Embed Size (px)
Citation preview

Goht nid – gits nid
Was ist TPM?
Goht nid – gits nid
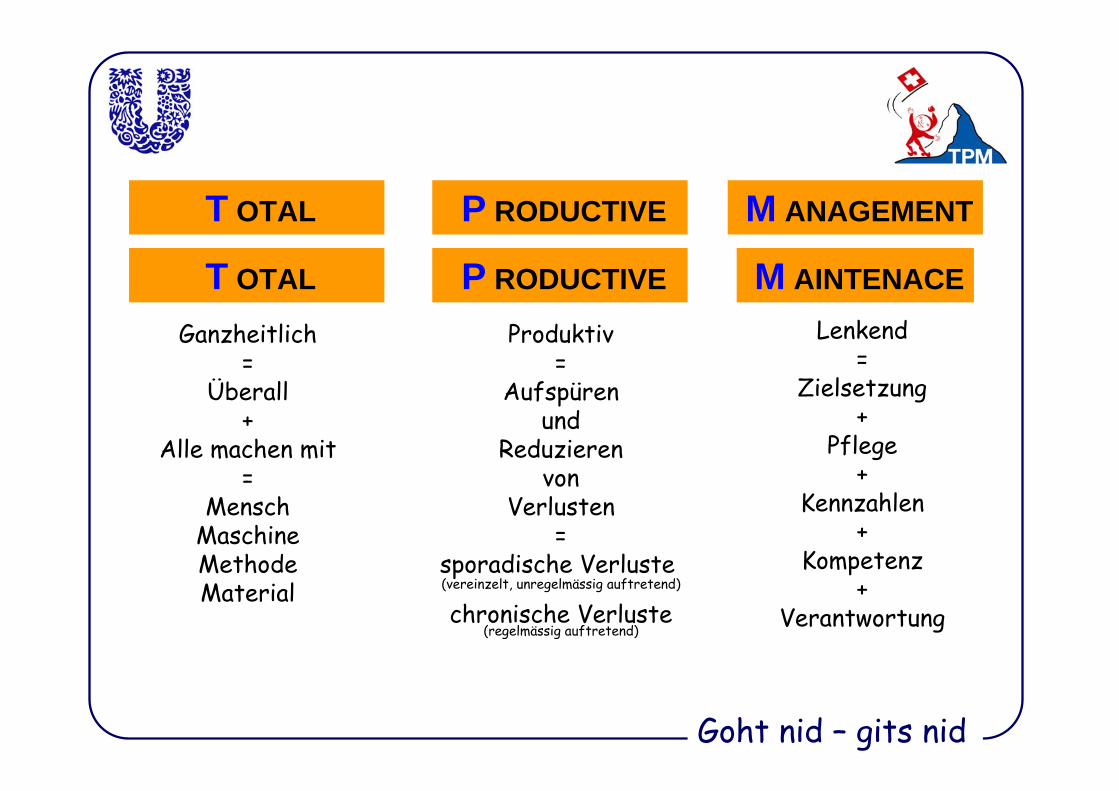
T OTAL P RODUCTIVE M AINTENACE
Ganzheitlich=
Überall+
Alle machen mit=
MenschMaschineMethodeMaterial
Produktiv=
Aufspürenund
Reduzierenvon
Verlusten=
sporadische Verluste (vereinzelt, unregelmässig auftretend)
chronische Verluste(regelmässig auftretend)
Lenkend=
Zielsetzung+
Pflege+
Kennzahlen+
Kompetenz+
Verantwortung
T OTAL P RODUCTIVE M ANAGEMENT
Goht nid – gits nid
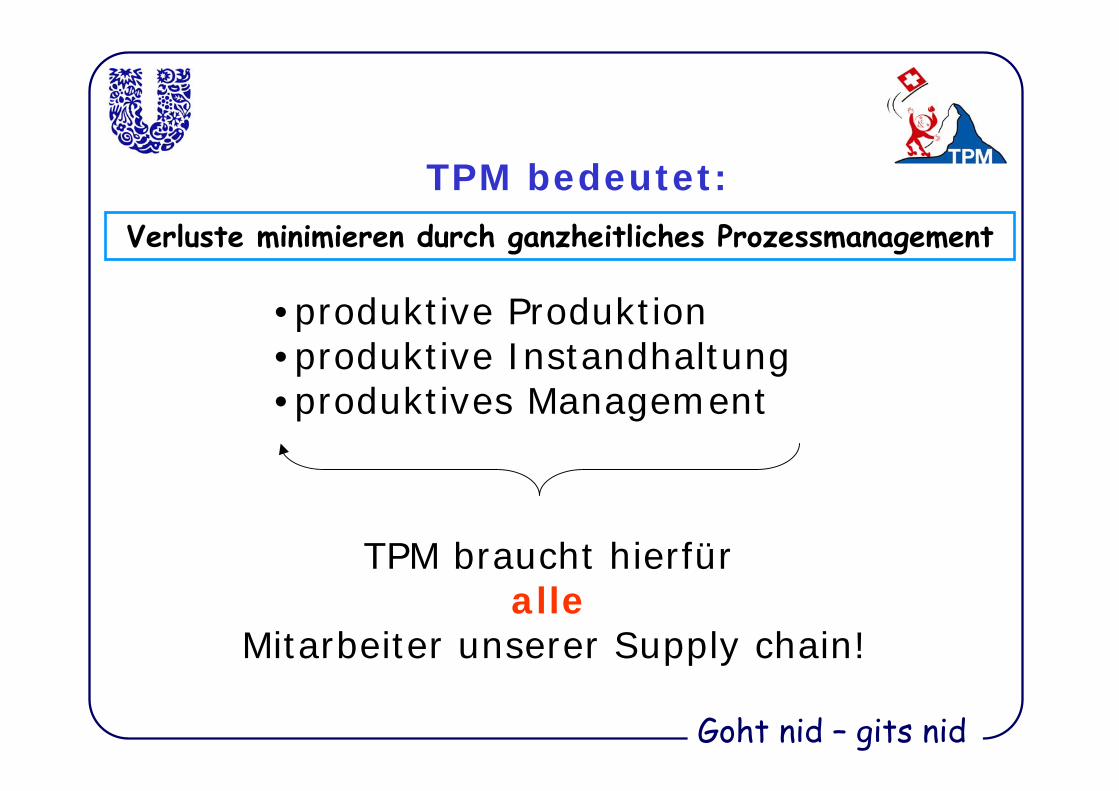
TPM bedeutet:
•produktive Produktion•produktive Instandhaltung•produktives Management
TPM braucht hierfür alle
Mitarbeiter unserer Supply chain!
Verluste minimieren durch ganzheitliches Prozessmanagement

Goht nid – gits nid
ein stetiger Verbesserungsprozess, mit dem Ziel, alle Verluste auf Null zu
reduzieren.
TPM ist:
TPM ist nicht:etwas das einem in den Schoss fällt !!
