Embed Size (px)
Citation preview

Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 1 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Protokoll Steuerungstechnik
Patrick Sperl
4YHWIL 2010/11
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
Datum der Übung:
14.1.11 – 4.3.11
Klasse:
4YHWIL
Gruppe:
2
Kat.Nr.:
11
Name:
Patrick Sperl
Übung Nr.:
Protokoll_3_Steuerungstechnik
T h e m a:
Steuerungstechnik
Leitung:
Fl. Gräll
Inhaltsverzeichnis
1. Einleitung...............................................................................................Fehler! Textmarke nicht definiert.
2. Bildzeichen.............................................................................................Fehler! Textmarke nicht definiert.
3. Elektro-Pneumatik..................................................................................Fehler! Textmarke nicht definiert.
3.1 Elektrische Bauteile........................................................................Fehler! Textmarke nicht definiert.
3.2 Elektro-pneumatische Steuerung...................................................Fehler! Textmarke nicht definiert.
3.2.1 Grundschaltungen..................................................................Fehler! Textmarke nicht definiert.
3.2.2 Ansteuerung von Ventilen......................................................Fehler! Textmarke nicht definiert.
3.3 Darstellung elektro-pneumatischer Schaltungen...........................Fehler! Textmarke nicht definiert.
4. SPS – Speicherprogrammierbare Steuerung..........................................Fehler! Textmarke nicht definiert.
4.1 Aufbau und Wirkungsweise einer SPS............................................Fehler! Textmarke nicht definiert.
5. Quellverzeichnis.....................................................................................Fehler! Textmarke nicht definiert.
6. Labor-Übungen......................................................................................Fehler! Textmarke nicht definiert.
7. Schlusswort............................................................................................Fehler! Textmarke nicht definiert.
8. Arbeitsbericht
Datum der Protokollabgabe: 25.3.11 Anzahl der abgegebenen Seiten (inkl. Deckblatt):
Abgegeben am: Note:
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 2 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
1. Einleitung
Innerhalb der Steuerungstechnik nehmen die pneumatischen Steuerungen einen wichtigen Platz ein, der aus ihrer Unempfindlichkeit gegen Umwelteinflüsse resultiert. Diese Systeme werden durch starke Temperaturschwankungen, Stoßbeanspruchungen sowie Schwingungen, teilweise auch Schmutz, nicht in ihrer Funktionsfähigkeit beeinflusst. Sie können in korrosiver Atmosphäre eingesetzt werden, ebenso wie an strahlungsexponierten Stellen. Druckluftanlagen finden ihre Anwendung auch in explosionsgefährdeten Bereichen, weil das Arbeitsmedium Luft in den meisten Fällen zu keiner Gefahrenerhöhung beiträgt. Pneumatische Steueranlagen sind relativ preiswert, gegenüber hydraulischen Systemen, welche meist Pumpen in der Nähe der Antriebsglieder benötigen, Druckluftnetze sind in vielen Betrieben vorhanden. Bei Ausfall der Druckluftversorgung ist bei Anwendung von Druckluftspeichern die Betriebsfähigkeit noch für einige Zeit sichergestellt. Ebenso ist keine Rückleitung der Luft, nach dem Betätigen des Arbeitsgliedes, notwendig, im Gegensatz zur Hydraulik, wo ein geschlossener Kreislauf erforderlich ist. Ein weiterer Vorteil gegenüber der Hydraulik ist die höhere Strömungsgeschwindigkeit der Luft, diese liegt bei 10-15m/s. Dadurch können Zylinderausfahrgeschwindigkeiten von bis zu 300 m/min erreicht werden, bei der Hydraulik sind sie mit ca. 60 m/min begrenzt.
Der Nachteil von pneumatischen Systemen liegt einerseits in der Kompressibilität von Luft, welche die überbrückbare Entfernung auf etwa 200 m beschränkt, und andererseits in der Begrenzung der Geschwindigkeit für die Signalübertragung durch die Schallgeschwindigkeit, wodurch Nachteile gegenüber elektronischen Systemen zustande kommen. Die Energiedichte ist mit maximal 15 bar in der Pneumatik kleiner als bei hydraulischen Anlagen, wo Drücke zwischen 30 und 60 bar üblich sind, und in besonderen Anwendungsfällen bis zu 150 bar erreicht werden können.
