Embed Size (px)
Citation preview
1
Übungen und Praktika zur Automatisierungstechnik
Schuljahr 2014/2015
Übungen sind theoretisch zu lösende Aufgaben, die die besprochenen
Themengebiete im Stil einer Prüfungsaufgabe behandeln.
Praktika sind Praxisaufgaben, die an der Laboranlage „digitale Fabrik“
der tsm realisiert werden sollen. Die Praktika sollen in
Zusammenarbeit mit den Fächern Steuerungstechnik und
Datenverarbeitung dazu führen, daß die Laboranlage am
Jahresende lauffähig ist.
Alle Praktika können Sie auch über das Internet durchführen :
http://portal.ts-muenchen.de
2
Inhalt :
Entwicklung der industriellen Automatisierung
Übung : Verfügbarkeitsberechnung
Prozessebene
Praktikum : Profibus DP
Praktikum : Profinet I/O
Übung : Kommunikationsvarianten
Übung : Entwurf von Petrinetzen
Praktikum : Handshake auf SPS-Ebene
Übung : Testfragen zum Thema Handshake
MES-Ebene
Praktikum : Programmieren in VB classic
Praktikum : Einführung in Visual Studio
Praktikum : SPS objektorientiert ansprechen
Praktikum : Schnittstelle SPS-PC
Praktikum : Verkettung von Modulen in MES
Praktikum : manuelles Bedien-Terminal in MES
IT-Ebene (ERP)
Praktikum : Webservices mit Telnet bedienen
Praktikum : Webservices mit Browser lesen
Praktikum : XML-Auftragsdaten von ERP lesen
Abschlußprojekt
Ein MES-System für die digitale Fabrik
3
Übung : Verfügbarkeitsberechnung
Beispiel: Nach etwa 120 Betriebsstunden zeigt ein neu erworbener Rechner erste Mängel. Die
Fehlersuche, Beschaffung von Ersatzteilen und die Reparatur erfordern zwei Stunden. Danach läuft
der Rechner 528 Stunden problemlos, bis er erneut ausfällt. Die Reparatur benötigt fünf Stunden.
Weitere 288 Stunden später fällt der Rechner ein weiteres Mal aus und ist dieses Mal schon nach
einer halben Stunde einsatzbereit. TBF und TTR stellen sich dann wie in der folgenden Tabelle dar
(Zyklus der Systemzustände) :
TBF (in Stunden) TTR (in Stunden)
120 2
528 5
288 0,5
1. Aufgabe : Berechnen Sie MTBF und MTTR, p und q !
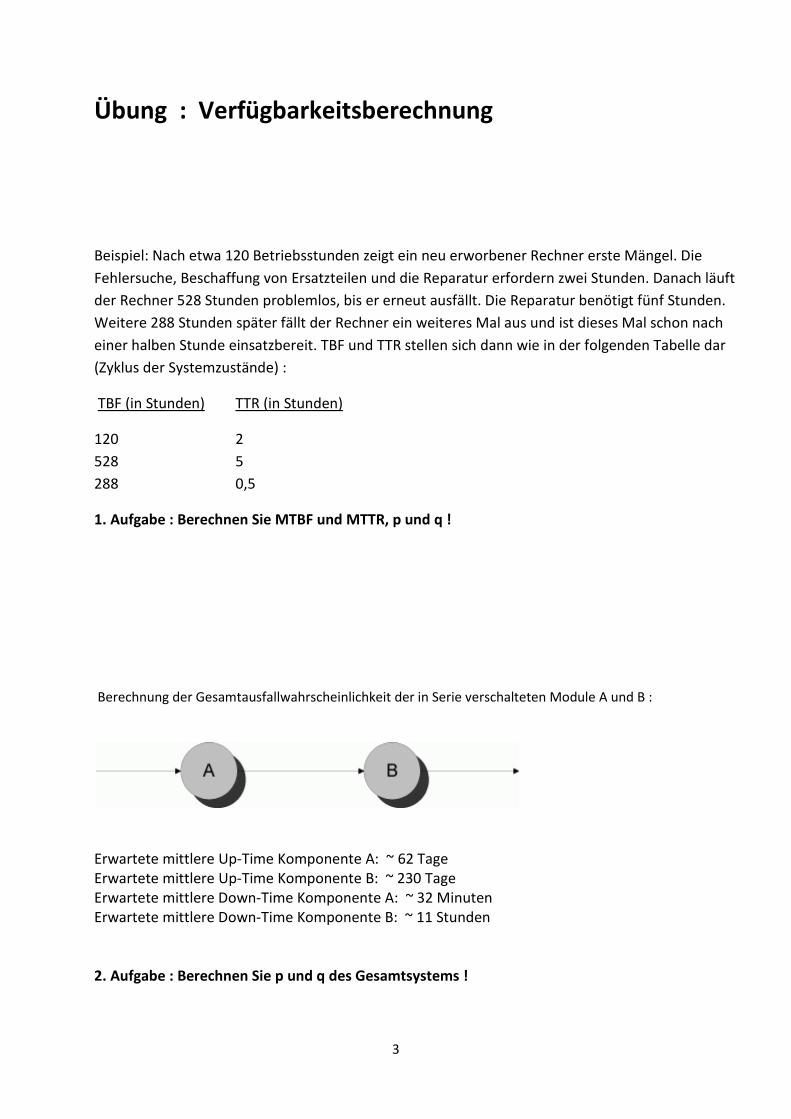
Berechnung der Gesamtausfallwahrscheinlichkeit der in Serie verschalteten Module A und B :
Erwartete mittlere Up-Time Komponente A: ~ 62 Tage
Erwartete mittlere Up-Time Komponente B: ~ 230 Tage
Erwartete mittlere Down-Time Komponente A: ~ 32 Minuten
Erwartete mittlere Down-Time Komponente B: ~ 11 Stunden
2. Aufgabe : Berechnen Sie p und q des Gesamtsystems !
4
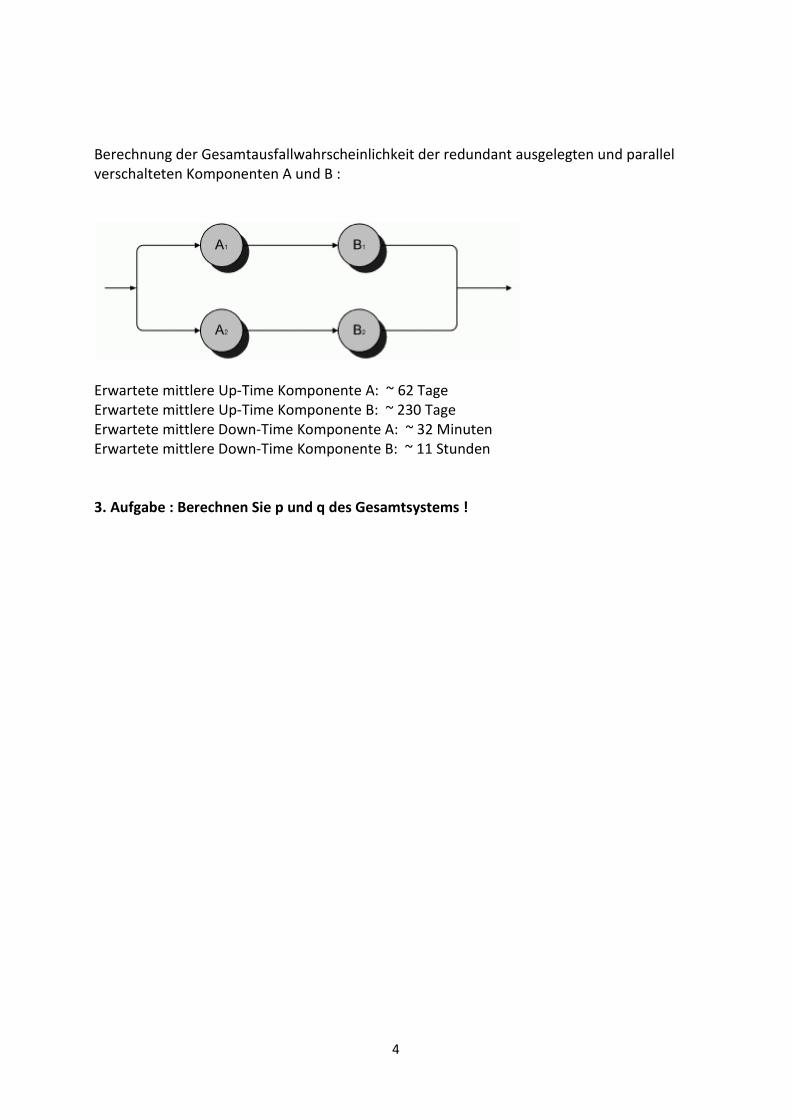
Berechnung der Gesamtausfallwahrscheinlichkeit der redundant ausgelegten und parallel
verschalteten Komponenten A und B :
