Embed Size (px)
Citation preview
Willkommen zur Vorlesung
„ Kunststoffe“
Dipl. Ing. Alexander Bockenheimer
Abteilung Kunststoffe

• Universalprüfmaschinen
• Schlag-, Biege-, Zug- und Druckversuche im Temperaturbereich von - 50 °C bis + 250 °C
• Feindehnungsmessung, Laserextensometrie
• Spannungsanalyse
• Präzisions-Kraftmessung
• Shore-A und -D-Härte, Kugeleindruckhärte, IRHD
• Kraftmessplattform
• Kriechmodulprüfeinrichtungen
• Servohydraulische Prüfmaschinen
• Wölbbogendehnungsprüfeinrichtung
BiegeversuchBiegeversuch
UniversalUniversal--prprüüfmaschinefmaschine mitmitTemperierkammer Temperierkammer
SchubSchub--versuchversuch
Abteilung Kunststoffe
Abteilung Kunststoffe
• Rohrprüfanlage (Zeitstand-Innendruckversuche)
• Berstdruckeinrichtungbis 500 bar
• Druckstoßprüfanlage
• Statische und zyklische Beanspruchung von Rohrverbindern
• Sauerstoffdiffusions-Prüfstand
• Schaumstrukturprüfgerät
• Kugelfallprüfgerät
• Durchfluß-Versuchsanlage
• Temperatur-Wechselprüfung
• Durchstoßprüfanlage
• Reifenprüfstand
RohrprRohrprüüfanlagefanlageRohrprRohrprüüfanlagefanlage
PEPE--Rohr: ZeitstandbruchRohr: Zeitstandbruch
BiegeprBiegeprüüff--einrichtungeinrichtung
Abteilung Kunststoffe
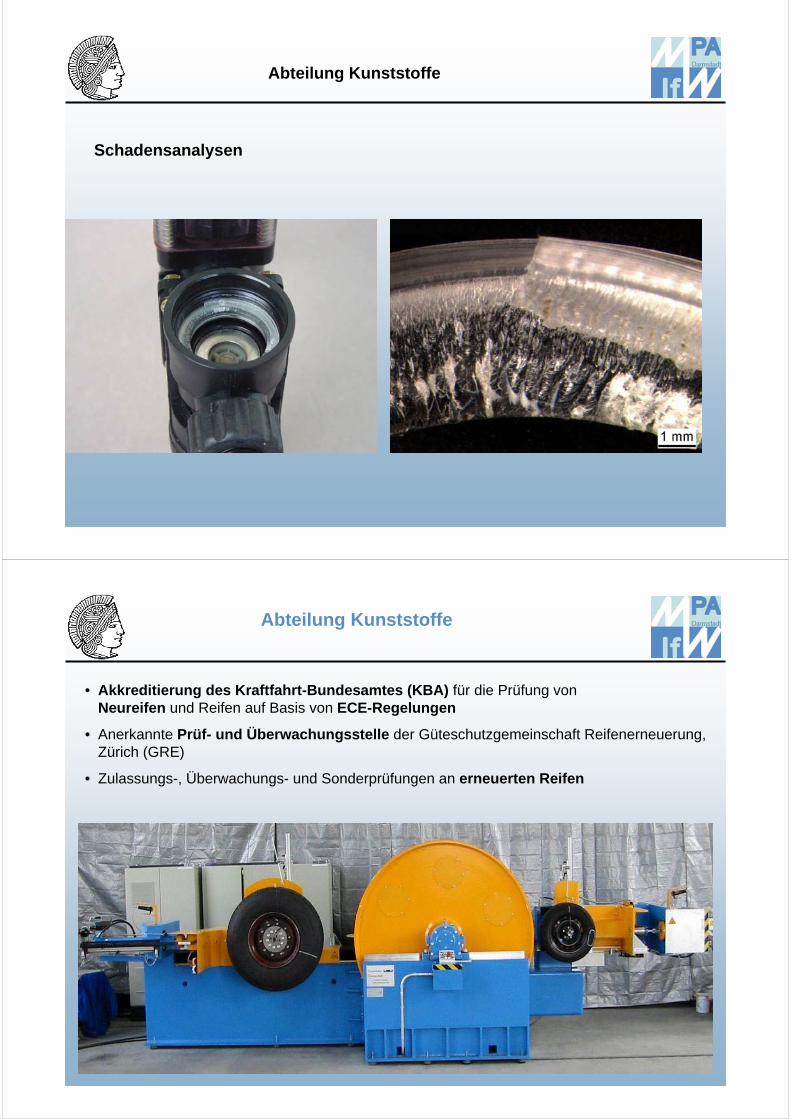
Schadensanalysen
• Akkreditierung des Kraftfahrt-Bundesamtes (KBA) für die Prüfung von Neureifen und Reifen auf Basis von ECE-Regelungen
• Anerkannte Prüf- und Überwachungsstelle der Güteschutzgemeinschaft Reifenerneuerung, Zürich (GRE)
• Zulassungs-, Überwachungs- und Sonderprüfungen an erneuerten Reifen
ReifenprReifenprüüfstand mit LKWfstand mit LKW--ReifenReifen und PKWund PKW--ReifenReifen
Abteilung Kunststoffe
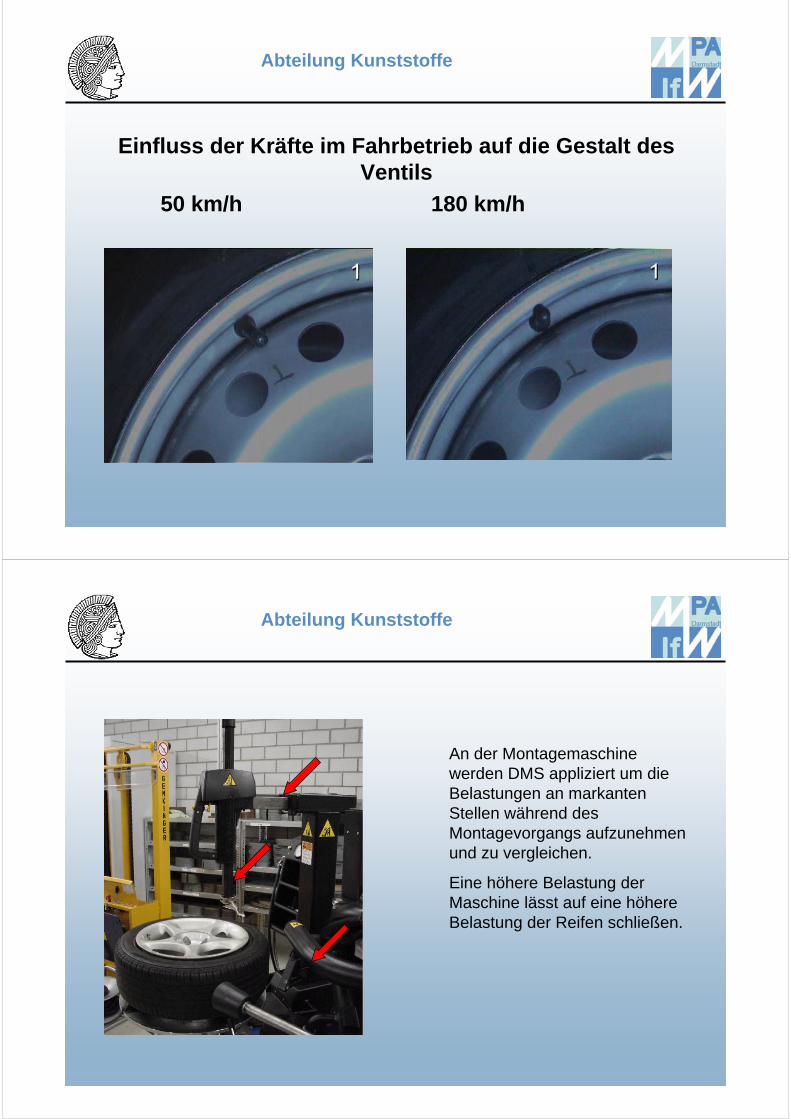
Einfluss der Kräfte im Fahrbetrieb auf die Gestalt des Ventils
50 km/h 180 km/h
Abteilung Kunststoffe
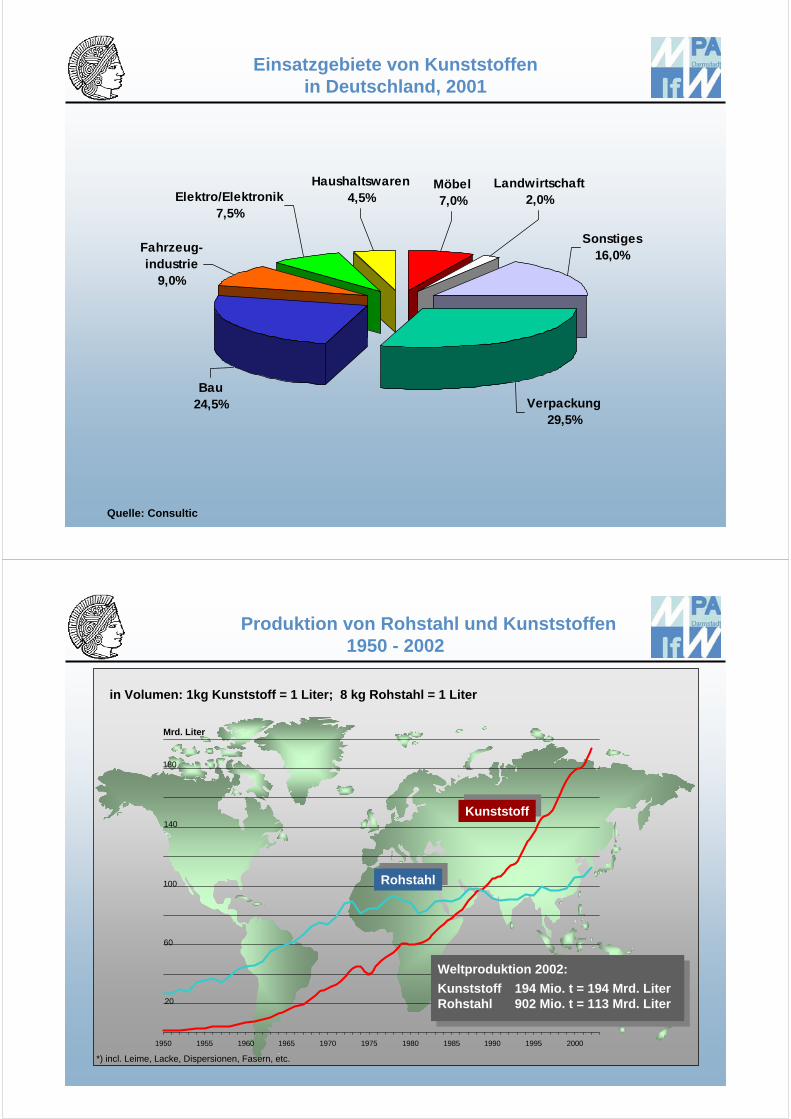
An der Montagemaschine werden DMS appliziert um die Belastungen an markanten Stellen während des Montagevorgangs aufzunehmen und zu vergleichen.