Man muss hart dafür arbeiten

Goht nid – gits nid
Welche Ziele verfolgt TPM
Goht nid – gits nid
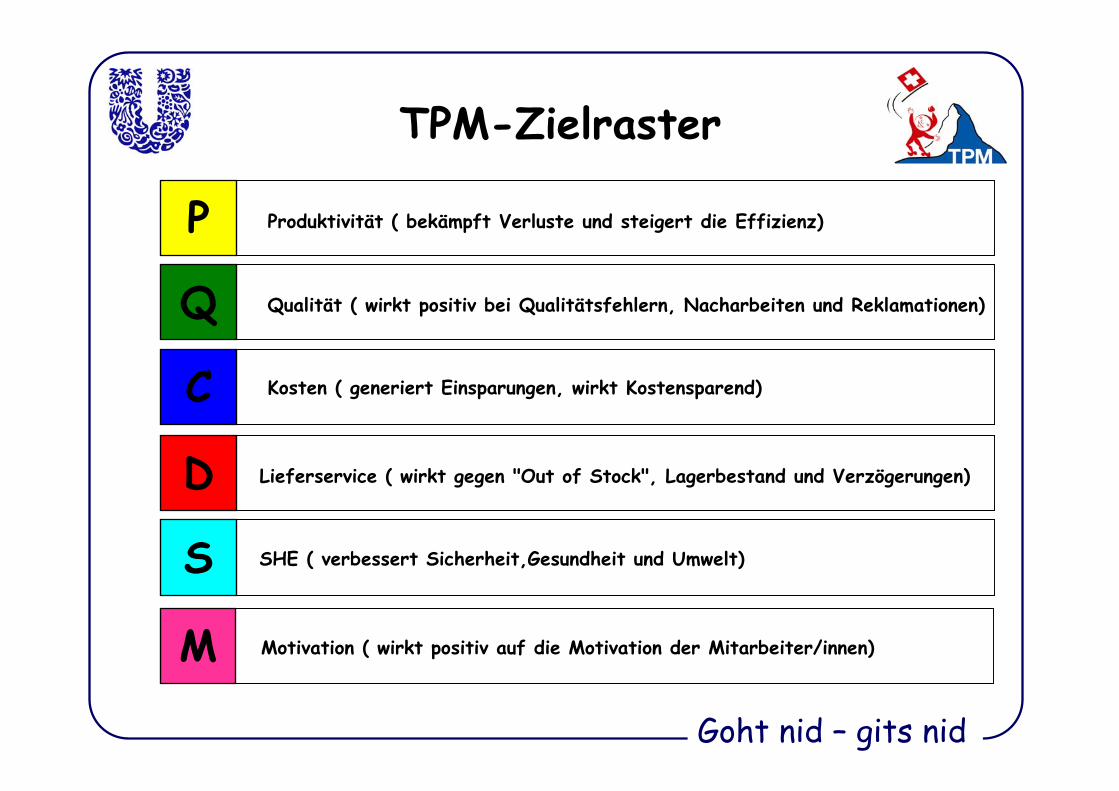
P Produktivität ( bekämpft Verluste und steigert die Effizienz)
Kosten ( generiert Einsparungen, wirkt Kostensparend)
SHE ( verbessert Sicherheit,Gesundheit und Umwelt)
Qualität ( wirkt positiv bei Qualitätsfehlern, Nacharbeiten und Reklamationen)
Motivation ( wirkt positiv auf die Motivation der Mitarbeiter/innen)
Lieferservice ( wirkt gegen "Out of Stock", Lagerbestand und Verzögerungen)
C
D
Q
M
S
TPM-Zielraster

Goht nid – gits nid
Die Idee stammt aus Japan
Weiterentwicklung und Koordination der Ideen.
Doch die Idee ist sehr viel älter. Sie wurde nur von den Japanern aufgegriffen
-- und perfektioniert.
Goht nid – gits nid
Henry Ford hatte um das Jahr 1910 eine Vision.
Jeder in seiner Fabrik sollte sich ein Auto leisten können.
Hindernis:• Die Anschaffungskosten waren zu hoch. • Diese Ausgabe konnten sich damals nur die wenigsten leisten.• Also, so seine Schlußfolgerung, seine Autos müssen massiv billiger werden.
Henry Ford‘s Vision
Goht nid – gits nid
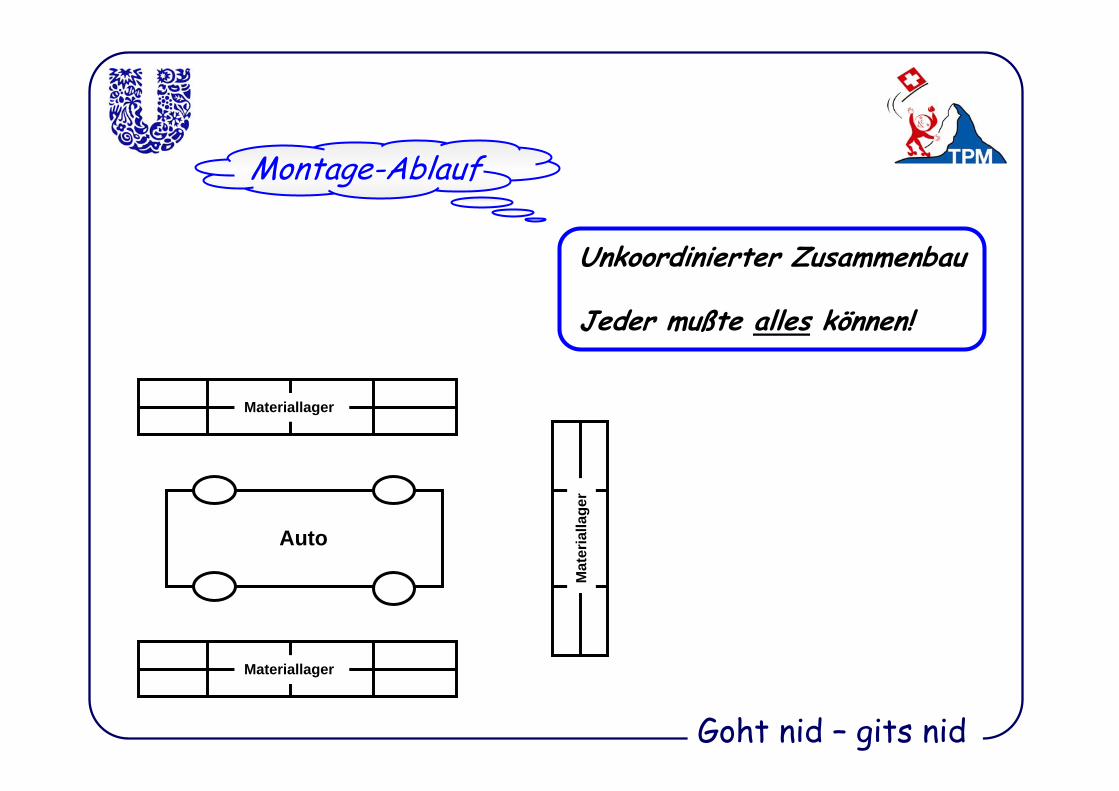
Montage-Ablauf
Auto
Materiallager
Materiallager
Mat
eria
llage
r
Unkoordinierter Zusammenbau
Jeder mußte alles können!
