Embed Size (px)
Citation preview

Rektifizieranlage zur Erzeugung hochreinen Alkohols
Uwe Tegtmeier und Henning Braun*
Ein neuesverfahren zur Herstellung von hochreinem Neutral- und Absolutalkohol (Ethanol) wird vorgestellt. Das Verfahren beruht auf der energetischen Verknupfung der benotigten Destillations- kolonnen beider Anlagenteile. Die Einhaltung der ZielgroBen - Minimierung des Gesamtenergiebedarfs und weitgehende Redu- zierung der Begleitkomponenten - erfordert die sehr genaue Kenntnis der thermodynamischen Daten dieser Komponenten im Spurenbereich. Fortschritte und noch vorhandene Defizite bei der Ubertragung von Labor- und Technikumsergebnissen sowie Anwendungen von Berechnungsmethoden fur Gleichgewichtsda- ten in Mehrkomponenten-Systemen werden diskutiert. Die erziel- ten Betriebsergebnisse zeigen, daB mit dieser Anlage die hohen Anforderungen erfiillt werden konnen. Die hier diskutierte Reinigungsanlage fur Agraralkohol wurde im Jahre 1988/1989 von der Starcosa GmbH, Braunschweig, einer Tochtergesellschaft der Braunschweigischen Maschinenbauanstalt AG, bei der Bundesmonopolverwaltung fur Branntwein, Verwer- tungsstelle Munchen, errichtet und in Betrieb genommen.
1 Problemstellung
Die in der Anlage erzeugten Produkte sind zum einen Neutralal- kohol, zum anderen entwasserter Alkohol (Absolutalkohol) und werden in den Bereichen Trinkalkohol-Erzeugung, Pharmazie und Kosmetika eingesetzt. Die Gehalte an Nebenkomponenten, wel- che mit dern Rohalkohol zugefuhrt werden, mussen auf sehr niedrige Restkonzentrationen reduziert werden. Diese Begleit- komponenten lassen sich uberwiegend den relativ polaren Stoff- gruppen der Ketone, Aldehyde. Ester, Alkohole, organischen Sauren und in geringerem Umfang den Aminen und Schwefel- Verbindungen zuordnen. Sie wirken zum Teil im sensorischen Bereich bereits bei Konzentrationen von einigen ppb produktver- schlechternd, einige Substanzen sind jedoch auch physiologisch nicht unbedenklich. Neben diesen ,,naturlichen Begleitkomponen- ten" werden mit dem fur die Entwasserung des Alkohols verwen- deten Schleppmittel auch unpolare Verbindungen zugefuhrt. Ihre moglichst vollstandige Entfernung ist ebenfalls unumganglich. Erschwerend fur die Auslegung eines ganzheitlichen Anlagenkon- zeptes kam hinzu, daB moglichst viele der vorhandenen Apparate und Ausrustungsgegenstande der bestehenden Anlage in die Neukonzeption ubernommen werden sollten.
2 Schaltung der Anlage
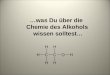
Abb. 1 zeigt die energetische Verknupfung der Kolonnen der neuen Reinigungs- und Absolutierungsanlage. Die wichtigsten Energiestrome, Betriebsdrucke und Betriebstemperaturen sind in den einzelnen Kolonnen und Warmeaustauschern dargestellt . Mit Frischdampf beheizt werden die Absolutierungskolonne A, die Methanolkolonne M und die Rektifizierkolonne R2. Die Absolu- tierungskolonne ubertragt ihre Energie an eine interne Dampfer-
* Dr.-Ing. U. Tegtmeier, Braunschweigische Maschinenbauanstalt AG, Braunschweig (Privatanschrift: Eichenweg 5 , 3341 Witt- mar), und Dipl.-Ing. H. Braun, Starcosa GmbH, Braunschweig (Privatanschrift: GluckstraBe 13, 3300 Braunschweig).
