Embed Size (px)
Citation preview
Merkblatt 110
Schnittflächenschutz und kathodische Schutzwirkung von oberflächenveredeltem Stahlfeinblech
Stahl-Informations-Zentrum

2
Um den Außenauftritt der Verbandsorgani-sationen der Stahlindustrie in Deutschland füralle Zielgruppen einheitlicher zu gestalten unddie Aktivitäten in den Bereichen Informationund Kommunikation zusammenzuführen, hatsich das Stahl-Informations-Zentrum zu Beginn2014 in die Wirtschaftsvereinigung Stahl inte-griert. Die bekannten Leistungen, insbesonderedie firmenneutralen sowie markt- und anwender-orientierten Informationen über Verarbeitungund Einsatz des Werkstoffs, werden innerhalbder Organisation weitergeführt.
Verschiedene Schriftenreihen bieten ein brei-tes Spektrum praxis naher Hinweise für Planer,Konstrukteure und Verarbeiter von Stahl. Sie fin-den auch Anwendung in Ausbildung und Lehre.
Vortragsveranstaltungen bieten ein Forumfür Erfahrungsberichte aus der Praxis. Die The-men reichen von Konstruktion über Anwen-dung und Verarbeitung bis hin zur Ökologie.
Messen und Ausstellungen dienen derPräsentation spezifischer Leistungsmerkmalevon Stahl. Neue Werkstoffentwicklungen sowieinnovative, zukunftsweisende Stahlanwendun-gen werden exemplarisch dargestellt.
Bei Anfragen vermitteln wir auch als in -dividuellen Service Kontakte zu Instituten, Fach-verbänden und Spezialisten aus Forschung undIndustrie.
Die Pressearbeit richtet sich in erster Liniean Fachmedien und informiert kontinuierlichüber neue Werkstoffentwicklungen und -an-wendungen.
Marketing-Aktivitäten dienen der Förde-rung des Stahleinsatzes in verschiedenen Märk-ten, beispielsweise im Automobilbau sowie imIndustrie- und Wirtschaftsbau.
Der Newsletter informiert Abonnenten perE-Mail über Neuerscheinungen, Veranstaltungenund Wissenswertes.
Seit 1989 zeichnet die Organisation be-sonders innovative Anwendungen mit demStahl-Innovationspreis aus. Der Wettbewerbdient dazu, Innovationen aus Stahl zu fördernund die Qualitäten des Werkstoffs einer breite-ren Öffentlichkeit ins Bewusstsein zu bringen.Er ist einer der bedeutendsten Wettbewerbeseiner Art und wird alle drei Jahre ausgelobt.
Die Internet-Präsentation unter derAdresse www.stahl-online.de informiert überaktuelle Themen und Veranstaltungen und bie-tet u. a. einen Überblick über Veröffentlichun-gen. Zahlreiche Publikationen sind als PDF-Files abrufbar, Schriftenbestellungen sind onlinemöglich.
InhaltSeite
1 Einführung ............................................ 32 Produkte ................................................. 32.1 Metallisch veredelte Produkte ................. 32.2 Organisch bandbeschichtete Produkte .... 53 Schnittflächen ....................................... 53.1 Definition von Schnittflächen ................. 53.2 Schnittflächen aus Scherprozessen ......... 63.3 Wirkung auf Oberflächenveredelung ...... 64 Korrosionsverhalten von
kathodisch wirksamen metallischen Überzügen .............................................. 7
4.1 Kathodische Schutzwirkung(Schnittflächenschutz) ............................. 8
4.2 Barriereschutzwirkung ............................ 94.3 Lackunterwanderung bei organisch
beschichtetem Feinblech ......................... 105 Anwendungsbeispiele ..........................115.1 Schutzplankenholme aus
bandverzinktem Stahl .............................. 115.2 Fassadenelemente aus organisch
bandbeschichteten Sandwichprofilen ..... 125.3 Auslagerung in Industrieatmosphäre ....... 125.4 Auslagerung unter extremer
Korrosionsbelastung ................................ 136 Normen und Regelwerke .....................147 Weiterführendes Schrifttum............... 14
Merkblatt 110
Titelbild:Schema und mikroskopische Darstellung derAbscherung einer metallischen Veredelung ander Schnittfläche.
3
Schnittflächenschutz und kathodische Schutzwirkung
1 Einführung
Oberflächenveredeltes Feinblech aus Stahlwird in vielen Bereichen eingesetzt. Es findet u.a. für Fassaden- und Dachelemente, in Auto-mobilkarosserien, in Schaltschränken oder alsGehäuse in Hausgeräten Verwendung. Durchseine industrielle Fertigung ist es besonderswirtschaftlich und von gleichbleibend hoherQualität.
Den großen Markterfolg haben die ober -flächenveredelten Produkte durch ihren Korro-sionsschutz erzielt. Die hervorragenden mecha-nischen Eigenschaften von Stahl werden durchden werksseitigen Korrosionsschutz dauerhafterhalten.
Dabei spielen sowohl metallische Überzügeals auch organische Beschichtungen sowie dieKombination aus beiden eine wichtige Rolle.
Oberflächenveredeltes Feinblech wird vonder Stahlindustrie in Form von Band (Coils) oderBlech geliefert. Der Verarbeiter fertigt darausdie Endprodukte. Die Bänder und Bleche wer-den hierzu gespalten, geschnitten, umgeformtoder gefügt. Dabei entstehen Schnittflächen, andenen der Grundwerkstoff Stahl freigelegt wird.Im Folgenden wird auf das Korrosionsverhaltenin diesen Bereichen von metallisch veredelten,sowie von organisch bandbeschichteten Fein-blechen eingegangen. Außerdem werden dieVor- und Nachteile der Produkte im Hinblick auf die kathodische Schutzwirkung und denBarriereschutz erläutert.
2 Produkte
2.1 Metallisch veredelte Produkte
Die metallischen Überzüge aus verschiede-nen Zinklegierungen werden bereits beim Stahl-hersteller im kontinuierlichen Verfahren aufdem Grundwerkstoff Stahl aufgebracht. Dies ge-schieht nach entsprechender Vorbereitung desBandes entweder im Schmelztauchverfahrenoder durch elektrolytische Abscheidung. NähereInformationen enthalten die Schriften CM 092„Elektrolytisch verzinktes Band und Blech“ undCM 095 „Schmelztauchveredeltes Band undBlech“, siehe Abschnitt 7.
2.1.1 Schmelztauchveredeltes Feinblech
Für Schmelztauchüberzüge ist charakter -istisch, dass sie als Gussstruktur erstarren. Bei
diesen Überzügen wird die Auflagenmasse alsFlächengewicht in g/m2 beidseitig angegeben,z. B. Z275.
Das schmelztauchveredelte Band wird in derRegel zur Verbesserung der Oberfläche (gleich-mäßiges Erscheinungsbild) und Planlage nach-gewalzt und streckbiegegerichtet. Zum Zweckdes temporären Korrosionsschutzes wird esüblicherweise zusätzlich chemisch passiviertund/oder geölt bzw. versiegelt.
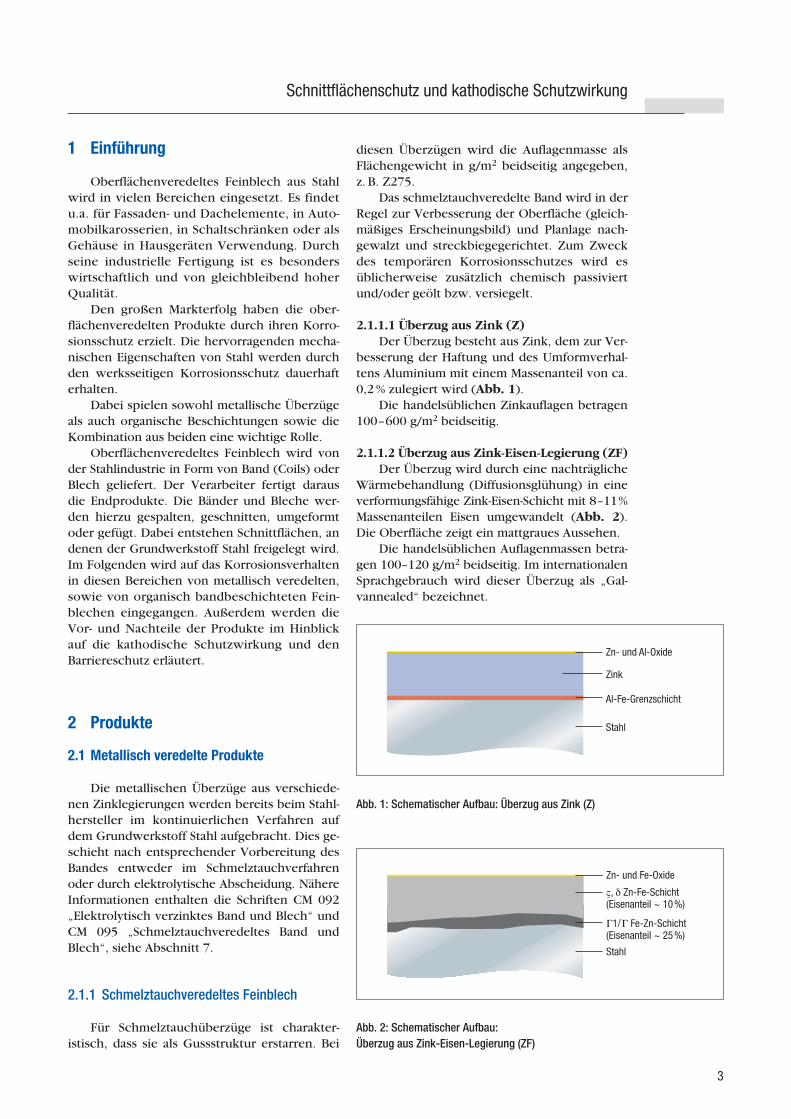
2.1.1.1 Überzug aus Zink (Z)Der Überzug besteht aus Zink, dem zur Ver-
besserung der Haftung und des Umformverhal-tens Aluminium mit einem Massenanteil von ca.0,2% zulegiert wird (Abb. 1).
