Embed Size (px)
Citation preview
WERKSTOFFE Gusseisen
298 MTZ 4/2004 Jahrgang 65
Thermomechanikvon Gusseisen fürZylinderköpfe
Gusseisen mit Lamellengraphit (GJL) weist trotzseiner langen Anwendungsgeschichte noch immerein enormes Potenzial auf. In diesem Beitrag vonAVL List und der Eisengießerei Fritz Winter wirddas Ergebnis einer Kooperation von Motorenent-wicklern und Gießern vorgestellt, das eine deut-liche Verbesserung des GJL-Werkstoffs für Zylin-derköpfe erbrachte.

1 Einleitung
Gusseisen mit Lamellengraphit (GJL) hat alsWerkstoff für Zylinderköpfe eine sehr langeTradition. Seit die Werkstoffe auf Al-Si-Grundlage den Eisengießereien das profita-ble Geschäft mit Pkw-Zylinderköpfen ver-darben, werden im Wesentlichen Zylinder-köpfe für Nfz- und Schiffsdieselmotoren mitGusseisen bedient. Niedrig mit Chrom undKupfer legiertes Gusseisen mit Lamellen-graphit (GJL) wird nach wie vor favorisiert.Die am vorliegenden Projekt beteiligte Gie-ßerei Fritz Winter produziert nahezu 50 ver-schiedene Zylinderkopf-Typen aus diesemMaterial. Mit steigender Belastung ist aller-dings der Bedarf an höherfesten bezie-hungsweise duktileren Werkstoffen sowohlfür Zylinderköpfe als auch für Kurbelgehäu-se gestiegen. Bei Kurbelgehäusen fiel durchEinführung des hochfesten Gusseisens mitVermiculargraphit GJV-450 und GJV-500die Problemlösung vergleichsweise leicht,nicht jedoch bei Zylinderköpfen mit ihremdeutlich abweichenden Anforderungspro-fil. Darum war es erforderlich, den Werk-stoff GJV neben dem altehrwürdigen GJLunter verschärften Bedingungen verglei-chend zu prüfen. Die zu klärende Frage lau-tet schlicht: Ist es technisch und wirtschaft-lich zweckmäßig, für hochbelastete Zylin-derköpfe von GJL auf GJV umzusteigen?
Moderne Vierventil-Zylinderköpfe stel-len aufgrund ihrer Geometrie für jede Gie-ßerei eine erhebliche Herausforderung dar.Außerdem ist in den letzten Jahren aus ver-schiedenen Gründen ein ständiges Anstei-gen der Spitzendrücke und der Leistungs-dichten festzustellen. Die Zylinderköpfesind dadurch permanent steigendenSchwingbelastungen und thermischenWechsellasten ausgesetzt. Sie sind in derMehrzahl der aktuellen Dieselmotoren dieleistungsbegrenzenden Bauteile. Gesteiger-te Schwingfestigkeit unter isothermen undthermisch-mechanischen Wechsellastenist daher die zentrale Forderung an dieMetallurgie.
Auf dieses Anforderungsprofil wirdnicht immer mit entsprechenden Maßnah-men seitens der Gießer reagiert. Vielfachwird das Heil in „Höherlegieren“ gesucht,obwohl es zwischen Legierungsgrad undFestigkeit eine nur schwache Korrelationgibt. Darüber hinaus ist die Festigkeit imAllgemeinen nicht der kritische Faktor fürdie Lebensdauer eines Zylinderkopfes, son-dern dessen thermomechanische Wechsel-beständigkeit und deren Korrelation mitLegierungsgrad und Festigkeit ist gänzlichfragwürdig. Erste Aufgabe war es also, dieeher alchemistische Praxis zu hinterfragenund festzustellen, wohin der Optimie-rungspfad eigentlich führen soll. Zweitens
sollte im Hause AVL List eine Simulations-methode entwickelt werden, die es er-laubt, die Lebensdauer unter thermisch-mechanischen Wechsellasten im Rahmeneines Motorentwicklungsprojektes quanti-tativ zu beurteilen.
2 ThermomechanischeWechselfestigkeit – Stand der Technik
Die kritischen Kenngrößen für Zylinder-köpfe sind im Allgemeinen die isothermeWechselfestigkeit (HCF, „high cycle fati-gue“) und die thermo-mechanische Wech-selfestigkeit (TMF, „thermo-mechanical fa-tigue“). HCF sei hier nur kurz gestreift. Sieist für perlitische Gusseisen bis mindes-tens 400 °C nahezu konstant, was für dieBauteilbeurteilung sehr praktisch ist.Durch den Umstieg von GJL auf voll perliti-sches GJV bekommt man – grob gespro-chen – eine Verdopplung der Schwingfes-tigkeiten. Der Faktor ist von der Mittel-spannung abhängig und kann, zum Bei-spiel an Rohgussflächen, auch deutlich nie-driger liegen. Diese Problematik hat manaber im Griff. Die Gießeigenschaften vonGJV sind auf ähnlich exzellentem Niveauwie für GJL. Insgesamt ist GJV im Hinblickauf HCF als sehr vorteilhaft einzustufen,was ja durch die zahlreichen GJV-Kurbel-gehäuseentwicklungen der letzten Zeitdeutlich wird.