Goht nid – gits nid
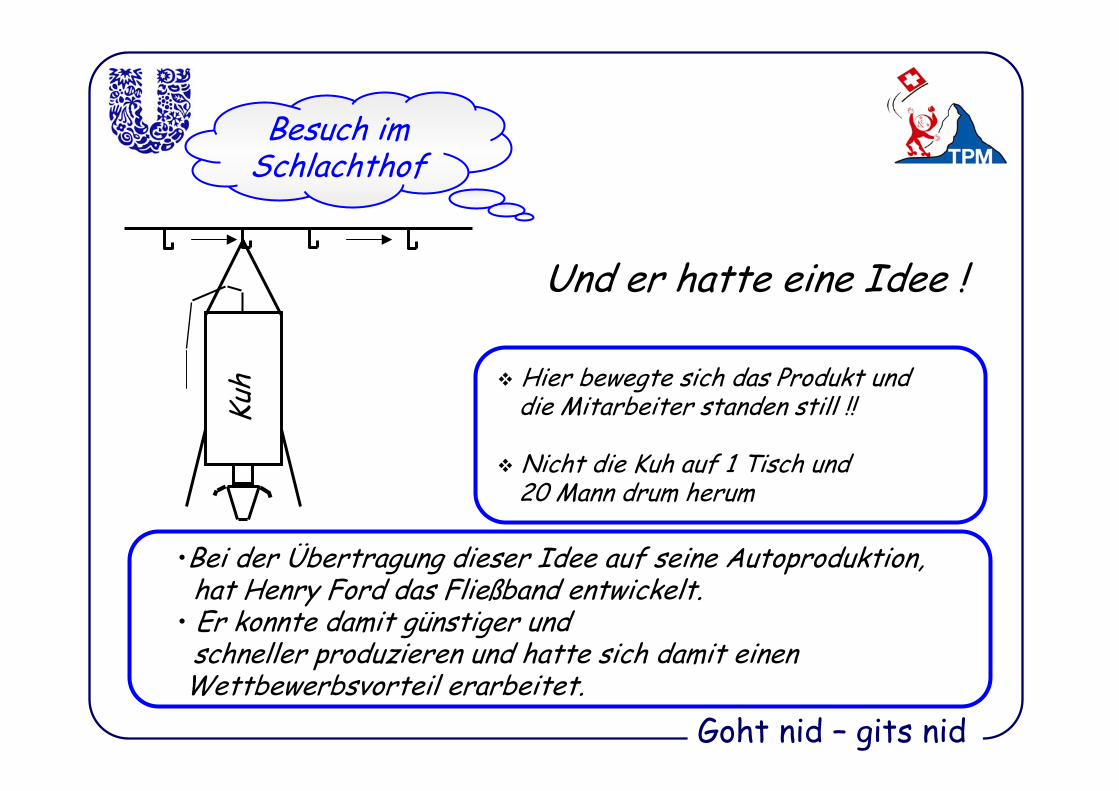
Hier bewegte sich das Produkt und die Mitarbeiter standen still !!
Nicht die Kuh auf 1 Tisch und 20 Mann drum herum
Und er hatte eine Idee !
Besuch im Schlachthof
Kuh
•Bei der Übertragung dieser Idee auf seine Autoproduktion,hat Henry Ford das Fließband entwickelt.
• Er konnte damit günstiger und schneller produzieren und hatte sich damit einen
Wettbewerbsvorteil erarbeitet.

Goht nid – gits nid
Das Suchen und Übernehmen fremder Ideen ist Teil der TPM-Philosophie und wird in Japan auch mit großem Erfolg praktiziert
Ansichtssachen
Goht nid – gits nid
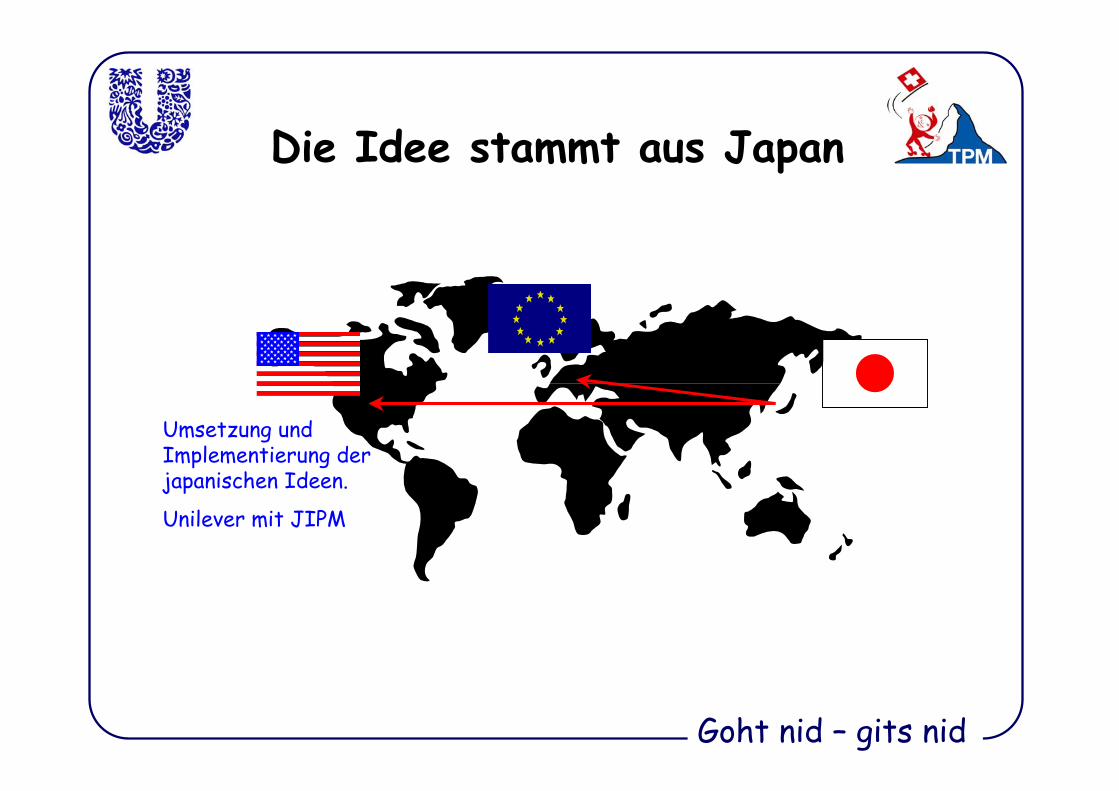
Umsetzung und Implementierung der japanischen Ideen.
Unilever mit JIPM
Die Idee stammt aus Japan
Goht nid – gits nid
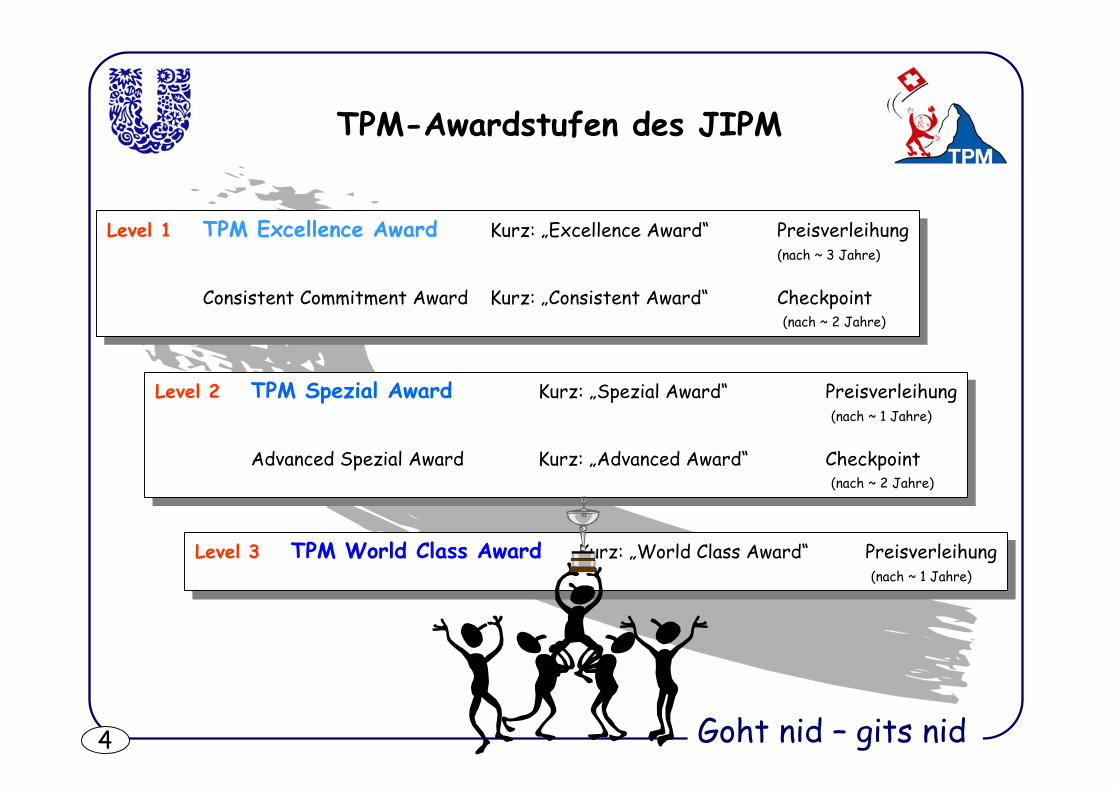
Level 1 TPM Excellence Award Kurz: „Excellence Award“ Preisverleihung(nach ~ 3 Jahre)
Consistent Commitment Award Kurz: „Consistent Award“ Checkpoint(nach ~ 2 Jahre)
Level 1 TPM Excellence Award Kurz: „Excellence Award“ Preisverleihung(nach ~ 3 Jahre)
Consistent Commitment Award Kurz: „Consistent Award“ Checkpoint(nach ~ 2 Jahre)
Level 2 TPM Spezial Award Kurz: „Spezial Award“ Preisverleihung(nach ~ 1 Jahre)
Advanced Spezial Award Kurz: „Advanced Award“ Checkpoint(nach ~ 2 Jahre)
Level 2 TPM Spezial Award Kurz: „Spezial Award“ Preisverleihung(nach ~ 1 Jahre)
Advanced Spezial Award Kurz: „Advanced Award“ Checkpoint(nach ~ 2 Jahre)
Level 3 TPM World Class Award Kurz: „World Class Award“ Preisverleihung(nach ~ 1 Jahre)
Level 3 TPM World Class Award Kurz: „World Class Award“ Preisverleihung(nach ~ 1 Jahre)
4
TPM-Awardstufen des JIPM
Goht nid – gits nid
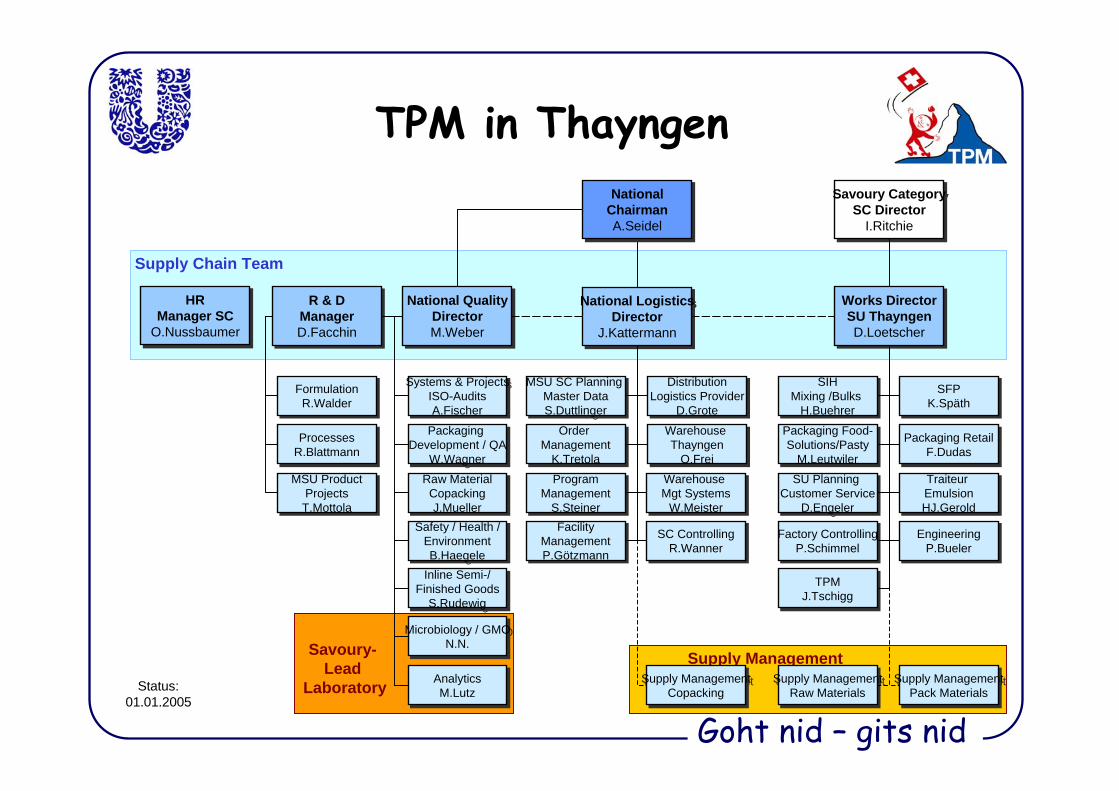
TPM in Thayngen
Inline Semi-/Finished Goods
S.Rudewig
Inline Semi-/Finished Goods
S.Rudewig
National LogisticsDirector
J.Kattermann
National LogisticsDirector
J.Kattermann
MSU SC Planning Master DataS.Duttlinger
