Embed Size (px)
Citation preview

1
Resist Wiki Autoren des Resist-‐Wikis: Dipl.-‐Chem. Matthias Schirmer Dipl.-‐Chem. Dr. Christian Kaiser Dipl.-‐Chem. Doris Perseke
Stand: 28.07.2015
Inhaltsverzeichnis
1. Allgemein 4
1.1. Grundlegende Chemie 4 1.1.1. Zusammensetzung Photoresists 4 1.1.2. Polymere (Schichtbildner) 4 1.1.3. Lichtempfindliche Komponenten 6 1.1.4. Vernetzer (Cross linker) 9 1.1.5. Andere Bestandteile von Resists (Haftvermittler, Tensid, Lösemittel, Farbstoffe) 10 1.2. Prozesshinweise 12 1.2.1. Prozessablauf Photoresists 12 1.3. Prozessverfahren 20 1.3.1. Lift off -‐ Einlagen-‐ und Zweilagen 20 1.3.2. Nasschemisches Ätzen 20 1.3.3. Trockenchemisches Ätzen 20 1.3.4. UV-‐Härtung 21 1.3.5 Lithographische Verfahren 21
2. Photoresists 24
2.1. Positiv-‐Photoresists 24 2.1.1. Resist für 488 nm Belichtungswellenlänge 24 2.1.2 Positiv-‐Zweilagen-‐lift-‐off System 25 2.1.3 Sprühlacke für unterschiedliche Topologien (Positiv und Negativ) 25 2.1.4 Positivresist für temperaturempfindliche Substrate 27 2.1.5 Alkalistabiler, leicht strukturierbarer Positivresist SX AR-‐P 5900/8 28 2.1.6 Laser-‐Direktbelichtung mit dem AR-‐P 3540 28 2.1.7 Anpassungsfähiger Zweilagenresist AR-‐BR 5460 für variable Lift-‐off-‐Strukturen 29 2.2. Negativ-‐Photoresists 30 2.2.1. Chemisch verstärkte Negativresists, Prozessparameter und Auflösung 30 2.2.2. Temperaturstabiler Negativresist 31 2.2.3. Alkalistabiler und lösemittelbeständiger Negativresist 31 2.2.4. Negativ-‐Zweilagen-‐lift-‐off System 32 2.2.5 Entwicklung dicker Negativresistschichten (PR, negativ) 32
2
2.2.6 Sonderanwendungen Negativ-‐Photoresist 33 2.2.7. Empfindlicher Negativresist für 405-‐nm-‐Laser-‐Direktbelichter 34 2.2.8. Erzeugung von unterschnittenen Strukturen mittels Negativresists 35 2.2.9. Dosisabhängige Strukturgröße bei Negativresists 35 2.3. Spezial-‐Photoresists 36 2.3.1 Allgemeines 36 2.3.2 Resists für das Nahe Infrarot (NIR) 37 2.3.3 Negativ-‐Polyimid-‐Photoresist 38 2.3.4 Ein Zweilagen-‐Resistsystem zur Flusssäureätzung 39 2.3.5 Negativ-‐Poly(hydroxystyren)-‐Photoresist mit hoher Thermobeständigkeit 40 2.3.6 Thermostabiler Positivresist 41 2.3.7 Negativer CAR PMMA Resists SX AR-‐N 4810/1 42 2.3.8 Hohe Temperatur Stabilität mit Positiv-‐Polyimid-‐ Einlagenresist Resist 42 2.3.9 Wässriges Resistsystem auf Gelatine Basis 45 2.3.10 UV-‐Strukturierung PMMA Resists 45 2.3.11 Wasserfrei entwickelbarer Speziallack SX AR-‐N 4810/1 46 2.3.12 Zweilagen Photoresistsystem für wasserempfindliche Substrate 46 2.3.13 Strukturierung von Polyphthalaldehyden mittels Photolithographie 47 2.3.14 Ethanol und Toluol beständiger Photoresist AR-‐U 4060 47 2.4. Schutzlack 47 2.4.1. Schutzlacke AR-‐PC 503 und AR-‐PC 504 für KOH-‐Ätzungen 47 2.4.2 Verbesserter Schutzlack SX AR-‐PC 5000/31 49 2.4.3 Schutzlack als Sprühresist zur Oberflächenglättung 49
3. E-‐Beam Resists 49
3.0 Allgemeines 49 3.0.1 Elektronenstrahllithografiesysteme 50 3.0.2 Verfahren 50 3.0.3 Streuung 51 3.0.4 Erzeugung von Sekundärelektronen 51 3.0.5 Proximity-‐Effekt 52 3.0.6 Aufladung 52 3.0.7 Auflösungsvermögen 52 3.0.8 Schreibzeit 53 3.0.9 Elektronenstrahllacke (Resiste) 53 3.1. Positiv E-‐Beam Resist 53 3.1.1. Lösemittel in E-‐Beam Resists 53 3.1.2 Entwicklung PMMA-‐Schichten 54 3.1.3 Hochauflösender PMMA-‐Einlagen-‐Resist 55 3.1.4 Zweilagen-‐PMMA-‐E-‐Beam Resist System für höchste Lift-‐off-‐Auflösung 56 3.1.5 ZEP-‐Resists 57 3.1.6 CSAR 62 57
3
3.2. Negativ E-‐Beam Resist 61 3.2.1. Empfindlicher, ätzstabiler Negativ-‐E-‐Beamresist für Arbeiten ohne Gelblicht 61 3.2.2. Hochauflösender Negativ-‐E-‐Beamresist 63 3.2.3. Diffraktive Optiken mit dem „analogen“ E-‐Beamresist 64 3.2.4. Spezialanwendungen des Elektronenstrahlresists AR-‐N 7700 65 3.2.4 Chemisch verstärkter, hochempfindlicher Negativ-‐E-‐Beamresist SX AR-‐N 7730/37 66 3.2.5 Spezial-‐E-‐Beam Resist 67
4. Prozesschemikalien 72
4.1. Entwickler 72 4.1.1 Entwicklertypen 72 4.2. Remover 75 4.2.1 Wässrig-‐alkalische Remover 75 4.2.2 Lösemittel Remover 76 4.3. Stopper 77 4.4. Verdünner (Lösemittel) 78 4.4.1 Lösemittel und Arbeitsschutz 78

4
1. Allgemein
1.1. Grundlegende Chemie
1.1.1. Zusammensetzung Photoresists
Photoresists (Photolacke) werden insbesondere in der Mikroelektronik und Mikrosystemtechnik für die Produktion von µm-‐ und sub-‐µm-‐Strukturen eingesetzt. Die von Allresist hergestellten Positiv-‐Photoresists bestehen aus einer Kombination von Schichtbildnern, wie z.B. Kresolnovolakharzen sowie lichtempfindlichen Komponenten, wie z.B. Naphthochinondiazide, gelöst in Lösemitteln, wie z.B. Methoxypropylacetat (entspricht PGMEA). Für die Herstellung von Negativ-‐Photoresists werden neben Novolaken Bisazide, Säurebildner und aminische Komponenten in Lösemitteln (z.B. Methoxyp-‐ropylacetat) gelöst. Die Bildumkehrlacke (Image Reversal Resists) sind Positivresists mit einem zu-‐sätzlichen Amin. Je nach Verarbeitungsprozess können positive oder negative Abbildungen erzeugt werden. Darüber hinaus gibt es noch Speziallacke wie die Positiv-‐Polyimidresists (Hochtemperatur-‐Anwendungen > 300 °C, Polymer Polyimid), Negativ-‐PMMA-‐Photoresists (wasserfreie Entwicklung für empfindliche Substrate, Polymer PMMA und Vernetzer), Positiv-‐ und Negativ-‐Zweilagen-‐Photoresists (Lift-‐off-‐Technologie, Polymer Copolymer PMMA) und Schutzlacke (Protectiv-‐Coatings, Polymere PMMA und Kohlenwasserstoffe).
1.1.2. Polymere (Schichtbildner)
Polymethylmethacrylate (PMMAs) finden breite Verwendung z.B. in der Elektronenstrahllithogra-‐phie. Sie entstehen durch Polymerisation von Methacrylsäuremethylesters in Gegenwart von Radi-‐kalstartern. Die PMMA-‐Schichten zeichnen sich durch eine sehr gute Haftung auf Silizium, Glas und den meisten Metallen aus. Allresist verwendet kurzkettige (50k), langkettige (950k) und PMMAs mitt-‐lere Kettenlänge (200k, 600k) für die Herstellung positiver Elektronenstrahlresists. PMMA zeichnet sich durch eine ausgezeichnete Beständigkeit gegenüber den meisten Säuren sowie stark alkalischen Ätzmedien, wie z.B. 50% wässriger KOH, aus und wird daher auch als Ausgangsmaterial für unsere Schutzlacke AR-‐PC 503/504 eingesetzt.
Poly(methylmethacrylat-‐co-‐methacrylsäure) (PMMAcoMA) ist ein Copolymer aus Methacrylsäure und Methacrylsäuremethylester. Allresist verwendet ein Copolymer mit einem 33%igen Anteil von Methacrylsäure als Ausgangsmaterial für die Elektronenstrahlresists AR-‐P 617. Das Polymer zeigt sehr gute Haftungseigenschaften auf Silizium und Glas und besitzt in der E-‐Beam Lithographie eine im Vergleich zu den PMMA-‐Polymeren 3-‐4 fach höhere Empfindlichkeit und führt zu einem höheren Kontrast. Beim Erwärmen von PMMAcoMA auf über 180°C spaltet das Polymer Wasser ab unter Bil-‐dung von Methacrylsäureanhydrid, das für die Steigerung der Empfindlichkeit verantwortlich ist. PMMAcoMA eignet sich weiterhin gut für die Herstellung von lift-‐off Architekturen, wenn es in einem Zweilagenprozess eingesetzt wird.
Poly(α-‐methylstyren-‐co-‐chlormethacrylsäuremethylester) (PMScoCl-‐MMA) ist ein Copolymer aus α-‐Methylstyren und Chlormethacrylsäuremethylester. Allresist verwendet dieses Copolymer für die sehr empfindlichen Elektronenstrahlresists CSAR 62 (AR-‐P 6200). Das Polymer zeigt sehr gute Haf-‐tungseigenschaften und eine den Novolaken vergleichbare sehr gute Plasmaätzstabilität. Im Ver-‐
5
gleich zu den PMMA-‐Polymeren besitzt CSAR 62 je nach verwendetem Entwickler eine 3-‐15 fach höhere Empfindlichkeit und führt zu einem höheren Kontrast. Weiterhin eignet sich CSAR 62 hervor-‐ragend zu Herstellung von lift-‐off Architekturen
Polystyrene (PS) zeichnen sich durch ihre hohe chemische Resistenz gegenüber konzentrierten Säu-‐ren, Laugen sowie langkettigen Kohlenwasserstoffen und Aldehyden aus. Außerdem verfügen Poly-‐styrene über sehr gute Isolatoreigenschaften und eine hohe Plasmaätzstabilität. Allresist verwendet Polystyrene zur Herstellung von Negativresisten, die sich sowohl durch UV-‐Licht als auch durch Elekt-‐ronenstrahlen strukturieren lassen.
Polyimide (PI) werden als Sensormaterial, als Schutzlack oder als Isolationsschicht eingesetzt. Die Allresist-‐Lacke enthalten das fertige Polyimid, ein Hochtemperatur-‐Curing ist nicht nötig. Aufgrund des hohen Schmelzpunktes eignen sie sich besonders gut für Hochtemperatur-‐Anwendungen > 400 °C. Allresist bietet Polyimide auch strukturierbar als CAR Negativ-‐Polyimidresists sowie als Positiv-‐Polyimidresists SX AR-‐P 5000/82.7 an, die erzeugten Strukturen zeichnen sich durch eine exzellente Stabilität bei Plasmaätz-‐ und Implantationsprozessen aus. Der Negativ-‐Polyimidresists kann auch durch Laserbestrahlung bis in den NIR-‐Bereich und Elektronenstrahlen strukturiert werden.
Polyhydroxystyrene (PSOH) finden Verwendung als Isolationsschicht in organischen Transistoren und werden für LCD Displays eingesetzt. Polyhydroxystyrene eignen sich genauso wie die Novolake für den Einsatz als Photolack, besitzen aber eine größere thermische Stabilität bis 300°C. Polyhydroxysty-‐rene werden daher bevorzugt für Anwendungen eingesetzt, bei denen Metalle aufgedampft werden. Allresist bietet Polyhydroxystyrene als strukturierbaren Negativresist SX AR-‐N 4340/6 an. Eine Struk-‐turierung ist auch durch Laserbestrahlung bis in den NIR-‐Bereich und durch Elektronenstrahlen mög-‐lich.
Poly(hydroxystyren-‐co-‐methylmethacrylat) (PSOHcoMMA) ist ein Copolymer aus 4-‐Vinylphenol und Methacrylsäuremethylester. PSOHcoMMA verfügt genauso wie die Polyhydroxystyrene über sehr gute Isolatoreigenschaften und eine hohe thermische Beständigkeit bis mindestens 250°C und kann ebenfalls wässrig alkalisch entwickelt werden. PSOHcoMMA zeichnet sich gegenüber Polyhydroxysty-‐ren durch eine geringere Feuchtigkeitsaufnahme aus der Luft aus. Allresist bietet PSOHcoMMA so-‐wohl als strukturierbaren Negativresist SX AR-‐N 4340/7 als auch eine Positivvariante SX AR-‐P 3500/7 an, die sich sehr gut für Implantations-‐ und Plasmaätzprozesse eignen.
Langkettige Kohlenwasserstoffe wie sie bei der Rektifikation von Erdöl anfallen, besitzen eine ausge-‐zeichnete Beständigkeit gegenüber einer Vielzahl korrosiver Chemikalien wie z.B. konzentrierten Laugen oder auch konzentrierter Flusssäure. Sie werden daher in dem Spezialschutzlack SX AR-‐PC 5000/40 eingesetzt. Durch Kombination mit den Photoresists AR-‐N 4400-‐10 und AR-‐P 3250 können in einem Zweilagenprozess auch definierte Lackstrukturen erzeugt werden. Dadurch lassen sich Strukturen mit Flusssäure gezielt in Glassubstrate ätzen. (vgl. AR-‐NEWS 23. Ausgabe)
Als Novolake werden Phenolharze bezeichnet, die mit einem Formaldehyd-‐Phenol-‐Verhältnis kleiner als 1:1, durch saure Kondensation von Methanal und Phenol erhalten werden. In Kombination mit lichtempfindlichen Verbindungen wie z.B. Diazo-‐Naphtoquinone (DNQ) oder Vernetzern (cross-‐linker) werden Novolake in der Mikroelektronik als Photoresist zur Mikrostrukturierung eingesetzt.

6
NH CO
OHHO
CF3
CF3NH N
O
O CF3
CF3 N
O
O
CO
n
POH-AI-6F
Abb.: Für lithographische Anwendungen eingesetzte Polymer, von links nach rechts PMMA, PMMAcoMA, PMScoCl-‐MMA, PSOH, PsOHcoMMA, Novolake, PI, PS
Polymer Brech-‐zahl η
Glastemp. TG in °C
Schmelz-‐temp. in °C
Dichte g/cm3
Löslichkeit
PMMA 1,492 105 Zers. 270 1,19 Gut: Aceton, NEP, MIBK, Toluol
PMMAcoMA 1,490 150 Zers. 280 1,19 Gut: Aceton, NEP, PM Poly(a-‐methylstyren-‐co-‐Cl-‐MMA)
1,541 105 -‐ -‐ Gut: MIBK, NEP, Anisol
Poly(p-‐hydroxystyren)
1,600 150 Zers. 320 1,16 Gut: Aceton, PMA, Ethanol
Poly(p-‐hydroxy-‐styrene-‐co-‐MMA)
-‐ -‐ 224 1,39 Gut: Aceton, PMA, NEP
Polyimid
1,623 169 Zers. 500 1,15 Gut: Aceton, PM, PMA, THF
Polystyren
1,592 100 ~240°C 1,05 Gut: Aceton, CB, EB
langkettige Kohlen-‐wasserstoffe
-‐ -‐ 65 1,02 Gut: Toluol, CB, EB
Novolake
1,61 80 -‐ 100 120 -‐ 140 1,16 Gut: Aceton, PM, PMA,
Tabelle: Übersicht ausgewählte Polymereigenschaften
1.1.3. Lichtempfindliche Komponenten
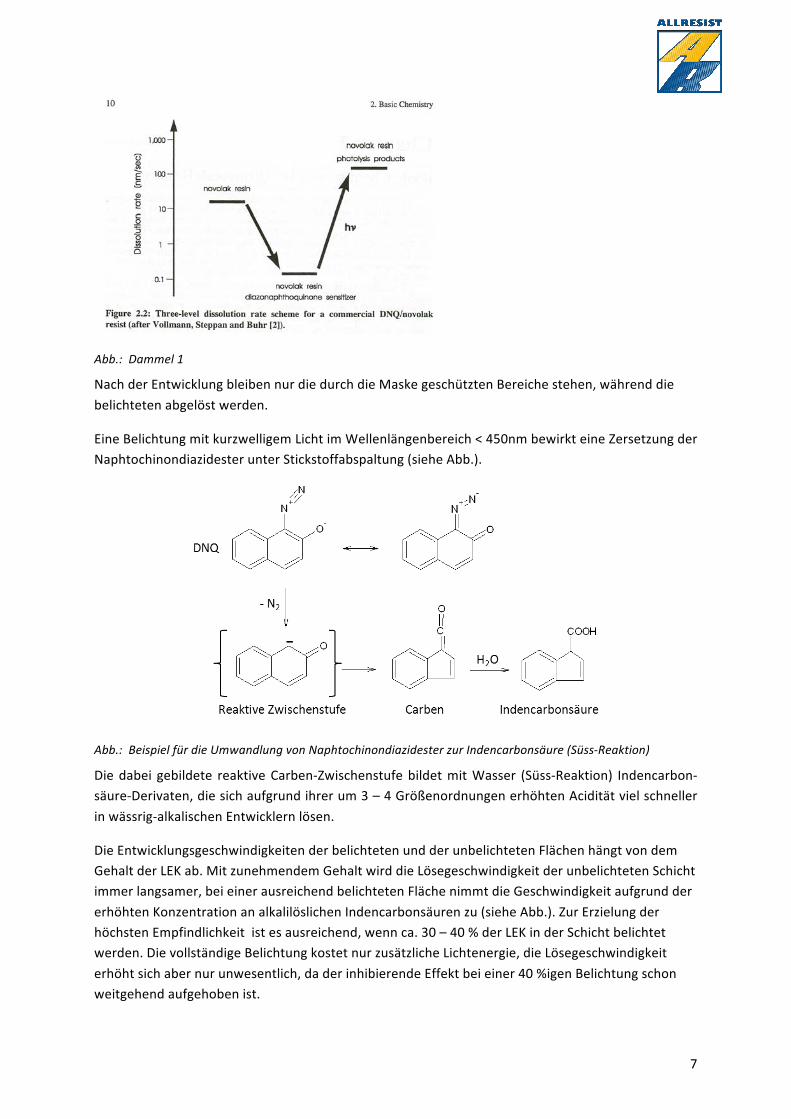
Die lichtempfindliche Komponente in unseren Positiv-‐Photoresists gehört zur Gruppe der Diazo-‐Naphtoquinone (DNQ). Die Zugabe von DNQ-‐Derivaten zu Kresolharzen (Novolake) bewirkt eine chemische Reaktion unter Ausbildung von Naphtochinondiazidestern die eine um etwa 2 Größen-‐ordnungen verringerte Alkalilöslichkeit besitzen. Die OH-‐Gruppen des Novolakes, die alkalilöslich sind, werden durch die NCD blockiert (inhibierender Effekt), der alkalische Entwickler kann nicht mehr angreifen. Nach der Belichtung durch eine Belichtungsmaske im UV-‐Bereich (308 -‐ 450 nm) reagiert die lichtempfindliche Komponente zu Indencarbonsäure-‐Derivaten und wird dadurch bei Positivlacken etwa um den Faktor 100 alkalilöslicher (siehe Abb.).
7
Abb.: Dammel 1
Nach der Entwicklung bleiben nur die durch die Maske geschützten Bereiche stehen, während die belichteten abgelöst werden.
Eine Belichtung mit kurzwelligem Licht im Wellenlängenbereich < 450nm bewirkt eine Zersetzung der Naphtochinondiazidester unter Stickstoffabspaltung (siehe Abb.).
Abb.: Beispiel für die Umwandlung von Naphtochinondiazidester zur Indencarbonsäure (Süss-‐Reaktion)
Die dabei gebildete reaktive Carben-‐Zwischenstufe bildet mit Wasser (Süss-‐Reaktion) Indencarbon-‐säure-‐Derivaten, die sich aufgrund ihrer um 3 – 4 Größenordnungen erhöhten Acidität viel schneller in wässrig-‐alkalischen Entwicklern lösen.
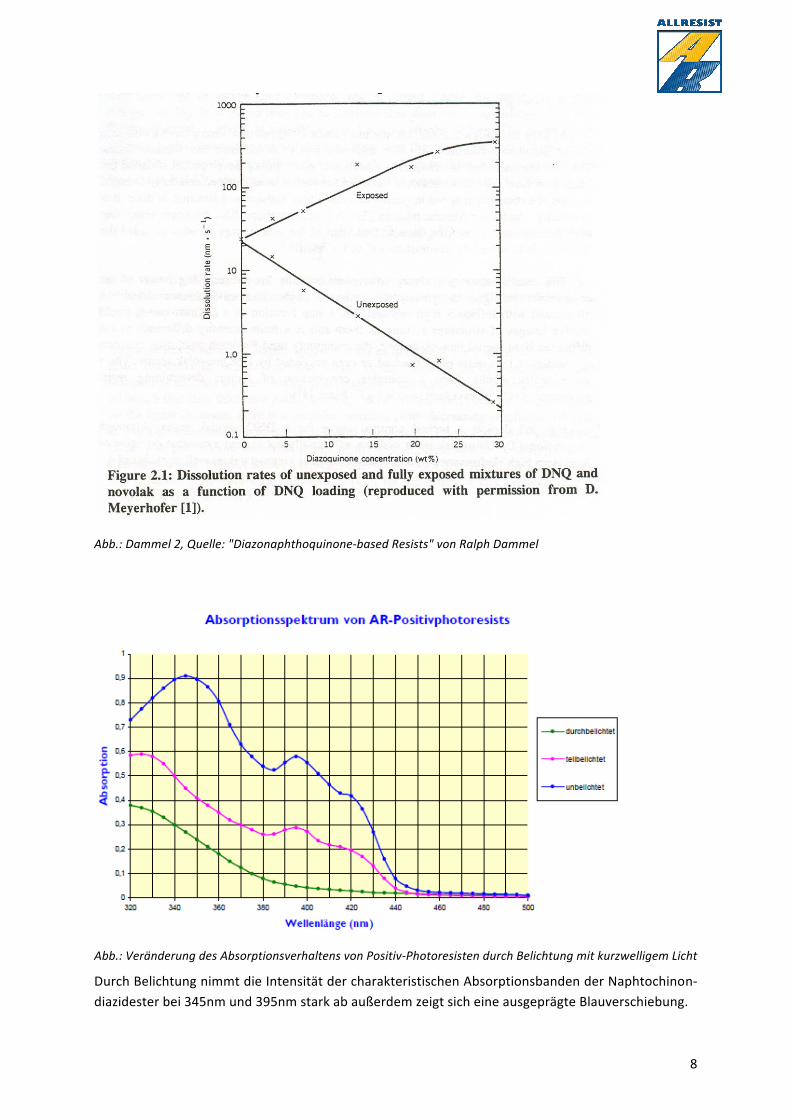
Die Entwicklungsgeschwindigkeiten der belichteten und der unbelichteten Flächen hängt von dem Gehalt der LEK ab. Mit zunehmendem Gehalt wird die Lösegeschwindigkeit der unbelichteten Schicht immer langsamer, bei einer ausreichend belichteten Fläche nimmt die Geschwindigkeit aufgrund der erhöhten Konzentration an alkalilöslichen Indencarbonsäuren zu (siehe Abb.). Zur Erzielung der höchsten Empfindlichkeit ist es ausreichend, wenn ca. 30 – 40 % der LEK in der Schicht belichtet werden. Die vollständige Belichtung kostet nur zusätzliche Lichtenergie, die Lösegeschwindigkeit erhöht sich aber nur unwesentlich, da der inhibierende Effekt bei einer 40 %igen Belichtung schon weitgehend aufgehoben ist.
8
Abb.: Dammel 2, Quelle: "Diazonaphthoquinone-‐based Resists" von Ralph Dammel
Abb.: Veränderung des Absorptionsverhaltens von Positiv-‐Photoresisten durch Belichtung mit kurzwelligem Licht
Durch Belichtung nimmt die Intensität der charakteristischen Absorptionsbanden der Naphtochinon-‐diazidester bei 345nm und 395nm stark ab außerdem zeigt sich eine ausgeprägte Blauverschiebung.
9
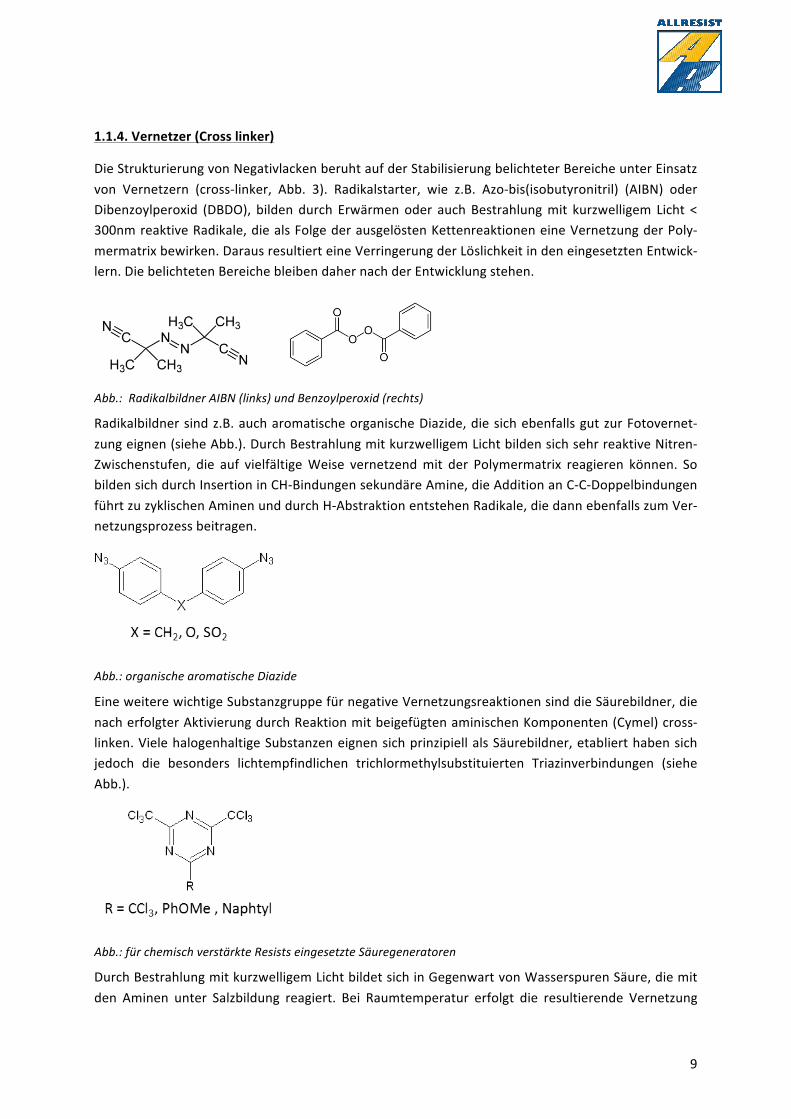
1.1.4. Vernetzer (Cross linker)
Die Strukturierung von Negativlacken beruht auf der Stabilisierung belichteter Bereiche unter Einsatz von Vernetzern (cross-‐linker, Abb. 3). Radikalstarter, wie z.B. Azo-‐bis(isobutyronitril) (AIBN) oder Dibenzoylperoxid (DBDO), bilden durch Erwärmen oder auch Bestrahlung mit kurzwelligem Licht < 300nm reaktive Radikale, die als Folge der ausgelösten Kettenreaktionen eine Vernetzung der Poly-‐mermatrix bewirken. Daraus resultiert eine Verringerung der Löslichkeit in den eingesetzten Entwick-‐lern. Die belichteten Bereiche bleiben daher nach der Entwicklung stehen.
Abb.: Radikalbildner AIBN (links) und Benzoylperoxid (rechts)
Radikalbildner sind z.B. auch aromatische organische Diazide, die sich ebenfalls gut zur Fotovernet-‐zung eignen (siehe Abb.). Durch Bestrahlung mit kurzwelligem Licht bilden sich sehr reaktive Nitren-‐Zwischenstufen, die auf vielfältige Weise vernetzend mit der Polymermatrix reagieren können. So bilden sich durch Insertion in CH-‐Bindungen sekundäre Amine, die Addition an C-‐C-‐Doppelbindungen führt zu zyklischen Aminen und durch H-‐Abstraktion entstehen Radikale, die dann ebenfalls zum Ver-‐netzungsprozess beitragen.
Abb.: organische aromatische Diazide
Eine weitere wichtige Substanzgruppe für negative Vernetzungsreaktionen sind die Säurebildner, die nach erfolgter Aktivierung durch Reaktion mit beigefügten aminischen Komponenten (Cymel) cross-‐linken. Viele halogenhaltige Substanzen eignen sich prinzipiell als Säurebildner, etabliert haben sich jedoch die besonders lichtempfindlichen trichlormethylsubstituierten Triazinverbindungen (siehe Abb.).
Abb.: für chemisch verstärkte Resists eingesetzte Säuregeneratoren
Durch Bestrahlung mit kurzwelligem Licht bildet sich in Gegenwart von Wasserspuren Säure, die mit den Aminen unter Salzbildung reagiert. Bei Raumtemperatur erfolgt die resultierende Vernetzung

10
nur sehr langsam daher ist ein zweiten Temperschritt bei etwa 95°C notwendig, der die Reaktion stark beschleunigt. Werden die vernetzten Lackschichten anschließend auf Temperaturen > 150°C erwärmt erfolgt eine weitere Stabilisierung die auch zu einer erhöhten Plasmaätzbeständigkeit führt. Die Vernetzung der sogenannten CAR‘s (chemically amplified resists) bewirkt eine Veränderung der Absorptionseigenschaften (siehe Abb.).
Abb.: Veränderung der Absorptionseigenschaften von prozessierten CAR-‐Fotolacken
1.1.5. Andere Bestandteile von Resists (Haftvermittler, Tensid, Lösemittel, Farbstoffe)
Die Lösemittel sind der Hauptbestandteil aller Resists. Von 50 % (Dicklacke) bis zu 99 % (Sprühlacke) beträgt der Anteil der Lösemittel. Die ersten Resists vor 1980 enthielten noch gesundheitsschädliche Lösemittel Toluol oder Cyclohexanon. Die Standard-‐Positiv-‐Resists ab 1980 enthielten ein Gemisch aus Ethylglykolacetat (EGA), Butylacetat (Buac) und Xylol. Dieses Gemisch aus Löser (EGA), latentem Löser (Buac) und Nichtlöser ergab ein besonders gutes Beschichtungsverhalten. Anfang der neunziger Jahre wurde bekannt, dass Ethylglykolacetat teratogen (furchtschädigend) ist. Daraufhin wurde es schnell durch das 1-‐Methoxy-‐2-‐propyl-‐acetat (PMA), englisch sprachig Propylenglykol-‐monomethylethylacetat (PGMEA) abgelöst. Dabei wurde weltweit auf eine Mischung aus unter-‐schiedlichen Lösemitteln verzichtet und das reine PMA verwendet. Einzelne Resisttypen verwenden heute als Lösemittel Ethyllaktat oder Butyrolacton. Die Sprühlacke beinhalten neben einem mehr oder weniger geringen Anteil PMA schnelltrocknende Lösemittel wie Aceton, Methylethylketon (MEK) oder Butylacetat (Buac). (siehe auch „Lösemittel in E-‐Beam Resists“)
Werden Resists ohne Tenside hergestellt, tritt bei der Schleuderbeschichtung eine Radialstreifigkeit (wellige Oberfläche) auf. Durch die Veränderung der Oberflächenspannung kann das verhindert wer-‐den. Tenside verfügen wie die klassische Seife (Fettsäuresalze) über einen hydrophilen und einen hydrophoben Molekülteil. Fügt man spezielle Tenside den Lacken hinzu, wirken sie oberflächenglät-‐tend, die erwähnte Streifigkeit tritt beim Beschichten nicht mehr auf. Die Wirkung von Tensiden
11
hängt auch vom Feststoffgehalt ab, dickere Lacke benötigen mehr Tensid, um den gleichen Effekt wie bei den dünnen Resists zu erzielen. Die Wirkung der Tenside lässt mit der Zeit nach. So kann die Ra-‐dialstreifigkeit bei 1 – 2 Jahren alten Lacken wieder auftreten. Durch die Zugabe von Tensid kann das „repariert“ werden.
Zur Unterdrückung von Streustrahlung und damit zur Erhöhung der Auflösung werden einigen Resists Farbstoffe zugesetzt, die im Bereich der Belichtungswellenlänge absorbieren (z.B. AR-‐P 3840).
Die Haftung zwischen Substrat und Lack ist eine sensible Eigenschaft. Geringste Veränderungen des Reinigungsprozesses oder der Technologie können fatale Auswirkungen auf die Haftfestigkeit haben. Auch eine zu hohe Luftfeuchtigkeit (> 60 %) verschlechtert die Haftung ebenfalls deutlich.
Im Allgemeinen weisen Silizium, Siliziumnitrid und Nichtedelmetalle (wie Aluminium, Kupfer) eine gute Lackhaftung auf, während die Haftung auf SiO2, Glas, Edelmetallen wie Gold und Silber sowie auf Galliumarsenid schlechter ist. Hier sind unbedingt Maßnahmen zur Verbesserung der Haftfestig-‐keit durch Haftvermittler erforderlich. Der bekannteste Haftvermittler ist das Hexamethyldisilazan (HMDS), der AR 300-‐80 (Diphenylsilandiol in PMA) ist dafür eine gute Alternative. Durch AR 300-‐80 wird die Haftfestigkeit erheblich gesteigert und es können auch komplizierte Oberflächen (Glas, Quarz, GaAs) beschichtet werden, die sonst nur schwer, selbst bei Verwendung von HMDS, oder gar nicht zu beschichten wären. Einige Resists, wie die der Serie AR-‐P 3100, beinhalten bereits Haftver-‐mittler auf der Basis von Epoxiden und können daher direkt, auch ohne Einsatz von AR 300-‐80 einge-‐setzt werden.
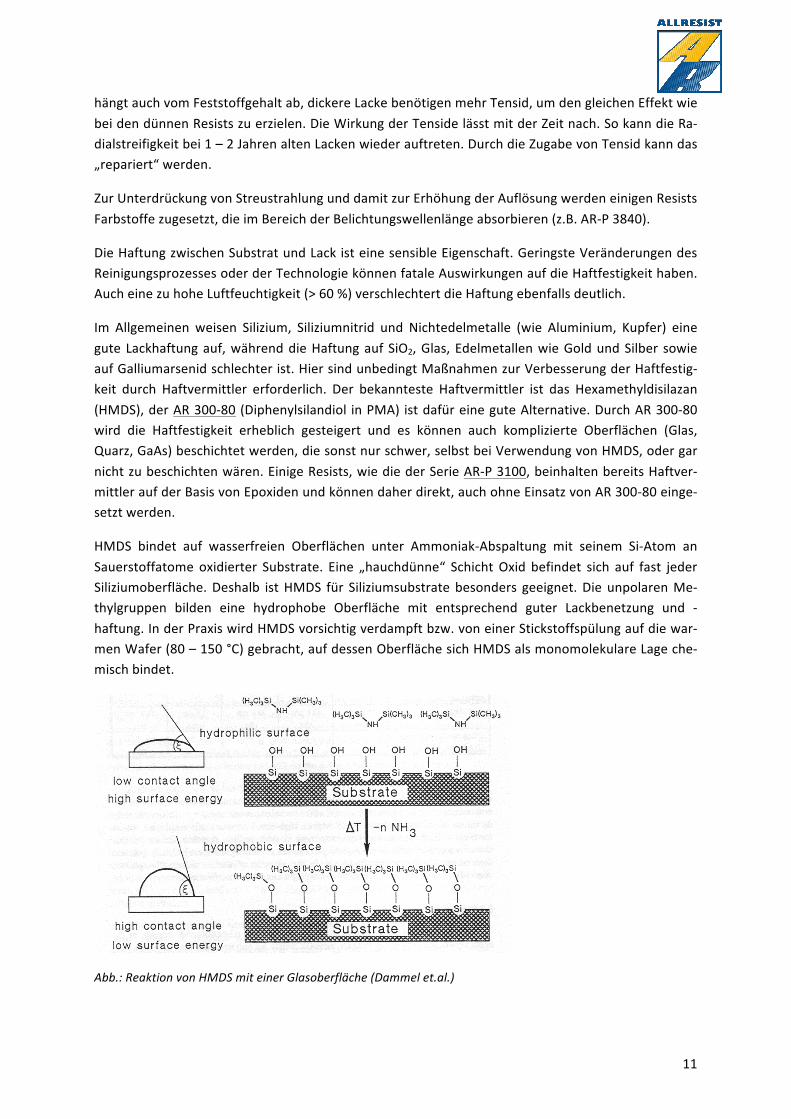
HMDS bindet auf wasserfreien Oberflächen unter Ammoniak-‐Abspaltung mit seinem Si-‐Atom an Sauerstoffatome oxidierter Substrate. Eine „hauchdünne“ Schicht Oxid befindet sich auf fast jeder Siliziumoberfläche. Deshalb ist HMDS für Siliziumsubstrate besonders geeignet. Die unpolaren Me-‐thylgruppen bilden eine hydrophobe Oberfläche mit entsprechend guter Lackbenetzung und -‐haftung. In der Praxis wird HMDS vorsichtig verdampft bzw. von einer Stickstoffspülung auf die war-‐men Wafer (80 – 150 °C) gebracht, auf dessen Oberfläche sich HMDS als monomolekulare Lage che-‐misch bindet.
Abb.: Reaktion von HMDS mit einer Glasoberfläche (Dammel et.al.)
12
Von einer Schleuderbeschichtung des HMDS wird abgeraten, neben dem viel größeren Verbrauch des teuren HMDS werden die HMDS-‐Schichten zu dick und können sich unter dem Resist beim Tem-‐pern zersetzen, was sich negativ auf das Entwicklungsverhalten auswirkt.
Eine Alternative ist der AR 300-‐80. Das Diphenylsilandiol ist in einem Lösemittelgemisch gelöst und wird mittels Spincoating aufgetragen. Bei der sich anschließenden Temperung (160 – 180 °C) schmilzt die siliziumorganische Verbindung und bildet einen dünnen, haftvermittelnden Film. Besonders auf komplizierten Oberflächen wie GaAs oder Glas werden gute Beschichtungsergebnisse erzielt.
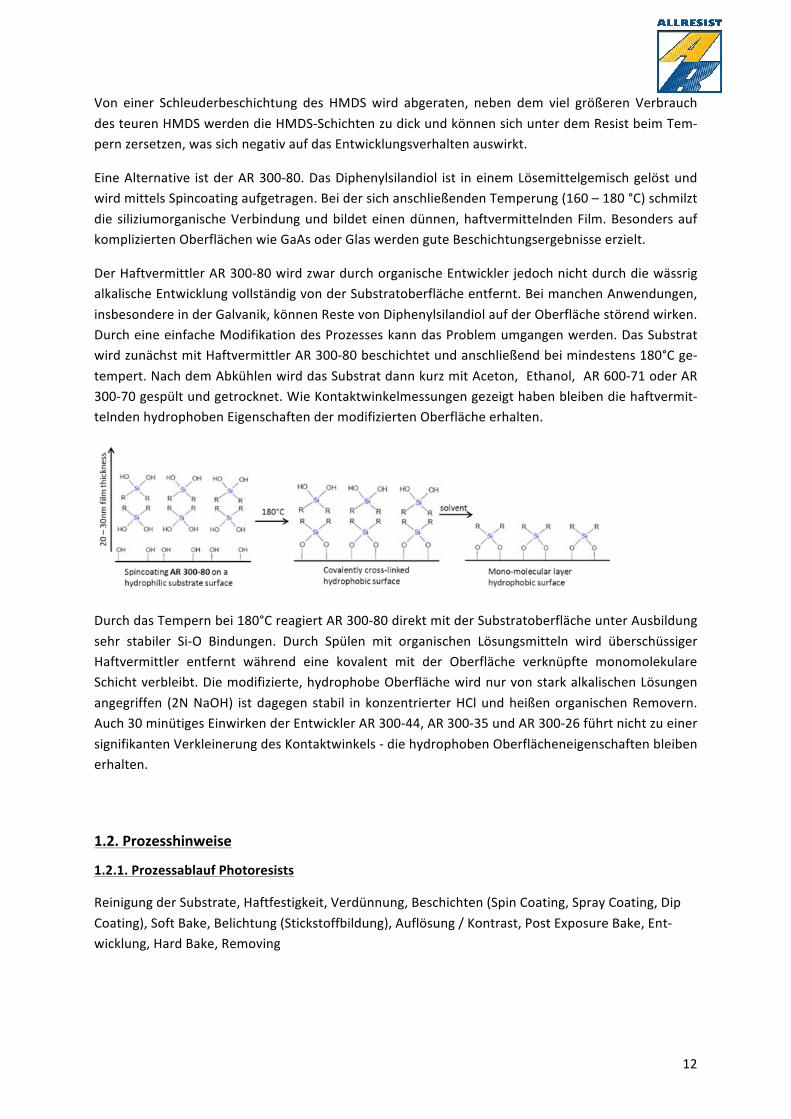
Der Haftvermittler AR 300-‐80 wird zwar durch organische Entwickler jedoch nicht durch die wässrig alkalische Entwicklung vollständig von der Substratoberfläche entfernt. Bei manchen Anwendungen, insbesondere in der Galvanik, können Reste von Diphenylsilandiol auf der Oberfläche störend wirken. Durch eine einfache Modifikation des Prozesses kann das Problem umgangen werden. Das Substrat wird zunächst mit Haftvermittler AR 300-‐80 beschichtet und anschließend bei mindestens 180°C ge-‐tempert. Nach dem Abkühlen wird das Substrat dann kurz mit Aceton, Ethanol, AR 600-‐71 oder AR 300-‐70 gespült und getrocknet. Wie Kontaktwinkelmessungen gezeigt haben bleiben die haftvermit-‐telnden hydrophoben Eigenschaften der modifizierten Oberfläche erhalten.
Durch das Tempern bei 180°C reagiert AR 300-‐80 direkt mit der Substratoberfläche unter Ausbildung sehr stabiler Si-‐O Bindungen. Durch Spülen mit organischen Lösungsmitteln wird überschüssiger Haftvermittler entfernt während eine kovalent mit der Oberfläche verknüpfte monomolekulare Schicht verbleibt. Die modifizierte, hydrophobe Oberfläche wird nur von stark alkalischen Lösungen angegriffen (2N NaOH) ist dagegen stabil in konzentrierter HCl und heißen organischen Removern. Auch 30 minütiges Einwirken der Entwickler AR 300-‐44, AR 300-‐35 und AR 300-‐26 führt nicht zu einer signifikanten Verkleinerung des Kontaktwinkels -‐ die hydrophoben Oberflächeneigenschaften bleiben erhalten.
1.2. Prozesshinweise
1.2.1. Prozessablauf Photoresists
Reinigung der Substrate, Haftfestigkeit, Verdünnung, Beschichten (Spin Coating, Spray Coating, Dip Coating), Soft Bake, Belichtung (Stickstoffbildung), Auflösung / Kontrast, Post Exposure Bake, Ent-‐wicklung, Hard Bake, Removing

