Embed Size (px)
Citation preview

Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau – Ressourceneffizienz und TechnologienMärz 2013
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)Johannisstr. 5–610117 BerlinTel. +49 30-27 59 506–0Fax +49 30-27 59 506–[email protected]
VDI ZRE Publikationen: Kurzanalyse Nr. 3
VDI ZRE
Pub
lika
tion
en: Kur
zana
lyse
Nr. 3
Koh
lens
toff
fase
rver
stär
kte
Kun
stst
offe
im F
ahrz
eugb
au
Diese Kurzanalyse entstand im Auftrag der VDI Zentrum Ressourceneffizienz GmbH und wurde durch die VDI Technologiezentrum GmbH erstellt.
Das Fachgespräch wurde in Kooperation mit der VDI-Fachgesellschaft „Materials Engineering“ durchgeführt.
Kurzanalyse Nr. 3: Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau – Ressourceneffizienz und Technologien; 2. überarbeitete Auflage, März 2014
Herzlichen Dank an Prof. Dr. Heinz Voggenreiter für seine fachlichen Inputs zur Kurzanalyse und zum Fachgespräch.
Autoren:
Dr. Heinz Eickenbusch, VDI Technologiezentrum GmbH
Dr. Oliver Krauss, VDI Technologiezentrum GmbH
Fachlicher Ansprechpartner:
Kerstin Drechsler, VDI Zentrum Ressourceneffizienz GmbH
Redaktion:
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)
Johannisstr. 5 – 6
10117 Berlin
Tel. +49 30-27 59 506-0
Fax +49 30-27 59 506-30
www.ressource-deutschland.de
Satz und Gestaltung: Christian Maciejewski
Titelbild: © Neiromobile | Dreamstime.com
Gedruckt auf umweltfreundlichem Recyclingpapier.
Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau –Ressourceneffizienz und Technologien
Kurzanalyse Nr. 3 und Dokumentation des Fachgesprächs

Inhaltsverzeichnis
1. EINlEITuNg 6
2. MaRKTpoTENzIal uND KosTENENTwIcKluNg voN cFK 7
3. TEchNologIEN FüR DIE hERsTElluNg voN cFK 14
Eigenschaften der Kohlenstofffaser 15 herstellung von Kohlenstofffasern 16 weiterverarbeitung von Kohlenstofffasern 19
4. ENTwIcKluNgs- uND aNwENDuNgspoTENzIal voN cFK IM FahRzEugbau 22
Fertigungsverfahren 24 Modellierung und simulation 32 werkstoffprüfung und Qualitätssicherung 33 serienproduktion von cFK im automobilbau 35
5. REcyclINg voN cFK 38
6. bEDaRF aN FoRschuNg uND ENTwIcKluNg 43
7. pRogRaMM DEs FachgEspRächs „KohlENsToFFFasERvERsTäRKTE KuNsTsToFFE IM FahRzEugbau – REssouRcENEFFIzIENz uND TEchNologIEN“ 50
8. DoKuMENTaTIoN DEs FachgEspRächs „KohlENsToFFFasERvERsTäRKTE KuNsTsToFFE IM FahRzEugbau – REssouRcENEFFIzIENz uND TEchNologIEN“ 51
9. aNhaNg 59 abbildungsverzeichnis 59 Fußnotenverzeichnis 60

6
1. EINlEITuNg
Carbon- bzw. kohlenstofffaserverstärkte Kunststoffe (CFK) gewinnen dank hervorragender mechanischer Eigenschaf-ten bei geringem Gewicht kontinuierlich an Bedeutung. Nicht zuletzt mit Blick auf die Umwelt- und Klimaschutz-politik wird es zukünftig einen Masseneinsatz im gesam-ten Leichtbausegment des Automobil-, Luftverkehrs- sowie Windenergiemarkts geben. Denn durch ihre Leichtbauei-genschaften, neuen Konstruktionsfreiräume und Möglich-keiten zur Funktionsintegration können CFK einen maß-geblichen Beitrag zur Ressourceneffizienz vor allem in der Nutzungsphase von Autos, Flugzeugen und anderen Pro-dukten leisten. Allerdings ist die Herstellung kohlenstoff-faserverstärkter Kunststoffe ressourcenintensiv und teuer. Um die Leichtbaupotenziale von CFK vollständig zu heben und industriell umzusetzen, sind daher noch erhebliche An-strengungen in Forschung und Entwicklung zu leisten, die alle Stufen des Produktlebensweges von den Rohstoffen bis zum fertigen Bauteil und auch das hochwertige Recycling beziehungsweise die hochwertige Wiederverwertung be-treffen.
Der Stand der Technik, die aktuellen technologischen Ent-wicklungen sowie weiterer Bedarf an Forschung und Ent-wicklung und Handlungsempfehlungen zur Steigerung der Ressourceneffizienz sind Gegenstand der vorliegenden Kurzanalyse. Die einzelnen Kapitel orientieren sich dabei am Produktlebensweg von CFK im Automobilbau.
Zur Vertiefung der Inhalte fand am 27. Februar 2013 in Augsburg ein Fachgespräch mit dem Titel „Kohlenstofffa-serverstärkte Kunststoffe im Fahrzeugbau – Ressourcenef-fizienz und Technologien“ statt, zu dem das VDI Zentrum Ressourceneffizienz (VDI ZRE) gemeinsam mit der VDI Gesellschaft Materials Engineering (VDI-GME) eingeladen hatte. Das Ziel dieser Veranstaltung bestand darin, mit Ex-perten entlang dem gesamten Produktlebensweg die größ-ten Hürden für eine ressourceneffiziente Nutzung von CFK im Fahrzeugbau zu identifizieren und daraus Handlungs-empfehlungen für die Akteure in der Forschung, Industrie
Einleitung
7Marktpotenzial und Kostenentwicklung von cFK
und Politik abzuleiten. Die insgesamt 22 Teilnehmer disku-tierten Fragen zur Rohstoffsituation und ressourceneffizi-enten Herstellung von Kohlenstofffasern, zu den Chancen und Herausforderungen eines Einsatzes von CFK im Fahr-zeugbau sowie zum CFK-Recycling und den Anwendungs-möglichkeiten recycelter Fasern. Eine Zusammenfassung der Ergebnisse des Fachgesprächs befindet sich im Anhang dieser Kurzanalyse.
2. MaRKTpoTENzIal uND KosTENENTwIcKluNg voN cFK
Nach Angaben des Kompetenznetzwerks Carbon Com-posites e.V. (CCeV) wird der Bedarf an Kohlenstofffasern 2015 bereits die heute vorhandene Kapazität vollkommen beanspruchen. Die Anwendungsbereiche Industrie, Sport und Raumfahrt greifen bereits regelmäßig auf CFK zurück. Daneben stützen sich die viel versprechenden Marktprog-nosen zum CFK-Einsatz insbesondere auf die Windenergie und Luftfahrt. Die Strukturteile neuer Flugzeuge und ins-besondere von Großflugzeugen werden in Zukunft bis zu 60 Prozent, bezogen auf das Flugzeug-Gesamtgewicht, aus CFK bestehen.1 Auch für Windkraftanlagen im Leistungs-bereich über fünf Megawatt werden größere, leichtere und stärkere Rotorblätter benötigt, deren strukturellen und me-chanischen Anforderungen nur CFK gerecht werden kann. CCeV prognostiziert jährliche Wachstumsraten für den CFK-Markt von mindestens 13 Prozent, die auf erwartete steigende Absätze der Luftfahrtindustrie, aber auch der Au-tomobilindustrie zurückzuführen sind.2
Eine von der Unternehmensberatung McKinsey durchge-führte Studie sieht den Markt für Kohlenstofffasern von 20.000 Tonnen im Jahr 2011 auf 500.000 Tonnen im Jahr
1 Bernhard Jahn: Composites-Marktbericht 2011, Der globale CFK-Markt. Hrsg.: Carbon Com-posites e. V., September 2011; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/08/29/ccev-composites-marktbericht-2011_1.pdf (aufgerufen am 20.12.2013); Alfons Schuster: Composites-Marktbericht, Der CFK-Markt 2009/2010, Hrsg.: Carbon Composites e. V., September 2010; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/08/29/ccev-composites-marktbericht-2010.pdf (aufgerufen am 20.12.2013)
2 Birgit Niesing: Carbon in Serie. weiter.vorn 3.2012, http://www.fraunhofer.de/de/publika-tionen/fraunhofer-magazin/2012/weitervorn_3-2012_Inhalt/weiter-vorn_3-2012_08.html (aufgerufen am 20.12.2013)
8
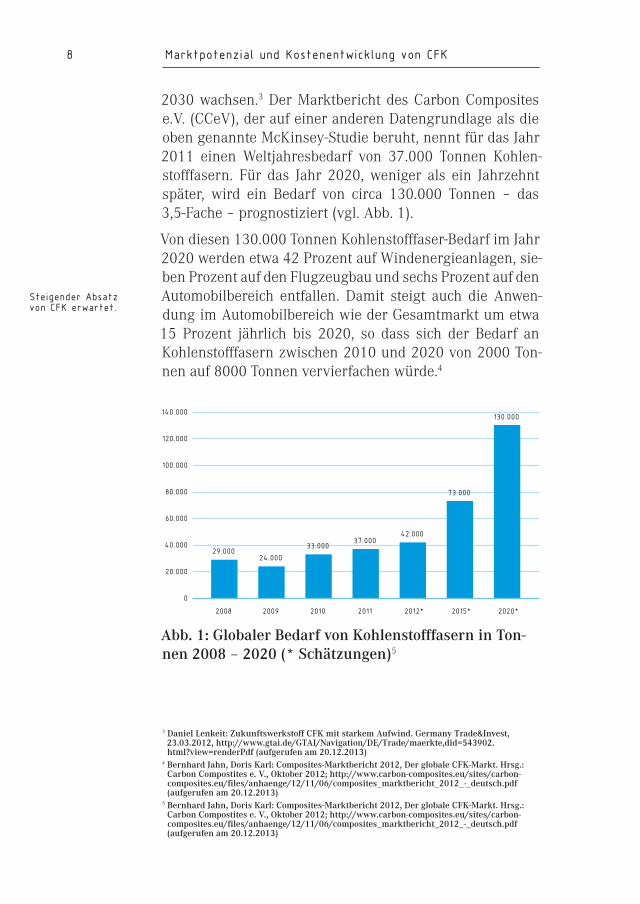
2030 wachsen.3 Der Marktbericht des Carbon Composites e.V. (CCeV), der auf einer anderen Datengrundlage als die oben genannte McKinsey-Studie beruht, nennt für das Jahr 2011 einen Weltjahresbedarf von 37.000 Tonnen Kohlen-stofffasern. Für das Jahr 2020, weniger als ein Jahrzehnt später, wird ein Bedarf von circa 130.000 Tonnen – das 3,5-Fache – prognostiziert (vgl. Abb. 1).
Von diesen 130.000 Tonnen Kohlenstofffaser-Bedarf im Jahr 2020 werden etwa 42 Prozent auf Windenergieanlagen, sie-ben Prozent auf den Flugzeugbau und sechs Prozent auf den Automobilbereich entfallen. Damit steigt auch die Anwen-dung im Automobilbereich wie der Gesamtmarkt um etwa 15 Prozent jährlich bis 2020, so dass sich der Bedarf an Kohlenstofffasern zwischen 2010 und 2020 von 2000 Ton-nen auf 8000 Tonnen vervierfachen würde.4
140.000
120.000
100.000
80.000
60.000
40.000
20.000
0
2008
29.000
2009
24.000
2010
33.000
2011
37.000
2012*
42.000
2015*
73.000
2020*
130.000
Abb. 1: Globaler Bedarf von Kohlenstofffasern in Ton-nen 2008 – 2020 (* Schätzungen)5
3 Daniel Lenkeit: Zukunftswerkstoff CFK mit starkem Aufwind. Germany Trade&Invest, 23.03.2012, http://www.gtai.de/GTAI/Navigation/DE/Trade/maerkte,did=543902.html?view=renderPdf (aufgerufen am 20.12.2013)
4 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
5 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
Marktpotenzial und Kostenentwicklung von cFK
steigender absatz von cFK erwartet.

9Marktpotenzial und Kostenentwicklung von cFK
Das Angebot von Kohlenstofffasern für CFK wird dominiert von Herstellern aus Japan (Toray, Toho, Mitsubishi Rayon [MRC]) und den USA (Zoltek, Hexcel). Der einzige deutsche Global Player ist SGL Carbon. Die Hersteller von Kohlen-stofffasern bringen derzeit eine theoretische Gesamtkapa-zität von rund 90.000 Tonnen Kohlenstofffasern auf. Die größte installierte Kapazität für die Herstellung von Koh-lenstofffasern findet sich mit rund 29 Prozent in den USA, gefolgt von Europa und Japan mit je 25 Prozent der Welt-kapazität. China verfügt derzeit noch über einen kleinen Anteil von rund acht Prozent (vgl. Abb. 2). Dieser Anteil wird höchstwahrscheinlich in den nächsten Jahren deutlich zunehmen, da chinesische Kohlenstofffaser-Produzenten massive Kapazitätssteigerungen angekündigt haben.6
20.000
18.000
16.000
14.000
12.000
10.000
8.000
6.000
4.000
2.000
0
18.200
Toray
Japan
Toho
Japan
zoltek
usa
MRc
Japan
hexcel
usa
sgl
Deutschl.
Formosa
Taiwan
china cytec
usa
aksa
Türkei
Diverse
13.50013.000
10.200
7.200 7.000 7.000 7.000
3.200
1.800
650
Abb. 2: Kohlenstofffaser-Kapazitäten nach Herstellern in Tonnen (2011)7
In Zukunft könnte es zu Engpässen bei der Verfügbarkeit von Kohlenstofffasern kommen, die wie schon 2005/2006
6 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
7 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
hersteller aus usa und Japan dominieren.
10
zu temporären Preisanstiegen führen können. Ursache hier-für ist vor allem eine mittelfristig begrenzte Produktionska-pazität von Kohlenstofffasern, die aus Polyacrylnitrilfasern (PAN), einem erdölbasierten Precursor, mittels Pyrolyse hergestellt werden (siehe auch Abschnitt „Herstellung von Kohlenstofffasern“ Kapitel 3). Der Aufbau weiterer Produk-tionskapazitäten für PAN-Fasern, die durch Polymerisation von Acrylnitril entstehen, ist mit hohen Investitionskosten verbunden. Technologien zur Herstellung von Kohlenstofffa-sern aus anderen Precursormaterialien oder auf Basis bio-gener Rohstoffe werden mittelfristig noch nicht im indust-riellen Maßstab verfügbar sein (siehe Kapitel 6). Aufgrund der steigenden Nachfrage aus verschiedenen industriellen Anwendungsbereichen rechnen Marktbeobachter damit, dass im Zeitraum 2014/2015 der Bedarf an Kohlenstofffa-sern die verfügbare Menge übersteigen wird. So könnte bis 2019 eine Kapazitätslücke in der Kohlenstofffaser-Produk-tion von 70.000 Tonnen entstehen.8 Problematisch ist da-bei auch, dass die verfügbaren Produktionskapazitäten auf nur wenige Länder verteilt sind. Die drohende Gefahr ei-ner nicht ausreichenden Verfügbarkeit könnte dazu führen, dass sich die Industrie bei der kostenintensiven Entwick-lung von CFK-Produkten zurückhält. Möglichkeiten, dem entgegenzuwirken, bestehen neben dem Ausbau der Pro-duktionskapazitäten auch in der Entwicklung von Herstel-lungsverfahren auf der Basis anderer Precursor-Materialien und von Technologien zum Recycling von CFK-Produkten.
Es gibt auch optimistische Prognosen, die sich in Absichts-erklärungen von Unternehmen über geplante Kapazitätser-weiterungen ausdrücken, wie sie der Composites-Marktbe-richt 2012 nennt:9
8 Jeff Sloan: Carbon fiber market. CompositesWorld, 03.01.2011, http://www.compositesworld.com/articles/carbon-fiber-market-cautious-optimism (aufgerufen am 20.12.2013)
9 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
Marktpotenzial und Kostenentwicklung von cFK
Engpass bei der verfügbarkeit von Kohlenstofffasern möglich.
11
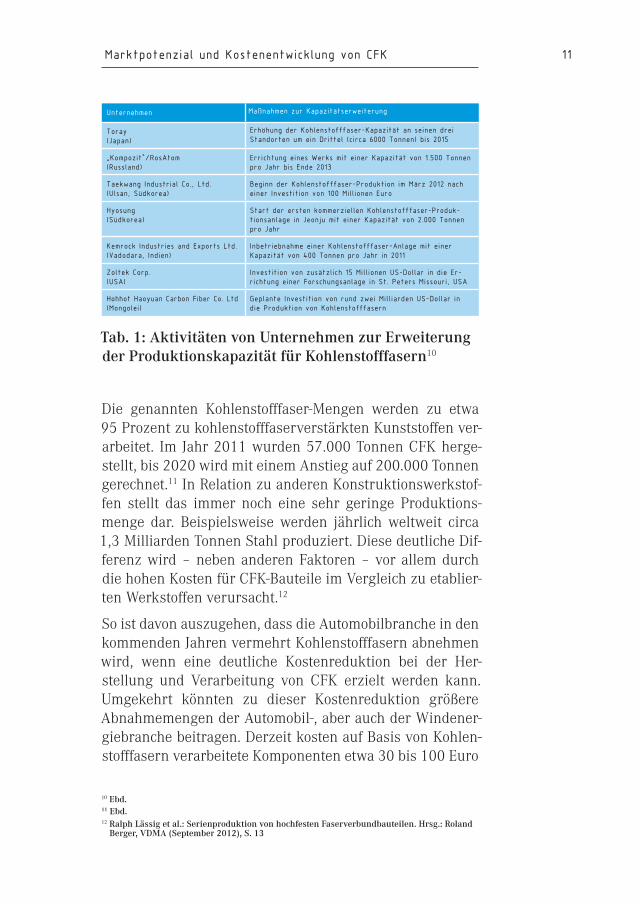
unternehmen Maßnahmen zur Kapazitätserweiterung
Toray (Japan)
Erhöhung der Kohlenstofffaser-Kapazität an seinen drei standorten um ein Drittel (circa 6000 Tonnen) bis 2015
„Kompozit“/Rosatom (Russland)
Errichtung eines werks mit einer Kapazität von 1.500 Tonnen pro Jahr bis Ende 2013
Taekwang Industrial co., ltd. (ulsan, südkorea)
beginn der Kohlenstofffaser-produktion im März 2012 nach einer Investition von 100 Millionen Euro
hyosung (südkorea)
start der ersten kommerziellen Kohlenstofffaser-produk-tionsanlage in Jeonju mit einer Kapazität von 2.000 Tonnen pro Jahr
Kemrock Industries and Exports ltd. (vadodara, Indien)
Inbetriebnahme einer Kohlenstofffaser-anlage mit einer Kapazität von 400 Tonnen pro Jahr in 2011
zoltek corp. (usa)
Investition von zusätzlich 15 Millionen us-Dollar in die Er-richtung einer Forschungsanlage in st. peters Missouri, usa
hohhot haoyuan carbon Fiber co. ltd (Mongolei)
geplante Investition von rund zwei Milliarden us-Dollar in die produktion von Kohlenstofffasern
Tab. 1: Aktivitäten von Unternehmen zur Erweiterung der Produktionskapazität für Kohlenstofffasern10
Die genannten Kohlenstofffaser-Mengen werden zu etwa 95 Prozent zu kohlenstofffaserverstärkten Kunststoffen ver-arbeitet. Im Jahr 2011 wurden 57.000 Tonnen CFK herge-stellt, bis 2020 wird mit einem Anstieg auf 200.000 Tonnen gerechnet.11 In Relation zu anderen Konstruktionswerkstof-fen stellt das immer noch eine sehr geringe Produktions-menge dar. Beispielsweise werden jährlich weltweit circa 1,3 Milliarden Tonnen Stahl produziert. Diese deutliche Dif-ferenz wird – neben anderen Faktoren – vor allem durch die hohen Kosten für CFK-Bauteile im Vergleich zu etablier-ten Werkstoffen verursacht.12
So ist davon auszugehen, dass die Automobilbranche in den kommenden Jahren vermehrt Kohlenstofffasern abnehmen wird, wenn eine deutliche Kostenreduktion bei der Her-stellung und Verarbeitung von CFK erzielt werden kann. Umgekehrt könnten zu dieser Kostenreduktion größere Abnahmemengen der Automobil-, aber auch der Windener-giebranche beitragen. Derzeit kosten auf Basis von Kohlen-stofffasern verarbeitete Komponenten etwa 30 bis 100 Euro
10 Ebd.11 Ebd.12 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbauteilen. Hrsg.: Roland
Berger, VDMA (September 2012), S. 13
Marktpotenzial und Kostenentwicklung von cFK

