Embed Size (px)
Citation preview
- 1 -
Taylorismus“Wissenschaftliches Management“ nach
Frederick Winslow Taylor
Bezug: Softwareentwicklung
29.Mai 2010 Version 1.0
- 2 -
Inhalt
1. Softwareentwicklung und Taylorismus (1)
2. Grundprinzipien des wissenschaftlichen Managements (4)
3. Beispiele (8)
4. Widerstände und Ausblick (2)
5. Softwareentwicklung und Taylorismus (1)
Zeitbedarf
15 Folien a 5' 75'
Videos 10'
Diskussion 30'
==> ca. 2 h
In Klammern die Anzahl der Folien
- 3 -
Softwareentwicklung und Taylorismus
- 4 -
Taylorismus in der Softwareentwicklung
CMM und Industrialisierung der Softwareentwicklung basieren auf Taylorismus
„CMM - its roots are clearly from Scientific Management.“ (Poppendieck, Lean Development)
„Even though manual and intellectual tasks are significantly different, we can measure, analyze, and optimize both and thus apply Taylor’s principles equally well.“ (Humphrey, CMM)
„Whether implicitly or explicitly, Taylorism continued to inform the industrial approach to software engineering.“ (Michael S.Mahoney, Technikgeschichte)
Im agilen Umfeld wird der Taylorismus explizit abge lehnt„Meiner Erfahrung nach eignen sich diese Prinzipien nicht als Strategien für die Softwareentwicklung...“ (Kent Beck, XP)
„Die Industrialisierung der Software-Entwicklung, der Versuch, den Taylorismus auch in Disziplinen einzuführen, die vollkommen andere Arbeitsbedingungen benötigen, ist gescheitert.“ ( Boris Gloger, Scrum)
Wie können dann agil und CMM zusammengehen?
Was ist Taylorismus bei Taylor?
Industrie wird oft als Domäne des Taylorismus gesehen,
Industrialisierung bringt Taylorismus auch in Softwareentwicklung.
Selten expliziter positiver Bezug, aber vielfältige kritische Abgrenzung.
Sehr ausführlich Pete McBreen
„In a more general sense, these methods follow principles that Frederick Winslow Taylor introduced over 100 years ago.“(Humphrey)
- 5 -
Die Grundprinzipien des wissenschaftlichen Managements
- 6 -
Zur Person Frederick W.Taylor
1856 geboren in Philadelphia, Pennsylvania, USA
1874 Lehre als Werkzeugmacher
1878 Karriere bei Midvale Stahlwerke, Ingenieursstudium
1890 Generaldirektor Manufacturing Investment Co
1893 Unternehmensberater 1896 bei Simonds Rolling Machine Co. (Kugeln prüfen) 1898 bei Bethlehem Steel (Schaufeln und Roheisen verladen)
1909 Dozent an der Harvard University
1911 „Scientific Management“ veröffentlicht
1915 †
Bild 1: F.W.Taylor
Hintergrund
• Betriebsgröße, Einsatz von Maschinen nehmen zu
• Facharbeitermangel
Faulheit der Menschen „Die angeborene Bequemlichkeit der Menschen ist zwar ein bedauerliches Moment, den größten Schaden jedoch erleiden Arbeiter und Arbeitgeber durch das systematische ‚Sich-Drücken‘, das sich bei fast allen gewöhnlichen Arten von Betriebsleitung findet. Und dazu veranlaßt den Arbeiter ein sorgfältiges Studium dessen, was seine eigenen Interessen am besten fördert.“ (s20)
Sabotage Gegen erhöhten Arbeitsdruck „verfügen die Arbeiter über ein Mittel, das fast immer hilft: Sie verwenden ihre ganze Findigkeit und allerlei Kniffe, um die Maschinen, an denen sie arbeiten, zu beschädigen und so außer Betrieb zu setzen; natürlich geschieht das rein zufällig oder von selbst im regulären Gang der Arbeit.“ (s53)
Taylor will “Transformationsproblem” lösen
- 7 -
Taylors Problem
Leistungsverweigerung“Die angeborene Bequemlichkeit der Menschen ist zwar ein bedauerliches Moment, den größten Schaden jedoch erleiden Arbeiter und Arbeitgeber durch das systematische‚ Sich-Drücken‘ ... ‚soldiering‘ nennt es der Amerikaner, ‚hanging it out‘ der Engländer, ‚ca' cannie‘ der Schotte.“
• Auch Sabotage in Form von Maschinenbeschädigung gegen erhöhten Arbeitsdruck
Alte Managementmethoden• Stücklohn: Leistungssteigerung führt zu Erhöhung der Vorgaben
• Zeitlohn: Anpassung an die Langsamsten
• Unkenntnis des Managements über erforderliche Zeiten je Aufgabe
“Das größte Hindernis für ein harmonisches Zusammenwirken der Arbeitgeber und der Arbeiter liegt in der Tatsache, daß erstere nicht wissen, wieviel Arbeit eigentlich von einem Arbeiter pro Tag billigerweise verlangt werden kann.“
• Management ist auf Engagement der Arbeitenden angewiesen
Wissenschaftliches Management • steigert Leistung und bringt (Betriebs-)Frieden und Wohlstand für alle
"Was eine angemessene Tagesleistung darstellt, wird eine Frage für wissenschaftliche Untersuchungen, statt ein Gegenstand zu sein, über den man feilscht."
