Produktion & Energie Band 2
Herausgegeben von Prof. Dr.-Ing. Jens Hesselbach


Clemens H. Mostert
Fabrik-Umfeld Simulationsmodell zur kennzahlenbasierten
Bewertung von Produktionsstrategien
Die vorliegende Arbeit wurde vom Fachbereich Maschinenbau der Universität Kassel als Dissertation zur
Erlangung des akademischen Grades eines Doktors der Ingenieurwissenschaften (Dr.-Ing.) angenommen.
Erster Gutachter: Prof. Dr.-Ing. Jens Hesselbach
Zweiter Gutachter: Prof. Dr. phil. Ekkehart Frieling
Weitere Mitglieder der Prüfungskommission:
Prof. Dipl.-Ing. Adolf Reinhardt
Prof. Dr.-Ing. Franz Tikal
Tag der mündlichen Prüfung 26. September 2007
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen
Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über
http://dnb.ddb.de abrufbar
Zugl.: Kassel, Univ., Diss. 2007
ISBN 978-3-89958-332-8
URN: urn:nbn:de:0002-3327
© 2007, kassel university press GmbH, Kassel
www.upress.uni-kassel.de
Umschlaggestaltung: Karen Marschinke, Formkonfekt, Kassel
Druck und Verarbeitung: Unidruckerei der Universität Kassel
Printed in Germany
Inhaltsverzeichnis V
Inhaltsverzeichnis
1 Einleitung.......................................................................................1
1.1 Zielsetzung und Lösungsidee .............................................................1
1.2 Wissenschaftliche Einordnung des Themas .........................................5
1.3 Grundlegender Aufbau der Arbeit .......................................................6
2 Strategien und Ziele internationaler Industrieunternehmen..............9
2.1 Internationale Industrieunternehmen..................................................9
2.1.1 Historische Entwicklung ......................................................................... 9
2.1.2 Definitionen und Klassifizierungsansätze............................................. 11
2.1.3 Das Unternehmen als System ............................................................... 12
2.1.4 Produktionsstandorte und ihre Struktur ............................................... 14
2.2 Strategien internationaler Industrieunternehmen..............................16
2.2.1 Der Strategiebegriff.............................................................................. 16
2.2.2 Organisatorische Differenzierung von Strategien ................................. 17
2.2.3 Internationale Gesamtunternehmensstrategien .................................... 18
2.2.4 Wettbewerbsstrategien......................................................................... 21
2.2.5 Internationale Produktionsstrategien.................................................... 22
2.2.6 Internationale Standortstrategien ......................................................... 24
2.3 Ziele internationaler Industrieunternehmen ......................................28
2.3.1 Der Zielbegriff...................................................................................... 28
2.3.2 Strategische Ziele ................................................................................. 29
2.3.3 Produktionsziele .................................................................................. 31
3 Strategische Bewertung von Produktionsprozessen .......................33
3.1 Kennzahlen und Kennzahlensysteme................................................33
3.1.1 Der Kennzahlenbegriff ......................................................................... 33
3.1.2 Aufgaben und Arten von Kennzahlen ................................................... 34
3.1.3 Grenzen der Anwendung von Kennzahlen............................................ 36
3.1.4 Kennzahlensysteme ............................................................................. 37
3.2 Balanced Scorecard (BSC)..................................................................38
3.2.1 Bestimmung der Leistungsfähigkeit von Unternehmen......................... 38
3.2.2 Die klassische BSC und Sonderformen.................................................. 39
Inhaltsverzeichnis VI
3.2.3 Ursache-Wirkungsbeziehungen in der BSC ...........................................42
3.2.4 Benchmarking mittels BSC ....................................................................44
3.2.5 Erfolgsfaktoren und Probleme bei der Anwendung ...............................45
3.3 Montage als strategischer Wertschöpfungsprozess ...........................47
3.3.1 Begriffsbestimmung Montage ...............................................................47
3.3.2 Manuelle und automatisierte Montage ..................................................49
3.3.3 Organisationsformen der Montage........................................................53
3.3.4 Montagepersonal ..................................................................................54
4 Fabrik-Umfeld Modell...................................................................57
4.1 Grundlagen des Modells ...................................................................57
4.1.1 Begriffbestimmung System und Modell .................................................57
4.1.2 Modellanforderungen ...........................................................................58
4.1.3 Die Fabrik-Umfeld Interaktion ..............................................................59
4.2 Strategiebewertung...........................................................................62
4.2.1 Der Strategieeffekt................................................................................62
4.2.2 Interne und externe Strategievariablen .................................................68
4.2.3 Prognosetechniken ...............................................................................70
4.3 Ganzheitliches Zielsystem.................................................................71
4.3.1 Technische Zielfunktion Leistung..........................................................71
4.3.2 Wirtschaftliche Zielfunktion Stückkosten ..............................................78
4.3.3 Umweltliche Zielfunktion CO2-Emissionen ............................................85
4.3.4 Strategieeffekt des ganzheitlichen Zielsystems .....................................87
5 Praktische Anwendung mit System Dynamics ................................88
5.1 Ausgangslage ...................................................................................88
5.2 System Dynamics..............................................................................89
5.2.1 Historische Entwicklung........................................................................89
5.2.2 Grundlegendes Konzept........................................................................90
5.2.3 Flussdiagramme ...................................................................................93
5.2.4 Modellbildung mit System Dynamics.....................................................94
5.3 Identifikation des Problems ..............................................................97
5.3.1 Der Geschäftsbereich und seine strategische Ausrichtung ....................97
5.3.2 Das Produkt ........................................................................................100
5.3.3 Strategische Produktionsziele .............................................................100
5.3.4 Produktionsstandort automatisierte Montage .....................................102
Inhaltsverzeichnis VII
5.3.5 Produktionsstandort manuelle Montage ............................................. 105
5.4 Analyse der Problemstruktur ..........................................................105
5.4.1 Die Perspektiven der BSC.................................................................... 105
5.4.2 Die Ursache-Wirkungsbeziehungen ................................................... 108
5.4.3 Datenerhebung und Datenrecherche.................................................. 110
5.4.4 Modellzweck und Referenzverhalten .................................................. 112
5.5 System Dynamics Simulationsmodelle ............................................113
5.5.1 Materialmodelle ................................................................................. 113
5.5.2 Kapazitätsmodelle.............................................................................. 116
5.5.3 Verfügbarkeitsmodelle ....................................................................... 117
5.5.4 Energiemodelle .................................................................................. 119
5.5.5 Finanzmittelmodelle........................................................................... 122
5.5.6 Kostenmodelle ................................................................................... 124
5.5.7 CO2-Emissionsmodelle....................................................................... 126
5.6 Prüfung der Modellgültigkeit ..........................................................127
6 Vorstellung und Diskussion der Simulationsergebnisse ...............132
6.1 Szenariobasierte Simulation von Strategiealternativen ....................132
6.1.1 Simulationsexperimente..................................................................... 132
6.1.2 Szenario-Technik............................................................................... 133
6.1.3 Untersuchte Szenarien ....................................................................... 136
6.2 Ergebnisse des Trendszenarios ......................................................139
6.2.1 Strategieeffekt Leistung ..................................................................... 139
6.2.2 Strategieeffekt Stückkosten................................................................ 141
6.2.3 Strategieeffekt CO2-Emissionen ......................................................... 144
6.2.4 Gesamtstrategieeffekt ........................................................................ 146
6.2.5 Diskussion der Ergebnisse des Trendszenarios .................................. 148
6.3 Ergebnisse weiterer Szenarien ........................................................149
6.3.1 Szenario „Einbruch Verkaufsrate“ ....................................................... 149
6.3.2 Szenario „Reduzierung Arbeitszeit“ .................................................... 152
6.3.3 Szenario „Preisanstieg“....................................................................... 154
6.3.4 Vergleich der integralen Gesamtstrategieeffekte ................................ 156
6.3.5 Diskussion der Ergebnisse ................................................................. 158
6.4 Ergebnisse des Szenarios „Risiko Technologieeinführung“ ..............159
7 Zusammenfassung und Ausblick.................................................162
Inhaltsverzeichnis VIII
Anhang............................................................................................166
Anhang A: Kennzahlen der Perspektiven ...............................................166
Anhang B: Ergebnisse der BSC...............................................................170
Anhang C: Dynamische Ressourcen Trendszenario ...............................179
Literaturverzeichnis..........................................................................181
Abbildungsverzeichnis IX
Abbildungsverzeichnis
Abb. 1: Die zentralen dynamischen Ressourcen der Fabrik .............................3
Abb. 2: Die Fabrik-Umfeld Interaktion durch Standortfaktoren.......................3
Abb. 3: Bewertetes Fabrik-Umfeld Modell.......................................................4
Abb. 4: Grundformen der Standortstruktur ...................................................15
Abb. 5: Varianten der internationalen Strategie ............................................19
Abb. 6: Vier-Stufen-Modell der Produktion ..................................................23
Abb. 7: Geografische Anordnung internationaler Produktionsstätten ............27
Abb. 8: Gliederungsansatz von Kennzahlen ..................................................33
Abb. 9: Gliederung von Relativzahlen ...........................................................35
Abb. 10: Klassifizierung von Kennzahlensystemen .......................................37
Abb. 11: Die vier Grundperspektiven der BSC ...............................................39
Abb. 12: Location Control Scorecard (LCSC)..................................................40
Abb. 13: Beispielhafte Ursache-Wirkungsbeziehungen der BSC ....................43
Abb. 14: Montagefunktionen ........................................................................47
Abb. 15: Betriebliche Wertschöpfungskette...................................................48
Abb. 16: Biologische Leistungskurve ............................................................50
Abb. 17: Anforderungen an die Mitarbeiterqualifikationen............................55
Abb. 18: Bestandteile von Systemen .............................................................58
Abb. 19: Die zentralen dynamischen Ressourcen der Fabrik .........................60
Abb. 20: Dynamische Ressourcen der Fabrik ................................................61
Abb. 21: Fabrik-Umfeld Interaktion durch Standortfaktoren .........................62
Abb. 22: Beispielrechnung Strategieeffekt statische Zielformulierung ...........65
Abb. 23: Beispielrechnung Strategieeffekt dynamische Zielformulierung ......66
Abb. 24: Zeitlicher Verlauf Soll- und Istwert Zielgröße..................................67
Abb. 25: Beziehung zwischen Maschinenzeiten ............................................73
Abb. 26: Strategieeffekt des ganzheitlichen Zielsystems...............................87
Abb. 27: Zustandsgröße mit Zu- und Abfluss ...............................................93
Abb. 28: Zustandsgröße mit Zufluss und variabler Hilfsgröße.......................94
Abbildungsverzeichnis X
Abb. 29: Grundlegende Vorgehensweise für die Modellanwendung...............96
Abb. 30: Sollwerte Leistung ........................................................................101
Abb. 31: Sollwerte Stückkosten...................................................................101
Abb. 32: Sollwerte CO2-Emissionen ............................................................102
Abb. 33: Gerätemontagemaschine (GMM) neuer Bauart...............................104
Abb. 34: Perspektiven des strategieorientierten Kennzahlensystems...........107
Abb. 35: Ursache-Wirkungsbeziehungen Leistung ......................................109
Abb. 36: Ursache-Wirkungsbeziehungen Stückkosten ................................109
Abb. 37: Ursache-Wirkungsbeziehungen CO2-Emissionen..........................110
Abb. 38: Vorgehensmodell für Datenerhebung und Standortvergleich ........111
Abb. 39: Sollwerte Leistung und Verkaufsrate.............................................114
Abb. 40: Materialmodell „Manuelle Montage“ ..............................................115
Abb. 41: Materialmodell „Automatische Montage“.......................................115
Abb. 42: Kapazitätsmodell „Manuelle Montage“ ..........................................116
Abb. 43: Kapazitätsmodell „Automatische Montage“ ...................................117
Abb. 44: Verfügbarkeitsmodell „Manuelle Montage“....................................118
Abb. 45: Verfügbarkeitsmodell „Automatische Montage“ ............................119
Abb. 46: Energiemodell Fabrik „Manuelle Montage“ ....................................120
Abb. 47: Heiz- bzw. Kühlbedarfsmodell Fabrik „Manuelle Montage“ ...........121
Abb. 48: Finanzmittelmodell „Manuelle Montage“ .......................................123
Abb. 49: Kostenmodell „Manuelle Montage“................................................124
Abb. 50: Modell Maschinenstundensatz CMM .............................................125
Abb. 51: CO2-Emissionsmodell „Manuelle Montage“ ...................................126
Abb. 52: Anzahl Arbeitsplätze Montage „Verkaufsrate Null“ ........................129
Abb. 53: Kapazität Montagemaschinen „Verkaufsrate konstant“..................130
Abb. 54: Bestand Warenausgangslager .......................................................130
Abb. 55: Prognosen vs. Szenarien...............................................................134
Abb. 56: Drei Schritte der Szenarioentwicklung ..........................................135
Abb. 57: Berechnung der Projektionsbündel-Wahrscheinlichkeiten .............136
Abbildungsverzeichnis XI
Abb. 58: Datengrundlage des Trendszenarios ............................................137
Abb. 59: Projektionsbündel-Wahrscheinlichkeit der Szenarien....................138
Abb. 60: Ist- und Sollwerte Leistung Vietnam (ohne Anfangsbestand) ........139
Abb. 61: Ist- und Sollwerte Leistung Deutschland (ohne Anfangsbestand)..140
Abb. 62: Ist- und Sollwerte Leistung Vietnam (Deutschland).......................140
Abb. 63: Strategieeffekt Leistung Vietnam (Deutschland)............................141
Abb. 64: Stückkosten Deutschland vs. Vietnam ..........................................142
Abb. 65: Strategieeffekt Stückkosten Vietnam vs. Deutschland...................143
Abb. 66: Integraler Strategieeffekt Stückkosten Vietnam vs. Deutschland ...143
Abb. 67: CO2-Emissionen Deutschland vs. Vietnam....................................144
Abb. 68: Strategieeffekt CO2-Emissionen ...................................................145
Abb. 69: Integraler Strategieeffekt CO2-Emissionen....................................146
Abb. 70: Gesamtstrategieeffekt Vietnam vs. Deutschland ...........................147
Abb. 71: Integraler Gesamtstrategieeffekt Vietnam vs. Deutschland ...........148
Abb. 72: Verkaufsrate Szenario „Einbruch Verkaufsrate“ .............................149
Abb. 73: Strategieeffekt Leistung Szenario „Einbruch Verkaufsrate“ ............150
Abb. 74: Strategieeffekt Kosten Szenario „Einbruch Verkaufsrate“...............150
Abb. 75: Strategieeffekt CO2-Emissionen Szenario „Einbruch Verkaufsrate“ 151
Abb. 76: Gesamtstrategieeffekt Szenario „Einbruch Verkaufsrate“...............152
Abb. 77: Strategieeffekt Leistung Szenario „Reduzierung Arbeitszeit“ .........153
Abb. 78: Gesamtstrategieeffekt Szenario „Reduzierung Arbeitszeit“............154
Abb. 79: Strategieeffekt Kosten „Szenario Preisanstieg“ ..............................155
Abb. 80: Gesamtstrategieeffekt Szenario „Preisanstieg“ ..............................155
Abb. 81: Integraler Gesamtstrategieeffekt Vietnam Szenarien.....................156
Abb. 82: Integraler Gesamtstrategieeffekt Deutschland Szenarien ..............157
Abb. 83: Strategieeffekt Leistung Szenario „Risiko Technologieeinführung“ 160
Abb. 84: Strategieeffekt Stückkosten „Risiko Technologieeinführung“.........161
Abb. 85: Gesamtstrategieeffekt Szenario „Risiko Technologieeinführung“...161
Abb. 86: CO2-Emissionen pro Stück Vietnam vs. Deutschland ....................164
Abbildungsverzeichnis XII
Abb. A-1: Kennzahlen der Perspektive Maschinen und Anlagen..................166
Abb. A-2: Kennzahlen der Perspektive Prozesse .........................................167
Abb. A-3: Kennzahlen der Perspektive Mitarbeiter......................................167
Abb. A-4: Kennzahlen der Perspektive Produkte.........................................168
Abb. A-5: Kennzahlen der Perspektive Standortfaktoren.............................169
Abb. A-6: BSC Vietnam Trendszenario........................................................170
Abb. A-7: BSC Deutschland Trendszenario .................................................171
Abb. A-8: BSC Vietnam Szenario „Einbruch Verkaufsrate“ ...........................172
Abb. A-9: BSC Deutschland Szenario „Einbruch Verkaufsrate“.....................173
Abb. A-10: BSC Vietnam Szenario „Reduzierung Arbeitszeit“ ......................174
Abb. A-11: BSC Deutschland Szenario „Reduzierung Arbeitszeit“................175
Abb. A-12: BSC Vietnam Szenario „Preisanstieg“.........................................176
Abb. A-13: BSC Deutschland Szenario „Preisanstieg“ ..................................177
Abb. A-14: BSC Deutschland „Risiko Technologieeinführung“ .....................178
Abb. A-15: Dynamische Ressource Material Trendszenario ........................179
Abb. A-16: Dynamische Ressource Kapazität Trendszenario ......................179
Abb. A-17: Dynamische Ressource Energie Trendszenario .........................180
Abb. A-18: Dynamische Ressource Finanzmittel Trendszenario..................180
Abkürzungen und Formelzeichen XIII
Abkürzungen
BDE Betriebsdatenerfassung
BSC Balanced Scorecard
BU Business Unit
CFR Code of Federal Regulations
CMM Continuous-Motion Maschine
CO2 Kohlendioxid
CoE Center of Excellence
DE Deutschland
F&E Forschung und Entwicklung
GaBi Softwaresystem zur Ganzheitlichen Bilanzierung
GMM Gerätemontagemaschine
GMP Good Manufacturing Practices
LCSC Location Control Scorecard
LKW Lastkraftwagen
MAK Maximale Arbeitsplatzkonzentration
MbO Management by Objectives
MDE Maschinendatenerfassung
MES Manufacturing Execution System
MIT Massachusetts Institute of Technology
MNU Multinationales Unternehmen
MSC Manufacturing Scorecard
MTM Methods Time Measurement
Abkürzungen und Formelzeichen XIV
PPS Produktionsplanungs- und Steuerungssystem
RLF Relative Luftfeuchtigkeit
ROI Return on Invest
SPC Statistische Prozesslenkung
SPS Speicherprogrammierbare Steuerung
TMU Time Measurement Unit
VDI Verein Deutscher Ingenieure
VN Vietnam
ZVEI Zentralverband der Elektronik- und Elektroindustrie
Abkürzungen und Formelzeichen XV
Formelzeichen
tzeArbeitspläA Anzahl Arbeitsplätze
MaschineAusschussA Ausschussquote einer Maschine
MaschineKavitätenA Kavitäten einer Maschine
MaschineA Anzahl Maschinen
PersonalA Fläche Mitarbeiter
MaschineTakteA Takte einer Maschine
AG Automatisierungsgrad
MaterialB Materialbestand
LagertB )( Bestand des Auslieferungslagers
MaschineC Maschinenkapazität
PersonalC Kapazität eines Mitarbeiters
elektrischEF Emissionsfaktor der Stromherstellung
TransportEF Emissionsfaktor des Transports
KälteWärmeEF Emissionsfaktor der Wärme- bzw. Kältebereitstellung
)(tE& Zielfunktion CO2-Emissionen
MaschinenutzLeistungelektrischf Faktor der elektrischen Leistungsausnutzung einer Maschine
MaschinenutzLeistungf Faktor der Leistungsausnutzung einer Maschine
Strategief Strategiefaktor
EmissionenCOStrategief−
2
Strategiefaktor der Zielfunktion CO2-Emissionen
LeistungStrategief Strategiefaktor der Zielfunktion Leistung
nStückkosteStrategief Strategiefaktor der Zielfunktion Stückkosten
MaschineWartungf Faktor Wartungskosten einer Maschine
Abkürzungen und Formelzeichen XVI
H Hilfsgröße
MaschinengAbschreibuK Abschreibungskosten einer Maschine
tzArbeitsplaK Kosten eines Arbeitsplatzes
MaschineEnergieK Energiekosten einer Maschine
MaschineFlächeK Raum- bzw. Flächenkosten einer Maschine
HerstellK Herstellkosten
LagerK Lagerkosten
InvestionLagerK Investitionskosten eines Lagers
BetriebLagerK Betriebskosten eines Lagers
MietekalkK Kalkulatorische Mietkosten
MaschineKapitalK Kapitalkosten einer Maschine
MaterialdungKapitalbinK Kapitalbindungskosten des Materials
MaschineK Maschinenkosten
MaterialK Materialkosten
einzelMaterialK Materialeinzelkosten
PersonalK Personalkosten
MaschineRaumK Raum- bzw. Flächenkosten einer Maschine
ssourceK
Re Kosten der Ressource
TransportK Transportkosten
MaschineWartungK Wartungs- bzw. Instandhaltungskosten einer Maschine
MaschinehaffungWiederbescK Kosten Wiederbeschaffung einer Maschine
plan
MaschineK Geplante Maschinenkosten
)(tK Zielfunktion Stückkosten
FlächeelektrischL Installierte elektrische Leistung pro Fläche
Abkürzungen und Formelzeichen XVII
MaschineelektrischL Elektrische Anschlussleistung einer Maschine
MaschineL Leistung einer Maschine
MQ Mitarbeiterqualifikation
einMQ Einstellungswert Mitarbeiterqualifikation
MaterialM Einsatzmenge des Materials
ssourceM
Re Einsatzmenge der Ressource
MaschineEnergieP Preis für die benötigte Energie einer Maschine
MaterialP Materialpreis
ssourcePRe
Preis der Ressource
2COTonneP Preis eine Tonne CO2
TransportP Transportpreis
MaschineelektrischQ& Stromverbrauch einer Maschine
PersonalelektrischQ& Mitarbeiterbezogener Stromverbrauch
TransportQ& Energieverbrauch des Transports
KälteWärmeQ& Energieverbrauch zur Bereitstellung von Wärme bzw. Kälte
R Flussrate
ausR Abflüsse
einR Zuflüsse
LagerS Lagerkostensatz
MaschineS Stundensatz einer Maschine
PersonalS Personalstundensatz
externs Externer Strategiefaktor
ern
sint
Interner Strategiefaktor
außenTemp Außentemperatur
Abkürzungen und Formelzeichen XVIII
tzArbeitsplaarbeitT Arbeitszeit eines Arbeitsplatzes
MaschinearbeitT Arbeitszeit einer Maschine
abbauentzeArbeitspläT Zeit Arbeitsplätze abbauen
aufbauentzeArbeitspläT Zeit Arbeitsplätze aufbauen
MaschineausT Ausschaltzeit einer Maschine
tzArbeitsplabelegT Belegungszeit eines Arbeitsplatzes
MaschinebelegT Maschinenbelegungszeit
GrundT Grundzeit
MaschinenutzT Nutzungsdauer einer Maschine
PersonalPauseT Pausenzeit der Mitarbeiter
stagePlanarbeitT Standortabhängige Planarbeitszeit
ionQualifikatT Zeit Mitarbeiter qualifizieren
MaschinestillT Stillstandszeit einer Maschine
sonderT Sonderarbeitszeit
MaschineverfügtheoT Theoretisch maximal mögliche Maschinenzeit
PersonalverfügtheoT Theoretisch maximal mögliche Arbeitszeit der Mitarbeiter
TransportT Transportdauer
plan
MaschinearbeitT Geplante Arbeitszeit Maschine
t Zeit
VR Verkaufsrate
MaschineAusschussV Ausschussbezogene Verfügbarkeit einer Maschine
PersonalAusschussV Ausschussbezogene Verfügbarkeit der Mitarbeiter
MaschineeffektivV Effektive Verfügbarkeit einer Maschine
PersonaleffektivV Effektive Verfügbarkeit der Mitarbeiter
Abkürzungen und Formelzeichen XIX
MaschinegesamtV Gesamtverfügbarkeit einer Maschine
PersonalgesamtV Gesamtverfügbarkeit der Mitarbeiter
MaschineorgV Organisatorische Verfügbarkeit einer Maschine
MaschineplanV Geplante Verfügbarkeit einer Maschine
PersonalplanV Geplante Verfügbarkeit der Mitarbeiter
MaschinetechV Technische Verfügbarkeit einer Maschine
MaschinewartV Wartungsbedingte Verfügbarkeit einer Maschine
max
Maschinex& Maximal mögliche Leistung einer Maschine
max
Personalx& Maximal mögliche Mitarbeiterleistung
)(tx& Zielfunktion Leistung
ist
Maschinetx )(& Zielfunktion Leistung maschinelle Fertigung
ist
Personaltx )(& Zielfunktion Leistung manuelle Fertigung
ist
oduktiontx
Pr)(& Zielfunktion Leistung Produktionssystem
Z Zielgröße
ZΔ Zielabweichung
kalkZ Kalkulatorischer Zinssatz
sollZ Sollwert der Zielgröße
istZ Istwert der Zielgröße
ZG Zustandsgröße

Einleitung 1
1 Einleitung
1.1 Zielsetzung und Lösungsidee
Ausgangspunkt der Arbeit ist die These, dass die gewählte Produktionsstrategie und
die externen Bedingungen der weltweiten Produktionsstandorte maßgeblich den
Entwicklungsprozess und wirtschaftlichen Erfolg internationaler Industrieunternehmen
bestimmen. Um ihre Wettbewerbsfähigkeit nachhaltig zu stärken, müssen die
Unternehmen ihre internationalen Produktionsaktivitäten effizienter gestalten und die
Konfiguration der Produktionsstandorte in den einzelnen Ländern kontinuierlich der
veränderten Wettbewerbssituation anpassen. Die zentralen Fragestellungen sind nicht
neu, aber die Suche nach den Antworten ist so dringend wie nie zuvor:
- Welches sind die relevanten Strategien und Ziele bei der Umsetzung von
Internationalisierungsprozessen in Industrieunternehmen?
- Welches ist die geeignete Konfiguration d.h. Anzahl und geografische
Verteilung der weltweiten Produktionsstandorte?
- Welches sind die erfolgskritischen Standortfaktoren von Fabriken?
- Wie können die internationalen Produktionsaktivitäten gezielt aufeinander
abgestimmt und koordiniert werden?
- Auf Basis welcher Informationen werden internationale Standortentscheidungen
getroffen?
- Welche Instrumente sind geeignet, das Management bei dieser
Entscheidungsfindung zu unterstützen?
Das Ziel der vorliegenden Arbeit ist es, eine grundlegende Methodik für die Bewertung
von Produktionsstrategien zu entwickeln, um somit einen Beitrag zur Stärkung der
Industrieunternehmen im internationalen Wettbewerb zu leisten. Insbesondere
deutsche Unternehmen stehen vor der Herausforderung, ihre weltweiten
Wettbewerbsvorteile im Bereich der Produktion langfristig zu verteidigen und weiter
auszubauen. Die Unterstützung durch die Wissenschaft konzentriert sich dabei
überwiegend auf die Entwicklung von Produktionskonzepten sowie Maßnahmen zur
Produktivitätssteigerung und Kostensenkung. Dabei ist es seit mehr als fünfzig Jahren
bekannt, dass Wettbewerbsvorteile in der Produktion im Wesentlichen durch
strategische Entscheidungen zu Standorten und ihren Kapazitäten bestimmt werden.
In der unternehmerischen Praxis werden für die Strategieentwicklung fast
ausschließlich qualitative Verfahren verwendet. Ausgangspunkt des langfristigen
Planungsprozesses ist eine interne Analyse, mit der die Ressourcen und Fähigkeiten
Einleitung 2
des Unternehmens untersucht werden, um so seine Stärken und Schwächen zu
identifizieren. In der anschließenden Untersuchung der externen Unternehmensumwelt
werden die für das Unternehmen bestehenden Chancen und Risiken ermittelt. Da die
Analyseergebnisse ausschließlich qualitativer Natur sind, lassen sie keine
kennzahlenbasierte Bewertung unterschiedlicher Strategieoptionen zu. In den
neunziger Jahren wurde mit der Balanced Scorecard (BSC) zum ersten Mal ein
quantitativer Ansatz vorgestellt, indem über ein Kennzahlensystem die Verbindung
zwischen Unternehmensstrategie und -zielen herstellt wurde. Dennoch existiert in der
Literatur bis heute keine mathematisch definierte Kennzahl, die den Vergleich
unterschiedlicher Strategiealternativen ermöglicht. Diese wissenschaftliche Lücke füllt
die vorliegende Arbeit mit der Vorstellung des Strategieeffekts, der eine flexible und
umfassende Kennzahl zur Überprüfung strategischer Handlungsalternativen darstellt.
Die Steuerung und Optimierung der weltweiten Produktion wird aufgrund der
fortschreitenden Globalisierung und des sich verstärkenden internationalen
Wettbewerbs zu einer zunehmend komplexeren Aufgabenstellung. Um dieser
Herausforderung adäquat begegnen zu können, muss das verantwortliche
Management nicht nur die Abläufe innerhalb der Produktionsstätten genau kennen,
sondern insbesondere den Prozess der Interaktion zwischen Fabrik und ihrem
externen Umfeld verstehen. Eine Fabrik kann unter systemorientierter
Betrachtungsweise als offenes und dynamisches System bezeichnet werden, das über
zentrale Flussgrößen durch eine Vielzahl von Input-Output-Beziehungen
gekennzeichnet ist. Für eine Bewertung ihrer Leistungsfähigkeit in Abhängigkeit von
der Produktionsstrategie muss die Interaktion mit dem Umfeld auf der Basis von
internen und externen Kennzahlen erfasst werden. Vor dem Hintergrund dieser
Anforderungen wird in der vorliegenden Arbeit ein Fabrik-Umfeld Modell nach dem
Systemansatz entwickelt, welches unter Berücksichtigung der zeitlichen Entwicklung
der Flussgrößen und Standortfaktoren die Fabrik mit ihrem Umfeld verknüpft. Die
Zielerreichung wird über ein Kennzahlensystem nach der Methode der BSC gemessen
und mithilfe des Strategieeffekts bewertet.
Das Fabrik-Umfeld Modell kann als Grundlage für die Entwicklung von
Simulationsanwendungen dienen, mit deren Hilfe die Produktionsaktivitäten
internationaler Industrieunternehmen unter Berücksichtigung der Produktionsstrategie
und der erfolgskritischen Standortfaktoren ermittelt und beschrieben werden können.
Mit dem Instrument der Simulation kann die Leistungsfähigkeit bestehender oder auch
geplanter Produktionsstätten auf der Basis der gewählten Produktionsstrategie
szenariobasiert analysiert und bewertet werden. Eine Fabrik wird durch ihre zentralen
Elemente wie Organisationseinheiten, personelle und technische Ressourcen und die
Eigenschaften der gefertigten Produkte beschrieben. Die innere Systemdynamik ergibt
sich durch die in den Organisationseinheiten stattfindenden Prozesse. Die nach außen
gerichtete Systemdynamik wird durch die Interaktion zwischen der Fabrik und dem
externen Umfeld erzeugt. Als zentrale Flussgrößen werden dabei Material, Energie,

Einleitung 3
Finanzmittel und Kapazität betrachtet. Diese Größen können auch als dynamische
Ressourcen der Fabrik aufgefasst werden, da sie nur zeitweilig Bestandteil des
betrachteten Systems sind. Sie treten zu einem bestimmten Zeitpunkt aus der Umwelt
in das System ein, um es anschließend dauerhaft wieder zu verlassen. Dynamische
Ressourcen sind auch dadurch gekennzeichnet, dass sie vom System selbst nicht
reproduziert werden können (Abb. 1).
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUTTHROUGHPUT
Abb. 1: Die zentralen dynamischen Ressourcen der Fabrik
Die Quellen und Senken der dynamischen Ressourcen bestimmen in Abhängigkeit des
gewählten Fabrikstandorts den relevanten Teil des externen Unternehmensumfelds. Sie
werden klassischerweise als Standortfaktoren bezeichnet und können je nach ihrer
Wirkrichtung auf die dynamischen Ressourcen in Input- und Outputstandortfaktoren
unterteilt werden (Abb. 2).
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUT
INPUT OUTPUT
Standortfaktoren StandortfaktorenTHROUGHPUT
STRATEGIEEFFEKT
PRODUKTIONSSTRATEGIE
Abb. 2: Die Fabrik-Umfeld Interaktion durch Standortfaktoren
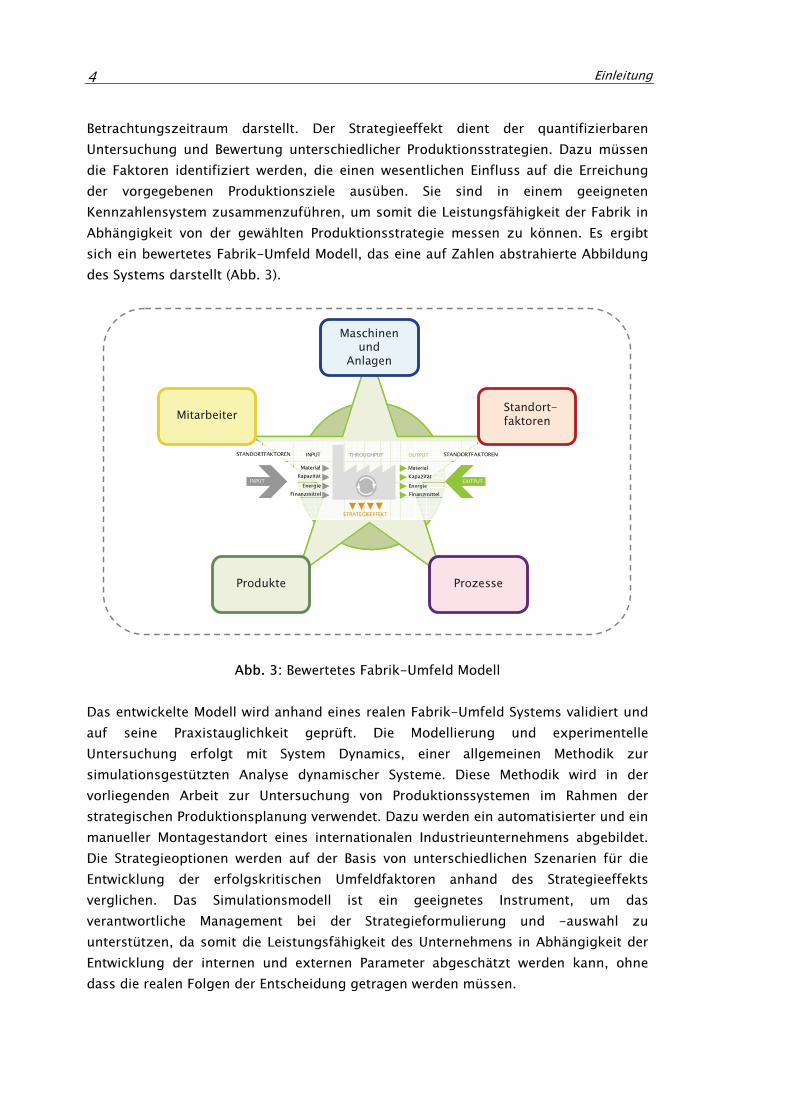
In Abhängigkeit von den vorgegebenen Produktionszielen kann der Strategieeffekt
bestimmt werden, der den gewichteten Zielerreichungsgrad über den
Einleitung 4
Betrachtungszeitraum darstellt. Der Strategieeffekt dient der quantifizierbaren
Untersuchung und Bewertung unterschiedlicher Produktionsstrategien. Dazu müssen
die Faktoren identifiziert werden, die einen wesentlichen Einfluss auf die Erreichung
der vorgegebenen Produktionsziele ausüben. Sie sind in einem geeigneten
Kennzahlensystem zusammenzuführen, um somit die Leistungsfähigkeit der Fabrik in
Abhängigkeit von der gewählten Produktionsstrategie messen zu können. Es ergibt
sich ein bewertetes Fabrik-Umfeld Modell, das eine auf Zahlen abstrahierte Abbildung
des Systems darstellt (Abb. 3).
Maschinenund
Anlagen
ProzesseProdukte
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUT
INPUT OUTPUT
STANDORTFAKTOREN STANDORTFAKTORENTHROUGHPUT
STRATEGIEEFFEKT
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUT
INPUT OUTPUT
STANDORTFAKTOREN STANDORTFAKTORENTHROUGHPUT
STRATEGIEEFFEKT
MitarbeiterStandort-faktoren
Abb. 3: Bewertetes Fabrik-Umfeld Modell
Das entwickelte Modell wird anhand eines realen Fabrik-Umfeld Systems validiert und
auf seine Praxistauglichkeit geprüft. Die Modellierung und experimentelle
Untersuchung erfolgt mit System Dynamics, einer allgemeinen Methodik zur
simulationsgestützten Analyse dynamischer Systeme. Diese Methodik wird in der
vorliegenden Arbeit zur Untersuchung von Produktionssystemen im Rahmen der
strategischen Produktionsplanung verwendet. Dazu werden ein automatisierter und ein
manueller Montagestandort eines internationalen Industrieunternehmens abgebildet.
Die Strategieoptionen werden auf der Basis von unterschiedlichen Szenarien für die
Entwicklung der erfolgskritischen Umfeldfaktoren anhand des Strategieeffekts
verglichen. Das Simulationsmodell ist ein geeignetes Instrument, um das
verantwortliche Management bei der Strategieformulierung und -auswahl zu
unterstützen, da somit die Leistungsfähigkeit des Unternehmens in Abhängigkeit der
Entwicklung der internen und externen Parameter abgeschätzt werden kann, ohne
dass die realen Folgen der Entscheidung getragen werden müssen.
Einleitung 5
1.2 Wissenschaftliche Einordnung des Themas
Aufgrund der interdisziplinären Aufgabenstellung der vorliegenden Arbeit ist es nicht
zielführend, sie einem speziellen Wissenschaftsbereich eindeutig zuzuordnen. Sie
kann in die Reihe der Arbeiten eingestuft werden, die sich mit dem Einsatz
unterschiedlicher rechnergestützten Verfahren zur Unterstützung der Standortwahl
und –bewertung befassen. Diese Arbeiten stammen überwiegend aus dem
wirtschaftswissenschaftlichen Bereich. Bankhofer stellt korrekterweise fest, dass der
Einsatz dieser Verfahren und insbesondere der Simulation für die Standortplanung in
der Literatur zwar häufig erwähnt wird, aber nur wenige Arbeiten existieren, die sich
mit dem Themenkomplex ausführlicher beschäftigen und gleichzeitig auch praktische
Anwendungen vorstellen.1
Deutschsprachige Arbeiten dieser Art wurden überwiegend in den siebziger Jahren
veröffentlicht. Eine der frühesten Arbeiten stammt von Wuhrl, der Anfang der siebziger
Jahre ein stochastisches Simulationsmodell zur Bewertung von industriellen
Investitionsprojekten in Entwicklungsländern vorstellte.2 Dabei betrachtet er vor allem
finanzwirtschaftliche Zielgrößen wie Gewinn, Liquidität und Kapitalbedarf. Mitte der
siebziger Jahre veröffentlichte Gritzka ein System Dynamics Modell für ein
hypothetisches Unternehmen zu Entscheidungsunterstützung bei der Standortwahl.3
Als zentrale Standortfaktoren berücksichtigt er die Verfügbarkeit von Arbeitskräften,
die Transportkosten, die steuerlichen Belastungen und das Absatzvolumen der
Fertigprodukte. Eine weitere Arbeit stammt von Pensel, in der er ein
investitionsrechnerisches Entscheidungsmodell für ein internationales Unternehmen
formuliert, für das sowohl ein Verfahren der linearen Programmierung als auch die
Simulation zum Einsatz kommt.4 Neben einer ganzheitlichen Betrachtung des
Umfeldes stellt das Modell über ein Zielsystem und entsprechende Zielfunktionen auch
einen Bezug zur internationalen Unternehmensstrategie her. Diese Ansätze wurden
erst Mitte der neunziger Jahre wieder aufgegriffen. Hagedorn veröffentlichte ein
mathematisches Modell zur Planung und Kontrolle von Standortstrukturänderungen,
das für die Berechnung der Ergebnisse ein Tabellenkalkulationsprogramm verwendet.5
Er berücksichtigt bei der Durchführung der Simulationsexperimente für ein fiktives
Unternehmen ein umfangreiches Zielsystem und unterschiedliche Standortfaktoren,
um die Auswirkungen möglicher Umweltveränderungen auf die gewählte
Standortstruktur aufzuzeigen. Ein Ansatz für ein computergestütztes
1 Vgl. Bankhofer, U. (2001) S. 135.
2 Vgl. Wuhrl, H.-J. (1971).
3 Vgl. Gritzka, C. (1976).
4 Vgl. Pensel, J. (1977).
5 Vgl. Hagedorn, A. (1994).
Einleitung 6
Entscheidungssystem internationaler Standortentscheidungen findet sich bei Hummel,
der jedoch lediglich ein Rohkonzept ohne eine praktische Anwendung vorstellt.6 Eine
aktuelle Arbeit, die ein computergestütztes, systemdynamisches Unternehmensmodell
entwickelt und mittels szenariobasierter Simulation untersucht, stammt von
Schöneborn.7 Die Modellbildung erfolgt dabei mit System Dynamics. Das Problem der
Standortwahl steht nicht im Fokus seiner Untersuchung, findet jedoch durch die
Betrachtung von standortabhängigen Größen, wie z.B. Bestellungen, Personalkosten,
Materialkosten etc., Berücksichtigung. Die Ergebnisse seiner Arbeit führen zu der
konkreten Empfehlung, für eine verbesserte Bewertbarkeit der Unternehmensleistung
die systemdynamischen Unternehmensmodelle mit einem Kennzahlensystem wie der
BSC zu verbinden.
Das Thema der vorliegenden Arbeit und ihre Ergebnisse sind eingebunden in den
Aufbau eines wissenschaftlichen Schwerpunkts der Universität Kassel „Ganzheitliche
Fabrik“, mit dem der Fachbereich Maschinenbau sein Profil in Forschung und Lehre
weiter schärfen möchte. Die Ganzheitliche Fabrik ist eine Betrachtungsweise von
Produktionssystemen, in der die Einzelprozesse, deren logistische Verknüpfung, die
Einbindung der Menschen in den Produktionskreislauf und das Fabrikgebäude mit
seinen Stoff- und Energieströmen als verbundene Einheit aufgefasst werden. Mit
diesem holistischen Ansatz werden bei der Analyse und Bewertung von Fabriken
technische, wirtschaftliche und auch umweltliche Einflüsse sowie
arbeitswissenschaftliche Aspekte berücksichtigt. Die hierbei verwendeten Instrumente
bestehen überwiegend in der Modellierung, Identifikation und Simulation von
Produktionssystemen. Über die Verknüpfung der unterschiedlichen Simulationsebenen
wie dem Materialfluss der Produktion, dem Energiehaushalt innerhalb des
Fabrikgebäudes bis hin zur Simulation einzelner Prozesse wird es möglich, eine Fabrik
umfassend in einem ganzheitlichen Modell abzubilden. Mithilfe eines solchen Modells
lassen sich in Folge Szenarien zur Optimierung von Fabriken oder einzelner
Produktionsbereiche hinsichtlich unterschiedlicher Kriterien und Produktionsziele, wie
z.B. Ausbringung, Kosten, Treibhauseffekt, Ressourcenverbrauch, Standort etc.
durchführen, um somit die Qualität der unternehmensspezifischen
Produktionssteuerung und -strategie überprüfen zu können.
1.3 Grundlegender Aufbau der Arbeit
Im 2. Kapitel „Strategien und Ziele internationaler Industrieunternehmen“ erfolgt im
ersten Abschnitt ausgehend von der historischen Entwicklung internationaler
Industrieunternehmen die Vorstellung unterschiedlicher Definitionen und
6 Vgl. Hummel, B. (1996).
7 Vgl. Schöneborn, F. (2004).
Einleitung 7
Klassifizierungsansätze. Aufgrund der besonderen Relevanz für diese Arbeit werden im
Weiteren die systemdynamische Betrachtungsweise sowie mögliche Standortstrukturen
von produzierenden Unternehmen aufgezeigt. Im zweiten Abschnitt erfolgt zunächst
eine Untersuchung des allgemeinen Strategiebegriffs für international tätige
Unternehmen, für die insbesondere die Arbeiten von Porter herangezogen werden.
Anschließend wird der aktuelle Stand des Wissens zum Thema Produktionsstrategien
dargelegt, wobei die Themenbereiche Internationalisierung und Standortwahl von
Industrieunternehmen besondere Berücksichtigung finden und entsprechend
eingeordnet werden. Am Ende des Kapitels werden die wesentlichen Aufgaben von
Zielen internationaler Industrieunternehmen erläutert, da für die Bewertung einer
Produktionsstrategie die festgestellte Zielerreichung bestimmt werden muss. Dazu
werden die in der Literatur vorgestellten Erkenntnisse zum Zielbegriff unter
besonderer Berücksichtigung der strategischen Produktionsziele analysiert.
Im ersten Abschnitt des 3. Kapitels „Verwendete Instrumente und Prozesse“ werden
zunächst die wissenschaftlichen Grundlagen zum Thema Kennzahlen vorgestellt,
wobei das in der vorliegenden Arbeit verwendete Kennzahlensystem, die BSC, sowie
ihre Sonderformen im Detail erläutert werden. Da ein Schwerpunkt in der
Untersuchung der Dynamik und Rückkopplung zwischen den einzelnen Kennzahlen
besteht, wird eine vertiefende Betrachtung ihrer Ursache-Wirkungsbeziehungen
innerhalb der BSC vorgenommen. Im zweiten Abschnitt werden die grundlegenden
Begrifflichkeiten der Montage und ihre Bedeutung als strategischer
Wertschöpfungsprozess aufgezeigt. Es werden die Besonderheiten einer
automatisierten und einer manuellen Montage erarbeitet, da die Strategiebewertung
beispielhaft für diese beiden Fertigungsprozesse an zwei unterschiedlichen Standorten
vorgenommen wird.
Das 4. Kapitel zeigt die Entwicklung des Fabrik-Umfeld Modells auf, das die
wissenschaftlichen Grundlagen für die kennzahlenbasierte Bewertung von
internationalen Produktionsstrategien schafft. Im ersten Abschnitt werden, ausgehend
von den spezifischen Modellanforderungen, die Flussgrößen Material, Energie,
Kapazität und Finanzmittel als wesentliche Bestandteile des Modells erläutert und ihre
Interaktionen mit der externen Umwelt beschrieben. Im zweiten Abschnitt des Kapitels
wird der Strategieeffekt als Kennzahl zur Bewertung von Strategien einschließlich der
entsprechenden Berechnungsvorschrift eingeführt. Die Beschreibung der Strategien
erfolgt dabei auf Grundlage der internen und externen Strategievariablen, wobei die
Entwicklung der externen Strategievariablen mittels geeigneter Prognoseverfahren zu
bestimmen ist. Um eine ganzheitliche Bewertung von Produktionsstrategien mit
unterschiedlichen Zielen zu gewährleisten, wird im dritten Abschnitt der
Strategiefaktor eingeführt. Dabei wird für eine technische, wirtschaftliche und
umweltliche Zielfunktion der gewichtete Gesamtstrategieeffekt als Spitzenkennzahl zur
Strategiebewertung festgelegt.
Einleitung 8
Im 5. Kapitel „Praktische Anwendung mit System Dynamics“ wird zunächst die
grundlegende Vorgehensweise für die praktische und beispielhafte Anwendung des
entwickelten Fabrik-Umfeld Modells aufgezeigt. Dazu wird auf ein bestehendes
Phasenkonzept von Westkämper zurückgegriffen. Im ersten Abschnitt werden das
untersuchte Unternehmen und Produkt sowie die zwei betrachteten
Produktionsstandorte vorgestellt, wobei es sich in Vietnam um eine manuelle und in
Deutschland um eine automatisierte Montage handelt. Als zentrale Grundlage für die
Berechnung des Strategieeffekts werden die festgelegten Ziele Leistung, Stückkosten
und CO2-Emissionen sowie ihre entsprechenden Sollwerte für den strategischen
Planungszeitraum vorgestellt. Entsprechend dem Phasenkonzept erfolgt im nächsten
Abschnitt die Analyse der Problemstruktur, indem neben der Identifikation der
Ursache-Wirkungsbeziehung der zentralen Systemparameter der Modellzweck und das
Modellreferenzverhalten festgelegt werden. Abschließend wird der Prozess der
Datenerhebung und –recherche erläutert, dem für die Qualität der Modelle und seiner
Parameter eine besondere Bedeutung zukommt. Im dritten Abschnitt des Kapitels
werden die entwickelten System Dynamics Modelle der beiden Produktionsstandorte
und ihre wesentlichen Bestandteile erläutert. Abschließend erfolgt die Vorstellung der
Ergebnisse der Modellgültigkeitsprüfung.
Im ersten Abschnitt des 6. Kapitels „Vorstellung und Diskussion der
Simulationsergebnisse“ werden ausgehend von einer Erläuterung der Vorgehensweise
für die szenariobasierte Simulation von Strategiealternativen die untersuchten
Szenarien vorgestellt. Im zweiten Abschnitt werden die Ergebnisse der
Simulationsexperimente für das Trendszenario aufgezeigt. Dabei werden insbesondere
die Verläufe der Strategieeffekte der Zielgrößen, ausgewählter Kennzahlen der BSC
sowie der zentralen Zustandsgrößen Material, Energie, Kapazität und Finanzmittel
dargestellt und diskutiert. Der dritte Abschnitt zeigt die Ergebnisse für ausgewählte
Extremszenarien, die von deutlichen Änderungen in der prognostizierten Entwicklung
der externen Umwelt im Vergleich zum Trendszenario ausgehen, auf. Es wird eine
Risikoabschätzung für beide Standorte vorgenommen, indem ein Einbruch in der
Verkaufsrate, eine deutliche Reduzierung der Arbeitszeit sowie ein massiver
Preisanstieg angenommen werden. Zusätzlich wird für den Standort Deutschland
untersucht, inwieweit die Einführung einer neuen Technologie ein Risiko darstellt und
sich auf die Zielerreichung bzw. den Strategieeffekt auswirkt.
Im 7. Kapitel „Zusammenfassung und Ausblick“ erfolgt eine Betrachtung und
Bewertung der Ergebnisse, insbesondere vor dem Hintergrund der Aufgabenstellung
und Entwicklungsziele der vorliegenden Arbeit. Abschließend werden in einem
Ausblick die Möglichkeiten für weitere Forschungsarbeiten aufgezeigt.
Strategische Bewertung internationaler Industrieunternehmen 9
2 Strategien und Ziele internationaler
Industrieunternehmen
2.1 Internationale Industrieunternehmen
In diesem Abschnitt des Kapitels werden ausgehend von der historischen Entwicklung
internationaler Industrieunternehmen die unterschiedlichen Definitionen und
Klassifizierungsansätze vorgestellt. Aufgrund der besonderen Bedeutung für diese
Arbeit werden anschließend die systemdynamische Betrachtungsweise sowie mögliche
Standortstrukturen von produzierenden Unternehmen aufgezeigt.
2.1.1 Historische Entwicklung
Der internationale Handel und damit die Planung und Entstehung von
Internationalisierungsstrategien sind keine Prozesse der neuzeitlichen
Wirtschaftskultur. Schon immer haben politische Machtzentren darauf geachtet, ihren
wirtschaftlichen Einflussraum zu erweitern, in dem sie Handelsposten in anderen
Ländern errichteten. Mitte des 19. Jahrhunderts begannen sich große staatliche und
private Unternehmen zu internationalisieren, indem sie im Ausland Niederlassungen
gründeten. Wesentliche Ziele des Aufbaus der internationalen Standorte waren dabei
zumeist die Sicherung eines Zugangs zu den Rohstoffen oder Märkten oder auch das
Profitieren von lokalen Erfahrungen und Entwicklungen in diesen Ländern. Der Prozess
der Internationalisierung verlief zu dieser Zeit bei vielen Unternehmen nach einem
ähnlichen Muster.8 In einem ersten Schritt wurde durch eine Vorwärtsintegration der
Marketing- und Distributionsbereich in anderen Ländern ausgebaut, um anschließend
in die weltweite Beschaffung von Roh- und Hilfsstoffen sowie Vorprodukten zu
investieren.
Durch den Einsatz neuer Transport- und Kommunikationstechnologien Ende des 19.
Jahrhunderts konnten die Unternehmen weltweit Distributionskanäle für ihre
industrielle Ware aufbauen und nutzen. Mit der Verbreitung des technischen Wissens
wurden die Produktanforderungen in den einzelnen Ländern immer homogener. Die
fortschreitende Industrialisierung versetzte die Unternehmen in die Lage, durch
verbesserte Produktionsfaktoren und neue Produktionsverfahren die Ausbringung
ihrer Fabriken zu erhöhen. Mithilfe der Massenfertigung konnten ausgeprägte
Größenvorteile erzielt und somit die Kosten pro gefertigte Einheit deutlich gesenkt
werden. Entscheidend für die weitere Entwicklung der internationalen Unternehmen
war die Erkenntnis, dass nur ein konstanter Materialfluss mit einer optimalen
Kapazitätsauslastung die maximale Ausnutzung der Größenvorteile sicherstellt. Die
8 Vgl. Chandler jr., A. D. (1989) S. 471f.
Strategische Bewertung internationaler Industrieunternehmen 10
Aufrechterhaltung des gewünschten Produktionsniveaus erforderte daher nicht nur
eine Koordination der einzelnen Produktionsschritte, sondern auch die genaue
Abstimmung der Input- und Outputgrößen durch ein geeignetes Management und
geeignete Mitarbeiter der Fabrik.
Die Anzahl, Größe und Bedeutung der internationalen Unternehmen nahm Anfang des
20. Jahrhunderts weiter zu. Dieser Prozess wurde vor allem durch hohe Zollschranken
auf den nationalen Märkten behindert, die als Ergebnis der stärker werdenden
nationalistischen Tendenzen und der Weltwirtschaftskrise in den dreißiger Jahren
errichtet wurden.9 Aus diesem Grund entwickelten die internationalen Unternehmen
zunehmend länderspezifische Strukturen und stärkten die Position ihrer nationalen
Tochterunternehmen. Auch die zunehmende Verflechtung der internationalen
Unternehmen in Form von Kartellen und Koalitionen verlangsamten die weitere
geografische Ausbreitung. Nach dem 2. Weltkrieg verzeichneten die internationalen
Märkte ein nie gekanntes Wirtschaftswachstum. Der Wiederaufstieg der deutschen und
japanischen Industrie führte zu einer Verschärfung des weltweiten Wettbewerbs
zwischen den internationalen Unternehmen. Das Entstehen neuer
Informationstechnologien unterstützte den Transfer neuer Fertigungstechniken und
ermöglichte die weltweite Koordination der Produktion eines Unternehmens. Der
starke Anstieg des Welthandels zu dieser Zeit macht deutlich, dass die Unternehmen
zunehmend eine Exportstrategie verfolgten und im Wesentlichen ihre internationalen
Vertriebsaktivitäten ausbauten. Insbesondere die fortschreitende Globalisierung und
die Ausbildung neuer Wachstumsregionen in Asien und Lateinamerika verstärkten in
den achtziger und neunziger Jahren den Druck auf die internationalen
Industrieunternehmen. Viele dieser Unternehmen reagierten auf diese Entwicklungen
mit einer Expansion ihrer Geschäftstätigkeiten, was zu einem deutlichen Anstieg der
internationalen Direktinvestitionen führte.10
Die fortschreitende Globalisierung wird voraussichtlich die Komplexität der Strukturen
internationaler Industrieunternehmen weiter erhöhen und somit die
Wettbewerbssituation auf den weltweiten Märkten verschärfen. Die Gewährleistung
einer nachhaltigen Unternehmensentwicklung vor dem Hintergrund dieser
Rahmenbedingungen stellt für das verantwortliche Management eine besondere
Herausforderung dar, der mit den herkömmlichen Unternehmensstrategien und
Entscheidungsinstrumenten nicht mehr adäquat begegnet werden kann.11
9 Vgl. Porter, M. E. (1989) S. 47.
10 Vgl. Eckard, A.; Köhler, H.-D.; Pries, L. (1999) S. 9.
11 Vgl. Hirsch-Kreinsen, H.; Schulte A. (2000) S. 9.
Strategische Bewertung internationaler Industrieunternehmen 11
2.1.2 Definitionen und Klassifizierungsansätze
„Ein Industriebetrieb ist ein Betrieb, der gewerblich unter maßgeblichem Einsatz von
Maschinen nach dem Prinzip der Arbeitsteilung Sachgüter erzeugt und auf großen
Märkten absetzt.“12 Die Unternehmen werden dabei je nach der Art des
Herstellungsprozesses, wie z.B. Gewinnung, Bearbeitung oder Verarbeitung von
Stoffen, unterschiedlichen Branchen zugeordnet. Mit dem Kriterium der Produktion
kann eine Abgrenzung zu den Dienstleistungsunternehmen vorgenommen werden, da
diese Betriebe vor allem Verrichtungen, Finanz- und Informationsleistungen erbringen.
In Folge dieser unterschiedlichen Ausprägung ergeben sich auch verschiedene
Bilanzstrukturen, z.B. im Anlagevermögen durch die Nutzung kapitalintensiver
Maschinen oder im Umlaufvermögen durch Vorräte und unfertige und fertige
Erzeugnisse, die in der Analyse und Bewertung von Unternehmen und ihrer Standorte
berücksichtigt werden müssen.
Der Begriff des internationalen Unternehmens ist früh in die wissenschaftliche Sprache
übernommen worden, ohne dass eine einheitliche Definition dafür vorlag. Die
Begriffserfassung wird dadurch erschwert, dass eine Vielzahl von synonymen Begriffen
wie multinationale, transnationale, supranationale oder globale Unternehmen existiert.
Die bestehenden wissenschaftlichen Definitionsversuche können in vier Gruppen
unterteilt werden. Nach Pensel können dazu folgende Kriterien verwendet werden:13
1. quantitative Merkmale der Unternehmen
2. besondere Kennzeichen der Unternehmensstruktur
3. Eigenarten des Entscheidungsprozesses
4. eine Synthese aus 1.-3.
Er definiert das internationale Unternehmen als einen besonderen Betriebstyp, der in
mindestens zwei Volkswirtschaften Tochterunternehmen besitzt, die der Produktion,
der Leistungserstellung oder –verwertung dienen. Nach einer intensiven Analyse der
bestehenden wissenschaftlichen Arbeiten zu diesem Thema kommt Pensel zu dem
Schluss, dass die Begriffe internationale Unternehmen und multinationale
Unternehmen gleichbedeutend verwendet werden können. Demgegenüber weist Pfohl
auf die nach Schwerpunkt und Ausmaß unterschiedliche Ausgestaltung des
internationalen Managements der Unternehmen hin und unterscheidet daher zwischen
12 Hansmann, K.-W. (2001) S. 4.
13 Vgl. Pensel, J. (1977) S. 7ff.
Strategische Bewertung internationaler Industrieunternehmen 12
- international,
- multinational und
- global
tätigen Unternehmen.14 Dabei können als internationale Unternehmen diejenigen
Firmen bezeichnet werden, welche über eine eigene funktionelle Einheit verfügen, die
sich mit den wirtschaftlich wichtigen Merkmalen ausländischer Märkte beschäftigt.
Internationale Unternehmen betreiben damit ein konsequentes Auslandsmanagement.
Als multinationale Unternehmen werden diejenigen definiert, welche in zwei oder
mehreren Ländern operieren und so zumindest teilweise Synergieeffekte nutzen.
Gleichzeitig erzielen sie durch Anpassung ihrer Produkte und Geschäftsaktivitäten an
die nationalen Unterschiede lokale Wettbewerbsvorteile. Globale Unternehmen treffen
ihre Entscheidungen nicht mehr auf Basis nationaler Unterschiede, sondern verstehen
die internationalen Märkte als einen weltweiten Aktionsraum. Bei dieser
Handlungsweise soll durch Skalen- und Synergieeffekte die Wettbewerbsposition des
Unternehmens nachhaltig gesichert werden. Bestimmte Unternehmen haben die
Fähigkeit erlangt, sich wie die multinationalen Unternehmen durch ihre dezentralen
Strukturen an international unterschiedliche Bedürfnisse anpassen zu können.
Gleichzeitig verfügen sie wie die globalen Unternehmen über eine zentrale Einheit, mit
der sie ihre weltweiten Aktivitäten planen und kontrollieren können. Für diese
Unternehmen wurde der Begriff der transnationalen Unternehmen geprägt. Aufgrund
der transnationalen Denkweise soll ein Unternehmen einerseits zu lokaler Flexibilität
und andererseits zu globaler Integration gelangen und beide Fähigkeiten miteinander
verbinden.15 In der vorliegenden Arbeit wird für die Entwicklung des Fabrik-Umfeld
Modells der Begriff des internationalen Unternehmens verwendet.
2.1.3 Das Unternehmen als System
Es gibt eine Vielzahl unterschiedlicher Versuche in der wissenschaftlichen Literatur,
das Unternehmen als Ganzes begrifflich zu erfassen. Bis Mitte des letzten Jahrhunderts
waren die Untersuchungen der unternehmerischen Aktivitäten in der Wissenschaft auf
die Innenbeziehungen des Unternehmens gerichtet.16 Es wurde davon ausgegangen,
dass Unternehmen innerhalb fester Grenzen agieren und dabei keine Beziehung zu
ihrer Unternehmensumwelt unterhalten. In den sechziger Jahren wurden dann erste
konzeptionelle Ansätze vorgestellt, die der Interaktion des Unternehmens mit der
14 Vgl. Pfohl, H.-C. (2000) S. 373ff.
15 Vgl. Heuermann, C. (2002) S. 11.
16 Vgl. Macharzina, K. (2003) S. 9.
Strategische Bewertung internationaler Industrieunternehmen 13
äußeren Umwelt Rechnung trugen. Damit wurde berücksichtigt, dass Unternehmen
über Input- und Output-Beziehungen mit ihrer direkten Umwelt verflochten sind.
Bereits in den frühen siebziger Jahren hatte die Auffassung weite Verbreitung
gefunden, dass Unternehmen als eine Organisation zu verstehen sind, in der
wertschöpfende Prozesse unter Einsatz von Ressourcen ablaufen, die der Umwandlung
von Input- in Outputgrößen dienen. Die Untersuchungen der Interaktion mit der
Umwelt konzentrierten sich dabei jedoch auf die Verbindung zwischen Unternehmen
und Markt. Mit dem von Porter entwickelten Ansatz der Wertekette wurde deutlich,
dass sämtliche Input- und Output-Beziehungen entlang der Wertschöpfungskette zu
untersuchen und ihre Beiträge zum Unternehmenserfolg zu bestimmen sind. Aus
dieser Zeit stammen auch die ersten wissenschaftlichen Ansätze, Unternehmen als ein
System zu begreifen. Dabei wird das Unternehmen als eine Ansammlung von
Elementen verstanden, die eine Struktur erkennen lassen und sich in einer
gegenseitigen Wechselbeziehung befinden.
Ulrich definiert als wesentliche Elemente des Unternehmens Menschen, Sachmittel,
Energie, Informationen und Rechte.17 Zugleich weist er auf die Bedeutung der
Organisationsstruktur hin, die als Gesamtheit der Beziehungsstrukturen zwischen den
Elementen das Grundgerüst für die Steuerung der Unternehmensaktivitäten bildet.
Unter der Annahme, dass das Unternehmen im Austausch mit seiner Umwelt steht,
kann es als offenes und dynamisches System verstanden werden. Die
Umweltbedingungen sind dabei als zeitabhängige Variablen zu betrachten, die sich für
das Unternehmen ändern und darüber hinaus vom Unternehmen aktiv beeinflusst
werden können. Um den wirtschaftlichen Erfolg langfristig zu sichern, ist eine
permanente Anpassung des Unternehmens an die externen Anforderungen notwendig.
Im Rahmen einer ganzheitlichen Betrachtungsweise sind dazu sowohl technische,
wirtschaftliche, umweltliche, als auch politisch-rechtliche und soziale Umfeldaspekte
zu berücksichtigen.
Die Umweltentwicklung wird nicht mehr von einem kontinuierlichen Verlauf, sondern
zunehmend von Diskontinuitäten geprägt, wie z.B. die aktuellen Entwicklungen an den
Rohstoff- und Energiemärkten zeigen. Diese sprunghaften Änderungen beinhalten ein
hohes Gefahrenpotenzial für das Gleichgewicht des Systems Unternehmen, so dass der
Prognose der zukünftigen Entwicklung der Faktoren des Umfeldes besondere
Bedeutung zukommt. Für die Formulierung geeigneter Maßnahmen zur Erreichung der
unternehmerischen Ziele muss daher ihr Beitrag zum Ergebnis des Unternehmens bzw.
des Geschäftsbereichs bekannt sein und berücksichtigt werden. Die externen Faktoren,
die maßgeblich den wirtschaftlichen Erfolg internationaler Standorte von
17 Vgl. Ulrich, H. (1970) S. 155ff.
Strategische Bewertung internationaler Industrieunternehmen 14
Industrieunternehmen beeinflussen, werden von Kinkel als erfolgskritische
Standortfaktoren bezeichnet.18
2.1.4 Produktionsstandorte und ihre Struktur
Internationale Industrieunternehmen verfügen über mindestens zwei
Produktionsstandorte in mindestens zwei unterschiedlichen Ländern. Allgemein ist
unter einem Standort die Lage im Raum zu verstehen. Eine frühe Definition eines
Produktionsstandorts aus der deutschsprachigen Literatur stammt von Rabe. Er
versteht darunter „ein Stück Erdoberfläche mit Eigenschaften, Zubehör und
Beziehungen nach außen“.19 Unter Zubehör subsumiert er die wirtschaftlichen und
kulturellen Einrichtungen sowie die Bevölkerung. Die Außenbeziehungen sind für ihn
vor allem durch die Verkehrsinfrastruktur und die Wettbewerbssituation
gekennzeichnet. Häufig wird in der betriebswirtschaftlichen Literatur unter dem
Standort ein geografischer Ort bezeichnet, an dem ein Unternehmen
Produktionsfaktoren zur betrieblichen Leistungserstellung einsetzt. Dabei ist es nicht
von Bedeutung, ob die Leistungserstellung in ihrer Gesamtheit oder nur in Teilen
erbracht wird.
