Embed Size (px)
Citation preview

CNC-Kurzdrehautomat
TNK42TNK65

2
Die TNK sichert die Pro-
duktivität und Präzision beim
Automatendrehen bis zu
einem Stangendurchlass von
65 mm. Die Kinematik der
TNK setzt konsequent auf
die erfolgreiche Konzeption
der TRAUB CNC-Lang- und
Kurzdrehautomaten TNL18
und TNL32 auf.
Mit nur 5,5 m2 Aufstellfläche
aber mit 3 Teilsystemen, 2
interpolierten Y- Achsen und
27 Werkzeugstationen bietet
die TNK den wirtschaftlichen
Ansatz zur Herstellung an-
spruchsvoller Automatendreh-
teile von heute und morgen.
TRAUB Automatendrehen
schnell, präzise, effizient
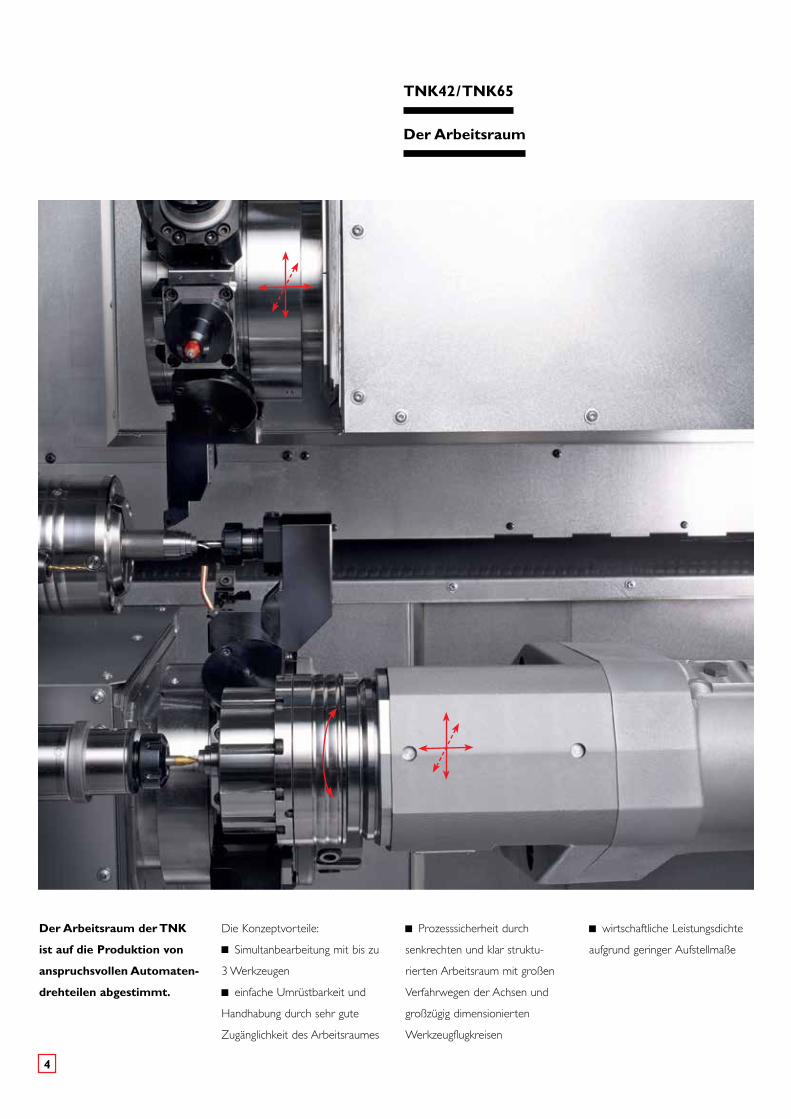
TNK42/TNK65
Der Arbeitsraum
4
Der Arbeitsraum der TNK
ist auf die Produktion von
anspruchsvollen Automaten-
drehteilen abgestimmt.
