Embed Size (px)
Citation preview
Folie 1
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
5. Vorlesung
Tribologisches Verhalten
Folie 2
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Inhalt der Vorlesung
• Grundlagen Tribologie
• Schmierung
• Werkstoffe
• Werkzeugverschleiß
• Verschleiß an Lagern und Führungen
• Maßnahmen zur Verbesserung des tribologischen Verhaltens
Folie 3
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
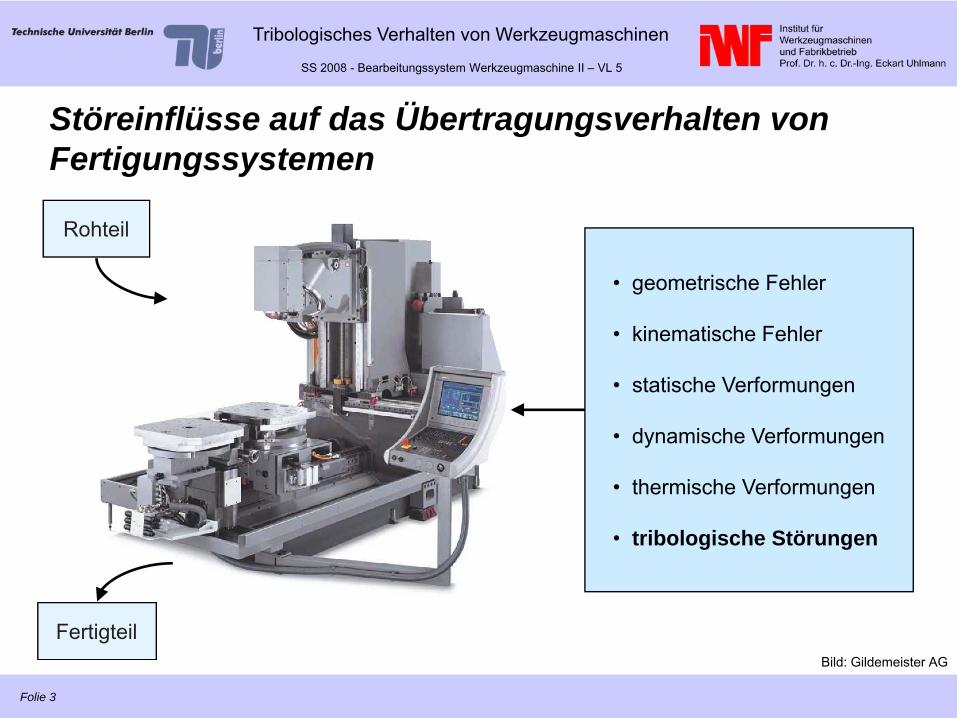
Störeinflüsse auf das Übertragungsverhalten von Fertigungssystemen
Rohteil
Fertigteil
• geometrische Fehler
• kinematische Fehler
• statische Verformungen
• dynamische Verformungen
• thermische Verformungen
• tribologische Störungen
Bild: Gildemeister AG
Folie 4
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Verschleiß an Werkzeugmaschinen
Beeinflussung der Arbeitsgenauigkeit
Verschleißgefährdete Bauteile:
• Lager• Führungen
• Bewegungsgewinde• Anschläge, Kurven, Nocken und Schaltelemente
• Spannmittel und Greifelemente• Kupplungen und Bremsen
• Riemen und Ketten
Werkzeugverschleiß
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 5
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Tribologie
Quelle: Czichos, Habig, Tribologie-Handbuch
Wissenschaftliche Aufgabe:Erforschung reibungsbedingter Energiedissipationen und verschleißbedingterMaterialschädigungsprozesse.
Merkmale:Reibung ist als irreversibler Vorgang zu verstehen. Dabei führt die Erzeugung vonreibungsinduzierten Wärmeschwingungen zur Zerstörung der geordneten Form vonFestkörpern (Entstehung von Verschleißpartikeln). Reibung und Verschleiß sind komplexe Vorgänge von stochastischer Natur.Dissipative, nichtlineare und dynamische Vorgänge treten in zeitlich und örtlich verteiltenMikrokontakten auf.
Definition:
Tribologie (griech. Reibungslehre) ist die Wissenschaft und Technik von aufeinander einwirkenden Oberflächen in Relativbewegung.Sie umfasst das Gesamtgebiet von Reibung und Verschleiß, einschließlich Schmierung,und schließt entsprechende Grenzflächenwechselwirkungen sowohl zwischenFestkörpern als auch zwischen Festkörpern und Flüssigkeiten oder Gasen ein.
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 6
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Tribotechnisches System und seine Einflussgrößen
Quelle: Czichos, Habig, Tribologie-Handbuch
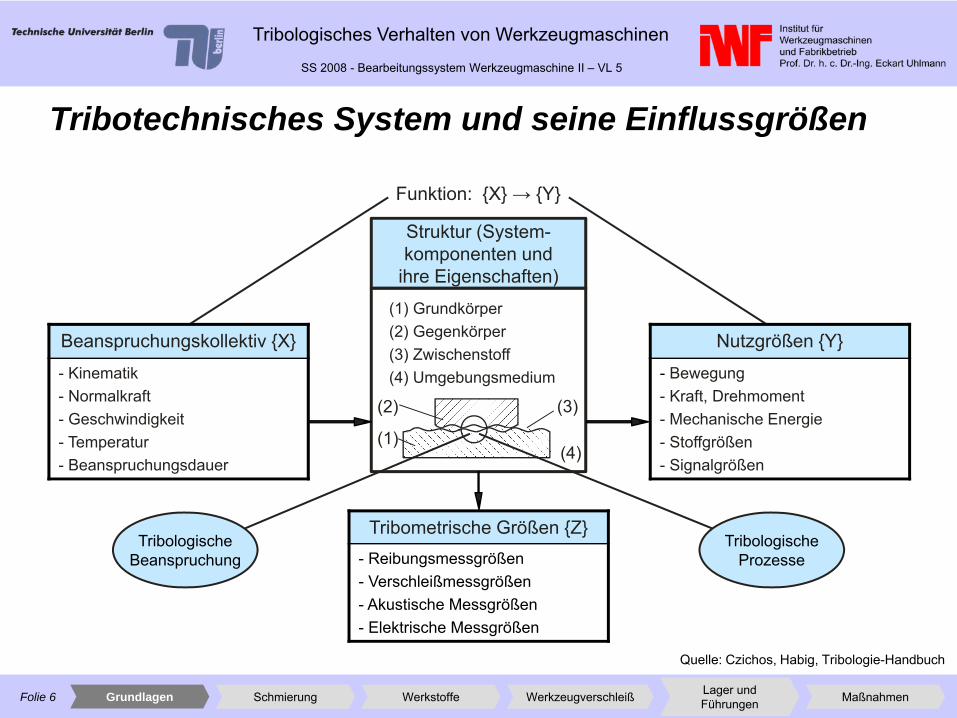
Funktion: {X} → {Y}
(1) Grundkörper(2) Gegenkörper(3) Zwischenstoff(4) Umgebungsmedium
(1)
(2) (3)
(4)
TribologischeBeanspruchung
TribologischeProzesse
Struktur (System-komponenten und
ihre Eigenschaften)
Beanspruchungskollektiv {X}
- Kinematik- Normalkraft- Geschwindigkeit- Temperatur- Beanspruchungsdauer
Nutzgrößen {Y}
- Bewegung- Kraft, Drehmoment- Mechanische Energie- Stoffgrößen- Signalgrößen
Tribometrische Größen {Z}- Reibungsmessgrößen- Verschleißmessgrößen- Akustische Messgrößen- Elektrische Messgrößen
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 7
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Tribologische Beanspruchung und Prozesse
Quelle: Czichos, Habig, Tribologie-Handbuch
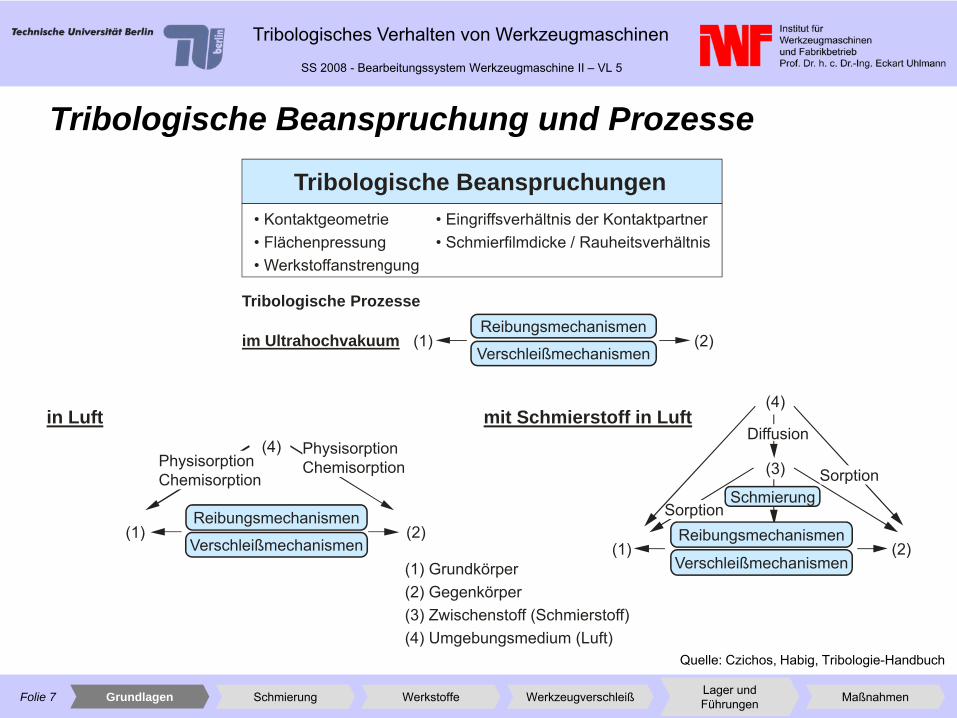
Tribologische Prozesse
Verschleißmechanismen
Reibungsmechanismen(1) (2)im Ultrahochvakuum
• Kontaktgeometrie• Flächenpressung• Werkstoffanstrengung