!
P1
Zeitstudien und schnellste Variante wählen
Zerlegung in Arbeitsschritte und deren Neuzusammensetzung, Überflüssiges weglassenStandardisierung der Arbeitsbedingungen, der Werkzeuge, des Leistungspensums
P2
"Ausschaltung all jener Leute, denen der gute Wille oder die Fähigkeit fehlt, sich den neuen Methoden anzupassen."
P3
Messung der Individuellen Leistung und Prämien für Einhaltung der Vorgaben
P4
- Leitung übernimmt Verantwortung für Methoden, Geräte, Arbeitstempo und Disposition
- Festlegung von Arbeitspensum (Aufgabe, Methode, Zeit)
- Aufstellung von Statistiken und einer „Menge von Regeln, Gesetzen und Formeln“
- Aufbau einer Kontrollbürokratie, differenziertes System von funktionalen Meistern, wie Arbeitsverteiler, Aufpasser, Reparaturmeister, Zeitbeamter, Gruppenführer, etc
- 8 -
Die vier Grundprinzipien
P1 Standards statt Erfahrungswissen „The One Best Way ““Die Leiter entwickeln ein System, eine Wissenschaft für jedes einzelne Arbeitselement, die an die Stelle der alten Faustregel-Methode tritt.“
P2 Selektion der Arbeitenden
P3 Kontrolle von Standardkonformität (inkl. Leistung)
P4 Trennung von Planung/Leitung und Ausführung
“Auf Grund eines wissenschaftlichen Studiums wählen sie die passendsten Leute aus, schulen sie, lehren sie und bilden sie weiter, anstatt wie früher, den Arbeitern selbst die Wahl ihrer Tätigkeit und ihre Weiterbildung zu überlassen.“
Die Leiter “arbeiten in herzlichem Einvernehmen mit den Arbeitern; so können sie sicher sein, dass alle Arbeit nach den Grundsätzen der Wissenschaft, die sie aufgebaut haben, geschieht.“
“Arbeit und Verantwortung verteilen sich fast gleichmäßig auf Leitung und Arbeiter. Die Leitung nimmt alle Arbeit, für die sich besser eignet als der Arbeiter, auf ihre Schultern, während bisher fast die ganze Arbeit und der größte Teil der Verantwortung auf die Arbeiter gewälzt wurde.“
“In the past man has been first; in the future the system must be first.“
- 9 -
Allgemeine Managementstrategie
Grundideen sind auf „allen Gebiete menschlicher Tätigkeit anwendbar“
• Haushalt und Bauernhof
• Handwerk- und Fabrikbetrieb
• Chirurgie
• Kirchen, Wohlfahrtseinrichtungen
• Universitäten und Ressorts der Staatsregierung
System von Grundprinzipien des Managements
• Beispiele nicht mit Prinzipien verwechseln
• Unterschiedliche Anwendungsformen
• Bedeutung einzelnen Prinzipien je nach Anwendungsfall unterschiedlich
Bild 2: Werbeplakat für den Tayloismus, Deutschland 1920er
- 10 -
Beispiele
- 11 -
Die Wissenschaft des Schaufelns
Erfolge 70 % Personalreduktion (von 400-600 auf 140) 269 % Leistungssteigerung pro Manntag (59 statt 16 t) 54 % Kostenreduktion pro Tonne (von 0,072 auf 0,033 $) trotz Kosten für Kontrollbürokratie 60 % Lohnsteigerung (1,85$ statt 1,15$)
„Unsere Untersuchungen zeigten, dass es für die meisten kein Glück ist, zu schnell reich zu werden“
P1 Experimente, um optimale Schaufellast herauszufinden => 9,5 kg Normalisierte Werkzeuge (z.B. unterschiedliche Schaufeln je nach Materialgewicht)
P2 Entlassung, wenn Pensum mehrmals nicht erreicht
P3 Detailliertes System zur Überwachung Zettel mit Gerät, Arbeitsort und -pensum und Zettel mit Ergebnis des Vortages - weißer Zettel = alles OK- gelber Zettel = Pensum nicht erreicht, Lohnreduktion