Die Pneumatik kann über drei unterschiedliche Systeme angesteuert werden. Die Unterschiede und die verschiedenen Möglichkeiten, welche man mit den Verfahren hat, werden in diesem Protokoll beschrieben.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 3 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
2. Bildzeichen
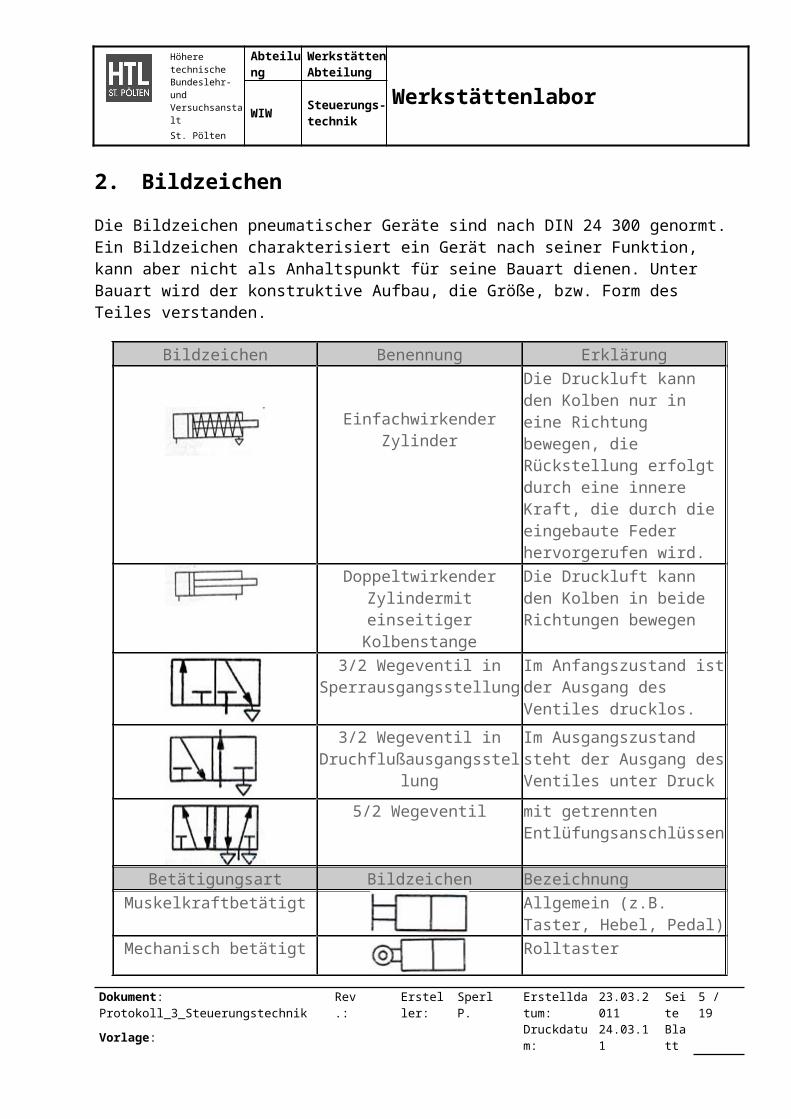
Die Bildzeichen pneumatischer Geräte sind nach DIN 24 300 genormt. Ein Bildzeichen charakterisiert ein Gerät nach seiner Funktion, kann aber nicht als Anhaltspunkt für seine Bauart dienen. Unter Bauart wird der konstruktive Aufbau, die Größe, bzw. Form des Teiles verstanden.
Bildzeichen Benennung Erklärung
Einfachwirkender Zylinder
Die Druckluft kann den Kolben nur in eine Richtung bewegen, die Rückstellung erfolgt durch eine innere Kraft, die durch die eingebaute Feder hervorgerufen wird.
Doppeltwirkender Zylindermit einseitiger
Kolbenstange
Die Druckluft kann den Kolben in beide Richtungen bewegen
3/2 Wegeventil in Sperrausgangsstellung
Im Anfangszustand ist der Ausgang des Ventiles drucklos.
