Embed Size (px)
Citation preview

Verschleißschutz fur TitanbauteileWear Protection for Titanium Components
K. Bobzin, F. Ernst, J. Rosing, Y. Rojas
Die Verwendung von Titan und seiner Legierungen hat aufgrundseiner werkstoffspezifischen Eigenschaften wie hoher Festigkeit,guter Korrosionseigenschaften und sehr hoher thermischer Belast-barkeit, in den letzten Jahrzehnten stetig zugenommen. Derzeitwird jedoch der Einsatz in tribologischen Systemen durch eine re-lativ niedrige Verschleißbestandigkeit eingeschrankt. Der Ver-schleiß an Bauteiloberflachen ist prinzipiell eine Eigenschaft, diebedingt ist durch die chemischen und physikalischen Wechselwir-kungen der beteiligten Elemente sowie des auf das Bauteil wirken-den Beanspruchungskollektivs. Ausgehend von der Gesamtkom-plexitat eines tribologischen Problems zeigt sich die Notwendigkeitder Bereitstellung von beanspruchungsgerechten Verschleißschutz-systemen. Titanlegierungen sind im Allgemeinen nur eingeschranktschweißbar, da eine Versprodung durch Aufnahme von Wasserstoffund Sauerstoff oberhalb von 950 �C sowie die a-b-Gefugeumwand-lung auftreten konnen. Die Ubertragung von etablierten Lottechni-ken, die zurzeit Anwendung bei Stahlwerkstoffen finden, bildenhier einen Entwicklungsansatz. Durch Auftragloten von Hartstoffenauf Titanbauteile wird eine individuelle Optimierung ermoglicht,wobei verschiedene Hartstoffe mit kommerziellen Lotwerkstoffenkombiniert und als Pasten appliziert werden.
Schlusselworte: Verschleißwiederstand, Verschleißschutz, Lo-ten, Titan, Tribologie
The use of titanium and its alloys in the last decades keeps onincreasing due to its material-specific characteristics like high firm-ness, good corrosion characteristics and very high thermal maxi-mum stress. However nowadays, the use of titanium componentsin systems where wear resistance is important is limited by tita-nium’s relatively low wear resistance. Surface wear is in principlea characteristic, conditioned by chemical and physical effects of theelements involved as well as collective stress. The necessity for newsystems where good wear resistance and excellent mechanicalproperties are combined keeps on showing up. Due to titanium’stendency to react with surrounding media, titanium alloys are dif-ficult to be welded. Embrittlement by admission of hydrogen andoxygen can occur at high temperature processes or even changes ontitanium’s microstructure may appear. Brazing techniques, whichare actually applied to steel, have been modified and adapted forusing them to titanium materials. Here, commercially availablebraze pastes and hard materials where combined and applied ontitanium.
Keywords: wear resistance, wear protection, brazing, titanium,tribology
1 Einleitung
Die tribologischen Eigenschaften von Titanwerkstoffenwerden wegen ihrer Neigung zumVerschweißen und Anlegie-ren allgemein als ungunstig angesehen. Sie sind gekennzeich-net durch hohe Reibwerte und starken adhasiven Verschleiß.Ansatze in der Luftfahrtechnik, um das unbefriedigende Ver-schleißverhalten zu verbessern, bestehen im galvanischenAufbringen von Nickelschichten. Generell gibt es eine Viel-zahl von Ansatzen, um Titanwerkstoffe vor unterschiedlich-sten Beanspruchungen zu schutzen und fur verschiedene An-wendungen zu ertuchtigen [1]. Dies beinhaltet das Aufbringenvon Festschmierstoffen, PVD-, Thermodiffusions-, und Io-nenimplantationsverfahren sowie Elektroplattieren, Laserle-gieren und thermisches Spritzen [2,3]. Durch die Erweiterungder Beschichtungstechnologien wird ein enormer Markt anVerschleißschutzschichten fur Bauteile erschlossen werden.