Eine höhere Belastung der Maschine lässt auf eine höhere Belastung der Reifen schließen.
Abteilung Kunststoffe
Elektro/Elektronik7,5%
Fahrzeug-industrie
9,0%
Bau24,5% Verpackung
29,5%
Sonstiges16,0%
Landwirtschaft2,0%
Möbel7,0%
Haushaltswaren4,5%
Quelle: Consultic
Einsatzgebiete von Kunststoffen in Deutschland, 2001
*) incl. Leime, Lacke, Dispersionen, Fasern, etc.
in Volumen: 1kg Kunststoff = 1 Liter; 8 kg Rohstahl = 1 Liter
180
1950 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000
RohstahlRohstahl
20
60
100
140
KunststoffKunststoff
Weltproduktion 2002:
KunststoffRohstahl
194 Mio. t = 194 Mrd. Liter902 Mio. t = 113 Mrd. Liter
Mrd. Liter
Produktion von Rohstahl und Kunststoffen 1950 - 2002
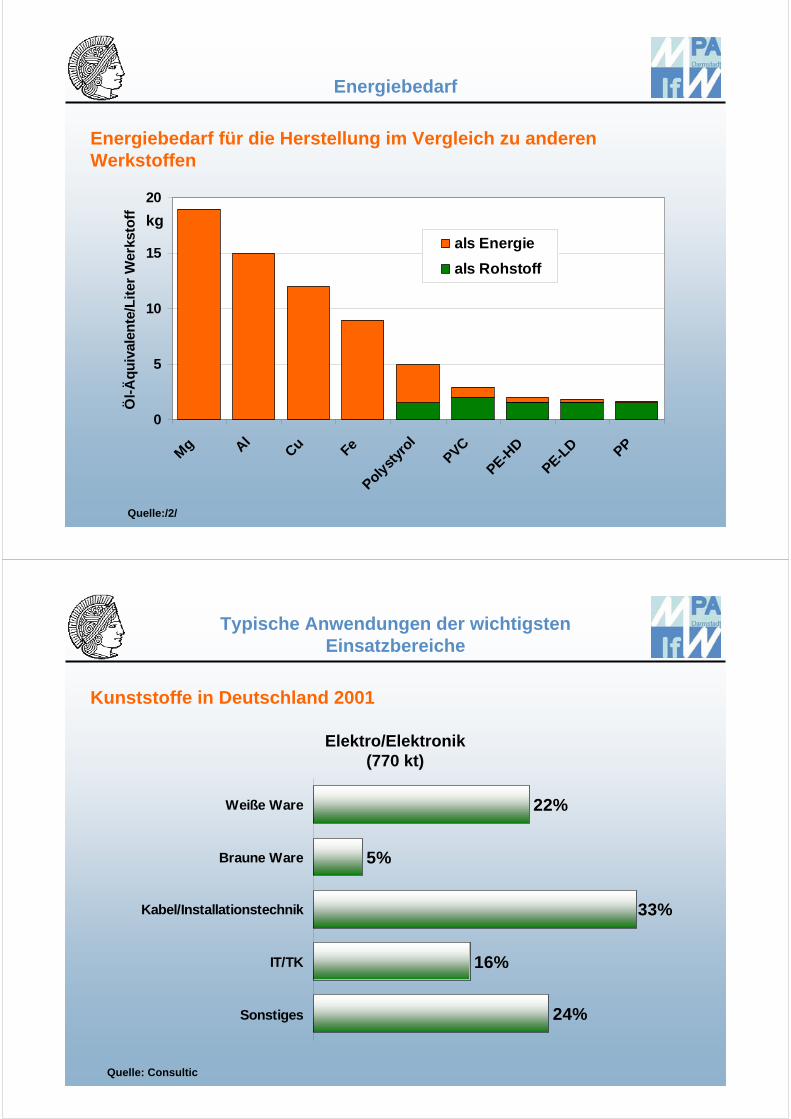
Energiebedarf für die Herstellung im Vergleich zu anderen Werkstoffen
0
5
10
15
20
Mg Al
Cu Fe
Polyst
yrol
PVC
PE-HD
PE-LD PP
Öl-
Äq
uiv
alen
te/L
iter
Wer
ksto
ff
als Energie
als Rohstoff
kg
Energiebedarf
Quelle:/2/
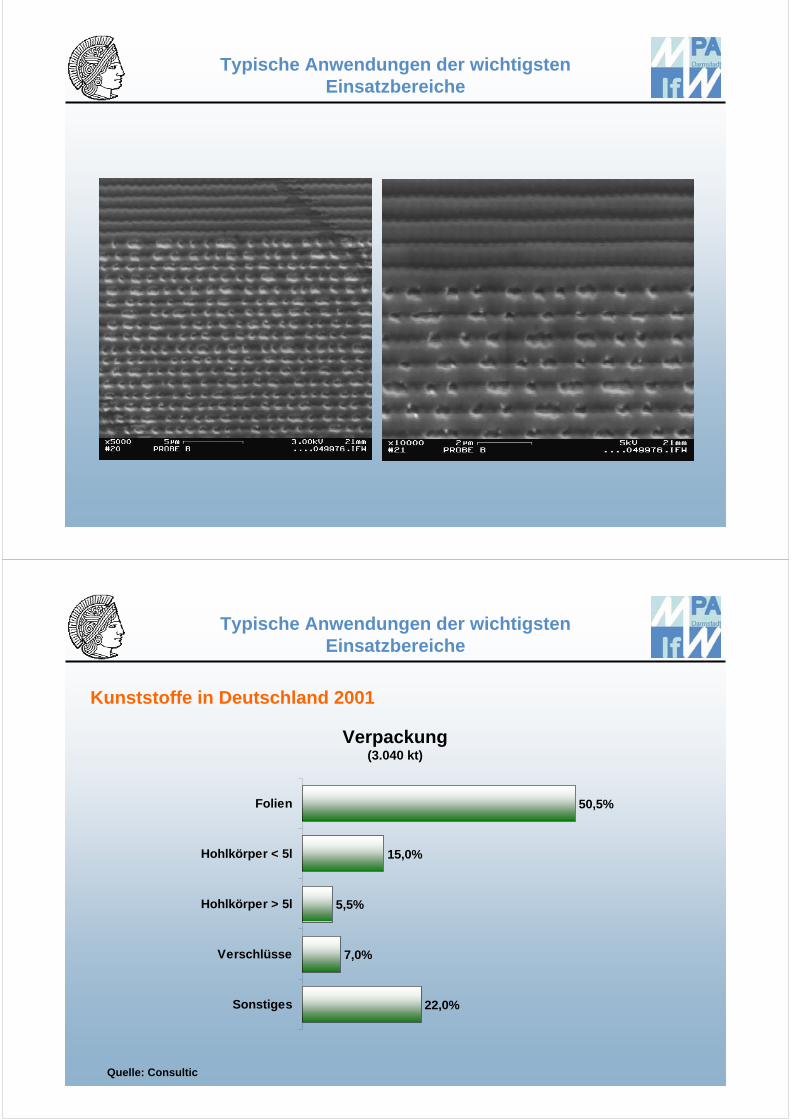
Elektro/Elektronik(770 kt)
24%
16%
33%
5%
22%
Sonstiges
IT/TK
Kabel/Installationstechnik
Braune Ware
Weiße Ware
