Embed Size (px)
Citation preview

TRIMET Aluminium SE
Aufgabenstellungen und Lösungskonzepte in der Aluminiumindustrie Dr. Marcel Rosefort
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
Forschung & Entwicklung - Konzeption
Darstellung der gesamten Prozesskette in der F&E
Darstellung der F&E in den Bereichen
Grundlagen
Labormaßstab
Produktionsmaßstab (inkl. Nutzungsmöglichkeit der Produktionsanlagen)
Integration der F&E in die Produktion
Anlagen oder Probenmaterial auch für Kunden verfügbar
F&E-Service für Kunden

Forschung & Entwicklung - Bausteine
Versuchsanlagen
Grundlagen / AMAP Labore
Angewandte Forschung
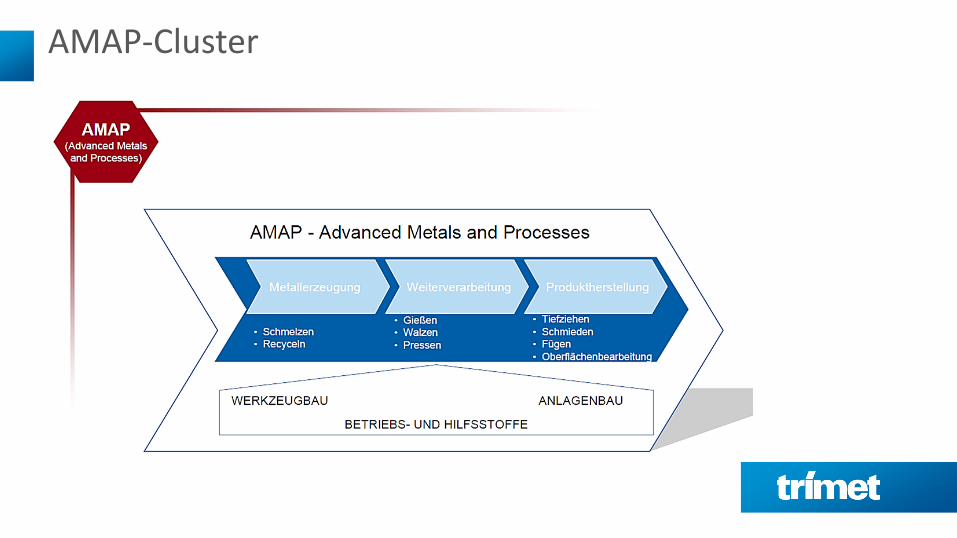
AMAP-Cluster

Forschung & Entwicklung - Standorte
Essen Harzgerode

Eigene Metall- und Produktentwicklung
Chemische Analysen Mikroskopie Materialprüfung Versuchsanlagen
Versuchseinrichtungen im produktionstechnischen Maßstab, ermöglicht eine fertigungs- und kundennahe Entwicklung
Laboreinrichtungen
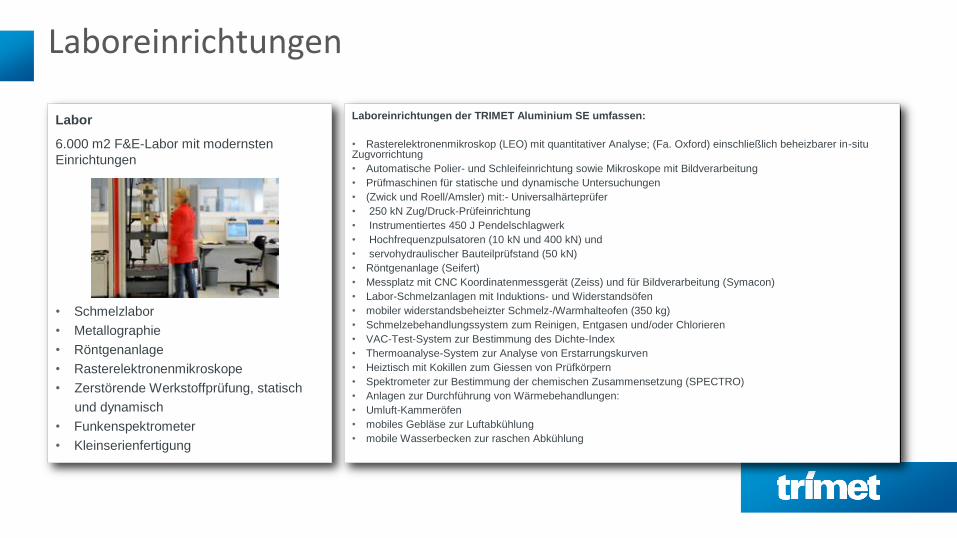
Labor
6.000 m2 F&E-Labor mit modernsten
Einrichtungen
• Schmelzlabor
• Metallographie
• Röntgenanlage
• Rasterelektronenmikroskope
• Zerstörende Werkstoffprüfung, statisch
und dynamisch
• Funkenspektrometer
• Kleinserienfertigung
Laboreinrichtungen der TRIMET Aluminium SE umfassen:
• Rasterelektronenmikroskop (LEO) mit quantitativer Analyse; (Fa. Oxford) einschließlich beheizbarer in-situ Zugvorrichtung
• Automatische Polier- und Schleifeinrichtung sowie Mikroskope mit Bildverarbeitung
• Prüfmaschinen für statische und dynamische Untersuchungen
• (Zwick und Roell/Amsler) mit:- Universalhärteprüfer
• 250 kN Zug/Druck-Prüfeinrichtung
• Instrumentiertes 450 J Pendelschlagwerk
• Hochfrequenzpulsatoren (10 kN und 400 kN) und
• servohydraulischer Bauteilprüfstand (50 kN)
• Röntgenanlage (Seifert)
• Messplatz mit CNC Koordinatenmessgerät (Zeiss) und für Bildverarbeitung (Symacon)
• Labor-Schmelzanlagen mit Induktions- und Widerstandsöfen
• mobiler widerstandsbeheizter Schmelz-/Warmhalteofen (350 kg)
• Schmelzebehandlungssystem zum Reinigen, Entgasen und/oder Chlorieren
• VAC-Test-System zur Bestimmung des Dichte-Index
• Thermoanalyse-System zur Analyse von Erstarrungskurven
• Heiztisch mit Kokillen zum Giessen von Prüfkörpern
• Spektrometer zur Bestimmung der chemischen Zusammensetzung (SPECTRO)
• Anlagen zur Durchführung von Wärmebehandlungen:
• Umluft-Kammeröfen
• mobiles Gebläse zur Luftabkühlung
