Embed Size (px)
Citation preview

Schlussbericht der Forschungsstelle(n)
I: Laser Zentrum Hannover e.V.
II: Helmholtz-Zentrum Berlin für Materialen und Energie GmbH
zu dem über die
im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung und -entwicklung (IGF)
vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages
geförderten Vorhaben IGF-16812N
"Entwicklung eines Laserstrukturierungsprozesses zur effizienteren seriellen Verschaltung von alternativen Dünnschichtkombinationen f.d. Herst. von CIS
Solarmodulen"
(Bewilligungszeitraum: 01.12.2010 - 31.05.2013)
der AiF-Forschungsvereinigung
Europäische Forschungsgesellschaft Dünne Schichten e.V.
Hannover, Berlin, 01.09.2013 Dr. O. Suttmann Dr. K. Ellmer
Ort, Datum Name und Unterschrift des Projektleiters an der (ggf. federführenden) Forschungsstelle

Schlussbericht zu IGF-16812N
2
Inhalt 1. Zusammenfassung
2. Wissenschaftlich-Technische und Wirtschaftliche Problemstellung
3. Stand der Forschung
4. Forschungsziel und Ablauf
4.1. Ziel des Projektes
4.2. Ablauf des Projektes und Arbeitsdiagramm
5. Zusammenarbeit mit anderen Stellen
6. Ergebnisse
6.1. Arbeitspaket 1: Definition des Materialsystems/Modulsystems
6.2. Arbeitspaket 2
6.2.1. Strukturierung einzelner Schichten mit unterschiedlichen Laserquellen
6.2.2. Module und Halbfabrikate mit alternativen Schichten herstellen & analysieren
6.3. Arbeitspaket 3: Strahlformung / -fokussierung
6.4. Arbeitspaket 4
6.4.1. Herstellung und Optimierung der Labormodule
6.4.2. Herstellung und Analyse der Labormodule
7. Gegenüberstellung der Zielsetzung und Ergebnissen
8. Verwendung der Zuwendung
9. Wissenschaftlich-Technischer Nutzen
10. Wirtschaftlicher Nutzen für KMU
11. Innovativer Beitrag der Ergebnisse zu Industriellen Anwendungsgebieten
12. Plan zum Ergebnistransfer in die Wirtschaft
13. Veröffentlichungen im Rahmen des Vorhabens
14. Durchführende Forschungsstellen
15. Symbole
16. Literaturverzeichnis
3
Schlussbericht zu IGF-16812N
1. Zusammenfassung
Das Projekt befasste sich mit der Entwicklung der Laserprozesse zur Strukturierung von CIGS- Dünnschicht-Solarzellen. Ziel des Forschungsprojektes waren die Laserstrukturierung (P1-P3) und die Entwicklung alternativer Schichtkombinationen von CIS-Solarmodulen. Dazu wurden die folgenden Teilziele identifiziert:
Untersuchung der Laserstrukturierungsprozesse von Dünnschichtmaterialien als Substitution von mechanischen Strukturierungswerkzeugen und die daraus resultierende Wirkungsgrad- steigerung durch den aktiven Flächengewinn
Optimierung der Schichtsysteme von CIS-Modulen
Untersuchung von produktionsüblichen Schichtmaterialien und im Labormaßstab verfügbare Schichten mit großem Zukunftspotential
Betrachtung von alternativen Schichtmaterialen im Hinblick auf die Herstellung von CIS- Solarzellen und für die Laserstrukturierung. Hierdurch wird es möglich sein, kostengünstige Laserquellen für die Strukturierung einzusetzen
Konzepte für eine integrale Optimierung der Herstellungsprozesse durch die Kombination von Laserstrukturierung und Schichtoptimierung
Folgende Ergebnisse wurden im Projekt erzielt:
Laserauswahl für einzelne Schichten nach technischer und wirtschaftlicher Bewertung. Laserquellen mit Pulsdauern vom Femto- bis zum Nanosekundenbereich wurden in dieser Arbeit verwendet.
Verbesserung der Kantenqualität, Minimierung der thermischen Einflüsse, Erhöhung der Prozessgeschwindigkeit und Optimierung der elektrische Funktionalität der Laser- Strukturierung.
Beschichten und Charakterisieren der elektrischen und strukturellen Eigenschaften von dünnen Schichten mit neuen Materialien als alternative Rückkontakte zum üblicherweise verwendeten Molybdän.
Herstellen und Charakterisieren von CIGS-Solarzellen mit neuen Rückkontakten im Vergleich mit den Standard-Mo-Rückkontakt.
Neuartige Schichten wurden strukturiert.
Laserstrukturierte Testmodule wurden hergestellt und analysiert.
Erfolgreiche Strukturierung mit geformter Laserstrahlung durch Einsatz diffraktiver optische Elemente (DOE) zum Verbesserung der Ergebnisse mit herkommlichen Gaußförmigen Strahlprofils.
Aufgrund massiver, mehrmonatiger technischer Probleme an der Magnetronsputteranlage für großere Substrate (10x10 cm
2), war die Beschichtigung von Testmodulen in diesen Abmessungen mit
alternativen Rückkontakten in der Projektlaufzeit nicht möglich.
Das Ziel des Vorhabens wurde teilweise erreicht.
Das IGF-16812N der Forschungsvereinigung Europäische Forschungsgesellschaft Dünne Schichten e.V. wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Schlussbericht zu IGF-16812N
4
2. Wissenschaftlich-Technische und Wirtschaftliche Problemstellung Eine der wichtigsten Technologien für die künftige Energieversorgung ist die direkte Umsetzung der Sonnenstrahlung in Elektrizität mittels Solarzellen. Der steigende Einsatz von Photovoltaikanlagen ist nur durch eine Kostensenkung [€/kWh] generierter Elektrizität möglich. Für diese Kostensenkung gibt es zwei Ansätze:
1. neue Solarzellkonzepte die eine höhere Ausbeute erreichen
2. Senkung der Herstellungskosten.
Beide Ansätze sollen durch Forschungs- und Entwicklungskooperationen zwischen Industrieunternehmen und Instituten in der Modulfertigung realisiert werden. Durch einen Innovationsvorsprung in der Produktionstechnologie, der diese Ansätze mittelfristig zur Industriereife bringen kann, soll die deutsche Industrie im Bereich der Solarzelltechnologie und insbesondere die Wettbewerbsfähigkeit der Kleine und Mittlere Unternehmen (KMU) auch für die Zukunft gestärkt werden.
Insbesondere wegen ihres hohen erreichbaren Wirkungsgrads im Vergleich zu anderen Dünnschichttechnologien haben CIGS(e)-Dünnschichtmodule ein hohes Potential, für die zukünftige Energieversorgung eingesetzt zu werden. Jedoch sind die Herstellkosten im Vergleich zum ökologisch bedenklichen Cadmium-Tellurid auf Grund der Herstellverfahren höher. In diesem Projekt werden zwei Ansätze und insbesondere deren Kombination zur Senkung der Herstellungskosten verfolgt. Im ersten Ansatz soll das kostenintensive Molybdän (Mo) im Rückkontakt durch ein anderes, günstigeres Material ersetzt werden. Der zweite Ansatz fokussiert die Substitution des Strukturierens von CIS(e)-Solarmodulen mittels Nadeln durch Lasertechnologie, die den Modulwirkungsgrad steigern soll. Insbesondere die Kombination beider Ansätze verspricht einen Innovationsschub, wobei alternative Schichten für den Rückkontakt ebenfalls eine technologisch einfachere und kostengünstige Strukturierung mittels Lasern ermöglichen. Ausgangssituation Solarzellen hergestellt aus Siliziumwafern dominieren momentan den Solarmarkt [1]. Dabei entfällt auf die Rohwaferherstellung ein großer Teil der Kosten der Solarmodule. Dünnschichtsolarzellen haben wesentlich geringere Materialkosten und können in einer Linie vom Rohstoff bis zum Produkt verarbeitet werden. Die zunehmenden Marktanteile zeigen das Potential zur Kostensenkung. Für die Dünnschichttechnologie wurde bis zum Jahr 2013 ein überproportionales Wachstum in der installierten Leistung erreicht, das sich in einem steigenden Weltmarktanteil von erwarteten 18 % auf 25 % ausdrückt und langfristig noch mehr Potential bietet. Die jährlich installierte photovoltaische Leistung wird in allen Technologien wachsen [1].
Dünnschichtzellen gibt es in verschiedenen Variationen, je nach Substrat und aufgedampften Material [2]. Die Spannweite der physikalischen Eigenschaften und der Wirkungsgrade ist entsprechend groß. Dünnschichtzellen unterscheiden sich von den traditionellen Solarzellen (kristallinen Solarzellen basierend auf Silizium-Wafern) vor allem in ihren Produktionsverfahren, die Schichtdicken der eingesetzten Materialien und dem Modulwirkungsgrad. Waferbasierte Zellen haben heutzutage eine Dicke von etwa 120 µm bis 240 µm. Für Dünnschichtzellen werden üblicherweise Schichtdicken von nur einigen µm auf günstigen Trägermaterialien verwendet. Die Dünnschichtzellen werden meist durch Abscheiden aus der Gasphase direkt auf dem Trägermaterial aufgebracht. Dies ist zurzeit typischerweise Glas. Ansonsten können auch Metallbleche, Kunststofffolien oder andere Substrate eingesetzt werden.
Das bisher gängigste Material für Dünnschichtzellen ist amorphes Silizium (a-Si:H). Andere Materialien für Dünnschichtzellen sind Cadmium-Tellurid (CdTe) und Kupfer-Indium-Selenid oder -Sulfid (CIS(e)). Der Verbindungs-Halbleiter CIS(e) ermöglicht zurzeit den höchsten Wirkungsgrad für Dünnschicht-Solarzellen. Wirkungsgrade im Bereich von 20% für kleine Laborzellen (≈0.5 cm2) sind inzwischen erreicht worden [2]. Industriell gefertigte CIS(e)-Dünnschichtmodule erreichen
Schlussbericht zu IGF-16812N
5
inzwischen ähnliche Wirkungsgrade wie Module aus multikristallinem Silizium (10 – 13%) [4]. Jedoch ist der Wirkungsgrad nicht das alleinige Kriterium bei der Auswahl. Wichtiger sind die Kosten, zu denen Strom aus den Solarzellen produziert werden kann. Dafür sind die verwendeten Herstellungsverfahren sowie die Kosten der eingesetzten Materialien verantwortlich. Eine Kombination hoher Wirkungsgrad bei niedrigen Herstellungskosten ermöglicht hohe Einsparpotentiale der Ressourcen bei der Solarzellenherstellung. Dementsprechend ist eine Weiterentwicklung der Beschichtungs- und Strukturierungstechnologie ein wichtiges Forschungsthema für die nächsten Jahre und maßgeblich für die Herstellung von konkurrenzfähigen Produkten.
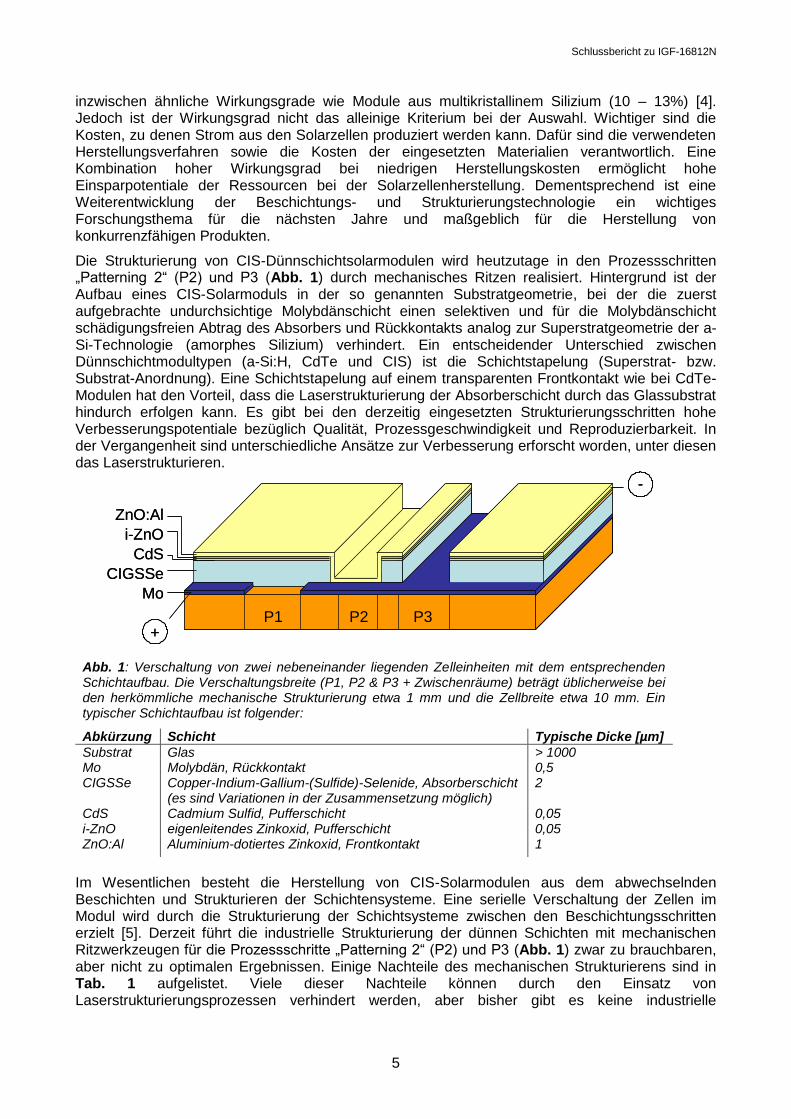
Die Strukturierung von CIS-Dünnschichtsolarmodulen wird heutzutage in den Prozessschritten „Patterning 2“ (P2) und P3 (Abb. 1) durch mechanisches Ritzen realisiert. Hintergrund ist der Aufbau eines CIS-Solarmoduls in der so genannten Substratgeometrie, bei der die zuerst aufgebrachte undurchsichtige Molybdänschicht einen selektiven und für die Molybdänschicht schädigungsfreien Abtrag des Absorbers und Rückkontakts analog zur Superstratgeometrie der a-Si-Technologie (amorphes Silizium) verhindert. Ein entscheidender Unterschied zwischen Dünnschichtmodultypen (a-Si:H, CdTe und CIS) ist die Schichtstapelung (Superstrat- bzw. Substrat-Anordnung). Eine Schichtstapelung auf einem transparenten Frontkontakt wie bei CdTe-Modulen hat den Vorteil, dass die Laserstrukturierung der Absorberschicht durch das Glassubstrat hindurch erfolgen kann. Es gibt bei den derzeitig eingesetzten Strukturierungsschritten hohe Verbesserungspotentiale bezüglich Qualität, Prozessgeschwindigkeit und Reproduzierbarkeit. In der Vergangenheit sind unterschiedliche Ansätze zur Verbesserung erforscht worden, unter diesen das Laserstrukturieren.
Abb. 1: Verschaltung von zwei nebeneinander liegenden Zelleinheiten mit dem entsprechenden Schichtaufbau. Die Verschaltungsbreite (P1, P2 & P3 + Zwischenräume) beträgt üblicherweise bei den herkömmliche mechanische Strukturierung etwa 1 mm und die Zellbreite etwa 10 mm. Ein typischer Schichtaufbau ist folgender:
Abkürzung Schicht Typische Dicke [µm]
Substrat Glas > 1000 Mo Molybdän, Rückkontakt 0,5 CIGSSe Copper-Indium-Gallium-(Sulfide)-Selenide, Absorberschicht
(es sind Variationen in der Zusammensetzung möglich) 2
CdS Cadmium Sulfid, Pufferschicht 0,05 i-ZnO eigenleitendes Zinkoxid, Pufferschicht 0,05 ZnO:Al Aluminium-dotiertes Zinkoxid, Frontkontakt 1
Im Wesentlichen besteht die Herstellung von CIS-Solarmodulen aus dem abwechselnden Beschichten und Strukturieren der Schichtensysteme. Eine serielle Verschaltung der Zellen im Modul wird durch die Strukturierung der Schichtsysteme zwischen den Beschichtungsschritten erzielt [5]. Derzeit führt die industrielle Strukturierung der dünnen Schichten mit mechanischen Ritzwerkzeugen für die Prozessschritte „Patterning 2“ (P2) und P3 (Abb. 1) zwar zu brauchbaren, aber nicht zu optimalen Ergebnissen. Einige Nachteile des mechanischen Strukturierens sind in Tab. 1 aufgelistet. Viele dieser Nachteile können durch den Einsatz von Laserstrukturierungsprozessen verhindert werden, aber bisher gibt es keine industrielle
+
-
P1 P2 P3
ZnO:Al
i-ZnO
CdS
CIGSSe
Mo
+
-
P1 P2 P3
ZnO:Al
i-ZnO
CdS
CIGSSe
Mo