Die handelsüblichen Zinkauflagen betragen100–600 g/m2 beidseitig.
2.1.1.2 Überzug aus Zink-Eisen-Legierung (ZF)Der Überzug wird durch eine nachträgliche
Wärmebehandlung (Diffusionsglühung) in eineverformungsfähige Zink-Eisen-Schicht mit 8–11%Massenanteilen Eisen umgewandelt (Abb. 2).Die Ober fläche zeigt ein mattgraues Aus sehen.
Die handelsüblichen Auflagenmassen betra-gen 100–120 g/m2 beidseitig. Im internationalenSprachgebrauch wird dieser Überzug als „Gal-vannealed“ bezeichnet.
Zn- und Al-Oxide
Zink
Al-Fe-Grenzschicht
Stahl
Abb. 1: Schematischer Aufbau: Überzug aus Zink (Z)
Zn- und Fe-Oxide
Γ1/ Γ Fe-Zn-Schicht(Eisenanteil ~ 25 %)
Stahl
ς, δ Zn-Fe-Schicht(Eisenanteil ~ 10 %)
Abb. 2: Schematischer Aufbau: Überzug aus Zink-Eisen-Legierung (ZF)
4
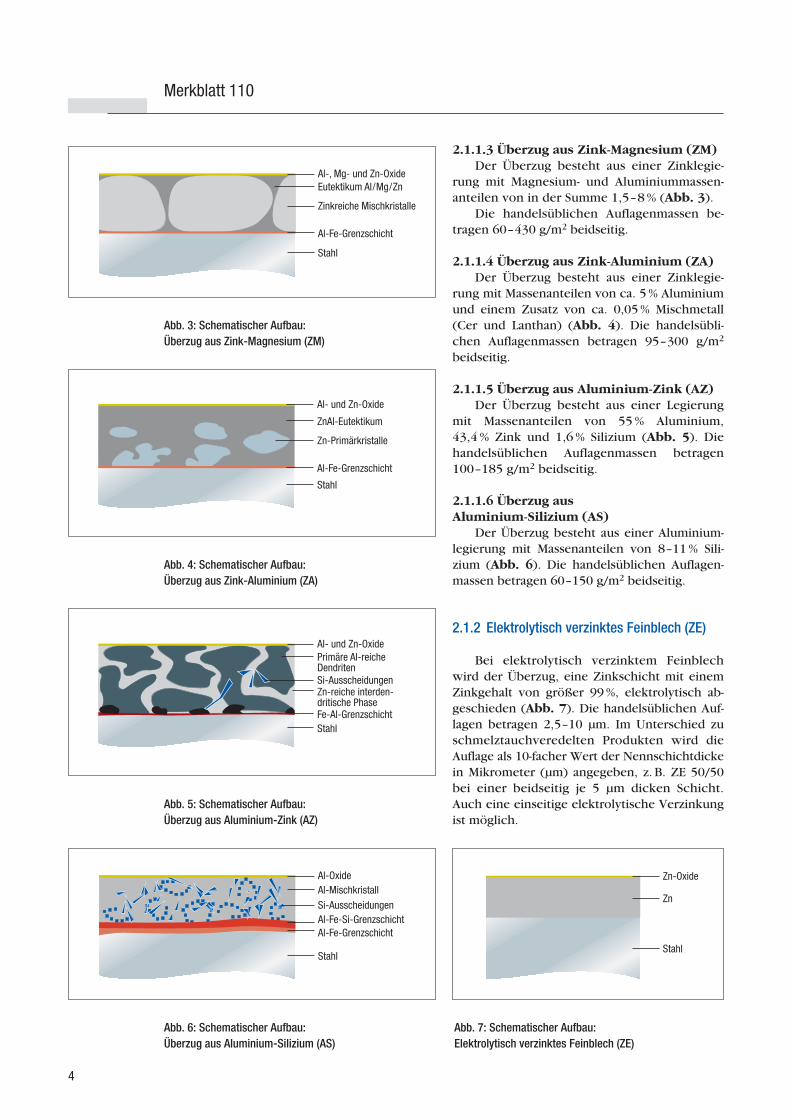
2.1.1.3 Überzug aus Zink-Magnesium (ZM)Der Überzug besteht aus einer Zinklegie-
rung mit Magnesium- und Aluminiummassen -anteilen von in der Summe 1,5–8% (Abb. 3).
Die handelsüblichen Auflagenmassen be-tragen 60–430 g/m2 beidseitig.
2.1.1.4 Überzug aus Zink-Aluminium (ZA) Der Überzug besteht aus einer Zinklegie-
rung mit Massenanteilen von ca. 5% Aluminiumund einem Zusatz von ca. 0,05% Mischmetall(Cer und Lanthan) (Abb. 4). Die handelsübli -chen Auflagenmassen betragen 95–300 g/m2
beidseitig.
2.1.1.5 Überzug aus Aluminium-Zink (AZ)Der Überzug besteht aus einer Legierung
mit Massenanteilen von 55% Aluminium, 43,4% Zink und 1,6% Silizium (Abb. 5). Diehandelsüblichen Auflagenmassen betragen100–185 g/m2 beidseitig.
2.1.1.6 Überzug aus Aluminium-Silizium (AS)
Der Überzug besteht aus einer Aluminium-legierung mit Massenanteilen von 8–11% Sili-zium (Abb. 6). Die handelsüblichen Auflagen-massen betragen 60–150 g/m2 beidseitig.
2.1.2 Elektrolytisch verzinktes Feinblech (ZE)
Bei elektrolytisch verzinktem Feinblechwird der Überzug, eine Zinkschicht mit einemZinkgehalt von größer 99%, elektrolytisch ab-geschieden (Abb. 7). Die handelsüblichen Auf-lagen betragen 2,5–10 µm. Im Unterschied zuschmelztauchveredelten Produkten wird dieAuflage als 10-facher Wert der Nennschichtdickein Mikrometer (µm) angegeben, z. B. ZE 50/50bei einer beidseitig je 5 µm dicken Schicht.Auch eine einseitige elektrolytische Verzinkungist möglich.
Merkblatt 110
Al-, Mg- und Zn-OxideEutektikum Al / Mg / Zn
Zinkreiche Mischkristalle
Al-Fe-Grenzschicht
Stahl
Abb. 3: Schematischer Aufbau: Überzug aus Zink-Magnesium (ZM)
Al- und Zn-Oxide
ZnAl-Eutektikum
Zn-Primärkristalle
Al-Fe-Grenzschicht
Stahl
Abb. 4: Schematischer Aufbau: Überzug aus Zink-Aluminium (ZA)
Al- und Zn-OxidePrimäre Al-reicheDendritenSi-Ausscheidungen
Fe-Al-GrenzschichtStahl
Zn-reiche interden-dritische Phase
Abb. 5: Schematischer Aufbau: Überzug aus Aluminium-Zink (AZ)
Al-OxideAl-MischkristallSi-Ausscheidungen
Al-Fe-Grenzschicht
Stahl
Al-Fe-Si-Grenzschicht
Abb. 6: Schematischer Aufbau: Überzug aus Aluminium-Silizium (AS)
Zn-Oxide
Zn
Stahl
Abb. 7: Schematischer Aufbau: Elektrolytisch verzinktes Feinblech (ZE)
5
Schnittflächenschutz und kathodische Schutzwirkung
2.2 Organisch bandbeschichtete Produkte
Ein umfangreicher Teil des schmelztauch-veredelten Feinblechs wird herstellerseitig zu-sätzlich mit organischen Stoffen beschichtet. Es wird hierzu in kontinuierlich arbeitendenAnlagen zunächst gereinigt, chemisch vor -behandelt und anschließend mit Lacken oderFolien ein- oder beidseitig bandbeschichtet.