Kunststoffe in Deutschland 2001
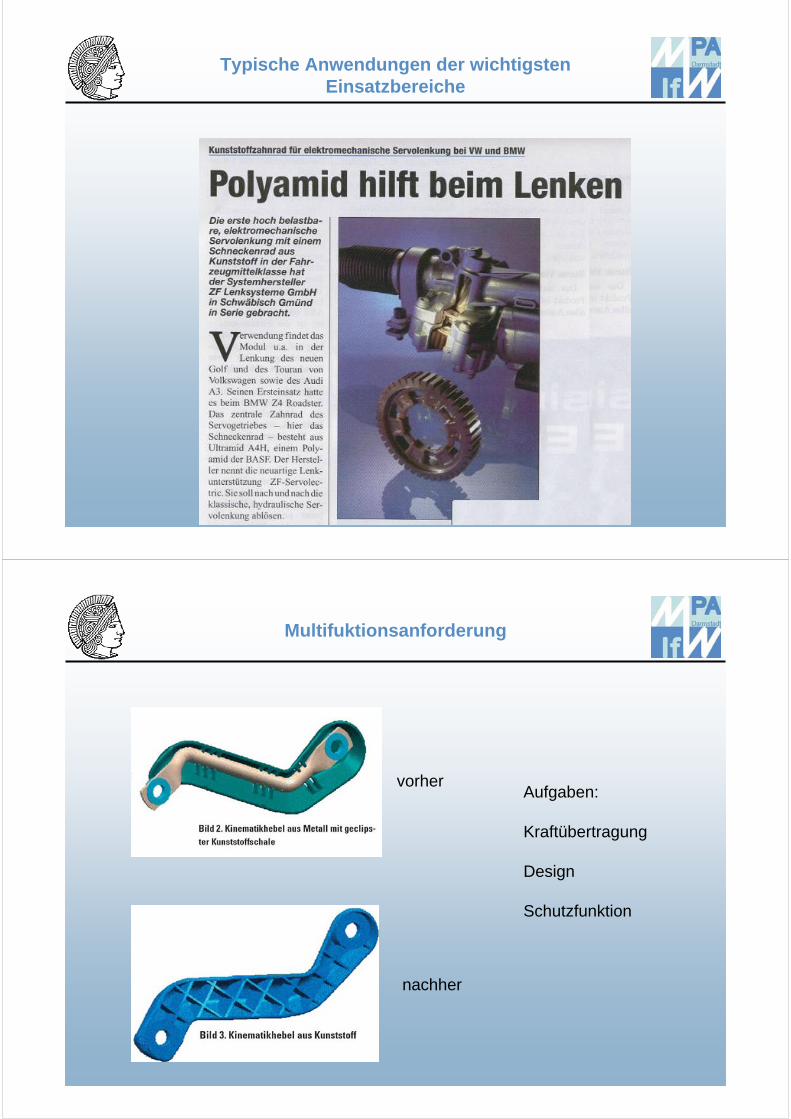
Typische Anwendungen der wichtigsten Einsatzbereiche
Quelle: Consultic

Elektrogeräte Computer-Elektronik Telekommunikation
Energieverteilung VerbindungstechnikVerbindungstechnik Kabel und Wellrohre
Typische Anwendungen der wichtigsten Einsatzbereiche
Typische Anwendungen der wichtigsten Einsatzbereiche
Typische Anwendungen der wichtigsten Einsatzbereiche
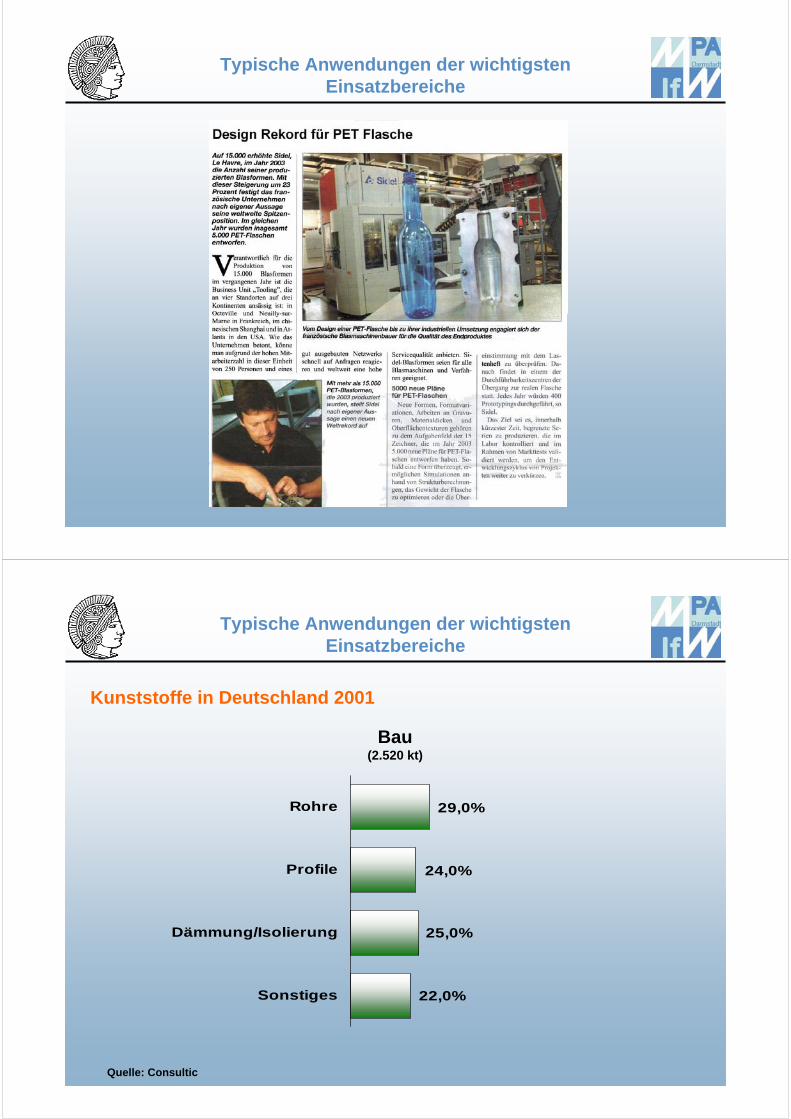
Verpackung(3.040 kt)
22,0%
7,0%
5,5%
15,0%
50,5%
Sonstiges
Verschlüsse
Hohlkörper > 5l
Hohlkörper < 5l
Folien
Typische Anwendungen der wichtigsten Einsatzbereiche
Kunststoffe in Deutschland 2001
Quelle: Consultic
Typische Anwendungen der wichtigsten Einsatzbereiche
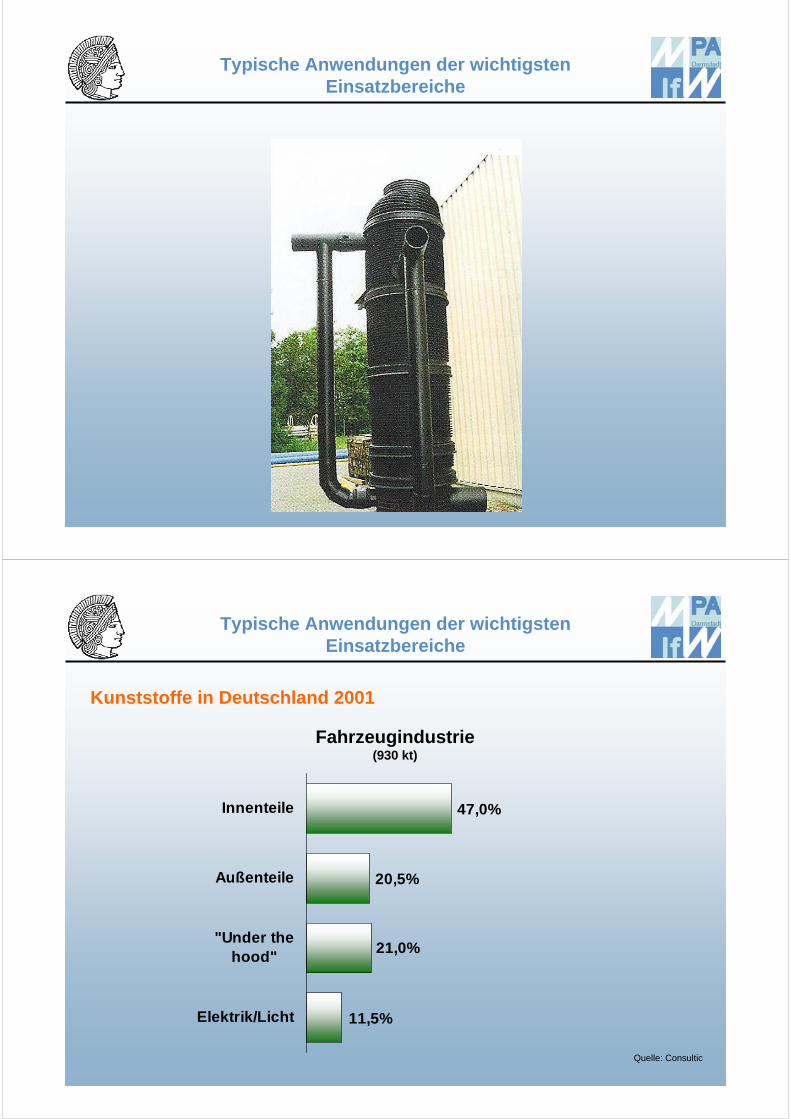
22,0%
25,0%
24,0%
29,0%
Sonstiges
Dämmung/Isolierung
Profile
Rohre
Bau(2.520 kt)
Kunststoffe in Deutschland 2001
Typische Anwendungen der wichtigsten Einsatzbereiche
Quelle: Consultic
Typische Anwendungen der wichtigsten Einsatzbereiche
11,5%
21,0%
20,5%
47,0%
Elektrik/Licht
"Under thehood"
Außenteile
Innenteile
Quelle: Consultic