12
pro Kilogramm je nach Ausführung.13,14 Ein in der Funk-tion vergleichbares Referenzbauteil aus Stahlblech, wenn auch schwerer, kostet nach Berechnungen sowohl von Ro-land Berger (vgl. Abb. 3) als auch von McKinsey nur etwa ein Sechstel der CFK-Komponente.15,16
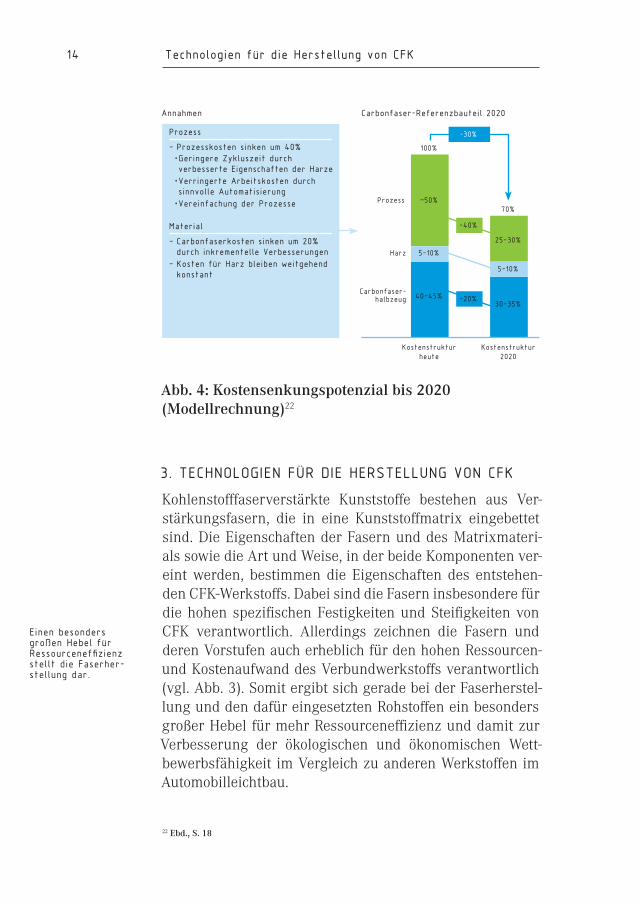
Nach einer Prognose von McKinsey werden sich die Mehr-kosten von CFK bis zum Jahr 2030 dem Niveau von Alu-minium annähern. Während Aluminium dann etwa 40 Pro-zent teurer als Stahl sein könnte, soll CFK unter günstigen Bedingungen gegenüber Stahl nur noch 90 Prozent statt bisher 570 Prozent der Kosten betragen.17 Nach Berechnun-gen von Roland Berger wird für ein CFK-Bauteil bis zum Jahr 2020 eine Kostenreduktion von 30 Prozent gegenüber heute erreichbar sein (vgl. Abb. 4). Darin enthalten sind die um 40 Prozent gesunkenen Prozesskosten.18 Volkswagen geht für eine Großserienproduktion in einer Kostenvision ohne genauen Zeitrahmen sogar von um 90 Prozent redu-zierten Prozesskosten aus, so dass zusammen mit Materi-al- und Lackkosten CFK-Werkstoffe insgesamt zwei Drittel preiswerter sein sollen als heutzutage.19
Es sei darauf hingewiesen, dass sich die genannten Kosten-schätzungen für CFK auf duroplastische Harzsysteme be-ziehen. Bei Verwendung thermoplastischer Matrixmateri-alien sind höhere Preise zu veranschlagen. Zudem hängen die Kosten auch sehr stark von der Faserqualität (Steifigkeit, Festigkeit) beziehungsweise Rovingqualität ab. Außerdem ergeben sich aufgrund der unterschiedlichen Fasern (end-los-, lang- und kurzfaserverstärkte Kunststoffe) und der großen Unterschiede im Gestaltungsaufwand (zum Beispiel
13 Werner Bruckner: Mit Kostensenken wächst der CFK-Markt, in: VDI nachrichten, 25.05.2012, S. 8
14 Ralph Lässig et al., Serienproduktion von hochfesten Faserverbundbauteilen. Hrsg.: Roland Berger, VDMA (September 2012), S. 15, http://www.rolandberger.de/media/pdf/Roland_Berger_Serienproduktion_hochfester_Faserverbundbauteile_20120926.pdf (aufgerufen am 20.12.2013)
15 Ebd.16 Peter Trechow: Leichtbau wird Materialmix des Automobils massiv verändern, in: VDI
nachrichten, 06.01.2012, S. 817 Ebd.18 Ralph Lässig et al., Serienproduktion von hochfesten Faserverbundbauteilen. Hrsg.: Roland
Berger, VDMA (September 2012), S. 1819 Michael Ziegler: CFK-Leichtbau im VW 1-Liter-Auto XL1. Automobil Industrie, 10.09.2012;
http://www.automobil-industrie.vogel.de/karosserie/articles/377463/ (aufgerufen am 20.12.2013)
Marktpotenzial und Kostenentwicklung von cFK
13
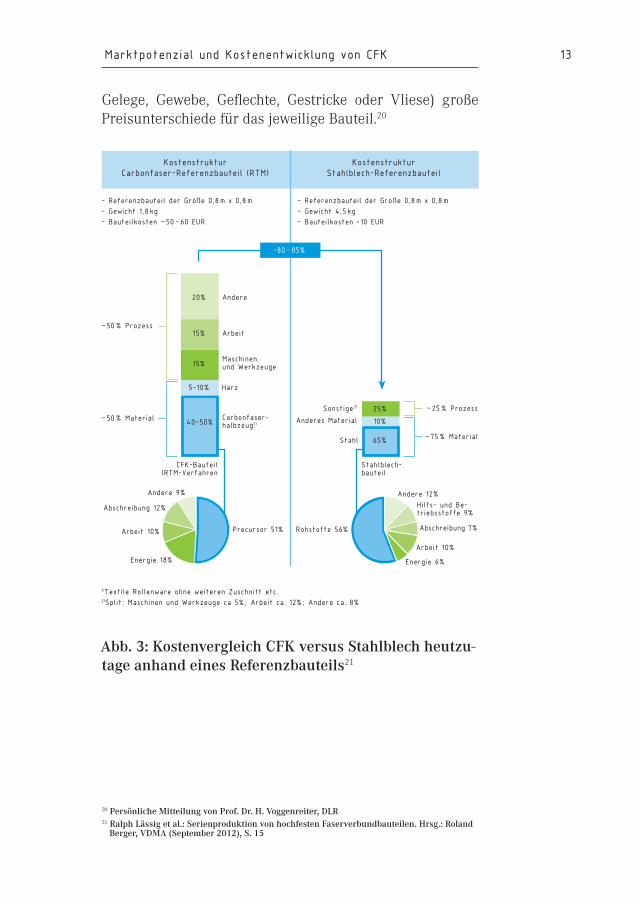
Gelege, Gewebe, Geflechte, Gestricke oder Vliese) große Preisunterschiede für das jeweilige Bauteil.20
Kostenstruktur carbonfaser-Referenzbauteil (RTM)
Kostenstruktur stahlblech-Referenzbauteil
– Referenzbauteil der größe 0,8 m x 0,8 m
– gewicht 1,8 kg
– bauteilkosten ~ 50 – 60 EuR
andere
arbeit
sonstige2)
Maschinen und werkzeuge
cFK-bauteil (RTM-verfahren
stahlblech-bauteil
anderes Material
~ 50 % prozess
~ 25 % prozess
~ 50 % Material
~ 75 % Material
harz
stahl
carbonfaser-halbzeug1)
– Referenzbauteil der größe 0,8 m x 0,8 m
– gewicht 4,5 kg
– bauteilkosten < 10 EuR
20%
15%
15%
5–10%
40–50% 10%
65%
25%
1)Textile Rollenware ohne weiteren zuschnitt etc. 2)split: Maschinen und werkzeuge ca 5%; arbeit ca. 12%; andere ca. 8%
andere 9% andere 12%
hilfs- und be-triebsstoffe 9%
abschreibung 12%
abschreibung 7%arbeit 10%
arbeit 10%
Energie 18% Energie 6%
precursor 51% Rohstoffe 56%
-80 – 85%
Abb. 3: Kostenvergleich CFK versus Stahlblech heutzu-tage anhand eines Referenzbauteils21
20 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR21 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbauteilen. Hrsg.: Roland
Berger, VDMA (September 2012), S. 15
Marktpotenzial und Kostenentwicklung von cFK
14
annahmen
prozess
– prozesskosten sinken um 40%• geringere zykluszeit durch verbesserte Eigenschaften der harze
• verringerte arbeitskosten durch sinnvolle automatisierung
• vereinfachung der prozesse
Material
– carbonfaserkosten sinken um 20% durch inkrementelle verbesserungen – Kosten für harz bleiben weitgehend konstant
carbonfaser-Referenzbauteil 2020
prozess
harz
Kostenstruktur heute
Kostenstruktur 2020
carbonfaser-halbzeug
~50%
100%
70%
25–30%
5–10%
5–10%
40–45%30–35%
-30%
-20%
-40%
Abb. 4: Kostensenkungspotenzial bis 2020 (Modellrechnung)22
3. TEchNologIEN FüR DIE hERsTElluNg voN cFK
Kohlenstofffaserverstärkte Kunststoffe bestehen aus Ver-stärkungsfasern, die in eine Kunststoffmatrix eingebettet sind. Die Eigenschaften der Fasern und des Matrixmateri-als sowie die Art und Weise, in der beide Komponenten ver-eint werden, bestimmen die Eigenschaften des entstehen-den CFK-Werkstoffs. Dabei sind die Fasern insbesondere für die hohen spezifischen Festigkeiten und Steifigkeiten von CFK verantwortlich. Allerdings zeichnen die Fasern und deren Vorstufen auch erheblich für den hohen Ressourcen- und Kostenaufwand des Verbundwerkstoffs verantwortlich (vgl. Abb. 3). Somit ergibt sich gerade bei der Faserherstel-lung und den dafür eingesetzten Rohstoffen ein besonders großer Hebel für mehr Ressourceneffizienz und damit zur Verbesserung der ökologischen und ökonomischen Wett-bewerbsfähigkeit im Vergleich zu anderen Werkstoffen im Automobilleichtbau.
22 Ebd., S. 18
Technologien für die herstellung von cFK
Einen besonders großen hebel für Ressourceneffizienz stellt die Faserher-stellung dar.
15
Eigenschaften der Kohlenstofffaser
Einzelne Kohlenstofffasern weisen einen Durchmesser von circa fünf bis neun Mikrometern auf. Für die Weiterver-arbeitung in technischen Anwendungen werden zunächst einige Tausend Einzelfasern zu Bündeln zusammengefasst, die als Roving bezeichnet werden. Diese Rovings werden auf Spulen gewickelt und können dann mit textiltechni-schen Verfahren wie Weben oder Wirken weiterverarbeitet werden.23 Bezogen auf das spezifische Gewicht liegen die Festigkeits- und Steifigkeitswerte der Kohlenstofffasern hö-her als die von Glas-, Metall- und Aramidfasern. Deshalb eignen sich Kohlenstofffasern besonders zur Verstärkung in Leichtbauanwendungen. Neben guten mechanischen Eigenschaften zeichnen sich Kohlenstofffasern durch eine geeignete Abrasions- und Korrosionsfestigkeit aus. Darüber hinaus sind sie elektrisch und thermisch sehr gut leitfähig.
Im Gegensatz zur Glasfaser sind die Eigenschaften der Koh-lenstofffaser stark anisotrop. Die Fasern zeigen in Längs-richtung einen negativen Wärmeausdehnungskoeffizienten, sie dehnen sich beim Erwärmen nicht wie andere Materi-alien aus, sondern ziehen sich sogar geringfügig zusam-men. Dieser nachteilige Effekt kann aber möglicherweise für Bauteilkonstruktionen gewinnbringend genutzt werden. Weitere Nachteile der Kohlenstofffaser umfassen die hyg-roskopischen Eigenschaften und einen relativ hohen Ver-schleiß bei Zerspanungs- und Schneidwerkzeugen.
Die Standzeiten von Werkzeugen zur spanenden Bearbei-tung sind nicht nur abhängig vom Verschleiß. Vielmehr kommt es bereits bei einem geringen Verschleiß des Werk-zeugs zu einer Wechselwirkung mit der ungeschnittenen Faser, die zu einer rapiden Verschlechterung der Oberflä-che beziehungsweise der Bohrung im CFK führt.24
Insbesondere durch die Verstärkung von Thermoplasten mit Kohlenstofffasern wird gegenüber Glasfasern eine Ver-besserung der mechanischen Eigenschaften erzielt, bei
23 Wikipedia-Artikel „Kohlenstofffaser“ in der Version vom 21.10.2013, 22.13 Uhr, http://de.wikipedia.org/w/index.php?title=Kohlenstofffaser&oldid=123679608 (aufgerufen am 20.12.2013)
24 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Technologien für die herstellung von cFK
16
gleichzeitig geringerem Gewicht. Zusätzlich erhöht die Kohlenstofffaser die thermische und elektrische Leitfähig-keit des Kunststoffs. Aufgrund der positiven Werkstoffei-genschaften bei Festigkeit, Steifigkeit und Gewicht stellen kohlenstofffaserverstärkte, thermoplastische Bauteile auch eine Alternative zu Metallgussteilen aus Aluminium oder Magnesium dar.
herstellung von Kohlenstofffasern
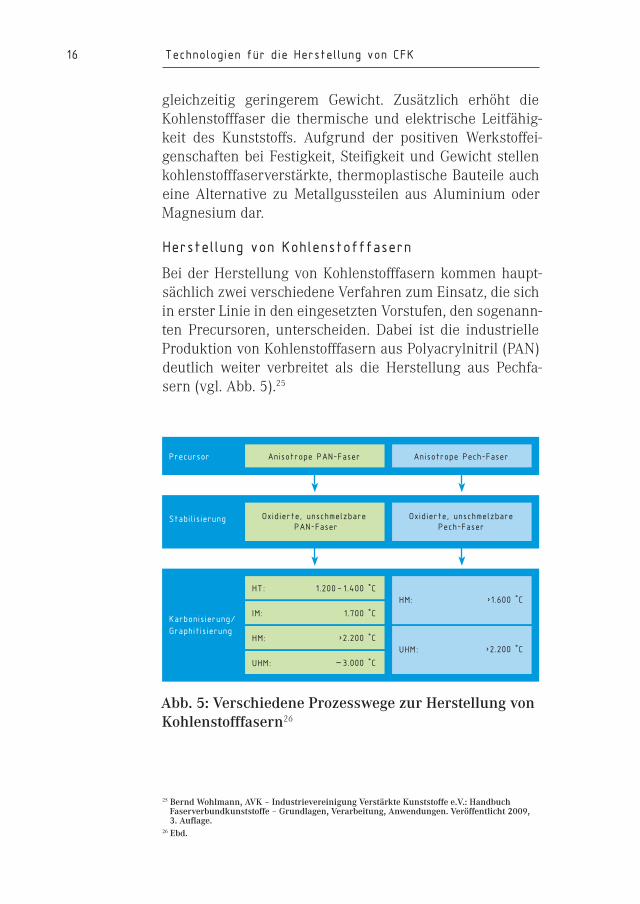
Bei der Herstellung von Kohlenstofffasern kommen haupt-sächlich zwei verschiedene Verfahren zum Einsatz, die sich in erster Linie in den eingesetzten Vorstufen, den sogenann-ten Precursoren, unterscheiden. Dabei ist die industrielle Produktion von Kohlenstofffasern aus Polyacrylnitril (PAN) deutlich weiter verbreitet als die Herstellung aus Pechfa-sern (vgl. Abb. 5).25
precursor anisotrope paN-Faser anisotrope pech-Faser
Karbonisierung/graphitisierung
hT: 1.200 – 1.400 °c>1.600 °c
IM: 1.700 °c
>2.200 °chM: >2.200 °c
uhM: ~ 3.000 °c
hM:
uhM:
stabilisierung oxidierte, unschmelzbare paN-Faser
oxidierte, unschmelzbare pech-Faser
Abb. 5: Verschiedene Prozesswege zur Herstellung von Kohlenstofffasern26
25 Bernd Wohlmann, AVK – Industrievereinigung Verstärkte Kunststoffe e.V.: Handbuch Faserverbundkunststoffe – Grundlagen, Verarbeitung, Anwendungen. Veröffentlicht 2009, 3. Auflage.
26 Ebd.
Technologien für die herstellung von cFK
17
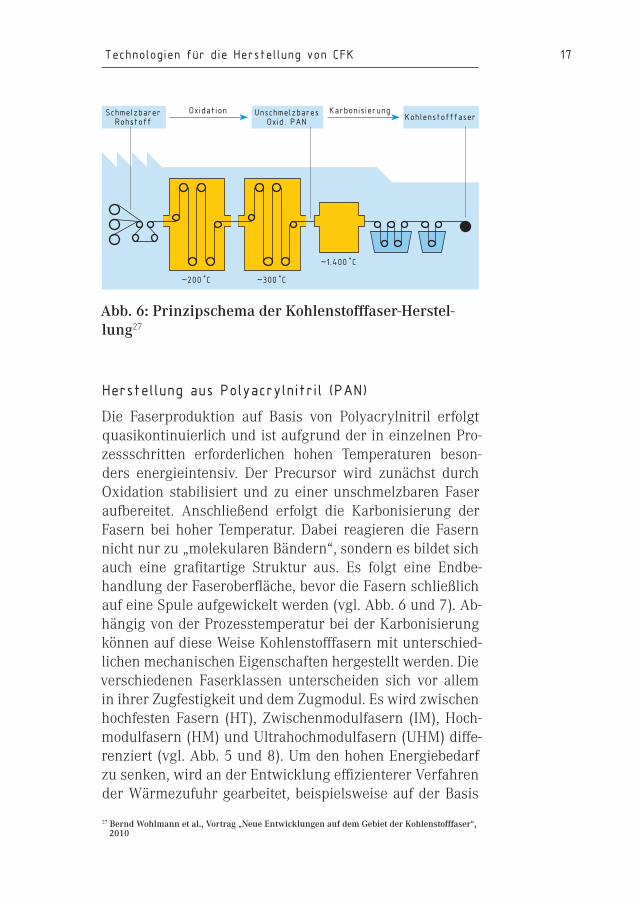
~200 °c ~300 °c
~1.400 °c
schmelzbarer Rohstoff
oxidation unschmelzbares oxid. paN
KarbonisierungKohlenstofffaser
Abb. 6: Prinzipschema der Kohlenstofffaser-Herstel-lung27
herstellung aus polyacrylnitril (paN)
Die Faserproduktion auf Basis von Polyacrylnitril erfolgt quasikontinuierlich und ist aufgrund der in einzelnen Pro-zessschritten erforderlichen hohen Temperaturen beson-ders energieintensiv. Der Precursor wird zunächst durch Oxidation stabilisiert und zu einer unschmelzbaren Faser aufbereitet. Anschließend erfolgt die Karbonisierung der Fasern bei hoher Temperatur. Dabei reagieren die Fasern nicht nur zu „molekularen Bändern“, sondern es bildet sich auch eine grafitartige Struktur aus. Es folgt eine Endbe-handlung der Faseroberfläche, bevor die Fasern schließlich auf eine Spule aufgewickelt werden (vgl. Abb. 6 und 7). Ab-hängig von der Prozesstemperatur bei der Karbonisierung können auf diese Weise Kohlenstofffasern mit unterschied-lichen mechanischen Eigenschaften hergestellt werden. Die verschiedenen Faserklassen unterscheiden sich vor allem in ihrer Zugfestigkeit und dem Zugmodul. Es wird zwischen hochfesten Fasern (HT), Zwischenmodulfasern (IM), Hoch-modulfasern (HM) und Ultrahochmodulfasern (UHM) diffe-renziert (vgl. Abb. 5 und 8). Um den hohen Energiebedarf zu senken, wird an der Entwicklung effizienterer Verfahren der Wärmezufuhr gearbeitet, beispielsweise auf der Basis
27 Bernd Wohlmann et al., Vortrag „Neue Entwicklungen auf dem Gebiet der Kohlenstofffaser“, 2010
Technologien für die herstellung von cFK
18
eines Mikrowellen-Plasmas. 28
Abb. 7: Kohlenstofffaser-Spule29
herstellung aus Mesophasen-pech
Kohlenstofffasern können auch aus technischen Kohlen-wasserstoffgemischen wie Steinkohlenteer oder Petrole-umpech hergestellt werden (pitch-basierte Verfahren). Die Ausgangsgemische werden zu Beginn des Prozesses in ein sogenanntes Mesophasen-Pech umgewandelt, das einen hohen flüssigkristallinen Anteil aufweist. In einem Spinn-prozess bilden sich aus den Flüssigkristallen Fasern, die in axialer Richtung einen hohen Orientierungsgrad zei-gen. Auch diese pech-basierten Precursoren werden durch einen Oxidationsprozess stabilisiert, bevor sie schließlich bei Temperaturen von über 1.600 °C (HM-Fasern) bis über 2.200 °C (UHM-Fasern) karbonisiert werden. Die auf diese Weise hergestellten Kohlenstofffasern weisen ein höheres
28 Bernd Wohlmann, AVK – Industrievereinigung Verstärkte Kunststoffe e.V.: Handbuch Faserverbundkunststoffe – Grundlagen, Verarbeitung, Anwendungen. Veröffentlicht 2009, 3. Auflage
29 Foto: SGL Carbon, http://www.sglgroup.com/cms/international/press-lounge/photo-archive/index.html?__locale=en (aufgerufen am 20.12.2013)
Technologien für die herstellung von cFK

