Embed Size (px)
Citation preview
Warmgewalzter BandstahlHohenlimburger Mittelband
Ein Unternehmenvon ThyssenKrupp
SteelHoesch Hohenlimburg
TK
2
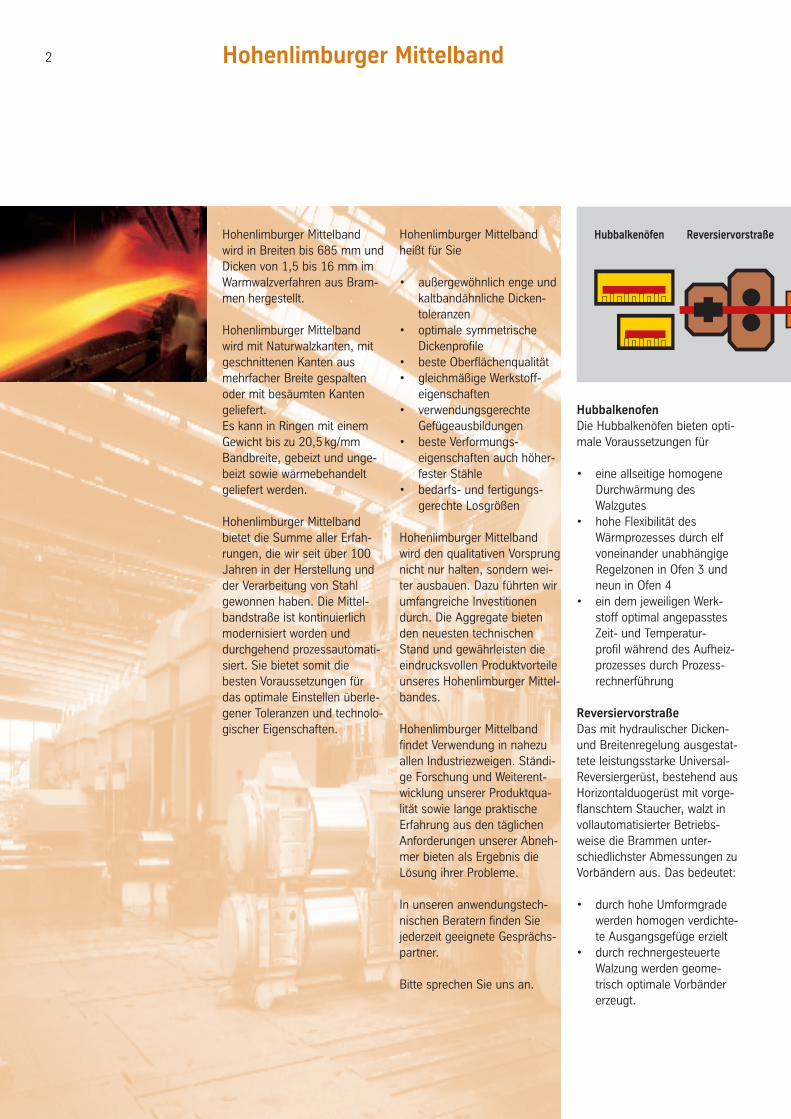
Hubbalkenöfen Reversiervorstraße
Hohenlimburger Mittelband
Hohenlimburger Mittelbandwird in Breiten bis 685 mm undDicken von 1,5 bis 16 mm imWarmwalzverfahren aus Bram-men hergestellt.
Hohenlimburger Mittelbandwird mit Naturwalzkanten, mitgeschnittenen Kanten ausmehrfacher Breite gespaltenoder mit besäumten Kantengeliefert. Es kann in Ringen mit einemGewicht bis zu 20,5 kg/mmBandbreite, gebeizt und unge-beizt sowie wärmebehandeltgeliefert werden.
Hohenlimburger Mittelbandbietet die Summe aller Erfah-rungen, die wir seit über 100Jahren in der Herstellung undder Verarbeitung von Stahlgewonnen haben. Die Mittel-bandstraße ist kontinuierlichmodernisiert worden unddurchgehend prozessautomati-siert. Sie bietet somit diebesten Voraussetzungen fürdas optimale Einstellen überle-gener Toleranzen und technolo-gischer Eigenschaften.
Hohenlimburger Mittelbandheißt für Sie
• außergewöhnlich enge undkaltbandähnliche Dicken-toleranzen
• optimale symmetrischeDickenprofile
• beste Oberflächenqualität• gleichmäßige Werkstoff-
eigenschaften• verwendungsgerechte
Gefügeausbildungen• beste Verformungs-
eigenschaften auch höher-fester Stähle
• bedarfs- und fertigungs-gerechte Losgrößen
Hohenlimburger Mittelbandwird den qualitativen Vorsprungnicht nur halten, sondern wei-ter ausbauen. Dazu führten wirumfangreiche Investitionendurch. Die Aggregate bietenden neuesten technischenStand und gewährleisten dieeindrucksvollen Produktvorteileunseres Hohenlimburger Mittel-bandes.
Hohenlimburger Mittelbandfindet Verwendung in nahezuallen Industriezweigen. Ständi-ge Forschung und Weiterent-wicklung unserer Produktqua-lität sowie lange praktischeErfahrung aus den täglichenAnforderungen unserer Abneh-mer bieten als Ergebnis dieLösung ihrer Probleme.
In unseren anwendungstech-nischen Beratern finden Siejederzeit geeignete Gesprächs-partner.
Bitte sprechen Sie uns an.
HubbalkenofenDie Hubbalkenöfen bieten opti-male Voraussetzungen für
• eine allseitige homogeneDurchwärmung desWalzgutes
• hohe Flexibilität des Wärmprozesses durch elfvoneinander unabhängigeRegelzonen in Ofen 3 undneun in Ofen 4
• ein dem jeweiligen Werk-stoff optimal angepasstesZeit- und Temperatur-profil während des Aufheiz-prozesses durch Prozess-rechnerführung
ReversiervorstraßeDas mit hydraulischer Dicken-und Breitenregelung ausgestat-tete leistungsstarke Universal-Reversiergerüst, bestehend ausHorizontalduogerüst mit vorge-flanschtem Staucher, walzt invollautomatisierter Betriebs-weise die Brammen unter-schiedlichster Abmessungen zuVorbändern aus. Das bedeutet:
• durch hohe Umformgradewerden homogen verdichte-te Ausgangsgefüge erzielt
• durch rechnergesteuerteWalzung werden geome-trisch optimale Vorbändererzeugt.