P4 Einrichtung eines Arbeitsbüro- Messen (oder Nachschlagen) der konkreten Tätigkeiten, um Pensum festzulegen - Individuelle(!) Aufgaben- und Werkzeugzuweisung und Leistungskontrolle und -abrechnung- Wegeoptimierung für jeden einzelnen Arbeiter auf Gelände 3 x 1 km
Bethlehem Stahlwerke Bild 3: Schaufeln
- 12 -
Mauern
… seit 6000 Jahren falsch gemacht, bis Gilbreth die Wissenschaft vom „Ziegel setzen“ aufgestellt hat
Bricklaying Ergonomics 2'10Gilbreth zur Wissenschaft des Mauerns
Bild 4: Methodische Arbeit
Video: http://www.youtube.com/watch?v=dVKTX_Sbwzw
- 13 -
Mauern
“Nur durch zwangsmäßige Einführung einheitlicher Arbeitsmethoden, durch zwangsmäßige Einführung der besten Arbeitsgeräte und Arbeitsbedingungen, durch zwangsmäßiges Zusammenwirken von Leitung und Arbeitern kann ein schnelleres Arbeitstempo gesichert werden.“
Gilbreths Studie
P1 Zeit- und Bewegungsstudien- Überflüssiges weg, Optimieren (Parallelisierung von Handgriffen) - zusätzliche Geräte- Arbeitsteilung: Verlagerung einfacher Arbeiten (z.B. sich bücken) an billigere Arbeiter
P2 Selektion- „Ausschaltung all jener Leute, denen der gute Wille oder die Fähigkeit fehlt, sich den neuen Methoden anzupassen“
P3 Überwachung- „dauernde Nachhilfe und Überwachung seitens der Betriebsleitung“ Prämien für „schnelles und anweisungsgemäßes Arbeiten“
P4 Disposition und Koordination von Vor- und Hilfsarbeiten und Synchronisation des Arbeitstempos der Ziegel-Leger durch das Management - „Verantwortung für Methode, Geräte, Arbeitstempo und harmonisches Zusammenarbeiten“
Erfolge350 statt 120 Ziegel pro Stunde und Maurer (im Anwendungsfall von Gilbreth)
Hier dominiert P1
P1Babbage-PrinzipVereinfachung durch vorbereitende Tätigkeiten (Ziegel sortieren und bereit legen)
P3„...langsamere Leute muss man ununterbrochen beobachten und ihnen helfen, bis sie die vernunftgemäß zu verlangende höchste Geschwindigkeit – am besten vielleicht mit Normaltempo bezeichnet – erreicht haben. Alle die, welche nach entsprechender Anweisung nicht nach den neuen Methoden und in schnellerem Tempo arbeiten wollen oder können, müssen von der Betriebsleitung für andere Arbeiten verwendet oder entlassen werden.“ s.87
Für Fahrradkugellager
Hier dominiert P2
P1
“Keine Unterhaltung während der Arbeit”
P3
Differentiallohnsystem: Verdienst abhängig von Quantität und Qualität der Arbeit als Differenz von festgelegtem Pensum
- 14 -
Stahlkügelchen prüfen
Erfolge• 71 % Personalreduktion (35 statt 120 Arbeiterinnen)• 80-100 % Lohnsteigerung, 8,5 statt 10,5 Stundentag• Qualitätsverbesserung• Prüfkosten gesunken trotz höherem Lohn und Kosten für mehr Büropersonal, Lehrer, Zeitstudien
und Oberinspektoren
„Jede einzelne [Arbeiterin] hatte das Gefühl, als ob sich die Leitung besonders für sie interessiere und sorge.“
P1 “Zeitstudien” - Untätigkeiten und „plaudern“ durch Weit-Auseinander-Setzen verhindern- Pausen wegen nachlassender Konzentration
P2 „Systematische Auslese“ in drei Phasen 1. Arbeitsverdichtung: Entlassung derjenigen mit geringerer Leistung bei reduziertem Arbeitstag 2. Test der Reaktionszeiten auf visuelle Reize, Entlassung derjenigen mit niedrigem „persönlicher Koeffizient“ 3. Entlassung der “Unverbesserlichen” (Low-Performer)
P3 Stündliche Leistungsmessung und “Aneifern” durch “Lehrer” bei ZurückbleibenVerdienst abhängig von Quantität und Qualität der ArbeitQualitätssicherung durch mehrstufige Nachkontrollen
P4 Arbeitspensum zuweisen, Kontrolle, QS organisieren, etc.