19
Zugmodul als PAN-basierte Fasern auf, verfügen jedoch über eine geringere Zugfestigkeit.30
weiterverarbeitung von Kohlenstofffasern
Mit über 98 Prozent wird der weitaus größte Anteil der hergestellten Kohlenstofffasern in Verbundmaterialien mit unterschiedlichen Matrices verarbeitet, wovon wiederum 95 Prozent kohlenstofffaserverstärkte Kunststoffe ausma-chen. Nur ein geringer Anteil kommt in Verbundwerkstof-fen mit anderen Matrixmaterialen wie Kohlenstoff, Keramik oder Metall in sehr speziellen Anwendungen zum Einsatz.31
Als Verstärkungsmaterial für Kunststoffe dienen Kohlen-stofffasern sowohl für Duroplaste (unter anderem Epoxid-, Polyester-, Vinylester-, Phenol-Formaldehyd-, Methacrylat- und Melaminharze sowie Polyurethane) als auch für Ther-moplaste (gängige thermoplastische Werkstoffe sind bei-spielsweise Polyamid, Polypropylen, Polyetheretherketon, Polyphenylensulfid, Polysulfon und Polytetrafluorethen).
Ein wesentlicher Vorteil kohlenstofffaserverstärkter Kunst-stoffe mit thermoplastischer Matrix besteht darin, dass sie nachträglich umformbar und verschweißbar sind. Da hier kein zeitaufwändiger Aushärtungs- und Vernetzungspro-zess erfolgt, ist der Werkstoff unmittelbar nach dem Abküh-len der thermoplastischen Matrix zum Einsatz bereit. Aller-dings erweicht die Matrix wieder, wenn sie einer zu hohen Temperatur ausgesetzt ist, was den Temperatureinsatzbe-reich von thermoplastischen CFK deutlich einschränkt.32
Duroplaste (hauptsächlich Epoxidharze) bilden die bislang am häufigsten eingesetzten Matrixwerkstoffe, deren Verar-beitung zu Halbzeugen allerdings arbeits- und zeitaufwän-dig ist. Die Aushärtezeiten der duroplastischen CFK liegen oft deutlich über denen der Spritzgießtechnik bei thermo-
30 Ebd.31 Bernhard Jahn: Composites-Marktbericht 2012, Der globale CFK-Markt. Hrsg.: Carbon
Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
32 Sebastian Nöll: Carbon-Composites. Beratungs- und Informationssystem für Tech-nologietransfer im Handwerk, 16.12.2010, http://fachinfo.bistech.de/artikel/790/Carbon+Composite+%28CFK%29+-+Kohlefaserverbundwerkstoffe (aufgerufen am 20.12.2013)
Technologien für die herstellung von cFK
20
plastischen CFK. Faserverstärkte Kunststoffe mit duroplas-tischer Matrix lassen sich nach dem Aushärten beziehungs-weise dem Vernetzen der Matrix nicht mehr umformen. Sie können einen hohen Temperatureinsatzbereich aufweisen, insbesondere heißhärtende Systeme, die unter hohen Tem-peraturen aushärten. Vorteilhaft sind ihre vergleichsweise hohen Festigkeiten und Zähigkeiten.33
Bei der Fertigung von Halbzeugen wird zwischen kurzen und langen Fasern sowie Endlosfasern unterschieden. Wäh-rend Kurz- und Langfasern beispielsweise zu Vliesen oder Schnittmatten verarbeitet werden, können aus Endlosfa-sern textile Halbzeuge wie Matten, Gewebe, Geflechte etc. hergestellt werden. Die mechanischen Eigenschaften der daraus gefertigten Verbundwerkstoffe hängen von der Län-ge und Bindung der Fasern ab sowie von deren Orientie-rung. So lässt sich etwa generell sagen, dass die Festigkeit und Schlagzähigkeit bei langen Fasern und starker Bindung höher sind als bei kurzen Fasern und schwacher Bindung.34
Neben den Grundkombinationen der Hauptkomponenten (Faser, Matrix) können weitere Elemente wie Füllstoffe und Additive hinzugefügt werden. Durch Füllstoffe lässt sich etwa das Gewicht bei vorgegebener Bauteildimension weiter reduzieren und durch chemische Additive beispielsweise die Brennbarkeit der Werkstoffe herabsetzen. Je nach Wahl von Verstärkungsfasern, Faserformen, Matrixmaterialien sowie Faser- und Füllstoffanteil entsteht also ein individuell für die jeweiligen Anforderungen konzipierter Werkstoff.35
Für die Weiterverarbeitung der Faserfilamente zu soge-nannten Preforms kommen vielfach Verfahren aus der Tex-tiltechnik zum Einsatz. Je nach Faser- und Matrixmaterial und abhängig vom Einsatzgebiet können durch diese Pro-zesse die mechanischen Eigenschaften des Bauteils sehr flexibel an die jeweiligen Anforderungen angepasst werden.
33 Ebd.34 Schmidt, A.: Neue Fertigungsverfahren für die Großserienfertigung von Faserverbundwerk-
stoffen im Automobilbau. Knowledge Space des Lehrstuhls für Fertigungsautomatisierung und Montage, 13.02.2013, http://wiki.zimt.uni-siegen.de/fertigungsautomatisierung/index.php?title=Neue_Fertigungsverfahren_f%C3%BCr_die_Gro%C3%9Ferienfertigung_von_Faser-verbundwerkstoffen_im_Automobilbau&oldid=17780 (aufgerufen am 20.12.2013)
35 Mathes, V., Faserverbund-Kunststoffe – mehr als nur Carbon…, Industrieanzeiger Nr. 20/2012
Technologien für die herstellung von cFK
21
Gleichzeitig ergibt sich durch die weitere Optimierung die-ser Fertigungsschritte ein erhebliches Potenzial zur Kosten-senkung, da etwa 50 Prozent der Herstellungskosten von Bauteilen aus Faserverbundkunststoffen auf den textilen Preformingprozess entfallen.36 Für die Fertigung endlos-faserverstärkter Duroplasten werden die Fasern zunächst zu Prepregs verarbeitet. Dabei handelt es sich um mit Harz vorimprägnierte Fasermatten, die anschließend im Autokla-ven ausgehärtet werden.
Um Composite-Bauteile wirtschaftlich, prozesssicher und ressourcenschonend zu produzieren, werden die Verarbei-tungsschritte zunehmend automatisiert. Dazu gehören zum Beispiel unterschiedliche Ablegeprozesse, bei denen so-wohl die Tape-Lege- als auch die Fiber-Placement-Technolo-gie zum Einsatz kommen. Die bisherigen Tape-Laying- und Fiber-Placement-Anlagen ermöglichen es, pro Stunde etwa vier bis zwölf Kilogramm Prepregs zu legen. Zur Steigerung der Produktivität werden aber Legeraten von 100 bis 150 Kilogramm pro Stunde notwendig. Ein neuer, roboterge-stützter Fertigungsansatz verspricht einen bedeutenden Schritt hin zur Erfüllung der geforderten effektiven Lege-raten. In dem Gemeinschaftsprojekt „Grofi“ des Deutschen Zentrums für Luft- und Raumfahrt (DLR) und des Werk-zeugmaschinenherstellers MAG Europe GmbH aus Göppin-gen scheint eine Erhöhung der Produktivität um das 10- bis 15-Fache erreichbar zu sein. Das System besteht aus auto-nomen, koordinierten Roboterplattformen, was flexiblere Prozesssteuerungen beziehungsweise Legeverfahren und vor allem die Parallelisierung der Ablege-, Wartungs- und Bestückungsprozesse ermöglicht.37
Für die Weiterverarbeitung nicht vorimprägnierter Pre-forms kommen vor allem Infiltrationsverfahren zum Ein-satz. Dabei werden das vorgeformte Faserhalbzeug und das Matrixmaterial in einem entsprechenden Formwerkzeug zusammengebracht. Beim Resin Transfer Moulding (RTM) wird dafür ein geschlossenes Presswerkzeug verwendet
36 Gries, T.: Innovative Methoden zur hochproduktiven Fertigung textiler Preforms. Vortrag, InnoMateria, Köln, 15.03.2011
37 Faserverbundtechnik für den Automobilbau, VDMA Nachrichten 02/2013
Technologien für die herstellung von cFK
22
(siehe dazu auch Abschnitt „Fertigungsverfahren“). Es gibt aber auch verschiedene vakuumunterstützte Infiltrations-verfahren, bei denen die Harzinjektion in einem offenen Werkzeug durch Anlegen eines Vakuums innerhalb einer geschlossenen Folie erfolgt, so dass allein der Atmosphä-rendruck auf das Bauteil wirkt. Beispiele hierfür sind der von EADS in Augsburg entwickelte Vacuum Assisted Pro-cess (VAP) oder das am DLR-Institut für Bauweisen- und Konstruktionsforschung in Stuttgart entwickelte Vacuum Assisted Resin Infusion-Verfahren (VARI).
Sowohl die Eigenschaften des Matrixmaterials als auch die Wahl des eingesetzten Verfahrens üben einen maßgebli-chen Einfluss auf die erforderliche Wärmebehandlung und die Zeit, die zur Aushärtung benötigt wird, und damit auf die Produktionskosten und die erreichbaren Taktzeiten aus.
4. ENTwIcKluNgs- uND aNwENDuNgspoTENzIal voN cFK IM FahRzEugbau
Aufgrund ihrer überlegenen mechanischen Eigenschaften wird CFK-Werkstoffen ein großes Zukunftspotenzial als Leichtbauwerkstoff im Fahrzeugbau zugesprochen. Ins-besondere Verbundwerkstoffe mit einem hohen Gehalt an Kohlenstoffendlosfasern bieten sich als Alternativmaterial für hochbelastbare Strukturen an, die bislang mit Stahl oder Aluminium realisiert werden. Dabei können die Endlosfa-sern in der Kunststoffmatrix gezielt in einer bestimmten Orientierung angeordnet werden, um dadurch eine beson-ders hohe Zug- oder Druckbelastbarkeit in einer bestimmten Richtung zu erreichen. Ein Höchstmaß an Ressourceneffizi-enz wird durch einen reduzierten Materialeinsatz bei op-timaler Faserausnutzung (Faser möglichst in Lastrichtung gerichtet) und während des Betriebes des Fahrzeugs durch das reduzierte Gewicht erreicht.38 CFK mit thermoplas-tischer Matrix bringen zudem weitere vorteilhafte Eigen-schaften mit sich: So lassen sie sich gut umformen und mit anderen Materialien zu Hybridwerkstoffen kombinieren.
Derzeit kommen als Faserverbundwerkstoffe in Serienfahr-
38 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Entwicklungs- und anwendungspotenzial von cFK
Matrixmaterial und eingesetztes verfah-ren beeinflussen die produktionskosten maßgeblich.