Je nach Einsatzzweck wird auch elektroly-tisch verzinktes Feinblech organisch bandbe-schichtet. Zum Schutz bei der weiteren Ver -arbeitung können zusätzlich Schutzfolien auf -gebracht werden, die nach der Verarbeitung abgezogen werden.
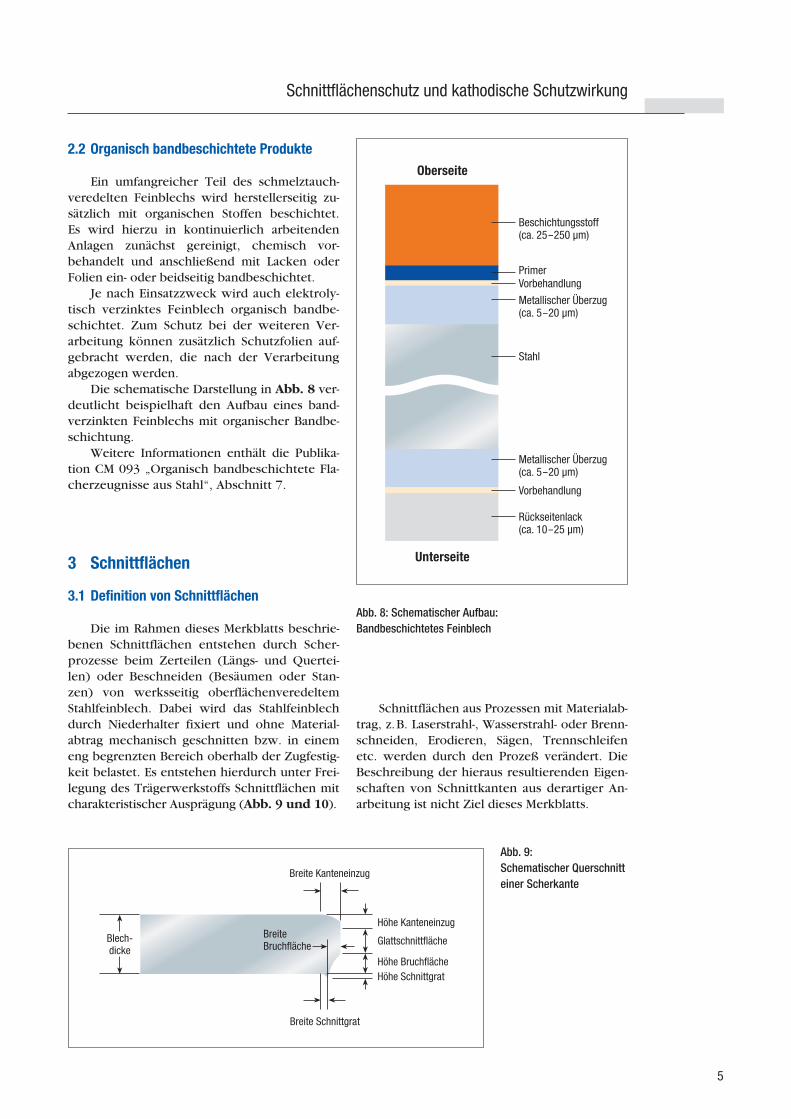
Die schematische Darstellung in Abb. 8 ver-deutlicht beispielhaft den Aufbau eines band-verzinkten Feinblechs mit organischer Bandbe-schichtung.
Weitere Informationen enthält die Publika-tion CM 093 „Organisch bandbeschichtete Fla-cherzeugnisse aus Stahl“, Abschnitt 7.
3 Schnittflächen
3.1 Definition von Schnittflächen
Die im Rahmen dieses Merkblatts beschrie-benen Schnittflächen entstehen durch Scher-prozesse beim Zerteilen (Längs- und Quertei-len) oder Beschneiden (Besäumen oder Stan-zen) von werksseitig oberflächenveredeltemStahlfeinblech. Dabei wird das Stahlfeinblechdurch Niederhalter fixiert und ohne Material -abtrag mechanisch geschnitten bzw. in einemeng begrenzten Bereich oberhalb der Zugfestig-keit belastet. Es entstehen hierdurch unter Frei-legung des Trägerwerkstoffs Schnittflächen mitcharakteristischer Ausprägung (Abb. 9 und 10).
Schnittflächen aus Prozessen mit Materialab-trag, z.B. Laserstrahl-, Wasserstrahl- oder Brenn-schneiden, Erodieren, Sägen, Trennschleifenetc. werden durch den Prozeß verändert. DieBeschreibung der hieraus resultierenden Eigen-schaften von Schnittkanten aus derartiger An -arbeitung ist nicht Ziel dieses Merkblatts.
Abb. 8: Schematischer Aufbau: Bandbeschichtetes Feinblech
Rückseitenlack (ca. 10–25 µm)
Vorbehandlung
Metallischer Überzug (ca. 5–20 µm)
Stahl
Metallischer Überzug (ca. 5–20 µm)
VorbehandlungPrimer
Beschichtungsstoff (ca. 25–250 µm)
Unterseite
Oberseite
Breite Schnittgrat
Breite Kanteneinzug
Breite Bruchfläche
Blech-dicke
Höhe Kanteneinzug
Glattschnittfläche
Höhe SchnittgratHöhe Bruchfläche
Abb. 9: Schematischer Querschnitteiner Scherkante
6
3.2 Schnittflächen aus Scherprozessen
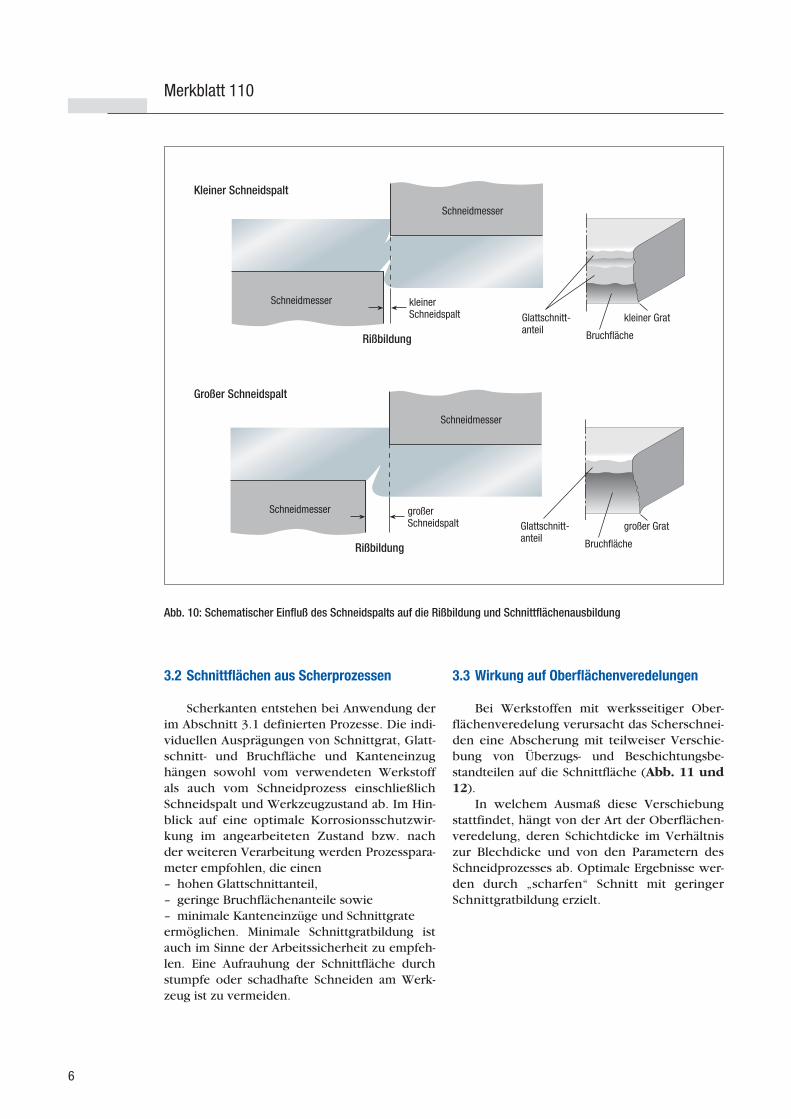
Scherkanten entstehen bei Anwendung derim Abschnitt 3.1 definierten Prozesse. Die indi -viduellen Ausprägungen von Schnittgrat, Glatt-schnitt- und Bruchfläche und Kanteneinzughängen sowohl vom verwendeten Werkstoffals auch vom Schneidprozess einschließlichSchneidspalt und Werkzeugzustand ab. Im Hin-blick auf eine optimale Korrosionsschutzwir-kung im angearbeiteten Zustand bzw. nach der weiteren Verarbeitung werden Prozesspara-meter empfohlen, die einen – hohen Glattschnittanteil, – geringe Bruchflächenanteile sowie – minimale Kanteneinzüge und Schnittgrate ermöglichen. Minimale Schnittgratbildung istauch im Sinne der Arbeitssicherheit zu empfeh-len. Eine Aufrauhung der Schnittfläche durchstumpfe oder schadhafte Schneiden am Werk-zeug ist zu vermeiden.