Simonds Rolling Machine Company
Bild 5: Kugellager
Hintergrund des Verladebedarfs:
Preis für Roheisen steigt 1899 wieder auf 12,50$ (vorher auf unter 10 $) gesunken
P1
Video zeigt Methode: Festgelegte Pausen
P2
Lesen des Schmidt-Dialogs in verteilten Rollen (Taylor, Assistent und Schmidt)
Video ist kurzer Ausschnitt aus:
http://www.youtube.com/watch?v=hNqwiRTo64k&feature=related
(Hier nicht verlinkt, da der Ausschnitt nicht veröffentlicht ist.)
- 15 -
Roheisen verladen
Bethlehem Steel
• 75 Mann „lauter gute Durchschnittsverlader“
• 80.000 t Roheisen sollen auf Eisenbahnwaggons verladen werden
Loading Pig Iron 0'44„Wissenschaftliches“ Roheisen verladen P1
P2 Dialog mit Schmidt
Bild 6: Roheisen verladen
P1
Studien Wieviel PS leistet ein Mann? Ermüdung Pausen (Variablen Gewicht, Pausen, Weg irellevant) Schwere Arbeit „Ziehen oder Stoßen mit den Armen“ Auslastung abhängig von Gewicht der Last (s.61) Errechnung des Pensums von 47t
- 16 -
Roheisen verladen
P1 Errechnung des Arbeitspensums entsprechend dem „Gesetz der schweren körperlichen Arbeit“
P2 Auswahl der Geeigneten (kräftig, geistig unbeholfen, gehorsam)Entlassung der Ungeeigneten (fast 90%)
P3 Anleitung und Überwachung (Pausen, Pensum)
P4 Differenzierte Festlegung des Arbeitspensums
Erfolge
280 % Leistungssteigerung (von 12,5 auf 47,5 Tonnen pro Arbeiter und Tag)
60 % Lohnerhöhung (von 1,15 auf 1,85 $)
„Viele werden die Entlassung der sieben von acht bedauern. Dieses Mitleid ist jedoch vollkommen unbegründet … Tatsächlich sollte man bedenken, dass es für die Leute eine Wohltat war, von dieser Tätigkeit, zu der sie nicht taugten, befreit zu werden. Es war für sie der erste Schritt, Arbeit zu finden, für die sie sich besonders eigneten und bei der sie füglich dauernd höhere Löhne fanden, nachdem sie richtig eingeschult waren.“
- 17 -
Henry Noll (alias Schmidt)
1871 geboren
1896 Bethlehem Steel
1899 “Arbeiter Schmidt“ gebildet, schlank, 62 kg
1903 eigenes Haus
1912 vorzeitig gealtert, wie „alle Männer seiner [sozialen] Schicht“
1925 †Bild 7: Henry Noll
Bild 8: Gedenktafel Henry Nolll
Portrait Henry Noll
wegen Copyright
hier nicht veröffentlicht
Siehe Verweis auf Folie zu
Bildquellen.
11.3.1899 Gruppe von 12 Ungarn lädt einen Waggon in 54'' => 24 t / Tag
13.3.1899 Versuch mit 10 der besten Verladearbeiter: 1 Waggon in 14'' => 71 t / Tag (Überprüfung mit Stoppuhr, nur ein Waggon, nicht einen ganzen Tag, Arbeiter rannten). Als Ergebnis weiterer Versuche werden 75 t / Tag festgehalten. Dieses Tempo sei aber nur für kurze Zeit durchzuhalten (Gillespie und Wolle).