3/2 Wegeventil in Druchflußausgangsstellu
ng
Im Ausgangszustand steht der Ausgang des Ventiles unter Druck
5/2 Wegeventil mit getrennten Entlüfungsanschlüssen
Betätigungsart Bildzeichen BezeichnungMuskelkraftbetätigt Allgemein (z.B. Taster,
Hebel, Pedal)Mechanisch betätigt Rolltaster
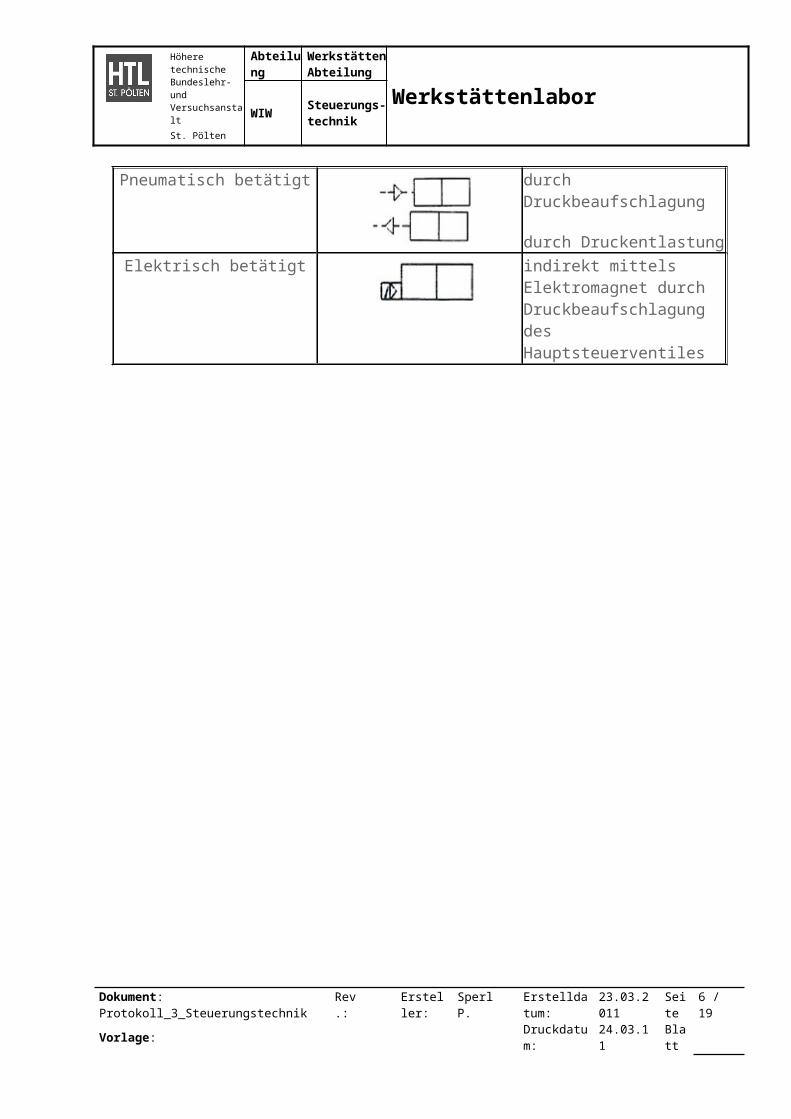
Pneumatisch betätigt durch Druckbeaufschlagung
durch DruckentlastungElektrisch betätigt indirekt mittels
Elektromagnet durch Druckbeaufschlagung des Hauptsteuerventiles
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 4 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
3. Elektro-Pneumatik
3.1 Elektrische Bauteile
Taster SchließerWie der Name dieses Tasters schon ausdrückt, wird bei Betätigung die Leitung geschlossen und der Strom kann fließen. Im Schaltplan erhält der Schließer beim Eingang die Ziffer 3 und beim Ausgang die Ziffer 4.
Taster ÖffnerIm Unterschied zum Schließer, ist der Öffner immer geschlossen. Bei Betätigung wird er geöffnet und somit unterbrochen. Im Schaltplan erhält der Öffner beim Eingang die Ziffer 1 und beim Ausgang die Ziffer 2.
Taster WechslerEin Wechsler hat einen Öffner und einen Schließer. In Ausgangslage liegt der Strom ständig am Öffner, bei Betätigung wechselt er zum Schließer. Dadurch können zwei Stromkreise abwechselnd geschalten werden. Da der Wechsler zwei verschiedene Taster in sich birgt, ist es notwendig, im Schaltplan eine Kombination der Zahlen zu setzen. D.h. beim Eingang ist die Zahl 1 und bei den jeweiligen Ausgängen 2 oder 4.