3.3 Wirkung auf Oberflächenveredelungen
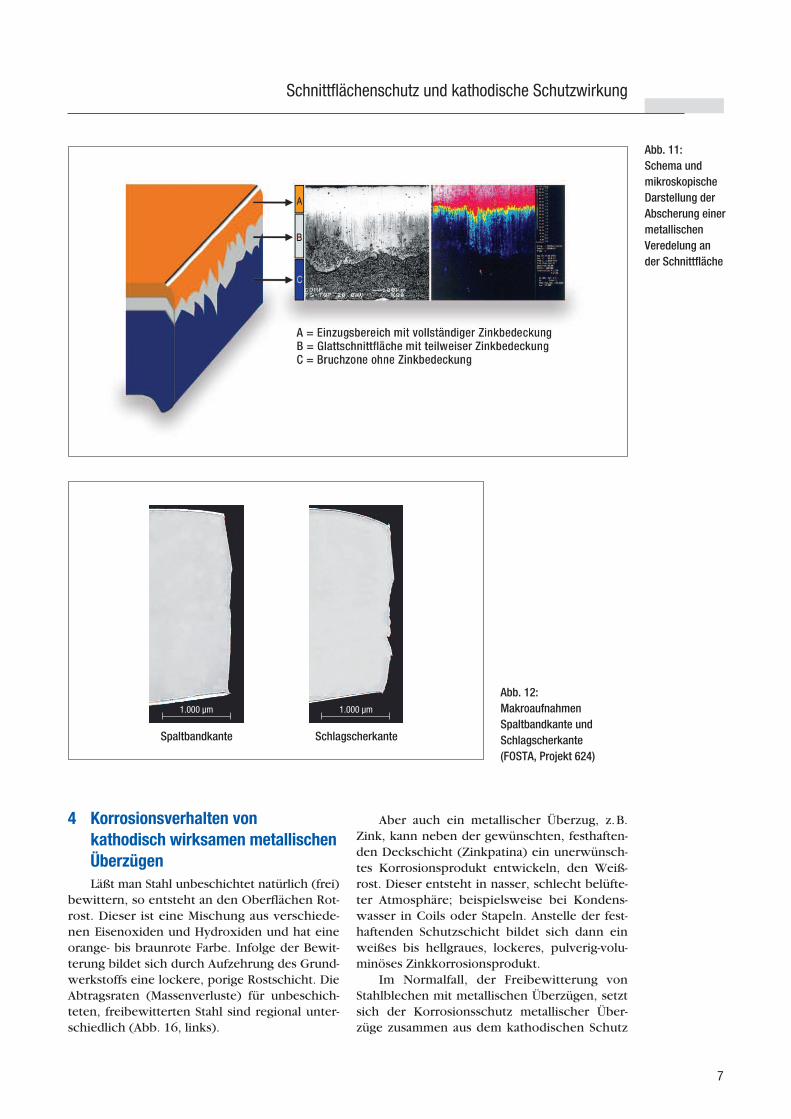
Bei Werkstoffen mit werksseitiger Ober -flächenveredelung verursacht das Scherschnei-den eine Abscherung mit teilweiser Verschie-bung von Überzugs- und Beschichtungsbe-standteilen auf die Schnittfläche (Abb. 11 und12).
In welchem Ausmaß diese Verschiebungstattfindet, hängt von der Art der Oberflächen-veredelung, deren Schichtdicke im Verhältniszur Blechdicke und von den Parametern desSchneidprozesses ab. Optimale Ergebnisse wer-den durch „scharfen“ Schnitt mit geringerSchnittgratbildung erzielt.
Merkblatt 110
Rißbildung
kleiner Schneidspalt
Schneidmesser
Schneidmesser
Bruchfläche
kleiner GratGlattschnitt-anteil
Rißbildung
großer Schneidspalt
Schneidmesser
Schneidmesser
Bruchfläche
großer GratGlattschnitt-anteil
Abb. 10: Schematischer Einfluß des Schneidspalts auf die Rißbildung und Schnittflächenausbildung
Kleiner Schneidspalt
Großer Schneidspalt
7
Schnittflächenschutz und kathodische Schutzwirkung
4 Korrosionsverhalten von kathodisch wirksamen metallischenÜberzügenLäßt man Stahl unbeschichtet natürlich (frei)
bewittern, so entsteht an den Oberflächen Rot -rost. Dieser ist eine Mischung aus verschiede-nen Eisenoxiden und Hydroxiden und hat eineorange- bis braunrote Farbe. Infolge der Bewit-terung bildet sich durch Aufzehrung des Grund-werkstoffs eine lockere, porige Rostschicht. DieAbtragsraten (Massenverluste) für unbeschich-teten, freibewitterten Stahl sind regional unter-schiedlich (Abb. 16, links).
Aber auch ein metallischer Überzug, z.B.Zink, kann neben der gewünschten, festhaften-den Deckschicht (Zinkpatina) ein unerwünsch-tes Korrosionsprodukt entwickeln, den Weiß-rost. Dieser entsteht in nasser, schlecht belüfte-ter Atmosphäre; beispielsweise bei Kondens-wasser in Coils oder Stapeln. Anstelle der fest-haftenden Schutzschicht bildet sich dann einweißes bis hellgraues, lockeres, pulverig-volu-minöses Zinkkorrosionsprodukt.
Im Normalfall, der Freibewitterung vonStahlblechen mit me tallischen Überzügen, setztsich der Korrosionsschutz metallischer Über -züge zusammen aus dem kathodischen Schutz
Abb. 11: Schema undmikroskopischeDarstellung derAbscherung einermetallischen Veredelung an der Schnittfläche
1.000 µm
Spaltbandkante
1.000 µm
Schlagscherkante
Abb. 12: Makroaufnahmen Spaltbandkante undSchlagscherkante (FOSTA, Projekt 624)
8
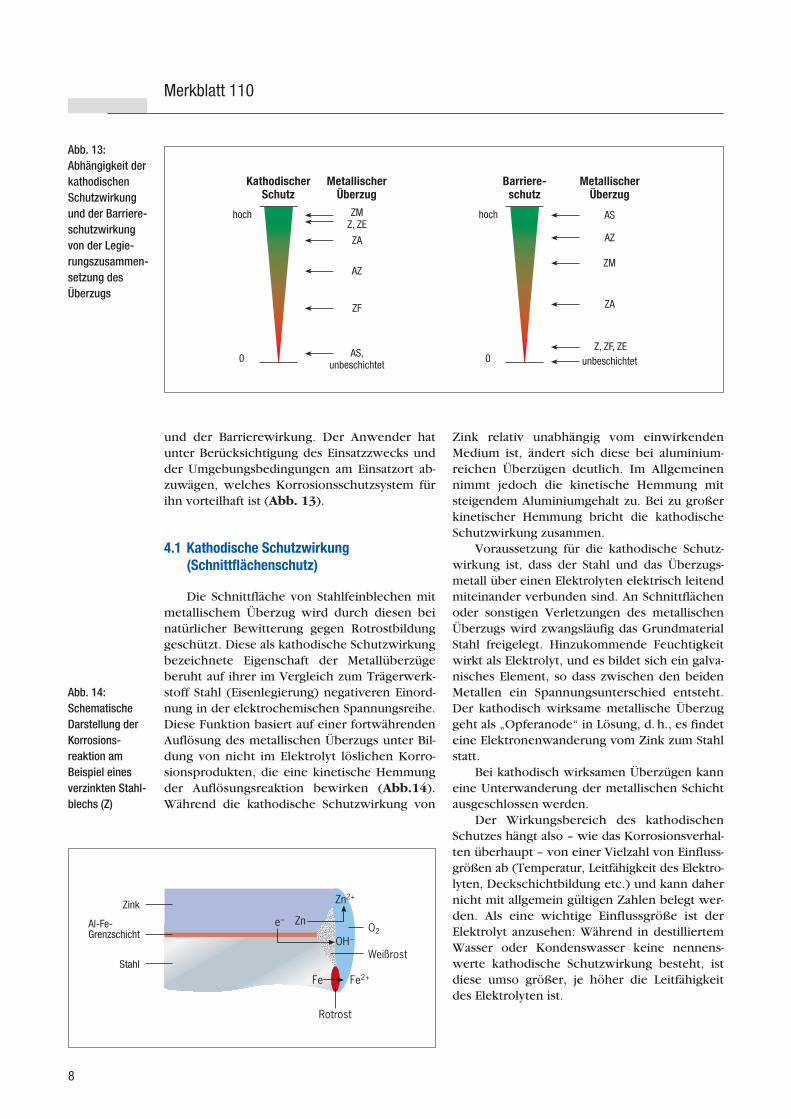
Zink relativ unabhängig vom einwirkenden Medium ist, ändert sich diese bei aluminium -reichen Überzügen deutlich. Im Allgemeinennimmt jedoch die kinetische Hemmung mitsteigendem Aluminiumgehalt zu. Bei zu großerkinetischer Hemmung bricht die kathodischeSchutzwirkung zusammen.