Unter thermisch-mechanischen Wech-sellasten sind die Werkstoffeigenschaftenerheblich schwieriger zu vergleichen. EineÜbersicht über verschiedene Prüfmetho-den gibt Röhrig [1]. Experimentiert wurdemit verschiedenen Probenformen, Heiz-und Kühlverfahren, thermischen Zyklenund Dehnungsbehinderungen. Diese Viel-falt von Parametern beeinträchtigt jedochdie Vergleichbarkeit der Ergebnisse mas-siv. Die Frage, ob GJV oder GJL der Vorzugfür Zylinderköpfe zu geben ist, lässt sichanhand der Literaturdaten nicht entschei-den, weil je nach Methode entweder dieWerkstoffe mit hoher Wärmeleitfähigkeitoder diejenigen mit hoher Festigkeit favo-risiert wurden. Gesichert ist aber [2, 3, 4],dass Werkstoffe vorteilhaft sind, welche■ eine hohe Festigkeit aufweisen■ mit Molybdän legiert sind – vermutlichwegen der verringerten Spannungsrelaxa-tion bei erhöhten Temperaturen aufgrundvon Versetzungsblockade■ einen hohen Kohlenstoffgehalt aufwei-sen, und zwar wegen der gesteigertenWärmeleitfähigkeit.
Bertodo quantifizierte die Wirkung ver-schiedener Elemente und der Graphitla-mellengröße auf die Zugfestigkeit von GJLund auf deren Streuung [4]. Dem Graphit
wies er die anteilig stärkste Wirkung zuund forderte:■ möglichst reine Schmelze beziehungs-weise metallische Grundmasse■ möglichst geringe Eigenschaftsstreuungdurch Kontrolle der Graphitkristallisation■ zum Legieren den Einsatz von Karbid-stabilisatoren mit hinreichender Löslich-keit im Eisen und einem möglichst großenAtomradius, was zum Beispiel Molybdänbietet.
Unter Erfüllung lediglich der zweitenund – weil ohne Molybdän – halbwegsauch der dritten Forderung wurde durchSchaffung kinetischer Anreize für die Gra-phitkristallisation in einer vergleichsweise„feindlichen“ Umgebung ein Systemkreiert, das fast zehn Jahre lang die An-sprüche von Schiffsdiesel- und Nfz-Zylin-derköpfen befriedigte.
3 Gussoptimierung – Mut zur Einfachheit
Spätestens bei Auftauchen der Frage nachder idealen Bremsscheibe war an die ersteEmpfehlung von Bertodo zu denken, näm-lich für eine möglichst reine Grundmassezu sorgen. Gleichzeitig kam auch die Erin-nerung an die entsprechenden Aussageneines Großmeisters der Gießerzunft, A. Col-laud [5], und es war im Prinzip nur eine Fra-ge zu stellen: Was verunreinigt die metalli-sche Grundmasse des Eisens? Die Antwortlautet: Alles, worauf man verzichten kann.
Kandidat Nr. 1 war in diesem Fall Sili-zium. Man benötigt davon nur so viel wie
299MTZ 4/2004 Jahrgang 65
Die Autoren
Dipl.-Ing. Franz Zieherist Leiter Berechnungdes Bereichs Enginee-ring und TechnikAntriebssysteme,AVL List GmbH, Graz.
Dr. Franz Langmayr istLeiter Werkstofftech-nik in der BerechnungMechanik des Be-reichs Engineeringund Technik Antriebs-systeme, AVL ListGmbH, Graz.
Dr. Ing. Milan Lampicist Leiter Forschungund Entwicklung, FritzWinter EisengießereiGmbH und Co. KG,Stadtallendorf.

erforderlich ist, den Kohlenstoff aus der Lö-sung im flüssigen Eisen zu verdrängen, umeine hinreichende Menge Graphit zu erhal-ten. Weil es sich dabei um einen kinetischbetonten Prozess handelt, sind (A) die Er-starrungsgeschwindigkeit und (B) der Pro-zess der Kristallkeimbildung zu berück-sichtigen. Ein Rezept für A ergibt sich alsErgebnis einer Zusammenfassung des Le-benswerks von H. Laplanche [6]: Man neh-me das kleinstmögliche Graphitisierungs-potenzial im Bereich zwischen Ledeburitund Perlit für einen gegebenen Erstar-rungsmodul („thermische Wanddicke“)und berechne dazu die Grenzwerte fürKohlenstoff (Cmax) und Silicium (Simin) fürgrößtmögliche Graphitmenge. Gegen dieTatsache, dass die Möglichkeiten einer Re-duzierung des Siliciumgehalts mit sinken-dem Modul dahinschwinden, hilft die rich-tige Wahl der Keimbildungsbedingungenentsprechend Gl. (1) nach A.A. Zhukow [7],nach Maßgabe der freien Bildungsenthal-pien der beteiligten Komponenten G‘i. DieLösung fällt umso präziser aus, je klarer dieParameter der Reaktionsumgebung defi-niert sind. Die praktische Umsetzung destheoretischen Modells ist selbstredend ei-ne Frage des Know-hows.