Erwartete mittlere Up-Time Komponente A: ~ 62 Tage
Erwartete mittlere Up-Time Komponente B: ~ 230 Tage
Erwartete mittlere Down-Time Komponente A: ~ 32 Minuten
Erwartete mittlere Down-Time Komponente B: ~ 11 Stunden
3. Aufgabe : Berechnen Sie p und q des Gesamtsystems !
5
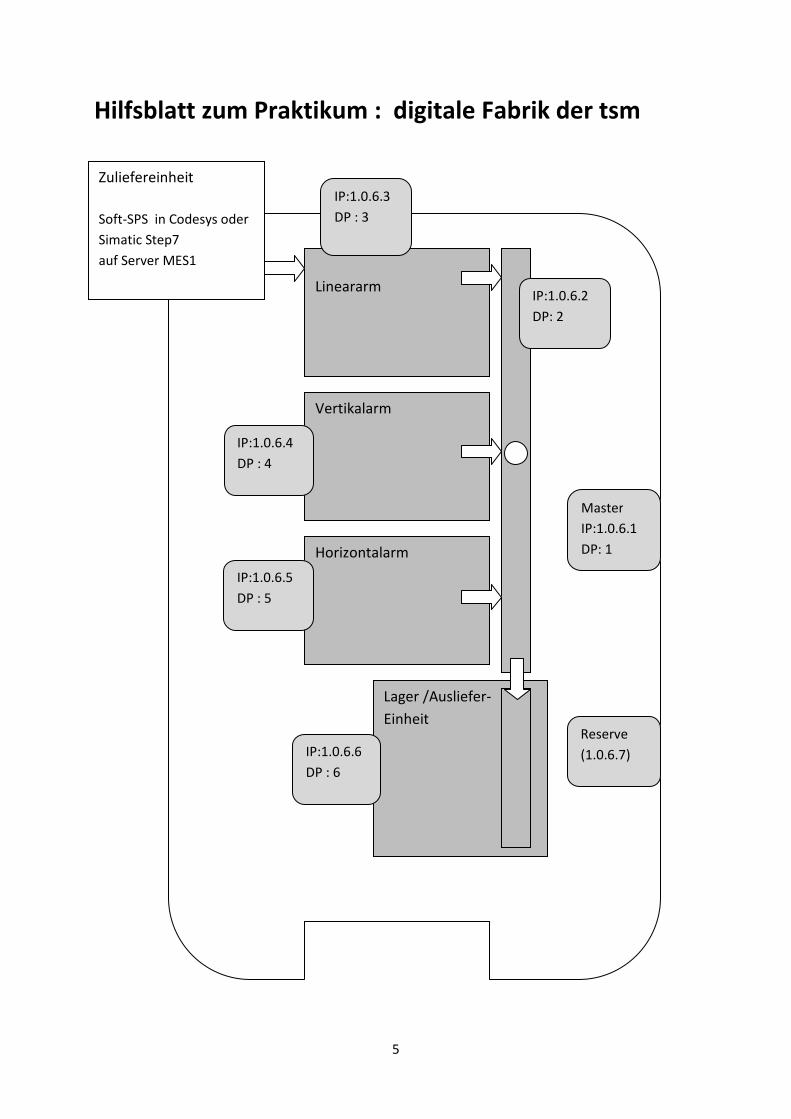
Hilfsblatt zum Praktikum : digitale Fabrik der tsm
Zuliefereinheit
Soft-SPS in Codesys oder
Simatic Step7
auf Server MES1
Lineararm
Vertikalarm
Horizontalarm
Lager /Ausliefer-
Einheit
IP:1.0.6.3
DP : 3
IP:1.0.6.4
DP : 4
IP:1.0.6.5
DP : 5
IP:1.0.6.6
DP : 6
IP:1.0.6.2
DP: 2
Master
IP:1.0.6.1
DP: 1
Reserve
(1.0.6.7)
6
Praktikum : Profibus DP
1. Aufgabe :
Bauen Sie einen Lichtschalter !
Die Betätigung des Tasters an der Station Band soll eine der Lampen an der
Station Vertikalarm (…und wenn das geht dann alle Lampen aller Stationen)
ansteuern. (Sie können auch irgendwelche Mechanikbewegungen auslösen..)
2. Aufgabe :
Bauen Sie ein „Lauflicht“ aus Pneumatikfunktionen über die gesamte Anlage, also ein
Modul nach dem anderen soll einen Zylinder ausfahren.
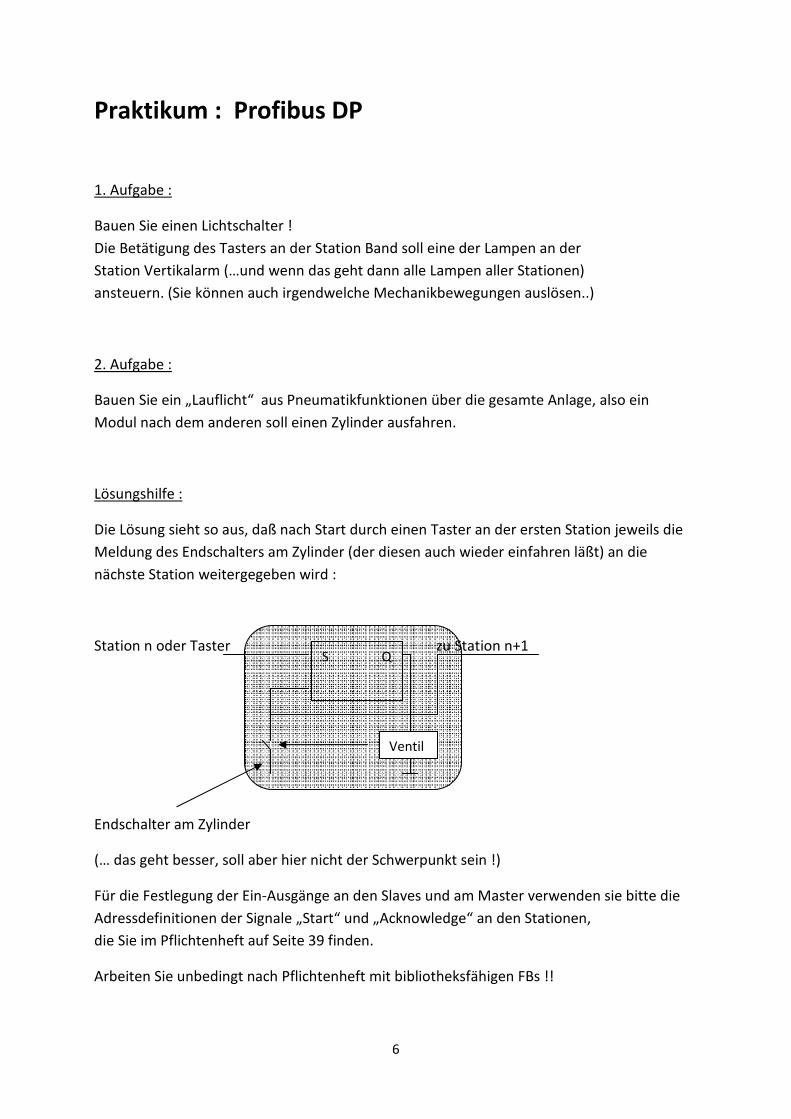
Lösungshilfe :
Die Lösung sieht so aus, daß nach Start durch einen Taster an der ersten Station jeweils die
Meldung des Endschalters am Zylinder (der diesen auch wieder einfahren läßt) an die
nächste Station weitergegeben wird :
Station n oder Taster zu Station n+1
Endschalter am Zylinder
(… das geht besser, soll aber hier nicht der Schwerpunkt sein !)