23
zeugen jedoch größtenteils glasfaserverstärkte Kunststoffe zum Einsatz. CFK finden sich bislang fast ausschließlich im Motorsport und in Tuning-Anwendungen. Die Gründe da-für, dass CFK-Bauteile noch nicht in Großserienfahrzeugen eingesetzt werden, liegen zum einen in den hohen Materi-alkosten und zum anderen im Mangel an serientauglichen Herstellungsverfahren. Die Entwicklung und Realisierung effizienter Serienproduktionsverfahren für CFK bilden da-her die entscheidenden Voraussetzungen für den kommer-ziellen Durchbruch dieses Werkstoffs im Automobilbau.
Die bisherigen Erfahrungen mit CFK aus der Luft- und Raumfahrtbranche lassen sich nicht direkt auf die Anforde-rungen und Kostenstrukturen im Automobilbau übertragen. Hier stehen vor allem hohe Taktraten und kurze, effiziente Wertschöpfungsketten im Vordergrund. Entsprechende au-tomatisierte Prozesse bilden die Basis für die Einführung fa-serverbundgerechter Bauweisen, wie etwa die Entwicklung hochintegrierter Baugruppen (beispielsweise Monocoque) oder die Ausnutzung der anisotropen Struktur langfaser-verstärkter Kunststoffe.
Neben den Fertigungsverfahren müssen aber auch geeig-nete Modellierungs- und Simulationswerkzeuge, Methoden zur zerstörungsfreien Prüfung und Qualitätskontrolle sowie Lösungen für die Verwertung von CFK-Materialien nach der Nutzungsphase bereitgestellt werden, um einen ressour-ceneffizienten Einsatz im Automobilbau zu ermöglichen. Allerdings gibt es heute noch keine geeigneten NDT-Verfah-ren (Non-Destructive Testing) und vor allem Bewertungs-methoden für einen oberflächlich unkritischen, im Volumen gegebenenfalls kritischen Schaden durch beispielsweise Delamination. Gerade in Werkstätten wird dies ein erheb-liches Problem darstellen (gekoppelt mit Haftungsfragen).39
Zudem zeigt CFK bei stoßartigen Lastfällen, wie sie etwa bei einem Crash auftreten, ein sprödes Bruchversagen und kann nicht wie Metalle die Stoßenergie durch plastische Deformation aufnehmen. Für die Entwicklung crash- und impacttoleranter Strukturen bedarf es neben der Weiter-
39 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Entwicklungs- und anwendungspotenzial von cFK
24
entwicklung gekoppelter FE-Partikel-Methoden auch der Entwicklung neuer, duktilerer Matrixmaterialien. Ebenso müssen Reparaturverfahren entwickelt werden, die einer-seits wirtschaftlich sind und andererseits den anisotropen Konstruktionsprinzipien gerecht werden.
Die werkstofflichen Eigenschaften des Verbundwerkstoffs werden durch die Wahl des Matrix- und Fasermaterials bestimmt. Daraus ergeben sich dann Anforderungen und Einschränkungen in puncto Verarbeitung: So stehen für kurz- und langfaserverstärkte Thermoplaste und Duro-plaste bereits etablierte Spritzgieß- und Fließpressverfah-ren aus der Kunststofftechnik zur Verfügung, die für die Herstellung komplexer Bauteile in großen Stückzahlen ge-eignet sind. Im Gegensatz dazu können Bauteile aus den besonders stabilen endlosfaserverstärkten Kunststoffen bislang nicht im Großserienmaßstab produziert werden. Die Prozessdauer hängt auch vom Erstarrungsverhalten des Matrixmaterials ab. So lassen insbesondere thermo-plastische Matrixsysteme, die sich durch rein physikalische Abkühlvorgänge verfestigen, deutlich kürzere Zykluszeiten und einen höheren Automatisierungsgrad zu, als es beim Aushärten der niedermolekularen Ausgangsprodukte von Duroplasten der Fall ist.40 Für die stärkere Automatisierung der CFK-Produktion sind zudem weitere Entwicklungen in der Handhabungstechnik erforderlich.
Fertigungsverfahren
Die Technologien für die Herstellung von Bauteilen aus Faserverbundwerkstoffen sind für unterschiedliche Stück-zahlen und Bauteilgeometrien geeignet und lassen sich in manuelle, teilautomatische und vollautomatische Verfah-ren unterteilen. Die teilautomatische Produktion von CFK-Bauteilen aus Prepregs im Autoklavverfahren kommt zwar im Flugzeugbau und in wenigen Nischenanwendungen im Automobilbau zum Einsatz, ist aber aufgrund der notwen-digen manuellen Zwischenarbeitsschritte und der langen Aushärtungszeiten der verwendeten Harze nicht für den
40 Drummer, D.; Müller, T.: „Thermoplastische Hochleistungsfaserverbunde stehen vor einer großen Renaissance“, intelligenter produzieren 3/2010, VDMA Verlag, 6 – 8.
Entwicklungs- und anwendungspotenzial von cFK
25
Serieneinsatz im Automobilbau geeignet.
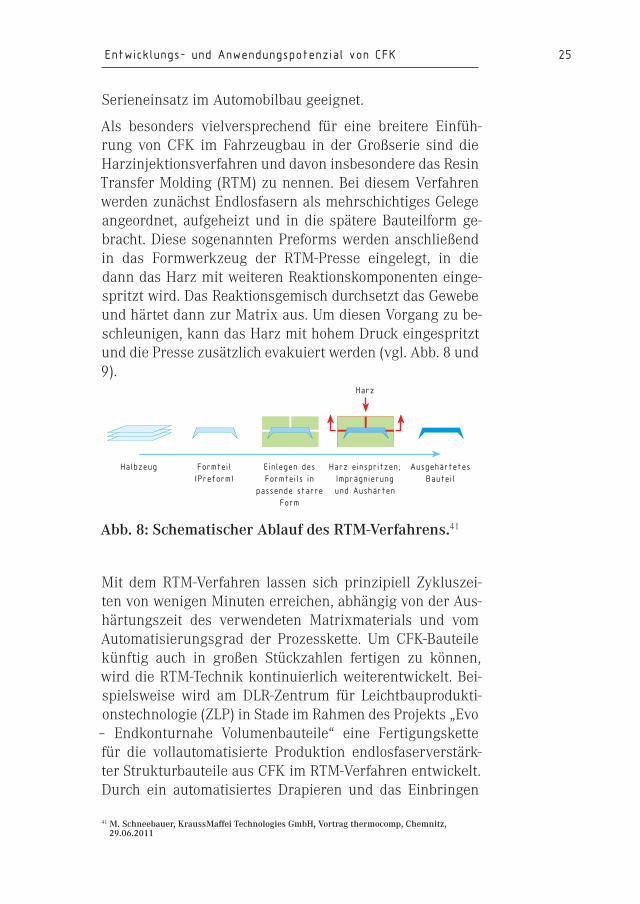
Als besonders vielversprechend für eine breitere Einfüh-rung von CFK im Fahrzeugbau in der Großserie sind die Harzinjektionsverfahren und davon insbesondere das Resin Transfer Molding (RTM) zu nennen. Bei diesem Verfahren werden zunächst Endlosfasern als mehrschichtiges Gelege angeordnet, aufgeheizt und in die spätere Bauteilform ge-bracht. Diese sogenannten Preforms werden anschließend in das Formwerkzeug der RTM-Presse eingelegt, in die dann das Harz mit weiteren Reaktionskomponenten einge-spritzt wird. Das Reaktionsgemisch durchsetzt das Gewebe und härtet dann zur Matrix aus. Um diesen Vorgang zu be-schleunigen, kann das Harz mit hohem Druck eingespritzt und die Presse zusätzlich evakuiert werden (vgl. Abb. 8 und 9).
harz
halbzeug Formteil (preform)
Einlegen des Formteils in
passende starre Form
harz einspritzen; Imprägnierung und aushärten
ausgehärtetes bauteil
Abb. 8: Schematischer Ablauf des RTM-Verfahrens.41
Mit dem RTM-Verfahren lassen sich prinzipiell Zykluszei-ten von wenigen Minuten erreichen, abhängig von der Aus-härtungszeit des verwendeten Matrixmaterials und vom Automatisierungsgrad der Prozesskette. Um CFK-Bauteile künftig auch in großen Stückzahlen fertigen zu können, wird die RTM-Technik kontinuierlich weiterentwickelt. Bei-spielsweise wird am DLR-Zentrum für Leichtbauprodukti-onstechnologie (ZLP) in Stade im Rahmen des Projekts „Evo
– Endkonturnahe Volumenbauteile“ eine Fertigungskette für die vollautomatisierte Produktion endlosfaserverstärk-ter Strukturbauteile aus CFK im RTM-Verfahren entwickelt. Durch ein automatisiertes Drapieren und das Einbringen
41 M. Schneebauer, KraussMaffei Technologies GmbH, Vortrag thermocomp, Chemnitz, 29.06.2011
Entwicklungs- und anwendungspotenzial von cFK
26
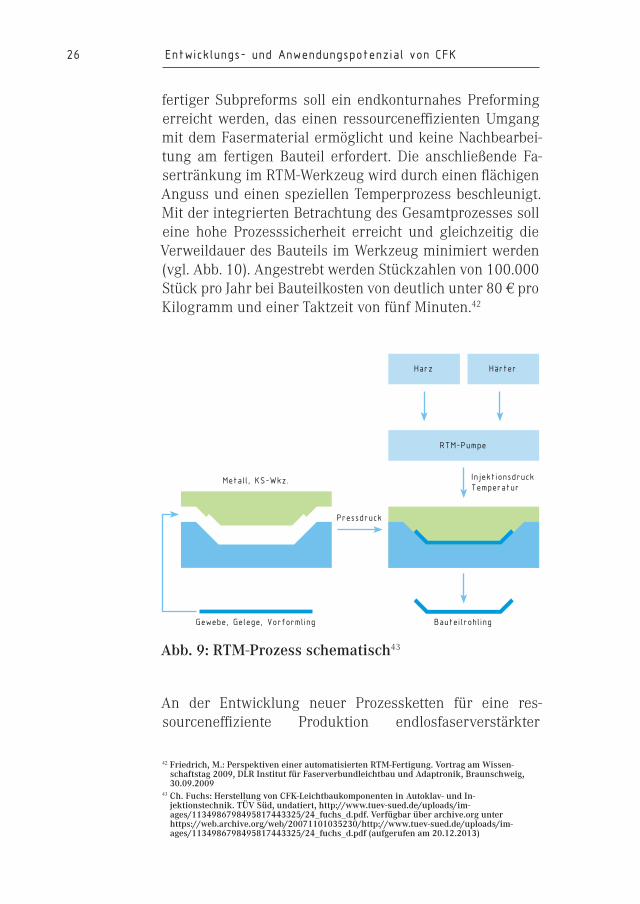
fertiger Subpreforms soll ein endkonturnahes Preforming erreicht werden, das einen ressourceneffizienten Umgang mit dem Fasermaterial ermöglicht und keine Nachbearbei-tung am fertigen Bauteil erfordert. Die anschließende Fa-sertränkung im RTM-Werkzeug wird durch einen flächigen Anguss und einen speziellen Temperprozess beschleunigt. Mit der integrierten Betrachtung des Gesamtprozesses soll eine hohe Prozesssicherheit erreicht und gleichzeitig die Verweildauer des Bauteils im Werkzeug minimiert werden (vgl. Abb. 10). Angestrebt werden Stückzahlen von 100.000 Stück pro Jahr bei Bauteilkosten von deutlich unter 80 € pro Kilogramm und einer Taktzeit von fünf Minuten.42
RTM-pumpe
härterharz
gewebe, gelege, vorformling
Metall, Ks-wkz. Injektionsdruck Temperatur
pressdruck
bauteilrohling
Abb. 9: RTM-Prozess schematisch43
An der Entwicklung neuer Prozessketten für eine res-sourceneffiziente Produktion endlosfaserverstärkter
42 Friedrich, M.: Perspektiven einer automatisierten RTM-Fertigung. Vortrag am Wissen-schaftstag 2009, DLR Institut für Faserverbundleichtbau und Adaptronik, Braunschweig, 30.09.2009
43 Ch. Fuchs: Herstellung von CFK-Leichtbaukomponenten in Autoklav- und In-jektionstechnik. TÜV Süd, undatiert, http://www.tuev-sued.de/uploads/im-ages/1134986798495817443325/24_fuchs_d.pdf. Verfügbar über archive.org unter https://web.archive.org/web/20071101035230/http://www.tuev-sued.de/uploads/im-ages/1134986798495817443325/24_fuchs_d.pdf (aufgerufen am 20.12.2013)
Entwicklungs- und anwendungspotenzial von cFK
27
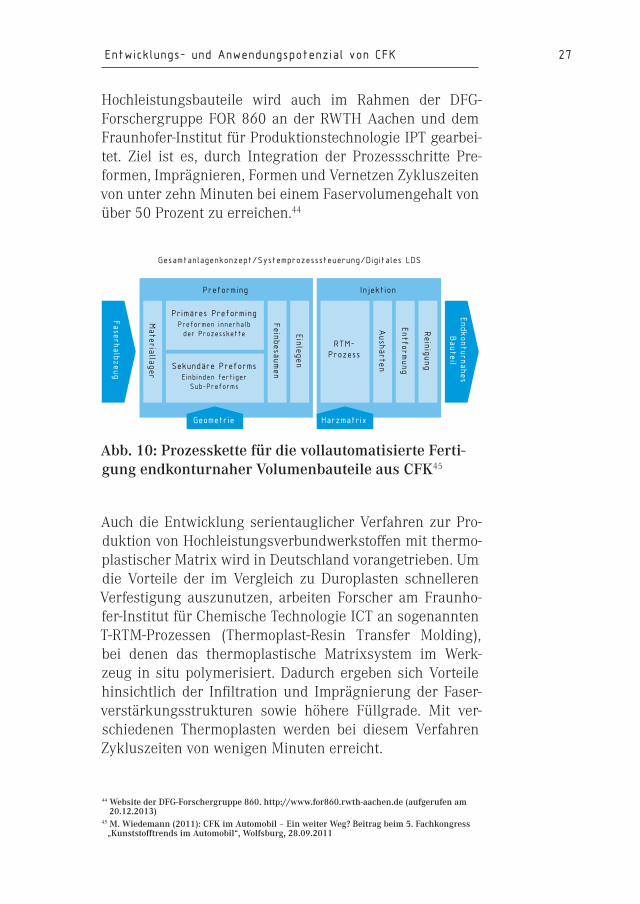
Hochleistungsbauteile wird auch im Rahmen der DFG-Forschergruppe FOR 860 an der RWTH Aachen und dem Fraunhofer-Institut für Produktionstechnologie IPT gearbei-tet. Ziel ist es, durch Integration der Prozessschritte Pre-formen, Imprägnieren, Formen und Vernetzen Zykluszeiten von unter zehn Minuten bei einem Faservolumengehalt von über 50 Prozent zu erreichen.44
Faserhalbzeug
geometrie harzmatrix
Endkonturnahes bauteil
Materiallager
aushärten
primäres preformingpreformen innerhalb der prozesskette
RTM- prozess
sekundäre preformsEinbinden fertiger
sub-preforms
Feinbesäumen
Entformung
Einlegen
Reinigung
preforming
gesamtanlagenkonzept/systemprozesssteuerung/Digitales lDs
Injektion
Abb. 10: Prozesskette für die vollautomatisierte Ferti-gung endkonturnaher Volumenbauteile aus CFK45
Auch die Entwicklung serientauglicher Verfahren zur Pro-duktion von Hochleistungsverbundwerkstoffen mit thermo-plastischer Matrix wird in Deutschland vorangetrieben. Um die Vorteile der im Vergleich zu Duroplasten schnelleren Verfestigung auszunutzen, arbeiten Forscher am Fraunho-fer-Institut für Chemische Technologie ICT an sogenannten T-RTM-Prozessen (Thermoplast-Resin Transfer Molding), bei denen das thermoplastische Matrixsystem im Werk-zeug in situ polymerisiert. Dadurch ergeben sich Vorteile hinsichtlich der Infiltration und Imprägnierung der Faser-verstärkungsstrukturen sowie höhere Füllgrade. Mit ver-schiedenen Thermoplasten werden bei diesem Verfahren Zykluszeiten von wenigen Minuten erreicht.
44 Website der DFG-Forschergruppe 860. http://www.for860.rwth-aachen.de (aufgerufen am 20.12.2013)
45 M. Wiedemann (2011): CFK im Automobil – Ein weiter Weg? Beitrag beim 5. Fachkongress „Kunststofftrends im Automobil“, Wolfsburg, 28.09.2011
Entwicklungs- und anwendungspotenzial von cFK
28
organobleche
Als Organobleche werden vollständig imprägnierte und kon-solidierte Halbzeuge aus thermoplastischer Matrix und ein-gelagerten Endlosfasergelegen oder -geweben bezeichnet. Sie weisen den höchsten Faseranteil und den größten Ori-entierungsgrad aller faserverstärkten Werkstoffe auf und können, ähnlich wie metallische Bleche, umgeformt und gefügt werden. Jedoch ist die Umformung von langfaserver-stärkten Organoblechen durch die begrenzte Formbarkeit der Faserstruktur limitiert. Eine entlang der Lastpfade opti-mierte Faserarchitektur ist bei großen Umformgraden nur sehr aufwändig zu realisieren.46
Organobleche erreichen vergleichbar hohe Festigkeiten wie metallische Bauteile, allerdings mit einem Gewichtsvorteil von über 50 Prozent gegenüber Aluminium. In der Flächen-steifigkeit und beim Korrosionsverhalten sind sie metalli-schen Blechen sogar deutlich überlegen. Für die Matrix-komponente von Organoblechen werden meist Polyamide, Polypropylen oder auch thermoplastisches Polyurethan ein-gesetzt. Organobleche können umgeformt werden, indem sie auf die Schmelztemperatur der Thermoplastmatrix er-hitzt und dann mit niedrigem Druck mitsamt dem enthalte-nen Fasergewebe in die gewünschte Form gebracht werden. Die Investitionskosten für die erforderlichen Werkzeuge, etwa zum Tiefziehen, sind bei Organoblechen deutlich nied-riger anzusetzen als bei metallischen Blechen.
Es besteht auch die Möglichkeit, Organobleche in Hybrid-bauteilen zu nutzen. Indem sie dort die sonst übliche metal-lische Komponente ersetzen, kann ein vollständig aus ther-moplastischen Komponenten bestehendes Hybridbauteil gewonnen werden, bei dem das Problem unterschiedlicher Wärmeausdehnungskoeffizienten von metallischen und po-lymeren Bestandteilen nicht mehr auftritt.
Die potenziellen Anwendungsmöglichkeiten von Organob-lechen und Hybridbauteilen im Fahrzeugbau sind vielfäl-tig: beispielsweise bei Unterböden, Quer- und Längsträgern,
46 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Entwicklungs- und anwendungspotenzial von cFK
Für organobleche und hybridbauteile gibt es im Fahr-zeugbau vielfältige anwendungsmöglich-keiten.
29
Sitzschalen, Rückbankwänden, Crashelementen oder Tür-verkleidungen.47 Bei einer entsprechend gefertigten Sei-tentür könnten bis zu 20 Prozent an Gewicht eingespart werden im Vergleich zur konventionellen Herstellung aus Stahlblech. Zusätzlich ergäben sich auch Möglichkeiten der Kosteneinsparung durch die Integration von Aufnahmen für Schlösser, Airbags, Lautsprecher, Fensterheber und Sei-tenspiegel direkt in das Bauteil. Noch vorteilhafter würde sich das Integrationspotenzial beim Instrumententafelträ-ger auswirken. Eine weitere Anwendungsmöglichkeit ergibt sich bei Trägermodulen für Panoramadächer aus thermo-plastischen Hybridstrukturen.48
Es sei jedoch darauf hingewiesen, dass die Materialkosten bei Thermoplasten bis zu dreimal höher liegen können als bei Duroplasten. Neben der kürzeren Taktzeit können intel-ligente Integralstrukturen durch Nutzung der Schweißbar-keit des Materials diesen Kostennachteil kompensieren.49
Die Techniken zur Herstellung von Organoblechen und ihrer Einbindung in Hybridstrukturen werden in verschiedenen Richtungen mit dem Ziel weiterentwickelt, die Herstellung zu beschleunigen und die Ressourceneffizienz zu steigern. So haben Forscher an der Universität Erlangen-Nürnberg das sogenannte In-Mould-Forming-Verfahren entwickelt, bei dem die bislang getrennten Prozessschritte des Spritz-gießens und Umformens in einem Werkzeug integriert wer-den. Damit können Hybridstrukturen aus Kunststoff und endlosfaserverstärktem Kunststoff schnell und kosteneffizi-ent hergestellt werden. Im Rahmen eines DFG-geförderten Transferprojektes wurde zusammen mit Industriepartnern eine Lenksäulenanbindung als Demonstrator mit diesem Verfahren realisiert.
Im Projekt „SpriForm“ des Bundesforschungsministeriums (BMBF) wurden die Vorteile des thermoplastischen Spritz-gusses mit denen des Thermoformens kombiniert und Or-ganobleche mit thermoplastischen Kunststoffstrukturen
47 Stock, A.; Egger, P.: Hybridteilfertigung: Organobleche verlassen das Hochpreissegment. Composites World, Februar 2011, 12 – 15
48 Malek, T.: Noch leichter, noch belastbarer. Plastverarbeiter, Mai 2010, 38 – 3949 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Entwicklungs- und anwendungspotenzial von cFK
30
umspritzt. Auf diese Weise können besonders leichte Hyb-ridbauteile mit komplexer Geometrie sowie sehr hoher Fes-tigkeit und großem Energieabsorptionsvermögen gefertigt werden. Als Beispielanwendung wurde unter anderem ein Stoßfängerquerträger mit 20 Prozent Gewichtsreduzierung gegenüber Aluminium hergestellt, bei dem allerdings ein Glasfasergewebe und keine Kohlenstofffasern zur Verstär-kung eingesetzt wurden.50
Einen weiteren interessanten Ansatz stellt die zusätzliche Modifikation von Organoblechen mit Kohlenstoffnanoröh-ren (CNT) dar, die im Teilprojekt CarboCar der BMBF-geför-derten Innovationsallianz Inno.CNT verfolgt wird. Ziel ist es hier, neben der Optimierung der Verstärkungsstruktur und mechanischen Beständigkeit eine Funktionsschicht zu entwickeln, die gleichzeitig die Textilstrukturen der Ver-stärkungsfasern verdeckt. Die durch die CNT verursachte elektrische Leitfähigkeit erlaubt zudem den Einsatz groß-serientauglicher elektrostatischer Lackier- oder Pulverbe-schichtungsverfahren.51
weitere Entwicklungstrends
Um die Herstellungskosten von CFK-Bauteilen noch weiter zu senken und die Ressourceneffizienz zu erhöhen, wird an weiteren Produktionsprozessen und neuen Halbzeugen ge-arbeitet. Beispielsweise wurde am Faserinstitut Bremen e.V. gemeinsam mit Partnern aus Industrie und Forschung die sogenannte Organofolie entwickelt. Bei diesem neuartigen CFK-Halbzeug werden erstmals gerichtete Langfasern, die aus Recyclingprozessen oder endlosen Neufasern gewon-nen werden, in einer Folienmatrix verarbeitet. Nach der Fa-serimprägnierung können aus diesem Material Bauteile im Tiefziehverfahren hergestellt werden. Der Gesamtprozess verläuft materialeffizient und ist für die Serienproduktion mit kurzen Zykluszeiten geeignet. Mit der Erweiterung des Verfahrens auf die Verwendung von Pyrolysefasern aus
50 Anja Jäschke: Funktionaler Leichtbau durch SpriForm. Bayern Innovativ, 23.06.2010, http://www.automanager.de/BayernInnovativ/Zulieferer_Innovativ2010/jaeschke.php (aufgerufen am 20.12.2013)
51 CarboCar. http://www.inno-cnt.de/de/backgrounder_carbocar.php (aufgerufen am 20.12.2013)
Entwicklungs- und anwendungspotenzial von cFK

31
CFK-Abfällen wird es möglich, diese als hochwertigen Roh-stoff für neue Produkte zu nutzen (siehe auch Recycling von CFK in Kapitel 5). 52, 53
Auch am Fraunhofer-Institut für Produktionstechnologie in Aachen wird ein dort entwickeltes Verfahren weiter opti-miert, mit dem CFK aus Endlosfasern und thermoplasti-scher Matrix vollautomatisch hergestellt werden können. Die Kohlenstofffasern in Form aufgewickelter Bänder wer-den hier in mehreren Lagen aufeinandergestapelt, dabei mit einem Laserstrahl kurz angeschmolzen und zusammenge-presst, so dass sie zu einer festen Struktur verschmelzen. Die minimal dosierte, lokal eingebrachte thermische Ener-gie trägt zu mehr Ressourceneffizienz bei und erfordert nur eine kurze Abkühlphase. Somit besteht auch mit diesem Verfahren die Möglichkeit, komplex geformte Bauteile in großen Stückzahlen zu produzieren.54
Wie bei anderen Leichtbauweisen, beispielsweise mit sehr dünnen Stahlblechen, sind auch bei CFK-Konstruktionen zusätzliche Dämpfungsmaßnahmen erforderlich, um Kom-forteinbußen im Bereich der Akustik zu vermeiden. Insbe-sondere zur akustischen Optimierung im Frequenzbereich über 400 Hertz müssen hierfür Teppiche, Schaummateria-lien und Filze eingesetzt werden. Bei niedrigeren Frequen-zen zeigen Verbundmaterialien wie CFK hingegen ein güns-tigeres Dämpfungsverhalten. Durch ihren mehrschichtigen Aufbau bieten sie zusätzliche konstruktionstechnische Möglichkeiten, lokale und globale Steifigkeitseigenschaften so einzustellen, dass sich zum Beispiel die Eigenschwin-gungsfrequenzen der Karosserie nicht mit den Anregungen von Motor und Fahrwerk überschneiden.55
52 Angelika Rockel: Neuartiger Werkstoff: Organofolie für die Automobilindustrie. Informa-tionsdienst Wissenschaft, 20.07.2009, http://idw-online.de/de/news326597 (aufgerufen am 20.12.2013)
53 Fischer, H.; Bäumer, R.: Organofolien aus recyclierten Kohlenstofffasern – neue Wege für CFK-Halbzeuge in der Serienproduktion. Vortrag, ThermoComp, Chemnitz, 30.06.2011
54 Fertigungstechnik macht Kohlenstofffasern fit für die Serie. VDI Nachrichten, 23.02.201155 Michael Reichenbach: CFK ist das bessere Material der Zukunft. ATZ online, un-
datiert, http://www.atzonline.de/Aktuell/Interviews/35/225/CFK-ist-das-bessere-Material-der-Zukunft.html. Verfügbar über archive.org unter https://web.archive.org/web/20120303052914/http://www.atzonline.de/Aktuell/Interviews/35/225/CFK-ist-das-bessere-Material-der-Zukunft.html (aufgerufen am 20.12.2013)
Entwicklungs- und anwendungspotenzial von cFK
32
Modellierung und simulation
Für den ressourceneffizienten Einsatz von CFK-Strukturen im Fahrzeugbau werden neue Modelle und Simulationsver-fahren zur Bauteilauslegung entwickelt. Gegenüber den eta-blierten metallischen Werkstoffen weisen die CFK-Verbund-werkstoffe aufgrund ihrer Faserausrichtung anisotrope mechanische Eigenschaften auf, die sich auch in richtungs-abhängigen Kennzahlen widerspiegeln. Darüber hinaus reagieren sie in unterschiedlicher Weise auf Umgebungs-parameter wie Temperatur und Feuchtigkeit, bei der Materi-alermüdung, bei Beschädigung, beim Crashverhalten sowie bei Akustik und struktureller Dämpfung. Die Modellbildung bei kohlenstofffaserverstärkten Kunststoffen muss dabei vor allem den komplexeren Aufbau aus verschiedenen Kompo-nenten und die Verfahrenstechnik berücksichtigen. Denn die innere Struktur dieser Kunststoffe und die daraus resul-tierenden mechanischen Eigenschaften sind nicht nur von der Art, Länge und Morphologie der Fasern abhängig, son-dern maßgeblich auch vom Fertigungsprozess. So sind zum Beispiel die Verteilung und Ausrichtung der Fasern durch das Preforming-Verfahren und die Art des Einbringens der Faser in die Matrix bestimmt. Diese Informationen müssen zunächst mit Fertigungssimulationen erfasst werden, bevor sie in Modelle zur Bauteilauslegung mit Finite-Elemente-Methoden (FEM) einfließen können. Dazu befinden sich ver-schiedene methodische Ansätze zur numerischen Simulati-on in der Entwicklung, für die noch zuverlässige Werkzeuge zur Verfügung gestellt werden müssen.56
Neben Anforderungen an die Lebensdauer stellt im Kontext der Automobilindustrie der Fahrzeugcrash das dominieren-de Auslegungskriterium für die Bauteildimensionierung dar. Insbesondere im Bereich der Crashsimulation besteht daher Forschungsbedarf, um mit Simulationsmodellen für Faserverbunde eine ähnlich hohe Prognosequalität bei ak-zeptablen Rechenzeiten zu erlangen, wie es bei Simulati-onsmodellen für metallische Werkstoffe heute bereits der
56 M. Brune, H. Oppermann: Anforderungen an Simulationsmethoden für die Auslegung von CFK-Strukturen im Automobilbau. http://www.carbon-composites.eu/sites/carbon-compos-ites.eu/files/anhaenge/gruppen/12/08/29/02_v_af_13.pdf (aufgerufen am 20.12.2013)
Entwicklungs- und anwendungspotenzial von cFK
33
Fall ist. Besonders im Hinblick auf den Leichtbau durch Misch- oder Hybridbauweise rücken werkstoffübergreifen-de Fügestellen verstärkt in den Fokus. Daher besteht auch hier der Bedarf, durch geeignete Modellierungstechniken das Deformations- und Versagensverhalten von Verbin-dungsstellen effizient in der Simulation abzubilden.57 Im Rahmen des BMBF-geförderten Forschungsprojektes SIMO-TEX werden Schädigungsvorgänge auf der Mikro- und Me-soebene analysiert und modelliert, die Verstärkungsstruk-tur erfasst und schließlich das effektive Materialverhalten des Verbundwerkstoffes auf der Makroebene berechnet.58
werkstoffprüfung und Qualitätssicherung
Die Verfügbarkeit geeigneter Methoden zur Werkstoffprü-fung und Qualitätssicherung bildet eine Grundvorausset-zung für den Masseneinsatz von CFK im Automobilbau. Die Verfahren müssen den erheblichen Sicherheitsanforderun-gen von Fahrzeugen gerecht werden und sich in die auf hohe Stückzahlen ausgelegten Produktionsprozesse integrieren lassen. Neben einer In-line-Qualitätssicherung bei der Pro-duktion von CFK-Bauteilen sind auch die Entwicklung von Methoden für die Werkstoffprüfung im Betrieb, die Bestim-mung von Schadenstoleranzen und die Charakterisierung im Bereich der Materialentwicklung gefragt. Prüfmerkma-le sind unter anderem Delaminationen, Faserbrüche/-risse und Impactschäden sowie Toleranzabweichungen in den Abmessungen der Faserverbundstruktur.
Hier bieten sich zerstörungsfreie Prüfverfahren (ZfP) an. Zu den vergleichsweise etablierten Methoden zur zer-störungsfreien Schadensdetektion in CFK-Bauteilen zäh-len die Ultra schallverfahren, die bereits in der Luft- und Raumfahrt industrie zum Einsatz kommen. Auch die zerstö-rungsfreie Prüfung mit Hilfe von Mikrowellen und verschie-denen thermografischen Verfahren ist für den industriellen
57 Forschungsaktivitäten der Arbeitsgruppe Struktursimulation. http://www.fast.kit.edu/lbt/3317.php (aufgerufen am 20.12.2013)
58 H. Oppermann: Zur Lebensdauerberechnung faserverstärkter Kunststoffe im Automobilbau. MP Materials Testing 07-08/2012, Seite 479 – 487
Entwicklungs- und anwendungspotenzial von cFK