13
1.2.1.1 Reinigung der Substrate
Bei Verwendung neuer und sauberer Substrate (Wafer) ist ein Ausheizen bei etwa 200 °C für einige Minuten (2-‐3 min, hote plate) zur Trocknung ausreichend. Jedoch sind die Substrate im Anschluss daran schnell zu verarbeiten. Es empfiehlt sich eine Zwischenlagerung in einem Exsikkator zur Ver-‐hinderung der Rehydrierung.
Organisch verunreinigte oder schon verwendete Wafer erfordern vorherige Reinigungen in einfachen Fällen in Aceton und nachfolgend in Isopropanol oder Ethanol mit nachfolgender Trocknung (C 1. Abschnitt). Dadurch verbessert sich die Lackhaftung. Keinesfalls sollte nur Aceton verwendet werden, da die beim Trocknen entstehende Verdunstungskälte die Luftfeuchtigkeit auf dem Wafer kondensie-‐ren lässt.
Werden die Wafer in einer Technologie mehrfach prozessiert und unterschiedlichen Einflüssen aus-‐gesetzt, empfiehlt sich eine intensive Reinigung. Diese ist jedoch stark substrat-‐ (inklusive der schon aufgebrachten Strukturen) und prozessabhängig. Der Einsatz von Removern oder Säuren (z.B. Piran-‐ha) mit anschließender Spülung und Trocknung (C 1. Abschnitt) kann erforderlich sein. Eine Unter-‐stützung durch Ultra-‐ oder Megaschall hilft in schwierigen Fällen.
1.2.1.2 Haftfestigkeit
Zur Verbesserung der Haftung dienen Haftvermittler, wie z.B. der Adhäsionspromotor AR 300-‐80, der unmittelbar vor der Lackbeschichtung mittels Spincoating als dünne, ca. 15 nm dicke Schicht aufge-‐tragen wird. Es kann auch HMDS auf die Substrate gedampft werden, dabei wirkt die monomolekula-‐re Schicht auf der Waferoberfläche haftverbessernd, weil sie hydrophob wird und den Resist besser anlagert. Von einem Aufschleudern des HMDS auf den Wafer wird abgeraten, es bleibt zu wenig auf der Waferoberfläche zurück, außerdem wird der Spincoater verunreinigt.
1.2.1.3 Verdünnung von Resists
Fast alle Photoresists beinhalten als Lösemittel PMA (PGMEA). Dieses Lösemittel ist deshalb auch der gebräuchlichste Verdünner und wird von uns unter der Bezeichnung AR 300-‐12 angeboten. Das PMA wird häufig auch zur Randwulstentfernung eingesetzt (→ Beseitigung bzw. Minimierung der Rand-‐wulst beim Beschichten).
Jeder Resist kann über die Variation der Schleudergeschwindigkeit nur einen gewissen Schichtdi-‐ckenbereich abdecken (siehe Beschichten). Sollen dünnere Schichten mit dem Lack erzielt werden, als die höchste Drehzahl beschichten kann, besteht die Möglichkeit zur Verdünnung des Resists. Dazu sind unbedingt nur die empfohlenen Verdünner zu verwenden.
Das folgende Diagramm zeigt in etwa das Verhältnis zwischen Schichtdicke und Feststoffgehalt (Abb. ). Bei der Verdünnung ist immer der Resist vorzulegen und der Verdünner vorsichtig unter Rühren zuzugeben. Wird der Lack in den Verdünner gegossen, kann es aufgrund der extremen Verdünnung bei den ersten Tropfen zu Ausfällungen (Lösemittelschock) kommen. Nach der Verdünnung sollte eine Feinfiltration erfolgen, da sonst Partikel bei der Beschichtung stören könnten.
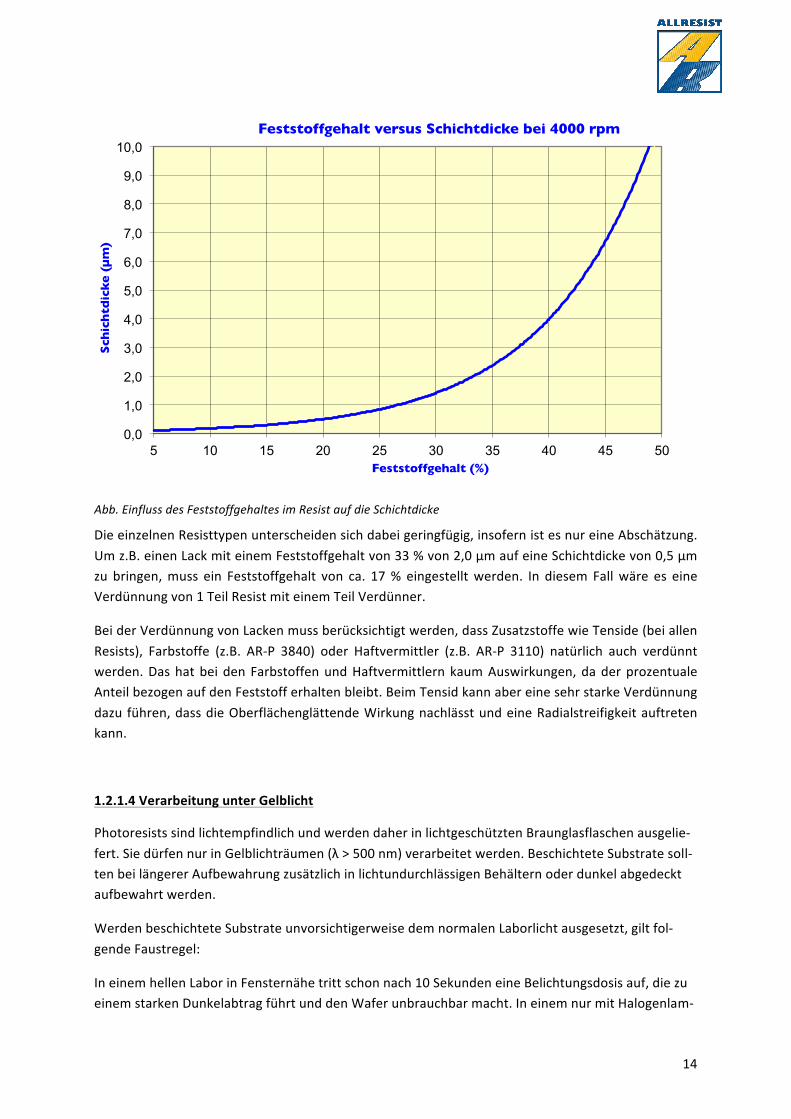
14
Abb. Einfluss des Feststoffgehaltes im Resist auf die Schichtdicke
Die einzelnen Resisttypen unterscheiden sich dabei geringfügig, insofern ist es nur eine Abschätzung. Um z.B. einen Lack mit einem Feststoffgehalt von 33 % von 2,0 µm auf eine Schichtdicke von 0,5 µm zu bringen, muss ein Feststoffgehalt von ca. 17 % eingestellt werden. In diesem Fall wäre es eine Verdünnung von 1 Teil Resist mit einem Teil Verdünner.
Bei der Verdünnung von Lacken muss berücksichtigt werden, dass Zusatzstoffe wie Tenside (bei allen Resists), Farbstoffe (z.B. AR-‐P 3840) oder Haftvermittler (z.B. AR-‐P 3110) natürlich auch verdünnt werden. Das hat bei den Farbstoffen und Haftvermittlern kaum Auswirkungen, da der prozentuale Anteil bezogen auf den Feststoff erhalten bleibt. Beim Tensid kann aber eine sehr starke Verdünnung dazu führen, dass die Oberflächenglättende Wirkung nachlässt und eine Radialstreifigkeit auftreten kann.
1.2.1.4 Verarbeitung unter Gelblicht
Photoresists sind lichtempfindlich und werden daher in lichtgeschützten Braunglasflaschen ausgelie-‐fert. Sie dürfen nur in Gelblichträumen (λ > 500 nm) verarbeitet werden. Beschichtete Substrate soll-‐ten bei längerer Aufbewahrung zusätzlich in lichtundurchlässigen Behältern oder dunkel abgedeckt aufbewahrt werden.
Werden beschichtete Substrate unvorsichtigerweise dem normalen Laborlicht ausgesetzt, gilt fol-‐gende Faustregel:
In einem hellen Labor in Fensternähe tritt schon nach 10 Sekunden eine Belichtungsdosis auf, die zu einem starken Dunkelabtrag führt und den Wafer unbrauchbar macht. In einem nur mit Halogenlam-‐
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
5 10 15 20 25 30 35 40 45 50
Schi
chtd
icke
(µm
)
Feststoffgehalt (%)
Feststoffgehalt versus Schichtdicke bei 4000 rpm

15
pen beleuchteten Raum ohne Fenster können die Wafer notfalls einige Minuten liegen, ohne dass eine signifikante Schädigung eintritt. Spätestens nach einer halben Stunde verändern sich auch hier die sensitometrischen Eigenschaften prozessschädigend.
PMMA basierte E-‐Beam Resists bzw. der „Weißlicht“ E-‐Beam Resist (siehe Weißlicht E-‐Beam Resist) können unter Tageslicht verarbeitet werden.
Arbeiten unter Gelblicht ist nicht gesundheitsschädlich (Studie der Berufsgenossenschaft), wird aber von einigen Reinraumnutzern als lästig empfunden.
1.2.1.5 Beschichtungsbedingungen
Resists müssen vor der Beschichtung an die Temperatur des möglichst klimatisierten Arbeitsraumes angepasst werden. Zu kalter Lack zieht Wasser aus der Luftfeuchtigkeit. Luftbläschen sind vermeid-‐bar, wenn der Verschluss der Lackflasche einige Stunden vor der Beschichtung für einen Druckaus-‐gleich ein klein wenig gelöst wird und der Lack ruhig stand (C Luftbläschen). Dicke Lacke benötigen dafür mehrere Stunden, dünne Lacke kürzer. Vorsichtiger und nicht zu schneller Lackauftrag mittels Pipette oder Dispenser verhindert Bläschen und Inhomogenitäten in der Lackschicht.
Übliche Beschichtungsbedingungen sind Temperaturen von 20 – 25 °C mit einer Temperaturkonstanz von + 1°C (Optimum 21 °C) bei einer relativen Luftfeuchte von 30 – 50 % (empfohlen werden 43 %). Höhere Luftfeuchten beeinträchtigen die Haftung erheblich. Oberhalb 70 % Luftfeuchte ist kaum noch eine Beschichtung möglich. Die Luftfeuchte beeinflusst auch die Schichtdicke ( Abb. )
Abb.: Abhängigkeit der Schichtdicke von der Luftfeuchtigkeit (Schleuderbeschichtung)
Resists werden hauptsächlich mittels Schleuderbeschichtung (spin coating) aufgetragen. Bei dünnen Resists liegt der optimale Bereich der Schleuderdrehzahl zwischen 2000 und 4000 rpm, bei dicken Lacken bei 250-‐2000 rpm. Genutzt werden kann eine Drehzahl bis 9.000 rpm. In besonderen Fällen können auch langsame Drehzahlen von 1.000 bis zu 200 rpm zur Erzeugung von für diesen Resist dicken
Schichtdicke des AR-P 3510 in Abhängigkeit von der Luftfeuchtigkeit bei der Beschichtung
2 nm Schichtdickenabnahme je 1% Zunahme der Luftfeuchte
2,060
2,070
2,080
2,090
2,100
2,110
2,120
2,130
2,140
25,0 30,0 35,0 40,0 45,0 50,0 55,0 60,0
Luftfeuchte (%)
Schi
chtd
icke
(µm
)

16
Schichten genutzt werden. Dabei leidet aber in den meisten Fällen die Schichtqualität und es bildet sich ein starker Randwulst aus (siehe Randwulst). Je nach Resisttyp können damit Schichten von 30 nm bis 200 µm erreicht werden. Dickere Schichten bis 1 mm werden mittels Gießtechnik hergestellt.
Eine einfache Regel sagt, dass ein Resist, der bei 1.000 rpm beschichtet wurde, die doppelte Schicht-‐dicke besitzt wie bei einer Beschichtung bei 4.000 rpm. Damit lässt sich der Schichtdickenbereich abschätzen, den der Lack erreichen kann. Der AR-‐P 3510 hat bei 4.000 rpm 2,0 µm, bei 1.000 rpm 4,0 µm (Abb. ).
Abb.: Abhängigkeit der Schichtdicke von der Schleudergeschwindigkeit
Unter Inkaufnahme eines Randwulstes und einer geringeren Oberflächengüte kann der Lack mit 250 rpm auf 8,0 µm gebracht werden, es kann aber nicht empfohlen werden. Mit hohen Drehzahlen ist eine Reduzierung auf 1,6 µm (6.000 rpm) möglich.
Beseitigung bzw. Minimierung der Randwulst beim Beschichten
Die „Randwulst“, die sich beim Beschichten mit dicken Resists, besonders bei langsamen Schleuder-‐drehzahlen, ausbildet und in der weiteren Prozessierung stören kann, lässt sich durch verschiedene Methoden minimieren:
o eine schnelle, kurze (2 Sekunden, z.B. 2.000 -‐3.000 rpm) Erhöhung der langsamen Beschich-‐tungsdrehzahl (z.B. 500 – 1.000 rpm) nach ca. 10 -‐ 15s zum Abschleudern der Randwulst
o eine kürzere Schleuderzeit bei höherer Drehzahl o ein vorsichtiges Entfernen der Randwulst durch ein vorsichtiges Aufspritzen mit AR 300-‐12 (2
mm vom Rand entfernt) bei den Beschichtungsautomaten oder mittels feiner Pipette bei mittlerer Umdrehungsgeschwindigkeit
o mechanisches Entfernen durch Abwischen oder Abbrechen der Kanten bei viereckigen Subs-‐traten
Vermeidung von Lufteinschlüssen (Gasbläschen) Gasbläschen nach dem Aufschleudern sind meist Luftbläschen, wenn z.B. die Lackflasche vor der Beschichtung geschüttelt bzw. stärker bewegt wurde oder der Lack verdünnt wurde. Beschichtungen nach unmittelbarer Öffnung der Flaschen, insbesondere vor einem Temperaturausgleich können ebenfalls zu Luftblasen führen. Auch der fehlerhafte Lackauftrag mittels Pipette oder Dispenser (zu
17
hoher Unterdruck durch zu schnelles Ziehen an der Pipette) kann zu Bläschen und dadurch zu Inho-‐mogenität in der Lackschicht führen. Vermeidbar sind Luftbläschen, wenn einige Stunden vor der Beschichtung ein Temperaturausgleich stattfindet, der Verschluss der Lackflasche einige Stunden vor der Beschichtung für einen Druckaus-‐gleich ein klein wenig gelöst ist und der Lack dann ruhig steht. Dicke Lacke benötigen dafür mehrere Stunden, dünne Lacke weniger. Bei dicken Lacken kann das Austreiben der Luftbläschen durch Ultra-‐schall unterstützt werden. Wichtig ist hier der Einfluss der Reinraumbedingungen. Eine zu hohe Luft-‐feuchte kann ebenfalls für die Bläschenbildung verantwortlich sein.
Luftbläschen bei der Temperung entstehen vor allem bei dicken Lackschichten, wenn im Anschluss an die Beschichtung sofort getempert wird. Eine schichtdickenspezifische Wartezeit verhindert dies. Luftbläschen bei oder nach der Belichtung entstehen z.B. durch eine zu hohe Lichtdosis bzw. Belich-‐tungsintensität. Abhilfe schaffen hier die Ermittlung der optimalen Lichtdosis mittels einer Belich-‐tungsreihe bzw. mehrere Belichtungsschritte mit dazwischen geschalteten Pausen. Eine zu kurze oder zu niedrige Temperung im Anschluss an die Beschichtung führt zur ungenügenden Trocknung der Lackschicht, in der sich noch zu viel Lösemittel befindet und durch Ausgasen Bläschen bildet.
Alternative Beschichtungen
• Tauchbeschichtung / Dip coating (für große und/oder unregelmäßige Substrate) • Sprühbeschichtung / Spray coating (in Kombination mit dem Spincoating um Resist zu sparen, für
komplizierte Topologien oder Substratformen) • Walzenbeschichtung / Roller coating (große Formate, z.B. Druckplatten)
1.2.1.6 Softbake
Frisch beschichtete Lackschichten besitzen, je nach Schichtdicke, noch einen Restlösemittelgehalt. Dabei kann der Lösemittelgehalt bis zu 40 % betragen. Die sich anschließende Temperung bei 90 – 110 °C hat die Aufgabe, die Lackschicht zu trocknen, so dass sie an der Maske nicht kleben bleibt. Außerdem wird damit die Lackschicht gehärtet, d.h. widerstandsfähig gemacht. Neben der besseren Lackhaftung verringert sich vor allem der Dunkelabtrag beim Entwickeln.
Nicht ausreichend getemperte Resistschichten (zu kurz bzw. zu niedrig) ziehen viele Probleme nach sich. Es entstehen nachfolgend Gasbläschen durch austretendes Lösemittel. Vor allem sind jedoch mangelnde Strukturtreue und verrundete Lackprofile sowie ein unakzeptabel hoher Dunkelabtrag nach der Belichtung und Entwicklung die Folge.
Bei zu hart getemperten Resistschichten (v.a. zu hoch, jedoch auch zu lang) wird die lichtempfindli-‐che Komponente (LEK) teilweise zersetzt. Dies führt zu deutlich längeren Entwicklungszeiten, die Empfindlichkeit wird geringer. Das Naphthochinondiazid der Positivlacke beginnt sich ab 115 °C lang-‐sam zu zersetzen (nur geringfügig höhere Temperaturen beschleunigen den Prozess dann erheblich), die Negativ-‐Komponenten Bisazid und CAR beginnen sich schon knapp über 105 °C zu zersetzen.

18
Deshalb wird bei den Negativresists eine niedrige Softbake-‐Temperatur (85 °C) als bei den Positivla-‐cken empfohlen.
Die Hotplate und der Konvektionsofen können beide gleichwertig für das Softbake verwendet wer-‐den. Dabei gilt für nicht zu dicke Resistschichten (< 10 µm), dass die Temperung auf der Hotplate wesentlich schneller abläuft als im Ofen. Durch den direkten Kontakt (Wärmeleitung) wird die Ziel-‐temperatur innerhalb weniger Sekunden erreicht. So beträgt die Temperzeit meist 1 – 2 Minuten. Im Ofen wird die Wärme durch die Konvektion übertragen. Das Erreichen der gewünschten Temperatur kann somit bis zu 10 Minuten dauern. Deshalb werden für die Ofentrocknung 25 – 30 Minuten emp-‐fohlen. Durch die intensivere, aber kurze Trocknung bei der Hotplate ist die Gefahr der Zersetzung der LEK wesentlich geringer, aus diesem Grund werden meist um 5 °C höhere Temperaturen im Ver-‐gleich mit dem Ofen empfohlen.
Die Trocknung dicker Lackschichten gestaltet sich mit zunehmender Dicke immer schwieriger. Das Lösemittel muss aus der Tiefe der Resistschicht ausgetrieben werden. Hier ist die Hotplate im Vorteil, weil die Wärme direkt von unten kommt. Bei dem Konvektionsofen wird zuerst die Oberfläche ge-‐trocknet und somit der weitere Austritt des Restlösemittels erschwert. Bei Resistschichten > 50 µm (bis einige Hundert Mikrometer) empfiehlt sich eine Trocknung in mehreren Temperaturschritten (z.B. 60 °C, 95 °C) und mit Temperaturrampen. Die Bake-‐Zeiten können bis zu vier Stunden dauern.
1.2.1.7 Rehydrierung
Neben dem Resistlösemittel wird beim Softbake von Photoresists auch Wasser ausgetrieben. Bei naphtochinondiazidhaltigen Resists ist aber ein gewisser Anteil Wasser für die Photoreaktion zwin-‐gend erforderlich (→ Lichtempfindliche Komponenten). Die Wasseraufnahme des getrockneten Re-‐sists (Rehydrierung) erfolgt aus der Atmosphäre und ist von den Umgebungsbedingungen (Lufttem-‐peratur, Luftfeuchte), sowie der Schichtdicke des Lackes abhängig. Das bedeutet, dass zwischen Soft-‐bake und Belichtung eine Wartezeit notwendig ist. Insbesondere bei dickeren Schichten (> 20 µm) macht sich eine unzureichende Rehydrierung in geringeren Entwicklungsraten und niedrigerem Kon-‐trast bemerkbar. Die Wartezeit bei sehr dicken Lacken kann je nach Schichtdicke mehrere Stunden betragen, wogegen bei dünnen Lacken einige Sekunden, die durch das empfohlene Abkühlen der Substrate auf Raumtemperatur gegeben sind, ausreichen. Auch das Stukturprofil (senkrechte Kanten) dicker Lacke verschlechtert sich bei nicht ausreichender Rehydrierung.
Bei den Negativlacken spielt dieser Effekt keine Rolle, sowohl für den radikalischen Reaktionsmecha-‐nismus als auch für die chemische Verstärkung (→ Vernetzer (Cross linker) wird kein Wasser für die Vernetzungsreaktion benötigt.
1.2.1.8 Belichtung
Die Belichtung erfolgt durch eine Maske in geeigneten Belichtungseinrichtungen, wie z.B. Steppern (i-‐, g-‐line), Maskaglinern bzw. Kontaktbelichtern im jeweiligen spektralen Arbeitsbereich. Die AR-‐Photolacke sind im Breitband-‐UV (300 -‐ 450 nm) und somit auch bei den typischen Linien des Queck-‐silbers 365 nm (i-‐line), 405 nm (h-‐line) und 436 nm (g-‐line) lichtempfindlich und haben bei g-‐line und h-‐line die höchste Intensität. Mit Spezialresists (z.B. SX AR-‐P 3500/6) kann auch bei 488 nm (Argon-‐
19
Ion-‐Gaslaser) und unter Umständen sogar bei 532 nm (Neodym-‐YAG-‐Laser) belichtet werden. Für den mittleren UV-‐Bereich 248 – 265 nm sind die Resists AR-‐P 5800 und AR-‐N 4300 geeignet. Die von uns in den Produktinformationen angegebenen Werte für die Lichtempfindlichkeit, die in unseren jeweiligen Standardprozessen ermittelt wurden, sind Richtwerte. Jeder Anwender benutzt einen unterschiedlichen Prozess und anderes Equipment, so dass durch eigene Versuche die optimale Be-‐lichtungsdosis gefunden werden muss. Die Belichtungsdosis, die eine große Fläche ohne Strukturen in einer angemessenen Entwicklungszeit (schichtdickenabhängig, für 1 – 2 µm 30 – 40 s) bei einem Positivlack aufentwickelt, sollte um 10 – 20 % für die Strukturabbildung erhöht werden. Für Negativ-‐resists sollte die Durchentwicklungszeit (DEZ) der unbelichteten Flächen ebenso für 1 – 2 µm bei 30 – 40 s liegen. Die Belichtungsdosis, die dabei einen Schichtaufbau von > 90 % bewirkt, sollte für die Strukturierung ebenfalls um 10 – 20 % erhöht werden. Beschichtete und getemperte Photoresist-‐schichten können vor der Belichtung mehrere Wochen ohne Qualitätsverlust aufbewahrt werden. Sie sind direkt nach der Beschichtung empfindlicher, als wenn die Schichten mehrere Stunden bzw. Tage gelegen haben. Der Abbau der Empfindlichkeit beträgt nach 3 h etwa 3%, nach 24 Stunden 6% und nach 72 Stunden 8% bezogen auf den Ausgangswert und bleibt dann so über Wochen.
1.2.1.9 Lagerung und Alterung
Photoresists sind lichtempfindlich, reagieren auf Licht-‐ und Temperatureinwirkung und altern im Verlauf ihrer Lagerung. Sie werden daher in lichtgeschützten Braunglasflaschen abgefüllt, kühl gela-‐gert und dürfen nur in Gelblichträumen (λ > 500 nm) verarbeitet werden. Das Haltbarkeitsdatum und die empfohlene Lagertemperatur sind auf dem jeweiligen Produktetikett vermerkt. Bei Einhaltung dieser Temperaturen sind die Resists im ungeöffneten Zustand bis zum Ablauf des Haltbarkeitsda-‐tums (das sind i. d. R. 2 Jahre nach Herstellung), mindestens jedoch 6 Monate ab Verkaufsdatum, haltbar.
Einige Photoresists sind über das Haltbarkeitsdatum hinaus verwendbar, wenn sie im ungeöffneten Zustand bei einer niedrigeren optimalen Temperatur (5 -‐ 8 °C gegenüber den empfohlenen 10 -‐ 18 °C) gelagert werden.
Das häufige Öffnen der Lackflaschen bewirkt, dass Lösemittel verdunstet und der Lack „eindickt“, d.h. dadurch werden dickere Schichten erzeugt. Schon 1 % Lösemittelverlust bewirkt bei einem Resist bei 1,4 µm Schichtdicke etwa eine um 4 % dickere Schicht und dadurch einen Anstieg der Belichtungsdo-‐sis. Niemals sollten aus dem Kühlschrank genommene Flaschen sofort geöffnet werden, da sich sonst Luftfeuchtigkeit in dem kalten Lack niederschlägt. Vor dem Öffnen also erst auf Raumtemperatur erwärmen lassen.
Im Verlauf der Lagerung entstehen durch thermische chemische Reaktion der lichtempfindlichen Komponente mit dem Novolak rote Azofarbstoffe, die den Lack nachdunkeln lassen. Dabei färben bereits geringe Mengen des Farbstoffes den Lack dunkler, was sich jedoch ansonsten nicht gravie-‐rend auf die Lackeigenschaften auswirkt. Mehrere Jahre gelagerte Photolacke sind überaltert und nur noch mit deutlichen Einschränkungen verwendbar. Das gilt auch für bei zu hohen Temperaturen ge-‐lagerte sowie stark verdünnte Lacke, die rascher als normal altern. Auswirkungen sind z.B. Partikel-‐bildungen infolge von Ausfällungen der lichtempfindlichen Komponente. Nochmalige Filtrationen bei 0,2 µm helfen nur im Anfangsstadium. Später jedoch fehlen die wegfiltrierten Partikel im Lack und
20
bewirken neben niedrigeren Entwicklungsraten einen erhöhten Dunkelabtrag sowie eine schlechtere Lackhaftung. Wird der Lack entgegen der Empfehlung längere Zeit bei hohen Temperaturen gelagert (z.B. im Sommer), kann Stickstoff aus der lichtempfindlichen Komponente abgespalten werden, die Flasche zischt und schäumt beim Aufmachen. Hier hilft ein langes Stehen lassen mit nicht ganz ge-‐schlossenem Deckel, nach 1 – 2 Tagen beruhigt sich der Lack. Dauerte die falsche Lagerung nicht zu lange, kann der Resist danach noch verwendet werden.
1.3. Prozessverfahren
1.3.1. Lift off -‐ Einlagen-‐ und Zweilagen
Prinzipiell sind zwei Wege zur Herstellung von Leiterbahnen möglich:
1. Ätzverfahren: Es wird eine Metallschicht (z.B. Aluminium) auf den Wafer aufgebracht (Bedampfen, Sputtern), die Resiststrukturen mittels Photolithographie aufgebracht und anschließend das Metall weggeätzt. Unter den Resiststrukturen bleibt das Metall erhalten. Mit dem Removing der Resiststruk-‐turen werden die Leiterbahnen freigelegt.
2. Lift-‐off-‐Verfahren: Auf dem Wafer werden zuerst die Resiststrukturen erzeugt. Dann wird das Me-‐tall aufgedampft. Nach dem Removing der Lackmaske bleibt das Metall nur auf der Waferoberfläche zurück, das Metall auf dem Resist wird mit ihm zugleich abgespült (geliftet).
1.3.2. Nasschemisches Ätzen
Beim nasschemischen Ätzen werden die chemischen Bindungen des zu bearbeitenden Materials durch meist aggressive Ätzmedien aufgebrochen und in lösliche Bestandteile überführt.
Flusssäure-‐Ätzungen allgemein, Ergänzungen?
1.3.3. Trockenchemisches Ätzen
Das trockenchemische Ätzen lässt sich in zwei Wirkprinzipien unterteilen.
1. Einerseits spricht man von einem mehr chemischen Ätzverhalten, bei dem das Substrat durch Radi-‐kale in flüchtige Verbindungen umgesetzt wird. Dieses Verfahren ist stark materialselektiv, bestimmte Ätzgase greifen spezielle Materialien an. So werden Silizium oder Siliziumoxid von CF4 schnell zu dem flüchtigen SiF4 umgesetzt und somit das Silizium abgetragen. Das Verfahren findet bei relativ hohem Druck (ca. 1 Torr) statt. Eine Folge des „hohen“ Druckes ist es, dass die Teilchen sich zunehmend isotrop verhalten, das Ätzen erfolgt nicht nur gerichtet nach „unten“, sondern es kommt zu geringen seitlichen Unterätzungen. Im Folgenden wird ein Beispiel der chemischen Reaktion gegeben:
1. e-‐ + CF4 → CF3 + F + e-‐
2. Si + 4F → SiF4
Die Elektronen zerlegen das CF4 in Radikale, die dann im zweiten Schritt mit dem Silizium reagieren. Das entstehende SiF4 ist gasförmig und entweicht. Man kann die Ätzraten verändern. Die Zugabe von