MSU SC Planning Master DataS.Duttlinger
Safety / Health /EnvironmentB.Haegele
Safety / Health /EnvironmentB.Haegele
Microbiology / GMON.N.
Microbiology / GMON.N.
Packaging Development / QA
W.Wagner
Packaging Development / QA
W.Wagner
AnalyticsM.Lutz
AnalyticsM.Lutz
Systems & ProjectsISO-AuditsA.Fischer
Systems & ProjectsISO-AuditsA.Fischer
Savoury-Lead
Laboratory
EngineeringP.Bueler
EngineeringP.Bueler
Packaging RetailF.Dudas
Packaging RetailF.Dudas
Packaging Food-Solutions/Pasty
M.Leutwiler
Packaging Food-Solutions/Pasty
M.Leutwiler
Traiteur EmulsionHJ.Gerold
Traiteur EmulsionHJ.Gerold
FormulationR.Walder
FormulationR.Walder
ProcessesR.BlattmannProcesses
R.Blattmann
Supply Management
Order Management
K.Tretola
Order Management
K.Tretola
DistributionLogistics Provider
D.Grote
DistributionLogistics Provider
D.Grote
Warehouse Mgt Systems
W.Meister
Warehouse Mgt Systems
W.Meister
Warehouse Thayngen
O.Frei
Warehouse Thayngen
O.Frei
SU Planning Customer Service
D.Engeler
SU Planning Customer Service
D.Engeler
SC ControllingR.Wanner
SC ControllingR.Wanner
Supply ManagementCopacking
Supply ManagementCopacking
National QualityDirectorM.Weber
National QualityDirectorM.Weber
R & DManagerD.Facchin
R & DManagerD.Facchin
Works DirectorSU ThayngenD.Loetscher
Works DirectorSU ThayngenD.Loetscher
SIHMixing /Bulks
H.Buehrer
SIHMixing /Bulks
H.Buehrer
Supply ManagementRaw Materials
Supply ManagementRaw Materials
Raw MaterialCopackingJ.Mueller
Raw MaterialCopackingJ.Mueller
Factory ControllingP.Schimmel
Factory ControllingP.Schimmel
TPMJ.Tschigg
TPMJ.Tschigg
Supply ManagementPack Materials
Supply ManagementPack Materials
MSU ProductProjectsT.Mottola
MSU ProductProjectsT.Mottola
ProgramManagement
S.Steiner
ProgramManagement
S.Steiner
FacilityManagementP.Götzmann
FacilityManagementP.Götzmann
Savoury CategorySC Director
I.Ritchie
Savoury CategorySC Director
I.Ritchie
HRManager SC
O.Nussbaumer
HRManager SC
O.Nussbaumer
NationalChairmanA.Seidel