Fahrzeugindustrie(930 kt)
Typische Anwendungen der wichtigsten Einsatzbereiche
Kunststoffe in Deutschland 2001
Typische Anwendungen der wichtigsten Einsatzbereiche
Multifuktionsanforderung
Aufgaben:
Kraftübertragung
Design
Schutzfunktion
vorher
nachher
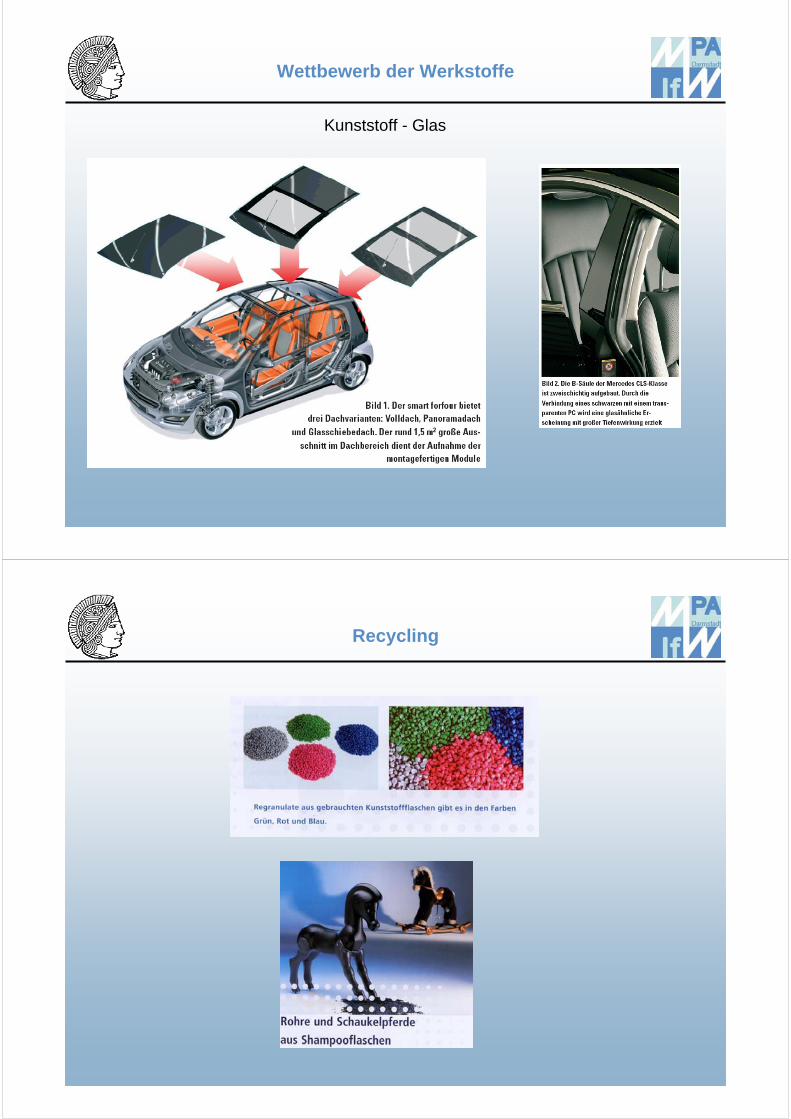
Wettbewerb der Werkstoffe
Kunststoff - Glas
Recycling
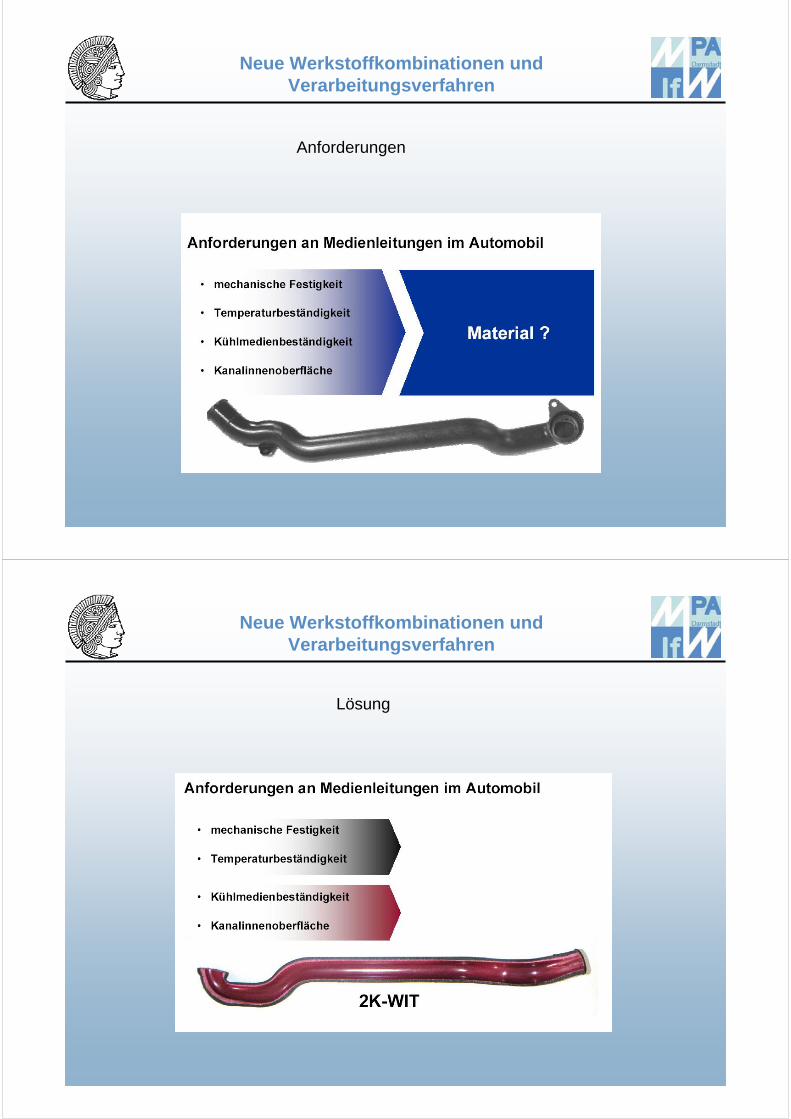
Anforderungen
Neue Werkstoffkombinationen und Verarbeitungsverfahren
Lösung
Neue Werkstoffkombinationen und Verarbeitungsverfahren
Verfahrenstechnische Lösung
Neue Werkstoffkombinationen und Verarbeitungsverfahren
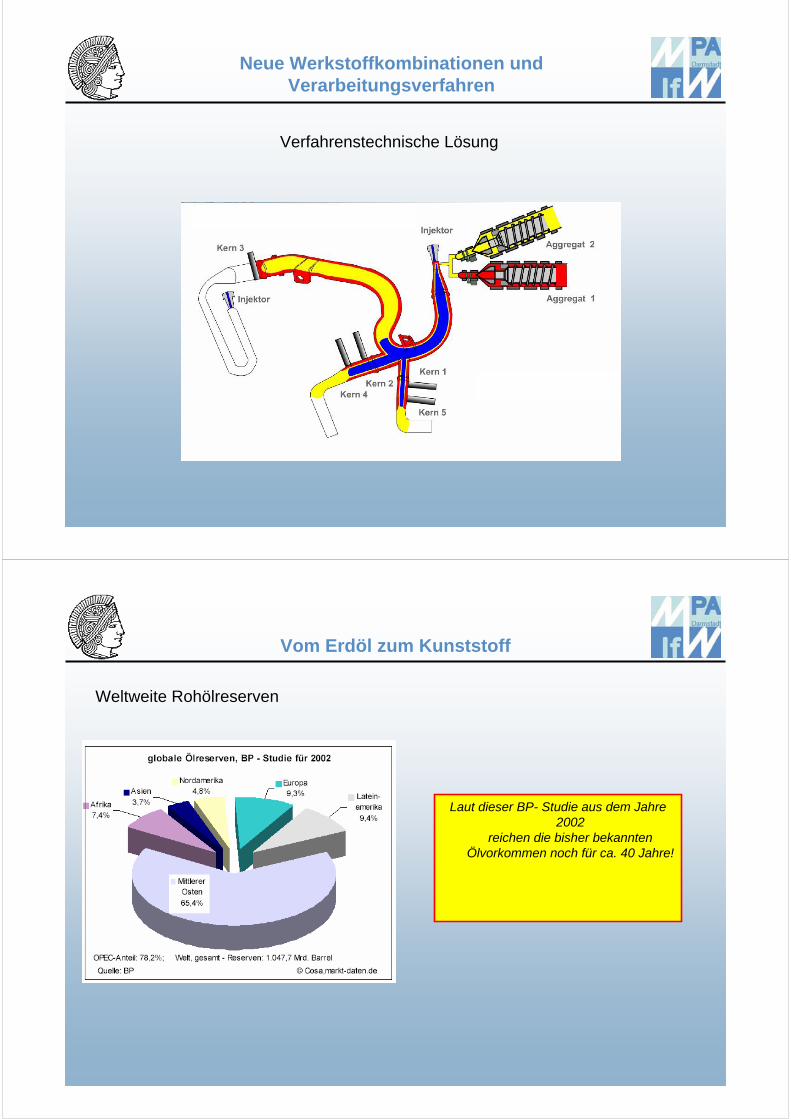
Weltweite Rohölreserven
Laut dieser BP- Studie aus dem Jahre 2002
reichen die bisher bekannten Ölvorkommen noch für ca. 40 Jahre!
Vom Erdöl zum Kunststoff
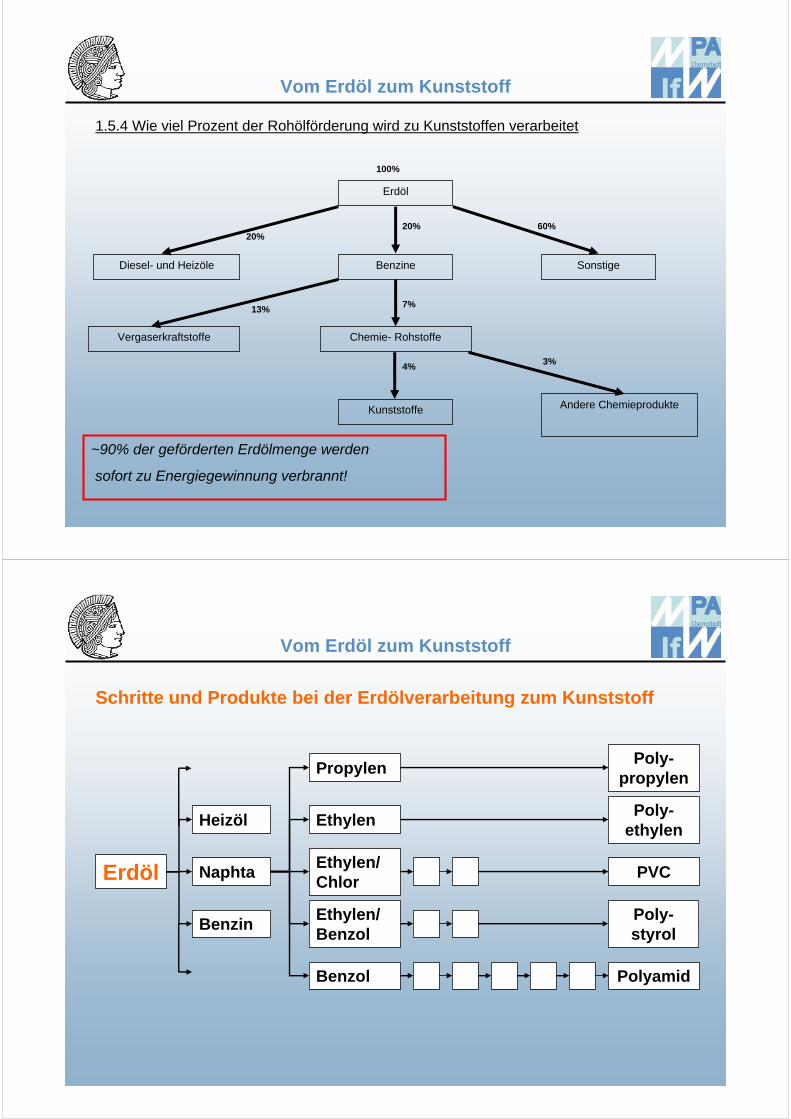
1.5.4 Wie viel Prozent der Rohölförderung wird zu Kunststoffen verarbeitet
Erdöl
Diesel- und Heizöle Benzine Sonstige
Chemie- RohstoffeVergaserkraftstoffe
Andere ChemieprodukteKunststoffe
100%
20%20%
7%13%
60%
4%3%
~90% der geförderten Erdölmenge werden
sofort zu Energiegewinnung verbrannt!