34
Einsatz von CFK geeignet.59 Einen bedeutenden Trend in der zerstörungsfreien Messtechnik ergibt der zunehmende Einsatz der 2D- und 3D-bildgebenden Röntgen-Computer-tomografie (CT). Die durch die CT scanbare Bauteilgröße hängt von der gewünschten Auflösung im CT-Scan ab. Ge-nauigkeiten im Bereich von fünf Mikrometern lassen sich heute nur auf Probenlevel generieren. Große Bauteile im Bereich von einem halben Meter können bei handhabbarer Datenmenge mit einer Auflösung von hundert Mikrometern analysiert werden.60
Mittlerweile sind erste CT-Anlagen für industrielle Anwen-dungen in der Werkstoffprüfung auf dem Markt verfügbar, die ein Objekt innerhalb von fünf bis zehn Minuten kom-plett scannen können. Da bei der CT-Messtechnik zurzeit noch die Geschwindigkeit der Datengewinnung bzw. -aus-wertung begrenzt ist, werden spezielle Softwarelösungen entwickelt, um eine automatisierte, prozessintegrierte De-fekterkennung und -analyse zu ermöglichen.
Die zerstörungsfreie Prüfung von CFK-Bauteilen wird der-zeit am häufigsten in der Luft- und Raumfahrttechnik ange-wandt. Der Einzug von CFK im Fahrzeugbau wird aber nur gelingen, wenn diese zerstörungsfreien Prüfverfahren an die Anforderungen der automatisierten Serienproduktion in der Automobilindustrie angepasst werden. Im Rahmen einer umfassenden Vergleichsstudie hat das Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren (IZFP) die Po-tenziale zukünftiger CFK-Prüftechniken herausgearbeitet. Demnach steht bei den etablierten Verfahren wie Ultra-schall die Einführung der Sampling-Phased-Array-Methode im Vordergrund, während bei den röntgenbasierten Verfah-ren die Laminografie zu höheren Auflösungsvermögen und kürzeren Prüfzeiten beitragen soll. Als wichtigste integrale Verfahren werden die Wirbelstromtechnik und die Thermo-grafie gesehen. Abhängig von den konkreten Prüfanforde-rungen können auch verschiedene Inspektionsmethoden
59 Norbert Doktor: Mikrowellen gegen Materialfehler – neues Prüfverfahren soll industriell einsetzbar werden. Informationsdienst Wissenschaft, 02.11.2009, http://idw-online.de/pages/de/news342046 (aufgerufen am 20.12.2013)
60 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
Entwicklungs- und anwendungspotenzial von cFK

35
miteinander kombiniert werden, zum Beispiel die Ultra-schalltechnik für eine besonders schnelle Detektion, Rönt-genverfahren für hohe Auflösungen und Eindringtiefen und die Thermografie für die Prüfung besonders großer Flächen und die Detektion von Delaminationen.61
serienproduktion von cFK im automobilbau
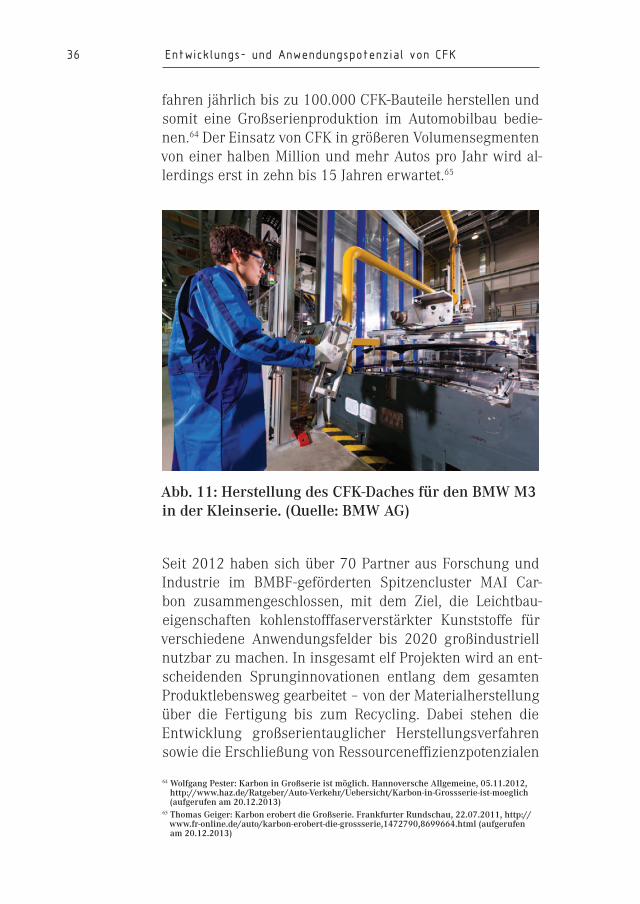
In der Großserie haben aufwändige Herstellungsprozesse eine wirtschaftliche Fertigung bisher verzögert. Denn die Produktion von CFK-Hochleistungsbauteilen verläuft im-mer noch sehr personal- und ressourcenintensiv. Bei der Faserverarbeitung ist der Automatisierungsgrad zurzeit insbesondere für kurze Taktzeiten im Produktionsablauf noch zu gering und damit zu teuer. Deshalb werden im Au-tomobilsektor bisher vor allem Leichtmetalle und hochfeste Stähle verwendet. Der Hauptmarkt für CFK liegt derzeit in der Nischenproduktion von Bauteilen für gehobene Fahr-zeugklassen sowie von Luxus-, Super-Luxus- und Elektro-autos und noch nicht im Massenmarkt. So fertigt etwa BMW bereits CFK-Dächer für die Modelle M3 und M6 im mittle-ren Serienmaßstab in einer eigens dafür entwickelten Pro-duktionslinie in Landshut. Das nun serienmäßig im Sport-coupé M3 verbaute CFK-Dach wiegt mit einem Gewicht von nur 4,5 Kilogramm weniger als die Hälfte des herkömmli-chen Fahrzeugdachs aus Stahl und ist dabei sehr verwin-dungssteif. Aufgrund seiner hohen Position wirkt sich die Gewichtsersparnis bei diesem Bauteil besonders positiv auf die Absenkung des Fahrzeugschwerpunktes und damit die Verbesserung der Fahrdynamik aus. Das CFK-Dach wird auf die Karosserie aufgeklebt und verleiht dem Fahrzeug eine gewebeartige Optik. Derzeit werden in der Landshuter Fertigungsanlage etwa 50 Bauteile pro Tag produziert (vgl. Abb. 11).62, 63
Bei einfacheren Bauteilgeometrien können heutige Produk-tionsanlagen abhängig vom eingesetzten Fertigungsver-61 Fraunhofer IZFP: Leichter bauen durch zerstörungsfreie Prüfung. Innovation Report, Aus-
gabe 2-2011, Hrsg.: CFK-Valley Stade e.V.62 Mobilität der Zukunft: CFK – ein Werkstoff der Zukunft. BMW-Pressemeldung, 02.07.2010,
http://www.7-forum.com/news/Mobilitaet-der-Zukunft-CFK-ein-Werkstoff-3420.html (auf-gerufen am 20.12.2013)
63 Honsel, G.: Das Auto von der Rolle. Technology Review, 12/2010, 52 – 56
Entwicklungs- und anwendungspotenzial von cFK
cFK-Einsatz in größeren volumen-segmenten erst in zehn bis 15 Jahren erwartet.
36
fahren jährlich bis zu 100.000 CFK-Bauteile herstellen und somit eine Großserienproduktion im Automobilbau bedie-nen.64 Der Einsatz von CFK in größeren Volumensegmenten von einer halben Million und mehr Autos pro Jahr wird al-lerdings erst in zehn bis 15 Jahren erwartet.65
Abb. 11: Herstellung des CFK-Daches für den BMW M3 in der Kleinserie. (Quelle: BMW AG)
Seit 2012 haben sich über 70 Partner aus Forschung und Industrie im BMBF-geförderten Spitzencluster MAI Car-bon zusammengeschlossen, mit dem Ziel, die Leichtbau-eigenschaften kohlenstofffaserverstärkter Kunststoffe für verschiedene Anwendungsfelder bis 2020 großindustriell nutzbar zu machen. In insgesamt elf Projekten wird an ent-scheidenden Sprunginnovationen entlang dem gesamten Produktlebensweg gearbeitet – von der Materialherstellung über die Fertigung bis zum Recycling. Dabei stehen die Entwicklung großserientauglicher Herstellungsverfahren sowie die Erschließung von Ressourceneffizienzpotenzialen
64 Wolfgang Pester: Karbon in Großserie ist möglich. Hannoversche Allgemeine, 05.11.2012, http://www.haz.de/Ratgeber/Auto-Verkehr/Uebersicht/Karbon-in-Grossserie-ist-moeglich (aufgerufen am 20.12.2013)
65 Thomas Geiger: Karbon erobert die Großserie. Frankfurter Rundschau, 22.07.2011, http://www.fr-online.de/auto/karbon-erobert-die-grossserie,1472790,8699664.html (aufgerufen am 20.12.2013)
Entwicklungs- und anwendungspotenzial von cFK

37Entwicklungs- und anwendungspotenzial von cFK
durch effiziente Prozesse, die Erforschung alternativer Roh-stoffe und die Schließung von Stoffkreisläufen im Fokus.66
Durch ein CFK-gerechtes Design kann das Potenzial dieser Leichtbauwerkstoffe erst vollständig erschlossen werden. Obwohl der CFK-Einsatz in der Fahrzeugindustrie noch am Anfang der Entwicklung steht, können zukünftig seine besonderen Werkstoffeigenschaften bei neuen Fahrzeug-konzepten genutzt werden. Chancen ergeben sich vor al-lem bei der Neuentwicklung rein elektrisch angetriebener Fahrzeuge, die nicht mehr als Konversionsfahrzeuge auf Basis bestehender Modelle und Plattformen von Autos mit Verbrennungsmotor realisiert werden. Durch den Wegfall systembestimmender Komponenten wie Verbrennungsmo-tor, Getriebe und Abgasstrang sowie die Notwendigkeit der Integration neuer Einheiten wie Batterie und Elektromotor entstehen völlig neue Anforderungen und auch Freiheiten beim Fahrzeugdesign.
Entlang der gesamten Wertschöpfungskette sind verstärkte Aktivitäten zu beobachten, CFK für den Einsatz in Serien-fahrzeugen verfügbar zu machen und die Ressourceneffi-zienz der eingesetzten Verfahren zu verbessern. Von den Original Equipment Manufacturers (OEMs) werden dabei unterschiedliche Strategien verfolgt. So haben etwa BMW und SGL Carbon das Gemeinschaftsunternehmen SGL Au-tomotive Carbon Fibers LLC gegründet, um in einem neu errichteten Werk in Moses Lake in den USA ab 2013 Koh-lenstofffasern für die CFK-Karosserie des neuen Elektro-fahrzeugs i3 zu produzieren.67 Auch Volkswagen ist mit acht Prozent bei dem Kohlenstoffwerkstoff-Spezialisten SGL Carbon eingestiegen und plant mit dem Ein-Liter-Auto XL1 erstmals ein Fahrzeug mit vollständiger CFK-Karosserie.68
Während diese Fahrzeuge von Beginn an mit einem hohen CFK-Anteil konzipiert sind, arbeiten andere Hersteller an
66 M·A·I Carbon – Webseite des Spitzenclustgers: http://www.mai-carbon.de/index.php/de/ (aufgerufen am 20.12.2013)
67 SGL Group und BMW Group: Neues Carbonfaserwerk wird in Moses Lake / USA er-richtet. 06.04.2010, http://www.sglgroup.com/cms/international/press-lounge/news/2010/04/04062010_p.html?__locale=de (aufgerufen am 20.12.2013)
68 Volkswagen überrascht BMW. Manager Magazin, 01.03.2011, http://www.manager-magazin.de/unternehmen/autoindustrie/0,2828,748364,00.html (aufgerufen am 20.12.2013)

38 Recycling von cFK
der schrittweisen Einführung von CFK-Komponenten vor allem in den höheren Fahrzeugklassen. Daimler hat mit der japanischen Toray Industries, dem weltweit größten Hersteller von Kohlenstofffasern, eine Partnerschaft verein-bart, um die Entwicklung der Prozesstechnik für die kos-tengünstige Fertigung von CFK-Bauteilen voranzutreiben, die in verschiedenen Baureihen zunehmend zum Einsatz kommen sollen.69 Audi ist mit Voith, einem Spezialisten für Papierverarbeitung und faserverstärkte Kunststoffe, eine Kooperation eingegangen, um CFK und eventuell auch an-dere neue Leichtbau-Werkstoffe für die Großserienfertigung verfügbar zu machen.70
Zur Demonstration der Anwendungsmöglichkeiten von CFK hat Toray Industries das Konzeptfahrzeug „Teewave AR1“ entwickelt. Dabei handelt es sich um ein elektrisch ange-triebenes Leichtbaufahrzeug mit einem im RTM-Verfahren hergestellten CFK-Monocoque, Motorhaube und Dach als integral kohlenstofffaserverstärkte Thermoplastbauteile so-wie CFK-Crashelemente.71
5. REcyclINg voN cFK
Um die Ressourceneffizienz des Einsatzes von CFK bewer-ten zu können, ist eine Betrachtung entlang dem gesam-ten Lebensweg erforderlich. Faserverbundwerkstoffe und insbesondere CFK weisen durch ihr geringes spezifisches Gewicht ein großes Potenzial zur Gewichtsreduzierung und damit auch zur Ressourceneinsparung während der Nutzungsphase auf. Dem steht aber unter Umständen ein deutlich höherer Energieaufwand für die Herstellung eines CFK-Bauteils im Vergleich zu Stahl und auch Aluminium gegenüber. Genaue Analysen der Energie- und Stoffströme zeigen allerdings, dass die Bilanzen für die verschiedenen Werkstofflösungen im Vergleich sehr stark vom Bauteil und
69 Tom Grünweg: Die schwarze Zukunft des Autobaus. Spiegel online, 25.03.2011, http://www.spiegel.de/auto/aktuell/0,1518,753000,00.html (aufgerufen am 20.12.2013)
70 Audi entwickelt neue Leichtbau-Werkstoffe. 17.02.2011, http://www.pkwradar.de/news/audi/audi-entwickelt-neue-leichtbau-werkstoffe-8259/ (aufgerufen am 20.12.2013)
71 „Soficar wir Toray Carbon Fibers Europe S.A.: Verbundwerkstofflösungen für die Automobil-industrie. CCeV NEWS, 11. Ausgabe, 1. Halbjahr 2012, S. 11

39Recycling von cFK
vom verwendeten Materialsystem abhängen.72
Ein Vorteil von CFK hinsichtlich des CO2-Fußabdrucks ge-genüber anderen Werkstoffen ergibt sich erst, wenn das Material vollständig recycelt werden kann. Allerdings sind die Technologien und Verfahren für das Recycling von CFK bisher nur in Ansätzen entwickelt. Die zentrale Heraus-forderung besteht dabei in der Trennung von Fasern und Matrixmaterial. Um die Ökobilanz von CFK-Bauteilen deut-lich zu verbessern, wäre es notwendig, dass die mit hohem Energieaufwand hergestellten Lang- und Endlosfasern wie-dergewonnen und erneut in einem hochwertigen Verbund-werkstoff eingesetzt werden könnten. Damit wäre es zum einen möglich, Engpässen bei der Verfügbarkeit von Pri-märfasern zu begegnen. Zum anderen könnte dadurch eine effiziente Kreislaufwirtschaft von CFK erreicht werden. Da-mit ließen sich auch die zukünftig weiter steigenden Quo-ten für stoffliches Recycling in der Altfahrzeug-Verordnung erfüllen. Die aktuell am weitesten fortgeschrittenen Ansät-ze sehen jedoch zunächst eine Zerkleinerung des Materials und damit auch der darin enthaltenen Fasern vor.
Weltweit gibt es erst einige wenige Aktivitäten im Bereich Forschung und Entwicklung zum stofflichen und chemi-schen Recycling von CFK-Bauteilen und CFK-Produktions-abfällen. In Deutschland ist hier in erster Linie die CFK Val-ley Stade Recycling GmbH & Co. KG zu nennen, die Anfang 2011 in Wischhafen die erste Recyclinganlage für CFK-Ab-fälle in Betrieb genommen und dafür im selben Jahr den ersten „Deutschen Rohstoffeffizienzpreis“ gewonnen hat.73 Im CFK-Recycling-Center setzt man auf ein pyrolysebasier-tes Verfahren zum Recycling von CFK-Materialien. Trocke-ne Kohlenstofffaser-Reste, Prepreg-Materialien und End-of-Life-Bauteile werden hier zunächst sortiert und zerkleinert. Im anschließenden Pyrolyseprozess wird das Material
72 M. Achternbosch, K.-R. Bräutigam, C. Kupsch, B. Reßler, G. Sardemann, „Analyse der Umweltauswirkungen bei der Herstellung, dem Einsatz und der Entsorgung von CFK- bzw. Aluminiumrumpfkomponenten“, Wissenschaftliche Berichte FZKA 6879 des Forschungszen-trums Karlsruhe 2003
73 Karl Meyer Unternehmen CFK Valley Stade Recycling GmbH & Co. KG und carboNXT GmbH gewinnen “Deutschen Rohstoffeffizienz-Preis 2011”. CFK Valley Stade, ohne Datum, http://www.cfk-recycling.com/index.php?id=144&tx_ttnews%5Btt_news%5D=13 (aufgerufen am 20.12.2013)
Recycling wichtiger Faktor für die Ökobilanz von cFK
40 Recycling von cFK
auf 400 bis 1.000 °C erhitzt, so dass das Matrixmaterial verdampft. Da die ungeschützten Fasern nicht mit Sauer-stoff in Kontakt kommen dürfen, findet der Prozess unter Schutzgas statt. Die Anlage verfügt für die Verarbeitung über eine Kapazität von rund 1.000 Tonnen CFK-Bautei-len und Produktionsabfällen pro Jahr. Die Anlage arbeitet energieeffizient und emissionsreduziert, da Prozessenergie rückgewonnen und unter anderem Solarenergie verwendet wird. Neben einer Kapazitätserweiterung plant das Unter-nehmen ein Forschungsprojekt zur Herstellung von Koh-lenstofflangfasern durch Recycling. Die wiedergewonnenen Kurzfasern werden individuell nach Kundenwünschen kon-ditioniert, oberflächenveredelt und als neue Produkte von der Schwesterfirma carboNXT vertrieben. Mit diesen rela-tiv kurzen Fasern lassen sich zwar keine Fasermatten für hochwertige CFK-Bauteile herstellen, jedoch bieten sie sich für verschiedene andere Anwendungen an, vor allem als Verstärkungskomponenten in Kunststoffteilen oder beim Spritzguss von Leichtbauteilen im Maschinenbau sowie Innenverkleidungen. Weitere Einsatzfelder sind aufgrund der Leitfähigkeit des Materials Bauteile für die Fahrzeug-elektronik. Die Recyclate fließen also zum Teil in die Fahr-zeugneuproduktion.74 Die recycelten Fasern sind deutlich kostengünstiger als vergleichbare neu produzierte Fasern (20 bis 30 Prozent unter dem Preis für Neufasern).75, 76
Seit Ende 2010 lässt das Land Bayern in der Müllverbren-nungsanlage in Burgau, Landkreis Günzburg, eine Ent-wicklungsstudie zur Modifikation der Anlage durchführen, mit dem Ziel einer möglichst hochwertigen Schließung des Stoffkreislaufes für CFK durch pyrolytisches Recycling. Dazu soll eine ressourcenschonende Recyclingprozessket-te realisiert werden, die es ermöglicht, an den industriel-len Bedarf angepasste CFK-Recyclingprodukte mit großem
74 Nachhaltiger Leichtbau für E-Autos; Sonnenenergie-Offizielles Fachorgan der Deutschen Ge-sellschaft für Sonnenenergie e. V. Ausg. 3/2012; URL. http://www.sonnenenergie.de/index.php?id=30&no_cache=1&tx_ttnews%5Btt_news%5D=207 (aufgerufen am 20.12.2013)
75 Startschuss für neue CFK-Recyclinganlage. K Zeitung online, 02.04.2012, http://www.k-zeitung.de/Startschuss+fuer+neue+CFK-Recyclinganlage/150/1085/35048/ (aufgerufen am 20.12.2013)
76 Auch stabile Carbonfasern lassen sich wiederverwerten, Stuttgarter Zeitung, 04.01.2010