Nachdem die Frage geklärt ist, wasnicht gebraucht wird, muss man überle-gen, was mit „Beigaben“ zu tun ist, dieman beim Einkauf der Rohstoffe unter Be-rücksichtigung der Kriterien Preis und Ver-fügbarkeit gar nicht bestellt hat. Die Ant-wort darauf ist einfach: Man stelle fest, wodie Grenze zwischen Gift und Medizin an-zusiedeln ist und beseitige die Gifte. Damitwäre die Frage der Ökonomie ziemlich ein-deutig beantwortet.
Und was ist daran einfach? Es wurdeein Grundkonzept realisiert mit folgendenMerkmalen:■ Die chemische Grundzusammenset-zung ist mit der nah-eutektischen Lage imDreistoffsystem Fe-C-Si eindeutig defi-niert. Das Eisen verfügt über das größt-mögliche Angebot an eutektischem Gra-phit, und dessen Kristallisationsdruckkann voll zur Eigenspeisung, das heißtzum Kompensieren der Schrumpfung
beim Übergang flüssig/fest genutzt wer-den.■ Das Eisen ist arm an Begleitelementen.Das Kristallgitter enthält wenig Fremdato-me, ist daher nicht verspannt und gestat-tet – wenn nötig – ein wirksames Legierenohne Gefahr der Bildung von Legierungs-carbiden. ■ Das Graphitisierungspotenzial des fes-ten Zustands ist extrem niedrig. Ein ther-misch stabiles perlitisches Gefüge wirdpraktisch ohne Zusatz von Carbid-stabili-sierenden Elementen gebildet.■ Durch weitgehende Verringerung derAnzahl Komponenten (Variablen) im Sys-tem ist ein einfaches Modifizieren möglich,dessen Vektoren, das heißt Richtung undWirkung, eindeutig vorhergesagt werdenkönnen. Je nach Art der Behandlung kön-nen daher durch kleinste Änderungen ex-trem unterschiedliche Eigenschaften er-zielt werden.
Auf diese Weise entstand das Grundsys-tem „Varifer“ [8]. Die erste technische An-wendung erfuhr es als Bremsenwerkstoffnach einer gemeinsam von Fritz Winter Ei-sengießerei und der TU Berlin betriebenenEntwicklung [9]. Die zweite Variante alsHartguss wird zurzeit in Form einer Ver-bundguss-Nockenwelle im Motorentest er-probt. Über die dritte Variante als vielver-sprechender Zylinderkopf-Werkstoff be-richtet der vorliegende Beitrag.
4 Die Versuchswerkstoffe
Die GJL- und GJV-Werkstoffe aus der Ta-belle wurden in Hinblick auf ihre TMF-Ei-genschaften vergleichend untersucht. Siealle sind serientaugliche Zylinderkopf-werkstoffe, einige sind derzeit schon beider Eisengießerei Fritz Winter in Produk-
tion. Um die Artefakte von Stabprobenauszuschließen, wurde Plattenmaterialmit 25 mm Wandstärke und einem Gefügewie an der Brennraumseite von Zylinder-köpfen verwendet. Die angegebenen Zug-festigkeiten sind Messwerte. Die in denSortenbezeichnungen enthaltenen Zahlenbeziehen sich bei GJL entsprechend derNorm auf die geforderte Mindestzugfestig-keit einer getrennt gegossenen Normpro-be. GJV ist im VDG-Merkblatt und der ana-logen, künftigen ISO-Norm „praxisnäher“in Wanddicken- beziehungsweise Modul-bereiche eingeteilt. Anzumerken ist, dassim Vergleich zum Werkstoff 1 (GJL-250CuCr) der Werkstoff 2 (GJL-300 Mo HC / Va-rifer) eine deutlich geringere Modulabhän-gigkeit der Festigkeit aufweist.
Beide GJL-Sorten und GJV-450 sind voll-perlitisch. GJV-350 ist vorwiegend ferri-tisch. Dieser Werkstoff wurde aufgenom-men, um zu klären, ob die ferritische Ma-trix für hohe thermische Wechsellastenbesser geeignet ist als die perlitische derhochfesten GJV-Sorten. Wie im Folgendengezeigt wird, haben sich diese Erwartun-gen noch nicht erfüllt. Fairerweise ist je-doch anzumerken, dass ein nach Varifer-Prinzipien hergestelltes GJV-350 auch diehohe Wärmeleitfähigkeit des Varifer hätteund damit für bestimmte Anwendungenim Vorteil sein könnte.