Vom Erdöl zum Kunststoff
Vom Erdöl zum Kunststoff
Erdöl
Propylen
Ethylen/Chlor
Ethylen
Ethylen/Benzol
Benzol
Poly-propylen
Poly-ethylen
PVC
Poly-styrol
Polyamid
Schritte und Produkte bei der Erdölverarbeitung zum Kunststoff
Naphta
Heizöl
Benzin
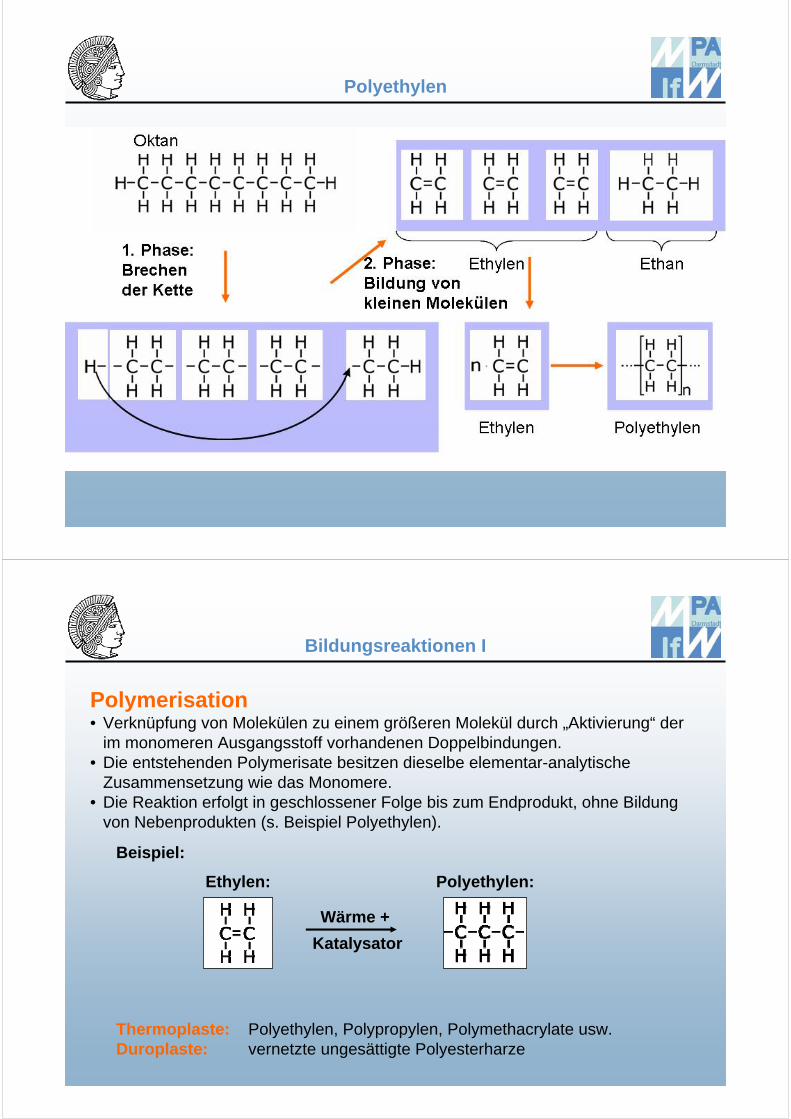
Polyethylen
Bildungsreaktionen I
Polymerisation • Verknüpfung von Molekülen zu einem größeren Molekül durch „Aktivierung“ der
im monomeren Ausgangsstoff vorhandenen Doppelbindungen.• Die entstehenden Polymerisate besitzen dieselbe elementar-analytische
Zusammensetzung wie das Monomere.• Die Reaktion erfolgt in geschlossener Folge bis zum Endprodukt, ohne Bildung
von Nebenprodukten (s. Beispiel Polyethylen).
Beispiel:
Ethylen: Polyethylen:
Wärme +
Katalysator
Thermoplaste: Polyethylen, Polypropylen, Polymethacrylate usw.Duroplaste: vernetzte ungesättigte Polyesterharze
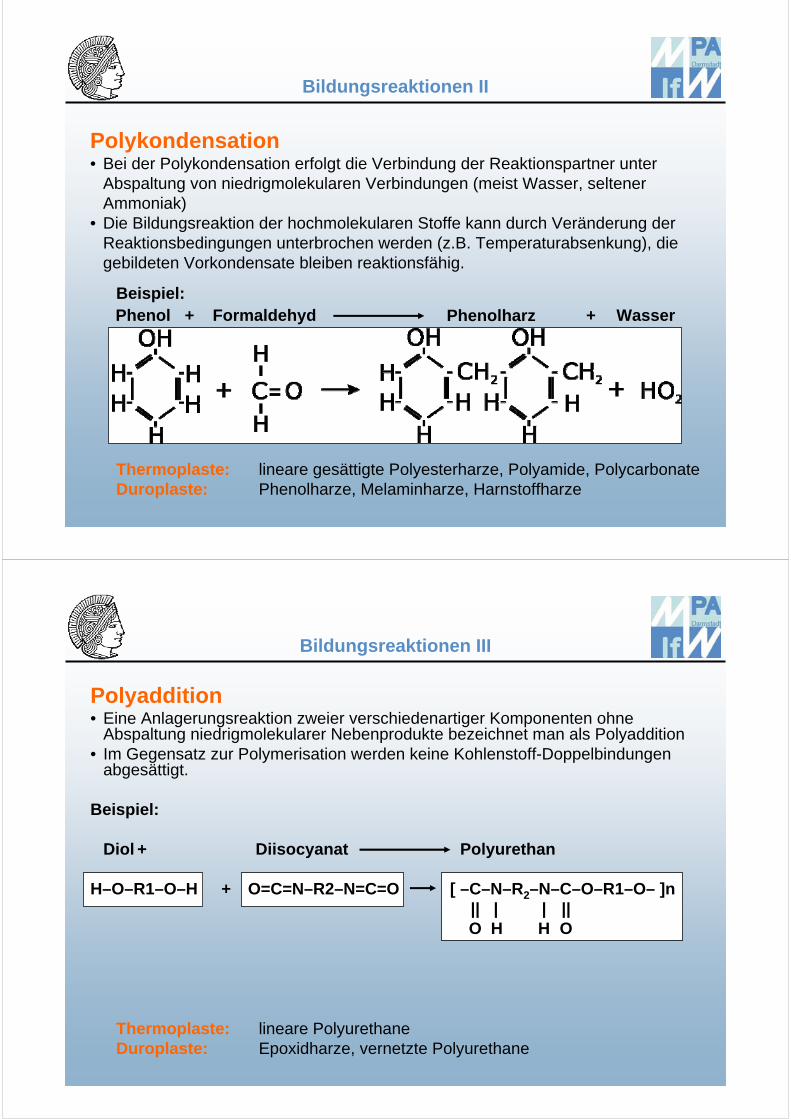
Bildungsreaktionen II
Polykondensation• Bei der Polykondensation erfolgt die Verbindung der Reaktionspartner unter
Abspaltung von niedrigmolekularen Verbindungen (meist Wasser, seltener Ammoniak)
• Die Bildungsreaktion der hochmolekularen Stoffe kann durch Veränderung der Reaktionsbedingungen unterbrochen werden (z.B. Temperaturabsenkung), die gebildeten Vorkondensate bleiben reaktionsfähig.
Beispiel:
Thermoplaste: lineare gesättigte Polyesterharze, Polyamide, PolycarbonateDuroplaste: Phenolharze, Melaminharze, Harnstoffharze
Phenol + Formaldehyd Phenolharz + Wasser
Bildungsreaktionen III
Polyaddition• Eine Anlagerungsreaktion zweier verschiedenartiger Komponenten ohne
Abspaltung niedrigmolekularer Nebenprodukte bezeichnet man als Polyaddition• Im Gegensatz zur Polymerisation werden keine Kohlenstoff-Doppelbindungen
abgesättigt.
Beispiel:
Diol + Diisocyanat Polyurethan
H–O–R1–O–H + O=C=N–R2–N=C=O [ –C–N–R2–N–C–O–R1–O– ]n|| | | ||O H H O
Thermoplaste: lineare PolyurethaneDuroplaste: Epoxidharze, vernetzte Polyurethane
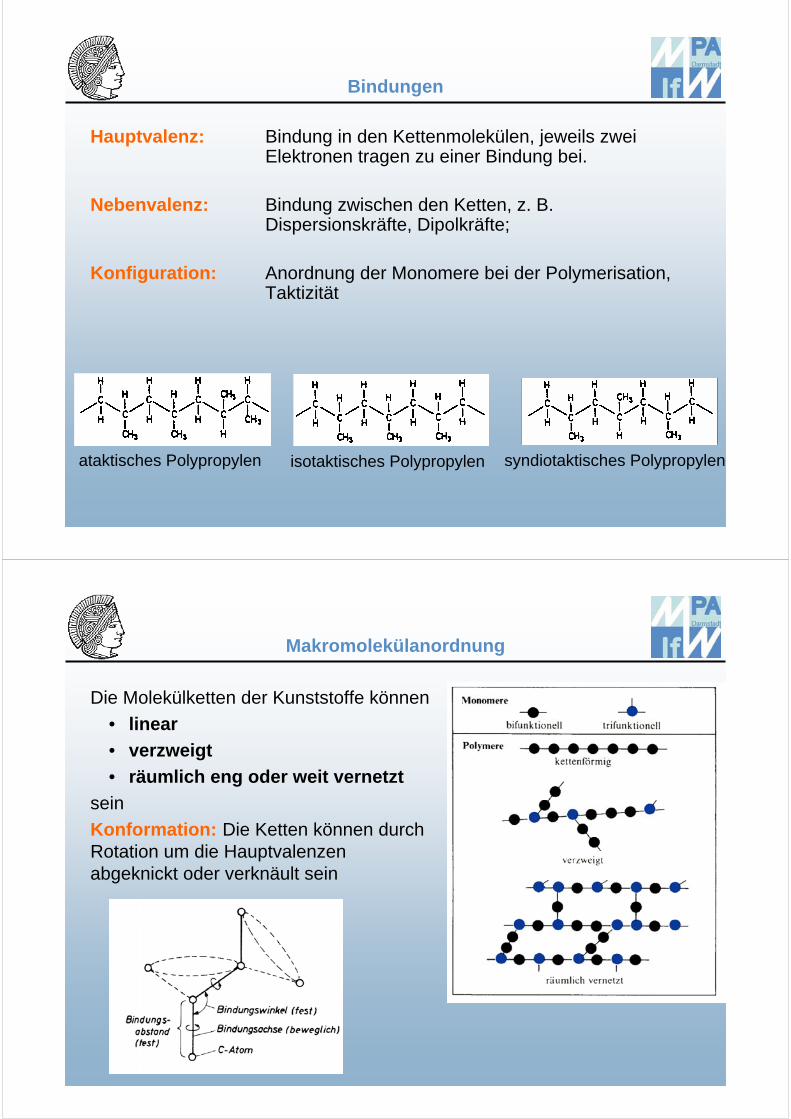
Bindungen
Hauptvalenz: Bindung in den Kettenmolekülen, jeweils zwei Elektronen tragen zu einer Bindung bei.