Die Konzeptvorteile:
Simultanbearbeitung mit bis zu
3 Werkzeugen
einfache Umrüstbarkeit und
Handhabung durch sehr gute
Zugänglichkeit des Arbeitsraumes
Prozesssicherheit durch
senkrechten und klar struktu-
rierten Arbeitsraum mit großen
Verfahrwegen der Achsen und
großzügig dimensionierten
Werkzeugflugkreisen
wirtschaftliche Leistungsdichte
aufgrund geringer Aufstellmaße
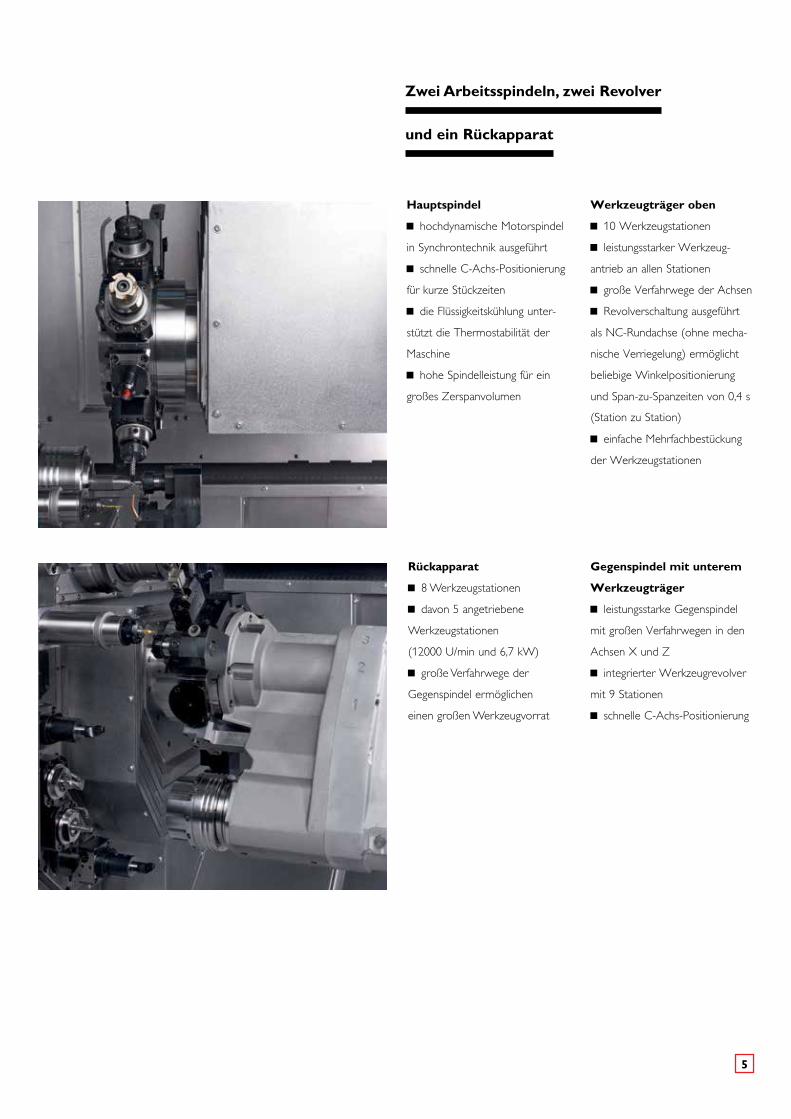
Gegenspindel mit unterem
Werkzeugträger
leistungsstarke Gegenspindel
mit großen Verfahrwegen in den
Achsen X und Z
integrierter Werkzeugrevolver
mit 9 Stationen
schnelle C-Achs-Positionierung
Zwei Arbeitsspindeln, zwei Revolver
und ein Rückapparat
Hauptspindel
hochdynamische Motorspindel
in Synchrontechnik ausgeführt
schnelle C-Achs-Positionierung
für kurze Stückzeiten
die Flüssigkeitskühlung unter-
stützt die Thermostabilität der
Maschine
hohe Spindelleistung für ein
großes Zerspanvolumen
Werkzeugträger oben
10 Werkzeugstationen
leistungsstarker Werkzeug-
antrieb an allen Stationen
große Verfahrwege der Achsen
Revolverschaltung ausgeführt
als NC-Rundachse (ohne mecha-
nische Verriegelung) ermöglicht
beliebige Winkelpositionierung
und Span-zu-Spanzeiten von 0,4 s
(Station zu Station)
einfache Mehrfachbestückung
der Werkzeugstationen
Rückapparat
8 Werkzeugstationen
davon 5 angetriebene
Werkzeugstationen
(12000 U/min und 6,7 kW)
große Verfahrwege der
Gegenspindel ermöglichen
einen großen Werkzeugvorrat
5
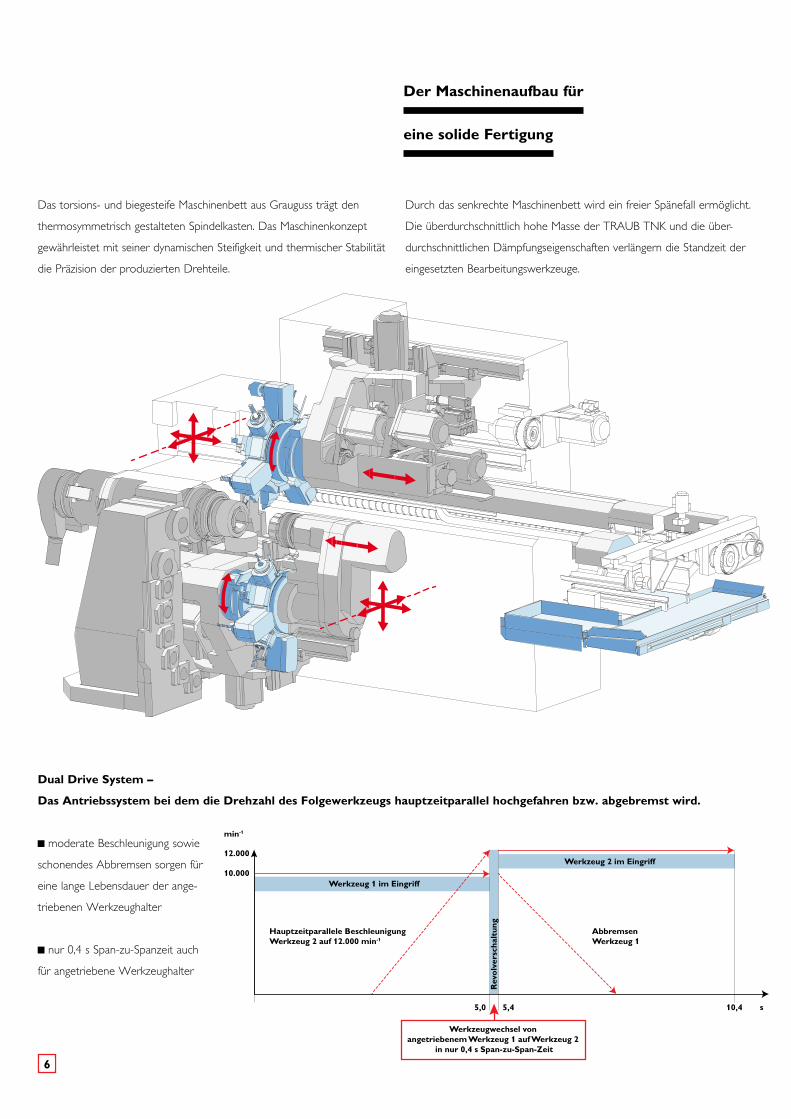
Das torsions- und biegesteife Maschinenbett aus Grauguss trägt den
thermosymmetrisch gestalteten Spindelkasten. Das Maschinenkonzept
gewährleistet mit seiner dynamischen Steifigkeit und thermischer Stabilität
die Präzision der produzierten Drehteile.