41Recycling von cFK
Durchsatz herzustellen.77
Unter dem Label „CompoCycle“78 haben sich Unternehmen der Verbundwerkstoff- und der Entsorgungsindustrie zu-sammengetan, um ein Rücknahmesystem und eine damit verbundene Prozesskette aufzubauen, mit der alte Faser-verbundbauteile aufbereitet werden, um sie als Roh- und Brennstoff für die Zementherstellung einzusetzen. Dadurch ist zwar eine vollständige stoffliche und thermische Verwer-tung von CFK-Abfällen möglich; allerdings wird mit diesem Verfahren keine werkstoffliche Wiederverwertung hoch-wertiger Verbundwerkstoffe erreicht.79
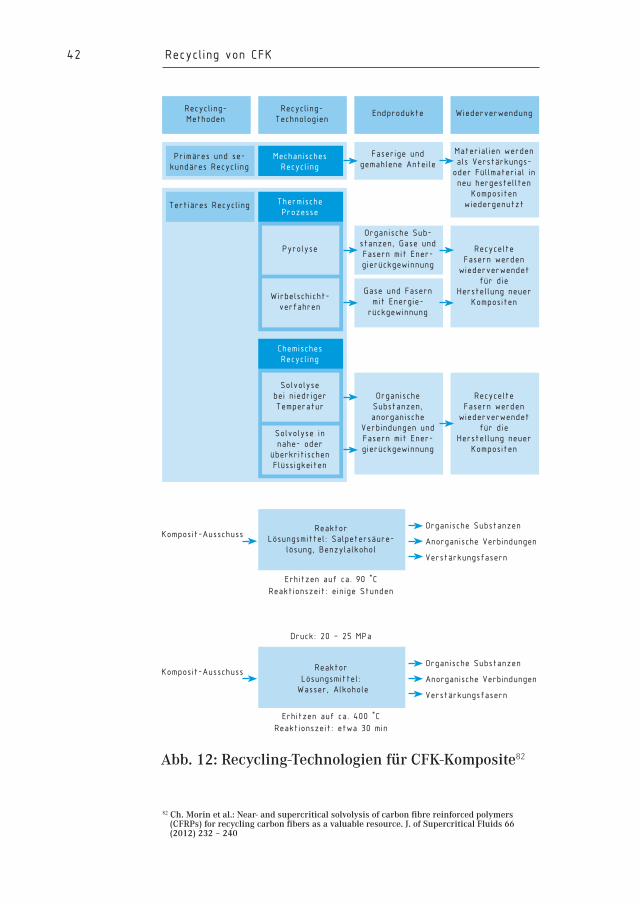
Recycling von cFK mittels solvolyse
Chemische Recycling-Verfahren auf Basis einer Solvolyse werden neben den mechanischen beziehungsweise stoffli-chen und pyrolytischen Recycling-Ansätzen für kohlenstoff-faserverstärkte Kunststoffe untersucht (vgl. Abb. 12). Dabei wird der Matrix-Kunststoff mittels eines reaktiven Lösungs-mittels zu einem universell verwendbaren, flüssigen Recy-clat aufgelöst und so von der Kohlenstofffaser getrennt. Auf diese Weise kann hier die Kohlenstofffaser zurückgewon-nen werden.80 In einem Forschungsprojekt der University of Nottingham (UK), finanziert vom Flugzeugbauer Boeing, werden überkritische Fluide als Lösungsmittel eingesetzt, um einerseits die bei der thermischen Solvolyse verbun-dene Beschädigung der Fasern zu vermeiden und anderer-seits ein umweltschonendes Lösungsmittel zu verwenden. Auf diese Weise können auch Chemikalien aus der Polymer-matrix wiedergewonnen werden.81
77 M. Kümmeth: Wie tauglich ist die Pyrolyse zur Schließung des CFK-Stoffkreislaufs? Mas-chinenMarkt, 26.04.2011, http://www.maschinenmarkt.vogel.de/themenkanaele/konstruk-tion/werkstoffe/articles/312969/ (aufgerufen am 20.12.2013)
78 Composite Recycling – Firmenwebseite: http://www.compocycle.com (aufgerufen am 20.12.2013)
79 „Nachhaltigkeit von Faserverbundwerkstoffen – Betrachtung anhand ausgewählter Anwend-ungsbeispiele“, Arbeitskreis „Nachhaltigkeit“ der AVK – Industrievereinigung Verstärkte Kunststoffe e.V.
80 Ch. Morin et al., “Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource”, J. of Supercritical Fluids 66 (2012) 232 – 240
81 CFK-Recycling: Boeing finanziert Uni Nottingham. KunststoffWeb, 04.11.20122, http://www.kunststoffweb.de/ki_ticker/CFK-Recycling_Boeing_finanziert_Uni_Nottingham_t220709 (aufgerufen am 20.12.2013)
42 Recycling von cFK
Recycling- Methoden
Recycling- Technologien
Mechanisches Recycling
Thermische prozesse
chemisches Recycling
Endprodukte wiederverwendung
Materialien werden als verstärkungs-
oder Füllmaterial in neu hergestellten
Kompositen wiedergenutzt
Faserige und gemahlene anteile
Recycelte Fasern werden
wiederverwendet für die
herstellung neuer Kompositen
Recycelte Fasern werden
wiederverwendet für die
herstellung neuer Kompositen
organische substanzen, anorganische
verbindungen und Fasern mit Ener-gierückgewinnung
primäres und se-kundäres Recycling
Tertiäres Recycling
pyrolyse
organische sub-stanzen, gase und Fasern mit Ener-gierückgewinnung
solvolyse bei niedriger Temperatur
wirbelschicht-verfahren
gase und Fasern mit Energie-
rückgewinnung
solvolyse in nahe- oder
überkritischen Flüssigkeiten
Komposit-ausschuss
Komposit-ausschuss
organische substanzen
anorganische verbindungen
verstärkungsfasern
organische substanzen
anorganische verbindungen
verstärkungsfasern
Erhitzen auf ca. 90 °c Reaktionszeit: einige stunden
Erhitzen auf ca. 400 °c Reaktionszeit: etwa 30 min
Druck: 20 – 25 Mpa
Reaktorlösungsmittel: salpetersäure-
lösung, benzylalkohol
Reaktorlösungsmittel:
wasser, alkohole
Abb. 12: Recycling-Technologien für CFK-Komposite82
82 Ch. Morin et al.: Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource. J. of Supercritical Fluids 66 (2012) 232 – 240
43bedarf an Forschung und Entwicklung
6. bEDaRF aN FoRschuNg uND ENTwIcKluNg
Kohlenstofffaserverstärkte Kunststoffe gelten als aussichts-reiche Zukunftswerkstoffe für die Automobilbranche. Al-lerdings sind die bisherigen Herstellungsverfahren nicht kompatibel mit den Erfordernissen industrieller Fahrzeug-fertigung. Hier sind neue Produktionskonzepte notwendig, die eine für die Serienproduktion mit kurzen Taktzeiten ge-eignete Produktivität ermöglichen. Um sich im Wettbewerb gegen andere Leichtbauwerkstoffe durchzusetzen, ist noch eine deutliche Kostensenkung der Fasern und Komposite erforderlich. Diese Ziele können nur erreicht werden, wenn neue automatisierte und vor allem ressourcenschonende Verfahren und Lösungsansätze entwickelt werden. Zudem sind bessere Tools für die werkstoffgerechte Auslegung und Qualitätssicherung (zerstörungsfreie Prüfverfahren) not-wendig sowie hochwertige, industrietaugliche Recycling-verfahren.
Vom Rohstoff bis zum fertigen CFK-Bauteil sind folgende Verfahrens- und Produktionsschritte hinsichtlich Ressour-ceneffizienz, Produktivität und Kosten zu optimieren:
1. Gewinnung des Rohstoffes,
2. Herstellung des Vormaterials,
3. Herstellung der Kohlenstofffasern,
4. Herstellung des CFK-Verbundwerkstoffes,
5. Herstellung der Fertigteile.
Nach einer Studie von Roland Berger zur Serienproduktion hochfester Faserverbundbauteile treiben zahlreiche deut-sche Maschinenbauer die Entwicklung der CFK-Technolo-gien derzeit voran. Allerdings fehlt häufig die Kompetenz für den kompletten Produktionsgang und die systemische Integration aller seiner Teilprozesse. Diese übernehmen derzeit vor allem die großen Automobilhersteller als Betrei-ber der Produktionsanlagen. Längerfristig kann dies jedoch nur eine Übergangslösung darstellen. Für den Maschinen-bau bieten sich hier Perspektiven als Hersteller spezieller
um sich im wett-bewerb gegen andere leichtbauwerkstoffe durchzusetzen, ist eine deutliche Kostensenkung bei Fasern und Kompo-nenten erforderlich.

44 bedarf an Forschung und Entwicklung
Komponenten oder von Komplettsystemen.83 Jeder einzel-ne Schritt in der Wertschöpfungskette kann dazu beitragen, die Kosten-, Ressourcen- und Energiepotenziale zu verbes-sern.
Bislang dient Erdöl als Rohstoffquelle für die Herstellung des Vormaterials für Kohlenstofffasern, indem daraus Poly-acrylnitril (PAN) gewonnen wird. Um langfristig von Erdöl als einziger Rohstoffquelle unabhängig zu werden, könnte die Herstellung von Kohlenstofffasern auf Basis nachwach-sender Rohstoffe eine viel versprechende Alternative er-geben. Allerdings liegen derzeit weltweit nur wenige For-schungsarbeiten zur Entwicklung geeigneter Prozesse für die Kohlenstofffaser-Produktion aus nachwachsenden Roh-stoffen wie Zellulose oder Lignin vor. Zwar lässt sich Lignin, das bei der Zellstoffherstellung als Seitenprodukt anfällt, reinigen und einschließlich Karbonisierung weiterverar-beiten (vgl. Abb. 14). Im Gegensatz zur Verarbeitung von PAN entsteht dabei jedoch zunächst keine hochorientierte Faserstruktur, so dass hier noch weiterer Forschungsbedarf besteht.84
Die Umwandlung des Vormaterials, aktuell meistens PAN, zur Kohlenstofffaser erfolgt typischerweise in drei thermi-schen Prozessen. Dabei kommt es darauf an, dass alle Fa-sern die einzelnen Prozessschritte unter möglichst gleichen Bedingungen durchlaufen. Dazu müssen Temperaturen, Strömungen und Atmosphärenzusammensetzungen in den entsprechenden Anlagen homogen gehalten werden. Eben-so ist es notwendig, die einzelnen Prozessschritte präzise aufeinander abzustimmen. Dies betrifft sowohl die thermi-schen Prozesse, also das Oxidieren und Karbonisieren der Fasern, als auch die mechanischen Teilschritte des Gesamt-prozesses wie das Abwickeln der PAN-Precursoren, den Fa-denantrieb und das Aufspulen der fertigen Kohlenstofffa-sern. In Summe tragen diese Optimierungen nicht nur zu einer konstant hohen Fertigungsqualität, sondern auch zur
83 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbauteilen. Hrsg.: Roland Berger, VDMA (September 2012)
84 Werner Bruckner: CFK: Hohe Kosten blockieren Durchbruch am Massenmarkt. VDI nachrichten, 25.05.2012, http://www.ingenieur.de/Themen/Kunststoffe/CFK-Hohe-Kosten-blockieren-Durchbruch-am-Massenmarkt (aufgerufen am 20.12.2013)
alternative Rohstoffe sind zu erforschen.
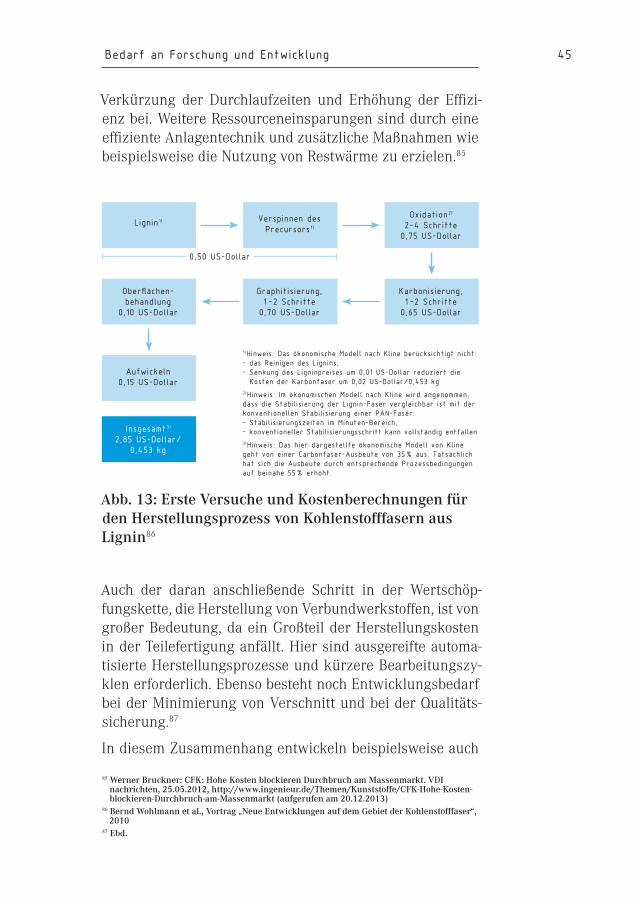
45bedarf an Forschung und Entwicklung
Verkürzung der Durchlaufzeiten und Erhöhung der Effizi-enz bei. Weitere Ressourceneinsparungen sind durch eine effiziente Anlagentechnik und zusätzliche Maßnahmen wie beispielsweise die Nutzung von Restwärme zu erzielen.85
lignin1)oxidation2)
2–4 schritte0,75 us-Dollar
Karbonisierung, 1 –2 schritte
0,65 us-Dollar
Insgesamt3)
2,85 us-Dollar/ 0,453 kg
graphitisierung, 1 –2 schritte
0,70 us-Dollar
oberflächen- be handlung
0,10 us-Dollar
aufwickeln0,15 us-Dollar
verspinnen des precursors1)
1) hinweis: Das ökonomische Modell nach Kline berücksichtigt nicht:- das Reinigen des lignins,- senkung des ligninpreises um 0,01 us-Dollar reduziert die
Kosten der Karbonfaser um 0,02 us-Dollar/0,453 kg
2) hinweis: Im ökonomischen Modell nach Kline wird angenommen, dass die stabilisierung der lignin-Faser vergleichbar ist mit der konventionellen stabilisierung einer paN-Faser:- stabilisierungszeiten im Minuten-bereich,- konventioneller stabilisierungsschritt kann vollständig entfallen
3) hinweis: Das hier dargestellte ökonomische Modell von Kline geht von einer carbonfaser-ausbeute von 35 % aus. Tatsächlich hat sich die ausbeute durch entsprechende prozessbedingungen auf beinahe 55 % erhöht.
0,50 us-Dollar
Abb. 13: Erste Versuche und Kostenberechnungen für den Herstellungsprozess von Kohlenstofffasern aus Lignin86
Auch der daran anschließende Schritt in der Wertschöp-fungskette, die Herstellung von Verbundwerkstoffen, ist von großer Bedeutung, da ein Großteil der Herstellungskosten in der Teilefertigung anfällt. Hier sind ausgereifte automa-tisierte Herstellungsprozesse und kürzere Bearbeitungszy-klen erforderlich. Ebenso besteht noch Entwicklungsbedarf bei der Minimierung von Verschnitt und bei der Qualitäts-sicherung.87
In diesem Zusammenhang entwickeln beispielsweise auch
85 Werner Bruckner: CFK: Hohe Kosten blockieren Durchbruch am Massenmarkt. VDI nachrichten, 25.05.2012, http://www.ingenieur.de/Themen/Kunststoffe/CFK-Hohe-Kosten-blockieren-Durchbruch-am-Massenmarkt (aufgerufen am 20.12.2013)
86 Bernd Wohlmann et al., Vortrag „Neue Entwicklungen auf dem Gebiet der Kohlenstofffaser“, 2010
87 Ebd.
46 bedarf an Forschung und Entwicklung
BASF und die SGL Group gemeinsam ein thermoplastisches CFK, basierend auf einem reaktiven Polyamid-System in Kombination mit dafür geeigneten Kohlenstofffasern. Ziel ist eine gegenüber duroplastischen CFK deutlich schnellere Bauteilproduktion, wie sie für die Serienfertigung im Auto-mobilbau erforderlich ist. Die beiden Unternehmen nutzen hierzu dünnflüssige, hochreaktive Caprolactam-Formulie-rungen. Wichtig ist dabei auch, dass eine gute Haftung zwi-schen Matrixsystem und Faser erfolgt. Dies soll durch eine geeignete Behandlung der Faseroberfläche sichergestellt werden.88
Auch für die CFK-Zerspanung fehlen neue, automatisierte Fertigungsprozesse, die die Produktion von Bauteilen aus CFK erleichtern — und damit auch deren Preise senken kön-nen. Bei der FEM-Simulation von Zerspanungsprozessen ist die Entwicklung eines neuen Werkstoffmodells erforderlich, das realitätsnah die Besonderheiten der Kohlenstofffaser berücksichtigt. Die Modelle von Metallen und kohlenstoff-faserverstärkten Verbundwerkstoffen unterscheiden sich stark. Metalle zeigen Materialeigenschaften, die duktil und richtungsunabhängig (isotrop) sind. Demgegenüber ist die Kohlenstofffaser spröde und parallel zur Faser steifer als quer zur Faser (orthotrop). Zusätzlich verlaufen in CFK-Gelegen die Fasern unterschiedlicher Schichten in unter-schiedliche Richtungen.89
Ein großer Bedarf an Forschung und Entwicklung besteht darüber hinaus bei geeigneten Recyclingverfahren für CFK. Sie haben vor allem die Rückgewinnung der Fasern aus den Verbundwerkstoffen nach deren Gebrauchszeit sowie aus Verschnittresten des Fertigungsprozesses zum Ziel, können jedoch auch auf Wiederverwertung der Matrixmaterialien abzielen. Als Partner im MAI Carbon Spitzencluster treiben beispielsweise das Bifa Umweltinstitut und das Fraunhofer-Institut für Bauphysik gemeinsam mit Industriepartnern
88 BASF und SGL entwickeln thermoplastisches CFK. MaschinenMarkt, MaschinenMarkt, 05.10.12, http://www.maschinenmarkt.vogel.de/themenkanaele/konstruktion/werkstoffe/articles/380691/ (aufgerufen am 20.12.2013)
89 Iestyn Hartbich: Zerspaner nehmen CFK ins Visier. VDI nachrichten, 21.09.2012, http://www.ingenieur.de/Themen/Werkstoffe/Zerspaner-nehmen-CFK-Visier (aufgerufen am 20.12.2013)
Für die cFK-zerspa-nung fehlen neue, automatisierte Fertigungsprozesse.