Im Zuge des arbeitsteiligen Wirtschaftens begannen Unternehmen ihre Produktion an
unterschiedliche Orte zu verteilen. Die ungleiche Eignung von einzelnen Orten für die
Erfüllung der Produktionsziele ist der wesentliche Grund für die geografische
Trennung der Fertigung, die in der Vergangenheit vor allem in der inhomogenen
Verteilung der benötigen Rohstoffe begründet war. Im Zuge der fortschreitenden
Globalisierung haben sich die Anforderungen an produzierende Unternehmen deutlich
verändert. Deutsche Unternehmen bauen derzeit neue Produktionsstätten in anderen
Ländern auf, um die Kosten der Produktionsfaktoren zu reduzieren, die
Markterschließung zu intensivieren und die Nähe zu Großkunden zu suchen. Andere
Gründe wie Steuern bzw. Abgaben, Verfügbarkeit von qualifiziertem Personal oder
Präsenz der Konkurrenz spielen beim Aufbau neuer Produktionsstandorte nur eine
untergeordnete Rolle.20
Die Produktionsstätten können im Wesentlichen durch ihr bestehendes Produkt- und
Prozess-Portfolio beschrieben werden. Damit lässt sich die Standortstruktur durch die
Art und Menge der an den Standorten produzierten Produkten sowie den an den
Standorten eingesetzten Produktionsprozessen bestimmen. Internationale
Industrieunternehmen haben die Möglichkeit, an allen Standorten das identische
18 Vgl. Kinkel, S. (2004) S.49ff.
19 Rabe, K. in Gritzka, C. (1976) S. 14.
20 Vgl. Kinkel, S. (2004) S. 22.
Strategische Bewertung internationaler Industrieunternehmen 15
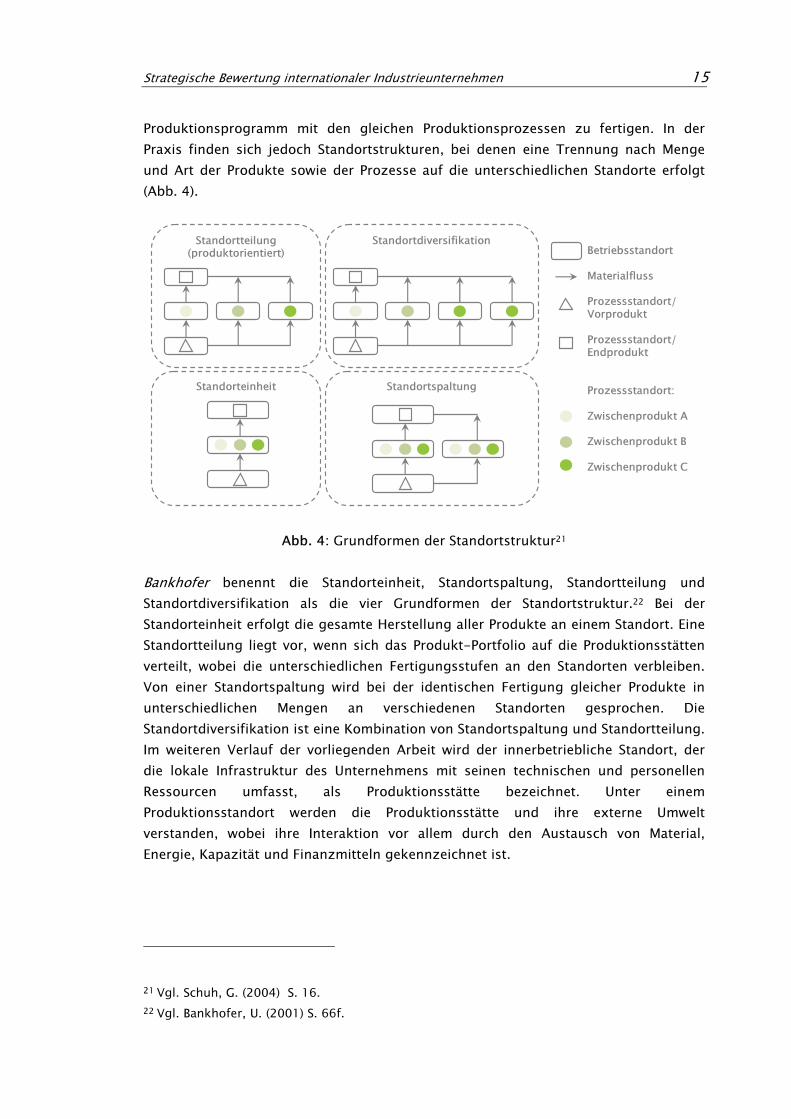
Produktionsprogramm mit den gleichen Produktionsprozessen zu fertigen. In der
Praxis finden sich jedoch Standortstrukturen, bei denen eine Trennung nach Menge
und Art der Produkte sowie der Prozesse auf die unterschiedlichen Standorte erfolgt
(Abb. 4).
Standortteilung(produktorientiert)
Standortdiversifikation
Standorteinheit Standortspaltung
Betriebsstandort
Materialfluss
Prozessstandort/Vorprodukt
Prozessstandort/Endprodukt
Prozessstandort:
Zwischenprodukt A
Zwischenprodukt B
Zwischenprodukt C
Abb. 4: Grundformen der Standortstruktur21
Bankhofer benennt die Standorteinheit, Standortspaltung, Standortteilung und
Standortdiversifikation als die vier Grundformen der Standortstruktur.22 Bei der
Standorteinheit erfolgt die gesamte Herstellung aller Produkte an einem Standort. Eine
Standortteilung liegt vor, wenn sich das Produkt-Portfolio auf die Produktionsstätten
verteilt, wobei die unterschiedlichen Fertigungsstufen an den Standorten verbleiben.
Von einer Standortspaltung wird bei der identischen Fertigung gleicher Produkte in
unterschiedlichen Mengen an verschiedenen Standorten gesprochen. Die
Standortdiversifikation ist eine Kombination von Standortspaltung und Standortteilung.
Im weiteren Verlauf der vorliegenden Arbeit wird der innerbetriebliche Standort, der
die lokale Infrastruktur des Unternehmens mit seinen technischen und personellen
Ressourcen umfasst, als Produktionsstätte bezeichnet. Unter einem
Produktionsstandort werden die Produktionsstätte und ihre externe Umwelt
verstanden, wobei ihre Interaktion vor allem durch den Austausch von Material,
Energie, Kapazität und Finanzmitteln gekennzeichnet ist.
21 Vgl. Schuh, G. (2004) S. 16.
22 Vgl. Bankhofer, U. (2001) S. 66f.
Strategische Bewertung internationaler Industrieunternehmen 16
2.2 Strategien internationaler Industrieunternehmen
Im folgenden Abschnitt des Kapitels erfolgt eine Untersuchung des allgemeinen
Strategiebegriffs für international tätige Unternehmen. Hierzu werden insbesondere
die Arbeiten von Porter herangezogen. Anschließend wird der aktuelle Stand des
Wissens zum Thema Produktionsstrategien dargelegt, wobei die Themenbereiche
Internationalisierung und Standortwahl von Industrieunternehmen besondere
Berücksichtigung finden und entsprechend eingeordnet werden.
2.2.1 Der Strategiebegriff
Der Duden definiert Strategie als „genauer Plan des eigenen Vorgehens, der dazu
dient, ein militärisches, politisches, psychologisches oder ähnliches Ziel zu erreichen,
und in dem man diejenigen Faktoren, die in die eigene Aktion hinein spielen könnten,
von vornherein einzukalkulieren versucht.“23 Der Begriff Strategie stammt ursprünglich
aus dem militärischen Bereich. Er setzt sich zusammen aus den griechischen Wörtern
für Heer (Stratos) und Führer (Argos). Aus militärischer Sicht bedeutet eine Strategie
die „grundsätzliche Entscheide über das Vorgehen zum Sieg des Krieges“. 24
Innerhalb der Vielfalt vorhandener Begriffsdefinitionen leitet Macharzina aus Sicht des
betrieblichen Managements zwei unterschiedliche Formen des Strategieverständnisses
ab.25 Im ersten Ansatz werden Strategien als rational geplantes Maßnahmenbündel
begriffen. Nach dieser in der Praxis und Wissenschaft vorherrschenden Sichtweise wird
unter einer Strategie ein komplexes und Kontext spezifisches, abgestimmtes Paket von
Zielen und Mitteln verstanden. Damit umfasst eine Strategie eine Vielzahl aufeinander
abgestimmter Einzelziele und –entscheidungen, die sich sowohl auf die verschiedenen
Funktionsbereiche des Unternehmens als auch auf die unterschiedlichen
Planungsebenen erstrecken können. Nach einer neueren Betrachtungsweise werden
Strategien als Grundmuster im Strom von Entscheidungen und Handlungen
verstanden. Diese Sichtweise hat sich vor allem aus der Erkenntnis heraus entwickelt,
dass sich der Wandel des externen Unternehmensumfelds zunehmend beschleunigt
und sein Verlauf an Stetigkeit verliert. Das Auftreten dieser Diskontinuitäten und ihr
Einfluss auf die zukünftige Unternehmensentwicklung erschwert die Formulierung von
Strategien in Form eines komplexen Maßnahmenbündels. Daher erscheint ein
Strategieverständnis, das lediglich die Mittel-Ziel-Dimension berücksichtigt, in
zunehmendem Maße überdenkenswert.
23 Duden (1997) S. 238.
24 Duden (1997) S. 238.
25 Vgl. Macharzina, K. (2003) S. 235ff.
Strategische Bewertung internationaler Industrieunternehmen 17
Da unternehmerische Entscheidungen wie auch die Planung von Strategien immer im
Spannungsfeld von internen und externen Veränderungen getroffen werden, wurde ein
umfassender Strategiebegriff vorgeschlagen. Es wird dann von einer Strategie
gesprochen, wenn sich im Zeitverlauf spezifische Verhaltensmuster von Unternehmen
erkennen lassen. Damit sind nicht mehr sämtliche Aktivitäten von vornherein durch die
Strategie vorgegeben, sondern Unstimmigkeiten zwischen formulierter Strategie und
realem Handeln werden zugelassen. Mit diesem Strategiebegriff erfolgt die
Unterscheidung zwischen einer beabsichtigten und einer realisierten Strategie. Für die
Untersuchungen der vorliegenden Arbeit steht der erste Betrachtungsansatz für
Strategien im Vordergrund. Dennoch ist es mit dem entwickelten Fabrik-Umfeld Modell
möglich, den Einfluss von Diskontinuitäten im Verlauf der externen Faktoren bereits
bei der Strategieformulierung zu berücksichtigen, um so die Differenzen zwischen
beabsichtigter und realisierter Strategie zu minimieren.
In der unternehmerischen Praxis ist der Ausgangspunkt des strategischen
Planungsprozesses meist eine interne und externe Analyse. Mit der internen Analyse
werden die strategischen Ressourcen und Fähigkeiten des Unternehmens untersucht,
um so die Stärken und Schwächen zu identifizieren.26 Im Rahmen der Untersuchung
der externen Unternehmensumwelt, die sowohl das direkte Umfeld, wie z.B. die Markt-
und Wettbewerbsbedingungen, als auch das weitere Umfeld, wie z.B. allgemeine
wirtschaftliche Veränderungen oder technologische Entwicklungen umfasst, werden
die für das Unternehmen bestehenden Chancen und Risiken ermittelt. Auf Basis der
Analyseergebnisse sind die im Unternehmen vorhandenen Erfolgspotentiale zu
bestimmen, die dann in der Umsetzungsphase der Strategie kontinuierlich weiter zu
entwickeln sind. Da Strategien auf Basis der im Unternehmen vorhandenen
Informationen zu strategisch relevanten Ressourcen, Prozessen, Produkten,
Standortfaktoren etc. getroffen werden, sind sie immer von der Qualität der
verwendeten Daten abhängig.
2.2.2 Organisatorische Differenzierung von Strategien
In internationalen Industrieunternehmen sind häufig mehrere Organisationsbereiche
mit einer eigenen Führungsebene anzutreffen, die in den strategischen
Planungsprozess eingebunden sind. Daher können Strategien gemäß den jeweiligen
Organisationsbereichen unterschieden werden:
- Gesamtunternehmensstrategien
- Geschäftsbereichsstrategien
26 Vgl. Gummersbach, A. et al. (2004) S. 36.
Strategische Bewertung internationaler Industrieunternehmen 18
- Funktionsbereichsstrategien
Die Unternehmensgesamtstrategie legt die Geschäftsbereiche fest, in denen das
Unternehmen tätig ist. Nach den Vorgaben der Unternehmensziele und der
zukünftigen Marktentwicklung wird über die Verteilung der Unternehmensressourcen
auf die unterschiedlichen Geschäftsbereiche entschieden. Nach Hinterhuber ist dabei
auch die geografische Verteilung der Aufgaben zu berücksichtigen, so dass er die
Internationalisierungsstrategie als einen zentralen Baustein der
Gesamtunternehmensstrategie internationaler Unternehmen betrachtet.27 Die
Geschäftsbereichsstrategien bestimmen, wie sich das Unternehmen in den jeweiligen
Bereichen erfolgreich gegenüber der Konkurrenz positioniert. Sie sind damit klassische
Wettbewerbsstrategien, die den speziellen unternehmensinternen Bedingungen und
der externen Unternehmensumwelt des Geschäftsbereichs angepasst sind. Die
Funktionsbereichsstrategien definieren die langfristigen Ziele der Funktionsbereiche
wie z.B. F&E, Produktion, Marketing oder Personalwesen und legen die
Maßnahmebündel zur Erreichung der Ziele fest. In vertikaler Richtung dienen sie der
Abstimmung der Aktivitäten zwischen den einzelnen Funktionsbereichen. In
horizontaler Richtung leiten sie sich aus der Geschäftsbereichsstrategie ab.
Gleichzeitig bilden die Funktionsbereichsstrategien den Handlungsrahmen für die
Aufgabenstellungen der Organisationseinheiten und definieren deren Bedarf an
langfristiger Planung und operativen Maßnahmenbündeln.
Hill führt zusätzlich die Industriestrategie an, die den Besonderheiten des jeweiligen
Industriesektors Rechnung trägt und dabei die Einflussnahme der nationalen und
internationalen Gesetzgebung auf seine Entwicklung berücksichtigt.28 Damit legt sie
den Handlungsrahmen des Unternehmens vor dem Hintergrund sich weltweit
ändernder Investitionsbedingungen, Handelsbarrieren, sicherheitsrelevanter
Bedingungen etc. im relevanten Industriebereich fest.
2.2.3 Internationale Gesamtunternehmensstrategien
Aufgrund des globalen Wettbewerbs können internationale Unternehmen ihre
Produktion so gestalten, dass sie sowohl die spezifischen Vorteile der weltweiten
Wirtschaftsräume als auch der nationalen Innovationssysteme nutzen und integrieren
können.29 Durch eine geeignete Verteilung der weltweiten Produktionsstätten haben
sie die Möglichkeit erhalten, sich Kostenvorteile durch landesspezifische
Standortvorteile zu sichern, um deutliche Wettbewerbsvorteile gegenüber nationalen
27 Vgl. Hinterhuber, H. H. (1984) S. 28.
28 Vgl. Hill, T. (2000) S. 25ff. 29 Vgl. Porter, M. E. (1989) S. 25ff.
Strategische Bewertung internationaler Industrieunternehmen 19
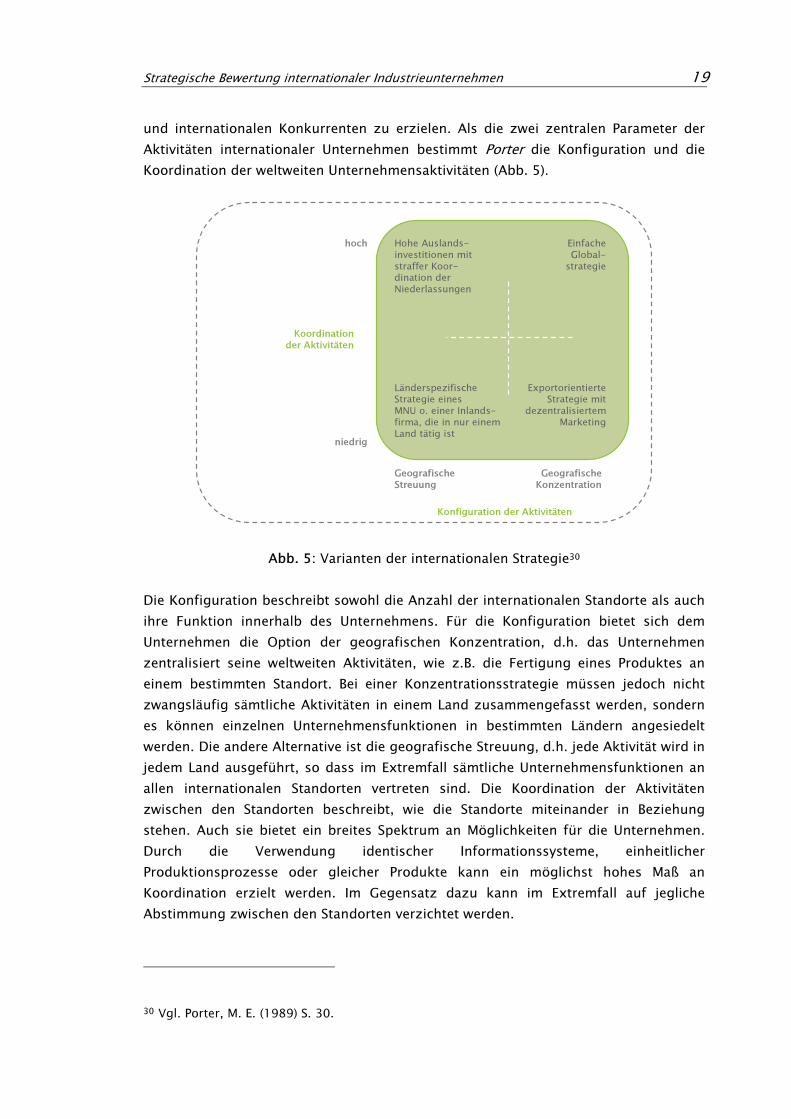
und internationalen Konkurrenten zu erzielen. Als die zwei zentralen Parameter der
Aktivitäten internationaler Unternehmen bestimmt Porter die Konfiguration und die
Koordination der weltweiten Unternehmensaktivitäten (Abb. 5).
Hohe Auslands-investitionen mitstraffer Koor-dination der Niederlassungen
LänderspezifischeStrategie einesMNU o. einer Inlands-firma, die in nur einem Land tätig ist
Einfache Global-
strategie
ExportorientierteStrategie mit
dezentralisiertemMarketing
hoch
Koordination
der Aktivitäten
niedrig
Geografische
Streuung
Geografische
Konzentration
Konfiguration der Aktivitäten
Abb. 5: Varianten der internationalen Strategie30
Die Konfiguration beschreibt sowohl die Anzahl der internationalen Standorte als auch
ihre Funktion innerhalb des Unternehmens. Für die Konfiguration bietet sich dem
Unternehmen die Option der geografischen Konzentration, d.h. das Unternehmen
zentralisiert seine weltweiten Aktivitäten, wie z.B. die Fertigung eines Produktes an
einem bestimmten Standort. Bei einer Konzentrationsstrategie müssen jedoch nicht
zwangsläufig sämtliche Aktivitäten in einem Land zusammengefasst werden, sondern
es können einzelnen Unternehmensfunktionen in bestimmten Ländern angesiedelt
werden. Die andere Alternative ist die geografische Streuung, d.h. jede Aktivität wird in
jedem Land ausgeführt, so dass im Extremfall sämtliche Unternehmensfunktionen an
allen internationalen Standorten vertreten sind. Die Koordination der Aktivitäten
zwischen den Standorten beschreibt, wie die Standorte miteinander in Beziehung
stehen. Auch sie bietet ein breites Spektrum an Möglichkeiten für die Unternehmen.
Durch die Verwendung identischer Informationssysteme, einheitlicher
Produktionsprozesse oder gleicher Produkte kann ein möglichst hohes Maß an
Koordination erzielt werden. Im Gegensatz dazu kann im Extremfall auf jegliche
Abstimmung zwischen den Standorten verzichtet werden.
30 Vgl. Porter, M. E. (1989) S. 30.
Strategische Bewertung internationaler Industrieunternehmen 20
Eine internationale Gesamtunternehmensstrategie definiert Porter als Konzept „mit
dessen Hilfe ein international tätiges Unternehmen entweder durch eine konzentrierte
Konfigurationsstruktur, eine Koordination der geografischen gestreuten Aktivitäten
oder durch beides Wettbewerbsvorteile zu realisieren sucht“.31 Die Gesamtstrategie des
Unternehmens beinhaltet seiner Ansicht nach zunächst die grundsätzliche
Entscheidung, ob die kostengünstige Produktion oder die Produktdifferenzierung als
Wettbewerbsvorteil anzustreben ist. Für die Bestimmung der internationalen
Gesamtsstrategie müssen daher diejenigen Bedingungen identifiziert werden, unter
denen eine weltweite Struktur des Unternehmens und die Koordination der Aktivitäten
entweder zu einer Kostensenkung oder zu einer Produktdifferenzierung führt. Die
folgenden Faktoren sprechen für eine Strategie der geografischen Konzentration, d.h.
die betrieblichen Aktivitäten an einem oder wenigen Standorten anzusiedeln:32
- Zunehmende Skalenerträge bei den Aktivitäten
- das Voranschreiten auf der Lernkurve
- die komparativen Kostenvorteile durch Konzentration der Aktivitäten auf einen
oder einige wenige Standorte
- Koordinationsvorteile aus der geografischen Verknüpfung verwandter
Funktionen (z.B. F&E und Produktion)
Die beiden erstgenannten Faktoren beziehen sich dabei auf die Anzahl der Standorte,
an denen das Unternehmen tätig wird; die beiden anderen auf die geografische Lage
dieser Standorte. Gleichzeitig gibt es Parameter, die für eine Verteilung der Aktivitäten
auf mehrere Länder, d.h. eine Strategie der geografischen Streuung, sprechen:33
- unterschiedliche Produktanforderungen von Land zu Land
- geringere Transport-, Kommunikations- und Lagerkosten
- Zölle, nichttarifäre Handelshemmnisse oder nationalistisch ausgerichtet
Beschaffungspolitik
- Verteilung der Risiken, wie z.B. Währungsrisiken, politische Unsicherheiten,
mögliche Betriebsunterbrechungen etc.
31 Porter, M. E. (1989) S. 31.
32 Vgl. Porter, M. E. (1989) S. 31f.
33 Vgl. Porter, M. E. (1989) S. 32.
Strategische Bewertung internationaler Industrieunternehmen 21
Auch für die Koordination von Aktivitäten spielen strukturelle Faktoren eine besondere
Rolle. Eine hohe Koordination breit gestreuter Aktivitäten ermöglicht34
- einen starken Zuwachs und Austausch von Know-how und Erfahrungen,
- die Sammlung von unterschiedlichsten branchenrelevanten Informationen, wie
z.B. Produkt- oder Prozesstechnologien,
- das frühzeitige Erkennen von Veränderungen der Branchenstruktur und
- das Ausschöpfen von Skalenvorteilen durch die Spezialisierung von Standorten.
Dabei ist zu berücksichtigen, dass ein Zusammenhang zwischen der internationalen
Koordination eines Unternehmensbereichs und der Konfiguration eines anderen
besteht. Die straffe Koordination im Marketing führt z.B. zu einem intensiven
Informationsaustausch über Kundenbedürfnisse in verschiedenen Ländern. Diese kann
dazu genutzt werden, dass eine zentrale F&E-Abteilung ein Standardprodukt für den
weltweiten Absatz entwickelt. Bei unterschiedlichen länderspezifischen
Rahmenbedingungen kann jedoch ein hoher Koordinierungsgrad der
Unternehmensaktivitäten zu erheblichen Nachteilen führen. Die weltweit einheitliche
Verwendung von Roh- und Hilfsstoffen kann z.B. deutliche Kostennachteile für einen
Produktionsstandort verursachen, wenn vergleichbare Materialien lokal deutlich
günstiger verfügbar sind. Für internationale Unternehmen ist es daher bei der
Entwicklung ihrer Unternehmensstrategie von besonderer Bedeutung, wie die
internationale Konfiguration bzw. Koordination ihrer Unternehmensbereiche gestaltet
werden soll.
2.2.4 Wettbewerbsstrategien
Um sich am Markt zu behaupten, müssen Unternehmen Wettbewerbssituationen
schaffen, mit denen sie einen langfristigen Erfolg erzielen können. Grundlage des
Erfolgs sind Wettbewerbsvorteile gegenüber den Konkurrenten. Mit der
Gesamtunternehmensstrategie ist noch nicht definiert, in welcher Form das
Unternehmen den Konkurrenzkampf mit seinen Mitbewerbern aufnehmen will. Daher
ist es notwendig, anhand einer speziellen Strategie die eigene Wettbewerbssituation zu
definieren und somit den Weg zur Erreichung von Wettbewerbsvorteilen zu
formulieren. Da in den Unternehmen häufig mehrere eigenständige Bereiche
existieren, können innerhalb eines Unternehmens unterschiedliche
34 Vgl. Porter, M. E. (1989) S. 33.
Strategische Bewertung internationaler Industrieunternehmen 22
Wettbewerbsstrategien angewendet werden. Porter unterscheidet drei
Wettbewerbsstrategien, nach denen sich ein Unternehmen ausrichten kann: 35
- Umfassende Kostenführerschaft
- Differenzierung
- Konzentration auf Schwerpunkte
2.2.5 Internationale Produktionsstrategien
Seit etwa zwei Jahrzehnten werden wissenschaftliche Arbeiten zum Thema
Produktionsstrategien vorgestellt. Eine zusammenfassende Darstellung der Diskussion
und der Entwicklungsperspektiven von Produktionsstrategien haben Blecker und
Kaluza erstellt.36 Obwohl sich vor allem deutsche Unternehmen gegenüber ihren
Konkurrenten auf den Weltmärkten einen zentralen Wettbewerbsvorteil im Bereich der
Produktion erarbeitet haben, werden in der nationalen wissenschaftlichen Literatur
zum Thema Produktionsstrategien meist nur Produktionskonzepte, wie z.B.
Fertigungssegmentierung, Lean Production, die Fraktale Fabrik etc., vorgestellt oder
Ansätze des strategischen Produktionsmanagements diskutiert. Dabei stellte Skinner,
der Begründer der Produktionsstrategie-Forschung, bereits Mitte der sechziger Jahre
fest, dass die Wettbewerbsvorteile in der Produktion zu 40 % durch strategische
Entscheidungen, wie z.B. zu Standorten und Kapazitäten, zu weiteren 40 % durch die
geeignete Auswahl und den optimalen Einsatz der Ressourcen der Produktion und nur
zu 20 % durch die realisierten Maßnahmen zur Produktivitätssteigerung und
Kostensenkung zu erklären sind.37 Zwar haben viele deutsche Unternehmen
zwischenzeitlich erkannt, dass nicht nur ihre Produkte sondern insbesondere auch
eine exzellente Produktion wesentliche Erfolgsfaktoren für die Sicherung des
nachhaltigen Unternehmenserfolgs darstellen. Wie aber Eidenmüller feststellt, „fehlt es
in vielen Fällen an einem umfassenden Verständnis dafür, wie die Produktion zu den
strategischen Zielen eines Unternehmen beitragen kann“.38
Wheelwright und Hayes unterscheiden in diesem Zusammenhang je nach strategischer
Rolle und Ausrichtung der Produktion vier unterschiedliche Gruppen von Unternehmen
(Abb. 6).39
35 Vgl. Porter, M. E. (1999) S. 70ff.
36 Vgl. Blecker, T.; Kaluza, B. (2003).
37 Vgl. Skinner, W. (1986) S. 56.
38 Eidenmüller, B. (1989) S. 12.
39 Vgl. Wheelwright, S. C.; Hayes R. H. in Eidenmüller, B. (1989) S. 15f.
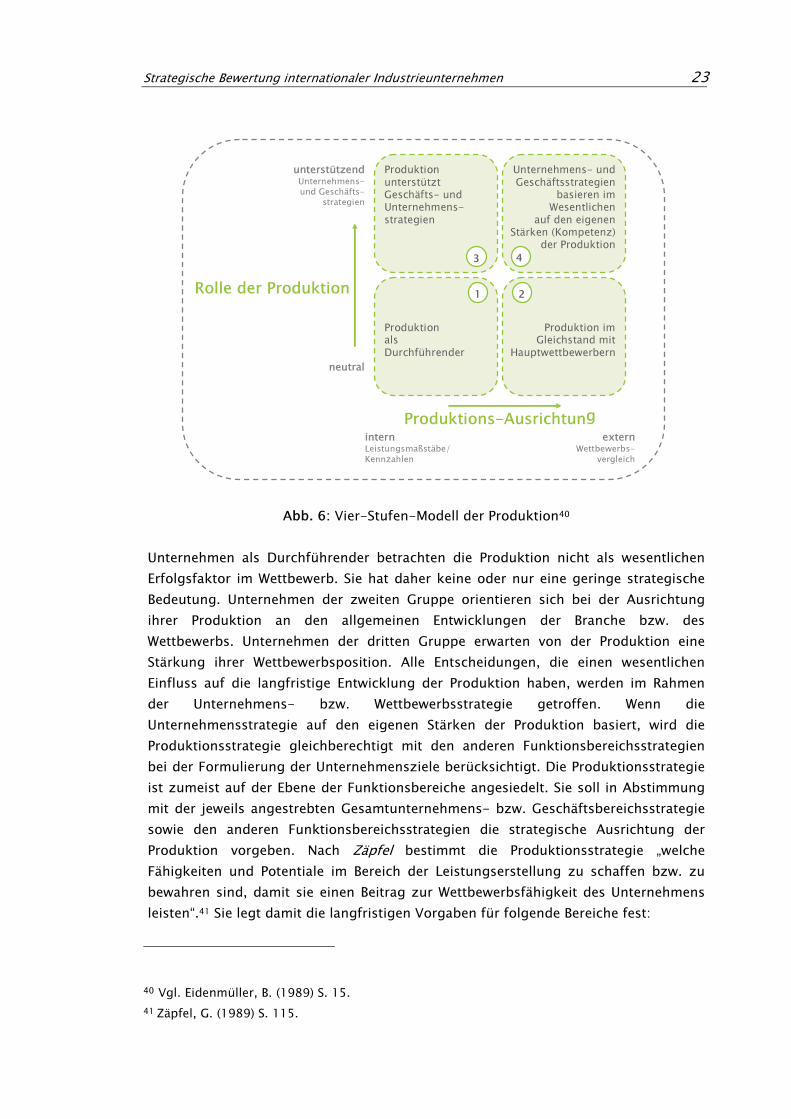
Strategische Bewertung internationaler Industrieunternehmen 23
ProduktionunterstütztGeschäfts- und Unternehmens-strategien
ProduktionalsDurchführender
Unternehmens- undGeschäftsstrategien
basieren imWesentlichen
auf den eigenenStärken (Kompetenz)
der Produktion
Produktion imGleichstand mit
Hauptwettbewerbern
unterstützend
Unternehmens-
und Geschäfts-
strategien
Rolle der Produktion
neutral
intern
Leistungsmaßstäbe/
Kennzahlen
extern
Wettbewerbs-
vergleich
Produktions-Ausrichtung
1 2
3 4
Abb. 6: Vier-Stufen-Modell der Produktion40
Unternehmen als Durchführender betrachten die Produktion nicht als wesentlichen
Erfolgsfaktor im Wettbewerb. Sie hat daher keine oder nur eine geringe strategische
Bedeutung. Unternehmen der zweiten Gruppe orientieren sich bei der Ausrichtung
ihrer Produktion an den allgemeinen Entwicklungen der Branche bzw. des
Wettbewerbs. Unternehmen der dritten Gruppe erwarten von der Produktion eine
Stärkung ihrer Wettbewerbsposition. Alle Entscheidungen, die einen wesentlichen
Einfluss auf die langfristige Entwicklung der Produktion haben, werden im Rahmen
der Unternehmens- bzw. Wettbewerbsstrategie getroffen. Wenn die
Unternehmensstrategie auf den eigenen Stärken der Produktion basiert, wird die
Produktionsstrategie gleichberechtigt mit den anderen Funktionsbereichsstrategien
bei der Formulierung der Unternehmensziele berücksichtigt. Die Produktionsstrategie
ist zumeist auf der Ebene der Funktionsbereiche angesiedelt. Sie soll in Abstimmung
mit der jeweils angestrebten Gesamtunternehmens- bzw. Geschäftsbereichsstrategie
sowie den anderen Funktionsbereichsstrategien die strategische Ausrichtung der
Produktion vorgeben. Nach Zäpfel bestimmt die Produktionsstrategie „welche
Fähigkeiten und Potentiale im Bereich der Leistungserstellung zu schaffen bzw. zu
bewahren sind, damit sie einen Beitrag zur Wettbewerbsfähigkeit des Unternehmens
leisten“.41 Sie legt damit die langfristigen Vorgaben für folgende Bereiche fest:
40 Vgl. Eidenmüller, B. (1989) S. 15.
41 Zäpfel, G. (1989) S. 115.
Strategische Bewertung internationaler Industrieunternehmen 24
- Produkt-Portfolio: Welche Produkte werden gefertigt?
- Produktionsprogramm: Welche Stückzahlen werden gefertigt?
- Produktionsmittel: Mit welchen Ressourcen und welcher Technologie wird
gefertigt?
- Zielkosten: Zu welchen Kosten werden die Produkte gefertigt?
- Produktionsprozesse und -verfahren: Wie werden die Produkte gefertigt?
- Produktionsstruktur: Wo werden die Produkte gefertigt?
2.2.6 Internationale Standortstrategien
Mit der Beantwortung der Frage, wie die geplanten Produktmengen mit den
vorhandenen Produktionsstandorten erzielt bzw. wie die vorhandenen Kapazitäten
optimal ausgenutzt werden können, ist die internationale Standortstrategie als
integraler Bestandteil der Produktionsstrategie zu betrachten. Unter dem Begriff der
Internationalisierung versteht Dülfer „jede Art der Aufnahme erstmaliger, oder
zusätzlicher, grenzüberschreitender Aktivitäten, seitens des Unternehmens“.42 Niehoff
und Reitz unterscheiden folgende Strategievarianten:43
- die internationale Strategie
- die globale Strategie
- die multinationale Strategie
- die transnationale Strategie
Bei der Verfolgung einer internationalen Strategie exportieren die Unternehmen
Produkte in Märkte mit einer für sie günstigen Wettbewerbssituation. Nur in
ausgewählten und profitablen Märkten werden Produktionsstätten aufgebaut, wobei
die zentralen Funktionsbereiche im Heimatland verbleiben. Der Kostenkontrolle kommt
dabei eine besondere Bedeutung zu, da sich keine oder nur geringe Lern- und
Erfahrungseffekte ergeben.
42 Dülfer, E. (1982) S. 50.
43 Vgl. Niehoff, W.; Reitz, G. (2001) S. 79ff.
Strategische Bewertung internationaler Industrieunternehmen 25
Die globale Strategie geht von einem weltweiten Markt aus, der mit einem einheitlichen
Vorgehen bearbeitet werden kann. Die Vereinheitlichung von Produktionsprozessen
bietet die Möglichkeit, nach vorgegebenen Qualitätsstandards zu fertigen und
genormte Produkte weltweit vermarkten zu können. Die Standardisierung steigert die
Effizienz der Unternehmensaktivitäten, erzeugt Lern- und Erfahrungseffekte in den
Unternehmensbereichen und führt somit zu deutlichen Kostenvorteilen gegenüber den
Wettbewerbern. Voraussetzung dafür ist ein zentralisiertes Management und eine
Spezialisierung von Produktionsstätten auf bestimmte Produkte oder
Fertigungsprozesse.
Die Anpassung an die Anforderungen lokaler Kunden und Märkte wird als
multinationale Strategie oder Lokalisierungsstrategie bezeichnet. Damit wird den
speziellen nationalen Unterschieden der Standorte Rechnung getragen und die
Produktion der lokalen Wettbewerbssituation angepasst. Ziel dieses Vorgehens ist die
Erlangung eines Wettbewerbsvorteils durch Diversifikation insbesondere im
Produktbereich. Die Lokalisierungsstrategie wird häufig aufgrund spezieller Auflagen
oder einer gescheiterten Strategie der Standardisierung gewählt. Voraussetzung dafür
ist eine große Entscheidungsfreiheit der internationalen Produktionsstätten mit einem
hohen Grad an Eigenständigkeit. Es ist jedoch weiterhin ein zentrales Management
notwendig, welches das Erreichen der vereinbarten Ziele kontrolliert und für die
Nutzbarmachung des unternehmensübergreifenden Wissens für alle
Produktionsstätten verantwortlich ist.
Die transnationale Strategie wird häufig angewendet, wenn sich an einzelnen
Produktionsstandorten die Standortbedingungen verschlechtern und z.B. zu hohen
Koordinationskosten, mangelnder Qualität der Produkte oder Transport-, Lieferanten-
und Terminproblemen führen. Daher werden Produktionsbereiche ausgelagert und der
weltweit günstigste Standort gesucht. Dieses Vorgehen ermöglicht es Unternehmen
durch weltweite Produktionsstätten mit gleichem Leistungsspektrum flexibel auf die
Ausnutzung von Kostenvorteilen durch landesspezifische Standortvorteile zu reagieren
und gleichzeitig angemessen auf lokale Produktanforderungen zu reagieren.
Die Standortstrategie steht in direktem Zusammenhang mit der gewählten
Internationalisierungsstrategie des Unternehmens. Zusätzlich muss sie die
Marketingstrategie des Unternehmens und ihre Aussagen über die zukünftige
Marktentwicklung der an den Produktionsstandorten gefertigten Produkte
berücksichtigen. Für Produkte mit einem prognostizierten Marktwachstum ist ein
Kapazitätsaufbau angezeigt. Dieser kann durch
- den Ausbau einer bestehenden Fabrik an einem Produktionsstandort,
Strategische Bewertung internationaler Industrieunternehmen 26
- den Aufbau einer neuen Fabrik in der Region des Standortes (räumliche
Verdichtung) oder
- den Aufbau einer neuen Fabrik in einer anderen Regionen (räumliche
Diversifizierung)
erfolgen.44 Ein Kapazitätsabbau ist üblicherweise für Produkte mit einem
stagnierenden oder schrumpfenden Marktanteil angezeigt. Dieser kann in Form
- einer Kontraktionsstrategie, d.h. Reduzierung der Kapazitäten vorhandener
Produktionsstandorte oder
- einer Konzentrationsstrategie, d.h. Aufteilung der Produkte auf andere
Produktionsstandorte bis hin zur Auflösung von Produktionsstandorten
umgesetzt werden. Zu den wichtigsten strategischen Entscheidungen internationaler
Unternehmen gehören die Bestimmung der geeigneten Anzahl der weltweiten
Produktionsstandorte, die Festlegung ihrer geografischen Verteilung sowie ihrer Rolle
innerhalb der internationalen Wertschöpfungskette. Die Entscheidung muss beim
Aufbau eines Unternehmens getroffen werden und ist zudem regelmäßig zu
überprüfen und an die geänderten internen und externen Rahmenbedingungen
anzupassen. Allgemeingültige Kriterien für die Anzahl und geografische Anordnung
von Produktionsstandorten internationaler Industrieunternehmen sind nicht
festzustellen. Häufig werden die kundennahen Unternehmensbereiche, wie z.B.
Vertrieb, Marketing oder Kundendienst, in den regionalen Märkten angesiedelt. Die
Entscheidungskriterien für die Auswahl der internationalen Produktionsstandorte sind
jedoch stark unternehmens- und branchenabhängig.
Derzeit lässt sich die Tendenz erkennen, dass Unternehmen ihre Produktionsstandorte
geografisch verteilen. Dabei unterscheidet Zeller gemäß der folgenden Abbildung die
global konzentrierte Produktion, die Produktion im Zielmarkt, die
Produktspezialisierung und die transnationale vertikale Integration oder
Prozessspezialisierung (Abb. 7).
44 Vgl. Steven, M. (2000) S. 266f.
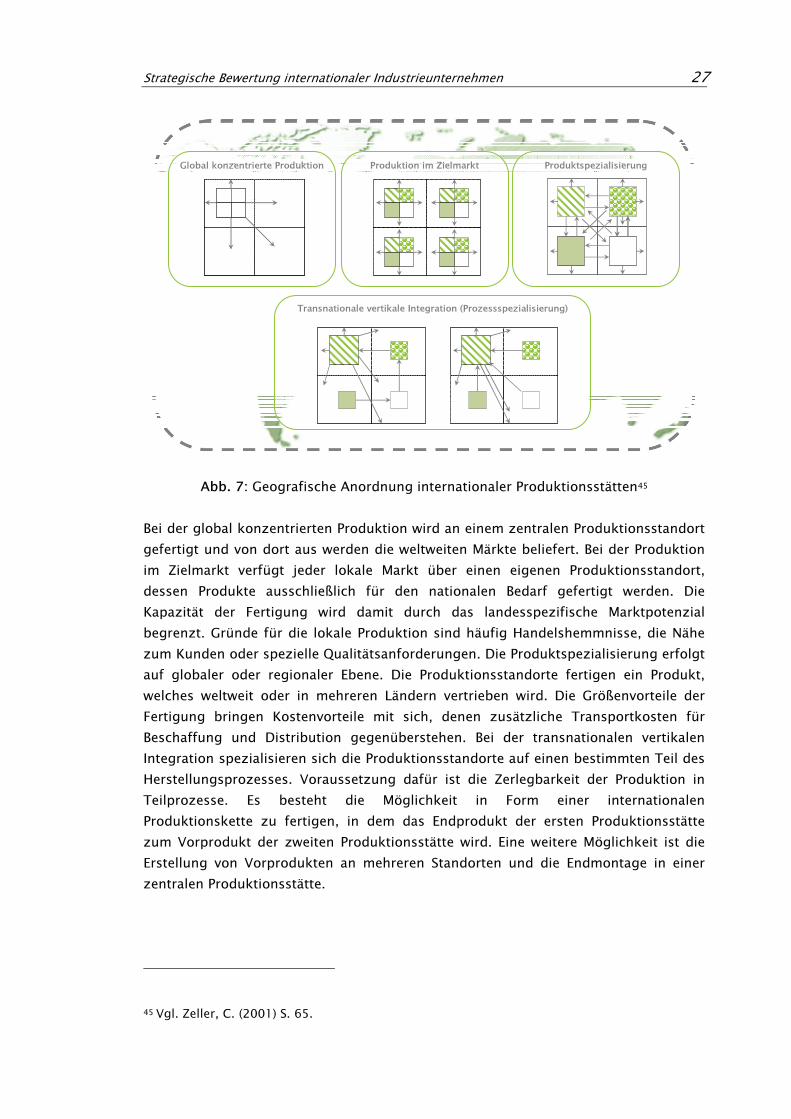
Strategische Bewertung internationaler Industrieunternehmen 27
Produktion im Zielmarkt ProduktspezialisierungGlobal konzentrierte Produktion
Transnationale vertikale Integration (Prozessspezialisierung)
Abb. 7: Geografische Anordnung internationaler Produktionsstätten45
Bei der global konzentrierten Produktion wird an einem zentralen Produktionsstandort
gefertigt und von dort aus werden die weltweiten Märkte beliefert. Bei der Produktion
im Zielmarkt verfügt jeder lokale Markt über einen eigenen Produktionsstandort,
dessen Produkte ausschließlich für den nationalen Bedarf gefertigt werden. Die
Kapazität der Fertigung wird damit durch das landesspezifische Marktpotenzial
begrenzt. Gründe für die lokale Produktion sind häufig Handelshemmnisse, die Nähe
zum Kunden oder spezielle Qualitätsanforderungen. Die Produktspezialisierung erfolgt
auf globaler oder regionaler Ebene. Die Produktionsstandorte fertigen ein Produkt,
welches weltweit oder in mehreren Ländern vertrieben wird. Die Größenvorteile der
Fertigung bringen Kostenvorteile mit sich, denen zusätzliche Transportkosten für
Beschaffung und Distribution gegenüberstehen. Bei der transnationalen vertikalen
Integration spezialisieren sich die Produktionsstandorte auf einen bestimmten Teil des
Herstellungsprozesses. Voraussetzung dafür ist die Zerlegbarkeit der Produktion in
Teilprozesse. Es besteht die Möglichkeit in Form einer internationalen
Produktionskette zu fertigen, in dem das Endprodukt der ersten Produktionsstätte
zum Vorprodukt der zweiten Produktionsstätte wird. Eine weitere Möglichkeit ist die
Erstellung von Vorprodukten an mehreren Standorten und die Endmontage in einer
zentralen Produktionsstätte.
45 Vgl. Zeller, C. (2001) S. 65.
Strategische Bewertung internationaler Industrieunternehmen 28
2.3 Ziele internationaler Industrieunternehmen
2.3.1 Der Zielbegriff
Häufig wird in der Literatur zwischen Ziel und Strategie nicht eindeutig unterschieden.
Eine Strategie soll im weiteren Verlauf der vorliegenden Arbeit als „ein Vorgehen oder
Verfahren zur Erreichung eines Zieles“ verstanden werden.46 Dabei stehen in der Regel
mehrere Strategiealternativen zur Verfügung, um ein unternehmerisches Ziel zu
erreichen. Die Analyse unternehmerischer Ziele hat seit vielen Jahren eine besondere
Rolle insbesondere in der betriebswirtschaftlichen Forschung gespielt, wofür
Macharzina zwei Gründe anführt.47 Zum einen benötigt die Entwicklung
unternehmerischer Handlungsempfehlungen und der entsprechenden Instrumente
eine Orientierung an Zielen. Daher steht vor dem Beginn jeder wirtschaftlichen
Aktivität die Auswahl der anzustrebenden Ziele, wobei eine bestimmte Anzahl
möglicher Zielalternativen vorausgesetzt wird. Zum anderen können die von
Unternehmen vorgenommenen Handlungen vor dem Hintergrund sich ändernder
interner und externer Rahmenbedingungen entsprechend der formulierten Ziele erklärt
und prognostiziert werden.
Dem Zielentscheidungsprozess in Unternehmen kommt dann eine besondere
Bedeutung zu, wenn die nachfolgenden Entscheidungen und Handlungen im
Unternehmen durch die Ziele weitestgehend bestimmt sind. Von diesem Standpunkt
aus ist die Formulierung von Zielen eine der Grundfunktionen von Unternehmen. In der
traditionellen Theorie des Unternehmens wurde das Modell des rationalen Entscheiders
formuliert und von der Gewinnmaximierung als das zentrale Unternehmensziel
ausgegangen. Diese Annahmen mussten jedoch aufgrund ihrer Wirklichkeitsfremdheit
und Widersprüchlichkeit aufgegeben werden, ohne dass bisher heute eine vollständige
und allgemeingültige Beschreibung und wissenschaftliche Definition der
Unternehmensziele vorliegt.
Nach Kieser und Kubicek sind Ziele Aussagen oder Vorstellungen über Sollzustände,
die durch Handlungen hergestellt werden sollen.48 Dieses Verständnis, das auch in der
vorliegenden Arbeit Verwendung findet, kann durch die Berücksichtigung der drei
wesentlichen Zieldimensionen präzisiert werden, die als veränderliche Größen durch
die Entscheidung des Unternehmens festgelegt werden:49
- Zielinhalt
46 Gudehus, T. (2005) S. 113. 47 Vgl. Macharzina, K. (2003) S. 187.
48 Vgl. Kieser, A.; Kubicek, H. (1992) S. 10.
49 Vgl. Macharzina, K. (2003) S. 190.
Strategische Bewertung internationaler Industrieunternehmen 29
- Zielausmaß
- Zeitraum der Zielereichung
Der Zielinhalt bestimmt in welchem Bereich ein Zustand angestrebt wird. Das Ausmaß
der Zielerreichung entspricht dem festgelegten Anspruchsniveau, das mithilfe der
Zielvariablen bestimmt wird. Der zeitliche Bezug legt fest, wann bzw. in welchem
Zeitraum das Ziel erreicht werden soll.
2.3.2 Strategische Ziele
Eine Möglichkeit internationale Unternehmen zu klassifizieren ist die Differenzierung
nach den jeweils zugrunde liegenden Zielen der Unternehmensstrategien. Köhler
unterscheidet dabei drei allgemeine Gruppen von Unternehmenszielen, die jeweils eine
Vielzahl von Teilzielen beinhalten und deshalb auch in eine Bandbreite von Strategien
übersetzt werden können. Hierbei handelt es sich um50
- Wachstumsziele,
- Wettbewerbsziele und
- Effizienzziele.
Alle drei Gruppen von strategischen Zielen haben eine wesentliche Bedeutung bei der
strategischen Ausrichtung internationaler Unternehmen und stehen häufig in einer
engen Abhängigkeit zueinander. Die Unternehmen legen zumeist auf einen der drei
Bereiche ein besonderes Gewicht. Den eigenen Wert zu steigern, kann als
übergeordnetes Ziel aller Unternehmen festgestellt werden. Dieses Anliegen ist eng mit
den Wachstumszielen verbunden. Köhler stellt fest, dass das Wachstum aus der
Wertsteigerung sowohl nach außen als auch nach innen gerichtet sein kann.51 Ein nach
außen gerichtetes Wachstum zeigt sich z.B. in der Übernahme von anderen Firmen.
Dabei sind sowohl horizontale Übernahmen von Konkurrenten als auch vertikale
Übernahmen von Zulieferfirmen oder wichtigen Abnehmern möglich. Ein inneres
Wachstum wird zumeist durch Ausgründung von Tochterfirmen oder die Erweiterung
bestehender Unternehmenseinheiten erzielt. Beide Formen des Wachstums führen zu
einer erweiterten Internationalisierung der Unternehmen. Die Umsetzung von
Wachstumszielen internationaler Unternehmen ist jedoch nicht nur durch die
Wertsteigerung getrieben. Häufig soll durch eine regionale Verteilung der Investitionen
50 Vgl. Köhler, B. (2004) S. 101ff.
51 Vgl. Köhler, B. (2004) S. 102ff.
Strategische Bewertung internationaler Industrieunternehmen 30
ein Ausgleich der internationalen Marktschwankungen vorgenommen werden, um
somit eine Risikominimierung zu erreichen. Neben den internen und externen
Wachstumszielen kommt auch der Diversifizierung von Unternehmensbereichen eine
besondere Rolle zu. Sie kann durch die Übernahme von entsprechenden Unternehmen
oder die Eigenentwicklung eines neuen Produkts erfolgen. Internes Wachstum wird
dabei meist durch Innovationen erzielt, die z.B. aus der F&E-Abteilung des eigenen
Unternehmens stammen. Internationale Industrieunternehmen müssen vor allem
Innovationen in Produkten und Prozessen fördern, um eine führende
Wettbewerbsposition zu erreichen bzw. zu erhalten.
Während Wachstumsziele praktisch ausschließlich auf das jeweilige Unternehmen
ausgerichtet sind, haben die Wettbewerbsziele immer einen Bezug zur Marktlage und
werden somit im Verhältnis zu den konkurrierenden Unternehmen ausgerichtet. Daher
werden sie derart formuliert, dass ein bestimmter Marktanteil für ein Produkt oder ein
Umsatzanteil in einer Branche erreicht werden soll. Andere Wettbewerbsziele
internationaler Unternehmen sind z.B. die Erweiterung der internationalen
Marktpräsenz oder die Erschließung neuer, bisher noch nicht bearbeiteter Märkte.
Damit wird die Internationalisierung nicht mit der Strategie der Kostenreduzierung
durch die Nutzung von Standortvorteilen betrieben, sondern sie dient der weiteren
Erschließung der weltweiten Märkte. Gründe hierfür sind häufig Tendenzen in der
Sättigung der Heimatmärkte und damit reduzierte Gewinne.
Die Steigerung der Effizienz z.B. in den Produkten, Prozessen und Kosten kann neben
den Wachstums- und Wettbewerbszielen ein weiteres, zentrales Ziel der Strategien
internationaler Unternehmen sein. Die Umsetzung von Maßnahmen zur Erreichung von
Effizienzzielen führt oft im Ergebnis zu einer Veränderung der Organisationsstruktur
des Unternehmens. Im Zuge einer weltweiten Harmonisierung der Produkte und
Prozesse ergibt sich eine verstärkte internationale Ausrichtung. Da die Unternehmen
als Ergebnis ihrer Wachstumsziele bereits komplexe internationale Strukturen
besitzen, ist eine Effizienzsteigerung immer nur unter Berücksichtigung der weltweiten
Abläufe zu erreichen. Gerade für Industrieunternehmen stehen dabei Maßnahmen zur
Prozessoptimierung im internationalen Produktionsnetzwerk im Vordergrund.
Die Analyse von strategischen Unternehmenszielen macht deutlich, dass jedes dieser
Ziele eng mit den Internationalisierungsprozessen verbunden ist. Aufgrund der
begrenzten Wachstumsmöglichkeiten in den Heimatmärkten führen die Maßnahmen
zur Erreichung der Wachstumsziele zu einer Ausweitung der internationalen
Strukturen in den Unternehmen. Auch Wettbewerbsziele sind immer mit
entsprechenden Internationalisierungsentscheidungen verbunden, da sich häufig eine
führende Marktposition nur noch durch eine Intensivierung des Auslandsengagements
erreichen lässt. Auch mit der Umsetzung von Effizienzzielen ergibt sich eine
wachsende Internationalisierung, was z.B. an der Verlagerung von lohnintensiven
Strategische Bewertung internationaler Industrieunternehmen 31
Produktionsprozessen ins Ausland oder der Optimierung des internationalen
Produktionsnetzwerks durch spezielle Kundenanforderungen deutlich wird.
2.3.3 Produktionsziele
Als Grundfunktion von Industrieunternehmen kommt der Produktion eine besondere
Bedeutung bei der Erreichung der Unternehmensziele zu. Der Unternehmenserfolg
kann nur dann nachhaltig gesichert werden, wenn die Produktion stärker in die
Entwicklung der strategischen Gesamtziele eingebunden wird. Produktionsziele
können entsprechend ihrer organisatorischen Zuordnung zu den
Funktionsbereichszielen gezählt werden. Es existiert eine Vielzahl von Ansätzen für
ihre Klassifizierung:52
- quantitative und nicht-quantitative Ziele
- operationale und nichtoperationale Ziele
- monetäre und nicht-monetäre Ziele
- wirtschaftliche und nicht-wirtschaftliche Ziele
- taktische, operative und strategische Ziele
Als zentrales monetäres Ziel wird in vielen Unternehmen die Senkung der Kosten
formuliert, d.h. die herzustellenden Produkte sollen zu möglichst geringen Kosten
gefertigt werden. Diese Vorgabe dient zumeist der Erreichung der Wettbewerbs- und
Wachstumsziele. Im Bereich der wirtschaftlichen Ziele kommt der Produktivität eine
besondere Bedeutung zu. Sie ist in ihrer allgemeinen Form als das Verhältnis von
Ausbringungsmenge zu Einsatzmenge definiert. Die Bestimmung der
Gesamtproduktivität eines Produktionsbereichs ist aufgrund der unterschiedlichen
Formen der verwendeten Einsatzmengen und der erzielten Ausbringungsmengen meist
nicht möglich, so dass in der betrieblichen Praxis üblicherweise Teilproduktivitäten,
wie z.B. Arbeits-, Betriebsmittel-, Material- oder Energieproduktivität ermittelt
werden.53 Mit der Steigerung der Produktivität kann sowohl das Erreichen der
Wachstums- als auch der Effizienzziele verfolgt werden.
Wenn die Produktion nicht als Erfolgspotenzial betrachtet oder erkannt wird, finden
sich häufig keine oder nur unscharf formulierte strategische Produktionsziele in den
52 Vgl. Bloech, J. (2004) S. 9ff. 53 Vgl. Zahn E.; Schmid U. (1996) S. 74f.
Strategische Bewertung internationaler Industrieunternehmen 32
Unternehmen. Demgegenüber existiert in Abhängigkeit von den jeweiligen
Organisationsbereichen und Planungsebenen häufig eine Vielzahl taktischer und
operativer Produktionsziele. In der vorliegenden Arbeit wird im Rahmen des
ganzheitlichen Betrachtungsansatzes eine Unterteilung in wirtschaftliche, technische
und umweltliche Ziele vorgenommen. Dabei wird das Ziel der Kostensenkung den
wirtschaftlichen und das Ziel der Steigerung der Ausbringungsmenge den technischen
Zielen zugeordnet. Unter umweltlichen Zielen wird z.B. die Senkung der CO2-
Emissionen verstanden.
Die Festlegung, das Controlling und die Anpassung der Produktionsziele ist Aufgabe
des Produktionsmanagements.54 Gemäß dem entsprechenden Planungshorizont
unterscheidet Zäpfel zwischen operativem, taktischem und strategischem
Produktionsmanagement.55 Das Produktionsmanagement entspricht dabei dem in der
Kybernetik beschriebenen Regler, der beim Nichterreichen der vorgegebenen Sollwerte
der Produktionsziele geeignete Stellgrößen identifiziert und entsprechend verändert,
um somit auf das Produktionssystem im Sinne einer verbesserten Zielerreichung
einzuwirken. Im Rahmen des strategischen Planungsprozesses wird im
Produktionsmanagement festgelegt, welche Produktionsziele mit welcher Strategie
erreicht werden sollen. Grundlagen für die Festlegung sind dabei die
Unternehmensziele und die jeweilige Unternehmens- und Wettbewerbsstrategie. Somit
muss z.B. bei der Wettbewerbsstrategie „Umfassende Kostenführerschaft“ dem
Produktionsziel „Reduzierung der Produktionskosten“ eine zentrale Bedeutung
beigemessen werden, ohne dass dabei andere Ziele vernachlässigt werden. Bei der
Umsetzung der Strategie „Differenzierung“ müssen mithilfe der Produktion nur schwer
imitierbare Wettbewerbsvorteile erzielt werden, mit denen sich das Unternehmen von
den Konkurrenten unterscheidet. Diese Differenzierung kann z.B. in der Qualität, dem
Leistungsangebot oder in der Logistik erfolgen. Eidenmüller unterscheidet zwischen
externen und internen Produktionszielen.56 Als externe Ziele bezeichnet er die auf den
Absatzmarkt gerichteten Ziele, die auch vom Kunden honoriert werden, wie z.B. Preis,
Lieferzeit oder Qualität. Mithilfe der internen Ziele sollen die externen Ziele erreicht
werden, d.h. mit einer Erhöhung des Bestands soll die Liefertreue verbessert werden.
54 Vgl. Dyckhoff, H.; Sprengler T. (2005) S. 29f. 55 Vgl. Zäpfel, G. (2001) S. 45. 56 Vgl. Eidenmüller, B. (1989) S. 18f.
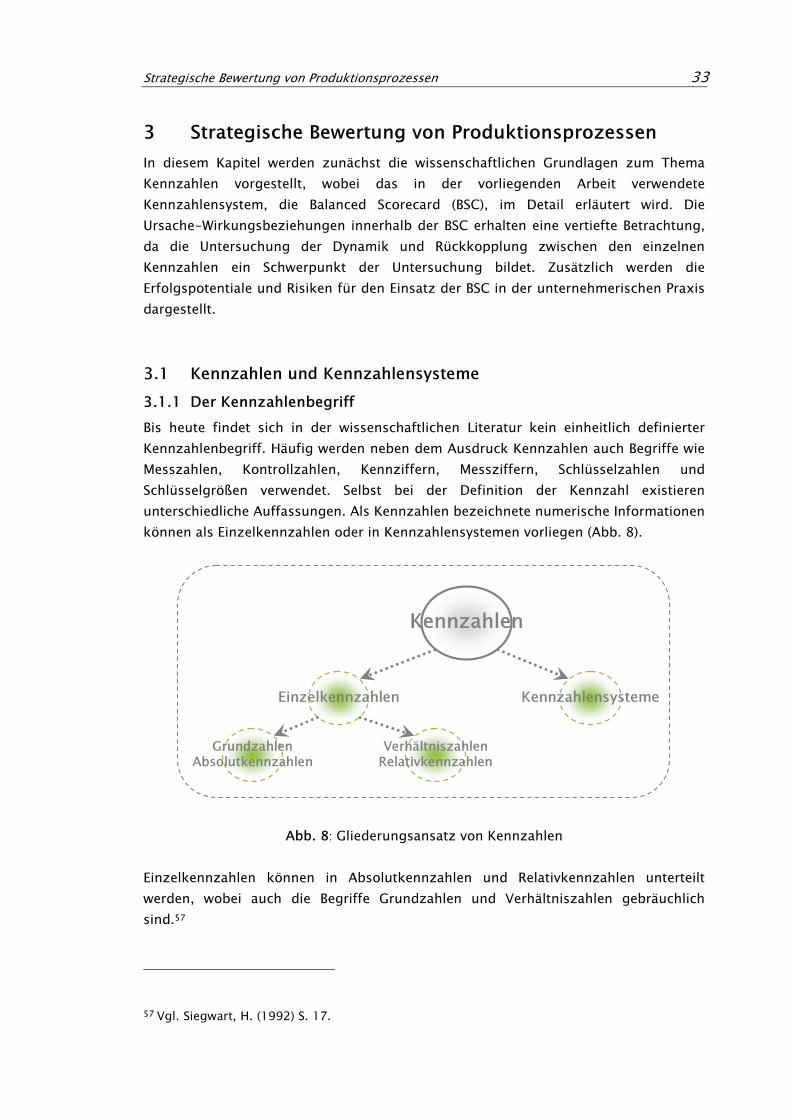
Strategische Bewertung von Produktionsprozessen 33
3 Strategische Bewertung von Produktionsprozessen
In diesem Kapitel werden zunächst die wissenschaftlichen Grundlagen zum Thema
Kennzahlen vorgestellt, wobei das in der vorliegenden Arbeit verwendete
Kennzahlensystem, die Balanced Scorecard (BSC), im Detail erläutert wird. Die
Ursache-Wirkungsbeziehungen innerhalb der BSC erhalten eine vertiefte Betrachtung,
da die Untersuchung der Dynamik und Rückkopplung zwischen den einzelnen
Kennzahlen ein Schwerpunkt der Untersuchung bildet. Zusätzlich werden die
Erfolgspotentiale und Risiken für den Einsatz der BSC in der unternehmerischen Praxis
dargestellt.
3.1 Kennzahlen und Kennzahlensysteme
3.1.1 Der Kennzahlenbegriff
Bis heute findet sich in der wissenschaftlichen Literatur kein einheitlich definierter
Kennzahlenbegriff. Häufig werden neben dem Ausdruck Kennzahlen auch Begriffe wie
Messzahlen, Kontrollzahlen, Kennziffern, Messziffern, Schlüsselzahlen und
Schlüsselgrößen verwendet. Selbst bei der Definition der Kennzahl existieren
unterschiedliche Auffassungen. Als Kennzahlen bezeichnete numerische Informationen
können als Einzelkennzahlen oder in Kennzahlensystemen vorliegen (Abb. 8).
Kennzahlen
Einzelkennzahlen Kennzahlensysteme
Grundzahlen
Absolutkennzahlen
Verhältniszahlen
Relativkennzahlen
Abb. 8: Gliederungsansatz von Kennzahlen
Einzelkennzahlen können in Absolutkennzahlen und Relativkennzahlen unterteilt
werden, wobei auch die Begriffe Grundzahlen und Verhältniszahlen gebräuchlich
sind.57
57 Vgl. Siegwart, H. (1992) S. 17.
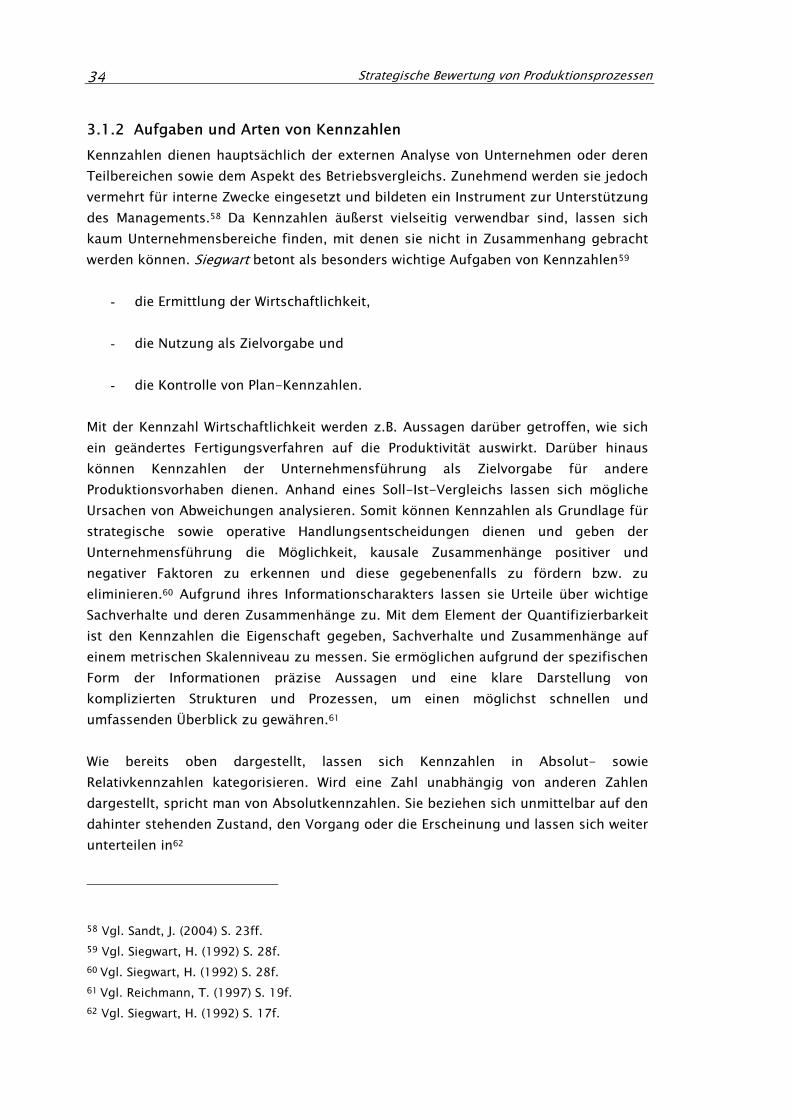
Strategische Bewertung von Produktionsprozessen 34
3.1.2 Aufgaben und Arten von Kennzahlen
Kennzahlen dienen hauptsächlich der externen Analyse von Unternehmen oder deren
Teilbereichen sowie dem Aspekt des Betriebsvergleichs. Zunehmend werden sie jedoch
vermehrt für interne Zwecke eingesetzt und bildeten ein Instrument zur Unterstützung
des Managements.58 Da Kennzahlen äußerst vielseitig verwendbar sind, lassen sich
kaum Unternehmensbereiche finden, mit denen sie nicht in Zusammenhang gebracht
werden können. Siegwart betont als besonders wichtige Aufgaben von Kennzahlen59
- die Ermittlung der Wirtschaftlichkeit,
- die Nutzung als Zielvorgabe und
- die Kontrolle von Plan-Kennzahlen.