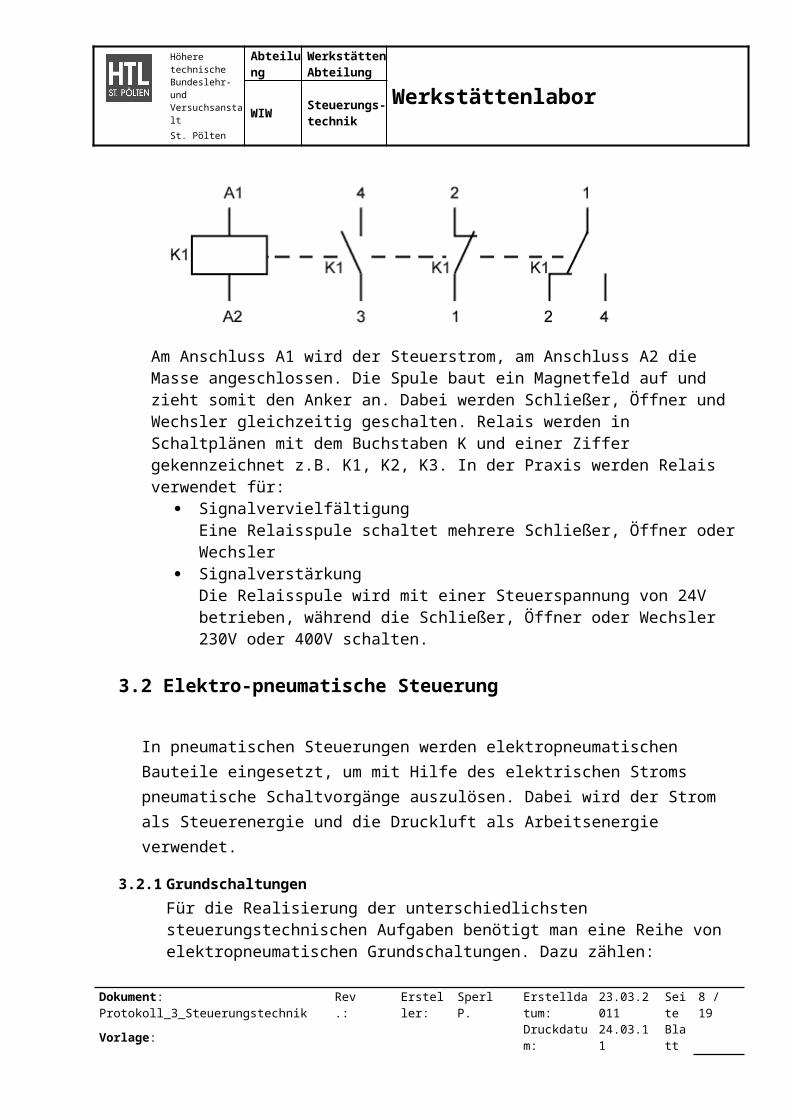
RelaisEin Relais schaltet Öffner, Schließer oder Wechsler durch die elektromagnetische Kraft einer Spule.
Am Anschluss A1 wird der Steuerstrom, am Anschluss A2 die Masse angeschlossen. Die Spule baut ein Magnetfeld auf und zieht somit den Anker an. Dabei werden Schließer, Öffner und Wechsler gleichzeitig geschalten. Relais werden in Schaltplänen mit dem Buchstaben K und einer Ziffer gekennzeichnet z.B. K1, K2, K3. In der Praxis werden Relais verwendet für:
SignalvervielfältigungEine Relaisspule schaltet mehrere Schließer, Öffner oder Wechsler
Signalverstärkung Die Relaisspule wird mit einer Steuerspannung von 24V betrieben, während die Schließer, Öffner oder Wechsler 230V oder 400V schalten.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 5 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
3.2 Elektro-pneumatische Steuerung
In pneumatischen Steuerungen werden elektropneumatischen Bauteile eingesetzt, um mit Hilfe des elektrischen Stroms pneumatische Schaltvorgänge auszulösen. Dabei wird der Strom als Steuerenergie und die Druckluft als Arbeitsenergie verwendet.
3.2.1 GrundschaltungenFür die Realisierung der unterschiedlichsten steuerungstechnischen Aufgaben benötigt man eine Reihe von elektropneumatischen Grundschaltungen. Dazu zählen:
Direkte und indirekte Steuerung Elektrische Selbsthalteschaltung UND-Verknüpfung ODER-Verknüpfung NICHT-Verknüpfung
Durch Kombination der Grundschaltungen können die anspruchsvollsten Steuerungen realisiert werden. Lediglich der hohe Verdrahtungsaufwand und die damit verbundenen hohen Kosten, stellen für die Elektropneumatik eine Grenze dar. Ist eine steuerungstechnische Aufgabe sehr umfangreich, wird eine speicherprogrammierbare Steuerung (SPS) oder ein Feldbussystem (z.B. AS-Interface) zum Einsatz kommen.