Die Ubertragung von etablierten Lottechniken (Auftraglo-ten von Ni-Cr/WC-Co-Schichten), die derzeit Anwendung beiStahlwerkstoffen finden, bildet in dieser Arbeit den Entwick-lungsansatz. Bei den gangigen Auftraglotprozessen werdenSchichten aus Nickelbasislotlegierungen und Hartstoffenfur Stahl und Nickellegierungen konzipiert. Eine Weiterent-wicklung erfahrt diese Beschichtungstechnologie durch dieErweiterung auf andere Grundwerkstoffe wie z.B. Titan [4].
Das Auftragloten von Hartstoffverbundsystemen dient demVerschleißschutz vor allem bei abrasivem und erosivem Ver-schleiß. Neben dem Verschleißschutz durch Auftragloten vonHartstoffen bieten Mischverbunde mit ingenieurkeramischenWerkstoffen oder Hartlegierungen die Moglichkeit der Bau-
teiloptimierung. Fur eine erfolgreiche Umsetzung der Kon-zepte ist aufgrund der metallurgischen Eigenschaften von Ti-tanlegierungen eine Modifizierung bisheriger Prozesse not-wendig [5,6]. Auch im Bereich der Wartung bzw. Reparaturverschlissener Bauteile finden die hier dargestellten Ergeb-nisse Anwendung. Oberflachendefekte, Materialabtrag durchErosion oder breite Risse, die im Titanbauteil zu beobachtensind, konnen daruber hinaus mit dem Lotreparaturprozesswieder behoben werden.
Zielsetzung dieser Arbeit ist es, Lotverfahren zu entwi-ckeln, die es durch die beanspruchungsgerechte Bereitstellungvon Verschleißschutzsystemen ermoglichen, das Anwen-dungsspektrum von Titanlegierungen konsequent zu erwei-tern. Ausgangspunkt ist hierbei das Auftragloten von Hart-stoffen.
2 Experimentelle Vorgehensweise
Diese Arbeit gliedert sich in die Teilbereiche Schichtent-wicklung und Charakterisierung hinsichtlich ihrer technologi-schen Eigenschaften. Die ersten Untersuchungen wurden aufdem Substrat Ti3Al2,5V (Grade 9) durchgefuhrt. Ti3Al2,5Vbesitzt eine hohe Festigkeit und wird in der Industrie oft alsKonstruktionswerkstoff fur hochkorrosive Anwendungen ein-gesetzt. Die Herstellung ausgewahlter Schichtsysteme er-folgte nach dem so genannten Suspensionsverfahren. Durchdieses Verfahren ist die Herstellung dunner Verschleißschutz-schichten moglich. Hierbei werden feinkornige Hartstoffe und
160 F 2007 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
DOI: 10.1002/mawe.200600106 Mat.-wiss. u. Werkstofftech. 2007, 38, No. 2
Lotpulver zusammen mit einem organischen Kunststoffbinderund einem Losungsmittel vermischt und zu einer Suspensionoder Paste verarbeitet. Der Auftrag dieser Suspension erfolgtedurch Spachteln und Pinseln, je nach Viskositat der ange-wandten Suspension.
Hergestellt wurden die Suspensionen durch Hartstoffpulvermit einem durchschnittlichen Korndurchmesser von 15 bis45lm und Lotpulver, die mit organischen Bindermaterialienvermischt wurden. Zunachst wurden Verbundsysteme aus Ti-tankarbid (-22,5lm), Wolframkarbid-Kobalt, Borkarbid (Te-trabor) und Borkarbid+Titan als Hartstoffe mit TiBrazeJ
375 (TiZrCuNi) und BrazeTec D7200.4 (AgCu-eutek.) alsMatrix untersucht. Der Prozess wurde im Vakuumofen durch-gefuhrt. Im Laufe des Erwarmungsvorgangs entweicht alserstes bei einer Temperatur von ca. 400 bis 450 �C der Binderdampfformig und ruckstandsfrei aus der Lot- und Hartstoff-suspension.