• mobile Wasserbecken zur raschen Abkühlung

Versuchsgießanlagen
Gasbehandlung
Zwei Gießöfen
Sieben Meter Gießlänge
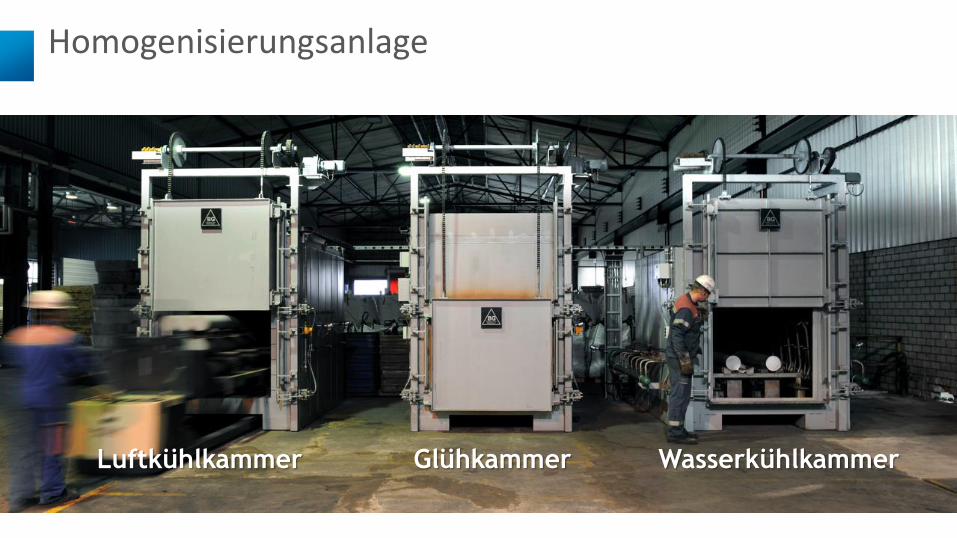
Homogenisierungsanlage
Luftkühlkammer Glühkammer Wasserkühlkammer
Erfolgreiche Legierungs- und Prozessentwicklung
Tools
• CAD-Konstruktion
•Gießsimulation
• Strukturoptimierung
• Prozesssimulation
•Werkzeugbau
Anlagen
•Versuchsgießanlagen
• Schmelz- und Gießlabor
•Wärmebehandlung
Werkstoffprüfung
• Zerstörende- und nichtzerstörende Prüfung
•Metallographie
• Schmelzeprüfungen
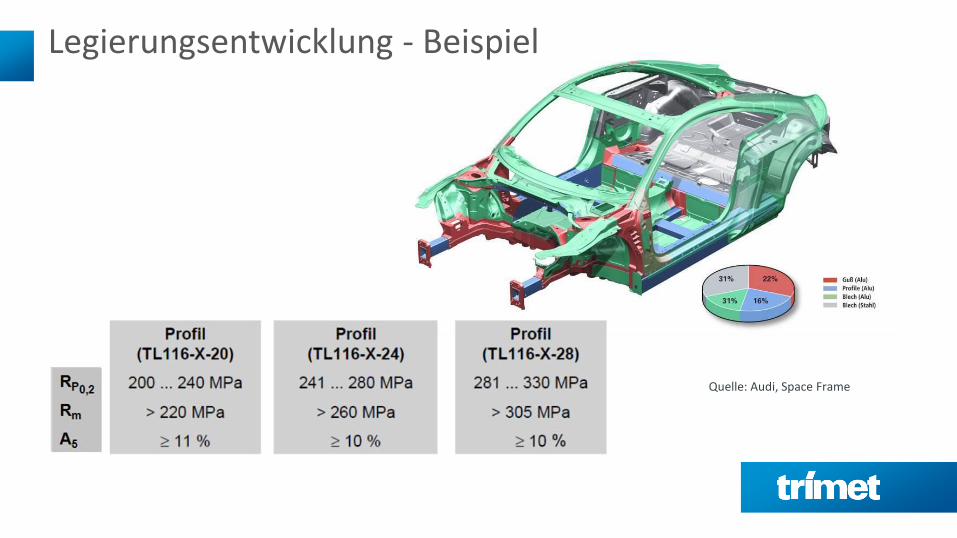
Legierungsentwicklung - Beispiel
Quelle: Audi, Space Frame
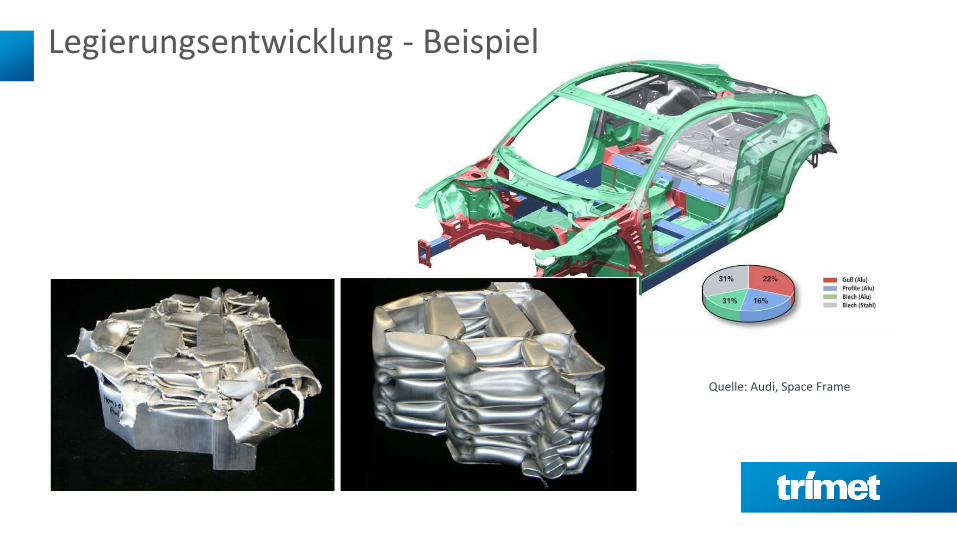
Legierungsentwicklung - Beispiel
Quelle: Audi, Space Frame
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
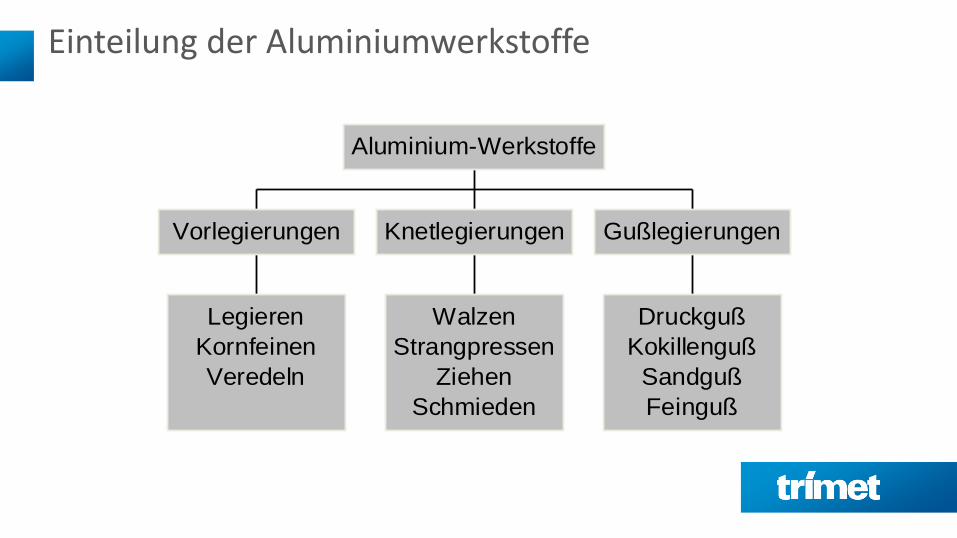
Einteilung der Aluminiumwerkstoffe
Legieren
Kornfeinen
Veredeln
Vorlegierungen
Walzen
Strangpressen
Ziehen
Schmieden
Knetlegierungen
Druckguß
Kokillenguß
Sandguß
Feinguß
Gußlegierungen
Aluminium-Werkstoffe
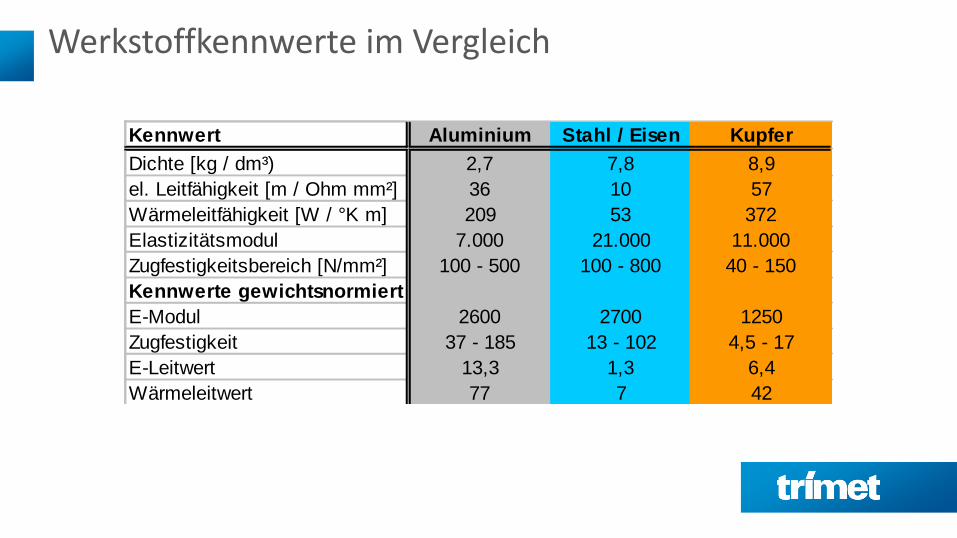
Werkstoffkennwerte im Vergleich
Kennwert Aluminium Stahl / Eisen Kupfer
Dichte [kg / dm³) 2,7 7,8 8,9
el. Leitfähigkeit [m / Ohm mm²] 36 10 57
Wärmeleitfähigkeit [W / °K m] 209 53 372
Elastizitätsmodul 7.000 21.000 11.000
Zugfestigkeitsbereich [N/mm²] 100 - 500 100 - 800 40 - 150
Kennwerte gewichtsnormiert
E-Modul 2600 2700 1250
Zugfestigkeit 37 - 185 13 - 102 4,5 - 17
E-Leitwert 13,3 1,3 6,4
Wärmeleitwert 77 7 42
Wärmespgs.koeff. [N / mm² °K] 1,65 2,55 1,82
norm. Konstr.gewichts-Koeff. 0,5 - 0,8 1 -
norm. Formsteifigkeits-Koeff. > 7 1 -
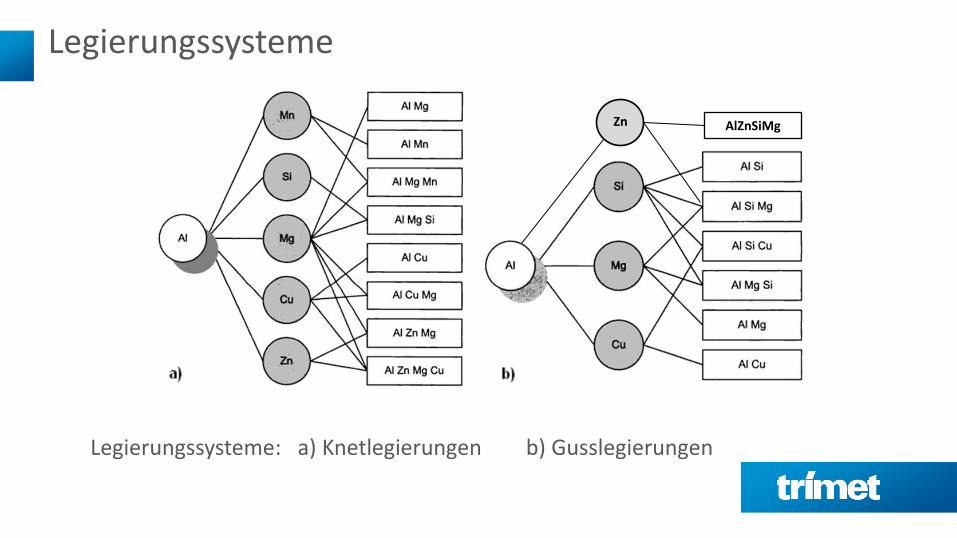
Legierungssysteme
Legierungssysteme: a) Knetlegierungen b) Gusslegierungen
AlZnSiMg Zn
Inhalt
Forschungskonzept
Legierungen
Gusslegierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
Aushärtbarkeit von Al-Legierungen
Aushärtbarkeit von Aluminium durch:
• Kupfer bzw. Kupfer+Magnesium
• Silizium zusammen mit Magnesium
• Zink zusammen mit Magnesium (und Silizium) Voraussetzungen
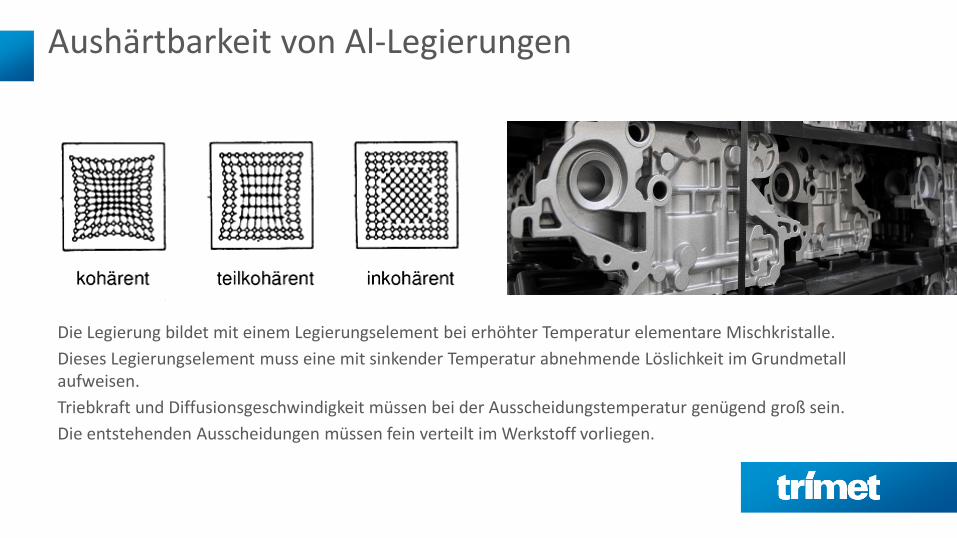
•Die Legierung bildet mit einem Legierungselement bei erhöhter Temperatur elementare Mischkristalle.
•Dieses Legierungselement muss eine mit sinkender Temperatur abnehmende Löslichkeit im Grundmetall aufweisen.
• Triebkraft und Diffusionsgeschwindigkeit müssen bei der Ausscheidungstemperatur genügend groß sein.
