Embed Size (px)
Citation preview

07/2014 www.microcentric.de 07/2014
Spannzangen-Futter
QCC
MicroCentric GmbH Berblingerstr. 16 71254 Ditzingen / Germany Tel.: +49 (0)7156 17819-0 Fax: +49 (0)7156 17819-20 E-Mail: [email protected]

07/2014 www.microcentric.de
MicroCentric Zangenfutter entwickeln höhere Spannkräfte und haben eine größere Steifigkeit als konventionelle Spannzangen oder Dreibackenfutter. Erreicht wird das durch die äußerst effiziente Umsetzung der axialen Zugrohrkraft in die radiale Spannkraft. MicroCentric Zangenfutter besitzen ein einfaches und robustes Spanngetriebe, das nicht nur extrem steif ist, sondern auch Kraftverluste durch Reibung im Futter minimiert. Die Futter sind lieferbar mit axial beweglicher und axial feststehender Spannzange. Die Baugröße gibt dabei den maximal möglichen Stangendurchlass bzw. größtmöglichen Werkstückdurchmesser an. Nachfolgend eine Tabelle zur Auswahl des geeigneten Typs:
Modell Anwendung Niederzug Stangen-bearbeitung
Futterteile-bearbeitung
Baugrößen Seite
CB-NB Rotierend Ja Ja Nein 42 - 140 4-5
CB-ND Rotierend Nein Ja Ja 42 - 140 6-7
CB-NDR Rotierend Nein Ja Ja 65 - 80 8-9
CB-NK Rotierend Ja Ja Ja 42 - 140 10-11
CB-NS Rotierend Nein Ja Ja 42 - 65 12-13
CB-NRB Stationär Ja Ja Ja 42 - 100 14-15
CB-NRD Stationär Nein Ja Ja 42 - 100 16-17
Modell Benennung Verwendung Seite
SP Anschlagträger Bei den Futterbaureihen ND, NS und NK können Anschlagträger im Futter eingebaut werden. Darauf lassen sich Anschläge für die jeweiligen Werkstücke befestigen.
18
SH Tiefenanschlag Alternativ zum Anschlagträger kann ein Tiefenanschlag im Futter eingebaut werden, wenn mit längeren Werkstücken ins Futter ein-getaucht werden soll.
18
AW Federauswerfer Bei den Futterbaureihen ND, NS und NK können Federauswerfer im Futter eingebaut werden, um Werkstücke nach der Bearbeitung im Automatikbetrieb auszustoßen.
18
CM Wechselvorrichtung manuell
Zum Ein– und Ausbau von Spannzangen. Die Betätigung der Vorrichtung erfolgt manuell mittels Drehen am Handrad.
19
CP Wechselvorrichtung pneumatisch
Zum Ein– und Ausbau von Spannzangen. Die Betätigung erfolgt pneumatisch durch Tastendruck.
19
CH Wechselvorrichtung hydraulisch
Zum Ein– und Ausbau von Spannzangen. Die Betätigung der Vorrichtung erfolgt hydraulisch durch Tastendruck. Für die Verwen-dung dieser Wechselvorrichtung wird eine hydr. Druckquelle benötigt.
19
SG / SK SW
Spannzangen Spannzangen für QCC-Futter, Erläuterungen und Auswahl siehe Seite 20.
20-23
AR Ausrehring Ausdrehringe zum Vorspannen für die Bearbeitung von SW Spann-zangen.
24
In diesem Katalog enthaltene Produkte
- 2 -
Spannmittel
Zubehör
07/2014 www.microcentric.de
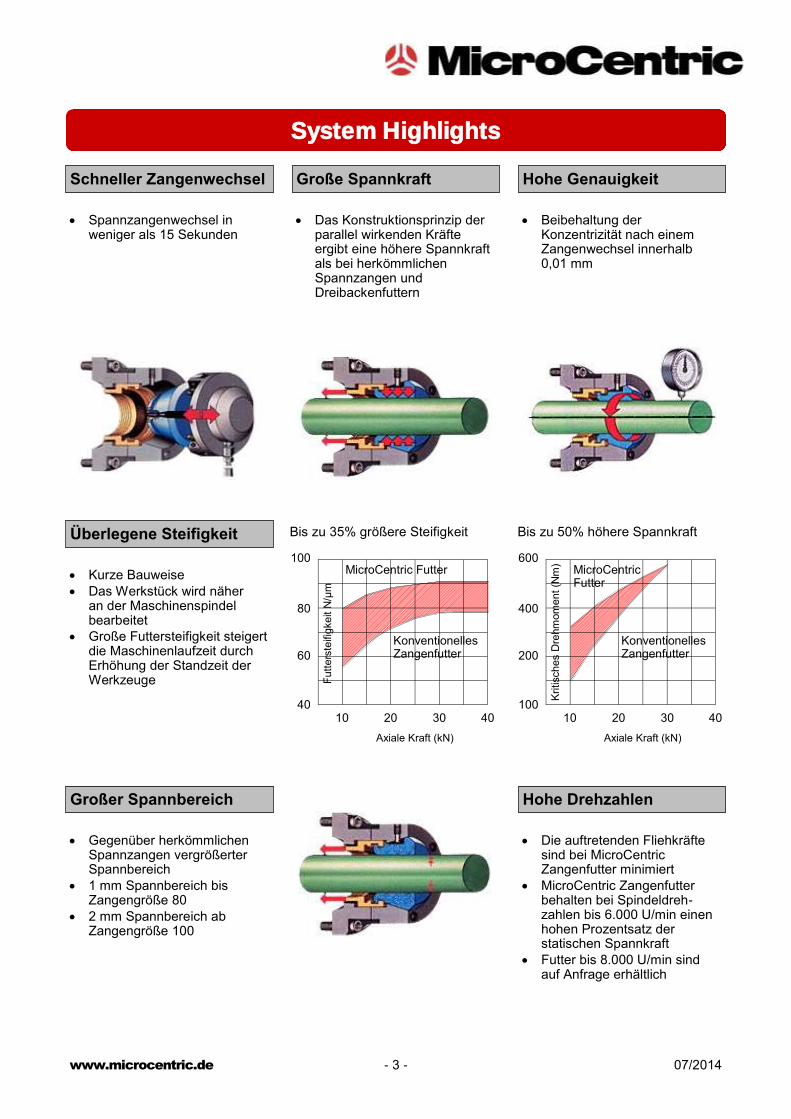
Gegenüber herkömmlichen Spannzangen vergrößerter Spannbereich
1 mm Spannbereich bis Zangengröße 80
2 mm Spannbereich ab Zangengröße 100
Die auftretenden Fliehkräfte sind bei MicroCentric Zangenfutter minimiert
MicroCentric Zangenfutter behalten bei Spindeldreh-zahlen bis 6.000 U/min einen hohen Prozentsatz der statischen Spannkraft
Futter bis 8.000 U/min sind auf Anfrage erhältlich
Kurze Bauweise
Das Werkstück wird näher an der Maschinenspindel bearbeitet
Große Futtersteifigkeit steigert die Maschinenlaufzeit durch Erhöhung der Standzeit der Werkzeuge