3.2.2 Ansteuerung von Ventilen
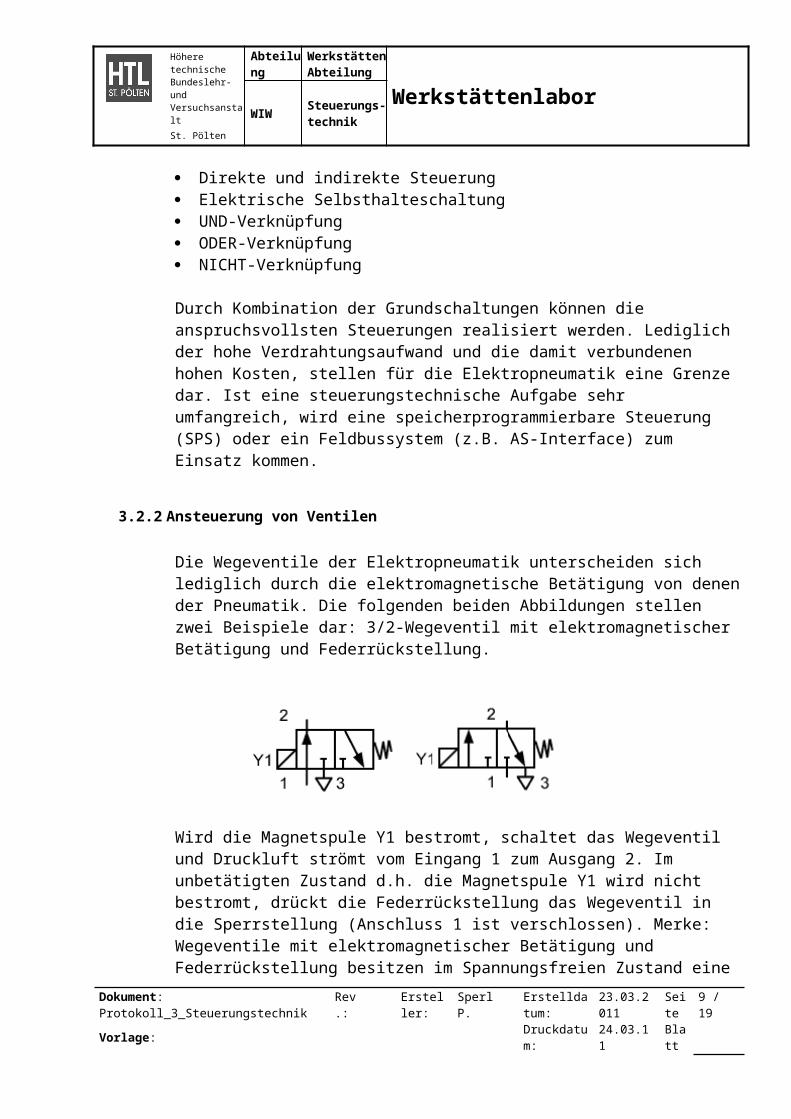
Die Wegeventile der Elektropneumatik unterscheiden sich lediglich durch die elektromagnetische Betätigung von denen der Pneumatik. Die folgenden beiden Abbildungen stellen zwei Beispiele dar: 3/2-Wegeventil mit elektromagnetischer Betätigung und Federrückstellung.
Wird die Magnetspule Y1 bestromt, schaltet das Wegeventil und Druckluft strömt vom Eingang 1 zum Ausgang 2. Im unbetätigten Zustand d.h. die Magnetspule Y1 wird nicht bestromt, drückt die Federrückstellung das Wegeventil in die Sperrstellung (Anschluss 1 ist verschlossen). Merke: Wegeventile mit elektromagnetischer Betätigung und Federrückstellung besitzen im Spannungsfreien Zustand eine definierte Ausgangslage und schalten nur solange die Spule Y mit Spannung versorgt wird.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 6 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
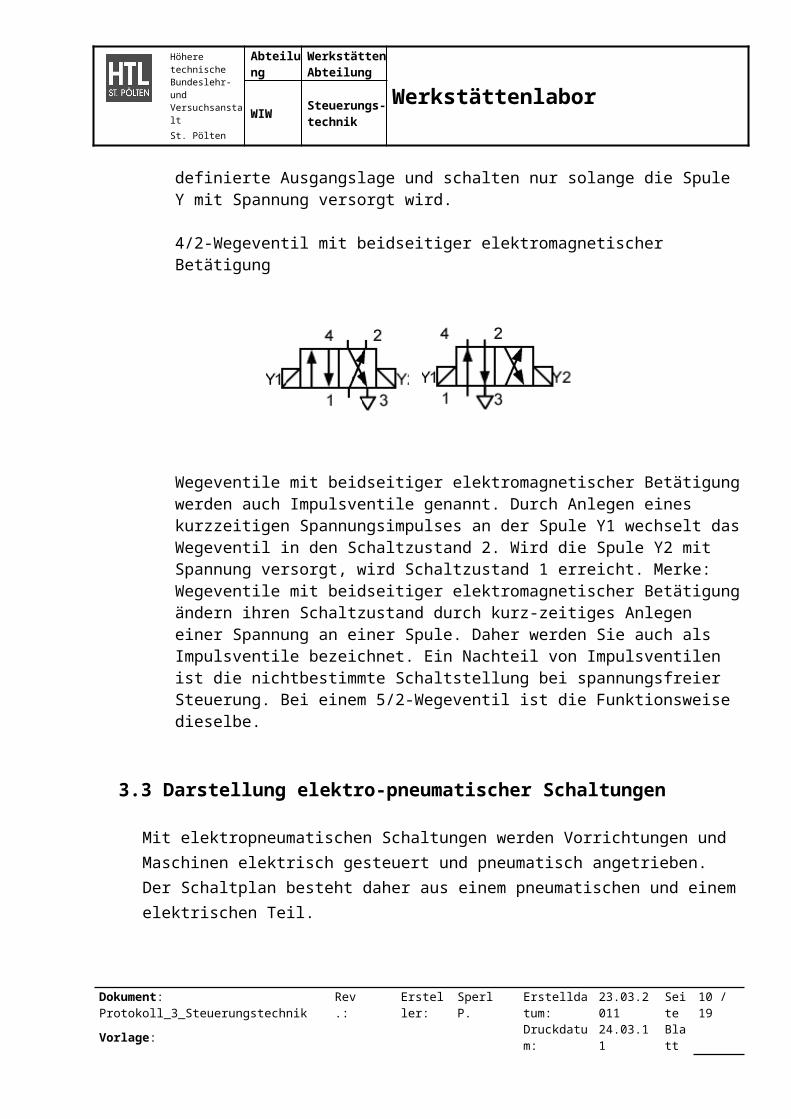
4/2-Wegeventil mit beidseitiger elektromagnetischer Betätigung
Wegeventile mit beidseitiger elektromagnetischer Betätigung werden auch Impulsventile genannt. Durch Anlegen eines kurzzeitigen Spannungsimpulses an der Spule Y1 wechselt das Wegeventil in den Schaltzustand 2. Wird die Spule Y2 mit Spannung versorgt, wird Schaltzustand 1 erreicht. Merke: Wegeventile mit beidseitiger elektromagnetischer Betätigung ändern ihren Schaltzustand durch kurz-zeitiges Anlegen einer Spannung an einer Spule. Daher werden Sie auch als Impulsventile bezeichnet. Ein Nachteil von Impulsventilen ist die nichtbestimmte Schaltstellung bei spannungsfreier Steuerung. Bei einem 5/2-Wegeventil ist die Funktionsweise dieselbe.
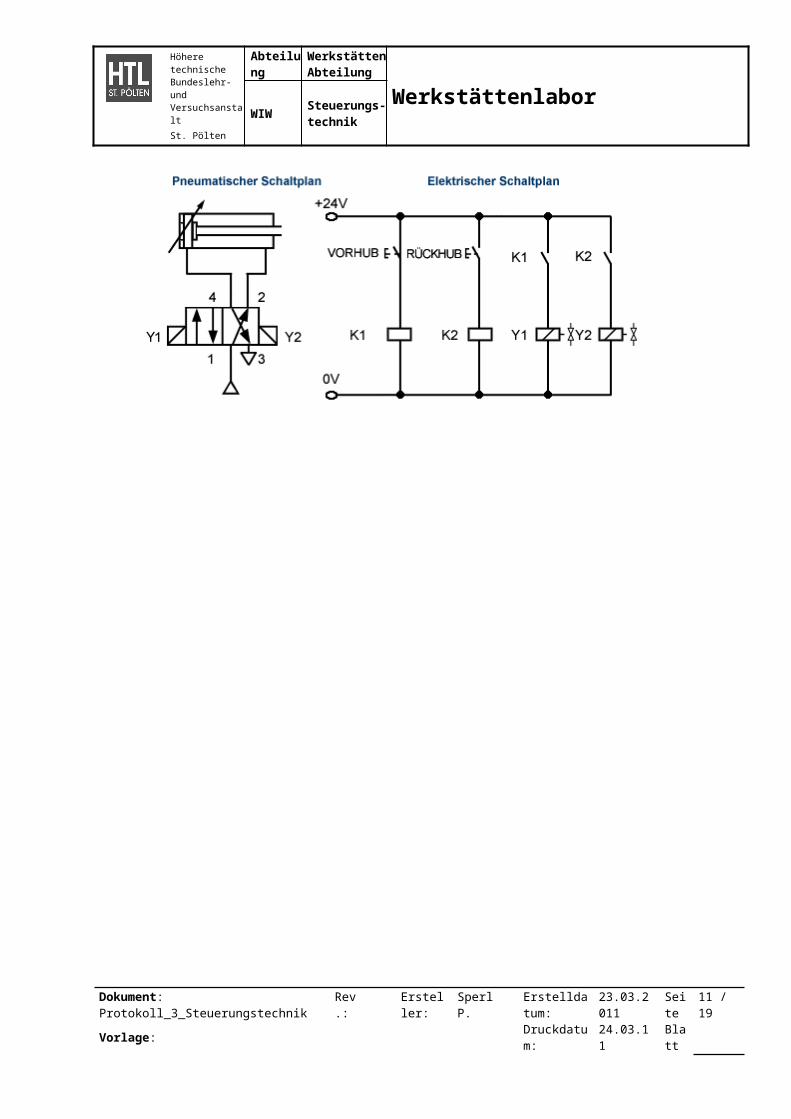
3.3 Darstellung elektro-pneumatischer Schaltungen
Mit elektropneumatischen Schaltungen werden Vorrichtungen und Maschinen elektrisch gesteuert und pneumatisch angetrieben. Der Schaltplan besteht daher aus einem pneumatischen und einem elektrischen Teil.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 7 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
4. SPS – Speicherprogrammierbare Steuerung
Um Steuerungen zu realisieren, gibt es verschiedene Möglichkeiten. Sie reichen von der einfachen Schützsteuerung bis zur speicherprogrammierbaren Steuerung mit Busanbindung und der Möglichkeit des weltweiten Fernzugriffs.