Nebenvalenz: Bindung zwischen den Ketten, z. B. Dispersionskräfte, Dipolkräfte;
Konfiguration: Anordnung der Monomere bei der Polymerisation, Taktizität
ataktisches Polypropylen isotaktisches Polypropylen syndiotaktisches Polypropylen
Makromolekülanordnung
Die Molekülketten der Kunststoffe können
• linear
• verzweigt
• räumlich eng oder weit vernetzt
sein
Konformation: Die Ketten können durch Rotation um die Hauptvalenzen abgeknickt oder verknäult sein
Einteilung nach dem Ordnungszustand
Thermoplaste:• Der Kunststoff besteht aus einer Vielzahl von einzelnen
Makromolekülen
• Diese können je nach Verzweigungsgrad räumlich angeordnet sein
• Thermoplaste sind schmelzbar, quellbar, löslich.
Amorphe Thermoplaste: – regellose Anordnung der Molekülketten
Teilkristalline Thermoplaste: – Kettenmoleküle sind in Teilbereichen geordnet.
Einteilung nach dem Ordnungszustand
Elastomere:• Weit vernetzte Makromoleküle, die sich zwischen den
Vernetzungspunkten entschlaufen können, ohne abzugleiten
• Es besteht eine Rückstellkraft in die verschlaufte Ausgangsstellung zurück. ⇒ „Gummielastische Stoffe“
• Elastomere sind quellbar aber nicht schmelzbar oder löslich.
Duroplaste:• Makromoleküle sind engmaschig miteinander vernetzt• Die Formgebung muß vor der Vernetzung stattfinden• Duroplaste sind bis zur Zersetzung bei hoher Temperatur spröde bis
zähelastisch.
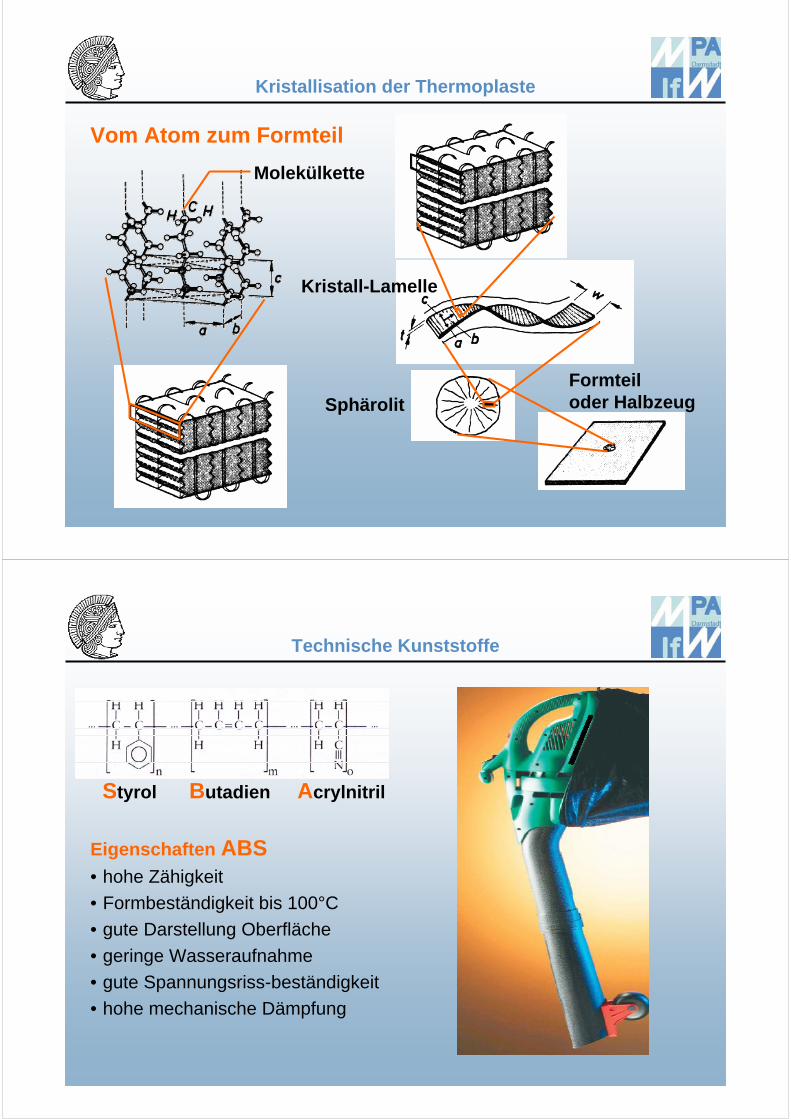
Molekülkette
Kristall-Lamelle
SphärolitFormteil oder Halbzeug
Vom Atom zum Formteil
Kristallisation der Thermoplaste
Eigenschaften ABS• hohe Zähigkeit
• Formbeständigkeit bis 100°C
• gute Darstellung Oberfläche
• geringe Wasseraufnahme
• gute Spannungsriss-beständigkeit
• hohe mechanische Dämpfung
AcrylnitrilStyrol Butadien
Technische Kunststoffe
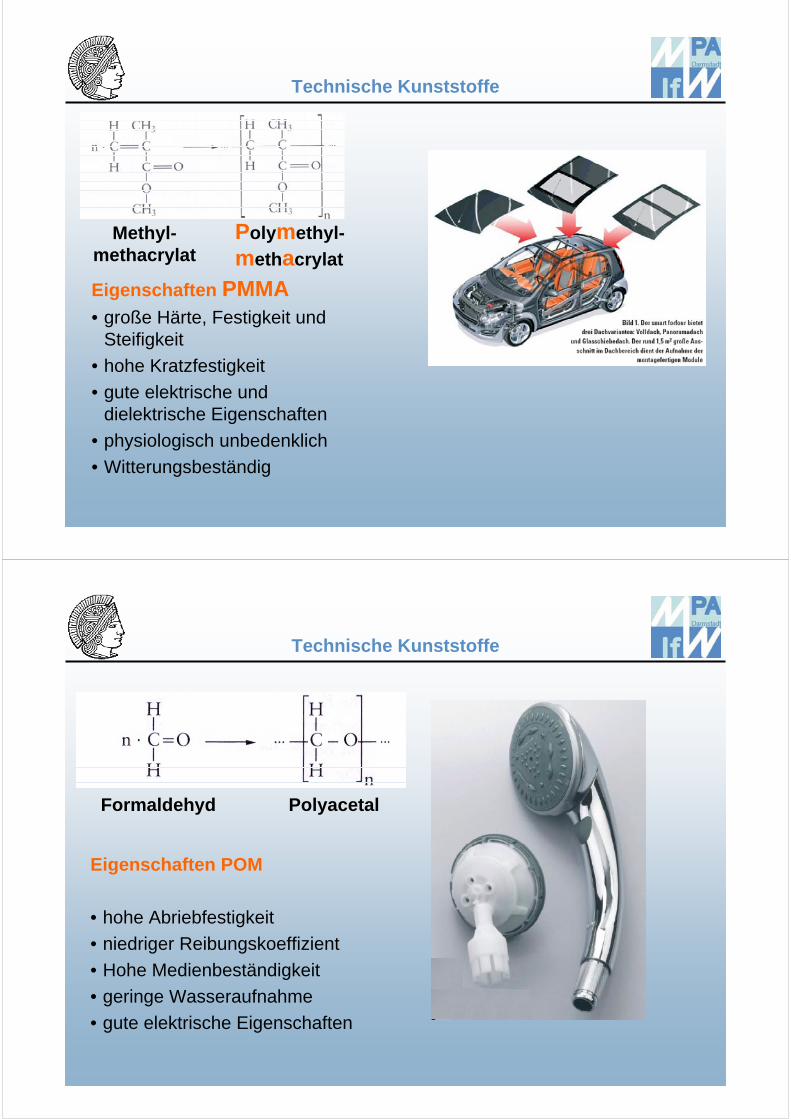
Eigenschaften PMMA• große Härte, Festigkeit und
Steifigkeit
• hohe Kratzfestigkeit
• gute elektrische und dielektrische Eigenschaften
• physiologisch unbedenklich
• Witterungsbeständig
Methyl-methacrylat
Polymethyl-
methacrylat
Technische Kunststoffe
Eigenschaften POM
• hohe Abriebfestigkeit
• niedriger Reibungskoeffizient
• Hohe Medienbeständigkeit
• geringe Wasseraufnahme
• gute elektrische Eigenschaften
Formaldehyd Polyacetal
Technische Kunststoffe
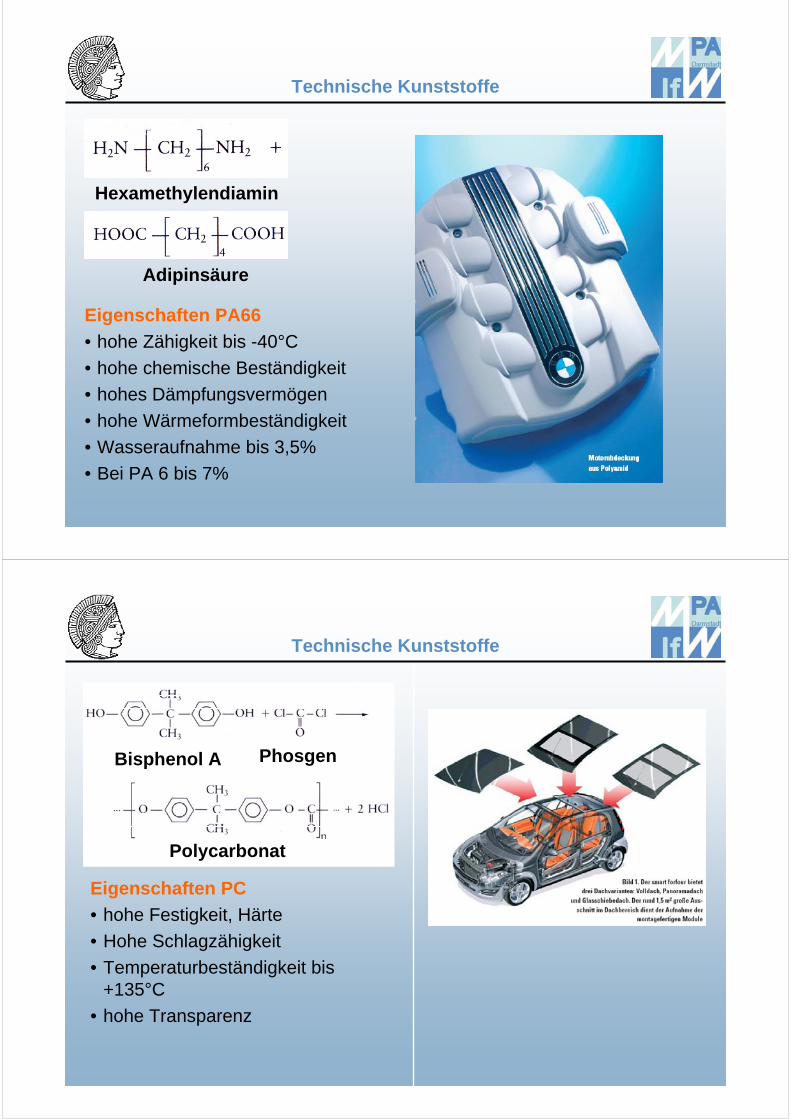
Eigenschaften PA66
• hohe Zähigkeit bis -40°C
• hohe chemische Beständigkeit
• hohes Dämpfungsvermögen
• hohe Wärmeformbeständigkeit