Für die Festlegung der Ein-Ausgänge an den Slaves und am Master verwenden sie bitte die
Adressdefinitionen der Signale „Start“ und „Acknowledge“ an den Stationen,
die Sie im Pflichtenheft auf Seite 39 finden.
Arbeiten Sie unbedingt nach Pflichtenheft mit bibliotheksfähigen FBs !!
S Q
Ventil
7
Praktikum : Profinet I/O – Kommunikation
Wir greifen hier schon ein wenig vor, und betrachten Signale, die wir bei der modularen
Anlagenkonzeption im zweiten Halbjahr benötigen werden.
Die einzelnen Fertigungsmodule (Band, Linear usw..) werden über standardisierte
Kommunikationssignale gesteuert :
Ready, Start, Busy, Acknowledge und Error
- Lesen Sie in der Anlagendokumentation („Gesamtdokumentaion der Anlage“ auf portal.ts-
muenchen.de) nach, welche Speicher als Abbild in der SPS für diese Signale benutzt werden.
Sie finden diese Angaben auf Seite 16.
- Definieren Sie in einer Station Ihrer Wahl diese Speicherkonfiguration (DB)
- Koppeln Sie das der Station räumlich zugeordnete Wago-Device mit der anhängenden
Meldeleuchte über Profinet I/O an Ihre Station
- Lassen Sie die Meldeleuchte für die Signale leuchten, indem Sie in einer AWL-Anweisung
die DB-Werte auf die konfigurierten Ein- und Ausgängen übertragen
..testen !
8
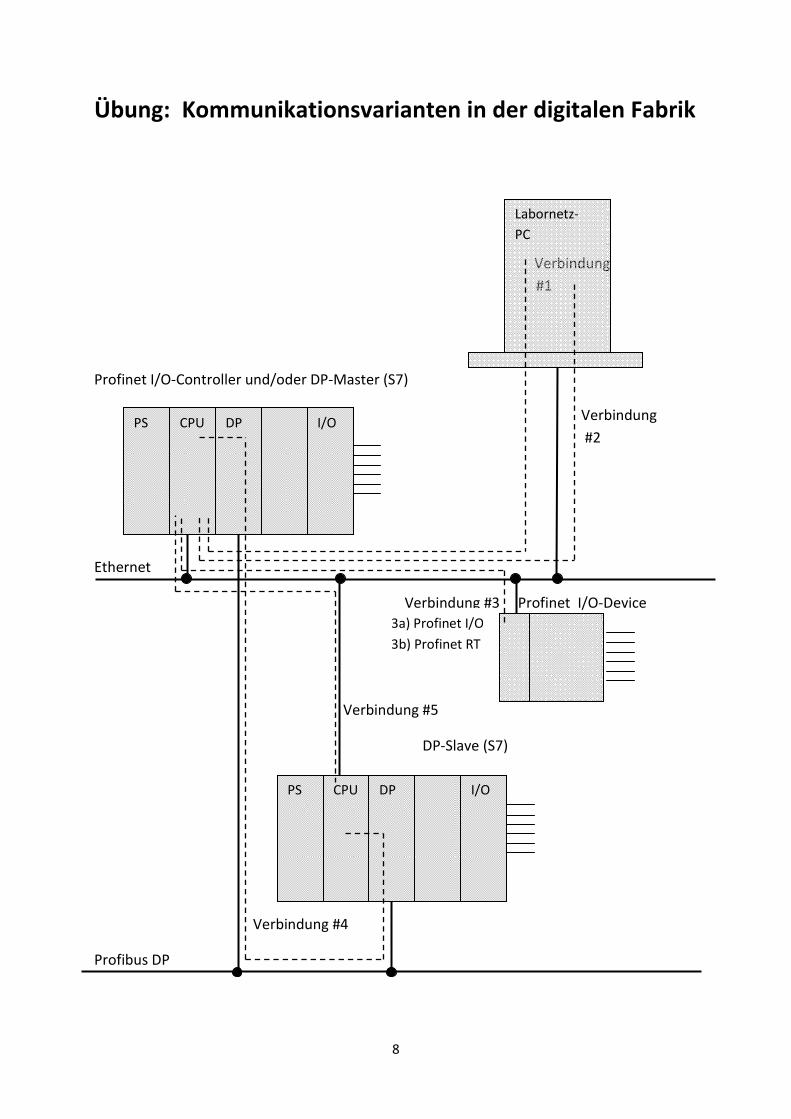
Übung: Kommunikationsvarianten in der digitalen Fabrik
Verbindung
#1
Profinet I/O-Controller und/oder DP-Master (S7)
Verbindung
#2
Ethernet
Verbindung #3 Profinet I/O-Device
Verbindung #5
DP-Slave (S7)
Verbindung #4
Profibus DP
Labornetz-
PC
PS CPU DP I/O
PS CPU DP I/O
3a) Profinet I/O
3b) Profinet RT
9
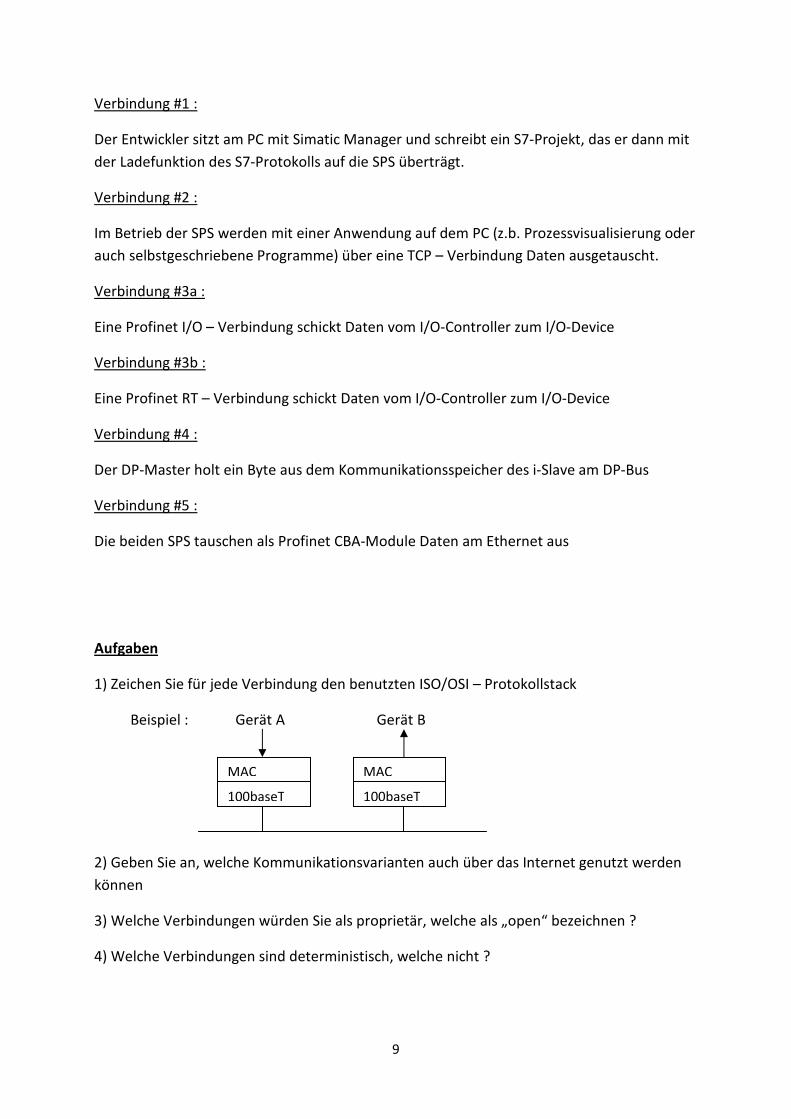
Verbindung #1 :
Der Entwickler sitzt am PC mit Simatic Manager und schreibt ein S7-Projekt, das er dann mit
der Ladefunktion des S7-Protokolls auf die SPS überträgt.