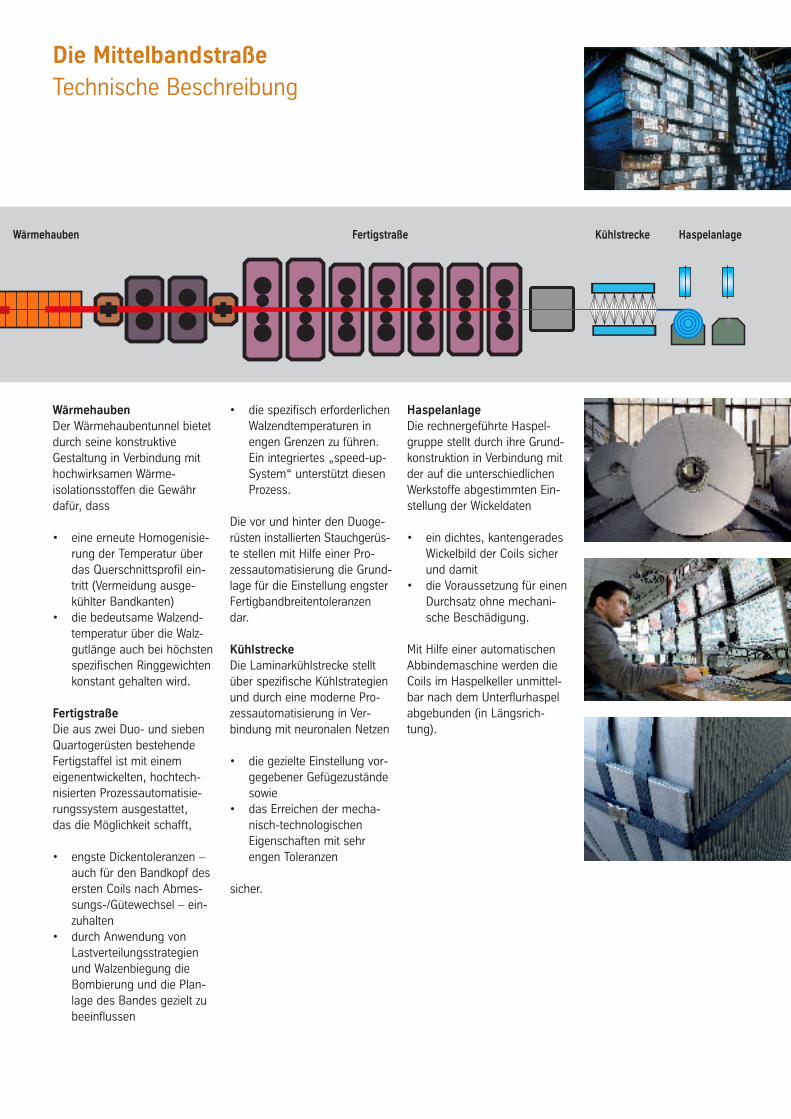
Wärmehauben Fertigstraße Kühlstrecke Haspelanlage
Die MittelbandstraßeTechnische Beschreibung
WärmehaubenDer Wärmehaubentunnel bietetdurch seine konstruktiveGestaltung in Verbindung mithochwirksamen Wärme-isolationsstoffen die Gewährdafür, dass
• eine erneute Homogenisie-rung der Temperatur überdas Querschnittsprofil ein-tritt (Vermeidung ausge-kühlter Bandkanten)
• die bedeutsame Walzend-temperatur über die Walz-gutlänge auch bei höchstenspezifischen Ringgewichtenkonstant gehalten wird.
FertigstraßeDie aus zwei Duo- und siebenQuartogerüsten bestehendeFertigstaffel ist mit einemeigenentwickelten, hochtech-nisierten Prozessautomatisie-rungssystem ausgestattet, das die Möglichkeit schafft,
• engste Dickentoleranzen –auch für den Bandkopf desersten Coils nach Abmes-sungs-/Gütewechsel – ein-zuhalten
• durch Anwendung vonLastverteilungsstrategienund Walzenbiegung dieBombierung und die Plan-lage des Bandes gezielt zubeeinflussen
• die spezifisch erforderlichenWalzendtemperaturen inengen Grenzen zu führen.Ein integriertes „speed-up-System“ unterstützt diesenProzess.
Die vor und hinter den Duoge-rüsten installierten Stauchgerüs-te stellen mit Hilfe einer Pro-zessautomatisierung die Grund-lage für die Einstellung engsterFertigbandbreitentoleranzendar.
KühlstreckeDie Laminarkühlstrecke stelltüber spezifische Kühlstrategienund durch eine moderne Pro-zessautomatisierung in Ver-bindung mit neuronalen Netzen
• die gezielte Einstellung vor-gegebener Gefügezuständesowie
• das Erreichen der mecha-nisch-technologischenEigenschaften mit sehrengen Toleranzen
sicher.
HaspelanlageDie rechnergeführte Haspel-gruppe stellt durch ihre Grund-konstruktion in Verbindung mitder auf die unterschiedlichenWerkstoffe abgestimmten Ein-stellung der Wickeldaten
• ein dichtes, kantengeradesWickelbild der Coils sicherund damit
• die Voraussetzung für einenDurchsatz ohne mechani-sche Beschädigung.
Mit Hilfe einer automatischenAbbindemaschine werden dieCoils im Haspelkeller unmittel-bar nach dem Unterflurhaspelabgebunden (in Längsrich-tung).