Schlussbericht zu IGF-16812N
6
Umsetzung. Laser bieten als berührungsloses Verfahren im Vergleich zu den mechanischen Strukturierungsschritten diverse Vorteile bezüglich der Wartung, Qualität, Prozessgeschwindigkeit und Reproduzierbarkeit.
Hintergrund für den industriellen Einsatz des mechanischen Ritzens ist die geringe Verdampfungstemperatur des Selens, die bei einer thermischen Laserbearbeitung zur Verarmung an Selen in der Schicht und somit zu einer Transformation des Kristalls in eine Legierung führt. Des Weiteren verhindert der Aufbau eines CIS-Solarmoduls durch die zuerst aufgebrachte und opake Molybdänschicht einen selektiven und für die Molybdänschicht schädigungsfreien Laserabtrag analog zu anderen Dünnschichttechnologien. In der Vergangenheit sind unterschiedliche Ansätze zur Verbesserung erforscht worden, insbesondere der Einsatz von „kalter“ Ablation mittels Ultra-Kurzer Laserpulse kann eine Schlüsseltechnologie werden. Tab. 1: Vorteile des Laserstrukturierens gegenüber dem mechanischen Strukturieren
Nachteile des mechanischen Strukturierens
Vorteile des Laserstrukturierens
Potenzial
Relativ breite Strukturierungslinien (≈ 100 µm) und dadurch Flächenverluste.
Schmale Strukturierungslinien (< 50 µm) und dadurch minimale Flächenverluste.
Bis ein Prozent Wirkungsgradsteigerung des Moduls
Großer Abstand zwischen den 3 Strukturierungslinien notwendig, wegen Ausbrechen der Schicht am Rand der Strukturierung.
Kleiner Abstand zwischen den 3 Strukturierungslinien möglich, aufgrund Strukturierung ohne Ausbrechen am Rand.
Bis einige Prozente Wirkungsgradsteigerung des Moduls
Genaue Positionierung in der Höhe notwendig um Beschädigung der darunter liegenden Schichten zu vermeiden.
Positionierung in der Höhe weniger kritisch.
Weniger Ausschuss
Kombination genaue Positionierung und schnelle Strukturierungsgeschwindigkeit schwierig, wegen Massenträgheit der bewegten Teile.
Laserstrahl kann genau und schnell bewegt werden.
Höhere Bearbeitungsgeschwindigkeit
Mechanischer Verschleiß des Werkzeugs (Nadel), dadurch:
Werkzeugkosten, hohe Cost of Ownership.
Änderung der Werkzeuggeometrie durch Verschleiß während Werkzeugwechselintervall und dadurch Variation der Prozessergebnisse.
Ausfallzeiten durch Werkzeugwechsel.
Kein mechanischer Verschleiß des Werkzeugs (Laserstrahl), dadurch:
Keine zusätzlichen Werkzeugkosten, niedrige Cost of Ownership.
Stabile Prozessergebnisse.
Keine Ausfallzeiten durch Werkzeugwechsel.
Kostensenkung + bessere Reproduzierbarkeit
Zurzeit wird für die industrielle Fertigung von CIS-Modulen üblicherweise Molybdän (Mo) als Rückkontakt eingesetzt [6,7]. Dieses Metall hat eine hohe Temperaturbeständigkeit (Schmelztemperatur) und eine hohe chemische Resistenz gegenüber Schwefel bzw. Selen. Beide Eigenschaften sind in den gegenwärtigen Produktionsschritten notwendig, weil die Absorber-Schicht bei hohen Temperaturen (über 500°C) aufgebracht wird. Das, zusammen mit der sehr guten Leitfähigkeit (Bulk 5.3 µΩcm [27], dünne Schichten >10 µΩcm [28]), macht diese Elemente als Rückkontakt für CIGS(e) Solarzellen optimal für die Industrie. Nachteilig bei der Verwendung von Molybdän ist der insbesondere hohe Preis. Bei dem zunehmenden Kostendruck in der Photovoltaik, müssen in der Zukunft alternative, preiswertere Rückkontakte eingesetzt werden. Bisher gab es nur vereinzelte Ansätze, andere Metalle als Rückkontakte zu testen [8, 9, 10]. Nach Orgassa et al. sind neben Mo auch die anderen hochschmelzenden Metalle Ta, W und Nb als Rückkontakte für Cu(In,Ga)Se2-Zellen geeignet. Allerdings wäre von den Kosten her nur Wolfram günstiger, als Molybdän. Daneben wurden von Orgassa auch die preiswerteren Metalle Cr, Ti, Mn und V getestet, aber wegen einer zu starken Reaktion mit Selen als ungeeignet verworfen. Malmström et al. und Schleussner et al. haben Zirkoniumnitrid (ZrN) als Rückkontakt untersucht,

Schlussbericht zu IGF-16812N
7
wobei hier nicht der Preis, sondern die erhöhte Infrarot-Reflektivität im Vordergrund stand. Guo et al. [11] untersuchten Titannitrid (TiN) als Rückkontakt in CIS-Zellen mit erhöhter IR-Reflexion. Titannitrid ist besonders interessant, da es heute schon großtechnisch als Hartstoff- und Verschleiss-Schutzschicht für Werkzeuge eingesetzt wird. Darüber hinaus wird es in der Mikroelektronik als Diffusionsbarriere verwendet. Es wurden von einer japanischen Gruppe [12] ebenfalls alternative Kontakte zum Mo getestet. Die untersuchten Metalle Al, Co, Cr, Cu, Fe und Ti zeigten Reaktionen mit dem Selen. Durch Aufbringen einer dünnen Mo-Schicht auf diesen Metallen (insbesondere auf Co) konnte die Reaktion mit Selen allerdings unterdrückt werden. Bei der Abscheidung der Cu(In,Ga)Se2-Absorberschicht spielte die Substrattemperatur eine wesentliche Rolle. Bei zu hohen Temperaturen (> 450 °C) diffundierte offensichtlich schon Co aus dem Rückkontakt in die Absorberschicht und verschlechterte die elektronischen Eigenschaften des Cu(In,Ga)Se2, was zu niedrigeren Wirkungsgraden führte. Um diesen Vorgang zu verhindern, wird eine Tandem-Beschichtung e.g. mit Kupfer als elektrischem Leiter und Titan Nitrid als Diffusionsbarriere vorgeschlagen.
3. Stand der Forschung
Die Laserstrukturierung von a-Si:H-Dünnschichtmodulen wird industriell eingesenkt. Obwohl die prinzipielle Machbarkeit der Laserstrukturierung für CIS-Module mit ultra-kurzen Laserpulsen gezeigt worden ist, sind die Geschwindigkeit, Reproduzierbarkeit und industrielle Tauglichkeit der Prozesse bis jetzt noch nicht für alle Schichten ausreichend [13, 14, 15, 16]. Neue, leistungsfähigere und stabilere Quellen bieten mit der geeigneten Systemtechnik das Potential in die industrielle Fertigung einzuziehen. Fortschritte in der Lasertechnologie versprechen eine technisch und wirtschaftlich (Qualität versus Geschwindigkeit) umsetzbare Lösung.
Wie oben schon erwähnt, sind bei der Entwicklung der CIS-Technologie verschiedene Materialien für den Rückkontakt untersucht worden. Mo hat sich als technologisch sehr geeignet herausgestellt, ist aber relativ teuer. Es gibt heutzutage nur wenige Ansätze das Mo durch andere Schichtmaterialen oder Schichtkombinationen zu ersetzten, um den Wirkungsgrad der Module zu erhöhen oder eine günstigere Herstellung bei gleicher Wirkungsgrad zu realisieren [11, 9, 10, 8]. Im HZB werden schon seit langem die Schichten in Dünnschichtsolarzellen durch reaktives und nichtreaktives Magnetronsputtern hergestellt und untersucht. Schwerpunkte sind transparent leitende Oxide als Frontkontakt- und Fensterschichten und sulfidische Absorber [17, 18, 19, 20, 21, 22]. Bei Rückkontakten, aufgrund der technischen Möglichkeiten, wurden Mo (insbesondere die Prozessabhängigkeit der mechanischen Spannungen) Kupfer, Titan Nitrid und Titan Oxid (auch als transparenter Rückkontakt) hergestellt und untersucht.
Zum einen sollen alternative Rückkontakte (Einzel- und Mehrfachschichten) als Ersatz für das teure Molybdän abgeschieden und im Hinblick auf die Laserstrukturierung und die Eignung in Solarzellen untersucht werden. Aufgrund der Substratgeometrie in dieser Anordnung (Metall direkt auf dem Glassubstrat) erfolgt die Laserstrukturierung von der Schichtseite aus. Die Mehrfachschichten sind von großem Interesse, da einige kostengünstige Metalle (Ti, Cu, V, Co u.a.) in Schwefel- oder Selenatmosphäre reagieren (siehe oben). Durch Beschichtung mit einer Diffusionsbarriere (TiN oder andere Nitride) kann die Reaktion mit den Chalkogenen verhindert werden.
In einem zweiten Ansatz sollen transparente, leitende Oxide als Kontakte abgeschieden und untersucht werden. Damit hätte man dann auch für die Chalkopyrit-Dünnschichtsolarzellen die Superstratgeometrie (wie bei a-Si.H-Zellen), was es erlaubt, die Laserstrukturierung durch das Glassubstrat vorzunehmen, wodurch sich wesentliche Vorteile ergeben (siehe weiter unten). Im Unterschied zu den in a-Si:H-Solarzellen eingesetzten TCO-Schichten, müssen die TCOs in Chalkopyrit-Dünnschichtsolarzellen wesentlich höhere Substrat-temperaturen aushalten (> 500 °C gegenüber etwa 250 °C), was deutlich höhere Anforderungen an die TCO-Schicht mit sich bringt. Deswegen sollen insbesondere TiO2:X-Schichten oder Kombinationen mit dem bekannten ZnO hergestellt und untersucht werden. Hochdotierte Titanoxid-Schichten werden seit etwa 5 Jahren
Schlussbericht zu IGF-16812N
8
[23] intensiv als Alternative zu den üblichen TCO-Schichten (ZnO, ITO, SnO2) untersucht, auch im HZB. Ein wesentlicher Vorteil, neben den niedrigen Kosten, ist die hohe thermische und chemische Beständigkeit von TiO2.
Einige mögliche Schichtmaterialien sind: TiN, ZrN, TiN/Mo, ZrN/Mo, Cu/Mo, Cu/TiN, Cu/ZrN, SnO2:x, TiO2:x, SnO2:x/Mo, TiO2:x/Mo, SnO2:/TiN, TiO2:x/TiN (“x” deutet auf eine Dotierung mit Element „x“ hin). Die Preise hängen eng damit zusammen wie selten die Materialien sind [Tab. 2]. Tab. 2: Gehalt einiger Elementen in der Erdkruste in ppm [24]
Element Gehalt in der Erdkruste [ppm]
Ti 5500
Cu 60
Zn 76
Sn 2,3
Mo 1,2
4. Forschungsziel und Ablauf
4.1. Ziel des Projektes Das Ziel im Projekt ist ein effizientes Herstellungsverfahren zur seriellen monolithischen Verschaltung von CIS-Solarmodule zu entwickeln. Dazu werden
Laserstrukturierungsprozesse von Dünnschichtmaterialien als Substitution von mechanischen Strukturierungswerkzeugen entwickelt und die Wirkungsgradsteigerung durch den aktiven Flächengewinn untersucht.
Schichtsysteme der CIS-Module optimiert d.h. es werden in der Produktion übliche Schichtmaterialien sowie im Labormaßstab verfügbare Schichten mit großem Zukunftspotential verwandet.
im Besonderen die Eignung von alternativen Schichtmaterialen für die Laserstrukturierung betrachtet. Hierdurch wird es möglich kostengünstige Laserquellen für die Strukturierung einzusetzen.
Konzepte für eine integrale Optimierung der Herstellungsprozesse durch die Kombination der Laserstrukturierung und Schichtoptimierung untersucht
4.2. Ablauf des Projektes und Arbeitsdiagramm Um die Aufgaben im Projekt durchzuführen erfolgte eine enge Zusammenarbeit der beiden Forschungsinstitute. Das LZH beschäftigt sich mit der Laserstrukturierung und das HZB mit der Halbleitertechnologie, d.h. die Schichtoptimierung und Analyse der Testmodule.
Am LZH wurden das Abtragen grundlegend untersucht und die Material-Wechselwirkungen, sowohl für die einzelnen Schichten als auch für die Schichtkombinationen im Modulhalbfabrikat näher betrachtet. Für den Rückkontakt wurde die Laserstrukturierung des heutzutage in der Produktion üblicherweise verwendeten Molybdäns untersucht, und parallel dazu auch unterschiedliche alternative Schichtmaterialien.
Das HZB untersucht die Eignung alternativer Materialien für die Herstellung von CIS-Modulen und stellt sowohl Schichten als auch Halbfabrikate für die Entwicklung der Laserstrukturierung bereit. Die Analyse der Ergebnisse ist ein wichtiges Thema in diesem Projekt und speziell die Vermessung kompletter Testmodule (Demonstratormodule) war entscheidend für den Vergleich zwischen den im Projekt erzielten Ergebnissen und handelsüblichen Modulen.

Schlussbericht zu IGF-16812N
9
Es wurden die Ergebnisse der elektrischen, strukturellen und Strukturierungsuntersuchungen im Hinblick auf elektrische und strukturelle Eigenschaften, Topographie, erreichbare Spurbreite und Materialschädigung mittels Hallmessung, XRD, REM, 3D-Mikroskopie (AFM), Infrarot Thermographie und EDX-Analyse charakterisiert. Nachdem geeignete Parameter ermittelt worden sind, wird anhand von Testmodulen der Wirkungsgrad der Solarzellen untersucht. Hierzu wurden Strom-Spannungskennlinien und Infrarot-Thermografie-Messungen durchgeführt. Sobald optimierte Module vorlagen, wurde eine genauere Analyse der Wärmebeeinflussung des Absorbermaterials (CIS) am Rand der Laserstrukturierung mittels Elektronenmikroskopie durchgeführt.
Definition
Materialsystem
Definition
Modulsystem
Strukturierung einzelner
Schichten mit unterschiedlichen
Laserquellen
P1
Rück-
kontakt
(Mo+?)
P2
Aktiv-
schicht
(CIS)
P3
Vorder-
kontakt
(TCO)
Strahlformung / -fokusierung
Herstellung und Optimierung
Labormodule
Transfer Ergebnisse + Nachweis Reproduzierbarkeit
Abschluss-
bericht
Proben,
Unterstützung,
Beratung,
Analyse,
etc.
PA
Module und Halbfabrikate mit
alternativer Schichten herstellen
& analysieren
Alternative Schichtmaterialen
für Mo
Herstellung und Analyse
Labormodule
Wirkungsgrad optimierte Fertigungsprozesse
>
Mechanisch strukturierte Module mit Mo Rückkontakt
1 LZH2 HZB
1, 2 1, 2
1, 2
1, 2
1
1
1
2
2
Definition
Materialsystem
Definition
Modulsystem
Strukturierung einzelner
Schichten mit unterschiedlichen
Laserquellen
P1
Rück-
kontakt
(Mo+?)
P2
Aktiv-
schicht
(CIS)
P3
Vorder-
kontakt
(TCO)
Strahlformung / -fokusierung
Herstellung und Optimierung
Labormodule
Transfer Ergebnisse + Nachweis Reproduzierbarkeit
Abschluss-
bericht
Proben,
Unterstützung,
Beratung,
Analyse,
etc.
PA
Module und Halbfabrikate mit
alternativer Schichten herstellen
& analysieren
Alternative Schichtmaterialen
für Mo
Herstellung und Analyse
Labormodule
Wirkungsgrad optimierte Fertigungsprozesse
>
Mechanisch strukturierte Module mit Mo Rückkontakt
1 LZH2 HZB
1, 2 1, 2
1, 2
1, 2
1
1
1
2
2
Abb. 2: Arbeitsdiagram

