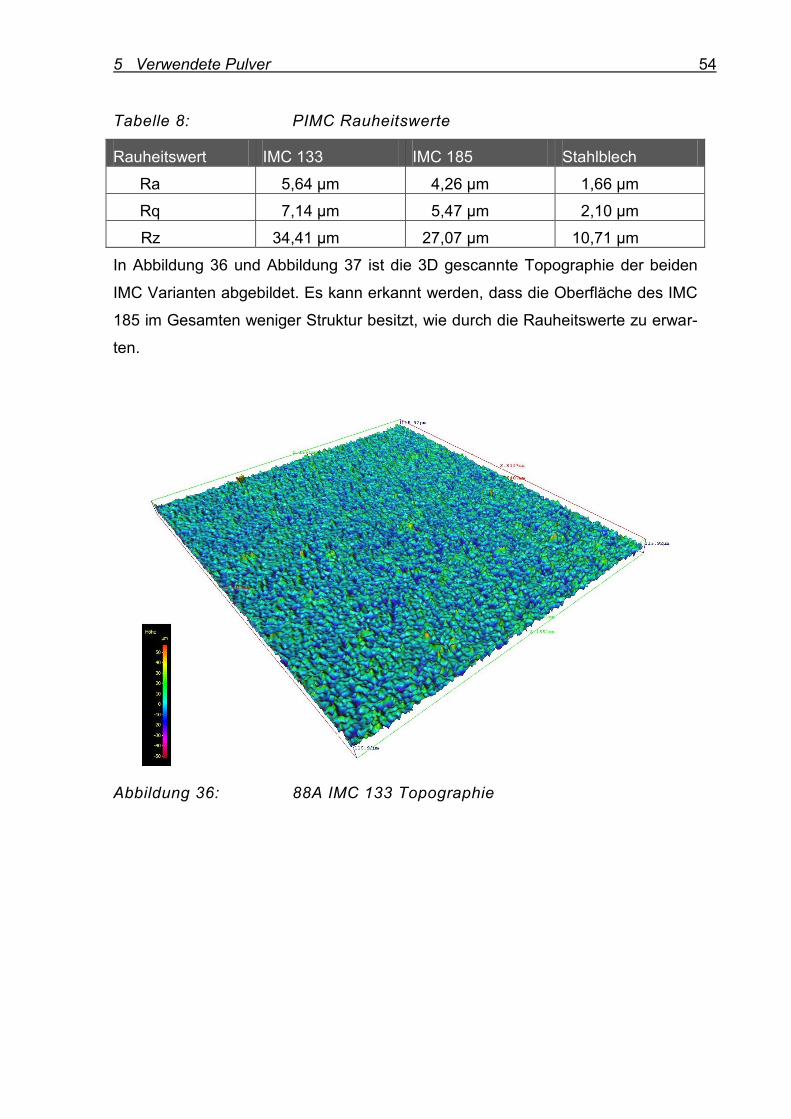
5 Verwendete Pulver 54
Tabelle 8: PIMC Rauheitswerte
Rauheitswert IMC 133 IMC 185 Stahlblech
Ra 5,64 µm 4,26 µm 1,66 µm
Rq 7,14 µm 5,47 µm 2,10 µm
Rz 34,41 µm 27,07 µm 10,71 µm
In Abbildung 36 und Abbildung 37 ist die 3D gescannte Topographie der beiden
IMC Varianten abgebildet. Es kann erkannt werden, dass die Oberfläche des IMC
185 im Gesamten weniger Struktur besitzt, wie durch die Rauheitswerte zu erwar-
ten.
Abbildung 36: 88A IMC 133 Topographie
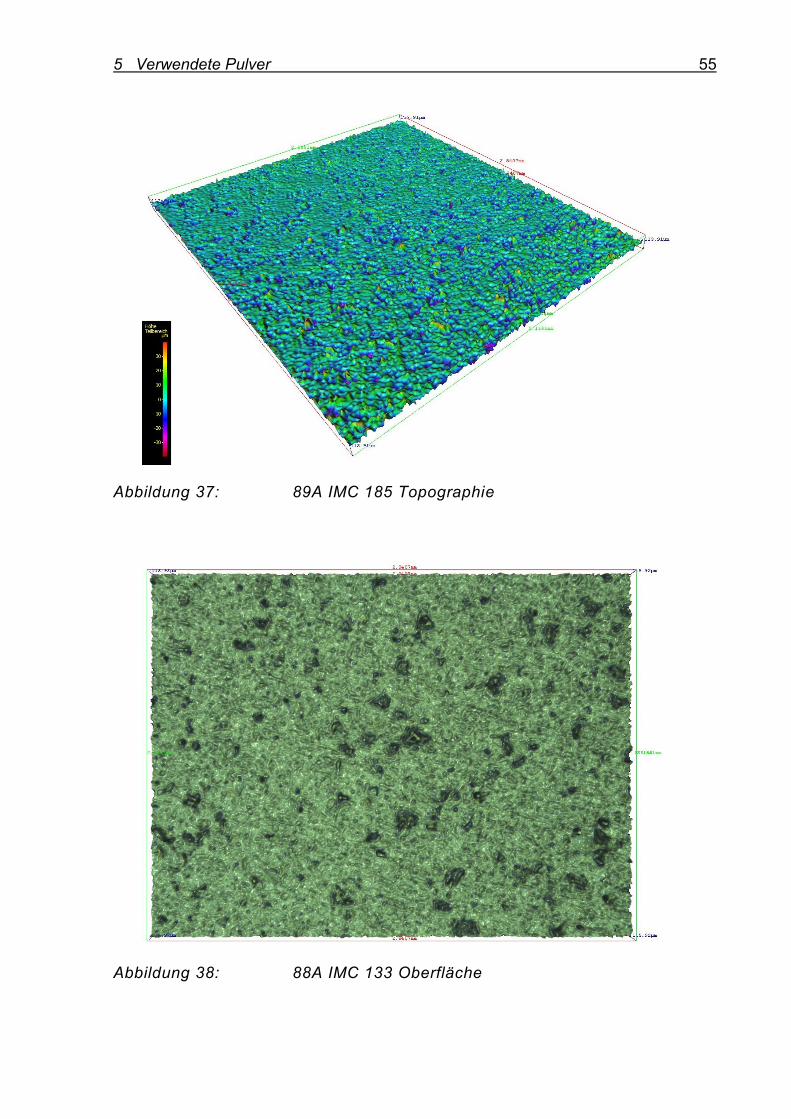
5 Verwendete Pulver 55
Abbildung 37: 89A IMC 185 Topographie
Abbildung 38: 88A IMC 133 Oberfläche
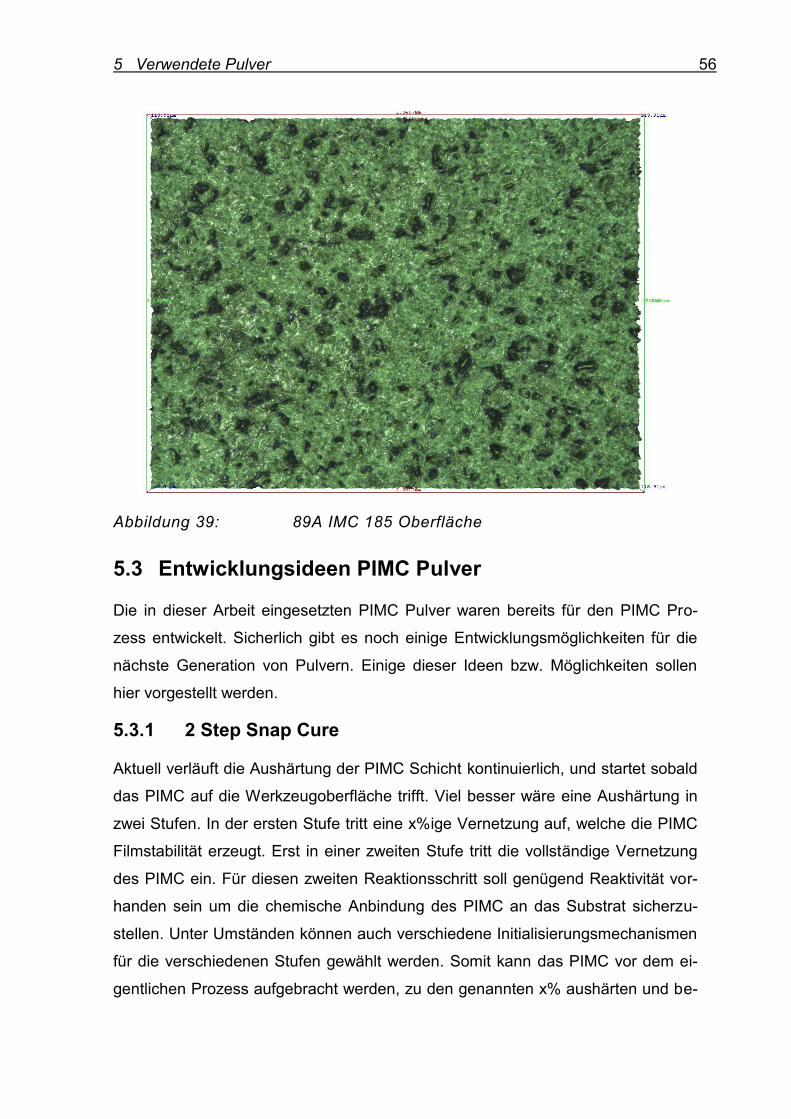
5 Verwendete Pulver 56
Abbildung 39: 89A IMC 185 Oberfläche
5.3 Entwicklungsideen PIMC Pulver
Die in dieser Arbeit eingesetzten PIMC Pulver waren bereits für den PIMC Pro-
zess entwickelt. Sicherlich gibt es noch einige Entwicklungsmöglichkeiten für die
nächste Generation von Pulvern. Einige dieser Ideen bzw. Möglichkeiten sollen
hier vorgestellt werden.
5.3.1 2 Step Snap Cure
Aktuell verläuft die Aushärtung der PIMC Schicht kontinuierlich, und startet sobald
das PIMC auf die Werkzeugoberfläche trifft. Viel besser wäre eine Aushärtung in
zwei Stufen. In der ersten Stufe tritt eine x%ige Vernetzung auf, welche die PIMC
Filmstabilität erzeugt. Erst in einer zweiten Stufe tritt die vollständige Vernetzung
des PIMC ein. Für diesen zweiten Reaktionsschritt soll genügend Reaktivität vor-
handen sein um die chemische Anbindung des PIMC an das Substrat sicherzu-
stellen. Unter Umständen können auch verschiedene Initialisierungsmechanismen
für die verschiedenen Stufen gewählt werden. Somit kann das PIMC vor dem ei-
gentlichen Prozess aufgebracht werden, zu den genannten x% aushärten und be-
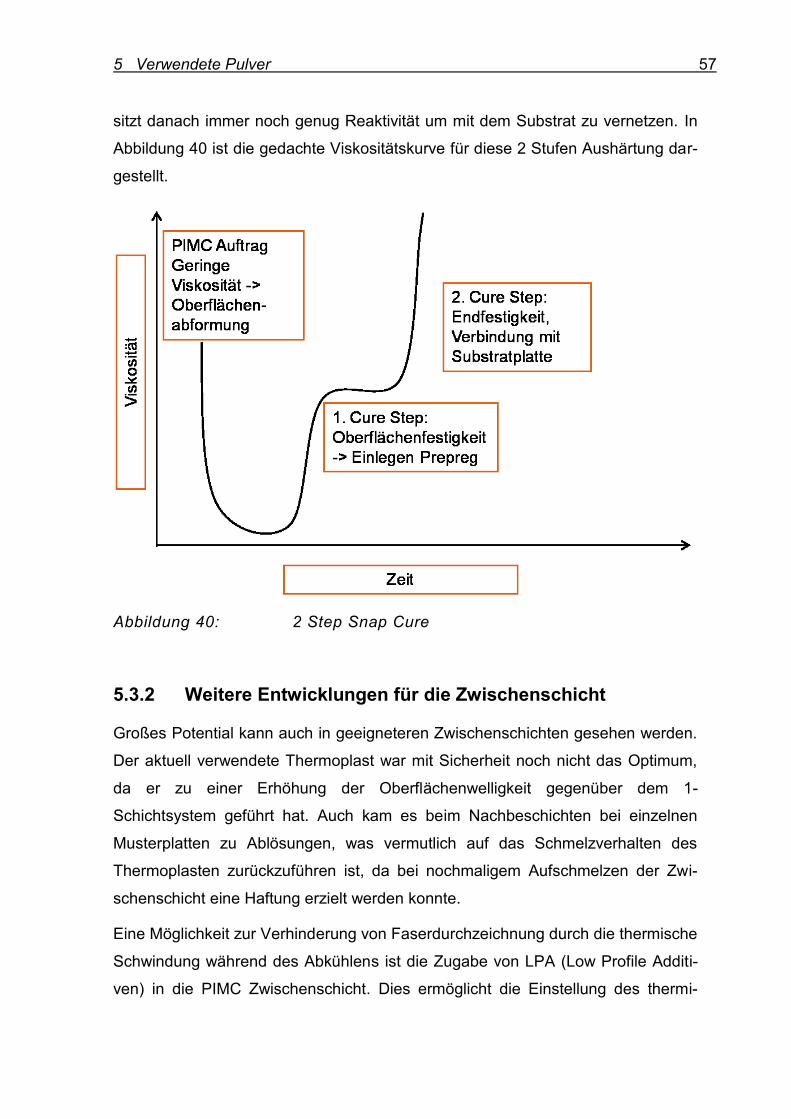
5 Verwendete Pulver 57
sitzt danach immer noch genug Reaktivität um mit dem Substrat zu vernetzen. In
Abbildung 40 ist die gedachte Viskositätskurve für diese 2 Stufen Aushärtung dar-
gestellt.
Abbildung 40: 2 Step Snap Cure
5.3.2 Weitere Entwicklungen für die Zwischenschicht
Großes Potential kann auch in geeigneteren Zwischenschichten gesehen werden.
Der aktuell verwendete Thermoplast war mit Sicherheit noch nicht das Optimum,
da er zu einer Erhöhung der Oberflächenwelligkeit gegenüber dem 1-
Schichtsystem geführt hat. Auch kam es beim Nachbeschichten bei einzelnen
Musterplatten zu Ablösungen, was vermutlich auf das Schmelzverhalten des
Thermoplasten zurückzuführen ist, da bei nochmaligem Aufschmelzen der Zwi-
schenschicht eine Haftung erzielt werden konnte.
Eine Möglichkeit zur Verhinderung von Faserdurchzeichnung durch die thermische
Schwindung während des Abkühlens ist die Zugabe von LPA (Low Profile Additi-
ven) in die PIMC Zwischenschicht. Dies ermöglicht die Einstellung des thermi-
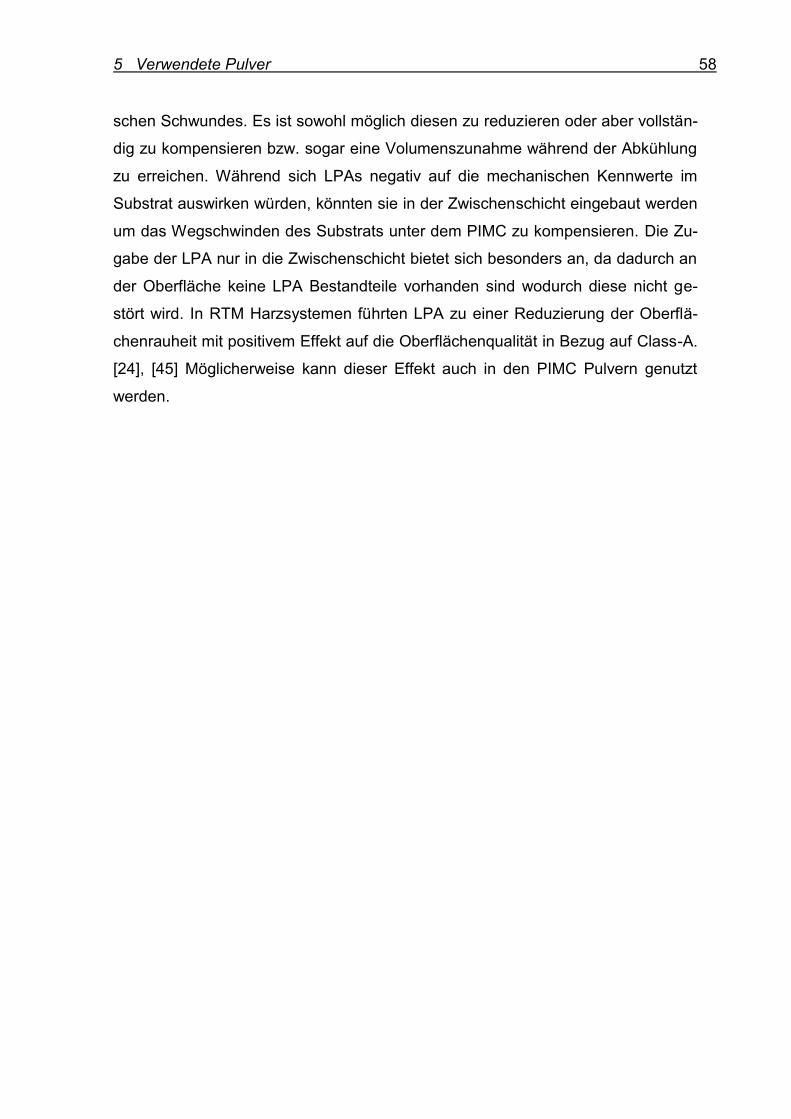
5 Verwendete Pulver 58
schen Schwundes. Es ist sowohl möglich diesen zu reduzieren oder aber vollstän-
dig zu kompensieren bzw. sogar eine Volumenszunahme während der Abkühlung
zu erreichen. Während sich LPAs negativ auf die mechanischen Kennwerte im
Substrat auswirken würden, könnten sie in der Zwischenschicht eingebaut werden
um das Wegschwinden des Substrats unter dem PIMC zu kompensieren. Die Zu-
gabe der LPA nur in die Zwischenschicht bietet sich besonders an, da dadurch an
der Oberfläche keine LPA Bestandteile vorhanden sind wodurch diese nicht ge-
stört wird. In RTM Harzsystemen führten LPA zu einer Reduzierung der Oberflä-
chenrauheit mit positivem Effekt auf die Oberflächenqualität in Bezug auf Class-A.
[24], [45] Möglicherweise kann dieser Effekt auch in den PIMC Pulvern genutzt
werden.
6 Lackierung 59
6 LACKIERUNG
Die Lackierung bildet die oberste und letztendlich sichtbare Schicht eines Bauteils
und ist somit maßgeblich an der Qualität der Oberfläche beteiligt. Während eine
Lackierung grundsätzlich aus einer einzigen Schicht bestehen kann, kommen im
Bereich der automobilen Anwendungen für Class-A heute meist sehr komplexe
mehrschichtige Lackaufbauten zum Einsatz. Die Lackierung sorgt für den Farbton
und den Glanzgrad einer Oberfläche ebenso wie für eventuelle Metallic oder Perl-
glanz Effekte. Sie trägt mit ihrer eigenen Oberflächenstruktur und Welligkeit zur
gesamten Oberflächenstruktur bei. Dabei vermag die Lackierung je nach Aufbau
gewisse Oberflächeneigenschaften von darunter liegenden Strukturen zu überde-
cken und hebt andere dafür optisch hervor. [21] Alle Musterplatten wurden vor ih-
rer, wie auch immer gearteten Lackierung, 12h bei 100°C getempert.
6.1 Grundlagen & Lackierung im automobilen Serienbau
Automobile Großserienhersteller sind stark auf die Verwendung von Stahl oder
Aluminium für den Karosseriebau spezialisiert. Ihre gesamte Fertigung und La-
ckierung ist auf diese metallischen Werkstoffe ausgerichtet, auch wenn in den letz-
ten Jahren immer mehr Kunststoffe in den Karosseriebau vordringen konnten. Das
größte Problem bei Karosserieteilen aus Kunststoff ist, dass Automobilhersteller
immer alle Karosserieteile gemeinsam durch die Kathodische-Tauch-Lackierung
(KTL) fahren wollen. Diese dient dem Korrosionsschutz der Metalle, ist für Kunst-
stoffe unnötig und zur Trocknung mit einer für Kunststoffe kritischen Temperatur
von 130-200°C verbunden. Die Kunststoffbauteile nach der KTL am Fahrzeug an-
zubringen wäre selbstverständlich eine Lösung. Diese wird aber von den OEMs
nur ungern in Kauf genommen. Es zeichnet sich auf Grund der Kosten welche mit
diesen hohen Trocknungstemperaturen verbunden sind ab, dass die Automobil-
hersteller in Zukunft auf Prozesse mit geringen Temperaturen umsteigen wollen.
Dies würde das weitere Vordringen von Kunststoffbauteilen in der Karosserie we-
sentlich erleichtern.
Eine moderne Lackierung besteht aus vier bis fünf Schichten mit einer Gesamtdi-
cke von 100-130µm, wie es in Abbildung 41 a) dargestellt ist. Beginnend auf dem
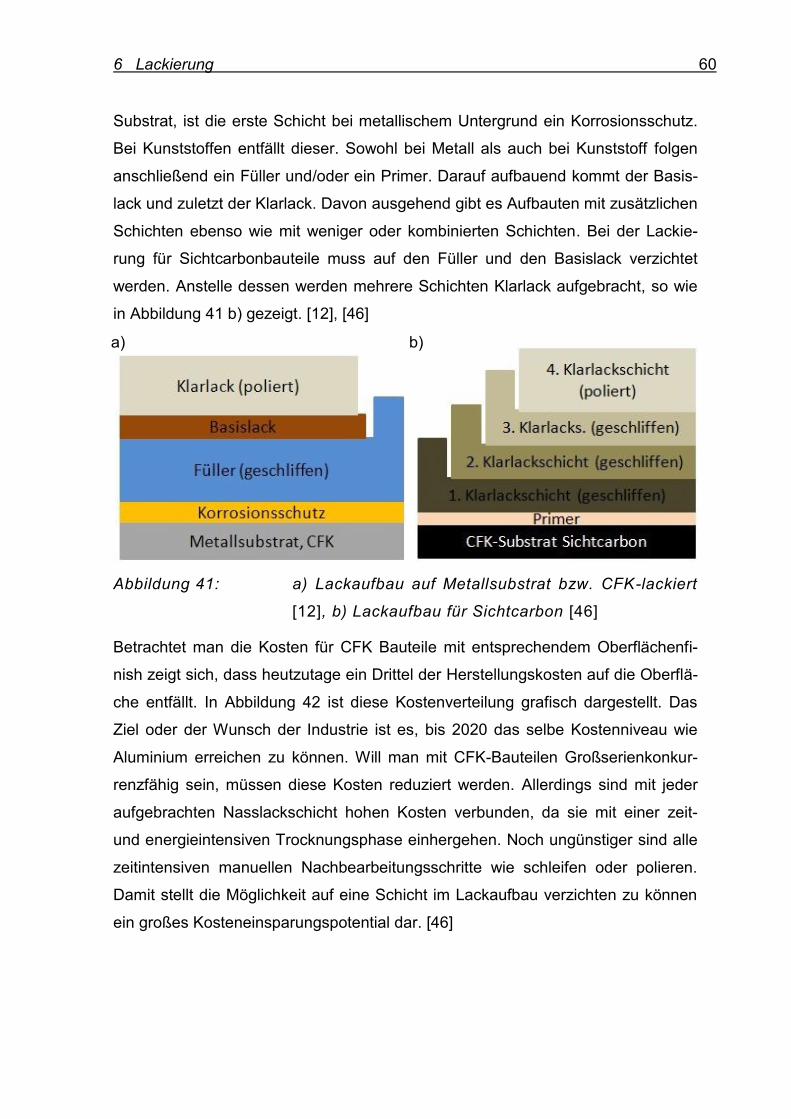
6 Lackierung 60
Substrat, ist die erste Schicht bei metallischem Untergrund ein Korrosionsschutz.
Bei Kunststoffen entfällt dieser. Sowohl bei Metall als auch bei Kunststoff folgen
anschließend ein Füller und/oder ein Primer. Darauf aufbauend kommt der Basis-
lack und zuletzt der Klarlack. Davon ausgehend gibt es Aufbauten mit zusätzlichen
Schichten ebenso wie mit weniger oder kombinierten Schichten. Bei der Lackie-
rung für Sichtcarbonbauteile muss auf den Füller und den Basislack verzichtet
werden. Anstelle dessen werden mehrere Schichten Klarlack aufgebracht, so wie
in Abbildung 41 b) gezeigt. [12], [46]
Abbildung 41: a) Lackaufbau auf Metallsubstrat bzw. CFK-lackiert
[12], b) Lackaufbau für Sichtcarbon [46]
Betrachtet man die Kosten für CFK Bauteile mit entsprechendem Oberflächenfi-
nish zeigt sich, dass heutzutage ein Drittel der Herstellungskosten auf die Oberflä-
che entfällt. In Abbildung 42 ist diese Kostenverteilung grafisch dargestellt. Das
Ziel oder der Wunsch der Industrie ist es, bis 2020 das selbe Kostenniveau wie
Aluminium erreichen zu können. Will man mit CFK-Bauteilen Großserienkonkur-
renzfähig sein, müssen diese Kosten reduziert werden. Allerdings sind mit jeder
aufgebrachten Nasslackschicht hohen Kosten verbunden, da sie mit einer zeit-
und energieintensiven Trocknungsphase einhergehen. Noch ungünstiger sind alle
zeitintensiven manuellen Nachbearbeitungsschritte wie schleifen oder polieren.
Damit stellt die Möglichkeit auf eine Schicht im Lackaufbau verzichten zu können
ein großes Kosteneinsparungspotential dar. [46]
a) b)
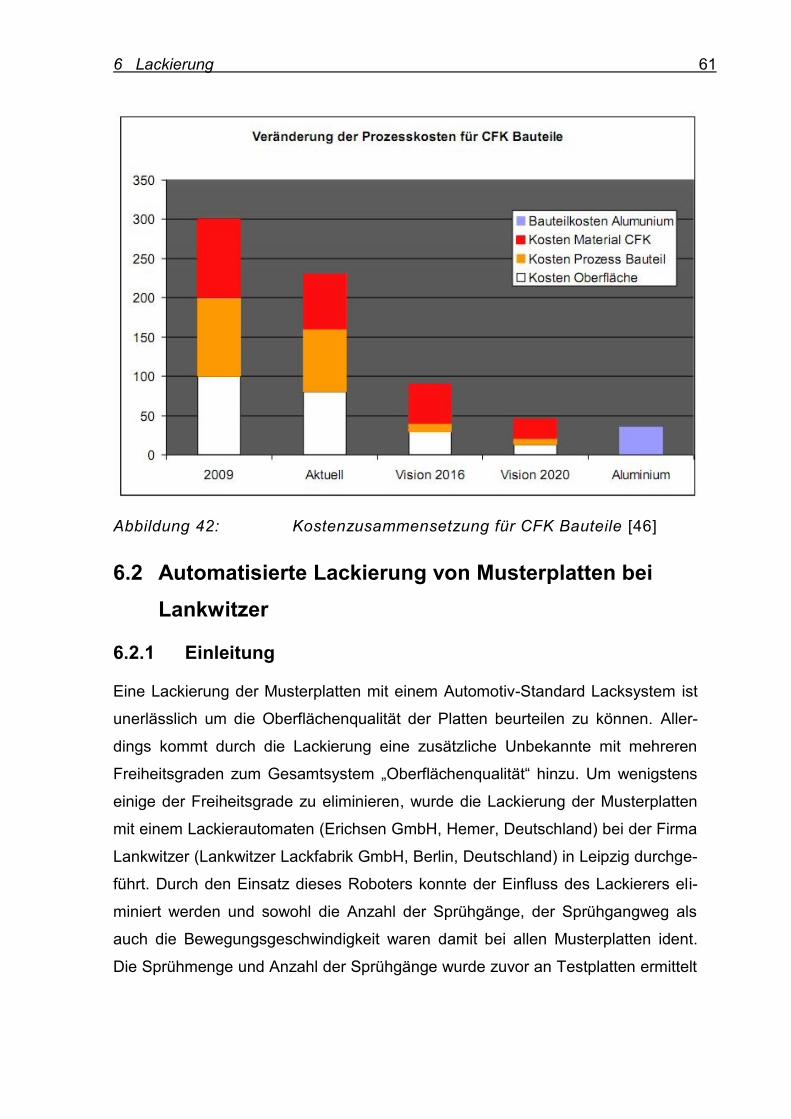
6 Lackierung 61
Abbildung 42: Kostenzusammensetzung für CFK Bauteile [46]
6.2 Automatisierte Lackierung von Musterplatten bei
Lankwitzer
6.2.1 Einleitung
Eine Lackierung der Musterplatten mit einem Automotiv-Standard Lacksystem ist
unerlässlich um die Oberflächenqualität der Platten beurteilen zu können. Aller-
dings kommt durch die Lackierung eine zusätzliche Unbekannte mit mehreren
Freiheitsgraden zum Gesamtsystem „Oberflächenqualität“ hinzu. Um wenigstens
einige der Freiheitsgrade zu eliminieren, wurde die Lackierung der Musterplatten
mit einem Lackierautomaten (Erichsen GmbH, Hemer, Deutschland) bei der Firma
Lankwitzer (Lankwitzer Lackfabrik GmbH, Berlin, Deutschland) in Leipzig durchge-
führt. Durch den Einsatz dieses Roboters konnte der Einfluss des Lackierers eli-
miniert werden und sowohl die Anzahl der Sprühgänge, der Sprühgangweg als
auch die Bewegungsgeschwindigkeit waren damit bei allen Musterplatten ident.