Verbindung #2 :
Im Betrieb der SPS werden mit einer Anwendung auf dem PC (z.b. Prozessvisualisierung oder
auch selbstgeschriebene Programme) über eine TCP – Verbindung Daten ausgetauscht.
Verbindung #3a :
Eine Profinet I/O – Verbindung schickt Daten vom I/O-Controller zum I/O-Device
Verbindung #3b :
Eine Profinet RT – Verbindung schickt Daten vom I/O-Controller zum I/O-Device
Verbindung #4 :
Der DP-Master holt ein Byte aus dem Kommunikationsspeicher des i-Slave am DP-Bus
Verbindung #5 :
Die beiden SPS tauschen als Profinet CBA-Module Daten am Ethernet aus
Aufgaben
1) Zeichen Sie für jede Verbindung den benutzten ISO/OSI – Protokollstack
Beispiel : Gerät A Gerät B
2) Geben Sie an, welche Kommunikationsvarianten auch über das Internet genutzt werden
können
3) Welche Verbindungen würden Sie als proprietär, welche als „open“ bezeichnen ?
4) Welche Verbindungen sind deterministisch, welche nicht ?
MAC
100baseT 100baseT
MAC
10
Übung : Aufgaben zum Petrinetz
Stellen Sie die Funktion eines Dreistufen-Automatikgetriebes durch ein Petrinetz dar.
Ein- und Ausgänge sind :
- Drehzahl n(max) überschritten
- Drehzahl n(min) unterschritten
- Fahrhebel auf N oder D (Leergang oder Fahrbetrieb)
- Fahrstufe 0 (Leerlauf)
- Fahrstufen 1-3
Wenn Sie das geschafft haben, können Sie noch einen weiteren Eingang einfügen :
- Kickdown (Taster bei Vollgas)
Die Diskussion über Vor- und Nachteile verschiedener Lösungen soll zeigen, wie gut man
an einer solchen grafischen Darstellung über Funktionen reden kann !
11
Übung : Aufgaben zum Petrinetz 2
Zur Steuerung einer Verpackungsanlage werden 3 SPS (A, B und C) eingesetzt.
Gerät A steuert neben der eigenen Mechanik auch das Timing der Anlage.
Hierzu wird ein Protokoll kommuniziert, das folgende Signale umfasst :
ATTENTION damit holt Gerät A ein anderes Gerät aus dem Standby
OK ist die Meldung von B oder C, daß Standby beendet wurde (Betriebsbereit)
RUN ist der Startbefehl von A nach B oder C
RUNNING damit melden A und B jeweils, daß ihre Mechanikfunktion läuft
START damit wird Gerät A von außen (Bediener) beauftragt, die Gesamtfunktion
zu starten
Der Protokollablauf ist nun folgender :
Nach START muß A durch den ATTENTION-Befehl die beiden anderen Geräte in
Betriebsbereitschaft holen. A wartet, bis B und C mit OK diese melden.
Daraufhin startet A die beiden anderen jeweils mit RUN. RUN bleibt solange 1, bis das
entsprechende Gerät mit RUNNING seine Funktion meldet.
Dieser Ablauf kann mit START nur begonnen werden, wenn die Anlage steht (kein RUNNING-
Signal), ansonsten wird der START ignoriert.
Zeichnen Sie für alle beteiligten Geräte je ein Petrinetz, das die Funktion zeigt !
Eine Musterlösung wird hier nicht vorgeschlagen.
Die Aufgabe ist bewußt sehr unpräzise definiert, um Raum für Diskussion zu schaffen.
Nachdenken über eine Optimierung dieser „Definitionslücken“ soll zur Methode der
Handshakekommunikation führen.
12
13
Praktikum :
Handshakekommunikation in der Prozessebene
(Kommunikation mit Profibus DP)
Ziel :
Anlagenfunktionen sollen durch den besprochenen Standardhandshake
(ready, start, acknowledge, busy, auftrag) gesteuert werden. Sie müssen sich in eine
bestehende Anlage einarbeiten und mit fertigen Standard-Komponenten umgehen.
Sie finden die Dokumentation der Schnittstellen und die Vorgaben für den Programmaufbau
in der Gesamtdokumentation der digitalen Fabrik auf http://portal.ts-muenchen.de
Aufgabe :
Dearchivieren sie das fertig konfigurierte Projekt : //filer_labornetz/at/hand.zip
Die Master-SPS ist fertig programmiert. Sie führt am Profibus ein Programm aus, das alle
Stationen in Endlosschleife mit einem Handshake bedient.
Sie sollen eine Slave-Station nach Pflichtenheft an den Master konfigurieren und in pflichten-
heftkonformer Struktur (FBs für Kommunikation und Mechanikaktion nach Vorgabe,
Variablendefinition in den FB) eine Mechanikfunktion (Zylinder rein/raus) durchführen
lassen. Die Kommunikationssignale sollen wie in den Modulbeschreibungen angegeben an
den Meldeleuchten visualisiert werden (ohne ERROR).
Beachten Sie insbesondere auch den „Nullauftrag“ im Handshakeprotokoll !