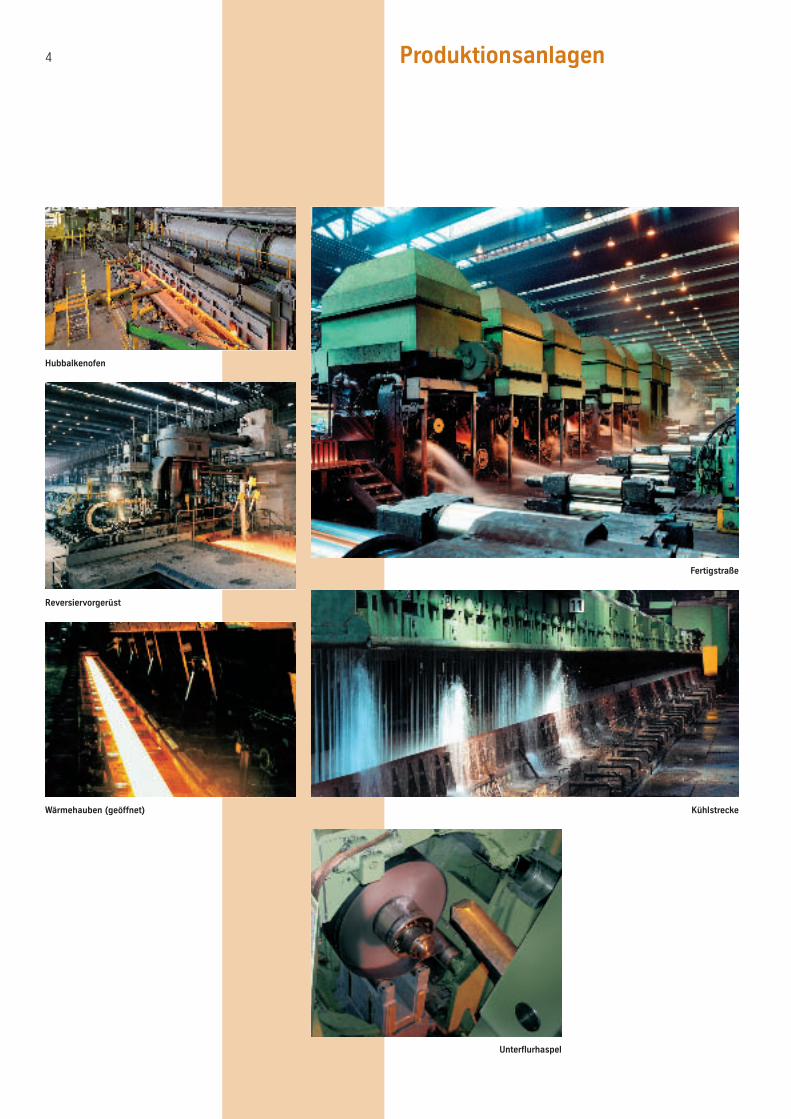
4 Produktionsanlagen
Hubbalkenofen
Wärmehauben (geöffnet) Kühlstrecke
Unterflurhaspel
Reversiervorgerüst
Fertigstraße
5
Oberflächenausführungen
Gesamtansicht Beizanlage
Parsytec-Oberflächeninspektionssystem
Gesamtansicht Längsteilanlage III
Wärmebehandlung
Adjustageeinrichtungen
ToleranzenGrundlage unserer Fertigung ist die Warmband-Norm DINEN10048/DIN EN10051 (in Abhängigkeit von der Walz-breite) und bei Breitflachstahldie DIN 59200.
Nach Vereinbarung könnenauch andere in- und auslän-dische Normen vorgegebenwerden. Mit Hilfe der installier-ten Prozessautomatisierungwerden kaltbandähnlicheDickentoleranzen eingestellt.
Walzausführung mit gut beiz-barer, homogener Oberfläche:gebeizt (trocken),gebeizt und geölt.
Eine Vielfalt von Gefügezustän-den ist bereits direkt aus derWalzhitze darstellbar. Zusätzliche Wärme-behandlungen:
• Spannungsfreiglühen• Weichglühen• Glühen auf kugeligen
Zementit
Salzsäure-Beizanlagen für alleproduzierten Querschnitte undQualitäten (Kontibeize undSchubbeize)
Längsteilanlagen
6
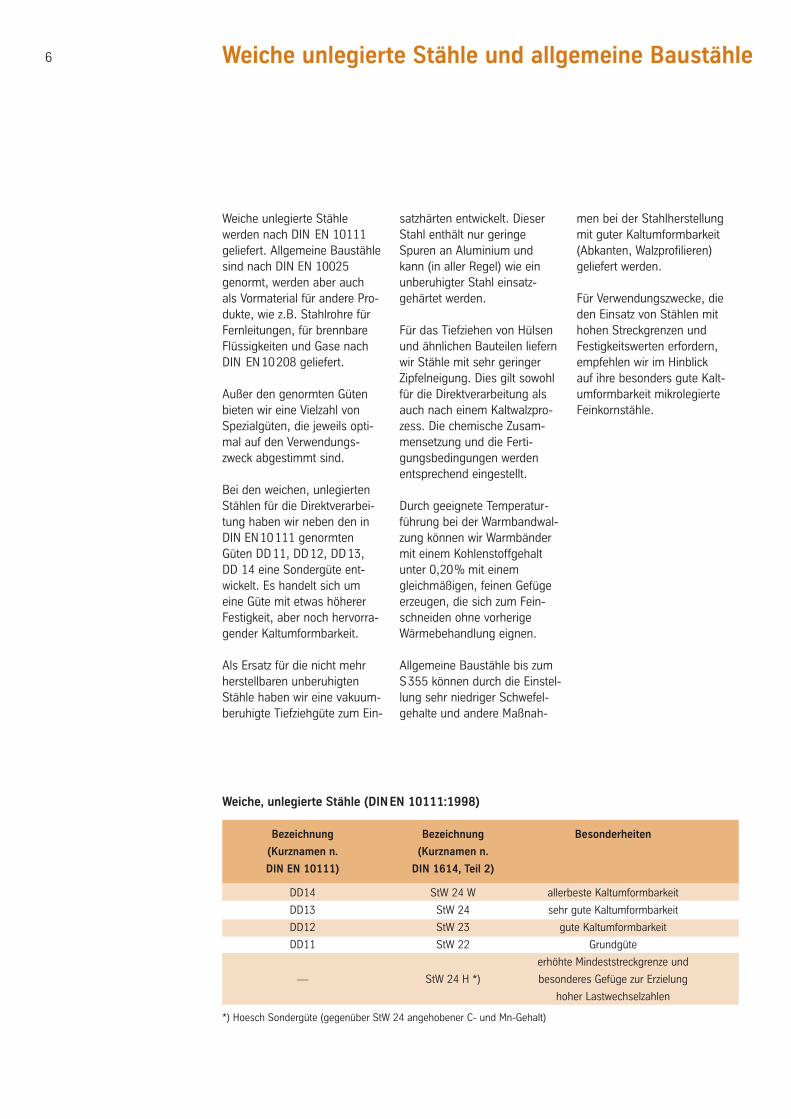
Weiche, unlegierte Stähle (DINEN 10111:1998)
Bezeichnung Bezeichnung Besonderheiten
(Kurznamen n. (Kurznamen n.
DIN EN 10111) DIN 1614, Teil 2)
DD14 StW 24 W allerbeste Kaltumformbarkeit
DD13 StW 24 sehr gute Kaltumformbarkeit
DD12 StW 23 gute Kaltumformbarkeit
DD11 StW 22 Grundgüte
erhöhte Mindeststreckgrenze und
— StW 24 H *) besonderes Gefüge zur Erzielung
hoher Lastwechselzahlen
*) Hoesch Sondergüte (gegenüber StW 24 angehobener C- und Mn-Gehalt)
Weiche unlegierte Stähle und allgemeine Baustähle
men bei der Stahlherstellungmit guter Kaltumformbarkeit(Abkanten, Walzprofilieren)geliefert werden.