Die Sprühmenge und Anzahl der Sprühgänge wurde zuvor an Testplatten ermittelt
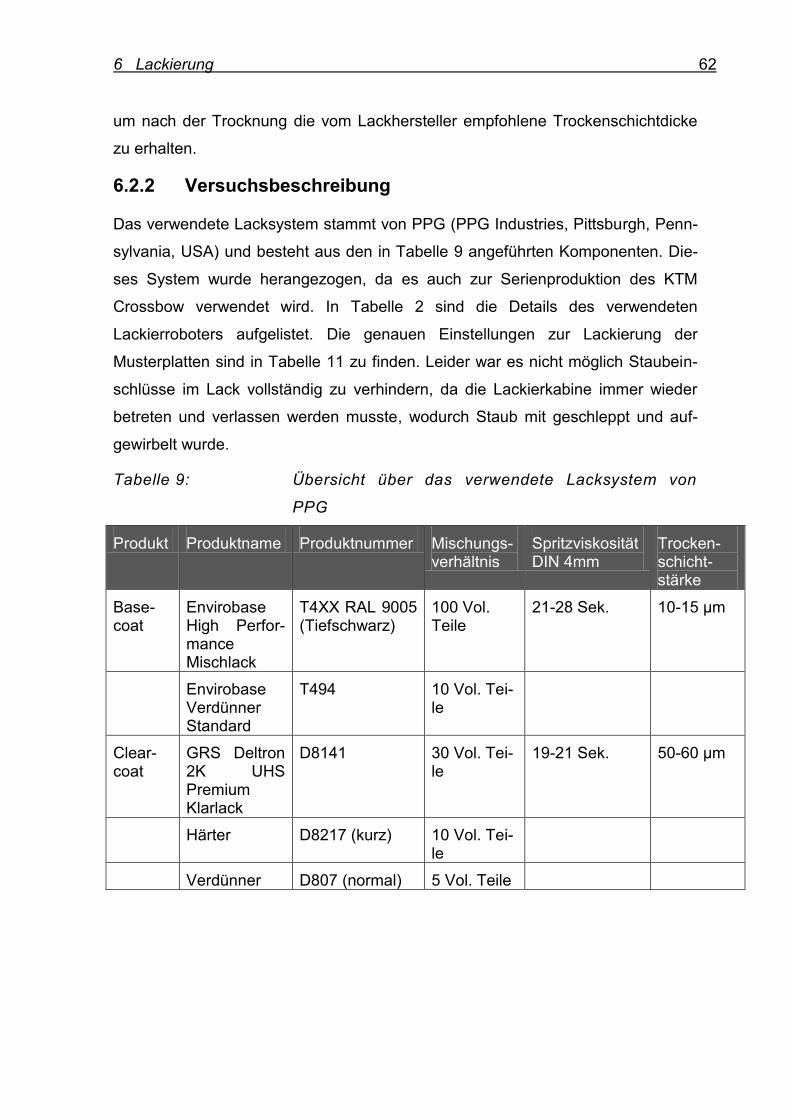
6 Lackierung 62
um nach der Trocknung die vom Lackhersteller empfohlene Trockenschichtdicke
zu erhalten.
6.2.2 Versuchsbeschreibung
Das verwendete Lacksystem stammt von PPG (PPG Industries, Pittsburgh, Penn-
sylvania, USA) und besteht aus den in Tabelle 9 angeführten Komponenten. Die-
ses System wurde herangezogen, da es auch zur Serienproduktion des KTM
Crossbow verwendet wird. In Tabelle 2 sind die Details des verwendeten
Lackierroboters aufgelistet. Die genauen Einstellungen zur Lackierung der
Musterplatten sind in Tabelle 11 zu finden. Leider war es nicht möglich Staubein-
schlüsse im Lack vollständig zu verhindern, da die Lackierkabine immer wieder
betreten und verlassen werden musste, wodurch Staub mit geschleppt und auf-
gewirbelt wurde.
Tabelle 9: Übersicht über das verwendete Lacksystem von
PPG
Produkt Produktname Produktnummer Mischungs-verhältnis
Spritzviskosität DIN 4mm
Trocken-schicht-stärke
Base-coat
Envirobase High Perfor-mance Mischlack
T4XX RAL 9005 (Tiefschwarz)
100 Vol. Teile
21-28 Sek. 10-15 µm
Envirobase Verdünner Standard
T494 10 Vol. Tei-le
Clear-coat
GRS Deltron 2K UHS Premium Klarlack
D8141 30 Vol. Tei-le
19-21 Sek. 50-60 µm
Härter D8217 (kurz) 10 Vol. Tei-le
Verdünner D807 (normal) 5 Vol. Teile
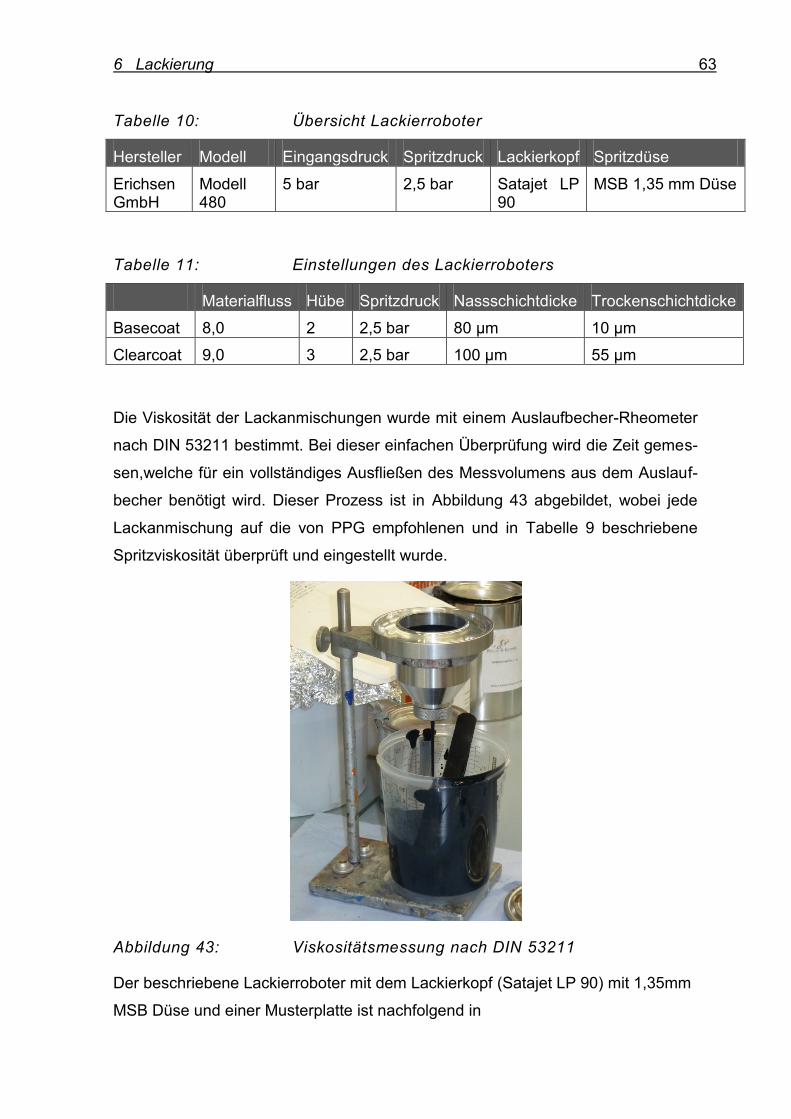
6 Lackierung 63
Tabelle 10: Übersicht Lackierroboter
Hersteller Modell Eingangsdruck Spritzdruck Lackierkopf Spritzdüse
Erichsen GmbH
Modell 480
5 bar 2,5 bar Satajet LP 90
MSB 1,35 mm Düse
Tabelle 11: Einstellungen des Lackierroboters
Materialfluss Hübe Spritzdruck Nassschichtdicke Trockenschichtdicke
Basecoat 8,0 2 2,5 bar 80 µm 10 µm
Clearcoat 9,0 3 2,5 bar 100 µm 55 µm
Die Viskosität der Lackanmischungen wurde mit einem Auslaufbecher-Rheometer
nach DIN 53211 bestimmt. Bei dieser einfachen Überprüfung wird die Zeit gemes-
sen,welche für ein vollständiges Ausfließen des Messvolumens aus dem Auslauf-
becher benötigt wird. Dieser Prozess ist in Abbildung 43 abgebildet, wobei jede
Lackanmischung auf die von PPG empfohlenen und in Tabelle 9 beschriebene
Spritzviskosität überprüft und eingestellt wurde.
Abbildung 43: Viskositätsmessung nach DIN 53211
Der beschriebene Lackierroboter mit dem Lackierkopf (Satajet LP 90) mit 1,35mm
MSB Düse und einer Musterplatte ist nachfolgend in
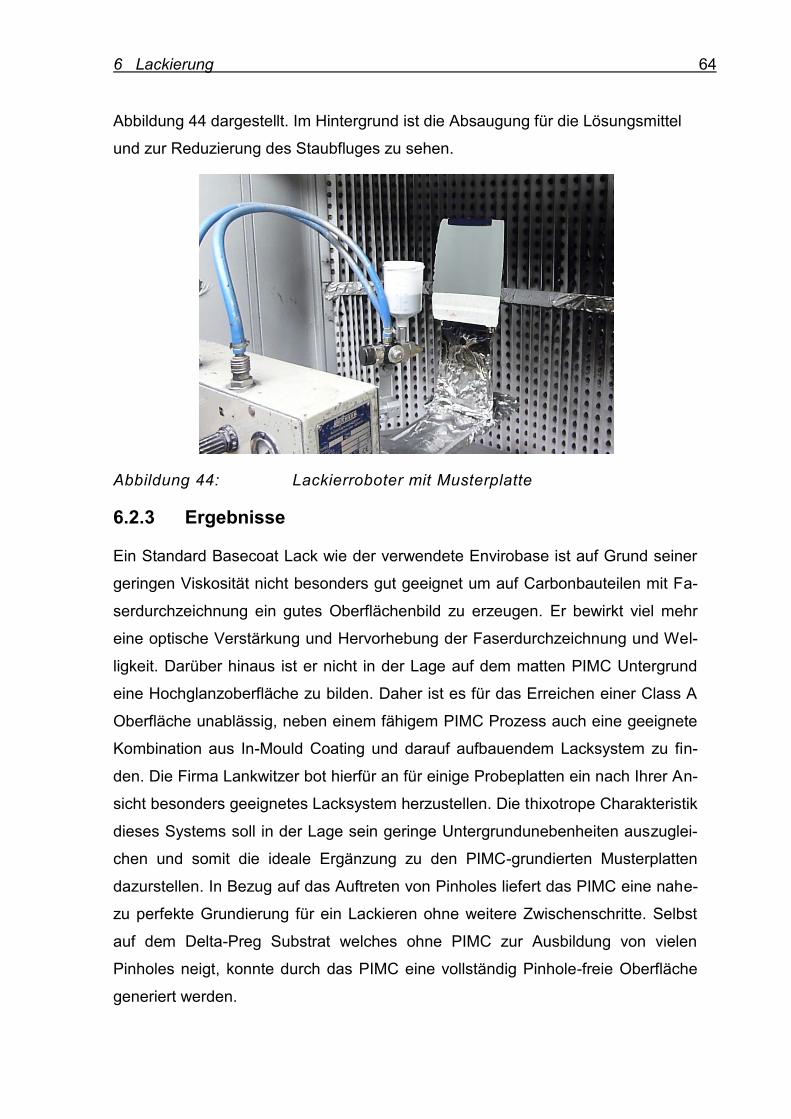
6 Lackierung 64
Abbildung 44 dargestellt. Im Hintergrund ist die Absaugung für die Lösungsmittel
und zur Reduzierung des Staubfluges zu sehen.
Abbildung 44: Lackierroboter mit Musterplatte
6.2.3 Ergebnisse
Ein Standard Basecoat Lack wie der verwendete Envirobase ist auf Grund seiner
geringen Viskosität nicht besonders gut geeignet um auf Carbonbauteilen mit Fa-
serdurchzeichnung ein gutes Oberflächenbild zu erzeugen. Er bewirkt viel mehr
eine optische Verstärkung und Hervorhebung der Faserdurchzeichnung und Wel-
ligkeit. Darüber hinaus ist er nicht in der Lage auf dem matten PIMC Untergrund
eine Hochglanzoberfläche zu bilden. Daher ist es für das Erreichen einer Class A
Oberfläche unablässig, neben einem fähigem PIMC Prozess auch eine geeignete
Kombination aus In-Mould Coating und darauf aufbauendem Lacksystem zu fin-
den. Die Firma Lankwitzer bot hierfür an für einige Probeplatten ein nach Ihrer An-
sicht besonders geeignetes Lacksystem herzustellen. Die thixotrope Charakteristik
dieses Systems soll in der Lage sein geringe Untergrundunebenheiten auszuglei-
chen und somit die ideale Ergänzung zu den PIMC-grundierten Musterplatten
dazurstellen. In Bezug auf das Auftreten von Pinholes liefert das PIMC eine nahe-
zu perfekte Grundierung für ein Lackieren ohne weitere Zwischenschritte. Selbst
auf dem Delta-Preg Substrat welches ohne PIMC zur Ausbildung von vielen
Pinholes neigt, konnte durch das PIMC eine vollständig Pinhole-freie Oberfläche
generiert werden.
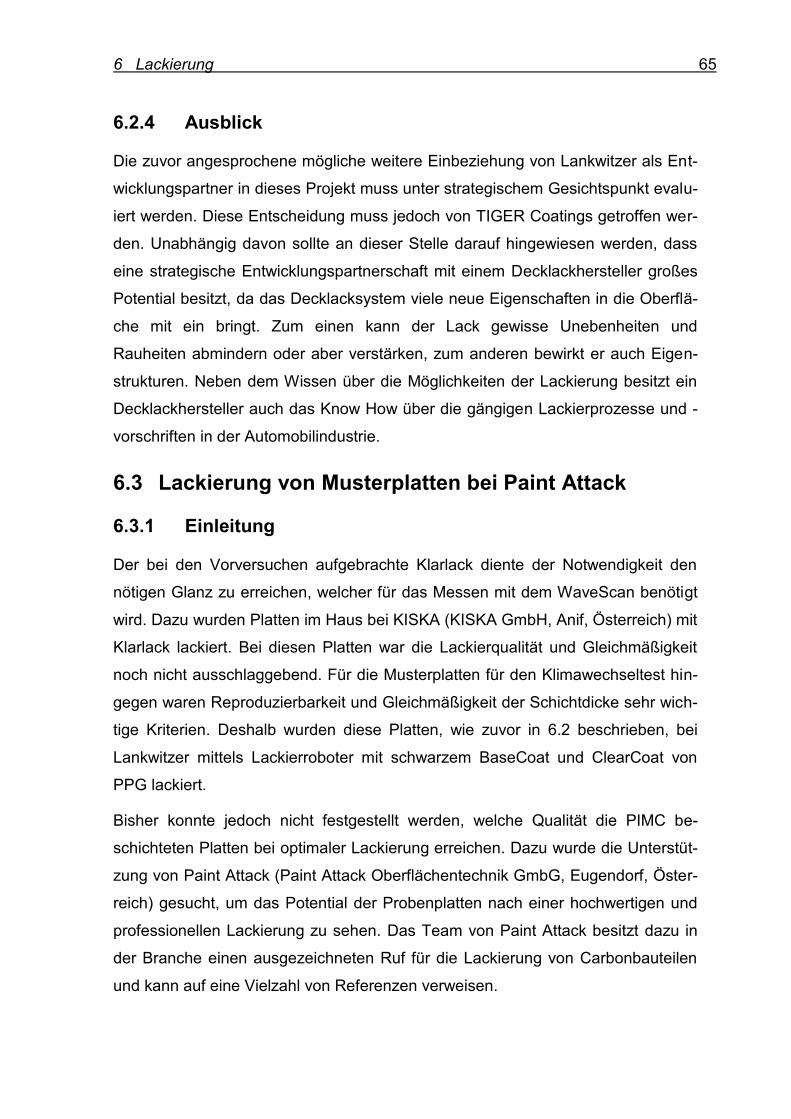
6 Lackierung 65
6.2.4 Ausblick
Die zuvor angesprochene mögliche weitere Einbeziehung von Lankwitzer als Ent-
wicklungspartner in dieses Projekt muss unter strategischem Gesichtspunkt evalu-
iert werden. Diese Entscheidung muss jedoch von TIGER Coatings getroffen wer-
den. Unabhängig davon sollte an dieser Stelle darauf hingewiesen werden, dass
eine strategische Entwicklungspartnerschaft mit einem Decklackhersteller großes
Potential besitzt, da das Decklacksystem viele neue Eigenschaften in die Oberflä-
che mit ein bringt. Zum einen kann der Lack gewisse Unebenheiten und
Rauheiten abmindern oder aber verstärken, zum anderen bewirkt er auch Eigen-
strukturen. Neben dem Wissen über die Möglichkeiten der Lackierung besitzt ein
Decklackhersteller auch das Know How über die gängigen Lackierprozesse und -
vorschriften in der Automobilindustrie.
6.3 Lackierung von Musterplatten bei Paint Attack
6.3.1 Einleitung
Der bei den Vorversuchen aufgebrachte Klarlack diente der Notwendigkeit den
nötigen Glanz zu erreichen, welcher für das Messen mit dem WaveScan benötigt
wird. Dazu wurden Platten im Haus bei KISKA (KISKA GmbH, Anif, Österreich) mit
Klarlack lackiert. Bei diesen Platten war die Lackierqualität und Gleichmäßigkeit
noch nicht ausschlaggebend. Für die Musterplatten für den Klimawechseltest hin-
gegen waren Reproduzierbarkeit und Gleichmäßigkeit der Schichtdicke sehr wich-
tige Kriterien. Deshalb wurden diese Platten, wie zuvor in 6.2 beschrieben, bei
Lankwitzer mittels Lackierroboter mit schwarzem BaseCoat und ClearCoat von
PPG lackiert.
Bisher konnte jedoch nicht festgestellt werden, welche Qualität die PIMC be-
schichteten Platten bei optimaler Lackierung erreichen. Dazu wurde die Unterstüt-
zung von Paint Attack (Paint Attack Oberflächentechnik GmbG, Eugendorf, Öster-
reich) gesucht, um das Potential der Probenplatten nach einer hochwertigen und
professionellen Lackierung zu sehen. Das Team von Paint Attack besitzt dazu in
der Branche einen ausgezeichneten Ruf für die Lackierung von Carbonbauteilen
und kann auf eine Vielzahl von Referenzen verweisen.
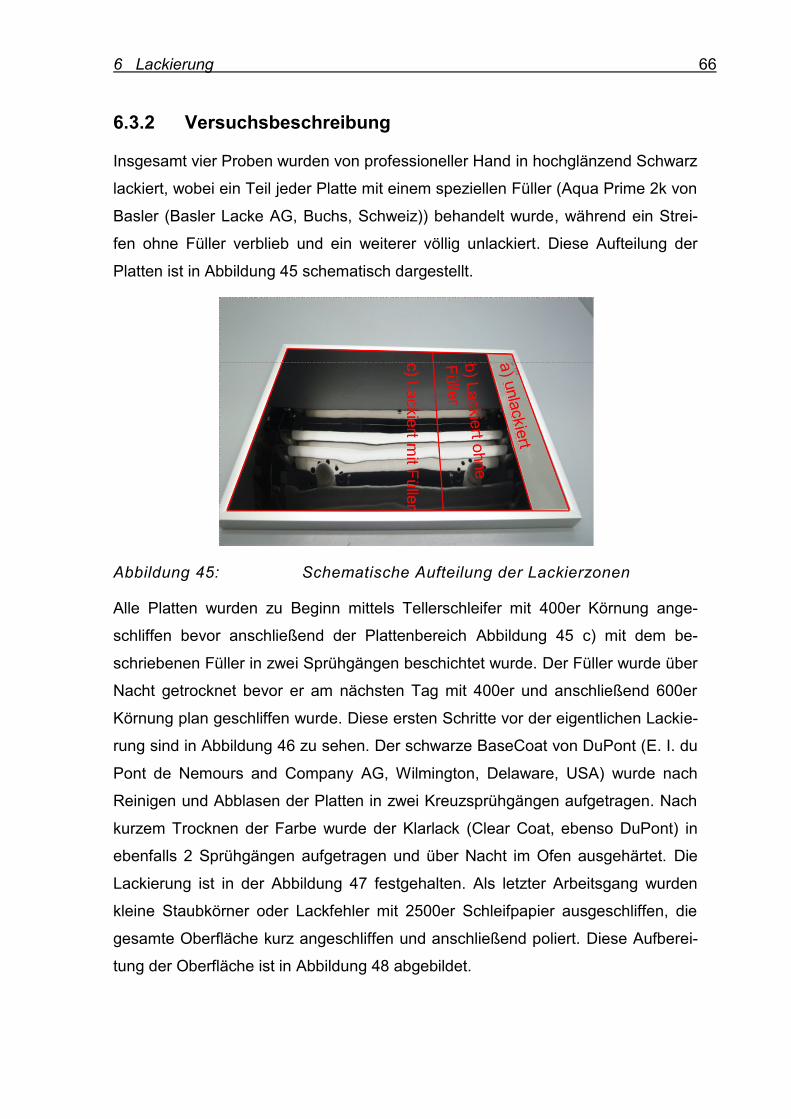
6 Lackierung 66
6.3.2 Versuchsbeschreibung
Insgesamt vier Proben wurden von professioneller Hand in hochglänzend Schwarz
lackiert, wobei ein Teil jeder Platte mit einem speziellen Füller (Aqua Prime 2k von
Basler (Basler Lacke AG, Buchs, Schweiz)) behandelt wurde, während ein Strei-
fen ohne Füller verblieb und ein weiterer völlig unlackiert. Diese Aufteilung der
Platten ist in Abbildung 45 schematisch dargestellt.
Abbildung 45: Schematische Aufteilung der Lackierzonen
Alle Platten wurden zu Beginn mittels Tellerschleifer mit 400er Körnung ange-
schliffen bevor anschließend der Plattenbereich Abbildung 45 c) mit dem be-
schriebenen Füller in zwei Sprühgängen beschichtet wurde. Der Füller wurde über
Nacht getrocknet bevor er am nächsten Tag mit 400er und anschließend 600er
Körnung plan geschliffen wurde. Diese ersten Schritte vor der eigentlichen Lackie-
rung sind in Abbildung 46 zu sehen. Der schwarze BaseCoat von DuPont (E. I. du
Pont de Nemours and Company AG, Wilmington, Delaware, USA) wurde nach
Reinigen und Abblasen der Platten in zwei Kreuzsprühgängen aufgetragen. Nach
kurzem Trocknen der Farbe wurde der Klarlack (Clear Coat, ebenso DuPont) in
ebenfalls 2 Sprühgängen aufgetragen und über Nacht im Ofen ausgehärtet. Die
Lackierung ist in der Abbildung 47 festgehalten. Als letzter Arbeitsgang wurden
kleine Staubkörner oder Lackfehler mit 2500er Schleifpapier ausgeschliffen, die
gesamte Oberfläche kurz angeschliffen und anschließend poliert. Diese Aufberei-
tung der Oberfläche ist in Abbildung 48 abgebildet.
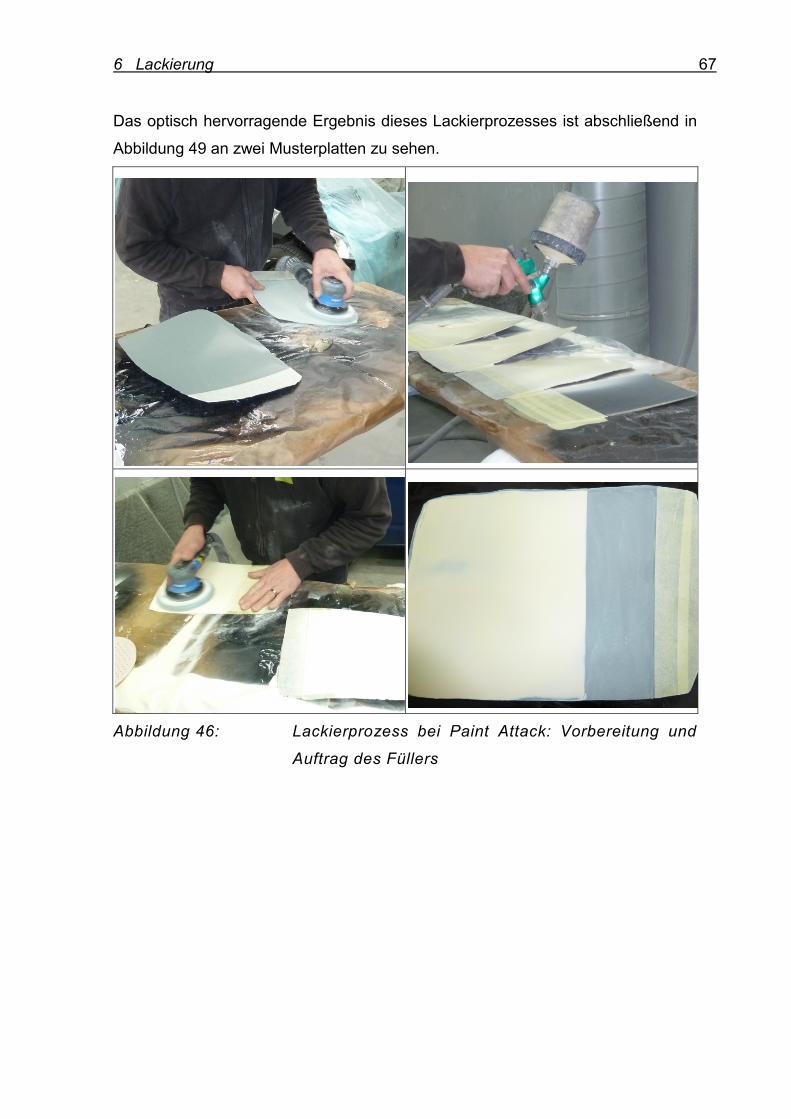
6 Lackierung 67
Das optisch hervorragende Ergebnis dieses Lackierprozesses ist abschließend in
Abbildung 49 an zwei Musterplatten zu sehen.
Abbildung 46: Lackierprozess bei Paint Attack: Vorbereitung und
Auftrag des Füllers

6 Lackierung 68
Abbildung 47: Lackierprozess bei Paint Attack: Lackierung
Abbildung 48: Lackierprozess bei Paint Attack: Aufbereitung & Po-
lieren
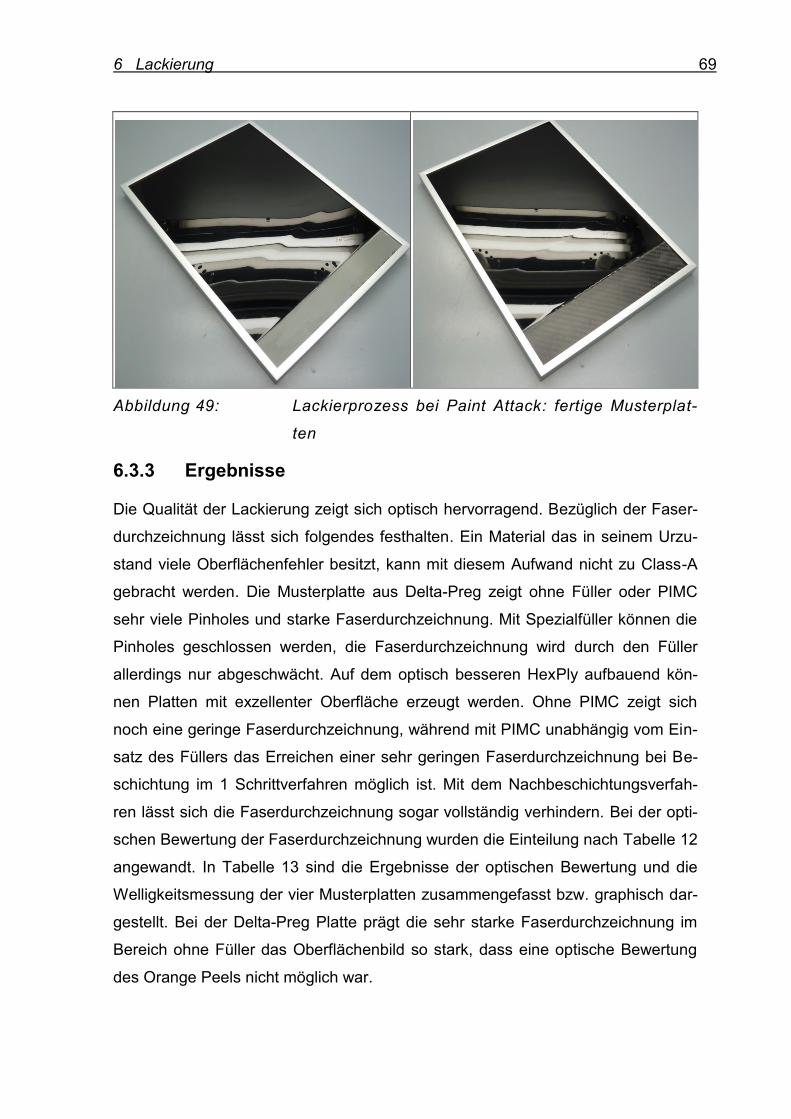
6 Lackierung 69
Abbildung 49: Lackierprozess bei Paint Attack: fertige Musterplat-
ten
6.3.3 Ergebnisse
Die Qualität der Lackierung zeigt sich optisch hervorragend. Bezüglich der Faser-
durchzeichnung lässt sich folgendes festhalten. Ein Material das in seinem Urzu-
stand viele Oberflächenfehler besitzt, kann mit diesem Aufwand nicht zu Class-A
gebracht werden. Die Musterplatte aus Delta-Preg zeigt ohne Füller oder PIMC
sehr viele Pinholes und starke Faserdurchzeichnung. Mit Spezialfüller können die
Pinholes geschlossen werden, die Faserdurchzeichnung wird durch den Füller
allerdings nur abgeschwächt. Auf dem optisch besseren HexPly aufbauend kön-
nen Platten mit exzellenter Oberfläche erzeugt werden. Ohne PIMC zeigt sich
noch eine geringe Faserdurchzeichnung, während mit PIMC unabhängig vom Ein-
satz des Füllers das Erreichen einer sehr geringen Faserdurchzeichnung bei Be-
schichtung im 1 Schrittverfahren möglich ist. Mit dem Nachbeschichtungsverfah-
ren lässt sich die Faserdurchzeichnung sogar vollständig verhindern. Bei der opti-
schen Bewertung der Faserdurchzeichnung wurden die Einteilung nach Tabelle 12
angewandt. In Tabelle 13 sind die Ergebnisse der optischen Bewertung und die
Welligkeitsmessung der vier Musterplatten zusammengefasst bzw. graphisch dar-
gestellt. Bei der Delta-Preg Platte prägt die sehr starke Faserdurchzeichnung im
Bereich ohne Füller das Oberflächenbild so stark, dass eine optische Bewertung
des Orange Peels nicht möglich war.