Schlussbericht zu IGF-16812N
10
5. Zusammenarbeit mit anderen Stellen
Das Projekt war eine Gemeinschaftsarbeit des Laser Zentrum Hannover e.V. (Forschungsstelle 1) und des Helmholtz-Zentrum Berlin für Materialien und Energie GmbH (Forschungsstelle 2). Neben diesen beiden Forschungsstellen haben folgende Firmen die Projektbearbeitung durch die Bereitstellung von Know-How, Materialen und Versuchsanlagen unterstützt:
3D-Micromac AG, Technologie-Campus 8, 9126 Chemnitz
Leybold Optics GmbH, Siemensstr. 88, 63755 Alzenau
LIMO Lissotschenko Mikrooptik GmbH, Bookenbrugweg 4-8, 44319 Dortmund
Solayer GmbH, Stolpener Straße 26, 1477 Arnsdorf OT Fischbach
LPKF SolarQuipment GmbH, Mittelbergstraße 17, 98527 Suhl
Plansee Metall GmbH, Metallwerk-Plansee-Straße 71, 6600 Reutte, Österreich
Robert Bosch GmbH, Robert-Bosch-Straße 2, 71701 Schwieberdingen
Solarion AG, Ostende 5, 4288 Leipzig
4Jet Sales + Service GmbH, Konrad Zuse Strasse 1, 52477, Alsdorf
Soltecture GmbH, Groß-Berliner Damm 149 12487, Berlin
PVcomB, Schwarzschildstr. 3, 12489, Berlin An dieser Stelle möchte sich das Autorenteam bei allen Bedanken, die bei der Bearbeitung des Projektes mitgewirkt haben. Insbesondere den Teilnehmern der Sitzungen des projektbegleitenden Ausschusses sei an dieser Stelle für die zahlreichen, wichtigen Anregungen gedankt.
6. Ergebnisse
6.1. Arbeitspaket 1: Definition des Materialsystems/Modulsystems (HZB, LZH & PA)
In Absprache mit dem HZB und den PA-Mitgliedern ist ein Materialsystem festgelegt worden (Abb. 3 und Tab. 3).
Tab. 3: Materialen, Funktion und Schichtdicken
Abb. 3: Schematische Darstellung des Aufbaus (s. Tab. 3 für Zuordnung)
Material Funktion Schichtdicke
1 Glas Substrat 2 mm
2 Molybdän (Mo) Rückkontakt 0,5 µm
3 CIS
(Cu(In,Ga)(S,Se)2) Aktivschicht 2 µm
4 ZnO:Al; ZnO; CdS TCO 0,5 – 1 µm

Schlussbericht zu IGF-16812N
11
6.2. Arbeitspaket 2
6.2.1. Strukturierung einzelner Schichten mit unterschiedlichen Laserquellen (LZH)
Die Laserstrukturierung P1, P2 und P3 wurden am LZH mit Lasersystemen unterschiedlicher Pulsdauern im Nano-, Piko- und Femtosekundenbereich und unterschiedlicher Wellenlängen (z.B. 355 nm, 532 nm, 1064 nm) untersucht (Tab. 4).
Tab. 4: Laserquellen
Laser Hersteller/Model Pulsdauer
tp Wellenlänge
ʎ [nm] Strukturierung-
Prozesse
1 IPG YLPM 20 4-100 ns 1064 P1, P2, P3
2 Coherent Matrix <20 ns 532 P3
3 Innolight Helios < 600 ps 532 P1, P2, P3
4 Innolight Helios > 400 ps 1064 P1, P2
5 Trumpf TruMicro 7 ps 1030/515 P1, P2, P3
6 Amplitude s-Pulse HP 500/600 fs 1030 P1, P2, P3
7 Coherent AVIA <40 ns 355 P3
Am Laser Zentrum Hannover wurde ein für die Industrie geeignetes optisches System für die Laserstrukturierung entwickelt. Der Grundaufbau eines Laser-Strukturierungssystems besteht aus den Komponenten: Laserquelle, Strahlführende Optiken (Spiegel und Strahlaufweitung), Scannerkopf mit ein f-theta Objektiv, höhenverstellbarer Arbeitstisch und Rechner. Die Laserstrahlung ist so einzustellen, dass ein Fokusdurchmesser von d ≈ 50 µm realisiert wird. Dazu wurde wahlweise ein Strahlaufweiter je nach Größe des Rohstrahldurchmessers eingesetzt.
Abb. 4: Typischer Experimenteller Aufbau eines Laserstrukturierungssystems
P1, Mo-Schicht
Das Abtragen einer Mo-Schicht auf einem Glas-Substrat wird bei der P1-Strukturierung untersucht. Im Folgenden werden die besten Ergebnisse mit verschiedenen Lasersystemen dargestellt. Die besten Ergebnisse wurden dabei durch Strukturierung durch das Glas-Substrat hindurch erreicht. Die Strukturierung von der Schichtseite führt zu einer durch thermische Einflüsse verringerte Qualität des Abtrags.
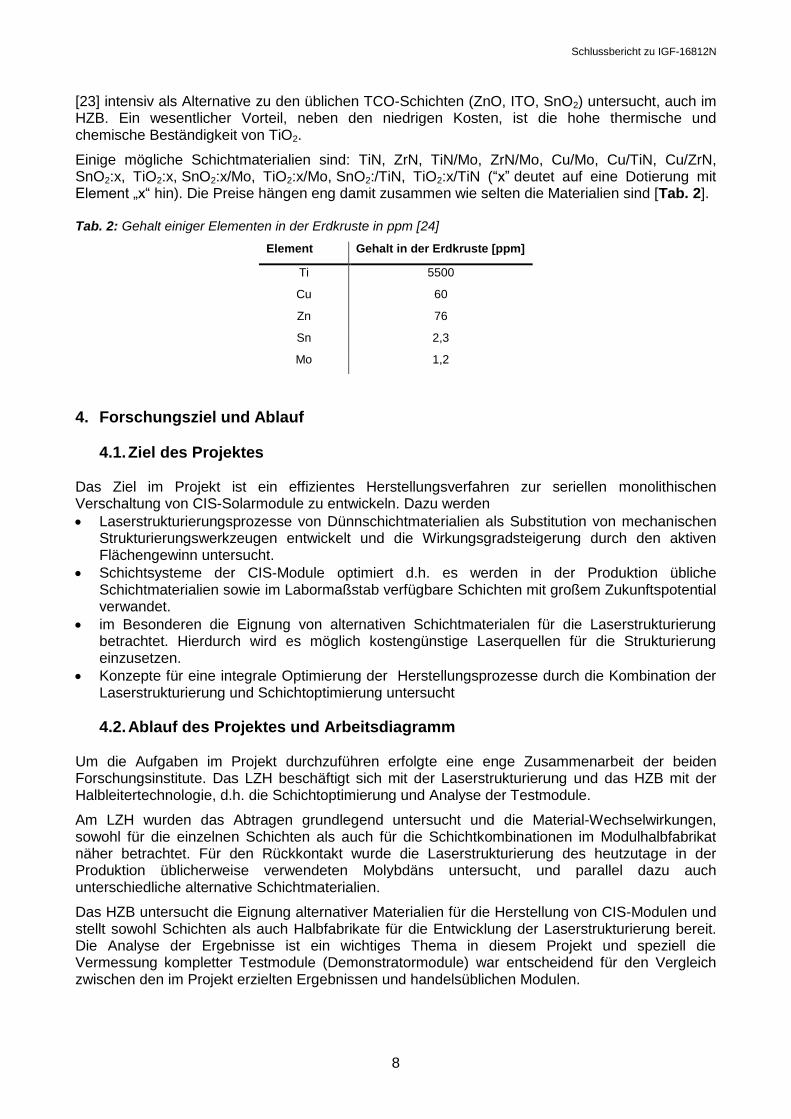
Die Strukturierung in Abb. 5 wurde mit einer Nanosekunden-Strahlquelle der Wellenlänge 1064 nm erzielt. Nanosekunden-Laser sind günstige und einfache Systeme, allerdings zeigen sich im Strukturierungsergebnis deutliche Aufwürfe und Mikrorisse, welche die Qualität des Schichtabtrages verschlechtern.
Schlussbericht zu IGF-16812N
12
Bei der Strukturierung in Abb. 6 kam ein Sub-Nanosekunden-Laser der Wellenlänge 1064 nm zum Einsatz. Sub-Nanosekunden-Laser sind relativ günstige und einfache Systeme. Aufwürfe und Mikrorisse wurden durch thermisch induzierte Prozesse erzeugt, allerdings ist die Abtragsqualität der in Abb.6 dargestellten Ergebnisse besser als bei jenen in Abb. 5.
Zur Strukturierung der in Abb. 7 dargestellten Schicht wurde einem Pikosekunden-Laser der Wellenlänge 515 nm verwendet. Mit diesem Laser wurden im Vergleich zu der erreichten Qualität mit Nanosekunden-Laserstrahlung gute Ergebnisse erzielt. Nachteil ist der deutlich höhere Preis der Pikosekunden-Systeme im Vergleich zu Nanosekunden-Systemen.
Mit einem Femtosekunden-Laser der Wellenlänge 515 nm wurde das in Abb. 8 abgebildete Ergebnis erzeugt. Im Vergleich zu der erreichten Qualität mit Nanosekunden Systemen wurden mit diesem Laser sehr gute Ergebnisse erreicht. Femtosekunden-Systeme sind allerdings heutzutage für industrielle Anwendungen noch zu teuer und komplex.
Abb. 5: P1 mit Laser 1 Tab. 4 (LM, Konfokalmikroskop, REM Bilder).
Hp = 2,07 J/cm²; v = 1 m/s
Abb. 6: P1 mit Laser 4 Tab. 4 (LM, Konfokalmikroskop, REM Bilder).
Hp = 0,72 J/cm²; v = 0,4 m/s
Abb. 7: P1 mit Laser 5 Tab. 4 (LM, Konfokalmikroskop, REM Bilder).
Hp = 0,17 J/cm²; v = 1 m/s

Schlussbericht zu IGF-16812N
13
P1, alternative Rückkontakte
Das Abtragen einer nicht-transparenten TiN-Schicht als Ersatz zu Mo auf einem Glas-Substrat wurde für die P1-Strukturierung untersucht. Das beste erreichte Ergebnis wird durch Strukturieren durch das Glas mit der Laserquelle 3 erzielt (Abb. 9). Die TiN-Schicht wird dabei präzise ohne Schmelz- und Rissbildung entfernt.
Abb. 9: P1 mit Laser 3 Tab. 4 (LM, Konfokalmikroskop, REM Bilder). Hp = 0,25 J/cm²; v = 1 m/s
In diesem Teil des Projektes wurden außerdem transparente alternative Schichten als Ersatz für Molybdän untersucht. Für die Laserstrukturierungsprozesse P2 und P3 sind Schichten als Rückkontakt interessant, welche für die technisch relevanten üblichen Laserwellenlängen transparent sind. Durch den Einsatz derartiger alternativer Materialen als Rückkontakt könnte der Strukturierungsprozess durch einen Superstrataufbau der Schichten wesentlich vereinfacht werden. Ein Superstrataufbau der Module ermöglicht eine Bearbeitung aller Schichten mit Bestrahlung durch das Substrat hindurch.
Strukturierungsversuche bei einer TiOx:Nb-Schicht auf Glas wurden durchgeführt. Die Experimente wurden mit Nanosekunden-Lasersystemen bei 1064 nm und Subnanosekunden bei 532 nm Wellenlänge realisiert. Abbildung 10 zeigt das momentan beste Ergebnis, erreicht durch Abtragen im IR-Bereich und Prozessierung durch Glas.
Abb. 8: P1 mit Laser 6 Tab. 4 (LM, Konfokalmikroskop, REM Bilder).
Hp = 1,2 J/cm²; v = 1 m/s
Abb. 10a: P2 mit Laser 3 (LM Bild). Hp = 1,4 J/cm²; v = 0,25 m/s
Abb. 10b: P2 mit Laser 1 (LM Bild). Hp = 4 J/cm²; v = 0,1 m/s
Schlussbericht zu IGF-16812N
14
P2, Aktivschicht
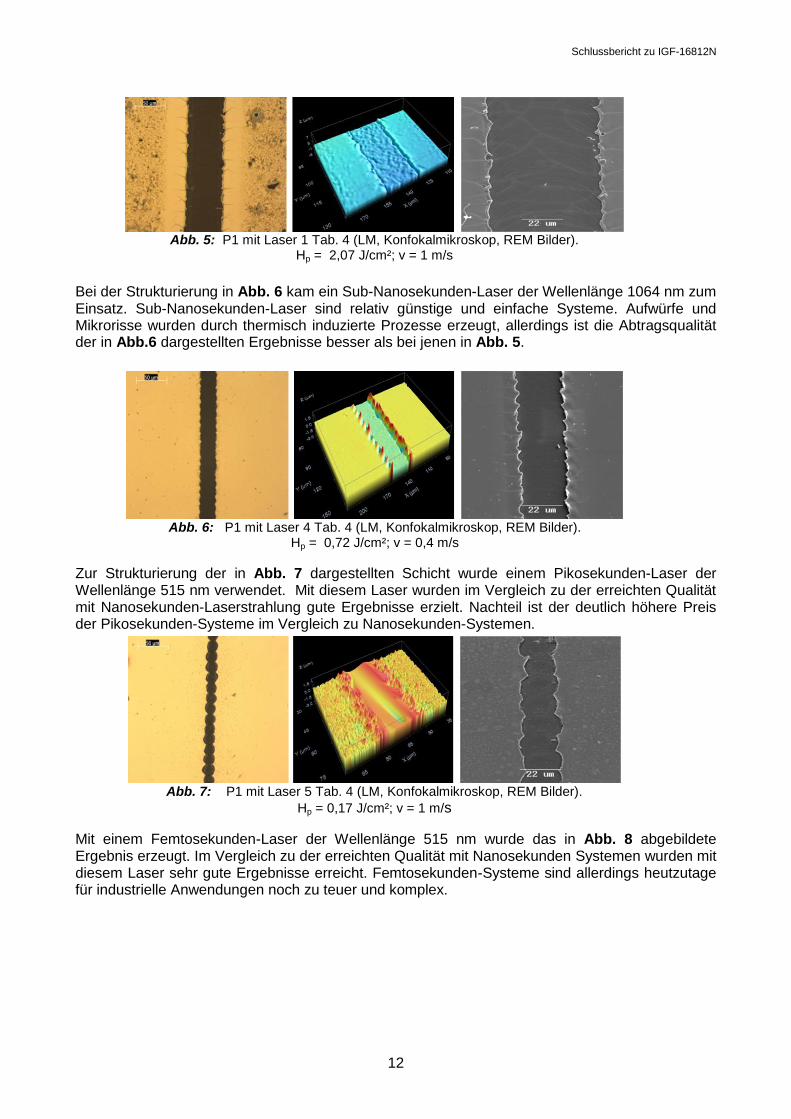
Bei der P2-Strukturierung soll der elektrische Kontakt zwischen Front- und Rückkontakt generiert werden. Ziel es ist, das CIGS vollständig und debris-frei bis zur Mo-Schicht abzutragen. Abhängig von den optischen Eigenschaften der Schichten, hier dargestellt der Transmissionsgrad (Abb. 11), wurden am LZH zur Optimierung der P2-Strukturierung Laserstrahlung der Wellenlängen 532/515 nm und 1064 nm eingesetzt. Zwei verschiedene Ablationsmechanismen treten für die beiden Wellenlängen-Bereiche auf. Im 532/515 nm Bereich wird die Laserstrahlung direkt an der Oberfläche der Schicht absorbiert und eine direkte Ablation findet statt. Im 1064 nm Bereich absorbiert das CIGS weniger Laserstrahlung und ermöglicht eine indirekt induzierte Ablation oder „Lift-off“, wobei die Strahlung in der Mo-Schicht absorbiert wird.
Abb. 11: Transmission als Funktion der Wellenlänge der unter-schiedlichen Materialen
Die Abhängigkeit der P2-Strukturierung von dem Prozessparameter Pulsdauer hinsichtlich der Bearbeitungsqualität (Debris, thermische Schädigung, Risse) wurde untersucht. Laserquellen im Sub-Nanosekunden- (<600 ps) und Pikosekunden-Bereich (7 ps) mit Strahlung der Wellenlänge von 532/515 nm werden für die P2-Strukturierung eingesetzt (Abb. 12, Abb. 13).
Abb. 12: P2 mit Laser 3 (LM, ATOS und REM Bilder). Hp = 0,196 J/cm²; v = 0,1 m/s, 9 Überfahrten
Abb. 13: P2 mit Laser 5 (LM, ATOS und REM Bilder). Hp = 0,376 J/cm²; v = 1,8 m/s, 5 Überfahrten