Dokumentation finden Sie hier :
Standard-Handshakeprotokoll : Seite 12
Adressbelegung bei Profibuskommunikation : Seite 15
Programmstruktur, Bausteinadressen : Seiten 20 und 21
Klemmenbelegung der Module : ab Seite 22
Meldelampen und Profinet : Seite 17 und jeweils bei den Modulbeschreibungen ab S. 22
14
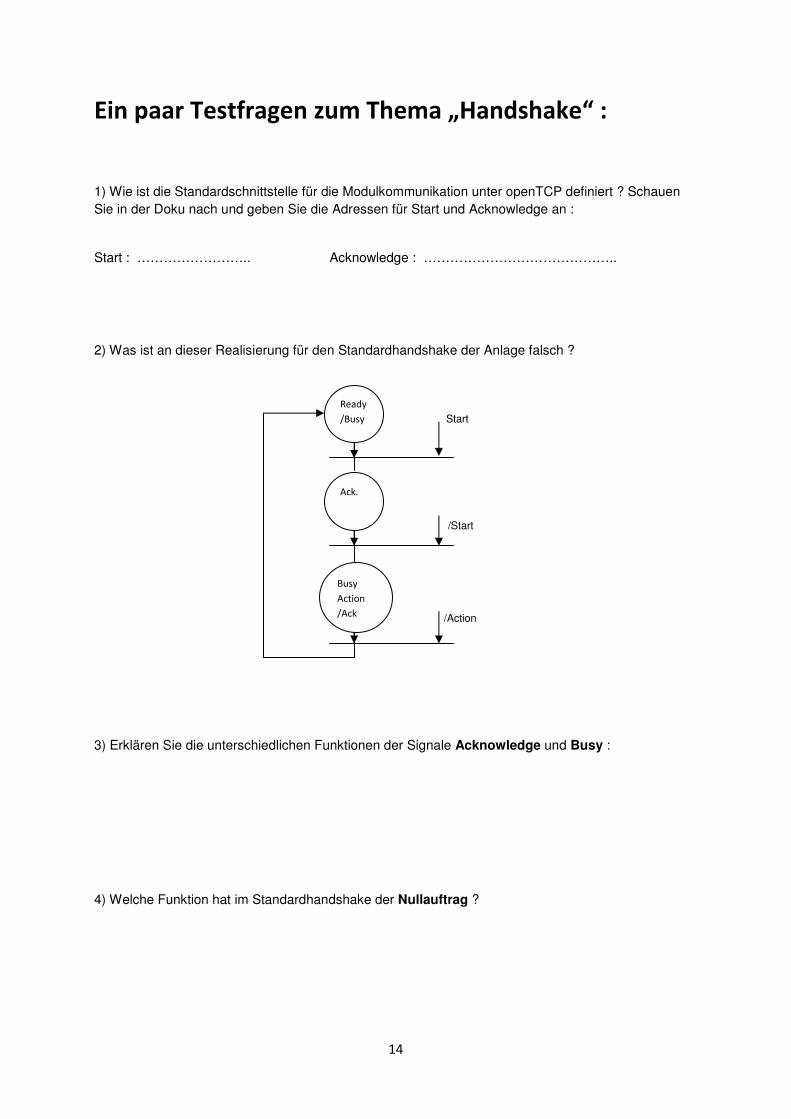
Ein paar Testfragen zum Thema „Handshake“ :
1) Wie ist die Standardschnittstelle für die Modulkommunikation unter openTCP definiert ? Schauen
Sie in der Doku nach und geben Sie die Adressen für Start und Acknowledge an :
Start : …………………….. Acknowledge : ……………………………………..
2) Was ist an dieser Realisierung für den Standardhandshake der Anlage falsch ?
Start
/Start
/Action
3) Erklären Sie die unterschiedlichen Funktionen der Signale Acknowledge und Busy :
4) Welche Funktion hat im Standardhandshake der Nullauftrag ?
Ready
/Busy
Ack.
Busy
Action
/Ack
15
Praktikum : Programmieren in VB classic
Handling :
Zuerst zeichnen Sie für den Ablauf des Programms jeweils ein Struktogramm !
Dann erstellen sie entweder in Ihrem Homedirectory z: einen Ordner „VB“,
darin ein neues Textdokument, das Sie mit „Bearbeiten“ öffnen.
… nun setzen sie Ihr Struktogramm in VB-Syntax um
dann speichern sie das Programm unter name.vbs, wobei sie die Speicheroption
.txt abwählen und statt dessen als Dateityp „Alle Dateien“ angeben müssen.
(Sonst heißt das name.vbs.txt ;-)
1. Aufgabe :
Schreiben Sie ein Skript, das ein beliebiges Wort einliest und sofort wieder ausgibt
2. Aufgabe :
Schreiben Sie ein Skript, das eine Zahl einliest, diese verdoppelt und das Ergebnis
ausgibt.
3. Aufgabe :
Schreiben Sie ein Skript, das Ihren Vornamen einliest und entweder „hallo Meister“
oder „hallo Fremder“ ausgibt.
4. Aufgabe :
Schreiben sie ein Skript, das von 1 bis 10 zählt und jeweils den Text : Schritt1, Schritt2 usw.
ausgibt.
5. Aufgabe :
Schreiben sie ein Skript, das eine Zahl einliest, diese verdoppelt, falls der Wert unter 100 ist,
sie halbiert, falls der Wert über 200 liegt, ansonsten unverändert läßt, und dann ausgibt.
16
Praktikum : Zusatzübung “Struktogramme“
Schreiben Sie ein Programm, das die Nullstelle von y = mx + t durch Probieren sucht
Hierzu ist m und t einzugeben, dann muß überlegt werden, ob die Gerade fällt oder steigt,
dann wird geprüft (mit Hilfe von t), ob die Nullstelle rechts oder links der y-Achse liegt.
� Stellen Sie diese Überlegungen als Struktogramm dar !
Nun wird mit Schrittweite 1 in der richtigen Richtung in x losgelaufen, bis das Vorzeichen
von y sich ändert. Dann die Schrittweite halbieren und zurück, bis wieder zum
Vorzeichenwechsel, dann wieder halbieren, usw… solange, bis der Unterschied in x nur
noch 0.0001 beträgt
� Wieder ein Struktogramm dieser „Iteration“
Dann programmieren und ausprobieren !
17
Praktikum : Einführung in Visual Studio
Zeichen Sie zu jeder Aufgabe ein Struktogramm !!
1. Aufgabe :
Bauen sie das Projekt aus dem AT-Skript auf Ihrem Rechner nach.
Als Pfade geben Sie Ordner auf c:\ an, die sie hierzu unter Ihrem Namen erzeugen.
2. Aufgabe :
Erzeugen Sie ein neues Projekt, das die Eingabe eines Names erlaubt.
Es soll dann prüfen, ob es sich um Ihren Namen handelt, und wenn ja „hallo Meister“,
ansonsten „hallo Fremder“ ausgeben.
3. Aufgabe :
Erzeugen Sie ein neues Projekt, das die Eingabe eines Namens erlaubt. Es soll dann prüfen,
ob es sich um Ihren Vor- oder Familiennamen handelt, und dann „hallo Meister“, oder
„hallo Fremder“ ausgeben.
Die hierzu nötige ODER-Verknüpfung in der if-Anweisung suchen Sie bitte im Internet !
18
Praktikum : SPS objektorientiert ansprechen
Sie benötigen Visual Basic 2010 Express und die Klassenbibliothek MES_2015_lib.
Dazu laden wir noch das S7-Musterprojekt MES_2014.zip auf die Anlage.
(Sollten sich damit Probleme ergeben, steht noch das Projekt „Simu.zip“ zur Verfügung, das
ohne mechanische Aktionen an jedem Modul eine Zeitverzögerung von ein paar Sekunden
erzeugt, wenn ein Auftrag gegeben wurde.)
1.
Öffnen Sie Visual Studio und erstellen sie ein neues Forms-Projekt.
Als Pfadnamen versuchen wir zunächst, Ihre Homedirectories zu verwenden.
Sollte das zu Netzproblemen führen, arbeiten Sie bitte doch lokal auf c: in einem selbst
angelegten Ordner.
2.
Fügen sie den Verweis auf die Klassenbibliothek in der Projektmappe ihres Projekts hinzu.
3.
Schreiben Sie ein kleines Projekt, das auf Knopfdruck eine SPS startet (wie in Angabe).
Als Auftrag geben sie fest „Teil 1“ vor.
Testen Sie durch drücken des Debug-Pfeils (Stop durch das Viereck daneben)
4.
Nun bohren Sie ihr Projekt auf, indem Sie den Fertigungsauftrag eingeben, möglichst viele
Statusmeldungen anzeigen und aktiv auf die Fertigstellung der SPS-Aktion warten (mit
fortlaufender Anzeige der Statusmeldungen)
19
Übung : Kommunikation SPS und PC
Bei den beiden folgenden Aufgaben sollen eine SPS und ein Leitrechner (MES) miteinander
über das Standard-Handshakeprotokoll kommunizieren.
Das Gerät A schickt einen Auftrag (Wert = 2), und startet Gerät B, wenn dieses READY meldet.
Dann läuft der Handshake ab.
Wenn Gerät B mit der relevanten Tätigkeit fertig ist, beginnt der Ablauf von vorne.
1. Aufgabe :
Gerät A ist der Rechner, Gerät B die SPS
Zeichen Sie Petrinetz und Struktogramm zur Realisierung !