Mit der Kennzahl Wirtschaftlichkeit werden z.B. Aussagen darüber getroffen, wie sich
ein geändertes Fertigungsverfahren auf die Produktivität auswirkt. Darüber hinaus
können Kennzahlen der Unternehmensführung als Zielvorgabe für andere
Produktionsvorhaben dienen. Anhand eines Soll-Ist-Vergleichs lassen sich mögliche
Ursachen von Abweichungen analysieren. Somit können Kennzahlen als Grundlage für
strategische sowie operative Handlungsentscheidungen dienen und geben der
Unternehmensführung die Möglichkeit, kausale Zusammenhänge positiver und
negativer Faktoren zu erkennen und diese gegebenenfalls zu fördern bzw. zu
eliminieren.60 Aufgrund ihres Informationscharakters lassen sie Urteile über wichtige
Sachverhalte und deren Zusammenhänge zu. Mit dem Element der Quantifizierbarkeit
ist den Kennzahlen die Eigenschaft gegeben, Sachverhalte und Zusammenhänge auf
einem metrischen Skalenniveau zu messen. Sie ermöglichen aufgrund der spezifischen
Form der Informationen präzise Aussagen und eine klare Darstellung von
komplizierten Strukturen und Prozessen, um einen möglichst schnellen und
umfassenden Überblick zu gewähren.61
Wie bereits oben dargestellt, lassen sich Kennzahlen in Absolut- sowie
Relativkennzahlen kategorisieren. Wird eine Zahl unabhängig von anderen Zahlen
dargestellt, spricht man von Absolutkennzahlen. Sie beziehen sich unmittelbar auf den
dahinter stehenden Zustand, den Vorgang oder die Erscheinung und lassen sich weiter
unterteilen in62
58 Vgl. Sandt, J. (2004) S. 23ff.
59 Vgl. Siegwart, H. (1992) S. 28f.
60 Vgl. Siegwart, H. (1992) S. 28f.
61 Vgl. Reichmann, T. (1997) S. 19f.
62 Vgl. Siegwart, H. (1992) S. 17f.
Strategische Bewertung von Produktionsprozessen 35
- Einzelzahlen, wie z.B. Umsatz,
- Summen, wie z.B. Bilanzsumme bzw. Differenzen z.B. Gewinn und
- Mittelwerte, wie z.B. durchschnittlicher Lagerbestand.
Eine einzelne Absolutkennzahl hat keine Aussagekraft. Erst wenn diese Zahl mit
anderen Absolutkennzahlen verglichen wird, erhält sie ihre Bedeutung.63 Eine weitere
Kategorie von Kennzahlen bilden die Relativkennzahlen. Sie stellen ein Verhältnis
zwischen zwei Absolutkennzahlen dar und erweitern damit deren Aussagegehalt.
Somit werden Sachverhalte, zwischen denen ein sachlicher Zusammenhang besteht,
zueinander in Beziehung gesetzt. Dies beinhaltet den Zweck, die Fülle des
vorhandenen Datenmaterials zu verringern und zu aussagefähigen Schlüsselzahlen
zusammenzufassen. Voraussetzung dafür ist jedoch, dass die Absolutkennzahlen
genau definiert werden.64 Relativkennzahlen lassen sich in Gliederungs-, Beziehungs-
und Messzahlen unterteilen (Abb. 9).
Verhältniszahlen/Relativzahlen
Messzahlen
Gliederungszahlen Beziehungszahlen
Abb. 9: Gliederung von Relativzahlen
Durch die Unterteilung einer Gesamtgröße in einzelne Größen ergeben sich
Gliederungszahlen, indem eine Teilmasse einer übergeordneten Gesamtmasse
gegenüber gestellt wird. Typische Beispiele bilden die Bilanz- und Absatzstruktur, die
ABC-Analyse sowie Aufteilungen des Umsatzes nach Warengruppen oder Kosten nach
Kostenstellen.65 Die Beziehungszahlen stellen die wichtigsten Kennzahlen dar, da sie
das Verhältnis von zwei verschiedenen Daten, welche zueinander in sachlicher
63 Vgl. Gladen, W. (2003) S. 16.
64 Vgl. Ziegenbein, K. (1989) S. 387.
65 Vgl. Ziegenbein, K. (1989) S. 388.
Strategische Bewertung von Produktionsprozessen 36
Beziehung stehen, zum Ausdruck bringen. Erst mit der Verwendung von
Beziehungszahlen werden Zusammenhänge und Entwicklungen ersichtlich. Somit lässt
sich anhand von Beziehungszahlen z.B. der Umsatz pro Mitarbeiter darstellen. Die
entsprechenden Messzahlen beschreiben die zeitliche sowie die relative Veränderung
der Daten bezogen auf eine festgelegte Datenbasis und dienen dem
Entwicklungsvergleich. Die Beziehungszahlen unterscheiden sich insofern von den
einfachen Messzahlen, als sie den Verlauf mehrerer sachlich zusammengehörender
Reihen charakterisieren.66 Während einige Wissenschaftler den Kennzahlenbegriff
ausschließlich für Verhältniszahlen verwenden, besteht in der Literatur Einigkeit
darüber, dass diejenigen Zahlen als Kennzahlen zu betrachten sind, die quantitativ
bestimmbare Sachverhalte in konzentrierter Form erfassen.67
3.1.3 Grenzen der Anwendung von Kennzahlen
Aufgrund ihres Informationscharakters ermöglichen Kennzahlen wichtige Urteile über
Sachverhalte und deren Zusammenhänge. Sie sind daher ein ausgezeichnetes
Instrument zur Unterstützung des Managements.68 Da Kennzahlen äußerst vielseitig
verwendbar sind, lassen sich kaum Unternehmensfunktionen finden, mit denen sie
nicht in Zusammenhang gebracht werden können. Es ergeben sich aber auch Gefahren
und Grenzen bei ihrer Anwendung, da z.B. die Aussagekraft einer einzelnen Kennzahl
relativ begrenzt ist. Ein weiteres Problem ergibt sich aus der Tatsache, dass mit einer
einzigen Kennzahl auch nur eine einzelne quantitative Information vorliegt, mit deren
Unterstützung ein Sachverhalt bewertet werden soll. Daraus folgend ergibt sich die
Gefahr einer inadäquaten Interpretation von Einzelkennzahlen.69 Ein weiterer
Kritikpunkt besteht in der vergangenheitsorientierten Ausrichtung der klassischen
Kennzahlen. Sie ermöglichen zwar eine Überprüfung der in der Vergangenheit
aufgestellten operativen Ziele, eine Ausrichtung auf strategische Ziele, die sich z.B. auf
Kundenbedürfnisse oder Marktentwicklungen beziehen, wird jedoch nicht
gewährleistet.70 Es bleibt festzuhalten, dass Kennzahlen Tendenzen und Wirkungen
aufzeigen können, welche durch ihre numerische Aufstellung relativ gut plan- und
steuerbar sind.
66 Vgl. Siegwart, H. (1992) S. 22.
67 Vgl. Reichmann, T. (1997) S. 19. 68 Vgl. Sandt, J. (2004) S. 23ff.
69 Vgl. Reichmann, T. (1993) S. 22.
70 Vgl. Horváth, P. (2001) S. 589.
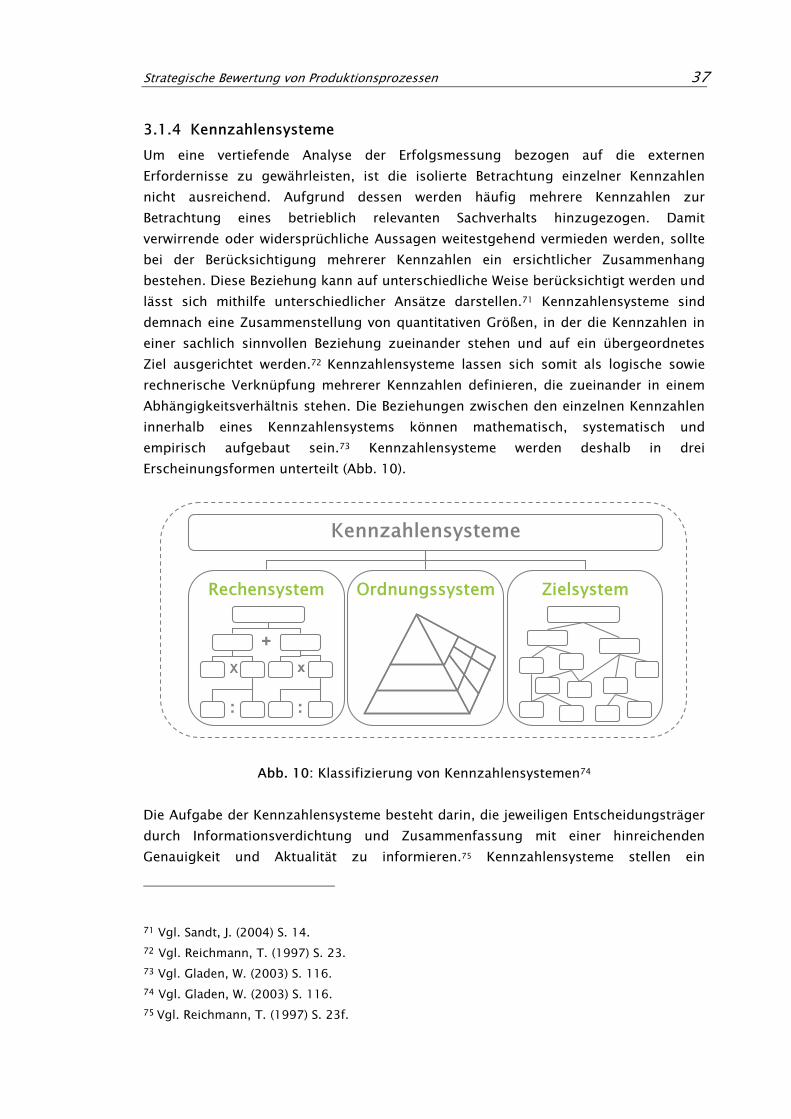
Strategische Bewertung von Produktionsprozessen 37
3.1.4 Kennzahlensysteme
Um eine vertiefende Analyse der Erfolgsmessung bezogen auf die externen
Erfordernisse zu gewährleisten, ist die isolierte Betrachtung einzelner Kennzahlen
nicht ausreichend. Aufgrund dessen werden häufig mehrere Kennzahlen zur
Betrachtung eines betrieblich relevanten Sachverhalts hinzugezogen. Damit
verwirrende oder widersprüchliche Aussagen weitestgehend vermieden werden, sollte
bei der Berücksichtigung mehrerer Kennzahlen ein ersichtlicher Zusammenhang
bestehen. Diese Beziehung kann auf unterschiedliche Weise berücksichtigt werden und
lässt sich mithilfe unterschiedlicher Ansätze darstellen.71 Kennzahlensysteme sind
demnach eine Zusammenstellung von quantitativen Größen, in der die Kennzahlen in
einer sachlich sinnvollen Beziehung zueinander stehen und auf ein übergeordnetes
Ziel ausgerichtet werden.72 Kennzahlensysteme lassen sich somit als logische sowie
rechnerische Verknüpfung mehrerer Kennzahlen definieren, die zueinander in einem
Abhängigkeitsverhältnis stehen. Die Beziehungen zwischen den einzelnen Kennzahlen
innerhalb eines Kennzahlensystems können mathematisch, systematisch und
empirisch aufgebaut sein.73 Kennzahlensysteme werden deshalb in drei
Erscheinungsformen unterteilt (Abb. 10).
Kennzahlensysteme
OrdnungssystemRechensystem Zielsystem
::
xX
+
Abb. 10: Klassifizierung von Kennzahlensystemen74
Die Aufgabe der Kennzahlensysteme besteht darin, die jeweiligen Entscheidungsträger
durch Informationsverdichtung und Zusammenfassung mit einer hinreichenden
Genauigkeit und Aktualität zu informieren.75 Kennzahlensysteme stellen ein
71 Vgl. Sandt, J. (2004) S. 14.
72 Vgl. Reichmann, T. (1997) S. 23. 73 Vgl. Gladen, W. (2003) S. 116.
74 Vgl. Gladen, W. (2003) S. 116. 75 Vgl. Reichmann, T. (1997) S. 23f.
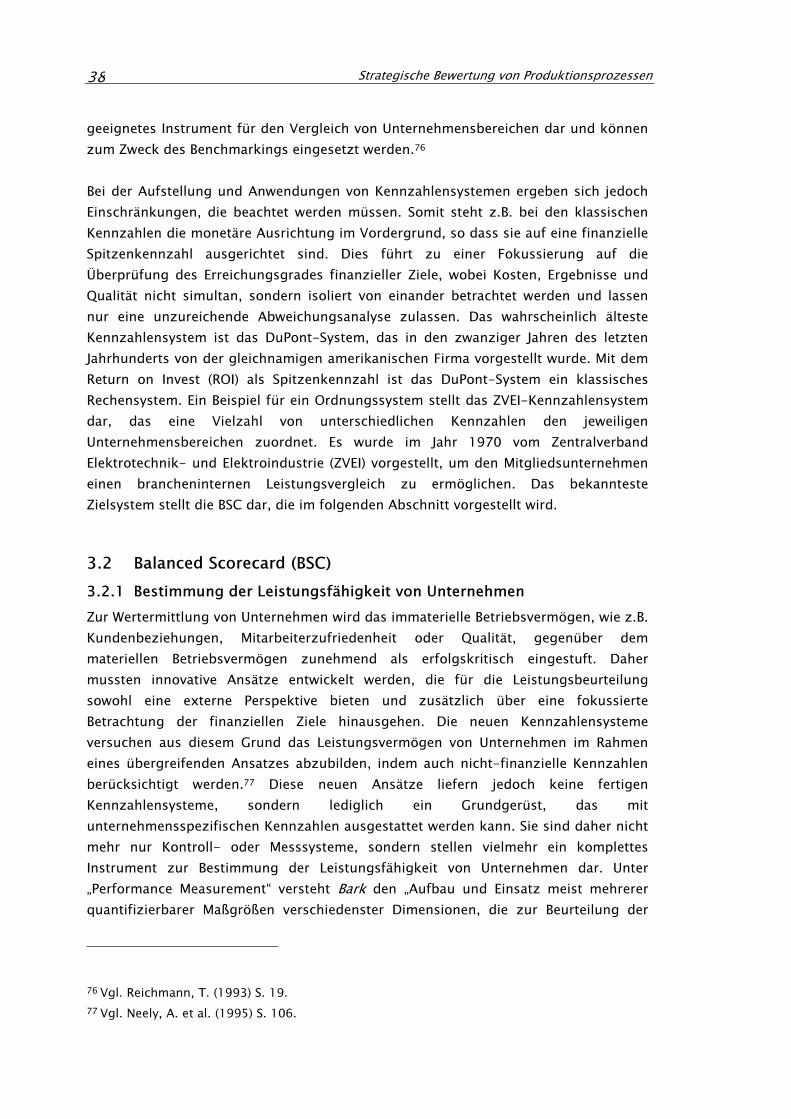
Strategische Bewertung von Produktionsprozessen 38
geeignetes Instrument für den Vergleich von Unternehmensbereichen dar und können
zum Zweck des Benchmarkings eingesetzt werden.76
Bei der Aufstellung und Anwendungen von Kennzahlensystemen ergeben sich jedoch
Einschränkungen, die beachtet werden müssen. Somit steht z.B. bei den klassischen
Kennzahlen die monetäre Ausrichtung im Vordergrund, so dass sie auf eine finanzielle
Spitzenkennzahl ausgerichtet sind. Dies führt zu einer Fokussierung auf die
Überprüfung des Erreichungsgrades finanzieller Ziele, wobei Kosten, Ergebnisse und
Qualität nicht simultan, sondern isoliert von einander betrachtet werden und lassen
nur eine unzureichende Abweichungsanalyse zulassen. Das wahrscheinlich älteste
Kennzahlensystem ist das DuPont-System, das in den zwanziger Jahren des letzten
Jahrhunderts von der gleichnamigen amerikanischen Firma vorgestellt wurde. Mit dem
Return on Invest (ROI) als Spitzenkennzahl ist das DuPont-System ein klassisches
Rechensystem. Ein Beispiel für ein Ordnungssystem stellt das ZVEI-Kennzahlensystem
dar, das eine Vielzahl von unterschiedlichen Kennzahlen den jeweiligen
Unternehmensbereichen zuordnet. Es wurde im Jahr 1970 vom Zentralverband
Elektrotechnik- und Elektroindustrie (ZVEI) vorgestellt, um den Mitgliedsunternehmen
einen brancheninternen Leistungsvergleich zu ermöglichen. Das bekannteste
Zielsystem stellt die BSC dar, die im folgenden Abschnitt vorgestellt wird.
3.2 Balanced Scorecard (BSC)
3.2.1 Bestimmung der Leistungsfähigkeit von Unternehmen
Zur Wertermittlung von Unternehmen wird das immaterielle Betriebsvermögen, wie z.B.
Kundenbeziehungen, Mitarbeiterzufriedenheit oder Qualität, gegenüber dem
materiellen Betriebsvermögen zunehmend als erfolgskritisch eingestuft. Daher
mussten innovative Ansätze entwickelt werden, die für die Leistungsbeurteilung
sowohl eine externe Perspektive bieten und zusätzlich über eine fokussierte
Betrachtung der finanziellen Ziele hinausgehen. Die neuen Kennzahlensysteme
versuchen aus diesem Grund das Leistungsvermögen von Unternehmen im Rahmen
eines übergreifenden Ansatzes abzubilden, indem auch nicht-finanzielle Kennzahlen
berücksichtigt werden.77 Diese neuen Ansätze liefern jedoch keine fertigen
Kennzahlensysteme, sondern lediglich ein Grundgerüst, das mit
unternehmensspezifischen Kennzahlen ausgestattet werden kann. Sie sind daher nicht
mehr nur Kontroll- oder Messsysteme, sondern stellen vielmehr ein komplettes
Instrument zur Bestimmung der Leistungsfähigkeit von Unternehmen dar. Unter
„Performance Measurement“ versteht Bark den „Aufbau und Einsatz meist mehrerer
quantifizierbarer Maßgrößen verschiedenster Dimensionen, die zur Beurteilung der
76 Vgl. Reichmann, T. (1993) S. 19.
77 Vgl. Neely, A. et al. (1995) S. 106.
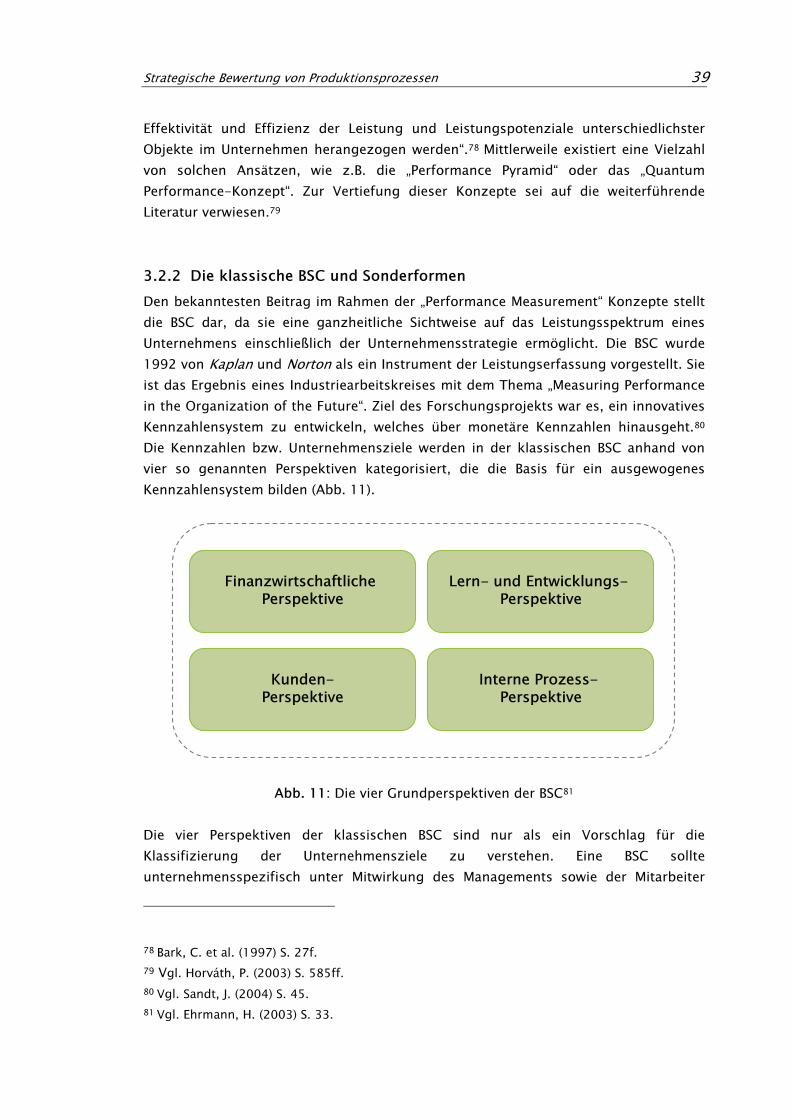
Strategische Bewertung von Produktionsprozessen 39
Effektivität und Effizienz der Leistung und Leistungspotenziale unterschiedlichster
Objekte im Unternehmen herangezogen werden“.78 Mittlerweile existiert eine Vielzahl
von solchen Ansätzen, wie z.B. die „Performance Pyramid“ oder das „Quantum
Performance-Konzept“. Zur Vertiefung dieser Konzepte sei auf die weiterführende
Literatur verwiesen.79
3.2.2 Die klassische BSC und Sonderformen
Den bekanntesten Beitrag im Rahmen der „Performance Measurement“ Konzepte stellt
die BSC dar, da sie eine ganzheitliche Sichtweise auf das Leistungsspektrum eines
Unternehmens einschließlich der Unternehmensstrategie ermöglicht. Die BSC wurde
1992 von Kaplan und Norton als ein Instrument der Leistungserfassung vorgestellt. Sie
ist das Ergebnis eines Industriearbeitskreises mit dem Thema „Measuring Performance
in the Organization of the Future“. Ziel des Forschungsprojekts war es, ein innovatives
Kennzahlensystem zu entwickeln, welches über monetäre Kennzahlen hinausgeht.80
Die Kennzahlen bzw. Unternehmensziele werden in der klassischen BSC anhand von
vier so genannten Perspektiven kategorisiert, die die Basis für ein ausgewogenes
Kennzahlensystem bilden (Abb. 11).
Finanzwirtschaftliche Perspektive
Kunden-Perspektive
Interne Prozess-Perspektive
Lern- und Entwicklungs-Perspektive
Abb. 11: Die vier Grundperspektiven der BSC81
Die vier Perspektiven der klassischen BSC sind nur als ein Vorschlag für die
Klassifizierung der Unternehmensziele zu verstehen. Eine BSC sollte
unternehmensspezifisch unter Mitwirkung des Managements sowie der Mitarbeiter
78 Bark, C. et al. (1997) S. 27f.
79 Vgl. Horváth, P. (2003) S. 585ff.
80 Vgl. Sandt, J. (2004) S. 45.
81 Vgl. Ehrmann, H. (2003) S. 33.
Strategische Bewertung von Produktionsprozessen 40
erarbeitet werden und die besondere Wettbewerbssituation des Unternehmens
berücksichtigen. Aufgrund der strategischen Relevanz sowie der Steuerungspotenziale
ist sie dabei nicht nur als neues Kennzahlensystem zu verstehen, sondern stellt
darüber hinaus ein innovatives Managementsystem dar.82 Die BSC ist ein
grundlegendes Konzept, das gemäß den spezifischen Anforderungen des
Unternehmens individuell gestaltet werden muss. In Abhängigkeit vom jeweiligen
Anwendungsbereich werden daher unterschiedliche Sonderformen der BSC eingesetzt
bzw. in der Literatur beschrieben. Von besonderer Bedeutung für die vorliegende
Arbeit sind die „Location Control Scorecard“ (LCSC) zur Bewertung von
Standortverlagerungsprozessen und die „Manufacturing Scorecard“ (MSC) zur
Bewertung von Produktionsprozessen.
Eine zyklische Überprüfung von Standortentscheidungen ist in gängigen Modellen
methodisch nicht vorgesehen. Ist ein Standort verlagert und internationalisiert, so wird
die Annahme stabiler Rahmenbedingungen und zeitinvarianter Systemumgebung
oftmals erst bei deutlichen Abweichungen, z.B. in Form gravierender
Kostenerhöhungen, kritisch hinterfragt. Dieses methodische Defizit füllt die LCSC
(Abb. 12).
LCSC
Die Location Control Scorecard (LCSC)
Abb. 12: Location Control Scorecard (LCSC) 83
82 Vgl. Mahammadzadeh, M. (2003) S. 11.
83 Kinkel, S. (2004) S. 324.
Strategische Bewertung von Produktionsprozessen 41
Das Konzept lehnt sich an die BSC an und verwendet ihre perspektivenorientierte
Methode.84 Zur Gestaltung eines wirkungsvollen Instruments für ein systematisches
Standortcontrolling führt Kinkel eine neue Perspektive ein: die Umfeldperspektive. Die
finanzielle Perspektive bleibt in der LCSC erhalten, um die monetären Zielgrößen des
Standorterfolgs aufnehmen zu können. Die Kundenperspektive wird zur
Marktperspektive erweitert. In ihr werden zusätzlich zu den Kundenanforderungen
auch die Potenziale des örtlichen Absatzmarkts angeführt. Die Prozessperspektive wird
zur Performanceperspektive ausgebaut. Neben quantitativen Zielen zur Prozessgüte
sind auch weiche Faktoren der Standortperformance in dieser Perspektive integriert.
Die Potenzialperspektive wird für das strategische Standortcontrolling zur Kategorie
der „Internen Potenziale und Netzwerkpotenziale", in der die strategischen Optionen
von Kooperationen und Netzwerken berücksichtigt werden. Als fünfte Perspektive wird
eine Umfeldperspektive ergänzt, in der die wichtigsten externen Faktoren des
Standorts zusammengefasst werden. Damit liefert die LCSC ein umfassendes Raster,
mit dessen Hilfe die wesentlichen Faktoren, die im Zuge des Standortcontrollings
beobachtet werden sollen, identifiziert werden können. Die LCSC ist durch zwei
innovative Merkmale gekennzeichnet: Sie ermöglicht sowohl eine fundierte
Standorterfolgsanalyse als auch eine Untersuchung der Interaktion zwischen
Performance- und Umfeldfaktoren, indem die entsprechenden Ursache-
Wirkungsbeziehungen zu den qualitativen und quantitativen Standortfaktoren
berücksichtigt werden. Auf Grund dieser Daten können die Grenzwerte für einen Erfolg
am Auslandsstandort sensitivitätsanalytisch berechnet und über ein einfaches
Ampelsystem visualisiert werden. Die LCSC stellt somit eine semi-systemdynamische
Methode dar, die auch der Evaluierung des heimischen Standorts dienen kann und
insbesondere durch ihre Innovationsmerkmale dem Bedarf an dynamisierten
Bewertungs- und Controllingmatrizen Rechnung trägt.
Die BSC ist nicht nur als Instrument auf der Ebene des Gesamtunternehmens zu
betrachten, sondern kann auch in unterschiedlichen Organisations- und
Funktionsbereichen zur Anwendung kommen. Ausgehend von der obersten
Unternehmensebene sind im Rahmen eines Top-down Ansatzes für die
Unternehmensfunktionen abgeleitete, eigene BSC zu entwickeln. Aus der Erkenntnis,
dass sich die Wertschöpfung in der Produktion noch stärker an dem Bedürfnis der
Kunden heraus orientieren muss, haben Kletti und Brauckmann das Instrument der
MSC entwickelt, die als BSC für den Funktionsbereich Produktion betrachtet werden
kann.85 Ein nachhaltiges Gewinnwachstum ist ihrer Ansicht nach insbesondere
aufgrund der zunehmend geringer werdenden Spielräume im Bereich der
Kostensenkung nur durch die konsequente Umsetzung kundenorientierter Strategien
84 Vgl. Kinkel, S. (2004) S. 317ff.
85 Vgl. Kletti, J.; Brauckmann, O. (2004).
Strategische Bewertung von Produktionsprozessen 42
möglich. Diese Strategien sind auf Basis von quantifizierten Zielgrößen, wie z.B.
Verkürzung der Lieferzeit, Verringerung der Bestände oder Verbesserung der
Maschinenauslastung, zu formulieren. Ausgehend von der These, dass das klassische
Modell der Kosten nicht in der Lage ist, die moderne Fertigung ressourcengerecht
abzubilden und daher zu Fehlsteuerungen in fast allen Unternehmen führt, wurde die
MSC als neues Steuerungsinstrument für das Produktionsmanagement entwickelt.
Dabei soll sie eine konsequente Ausrichtung der Produktionsprozesse und damit der
Wertschöpfung auf die Kundenanforderungen ermöglichen. Ausgehend von den
unterschiedlichen Unternehmensstrategien werden für die die vier Perspektiven
Mensch, Maschine, Verfahren und Management Zielvorgaben gemacht und deren
Erreichung mittels Messgrößen überprüft. Die Umsetzung der MSC erfolgt anhand
eines „Manufacturing Execution Systems“ (MES), welches eine rechnergestützte
Darstellung aller Ziele auf Prozessebene und im Zeitverlauf ermöglicht. Anhand von
Praxisbeispielen machen Kletti und Brauckmann deutlich, welche Rolle die moderne
Informationstechnologie für die Ausrichtung der Produktion an gewinnrelevanten
Zielen spielt und welche Potenziale sich damit in Unternehmen noch erschließen
lassen.86
3.2.3 Ursache-Wirkungsbeziehungen in der BSC
Die isolierte Betrachtungsweise von Zuständen und Abläufen rückt bei den
Unternehmen zunehmend in den Hintergrund. Vielmehr werden die Ereignisse im
Unternehmen bezogen auf ihre Abhängigkeiten untereinander und ihre Wirkungen
zueinander analysiert. Diese Sichtweise entspricht dem Ansatz der BSC. Strategische
Ziele sind demnach nicht losgelöst voneinander zu betrachten, sondern befinden sich
in einer engen Verbindung mit gegenseitiger Beeinflussung.87 Nach Kaplan und Norton
können die Beziehungen zwischen Ursache und Wirkung mit einer Reihe von „Wenn-
Dann-Aussagen“ ausgedrückt werden: wenn die Mitarbeiterzufriedenheit steigt, dann
sinkt die Reklamationsquote. Eine richtig konstruierte BSC sollte es somit ermöglichen,
die Strategie einer Unternehmung in einer solchen Ursache-Wirkungskette
auszudrücken.88 In der Praxis werden die nicht-monetären Kennzahlen zumeist mit
einem Ziel oder mehreren Zielen der finanzwirtschaftlichen Perspektive verbunden. Nur
durch dieses Aufzeigen von Beziehungen zwischen Zielen und Kennzahlen aus
unterschiedlichen Perspektiven kann deutlich gemacht werden, wie erfolgskritische
Einflussgrößen im Unternehmen letztendlich gesteuert und bewertet werden können
(Abb. 13).
86 Vgl. Kletti, J.; Brauckmann, O. (2004) S. 133ff.
87 Vgl. Ehrmann, H. (2003) S. 50.
88 Vgl. Kaplan, R. S.; Norton, D. P. (1997) S. 121.
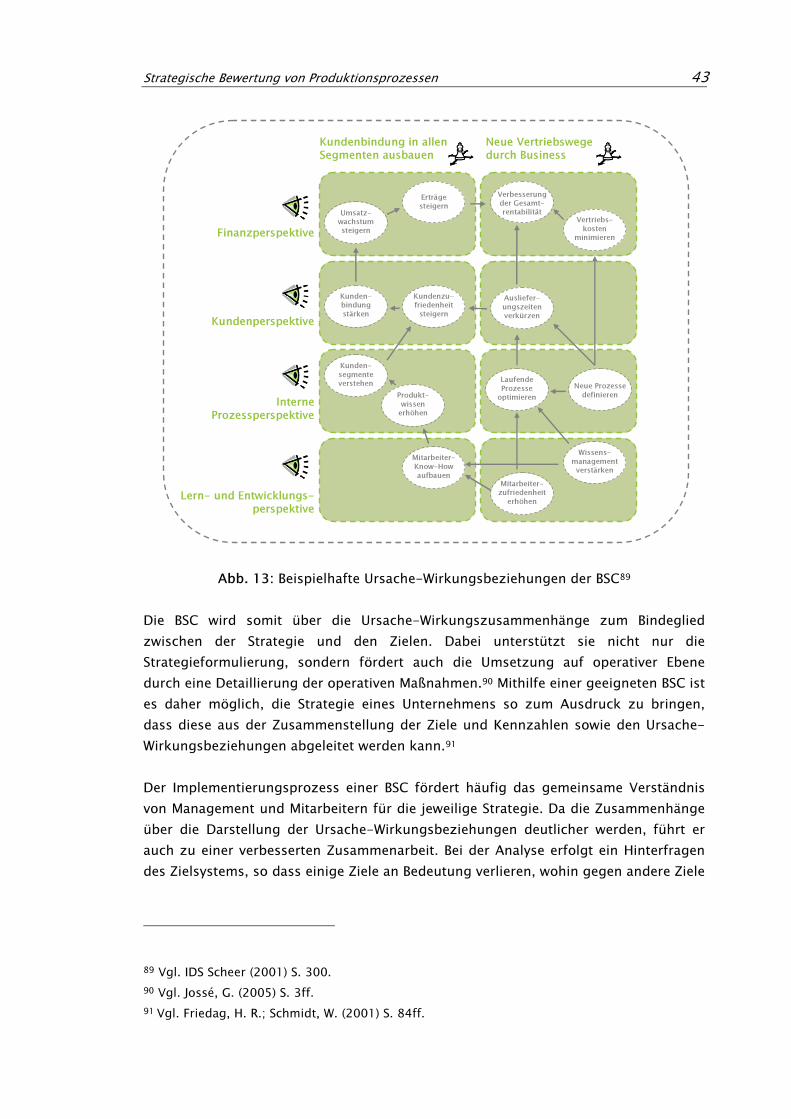
Strategische Bewertung von Produktionsprozessen 43
Umsatz-
wachstum
steigern
Kundenbindung in allen Segmenten ausbauen
Neue Vertriebswege durch Business
Finanzperspektive
Kundenperspektive
Interne Prozessperspektive
Lern- und Entwicklungs-perspektive
Erträge
steigern
Verbesserung
der Gesamt-
rentabilitätVertriebs-
kosten
minimieren
Kunden-
bindung
stärken
Kundenzu-
friedenheit
steigern
Ausliefer-
ungszeiten
verkürzen
Kunden-
segmente
verstehen
Produkt-
wissen
erhöhen
Laufende
Prozesse
optimieren
Neue Prozesse
definieren
Mitarbeiter-
Know-How
aufbauenMitarbeiter-
zufriedenheit
erhöhen
Wissens-
management
verstärken
Abb. 13: Beispielhafte Ursache-Wirkungsbeziehungen der BSC89
Die BSC wird somit über die Ursache-Wirkungszusammenhänge zum Bindeglied
zwischen der Strategie und den Zielen. Dabei unterstützt sie nicht nur die
Strategieformulierung, sondern fördert auch die Umsetzung auf operativer Ebene
durch eine Detaillierung der operativen Maßnahmen.90 Mithilfe einer geeigneten BSC ist
es daher möglich, die Strategie eines Unternehmens so zum Ausdruck zu bringen,
dass diese aus der Zusammenstellung der Ziele und Kennzahlen sowie den Ursache-
Wirkungsbeziehungen abgeleitet werden kann.91
Der Implementierungsprozess einer BSC fördert häufig das gemeinsame Verständnis
von Management und Mitarbeitern für die jeweilige Strategie. Da die Zusammenhänge
über die Darstellung der Ursache-Wirkungsbeziehungen deutlicher werden, führt er
auch zu einer verbesserten Zusammenarbeit. Bei der Analyse erfolgt ein Hinterfragen
des Zielsystems, so dass einige Ziele an Bedeutung verlieren, wohin gegen andere Ziele
89 Vgl. IDS Scheer (2001) S. 300. 90 Vgl. Jossé, G. (2005) S. 3ff.
91 Vgl. Friedag, H. R.; Schmidt, W. (2001) S. 84ff.
Strategische Bewertung von Produktionsprozessen 44
innerhalb der Gesamtbetrachtung stärker berücksichtigt werden.92 Zur Visualisierung
der Ziele der einzelnen Perspektiven und ihrer Einflussbeziehungen untereinander
kann auch eine so genannte „Strategy Map“ verwendet werden. Sie ist eine
Wirkungskette, in der die relevanten Ursache-Wirkungsbeziehungen zwischen den
Zielen und Perspektiven dargestellt werden. Erklärungsbedürftige Kennzahlen, Ziele
und Zielbeziehungen sollten in einer „Story of the Strategy“ zusätzlich erläutert
werden.93 So wie zwischen den Perspektiven der BSC Ursache-Wirkungsbeziehungen
bestehen, werden solche auch zwischen den Operationalisierungsebenen Strategie,
Ziele und Kennzahlen angenommen. Die Korrelation besteht darin, dass die
Verbesserung eines operativen Prozesses einen positiven Einfluss auf die
übergeordnete Ebene ausübt. Somit wird eine Maßnahme, die eine definierte Kennzahl
beeinflusst, die Erreichung des Sollwertes einer Zielgröße beeinflussen, die wiederum
ihrerseits das Erreichen der Strategie begünstigen wird. Anders als bei den
Verknüpfungen herkömmlicher Kennzahlensysteme sind die Ursache-
Wirkungszusammenhänge einer BSC jedoch nicht immer mathematisch, sondern in
Einzelfällen nur empirisch nachweisbar. Dennoch ist die BSC in der Lage, die
Unternehmensgeschehnisse transparent und nachvollziehbar zu machen und somit die
Ausrichtung sämtlicher Unternehmensaktivitäten an der Strategie auszurichten.94
3.2.4 Benchmarking mittels BSC
Für die Beurteilung einer Unternehmenssituation ist eine umfassende Markt- und
Wettbewerbsanalyse von großer Bedeutung, wobei die die konkurrenzbezogene
Ressourcenbewertung im Vordergrund steht. Seit einiger Zeit findet dieses Vorgehen
unter dem Begriff Benchmarking Beachtung.95 Nach Horváth ist Benchmarking ein
kontinuierlicher Vorgang, bei dem Produkte, Dienstleistungen, Prozesse und Methoden
aus betrieblichen Bereichen über mehrere Unternehmen hinweg verglichen werden.
Ziel ist es, die Unterschiede zu anderen Unternehmen offen zu legen, die Ursachen für
die Unterschiede und Möglichkeiten zur Verbesserung aufzuzeigen sowie
wettbewerbsorientierte Zielvorgaben zu ermitteln. Der Vergleich findet dabei mit
Unternehmen statt, die den Prozess bzw. die zu untersuchende Methode hervorragend
bzw. am besten beherrschen.96 Die Vergleichspartner müssen jedoch nicht zwingend
einem direkten Konkurrenten zugeordnet sein. Für ein funktionales Benchmarking sind
92 Vgl. Horváth, P. (2001) S. 40f.
93 Vgl. Jossé, G. (2005) S. 294f. 94 Vgl. Reichmann, T. (2001) S. 596.
95 Vgl. Steinmann, H.; Schreyögg G. (2000) S. 188.
96 Vgl. Horváth, P. (2001) S. 415.
Strategische Bewertung von Produktionsprozessen 45
branchenfremde Unternehmen zu verwenden. Im Rahmen eines internen
Benchmarkings dienen die eigenen Unternehmensbereiche als Vergleichspartner.97
Mithilfe von Benchmarking-Analysen werden dem Management Informationen zur
Verfügung gestellt, die es ihm ermöglichen sollen, Veränderungen einzuleiten bevor
ein Leistungsabfall eintritt. Somit verfügt das Unternehmen über ein Frühwarnsystem,
das langfristige Entwicklungen als Ergebnis externer und interner Veränderungen
erkennt, um rechtzeitig darauf zu reagieren. Faktoren wie Zeit, Qualität und
Kundenzufriedenheit gewinnen bei der Beurteilung der Leistungsfähigkeit immer mehr
an Bedeutung.98 Wird das Benchmarking mit einer BSC verbunden, so ergeben sich
zwei positive Wirkungen: Zum einen unterstützt die BSC das Benchmarking, indem sie
bereits aufgrund ihrer Kennzahlen Istwerte bestimmt. Zum anderen profitiert die BSC
vom System des Benchmarkings, indem das Benchmarking Unterstützung bei der
Auswahl der verwendeten Kennzahlen sowie bei der Zieldefinierung liefert. Aus der
Verknüpfung des Benchmarking-Ansatzes mit einer BSC können sich aber auch
Konflikte ergeben. Entscheidet sich ein Unternehmen für den Einsatz von allgemeinen
Kennzahlen für die Leistungsbestimmung, so sind diese mit den Kennzahlen anderer
Unternehmen besser vergleichbar. Aber häufig können mit diesem Vorgehen die
speziellen Anforderungen an die erforderlichen Unternehmensinformationen nicht
ausreichend berücksichtigt werden. Die Entscheidung unternehmensspezifische
Kennzahlen zu verwenden erschwert jedoch den Vergleich mit anderen
Unternehmen.99
3.2.5 Erfolgsfaktoren und Probleme bei der Anwendung
Aufgrund ihrer Vorteile hat die BSC hohen Anklang und weite Verbreitung in der
Unternehmenspraxis gefunden. So findet sich ihre Anwendung nicht nur in großen,
sondern auch in mittelständischen Unternehmen sowie in staatlichen Institutionen
wieder. Gerade aufgrund des hohen Anspruchs, ein strategieorientiertes
Kennzahlensystem zu sein, kommt der Einführung und Anwendung hohe Bedeutung
zu.100 Nach Forst lassen sich folgende Kriterien nennen, die für eine erfolgreiche
Umsetzung der BSC erfüllt sein sollten:101
- umfassende Marktkenntnisse
97 Vgl. Thommen, J. P.; Achleitnet, A. K. (1998) S. 837.
98 Vgl. Mertins, K.; Kohl, H. (2004) S. 10.
99 Vgl. Olve, N.-G.; Sjöstrand, A. (2002) S. 9.
100 Vgl. Bodmer, C.; Völker, R. (2000) S. 477ff.
101 Vgl. Forst, A. (2000) S. 4ff.
Strategische Bewertung von Produktionsprozessen 46
- motivierte Mitarbeiter und Mitarbeiterinnen sowie ein qualifiziertes
Management
- angemessene Berücksichtigung des qualitativen Aspekts
Zusätzlich kann die Anwendung einer BSC Probleme aufwerfen, die zumeist bei der
Entwicklung und Implementierung auftreten. Ein wesentlicher Faktor für die
erfolgreiche Einführung ist die Kommunikation sowohl auf allen Hierarchieebenen als
auch horizontal zwischen den Geschäfts- und Funktionsbereichen. Bei der Ableitung
der Ursache-Wirkungsketten aus den Zielgrößen einer BSC besteht die Gefahr, dass
abgeleitete Zielbeziehungen als automatisch ablaufende Mechanismen interpretiert
werden können. Daher ist die Modellierung des Beziehungsgeflechts methodisch zu
unterstützen. Darüber hinaus sollte das Bewusstsein aller am Prozess Beteiligten
gestärkt werden, dass es sich bei den Ursache-Wirkungsbeziehungen nicht um
Automatismen, sondern um reale Sachverhalte handelt.102 Aufgrund der einfach
erscheinenden Strukturierung kann leicht übersehen werden, dass die dahinter
stehenden Zusammenhänge komplexer Natur sind und das gesamte Unternehmen
anhand relevanter Faktoren abgebildet wird. Die Bestimmung der maßgeblichen
Wirkungsbeziehungen sowie der geeigneten Kennzahlen erfordert viel Sorgfalt, die
geeigneten personellen Ressourcen und vor allem Zeit. Insbesondere der Faktor Zeit
wird als großes Problem bei der Erstellung und Einführung der BSC angesehen.103
Weiterhin ist festzustellen, dass in der Praxis die Kennzahlen sowie deren Messgrößen
häufig subjektiv ausgewählt werden. Wird z.B. der Soll-Zielwert für die Verfügbarkeit
einer Maschine um 5 % zum Vorjahr erhöht, so stellt sich die Frage, warum gerade
dieser Wert festgelegt wurde. Die Problematik wird offensichtlich, wenn das
Management als Anreiz einen leistungsbezogenen Bonus erhält. Somit besteht die
Gefahr, dass Zielwerte bewusst niedrig gewählt werden, um die Zielerreichung sicher
zu stellen. Solche Vorgänge lassen sich auch durch eine Kontrollinstanz nicht immer
verhindern.104 Es besteht die Gefahr, dass sich die BSC zu einem weiteren
herkömmlichen Kennzahlensystem entwickelt, indem quantitative oder zumindest
leicht quantifizierbare Kennzahlen überrepräsentiert sind und qualitative Faktoren
nicht ausreichend berücksichtigt werden.105 Dies liegt vor allem darin begründet, dass
die weichen Faktoren, wie z.B. Mitarbeiterzufriedenheit, nicht einfach zu quantifizieren
sind und ihre Auswirkungen auf andere Größen nur schwer zu ermitteln sind.
102 Vgl. Ahn, H. (2005) S. 122ff.
103 Vgl. Jossé, G. (2005) S. 135f.
104 Vgl. Werner, H. (2000) S. 455ff.
105 Vgl. Jossé, G. (2005) S. 139f.
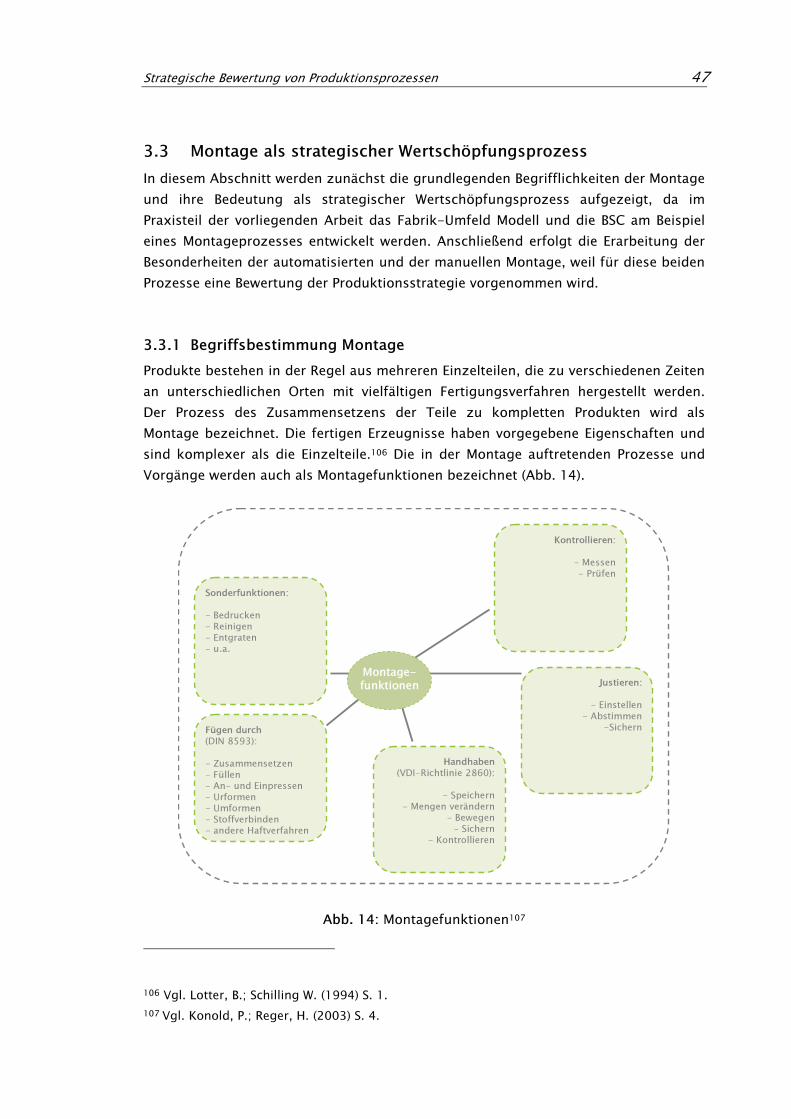
Strategische Bewertung von Produktionsprozessen 47
3.3 Montage als strategischer Wertschöpfungsprozess
In diesem Abschnitt werden zunächst die grundlegenden Begrifflichkeiten der Montage
und ihre Bedeutung als strategischer Wertschöpfungsprozess aufgezeigt, da im
Praxisteil der vorliegenden Arbeit das Fabrik-Umfeld Modell und die BSC am Beispiel
eines Montageprozesses entwickelt werden. Anschließend erfolgt die Erarbeitung der
Besonderheiten der automatisierten und der manuellen Montage, weil für diese beiden
Prozesse eine Bewertung der Produktionsstrategie vorgenommen wird.
3.3.1 Begriffsbestimmung Montage
Produkte bestehen in der Regel aus mehreren Einzelteilen, die zu verschiedenen Zeiten
an unterschiedlichen Orten mit vielfältigen Fertigungsverfahren hergestellt werden.
Der Prozess des Zusammensetzens der Teile zu kompletten Produkten wird als
Montage bezeichnet. Die fertigen Erzeugnisse haben vorgegebene Eigenschaften und
sind komplexer als die Einzelteile.106 Die in der Montage auftretenden Prozesse und
Vorgänge werden auch als Montagefunktionen bezeichnet (Abb. 14).
Sonderfunktionen:
- Bedrucken
- Reinigen
- Entgraten
- u.a.
Kontrollieren:
- Messen
- Prüfen
Fügen durch
(DIN 8593):
- Zusammensetzen
- Füllen
- An- und Einpressen
- Urformen
- Umformen
- Stoffverbinden
- andere Haftverfahren
Justieren:
- Einstellen
- Abstimmen
-Sichern
Handhaben
(VDI-Richtlinie 2860):
- Speichern
- Mengen verändern
- Bewegen
- Sichern
- Kontrollieren
Montage-funktionen
Abb. 14: Montagefunktionen107
106 Vgl. Lotter, B.; Schilling W. (1994) S. 1.
107 Vgl. Konold, P.; Reger, H. (2003) S. 4.
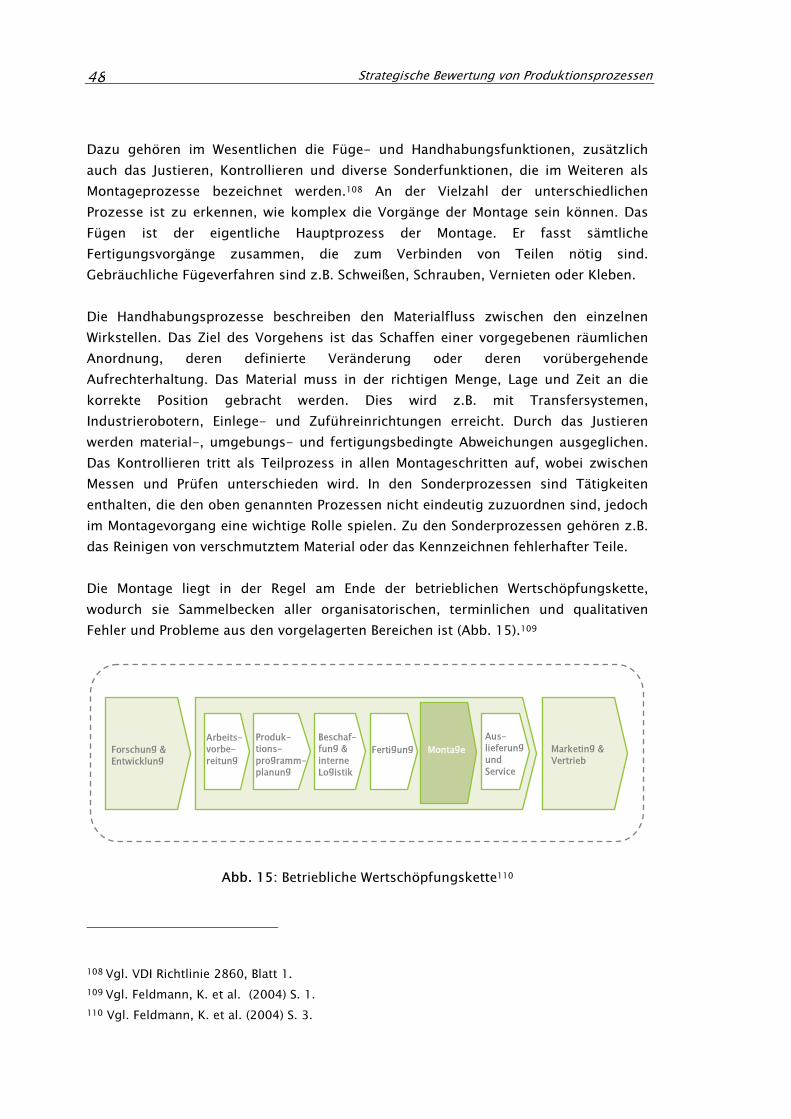
Strategische Bewertung von Produktionsprozessen 48
Dazu gehören im Wesentlichen die Füge- und Handhabungsfunktionen, zusätzlich
auch das Justieren, Kontrollieren und diverse Sonderfunktionen, die im Weiteren als
Montageprozesse bezeichnet werden.108 An der Vielzahl der unterschiedlichen
Prozesse ist zu erkennen, wie komplex die Vorgänge der Montage sein können. Das
Fügen ist der eigentliche Hauptprozess der Montage. Er fasst sämtliche
Fertigungsvorgänge zusammen, die zum Verbinden von Teilen nötig sind.
Gebräuchliche Fügeverfahren sind z.B. Schweißen, Schrauben, Vernieten oder Kleben.
Die Handhabungsprozesse beschreiben den Materialfluss zwischen den einzelnen
Wirkstellen. Das Ziel des Vorgehens ist das Schaffen einer vorgegebenen räumlichen
Anordnung, deren definierte Veränderung oder deren vorübergehende
Aufrechterhaltung. Das Material muss in der richtigen Menge, Lage und Zeit an die
korrekte Position gebracht werden. Dies wird z.B. mit Transfersystemen,
Industrierobotern, Einlege- und Zuführeinrichtungen erreicht. Durch das Justieren
werden material-, umgebungs- und fertigungsbedingte Abweichungen ausgeglichen.
Das Kontrollieren tritt als Teilprozess in allen Montageschritten auf, wobei zwischen
Messen und Prüfen unterschieden wird. In den Sonderprozessen sind Tätigkeiten
enthalten, die den oben genannten Prozessen nicht eindeutig zuzuordnen sind, jedoch
im Montagevorgang eine wichtige Rolle spielen. Zu den Sonderprozessen gehören z.B.
das Reinigen von verschmutztem Material oder das Kennzeichnen fehlerhafter Teile.
Die Montage liegt in der Regel am Ende der betrieblichen Wertschöpfungskette,
wodurch sie Sammelbecken aller organisatorischen, terminlichen und qualitativen
Fehler und Probleme aus den vorgelagerten Bereichen ist (Abb. 15).109
Forschung &Entwicklung
Marketing & Vertrieb
Arbeits-vorbe-
reitung
Aus-lieferungund
Service
Montage
Beschaf-fung &
interne Logistik
Produk-tions-
programm-planung
Fertigung
Abb. 15: Betriebliche Wertschöpfungskette110
108 Vgl. VDI Richtlinie 2860, Blatt 1.
109 Vgl. Feldmann, K. et al. (2004) S. 1.
110 Vgl. Feldmann, K. et al. (2004) S. 3.
Strategische Bewertung von Produktionsprozessen 49
Da die Wertschöpfung in der Montage besonders hoch ist, wirken sich Schwierigkeiten
hier besonders gravierend aus. Ein dabei häufig auftretendes Problem ist die nicht
montagegerechte Produktgestaltung, die zu einem deutlichen Mehraufwand in Zeit
und damit höheren Kosten in der Montage führt. Die eigentliche Ursache dafür ist in
der Konstruktion des Produkts bzw. in der unzureichenden Abstimmung zwischen
F&E- und Produktionsabteilung begründet. Zusätzlich wirken sich neue Anforderungen
des Markts immer zuerst auf die Montage aus und erfordern entsprechende
Anpassungen in diesem Prozessbereich. Der wachsende Wettbewerbsdruck führt zu
verkürzten Produktlebenszeiten, einer höheren Zahl an Produktvarianten und kleiner
werdenden Losgrößen, so dass eine zunehmend höhere Flexibilität in der Montage
erforderlich wird. Bei allen Schwierigkeiten, die in der Montage bewältigt werden
müssen, ist das enorme Rationalisierungspotenzial zu beachten, denn
Wettbewerbsvorteile in Form von Kosten, Qualität und Zeit werden in zunehmendem
Maß in der Montage festgelegt.111
3.3.2 Manuelle und automatisierte Montage
Der Automatisierungsgrad AG beschreibt den Anteil der automatisierten Prozesse an
sämtlichen Montageprozessen.
%100PrPr
Pr×
+
=
ozesseerteautomatisiozessemanuelle
ozesseerteautomatisiAG (3.1)
Ein Automatisierungsgrad von 0 % bedeutet, dass alle Tätigkeiten von Hand ausgeführt
werden. Bei einem Automatisierungsgrad von 100 % werden alle Prozesse
vollautomatisch durch Maschinen erledigt. Je nach Automatisierungsgrad kann die
Montage in manuelle, halbautomatische und automatisierte Montage unterteilt
werden.112 Die manuelle Montage, auch Handmontage genannt, wird ausschließlich
vom Menschen durchgeführt. Mit den Händen, Fingern und vielfältigen Sinnen sowie
seiner Intelligenz ist der Mensch zum Durchführen sämtlicher Montageprozesse
besonders geeignet. Zur Prozessunterstützung werden häufig Hilfsmittel wie
Werkzeuge und Vorrichtungen eingesetzt.113 Aufgrund seiner speziellen Fähigkeit wie
Eigeninitiative und lösungsorientiertem Denken ist er auch deutlich flexibler einsetzbar
als jedes maschinelle Montagesystem. Aber im Gegensatz zu einer Maschine kann der
Mensch über einen längeren Zeitraum keine absolut konstante Arbeitsleistung
erbringen. Seine Leistung ist von vielen Faktoren abhängig, wie z.B. Arbeitsplatz- und
Raumgestaltung, Klima und Lärmbelastung, Art der Arbeit und Bezahlung,
111 Vgl. Feldmann, K. et al. (2004) S. 1.
112 Vgl. BMBF (1984) S. 61ff.
113 Vgl. Lotter, B. (1992) S. 43.
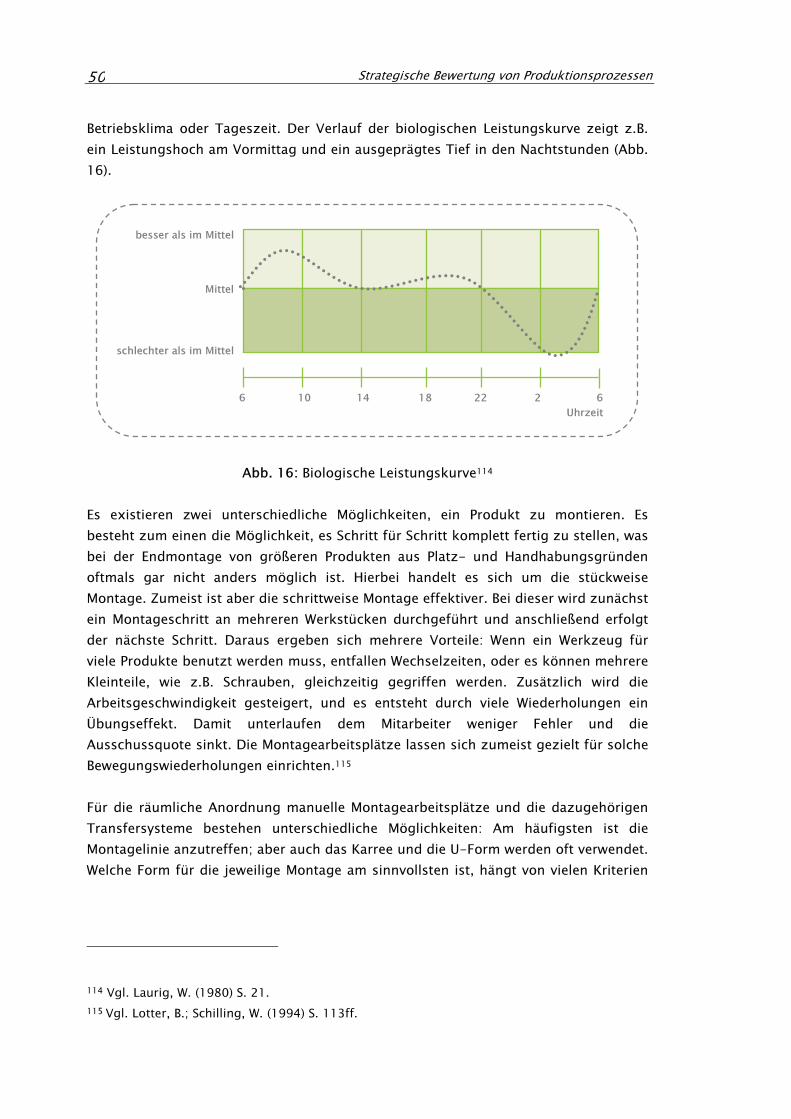
Strategische Bewertung von Produktionsprozessen 50
Betriebsklima oder Tageszeit. Der Verlauf der biologischen Leistungskurve zeigt z.B.
ein Leistungshoch am Vormittag und ein ausgeprägtes Tief in den Nachtstunden (Abb.
16).
besser als im Mittel
Mittel
schlechter als im Mittel
Uhrzeit
6 10 14 18 22 2 6
Abb. 16: Biologische Leistungskurve114
Es existieren zwei unterschiedliche Möglichkeiten, ein Produkt zu montieren. Es
besteht zum einen die Möglichkeit, es Schritt für Schritt komplett fertig zu stellen, was
bei der Endmontage von größeren Produkten aus Platz- und Handhabungsgründen
oftmals gar nicht anders möglich ist. Hierbei handelt es sich um die stückweise
Montage. Zumeist ist aber die schrittweise Montage effektiver. Bei dieser wird zunächst
ein Montageschritt an mehreren Werkstücken durchgeführt und anschließend erfolgt
der nächste Schritt. Daraus ergeben sich mehrere Vorteile: Wenn ein Werkzeug für
viele Produkte benutzt werden muss, entfallen Wechselzeiten, oder es können mehrere
Kleinteile, wie z.B. Schrauben, gleichzeitig gegriffen werden. Zusätzlich wird die
Arbeitsgeschwindigkeit gesteigert, und es entsteht durch viele Wiederholungen ein
Übungseffekt. Damit unterlaufen dem Mitarbeiter weniger Fehler und die
Ausschussquote sinkt. Die Montagearbeitsplätze lassen sich zumeist gezielt für solche
Bewegungswiederholungen einrichten.115
Für die räumliche Anordnung manuelle Montagearbeitsplätze und die dazugehörigen
Transfersysteme bestehen unterschiedliche Möglichkeiten: Am häufigsten ist die
Montagelinie anzutreffen; aber auch das Karree und die U-Form werden oft verwendet.
Welche Form für die jeweilige Montage am sinnvollsten ist, hängt von vielen Kriterien
114 Vgl. Laurig, W. (1980) S. 21.
115 Vgl. Lotter, B.; Schilling, W. (1994) S. 113ff.
Strategische Bewertung von Produktionsprozessen 51
ab, wobei die räumlichen Gegebenheiten besonders zu beachten sind. Neben den
aufgeführten Varianten existiert noch eine Vielzahl von Sonderformen.116
Um eine möglichst hohe Arbeitsleistung erbringen zu können, sind die
Montagearbeitsplätze nach arbeitswissenschaftlichen Gesichtspunkten zu gestalten.