•Die entstehenden Ausscheidungen müssen fein verteilt im Werkstoff vorliegen.
Aushärtbarkeit von Al-Legierungen
Aushärtbarkeit von Aluminium durch:
Kupfer bzw. Kupfer+Magnesium
Silizium zusammen mit Magnesium
Zink zusammen mit Magnesium (und Silizium) Voraussetzungen
Die Legierung bildet mit einem Legierungselement bei erhöhter Temperatur elementare Mischkristalle.
Dieses Legierungselement muss eine mit sinkender Temperatur abnehmende Löslichkeit im Grundmetall aufweisen.
Triebkraft und Diffusionsgeschwindigkeit müssen bei der Ausscheidungstemperatur genügend groß sein.
Die entstehenden Ausscheidungen müssen fein verteilt im Werkstoff vorliegen.
Legieren – Einfluss der Legierungselemente
Reines Aluminium als Gußwerkstoff
• Geringe Festigkeit
• Vergießbarkeit wegen der Bildung von großen Innenlunkern schwierig.
Verwendung für unlegiertes Al
• hohe elektrische Leitfähigkeit
• hohe Wärmeleitfähigkeit
• sehr gute Korrosionsbeständigkeit
• hohe Dehnung
z.B. bei
• Rotorenaluminium (Kurzschlußläufer)
• Stromleitungen (Mantel)
• Halbleitertechnik als Leiterbahnen.
Legierungselemente für Gusslegierungen
Fast alle technischen Aluminiumgusslegierungen enthalten mehr als ein Legierungselement.
Legierungselemente für Gusslegierungen sind:
•Silizium (Si)
•Magnesium (Mg)
•Kupfer (Cu)
•Mangan (Mn)
•Zink (Zn)
•Titan (Ti)
•Nickel (Ni)
•Eisen (Fe)
•Zirkon (Zr)
•Antimon (Sb)
•Blei (Pb)
•Zinn (Sn)
•Beryllium (Be)
•Kobalt (Co)
•Silber (Ag)
Einfluss der Legierungselemente – Silizium (Si) Aluminium-Silizium-Legierungen sind die am häufigsten verwendeten Gusslegierungen.
Der Einfluss von Silizium:
Positiv
•Verbesserung der Gießeigenschaften (Fließvermögen, Formfüllung)
•Erhöhung der Festigkeit
•Reduzierung der Schrumpfung beim Erstarren (Si dehnt sich aus)
•Verminderung der Warmrissneigung
•Gute Bearbeitbarkeit
Negativ
•Oberflächenveredelung (wird grau)
•Reduziert die elektrische Leitfähigkeit
• irreversible Längenausdehnung beim Aufheizen
Einfluss der Legierungselemente – Magnesium (Mg) Der Einfluss von Mg:
Positiv
•Korrosionsbeständigkeit (meerwasserbeständige Legierungen)
•Spanbarkeit
•Polierbarkeit
•Anodische Oxidation
•Ermöglicht die Aushärtung
Negativ
•Gießeigenschaften (benetzt sehr gut)
•Oxidation auf der Schmelze
•Oxidation (harte Einschlüsse; Beryllium vermindert die Oxidationsneigung)
•Schwerkraftseigerung.
Einfluss der Legierungselemente – Kupfer (Cu) Mehr als die Hälfte der in Deutschland eingesetzten Gusslegierungen enthält Kupfer.