• Wasseraufnahme bis 3,5%
• Bei PA 6 bis 7%
Hexamethylendiamin
Adipinsäure
Technische Kunststoffe
Eigenschaften PC
• hohe Festigkeit, Härte
• Hohe Schlagzähigkeit
• Temperaturbeständigkeit bis +135°C
• hohe Transparenz
Technische Kunststoffe
Bisphenol A Phosgen
Polycarbonat

Eigenschaften PET• hohe Festigkeit, Härte und
Steifigkeit• Temperaturbeständigkeit bis
+100°C• Im amorphen Zustand glasklar• gute elektrische Eigenschaften• physiologisch unbedenklich
Technische Kunststoffe
Polyethylenterephthalat
Eigenschaften der Kunststoffe
–Viskoelastizität: Relaxation und Kriechen-Die bisherigen Modellvorstellungen haben gezeigt das, wenn Polymere Werkstoffe einer mechanischen Belastung ausgesetzt werden, so zeigen sie eine zeitabhängige Verformungszunahme bei vorgegebener Spannung (Kriechen, Retardation) bzw. ein zeitabhängigen Spannungsabbau nach erfolgter Verformung (Relaxation). Dieses Verhalten wird Viskoelastizität bezeichnet. Hierzu zwei anschauliche Beispiele:
F=const.
Retardation/ Kriechen
m
Relaxation
Bsp.: Verschraubung mit einer Kunststoffschraube
t
ε
t0 t1 t
σschraube
t0 t1
εσ
F0>F1
Eigenschaften der Kunststoffe
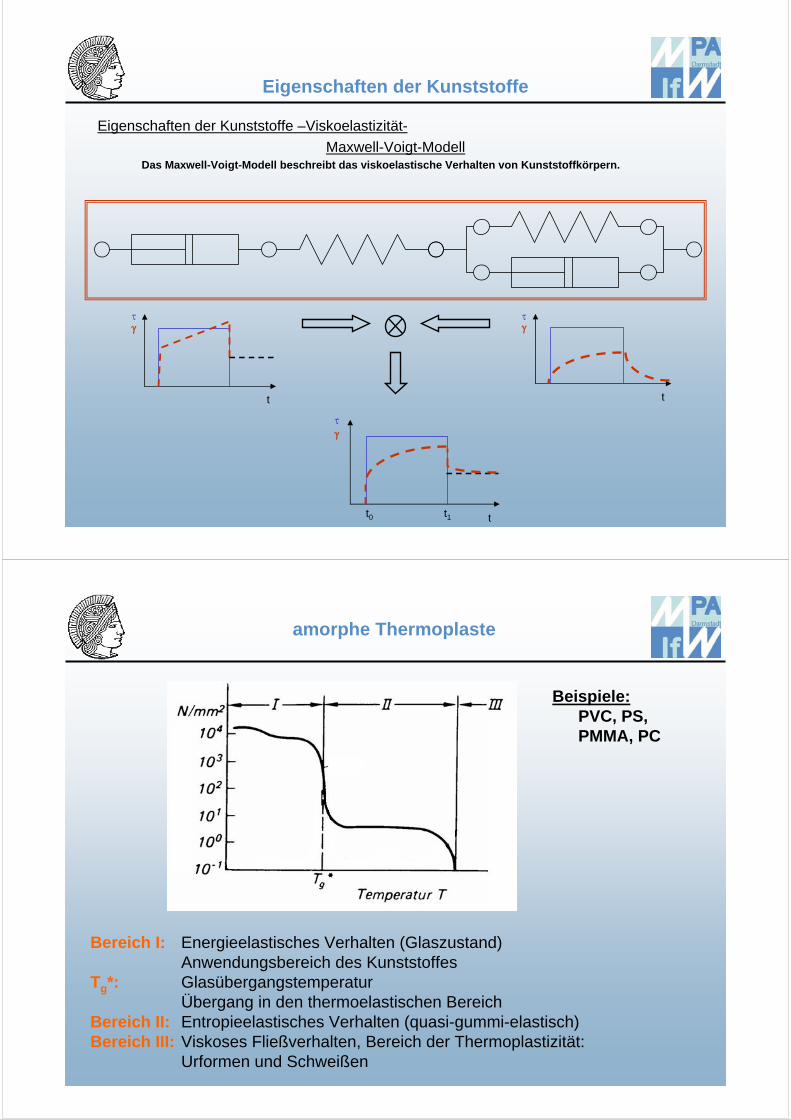
Eigenschaften der Kunststoffe –Viskoelastizität-
Maxwell-Voigt-ModellDas Maxwell-Voigt-Modell beschreibt das viskoelastische Verhalten von Kunststoffkörpern.
t
τγ
t
τγ
t
τγ
t1t0
Eigenschaften der Kunststoffe
Bereich I: Energieelastisches Verhalten (Glaszustand)Anwendungsbereich des Kunststoffes
Tg*: GlasübergangstemperaturÜbergang in den thermoelastischen Bereich
Bereich II: Entropieelastisches Verhalten (quasi-gummi-elastisch)Bereich III: Viskoses Fließverhalten, Bereich der Thermoplastizität:
Urformen und Schweißen
Beispiele:PVC, PS, PMMA, PC
amorphe Thermoplaste
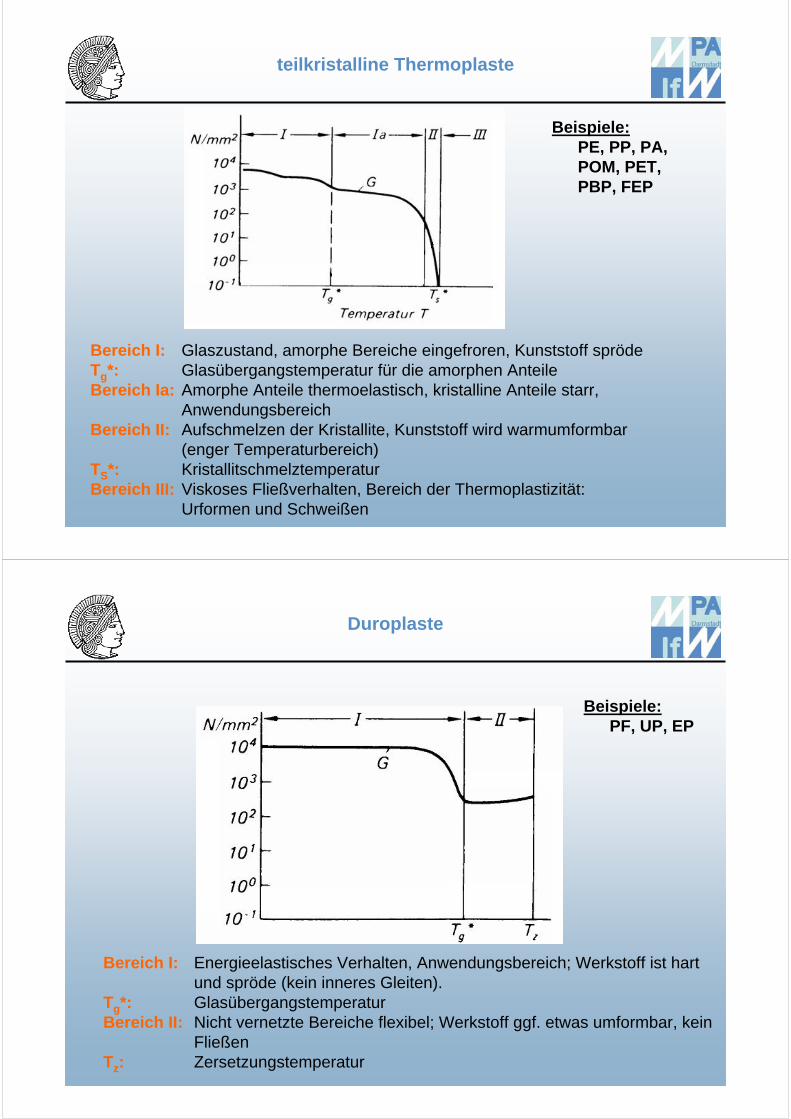
Bereich I: Glaszustand, amorphe Bereiche eingefroren, Kunststoff sprödeTg*: Glasübergangstemperatur für die amorphen Anteile Bereich Ia: Amorphe Anteile thermoelastisch, kristalline Anteile starr,
AnwendungsbereichBereich II: Aufschmelzen der Kristallite, Kunststoff wird warmumformbar
(enger Temperaturbereich)TS*: KristallitschmelztemperaturBereich III: Viskoses Fließverhalten, Bereich der Thermoplastizität:
Urformen und Schweißen
Beispiele:PE, PP, PA, POM, PET, PBP, FEP
teilkristalline Thermoplaste
Bereich I: Energieelastisches Verhalten, Anwendungsbereich; Werkstoff ist hart und spröde (kein inneres Gleiten).