Tribologische Beanspruchungen• Eingriffsverhältnis der Kontaktpartner• Schmierfilmdicke / Rauheitsverhältnis
Verschleißmechanismen
Reibungsmechanismen(1) (2)
(4) PhysisorptionChemisorption
in Luft
Verschleißmechanismen
Reibungsmechanismen(1) (2)
(3)
(4)
Diffusion
SchmierungSorption
Sorption
mit Schmierstoff in Luft
(1) Grundkörper(2) Gegenkörper(3) Zwischenstoff (Schmierstoff)(4) Umgebungsmedium (Luft)
PhysisorptionChemisorption
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 8
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Aufbau technischer Oberflächen
Quelle: Czichos, Habig, Tribologie-Handbuch
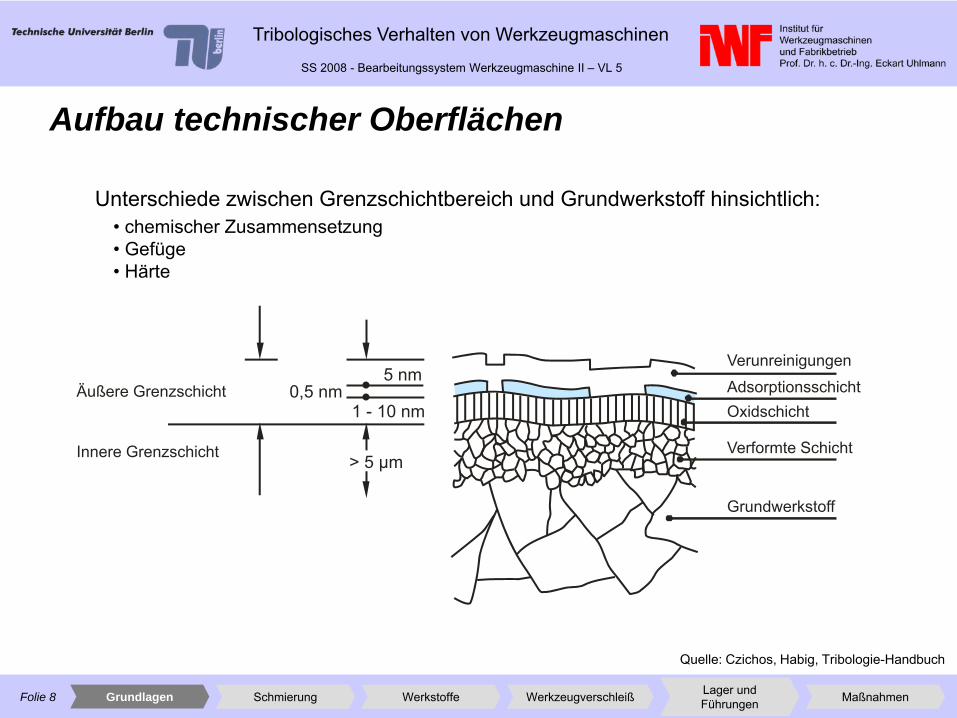
VerunreinigungenAdsorptionsschichtOxidschicht
Verformte Schicht
Grundwerkstoff
Äußere Grenzschicht
Innere Grenzschicht
0,5 nm5 nm
1 - 10 nm
> 5 µm
Unterschiede zwischen Grenzschichtbereich und Grundwerkstoff hinsichtlich:• chemischer Zusammensetzung• Gefüge• Härte
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 9
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
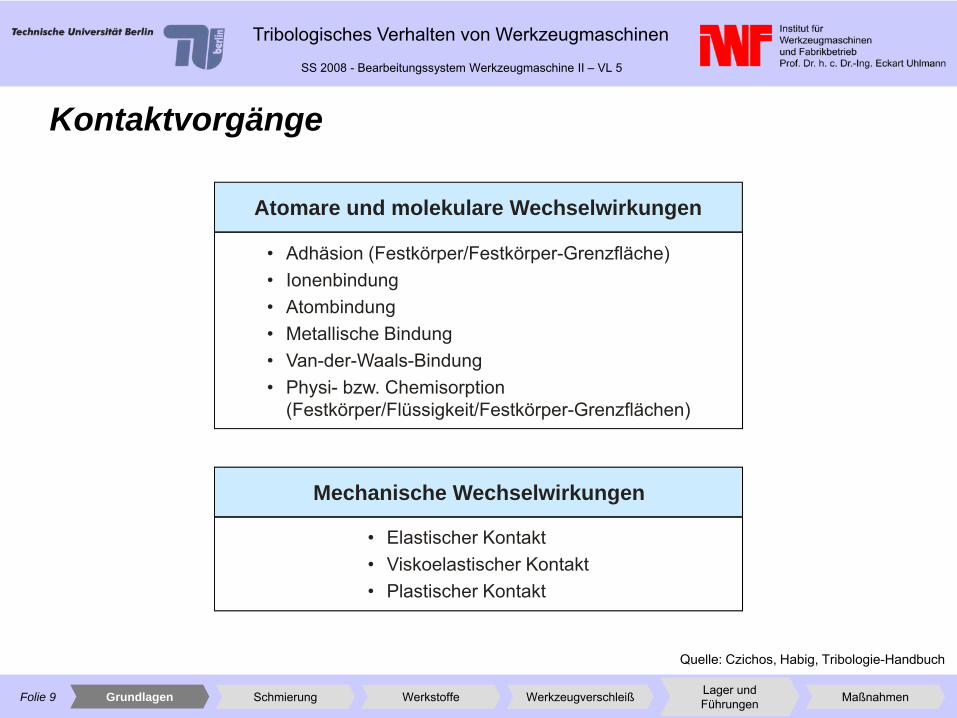
Kontaktvorgänge
Quelle: Czichos, Habig, Tribologie-Handbuch
• Adhäsion (Festkörper/Festkörper-Grenzfläche)• Ionenbindung• Atombindung• Metallische Bindung• Van-der-Waals-Bindung• Physi- bzw. Chemisorption
(Festkörper/Flüssigkeit/Festkörper-Grenzflächen)
Mechanische Wechselwirkungen
Atomare und molekulare Wechselwirkungen
• Elastischer Kontakt• Viskoelastischer Kontakt• Plastischer Kontakt
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 10
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
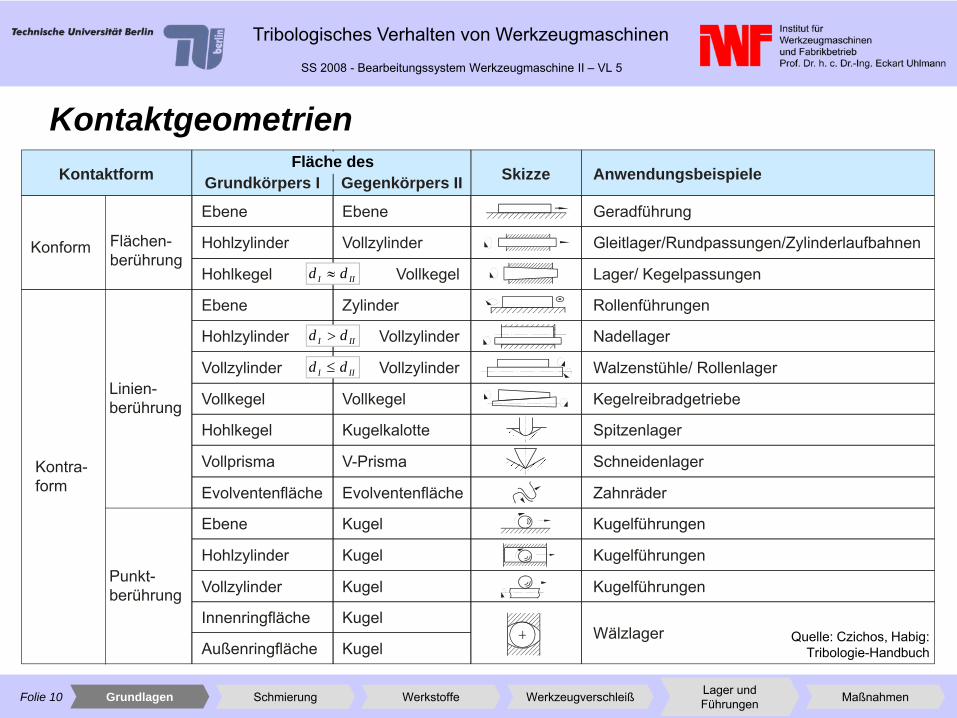
Kontaktgeometrien
Quelle: Czichos, Habig:Tribologie-Handbuch
Kontaktform Grundkörpers I Gegenkörpers II Skizze Anwendungsbeispiele
Konform Flächen-berührung
Ebene
Ebene
Ebene
Hohlzylinder Vollzylinder
Hohlkegel Vollkegel
Zylinder
Hohlzylinder Vollzylinder
Vollzylinder Vollzylinder
Vollkegel Vollkegel
Hohlkegel Kugelkalotte
Vollprisma V-Prisma
Evolventenfläche Evolventenfläche
Ebene Kugel
Kugel
Kugel
Kugel
Kugel
Hohlzylinder
Vollzylinder
Innenringfläche
Außenringfläche
Geradführung
Gleitlager/Rundpassungen/Zylinderlaufbahnen
Lager/ Kegelpassungen
Rollenführungen
Nadellager
Walzenstühle/ Rollenlager
Kegelreibradgetriebe
Spitzenlager
Schneidenlager
Zahnräder
Kugelführungen
Kugelführungen
Kugelführungen
Wälzlager
Kontra-form
Linien-berührung
Punkt-berührung
Fläche des
III dd >
III dd ≤
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
III dd ≈
Folie 11
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
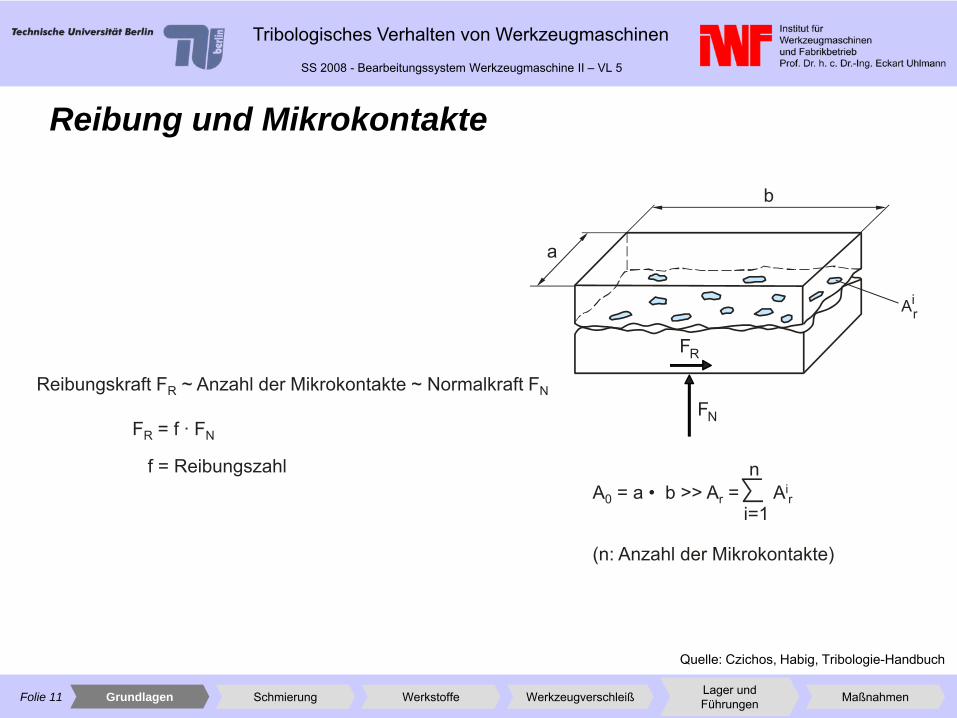
Reibung und Mikrokontakte
Quelle: Czichos, Habig, Tribologie-Handbuch
Reibungskraft FR ~ Anzahl der Mikrokontakte ~ Normalkraft FN
FR = f · FN
f = Reibungszahl
F N
Air
b
AirA0 = a • b >> Ar =
n
i=1
(n: Anzahl der Mikrokontakte)
F R
a
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 12
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
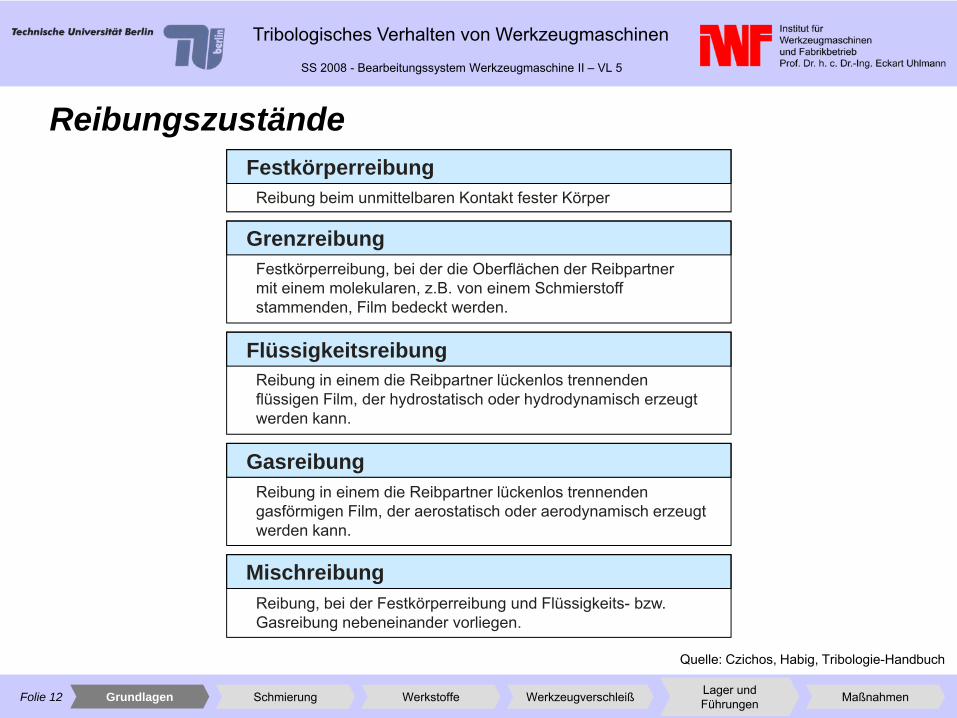
Reibungszustände
Quelle: Czichos, Habig, Tribologie-Handbuch
FestkörperreibungReibung beim unmittelbaren Kontakt fester Körper
GrenzreibungFestkörperreibung, bei der die Oberflächen der Reibpartnermit einem molekularen, z.B. von einem Schmierstoffstammenden, Film bedeckt werden.