Zur Prufung des Reibverhaltens der auftraggelotetenSchichten wurden diese mit Aluminiumoxidkugeln (6mm)im Rotationstribometer fur 200m bei einer Linear-Geschwin-digkeit von 5 cm/s und einer Kraft von 5 N belastet. Alle Ver-suche wurden in Normalatmosphare bei Raumtemperaturdurchgefuhrt. Als Referenzprobe wurde das SubstratTi3Al2,5V untersucht.
Die Schichtmorphologie wurde mit Hilfe der Lichtmikro-skopie untersucht. Um die Morphologie der Verschleißspurzu untersuchen, wurden sowohl auf der rotierenden Probeals auch auf dem stationaren Gegenkorper Aufnahmen mitHilfe eines Laserprofilometers gemacht.
3 Ergebnisse
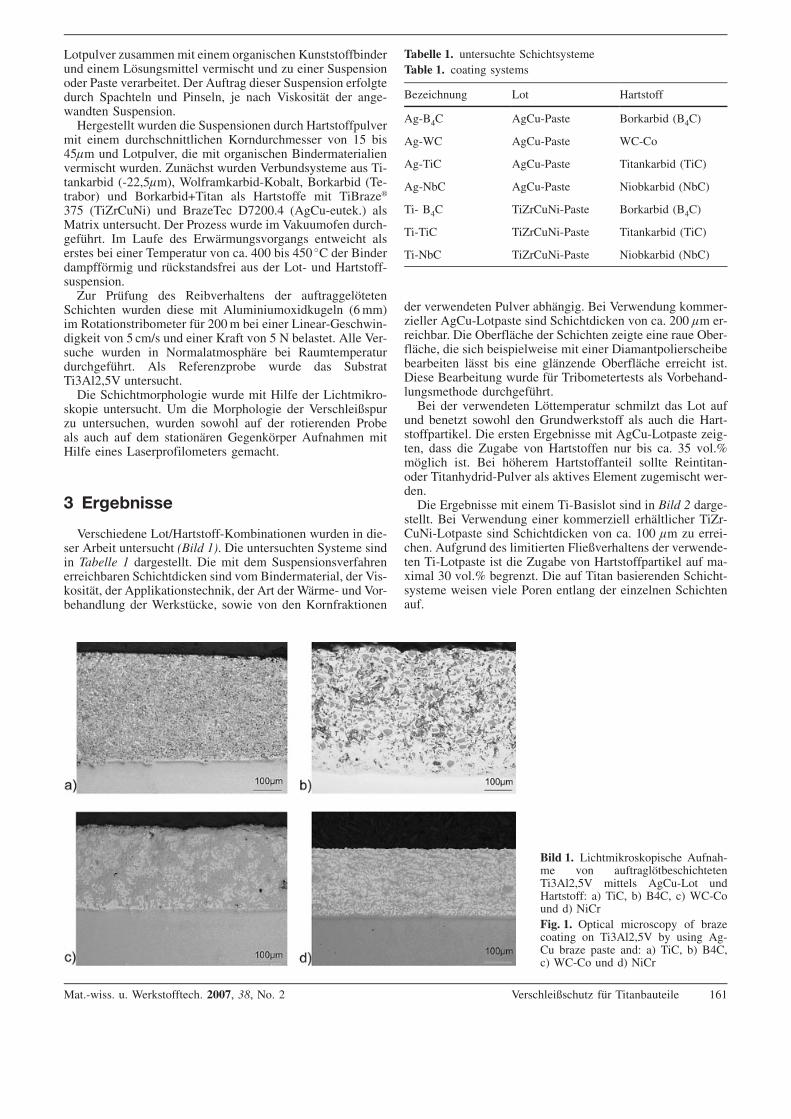
Verschiedene Lot/Hartstoff-Kombinationen wurden in die-ser Arbeit untersucht (Bild 1). Die untersuchten Systeme sindin Tabelle 1 dargestellt. Die mit dem Suspensionsverfahrenerreichbaren Schichtdicken sind vom Bindermaterial, der Vis-kositat, der Applikationstechnik, der Art der Warme- und Vor-behandlung der Werkstucke, sowie von den Kornfraktionen
der verwendeten Pulver abhangig. Bei Verwendung kommer-zieller AgCu-Lotpaste sind Schichtdicken von ca. 200 lm er-reichbar. Die Oberflache der Schichten zeigte eine raue Ober-flache, die sich beispielweise mit einer Diamantpolierscheibebearbeiten lasst bis eine glanzende Oberflache erreicht ist.Diese Bearbeitung wurde fur Tribometertests als Vorbehand-lungsmethode durchgefuhrt.