Der Maschinenaufbau für
eine solide Fertigung
6
Durch das senkrechte Maschinenbett wird ein freier Spänefall ermöglicht.
Die überdurchschnittlich hohe Masse der TRAUB TNK und die über-
durchschnittlichen Dämpfungseigenschaften verlängern die Standzeit der
eingesetzten Bearbeitungswerkzeuge.
Dual Drive System –
Das Antriebssystem bei dem die Drehzahl des Folgewerkzeugs hauptzeitparallel hochgefahren bzw. abgebremst wird.
moderate Beschleunigung sowie
schonendes Abbremsen sorgen für
eine lange Lebensdauer der ange-
triebenen Werkzeughalter
nur 0,4 s Span-zu-Spanzeit auch
für angetriebene Werkzeughalter
s
Werkzeug 1 im Eingriff
AbbremsenWerkzeug 1
Rev
olv
ersc
hal
tun
g
Werkzeug 2 im Eingriff
Hauptzeitparallele Beschleunigung Werkzeug 2 auf 12.000 min-1
10.000
12.000
min-1
5,0 10,4
Werkzeugwechsel von angetriebenem Werkzeug 1 auf Werkzeug 2
in nur 0,4 s Span-zu-Span-Zeit
5,4
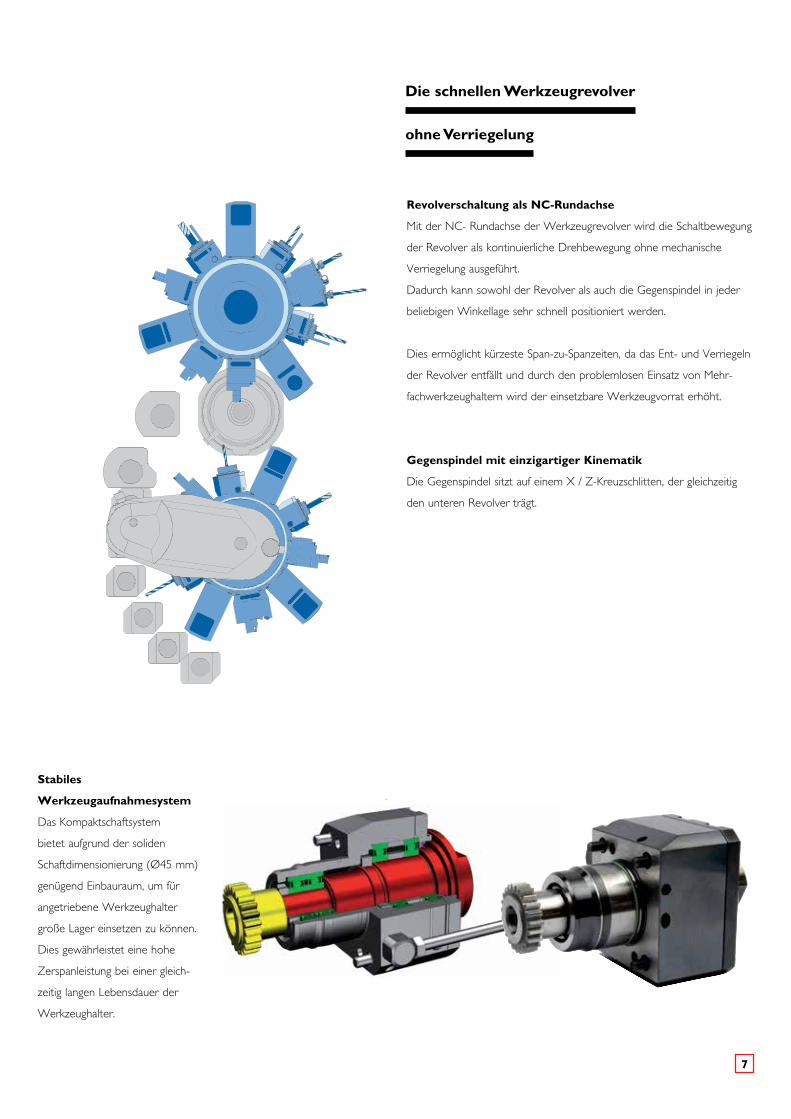
Revolverschaltung als NC-Rundachse
Mit der NC- Rundachse der Werkzeugrevolver wird die Schaltbewegung
der Revolver als kontinuierliche Drehbewegung ohne mechanische
Verriegelung ausgeführt.
Dadurch kann sowohl der Revolver als auch die Gegenspindel in jeder
beliebigen Winkellage sehr schnell positioniert werden.