zeugung, von wo aus sowohl die Stripperkolonne S, die Entwasse- rungskolonne E , die Vorlaufkolonne Vund die Rektifizierkolonne Rl versorgt werden. Nach Abtrennung vonVorlaufbestandteilen in der Vorlaufkolonne gelangt der zu reinigende Alkohol parallel in die auf unterschiedlichem Druck betriebenen Rektifizierkolonnen Rl und R2 zur Aufkonzentrierung auf nahezu Azeotrop-Konzen- tration. Der hier erhaltene Azeotrop-Alkohol gelangt zur Metha- nol-Kolonne, wo insbesondere Methanol als Nebenbestandteil konzentriert gewonnen wird. Die Aufarbeitung der meisten Nebenproduktstrome geschieht in der Vor- und Nachlaufkonzen- trierkolonne N . Die Methanolkolonne ubertragt ihre Energie vollstandig auf die Rektifizierkolonne R2, diese wiederum beheizt die Rektifizierkolonne R l , so daB hier eine Dreidruckschaltung vorgenommen wurde. A l s Schleppmittel fur die Absolutierung wird Methylcyclohexan eingesetzt. Dieses zeichnet sich gegenuber den fruher venvendeten Schleppmitteln wie Benzol und spater Cyclohexan dadurch aus, dalj ein Anstieg des Wassergehaltes im ternaren Gemisch mit Ethanol und Wasser bei Erhohung des Systerndruckes beobachtet werden kann. Die Auslegung der Absolutierungskolonne wurde ubenviegend auf der Basis errechneter Gleichgewichtsdaten vor- genommen, zusatzlich standen Praxisergebnisse aus zuvor instal- lierten Absolutierungsanlagen zur Verfugung [l]. Da der produ- zierte Absolutalkohol nahezu schleppmittelfrei sein muB (< 0,05 mg Methylcyclohexan pro 100 ml Ethanol) und auBerdem ein Restwassergehalt von < 500 ppm gefordert wurde, in diesen Grenzbereichen jedoch keine Praxisergebnisse zuganglich waren, zeigte sich hier die Hauptschwierigkeit bei der Ermittlung der benotigten praktischen Bodenzahlen. Es stellte sich heraus, daB eine Reduzierung der Schleppmittelkonzentration auf die zuvor genannten Werte in einem technisch realisierbaren Abtriebsteil einer Druckabsolutierungskolonne nicht erreicht werden kann. Aus diesern Grunde muB dieverrninderung des Methylcyclohexan- Gehaltes im Produkt in einer der Absolutierungskolonne nachge- schalteten Stripperkolonne geschehen, welche bei Normaldruck betrieben wird. Im Sumpf dieser Stripperkolonne wird der wei- testgehend methylcyclohexanfreie Absolutalkohol gewonnen, am Kopf der Kolonne bildet sich ein binares Gemisch EthanoVMe- thylcyclohexan aus, welches wiederum der Absolutierungskolonne zugefuhrt wird.
3 Ergebnisse
Es konnte festgestellt werden, daB die auf Basis der UNIFAC- und NRTL-Berechnungsmethoden [2, 31 ermittelten DampflFlussig- Gleichgewichtsdaten fur die Auslegung des Abtriebsteils der Absolutierungskolonne unzulanglich waren. Die Anzahl der Boden muBte entsprechend erhoht werden. Weitere Schwierigkei- ten entstanden anfanglich mit Nebenkomponenten aus dem zuge- setzten Schleppmittel, welche sich negativ auf die sensorische Beurteilung des Absolutalkohols auswirkten. Nach Durchfuhrung der entsprechenden Justierarbeiten arbeitete die gesamte Produk- tionsanlage jedoch sehr zufriedenstellend, so daB die Betriebs- ubenvachung sowie anfallende Nebenarbeiten von lediglich einer angelernten Bedienungsperson ausgefuhrt werden konnten. Die Produktausbeuten entsprechen dern Stand der Technik und sind im Zusammenhang rnit den Produktqualitaten zu beurteilen. Die geforderte Produktqualitat fur Absolutalkohol ist in Tab. 1 dargestellt und konnte in vielen Einzelpositionen besser produ- ziert werden. Tab. 2 gibt die wichtigsten Daten zu den Betriebs- mittel-Verbrauchen wieder. Fur eine ungefahre Produktionsmen- ge von 550 1 NeutralalkohoVh und 1800 1 AbsolutalkohoVh, welcher
158 Chem.-1ng.-Tech. 63 (1991) Nr. 2, S. 158-159 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1991 0009-286X3/91/0202-0158 $ 03.50 + .25/0

1 1 I I I I
Abb. 1. Energetische Schaltung der neuen Reinigungs- und Absolutierungsanlage.