Schlussbericht zu IGF-16812N
15
Zum vollständigen Abtragen von CIGS ohne Beschädigung der Mo-Schicht wird ein großer Pulsüberlapp benötigt. Das Strukturieren mit ps-Laserstrahlung ergibt an der Kante der Struktur kleinere Schmelzmengen. Bei einer Repetitionsrate von 400 kHz wurde ein verbesserter Abtrag bis zum Mo mit Vorschubgeschwindigkeit von 1,8 m/s und fünfmaligen Überfahren realisiert. Das Strukturieren mit ps-Laserstrahlung ermöglicht durch höhere Repetitionsraten somit größere Prozessgeschwindigkeit zum Abtragen. Mehrfache Überfahrten können bei der industriellen Umsetzung durch mehrfache parallele Laserstrahlen mit diffraktivoptischen Elementen (DOE) realisiert werden.
Die Abhängigkeit der P2-Strukturierung von dem Prozessparameter Pulsdauer wurde hinsichtlich der elektrischen Funktionalität untersucht. Um die elektrische Funktionalität zu charakterisieren wurde zwischen zwei laserstrukturierten P2-Gräben der Kontakt-Widerstand gemessen (Abb. 14). Optimale P2-Gräben weisen eine minimalen Kontakt-Widerstand für den elektrische Kontakt ZnO:Al – Mo (Front- und Rückkontakt) auf.
CIGS wurde ab 6 Überfahrten vollständig abgetragen, wohingegen bei 1 bis 5 Überfahrten gebildete wiedererstarrten Schmelze auf der CIGS-Schicht zurück bleibt (Abb. 15). Dementsprechend verkleinert sich der gemessene Kontakt-Widersand für vollständiges Abtragen von CIGS. Der Kontaktwiderstand weist eine Pulsdauer-Abhängigkeit beim Abtragen mit grüner Laserstrahlung und Pulsdauern von 487 und 7 ps auf (Abb. 14a). Der höhere gemessener Widerstand der mit sub-ns Laserstrahlung erzeugten Strukturen/Spuren weiß darauf hin, dass Debris von CIGS oder Mikrorisse im Mo auftreten und damit die Leitfähigkeit verschlechtern.
Ein anderer untersuchter Prozess findet bei der Strukturierung mit Laserstrahlung der Wellenlänge von 1064 nm und einer Pulsdauer von ca. 4 ns statt. Hierbei wird ein Teil der Laserstrahlung durch die CIGS-Schicht transmittiert und an der Grenzfläche zwischen der Mo-Schicht und CIGS-Schicht absorbiert. An der Grenzfläche des Mo mit dem CIGS wird Material verdampft und der
Abb. 14a: Kontaktwiderstand sub-ns vs. ps Abb. 14b: Schematische Darstellung der Widerstand Messung
Abb. 15: P2 mit Laser 3, 1 bis 10 Überfahrten (Oben). P2 mit Laser 5, 1 bis 10 Überfahrten (Unten)

Schlussbericht zu IGF-16812N
16
entstandene Dampft übt Druck auf die darüber liegende CIGS-Schicht aus. Die CIGS Schicht wird durch den Druck explosionsartig entfernt („lift-off“-Prozess). Vorteil ist hier der saubere Abtrag von CIGS ohne thermische Beeinflussung der CIGS-Schicht und die große erreichbare Vorschubgeschwindigkeit (Abb. 16), da der Überlapp sehr klein ist. Nachteil ist das sehr kleine Prozessfenster, weshalb lange Strukturen eine nicht-gleichmäßige Geometrie durch einen instabilen Abtrag aufwiesen.
Abb. 16: P2 mit Laser 1 Tab. 4 (LM, Konfokal und REM Bilder).Hp = 1,43 J/cm² ; v = 3,2 m/s; tp = 4ns
Die Abhängigkeit der P2-Strukturierung von dem Prozessparameter Pulsdauer wurde hinsichtlich der Bearbeitungsqualität und der elektrische Funktionalität untersucht. Um die elektrische Funktionalität zu charakterisieren wurde zwischen zwei laserstrukturierten P2-Gräben der Kontakt-Widerstand gemessen (Abb. 17). Optimale P2-Gräben weisen eine minimalen Kontakt-Widerstand für den elektrische Kontakt ZnO:Al - Mo auf.
Die P2-Strukturierung weist eine Pulsdauer-Abhängigkeit beim Abtragen mit IR Laserstrahlung und den Pulsdauern von 200, 100, 8 und 4 ns auf. Ein sauberes Abtragen von CIGS ohne thermische Effekte wurde mit 8 und 4 ns im Fluenzbereich Hp= 1 bis 2 J/cm² erreicht, wohingegen ab 100 ns immer Schmelze auf der CIGS-Schicht gebildet wird (Abb. 18). Dementsprechend verkleinert sich der gemessene Kontakt-Widersand für kleine Pulsdauern.
Abb. 17a: Kontaktwiderstand sub-ns vs. ps Abb. 17b: Schematische Darstellung der Widerstand Messung
Abb. 18: P2 mit Laser 1 und verschiedenen Pulsdauer

Schlussbericht zu IGF-16812N
17
P3, Frontkontakt Bei der P3-Strukturierung soll die elektrische Trennung der Frontelektroden (ZnO:Al) einzelner Zellen realisiert werden. Die Herausforderung bei dieser Laser-Strukturierung ist es, Kurzschlüsse durch thermische Veränderungen der CIGS-Schicht zu vermeiden. Hintergrund dabei ist die geringere Verdampfungstemperatur des Selen (<1000 K) im Vergleich zu Kupfer (2840 K), Indium (2345 K) und Gallium (2477 K). Dies führt zu einer prozentual größeren Konzentration der Metalle (Cu, In, Ga) in der laserbehandelten Schicht und damit zu einer vergrößerten Leitfähigkeit. Im Allgemeinen werden die ZnO:Al- und die CIGS-Schichten insgesamt mit einer Nadel entfernt, um die leitfähige ZnO:Al-Schicht elektrisch zu trennen. Mit der Laserbearbeitung sind zwei verschiedene Prozessstrategien für die P3-Strukturierung untersucht worden:
1. P3 a (Abtrag von ZnO:Al) Hier wird nur die oberste TCO-Schicht indirekt abgetragen (siehe Abbildung 19a). Diese Prozessstrategie wurde bevorzugt, weil die benötigten Pulsenergien für den Abtrag niedriger sind. Dadurch ist ein geringerer thermischer Einfluss im CIGS zu erwarten. Das Abtragen von ZnO:Al wurden experimentell durch Variation der Fluenz bzw. mittlerer Leistung untersucht. Hiermit wurde der Pulsüberlapp für die P3a-Strukturierung im Bereich von 10% bis 25% begrenzt (optimaler Pulsüberlapp), um den thermischen Einfluss und somit die Beschädigung des CIGSs zu minimieren.
2. P3 b (Abtrag von ZnO:Al und CIGS bis zum Molybdän) ZnO:Al- und CIGS-Schichten
sollen wie bei der mechanischen Trennung komplett abgetragen werden (siehe Abbildung 19b). Der Nachteil dabei ist, dass ein leitfähiger Übergang zwischen Mo und ZnO:Al durch geschmolzenes CIGS gebildet werden kann. Bei der P3-Strukturierung soll dies vermieden werden. Bei der P3b-Strukturierung wird eine große Fluenz benötigt, da zwei Schichten, ZnO:Al und CIGS, abgetragen werden müssen. Im Vergleich zum P3a-Prozess wird hier CIGS durch direkte Ablation abgetragen.
Nachteilhaft für die P3b-Strukturierung ist die verhältnismäßige große Bearbeitungszeit, die langsam (< 100 mm/s) im Vergleich zur P3a-Strukturierung (> 1000mm/s) ist.
Abb. 19: Prozessstrategien für P3-Strukturierung.
Die ausgeführten Experimente demonstrieren, dass die Prozessstrategie P3a einen homogenen, reproduzierbaren und schadenfreien Laserprozess ermöglicht. Bei kleiner Fluenz und großer Prozessgeschwindigkeit von 2 m/s wird eine hervorragende Isolation der ZnO:Al-Schicht erreicht. Demgegenüber ermöglicht die Prozessstrategie P3b nur eine kleine Prozessgeschwindigkeit <100 mm/s und ergibt sich ein nicht-reproduzierbares Ergebnis. Das Prozessfenster ist im
P3b
ZnO:Al
CIGS
Mo
b) Abtrag von ZnO:Al und CIGS Glas
a) Abtrag von ZnO:Al
P3a
ZnO:Al ZnO:Al
CIGS
Mo
Glas
Schlussbericht zu IGF-16812N
18
Vergleich zum P3a viel sensibler. Daher wurde die Prozessstrategie P3a für die P3-Strukturierung als Standard festgelegt.
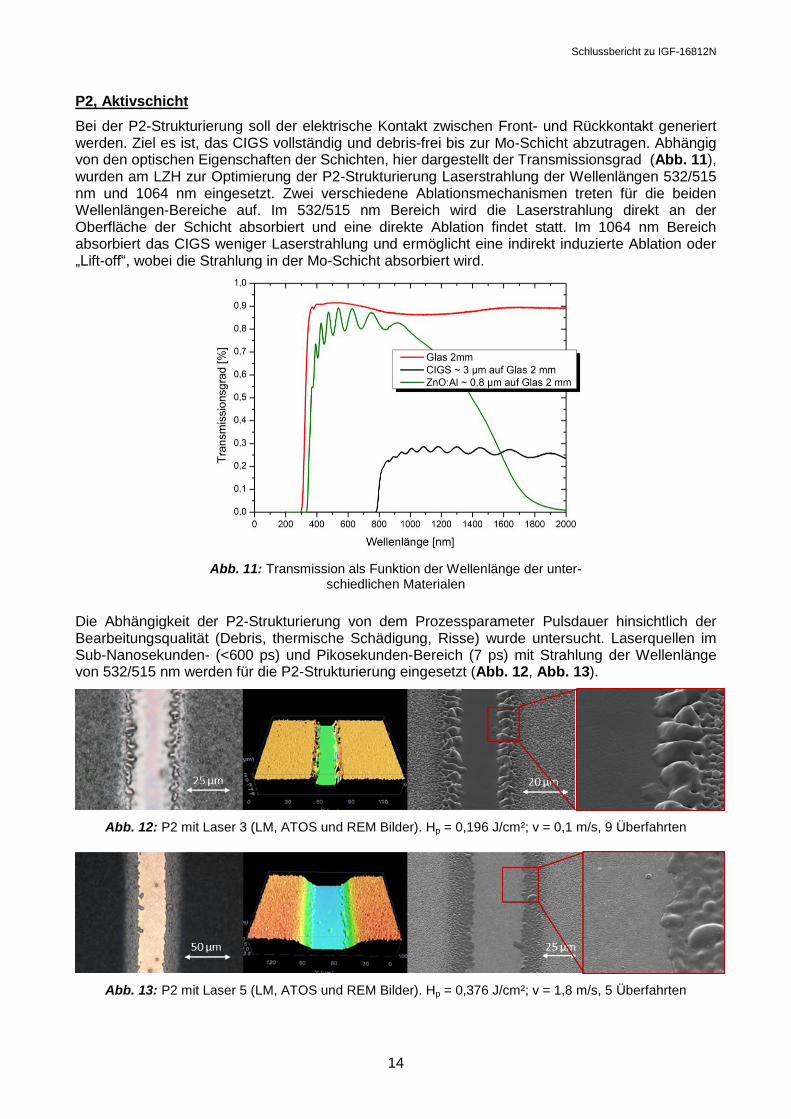
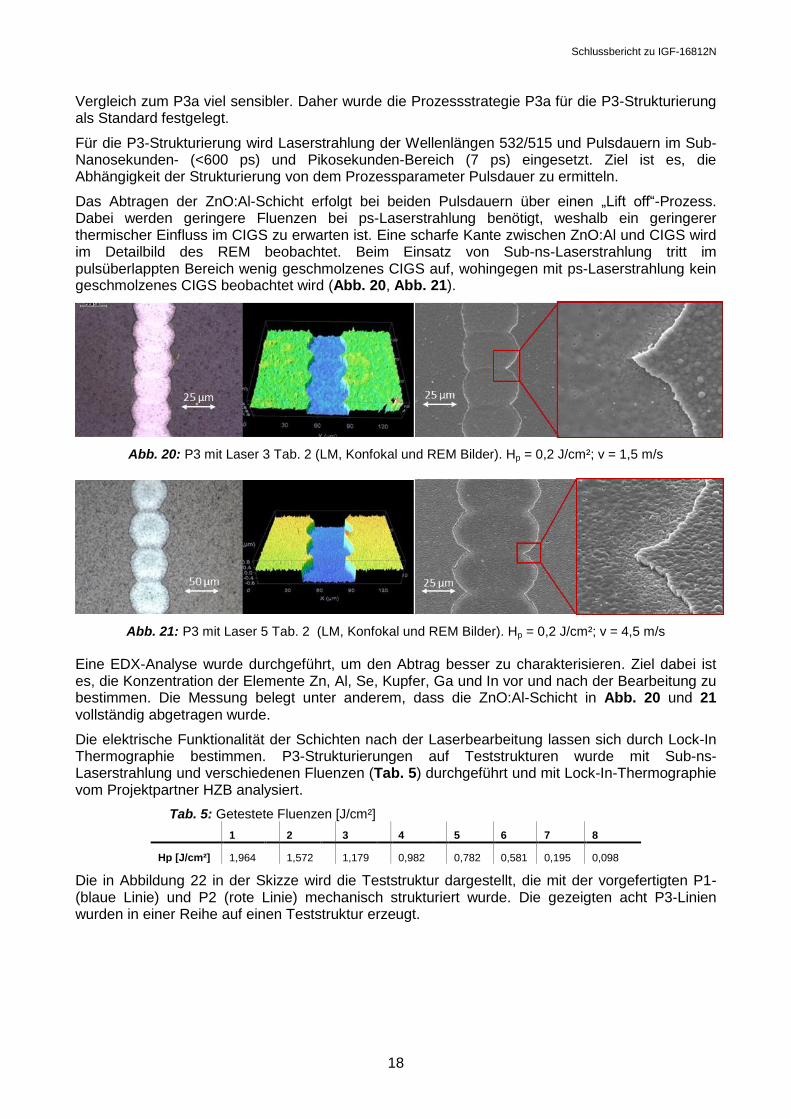
Für die P3-Strukturierung wird Laserstrahlung der Wellenlängen 532/515 und Pulsdauern im Sub-Nanosekunden- (<600 ps) und Pikosekunden-Bereich (7 ps) eingesetzt. Ziel ist es, die Abhängigkeit der Strukturierung von dem Prozessparameter Pulsdauer zu ermitteln.
Das Abtragen der ZnO:Al-Schicht erfolgt bei beiden Pulsdauern über einen „Lift off“-Prozess. Dabei werden geringere Fluenzen bei ps-Laserstrahlung benötigt, weshalb ein geringerer thermischer Einfluss im CIGS zu erwarten ist. Eine scharfe Kante zwischen ZnO:Al und CIGS wird im Detailbild des REM beobachtet. Beim Einsatz von Sub-ns-Laserstrahlung tritt im pulsüberlappten Bereich wenig geschmolzenes CIGS auf, wohingegen mit ps-Laserstrahlung kein geschmolzenes CIGS beobachtet wird (Abb. 20, Abb. 21).
Abb. 20: P3 mit Laser 3 Tab. 2 (LM, Konfokal und REM Bilder). Hp = 0,2 J/cm²; v = 1,5 m/s
Abb. 21: P3 mit Laser 5 Tab. 2 (LM, Konfokal und REM Bilder). Hp = 0,2 J/cm²; v = 4,5 m/s
Eine EDX-Analyse wurde durchgeführt, um den Abtrag besser zu charakterisieren. Ziel dabei ist es, die Konzentration der Elemente Zn, Al, Se, Kupfer, Ga und In vor und nach der Bearbeitung zu bestimmen. Die Messung belegt unter anderem, dass die ZnO:Al-Schicht in Abb. 20 und 21 vollständig abgetragen wurde.
Die elektrische Funktionalität der Schichten nach der Laserbearbeitung lassen sich durch Lock-In Thermographie bestimmen. P3-Strukturierungen auf Teststrukturen wurde mit Sub-ns-Laserstrahlung und verschiedenen Fluenzen (Tab. 5) durchgeführt und mit Lock-In-Thermographie vom Projektpartner HZB analysiert.
Tab. 5: Getestete Fluenzen [J/cm²]
1 2 3 4 5 6 7 8
Hp [J/cm²] 1,964 1,572 1,179 0,982 0,782 0,581 0,195 0,098
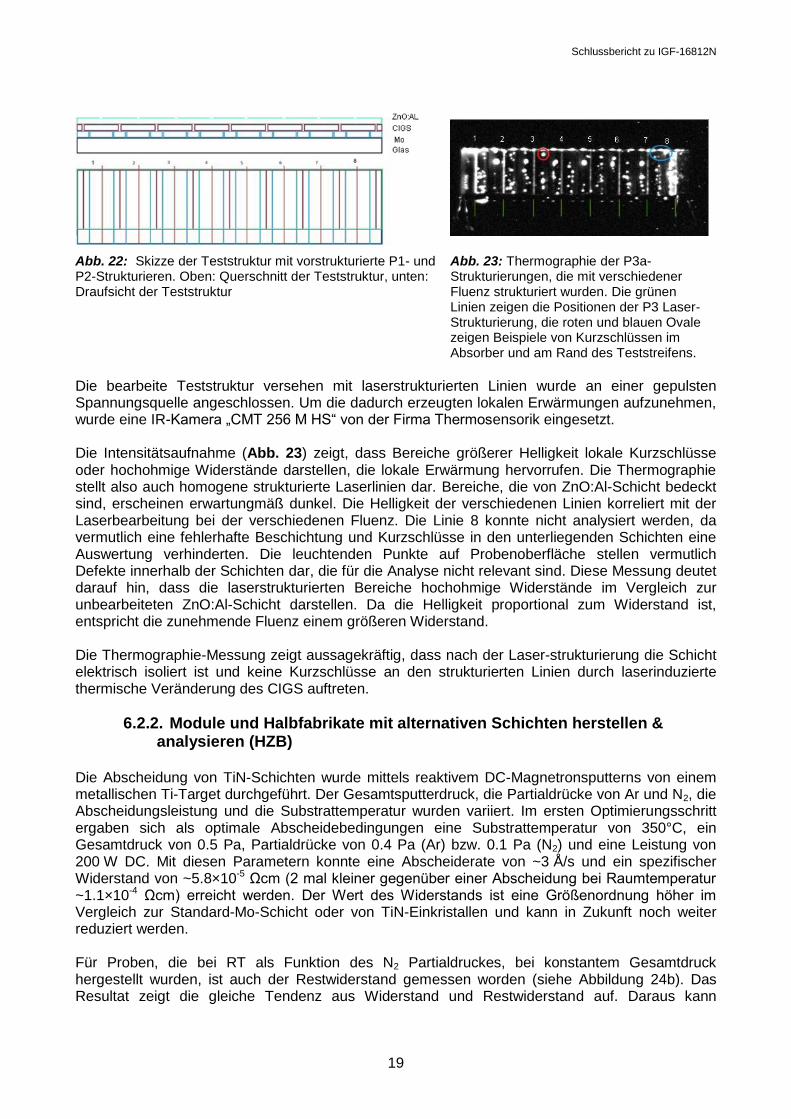
Die in Abbildung 22 in der Skizze wird die Teststruktur dargestellt, die mit der vorgefertigten P1- (blaue Linie) und P2 (rote Linie) mechanisch strukturiert wurde. Die gezeigten acht P3-Linien wurden in einer Reihe auf einen Teststruktur erzeugt.
Schlussbericht zu IGF-16812N
19
Die bearbeite Teststruktur versehen mit laserstrukturierten Linien wurde an einer gepulsten Spannungsquelle angeschlossen. Um die dadurch erzeugten lokalen Erwärmungen aufzunehmen, wurde eine IR-Kamera „CMT 256 M HS“ von der Firma Thermosensorik eingesetzt. Die Intensitätsaufnahme (Abb. 23) zeigt, dass Bereiche größerer Helligkeit lokale Kurzschlüsse oder hochohmige Widerstände darstellen, die lokale Erwärmung hervorrufen. Die Thermographie stellt also auch homogene strukturierte Laserlinien dar. Bereiche, die von ZnO:Al-Schicht bedeckt sind, erscheinen erwartungmäß dunkel. Die Helligkeit der verschiedenen Linien korreliert mit der Laserbearbeitung bei der verschiedenen Fluenz. Die Linie 8 konnte nicht analysiert werden, da vermutlich eine fehlerhafte Beschichtung und Kurzschlüsse in den unterliegenden Schichten eine Auswertung verhinderten. Die leuchtenden Punkte auf Probenoberfläche stellen vermutlich Defekte innerhalb der Schichten dar, die für die Analyse nicht relevant sind. Diese Messung deutet darauf hin, dass die laserstrukturierten Bereiche hochohmige Widerstände im Vergleich zur unbearbeiteten ZnO:Al-Schicht darstellen. Da die Helligkeit proportional zum Widerstand ist, entspricht die zunehmende Fluenz einem größeren Widerstand. Die Thermographie-Messung zeigt aussagekräftig, dass nach der Laser-strukturierung die Schicht elektrisch isoliert ist und keine Kurzschlüsse an den strukturierten Linien durch laserinduzierte thermische Veränderung des CIGS auftreten.
6.2.2. Module und Halbfabrikate mit alternativen Schichten herstellen & analysieren (HZB)
Die Abscheidung von TiN-Schichten wurde mittels reaktivem DC-Magnetronsputterns von einem metallischen Ti-Target durchgeführt. Der Gesamtsputterdruck, die Partialdrücke von Ar und N2, die Abscheidungsleistung und die Substrattemperatur wurden variiert. Im ersten Optimierungsschritt ergaben sich als optimale Abscheidebedingungen eine Substrattemperatur von 350°C, ein Gesamtdruck von 0.5 Pa, Partialdrücke von 0.4 Pa (Ar) bzw. 0.1 Pa (N2) und eine Leistung von 200 W DC. Mit diesen Parametern konnte eine Abscheiderate von ~3 Å/s und ein spezifischer Widerstand von ~5.8×10-5 Ωcm (2 mal kleiner gegenüber einer Abscheidung bei Raumtemperatur ~1.1×10-4 Ωcm) erreicht werden. Der Wert des Widerstands ist eine Größenordnung höher im Vergleich zur Standard-Mo-Schicht oder von TiN-Einkristallen und kann in Zukunft noch weiter reduziert werden. Für Proben, die bei RT als Funktion des N2 Partialdruckes, bei konstantem Gesamtdruck hergestellt wurden, ist auch der Restwiderstand gemessen worden (siehe Abbildung 24b). Das Resultat zeigt die gleiche Tendenz aus Widerstand und Restwiderstand auf. Daraus kann
Abb. 22: Skizze der Teststruktur mit vorstrukturierte P1- und P2-Strukturieren. Oben: Querschnitt der Teststruktur, unten: Draufsicht der Teststruktur
Abb. 23: Thermographie der P3a-Strukturierungen, die mit verschiedener Fluenz strukturiert wurden. Die grünen Linien zeigen die Positionen der P3 Laser-Strukturierung, die roten und blauen Ovale zeigen Beispiele von Kurzschlüssen im Absorber und am Rand des Teststreifens.