21
Sauerstoff zum CF4 erhöht die Ätzrate für das Silizium, der Anteil des Sauerstoffes bewirkt aber einen stärkeren Angriff auf die Lackmaske (Veraschung). Die Zugabe von Wasserstoff verringert die Ätzrate bei dem beschriebenen System.
2. Andererseits werden physikalische Effekte ausgenutzt. Ionen werden in einem elektrischen Feld beschleunigt und treffen mit hoher Energie auf das Substrat. Ähnlich dem Sandstrahlen wird das zu bearbeitende Material abgetragen. Dieser Prozess findet bei einem geringeren Druck statt (bis 0,01 Torr). Durch die geradlinige Beschleunigung entsteht ein anisotropes Ätzen, die Strukturen in z.B. Silizium haben senkrechte Flanken.
Die beiden Wirkprinzipien werden bei den Verfahren zum trockenchemischen Ätzen allein und ge-‐meinsam eingesetzt. Das radikalische Ätzen ist das Plasmaätzen, das physikalische Prinzip wird zum Sputtern benutzt (Sputterätzen). Benutz man beide Mechanismen, spricht man entweder vom Reak-‐tiven Ionenätzen (RIE) oder vom Reaktiven Ionenstrahlätzen (RIBE).
Bei allen Trockenätzverfahren wird die Lackmaske einer hohen thermischen Belastung unterworfen. Das Sputtern ist besonders intensiv. Eine Kühlung im Plasmaätzer kann den Effekt reduzieren. Eine zusätzliche Härtung der Lackmaske (Temperung) oder die UV-‐Härtung (→ UV-‐Härtung) stabilisiert den Resist. Temperaturstabile Lacke sollten bevorzugt für die Trockenätzprozesse verwendet werden (→Temperaturstabiler Negativresist).
1.3.4. UV-‐Härtung
Photoresiststrukturen der Standard-‐Lacke besitzen einen Erweichungspunkt von 115 – 130 °C. Bei sich anschließenden thermischen Prozessen (Plasmaätzen, Sputtern usw.) können diese Temperatu-‐ren leicht überschritten werden. Die Strukturen können dann, besonders ausgeprägt bei dickeren Schichten, verfließen. Eine Methode, um das zu verhindern, ist die UV-‐Härtung. Dabei wird der Wafer mit den Resiststrukturen auf eine Hotplate gelegt, erhitzt und zugleich mit UV-‐Licht der Wellenlänge 200 – 300 nm bestrahlt. Dieses energiereiche UV-‐Licht ist in der Lage, die Bindungen aller Komponen-‐ten im Lack, auch die des Novolak, zu spalten, was dann bei den erhöhten Temperaturen wiederum zu einer Vernetzung des Lackes führt. Die Anfangstemperatur von 110 °C (unterhalb des Erwei-‐chungspunktes) wird dann in kleinen Schritten oder über eine Rampe erhöht. Die Strukturen bleiben so thermisch stabil. Das Verfahren ist für die Massenproduktion recht aufwendig. Auch sollten nicht zu hohe Temperaturen verwendet werden (> 160 °C), da sonst die gehärteten Resistschichten sich nicht mehr entfernen lassen. Ein Maskaligner für die Breitband-‐UV-‐Belichtung ist für die UV-‐Härtung so gut wie nicht geeignet, er verfügt nur über Licht der Wellenlänge > 300 nm, das nicht genug Ener-‐gie für das Brechen der Bindungen besitzt. Außerdem ist es schwierig, die Hotplate in dem Maskalig-‐ner zu platzieren.
1.3.5 Lithographische Verfahren
1.3.5.1 Kontaktbelichtung
In einer Kontaktbelichtung werden Fotomaske und Substrat in direkten Kontakt gebracht. Dieses Verfahren führt zur besten Auflösung aller Schattenwurfverfahren, da die Lichtbeugung und der da-‐mit verbundene Auflösungsverlust auf das durch die Lackdicke bedingte Minimum reduziert wird.
22
Der direkte Kontakt birgt Nachteile, so kann die Lackschicht durch die Maske beschädigt werden was zu Übertragungsfehlern führen kann.
Bei der Kontaktbelichtung (siehe Wiki Kontaktbelichtung) kommt es daher auf eine vollständige Trocknung der Resistschicht an. Schon Spuren des Lösemittels in der Resistschicht können zum An-‐kleben und Verunreinigen der Photomaske führen. Allresist bietet Sonder-‐Positivresists aus der Serie AR-‐P 3740 und Sonder-‐Negativresists aus der Serie AR-‐N 4340 an, die, bedingt durch ein spezielles Lösemittelgemisch, über ein schnelleres und komplettes Trocknungsverhalten verfügen. Damit wird ein Ankleben beim Belichtungsvorgang ausgeschlossen.
1.3.5.2 Proximitybelichtung
Im Unterschied zur Kontaktbelichtung wird in einer Proximitybelichtung die Maske in einem Abstand von etwa 10 -‐ 50µm über dem Photolack positioniert, wodurch Beschädigungen von Photoresist und Maske vermieden werden können.
1.3.5.3 Projektionsbelichtung
Bei einer Projektionsbelichtung wird die Photomaske nicht, wie sonst bei der Kontakt-‐ und Proximi-‐tybelichtung, im 1:1 Maßstab im Photoresist abgebildet. Die Masken werden durch ein spezielles Linsensystem (z.B. im Maßstab 4:1 oder 5:1) verkleinert. Die eingesetzten Photomasken sind einfa-‐cher und preiswerter zu fertigen, da auf Ihnen die Strukturelemente um ein Vielfaches größer sind. Ein weiterer großer Vorteil ist, dass Partikel, die sich auf den Photomasken abgelagert haben nur einen sehr geringen Einfluss auf die erzeugten Strukturen haben, da auch sie verkleinert abgebildet werden. Da die Abbildung einer Maske in einer Projektionsbelichtung nicht den gesamten Wafer abdecken kann, müssen die Wafer durch extrem präzise Mechaniken nachgeführt und positioniert werden (Wafer Stepper). Aufgrund der begrenzten Schärfentiefe der abbildenden Optiken, eignet sich diese Methode, im Unterschied zur Kontaktbelichtung, nur zur Belichtung dünner Lackschichten.
1.3.5.4 Immersionslithographie
Die Immersionslithographie entspricht im Wesentlichen der Projektionsbelichtung, mit dem Unter-‐schied, dass zwischen der Projektionslinse und dem Photolack keine Luft sondern ein flüssiges Medi-‐um, z.B. Wasser, vorliegt. Der im Vergleich zu Luft höhere Brechungsindex der Flüssigkeit vergrößert die numerische Apertur des Abbildungssystems. Dadurch können kleinere Strukturen erzeugt wer-‐den.
1.3.5.5 Grautonlithographie
Die Grautonlithographie ermöglicht die Herstellung von 3D-‐Strukturen. Die Oberflächentopographie kann dabei durch eine laterale Variation der Belichtungsdosis, unter Ausnutzung der monoton aber nichtlinear verlaufenden Entwicklungsrate bei der Belichtung von Photolacken, gezielt beeinflusst

23
werden. Eine variable Belichtungsdosis kann über Mehrfachbelichtungen oder auch durch Verwen-‐dung von Grautonmasken, die Bereiche mit unterschiedlichem Transmissionsgrad aufweisen, reali-‐siert werden. Im Fall der Mehrfachbelichtungen wird je nach gewünschter Struktur entweder eine Maske schrittweise verschoben oder mehrere binäre Masken unterschiedlicher Abschattung einge-‐setzt. Außerdem kann die Belichtungsdosis entsprechend variiert werden.
1.3.5.6 Laserlithographie
Photoempfindliche Lacke können auch durch Laserlicht prozessiert werden. Liegt die eingesetzte Laserwellenlänge im Absorptionsbereich des Photoresists kann üblicherweise im cw (constant wafe) Modus gearbeitet werden. Aufgrund der hohen Energiedichten können die Strukturen mit sehr hoher Geschwindigkeit und hoher Präzession geschrieben werden. Durch den Einsatz von ultrakurzen La-‐serpulsen (fs – ps-‐Bereich) können Photolacke auch außerhalb ihres Absorptionsbereiches prozes-‐siert werden. Das heißt, das lichtempfindliche Medium ist transparent für das verwendete Laserlicht. Wird jedoch der Laserstrahl im Pulsmodus stark fokussiert, so werden im fokalen Volumen Mehrpho-‐tonen-‐Absorptionsprozesse (hauptsächlich eine 2-‐Photonen-‐Absorption) wahrscheinlich, die eine chemische oder physikalische Modifikation im fokalen Volumen verursachen und daher eine Struktu-‐rierung des Resists ermöglichen (siehe NIR-‐Lack Resist-‐Wiki oder AR NEWS 26. Ausgabe). Somit kön-‐nen nahezu beliebige 3D-‐Strukturen aus unterschiedlichen photoempfindlichen Materialien herge-‐stellt werden.
1.3.5.7 Röntgenlithografie
Ähnlich wie bei der konventionellen Photolithografie wird auch bei der Röntgenlithografie intensive und schmalbandige monochromatische Strahlung benötigt. Die Wellenlänge weicher Röntgenstrah-‐lung liegt im Bereich 10–0,1 nm. Als Strahlungsquellen eignen sich Hochleistungsröntgenröhren oder auch Synchrotronstrahlungsquellen. Synchrotronstrahlung, wie sie z.B. am BESSY erzeugt werden kann, zeichnet sich durch eine hohe Intensität und eine hohen Brillanz der emittierten Strahlung aus, was eine relativ schnelle Belichtung erlaubt. Es können sehr kleine Strukturen im Bereich von <20 nm mit hoher Tiefenschärfe realisiert werden. Im Unterschied zur optischen Lithografie werden bei der Röntgenlithografie die chemischen Reaktionen nicht direkt durch die einfallenden Photonen sondern durch erzeugte sekundäre Elektronen (Photo-‐ und Auger-‐Elektronen), die dann mit dem Resistmate-‐rial wechselwirken, ausgelöst.
Die Herstellung der Masken ist sehr aufwendig, da Röntgenstrahlung nicht durch Linsen fokussiert werden kann. Die Röntgenlithographie wird u. A. im Rahmen des LIGA-‐Verfahrens zur Herstellung dreidimensionaler Strukturen mit großem Aspektverhältnis, für Anwendungen in der Mikrosystem-‐technik, eingesetzt (Siehe CAR 44 und AR NEWS 21. Ausgabe).
1.3.6. Stabilisierung/ Härtung von Lackschichten
Zahlreiche Anwendungen erfordern strukturierte Resistarchitekturen die durch eine nachträgliche Härtung gegenüber organischen Lösungsmitteln langzeitstabil werden. Die novolakbasierten Lacke

24
zeigen nach Härten bei Temperaturen >150°C, im Fall der CAR-‐Resists zusätzlich unterstützt durch eine intensive Flutbelichtung, eine ausgeprägte Stabilisierung gegenüber organischen Lösungsmit-‐teln, wie z.B. Toluol, Aceton, IPA, PMA oder NEP, über mehrere Stunden stabil.
Am Beispiel von AR-‐P 7400.23 konnte nun explizit gezeigt werden, dass eine ausreichende Stabilisie-‐rung gegenüber Toluol bereits durch intensive Flutbelichtung und anschließendem hard bake bei 110°C möglich ist, während für eine Stabilisierung gegenüber Ethanol neben der Flutbelichtung ein hard bake bei 150°C erforderlich ist. Die Stabilisierung ist dabei so stark ausgeprägt, dass die Struktu-‐ren auch in Ethanol, für mehrere Stunden stabil sind.
2. Photoresists
Photoresists (Photolacke) werden insbesondere in der Mikroelektronik und Mikrosystemtechnik für die Produktion von µm-‐ und sub-‐µm-‐Strukturen eingesetzt. Photoresists für die UV-‐Lithographie nut-‐zen das Breitband-‐UV-‐Spektrum (300 -‐ 450 nm) mit den darin enthaltenen g-‐line (436 nm) und i-‐line (365 nm) Wellenlängen. Die Deep-‐UV-‐Photoresists (< 300 nm) werden in diesem Wiki nur am Rande gestreift, da sie nicht in unser Produktportfolio passen.
2.1. Positiv-‐Photoresists
Allgemeines
Die von Allresist hergestellten Positiv-‐Photoresists bestehen aus einer Kombination von Schichtbild-‐nern, wie z.B. Kresolnovolakharzen sowie lichtempfindlichen Komponenten, wie z.B. Naphthochi-‐nondiazide, gelöst in Lösemitteln, wie z.B. Methoxypropylacetat (entspricht PGMEA).
Spezialanwendungen/ -‐Lacke
2.1.1. Resist für 488 nm Belichtungswellenlänge
Die üblichen Belichtungswellenlängen für die Breitband-‐UV-‐Lithographie liegen in dem Bereich zwi-‐schen 300 nm und 450 nm. Darin enthalten sind die wichtigen Hochdruckquecksilberlampenlinien 436 nm (g-‐line), 405 nm (h-‐line) und 365 nm (i-‐line). Die Wellenlängen g-‐line und i-‐line charakterisie-‐ren den Stand einer Technologie. Die wichtige Laserwellenlänge 488 nm und die seltenere gebrauch-‐te 532 nm Belichtungswellenlänge können mit den Standard-‐Photoresists nicht bedient werden. Er-‐möglicht wird das erst durch einen optimierten Positivresist. Durch den Einsatz einer modifizierten lichtempfindlichen Komponente (LEK) und der Erhöhung der LEK-‐Konzentration verschiebt sich das UV-‐Absorptionsspektrum geringfügig zum Langwelligen. Obwohl die Absorption bei 488 nm immer noch < 0,05 ist, reicht das aus, um bei dieser Wellenlänge der Resist belichten und strukturieren zu können. Die Empfindlichkeit ist aber recht gering und kann für eine 1 µm Schicht mit > 1.000 mJ/cm² angegeben werden. Einzelne Anwender haben berichtet, dass auch bei einer Belichtung bei 532 nm
25
eine Strukturierung möglich war. Die benötigte Lichtmenge liegt in dem Bereich > 3 J/cm. (siehe SX AR-‐P 3500/7)
2.1.2 Positiv-‐Zweilagen-‐lift-‐off System
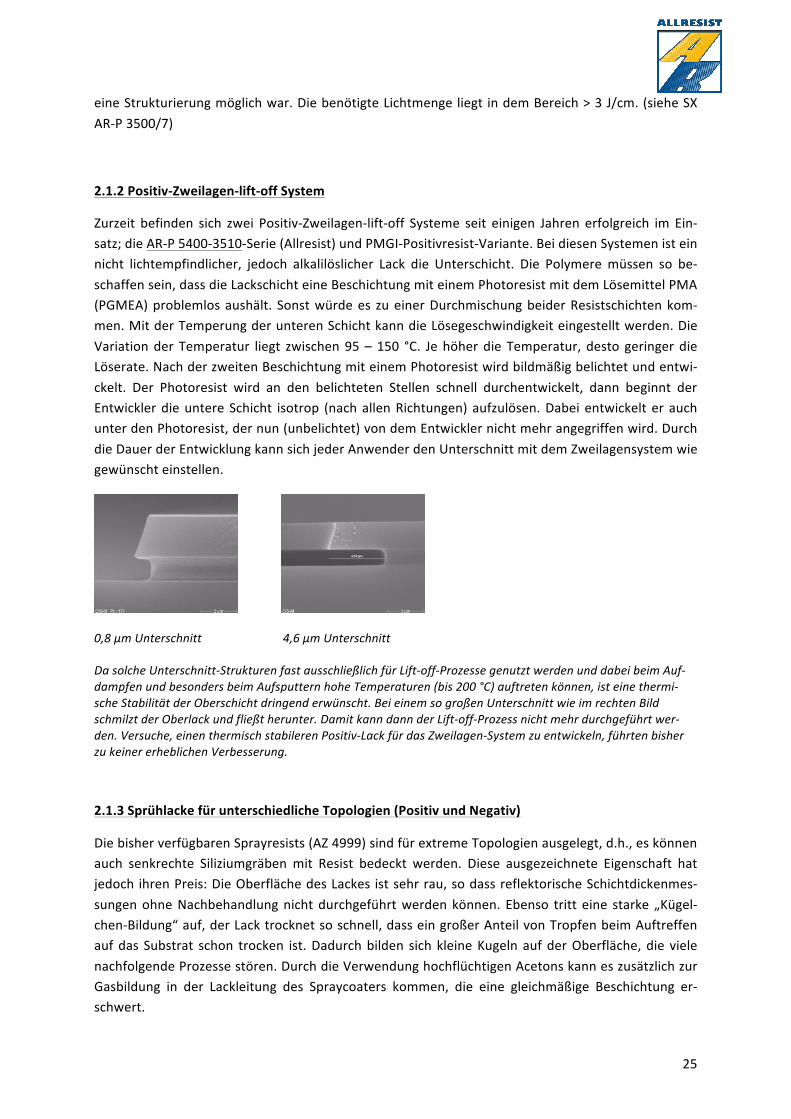
Zurzeit befinden sich zwei Positiv-‐Zweilagen-‐lift-‐off Systeme seit einigen Jahren erfolgreich im Ein-‐satz; die AR-‐P 5400-‐3510-‐Serie (Allresist) und PMGI-‐Positivresist-‐Variante. Bei diesen Systemen ist ein nicht lichtempfindlicher, jedoch alkalilöslicher Lack die Unterschicht. Die Polymere müssen so be-‐schaffen sein, dass die Lackschicht eine Beschichtung mit einem Photoresist mit dem Lösemittel PMA (PGMEA) problemlos aushält. Sonst würde es zu einer Durchmischung beider Resistschichten kom-‐men. Mit der Temperung der unteren Schicht kann die Lösegeschwindigkeit eingestellt werden. Die Variation der Temperatur liegt zwischen 95 – 150 °C. Je höher die Temperatur, desto geringer die Löserate. Nach der zweiten Beschichtung mit einem Photoresist wird bildmäßig belichtet und entwi-‐ckelt. Der Photoresist wird an den belichteten Stellen schnell durchentwickelt, dann beginnt der Entwickler die untere Schicht isotrop (nach allen Richtungen) aufzulösen. Dabei entwickelt er auch unter den Photoresist, der nun (unbelichtet) von dem Entwickler nicht mehr angegriffen wird. Durch die Dauer der Entwicklung kann sich jeder Anwender den Unterschnitt mit dem Zweilagensystem wie gewünscht einstellen.
0,8 µm Unterschnitt 4,6 µm Unterschnitt Da solche Unterschnitt-‐Strukturen fast ausschließlich für Lift-‐off-‐Prozesse genutzt werden und dabei beim Auf-‐dampfen und besonders beim Aufsputtern hohe Temperaturen (bis 200 °C) auftreten können, ist eine thermi-‐sche Stabilität der Oberschicht dringend erwünscht. Bei einem so großen Unterschnitt wie im rechten Bild schmilzt der Oberlack und fließt herunter. Damit kann dann der Lift-‐off-‐Prozess nicht mehr durchgeführt wer-‐den. Versuche, einen thermisch stabileren Positiv-‐Lack für das Zweilagen-‐System zu entwickeln, führten bisher zu keiner erheblichen Verbesserung.
2.1.3 Sprühlacke für unterschiedliche Topologien (Positiv und Negativ)
Die bisher verfügbaren Sprayresists (AZ 4999) sind für extreme Topologien ausgelegt, d.h., es können auch senkrechte Siliziumgräben mit Resist bedeckt werden. Diese ausgezeichnete Eigenschaft hat jedoch ihren Preis: Die Oberfläche des Lackes ist sehr rau, so dass reflektorische Schichtdickenmes-‐sungen ohne Nachbehandlung nicht durchgeführt werden können. Ebenso tritt eine starke „Kügel-‐chen-‐Bildung“ auf, der Lack trocknet so schnell, dass ein großer Anteil von Tropfen beim Auftreffen auf das Substrat schon trocken ist. Dadurch bilden sich kleine Kugeln auf der Oberfläche, die viele nachfolgende Prozesse stören. Durch die Verwendung hochflüchtigen Acetons kann es zusätzlich zur Gasbildung in der Lackleitung des Spraycoaters kommen, die eine gleichmäßige Beschichtung er-‐schwert.

26
Deshalb wurden die Allresist-‐Sprühlacke weiter optimiert. Es wurden mit modifizierten Mustern wei-‐tere Versuche am Süss-‐Spraycoater „Gamma Altaspray“ gemacht. Die Versuche wurden an geätzten Siliziumwafern mit 54 ° Böschungswinkel (Tiefe 300 -‐ 400 µm) durchgeführt. Die Lösemittelzusam-‐mensetzung wurde sukzessive weniger flüchtig gestaltet, auf Aceton wurde ganz verzichtet. Dadurch ergaben sich deutlich verbesserte Oberflächen, die eine reflektorische Schichtdickenmessung zulie-‐ßen. Die Neigung zur „Kügelchenbildung“ war sehr viel geringer ausgeprägt. Trotzdem gelang eine vollständige und ausreichende Bedeckung der Wafertopologien. Bei Schichtdicken von 3 – 5 µm wur-‐de eine Auflösung von 1 – 2 µm erreicht.
Gute Lackoberfläche bei völliger Bedeckung aller Auflösungstest des Negativresists SX AR-‐N 2250/1.1
Topologien – Positivresist SX AR-‐P 1250/25.2 Schichtdicke 5 µm, hohe Empfindlichkeit
Süss-‐Spraycoater „Gamma Altaspray“
Positivresist SX AR-‐P 1250/25.2
Negativresist SX AR-‐N 2250/1.1
Lackfluss 25 Tropfen/min 40 Tropfen/min
Armgeschwindigkeit 75 mm/s 90 mm/s
N2 -‐ Druck 0,9 bar 0,9 bar
Düsenhöhe 20 mm 20 mm
Belichtung Nikon-‐Stepper B14, i-‐Line, NA = 0,65
Nikon-‐Stepper B14, i-‐Line, NA = 0,65
Empfindlichkeit (Schichtdicke) 200 mJ/cm² (5 µm) 70 mJ/cm² (5 µm)
Entwicklung AR 300-‐44, 4 x 60 s Puddle AR 300-‐44, 4 x 60 s Puddle
Minimale Auflösung 1,2 µm 1,4 µm
Allresist bietet nun mehr eine Serie für Positiv-‐ und Negativlacke für unterschiedliche Topologien und ebene Substrate an.

27
senkrechte Gräben: AR-‐P 1210 (positiv) ; AR-‐N 2210 (negativ)
geätzte 54 ° Böschungen: AR-‐P 1220 (positiv) ; AR-‐N 2220 (negativ)
ebene Wafer: AR-‐P 1230 (positiv) ; AR-‐N 2230 (negativ)
Diese können aufgrund ihrer unterschiedlich eingestellten Trocknung auch schneller auf differenzier-‐te Anforderungen von Spraycoatern anderer Hersteller eingestellt werden.
2.1.3.1 Neues Verfahren zur Sprühbeschichtung tiefer Topologien mit SX AR-‐P 1250/20
Im CiS Institut für Mikrosensorik werden für die Fertigung kundenspezifischer Bauelemente tiefe Siliziumätzgruben strukturiert. Dazu wurde eine Beschichtung mittels Sprühbeschichtung entwickelt. Mit einem EVG-‐Spraycoater wurden umfangreiche Versuche durchgeführt. Die Allresist optimierte den Resist für diese Untersuchungen. Letztendlich befriedigten jedoch die Ergebnisse nicht vollstän-‐dig, da sich die Kanten der Ätzgruben nicht ausreichend bedecken ließen.
Erst durch die Entwicklung eines neuen Sprühsystems gelang den Mitarbeitern des CiS die Erreichung einer guten Kantenbedeckung. Eine Voraussetzung war ein nochmals optimierter Sprühresist, der SX AR-‐P 1250/20. In den Abbildungen sind die geätzten Strukturen der Siliziumgruben zu sehen. Die sehr gute Kantenbedeckung der Ätzgruben lässt sich in der Abbildung 2 gut erkennen, an den gewünsch-‐ten Stellen ist die Schicht vollständig geschlossen.
Lackstrukturen SX AR-‐P 1250 zur Bedeckung Geätzte Teststrukturen nach der Lackentfernung
2.1.4 Positivresist für temperaturempfindliche Substrate
Oftmals sollen Substrate strukturiert werden, die nicht über 50 – 70 °C erwärmt werden dürfen. Das können Glasteilungen sein, die sich bei höheren Temperaturen verziehen und so ihre Maßhaltigkeit verlieren würden. Aber auch einige organische Polymere, die beschichtet werden sollen, sind Tempe-‐ratur empfindlich. Weiterhin können auf den Substraten schon thermoempfindliche Strukturen vor-‐handen sein. Für solche Substrate empfiehlt sich der Einsatz des SX AR-‐P 3110/6, ein Positiv-‐Photoresist, der aufgrund seines Lösemittelgemisches wesentlicher schneller trocknet bzw. für eine vollständige Trocknung mit tieferen Temperaturen auskommt. Da die Haftfestigkeit der Lacke meist
28
auch von der Temperung abhängt, wurde dieser Resist mit einem zusätzlichen Haftvermittler verse-‐hen, um dieses Manko auszugleichen.
2.1.5 Alkalistabiler, leicht strukturierbarer Positivresist SX AR-‐P 5900/8
Der X AR-‐P 5900/4, seit vielen Jahren auf dem Markt, ist ein Positivresist, dessen Strukturen deutlich alkalistabiler als die der Standard-‐Positivresists (z.B. AR-‐P 3510 oder AZ-‐Lacke) sind. Er wird meist als Schutzlack für basische Bäder eingesetzt. Eine getemperte Schicht widersteht einer 2 n NaOH einige Minuten. Will man diese Schicht jedoch strukturieren, benötigt man sehr lange Belichtungszeiten und ein gut bewegtes Entwicklerbad, um die belichteten Flächen aufzuentwickeln.
Deshalb wurde der SX AR-‐P 5900/8 konzipiert. Diesem Positivresist wurden Säuregeneratoren und Vernetzer hinzugegeben. Nach einem Softbake bei 95 °C kann der Lack ganz normal und mit einer guten Empfindlichkeit strukturiert werden. Werden diese Strukturen jetzt bei Temperaturen von 120 – 150 °C nochmals getempert, verstärkt sich die Alkalistabilität erheblich. Bis zu 30 Minuten (150 °C) können nun die Resiststrukturen relativ unbeschadet in einer 2 n NaOH verbleiben.
Wenn der SX AR-‐P 5900/8 nur als Schutzlack verwendet werden soll, muss die Temperung nach der Beschichtung in dem Bereich von 120 -‐ 150 °C durchgeführt werden. Das Entfernen der so behandel-‐ten Schichten ist mit üblichen Removern möglich.
2.1.6 Laser-‐Direktbelichtung mit dem AR-‐P 3540
Neben dem verbreiteten Strukturieren mittels Photomasken in der Lithographie besteht auch die Möglichkeit, die Strukturen direkt, ohne Maske, mittels Laserstrahlen einzuschreiben. Die gebräuch-‐lichste Wellenlänge ist dabei die 405 nm Linie.
Durch die Verknüpfung klassischer maskengestützter Belichtungsverfahren (Kontakt-‐, Proximity-‐ und Projektionsbelichtung) mit moderner, maskenloser Lithographie (Laser-‐ und Elektronenstrahlbelich-‐tung) kann eine mix&match Technologie genutzt werden, die den hohen Durchsatz der Maskentech-‐nologie mit der hohen Auflösung im sub-‐µm-‐Bereich (Laser) verknüpft.
Diese Technologie zielt auf die Steigerung der Anwendereffizienz von Belichtungstechniken, insbe-‐sondere für MEMS und sensorische Prozesse.
In Analogie zur bekannten photolithographischen Strukturierung (siehe Resist-‐Wiki Allgemein Grund-‐legende Chemie) wird hier mittels gesteuerten Laserstrahls der AR-‐P 3540 chemisch verändert und durch die nachfolgende Entwicklung gelöst. Über Testserien wurden neue Einsatzgebiete für den AR-‐P 3540 in der maskenlosen Lithographie an geprobt und bewertet.
Gute Ergebnisse zeigen die folgenden Abbildungen – es wurden Auflösungen von deutlich kleiner 1,0 µm erreicht.

29
Abb.: Aufgelöste Strukturen (Stege) <1,0µm im AR-‐P 3540
Abb.: Aufgelöste Strukturen (Löcher) <1,0µm im AR-‐P 3540
Nach einer Information von Klaus-‐Dieter Preuß -‐ Entwicklungsingenieur im CiS Forschungsinstitut für Mikrosensorik und Photovoltaik GmbH und Dr. Axel Weidner -‐ Geschäftsführer der ML Mikrolitho-‐graphie Service GmbH Jena (Siehe auch AR NEWS 28. Ausgabe)
2.1.7 Anpassungsfähiger Zweilagenresist AR-‐BR 5460 für variable Lift-‐off-‐Strukturen
Der Bottom Resist AR-‐BR 5460 wird in Kombination mit Positiv-‐ (z.B. AR-‐P 3510) oder Negativresists (z.B. AR-‐N 4340) bereits seit einem Jahrzehnt bei vielen Lift-‐off-‐Applikationen eingesetzt.
Prozess: Zuerst wird der nicht lichtempfindliche Unterlack AR-‐BR 5460 beschichtet und bei 150 °C getempert. Dann wird der jeweilige Photoresist auf den Unterlack aufgeschleudert und mit einem Softbake bei 85 -‐ 95 °C getrocknet. Nach erfolgter UV-‐Belichtung wird der gewünschte Unterschnitt dann im anschließenden Entwicklungsschritt (im Fall der Negativlacke muss zuvor noch ein PEB durchgeführt werden) durch die eingestellte Entwicklungsrate des Bottom Resists realisiert. Mit die-‐sem Zweilagensystem können leicht prozessangepasste Lift-‐off-‐Architekturen realisiert werden. Die Prozesse unserer Anwender unterscheiden sich oft sehr stark, was eine Anpassung unseres Standard-‐resists an die unterschiedlichen Kundenwünsche erforderlich macht. Oft sind dabei zahlreiche Ein-‐flussgrößen zu berücksichtigen, z.B. Art des Substrates, eingesetzte Schichtdicken, benötigte Auflö-‐sung oder auch der gewünschte Entwickler. Der wichtigste Parameter ist jedoch im Allgemeinen die Entwicklungsgeschwindigkeit, da sie allein den erreichbaren Unterschnitt bestimmt. Durch Variation der Resistzusammensetzung (Novolakanteil) und der Softbake-‐Temperatur kann die Entwicklungsrate über einen sehr weiten Bereich gezielt variiert werden. Im folgenden Diagramm sind unterschiedliche Entwicklungsraten von vier Mustern des AR-‐BR 5460 im Vergleich zum Standardresist (blau, 24,5% Novolakanteil) gezeigt. Durch Veränderungen des prozentualen Novolakanteils (12%, 15%, 20% und 25%) und variabler Softbake-‐Temperatur (150°C, 160°C bzw. 170°C) lässt sich die Entwicklungsrate sehr genau steuern.

30
Diagramm: Verlauf der Entwicklungsraten
So variiert z.B. die Löserate bei dem Muster mit 15 % Novolak von 155 nm/s bei 150 °C bis 40 nm/s bei 170 °C. Mit einer solchen Auswahl-‐Möglichkeit lassen sich für jede Technologie die optimalen Parameter finden.
2.2. Negativ-‐Photoresists
Für die Herstellung von Negativ-‐Photoresists werden neben Novolaken Bisazide, Säurebildner und aminische Komponenten in Lösemitteln (z.B. Methoxypropylacetat) gelöst.
2.2.1. Chemisch verstärkte Negativresists, Prozessparameter und Auflösung
Am Beispiel vom AR-‐N 4340 werden Prozessparameter, Empfindlichkeit, Auflösung, Kantenqualität und Maßverhalten dargestellt.
Die Untersuchungen erfolgten auf 150mm-‐Wafern mit Si-‐Oberfläche. Vor der Beschichtung wurde HMDS aus der Gasphase als Haftvermittler aufgebracht. Die Schichtdicke wurde auf 1,3 µm einge-‐stellt, die Temperung wurde bei 110 °C, 3 Minuten hot plate durchgeführt. Für die Belichtung wurde ein i-‐line-‐Stepper Nikon NSR-‐2205i14 verwendet. Die Bestimmung der optimalen Parameter und der Auflösung erfolgt ausschließlich mit AR 300-‐44 als Entwickler, der kompatible zu anderen 0,26 n me-‐tallionenfreien Entwicklern ist.
Die Lackhaftung ist sehr gut. Ein Abschwimmen von Lackstrukturen, auch der kleinsten Dots, wurde nicht beobachtet. Dies bedeutet auch, dass die Strukturen keinen Unterschnitt besitzen. Es wurde die Auflösung von Linie, Linienraster und Dots bestimmt. Die beste Auflösung des Linienrasters mit AR-‐N 4340T beträgt 0.6µm. Die Kantenqualität und das Maßverhalten sind ebenfalls sehr gut.
Optimale Parameter (110 °C Softbake):
Softbake: 110°C, 180s, hot plate
Schichtdicke: 1,3 µm
Belichtung: 40mJ/cm2 Nikon NSR-‐2205i14
PEB 95°C, 60s, hot plate
12 13 14 15 16 17 18 19 20 21 22 23 24 2520
40
60
80
100
120
140
160
180
200
220
% Novolakanteil vom Feststoff
Ent
wic
klun
gsra
te in
AR
300
-49
[nm
/s]
Softbake 150°C, 30min Softbake 160°C, 30min Softbake 170°C, 30min AR-BR 5480, Softbake 150°C

31
Entwicklungszeit: 60-‐90s, Tauchentwicklung AR 300-‐44
Bei zu großer Lichtmenge und zu hoher Post-‐Exposure-‐Bake Temperatur ist die Streustrahlung rund um die Strukturen so hoch, dass ein breiter Lacksaum um die Strukturen entsteht, der auch durch überlanges Entwickeln nicht zu beseitigen ist.
2.2.2. Temperaturstabiler Negativresist
Neue, wässrig-‐alkalische lösliche Polymere können die Novolake in einigen Eigenschaften übertref-‐fen. Die Standard-‐Novolake schmelzen in der Regel in dem Bereich von 120 – 140 °C. Je dicker die Schichten werden, desto größere Auswirkung hat dieses Verhalten auf die Resiststrukturen. 10 µm hohe Stege können bei 130 °C einfach wegfließen. Eine hohe thermische Stabilität würde diesen Ef-‐fekt vermeiden, besonders bei Ionen-‐ oder Plasmaätzschritten.
Versuche mit einem wässrig-‐alkalisch entwickelbaren Copolymer aus PMMA und Polystyren zeigten eine hohe thermische Resistenz der Schichten. Dieses Polymer ergab durch die Zugabe von Säurege-‐neratoren und aminischen Vernetzern einen chemisch verstärkten Negativresist. Erste Versuche zur Bestimmung der thermischen Stabilität zeigten bei einer Schichtdicke von 4 µm bis 220 °C keine Ver-‐rundung der Kanten. Wie für einen chemisch verstärkten Resist zu erwarten, ist der Lack sehr emp-‐findlich. Neben dem Einsatz als Einlagenresist ist auch eine Applikation für ein Zweilagensystem vor-‐gesehen. (siehe SX AR-‐N 4700/1)
2.2.3. Alkalistabiler und lösemittelbeständiger Negativresist
Die meisten Novolak-‐basierten Photoresists zeichnen sich durch eine sehr gute Ätzstabilität gegen-‐über Säuren aus (außer hochkonzentrierten, oxidierenden Säuren oder konzentrierter Flusssäure). Dagegen sind die Resists gegenüber basischen Medien relativ empfindlich. Ein Entwickler aus wäss-‐rig-‐alkalischen Mischungen mit einem pH von 12 bis 13 löst die belichteten Areale der Positivresists in Sekunden, aber auch die unbelichteten Flächen innerhalb von 5 – 20 Minuten.
Jetzt ist es gelungen, einen Novolak-‐Negativresist zu konzipieren, dessen Resiststrukturen nach einer zusätzlichen Temperung die Einwirkung von 1 n NaOH über 4 Stunden ohne messbaren Abtrag wi-‐derstehen. Als Entwickler dient der 2:1 verdünnte TMAH-‐Remover AR 300-‐73. Erstaunlicherweise ist dieser Resist trotz des drastischen Entwicklungsregimes sehr empfindlich. Die Verarbeitung kann mit dem üblichen Lithographie-‐Equipment erfolgen, ein Removing ist gut möglich.
Damit bietet sich dieser Negativlack für den Einsatz in stark basischen Galvanikbäder und zum Ätzen von Aluminiumschichten mittels starker TMAH-‐Entwickler an. Des Weiteren sind die vernetzten Re-‐sistschichten erstaunlich lösemittelbeständig. Schon ab einer Temperung der Strukturen von 120 °C

32
erfolgt dann über Stunden kein Angriff durch Aceton, IPA, PMA und NEP mehr. Noch höhere Här-‐tungstemperaturen stabilisieren die Schicht so stark, dass auch die üblichen Remover wirkungslos bleiben. Ein Entfernen des Lackes kann dann nur noch mittels Plasmaätzen oder Piranha-‐Lösung durchgeführt werden.
Durch die Auswahl und Kombination der Rohstoffe kann gezielt die Lösemittelbeständigkeit einge-‐stellt werden. (siehe SX AR-‐N 4340/7)
2.2.4. Negativ-‐Zweilagen-‐lift-‐off System
Positiv-‐Zweilagen-‐Systeme sind schon lange auf dem Markt. Nun mehr gibt es auch Varianten mit Negativresists als Oberlack. Der größte Vorteil für die Neuerung ist die höhere thermische Stabilität von Negativlacken. Das Negativ-‐Zweilagen-‐System SX AR-‐P5460/1 + SX AR-‐N4340/6 ergibt einen aus-‐geprägten Unterschnitt und erzeugt gerade Kanten in der Unterschicht, was bei dem isotropen Ätz-‐verhalten nicht selbstverständlich ist (s. Abb. )
Für noch höhere Temperaturbelastungen wurde ein thermostabiler Negativlack entwickelt (→Temperaturstabiler Negativresist). Dieser Lack zeigte als Oberlack verheißungsvolle Ergebnisse. Relativ schnell gelang es, diese Zweilagen Entwicklung zu optimieren und den Unterschnitt herzustel-‐len. Dazu wurden Resists der Serie AR-‐N 4300 modifiziert (Copolymer aus PMMA und Polyhydro-‐xystyren anstatt Novolak) und der Unterlackes AR-‐P 5400 wurde zusätzlich variiert. Der SX AR-‐N 4340/10-‐Resist ist deutlich thermoresistenter als die Positivresists. In der Abbildung ist das Zweila-‐gensystem nach der Entwicklung und nach einer thermischen Behandlung von 200 °C zu sehen. Der Negativlack zeigt keinerlei Beeinflussung durch den Temperschritt.
2.2.5 Entwicklung dicker Negativresistschichten (PR, negativ)
Durch Verwendung des negativ Resists AR-‐N 4400-‐50 können dicke Lackschichten >200 µm durch mehrmaliges Beschichten aufgebaut werden (s. Produktinfo CAR 44). Entscheidend für die Qualität

33
der zu erzeugenden Strukturen ist das Trocknungsregime. Die dicken Lackschichten sollten langsam bei Temperaturen <90°C getrocknet werden, unter Einsatz von Temperaturrampen, was die Bildung von Spannungsrissen im Lack verhindert und eine gleichmäßige Verteilung des Restlösungsmittels bewirkt. Da der Restlösungsmittelgehalt die Entwicklungsgeschwindigkeit beeinflusst, können über die Dauer des Trocknungsprozesses entscheidende Strukturparameter gesteuert werden: ein hoher Gehalt an Lösungsmittel begünstigt die Ausbildung unterschnittener Strukturen während ein geringer Lösungsmittelgehalt senkrechte Architekturen ermöglicht. Je länger getrocknet wird desto langsamer ist dabei die Entwicklungsrate (s. Bild ….)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
Ent
wic
klun
gsra
te in
µm
/min
Zeit in Stunden (Tempern bei 85°C)
AR 300-46 (PMA) AR 300-46 (MEK/ Butyro 1:1)
Abb.: Entwicklungsrate von 50 µm dicken Schichten aus AR-‐N 4400-‐50 in Abhängigkeit der Trocknungsdauer (85°C, Ofen), Vergleich unterschiedlicher Resistlösungsmittel (PMA und Butyrolaktone:MEK 1:1), TMAH Entwick-‐ler AR 300-‐46
Die Entwicklungsrate ist dabei unabhängig von der Art des Resistlösungsmittels. Da Buytrolakton aber weniger flüchtig als PMA ist, aufgrund des höheren Siedepunktes, ist die Entwicklungsrate zu-‐nächst höher, gleicht sich jedoch nach etwa 12 Stunden Trocknung an. Lösungsmittelfreie Schichten können nicht mehr kontrolliert entwickelt werden.
2.2.6 Sonderanwendungen Negativ-‐Photoresist
2.2.6.1 Chemisch verstärkter Negativresist ohne Vernetzungstemperung
Bei einigen Anwendungen kann das Substrat, auf dem der Negativlack eingesetzt werden soll, nicht erwärmt werden. Das trifft auf empfindliche Gläser und vor allem auf sehr große Substrate zu. Zum Beispiel soll die Strukturierung einer 4 Meter langen Kupferwalze für den Teppichdruck mit dem Ne-‐gativlack durchgeführt werden. Die Muster werden dann mit einer Eisen(III)chlorid-‐Lösung in das Kupfer eingeätzt. Eine Temperung der Walze auf 95 °C ist aber nicht möglich. Jedoch zeigte sich, dass der AR-‐N 4400-‐10 nach der Belichtung auch über Nacht bei Raumtemperatur ausreichend vernetzt. Lediglich der Entwickler sollte etwas verdünnt werden. Bei etwas höheren Temperaturen, z.B. ein 40 °C warmes Wasserbad) lässt sich der Vernetzungsprozess auf wenige Stunden reduzieren.