Spannzangenwechsel in weniger als 15 Sekunden
Das Konstruktionsprinzip der parallel wirkenden Kräfte ergibt eine höhere Spannkraft als bei herkömmlichen Spannzangen und Dreibackenfuttern
Beibehaltung der Konzentrizität nach einem Zangenwechsel innerhalb 0,01 mm
Bis zu 35% größere Steifigkeit
100
80
60
40 10 20 30 40
Axiale Kraft (kN)
Fu
tters
teifig
keit N
/µm
MicroCentric Futter
Konventionelles Zangenfutter
Bis zu 50% höhere Spannkraft
600
400
200
100 10 20 30 40
Axiale Kraft (kN)
Kritisches D
rehm
om
ent (N
m)
MicroCentric Futter
Konventionelles Zangenfutter
System Highlights
Große Spannkraft Hohe Genauigkeit
Überlegene Steifigkeit
Schneller Zangenwechsel
Großer Spannbereich Hohe Drehzahlen
- 3 -
07/2014 www.microcentric.de - 4 -
Futtertyp Durch-lass mm
Spann-bereich mm
Zugrohr-hub mm
Zugrohrkraft max. daN
Spannkraft max. daN
Umdrehung max. / Min.
Gewicht kg
CB42-NB 42,0 +/- 0,5 4,0 3.580 6.425 6.000 7,6
CB65-NB 66,0 +/- 0,5 4,0 4.590 8.260 6.000 10,9
CB80-NB 82,5 +/- 0,5 4,0 5.450 9.820 5.000 15,9
CB100-NB 100,0 +/- 1,0 7,0 6.630 11.930 4.500 21,8
CB120-NB 120,0 +/- 1,0 7,0 6.960 12.530 4.000 33,0
CB140-NB 140,0 +/- 1,0 7,0 7.310 13.150 4.000 40,5
Standard-Lieferumfang:
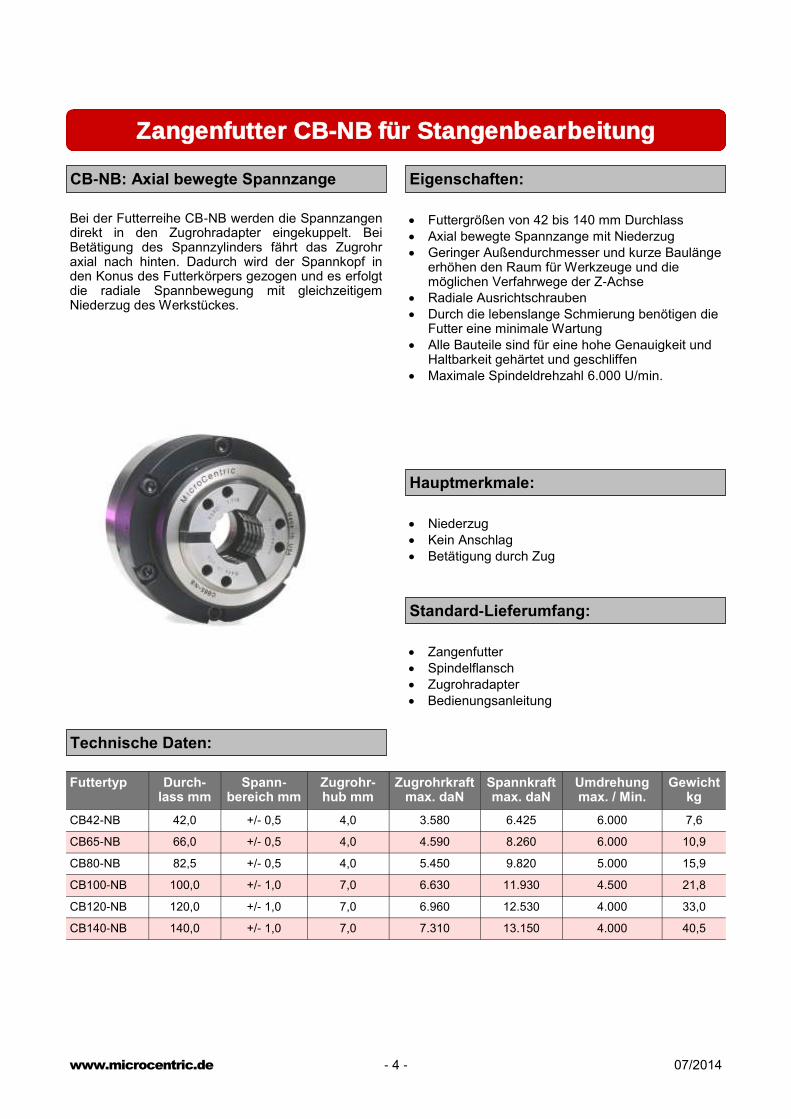
Bei der Futterreihe CB-NB werden die Spannzangen direkt in den Zugrohradapter eingekuppelt. Bei Betätigung des Spannzylinders fährt das Zugrohr axial nach hinten. Dadurch wird der Spannkopf in den Konus des Futterkörpers gezogen und es erfolgt die radiale Spannbewegung mit gleichzeitigem Niederzug des Werkstückes.
Futtergrößen von 42 bis 140 mm Durchlass
Axial bewegte Spannzange mit Niederzug
Geringer Außendurchmesser und kurze Baulänge erhöhen den Raum für Werkzeuge und die möglichen Verfahrwege der Z-Achse
Radiale Ausrichtschrauben
Durch die lebenslange Schmierung benötigen die Futter eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Maximale Spindeldrehzahl 6.000 U/min.
Niederzug
Kein Anschlag
Betätigung durch Zug
Technische Daten:
Eigenschaften: CB-NB: Axial bewegte Spannzange
Hauptmerkmale:
Zangenfutter
Spindelflansch
Zugrohradapter
Bedienungsanleitung
Zangenfutter CB-NB für Stangenbearbeitung
07/2014 www.microcentric.de
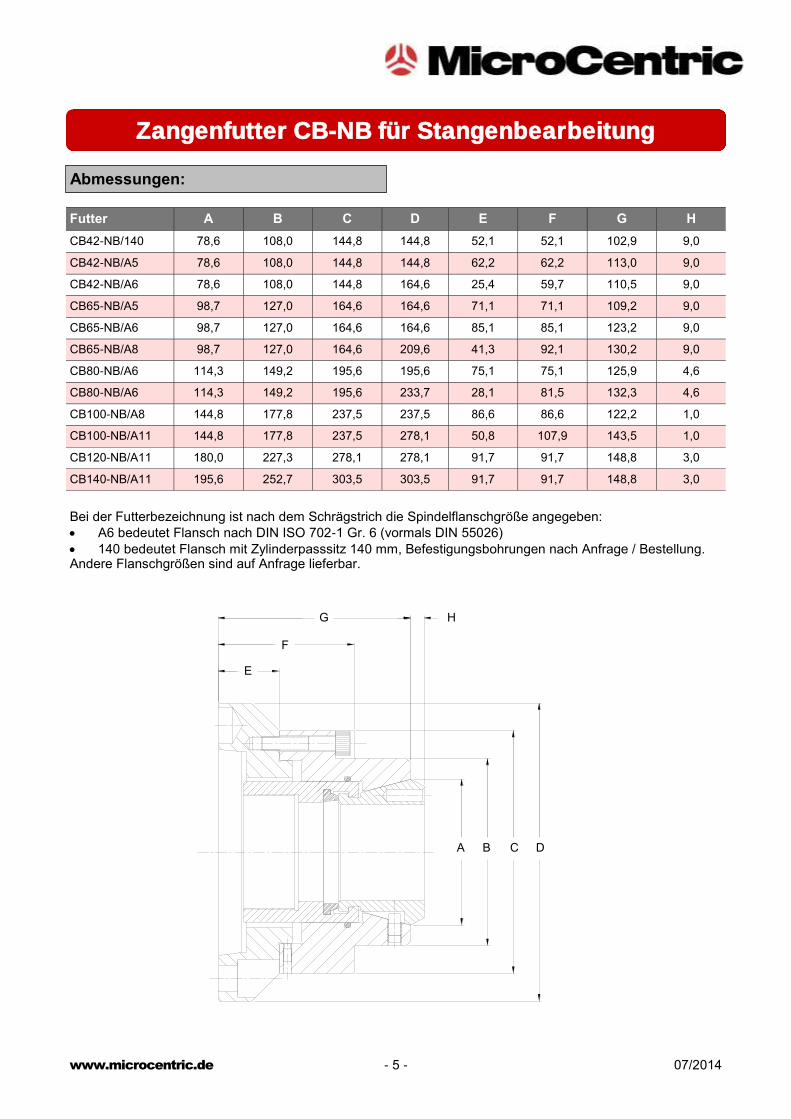
Bei der Futterbezeichnung ist nach dem Schrägstrich die Spindelflanschgröße angegeben:
A6 bedeutet Flansch nach DIN ISO 702-1 Gr. 6 (vormals DIN 55026)
140 bedeutet Flansch mit Zylinderpasssitz 140 mm, Befestigungsbohrungen nach Anfrage / Bestellung. Andere Flanschgrößen sind auf Anfrage lieferbar.
Abmessungen:
Futter A B C D E F G H
CB42-NB/140 78,6 108,0 144,8 144,8 52,1 52,1 102,9 9,0
CB42-NB/A5 78,6 108,0 144,8 144,8 62,2 62,2 113,0 9,0
CB42-NB/A6 78,6 108,0 144,8 164,6 25,4 59,7 110,5 9,0
CB65-NB/A5 98,7 127,0 164,6 164,6 71,1 71,1 109,2 9,0
CB65-NB/A6 98,7 127,0 164,6 164,6 85,1 85,1 123,2 9,0
CB65-NB/A8 98,7 127,0 164,6 209,6 41,3 92,1 130,2 9,0
CB80-NB/A6 114,3 149,2 195,6 195,6 75,1 75,1 125,9 4,6
CB80-NB/A6 114,3 149,2 195,6 233,7 28,1 81,5 132,3 4,6
CB100-NB/A8 144,8 177,8 237,5 237,5 86,6 86,6 122,2 1,0
CB100-NB/A11 144,8 177,8 237,5 278,1 50,8 107,9 143,5 1,0
CB120-NB/A11 180,0 227,3 278,1 278,1 91,7 91,7 148,8 3,0
CB140-NB/A11 195,6 252,7 303,5 303,5 91,7 91,7 148,8 3,0
D
E
F
G H
A B C
- 5 -
Zangenfutter CB-NB für Stangenbearbeitung