Schlussbericht zu IGF-16812N
20
geschlussfolgert werden, dass der Widerstand mit kristallographischen Defekten verbunden ist und durch Temperung der Proben verbessert werden kann. Es ist erwähnenswert, dass Fluktuationen der Abscheidungsparameter zu keiner Änderung der physikalischen Eigenschaften der Schicht führen, z.B. hat die Änderung des Gasdrucks um 20% keinen Einfluss auf den Widerstand der Probe und die Abscheidungsrate, siehe Abbildung 24a. Dasselbe gilt für die Änderung der Gasflussverhältnisse (Ar/N2), siehe Abbildung 24b. Dieser Aspekt ist sehr wichtig für großflächige industrielle Beschichtungssysteme.
a) b)
c) d)
Abb. 24: Abscheiderate, spezifischer Widerstand, Restwiderstand und Entladungsspannung von TiN-Schichten, die mittels reaktiven Magnetronsputterns hergestellt wurden (200 WDC), a) als Funktion des Gesamtdrucks, bei konstantem Ar/N2 –Verhältnis bei Raumtemperatur, b) als Funktion des N2-Partialdruckes, bei konstantem Gesamtdruck bei Raumtemperatur, c) als Funktion des Gesamtdrucks, bei konstantem Ar/N2 –Verhältnis bei 350°C und d) als Funktion des N2-Partialdruckes, bei konstantem Gesamtdruck und 350°C.
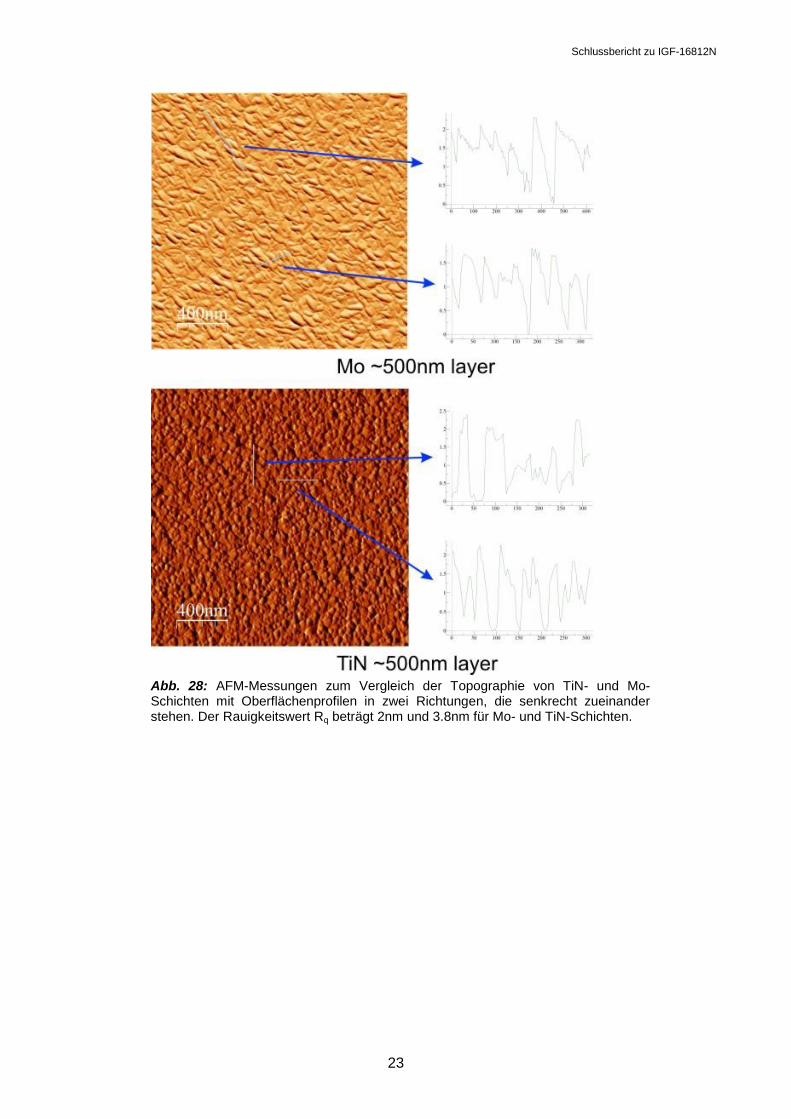
Die Topographie der TiN-Schichten wurde mittels Rasterkraftmikroskopie (AFM) und Rasterelektronenmikroskopie (REM) untersucht. TiN-Proben, mit einer Abscheidezeit von 10 min (190 nm Schichtdicke) bzw. 25 min (540 nm), zeigen eine homogene Topographie der Oberfläche mit größerer Korngroße für die dickere Schicht (siehe Abbildung 25). Die Probe mit einer Abscheidezeit von 25 min zeigt eine geringere Rauigkeit. Diese „Inseln“ wachsen mit der gleichen Raumgruppe wie die Schicht, siehe Abbildung 26. Die AFM-Bilder sind in qualitativer Übereinstimmung mit den REM-Aufnahmen. Die Oberfläche ist homogen mit einer Korngröße von etwa 40-60 nm, siehe Abbildung 27 und 28. In Abbildung 28 ist das AFM-Oberflächenprofil von TiN und einem Standard-Mo-Rückkontakt verglichen. Der Unterschied zwischen der TiN- und der Mo-Schicht ist leicht zu erkennen: während

Schlussbericht zu IGF-16812N
21
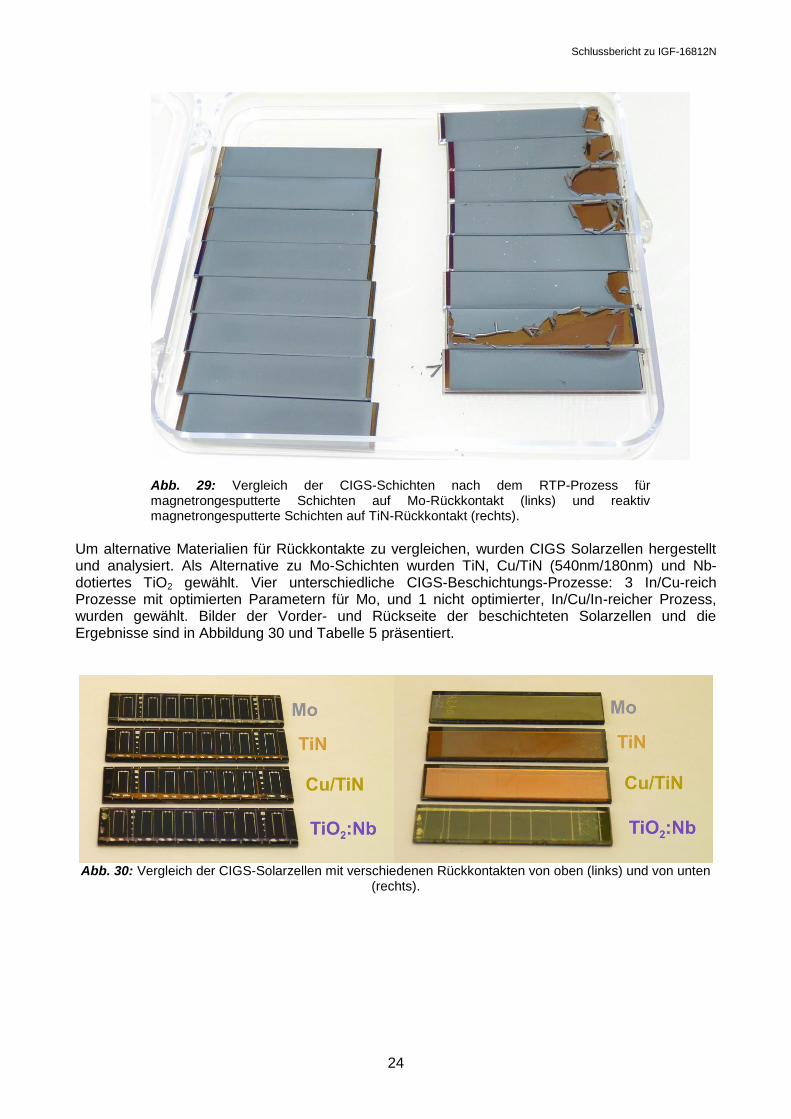
die TiN-Körner rund sind, mit einer Größe von etwa 50 nm, zeigt die Mo-Schicht ovale bzw. linsenförmige Körner mit bevorzugter Wachstumsrichtung und einer Größe von etwa 50 nm × 100 nm. Der Rauigkeitswert Rq beträgt 2 nm für Mo und 3.8 nm für TiN. Dieser Unterschied in der Oberflächen-Topografie zwischen TiN und Mo kann einen Einfluss auf die CIGS-Beschichtung haben. Erste Testbeschichtungen von Cu(In,Ga)S2 (CIGS)-Schichten auf TiN-Rückkontakten wurden durchgeführt. Der Vergleich zwischen reaktiv magnetrongesputterten und dem sequenziellen Prozess (RTP-Prozess) zeigt, dass die magnetrongesputterten CIGS-Schichten eine bessere Adhäsion gegenüber dem RTP-Prozess auf dem TiN-Rückkontakt aufweisen. Für Mo-Rückkontakte ist kein Unterschied erkennbar. Für den RTP-Prozess haben die CIGS-Schichten die Tendenz, abzublättern. Dieser Effekt ist mit bloßem Auge sichtbar (siehe Abbildung 29). Die CIGS-Schichten auf TiN zeigten zwar leicht anderes Verhalten im Vergleich zu Mo (z. B. deutlich bessere Haftung) und ein Großteil der Solarzellen zeigte viele Kurzschlüsse, der Wirkungsgrad der besten Zelle (0,5 cm²) auf TiN liegt mit 8,9% (Magnetron Co-Sputtern) und 7.4% (RTP Prozess) aber nur geringfügig unter dem Niveau der Referenzzellen auf Mo (9,8% und 10.2%). Dies deutet auf ein ähnlich gutes Potenzial der TiN-Schicht als Rückkontakt für Chalkopyrit-Solarzellen hin, evtl. müssen lediglich die Abscheidebedingungen für die CIGS-Schicht für TiN-Rückkontakte angepasst werden.
a) b)
Abb. 25: REM-Aufnahme der Oberfläche einer TiN Schicht nach a) 10min und b) 25min Beschichtungszeit (200WDC, reaktives Magnetronsputtern mit einem Gasflussverhältnis Ar/N2 von 3.3 und dem Gesamtdruck von 0.5Pa bei RT)