FlüssigkeitsreibungReibung in einem die Reibpartner lückenlos trennendenflüssigen Film, der hydrostatisch oder hydrodynamisch erzeugtwerden kann.
GasreibungReibung in einem die Reibpartner lückenlos trennendengasförmigen Film, der aerostatisch oder aerodynamisch erzeugtwerden kann.
MischreibungReibung, bei der Festkörperreibung und Flüssigkeits- bzw.Gasreibung nebeneinander vorliegen.
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 13
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
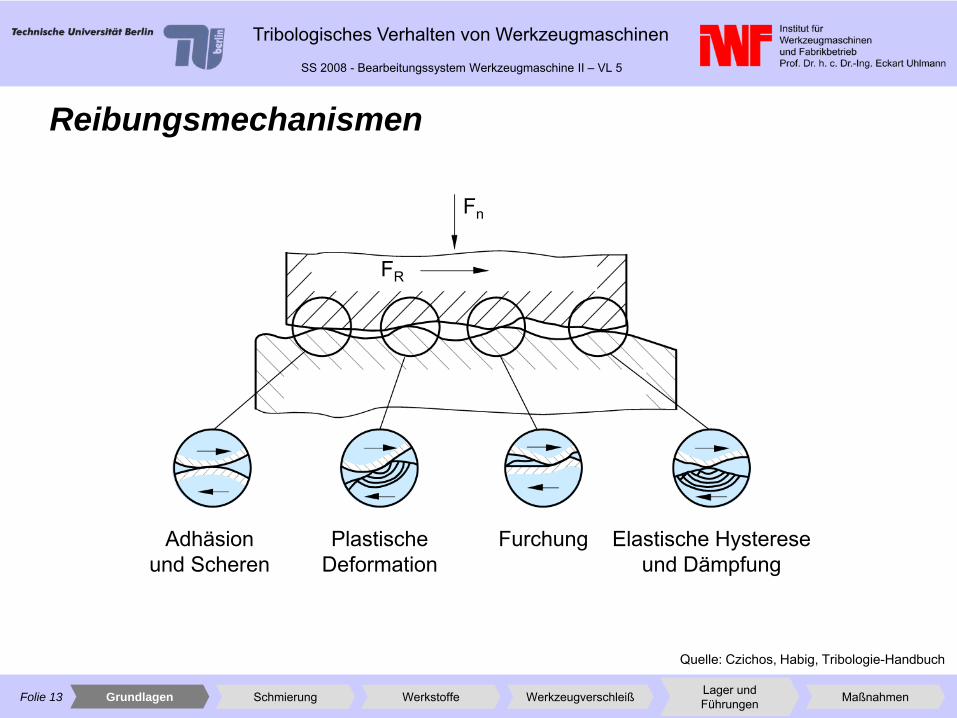
Reibungsmechanismen
Quelle: Czichos, Habig, Tribologie-Handbuch
Adhäsion und Scheren
PlastischeDeformation
Furchung Elastische Hystereseund Dämpfung
Fn
FR
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 14
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
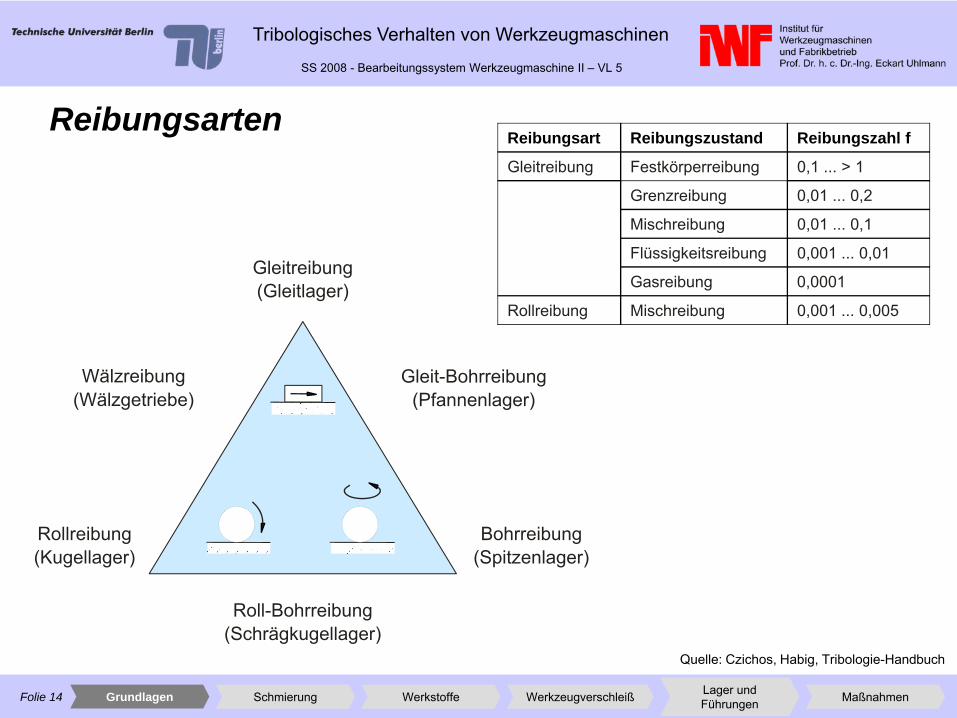
Reibungsarten
Quelle: Czichos, Habig, Tribologie-Handbuch
Gleitreibung(Gleitlager)
Gleit-Bohrreibung(Pfannenlager)
Bohrreibung(Spitzenlager)
Rollreibung(Kugellager)
Roll-Bohrreibung(Schrägkugellager)
Wälzreibung(Wälzgetriebe)
Reibungsart Reibungszustand Reibungszahl f
Gleitreibung Festkörperreibung 0,1 ... > 1
Grenzreibung 0,01 ... 0,2
Mischreibung 0,01 ... 0,1
Flüssigkeitsreibung 0,001 ... 0,01
Gasreibung 0,0001
Rollreibung Mischreibung 0,001 ... 0,005
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 15
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
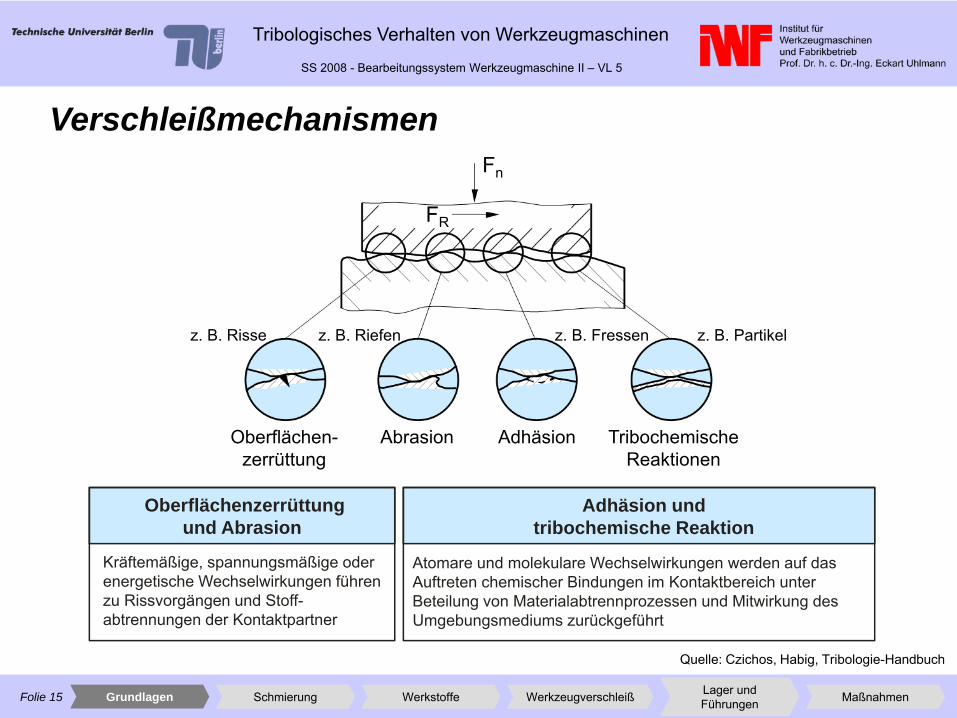
Verschleißmechanismen
Quelle: Czichos, Habig, Tribologie-Handbuch
Kräftemäßige, spannungsmäßige oder energetische Wechselwirkungen führen zu Rissvorgängen und Stoff-abtrennungen der Kontaktpartner
Oberflächenzerrüttungund Abrasion
Atomare und molekulare Wechselwirkungen werden auf das Auftreten chemischer Bindungen im Kontaktbereich unter Beteilung von Materialabtrennprozessen und Mitwirkung des Umgebungsmediums zurückgeführt
Adhäsion undtribochemische Reaktion
Oberflächen-zerrüttung
Abrasion Adhäsion TribochemischeReaktionen
z. B. Risse z. B. Fressen z. B. Partikelz. B. Riefen
Fn
FR
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 16
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
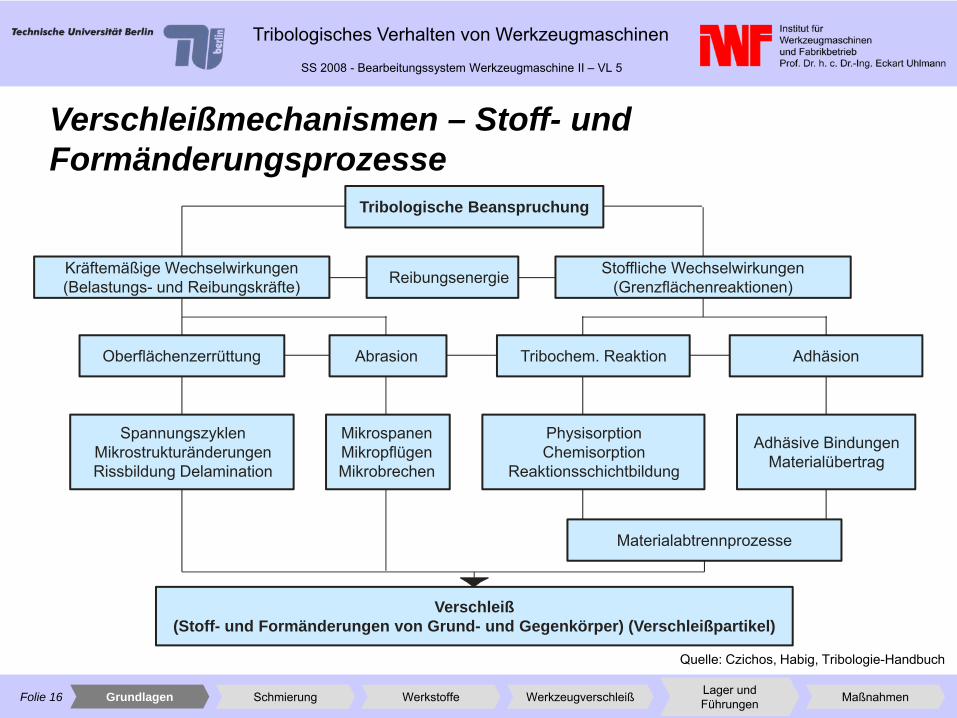
Verschleißmechanismen – Stoff- und Formänderungsprozesse
Quelle: Czichos, Habig, Tribologie-Handbuch
Kräftemäßige Wechselwirkungen(Belastungs- und Reibungskräfte) Reibungsenergie
Tribologische Beanspruchung
Oberflächenzerrüttung
Verschleiß(Stoff- und Formänderungen von Grund- und Gegenkörper) (Verschleißpartikel)
Tribochem. Reaktion AdhäsionAbrasion
SpannungszyklenMikrostrukturänderungenRissbildung Delamination
PhysisorptionChemisorption
Reaktionsschichtbildung
Adhäsive BindungenMaterialübertrag
Stoffliche Wechselwirkungen(Grenzflächenreaktionen)
MikrospanenMikropflügenMikrobrechen
Materialabtrennprozesse
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 17
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
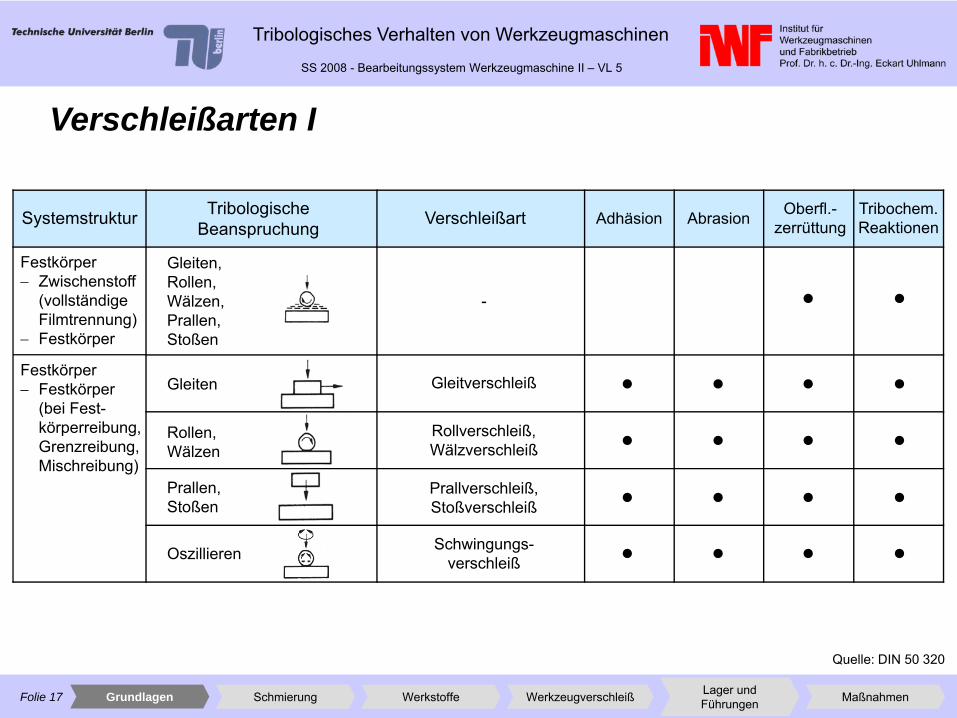
Verschleißarten I