Eine wichtige Rolle spielt dabei die Ergonomie. Ihr Ziel es ist, eine möglichst niedrige
Arbeitsbelastung für den Menschen zu erreichen und somit langfristig gesundheitliche
Schäden zu vermeiden. Um den unterschiedlichen Körpermaßen der Mitarbeiter
gerecht zu werden, müssen Montagearbeitsplätze möglichst variabel sein. Die
Arbeitstische benötigen genügend Beinfreiheit, verstellbare Fußauflagen und
Armstützen. Bei den Arbeitsstühlen ist darauf zu achten, dass sie höhenverstellbar
sind. Die Anordnung der Arbeitsmittel sollte dem menschlichen Bewegungs- und
Sehraum angepasst sein. Dies betrifft sowohl die Anordnung von Werkzeugen und
Vorrichtungen als auch die Bereitstellung der Einzelteile. Die einzelnen Bauteile, aus
denen das Produkt montiert wird, werden zumeist in Kisten oder speziellen
Teilebehältern aufbewahrt. Sie sollten nach Möglichkeit direkt und ohne körperliche
Anstrengung zu greifen sein.117 Die einfachste Organisationsform der manuellen
Montage ist der Einzelarbeitsplatz. Im Arbeitszentrum befinden sich zumeist die
Kleinteile sowie die Arbeitsmittel. Größere Teile sind in Kisten bzw. Werkstückträgern
angeordnet. Die einzelnen Vorrichtungen und Behälter sollten standardisiert sein,
damit sie leicht ausgetauscht und umgerüstet werden können. Mit steigendem
Arbeitsumfang stellt ein solcher Arbeitsplatz hohe Anforderungen an den
Montierenden. Je mehr Einzelteile gebraucht werden, desto schwieriger lassen sie sich
im direkten Arbeitsbereich unterbringen. Dies führt zu langen Greifbewegungen, die
auf Dauer ermüden.
Die DIN 19233 beschreibt „Automatisieren“ als das Einsetzen künstlicher Mittel, damit
ein Vorgang selbsttätig abläuft.118 Dabei wird eine vom Menschen ausgeführte
Tätigkeit mithilfe der Technik auf einen Automaten übertragen. Die Motoren und
mechanische Vorrichtungen übernehmen die Funktionen der Hände und Finger. Das
Gehirn und die Sinne werden durch Datenverarbeitung und Sensoren ersetzt.
Automatisiert werden vornehmlich Tätigkeiten, die119
- für den Menschen ergonomisch ungünstig oder gar gefährlich sind,
- Maschinen schneller, präziser und somit wirtschaftlicher ausführen oder
116 Vgl. Konold, P.; Reger, H. (2003) S. 76 ff.
117 Vgl. Lotter, B.; Schilling, W. (1994) S. 122ff.
118 Vgl. Langmann, R. (2004) S. 19.
119 Vgl. Schnieder, E. (1999) S. 7.
Strategische Bewertung von Produktionsprozessen 52
- monotone und häufig ähnliche oder identische Arbeitsinhalte haben.
Die wichtigste Voraussetzung für die automatische Montage ist eine
automatisierungsgerechte Produktgestaltung. Die Einzelteile müssen sich leicht
handhaben lassen und ausreichend genau gefertigt sein, um nicht wertschöpfende
Anpass- und Montiertätigkeiten weitestgehend zu vermeiden.120 Ob sich ein
Montagevorgang wirtschaftlich automatisieren lässt, ist überdies stark von den
Stückzahlen und der Variantenvielfalt abhängig. Daher ist zu klären, ob eine Maschine
überhaupt umrüstbar ist, wie oft sie für neue oder geänderte Produkte umgerüstet
werden muss und wie lange das Umrüsten dauert.121 Aus diesen Gründen ist die
automatisierte Montage hauptsächlich in der Großserien- und Massenproduktion zu
finden. Obwohl kein Montagebereich dem anderen gleicht, wiederholen sich die
prinzipiellen Abläufe. Es liegt daher nahe, Montagesysteme nach dem
Baukastenprinzip aufzubauen. Für jede Montagefunktion sind standardisierte
Bausteine vorhanden, was teure Neuentwicklungen von Montagesystemen zumeist
überflüssig macht. Automatische Montagesysteme lassen sich auf verschiedene Weise
anordnen. Je nach Anforderung an den Montagebereich sind bestimmte Grundformen
besser geeignet als andere. Eine Anlage mit starrer Verkettung zwischen den einzelnen
Bearbeitungsstationen ist nicht sehr variantenflexibel, hat aber deutlich kürzere
Taktzeiten und damit eine höhere Ausbringung als ein flexibles, lose verkettetes
System. In der Industrie kommen zumeist Transfer-Automaten oder Roboterzellen
bzw. –montagelinien zum Einsatz.122
Im Gegensatz zur getakteten Montageanlage erfolgt bei einer Continuous-Motion-
Maschine (CMM) der Werkstückfluss kontinuierlich, d.h. die Takte fallen weg und es
entsteht eine zeitsynchrone, fließende Werkstück- und Arbeitsbewegung. Während
getaktete Montagemaschinen eine maximale Ausbringung von 120 bis 150 Stück pro
Minute erreichen, lässt sich mit einer CMM dieser Wert verfünffachen. Je nach Produkt
sind somit Ausbringungen von mehr als 600 Stück pro Minute möglich, was die
Maschine zum Einsatz in der Massenproduktion prädestiniert. Die CMM werden auch
als Hochgeschwindigkeits-Montagemaschinen bezeichnet. Die Wiederholgenauigkeit
ist entscheidend für eine gleich bleibende Montagequalität der Anlage. Die extremen
Stückzahlen stellen hohe Anforderungen an die Zu- und Abführung des Materials. Da
es noch keine CMM in Modul- oder Baukastenform existieren, handelt es sich um hoch
spezialisierte Einzweckmaschinen, die in Rund- und Längsausführung hergestellt
werden.
120 Vgl. Warnecke, H.-J. (1996) S. 8.
121 Vgl. Konold, P.; Reger, H. (2003) S. 104.
122 Vgl. Konold, P.; Reger, H. (2003) S. 104ff.
Strategische Bewertung von Produktionsprozessen 53
Die Grenzen zwischen der manuellen und automatisierten Montage sind nicht klar
definiert und verlaufen fließend. Es ist hierbei immer die Frage zu stellen, welcher
Automatisierungsgrad für eine wirtschaftliche Montage am besten geeignet ist. Dies
hängt von vielen unterschiedlichen Faktoren ab, wie z.B. Zeit, Flexibilität,
Ausbringung, Qualität, Maschinenkosten, Personalkosten, Produktivität,
Unternehmensstrategie oder Standortfaktoren.
3.3.3 Organisationsformen der Montage
Für die Bestimmung der Organisationsform der Montage ist zwischen Mengen- und
Artenteilung zu unterscheiden. Bei der Mengenteilung wird die gleiche Tätigkeit an
mehreren parallelen Stationen durchgeführt. Von Artenteilung wird gesprochen, wenn
an den jeweiligen Stationen unterschiedliche Arbeitsabläufe stattfinden.123 Des
Weiteren können je nach der Bewegung des Werkstücks verschiedene
Organisationsformen festgelegt werden. Das Werkstück kann örtlich stationär an
einem Arbeitsplatz oder an mehreren verschiedenen Bearbeitungsstationen gefertigt
werden. Häufige Organisationsformen der Montage sind: 124
- Baustellen- und Reihenmontage
- Einzelplatzmontage
- Fließmontage
- Taktstraße
Bei der Baustellenmontage ist das Montageobjekt ortsfest. Es handelt sich dabei z.B.
um Anlagen oder Spezialmaschinen, die zu schwer und unbeweglich sind, um
problemlos an mehreren Stationen bearbeitet zu werden. Sie werden stationär
montiert, wobei das Montageobjekt von allen Seiten zugänglich und genügend Platz
zur Teilebereitstellung vorhanden sein sollte. Da die Durchlaufzeit der
Gesamtmontagezeit entspricht, kommt es zu einer hohen Bindung von
Umlaufvermögen. Wenn ein Werkstück mehrere Baustellenmontageplätze durchläuft,
handelt es sich um die Reihenmontage.125 Für die Einzelplatzmontage ist der ortsfeste
Arbeitsplatz charakteristisch. Die verschiedenen Einzelteile und Baugruppen werden
am Montageplatz in Kisten, auf Paletten, mit Paternoster-Systemen oder Drehtellern
zur Verfügung gestellt und dort überwiegend manuell zusammengebaut. Folglich ist
123 Vgl. Beitz, W.; Grote, K.-H. (1997) S. 96.
124 Vgl. Beitz, W.; Grote, K.-H. (1997) S. 98.
125 Vgl. Lotter, B.; Schilling W. (1994) S. 4.
Strategische Bewertung von Produktionsprozessen 54
der Automatisierungsgrad dieser Organisationsform sehr gering. Ihr Vorteil ist die
hohe Flexibilität, da Einzelplätze relativ unkompliziert für neue Varianten oder
Tätigkeiten umgerüstet werden können. Sie ist unempfindlich gegenüber Störungen,
stößt jedoch bei hohen Stückzahlen oder vielen Einzelteilen an ihre kapazitiven
Grenzen.126
Eine Verkettung von mehreren Montageplätzen zu einer Linie wird als Fließmontage
bezeichnet. Je nachdem, ob die einzelnen Plätze manuell oder automatisch betrieben
werden, kann diese Form der Montage völlig unterschiedliche Automatisierungsgrade
haben. Die Werkstücke werden kontinuierlich mit zeitlicher Bindung manuell oder
mechanisch zwischen den einzelnen Stationen bewegt. Wenn die Werkstücke in
ungeordneter Form transportiert werden, entsteht ein hoher Aufwand durch erneutes
Handhaben der Teile. Dies lässt sich umgehen, indem Werkstückträger einsetzt
werden, die die Teile in geordneter Form weitergeben. Da die Montagestationen
miteinander verkettet sind, können Störungen an einzelnen Stationen zu einem Ausfall
der gesamten Fließmontage führen. Durch Materialpuffer zwischen den Stationen kann
dieser Effekt minimiert werden. Es existiert die kontinuierliche und die intermittierende
Fließmontage. Bei der kontinuierlichen Fließmontage wird das Montageobjekt
ununterbrochen weiter bewegt, der Montagevorgang findet synchron dazu statt. Diese
Organisationsform ist häufig in der Automobilindustrie anzutreffen. Dem gegenüber
wird bei der intermittierenden Montage das Werkstück während des
Bearbeitungsvorgangs angehalten.127 Eine erweiterte Form der Fließmontage ist die
Taktstraßenmontage. Der Materialfluss zwischen den Stationen wird getaktet, d.h. alle
Werkstücke werden unabhängig von der tatsächlichen Bearbeitungszeit gleichzeitig
bearbeitet und transportiert. Die Taktzeit entspricht dabei der längsten
Bearbeitungszeit. Diese Form der Montage ist für sehr hohe Stückzahlen ausgelegt und
hat einen hohen Automatisierungsgrad.
3.3.4 Montagepersonal
Ein wichtiger Faktor in der industriellen Montage ist das Personal, dessen Motivation
und Qualifikation maßgeblich zum wirtschaftlichen Erfolg beitragen. Die Mitarbeiter
können in Überwachungspersonal und Personal für manuelle Montagevorgänge
eingeteilt werden. Beide Gruppen unterscheiden sich hinsichtlich ihrer Tätigkeiten und
Qualifikationen.128 Das Überwachungspersonal ist für die Aufsicht und Betreuung
automatisierter und teilautomatisierter Montageanlagen zuständig. Seine
Qualifizierung hat starke Auswirkungen auf die Verfügbarkeit der Anlagen, weshalb
126 Vgl. Lotter, B.; Schilling, W. (1994) S. 5.
127 Vgl. Lotter, B. (1990) S. 248.
128 Vgl. Lotter, B.; Schilling, W. (1994) S. 6.

Strategische Bewertung von Produktionsprozessen 55
hauptsächlich Facharbeiter zum Einsatz kommen. Die Anlagenbetreuer müssen Fehler
erkennen, lokalisieren und entweder sofort selbst beheben oder einen geeigneten
Reparaturdienst anfordern. Dies setzt ein hohes Verantwortungs- und
Qualitätsbewusstsein voraus. Das Personal für manuelle Montagevorgänge führt
direkte oder indirekte produktionsnahe Montagetätigkeiten durch. Zu den direkten
Montagevorgängen gehören z.B. das Fügen oder das Handhaben, zu den indirekten
das Bereitstellen von Werkzeugen und das Nachfüllen der Teilebunker. Bei den direkt
in der manuellen Montage beschäftigten Mitarbeitern handelt es sich überwiegend um
formal gering qualifiziertes, angelerntes oder ungelerntes Hilfspersonal. In der
industriellen Montage besitzen etwa 85 % des Personals keine branchenspezifische
Fachausbildung. Die automatisierte Montage ist durch immer komplexer werdenden
Produkten und Arbeitsmitteln gekennzeichnet und stellt zunehmend wachsende
Anforderungen an die Mitarbeiterkompetenzen. Um Fehlerquoten niedrig zu halten
und Mitarbeiter nicht zu überfordern, müssen diese ausreichend qualifiziert sein.129
Die Anforderungen sind je nach Montage unterschiedlich, können jedoch den
folgenden Schwerpunkten zugeordnet werden (Abb. 17).
Grundwissen MontageProduktwissen
Qualitätssicherung
Datenerfassung & Auswertung
Fügeverfahren & Technik
Manuelle Montage & Arbeitsplatzgestaltung
Anlagensteuerung
Gruppenverhalten
Arbeitssicherheit
Automatische MontageAutomatische Fügeverfahren
Anlagenbetreuung – Entstörung
Verfügbarkeit
Qualitätsverantwortung
Flexible MontagetechnikVariantenprogrammierung
Rüsten
Statistische Prozesslenkung
Maschinendatenerfassung
Betriebsdatenerfassung
Abb. 17: Anforderungen an die Mitarbeiterqualifikationen130
129 Vgl. Feldmann, K. (2004) S. 73.
130 Vgl. Lotter, B. (1990) S. 255.

Strategische Bewertung von Produktionsprozessen 56
In jedem Fall ist es sinnvoll, wenn das Personal auch bei einfachen Aufgaben über die
Grundkenntnisse der Montage verfügt. Nur ein Mitarbeiter, der die Bedeutung seiner
Aufgabe versteht, kann selbst Verantwortung dafür übernehmen und sie selbstständig
und sicher ausführen. Er muss über das Wissen verfügen, welche Produkte er montiert,
auf welche Weise er zur Qualitätssicherung beiträgt und an wen er sich bei Problemen
wendet. Je nach Montageart ist dabei ein anderes Wissen erforderlich: Für eine flexible
Montage ist es entscheidend, dass die Mitarbeiter über die verschiedenen Varianten
Bescheid wissen und wie sie die Montagestationen entsprechend umrüsten müssen. Bei
einer automatisierten Montage kommt der Fehlerbehebung und damit der
Verfügbarkeit der Anlage eine besonders wichtige Bedeutung zu.
Fabrik-Umfeld Modell 57
4 Fabrik-Umfeld Modell
In diesem Kapitel werden mit der Vorstellung des Fabrik-Umfeld Modells die
Grundlagen für eine kennzahlenbasierte Bewertung internationaler
Produktionsstrategien geschaffen. Im ersten Abschnitt erfolgt zunächst die
Bestimmung der zentralen Begriffe System und Modell sowie die Festlegung der
spezifischen Modellanforderungen. Anschließend werden die dynamischen Ressourcen
Material, Energie, Kapazität und Finanzmittel als wesentliche Bestandteile des Modells
vorgestellt und ihr Beitrag zur Fabrik-Umfeld Interaktion erläutert. Im zweiten
Abschnitt des Kapitels wird der Strategieeffekt als Kennzahl zur Bewertung von
Strategien einschließlich der entsprechenden Berechnungsvorschrift eingeführt. Die
Beschreibung der Strategien erfolgt dabei auf Grundlage der internen und externen
Strategievariablen, wobei die Entwicklung der externen Strategievariablen mittels
geeigneter Prognoseverfahren zu bestimmen ist. Um eine ganzheitliche Bewertung von
Produktionsstrategien mit unterschiedlichen Zielen zu gewährleisten, wird im letzten
Abschnitt für eine technische, wirtschaftliche und umweltliche Zielfunktion der
gewichtete Gesamtstrategieeffekt als Spitzenkennzahl zur Strategiebewertung
festgelegt.
4.1 Grundlagen des Modells
4.1.1 Begriffbestimmung System und Modell
Der Verein Deutscher Ingenieure (VDI) definiert den Begriff System als „eine
abgegrenzte Anordnung von Komponenten, die miteinander in Beziehung stehen“.131
Bossel dagegen versteht unter einem System einen nach bestimmten Gesichtspunkten
abgegrenzten Ausschnitt der Welt, welcher aus Systemelementen und Kopplungen
besteht (Abb. 18). Dabei kann zwischen direkten und indirekten Kopplungen
unterschieden werden. Während bei der direkten Kopplung ein Systemelement direkt
auf ein anderes Element wirkt, erfolgt bei der indirekten Kopplung das Wirken über ein
drittes Element. Zusätzlich können innerhalb von Systemen Rückkopplungen auftreten.
Dabei wirkt ein Systemelement direkt oder indirekt auf sich selbst zurück. Der Bereich,
der nicht zum System gehört, wird als System-Umwelt bezeichnet. Er wird durch die
Systemgrenze festgelegt. Sie sollte derart gewählt werden, dass die betrachteten
Beziehungen zwischen den Systemelementen möglichst innerhalb des Systems und nur
wenige Beziehungen nach außen zur System-Umwelt verlaufen. Dabei kann die
Abgrenzung räumlich oder auch nach anderen Kriterien erfolgen.132
131 VDI-Richtlinie 3633 (1993) S. 3.
132 Vgl. Bossel, H. (2004) S. 34ff.
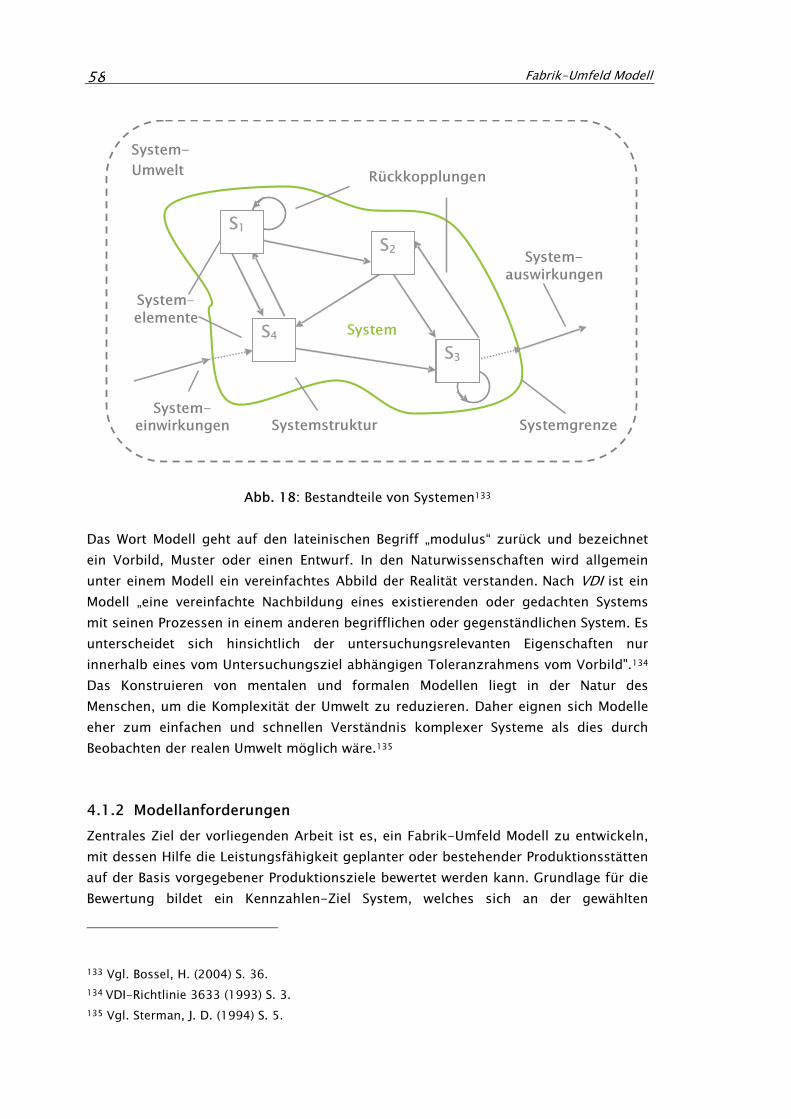
Fabrik-Umfeld Modell 58
Systemgrenze
System-
Umwelt
SystemstrukturSystem-
einwirkungen
System-
elemente
S3
Rückkopplungen
System-auswirkungen
System
S1
S3
S2
S4
Abb. 18: Bestandteile von Systemen133
Das Wort Modell geht auf den lateinischen Begriff „modulus“ zurück und bezeichnet
ein Vorbild, Muster oder einen Entwurf. In den Naturwissenschaften wird allgemein
unter einem Modell ein vereinfachtes Abbild der Realität verstanden. Nach VDI ist ein
Modell „eine vereinfachte Nachbildung eines existierenden oder gedachten Systems
mit seinen Prozessen in einem anderen begrifflichen oder gegenständlichen System. Es
unterscheidet sich hinsichtlich der untersuchungsrelevanten Eigenschaften nur
innerhalb eines vom Untersuchungsziel abhängigen Toleranzrahmens vom Vorbild".134
Das Konstruieren von mentalen und formalen Modellen liegt in der Natur des
Menschen, um die Komplexität der Umwelt zu reduzieren. Daher eignen sich Modelle
eher zum einfachen und schnellen Verständnis komplexer Systeme als dies durch
Beobachten der realen Umwelt möglich wäre.135
4.1.2 Modellanforderungen
Zentrales Ziel der vorliegenden Arbeit ist es, ein Fabrik-Umfeld Modell zu entwickeln,
mit dessen Hilfe die Leistungsfähigkeit geplanter oder bestehender Produktionsstätten
auf der Basis vorgegebener Produktionsziele bewertet werden kann. Grundlage für die
Bewertung bildet ein Kennzahlen-Ziel System, welches sich an der gewählten
133 Vgl. Bossel, H. (2004) S. 36.
134 VDI-Richtlinie 3633 (1993) S. 3.
135 Vgl. Sterman, J. D. (1994) S. 5.
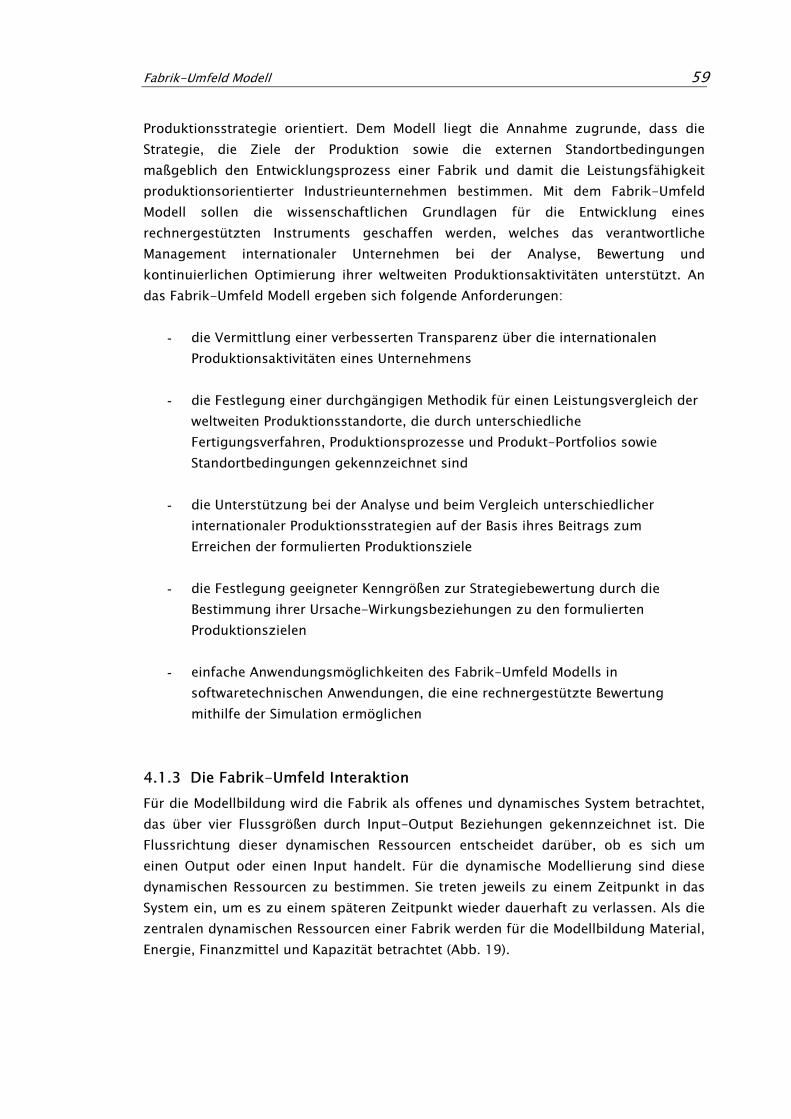
Fabrik-Umfeld Modell 59
Produktionsstrategie orientiert. Dem Modell liegt die Annahme zugrunde, dass die
Strategie, die Ziele der Produktion sowie die externen Standortbedingungen
maßgeblich den Entwicklungsprozess einer Fabrik und damit die Leistungsfähigkeit
produktionsorientierter Industrieunternehmen bestimmen. Mit dem Fabrik-Umfeld
Modell sollen die wissenschaftlichen Grundlagen für die Entwicklung eines
rechnergestützten Instruments geschaffen werden, welches das verantwortliche
Management internationaler Unternehmen bei der Analyse, Bewertung und
kontinuierlichen Optimierung ihrer weltweiten Produktionsaktivitäten unterstützt. An
das Fabrik-Umfeld Modell ergeben sich folgende Anforderungen:
- die Vermittlung einer verbesserten Transparenz über die internationalen
Produktionsaktivitäten eines Unternehmens
- die Festlegung einer durchgängigen Methodik für einen Leistungsvergleich der
weltweiten Produktionsstandorte, die durch unterschiedliche
Fertigungsverfahren, Produktionsprozesse und Produkt-Portfolios sowie
Standortbedingungen gekennzeichnet sind
- die Unterstützung bei der Analyse und beim Vergleich unterschiedlicher
internationaler Produktionsstrategien auf der Basis ihres Beitrags zum
Erreichen der formulierten Produktionsziele
- die Festlegung geeigneter Kenngrößen zur Strategiebewertung durch die
Bestimmung ihrer Ursache-Wirkungsbeziehungen zu den formulierten
Produktionszielen
- einfache Anwendungsmöglichkeiten des Fabrik-Umfeld Modells in
softwaretechnischen Anwendungen, die eine rechnergestützte Bewertung
mithilfe der Simulation ermöglichen
4.1.3 Die Fabrik-Umfeld Interaktion
Für die Modellbildung wird die Fabrik als offenes und dynamisches System betrachtet,
das über vier Flussgrößen durch Input-Output Beziehungen gekennzeichnet ist. Die
Flussrichtung dieser dynamischen Ressourcen entscheidet darüber, ob es sich um
einen Output oder einen Input handelt. Für die dynamische Modellierung sind diese
dynamischen Ressourcen zu bestimmen. Sie treten jeweils zu einem Zeitpunkt in das
System ein, um es zu einem späteren Zeitpunkt wieder dauerhaft zu verlassen. Als die
zentralen dynamischen Ressourcen einer Fabrik werden für die Modellbildung Material,
Energie, Finanzmittel und Kapazität betrachtet (Abb. 19).
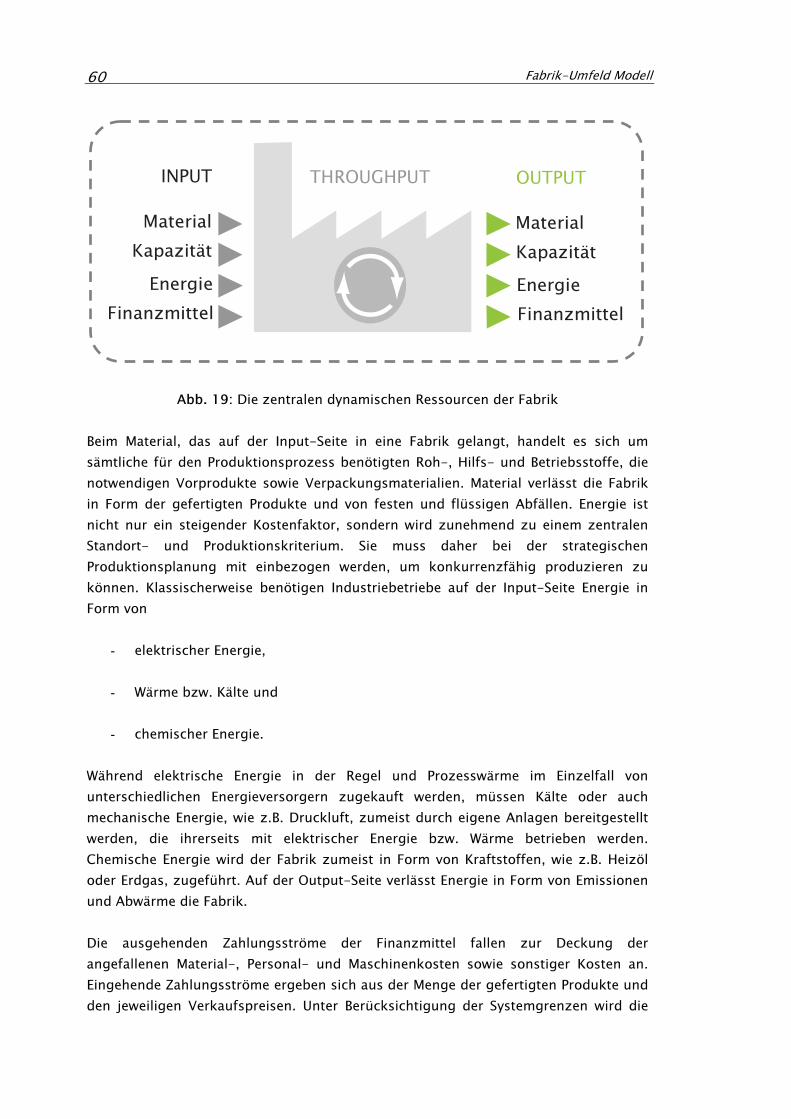
Fabrik-Umfeld Modell 60
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUTTHROUGHPUT
Abb. 19: Die zentralen dynamischen Ressourcen der Fabrik
Beim Material, das auf der Input-Seite in eine Fabrik gelangt, handelt es sich um
sämtliche für den Produktionsprozess benötigten Roh-, Hilfs- und Betriebsstoffe, die
notwendigen Vorprodukte sowie Verpackungsmaterialien. Material verlässt die Fabrik
in Form der gefertigten Produkte und von festen und flüssigen Abfällen. Energie ist
nicht nur ein steigender Kostenfaktor, sondern wird zunehmend zu einem zentralen
Standort- und Produktionskriterium. Sie muss daher bei der strategischen
Produktionsplanung mit einbezogen werden, um konkurrenzfähig produzieren zu
können. Klassischerweise benötigen Industriebetriebe auf der Input-Seite Energie in
Form von
- elektrischer Energie,
- Wärme bzw. Kälte und
- chemischer Energie.
Während elektrische Energie in der Regel und Prozesswärme im Einzelfall von
unterschiedlichen Energieversorgern zugekauft werden, müssen Kälte oder auch
mechanische Energie, wie z.B. Druckluft, zumeist durch eigene Anlagen bereitgestellt
werden, die ihrerseits mit elektrischer Energie bzw. Wärme betrieben werden.
Chemische Energie wird der Fabrik zumeist in Form von Kraftstoffen, wie z.B. Heizöl
oder Erdgas, zugeführt. Auf der Output-Seite verlässt Energie in Form von Emissionen
und Abwärme die Fabrik.
Die ausgehenden Zahlungsströme der Finanzmittel fallen zur Deckung der
angefallenen Material-, Personal- und Maschinenkosten sowie sonstiger Kosten an.
Eingehende Zahlungsströme ergeben sich aus der Menge der gefertigten Produkte und
den jeweiligen Verkaufspreisen. Unter Berücksichtigung der Systemgrenzen wird die
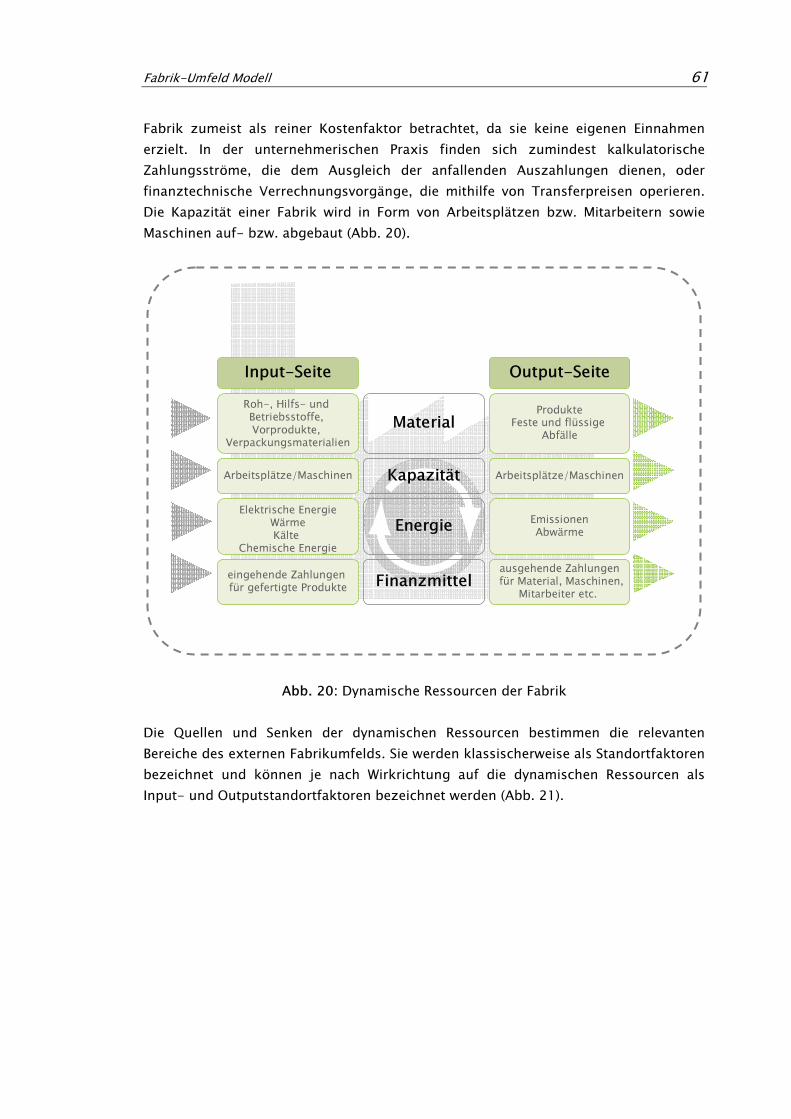
Fabrik-Umfeld Modell 61
Fabrik zumeist als reiner Kostenfaktor betrachtet, da sie keine eigenen Einnahmen
erzielt. In der unternehmerischen Praxis finden sich zumindest kalkulatorische
Zahlungsströme, die dem Ausgleich der anfallenden Auszahlungen dienen, oder
finanztechnische Verrechnungsvorgänge, die mithilfe von Transferpreisen operieren.
Die Kapazität einer Fabrik wird in Form von Arbeitsplätzen bzw. Mitarbeitern sowie
Maschinen auf- bzw. abgebaut (Abb. 20).
Input-Seite Output-Seite
Roh-, Hilfs- und Betriebsstoffe, Vorprodukte,
Verpackungsmaterialien
ProdukteFeste und flüssige
AbfälleMaterial
Arbeitsplätze/Maschinen Arbeitsplätze/MaschinenKapazität
EnergieElektrische Energie
WärmeKälte
Chemische Energie
EmissionenAbwärme
Finanzmitteleingehende Zahlungen für gefertigte Produkte
ausgehende Zahlungenfür Material, Maschinen,
Mitarbeiter etc.
Abb. 20: Dynamische Ressourcen der Fabrik
Die Quellen und Senken der dynamischen Ressourcen bestimmen die relevanten
Bereiche des externen Fabrikumfelds. Sie werden klassischerweise als Standortfaktoren
bezeichnet und können je nach Wirkrichtung auf die dynamischen Ressourcen als
Input- und Outputstandortfaktoren bezeichnet werden (Abb. 21).
Fabrik-Umfeld Modell 62
Material
Kapazität
Energie
Finanzmittel
Material
Kapazität
Energie
Finanzmittel
INPUT OUTPUT
INPUT OUTPUT
Standortfaktoren StandortfaktorenTHROUGHPUT
STRATEGIEEFFEKT
PRODUKTIONSSTRATEGIE
Abb. 21: Fabrik-Umfeld Interaktion durch Standortfaktoren
Unter Berücksichtigung der zentralen These der Arbeit, dass die gewählte
Produktionsstrategie und die Standortbedingungen der Fabriken maßgeblich den
Entwicklungsprozess und den wirtschaftlichen Erfolg internationaler
Industrieunternehmen bestimmen, muss die Leistungsfähigkeit der Fabrik in
Abhängigkeit von den vorgegebenen Produktionszielen gemessen werden. Daher sind
geeignete Kennzahlen zu identifizieren, die einen wesentlichen Einfluss auf die
Erreichung der vorgegebenen Produktionsziele ausüben. Anschließend sind sie gemäß
ihrer Ursache-Wirkungsbeziehungen in einem strategieorientierten Kennzahlensystem
zusammenzuführen. Dabei muss gewährleistet sein, dass übergeordnete Kennzahlen
existieren, welche die Leistungsfähigkeit der Fabrik unter Berücksichtigung der
gewählten Produktionsstrategie ermitteln. Somit ergibt sich ein bewertetes Fabrik-
Umfeld Modell, das eine auf Zahlen abstrahierte Abbildung des untersuchten
Produktionssystems darstellt.
4.2 Strategiebewertung
4.2.1 Der Strategieeffekt
Bei der qualitativen Vorgabe von Zielen lässt sich nur die relative Wirksamkeit
unterschiedlicher Strategien bestimmen. Nur mit der Festlegung einer Zielgröße Z lässt
sich die Strategiewirksamkeit quantifizieren. Es ist für die überwiegende Zahl der
Produktionsziele möglich, quantifizierbare Zielgrößen zu bestimmen. Da die
Zielgrößen jedoch nicht immer direkt erfassbar sind, müssen für sie Kennzahlen
bestimmt werden, die eine Überprüfung der Zielerreichung ermöglichen. Das häufig
große Datenangebot, welches in Form von Messgrößen im Unternehmen vorliegt, wird
dazu zu Kennzahlen verdichtet. Dabei ist der relevante Informationsbedarf der

Fabrik-Umfeld Modell 63
jeweiligen Entscheidungsebene bzw. Produktionsbereiche zu berücksichtigen. Nach
Eidenmüller können dabei folgenden Größen unterschieden werden:136
- Zielgrößen sind operationale, d.h. quantifizierte und realisierbare Ziele, die als
solche auch eindeutig formuliert sind, wie z.B. Stückkosten, Ausbringung, CO2-
Emissionen etc.
- Kennzahlen stehen in einer kausalen oder empirischen Beziehung zu den
Zielgrößen und sind verdichtete Informationen über Messgrößen, wie z.B.
effektive Verfügbarkeit einer Maschine, Herstellkosten, Energieverbrauch etc.
- Messgrößen sind operationale Größen, die erfasst werden müssen, um die
Zielerreichung feststellen zu können. Sie stehen in einer kausalen oder
empirischen Beziehung zu den Kennzahlen, wie z.B. Taktzeit einer Maschine,
Ein- bzw. Austrittszeitpunkt von Material, Abwesenheitsrate der Mitarbeiter etc.
Im Rahmen einer Strategie soll in vielen Fällen durch die Umsetzung eines langfristigen
Optimierungsprozesses eine ausgewählte Zielgröße minimiert
!MinZ → (4.1)
bzw. maximiert
!MaxZ → (4.2)
werden. Dieses Vorgehen ist aufgrund von häufig auftretenden Konflikten zwischen
einzelnen Produktionszielen nicht immer sinnvoll. Es ist daher notwendig, Sollwerte für
die Zielgrößen Z soll zu bestimmen, die mit der ausgewählten Strategie zu erreichen
sind. Dabei müssen die festgelegten Leistungsanforderungen und existierenden
Randbedingungen der Produktion berücksichtigt werden. Aus der Differenz zwischen
dem erreichten Istwert der Zielgröße Z ist und dem vorgegebenen Sollwert Z soll ergibt
sich die Zielabweichung
sollistZZZ −=Δ (4.3),
die als absoluter Maßstab für die Bewertung einer Strategie dienen kann. Im optimalen
Fall ergibt sich
0=ΔZ (4.4).
136 Vgl. Eidenmüller (1989) S. 205f.
Fabrik-Umfeld Modell 64
Gudehus führt in diesem Zusammenhang den Begriff des Strategieeffekts ein und
beschreibt ihn als „Ausmaß, in dem ein Ziel durch die Strategie erreicht wird“.137 Dabei
ist zu berücksichtigen, dass der Strategieeffekt lediglich ein Maß für die Effektivität der
Strategie ist, ohne dass damit eine Aussage über den zur Zielerreichung notwendigen
Aufwand getroffen wird. Dazu ist eine Analyse der Strategieeffizienz notwendig, die
den erzielten Output ins Verhältnis zum verwendeten Input setzt. Ein relativer Maßstab
für das Ausmaß einer Zielerreichung ist der Zielerreichungsgrad, der das Verhältnis
von Ist- zu Sollwert der Zielgröße darstellt. Der Strategieeffekt einer Zielgröße kann
damit wie folgt bestimmt werden.
%100×=soll
ist
Z
ZffektStrategiee (4.5)
Für
sollistZZ = (4.6)
erreicht der Strategieeffekt damit seinen Optimalwert von 100 %. Abweichungen nach
unten oder oben zeigen eine Verschlechterung des Strategieeffekts an, d.h. die
Strategie ist unzureichend oder überzogen und trägt somit nicht im gewünschten
Maße zur Zielerreichung bei.
Mit der oben eingeführten Zielabweichung ergibt sich der Strategieeffekt zu
%100%100 ×Δ
±=sollZ
ZffektStrategiee (4.7)
mit
!
!
MinZfür
MaxZfür
→−
→+
Mit dieser Berechnungsvorschrift ist sichergestellt, dass unhabhängig vom
betrachteten Ziel ein Strategieeffekt über 100 % eine überzogene Strategie und unter
100 % eine unzureichende Strategie anzeigt. Es ist zu berücksichtigen, dass der
Strategieeffekt bei großen Zielabweichungen auch negative Werte annehmen kann.
137 Gudehus, T. (2005) S. 113.
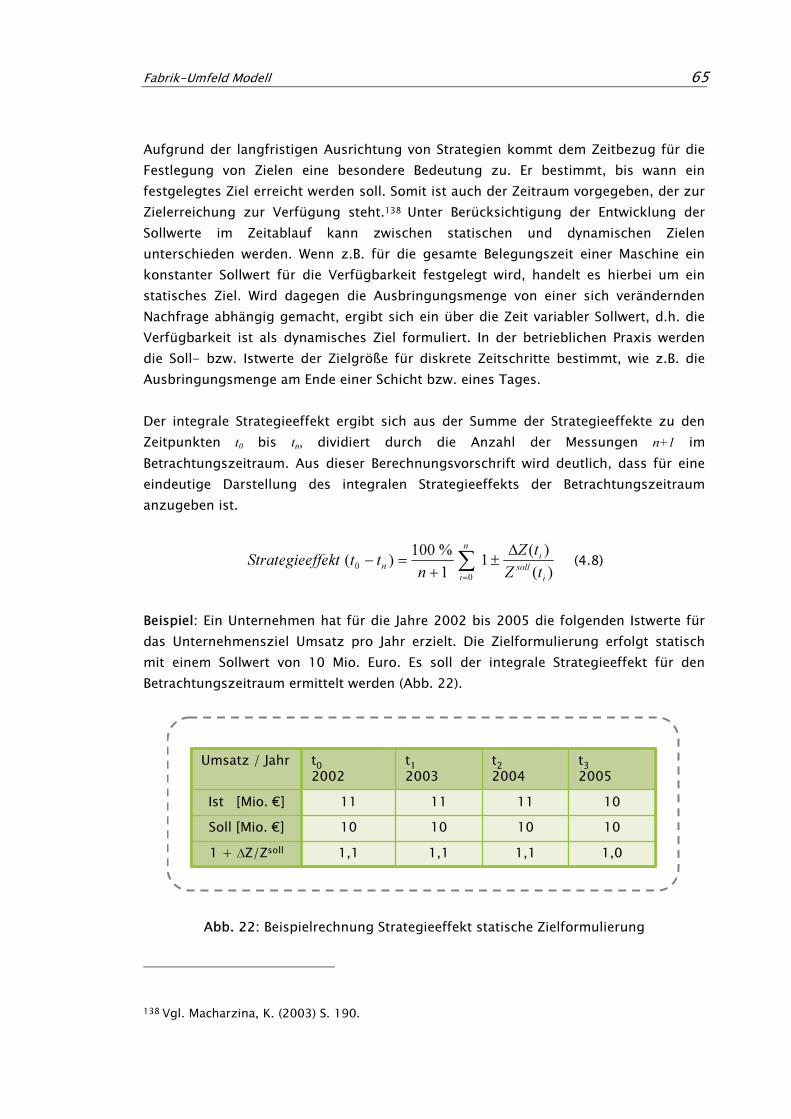
Fabrik-Umfeld Modell 65
Aufgrund der langfristigen Ausrichtung von Strategien kommt dem Zeitbezug für die
Festlegung von Zielen eine besondere Bedeutung zu. Er bestimmt, bis wann ein
festgelegtes Ziel erreicht werden soll. Somit ist auch der Zeitraum vorgegeben, der zur
Zielerreichung zur Verfügung steht.138 Unter Berücksichtigung der Entwicklung der
Sollwerte im Zeitablauf kann zwischen statischen und dynamischen Zielen
unterschieden werden. Wenn z.B. für die gesamte Belegungszeit einer Maschine ein
konstanter Sollwert für die Verfügbarkeit festgelegt wird, handelt es hierbei um ein
statisches Ziel. Wird dagegen die Ausbringungsmenge von einer sich verändernden
Nachfrage abhängig gemacht, ergibt sich ein über die Zeit variabler Sollwert, d.h. die
Verfügbarkeit ist als dynamisches Ziel formuliert. In der betrieblichen Praxis werden
die Soll- bzw. Istwerte der Zielgröße für diskrete Zeitschritte bestimmt, wie z.B. die
Ausbringungsmenge am Ende einer Schicht bzw. eines Tages.
Der integrale Strategieeffekt ergibt sich aus der Summe der Strategieeffekte zu den
Zeitpunkten t0 bis tn, dividiert durch die Anzahl der Messungen n+1 im
Betrachtungszeitraum. Aus dieser Berechnungsvorschrift wird deutlich, dass für eine
eindeutige Darstellung des integralen Strategieeffekts der Betrachtungszeitraum
anzugeben ist.
∑=
Δ±
+=−
n
i i
soll
i
n
tZ
tZ
nttffektStrategiee
0
0
)(
)(1
1
%100)( (4.8)
Beispiel: Ein Unternehmen hat für die Jahre 2002 bis 2005 die folgenden Istwerte für
das Unternehmensziel Umsatz pro Jahr erzielt. Die Zielformulierung erfolgt statisch
mit einem Sollwert von 10 Mio. Euro. Es soll der integrale Strategieeffekt für den
Betrachtungszeitraum ermittelt werden (Abb. 22).
1,01,11,11,11 + ∆Z/Zsoll
10101010Soll [Mio. €]
10111111Ist [Mio. €]
t3
2005
t2
2004
t1
2003
t0
2002
Umsatz / Jahr
1,01,11,11,11 + ∆Z/Zsoll
10101010Soll [Mio. €]
10111111Ist [Mio. €]
t3
2005
t2
2004
t1
2003
t0
2002
Umsatz / Jahr
Abb. 22: Beispielrechnung Strategieeffekt statische Zielformulierung
138 Vgl. Macharzina, K. (2003) S. 190.
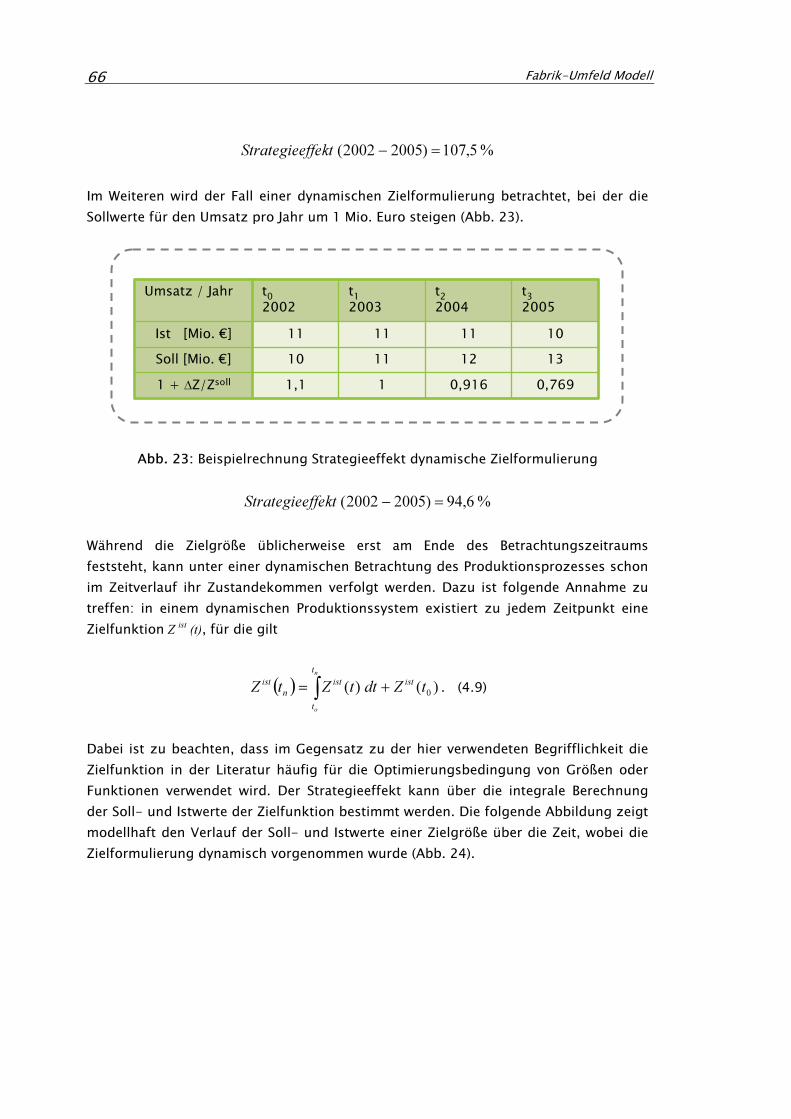
Fabrik-Umfeld Modell 66
%5,107)20052002( =−ffektStrategiee
Im Weiteren wird der Fall einer dynamischen Zielformulierung betrachtet, bei der die
Sollwerte für den Umsatz pro Jahr um 1 Mio. Euro steigen (Abb. 23).
0,7690,91611,11 + ∆Z/Zsoll
13121110Soll [Mio. €]
10111111Ist [Mio. €]
t3
2005
t2
2004
t1
2003
t0
2002
Umsatz / Jahr
Abb. 23: Beispielrechnung Strategieeffekt dynamische Zielformulierung
%6,94)20052002( =−ffektStrategiee
Während die Zielgröße üblicherweise erst am Ende des Betrachtungszeitraums
feststeht, kann unter einer dynamischen Betrachtung des Produktionsprozesses schon
im Zeitverlauf ihr Zustandekommen verfolgt werden. Dazu ist folgende Annahme zu
treffen: in einem dynamischen Produktionssystem existiert zu jedem Zeitpunkt eine
Zielfunktion Z ist (t), für die gilt
( ) )()(0tZdttZtZ
ist
t
t
ist
n
ist
n
o
+= ∫ . (4.9)
Dabei ist zu beachten, dass im Gegensatz zu der hier verwendeten Begrifflichkeit die
Zielfunktion in der Literatur häufig für die Optimierungsbedingung von Größen oder
Funktionen verwendet wird. Der Strategieeffekt kann über die integrale Berechnung
der Soll- und Istwerte der Zielfunktion bestimmt werden. Die folgende Abbildung zeigt
modellhaft den Verlauf der Soll- und Istwerte einer Zielgröße über die Zeit, wobei die
Zielformulierung dynamisch vorgenommen wurde (Abb. 24).
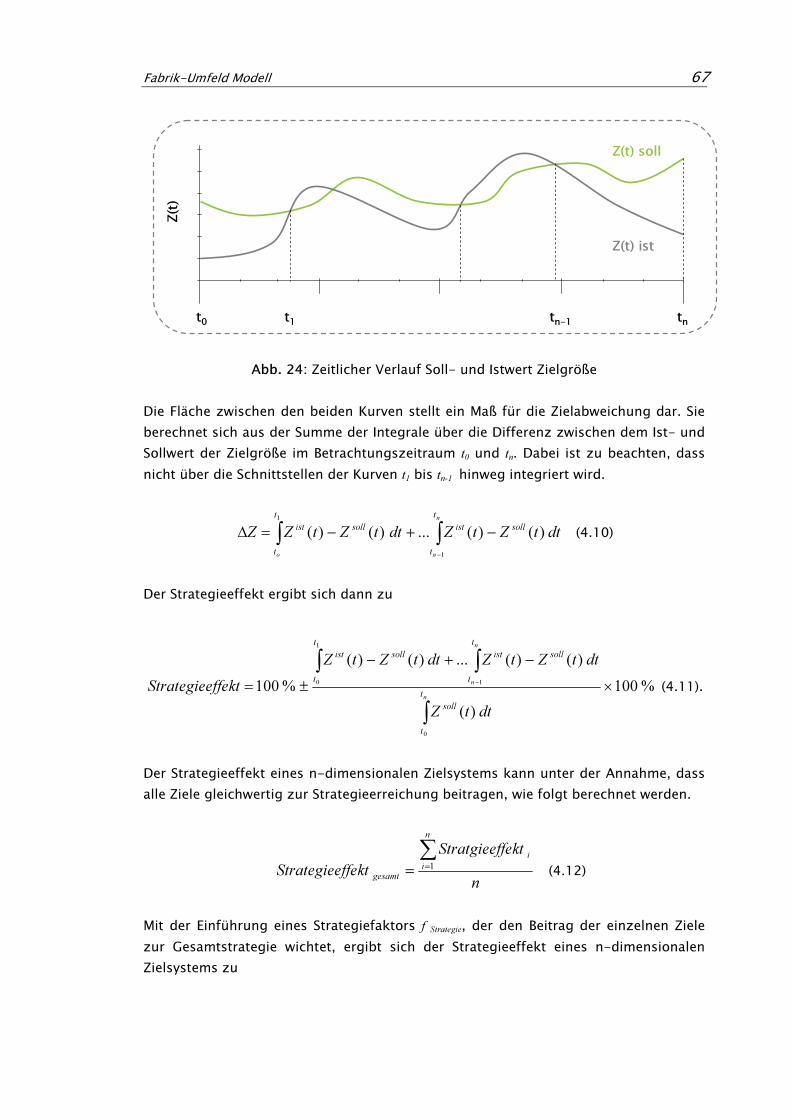
Fabrik-Umfeld Modell 67
Z(t)
Nur für den nichtkommerziellen Einsatz!
Z(t) soll
Z(t) ist
t0 t1 tntn-1
Abb. 24: Zeitlicher Verlauf Soll- und Istwert Zielgröße
Die Fläche zwischen den beiden Kurven stellt ein Maß für die Zielabweichung dar. Sie
berechnet sich aus der Summe der Integrale über die Differenz zwischen dem Ist- und
Sollwert der Zielgröße im Betrachtungszeitraum t0 und tn. Dabei ist zu beachten, dass
nicht über die Schnittstellen der Kurven t1 bis tn-1 hinweg integriert wird.
∫∫−
−+−=Δ
n
no
t
t
sollistsoll
t
t
istdttZtZdttZtZZ
1
1
)()(...)()( (4.10)
Der Strategieeffekt ergibt sich dann zu
%100
)(
)()(...)()(
%100
0
1
0 1
×
−+−
±=
∫
∫ ∫−
dttZ
dttZtZdttZtZ
ffektStrategieen
n
n
t
t
soll
t
t
t
t
sollistsollist
(4.11).
Der Strategieeffekt eines n-dimensionalen Zielsystems kann unter der Annahme, dass
alle Ziele gleichwertig zur Strategieerreichung beitragen, wie folgt berechnet werden.
n
fektStratgieef
ffektStrategiee
n
i
i
gesamt
∑=
=
1 (4.12)
Mit der Einführung eines Strategiefaktors f Strategie, der den Beitrag der einzelnen Ziele
zur Gesamtstrategie wichtet, ergibt sich der Strategieeffekt eines n-dimensionalen
Zielsystems zu
Fabrik-Umfeld Modell 68
nStrategienStrategiegesamt fffektStrategieefffektStrategieeffektStrategiee ×+×= ...
11 (4.13)
mit
∑=
=
n
i
iStrategief1
1 (4.14).
4.2.2 Interne und externe Strategievariablen
Unter Strategievariablen versteht Gudehus „freie Parameter, die bei vorgegebenen
Leistungsanforderungen innerhalb der Restriktionen variieren und zur Optimierung
des Strategieeffekts genutzt werden können“.139 Sie sind die Größen s(t) der
Zielfunktionen, die einen wesentlichen Beitrag zur Zielerreichung leisten und deren
Werte sich für die Umsetzung unterschiedlicher Produktionsstrategien ändern. Für die
kennzahlenorientierte Bewertung unterschiedlicher Strategien müssen daher die für
die jeweiligen Produktionsziele relevanten Strategievariablen identifiziert und der
Verlauf der Zielfunktionen ermittelt werden, um ihren Beitrag zur Zielerreichung
quantifizieren zu können. Im Weiteren wird die Zielgröße
)(n
isttZ (4.15)
betrachtet. Der aktuelle Wert der Zielfunktion
)]([)( tsftZi
ist= (4.16)
stellt eine einfache numerische Größe dar, wie z.B. die Ausbringungsmenge pro Zeit.
Sie ist eine Funktion der Strategievariablen, die somit als zentrale Parameter des
Produktionssystems aufgefasst werden können, die einen direkten oder indirekten
Einfluss auf die Zielerreichung haben. Für das Fabrik-Umfeld Modell wird zwischen
internen und externen Strategievariablen unterschieden.
)](),([)(int tstsftZ ern
j
extern
i
ist= (4.17)
Die internen Strategievariablen leiten sich aus den gewählten Produktionszielen ab und
beschreiben über die Entwicklung der zentralen Leistungsparameter die Bedingungen
innerhalb der Fabrik. Sie werden durch das Produktionssystem selbst, die eingesetzten
139 Gudehus, T. (2005) S. 114.
Fabrik-Umfeld Modell 69
Ressourcen, die verwendeten Produktionsprozesse und das Produktionsprogramm
bestimmt. Das Produktionsmanagement kann somit durch seine Entscheidungen und
Vorgaben einen direkten Einfluss auf die internen Strategievariablen und ihre
Entwicklung ausüben. Die externen Strategievariablen beschreiben die Bedingungen
und Entwicklungen der externen Umwelt. Sie leiten sich aus den internen
Strategievariablen ab und können durch das Produktionsmanagement nicht oder nur
indirekt, z.B. durch die Wahl des jeweiligen Produktionsstandorts, beeinflusst werden.
Damit entsprechen sie den Größen, die in der Literatur klassischerweise als
Standortfaktoren bezeichnet werden. Ein Klassifizierungsansatz für Standortfaktoren
sieht die Unterscheidung in qualitative und quantitative Faktoren vor.140 Bei den
qualitativen Faktoren ist die subjektive Bewertung durch den Entscheidungsträger im
Unternehmen erforderlich. Für eine mathematisch-analytische Betrachtung werden
jedoch ausschließlich quantitative und quantifizierbare Standortfaktoren
berücksichtigt, da sich ihr Beitrag zur Zielereichung direkt messen lässt.
Ein Kritikpunkt an den klassischen Standorttheorien und -bewertungsverfahren bezog
sich in der Vergangenheit vor allem auf ihren fehlenden Strategiebezug. Unter
Berücksichtigung dieser Anforderung hat Kinkel für die zentralen
Verlagerungsstrategien von Industrieunternehmen einen Katalog von jeweils zehn
Standortfaktoren – die so genannten erfolgskritischen Standortfaktoren - empirisch
erarbeitet. In diesem Zusammenhang hat er auch eine neue Systematik für
Standortfaktoren vorgestellt, die mit der Festlegung von141
- Produktions-,
- Markt- und
- Performancefaktoren
bereits die Notwendigkeit einer Unterteilung in Input- und Output-Standortfaktoren
andeutet. Ein weiterer Kritikpunkt an den klassischen Standortbewertungsverfahren ist
die unzureichende Berücksichtigung der dynamischen Entwicklung der
Standortfaktoren. Hierzu schlägt Kinkel die Einführung eines strategischen
Standortcontrollings und –monitorings vor, das mit der LCSC eine szenariobasierte
Bewertung von Standortalternativen ermöglicht.142 Dabei bleiben jedoch die in der
Realität vorliegenden zyklischen und nichtlinearen Wirkungsbeziehungen zwischen
den Standortfaktoren und Produktionszielen unberücksichtigt. Um den Einfluss der
140 Vgl. Hansmann, K.-W. (1974) S. 137f. 141 siehe Kapitel 3.2.2.
142 siehe Kapitel 3.2.2.
Fabrik-Umfeld Modell 70
Standortfaktoren bzw. externen Strategievariablen auf die Zielerreichung bestimmen
zu können, ist ihre zukünftige Entwicklung mittels spezieller Prognosetechniken zu
beschreiben,
4.2.3 Prognosetechniken
Die zentrale Aufgabe der Strategiebewertung mit dem Fabrik-Umfeld Modell ist die
Bestimmung der zukünftigen Entwicklung der externen Strategievariablen, für die
unterschiedliche Prognoseverfahren zur Verfügung stehen. Nach Warnecke kann
zwischen quantitativen und qualitativen Prognosetechniken unterschieden werden.143
Die quantitativen Techniken lassen sich wiederum in zwei Prognoseverfahren
unterteilen. Während die Entwicklungsprognosen auf der vergangenheitsorientierten
Entwicklung der Daten beruhen, berücksichtigen die Wirkungsprognosen die
zukünftige Auswirkung von Maßnahmen und Instrumenten.
Die Trendexploration gehört zu den Entwicklungsprognosen und ist die am häufigsten
verwendete Methode. Beim Einsatz dieser Technik wird, ausgehend von der
Entwicklung der Werte in der Vergangenheit, ihre zukünftige Entwicklung extrapoliert.
Dieses geschieht anhand in der Vergangenheit festgestellter mathematischer
Gesetzmäßigkeiten, die auf die Zukunft übertragen werden. Bei der Methode der
exponentiellen Glättung – einem weiteren Entwicklungsprognoseverfahren - werden
die historischen Daten entsprechend ihres zeitlichen Abstands zum Prognosezeitraum
gewichtet. Diese traditionellen Verfahren können insbesondere dann erfolgreich
eingesetzt werden, wenn belastbare Datenreihen aus der Vergangenheit vorhanden
sind. Sie liefern auch nur dann verlässliche Ergebnisse, wenn in dem prognostizierten
Zeitraum keine Strukturbrüche oder Diskontinuitäten auftreten. Insbesondere diese
Voraussetzung ist bei der langfristigen Vorhersage des externen
Unternehmensumfelds nicht immer gegeben. Aus diesem Grund werden insbesondere
für Langfristprognosen anstelle der quantitativen Verfahren häufig qualitative
Prognosetechniken wie die Delphi-Methode verwendet, die grundsätzlich auf dem
Vergleich der Ergebnisse von unterschiedlichen Expertenmeinungen beruht. Diese
Methode wird zumeist für eine hohe Sicherheit der Vorhersagen bei komplexen
Problemstellungen eingesetzt. Sie ist allerdings in der Durchführung mit einem großen
organisatorischen und zeitlichen Aufwand und damit hohen Kosten verbunden. Daher
gewinnt die Szenario-Technik als weitere quantitative Prognosetechnik in der Praxis
zunehmend an Bedeutung. Die Vorgehensweise der Szenario-Technik wird im Rahmen
der szenariobasierten Simulation unterschiedlicher Strategieoptionen erläutert.
143 Vgl. Warnecke, H.-J. (1993) S. 29ff.
Fabrik-Umfeld Modell 71
Unabhängig von der eingesetzten Methode sollte immer die Tauglichkeit eines
Vorhersageinstrumentes eingeschätzt werden, indem Aussagen über die
Unsicherheiten bzw. die Qualität der Prognosen gemacht werden. Die zunehmende
Unsicherheit der Zukunftsprojektion hängt wesentlich vom Zeitraum der Untersuchung
ab, so dass die gewählte Methode in jedem Fall den Prognosehorizont berücksichtigen
sollte. Somit können z.B. Prognosen über die Entwicklung der realen Wetterdaten, wie
Temperatur oder Luftfeuchtigkeit, bereits für wenige Tage mit großer Unsicherheit
verknüpft sein. Dennoch kann in weit reichender Zukunftsprojektion mit geringerem
Detaillierungsgrad das Wetter als stabil und vorherbestimmt betrachtet werden, z.B.
unter Beachtung der zyklischen Erscheinungen wie die Jahreszeiten. Es kann jedoch
festgestellt werden, dass mit zunehmender zeitlicher Reichweite jede Vorhersage
unsicherer wird, da die Schere zwischen historischem Wissen und zukünftigen
Prognosen immer weiter auseinander geht und somit die Wahrscheinlichkeit für
drastische Systemveränderungen immer größer wird.
