Embed Size (px)
Citation preview
48 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
VON OLGA MYRONOVA, DUISBURG
Charakterisierung der Einsatz-werkstoffe
Als Ausgangsmaterial für das Thixomol-ding-Verfahren werden kalte Magnesium-späne [8, 9] bzw. durch spezielle Verfah-ren hergestellte Magnesiumlegierungs-granulate [10-14] definierter Größen verwendet (Bild 1) [13, 14].
Heute bieten die Hersteller die Granu-late in verschiedenen Formen sowie Qua-litäten für das Thixomolding-Verfahren an. Für die Untersuchungen wurden die Gra-nulate der häufig verwendeten Magnesi-umlegierung AZ91D, der kriechfesten Le-gierung AS41, der Legierungen MRI153, MRI153M und MRI230D sowie ZC63 aus-gewählt (Bilder 2 bis 4).
Zur Charakterisierung des Aufgabegu-tes wurden die Magnesiumspäne (das
Granulat) hinsichtlich ihrer Form- bzw. Durchmesserverteilung, ihrer Kornge-wichte sowie ihrer Schüttdichte1) unter-sucht (Tabelle 1). Die Schüttdichte der
Granulate wurde mittels eines volumetri-schen Gefäßes ermittelt, dessen Einfüll-öffnung der des Spritzgießzylinders ent-spricht. Aus der Kunststoffbearbeitung ist
Untersuchungen der Einsatzwerk-stoffe für das Magnesiumspritzgie-ßen (Thixomolding)
FOTO
S U
ND
GR
AFI
KEN
: U
NI D
UIS
BU
RG
-ES
SEN
1)Die Schüttdichte ergibt sich aus dem Verhältnis von ermitteltem Gewicht zum Volumen im Maßgefäß.
Bild 1: Verschiedene Verfahren zur Herstellung des Thixomolding-Aufgabegutes (Granulat) [15].
Thixo-gegossenes Probekörper-bauteil zur Ermittlung der mecha-
nischen Eigenschaften.
© Giesserei-V
erlag

GIESSEREI 103 04/2016 49
bekannt [16], dass das Verhältnis zwi-schen der Schüttdichte des Granulates und der Dichte des Formteils beim Ein-schneckenextruder zwischen 40 % und 50 % liegt. Bei der Magnesiumlegierung AZ91D beträgt die Schüttdichte etwa 0,724 bis 0,905 g/cm³ [15].
Wie die dargestellten Ergebnisse zei-gen, weisen alle Magnesiumgranulate ei-ne fast gleiche Größenordnung der Schüttdichte auf – davon ausgenommen sind jedoch die Schüttdichten der Späne von AZ91DThixo06 (1,0423 g/cm³) und des schmelzmetallurgischen Granulats der Legierung AZ91D (1,1249 g/cm³). Die Unterschiede der Schüttdichten der anderen Granulate liegen in den verschie-denen Materialdichten begründet. Die erhaltenen Ergebnisse wurden bei der Dosiervorgangsberechnung verwen-det.
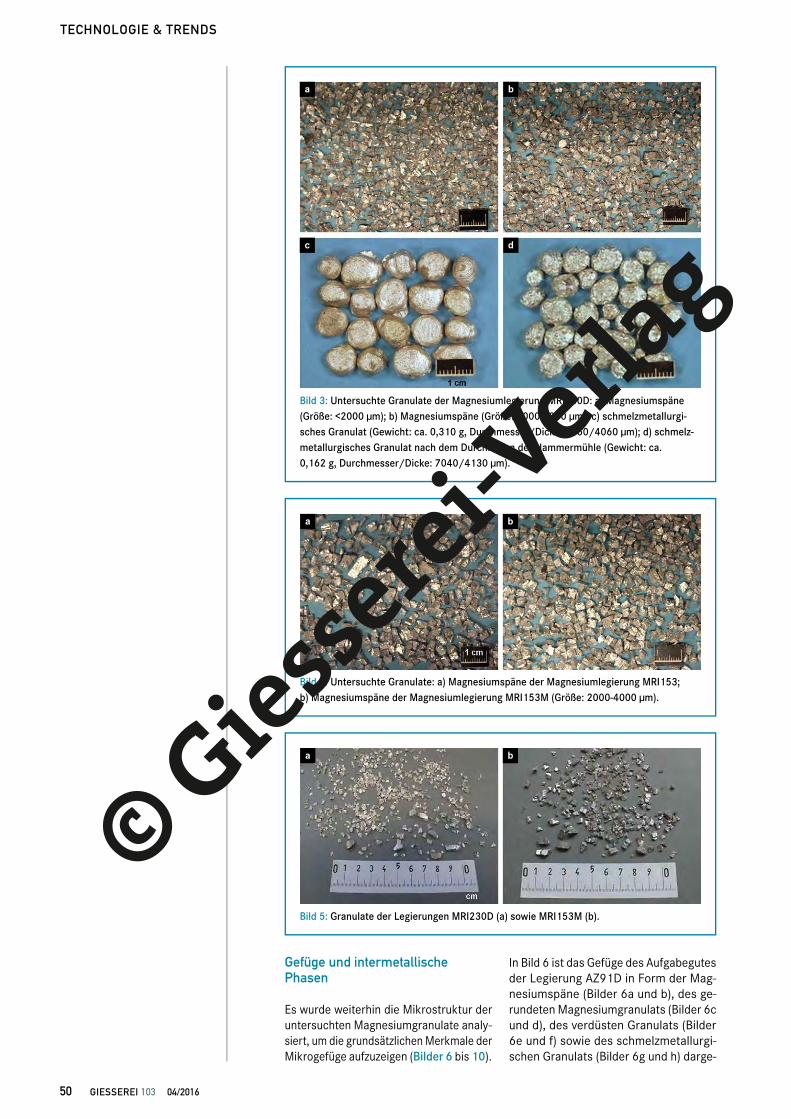
Die Schüttdichte eines Granulats ist als alleiniges Merkmal nicht aussagekräf-tig. Ein sehr ungleichmäßiges Granulat (Bild 5) weist eine hohe Schüttdichte auf. Zur weiteren Charakterisierung der Mag-nesiumgranulate wurde die Siebanalyse nach DIN 66165 durchgeführt. Es wurde festgestellt, dass die untersuchten Gra-nulate eine Abmessung <3,5 mm haben (Tabelle 2). Die Werte liegen meistens zwischen 3,5 mm und 0,5 mm. Nur das Granulat der Legierung MRI230D <2000 µm hat 20 % Feinpartikelanteile (<500 µm), die man als Staub bezeichnen kann [17]. Dieser Feinpartikelanteil kann zu Verarbeitungsproblemen bei der Pro-zessdurchführung, wie z. B. zur Brücken-bildung sowie zu Einzugs- und Förderpro-blemen der Schnecke, führen. Der Fein-partikelanteil soll so niedrig sein, wie es aus Sicherheits- und Wirtschaftlichkeits-gründen akzeptabel ist [17, 18].