Systemstruktur TribologischeBeanspruchung Verschleißart Adhäsion Abrasion Oberfl.-
zerrüttungTribochem.Reaktionen
Festkörper− Zwischenstoff
(vollständigeFilmtrennung)
− Festkörper
Gleiten,Rollen,Wälzen,Prallen,Stoßen
Gleiten
Rollen,Wälzen
Prallen,Stoßen
Oszillieren
Festkörper− Festkörper
(bei Fest-körperreibung,Grenzreibung,Mischreibung)
-
Gleitverschleiß
Rollverschleiß,Wälzverschleiß
Prallverschleiß,Stoßverschleiß
Schwingungs-verschleiß
Quelle: DIN 50 320
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 18
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
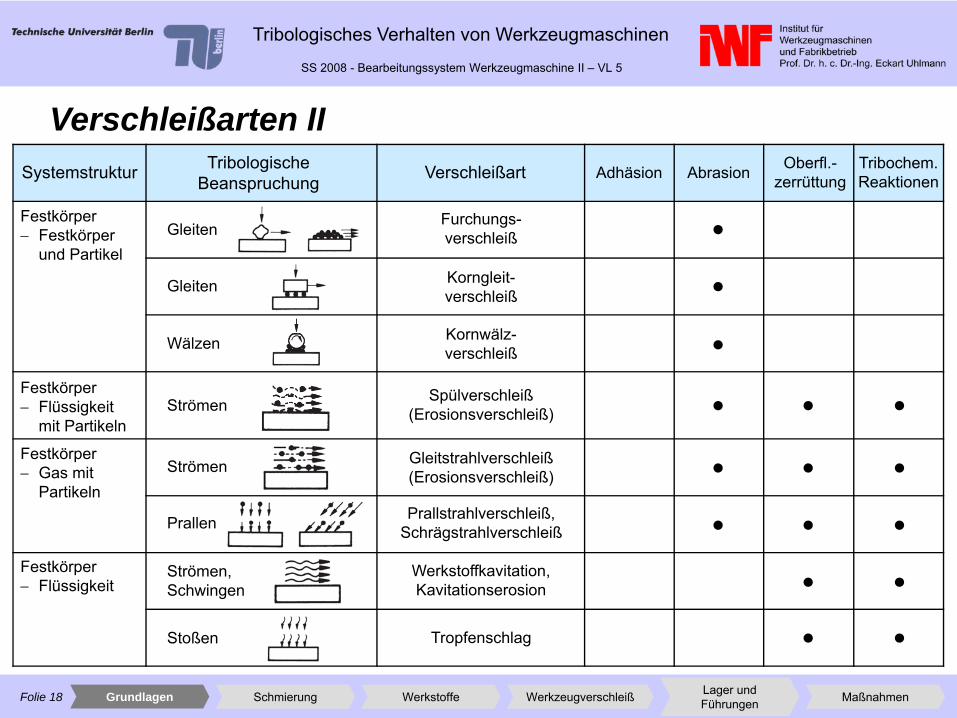
Verschleißarten IISystemstruktur Tribologische
Beanspruchung Verschleißart Adhäsion Abrasion Oberfl.-zerrüttung
Tribochem.Reaktionen
Festkörper− Festkörper
und Partikel
Festkörper− Flüssigkeit
mit Partikeln
Festkörper− Gas mit
Partikeln
Festkörper− Flüssigkeit
Spülverschleiß(Erosionsverschleiß)
Furchungs-verschleiß
Korngleit-verschleiß
Werkstoffkavitation,Kavitationserosion
Kornwälz-verschleiß
Gleitstrahlverschleiß(Erosionsverschleiß)
Prallstrahlverschleiß,Schrägstrahlverschleiß
Tropfenschlag
Gleiten
Gleiten
Strömen
Prallen
Wälzen
Strömen,Schwingen
Strömen
Stoßen
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 19
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Schmierung
Quelle: Czichos, Habig, Tribologie-Handbuch
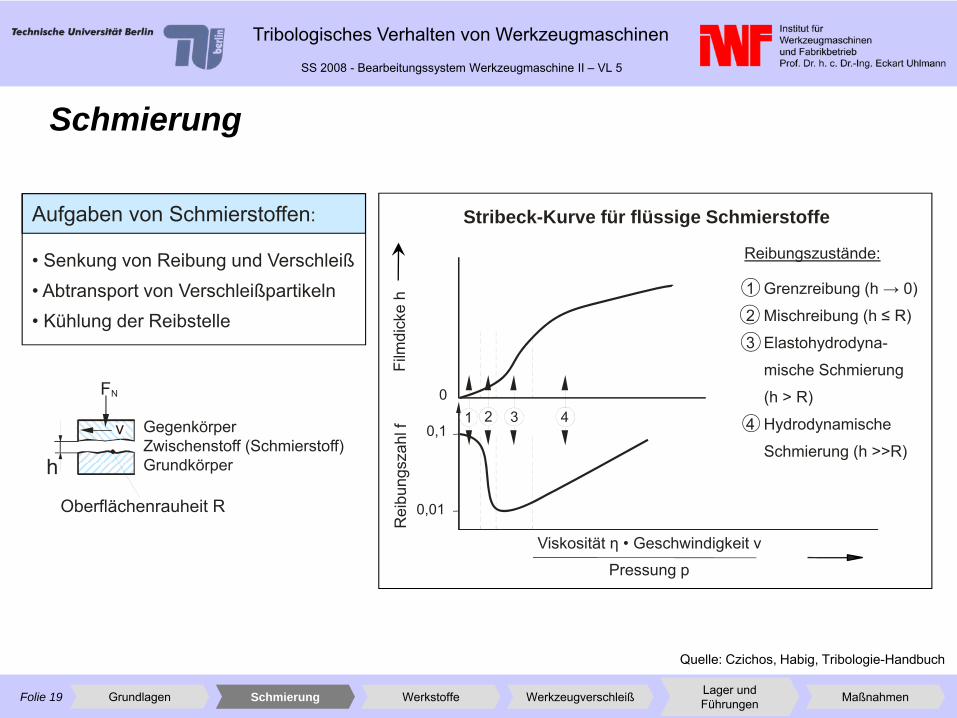
Aufgaben von Schmierstoffen:
• Senkung von Reibung und Verschleiß• Abtransport von Verschleißpartikeln• Kühlung der Reibstelle
Stribeck-Kurve für flüssige Schmierstoffe
GegenkörperZwischenstoff (Schmierstoff)Grundkörperh
Oberflächenrauheit R
FN
vFi
lmdi
cke
hR
eibu
ngsz
ahl f
Viskosität η • Geschwindigkeit v
Pressung p
0,1
0
0,01
1 2 3 4
1 Grenzreibung (h → 0)
2 Mischreibung (h ≤ R)
3 Elastohydrodyna-
mische Schmierung
(h > R)
4 Hydrodynamische
Schmierung (h >>R)
Reibungszustände:
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 20
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
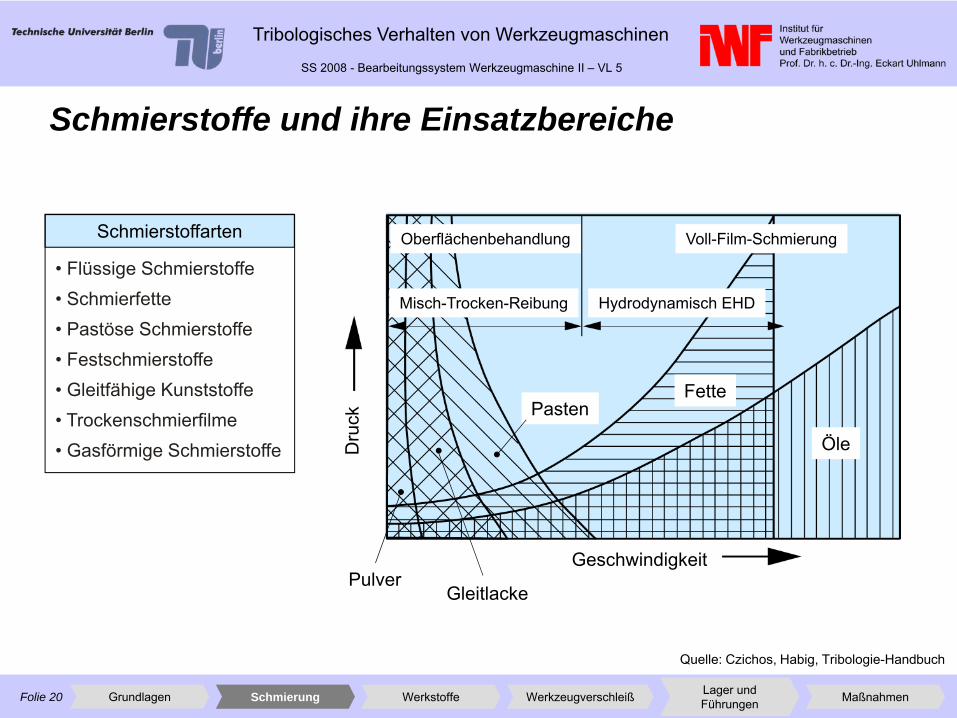
Schmierstoffarten
Schmierstoffe und ihre Einsatzbereiche
• Flüssige Schmierstoffe• Schmierfette• Pastöse Schmierstoffe• Festschmierstoffe• Gleitfähige Kunststoffe• Trockenschmierfilme• Gasförmige Schmierstoffe
Quelle: Czichos, Habig, Tribologie-Handbuch
Misch-Trocken-Reibung
Voll-Film-SchmierungOberflächenbehandlung
Hydrodynamisch EHD
Fette
Öle
Pasten
Geschwindigkeit
GleitlackePulver
Dru
ck
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 21
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
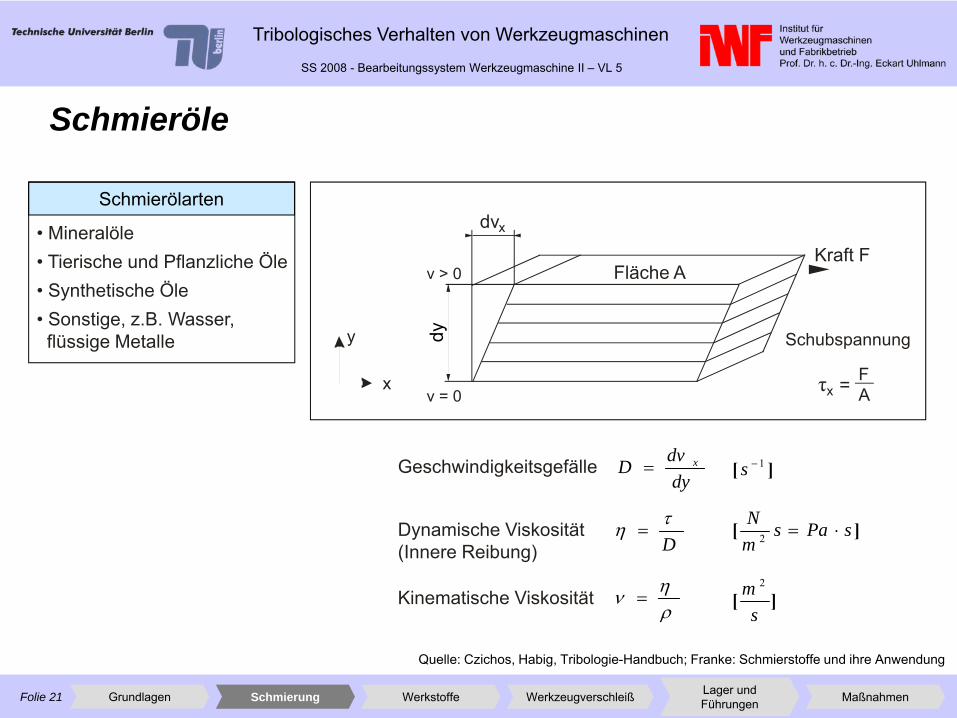
Schmieröle
Quelle: Czichos, Habig, Tribologie-Handbuch; Franke: Schmierstoffe und ihre Anwendung
dvx
v > 0 Fläche AKraft F
v = 0
Schubspannung
FAτx =
y
x
dyGeschwindigkeitsgefälle
dydvD x= ][ 1−s
Dynamische Viskosität(Innere Reibung) D
τη = ][ sPasmN
⋅=2
Kinematische Viskositätρην = ][
sm 2
Schmierölarten
• Mineralöle• Tierische und Pflanzliche Öle• Synthetische Öle• Sonstige, z.B. Wasser,flüssige Metalle
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 22