5 Werkstoffuntersuchungen
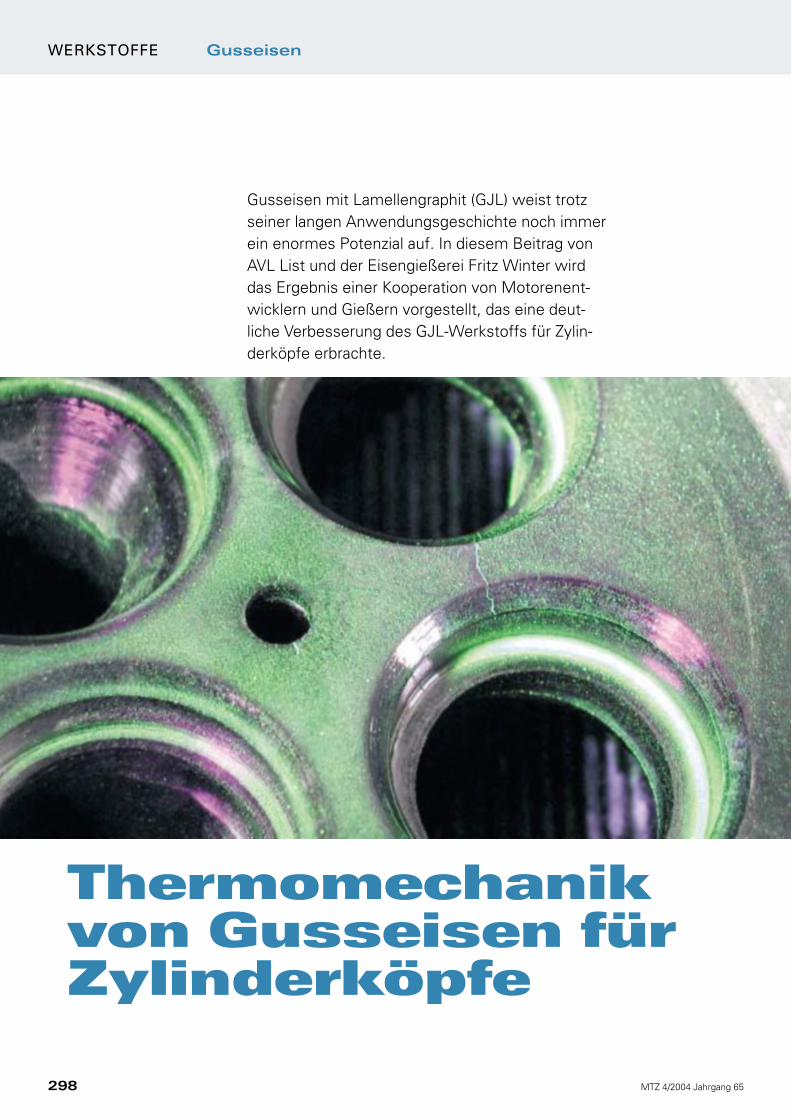
Der für die TMF-Messungen an Werkstoff-proben verwendete thermische Standard-zyklus ist in Bild 1 skizziert. Er besteht auseiner Heizphase bis Tmax = 420 °C, einerHaltezeit von 180 s und einer Abkühlphaseauf Tmin = 50 °C. Die Probenheizung erfolg-te induktiv, die Kühlung durch Wärmelei-
WERKSTOFFE Gusseisen
300 MTZ 4/2004 Jahrgang 65
Gl. (1) cexp G
RT
exp GRT
100i
i
i
i 1
n=−⎛
⎝⎜⎞⎠⎟
−⎛⎝⎜
⎞⎠⎟
⋅
=∑
Δ
Δ
4 Die Versuchswerkstoffe
Tabelle: Zusammensetzung und Parameter der untersuchten GJL- und GJV-WerkstoffeTable: Chemical composition and parameters of the investigated GJL- and GJV- materials
Bezeichung Zusammensetzung Wärmeleitfähigkeit Rm
[Gew. %] [W/m·K] @ 100/400 °C [N/mm2]
1 GJL-250 CrCu 3.35 C, 1.8 Si, 0.5 Mn, 42 / 38 2600.3 Cr, 0.5 Cu
2 GJL-300 Mo 3.6 C, 1.3 Si, 0.3 Mn, 50 / 43 310HC (Varifer) 0.25 Mo
3 GJV-350 3.5 C, 2.5 Si, 0.25 Mn 42 / 39 350
4 GJV-450 3.6 C, 2.2 Si, 0,4 Mn, 38 / 36 4500,8 Cu, 0.06 Sn
Zu 1: entspricht GJL-250 nach DIN/EN 1561; bei Fa. Fritz Winter Standardwerkstoff für Diesel-ZylinderköpfeZu 2: entspricht GJL-300 nach DIN/EN 1561; NeuentwicklungZu 3 und 4: nach VDG-Merkblatt W 50
ci Massenanteil der Komponente iΔGI’ freie Bildungsenthalpie der Kom-
ponente iR GaskonstanteT absolute Temperatur
tung in die Halterung und durch Konvek-tion unterstützt von Pressluft. Es wurdenzylindrische Proben analog Zugstäben ver-wendet. Die mechanische Einspannungder Probe war servohydraulisch geregelt.Die TMF-Experimente wurden dehnungs-gesteuert gefahren, was den TMF-Lastfäl-len, die zum Beispiel an der Brennraumsei-te des Zylinderkopfes auftreten, entspricht.
Um herauszufinden, welche Parameterder gebräuchlichen Motortests für die Le-bensdauer kritisch sind, wurden die Ex-tremtemperaturen, die Haltezeit und diemechanische Einspannungsbedingung va-riiert. Parallel zur Werkstoffentwicklungerfolgte die Modellbildung, das heißt einemathematische Beschreibung des Werk-stoffverhaltens unter bestimmten Lastbe-dingungen. Erstes Ziel dabei war ein quan-
titativer Vergleich von GJL- und GJV-Zylin-derkopfwerkstoffen im Hinblick auf ihrVerhalten unter TMF-Bedingungen. DasModell sollte für typische motorische Last-zustände – zunächst für den thermischenWechsellastlauf zur Motorabnahme – einequantitative Lebensdauervorhersageermöglichen. Dazu wurde ein Verfahrenentwickelt, das im Rahmen eines Motor-Entwicklungsprozesses anwendbar ist. Esist an anderer Stelle im Detail beschrieben[10, 11] und soll daher hier nicht weiter be-handelt werden.