17.3.1899 Zehn Ungarn, die nach diesem Stücklohn arbeiten, wollen nach drei Tagen wieder zum Tageslohn zurück; auf Taylors persönliche Intervention hin werden alle 10 entlassen.
30.3.1899 Neuer Anlauf mit 5 Freiwilligen (Iren und Pennsylvania Dutch), 32 t => 1,19$
31.3.1899 3 Männer machen weiter: Noll (45,75t), die anderen 35,5t und 38t
Nur Noll blieb, immer wieder für kurze Zeit Freiwillige, erst als entlassene Ungarn wieder eingestellt waren, ließ der Widerstand im Mai nach. Weitere Verfeinerung und Durchsetzung des Stücklohnsystems und Entlassung von fast 90% der Arbeiter
P.S. Neuberechnung mit MTM und REFA-Tafeln kommt auf gleiche Soll-Leistung
- 18 -
Taylors Wissenschaft in der Praxis (1899)
Wissenschaftliche Festlegung des Arbeitspensums• 1.Versuch: Gruppe von 12 Ungarn lädt einen Waggon in 54 Min. => 24 t/Tag
• 2.Versuch: 10 der besten Verladearbeiter laden 1 Waggon in 14 Min. => 75 t/Tag
• Reduktion um 40% => 45t, um das Arbeitstempo ganzen Tag durchhalten zu können, von Taylor auf 47 oder 47,5 t aufgerundet
Wissenschaftliche Auswahl der geeigneten Arbeiter• 10 Ungarn sollen im Stücklohn arbeiten
– nach drei Tagen weigern sie sich, Rückkehr zu Stundenlohn
– Entlassung auf Betreiben Taylors
• Gruppe von 7 Freiwilligen (Iren und Pennsylvania Dutch)
– 5 erscheinen zur Arbeit, schaffen 32 t pro Mann
– 3 machen am nächsten Tag weiter, Noll (45,75t), die anderen 35,5t und 38t
– 2 geben auf, übrig bleibt Noll
• immer wieder für kurze Zeit Freiwillige: erst als entlassene Ungarn wieder eingestellt waren, ließ der Widerstand nach.
• Durchsetzung des Stücklohnsystems und Entlassung von fast 90% der Arbeiter
- 19 -
Widerstände undAusblick
Vorgeschichte: Barth, Unternehmensberater in Sachen Taylorsysteme, ist seit 1909 in der Fabrik. In der Maschinenhalle wurde Prämienlohn eingeführt. Arbeitsbüro wird eingerichtet, das die Abarbeitung von Aufträgen steuern und kontrollieren soll.
10.8.1911 Zeitnehmer Merrick (keine Ahnung von Gießerei) taucht mit Stoppuhr in Gießerei auf und nimmt Zeit für die Herstellung der Gussteile für einen Sattelknauf. Er kommt auf 24 Minuten, nach Beseitigung von überflüssigen Arbeiten; daraus ergibt sich mit Standardzuschlag von 2/3 die Vorgabezeit von 40 Minuten.
Der Arbeiter Perkins misst parallel zu Merick und kommt auf 49 bzw. 50 Minuten. Former halten Merrick für Betrüger. Einige treffen sich abends privat und verfassen eine Resolution gegen weitere Zeitstudien.
11.08.1911 Resolution wird vor Arbeitsbeginn von allen Formern und einigen Helfern unterschrieben. Joseph Cooney soll vermessen werden. Er stellt Arbeit ein. Ein Kollege übergibt dem Vorarbeiter Larkin die Resolution und dieser gibt sie weiter an die Management-Offiziere. Cooney wird zum Chef Major Williams gerufen und wird entlassen, nachdem er bei seiner Position bleibt. Als die anderen Arbeiter dies erfahren, gehen auch sie.
Zunächst war das im eigenen Verständnis noch kein Streik, sie wollten nur abwarten bis die Sache geklärt sei. Gewerkschaft „International Molder's Union“ war nicht einmal informiert worden. IMU anerkennt Aktion als Streik. (wegen öffentlicher Aufmerksamkeit)
18.8.1911 Streik wird beendet, als Untersuchung zugesagt wurde. Daraus wurde dann Kongress-Untersuchung und die Gießerei war erst 1915 unter Kontrolle des Arbeitsbüros. In Teilen der staatlichen Rüstungsbetriebe blieben Zeitstudien bis 1949 untersagt.