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
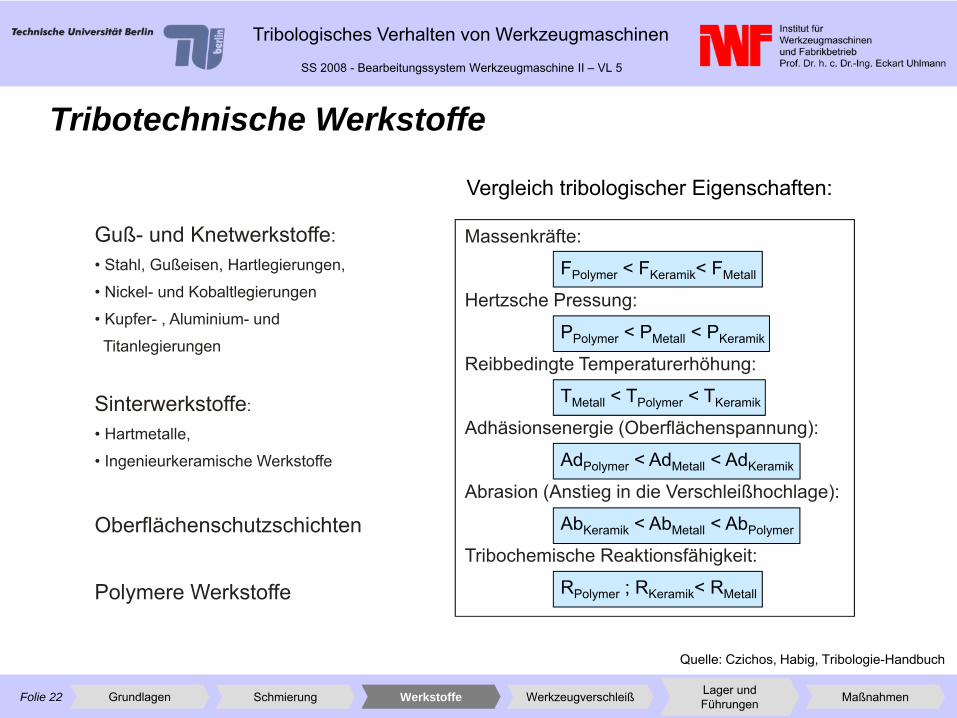
Tribotechnische Werkstoffe
Guß- und Knetwerkstoffe:• Stahl, Gußeisen, Hartlegierungen,
• Nickel- und Kobaltlegierungen
• Kupfer- , Aluminium- und
Titanlegierungen
Sinterwerkstoffe:
• Hartmetalle,
• Ingenieurkeramische Werkstoffe
Oberflächenschutzschichten
Polymere Werkstoffe
Vergleich tribologischer Eigenschaften:
Quelle: Czichos, Habig, Tribologie-Handbuch
Massenkräfte:
FPolymer < FKeramik< FMetall
Hertzsche Pressung:
PPolymer < PMetall < PKeramik
Reibbedingte Temperaturerhöhung:
TMetall < TPolymer < TKeramik
Adhäsionsenergie (Oberflächenspannung):
AdPolymer < AdMetall < AdKeramik
Abrasion (Anstieg in die Verschleißhochlage):
AbKeramik < AbMetall < AbPolymer
Tribochemische Reaktionsfähigkeit:
RPolymer ; RKeramik< RMetall
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 23
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
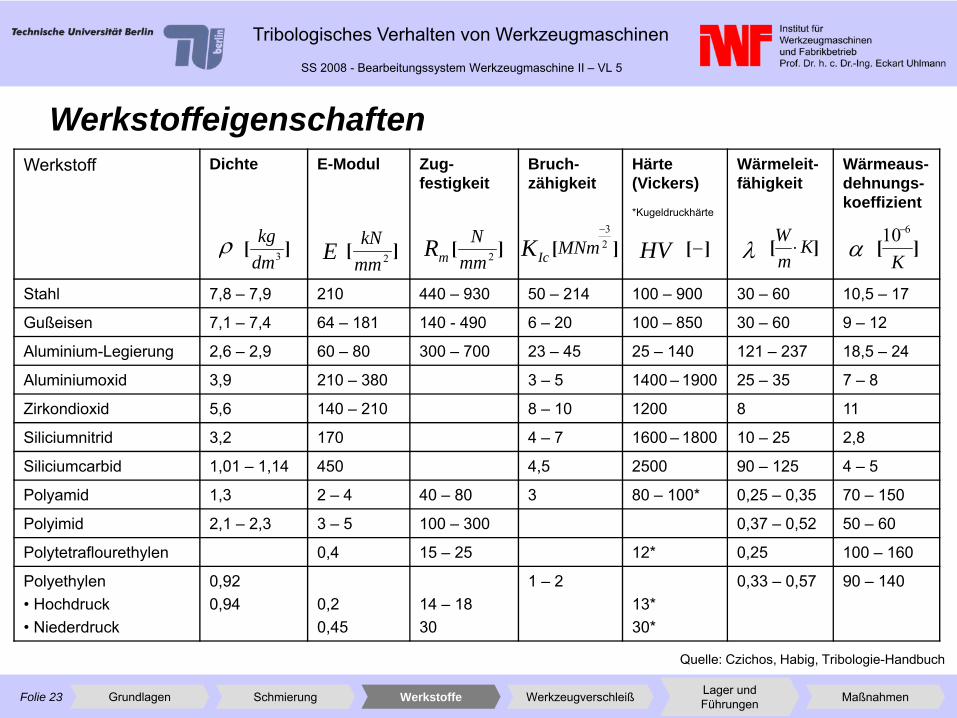
WerkstoffeigenschaftenWerkstoff Dichte E-Modul Zug-
festigkeitBruch-zähigkeit
Härte(Vickers)*Kugeldruckhärte
Wärmeleit-fähigkeit
Wärmeaus-dehnungs-koeffizient
Stahl 7,8 – 7,9 210 440 – 930 50 – 214 100 – 900 30 – 60 10,5 – 17
Gußeisen 7,1 – 7,4 64 – 181 140 - 490 6 – 20 100 – 850 30 – 60 9 – 12
Aluminium-Legierung 2,6 – 2,9 60 – 80 300 – 700 23 – 45 25 – 140 121 – 237 18,5 – 24
Aluminiumoxid 3,9 210 – 380 3 – 5 1400 – 1900 25 – 35 7 – 8
Zirkondioxid 5,6 140 – 210 8 – 10 1200 8 11
Siliciumnitrid 3,2 170 4 – 7 1600 – 1800 10 – 25 2,8
Siliciumcarbid 1,01 – 1,14 450 4,5 2500 90 – 125 4 – 5
Polyamid 1,3 2 – 4 40 – 80 3 80 – 100* 0,25 – 0,35 70 – 150
Polyimid 2,1 – 2,3 3 – 5 100 – 300 0,37 – 0,52 50 – 60
Polytetraflourethylen 0,4 15 – 25 12* 0,25 100 – 160
Polyethylen• Hochdruck• Niederdruck
0,920,94 0,2
0,4514 – 1830
1 – 213*30*
0,33 – 0,57 90 – 140
Quelle: Czichos, Habig, Tribologie-Handbuch
ρ E mR IcK HV λ α][ 3dmkg
][ 2mmkN ][ 2mm
N ][ 23−
MNm ][− ][ KmW⋅ ][
K
610−
Grundlagen Schmierung Werkstoffe Werkzeugverschleiß Lager und Führungen Maßnahmen
Folie 24
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
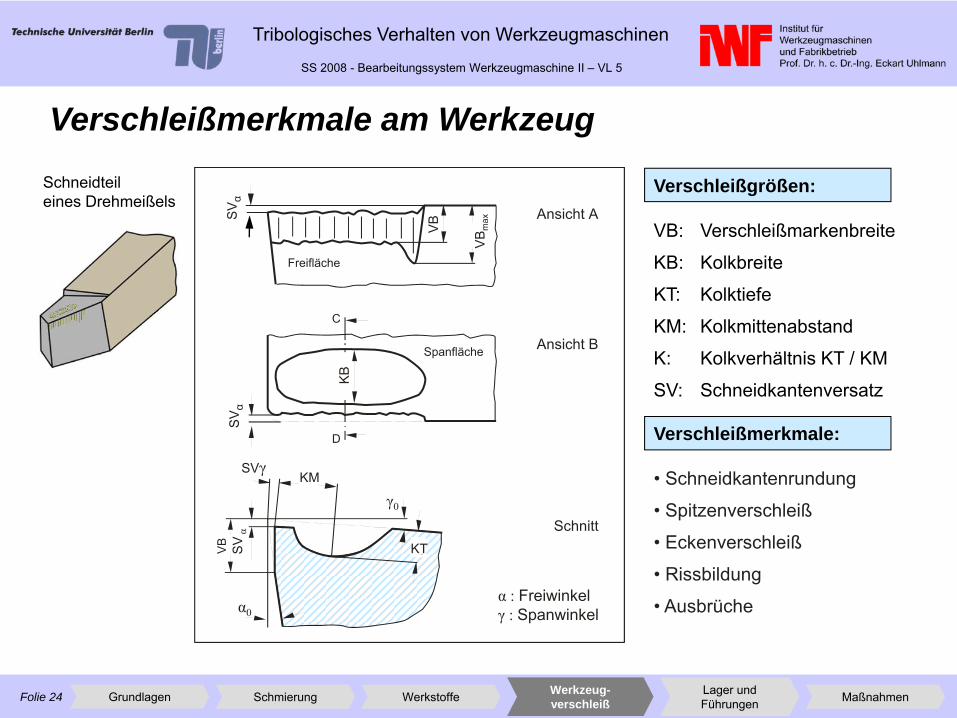
Verschleißmerkmale am Werkzeug
Freifläche
Spanfläche
C
D
Schnitt
α : Freiwinkelγ : Spanwinkel
SVγKM
KT
α0
γ0
KTSVα
VB
VBm
ax
VB
SVα
SVα
Verschleißgrößen:
VB: Verschleißmarkenbreite
KB: Kolkbreite
KT: Kolktiefe
KM: Kolkmittenabstand
K: Kolkverhältnis KT / KM
SV: Schneidkantenversatz
Schneidteileines Drehmeißels
Verschleißmerkmale:
• Schneidkantenrundung
• Spitzenverschleiß
• Eckenverschleiß
• Rissbildung
• Ausbrüche
KB
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Ansicht A
Ansicht B
Folie 25
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Ursachen und Einflüsse auf den Werkzeugverschleiß
• mechanischer Abrieb• plastische Verformung• Mikroausbröckelungen durch Preßschweißungen zwischen Werkstückstoff und Werkzeug
• Diffusion zwischen Werkstückstoffund Werkzeug
• Oxidation des Schneidstoffes• Ausbrüche der Schneide infolgemechanischer oder mechanisch-thermischer Belastung