Grundsätzlich sind zwei Arten von Steuerungen zu unterscheiden, die Verbindungsprogrammierten Steuerungen (VPS), wie sie z.B. in Schützschaltungen zu finden sind, und die Speicherprogrammierten Steuerungen. Speicherprogrammierte Steuerungen können allerdings nur den Steuerstromkreis einer Schützschaltung ersetzen. Zum Schalten von großen Leistungen, z.B. das Einschalten eines Motors, werden nach wie vor Leistungsschütze benötigt. Der Vorteil einer speicherprogrammierten Steuerung liegt in der wesentlich flexibleren Handhabung. Änderungen oder Ergänzungen sind im Gegensatz zur VPS mit wenig Aufwand vorzunehmen.
Vorteile einer speicherprogrammierten Steuerung
Anpassungsfähigkeit Wartungsarmut Zeitsparende Projektierung Platzersparnis Automatische Programmdokumentation Visualisierung ist möglich Kommunikationsfähigkeit (Bussysteme) Fernwartung ist möglich
Nachteile einer speicherprogrammierten Steuerung
Fachkenntnisse erforderlich Kosten für Hard- und Software Angst vor zu viel Technik
4.1 Aufbau und Wirkungsweise einer SPS
Das EVA-Prinzip (Eingabe – Verarbeitung – Ausgabe) stellt die generelle Gliederung einer elektronischen Steuerung dar. Die Eingabe kann durch eine Vielzahl verschiedener Sensoren erfolgen, die sowohl digitale als auch analoge Signale an die Steuerung weitergeben. Die Sensoren werden an die Eingabebaugruppen angeschlossen. Die Verarbeitung erfolgt durch das Steuerungsprogramm der SPS, das zyklisch immer wieder durchlaufen wird, um Änderungen der Eingänge zu verarbeiten. Das Steuerungsprogramm wird über die Bediensoftware (bei Siemens: Step7) am Computer erstellt und dann in die SPS übertragen. In der CPU (Central Prozessor Unit) findet die Verarbeitung statt.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 8 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
Dort befinden sich Speicher für: Betriebssystem Anwenderprogram Arbeitsspeicher Prozessabbild der Eingänge Prozessabbild der Ausgänge Akkumulatoren Zeitglieder Zähler Merker