Schlussbericht zu IGF-16812N
22
Abb. 27: AFM-Bild einer TiN-Schicht, hergestellt durch reaktives Magnetronsputtern mit 200WDC, mit dem Ar/N2 Gasflußverhältnis von 3.3 und dem Gesamtdruck 0.5Pa bei RT.
Nb-dotiertes TiO2 ist ein weiteres Schichtmaterial, nicht nur für die Herstellung von Rückkontakten, sondern auch für Frontkontakte, aufgrund seiner Transparenz für Sonnenlicht. Reines TiO2, bei niedrigen Temperaturen abgeschieden, bildet sich hauptsächlich in der Phase Anatas mit einer Bandlücke von 3.2eV und weist einen hohen Widerstand (in der Größenordnung von 1×106 Ωcm) auf. Eine weitere erwartete Phase für die Abscheidung bei höheren Temperaturen ist Rutil (mit einer Bandlücke von 3eV) und auch die amorphe Phase (α-TiO2) kann abgeschieden werden. Um die elektrischen Eigenschaften zu verbessern, wird TiO2 mit verschiedenen Übergangsmetallen, z.B. Nb, Zr, Ta, dotiert. Für Nb-dotiertes Material wird ein Widerstand von 2-3×10-4 Ωcm, bei einer Durchlässigkeit von 95% berichtet [29]. Dieser Wert für den spezifischen Widerstand liegt im Bereich der Literaturwerte für TiN-Dünnschichten und des kommerziell verwendeten Frontkontaktmaterials, Al-dotiertem ZnO. Darüber hinaus können auch Berichte über Schutz- und selbstreinigende Eigenschaften von TiO2-Schichten in der Literatur gefunden werden. Die Verwendung von für (sichtbares) Licht transparenten Kontakten ist auch ein Vorteil für die Industrie, aufgrund der neuen Möglichkeiten der Strukturierung der Solarzelle.
8
6
4
2
0
-2
heig
ht [n
m]
350300250200150100500x [nm]
Schlussbericht zu IGF-16812N
23
Abb. 28: AFM-Messungen zum Vergleich der Topographie von TiN- und Mo-Schichten mit Oberflächenprofilen in zwei Richtungen, die senkrecht zueinander stehen. Der Rauigkeitswert Rq beträgt 2nm und 3.8nm für Mo- und TiN-Schichten.
Schlussbericht zu IGF-16812N
24
Abb. 29: Vergleich der CIGS-Schichten nach dem RTP-Prozess für magnetrongesputterte Schichten auf Mo-Rückkontakt (links) und reaktiv magnetrongesputterte Schichten auf TiN-Rückkontakt (rechts).
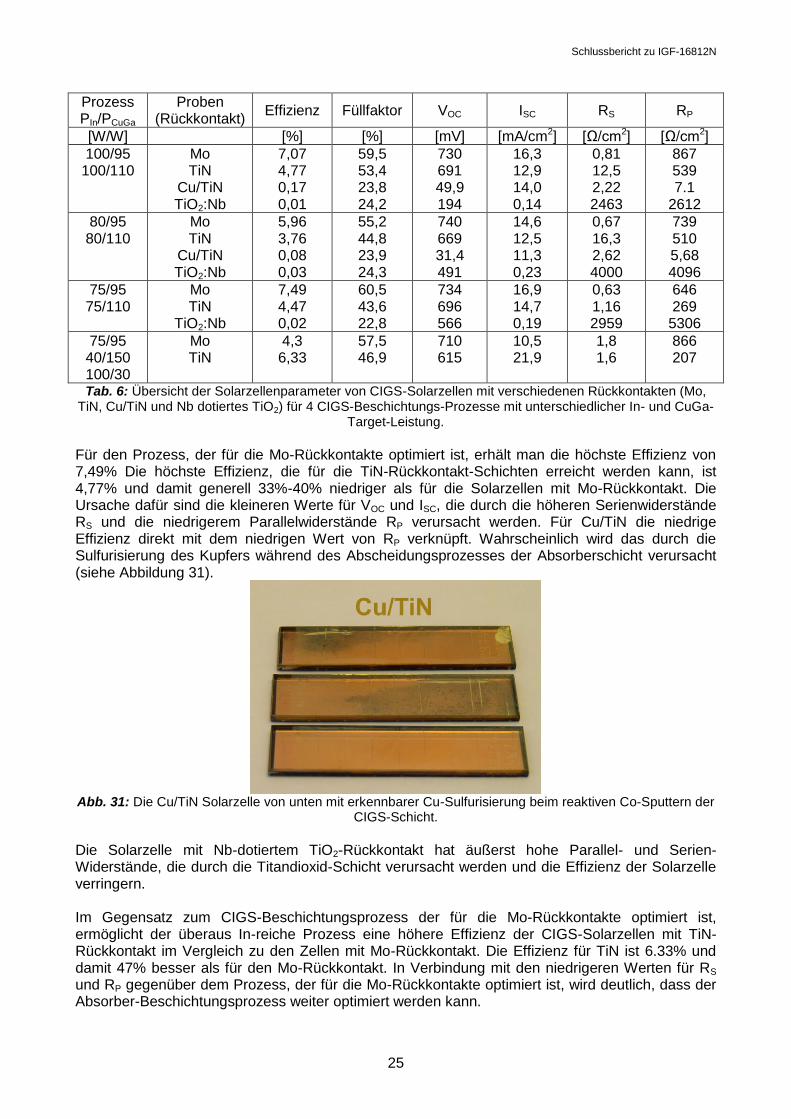
Um alternative Materialien für Rückkontakte zu vergleichen, wurden CIGS Solarzellen hergestellt und analysiert. Als Alternative zu Mo-Schichten wurden TiN, Cu/TiN (540nm/180nm) und Nb-dotiertes TiO2 gewählt. Vier unterschiedliche CIGS-Beschichtungs-Prozesse: 3 In/Cu-reich Prozesse mit optimierten Parametern für Mo, und 1 nicht optimierter, In/Cu/In-reicher Prozess, wurden gewählt. Bilder der Vorder- und Rückseite der beschichteten Solarzellen und die Ergebnisse sind in Abbildung 30 und Tabelle 5 präsentiert.
Abb. 30: Vergleich der CIGS-Solarzellen mit verschiedenen Rückkontakten von oben (links) und von unten
(rechts).
Schlussbericht zu IGF-16812N
25
Prozess PIn/PCuGa
Proben (Rückkontakt)
Effizienz Füllfaktor VOC ISC RS RP
[W/W] [%] [%] [mV] [mA/cm2] [Ω/cm2] [Ω/cm2]
100/95 100/110
Mo TiN
Cu/TiN TiO2:Nb
7,07 4,77 0,17 0,01
59,5 53,4 23,8 24,2
730 691 49,9 194
16,3 12,9 14,0 0,14
0,81 12,5 2,22 2463
867 539 7.1
2612
80/95 80/110
Mo TiN
Cu/TiN TiO2:Nb
5,96 3,76 0,08 0,03
55,2 44,8 23,9 24,3
740 669 31,4 491
14,6 12,5 11,3 0,23
0,67 16,3 2,62 4000
739 510 5,68 4096
75/95 75/110
Mo TiN
TiO2:Nb
7,49 4,47 0,02
60,5 43,6 22,8
734 696 566
16,9 14,7 0,19
0,63 1,16 2959
646 269 5306
75/95 40/150 100/30
Mo TiN
4,3 6,33
57,5 46,9
710 615
10,5 21,9
1,8 1,6
866 207
Tab. 6: Übersicht der Solarzellenparameter von CIGS-Solarzellen mit verschiedenen Rückkontakten (Mo, TiN, Cu/TiN und Nb dotiertes TiO2) für 4 CIGS-Beschichtungs-Prozesse mit unterschiedlicher In- und CuGa-
Target-Leistung.
Für den Prozess, der für die Mo-Rückkontakte optimiert ist, erhält man die höchste Effizienz von 7,49% Die höchste Effizienz, die für die TiN-Rückkontakt-Schichten erreicht werden kann, ist 4,77% und damit generell 33%-40% niedriger als für die Solarzellen mit Mo-Rückkontakt. Die Ursache dafür sind die kleineren Werte für VOC und ISC, die durch die höheren Serienwiderstände RS und die niedrigerem Parallelwiderstände RP verursacht werden. Für Cu/TiN die niedrige Effizienz direkt mit dem niedrigen Wert von RP verknüpft. Wahrscheinlich wird das durch die Sulfurisierung des Kupfers während des Abscheidungsprozesses der Absorberschicht verursacht (siehe Abbildung 31).
Abb. 31: Die Cu/TiN Solarzelle von unten mit erkennbarer Cu-Sulfurisierung beim reaktiven Co-Sputtern der
CIGS-Schicht.
Die Solarzelle mit Nb-dotiertem TiO2-Rückkontakt hat äußerst hohe Parallel- und Serien- Widerstände, die durch die Titandioxid-Schicht verursacht werden und die Effizienz der Solarzelle verringern. Im Gegensatz zum CIGS-Beschichtungsprozess der für die Mo-Rückkontakte optimiert ist, ermöglicht der überaus In-reiche Prozess eine höhere Effizienz der CIGS-Solarzellen mit TiN-Rückkontakt im Vergleich zu den Zellen mit Mo-Rückkontakt. Die Effizienz für TiN ist 6.33% und damit 47% besser als für den Mo-Rückkontakt. In Verbindung mit den niedrigeren Werten für RS und RP gegenüber dem Prozess, der für die Mo-Rückkontakte optimiert ist, wird deutlich, dass der Absorber-Beschichtungsprozess weiter optimiert werden kann.

Schlussbericht zu IGF-16812N
26
6.3. Arbeitspaket 3: Strahlformung / -fokussierung (LZH) Die für dieses Projekt verwendeten Laserquellen haben eine Gauß‘sche Leistungsdichteverteilung des Laserstrahls. Wie in Abbildung 32 gezeigt, findet Ablation dort statt, wo die Intensität der Laserstrahlung die Abtragschwelle des Materials übersteigt. Im Bereich unterhalb der Abtragschwelle wird das Material erwärmt und ggf. geschmolzen. Als Konsequenz können Kanteneffekte (Abbildung 34) wie Aufwölbung auftreten, was in der Praxis nicht erwünscht ist. Laserstrahlung mit homogener Intensitätsverteilung ist besonders interessant für die Dünnschicht-Technologie. Die gezielte Transformation der Intensitätsverteilung in eine neue Intensitäts-verteilung nennt man Laserstrahlformung, und wird mit diffraktiven optischen Elementen (DOE) realisiert.
Abb. 32: a) Gaußförmige Intensitätsverteilung, der Abtragschwelle und Wärmeeinflusszone. b) geformte Intensitätsverteilung mit reduzierter Wärmeeinflusszone mittels eines diffraktiven optischen Elements [25].
Abbildung 33 zeigt ein durch ein DOE transformierte rechteckige Intensitätsverteilung (engl. top hat). Mit diesem Intensitätsprofil können die Wärmeeinflusszone (HAZ) und der Kanteneffekt (wie z.B. Aufwürfe) reduziert werden. In diesem Projekt wurde ein optimierter Strahlengang von der Laserquelle bis zur Schicht auf der Probe ausgelegt, aufgebaut und getestet. Insbesondere wird die räumliche Leistungs-dichteverteilung des Laserstrahls z.B. einer Gauß oder Top-Hat-Verteilung untersucht. Da beim Einsatz von Sub-ns-Laserstrahlung (Laser 3) auftretender thermischer Einfluss kann durch die Anwendung eines Top Hat-Strahlprofils statt des herkömmlichen Gaußförmigen Profils reduziert werden. Daher wurde ein diffraktives optisches Element (DOE) eingesetzt, um die Ergebnisse zur P2 und P3-Strukturierung zu verbessern und die Laserparameter weiter zu optimieren. Diffraktive Optik beruht auf dem Prinzip der Beugung. Im Vergleich zu dem konventionellen Objektiv mit einer glatten Oberfläche weisen diffraktive optische Elemente eine mikrostrukturierte Oberfläche auf. Trifft Laserstrahlung auf ein DOE, erzeugen die Mikrostrukturen eine ortsabhängige Veränderung der optischen Weglänge (Phase). Die dadurch resultierende Phasenverschiebung führt zu einem Beugungseffekt an den Mikrostrukturen und es entsteht eine neue Intensitätsverteilung. Durch das Beugungsintegral, wie z.B. Fraunhofer- oder Fresnel-Beugungsintegrale, kann man mathematisch hinsichtlich der mikrostrukturierten Oberfläche die modulierte Intensität des Lichts am Beobachtungsort berechnen. Die gezielte Intensitätsverteilung kann durch speziell angepasste Oberflächenstrukturen beliebig moduliert werden [26].

Schlussbericht zu IGF-16812N
27
Abb. 33: gemessene Intensitätsverteilungen im Fokus mit MicroSpotMonitor PRIMES.
Als Herausforderung hat sich insbesondere die P2-Strukturierung mit Sub-ns-Laserstrahlung und gaußförmiger Intensitätsverteilung herausgestellt, da dabei ein breiter geschmolzener CIGS-Übergang und eine schmale Abtragspur von ca. 18 µm resultierten (Abb. 34). Der beim Einsatz von Sub-ns-Laserstrahlung auftretende thermische Einflusszone (WEZ) kann durch die Anwendung eines Top Hat-Strahlprofils mit einem deutlich steileren Intensitätsgradienten statt des Gaußförmigen Profils die eingekoppelte Wärme an den Rändern reduziert werden. Die abgetragene Spurbreite mit Laserstrahlung und einem Top Hat-Laserprofil war größer als mit einem Gauß‘schen Profil. Eine Spurbreite in CIGS von ca. 40 µm und eine reduzierte Wärmeeinflusszone wurde realisiert. Zugleich wurde die Anzahl des Überfahrens von vier auf zwei reduziert und dadurch die Prozessgeschwindigkeit vergrößert (Abb. 34).
Abb. 34: P2-Strukturierungen mit Gaußscher (links) und Top Hat-Intensitätsverteilung (rechts) mit Laser 3. Hp = 0,196 J/cm²; v = 0,1 m/s, 4x (links). Hp = 0,406 J/cm²; v = 0,1 m/s, 2x (rechts).
Zusätzlich zu der Reduzierung der WEZ beim Einsatz von eines Top Hat-Strahlprofils, wurde auch beim P2 und dem Einsatz ein Top Hat-Strahlprofils weniger Schädigung an der darunter liegende Schicht beobachtet (Abb. 35) und somit das Prozessfenster erweitert (in rot markiert).
Abb. 35: P2-Strukturierungen mit Gaußscher (oben) und Top Hat-Intensitätsverteilung (unten) mit Laser 3.

Schlussbericht zu IGF-16812N
28
Abbildung 36 zeigt die P3-Strukturierung mit verschiedenen Parametern und Gauß‘scher- und Top Hat-Intensitätsverteilungen. Durch die quadratische Geometrie des Top-Hat-Strahlprofils sind höhere Geschwindigkeiten erreichbar, die eine elektrische Trennung der ZnO:Al sicherstellen.
Abb. 36: P3-Strukturierungen mit Gaußscher (oben) und Top Hat-Intensitätsverteilung (unten) mit Laser 3
6.4. Arbeitspaket 4
6.4.1. Herstellung und Optimierung der Labormodule (LZH)
Für die Bestimmung der Funktionalität der Laserstrukturierung wurden Testmodule eingesetzt. Ein Testmodul mit der Abmessung 5 x 5 cm², welches mit dem Laser 3 P3-Laserstrukturiert wird, besteht aus acht seriell verschalteten Zellen und mechanisch strukturierten Mo- und CIGS-Schichten. Eine unbearbeitete ZnO:Al-Schicht wurde auf diesen zwei Schichten aufgebracht. Die P3-Strukurierung wurde 80-150 µm nahe den P2-Strukturen mit verschiedenen Laserparametern ausgeführt (Tab. 7). Damit die elektrischen Eigenschaften des Testmoduls in Abhängigkeit von der Fluenz untersucht werden konnten, wurden zunächst die I-U-Kennlinien der Testmodule verglichen, die mit zwei Laserparametern strukturiert wurden. Von den sechs gemessenen Modulen ist zu erkennen, dass alle Kenngrößen annähernd gleich sind (Tab. 7). Die ausgewerteten Testmodule zeigen, dass die P3-laserstrukturierte Solarmodule vergleichbare elektrische Eigenschaften wie mechanisch strukturierte Solarmodule aufweisen.
Weitere Auswertungen von Testmodulen konnten nicht durchgeführt werden, da der verant-wortliche Projektpartner (Soltecture) während des Berichtzeitraums insolvent geworden ist.
Tab. 7: Gemessene I-U-Kennlinie und Kenngrößen mit P3-Strukturierung (Laser 3) im Vergleich zur mechanischen strukturierten Solarmodulen.
P3-Laser (Hp=1,006 J/cm²) P3-Laser (Hp=0,0628 J/cm²) P3-Mech
1 2 3 4 5 6 7
Uoc [V] 4,85 4,88 4,87 4,86 4,85 4,86 4,926
Isc [mA] 54,7 55,5 54 55,1 56,6 53,9 57,8
FF [%] 68,82 68,51 68,50 68,96 68,66 68,81 68,65
Testmodulen mit dem Abmessungen von 10x10 cm², bestehend aus vierzehn seriell verschalteten Zellen, wurden hergestellt. Anhand des in AP2 ermittelten Prozessfensters mit den Lasern 5 (Tab. 4) wurden P2- und P3-laserstrukturierte Module hergestellt während der P1 Strukturierungsprozess mechanisch durchgeführt wurde (Siehe 6.4.2. für ausführliche Darstellung der Herstellung und Analyse der Module).