Der Einfluss von Kupfer:
Positiv
•Festigkeit, Härte
•Spanbarkeit
•Schleif – und Polierbarkeit
•Aushärtbarkeit
Negativ
•Wenig korrosionsbeständig
•Kein Einsatz in Meerwasseratmosphäre
•Gießbarkeit
Inhalt
Forschungskonzept
Legierungen
Normung
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
Aluminium-Legierungsnormen
EN 1676 Aluminium und Aluminiumlegierungen -Legiertes Aluminium in Masseln-
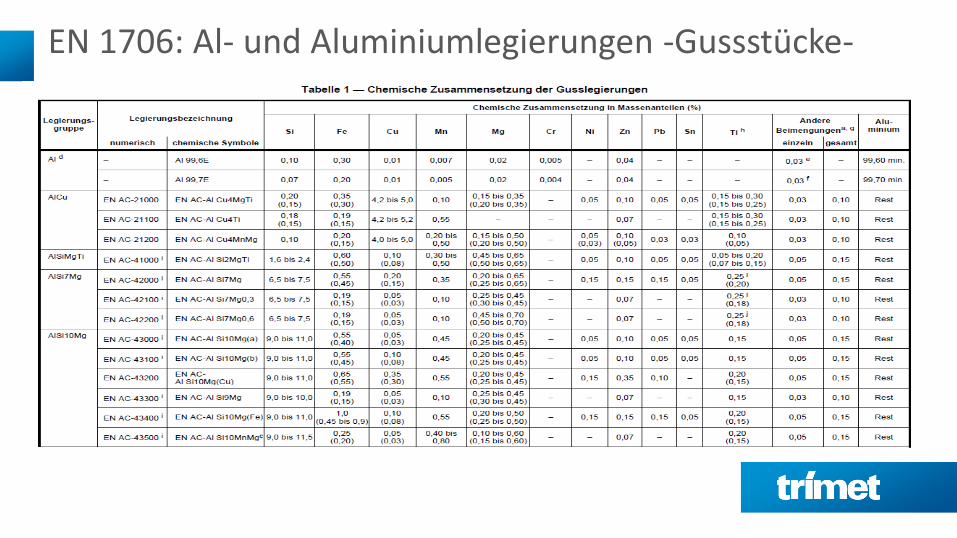
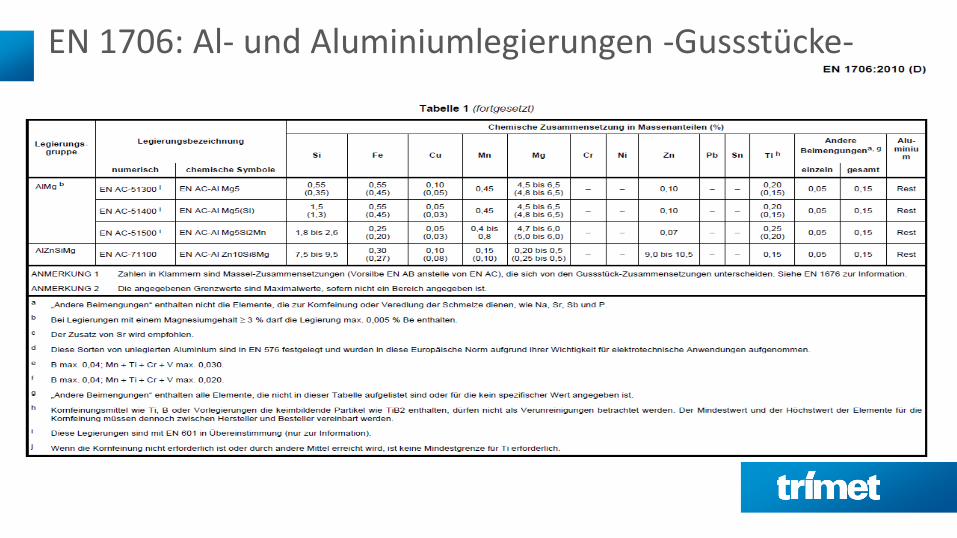
EN 1706 Aluminium und Aluminiumlegierungen -Gussstücke- Chemische Zusammensetzung und Eigenschaften
EN 573 Aluminium und Aluminiumlegierungen (Knetlegierungen) -Chemische Zusammensetzung und Form von Halbzeug- Teil 1: Numerisches Bezeichnungssystem Teil 2: Bezeichnungssystem mit chemischen Symbolen Teil 3: Chemische Zusammensetzung und Erzeugnisformen
EN 601 Aluminium und Aluminiumlegierungen -Gussstücke- Chemische Zusammensetzung von Gussstücken, die in Kontakt mit Lebensmitteln kommen
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
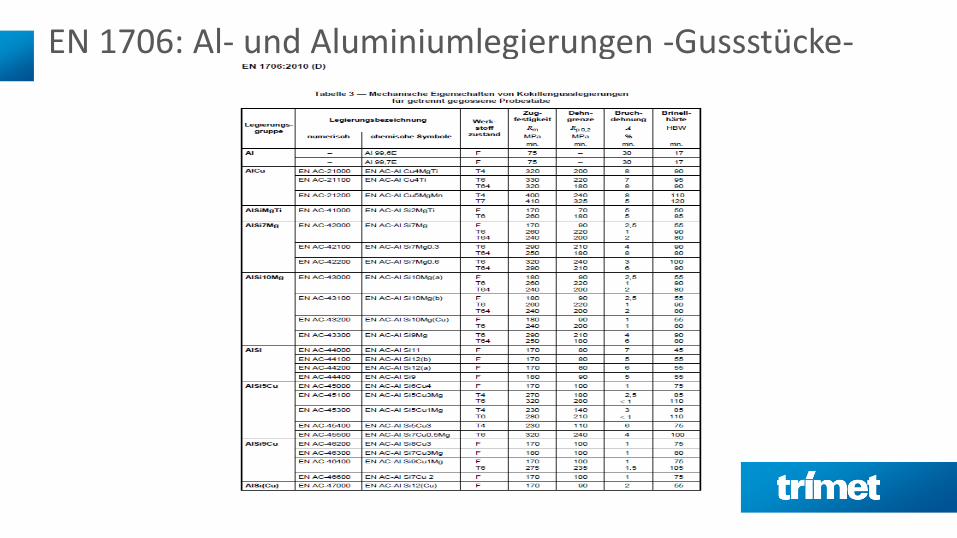
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
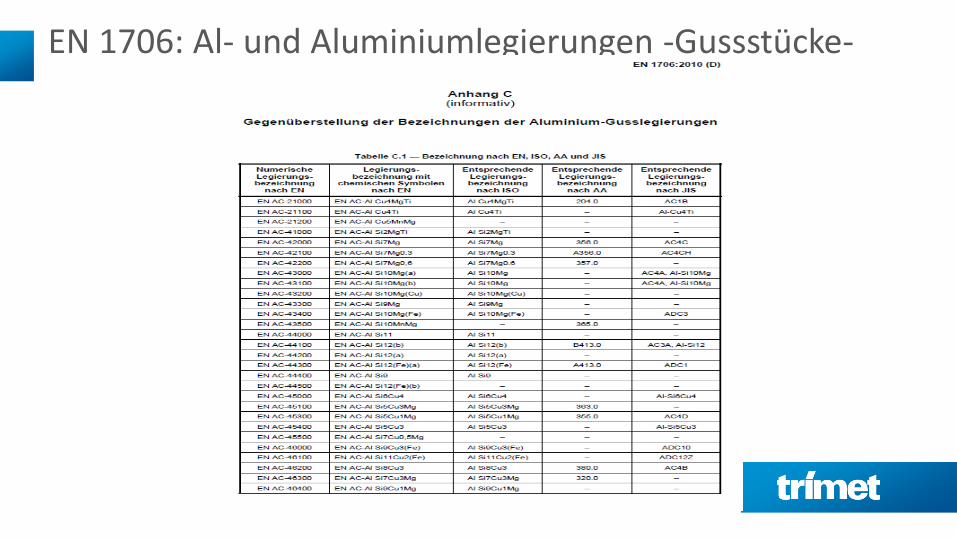
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
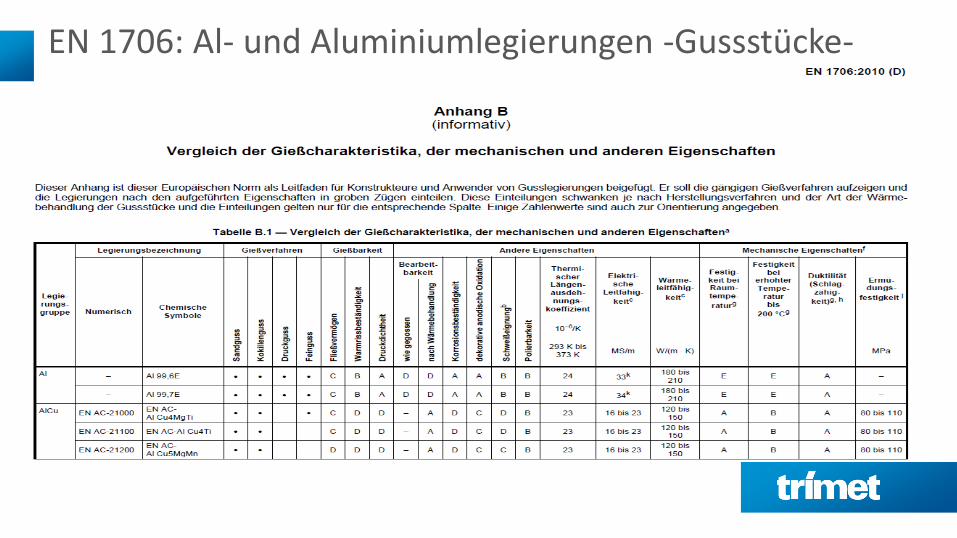
EN 1706: Al- und Aluminiumlegierungen -Gussstücke-
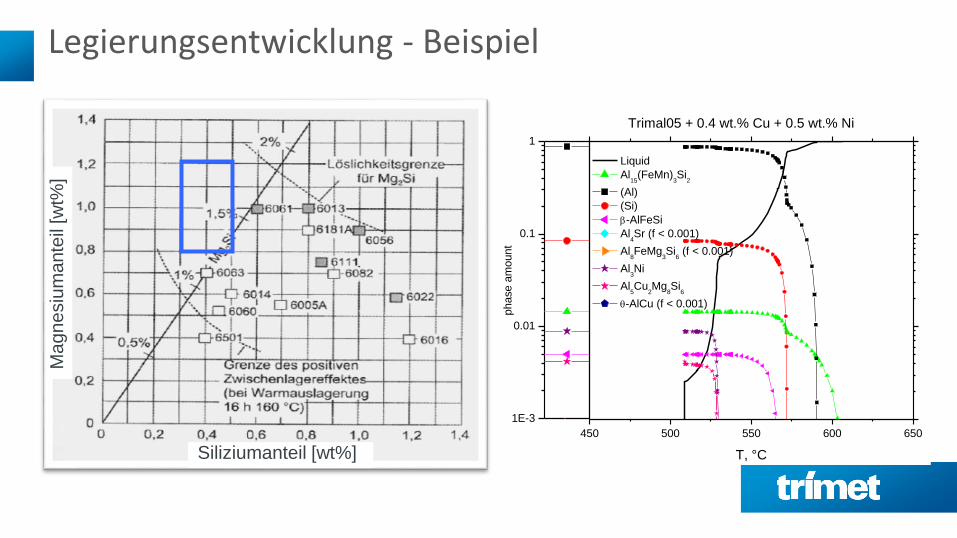