Für Verwendungszwecke, dieden Einsatz von Stählen mithohen Streckgrenzen undFestigkeitswerten erfordern,empfehlen wir im Hinblick auf ihre besonders gute Kalt-umformbarkeit mikrolegierteFeinkornstähle.
satzhärten entwickelt. DieserStahl enthält nur geringeSpuren an Aluminium und kann (in aller Regel) wie einunberuhigter Stahl einsatz-gehärtet werden.
Für das Tiefziehen von Hülsenund ähnlichen Bauteilen liefernwir Stähle mit sehr geringerZipfelneigung. Dies gilt sowohlfür die Direktverarbeitung alsauch nach einem Kaltwalzpro-zess. Die chemische Zusam-mensetzung und die Ferti-gungsbedingungen werdenentsprechend eingestellt.
Durch geeignete Temperatur-führung bei der Warmbandwal-zung können wir Warmbändermit einem Kohlenstoffgehaltunter 0,20% mit einem gleichmäßigen, feinen Gefügeerzeugen, die sich zum Fein-schneiden ohne vorherigeWärmebehandlung eignen.
Allgemeine Baustähle bis zumS355 können durch die Einstel-lung sehr niedriger Schwefel-gehalte und andere Maßnah-
Weiche unlegierte Stählewerden nach DIN EN 10111geliefert. Allgemeine Baustählesind nach DIN EN 10025genormt, werden aber auch als Vormaterial für andere Pro-dukte, wie z.B. Stahlrohre fürFernleitungen, für brennbareFlüssigkeiten und Gase nachDIN EN10208 geliefert.
Außer den genormten Gütenbieten wir eine Vielzahl vonSpezialgüten, die jeweils opti-mal auf den Verwendungs-zweck abgestimmt sind.
Bei den weichen, unlegiertenStählen für die Direktverarbei-tung haben wir neben den inDIN EN10111 genormtenGüten DD11, DD12, DD13, DD 14 eine Sondergüte ent-wickelt. Es handelt sich umeine Güte mit etwas höhererFestigkeit, aber noch hervorra-gender Kaltumformbarkeit.
Als Ersatz für die nicht mehrherstellbaren unberuhigtenStähle haben wir eine vakuum-beruhigte Tiefziehgüte zum Ein-

7Anwendungsbeispiele
Bremskolben, 6,0mm dick
Getriebeteil, One-Piece-Design,6 ,5mm dick
Stoßdämpferaufnahme, 2,0mm dick
Weiche unlegierte Stähle
Baustähle
Auspuff-Flansch, 10,0mm dick
Bremsbelagträgerplatte, 5,0mm dick
Strebe, 2,0mm dick
Abdeckbügel, 2,0mm dick
Lamellenträger, 9,3mm dick
LKW-Radschüssel, 14,3mm dick
Schwingungsdämpfer, 5,0mm dick
8 Mikrolegierte perlitarme Feinkornstähle
Unter den genannten Feinkorn-stählen sind hier vollberuhigtemikrolegierte Stähle mit gerin-gen Kohlenstoffäquivalenten zuverstehen. Aufgrund ihrer che-mischen Zusammensetzungund der durch thermomechani-sche Behandlung erzielten fein-körnigen Gefügeausbildungweisen diese Stähle hoheStreckgrenzenwerte bei sehrguter Kaltumformbarkeit auf.
Die genau gesteuerte Herstel-lung erfolgt auf unserer Warm-bandstraße durch gezielte Ein-stellung der Walztemperaturenund der Verformungsgradesowie durch eine kontrollierteSteuerung der Abkühlge-schwindigkeit und der Haspel-temperatur nach dem Walzen.
Die warmgewalzten Feinkorn-stähle eignen sich besondersfür die Direktverarbeitung mithohen Anforderungen an dieKaltumformbarkeit. Diese istdurch die gegebene chemischeZusammensetzung und Gefü-geausbildung wesentlich güns-tiger als bei den herkömm-
lichen Baustählen. HSM-Stähle(Hoesch Sonderbaustähle,mikrolegiert) lassen sich mitengen Radien abkanten undwalzprofilieren und – bei denhärteren Güten mit Einschrän-kungen – tiefziehen und streck-ziehen.
Vor allem wird mit diesen Fein-kornstählen dem Konstrukteureine gute Kaltumformbarkeitbei gleichzeitig hohen Streck-grenzenwerten geboten. Ver-gleichbares ist sonst nur durcheine der Formgebung vorge-schaltete und/oder nachge-schaltete Wärmebehandlungam Fertigteil erreichbar. Dieniedrigen Kohlenstoff- undMangan- sowie Mikrolegie-rungsgehalte bedingen ein nie-driges Kohlenstoffäquivalentund gewährleisten daher einegute Schweißbarkeit. Erst dieGüten mit Mindeststreckgrenzenab 600 N/mm2 erreichen zumTeil ein Kohlenstoffäquivalent,das mit der Baustahlgüte S355 (DIN EN10025) vergleich-bar ist.
Weitere Einzelheiten, insbeson-dere zur chemischen Zusam-mensetzung und zu denmechanischen Eigenschaftensowie einige Verarbeitungs-hinweise können unseremSpezialprospekt „Warmgewalzteperlitarme Feinkornstähle“ent-nommen werden.