07/2014 www.microcentric.de
Futtertyp Durch-lass mm
Spann-bereich mm
Zugrohr-hub mm
Zugrohrkraft max. daN
Spannkraft max. daN
Umdrehung max. / Min.
Gewicht kg
CB42-ND 42,0 +/- 0,5 4,0 3.580 6.425 6.000 7,6
CB65-ND 66,0 +/- 0,5 4,0 4.590 8.260 6.000 10,9
CB80-ND 82,5 +/- 0,5 4,0 5.450 9.820 5.000 15,9
CB100-ND 100,0 +/- 1,0 7,0 6.630 11.930 4.500 21,8
CB120-ND 120,0 +/- 1,0 7,0 6.960 12.530 4.000 33,0
CB140-ND 140,0 +/- 1,0 7,0 7.310 13.150 4.000 40,5
Standard-Lieferumfang:
Bei der Futterreihe CB-ND werden die Spannzangen über die Kupplung in den Futterkörper eingehängt. Durch die Vorwärtsbewegung des Zugrohradapters und der Schiebehülse mit Konus erfolgt die radiale Spannbewegung ohne Niederzug des Werkstücks. Optional kann von vorne einfach ein axial feststehender Werkstückanschlag eingebaut werden. Deshalb ist diese Baureihe sowohl für die Stangen-bearbeitung als auch für Futterteile geeignet. Im Gegensatz zu CB-NK Futter erzeugt dieser Futtertyp keinen Niederzug und eignet sich dadurch auch hervorragend für Abgreifoperationen.
Futtergrößen von 42 bis 140 mm Durchlass
Axial nicht bewegte Spannzange ohne Niederzug gewährleistet beim Spannen unveränderte Z-Position des Werkstückes
Geringer Außendurchmesser und kurze Baulänge erhöhen den Raum für Werkzeuge und die möglichen Verfahrwege der Z-Achse
Radiale Ausrichtschrauben
Durch die lebenslange Schmierung benötigen die Futter eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Werkstückanschläge und Teileauswerfer können im bzw. am Futter montiert werden
Maximale Spindeldrehzahl 6.000 U/min.
Zangenfutter
Spindelflansch
Zugrohradapter
Bedienungsanleitung
Technische Daten:
Eigenschaften: CB-ND: Axial feststehende Spannzange
Zangenfutter CB-ND für Stangen- und Futterteile
Axial fix
Anschlag möglich
Betätigung auf Druck
Hauptmerkmale:
- 6 -

07/2014 www.microcentric.de
Bei der Futterbezeichnung ist nach dem Schrägstrich die Spindelflanschgröße angegeben:
A6 bedeutet Flansch nach DIN ISO 702-1 Gr. 6 (vormals DIN 55026)
140 bedeutet Flansch mit Zylinderpasssitz 140 mm, Befestigungsbohrungen nach Anfrage / Bestellung. Andere Flanschgrößen auf Anfrage lieferbar.
Abmessungen:
Futter A B C D E F
CB42-ND/140 78,6 144,8 144,8 107,0 107,0 9,0
CB42-ND/A5 78,6 144,8 144,8 117,1 117,1 9,0
CB42-ND/A6 78,6 144,8 164,6 25,4 114,6 9,0
CB65-ND/A5 98,7 164,6 164,6 121,4 121,4 9,0
CB65-ND/A6 98,7 164,6 164,6 135,4 135,4 9,0
CB65-ND/A8 98,7 164,6 209,6 41,3 142,4 9,0
CB80-ND/A6 114,3 195,6 195,6 125,9 125,9 4,6
CB80-ND/A8 114,3 195,6 233,7 28,1 132,3 4,6
CB100-ND/A8 144,8 237,5 237,5 167,6 167,6 1,0
CB100-ND/A11 144,8 237,5 278,1 50,8 189,0 1,0
CB120-ND/A11 180,0 278,1 278,1 171,1 171,1 3,0
CB140-ND/A11 195,6 303,5 303,5 181,1 181,1 3,0
B A C
D
E F
Zangenfutter CB-ND für Stangen- und Futterteile
- 7 -