Bei der verwendeten Lottemperatur schmilzt das Lot aufund benetzt sowohl den Grundwerkstoff als auch die Hart-stoffpartikel. Die ersten Ergebnisse mit AgCu-Lotpaste zeig-ten, dass die Zugabe von Hartstoffen nur bis ca. 35 vol.%moglich ist. Bei hoherem Hartstoffanteil sollte Reintitan-oder Titanhydrid-Pulver als aktives Element zugemischt wer-den.
Die Ergebnisse mit einem Ti-Basislot sind in Bild 2 darge-stellt. Bei Verwendung einer kommerziell erhaltlicher TiZr-CuNi-Lotpaste sind Schichtdicken von ca. 100 lm zu errei-chen. Aufgrund des limitierten Fließverhaltens der verwende-ten Ti-Lotpaste ist die Zugabe von Hartstoffpartikel auf ma-ximal 30 vol.% begrenzt. Die auf Titan basierenden Schicht-systeme weisen viele Poren entlang der einzelnen Schichtenauf.
Bild 1. Lichtmikroskopische Aufnah-me von auftraglotbeschichtetenTi3Al2,5V mittels AgCu-Lot undHartstoff: a) TiC, b) B4C, c) WC-Cound d) NiCr
Fig. 1. Optical microscopy of brazecoating on Ti3Al2,5V by using Ag-Cu braze paste and: a) TiC, b) B4C,c) WC-Co und d) NiCr
Tabelle 1. untersuchte Schichtsysteme
Table 1. coating systems
Bezeichnung Lot Hartstoff
Ag-B4C AgCu-Paste Borkarbid (B4C)
Ag-WC AgCu-Paste WC-Co
Ag-TiC AgCu-Paste Titankarbid (TiC)
Ag-NbC AgCu-Paste Niobkarbid (NbC)
Ti- B4C TiZrCuNi-Paste Borkarbid (B4C)
Ti-TiC TiZrCuNi-Paste Titankarbid (TiC)
Ti-NbC TiZrCuNi-Paste Niobkarbid (NbC)
Mat.-wiss. u. Werkstofftech. 2007, 38, No. 2 Verschleißschutz fur Titanbauteile 161
Tribometertests haben gezeigt, dass die aufgetrageneSchichten deutlich niedrigere Verschleißraten als der Grund-werkstoff selbst zeigen. Die besten Ergebnisse wurden zumeinen mit Ag-B4C und zum anderen mit Ti-TiC erreicht.Die mikroskaligen Hartstoffpartikel fuhrten in AgCu-Hart-stoff-Schichten zu einer spezifischen Verschleißrate in derGroßenordnung von 10-6 mm3/Nm. Bei gleichen Testbedin-gungen lag die Verschleißrate von porosen TiZrCuNi-Hart-stoff-Schichten in der Großenordnung von 10-5 mm3/Nm,wahrend die Verschleißrate des Grundmaterials bei 10-3
mm3/Nm liegt. Dieser Effekt ist ebenfalls auf der Verschleiß-kalotte zu beobachten, Bild 3.