Voraussetzung für die kathodische Schutz -wirkung ist, dass der Stahl und das Überzugs-metall über einen Elektrolyten elektrisch leitendmiteinander verbunden sind. An Schnittflächenoder sonstigen Verletzungen des metallischenÜberzugs wird zwangsläufig das GrundmaterialStahl freigelegt. Hinzukommende Feuchtigkeitwirkt als Elektrolyt, und es bildet sich ein galva-nisches Element, so dass zwischen den beidenMetallen ein Spannungsunterschied entsteht.Der kathodisch wirksame metallische Überzuggeht als „Opferanode“ in Lösung, d. h., es findeteine Elektronenwanderung vom Zink zum Stahlstatt.
Bei kathodisch wirksamen Überzügen kanneine Unterwanderung der metallischen Schichtausgeschlossen werden.
Der Wirkungsbereich des kathodischenSchutzes hängt also – wie das Korrosionsverhal-ten überhaupt – von einer Vielzahl von Einfluss-größen ab (Temperatur, Leitfähigkeit des Elektro-lyten, Deckschichtbildung etc.) und kann dahernicht mit allgemein gültigen Zahlen belegt wer-den. Als eine wichtige Einflussgröße ist derElektrolyt anzusehen: Während in destilliertemWasser oder Kondenswasser keine nennens-werte kathodische Schutzwirkung besteht, istdiese umso größer, je höher die Leitfähigkeitdes Elektrolyten ist.
Merkblatt 110
und der Barrierewirkung. Der Anwender hatunter Berücksichtigung des Einsatzzwecks undder Umgebungsbedingungen am Einsatzort ab-zuwägen, welches Korrosionsschutzsystem fürihn vorteilhaft ist (Abb. 13).
4.1 Kathodische Schutzwirkung (Schnittflächenschutz)
Die Schnittfläche von Stahlfeinblechen mitmetallischem Überzug wird durch diesen beinatürlicher Bewitterung gegen Rotrostbildunggeschützt. Diese als kathodische Schutzwirkungbezeichnete Eigenschaft der Metallüberzügeberuht auf ihrer im Vergleich zum Trägerwerk-stoff Stahl (Eisenlegierung) negativeren Einord-nung in der elektrochemischen Spannungsreihe.Diese Funktion basiert auf einer fortwährendenAuflösung des metallischen Überzugs unter Bil-dung von nicht im Elektrolyt löslichen Korro-sionsprodukten, die eine kinetische Hemmungder Auflösungsreaktion bewirken (Abb.14).Während die kathodische Schutzwirkung von
Kathodischer Schutz
hoch
0
MetallischerÜberzug
ZM
ZA
AZ
ZF
AS, unbeschichtet
Z, ZE
Z
Barriere- schutz
hoch
0
MetallischerÜberzug
AS
AZ
ZM
ZA
unbeschichtet
Z, ZF, ZE
Abb. 13: Abhängigkeit derkathodischenSchutzwirkungund der Barriere-schutzwirkungvon der Legie-rungszusammen-setzung des Überzugs
Rotrost
Weißrost
O2
Zink
Al-Fe-Grenzschicht
Stahl
Fe2+
e –
OH –
Zn
Zn2+
Fe
Abb. 14: SchematischeDarstellung derKorrosions -reaktion am Beispiel einesverzinkten Stahl-blechs (Z)
9
Schnittflächenschutz und kathodische Schutzwirkung
4.2 Barriereschutzwirkung
Bei natürlicher Bewitterung metallischerÜberzüge bildet sich unter Einfluss von Luft-feuchtigkeit und Kohlendioxid eine Deckschichtaus basischem Zinkcarbonat, die sog. „Zink -patina“. Diese fest haftende Deckschicht istkaum wasserlöslich und verzögert somit den Abbau des darunter liegenden Überzugs. An-haltende Feuchte und Staunässe können denAufbau der Deckschicht verhindern, was zurEntstehung von Weißrost führen kann.
Durch fortgesetzte Witterungseinflüsse wirddiese Schutzschicht geringfügig abgetragen, abergleichzeitig aus dem darunter befindlichen Über-zugsmetall ständig erneuert.
Die daraus resultierende Abtragsrate desmetallischen Überzugs hängt von der Art desÜberzugs und dem Ausmaß der korrosiven Be-lastung (Feuchte- und Temperaturbelastung,Salzgehalt etc.) ab. Aluminiumhaltige Zink- undZink-Magnesium-Überzüge (ZA, AZ und ZM)bilden in den allermeisten Fällen beständigereDeckschichten als reine Zinkschichten (Z undZE) aus.
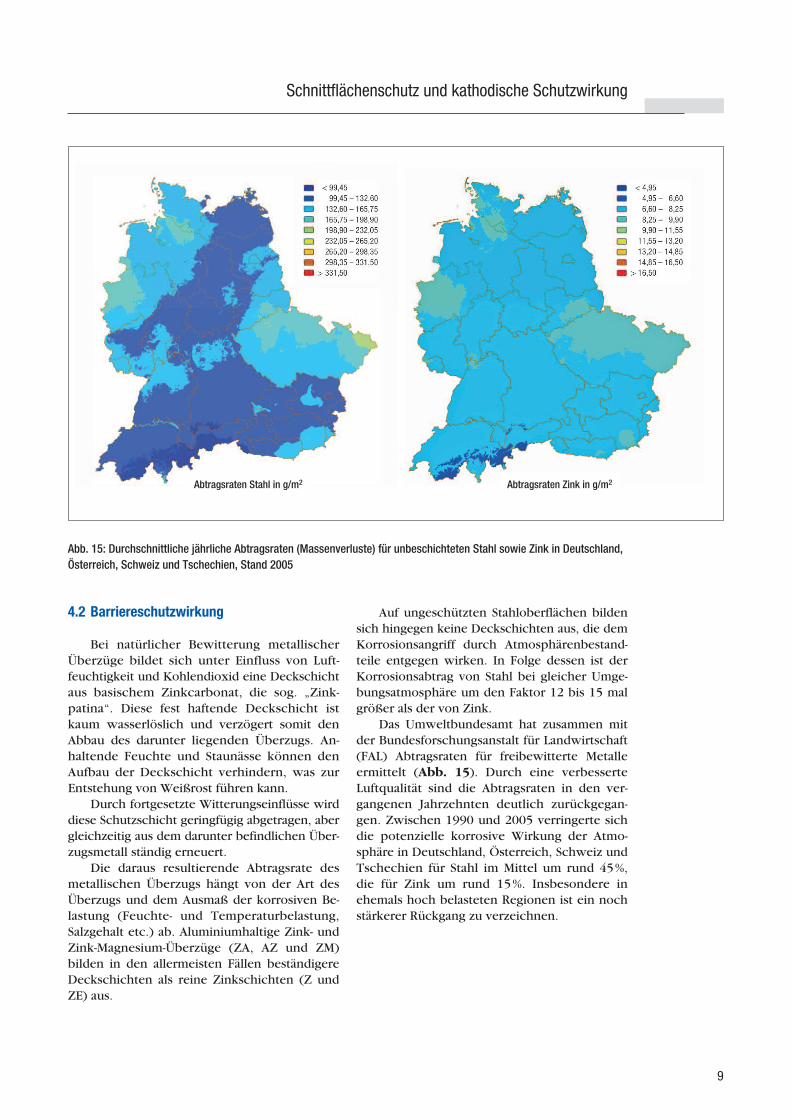
Auf ungeschützten Stahloberflächen bildensich hingegen keine Deckschichten aus, die demKorrosionsangriff durch Atmosphärenbestand-teile entgegen wirken. In Folge dessen ist derKorrosionsabtrag von Stahl bei gleicher Umge-bungsatmosphäre um den Faktor 12 bis 15 malgrößer als der von Zink.
Das Umweltbundesamt hat zusammen mitder Bundesforschungsanstalt für Landwirtschaft(FAL) Abtragsraten für freibewitterte Metalle ermittelt (Abb. 15). Durch eine verbesserteLuftqualität sind die Abtragsraten in den ver-gangenen Jahrzehnten deutlich zurückgegan-gen. Zwischen 1990 und 2005 verringerte sichdie potenzielle korrosive Wirkung der Atmo-sphäre in Deutschland, Österreich, Schweiz undTschechien für Stahl im Mittel um rund 45%,die für Zink um rund 15%. Insbesondere in ehemals hoch belasteten Regionen ist ein nochstärkerer Rückgang zu verzeichnen.