Legierungsentwicklung - Beispiel
Siliziumanteil [wt%]
Ma
gn
esiu
ma
nte
il [w
t%]
Neu
450 500 550 600 650
1E-3
0.01
0.1
1
Trimal05 + 0.4 wt.% Cu + 0.5 wt.% Ni
T, °C
Liquid
Al15
(FeMn)3Si
2
(Al)
(Si)
-AlFeSi
Al4Sr (f < 0.001)
Al8FeMg
3Si
6 (f < 0.001)
Al3Ni
Al5Cu
2Mg
8Si
6
-AlCu (f < 0.001)
phase a
mount
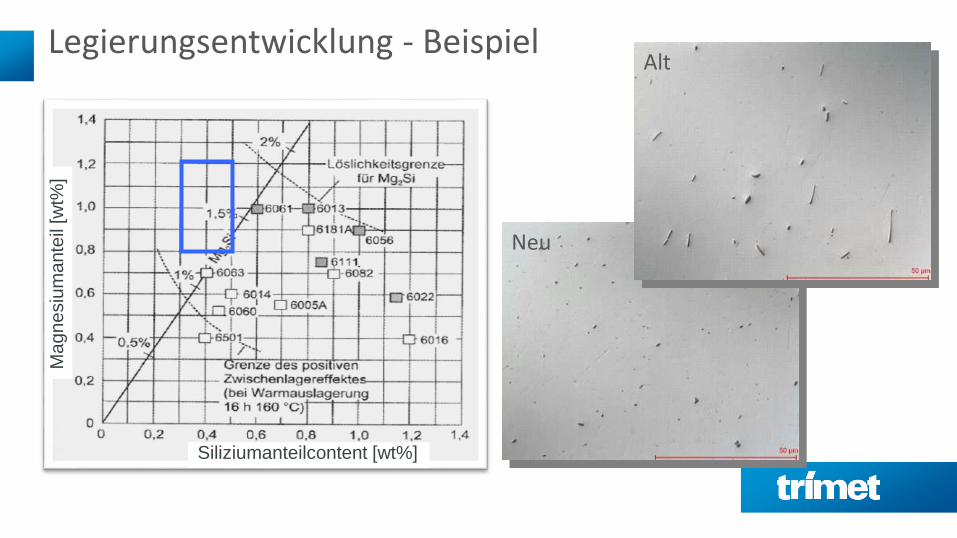
Legierungsentwicklung - Beispiel
Siliziumanteilcontent [wt%]
Ma
gn
esiu
ma
nte
il [w
t%]
Alt
Neu
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
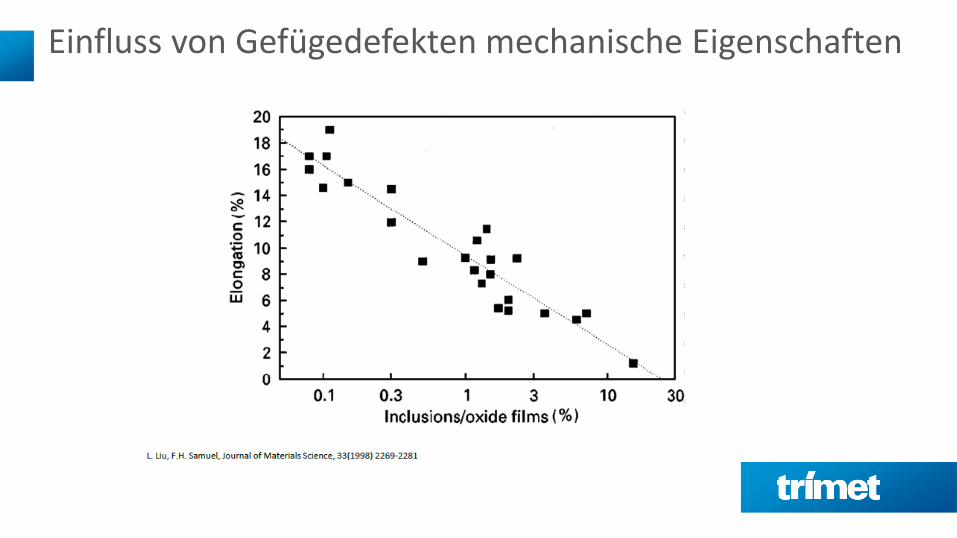
Einfluss von Gefügedefekten mechanische Eigenschaften
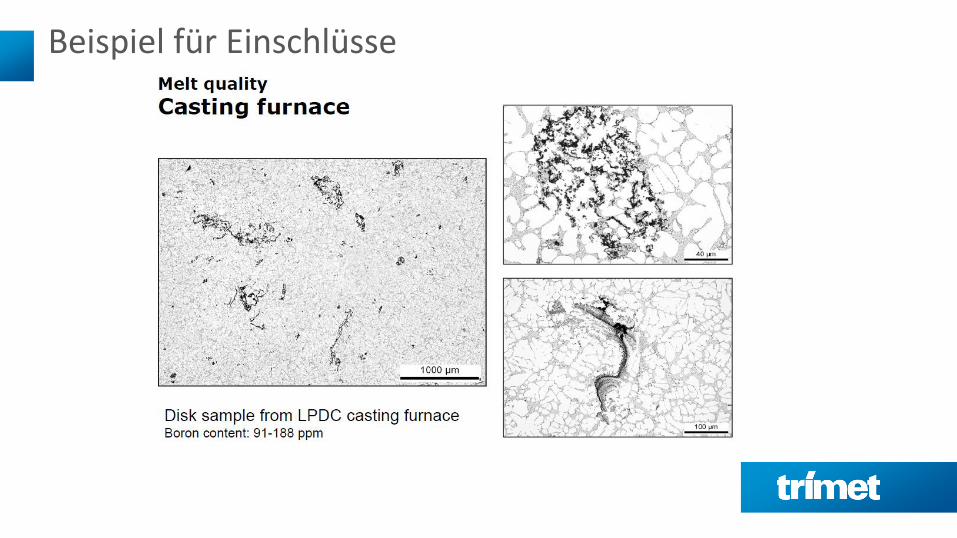
Beispiel für Einschlüsse
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität Meßverfahren (Wasserstoff)
Homogenisierung
Zukünftige Herausforderungen
Wasserstoffmessung in Al-Schmelzen
Wie kommt Wasserstoff in Al-Schmelzen? Quellen für Feuchtigkeit sind:
Luftatmosphäre, Behandlungsgase, Werkzeuge, Tiegel, Ofenausmauerung Einsatzmaterial
Wasserstoff bildet sich aus der Reaktion mit Feuchtigkeit
2 Al + 3 {H2O} Al2O3 + 6 [H]
H-Messung in Al-Schmelzen: Prinzip der ersten Blase
Der Wasserstoff steht in der Atmosphäre im Gleichgewicht mit dem atomar gelösten Wasserstoff in der Schmelze.
Mit der Kenntnis von Druck und Temperatur kann mittels erster Blase der Wasserstoff bestimmt werden.