Tg*: GlasübergangstemperaturBereich II: Nicht vernetzte Bereiche flexibel; Werkstoff ggf. etwas umformbar, kein
FließenTz: Zersetzungstemperatur
Beispiele:PF, UP, EP
Duroplaste
• Von der Produktidee zum Bauteil sind ein Pflichtenheft des Bauteils und daraus ein Anforderungsprofil des Werkstoffes notwendig
• Über Recherchen und Erkenntnisse aus Praxisversuchen kann man den optimalen Werkstoff festlegen.
• Für die Bauteilauslegung aus Kunststoff sind Informationen bezüglich des mechanischen Verhaltens der in Frage kommenden Werkstoffe bei langfristiger Belastung notwendig.
• Kriechkurven
• Wöhlerkurven
• isochronen Spannungs- Dehnungsdiagrammen
Bauteilauslegung
Zu beachtende Eigenschaften sind:
• die Viskoelastizität
• das Kriechen unter Last
• unzulässige Verformungen
• Anisotropie bei verstärkten Kunststoffen und
• bei Elastomeren die großen elastischen Netzverzerrungen.
Bauteilauslegung
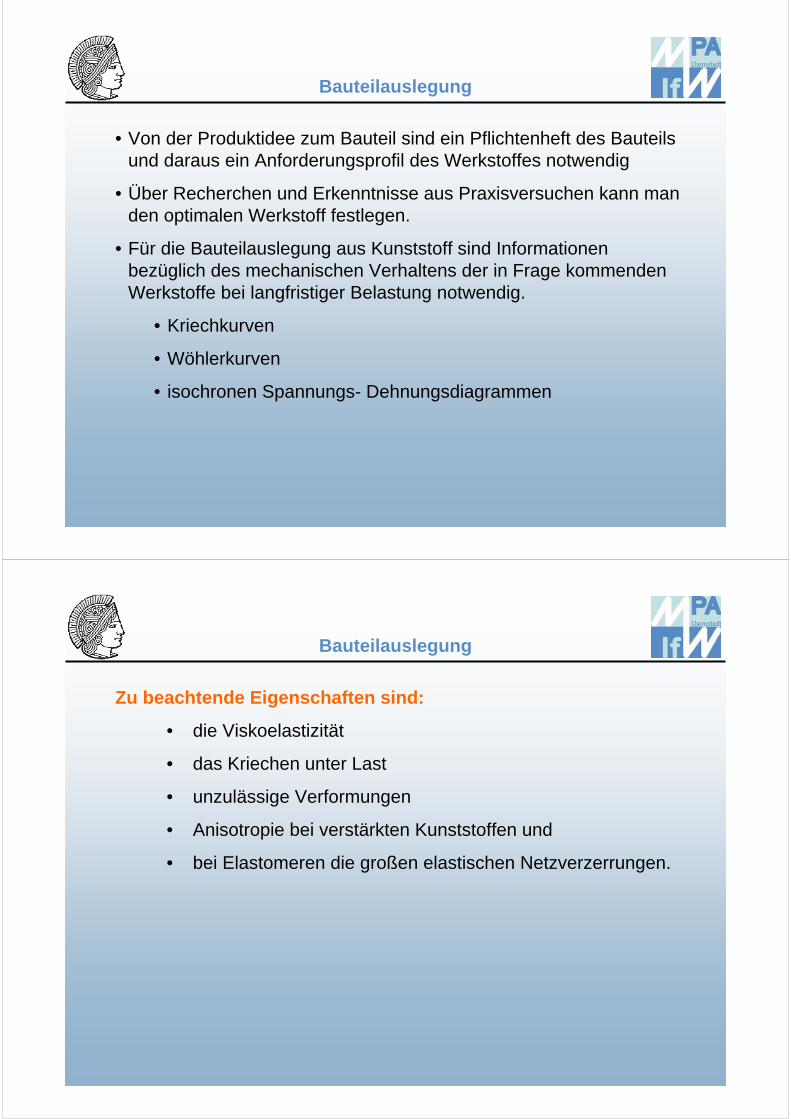
Finite Element Analyse
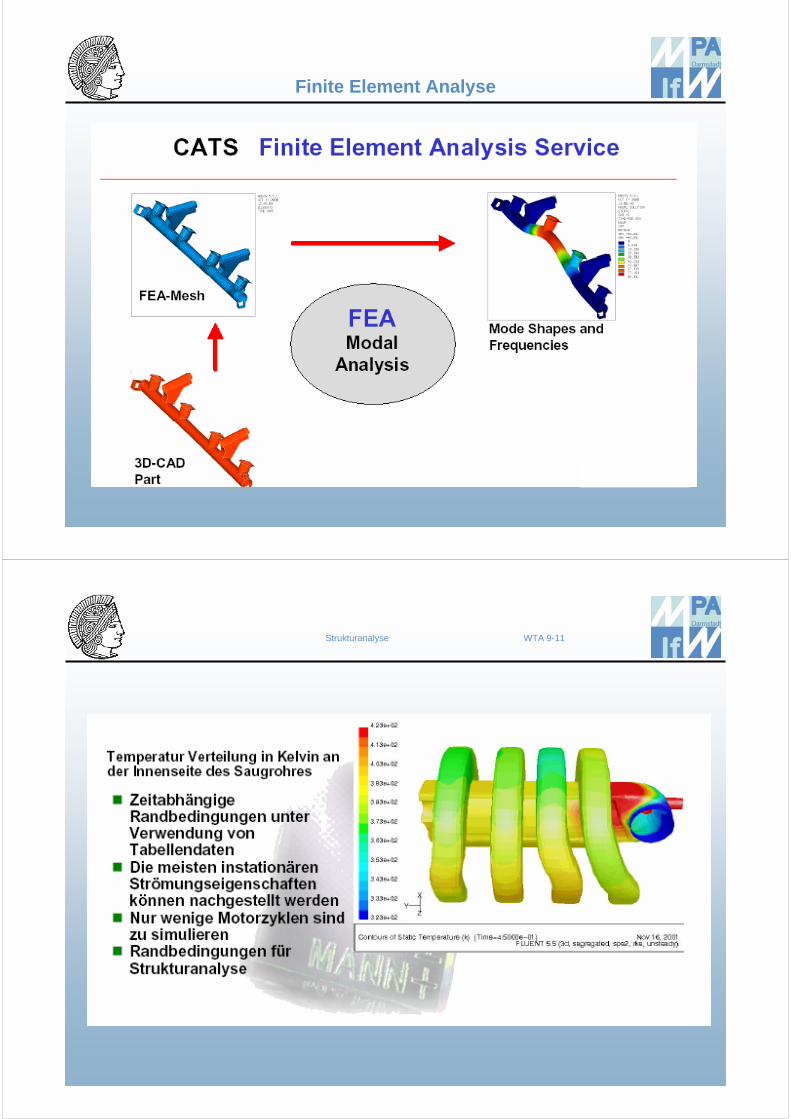
Strukturanalyse WTA 9-11
• Kunststoffe werden durch verschiedene Prozesse zum Halbzeug bzw. Endprodukt verarbeitet
• Duroplastische Formmassen können durch Pressen, Spritzpressen oder Spritzgießen in ihre endgültige Form gebracht werde
• nach dieser Formgebung bei der auch die Aushärtung (chemischer Prozess) erfolgt, sind sie in der Regel nur noch spanend bearbeitbar.
• Thermoplastische Kunststoffe werden überwiegend durch Spritzgießen, Extrudieren und Extrusionsblasen zum Fertigteil umgeformt
• Sie sind wieder einschmelzbar.
Verarbeitung der Kunststoffe
• Thermoplastische Elastomere sind in der Regel mit den selben Maschinen wie normale Thermoplaste zu verarbeiten, die weitmaschige Vernetzung erfolgt durch reversible Allophanat- und Biuretbindungen.
• Die Naturkautschukprodukte und Derivate müssen vor der endgültigen Vernetzung/Vulkanisation wie die Duroplaste in ihre Form gebracht werden.
• Kalanderverfahren sind zur Erzeugung von Folien geeignet, meist
• kalandrieren und
• extrudieren
Verarbeitung der Kunststoffe

Spritzgussmaschine
Spritzgiessen
Spritzgiessen
Rohrextrusion

Folienblasen
Begriffsdefinition
Kunststoffe künstlich erzeugte, d.h. nicht in der Natur vorkommende Werkstoffe
Makromoleküle sehr große, meist (aber nicht notwendig) organische Moleküle; Beispiel: DNS
Polymere große Moleküle aus vielen chemisch identischen Wiederholungseinheiten
Konformation räumliche Anordnung eines Moleküls, die sich durch Drehung um die C-C-Einfachbindung ergibt
Thermoplaste wiederholt aufschmelzbarer bzw. erweichbarerKunststoff
Elastomer niedrig vernetztes Polymer mit einer Glasübergangstemperatur < 0°C, bei Raumtemperatur gummielastisch
Duroplaste hoch vernetztes Polymer, kein Erweichungspunkt, spröde
Molekulargewicht Gewicht der Makromoleküle in Atomgewichten
Polymerisationsgrad Anzahl der Wiederholungseinheiten im Polymeren
Polymer-Blends Mehrphasensystem, bestehend aus einer polymeren Grundmatrix und einer eingelagerten dispersen Zweitphase
Hauptvalenz primäre, kovalente Bindungen in den Molekülketten
Nebenvalenz Bindungen zwischen den Molekülketten. Van der Waals, Wasserstoffbrückenbindungen
Begriffsdefinition
a) Werkstofftechnik der Kunststoffe, Dipl.-Ing. A.Bockenheimer jeweils im WS
a) Studien- und DiplomarbeitenInteressenten melden sich bitte für weitere Informationen bei:A. Bockenheimer, Abteilungsleiter Kunststoffe, Staatliche Materialprüfungsanstalt Darmstadt; Telefon: 16-2741H. Haupt, Wissenschaftlicher Angestellter; Telefon: 16-2851
Kunststoffvorlesungen und Studienarbeiten





