Abb. 15: Durchschnittliche jährliche Abtragsraten (Massenverluste) für unbeschichteten Stahl sowie Zink in Deutschland,Österreich, Schweiz und Tschechien, Stand 2005
Abtragsraten Zink in g/m2Abtragsraten Stahl in g/m2
10
4.3 Lackunterwanderung bei organisch beschichtetem Feinblech
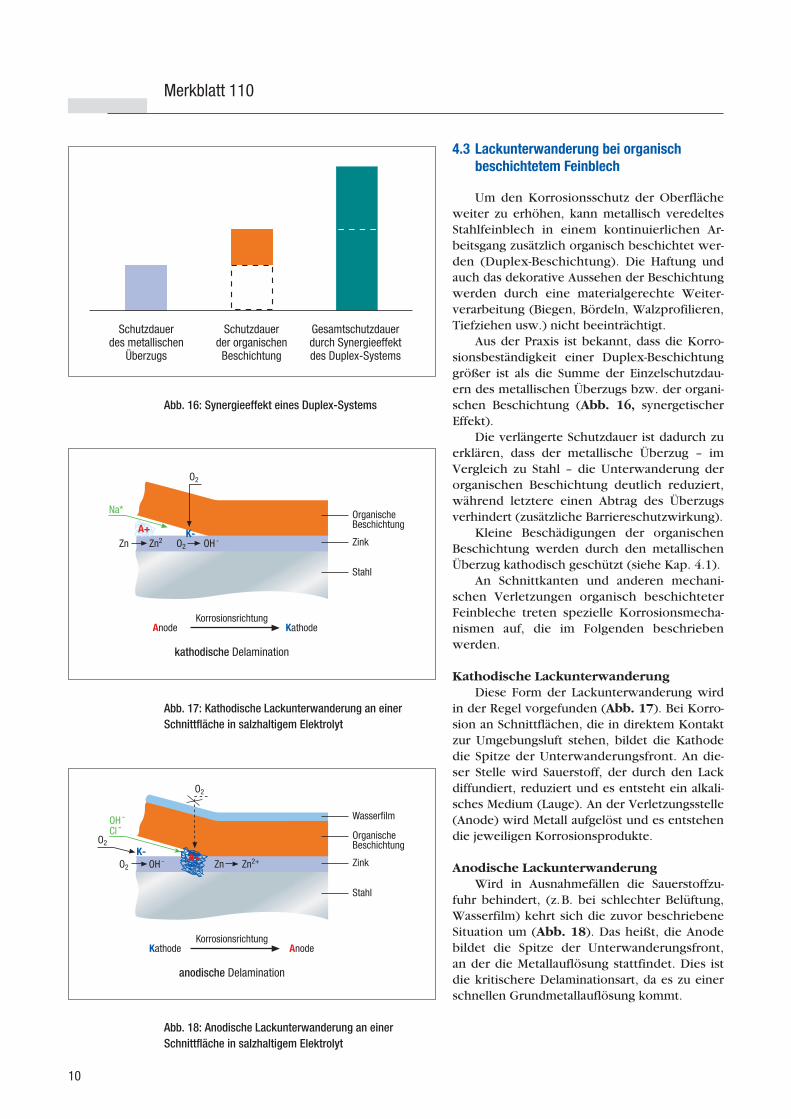
Um den Korrosionsschutz der Oberflächeweiter zu erhöhen, kann metallisch veredeltesStahlfeinblech in einem kontinuierlichen Ar-beitsgang zusätzlich organisch beschichtet wer-den (Duplex-Beschichtung). Die Haftung undauch das dekorative Aussehen der Beschichtungwerden durch eine materialgerechte Weiter-verarbeitung (Biegen, Bördeln, Walzprofilieren,Tiefziehen usw.) nicht beeinträchtigt.
Aus der Praxis ist bekannt, dass die Korro-sionsbeständigkeit einer Duplex-Beschichtunggrößer ist als die Summe der Einzelschutzdau-ern des metallischen Überzugs bzw. der organi-schen Beschichtung (Abb. 16, synergetischerEffekt).
Die verlängerte Schutzdauer ist dadurch zuerklären, dass der metallische Überzug – imVergleich zu Stahl – die Unterwanderung derorganischen Beschichtung deutlich reduziert,während letztere einen Abtrag des Überzugsverhindert (zusätzliche Barriereschutzwirkung).
Kleine Beschädigungen der organischen Beschichtung werden durch den metallischenÜberzug kathodisch geschützt (siehe Kap. 4.1).
An Schnittkanten und anderen mechani-schen Verletzungen organisch beschichteterFeinbleche treten spezielle Korrosionsmecha-nismen auf, die im Folgenden beschriebenwerden.
Kathodische Lackunterwanderung Diese Form der Lackunterwanderung wird
in der Regel vorgefunden (Abb. 17). Bei Korro-sion an Schnittflächen, die in direktem Kontaktzur Umgebungsluft stehen, bildet die Kathodedie Spitze der Unterwanderungsfront. An die-ser Stelle wird Sauerstoff, der durch den Lackdiffundiert, reduziert und es entsteht ein alkali-sches Medium (Lauge). An der Verletzungsstelle(Anode) wird Metall aufgelöst und es entstehendie jeweiligen Korrosionsprodukte.
Anodische LackunterwanderungWird in Ausnahmefällen die Sauerstoffzu-
fuhr behindert, (z.B. bei schlechter Belüftung,Wasserfilm) kehrt sich die zuvor beschriebeneSituation um (Abb. 18). Das heißt, die Anodebildet die Spitze der Unterwanderungsfront,an der die Metallauflösung stattfindet. Dies istdie kritischere Delaminationsart, da es zu einerschnellen Grundmetallauflösung kommt.
Merkblatt 110
Stahl
O2 OH -Zn Zn2
O2
Anode Kathode
kathodische Delamination
Korrosionsrichtung
Zink
Organische Beschichtung
Na*
A+ K-
Stahl
Zn Zn2+O2 OH -
Kathode Anode
anodische Delamination
Korrosionsrichtung
Zink
Organische Beschichtung
O2
O2
Wasserfilm
K-
OH -
Cl -
A+
Abb. 17: Kathodische Lackunterwanderung an einerSchnittfläche in salzhaltigem Elektrolyt
Abb. 18: Anodische Lackunterwanderung an einerSchnittfläche in salzhaltigem Elektrolyt
Gesamtschutzdauerdurch Synergieeffektdes Duplex-Systems
Schutzdauerder organischenBeschichtung
Schutzdauerdes metallischen
Überzugs
Abb. 16: Synergieeffekt eines Duplex-Systems
11
Schnittflächenschutz und kathodische Schutzwirkung
5 Anwendungsbeispiele
5.1 Schutzplankenholme aus bandverzinktem Stahl
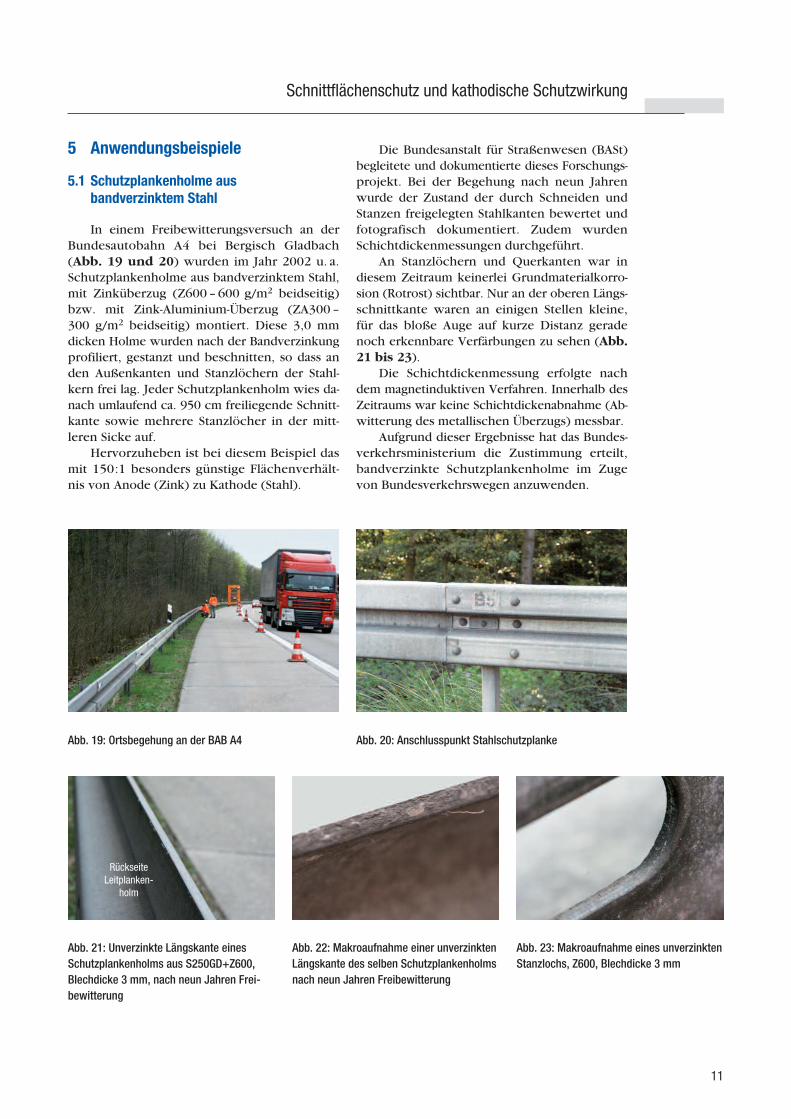
In einem Freibewitterungsversuch an derBundesautobahn A4 bei Bergisch Gladbach(Abb. 19 und 20) wurden im Jahr 2002 u. a.Schutzplankenholme aus bandverzinktem Stahl,mit Zinküberzug (Z600 – 600 g/m2 beidseitig)bzw. mit Zink-Aluminium-Überzug (ZA300 –300 g/m2 beidseitig) montiert. Diese 3,0 mmdicken Holme wurden nach der Bandverzinkungprofiliert, gestanzt und beschnitten, so dass anden Außenkanten und Stanzlöchern der Stahl-kern frei lag. Jeder Schutzplankenholm wies da-nach umlaufend ca. 950 cm freiliegende Schnitt-kante sowie mehrere Stanzlöcher in der mitt -leren Sicke auf.