6 Ergebnisse der thermo-mechanischen Untersuchungen
Bild 2 zeigt als Beispiel einen Vergleich derHysteresen von GJL-300 Mo HC (links) mit
GJV-450 (rechts) bei einer TMF-Zyklierungentsprechend Bild 1 und vollständiger me-chanischer Dehnungsbehinderung; dasheißt, die Messlänge des Probestabs wirdüber den gesamten Zyklus hinweg kon-stant gehalten. Dies ist, verglichen mit denVerhältnissen an der Brennraumseite ei-nes Zylinderkopfes, eine sehr harte Testbe-dingung, die niedrige Bruchlastwechsel-zahlen zur Folge hat. Aufheizen führt zumAufbau von Druckspannung, bis Plastifi-zierung einsetzt. Während der Haltezeit re-laxiert die Spannung. Während der folgen-den Abkühlphase plastifiziert der Werk-stoff wieder im Zughalbast. Schon der ersteTMF-Zyklus endet mit Zugspannungenvon 200 beziehungsweise 300 MPa. Für einBauteil heißt das: Vorspannungen von derMontage oder von Sitzringpressungen sindin thermisch hochbelasteten Bauteilzonensehr schnell eliminiert.
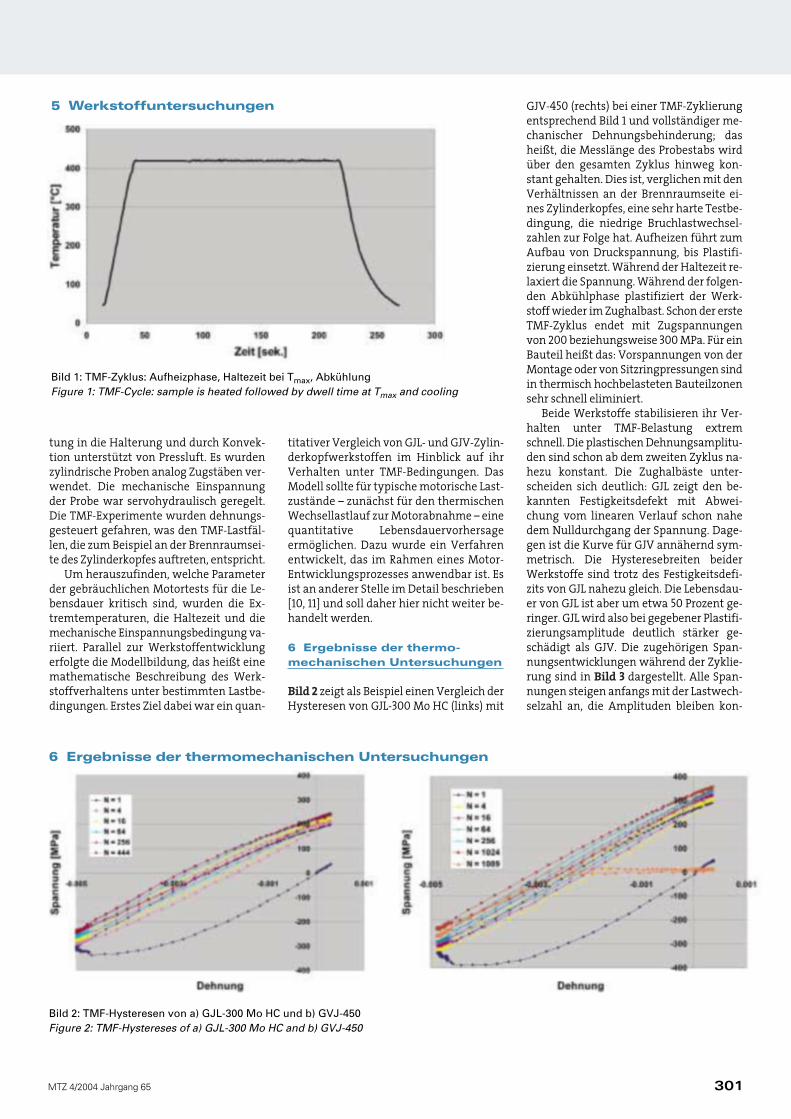
Beide Werkstoffe stabilisieren ihr Ver-halten unter TMF-Belastung extremschnell. Die plastischen Dehnungsamplitu-den sind schon ab dem zweiten Zyklus na-hezu konstant. Die Zughalbäste unter-scheiden sich deutlich: GJL zeigt den be-kannten Festigkeitsdefekt mit Abwei-chung vom linearen Verlauf schon nahedem Nulldurchgang der Spannung. Dage-gen ist die Kurve für GJV annähernd sym-metrisch. Die Hysteresebreiten beiderWerkstoffe sind trotz des Festigkeitsdefi-zits von GJL nahezu gleich. Die Lebensdau-er von GJL ist aber um etwa 50 Prozent ge-ringer. GJL wird also bei gegebener Plastifi-zierungsamplitude deutlich stärker ge-schädigt als GJV. Die zugehörigen Span-nungsentwicklungen während der Zyklie-rung sind in Bild 3 dargestellt. Alle Span-nungen steigen anfangs mit der Lastwech-selzahl an, die Amplituden bleiben kon-