Außerdem ist eine CPU mit einer Schnittstelle für den Anschluss des Programmiergerätes ausgestattet. Optional können zusätzliche Bus-Schnittstellen vorhanden sein. Die Ausgabe erfolgt durch Relais- oder Transistorausgänge. Sie dienen zur Ansteuerung von Aktoren wie Meldeleuchten, Pneumatikventile oder auch Schütze, die dann Motoren schalten.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 9 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
Eine SPS arbeitet das Steuerungsprogramm zyklisch ab, d.h. die im Folgenden beschriebenenAbläufe werden immer wieder durchlaufen. Dadurch werden Änderungen von Signalen sofort erkannt und können entsprechend umgesetzt werden. Zu Beginn wird das Prozessabbild der Eingänge (PAE) erstellt. Darin wird der Zustand aller Eingangssignale gespeichert. Im zweiten Schritt wird das Anwenderprogramm abgearbeitet. Dabei greift die SPS nicht auf den aktuellen Zustand der Eingänge, sondern auf das Prozessabbild der Eingänge zurück.Das Anwenderprogramm wird nacheinander abgearbeitet. Dabei werden in der Regel verschiedene Funktionen und Funktionsbausteine aufgerufen. Steueranweisungen für Ausgänge und Merker werden während der Bearbeitung des Anwenderprogramms noch nicht an die Ausgänge ausgegeben, sondern in das Prozessabbild der Ausgänge(PAA) geschrieben. Nachdem die letzte Steueranweisung abgearbeitet worden ist, werden die Signalzustände des PAA an die Ausgänge gegeben. Nun beginnt die Bearbeitung wieder von vorne. Die Zeit, die die SPS für die Bearbeitung eines Zyklus benötigt, bezeichnet man als Zykluszeit.Treten während der Bearbeitung des Anwenderprogramms Fehler auf, wird die Bearbeitung unterbrochen. Wenn für den Fehler ein Fehlerorgani-sationsbaustein (Fehler-OB) programmiert wurde, wird dieser abgearbeitet und anschließend der Programmzyklus fortgesetzt. Wenn kein Fehler-OB existiert, geht die SPS in den STOP-Zustand. DasAnwenderprogramm wird dann unterbrochen.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 10 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
5. Quellverzeichnis
Die Informationen aus den oben geschriebenen Texten beziehen sich teilweise auf Websites und PDF-Dateien. Diese wiederum stammen aus dem Internet und sind unter den folgenden Adressen zu finden.
http://www.jursitzky.net/Pneumatik/index.html
http://www.vcb.de/VCB-ContentB/mechatronik/basiswissen/gdep/gdep01q01/files/script.pdf
http://www.christiani.de/pdf/85345_probe.pdf
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 11 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