Die Teilchengröße des „verdüsten“ Granulats ist ungefähr halb so groß wie die der bisher eingesetzten spanend her-gestellten Granulate. Die Vermutung, dass sich das „verdüste“ Granulat zwi-schen Schneckensteg und Zylinderwand setzt und zum Stillstand der Schnecke führt, hat sich nicht bestätigt. Es sind keine Störungen während des Dosiervor-gangs aufgetreten. Das Granulat wurde problemlos von der Schnecke aufgenom-men und in den Schneckenvorraum transportiert. Eine Agglomeration des Granulats im Einfüllbereich des Zylinders hat auch nach einem längeren simulier-ten Stillstand (ca. 10 min) bei dem ein-gestellten Temperaturprofil des Zylinders nicht stattgefunden. Ein „Kleben“ an der Zylinderwand bzw. auf dem Schne-ckengrund konnte nicht beobachtet wer-den.
KURZFASSUNG:Aufgrund der ständig geforderten Gewichtsreduzierung im Bereich des Auto-mobilbaus und der damit verbundenen Verringerung der CO2-Emissionen [1], gewinnen neue Magnesiumlegierungen sowie neue Fertigungsverfahren zuneh-mend an Bedeutung. Zu solchen Verfahren gehört auch das Magnesiumspritz-gießen (Thixomolding) [2-4], das aufgrund seiner spezifischen Verfahrenstech-nik mit geschlossenem Verarbeitungszyklus, bei dem das Magnesium im teil-flüssigen Zustand vergossen wird, alle Anforderungen an ein ressourcen- und umweltschonendes Herstellverfahren für Magnesiumbauteile erfüllt [5, 6]. Das Thixomolding erlaubt es, die eng tolerierten, dünnwandigen Bauteile mit gerin-ger Porosität herzustellen und kann als ergänzendes Fertigungsverfahren zu den konventionellen Druckgießtechnologien betrachtet werden [5, 7].
Die Verarbeitbarkeit von Magnesiumlegierungen im Thixomolding-Verfah-ren wird maßgeblich durch den Zustand sowie die Qualität des Einsatzmateri-als (Granulat) [3] bestimmt. Ein fehlerhafter Aufgabegutzustand kann zur Brü-ckenbildung sowie zu Einzugs- und Förderproblemen mit der Schnecke führen.
Im Rahmen dieses Beitrages werden die Ergebnisse der durchgeführten Untersuchungen der Ausgangswerkstoffe für das Magnesiumspritzgießen dar-gestellt.
Tabelle 1: Vergleich der Dichten sowie der Schüttdichten aller Typen der untersuch-ten Einsatzmaterialien.
Legierung Dichte in g/cm3 Schüttdichte in g/cm3
berechnet gemessen1AZ91D 1,814 0,7256-0,9070 0,731AZ91DThixo06 1,814 0,7256-0,9070 1,0423AZ91D 1,814 0,7256-0,9070 1,1249AZ 41 1,77 0,7080-0,8850 0,8127ZC 63 1,873 0,7492-0,9365 0,9949MRI152A 1,893 0,7572-0,9465 0,8556MRI153 1,817 0,7268-0,9085 0,8241MRI153M 1,797 0,7188-0,8985 0,8605MRI230D 1,800 0,7200-0,9000 0,8286MRI230D <2000 µm 1,800 0,7200-0,9000 0,8535
Bild 2: Untersuchte Granulate der Magnesiumlegierung AZ91D: a) Magnesiumspäne (Län-ge/Breite: ca. 5270/1220 µm); b) Magnesiumspäne gerundet (L/B: ca. 2640/1990 µm); c) verdüstes Granulat (Gewicht: ca. 0,002 g, Durchmesser: ca. 1520 µm); d) schmelzme-tallurgisches Granulat (Gewicht: ca. 0,440 g, Durchmesser/Dicke: 3940/1070 µm).
a b
dc© Giesserei-V
erlag
50 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
Gefüge und intermetallische Phasen
Es wurde weiterhin die Mikrostruktur der untersuchten Magnesiumgranulate analy-siert, um die grundsätzlichen Merkmale der Mikrogefüge aufzuzeigen (Bilder 6 bis 10).
In Bild 6 ist das Gefüge des Aufgabegutes der Legierung AZ91D in Form der Mag-nesiumspäne (Bilder 6a und b), des ge-rundeten Magnesiumgranulats (Bilder 6c und d), des verdüsten Granulats (Bilder 6e und f) sowie des schmelzmetallurgi-schen Granulats (Bilder 6g und h) darge-
Bild 3: Untersuchte Granulate der Magnesiumlegierung MRI230D: a) Magnesiumspäne (Größe: <2000 µm); b) Magnesiumspäne (Größe: 2000-4000 µm); c) schmelzmetallurgi-sches Granulat (Gewicht: ca. 0,310 g, Durchmesser/Dicke: 9060/4060 µm); d) schmelz-metallurgisches Granulat nach dem Durchlaufen der Hammermühle (Gewicht: ca. 0,162 g, Durchmesser/Dicke: 7040/4130 µm).
Bild 4: Untersuchte Granulate: a) Magnesiumspäne der Magnesiumlegierung MRI153; b) Magnesiumspäne der Magnesiumlegierung MRI153M (Größe: 2000-4000 µm).