NationalChairmanA.Seidel
Status:01.01.2005
SFPK.Späth
SFPK.Späth
Supply Chain Team
Goht nid – gits nid
TPM Teams
SU23 Teams im Anlagenbereich7 Prozessteams
LMM1 Teams Anlagenbereich8Teams im Prozessbereich
R&DEine Abteilung ein Team
QM5 Prozessteams
Goht nid – gits nid
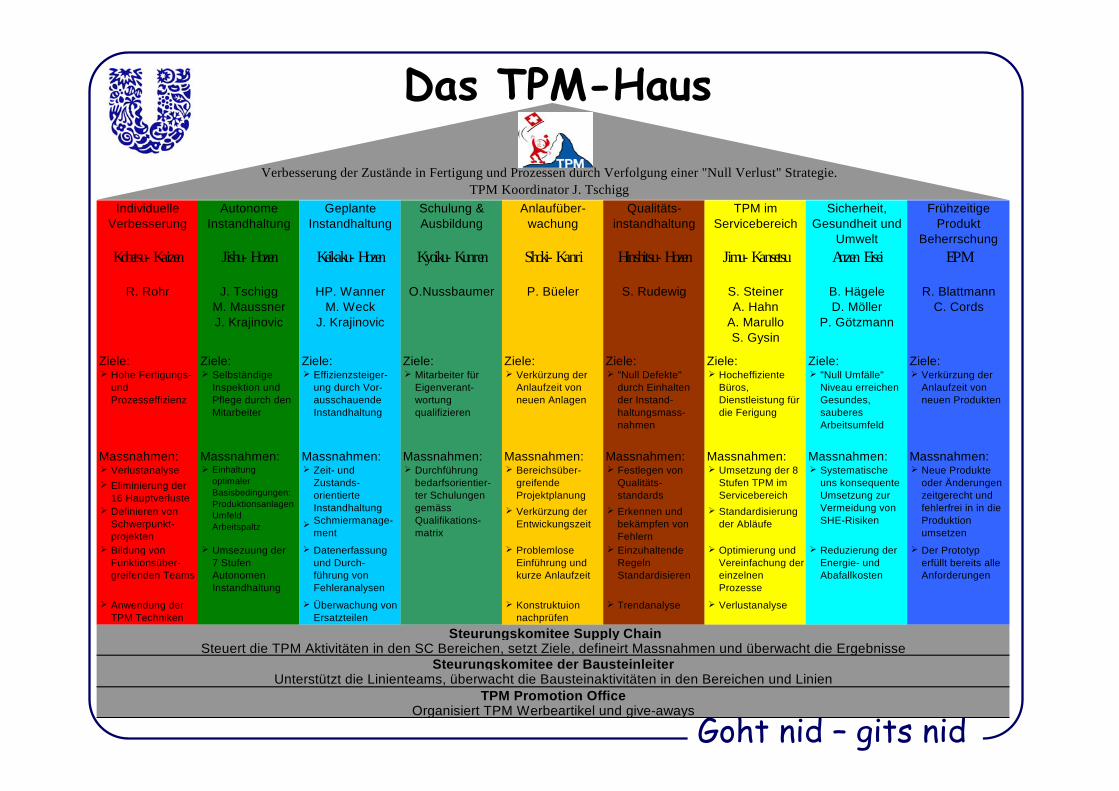
Das TPM-Haus
Hohe Fertigungs-und Prozesseffizienz
Selbständige Inspektion und Pflege durch den Mitarbeiter
Effizienzsteiger-ung durch Vor-ausschauende Instandhaltung
Mitarbeiter für Eigenverant-wortung qualifizieren
Verkürzung der Anlaufzeit von neuen Anlagen
"Null Defekte" durch Einhalten der Instand-haltungsmass-nahmen
Hocheffiziente Büros, Dienstleistung für die Ferigung
"Null Umfälle" Niveau erreichenGesundes, sauberes Arbeitsumfeld
Verkürzung der Anlaufzeit von neuen Produkten
VerlustanalyseEliminierung der16 HauptverlusteDefinieren von Schwerpunkt-projekten
Verkürzung der Entwickungszeit
Erkennen und bekämpfen von Fehlern
Standardisierung der Abläufe
Bildung von Funktionsüber-greifenden Teams
Umsezuung der7 Stufen Autonomen Instandhaltung
Datenerfassung und Durch-führung von Fehleranalysen
Problemlose Einführung und kurze Anlaufzeit
Einzuhaltende Regeln Standardisieren
Optimierung und Vereinfachung der einzelnen Prozesse
Reduzierung der Energie- und Abafallkosten
Der Prototyp erfüllt bereits alle Anforderungen
Anwendung der TPM Techniken
Überwachung von Ersatzteilen
Konstruktuion nachprüfen
Trendanalyse Verlustanalyse
IndividuelleVerbesserung
Kobetsu- Kaizen
R. Rohr
Ziele:
Massnahmen:
AutonomeInstandhaltung
Jishu- Hozen
J. TschiggM. MaussnerJ. Krajinovic
Ziele:
Massnahmen:
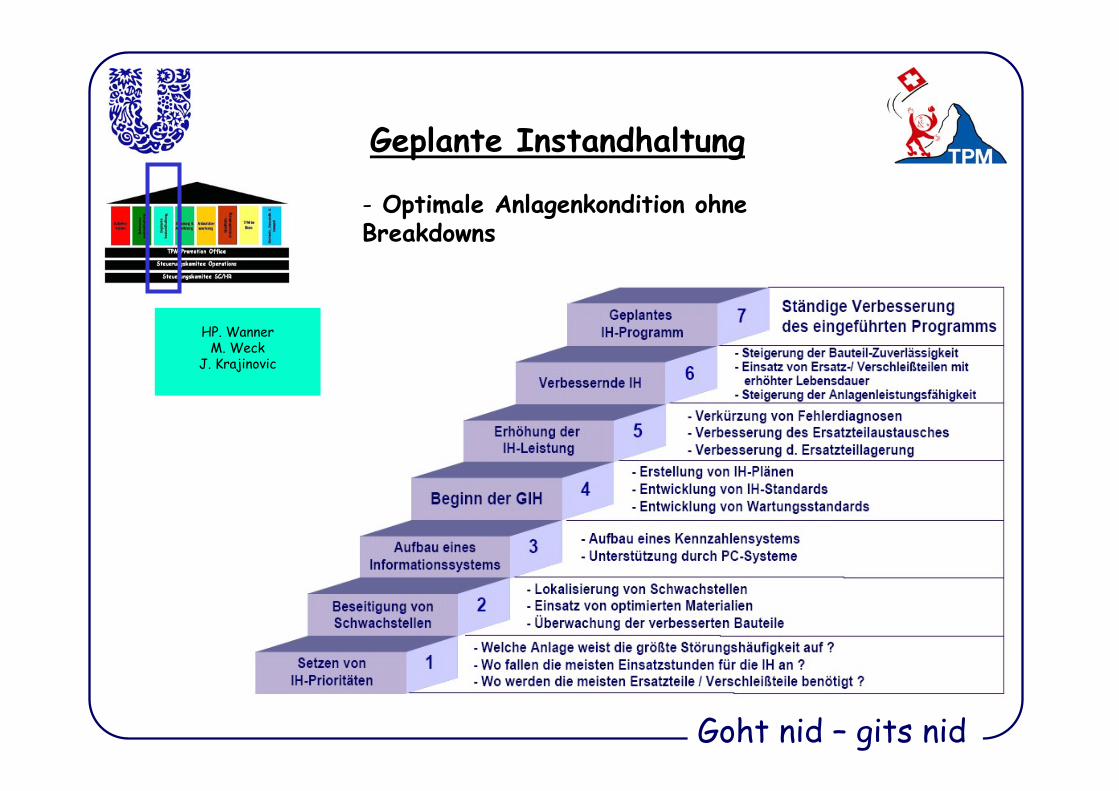
Geplante Instandhaltung
Keikaku- Hozen
HP. WannerM. Weck
J. Krajinovic
Ziele:
Massnahmen:
Schulung & Ausbildung
Kyoiku- Kunren
O.Nussbaumer
Ziele:
Massnahmen:
Anlaufüber-wachung
Shoki- Kanri
P. Büeler
Ziele:
Massnahmen:
Qualitäts- instandhaltung
Hinshitsu- Hozen
S. Rudewig
Ziele:
Massnahmen:
TPM im Servicebereich