6. Labor-Übungen
Folgende Pläne sind die Grundlage für die Labor-Übungen, die in der Werkstätte durchgeführt wurden. Die Übungen wurden selbstständig bzw. mithilfe der Gruppe durchgeführt. Die Pläne sind nach Beispielen sortiert, jedoch nicht nach Zeit. Das hat den Grund, dass zuerst der Umgang mit der Elektro-Pneumatik geübt werden musste und erst gegen Schluss mit der SPS gearbeitet werden konnte. Dabei blieben die Beispiele dieselben.
Inhaltsverzeichnis
E-Pneu Schaltpläne LÜ-1
Stehende Taktkette LÜ-2
Gießpfanne LÜ-3
Werkzeugsteuerung LÜ-5
Torsteuerung LÜ-7
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 12 / 13Vorlage: Druckdatum: 24.03.11 Blatt
Höhere technische Bundeslehr- und VersuchsanstaltSt. Pölten
Abteilung WerkstättenAbteilung Werkstättenlabor
WIW Steuerungs-technik
7. Schlusswort
Der Zeitraum indem ich diese Werkstätten Abteilung besuchen durfte, zählt zu den erfolgreichsten des Schuljahres. Das hat mehrere Gründe.
Zwar verbindet man mit Werkstätte eher mit den Wörtern „dreckig“ oder „ölig“, diese „Werkstätte“ war dank seiner Ausstattung aber sehr sauber und modern. Mit genügend Platz für den theoretischen Unterricht, sowie für den Praktischen stand einem erfolgreichen Arbeiten nichts mehr im Wege.
Ein weiteres Erfolgserlebnis verbuchte ich durch den Aufbau des Unterrichts, da hier einige schon erlernte Dinge zusammen kamen. Die Elektrotechnik und die Pneumatik kombiniert ergibt die Elektro-Pneumatik. Diese neue Art der Steuerung vereinfachte die übliche Problematik der Pneumatik und somit konnten auch schneller Lösungsansätze gefunden werden.
„Jeder hilft jedem“ – dieser Spruch ist zwar gut und schön, in unserer Gruppe aber völlig überflüssig. Die Gruppendynamik war wie üblich einfach toll. Das hat mehrere Gründe. Einerseits dass wir uns untereinander immer gut verstanden haben, andererseits bewegten wir uns alle auch etwa auf dem gleichen Level bezüglich der E-Pneu.
Nun bleibt mir nur noch mich herzlich bei den betreuenden Lehrern und den Mitschülern zu bedanken und auf eine gute Protokoll-Note zu hoffen.
Dokument: Protokoll_3_Steuerungstechnik Rev.: Ersteller: Sperl P. Erstelldatum: 23.03.2011 Seite 13 / 13Vorlage: Druckdatum: 24.03.11 Blatt





