Dies ermöglicht kürzeste Span-zu-Spanzeiten, da das Ent- und Verriegeln
der Revolver entfällt und durch den problemlosen Einsatz von Mehr-
fachwerkzeughaltern wird der einsetzbare Werkzeugvorrat erhöht.
Gegenspindel mit einzigartiger Kinematik
Die Gegenspindel sitzt auf einem X / Z-Kreuzschlitten, der gleichzeitig
den unteren Revolver trägt.
7
Die schnellen Werkzeugrevolver
ohne Verriegelung
Stabiles
Werkzeugaufnahmesystem
Das Kompaktschaftsystem
bietet aufgrund der soliden
Schaftdimensionierung (Ø45 mm)
genügend Einbauraum, um für
angetriebene Werkzeughalter
große Lager einsetzen zu können.
Dies gewährleistet eine hohe
Zerspanleistung bei einer gleich-
zeitig langen Lebensdauer der
Werkzeughalter.
,
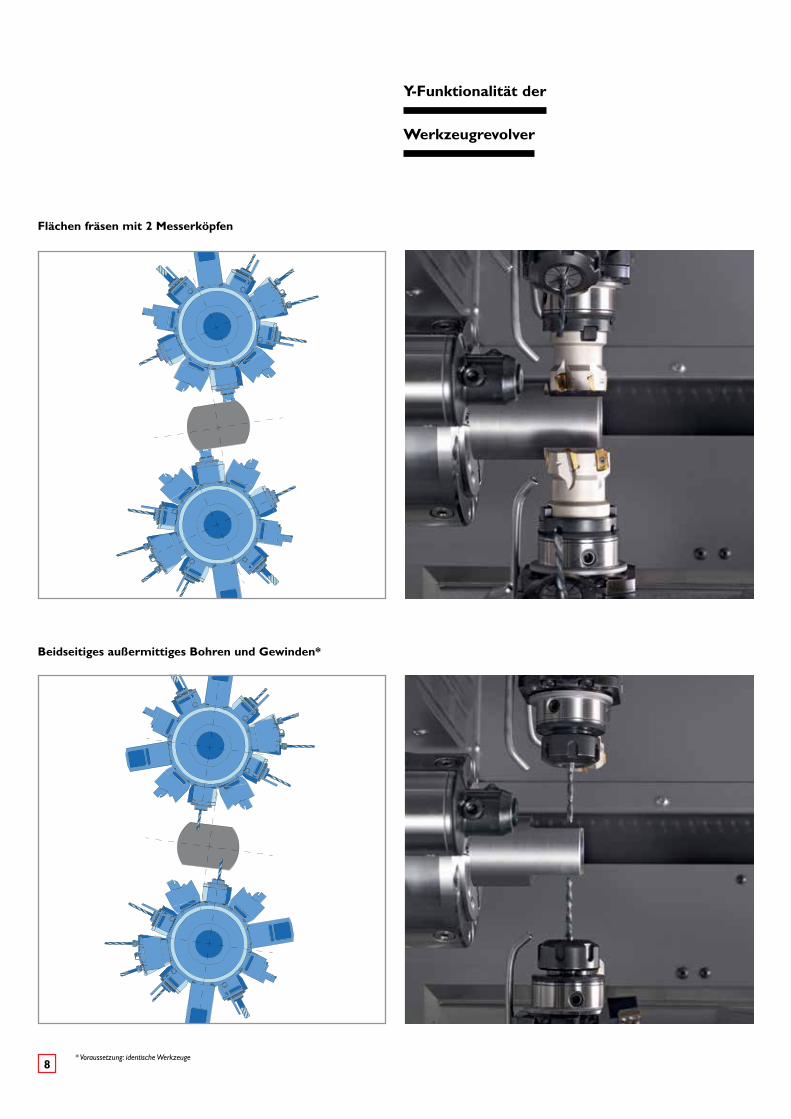
Flächen fräsen mit 2 Messerköpfen
8
Beidseitiges außermittiges Bohren und Gewinden*