Jimu- Kansetsu
S. SteinerA. Hahn
A. MarulloS. Gysin
Ziele:
Massnahmen:
Anzen Eisei
B. HägeleD. Möller
P. Götzmann
Ziele:
Massnahmen:
Sicherheit, Gesundheit und
Umwelt
Systematische uns konsequente Umsetzung zur Vermeidung von SHE-Risiken
R. BlattmannC. Cords
Ziele:
Massnahmen:
EPM
Frühzeitige Produkt
Beherrschung
Neue Produkte oder Änderungen zeitgerecht und fehlerfrei in in die Produktion umsetzen
Steurungskomitee Supply Chain
Durchführung bedarfsorientier-ter Schulungen gemäss Qualifikations-matrix
Bereichsüber-greifende Projektplanung
Festlegen von Qualitäts-standards
Umsetzung der 8 Stufen TPM im Servicebereich
Einhaltung optimaler Basisbedingungen:ProduktionsanlagenUmfeldArbeitspaltz
Zeit- undZustands-orientierteInstandhaltungSchmiermanage-ment
Organisiert TPM Werbeartikel und give-awaysTPM Promotion Office
Steurungskomitee der Bausteinleiter Steuert die TPM Aktivitäten in den SC Bereichen, setzt Ziele, defineirt Massnahmen und überwacht die Ergebnisse
Unterstützt die Linienteams, überwacht die Bausteinaktivitäten in den Bereichen und Linien
Verbesserung der Zustände in Fertigung und Prozessen durch Verfolgung einer "Null Verlust" Strategie.TPM Koordinator J. Tschigg

Goht nid – gits nid
Strukturierte Techniken zur stetigen Verbesserungund damit Reduzierung der Verluste
Kaizen Ursachenanalyse Verluste als Basis f. Verbesserungen
Autonome Instandhaltung Vor Ort Erhaltung
Geplante Instandhaltung Vorbeugende Kapazitätserhaltung
Schulung & Ausbildung Mitarbeiter qualifizieren für Eigenverantwortung
Anlaufüberwachung Anlagen/Prozesse beim Anlauf 100% einsatzbereit
Qualitätsinstandhaltung keine Toleranz gegen (auch) kleinste Abweichungen
TPM im Büro / Prozesse extreme Vereinfachung der Abläufe,Standardisierung
Sicherheit, Gesundheit, Umwelt Sicherer, gesunder und umweltfreundlicher Arbeitsplatz
Frühzeitige Produktbeherrschung Vertical Start up bei Änderungen und Neueinführungen

Goht nid – gits nid
Kobetsu Kaizen