07/2014 www.microcentric.de
Zangenfutter CB-NDR für Stangen- und Futterteile
Futtertyp Durch-lass mm
Spann-bereich mm
Zugrohr-hub mm
Zugrohrkraft max. daN
Spannkraft max. daN
Umdrehung max. / Min.
Gewicht kg
CB65-NDR 66,0 +/- 0,5 12,2 3.210 8.260 6.000 17,2
CB80-NDR 82,5 +/- 0,5 12,2 3.820 9.820 5.000 26,2
Bei der Futterreihe CB-NDR werden die Spannzangen über die Kupplung in den Futterkörper eingehängt. Durch die Rückwärtsbewegung des Zugrohradapters wird über ein patentiertes System die Schiebehülse mit Konus nach vorne bewegt. Dadurch erfolgt die radiale Spannbewegung des Werkstücks ohne Niederzug. Optional kann von vorne einfach ein axial feststehender Werkstückanschlag eingebaut werden. Deshalb ist diese Baureihe sowohl für die Stangen-bearbeitung als auch für Futterteile geeignet.
Futtergrößen von 65 bis 80 mm Durchlass
Neues patentiertes System mit axial nicht bewegter Spannzange ohne Niederzug gewährleistet beim Spannen unveränderte Z-Position des Werkstückes
Geringer Außendurchmesser und kurze Baulänge erhöhen den Raum für Werkzeuge und die möglichen Verfahrwege der Z-Achse
Radiale Ausrichtschrauben
Durch die lebenslange Schmierung benötigen die Futter eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Werkstückanschläge und Teileauswerfer können im bzw. am Futter montiert werden
Maximale Spindeldrehzahl 6.000 U/min.
Zangenfutter
Spindelflansch
Zugrohradapter
Bedienungsanleitung
Standard-Lieferumfang:
Technische Daten:
Eigenschaften: CB-NDR: Axial feststehende Spannzange auf Zug
Axial fix
Anschlag möglich
Betätigung durch Zug
Hauptmerkmale:
- 8 -
07/2014 www.microcentric.de
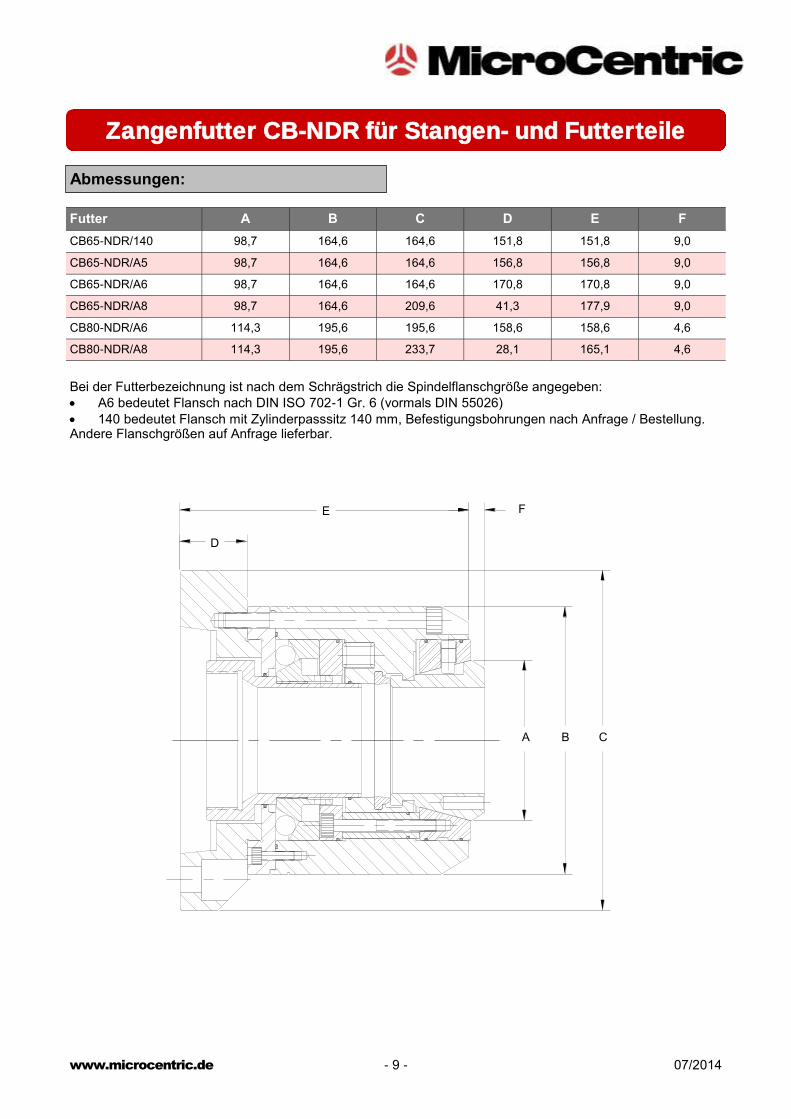
Bei der Futterbezeichnung ist nach dem Schrägstrich die Spindelflanschgröße angegeben:
A6 bedeutet Flansch nach DIN ISO 702-1 Gr. 6 (vormals DIN 55026)
140 bedeutet Flansch mit Zylinderpasssitz 140 mm, Befestigungsbohrungen nach Anfrage / Bestellung. Andere Flanschgrößen auf Anfrage lieferbar.
Futter A B C D E F
CB65-NDR/140 98,7 164,6 164,6 151,8 151,8 9,0
CB65-NDR/A5 98,7 164,6 164,6 156,8 156,8 9,0
CB65-NDR/A6 98,7 164,6 164,6 170,8 170,8 9,0
CB65-NDR/A8 98,7 164,6 209,6 41,3 177,9 9,0
CB80-NDR/A6 114,3 195,6 195,6 158,6 158,6 4,6
CB80-NDR/A8 114,3 195,6 233,7 28,1 165,1 4,6
B A C
D
E F
Abmessungen:
Zangenfutter CB-NDR für Stangen- und Futterteile
- 9 -

07/2014 www.microcentric.de
Zangenfutter CB-NK für Stangen- und Futterteile
Futtertyp Durch-lass mm
Spann-bereich mm
Zugrohr-hub mm
Zugrohrkraft max. daN
Spannkraft max. daN
Umdrehung max. / Min.
Gewicht kg
CB42-NK 36,0 +/- 0,5 4,0 3.580 6.425 6.000 7,6
CB65-NK 57,0 +/- 0,5 4,0 4.590 8.260 6.000 10,9
CB100-NK 93,2 +/- 1,0 7,0 6.630 11.930 4.500 21,8
CB120-NK 105,0 +/- 1,0 7,0 6.960 12.530 4.000 33,0
CB140-NK 125,0 +/- 1,0 7,0 7.310 13.150 4.000 40,5
Bei der Futterreihe CB-NK werden die Spannzangen über die Kupplung mit dem Zugrohradapter verbunden. Bei Betätigung des Spannzylinders fährt das Zugrohr axial nach hinten. Dadurch wird der Spannkopf in den Konus des Futterkörpers gezogen und es erfolgt die radiale Spannbewegung mit gleichzeitigem Niederzug des Werkstückes. Optional kann von vorne einfach ein axial feststehender Werkstückanschlag eingebaut werden. Deshalb ist diese Baureihe sowohl für die Stangen-bearbeitung als auch für Futterteile geeignet.
Futtergrößen von 42 bis 140 mm Durchlass
Axial bewegte Spannzange mit Niederzug
Geringer Außendurchmesser und kurze Baulänge erhöhen den Raum für Werkzeuge und die möglichen Verfahrwege der Z-Achse
Radiale Ausrichtschrauben
Durch die lebenslange Schmierung benötigen die Futter eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Werkstückanschläge und Teileauswerfer können im bzw. am Futter montiert werden
Maximale Spindeldrehzahl 6.000 U/min.
Zangenfutter
Spindelflansch
Zugrohradapter
Bedienungsanleitung
Standard-Lieferumfang:
Technische Daten:
Eigenschaften: CB-NK: Axial bewegte Spannzange
Niederzug
Anschlag möglich
Betätigung durch Zug
Hauptmerkmale:
- 10 -