Y-Funktionalität der
Werkzeugrevolver
* Voraussetzung: identische Werkzeuge

9
Breites
Teilespektrum
10
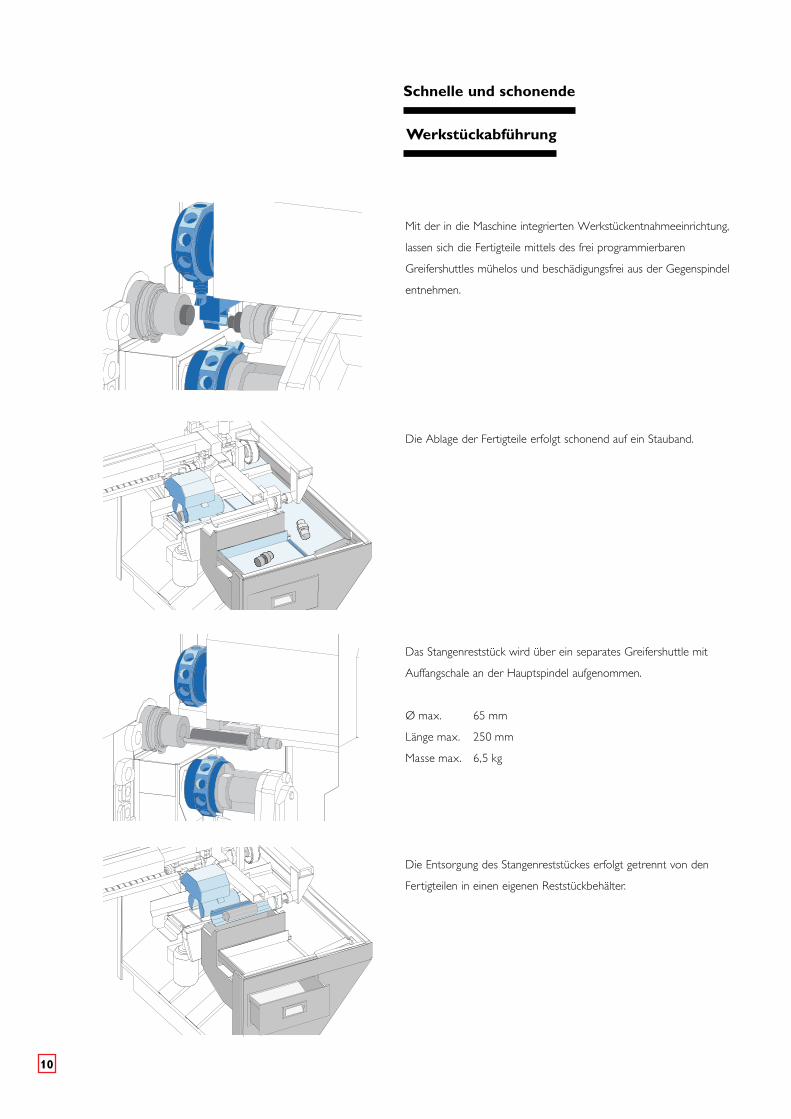
Mit der in die Maschine integrierten Werkstückentnahmeeinrichtung,
lassen sich die Fertigteile mittels des frei programmierbaren
Greifershuttles mühelos und beschädigungsfrei aus der Gegenspindel
entnehmen.
Die Ablage der Fertigteile erfolgt schonend auf ein Stauband.
Die Entsorgung des Stangenreststückes erfolgt getrennt von den
Fertigteilen in einen eigenen Reststückbehälter.
Das Stangenreststück wird über ein separates Greifershuttle mit
Auffangschale an der Hauptspindel aufgenommen.
Ø max. 65 mm
Länge max. 250 mm
Masse max. 6,5 kg
Schnelle und schonende
Werkstückabführung
11
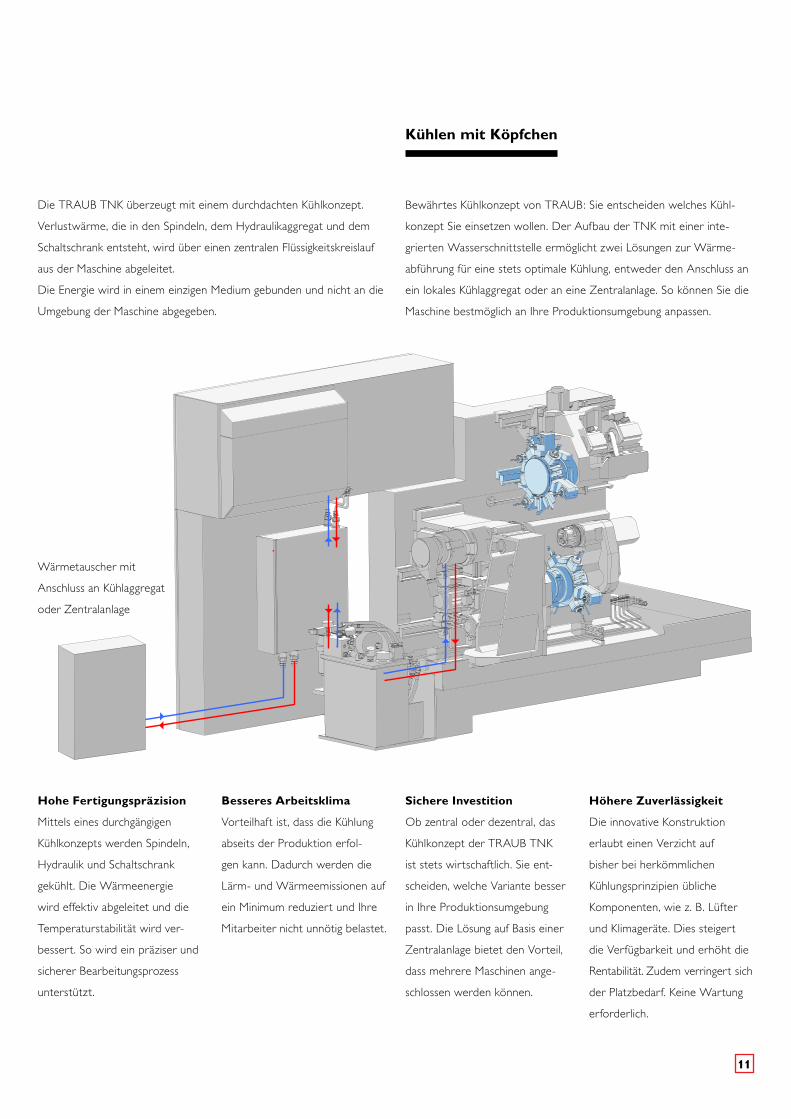
Kühlen mit Köpfchen
Die TRAUB TNK überzeugt mit einem durchdachten Kühlkonzept.