2. Aufgabe :
In der Praxis Unsinn, als Übung aber gut : Gerät A ist die SPS, B ist der Rechner.
Zeichen Sie Petrinetz und Struktogramm zur Realisierung !
20
Praktikum : Verkettung in MES
Sie benötigen wieder Visual Basic 2010 Express und die Klassenbibliothek.
Dazu laden wir noch das Musterprojekt MES1.zip auf die Anlage.
(Bei Problemen mit der Mechanik : Simul.zip)
Struktogramme zeichnen !!
1. Aufgabe :
Erstellen Sie ein MES-Projekt, das auf Knopfdruck 2 Fertigungsmodule seriell koppelt.
Als Auftrag geben sie „Teil 1“ (siehe Gesamtdokumentation der Anlage im Portal) vor
Hierzu sollten sie den Logikentwurf unbedingt mit einem Struktogramm vorbereiten, damit
die Struktur klar ersichtlich wird !
2. Aufgabe :
Erstellen Sie ein MES-Projekt, das auf Knopfdruck 2 Fertigungsmodule parallel starr koppelt.
Die Aufträge sollen an Textfeldern einzugeben sein !
Hierzu sollten sie den Logikentwurf unbedingt mit einem Struktogramm vorbereiten, damit
die Struktur klar ersichtlich wird !
21
Übung : XML-File schreiben
Sie sollen ein für unsere Anlage brauchbares XML-File schreiben, das die Bauteilvarianten für
alle 3 Bauteile, den Wert für das Auslieferlager, und eine Meldung „Fehler“ beinhaltet, die
als Zahl (0 oder 1) anzeigt, ob das Produkt mit der gesuchten ID vorhanden ist
Praktikum : manueller Aufruf von Webservices
Auf dem Server ERP2011 im Labornetz der Technikerschule liegen Stubs zur Auftragsvergabe
für die digitale Fabrik. Die Aufträge sind in einer Datenbank auf dem Server gespeichert.
Aktuell liegen 9 Aufträge vor, die jeweils eine Statusinformation error (0=ok), Bauteile-
information für die Produkte (teil1 bis teil3) und die Information, in welches Lager das
Bauteil verbracht werden soll (lager), beinhalten.
Die Aufträge sind durch eine laufende Nummer id gekennzeichnet.
Der Aufruf kann auch mit einem Browser erfolgen, das Format für den Aufruf eines
Webservice muß einer vollständigen URL entsprechen :
PROTOKOLL :// DNS-NAME : SAP / DOKUMENTNAME ? PARAMETER
Hier :
Protokoll : http
Servername : ERP2011 (in der Schule auch : 1.0.2.4 von außen : 62.245.200.166)
SAP(Port) : 91
Dokument(Stub) : get_auftrag.php
Parameter : id=n (mit n = 1 …9)
Rufen Sie den Webservice mit einem Browser (optimal : Firefox) auf !
22
Praktikum : XML-Daten lesen
1) Schreiben Sie in VB 2010 ein Forms-Projekt, das bei Eingabe einer Produkt-ID
in 4 Textfeldern die 3 Bauteile und das gewünschte Lager für das Produkt ausgibt.
Verwenden Sie zunächst die Schul-Klassenbibliothek mes2015.dll
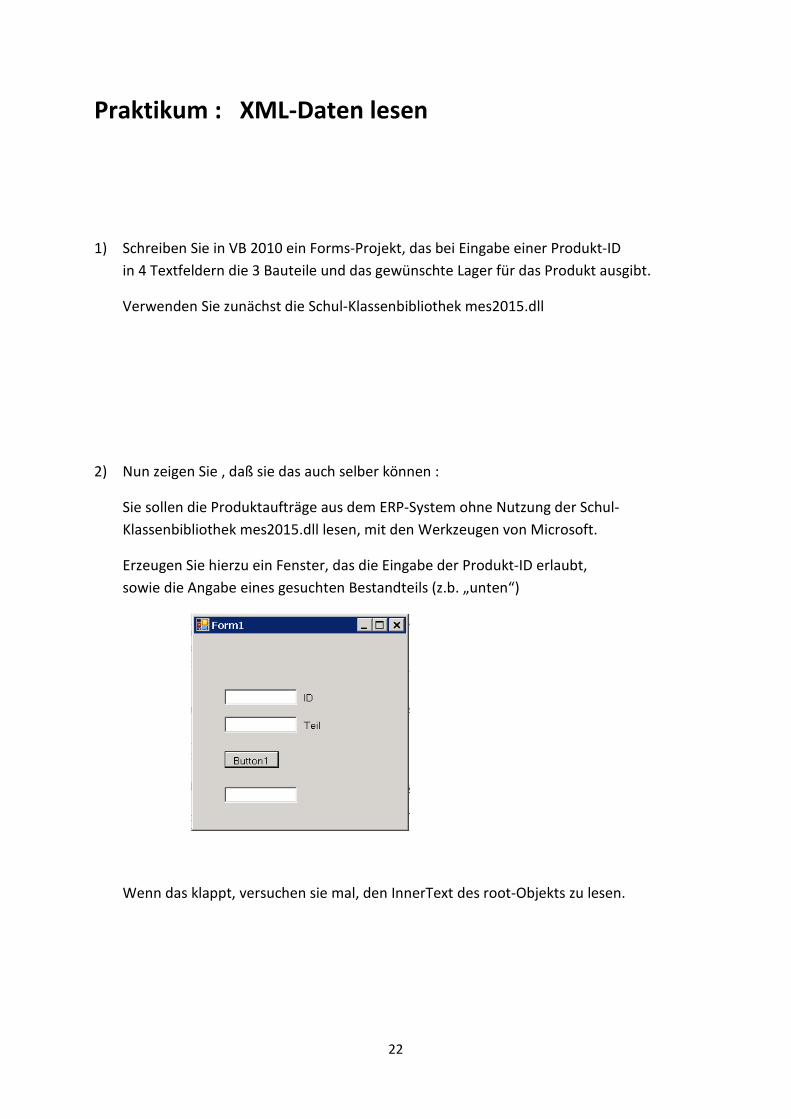
2) Nun zeigen Sie , daß sie das auch selber können :
Sie sollen die Produktaufträge aus dem ERP-System ohne Nutzung der Schul-
Klassenbibliothek mes2015.dll lesen, mit den Werkzeugen von Microsoft.
Erzeugen Sie hierzu ein Fenster, das die Eingabe der Produkt-ID erlaubt,
sowie die Angabe eines gesuchten Bestandteils (z.b. „unten“)
Wenn das klappt, versuchen sie mal, den InnerText des root-Objekts zu lesen.
23
tsMes Entwicklung eines MES-Systems für die digitale Fabrik
In Gruppen mit optimal 3 Teilnehmern sollen bis KW 19 funktionsfähige MES-
Systeme für die digitale Fabrik entwickelt werden.
In der Folge finden Sie diese Unterlagen :
Aufgabenbeschreibung : Definition des Entwicklungsziels und der Schritte
Bewertungskriterien : Die Arbeit soll als 2. Schulaufgabe gewertet werden.
Hierzu wird ein Punktesystem angegeben
Begriffsdefinitionen : Festlegung einiger Begriffe aus dem Gebiet, die
oft verschieden interpretiert werden
Allgemeine Vorgaben : Beschreibung der Basisfunktionen
Workplan : Beschreibung des Formats für den work plan
Aufgabenübersicht : Detailierte Beschreibung der Aufgabe in
5 Teilschritten
24
tsMes Projekt : ein MES-System für die digitale Fabrik der tsm
Aufgabenbeschreibung :
Das zu erstellende MES-System besteht nur aus dem MES-Coreprozess, also der Umsetzung
(und Durchführung) von Fertigungsschritten aus Produktaufträgen. Auftretende Fehler im
Produktionsprozess müssen nicht abgefangen werden (Aufwand), Taglogging und Ermitteln
von KPI sind ebenfalls nicht Teil der Aufgabe.