4.3 Ganzheitliches Zielsystem
Das Fabrik-Umfeld Modell ermöglicht die umfassende Bewertung von
Produktionsstrategien, da es in Abhängigkeit vom gewählten Zielsystem eingesetzt
werden kann. Somit ist z.B. eine ganzheitliche Strategiebewertung möglich, in dem ein
Zielsystem aus technischen, wirtschaftlichen und umweltlichen Zielen berücksichtigt
wird. Im Weiteren werden dazu die folgenden drei Zielfunktionen betrachtet:
- technische Zielfunktion: Leistung )(tx&
- wirtschaftliche Zielfunktion: Stückkosten )(tK
- umweltliche Zielfunktion: CO2-Emissionen )(tE&
4.3.1 Technische Zielfunktion Leistung
Unter dem Begriff der Leistung wird häufig die physikalische Größe Arbeit pro Zeit
verstanden. Wenn in der Praxis von der Leistung einer Maschine gesprochen wird, ist
zumeist die elektrische Leistung als Produkt aus Stromstärke und Spannung mit der
Einheit Watt gemeint. Für die weitere Betrachtung wird die Leistung eines
Produktionssystems über die Ausbringungsmenge pro Zeiteinheit festgelegt. Die
maximal abzugebende Leistung in einer Periode wird auch als Kapazität bezeichnet,
wobei zwischen einer qualitativen und quantitativen Kapazität zu unterscheiden ist.144
144 Vgl. Zahn, E.; Schmid, U. (1996) S. 122.
Fabrik-Umfeld Modell 72
Während die qualitative Kapazität ein Maß für die Art und Güte des
Leistungsvermögens darstellt, beschreibt die quantitative Kapazität das
mengenmäßige Leistungsvermögen pro Zeiteinheit. Sie wird durch die Zeit bestimmt,
die für die Durchführung des Bearbeitungsschritts zur Herstellung eines Produkts
benötigt wird. Für die Ermittlung der Kapazität eines Produktionssystems ist zunächst
die Frage zu klären, ob sie durch die Kapazität der Maschinen oder durch die Kapazität
der Mitarbeiter bestimmt wird. Da der Automatisierungsgrad nur für die beiden
Spezialfälle, rein manuelle Fertigung oder voll automatisierte Fertigung, die
notwendigen Informationen liefert, ist eine prozessorientierte Analyse des
Produktionssystems notwendig. Dabei ist festzulegen, ob es sich bei dem
kapazitätsbestimmenden Prozessschritt, d.h. dem Schritt mit der geringsten Kapazität
des Gesamtsystems, um einen maschinellen oder manuellen Fertigungsschritt handelt.
Leistung der maschinellen Fertigung
Die Leistung einer Maschine wird im Wesentlichen über die Bearbeitungszeit bzw. die
Anzahl der Takte pro Zeiteinheit bestimmt. Dabei ist die Bearbeitungszeit der
langsamsten Station die systemrelevante Größe.145 Zusätzlich wird sie durch die Anzahl
der pro Arbeitsschritt gefertigten Teile beeinflusst, die bei einer Maschine z.B. mit der
Anzahl der Kavitäten festgelegt wird. Die Kapazität einer Maschine ergibt sich damit zu
[ ]ZE
Stk
MaschineKavitätenMaschineTakteMaschine iii
AAC.
×= (4.18).
Unter der Annahme, dass die Anzahl der Takte und Kavitäten maschinenbedingt bzw.
durch das gefertigte Produkt vorgegeben sind, wird das theoretisch höchstmögliche
Leistungsvermögen durch die theoretisch maximal mögliche Maschinenzeit bestimmt.
Sie wird in der VDI-Richtlinie 3258 mit 8.766 Stunden des Normaljahres festgelegt.146
[ ]ah
MaschineverfügtheoT 8766= (4.19)
Die maximal mögliche Leistung einer Maschine bezogen auf das Normaljahr ergibt sich
damit zu
[ ]a
StkMaschineverfügtheoMaschineMaschine TCx
ii
.max
×=& (4.20).
Bei der Verwendung dieser Formel ist zu beachten, dass durch die Angabe der
Verwendung der theoretisch maximal möglichen Maschinenzeit in Stunden die
145 Vgl. Feldmann, F. et al. (2004) S. 188. 146
Vgl. VDI-Richtlinie 3258 (1962) S. 2.
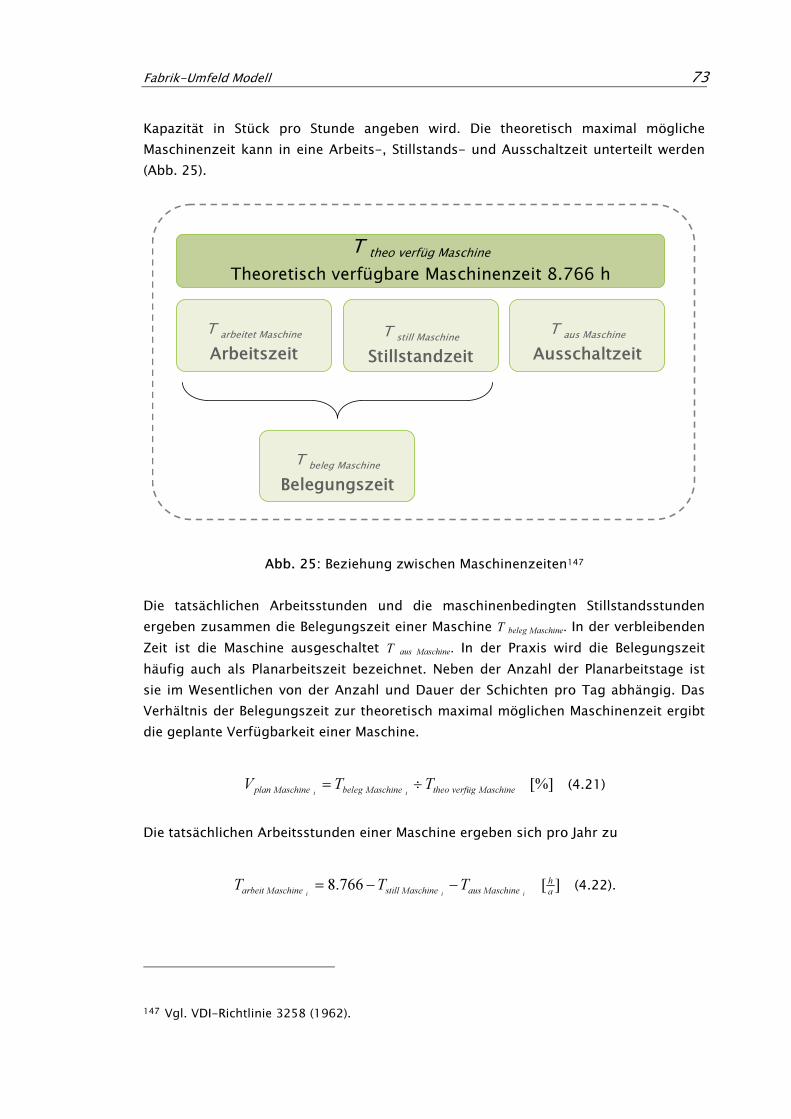
Fabrik-Umfeld Modell 73
Kapazität in Stück pro Stunde angeben wird. Die theoretisch maximal mögliche
Maschinenzeit kann in eine Arbeits-, Stillstands- und Ausschaltzeit unterteilt werden
(Abb. 25).
T theo verfüg Maschine
Theoretisch verfügbare Maschinenzeit 8.766 h
T arbeitet Maschine
Arbeitszeit
T still Maschine
Stillstandzeit
T aus Maschine
Ausschaltzeit
T beleg Maschine
Belegungszeit
Abb. 25: Beziehung zwischen Maschinenzeiten147
Die tatsächlichen Arbeitsstunden und die maschinenbedingten Stillstandsstunden
ergeben zusammen die Belegungszeit einer Maschine T beleg Maschine. In der verbleibenden
Zeit ist die Maschine ausgeschaltet T aus Maschine. In der Praxis wird die Belegungszeit
häufig auch als Planarbeitszeit bezeichnet. Neben der Anzahl der Planarbeitstage ist
sie im Wesentlichen von der Anzahl und Dauer der Schichten pro Tag abhängig. Das
Verhältnis der Belegungszeit zur theoretisch maximal möglichen Maschinenzeit ergibt
die geplante Verfügbarkeit einer Maschine.
[%]MaschineverfügtheoMaschinebelegMaschineplan TTVii
÷= (4.21)
Die tatsächlichen Arbeitsstunden einer Maschine ergeben sich pro Jahr zu
][766.8a
h
MaschineausMaschinestillMaschinearbeitiii
TTT −−= (4.22).
147 Vgl. VDI-Richtlinie 3258 (1962).
Fabrik-Umfeld Modell 74
Die relative Maßgröße für die tatsächliche Arbeitszeit ist die effektive Verfügbarkeit der
Maschine V effektiv Maschine.148
[%]1iii
MaschinebelegMaschinestillMaschineeffektiv TTV ÷−= (4.23)
Bei vorgegebener Belegungszeit wird die effektive Verfügbarkeit der Maschine durch
die Stillstandszeit bestimmt. Die Stillstandszeit kann in folgende Ausfallzeiten
unterteilt werden:149
- organisatorische Ausfallzeiten
- rüstbedingte Ausfallzeiten
- technische Ausfallzeiten
- wartungsbedingte Ausfallzeiten
Unter den organisatorischen Ausfallzeiten werden die Stillstände summiert, die in der
Verantwortung des Anwenders liegen, wie z.B.
- fehlendes Material bzw. fehlende Energie,
- fehlende Maschinenbediener,
- fehlerhafte Bedienung sowie
- alle daraus resultierenden Stillstandszeiten.
Rüstbedingte Ausfallzeiten entstehen durch das Rüsten der Maschine und das
Wechseln von Betriebsmitteln. Die Rüstzeit wird somit im Wesentlichen durch die
Anzahl der rüstwirksamen Produktvarianten und die Losgröße bestimmt. Rüstzeiten
außerhalb der Belegungszeit sind nicht der Stillstandzeit zuzurechnen und gehen
damit nicht in die Ermittlung der Gesamtverfügbarkeit ein. Die technischen
Ausfallzeiten sind alle Stillstände, die auf Mängel in der Konzeption und Ausführung
der Maschine zurückzuführen sind, wie z.B.
- Instandsetzung,
148 Die Verfügbarkeit entspricht dabei dem in den Entwurfsfassungen der VDI 3423 vom Juli
1994 und August 1998 verwendeten Begriff des Nutzungsgrades.
149 Vgl. VDI 3423 (2002) S. 3ff.
Fabrik-Umfeld Modell 75
- Störungsbeseitigung,
- Warten auf Ersatzteile bzw. Kundendienst,
- Probelauf nach Störungsbeseitigung oder
- alle daraus resultierenden Ausfallzeiten.
Die wartungsbedingten Ausfallzeiten sind geplante Stillstände für
Instandhaltungszeiten, Maschinenpflege oder Probelauf nach Wartung. Wartungszeiten
außerhalb der Belegungszeit sind nicht der Stillstandszeit zuzurechnen. Die
tatsächliche Leistung einer Maschine, bezogen auf das Normaljahr, ergibt sich damit
zu
[ ]aStk
MaschinebelegMaschineeffektivMaschineMaschineiiii
TVCx .
××=& (4.24).
Trotz aller Bemühungen gelingt es nur in wenigen Fällen, eine gänzlich fehlerfreie
Produktion zu realisieren. Das Entstehen von Ausschuss bedeutet, dass dem
Ressourceneinsatz für die Herstellung kein direkter Nutzen zuzuordnen ist und sich
somit die Ressourceneffizienz verringert. Gleichzeitig reduziert sich die
Ausbringungsmenge entsprechend, während bereits Kosten für die Herstellung
angefallen sind und zusätzliche Kosten für die Entsorgung bzw. Wiederverwertung
entstehen. Mit der Definition einer ausschussbezogenen Verfügbarkeit
[ ]%%100ii
MaschineAusschussMaschineAusschussAV −= (4.25)
ergibt sich
[ ]aStk
MaschinebelegMaschineAusschussMaschineeffektivMaschineMaschineiiiii
TVVCx .
×××=& (4.26).
Die Zielfunktion der Leistung der maschinellen Fertigung kann damit als eine Funktion
der folgenden Strategievariablen aufgefasst werden:
[ ]ZEStk
MaschineAusschussMaschineeffektiv
MaschineplanMaschine
ist
Maschine
tVtV
tVtCftx
.])(,)(
,)(,)([)( =&
(4.27).
Unter einer dynamischen Betrachtung ergibt sich die Ausbringungsmenge einer
Maschine im Zeitraum zwischen to und t
n zu
Fabrik-Umfeld Modell 76
[ ].)()(0
0
Stktxdttxxist
Maschine
t
t
ist
Maschine
ist
Maschinei
n
ii
+= ∫ & (4.28)
oder bei n Maschinen für den kapazitätsbestimmenden Prozessschritt zu
[ ].1
Stkxx
n
i
ist
Maschine
ist
gesamti
∑=
= (4.29).
Leistung der manuellen Fertigung
Zur Bestimmung der Kapazität der Mitarbeiter müssen zunächst exakte Zeitangaben
für die jeweiligen Tätigkeiten festgelegt werden. Im Bereich der manuellen Fertigung
werden diese Zeiten überwiegend durch die „Systemen vorbestimmter Zeiten“
festgelegt. Das bekannteste Instrument ist „Methods Time Measurement“ (MTM).150 Ein
Fertigungsschritt wird dabei komplett in die verschiedenen Grundbewegungen wie
Greifen, Bringen, Fügen etc. zerlegt. Das MTM-Grundverfahren unterscheidet
insgesamt 19 Grundbewegungen, wobei in umfangreichen Tabellen für jede Bewegung
eine empirisch ermittelte Zeit vorgegeben ist, die noch durch Entfernungsparameter
und ähnliches ergänzt wird. Die angegebenen Zeiten sollen die durchschnittliche
Arbeitsleistung eines Mitarbeiters über einen Arbeitstag widerspiegeln. Sie werden in
einer „Time Measurement Unit“ (TMU) gemessen, wobei eine TMU einer
hunderttausendstel Stunde bzw. 0,036 Sekunden entspricht.
Neben dem MTM-Grundverfahren existieren die MTM–Standarddaten, welche für
häufig auftretende Tätigkeiten ermittelt wurden. Die Standarddaten werden mithilfe
des MTM-Grundverfahrens erstellt. Da sie jedoch die Dauer der einzelnen Schritte in
Klassen einteilen und ganze TMU verwenden, führen sie zu abweichenden Ergebnissen.
Die Vorteile der Anwendung der Standarddaten sind eine einfachere Handhabung und
verkürzte Analysezeiten. Aus der Summe der Zeiten der einzelnen Arbeitsvorgänge
ergibt sich die so genannte Grundzeit für den Fertigungsprozess, die als Maß für die
Herstellung eines Teils pro Zeiteinheit die Kapazität eines Mitarbeiters bestimmt.
[ ]h
Stk
Grund
Stunde
PersonalTC
i
.
= (4.30)
Im Gegensatz zu den Maschinen stehen Mitarbeiter einem Produktionssystem nur eine
begrenzte Anzahl von Tagen pro Jahr und pro Tag zumeist nur etwa acht Stunden zur
150 Vgl. Luczak H. (1998) S. 669.
Fabrik-Umfeld Modell 77
Verfügung. Die Grundleistung eines Mitarbeiters wird daher z.B. mit 150 Stück pro
Stunde oder 1.200 Stück pro Schicht angegeben. Für die Bestimmung der maximalen
Kapazität wird die Grundleistung mit 100 % angesetzt. Die tatsächliche Leistung kann
dann aber stark variieren, so dass die einzelnen Mitarbeiter je nach Tagesform 80 %
bzw. 120 % Arbeitsleistung erbringen. Die Grundleistung dient auch als Basis für eine
leistungsabhängige Entlohnung der Mitarbeiter.
Mit der Betrachtung eines Arbeitsplatzes, der durch unterschiedliche Mitarbeiter in drei
Schichten zu je acht Stunden besetzt werden kann, ergibt sich die maximal mögliche
Leistung einer manuellen Fertigung bezogen auf das Normaljahr zu
[ ]aStk
Personalverfügtheo
Stunden
PersonaltzeArbeitspläPersonal TCAxi
.8max3 ×××=& (4.31).
Dabei entspricht T theo verfüg Personal den 8.766 Stunden des Normaljahres. Entsprechend der
maschinellen Verfügbarkeiten lassen sich für manuelle Systeme
-
eine Planverfügbarkeit Personal V plan Personal
- eine ausschussbezogene Verfügbarkeit Personal V Ausschuss Personal und
- eine effektive Verfügbarkeit Personal V effektiv Personal
definieren. Die Stillstandszeiten der Mitarbeiter werden überwiegend durch
Pausenzeiten und andere Ausfallzeiten, wie z.B. Krankheit, Weiterbildung etc.,
verursacht. Die effektive Verfügbarkeit Personal V effektiv Personal wird neben der
Mitabeitermotivation im Wesentlichen von der Mitarbeiterqualifikation bestimmt.
Die Zielfunktion der Leistung der manuellen Fertigung kann damit als eine Funktion
der folgenden Strategievariablen aufgefasst werden:
[ ]ZEStk
PersonaleffektivPersonalAusschuss
PersonalplanPersonal
ist
Personal
tVtV
tVtCftx
.])(,)(
,)(,)([)( =&
(4.32)
Unter einer dynamischen Betrachtung ergibt sich die Ausbringungsmenge eines
Arbeitsplatzes im Zeitraum zwischen to und tn zu
[ ].)()(0
0
Stktxdttxxist
Personal
t
t
ist
Personal
ist
Personali
n
ii
+= ∫ & (4.33)
oder bei n Arbeitsplätzen für den kapazitätsbestimmenden Prozessschritt zu
Fabrik-Umfeld Modell 78
[ ].1
Stkxx
n
i
ist
Personal
ist
gesamtPersonali
∑=
= (4.34).
Leistung eines Produktionssystems
Die Leistung eines Produktionssystems hängt nur indirekt von der Leistung der
maschinellen bzw. manuellen Fertigung ab. In der unternehmerischen Praxis werden
zur Sicherung der Lieferfähigkeit üblicherweise Auslieferungslager eingesetzt, die auf
Basis eines festgelegten Sicherheitsbestands die Lieferbereitschaft des Unternehmens
sicherstellen. In diesem Fall hängt die Leistung des Produktionssystems vom Bestand
des Lagers B (t) Lager ab, da diese Größe bestimmt, ob die angestrebte Produktmenge
zum entsprechenden Zeitpunkt ausgeliefert werden kann oder nicht.
[ ]ZEStk
Lager
ist
oduktion tBftx .
Pr])([)( =& (4.35)
4.3.2 Wirtschaftliche Zielfunktion Stückkosten
Erste Ansätze einer ressourcenorientierten Betrachtung von Unternehmen stammen
aus den fünfziger Jahren des letzten Jahrhunderts. Penrose sieht Unternehmen als ein
Bündel von Produktivressourcen, durch deren unterschiedliche Verwendung
unterschiedliche Leistungen entstehen.151 Sie schlägt dazu eine Unterteilung in
physische und menschliche Ressourcen vor. Die Bedeutung einer Ressource kommt
dabei nicht aus sich selbst heraus, sondern ergibt sich erst durch ihre
unternehmensspezifische Nutzung, Verwendung und Kombination. Amit und
Schoemaker definieren Ressourcen als Bestände verfügbarer Faktoren, die von einem
Unternehmen besessen oder kontrolliert werden.152
Bei der Strategieentwicklung von Unternehmen ist die Frage zu beantworten, ob sich
die eingesetzten Ressourcen eines Unternehmens von denen der Wettbewerber
unterscheiden bzw. ob mit ihnen ein entsprechender Wettbewerbsvorteil zu erzielen
ist. Dem Management der strategischen Ressourcen kommt somit zur Sicherung des
Unternehmenserfolgs bzw. zur Erreichung der festgelegten Unternehmensziele eine
wesentliche Bedeutung zu. Die zentrale Aufgabe hierbei ist die kontinuierliche
Anpassung der Ressourcenausstattung eines Unternehmens an die sich ändernde
Umwelt.153 Die Fähigkeit zur Nutzung der Ressourcen und sie veränderten
Marktbedingungen anzupassen bestimmt die relative Position des Unternehmens im
151 Vgl. Penrose, E. (1995) S. 24.
152 Amit, R.; Schoemaker, P. in Warren, K. (2004) S. 312.
153 Vgl. Hinterhuber, H. H.; Friedrich, S. A. (1997) S. 988ff.
Fabrik-Umfeld Modell 79
Vergleich zu seinen Mitbewerbern. Daraus ergeben sich die Position des Unternehmens
am Markt und der Unternehmenserfolg. Das Konzept der ressourcenorientierten
strategischen Unternehmensführung wird somit um die dynamische Sichtweise
erweitert.
Kuhn bezeichnet die Ressourcen von Industrieunternehmen auch als knappe
Betriebsmittel der Logistik.154 Er betrachtet sie vor dem Hintergrund der
Produktionsprozesse und unterteilt sie in Maschinen, Hilfsmittel, Organisationsmittel,
Personal, Fläche und Material. Für die Analyse der zentralen Kostenarten der
Produktion werden im Weiteren folgende Ressourcenarten betrachtet:
- Material
- Energie
- technische Ressourcen
- personelle Ressourcen
- Produktionsfläche
Bei der Ressource Material handelt es sich um alle für den Produktionsprozess
notwendigen Roh-, Hilfs- und Betriebsstoffe, Zukaufteile, Verbrauchsmaterialien sowie
gefertigte Produkte und entstehende Abfälle. Die Ressource Energie wird zur
Leistungsbereitstellung für die technischen Ressourcen sowie zur Beleuchtung und
Lüftung bzw. Klimatisierung des Produktionsbereichs benötigt. Die technischen
Ressourcen umfassen die zur Herstellung der Produkte notwendigen Maschinen und
Anlagen. Wesentliche technische Ressourcen von Industrieunternehmen sind
Produktionsmaschinen und -anlagen sowie Transport- und Lagereinrichtungen. Den
personellen Ressourcen sind alle für die Umsetzung der Produktionsprozesse
verfügbaren Mitarbeiter einschließlich der Arbeiter, Angestellten und Führungskräfte
zuzurechnen. Die Produktionsfläche umfasst den Bereich der Fabrik, der von den
technischen und personellen Ressourcen zur Umsetzung der Produktionsprozesse
benötigt wird. Sie wird bei einer Kostenbetrachtung häufig den technischen bzw.
personellen Ressourcen zugeschlagen und nicht gesondert betrachtet. Unter
ressourcenorientierter Betrachtung fallen Kosten an, wenn eine bestimmte
Einsatzmenge einer Ressource für bestimmte Prozesse im Betrachtungszeitraum
154 Vgl. Kuhn, A. (1997) S. 29.
Fabrik-Umfeld Modell 80
verbraucht wird. Die Kosten einer Ressource ergeben sich aus der mit dem Preis der
Ressource P Ressource bewerteten Einsatzmenge der Ressource M Ressource.
ssourcessourcessourceMPK
ReReRe×= (4.36)
Maschinenkosten
Der Preis für die Einsatzmenge einer Maschine wird mithilfe des
Maschinenstundensatzes angegeben. Dieser stellt einen Verrechnungssatz dar, der die
maschinenbezogenen Kosten bezogen auf die tatsächlichen Arbeitsstunden der
Maschine angibt.155 Die Maschinenkosten setzen sich aus den Kapital-, Raum-,
Energie- und Wartungskosten zusammen. Für die Berechnung des
Maschinenstundensatzes werden dabei üblicherweise die Jahresplanwerte verwendet.
][ €aMaschineWartungMaschineEnergieMaschineRaumMaschineKapitalMaschine KKKKK +++= (4.37)
Die Kapitalkosten ergeben sich als Summe aus der kalkulatorischen Abschreibung und
den kalkulatorischen Zinsen.
][ €aMaschineZinsenMaschinengAbschreibuMaschineKapital KKK += (4.38)
In der Bilanz darf nur die gesetzlich zulässige Abschreibung angesetzt werden. Für die
Kostenbetrachtung muss jedoch der tatsächliche Wertverlust einer Maschine
berücksichtigt werden, so dass sich die jährliche kalkulatorische Abschreibung bei
linearer Betrachtung aus dem Quotient von Wiederbeschaffungswert und tatsächlicher
Nutzungsdauer T nutz Maschine in Jahren ergibt.156
][ €aMaschinenutzMaschinehaffungWiederbescMaschinengAbschreibu TKK ÷= (4.39)
Auf das für die Beschaffung der Maschinen benötigte Kapital, unabhängig davon ob es
sich um Eigen- oder Fremdkapital handelt, müssen kalkulatorische Zinsen verrechnet
werden. Bei der Durchschnittswertverzinsung werden die Zinsen vom halben
Ausgangswert berechnet, da dieser während der Nutzungsdauer der Maschine bei
linearer Abschreibung durchschnittlich im Unternehmen gebunden ist. Der Zinssatz
entspricht üblicherweise dem langfristiger Kapitalanlagen. Die Kosten der
kalkulatorischen Zinsen pro Jahr berechnen sich somit nach
155 Vgl. Warnecke, H.-J. (1996) S. 96.
156 Vgl. Hering, E.; Draeger W. (2000) S. 119.
Fabrik-Umfeld Modell 81
][2 €
akalkMaschinehaffungWiederbescMaschineZinsen ZKK ×÷= (4.40).
Für die Bereitstellung der für die Produktion notwendigen Räumlichkeiten fallen
Kapital-, Instandhaltungs-, Versicherungs- und Reinigungskosten sowie Kosten für
Licht, Heizung, Kühlung, Lüftung etc. an. Die Grundlage für die Berechnung der
Raumkosten ist die Fläche, die für die Maschinen und Maschinenbediener zur
Umsetzung der Produktionsprozesse benötigt wird. Befindet sich das Unternehmen
nicht in eigenen Räumlichkeiten, müssen Miet- bzw. Leasingkosten berücksichtigt
werden. Für eine eigene Immobilie kann auch eine kalkulatorische Miete angesetzt
werden, die der marktüblichen Miete am Standort entsprechen sollte. Die jährlichen
Flächenkosten ergeben sich somit zu
][12 €
aMietekalkMaschineMaschineFlächeKAK ××= (4.41).
Für die Durchführung der maschinellen Fertigung wird in Abhängigkeit von der
Maschine bzw. vom Prozess Energie in elektrischer, thermischer oder chemischer Form
benötigt. Sie wird sowohl kontinuierlich, z.B. als Grundlast für die Maschinen, als auch
während der Prozesszeit zur Bereitstellung der Maschinenleistung benötigt. Die
Energiekosten können mit der installierten Maschinenleistung L Maschine, einem Faktor
der Leistungsausnutzung f Leistung nutz Maschine, der Arbeitszeit der Maschine T arbeit Maschine und
dem mittleren Energiepreis P Energie Maschine berechnet werden.
][ €aMaschineEnergieMaschinearbeitMaschinenutzLeistungMaschineMaschineEnergie PTfLK ×××= (4.42)
Unter den Wartungskosten werden die laufenden Instandhaltungs- und
Reparaturkosten der Maschinen summiert, für deren Bestimmung eine Vielzahl
unterschiedlicher Ansätze existiert. Üblicherweise werden Jahresdurchschnittswerte
über längere Zeiträume ermittelt, oder es wird ein Faktor als Prozentsatz der
kalkulatorischen Abschreibung bzw. des Wiederbeschaffungswerts angenommen.
][ €aMaschineWartunghaffungWiederbescMaschineWartung fKK ×= (4.43)
Die tatsächlichen Arbeitsstunden werden nach der entsprechenden VDI-Richtlinie 3258
auch als Nutzungszeit der Maschine bezeichnet, d.h. während dieser Zeit wird sie für
einen Kostenträger, ein Erzeugnis, genutzt.157 Die Berechnung des
Maschinenstundensatzes erfolgt mithilfe von Jahresplanwerten.
157 Vgl. VDI-Richtlinie 3258 (1962) S. 2.
Fabrik-Umfeld Modell 82
(4.44)
Die Einsatzmenge für eine Ressource Maschine entspricht den tatsächlich angefallenen
Arbeitsstunden T arbeit Maschine. Die tatsächlichen Kosten einer Maschine ergeben sich somit
zu
[ ]aMaschinearbeitMaschineMaschine
iii
TSK €×= (4.45).
Üblicherweise weichen die geplante und tatsächliche Maschinenarbeitszeit
voneinander ab, so dass es einer entsprechenden Korrektur bedarf. Aus der Summe
der Kosten der einzelnen Maschinen ergeben sich die gesamten Maschinenkosten.
[ ]∑=
×=
n
i
aMaschinearbeitMaschineMaschineii
TSK
1
€ (4.46)
Nach diesem Verfahren können für alle technischen Ressourcen Stundensätze
bestimmt und mit den tatsächlich angefallenen Arbeitsstunden die entsprechenden
Ressourcenkosten berechnet werden. Flächenkosten und flächenbezogene
Energiekosten, die nicht den Maschinenkosten zugeordnet werden können, sind
gesondert zu berücksichtigen.
Personalkosten
Für die personellen Ressourcen kann aus den Planwerten für die durchschnittlichen
jährlichen Lohnkosten und die durchschnittlich geleisteten Arbeitsstunden je
Mitarbeiter in der Fertigung pro Jahr ein Stundensatz für die direkten Mitarbeiter
bestimmt werden.
[ ]hplan
rMitarbeitedirektearbeit
plan
Lohnttlicherdurchschni
rMitarbeitedirekteT
KS €
= (4.47)
Für die Berechnung des Personalstundensatzes werden die Kosten für die indirekten
Mitarbeiter über einen Zuschlagssatz auf den Stundensatz der direkten Mitarbeiter
berücksichtigt.
[ ]hrMitarbeiteindirekterMitarbeitedirektePersonal
SSS €+= (4.48)
Mit dem Personalstundensatz und den tatsächlich angefallenen Arbeitsstunden pro
Jahr können die Kosten eines Arbeitsplatzes berechnet werden.
[ ]hplan
Maschinearbeit
plan
Maschine
Maschine
i
i
i
T
KS €
=
Fabrik-Umfeld Modell 83
[ ]atzArbeitsplaarbeitPersonaltzArbeitspla
ii
TSK €×= (4.49)
Für die Bestimmung der tatsächlichen Arbeitsstunden kann entsprechend der
effektiven Verfügbarkeit einer Maschine eine effektive Verfügbarkeit der Mitarbeiter
Veffektiv Personal bestimmt werden, die insbesondere Pausen und krankheits- bzw.
unfallbedingte Ausfallzeiten berücksichtigt.
[ ]hTVTii
tzArbeitsplabelegPersonaleffektivtzArbeitsplaarbeit ×= (4.50)
Die Personalkosten für n Arbeitsplätze ergeben sich damit zu
[ ]a
n
i
tzArbeitsplaarbeitPersonalPersonali
TSK €
1
∑=
×= (4.51).
Materialkosten
Die Kosten der Ressource Material ergeben sich aus den verbrauchten Mengen an
Materialien, Stoffen und Vorprodukten und dem jeweiligen Materialpreis beim Einkauf.
Zusätzlich sind noch Materialgemeinkosten für Materialbeschaffung und –lagerung zu
berücksichtigen.
[ ]MEMaterialMaterialMaterial
iii
MPK €×= (4.52)
Bei einer dynamischen Betrachtung sind zu den mit dem Preis bewerteten
Einsatzmengen des Materials noch die Kapitalbindungskosten zu addieren.
[ ]MEMaterialdungKapitalbinMaterialMaterialMaterial
iii
KMPK €+×= (4.53)
Die Kapitalbindungskosten werden dadurch bestimmt, wie lange sich das Material im
System befindet, so dass die wesentliche Grundlage für ihre Berechnung die
Durchlaufzeit ist. Hierbei ist jedoch eine Wertsteigerung des Materials beim Durchlauf
durch die Bearbeitungsstufe zu berücksichtigen. Insbesondere im Bereich der
Massenproduktion kann die Bestimmung der Durchlaufzeiten und Wertsteigerungen
der einzelnen Materialen äußerst aufwändig werden. Dann ist die Berechnung der
Kapitalbindungskosten direkt über die Materialeinzelkosten, die Bestände und einen
kalkulatorischen Zinssatz möglich.
[ ]h
Z
Material
i
einzelMaterialMaterialdungKapitalbinkalk
iii
BKK €
8766)( ××=∑ (4.54)
Fabrik-Umfeld Modell 84
Lager- und Transportkosten
Lagerkosten K Lager entstehen, wenn Produkte auf Vorrat produziert werden.158 Obwohl
moderne Fertigungskonzepte wie Just-in-Time für die industrielle Produktion
zunehmend an Bedeutung gewinnen, ist die Lagerhaltung immer noch eine übliche
Praxis im produzierenden Gewerbe, so dass Unternehmen mit einer vorratslosen
Fertigung die Ausnahme darstellen. Grundsätzlich kann zwischen Wareneingangs-,
Zwischen- und Warenausgangslagern unterschieden werden. Da in
Industrieunternehmen der Prozess des Lagerns zumeist nicht als wertschöpfend zu
betrachten ist, wird er nach besonders strengen wirtschaftlichen Kriterien behandelt.
Für die Ermittlung der Lagerkosten sind sowohl die Investitionskosten als auch die
laufenden Betriebskosten zu berücksichtigen.159
BetriebLagerInvestionLagerLager KKK += (4.55)
Zur verursachungsgerechten Verteilung der Lagerkosten kann gemäß dem
Maschinenstundensatz ein Lagerstundensatz berechnet werden. Für die Berechnung
der Lagerkosten eines einzelnen Teils ist neben der Verweildauer im Lager auch die
Gesamtzahl der Teile, die sich in diesem Zeitraum im Lager befinden, zu
berücksichtigen.
Transportkosten K Transport werden verursacht, wenn Materialien oder Produkte im Raum
bewegt werden müssen, da hierzu der Einsatz von Transportmitteln und Personal
notwendig ist. Während in der inputorientierten Standorttheorie von Weber noch die
Transportkosten für die Beschaffung von Rohmaterialien im Fokus der Betrachtung
standen, rücken im Zeitalter der globalen Beschaffungsmärkte die Kosten für den
Transport der fertigen Produkte von der Fabrik zu den Absatzmärkten in den
Mittelpunkt der Analyse. Haben die Transportkosten für internationale
Industrieunternehmen in der Vergangenheit eher eine untergeordnete Rolle gespielt,
nimmt ihr Anteil an den Produktionskosten, insbesondere aufgrund des deutlichen
Anstiegs der transportrelevanten Energiepreise, derzeit deutlich zu. Neben den
Energiepreisen bestimmt eine Vielzahl weiterer Faktoren die Höhe der anfallenden
Transportkosten. Sie sind sowohl im Transportprozess selbst, wie z.B. Entfernung, Art
des Transportmittels, gewählte Verkehrswege, Transportdauer etc., als auch in der Art
des zu transportierenden Gutes, wie z.B. Gewicht, Volumen, Notwendigkeit spezieller
Transportbedingungen etc., begründet. Grundsätzlich kann jedoch der jeweilige
Transportpreis bezogen auf die Menge an hergestellten bzw. zu transportierenden
158 Vgl. Wöhe, G. (1996) S. 540.
159 Vgl. Kettner et al., H. (1984) S. 305ff.
Fabrik-Umfeld Modell 85
Produkten als standortspezifischer Faktor für eine kostenorientierte Entscheidung
herangezogen werden.
xPK TransportTransport ×= (4.56)
Die gesamten Produktionskosten ergeben sich somit zu
TransportKapitalLagerHerstelloduktion KKKKK +++=Pr
(4.57).
Für die Berechnung der durchschnittlichen Stückkosten ist zusätzlich die Anzahl der
hergestellten Produkte zu berücksichtigen.
][)(
)()(
.
€Pr
Stk
oduktion
Stück
tx
tKtK
&
= (4.58)
Die Zielfunktion der Stückkosten kann somit als eine Funktion der folgenden
Strategievariablen aufgefasst werden:
[ ].
€.)](,)(,)(,)(,)(
,)(,)(,)(,)([)(
StkPersonalEnergiePersonalFlächeTransportLager
dungKapitalbinMaterialPersonalMaschine
ist
Stück
txtKtKtKtK
tKtKtKtKftK
&
=
(4.59)
4.3.3 Umweltliche Zielfunktion CO2-Emissionen
Wesentliche Ursache für die Entstehung von CO2-Emissionen ist der Einsatz fossiler
Energieträger bei der Energieerzeugung oder der Herstellung der eingesetzten
Energieerzeugungssysteme. Klassischerweise benötigen Industriebetriebe Energie in
Form von160
- elektrischer Energie
- Wärme bzw. Kälte und
- chemischer Energie.
Die elektrische Energie wird zum einen für Maschinen und Anlagen, wie z.B. Hydraulik,
Erwärmung, Kühlung etc., und zum anderen für die Mitarbeiter, wie z.B. Beleuchtung,
160 siehe Kapitel 4.1.3.
Fabrik-Umfeld Modell 86
Klimatisierung, Luftwechsel etc., benötigt. Der Stromverbrauch einer Maschine kann
direkt über Messungen ermittelt oder über die Leistung auf der Basis der
Herstellerangaben unter Berücksichtigung eines Faktors für die Leistungsausnutzung
berechnet werden.
[ ]a
kWhMaschinebelegMaschineelektrischnutzMaschineelektrischMaschineelektrisch TfLQ ××=
& (4.60)
Der mitarbeiterbezogene Stromverbrauch ist insbesondere von der Produktionsfläche
oder auch vom Raumvolumen abhängig und wird durch die Art der Beleuchtung und
Klimatisierung der Fabrikhalle bestimmt. In der betrieblichen Praxis wird er zumeist
entsprechend der genutzten Fläche verrechnet, so dass sich auch eine installierte
Leistung pro Fläche bestimmen lässt.
[ ]a
kWhPersonalbelegFlächeelektrischPersonalPersonalelektrisch TLAQ ××=
& (4.61)
Während die elektrische Energie in der Regel und Wärme im Einzelfall von
unterschiedlichen Energieversorgern zugekauft werden, müssen Kälte und oder auch
mechanische Energie wie z.B. Druckluft durch eigene Anlagen bereitgestellt werden.
Historisch bedingt existieren für die jeweilige Energieform unterschiedliche Hersteller,
so dass die Einzelanlagen häufig nicht aufeinander abgestimmt sind, obwohl
beispielsweise klassische Kompressionskältemaschinen und Druckluftanlagen viel
Wärme abgeben, die wiederum im Prozess genutzt werden könnte. In bestimmten
Fällen kann der elektrische Energieverbrauch in hohem Maße vom gefertigten Produkt
bzw. gewählten Produktionsprozess abhängig sein. So werden bei Prozessen mit
hohen Emissionswerten zur Einhaltung der MAK-Werte oder der Herstellung von
Produkten unter Reinraumbedingungen große Luftwechselraten notwendig, was einen
hohen Stromverbrauch für die Lüftungs- und Klimaanlagen zur Folge hat.
Zur Bestimmung der Zielfunktion CO2-Emissionen muss der gesamte Energieverbrauch
des Produktionssystems bekannt sein. Dabei ist für jede Fabrik im Einzelfall zu
untersuchen, wie die Wärme bzw. Kälte bereitgestellt wird, da die eingesetzten
Technologien maschinen-, prozess- und gebäudeabhängig sind. Für die Betrachtung
internationaler Industrieunternehmen ist zusätzlich die für den Transportprozess
benötigte Energie zu berücksichtigen, die üblicherweise als chemische Energie in Form
von Treibstoffen bereitgestellt wird.
[ ]a
kWhTransportKälteWärmeelektrischgesamt QQQQ ∑∑∑ ++=&&&& (4.62)
Zusätzlich wird die Zielfunktion CO2-Emissionen durch die Emissionsfaktoren EF der
verwendeten Energien bestimmt. Die Zielfunktion der CO2-Emissionen kann somit als
eine Funktion der folgenden Strategievariablen aufgefasst werden:
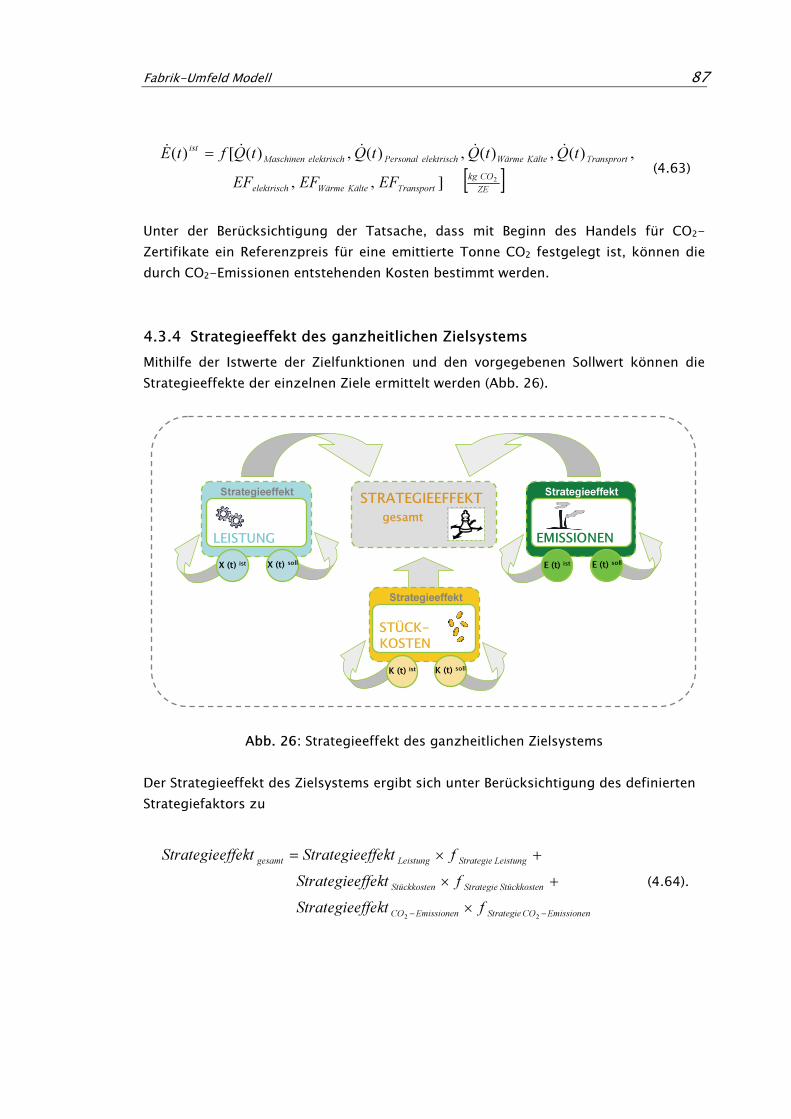
Fabrik-Umfeld Modell 87
[ ]ZE
COkg
TransportKälteWärmeelektrisch
TransprortKälteWärmeelektrischPersonalelektrischMaschinen
ist
EFEFEF
tQtQtQtQftE
2],,
,)(,)(,)(,)([)( &&&&&
=
(4.63)
Unter der Berücksichtigung der Tatsache, dass mit Beginn des Handels für CO2-
Zertifikate ein Referenzpreis für eine emittierte Tonne CO2 festgelegt ist, können die
durch CO2-Emissionen entstehenden Kosten bestimmt werden.
4.3.4 Strategieeffekt des ganzheitlichen Zielsystems
Mithilfe der Istwerte der Zielfunktionen und den vorgegebenen Sollwert können die
Strategieeffekte der einzelnen Ziele ermittelt werden (Abb. 26).
X (t) ist X (t) soll
Strategieeffekt
LEISTUNG
Strategieeffekt
EMISSIONEN
E (t) ist E (t) soll
Strategieeffekt
STÜCK-
KOSTEN
K (t) ist K (t) soll
STRATEGIEEFFEKT
gesamt
Abb. 26: Strategieeffekt des ganzheitlichen Zielsystems
Der Strategieeffekt des Zielsystems ergibt sich unter Berücksichtigung des definierten
Strategiefaktors zu
EmissionenCOStrategieEmissionenCO
nStückkosteStrategienStückkoste
LeistungStrategieLeistunggesamt
fffektStrategiee
fffektStrategiee
fffektStrategieeffektStrategiee
−−
×
+×
+×=
22
(4.64).
Praktische Anwendung mit System Dynamics 88
5 Praktische Anwendung mit System Dynamics
Anhand einer praktischen Anwendung wird in diesem Kapitel gezeigt, dass das Fabrik-
Umfeld Modell einen wesentlichen Beitrag zur Erfüllung der oben genannten
Anforderungen zur Unterstützung des strategischen Produktionsmanagements leisten
kann. Als grundlegende Vorgehensweise für die Anwendung in der Praxis wird auf ein
bestehendes Phasenkonzept von Westkämper zurückgegriffen. Gemäß dem
Phasenkonzept werden zunächst das untersuchte Unternehmen, das Produkt sowie die
beiden betrachteten Produktionsstandorte vorgestellt. Als zentrale Grundlage für die
Berechnung des Strategieeffekts dient ein Zielsystem, das aus den Zielen Leistung,
Stückkosten und CO2-Emissionen besteht. Es wird zusammen mit den Sollwerten der
einzelnen Ziele für den strategischen Planungszeitraum erläutert. Die anschließende
Analyse der Problemstruktur umfasst zum einen die Identifikation der Ursache-
Wirkungsbeziehung der zentralen Systemparameter sowie die Bestimmung des
Modellzwecks und -referenzverhaltens. Zum anderen beinhaltet sie die Prozesse der
Datenerhebung und -recherche, denen für die Qualität der Modelle und ihrer
Parameter eine besondere Bedeutung zukommt. Am Schluss des Kapitels werden die
entwickelten System Dynamics Modelle der beiden Produktionsstandorte vorgestellt
und die Ergebnisse der Modellgültigkeitsprüfung erläutert.
5.1 Ausgangslage
Die Rahmenbedingungen des industriellen Managements sind vor allem durch die
global vernetzten Märkte und Wettbewerbsbedingungen gekennzeichnet, in denen
Unternehmen in allen Teilen der Welt miteinander konkurrieren. Ein besonderes
Augenmerk muss dabei auf den betrieblichen Produktionssystemen liegen, weil sie für
die zeit-, orts-, mengen-, qualitäts- und kostengerechte Herstellung der von den
internationalen Märkten geforderten Produkte verantwortlich sind. Die daraus
resultierenden Aufgaben für das Produktionsmanagement werden mittels der
internationalen Produktionsstrategie festgelegt, die weitaus mehr als die einfache Wahl
der internationalen Fertigungsstandorte umfasst. Vielmehr liegt der Fokus auf dem
ganzheitlichen und strategischen Management der weltweiten Produktionssysteme,
indem die bestehenden Potenziale und Prozesse des Unternehmens möglichst effektiv
miteinander verknüpft und koordiniert werden.161 Insbesondere die unterschiedlichen
dynamischen Faktoren, die die Leistungsfähigkeit eines internationalen
Industrieunternehmens bestimmen und die Problematik, ihre langfristige Entwicklung
vorherzusagen, machen für die Festlegung der geeigneten Produktionsstrategie eine
simulationsgestützte, kennzahlenbasierte und szenariobasierte Untersuchung und
Bewertung der unterschiedlichen Handlungsoptionen notwendig.
161 Vgl. Stremme, U. (2001) S. 357.
Praktische Anwendung mit System Dynamics 89
Die Erstellung eines quantitativen Fabrik-Umfeld Simulationsmodells zur
kennzahlenbasierten Bewertung von Produktionsstrategien erfolgt am Beispiel eines
internationalen Unternehmens der Medizintechnikbranche. Das eigentümergeführte
Unternehmen entwickelt, fertigt und vertreibt ein breites Produkt-Portfolio im Bereich
der medizinischen Versorgung. Es verfügt weltweit über mehr als 50 Standorte und
knapp 30.000 Mitarbeiter. Im Jahr 2004 wurde ein Umsatz von etwa 2,8 Mrd. Euro
erwirtschaftet, wobei der internationale Anteil knapp 75 % betrug.162
Die internationalen Gesundheitsmärkte zeichnen sich durch ein stetiges Wachstum
aus. Der demografische Aspekt ist insbesondere in den Industrieländern für einen
deutlichen Anstieg der durchschnittlichen Lebenserwartung der Bevölkerung
verantwortlich, was wiederum zu einem erhöhten Bedarf an medizinischer Versorgung
in Form von Medikamenten, neuen Therapieverfahren sowie neuen
Dienstleistungskonzepten führt. Aufgrund der sich permanent ändernden
konjunkturellen sowie politischen Rahmenbedingungen im Bereich des
Gesundheitswesens unterliegt der Markt dabei einem dynamischen Wandel. Die
Unternehmen der Medizintechnikbranche sind somit einem starken Wettbewerb
ausgesetzt und müssen sich durch kontinuierliche Anpassung auf den internationalen
Gesundheitsmärkten behaupten. Des Weiteren wird die Entwicklung in den weltweiten
Gesundheitsmärkten in zunehmendem Maße durch ein erhöhtes Kostenbewusstsein
bestimmt. Dies hat zur Folge, dass insbesondere im Produktionsbereich Prozesse
optimiert, Ressourcen eingespart und Herstellkosten gesenkt werden müssen. Somit
ergibt sich insbesondere für Unternehmen der Gesundheitsbranche die Forderung, auf
Basis einer abgestimmten, internationalen Produktionsstrategie zu fertigen, um ihre
Wettbewerbsfähigkeit auf den Weltmärkten nachhaltig zu sichern.
5.2 System Dynamics
5.2.1 Historische Entwicklung
Aus Sicht der vorliegenden Arbeit liegen die Vorzüge von System Dynamics darin
begründet, dass mit diesem Ansatz auch komplexe Systeme strukturiert, anhand von
Modellen anschaulich dargestellt und anschließend umfassend analysiert werden
können. In der Literatur existieren eine Vielzahl von Definitions- und
Erklärungsansätzen von System Dynamics. Forrester beschreibt seinen ursprünglichen
Ansatz: „Industrial dynamics is the investigation of the information-feedback character
of industrial systems and the use of models for the design of improved organisational
162 Alle in diesem Kapitel angegebenen Unternehmensdaten beziehen sich auf das
Geschäftsjahr 2004.
Praktische Anwendung mit System Dynamics 90
forms and guiding policy.“163 Zusammenfassend kann System Dynamics als Methode
aufgefasst werden, mit der das Verhalten von im Zeitablauf veränderlichen Systemen
beschrieben werden kann. Dazu werden qualitative und quantitative Modelle
entwickelt, die aufgrund ihrer inneren Struktureigenschaften und Modelldaten das zu
untersuchende System möglichst gut abbilden. Anschließend kann mithilfe der
Simulation und durch die Manipulation zentraler Parameter das Verhalten des Modells
beobachtet werden, um somit ein tieferes Verständnis für das System zu erlangen und
die langfristigen Auswirkungen von Entscheidungen zu untersuchen.
Die Methode von System Dynamics geht auf Forrester zurück. In den fünfziger Jahren
nahm er einen Lehrstuhl am Massachusetts Institute of Technology (MIT) an.
Ausgehend von seinen Arbeiten zur theoretischen Dynamik beschäftigte er sich
zunehmend mit dem Systemverhalten in Industrieunternehmen. Die Ergebnisse eines
Forschungsprojekts publizierte er in „Industrial Dynamics“.164 Da auch die weiteren
Arbeiten von Forrester zu „Urban Dynamics“ und „World Dynamics“ in der Wissenschaft
große Beachtung fanden und der system-analytische Ansatz in vielen anderen
Wissenschaftsbereichen zum Einsatz kam, wurde er allgemein als System Dynamics
bezeichnet. Weltweite Beachtung hat System Dynamics durch den Bericht des Club of
Rome „Limits to Growth“ von Meadows erhalten, dessen Ergebnisse auf der Grundlage
des Weltmodells von Forrester mithilfe von System Dynamics erarbeitet wurden.165
5.2.2 Grundlegendes Konzept
System Dynamics basiert auf dem einfachen Konzept von Ursache und Wirkung: Die
Mitarbeitermotivation bestimmt den Nutzungsgrad einer Maschine, der wiederum
einen Einfluss auf die Herstellkosten hat. Dabei ist jedoch zu berücksichtigen, dass
nicht nur monokausale Abhängigkeiten bestehen. So bestimmt die Anzahl der
Varianten die Rüstzeit, die ebenfalls den Nutzungsgrad einer Maschine beeinflusst.
Dies bedeutet, jede Entscheidung und die daraus folgenden Aktivitäten innerhalb des
Systems haben letztendlich Konsequenzen für das gesamte System. Dabei werden
folgende Annahmen getroffen: 166
1. Das dynamische Verhalten von Systemen wird durch Flüsse (engl. flows)
bewirkt, die sich über den Zeitverlauf in Zuständen (engl. levels) ansammeln
163 Forrester, J. W. (1962) S. 13.
164 Vgl. Forrester, J. W. (1962).
165 Vgl. Meadows D. (1972).
166 Vgl. Radzicki M. J. (2005).
Praktische Anwendung mit System Dynamics 91
oder abbauen. Die Änderungen der Flüsse werden durch Zufluss und
Abflussraten pro Zeiteinheit (engl. flow rates) beschrieben.
2. Die Flüsse und Zustände eines Systems sind in geschlossene
Rückkopplungsschleifen eingebunden, die Informationen über das aktuelle
Systemverhalten transportieren.
3. Die Rückkopplungsschleifen sind häufig über nichtlineare Verbindungsstellen
miteinander verknüpft, so dass sich die verschiedenen Zustände im System
nicht-proportional beeinflussen.
4. Da das dynamische Systemverhalten nicht in mathematisch geschlossener Form
gelöst oder mit dem menschlichen Verstand vorhergesagt werden kann, bedarf
es der Simulation.
Die Zustände geben den Systemzustand zu jedem beliebigen Zeitpunkt auf Basis von
Zu- und Abflüssen wieder. Sie lassen sich mit dem Niveau des Füllstands in einem
Speicher vergleichen, können jedoch nicht nur positive sondern auch negative Werte
annehmen oder auch Null sein. Zustände in einem Produktionssystem können z.B.
- den Lagerbestand,
- die Anzahl der Mitarbeiter,
- die Maschinenkapazität etc.
darstellen. Dabei ist zu berücksichtigen, dass Zustandsvariablen auch zeitbezogen
definiert werden können, wie z.B. die Maschinenleistung in der Einheit gefertigte
Produkte pro Zeit. Die Anzahl der Zustände im System bestimmt die Systemordnung.
Zustände werden im Weiteren als Zustandsgrößen ZG bezeichnet. Die Flüsse sind für
die Änderungen der Zustandsgrößen verantwortlich, d.h. sie beeinflussen das
Füllstandniveau im Speicher. Sie werden quantitativ durch die Flussraten je Zeiteinheit
beschrieben, die somit den Zu- bzw. Abfluss der Zustände kontrollieren und die
Regeln für die Änderung der Zustandsgrößen festlegen. Flussraten in einem
Produktionssystem können z.B.
- die Produktions- bzw. Bestellrate,
- die Einstellungs- bzw. Entlassungsrate von Mitarbeitern,
- die Aufbau- bzw. Abbaurate von Maschinen etc.
Praktische Anwendung mit System Dynamics 92
sein. Eine Flussrate R kann konstant oder variabel sein, d.h. eine Funktion aus
unterschiedlichen Zuständen und weiteren Größen. Nur die Veränderung einer
Flussrate führt zur Veränderung einer Zustandsgröße.
System Dynamics war in seiner ursprünglichen Form eine Methode zur Simulation auf
der Basis von mathematischen Gleichungen. Diese Gleichungen sind von zentraler
Bedeutung für die Modellbildung und werden daher im Weiteren erläutert.
Grundsätzlich können in dynamischen Systemen kontinuierliche und diskrete Flüsse
unterschieden werden. Forrester empfiehlt für die Modellerstellung von industriellen
Abläufen die Verwendung kontinuierlicher Flüsse.167 Bei kontinuierlichen Flüssen
werden bestimmte Mengen zwischen den Zuständen pro Zeiteinheit transportiert, wie
z.B. Produkte in ein Zwischenlager. Ein kontinuierlicher Fluss ist damit von der Länge
des betrachteten Zeitschritts und der Flussrate abhängig. Die geflossene Menge im
Zeitraum dt ergibt sich somit zu
dtRFluss ×= (5.1).
Zur Erfüllung der Gleichung ist es notwendig, dass die Einheit der Flussrate R der
Einheit des Flusses dividiert durch die Zeiteinheit von dt entspricht. Gleichzeitig muss
die Einheit des Flusses der Einheit der Zustandsgröße entsprechen. Die so genannte
Zustandsfunktion legt fest, welchen Beitrag die Flüsse zu jedem Zeitpunkt zum Wert
der Zustandsgröße liefern. Zuflüsse werden dabei positiv und Abflüsse negativ
gewertet. Der Wert einer Zustandsgröße ZG zum Zeitpunkt t + dt kann damit wie folgt
beschrieben werden
dttRdttRtZGdttZGausein
×−×+=+ )()()()( (5.2).
Bei kontinuierlichen Flüssen kann der Wert der Zustandsgröße mithilfe der
numerischen Integration bestimmt werden. Zusätzlich ist für die Berechnung der
Ausgangswert zum Zeitpunkt t0 zu berücksichtigen. Damit ergibt sich
[ ] )()()()(0
0
tZGdttRtRtZG
nt
t
ausein+−= ∫ (5.3).
Die Unterteilung in Zustands- und Flussgrößen ist der betrieblichen Praxis in
Unternehmen nicht fremd. So ergeben sich z.B. die Leistungen in der Produktion
häufig aus einer Kombination von Zustands- und Flussgrößen. Der Bestandswert eines
Lagers wird immer zu einem festgelegten Zeitpunkt bestimmt und ist somit als
167 Vgl. Forrester, J. W. (1962) S. 64.
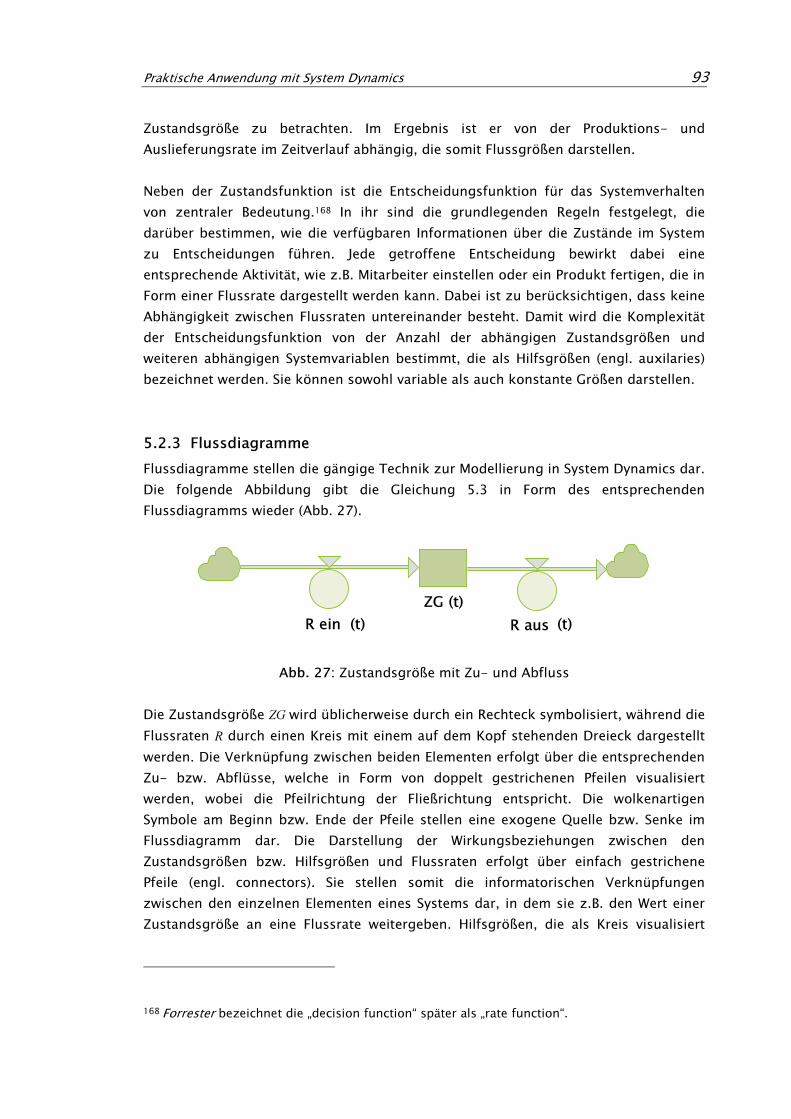
Praktische Anwendung mit System Dynamics 93
Zustandsgröße zu betrachten. Im Ergebnis ist er von der Produktions- und
Auslieferungsrate im Zeitverlauf abhängig, die somit Flussgrößen darstellen.
Neben der Zustandsfunktion ist die Entscheidungsfunktion für das Systemverhalten
von zentraler Bedeutung.168 In ihr sind die grundlegenden Regeln festgelegt, die
darüber bestimmen, wie die verfügbaren Informationen über die Zustände im System
zu Entscheidungen führen. Jede getroffene Entscheidung bewirkt dabei eine
entsprechende Aktivität, wie z.B. Mitarbeiter einstellen oder ein Produkt fertigen, die in
Form einer Flussrate dargestellt werden kann. Dabei ist zu berücksichtigen, dass keine
Abhängigkeit zwischen Flussraten untereinander besteht. Damit wird die Komplexität
der Entscheidungsfunktion von der Anzahl der abhängigen Zustandsgrößen und
weiteren abhängigen Systemvariablen bestimmt, die als Hilfsgrößen (engl. auxilaries)
bezeichnet werden. Sie können sowohl variable als auch konstante Größen darstellen.
5.2.3 Flussdiagramme
Flussdiagramme stellen die gängige Technik zur Modellierung in System Dynamics dar.
Die folgende Abbildung gibt die Gleichung 5.3 in Form des entsprechenden
Flussdiagramms wieder (Abb. 27).
(t) (t)
ZG (t)
R ein R aus
Abb. 27: Zustandsgröße mit Zu- und Abfluss
Die Zustandsgröße ZG wird üblicherweise durch ein Rechteck symbolisiert, während die
Flussraten R durch einen Kreis mit einem auf dem Kopf stehenden Dreieck dargestellt
werden. Die Verknüpfung zwischen beiden Elementen erfolgt über die entsprechenden
Zu- bzw. Abflüsse, welche in Form von doppelt gestrichenen Pfeilen visualisiert
werden, wobei die Pfeilrichtung der Fließrichtung entspricht. Die wolkenartigen
Symbole am Beginn bzw. Ende der Pfeile stellen eine exogene Quelle bzw. Senke im
Flussdiagramm dar. Die Darstellung der Wirkungsbeziehungen zwischen den
Zustandsgrößen bzw. Hilfsgrößen und Flussraten erfolgt über einfach gestrichene
Pfeile (engl. connectors). Sie stellen somit die informatorischen Verknüpfungen
zwischen den einzelnen Elementen eines Systems dar, in dem sie z.B. den Wert einer
Zustandsgröße an eine Flussrate weitergeben. Hilfsgrößen, die als Kreis visualisiert
168 Forrester bezeichnet die „decision function“ später als „rate function“.
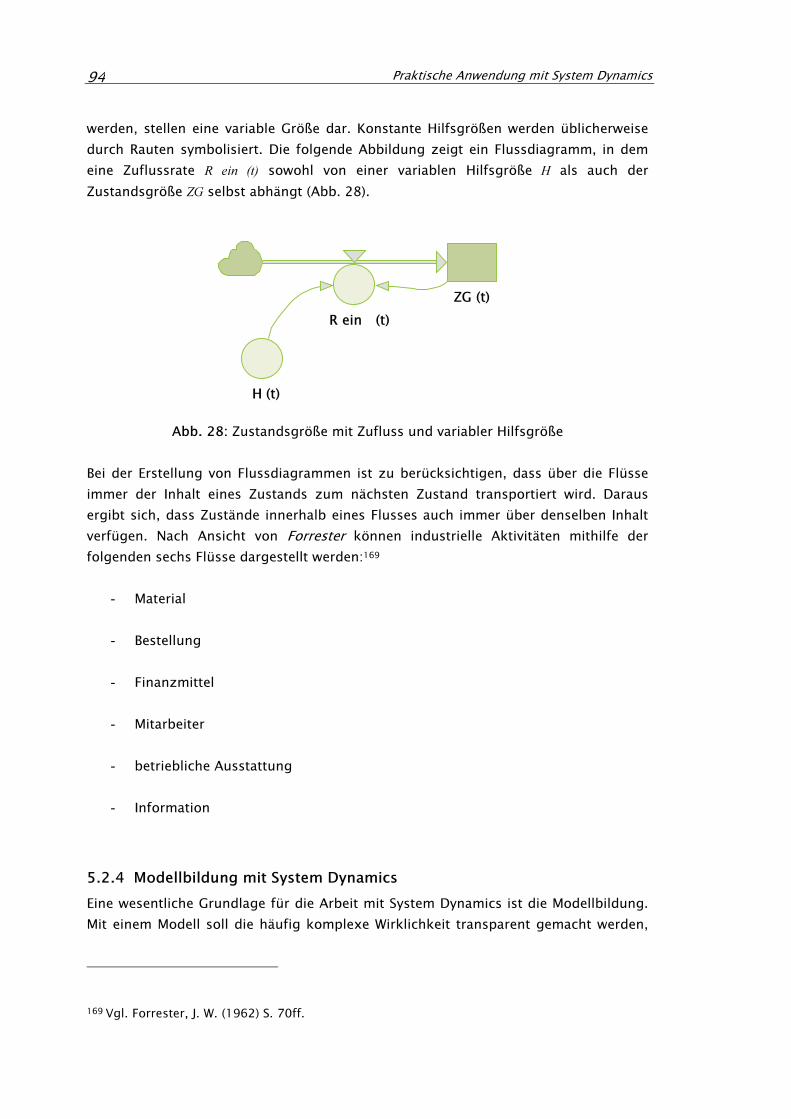
Praktische Anwendung mit System Dynamics 94
werden, stellen eine variable Größe dar. Konstante Hilfsgrößen werden üblicherweise
durch Rauten symbolisiert. Die folgende Abbildung zeigt ein Flussdiagramm, in dem
eine Zuflussrate R ein (t) sowohl von einer variablen Hilfsgröße H als auch der
Zustandsgröße ZG selbst abhängt (Abb. 28).