301MTZ 4/2004 Jahrgang 65
5 Werkstoffuntersuchungen
Bild 1: TMF-Zyklus: Aufheizphase, Haltezeit bei Tmax, AbkühlungFigure 1: TMF-Cycle: sample is heated followed by dwell time at Tmax and cooling
6 Ergebnisse der thermomechanischen Untersuchungen
Bild 2: TMF-Hysteresen von a) GJL-300 Mo HC und b) GVJ-450Figure 2: TMF-Hystereses of a) GJL-300 Mo HC and b) GVJ-450
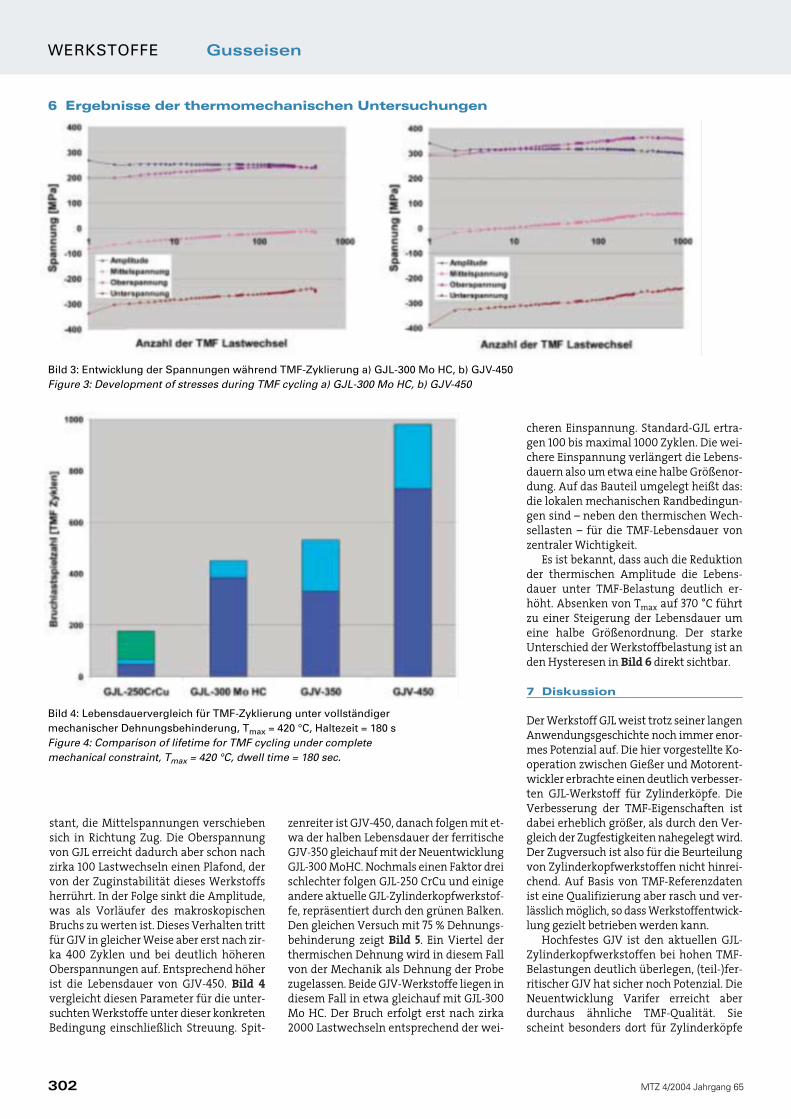
stant, die Mittelspannungen verschiebensich in Richtung Zug. Die Oberspannungvon GJL erreicht dadurch aber schon nachzirka 100 Lastwechseln einen Plafond, dervon der Zuginstabilität dieses Werkstoffsherrührt. In der Folge sinkt die Amplitude,was als Vorläufer des makroskopischenBruchs zu werten ist. Dieses Verhalten trittfür GJV in gleicher Weise aber erst nach zir-ka 400 Zyklen und bei deutlich höherenOberspannungen auf. Entsprechend höherist die Lebensdauer von GJV-450. Bild 4vergleicht diesen Parameter für die unter-suchten Werkstoffe unter dieser konkretenBedingung einschließlich Streuung. Spit-
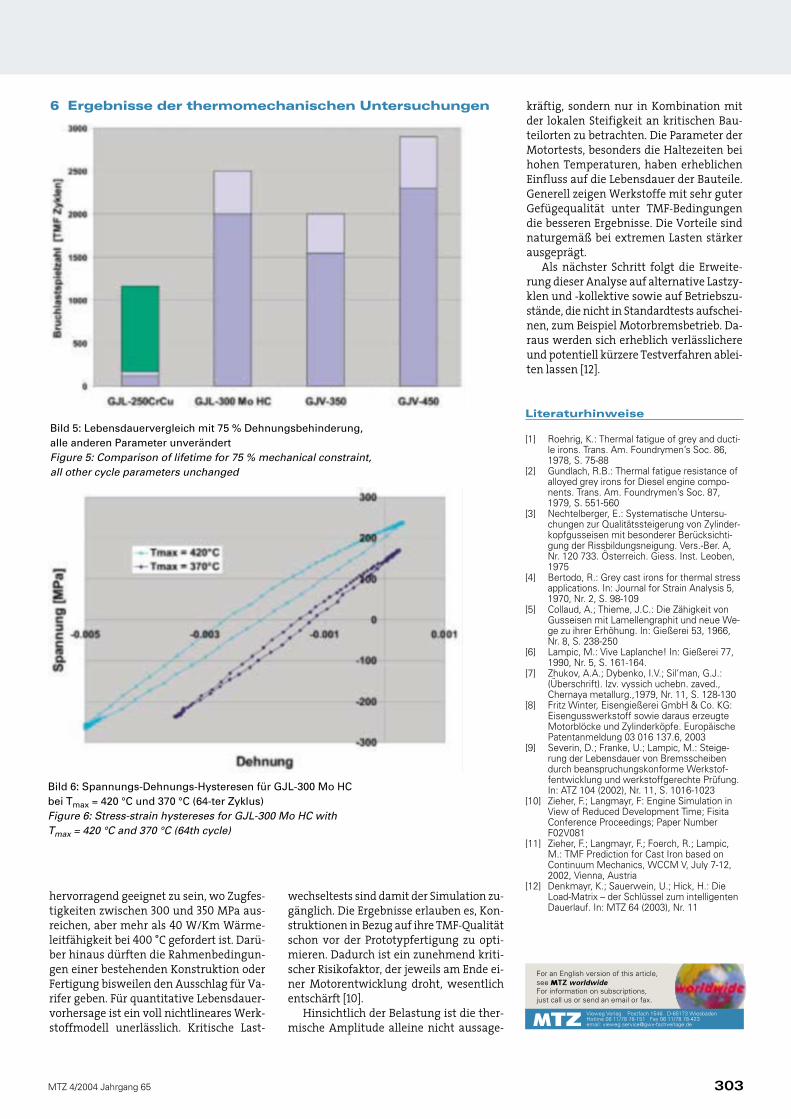
zenreiter ist GJV-450, danach folgen mit et-wa der halben Lebensdauer der ferritischeGJV-350 gleichauf mit der NeuentwicklungGJL-300 MoHC. Nochmals einen Faktor dreischlechter folgen GJL-250 CrCu und einigeandere aktuelle GJL-Zylinderkopfwerkstof-fe, repräsentiert durch den grünen Balken.Den gleichen Versuch mit 75 % Dehnungs-behinderung zeigt Bild 5. Ein Viertel derthermischen Dehnung wird in diesem Fallvon der Mechanik als Dehnung der Probezugelassen. Beide GJV-Werkstoffe liegen indiesem Fall in etwa gleichauf mit GJL-300Mo HC. Der Bruch erfolgt erst nach zirka2000 Lastwechseln entsprechend der wei-