- 20 -
Watertown Arsenal 1911
Der Streik in der Waffenfabrik “Watertown Arsenal” führte zu einer Untersuchung des Taylor-System durch den Kongress.
Bild 9: Watertown Arsenal 1969
- 21 -
Über 100 Jahre Taylorismus
1. Widerstände gegen Einführung tayloristischer Methoden 2. Kämpfe gegen Taylorismus („Scientific Sabotage“)3. Durchsetzung mit Maschinen (Fließband)
4. Akzeptanz (Gewerkschaften, Bolschewiki, Anarchosyndikalisten)5. Anpassung, Differenzierung und Ausdehnung
The Beat of the System 8'51
This video explores Taylorism: it's origins and its relevance today
„Wenn der Taylorismus heute nicht als getrennte Sch ule besteht, so liegt der Grund darin, daß er – abgesehen von dem schlechten Klang seines Namens – heute nicht mehr Eigentum einer speziellen Richtung ist, sonder n daß vielmehr seine wesentlichen Lehren zum Fundament aller Arbeitsgest altung geworden ist.“ (Harry Bravermann 1977)
Bild 10: Sabotage I.W.W.
Zu 1)Streik bei Renault 1912 und 1913Streik bei Bosch 1913 (Akkordfestsetzungen ohne Mitspracherechte, Entlassungen), Ausnahme in Dtld.- Gewerkschaften kooperierten normalerweise (Artikel von Heidrun Homburg)
Zu 2)Alternativinterpretation: Scheitern, z.B. weil System funktionaler Meister zu teuer.
Zu 5) Akzeptanz von Gewerkschaften, REFA – Reichsausschuss für Arbeitszeitermittlung (1924 gegr.), MTM - Methods-Time-Measurement, ToyotismusDienstleistungsbereich, Gesundheitswesen
Video: http://www.youtube.com/watch?v=JgvYGi5J-Cg
Taylor → Humphrey → CMM
▼
Kritik starrer Prozesse → Agil → Scrum → CMM
- 22 -
Software-Entwicklung und Taylorismus
„So studying and improving the performance of intellectual work must not only address the most efficient way to do each task but also consider how to select and order these tasks. This is essentially the role of a defined process and a detailed plan. The process defines the tasks, task order, and task measures, while the plan sizes the tasks and defines the task schedule for t he job being done. “ (Humphrey)
- 23 -
Taylorismus in der Softwareentwicklung
CMM(People)
AgilScrum
FreeSoftware
(Open Source)
P1 Standards statt Erfahrung
P2 Selektion