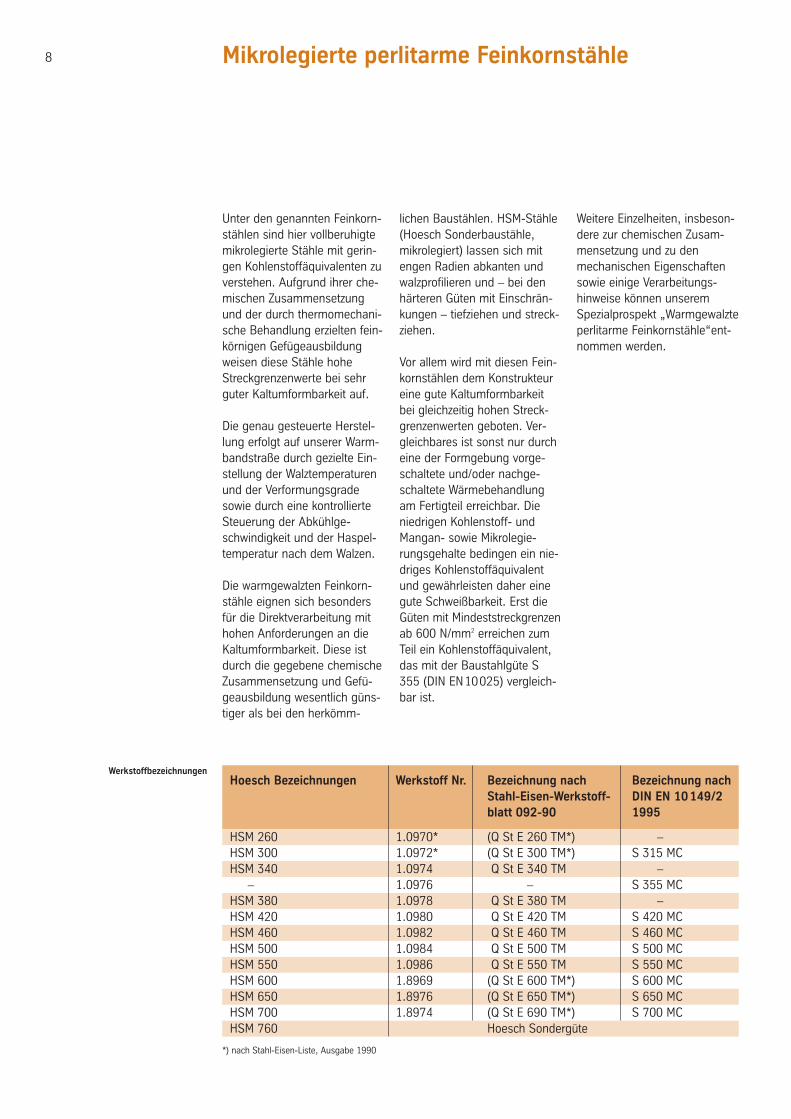
Werkstoffbezeichnungen
*) nach Stahl-Eisen-Liste, Ausgabe 1990
Hoesch Bezeichnungen Werkstoff Nr. Bezeichnung nach Bezeichnung nachStahl-Eisen-Werkstoff- DIN EN 10149/2 blatt 092-90 1995
HSM 260 1.0970* (Q St E 260 TM*) –HSM 300 1.0972* (Q St E 300 TM*) S 315 MCHSM 340 1.0974 Q St E 340 TM –
– 1.0976 – S 355 MCHSM 380 1.0978 Q St E 380 TM –HSM 420 1.0980 Q St E 420 TM S 420 MCHSM 460 1.0982 Q St E 460 TM S 460 MCHSM 500 1.0984 Q St E 500 TM S 500 MCHSM 550 1.0986 Q St E 550 TM S 550 MCHSM 600 1.8969 (Q St E 600 TM*) S 600 MCHSM 650 1.8976 (Q St E 650 TM*) S 650 MCHSM 700 1.8974 (Q St E 690 TM*) S 700 MCHSM 760 Hoesch Sondergüte

Mikrolegierte Stähle
9Anwendungsbeispiele
Impulsrad,2,0mm dick
Airbagteile,3,0 – 5,0mm dick
PKW-Sitzbeschlag, 2,0 – 4,0mm dick
Sicherheitsgurtversteller,2,5mm dick
Seitenteil PKW-Sitz,1,5 mm dick

10 Einsatz- und Vergütungsstähle
Hier sind vor allem Stähleentsprechend DIN EN 10083und DIN10084 angesprochen,aber auch Nitrierstähle (DIN EN10085), Stähle fürFlamm- und Induktionshärten(DIN EN10086), zahlreicheWerkzeugstähle nach DIN EN
ISO4957 sowie Warmband fürvergütbare Federn (DIN EN10089) und für kaltgewalzteStahlbänder für Federn (DINEN10132-4). Darüber hinauswerden zahlreiche Spezialgütengeliefert, z. B. Warmband fürgeschweißte Gasflaschen (DINEN10120) bzw. für tiefgezoge-ne und/oder abgestreckte Gas-flaschen, Warmband für kaltge-walzte Maßbänder, Warmbandfür Rasierklingenstahl usw.
Die Herstellung der Stähle er-folgt so, dass sie auf den Ver-wendungszweck beim Kundenoptimal abgestimmt ist. Dasgilt sowohl für die chemischeZusammensetzung als auch fürdie Fertigungsbedingungen aufunserer Warmbandstraße sowiefür eine ggf. nachgeschalteteWärmebehandlung.
Für das Kaltwalzen von Einsatz-und Vergütungsstählen hat sichein feiner, überwiegend sorbiti-scher Gefügezustand bewährt.Dieser erlaubt ein Kaltwalzenohne vorherige Wärmebehand-lung. Zum Beispiel kann einStahl der Güte C75 je nachKaltwalzaggregat im Anliefe-rungszustand bis zu 60% kalt-gewalzt werden. Stähle, die miteinem überwiegend sorbiti-schen Gefügezustand geliefertwerden können, bieten Vorteilebeim Härten bzw. Vergüten:geringere Austenitisierungszeit,niedrigere Härtetemperatur,gleichmäßigere Eigenschaften.
Zur Herstellung von Kaltband (-LG) mit niedrigen Streckgren-zen- und Festigkeitswertenkann es sinnvoll sein, auch einweniger feinsorbitisches Gefügeam Warmband einzustellen. Die Optimierung für den jewei-ligen Verwendungszweck unterBerücksichtigung der Ferti-gungseinrichtungen beim Kun-den sollte Gegenstand vonBeratungsgesprächen sein.
Für die Warmbanddirektverar-beitung bietet sich überwie-gend ein spezialwärmebehan-delter Zustand an. Hier istbesonders auf die Verarbeitungdurch Feinschneiden hinzuwei-sen. Während bei Einsatzstäh-len mit niedrigem C-Gehaltmeist ein feines Spezial-Walz-gefüge optimal ist, eignet sichfür das Feinschneiden vonWarmbändern mit höheren C-Gehalten ein Glühgefüge aus
Bei tiefziehfähigen Kohlenstoff-stählen ist es wichtig, die geeig-nete chemische Zusammen-setzung zu wählen. Insbeson-dere ist ein sehr niedrigerSchwefelgehalt notwendig, viel-fach empfiehlt sich auch ein
niedriger Siliziumgehalt. EineWeiterverarbeitung durch Kalt-walzen sollte von einem fein-sorbitischen Warmbandgefügeausgehen. Bei der Warmband-direktverarbeitung hängt deroptimale Lieferzustand von derjeweiligen Verarbeitungsfolgedes Kunden ab; wir sind auchhier gerne zur Beratung bereit.