07/2014 www.microcentric.de
Futter A B C D E F G H
CB42-NK/140 78,6 120,7 144,8 144,8 98,6 98,6 119,4 9,0
CB42-NK/A5 78,6 120,7 144,8 144,8 108,7 108,7 129,5 9,0
CB42-NK/A6 78,6 120,7 144,8 164,6 25,4 106,2 127,0 9,0
CB65-NK/A5 98,7 119,4 164,6 164,6 113,9 113,9 136,5 9,0
CB65-NK/A6 98,7 119,4 164,6 164,6 127,9 127,9 150,5 9,0
CB65-NK/A8 98,7 119,4 164,6 209,6 41,3 134,9 157,5 9,0
CB100-NK/A6 144,8 177,8 237,5 237,5 120,8 120,8 172,5 1,0
CB100-NK/A8 144,8 177,8 237,5 237,5 123,3 123,3 175,0 1,0
CB100-NK/A11 144,8 177,8 237,5 278,1 50,8 144,7 196,3 1,0
CB120-NK/A11 180,0 215,9 278,1 278,1 140,3 140,3 171,5 3,0
CB140-NK/A11 195,6 241,3 303,5 303,5 145,4 145,4 176,5 3,0
A
E
B
G
F
D C
H
Bei der Futterbezeichnung ist nach dem Schrägstrich die Spindelflanschgröße angegeben:
A6 bedeutet Flansch nach DIN ISO 702-1 Gr. 6 (vormals DIN 55026)
140 bedeutet Flansch mit Zylinderpasssitz 140 mm, Befestigungsbohrungen nach Anfrage / Bestellung. Andere Flanschgrößen auf Anfrage lieferbar.
Abmessungen:
- 11 -
Zangenfutter CB-NK für Stangen- und Futterteile

07/2014 www.microcentric.de
Futtertyp Durch-lass mm
Spann-bereich mm
Zugrohr-hub mm
Zugrohrkraft max. daN
Spannkraft max. daN
Umdrehung max. / Min.
Gewicht kg
CB42-NS 42,0 +/- 0,5 4,0 3.580 6.425 6.000 7,6
CB65-NS 66,0 +/- 0,5 4,0 4.590 8.260 6.000 10,9
Bei der Futterreihe CB-NS werden die Spannzangen über die Kupplung in den Futterkörper eingehängt. Durch die Vorwärtsbewegung des Zugrohradapters und der Schiebehülse mit Konus erfolgt die radiale Spannbewegung ohne Niederzug des Werkstücks. Die CB-NS Baureihe ist ähnlich der Baureihe CB-ND aufgebaut. Der Unterschied liegt in einer kleineren Bauweise, wodurch diese Futter sehr gut für eine 2. Spindel geeignet sind.
Futtergrößen von 42 bis 65 mm Durchlass
Axial nicht bewegte Spannzange ohne Niederzug gewährleistet beim Spannen unveränderte Z-Position des Werkstückes
Besonders geringer Außendurchmesser und kurze Baulänge erhöhen den Raum für Werkzeuge und die möglichen Verfahrwege der Z-Achse
Radiale Ausrichtschrauben
Durch die lebenslange Schmierung benötigen die Futter eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Werkstückanschläge und Teileauswerfer können im bzw. am Futter montiert werden
Maximale Spindeldrehzahl 6.000 U/min.
Zangenfutter
Spindelflansch
Zugrohradapter
Bedienungsanleitung
Standard-Lieferumfang:
Technische Daten:
Eigenschaften: CB-NS: Axial feststehende Spannzange
Axial fix
Anschlag möglich
Betätigung auf Druck
Kleiner Außendurchmesser
Hauptmerkmale:
- 12 -
Zangenfutter CB-NS für Stangen- und Futterteile

07/2014 www.microcentric.de
Zangenfutter CB-NS für Stangen- und Futterteile
Futter A B C D E F G H
CB42-NS/110 78,6 117,5 125,7 125,7 32,5 32,5 102,9 9,0
CB42-NS/140 78,6 117,5 125,7 151,1 19,0 38,4 102,4 9,0
CB42-NS/A4 78,6 117,5 125,7 125,7 38,9 38,9 102,9 9,0
CB42-NS/A5 78,6 117,5 125,7 164,6 19,8 38,4 102,4 9,0
CB65-NS/140 98,7 139,7 158,7 158,7 40,3 40,3 115,3 9,0
CB65-NS/A5 98,7 139,7 158,7 158,7 45,3 45,3 120,3 9,0
CB65-NS/A6 98,7 139,7 158,7 164,6 22,2 45,3 120,3 9,0
Bei der Futterbezeichnung ist nach dem Schrägstrich die Spindelflanschgröße angegeben:
A6 bedeutet Flansch nach DIN ISO 702-1 Gr. 6 (vormals DIN 55026)
140 bedeutet Flansch mit Zylinderpasssitz 140 mm, Befestigungsbohrungen nach Anfrage / Bestellung. Andere Flanschgrößen auf Anfrage lieferbar.
D
E
F
G H
A B C
Abmessungen:
- 13 -

07/2014 www.microcentric.de
Zangen-Spannstock CB-NRB
Spannstocktyp Durchlass mm
Spann-bereich mm
Kolbenhub mm
Betätigungs-druck max. bar
Spannkraft max. daN
Gewicht kg
CB42-NRB 42,0 +/- 0,5 4,0 35 4.280 8,5
CB65-NRB 66,0 +/- 0,5 4,0 35 5.510 12,5
CB100-NRB 100,0 +/- 1,0 7,0 35 7.950 24,8
Bei der Spannstockreihe CB-NRB werden die Spannzangen in den Kolben eingekuppelt. Bei Betätigung des integrierten Spannzylinders fährt der Kolben axial nach hinten. Dadurch wird der Spannkopf in den Konus des Futterkörpers gezogen und es erfolgt die radiale Spannbewegung mit gleichzeitigem Niederzug des Werkstückes. Für die pneumatische Betätigung sind Druckverstärkereinheiten im Übersetzungsverhältnis 1:2 oder 1:4 erhältlich.
Spannstockgrößen von 42 bis 100 mm Durchlass
Selbsthemmende Spannung mit eingebautem Spannzylinder, der hydraulisch oder pneumatisch angesteuert werden kann
Axial bewegte Spannzange mit Niederzug
Durch die lebenslange Schmierung benötigen die Spannstöcke eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Andere Baugrößen bis 140 mm auf Anfrage lieferbar
Zangen-Spannstock
Luft- / Ölanschlüsse
Bedienungsanleitung
Standard-Lieferumfang:
Technische Daten:
Eigenschaften: CB-NRB: Axial bewegte Spannzange
Niederzug
Anschlag möglich
Betätigung durch integrierten Spannzylinder
Luft- / Ölanschluss von hinten möglich
Hauptmerkmale:
- 14 -