Hervorzuheben ist bei diesem Beispiel dasmit 150:1 besonders günstige Flächenverhält-nis von Anode (Zink) zu Kathode (Stahl).
Die Bundesanstalt für Straßenwesen (BASt)begleitete und dokumentierte dieses Forschungs-projekt. Bei der Begehung nach neun Jahrenwurde der Zustand der durch Schneiden undStanzen freigelegten Stahlkanten bewertet undfotografisch dokumentiert. Zudem wurdenSchichtdickenmessungen durchgeführt.
An Stanzlöchern und Querkanten war indiesem Zeitraum keinerlei Grundmaterialkorro-sion (Rotrost) sichtbar. Nur an der oberen Längs-schnittkante waren an einigen Stellen kleine,für das bloße Auge auf kurze Distanz geradenoch erkennbare Verfärbungen zu sehen (Abb.21 bis 23).
Die Schichtdickenmessung erfolgte nachdem magnetinduktiven Verfahren. Innerhalb desZeitraums war keine Schichtdickenabnahme (Ab-witterung des metallischen Überzugs) messbar.
Aufgrund dieser Ergebnisse hat das Bundes-verkehrsministerium die Zustimmung erteilt,bandverzinkte Schutzplankenholme im Zugevon Bundesverkehrswegen anzuwenden.
Abb. 21: Unverzinkte Längskante eines Schutzplankenholms aus S250GD+Z600, Blechdicke 3 mm, nach neun Jahren Frei -bewitterung
Abb. 22: Makroaufnahme einer unverzinktenLängskante des selben Schutzplankenholmsnach neun Jahren Freibewitterung
Abb. 23: Makroaufnahme eines unverzinktenStanzlochs, Z600, Blechdicke 3 mm
Abb. 19: Ortsbegehung an der BAB A4 Abb. 20: Anschlusspunkt Stahlschutzplanke
Rückseite Leitplanken-
holm
12
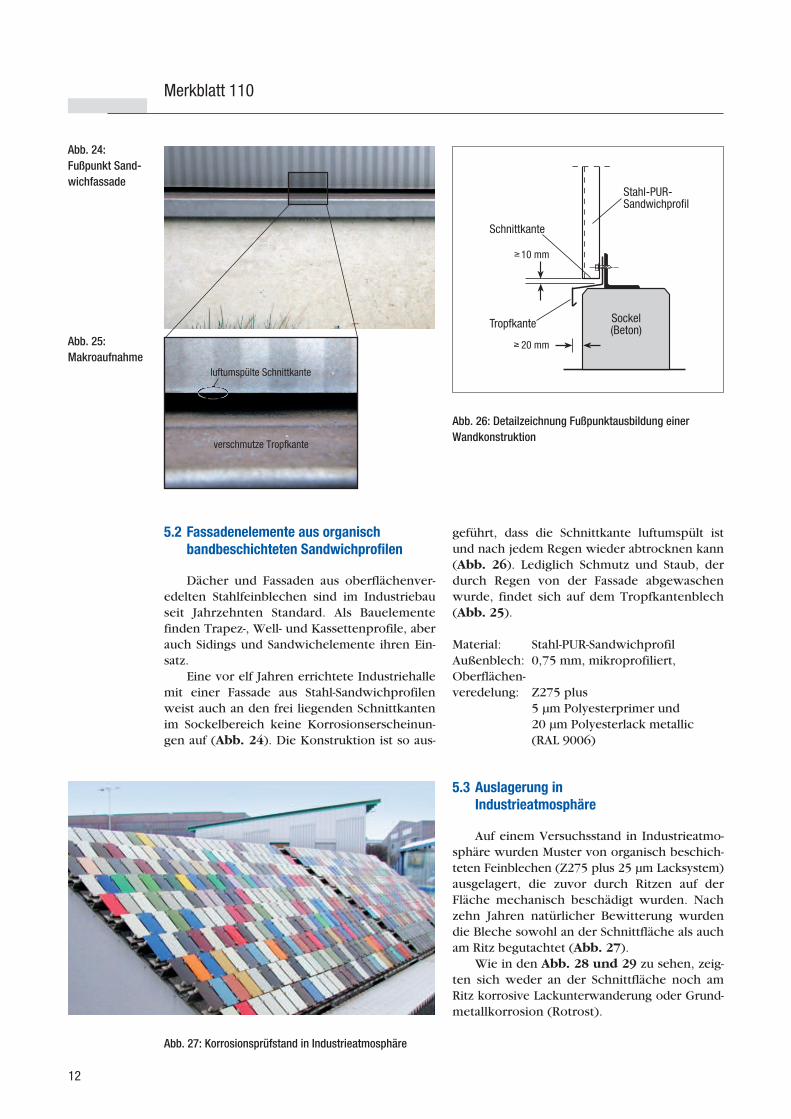
5.2 Fassadenelemente aus organisch bandbeschichteten Sandwichprofilen
Dächer und Fassaden aus oberflächenver -edelten Stahlfeinblechen sind im Industriebauseit Jahrzehnten Standard. Als Bauelemente finden Trapez-, Well- und Kassettenprofile, aberauch Sidings und Sandwichelemente ihren Ein-satz.
Eine vor elf Jahren errichtete Industriehallemit einer Fassade aus Stahl-Sandwichprofilenweist auch an den frei liegenden Schnittkantenim Sockelbereich keine Korrosionserscheinun-gen auf (Abb. 24). Die Konstruktion ist so aus-
Merkblatt 110
geführt, dass die Schnittkante luftumspült istund nach jedem Regen wieder abtrocknen kann(Abb. 26). Lediglich Schmutz und Staub, derdurch Regen von der Fassade abgewaschenwurde, findet sich auf dem Tropfkantenblech(Abb. 25).
Material: Stahl-PUR-SandwichprofilAußenblech: 0,75 mm, mikroprofiliert, Oberflächen-veredelung: Z275 plus
5 µm Polyesterprimer und 20 µm Polyesterlack metallic (RAL 9006)
5.3 Auslagerung in Industrieatmosphäre
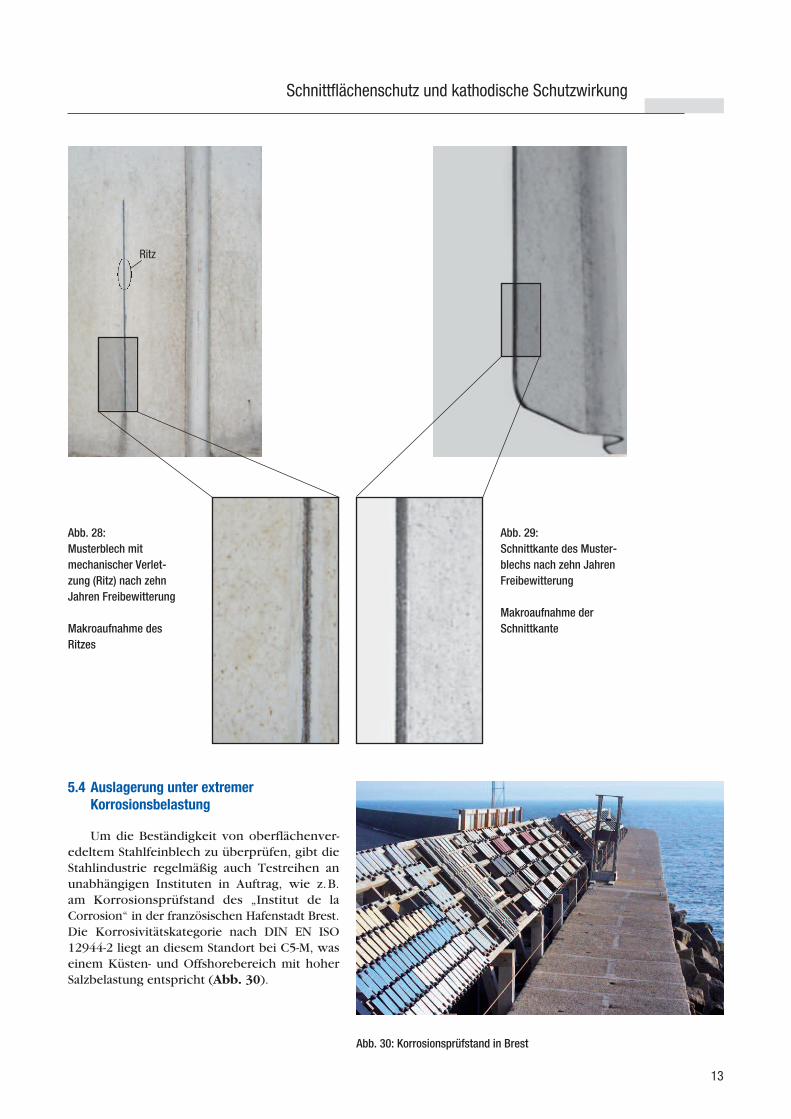
Auf einem Versuchsstand in Industrieatmo-sphäre wurden Muster von organisch beschich-teten Feinblechen (Z275 plus 25 µm Lacksystem)ausgelagert, die zuvor durch Ritzen auf der Fläche mechanisch beschädigt wurden. Nachzehn Jahren natürlicher Bewitterung wurdendie Bleche sowohl an der Schnittfläche als aucham Ritz begutachtet (Abb. 27).