34
2.2.6.2 Photoresistbeschichtungen auf Teflonsubstraten
Teflon oder ähnliche Produkte werden aufgrund ihrer extremen Oberflächeneigenschaften in Berei-‐chen eingesetzt, wo eine Strukturierung des Teflons manchmal wünschenswert wäre. Die hydropho-‐ben Oberflächeneigenschaften verhindern aber eine Beschichtung mit Resist. Der aufgeschleuderte Resist zieht sich wieder in die Mitte des Substrates zurück. Mit einem modifizierten Photoresist der Serie AR-‐P 3200 gelingt es, solche Teflonsubstrate zu beschichten. Die Eigenschaften des Resists wurden durch eine Variation der Oberflächenspannung und dem Zusatz von Haftvermittlern einge-‐stellt.
2.2.6.3 Aluminiumstrukturen direkt entwickelt
Strukturen aus Aluminium werden üblicherweise durch die Herstellung einer Lackmaske und an-‐schließendem nasschemischen Ätzen erzeugt. Mit dem Negativlack SX AR-‐N 4360/1 kann die elegan-‐te Methode der Direktentwicklung angewendet werden. Der gegen alkalische Entwickler außeror-‐dentlich beständige Photoresist wird direkt auf das Aluminium aufgeschleudert und wie üblich ge-‐trocknet, belichtet und entwickelt. Als Entwickler wird dabei der konzentrierte, metallionenfreie AR 300-‐44 verwendet. Nachdem die belichteten Photoresistschichten entfernt sind, greift der Entwickler die freigelegten Stellen des Aluminiums an. In zwei Minuten wird eine 100-‐nm-‐dicke Aluminium-‐schicht entfernt. Nach der einfach durchzuführenden Entfernung der Lackmaske bleiben die ge-‐wünschten Aluminiumstrukturen zurück.
2.2.7. Empfindlicher Negativresist für 405-‐nm-‐Laser-‐Direktbelichter
Der Negativresist AR-‐N 4400-‐10 kann mit einem Laser-‐Direktbelichter bei einer Belichtungswellen-‐länge von 405 nm strukturiert werden. In der Abbildung sind unterschiedliche Arrays zu erkennen. Der Säulendurchmesser variierte von 5 µm bis 50 µm. Die Bestrahlungsdosis lag in dem Bereich von 7 mJ/cm² bis 200 mJ/cm². Die Schichtdicke betrug bei dieser Versuchsreihe bei 11 µm.
Versuchsfelder mit unterschiedlichen Säulendurchmessern 40 µm Säulen bei einer Dosis von 7 mJ/cm²
Die Empfindlichkeit des Resists ist außerordentlich gut. So reicht eine Dosis von 7 mJ/cm² aus, um einen vollständigen Schichtaufbau zu realisieren. Andere Negativresists sind ausschließlich für i-‐line (365 nm) Belichtungen ausgelegt. Somit bietet sich der Negativresist AR-‐N 4400-‐10 zusätzlich für

35
verschiedene Anwendungen mit dem 405-‐nm-‐Laser an. Auch noch bei der g-‐line Belichtung (436 nm) ist der Lack ausreichend empfindlich. Besonders hervorzuheben ist z.B. die Strukturierung unregel-‐mäßig geformter Substrate, die mittels Tauchbeschichtung mit dem Spezialresist AR-‐N 4340-‐10 S6 (eine Modifikation des AR-‐N 4400-‐10) beschichtet werden. Die Belichtung erfolgt dann nicht über Masken sondern mit dem Laser.
2.2.8. Erzeugung von unterschnittenen Strukturen mittels Negativresists
Mit der Laser-‐Direkt-‐Belichtung kann ein leichter Unterschnitt der Strukturen erzeugt werden: Der obere Teil der Schicht wird durch die Absorption des Resists stärker belichtet und intensiver vernetzt. Dagegen wird der untere Teil der Struktur durch die Absorption des Resists etwas weniger belichtet und geringer vernetzt. Damit entsteht, weil der Entwickler die untere Schicht auch seitlich angreift, ein leichter Unterschnitt. Eine stärkere Differenzierung der Vernetzung für einen stärkeren Unter-‐schnitt gelingt mit dem Laser jedoch nicht, es wird zu viel Energie eingetragen. Für die Erzeugung von senkrechten Kanten ist dieser Umstand willkommen. Will man einen stärkeren Unterschnitt-‐Effekt erreichen, ist dies nur mit der üblichen Photolithographie durch Masken bei einer minimalen Belich-‐tungsdosis möglich, die zudem bei einer Wellenlänge von 300 – 380 nm (bzw. UV-‐Breitband) arbei-‐ten. Die Resistschicht absorbiert in diesem Bereich die Belichtungsenergie stärker, somit kommt bei einer schwachen Dosis nur wenig Licht „unten“ an und der zuvor beschriebene Prozess der Unter-‐schnittausprägung wirkt viel stärker (siehe Abb. 4 + 5).
Abb. 4 + 5 Unterschnittene Strukturen des AR-‐N 4450-‐10 bei minimaler Belichtungsdosis
2.2.9. Dosisabhängige Strukturgröße bei Negativresists
Die gewünschte Strukturgröße hängt auch erheblich von der verwendeten Belichtungsdosis ab. Bei einer Überbelichtung beginnen sich die Strukturen zu vergrößern. Besonders ausgeprägt ist das bei einer Laserbestrahlung. In der Bildreihe sind 5-‐µm-‐Säulen bei unterschiedlichen Dosen gezeigt. Die
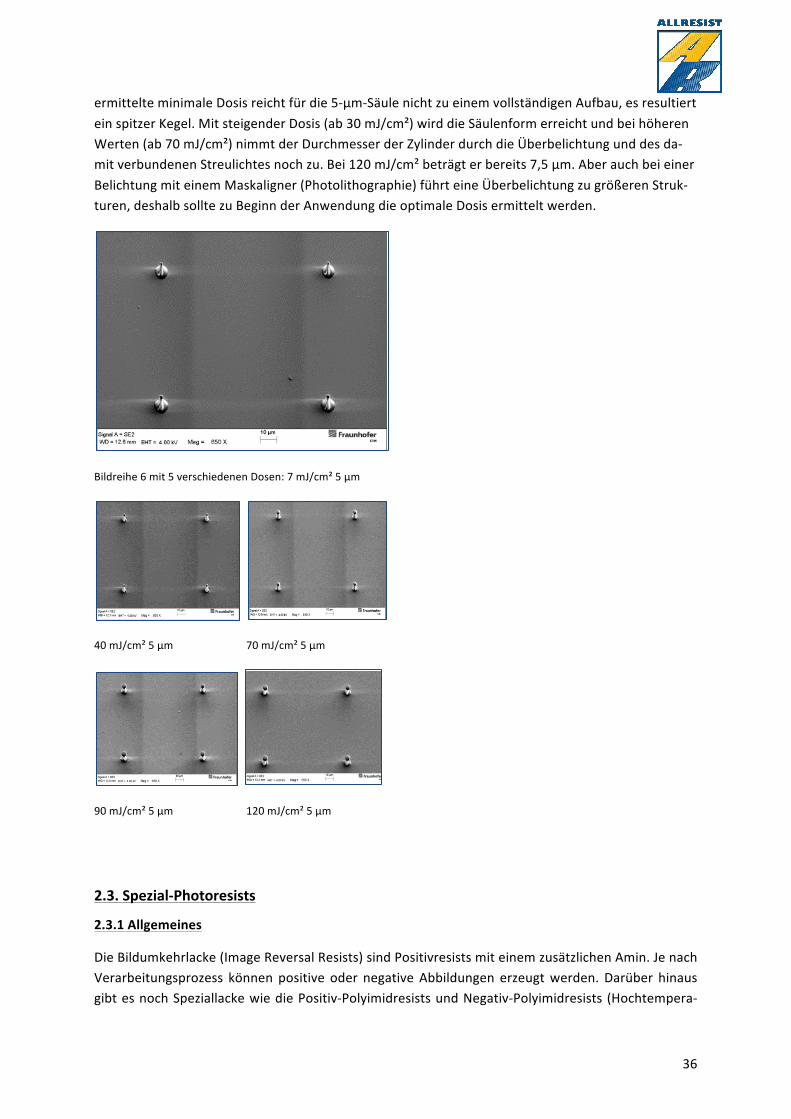
36
ermittelte minimale Dosis reicht für die 5-‐µm-‐Säule nicht zu einem vollständigen Aufbau, es resultiert ein spitzer Kegel. Mit steigender Dosis (ab 30 mJ/cm²) wird die Säulenform erreicht und bei höheren Werten (ab 70 mJ/cm²) nimmt der Durchmesser der Zylinder durch die Überbelichtung und des da-‐mit verbundenen Streulichtes noch zu. Bei 120 mJ/cm² beträgt er bereits 7,5 µm. Aber auch bei einer Belichtung mit einem Maskaligner (Photolithographie) führt eine Überbelichtung zu größeren Struk-‐turen, deshalb sollte zu Beginn der Anwendung die optimale Dosis ermittelt werden.
Bildreihe 6 mit 5 verschiedenen Dosen: 7 mJ/cm² 5 µm
40 mJ/cm² 5 µm 70 mJ/cm² 5 µm
90 mJ/cm² 5 µm 120 mJ/cm² 5 µm
2.3. Spezial-‐Photoresists
2.3.1 Allgemeines
Die Bildumkehrlacke (Image Reversal Resists) sind Positivresists mit einem zusätzlichen Amin. Je nach Verarbeitungsprozess können positive oder negative Abbildungen erzeugt werden. Darüber hinaus gibt es noch Speziallacke wie die Positiv-‐Polyimidresists und Negativ-‐Polyimidresists (Hochtempera-‐
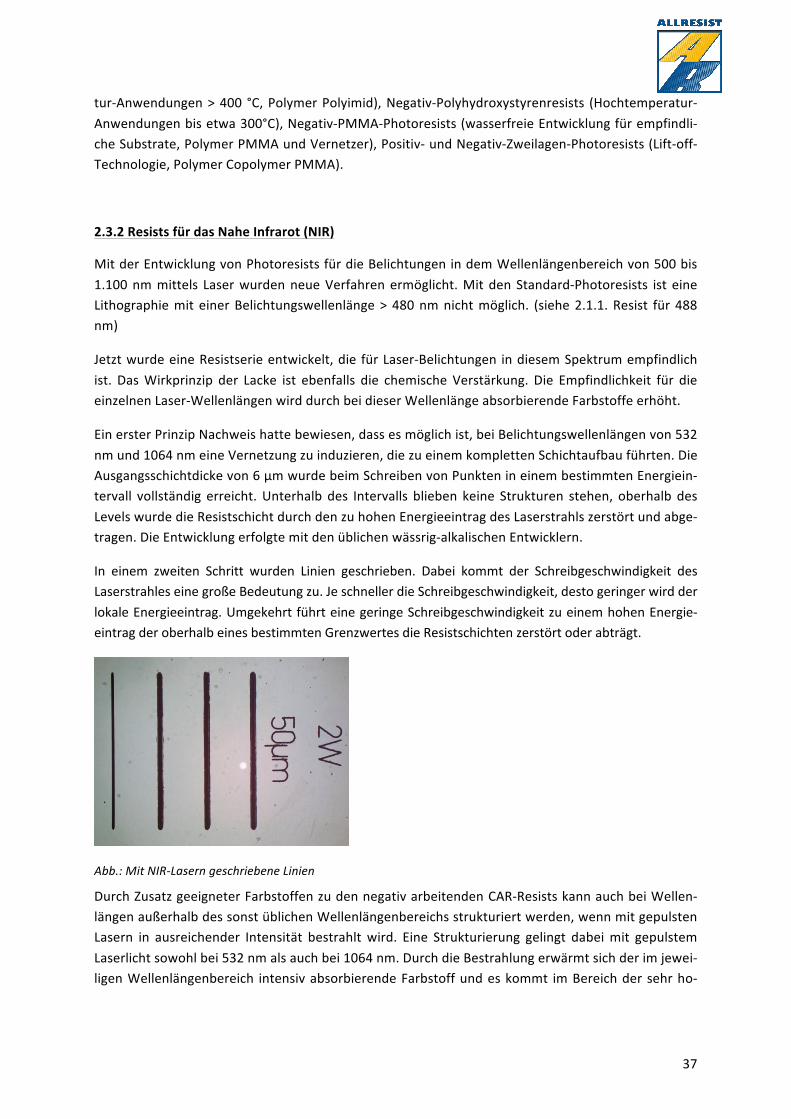
37
tur-‐Anwendungen > 400 °C, Polymer Polyimid), Negativ-‐Polyhydroxystyrenresists (Hochtemperatur-‐Anwendungen bis etwa 300°C), Negativ-‐PMMA-‐Photoresists (wasserfreie Entwicklung für empfindli-‐che Substrate, Polymer PMMA und Vernetzer), Positiv-‐ und Negativ-‐Zweilagen-‐Photoresists (Lift-‐off-‐Technologie, Polymer Copolymer PMMA).
2.3.2 Resists für das Nahe Infrarot (NIR)
Mit der Entwicklung von Photoresists für die Belichtungen in dem Wellenlängenbereich von 500 bis 1.100 nm mittels Laser wurden neue Verfahren ermöglicht. Mit den Standard-‐Photoresists ist eine Lithographie mit einer Belichtungswellenlänge > 480 nm nicht möglich. (siehe 2.1.1. Resist für 488 nm)
Jetzt wurde eine Resistserie entwickelt, die für Laser-‐Belichtungen in diesem Spektrum empfindlich ist. Das Wirkprinzip der Lacke ist ebenfalls die chemische Verstärkung. Die Empfindlichkeit für die einzelnen Laser-‐Wellenlängen wird durch bei dieser Wellenlänge absorbierende Farbstoffe erhöht.
Ein erster Prinzip Nachweis hatte bewiesen, dass es möglich ist, bei Belichtungswellenlängen von 532 nm und 1064 nm eine Vernetzung zu induzieren, die zu einem kompletten Schichtaufbau führten. Die Ausgangsschichtdicke von 6 µm wurde beim Schreiben von Punkten in einem bestimmten Energiein-‐tervall vollständig erreicht. Unterhalb des Intervalls blieben keine Strukturen stehen, oberhalb des Levels wurde die Resistschicht durch den zu hohen Energieeintrag des Laserstrahls zerstört und abge-‐tragen. Die Entwicklung erfolgte mit den üblichen wässrig-‐alkalischen Entwicklern.
In einem zweiten Schritt wurden Linien geschrieben. Dabei kommt der Schreibgeschwindigkeit des Laserstrahles eine große Bedeutung zu. Je schneller die Schreibgeschwindigkeit, desto geringer wird der lokale Energieeintrag. Umgekehrt führt eine geringe Schreibgeschwindigkeit zu einem hohen Energie-‐eintrag der oberhalb eines bestimmten Grenzwertes die Resistschichten zerstört oder abträgt.
Abb.: Mit NIR-‐Lasern geschriebene Linien
Durch Zusatz geeigneter Farbstoffen zu den negativ arbeitenden CAR-‐Resists kann auch bei Wellen-‐längen außerhalb des sonst üblichen Wellenlängenbereichs strukturiert werden, wenn mit gepulsten Lasern in ausreichender Intensität bestrahlt wird. Eine Strukturierung gelingt dabei mit gepulstem Laserlicht sowohl bei 532 nm als auch bei 1064 nm. Durch die Bestrahlung erwärmt sich der im jewei-‐ligen Wellenlängenbereich intensiv absorbierende Farbstoff und es kommt im Bereich der sehr ho-‐
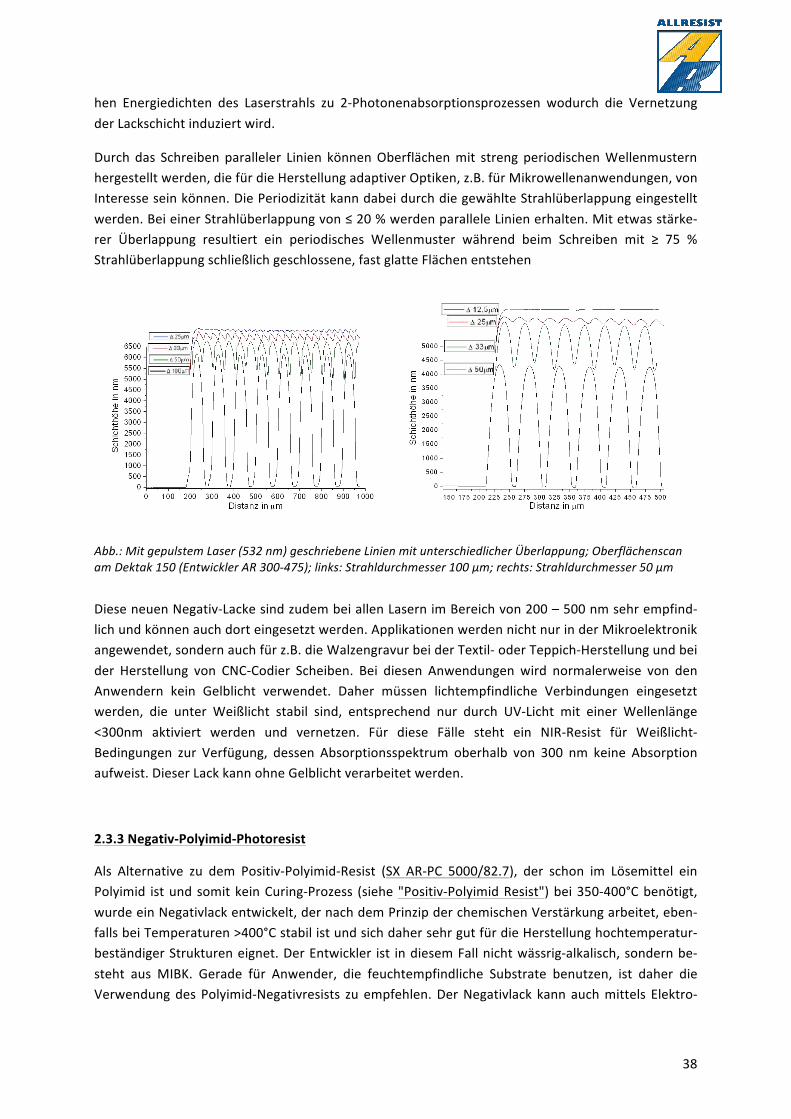
38
hen Energiedichten des Laserstrahls zu 2-‐Photonenabsorptionsprozessen wodurch die Vernetzung der Lackschicht induziert wird.
Durch das Schreiben paralleler Linien können Oberflächen mit streng periodischen Wellenmustern hergestellt werden, die für die Herstellung adaptiver Optiken, z.B. für Mikrowellenanwendungen, von Interesse sein können. Die Periodizität kann dabei durch die gewählte Strahlüberlappung eingestellt werden. Bei einer Strahlüberlappung von ≤ 20 % werden parallele Linien erhalten. Mit etwas stärke-‐rer Überlappung resultiert ein periodisches Wellenmuster während beim Schreiben mit ≥ 75 % Strahlüberlappung schließlich geschlossene, fast glatte Flächen entstehen
Abb.: Mit gepulstem Laser (532 nm) geschriebene Linien mit unterschiedlicher Überlappung; Oberflächenscan am Dektak 150 (Entwickler AR 300-‐475); links: Strahldurchmesser 100 µm; rechts: Strahldurchmesser 50 µm
Diese neuen Negativ-‐Lacke sind zudem bei allen Lasern im Bereich von 200 – 500 nm sehr empfind-‐lich und können auch dort eingesetzt werden. Applikationen werden nicht nur in der Mikroelektronik angewendet, sondern auch für z.B. die Walzengravur bei der Textil-‐ oder Teppich-‐Herstellung und bei der Herstellung von CNC-‐Codier Scheiben. Bei diesen Anwendungen wird normalerweise von den Anwendern kein Gelblicht verwendet. Daher müssen lichtempfindliche Verbindungen eingesetzt werden, die unter Weißlicht stabil sind, entsprechend nur durch UV-‐Licht mit einer Wellenlänge <300nm aktiviert werden und vernetzen. Für diese Fälle steht ein NIR-‐Resist für Weißlicht-‐Bedingungen zur Verfügung, dessen Absorptionsspektrum oberhalb von 300 nm keine Absorption aufweist. Dieser Lack kann ohne Gelblicht verarbeitet werden.
2.3.3 Negativ-‐Polyimid-‐Photoresist
Als Alternative zu dem Positiv-‐Polyimid-‐Resist (SX AR-‐PC 5000/82.7), der schon im Lösemittel ein Polyimid ist und somit kein Curing-‐Prozess (siehe "Positiv-‐Polyimid Resist") bei 350-‐400°C benötigt, wurde ein Negativlack entwickelt, der nach dem Prinzip der chemischen Verstärkung arbeitet, eben-‐falls bei Temperaturen >400°C stabil ist und sich daher sehr gut für die Herstellung hochtemperatur-‐beständiger Strukturen eignet. Der Entwickler ist in diesem Fall nicht wässrig-‐alkalisch, sondern be-‐steht aus MIBK. Gerade für Anwender, die feuchtempfindliche Substrate benutzen, ist daher die Verwendung des Polyimid-‐Negativresists zu empfehlen. Der Negativlack kann auch mittels Elektro-‐

39
nenstrahllithographie strukturiert werden. Für Anwender, die nicht unter Gelblichtbedingungen ar-‐beiten können, kann der Resist auch als Weißlichtvariante angeboten werden.
2.3.4 Ein Zweilagen-‐Resistsystem zur Flusssäureätzung
Flusssäure-‐Ätzungen werden, trotz der Gefährlichkeit der HF, technologisch eingesetzt, auch mit den hochprozentigen Säuren (48 %). Die technologischen Probleme werden in Wiki 1.3.2.a dargestellt.
Ein neues Polymer ermöglicht die Lösung einiger dieser Probleme. Gemische von Kohlenwasserstoff (KWS)-‐Polymeren verlangsamen die Diffusion der HF durch die Schutzschicht drastisch. Alle anderen Polymere werden dramatisch schneller penetriert. Zudem lassen sich die KWS-‐Polymere mittels Zweilagensystem strukturieren. Sowohl für den Einsatz als unstrukturierter Schutzlack als auch zu dessen gezielter Strukturierung im positiven und negativen 2-‐Lagen-‐Strukturierungsprozess liegen mittlerweile Ergebnisse vor:
Die unstrukturierte Schutzschicht wurde hinsichtlich ihrer Langzeitbeständigkeit gegenüber unter-‐schiedlichen HF-‐Konzentrationen untersucht. Gegenüber einer konzentrierten HF-‐Ätzlösung (48 %) ist eine 20-‐µm dicke Schicht mindestens 4 Stunden beständig. Dementsprechend verlängert sich die Zeit bei Einsatz verdünnter Flusssäure (24 %) auf über 10 Stunden und erreicht die technologisch sinnvolle Höchstgrenze. Dünnere Lackschichten von 5 -‐ 10 µm widerstehen der konzentrierten Säure bis zu 2 Stunden, die Schutzwirkung gegenüber verdünnter Flusssäure (10 % bzw. 24 %) verlängert sich wiederum auf mehrere Stunden.
Es ist gelungen, sowohl einen Negativresist (AR-‐N 4400-‐10) als auch einen Positivresist (AR-‐P 3250) erfolgreich als Top-‐Layer für den Zweilagenprozess einzusetzen. Neben der Flexibilität für den An-‐wender, der es sich nun aussuchen kann, ob er eine negative oder eine positive Abbildung haben möchte, ergab sich durch die Optimierung eine höhere Auflösung (10 µm Schichtdicke = > 30 µm) und leichtere Handhabbarkeit der Prozesse. Die unbelichteten Areale des Negativlackes, die in der ersten, wässrig-‐alkalischen Entwicklung aufentwickelt werden, lassen sich leicht restlos entfernen, so dass bei der zweiten, sich anschließenden organischen Entwicklung die untere HF-‐resistente Poly-‐merschicht einfach gelöst werden kann, unter Freilegung der Maskenstruktur. Durch eine sorgfältige Mischung organische Lösemittel wurde der spezielle Entwickler X AR 300-‐74/5 auf eine optimale Entwicklungsgeschwindigkeit eingestellt.
Bei dem Positivresist verläuft der Prozess analog, nur das die belichteten Areale des Photoresists in der 1. Entwicklung weggelöst werden.
Für eine hohe Schichtqualität ist eine Vorbehandlung des Glassubstrates mit Haftvermittler AR 300-‐80 empfehlenswert. Weiterhin sollten die Lackschichten nicht bei Temperaturen oberhalb von 60°C getrocknet werden. Removing und Reinigung der Geräte können leicht mit dem organischen Remo-‐ver X AR 300-‐74/1 erfolgen.
Bei jeder isotropen Ätzung kommt es zwangsläufig zu Unterätzungen. Bei sehr guter Haftung zwi-‐schen Glasoberfläche und Schutzlack ist die Unterätzung geringer. Bei schlechter Haftung wird der Lack beim Ätzen dagegen regelrecht abgezogen. Das Ausmessen der Breite und Tiefe der geätzten

40
Gräben ergibt eine Aussage, wie gut die Haftung war. Eine größere Grabenbreite steht für eine schlechtere Haftung. (siehe SX AR-‐N 5000/40)
2.3.5 Negativ-‐Poly(hydroxystyren)-‐Photoresist mit hoher Thermobeständigkeit
Als Alternative zum Polyimid-‐Negativresist wurde SX AR-‐N 4340/6, ein auf Polyhydroxystyren basie-‐render, sehr empfindlicher CAR-‐Negativlack entwickelt, der wässrig alkalisch entwickelt werden kann. Die Lackschichten eignen sich sehr gut für die Herstellung hochtemperaturbeständiger Struktu-‐ren, die bis etwa 350°C stabil sind (siehe Abb.).
Abb.: REM-‐Aufnahme einer bei 350 °C getemperten Struktur des SX AR-‐N 4340/6 mit glatter Oberfläche u. scharfen Kanten
Es tritt lediglich eine Schrumpfung von bis zu 20 % auf. (siehe Abb.).
Abb.: Schrumpfung in Abhängigkeit von der Temperatur, Messung am Dektak 150
Die Strukturen des neue thermostabile Positivresists SX AR-‐P 3500/8 zeigen ebenfalls eine große Widerstandskraft gegenüber hohen Temperaturen, wie sie bei intensiven Ätz-‐ oder Implantations-‐prozessen auftreten. Die meisten kommerziellen Remover lösen die Resistschichten nach thermi-‐schen Belastungen bis 130 °C leicht. Bei höheren Temperaturen muss der wässrig-‐alkalische Remover AR 300-‐73 verwendet werden. Die gehärteten Strukturen (über 150 °C) sind gegenüber Lösemitteln inert, was einen Einsatz in der Mikrofluidik ermöglicht. Auch für andere Technologien ist der SX AR-‐N
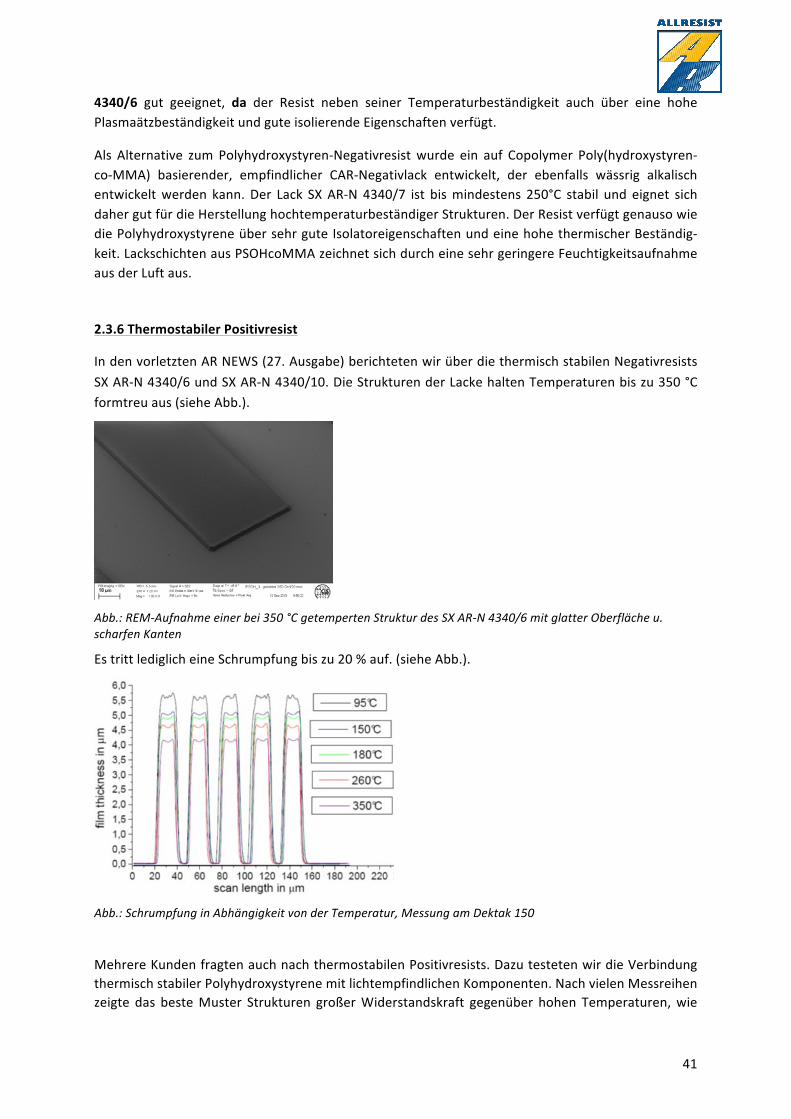
41
4340/6 gut geeignet, da der Resist neben seiner Temperaturbeständigkeit auch über eine hohe Plasmaätzbeständigkeit und gute isolierende Eigenschaften verfügt.
Als Alternative zum Polyhydroxystyren-‐Negativresist wurde ein auf Copolymer Poly(hydroxystyren-‐co-‐MMA) basierender, empfindlicher CAR-‐Negativlack entwickelt, der ebenfalls wässrig alkalisch entwickelt werden kann. Der Lack SX AR-‐N 4340/7 ist bis mindestens 250°C stabil und eignet sich daher gut für die Herstellung hochtemperaturbeständiger Strukturen. Der Resist verfügt genauso wie die Polyhydroxystyrene über sehr gute Isolatoreigenschaften und eine hohe thermischer Beständig-‐keit. Lackschichten aus PSOHcoMMA zeichnet sich durch eine sehr geringere Feuchtigkeitsaufnahme aus der Luft aus.
2.3.6 Thermostabiler Positivresist
In den vorletzten AR NEWS (27. Ausgabe) berichteten wir über die thermisch stabilen Negativresists SX AR-‐N 4340/6 und SX AR-‐N 4340/10. Die Strukturen der Lacke halten Temperaturen bis zu 350 °C formtreu aus (siehe Abb.).
Abb.: REM-‐Aufnahme einer bei 350 °C getemperten Struktur des SX AR-‐N 4340/6 mit glatter Oberfläche u. scharfen Kanten
Es tritt lediglich eine Schrumpfung bis zu 20 % auf. (siehe Abb.).
Abb.: Schrumpfung in Abhängigkeit von der Temperatur, Messung am Dektak 150
Mehrere Kunden fragten auch nach thermostabilen Positivresists. Dazu testeten wir die Verbindung thermisch stabiler Polyhydroxystyrene mit lichtempfindlichen Komponenten. Nach vielen Messreihen zeigte das beste Muster Strukturen großer Widerstandskraft gegenüber hohen Temperaturen, wie

42
sie bei intensiven Ätz-‐ oder Implantationsprozessen auftreten. Inzwischen ist der temperaturstabile Positivresist SX AR-‐P 3500/8 in der Erprobung bei Kunden.
Die meisten kommerziellen Remover lösen die Resistschichten nach thermischen Belastungen bis 130 °C leicht. Bei höheren Temperaturen muss der wässrig-‐alkalische Remover AR 300-‐73 verwendet werden. Die gehärteten Strukturen (über 150 °C) sind gegenüber Lösemitteln inert, was einen Einsatz in der Mikrofluidik ermöglicht. Muster des neuen Positivresists sind auf Anfrage ab sofort erhältlich.
2.3.7 Negativer CAR PMMA Resists SX AR-‐N 4810/1
PMMA-‐Resists werden überwiegend für Elektronenstrahlanwendungen oder als Schutzlacke bei ag-‐gressiven nasschemischen Ätzverfahren eingesetzt. Prinzipiell ist die Strukturierung einer PMMA-‐Schicht auch mittels Tief-‐UV-‐Belichtung (220 – 266 nm) möglich. Jedoch ist dort die Empfindlichkeit gering und es resultieren lange Belichtungszeiten.
Möchte man die Eigenschaften der PMMA-‐Strukturen z.B. für transparente Schichten nutzen, können PMMA-‐Negativresists eingesetzt werden. Allresist bietet hierfür den X AR-‐N 4800/16 an. Dieser Lack ist im Tief-‐UV und bei i-‐line (365 nm) strukturierbar und verfügt aber wie alle herkömmlichen PMMAs über eine nur mittlere Empfindlichkeit.
Dies war uns Anlass, nach einer empfindlicheren PMMA-‐Variante zu suchen. Unserem Forschungsteam gelang es nach wochenlanger Tätigkeit, das Prinzip der chemischen Verstärkung auf PMMA-‐Polymere zu übertragen. Die neue chemisch verstärkte Rezeptur zeichnet sich durch eine sehr gute Empfindlich-‐keit in dem Wellenlängenbereich von 300 – 410 nm aus. Belichtungen sind jedoch auch bei g-‐line (436 nm) noch gut möglich. Mit dem neuen Experimentalmuster SX AR-‐N 4810/1 sind Lackdicken bis zu 5 µm möglich. Der Entwickler besteht aus einem Anisol-‐Lösemittelgemisch. Erste Proben werden zu Jah-‐resbeginn 2015 zur Verfügung stehen.
Abb.: 5-‐µm-‐Stege
2.3.8 Hohe Temperatur Stabilität mit Positiv-‐Polyimid-‐ Einlagenresist Resist
Polyimide werden durch Polykondensation aus Tetracarbonsäuredianhydriden und Diaminen herge-‐stellt. Für thermisch höchste Beanspruchung sind nur Polyimide geeignet, die aromatische Bausteine