47bedarf an Forschung und Entwicklung
die Entwicklung einer durchgehenden und automatisierba-ren Recycling-Prozesskette voran. Dazu gehören auch die vorgelagerten Schritte, also das Demontieren, Sortieren und gegebenenfalls Zerkleinern des Materials.90
Damit könnte zwar der Kohlenstofffaser-Stoffkreislauf ge-schlossen werden, aber es fehlt noch an innovativen Kon-zepten, um die Fasern effizienter und in besseren Qualitäten zurückzugewinnen. Ein möglicher neuer Technologieansatz könnte in der Rückgewinnung von Kohlenstofffasern durch Depolymerisation im Metallbad bestehen. Dabei wird flüs-siges Zinn bei 400 bis 500 °C als Pyrolysemedium verwen-det. Gegenüber bekannten Recyclingverfahren ergeben sich deutlich verkürzte Verweildauern im Reaktor und niedri-gere erforderliche Reaktortemperaturen. Hieraus folgt eine verminderte thermische Belastung der Kohlenstofffasern. Weitere Vorteile sollten sich durch das flüssige Pyrolyseme-dium ergeben, da hier keine Vermischung mit den Reak-tionsgasen erfolgt. Zudem erweist sich das Verfahren im Vergleich zu oxidativen Recyclingverfahren für die Fasern als schonender.91
Neben der Rückgewinnung von Kohlenstoffkurzfasern, gibt es auch erste Forschungsprojekte zur Herstellung von Koh-lenstofflangfasern durch Recycling.
Für die Zukunft gilt es, die bestehenden Forschungsansät-ze und Entwicklungsarbeiten zum Recycling von CFK (vgl. Abb. 14) weiterzuentwickeln und auf ihre großtechnische und wirtschaftliche Eignung zu prüfen.
90 MAI Recycling. Carbon Composites e.V., ohne Datum, http://www.mai-carbon.de/index.php/de/cluster-organisation/projekte/mai-recycling (aufgerufen am 20.12.2013)
91 Mathias Tötzke: Untersuchungen zum Recycling von kohlefaserverstärkten Kunststoffen (CFK) durch Depolymerisation im Metallbad. Weißensee-Verlag 2005
Innovative Konzepte werden erforscht, um die Fasern effizienter und in besserer Qualität zurück zu gewinnen.
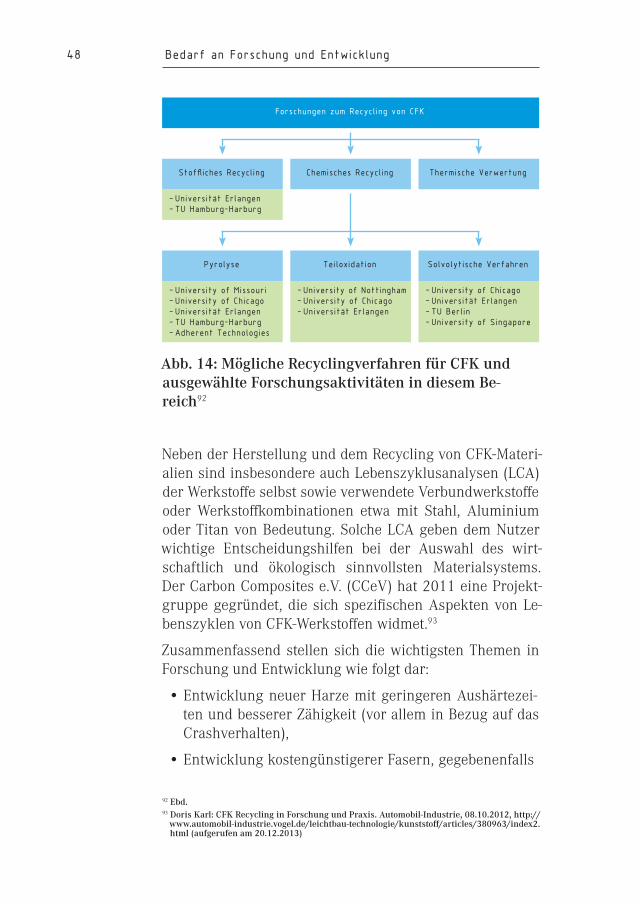
48 bedarf an Forschung und Entwicklung
pyrolyse
– universität Erlangen– Tu hamburg-harburg
– university of Missouri– university of chicago– universität Erlangen– Tu hamburg-harburg– adherent Technologies
– university of chicago– universität Erlangen– Tu berlin– university of singapore
– university of Nottingham– university of chicago– universität Erlangen
stoffliches Recycling
Teiloxidation
chemisches Recycling
solvolytische verfahren
Thermische verwertung
Forschungen zum Recycling von cFK
Abb. 14: Mögliche Recyclingverfahren für CFK und ausgewählte Forschungsaktivitäten in diesem Be-reich92
Neben der Herstellung und dem Recycling von CFK-Materi-alien sind insbesondere auch Lebenszyklusanalysen (LCA) der Werkstoffe selbst sowie verwendete Verbundwerkstoffe oder Werkstoffkombinationen etwa mit Stahl, Aluminium oder Titan von Bedeutung. Solche LCA geben dem Nutzer wichtige Entscheidungshilfen bei der Auswahl des wirt-schaftlich und ökologisch sinnvollsten Materialsystems. Der Carbon Composites e.V. (CCeV) hat 2011 eine Projekt-gruppe gegründet, die sich spezifischen Aspekten von Le-benszyklen von CFK-Werkstoffen widmet.93
Zusammenfassend stellen sich die wichtigsten Themen in Forschung und Entwicklung wie folgt dar:
• Entwicklung neuer Harze mit geringeren Aushärtezei-ten und besserer Zähigkeit (vor allem in Bezug auf das Crashverhalten),
• Entwicklung kostengünstigerer Fasern, gegebenenfalls
92 Ebd.93 Doris Karl: CFK Recycling in Forschung und Praxis. Automobil-Industrie, 08.10.2012, http://
www.automobil-industrie.vogel.de/leichtbau-technologie/kunststoff/articles/380963/index2.html (aufgerufen am 20.12.2013)
49bedarf an Forschung und Entwicklung
aus biogenen Grundwerkstoffen,
• Entwicklung von Simulationssoftware, die ein faseropti-miertes Design und eine Topologieoptimierung erlaubt sowie eine Lebensdauerabschätzung ermöglicht,
• Entwicklung präziser und feldfähiger, zerstörungsfreier Prüfverfahren (ZfP) und Bewertungsmethoden,
• Erhöhung des Automationsgrades,
• Entwicklung eines standardisierten Tools zur Berech-nung der Ökobilanz.
Schlussendlich werden CFK vor allem dort ressourcenef-fizient und mit ökonomischem Vorteil eingesetzt werden, wo die Mehrachsigkeit der Lastsituation minimal ausfällt. Dann kann die gegebene Anisotropie des Werkstoffs gezielt ausgenutzt werden und eine erzwungene „Isotropierung“ des Materials durch vielfache Faserwinkelüberlagerungen entfällt.
50 programm des Fachgesprächs
7. pRogRaMM DEs FachgEspRächs „KohlENsToFF-FasERvERsTäRKTE KuNsTsToFFE IM FahRzEugbau – REssouRcENEFFIzIENz uND TEchNologIEN“
27. Februar 2013, Augsburg
Moderation: Prof. Dr. Heinz Voggenreiter (Vorsitzender VDI-GME, Direktor DLR Institut für Bauweisen- und Konstrukti-onsforschung) und Dr. Martin Vogt (Leiter VDI ZRE GmbH)
Top 1: Begrüßung und Vorstellungsrunde
Top 2: Keynote-Vortrag, Günter Deinzer (Audi AG – Audi Leichtbau Zentrum)
Top 3: „CFK im Fahrzeugbau: Technologien und Ressour-ceneffizienz“, Ergebnisse einer Kurzanalyse des VDI ZRE, Dr. Oliver Krauss (VDI TZ GmbH)
Top 4: Moderierte Diskussion zu den Fragestellungen/Ziel-setzungen aus Keynote- und Impulsvortrag; Schwerpunkt: Anwendung im Fahrzeugbau, effiziente Serienproduktions-verfahren
Top 5: Impulsvortrag zur Herstellung von Kohlenstofffa-sern. Andreas Wüllner (SGL Automotive Carbon Fibers GmbH & Co. KG)
Top 6: Moderierte Diskussion zu spezifischen Fragestellun-gen/Zielsetzungen bzgl. Rohstoffsituation bei Kohlenstofffa-sern, effiziente Faserherstellung, nachwachsende Faserroh-stoffe
Top 7: Impulsvortrag zu Recycling, Lebenszyklusanalysen. Tim Rademacker (CFK Valley Stade Recycling GmbH & Co. KG)
Top 8: Moderierte Diskussion zu spezifischen Fragestel-lungen/Zielsetzungen bzgl. CFK-Recycling (aus Produktion und End-of-life), Anwendungsmöglichkeiten für recycelte Fasern, Lebenszyklusanalysen
Top 9: Abschlussdiskussion
Top 10: Zusammenfassung und Ausblick
51Dokumentation des Fachgesprächs
8. DoKuMENTaTIoN DEs FachgEspRächs „KohlEN-sToFFFasERvERsTäRKTE KuNsTsToFFE IM FahR-zEugbau – REssouRcENEFFIzIENz uND TEchNolo-gIEN“
Am 27. Februar 2013 fand in Augsburg ein Fachgespräch zum Thema „Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau – Ressourceneffizienz und Technologien“ mit 22 Teilnehmern aus Forschung, Industrie, Politik und fachli-chen Netzwerken statt. In den drei Diskussionsblöcken des Fachgesprächs, zu dem das VDI Zentrum Ressourceneffizi-enz und die VDI-Gesellschaft Materials Engineering einge-laden hatten, wurden Ressourceneffizienzpotenziale bei der Kohlenstofffaserherstellung, der CFK-Bauteilproduktion, der Nutzung von CFK im Fahrzeugleichtbau und beim Recycling betrachtet. Somit konnten Handlungsfelder entlang der ge-samten CFK-Wertschöpfungskette identifiziert werden.
Hinsichtlich der anwendungsbezogenen Herausforderun-gen lag der Fokus der Diskussion auf dem Fahrzeugbau. Es wurde aber bestätigt, dass neben dem bereits weit fort-geschrittenen CFK-Einsatz im Flugzeugbau und bei Wind-kraftanlagen auch in anderen Segmenten des Fahrzeugbaus, etwa bei Nutz- oder Schienenfahrzeugen, der Leichtbau mit kohlenstofffaserverstärkten Kunststoffen an Bedeutung ge-winnt. Darüber hinaus besteht ebenfalls im Bauwesen ein zunehmendes Interesse an CFK. Solche Querverbindungen zu anderen Branchen könnten vor allem auch im Hinblick auf die werkstoffliche Weiterverwertung von CFK-Materia-lien interessant sein.
Rohstoffsituation bei Kohlenstofffasern, effiziente Faserherstellung, nachwachsende Faserrohstoffe
Eine drohende Verknappung von Kohlenstofffasern oder Precursormaterialien wird von den Industrievertretern der-zeit nicht gesehen. Zwar konzentriert sich die Precursor-produktion vor allem auf Akteure in den USA und in Japan. Die Zahl der Anbieter dort und in Europa erscheint aber groß genug, um keine marktverzerrenden Abhängigkeiten entstehen zu lassen. Kritischer wird dagegen die Abhängig-
52 Dokumentation des Fachgesprächs
keit von Ölpreis und Energiekosten eingeschätzt. Bei chine-sischen Anbietern von Kohlenstofffasern wird davon aus-gegangen, dass sie erst in einigen Jahren die Technologien so weit beherrschen, um konkurrenzfähig zu sein. Dann al-lerdings könnte China durch große Produktionskapazitäten und Preisdumping den Markt für Kohlenstofffasern massiv beeinflussen und versuchen, Wettbewerber aus dem Markt zu verdrängen.
Um die Verfügbarkeit von Kohlenstofffasern sicherzustellen, ist es nicht unbedingt notwendig, die Wertschöpfungskette vollständig in Deutschland zu haben. Wichtiger ist, dass die deutsche Industrie durch technologisches Know-how, Sys-temkompetenz und strategische Kooperationen Zugang zu den global verteilten Produktionskapazitäten erhält.
Der Aufbau weiterer Produktionskapazitäten zur Deckung des wachsenden Bedarfs an Kohlenstofffasern ist nur mög-lich, wenn tragfähige Kunden-Lieferanten-Beziehungen auf-gebaut werden. Nur so können die mit den hohen Investitio-nen verbundenen Risiken getragen werden.
Um die Ressourceneffizienz bei der Herstellung von Koh-lenstofffasern zu steigern, werden Entwicklungen in den folgenden drei Bereichen verfolgt:
1. Inkrementelle Verbesserungen der aktuell genutzten Technologien: Das einzige industriell bewährte Verfahren zur großvolumigen Herstellung hochwertiger Kohlenstoff-fasern stellt die Route über Polyacrylnitrilfasern (PAN) dar, die bei sehr hohen Temperaturen karbonisiert werden. In den nächsten zehn bis 15 Jahren wird dies durch keine grundlegend neue Technologie zu ersetzen sein.
An der Steigerung der Prozesseffizienz wird kontinuierlich gearbeitet. Es besteht aber noch großes Potenzial zur weite-ren Einsparung von Ressourcen und Energie durch schritt-weise Verbesserungen entlang der gesamten Herstellungs-kette. Hierzu gehören unter anderem effizienzoptimierte Prozesse, die Nutzung von Abwärme und Produktionsab-fällen oder die Bereitstellung großer Mengen an benötigter thermischer Energie durch regenerativ erzeugten Strom.

53Dokumentation des Fachgesprächs
2. Neue Technologien für die Faserherstellung: Für eine effizientere Aufheizung und Umwandlung der Ausgangs-materialien in hochstabile Kohlenstofffasern werden Alter-nativen zu den herkömmlichen Öfen erforscht, bei denen Mikrowellen, Laser oder Plasma für den notwendigen Ener-gieeintrag zum Einsatz kommen sollen. Diese Verfahren sind aber noch weit davon entfernt, industriell einsetzbar zu sein. Dennoch ist es wichtig, die Forschung hierfür ver-stärkt voranzutreiben.
3. Neue Precursors auf Basis nachwachsender Rohstoffe: Um die Abhängigkeit von erdölbasierten Ausgangsmateri-alien für Kohlenstofffasern zu reduzieren, werden Ansätze zur Nutzung nachwachsender Rohstoffe wie zum Beispiel Zellulose oder Lignin erforscht. Derzeit werden mit solchen Precursors jedoch noch keine vergleichbaren mechani-schen Kennwerte erreicht. Zudem sind die Prozesse noch nicht ausgereift und die Qualitätsschwankungen der daraus hergestellten Fasern für die industrielle Weiterverarbeitung in Verbundwerkstoffe fallen noch deutlich zu groß aus. Ins-gesamt befinden sich die Entwicklungen noch in einem frü-hen Forschungsstadium. Damit mittel- bis langfristig eine industriefähige Rohstoffalternative aufgebaut werden kann, sollten die bestehenden Forschungsaktivitäten in diesem Bereich intensiviert werden. Zudem ist noch zu klären, wie groß der Effekt der Nutzung nachwachsender Rohstoffe für die Herstellung von Kohlenstofffasern auf die Gesamtökobi-lanz ist, bei der – im Falle des Automobils – der Verbrauch fossiler Energierohstoffe und die damit verbundenen Emis-sionen während der Nutzungsphase dominieren.
cFK-anwendungen im Fahrzeugbau und effiziente produktionsverfahren
Die Reduktion des Fahrzeuggewichts durch konstruktiven und werkstofflichen Leichtbau führt nicht nur unmittelbar zu Kraftstoffeinsparungen während der Nutzungsphase, sondern induziert durch Sekundäreffekte wie das Downsi-zing der Motoren oder eine kleinere Auslegung der Brem-sen weiteres Einsparpotenzial für den Ressourceneinsatz, ohne dabei Einbußen hinsichtlich Fahrkomfort und Sicher-
54 Dokumentation des Fachgesprächs
heit hinnehmen zu müssen.
Um sich gegen andere Leichtbauwerkstoffe wie etwa Alumi-nium im Materialmix zukünftiger Fahrzeugmodelle durch-setzen zu können, sind eine deutliche Kostenreduktion und Steigerung der Ressourceneffizienz bei den Produkti-onsverfahren für kohlenstofffaserverstärkte Kunststoffe in Richtung Automatisierung erforderlich. Als wichtige Durch-bruchstechnologien, die diesbezüglich noch weiterentwi-ckelt werden müssen, wurden Injektionsverfahren wie das Resin Transfer Molding (RTM), das Direct Fibre Placement und das Nasspressverfahren genannt. Ebenso besteht noch Bedarf für Forschung und Entwicklung bei der Bauteilbe-arbeitung (zum Beispiel Wasserstrahlschneiden, Laserbear-beitung, Stanzen) und bei den Fügetechniken.
Generell ist bei der Konstruktion, Auslegung und Verfah-rensentwicklung eine sorgfältige Abwägung zwischen ho-her Materialeffizienz und hoher Produktivität erforderlich, da sich hier häufig technologische Zielkonflikte ergeben. Bei schnellen Verfahren entsteht meist eine relativ große Menge Verschnitt, während Prozesse, die sehr effizient mit den Fasern umgehen, wie beispielsweise Direct-Placement-Verfahren, einen viel geringeren Durchsatz aufweisen.
Ebenso wurde hervorgehoben, dass eine frühzeitige be-reichsübergreifende Zusammenarbeit, etwa mit Designern und Produktentwicklern, notwendig ist, um die Ressour-ceneffizienzpotenziale durch den Einsatz von CFK zu rea-lisieren.
Als zentraler innovativer Ansatz bei der Entwicklung von CFK-Komponenten für den Fahrzeugbau sollte die Funkti-onsintegration noch intensiver verfolgt werden. Hier be-steht ein großes Potenzial für CFK, sich weitere Vorteile hinsichtlich Materialeffizienz und Kosten gegenüber etab-lierten Werkstoffen zu verschaffen. Dazu müssen die Werk-zeuge und Methoden für eine werkstoffgerechte 3D-Bautei-lauslegung bereitgestellt werden.
Von besonderer Bedeutung für die Beschleunigung und Ef-fizienzsteigerung der Prozesse zur Herstellung von CFK-

55Dokumentation des Fachgesprächs
Bauteilen ist auch die Weiterentwicklung der verwendeten Matrixmaterialien. Zum einen können die klassischen du-romerbasierten Harze hinsichtlich ihrer Fließeigenschaf-ten und Aushärtungszeiten noch weiter verbessert werden. Für große Chemieunternehmen sind solche Optimierungen häufig uninteressant, weil die Produktionsmengen ver-gleichsweise klein ausfallen. Hier ist es notwendig, dass die verschieden verteilten Aktivitäten zur Formulierung verbes-serter Harze vor allem auch von mittelständischen Unter-nehmen stärker gebündelt werden und eine noch bessere Vernetzung mit den industriellen Anwendern erreicht wird.
Als nächster bedeutender Entwicklungsschritt wird die Ein-führung von Thermoplasten als Matrixkomponente für CFK gesehen. Vorteile sind hier vor allem kürzere Zykluszeiten aufgrund der schnelleren Aushärtung, bessere Integrati-onsmöglichkeiten und die Umformbarkeit dieser Materiali-en. Allerdings bestehen noch eine Reihe von Herausforde-rungen. Die Verarbeitungsprozesse, wie etwa das Lackieren oder Umformen, stellen hohe Anforderungen an die Tem-peratur- und Medienbeständigkeit der Thermoplaste. Aber auch die Belastungen in der Nutzungsphase erfordern eine Materialqualität, die mit thermoplastischer Matrix derzeit kaum erreicht und auch nur mit besonders teuren Thermo-plasten realisierbar sein wird. Welche thermoplastischen Matrixmaterialien sich für CFK im Automobilbau durchset-zen werden, ist noch offen.
Als sehr wichtig wurde auch die Weiterentwicklung der Tools für die Modellierung und Simulation von CFK-Bau-teilen hervorgehoben. Vor allem die für den Automobilbau besonders relevante Simulation des Crashverhaltens ist für CFK-Werkstoffe noch nicht ausgereift, dies gilt insbesonde-re für große Bauteile. Hinzu kommt, dass die besonderen Eigenschaften von CFK, die etwa durch die Orientierung der Fasern entstehen, in den entsprechenden Modellen noch nicht abgebildet werden. So wird zwar das Design von CFK-Bauteilen schon mit kontinuierlich verbesserten Simu-lationstools optimiert, jedoch kann noch keine anisotrope Topologieoptimierung erfolgen, so dass Gewichtsredukti-onspotenziale von CFK bei der Auslegung und die damit
56 Dokumentation des Fachgesprächs
verbundene Steigerung der Ressourceneffizienz noch nicht voll ausgeschöpft werden können.
Seit 2012 wird die serienreife Entwicklung von CFK im Rahmen des Spitzenclusters MAI Carbon vom BMBF geför-dert. Ziel der Clusteraktivitäten ist es, die Entwicklung der Verfahren und Technologien so weit voranzutreiben, dass bis zum Jahr 2020 CFK für den Automobilbau und andere Branchen großindustriell hergestellt und genutzt werden können. An den elf Projekten, die viele der diskutierten As-pekte – von der Faserherstellung über die serientaugliche Bauteilfertigung bis zum Recycling – betreffen, sind insge-samt über 70 Partner aus Industrie und Forschung beteiligt.
Abschließend wurde diskutiert, dass aktuelle „Leuchtturm-projekte“ wie neue Elektro- oder Hybridautos mit vollstän-diger CFK-Karosserie notwendig sind, um die Technolo-gieentwicklung voranzutreiben. CFK-Werkstoffe und die dazugehörigen Verfahren sind zu qualifizieren sowie werk-stoffgerechte Konstruktionsweisen weiterzuentwickeln. Dies wird am Beispiel der von BMW entwickelten Elektro-fahrzeuge i3 und i8 deutlich, die eine vollständig aus CFK gefertigte Karosserie aufweisen werden. Es ist jedoch zu er-warten, dass, wie beispielsweise bei Audi, kohlenstofffaser-verstärkte Kunststoffe in der Pkw-Serienfertigung zunächst in kleineren Komponenten in höherklassigen Modellen ein-geführt werden und der CFK-Anteil im Materialmix schritt-weise erhöht wird.
cFK-Recycling, anwendungsmöglichkeiten für recycelte Fasern, lebenszyklusanalysen
Derzeit werden unterschiedliche Optionen zum CFK-Recy-cling studiert. Mit pyrolytischer Trennung von Faser und Matrix sowie anschließender Aufbereitung ist es heute be-reits möglich, hochwertige Kohlenstofffasern unterschiedli-cher Längen und Qualitäten durch Recycling zu gewinnen. Daraus können verschiedene Recyclingprodukte wie Vliese, Stapelfasern und auch langfaserverstärkte Verbundwerk-stoffe hergestellt werden.
Es besteht vor allem ein Imageproblem solcher Sekun-

57Dokumentation des Fachgesprächs
därfasermaterialien, denen industrielle Anwender, ohne tatsächlich die Spezifikationen genau zu kennen, generell eine schlechtere Qualität im Vergleich zu Primärfasern unterstellen. Um Recyclingfasern konsequent in die Wert-schöpfungskette einzubeziehen und den Stoffkreislauf tat-sächlich zu schließen, ist es notwendig, diese Vorurteile zu überwinden. Von der Industrie müssen Anwendungen gefunden werden, in denen recyclierte Fasern als vollwer-tiger Werkstoff ohne Kompromisse bezüglich der Qualität einsetzbar sind.
Wesentlicher Nachteil der Pyrolyse ist, dass dabei das Mat-rixmaterial vollständig verloren geht und nicht in den Stoff-kreislauf zurückgeführt wird. Dies stellt eine prinzipielle Grenze der maximal erreichbaren Recyclingquote für CFK mit diesem Verfahren dar. Andere technische Lösungen zur Trennung von Faser und Matrix durch chemische Verfahren befinden sich in der Entwicklung, sind aber noch nicht in-dustriell einsetzbar. Die dahingehenden Aktivitäten in For-schung und Entwicklung sollten verstärkt werden. Es wird aber davon ausgegangen, dass für die nächsten zehn Jahre die Pyrolyse und anschließende Faseraufbereitung den effi-zientesten und am besten geeigneten Prozess für das CFK-Recycling im industriellen Maßstab darstellen wird.
Mit zunehmendem Einsatz von CFK in verschiedenen An-wendungen nimmt auch der Anteil von zu recycelndem Material aus Produkten nach ihrer Nutzung („End of Life“) in Relation zu häufig unverharzten Produktionsabfällen zu. Dies stellt große Herausforderungen an die Sortierung und den Recyclingprozess selbst. In diesem Kontext wurde da-rauf hingewiesen, dass auch das Recycling und insbeson-dere die Sortierung einen erheblichen Energiebedarf auf-weisen können, der sich negativ auf die Gesamtökobilanz von CFK auswirkt. So verläuft beispielsweise der oft sehr weite Transport sehr großer Einzelteile zur Recyclinganla-ge (wie etwa das Seitenleitwerk eines Verkehrsflugzeugs) nach ihrer Demontage sehr energieaufwändig. Um diesen Abschnitt des Stoffkreislaufs energetisch zu verbessern, werden derzeit technische Lösungen für die Zerkleinerung solcher Bauteile vor Ort entwickelt. Ebenso ist es notwendig,