Tabelle 1. Produktspezifikation des entwasserten Alkohols.
farblos, klar, in Geruch und Geschmack neutral Alkohol in Vol.-% bei 20 "C (mindestens) UV-Test 220 nm Extinktion bei 230 nm (hochstens) 240 nm
270 nm Permanganat-Test in min Fuselol in mg/100 cm3 Aldehyd in mg/lOO cm3
ausgedr. als Acetaldehyd Gesamtsaure in mg/100 cm3
ausgedr. als Essigsaure fluchtige Stickstoffbasen in mg/100 cm3,
ausgedruckt als N Methanol in mg/100 cm3 Abdampfruckstand in mg/100 cm3 Gluhriickstand in mg/lOO cm3 Wasserentziehungsmittel in mg/100 cm3
mind. max.
max.
max.
max. max. max . max. max.
99,95
0,30 0,18 0,08 0,02
25,00 0,20
0,20
0,20
0,lO 1 ,00 1 ,00 0,30 0,05
Die Angaben in mg/100 cm3 sind bezogen auf reinen Alkohol (r.A.).
zuvor in der Neutralalkohol-Anlage gereinigt worden war, errech- net sich ein mittlerer Dampfverbrauch von 2,55 kg/l Ethanol. Diese Zahl stellt fur das hier erzeugte Produkt einen hervorragenden Wert dar. Die geringe Kiihlwassermenge resultiert aus der mehrfachen Energieausnutzung. Lediglich ca. 30% der in Form von Dampf eingetragenen thermischen Energie werden iiber das Kuhlwasser abgefiihrt. Insgesamt sind die hier vorgestellten Werte richtungs-
Tabelle 2. Betriebsmittel-Verbrauche; Erzeugung von 2500 1 Neutralalkohol (96,s Vo1.-%)/h aus Rohsprit und 1800 1 entwas- sertem Alkohol(99,95 VoL-%)/h aus einer Teilmenge des Neutral- alkohols.
Rohalkohol (ca. 86 Vo1.-%) 3000 Vh ProzeBwasser 1,2 m3/h Dampf (17 bar, 250 "C) 6,O tlh Kuhlwasser (Zulauftemperatur 35 "C) (Ablauftemperatur 55 "C) SO m3/h Schleppmittel Methylcyclohexan 2,3 kgih elektrische Energie 60 kWh
weisend fiir eine zeitgemaBe Rektifikation von Neutral- und Absolutalkohol.
Eingegangen am 6. Oktober 1989
Literatur
[ l ] Starcosa GmbH: BMA-Nachrichten 24 (1985) S. 29/30. [2] Gmehling, J.; Rasmussen, l?; Fredenslund, A . : Chem.-1ng.-
[3] Renon, H.; Prausnitz, J. M.: AIChE J. 14 (1968) S. 135/144.
Schliisselworte: Alkohol, Absolutierung, Agraralkohol, Mehr- druckschaltung, Schleppmittel.
Tech. 52 (1980) Nr. 9, S. 724/734.
Chem.-1ng.-Tech. 63 (1991) Nr. 2, S. 158-159 159