(t)
(t)
ZG (t)
R ein
H
Abb. 28: Zustandsgröße mit Zufluss und variabler Hilfsgröße
Bei der Erstellung von Flussdiagrammen ist zu berücksichtigen, dass über die Flüsse
immer der Inhalt eines Zustands zum nächsten Zustand transportiert wird. Daraus
ergibt sich, dass Zustände innerhalb eines Flusses auch immer über denselben Inhalt
verfügen. Nach Ansicht von Forrester können industrielle Aktivitäten mithilfe der
folgenden sechs Flüsse dargestellt werden:169
- Material
- Bestellung
- Finanzmittel
- Mitarbeiter
- betriebliche Ausstattung
- Information
5.2.4 Modellbildung mit System Dynamics
Eine wesentliche Grundlage für die Arbeit mit System Dynamics ist die Modellbildung.
Mit einem Modell soll die häufig komplexe Wirklichkeit transparent gemacht werden,
169 Vgl. Forrester, J. W. (1962) S. 70ff.
Praktische Anwendung mit System Dynamics 95
um somit ein besseres Verständnis für das System und für die in ihm ablaufenden
Prozesse zu erreichen. Zentrale Aufgabenstellung der Modellierung ist es daher, ein
vereinfachtes Abbild des realen Systems zu erstellen. Gleichzeitig ist zu
berücksichtigen, dass die mit System Dynamics erzielten Ergebnisse nur dann auf die
Realität übertragen werden können, wenn das Modell die für die Fragestellung
wesentlichen Faktoren und Beziehungen des realen Systems abbildet. Dieses
Spannungsfeld zwischen der Forderung nach vereinfachter Abbildung und
gleichzeitiger, zweckgerichteter Realitätsnähe stellt die besondere Herausforderung
für die Modellbildung dar. Aber nicht nur aufgrund der vereinfachten Abbildung sind
Modelle unvollkommen. Zum einen entspricht der Kenntnisstand der Realität nur dem
aktuellen Stand des Wissens und zum anderen sind die Daten für die Quantifizierung
der Modelle häufig ungenau. Dies ist insbesondere dann der Fall, wenn sie auf
Prognosen über zukünftige Entwicklungen beruhen. Dennoch sind Modelle das
zentrale Element von System Dynamics und beeinflussen durch ihre Qualität
grundlegend die Aussagekraft der Ergebnisse. Nach Forrester sollte ein System
Dynamics Modell folgende Eigenschaften aufweisen:170
- in der Lage sein, jeden Zustand der Ursache-Wirkungsbeziehung zu
beschreiben, der im System anzufinden ist
- einfacher mathematischer Natur sein
- sich in seiner verwendeten Nomenklatur möglichst eng an die jeweilige
System-Terminologie anlehnen
- eine einfache Erweiterung auf eine größere Zahl von Variablen ermöglichen
Bossel schlägt vier Phasen für den Prozess der Modellbildung in System Dynamics
vor:171
1. Phase: Entwicklung des Modellkonzepts
2. Phase: Modellentwicklung
3. Phase: Modellprüfung
4. Phase: Ergebnisvermittlung
170 Vgl. Forrester, J. W. (1962) S. 67.
171 Vgl. Bossel, H. (2004) S. 226.
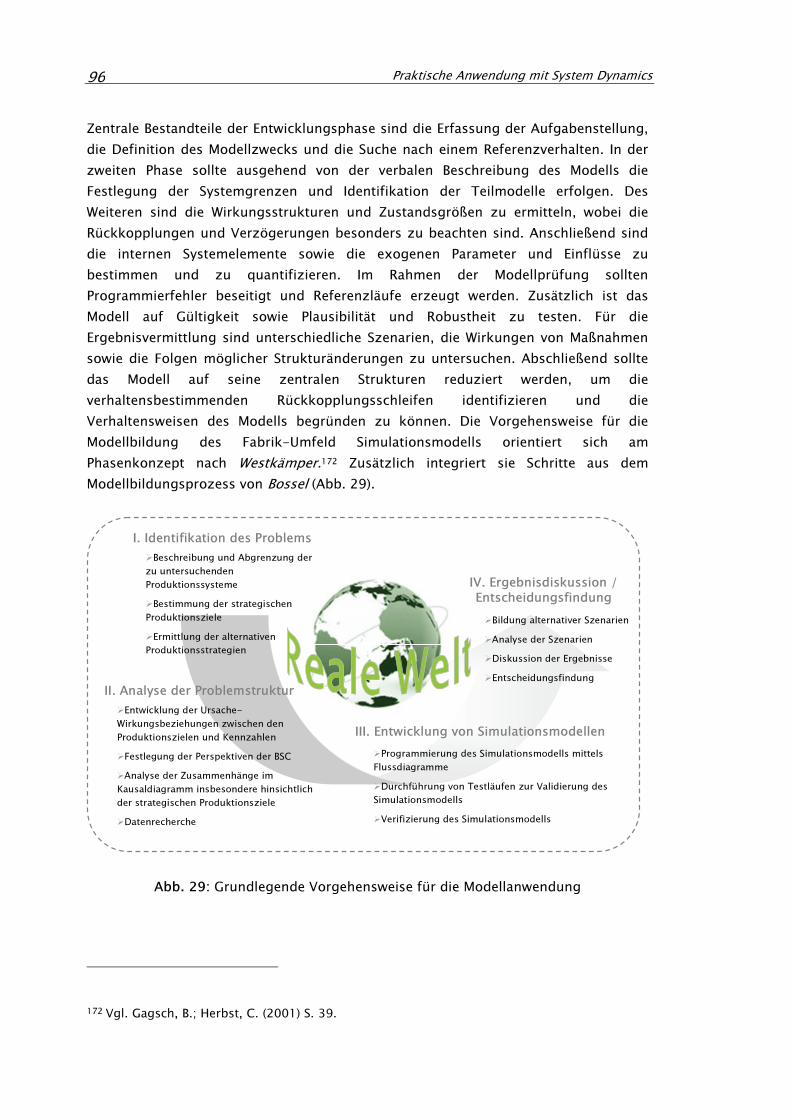
Praktische Anwendung mit System Dynamics 96
Zentrale Bestandteile der Entwicklungsphase sind die Erfassung der Aufgabenstellung,
die Definition des Modellzwecks und die Suche nach einem Referenzverhalten. In der
zweiten Phase sollte ausgehend von der verbalen Beschreibung des Modells die
Festlegung der Systemgrenzen und Identifikation der Teilmodelle erfolgen. Des
Weiteren sind die Wirkungsstrukturen und Zustandsgrößen zu ermitteln, wobei die
Rückkopplungen und Verzögerungen besonders zu beachten sind. Anschließend sind
die internen Systemelemente sowie die exogenen Parameter und Einflüsse zu
bestimmen und zu quantifizieren. Im Rahmen der Modellprüfung sollten
Programmierfehler beseitigt und Referenzläufe erzeugt werden. Zusätzlich ist das
Modell auf Gültigkeit sowie Plausibilität und Robustheit zu testen. Für die
Ergebnisvermittlung sind unterschiedliche Szenarien, die Wirkungen von Maßnahmen
sowie die Folgen möglicher Strukturänderungen zu untersuchen. Abschließend sollte
das Modell auf seine zentralen Strukturen reduziert werden, um die
verhaltensbestimmenden Rückkopplungsschleifen identifizieren und die
Verhaltensweisen des Modells begründen zu können. Die Vorgehensweise für die
Modellbildung des Fabrik-Umfeld Simulationsmodells orientiert sich am
Phasenkonzept nach Westkämper.172 Zusätzlich integriert sie Schritte aus dem
Modellbildungsprozess von Bossel (Abb. 29).
IV. Ergebnisdiskussion / Entscheidungsfindung
II. Analyse der Problemstruktur
�Entwicklung der Ursache-
Wirkungsbeziehungen zwischen den
Produktionszielen und Kennzahlen
�Festlegung der Perspektiven der BSC
�Analyse der Zusammenhänge im
Kausaldiagramm insbesondere hinsichtlich
der strategischen Produktionsziele
�Datenrecherche
III. Entwicklung von Simulationsmodellen
�Beschreibung und Abgrenzung der
zu untersuchenden
Produktionssysteme
�Bestimmung der strategischen
Produktionsziele
�Ermittlung der alternativen
Produktionsstrategien
I. Identifikation des Problems
�Bildung alternativer Szenarien
�Analyse der Szenarien
�Diskussion der Ergebnisse
�Entscheidungsfindung
�Programmierung des Simulationsmodells mittels
Flussdiagramme
�Durchführung von Testläufen zur Validierung des
Simulationsmodells
�Verifizierung des Simulationsmodells
Abb. 29: Grundlegende Vorgehensweise für die Modellanwendung
172 Vgl. Gagsch, B.; Herbst, C. (2001) S. 39.
Praktische Anwendung mit System Dynamics 97
Für die Identifikation des Problems werden ausgehend vom Ist-Zustand der realen Welt
das betrachtete Unternehmen sowie die untersuchten Produktionsstätten bzw.
Produktionsbereiche beschrieben und abgegrenzt. Eine besondere Bedeutung kommt
dabei den strategischen Produktionszielen des relevanten Produktbereichs und ihrem
Beitrag zur übergeordneten Geschäftsbereichsstrategie zu. Ausgehend von der
Beschreibung der alternativen Produktionsstrategien erfolgt die Analyse der
Problemstruktur. Für die kennzahlenbasierte Strategiebewertung mittels BSC sind
zunächst die Ursache-Wirkungsbeziehung zwischen den externen und internen
Strategievariablen und ihr Beitrag zur Zielerreichung zu bestimmen. Als Grundlage für
die Modellbildung mit System Dynamics sind die zentralen Rückkopplungen zu
identifizieren und unter zu Hilfenahme von Kausaldiagrammen zu visualisieren. Die
eigentliche Programmierung der System Dynamics Modelle erfolgt mit Powersim Studio
2005.173 Nach der Programmierung werden sie auf ihre Gültigkeit geprüft. Die Modelle
dienen der szenariobasierten Untersuchung und Analyse der Strategiealternativen
durch die Variation der relevanten Strategievariablen. Auf der Basis der festgelegten
Strategiefaktoren können anhand des Strategieeffekts und der Kennzahlen der BSC die
Stärken und Schwächen der unterschiedlichen Produktionsstrategien analysiert und
diskutiert werden, um somit den Prozess der Entscheidungsfindung zu unterstützen.
5.3 Identifikation des Problems
5.3.1 Der Geschäftsbereich und seine strategische Ausrichtung
In der ersten Phase der Vorgehensweise müssen zunächst die zu untersuchenden
Unternehmens- bzw. Produktionsbereiche identifiziert, beschrieben und abgegrenzt
werden.174 Der untersuchte Geschäftsbereich unterstützt Ärzte, Pflegekräfte sowie das
Management in Krankenhäusern. Das Leistungsspektrum umfasst dabei Produkte aus
den Bereichen der Anästhesie, der Intensiv- und Akutmedizin, der allgemeinen
Infusionstherapie, der Injektionssysteme, der Urologie sowie der
Medikamentenzubereitung. Der Geschäftsbereich erwirtschaftet etwa 50 % des
Umsatzes des gesamten Unternehmens und beschäftigt ca. 11.500 Mitarbeiter
weltweit. Die zentrale Organisationsstruktur wird durch die globalen
Funktionsbereiche
- F&E,
- Produktion,
- Supply Chain Management und
173 Powersim Studio 2005 ist eine System Dynamics Software der Firma Powersim Software AS.
174 Vgl. Gagsch, B.; Herbst, C. (2001) S. 40.
Praktische Anwendung mit System Dynamics 98
- strategisches Marketing (Marketing und Vertrieb)
gebildet. Entsprechend den oben genannten Produktgruppen erfolgt eine weitere
organisatorische Unterteilung in so genannte „Business Units“ (BU). Die weltweite
Produktion besteht aus 32 Fabriken, die in den Regionen Europa, Nord- und
Südamerika sowie Asien-Pazifik angesiedelt sind. Die Mitarbeiterzahlen der
verschiedenen Produktionsstätten reichen dabei von 40 bis zu über 2.000. Das
Produkt-Portfolio des Unternehmensbereichs besteht sowohl aus Standardprodukten
mit einer Ausbringung von mehreren 100 Mio. Stück pro Jahr als auch aus
Spezialprodukten mit einer Jahresausbringung von mehreren Tausend Stück.
Entsprechend unterschiedlich sind die in den Fabriken verwendeten
Fertigungsprozesse. Sie reichen von einer hochautomatisierten Massenfertigung bis
hin zur manuellen Einzelfertigung. Das breite Produkt- und Prozessportfolio des
Unternehmensbereichs ist gemäß der historischen Entwicklung des Unternehmens in
den einzelnen Fabriken gewachsen und wurde bisher nicht auf der Basis einer
internationalen Produktionsstrategie entwickelt bzw. optimiert.
Die Grundlage der unternehmerischen Tätigkeit des Geschäftsbereichs bildet die
aktuelle Geschäftsbereichsstrategie, in der die langfristigen Ziele und
Entwicklungsperspektiven formuliert sind. Als Basis dient der Unternehmensgrundsatz,
das führende paneuropäische, weltweit tätige Unternehmen auf dem Gebiet der
medizinischen Versorgung zu werden. Daher ist die Geschäftsbereichsstrategie durch
den globalen Absatz der gefertigten Produkte geprägt. Je nach Produktgruppe arbeiten
die einzelnen Fabriken zusammen oder bedienen ausschließlich ihren lokalen
Absatzmarkt. Durch deutliche Unterschiede in den Produktgruppen und lokalen
Gesetzesvorschriften im Gesundheitsmarkt ist die strategische Orientierung des
Geschäftsbereichs durch die Synthese einer Integrations- und Einzelmarktstrategie
gekennzeichnet. Die unterschiedlichen Anforderungen der Kunden an die
Produkteigenschaften werden in hohem Maße berücksichtigt. Gleichzeit liegt die
Produktqualität durchweg auf hohem und höchstem Niveau. Somit ist es
gerechtfertigt, die Strategie des Geschäftsbereichs als Differenzierungsstrategie zu
charakterisieren. Zur Unterstützung dieser Zielsetzung dienen auch die intensiven
F&E-Aktivitäten im In- und Ausland. Trotz aktueller Bemühung, die Breite des
Produktprogramms zu reduzieren, wird aufgrund der speziellen Anforderungen der
Märkte für Medizintechnik der Diversifikationsgrad auch in Zukunft sehr hoch sein. Die
zwei zentralen Ziele der Geschäftsbereichsstrategie für einen Zeitraum von fünf Jahren
sind die Steigerung des Umsatzes um 500 Mio. Euro und die Erhöhung des
Deckungsbeitrags auf 15 % des Umsatzes.
Neben einer Analyse der Aktivitäten in den vergangenen Geschäftsjahren beschreibt
die Strategie Trends und Tendenzen in der zukünftigen Entwicklung der
internationalen Gesundheitsmärkte und leitet die sich daraus ergebenden
Praktische Anwendung mit System Dynamics 99
Anforderungen für die weitere Geschäftstätigkeit des Unternehmensbereichs ab. Die
sich aus diesen Anforderungen ergebenden finanzorientieren Zielsetzungen werden
auf die einzelnen Produktgruppen und die verschiedenen Regionen aufgeschlüsselt.
Zudem werden Vergleiche mit der Entwicklung der wichtigsten globalen
Marktkonkurrenten angestellt. Als zentrale Aufgaben der Produktion formuliert die
Geschäftsbereichstrategie die
- Herstellung,
- Prüfung und
- Dokumentation
von Produkten zur marktgerechten Versorgung der Kunden. Diese Aufgaben sollen
dabei im Bewusstsein der Verantwortung gegenüber den Kunden unter Einsatz von
ausgesuchten Materialien und validierten Herstellungsprozessen, Maschinen und
Anlagen erfolgen. Die Produktion wird dabei von
- Mengenzielen,
- Kostenzielen,
- Terminzielen und
- Qualitätszielen
bestimmt, die sich direkt aus den Zielen des Geschäftsbereichs und seinen
strategischen Schwerpunkten ableiten. Die Produktion selbst hat dabei keinen Einfluss
auf die Formulierung der Produktionsziele, sondern diese werden von der
Unternehmensleitung bzw. dem in der Wertschöpfungskette nachgelagerten
Funktionsbereich vorgegeben. Somit werden z.B. die zu produzierenden Stückzahlen
unter Berücksichtigung der erwarteten Absatzmengen berechnet, die das strategische
Marketing in Fünf-Jahresplänen prognostiziert. Im Rahmen der taktischen
Produktionsplanung werden diese Produktionszahlen jährlich bzw. quartalsmäßig
angepasst. Die Produktion hat dabei keinen direkten Einfluss auf die Art der zu
fertigenden Produkte und ihre Variantenzahl. Die Tatsache der mangelnden
Möglichkeit zur Partizipation an der strategischen Ausrichtung und Festlegung der
Produktionsziele steht im Widerspruch zu der strategischen Handlungsanweisung an
die Produktion, sich für einen nachhaltigen Erfolg des Unternehmens und ein
Wachstum aus eigener Kraft auf ertragreiche Produkte zu fokussieren. Um global
optimal aufgestellte Produktionsstandorte mit einer standardisierten Produktqualität
zu erreichen sowie die Produktionskosten zu senken, wurde im Rahmen der
Unternehmensbereichsstrategie die Schaffung so genannter „Centers of Excellence“
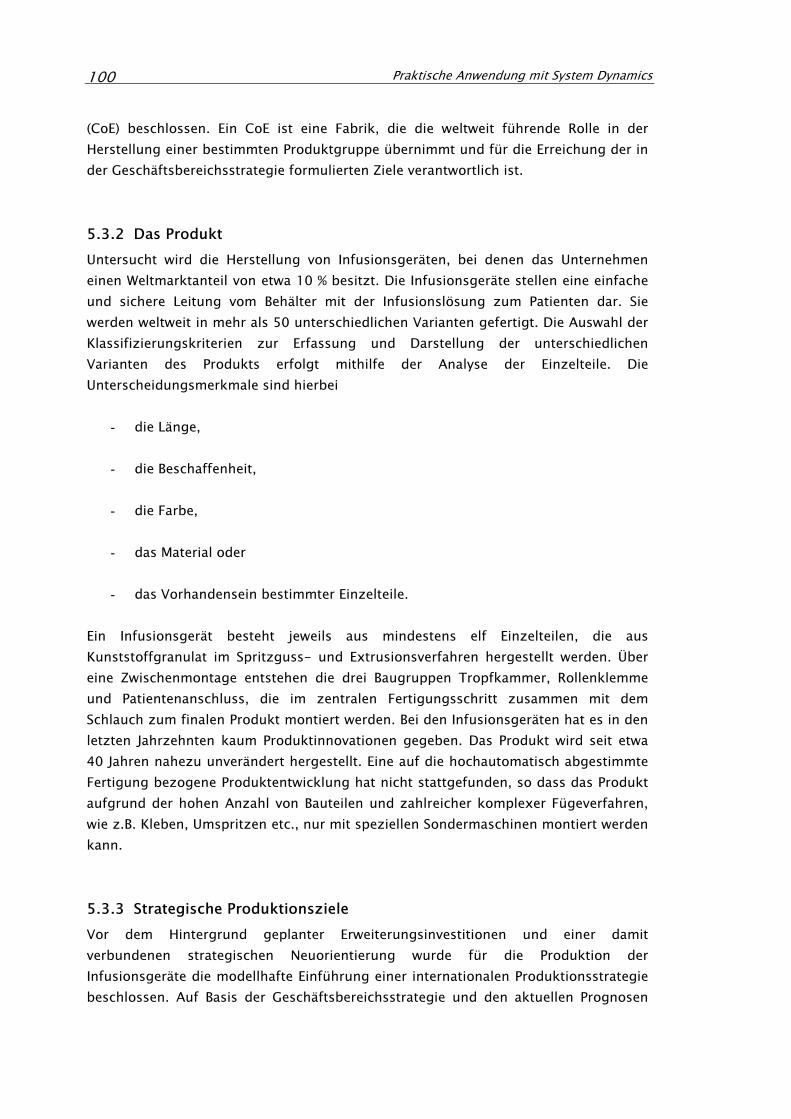
Praktische Anwendung mit System Dynamics 100
(CoE) beschlossen. Ein CoE ist eine Fabrik, die die weltweit führende Rolle in der
Herstellung einer bestimmten Produktgruppe übernimmt und für die Erreichung der in
der Geschäftsbereichsstrategie formulierten Ziele verantwortlich ist.
5.3.2 Das Produkt
Untersucht wird die Herstellung von Infusionsgeräten, bei denen das Unternehmen
einen Weltmarktanteil von etwa 10 % besitzt. Die Infusionsgeräte stellen eine einfache
und sichere Leitung vom Behälter mit der Infusionslösung zum Patienten dar. Sie
werden weltweit in mehr als 50 unterschiedlichen Varianten gefertigt. Die Auswahl der
Klassifizierungskriterien zur Erfassung und Darstellung der unterschiedlichen
Varianten des Produkts erfolgt mithilfe der Analyse der Einzelteile. Die
Unterscheidungsmerkmale sind hierbei
- die Länge,
- die Beschaffenheit,
- die Farbe,
- das Material oder
- das Vorhandensein bestimmter Einzelteile.
Ein Infusionsgerät besteht jeweils aus mindestens elf Einzelteilen, die aus
Kunststoffgranulat im Spritzguss- und Extrusionsverfahren hergestellt werden. Über
eine Zwischenmontage entstehen die drei Baugruppen Tropfkammer, Rollenklemme
und Patientenanschluss, die im zentralen Fertigungsschritt zusammen mit dem
Schlauch zum finalen Produkt montiert werden. Bei den Infusionsgeräten hat es in den
letzten Jahrzehnten kaum Produktinnovationen gegeben. Das Produkt wird seit etwa
40 Jahren nahezu unverändert hergestellt. Eine auf die hochautomatisch abgestimmte
Fertigung bezogene Produktentwicklung hat nicht stattgefunden, so dass das Produkt
aufgrund der hohen Anzahl von Bauteilen und zahlreicher komplexer Fügeverfahren,
wie z.B. Kleben, Umspritzen etc., nur mit speziellen Sondermaschinen montiert werden
kann.
5.3.3 Strategische Produktionsziele
Vor dem Hintergrund geplanter Erweiterungsinvestitionen und einer damit
verbundenen strategischen Neuorientierung wurde für die Produktion der
Infusionsgeräte die modellhafte Einführung einer internationalen Produktionsstrategie
beschlossen. Auf Basis der Geschäftsbereichsstrategie und den aktuellen Prognosen
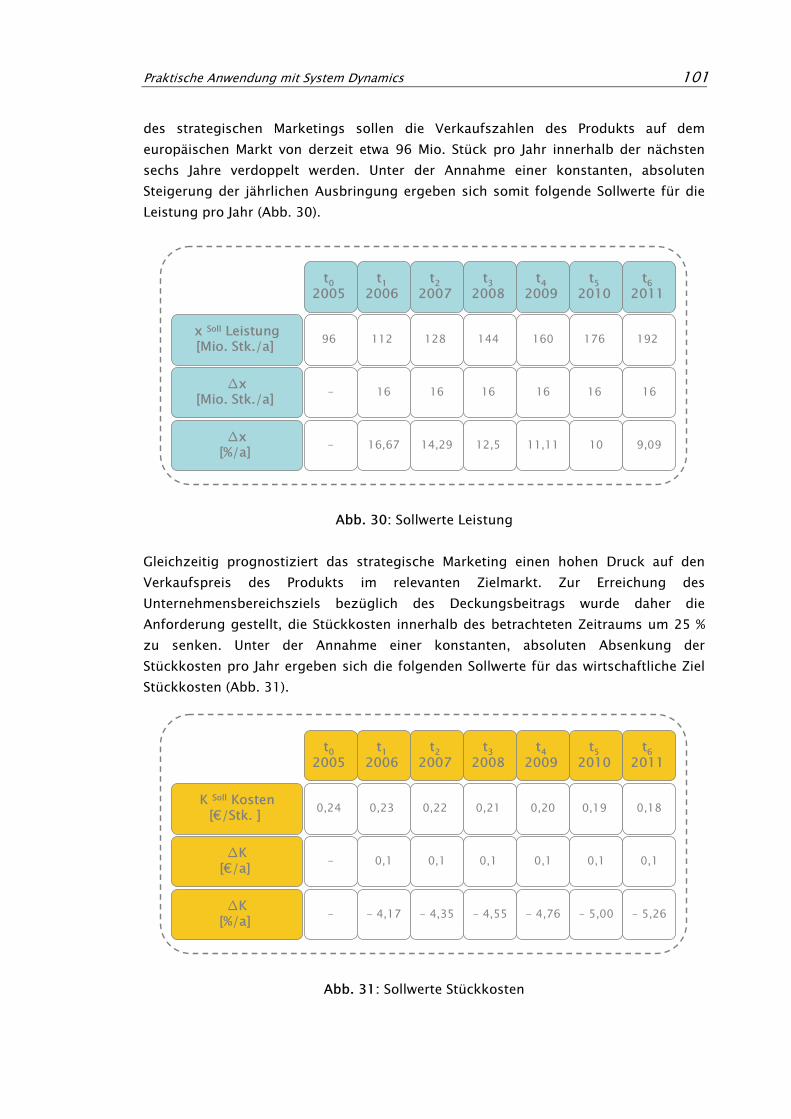
Praktische Anwendung mit System Dynamics 101
des strategischen Marketings sollen die Verkaufszahlen des Produkts auf dem
europäischen Markt von derzeit etwa 96 Mio. Stück pro Jahr innerhalb der nächsten
sechs Jahre verdoppelt werden. Unter der Annahme einer konstanten, absoluten
Steigerung der jährlichen Ausbringung ergeben sich somit folgende Sollwerte für die
Leistung pro Jahr (Abb. 30).
x Soll Leistung[Mio. Stk./a]
∆x[Mio. Stk./a]
∆x[%/a]
t0
2005t1
2006t2
2007t3
2008t4
2009t5
2010t6
2011
96 112 128 144 160 176 192
- 16 16 16 16 16 16
- 16,67 14,29 12,5 11,11 10 9,09
Abb. 30: Sollwerte Leistung
Gleichzeitig prognostiziert das strategische Marketing einen hohen Druck auf den
Verkaufspreis des Produkts im relevanten Zielmarkt. Zur Erreichung des
Unternehmensbereichsziels bezüglich des Deckungsbeitrags wurde daher die
Anforderung gestellt, die Stückkosten innerhalb des betrachteten Zeitraums um 25 %
zu senken. Unter der Annahme einer konstanten, absoluten Absenkung der
Stückkosten pro Jahr ergeben sich die folgenden Sollwerte für das wirtschaftliche Ziel
Stückkosten (Abb. 31).
K Soll Kosten
[€/Stk. ]
∆K
[€/a]
∆K
[%/a]
t0
2005
t1
2006
t2
2007
t3
2008
t4
2009
t5
2010
t6
2011
0,24 0,23 0,22 0,21 0,20 0,19 0,18
- 0,1 0,1 0,1 0,1 0,1 0,1
- - 4,17 - 4,35 - 4,55 - 4,76 - 5,00 - 5,26
Abb. 31: Sollwerte Stückkosten
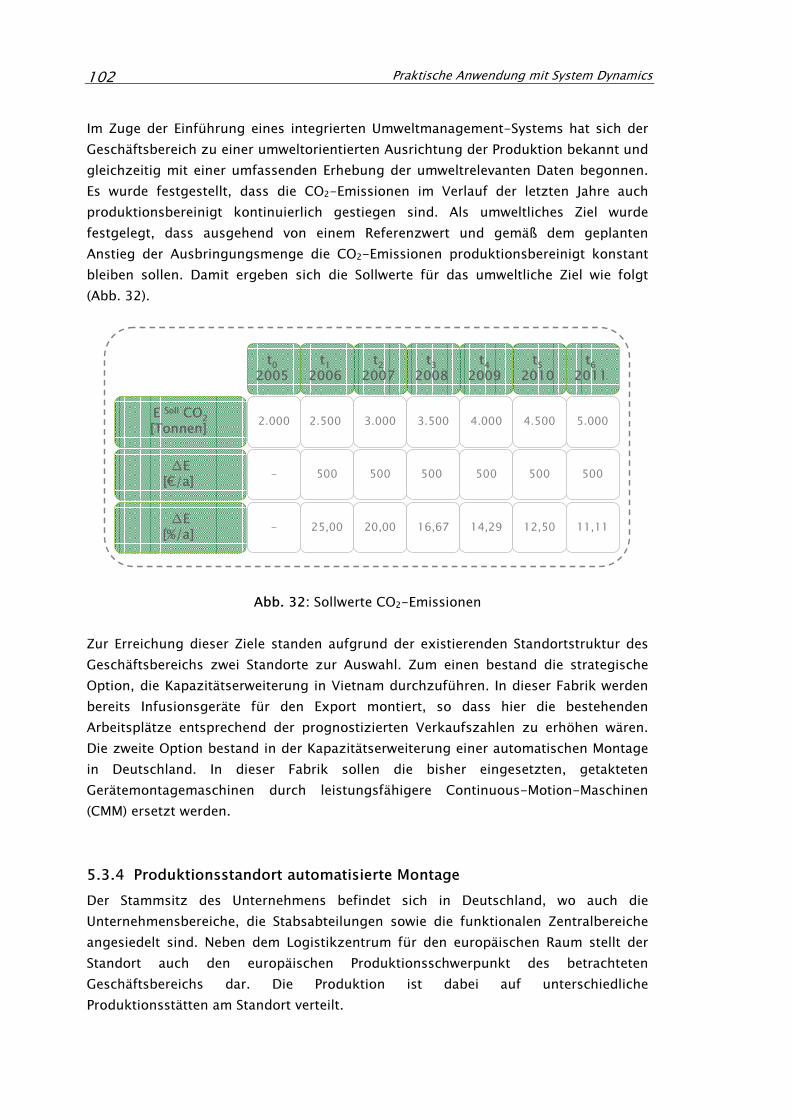
Praktische Anwendung mit System Dynamics 102
Im Zuge der Einführung eines integrierten Umweltmanagement-Systems hat sich der
Geschäftsbereich zu einer umweltorientierten Ausrichtung der Produktion bekannt und
gleichzeitig mit einer umfassenden Erhebung der umweltrelevanten Daten begonnen.
Es wurde festgestellt, dass die CO2-Emissionen im Verlauf der letzten Jahre auch
produktionsbereinigt kontinuierlich gestiegen sind. Als umweltliches Ziel wurde
festgelegt, dass ausgehend von einem Referenzwert und gemäß dem geplanten
Anstieg der Ausbringungsmenge die CO2-Emissionen produktionsbereinigt konstant
bleiben sollen. Damit ergeben sich die Sollwerte für das umweltliche Ziel wie folgt
(Abb. 32).
E Soll CO2
[Tonnen]
∆E
[€/a]
∆E
[%/a]
t0
2005
t1
2006
t2
2007
t3
2008
t4
2009
t5
2010
t6
2011
2.000 2.500 3.000 3.500 4.000 4.500 5.000
- 500 500 500 500 500 500
- 25,00 20,00 16,67 14,29 12,50 11,11
Abb. 32: Sollwerte CO2-Emissionen
Zur Erreichung dieser Ziele standen aufgrund der existierenden Standortstruktur des
Geschäftsbereichs zwei Standorte zur Auswahl. Zum einen bestand die strategische
Option, die Kapazitätserweiterung in Vietnam durchzuführen. In dieser Fabrik werden
bereits Infusionsgeräte für den Export montiert, so dass hier die bestehenden
Arbeitsplätze entsprechend der prognostizierten Verkaufszahlen zu erhöhen wären.
Die zweite Option bestand in der Kapazitätserweiterung einer automatischen Montage
in Deutschland. In dieser Fabrik sollen die bisher eingesetzten, getakteten
Gerätemontagemaschinen durch leistungsfähigere Continuous-Motion-Maschinen
(CMM) ersetzt werden.
5.3.4 Produktionsstandort automatisierte Montage
Der Stammsitz des Unternehmens befindet sich in Deutschland, wo auch die
Unternehmensbereiche, die Stabsabteilungen sowie die funktionalen Zentralbereiche
angesiedelt sind. Neben dem Logistikzentrum für den europäischen Raum stellt der
Standort auch den europäischen Produktionsschwerpunkt des betrachteten
Geschäftsbereichs dar. Die Produktion ist dabei auf unterschiedliche
Produktionsstätten am Standort verteilt.
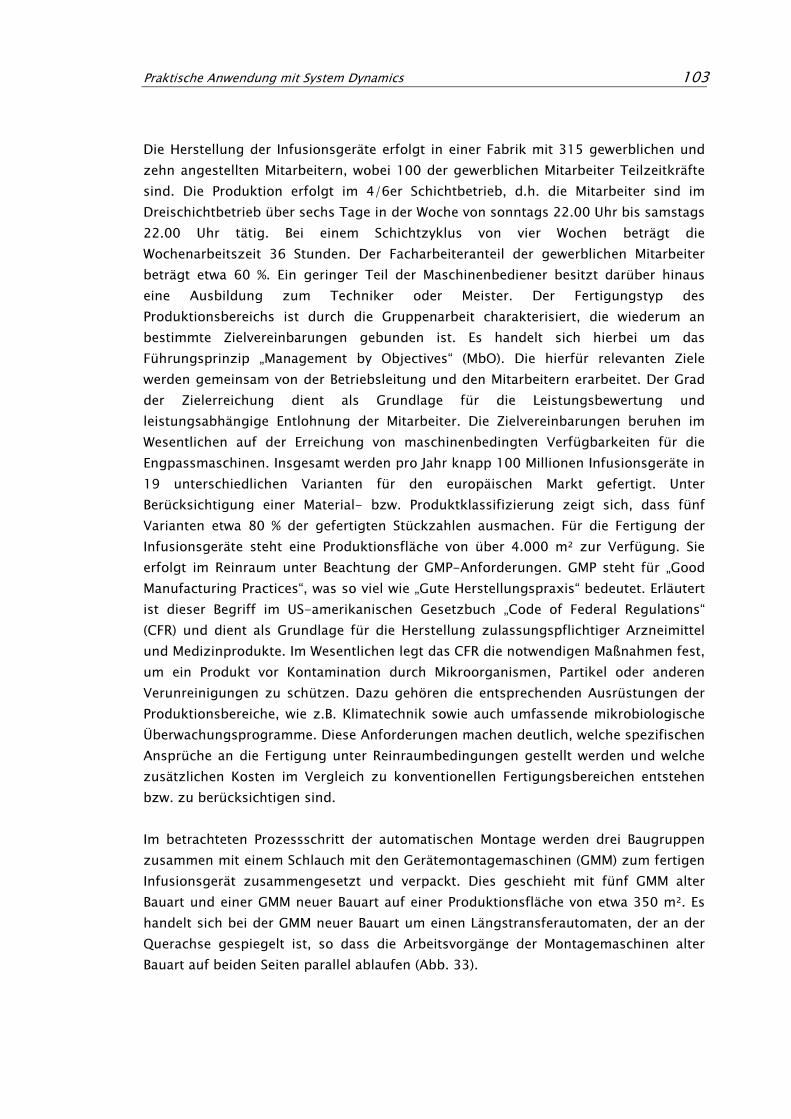
Praktische Anwendung mit System Dynamics 103
Die Herstellung der Infusionsgeräte erfolgt in einer Fabrik mit 315 gewerblichen und
zehn angestellten Mitarbeitern, wobei 100 der gewerblichen Mitarbeiter Teilzeitkräfte
sind. Die Produktion erfolgt im 4/6er Schichtbetrieb, d.h. die Mitarbeiter sind im
Dreischichtbetrieb über sechs Tage in der Woche von sonntags 22.00 Uhr bis samstags
22.00 Uhr tätig. Bei einem Schichtzyklus von vier Wochen beträgt die
Wochenarbeitszeit 36 Stunden. Der Facharbeiteranteil der gewerblichen Mitarbeiter
beträgt etwa 60 %. Ein geringer Teil der Maschinenbediener besitzt darüber hinaus
eine Ausbildung zum Techniker oder Meister. Der Fertigungstyp des
Produktionsbereichs ist durch die Gruppenarbeit charakterisiert, die wiederum an
bestimmte Zielvereinbarungen gebunden ist. Es handelt sich hierbei um das
Führungsprinzip „Management by Objectives“ (MbO). Die hierfür relevanten Ziele
werden gemeinsam von der Betriebsleitung und den Mitarbeitern erarbeitet. Der Grad
der Zielerreichung dient als Grundlage für die Leistungsbewertung und
leistungsabhängige Entlohnung der Mitarbeiter. Die Zielvereinbarungen beruhen im
Wesentlichen auf der Erreichung von maschinenbedingten Verfügbarkeiten für die
Engpassmaschinen. Insgesamt werden pro Jahr knapp 100 Millionen Infusionsgeräte in
19 unterschiedlichen Varianten für den europäischen Markt gefertigt. Unter
Berücksichtigung einer Material- bzw. Produktklassifizierung zeigt sich, dass fünf
Varianten etwa 80 % der gefertigten Stückzahlen ausmachen. Für die Fertigung der
Infusionsgeräte steht eine Produktionsfläche von über 4.000 m² zur Verfügung. Sie
erfolgt im Reinraum unter Beachtung der GMP-Anforderungen. GMP steht für „Good
Manufacturing Practices“, was so viel wie „Gute Herstellungspraxis“ bedeutet. Erläutert
ist dieser Begriff im US-amerikanischen Gesetzbuch „Code of Federal Regulations“
(CFR) und dient als Grundlage für die Herstellung zulassungspflichtiger Arzneimittel
und Medizinprodukte. Im Wesentlichen legt das CFR die notwendigen Maßnahmen fest,
um ein Produkt vor Kontamination durch Mikroorganismen, Partikel oder anderen
Verunreinigungen zu schützen. Dazu gehören die entsprechenden Ausrüstungen der
Produktionsbereiche, wie z.B. Klimatechnik sowie auch umfassende mikrobiologische
Überwachungsprogramme. Diese Anforderungen machen deutlich, welche spezifischen
Ansprüche an die Fertigung unter Reinraumbedingungen gestellt werden und welche
zusätzlichen Kosten im Vergleich zu konventionellen Fertigungsbereichen entstehen
bzw. zu berücksichtigen sind.
Im betrachteten Prozessschritt der automatischen Montage werden drei Baugruppen
zusammen mit einem Schlauch mit den Gerätemontagemaschinen (GMM) zum fertigen
Infusionsgerät zusammengesetzt und verpackt. Dies geschieht mit fünf GMM alter
Bauart und einer GMM neuer Bauart auf einer Produktionsfläche von etwa 350 m². Es
handelt sich bei der GMM neuer Bauart um einen Längstransferautomaten, der an der
Querachse gespiegelt ist, so dass die Arbeitsvorgänge der Montagemaschinen alter
Bauart auf beiden Seiten parallel ablaufen (Abb. 33).
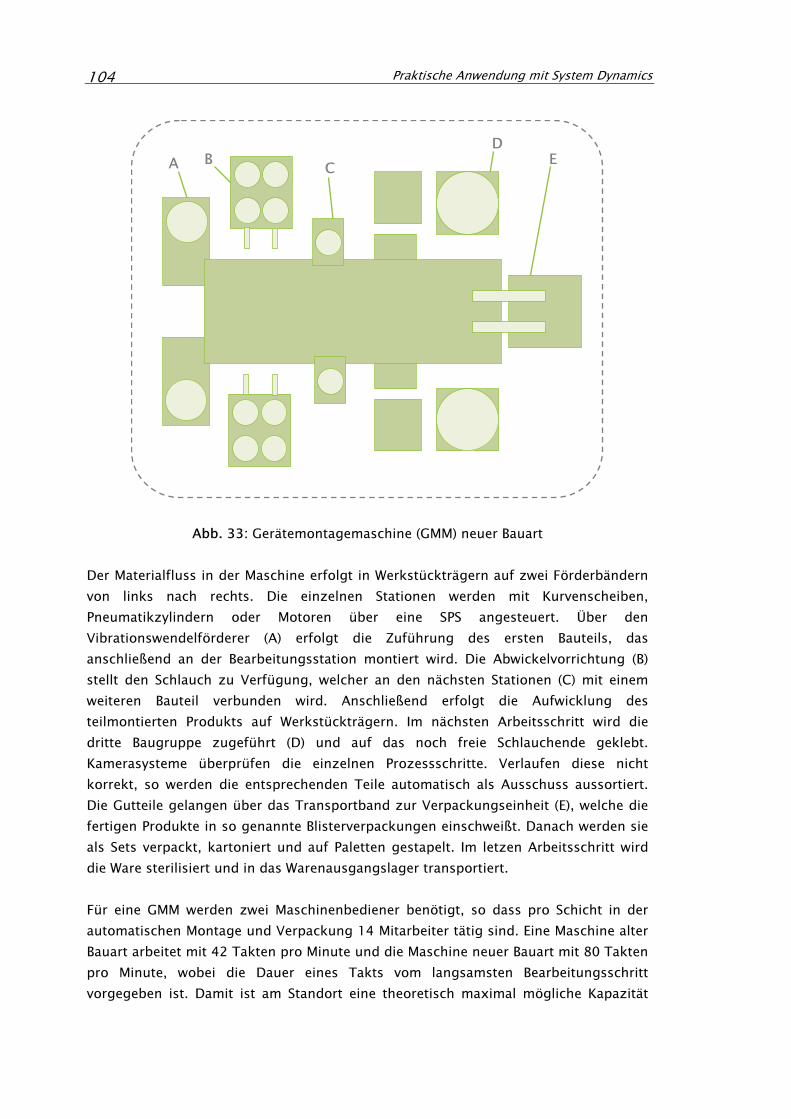
Praktische Anwendung mit System Dynamics 104
A BC
D
E
Abb. 33: Gerätemontagemaschine (GMM) neuer Bauart
Der Materialfluss in der Maschine erfolgt in Werkstückträgern auf zwei Förderbändern
von links nach rechts. Die einzelnen Stationen werden mit Kurvenscheiben,
Pneumatikzylindern oder Motoren über eine SPS angesteuert. Über den
Vibrationswendelförderer (A) erfolgt die Zuführung des ersten Bauteils, das
anschließend an der Bearbeitungsstation montiert wird. Die Abwickelvorrichtung (B)
stellt den Schlauch zu Verfügung, welcher an den nächsten Stationen (C) mit einem
weiteren Bauteil verbunden wird. Anschließend erfolgt die Aufwicklung des
teilmontierten Produkts auf Werkstückträgern. Im nächsten Arbeitsschritt wird die
dritte Baugruppe zugeführt (D) und auf das noch freie Schlauchende geklebt.
Kamerasysteme überprüfen die einzelnen Prozessschritte. Verlaufen diese nicht
korrekt, so werden die entsprechenden Teile automatisch als Ausschuss aussortiert.
Die Gutteile gelangen über das Transportband zur Verpackungseinheit (E), welche die
fertigen Produkte in so genannte Blisterverpackungen einschweißt. Danach werden sie
als Sets verpackt, kartoniert und auf Paletten gestapelt. Im letzen Arbeitsschritt wird
die Ware sterilisiert und in das Warenausgangslager transportiert.
Für eine GMM werden zwei Maschinenbediener benötigt, so dass pro Schicht in der
automatischen Montage und Verpackung 14 Mitarbeiter tätig sind. Eine Maschine alter
Bauart arbeitet mit 42 Takten pro Minute und die Maschine neuer Bauart mit 80 Takten
pro Minute, wobei die Dauer eines Takts vom langsamsten Bearbeitungsschritt
vorgegeben ist. Damit ist am Standort eine theoretisch maximal mögliche Kapazität
Praktische Anwendung mit System Dynamics 105
von etwa 150 Mio. Infusionsgeräten pro Jahr installiert. Bei einer Gesamtverfügbarkeit
von 65 % beträgt die tatsächliche Leistung 97,5 Mio. Infusionsgeräte pro Jahr.
5.3.5 Produktionsstandort manuelle Montage
Der untersuchte Produktionsstandort mit manueller Montage befindet sich im
Stadtzentrum von Hanoi, der Hauptstadt von Vietnam. Die Fabrik wurde im Jahr 1997
erbaut und seitdem in mehreren Ausbaustufen erweitert. Seit dem Jahr 2004 werden
am Standort Infusionsgeräte für den Export gefertigt. Dabei handelt es sich um einen
reinen Montagestandort, der die Einzelteile aus einem anderen asiatischen Werk des
Unternehmens bezieht. Verpackungsmaterialien und Hilfsstoffe werden von lokalen
Herstellern geliefert. Das Zusammenführen der Einzelteile und Baugruppen zum
finalen Produkt ist reine Handarbeit. Lediglich die anschließende Verpackung der
montierten Infusionsgeräte erfolgt mittels spezieller Maschinen. Die Fläche des
Montagebereichs beträgt insgesamt etwa 1.050 m². Im Arbeitsbereich Vormontage
montieren 18 Mitarbeiter die Einzelteile zu Baugruppen bzw. schneiden den Schlauch
zu. Im Arbeitsbereich Montage sind 72 Mitarbeiter tätig. In einem ersten Arbeitsschritt
wird die Tropfkammer mit dem einen Schlauchende verklebt. Dann wird die
Rollenklemme auf den Schlauch aufgesteckt und der Patientenanschluss mit dem
zweiten Schlauchende verklebt. Anschließend wird das Infusionsgerät von den
Mitarbeitern aufgewickelt, am Schlauch mit einem Gummiring fixiert und in Kisten in
den Verpackungsbereich geliefert. Dort befüllen jeweils zwei Mitarbeiter die insgesamt
vier Verpackungsmaschinen, für deren Bedienung und Wartung ein Maschinenbediener
verantwortlich ist. Weitere 20 Mitarbeiter sind für die Bereiche Linienleitung,
Qualitätskontrolle und Verpackung verantwortlich. Mit diesen personellen Ressourcen
ist am Standort eine theoretisch maximal mögliche Kapazität von 95 Mio.
Infusionsgeräten pro Jahr installiert. Bei 310 Planarbeitstagen beträgt die tatsächliche
Leistung 80 Mio. Infusionsgeräte pro Jahr.
5.4 Analyse der Problemstruktur
5.4.1 Die Perspektiven der BSC
Das im Rahmen der vorliegenden Arbeit zu untersuchende und zu bewertende System
ist die Fabrik eines internationalen Industrieunternehmens unter besonderer
Berücksichtigung der Interaktion mit ihrer Umwelt. Für die Entwicklung eines
Instruments zur Bewertung der Leistungsfähigkeit nach dem Ansatz der BSC kommt
der Festlegung der Perspektiven, die sich an den wesentlichen Bestandteilen des
Bewertungsgegenstandes orientiert, eine besondere Bedeutung zu. Folgende
Perspektiven werden entsprechend den zentralen Bestandteilen der Fabrik für das
strategieorientierte Kennzahlensystem verwendet:
- Maschinen und Anlagen bzw. technische Ressourcen
Praktische Anwendung mit System Dynamics 106
- Mitarbeiter bzw. personelle Ressourcen
- Prozesse
- Produkte
- Standortfaktoren
Unter den technischen Ressourcen werden die zur Herstellung der Produkte
eingesetzten Maschinen und Anlagen verstanden. Wesentliche technische Ressourcen
von Industrieunternehmen sind Produktionsmaschinen und –anlagen,
Prüfeinrichtungen sowie Transport- und Lagereinrichtungen. Die personellen
Ressourcen sind alle für die Umsetzung der Produktionsprozesse verfügbaren
Mitarbeiter einschließlich der Arbeiter, Angestellten und Führungskräfte. Die Prozesse
stellen die im Unternehmen stattfindenden Aktivitäten dar, die von den Maschinen
bzw. Mitarbeitern an den dynamischen Ressourcen vollzogen werden.
Die Anordnung der Prozesse in einer zeitlichen Abfolge ergibt eine Prozesskette. Nach
DIN 66201 wird unter einem Prozess die Umformung und der Transport von Materie,
Energie und Information verstanden.175 Prozesse können dabei unter Berücksichtigung
des Kundennutzens in wertschöpfende bzw. nicht wertschöpfende Prozesse unterteilt
werden. Stillstände treten auf, wenn keine Produktionsprozesse durchgeführt werden.
Diese Stillstandzeiten können dabei geplant oder ungeplant sein. Welche Produkte in
welchen Mengen hergestellt werden sollen, wird im Produktionsprogramm eines
Unternehmens festgelegt.176 Entsprechend dem Planungszeitraum gibt es kurz-,
mittel- und langfristige Produktionsprogramme. Die Zusammensetzung des
Programms wird auch als Produkt-Mix oder Produkt-Portfolio bezeichnet. Die in der
Fabrik hergestellten Produkte können in Einzelteile, Baugruppen und Endprodukte
unterteilt werden. Ein Endprodukt kann aus unterschiedlichen Baugruppen bzw.
Einzelteilen bestehen, die unternehmensintern gefertigt oder als Fremdteil zugekauft
werden können. Hierdurch wird die Wertschöpfungstiefe des Unternehmens bestimmt.
Produktinformationen liegen in Form von Produktstrukturplänen und Stücklisten vor.
Sie ermöglichen eine hierarchische Darstellung der Bestandteile und eine
mengenmäßige Bestimmung der verschiedenen Materialen. Die Eigenschaften und
Materialien der Produkte bestimmen maßgeblich die für ihre Herstellung notwendigen
Prozesse und eingesetzten Ressourcen.
175 DIN 66201 (1981).
176 Kettner, H. et al. (1984) S. 43.
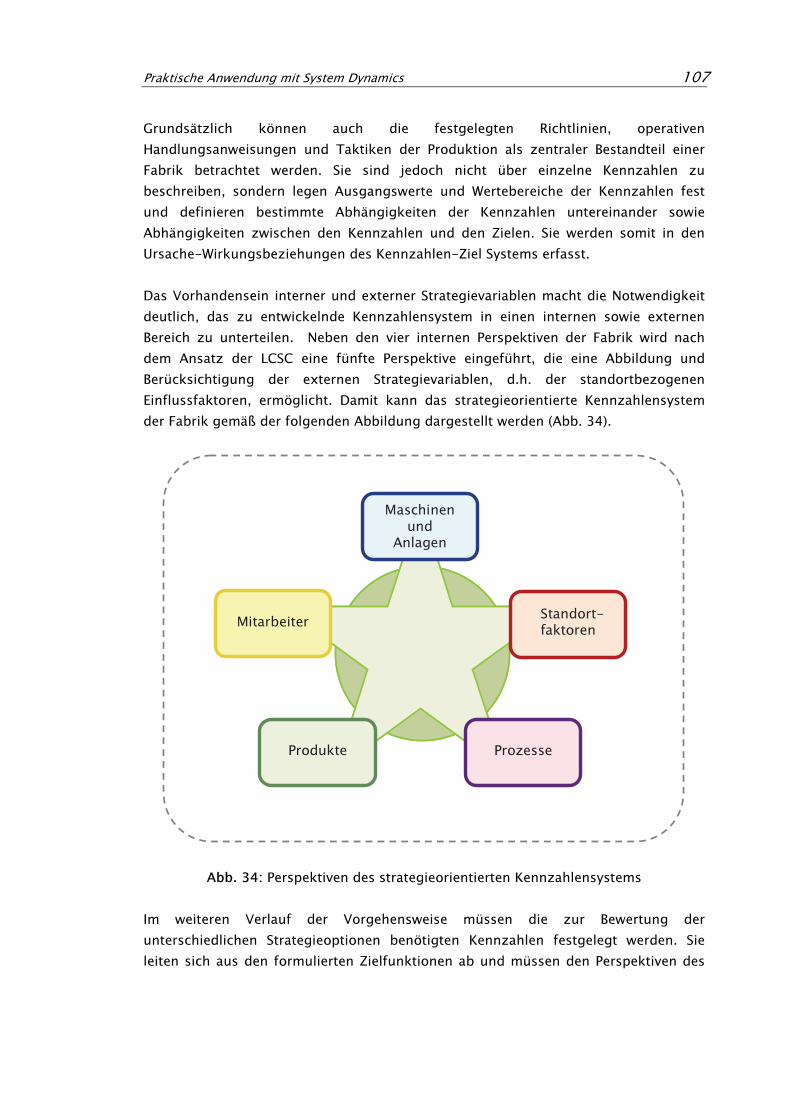
Praktische Anwendung mit System Dynamics 107
Grundsätzlich können auch die festgelegten Richtlinien, operativen
Handlungsanweisungen und Taktiken der Produktion als zentraler Bestandteil einer
Fabrik betrachtet werden. Sie sind jedoch nicht über einzelne Kennzahlen zu
beschreiben, sondern legen Ausgangswerte und Wertebereiche der Kennzahlen fest
und definieren bestimmte Abhängigkeiten der Kennzahlen untereinander sowie
Abhängigkeiten zwischen den Kennzahlen und den Zielen. Sie werden somit in den
Ursache-Wirkungsbeziehungen des Kennzahlen-Ziel Systems erfasst.
Das Vorhandensein interner und externer Strategievariablen macht die Notwendigkeit
deutlich, das zu entwickelnde Kennzahlensystem in einen internen sowie externen
Bereich zu unterteilen. Neben den vier internen Perspektiven der Fabrik wird nach
dem Ansatz der LCSC eine fünfte Perspektive eingeführt, die eine Abbildung und
Berücksichtigung der externen Strategievariablen, d.h. der standortbezogenen
Einflussfaktoren, ermöglicht. Damit kann das strategieorientierte Kennzahlensystem
der Fabrik gemäß der folgenden Abbildung dargestellt werden (Abb. 34).
Maschinenund
Anlagen
Prozesse
Mitarbeiter
Produkte
Standort-faktoren
Abb. 34: Perspektiven des strategieorientierten Kennzahlensystems
Im weiteren Verlauf der Vorgehensweise müssen die zur Bewertung der
unterschiedlichen Strategieoptionen benötigten Kennzahlen festgelegt werden. Sie
leiten sich aus den formulierten Zielfunktionen ab und müssen den Perspektiven des
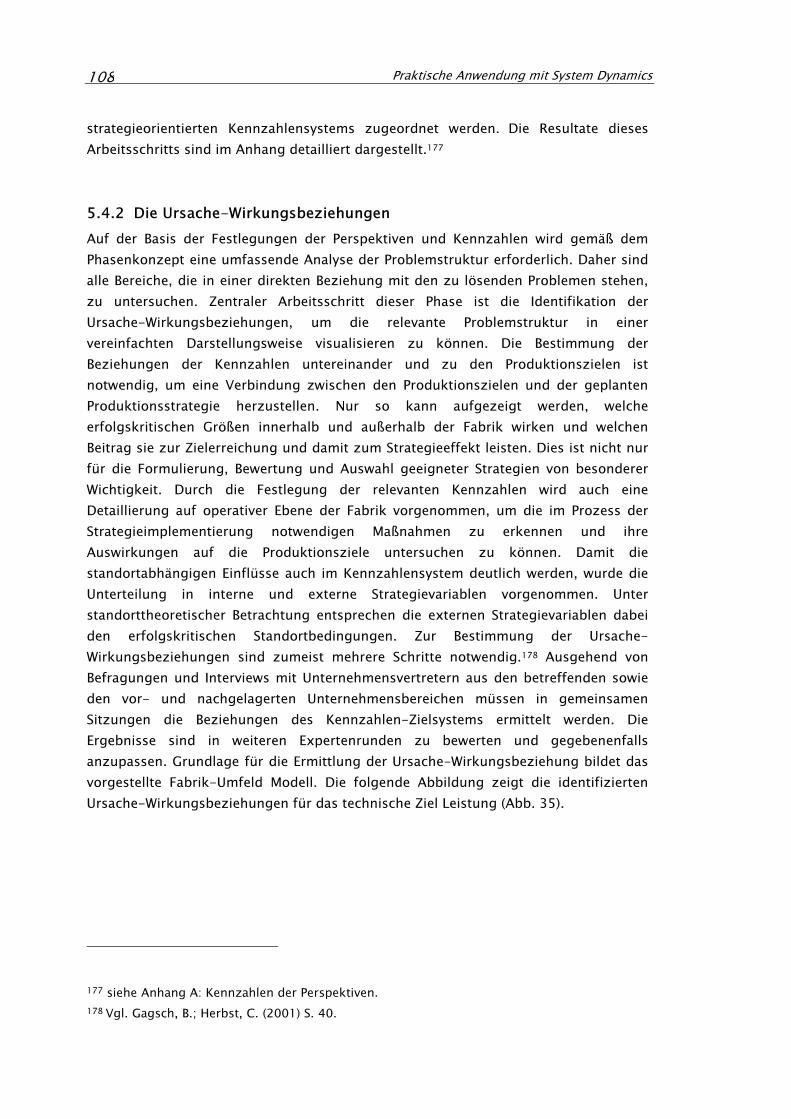
Praktische Anwendung mit System Dynamics 108
strategieorientierten Kennzahlensystems zugeordnet werden. Die Resultate dieses
Arbeitsschritts sind im Anhang detailliert dargestellt.177
5.4.2 Die Ursache-Wirkungsbeziehungen
Auf der Basis der Festlegungen der Perspektiven und Kennzahlen wird gemäß dem
Phasenkonzept eine umfassende Analyse der Problemstruktur erforderlich. Daher sind
alle Bereiche, die in einer direkten Beziehung mit den zu lösenden Problemen stehen,
zu untersuchen. Zentraler Arbeitsschritt dieser Phase ist die Identifikation der
Ursache-Wirkungsbeziehungen, um die relevante Problemstruktur in einer
vereinfachten Darstellungsweise visualisieren zu können. Die Bestimmung der
Beziehungen der Kennzahlen untereinander und zu den Produktionszielen ist
notwendig, um eine Verbindung zwischen den Produktionszielen und der geplanten
Produktionsstrategie herzustellen. Nur so kann aufgezeigt werden, welche
erfolgskritischen Größen innerhalb und außerhalb der Fabrik wirken und welchen
Beitrag sie zur Zielerreichung und damit zum Strategieeffekt leisten. Dies ist nicht nur
für die Formulierung, Bewertung und Auswahl geeigneter Strategien von besonderer
Wichtigkeit. Durch die Festlegung der relevanten Kennzahlen wird auch eine
Detaillierung auf operativer Ebene der Fabrik vorgenommen, um die im Prozess der
Strategieimplementierung notwendigen Maßnahmen zu erkennen und ihre
Auswirkungen auf die Produktionsziele untersuchen zu können. Damit die
standortabhängigen Einflüsse auch im Kennzahlensystem deutlich werden, wurde die
Unterteilung in interne und externe Strategievariablen vorgenommen. Unter
standorttheoretischer Betrachtung entsprechen die externen Strategievariablen dabei
den erfolgskritischen Standortbedingungen. Zur Bestimmung der Ursache-
Wirkungsbeziehungen sind zumeist mehrere Schritte notwendig.178 Ausgehend von
Befragungen und Interviews mit Unternehmensvertretern aus den betreffenden sowie
den vor- und nachgelagerten Unternehmensbereichen müssen in gemeinsamen
Sitzungen die Beziehungen des Kennzahlen-Zielsystems ermittelt werden. Die
Ergebnisse sind in weiteren Expertenrunden zu bewerten und gegebenenfalls
anzupassen. Grundlage für die Ermittlung der Ursache-Wirkungsbeziehung bildet das
vorgestellte Fabrik-Umfeld Modell. Die folgende Abbildung zeigt die identifizierten
Ursache-Wirkungsbeziehungen für das technische Ziel Leistung (Abb. 35).
177 siehe Anhang A: Kennzahlen der Perspektiven.
178 Vgl. Gagsch, B.; Herbst, C. (2001) S. 40.
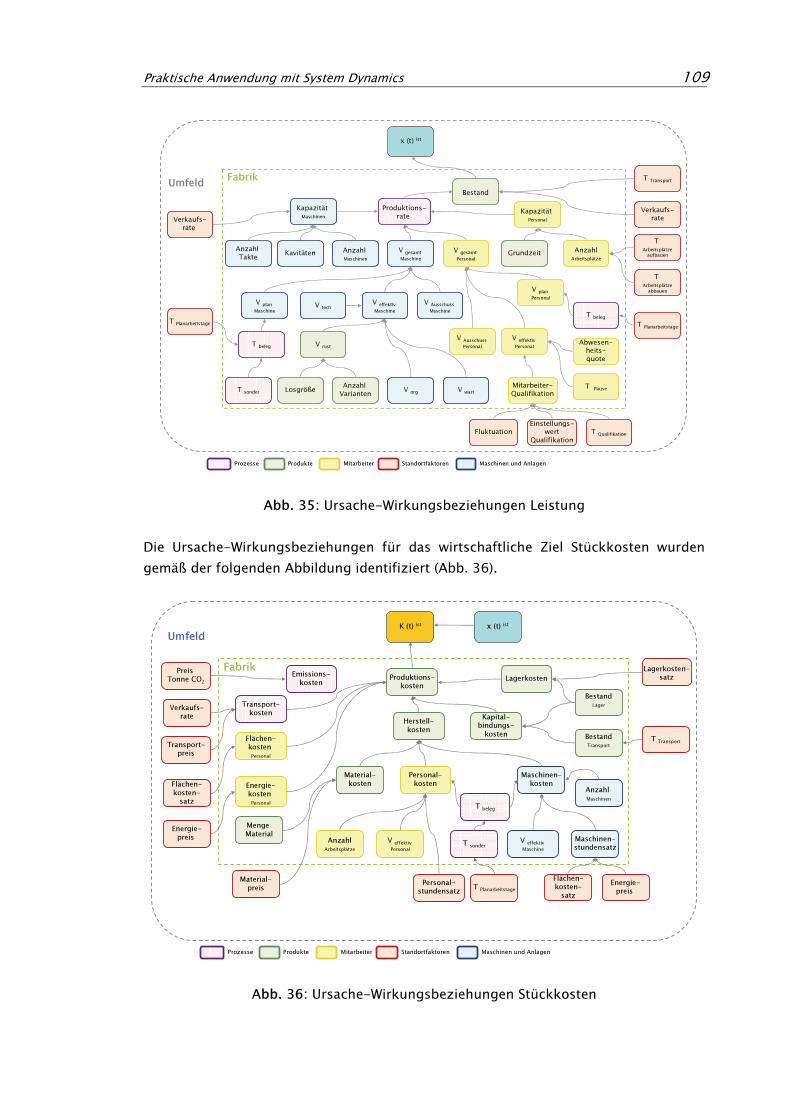
Praktische Anwendung mit System Dynamics 109
Fabrik
T beleg
V gesamt
Maschine
V effektiv
Maschine
V Ausschuss
MaschineV tech
V rüst
V org
Kapazität Maschinen
Anzahl
TakteAnzahl Maschinen
Umfeld
V plan
Maschine
V wart
V gesamt
Personal
V effektiv
Personal
V Ausschuss
Personal
T Pause
Kapazität Personal
Grundzeit AnzahlArbeitsplätze
V plan
Personal
Abwesen-heits-
quote
Kavitäten
Verkaufs-
rate
T Planarbeitstage
T sonder
T Planarbeitstage
Bestand
Verkaufs-rate
T Arbeitsplätze
aufbauen
T Arbeitsplätze
abbauen
Produktions-
rate
T Transport
Mitarbeiter-
Qualifikation
Einstellungs-wert
Qualifikation
T Qualifikation
T beleg
Fluktuation
LosgrößeAnzahl
Varianten
Prozesse Produkte Mitarbeiter Maschinen und AnlagenStandortfaktoren
x (t) ist
Abb. 35: Ursache-Wirkungsbeziehungen Leistung
Die Ursache-Wirkungsbeziehungen für das wirtschaftliche Ziel Stückkosten wurden
gemäß der folgenden Abbildung identifiziert (Abb. 36).