Bild 5: Granulate der Legierungen MRI230D (a) sowie MRI153M (b).
a
c
b
d
a
a
b
b
© Giesserei-V
erlag
52 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
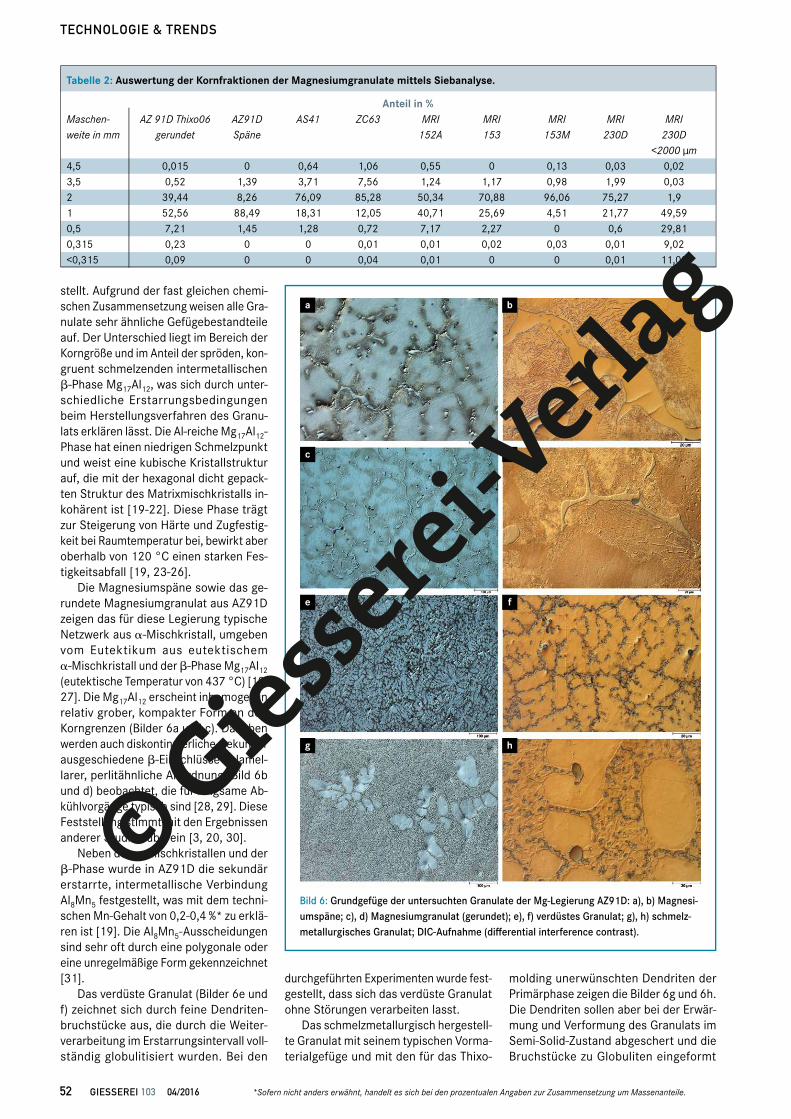
stellt. Aufgrund der fast gleichen chemi-schen Zusammensetzung weisen alle Gra-nulate sehr ähnliche Gefügebestandteile auf. Der Unterschied liegt im Bereich der Korngröße und im Anteil der spröden, kon-gruent schmelzenden intermetallischen β-Phase Mg17Al12, was sich durch unter-schiedliche Erstarrungsbedingungen beim Herstellungsverfahren des Granu-lats erklären lässt. Die Al-reiche Mg17Al12-Phase hat einen niedrigen Schmelzpunkt und weist eine kubische Kristallstruktur auf, die mit der hexagonal dicht gepack-ten Struktur des Matrixmischkristalls in-kohärent ist [19-22]. Diese Phase trägt zur Steigerung von Härte und Zugfestig-keit bei Raumtemperatur bei, bewirkt aber oberhalb von 120 °C einen starken Fes-tigkeitsabfall [19, 23-26].
Die Magnesiumspäne sowie das ge-rundete Magnesiumgranulat aus AZ91D zeigen das für diese Legierung typische Netzwerk aus α-Mischkristall, umgeben vom Eutektikum aus eutektischem α-Mischkristall und der β-Phase Mg17Al12
(eutektische Temperatur von 437 °C) [19, 27]. Die Mg17Al12 erscheint inhomogen in relativ grober, kompakter Form an den Korngrenzen (Bilder 6a und c). Daneben werden auch diskontinuierliche, sekundär ausgeschiedene β-Einschlüsse in lamel-larer, perlitähnliche Anordnung (Bild 6b und d) beobachtet, die für langsame Ab-kühlvorgänge typisch sind [28, 29]. Diese Feststellung stimmt mit den Ergebnissen anderer Studien überein [3, 20, 30].
Neben den α-Mischkristallen und der β-Phase wurde in AZ91D die sekundär erstarrte, intermetallische Verbindung Al8Mn5 festgestellt, was mit dem techni-schen Mn-Gehalt von 0,2-0,4 %* zu erklä-ren ist [19]. Die Al8Mn5-Ausscheidungen sind sehr oft durch eine polygonale oder eine unregelmäßige Form gekennzeichnet [31].
Das verdüste Granulat (Bilder 6e und f) zeichnet sich durch feine Dendriten-bruchstücke aus, die durch die Weiter-verarbeitung im Erstarrungsintervall voll-ständig globulitisiert wurden. Bei den
durchgeführten Experimenten wurde fest-gestellt, dass sich das verdüste Granulat ohne Störungen verarbeiten lasst.
Das schmelzmetallurgisch hergestell-te Granulat mit seinem typischen Vorma-terialgefüge und mit den für das Thixo-
molding unerwünschten Dendriten der Primärphase zeigen die Bilder 6g und 6h. Die Dendriten sollen aber bei der Erwär-mung und Verformung des Granulats im Semi-Solid-Zustand abgeschert und die Bruchstücke zu Globuliten eingeformt
Bild 6: Grundgefüge der untersuchten Granulate der Mg-Legierung AZ91D: a), b) Magnesi-umspäne; c), d) Magnesiumgranulat (gerundet); e), f) verdüstes Granulat; g), h) schmelz-metallurgisches Granulat; DIC-Aufnahme (diff erential interference contrast).
Tabelle 2: Auswertung der Kornfraktionen der Magnesiumgranulate mittels Siebanalyse.
Anteil in %Maschen- AZ 91D Thixo06 AZ91D AS41 ZC63 MRI MRI MRI MRI MRIweite in mm gerundet Späne 152A 153 153M 230D 230D <2000 µm4,5 0,015 0 0,64 1,06 0,55 0 0,13 0,03 0,023,5 0,52 1,39 3,71 7,56 1,24 1,17 0,98 1,99 0,032 39,44 8,26 76,09 85,28 50,34 70,88 96,06 75,27 1,91 52,56 88,49 18,31 12,05 40,71 25,69 4,51 21,77 49,590,5 7,21 1,45 1,28 0,72 7,17 2,27 0 0,6 29,810,315 0,23 0 0 0,01 0,01 0,02 0,03 0,01 9,02<0,315 0,09 0 0 0,04 0,01 0 0 0,01 11,02
a
c
e
g
b
d
f
h
*Sofern nicht anders erwähnt, handelt es sich bei den prozentualen Angaben zur Zusammensetzung um Massenanteile.