Wie in den Abb. 28 und 29 zu sehen, zeig-ten sich weder an der Schnittfläche noch amRitz korrosive Lackunterwanderung oder Grund -metallkorrosion (Rotrost).
20 mm
10 mm
Tropfkante
Schnittkante
Sockel(Beton)
Stahl-PUR-Sandwichprofil
verschmutze Tropfkante
luftumspülte Schnittkante
Abb. 27: Korrosionsprüfstand in Industrieatmosphäre
Abb. 24: Fußpunkt Sand-wichfassade
Abb. 25: Makroaufnahme
Abb. 26: Detailzeichnung Fußpunktausbildung einer Wandkonstruktion
13
Schnittflächenschutz und kathodische Schutzwirkung
5.4 Auslagerung unter extremer Korrosionsbelastung
Um die Beständigkeit von oberflächenver -edeltem Stahlfeinblech zu überprüfen, gibt dieStahlindustrie regelmäßig auch Testreihen anunabhängigen Instituten in Auftrag, wie z.B.am Korrosionsprüfstand des „Institut de la Corrosion“ in der französischen Hafenstadt Brest.Die Korrosivitätskategorie nach DIN EN ISO12944-2 liegt an diesem Standort bei C5-M, waseinem Küsten- und Offshorebereich mit hoherSalzbelastung entspricht (Abb. 30).
Abb. 28: Musterblech mit mechanischer Verlet-zung (Ritz) nach zehnJahren Freibewitterung
Makroaufnahme desRitzes
Ritz
Abb. 29: Schnittkante des Muster-blechs nach zehn JahrenFreibewitterung
Makroaufnahme derSchnittkante
Abb. 30: Korrosionsprüfstand in Brest
14
6 Normen und Regelwerke
DIN EN 10143 Kontinuierlich schmelztauchver edeltes Blechund Band aus Stahl – Grenzabmaße und Form -toleranzen
DIN EN 10152Elektrolytisch verzinkte kaltgewalzte Flacher-zeugnisse aus Stahl zum Kaltumformen – Tech-nische Lieferbedingungen
DIN EN 10169Kontinuierlich organisch beschichtete (band -beschichtete) Flacherzeugnisse aus Stahl – Tech-nische Lieferbedingungen
DIN EN 10346Kontinuierlich schmelztauchver edelte Flach -erzeugnisse aus Stahl – Technische Lieferbedin-gungen
SEW 022 Kontinuierlich schmelztauchver edelte Flach -erzeugnisse aus Stahl – Zink-Magnesium-Über-züge – Technische Lieferbedingungen
DIN 55634 Beschichtungsstoffe und Über züge – Korrosions-schutz von tragenden dünnwandigen Bauteilenaus Stahl
DIN EN ISO 12944Beschichtungsstoffe – Korrosionsschutz vonStahlbauten durch BeschichtungssystemeTeil 1: Allgemeine EinleitungTeil 2: Einteilung der Umgebungsbedingungen
DIN EN ISO 8565 Metalle und Legierungen – Korrosionsversuchein der Atmosphäre – Allgemeine Anforderungen
VDI-Richtlinie 2906 Schnittflächenqualität beim Schneiden, Beschnei-den und Lochen von Werkstücken aus Metall –Blatt 1: Allgemeines, Kenngrößen, WerkstoffeBlatt 2: Scherschneiden
7 Weiterführendes Schrifttum
Dipl.-Math. Techn. (PL) Schröder, M.:Korrosionsschutz von Schutzeinrichtungen,BASt, Expertengespräch Stahlbrückenbau 2011
Umweltbundesamt (Autoren: Fitz, Gauger u. a.): Cult-Strat Bericht für die Europäische Union,2007Assessment of Air Pollution Effects on CulturalHeritage oder Nationale Umsetzung UNECE Luftreinhalte-konvention, Umweltbundesamt
Forschungsvereinigung Stahlanwendungen e.V.(FOSTA)Projekt 624 – Versiegelung von unbeschichtetenSchnittflächen metallisch beschichteter Blechedurch Reibauftragsschweißen von Zink undZinklegierungen, 2007
Lommel, H.:Material and Corrosion, Volume 23, page 1002,WILEY-VCH Verlag, Weilheim
Stahl-Institut VDEhZinc-Magnesium-Aluminium Coatings for Auto-motive Industry, Edition 2013
Publikationen desStahl-Informations-Zentrums
Charakteristische Merkmale 092 „Elektrolytisch verzinktes Band und Blech“
Charakteristische Merkmale 093„Organisch bandbeschichtete Flacherzeugnisse aus Stahl“
Charakteristische Merkmale 095„Schmelztauchveredeltes Band und Blech“
Merkblatt 114„Verpackung, Lagerung und Transport von un-beschichtetem und beschichtetem Band undBlech“
Merkblatt 110
15
Schnittflächenschutz und kathodische Schutzwirkung
Merkblatt 180„Walzprofilieren von Flacherzeugnissen aus Stahl“
Merkblatt 229 „Beschichten von oberflächen veredeltem Stahl-blech“
Dokumentation 566„Zink-Magnesium-veredelte Feinbleche – Weni-ger ist mehr“
Die aufgeführten sowie weitere Publikationendes Stahl-Informations-Zentrums sind als PDF-Dateien unter www.stahl-online.de herunter -zuladen.
Impressum
Merkblatt 110„Schnittflächenschutz und kathodische Schutz -wirkung von oberflächenveredeltem Stahlfein-blech“Ausgabe 2014ISSN 0175-2006
Herausgeber:Wirtschaftsvereinigung StahlSohnstraße 65, 40237 Düsseldorf
Redaktion:Redaktionskreis aus dem „Fachausschuss fürFeinblech“ des Werkstoffausschusses des Stahl-instituts VDEh in Zusammenarbeit mit der Wirt-schaftsvereinigung Stahl.
Die dieser Veröffentlichung zugrunde liegen-den Informationen wurden mit größter Sorgfaltrecherchiert und redaktionell be arbeitet. EineHaftung ist jedoch ausgeschlossen.
Ein Nachdruck – auch auszugsweise – ist nur mitschriftlicher Genehmigung des Herausgebersund bei deutlicher Quellenangabe gestattet.
Fotos und Abbildungen: Abb. 15: CULT-STRAT Deliverable 15: Mapping of damage and cost of cultural heritageat different pollution scenarios, 2007Abb. 19, 21–23: Bundesanstalt für StraßenwesenAbb. 30: Institut de la Corrosion
Wirtschaftsvereinigung StahlPostfach 10 54 64 · 40045 DüsseldorfSohnstraße 65 · 40237 DüsseldorfE-Mail: [email protected] · www.stahl-online.de












![Brandenburg · 2012. 10. 15. · KAK [mval*100g-11 Schwermetalle (4/94) [mg*kg-l] Horizont Ap Al Bts Tab. 3-41: OBS-Gehalt [0/0 GV] Zn 599 24 10 64 10 cu 174 22 Cd 20,0 4/94 12/95](https://img.pdfslide.org/doc/110x75/60c5fc50311eb2344c63be01/brandenburg-2012-10-15-kak-mval100g-11-schwermetalle-494-mgkg-l-horizont.jpg)





![Aluminium-Exposition aus Lebensmittelkontaktmaterialien · Element SRL [mg/kg LM] Zn V Sn Ni Mo Mn Fe Cu Cr Co Al Ag 5 0,01 100 0,14 0,12 1,8 40 4 0,25 0,02 5 0,08 Die Grenzwerte](https://img.pdfslide.org/doc/110x75/5e166bd8b61fbb3bf87c2e5e/aluminium-exposition-aus-lebensmittelkontaktmaterialien-element-srl-mgkg-lm-zn.jpg)