Zur Vorbeugung gegen dieGefahr von Graphitausschei-dungen sowie zur Erzielungoptimaler Vergütungseigen-schaften halten wir es für sinn-voll, einen möglichst niedrigenAl-Gehalt sowie einen Cr-Gehaltvon ca. 0,20% einzustellen.Der genannte Cr-Gehalt störtbei der weiteren Verarbeitungerfahrungsgemäß nicht. Solltejedoch ein Al-beruhigter Fein-kornstahl gewünscht werdenoder – in seltenen Fällen – dergeringe Cr-Zusatz stören, sosind ggf. die Verarbeitungsbe-dingungen darauf abzustellen.
Glüherei
Weichglühgefüge, bestehend aus
Grundmasse, Güte C60. (500-fache Vergrößerung)
Sorbitisches Gefüge eines warmgewalz-ten Bandstahles, Güte C60. (500-fache Vergrößerung)
kugeligen Zementit.
kugeligen Zementit in ferritischer
11Anwendungsbeispiele
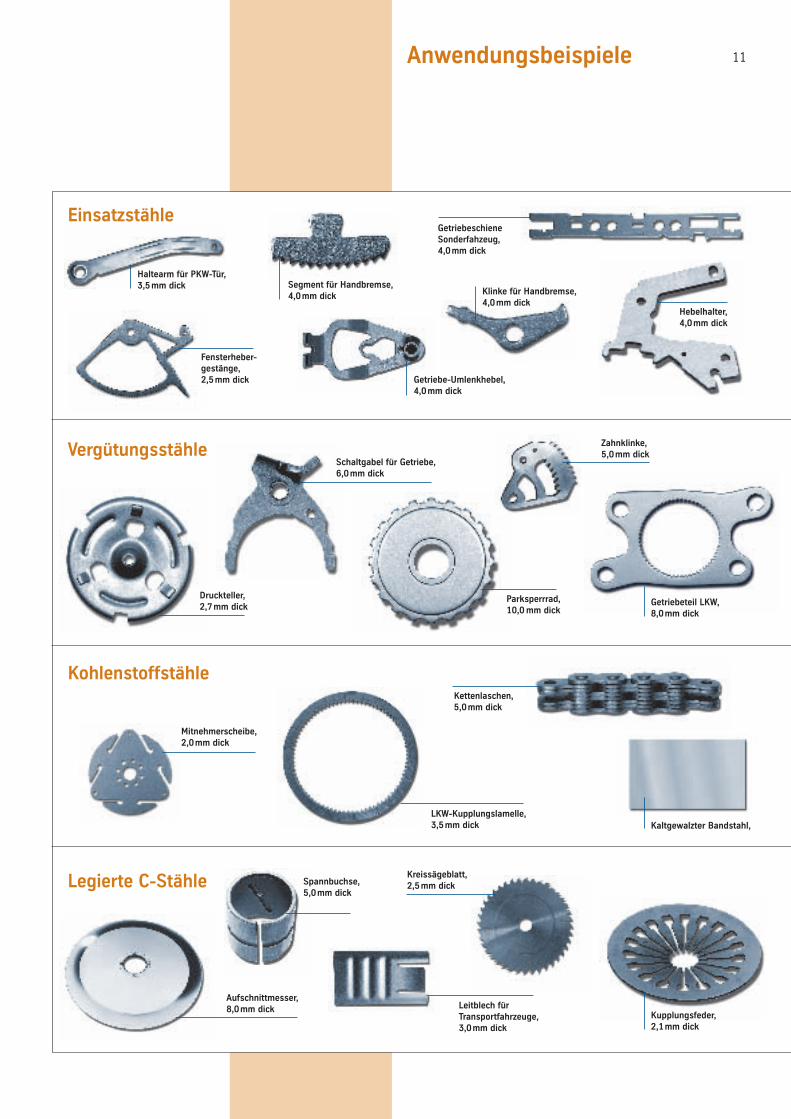
Getriebe-Umlenkhebel, 4,0mm dick
Segment für Handbremse,4,0mm dick
Haltearm für PKW-Tür,3,5mm dick
Fensterheber-gestänge,2,5mm dick
Getriebeschiene Sonderfahzeug, 4,0mm dick
Klinke für Handbremse,4,0mm dick
Hebelhalter,4,0mm dick
Einsatzstähle
Druckteller,2,7mm dick
Schaltgabel für Getriebe, 6,0mm dick
Parksperrrad,10,0 mm dick
Zahnklinke,5,0mm dick
Getriebeteil LKW,8,0mm dick
Vergütungsstähle
Mitnehmerscheibe, 2,0mm dick
LKW-Kupplungslamelle,3,5mm dick
Kettenlaschen,5,0mm dick
Kaltgewalzter Bandstahl,
Kohlenstoffstähle
Aufschnittmesser,8,0mm dick
Spannbuchse, 5,0mm dick
Leitblech fürTransportfahrzeuge,3,0mm dick
Kreissägeblatt,2,5mm dick
Kupplungsfeder,2,1mm dick
Legierte C-Stähle
12 Borlegierte Einsatz- und Vergütungsstähle
Wir arbeiten ständig an derEntwicklung von Spezialgüten.Eine ganze Reihe davon wurdein den zuvor genannten Grup-pen aufgeführt. Hier stellen wirals weiteres Beispiel unsereborlegierten Stähle vor (DINEN10083-3 und Sondergütensiehe Tabelle).
Warmgewalzte borlegierte Stählemit mittleren Kohlenstoffgehal-ten eignen sich besonders fürVerwendungszwecke, bei denenim Walzzustand nicht zu hoheFestigkeiten und damit nocheine recht gute Kaltumformbar-keit gegeben sein soll, abertrotzdem nach dem Härtenhohe Härtewerte erwartet wer-den.
Das Härten kann bei diesenStählen in Wasser oder in Ölvorgenommen werden. EinAnlassen nach dem Härtenkann aufgrund der sehr gutenZähigkeit im gehärtetenZustand im allgemeinen entfal-len. In besonderen Fällen kanneine Anlassbehandlung beisehr niedrigen Temperaturensinnvoll sein.
Die Borstähle haben sich be-sonders in der Landmaschinen-industrie bewährt und dort vorallem Silizium-legierte Stähle(38 Si 7, 55 Si 7) ersetzt. Gegenüber den Si-Stählenbesteht u. a. der Vorteil dergeringeren Entkohlungs-empfindlichkeit bei Wärme-behandlungen.
Auch für eine Vielzahl andererVerwendungszwecke bietensich Borstähle aufgrund deroben geschilderten Vorteile fürrationelle Fertigungsabläufe an.