• Werkstoff des Werkstücks• Werkstoff des Werkzeugs• Werkzeuggeometrie• Werkstückgeometrie• Einstellgrößen• Anschliffzustand des Werkzeugs• Temperatur in der Verschleißzone• dynamisches Verhalten der
Werkzeugmaschine• Umweltbedingungen• Kühlschmiermittel• Einwirkungszeit
Verschleißursachen Einflussgrößen
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Folie 26
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
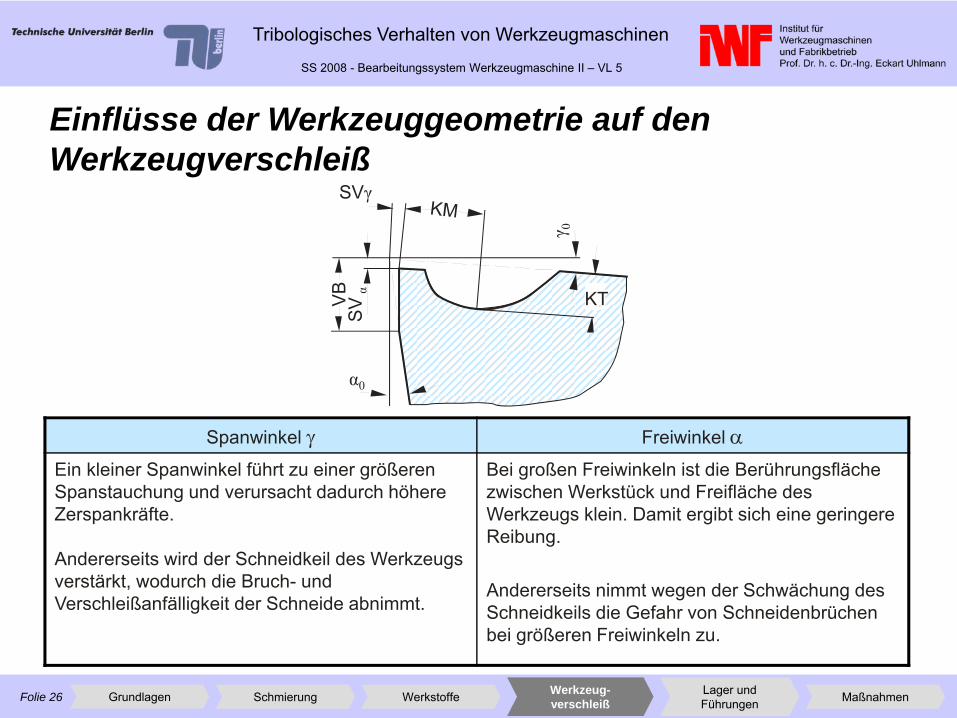
Einflüsse der Werkzeuggeometrie auf den Werkzeugverschleiß
Spanwinkel γ Freiwinkel αEin kleiner Spanwinkel führt zu einer größeren Spanstauchung und verursacht dadurch höhere Zerspankräfte.
Andererseits wird der Schneidkeil des Werkzeugs verstärkt, wodurch die Bruch- und Verschleißanfälligkeit der Schneide abnimmt.
Bei großen Freiwinkeln ist die Berührungsfläche zwischen Werkstück und Freifläche des Werkzeugs klein. Damit ergibt sich eine geringere Reibung.
Andererseits nimmt wegen der Schwächung des Schneidkeils die Gefahr von Schneidenbrüchen bei größeren Freiwinkeln zu.
SVγ
KT
α0
γ 0
KT
SVα
VB
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Folie 27
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
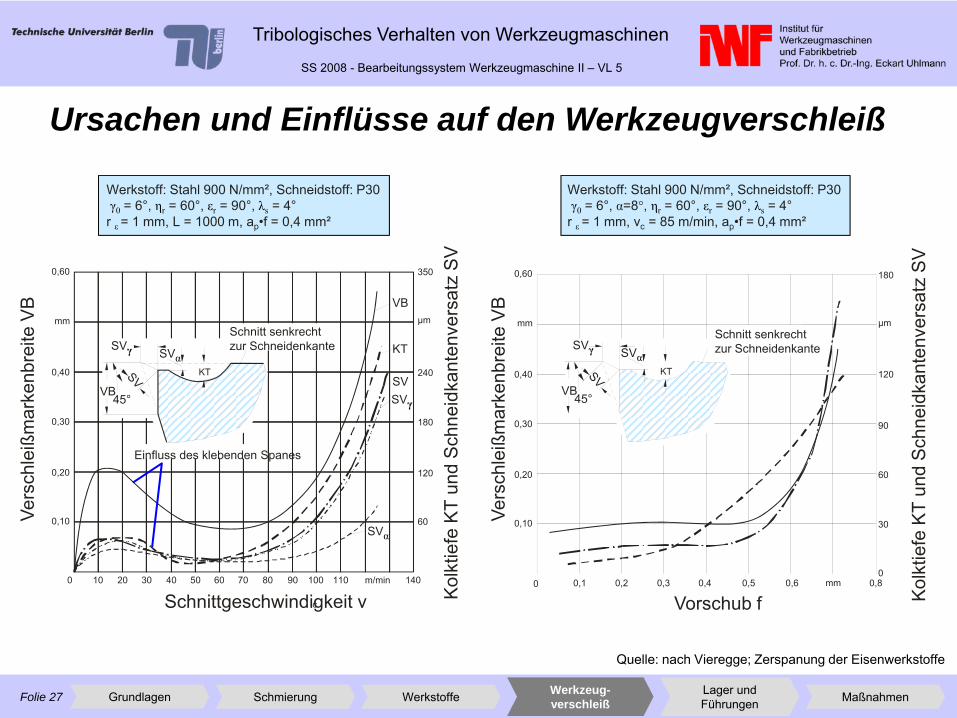
Ursachen und Einflüsse auf den Werkzeugverschleiß
Quelle: nach Vieregge; Zerspanung der Eisenwerkstoffe
0 10 20 30 40 50 60 70 80 90 100 110 140m/min
0,10
0,20
0,30
0,40
0,60
mm
Vers
chle
ißm
arke
nbre
ite V
B
Schnittgeschwindigkeit vc
60
120
180
240
350
µm
Werkstoff: Stahl 900 N/mm², Schneidstoff: P30γ0 = 6°, ηr = 60°, εr = 90°, λs = 4°r ε = 1 mm, L = 1000 m, ap•f = 0,4 mm²
VB45°
SVα
KT
SVγ
Einfluss des klebenden Spanes
Schnitt senkrechtzur Schneidenkante
VB
KT
SVSVγ
Kol
ktie
fe K
T un
d S
chne
idka
nten
vers
atz
SV
SVα
0,10
0,20
0,30
0,40
0,60
mm
0 0,1 0,2 0,3 0,4 0,5 0,6 mm 0,80
30
60
90
120
µm
180
Vorschub f
VB45°
KT
SVαSVγ
Werkstoff: Stahl 900 N/mm², Schneidstoff: P30γ0 = 6°, α=8°, ηr = 60°, εr = 90°, λs = 4°r ε = 1 mm, vc = 85 m/min, ap•f = 0,4 mm²
Schnitt senkrechtzur Schneidenkante
Vers
chle
ißm
arke
nbre
ite V
B
Kol
ktie
fe K
T un
d S
chne
idka
nten
vers
atz
SV
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Folie 28
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
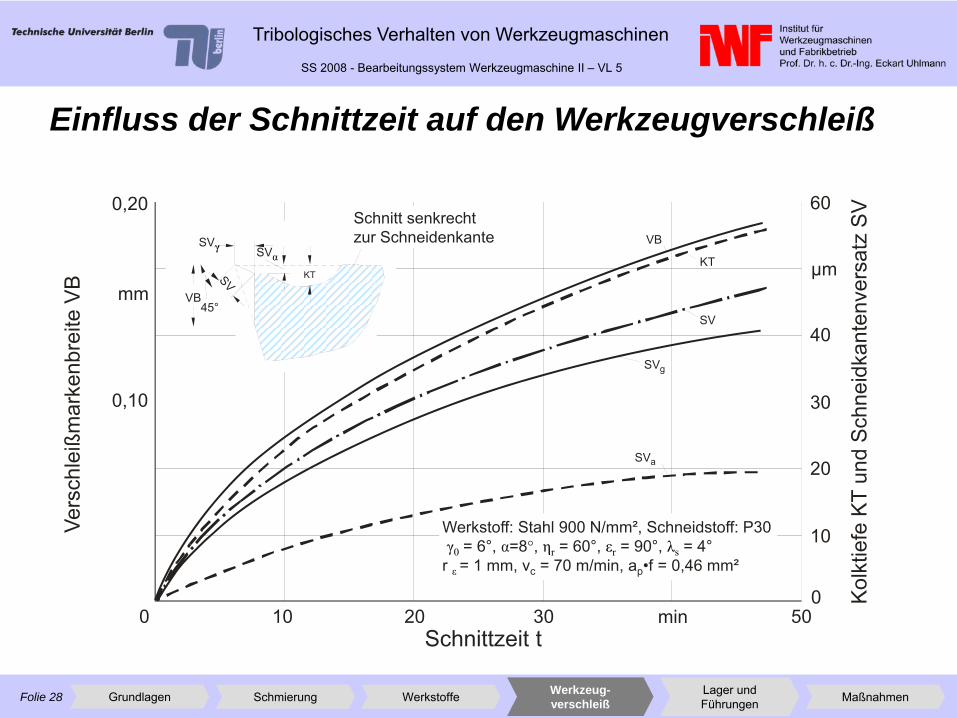
Einfluss der Schnittzeit auf den Werkzeugverschleiß
VB
SVa
KT
SVg
SV
Schnitt senkrecht zur Schneidenkante
0
0,10
mm
0,20
10 20 30 min 50
Vers
chle
ißm
arke
nbre
ite V
B
Schnittzeit t
0
10
20
30
40
µm
60
Kol
ktie
fe K
T un
d S
chne
idka
nten
vers
atz
SV
VB45°
KT
SVαSVγ
Werkstoff: Stahl 900 N/mm², Schneidstoff: P30γ0 = 6°, α=8°, ηr = 60°, εr = 90°, λs = 4°
r ε = 1 mm, vc = 70 m/min, ap•f = 0,46 mm²
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Folie 29
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Auswirkungen des Werkzeugverschleißes
Geometrische Wirkungen
direkte geometrische Änderungen
indirekte geometrische Änderungen
Der Werkzeugverschleiß beeinflusst die Lagezuordnung von Werkstück und Werkzeug.