Schlussbericht zu IGF-16812N
29
6.4.2. Herstellung und Analyse der Labormodule (HZB) Zum Vergleich des Laserstrukturierungsprozesses für die CIGSe-Labormodule, wurden Module mit dem Abmaß 10x10cm2 mit Mo- Rückkontakten und CIGSe-Absorberschichten hergestellt (Abb. 37). Die P2- und P3-Laserstrukturierung wurde mit der üblichen mechanischen Strukturierung kombiniert. Die Proben waren in 4 Gruppen geteilt: (1) P2- und P3-laserstrukturiert, (2) P2-laser- und P3-mechanisch-strukturiert, (3) P2-mechanisch- und P3-laser-strukturiert sowie (4) P2- und P3-mechanisch-strukturiert. Die Laserstrukturierung (mechanische Strukturierung) wurde beim LZH (HZB) durchgeführt. Die Ergebnisse der Effizienzmessungen (I-U Kennlinien) sind in Abbildungen 38 und 39 präsentiert.
Abb. 37: Foto eines 10x10cm2-CIGSe-Labormoduls zum Testen der P2- und P3- Laserstrukturierung, nach
der Messung der I-U Kennlinien.
14-1
14-1
14-1
14-1
14-2
14-2
14-3
14-3
14-4
14-4
14-4
14-4
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
Samples
P2 & P3 Laser
Effic
ien
cy [%
]
0
10
20
30
40
50
60
Fill fa
cto
r [%]
14-5
14-5
14-6
14-7
14-7
14-7
14-8
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
Samples
P2 laser, P3 scribing
Effic
ien
cy [%
]
0
10
20
30
40
50
60
Fill fa
cto
r [%]
a) b)
13-6
13-6
13-7
13-7
13-7
13-8
13-8
13-8
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
Samples
P2 scribing, P3 laser
Effic
ien
cy [%
]
0
10
20
30
40
50
60
Fill fa
cto
r [%]
13-1
13-1
13-1
13-2
13-3
13-4
13-4
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
8.5
9.0
Samples
P2 & P3 scribing
Effic
ien
cy [%
]
0
10
20
30
40
50
60
Fill fa
cto
r [%]
c) d)
Abb. 38: Effizienz und Füllfaktor für Labormodule: a) P2- und P3-laserstrukturiert, b) P2-laser- und P3-mechanisch- Strukturiert, c) P2-mechanisch- und P3-laser- Strukturiert sowie d) P2- und P3-mechanisch
strukturiert.
Schlussbericht zu IGF-16812N
30
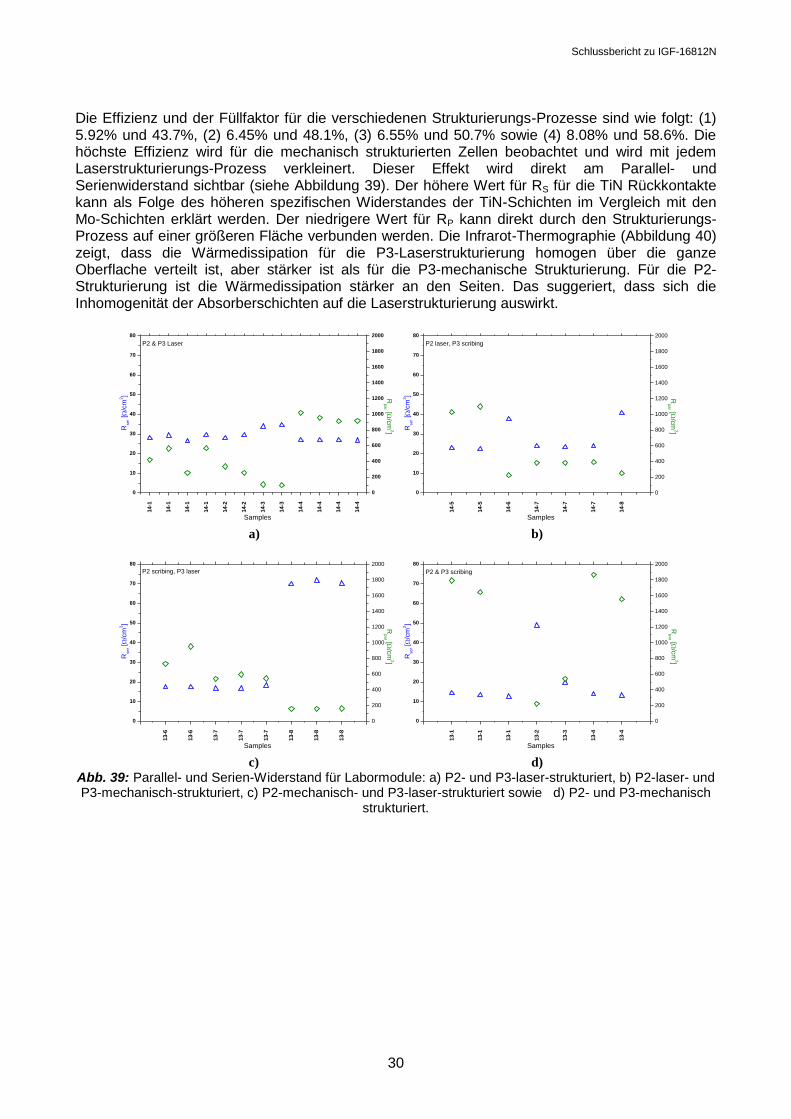
Die Effizienz und der Füllfaktor für die verschiedenen Strukturierungs-Prozesse sind wie folgt: (1) 5.92% und 43.7%, (2) 6.45% und 48.1%, (3) 6.55% und 50.7% sowie (4) 8.08% und 58.6%. Die höchste Effizienz wird für die mechanisch strukturierten Zellen beobachtet und wird mit jedem Laserstrukturierungs-Prozess verkleinert. Dieser Effekt wird direkt am Parallel- und Serienwiderstand sichtbar (siehe Abbildung 39). Der höhere Wert für RS für die TiN Rückkontakte kann als Folge des höheren spezifischen Widerstandes der TiN-Schichten im Vergleich mit den Mo-Schichten erklärt werden. Der niedrigere Wert für RP kann direkt durch den Strukturierungs-Prozess auf einer größeren Fläche verbunden werden. Die Infrarot-Thermographie (Abbildung 40) zeigt, dass die Wärmedissipation für die P3-Laserstrukturierung homogen über die ganze Oberflache verteilt ist, aber stärker ist als für die P3-mechanische Strukturierung. Für die P2-Strukturierung ist die Wärmedissipation stärker an den Seiten. Das suggeriert, dass sich die Inhomogenität der Absorberschichten auf die Laserstrukturierung auswirkt.
14-1
14-1
14-1
14-1
14-2
14-2
14-3
14-3
14-4
14-4
14-4
14-4
0
10
20
30
40
50
60
70
80
Samples
P2 & P3 Laser
Rse
r [
/cm
2]
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Rp
ar [
/cm
2]
14-5
14-5
14-6
14-7
14-7
14-7
14-8
0
10
20
30
40
50
60
70
80
Samples
P2 laser, P3 scribing
Rse
r [
/cm
2]
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Rp
ar [
/cm
2]
a) b)
13-6
13-6
13-7
13-7
13-7
13-8
13-8
13-8
0
10
20
30
40
50
60
70
80
Samples
P2 scribing, P3 laser
Rse
r [
/cm
2]
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Rp
ar [
/cm
2]
13-1
13-1
13-1
13-2
13-3
13-4
13-4
0
10
20
30
40
50
60
70
80
Samples
P2 & P3 scribing
Rse
r [
/cm
2]
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Rp
ar [
/cm
2]
c) d)
Abb. 39: Parallel- und Serien-Widerstand für Labormodule: a) P2- und P3-laser-strukturiert, b) P2-laser- und P3-mechanisch-strukturiert, c) P2-mechanisch- und P3-laser-strukturiert sowie d) P2- und P3-mechanisch
strukturiert.

Schlussbericht zu IGF-16812N
31
a) b)
c) d)
Abb. 40: Infrarot-Thermographie von 10x10cm
2 CIGSe-Solarmodulen: a) P2- und P3-Laser-strukturiert, b)
P2-laser- und P3-mechanisch-strukturiert, c) P2-mechanisch- und P3-laser- strukturiert sowie d) P2- und P3-mechanisch-strukturiert.

Schlussbericht zu IGF-16812N
32
7. Gegenüberstellung der Zielsetzung und Ergebnissen Arbeitspakete Zielsetzung Ergebnis
AP 2 Strukturierung einzelner Schichten mit unterschiedlichen Laserquellen
- Laserauswahl für die einzelnen Schichten aus technologischer und wirtschaftlicher Hinsicht durchgeführt. - Prozessfenster und Toleranzen festgelegt - Laserstrukturierte Module hergestellt, insbesondere mit alternativen Schichten.
AP2 Module und Halbfabrikate mit alternativen Schichten herstellen & analysieren
- Neue Materialen für CIGS Solarzellen hergestellt und analysiert. -Halbfabrikate und Module mit alternativen Rückkontakten hergestellt und analysiert. - Module und Halbfabrikate für Laserstrukturisierung hergestellt. - Laserstrukturierte Module analysiert
AP 3 Strukturierung mit Strahlformung - Erfolgreiches Strukturierung mit geformter Laserstrahlung realisiert - Experimenteller Aufbau für die Herstellung und Optimierung von Modulen mit Strahlformung vorhanden
AP 4 Herstellung und Analyse der Labormodule
- 10x10cm2 CIGSe Labormodule hergestellt und analysiert. - Definition der Einflussgrößen - Unterschiedliche Strukturierung (Laser und mechanisch) für P2- und P3-Prozesse verglichen und analysiert. - Angaben zur industriellen Umsetzung der Prozesse
8. Verwendung der Zuwendung Dieses Projekt wurde von einem Team von Wissenschaftlern, Technikern und studentischen Hilfskräften bearbeitet von den Forschungsstellen Laser Zentrum Hannover und Helmholtz-Zentrum Berlin für Materialen und Energie. Die Zuwendungen wurden im Wesentlichen für die Gehälter des Personals genutzt. Die Wissenschaftler wurden eingesetzt, um die Recherche- und Entwicklungsarbeiten zu übernehmen. Darüber hinaus waren die Wissenschaftler für die Optimierung der Prozessschritte, die Kommunikation mit dem PA, den Transfer der Ergebnisse in die Wirtschaft und die allgemeine Projektorganisation und Leitung zuständig. Die studentischen Hilfskräfte unterstützten bei den Recherchearbeiten, bei der Durchführung der Versuche Laserstrukturierung sowie bei der Dokumentation und Auswertung der erzielten Versuchsergebnisse.
9. Wissenschaftlich-Technischer Nutzen Im Rahmen des Projektes wurde die Prozesstechnik für die Herstellung alternativer Kontaktschichten und die Laserstrukturierung eines CIS-Solarmoduls nachgewiesen.
Schlussbericht zu IGF-16812N
33
Die besten Ergebnisse zum Laserstrukturierung ergeben sich durch Abtragen mit Subnano- und Pikosekunden Lasersystemen. Aufgrund der geringen Pulsdauer wiesen die abgetragenen Strukturen einen vernachlässigbaren thermischen Einfluss auf. Durch unterschiedliche elektrische Messungen konnte der Einfluss von der Parameter Pulsdauer untersucht werden. Dabei konnte gezeigt werden, dass Proben, die mit Subnanosekunden Laserstrahlung bearbeitet wurden eine schlechtere elektrische Funktionalität bei P2-Strukturierung aufweisen. Testmodule wurden ebenfalls zur Charakterisierung der laserstrukturierten Solarzelle hergestellt. Die ausgewerteten Ergebnisse weisen darauf hin, dass die laserstrukturierten Solarmodule eine vergleichbare Funktionalität in Bezug auf den Füllfaktor (FF) gegenüber herkömmlich hergestellten Solarmodulen haben und möglicherweise einen größeren Wirkungsgrad erlauben, da die resultierende Dead-Zone laserstrukturierter Module kleiner ist. Durch Anwendung eines diffraktiv optischen Elements (DOE) konnten weiter verbesserte Ergebnisse erzielt werden. Durch die mit verschiedenen Lasern durchgeführten Experimente ist zu erkennen, dass die Laserbearbeitung für die Serienverschaltung vielversprechende Vorteile gegenüber den mechanischen Verfahren bietet:
1. Große Prozessgeschwindigkeit: Für die P1-, P2- und P3-Strukurierung wurde eine Prozessgeschwindigkeit > 1,5 m/s gegenüber mechanischen Verfahren von aktuell 50 mm/s realisiert.
2. Reduzierung der „Dead Zone“: Die laserstrukturierten Spuren weisen eine Breite von 20 µm bis zu 60 µm auf. Die „Dead Zone“ kann somit von 1 mm auf 200 µm eingeschränkt werden.
Des Weiteren wurden in diesem Projekt alternative Schichten als Ersatz für Molybdän untersucht. Auf Grund der Kostenreduktion und gute elektrische und chemische Eigenschaften wurde Titan-Nitrid als potenzieller Kandidat ausgewählt. Dieses Material hat einen Widerstand (~20µΩcm), der 2.5 mal kleiner ist als der des reinen Titan (~54 µΩcm) und nur 4 mal höher als der Widerstand des Mo (5.3 µΩcm). Die optimalen Beschichtungsparameter für dieses Material für die Magnetron-Sputter-Beschichtung wurden bestimmt und TiN-Schichten hergestellt. Die strukturellen und elektrischen Eigenschaften dieser Schichten wurden mittels XRD, Hall-Messung, REM und AFM untersucht und zeigten, dass der elektrische Widerstand für dünne Schichte (58 µΩcm) nur 2.5 mal größer ist, wie der des „bulk“-Materials. Die Oberflächentopographie ist abweichend von den Mo-Schichten. Die Ergebnisse der Herstellung der CIGS-Schichten mittels reaktivem Magnetron-co-Sputtern und RTP-Prozess zeigte, dass die Oberflächentopographie einer der wichtigsten Parameter ist und deshalb der ganze CIGS-Beschichtungs-Prozess für das TiN-Material weiter optimiert werden muss. Die ersten Ergebnisse der Herstellung der CIGS-Solarzellen zeigen einen niedrigere Effizienz und einen niedrigeren Füllfaktor für TiN als Rückkontakt im Vergleich zu den Mo-Rückkontakten. Dieser Effekt kann direkt mit dem höheren Widerstand der TiN-Schichten verbunden werden. Wenn die gesputterten Schichten nicht auf den Mo-Rückkontakt optimiert werden und In-reicher sind, dann ist die Effizienz mit den TiN-Rückkontakten höher im Vergleich zu den Mo-Rückkontakten. Das zeigt die Richtung für die Optimierung der Absorber- Beschichtung auf. Als Alternative zu Mo- und TiN-Rückkontakten wurden auch Cu/TiN Tandem und Nb dotiertes Titan-Dioxide getestet. Die Cu/TiN Schichten verbinden die sehr gute elektrische Leitfähigkeit von Cu (~1.7 µΩcm) und die chemische Stabilität der TiN-Schichten. TiO2:Nb hat eine relativ gute elektrische Leihfähigkeit bei hoher Durchsichtigkeit, weshalb es auch als transparentes leitfähiges Oxid benutzt wird. Für beide Schichten ist die Effizienz unter 0.2%, was durch einen zu niedrigem Parallelwiderstand (Kurzschlüsse) verursacht wird: für den Cu/TiN-Rückkontakt ist der parallele Widerstand (RP) 100 mal niedriger als für den Mo-Rückkontakt, was durch die Sulfurisierung des Kupfers verursacht wird. Für den Nb-dotierten TiO2-Rückkontakt ist der Serien-Widerstand zu groß, was ein Problem der Schicht selbst ist.
Schlussbericht zu IGF-16812N
34
Die erste Labormodule, mit den Abmaßen 10x10cm2, wurden auch hergestellt und die verschiedenen Strukturierungsprozesse (mit Laser oder mechanisch) wurden analysiert. Als Ergebnis lässt sich festhalten, dass die Laserstrukturierung für größere Module auch homogen ist, aber eine Korrektur für die Schichtdicke angewendet werden muss.
10. Wirtschaftlicher Nutzen für KMU Die wirtschaftliche Betrachtung des im Projekt entwickelten Strukturierungsverfahrens wird den anwendenden Unternehmen als Basis zur Entscheidung für eine Substitution der vorhandenen konventionellen Strukturierungsmethode dienen. Die neu entwickelten Technologien werden zur Industrie transferiert, um anschließend erfolgreich in der Produktion eingesetzt werden zu können. Dies wird zu einer Kostensenkung pro Kilowattstunde Elektrizität, erzielt mit CIS-Dünnschichtmodulen, führen.
Die im Forschungsprojekt entwickelte Prozess- und Systemtechnik bildet die technische Basis für die Umsetzung des erforschten Strukturierungsverfahrens in der Industrie. Der industrielle Einsatz eines solchen Verfahren, ermöglicht herstellenden Firmen von Solarmodulen eine günstige und qualitativ hochwertige Bearbeitung ihrer Produkte. Durch die schon für andere Dünnschichtsolarmodulkonzepte nachgewiesene vorteilhafte Laserstrukturierung ist eine Umsetzung der Technologie höchst wahrscheinlich. Potenzielle Anwender dieser neuen Technologie sind KMUs, die Produktionsstätten zur automatisierten und wirtschaftlichen Herstellung von CIS-Dünnschichtsolarmodulen aufbauen oder optimieren möchten. Die zu entwickelnde Technologie ermöglicht den Endanwendern die Herstellung von qualitativ besseren Modulen mit höheren Wirkungsgraden, wodurch ein klarer Wettbewerbsvorteil entsteht. Im PA sind die unterschiedlichen Firmen aus der Prozesskette zur Herstellung von CIS-Solarmodule vertreten. Es gibt im PA einige KMUs, die Module herstellen, einen Lieferanten von schlüsselfertigen Produktionslinien und mehrere KMUs im Bereich des Anlagenbaus, der Lasertechnologie, der Beschichtungstechnologie usw.. Dementsprechend ist der Nutzen des Projektes sehr groß, da die unterschiedlichen Firmen eng zusammenarbeiten werden, beispielsweise dienen KMU-Anlagenbauer als Zulieferer für Anbieter von Turn-Key-Systemen.
Die in diesem Forschungsprojekt entwickelten alternativen Materialen für Rückkontakte, können aus technischen Gründen nur nach einer Optimierung des Beschichtungsprozesses in die Industrie übertragen werden. Die gewählten alternativen Materialien erfordern keinen komplizierten Umbau der Produktionslinien, sondern nur weitere Untersuchungen zur Optimierung der CIGS(e)-Absorber-Abscheidung
11. Innovativer Beitrag der Ergebnisse zu Industriellen Anwendungsgebieten Die wichtigste Innovation dieses Projektes ist die Kombination der Entwicklung einer neuen Strukturierungstechnologie mittels Laserstrahlung und die Anwendung neuer Kontaktschichten für die CIGS(e)-Module. Die alternativen Kontaktschichten sollen kostengünstiger sein, als das bisher benutzte Molybdän.
Das Ziel ist, eine wirtschaftlichere Massenproduktion neuer Dünnschichtsolarmodule voran zu treiben. Die neue Strukturierungstechnologie führt zu einer besseren Qualität, höheren Bearbeitungsgeschwindigkeit und einer besseren Reproduzierbarkeit im Vergleich mit der zurzeit gängigen Methode des mechanischen Ritzens. Das Vorhaben ist von entscheidender Bedeutung, um die technische und wirtschaftliche Machbarkeit der Laserstrukturierung für CIS-Module umzusetzen. Eine der Stärken der Dünnschichtmodule besteht darin, dass sie nicht auf ein starres Substrat, wie Glas angewiesen sind. Dementsprechend sind die Anwendungen der CIS-Technologie vielfältiger als von den herkömmlichen Siliziumwafern basierten Solarmodulen und es gibt viele neue
Schlussbericht zu IGF-16812N
35
Anwendungsmöglichkeiten. Dabei können leichte und aufrollbare Solarmodule netzentkoppelt eingesetzt werden. Leichte und flexible Solarmodule sind gut mit Textilien, wie z.B. Kleidungstücken oder Zelten zu kombinieren. In der Raumfahrt, Luftfahrt und Automobilbau sind viele Anwendungen denkbar, für die ein geringes Gewicht erforderlich ist und die Oberflächen leicht oder stark gekrümmt sind und dementsprechend flexible Solarmodule notwendig sind. Die Gebäudeintegration von CIS-Modulen auf Glassubstraten oder flexiblen Substraten ermöglichen eine Gewichtsreduzierung im Vergleich zu kristallinen Solarmodulen. Die CIS-Technologie hat viele Vorteile. Um die technologischen Vorteile auch langfristig in einem erfolgreichen Produkt am Markt zu etablieren, sind auch wirtschaftliche Vorteile nachzuweisen. Dazu ist eine Weiterentwicklung der Produktionstechnologie hinsichtlich maximaler Modulqualität und minimaler Herstellungskosten notwendig. Dieses Projekt liefert einen signifikanten Beitrag dazu.
12. Plan zum Ergebnistransfer in die Wirtschaft
Maßnahme Ziel Rahmen Datum/Zeitraum
Präsentation und Diskussion die Forschungsergebnisse im PA
Austausch Ergebnisse, schnelle Rücksprache hinsichtlich Industriepraxis
Treffen mit PA Statusbericht Treffen mit PA Treffen mit PA
31.03.2011 im LZH Geschickt an alle PA am 19.12.2011 25.06.2012 im HZB 07.05.2013 im LZH
Darstellung Messe Kontaktieren potenziell interessierter Unternehmen außerhalb des PA
Lasermesse 2011
Glasstec/Solarpeq 2012
23-26 Mai 2011
23-26 September 2012
Wissenschaftliche Publikationen
Internationale Verfügbarkeit der Projektergebnisse für Interessenten im Forschungsbereich
7th
International Conference on Photonics Technology LANE
International Photonics and OptoElectronics Meetings MP3-POEM
13th
International Conference on Plasma Surface Enginneering (PSE)
Thin Solid Films
12-15 November 2012
1-2 November 2012
10-14 September 2012
Geplant Ende 2013
Vorträge Workshops Austausch Ergebnisse und Kontaktieren interessierter Unternehmen außerhalb des PA
Workshop „Reactive Sputter Deposition“ in Ghent, Belgien
13-14 Dezember 2012
Darstellung der Projektergebnisse in Arbeitskreise, Fach- und Branchenverbände, Seminare und Branchenspezifischen Veranstaltungen
Präsentieren der Ergebnisse und Austausch der Erfahrungen mit Unternehmen und Forschungsgruppen
Photonics Forum- EUPVSEC 2012
27 September 2012
Poster mit Projektergebnisse Austausch Ergebnisse und Kontaktieren interessierter Unternehmen außerhalb des PA
EFDS-Poster 13 September 2013
Bericht mit Projektergebnisse Austausch Ergebnisse und Kontaktieren interessierter Unternehmen außerhalb des PA
AIF Schlussbericht 13 September 2013