Nach gemeinsamer Durchführung von flow design – Entwürfen (insbesondere workplan) ist
ein MES-System zu entwickeln, das die modulare Prozessebene autonom führen kann.
Ein Sequenzierterminal muß flow planing ermöglichen. Hierzu ist eine einfache graphische
Bedienerschnittstelle für den Anlagenfahrer vorzusehen.
Das Sequenzierterminal soll zugleich als Prozessvisualisierung dienen, die dem Anlagenfahrer
den Fortschritt des flow execution – Prozesses in einfacher Darstellung zeigt und eine
manuelle Anlagen-Notbedienung ermöglicht.
Hier muß der Prozess durch eine Fertigungsfreigabe auch unterbrechbar und wieder
anfahrbar sein.
Bewertung :
Die Programmierung muß durch vollständige Entwürfe in Struktogrammform vorbereitet
werden. Die Struktur der theoretischen Überlegungen aus dem flow design muß an der
Sorftware klar ablesbar sein.
Eine individuelle schriftliche Ausarbeitung (2..4 Seiten) mit Hinweisen auf den Praxisbezug
(Internet..) dokumentiert ihre Arbeit (kein Quelltext !). Fachliche Fehler führen zu
Punktabzug.
25
tsMes flow design
Definitionen :
Typen („Varianten“) :
Mit Einsatz des Zulieferers kann unsere Fertigung ohne Umrüsten 27 Typen herstellen :
Typ „T_1“ bis Typ „T_27“ (entspräche z.b. 27 verschiedenen Handyvarianten)
Für jeden Typ ist in der ERP-Datenbank eine Stückliste hinterlegt. Aus Gründen der
Redundanzfreiheit darf diese Zuordnung an keiner anderen Stelle im System gespeichert
werden.
Produkte („Einzel-Exemplare“) :
Jedes einzelne in der Fertigung entstehende Produkt trägt eine Produkt-ID (Ganzzahl).
Über die ID ist in der ERP-Datenbank der Typ ermittelbar. Unter diesem ist in der ERP-
Datenbank die Stückliste (Bauteilliste) abgelegt. Somit kann für jedes Produkt die Stückliste
ermittelt werden.
Bauteile :
Die Stückliste weist (s.o.) für jedes Produkt 3 Bauteile auf : unten, mitte und oben.
Diese werden als : Pn_u, Pn_m und Pn_o bezeichnet (mit n als Produktnummer).
Zur Logistiksteuerung werden den Produkten im ERP-System dann noch weitere
Informationen hinzugefügt. Jeder Wert wird erst unmittelbar vor Ausführung aus der ERP-
Datenbank gelesen.
Relevant für das MES-System ist hier die Angabe des Auslieferlagers Pn_lag, in das das
fertige Produkt verbracht werden muß.
Beispiel :
Für ein bestimmtes Produkt (z.b. ID = 3) lautet die Stückliste z.B. P3_u=1, P3_m=1, P3_o=3
und die Lagerinformation P3_lag = 2
26
SCM, supply chain management :
Unser stark vereinfachter Zulieferprozess funktioniert so, daß der Zulieferer selbständig auf
Basis der ERP-Information („Forecast“) Sequenzen von 3 Bauteilen herstellt.
Diese werden im Auslieferlager des Zulieferers bereitgehalten.
Das Stammwerk kann diese Sequenzen mittels eines „Sequence-Calls“ (SC) an das ERP-
System anfordern. Sie werden dann in der richtigen Reihenfolge (just-in-sequence) zeitnah
zugeliefert. Der optimale Zeitpunkt für den Sequence-Call (just-in-time) muß im Stammwerk
ferstgelegt werden.
Bei Ausfall des Zulieferprozesses muß im Stammwerk eine Notbestückung des
entsprechenden Bauteils durchgeführt werden (Notbestücklager 2). Diese Produkte werden
dann manuell nachgebessert.
Allgemeine Vorgaben :
Verkettung
Die Fertigung wird in starrer Kopplung mit Losgröße 1 gefahren.
Zulieferer
Der Zulieferer fertigt Sequenzen von 3 Bauteilen „just-in-sequence“, und liefert diese
nach erfolgtem sequence-call „just-in-time“ aus.
Chargengröße
Wegen der vorgegebenen Sequenzgröße 3 in der supply chain (Zulieferer) wird die minimale
Chargengröße auf 3 Produkte festgelegt.
Die Fertigung wird erst ab mindestens einer kompletten bestellten Charge angefahren.
Darüber hinaus sind nur Chargengrößen möglich, die aus ganzzahligen Vielfachen der
Sequenzgröße 3 bestehen. Sollten Im Produktionslauf Restaufträge vorhanden sein, die
unterhalb dieser Anforderung liegen, werden diese nicht gefertigt, sondern die Charge läuft
aus.
27
tsMes flow design
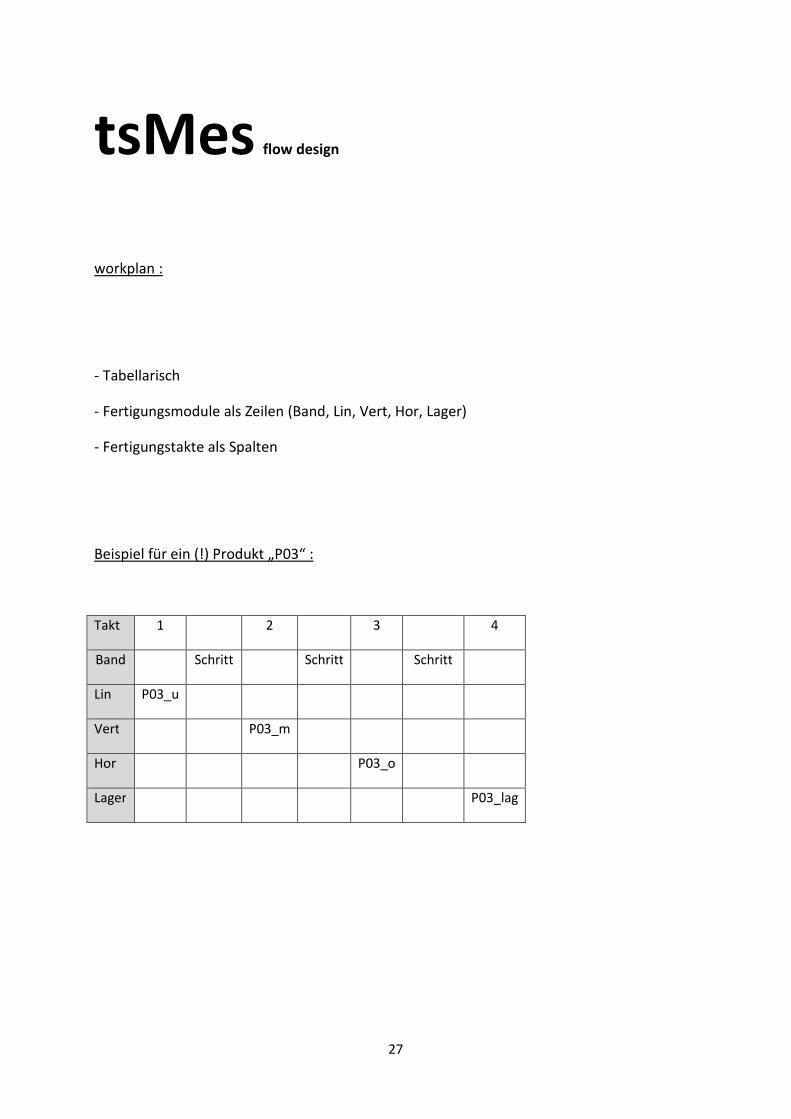
workplan :
- Tabellarisch
- Fertigungsmodule als Zeilen (Band, Lin, Vert, Hor, Lager)
- Fertigungstakte als Spalten
Beispiel für ein (!) Produkt „P03“ :
Takt 1 2 3 4
Band Schritt Schritt Schritt
Lin P03_u
Vert P03_m
Hor P03_o
Lager P03_lag

28
tsMes Aufgabenübersicht
1. Auf Papier einen flow plan aufstellen
2. Ein Notbedien-Terminal zum manuellen Fahren der Anlage entwickeln
3. Datenbankzugriff testen
4. Minimal-MES für eine Charge ohne Zulieferer entwickeln
5. Zum funktionsfähigen System mit Zulieferer und beliebiger Chargengröße ausbauen
29
tsMes flow design
1. Aufgabe : workplan erstellen
1. Stellen Sie einen workplan für die Fertigung einer Charge (3 Produkte) auf.
Kennzeichnen Sie den Anlauf und den Auslauf der Charge.