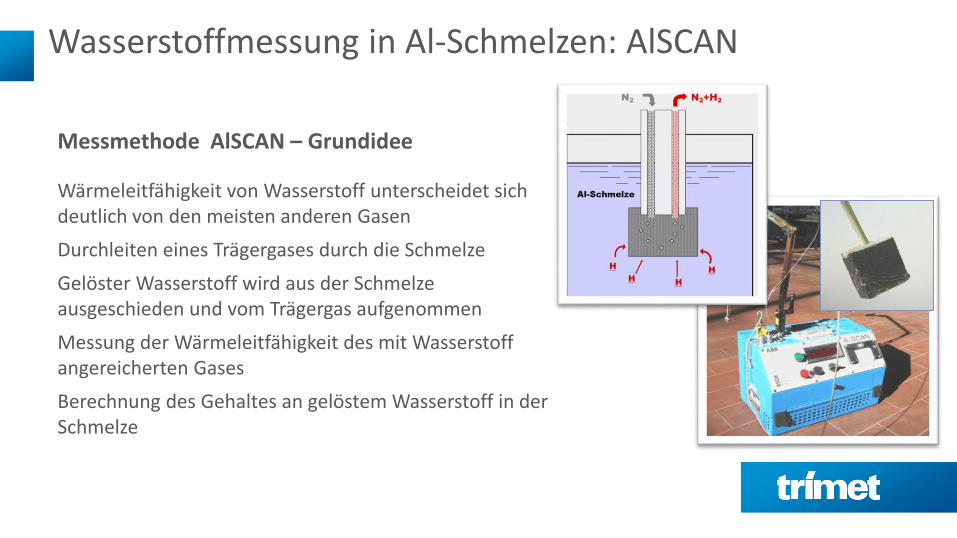
Wasserstoffmessung in Al-Schmelzen: AlSCAN
Messmethode AlSCAN – Grundidee
Wärmeleitfähigkeit von Wasserstoff unterscheidet sich deutlich von den meisten anderen Gasen
Durchleiten eines Trägergases durch die Schmelze
Gelöster Wasserstoff wird aus der Schmelze ausgeschieden und vom Trägergas aufgenommen
Messung der Wärmeleitfähigkeit des mit Wasserstoff angereicherten Gases
Berechnung des Gehaltes an gelöstem Wasserstoff in der Schmelze
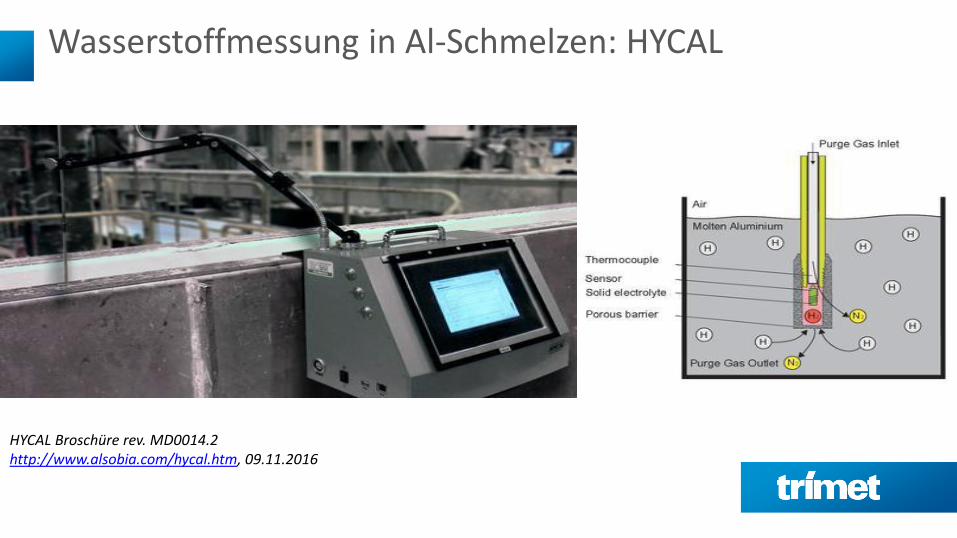
Wasserstoffmessung in Al-Schmelzen: HYCAL
HYCAL Broschüre rev. MD0014.2 http://www.alsobia.com/hycal.htm, 09.11.2016
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität Meßverfahren (Einschlüsse)
Homogenisierung
Zukünftige Herausforderungen
2)
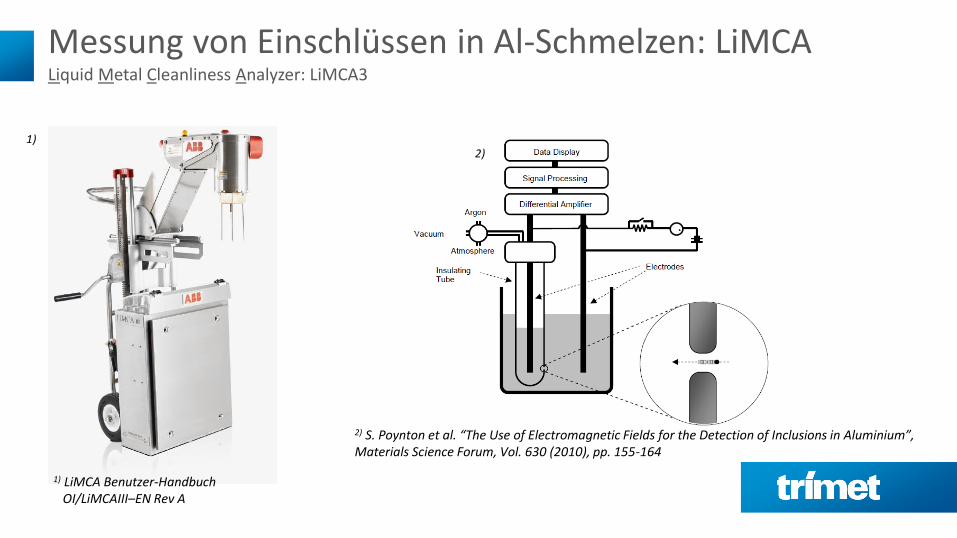
Messung von Einschlüssen in Al-Schmelzen: LiMCA Liquid Metal Cleanliness Analyzer: LiMCA3
2) S. Poynton et al. “The Use of Electromagnetic Fields for the Detection of Inclusions in Aluminium”, Materials Science Forum, Vol. 630 (2010), pp. 155-164
1)
1) LiMCA Benutzer-Handbuch OI/LiMCAIII–EN Rev A
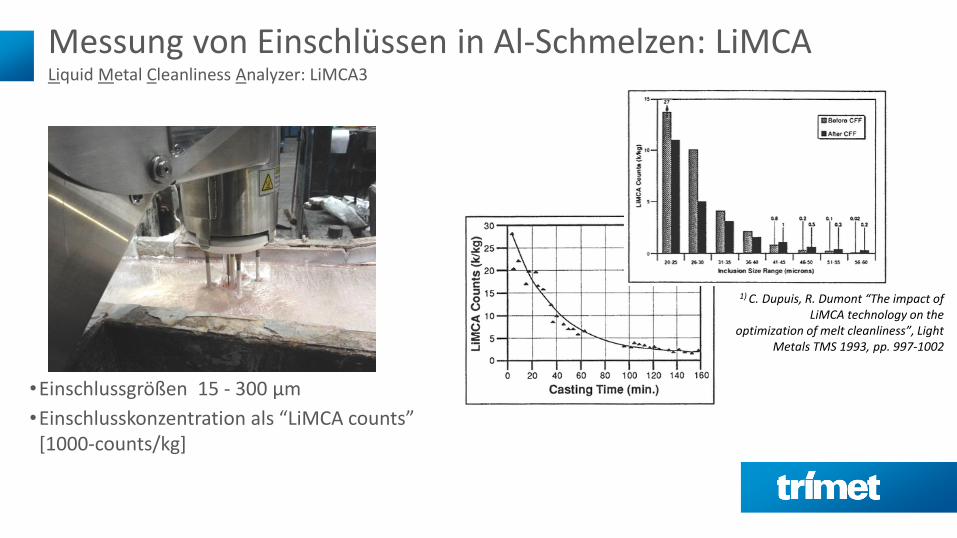
Messung von Einschlüssen in Al-Schmelzen: LiMCA Liquid Metal Cleanliness Analyzer: LiMCA3
•Einschlussgrößen 15 - 300 µm
•Einschlusskonzentration als “LiMCA counts” [1000-counts/kg]
1) C. Dupuis, R. Dumont “The impact of LiMCA technology on the
optimization of melt cleanliness”, Light Metals TMS 1993, pp. 997-1002
1)