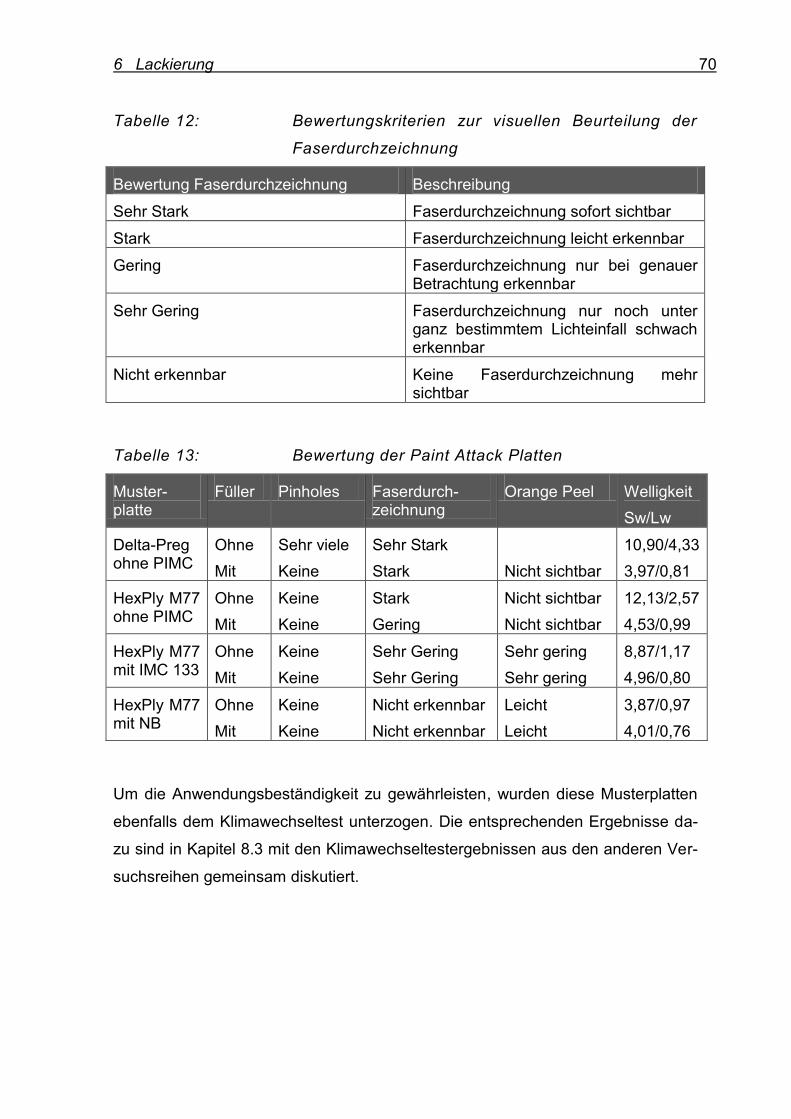
6 Lackierung 70
Tabelle 12: Bewertungskriterien zur visuellen Beurteilung der
Faserdurchzeichnung
Bewertung Faserdurchzeichnung Beschreibung
Sehr Stark Faserdurchzeichnung sofort sichtbar
Stark Faserdurchzeichnung leicht erkennbar
Gering Faserdurchzeichnung nur bei genauer Betrachtung erkennbar
Sehr Gering Faserdurchzeichnung nur noch unter ganz bestimmtem Lichteinfall schwach erkennbar
Nicht erkennbar Keine Faserdurchzeichnung mehr sichtbar
Tabelle 13: Bewertung der Paint Attack Platten
Muster-platte
Füller Pinholes Faserdurch-zeichnung
Orange Peel Welligkeit
Sw/Lw
Delta-Preg ohne PIMC
Ohne
Mit
Sehr viele
Keine
Sehr Stark
Stark
Nicht sichtbar
10,90/4,33
3,97/0,81
HexPly M77 ohne PIMC
Ohne
Mit
Keine
Keine
Stark
Gering
Nicht sichtbar
Nicht sichtbar
12,13/2,57
4,53/0,99
HexPly M77 mit IMC 133
Ohne
Mit
Keine
Keine
Sehr Gering
Sehr Gering
Sehr gering
Sehr gering
8,87/1,17
4,96/0,80
HexPly M77 mit NB
Ohne
Mit
Keine
Keine
Nicht erkennbar
Nicht erkennbar
Leicht
Leicht
3,87/0,97
4,01/0,76
Um die Anwendungsbeständigkeit zu gewährleisten, wurden diese Musterplatten
ebenfalls dem Klimawechseltest unterzogen. Die entsprechenden Ergebnisse da-
zu sind in Kapitel 8.3 mit den Klimawechseltestergebnissen aus den anderen Ver-
suchsreihen gemeinsam diskutiert.
7 Bewertung der Ergebnisse 71
7 BEWERTUNG DER ERGEBNISSE
7.1 WaveScan Messungen
An den Musterplatten wurde die Oberflächenwelligkeit mittels WaveScan (Byk
Gardner) gemessen, um einen messbaren Parameter zur Oberflächenqualität zu
erhalten. Wie in Kapitel 2.4 beschrieben, liefert diese Messung normierte Werte,
welche eine Aussage über die Strukturiertheit der Oberfläche zulassen. Diese
Welligkeitswerte bilden häufig ein Qualitätskriterium für Class-A.
Zur Bestimmung der Welligkeitswerte wurden, sofern es die Musterplattengröße
zuließ, sieben Messungen über die Probenfläche verteilt durchgeführt und an-
schließend der Mittelwert daraus gebildet.
7.1.1 Welligkeitswerte und Faserdurchzeichnung
Grundsätzlich ist es möglich die Faserdurchzeichnung mittels WaveScan zu mes-
sen. Die Messung der Welligkeit erfordert aber eine hochglänzende Oberfläche.
Eine Einschränkung, die für die eigentliche Intention des Messgeräts zur Quali-
tätsbeurteilung von Lackverläufen unkritisch ist, da diese zumeist das nötige
Glanzlevel aufweisen. Bei den Musterplatten bedeutete das aber, dass die Muster
lackiert werden mussten, um messbar zu sein. Die WaveScan Vermessung misst
also nicht die Proben-, sondern die Lackoberfläche. Tritt nun eine Faserdurch-
zeichnung auf, so entsteht diese im CFK Substrat und zeichnet sich durch das
PIMC ab und wird visuell sichtbar. Bei lackierten Proben muss eine solche Faser-
durchzeichnung ebenso durch das BaseCoat durchtreten, um mit dem Auge er-
kennbar zu sein. Es kann aber sein, dass die Klarlackoberfläche dennoch, z.B.
durch polieren oder ausgleichende Eigenschaften, nur vernachlässigbare Wellig-
keitswerte aufweist. In diesem Fall wäre also eine Faserdurchzeichnung visuell
sichtbar, aber mittels WaveScan nicht detektierbar.
Andererseits ist aus den in 7.3 beschriebenen Topographiemessungen bekannt,
dass eine Faserdurchzeichnung, sofern sie an die Klarlackoberfläche durchzeich-
net, lediglich eine Amplitude von 2 µm bei einer gleichzeitigen (vom Gewebe ab-
hängigen) Wellenlänge von 2 mm besitzt. Diese Kombination könnte dazu führen,
7 Bewertung der Ergebnisse 72
dass die Auswirkungen der Störung gegebenenfalls zu gering sind um die Wellig-
keitswerte signifikant genug zu beeinflussen, um messbar zu sein.
Es kann daher gesagt werden, dass die WaveScan Messung zur Beurteilung der
Lackoberfläche in Bezug auf die Lackiergüte respektive den Orange Peel sehr gut
geeignet ist. Eine Faserdurchzeichnung kann theoretisch ebenfalls mittels Wa-
veScan gemessen werden, aber nur unter bestimmten Bedingungen. So muss
entweder eine Messung direkt auf der Substratoberfläche möglich sein, oder aber
die Amplitude der Abzeichnung der Faserstruktur muss gleich groß oder größer
dem Orange Peel sein. Im Allgemeinen kann dieses Verfahren daher nicht zur
sicheren Bestimmung bzw. objektiven Quantifizierung von Faserdurchzeichnung
herangezogen werden.
7.2 Visuelle Bewertung
Für die visuelle Bewertung wurden nur die gealterten Muster herangezogen, da
der Klimawechseltest keinen Einfluss auf die Pinholes hatte und alle anderen
Oberflächeneigenschaften nach der Klimaalterung für alle Systeme gleichermaßen
schlecht bis sehr schlecht waren.
Als Grundlage der Bewertung dienten die in den Tabelle 14 bis Tabelle 16 darge-
stellten Bewertungskriterien für Sichtbarkeit einer Faserdurchzeichnung, Orange
Peel und Abbildungsqualität bzw. DOI. Bei starker und sehr starker Faserdurch-
zeichnung ist eine gesonderte Beurteilung des Orange Peel sehr schwer, da die
sichtbare Struktur von zuerst genannter geprägt wird, wodurch eine Unterschei-
dung zwischen den beiden sehr schwer ist.
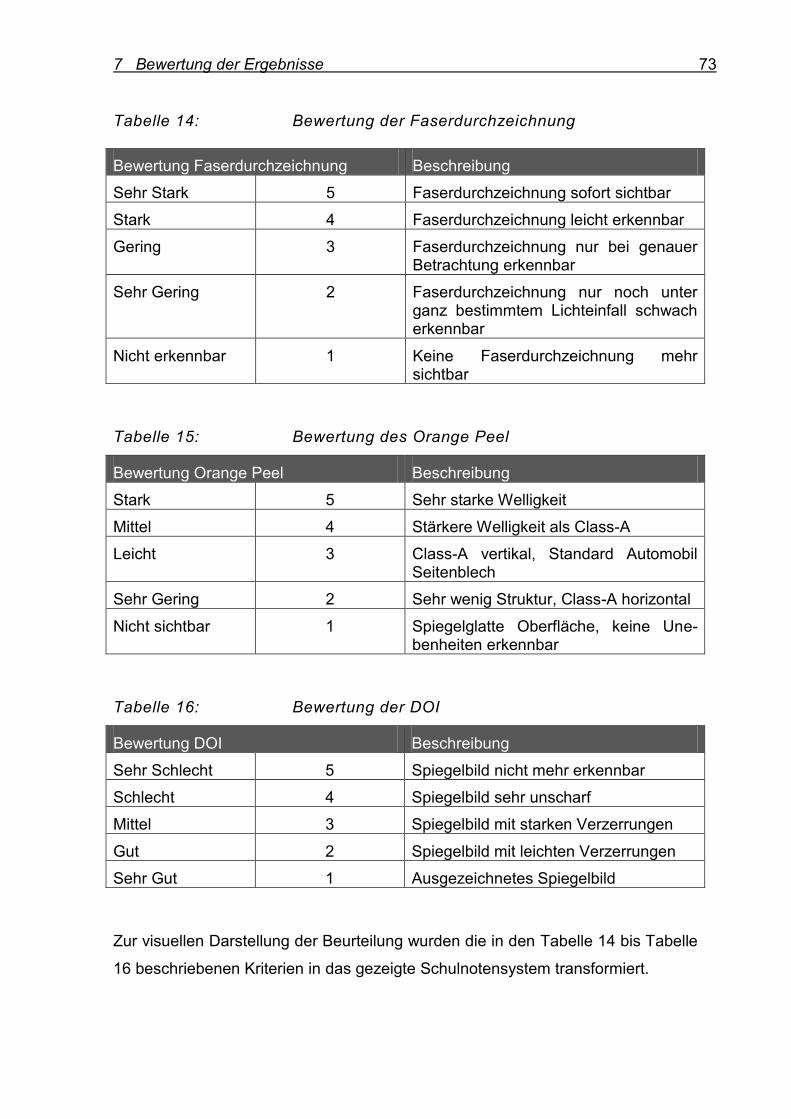
7 Bewertung der Ergebnisse 73
Tabelle 14: Bewertung der Faserdurchzeichnung
Tabelle 15: Bewertung des Orange Peel
Bewertung Orange Peel Beschreibung
Stark 5 Sehr starke Welligkeit
Mittel 4 Stärkere Welligkeit als Class-A
Leicht 3 Class-A vertikal, Standard Automobil Seitenblech
Sehr Gering 2 Sehr wenig Struktur, Class-A horizontal
Nicht sichtbar 1 Spiegelglatte Oberfläche, keine Une-benheiten erkennbar
Tabelle 16: Bewertung der DOI
Bewertung DOI Beschreibung
Sehr Schlecht 5 Spiegelbild nicht mehr erkennbar
Schlecht 4 Spiegelbild sehr unscharf
Mittel 3 Spiegelbild mit starken Verzerrungen
Gut 2 Spiegelbild mit leichten Verzerrungen
Sehr Gut 1 Ausgezeichnetes Spiegelbild
Zur visuellen Darstellung der Beurteilung wurden die in den Tabelle 14 bis Tabelle
16 beschriebenen Kriterien in das gezeigte Schulnotensystem transformiert.
Bewertung Faserdurchzeichnung Beschreibung
Sehr Stark 5 Faserdurchzeichnung sofort sichtbar
Stark 4 Faserdurchzeichnung leicht erkennbar
Gering 3 Faserdurchzeichnung nur bei genauer Betrachtung erkennbar
Sehr Gering 2 Faserdurchzeichnung nur noch unter ganz bestimmtem Lichteinfall schwach erkennbar
Nicht erkennbar 1 Keine Faserdurchzeichnung mehr sichtbar
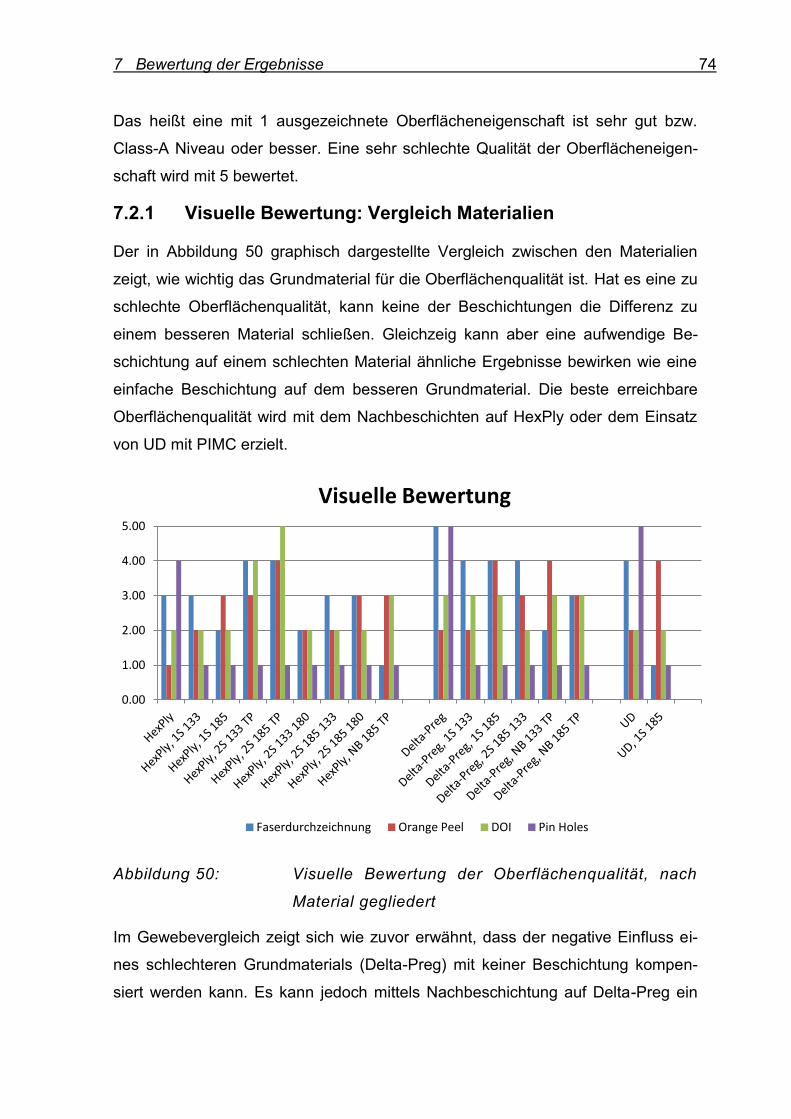
7 Bewertung der Ergebnisse 74
Das heißt eine mit 1 ausgezeichnete Oberflächeneigenschaft ist sehr gut bzw.
Class-A Niveau oder besser. Eine sehr schlechte Qualität der Oberflächeneigen-
schaft wird mit 5 bewertet.
7.2.1 Visuelle Bewertung: Vergleich Materialien
Der in Abbildung 50 graphisch dargestellte Vergleich zwischen den Materialien
zeigt, wie wichtig das Grundmaterial für die Oberflächenqualität ist. Hat es eine zu
schlechte Oberflächenqualität, kann keine der Beschichtungen die Differenz zu
einem besseren Material schließen. Gleichzeig kann aber eine aufwendige Be-
schichtung auf einem schlechten Material ähnliche Ergebnisse bewirken wie eine
einfache Beschichtung auf dem besseren Grundmaterial. Die beste erreichbare
Oberflächenqualität wird mit dem Nachbeschichten auf HexPly oder dem Einsatz
von UD mit PIMC erzielt.
Abbildung 50: Visuelle Bewertung der Oberflächenqualität, nach
Material gegliedert
Im Gewebevergleich zeigt sich wie zuvor erwähnt, dass der negative Einfluss ei-
nes schlechteren Grundmaterials (Delta-Preg) mit keiner Beschichtung kompen-
siert werden kann. Es kann jedoch mittels Nachbeschichtung auf Delta-Preg ein
0.00
1.00
2.00
3.00
4.00
5.00
Visuelle Bewertung
Faserdurchzeichnung Orange Peel DOI Pin Holes
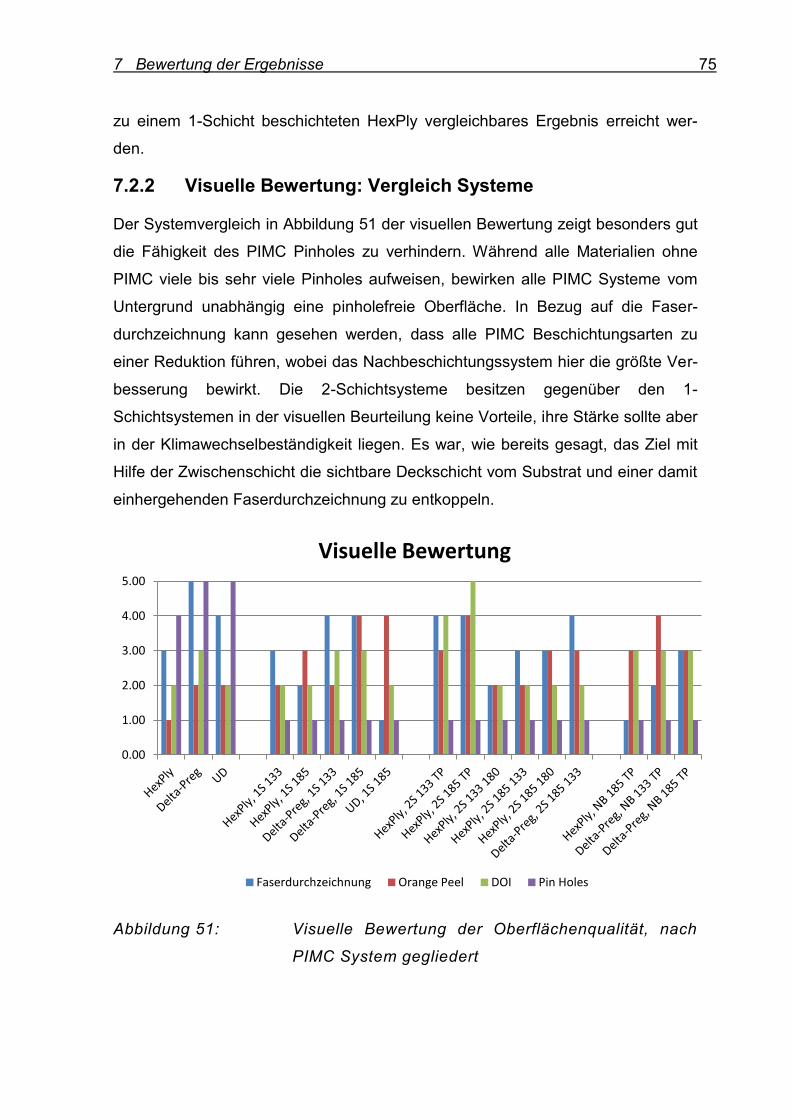
7 Bewertung der Ergebnisse 75
zu einem 1-Schicht beschichteten HexPly vergleichbares Ergebnis erreicht wer-
den.
7.2.2 Visuelle Bewertung: Vergleich Systeme
Der Systemvergleich in Abbildung 51 der visuellen Bewertung zeigt besonders gut
die Fähigkeit des PIMC Pinholes zu verhindern. Während alle Materialien ohne
PIMC viele bis sehr viele Pinholes aufweisen, bewirken alle PIMC Systeme vom
Untergrund unabhängig eine pinholefreie Oberfläche. In Bezug auf die Faser-
durchzeichnung kann gesehen werden, dass alle PIMC Beschichtungsarten zu
einer Reduktion führen, wobei das Nachbeschichtungssystem hier die größte Ver-
besserung bewirkt. Die 2-Schichtsysteme besitzen gegenüber den 1-
Schichtsystemen in der visuellen Beurteilung keine Vorteile, ihre Stärke sollte aber
in der Klimawechselbeständigkeit liegen. Es war, wie bereits gesagt, das Ziel mit
Hilfe der Zwischenschicht die sichtbare Deckschicht vom Substrat und einer damit
einhergehenden Faserdurchzeichnung zu entkoppeln.
Abbildung 51: Visuelle Bewertung der Oberflächenqualität, nach
PIMC System gegliedert
0.00
1.00
2.00
3.00
4.00
5.00
Visuelle Bewertung
Faserdurchzeichnung Orange Peel DOI Pin Holes

7 Bewertung der Ergebnisse 76
Im Klimawechseltest nach PV 1200 konnte aber, wie in Kapitel 8.3 beschrieben,
kein System auf Grund der hydrothermischen Alterung bestehen. Bei allen Mus-
tern trat durch diese Belastung die Faserdurchzeichnung hervor. Eine Evaluierung
aller entwickelten Systeme nach Prüfvorschrift PV 2005 dagegen konnte während
dieser Arbeit nicht mehr durchgeführt werden.
In den dargestellten Versuchsergebnissen zeigt sich, dass die beschichteten Plat-
ten alle einen stärkeren Orange Peel aufweisen als die Materialreferenzen. Man
könnte daraus schließen, dass dies am PIMC liegt, was aber nur zum Teil richtig
wäre, da ein hoher Orange Peel seinen Ursprung normalerweise in Verlaufsstö-
rungen des Klarlackes hat. Das heißt, die eigentliche Ursache liegt in einem zum
PIMC Untergrund nicht passenden Klarlack. Auf den von Paint Attack lackierten
PIMC Proben hingegen ist kein Orange Peel mehr vorhanden. Ein eindeutiger
Nachweis, dass die schlechten Werte bei den hier gezeigten Proben auf den bei
der Lackierung verwendeten ungeeigneten Klarlack bzw. dessen Applikation zu-
rück geführt werden können.
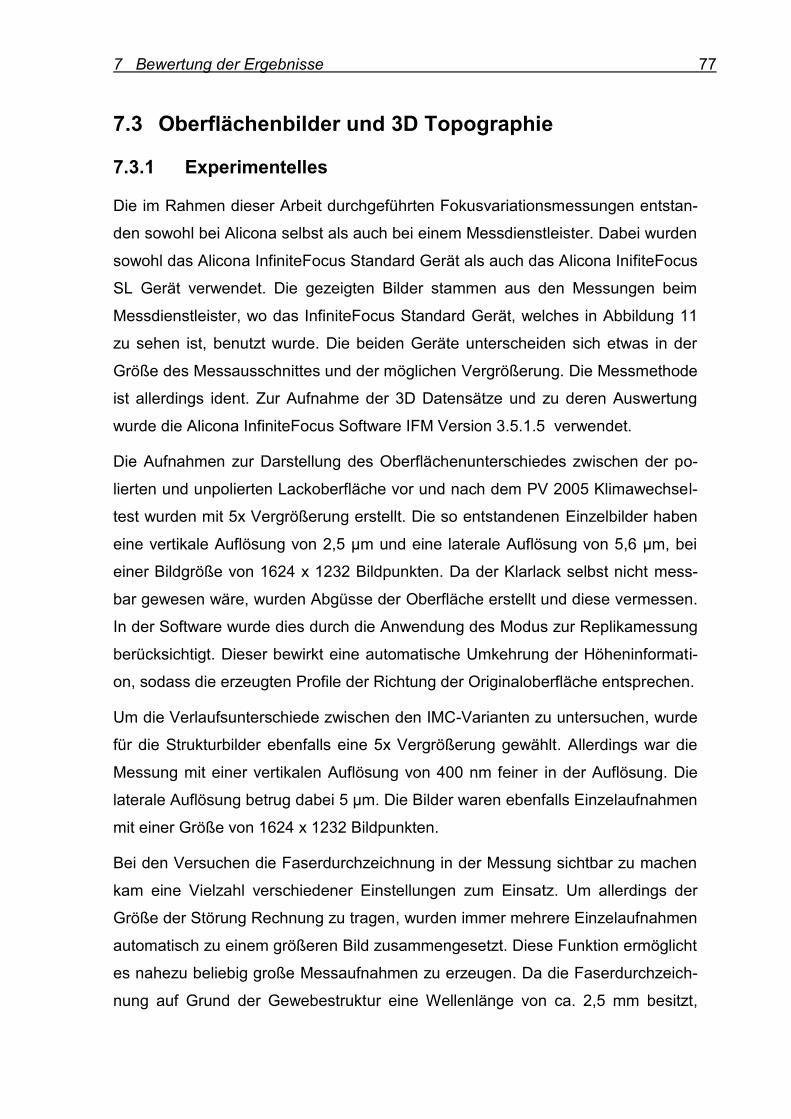
7 Bewertung der Ergebnisse 77
7.3 Oberflächenbilder und 3D Topographie
7.3.1 Experimentelles
Die im Rahmen dieser Arbeit durchgeführten Fokusvariationsmessungen entstan-
den sowohl bei Alicona selbst als auch bei einem Messdienstleister. Dabei wurden
sowohl das Alicona InfiniteFocus Standard Gerät als auch das Alicona InifiteFocus
SL Gerät verwendet. Die gezeigten Bilder stammen aus den Messungen beim
Messdienstleister, wo das InfiniteFocus Standard Gerät, welches in Abbildung 11
zu sehen ist, benutzt wurde. Die beiden Geräte unterscheiden sich etwas in der
Größe des Messausschnittes und der möglichen Vergrößerung. Die Messmethode
ist allerdings ident. Zur Aufnahme der 3D Datensätze und zu deren Auswertung
wurde die Alicona InfiniteFocus Software IFM Version 3.5.1.5 verwendet.
Die Aufnahmen zur Darstellung des Oberflächenunterschiedes zwischen der po-
lierten und unpolierten Lackoberfläche vor und nach dem PV 2005 Klimawechsel-
test wurden mit 5x Vergrößerung erstellt. Die so entstandenen Einzelbilder haben
eine vertikale Auflösung von 2,5 µm und eine laterale Auflösung von 5,6 µm, bei
einer Bildgröße von 1624 x 1232 Bildpunkten. Da der Klarlack selbst nicht mess-
bar gewesen wäre, wurden Abgüsse der Oberfläche erstellt und diese vermessen.
In der Software wurde dies durch die Anwendung des Modus zur Replikamessung
berücksichtigt. Dieser bewirkt eine automatische Umkehrung der Höheninformati-
on, sodass die erzeugten Profile der Richtung der Originaloberfläche entsprechen.
Um die Verlaufsunterschiede zwischen den IMC-Varianten zu untersuchen, wurde
für die Strukturbilder ebenfalls eine 5x Vergrößerung gewählt. Allerdings war die
Messung mit einer vertikalen Auflösung von 400 nm feiner in der Auflösung. Die
laterale Auflösung betrug dabei 5 µm. Die Bilder waren ebenfalls Einzelaufnahmen
mit einer Größe von 1624 x 1232 Bildpunkten.
Bei den Versuchen die Faserdurchzeichnung in der Messung sichtbar zu machen
kam eine Vielzahl verschiedener Einstellungen zum Einsatz. Um allerdings der
Größe der Störung Rechnung zu tragen, wurden immer mehrere Einzelaufnahmen
automatisch zu einem größeren Bild zusammengesetzt. Diese Funktion ermöglicht
es nahezu beliebig große Messaufnahmen zu erzeugen. Da die Faserdurchzeich-
nung auf Grund der Gewebestruktur eine Wellenlänge von ca. 2,5 mm besitzt,
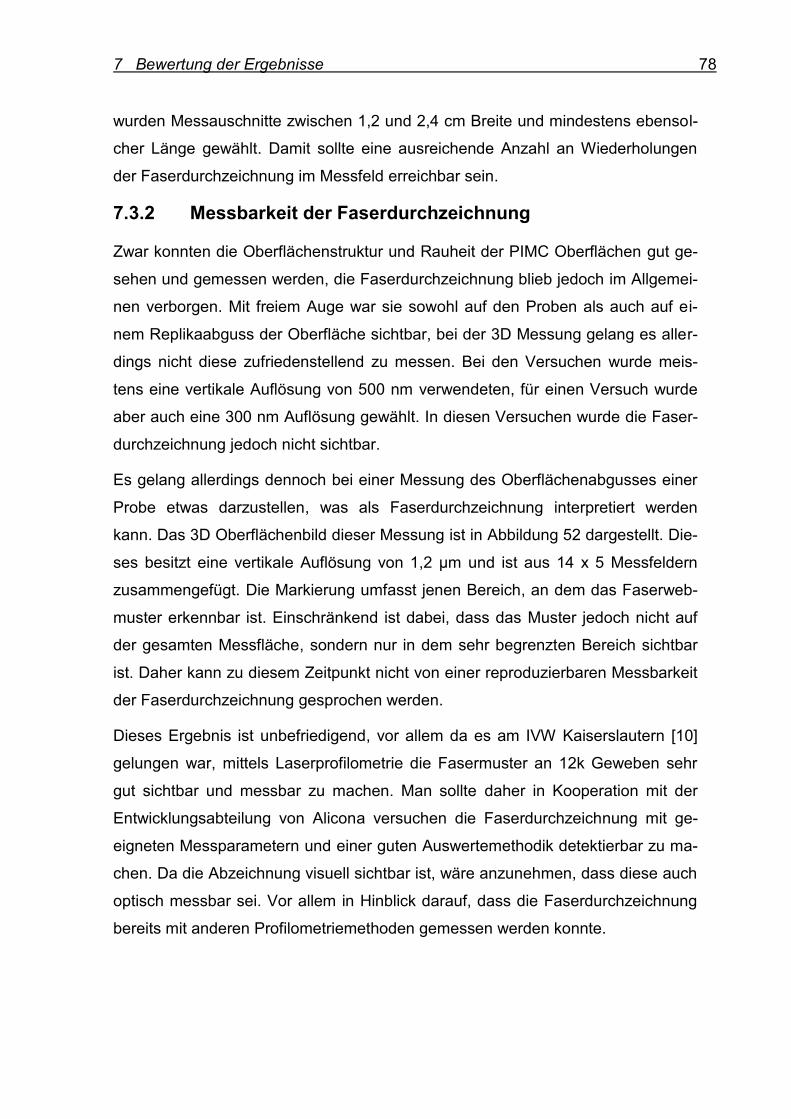
7 Bewertung der Ergebnisse 78
wurden Messauschnitte zwischen 1,2 und 2,4 cm Breite und mindestens ebensol-
cher Länge gewählt. Damit sollte eine ausreichende Anzahl an Wiederholungen
der Faserdurchzeichnung im Messfeld erreichbar sein.