cheren Einspannung. Standard-GJL ertra-gen 100 bis maximal 1000 Zyklen. Die wei-chere Einspannung verlängert die Lebens-dauern also um etwa eine halbe Größenor-dung. Auf das Bauteil umgelegt heißt das:die lokalen mechanischen Randbedingun-gen sind – neben den thermischen Wech-sellasten – für die TMF-Lebensdauer vonzentraler Wichtigkeit.
Es ist bekannt, dass auch die Reduktionder thermischen Amplitude die Lebens-dauer unter TMF-Belastung deutlich er-höht. Absenken von Tmax auf 370 °C führtzu einer Steigerung der Lebensdauer umeine halbe Größenordnung. Der starkeUnterschied der Werkstoffbelastung ist anden Hysteresen in Bild 6 direkt sichtbar.
7 Diskussion
Der Werkstoff GJL weist trotz seiner langenAnwendungsgeschichte noch immer enor-mes Potenzial auf. Die hier vorgestellte Ko-operation zwischen Gießer und Motorent-wickler erbrachte einen deutlich verbesser-ten GJL-Werkstoff für Zylinderköpfe. DieVerbesserung der TMF-Eigenschaften istdabei erheblich größer, als durch den Ver-gleich der Zugfestigkeiten nahegelegt wird.Der Zugversuch ist also für die Beurteilungvon Zylinderkopfwerkstoffen nicht hinrei-chend. Auf Basis von TMF-Referenzdatenist eine Qualifizierung aber rasch und ver-lässlich möglich, so dass Werkstoffentwick-lung gezielt betrieben werden kann.
Hochfestes GJV ist den aktuellen GJL-Zylinderkopfwerkstoffen bei hohen TMF-Belastungen deutlich überlegen, (teil-)fer-ritischer GJV hat sicher noch Potenzial. DieNeuentwicklung Varifer erreicht aberdurchaus ähnliche TMF-Qualität. Siescheint besonders dort für Zylinderköpfe
WERKSTOFFE Gusseisen
302 MTZ 4/2004 Jahrgang 65
6 Ergebnisse der thermomechanischen Untersuchungen
Bild 4: Lebensdauervergleich für TMF-Zyklierung unter vollständiger mechanischer Dehnungsbehinderung, Tmax = 420 °C, Haltezeit = 180 sFigure 4: Comparison of lifetime for TMF cycling under complete mechanical constraint, Tmax = 420 °C, dwell time = 180 sec.