2. Nehmen wir nun an, daß 6 Produkte bestellt sind.
Erweitern Sie ihre Charge also um eine weitere Sequenz auf 6 Produkte.
Stellen Sie wieder einen workplan wie in 1. auf.
3. Nehmen wir nun an, daß 8 Produkte bestellt sind.
Erweitern Sie ihre Charge, und stellen Sie wieder einen workplan wie in 1. auf.
30
tsMes flow planing
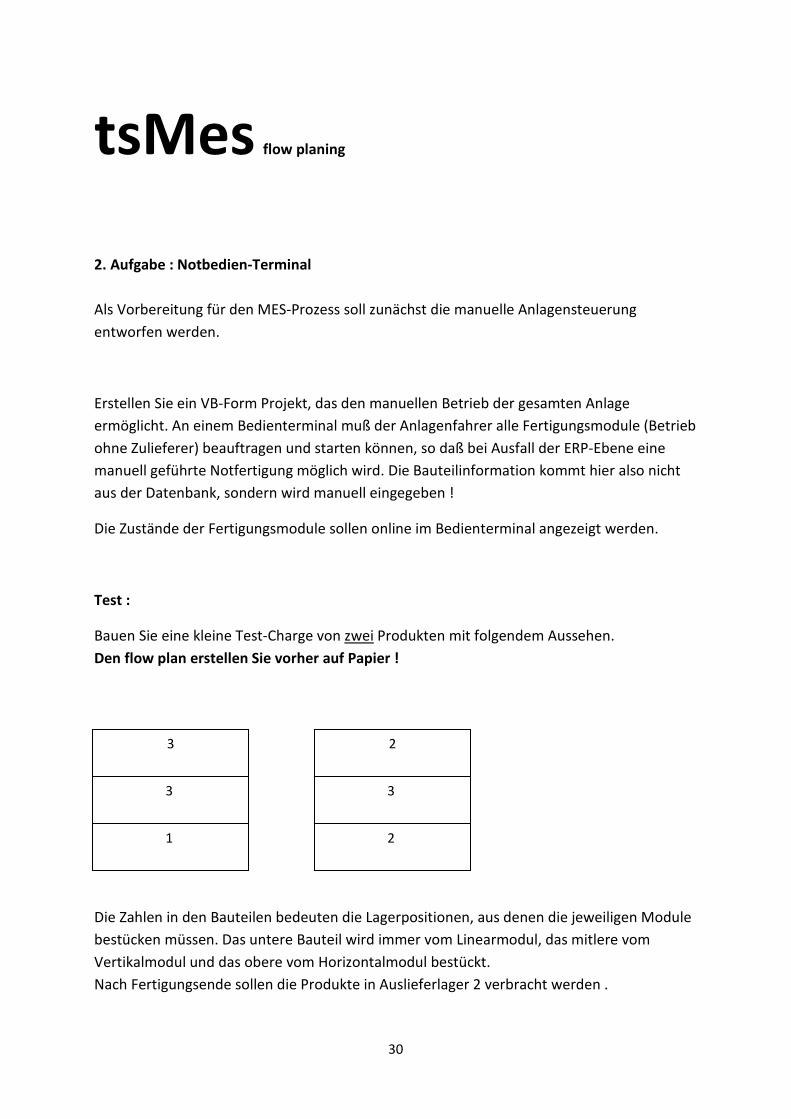
2. Aufgabe : Notbedien-Terminal
Als Vorbereitung für den MES-Prozess soll zunächst die manuelle Anlagensteuerung
entworfen werden.
Erstellen Sie ein VB-Form Projekt, das den manuellen Betrieb der gesamten Anlage
ermöglicht. An einem Bedienterminal muß der Anlagenfahrer alle Fertigungsmodule (Betrieb
ohne Zulieferer) beauftragen und starten können, so daß bei Ausfall der ERP-Ebene eine
manuell geführte Notfertigung möglich wird. Die Bauteilinformation kommt hier also nicht
aus der Datenbank, sondern wird manuell eingegeben !
Die Zustände der Fertigungsmodule sollen online im Bedienterminal angezeigt werden.
Test :
Bauen Sie eine kleine Test-Charge von zwei Produkten mit folgendem Aussehen.
Den flow plan erstellen Sie vorher auf Papier !
Die Zahlen in den Bauteilen bedeuten die Lagerpositionen, aus denen die jeweiligen Module
bestücken müssen. Das untere Bauteil wird immer vom Linearmodul, das mitlere vom
Vertikalmodul und das obere vom Horizontalmodul bestückt.
Nach Fertigungsende sollen die Produkte in Auslieferlager 2 verbracht werden .
3
3
1
2
3
2
31
tsMes flow execution
3. Aufgabe : MES ohne Zulieferer, Fertigung einer Charge
Datenbankzugriff
Ein kleines Testprojekt soll die Bedienung der ERP-Datenbank vorbereiten.
Schreiben Sie ein VB-Projekt, das die Eingabe einer Produkt-ID ermöglicht, und als
Ausgabe die Bauteilinformation anzeigt.
Programmentwurf
Nun entwerfen Sie zunächst ein Programm, das eine Charge vollautomatisch fertigen kann.
Im flow design – Entwurf haben Sie das ja schon vorbereitet.
Skizzieren Sie in Struktogrammform :
- zunächst den Chargenanlauf, wobei die Zugriffe auf die Datenbank hier sein sollen.
Der Zulieferer wird aber noch nicht genutzt.
- dann als zweiten Schritt den Chargenauslauf, bis alle Produkte in den Lagern sind.
Programmrealisierung
Nun codieren Sie Ihre Struktogramme und testen die Funktionen.
32
tsMes flow execution
4. und 5. Aufgabe : Erweiterung auf große Chargen mit Zulieferer
Nehmen Sie ihren workplan zu Hilfe. Sie müssen analysieren, wie Anlauf, Fertigung und
Auslauf ineinandergreifen, so daß der Fertigunglauf wiederholbar wird.
Für den Fertigungslauf nach Anlauf müssen Sie hierfür Schleifenstrukturen formulieren,
welche die immer wiederkehrenden Abläufe beliebig oft hintereinander ausführen können.
Dann ist „nur noch“ zu ermitteln, wie die Abbruchbedingung dieser Fertigungsschleife
aussehen muß…
Zunächst sind auf Papier eine ganze Reihe von Überlegungen nötig :
- Wie entscheiden Sie, ob die Charge ausläuft, oder um eine neue Sequenz zu erweitern ist ?
- Wann lösen Sie den Sequence-Call zum Zulieferer aus ?
- Wie binden Sie die Sequenzierschnittstelle (mit Fertigungsfreigabe) ein ?
Skizzieren sie alle Problemlösungen zunächst in Struktogrammform !!