© Giesserei-V
erlag

54 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
werden [3, 14, 15, 32, 33]. Im Vergleich zum mechanisch zerspanten Granulat weist schmelzmetallurgisch hergestelltes Granulat ein deutlich feinkörnigeres, po-renfreies Gefüge auf.
Die Gefüge weiterer untersuchter Ma-gnesiumgranulate sind in Bild 7 darge-stellt. Das Magnesiumgranulat aus AS41
zeigte einen relativ geringen Gehalt an Aluminium (ca. 4 %) und einen Silizium-anteil von bis zu 1 %. Das primäre Gefüge zeichnet sich durch einen hohen Anteil an binären intermetallischen Mg2Si-Ver-bindungen aus. Es handelt sich um eine Zintl-Phase mit einer geringen theoreti-schen Dichte von 1,99 g/mm³, einem ho-
hen Schmelzpunkt von 1085 °C, einer geringen spezifischen Wärmeleitfähigkeit von 8 W/mK, einem relativ geringen ther-mischen Ausdehnungskoeffizienten von ca. 7,5 · 10-6 K-1, einem hohen Elastizi-tätsmodul (120 GPa) sowie einer Härte von 460 HV [34, 35].
In Abhängigkeit vom Keimhaushalt der Schmelze sowie der Abkühlrate kann die binäre intermetallische Mg2Si-Phase in unterschiedlichen Morphologien auftreten [36-38]. Es lässt sich lichtmikroskopisch die charakteristische verzweigte Form des Partikels „Chinesenschrift“ feststellen, was keinen positiven Einfluss auf die me-chanischen Eigenschaften hat (Bilder 7a und b). Durch die rasche Erstarrung wäh-rend des Thixogießens können sich aber feine, stabile Mg2Si-Ausscheidungen in den Korngrenzenbereichen ausbilden. We-gen der Hemmung des Gleitens der Korn-grenzen und der Versetzungsbewegungen im Kornmantel kann die Kriechbeständig-keit des Werkstoffes erhöht werden [38, 39]. Problematisch ist jedoch die weitere Verarbeitung im Thixomolding-Verfahren, da die Legierung AS41 ein geringes Er-starrungsintervall hat (TSolidus = 591 °C, TLiqudus = 618 °C).
Im Gefüge des Werkstoffes ZC63 (Mg-Zn-Cu-System) sind deutlich die primär erstarrten α-Mg-Mischkristalle in Form von Dendriten zu erkennen. Zwischen den Dendritenarmen ist ein feinlamellares Mg-Mg2Cu-Eutektikum vorhanden, das mit einem niedrigen Schmelzpunkt von 487 °C gekennzeichnet ist. Der Schmelz-punkt der intermetallischen Mg2Cu-Phase liegt bei 568 °C. Die Legierung ZC63 ist relativ gut gießbar, bildet keine Mikrolun-ker und ist korrosionsbeständig [19, 40].
Die Bilder 8 bis 12 zeigen das Mikro-gefüge des Granulats der Legierungen der MRI-Reihe. Die Mikrostruktur ist feinkör-niger als das Gefüge des zerspanten Gra-nulates der Legierung AZ91D. Dies ist auf die unterschiedliche Abkühlung bei der Masselherstellung zurückzuführen.
Bei der Legierung MRI153, die auf AZ91 mit 1 % Ca-Zusatz basiert [25], lässt sich eine Skelettstruktur erkennen (Bilder 8a und b). Es wurde festgestellt, dass der Volumenanteil der Mg17Al12-Phase im Eu-tektikum zurückgegangen ist. Daneben wurde ein erhöhter Anteil an der Al2Ca-Phase beobachtet. Die thermisch stabi-leren Ausscheidungen von Al2Ca mit ei-nem Schmelzpunkt von 1079 °C [41] be-wirken eine allgemeine Verfeinerung der Mikrostruktur und vermindern das Korn-grenzengleiten, was zu einer Verbesse-rung des Kriechwiderstandes führt [37, 42-45]. Die festgestellte Phasenentwick-lung stimmt mit den thermodynamischen
Bild 7: Grundgefüge der untersuchten Granulate der Magnesiumlegierungen: a), b) AS41; c), d) ZC 63; DIC-Aufnahme.
Bild 8: Grundgefüge der untersuchten Granulate der Magnesiumlegierung MRI153; DIC-Aufnahme.
Bild 9: Grundgefüge der untersuchten Granulate der Magnesiumlegierung MRI153M (Gra-nulatkorngröße: 2000-4000 µm); DIC-Aufnahme.
a
c
b
d
© Giesserei-V
erlag
GIESSEREI 103 04/2016 55
Berechnungen sowie mit den experimen-tellen Ergebnissen der anderen Autoren überein [44, 46-49].
Die beiden AM-Basislegierungen MRI153M und MRI230D, die für die Auto-mobilindustrie durch Dead Sea Magnesium und Volkswagen entwickelt wurden [50-53], enthalten neben Kalzium geringe Men-gen an Strontium. Im Vergleich zu MRI153M enthält die Legierung MRI230D einen er-höhten Kalziumanteil und ist zusätzlich mit Zinn legiert. Die Legierungen MRI153M sowie MRI230D verfügen über eine gute Kriechbeständigkeit bis zu Temperaturen von 150 °C bzw. 190 °C [37, 51].