43
in der Polymerkette enthalten. Diese Produkte können wegen der Unlöslichkeit und extrem hoher bzw. fehlender Schmelzpunkte nicht in flüssiger Form verarbeitet werden. Die Herstellung erfolgt daher in einem 2-‐Stufen-‐Verfahren, wobei die erste Stufe sich flüssig verarbeiten lässt und im zwei-‐ten Schritt erst zum Polyimid (C) bei hoher Temperatur (in der Schicht „Curing-‐Prozess“) kondensiert wird. Die Ausgangskomponenten sind aromatische Tetracarbonsäureanhydride wie Pyromellitsäure-‐dianhydrid (1,2,4,5-‐Benzoltetracarbon-‐säuredianhydrid) oder Biphenyltetracarbonsäuredianhydrid und aromatischen Diaminen wie 4,4'-‐Diaminodiphenylether. Das folgende Schema zeigt die Vorge-‐hensweise:
Schema: Synthese Polyimid
Jedoch gibt es für Anwendungen in der Mikroelektronik die Möglichkeit, auf diesen Curing-‐Prozess zu verzichten. Dazu wurde ein lösliches Polyimid hergestellt.
Durch das Einfügen von OH-‐Gruppen bei der Synthese gelang es, das Polyimid alkalilöslich zu ma-‐chen. Durch den Zusatz von lichtempfindlichen Komponenten auf der Basis von Naphthochinondiazi-‐den entsteht ein Resist (SX AR-‐P 5000/82), der sich unter den üblichen Bedingungen der UV-‐Lithographie strukturieren lässt. Bei einer Schichtdicke von 1,8 µm beträgt die Empfindlichkeit ca. 100 mJ/cm² (Entwickler AR 300-‐26, 3 : 2 verdünnt, s. Bild 1). Das Softbake wurde bei 95 °C durchge-‐führt. Werden die Strukturen nicht über 150 °C erwärmt, ist ein Removing problemlos möglich. Ab 170 °C beginnt ein chemischer Umwandlungsprozess, der die Strukturen resistent gegen Lösemittel macht. Ein Removing ist dann nicht mehr möglich, dass jedoch bei Hochtemperaturanwendungen in der Regel auch nicht nötig ist. Die Strukturen bleiben bis zu Temperaturen von 400 °C unversehrt.
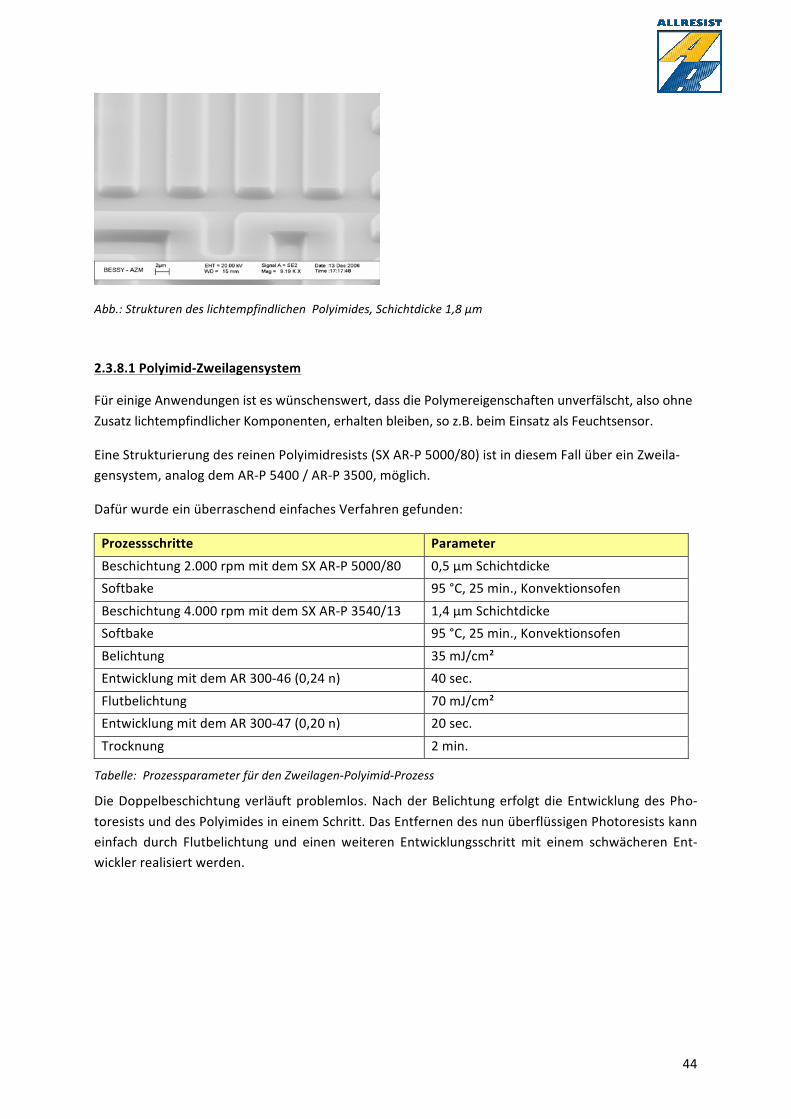
44
Abb.: Strukturen des lichtempfindlichen Polyimides, Schichtdicke 1,8 µm
2.3.8.1 Polyimid-‐Zweilagensystem
Für einige Anwendungen ist es wünschenswert, dass die Polymereigenschaften unverfälscht, also ohne Zusatz lichtempfindlicher Komponenten, erhalten bleiben, so z.B. beim Einsatz als Feuchtsensor.
Eine Strukturierung des reinen Polyimidresists (SX AR-‐P 5000/80) ist in diesem Fall über ein Zweila-‐gensystem, analog dem AR-‐P 5400 / AR-‐P 3500, möglich.
Dafür wurde ein überraschend einfaches Verfahren gefunden:
Prozessschritte Parameter Beschichtung 2.000 rpm mit dem SX AR-‐P 5000/80 0,5 µm Schichtdicke Softbake 95 °C, 25 min., Konvektionsofen Beschichtung 4.000 rpm mit dem SX AR-‐P 3540/13 1,4 µm Schichtdicke Softbake 95 °C, 25 min., Konvektionsofen Belichtung 35 mJ/cm² Entwicklung mit dem AR 300-‐46 (0,24 n) 40 sec. Flutbelichtung 70 mJ/cm² Entwicklung mit dem AR 300-‐47 (0,20 n) 20 sec. Trocknung 2 min.
Tabelle: Prozessparameter für den Zweilagen-‐Polyimid-‐Prozess
Die Doppelbeschichtung verläuft problemlos. Nach der Belichtung erfolgt die Entwicklung des Pho-‐toresists und des Polyimides in einem Schritt. Das Entfernen des nun überflüssigen Photoresists kann einfach durch Flutbelichtung und einen weiteren Entwicklungsschritt mit einem schwächeren Ent-‐wickler realisiert werden.
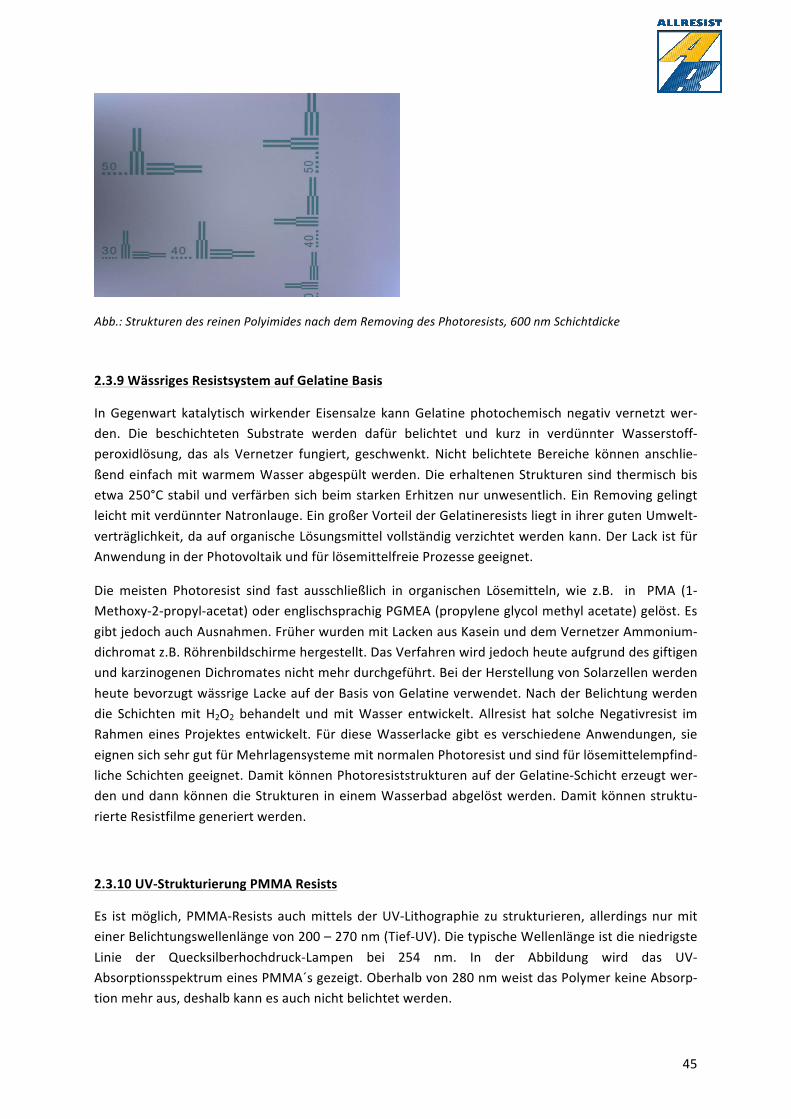
45
Abb.: Strukturen des reinen Polyimides nach dem Removing des Photoresists, 600 nm Schichtdicke
2.3.9 Wässriges Resistsystem auf Gelatine Basis
In Gegenwart katalytisch wirkender Eisensalze kann Gelatine photochemisch negativ vernetzt wer-‐den. Die beschichteten Substrate werden dafür belichtet und kurz in verdünnter Wasserstoff-‐peroxidlösung, das als Vernetzer fungiert, geschwenkt. Nicht belichtete Bereiche können anschlie-‐ßend einfach mit warmem Wasser abgespült werden. Die erhaltenen Strukturen sind thermisch bis etwa 250°C stabil und verfärben sich beim starken Erhitzen nur unwesentlich. Ein Removing gelingt leicht mit verdünnter Natronlauge. Ein großer Vorteil der Gelatineresists liegt in ihrer guten Umwelt-‐verträglichkeit, da auf organische Lösungsmittel vollständig verzichtet werden kann. Der Lack ist für Anwendung in der Photovoltaik und für lösemittelfreie Prozesse geeignet.
Die meisten Photoresist sind fast ausschließlich in organischen Lösemitteln, wie z.B. in PMA (1-‐Methoxy-‐2-‐propyl-‐acetat) oder englischsprachig PGMEA (propylene glycol methyl acetate) gelöst. Es gibt jedoch auch Ausnahmen. Früher wurden mit Lacken aus Kasein und dem Vernetzer Ammonium-‐dichromat z.B. Röhrenbildschirme hergestellt. Das Verfahren wird jedoch heute aufgrund des giftigen und karzinogenen Dichromates nicht mehr durchgeführt. Bei der Herstellung von Solarzellen werden heute bevorzugt wässrige Lacke auf der Basis von Gelatine verwendet. Nach der Belichtung werden die Schichten mit H2O2 behandelt und mit Wasser entwickelt. Allresist hat solche Negativresist im Rahmen eines Projektes entwickelt. Für diese Wasserlacke gibt es verschiedene Anwendungen, sie eignen sich sehr gut für Mehrlagensysteme mit normalen Photoresist und sind für lösemittelempfind-‐liche Schichten geeignet. Damit können Photoresiststrukturen auf der Gelatine-‐Schicht erzeugt wer-‐den und dann können die Strukturen in einem Wasserbad abgelöst werden. Damit können struktu-‐rierte Resistfilme generiert werden.
2.3.10 UV-‐Strukturierung PMMA Resists
Es ist möglich, PMMA-‐Resists auch mittels der UV-‐Lithographie zu strukturieren, allerdings nur mit einer Belichtungswellenlänge von 200 – 270 nm (Tief-‐UV). Die typische Wellenlänge ist die niedrigste Linie der Quecksilberhochdruck-‐Lampen bei 254 nm. In der Abbildung wird das UV-‐Absorptionsspektrum eines PMMA´s gezeigt. Oberhalb von 280 nm weist das Polymer keine Absorp-‐tion mehr aus, deshalb kann es auch nicht belichtet werden.

46
Die Empfindlichkeit des PMMA ist bei dieser Wellenlänge jedoch gering. Das ist besonders bei der Quecksilberhochdruck-‐Lampe ausgeprägt, da nur wenige Prozent der abgegebenen Strahlung bei 254 nm emittiert werden. Zusätzlich ist zu beachten, dass sich kein Glas (Linsen, Filter) im Strahlengang befindet, Glas lässt kein Licht < 300 nm durch. Allein Quarzglas ist für die 254-‐nm-‐Lithographie geeig-‐net. Werden Laser als Lichtquelle für die Tief-‐UV-‐Lithographie verwendet, steht auch mehr Energie zur Belichtung bereit. Damit sind dann die PMMA´s mit akzeptablen Belichtungszeiten zu bestrahlen.
Nach der Belichtung werden die PMMA-‐Schichten wie bei der E-‐Beam-‐Lithographie entwickelt (→ Entwicklung PMMA-‐Schichten).
2.3.11 Wasserfrei entwickelbarer Speziallack SX AR-‐N 4810/1
Der neue Speziallack SX AR-‐N 4810/1 ist ein chemisch verstärkter Photoresist, der auf PMMA basiert und wasserfrei – entscheidend im Fall feuchtigkeitsempfindlicher Substrate -‐ mit organischen Lö-‐sungsmitteln entwickelt werden kann. SX AR-‐N 4810/1 wird als Lösung in Anisol angeboten und ent-‐hält neben PMMA noch Vernetzer und aminische Komponenten. Als Entwickler eignen sich X AR 300-‐74/1 oder MIBK.
Mit dem Lacksystem können auch dickere Schichten bis zu etwa 3,5 µm realisiert werden. Für die maximalen Schichtdicken eignet sich unser Entwickler X AR 300-‐74/3 besonders gut, die Empfindlich-‐keit liegt im Bereich von etwa 600 – 650 mJ/cm2 (Breitband UV). Die resultierenden Strukturen sind bis etwa 230 °C stabil und im optischen Wellenlängenbereich >300 nm transparent.
2.3.12 Zweilagen Photoresistsystem für wasserempfindliche Substrate
Wenn im Strukturierungsprozess kein Wasser mit dem Substrat in Kontakt kommen darf, ist ein Zwei-‐lagen Photoresistsystem, bestehend aus einem PMMA-‐Resist (Unterschicht) und einem Photoresist (Oberschicht), eine Alternative zu dem SX AR-‐N 4810/1.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
200 210 220 230 240 250 260 270 280
Exti
nkti
on
Wellenlänge (nm)
Absorptionsspektrum PMMA
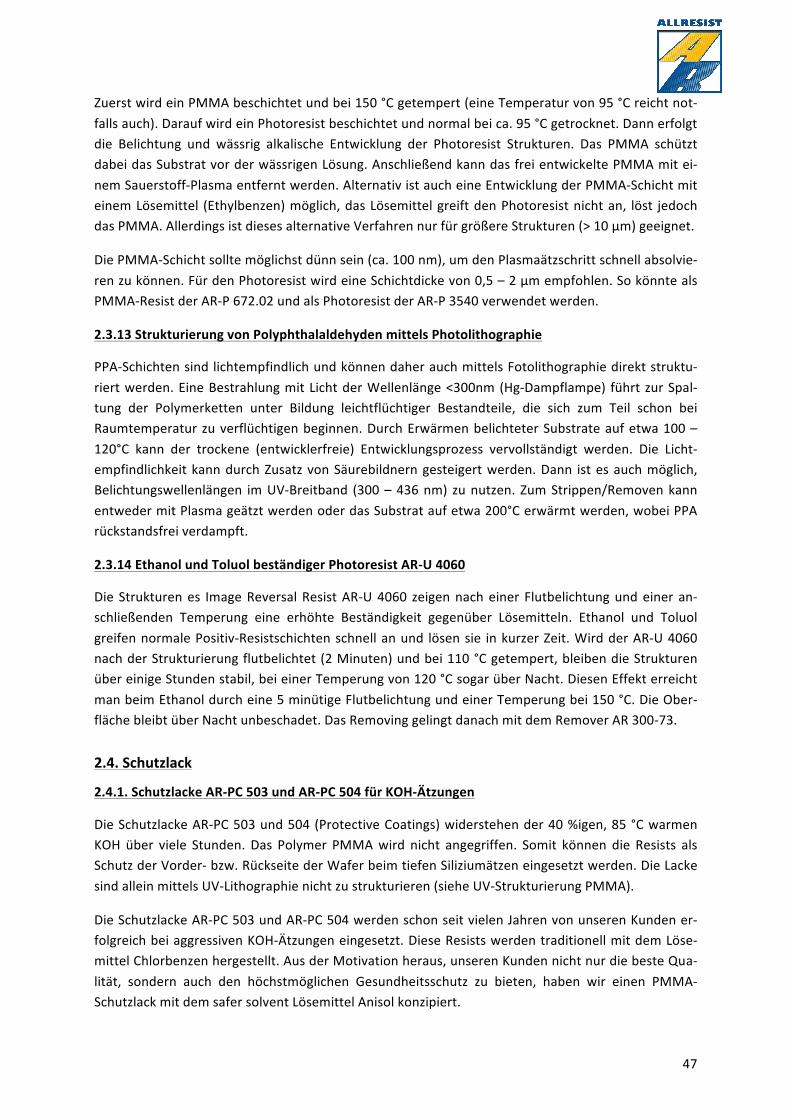
47
Zuerst wird ein PMMA beschichtet und bei 150 °C getempert (eine Temperatur von 95 °C reicht not-‐falls auch). Darauf wird ein Photoresist beschichtet und normal bei ca. 95 °C getrocknet. Dann erfolgt die Belichtung und wässrig alkalische Entwicklung der Photoresist Strukturen. Das PMMA schützt dabei das Substrat vor der wässrigen Lösung. Anschließend kann das frei entwickelte PMMA mit ei-‐nem Sauerstoff-‐Plasma entfernt werden. Alternativ ist auch eine Entwicklung der PMMA-‐Schicht mit einem Lösemittel (Ethylbenzen) möglich, das Lösemittel greift den Photoresist nicht an, löst jedoch das PMMA. Allerdings ist dieses alternative Verfahren nur für größere Strukturen (> 10 µm) geeignet.
Die PMMA-‐Schicht sollte möglichst dünn sein (ca. 100 nm), um den Plasmaätzschritt schnell absolvie-‐ren zu können. Für den Photoresist wird eine Schichtdicke von 0,5 – 2 µm empfohlen. So könnte als PMMA-‐Resist der AR-‐P 672.02 und als Photoresist der AR-‐P 3540 verwendet werden.
2.3.13 Strukturierung von Polyphthalaldehyden mittels Photolithographie
PPA-‐Schichten sind lichtempfindlich und können daher auch mittels Fotolithographie direkt struktu-‐riert werden. Eine Bestrahlung mit Licht der Wellenlänge <300nm (Hg-‐Dampflampe) führt zur Spal-‐tung der Polymerketten unter Bildung leichtflüchtiger Bestandteile, die sich zum Teil schon bei Raumtemperatur zu verflüchtigen beginnen. Durch Erwärmen belichteter Substrate auf etwa 100 – 120°C kann der trockene (entwicklerfreie) Entwicklungsprozess vervollständigt werden. Die Licht-‐empfindlichkeit kann durch Zusatz von Säurebildnern gesteigert werden. Dann ist es auch möglich, Belichtungswellenlängen im UV-‐Breitband (300 – 436 nm) zu nutzen. Zum Strippen/Removen kann entweder mit Plasma geätzt werden oder das Substrat auf etwa 200°C erwärmt werden, wobei PPA rückstandsfrei verdampft.
2.3.14 Ethanol und Toluol beständiger Photoresist AR-‐U 4060
Die Strukturen es Image Reversal Resist AR-‐U 4060 zeigen nach einer Flutbelichtung und einer an-‐schließenden Temperung eine erhöhte Beständigkeit gegenüber Lösemitteln. Ethanol und Toluol greifen normale Positiv-‐Resistschichten schnell an und lösen sie in kurzer Zeit. Wird der AR-‐U 4060 nach der Strukturierung flutbelichtet (2 Minuten) und bei 110 °C getempert, bleiben die Strukturen über einige Stunden stabil, bei einer Temperung von 120 °C sogar über Nacht. Diesen Effekt erreicht man beim Ethanol durch eine 5 minütige Flutbelichtung und einer Temperung bei 150 °C. Die Ober-‐fläche bleibt über Nacht unbeschadet. Das Removing gelingt danach mit dem Remover AR 300-‐73.
2.4. Schutzlack
2.4.1. Schutzlacke AR-‐PC 503 und AR-‐PC 504 für KOH-‐Ätzungen
Die Schutzlacke AR-‐PC 503 und 504 (Protective Coatings) widerstehen der 40 %igen, 85 °C warmen KOH über viele Stunden. Das Polymer PMMA wird nicht angegriffen. Somit können die Resists als Schutz der Vorder-‐ bzw. Rückseite der Wafer beim tiefen Siliziumätzen eingesetzt werden. Die Lacke sind allein mittels UV-‐Lithographie nicht zu strukturieren (siehe UV-‐Strukturierung PMMA).
Die Schutzlacke AR-‐PC 503 und AR-‐PC 504 werden schon seit vielen Jahren von unseren Kunden er-‐folgreich bei aggressiven KOH-‐Ätzungen eingesetzt. Diese Resists werden traditionell mit dem Löse-‐mittel Chlorbenzen hergestellt. Aus der Motivation heraus, unseren Kunden nicht nur die beste Qua-‐lität, sondern auch den höchstmöglichen Gesundheitsschutz zu bieten, haben wir einen PMMA-‐Schutzlack mit dem safer solvent Lösemittel Anisol konzipiert.
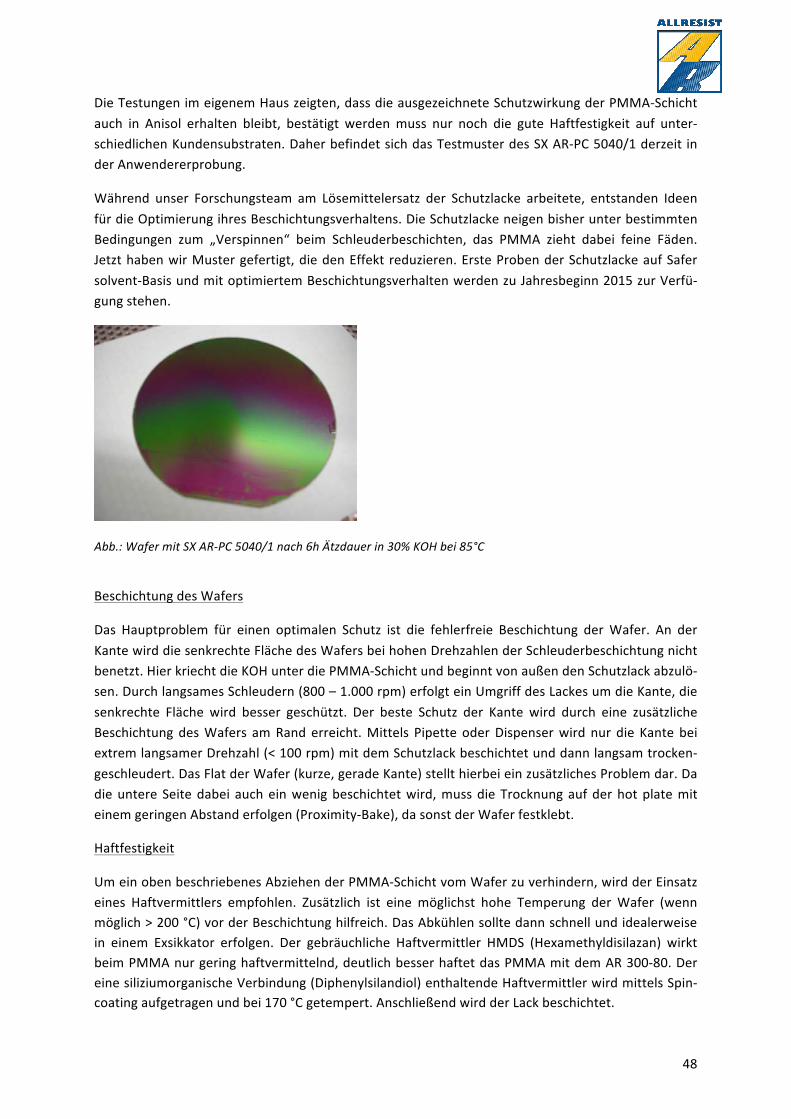
48
Die Testungen im eigenem Haus zeigten, dass die ausgezeichnete Schutzwirkung der PMMA-‐Schicht auch in Anisol erhalten bleibt, bestätigt werden muss nur noch die gute Haftfestigkeit auf unter-‐schiedlichen Kundensubstraten. Daher befindet sich das Testmuster des SX AR-‐PC 5040/1 derzeit in der Anwendererprobung.
Während unser Forschungsteam am Lösemittelersatz der Schutzlacke arbeitete, entstanden Ideen für die Optimierung ihres Beschichtungsverhaltens. Die Schutzlacke neigen bisher unter bestimmten Bedingungen zum „Verspinnen“ beim Schleuderbeschichten, das PMMA zieht dabei feine Fäden. Jetzt haben wir Muster gefertigt, die den Effekt reduzieren. Erste Proben der Schutzlacke auf Safer solvent-‐Basis und mit optimiertem Beschichtungsverhalten werden zu Jahresbeginn 2015 zur Verfü-‐gung stehen.
Abb.: Wafer mit SX AR-‐PC 5040/1 nach 6h Ätzdauer in 30% KOH bei 85°C
Beschichtung des Wafers
Das Hauptproblem für einen optimalen Schutz ist die fehlerfreie Beschichtung der Wafer. An der Kante wird die senkrechte Fläche des Wafers bei hohen Drehzahlen der Schleuderbeschichtung nicht benetzt. Hier kriecht die KOH unter die PMMA-‐Schicht und beginnt von außen den Schutzlack abzulö-‐sen. Durch langsames Schleudern (800 – 1.000 rpm) erfolgt ein Umgriff des Lackes um die Kante, die senkrechte Fläche wird besser geschützt. Der beste Schutz der Kante wird durch eine zusätzliche Beschichtung des Wafers am Rand erreicht. Mittels Pipette oder Dispenser wird nur die Kante bei extrem langsamer Drehzahl (< 100 rpm) mit dem Schutzlack beschichtet und dann langsam trocken-‐geschleudert. Das Flat der Wafer (kurze, gerade Kante) stellt hierbei ein zusätzliches Problem dar. Da die untere Seite dabei auch ein wenig beschichtet wird, muss die Trocknung auf der hot plate mit einem geringen Abstand erfolgen (Proximity-‐Bake), da sonst der Wafer festklebt.
Haftfestigkeit
Um ein oben beschriebenes Abziehen der PMMA-‐Schicht vom Wafer zu verhindern, wird der Einsatz eines Haftvermittlers empfohlen. Zusätzlich ist eine möglichst hohe Temperung der Wafer (wenn möglich > 200 °C) vor der Beschichtung hilfreich. Das Abkühlen sollte dann schnell und idealerweise in einem Exsikkator erfolgen. Der gebräuchliche Haftvermittler HMDS (Hexamethyldisilazan) wirkt beim PMMA nur gering haftvermittelnd, deutlich besser haftet das PMMA mit dem AR 300-‐80. Der eine siliziumorganische Verbindung (Diphenylsilandiol) enthaltende Haftvermittler wird mittels Spin-‐coating aufgetragen und bei 170 °C getempert. Anschließend wird der Lack beschichtet.
49
Zuckerwatte-‐Effekt
Bei allen PMMA-‐Resists, insbesondere aber bei der relativ hohen Viskosität der Schutzlacke AR-‐PC 503 und 504, tritt der Effekt auf, dass, wie bei der Zuckerwatte-‐Herstellung, sich feine Spinnfäden beim Beschichten mit hohen Drehzahlen bilden, die sich auf dem Wafer niederschlagen. Bei geringen Drehzahlen verschwindet der Effekt völlig. Lassen sich die hohen Drehzahlen nicht vermeiden, kann man seitlich über dem Chuck z.B. einen Glasstab anbringen, der die Fäden abfängt.
2.4.2 Verbesserter Schutzlack SX AR-‐PC 5000/31
Schutzlacke bestehen meist aus Novolaken oder PMMA-‐Polymeren. Der Schutz vor mechanischen Beschädigungen und die Beständigkeit gegenüber sauren Medien wird von beiden Polymeren ausrei-‐chend gewährleistet. PMMA-‐Resists (z.B. AR-‐PC 503 oder 504) gewähren auch einen sicheren Schutz gegenüber starken Laugen (bis 40 % ig), was Novolake nicht können. Die Stabilität gegenüber den meisten Lösemitteln ist bei beiden gering ausgeprägt, erst eine Temperung > 180 °C macht die Lacke hinlänglich stabil. Damit verbunden ist jedoch ein schweres Removing der gehärteten Resistschich-‐ten. Ein weiteres Handicap ist das Verspinnen des PMMA beim Beschichten, es entsteht eine Art Zuckerwatte beim Abschleudern.
Der SX AR-‐PC 5000/31 ist ein Hybridlack aus beiden Polymeren. Durch eine gezielte Temperung in dem Bereich von 120 – 170 °C kann die Beständigkeit gegenüber Laugen und Lösemitteln eingestellt werden. Nach einer solchen Temperung ist ein Removing noch möglich. Außerdem tritt das Verspin-‐nen nicht mehr auf.
2.4.3 Schutzlack als Sprühresist zur Oberflächenglättung
PMMA-‐Schichten zeichnen sich durch eine extrem glatte Oberfläche aus. An darauf hin optimierten Resists wurde eine Oberflächenrauigkeit von < 2 nm gemessen. Diese Eigenschaft kann zur Glättung von z.B. Glasoberflächen genutzt werden. Mittels Sprühbeschichtung wird der SX AR-‐PC 5000/22 dünn auf das Glassubstrat aufgetragen (Schichtdicke < 100 nm). Durch die Wahl des Lösemittelgemi-‐sches und den Zusatz von Tensiden erhält man die beschriebene, extrem glatte Oberfläche. Dann wird mittels Plasmaätzen das PMMA vorsichtig heruntergeätzt. Wird die „raue“ Glasoberfläche (Rau-‐igkeit von z.B. 10 nm) erreicht, werden die zuerst herausragenden „Glasberge“ weggeätzt, die „Täler“ bleiben noch unberührt. Dabei ist wichtig, dass die Ätzraten von Glas und PMMA gleich sind. Ist das PMMA vollständig abgetragen, hat sich die glatte Oberfläche auf das Substrat übertragen.
3. E-‐Beam Resists
3.0 Allgemeines
Die Elektronenstrahllithographie ist ein spezielles Verfahren zur Strukturierung elektronen-‐strahlempfindlicher Lackschichten für die Herstellung mikroelektronischer Schaltkreise und der in der Photolithographie verwendeten Fotomasken. Die Elektronenstrahllithographie ist eine aussichtsreiche Technologie für die in den nächsten Jahren angestrebten 32-‐nm-‐Strukturen mit dem Potential, später auch noch kleinere Auflösungen, auch in Großserienproduktion zu realisie-‐

50
ren. Die konkurrierende Extrem-‐Deep-‐UV-‐Lithographie, die auch für die Lösung dieser an-‐spruchsvollen Aufgabe prädestiniert ist, wird in diesem Wiki nicht beleuchtet, da diese Resists sich nicht in unserem Fokus befinden.
Durch die Bestrahlung mit beschleunigten Elektronen werden die im E-‐Beamresist verwendeten Po-‐lymere chemisch derart verändert, dass sich ihr Löseverhalten in den eingesetzten Entwicklern (meist organischen Lösungsmittelgemischen im Fall der Positivlacke) verändert und die Resistschicht dadurch bis in den Nanometerbereich gezielt strukturiert werden kann. Die entwickelten Strukturen können anschließend auf andere Materialien übertragen werden, entweder durch Metall-‐abscheidung oder durch Ätzen des darunterliegenden Substrates.
3.0.1 Elektronenstrahllithografiesysteme
Wesentliche Bestandteile von Elektronenstrahllithografiesysteme sind die Elektronenquelle, das elektrooptischen System und das Fokussierungssystem (Ablenkungs-‐ bzw. Projektionseinheit). Für Geräte niedrigerer Auflösung werden Glühkathoden verwendet, bei Geräten mit höherer Auflösung werden dagegen bevorzugt thermische Feldemissionsquellen benutzt. Zur Fokussierung und Kon-‐zentration der Elektronenstrahlen werden spezielle Anlagenteile benötigt, die in Analogie zur Optik auch als Linsensysteme bezeichnet werden. Zur Steuerung des Elektronenstrahls werden sowohl magnetische als auch elektrostatische Linsen eingesetzt wobei sich Letztere nicht für die Feinfokus-‐sierung eignen, da sie eine größere Aberration aufweisen. Für eine sehr genaue Fokussierung sind Elektronenstrahlen mit extrem schmaler Energiedispersion Voraussetzung. Sehr kleine Ablenkungen des Elektronenstrahls erreicht man üblicherweise mittels elektrostatischer Systeme, größere Strahl-‐ablenkungen durch elektromagnetische Systeme. Wegen der Ungenauigkeiten und der begrenzten Anzahl von Belichtungsschritten ist das Belichtungsfeld mit einer Größe von nur 100 bis 1000 µm sehr klein. Das Schreiben größerer Muster setzt eine bewegliche Substratauflage voraus, die hinsicht-‐lich der genauen Ausrichtbarkeit zur Aneinanderreihung der einzelnen Muster besonders hohen An-‐forderungen genügen muss.
3.0.2 Verfahren
In der Elektronenstrahllithographie gibt es sowohl maskenbasierte als auch maskenlose Schreibver-‐fahren. Beim direkten, maskenlosen Schreiben verwenden ältere Systeme Elektronenstrahlen mit gaußförmiger Energieverteilung, die im Raster über das Substrat geführt werden. Aktuellere Systeme benutzen definierte Strahlen mit durch Masken gezielt abgestimmten geometrischen Querschnitten bzw. Profilen, die auf die verschiedenen Positionen abgelenkt werden (Vektor-‐Scan-‐Modus). Die Ab-‐lenkung des Elektronenstrahls wird über elektrostatische Wechselwirkungen der Elektronen erreicht.
Die genutzten unterschiedlich geformten Elektronenstrahlen werden hinsichtlich ihrer Energievertei-‐lung im Strahlquerschnitt in festgeformte Strahlen (rund, Gaußstrahlen, quadratisch geformt, runder Spot mit gleichmäßiger Energieverteilung) und variabel geformte Strahlen (meist Dreiecke oder Vier-‐ecke unterschiedlicher Größe und Gestalt) unterschieden. Die Strahlform wird dabei über eine Apertur bzw. durch strukturierte Aperturplatten erzeugt.