7.3.2 Messbarkeit der Faserdurchzeichnung
Zwar konnten die Oberflächenstruktur und Rauheit der PIMC Oberflächen gut ge-
sehen und gemessen werden, die Faserdurchzeichnung blieb jedoch im Allgemei-
nen verborgen. Mit freiem Auge war sie sowohl auf den Proben als auch auf ei-
nem Replikaabguss der Oberfläche sichtbar, bei der 3D Messung gelang es aller-
dings nicht diese zufriedenstellend zu messen. Bei den Versuchen wurde meis-
tens eine vertikale Auflösung von 500 nm verwendeten, für einen Versuch wurde
aber auch eine 300 nm Auflösung gewählt. In diesen Versuchen wurde die Faser-
durchzeichnung jedoch nicht sichtbar.
Es gelang allerdings dennoch bei einer Messung des Oberflächenabgusses einer
Probe etwas darzustellen, was als Faserdurchzeichnung interpretiert werden
kann. Das 3D Oberflächenbild dieser Messung ist in Abbildung 52 dargestellt. Die-
ses besitzt eine vertikale Auflösung von 1,2 µm und ist aus 14 x 5 Messfeldern
zusammengefügt. Die Markierung umfasst jenen Bereich, an dem das Faserweb-
muster erkennbar ist. Einschränkend ist dabei, dass das Muster jedoch nicht auf
der gesamten Messfläche, sondern nur in dem sehr begrenzten Bereich sichtbar
ist. Daher kann zu diesem Zeitpunkt nicht von einer reproduzierbaren Messbarkeit
der Faserdurchzeichnung gesprochen werden.
Dieses Ergebnis ist unbefriedigend, vor allem da es am IVW Kaiserslautern [10]
gelungen war, mittels Laserprofilometrie die Fasermuster an 12k Geweben sehr
gut sichtbar und messbar zu machen. Man sollte daher in Kooperation mit der
Entwicklungsabteilung von Alicona versuchen die Faserdurchzeichnung mit ge-
eigneten Messparametern und einer guten Auswertemethodik detektierbar zu ma-
chen. Da die Abzeichnung visuell sichtbar ist, wäre anzunehmen, dass diese auch
optisch messbar sei. Vor allem in Hinblick darauf, dass die Faserdurchzeichnung
bereits mit anderen Profilometriemethoden gemessen werden konnte.
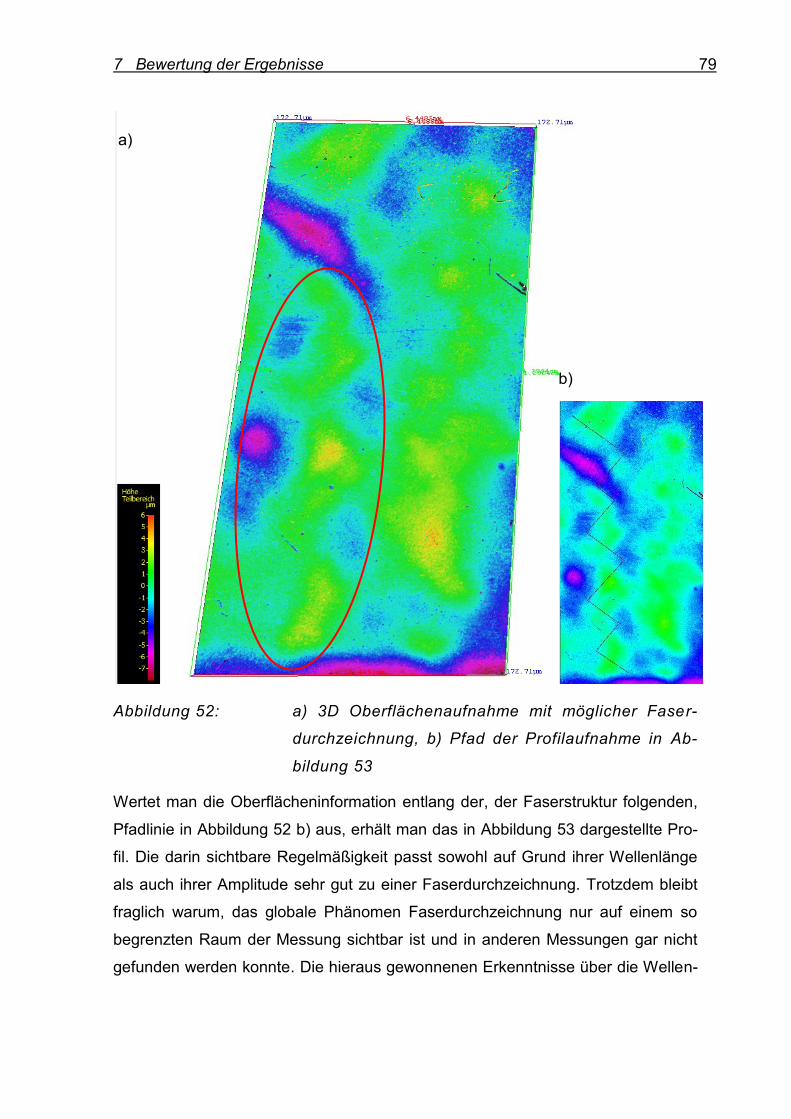
7 Bewertung der Ergebnisse 79
Abbildung 52: a) 3D Oberflächenaufnahme mit möglicher Faser-
durchzeichnung, b) Pfad der Profilaufnahme in Ab-
bildung 53
Wertet man die Oberflächeninformation entlang der, der Faserstruktur folgenden,
Pfadlinie in Abbildung 52 b) aus, erhält man das in Abbildung 53 dargestellte Pro-
fil. Die darin sichtbare Regelmäßigkeit passt sowohl auf Grund ihrer Wellenlänge
als auch ihrer Amplitude sehr gut zu einer Faserdurchzeichnung. Trotzdem bleibt
fraglich warum, das globale Phänomen Faserdurchzeichnung nur auf einem so
begrenzten Raum der Messung sichtbar ist und in anderen Messungen gar nicht
gefunden werden konnte. Die hieraus gewonnenen Erkenntnisse über die Wellen-
a)
b)
7 Bewertung der Ergebnisse 80
länge und Amplitude der Störung können jedoch in Zukunft bei der Suche nach
geeigneten Messparametern hilfreich sein.
Abbildung 53: Profilaufnahme entlang der Pfadlinie in Abbildung
52 b)
Eine Schwierigkeit zeigt sich, wenn man die Amplitude der Faserdurchzeichnung
betrachtet. Diese beträgt lediglich 2 bis 3 µm bei einer Wellenlänge der Störung
von 2 mm. Vergleicht man diese Werte nun mit den Rauheitswerten lackierter
Probenoberflächen aus Abbildung 59, so sieht man, dass ein Sq=2,5 µm kein
Problem für die Oberflächenqualität darstellt. Eine regelmäßige Störung mit glei-
cher oder geringerer Ausprägung fällt hingegen visuell stark auf und wird vom
menschlichen Auge als störend wahrgenommen.
Für weitere Messungen wird zu klären sein, ob auf dem unlackierten PIMC ge-
messen werden soll oder, wie in Abbildung 52, die Lackoberfläche mittels Replika.
Die erste Variante hat den Nachteil, dass die PIMC Eigenstruktur die geringe
Amplitude der Faserdurchzeichnung leicht überlagern und verdecken kann, da das
PIMC selbst eine Rauheit von Sa=4,9 µm aufweist. Die Faserdurchzeichnung
würde bei einer solchen Messung lediglich ein langwelliges Hintergrundsignal in
den deutlich stärker ausgeprägten Oberflächenrauheitswerten darstellen.
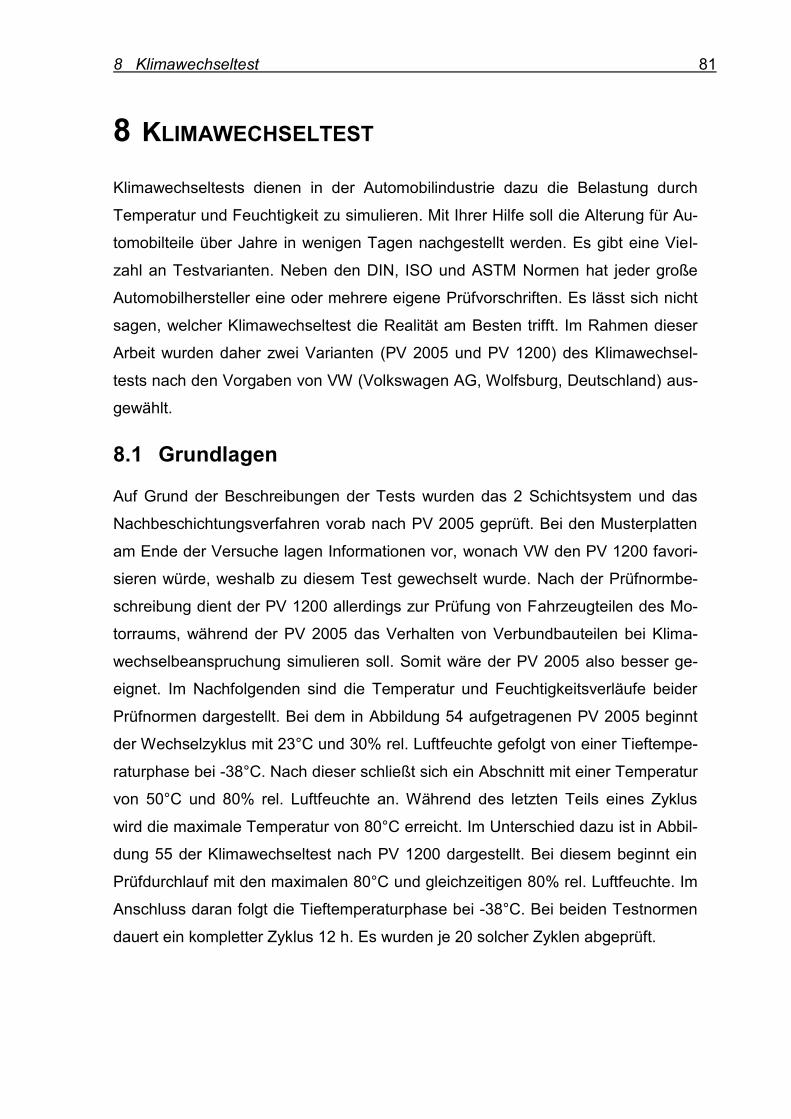
8 Klimawechseltest 81
8 KLIMAWECHSELTEST
Klimawechseltests dienen in der Automobilindustrie dazu die Belastung durch
Temperatur und Feuchtigkeit zu simulieren. Mit Ihrer Hilfe soll die Alterung für Au-
tomobilteile über Jahre in wenigen Tagen nachgestellt werden. Es gibt eine Viel-
zahl an Testvarianten. Neben den DIN, ISO und ASTM Normen hat jeder große
Automobilhersteller eine oder mehrere eigene Prüfvorschriften. Es lässt sich nicht
sagen, welcher Klimawechseltest die Realität am Besten trifft. Im Rahmen dieser
Arbeit wurden daher zwei Varianten (PV 2005 und PV 1200) des Klimawechsel-
tests nach den Vorgaben von VW (Volkswagen AG, Wolfsburg, Deutschland) aus-
gewählt.
8.1 Grundlagen
Auf Grund der Beschreibungen der Tests wurden das 2 Schichtsystem und das
Nachbeschichtungsverfahren vorab nach PV 2005 geprüft. Bei den Musterplatten
am Ende der Versuche lagen Informationen vor, wonach VW den PV 1200 favori-
sieren würde, weshalb zu diesem Test gewechselt wurde. Nach der Prüfnormbe-
schreibung dient der PV 1200 allerdings zur Prüfung von Fahrzeugteilen des Mo-
torraums, während der PV 2005 das Verhalten von Verbundbauteilen bei Klima-
wechselbeanspruchung simulieren soll. Somit wäre der PV 2005 also besser ge-
eignet. Im Nachfolgenden sind die Temperatur und Feuchtigkeitsverläufe beider
Prüfnormen dargestellt. Bei dem in Abbildung 54 aufgetragenen PV 2005 beginnt
der Wechselzyklus mit 23°C und 30% rel. Luftfeuchte gefolgt von einer Tieftempe-
raturphase bei -38°C. Nach dieser schließt sich ein Abschnitt mit einer Temperatur
von 50°C und 80% rel. Luftfeuchte an. Während des letzten Teils eines Zyklus
wird die maximale Temperatur von 80°C erreicht. Im Unterschied dazu ist in Abbil-
dung 55 der Klimawechseltest nach PV 1200 dargestellt. Bei diesem beginnt ein
Prüfdurchlauf mit den maximalen 80°C und gleichzeitigen 80% rel. Luftfeuchte. Im
Anschluss daran folgt die Tieftemperaturphase bei -38°C. Bei beiden Testnormen
dauert ein kompletter Zyklus 12 h. Es wurden je 20 solcher Zyklen abgeprüft.
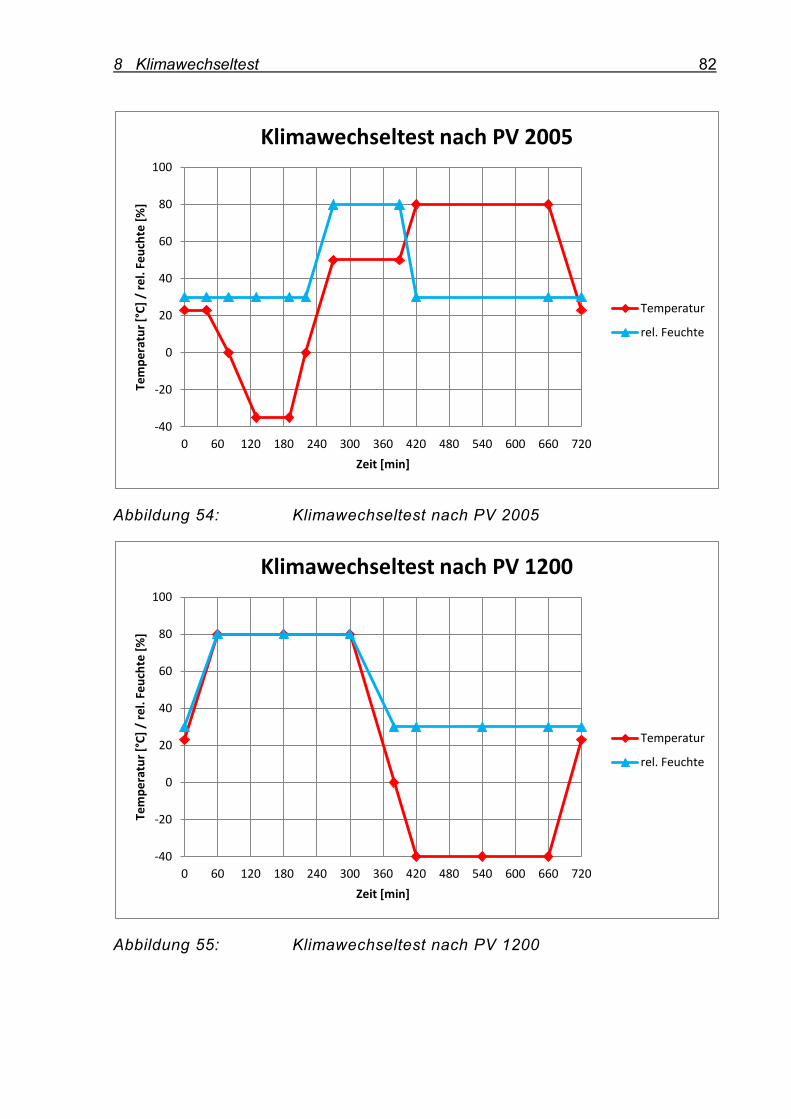
8 Klimawechseltest 82
Abbildung 54: Klimawechseltest nach PV 2005
Abbildung 55: Klimawechseltest nach PV 1200
-40
-20
0
20
40
60
80
100
0 60 120 180 240 300 360 420 480 540 600 660 720
Tem
pe
ratu
r [°
C]
/ re
l. F
eu
chte
[%
]
Zeit [min]
Klimawechseltest nach PV 2005
Temperatur
rel. Feuchte
-40
-20
0
20
40
60
80
100
0 60 120 180 240 300 360 420 480 540 600 660 720
Tem
pe
ratu
r [°
C]
/ re
l. F
eu
chte
[%
]
Zeit [min]
Klimawechseltest nach PV 1200
Temperatur
rel. Feuchte

8 Klimawechseltest 83
Durchgeführt wurden die Klimawechseltests mit einem Klimaschrank vom Typ
Binder MKF 240 (Binder GmbH, Tuttlingen, Deutschland) wie er in Abbildung 56
abgebildet ist.
Abbildung 56: Binder Klimaschrank MKF 240
8.2 Ergebnisse Klimatest PV 2005
Bei den Versuchplatten welche den PV 2005 durchliefen, zeigte sich auch nach
dem Klimawechseltest keine Faserdurchzeichnung. Zwar war eine Abnahme im
Glanz und in der DOI feststellbar, jedoch konnten durch polieren der Oberfläche
diese wieder hergestellt werden. Eine dieser Platten zeigte, nachdem sie nach
Abschluss des Klimawechseltests poliert wurde, eine nahezu fehlerfreie Oberflä-
che. Da es sich bei diesen Versuchen allerdings um Vorversuche handelte, besa-
ßen diese Platten nicht die später festgelegte Standardlackierung aus Kapitel 6.2
sondern lediglich eine dünne Klarlackschicht. Die im Anschluss gezeigten Ergeb-
nisse stammen von einer Musterplatte, welche mit einem 2 Schichtsystem im
Nachbeschichtungsverfahren hergestellt wurde. Da die Klimawechselprüfung nach
PV 2005 mitten im Verlauf der Arbeit nur einer kurzen Überprüfung des Nachbe-
schichtungsverfahrens dienen sollte, wurden bei dieser Prüfung keine weiteren
Proben mit untersucht. Es liegen daher zum aktuellen Zeitpunkt keine Ergebnisse
zur PV 2005 Beständigkeit der normalen 1 oder 2 Schichtverfahren vor.
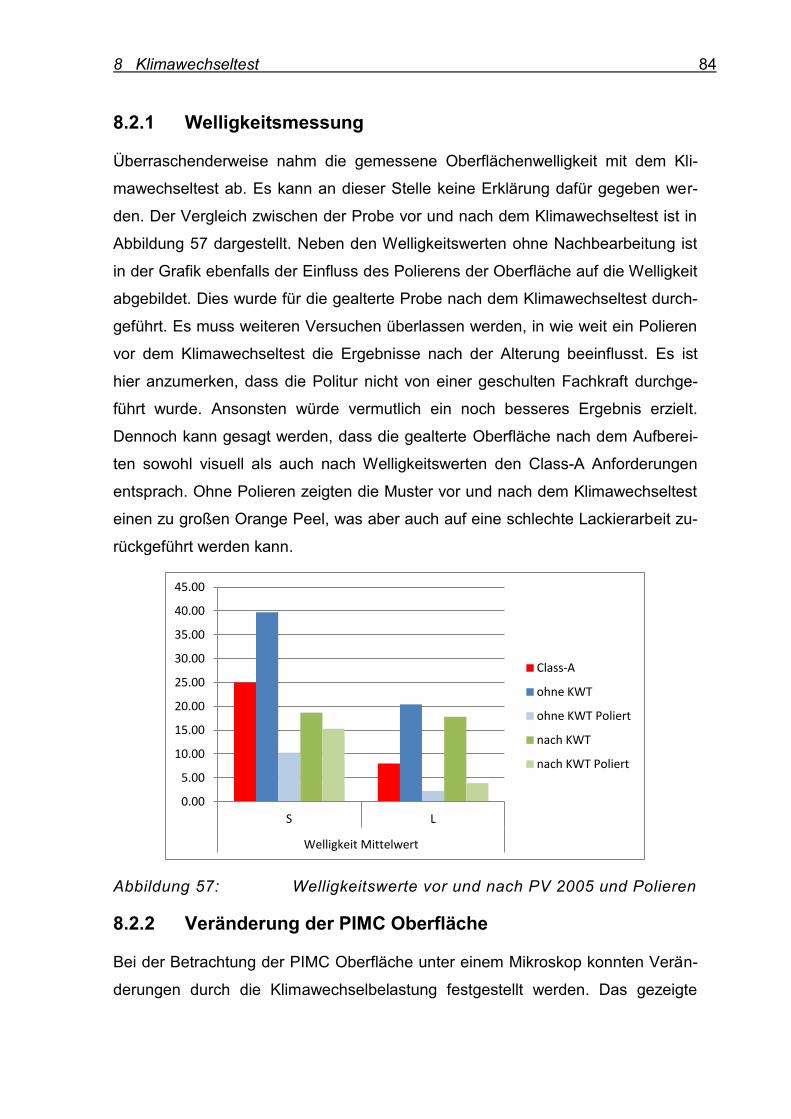
8 Klimawechseltest 84
8.2.1 Welligkeitsmessung
Überraschenderweise nahm die gemessene Oberflächenwelligkeit mit dem Kli-
mawechseltest ab. Es kann an dieser Stelle keine Erklärung dafür gegeben wer-
den. Der Vergleich zwischen der Probe vor und nach dem Klimawechseltest ist in
Abbildung 57 dargestellt. Neben den Welligkeitswerten ohne Nachbearbeitung ist
in der Grafik ebenfalls der Einfluss des Polierens der Oberfläche auf die Welligkeit
abgebildet. Dies wurde für die gealterte Probe nach dem Klimawechseltest durch-
geführt. Es muss weiteren Versuchen überlassen werden, in wie weit ein Polieren
vor dem Klimawechseltest die Ergebnisse nach der Alterung beeinflusst. Es ist
hier anzumerken, dass die Politur nicht von einer geschulten Fachkraft durchge-
führt wurde. Ansonsten würde vermutlich ein noch besseres Ergebnis erzielt.
Dennoch kann gesagt werden, dass die gealterte Oberfläche nach dem Aufberei-
ten sowohl visuell als auch nach Welligkeitswerten den Class-A Anforderungen
entsprach. Ohne Polieren zeigten die Muster vor und nach dem Klimawechseltest
einen zu großen Orange Peel, was aber auch auf eine schlechte Lackierarbeit zu-
rückgeführt werden kann.
Abbildung 57: Welligkeitswerte vor und nach PV 2005 und Polieren
8.2.2 Veränderung der PIMC Oberfläche
Bei der Betrachtung der PIMC Oberfläche unter einem Mikroskop konnten Verän-
derungen durch die Klimawechselbelastung festgestellt werden. Das gezeigte
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
S L
Welligkeit Mittelwert
Class-A
ohne KWT
ohne KWT Poliert
nach KWT
nach KWT Poliert
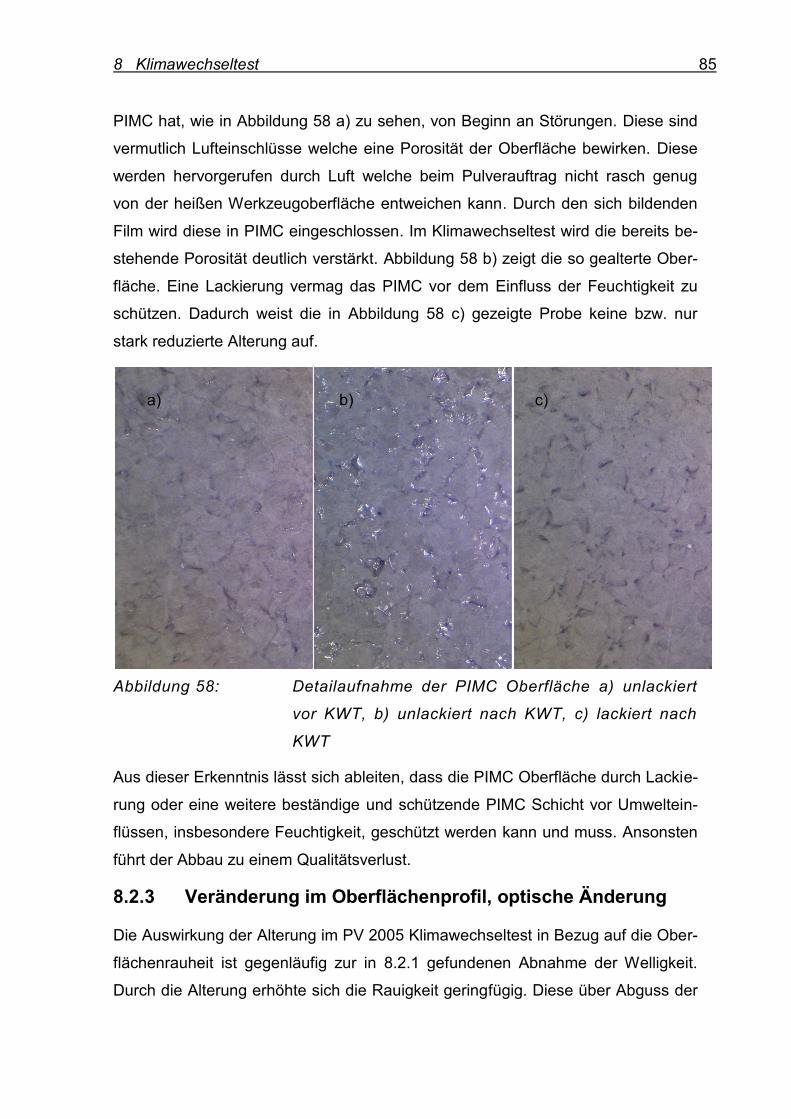
8 Klimawechseltest 85
PIMC hat, wie in Abbildung 58 a) zu sehen, von Beginn an Störungen. Diese sind
vermutlich Lufteinschlüsse welche eine Porosität der Oberfläche bewirken. Diese
werden hervorgerufen durch Luft welche beim Pulverauftrag nicht rasch genug
von der heißen Werkzeugoberfläche entweichen kann. Durch den sich bildenden
Film wird diese in PIMC eingeschlossen. Im Klimawechseltest wird die bereits be-
stehende Porosität deutlich verstärkt. Abbildung 58 b) zeigt die so gealterte Ober-
fläche. Eine Lackierung vermag das PIMC vor dem Einfluss der Feuchtigkeit zu
schützen. Dadurch weist die in Abbildung 58 c) gezeigte Probe keine bzw. nur
stark reduzierte Alterung auf.
Abbildung 58: Detailaufnahme der PIMC Oberfläche a) unlackiert
vor KWT, b) unlackiert nach KWT, c) lackiert nach
KWT
Aus dieser Erkenntnis lässt sich ableiten, dass die PIMC Oberfläche durch Lackie-
rung oder eine weitere beständige und schützende PIMC Schicht vor Umweltein-
flüssen, insbesondere Feuchtigkeit, geschützt werden kann und muss. Ansonsten
führt der Abbau zu einem Qualitätsverlust.
8.2.3 Veränderung im Oberflächenprofil, optische Änderung
Die Auswirkung der Alterung im PV 2005 Klimawechseltest in Bezug auf die Ober-
flächenrauheit ist gegenläufig zur in 8.2.1 gefundenen Abnahme der Welligkeit.
Durch die Alterung erhöhte sich die Rauigkeit geringfügig. Diese über Abguss der
b) c) a)
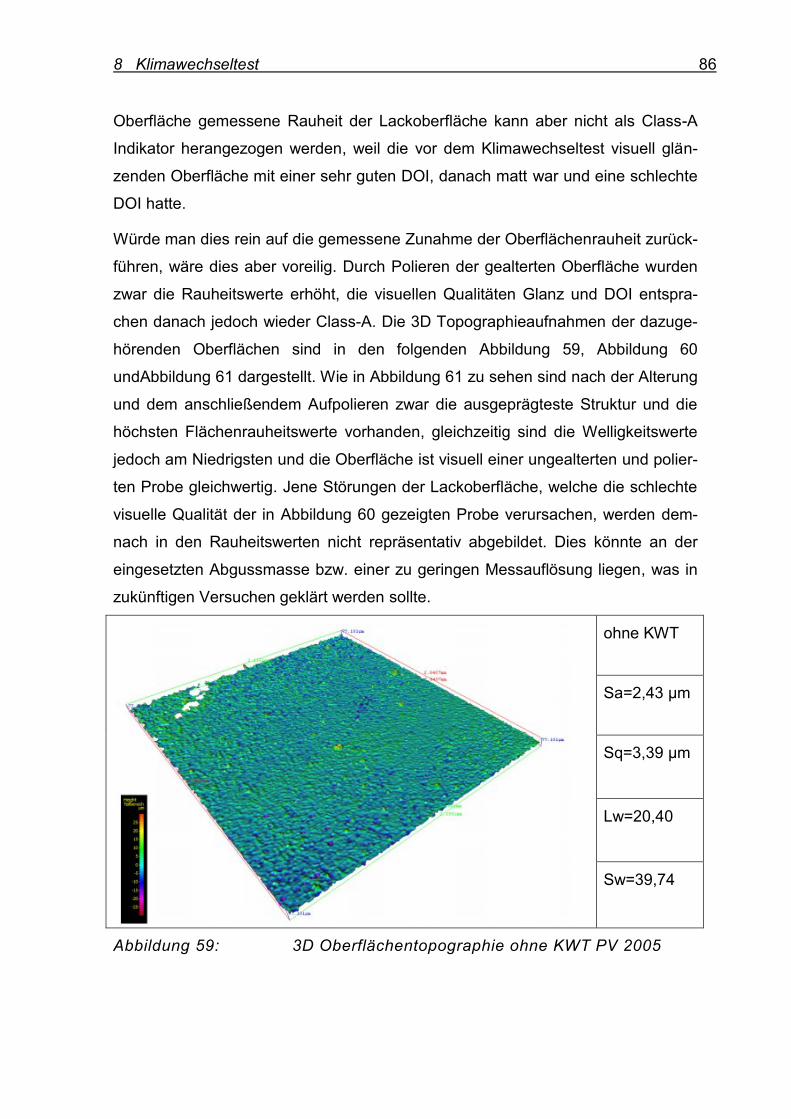
8 Klimawechseltest 86
Oberfläche gemessene Rauheit der Lackoberfläche kann aber nicht als Class-A
Indikator herangezogen werden, weil die vor dem Klimawechseltest visuell glän-
zenden Oberfläche mit einer sehr guten DOI, danach matt war und eine schlechte
DOI hatte.