Das Grundgefüge des Granulats der Legierung MRI153M ist in Bild 9 darge-stellt. Wegen des wesentlich geringeren
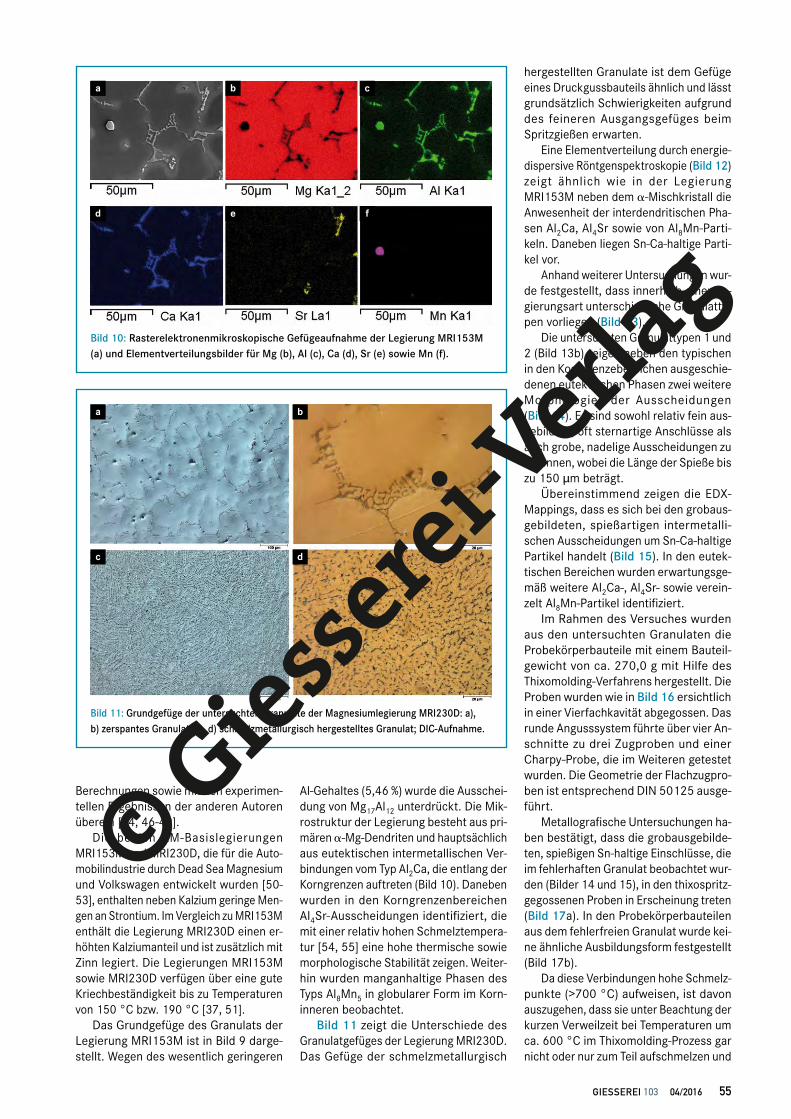
Al-Gehaltes (5,46 %) wurde die Ausschei-dung von Mg17Al12 unterdrückt. Die Mik-rostruktur der Legierung besteht aus pri-mären α-Mg-Dendriten und hauptsächlich aus eutektischen intermetallischen Ver-bindungen vom Typ Al2Ca, die entlang der Korngrenzen auftreten (Bild 10). Daneben wurden in den Korngrenzenbereichen Al4Sr-Ausscheidungen identifiziert, die mit einer relativ hohen Schmelztempera-tur [54, 55] eine hohe thermische sowie morphologische Stabilität zeigen. Weiter-hin wurden manganhaltige Phasen des Typs Al8Mn5 in globularer Form im Korn-inneren beobachtet.
Bild 11 zeigt die Unterschiede des Granulatgefüges der Legierung MRI230D. Das Gefüge der schmelzmetallurgisch
hergestellten Granulate ist dem Gefüge eines Druckgussbauteils ähnlich und lässt grundsätzlich Schwierigkeiten aufgrund des feineren Ausgangsgefüges beim Spritzgießen erwarten.
Eine Elementverteilung durch energie-dispersive Röntgenspektroskopie (Bild 12) zeigt ähnlich wie in der Legierung MRI153M neben dem α-Mischkristall die Anwesenheit der interdendritischen Pha-sen Al2Ca, Al4Sr sowie von Al8Mn-Parti-keln. Daneben liegen Sn-Ca-haltige Parti-kel vor.
Anhand weiterer Untersuchungen wur-de festgestellt, dass innerhalb einer Le-gierungsart unterschiedliche Granulatty-pen vorliegen (Bild 13).
Die untersuchten Granulattypen 1 und 2 (Bild 13b) zeigen neben den typischen in den Korngrenzebereichen ausgeschie-denen eutektischen Phasen zwei weitere Morphologien der Ausscheidungen (Bild 14). Es sind sowohl relativ fein aus-gebildete, oft sternartige Anschlüsse als auch grobe, nadelige Ausscheidungen zu erkennen, wobei die Länge der Spieße bis zu 150 μm beträgt.
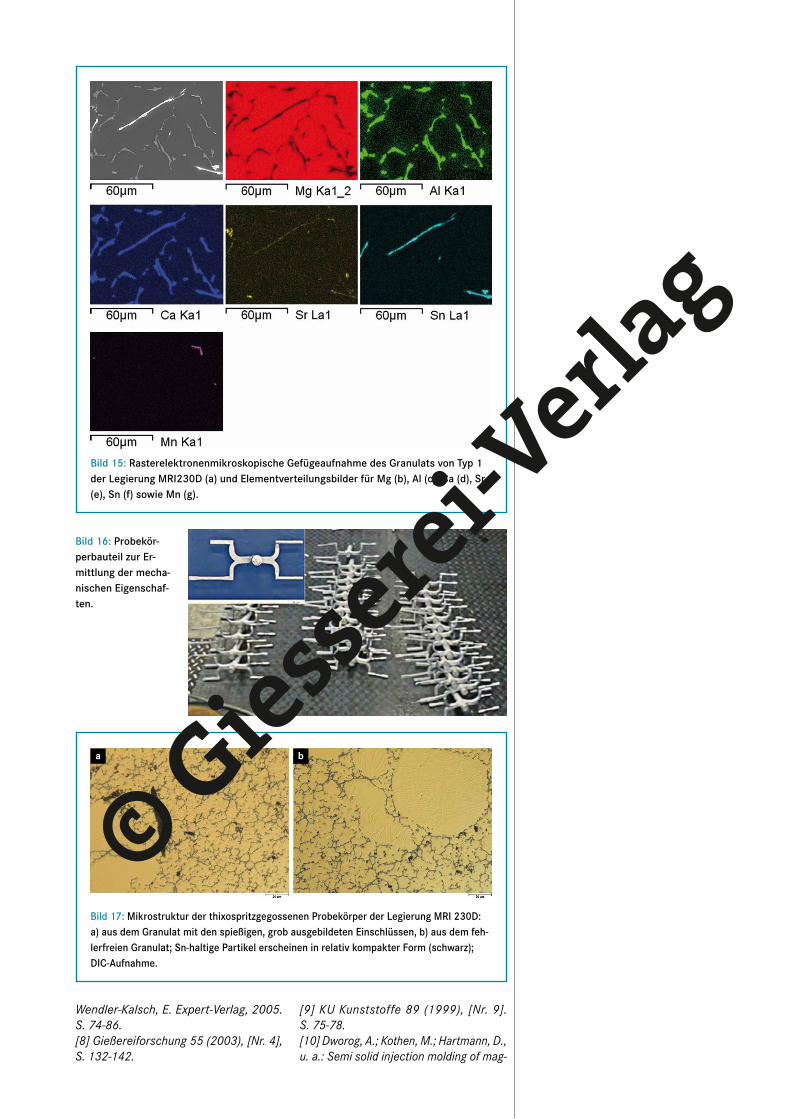
Übereinstimmend zeigen die EDX-Mappings, dass es sich bei den grobaus-gebildeten, spießartigen intermetalli-schen Ausscheidungen um Sn-Ca-haltige Partikel handelt (Bild 15). In den eutek-tischen Bereichen wurden erwartungsge-mäß weitere Al2Ca-, Al4Sr- sowie verein-zelt Al8Mn-Partikel identifiziert.