51
Ganz ähnlich wie bei der Fotolithografie gibt es bei den maskenbasierten Verfahren spezifische Pro-‐ximity-‐Bestrahlungstechniken, wie z.B. die 1:1-‐Projektion oder auch andere Projektionen bei denen die Strukturen der Maske verkleinert werden.
3.0.2.1 SCALPEL
Eine weitere maskenbasierte Technik ist SCALPEL Scattering with Angular Limitation Projection Elect-‐ron-‐beam Lithography) Dieses Verfahren nutzt Streumasken mit einer für Elektronen teilweise trans-‐parenten Folie. Durch die zwischengeschaltete Maske werden bestimmte Teile des Elektronenstrahls abgeschattet. Die Streuschicht lenkt auftreffende Elektronen stark ab. Ein großer Vorteil des Verfah-‐rens gegenüber der Elektronenabsorption ist die auftretende geringere Aufladung und weniger aus-‐geprägte Erwärmung der Maske.
3.0.2.2 Raster-‐ und Vector-‐Scan-‐Prinzip
Ein Verfahren bei dem der Elektronenstrahl zeilenweise über das Belichtungsfeld geführt wird als Raster-‐Scan-‐Prinzip bezeichnet. Vergleichbar mit der Strahlführung in einem Elektronenmikroskop. Ein Belichten der Strukturen erfolgt durch Ein-‐ und Ausschalten des Elektronenstrahls, dabei wird das Substrat kontinuierlich bewegt (XY-‐Steuerung).
Beim Vector-‐Scan-‐Prinzip, das kürzere Prozesszeiten benötigt, wird im Gegensatz zur Raster–Scan–Methode der Elektronenstrahl gezielt auf die zu belichtende Bereiche abgelenkt und dort in einer wellen-‐oder spiralförmigen Bewegung geschrieben. Nach beendeter Belichtung im Ablenkfeld fährt der X-‐Y-‐Tisch zur nächsten definierten Position.
3.0.3 Streuung
Wird ein Elektronenstrahl mit hoher Energie (5-‐ 100 keV) auf eine Resistschicht gelenkt treten sowohl Vorwärtsstreuung (< 90° in Einfallsrichtung) als auch eine Rückwärtsstreuung (> 90° in Einfallsrich-‐tung) auf. Durch die Ablenkung verbreitert sich der Elektronenstrahl, dadurch kommt es zu einer Verringerung der Auflösung. Die rückgestreuten Primärelektronen bewirken bei ausreichender Dosis eine vollständige Belichtung eines Lackvolumens, das deutlich größer ist als der ursprüngliche Strahldurchmesser. Der Effekt kann gezielt ausgenutzt werden, um unterschnittene Resiststruk-‐turen zu erzeugen. Die Elektronen werden am Substrat rückgestreut und bewirken eine verstärk-‐te Belichtung der unteren Lackbereiche (Proximity-‐Effekt). Durch Einstellung einer entsprechen-‐den Dosis kann die Ausprägung des Unterschnitts gezielt eingestellt werden.
3.0.4 Erzeugung von Sekundärelektronen
Einfallende Primärelektronen können beim Eintritt oder Durchqueren von Resistschichten neben den auftretenden elastischen Streueffekten bei einer Kollision mit anderen Elektronen oder Atomen auch unelastisch gestreut werden. Dabei übertragen die Primärelektronen einen Teil ihrer Energie bzw. ihres Impulses auf andere Elektronen. Die freigesetzten Sekundär-‐elektronen, die eine andere Wel-‐
52
lenlänge haben können, z.B. die Auger-‐Elektronen, sind dann ebenfalls in der Lage chemische Bin-‐dungen aufzuspalten und weitere Elektronen geringerer Energie im Material freizusetzen. Es kommt zur Ausbildung einer Elektronenkaskade.
3.0.5 Proximity-‐Effekt
Der Proximity-‐Effekt basiert im Wesentlichen auf der Streuung von Elektronen im Substrat und auch im Resistmaterial aufgrund der elektrischen Wechselwirkung zwischen den Elektronen und führt zu einer Vergrößerung der geschriebenen Strukturen, da angrenzende Bereiche mit bestrahlt werden, entsprechend kommt es auch zu einer Verringerung des Kontrastes. Die Herstellung sehr kleiner und insbesondere dicht gepackter Strukturen ist daher sehr schwer zu kontrollieren. Durch eine zuvor berechnete Korrektur der Belichtungsfunktion kann die Dosisverteilung optimiert und der Effekt ent-‐sprechend verringert werden (Proximity-‐Korrektur).
3.0.6 Aufladung
Ein Teil der auf dem Substrat auftreffenden hochenergetischen Elektronen wird gestoppt und kann insbesondere im Fall isolierender Substrate wie z.B. Quarz, nicht oder nur sehr langsam Richtung Masse abgeführt werden. Das Substrat bzw. der Resist lädt sich dabei negativ auf und der Elektro-‐nenstrahl wird bei der Belichtung von der gewünschten Position unkontrollierbar abgelenkt. Durch Aufbringen einer dünnen Metallschicht oder einer leitfähigen Polymerschicht (z.B. leitfähiger Resist SXAR-‐PC 5000/90.2) kann die störende überschüssige Ladung abgeführt werden. Für niederenergeti-‐sche Elektronenstrahlen ist der Einsatz leitfähiger Schichten effizienter als im Fall hochenergetischer Strahlen (>50keV), da diese die Schicht weitestgehend ungehindert passieren und sich weiterhin im Substrat akkumulieren können.
3.0.7 Auflösungsvermögen
Im Unterschied zur Photolithographie ist die Auflösung bei der E-‐Beam Lithographie praktisch nicht durch die Wellenlänge limitiert. Elektronen einer Energie von 25keV besitzen eine Wellenlänge < 0,01 nm. Das maximale Auflösungsvermögen wird daher entscheidend durch den Strahldurchmesser be-‐stimmt, der seinerseits durch die Elektronenquelle, der Aberration der Elektronenoptik und den Wechselwirkungen im Strahl (Elektronen stoßen sich aufgrund gleicher Ladung voneinander ab) defi-‐niert wird. Moderne Elektronenstrahllithographiesysteme können Elektronenstrahlen mit Quer-‐schnitten im Bereich weniger Nanometer erzeugen. Die erreichbare Auflösung wird weiterhin aber auch durch die Vorwärtsstreuung der Elektronen im Resist und den gebildeten Sekundärelektronen begrenzt. Die Bildung der Sekundärelektronen kann nicht vermieden werden, jedoch kann der Effekt der Vorwärtsstreuung vermindert werden, durch Verwendung höherer Beschleunigungsspannungen und den Einsatz dünnerer Resistschichten. Jedoch bewirkt die Verwendung höherer Elektronenener-‐gien gleichzeitig eine Verringerung der Empfindlichkeit, da höherenergetische Elektronen weniger stark mit der Resistschicht wechselwirken, praktisch durch den Resist geschossen werden.

53
3.0.8 Schreibzeit
Die minimal benötigte Bestrahlungszeit für eine bestimmte Fläche, bei gegebener Bestrahlungsdosis, lässt sich durch den folgenden Zusammenhang berechnen:
Fläche * Dosis = Belichtungsdauer * Strahlstrom
In der minimalen Schreibzeit werden der zeitliche Aufwand für Bewegungen der Substrat-‐halterung (Ausblendzeiten) bzw. Korrekturen und Anpassungen während des Schreibens nicht mit berücksich-‐tigt. Aufgrund des benötigten hohen zeitlichen Aufwands (zum Schreiben eines Musters mit sub-‐100nm Auflösung sind für einen Wafer bei einem nicht sehr empfindlichen Resist (PMMA) bereits mehrere Tage notwendig) sind Direktschreibverfahren mit nur einem Strahl nicht für Großserienpro-‐duktionen geeignet. Eine erhebliche Verkürzung der Schreibzeiten für einen wirtschaftlicheren Durchsatz werden Anlagen erforscht/entwickelt bei denen mehrere Elektronenstrahlen parallel ein-‐gesetzt werden können (Vielstrahlschreiber, Mapper).
3.0.9 Elektronenstrahllacke (Resiste)
Eines der ersten und heute immer noch vielfach genutzten Lacke sind kurzkettige als auch langkettige Polymethylmethacrylate (PMMA-‐Resist, Sensitivität bei 100 keV ca. 0,08–0,09 C/cm2). Dabei handelt es sich in der Regel um einen Einkomponentenlacke. Zu dieser Gruppe gehören auch der CSAR62 und der ZEP-‐Resist mit einer deutlich höheren Empfindlichkeit (0,02 – 0,06 C/cm²….). Demgegenüber gibt es, ähnlich wie bei normalen Fotolacken, auch Mehrkomponentenlacke, bei denen neben der poly-‐meren Komponente beispielsweise Substanzen beigemischt werden, die für ein erhöhte Löslichkeit des Lacks nach der Belichtung durch das Abspalten von „eingebauten“ Schutzgruppe sorgen (soge-‐nannte chemisch verstärkte Lacke).
Des Weiteren wird nach elektronenempfindlichen oder chemisch stabileren Lacken gesucht, um bei-‐spielsweise kürzere Belichtungszeiten zu ermöglichen. Zu den elektronen-‐empfindlichen Lacken zäh-‐len u. a. Wasserstoff-‐Silsesquioxan (engl. hydrogen silsesquioxane, HSQ, ca. 1-‐3 C/cm2 @ 100 keV) oder Calixarene (ca. 10 C/cm2 und größer @ 100 keV). Anders als bei PMMA sind diese beiden Lacke Negativlacke, das heißt, die belichteten Bereiche bleiben nach der Entwicklung des Lacks auf dem Wafer.
Die Negativlacke von AR bestehen aus Novolaken, cross-‐linkern und aminischen Vernetzern. Der Lack polymerisiert durch die Elektronenbestrahlung und/oder UV-‐Belichtung und einem nachfolgenden Ausheizschritt zur Stabilisierung, das heißt, nach der Entwicklung bleiben die belichteten Bereiche stehen. Durch die Elektronenbestrahlung werden die im Lack enthaltenen cross-‐linker aktiviert und anschließend im nachfolgenden Ausheizschritt (PEB) mit den aminischen Komponenten kovalent vernetzen (CAR-‐Mechanismus). Durch die Vernetzung werden die Lackschichten im belichteten Be-‐reich stabilisiert und dadurch im Entwickler sehr schlecht löslich.
3.1. Positiv E-‐Beam Resist
3.1.1. Lösemittel in E-‐Beam Resists
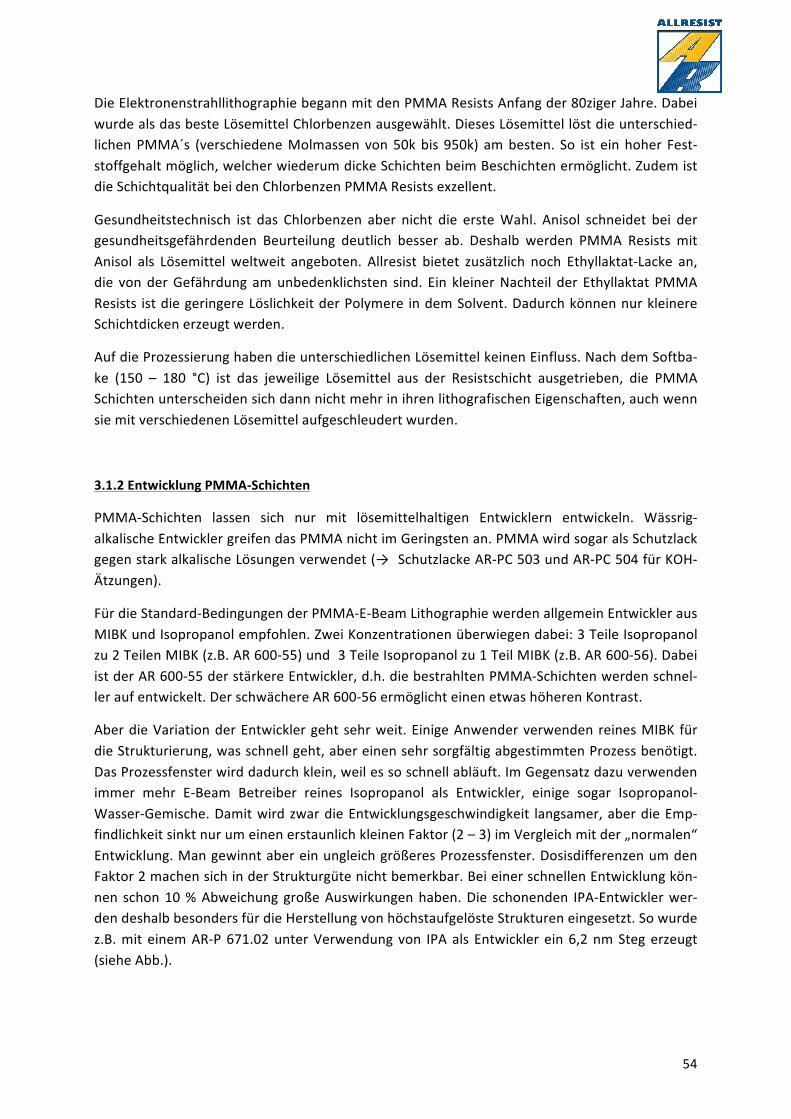
54
Die Elektronenstrahllithographie begann mit den PMMA Resists Anfang der 80ziger Jahre. Dabei wurde als das beste Lösemittel Chlorbenzen ausgewählt. Dieses Lösemittel löst die unterschied-‐lichen PMMA´s (verschiedene Molmassen von 50k bis 950k) am besten. So ist ein hoher Fest-‐stoffgehalt möglich, welcher wiederum dicke Schichten beim Beschichten ermöglicht. Zudem ist die Schichtqualität bei den Chlorbenzen PMMA Resists exzellent.
Gesundheitstechnisch ist das Chlorbenzen aber nicht die erste Wahl. Anisol schneidet bei der gesundheitsgefährdenden Beurteilung deutlich besser ab. Deshalb werden PMMA Resists mit Anisol als Lösemittel weltweit angeboten. Allresist bietet zusätzlich noch Ethyllaktat-‐Lacke an, die von der Gefährdung am unbedenklichsten sind. Ein kleiner Nachteil der Ethyllaktat PMMA Resists ist die geringere Löslichkeit der Polymere in dem Solvent. Dadurch können nur kleinere Schichtdicken erzeugt werden.
Auf die Prozessierung haben die unterschiedlichen Lösemittel keinen Einfluss. Nach dem Softba-‐ke (150 – 180 °C) ist das jeweilige Lösemittel aus der Resistschicht ausgetrieben, die PMMA Schichten unterscheiden sich dann nicht mehr in ihren lithografischen Eigenschaften, auch wenn sie mit verschiedenen Lösemittel aufgeschleudert wurden.
3.1.2 Entwicklung PMMA-‐Schichten
PMMA-‐Schichten lassen sich nur mit lösemittelhaltigen Entwicklern entwickeln. Wässrig-‐alkalische Entwickler greifen das PMMA nicht im Geringsten an. PMMA wird sogar als Schutzlack gegen stark alkalische Lösungen verwendet (→ Schutzlacke AR-‐PC 503 und AR-‐PC 504 für KOH-‐Ätzungen).
Für die Standard-‐Bedingungen der PMMA-‐E-‐Beam Lithographie werden allgemein Entwickler aus MIBK und Isopropanol empfohlen. Zwei Konzentrationen überwiegen dabei: 3 Teile Isopropanol zu 2 Teilen MIBK (z.B. AR 600-‐55) und 3 Teile Isopropanol zu 1 Teil MIBK (z.B. AR 600-‐56). Dabei ist der AR 600-‐55 der stärkere Entwickler, d.h. die bestrahlten PMMA-‐Schichten werden schnel-‐ler auf entwickelt. Der schwächere AR 600-‐56 ermöglicht einen etwas höheren Kontrast.
Aber die Variation der Entwickler geht sehr weit. Einige Anwender verwenden reines MIBK für die Strukturierung, was schnell geht, aber einen sehr sorgfältig abgestimmten Prozess benötigt. Das Prozessfenster wird dadurch klein, weil es so schnell abläuft. Im Gegensatz dazu verwenden immer mehr E-‐Beam Betreiber reines Isopropanol als Entwickler, einige sogar Isopropanol-‐Wasser-‐Gemische. Damit wird zwar die Entwicklungsgeschwindigkeit langsamer, aber die Emp-‐findlichkeit sinkt nur um einen erstaunlich kleinen Faktor (2 – 3) im Vergleich mit der „normalen“ Entwicklung. Man gewinnt aber ein ungleich größeres Prozessfenster. Dosisdifferenzen um den Faktor 2 machen sich in der Strukturgüte nicht bemerkbar. Bei einer schnellen Entwicklung kön-‐nen schon 10 % Abweichung große Auswirkungen haben. Die schonenden IPA-‐Entwickler wer-‐den deshalb besonders für die Herstellung von höchstaufgelöste Strukturen eingesetzt. So wurde z.B. mit einem AR-‐P 671.02 unter Verwendung von IPA als Entwickler ein 6,2 nm Steg erzeugt (siehe Abb.).
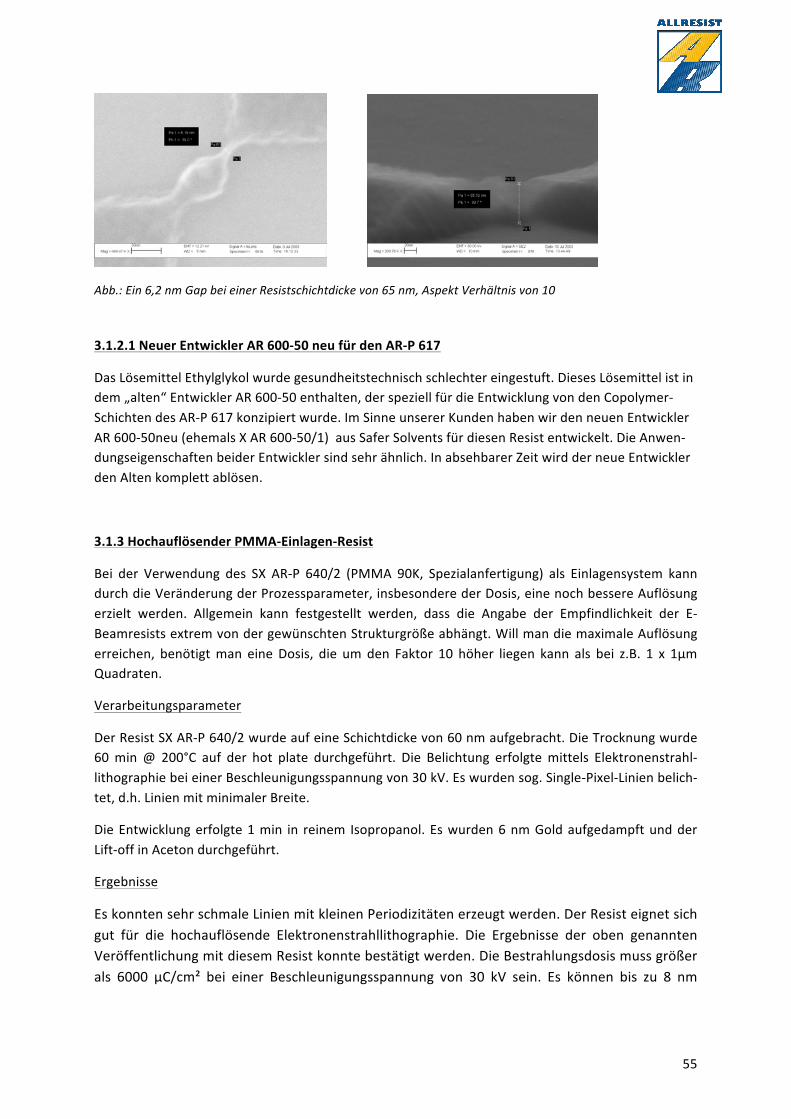
55
Abb.: Ein 6,2 nm Gap bei einer Resistschichtdicke von 65 nm, Aspekt Verhältnis von 10
3.1.2.1 Neuer Entwickler AR 600-‐50 neu für den AR-‐P 617
Das Lösemittel Ethylglykol wurde gesundheitstechnisch schlechter eingestuft. Dieses Lösemittel ist in dem „alten“ Entwickler AR 600-‐50 enthalten, der speziell für die Entwicklung von den Copolymer-‐Schichten des AR-‐P 617 konzipiert wurde. Im Sinne unserer Kunden haben wir den neuen Entwickler AR 600-‐50neu (ehemals X AR 600-‐50/1) aus Safer Solvents für diesen Resist entwickelt. Die Anwen-‐dungseigenschaften beider Entwickler sind sehr ähnlich. In absehbarer Zeit wird der neue Entwickler den Alten komplett ablösen.
3.1.3 Hochauflösender PMMA-‐Einlagen-‐Resist
Bei der Verwendung des SX AR-‐P 640/2 (PMMA 90K, Spezialanfertigung) als Einlagensystem kann durch die Veränderung der Prozessparameter, insbesondere der Dosis, eine noch bessere Auflösung erzielt werden. Allgemein kann festgestellt werden, dass die Angabe der Empfindlichkeit der E-‐Beamresists extrem von der gewünschten Strukturgröße abhängt. Will man die maximale Auflösung erreichen, benötigt man eine Dosis, die um den Faktor 10 höher liegen kann als bei z.B. 1 x 1µm Quadraten.
Verarbeitungsparameter
Der Resist SX AR-‐P 640/2 wurde auf eine Schichtdicke von 60 nm aufgebracht. Die Trocknung wurde 60 min @ 200°C auf der hot plate durchgeführt. Die Belichtung erfolgte mittels Elektronenstrahl-‐lithographie bei einer Beschleunigungsspannung von 30 kV. Es wurden sog. Single-‐Pixel-‐Linien belich-‐tet, d.h. Linien mit minimaler Breite.
Die Entwicklung erfolgte 1 min in reinem Isopropanol. Es wurden 6 nm Gold aufgedampft und der Lift-‐off in Aceton durchgeführt.
Ergebnisse
Es konnten sehr schmale Linien mit kleinen Periodizitäten erzeugt werden. Der Resist eignet sich gut für die hochauflösende Elektronenstrahllithographie. Die Ergebnisse der oben genannten Veröffentlichung mit diesem Resist konnte bestätigt werden. Die Bestrahlungsdosis muss größer als 6000 µC/cm² bei einer Beschleunigungsspannung von 30 kV sein. Es können bis zu 8 nm
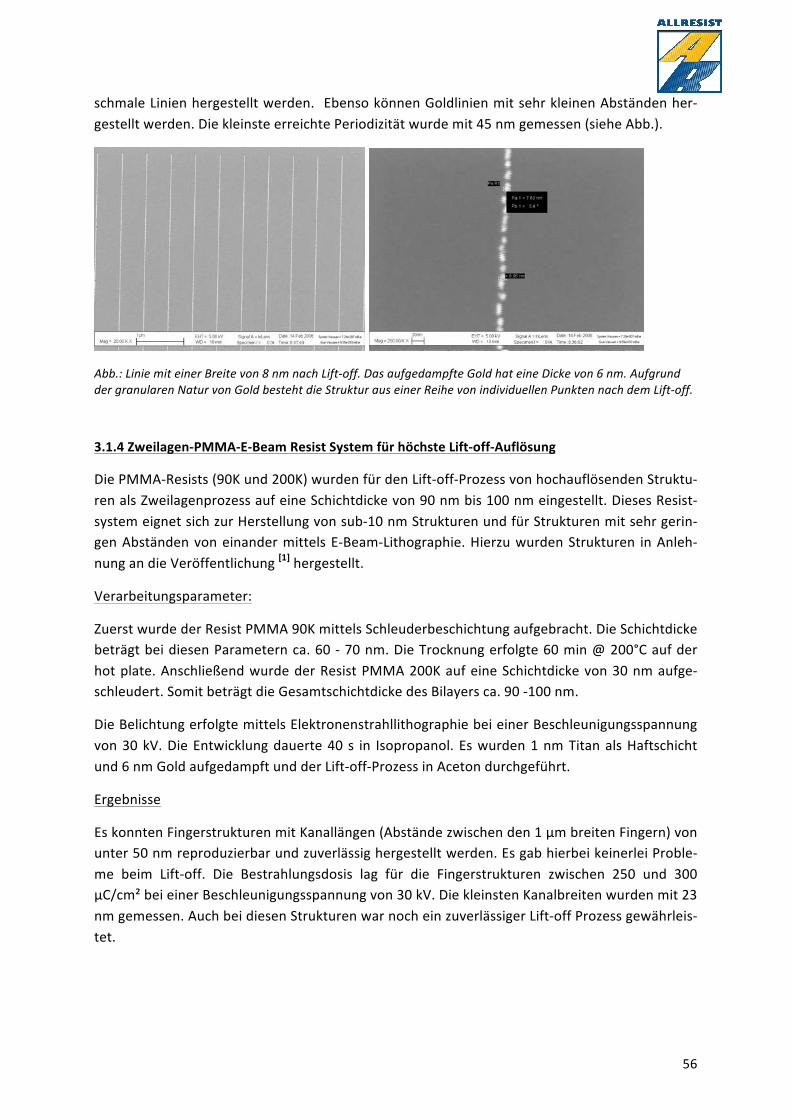
56
schmale Linien hergestellt werden. Ebenso können Goldlinien mit sehr kleinen Abständen her-‐gestellt werden. Die kleinste erreichte Periodizität wurde mit 45 nm gemessen (siehe Abb.).
Abb.: Linie mit einer Breite von 8 nm nach Lift-‐off. Das aufgedampfte Gold hat eine Dicke von 6 nm. Aufgrund der granularen Natur von Gold besteht die Struktur aus einer Reihe von individuellen Punkten nach dem Lift-‐off.
3.1.4 Zweilagen-‐PMMA-‐E-‐Beam Resist System für höchste Lift-‐off-‐Auflösung
Die PMMA-‐Resists (90K und 200K) wurden für den Lift-‐off-‐Prozess von hochauflösenden Struktu-‐ren als Zweilagenprozess auf eine Schichtdicke von 90 nm bis 100 nm eingestellt. Dieses Resist-‐system eignet sich zur Herstellung von sub-‐10 nm Strukturen und für Strukturen mit sehr gerin-‐gen Abständen von einander mittels E-‐Beam-‐Lithographie. Hierzu wurden Strukturen in Anleh-‐nung an die Veröffentlichung [1] hergestellt.
Verarbeitungsparameter:
Zuerst wurde der Resist PMMA 90K mittels Schleuderbeschichtung aufgebracht. Die Schichtdicke beträgt bei diesen Parametern ca. 60 -‐ 70 nm. Die Trocknung erfolgte 60 min @ 200°C auf der hot plate. Anschließend wurde der Resist PMMA 200K auf eine Schichtdicke von 30 nm aufge-‐schleudert. Somit beträgt die Gesamtschichtdicke des Bilayers ca. 90 -‐100 nm.
Die Belichtung erfolgte mittels Elektronenstrahllithographie bei einer Beschleunigungsspannung von 30 kV. Die Entwicklung dauerte 40 s in Isopropanol. Es wurden 1 nm Titan als Haftschicht und 6 nm Gold aufgedampft und der Lift-‐off-‐Prozess in Aceton durchgeführt.
Ergebnisse
Es konnten Fingerstrukturen mit Kanallängen (Abstände zwischen den 1 µm breiten Fingern) von unter 50 nm reproduzierbar und zuverlässig hergestellt werden. Es gab hierbei keinerlei Proble-‐me beim Lift-‐off. Die Bestrahlungsdosis lag für die Fingerstrukturen zwischen 250 und 300 µC/cm² bei einer Beschleunigungsspannung von 30 kV. Die kleinsten Kanalbreiten wurden mit 23 nm gemessen. Auch bei diesen Strukturen war noch ein zuverlässiger Lift-‐off Prozess gewährleis-‐tet.
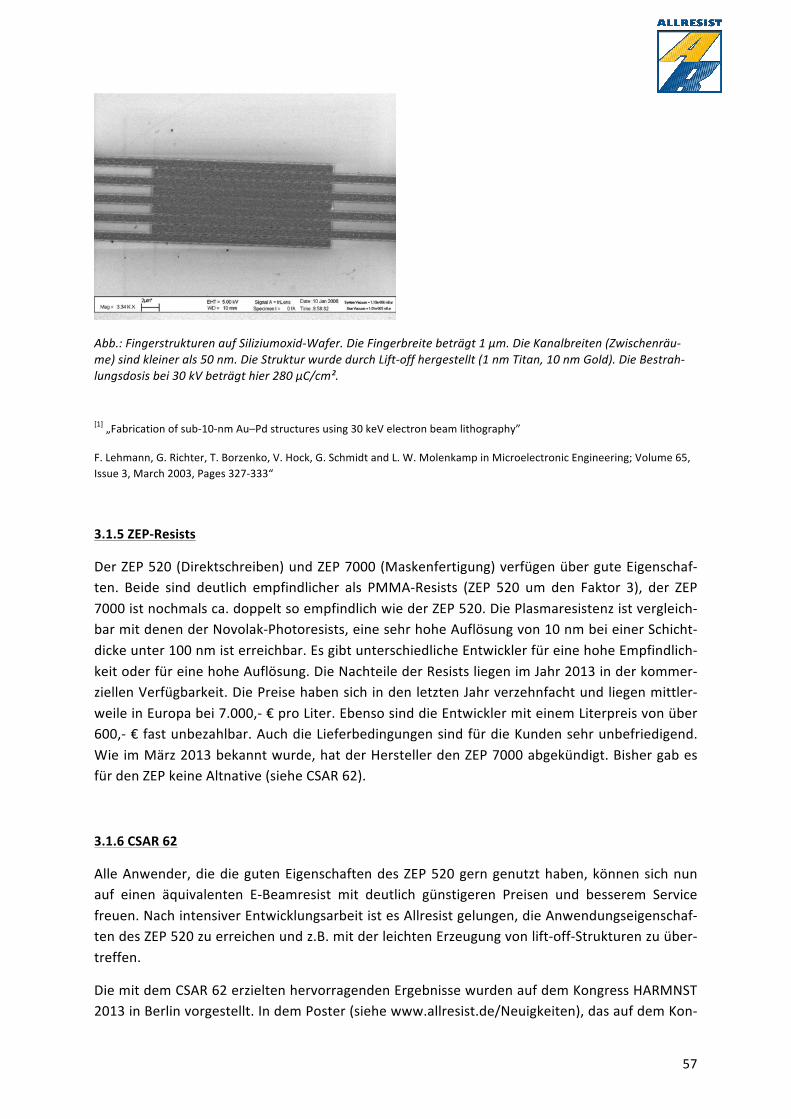
57
Abb.: Fingerstrukturen auf Siliziumoxid-‐Wafer. Die Fingerbreite beträgt 1 µm. Die Kanalbreiten (Zwischenräu-‐me) sind kleiner als 50 nm. Die Struktur wurde durch Lift-‐off hergestellt (1 nm Titan, 10 nm Gold). Die Bestrah-‐lungsdosis bei 30 kV beträgt hier 280 µC/cm².
[1] „Fabrication of sub-‐10-‐nm Au–Pd structures using 30 keV electron beam lithography”
F. Lehmann, G. Richter, T. Borzenko, V. Hock, G. Schmidt and L. W. Molenkamp in Microelectronic Engineering; Volume 65, Issue 3, March 2003, Pages 327-‐333“
3.1.5 ZEP-‐Resists
Der ZEP 520 (Direktschreiben) und ZEP 7000 (Maskenfertigung) verfügen über gute Eigenschaf-‐ten. Beide sind deutlich empfindlicher als PMMA-‐Resists (ZEP 520 um den Faktor 3), der ZEP 7000 ist nochmals ca. doppelt so empfindlich wie der ZEP 520. Die Plasmaresistenz ist vergleich-‐bar mit denen der Novolak-‐Photoresists, eine sehr hohe Auflösung von 10 nm bei einer Schicht-‐dicke unter 100 nm ist erreichbar. Es gibt unterschiedliche Entwickler für eine hohe Empfindlich-‐keit oder für eine hohe Auflösung. Die Nachteile der Resists liegen im Jahr 2013 in der kommer-‐ziellen Verfügbarkeit. Die Preise haben sich in den letzten Jahr verzehnfacht und liegen mittler-‐weile in Europa bei 7.000,-‐ € pro Liter. Ebenso sind die Entwickler mit einem Literpreis von über 600,-‐ € fast unbezahlbar. Auch die Lieferbedingungen sind für die Kunden sehr unbefriedigend. Wie im März 2013 bekannt wurde, hat der Hersteller den ZEP 7000 abgekündigt. Bisher gab es für den ZEP keine Altnative (siehe CSAR 62).
3.1.6 CSAR 62
Alle Anwender, die die guten Eigenschaften des ZEP 520 gern genutzt haben, können sich nun auf einen äquivalenten E-‐Beamresist mit deutlich günstigeren Preisen und besserem Service freuen. Nach intensiver Entwicklungsarbeit ist es Allresist gelungen, die Anwendungseigenschaf-‐ten des ZEP 520 zu erreichen und z.B. mit der leichten Erzeugung von lift-‐off-‐Strukturen zu über-‐treffen.
Die mit dem CSAR 62 erzielten hervorragenden Ergebnisse wurden auf dem Kongress HARMNST 2013 in Berlin vorgestellt. In dem Poster (siehe www.allresist.de/Neuigkeiten), das auf dem Kon-‐