Neben den borlegiertenStählen, die anstelle vonVergütungsstählen verwendetwerden, liefern wir einen borle-gierten Einsatzstahl (HoeschWerksmarke HLB 8), der sichdurch hohe Festigkeits- undZähigkeitswerte im nicht aufge-kohlten Kernbereich auszeichnet.
Weitere Einzelheiten entnehmenSie bitte dem Prospekt „Warm-gewalzte borlegierte Einsatz-und Vergütungsstähle“.
Hoesch Werksname Kurzbezeichnung nach Werkstoff-Nr. nach Normgüte nachDIN EN 10027-1 *) DIN EN 10027-1 *) DIN EN 10083-3
HLB 8 8MnCrB3 1.7135 –HLB 17 17MnB3 1.5506 –HLB 22 22MnB5 1.5528 20MnB5 **)HLB 27 27MnCrB5-2 1.7182 27MnCrB5-2HLB 30 30MnB5 1.5531 30MnB5HLB 37 37MnB4 1.5524 38MnB5 **)HLB 42 40MnB4 1.5527 39MnCrB6-2 **)HLB 44 – – –
Gurtspanner, 2,5mm dick
Lehnenversteller für PKW-Sitz,2,8mm dick
Kettenglied, 2,5mm dick
Kupplungsgehäuse fürSondermaschinen, 7,0 mm dick
PKW-Hinterachsträger,2,75mm dick
*) lt. Stahl-Eisen-Liste**) Geringfügige Abweichungen in einzelnen Analyseelementen.
Sämtliche Güten nach Norm DIN EN 10083-3 sind nach Absprache lieferbar.
13
Temperaturüberwachung und Dokumentation
14
Lieferbare Abmessungen
14
12
10
8
6
4
2
16
14
12
10
8
6
4
2
16
14
12
10
8
6
4
2
16
14
12
10
8
6
4
2
16
200 300 400 500 600 685
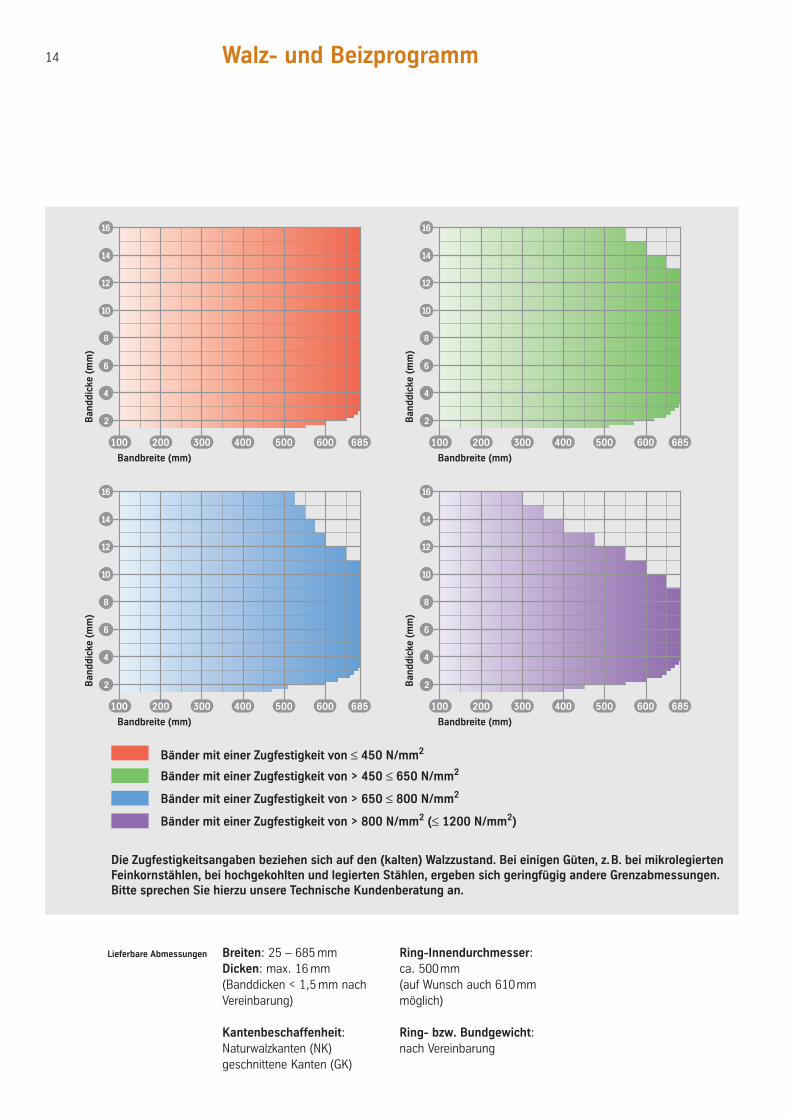
Die Zugfestigkeitsangaben beziehen sich auf den (kalten) Walzzustand. Bei einigen Güten, z.B. bei mikrolegiertenFeinkornstählen, bei hochgekohlten und legierten Stählen, ergeben sich geringfügig andere Grenzabmessungen.Bitte sprechen Sie hierzu unsere Technische Kundenberatung an.