Verlustwärme, die in den Spindeln, dem Hydraulikaggregat und dem
Schaltschrank entsteht, wird über einen zentralen Flüssigkeitskreislauf
aus der Maschine abgeleitet.
Die Energie wird in einem einzigen Medium gebunden und nicht an die
Umgebung der Maschine abgegeben.
Hohe Fertigungspräzision
Mittels eines durchgängigen
Kühlkonzepts werden Spindeln,
Hydraulik und Schaltschrank
gekühlt. Die Wärmeenergie
wird effektiv abgeleitet und die
Temperaturstabilität wird ver-
bessert. So wird ein präziser und
sicherer Bearbeitungsprozess
unterstützt.
Besseres Arbeitsklima
Vorteilhaft ist, dass die Kühlung
abseits der Produktion erfol-
gen kann. Dadurch werden die
Lärm- und Wärmeemissionen auf
ein Minimum reduziert und Ihre
Mitarbeiter nicht unnötig belastet.
Sichere Investition
Ob zentral oder dezentral, das
Kühlkonzept der TRAUB TNK
ist stets wirtschaftlich. Sie ent-
scheiden, welche Variante besser
in Ihre Produktionsumgebung
passt. Die Lösung auf Basis einer
Zentralanlage bietet den Vorteil,
dass mehrere Maschinen ange-
schlossen werden können.
Höhere Zuverlässigkeit
Die innovative Konstruktion
erlaubt einen Verzicht auf
bisher bei herkömmlichen
Kühlungsprinzipien übliche
Komponenten, wie z. B. Lüfter
und Klimageräte. Dies steigert
die Verfügbarkeit und erhöht die
Rentabilität. Zudem verringert sich
der Platzbedarf. Keine Wartung
erforderlich.
Bewährtes Kühlkonzept von TRAUB: Sie entscheiden welches Kühl-
konzept Sie einsetzen wollen. Der Aufbau der TNK mit einer inte-
grierten Wasserschnittstelle ermöglicht zwei Lösungen zur Wärme-
abführung für eine stets optimale Kühlung, entweder den Anschluss an
ein lokales Kühlaggregat oder an eine Zentralanlage. So können Sie die
Maschine bestmöglich an Ihre Produktionsumgebung anpassen.
Wärmetauscher mit
Anschluss an Kühlaggregat
oder Zentralanlage
12
CNC-Steuerung
Übersichtliche Benutzeroberfläche
mit Dialogtechnik für das Program-