Sie entstehen durch energetische Wirkungen und beruhen darauf, dass mit zunehmender Schnitttemperatur und zunehmender Schwingungs-amplitude eine Änderung derLagezuordnung eintritt.
Energetische WirkungenMit wachsender Größe der Verschleißmerkmale ändert sich die Schneidkeilgeometrie. Damit tritt ein Anwachsen der Zerspankräfte und eine Vergrößerung der Energiezufuhr an der Zerspanstelle auf.
Grundlagen Schmierung Werkstoffe Werkzeug-verschleiß
Lager und Führungen Maßnahmen
Folie 30
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
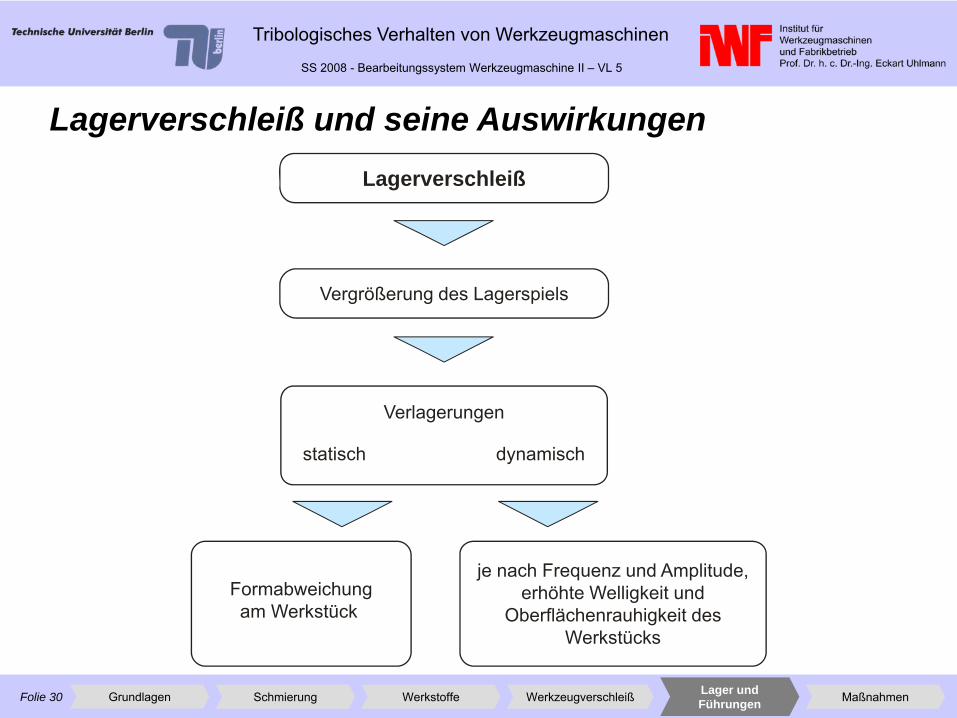
Lagerverschleiß und seine AuswirkungenLagerverschleiß
Vergrößerung des Lagerspiels
Verlagerungen
dynamischstatisch
je nach Frequenz und Amplitude, erhöhte Welligkeit und
Oberflächenrauhigkeit des Werkstücks
Formabweichungam Werkstück
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Folie 31
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
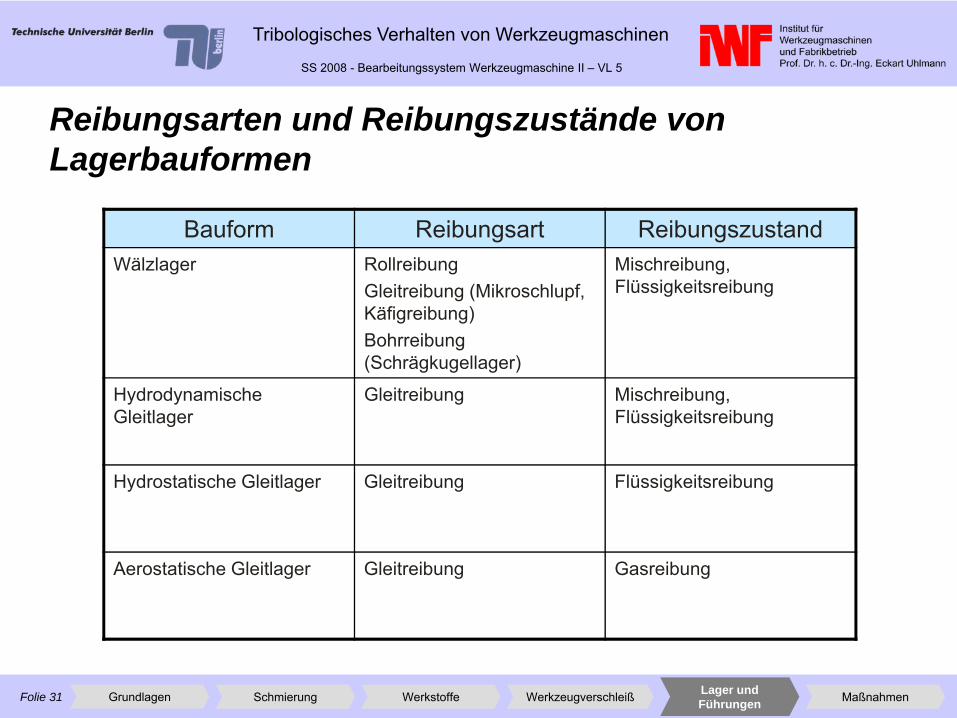
Reibungsarten und Reibungszustände von Lagerbauformen
Bauform Reibungsart ReibungszustandWälzlager Rollreibung
Gleitreibung (Mikroschlupf, Käfigreibung) Bohrreibung (Schrägkugellager)
Mischreibung, Flüssigkeitsreibung
Hydrodynamische Gleitlager
Gleitreibung Mischreibung, Flüssigkeitsreibung
Hydrostatische Gleitlager Gleitreibung Flüssigkeitsreibung
Aerostatische Gleitlager Gleitreibung Gasreibung
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Folie 32
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
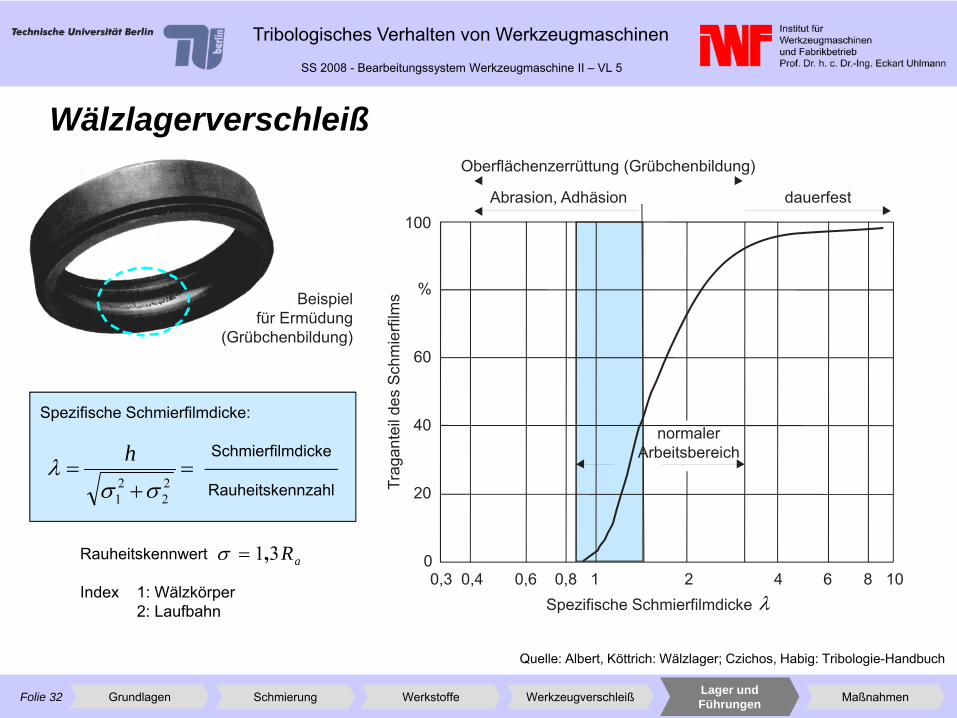
Wälzlagerverschleiß
Quelle: Albert, Köttrich: Wälzlager; Czichos, Habig: Tribologie-Handbuch
0,3 0,4 0,6 0,8 1 2 4 6 8 100
20
40
60
%
100
Spezifische Schmierfilmdicke
Trag
ante
il de
s S
chm
ierfi
lms
normalerArbeitsbereich
Oberflächenzerrüttung (Grübchenbildung)
Abrasion, Adhäsion dauerfest
λ
=+
=22
21 σσ
λ h Schmierfilmdicke
Rauheitskennzahl
Rauheitskennwert
Index 1: Wälzkörper2: Laufbahn
aR31,=σ
Spezifische Schmierfilmdicke:
Beispielfür Ermüdung
(Grübchenbildung)
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Folie 33
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
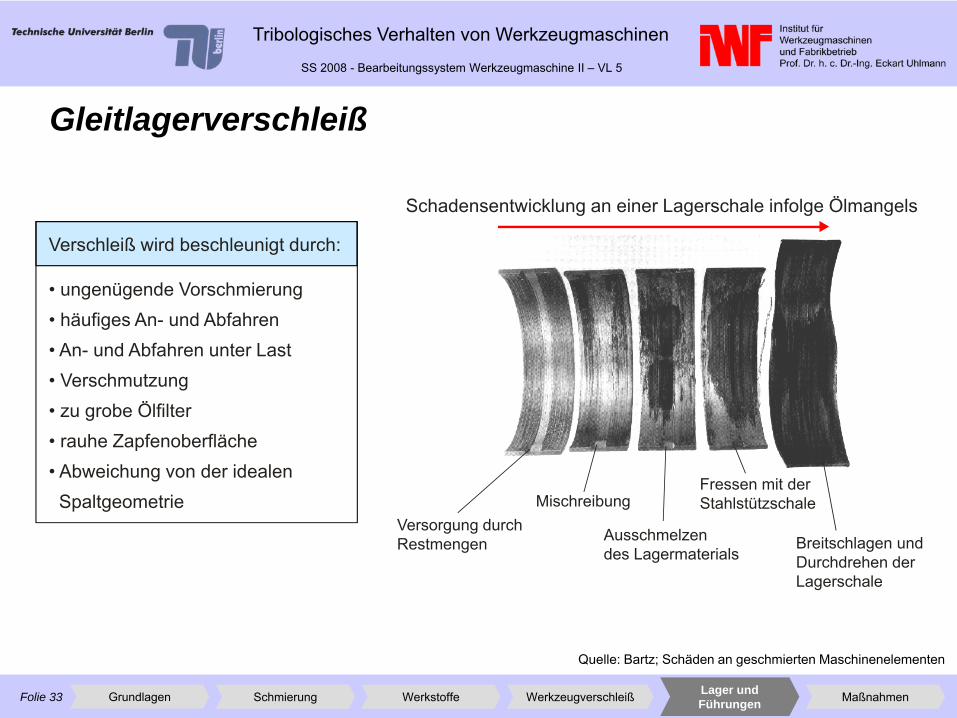
Gleitlagerverschleiß
Quelle: Bartz; Schäden an geschmierten Maschinenelementen
Schadensentwicklung an einer Lagerschale infolge Ölmangels
Versorgung durchRestmengen
Mischreibung
Ausschmelzendes Lagermaterials
Fressen mit derStahlstützschale
Breitschlagen undDurchdrehen derLagerschale
Verschleiß wird beschleunigt durch:
• ungenügende Vorschmierung• häufiges An- und Abfahren• An- und Abfahren unter Last• Verschmutzung• zu grobe Ölfilter• rauhe Zapfenoberfläche• Abweichung von der idealenSpaltgeometrie
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß

Folie 34
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Verschleiß von GleitführungenGleitführungen sind besonders verschleißgefährdet, da sie sehr häufig im Mischreibungsgebiet arbeiten.