Würde man dies rein auf die gemessene Zunahme der Oberflächenrauheit zurück-
führen, wäre dies aber voreilig. Durch Polieren der gealterten Oberfläche wurden
zwar die Rauheitswerte erhöht, die visuellen Qualitäten Glanz und DOI entspra-
chen danach jedoch wieder Class-A. Die 3D Topographieaufnahmen der dazuge-
hörenden Oberflächen sind in den folgenden Abbildung 59, Abbildung 60
undAbbildung 61 dargestellt. Wie in Abbildung 61 zu sehen sind nach der Alterung
und dem anschließendem Aufpolieren zwar die ausgeprägteste Struktur und die
höchsten Flächenrauheitswerte vorhanden, gleichzeitig sind die Welligkeitswerte
jedoch am Niedrigsten und die Oberfläche ist visuell einer ungealterten und polier-
ten Probe gleichwertig. Jene Störungen der Lackoberfläche, welche die schlechte
visuelle Qualität der in Abbildung 60 gezeigten Probe verursachen, werden dem-
nach in den Rauheitswerten nicht repräsentativ abgebildet. Dies könnte an der
eingesetzten Abgussmasse bzw. einer zu geringen Messauflösung liegen, was in
zukünftigen Versuchen geklärt werden sollte.
ohne KWT
Sa=2,43 µm
Sq=3,39 µm
Lw=20,40
Sw=39,74
Abbildung 59: 3D Oberflächentopographie ohne KWT PV 2005
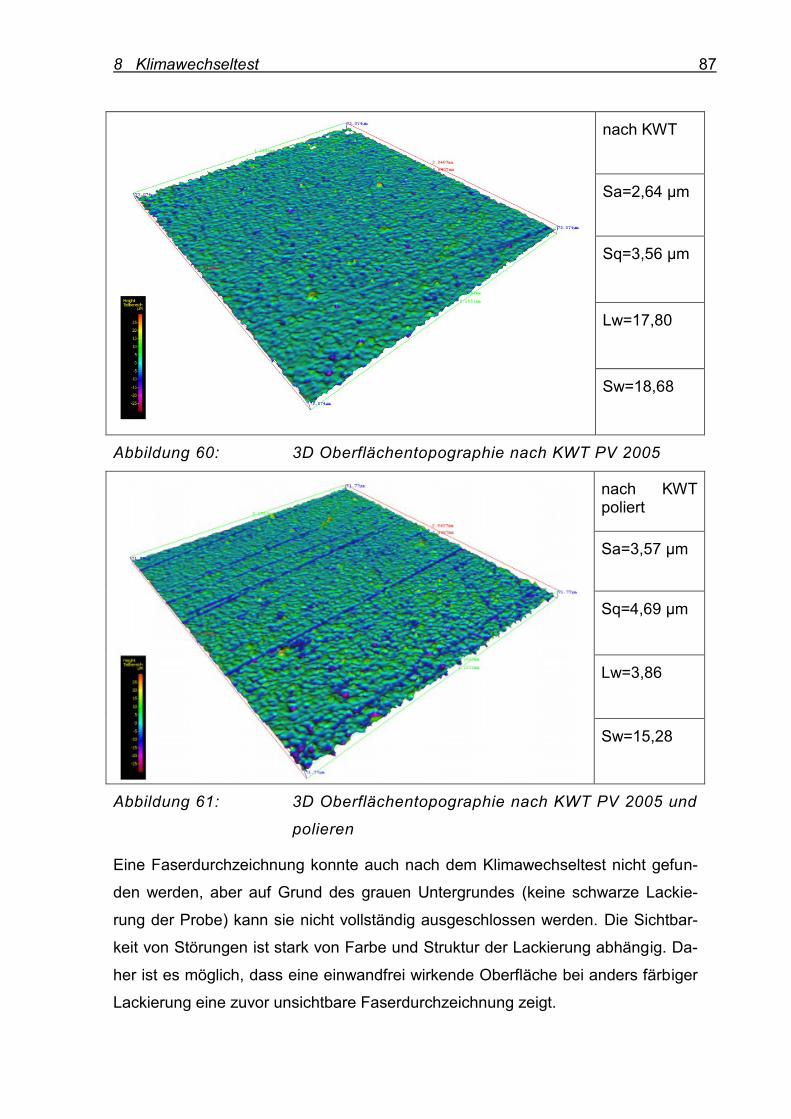
8 Klimawechseltest 87
nach KWT
Sa=2,64 µm
Sq=3,56 µm
Lw=17,80
Sw=18,68
Abbildung 60: 3D Oberflächentopographie nach KWT PV 2005
nach KWT poliert
Sa=3,57 µm
Sq=4,69 µm
Lw=3,86
Sw=15,28
Abbildung 61: 3D Oberflächentopographie nach KWT PV 2005 und
polieren
Eine Faserdurchzeichnung konnte auch nach dem Klimawechseltest nicht gefun-
den werden, aber auf Grund des grauen Untergrundes (keine schwarze Lackie-
rung der Probe) kann sie nicht vollständig ausgeschlossen werden. Die Sichtbar-
keit von Störungen ist stark von Farbe und Struktur der Lackierung abhängig. Da-
her ist es möglich, dass eine einwandfrei wirkende Oberfläche bei anders färbiger
Lackierung eine zuvor unsichtbare Faserdurchzeichnung zeigt.
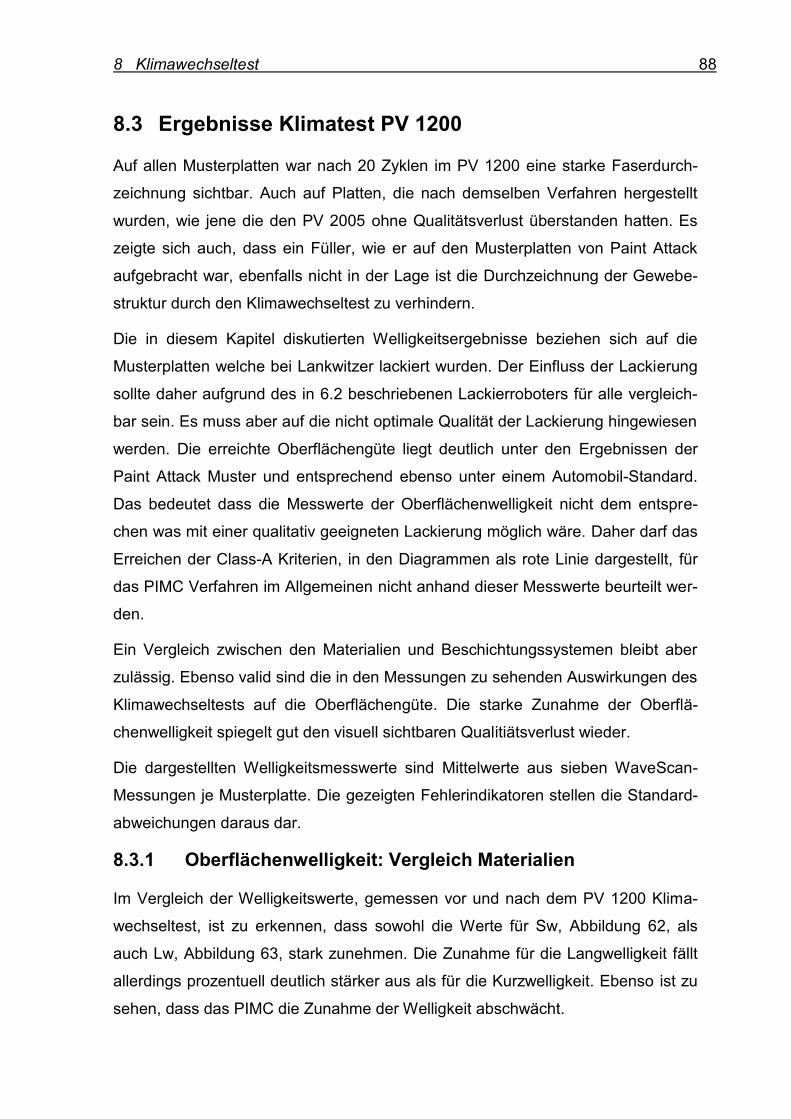
8 Klimawechseltest 88
8.3 Ergebnisse Klimatest PV 1200
Auf allen Musterplatten war nach 20 Zyklen im PV 1200 eine starke Faserdurch-
zeichnung sichtbar. Auch auf Platten, die nach demselben Verfahren hergestellt
wurden, wie jene die den PV 2005 ohne Qualitätsverlust überstanden hatten. Es
zeigte sich auch, dass ein Füller, wie er auf den Musterplatten von Paint Attack
aufgebracht war, ebenfalls nicht in der Lage ist die Durchzeichnung der Gewebe-
struktur durch den Klimawechseltest zu verhindern.
Die in diesem Kapitel diskutierten Welligkeitsergebnisse beziehen sich auf die
Musterplatten welche bei Lankwitzer lackiert wurden. Der Einfluss der Lackierung
sollte daher aufgrund des in 6.2 beschriebenen Lackierroboters für alle vergleich-
bar sein. Es muss aber auf die nicht optimale Qualität der Lackierung hingewiesen
werden. Die erreichte Oberflächengüte liegt deutlich unter den Ergebnissen der
Paint Attack Muster und entsprechend ebenso unter einem Automobil-Standard.
Das bedeutet dass die Messwerte der Oberflächenwelligkeit nicht dem entspre-
chen was mit einer qualitativ geeigneten Lackierung möglich wäre. Daher darf das
Erreichen der Class-A Kriterien, in den Diagrammen als rote Linie dargestellt, für
das PIMC Verfahren im Allgemeinen nicht anhand dieser Messwerte beurteilt wer-
den.
Ein Vergleich zwischen den Materialien und Beschichtungssystemen bleibt aber
zulässig. Ebenso valid sind die in den Messungen zu sehenden Auswirkungen des
Klimawechseltests auf die Oberflächengüte. Die starke Zunahme der Oberflä-
chenwelligkeit spiegelt gut den visuell sichtbaren Qualitiätsverlust wieder.
Die dargestellten Welligkeitsmesswerte sind Mittelwerte aus sieben WaveScan-
Messungen je Musterplatte. Die gezeigten Fehlerindikatoren stellen die Standard-
abweichungen daraus dar.
8.3.1 Oberflächenwelligkeit: Vergleich Materialien
Im Vergleich der Welligkeitswerte, gemessen vor und nach dem PV 1200 Klima-
wechseltest, ist zu erkennen, dass sowohl die Werte für Sw, Abbildung 62, als
auch Lw, Abbildung 63, stark zunehmen. Die Zunahme für die Langwelligkeit fällt
allerdings prozentuell deutlich stärker aus als für die Kurzwelligkeit. Ebenso ist zu
sehen, dass das PIMC die Zunahme der Welligkeit abschwächt.
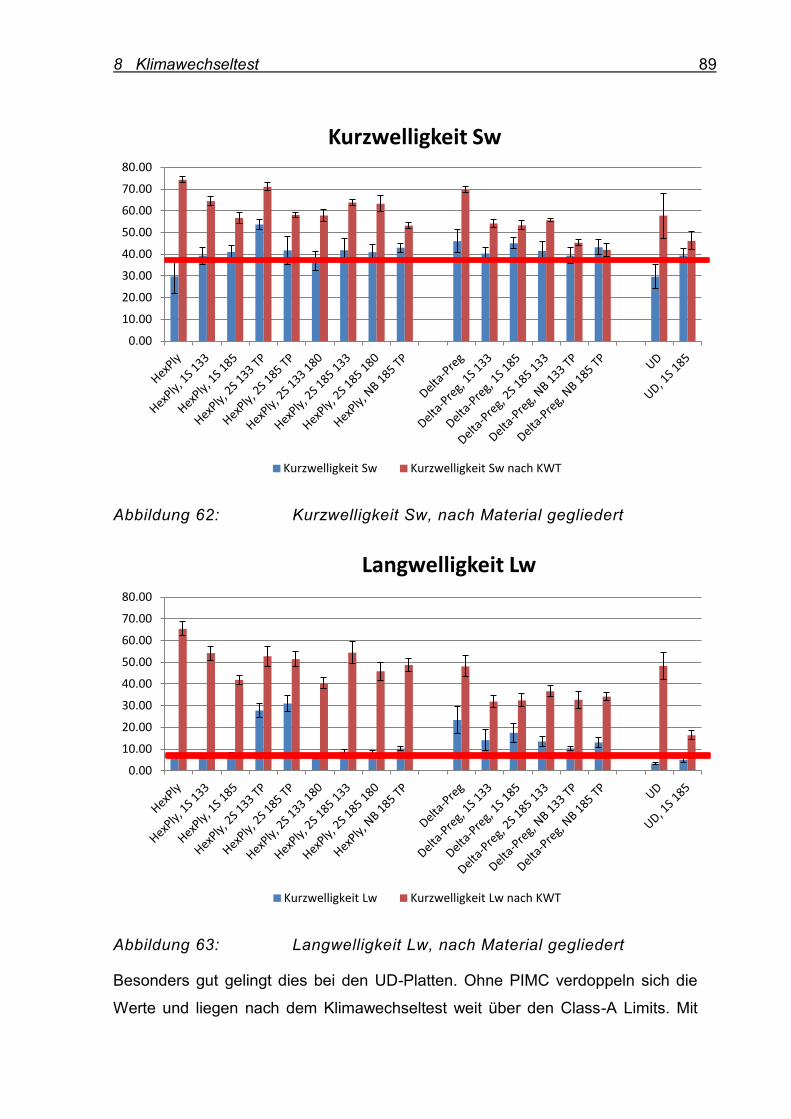
8 Klimawechseltest 89
Abbildung 62: Kurzwelligkeit Sw, nach Material gegliedert
Abbildung 63: Langwelligkeit Lw, nach Material gegliedert
Besonders gut gelingt dies bei den UD-Platten. Ohne PIMC verdoppeln sich die
Werte und liegen nach dem Klimawechseltest weit über den Class-A Limits. Mit
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Kurzwelligkeit Sw
Kurzwelligkeit Sw Kurzwelligkeit Sw nach KWT
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Langwelligkeit Lw
Kurzwelligkeit Lw Kurzwelligkeit Lw nach KWT
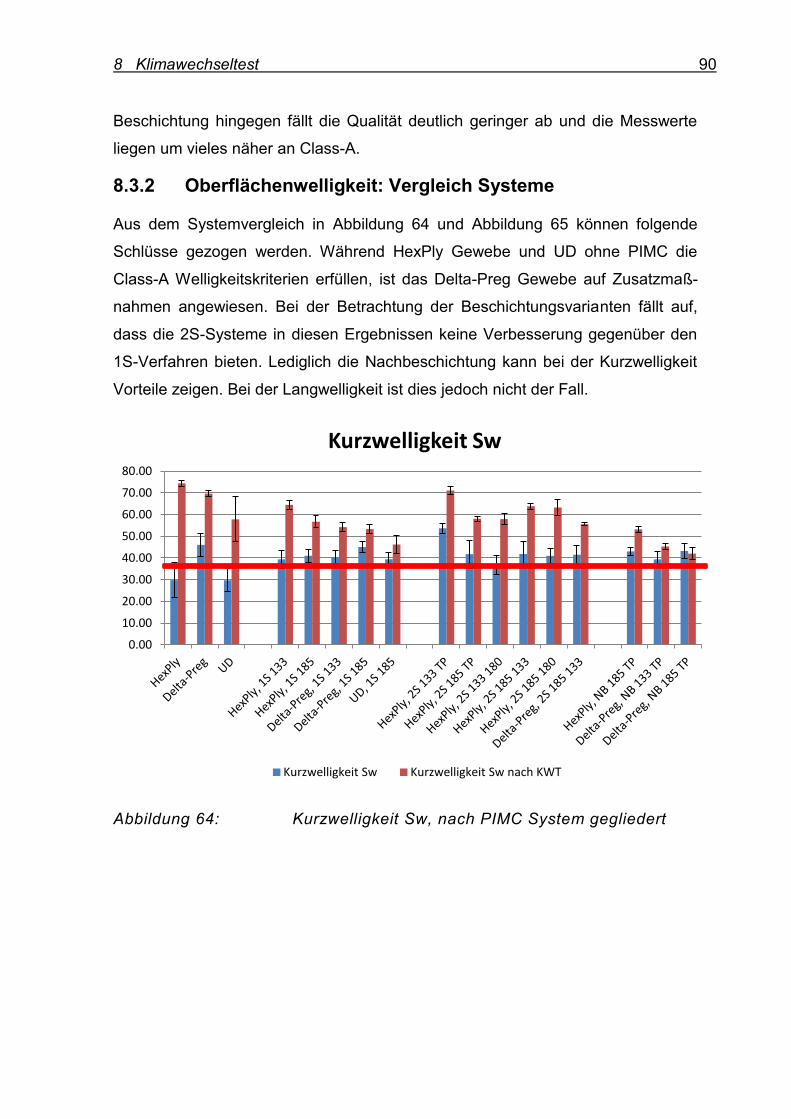
8 Klimawechseltest 90
Beschichtung hingegen fällt die Qualität deutlich geringer ab und die Messwerte
liegen um vieles näher an Class-A.
8.3.2 Oberflächenwelligkeit: Vergleich Systeme
Aus dem Systemvergleich in Abbildung 64 und Abbildung 65 können folgende
Schlüsse gezogen werden. Während HexPly Gewebe und UD ohne PIMC die
Class-A Welligkeitskriterien erfüllen, ist das Delta-Preg Gewebe auf Zusatzmaß-
nahmen angewiesen. Bei der Betrachtung der Beschichtungsvarianten fällt auf,
dass die 2S-Systeme in diesen Ergebnissen keine Verbesserung gegenüber den
1S-Verfahren bieten. Lediglich die Nachbeschichtung kann bei der Kurzwelligkeit
Vorteile zeigen. Bei der Langwelligkeit ist dies jedoch nicht der Fall.
Abbildung 64: Kurzwelligkeit Sw, nach PIMC System gegliedert
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Kurzwelligkeit Sw
Kurzwelligkeit Sw Kurzwelligkeit Sw nach KWT
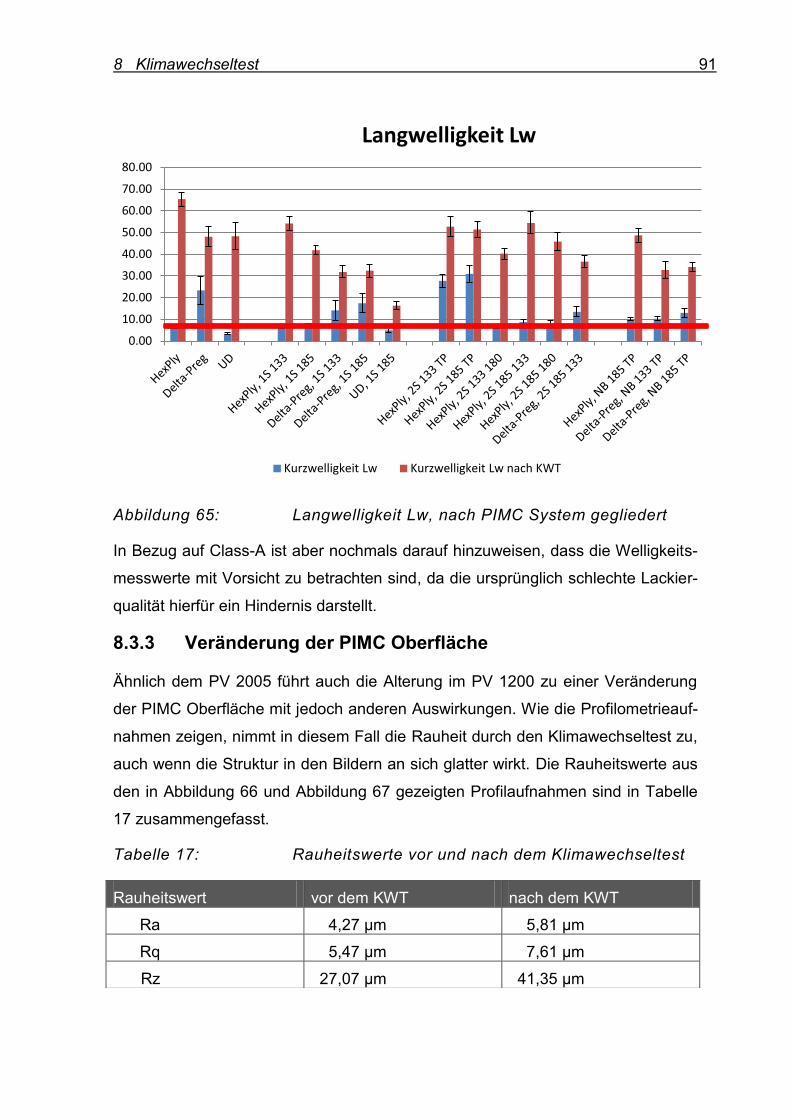
8 Klimawechseltest 91
Abbildung 65: Langwelligkeit Lw, nach PIMC System gegliedert
In Bezug auf Class-A ist aber nochmals darauf hinzuweisen, dass die Welligkeits-
messwerte mit Vorsicht zu betrachten sind, da die ursprünglich schlechte Lackier-
qualität hierfür ein Hindernis darstellt.
8.3.3 Veränderung der PIMC Oberfläche
Ähnlich dem PV 2005 führt auch die Alterung im PV 1200 zu einer Veränderung
der PIMC Oberfläche mit jedoch anderen Auswirkungen. Wie die Profilometrieauf-
nahmen zeigen, nimmt in diesem Fall die Rauheit durch den Klimawechseltest zu,
auch wenn die Struktur in den Bildern an sich glatter wirkt. Die Rauheitswerte aus
den in Abbildung 66 und Abbildung 67 gezeigten Profilaufnahmen sind in Tabelle
17 zusammengefasst.
Tabelle 17: Rauheitswerte vor und nach dem Klimawechseltest
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Langwelligkeit Lw
Kurzwelligkeit Lw Kurzwelligkeit Lw nach KWT
Rauheitswert vor dem KWT nach dem KWT
Ra 4,27 µm 5,81 µm
Rq 5,47 µm 7,61 µm
Rz 27,07 µm 41,35 µm
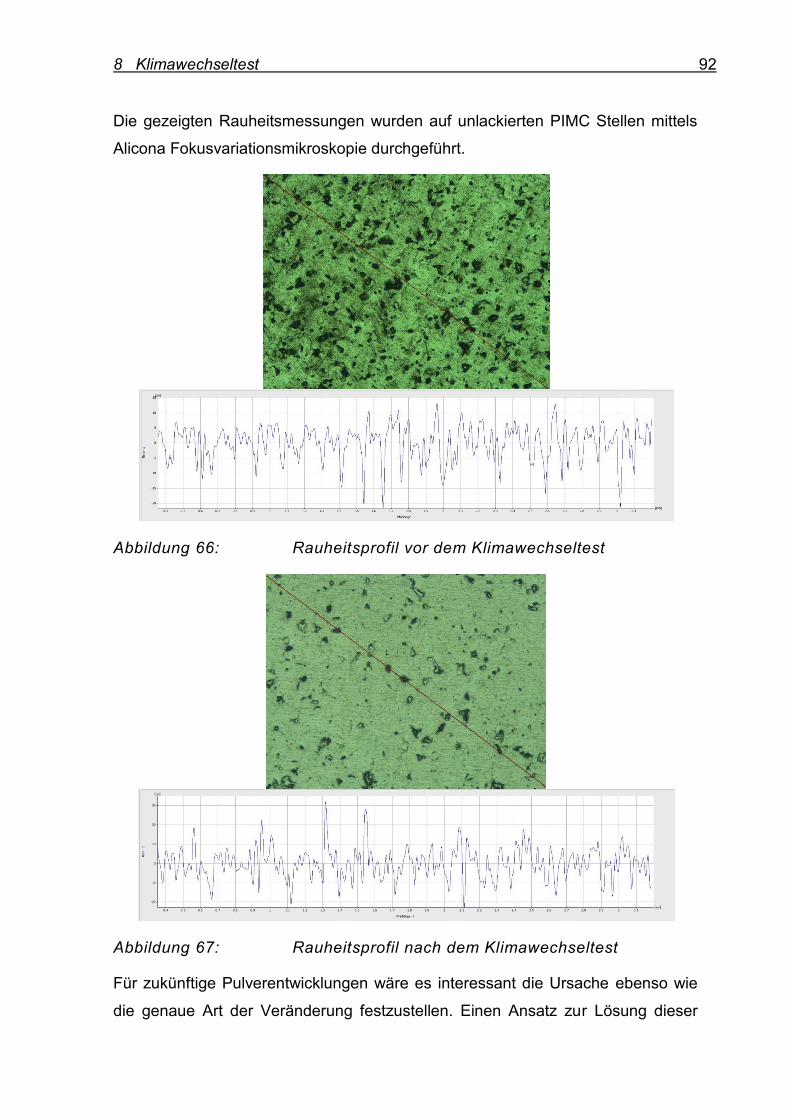
8 Klimawechseltest 92
Die gezeigten Rauheitsmessungen wurden auf unlackierten PIMC Stellen mittels
Alicona Fokusvariationsmikroskopie durchgeführt.
Abbildung 66: Rauheitsprofil vor dem Klimawechseltest
Abbildung 67: Rauheitsprofil nach dem Klimawechseltest
Für zukünftige Pulverentwicklungen wäre es interessant die Ursache ebenso wie
die genaue Art der Veränderung festzustellen. Einen Ansatz zur Lösung dieser
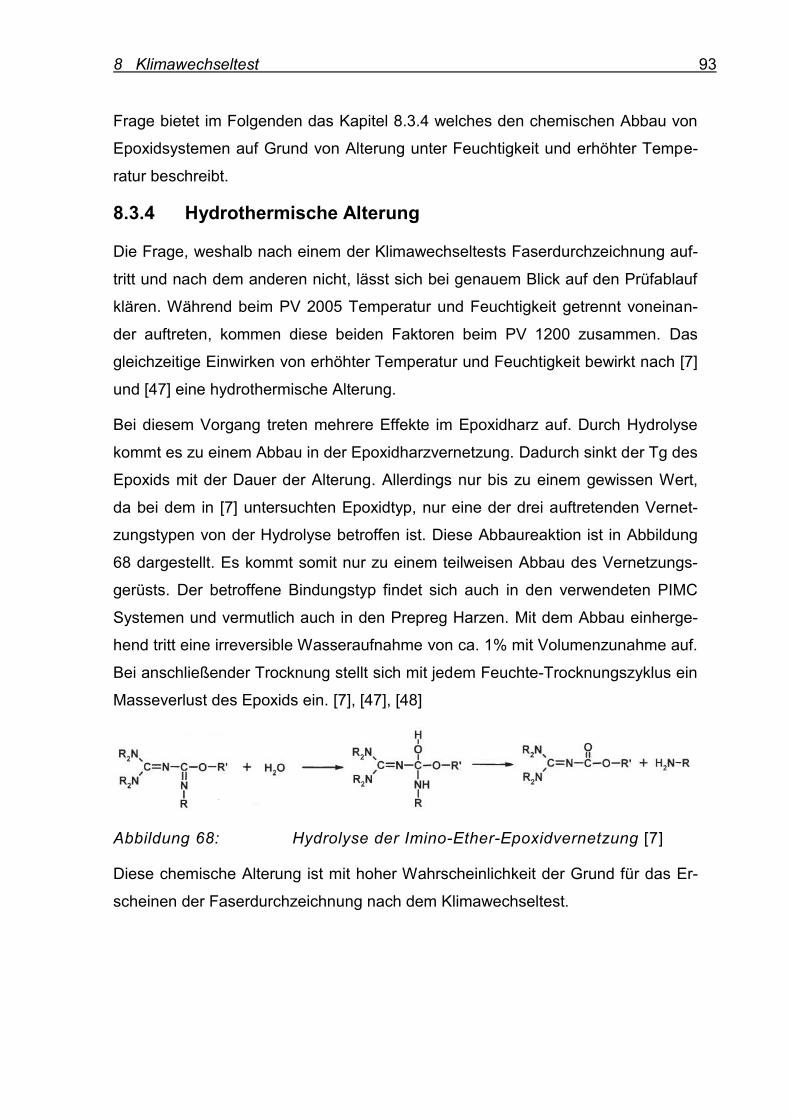
8 Klimawechseltest 93
Frage bietet im Folgenden das Kapitel 8.3.4 welches den chemischen Abbau von
Epoxidsystemen auf Grund von Alterung unter Feuchtigkeit und erhöhter Tempe-
ratur beschreibt.
8.3.4 Hydrothermische Alterung
Die Frage, weshalb nach einem der Klimawechseltests Faserdurchzeichnung auf-
tritt und nach dem anderen nicht, lässt sich bei genauem Blick auf den Prüfablauf
klären. Während beim PV 2005 Temperatur und Feuchtigkeit getrennt voneinan-
der auftreten, kommen diese beiden Faktoren beim PV 1200 zusammen. Das
gleichzeitige Einwirken von erhöhter Temperatur und Feuchtigkeit bewirkt nach [7]
und [47] eine hydrothermische Alterung.
Bei diesem Vorgang treten mehrere Effekte im Epoxidharz auf. Durch Hydrolyse
kommt es zu einem Abbau in der Epoxidharzvernetzung. Dadurch sinkt der Tg des
Epoxids mit der Dauer der Alterung. Allerdings nur bis zu einem gewissen Wert,
da bei dem in [7] untersuchten Epoxidtyp, nur eine der drei auftretenden Vernet-
zungstypen von der Hydrolyse betroffen ist. Diese Abbaureaktion ist in Abbildung
68 dargestellt. Es kommt somit nur zu einem teilweisen Abbau des Vernetzungs-
gerüsts. Der betroffene Bindungstyp findet sich auch in den verwendeten PIMC
Systemen und vermutlich auch in den Prepreg Harzen. Mit dem Abbau einherge-
hend tritt eine irreversible Wasseraufnahme von ca. 1% mit Volumenzunahme auf.