mieren, Editieren, Einrichten und
Bedienen
grafisch unterstützte Dialog-
führung auch beim Einrichten
komfortabler Prozessabgleich
(Synchronisation) und Optimie rung
des Programmablaufs von parallelen
Bearbeitungen
visuelle Kontrolle zur Vermeidung
von Kollisionssituationen durch die
grafische Prozesssimulation
hochsensible Werkzeugbruch-
überwachung
großes 15-Zoll-Display
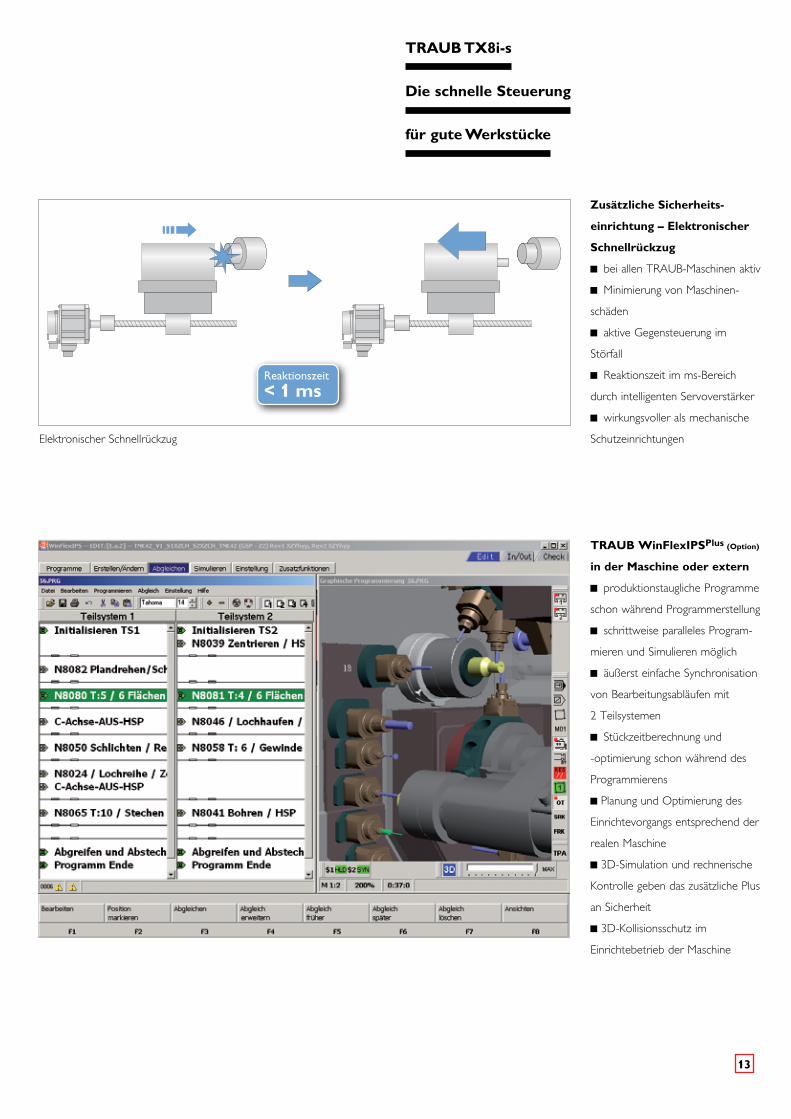
Werkzeugüberwachung
hochsensible Werkzeugbruch-
und Verschleißkontrolle
keine zusätzliche Sensorik
erforderlich
einfachste Bedienung z.B. durch
automatische Generierung der
Grenzkurven
Live-Monitoring:
Die Abweichungen von der aktu-
ellen Überwachung zur Lernkurve
werden live dargestellt
Livebild-Darstellung
13
Zusätzliche Sicherheits-
einrichtung – Elektronischer
Schnellrückzug
bei allen TRAUB-Maschinen aktiv
Minimierung von Maschinen-
schäden
aktive Gegensteuerung im
Störfall
Reaktionszeit im ms-Bereich
durch intelligenten Servoverstärker
wirkungsvoller als mechanische
Schutzeinrichtungen
TRAUB WinFlexIPSPlus (Option)
in der Maschine oder extern
produktionstaugliche Programme
schon während Programmerstellung
schrittweise paralleles Program-
mieren und Simulieren möglich
äußerst einfache Synchroni sation
von Bearbeitungsabläufen mit
2 Teilsystemen
Stückzeitberechnung und
-optimierung schon während des
Programmierens
Planung und Optimierung des
Einrichtevorgangs entsprechend der
realen Maschine
3D-Simulation und rechnerische
Kontrolle geben das zusätzliche Plus
an Sicherheit
3D-Kollisionsschutz im
Einrichtebetrieb der Maschine
TRAUB TX8i-s
Die schnelle Steuerung
für gute Werkstücke
Elektronischer Schnellrückzug
Reaktionszeit < 1 ms
14
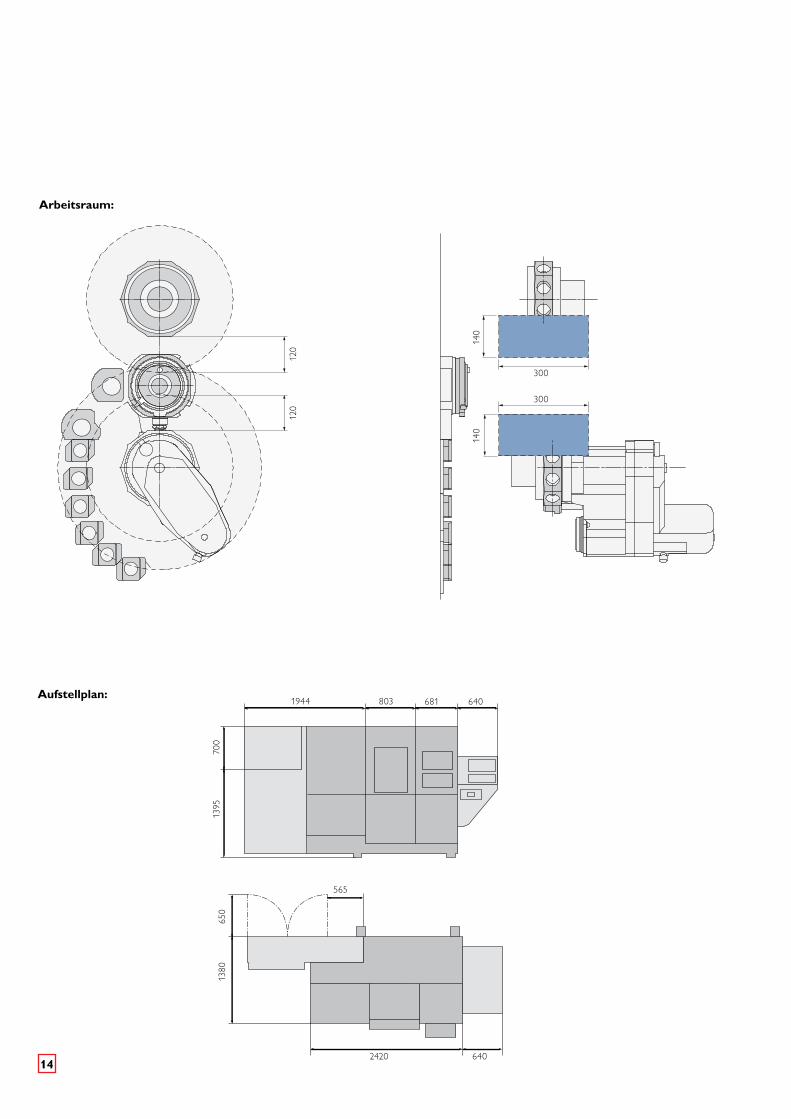
Arbeitsraum:
1944 640681803
565
6402420
700
1395
650
1380
Aufstellplan:
120
120
300
300
140
140
15
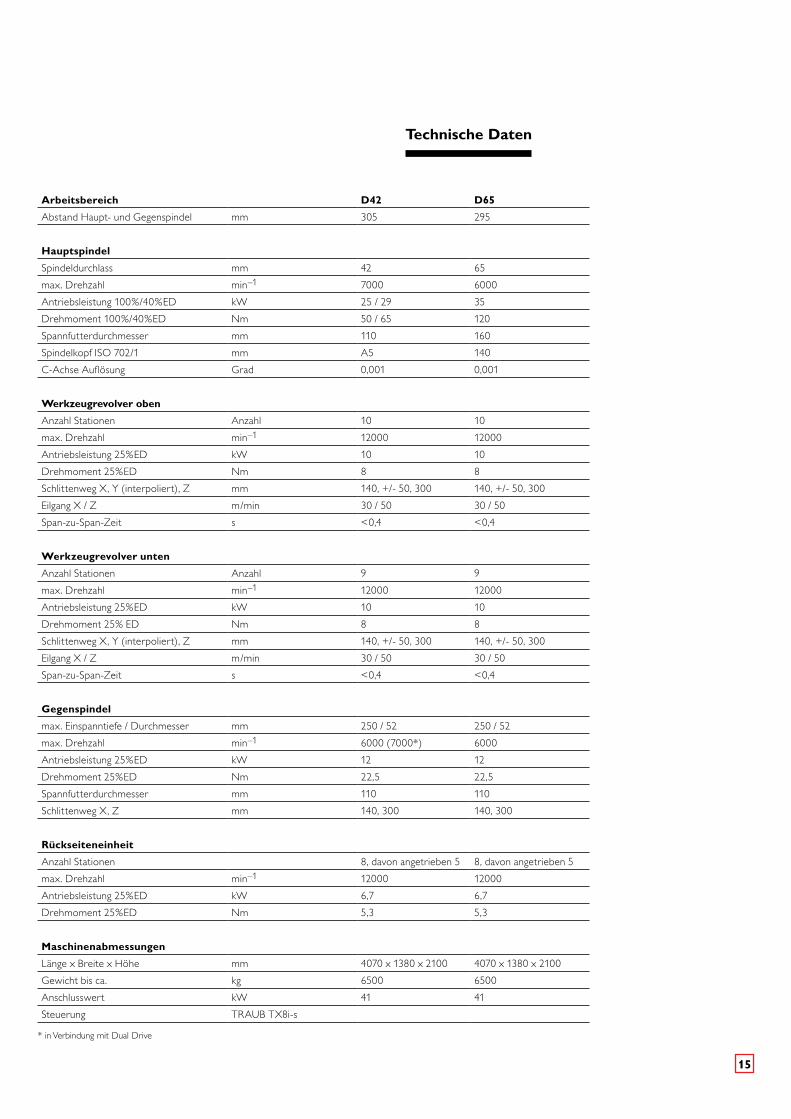
Technische Daten
Arbeitsbereich D42 D65