P3 Überwachung und Kontrolle
P4 Trennung Planung - Ausführung
++ erzwingt, setzt voraus, hat zur Folge+ fördert, passt zusammen, legt naheO kein Zusammenhang- hindert, passt eher nicht zusammen- - verhindert, widerspricht
Gemeinsam ausfüllen,
Vorher Zettel verteilen (jedeR kann sich Notizen machen)
- 24 -
CMM(People)
AgilScrum
OpenSource
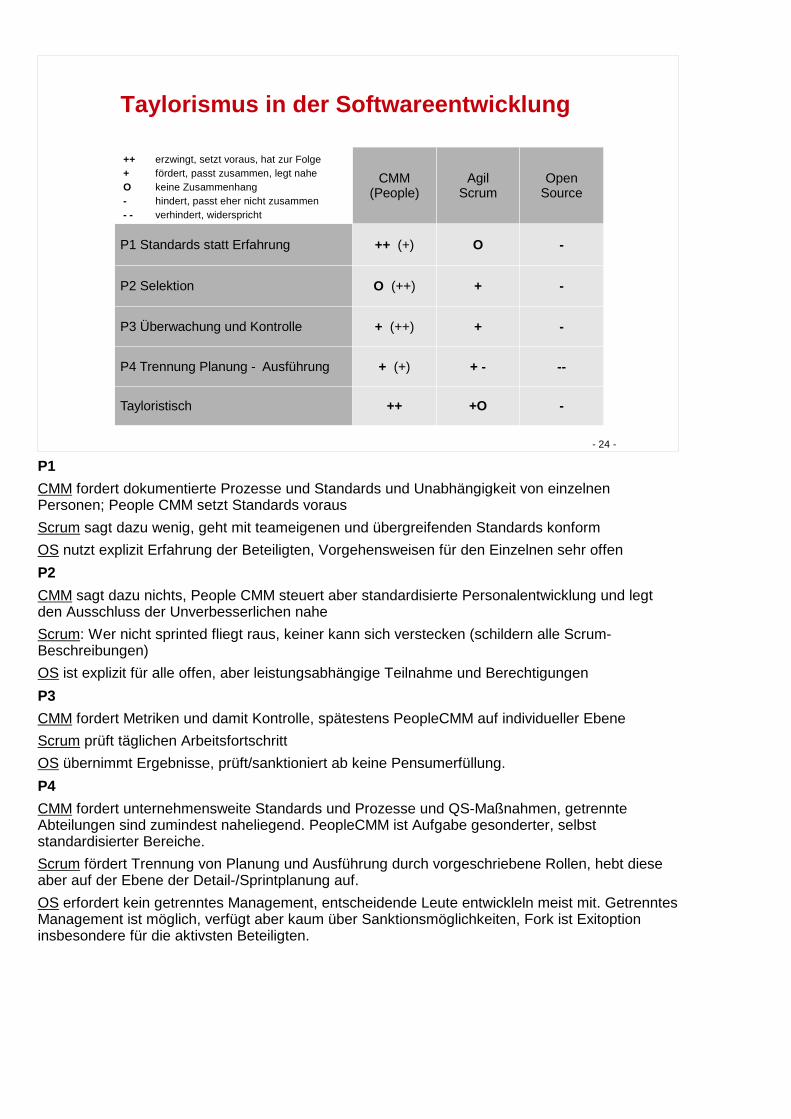
P1 Standards statt Erfahrung ++ (+) O -
P2 Selektion O (++) + -
P3 Überwachung und Kontrolle + (++) + -
P4 Trennung Planung - Ausführung + (+) + - --
Tayloristisch ++ +O -
Taylorismus in der Softwareentwicklung
++ erzwingt, setzt voraus, hat zur Folge+ fördert, passt zusammen, legt naheO keine Zusammenhang- hindert, passt eher nicht zusammen- - verhindert, widerspricht
P1
CMM fordert dokumentierte Prozesse und Standards und Unabhängigkeit von einzelnen Personen; People CMM setzt Standards voraus
Scrum sagt dazu wenig, geht mit teameigenen und übergreifenden Standards konform
OS nutzt explizit Erfahrung der Beteiligten, Vorgehensweisen für den Einzelnen sehr offen
P2
CMM sagt dazu nichts, People CMM steuert aber standardisierte Personalentwicklung und legt den Ausschluss der Unverbesserlichen nahe
Scrum: Wer nicht sprinted fliegt raus, keiner kann sich verstecken (schildern alle Scrum-Beschreibungen)
OS ist explizit für alle offen, aber leistungsabhängige Teilnahme und Berechtigungen
P3
CMM fordert Metriken und damit Kontrolle, spätestens PeopleCMM auf individueller Ebene
Scrum prüft täglichen Arbeitsfortschritt
OS übernimmt Ergebnisse, prüft/sanktioniert ab keine Pensumerfüllung.
P4
CMM fordert unternehmensweite Standards und Prozesse und QS-Maßnahmen, getrennte Abteilungen sind zumindest naheliegend. PeopleCMM ist Aufgabe gesonderter, selbst standardisierter Bereiche.
Scrum fördert Trennung von Planung und Ausführung durch vorgeschriebene Rollen, hebt diese aber auf der Ebene der Detail-/Sprintplanung auf.
OS erfordert kein getrenntes Management, entscheidende Leute entwickleln meist mit. Getrenntes Management ist möglich, verfügt aber kaum über Sanktionsmöglichkeiten, Fork ist Exitoption insbesondere für die aktivsten Beteiligten.