Bei anschließender Trocknung stellt sich mit jedem Feuchte-Trocknungszyklus ein
Masseverlust des Epoxids ein. [7], [47], [48]
Abbildung 68: Hydrolyse der Imino-Ether-Epoxidvernetzung [7]
Diese chemische Alterung ist mit hoher Wahrscheinlichkeit der Grund für das Er-
scheinen der Faserdurchzeichnung nach dem Klimawechseltest.
9 Verzug durch PIMC 94
9 VERZUG DURCH PIMC
Die mit drei Lagen sehr dünnen Carbonplatten besitzen nur eine geringe Steifig-
keit und entwickeln daher beim Aufbringen des PIMC eine Krümmung bzw. Wöl-
bung. Der Verzug entsteht durch die resultierende Asymmetrie, da die Beschich-
tung einen anderen thermischen Ausdehnungskoeffizienten besitzt als das Sub-
strat. Beim Abkühlen des Verbundes auf Raumtemperatur schwindet diese Lage
anders als der Untergrund wodurch Eigenspannungen im System entstehen, wel-
che die Platten abhängig von ihrer Steifigkeit und ihrem Faserrichtungsaufbau
krümmen. Ein derartiger Verzug entsteht sowohl durch das einseitige Auftragen
von PIMC als auch durch das Einbringen von Oberflächenvliesen oder GelCoats.
9.1 Grundlagen
Der Laminataufbau der Musterplatten wurde so gewählt, dass die Platten ohne
Beschichtung keinen Verzug zeigen. Dazu wurden mit Ansys V14 ACP (Ansys
Inc., Canonsburg, Pennsylvania, USA) die Kopplungsmatrizes nach der klassi-
schen Laminattheorie für verschiedene Aufbauten berechnet und jene Lagenauf-
bauten gewählt welche die geringsten Kopplungen besitzen. Wobei eine Variation
der Lagenanzahl auf Grund der Randbedingungen nur als geringfügig sinnvoll er-
achtet wurde. Kosten- und Gewichtsgründe beschränken den Aufbau auf maximal
4 Lagen bei der Verwendung von Gewebehalbzeugen. Dieses Vorgehen führt
nach der Literatur zu möglichst verzugsfreien Bauteilen, was sich bei diesen Ver-
suchen bestätigt hat. [38]
Die dieser Auslegung zugrunde liegende klassische Laminattheorie wird mit dem
in Gleichung (1) beschriebenen Elastizitätsgesetz für das kombinierte Scheiben-
Plattenelement dargestellt. Auf der linken Seite der Gleichung stehen die
Schnittkraftfflüsse und die Schnittmomentenflüsse , die Verzerrungen
und Wölbungen des Verbundes auf der rechten Seite der Gleichung sind mit
der linken Seite über die Steifigkeitsmatrix verbunden. Die Steifigkeitsmatrix be-
steht aus dem Scheibenquadrant A, dem Kopplungsquadrant B und dem Platten-
quadrant D. Diese werden auch als Scheiben-Steifigkeitsmatrix A, Koppel-
Steifigkeitsmatrix B und Platten-Steifigkeitsmatrix D bezeichnet. [38]
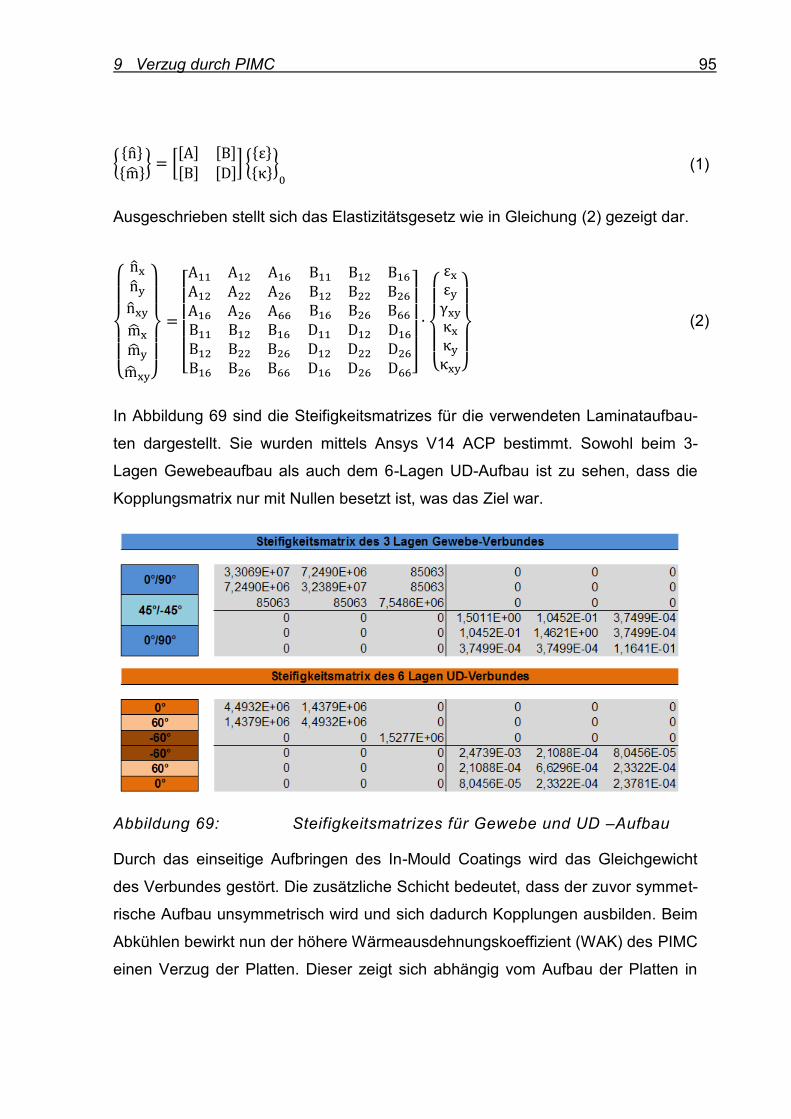
9 Verzug durch PIMC 95
Ausgeschrieben stellt sich das Elastizitätsgesetz wie in Gleichung (2) gezeigt dar.
(2)
In Abbildung 69 sind die Steifigkeitsmatrizes für die verwendeten Laminataufbau-
ten dargestellt. Sie wurden mittels Ansys V14 ACP bestimmt. Sowohl beim 3-
Lagen Gewebeaufbau als auch dem 6-Lagen UD-Aufbau ist zu sehen, dass die
Kopplungsmatrix nur mit Nullen besetzt ist, was das Ziel war.
Abbildung 69: Steifigkeitsmatrizes für Gewebe und UD –Aufbau
Durch das einseitige Aufbringen des In-Mould Coatings wird das Gleichgewicht
des Verbundes gestört. Die zusätzliche Schicht bedeutet, dass der zuvor symmet-
rische Aufbau unsymmetrisch wird und sich dadurch Kopplungen ausbilden. Beim
Abkühlen bewirkt nun der höhere Wärmeausdehnungskoeffizient (WAK) des PIMC
einen Verzug der Platten. Dieser zeigt sich abhängig vom Aufbau der Platten in
(1)
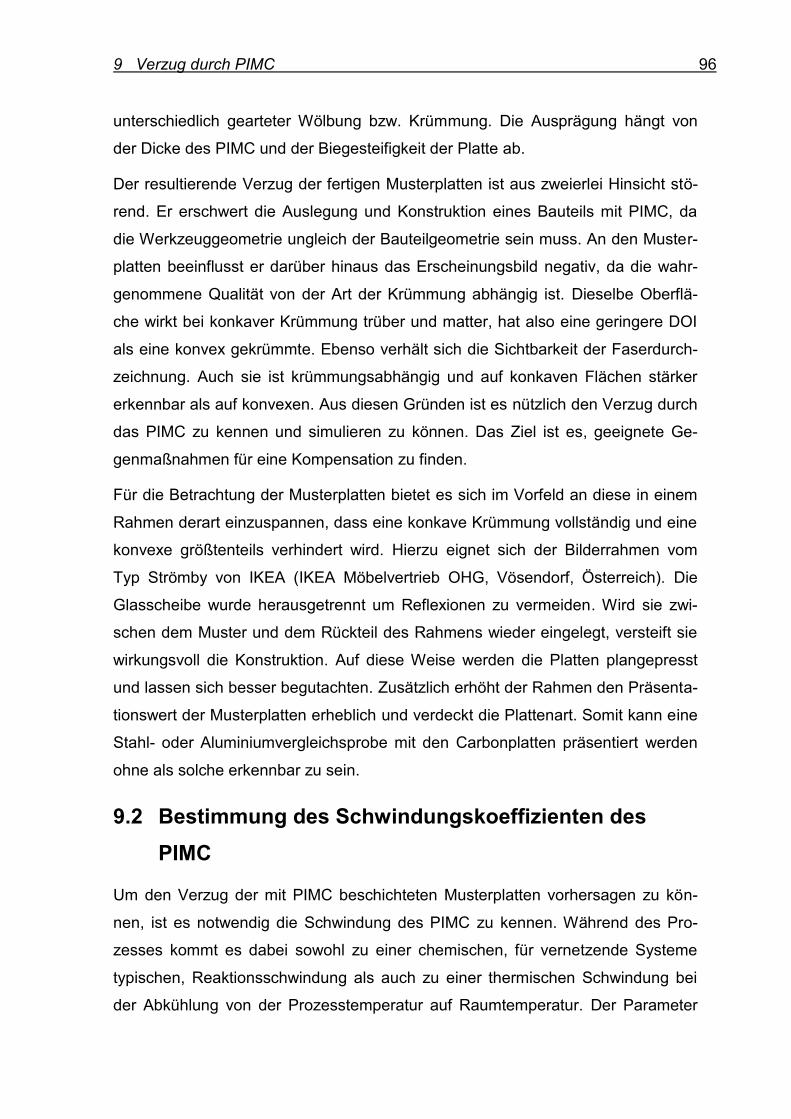
9 Verzug durch PIMC 96
unterschiedlich gearteter Wölbung bzw. Krümmung. Die Ausprägung hängt von
der Dicke des PIMC und der Biegesteifigkeit der Platte ab.
Der resultierende Verzug der fertigen Musterplatten ist aus zweierlei Hinsicht stö-
rend. Er erschwert die Auslegung und Konstruktion eines Bauteils mit PIMC, da
die Werkzeuggeometrie ungleich der Bauteilgeometrie sein muss. An den Muster-
platten beeinflusst er darüber hinaus das Erscheinungsbild negativ, da die wahr-
genommene Qualität von der Art der Krümmung abhängig ist. Dieselbe Oberflä-
che wirkt bei konkaver Krümmung trüber und matter, hat also eine geringere DOI
als eine konvex gekrümmte. Ebenso verhält sich die Sichtbarkeit der Faserdurch-
zeichnung. Auch sie ist krümmungsabhängig und auf konkaven Flächen stärker
erkennbar als auf konvexen. Aus diesen Gründen ist es nützlich den Verzug durch
das PIMC zu kennen und simulieren zu können. Das Ziel ist es, geeignete Ge-
genmaßnahmen für eine Kompensation zu finden.
Für die Betrachtung der Musterplatten bietet es sich im Vorfeld an diese in einem
Rahmen derart einzuspannen, dass eine konkave Krümmung vollständig und eine
konvexe größtenteils verhindert wird. Hierzu eignet sich der Bilderrahmen vom
Typ Strömby von IKEA (IKEA Möbelvertrieb OHG, Vösendorf, Österreich). Die
Glasscheibe wurde herausgetrennt um Reflexionen zu vermeiden. Wird sie zwi-
schen dem Muster und dem Rückteil des Rahmens wieder eingelegt, versteift sie
wirkungsvoll die Konstruktion. Auf diese Weise werden die Platten plangepresst
und lassen sich besser begutachten. Zusätzlich erhöht der Rahmen den Präsenta-
tionswert der Musterplatten erheblich und verdeckt die Plattenart. Somit kann eine
Stahl- oder Aluminiumvergleichsprobe mit den Carbonplatten präsentiert werden
ohne als solche erkennbar zu sein.
9.2 Bestimmung des Schwindungskoeffizienten des
PIMC
Um den Verzug der mit PIMC beschichteten Musterplatten vorhersagen zu kön-
nen, ist es notwendig die Schwindung des PIMC zu kennen. Während des Pro-
zesses kommt es dabei sowohl zu einer chemischen, für vernetzende Systeme
typischen, Reaktionsschwindung als auch zu einer thermischen Schwindung bei
der Abkühlung von der Prozesstemperatur auf Raumtemperatur. Der Parameter
9 Verzug durch PIMC 97
der gesamten Schwindung soll im Weiteren als Schwindungskoeffizient bezeich-
net werden. Als einfache Maßnahme zu seiner Bestimmung wurde ein Stahllineal
auf das auf 130°C temperierte Werkzeug aufgelegt. Nachdem das Lineal ebenfalls
die Temperatur erreicht hatte wurde das PIMC gleichermaßen auf beide zugleich
aufgebracht und für 5 Minuten ausgehärtet. Der Beschichtungsfilm, welcher das
Lineal vollständig abformte, wurde vorsichtig entnommen und vom Stahllineal ge-
trennt abgekühlt. Nachdem beide vollständig erkaltet waren, wurde die nun ent-
standene Längendifferenz zwischen ihnen bestimmt. Abbildung 70 zeigt das ver-
wendete Stahllineal mit dem gebildeten PIMC-Streifen im direkten Längenver-
gleich. Auf die Länge von 50 cm stellte sich eine Längendifferenz von 3 mm ein.
Aus dieser Differenz wurde mit Hilfe von Formel (3) der Schwindungskoeffizient
des PIMC berechnet.
Da der gemessene Schwindungskoeffizient auch die Reaktionsschwindung des
PIMC erfasst, handelt es sich bei Ihm um keinen Wärmeausdehnungskoeffizien-
ten, auch wenn Bestimmung und Berechnung ähnlich einem solchen durchgeführt
wurden.
(3)
Abbildung 70: Lineal und abgeformter PIMC Streifen zur Messung
des Schwindungskoeffizienten
Diese Bestimmungsmethode beinhaltet systembedingt einige Fehlerquellen bzw.
Ungenauigkeiten. Großen Einfluss hat vor allem die geringe Messauflösung bei
der Bestimmung der Länge des abgekühlten PIMC-Streifens, da dazu nur ein Li-
neal zur Verfügung stand. Ebenso wurde der Wärmeausdehungskoeffizient des
Stahllineals nicht ermittelt, sondern nur ein allgemeiner Literaturwert für Stahl he-
rangezogen. Darüber hinaus war es nicht möglich bei der Entformung eine Defor-
mation des PIMC Streifen zur Gänze auszuschließen.
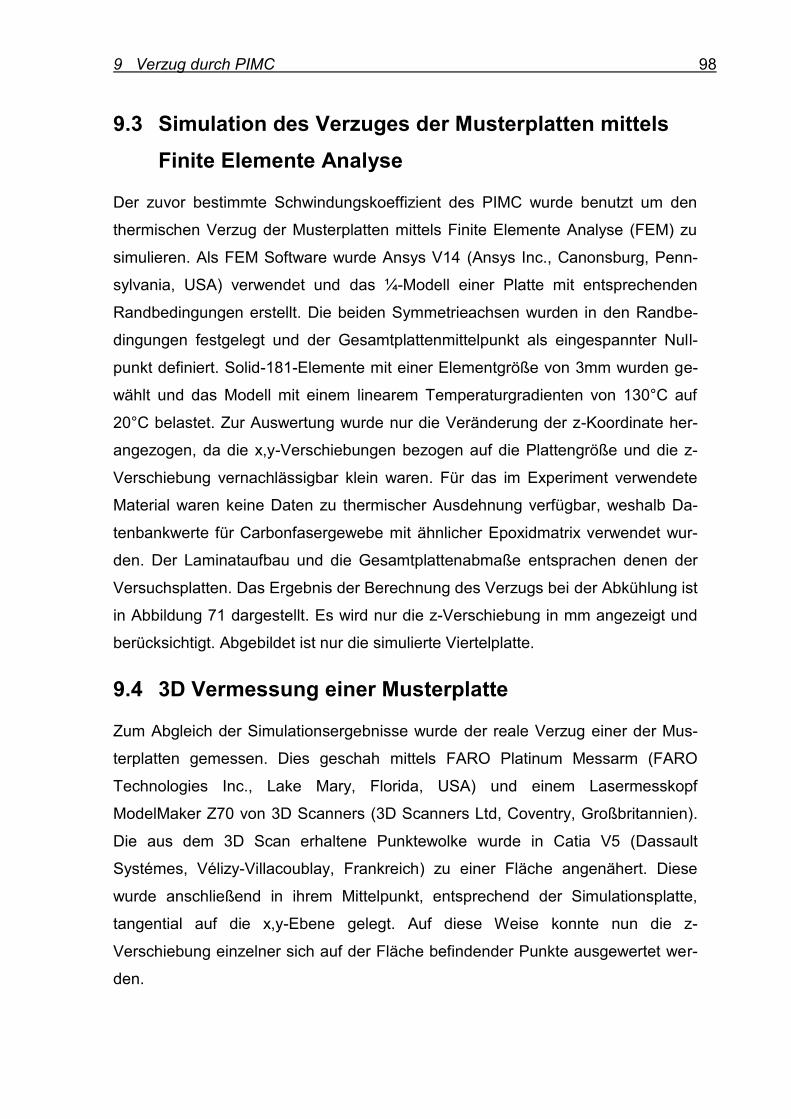
9 Verzug durch PIMC 98
9.3 Simulation des Verzuges der Musterplatten mittels
Finite Elemente Analyse
Der zuvor bestimmte Schwindungskoeffizient des PIMC wurde benutzt um den
thermischen Verzug der Musterplatten mittels Finite Elemente Analyse (FEM) zu
simulieren. Als FEM Software wurde Ansys V14 (Ansys Inc., Canonsburg, Penn-
sylvania, USA) verwendet und das ¼-Modell einer Platte mit entsprechenden
Randbedingungen erstellt. Die beiden Symmetrieachsen wurden in den Randbe-
dingungen festgelegt und der Gesamtplattenmittelpunkt als eingespannter Null-
punkt definiert. Solid-181-Elemente mit einer Elementgröße von 3mm wurden ge-
wählt und das Modell mit einem linearem Temperaturgradienten von 130°C auf
20°C belastet. Zur Auswertung wurde nur die Veränderung der z-Koordinate her-
angezogen, da die x,y-Verschiebungen bezogen auf die Plattengröße und die z-
Verschiebung vernachlässigbar klein waren. Für das im Experiment verwendete
Material waren keine Daten zu thermischer Ausdehnung verfügbar, weshalb Da-
tenbankwerte für Carbonfasergewebe mit ähnlicher Epoxidmatrix verwendet wur-
den. Der Laminataufbau und die Gesamtplattenabmaße entsprachen denen der
Versuchsplatten. Das Ergebnis der Berechnung des Verzugs bei der Abkühlung ist
in Abbildung 71 dargestellt. Es wird nur die z-Verschiebung in mm angezeigt und
berücksichtigt. Abgebildet ist nur die simulierte Viertelplatte.
9.4 3D Vermessung einer Musterplatte
Zum Abgleich der Simulationsergebnisse wurde der reale Verzug einer der Mus-
terplatten gemessen. Dies geschah mittels FARO Platinum Messarm (FARO
Technologies Inc., Lake Mary, Florida, USA) und einem Lasermesskopf
ModelMaker Z70 von 3D Scanners (3D Scanners Ltd, Coventry, Großbritannien).
Die aus dem 3D Scan erhaltene Punktewolke wurde in Catia V5 (Dassault
Systémes, Vélizy-Villacoublay, Frankreich) zu einer Fläche angenähert. Diese
wurde anschließend in ihrem Mittelpunkt, entsprechend der Simulationsplatte,
tangential auf die x,y-Ebene gelegt. Auf diese Weise konnte nun die z-
Verschiebung einzelner sich auf der Fläche befindender Punkte ausgewertet wer-
den.
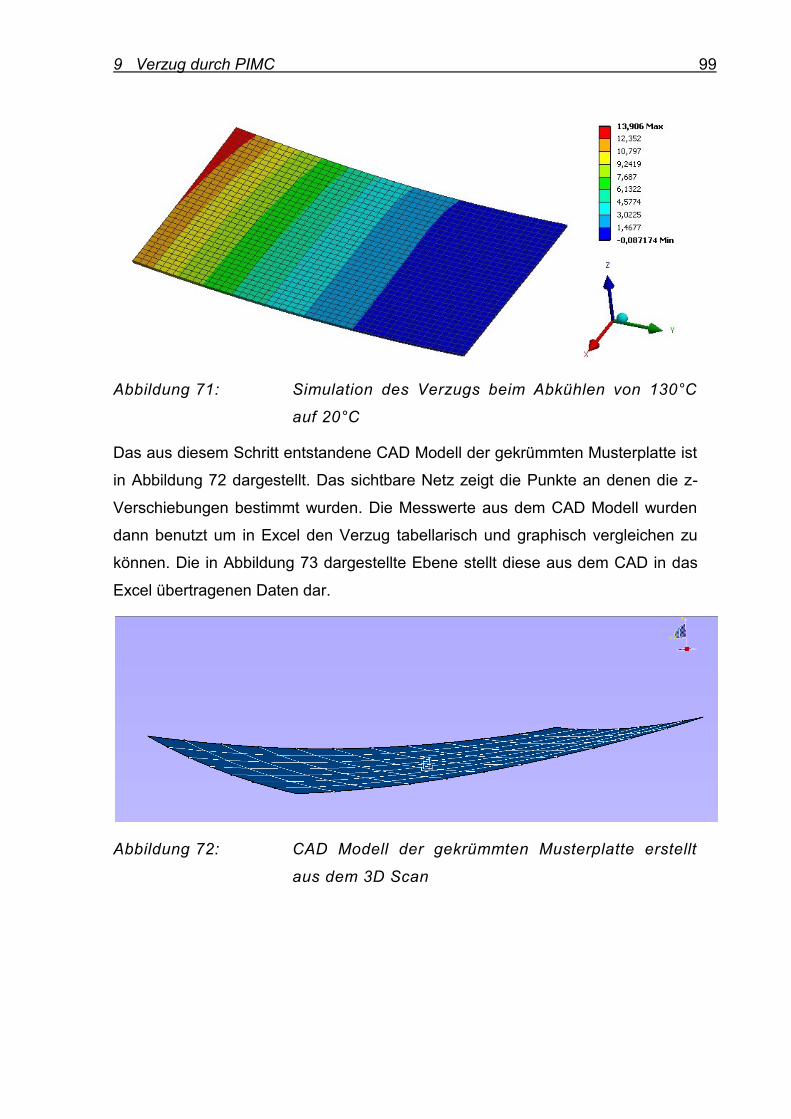
9 Verzug durch PIMC 99
Abbildung 71: Simulation des Verzugs beim Abkühlen von 130°C
auf 20°C
Das aus diesem Schritt entstandene CAD Modell der gekrümmten Musterplatte ist
in Abbildung 72 dargestellt. Das sichtbare Netz zeigt die Punkte an denen die z-
Verschiebungen bestimmt wurden. Die Messwerte aus dem CAD Modell wurden
dann benutzt um in Excel den Verzug tabellarisch und graphisch vergleichen zu
können. Die in Abbildung 73 dargestellte Ebene stellt diese aus dem CAD in das
Excel übertragenen Daten dar.
Abbildung 72: CAD Modell der gekrümmten Musterplatte erstellt
aus dem 3D Scan
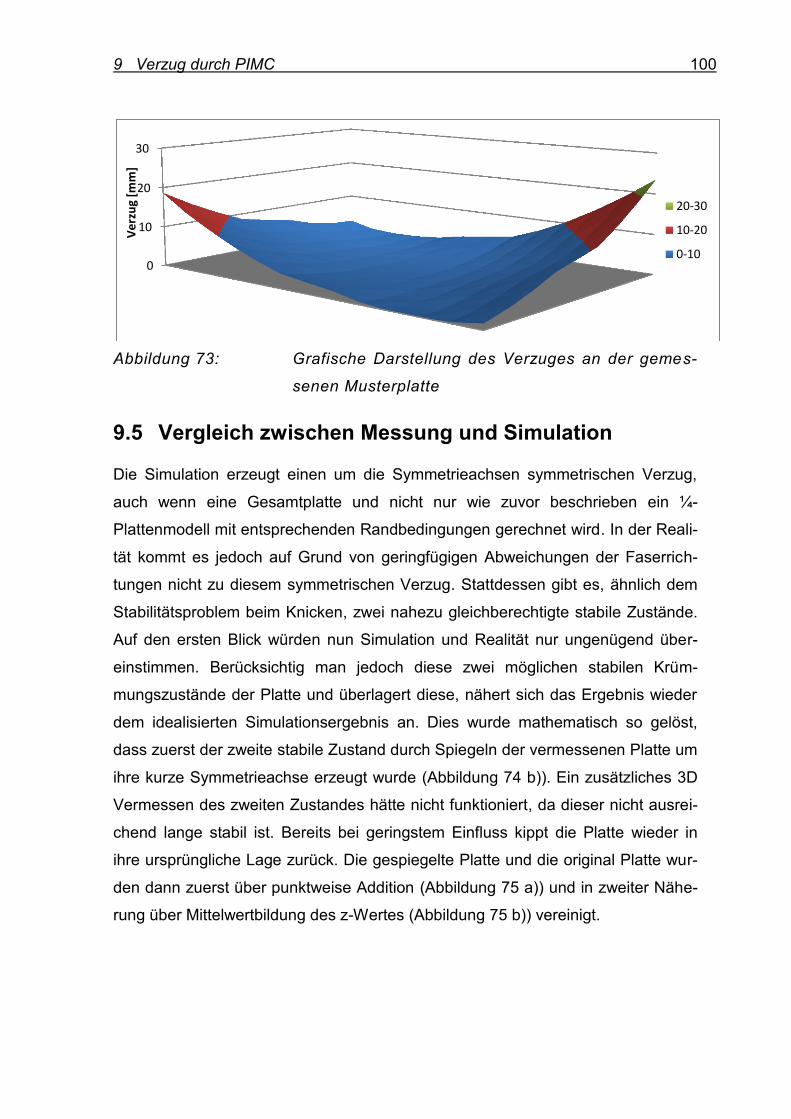
9 Verzug durch PIMC 100
Abbildung 73: Grafische Darstellung des Verzuges an der gemes-
senen Musterplatte
9.5 Vergleich zwischen Messung und Simulation
Die Simulation erzeugt einen um die Symmetrieachsen symmetrischen Verzug,
auch wenn eine Gesamtplatte und nicht nur wie zuvor beschrieben ein ¼-
Plattenmodell mit entsprechenden Randbedingungen gerechnet wird. In der Reali-
tät kommt es jedoch auf Grund von geringfügigen Abweichungen der Faserrich-
tungen nicht zu diesem symmetrischen Verzug. Stattdessen gibt es, ähnlich dem
Stabilitätsproblem beim Knicken, zwei nahezu gleichberechtigte stabile Zustände.
Auf den ersten Blick würden nun Simulation und Realität nur ungenügend über-
einstimmen. Berücksichtig man jedoch diese zwei möglichen stabilen Krüm-
mungszustände der Platte und überlagert diese, nähert sich das Ergebnis wieder
dem idealisierten Simulationsergebnis an. Dies wurde mathematisch so gelöst,
dass zuerst der zweite stabile Zustand durch Spiegeln der vermessenen Platte um
ihre kurze Symmetrieachse erzeugt wurde (Abbildung 74 b)). Ein zusätzliches 3D
Vermessen des zweiten Zustandes hätte nicht funktioniert, da dieser nicht ausrei-
chend lange stabil ist. Bereits bei geringstem Einfluss kippt die Platte wieder in
ihre ursprüngliche Lage zurück. Die gespiegelte Platte und die original Platte wur-
den dann zuerst über punktweise Addition (Abbildung 75 a)) und in zweiter Nähe-
rung über Mittelwertbildung des z-Wertes (Abbildung 75 b)) vereinigt.
0
10
20
30
Ve
rzu
g [m
m]
20-30
10-20
0-10
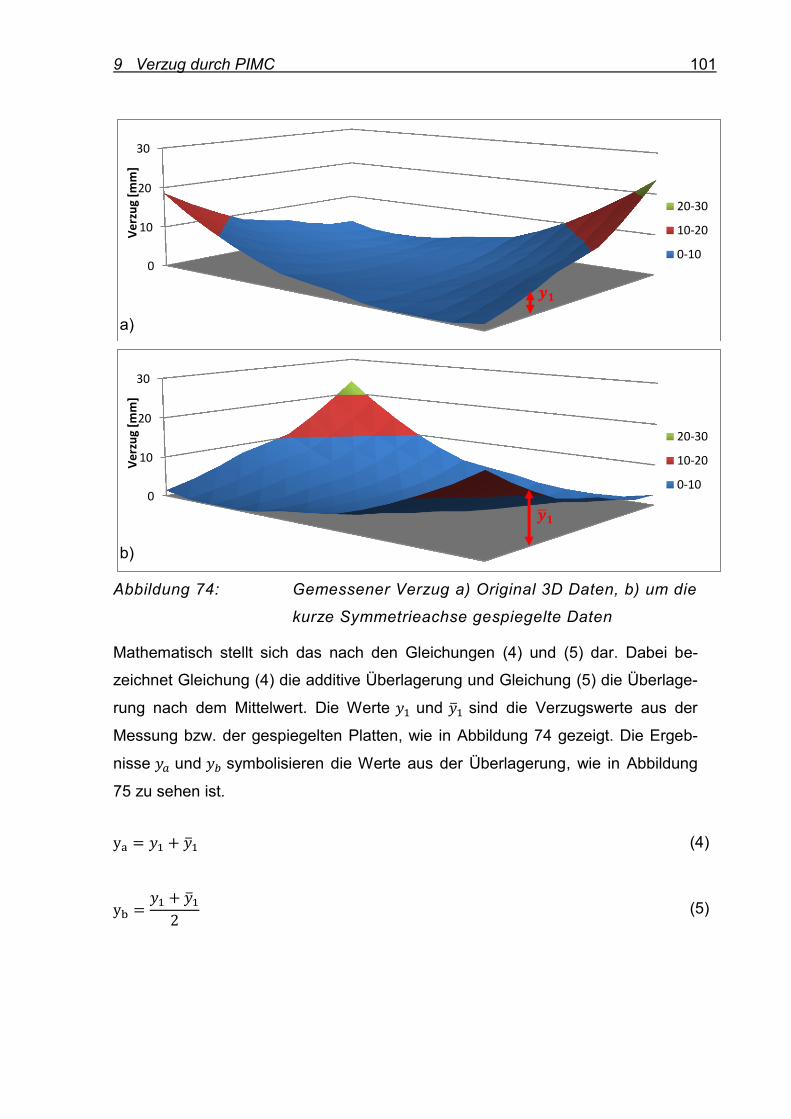
9 Verzug durch PIMC 101
Abbildung 74: Gemessener Verzug a) Original 3D Daten, b) um die
kurze Symmetrieachse gespiegelte Daten
Mathematisch stellt sich das nach den Gleichungen (4) und (5) dar. Dabei be-
zeichnet Gleichung (4) die additive Überlagerung und Gleichung (5) die Überlage-
rung nach dem Mittelwert. Die Werte und sind die Verzugswerte aus der
Messung bzw. der gespiegelten Platten, wie in Abbildung 74 gezeigt. Die Ergeb-
nisse und symbolisieren die Werte aus der Überlagerung, wie in Abbildung
75 zu sehen ist.