Abstand Haupt- und Gegenspindel mm 305 295
Hauptspindel
Spindeldurchlass mm 42 65
max. Drehzahl min–1 7000 6000
Antriebsleistung 100%/40%ED kW 25 / 29 35
Drehmoment 100%/40%ED Nm 50 / 65 120
Spannfutterdurchmesser mm 110 160
Spindelkopf ISO 702/1 mm A5 140
C-Achse Auflösung Grad 0,001 0,001
Werkzeugrevolver oben
Anzahl Stationen Anzahl 10 10
max. Drehzahl min–1 12000 12000
Antriebsleistung 25%ED kW 10 10
Drehmoment 25%ED Nm 8 8
Schlittenweg X, Y (interpoliert), Z mm 140, +/- 50, 300 140, +/- 50, 300
Eilgang X / Z m/min 30 / 50 30 / 50
Span-zu-Span-Zeit s <0,4 <0,4
Werkzeugrevolver unten
Anzahl Stationen Anzahl 9 9
max. Drehzahl min–1 12000 12000
Antriebsleistung 25%ED kW 10 10
Drehmoment 25% ED Nm 8 8
Schlittenweg X, Y (interpoliert), Z mm 140, +/- 50, 300 140, +/- 50, 300
Eilgang X / Z m/min 30 / 50 30 / 50
Span-zu-Span-Zeit s <0,4 <0,4
Gegenspindel
max. Einspanntiefe / Durchmesser mm 250 / 52 250 / 52
max. Drehzahl min–1 6000 (7000*) 6000
Antriebsleistung 25%ED kW 12 12
Drehmoment 25%ED Nm 22,5 22,5
Spannfutterdurchmesser mm 110 110
Schlittenweg X, Z mm 140, 300 140, 300
Rückseiteneinheit
Anzahl Stationen 8, davon angetrieben 5 8, davon angetrieben 5
max. Drehzahl min–1 12000 12000
Antriebsleistung 25%ED kW 6,7 6,7
Drehmoment 25%ED Nm 5,3 5,3
Maschinenabmessungen
Länge x Breite x Höhe mm 4070 x 1380 x 2100 4070 x 1380 x 2100
Gewicht bis ca. kg 6500 6500
Anschlusswert kW 41 41
Steuerung TRAUB TX8i-s
* in Verbindung mit Dual Drive
01.1
5 –
845
AD
Tec
hnisc
he Ä
nder
unge
n vo
rbeh
alte
n
TRAUB Drehmaschinen
GmbH & Co. KG
Hauffstraße 4
73262 Reichenbach
Telefon +49 7153 502 0
Telefax +49 7153 502 694
www.traub.de




























![CNC – Technik Grundmodul Metalltechnik (2. Klasse) Laboratoriumsübungen [CNC-Drehen]](https://img.pdfslide.org/doc/110x75/55204d7049795902118c20d5/cnc-technik-grundmodul-metalltechnik-2-klasse-laboratoriumsuebungen-cnc-drehen.jpg)