Fabrik
Material-preis
Material-kosten
Personal-kosten
Menge Material
Personal-stundensatz
V effektiv
Personal
Maschinen-kosten
Maschinen-stundensatz
Umfeld
Herstell-kosten
V effektiv
Maschine
Flächen-kosten-
satz
Energie-preis
T beleg
Produktions-kosten
Lagerkosten
Transport-preis
Transport-kosten
T sonder
T Planarbeitstage
Verkaufs-rate
BestandLager
Emissions-kosten
Preis Tonne CO2
Lagerkosten-satz
BestandTransport
Kapital-bindungs-
kostenT TransportFlächen-
kosten Personal
Flächen-kosten-
satz
Energie-preis
Energie-kosten
Personal
Anzahl Maschinen
AnzahlArbeitsplätze
Prozesse Produkte Mitarbeiter Maschinen und AnlagenStandortfaktoren
x (t) istK (t) ist
Abb. 36: Ursache-Wirkungsbeziehungen Stückkosten
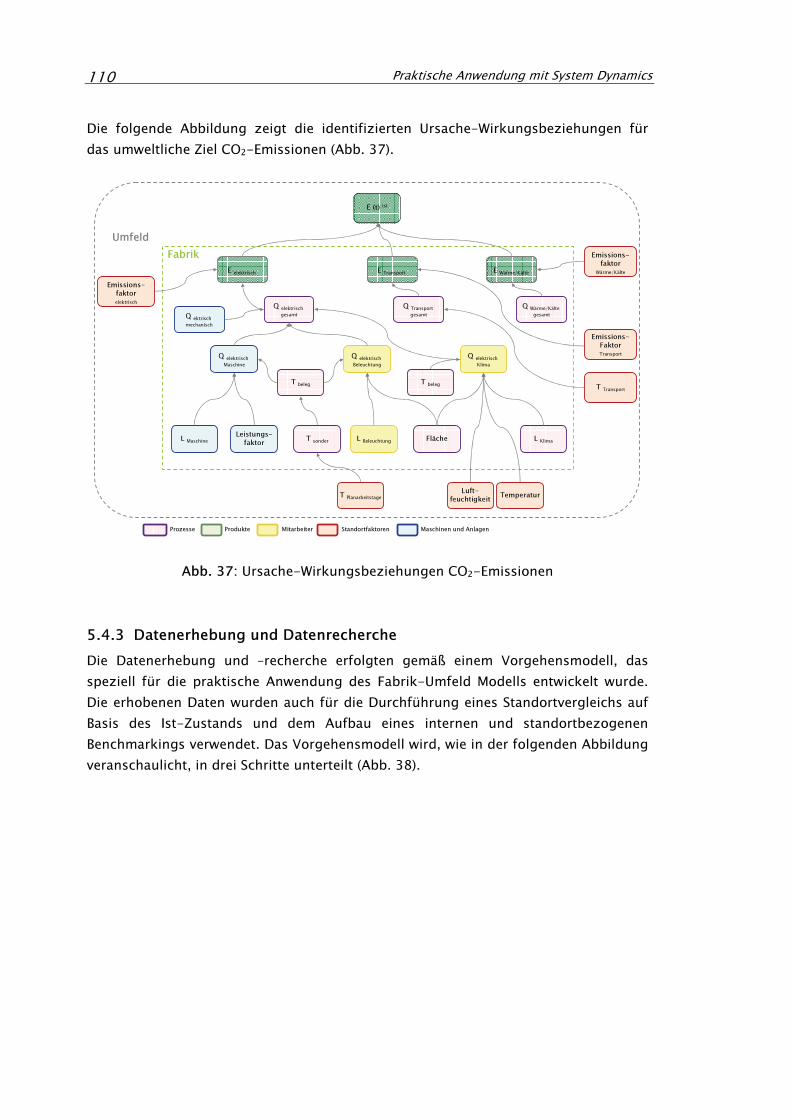
Praktische Anwendung mit System Dynamics 110
Die folgende Abbildung zeigt die identifizierten Ursache-Wirkungsbeziehungen für
das umweltliche Ziel CO2-Emissionen (Abb. 37).
Fabrik
Temperatur
Q elektrisch
gesamt
Q elektrisch
Maschine
Q elektrisch
Beleuchtung
L Maschine
Leistungs-
faktorL Beleuchtung
T beleg
Umfeld
Fläche
Q Wärme/Kälte
gesamtQ ektrisch
mechanisch
T sonder
T Planarbeitstage
Q elektrisch
Klima
Luft-
feuchtigkeit
T beleg
L Klima
E elektrisch
Emissions-
faktorelektrisch
E Wärme/Kälte E Transport
Q Transport
gesamt
T Transport
Emissions-
faktorWärme/Kälte
Emissions-
FaktorTransport
Prozesse Produkte Mitarbeiter Maschinen und AnlagenStandortfaktoren
E (t) ist
Abb. 37: Ursache-Wirkungsbeziehungen CO2-Emissionen
5.4.3 Datenerhebung und Datenrecherche
Die Datenerhebung und –recherche erfolgten gemäß einem Vorgehensmodell, das
speziell für die praktische Anwendung des Fabrik-Umfeld Modells entwickelt wurde.
Die erhobenen Daten wurden auch für die Durchführung eines Standortvergleichs auf
Basis des Ist-Zustands und dem Aufbau eines internen und standortbezogenen
Benchmarkings verwendet. Das Vorgehensmodell wird, wie in der folgenden Abbildung
veranschaulicht, in drei Schritte unterteilt (Abb. 38).
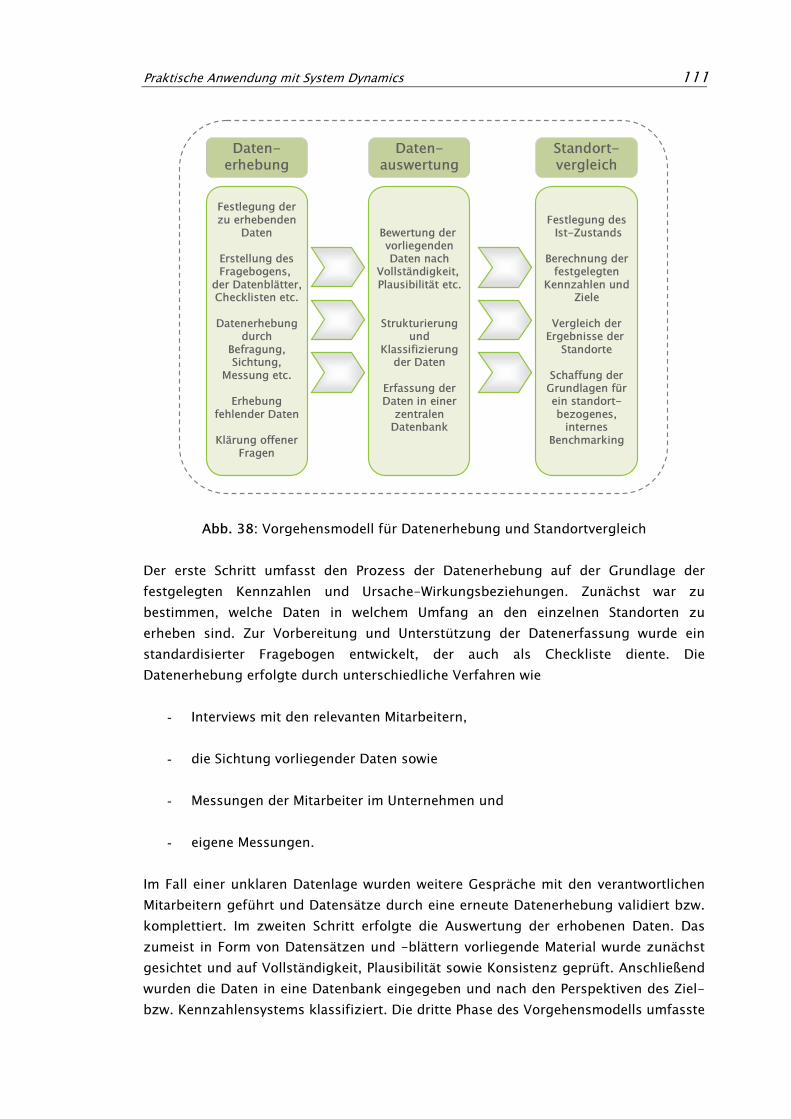
Praktische Anwendung mit System Dynamics 111
Daten-erhebung
Festlegung derzu erhebenden
Daten
Erstellung desFragebogens,
der Datenblätter,Checklisten etc.
Datenerhebungdurch
Befragung,Sichtung,
Messung etc.
Erhebungfehlender Daten
Klärung offenerFragen
Daten-auswertung
Bewertung der vorliegendenDaten nach
Vollständigkeit, Plausibilität etc.
Strukturierungund
Klassifizierungder Daten
Erfassung derDaten in einer
zentralenDatenbank
Standort-vergleich
Festlegung desIst-Zustands
Berechnung derfestgelegten
Kennzahlen undZiele
Vergleich derErgebnisse der
Standorte
Schaffung derGrundlagen fürein standort-bezogenes,
internesBenchmarking
Abb. 38: Vorgehensmodell für Datenerhebung und Standortvergleich
Der erste Schritt umfasst den Prozess der Datenerhebung auf der Grundlage der
festgelegten Kennzahlen und Ursache-Wirkungsbeziehungen. Zunächst war zu
bestimmen, welche Daten in welchem Umfang an den einzelnen Standorten zu
erheben sind. Zur Vorbereitung und Unterstützung der Datenerfassung wurde ein
standardisierter Fragebogen entwickelt, der auch als Checkliste diente. Die
Datenerhebung erfolgte durch unterschiedliche Verfahren wie
- Interviews mit den relevanten Mitarbeitern,
- die Sichtung vorliegender Daten sowie
- Messungen der Mitarbeiter im Unternehmen und
- eigene Messungen.
Im Fall einer unklaren Datenlage wurden weitere Gespräche mit den verantwortlichen
Mitarbeitern geführt und Datensätze durch eine erneute Datenerhebung validiert bzw.
komplettiert. Im zweiten Schritt erfolgte die Auswertung der erhobenen Daten. Das
zumeist in Form von Datensätzen und -blättern vorliegende Material wurde zunächst
gesichtet und auf Vollständigkeit, Plausibilität sowie Konsistenz geprüft. Anschließend
wurden die Daten in eine Datenbank eingegeben und nach den Perspektiven des Ziel-
bzw. Kennzahlensystems klassifiziert. Die dritte Phase des Vorgehensmodells umfasste
Praktische Anwendung mit System Dynamics 112
den eigentlichen Standortvergleich, indem die bisher erhobenen Daten auf Basis der
festgelegten Kennzahlen ausgewertet und gegenübergestellt wurden. Dies geschah auf
Grundlage von Definitionsblättern, die nach der VDI Richtlinie 4400 entwickelt wurden
und die auch Vorschriften für die Berechnung der Kennzahlen beinhalteten.179 Damit
wurden auch die Grundlagen für ein internes, standortbezogenes Benchmarking im
Geschäftsbereich geschaffen.
5.4.4 Modellzweck und Referenzverhalten
Nach Bossel umfasst die Phase der Modellkonzeption zusätzlich die Definition des
Modellzwecks sowie die Beschreibung des Referenzverhaltens des Systems.180 Der
Zweck des zu entwickelnden Modells kann wie folgt beschrieben werden: Das Modell
soll die Fabrik-Umfeld Interaktion von zwei Produktionssystemen unter
Berücksichtigung ihrer internen Dynamik und der Entwicklung ihrer erfolgskritischen
Standortfaktoren derart darstellen, dass eine Bewertung von unterschiedlichen
Produktionsstrategien auf der Basis technischer, wirtschaftlicher und umweltlicher
Ziele bzw. des Strategieeffekts möglich ist. Insbesondere sollen sich im Rahmen der
vorliegenden Aufgabenstellung die optimalen Kapazitätsstrategien für die beiden
Standorte ergeben.
Das Referenzverhalten wird ausgehend von einer Analyse der vorgegebenen
Produktionsziele bestimmt, die aus der Geschäftsbereichsstrategie bzw. der
Marketingstrategie und den darin enthaltenen Aussagen über die zukünftige
Marktentwicklung für Infusionsgeräte abgeleitet wurden. Die Festelegung der
Produktionsziele erfolgte auf Basis eines prognostizierten Marktwachstums.181 Somit
ist zu erwarten, dass das Referenzverhalten des Systems zur Erreichung des
technischen Ziels Leistung durch einen Kapazitätsaufbau geprägt sein wird. Neue
Kapazität wird dabei unter Berücksichtigung des Defizits zwischen der aktuellen
Leistung sowie den geplanten Verkaufszahlen aufgebaut, wobei eine zeitliche
Verzögerung zu berücksichtigen ist. Sie wird am Standort der automatisierten Montage
durch den Zeitbedarf für die Planung und den Bau einer neuen CMM bestimmt; am
Standort der manuellen Montage durch den Zeitbedarf für das Einstellen neuer
Mitarbeiter. Zusätzlich ist zu beachten, dass die neuen Maschinen ihre tatsächliche
technische Verfügbarkeit erst nach der Anlaufphase bzw. dass die neuen Mitarbeiter
ihr volles Leistungspotenzial erst nach einer Qualifizierungsphase erreichen. Wenn im
Produktionssystem Überkapazitäten durch ein Absinken der tatsächlichen
Verkaufszahlen entstehen, ist eine Anpassung der Leistung durch eine Reduzierung
179 Vgl. VDI 4400 (2000) S. 4.
180 Vgl. Bossel, H. (2004) S. 226.
181 siehe Kapitel 5.3.3.
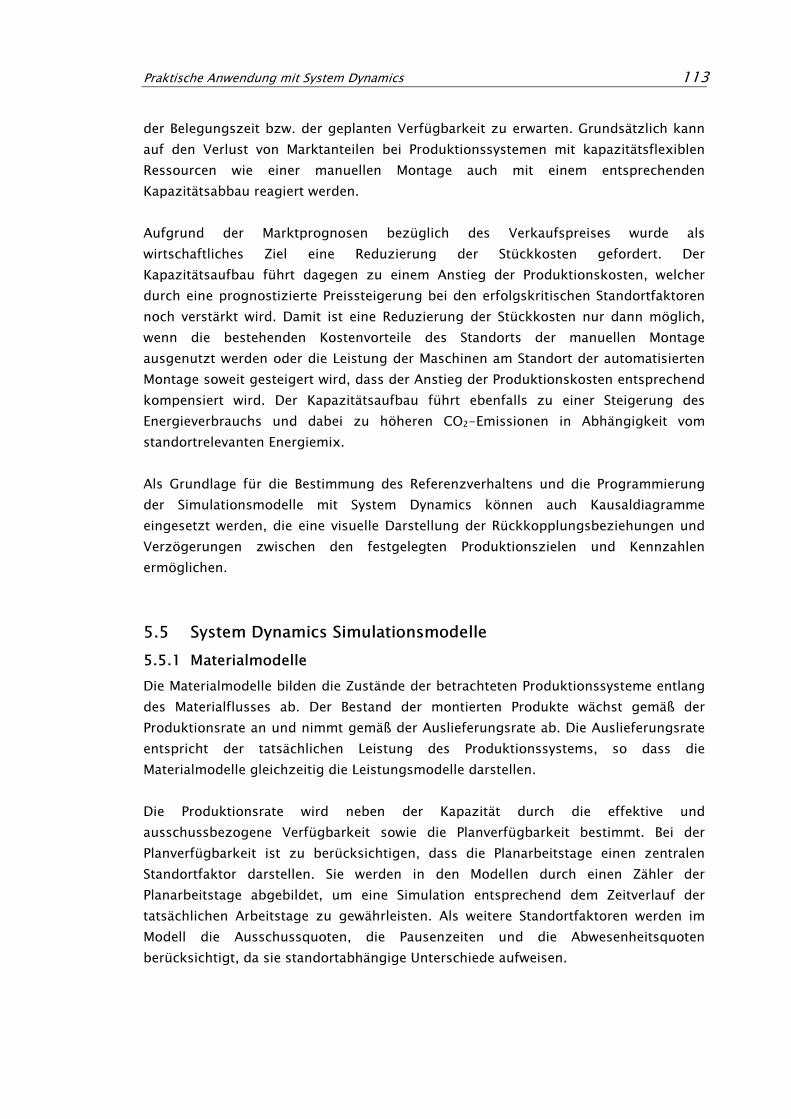
Praktische Anwendung mit System Dynamics 113
der Belegungszeit bzw. der geplanten Verfügbarkeit zu erwarten. Grundsätzlich kann
auf den Verlust von Marktanteilen bei Produktionssystemen mit kapazitätsflexiblen
Ressourcen wie einer manuellen Montage auch mit einem entsprechenden
Kapazitätsabbau reagiert werden.
Aufgrund der Marktprognosen bezüglich des Verkaufspreises wurde als
wirtschaftliches Ziel eine Reduzierung der Stückkosten gefordert. Der
Kapazitätsaufbau führt dagegen zu einem Anstieg der Produktionskosten, welcher
durch eine prognostizierte Preissteigerung bei den erfolgskritischen Standortfaktoren
noch verstärkt wird. Damit ist eine Reduzierung der Stückkosten nur dann möglich,
wenn die bestehenden Kostenvorteile des Standorts der manuellen Montage
ausgenutzt werden oder die Leistung der Maschinen am Standort der automatisierten
Montage soweit gesteigert wird, dass der Anstieg der Produktionskosten entsprechend
kompensiert wird. Der Kapazitätsaufbau führt ebenfalls zu einer Steigerung des
Energieverbrauchs und dabei zu höheren CO2-Emissionen in Abhängigkeit vom
standortrelevanten Energiemix.
Als Grundlage für die Bestimmung des Referenzverhaltens und die Programmierung
der Simulationsmodelle mit System Dynamics können auch Kausaldiagramme
eingesetzt werden, die eine visuelle Darstellung der Rückkopplungsbeziehungen und
Verzögerungen zwischen den festgelegten Produktionszielen und Kennzahlen
ermöglichen.
5.5 System Dynamics Simulationsmodelle
5.5.1 Materialmodelle
Die Materialmodelle bilden die Zustände der betrachteten Produktionssysteme entlang
des Materialflusses ab. Der Bestand der montierten Produkte wächst gemäß der
Produktionsrate an und nimmt gemäß der Auslieferungsrate ab. Die Auslieferungsrate
entspricht der tatsächlichen Leistung des Produktionssystems, so dass die
Materialmodelle gleichzeitig die Leistungsmodelle darstellen.
Die Produktionsrate wird neben der Kapazität durch die effektive und
ausschussbezogene Verfügbarkeit sowie die Planverfügbarkeit bestimmt. Bei der
Planverfügbarkeit ist zu berücksichtigen, dass die Planarbeitstage einen zentralen
Standortfaktor darstellen. Sie werden in den Modellen durch einen Zähler der
Planarbeitstage abgebildet, um eine Simulation entsprechend dem Zeitverlauf der
tatsächlichen Arbeitstage zu gewährleisten. Als weitere Standortfaktoren werden im
Modell die Ausschussquoten, die Pausenzeiten und die Abwesenheitsquoten
berücksichtigt, da sie standortabhängige Unterschiede aufweisen.
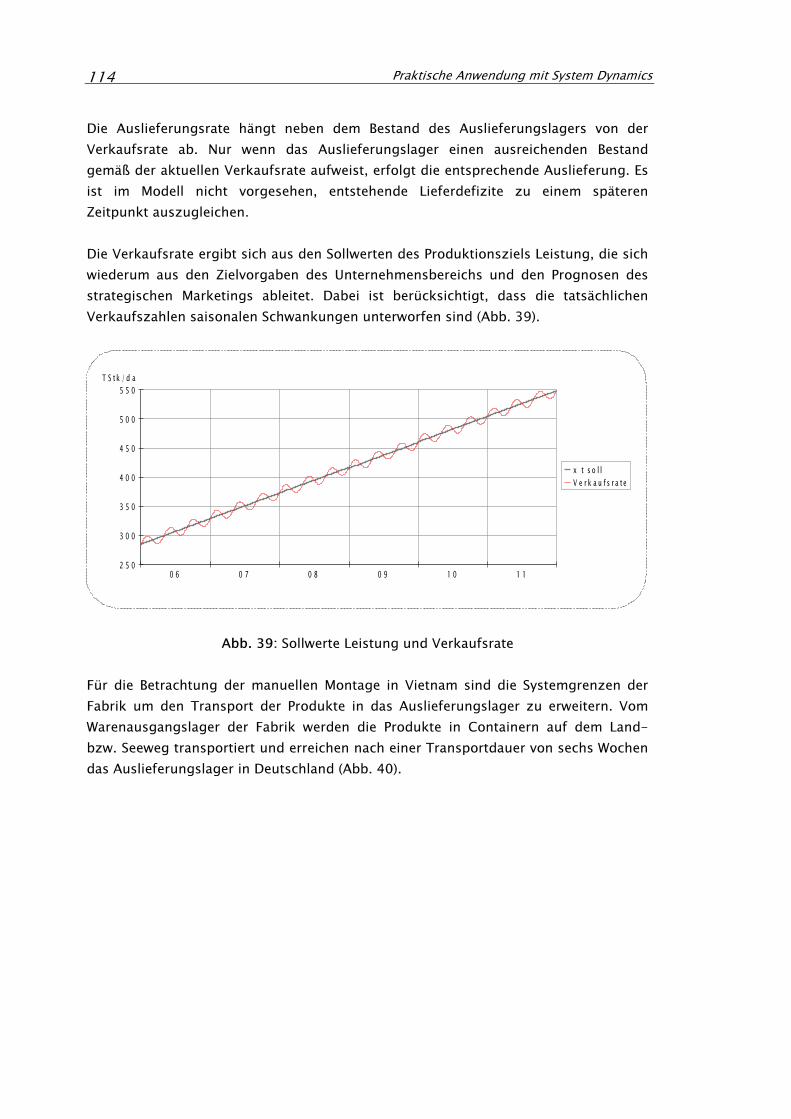
Praktische Anwendung mit System Dynamics 114
Die Auslieferungsrate hängt neben dem Bestand des Auslieferungslagers von der
Verkaufsrate ab. Nur wenn das Auslieferungslager einen ausreichenden Bestand
gemäß der aktuellen Verkaufsrate aufweist, erfolgt die entsprechende Auslieferung. Es
ist im Modell nicht vorgesehen, entstehende Lieferdefizite zu einem späteren
Zeitpunkt auszugleichen.
Die Verkaufsrate ergibt sich aus den Sollwerten des Produktionsziels Leistung, die sich
wiederum aus den Zielvorgaben des Unternehmensbereichs und den Prognosen des
strategischen Marketings ableitet. Dabei ist berücksichtigt, dass die tatsächlichen
Verkaufszahlen saisonalen Schwankungen unterworfen sind (Abb. 39).
0 6 0 7 0 8 0 9 1 0 1 12 5 0
3 0 0
3 5 0
4 0 0
4 5 0
5 0 0
5 5 0
T S tk / d a
x t s o l l
V e r k a u f s r a t e
N u r f ü r d e n n ic h t k o m m e r z ie l le n E in s a tz !
Abb. 39: Sollwerte Leistung und Verkaufsrate
Für die Betrachtung der manuellen Montage in Vietnam sind die Systemgrenzen der
Fabrik um den Transport der Produkte in das Auslieferungslager zu erweitern. Vom
Warenausgangslager der Fabrik werden die Produkte in Containern auf dem Land-
bzw. Seeweg transportiert und erreichen nach einer Transportdauer von sechs Wochen
das Auslieferungslager in Deutschland (Abb. 40).
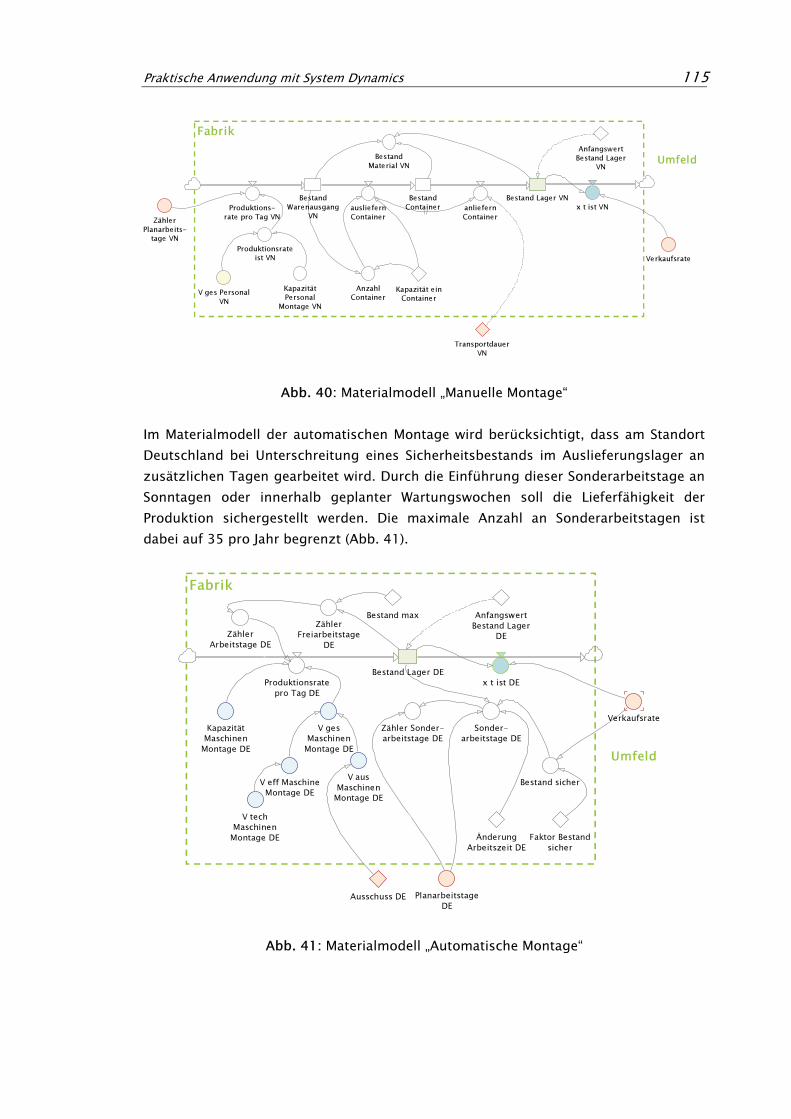
Praktische Anwendung mit System Dynamics 115
Fabrik
Umfeld
Bestand
Warenausgang
VNausliefern
Container
Bestand Lager VN
Kapazität ein
Container
Verkaufsrate
Anzahl
Container
Bestand
Container anliefern
Container
x t ist VNProduktions-
rate pro Tag VN
Produktionsrate
ist VN
V ges Personal
VN
Kapazität
Personal
Montage VN
Bestand
Material VN
Zähler
Planarbeits-
tage VN
Anfangswert
Bestand Lager
VN
Transportdauer
VN
Abb. 40: Materialmodell „Manuelle Montage“
Im Materialmodell der automatischen Montage wird berücksichtigt, dass am Standort
Deutschland bei Unterschreitung eines Sicherheitsbestands im Auslieferungslager an
zusätzlichen Tagen gearbeitet wird. Durch die Einführung dieser Sonderarbeitstage an
Sonntagen oder innerhalb geplanter Wartungswochen soll die Lieferfähigkeit der
Produktion sichergestellt werden. Die maximale Anzahl an Sonderarbeitstagen ist
dabei auf 35 pro Jahr begrenzt (Abb. 41).
Fabrik
Umfeld
Bestand Lager DEx t ist DEProduktionsrate
pro Tag DE
V gesMaschinen
Montage DE
V ausMaschinen
Montage DE
V eff MaschineMontage DE
Sonder-arbeitstage DE
Bestand sicher
Faktor Bestandsicher
ZählerArbeitstage DE
AnfangswertBestand Lager
DE
PlanarbeitstageDE
Verkaufsrate
V techMaschinen
Montage DE
KapazitätMaschinen
Montage DE
Ausschuss DE
Bestand maxZähler
FreiarbeitstageDE
Zähler Sonder-arbeitstage DE
ÄnderungArbeitszeit DE
Hilfsvariable_11
Abb. 41: Materialmodell „Automatische Montage“
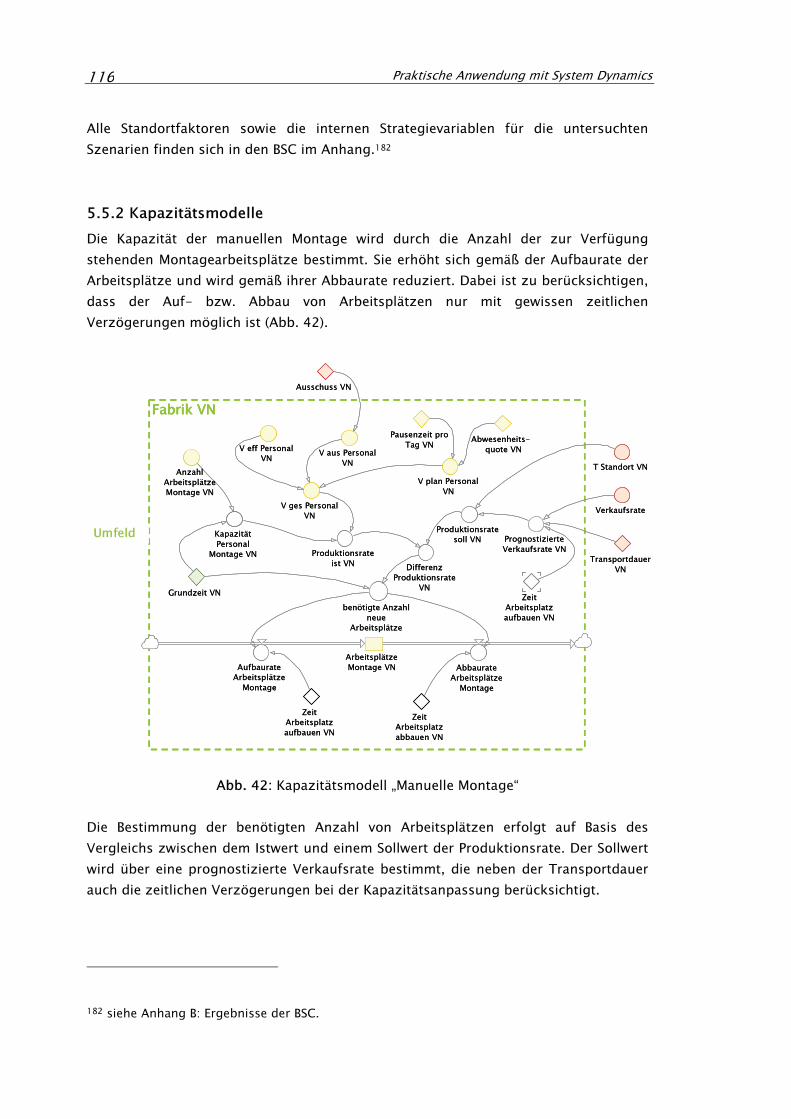
Praktische Anwendung mit System Dynamics 116
Alle Standortfaktoren sowie die internen Strategievariablen für die untersuchten
Szenarien finden sich in den BSC im Anhang.182
5.5.2 Kapazitätsmodelle
Die Kapazität der manuellen Montage wird durch die Anzahl der zur Verfügung
stehenden Montagearbeitsplätze bestimmt. Sie erhöht sich gemäß der Aufbaurate der
Arbeitsplätze und wird gemäß ihrer Abbaurate reduziert. Dabei ist zu berücksichtigen,
dass der Auf- bzw. Abbau von Arbeitsplätzen nur mit gewissen zeitlichen
Verzögerungen möglich ist (Abb. 42).
Fabrik VN
Umfeld
Arbeitsplätze
Montage VN
Kapazität
Personal
Montage VN
V ges Personal
VN
benötigte Anzahl
neue
Arbeitsplätze
Aufbaurate
Arbeitsplätze
Montage
Produktionsrate
ist VNDifferenz
Produktionsrate
VN
V plan Personal
VN
V aus Personal
VN
Grundzeit VN
Abbaurate
Arbeitsplätze
Montage
Produktionsrate
soll VN Prognostizierte
Verkaufsrate VN
Arbeitsplätze
Montage VN
T Standort VNAnzahl
Arbeitsplätze
Montage VN
V eff Personal
VN
Verkaufsrate
Zeit
Arbeitsplatz
abbauen VN
Zeit
Arbeitsplatz
aufbauen VN
Ausschuss VN
Transportdauer
VN
Zeit
Arbeitsplatz
aufbauen VN
Pausenzeit pro
Tag VNAbwesenheits-
quote VN
Fabrik VN
Umfeld
Fabrik VN
Umfeld
Arbeitsplätze
Montage VN
Kapazität
Personal
Montage VN
V ges Personal
VN
benötigte Anzahl
neue
Arbeitsplätze
Aufbaurate
Arbeitsplätze
Montage
Produktionsrate
ist VNDifferenz
Produktionsrate
VN
V plan Personal
VN
V aus Personal
VN
Grundzeit VN
Abbaurate
Arbeitsplätze
Montage
Produktionsrate
soll VN Prognostizierte
Verkaufsrate VN
Arbeitsplätze
Montage VN
T Standort VNAnzahl
Arbeitsplätze
Montage VN
V eff Personal
VN
Verkaufsrate
Zeit
Arbeitsplatz
abbauen VN
Zeit
Arbeitsplatz
aufbauen VN
Ausschuss VN
Transportdauer
VN
Zeit
Arbeitsplatz
aufbauen VN
Pausenzeit pro
Tag VNAbwesenheits-
quote VN
Abb. 42: Kapazitätsmodell „Manuelle Montage“
Die Bestimmung der benötigten Anzahl von Arbeitsplätzen erfolgt auf Basis des
Vergleichs zwischen dem Istwert und einem Sollwert der Produktionsrate. Der Sollwert
wird über eine prognostizierte Verkaufsrate bestimmt, die neben der Transportdauer
auch die zeitlichen Verzögerungen bei der Kapazitätsanpassung berücksichtigt.
182 siehe Anhang B: Ergebnisse der BSC.
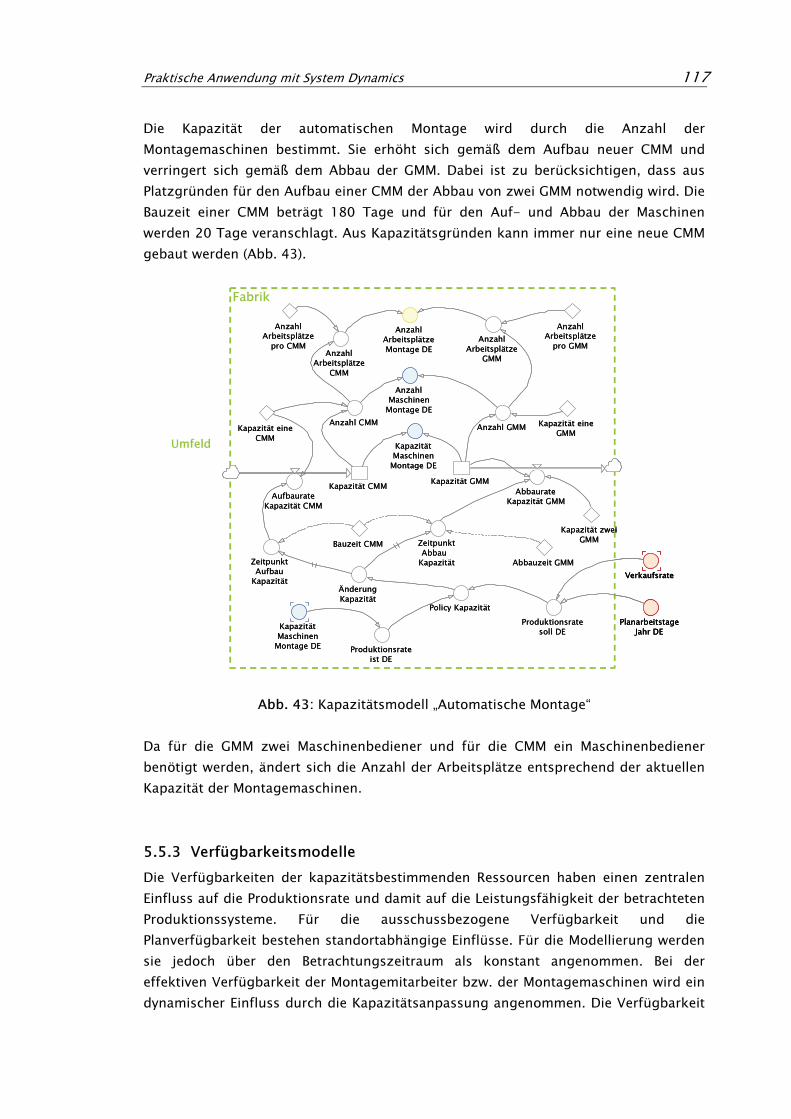
Praktische Anwendung mit System Dynamics 117
Die Kapazität der automatischen Montage wird durch die Anzahl der
Montagemaschinen bestimmt. Sie erhöht sich gemäß dem Aufbau neuer CMM und
verringert sich gemäß dem Abbau der GMM. Dabei ist zu berücksichtigen, dass aus
Platzgründen für den Aufbau einer CMM der Abbau von zwei GMM notwendig wird. Die
Bauzeit einer CMM beträgt 180 Tage und für den Auf- und Abbau der Maschinen
werden 20 Tage veranschlagt. Aus Kapazitätsgründen kann immer nur eine neue CMM
gebaut werden (Abb. 43).
Fabrik
Umfeld
Kapazität CMMAufbaurate
Kapazität CMM
Policy Kapazität
Bauzeit CMM
Kapazität eineCMM
ÄnderungKapazität
ZeitpunktAufbau
Kapazität
Kapazität zweiGMM
Kapazität GMMAbbaurate
Kapazität GMM
KapazitätMaschinen
Montage DE
ZeitpunktAbbau
Kapazität Abbauzeit GMM
Produktionsratesoll DE
Produktionsrateist DE
Anzahl GMM Kapazität eineGMM
PlanarbeitstageJahr DE
Anzahl CMM
AnzahlArbeitsplätze
pro CMM
AnzahlArbeitsplätze
pro GMMAnzahl
ArbeitsplätzeCMM
AnzahlArbeitsplätze
GMM
AnzahlArbeitsplätzeMontage DE
KapazitätMaschinen
Montage DE
AnzahlMaschinen
Montage DE
Verkaufsrate
Fabrik
Umfeld
Fabrik
Umfeld
Kapazität CMMAufbaurate
Kapazität CMM
Policy Kapazität
Bauzeit CMM
Kapazität eineCMM
ÄnderungKapazität
ZeitpunktAufbau
Kapazität
Kapazität zweiGMM
Kapazität GMMAbbaurate
Kapazität GMM
KapazitätMaschinen
Montage DE
ZeitpunktAbbau
Kapazität Abbauzeit GMM
Produktionsratesoll DE
Produktionsrateist DE
Anzahl GMM Kapazität eineGMM
PlanarbeitstageJahr DE
Anzahl CMM
AnzahlArbeitsplätze
pro CMM
AnzahlArbeitsplätze
pro GMMAnzahl
ArbeitsplätzeCMM
AnzahlArbeitsplätze
GMM
AnzahlArbeitsplätzeMontage DE
KapazitätMaschinen
Montage DE
AnzahlMaschinen
Montage DE
Verkaufsrate
Kapazität CMMAufbaurate
Kapazität CMM
Policy Kapazität
Bauzeit CMM
Kapazität eineCMM
ÄnderungKapazität
ZeitpunktAufbau
Kapazität
Kapazität zweiGMM
Kapazität GMMAbbaurate
Kapazität GMM
KapazitätMaschinen
Montage DE
ZeitpunktAbbau
Kapazität Abbauzeit GMM
Produktionsratesoll DE
Produktionsrateist DE
Anzahl GMM Kapazität eineGMM
PlanarbeitstageJahr DE
Anzahl CMM
AnzahlArbeitsplätze
pro CMM
AnzahlArbeitsplätze
pro GMMAnzahl
ArbeitsplätzeCMM
AnzahlArbeitsplätze
GMM
AnzahlArbeitsplätzeMontage DE
KapazitätMaschinen
Montage DE
AnzahlMaschinen
Montage DE
Verkaufsrate
Abb. 43: Kapazitätsmodell „Automatische Montage“
Da für die GMM zwei Maschinenbediener und für die CMM ein Maschinenbediener
benötigt werden, ändert sich die Anzahl der Arbeitsplätze entsprechend der aktuellen
Kapazität der Montagemaschinen.
5.5.3 Verfügbarkeitsmodelle
Die Verfügbarkeiten der kapazitätsbestimmenden Ressourcen haben einen zentralen
Einfluss auf die Produktionsrate und damit auf die Leistungsfähigkeit der betrachteten
Produktionssysteme. Für die ausschussbezogene Verfügbarkeit und die
Planverfügbarkeit bestehen standortabhängige Einflüsse. Für die Modellierung werden
sie jedoch über den Betrachtungszeitraum als konstant angenommen. Bei der
effektiven Verfügbarkeit der Montagemitarbeiter bzw. der Montagemaschinen wird ein
dynamischer Einfluss durch die Kapazitätsanpassung angenommen. Die Verfügbarkeit
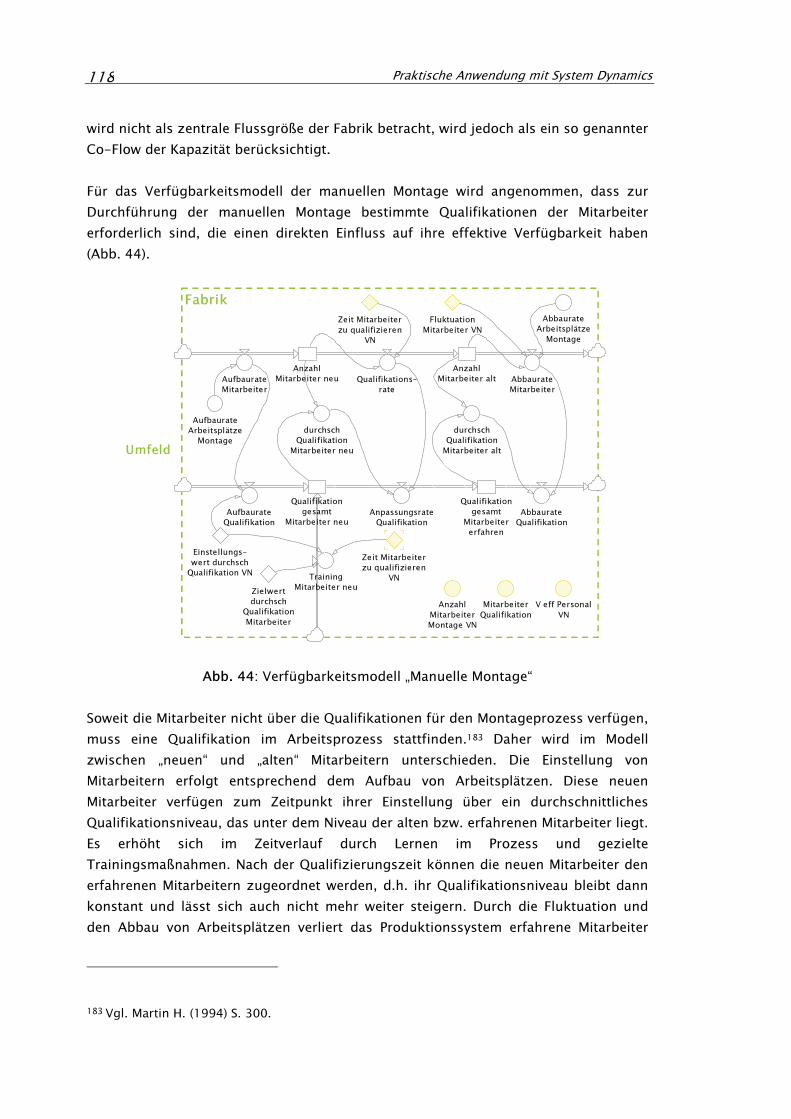
Praktische Anwendung mit System Dynamics 118
wird nicht als zentrale Flussgröße der Fabrik betracht, wird jedoch als ein so genannter
Co-Flow der Kapazität berücksichtigt.
Für das Verfügbarkeitsmodell der manuellen Montage wird angenommen, dass zur
Durchführung der manuellen Montage bestimmte Qualifikationen der Mitarbeiter
erforderlich sind, die einen direkten Einfluss auf ihre effektive Verfügbarkeit haben
(Abb. 44).
Fabrik
Umfeld
Aufbaurate
Mitarbeiter
Anzahl
Mitarbeiter neu Qualifikations-
rate
Anzahl
Mitarbeiter alt
Aufbaurate
Arbeitsplätze
Montage
Anzahl
Mitarbeiter
Montage VN
Mitarbeiter
Qualifikation
Abbaurate
Arbeitsplätze
Montage
Abbaurate
Mitarbeiter
Qualifikation
gesamt
Mitarbeiter neuAufbaurate
Qualifikation
Anpassungsrate
Qualifikation
Qualifikation
gesamt
Mitarbeiter
erfahren
Abbaurate
Qualifikation
durchsch
Qualifikation
Mitarbeiter neu
durchsch
Qualifikation
Mitarbeiter alt
Training
Mitarbeiter neuZielwert
durchsch
Qualifikation
Mitarbeiter
V eff Personal
VN
Einstellungs-
wert durchsch
Qualifikation VN
Zeit Mitarbeiter
zu qualifizieren
VN
Fluktuation
Mitarbeiter VN
Zeit Mitarbeiter
zu qualifizieren
VN
Abb. 44: Verfügbarkeitsmodell „Manuelle Montage“
Soweit die Mitarbeiter nicht über die Qualifikationen für den Montageprozess verfügen,
muss eine Qualifikation im Arbeitsprozess stattfinden.183 Daher wird im Modell
zwischen „neuen“ und „alten“ Mitarbeitern unterschieden. Die Einstellung von
Mitarbeitern erfolgt entsprechend dem Aufbau von Arbeitsplätzen. Diese neuen
Mitarbeiter verfügen zum Zeitpunkt ihrer Einstellung über ein durchschnittliches
Qualifikationsniveau, das unter dem Niveau der alten bzw. erfahrenen Mitarbeiter liegt.
Es erhöht sich im Zeitverlauf durch Lernen im Prozess und gezielte
Trainingsmaßnahmen. Nach der Qualifizierungszeit können die neuen Mitarbeiter den
erfahrenen Mitarbeitern zugeordnet werden, d.h. ihr Qualifikationsniveau bleibt dann
konstant und lässt sich auch nicht mehr weiter steigern. Durch die Fluktuation und
den Abbau von Arbeitsplätzen verliert das Produktionssystem erfahrene Mitarbeiter
183 Vgl. Martin H. (1994) S. 300.
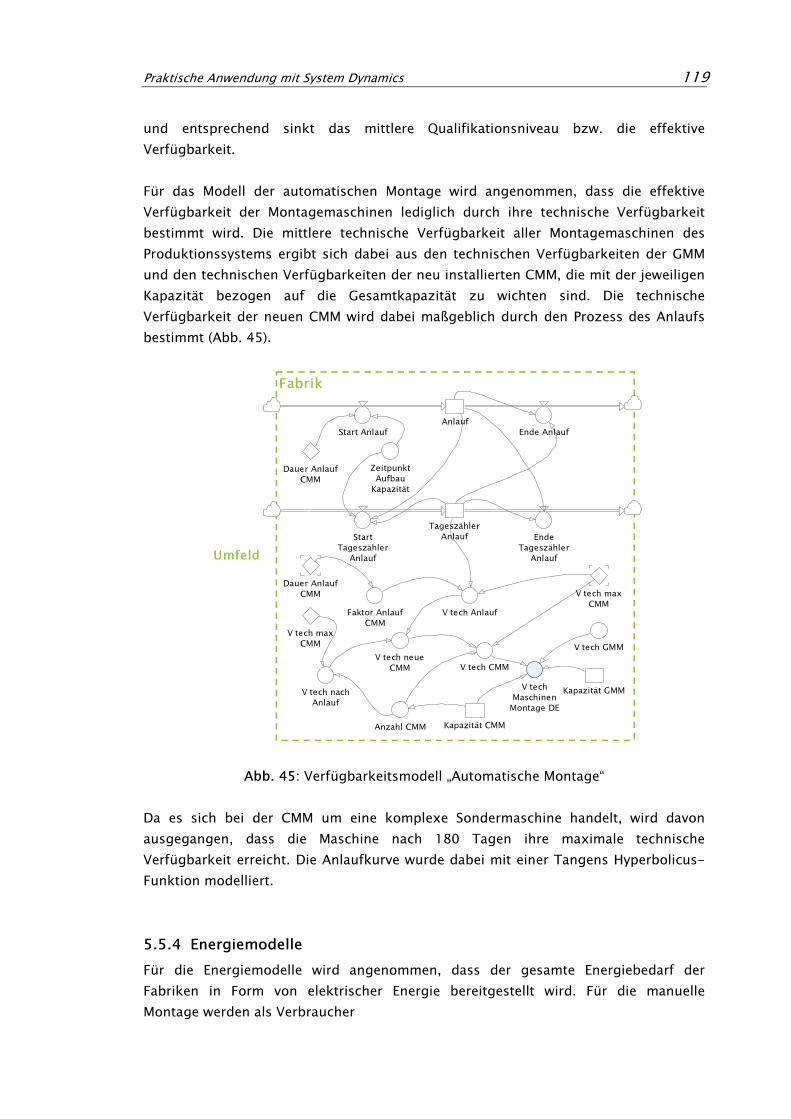
Praktische Anwendung mit System Dynamics 119
und entsprechend sinkt das mittlere Qualifikationsniveau bzw. die effektive
Verfügbarkeit.
Für das Modell der automatischen Montage wird angenommen, dass die effektive
Verfügbarkeit der Montagemaschinen lediglich durch ihre technische Verfügbarkeit
bestimmt wird. Die mittlere technische Verfügbarkeit aller Montagemaschinen des
Produktionssystems ergibt sich dabei aus den technischen Verfügbarkeiten der GMM
und den technischen Verfügbarkeiten der neu installierten CMM, die mit der jeweiligen
Kapazität bezogen auf die Gesamtkapazität zu wichten sind. Die technische
Verfügbarkeit der neuen CMM wird dabei maßgeblich durch den Prozess des Anlaufs
bestimmt (Abb. 45).
Fabrik
Umfeld
Start Anlauf
Anlauf
Start
Tageszähler
Anlauf
Tageszähler
Anlauf
Ende Anlauf
Ende
Tageszähler
Anlauf
Dauer Anlauf
CMM
V tech Anlauf
V tech CMM
V tech nach
Anlauf
V tech neue
CMM
V tech GMM
V tech
Maschinen
Montage DE
V tech max
CMM
Zeitpunkt
Aufbau
Kapazität
Kapazität CMM
Kapazität GMM
Anzahl CMM
V tech max
CMMFaktor Anlauf
CMM
Dauer Anlauf
CMM
Abb. 45: Verfügbarkeitsmodell „Automatische Montage“
Da es sich bei der CMM um eine komplexe Sondermaschine handelt, wird davon
ausgegangen, dass die Maschine nach 180 Tagen ihre maximale technische
Verfügbarkeit erreicht. Die Anlaufkurve wurde dabei mit einer Tangens Hyperbolicus-
Funktion modelliert.
5.5.4 Energiemodelle
Für die Energiemodelle wird angenommen, dass der gesamte Energiebedarf der
Fabriken in Form von elektrischer Energie bereitgestellt wird. Für die manuelle
Montage werden als Verbraucher
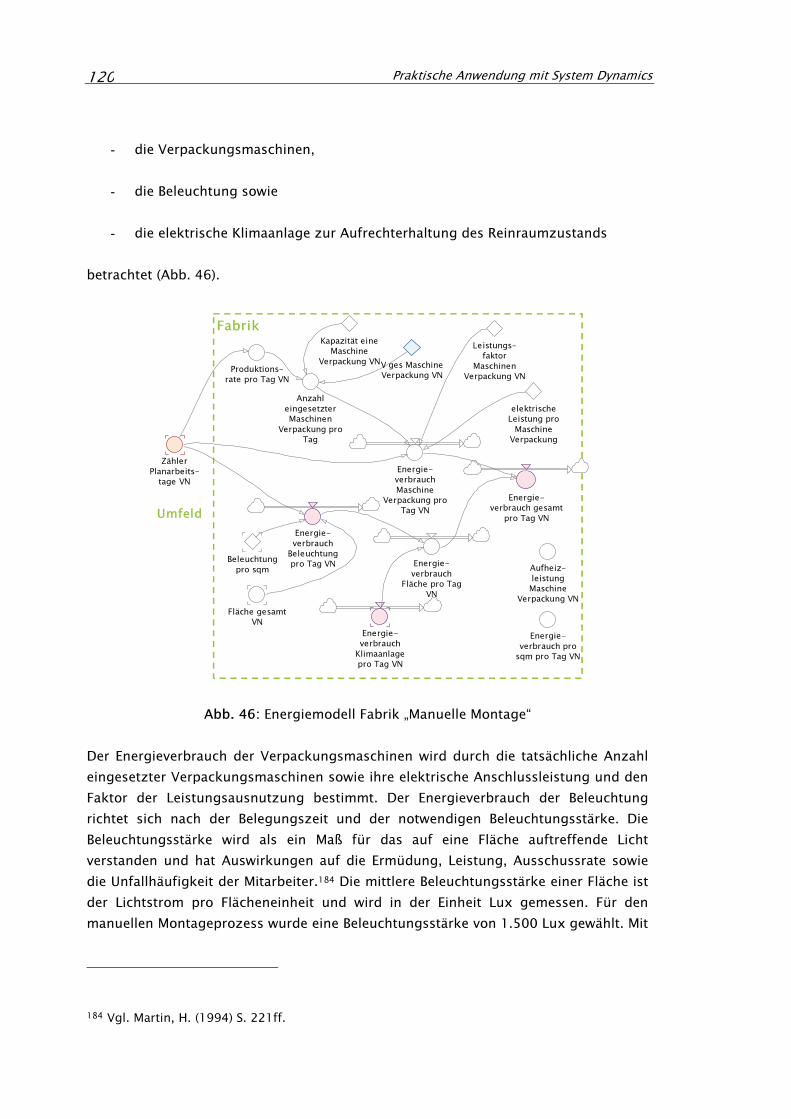
Praktische Anwendung mit System Dynamics 120
- die Verpackungsmaschinen,
- die Beleuchtung sowie
- die elektrische Klimaanlage zur Aufrechterhaltung des Reinraumzustands
betrachtet (Abb. 46).
Fabrik
Umfeld
Energie-
verbrauch
Beleuchtung
pro Tag VN
Energie-
verbrauch
Maschine
Verpackung pro
Tag VN
elektrische
Leistung pro
Maschine
Verpackung
Leistungs-
faktor
Maschinen
Verpackung VN
V ges Maschine
Verpackung VN
Energie-
verbrauch gesamt
pro Tag VN
Energie-
verbrauch
Fläche pro Tag
VN
Beleuchtung
pro sqm
Fläche gesamt
VN
Energie-
verbrauch pro
sqm pro Tag VN
Energie-
verbrauch
Klimaanlage
pro Tag VN
Zähler
Planarbeits-
tage VN
Aufheiz-
leistung
Maschine
Verpackung VN
Produktions-
rate pro Tag VN
Anzahl
eingesetzter
Maschinen
Verpackung pro
Tag
Kapazität eine
Maschine
Verpackung VN
Abb. 46: Energiemodell Fabrik „Manuelle Montage“
Der Energieverbrauch der Verpackungsmaschinen wird durch die tatsächliche Anzahl
eingesetzter Verpackungsmaschinen sowie ihre elektrische Anschlussleistung und den
Faktor der Leistungsausnutzung bestimmt. Der Energieverbrauch der Beleuchtung
richtet sich nach der Belegungszeit und der notwendigen Beleuchtungsstärke. Die
Beleuchtungsstärke wird als ein Maß für das auf eine Fläche auftreffende Licht
verstanden und hat Auswirkungen auf die Ermüdung, Leistung, Ausschussrate sowie
die Unfallhäufigkeit der Mitarbeiter.184 Die mittlere Beleuchtungsstärke einer Fläche ist
der Lichtstrom pro Flächeneinheit und wird in der Einheit Lux gemessen. Für den
manuellen Montageprozess wurde eine Beleuchtungsstärke von 1.500 Lux gewählt. Mit
184 Vgl. Martin, H. (1994) S. 221ff.
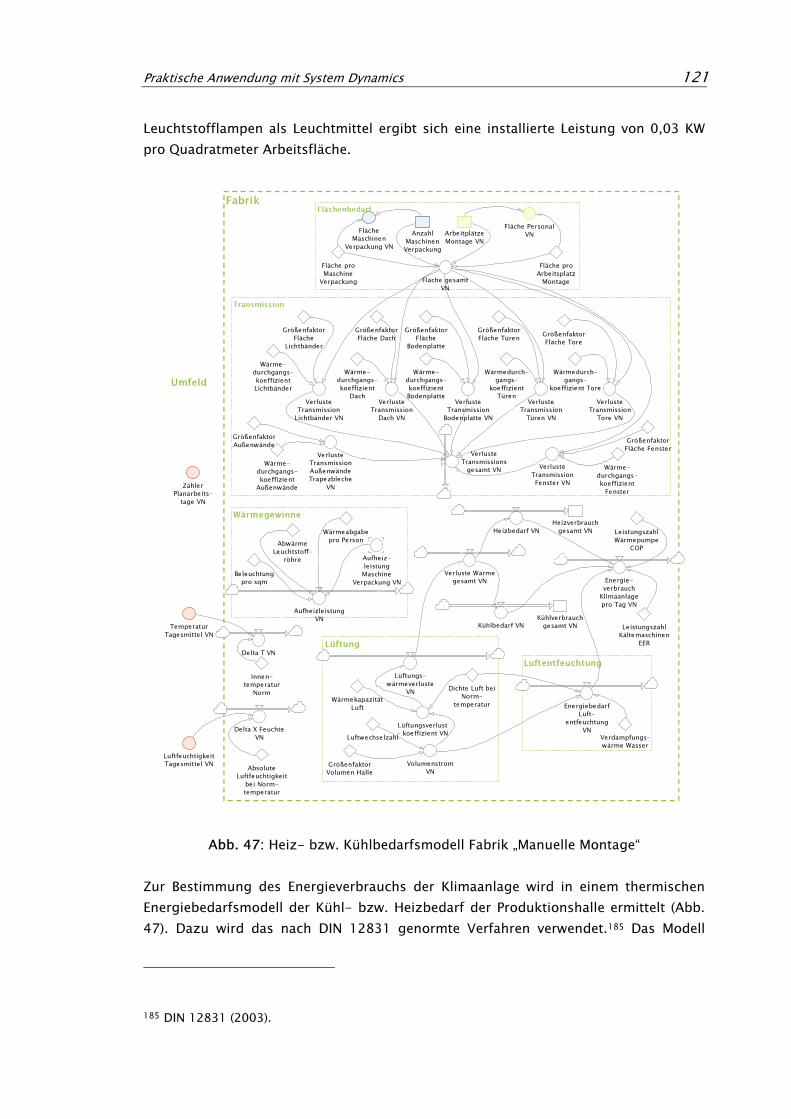
Praktische Anwendung mit System Dynamics 121
Leuchtstofflampen als Leuchtmittel ergibt sich eine installierte Leistung von 0,03 KW
pro Quadratmeter Arbeitsfläche.
Lüftung
Wärmegewinne
Fabrik
Umfeld
Flächenbedarf
Transmission
Luftentfeuchtung
Fläche gesamt
VN
Innen-
temperatur
Norm
Delta T VN
Dichte Luft bei
Norm-
temperatur
Größenfaktor
Volumen Halle
Lüftungs-
wärmeverluste
VN
Lüftungsverlust
- koeffizient VNLuftwechselzahl
Wärmekapazität
Luft
Größenfaktor
Fläche Fenster
Größenfaktor
Fläche Tore
Größenfaktor
Fläche Türen
Größenfaktor
Fläche
Lichtbänder
Größenfaktor
Außenwände
Größenfaktor
Fläche Dach
Wärme-
durchgangs-
koeffizient
Fenster
Verluste
Transmission
Fenster VN
Verluste
Transmission
Tore VN
Wärmedurch-
gangs-
koeffizient Tore
Verluste
Transmission
Türen VN
Wärmedurch-
gangs-
koeffizient
Türen
Wärme-
durchgangs-
koeffizient
BodenplatteVerluste
Transmission
Bodenplatte VN
Verluste
Transmission
Dach VN
Wärme-
durchgangs-
koeffizient
Dach
Wärme-
durchgangs-
koeffizient
Lichtbänder
Verluste
Transmission
Lichtbänder VN
Verluste
Transmission
Außenwände
Trapezbleche
VN
Wärme-
durchgangs-
koeffizient
Außenwände
Verluste
Transmissions
gesamt VN
Korrekturfaktor
Verluste Wärme
gesamt VN
Heizbedarf VN
Heizverbrauch
gesamt VN
Kühlbedarf VNKühlverbrauch
gesamt VN Leistungszahl
Kältemaschinen
EER
Beleuchtung
pro sqm
Aufheizleistung
VN
Abwärme
Leuchtstoff-
röhre
KorrekturfaktorTagesmittel heizen
VN
KorrekturfaktorTagesmittelkühlenVN
Energie-
verbrauch
Klimaanlage
pro Tag VN
Anzahl
Maschinen
Verpackung
Arbeitplätze
Montage VN
Fläche pro
Arbeitsplatz
Montage
Fläche pro
Maschine
Verpackung
Wärmeabgabe
pro Person
Volumenstrom
VNAbsolute
Luftfeuchtigkeit
bei Norm-
temperatur
Delta X Feuchte
VN
Energiebedarf
Luft-
entfeuchtung
VNVerdampfungs-
wärme Wasser
Größenfaktor
Fläche
Bodenplatte
Leistungszahl
Wärmepumpe
COP
Delta T VN
Delta T VN
Fläche gesamt VN
Luftfeuchtigkeit
Tagesmittel VN
Temperatur
Tagesmittel VN
Zähler
Planarbeits-
tage VN
Aufheiz-
leistung
Maschine
Verpackung VN
Fläche Personal
VNFläche
Maschinen
Verpackung VN
Abb. 47: Heiz- bzw. Kühlbedarfsmodell Fabrik „Manuelle Montage“
Zur Bestimmung des Energieverbrauchs der Klimaanlage wird in einem thermischen
Energiebedarfsmodell der Kühl- bzw. Heizbedarf der Produktionshalle ermittelt (Abb.
47). Dazu wird das nach DIN 12831 genormte Verfahren verwendet.185 Das Modell
185 DIN 12831 (2003).
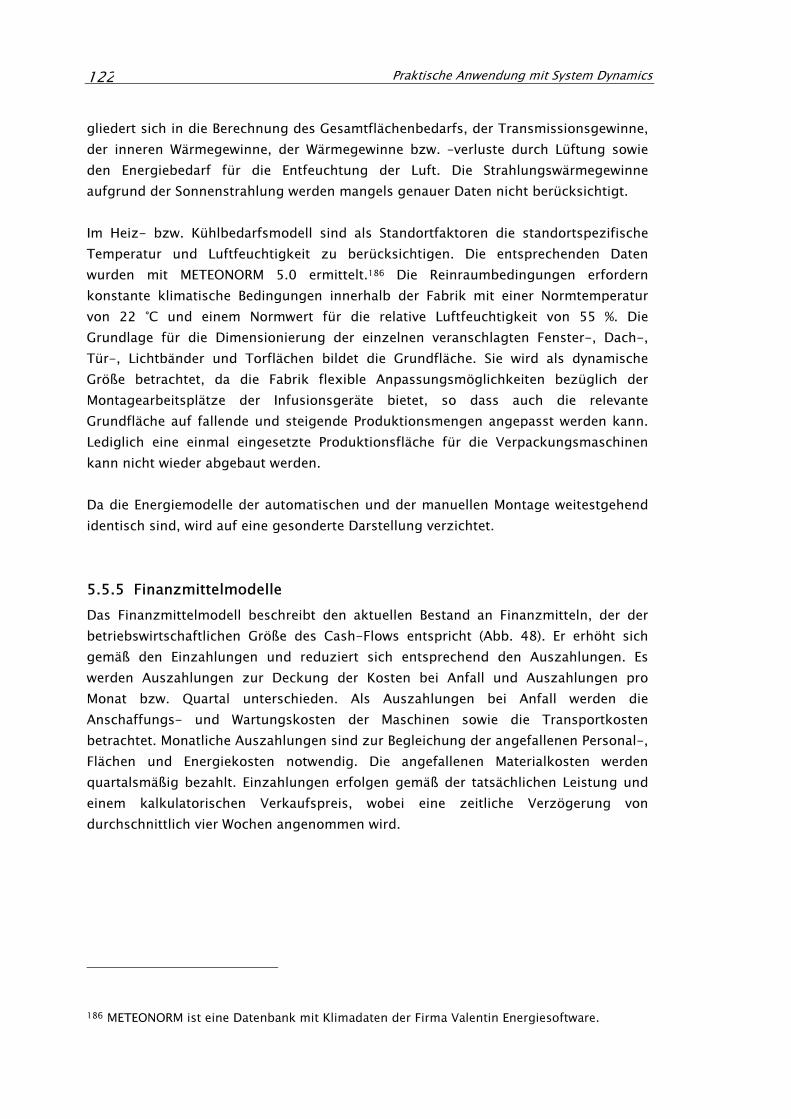
Praktische Anwendung mit System Dynamics 122
gliedert sich in die Berechnung des Gesamtflächenbedarfs, der Transmissionsgewinne,
der inneren Wärmegewinne, der Wärmegewinne bzw. –verluste durch Lüftung sowie
den Energiebedarf für die Entfeuchtung der Luft. Die Strahlungswärmegewinne
aufgrund der Sonnenstrahlung werden mangels genauer Daten nicht berücksichtigt.
Im Heiz- bzw. Kühlbedarfsmodell sind als Standortfaktoren die standortspezifische
Temperatur und Luftfeuchtigkeit zu berücksichtigen. Die entsprechenden Daten
wurden mit METEONORM 5.0 ermittelt.186 Die Reinraumbedingungen erfordern
konstante klimatische Bedingungen innerhalb der Fabrik mit einer Normtemperatur
von 22 °C und einem Normwert für die relative Luftfeuchtigkeit von 55 %. Die
Grundlage für die Dimensionierung der einzelnen veranschlagten Fenster-, Dach-,
Tür-, Lichtbänder und Torflächen bildet die Grundfläche. Sie wird als dynamische
Größe betrachtet, da die Fabrik flexible Anpassungsmöglichkeiten bezüglich der
Montagearbeitsplätze der Infusionsgeräte bietet, so dass auch die relevante
Grundfläche auf fallende und steigende Produktionsmengen angepasst werden kann.
Lediglich eine einmal eingesetzte Produktionsfläche für die Verpackungsmaschinen
kann nicht wieder abgebaut werden.
Da die Energiemodelle der automatischen und der manuellen Montage weitestgehend
identisch sind, wird auf eine gesonderte Darstellung verzichtet.