Eliminierung der 16 Verluste, durch Einsatz von konzentrierten Verbesserungsmaßnahmen.
R. Rohr
Maschine
Material
Mensch
Energien
Qualitätsverluste/Rework
Takt-VerlusteKurzstillstände < 10 min
UmrüstenAnfahr-VerlusteStillstände > 10 min
Mengenverlust
Umbauteile,Vorrichtungen und WekzeugeManagementverlusteBewegungLinienorganisationLogistikMessen / Einstellen
Anlageausfälle
Formatwechsel
Goht nid – gits nid
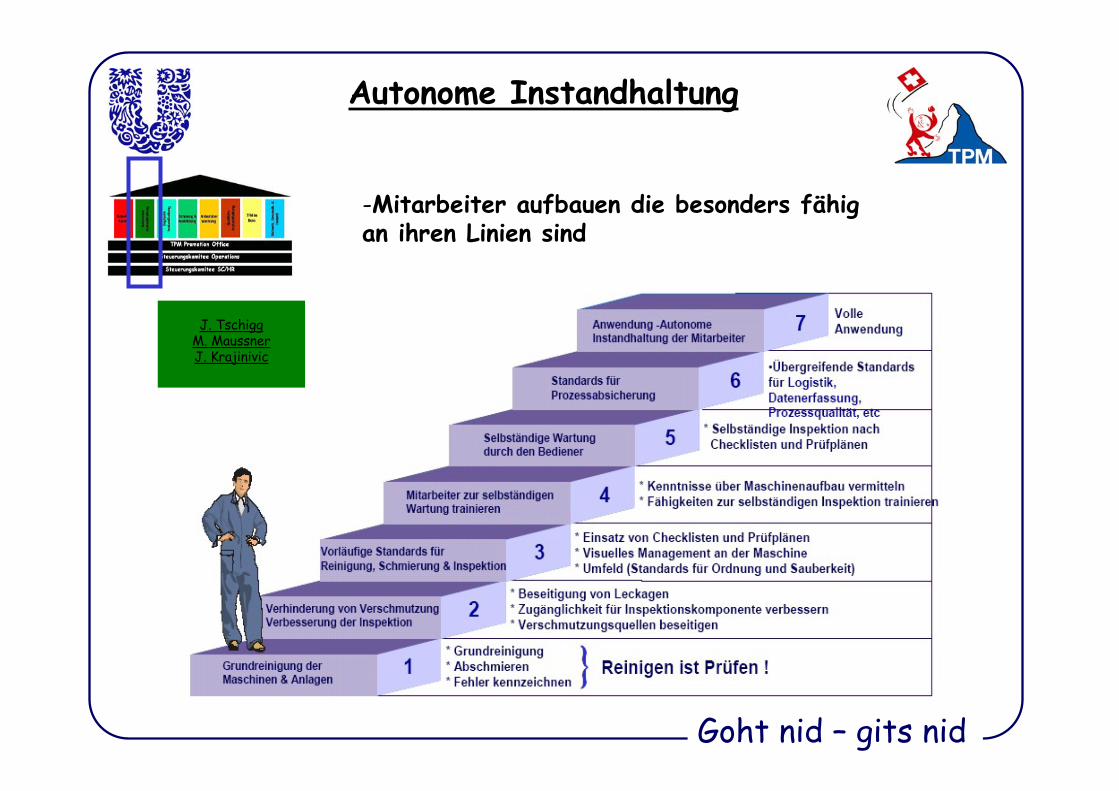
Autonome Instandhaltung
J. TschiggM. MaussnerJ. Krajinivic
-Mitarbeiter aufbauen die besonders fähig an ihren Linien sind
Goht nid – gits nid
Geplante Instandhaltung
HP. WannerM. Weck
J. Krajinovic
- Optimale Anlagenkondition ohne Breakdowns
Goht nid – gits nid
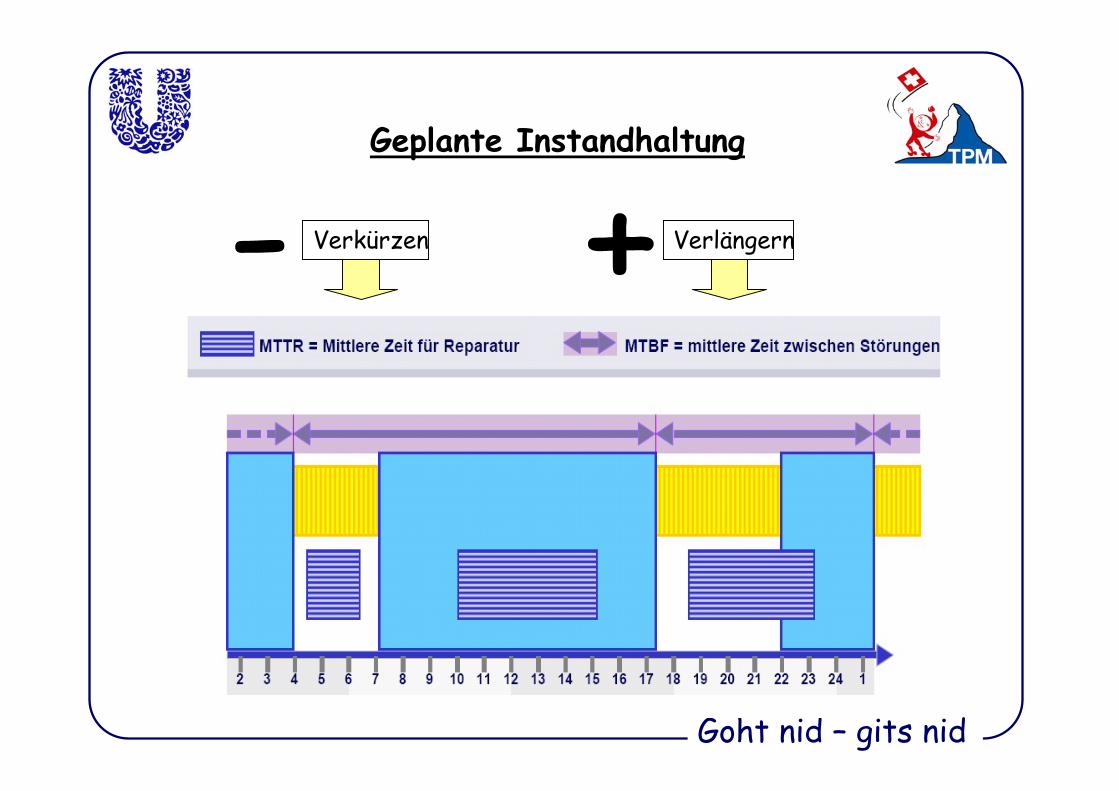
Geplante Instandhaltung
Verkürzen Verlängern

Goht nid – gits nid
Schulung und Ausbildung
Systematische Erweiterung der Mitarbeiterqualifikation durch:
•Führen einer Qualifikationsmatrix•Intensivausbildungen (Train the Trainers)•Vermittlung der Grundlagen an alle Mitarbeiter•Training on the job (bereichsspezifisch)•Weiterqualifizierung ungelernter Mitarbeiter•Weiterqualifizierung technischer Mitarbeiter
O. Nussbaumer
Goht nid – gits nid
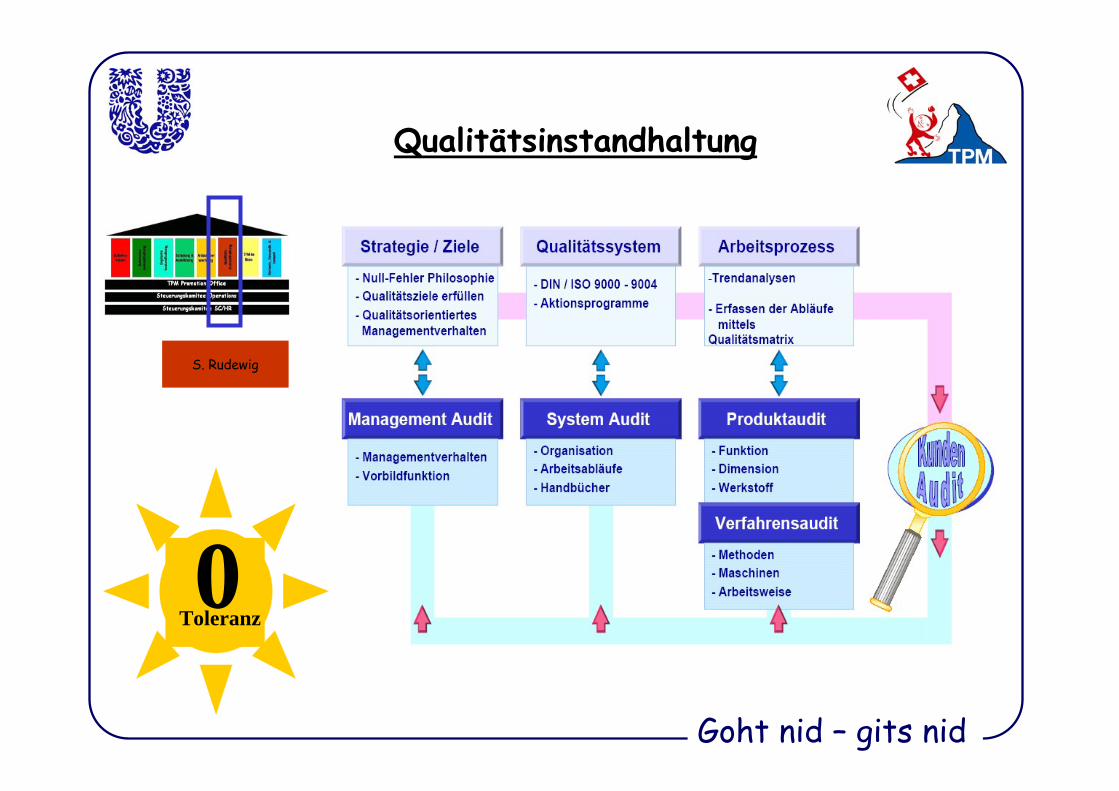
Qualitätsinstandhaltung
S. Rudewig
0Toleranz
Goht nid – gits nid
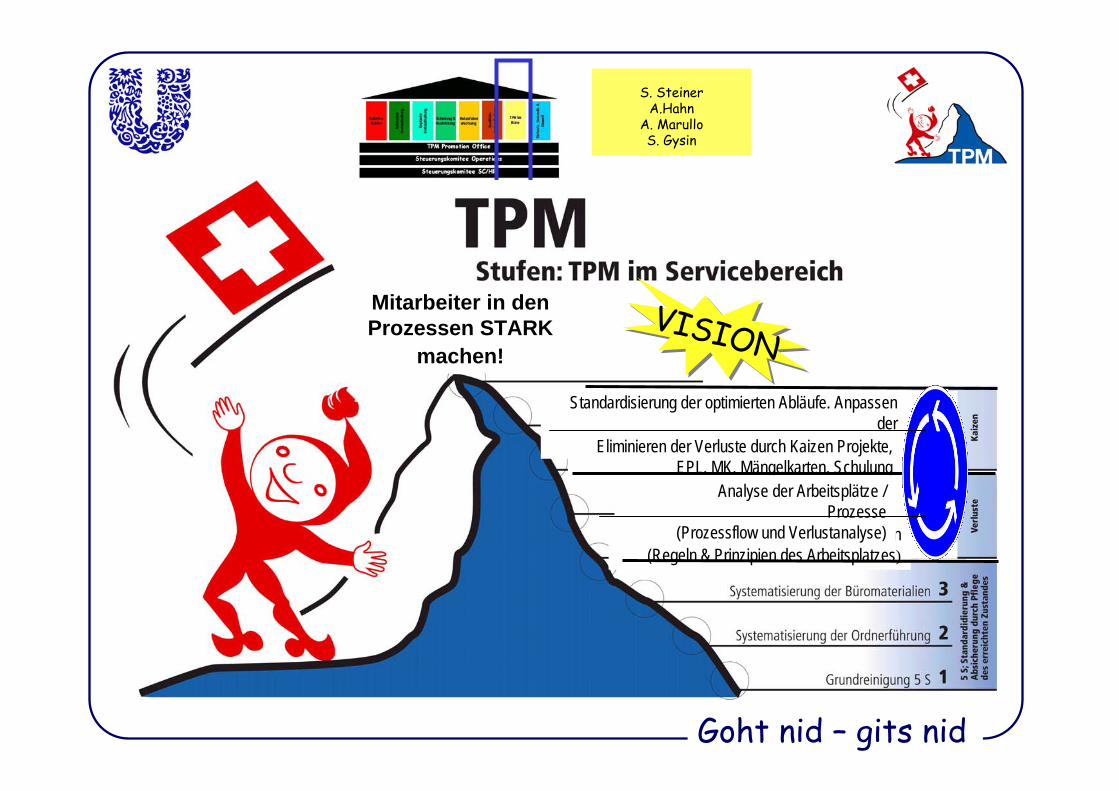
S. SteinerA.Hahn
A. MarulloS. Gysin
Standardisierung der optimierten Abläufe. Anpassen der
Arbeitsanweisungen und der Prozessdarstellung.Eliminieren der Verluste durch Kaizen Projekte, EPL, MK, Mängelkarten, Schulung
Arbeitsanweisungen erstellen (Regeln & Prinzipien des Arbeitsplatzes)
Analyse der Arbeitsplätze / Prozesse
(Prozessflow und Verlustanalyse)
Mitarbeiter in den Prozessen STARK
machen!VISIONVISION
Goht nid – gits nid
Sicherheit Umwelt GesundheitArbeitsunfälle
-Erfassen der Unfälle und Untersuchung der Hintergründe um das Wiederauftreten eines Unfalles mit derselben Ursache zu vermeiden.