100
Bandbreite (mm)
Ban
ddic
ke (
mm
)
Bänder mit einer Zugfestigkeit von ≤ 450 N/mm2
Bänder mit einer Zugfestigkeit von > 450 ≤ 650 N/mm2
Bänder mit einer Zugfestigkeit von > 650 ≤ 800 N/mm2
Bänder mit einer Zugfestigkeit von > 800 N/mm2 (≤ 1200 N/mm2)
200 300 400 500 600 685100
Bandbreite (mm)
Ban
ddic
ke (
mm
)
200 300 400 500 600 685100
Bandbreite (mm)
Ban
ddic
ke (
mm
)
200 300 400 500 600 685100
Bandbreite (mm)
Ban
ddic
ke (
mm
)
Walz- und Beizprogramm
Breiten: 25 – 685 mmDicken: max. 16 mm(Banddicken < 1,5 mm nachVereinbarung)
Kantenbeschaffenheit: Naturwalzkanten (NK) geschnittene Kanten (GK)
Ring-Innendurchmesser: ca. 500mm(auf Wunsch auch 610mmmöglich)
Ring- bzw. Bundgewicht: nach Vereinbarung
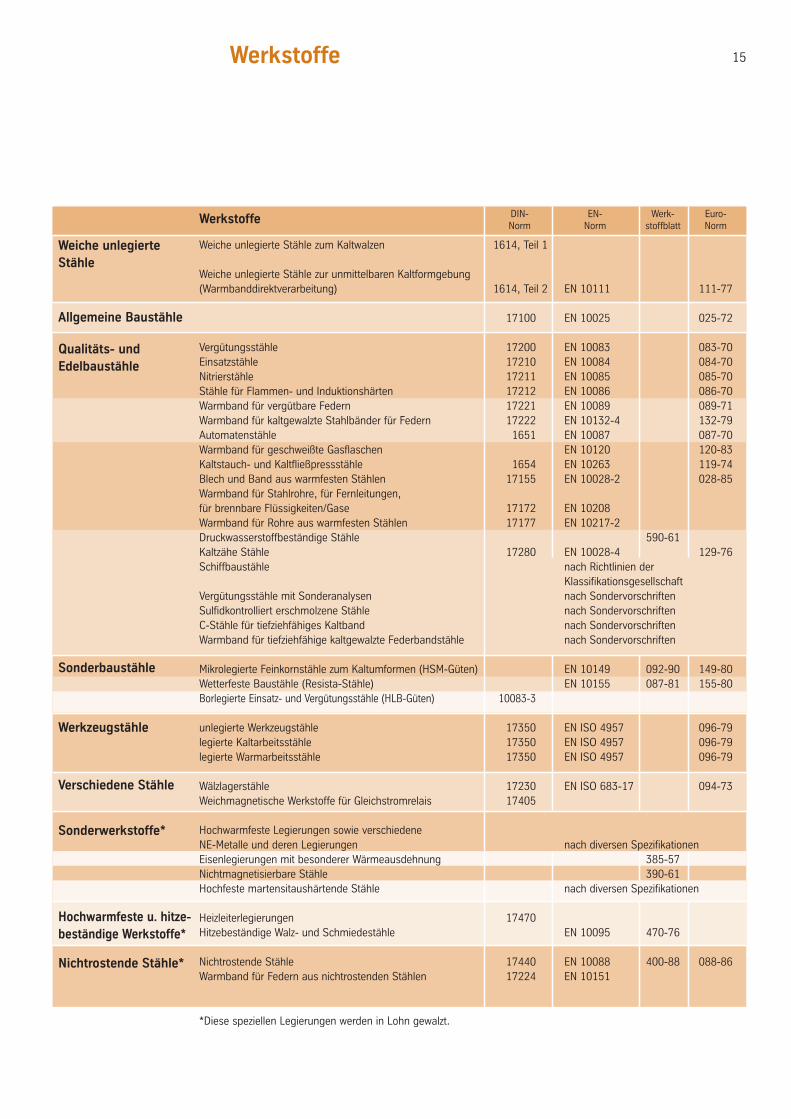
15Werkstoffe
Weiche unlegierte Stähle
Werkstoffe
Allgemeine Baustähle
Qualitäts- und Edelbaustähle
Sonderbaustähle
Werkzeugstähle
Sonderwerkstoffe*
Hochwarmfeste u. hitze-beständige Werkstoffe*
Verschiedene Stähle
Nichtrostende Stähle*
Weiche unlegierte Stähle zum Kaltwalzen 1614, Teil 1
Weiche unlegierte Stähle zur unmittelbaren Kaltformgebung (Warmbanddirektverarbeitung) 1614, Teil 2 EN 10111 111-77
17100 EN 10025 025-72
Vergütungsstähle 17200 EN 10083 083-70Einsatzstähle 17210 EN 10084 084-70Nitrierstähle 17211 EN 10085 085-70Stähle für Flammen- und Induktionshärten 17212 EN 10086 086-70Warmband für vergütbare Federn 17221 EN 10089 089-71Warmband für kaltgewalzte Stahlbänder für Federn 17222 EN 10132-4 132-79Automatenstähle 1651 EN 10087 087-70Warmband für geschweißte Gasflaschen EN 10120 120-83Kaltstauch- und Kaltfließpressstähle 1654 EN 10263 119-74Blech und Band aus warmfesten Stählen 17155 EN 10028-2 028-85Warmband für Stahlrohre, für Fernleitungen, für brennbare Flüssigkeiten/Gase 17172 EN 10208Warmband für Rohre aus warmfesten Stählen 17177 EN 10217-2Druckwasserstoffbeständige Stähle 590-61Kaltzähe Stähle 17280 EN 10028-4 129-76Schiffbaustähle nach Richtlinien der
KlassifikationsgesellschaftVergütungsstähle mit Sonderanalysen nach SondervorschriftenSulfidkontrolliert erschmolzene Stähle nach SondervorschriftenC-Stähle für tiefziehfähiges Kaltband nach SondervorschriftenWarmband für tiefziehfähige kaltgewalzte Federbandstähle nach Sondervorschriften
Mikrolegierte Feinkornstähle zum Kaltumformen (HSM-Güten) EN 10149 092-90 149-80Wetterfeste Baustähle (Resista-Stähle) EN 10155 087-81 155-80Borlegierte Einsatz- und Vergütungsstähle (HLB-Güten) 10083-3
unlegierte Werkzeugstähle 17350 EN ISO 4957 096-79legierte Kaltarbeitsstähle 17350 EN ISO 4957 096-79legierte Warmarbeitsstähle 17350 EN ISO 4957 096-79
Wälzlagerstähle 17230 EN ISO 683-17 094-73Weichmagnetische Werkstoffe für Gleichstromrelais 17405
Hochwarmfeste Legierungen sowie verschiedeneNE-Metalle und deren Legierungen nach diversen SpezifikationenEisenlegierungen mit besonderer Wärmeausdehnung 385-57Nichtmagnetisierbare Stähle 390-61Hochfeste martensitaushärtende Stähle nach diversen Spezifikationen
Heizleiterlegierungen 17470Hitzebeständige Walz- und Schmiedestähle EN 10095 470-76
Nichtrostende Stähle 17440 EN 10088 400-88 088-86Warmband für Federn aus nichtrostenden Stählen 17224 EN 10151
DIN- EN- Werk- Euro-Norm Norm stoffblatt Norm
*Diese speziellen Legierungen werden in Lohn gewalzt.
Aus
gabe
200
5 ·
Editi
on 2
005
· Ed
ition
200
5
Hoesch Hohenlimburg GmbHGeschäftsbereich MittelbandOeger Straße 120D-58119 HagenTel.: 02334/91-23 91 oder 91-0Fax: 0 2334/91-33 69
Technische Kundenberatung:Tel.: 02334/91-3253
-2271-2295
Fax: 02334/91-33 58E-Mail: [email protected]: www.hoesch-hohenlimburg.de




