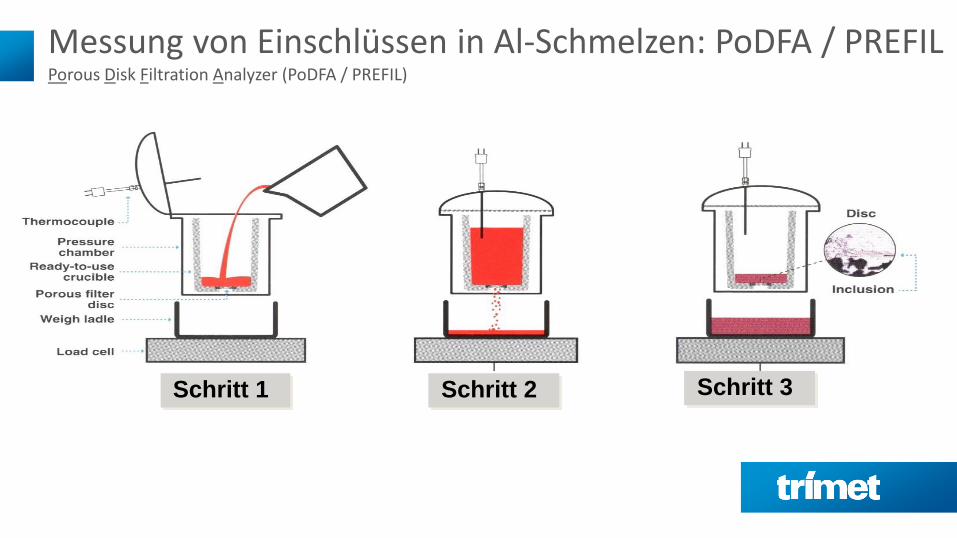
Messung von Einschlüssen in Al-Schmelzen: PoDFA / PREFIL Porous Disk Filtration Analyzer (PoDFA / PREFIL)
Schritt 1 Schritt 2 Schritt 3

Messung von Einschlüssen in Al-Schmelzen: PoDFA / PREFIL Porous Disk Filtration Analyzer (PoDFA / PREFIL)
• Prefil/PodFa Anlage
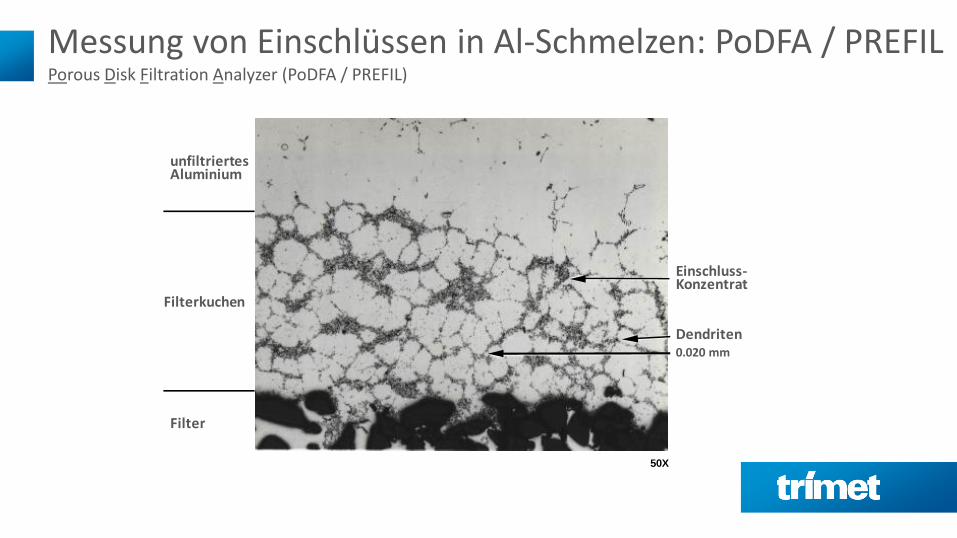
Messung von Einschlüssen in Al-Schmelzen: PoDFA / PREFIL Porous Disk Filtration Analyzer (PoDFA / PREFIL)
50X
Einschluss-Konzentrat
unfiltriertesAluminium
Filterkuchen
Filter
Dendriten0.020 mm
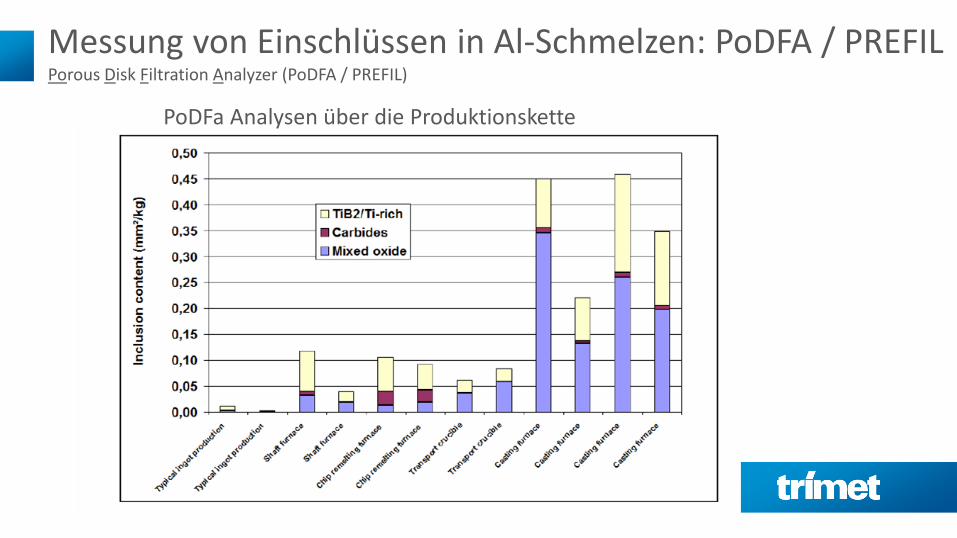
Messung von Einschlüssen in Al-Schmelzen: PoDFA / PREFIL Porous Disk Filtration Analyzer (PoDFA / PREFIL)
PoDFa Analysen über die Produktionskette
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität Schmelzebehandlung
Homogenisierung
Zukünftige Herausforderungen
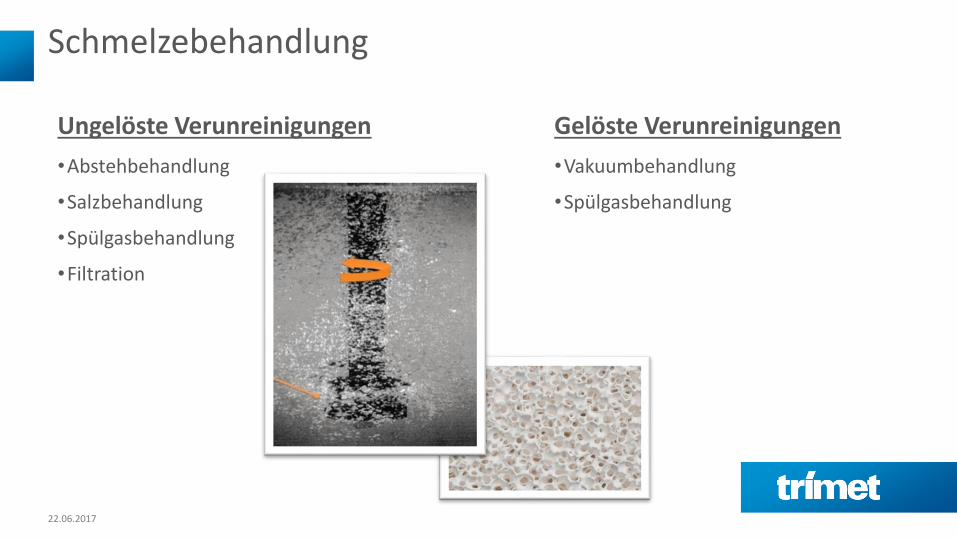
Schmelzebehandlung
Ungelöste Verunreinigungen
•Abstehbehandlung
•Salzbehandlung
•Spülgasbehandlung
•Filtration
22.06.2017
Gelöste Verunreinigungen
•Vakuumbehandlung
•Spülgasbehandlung
Schmelzequalität
Fazit
•Es gibt heute diverse Messmethoden zur Schmelzequalitätsbeurteilung
•Ein wirklich befriedigendes Verfahren für den Gießer gibt es noch nicht.
•Es gibt diverse Verfahren zur Schmelzereinigung.
•Bei der Schmelzebehandlung ist der Impeller die erste Wahl.
•Die Schmelzebehandlung sollte im Gießtiegel erfolgen.
•Steigende Kundenanforderungen (Automotive, Folien etc.) erfordern ständig verbesserte
Verfahren.