58
gress erstmals präsentiert wurde, werden einige der hervorragenden Resisteigenschaften im Detail dargestellt.
In einem einfachen, stabilen Prozess wurden mit dem CSAR 62 (= SX AR-‐P 6200/2) eine exzellen-‐te Auflösung von 10 nm bei einer Schichtdicke von 180 nm erzielt. Mit dem Entwickler X AR 600-‐54/8 wurde eine sehr hohe Empfindlichkeit von 10 µC/cm² (30 kV) erreicht. Damit ist unser CSAR 62 auch eine gute Alternative zum hochempfindlichen Masken-‐ZEP 7000.
Das Besondere ist die leichte Erzeugung von lift-‐off-‐Strukturen. Die Plasmaätzresistenz von CSAR 62 und ZEP 520 ist vergleichbar hoch und 2x besser als bei PMMA-‐Resists. Verfügbar ist der CSAR 62 ab Mai 2013.
3.1.6.1 CSAR 62 – Wirkprinzip
Im Vergleich mit den PMMA-‐Resists verfügt der CSAR 62 über eine höhere Empfindlichkeit und eine deutlich bessere Plasmaätzbeständigkeit. Die Hauptkomponenten des Resists besteht aus Poly(α-‐methylstyren-‐co-‐chlormethacrylsäuremethylester), einem Säuregenerator und dem sa-‐fer-‐solvent-‐Lösemittel Anisol. Die höhere Empfindlichkeit resultiert aus dem Einfügen von Halo-‐gen-‐Atomen an der Polymerkette. In der Regel wird Chlor verwendet (so auch beim CSAR 62 -‐ chlormethacrylsäure-‐methylester), Brom oder Jod wären jedoch auch möglich. Das Chlor-‐Atom unterstützt das Brechen der Polymerkette bei der Bestrahlung mit Elektronen. Hinzu kommt die unterstützende Wirkung eines halogenhaltigen Säuregenerators. Durch das Einbringen weiterer reaktiver Halogene wird der Angriff auf die Polymerkette nochmals forciert. Damit wird weniger Energie (geringere Dosis) für die Zerlegung des hochmolekularen Polymers in kleine Bruchstücke benötigt. Diese Bruchstücke lösen sich in dem Entwickler rasch, die unbestrahlten, weiterhin hochmolekularen Resist-‐Flächen werden nicht angegriffen.
Die Unterstützung des Kettenbruches durch einen temperaturstabilen Säuregenerator gab dem Resist auch den Namen – Chemical Semi Amplified Resist. Da die Aktivierung des Generators zeitgleich mit der Elektronenbestrahlung erfolgt, muss die Schicht nach der Bestrahlung nicht getempert werden.
Die bessere Plasmaätzresistenz resultiert aus dem Einfügen von aromatischen Substituenten in das Polymer wie z.B. Phenyl-‐, Naphthyl-‐ oder Anthracyl-‐Gruppen. Der CSAR beinhaltet das α-‐methylstyren für seine Ätzstabilität. Aromaten sind aufgrund ihrer π-‐Elektronen deutlich stabiler gegenüber unterschiedlichen Plasmen im Vergleich mit aliphatischen Polymeren wie PMMA und liegen auf einem Niveau mit den Photoresists. Diese bestehen überwiegend aus Novolaken (Formalin kondensierte Kresole), die durch die Kresole einen hohen Anteil an Aromaten besitzen und somit plasmaätzstabil sind.
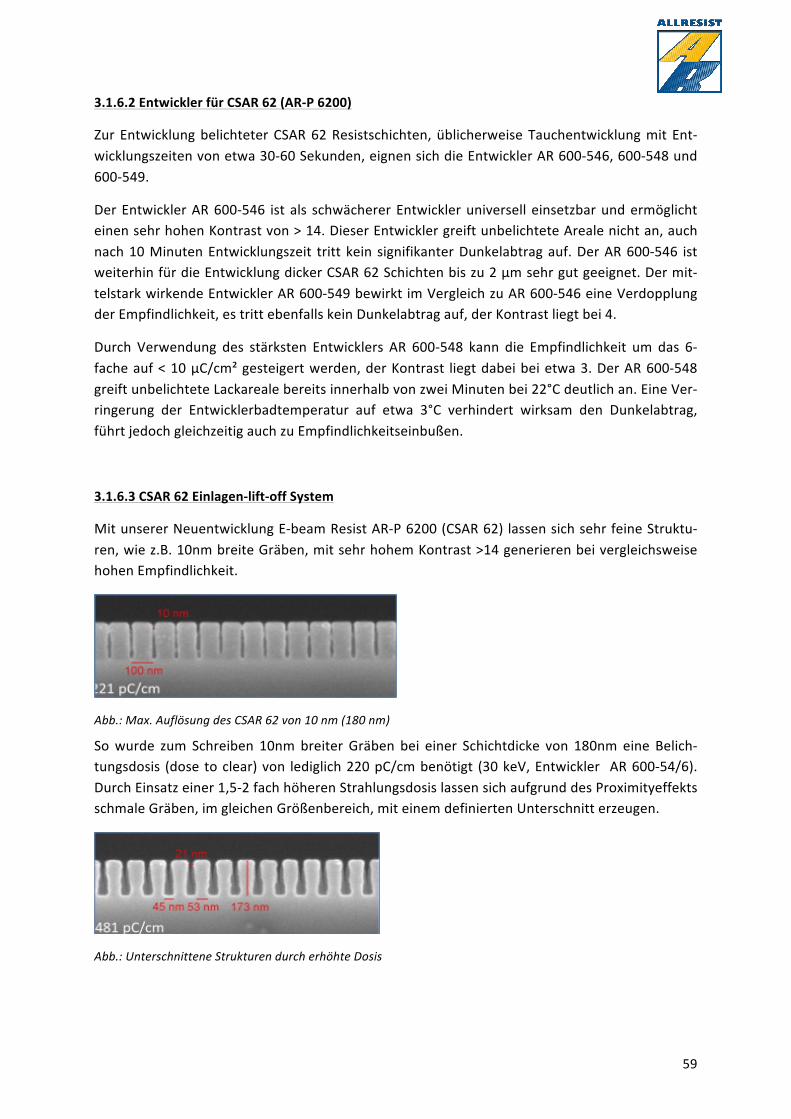
59
3.1.6.2 Entwickler für CSAR 62 (AR-‐P 6200)
Zur Entwicklung belichteter CSAR 62 Resistschichten, üblicherweise Tauchentwicklung mit Ent-‐wicklungszeiten von etwa 30-‐60 Sekunden, eignen sich die Entwickler AR 600-‐546, 600-‐548 und 600-‐549.
Der Entwickler AR 600-‐546 ist als schwächerer Entwickler universell einsetzbar und ermöglicht einen sehr hohen Kontrast von > 14. Dieser Entwickler greift unbelichtete Areale nicht an, auch nach 10 Minuten Entwicklungszeit tritt kein signifikanter Dunkelabtrag auf. Der AR 600-‐546 ist weiterhin für die Entwicklung dicker CSAR 62 Schichten bis zu 2 µm sehr gut geeignet. Der mit-‐telstark wirkende Entwickler AR 600-‐549 bewirkt im Vergleich zu AR 600-‐546 eine Verdopplung der Empfindlichkeit, es tritt ebenfalls kein Dunkelabtrag auf, der Kontrast liegt bei 4.
Durch Verwendung des stärksten Entwicklers AR 600-‐548 kann die Empfindlichkeit um das 6-‐fache auf < 10 μC/cm² gesteigert werden, der Kontrast liegt dabei bei etwa 3. Der AR 600-‐548 greift unbelichtete Lackareale bereits innerhalb von zwei Minuten bei 22°C deutlich an. Eine Ver-‐ringerung der Entwicklerbadtemperatur auf etwa 3°C verhindert wirksam den Dunkelabtrag, führt jedoch gleichzeitig auch zu Empfindlichkeitseinbußen.
3.1.6.3 CSAR 62 Einlagen-‐lift-‐off System
Mit unserer Neuentwicklung E-‐beam Resist AR-‐P 6200 (CSAR 62) lassen sich sehr feine Struktu-‐ren, wie z.B. 10nm breite Gräben, mit sehr hohem Kontrast >14 generieren bei vergleichsweise hohen Empfindlichkeit.
Abb.: Max. Auflösung des CSAR 62 von 10 nm (180 nm)
So wurde zum Schreiben 10nm breiter Gräben bei einer Schichtdicke von 180nm eine Belich-‐tungsdosis (dose to clear) von lediglich 220 pC/cm benötigt (30 keV, Entwickler AR 600-‐54/6). Durch Einsatz einer 1,5-‐2 fach höheren Strahlungsdosis lassen sich aufgrund des Proximityeffekts schmale Gräben, im gleichen Größenbereich, mit einem definierten Unterschnitt erzeugen.
Abb.: Unterschnittene Strukturen durch erhöhte Dosis
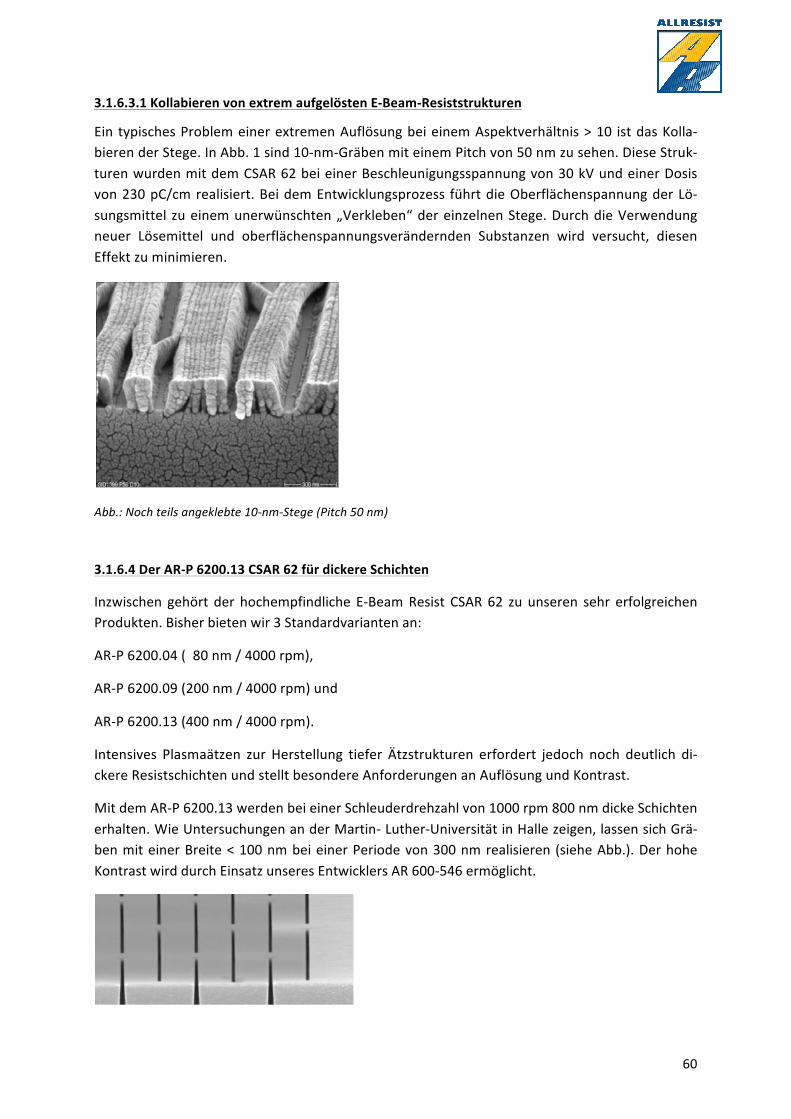
60
3.1.6.3.1 Kollabieren von extrem aufgelösten E-‐Beam-‐Resiststrukturen
Ein typisches Problem einer extremen Auflösung bei einem Aspektverhältnis > 10 ist das Kolla-‐bieren der Stege. In Abb. 1 sind 10-‐nm-‐Gräben mit einem Pitch von 50 nm zu sehen. Diese Struk-‐turen wurden mit dem CSAR 62 bei einer Beschleunigungsspannung von 30 kV und einer Dosis von 230 pC/cm realisiert. Bei dem Entwicklungsprozess führt die Oberflächenspannung der Lö-‐sungsmittel zu einem unerwünschten „Verkleben“ der einzelnen Stege. Durch die Verwendung neuer Lösemittel und oberflächenspannungsverändernden Substanzen wird versucht, diesen Effekt zu minimieren.
Abb.: Noch teils angeklebte 10-‐nm-‐Stege (Pitch 50 nm)
3.1.6.4 Der AR-‐P 6200.13 CSAR 62 für dickere Schichten
Inzwischen gehört der hochempfindliche E-‐Beam Resist CSAR 62 zu unseren sehr erfolgreichen Produkten. Bisher bieten wir 3 Standardvarianten an:
AR-‐P 6200.04 ( 80 nm / 4000 rpm),
AR-‐P 6200.09 (200 nm / 4000 rpm) und
AR-‐P 6200.13 (400 nm / 4000 rpm).
Intensives Plasmaätzen zur Herstellung tiefer Ätzstrukturen erfordert jedoch noch deutlich di-‐ckere Resistschichten und stellt besondere Anforderungen an Auflösung und Kontrast.
Mit dem AR-‐P 6200.13 werden bei einer Schleuderdrehzahl von 1000 rpm 800 nm dicke Schichten erhalten. Wie Untersuchungen an der Martin-‐ Luther-‐Universität in Halle zeigen, lassen sich Grä-‐ben mit einer Breite < 100 nm bei einer Periode von 300 nm realisieren (siehe Abb.). Der hohe Kontrast wird durch Einsatz unseres Entwicklers AR 600-‐546 ermöglicht.

61
Abb.: AR-‐P 6200.13: 100-‐nm-‐Gräben bei 830 nm hoher Schicht
Durch eine Steigerung der Bestrahlungsdosis konnte der Grad des erzeugten Unterschnitts ge-‐zielt eingestellt werden (siehe Abb.). Hiermit kann jeder Anwender das für seinen Lift-‐off-‐Prozess günstigste Profil auswählen, von nahezu senkrechten Flanken bis hin zu ausgeprägten lift-‐off Architekturen:
Dosis: 1200 pC/cm 1440 pC/cm 1728 pC/cm
Abb.: Herstellung von Gräben am MLU (single pixel lines, 30 keV, film thickness 830 nm, period 300 nm, dosage series, developer AR 600-‐546, 60 s, stop IPA)
Für die Erzeugung von Nano-‐Leiterbahnen mit einer Metallhöhe von wenigen 10 nm wird man weiterhin dünne 100–200 nm Resistschichten nutzen. Dagegen sind mit „dicken“ Lift-‐off-‐Strukturen einige 100 nm hohe Säulen Ø < 100 nm herzustellen (z.B. Nanowires).
Für Anwendungen, die den Einsatz noch dickerer Schichten erfordern, z.B. die Herstellung tief-‐geätzter Strukturen durch Plasmaätzen, bieten wir eine Spezialvariante des CSAR 62 an, der mit dem Entwickler AR 600-‐546 ebenfalls sehr kontrastreich entwickelt werden kann: Experimen-‐talmuster SX AR-‐P 6200/10 (1,5 µm / 1000 rpm). 2015 wird diese Variante Standardprodukt mit der Bezeichnung AR-‐P 6200.18. Noch dickere Schichten bis über 2 Mikrometer werden durch Mehrfach-‐beschichtungen erzeugt.
Da während der Entwicklung dicker Schichten eine erhebliche Menge Polymer im Entwickler gelöst wird, sollte danach zunächst noch kurz mit frischem Entwickler und/oder MIBK gespült werden. Die Abscheidung von Polymerresten bzw. Partikeln aus der Entwicklerlösung auf dem Substrat kann dadurch wirksam vermieden werden. Im Anschluss daran erfolgt das Abstoppen im AR 600-‐60.
Diesen Kunstgriff kann man auch bei den dünneren Resistschichten anwenden, wenn bei großen Strukturen geringfügig Partikel zurückbleiben. Eine weitere Möglichkeit ist eine präventiv höhere Bestrahlungsdosis von ca. 20 %.
3.2. Negativ E-‐Beam Resist
3.2.1. Empfindlicher, ätzstabiler Negativ-‐E-‐Beamresist für Arbeiten ohne Gelblicht
Die Elektronenstrahllithographie begann in den 1980er Jahren mit den PMMA-‐Resists. Diese Lacke sind im Wellenlängen-‐UV-‐Bereich von über 300 nm absolut lichtunempfindlich. Deshalb benötigen die Reinräume, wo die E-‐Beam-‐Lithographie mit PMMA-‐Resists durchgeführt wird, kein Gelblicht.

62
Wir sind schon öfter mit dem Wunsch der E-‐Beam-‐Anwender konfrontiert worden, ob wir auch Negativ-‐Resists anbieten, die unter Weißlichtbedingungen verarbeitet werden können. Unsere Negativ-‐E-‐Beamresists der Serie 7500 – 7700 sind alle auch im Breitband UV (300 – 405 nm) empfindlich. Damit sind sie für die Mix&match-‐Technologien (E-‐Beam-‐ und UV-‐Lithographie in einem Prozess) geeignet, benötigen aber zwingend Gelblicht.
Durch den Einsatz neuer Säuregeneratoren, die sich durch eine UV-‐Absorption < 280 nm aus-‐zeichnen, haben wir den chemisch verstärkten E-‐Beamresist SX AR-‐N 7700/46 entwickelt, der auch bei Tageslicht verarbeitet werden kann. Die beschichteten Wafer wurden für mehrere Stunden offen in ein Weißlicht-‐Labor gelegt und anschließend zusammen mit den nicht zusätz-‐lich „belichteten“ Wafern bestrahlt und entwickelt. Empfindlichkeit und Gradation beider Ver-‐suchsreihen waren identisch.
3.2.1.1 Verhältnis Auflösung und Dosis am Beispiel des E-‐Beamresist SX AR-‐N 7530/1
Prozessstabile Negativ-‐Lacksysteme, die bei einer ausreichenden Empfindlichkeit Auflösungen < 30 nm ermöglichen, sind von zunehmenden Interesse für Anwendungen der Elektronenstrahl-‐lithographie. Viele chemisch verstärkten E-‐Beamresists verfügen zwar über eine sehr hohe Emp-‐findlichkeit, eignen sich aber bisher nur für die Herstellung von Strukturen bis zu einer Auflösung von etwa 100 nm. Nicht chemisch verstärkte E-‐Beamresist (z.B. AR-‐N 7500) besitzen zwar das Potential für Auflösungen < 30 nm, sind dafür aber weniger empfindlich und erfordern daher unökonomisch lange Schreibzeiten.
Seit Mitte 2012 ist unser hochempfindlicher, negativer E-‐Beamresist AR-‐N 7520 neu auf dem Markt, der Strukturauflösungen von etwa 30 nm bei einer hohen Empfindlichkeit ermöglicht und außerdem eine sehr gute Langzeitstabilität aufweist. AR-‐N 7520 neu muss unter Gelblichtbedin-‐gungen verarbeitet werden, da er ebenfalls über eine hohe Lichtempfindlichkeit im Wellenlän-‐genbereich von 300 – 380 nm verfügt.
Mit SX AR-‐N 7530/1 wollen wir einen neuen negativen E-‐Beamresist vorstellen, der auch unter Weißlichtbedingungen verwendet werden kann und über genauso gute Eigenschaften verfügt wie der inzwischen gut etablierte Resist AR-‐N 7520 neu. SX AR-‐N 7530/1 ermöglicht ebenfalls Auflösungen bis etwa 30 nm bei etwa gleicher Empfindlichkeit. Der Resist eignet sich auch für eine UV-‐Strukturierung im Wellenlängenbereich von 250 – 290 nm und kann daher auch für mix & match Anwendungen eingesetzt werden.
Kleinere Strukturen benötigen eine höhere Dosis. Das zeigt sich auch im Fall von SX AR-‐N 7530/1. Die Abhängigkeit der Dosis von der Strukturbreite ist in der folgenden Abbildung dargestellt. Bei einer Strukturbreite von 5 µm wird nur eine Dosis von ca. 13 µC/cm² (30 kV) benötigt. Für 100-‐nm-‐Linien liegt die benötigte Dosis dagegen im Bereich von 35 – 40 µC/cm². Sehr ähnliche Er-‐gebnisse wurden auch für AR-‐N 7520 neu erhalten.
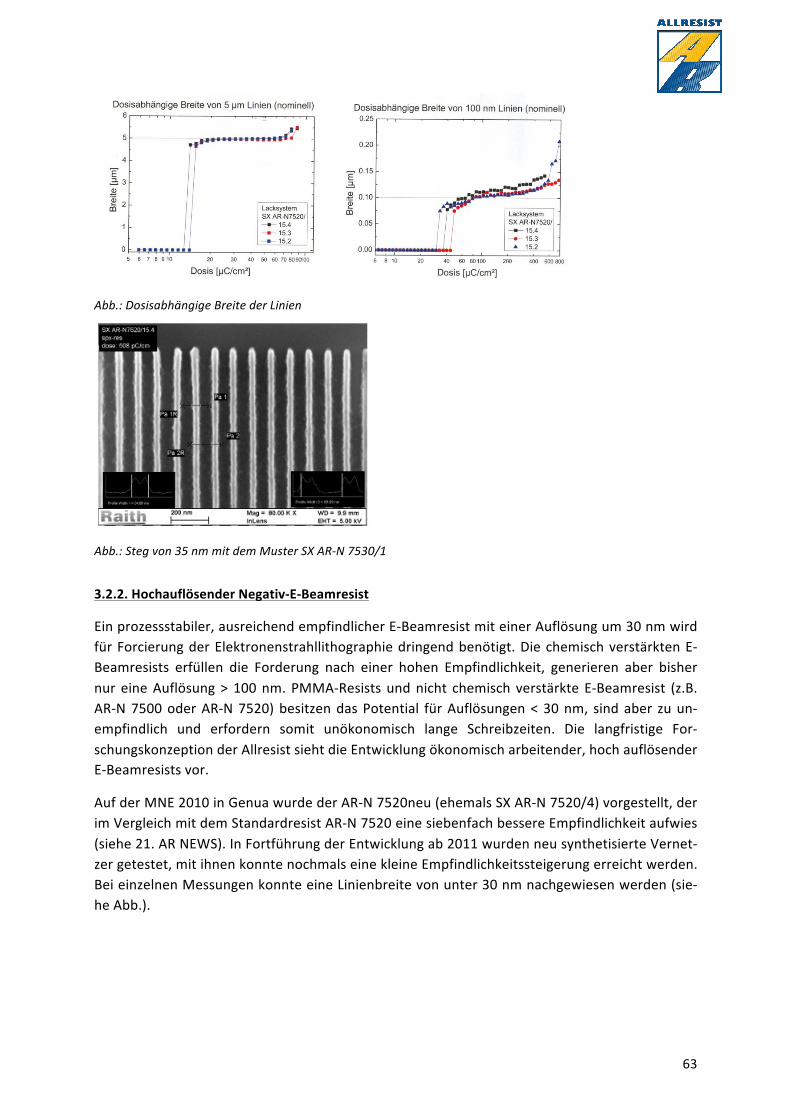
63
Abb.: Dosisabhängige Breite der Linien
Abb.: Steg von 35 nm mit dem Muster SX AR-‐N 7530/1
3.2.2. Hochauflösender Negativ-‐E-‐Beamresist
Ein prozessstabiler, ausreichend empfindlicher E-‐Beamresist mit einer Auflösung um 30 nm wird für Forcierung der Elektronenstrahllithographie dringend benötigt. Die chemisch verstärkten E-‐Beamresists erfüllen die Forderung nach einer hohen Empfindlichkeit, generieren aber bisher nur eine Auflösung > 100 nm. PMMA-‐Resists und nicht chemisch verstärkte E-‐Beamresist (z.B. AR-‐N 7500 oder AR-‐N 7520) besitzen das Potential für Auflösungen < 30 nm, sind aber zu un-‐empfindlich und erfordern somit unökonomisch lange Schreibzeiten. Die langfristige For-‐schungskonzeption der Allresist sieht die Entwicklung ökonomisch arbeitender, hoch auflösender E-‐Beamresists vor.
Auf der MNE 2010 in Genua wurde der AR-‐N 7520neu (ehemals SX AR-‐N 7520/4) vorgestellt, der im Vergleich mit dem Standardresist AR-‐N 7520 eine siebenfach bessere Empfindlichkeit aufwies (siehe 21. AR NEWS). In Fortführung der Entwicklung ab 2011 wurden neu synthetisierte Vernet-‐zer getestet, mit ihnen konnte nochmals eine kleine Empfindlichkeitssteigerung erreicht werden. Bei einzelnen Messungen konnte eine Linienbreite von unter 30 nm nachgewiesen werden (sie-‐he Abb.).

64
Abb.: Steg von 29 nm mit dem Muster SX AR-‐N 7520/15.2
Ein weiterer Vorteil ist die bessere Löslichkeit in dem Resistlösemittel, sie erlaubt einen höheren Feststoffgehalt der Lacke und damit dickere Schichten. Sonderanwendungen für die Elektronen-‐strahllithographie bis zu einer Schichtdicke von 5 µm sind so realisierbar.
Die Verbesserung der neuen E-‐Beamresists wird in der folgenden Abbildung 3 gezeigt. Dort wird die Dosisabhängigkeit von der Strukturbreite angegeben. Allgemein bekannt ist, dass kleinere Strukturen eine höhere Dosis benötigen. Das zeigt sich auch bei diesen Untersuchungen. Bei einer Strukturbreite von 5 µm wird nur eine Dosis von ca. 15 µC/cm² (30 kV) benötigt. Für 100-‐nm-‐Linien liegt die Dosis bei den 3 Mustern zwischen 30 – 50 µC/cm².
3.2.3. Diffraktive Optiken mit dem „analogen“ E-‐Beamresist
Von Allresist wurde ein E-‐Beamresist konzipiert, der in Abhängigkeit von der Bestrahlungsdosis ein dreidimensionales Resistprofil erzeugt. Für die übliche Strukturierung wird von einem Resist eigentlich nur ein zweidimensionales Verhalten erwartet. Die Resistschicht soll entweder einen vollständigen Schutz oder gar keinen ausüben. Die Höhe der Resistschicht ist dabei im Sinne der Strukturierung unwesentlich. Wenn man aber in das Substrat dreidimensional abgestufte Struk-‐turen einbringen will, wie z.B. bei diffraktiven Optiken, muss der Resist auf unterschiedliche Be-‐lichtungsdosen mit einem unterschiedlichen Schichtaufbau reagieren. Alle „digitalen“ Resists werden auf einen möglichst hohen Kontrast optimiert, um auch eine maximale Auflösung zu erreichen. Geringe Dosisunterschiede bewirken den kompletten Schichtaufbau. Man kann von einen Schwarz-‐Weiß-‐Bild sprechen. Für die dreidimensionalen Strukturen benötigt man aber auch die Grautöne. Deshalb wurde der AR-‐N 7700, ein negativ arbeitender, chemisch verstärkter E-‐Beamresist, modifiziert. Das Prinzip der chemischen Verstärkung beruht auf der Vernetzung des Novolaks mit einer mehrfunktionellen aminischen Komponente. Dieser Prozess wird durch Protonen (Säuren) katalysiert. Diese Protonen entstehen bei der Bestrahlung eines speziellen Novolaks. Durch die gezielte Variation der aminischen Komponente und des Säurebildners kann der mögliche Vernetzungsgrad gesteuert werden. Dieser Vernetzungsgrad ist wiederum für den Schichtaufbau bei der Bestrahlung und somit für den Kontrast verantwortlich. Der AR-‐N 7720 verfügt über einen Kontrast von 0,8. Damit gelang es, über einen Dosisbereich von 30 -‐ 90 μC/cm² einen Schichtaufbau von 0 bis 1,4 μm zu erzielen. Mit diesem Ergebnis lassen sich die abgebildeten diffraktiven Optiken erzeugen. Die Übertragung der Resiststrukturen in das SiO2 mittels eines Plasmaätzprozesses war ebenfalls problemlos möglich. Anfängliche Schwierigkeiten mit einer Rauigkeit der entwickelten Resiststrukturen ließen sich durch einen modifizierten Post Development Bake beseitigen.

65
3.2.4. Spezialanwendungen des Elektronenstrahlresists AR-‐N 7700
Ziel der Elektronenstrahllithographie ist im Allgemeinen eine maximale Auflösung. Deshalb wer-‐den normalerweise auch sehr dünne Schichten verwendet (50 -‐ 500 nm). In einigen Fällen sind aber auch kleine Strukturen mit einem hohen Aspektverhältnis interessant. Anwendungsbeispie-‐le sind galvanische Abformungen oder die Erzeugung einer Nanobibliothek zur Aufbewahrung kleinster Substanzproben. Dazu wurden 4 μm dicke Schichten des E-‐Beam Resists SX AR-‐N 7700.38 bestrahlt, getempert und entwickelt (AR 300-‐47). Die Beschleunigungsspannung betrug 20 kV, die Stromstärke 50 pA. Die Strukturbreiten waren stark dosisabhängig. Bei einer Überbe-‐lichtung kann der Proximity-‐Effekt, der bei 20-‐kV-‐Beschleunigungsspannung besonders groß ist, sehr gut an den sich verbreiternden Strukturen gesehen werden (siehe Abb.).
Abb.: Stege: 1 μm, Höhe: 4 μm, 50 μC/cm², 20 kV
Bei einer optimalen Dosis gelingt die Erzeugung von 500-‐nm-‐Stegen bei einer Schichtdicke von 4 μm (Aspektverhältnis 8). Bei höheren Beschleunigungsspannungen ist zu erwarten, dass das As-‐pektverhältnis noch besser wird.

66
Abb.: Stege: 500 nm, Höhe: 4 μm, 30 μC/cm², 20 kV
3.2.4 Chemisch verstärkter, hochempfindlicher Negativ-‐E-‐Beamresist SX AR-‐N 7730/37
Mit SX AR-‐N 7730/37 wollen wir einen neuen negativen CAR E-‐Beamresist vorstellen. Der Resist zeigt eine sehr hohe Empfindlichkeit bei gleichzeitig hoher Prozessstabilität. Die Beständigkeit der Lösungen und Schichten hat sich dadurch deutlich verbessert.
Vor längerer Zeit berichteten wir über die Entwicklung eines hochempfindlichen E-‐Beamresists SX AR-‐N 7700/37. Ein Problem war in der Vergangenheit die zu geringe Auflösung von nur 300 nm. Jetzt ist es gelungen, die Auflösung unter Beibehaltung der anderen guten Parameter deut-‐lich zu verbessern.
Prozessparameter:
Schichtdicke: 120 nm
Softbake: 85 °C
Empfindlichkeit (20 kV): 3,38 µC/cm²
Vernetzungstemperung: 105 °C, 2 min hotplate
Entwickler: AR 300-‐47 (2,5 : 1 verdünnt)
67
Abb.: Minimale Auflösung 50 nm mit dem E-‐Beamresist SX AR-‐N 7700/37
Für einen chemisch verstärkten Resist, dessen Empfindlichkeit bei 3 µC/cm² liegt, ist eine Auflö-‐sung von 50 nm sehr gut. Die Präzision der Kanten, wie in der Abbildung zu sehen ist, lässt aber noch Wünsche offen. Durch weitere Modifikationen der Resistrezeptur und eine Optimierung des Verarbeitungsprozesses soll die Strukturgüte soweit verbessert werden, dass der Resist für einen Einsatz in der Industrie, z.B. für die Maskenherstellung, geeignet ist.
3.2.5 Spezial-‐E-‐Beam Resist
3.2.5.1 Positiv-‐Polyimid-‐Resist für die E-‐Beam-‐Lithographie
Erste Versuche mit unserm SX AR-‐P 5000/82.7 mittels Elektronenstrahllithographie ergaben den Nachweis, dass sich dieser Resist gut strukturieren lässt. Damit ist die Möglichkeit gegeben, thermisch bis 350 °C beständige Nanostrukturen zu erzeugen. Die Verarbeitung unseres Po-‐lyimidresists ist einfach. Er muss nach dem Beschichten nicht getempert werden (Curing-‐Prozess) und kann wässrig-‐alkalisch entwickelt werden.
3.2.5.2 Leitfähige Schichten
Bei der Elektronenstrahllithographie auf isolierenden Substraten, vor allem Quarzmasken oder Glas, kommt es meist zu starken Aufladungen der Oberfläche durch das Einwirken der energie-‐reichen Elektronen. Die Ladung kann nicht schnell genug abfließen, es baut sich ein elektrisches Potential auf. Dadurch wird der Elektronen-‐Schreibstrahl abgelenkt, es kommt zur Verzerrung der gewünschten Struktur. Eine leitfähige Schicht, die sich auf oder unter dem E-‐Beam Resist befindet, könnte diese Aufladungen ableiten.
Durch das Aufdampfen einer dünnen Metallschicht (einige nm) Aus Gold, Silber oder ggf. Chrom wird das Problem beseitigt. Beim Bestrahlen können die Ladungen nun sehr schnell abgeleitet werden. Wird die Metallschicht auf dem Substrat kontaktiert und somit geerdet, ist der Prozess noch ausgeprägter. Dieses Verfahren ist aber recht aufwändig. Zuerst muss die Metallschicht aufgebracht, dann muss diese Schicht vor dem Entwickeln wieder entfernt werden. Etwas ver-‐einfachen kann sich der Prozess, wenn der Anwender eine Aluminium-‐Schicht aufdampfen kann und E-‐Beam Resists mit einem wässrig-‐alkalische Entwickler verwenden kann (z.B. AR-‐N 7400 – 7700). Die wässrig-‐alkalischen Entwickler greifen das Aluminium sofort an und lösen die dünne Schicht innerhalb von Sekunden. Dann erfolgt die „normale“ Entwicklung.
Aufgrund der umständlichen Metallisierung ist der Wunsch der Anwender nach einer leitfähigen Schicht, die mittels Spincoating aufgetragen wird, verständlich. Unglücklicherweise sind leitfähi-‐ge Polymere (z.B. Polyanilin) fast immer unlöslich in organischen Lösemitteln. Somit können aus ihnen keine Resists hergestellt werden.
68
Mittlerweile werden wenige leitfähige Schutzschichten angeboten. Entweder weisen sie noch technologische Schwierigkeiten (restlose Entfernbarkeit, Haltbarkeit) auf und/oder sind sehr teuer.
3.2.5.2.1 Leitfähiger Schutzlack SX AR-‐PC 5000/90.1
Der Protective Coating SX AR-‐PC 5000/90.1 ist ein leitfähiger Schutzlack im Experimentalmuster-‐stadium zur Erzeugung dünner, leitfähiger Schichten. Der SX AR-‐PC 5000/90.1 ist für den Einsatz auf PMMA-‐E-‐Beamresists konzipiert und dient zur Ableitung der bei der Elektronenbestrahlung entstehenden Aufladung. SX AR-‐PC 5000/90.1 besteht aus einem Gemisch von Polythiophenen, Polystyrensulfonaten und Tensiden in einem organischen Lösemittelgemisch mit dem Hauptbe-‐standteil Isopropanol und wird durch Schleuderbeschichtung aufgetragen. In Abhängigkeit von der Schleuderdrehzahl resultiert eine Schichtdicke von 50 – 100 nm. SX AR-‐PC 5000/90.1 ist was-‐serlöslich, die Schichten können nach dem Bestrahlen einfach mit DI-‐Wasser entfernt werden. Bei intensiver Bestrahlung des Resists wird dieser aber auch etwas vernetzt und damit unlösli-‐cher. Meist hilft dann eine Mischung aus Wasser und Isopropanol, um die Reste vollständig zu entfernen.
3.2.5.2.2 Leitfähiger Schutzlack für die E-‐Beam-‐Lithographie SX AR-‐PC 5000/90.2
Unsere Neuentwicklung SX AR-‐PC 5000/90.2 (Elektra 92) ist ein leitfähiger Schutzlack aus Polya-‐nilinderivaten auf Wasserbasis, der zur Verringerung der Oberflächenspannung neben Tensiden auch eine geringe Menge Isopropanol enthält. Der SX AR-‐PC 5000/90.2 kann genauso wie SX AR-‐PC 5000/90.1 als leitfähige Beschichtung zur Vermeidung von Aufladungen bei der E-‐Beam-‐Lithographie, die besonders bei Quarzsubstraten und GaAs zu störenden Effekten (Verzeichnun-‐gen) führen, genutzt werden. Im Unterschied zum bisherigen Resist SX AR-‐PC 5000/90.1 kann unsere Neuentwicklung SX AR-‐PC 5000/90.2 universell auch für auf novolakbasierende Lacke (AR-‐N 7500, AR-‐N 7520, AR-‐N 7700, AR-‐N 7720, AR-‐P 7400, X AR-‐N 7700/30) verwendet werden, da die wässrige Lösung die Lackoberflächen nicht angreift. Weiterhin kann der SX AR-‐PC 5000/90.2 im Gegensatz zum SX AR-‐PC 5000/90.1 auch nach intensiver Bestrahlung mit DI Was-‐ser leicht entfernt werden, da das verwendete leitfähige Polymer kaum zur Ausbildung schwer löslicher, vernetzter Strukturen neigt.
Durch elektrische Widerstandsmessungen kann die Leitfähigkeit der Schichten bei unterschiedli-‐chen Schichtdicken bestimmt werden.

69
10 15 20 25 30 35 40 45 500,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
ESPACER lin. fit SX AR-PC 5000/90.2 lin. fit
cond
uctiv
ity in
S/c
m
film thickness in nm
Abb.: Abhängigkeit der Leitfähigkeit von der Schichtdicke: ESPACER und SX AR-‐PC 5000/90.2 (Elektra 92) im Vergleich
Die Leitfähigkeit nimmt mit zunehmender Schichtdicke deutlich zu und liegt im gleichen Größen-‐bereich bzw. ist im Fall von 50nm Schichten in etwa genauso groß, wie die des ausgewählten Vergleichsproduktes: ESPACER vom japanischen Hersteller SHOWA DENKO.
3.2.5.2.3 Hohe Auflösung auf Quarz durch Electra 92 auf einem HSQ-‐Resist
Ohne Einsatz einer leitfähigen Beschichtung ist eine präzise Strukturierung auf Quarz nicht möglich. Die Raith GmbH hat untersucht, dass nach Beschichtung mit Electra 92 ein HSQ-‐Resist XR1541 auf einem Quarzsubstrat mit sehr guter Qualität strukturiert werden konnten. Nach Aussage der Raith GmbH war das bisher noch mit keinem anderen leitfähigen Lack gelungen. Der Resist XR1541 (20 nm dick) wurde mit der notwendigen Dosis von 4300 µC/cm² (Flächendosis) bestrahlt. Anschließend wurde der SX AR-‐PC 5000/90.2 innerhalb von 2 Minuten mit warmem Wasser vollständig entfernt, es konnten keine Rückstände beobachtet werden. Nach der Entwicklung des HSQ-‐Resists blieben die Strukturen mit den 20-‐nm-‐Stegen stehen (siehe Abb.).
Abb. 20 nm Stege des HSQ, präpariert auf Quarz mit dem Electra 92
70
3.2.5.2.4 Strukturierung des leitfähigen Schutzlacks SX AR-‐PC 5000/90.2 (Electra 92)
Eine Strukturierung des leitfähigen Lackes Electra 92 ist in einem gewissen Umfang möglich. Dazu wird folgendes Verfahren verwendet:
Auf dem Substrat wird ein Negativ-‐Resist (z.B. AR-‐N 4340) beschichtet, belichtet und entwickelt. Durch eine möglichst geringe Dosis sollte sich ein kleiner Unterschnitt ausbilden, der das spätere Liften unterstützt. Auf diese Strukturen wird Electra 92 beschichtet. Durch eine Optimierung der Schleudergeschwindigkeit können dünne (50 – 200 nm), qualitativ gute Electra-‐Schichten erzielt wer-‐den. Durch ein vorsichtiges Spülen mit Aceton, ggf. mit leichter Ultraschall Unterstützung, werden die Negativresist Strukturen entfernt (geliftet), Electra 92 bleibt unverändert stehen. Am Rand der Electra-‐Strukturen kann es zu geringen Schichterhöhungen kommen, diese sollten jedoch nicht stö-‐ren. Mit diesem Verfahren kann man direkt leitfähige Muster herstellen.
3.2.5.3 Resists für neue Lithographie-‐Anwendungen – thermo-‐strukturierbare Polymere
Im Rahmen des Eurostar-‐Projekts PPA-‐Litho „Entwicklung und Herstellung von Resists auf der Basis von strukturoptimierten Polyphthalaldehyden für erweiterte Lithographie-‐Anwendungen“ evaluiert Allresist in Kooperation mit der Firma Aglycon, dem Joanneum in Weiz und der SwissLitho AG in Zü-‐rich neuartige, hochwertige Resists auf der Basis von Polyphthalaldehyd (PPA).
Die entscheidende Besonderheit PPA basierter Resists beruht auf der Möglichkeit zur Trockenent-‐wicklung, d.h. eine Strukturierung gelingt ohne den Einsatz der sonst üblichen organischen-‐ bzw. wässrig-‐alkalischen Entwicklerlösungen. Polyphthalaldehyd ist bei Raum-‐temperatur metastabil, zer-‐setzt sich jedoch bei intensivem Erwärmen schlagartig in leichtflüchtige, gesundheitlich unbedenkli-‐che Bestandteile. Eine Strukturierung der PPA-‐Schichten gelingt entweder durch Direct-‐Laser-‐Writing oder durch die Thermal Probe Nanolithography. In beiden Verfahren wird die thermische Labilität der Polymere ausgenutzt. Durch einen Wärmeeintrag mit einer hoch erhitzten Nadel (NanoFrazor, SwissLitho) oder durch die freigesetzte Energie beim Laser-‐direktschreiben verdampft die PPA-‐Schicht schlagartig und wird so direkt strukturiert. Bei dem NanoFrazor-‐Verfahren konnten bisher Strukturen bis zu einer Auflösung von 10 nm realisiert werden.