Schlussbericht zu IGF-16812N
36
Übernahme der Ergebnisse im Schulungsprogramm zur Laserbearbeitung in der Photovoltaik in Zusammenarbeit mit der LZH Laser Akademie GmbH
Fortbildung Mitarbeiter von Unternehmen
Schulungsangebot der Laser Akademie
9 Mai 2011 und 6. Oktober 2011
Studien- und Diplomarbeiten zur Problematik des Forschungsvorhabens
Kennenlernen und Vermitteln von wissenschaftlichen Erkenntnissen und Methoden, Heranführen von Studierenden an selbständiges wissenschaftliches Arbeiten
MA in Optischen Techno-logien, Yijing Zheng (Leibniz Universität Hannover)
BA in Physikalische – Technik (FH Münster)
26 Oktober 2012
20 September 2013
Beratung von Unternehmen Unterstützen und Beratung von Firmen die Lasertechnologie einsetzten möchten.
Anfragen von und Gespräche mit der Industrie, zunächst über PBA
Nach Anfang des Projektes bis nach Projektende
13. Veröffentlichungen im Rahmen des Vorhabens - Wissenschaftliche Publikationen:
Laser-Surface-Treatment for Photovoltaic Applications. Alexander Horn, Cay-Christian Kalmbach, Javier González Moreno, Viktor Schütz, Uwe Stute and Ludger Overmeyer. Proceedings LANE 2012 709-716 Laser Processing in Photovoltaics – State of the Art and Future Perspectives. Alexander Horn, Cay-Christian Kalmbach, Javier González Moreno, Viktor Schütz and Uwe Stute. Proceedings MP3-POEM 2012 Structural and Electronic Properties of TiNx Films Prepared by Reactive Magnetron Sputtering. Darius A. Zajac, Klaus Ellmer, im Vorbereitung für Thin Solid Films.
- Vorträge: Efficiency and productivity increase of solar-cells and -modules by innovative laser approaches. Photonics forum EUPVSEC 2012 Laser Processing in Photovoltaics – State of the Art and Future Perspectives. MP3-POEM 2012 Laser-Surface-Treatment for Photovoltaic Applications. LANE 2012
- Studien- und Diplomarbeiten zur Problematik des Forschungsvorhabens: Masterarbeit in Optischen Technologien (Leibniz Universität Hannover): Entwicklung von Laserprozessen zur Strukturierung von CIGS-Dünnschicht-Solarzellen. Yijing Zheng Bachelorarbeit in Physikalische Technik (Fachhochschule Münster). Auswertung der elektrischen Funktionalität von der Laserstrukturierung zur seriellen Verschaltung von CIGS Solarmodulen. Artur Semke

Schlussbericht zu IGF-16812N
37
14. Durchführende Forschungsstellen Laser Zentrum Hannover e.V. Hollerithallee 8 30419 Hannover Leiter der Forschungsstelle (Geschäftsführender Vorstand) Dr. rer. nat. D. Kracht Dipl.-Verw. (FH) K. Ulbrich Projektleiter: Dr. O. Suttmann Projektbearbeiter: M.Eng. Javier González Moreno
Ort, Datum Dr. O. Suttmann Helmholtz-Zentrum Berlin für Materialien und Energie GmbH Hahn-Meitner-Platz 1 14109 Berlin Leiterin der Forschungsstelle Prof. Dr. Anke Kaysser-Pyzalla Projektleiter: Dr. K. Ellmer Projektbearbeiter: Dr. Dariusz A. Zajac
Ort, Datum Dr. K. Ellmer
Schlussbericht zu IGF-16812N
38
15. Symbole Symbol Beschreibung Einheit ISC Kurzschlussstrom [A] UT Temperaturspannung [V] UOC Leerlaufspannung [V] Is Sättigungsstrom [A] Iph Photostrom [A] λ Wellenlänge [nm] fb=df Fokusdurchmesser [µm] tp Pulsdauer [ns, ps, fs] Ep Pulsenergie [mJ] Hp Fluenz/ Pulsleistungsdichte [J/cm²] f Repetitionsrate [kHz] df Fokusdurchmesser [µm] v Vorschubgeschwindigkeit [mm/s] Op Pulsüberlappung [%] U Spannung [V] I Strom [A] R Kontaktwiderstand [Ω/mm] RP Parallel-Widerstand [Ω/cm2] RS Serien-Widerstand [Ω/cm2] d Spurbreite [µm] FF Füllfaktor [%] WEZ Wärmeeinflusszone [µm] REM Rasterelektronenmikroskopie AFM Rasterkraftmikroskop (Atomic Force Microscopy) XRD Röntgendiffraktion LM Lichtmikroskopie DOE Diffraktives optisches Element CIGS Cu(In, Ga)S2
CIGSe Cu(In, Ga)Se2 CIGS(e) Cu(In, Ga)S(e)2 TiN Titan-Nitrid Cu Kupfer TiO2:Nb Niob dotiertes Titan-Dioxid Mo Molybdän

Schlussbericht zu IGF-16812N
39
16. Literaturverzeichnis
[1] Global market outlook for photovoltaics 2013-2017 European Photovoltaic Industry Association, 2013
[2] Green, M.A.; Emery, K.; Hishikawa, Y. & Warta, W. Solar cell efficiency tables (version 37) Progress in Photovoltaics: Research and Applications, 2011, 19, 84-92
[3] Repins, I.; Contreras, M.; Egaas, B.; DeHart, C.; Scharf, J.; Perkins, C.; To, B. & Noufi, R.Short Communication: Accelerated Publication 19.9%efficient ZnO/CdS/CuInGaSe2 solar cell with 81.2% fill factor. Progress in Photovoltaics: Research and Applications, John Wiley & Sons, 2008, 16, 235-239
[4] Powalla, M.; Dimmler, B.; Schaeffler, R.; Voorwinden, G.; Stein, U.; Mohring, H.; Kessler, F. & Hariskos, D. CIGS Solar modules: progress in pilot production, new developments and applications Proceedings of the 19th European Photovoltaic Solar Energy Conference, 2004, 1663
[5] Haas, S.; Gordijn, A. & Stiebig, H. High speed laser processing for monolithical series connection of silicon thin-film modules. Progress in Photovoltaics: Research and Applications, John Wiley & Sons, 2008, 16, 195-203
[6] Klaer, J., R. Klenk, et al. "Progress in the Development of CuInS2 Based Mini-Modules." Thin Solid Films 515: 5929-5933, 2007
[7] Powalla, M., M. Cemernjak, et al. (2006). "Large-Area CIGS modules: Pilot Line Production and New Developments." Solar Energy Mat. Solar Cells 90: 3158-3164, 2006
[8] Orgassa, K.; Schock, H. & Werner, J. Alternative back contact materials for thin film Cu (In, Ga) Se2 solar cells Thin Solid Films, Elsevier, 2003, 431, 387-391
[9] Malmström, J.; Schleussner, S. & Stolt, L. Enhanced back reflectance and quantum efficiency in Cu (In, Ga) Se thin film solar cells with a ZrN back reflector Applied Physics Letters, 2004, 85, 2634
[10] Schleussner, S.; Kubart, T.; Törndahl, T. & Edoff, M. Reactively sputtered ZrN for application as reflecting back contact in Cu (In, Ga) Se2 solar cells Thin Solid Films, Elsevier, 2009, 517, 5548-5552
[11] Guo, S.; Shafarman, W. & Delahoy, A. TiN and TiO: Nb thin film preparation using hollow cathode sputtering with application to solar cells Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films, 2006, 24, 1524
[12] Kamikawa-Shimizu, Y., S. Shimada, et al.. Study On Alternative Mo Back Contact Materials For Cigs Solar Cells 24th European Photovoltaic Solar Energy Conference, 21st to 25th September 2009, Hamburg, Germany
[13] Ruthe, D.; Zimmer, K. & Höche, T.Etching of CuInSe2 thin films—comparison of femtosecond and picosecond laser ablation Applied Surface Science, Elsevier, 2005, 247, 447-452
[14] Hermann, J.; Benfarah, M.; Coustillier, G.; Bruneau, S.; Axente, E.; Guillemoles, J.; Sentis, M.; Alloncle, P. & Itina, T. Selective ablation of thin films with short and ultrashort laser pulses Applied Surface Science, Elsevier, 2006, 252, 4814-4818
[15] Westin, P.; Schmidt, S.; Hüske, M. & Edoff, M. Influence of spacial and temporal laser beam characteristics on thin-film ablation Proceedings 24th EUPVSEC, 2009
[16] Huber, H.; Englmaier, M.; Hellwig, C.; Heise, G.; Kemnitzer, M.; Kuznicki, T.; Menhard, C.; Brenning, R.; Heiss, A.; Vogt, H. & J., P. Picosecond lase structuring for the monolithic serial interconnection of CIS solar cells Proceedings 24th EUPVSEC, 2009

Schlussbericht zu IGF-16812N
40
[17] Mientus, R. and K. Ellmer (1999). "Reactive DC Sputtering of Elemental Targets in Ar/N2-Mixtures: Relation between the Discharge Characteristics and the Heat of Formation of the Corresponding Nitrides." Surf. Coat. Techn. 116-119: 1093-1101, 1999.
[18] Hinze, J. and K. Ellmer (2000). "In situ Measurement of Mechanical Stress in Thin Polycrystalline Zinc Oxide Films Prepared by Magnetron Sputtering." J. Appl. Phys. 88(5): 2443-2450, 2000.
[19] Unold, T., I. Sieber, et al. (2006). "Efficient CuInS2 Solar Cells Prepared by Reactive Magnetron Sputtering." Appl. Phys. Lett. 88: 213502-1...3, 2006
[20] Koslowski, U., K. Ellmer, et al. (2006). "Structural, Electrical, Optical and Photoelectrochemical Properties of Thin Titaniumoxinitride Films (TiO2-2xNx with 0 ≤ x ≤ 1)." J. Vac. Sci. Techn. A 24(6): 2199-2205, 2006
[21] Ellmer, K. and A. Klein ZnO and its Applications. Transparent Conductive Zinc Oxide: Basics and Application in Thin Film Solar Cells. K. Ellmer, A. Klein and B. Rech. Berlin, Springer: 32, 2008.
[22] Ellmer, K.. Magnetron Discharges for Thin Film Deposition. Low Temperature Plasmas. Fundamentals, Technologies and Techniques R. Hippler, H. Kersten, M. Schmidt and K. H. Schoenbach. Berlin, Wiley-VCH. 2: 675-715, 2008
[23] Furubayashi, Y., T. Hitosugi, et al. (2005). "A Transparent Metal: Nb-Doped Anatase TiO2 " Appl. Phys. Lett. 86: 252101-1...3, 2005
[24] Green, M. Estimates of Te and In prices from direct mining of known ores Progress in Photovoltaics: Research and Applications, John Wiley & Sons, 2009, 17, 347-359
[25] Per-Oskar Westion. By means of beams, laser patterning and stability in CIGS thin film photovoltaics. Uppsala University, 2011
[26] Uwe Petzold. Laserstrahlformung laser-ablation behaviour of thin-film materials used in silicon and cigse based solar cells mittels diffraktiver optischer Elemente. Technische Universität Darmstadt, September 2009
[27] G.T. Meaden, “Electrical Resisistance of Metals” 1965, London: Heywood Books
[28] John H. Scofield, A. Duda, D. Albin, B.l. Ballard, P.K. Predecki, “Sputtered molzbdenum bilayer back contact for copper indium diselenide-based polycrystalline thin-film solar cells” Thin Solid Films 260, 26-31, (1995)
[29] Y. Furubayashi, et al., “A transparent metal: Nb-doped anatase TiO2”, App. Phys. Lett. 86, 252101