(4)
(5)
0
10
20
30
Ve
rzu
g [m
m]
20-30
10-20
0-10
0
10
20
30
Ve
rzu
g [m
m]
20-30
10-20
0-10
a)
b)
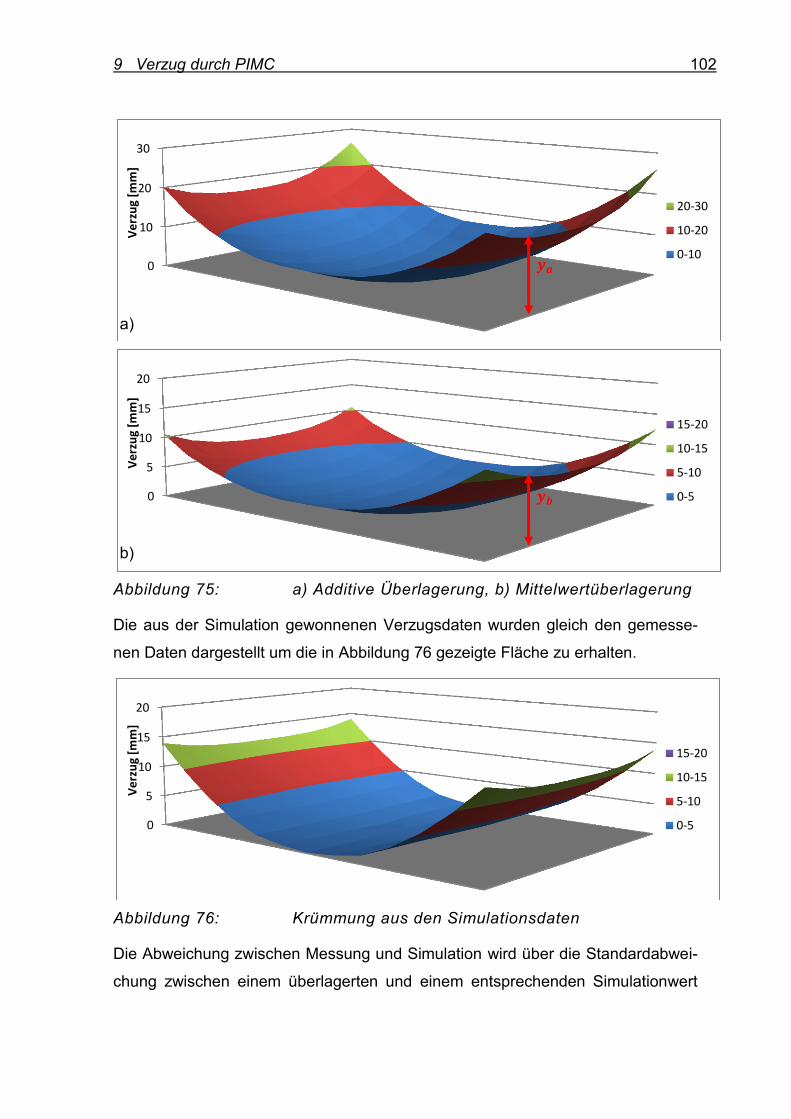
9 Verzug durch PIMC 102
Abbildung 75: a) Additive Überlagerung, b) Mittelwertüberlagerung
Die aus der Simulation gewonnenen Verzugsdaten wurden gleich den gemesse-
nen Daten dargestellt um die in Abbildung 76 gezeigte Fläche zu erhalten.
Abbildung 76: Krümmung aus den Simulationsdaten
Die Abweichung zwischen Messung und Simulation wird über die Standardabwei-
chung zwischen einem überlagerten und einem entsprechenden Simulationwert
0
10
20
30
Ve
rzu
g [m
m]
20-30
10-20
0-10
0
5
10
15
20
Ve
rzu
g [m
m]
15-20
10-15
5-10
0-5
0
5
10
15
20
Ve
rzu
g [m
m]
15-20
10-15
5-10
0-5
a)
b)
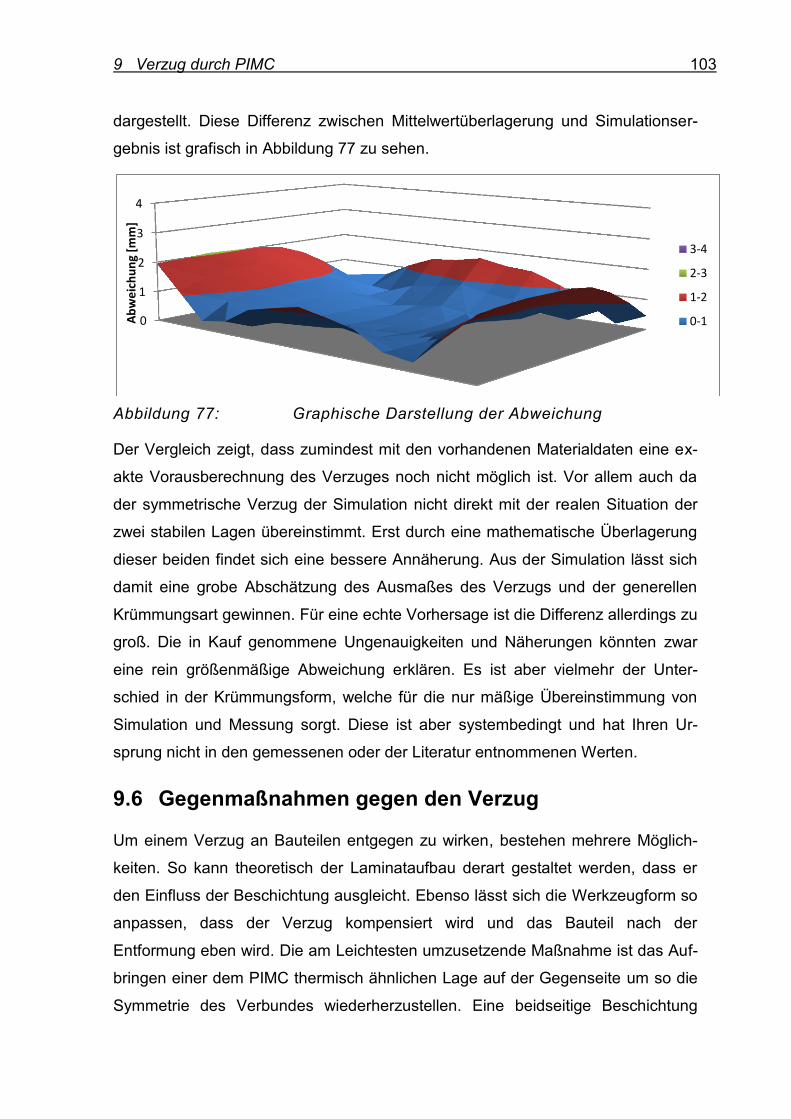
9 Verzug durch PIMC 103
dargestellt. Diese Differenz zwischen Mittelwertüberlagerung und Simulationser-
gebnis ist grafisch in Abbildung 77 zu sehen.
Abbildung 77: Graphische Darstellung der Abweichung
Der Vergleich zeigt, dass zumindest mit den vorhandenen Materialdaten eine ex-
akte Vorausberechnung des Verzuges noch nicht möglich ist. Vor allem auch da
der symmetrische Verzug der Simulation nicht direkt mit der realen Situation der
zwei stabilen Lagen übereinstimmt. Erst durch eine mathematische Überlagerung
dieser beiden findet sich eine bessere Annäherung. Aus der Simulation lässt sich
damit eine grobe Abschätzung des Ausmaßes des Verzugs und der generellen
Krümmungsart gewinnen. Für eine echte Vorhersage ist die Differenz allerdings zu
groß. Die in Kauf genommene Ungenauigkeiten und Näherungen könnten zwar
eine rein größenmäßige Abweichung erklären. Es ist aber vielmehr der Unter-
schied in der Krümmungsform, welche für die nur mäßige Übereinstimmung von
Simulation und Messung sorgt. Diese ist aber systembedingt und hat Ihren Ur-
sprung nicht in den gemessenen oder der Literatur entnommenen Werten.
9.6 Gegenmaßnahmen gegen den Verzug
Um einem Verzug an Bauteilen entgegen zu wirken, bestehen mehrere Möglich-
keiten. So kann theoretisch der Laminataufbau derart gestaltet werden, dass er
den Einfluss der Beschichtung ausgleicht. Ebenso lässt sich die Werkzeugform so
anpassen, dass der Verzug kompensiert wird und das Bauteil nach der
Entformung eben wird. Die am Leichtesten umzusetzende Maßnahme ist das Auf-
bringen einer dem PIMC thermisch ähnlichen Lage auf der Gegenseite um so die
Symmetrie des Verbundes wiederherzustellen. Eine beidseitige Beschichtung
0
1
2
3
4
Ab
we
ich
un
g [m
m]
3-4
2-3
1-2
0-1

9 Verzug durch PIMC 104
stellt damit die einfachste Lösung bei flächigen Teilen dar. An dreidimensionalen
Bauteilen können die Geometrie oder konstruktive Maßnahmen für die nötige
Steifigkeit sorgen um einen Verzug zu verhindern. Um die Wirksamkeit derartiger
Kompensationsmaßnahmen zu überprüfen, kann die zuvor beschriebene Simula-
tion des Verzuges durchwegs ein wertvolles Werkzeug darstellen.
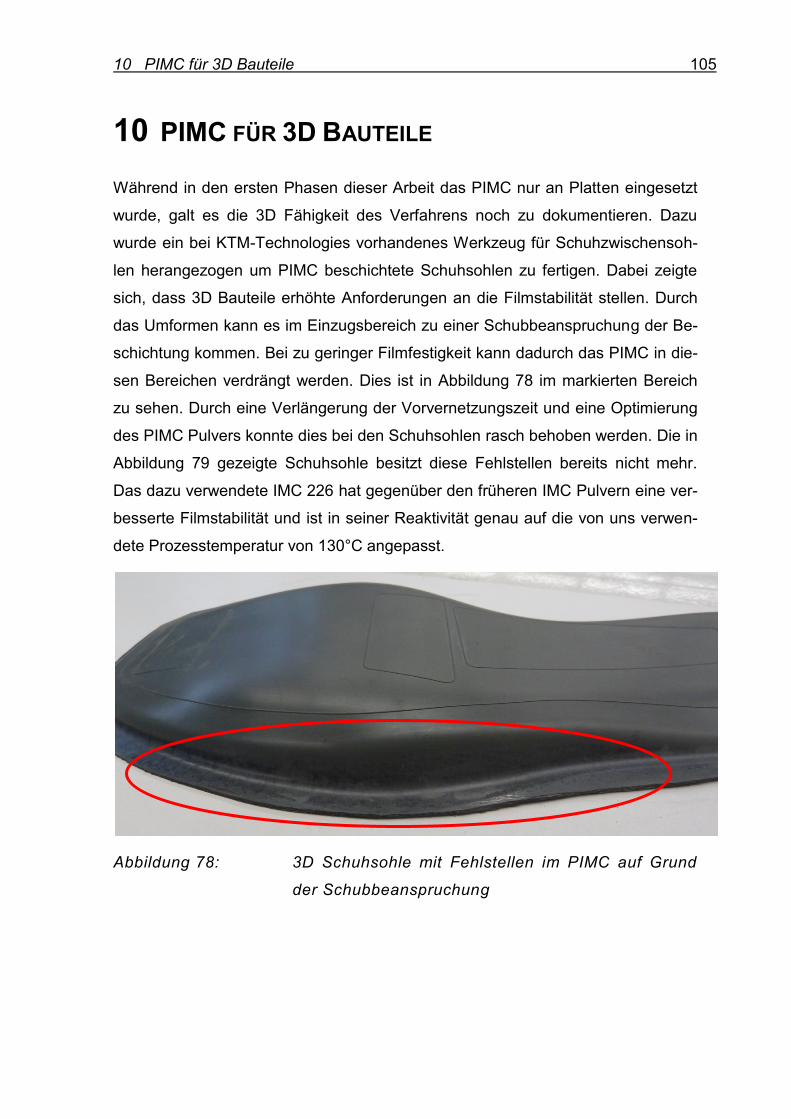
10 PIMC für 3D Bauteile 105
10 PIMC FÜR 3D BAUTEILE
Während in den ersten Phasen dieser Arbeit das PIMC nur an Platten eingesetzt
wurde, galt es die 3D Fähigkeit des Verfahrens noch zu dokumentieren. Dazu
wurde ein bei KTM-Technologies vorhandenes Werkzeug für Schuhzwischensoh-
len herangezogen um PIMC beschichtete Schuhsohlen zu fertigen. Dabei zeigte
sich, dass 3D Bauteile erhöhte Anforderungen an die Filmstabilität stellen. Durch
das Umformen kann es im Einzugsbereich zu einer Schubbeanspruchung der Be-
schichtung kommen. Bei zu geringer Filmfestigkeit kann dadurch das PIMC in die-
sen Bereichen verdrängt werden. Dies ist in Abbildung 78 im markierten Bereich
zu sehen. Durch eine Verlängerung der Vorvernetzungszeit und eine Optimierung
des PIMC Pulvers konnte dies bei den Schuhsohlen rasch behoben werden. Die in
Abbildung 79 gezeigte Schuhsohle besitzt diese Fehlstellen bereits nicht mehr.
Das dazu verwendete IMC 226 hat gegenüber den früheren IMC Pulvern eine ver-
besserte Filmstabilität und ist in seiner Reaktivität genau auf die von uns verwen-
dete Prozesstemperatur von 130°C angepasst.
Abbildung 78: 3D Schuhsohle mit Fehlstellen im PIMC auf Grund
der Schubbeanspruchung
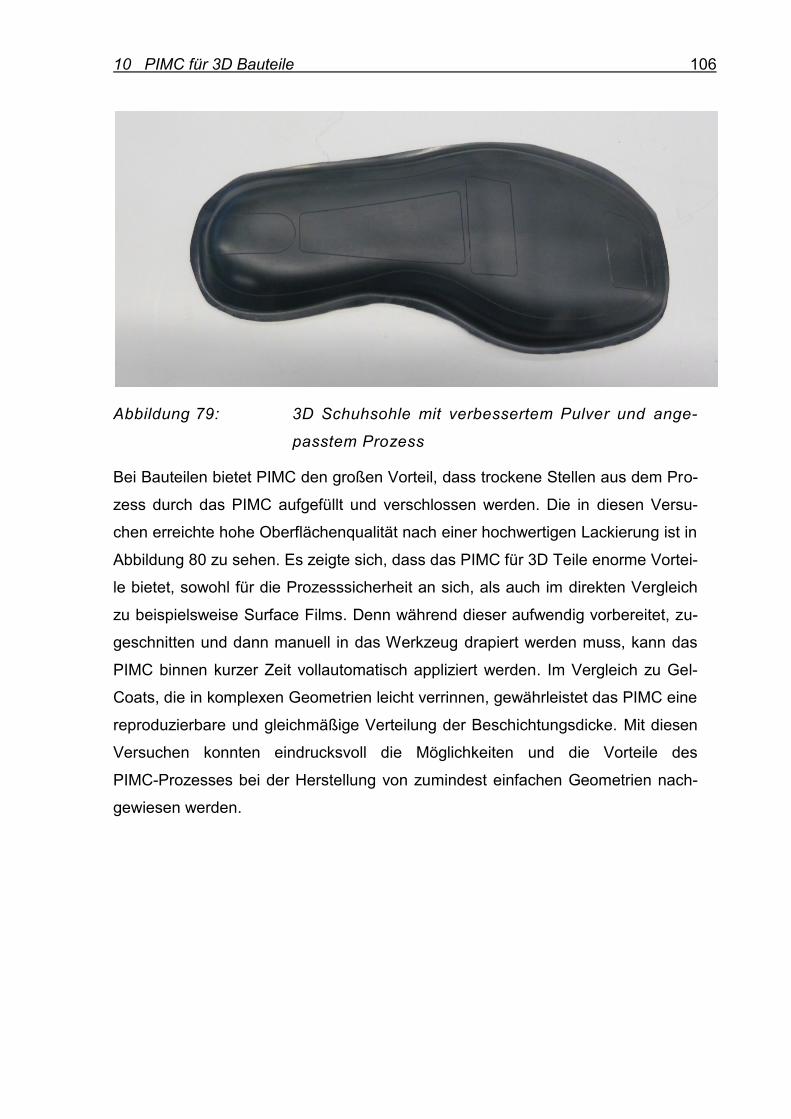
10 PIMC für 3D Bauteile 106
Abbildung 79: 3D Schuhsohle mit verbessertem Pulver und ange-
passtem Prozess
Bei Bauteilen bietet PIMC den großen Vorteil, dass trockene Stellen aus dem Pro-
zess durch das PIMC aufgefüllt und verschlossen werden. Die in diesen Versu-
chen erreichte hohe Oberflächenqualität nach einer hochwertigen Lackierung ist in
Abbildung 80 zu sehen. Es zeigte sich, dass das PIMC für 3D Teile enorme Vortei-
le bietet, sowohl für die Prozesssicherheit an sich, als auch im direkten Vergleich
zu beispielsweise Surface Films. Denn während dieser aufwendig vorbereitet, zu-
geschnitten und dann manuell in das Werkzeug drapiert werden muss, kann das
PIMC binnen kurzer Zeit vollautomatisch appliziert werden. Im Vergleich zu Gel-
Coats, die in komplexen Geometrien leicht verrinnen, gewährleistet das PIMC eine
reproduzierbare und gleichmäßige Verteilung der Beschichtungsdicke. Mit diesen
Versuchen konnten eindrucksvoll die Möglichkeiten und die Vorteile des
PIMC-Prozesses bei der Herstellung von zumindest einfachen Geometrien nach-
gewiesen werden.
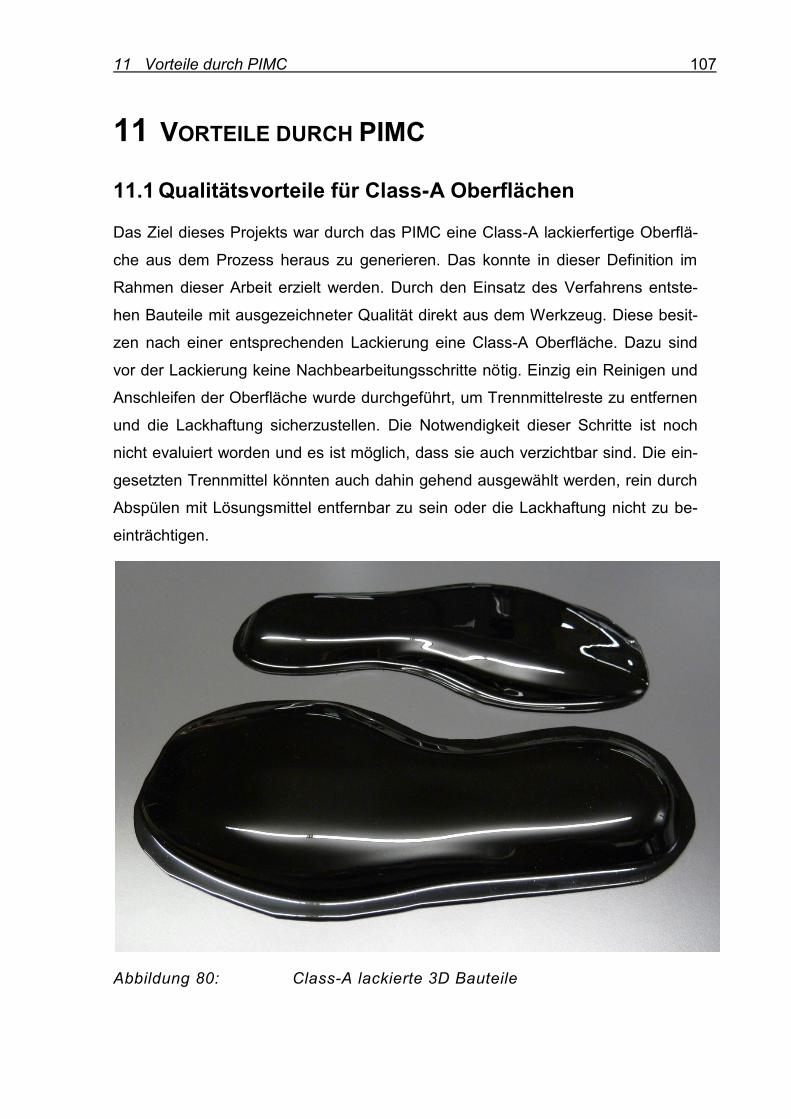
11 Vorteile durch PIMC 107
11 VORTEILE DURCH PIMC
11.1 Qualitätsvorteile für Class-A Oberflächen
Das Ziel dieses Projekts war durch das PIMC eine Class-A lackierfertige Oberflä-
che aus dem Prozess heraus zu generieren. Das konnte in dieser Definition im
Rahmen dieser Arbeit erzielt werden. Durch den Einsatz des Verfahrens entste-
hen Bauteile mit ausgezeichneter Qualität direkt aus dem Werkzeug. Diese besit-
zen nach einer entsprechenden Lackierung eine Class-A Oberfläche. Dazu sind
vor der Lackierung keine Nachbearbeitungsschritte nötig. Einzig ein Reinigen und
Anschleifen der Oberfläche wurde durchgeführt, um Trennmittelreste zu entfernen
und die Lackhaftung sicherzustellen. Die Notwendigkeit dieser Schritte ist noch
nicht evaluiert worden und es ist möglich, dass sie auch verzichtbar sind. Die ein-
gesetzten Trennmittel könnten auch dahin gehend ausgewählt werden, rein durch
Abspülen mit Lösungsmittel entfernbar zu sein oder die Lackhaftung nicht zu be-
einträchtigen.
Abbildung 80: Class-A lackierte 3D Bauteile
11 Vorteile durch PIMC 108
Über die Vorteile des PIMC für die Oberfläche kann gesagt werden, dass durch
die Beschichtung sämtliche Pinholes und trockene Stellen verschlossen werden
und eine in dieser Hinsicht fehlerfreie Oberfläche entsteht.
Bezüglich der Faserdurchzeichnung hat sich gezeigt, dass das PIMC eine starke
Verringerung etwaiger Faserdurchzeichnungen bewirkt. Die erreichte Oberflä-
chenqualität ist abhängig vom verwendeten Grundmaterial, der aufgebrachten
PIMC Schichtdicke und dem verwendeten Pulver-System. Der Prozess kann
Oberflächen mit Class-A ohne jegliche Faserdurchzeichnung erzeugen. Bei einem
Grundmaterial mit entsprechenden Eigenschaften wie dem HexPly Primetex Ge-
webe kann dies bereits mit einem einfachen PIMC-Verfahren erreicht werden. Bei
Geweben mit sehr starker Ondulierung und daraus resultierender Faserdurch-
zeichnung wie dem Delta-Preg Material ist ein komplexerer PIMC-Prozess nötig.
Aber auch hier kann mit höherem Aufwand eine sehr gute Class-A-fähige Oberflä-
che erzeugt werden.
11.2 Wirtschaftliche Vorteile für Oberflächen
Einer der großen Vorteile des PIMC gegenüber alternativen Maßnahmen zur Ver-
besserung der Oberflächenqualität, wie Gel Coat, Surfacefilm oder Oberflächen-
vliesen, liegt in der einfachen, kostengünstigen und automatisierbaren Applikation
des PIMC. Neben der günstigeren Aufbringung liegt ein weiterer wesentlicher Vor-
teil von PIMC in den signifikant niedrigeren Materialkosten. Im Vergleich zu einem
Surfacefilm betragen die Kosten pro Bauteil für das PIMC Pulver weniger als 10%.
Bei Surfacefilmen kann von einem Preis zwischen 20 und 50 Euro pro Quadratme-
ter ausgegangen werden, das PIMC-Pulver kostet im Gegenzug einige Euro pro
Kilogramm. Eine Menge, die abhängig von der Schichtdicke, für mehrere PIMC-
Beschichtungen genügt.
Im wirtschaftlichen Vergleich gegen eine Aufwertung der Bauteiloberfläche mittels
Flüssigfüller bei der Lackierung kann das PIMC wiederum durch die kurze Pro-
zesszeit sowie die automatisierbare Aufbringung punkten. Zum einen kann der
Auftrag simultan zur Herstellzykluszeit stattfinden, zum anderen wird keine Trock-
nungszeit wie für Flüssigsysteme benötig. Damit entfallen sowohl die Anlagen,
also auch die Energiekosten für diesen Schritt.

11 Vorteile durch PIMC 109
11.3 Alternative Anwendungen für PIMC
Obwohl das PIMC enorme Vorteile für die Herstellung von Class-A Oberflächen
bietet, ist auch eine Anwendung abseits der Sichtoberfläche als Beschichtung von
Strukturbauteilen denkbar. Dies erspart die Versiegelung der Oberfläche nach der
Herstellung und erlaubt die Möglichkeit die Bauteiloberfläche des Bauteils mit dem
PIMC funktional auszurüsten. Durch das PIMC wird eine versiegelte Oberfläche
generiert, welche bei Bedarf eingefärbt werden kann um Risse besser erkennbar
zu machen.
12 Resümee und Ausblick 110
12 RESÜMEE UND AUSBLICK
Diese Arbeit befasste sich mit einem enorm umfassenden und aspektreichen
Thema. Um in dem zur Verfügung stehenden Zeitfenster ein möglichst breites
Entwicklungsfundament für weitere Entwicklungen legen zu können, mussten bei
der Tiefe der einzelnen untersuchten Aspekte Kompromisse in Kauf genommen
werden. Letztendlich war das Erreichen eines verkaufbaren Reifegrades des Pro-
zesses wichtiger um das PIMC-Projekt voranzutreiben. Dazu wurden im vergan-
genen Projektzeitraum die Prozessparameter untersucht und drei verschiedene
Materialien herangezogen. Gepaart mit mehr als zehn neu entwickelten PIMC-
Pulvern bzw. Pulverkombinationen entstanden weit über 120 Musterplattenpaare
und zwei Dutzend Demonstrationsmuster. Viele Detailfragen werden in Zukunft je
nach den jeweiligen Produkt- und Projektrandbedingung und –anforderungen zu
klären sein.
Die wichtigsten nächsten Schritte werden die Erprobung des PIMC-Verfahrens in
einem Serienprozess sowie die Neuvalidierung und Verbesserung der Klimawech-
selfestigkeit darstellen. Bei der Klimawechselfestigkeit gilt es, die letztendliche
Notwendigkeit zu evaluieren und daraus eine geeignete Prüfnorm auszuwählen.
Zum aktuellen Zeitpunkt sind uns keine klimawechselbeständigen Class-A Bautei-
le mit Endlosfaserverstärkung bekannt.
Während mit dieser Arbeit nun die ersten Entwicklungsschritte getätigt wurden
heißt es nun durch weitergeführte Entwicklungskooperationen und zusätzliche
Entwicklungspartner ein Class-A Oberflächen-Gesamtpaket zu erstellen. Anhand
eines realen Bauteils muss das Verfahren in Richtung Serienprozess weiterentwi-
ckelt werden. Wobei es zu beachten gilt, dass Class-A aus dem Zusammenwirken
der in Abbildung 81 dargestellten Einflüsse entsteht.
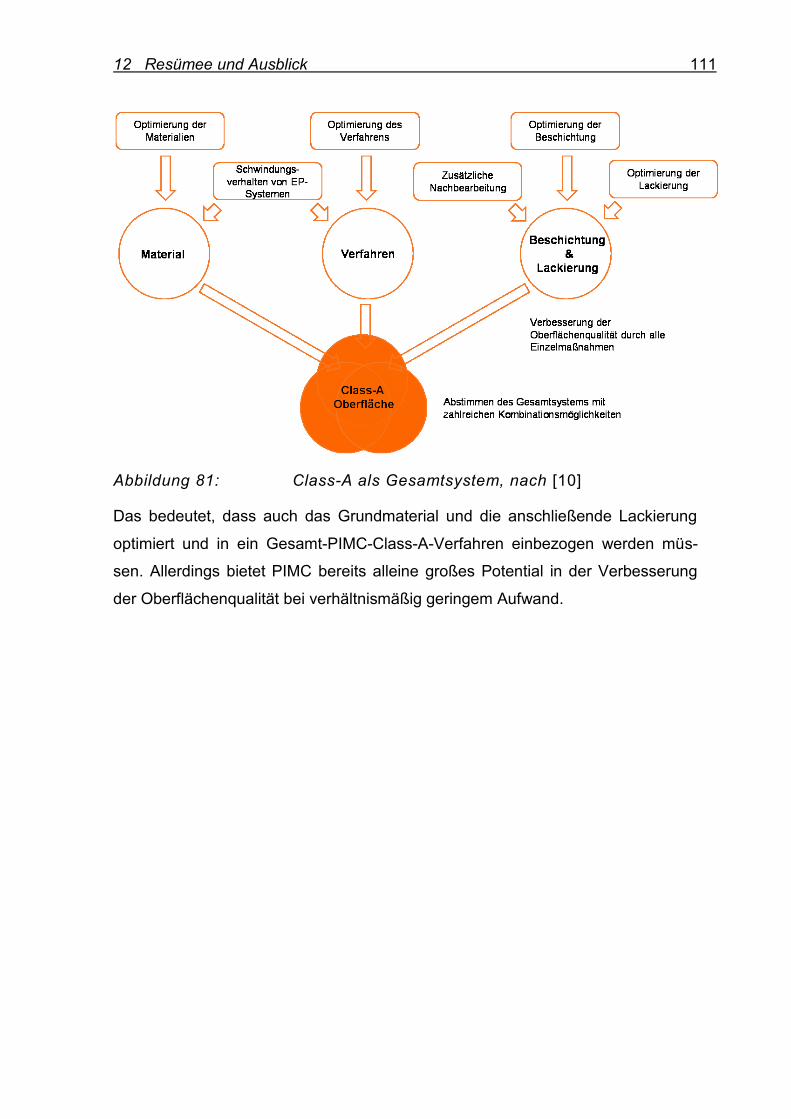
12 Resümee und Ausblick 111
Abbildung 81: Class-A als Gesamtsystem, nach [10]
Das bedeutet, dass auch das Grundmaterial und die anschließende Lackierung
optimiert und in ein Gesamt-PIMC-Class-A-Verfahren einbezogen werden müs-
sen. Allerdings bietet PIMC bereits alleine großes Potential in der Verbesserung
der Oberflächenqualität bei verhältnismäßig geringem Aufwand.