- 25 -
BildquellenBild 1: F.W.Taylor
http://commons.wikimedia.org/wiki/File:Frederick_Winslow_Taylor.JPG (Public domain)
Bild 2: Werbeplakat für den Tayloismus, Deutschland 1920er
http://daimon.myzel.net/Bild:Taylorsystem.jpg#file (GNU Lizenz für freie Dokumentation im Internet)
Bild 3: Schaufeln
http://commons.wikimedia.org/wiki/File:Shovels.svg (GNU Free Documentation License)
Bild 4: Methodisches Arbeiten
http://daimon.myzel.net/images/2/2f/Bricklaying-System.jpg (GNU Lizenz für freie Dokumentation im Internet)
Bild 5: Kugellager
http://commons.wikimedia.org/wiki/File:Ball_bearing.jpg (Creative Commons license)
Bild 6: Roheisen verladen
http://commons.wikimedia.org/wiki/File:Trains_loaded_with_pig_iron,_showing_coke_ovens_on_left_and_Monongahela_River_on_right,_Pittsburg,_Pa.,_U.S.A,_from_Robert_N._Dennis_collection_of_stereoscopic_views.png
(Public domain)
Bild 7: Henry Noll
Natl. Canal Museum Archives, in: http://nationalhumanitiescenter.org/pds/gilded/progress/text3/taylor.pdf
Bild 8: Gedenktafel Henry Noll
http://commons.wikimedia.org/wiki/File:Henry_Noll_marker.jpg (Public domain)
Bild 9: Watertown Arsenal 1969
http://commons.wikimedia.org/wiki/File:Watertown_Arsenal,_building_-71_%28Watertown,_MA%29.jpg
Bild 10: Sabotage I.W.W.
http://www.wobblies.de/wp-content/uploads/2008/03/beware_sabotage.jpg
- 26 -
Material
- 27 -
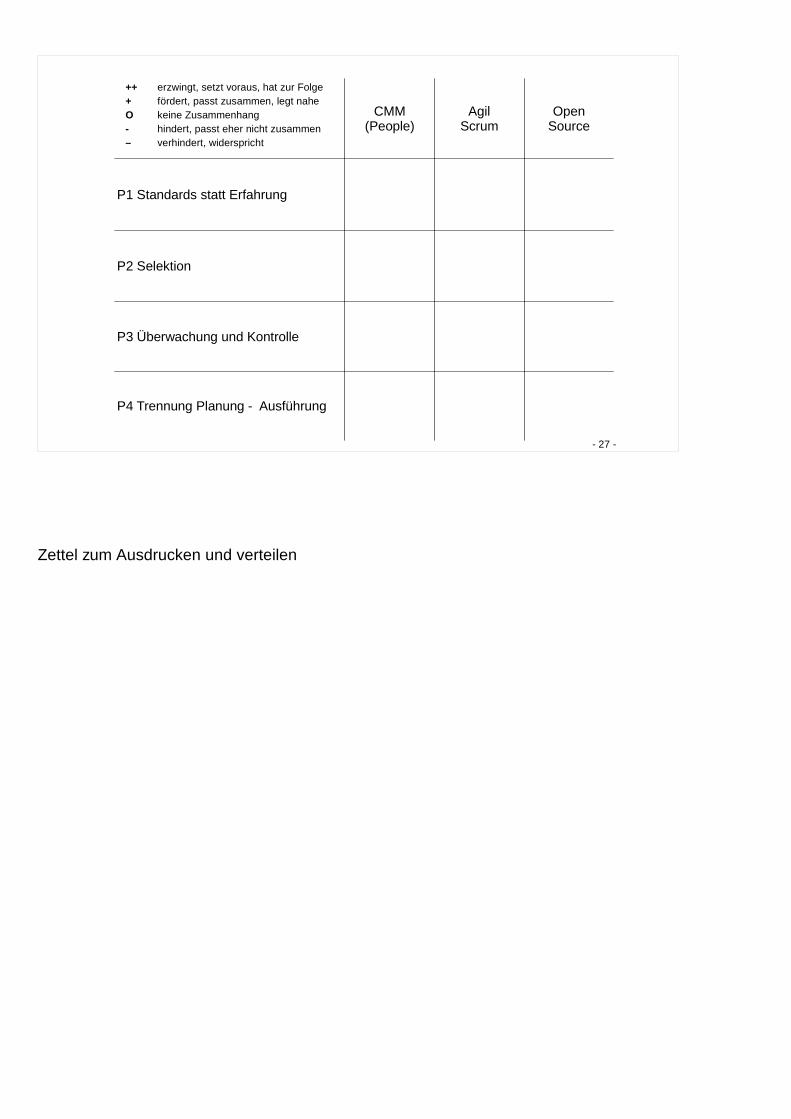
CMM(People)
AgilScrum
OpenSource
P1 Standards statt Erfahrung
P2 Selektion
P3 Überwachung und Kontrolle
P4 Trennung Planung - Ausführung
++ erzwingt, setzt voraus, hat zur Folge+ fördert, passt zusammen, legt naheO keine Zusammenhang- hindert, passt eher nicht zusammen– verhindert, widerspricht
Zettel zum Ausdrucken und verteilen