Bild 3: Entwicklung der Spannungen während TMF-Zyklierung a) GJL-300 Mo HC, b) GJV-450Figure 3: Development of stresses during TMF cycling a) GJL-300 Mo HC, b) GJV-450
hervorragend geeignet zu sein, wo Zugfes-tigkeiten zwischen 300 und 350 MPa aus-reichen, aber mehr als 40 W/Km Wärme-leitfähigkeit bei 400 °C gefordert ist. Darü-ber hinaus dürften die Rahmenbedingun-gen einer bestehenden Konstruktion oderFertigung bisweilen den Ausschlag für Va-rifer geben. Für quantitative Lebensdauer-vorhersage ist ein voll nichtlineares Werk-stoffmodell unerlässlich. Kritische Last-
wechseltests sind damit der Simulation zu-gänglich. Die Ergebnisse erlauben es, Kon-struktionen in Bezug auf ihre TMF-Qualitätschon vor der Prototypfertigung zu opti-mieren. Dadurch ist ein zunehmend kriti-scher Risikofaktor, der jeweils am Ende ei-ner Motorentwicklung droht, wesentlichentschärft [10].
Hinsichtlich der Belastung ist die ther-mische Amplitude alleine nicht aussage-
303MTZ 4/2004 Jahrgang 65
6 Ergebnisse der thermomechanischen Untersuchungen
Bild 5: Lebensdauervergleich mit 75 % Dehnungsbehinderung, alle anderen Parameter unverändertFigure 5: Comparison of lifetime for 75 % mechanical constraint, all other cycle parameters unchanged
Bild 6: Spannungs-Dehnungs-Hysteresen für GJL-300 Mo HC bei Tmax = 420 °C und 370 °C (64-ter Zyklus)Figure 6: Stress-strain hystereses for GJL-300 Mo HC with Tmax = 420 °C and 370 °C (64th cycle)
For an English version of this article,see MTZ worldwide
For information on subscriptions, just call us or send an email or fax.
Vieweg Verlag Postfach 1546 D-65173 WiesbadenHotline 06 11/78 78-151 Fax 06 11/78 78-423email: [email protected]
kräftig, sondern nur in Kombination mitder lokalen Steifigkeit an kritischen Bau-teilorten zu betrachten. Die Parameter derMotortests, besonders die Haltezeiten beihohen Temperaturen, haben erheblichenEinfluss auf die Lebensdauer der Bauteile.Generell zeigen Werkstoffe mit sehr guterGefügequalität unter TMF-Bedingungendie besseren Ergebnisse. Die Vorteile sindnaturgemäß bei extremen Lasten stärkerausgeprägt.
Als nächster Schritt folgt die Erweite-rung dieser Analyse auf alternative Lastzy-klen und -kollektive sowie auf Betriebszu-stände, die nicht in Standardtests aufschei-nen, zum Beispiel Motorbremsbetrieb. Da-raus werden sich erheblich verlässlichereund potentiell kürzere Testverfahren ablei-ten lassen [12].
Literaturhinweise
[1] Roehrig, K.: Thermal fatigue of grey and ducti-le irons. Trans. Am. Foundrymen’s Soc. 86,1978, S. 75-88
[2] Gundlach, R.B.: Thermal fatigue resistance ofalloyed grey irons for Diesel engine compo-nents. Trans. Am. Foundrymen’s Soc. 87,1979, S. 551-560
[3] Nechtelberger, E.: Systematische Untersu-chungen zur Qualitätssteigerung von Zylinder-kopfgusseisen mit besonderer Berücksichti-gung der Rissbildungsneigung. Vers.-Ber. A,Nr. 120 733. Österreich. Giess. Inst. Leoben,1975
[4] Bertodo, R.: Grey cast irons for thermal stressapplications. In: Journal for Strain Analysis 5,1970, Nr. 2, S. 98-109
[5] Collaud, A.; Thieme, J.C.: Die Zähigkeit vonGusseisen mit Lamellengraphit und neue We-ge zu ihrer Erhöhung. In: Gießerei 53, 1966,Nr. 8, S. 238-250
[6] Lampic, M.: Vive Laplanche! In: Gießerei 77,1990, Nr. 5, S. 161-164.
[7] Zhukov, A.A.; Dybenko, I.V.; Sil’man, G.J.:(Überschrift). Izv. vyssich uchebn. zaved.,Chernaya metallurg.,1979, Nr. 11, S. 128-130
[8] Fritz Winter, Eisengießerei GmbH & Co. KG:Eisengusswerkstoff sowie daraus erzeugteMotorblöcke und Zylinderköpfe. EuropäischePatentanmeldung 03 016 137.6, 2003
[9] Severin, D.; Franke, U.; Lampic, M.: Steige-rung der Lebensdauer von Bremsscheibendurch beanspruchungskonforme Werkstof-fentwicklung und werkstoffgerechte Prüfung.In: ATZ 104 (2002), Nr. 11, S. 1016-1023
[10] Zieher, F.; Langmayr, F: Engine Simulation inView of Reduced Development Time; FisitaConference Proceedings; Paper NumberF02V081
[11] Zieher, F.; Langmayr, F.; Foerch, R.; Lampic,M.: TMF Prediction for Cast Iron based onContinuum Mechanics, WCCM V, July 7-12,2002, Vienna, Austria
[12] Denkmayr, K.; Sauerwein, U.; Hick, H.: Die Load-Matrix – der Schlüssel zum intelligentenDauerlauf. In: MTZ 64 (2003), Nr. 11