13 Zusammenfassung 112
13 ZUSAMMENFASSUNG
Während diese Arbeit erst den Beginn der PIMC Entwicklung darstellt lässt sich
bereits sagen, dass das Verfahren große Verbesserungen für die Oberfläche von
FVK Bauteilen bewirkt. So werden Pinholes durch die Beschichtung vollständig
und zuverlässig ausgeschlossen während gleichzeitig eine Faserdurchzeichnung
in Abhängigkeit vom Grundmaterial stark reduziert oder gänzlich verhindert wird.
Dabei bedeutet das PIMC keinen großen Anlangeninvest, ist sehr prozesssicher
und bei Verwendung eines Wechselwerkzeuges zykluszeitneutral. Im Vergleich zu
einem Gel-Coat kann die Aufbringung vollkommen automatisiert werden, erlaubt
große Freiheiten bezüglich der Beschichtungsdicke und ist bei einem Kilopreis von
einigen Euro signifikant günstiger. Das PIMC bietet enorme Vorteile bei der Erzie-
lung von Class-A Oberflächen für die Automobile Serienanwendung ebenso wie
für alternative Anwendungen. Dabei ist bis zum Ausschöpfen des vollen Potentials
noch weitere Forschung notwendig.
14 Anhang und Verzeichnisse 113
14 ANHANG UND VERZEICHNISSE
14.1 Literaturverzeichnis
[1] A.K. Schlarb, Ed.: Werkstoff- und prozessseitige Einflussmöglichkeiten
zur Optimierung der Oberflächenqualität von endlosfaserverstärkter
thermoplastischer Kunststoffe, M. Blinzler. IVW - Schriftenreihe, Institut
für Verbundwerkstoffe GmbH Kaiserslautern, Kaiserslautern 2003.
[2] Neitzel, M. und Mitschang, P.: Handbuch Verbundwerkstoffe: Oberflä-
chenqualität, Carl Hanser Verlag München Wien, München, 2004.
[3] Haider, M., Hubert, P., und Lessard, L.: An experimental investigation of
class A surface finish of composites made by the resin transfer molding
process, URL: http://ac.els-cdn.com/S0266353807001583/1-s2.0-
S0266353807001583-main.pdf?_tid=42fa3420-0224-11e2-987a-
00000aab0f27&acdnat=1348036734_8244d1d9b201a377a00b94b47537
6e3b (abgerufen am 19. September 2012).
[4] Roberts, M.: Carbon composite process provides superb surface finish,
URL: http://www.reinforcedplastics.com/view/6995/carbon-composite-
process-provides-superb-surface-finish/ (abgerufen am 28. März 2013).
[5] H. Frank and Elvira Moeller, Eds.: Handbuch Leichtbau, 1. Aufl., Han-
ser, München 2011.
[6] Ehrenstein, G. W.: Faserverbund-Kunststoffe: Werkstoffe, Verarbeitung,
Eigenschaften, 2. Aufl., Carl Hanser Verlag München Wien; Hanser,
München, 2006.
[7] Fata, D. und Possart, W.: Aging behavior of a hot-cured epoxy system,
journal of Applied Polymer Science (99) 2006, 2726–2736.
[8] P. Swaraj, Ed.: Surface Coatings: Science & Technology, 2. Aufl., John
Wiley & Sons Ltd; J. Wiley, Chichester, West Sussex, England 1996.
[9] Herring, M., Mardel, J., und Fox, B.: The effect of material selection and
manufacturing process on the surface finish of carbon fibre composites,
Journal of Materials Processing Technology, 210 (6-7) 2010, 926–940.
14 Anhang und Verzeichnisse 114
[10] M. Neitzel, Ed.: Hochleistungs-Faser-Kunststoff-Verbunde mit Class-A-
Oberflächenqualität für den Einsatz in der Fahrzeugaußenhaut, W. Reu-
ter. IVW - Schriftenreihe, Institut für Verbundwerkstoffe
GmbH Kaiserslautern, Kaiserslautern 2002.
[11] Karen Wood: Automotive Composites: Taking Subjectivity out of Class A
Surface Evaluation, composites Technology (14) 2008, 67–70.
[12] B. Woll, Ed.: Automobilserienlackierung, Herausforderung CFK, Arbeits-
gruppe Oberflächen, CCeV, Augsburg 2012.
[13] Byk-Gardner: Einführung Appearance, URL:
http://www.byk.com/fileadmin/BYK/downloads/support-
downlo-
ads/instruments/theory/appearance/de/Einfuehrung_Appearance.pdf
(abgerufen am 6. Dezember 2012).
[14] Pietschmann, J.: Industrielle Pulverbeschichtung: Grundlagen, Anwen-
dungen, Verfahren, 3. Aufl., Vieweg+Teubner Verlag, Braunschweig,
2010.
[15] WikipediaWikipedia: Visual appearance, URL:
http://en.wikipedia.org/w/index.php?oldid=509677122 (abgerufen am 26.
Dezember 2012).
[16] Byk-Gardner: Einführung Glanz, URL:
http://www.byk.com/fileadmin/BYK/downloads/support-
downloads/instruments/theory/appearance/de/Einfuehrung_Glanz.pdf
(abgerufen am 4. Oktober 2012).
[17] Byk-Gardner: Einführung Haze, URL:
http://www.byk.com/fileadmin/BYK/downloads/support-
downloads/instruments/theory/appearance/de/Einfuehrung_Haze.pdf
(abgerufen am 6. Dezember 2012).
[18] Byk-Gardner: Introduction on Orange Peel/DOI, URL:
http://www.byk.com/fileadmin/BYK/downloads/support-
downloads/instruments/theory/appearance/en/Intro_Orange-Peel.pdf
(abgerufen am 28. September 2012).
14 Anhang und Verzeichnisse 115
[19] Astrid Krenn: Narbung im Fokus, kunststoffe international (11) 2008, 86–
91.
[20] Daggett, S.: Newer surfacing films reduce surface on demolded compo-
site parts, URL: http://www.compositesworld.com/articles/newer-
surfacing-films-reduce-surface-on-demolded-composite-parts (abgerufen
am 18. September 2012).
[21] Schubel, P.J., Warrior, N.A., Kendall, K.N., und Rudd, C.D.: Characteri-
sation of thermoset laminates for cosmetic automotive applications: Part
I – Surface characterisation, Composites Part A: Applied Science and
Manufacturing (37) 2006, 1734–1746.
[22] Kia, H.G.: The effect of resin formulation on the surface appearance of
Glass Fiber Reinforced Polymers, Journal of Composite Materials (21)
1987, 1145–1163.
[23] Hansen, G.: Optimierung des Schwindungsverhaltens von CFK-
Werkstoffen mittels organischer Nanopartikel, Diplomarbeit an der
Fachhochschule Jena, 2008.
[24] Kia, H.G.: Thermal Expansion of Sheet Molding Compound Materials,
Journal of Composite Materials, 42 (7) 2008, 681–695.
[25] Schubel, P.J., Johnson, M.S., Warrior, N.A., und Rudd, C.D.: Character-
isation of thermoset laminates for cosmetic automotive applications: Part
III – Shrinkage control via nanoscale reinforcement, Composites Part A:
Applied Science and Manufacturing (37) 2006, 1757–1772.
[26] Hwang, S.-J. und Chang, Y.-S.: Isobaric cure shrinkage behaviors of
epoxy molding compound in isothermal state, Journal of polymer sci-
ence / Part b, Polymer physics (43) 2005, 2392.
[27] Shimbo, M., Ochi, M., und Shigeta, Y.: Shrinkage and internal stress
during curing of Epoxide resina, journal of Applied Polymer Science (26)
1981, 2265–2277.
[28] Holst, M.: Reaktionsschwindung von Epoxidharz-Systemen, Dissertation
an der Technische Universität Darmstadt, 2001.
14 Anhang und Verzeichnisse 116
[29] Kia, H.G.: Modeling Surface Deformation of Glass Fiber Reinforced
Composites, Journal of Composite Materials (20) 1986, 335–346.
[30] Lin, H.-J., Lai, W.-M., Huang, H.-D., und Kuo, Y.-M.: Discussion on the
Cause of Print-through Phenomenon of FRP and Several Improvement
Methods, Journal of Composite Materials (44) 2010, 2111–2126.
[31] Brosius, D.: Corvette gets leaner with carbon fiber hood, URL:
http://www.compositesworld.com/articles/corvette-gets-leaner-with-
carbon-fiber-hood (abgerufen am 18. September 2012).
[32] Nelson, J.: Corvette Z06 adds carbon fiber fenders, URL:
http://www.compositesworld.com/articles/corvette-z06-adds-carbon-
fiber-fenders (abgerufen am 18. September 2012).
[33] Feraboli, P. und Masini, A.: Development of carbon/epoxy structural
components for a high performance vehicle, URL: http://ac.els-
cdn.com/S1359836804000344/1-s2.0-S1359836804000344-
main.pdf?_tid=7b9bcd5c-0198-11e2-988a-
00000aab0f27&acdnat=1347976699_d1fe2fbb67b24765a816a480d1e4a
75f (abgerufen am 18. September 2012).
[34] Ginger, G.: Sixth Element: Lamborghini accelerates CFRP, URL:
http://www.compositesworld.com/articles/sixth-element-lamborghini-
accelerates-cfrp (abgerufen am 9. Oktober 2012).
[35] Eva Bittmann: Das schwarze Gold des Leichtbaus, kunststoffe internat i-
onal (03) 2006.
[36] Ford Motors: Ford develops carbon fiber hood for Focus, URL:
http://www.compositesworld.com/news/ford-dow-automotive-develop-
carbon-fiber-hood-for-focus (abgerufen am 12. September 2012).
[37] Hexcel: HexPly M77 Datenblatt, URL:
http://www.hexcel.com/Resources/DataSheets/Prepreg-Data-
Sheets/M77_eu.pdf (abgerufen am 10. April 2013).
[38] Helmut Schürmann: Konstruieren mit Faser-Kunststoff-Verbunden, 2.
Aufl., Springer, Berlin, 2007.
14 Anhang und Verzeichnisse 117
[39] Corcoran, E.: The benefits of pre-mould powder coatings,
Reinforcedplastics (12) 1999, 38–44.
[40] Lovano, S.: Automotive Applications for Powder Coating, Metal Finishing
(9) 1996, 20–24.
[41] Lee, S.S., Han, H.Z., Hilborn, J.G., und Manson, J.-A.E.: Surface struc-
ture build-up in thermosetting powder coatings during curing, Progress
in Organic Coatings (36) 1999, 79–88.
[42] Barletta, M., Lusvarghi, L., Mantini, F. P., und Rubino, G.: Epoxy-based
thermosetting powder coatings: Surface appearance, scratch adhesion
and wear resistance, URL: http://ac.els-
cdn.com/S0257897207001387/1-s2.0-S0257897207001387-
main.pdf?_tid=bf222716-26a9-11e2-bec5-
00000aacb360&acdnat=1352052307_27d71a7e0916307884c21f390806
ceb0 (abgerufen am 4. November 2012).
[43] Osterhold, M. und Niggemann, F.: Viscosity-temperature behaviour of
powder coatings, Progress in Organic Coatings (33) 1998, 55–60.
[44] ITW Gema: OptiFlex 2 Bedienungsanleitung, St. Gallen, 2010.
[45] Palardy, G., Hubert, P., Haider, M., und Lessard, L.: Optimization of
RTM processing parameters for Class A surface finish, Composites Part
B: Engineering, 39 (7-8) 2008, 1280–1286.
[46] J. Zerle and D. Jost, Eds.: Surface Follows Function: Innovative
Oberflächensysteme für Carbon Composites, Arbeitsgruppe
Oberflächen, CCeV, Augsburg 2012.
[47] Kablov, E., Startsev, O., Krotov, A., und Kirillov, V.: Climatic Aging of
Composite Aviation Materials I. Aging Mechanisms, Russion Metallurgy
(10) 2011, 993–1000.
[48] Kablov, E., Startsev, O., Krotov, A., und Kirillov, V.: Climatic Aging of
Composite Aviation Materials III. Significant Aging Factors, Russion Me-
tallurgy (4) 2012, 323–329.
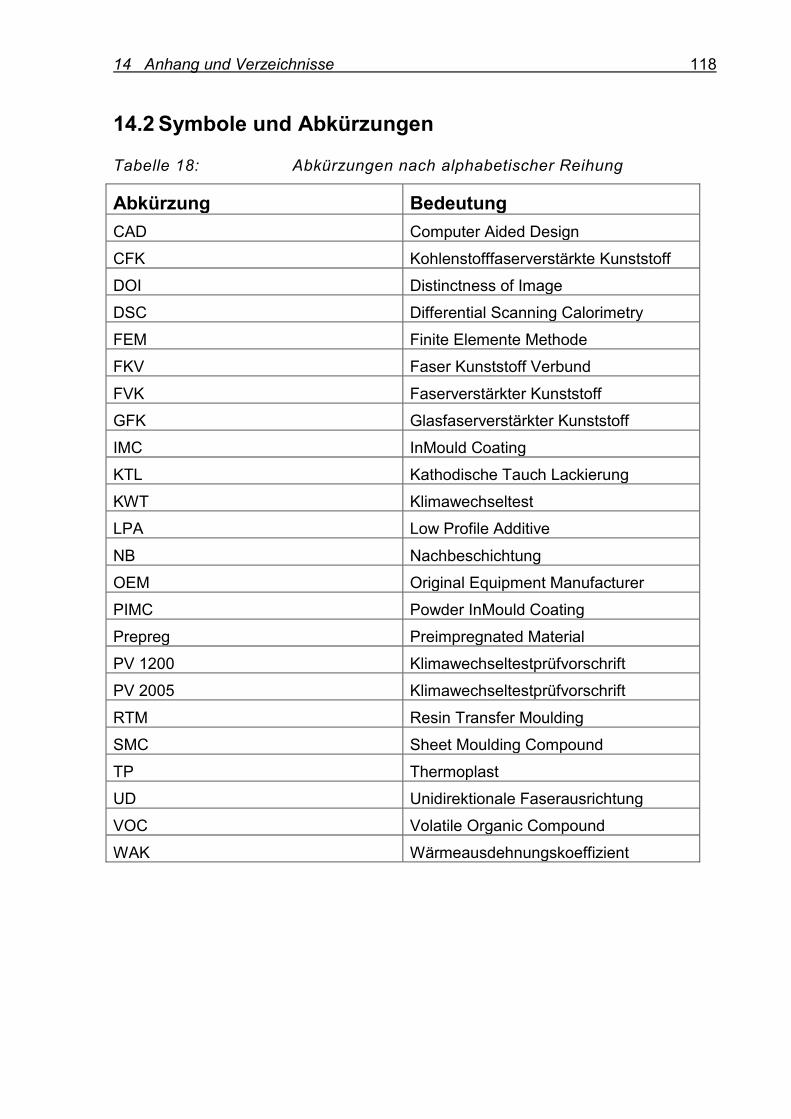
14 Anhang und Verzeichnisse 118
14.2 Symbole und Abkürzungen
Tabelle 18: Abkürzungen nach alphabetischer Reihung
Abkürzung Bedeutung
CAD Computer Aided Design
CFK Kohlenstofffaserverstärkte Kunststoff
DOI Distinctness of Image
DSC Differential Scanning Calorimetry
FEM Finite Elemente Methode
FKV Faser Kunststoff Verbund
FVK Faserverstärkter Kunststoff
GFK Glasfaserverstärkter Kunststoff
IMC InMould Coating
KTL Kathodische Tauch Lackierung
KWT Klimawechseltest
LPA Low Profile Additive
NB Nachbeschichtung
OEM Original Equipment Manufacturer
PIMC Powder InMould Coating
Prepreg Preimpregnated Material
PV 1200 Klimawechseltestprüfvorschrift
PV 2005 Klimawechseltestprüfvorschrift
RTM Resin Transfer Moulding
SMC Sheet Moulding Compound
TP Thermoplast
UD Unidirektionale Faserausrichtung
VOC Volatile Organic Compound
WAK Wärmeausdehnungskoeffizient
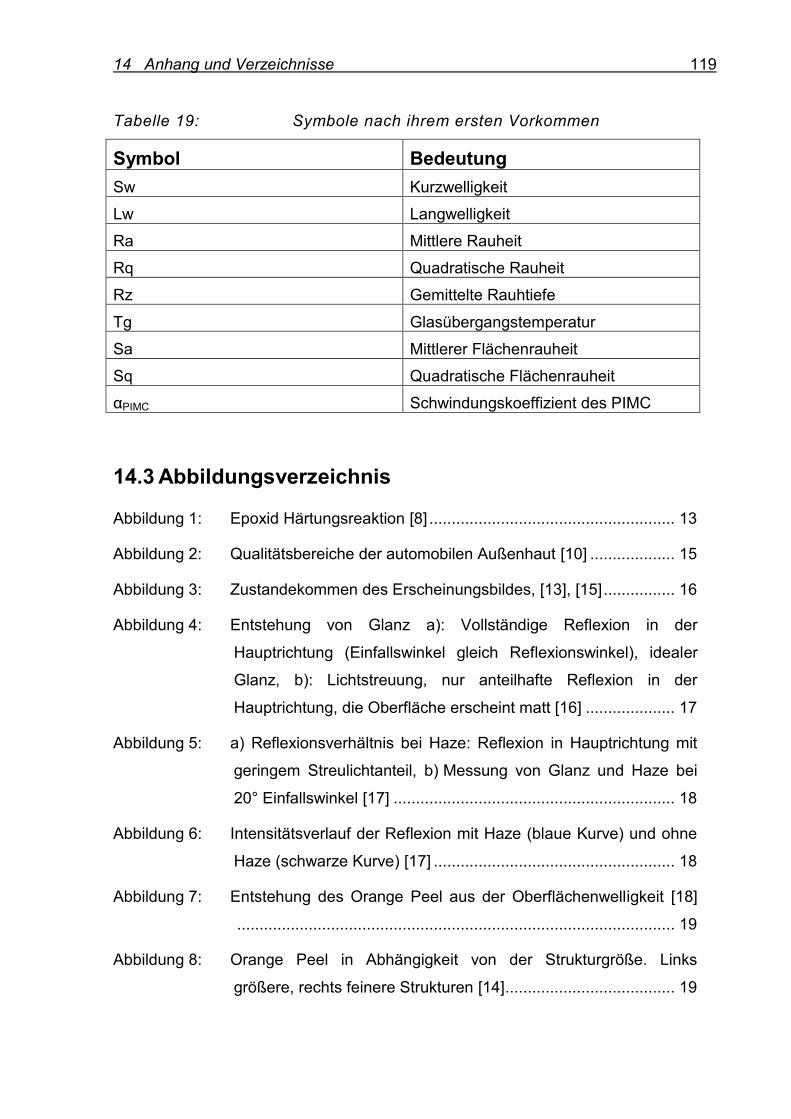
14 Anhang und Verzeichnisse 119
Tabelle 19: Symbole nach ihrem ersten Vorkommen
Symbol Bedeutung
Sw Kurzwelligkeit
Lw Langwelligkeit
Ra Mittlere Rauheit
Rq Quadratische Rauheit
Rz Gemittelte Rauhtiefe
Tg Glasübergangstemperatur
Sa Mittlerer Flächenrauheit
Sq Quadratische Flächenrauheit
αPIMC Schwindungskoeffizient des PIMC
14.3 Abbildungsverzeichnis
Abbildung 1: Epoxid Härtungsreaktion [8] ....................................................... 13
Abbildung 2: Qualitätsbereiche der automobilen Außenhaut [10] ................... 15
Abbildung 3: Zustandekommen des Erscheinungsbildes, [13], [15] ................ 16
Abbildung 4: Entstehung von Glanz a): Vollständige Reflexion in der
Hauptrichtung (Einfallswinkel gleich Reflexionswinkel), idealer
Glanz, b): Lichtstreuung, nur anteilhafte Reflexion in der
Hauptrichtung, die Oberfläche erscheint matt [16] .................... 17
Abbildung 5: a) Reflexionsverhältnis bei Haze: Reflexion in Hauptrichtung mit
geringem Streulichtanteil, b) Messung von Glanz und Haze bei
20° Einfallswinkel [17] ............................................................... 18
Abbildung 6: Intensitätsverlauf der Reflexion mit Haze (blaue Kurve) und ohne
Haze (schwarze Kurve) [17] ...................................................... 18
Abbildung 7: Entstehung des Orange Peel aus der Oberflächenwelligkeit [18]
.................................................................................................. 19
Abbildung 8: Orange Peel in Abhängigkeit von der Strukturgröße. Links
größere, rechts feinere Strukturen [14] ...................................... 19
14 Anhang und Verzeichnisse 120
Abbildung 9: a) Entstehung der Welligkeitsmesswerte aus der WaveScan
Messung, b) Zusammenfassen der Messwerte zu den Werten für
SW und LW [18] ........................................................................ 20
Abbildung 10: WaveScan Messprinzip [14] ...................................................... 21
Abbildung 11: Alicona Infinity Focus Gerät und Schematische Darstellung des
Messprinzips [19] ...................................................................... 22
Abbildung 12: Ursache für Faserdurchzeichnung bei FVK [21] ......................... 23
Abbildung 13: Verhalten von thermischem Schwund und Reaktionsschwund
über der Temperatur [26] .......................................................... 25
Abbildung 14: Volumenänderung während des Prozesses [23] ........................ 25
Abbildung 15: Biegeträgermodell von Kia, [1] ................................................... 26
Abbildung 16: PIMC Prozessflussdiagramm ..................................................... 32
Abbildung 17: Presse mit Temperiergerät (links), Absauganlage und
Pulverpistole (rechts) ................................................................. 33
Abbildung 18: DSC HexPly M77 nach 10 min bei 130°C .................................. 34
Abbildung 19: DSC HexPly M77 nach 300 min bei 130°C ................................ 35
Abbildung 20: Delta-Preg Gewebe .................................................................... 36
Abbildung 21: Delta-Preg Gewebe Seitenansicht ............................................. 36
Abbildung 22: HexPly Primetex Gewebe .......................................................... 37
Abbildung 23: HexPly Primetex Gewebe Seitenansicht .................................... 37
Abbildung 24: PIMC 1-Schichtaufbau ............................................................... 38
Abbildung 25: Prozess einer 1-Schicht Musterplatte ......................................... 39
Abbildung 26: PIMC 2 Schichtaufbau ............................................................... 40
Abbildung 27: Variothermer Prozess für das 2-Schichtverfahren ...................... 40
Abbildung 28: a) Herstellung des Bauteils, b) Auslagerung, c) Nachbeschichten
.................................................................................................. 42
14 Anhang und Verzeichnisse 121
Abbildung 29: Modell zur Faserdurchzeichnung bei den verschiedenen PIMC
Verfahren................................................................................... 43
Abbildung 30: Schematischer Ablauf der Pulverherstellung [14] ....................... 45
Abbildung 31: Prinzip der Koronaaufladung [14] ............................................... 46
Abbildung 32: a) ITW Gema Pulverpistole [44]; b) Absaugkasten vor der
geöffneten Presse; c) Pulverauftrag auf das Unterwerkzeug .... 47
Abbildung 33: Pulverabsauganlage an der Presse ........................................... 48
Abbildung 34: DSC Messung von IMC 133 nach den angegebenen
Aushärtezeiten .......................................................................... 51
Abbildung 35: Verlauf der Glasübergangstemperatur ....................................... 52
Abbildung 36: 88A IMC 133 Topographie ......................................................... 54
Abbildung 37: 89A IMC 185 Topographie ......................................................... 55
Abbildung 38: 88A IMC 133 Oberfläche ............................................................ 55
Abbildung 39: 89A IMC 185 Oberfläche ............................................................ 56
Abbildung 40: 2 Step Snap Cure ....................................................................... 57
Abbildung 41: a) Lackaufbau auf Metallsubstrat bzw. CFK-lackiert [12], b)
Lackaufbau für Sichtcarbon [46] ................................................ 60
Abbildung 42: Kostenzusammensetzung für CFK Bauteile [46] ........................ 61
Abbildung 43: Viskositätsmessung nach DIN 53211 ......................................... 63
Abbildung 44: Lackierroboter mit Musterplatte .................................................. 64
Abbildung 45: Schematische Aufteilung der Lackierzonen .............................. 66
Abbildung 46: Lackierprozess bei Paint Attack: Vorbereitung und Auftrag des
Füllers ....................................................................................... 67
Abbildung 47: Lackierprozess bei Paint Attack: Lackierung .............................. 68
Abbildung 48: Lackierprozess bei Paint Attack: Aufbereitung & Polieren ......... 68
Abbildung 49: Lackierprozess bei Paint Attack: fertige Musterplatten ............... 69
14 Anhang und Verzeichnisse 122
Abbildung 50: Visuelle Bewertung der Oberflächenqualität, nach Material
gegliedert................................................................................... 74
Abbildung 51: Visuelle Bewertung der Oberflächenqualität, nach PIMC System
gegliedert................................................................................... 75
Abbildung 52: a) 3D Oberflächenaufnahme mit möglicher Faserdurchzeichnung,
b) Pfad der Profilaufnahme in Abbildung 53 .............................. 79
Abbildung 53: Profilaufnahme entlang der Pfadlinie in Abbildung 52 b) ............ 80
Abbildung 54: Klimawechseltest nach PV 2005 ................................................ 82
Abbildung 55: Klimawechseltest nach PV 1200 ................................................ 82
Abbildung 56: Binder Klimaschrank MKF 240 ................................................... 83
Abbildung 57: Welligkeitswerte vor und nach PV 2005 und Polieren ................ 84
Abbildung 58: Detailaufnahme der PIMC Oberfläche a) unlackiert vor KWT, b)
unlackiert nach KWT, c) lackiert nach KWT .............................. 85
Abbildung 59: 3D Oberflächentopographie ohne KWT PV 2005 ....................... 86
Abbildung 60: 3D Oberflächentopographie nach KWT PV 2005 ....................... 87
Abbildung 61: 3D Oberflächentopographie nach KWT PV 2005 und polieren .. 87
Abbildung 62: Kurzwelligkeit Sw, nach Material gegliedert ............................... 89
Abbildung 63: Langwelligkeit Lw, nach Material gegliedert ............................... 89
Abbildung 64: Kurzwelligkeit Sw, nach PIMC System gegliedert ...................... 90
Abbildung 65: Langwelligkeit Lw, nach PIMC System gegliedert ...................... 91
Abbildung 66: Rauheitsprofil vor dem Klimawechseltest ................................... 92
Abbildung 67: Rauheitsprofil nach dem Klimawechseltest ................................ 92
Abbildung 68: Hydrolyse der Imino-Ether-Epoxidvernetzung [7] ....................... 93
Abbildung 69: Steifigkeitsmatrizes für Gewebe und UD –Aufbau ..................... 95
Abbildung 70: Lineal und abgeformter PIMC Streifen zur Messung des
Schwindungskoeffizienten ......................................................... 97
Abbildung 71: Simulation des Verzugs beim Abkühlen von 130°C auf 20°C .... 99
14 Anhang und Verzeichnisse 123
Abbildung 72: CAD Modell der gekrümmten Musterplatte erstellt aus dem 3D
Scan .......................................................................................... 99
Abbildung 73: Grafische Darstellung des Verzuges an der gemessenen
Musterplatte ............................................................................. 100
Abbildung 74: Gemessener Verzug a) Original 3D Daten, b) um die kurze
Symmetrieachse gespiegelte Daten ........................................ 101
Abbildung 75: a) Additive Überlagerung, b) Mittelwertüberlagerung ............... 102
Abbildung 76: Krümmung aus den Simulationsdaten ..................................... 102
Abbildung 77: Graphische Darstellung der Abweichung ................................. 103
Abbildung 78: 3D Schuhsohle mit Fehlstellen im PIMC auf Grund der
Schubbeanspruchung ............................................................. 105
Abbildung 79: 3D Schuhsohle mit verbessertem Pulver und angepasstem
Prozess ................................................................................... 106
Abbildung 80: Class-A lackierte 3D Bauteile ................................................... 107
Abbildung 81: Class-A als Gesamtsystem, nach [10] ..................................... 111
14.4 Tabellenverzeichnis
Tabelle 1: Einflüsse auf die Class-A Anforderungen [10] ........................... 14
Tabelle 2: Aushärtezyklen für HexPly M77 [37] ......................................... 29
Tabelle 3: Materialübersicht ....................................................................... 30
Tabelle 4: Materialabhängige Standard Presskräfte .................................. 31
Tabelle 5: PIMC Deckschichten ................................................................. 49
Tabelle 6: PIMC Zwischenschichten .......................................................... 49
Tabelle 7: Glasübergangstemperatur in Abhängigkeit vom Aushärtezyklus
.................................................................................................. 52
Tabelle 8: PIMC Rauheitswerte ................................................................. 54
Tabelle 9: Übersicht über das verwendete Lacksystem von PPG .............. 62
14 Anhang und Verzeichnisse 124
Tabelle 10: Übersicht Lackierroboter ........................................................... 63
Tabelle 11: Einstellungen des Lackierroboters ............................................ 63
Tabelle 12: Bewertungskriterien zur visuellen Beurteilung der
Faserdurchzeichnung ................................................................ 70
Tabelle 13: Bewertung der Paint Attack Platten ........................................... 70
Tabelle 14: Bewertung der Faserdurchzeichnung ........................................ 73
Tabelle 15: Bewertung des Orange Peel ..................................................... 73
Tabelle 16: Bewertung der DOI .................................................................... 73
Tabelle 17: Rauheitswerte vor und nach dem Klimawechseltest ................. 91
Tabelle 18: Abkürzungen nach alphabetischer Reihung ............................ 118
Tabelle 19: Symbole nach ihrem ersten Vorkommen ................................ 119