22.06.2017
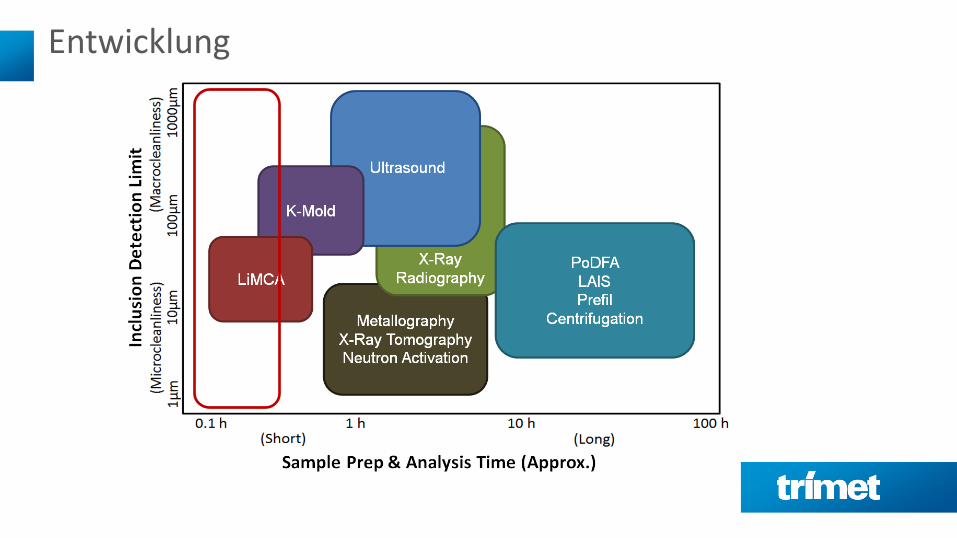
Entwicklung
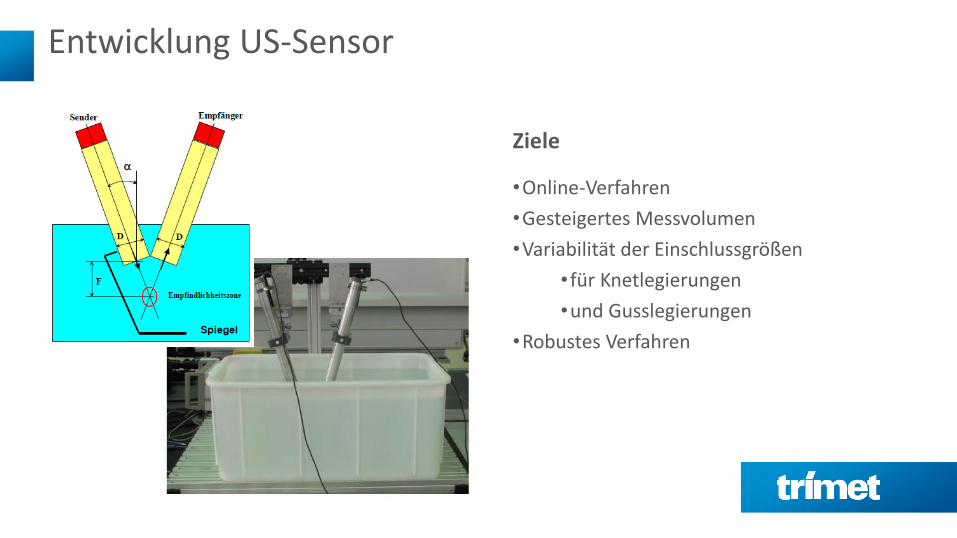
Entwicklung US-Sensor
Ziele
•Online-Verfahren
•Gesteigertes Messvolumen
•Variabilität der Einschlussgrößen
• für Knetlegierungen
•und Gusslegierungen
•Robustes Verfahren
Inhalt
1. Forschungskonzept
2. Legierungen
3. Schmelzequalität
4. Homogenisierung
5. Zukünftige Herausforderungen
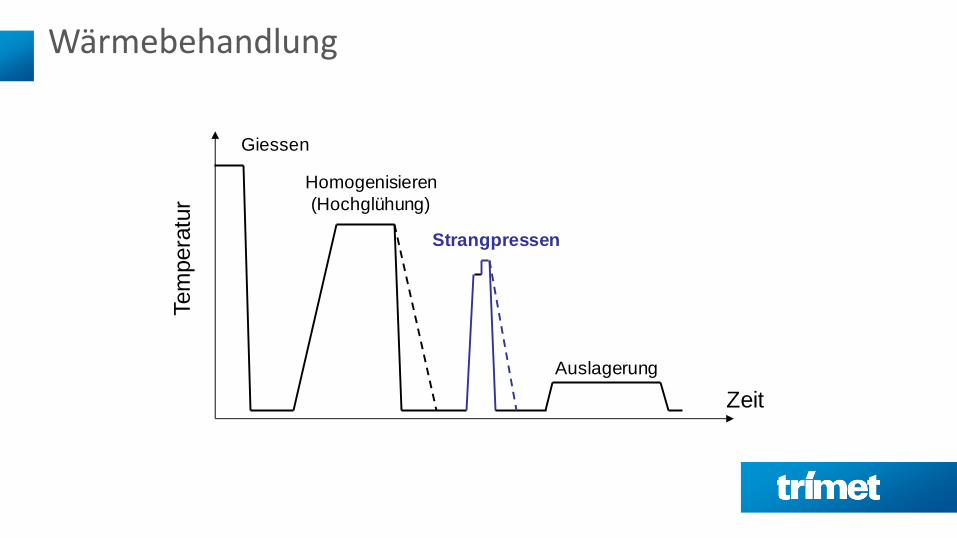
Wärmebehandlung
Giessen
Homogenisieren
(Hochglühung)
Strangpressen
Auslagerung
Tem
pera
tur
Zeit
Ziele der Wärmebehandlung
(1) die Elemente Si und Mg vollständig in feste Lösung überzuführen
(2) alle eutektischen Ungleichgewichtsphasen (eutektisches Mg2Si),
vollständig aufzulösen
(3) die intermetallischen Verbindungen AlFeSi (ß-Phase)
bzw.AlMnFe(Si) in den Dendritengrenzen einzuformen
(feinere Verteilung)
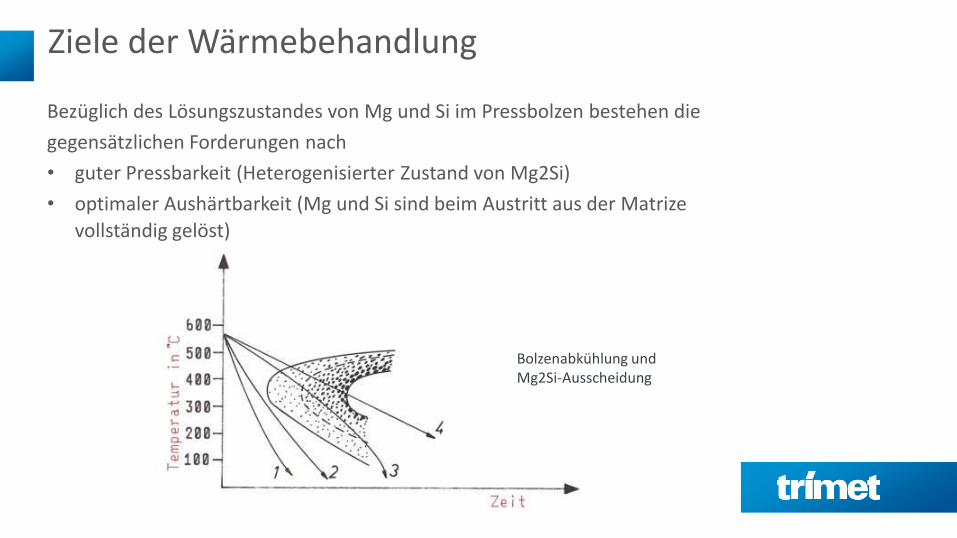
Ziele der Wärmebehandlung
Bolzenabkühlung und Mg2Si-Ausscheidung
Bezüglich des Lösungszustandes von Mg und Si im Pressbolzen bestehen die
gegensätzlichen Forderungen nach
• guter Pressbarkeit (Heterogenisierter Zustand von Mg2Si)
• optimaler Aushärtbarkeit (Mg und Si sind beim Austritt aus der Matrize
vollständig gelöst)

Legierungsentwicklung - Beispiel
Gusszustand Homogenisiert
Inhalt
Forschungskonzept
Legierungen
Schmelzequalität
Homogenisierung
Zukünftige Herausforderungen
Elektromobilität
© Wheel hub motor: Lehrstuhl Mechatronik / Institut für Mobile Systeme IMS / Otto-von-Guericke-Universität Magdeburg / Prof. Dr.-Ing. Roland Kasper

Additive Fertigung
www.3Druck.com
TRIMET – Aluminium macht vieles leichter