Im Rahmen des Versuches wurden aus den untersuchten Granulaten die Probekörperbauteile mit einem Bauteil-gewicht von ca. 270,0 g mit Hilfe des Thixomolding-Verfahrens hergestellt. Die Proben wurden wie in Bild 16 ersichtlich in einer Vierfachkavität abgegossen. Das runde Angusssystem führte über vier An-schnitte zu drei Zugproben und einer Charpy-Probe, die im Weiteren getestet wurden. Die Geometrie der Flachzugpro-ben ist entsprechend DIN 50125 ausge-führt.
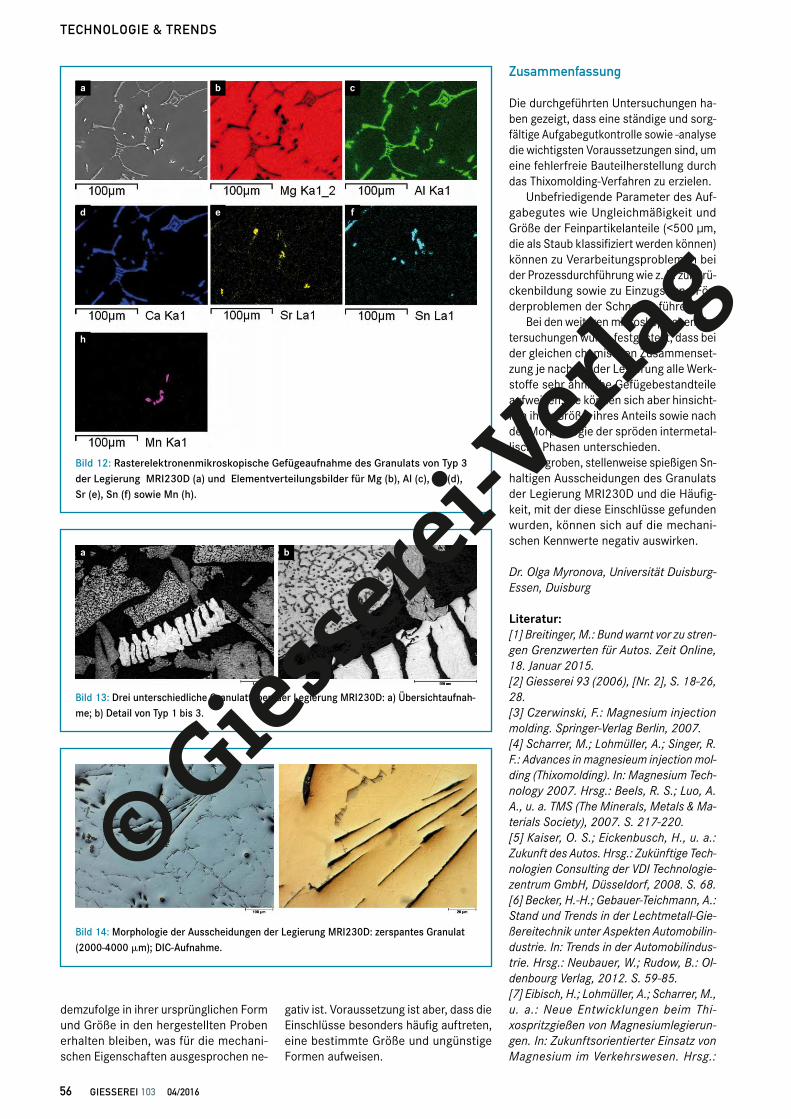
Metallografische Untersuchungen ha-ben bestätigt, dass die grobausgebilde-ten, spießigen Sn-haltige Einschlüsse, die im fehlerhaften Granulat beobachtet wur-den (Bilder 14 und 15), in den thixospritz-gegossenen Proben in Erscheinung treten (Bild 17a). In den Probekörperbauteilen aus dem fehlerfreien Granulat wurde kei-ne ähnliche Ausbildungsform festgestellt (Bild 17b).
Da diese Verbindungen hohe Schmelz-punkte (>700 °C) aufweisen, ist davon auszugehen, dass sie unter Beachtung der kurzen Verweilzeit bei Temperaturen um ca. 600 °C im Thixomolding-Prozess gar nicht oder nur zum Teil aufschmelzen und
Bild 11: Grundgefüge der untersuchten Granulate der Magnesiumlegierung MRI230D: a), b) zerspantes Granulat; c), d) schmelzmetallurgisch hergestelltes Granulat; DIC-Aufnahme.
Bild 10: Rasterelektronenmikroskopische Gefügeaufnahme der Legierung MRI153M (a) und Elementverteilungsbilder für Mg (b), Al (c), Ca (d), Sr (e) sowie Mn (f).
a
a
c
b
d
d
b
e
c
f
© Giesserei-V
erlag
56 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
demzufolge in ihrer ursprünglichen Form und Größe in den hergestellten Proben erhalten bleiben, was für die mechani-schen Eigenschaften ausgesprochen ne-
gativ ist. Voraussetzung ist aber, dass die Einschlüsse besonders häufig auftreten, eine bestimmte Größe und ungünstige Formen aufweisen.
Zusammenfassung
Die durchgeführten Untersuchungen ha-ben gezeigt, dass eine ständige und sorg-fältige Aufgabegutkontrolle sowie -analyse die wichtigsten Voraussetzungen sind, um eine fehlerfreie Bauteilherstellung durch das Thixomolding-Verfahren zu erzielen.