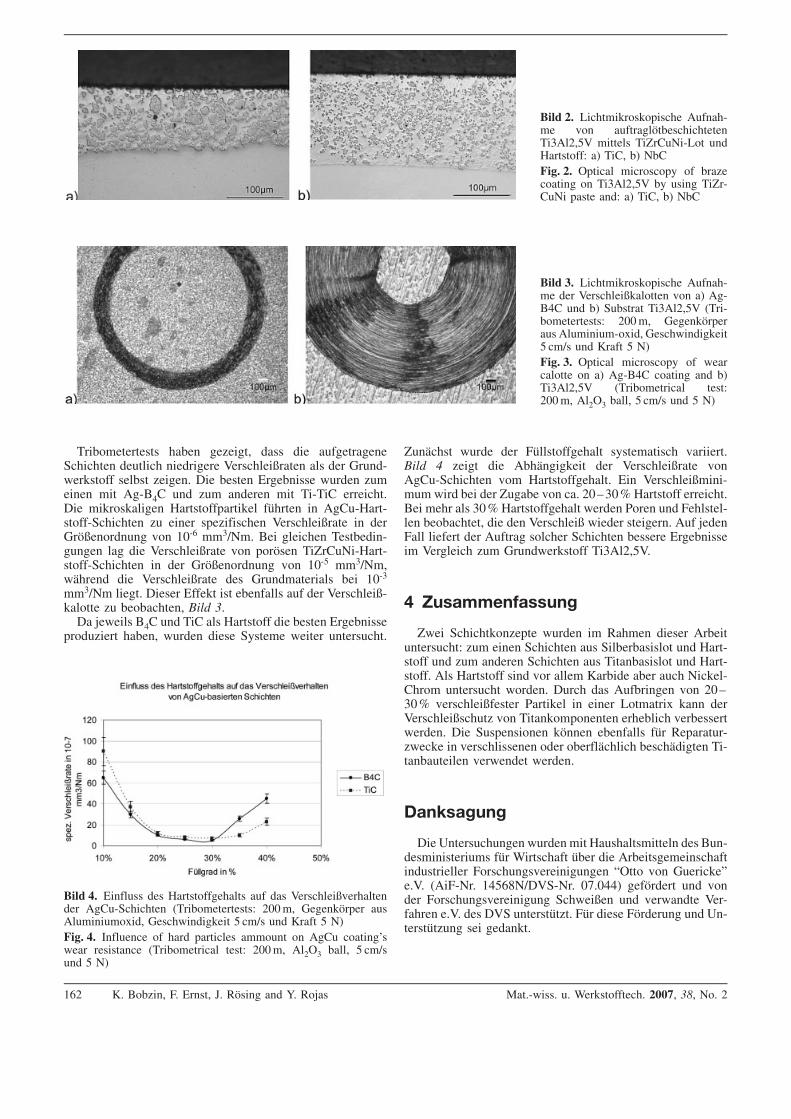
Da jeweils B4C und TiC als Hartstoff die besten Ergebnisseproduziert haben, wurden diese Systeme weiter untersucht.
Zunachst wurde der Fullstoffgehalt systematisch variiert.Bild 4 zeigt die Abhangigkeit der Verschleißrate vonAgCu-Schichten vom Hartstoffgehalt. Ein Verschleißmini-mum wird bei der Zugabe von ca. 20–30% Hartstoff erreicht.Bei mehr als 30% Hartstoffgehalt werden Poren und Fehlstel-len beobachtet, die den Verschleiß wieder steigern. Auf jedenFall liefert der Auftrag solcher Schichten bessere Ergebnisseim Vergleich zum Grundwerkstoff Ti3Al2,5V.