07/2014 www.microcentric.de
Spannstock A B C D E F G H J K
CB42-NRB 79,0 108,0 177,0 161,0 M8 66,0 88,0 9,0 12,4 53,0
CB65-NRB 98,7 127,0 202,0 178,0 M10 73,0 102,0 9,0 12,4 61,0
CB100-NRB 145,0 191,0 253,0 225,0 M12 110,0 152,0 1,0 19,0 88,9
Abmessungen:
J
K
D
E
F
G H
A B C
15°
Gewinde 7/16-20
15°
- 15 -
Zangen-Spannstock CB-NRB

07/2014 www.microcentric.de
Zangen-Spannstock CB-NRD
Spannstocktyp Durchlass mm
Spann-bereich mm
Kolbenhub mm
Betätigungs-druck max. bar
Spannkraft max. daN
Gewicht kg
CB65-NRD 66,0 +/- 0,5 4,0 35 5.510 12,5
CB100-NRD 100,0 +/- 1,0 8,0 35 7.950 24,8
Bei der Spannstockreihe CB-NRD werden die Spannzangen in den Futterkörper eingekuppelt. Bei Betätigung des integrierten Spannzylinders fährt der Kolben axial nach vorne. Dadurch wird die Schiebehülse mit Konus nach vorne bewegt und es erfolgt die radiale Spannbewegung ohne Niederzug des Werkstückes. Für die pneumatische Betätigung sind Druckverstärkereinheiten im Übersetzungsverhältnis 1:2 oder 1:4 erhältlich.
Spannstockgrößen von 65 bis 100 mm Durchlass
Selbsthemmende Spannung mit eingebautem Spannzylinder, der hydraulisch oder pneumatisch angesteuert werden kann
Axial nicht bewegte Spannzange ohne Niederzug gewährleistet beim Spannen unveränderte Z-Position des Werkstückes
Durch die lebenslange Schmierung benötigen die Spannstöcke eine minimale Wartung
Alle Bauteile sind für eine hohe Genauigkeit und Haltbarkeit gehärtet und geschliffen
Zangen-Spannstock
Luft- / Ölanschlüsse
Bedienungsanleitung
Standard-Lieferumfang:
Technische Daten:
Eigenschaften: CB-NRD: Axial feststehende Spannzange
Axial fix
Anschlag möglich
Betätigung durch integrierten Spannzylinder
Luft- / Ölanschluss von hinten möglich
Hauptmerkmale:
- 16 -

07/2014 www.microcentric.de
Spannstock A B C D E F G H J K
CB65-NRD 98,7 145,0 164,6 147,3 M10 109,1 126,5 9,0 12,7 63,5
CB100-NRD 145,0 190,5 227,3 205,7 M10 128,1 160,0 1,0 14,7 83,8
Abmessungen:
A B C
E
D
F
G H
K
J
15°
Gewinde 7/16-20
- 17 -
Zangen-Spannstock CB-NRD

07/2014 www.microcentric.de - 18 -
Bestell-Nr. Für Futter A B C D
SP-42/D CB42-ND / CB42-NS 9,5 M6 M5 25,4
SP-42/K CB42-NK 9,5 M6 M5 25,4
SP-65/D CB65-ND / CB65-NS 9,5 M6 M5 25,4
SP-65/K CB65-NK 9,5 M6 M5 25,4
SP-100/D CB100-ND 15,2 M10 M8 38,1
SP-100/K CB100-NK 15,2 M10 M8 38,1
Anschlagträger für Zangenfutter
Bestell-Nr. Für Futter A B C D
SH-42/D CB42-ND / CB42-NS 9,5 M6 M5 25,4
SH-42/K CB42-NK 9,5 M6 M5 25,4
SH-65/D CB65-ND / CB65-NS 9,5 M6 M5 25,4
SH-65/K CB65-NK 9,5 M6 M5 25,4
SH-100/D CB100-ND 15,2 M10 M8 38,1
SH-100/K CB100-NK 15,2 M10 M8 38,1
Tiefenanschlag für Zangenfutter
Bestell-Nr. Für Futter A B
AW-42/D CB42-ND / CB42-NS 9,5 M5
AW-42/K CB42-NK 9,5 M5
AW-65/D CB65-ND / CB65-NS 9,5 M5
AW-65/K CB65-NK 9,5 M5
AW-100/D CB100-ND 15,2 M8
AW-100/K CB100-NK 15,2 M8
Federauswerfer
A
C (3 x 120°) auf Lochkreis D
B
76,2
A
B
C (3 x 120°) auf Lochkreis D
A
B
50,8
Bei den Futterbaureihen ND, NS und NK können Anschlagträger im Futter eingebaut werden. Darauf lassen sich Anschläge für die jeweiligen Werkstücke befestigen.
Alternativ zu einem Anschlagträger kann ein Tiefenanschlag im Futter eingebaut werden, wenn mit längeren Werkstücken ins Futter eingetaucht werden soll. Tiefenanschläge mit anderen Bautiefen auf Anfrage lieferbar.
Bei den Futterbaureihen ND, NS und NK können Federauswerfer im Futter eingebaut werden, um Werkstücke nach Bearbeitung im Automatikbetrieb auszustoßen. Federauswerfer mit anderen Abmessungen auf Anfrage lieferbar.

07/2014 www.microcentric.de
Wechselvorrichtungen für Spannzangen
- 19 -
Zum Ein- und Ausbau von Spannzangen werden Wechselvorrichtungen verwendet. Es sind als Varianten mechanische, pneumatische und hydraulische Vorrichtungen verfügbar. Ein Spannzangenwechsel dauert damit weniger als 15 Sekunden. Bolzen der Wechselvorrichtungen werden in die Bohrungen der Zangen-Segmente gesteckt. Bei Betätigung der Vorrichtung wird durch eine sphärische Bewegung der Bolzen die Spannzange am hinteren Ende zusammengezogen. Die dadurch erreichte Durchmesserverringerung ermöglicht das einfache Montieren oder Demontieren der Spannzangen im Futter bzw. Spannstock.
Die manuelle Wechselvorrichtung ist die preisgünstigste Methode für den Zangenwechsel.
Die pneumatische Wechselvorrichtung ist aus Sicht des Handlings die effizienteste Methode für den Zangenwechsel. Sie kann einfach an das in den meisten Werkstätten vorhandene Druckluftleitungs-system angeschlossen werden.
Zum Wechsel von Zangen der Baugrößen 120 und 140 wird die hydraulische Wechselvorrichtung mit der pneumatisch angetriebenen Pumpe EN162 verwendet. Die sonstige technische Ausstattung entspricht der pneumatischen Vorrichtung.
Pneumatisch:
Modell Betätigung Für Zangengröße
CP42 Pneumatisch 42
CM42 Manuell 42
CP65 Pneumatisch 65
CM65 Manuell 65
CP80 Pneumatisch 80
CM80 Manuell 80
CP100 Pneumatisch 100
CH120 Hydraulisch 120
CH140 Hydraulisch 140
EN162 Hydraulikpumpe Für CH120 / CH140
Manuell:
Hydraulisch/Pneumatisch:

07/2014 www.microcentric.de
Spannzangenauswahl
Modell Bauform Anzahl Segmente
A mm D mm max.
Katalog L mm
SK42BZI Standard 3 79,3 42,0 S. 21 47,0
SG42BZI Gekürzt 3 79,3 42,0 S. 21 39,4
SK65BZI Standard 3 99,5 66,0 S. 21 58,0
SG65BZI Gekürzt 3 99,5 66,0 S. 22 50,4
SK80BZI Standard 4 114,3 82,5 S. 22 52,9
SK100BZI Standard 6 144,5 100,0 S. 22 59,0
SK120BZI Standard 6 180,0 120,0 S. 23 61,0
SK140BZI Standard 6 195,6 140,0 S. 23 63,0
SWxxBZI Standard 3 - 6 s.o. s.o. s.o. S. 23
L
A
D
MicroCentric Schnellwechsel-Spannzangen werden als komplette Einheit hergestellt und mit extrem geringen Toleranzen präzisionsgeschliffen. Danach werden die Spannzangen in Teile getrennt und anschließend durch Heißvulkanisation wieder zusammengefügt. Beim dabei verwendeten Gummi handelt es sich um eine NBR-Mischung, die gegen alle handelsüblichen Kühlschmierstoffe und Schneidöle resistent ist. MicroCentric Spannzangen werden aus hochqualitativem Legierungsstahl hergestellt und sind auf 56-60 HRc gehärtet. Die Gummi-Metallverbindung hat eine extrem lange Lebensdauer. Es gibt die Baugrößen 42 bis 140 mit Spannbohrungen als Rund, Sechskant, Vierkant oder als Sonderprofil. Die Bohrungsoberfläche kann glatt oder geriffelt ausgeführt werden. In den Baugrößen 42 und 65 sind aus technischen Gründen bei kurzen Spannlängen von 8 mm oder weniger gekürzte Zangen SG zu verwenden. Spannzangen SW mit bearbeitbarer Spannbohrung werden verwendet, wenn vor Ort die benötigte Spannlösung eingearbeitet werden soll. Diese Zangen können direkt auf dem Futter oder in einer Bohrvorrichtung bearbeitet werden. Alle SW Spannzangen sind am Außendurchmesser und in der Kupplung gehärtet. Die folgende Tabelle zeigt eine Übersicht der lieferbaren Zangen:
- 20 -
SK Standard-Spannzange SG Verkürzte Spannzange SW Bearbeitbare Spannzange

07/2014 www.microcentric.de
Spannzange SG42BZI - Verkürzte Ausführung
Spannzange SK42BZI - Standard Ausführung
- 21 -
47,0 9,0
79,3
Bestell-Nr. Bohrung Genauigkeit Bereich
SK42BZI-RSM Rund glatt 0,010 5,0 - 42,0
SK42BZI-RSR Rund geriffelt 0,010 8,0 - 42,0
SK42BZI-HEX Sechskant glatt 0,025 5,0 - 36,0
SK42BZI-SQR Vierkant glatt 0,025 6,0 - 29,0
Bestell-Nr. Bohrung Genauigkeit Bereich
SG42BZI-RSM Rund glatt 0,010 5,0 - 42,0
SG42BZI-HEX Sechskant glatt 0,025 5,0 - 36,0
SG42BZI-SQR Vierkant glatt 0,025 6,0 - 29,0
Bestell-Nr. Bohrung Genauigkeit Bereich
SK65BZI-RSM Rund glatt 0,010 5,0 - 66,0
SK65BZI-RSR Rund geriffelt 0,010 9,0 - 65,0
SK65BZI-HEX Sechskant glatt 0,025 6,0 - 57,0
SK65BZI-SQR Vierkant glatt 0,025 6,0 - 44,0
Spannzange SK65BZI - Standard Ausführung
79,3
39,4
1,4
58,0 9,0
99,5