58 Dokumentation des Fachgesprächs
die Anforderungen des Recyclings nach der Nutzungspha-se bereits im Produktdesign zu berücksichtigen.
Vollständige Lebenszyklusanalysen können helfen, die An-sätze zu identifizieren, mit denen die größten Steigerun-gen der Ressourceneffizienz bei der Produktion und Nut-zung kohlenstofffaserverstärkter Kunststoffe zu erzielen sind. Zwar überwiegt bei der Anwendung im Automobil der Ressourcenverbrauch während der Nutzungsphase, jedoch nimmt die Bedeutung des Ressourceneinsatzes bei der Pro-duktion zu, je leichter die eingesetzten Materialien werden. Ein zentrales Problem besteht darin, dass Ökobilanzen zu verschiedenen Werkstoffen oder Technologien nicht mit-einander vergleichbar sind. Es gilt in diesem Bereich, die Kompatibilität der Standards und Randbedingungen herzu-stellen.
59anhang
9. aNhaNg
abbildungsverzeichnis
Abb. 1: Globaler Bedarf von Kohlenstofffasern in Tonnen 2008 – 2020 (* Schätzungen)
Abb. 2: Kohlenstofffaser-Kapazitäten nach Herstellern in Tonnen (2011)
Abb. 3: Kostenvergleich CFK versus Stahlblech heutzutage anhand eines Referenzbauteils
Abb. 4: Kostensenkungspotenzial bis 2020 (Modellrechnung)
Abb. 5: Verschiedene Prozesswege zur Herstellung von Kohlenstofffasern
Abb. 6: Prinzipschema der Kohlenstofffaser-Herstellung
Abb. 7: Kohlenstofffaser-Spule
Abb. 8: Schematischer Ablauf des RTM-Verfahrens
Abb. 9: RTM-Prozess schematisch
Abb. 10: Prozesskette für die vollautomatisierte Fertigung endkonturnaher Volumenbauteile aus CFK
Abb. 11: Herstellung des CFK-Daches für den BMW M3 in der Kleinserie
Abb. 12: Recycling-Technologien für CFK-Komposite
Abb. 13: Erste Versuche und Kostenberechnungen für den Herstellungs-prozess von Kohlenstofffasern aus Lignin
Abb. 14: Mögliche Recyclingverfahren für CFK und ausgewählte Forschungsaktivitäten in diesem Bereich
Tab. 1: Aktivitäten von Unternehmen zur Erweiterung der Produktions-kapazität für Kohlenstofffasern
60 anhang
Fußnotenverzeichnis1 Bernhard Jahn: Composites-Marktbericht 2011, Der globale CFK-Markt. Hrsg.: Carbon Composites e. V., September 2011; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/08/29/ccev-composites-marktbericht-2011_1.pdf (aufgerufen am 20.12.2013); Alfons Schuster: Composites-Marktbericht, Der CFK-Markt 2009/2010, Hrsg.: Carbon Composites e. V., September 2010; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/12/08/29/ccev-composites-marktbericht-2010.pdf (aufgerufen am 20.12.2013)
2 Birgit Niesing: Carbon in Serie. weiter.vorn 3.2012, http://www.fraunhofer.de/de/publikationen/fraunhofer-magazin/2012/weiter-vorn_3-2012_Inhalt/weiter-vorn_3-2012_08.html (aufgerufen am 20.12.2013)
3 Daniel Lenkeit: Zukunftswerkstoff CFK mit starkem Aufwind. Germa-ny Trade&Invest, 23.03.2012, http://www.gtai.de/GTAI/Navigation/DE/Trade/maerkte,did=543902.html?view=renderPdf (aufgerufen am 20.12.2013)
4 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globa-le CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaen-ge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
5 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globa-le CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaen-ge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
6 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globa-le CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaen-ge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
7 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globa-le CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaen-ge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
8 Jeff Sloan: Carbon fiber market. CompositesWorld, 03.01.2011, http://www.compositesworld.com/articles/carbon-fiber-market-cautious-opti-mism (aufgerufen am 20.12.2013)
9 Bernhard Jahn, Doris Karl: Composites-Marktbericht 2012, Der globa-le CFK-Markt. Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaen-ge/12/11/06/composites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
61anhang
10 Ebd.11 Ebd.12 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbau-
teilen. Hrsg.: Roland Berger, VDMA (September 2012), S. 1313 Werner Bruckner: Mit Kostensenken wächst der CFK-Markt, in: VDI
nachrichten, 25.05.2012, S. 814 Ralph Lässig et al., Serienproduktion von hochfesten Faserverbund-
bauteilen. Hrsg.: Roland Berger, VDMA (September 2012), S. 15, http://www.rolandberger.de/media/pdf/Roland_Berger_Serienprodukti-on_hochfester_Faserverbundbauteile_20120926.pdf (aufgerufen am 20.12.2013)
15 Ebd.16 Peter Trechow: Leichtbau wird Materialmix des Automobils massiv
verändern, in: VDI nachrichten, 06.01.2012, S. 817 Ebd.18 Ralph Lässig et al., Serienproduktion von hochfesten Faserverbundbau-
teilen. Hrsg.: Roland Berger, VDMA (September 2012), S. 1819 Michael Ziegler: CFK-Leichtbau im VW 1-Liter-Auto XL1. Automobil
Industrie, 10.09.2012; http://www.automobil-industrie.vogel.de/karos-serie/articles/377463/ (aufgerufen am 20.12.2013)
20 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR21 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbau-
teilen. Hrsg.: Roland Berger, VDMA (September 2012), S. 1522 Ebd., S. 1823 Wikipedia-Artikel „Kohlenstofffaser“ in der Version vom 21.10.2013,
22.13 Uhr, http://de.wikipedia.org/w/index.php?title=Kohlenstofffaser&oldid=123679608 (aufgerufen am 20.12.2013)
24 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR25 Bernd Wohlmann, AVK – Industrievereinigung Verstärkte Kunststoffe
e.V.: Handbuch Faserverbundkunststoffe – Grundlagen, Verarbeitung, Anwendungen. Veröffentlicht 2009, 3. Auflage.
26 Ebd.27 Bernd Wohlmann et al., Vortrag „Neue Entwicklungen auf dem Gebiet
der Kohlenstofffaser“, 201028 Bernd Wohlmann, AVK – Industrievereinigung Verstärkte Kunststoffe
e.V.: Handbuch Faserverbundkunststoffe – Grundlagen, Verarbeitung, Anwendungen. Veröffentlicht 2009, 3. Auflage
29 Foto: SGL Carbon, http://www.sglgroup.com/cms/international/press-lounge/photo-archive/index.html?__locale=en (aufgerufen am 20.12.2013)
62 anhang
30 Ebd.31 Bernhard Jahn: Composites-Marktbericht 2012, Der globale CFK-Markt.
Hrsg.: Carbon Compostites e. V., Oktober 2012; http://www.carbon-com-posites.eu/sites/carbon-composites.eu/files/anhaenge/12/11/06/com-posites_marktbericht_2012_-_deutsch.pdf (aufgerufen am 20.12.2013)
32 Sebastian Nöll: Carbon-Composites. Beratungs- und Informations-system für Technologietransfer im Handwerk, 16.12.2010, http://fachinfo.bistech.de/artikel/790/Carbon+Composite+%28CFK%29+-+Kohlefaserverbundwerkstoffe (aufgerufen am 20.12.2013)
33 Ebd.34 Schmidt, A.: Neue Fertigungsverfahren für die Großserienferti-
gung von Faserverbundwerkstoffen im Automobilbau. Knowledge Space des Lehrstuhls für Fertigungsautomatisierung und Montage, 13.02.2013, http://wiki.zimt.uni-siegen.de/fertigungsautomatisie-rung/index.php?title=Neue_Fertigungsverfahren_f%C3%BCr_die_Gro%C3%9Ferienfertigung_von_Faserverbundwerkstoffen_im_Automobilbau&oldid=17780 (aufgerufen am 20.12.2013)
35 Mathes, V., Faserverbund-Kunststoffe – mehr als nur Carbon…, Indust-rieanzeiger Nr. 20/2012
36 Gries, T.: Innovative Methoden zur hochproduktiven Fertigung textiler Preforms. Vortrag, InnoMateria, Köln, 15.03.2011
37 Faserverbundtechnik für den Automobilbau, VDMA Nachrichten 02/2013
38 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR39 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR40 Drummer, D.; Müller, T.: „Thermoplastische Hochleistungsfaserver-
bunde stehen vor einer großen Renaissance“, intelligenter produzieren 3/2010, VDMA Verlag, 6 – 8.
41 M. Schneebauer, KraussMaffei Technologies GmbH, Vortrag thermo-comp, Chemnitz, 29.06.2011
42 Friedrich, M.: Perspektiven einer automatisierten RTM-Fertigung. Vor-trag am Wissenschaftstag 2009, DLR Institut für Faserverbundleicht-bau und Adaptronik, Braunschweig, 30.09.2009
43 Ch. Fuchs: Herstellung von CFK-Leichtbaukomponenten in Auto-klav- und Injektionstechnik. TÜV Süd, undatiert, http://www.tuev-sued.de/uploads/images/1134986798495817443325/24_fuchs_d.pdf. Verfügbar über archive.org unter https://web.archive.org/web/20071101035230/http://www.tuev-sued.de/uploads/ima-ges/1134986798495817443325/24_fuchs_d.pdf (aufgerufen am 20.12.2013)
44 Website der DFG-Forschergruppe 860. http://www.for860.rwth-aachen.de (aufgerufen am 20.12.2013)
63anhang
45 M. Wiedemann (2011): CFK im Automobil – Ein weiter Weg? Beitrag beim 5. Fachkongress „Kunststofftrends im Automobil“, Wolfsburg, 28.09.2011
46 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR47 Stock, A.; Egger, P.: Hybridteilfertigung: Organobleche verlassen das
Hochpreissegment. Composites World, Februar 2011, 12 – 1548 Malek, T.: Noch leichter, noch belastbarer. Plastverarbeiter, Mai 2010,
38 – 3949 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR50 Anja Jäschke: Funktionaler Leichtbau durch SpriForm. Bayern Innova-
tiv, 23.06.2010, http://www.automanager.de/BayernInnovativ/Zuliefe-rer_Innovativ2010/jaeschke.php (aufgerufen am 20.12.2013)
51 CarboCar. http://www.inno-cnt.de/de/backgrounder_carbocar.php (aufgerufen am 20.12.2013)
52 Angelika Rockel: Neuartiger Werkstoff: Organofolie für die Automobil-industrie. Informationsdienst Wissenschaft, 20.07.2009, http://idw-online.de/de/news326597 (aufgerufen am 20.12.2013)
53 Fischer, H.; Bäumer, R.: Organofolien aus recyclierten Kohlenstofffa-sern – neue Wege für CFK-Halbzeuge in der Serienproduktion. Vortrag, ThermoComp, Chemnitz, 30.06.2011
54 Fertigungstechnik macht Kohlenstofffasern fit für die Serie. VDI Nach-richten, 23.02.2011
55 Michael Reichenbach: CFK ist das bessere Material der Zukunft. ATZ online, undatiert, http://www.atzonline.de/Aktuell/Interviews/35/225/CFK-ist-das-bessere-Material-der-Zukunft.html. Verfügbar über archive.org unter https://web.archive.org/web/20120303052914/http://www.atzonline.de/Aktuell/Interviews/35/225/CFK-ist-das-bessere-Material-der-Zukunft.html (aufgerufen am 20.12.2013)
56 M. Brune, H. Oppermann: Anforderungen an Simulationsmethoden für die Auslegung von CFK-Strukturen im Automobilbau. http://www.carbon-composites.eu/sites/carbon-composites.eu/files/anhaenge/gruppen/12/08/29/02_v_af_13.pdf (aufgerufen am 20.12.2013)
57 Forschungsaktivitäten der Arbeitsgruppe Struktursimulation. http://www.fast.kit.edu/lbt/3317.php (aufgerufen am 20.12.2013)
58 H. Oppermann: Zur Lebensdauerberechnung faserverstärkter Kunst-stoffe im Automobilbau. MP Materials Testing 07-08/2012, Seite 479 – 487
59 Norbert Doktor: Mikrowellen gegen Materialfehler – neues Prüfver-fahren soll industriell einsetzbar werden. Informationsdienst Wis-senschaft, 02.11.2009, http://idw-online.de/pages/de/news342046 (aufgerufen am 20.12.2013)
60 Persönliche Mitteilung von Prof. Dr. H. Voggenreiter, DLR
64 anhang
61 Fraunhofer IZFP: Leichter bauen durch zerstörungsfreie Prüfung. Inno-vation Report, Ausgabe 2-2011, Hrsg.: CFK-Valley Stade e.V.
62 Mobilität der Zukunft: CFK – ein Werkstoff der Zukunft. BMW-Presse-meldung, 02.07.2010, http://www.7-forum.com/news/Mobilitaet-der-Zukunft-CFK-ein-Werkstoff-3420.html (aufgerufen am 20.12.2013)
63 Honsel, G.: Das Auto von der Rolle. Technology Review, 12/2010, 52 – 56
64 Wolfgang Pester: Karbon in Großserie ist möglich. Hannoversche Allge-meine, 05.11.2012, http://www.haz.de/Ratgeber/Auto-Verkehr/Ueber-sicht/Karbon-in-Grossserie-ist-moeglich (aufgerufen am 20.12.2013)
65 Thomas Geiger: Karbon erobert die Großserie. Frankfurter Rundschau, 22.07.2011, http://www.fr-online.de/auto/karbon-erobert-die-grossse-rie,1472790,8699664.html (aufgerufen am 20.12.2013)
66 M·A·I Carbon – Webseite des Spitzenclustgers: http://www.mai-carbon.de/index.php/de/ (aufgerufen am 20.12.2013)
67 SGL Group und BMW Group: Neues Carbonfaserwerk wird in Moses Lake / USA errichtet. 06.04.2010, http://www.sglgroup.com/cms/inter-national/press-lounge/news/2010/04/04062010_p.html?__locale=de (aufgerufen am 20.12.2013)
68 Volkswagen überrascht BMW. Manager Magazin, 01.03.2011, http://www.manager-magazin.de/unternehmen/autoindust-rie/0,2828,748364,00.html (aufgerufen am 20.12.2013)
69 Tom Grünweg: Die schwarze Zukunft des Autobaus. Spiegel online, 25.03.2011, http://www.spiegel.de/auto/aktuell/0,1518,753000,00.html (aufgerufen am 20.12.2013)
70 Audi entwickelt neue Leichtbau-Werkstoffe. 17.02.2011, http://www.pkwradar.de/news/audi/audi-entwickelt-neue-leichtbau-werkstof-fe-8259/ (aufgerufen am 20.12.2013)
71 „Soficar wir Toray Carbon Fibers Europe S.A.: Verbundwerkstofflösun-gen für die Automobilindustrie. CCeV NEWS, 11. Ausgabe, 1. Halbjahr 2012, S. 11
72 M. Achternbosch, K.-R. Bräutigam, C. Kupsch, B. Reßler, G. Sardemann, „Analyse der Umweltauswirkungen bei der Herstellung, dem Einsatz und der Entsorgung von CFK- bzw. Aluminiumrumpfkomponenten“, Wissenschaftliche Berichte FZKA 6879 des Forschungszentrums Karls-ruhe 2003
73 Karl Meyer Unternehmen CFK Valley Stade Recycling GmbH & Co. KG und carboNXT GmbH gewinnen “Deutschen Rohstoffeffizienz-Preis 2011”. CFK Valley Stade, ohne Datum, http://www.cfk-recycling.com/index.php?id=144&tx_ttnews%5Btt_news%5D=13 (aufgerufen am 20.12.2013)

65anhang
74 Nachhaltiger Leichtbau für E-Autos; Sonnenenergie-Offizielles Fachor-gan der Deutschen Gesellschaft für Sonnenenergie e. V. Ausg. 3/2012; URL. http://www.sonnenenergie.de/index.php?id=30&no_cache=1&tx_ttnews%5Btt_news%5D=207 (aufgerufen am 20.12.2013)
75 Startschuss für neue CFK-Recyclinganlage. K Zeitung online, 02.04.2012, http://www.k-zeitung.de/Startschuss+fuer+neue+CFK-Recyclinganlage/150/1085/35048/ (aufgerufen am 20.12.2013)
76 Auch stabile Carbonfasern lassen sich wiederverwerten, Stuttgarter Zeitung, 04.01.2010
77 M. Kümmeth: Wie tauglich ist die Pyrolyse zur Schließung des CFK-Stoffkreislaufs? MaschinenMarkt, 26.04.2011, http://www.maschi-nenmarkt.vogel.de/themenkanaele/konstruktion/werkstoffe/artic-les/312969/ (aufgerufen am 20.12.2013)
78 Composite Recycling – Firmenwebseite: http://www.compocycle.com (aufgerufen am 20.12.2013)
79 „Nachhaltigkeit von Faserverbundwerkstoffen – Betrachtung anhand ausgewählter Anwendungsbeispiele“, Arbeitskreis „Nachhaltigkeit“ der AVK – Industrievereinigung Verstärkte Kunststoffe e.V.
80 Ch. Morin et al., “Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource”, J. of Supercritical Fluids 66 (2012) 232 – 240
81 CFK-Recycling: Boeing finanziert Uni Nottingham. KunststoffWeb, 04.11.20122, http://www.kunststoffweb.de/ki_ticker/CFK-Recyc-ling_Boeing_finanziert_Uni_Nottingham_t220709 (aufgerufen am 20.12.2013)
82 Ch. Morin et al.: Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource. J. of Supercritical Fluids 66 (2012) 232 – 240
83 Ralph Lässig et al.: Serienproduktion von hochfesten Faserverbundbau-teilen. Hrsg.: Roland Berger, VDMA (September 2012)
84 Werner Bruckner: CFK: Hohe Kosten blockieren Durchbruch am Massenmarkt. VDI nachrichten, 25.05.2012, http://www.ingenieur.de/Themen/Kunststoffe/CFK-Hohe-Kosten-blockieren-Durchbruch-am-Massenmarkt (aufgerufen am 20.12.2013)
85 Werner Bruckner: CFK: Hohe Kosten blockieren Durchbruch am Massenmarkt. VDI nachrichten, 25.05.2012, http://www.ingenieur.de/Themen/Kunststoffe/CFK-Hohe-Kosten-blockieren-Durchbruch-am-Massenmarkt (aufgerufen am 20.12.2013)
86 Bernd Wohlmann et al., Vortrag „Neue Entwicklungen auf dem Gebiet der Kohlenstofffaser“, 2010
87 Ebd.

66 anhang
88 BASF und SGL entwickeln thermoplastisches CFK. MaschinenMarkt, MaschinenMarkt, 05.10.12, http://www.maschinenmarkt.vogel.de/themenkanaele/konstruktion/werkstoffe/articles/380691/ (aufgerufen am 20.12.2013)
89 Iestyn Hartbich: Zerspaner nehmen CFK ins Visier. VDI nachrichten, 21.09.2012, http://www.ingenieur.de/Themen/Werkstoffe/Zerspaner-nehmen-CFK-Visier (aufgerufen am 20.12.2013)
90 MAI Recycling. Carbon Composites e.V., ohne Datum, http://www.mai-carbon.de/index.php/de/cluster-organisation/projekte/mai-recycling (aufgerufen am 20.12.2013)
91 Mathias Tötzke: Untersuchungen zum Recycling von kohlefaserver-stärkten Kunststoffen (CFK) durch Depolymerisation im Metallbad. Weißensee-Verlag 2005
92 Ebd.93 Doris Karl: CFK Recycling in Forschung und Praxis. Automobil-Indus-
trie, 08.10.2012, http://www.automobil-industrie.vogel.de/leichtbau-technologie/kunststoff/articles/380963/index2.html (aufgerufen am 20.12.2013)

Diese Kurzanalyse entstand im Auftrag der VDI Zentrum Ressourceneffizienz GmbH und wurde durch die VDI Technologiezentrum GmbH erstellt.
Das Fachgespräch wurde in Kooperation mit der VDI-Fachgesellschaft „Materials Engineering“ durchgeführt.
Kurzanalyse Nr. 3: Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau – Ressourceneffizienz und Technologien; 2. überarbeitete Auflage, März 2014
Herzlichen Dank an Prof. Dr. Heinz Voggenreiter für seine fachlichen Inputs zur Kurzanalyse und zum Fachgespräch.
Autoren:
Dr. Heinz Eickenbusch, VDI Technologiezentrum GmbH
Dr. Oliver Krauss, VDI Technologiezentrum GmbH
Fachlicher Ansprechpartner:
Kerstin Drechsler, VDI Zentrum Ressourceneffizienz GmbH
Redaktion:
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)
Johannisstr. 5 – 6
10117 Berlin
Tel. +49 30-27 59 506-0
Fax +49 30-27 59 506-30
www.ressource-deutschland.de
Satz und Gestaltung: Christian Maciejewski
Titelbild: © Neiromobile | Dreamstime.com
Gedruckt auf umweltfreundlichem Recyclingpapier.

Kohlenstofffaserverstärkte Kunststoffe im Fahrzeugbau – Ressourceneffizienz und TechnologienMärz 2013
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)Johannisstr. 5–610117 BerlinTel. +49 30-27 59 506–0Fax +49 30-27 59 506–[email protected]
VDI ZRE Publikationen: Kurzanalyse Nr. 3
VDI ZRE
Pub
lika
tion
en: Kur
zana
lyse
Nr. 3
Koh
lens
toff
fase
rver
stär
kte
Kun
stst
offe
im F
ahrz
eugb
au