• Der Verschleiß an Führungen ruft eine statische Verlagerungzwischen Werkzeug und Werkstück hervor,
• er tritt nicht gleichmäßig längs der Führungsbahnen auf und• der Absolutwert der Verlagerung hängt von der Stellung des Schlittens auf der Führungsbahn ab.
Einfluss des Verschleißes auf das Drehergebnis
Führung
Abweichung von der Geradlinigkeit bei einer Drehbank mitverschlissenen Führungsbahnen
y
x
Dx
z
Beispiel Spitzendrehmaschine:
• Eine Verlagerung in x-Richtung (Werkzeugrichtung) bewirkt eine Durchmesseränderung,die dem doppelten Verschleißbetrag entspricht.
• Eine Verlagerung in y-Richtung hat eine deutlich geringere Wirkung auf den Werkstückdurchmesser.
xΔ
yΔ
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Dy
Folie 35
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
Verbesserung des Verschleißverhaltens
• Wahl einer günstigen Werkstoffpaarung• Herabsetzen der Verschleißkräfte• Festlegen einer günstigen Verschleißbewegung• gute Kühlung und Schmierung der Reibflächen und• Verringerung der Verschleißfolgen
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
• Herabsetzen der FlächenpressungBeispiel: Vergrößern der Gleitflächen
• Geeignete Formgebung der Bauelemente• Herabsetzen des Reibungskoeffizienten
Beispiel: bessere Oberflächengüte• Schutz der Gleitfläche vor Verunreinigungen
durch Abdeckungen und Dichtungen
Herabsetzen der Verschleißkräfte
• Oberflächenbeschaffenheit• Gitteraufbau der Werkstoffe beider Reibpartner• Art der Schmierung• Gleitgeschwindigkeit• Belastung und• Neigung zum "Fressen" bei Schmierungsausfall
Kriterien bei der Auswahl der Werkstoffpaarung
Folie 36
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
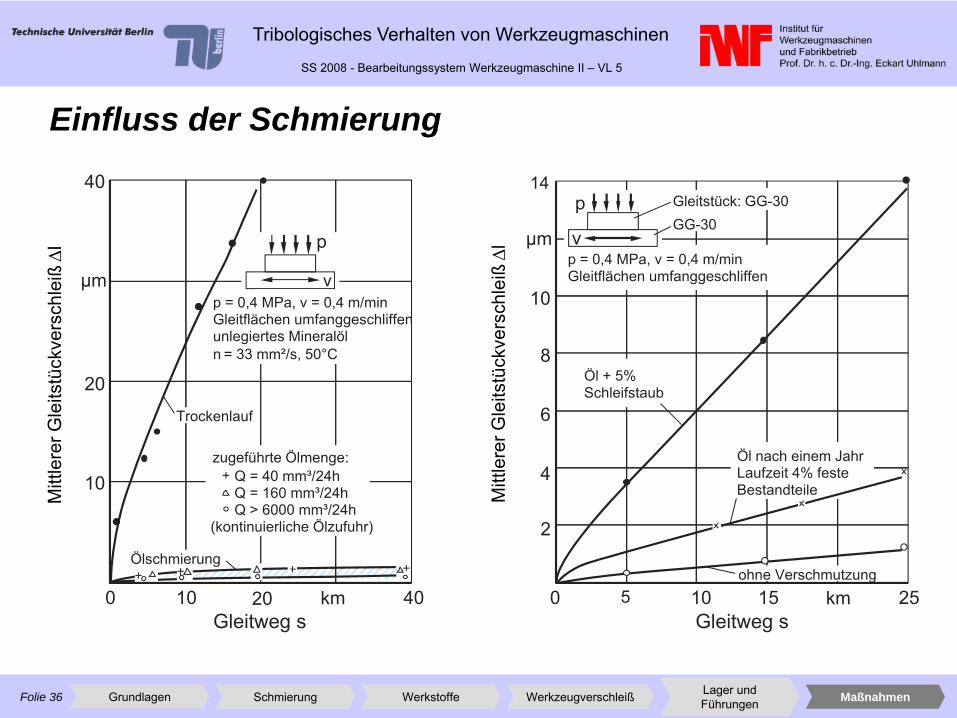
Einfluss der Schmierung
0 10 20 km 40 0 5 10 15 km 25
10
20
40
µm
2
4
6
8
10
µm
14
Gleitweg s Gleitweg s
Öl nach einem JahrLaufzeit 4% festeBestandteile
Öl + 5%Schleifstaub
ohne Verschmutzung
p = 0,4 MPa, v = 0,4 m/minGleitflächen umfanggeschliffen
Gleitstück: GG-30GG-30
p
p v
vp = 0,4 MPa, v = 0,4 m/minGleitflächen umfanggeschliffenunlegiertes Mineralöl
= 33 mm²/s, 50°Cn
Trockenlauf
Q = 40 mm³/24hQ = 160 mm³/24hQ > 6000 mm³/24h
(kontinuierliche Ölzufuhr)
zugeführte Ölmenge:
Ölschmierung
Mitt
lere
r Gle
itstü
ckve
rsch
leißΔl
Mitt
lere
r Gle
itstü
ckve
rsch
leißΔl
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Folie 37
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
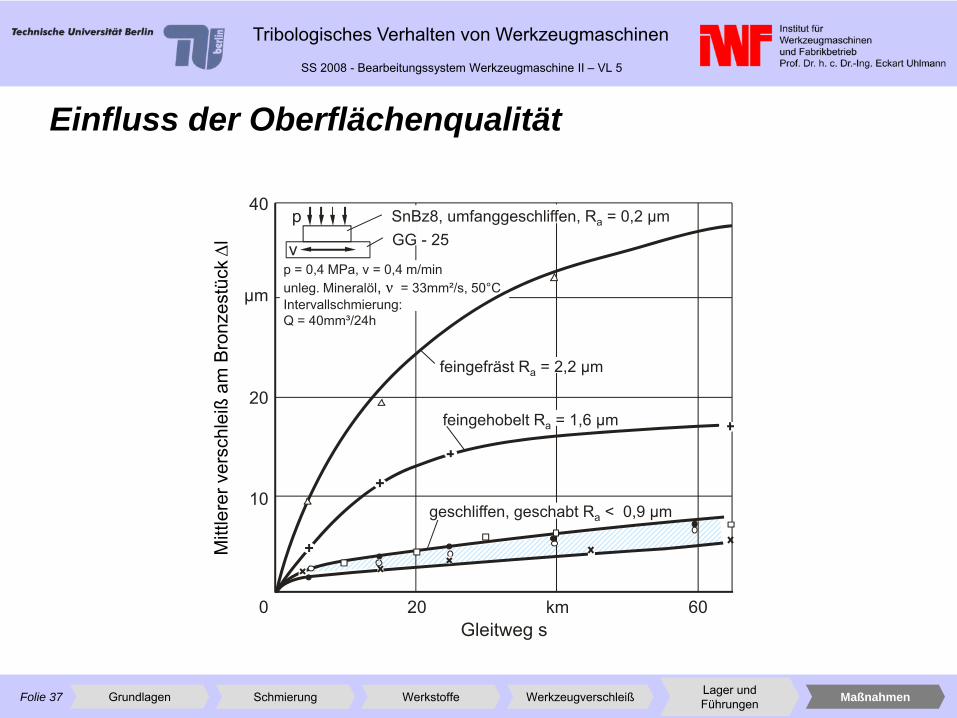
Einfluss der Oberflächenqualität
p
vp = 0,4 MPa, v = 0,4 m/minunleg. Mineralöl, ν = 33mm²/s, 50°CIntervallschmierung:Q = 40mm³/24h
SnBz8, umfanggeschliffen, Ra = 0,2 µmGG - 25
feingefräst Ra = 2,2 µm
feingehobelt Ra = 1,6 µm
geschliffen, geschabt Ra < 0,9 µm
0 20 km 60Gleitweg s
10
20
µm
40M
ittle
rer v
ersc
hlei
ß am
Bro
nzes
tück
Δl
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß
Folie 38
Tribologisches Verhalten von Werkzeugmaschinen
SS 2008 - Bearbeitungssystem Werkzeugmaschine II – VL 5
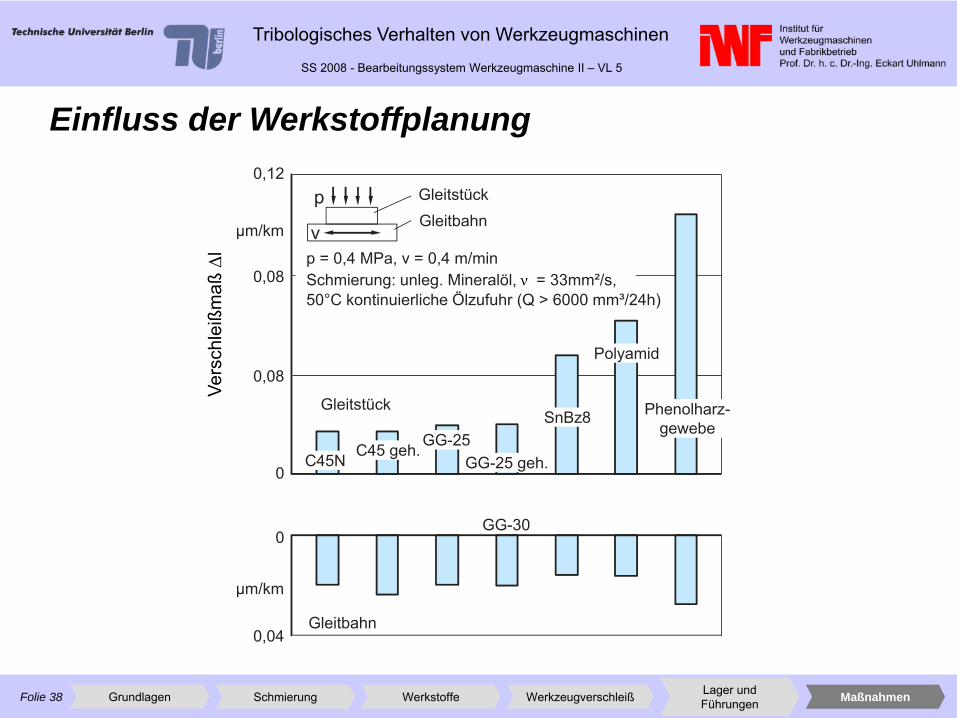
Einfluss der Werkstoffplanung
p
v
Gleitstück
Gleitstück
Gleitbahn
Gleitbahn
GG-30
p = 0,4 MPa, v = 0,4 m/minSchmierung: unleg. Mineralöl, ν = 33mm²/s, 50°C kontinuierliche Ölzufuhr (Q > 6000 mm³/24h)
0,12
µm/km
µm/km
0,08
0
0
0,04
0,08
Vers
chle
ißm
aß Δ
l
Phenolharz-gewebe
Polyamid
SnBz8GG-25
GG-25 geh.C45 geh.C45N
Grundlagen Schmierung Werkstoffe Lager und Führungen MaßnahmenWerkzeugverschleiß





