07/2014 www.microcentric.de
Spannzange SG65BZI - Verkürzte Ausführung
- 22 -
Bestell-Nr. Bohrung Genauigkeit Bereich
SG65BZI-RSM Rund glatt 0,010 5,0 - 66,0
SG65BZI-HEX Sechskant glatt 0,025 6,0 - 57,0
SG65BZI-SQR Vierkant glatt 0,025 6,0 - 44,0
Bestell-Nr. Bohrung Genauigkeit Bereich
SK80BZI-RSM Rund glatt 0,010 12,0 - 82,5
SK80BZI-RSR Rund geriffelt 0,010 19,0 - 82,5
SK80BZI-HEX Sechskant glatt 0,025 12,0 - 71,0
SK80BZI-SQR Vierkant glatt 0,025 12,0 - 58,0
Bestell-Nr. Bohrung Genauigkeit Bereich
SK100BZI-RSM Rund glatt 0,020 25,0 - 100,0
SK100BZI-RSR Rund geriffelt 0,020 25,0 - 100,0
SK100BZI-HEX Sechskant glatt 0,038 31,0 - 86,0
SK100BZI-SQR Vierkant glatt 0,038 31,0 - 70,0
Spannzange SK100BZI - Standard Ausführung
Spannzange SK80BZI - Standard Ausführung
99,5
50,4
1,4
59,0
144,5
52,9
114,3
07/2014 www.microcentric.de
Spannzange SW mit bearbeitbarer Bohrung
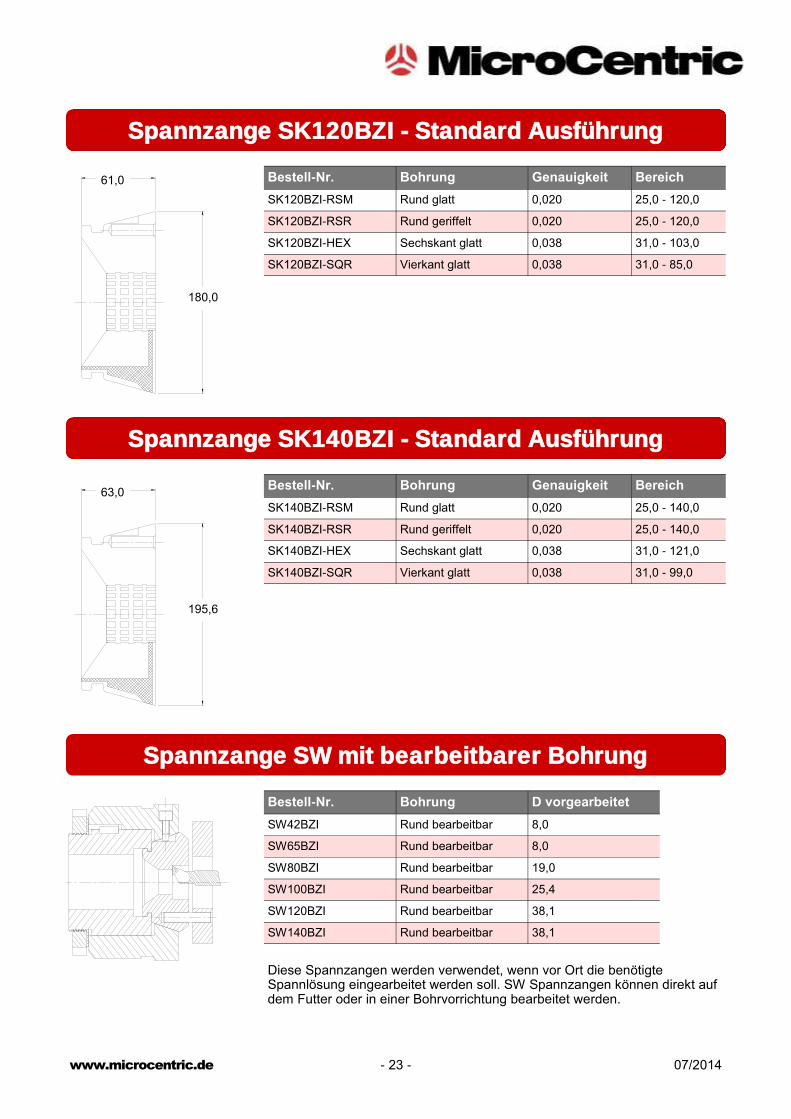
Spannzange SK140BZI - Standard Ausführung
- 23 -
Diese Spannzangen werden verwendet, wenn vor Ort die benötigte Spannlösung eingearbeitet werden soll. SW Spannzangen können direkt auf dem Futter oder in einer Bohrvorrichtung bearbeitet werden.
Bestell-Nr. Bohrung Genauigkeit Bereich
SK120BZI-RSM Rund glatt 0,020 25,0 - 120,0
SK120BZI-RSR Rund geriffelt 0,020 25,0 - 120,0
SK120BZI-HEX Sechskant glatt 0,038 31,0 - 103,0
SK120BZI-SQR Vierkant glatt 0,038 31,0 - 85,0
Bestell-Nr. Bohrung Genauigkeit Bereich
SK140BZI-RSM Rund glatt 0,020 25,0 - 140,0
SK140BZI-RSR Rund geriffelt 0,020 25,0 - 140,0
SK140BZI-HEX Sechskant glatt 0,038 31,0 - 121,0
SK140BZI-SQR Vierkant glatt 0,038 31,0 - 99,0
Bestell-Nr. Bohrung D vorgearbeitet
SW42BZI Rund bearbeitbar 8,0
SW65BZI Rund bearbeitbar 8,0
SW80BZI Rund bearbeitbar 19,0
SW100BZI Rund bearbeitbar 25,4
SW120BZI Rund bearbeitbar 38,1
SW140BZI Rund bearbeitbar 38,1
Spannzange SK120BZI - Standard Ausführung
61,0
180,0
63,0
195,6
07/2014 www.microcentric.de
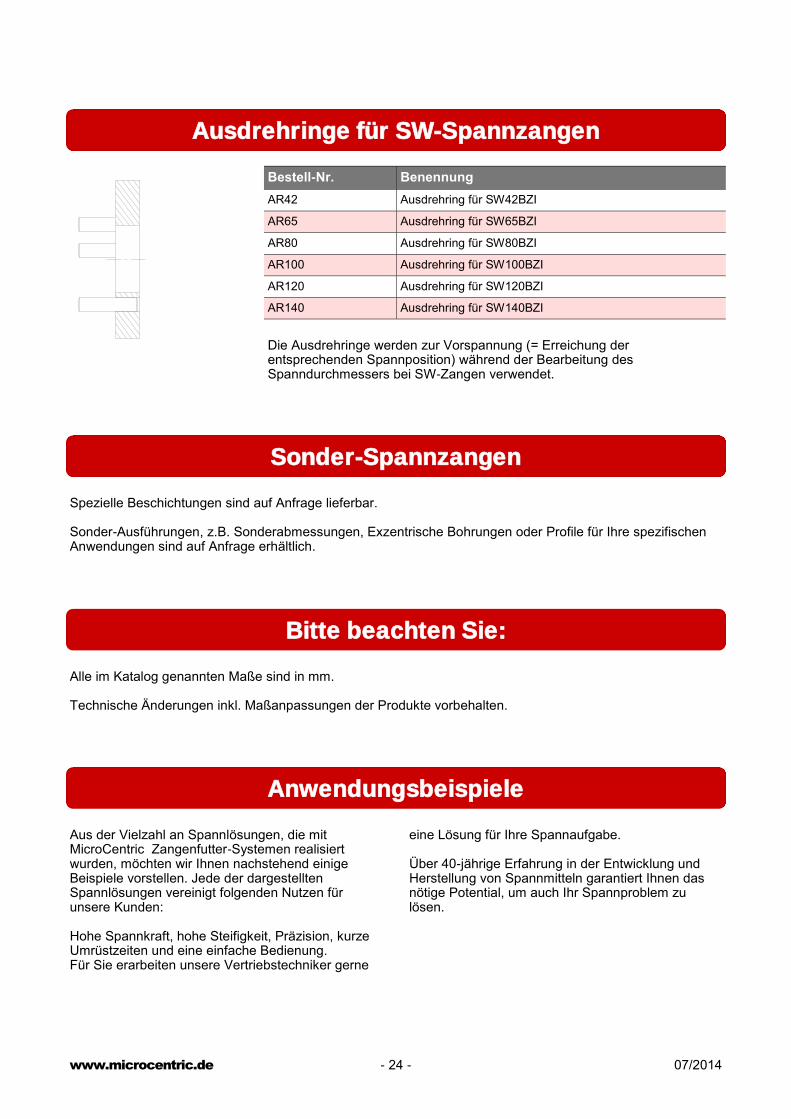
Ausdrehringe für SW-Spannzangen
Sonder-Spannzangen
- 24 -
Spezielle Beschichtungen sind auf Anfrage lieferbar. Sonder-Ausführungen, z.B. Sonderabmessungen, Exzentrische Bohrungen oder Profile für Ihre spezifischen Anwendungen sind auf Anfrage erhältlich.
Bestell-Nr. Benennung
AR42 Ausdrehring für SW42BZI
AR65 Ausdrehring für SW65BZI
AR80 Ausdrehring für SW80BZI
AR100 Ausdrehring für SW100BZI
AR120 Ausdrehring für SW120BZI
AR140 Ausdrehring für SW140BZI
Die Ausdrehringe werden zur Vorspannung (= Erreichung der entsprechenden Spannposition) während der Bearbeitung des Spanndurchmessers bei SW-Zangen verwendet.
Aus der Vielzahl an Spannlösungen, die mit MicroCentric Zangenfutter-Systemen realisiert wurden, möchten wir Ihnen nachstehend einige Beispiele vorstellen. Jede der dargestellten Spannlösungen vereinigt folgenden Nutzen für unsere Kunden: Hohe Spannkraft, hohe Steifigkeit, Präzision, kurze Umrüstzeiten und eine einfache Bedienung. Für Sie erarbeiten unsere Vertriebstechniker gerne
Anwendungsbeispiele
eine Lösung für Ihre Spannaufgabe. Über 40-jährige Erfahrung in der Entwicklung und Herstellung von Spannmitteln garantiert Ihnen das nötige Potential, um auch Ihr Spannproblem zu lösen.
Bitte beachten Sie:
Alle im Katalog genannten Maße sind in mm. Technische Änderungen inkl. Maßanpassungen der Produkte vorbehalten.

07/2014 www.microcentric.de - 25 -
Anwendung Stangenbearbeitung
Mit Niederzug
Mit internem Werkstückanschlag
Ohne Niederzug
Anwendung Futterbearbeitung mit Niederzug
Mit externem Werkstückanschlag
Mit gefederter Spitze für lange Welle Mit Werkstückanschlag/Kühlmittelzufuhr

07/2014 www.microcentric.de - 26 -
Stationär, interner Werkstückanschlag Mit Abdichtung gegen Schleifschmutz
Anwendung 2. Seite - Bearbeitung ohne Niederzug
Mit Werkstückanschlag in der Zange
Abgreiffutter
Mit Werkstückanschlag vorne an Zange
Anwendung Rundschleifen und Bohren
Abgreiffutter mit Federauswerfer
Anwendung Futterbearbeitung ohne Niederzug





