4 Zusammenfassung
Zwei Schichtkonzepte wurden im Rahmen dieser Arbeituntersucht: zum einen Schichten aus Silberbasislot und Hart-stoff und zum anderen Schichten aus Titanbasislot und Hart-stoff. Als Hartstoff sind vor allem Karbide aber auch Nickel-Chrom untersucht worden. Durch das Aufbringen von 20–30% verschleißfester Partikel in einer Lotmatrix kann derVerschleißschutz von Titankomponenten erheblich verbessertwerden. Die Suspensionen konnen ebenfalls fur Reparatur-zwecke in verschlissenen oder oberflachlich beschadigten Ti-tanbauteilen verwendet werden.
Danksagung
Die Untersuchungen wurden mit Haushaltsmitteln des Bun-desministeriums fur Wirtschaft uber die Arbeitsgemeinschaftindustrieller Forschungsvereinigungen “Otto von Guericke”e.V. (AiF-Nr. 14568N/DVS-Nr. 07.044) gefordert und vonder Forschungsvereinigung Schweißen und verwandte Ver-fahren e.V. des DVS unterstutzt. Fur diese Forderung und Un-terstutzung sei gedankt.
Bild 2. Lichtmikroskopische Aufnah-me von auftraglotbeschichtetenTi3Al2,5V mittels TiZrCuNi-Lot undHartstoff: a) TiC, b) NbC
Fig. 2. Optical microscopy of brazecoating on Ti3Al2,5V by using TiZr-CuNi paste and: a) TiC, b) NbC
Bild 3. Lichtmikroskopische Aufnah-me der Verschleißkalotten von a) Ag-B4C und b) Substrat Ti3Al2,5V (Tri-bometertests: 200m, Gegenkorperaus Aluminium-oxid, Geschwindigkeit5 cm/s und Kraft 5 N)
Fig. 3. Optical microscopy of wearcalotte on a) Ag-B4C coating and b)Ti3Al2,5V (Tribometrical test:200m, Al2O3 ball, 5 cm/s und 5 N)
Bild 4. Einfluss des Hartstoffgehalts auf das Verschleißverhaltender AgCu-Schichten (Tribometertests: 200m, Gegenkorper ausAluminiumoxid, Geschwindigkeit 5 cm/s und Kraft 5 N)
Fig. 4. Influence of hard particles ammount on AgCu coating’swear resistance (Tribometrical test: 200m, Al2O3 ball, 5 cm/sund 5 N)
162 K. Bobzin, F. Ernst, J. Rosing and Y. Rojas Mat.-wiss. u. Werkstofftech. 2007, 38, No. 2
Literatur
1. K.G. Budinski, Wear 1991, 151, 203.2. B.S. Yilbas, J. Nickel, A. Coban, M. Sami, S.Z. Shuja, A. Aleem,
Wear 1997, 212, 140.3. T. Grogler, “Niederdruck-Abscheidung von Diamantschichten
auf Titanwerkstoffen als Verschleißschutz”. Fortschritt-Be-richte VDI. VDI -Verl., 1999 .
4. E. Lugscheider, H. Schmoor, Schweißen und Schneiden 1997,49, Heft 6, 356.
5. L.M. Liu, S.Q. Wang, H.Q. Ye, “Adhesion of metal-carbide/ni-tride interfaces: Al/TiC and Al/TiN”. J. Phys.: Condens. Matter2003, 15, 8103.
6. S.V. Dudity, B.I. Lundqvist, “Wetting of TiC and TiN by me-tals”. Physical Review B 69, 2004, 125421.
Korrespondensautor: Y. Rojas, Institut fur Oberflachentechnik,RWTH Aachen, Julicher Str. 344a, 52070 Aachen,E-mail: [email protected]
Eingegangen in endgultiger Form: 15. Nov. 2006 T 106
Mat.-wiss. u. Werkstofftech. 2007, 38, No. 2 Verschleißschutz fur Titanbauteile 163