Jeder soll das Unternehmen so gesund, wie er gekommen ist, wieder verlassen.
Umweltverschmutzung-Ermitteln und kontrollieren der auftretenden und möglichen Emissionen.
Arbeitsbedingungen-Hier soll das Arbeitsumfeld beobachtet und ‚human‘ gestaltet werden.
Es ist dabei zu beachten, daß die gesetzlichen Werte eingehalten werden- Hitze max. 40 °C- Lärm 80, 80 – 85, 90 dBA- Feuchte max. 80 % rF- Licht ... Lux- körperliche Anstrengung 20 kg Männer- 10 kg Frauen -(Transportentfernung und Häufigkeit beachten)
-Ermitteln und kontrollieren der auftretenden und möglichen Emissionen.
B. HägeleD. Möller
P. Götzmann
Goht nid – gits nid
ZielVerkürzung der Anlaufzeit von neuen Produkten
Neue Produkte oder Änderungen zeitgerecht und fehlerfrei in die Produktion umsetzen
Der Prototyp erfüllt bereits alle Anforderungen
Baustein EPMFrühzeitige Produktbeherrschung
R. BlattmannC. Cords
Goht nid – gits nid
Kennzahlen/Ziele• Anzahl wiederholte Tests/Anzahl durchgeführte Tests
• Anzahl Fehlmischung bei Test/Anzahl durchgeführte Tests
• Verfahrensbedingte Rezeptänderungen nach Tests/Anzahl durchgeführte Tests
• Dauer Rezeptabnahme bis Start Laufweg Mutation
• Einsparung durch angestossene und mitbearbeitete Kaizens/Mini Kaizens
• Beeinflusste Zusatz-/tonnage
• Sicherheitsanpassungen im PP (LTA Rate)
Goht nid – gits nid
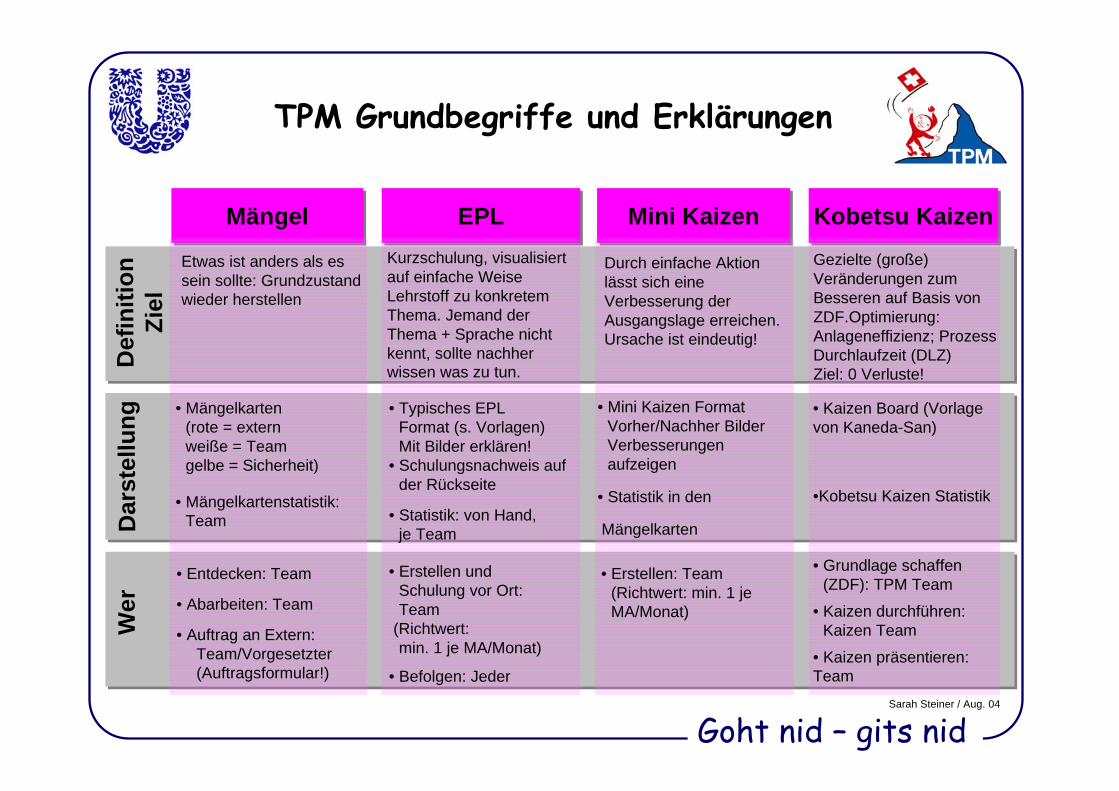
MängelMängel EPLEPL Mini KaizenMini Kaizen Kobetsu KaizenKobetsu Kaizen
Def
initi
on
Ziel
Dar
stel
lung
Wer
Etwas ist anders als es sein sollte: Grundzustand wieder herstellen
• Mängelkarten(rote = externweiße = Teamgelbe = Sicherheit)
• Mängelkartenstatistik: Team
• Entdecken: Team
• Abarbeiten: Team
• Auftrag an Extern: Team/Vorgesetzter (Auftragsformular!)
• Typisches EPL Format (s. Vorlagen)Mit Bilder erklären!
• Schulungsnachweis auf der Rückseite
• Statistik: von Hand, je Team
• Erstellen und Schulung vor Ort: Team
(Richtwert: min. 1 je MA/Monat)
• Befolgen: Jeder
Kurzschulung, visualisiert auf einfache Weise Lehrstoff zu konkretem Thema. Jemand der Thema + Sprache nicht kennt, sollte nachher wissen was zu tun.
Durch einfache Aktion lässt sich eine Verbesserung der Ausgangslage erreichen.Ursache ist eindeutig!
• Mini Kaizen Format Vorher/Nachher Bilder Verbesserungen aufzeigen
• Statistik in den
Mängelkarten
• Erstellen: Team (Richtwert: min. 1 je MA/Monat)
Gezielte (große) Veränderungen zum Besseren auf Basis von ZDF.Optimierung: Anlageneffizienz; Prozess Durchlaufzeit (DLZ) Ziel: 0 Verluste!
• Kaizen Board (Vorlage von Kaneda-San)
•Kobetsu Kaizen Statistik
• Grundlage schaffen (ZDF): TPM Team
• Kaizen durchführen: Kaizen Team
• Kaizen präsentieren: Team
Sarah Steiner / Aug. 04
TPM Grundbegriffe und Erklärungen





















![PILOT [TPM]](https://img.pdfslide.org/doc/110x75/56815a62550346895dc7a166/pilot-tpm.jpg)