71
Abb. Einsatzbereites NanoFrazor-‐Gerät (Kosten ca. 500 T€)
3.2.5.4 Elektronenstrahlresists auf Basis von Polyphthalaldehyden
PPA-‐Schichten können durch Elektronenbeschuss direkt positiv strukturiert werden. Ähnlich wie bei der Bestrahlung der sonst verwendeten E-‐Beam Resists, wie z.B. CSAR 62 oder PMMA, be-‐wirkt der Elektronenstrahl eine Fragmentierung der Polymerketten. Allerdings sind die entstan-‐denen Polymer-‐fragmente, die sich aus Polyphtalaldehyden bilden, instabil und zerfallen direkt in die leichtflüchtigen Monomere. Im Prozess werden dabei nur äußerst geringe Mengen an mo-‐nomeren Phthalaldehyde freigesetzt, die die Qualität des anliegenden Vakuums nicht signifikant beeinflussen und vollständig abgesaugt werden können. Zum Beispiel werden beim Schreiben eines 1000nm langen Grabens mit einer Breite von 50nm werden bei einer Schichtdicke von 30nm nur etwa 2*10-‐6ng, also lediglich 2 Femtogramm Phtalaldehyde freigesetzt! Durch gezielte Überbelichtung können aufgrund des auftretenden Proximity-‐Effektes auch lift-‐off-‐Architekturen erzeugt werden.

72
4. Prozesschemikalien
Die Prozesschemikalien sind für die jeweiligen Resists optimiert. Es wird empfohlen, die Original-‐Chemikalien für die jeweiligen Lacke zu verwenden.
4.1. Entwickler
4.1.1 Entwicklertypen
Es gibt 2 Hauptgruppen von Entwicklern: die lösemittelhaltigen und die wässrig-‐alkalischen Entwick-‐ler. Die Lösemittelhaltigen sind vor allem für die PMMA-‐E-‐Beamresists (→ Prozessablauf E-‐Beamresists), den CSAR 62 (→ CSAR 62 Entwickler) und auch für Sonderprodukte auf Polymer-‐Basis (z.B. SX AR-‐N 4800/16 (PMMA)) bzw. SX AR-‐PC 5000/40 (KOH-‐ und HF-‐Schutzlack) vorgesehen. Dabei kommen überwiegend Lösemittel wie MIBK, IPA (z.T. mit Wasser) beim PMMA, Amylacetat, MIBK, DEK, DEM, Xylol beim CSAR 62 und Ethylbenzen und Hexan bei den Schutzlacken zur Anwendung.
Die wässrig-‐alkalischen Entwickler unterteilen sich in die Metallionenfreien (MIF) und die anorgani-‐schen Metallsalze. Die MIF-‐Entwickler beinhalten als Wirkkomponente Tetramethylammonium Hyd-‐roxid (TMAH). Die kommerzielle 25 % ige Lösung wird auf 2,38 % für die Herstellung einer 0,26 n Lö-‐sung (n = Normalität) verdünnt. Das ist die Standardkonzentration, mit der weltweit die meisten Re-‐sists entwickelt werden. Für einige Resists, speziell der Allresist Resists, werden jedoch niedrig kon-‐zentriertere Entwickler benötigt. Dort wird die Normalität von < 0,26 n bis auf 0,1 n eingestellt. Die 0,1 n Entwickler sind die dünnsten empfohlenen Lösungen, da aufgrund der geringen TMAH-‐Konzentration schon geringe Mengen des CO2 aus der Luft die Normalität innerhalb weniger Stunden verändern. Zur besseren Benetzung beinhalten die MIF-‐Entwickler Tenside, die die Oberflächenspan-‐nung optimieren.
Die Entwickler aus den Metallsalzen bestehen aus Metasilikaten, Phosphaten, Boraten, NaOH und KOH. Die einwertigen Salze NaOH und KOH sind sehr starke Entwickler, sie entwickeln zügig und werden für hohe Schichtdicken eingesetzt. Die Nachteile bestehen in einem möglichen Angriff auf die unbelichteten Flächen (Dunkelabtrag) und in einem niedrigen Kontrast.
Die mehrwertigen Silikate, Phosphate und Borate wirken aufgrund der Mehrwertigkeit als Puffersys-‐teme. Dadurch ist eine schonendere Entwicklung möglich, es gibt praktisch keinen Dunkelabtrag bei den empfohlenen Konzentrationen. Sie sind in der Nutzungsdauer ergiebiger als die MIF-‐Entwickler und lassen sich einfacher bzw. genauer verdünnen. Auf geringe Konzentrationsabweichungen reagie-‐ren sie kaum in ihrer Entwicklerstärke, im Gegensatz zu den TMAH-‐Entwicklern. Trotzdem wird für alle Entwickler-‐Verdünnungen empfohlen, wenn es geht, eine Waage zu verwenden. Durch die höhe-‐re Genauigkeit gegenüber einer Mensur oder einem Becherglas (Volumenmessungen sind zudem Temperatur abhängig) ist ein optimales Entwicklungsergebnis gewährleistet.
4.1.1.1 Entwicklungsverfahren
Entwickler haben die Aufgabe, die belichteten Flächen bei den Positivresists und die unbelichteten Areale bei den Negativlacken rückstandsfrei zu entfernen. Dabei sollen sie möglichst jeweils die an-‐
73
deren Flächen des Wafers überhaupt nicht angreifen, so dass diese Strukturen in der vollen Aus-‐gangsschichtdicke stehen bleiben.
Es gibt unterschiedliche Verfahren, um die Entwicklung durchzuführen:
Tauchentwicklung
Im einfachsten Fall wird der Wafer (das Substrat) in einer Halterung (ggf. Pinzette) in einem Becher-‐glas vorsichtig geschwenkt, bis die belichteten (unbelichteten (negativ)) Flächen aufgelöst sind. In einer Fertigung werden meist 25 Wafer in einem Behälter zusammengefasst und mit einer Mechanik in dem Entwicklerbad bewegt, meist auf und ab. Nach vollendeter Entwicklung müssen die Substrate gründlich mit DI-‐Wasser gespült und dann getrocknet werden. Dazu kann man Druckluft verwenden oder die Wafer (in den Behältern) werden trockengeschleudert.
Sprühentwicklung
Die belichteten Wafer werden auf dem Chuck einer Schleuder befestigt, in Rotation versetzt und mit Entwickler mittels Druckluft besprüht. Dieses Verfahren ist intensiver als die Tauchentwicklung, es kommt stets frischer Entwickler nach, und dauert deshalb kürzer als die Tauchbeschichtung (etwa Faktor 2 -‐ 3). Nachdem Entwickler wird gleich das DI-‐Wasser aufgesprüht und danach der Wafer tro-‐ckengeschleudert.
Puddle-‐Entwicklung
Die belichteten Wafer werden wieder auf dem Chuck einer Schleuder befestigt, der Entwickler wird dann vorsichtig auf den Wafer gegossen (automatisch aus einem Dispenssystem), so dass der Wafer vollständig benetzt ist und der Entwickler durch die Oberflächenspannung am Rand des Wafers fest-‐gehalten wird. Er fließt nicht „runter“. Dann wird der Wafer vorsichtig eine halbe Drehung nach links, nach kurzer Pause wieder nach rechts gedreht, dass so lange, bis die Strukturen entwickelt sind.
Unterbrechung des Entwicklungsvorganges
Hierbei muss man zwischen den wässrig-‐alkalischen und den lösemittelhaltigen Entwicklern unter-‐scheiden. Die unterschiedlichen Lösevorgänge sind bei den Stoppern beschrieben (→ siehe Stopper).
Die lösemittelhaltige Entwicklung (meist PMMA E-‐Beam Resists) kann mehrmals unterbrochen wer-‐den, setzt man nach einer Pause die Entwicklung fort, verändert sich das Entwicklungsverhalten nicht. Man kann sich ggf. also an das gewünschte Entwicklungsergebnis „herantasten“.
Bei den wässrig-‐alkalischen Entwicklern (Photoresist, Negativ-‐E-‐Beam Resists) ist von einer Unterbre-‐chung des Entwicklungsvorganges abzuraten. Beim Abbruch bilden sich an der Oberfläche Polyelekt-‐rolyte (Kresolate), die noch nicht in Lösung gegangen sind. Diese dünne Schicht verlangsamt die Ent-‐wicklungsgeschwindigkeit bei der Fortsetzung der Entwicklung. Damit ist eine präzise Reproduktion der Ergebnisse nicht gegeben.
74
4.1.1.2 Entwickleralterung
Wässrig basische Entwickler unterliegen einer Alterung durch CO2 Aufnahme aus der Luft. Die gepuf-‐ferten wässrig alkalischen Entwickler (AR 300-‐26, AR 300-‐35) sind dabei stabiler als die TMAH-‐haltigen Entwickler der Serie AR 300-‐40. Innerhalb der Serie AR 300-‐40 sind die mit der geringsten TMAH Konzentration am anfälligsten. TMAH-‐Entwickler einer 0,1 normalen Konzentration (AR 300-‐49) verändern das Entwicklungsverhalten in einem offenen Gefäß schon nach 3 – 4 Stunden. Geöff-‐nete Gebinde sollten nach der Entwicklerentnahme sofort luftdicht verschlossen und umgehend ver-‐braucht werden. Die Herstellung von Entwicklerverdünnungen sollte unmittelbar vor Gebrauch erfol-‐gen.
Bei den lösemittelhaltigen Entwicklern für E-‐Beam Resists kann häufiges Öffnen des Gebindes zur Verdunstung und damit zur Änderung der Zusammensetzung des Entwicklers führen. Ein verändertes Entwicklungsverhalten kann die Folge sein, deshalb sind auch diese Entwickler stets gut verschlossen aufzubewahren.
Die Drehungen sind notwendig, um den Entwickler zu bewegen. Dann wird der Entwickler abge-‐schleudert, mit DI-‐Wasser gespült und trockengeschleudert.
4.1.1.3 Entwickler AR 300-‐35 für alkaliempfindliche Substrate
Der Einsatz wässrig-‐alkalischer Entwickler auf alkaliempfindlichen Substraten, wie z.B. Aluminium ist problematisch, da während des Entwicklungsschritts auch das Substrat angegriffen wird. Sollen Pho-‐toresists auf alkaliempfindlichen Substraten strukturiert werden, empfiehlt sich daher der Einsatz des Entwicklers AR 300-‐35. Dieser Entwickler ist zwar ebenfalls wässrig-‐alkalisch greift aber Aluminium-‐oberflächen aufgrund seiner besonderen Rezeptur praktisch nicht an, da die Oberfläche passiviert wird. Der unverdünnte Entwickler kann auch als Remover auf solchen empfindlichen Substraten ein-‐gesetzt werden.
4.1.1.3a Alkalischer Entwickler für Aluminiumsubstrate
Einige Kunden verwenden alkaliempfindliche Aluminiumsubstrate. Das führt zu Problemen wenn die Metalloberfläche im Prozess nicht angeätzt werden darf. Während unser MIF-‐Entwickler (AR 300-‐40er) und Entwickler AR 300-‐26 Aluminiumoberflächen stark angreifen, bleibt die Metalloberfläche bei Einsatz des Entwicklers AR 300-‐35 weitestgehend unverändert. An der Metalloberfläche bildet sich vermutlich eine Passivierungsschicht aus, die das Metall vor weiterem Angriff zuverlässig schützt. So übersteht Aluminiumfolie den Kontakt mit AR 300-‐35 über Stunden fast unverändert, während sich die Folie in AR 300-‐47 schnell auflöst.
Weiterhin zeigte sich, dass konzentriertere Varianten von AR 300-‐35 auch erfolgreich als Remover eingesetzt werden können. Zahlreiche Resists sind nach Einsatz in Hochtemperaturprozessen, z.B. Sputtern, Ionenätzen oder auch Ionenimplantation, in organischen Removern nur noch schwer oder gar nicht mehr zu entfernen. Die Verwendung wirksamer alkalischer Remover war aber bisher nur sehr eingeschränkt möglich wenn alkaliempfindliche Substrat, wie z.B. Aluminium, eingesetzt wur-‐den. Stärkere Varianten von AR 300-‐35 zeigten nun ähnlich gute Reinigungsergebnisse wie unser TMAH basierter, alkalischer Remover AR 300-‐73 ohne Aluminiumoberflächen signifikant anzugreifen.
75
4.1.1.4. Neuer Entwickler für AR-‐P 5320
In unserer Produktinformation empfehlen wir für die Entwicklung von AR-‐P 5320, unserem positiven Photoresist für Lift-‐off-‐Anwendungen, den Entwickler AR 300-‐26. Einige Anwender bevorzugen je-‐doch den Einsatz von MIF-‐Entwicklern. Da sich unser stärkster TMAH Entwickler AR 300-‐44 (0,24 n) als zu schwach für das Strukturieren des AR-‐P 5320 erwies, wurden Verdünnungen des MIF-‐Removers AR 300-‐73 evaluiert. Gute Ergebnisse wurden mit einer 1:1 Verdünnung von AR 300-‐73 (etwa 0,35n) erzielt. Die Empfindlichkeit betrug etwa 290mJ/cm2 bei einem sehr geringen Dunkelab-‐trag von < 5% nach 10 Minuten.
4.2. Remover
Remover haben die Aufgabe, die Lackstrukturen bzw. -‐reste nach Abschluss des gewünschten tech-‐nologischen Schrittes (Dotieren, Ätzen u.a.) restlos zu entfernen.
Zu Beginn der Photolithographie wurden kräftige Remover eingesetzt, die meist über eine große Lösekraft verfügten. Damals war aber der Umweltgedanke noch nicht so ausgeprägt, so dass solche Lösemittel wie DMF (Dimethylformamid), DMSO (Dimethylsulfoxid) oder Aminoalkohole verwendet wurden. Heutzutage bemühen sich die Resisthersteller um die Herstellung umweltverträglichere Remover. So hat Allresist sofort nach Bekanntwerden der neuen Gefährdungseinstufung des NMP (N-‐Methylpyrrolidon) 2011 dieses durch das unbedenkliche NEP (N-‐Ethylpyrrolidon) ersetzt.
In schwierigen Fällen (nach intensiven Plasmaätzschritten oder Sputtern) kann Ultra-‐ oder Mega-‐schall den Lackentfernungsprozess unterstützen. Dabei dürfen aber empfindliche Strukturen auf dem Wafer nicht zerstört werden.
Die Remover werden im Verlaufe eines Dauergebrauches schwächer, der Gehalt an gelöstem Pho-‐toresist wird immer höher. Die theoretische Sättigungsgrenze wird man nie erreichen (sie liegt weit über 50 % Feststoffgehalt), da aber der gebrauchte Remover völlig undurchsichtig und mit Partikeln wird, ist eine reproduzierbare Reinigung nicht mehr möglich. Außerdem sinkt die Lösegeschwindig-‐keit, der Removing-‐Prozess dauert länger. Gängige Praxis ist eine Kaskadenreinigung. Dabei werden 3 Bäder mit dem Remover hintereinander betrieben. In das Erste kommen die belackten Wafer, die Lackreste werden fast vollständig entfernt, dann geht es in das zweite Bad, im Dritten werden aller-‐letzte Reste entfernt. Anschließend wird mit Wasser gespült. Nach dem Erreichen der festgelegten Lösekapazität wird das erste Bad entsorgt, die beiden anderen rücken einen Platz weiter vor. Eine grobe Abschätzung über die Ausnutzung von Removern am Beispiel des AR 300-‐70 (NEP) ergibt, dass bei einer Schichtdicke von 2 µm ca. 100 4-‐Zoll-‐Wafer pro Liter Remover sicher gereinigt werden kön-‐nen.
Die Funktion des Lackentfernens wird auch von stark oxidierenden Säuren wie Königswasser, Piran-‐ha, Schwefelsäure oder Salpetersäure erfüllt. Für eine finale Reinigung kommen solche Säuren zum Einsatz. Aber neben dem Umweltaspekt (Entsorgung der gebrauchten Säuren) greifen diese Mi-‐schungen meist nicht nur den Lack, sondern auch andere Materialien auf der Wafer Oberfläche an.
4.2.1 Wässrig-‐alkalische Remover
76
Die einfachsten, jedoch sehr wirkungsvollen Remover sind Natronlauge (NaOH) bzw. Kalilauge (KOH). Schon eine 4 %ige KOH löst fast alle novolakbasierten Photo-‐ und E-‐Beam Resists innerhalb einiger Sekunden. Ausnahmen sind speziell alkalistabil konzipierte Resists (→ Alkalistabiler und lösemittelbe-‐ständiger Negativresist). Eine Erhöhung der Konzentration an NaOH oder KOH ist bis 40 % möglich. Diese starken Laugen sind dann auch für schwierige, hoch gehärtete Resistschicht geeignet. Oftmals kann die Lauge die Lackreste nicht vollständig lösen, da sie aber unter die Schicht kriechen kann, werden die Reste sozusagen geliftet (abgezogen) und der Lack doch noch vollständig entfernt. Man sollte aber beachten, dass hochkonzentrierte Laugen auch das Silizium des Wafers angreifen und die Oberfläche zerstören können. Eine Alternative zu den genannten Laugen ist der konzentrierte Ent-‐wickler AR 300-‐26 auf der Basis von gepufferten basischen Salzen, der im unverdünnten Zustand die meisten Resistschichten ebenfalls schnell ablöst.
Tetramethylammoniumhydroxid (TMAH) Lösungen werden auch als Remover eingesetzt. Die höchste Konzentration ist hierbei 25 %, bei dieser Konzentration ist er mit den hochkonzentrierten NaOH-‐ und KOH-‐Laugen vergleichbar. Ebenso greift das TMAH Silizium an, also ist auch hier Vorsicht gebo-‐ten. Der nur Viertel konzentrierte TMAH-‐Remover AR 300-‐73 ist deutlich einfacher (sicherer) zu handhaben und auch umweltfreundlicher durch den geringeren Verbrauch des TMAH. Die wässrig-‐alkalischen Remover sind nicht geeignet für alle Polymere (PMMA, Polystyren, Kohlenwasserstoffe). Diese Eigenschaft kann aber bei Zweilagensystemen (PMMA/Photoresist; Kohlenwasserstof-‐fe/Photoresist) zur selektiven Entwicklung der oberen Photoresistschicht genutzt werden.
4.2.2 Lösemittel Remover
Der klassische Remover ist das Aceton. Als Reinigungsmittel zusammen mit Isopropanol (IPA) kommt es in fast jedem Labor zum Einsatz. Für nicht oder nur wenig gehärtete Schichten (bis 120 °C) ist die Lösekraft des Acetons hervorragend. Zur Vorsicht mahnt aber der niedrige Siedepunkt (56 °C) und der Flammpunkt (-‐20 °C), schon eine elektrostatische Aufladung kann unter unglücklichen Umstän-‐den eine Explosion verursachen. Dieses Problem tritt beim NEP (N-‐Ethylpyrrolidon) bzw. beim NMP nicht auf. Der Siedepunkt liegt bei beiden Removern über 200 °C. Die Lösekraft ist mit der des Ace-‐tons vergleichbar, kann aber durch ein Erwärmen bis max. 80 °C (sicherheitstechnisch unbedenklich, ab dieser Temperatur beginnen sich aber störende Dämpfe zu entwickeln) noch erheblich gesteigert werden. Prinzipiell können auch andere Lösemittel als Remover eingesetzt werden, IPA, PMA (PGMEA), Methylethylketon (MEK) oder auch die Verdünner (→ Verdünner) können nicht hoch ge-‐härtete Lackreste lösen, es dauert aber in der Regel deutlich länger.
Die Lösemittel-‐Remover sind sowohl für die novolakbasierten Resist als auch für alle Polymer-‐Resists (z.B. PMMA) geeignet.
4.2.2.1 Alternativen zu NMP-‐haltigen Removern
Am 25.09.09 ist die Verordnung (EG) Nr. 790/2009 zur Änderung der EG-‐GHS-‐Verordnung (Nr.
1272/2008) über die Einstufung und Kennzeichnung von Stoffen und Gemischen in Kraft getreten.
Mit dieser Verordnung wird auch die neue Einstufung des N-‐Methyl-‐2-‐pyrrolidon (NMP) wirksam.
Dieser Stoff ist Hauptbestandteil unserer Remover AR 300-‐70 und AR 300-‐72.
NMP ist jetzt als „reproduktionstoxisch“ eingestuft und muss nun wie folgt gekennzeichnet werden:
T: Giftig

77
R 61: Kann das Kind im Mutterleib schädigen.
R 36/37/38: Reizt die Augen, Atmungsorgane und die Haut.
Eine Neueinstufung des NMP wurde mit der 30. und 31. Anpassung (ATP) zur EG-‐Richtlinie
67/548/EWG angekündigt. Deshalb hatte Allresist rechtzeitig nach einer Lösung des Problems ge-‐sucht. Allresist kann nun eine vollwertige und gesundheitsunbedenklichere Alternative, die weder giftig noch reproduktionstoxisch ist, anbieten:
N-‐Ethyl-‐2-‐pyrrolidon (NEP) verfügt nach unseren Untersuchungen über eine gleichwertige,
in einigen Fällen sogar stärkere Lösekraft gegenüber Resistschichten als NMP.
Durch den höheren Siedepunkt ist ein Erwärmen des Removers noch unbedenklicher.
Allresist hat die NMP-‐Remover komplett aus dem Produktionsprogramm genommen und durch
NEP-‐haltige Remover ersetzt.
Die neue Bezeichnung der Remover ist AR 300-‐70 (NEP) bzw. 300-‐72 (NEP).
4.2.2.2 Neue Lösemittel Remover
Ein neuer, starker Lösemittel Remover AR 600-‐71 aus 1.3-‐Dioxolan und 1-‐Methoxy-‐2-‐propanol ist in der Lage, schon bei Raumtemperatur gehärtete Resist-‐Schichten zu lösen. Bemerkenswert ist, dass der Remover sowohl bei den Novolak-‐basierten als auch bei den PMMA-‐basierten Resists gleich stark wirkt und somit universell einsetzbar ist. Zu beachten ist jedoch, dass der Flammpunkt des Removers unter 21 °C liegt und das Arbeiten mit ihm eine gewisse Sorgfalt benötigt.
Eine weitere Neuentwicklung, der ebenfalls universell einsetzbare Remover AR 300-‐76 hat im Ver-‐gleich zu AR 600-‐71 einen viel höheren Flammpunkt von 103°C. AR 300-‐76 wurde speziell als gleich-‐wertige Alternative zu den als teratogen eingestuften NEP-‐haltigen Removern AR 300-‐70 und AR 300-‐72 entwickelt. AR 300-‐76 setzt sich aus verschiedenen organischen Estern „safer solvents“ zusam-‐men, kann bei bis zu 80°C verwendet werden und eignet sich daher besonders gut auch zum Ablösen speziell gehärteter Resistschichten.
4.3. Stopper
Stopper im klassischen Sinn werden hauptsächlich in der Elektronenstrahllithographie beim Einsatz von PMMA-‐Resists verwendet. Dabei haben sie die Funktion, nach der Entwicklung der bestrahlten PMMA-‐Schichten den Entwicklungsprozess abzubrechen und den Lösemittel-‐Entwickler, der jetzt PMMA-‐Reste beinhaltet, rückstandsfrei abzuspülen. Verwendet man keinen Stopper, können sich aus dem verunreinigten Entwickler Polymerreste bei der Trocknung auf der Oberfläche abscheiden. Diese kaum sichtbaren Schleier sind nach der vollständigen Trocknung nur schwer zu entfernen (am besten mit einem O2-‐Plasma), stören aber z.B. bei einer anschließenden Metallisierung.
Auch bei anderen lösemittelentwickelbaren Polymeren (z.B. SX AR-‐PC 5000/40 oder Polystyren) emp-‐fiehlt sich der Einsatz von Stoppern aus dem gleichen Grund.
Stopper im nichtklassischen Sinn ist das DI-‐Wasser bei den Photoresists (Novolak-‐basiert). Auch hier wird der Entwicklungsprozess abrupt beendet und der novolakhaltige Entwickler abgespült. Im Un-‐
78
terschied zu den lösemittelentwickelbaren Polymeren, die erst in dem (Lösemittel)-‐Entwickler ange-‐quollen, mit einer Lösemittel-‐„Hülle“ umgeben und dann endgültig aufgelöst werden, lösen sich die kresolhaltigen Novolake spontan. In dem basischen Milieu werden aus den Kresolen Kresolate (Anio-‐nen), die somit einen Polyelektrolyten bilden (der Novolak besteht aus ca. 10 – 20 Kresolen, die alle zum Kresolat werden können), der sich sehr gut in dem alkalischen Entwickler löst.
4.4. Verdünner (Lösemittel)
Ausführliche Beschreibung unter „Allgemeines“. Richtiges Verdünnen von Lacken (→ siehe Verdün-‐nung von Resists)
Jeder Resist besteht hauptsächlich aus Lösemitteln. Die meisten Photoresists und die Negativ-‐E-‐Beam Resists verwendet als Hauptlösemittel das PMA (PGMEA). Dieses Lösemittel ist deshalb auch der gebräuchlichste Verdünner und wird von uns unter der Bezeichnung AR 300-‐12 angeboten. Das PMA wird häufig auch zur Randwulstentfernung eingesetzt (→ Beseitigung bzw. Minimierung der Rand-‐wulst beim Beschichten).
Wir empfehlen dringend, für das Verdünnen von Resists nur den empfohlenen Verdünner zu ver-‐wenden. Natürlich kann man den Feststoffgehalt auch mit anderen Lösemitteln verringern. Das Lös-‐lichkeitsverhalten von Aceton, Isopropanol, Dioxan, Butylacetat u.a. würde das komplette Lösen aller Feststoffanteile bewirken, jedoch verändert sich das Beschichtungsverhalten der Lacke zum Teil dramatisch, eine hohe Oberflächengüte wäre nur in Ausnahmefällen zu erreichen.
In der PMMA-‐E-‐Beam Lithographie werden mit Chlorbenzen, Anisol und Ethyllactat unterschiedliche Lösemittel verwendet. Jedes der Lösemittel steht als Verdünner zur Verfügung: Chlorbenzen als AR 600-‐01, Anisol als AR 600-‐02 und Ethyllactat als AR 600-‐09. Hinzu kommt noch das Lösemittel der PMMA-‐Copolymeren Methoxypropanol, das als AR 600-‐07 angeboten wird.
Für die unterschiedlichen Spray-‐Resists gelten besondere Bedingungen. Das Restlösemittel setzt sich aus schnell trocknenden und schichtbildenden Komponenten zusammen. Die Lösemittelzusammen-‐setzung der Sprühlacke wurde aufwändig optimiert. Geringe Abweichungen von der Lösemittelzu-‐sammensetzung bewirken ein stark unterschiedliches Beschichtungsverhalten. Deshalb sollten hier in jedem Fall nur die Original-‐Verdünner eingesetzt werden.
Bis auf die Verdünner-‐Mischungen der Spray-‐Resists sind die anderen, reinen Verdünner weit über das garantierte Haltbarkeitsdatum verwendbar. Sie enthalten keine Komponenten, die einer Verän-‐derung unterliegen.
4.4.1 Lösemittel und Arbeitsschutz
Alle von uns angebotenen Resists, sowie ein großer Teil der Prozesschemikalien enthalten organische Lösemittel. Die Bestimmungen der Gefahrstoffverordnung sind beim Umgang mit diesen Produkten einzuhalten. Die Sicherheitsdatenblätter unserer Produkte sind dazu bestimmt, dem Anwender die notwendigen Daten und Umgangsempfehlungen zu vermitteln, um die für den Gesundheitsschutz,

79
die Sicherheit am Arbeitsplatz und den Schutz der Umwelt erforderlichen Maßnahmen treffen zu können. Ausschlaggebend bei der Einstufung und Klassifizierung als Gefahrstoff ist der Flammpunkt. Das ist die niedrigste Temperatur, bei der sich unter vorgeschriebenen Versuchsbedingungen bei Normal-‐druck über einem Stoff ein zündfähiges Dampf-‐Luft-‐Gemisch bilden kann. Die Zündtemperatur ist die niedrigste Temperatur, auf die man einen Stoff erhitzen muss, damit sich eine brennbare Substanz in Gegenwart von Luft ohne Zündfunken ausschließlich aufgrund ihrer Er-‐hitzung, also ohne Zündquelle, selbst entzündet. Die Zündtemperatur korreliert nicht mit Siedepunkt-‐ oder Flammpunkttemperatur eines brennbaren Stoffs. Sie ist ein Maß für die Oxidationsempfindlich-‐keit der Substanz und liegt bei den meisten organischen Lösemitteln über 200°C. Der Explosionsbereich ist die Konzentration, in der sich brennbare Gase, Nebel oder Dämpfe im Ge-‐misch mit Luft zünden lassen. Er liegt zwischen den Explosionsgrenzen, d.h. den unteren und oberen Grenzkonzentrationen, innerhalb derer das Gemisch durch Erhitzen zum Entflammen gebracht wer-‐den kann Werte ausgewählter Lösemittel:
Lösemittel Siedepunkt Flammpunkt untere Explosi-‐onsgrenze
obere Explosi-‐onsgrenze Zündtemperatur
[°C] [°C] [Vol.%] [Vol.%] [°C]
Aceton 56 -‐18 2,5 13 540
i-‐Propanol 82,4 12 2 12 425
PGMEA 146 42 1,5 7 314
NEP 212,5 91 1,3 7,7 245
Beim Umgang mit organischen Lösemitteln ist auf die Einhaltung des entsprechenden Arbeitsplatz-‐grenzwertes zu achten. Laut Gefahrstoffverordnung ist er der Grenzwert für die zeitlich gewichtete durchschnittliche Konzentration eines Stoffs in der Luft am Arbeitsplatz in Bezug auf einen gegebe-‐nen Referenzzeitraum. Er gibt an, bis zu welcher Konzentration eines Stoffs akute oder chronische schädliche Auswirkungen auf die Gesundheit von Beschäftigten im Allgemeinen nicht zu erwarten sind. 4.5 Haftvermittler (identisch mit „Allgemein“) Die Haftung zwischen Substrat und Lack ist eine sensible Eigenschaft. Geringste Veränderungen des Reinigungsprozesses oder der Technologie können fatale Auswirkungen auf die Haftfestigkeit haben. Auch eine zu hohe Luftfeuchtigkeit (> 60 %) verschlechtert die Haftung ebenfalls deutlich.
Im Allgemeinen weisen Silizium, Siliziumnitrid und Nichtedelmetalle (wie Aluminium, Kupfer) eine gute Lackhaftung auf, während die Haftung auf SiO2, Glas, Edelmetallen wie Gold und Silber sowie auf Galliumarsenid schlechter ist. Hier sind unbedingt Maßnahmen zur Verbesserung der Haftfestig-‐keit durch Haftvermittler erforderlich. Der bekannteste Haftvermittler ist das Hexamethyldisilazan (HMDS), der AR 300-‐80 (Diphenylsilandiol in PMA) ist dafür eine gute Alternative. Durch AR 300-‐80 wird die Haftfestigkeit erheblich gesteigert und es können auch komplizierte Oberflächen (Glas, Quarz, GaAs) beschichtet werden, die sonst nur schwer, selbst bei Verwendung von HMDS, oder gar nicht zu beschichten wären. Einige Resists, wie die der Serie AR-‐P 3100, beinhalten bereits Haftver-‐mittler auf der Basis von Epoxiden und können daher direkt, auch ohne Einsatz von AR 300-‐80 einge-‐setzt werden.
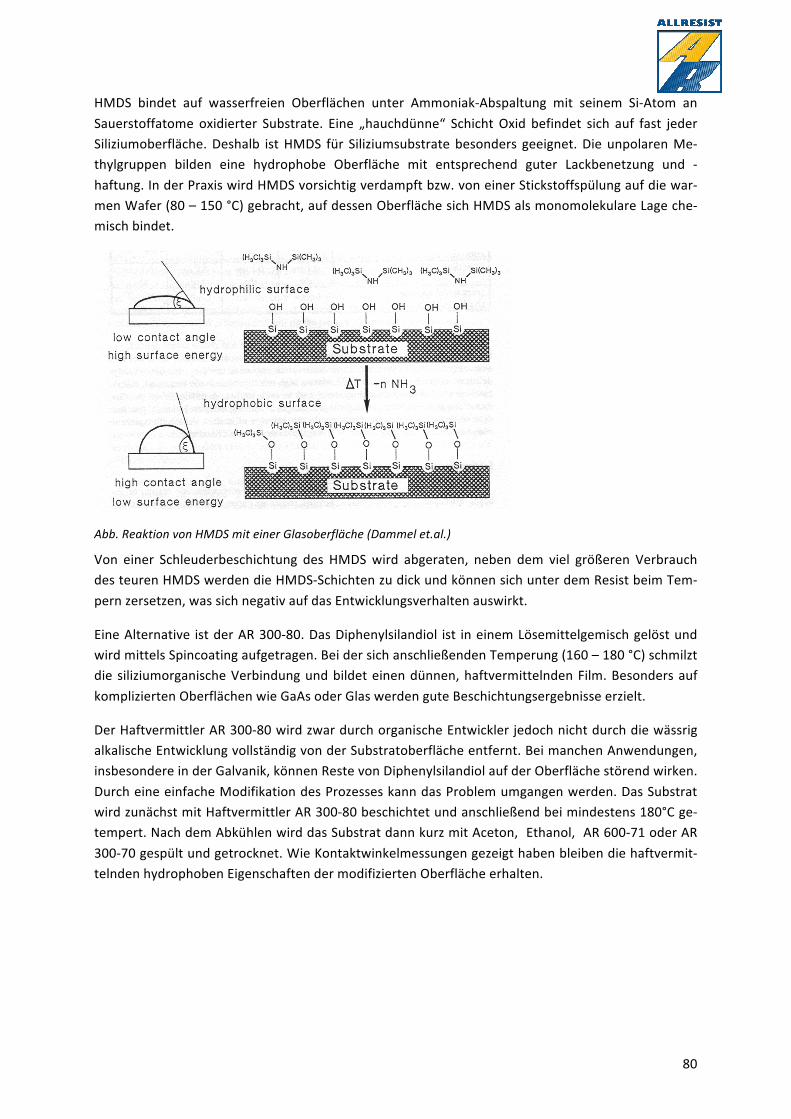
80
HMDS bindet auf wasserfreien Oberflächen unter Ammoniak-‐Abspaltung mit seinem Si-‐Atom an Sauerstoffatome oxidierter Substrate. Eine „hauchdünne“ Schicht Oxid befindet sich auf fast jeder Siliziumoberfläche. Deshalb ist HMDS für Siliziumsubstrate besonders geeignet. Die unpolaren Me-‐thylgruppen bilden eine hydrophobe Oberfläche mit entsprechend guter Lackbenetzung und -‐haftung. In der Praxis wird HMDS vorsichtig verdampft bzw. von einer Stickstoffspülung auf die war-‐men Wafer (80 – 150 °C) gebracht, auf dessen Oberfläche sich HMDS als monomolekulare Lage che-‐misch bindet.
Abb. Reaktion von HMDS mit einer Glasoberfläche (Dammel et.al.)
Von einer Schleuderbeschichtung des HMDS wird abgeraten, neben dem viel größeren Verbrauch des teuren HMDS werden die HMDS-‐Schichten zu dick und können sich unter dem Resist beim Tem-‐pern zersetzen, was sich negativ auf das Entwicklungsverhalten auswirkt.
Eine Alternative ist der AR 300-‐80. Das Diphenylsilandiol ist in einem Lösemittelgemisch gelöst und wird mittels Spincoating aufgetragen. Bei der sich anschließenden Temperung (160 – 180 °C) schmilzt die siliziumorganische Verbindung und bildet einen dünnen, haftvermittelnden Film. Besonders auf komplizierten Oberflächen wie GaAs oder Glas werden gute Beschichtungsergebnisse erzielt.
Der Haftvermittler AR 300-‐80 wird zwar durch organische Entwickler jedoch nicht durch die wässrig alkalische Entwicklung vollständig von der Substratoberfläche entfernt. Bei manchen Anwendungen, insbesondere in der Galvanik, können Reste von Diphenylsilandiol auf der Oberfläche störend wirken. Durch eine einfache Modifikation des Prozesses kann das Problem umgangen werden. Das Substrat wird zunächst mit Haftvermittler AR 300-‐80 beschichtet und anschließend bei mindestens 180°C ge-‐tempert. Nach dem Abkühlen wird das Substrat dann kurz mit Aceton, Ethanol, AR 600-‐71 oder AR 300-‐70 gespült und getrocknet. Wie Kontaktwinkelmessungen gezeigt haben bleiben die haftvermit-‐telnden hydrophoben Eigenschaften der modifizierten Oberfläche erhalten.

81
Durch das Tempern bei 180°C reagiert AR 300-‐80 direkt mit der Substratoberfläche unter Ausbildung sehr stabiler Si-‐O Bindungen. Durch Spülen mit organischen Lösungsmitteln wird überschüssiger Haftvermittler entfernt während eine kovalent mit der Oberfläche verknüpfte monomolekulare Schicht verbleibt. Die modifizierte, hydrophobe Oberfläche wird nur von stark alkalischen Lösungen angegriffen (2N NaOH) ist dagegen stabil in konzentrierter HCl und heißen organischen Removern. Auch 30 minütiges Einwirken der Entwickler AR 300-‐44, AR 300-‐35 und AR 300-‐26 führt nicht zu einer signifikanten Verkleinerung des Kontaktwinkels -‐ die hydrophoben Oberflächeneigenschaften bleiben erhalten.




![Trübungsmessgeräte Abmessungen MAT433 / MAT437 · 2018. 2. 6. · LED / LCD Sichtfenster : Acrylglas (PMMA) Schutzart : IP67 / IP69K Abmessungen Abmessungen MAT433 DN H1 [mm] H](https://img.pdfslide.org/doc/110x75/611f3b10424bbe5e6f4f8aa2/trbungsmessgerte-abmessungen-mat433-mat437-2018-2-6-led-lcd-sichtfenster.jpg)
