Unbefriedigende Parameter des Auf-gabegutes wie Ungleichmäßigkeit und Größe der Feinpartikelanteile (<500 µm, die als Staub klassifiziert werden können) können zu Verarbeitungsproblemen bei der Prozessdurchführung wie z. B. zur Brü-ckenbildung sowie zu Einzugs- und För-derproblemen der Schnecke führen.
Bei den weiteren mikroskopischen Un-tersuchungen wurde festgestellt, dass bei der gleichen chemischen Zusammenset-zung je nach Art der Legierung alle Werk-stoffe sehr ähnliche Gefügebestandteile aufweisen, sie können sich aber hinsicht-lich ihrer Größe, ihres Anteils sowie nach der Morphologie der spröden intermetal-lische Phasen unterschieden.
Die groben, stellenweise spießigen Sn-haltigen Ausscheidungen des Granulats der Legierung MRI230D und die Häufig-keit, mit der diese Einschlüsse gefunden wurden, können sich auf die mechani-schen Kennwerte negativ auswirken.
Dr. Olga Myronova, Universität Duisburg-Essen, Duisburg
Literatur:[1] Breitinger, M.: Bund warnt vor zu stren-gen Grenzwerten für Autos. Zeit Online, 18. Januar 2015.[2] Giesserei 93 (2006), [Nr. 2], S. 18-26, 28.[3] Czerwinski, F.: Magnesium injection molding. Springer-Verlag Berlin, 2007.[4] Scharrer, M.; Lohmüller, A.; Singer, R. F.: Advances in magnesieum injection mol-ding (Thixomolding). In: Magnesium Tech-nology 2007. Hrsg.: Beels, R. S.; Luo, A. A., u. a. TMS (The Minerals, Metals & Ma-terials Society), 2007. S. 217-220.[5] Kaiser, O. S.; Eickenbusch, H., u. a.: Zukunft des Autos. Hrsg.: Zukünftige Tech-nologien Consulting der VDI Technologie-zentrum GmbH, Düsseldorf, 2008. S. 68.[6] Becker, H.-H.; Gebauer-Teichmann, A.: Stand und Trends in der Lechtmetall-Gie-ßereitechnik unter Aspekten Automobilin-dustrie. In: Trends in der Automobilindus-trie. Hrsg.: Neubauer, W.; Rudow, B.: Ol-denbourg Verlag, 2012. S. 59-85.[7] Eibisch, H.; Lohmüller, A.; Scharrer, M., u. a.: Neue Entwicklungen beim Thi-xospritzgießen von Magnesiumlegierun-gen. In: Zukunftsorientierter Einsatz von Magnesium im Verkehrswesen. Hrsg.:
Bild 12: Rasterelektronenmikroskopische Gefügeaufnahme des Granulats von Typ 3 der Legierung MRI230D (a) und Elementverteilungsbilder für Mg (b), Al (c), Ca (d), Sr (e), Sn (f) sowie Mn (h).
Bild 13: Drei unterschiedliche Granulattypen der Legierung MRI230D: a) Übersichtaufnah-me; b) Detail von Typ 1 bis 3.
Bild 14: Morphologie der Ausscheidungen der Legierung MRI230D: zerspantes Granulat (2000-4000 μm); DIC-Aufnahme.
a
d
h
b
e
c
f
a b
© Giesserei-V
erlag
Wendler-Kalsch, E. Expert-Verlag, 2005. S. 74-86.[8] Gießereiforschung 55 (2003), [Nr. 4], S. 132-142.
[9] KU Kunststoffe 89 (1999), [Nr. 9]. S. 75-78.[10] Dworog, A.; Kothen, M.; Hartmann, D., u. a.: Semi solid injection molding of mag-
Bild 15: Rasterelektronenmikroskopische Gefügeaufnahme des Granulats von Typ 1 der Legierung MRI230D (a) und Elementverteilungsbilder für Mg (b), Al (c), Ca (d), Sr (e), Sn (f) sowie Mn (g).
Bild 17: Mikrostruktur der thixospritzgegossenen Probekörper der Legierung MRI 230D: a) aus dem Granulat mit den spießigen, grob ausgebildeten Einschlüssen, b) aus dem feh-lerfreien Granulat; Sn-haltige Partikel erscheinen in relativ kompakter Form (schwarz); DIC-Aufnahme.
Bild 16: Probekör-perbauteil zur Er-mittlung der mecha-nischen Eigenschaf-ten.
a b
© Giesserei-V
erlag

58 GIESSEREI 103 04/2016
TECHNOLOGIE & TRENDS
nesium alloys. In: Magnesium Alloys and their Applications. München, 26.-28. Sept. 2000. Hrsg.: K. U. Keiner. Wiley-VCH, Wein-heim, 2000. S. 577-583.[11] Acta Materiala 50 (2002), S. 3265-3281.[12] Hartmann, D. C.: Thixoforming tech-nologies for magnesium metals. In: Procee-dings of the 56. IMA Conference. Magne-sium in the next millenium. IMA’99. Annual World Magnesium Conference, 6.-8. Juni 1999, Rom, Italien. McLean, USA, 1999. S. 7-15.[13] Materialwissenschaft und Werkstoff-technik 31 (2000), [Nr. 3], S. 245-252.[14] Keiner, K. U.; Benzler, T. U.: Squeeze-casting und Thixo-casting von Magnesium-legierungen. In: Magnesium – Eigenschaf-ten, Anwendungen, Potentiale. Hrsg.: Kei-ner, K. U. WILEY-WCH, Weinheim, 2000. S. 59-75.[15] Dworog, A.: Grundlagen des Magnesi-umspritzgießens (Thixomolding). Disserta-tion. RWTH Aachen, Gießerei-Institut. Scha-ker Verlag, Aachen, 2002.[16] Johannaber, F.: Kunststoff-Maschinen-Führer. 3. Aufl. Carl Hanser Verlag, Mün-chen/Wien, 1992.[17] Staubbrände und Staubexplosionen. Gefahren – Beurteilung – Schutzmaßnah-men. VDI-Richtlinie 2263. VDI-Verlag, 2009.[18] Fehlbier, M.: Herstellung, Charakteri-sierung und Verarbeitung teilflüssiger me-tallischer Werkstoffe am Beispiel verschie-dener Aluminium- und Magnesiumlegierun-gen. Disser tat ion. RWTH Aachen, Gießerei-Institut. Shaker Verlag. Aachen, 2003.[19] Kammer, C.: Magnesium Taschenbuch. 1. Aufl. Hrsg.: Aluminium-Zentrale Düssel-dorf. Aluminium-Verlag, Düsseldorf, 2000.[20] Braszczyńska-Malik, K. N.: Precipitates of gamma-Mg17Al12 phase in Mg-Al alloys. In: Magnesium alloys – Design, processing and properties. Hrsg.: Czerwinski, F. 2011.[21] Materials Science and Engineering A355 (2003), S. 201-207.[22] Pekguleryuz, M.: Alloying behaviour of magnesium and alloy design. In: Fundamen-tals of magnesium alloy metallurgy. Hrsg.: Pekguleryuz, M.; Keiner, K. U.; Kaya, A. Woodhead Publishing Limited, 2013.
S. 152-165.[23] Dargusch, M. S.; Dunlop, G. L.; Petter-sen, K.: Elevated temperature creep and microstructure of die cast Mg-Al alloys. In: Magnesium alloys and their applications. Hrsg.: Mordike, B. L.; Kainer, K. U. Matinfo Werkstoff-Informationsgesellschaft, Frank-furt, 1998. S. 277-282.[24] King, J. K.: Development of practical high tempereture magnesium casting al-loys. In: Magnesium alloys and their appli-cations. Hrsg.: Keiner, K. U. Wiley-VCH, Weinheim, 2000. S. 14-22.[25] Metall 56 (2002), [Nr. 1-2], S. 40- 48.[26] Acta Materialia 54 (2006), [Nr. 2], S. 523-530. [27] Luo, A.; Powell, B.; Sachdev, A.: Deve-lopment of magnesium-aluminium-calcium alloys using phase equilibria computation and microstructure validation. In: Mg2012: 9th International Conference on Magnesi-um Alloys and their Applications, 2012. S. 37-42.[28] Materials Science and Engineering A 492 (2008), [Nr. 1-2], S. 153-160.[29] Gießereiforschung 57 (2005), [Nr. 3], S. 28-40.[30] Zeitschrift für Metallkunde 96 (2005), [Nr. 8], S. 857-896.[31] Journal of Achievements in Materials and Manufacturing Engineering 18 (2006), S. 135-135.[32] Wan, G.: Gefügebildung im Rheogie-ßen. VDI Fortschrittsberichte Nr. 213, Rei-he 5: Grund- und Werkstoffe. VDI-Verlag, Düsseldorf, 1990.[33] Giesserei 93 (2006), [Nr. 6], S. 40-43.[34] Joshi, S.; Mohan, M.; Seshan, S., u. a.: Development of Mg-Si based cast alloys. Mg2012: 9th International Conference on Magnesium Alloys and their Applications, 2012. S. 979-985.[35] Journal of Phase Equilibria & Diffusion 25 (2004), S. 140-151.[36] Schumann, N.; Oettel, H.: Metallogra-fie. 14. Auflage. WILEY-VCH, 2005, 961 S. [37] International Materials Reviews 49 (2004), [Nr. 1], S. 13-30.[38] Lun Sin, S.; Elsayed, A.; Ravindran, C.: Characterization of AZ91E-Si alloys: Mi-crostructure, mechanical properties, hot tearing susceptibility and modification of Mg2Si. In: Mg2012: 9th International Con-ference on Magnesium Alloys and their Ap-plications, 2012. S. 949-954.[39] Druckguss-Praxis (2004), [Nr. 4], S. 115-121.[40] Kutschera, U.: Grundlegende Untersu-chungen zum Laserstrahlbeschichten von Magnesiumlegierungen sowie zum artun-
gleichen Laserstrahlschweißen mit Nd: YAG-Festkörperlaser und pulverför-
migen Zusatzwerkstoffen. Dis-
sertation. Technische Universität Clausthal, 2003.[41] Russian Metallurgy (Metally) (2006), [Nr. 2], S. 185-188.[42] Qiu, K.; Liu, B.; You, J., u. a.: Microstruc-ture and mechanical properties of Mg-5Sn-5Zn-xCa alloys. In: Magnesium Technology 2012. Hrsg.: Mathaudhu, S. N.; Sillekens, W. H.; Neelameggham, N. R.; Hort, N. TMS (The Minerals, Metals & Materials Society), 2012. S. 537-541.[43] Materials Science and Engineering, A 473 (2008), [No. 1-2], S. 16-27.[44] Pekguleryuz, M.; Kaya, A.: Creep re-sistant magnesium alloys for powertrain applications. In: Magnesium: Proceedings of the 6th International Conference Mag-nesium Alloys and Their Applications. Hrsg.: Kainer, K. U. WILEY-VCH, Weinheim, 2004. S. 75-92.[45] Materials & Design 60 (2014), S. 289-294.[46] Materials Science and Engineering A 527 (2010), S. 2014-2021.[47] Materials Science and Engineering A 417 (2006), S. 24-33.[48] Amberger, D.: Einfluss der eutekti-schen Phase auf die Kriechfestigkeit kalzi-umhaltiger Magnesiumlegierungen. Disser-tation, Universität Erlangen-Nürnberg, 2011.[49] Magnesium Technology 2012. TMS, 2012. S. 317-322. [50] Bronfin, B.; Aghion, E.; Schuman, S., u. a.: Magnesium alloy for high temperature applications. US Patent 6,139,651, 31. Okt. 2000.[51] Aghion, E.; Bronfin, B.; Friedrich, H., u. a.: New magnesum alloys for high tem-perature applications. Magnesium Techno-logy, 2003. TMS, San Diego, März 2003. S. 177-182.[52] Druschitz, A. P.; Showalter, E. R.; Mc Neil, J. B., u. a.: Evaluation of structural and high-temperature magnesium alloys. In: Light Metals for the Automotive Industry: SAE 2002 World Congress, 4.-7. März 2002, Detroit, USA. Warrendale, PA: Soci-ety of Automotive Engineers, 2002. S. 53-64.[53] Bronfin, B.; Aghion, E.; v. Buch, F., u. a.: Development of new magnesium al-loys for advanced applications. In: Magne-sium: Proceedings of the 6th International Conference Magnesium Alloys and their Applications. Hrsg.: Kainer, K. U. WILEY-VCH, 2004. S. 55-61.[54] The Journal of Chemical Thermodyna-mics 40 (2008), [Nr. 4], S. 724-734.[55] Journal of Materials Science & Tech-nology 28 (2012), [Nr. 6], S. 524-530.
© Giesserei-V
erlag




