5.5.5 Finanzmittelmodelle
Das Finanzmittelmodell beschreibt den aktuellen Bestand an Finanzmitteln, der der
betriebswirtschaftlichen Größe des Cash-Flows entspricht (Abb. 48). Er erhöht sich
gemäß den Einzahlungen und reduziert sich entsprechend den Auszahlungen. Es
werden Auszahlungen zur Deckung der Kosten bei Anfall und Auszahlungen pro
Monat bzw. Quartal unterschieden. Als Auszahlungen bei Anfall werden die
Anschaffungs- und Wartungskosten der Maschinen sowie die Transportkosten
betrachtet. Monatliche Auszahlungen sind zur Begleichung der angefallenen Personal-,
Flächen und Energiekosten notwendig. Die angefallenen Materialkosten werden
quartalsmäßig bezahlt. Einzahlungen erfolgen gemäß der tatsächlichen Leistung und
einem kalkulatorischen Verkaufspreis, wobei eine zeitliche Verzögerung von
durchschnittlich vier Wochen angenommen wird.
186 METEONORM ist eine Datenbank mit Klimadaten der Firma Valentin Energiesoftware.
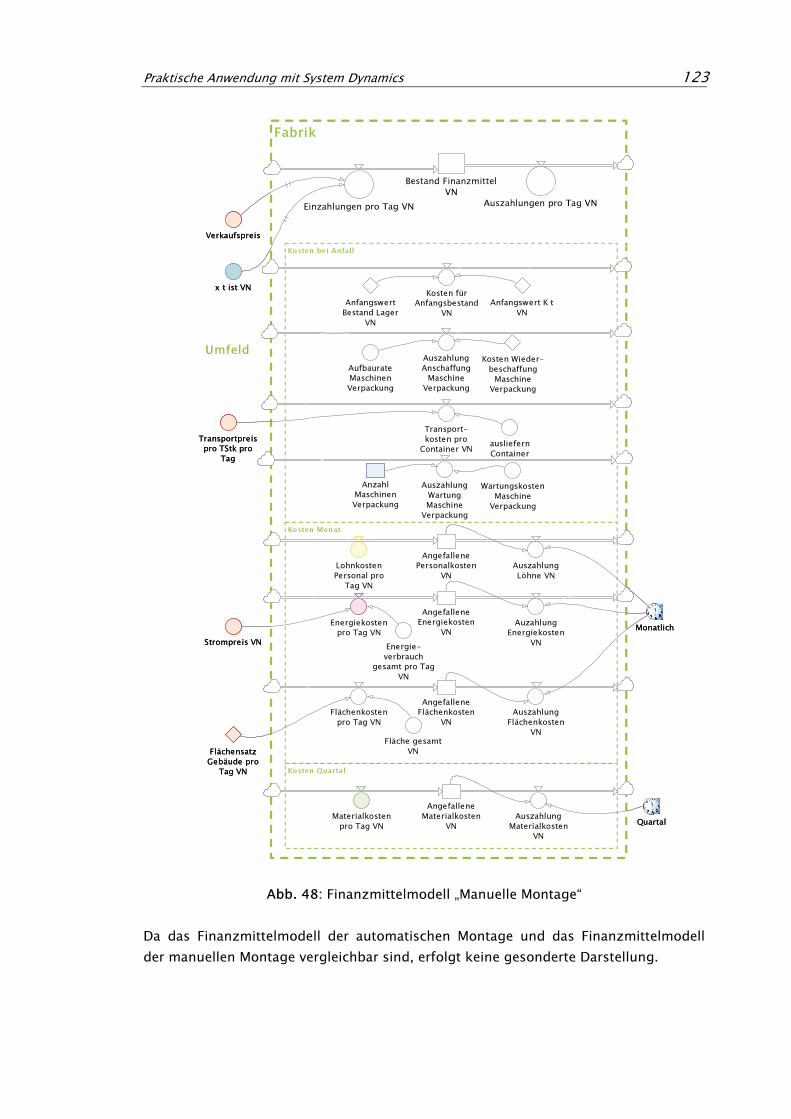
Praktische Anwendung mit System Dynamics 123
Fabrik
Umfeld
Kosten bei Anfall
Kosten Monat
Kosten Quartal
Verkaufspreis
x t ist VN
Bestand Finanzmittel
VN
Einzahlungen pro Tag VN Auszahlungen pro Tag VN
Kosten Wieder-
beschaffung
Maschine
Verpackung
Aufbaurate
Maschinen
Verpackung
Auszahlung
Anschaffung
Maschine
Verpackung
Wartungskosten
Maschine
Verpackung
Auszahlung
Wartung
Maschine
Verpackung
Anzahl
Maschinen
Verpackung
Lohnkosten
Personal pro
Tag VN
Angefallene
Personalkosten
VN
Auszahlung
Löhne VN
Energie-
verbrauch
gesamt pro Tag
VN
Angefallene
Energiekosten
VN
Strompreis VN
Energiekosten
pro Tag VN
Auzahlung
Energiekosten
VN
Materialkosten
pro Tag VN
Angefallene
Materialkosten
VN
Auszahlung
Materialkosten
VN
ausliefern
Container
Transport-
kosten pro
Container VN
Transportpreis
pro TStk pro
Tag
Flächenkosten
pro Tag VN
Angefallene
Flächenkosten
VN
Fläche gesamt
VN
Auszahlung
Flächenkosten
VN
Monatlich
Anfangswert K t
VN
Kosten für
Anfangsbestand
VN
Anfangswert
Bestand Lager
VN
Flächensatz
Gebäude pro
Tag VN
Quartal
Fabrik
Umfeld
Kosten bei Anfall
Kosten Monat
Kosten Quartal
Verkaufspreis
x t ist VN
Bestand Finanzmittel
VN
Einzahlungen pro Tag VN Auszahlungen pro Tag VN
Kosten Wieder-
beschaffung
Maschine
Verpackung
Aufbaurate
Maschinen
Verpackung
Auszahlung
Anschaffung
Maschine
Verpackung
Wartungskosten
Maschine
Verpackung
Auszahlung
Wartung
Maschine
Verpackung
Anzahl
Maschinen
Verpackung
Lohnkosten
Personal pro
Tag VN
Angefallene
Personalkosten
VN
Auszahlung
Löhne VN
Energie-
verbrauch
gesamt pro Tag
VN
Angefallene
Energiekosten
VN
Strompreis VN
Energiekosten
pro Tag VN
Auzahlung
Energiekosten
VN
Materialkosten
pro Tag VN
Angefallene
Materialkosten
VN
Auszahlung
Materialkosten
VN
ausliefern
Container
Transport-
kosten pro
Container VN
Transportpreis
pro TStk pro
Tag
Flächenkosten
pro Tag VN
Angefallene
Flächenkosten
VN
Fläche gesamt
VN
Auszahlung
Flächenkosten
VN
Monatlich
Anfangswert K t
VN
Kosten für
Anfangsbestand
VN
Anfangswert
Bestand Lager
VN
Flächensatz
Gebäude pro
Tag VN
Quartal
Abb. 48: Finanzmittelmodell „Manuelle Montage“
Da das Finanzmittelmodell der automatischen Montage und das Finanzmittelmodell
der manuellen Montage vergleichbar sind, erfolgt keine gesonderte Darstellung.
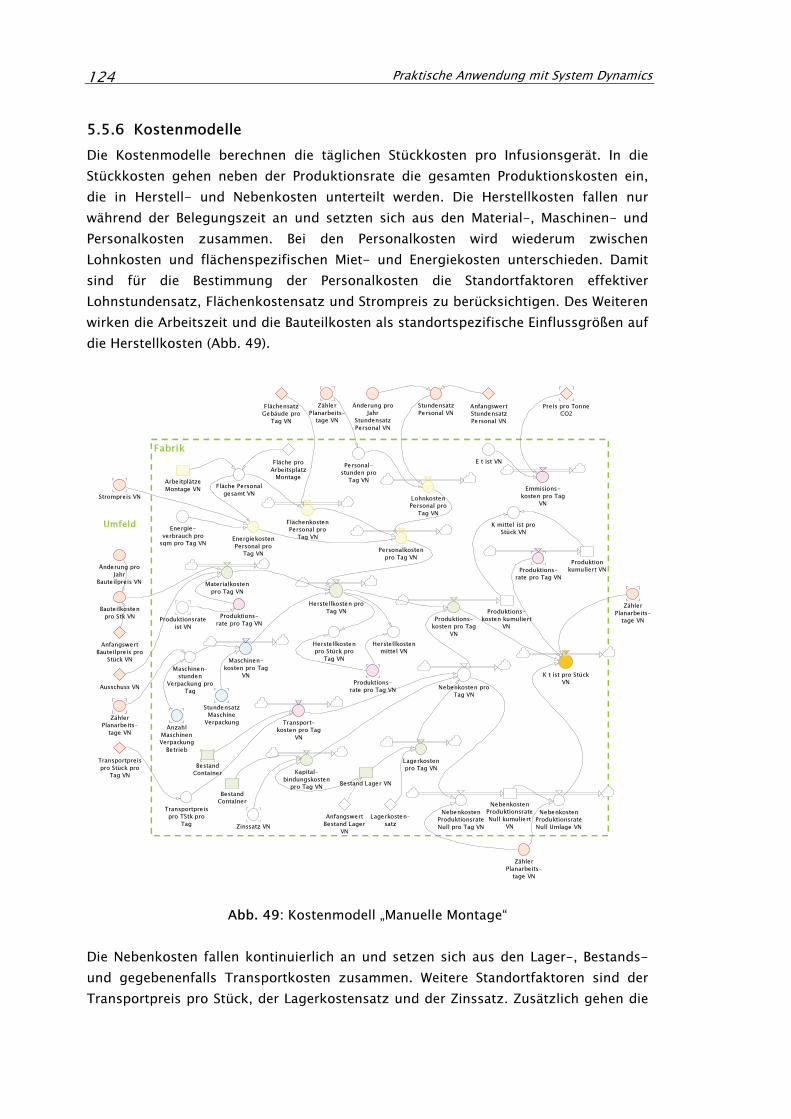
Praktische Anwendung mit System Dynamics 124
5.5.6 Kostenmodelle
Die Kostenmodelle berechnen die täglichen Stückkosten pro Infusionsgerät. In die
Stückkosten gehen neben der Produktionsrate die gesamten Produktionskosten ein,
die in Herstell- und Nebenkosten unterteilt werden. Die Herstellkosten fallen nur
während der Belegungszeit an und setzten sich aus den Material-, Maschinen- und
Personalkosten zusammen. Bei den Personalkosten wird wiederum zwischen
Lohnkosten und flächenspezifischen Miet- und Energiekosten unterschieden. Damit
sind für die Bestimmung der Personalkosten die Standortfaktoren effektiver
Lohnstundensatz, Flächenkostensatz und Strompreis zu berücksichtigen. Des Weiteren
wirken die Arbeitszeit und die Bauteilkosten als standortspezifische Einflussgrößen auf
die Herstellkosten (Abb. 49).
Fabrik
Umfeld
Transport-kosten pro Tag
VN
Kapital-bindungskosten
pro Tag VNBestand Lager VN
Bauteilkostenpro Stk VN
Materialkostenpro Tag VN
BestandContainer
Herstellkosten proTag VN
Produktions-rate pro Tag VN
Personal-stunden pro
Tag VN
Personalkostenpro Tag VN
Maschinen-stunden
Verpackung proTag
Maschinen-kosten pro Tag
VN
Emmisions-kosten pro Tag
VN
Lagerkostenpro Tag VN
Lagerkosten-satz
Energie-verbrauch pro
sqm pro Tag VN
FlächenkostenPersonal pro
Tag VN
Fläche proArbeitsplatz
MontageArbeitplätzeMontage VN
StundensatzPersonal VN
LohnkostenPersonal pro
Tag VN
Transportpreispro TStk pro
Tag
BestandContainer
EnergiekostenPersonal pro
Tag VN
Fläche Personalgesamt VN
Strompreis VN
StundensatzMaschine
Verpackung
K t ist pro StückVN
Produktions-rate pro Tag VN
Nebenkosten proTag VN
Produktions-kosten pro Tag
VN
Produktions-kosten kumuliert
VN
Produktionkumuliert VN
K mittel ist proStück VN
Herstellkostenpro Stück pro
Tag VN
Produktions-rate pro Tag VN
Herstellkostenmittel VN
Zinssatz VN
NebenkostenProduktionsrateNull pro Tag VN
NebenkostenProduktionsrateNull kumuliert
VN
NebenkostenProduktionsrateNull Umlage VN
ZählerPlanarbeits-
tage VN
ZählerPlanarbeits-
tage VN
ZählerPlanarbeits-
tage VN
SteigerungMaterialpreis VN
AnfangswertBestand Lager
VN
Ausschuss VN
AnfangswertStundensatzPersonal VN
Preis pro TonneCO2
FlächensatzGebäude pro
Tag VN
Transportpreispro Stück pro
Tag VN
AnfangswertBauteilpreis pro
Stück VN
E t ist VN
AnzahlMaschinenVerpackung
Betrieb
ZählerPlanarbeits-
tage VN
Änderung proJahr
Bauteilpreis VN
Änderung proJahr
StundensatzPersonal VN
Produktionsrateist VN
AnzahlArbeitsplätzegesamt VN
Änderung Preise VN
Abb. 49: Kostenmodell „Manuelle Montage“
Die Nebenkosten fallen kontinuierlich an und setzen sich aus den Lager-, Bestands-
und gegebenenfalls Transportkosten zusammen. Weitere Standortfaktoren sind der
Transportpreis pro Stück, der Lagerkostensatz und der Zinssatz. Zusätzlich gehen die
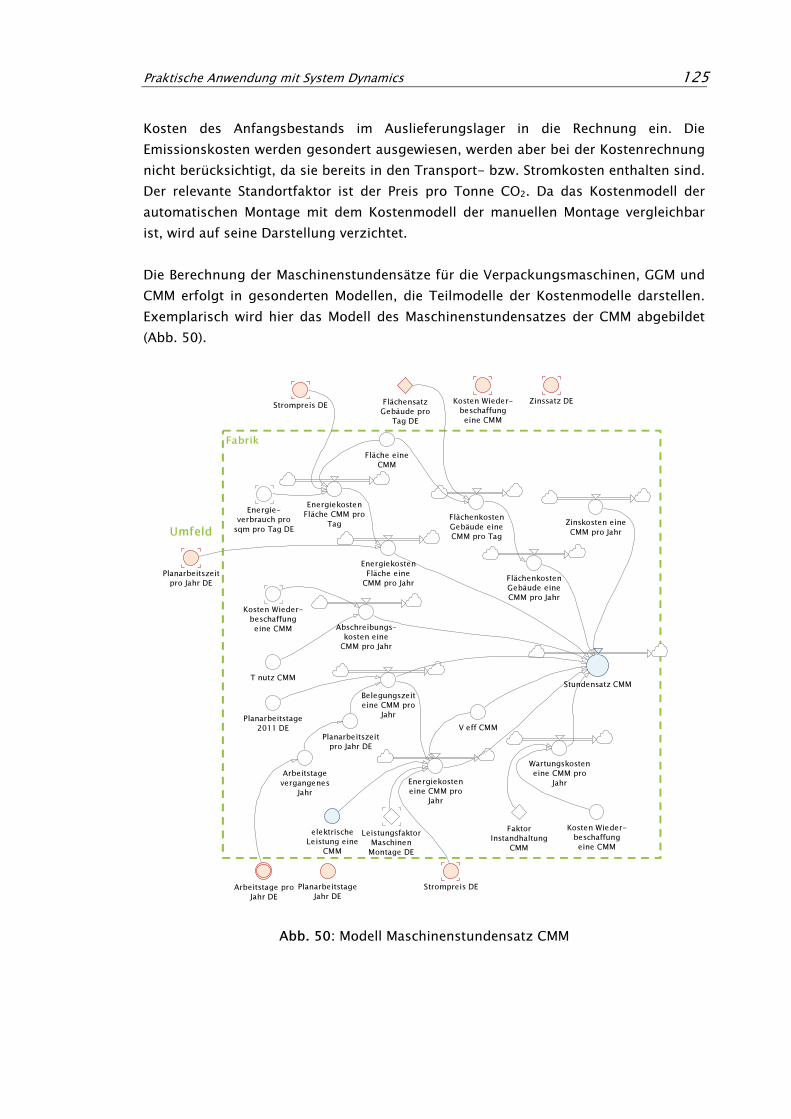
Praktische Anwendung mit System Dynamics 125
Kosten des Anfangsbestands im Auslieferungslager in die Rechnung ein. Die
Emissionskosten werden gesondert ausgewiesen, werden aber bei der Kostenrechnung
nicht berücksichtigt, da sie bereits in den Transport- bzw. Stromkosten enthalten sind.
Der relevante Standortfaktor ist der Preis pro Tonne CO2. Da das Kostenmodell der
automatischen Montage mit dem Kostenmodell der manuellen Montage vergleichbar
ist, wird auf seine Darstellung verzichtet.
Die Berechnung der Maschinenstundensätze für die Verpackungsmaschinen, GGM und
CMM erfolgt in gesonderten Modellen, die Teilmodelle der Kostenmodelle darstellen.
Exemplarisch wird hier das Modell des Maschinenstundensatzes der CMM abgebildet
(Abb. 50).
Fabrik
Umfeld
Planarbeitstage
Jahr DE
Stundensatz CMM
Belegungszeit
eine CMM pro
Jahr
V eff CMM
Energiekosten
eine CMM pro
Jahr
elektrische
Leistung eine
CMM
Strompreis DE
Leistungsfaktor
Maschinen
Montage DE
Wartungskosten
eine CMM pro
Jahr
Faktor
Instandhaltung
CMM
Kosten Wieder-
beschaffung
eine CMM
Zinskosten eine
CMM pro Jahr
Zinssatz DEKosten Wieder-
beschaffung
eine CMM
Flächenkosten
Gebäude eine
CMM pro Tag
Energiekosten
Fläche CMM pro
Tag
Energie-
verbrauch pro
sqm pro Tag DE
Fläche eine
CMM
Abschreibungs-
kosten eine
CMM pro Jahr
T nutz CMM
Kosten Wieder-
beschaffung
eine CMM
Strompreis DE
Planarbeitstage
2011 DE
Flächensatz
Gebäude pro
Tag DE
Energiekosten
Fläche eine
CMM pro JahrFlächenkosten
Gebäude eine
CMM pro Jahr
Arbeitstage pro
Jahr DE
Arbeitstage
vergangenes
Jahr
Planarbeitszeit
pro Jahr DE
Planarbeitszeit
pro Jahr DE
Abb. 50: Modell Maschinenstundensatz CMM
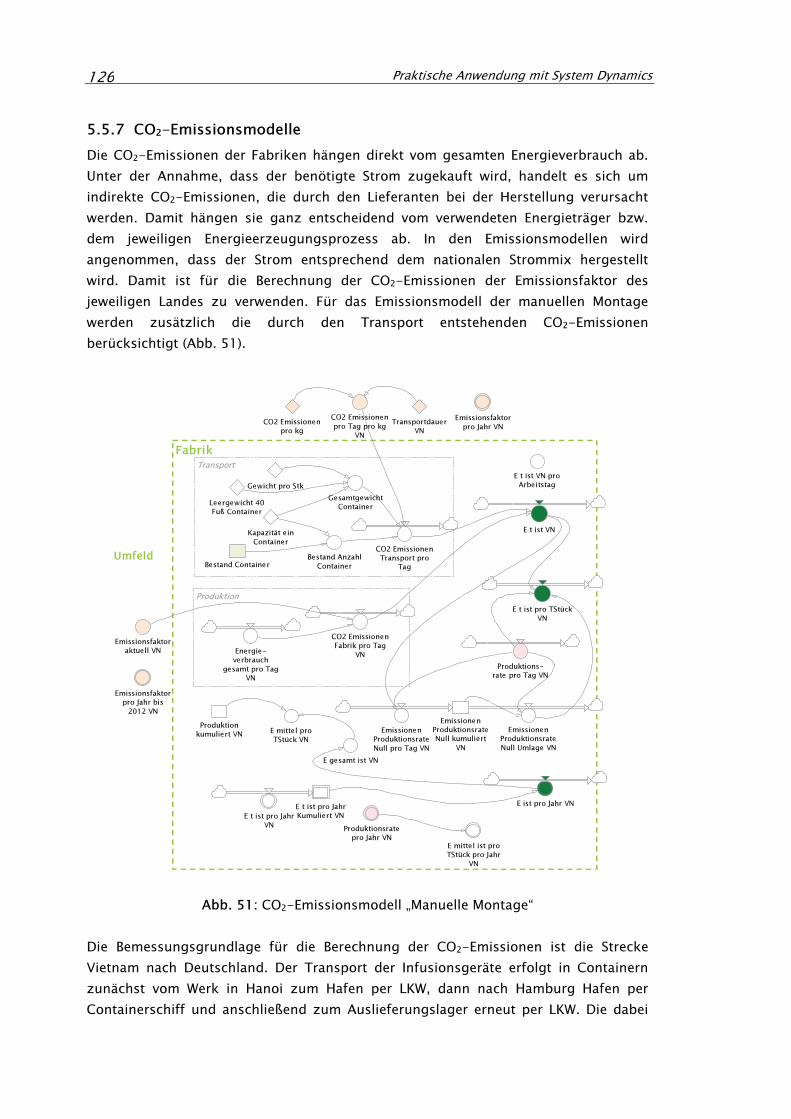
Praktische Anwendung mit System Dynamics 126
5.5.7 CO2-Emissionsmodelle
Die CO2-Emissionen der Fabriken hängen direkt vom gesamten Energieverbrauch ab.
Unter der Annahme, dass der benötigte Strom zugekauft wird, handelt es sich um
indirekte CO2-Emissionen, die durch den Lieferanten bei der Herstellung verursacht
werden. Damit hängen sie ganz entscheidend vom verwendeten Energieträger bzw.
dem jeweiligen Energieerzeugungsprozess ab. In den Emissionsmodellen wird
angenommen, dass der Strom entsprechend dem nationalen Strommix hergestellt
wird. Damit ist für die Berechnung der CO2-Emissionen der Emissionsfaktor des
jeweiligen Landes zu verwenden. Für das Emissionsmodell der manuellen Montage
werden zusätzlich die durch den Transport entstehenden CO2-Emissionen
berücksichtigt (Abb. 51).
Fabrik
Umfeld
Transport
Produktion
Gewicht pro Stk
Leergewicht 40
Fuß Container
Kapazität ein
Container
Gesamtgewicht
Container
CO2 Emissionen
Transport pro
Tag
E t ist pro TStück
VN
CO2 Emissionen
Fabrik pro Tag
VN
Bestand Container
CO2 Emissionen
pro Tag pro kg
VN
Bestand Anzahl
Container
Emissionsfaktor
aktuell VN Energie-
verbrauch
gesamt pro Tag
VN
Emissionsfaktor
pro Jahr bis
2012 VN
Produktions-
rate pro Tag VN
E t ist VN
Emissionen
Produktionsrate
Null pro Tag VN
Emissionen
Produktionsrate
Null kumuliert
VN
Emissionen
Produktionsrate
Null Umlage VN
Emissionsfaktor
pro Jahr VNTransportdauer
VN
CO2 Emissionen
pro kg
E t ist pro Jahr
VN
E t ist pro Jahr
Kumuliert VN
E ist pro Jahr VN
E mittel ist pro
TStück pro Jahr
VN
Produktionsrate
pro Jahr VN
Produktion
kumuliert VN
E gesamt ist VN
E mittel pro
TStück VN
E t ist VN pro
Arbeitstag
Abb. 51: CO2-Emissionsmodell „Manuelle Montage“
Die Bemessungsgrundlage für die Berechnung der CO2-Emissionen ist die Strecke
Vietnam nach Deutschland. Der Transport der Infusionsgeräte erfolgt in Containern
zunächst vom Werk in Hanoi zum Hafen per LKW, dann nach Hamburg Hafen per
Containerschiff und anschließend zum Auslieferungslager erneut per LKW. Die dabei
Praktische Anwendung mit System Dynamics 127
entstehenden CO2-Emissionen wurden mittels GaBi 4 ermittelt.187 Für die Berechnung
im Modell wurde ein gewichtsspezifischer Emissionswert pro Tag verwendet.
5.6 Prüfung der Modellgültigkeit
Nach der Phase der Modellerstellung sind die Modelle des untersuchten Systems zu
verifizieren und anschließend zu validieren. Dieser Überprüfung des Modells kommt
eine erhebliche Bedeutung zu, da sich die Richtigkeit eines Modells nicht beweisen
lässt.188 Die Verifikation wird laut VDI 3633 als „formaler Nachweis der Korrektheit des
Modells“ definiert.189 Sie umfasst eine Überprüfung der inneren Logik und die
Sicherstellung der Einbeziehung aller wesentlichen Details im Modell. Bei diesem
Vorgang wird ebenfalls eine Syntaxkontrolle der Modellstruktur durchgeführt, um
Fehler, wie z.B. unlogische Verknüpfungen im Modell oder fehlerhafte
Modellkomponenten etc., zu beseitigen.190
Unter dem Prozess der Validierung wird eine „Prüfung der hinreichenden
Übereinstimmung von Modell und Original (betrachtetes System)“ verstanden.191 Es
handelt sich dabei um eine Gültigkeitsprüfung des Modells, die anhand eines
Vergleichs der Simulationsergebnisse mit den realen Ergebnissen durchgeführt wird.
Hierbei ist eine Festlegung der vorgegebenen Toleranzen sinnvoll, da eine exakte
Übereinstimmung mit dem betrachteten System in der Regel nicht erreicht werden
kann. Die Modellvalidierung gestaltet sich besonders schwierig, wenn ein Vergleich auf
der Grundlage von vorhandenen Daten nicht realisierbar ist, wie z.B. bei der
Neuplanung oder auch strategischen Planung von Produktionssystemen.
Für eine erfolgreiche Durchführung der Modellprüfung müssen nach Bossel folgende
Aspekte belegt werden:192
- Verhaltensgültigkeit: Das untersuchte System und das entwickelte Modell
müssen für gleiche Anfangsbedingungen und Umwelteinwirkungen gleiches
Verhalten zeigen.
187 GaBi 4 ist ein Softwaresystem zur Ganzheitlichen Bilanzierung der Firma PE International.
188 Vgl. Bossel H. (2004) S. 15.
189 VDI 3633 Blatt 1 (2000) S. 19. 190 Vgl. Kosturiak, J.; Gregor, M. (1995) S. 123. 191 VDI 3633 Blatt 1 (2000) S. 19.
192 Vgl. Bossel H. (2004) S. 61f.
Praktische Anwendung mit System Dynamics 128
- Strukturgültigkeit: Die Wirkungsstrukturen, d.h. die Ursache-
Wirkungsbeziehungen und Rückkopplungen des entwickelten Modells müssen
denen des untersuchten Systems entsprechen.
- empirische Gültigkeit: Die Ergebnisse des entwickelten Modells müssen mit
den empirischen Ergebnissen des untersuchten Systems bei gleichen
Umweltbedingungen korrespondieren oder zumindest plausibel sein.
- Anwendungsgültigkeit: Das entwickelte Modell muss alle gewünschten
Untersuchungen und Ergebnisanalysen des betrachteten Systems
ermöglichen.
Die Gültigkeitsprüfung sollte dabei immer unter Berücksichtigung des Modellzwecks
erfolgen.193
Für die Bestimmung der Strukturgültigkeit ist festzustellen, ob die Ursache-
Wirkungsbeziehungen und Verzögerungen der vorliegenden Modelle denen der realen
Systeme entsprechen. Die Rückkopplungen zwischen Verkaufsrate,
Kapazitätsänderung und Produktionsrate der realen Systeme wurden in den
Modellstrukturen abgebildet. Auch die Zeitdauer für die Einstellung bzw. Entlassung
von Mitarbeitern, den Aufbau neuer Maschinen und den Transport wurden in der
Modellstruktur in Form von Verzögerungen berücksichtigt. Das Kriterium der
Strukturgültigkeit wird auch durch die Analogie der Struktur der Konzeptmodelle und
der ausführbaren Modelle sichergestellt.
Die Verhaltensgültigkeit wird maßgeblich durch die Komponenten des Modells und
ihrer Beziehungen untereinander bestimmt, so dass eine direkte Abhängigkeit zur
Strukturgültigkeit besteht. Für die Feststellung der Verhaltensgültigkeit müssen das
System und das entsprechende Modell bei gleichen Systemparametern ein
vergleichbares Verhaltensmuster aufweisen. Bossel schlägt eine Untersuchung u.a.
folgender Punkte vor:194
- Plausibilität des Modellverhaltens
- Geschwindigkeit von Veränderungsprozessen
- Verhalten unter extremen Bedingungen
193 Vgl. Bossel, H. (2004) S. 107.
194 Vgl. Bossel, H. (2004) S. 108.
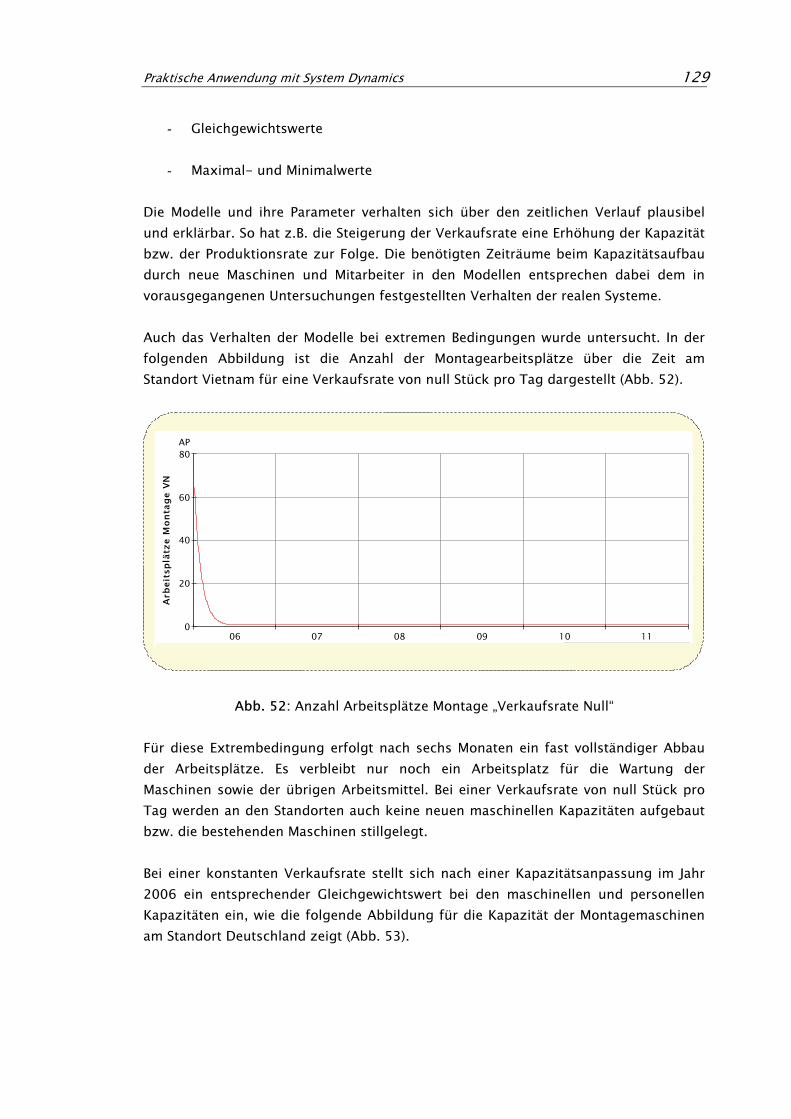
Praktische Anwendung mit System Dynamics 129
- Gleichgewichtswerte
- Maximal- und Minimalwerte
Die Modelle und ihre Parameter verhalten sich über den zeitlichen Verlauf plausibel
und erklärbar. So hat z.B. die Steigerung der Verkaufsrate eine Erhöhung der Kapazität
bzw. der Produktionsrate zur Folge. Die benötigten Zeiträume beim Kapazitätsaufbau
durch neue Maschinen und Mitarbeiter in den Modellen entsprechen dabei dem in
vorausgegangenen Untersuchungen festgestellten Verhalten der realen Systeme.
Auch das Verhalten der Modelle bei extremen Bedingungen wurde untersucht. In der
folgenden Abbildung ist die Anzahl der Montagearbeitsplätze über die Zeit am
Standort Vietnam für eine Verkaufsrate von null Stück pro Tag dargestellt (Abb. 52).
06 07 08 09 10 11
0
20
40
60
80
AP
Arb
eit
sp
lätz
e M
on
tag
e V
N
Nur für den nichtkommerziellen Einsatz!
Abb. 52: Anzahl Arbeitsplätze Montage „Verkaufsrate Null“
Für diese Extrembedingung erfolgt nach sechs Monaten ein fast vollständiger Abbau
der Arbeitsplätze. Es verbleibt nur noch ein Arbeitsplatz für die Wartung der
Maschinen sowie der übrigen Arbeitsmittel. Bei einer Verkaufsrate von null Stück pro
Tag werden an den Standorten auch keine neuen maschinellen Kapazitäten aufgebaut
bzw. die bestehenden Maschinen stillgelegt.
Bei einer konstanten Verkaufsrate stellt sich nach einer Kapazitätsanpassung im Jahr
2006 ein entsprechender Gleichgewichtswert bei den maschinellen und personellen
Kapazitäten ein, wie die folgende Abbildung für die Kapazität der Montagemaschinen
am Standort Deutschland zeigt (Abb. 53).
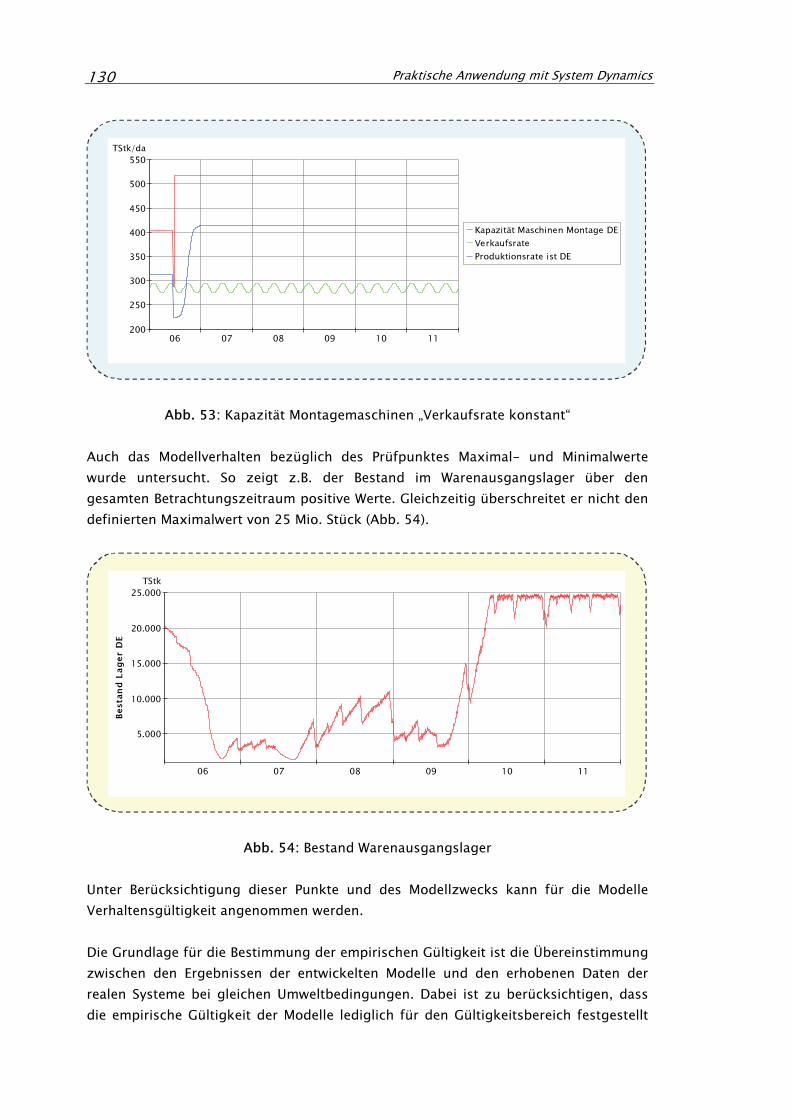
Praktische Anwendung mit System Dynamics 130
06 07 08 09 10 11200
250
300
350
400
450
500
550
TStk/da
Kapazität Maschinen Montage DE
Verkaufsrate
Produktionsrate ist DE
Nur für den nichtkommerziellen Einsatz!
Abb. 53: Kapazität Montagemaschinen „Verkaufsrate konstant“
Auch das Modellverhalten bezüglich des Prüfpunktes Maximal- und Minimalwerte
wurde untersucht. So zeigt z.B. der Bestand im Warenausgangslager über den
gesamten Betrachtungszeitraum positive Werte. Gleichzeitig überschreitet er nicht den
definierten Maximalwert von 25 Mio. Stück (Abb. 54).
06 07 08 09 10 11
5.000
10.000
15.000
20.000
25.000
TStk
Besta
nd
Lag
er D
E
Nur für den nichtkommerziellen Einsatz!
Abb. 54: Bestand Warenausgangslager
Unter Berücksichtigung dieser Punkte und des Modellzwecks kann für die Modelle
Verhaltensgültigkeit angenommen werden.
Die Grundlage für die Bestimmung der empirischen Gültigkeit ist die Übereinstimmung
zwischen den Ergebnissen der entwickelten Modelle und den erhobenen Daten der
realen Systeme bei gleichen Umweltbedingungen. Dabei ist zu berücksichtigen, dass
die empirische Gültigkeit der Modelle lediglich für den Gültigkeitsbereich festgestellt
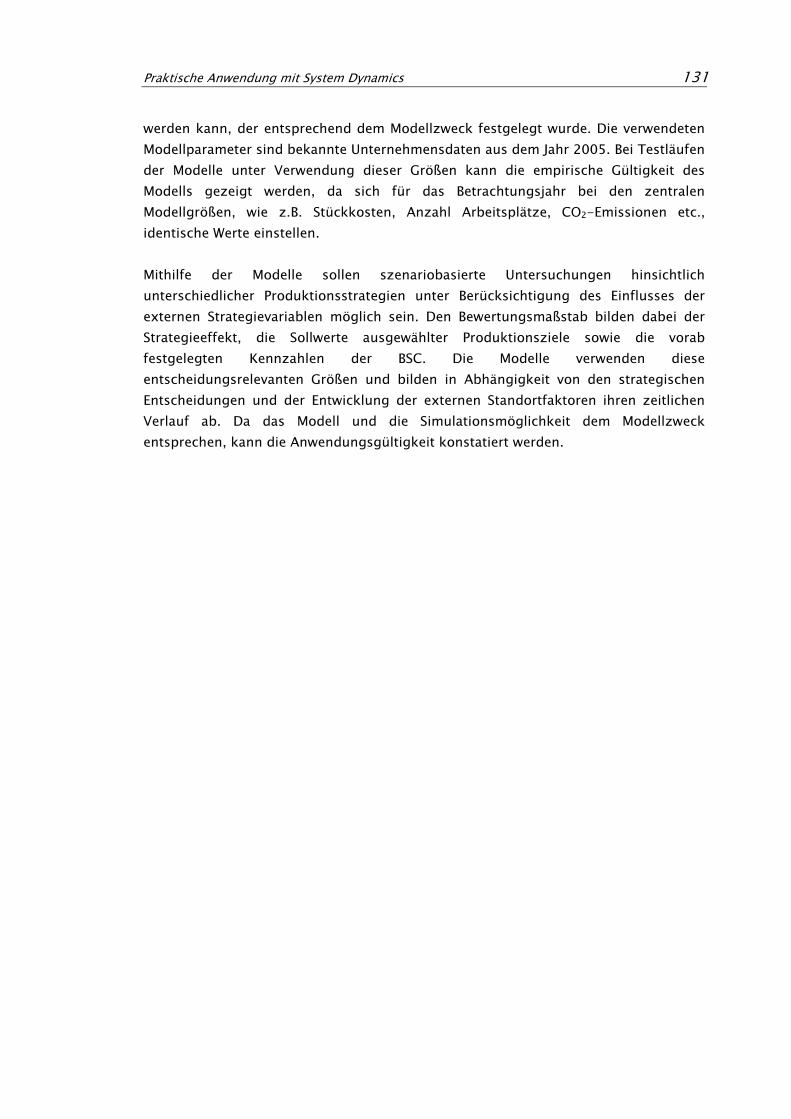
Praktische Anwendung mit System Dynamics 131
werden kann, der entsprechend dem Modellzweck festgelegt wurde. Die verwendeten
Modellparameter sind bekannte Unternehmensdaten aus dem Jahr 2005. Bei Testläufen
der Modelle unter Verwendung dieser Größen kann die empirische Gültigkeit des
Modells gezeigt werden, da sich für das Betrachtungsjahr bei den zentralen
Modellgrößen, wie z.B. Stückkosten, Anzahl Arbeitsplätze, CO2-Emissionen etc.,
identische Werte einstellen.
Mithilfe der Modelle sollen szenariobasierte Untersuchungen hinsichtlich
unterschiedlicher Produktionsstrategien unter Berücksichtigung des Einflusses der
externen Strategievariablen möglich sein. Den Bewertungsmaßstab bilden dabei der
Strategieeffekt, die Sollwerte ausgewählter Produktionsziele sowie die vorab
festgelegten Kennzahlen der BSC. Die Modelle verwenden diese
entscheidungsrelevanten Größen und bilden in Abhängigkeit von den strategischen
Entscheidungen und der Entwicklung der externen Standortfaktoren ihren zeitlichen
Verlauf ab. Da das Modell und die Simulationsmöglichkeit dem Modellzweck
entsprechen, kann die Anwendungsgültigkeit konstatiert werden.
Vorstellung und Diskussion der Simulationsergebnisse 132
6 Vorstellung und Diskussion der Simulationsergebnisse
Im vorausgegangenen Kapitel wurden zunächst die relevanten Bereiche des
Untersuchungsgegenstands sowie die systemdynamischen Modelle der betrachteten
Produktionssysteme und abschließend die Ergebnisse der Modellgültigkeitsprüfung
vorgestellt. In diesem Kapitel erfolgt die Simulation eines Trendszenarios sowie
ausgewählter Szenarien für die Entwicklung der externen und internen
Strategiefaktoren. Durch zielgerichtete Experimente mit den Modellen werden die
betrachteten Strategieoptionen auf Grundlage des Strategieeffekts verglichen.
Zusätzlich ermöglichen die Kennzahlen der BSC eine detaillierte Untersuchung des
Leistungsverhaltens der Produktionssysteme und somit eine Voraussage über ihre
zukünftige Entwicklung.
6.1 Szenariobasierte Simulation von Strategiealternativen
6.1.1 Simulationsexperimente
Neue Informationen über die Zusammenhänge und Wirkgrößen realer Systeme können
nur gewonnen werden, wenn die veränderbaren Parameter variiert und anschließend
die entsprechenden Auswirkungen analysiert werden. Solche Untersuchungen werden
als Experimente bezeichnet. Die Durchführung von solchen Experimenten am realen
System, wie z.B. einer Fabrik, ist aus Kosten- und Zeitgründen meist nicht möglich
oder sie beinhaltet hohe technische und finanzielle Risiken. Aus diesem Grund werden
reale Systeme in Form von Modellen zum Zweck der Simulation nachgebildet. Die VDI-
Richtlinie 3633 „Simulation von Logistik-, Materialfluß- und Produktionssystemen“
definiert den Begriff der Simulation als „das Nachbilden eines Systems mit seinen
dynamischen Prozessen in einem experimentierfähigen Modell, um zu Erkenntnissen
zu gelangen, die auf die Wirklichkeit übertragbar sind“.195
Im Anschluss an die Durchführung der Simulationsexperimente erfolgt eine Analyse
und Bewertung der Simulationsergebnisse und gegebenenfalls die Durchführung von
weiteren Experimenten mit einem geänderten Modell bzw. neuen Parametern. Das
Instrument der Simulation ist besonders geeignet, die Entscheidungsfindung bei
Aufgabenstellungen zu unterstützen, die sich
- durch eine besonders hohe Komplexität auszeichnen,
- für deren Lösung auf kein bzw. nur geringes Erfahrungspotenzial
zurückgegriffen werden kann und
195 VDI-Richtlinie 3633 (2000) S. 2.
Vorstellung und Diskussion der Simulationsergebnisse 133
- bei denen sich wesentliche Rahmenbedingungen des Systems über den
Zeitverlauf permanent ändern.
Wesentliche Argumente, die für den Einsatz von Computersimulation sprechen sind:196
- die Einsetzbarkeit einer einheitlichen Vorgehensweise und Software-Lösung
für unterschiedlichste Systeme und Aufgabenstellungen
- deutlich geringere Kosten für die Modellbildung und –untersuchung im
Vergleich zu Untersuchungen am realen System oder physischen Modell
- zeitliche Beeinflussung (Verkürzung oder Dehnung) im Ablauf des
dynamischen Verhaltens zur Verbesserung der Beobachtungsgenauigkeit
- die Weiterverwendbarkeit von Simulationsprogrammen bei Systemdynamiken,
die zur Systemzerstörung führen würden
Die Simulation kann auch den Planungsprozess von Systemen unterstützen, indem
bestehende Planungsergebnisse, die auf der Basis von analytischen Methoden ermittelt
wurden, abgesichert werden. Ihre besondere Stärke besteht in der Untersuchung von
alternativen Lösungsmöglichkeiten, ohne dass die Folgen der Realisierung getragen
werden müssen. Hierzu wird das vorliegende Modell entsprechend der
Handlungsoptionen verändert, und mit den Ergebnissen der Simulationsexperimente
können die damit verbundenen Auswirkungen bestimmt werden. Somit können im
strategischen Planungsprozess innerhalb eines kurzen Zeitraums eine Vielzahl von
unterschiedlichen Handlungsoptionen untersucht werden. Grundsätzlich sollten
konkrete Realisierungsmaßnahmen innerhalb einer Fabrik durch Simulation
abgesichert werden. Nach Erfahrungen aus der Praxis können dabei zwischen 2 % und
4 % der Investitionskosten eingespart werden, während die Kosten für die Vorbereitung
und Durchführung von Simulationsstudien nur etwa 0,5 % des Investitionsvolumens
betragen.197
6.1.2 Szenario-Technik
Die szenariobasierte Betrachtung von alternativen Handlungsoptionen gewinnt als
Vorhersageinstrument in der Praxis zunehmend an Bedeutung. Während die Ermittlung
von Prognosewerten mithilfe der Extrapolation aus der Vergangenheit in die Zukunft
erfolgt, werden bei der Erstellung von Szenarien die Werte durch alternative
196 Vgl. Bossel H. (2004) S. 15.
197 Vgl. VDI-Richtlinie 3633 (2000) S. 22.
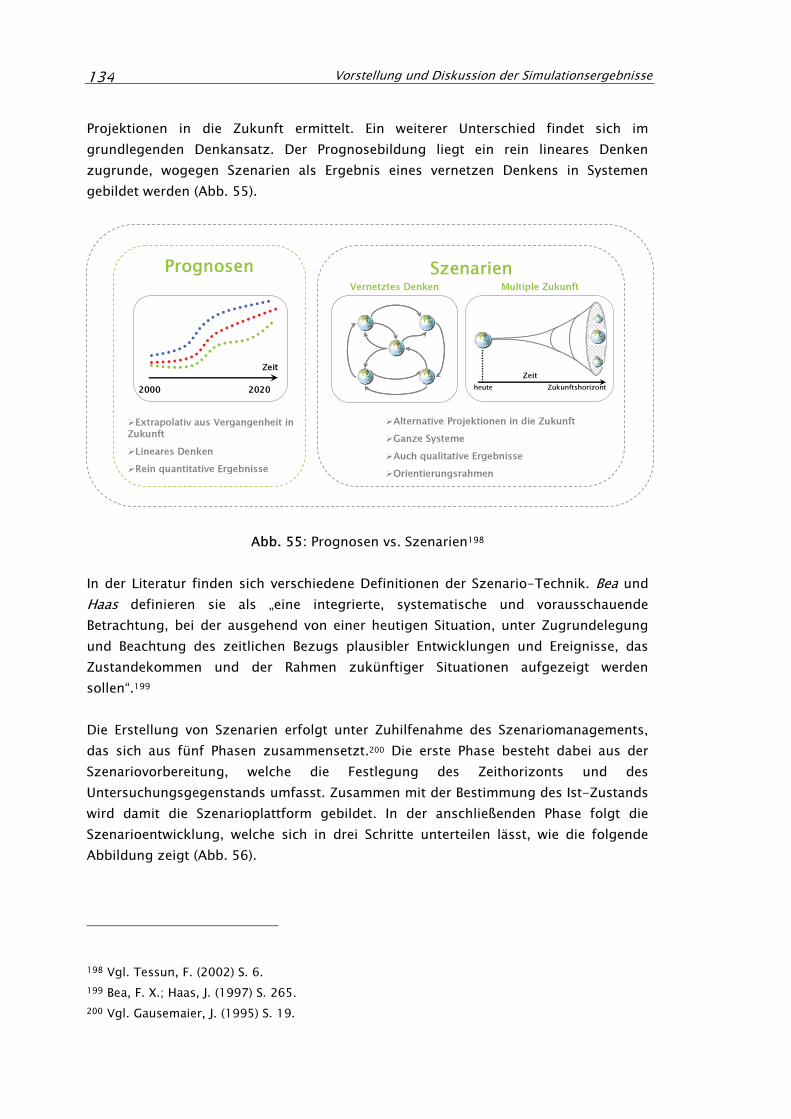
Vorstellung und Diskussion der Simulationsergebnisse 134
Projektionen in die Zukunft ermittelt. Ein weiterer Unterschied findet sich im
grundlegenden Denkansatz. Der Prognosebildung liegt ein rein lineares Denken
zugrunde, wogegen Szenarien als Ergebnis eines vernetzen Denkens in Systemen
gebildet werden (Abb. 55).
Prognosen
Zeit
2000 2020
�Extrapolativ aus Vergangenheit in Zukunft
�Lineares Denken
�Rein quantitative Ergebnisse
Vernetztes Denken
SzenarienMultiple Zukunft
�Alternative Projektionen in die Zukunft
�Ganze Systeme
�Auch qualitative Ergebnisse
�Orientierungsrahmen
Zeit
Zukunftshorizontheute
Abb. 55: Prognosen vs. Szenarien198
In der Literatur finden sich verschiedene Definitionen der Szenario-Technik. Bea und
Haas definieren sie als „eine integrierte, systematische und vorausschauende
Betrachtung, bei der ausgehend von einer heutigen Situation, unter Zugrundelegung
und Beachtung des zeitlichen Bezugs plausibler Entwicklungen und Ereignisse, das
Zustandekommen und der Rahmen zukünftiger Situationen aufgezeigt werden
sollen“.199
Die Erstellung von Szenarien erfolgt unter Zuhilfenahme des Szenariomanagements,
das sich aus fünf Phasen zusammensetzt.200 Die erste Phase besteht dabei aus der
Szenariovorbereitung, welche die Festlegung des Zeithorizonts und des
Untersuchungsgegenstands umfasst. Zusammen mit der Bestimmung des Ist-Zustands
wird damit die Szenarioplattform gebildet. In der anschließenden Phase folgt die
Szenarioentwicklung, welche sich in drei Schritte unterteilen lässt, wie die folgende
Abbildung zeigt (Abb. 56).
198 Vgl. Tessun, F. (2002) S. 6.
199 Bea, F. X.; Haas, J. (1997) S. 265.
200 Vgl. Gausemaier, J. (1995) S. 19.
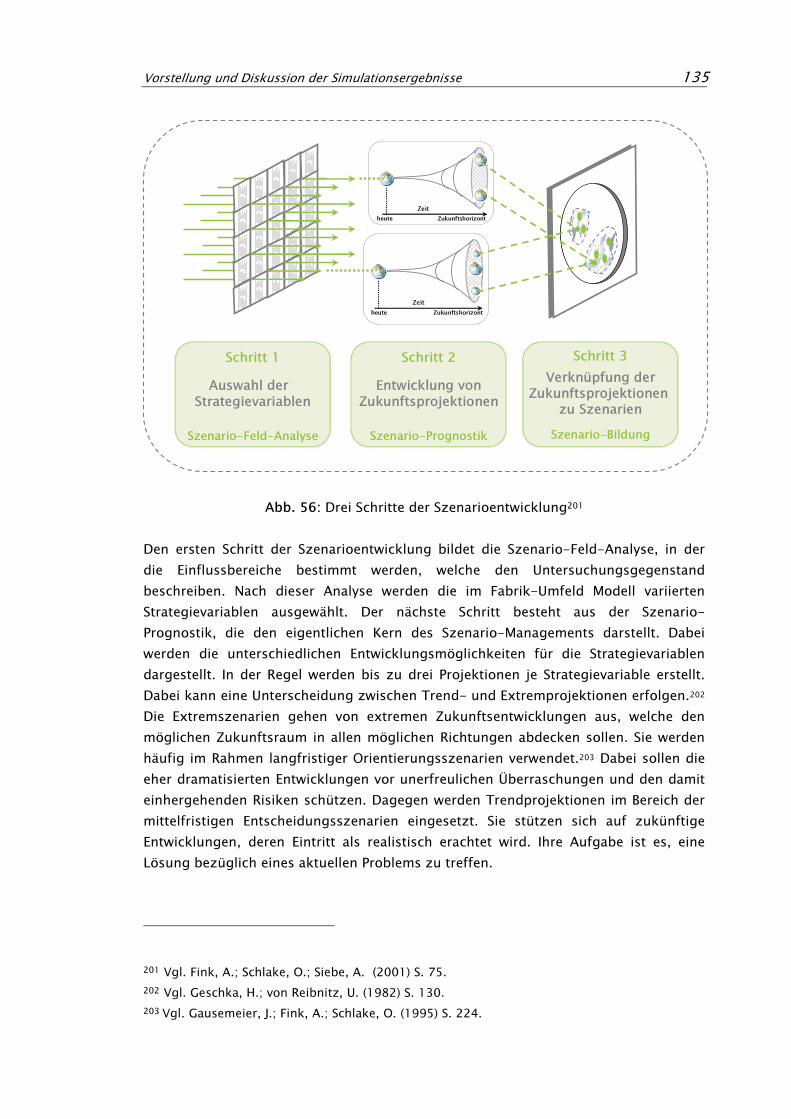
Vorstellung und Diskussion der Simulationsergebnisse 135
Zeit
Zukunftshorizontheute
Zeit
Zukunftshorizontheute
Entwicklung vonZukunftsprojektionen
Auswahl der Strategievariablen
Verknüpfung derZukunftsprojektionen
zu Szenarien
Szenario-Feld-Analyse Szenario-Prognostik Szenario-Bildung
Schritt 1 Schritt 2 Schritt 3
Abb. 56: Drei Schritte der Szenarioentwicklung201
Den ersten Schritt der Szenarioentwicklung bildet die Szenario-Feld-Analyse, in der
die Einflussbereiche bestimmt werden, welche den Untersuchungsgegenstand
beschreiben. Nach dieser Analyse werden die im Fabrik-Umfeld Modell variierten
Strategievariablen ausgewählt. Der nächste Schritt besteht aus der Szenario-
Prognostik, die den eigentlichen Kern des Szenario-Managements darstellt. Dabei
werden die unterschiedlichen Entwicklungsmöglichkeiten für die Strategievariablen
dargestellt. In der Regel werden bis zu drei Projektionen je Strategievariable erstellt.
Dabei kann eine Unterscheidung zwischen Trend- und Extremprojektionen erfolgen.202
Die Extremszenarien gehen von extremen Zukunftsentwicklungen aus, welche den
möglichen Zukunftsraum in allen möglichen Richtungen abdecken sollen. Sie werden
häufig im Rahmen langfristiger Orientierungsszenarien verwendet.203 Dabei sollen die
eher dramatisierten Entwicklungen vor unerfreulichen Überraschungen und den damit
einhergehenden Risiken schützen. Dagegen werden Trendprojektionen im Bereich der
mittelfristigen Entscheidungsszenarien eingesetzt. Sie stützen sich auf zukünftige
Entwicklungen, deren Eintritt als realistisch erachtet wird. Ihre Aufgabe ist es, eine
Lösung bezüglich eines aktuellen Problems zu treffen.
201 Vgl. Fink, A.; Schlake, O.; Siebe, A. (2001) S. 75.
202 Vgl. Geschka, H.; von Reibnitz, U. (1982) S. 130.
203 Vgl. Gausemeier, J.; Fink, A.; Schlake, O. (1995) S. 224.
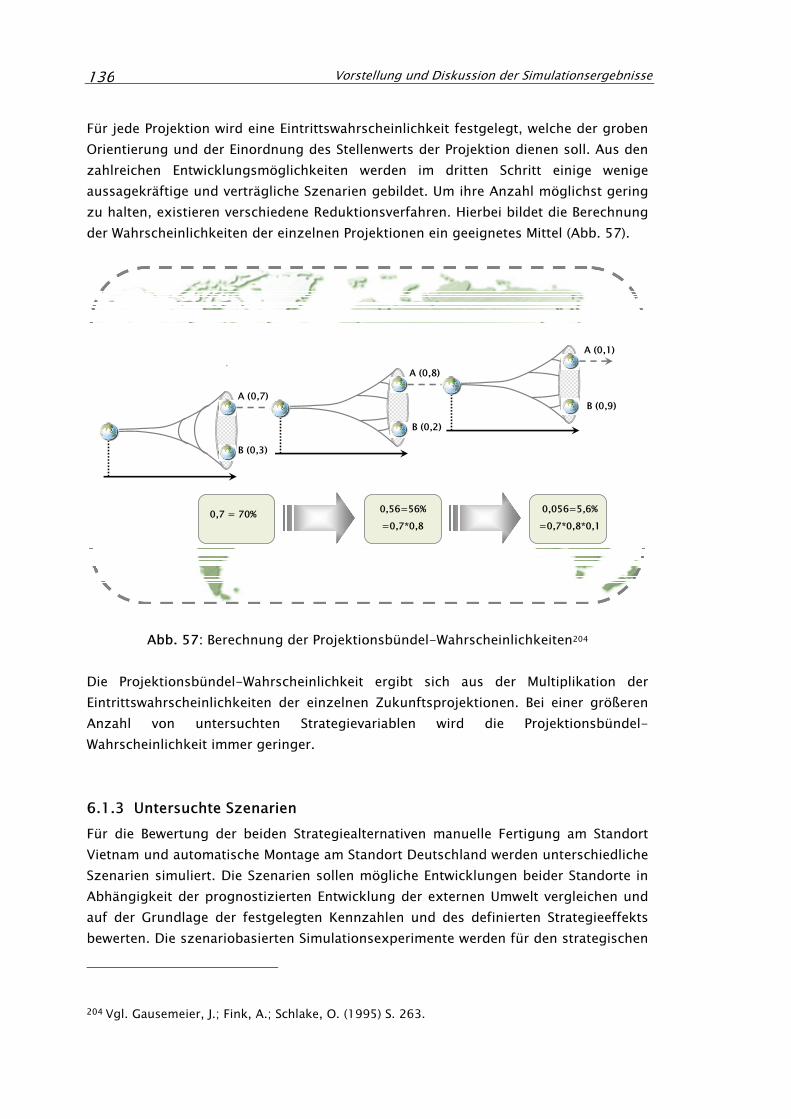
Vorstellung und Diskussion der Simulationsergebnisse 136
Für jede Projektion wird eine Eintrittswahrscheinlichkeit festgelegt, welche der groben
Orientierung und der Einordnung des Stellenwerts der Projektion dienen soll. Aus den
zahlreichen Entwicklungsmöglichkeiten werden im dritten Schritt einige wenige
aussagekräftige und verträgliche Szenarien gebildet. Um ihre Anzahl möglichst gering
zu halten, existieren verschiedene Reduktionsverfahren. Hierbei bildet die Berechnung
der Wahrscheinlichkeiten der einzelnen Projektionen ein geeignetes Mittel (Abb. 57).
0,56=56%
=0,7*0,8
B (0,3)
A (0,7)
B (0,2)
A (0,8)
B (0,9)
A (0,1)
0,056=5,6%
=0,7*0,8*0,1
0,7 = 70%
Abb. 57: Berechnung der Projektionsbündel-Wahrscheinlichkeiten204
Die Projektionsbündel-Wahrscheinlichkeit ergibt sich aus der Multiplikation der
Eintrittswahrscheinlichkeiten der einzelnen Zukunftsprojektionen. Bei einer größeren
Anzahl von untersuchten Strategievariablen wird die Projektionsbündel-
Wahrscheinlichkeit immer geringer.
6.1.3 Untersuchte Szenarien
Für die Bewertung der beiden Strategiealternativen manuelle Fertigung am Standort
Vietnam und automatische Montage am Standort Deutschland werden unterschiedliche
Szenarien simuliert. Die Szenarien sollen mögliche Entwicklungen beider Standorte in
Abhängigkeit der prognostizierten Entwicklung der externen Umwelt vergleichen und
auf der Grundlage der festgelegten Kennzahlen und des definierten Strategieeffekts
bewerten. Die szenariobasierten Simulationsexperimente werden für den strategischen
204 Vgl. Gausemeier, J.; Fink, A.; Schlake, O. (1995) S. 263.
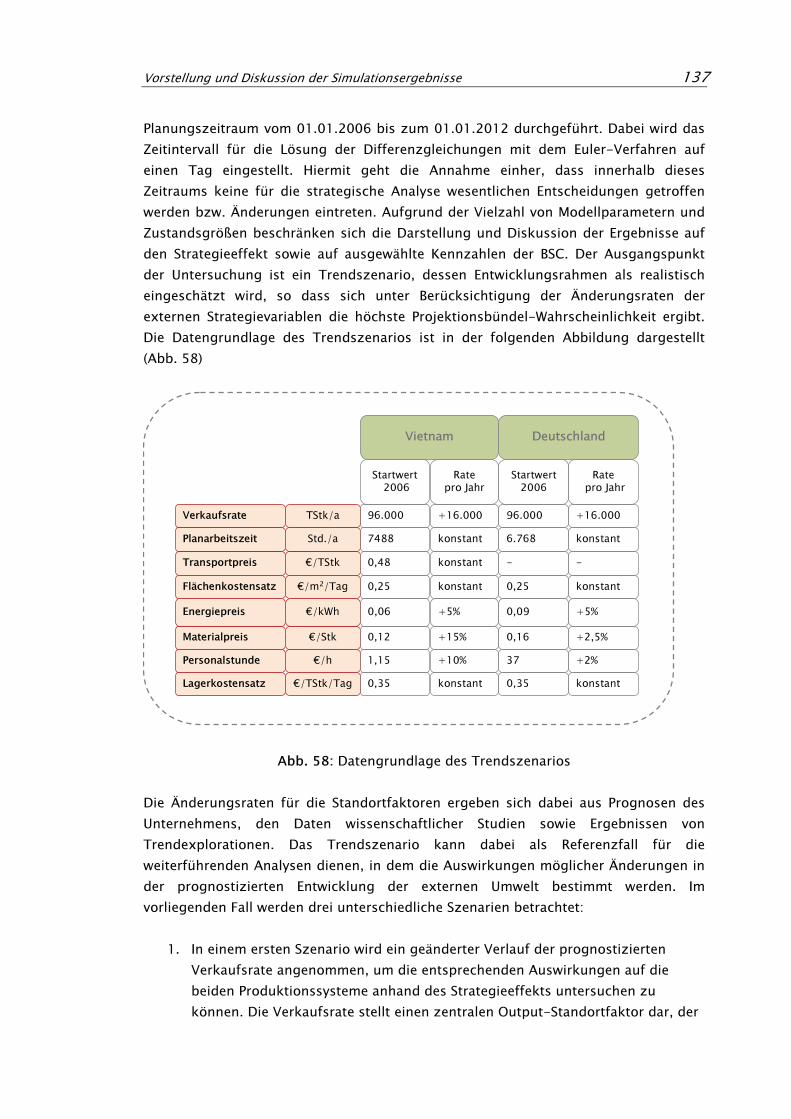
Vorstellung und Diskussion der Simulationsergebnisse 137
Planungszeitraum vom 01.01.2006 bis zum 01.01.2012 durchgeführt. Dabei wird das
Zeitintervall für die Lösung der Differenzgleichungen mit dem Euler-Verfahren auf
einen Tag eingestellt. Hiermit geht die Annahme einher, dass innerhalb dieses
Zeitraums keine für die strategische Analyse wesentlichen Entscheidungen getroffen
werden bzw. Änderungen eintreten. Aufgrund der Vielzahl von Modellparametern und
Zustandsgrößen beschränken sich die Darstellung und Diskussion der Ergebnisse auf
den Strategieeffekt sowie auf ausgewählte Kennzahlen der BSC. Der Ausgangspunkt
der Untersuchung ist ein Trendszenario, dessen Entwicklungsrahmen als realistisch
eingeschätzt wird, so dass sich unter Berücksichtigung der Änderungsraten der
externen Strategievariablen die höchste Projektionsbündel-Wahrscheinlichkeit ergibt.
Die Datengrundlage des Trendszenarios ist in der folgenden Abbildung dargestellt
(Abb. 58)
€/TStk/TagLagerkostensatz
€/hPersonalstunde
€/StkMaterialpreis
€/kWhEnergiepreis
€/m2/TagFlächenkostensatz
TStk/aVerkaufsrate
konstant
+10%
+15%
+5%
konstant
+16.000
Ratepro Jahr
0,35
1,15
0,12
0,06
0,25
96.000
Startwert2006
Vietnam
konstant
+2%
+2,5%
+5%
konstant
+16.000
Ratepro Jahr
0,35
37
0,16
0,09
0,25
€/TStkTransportpreis konstant0,48 --
Std./aPlanarbeitszeit konstant7488 konstant6.768
96.000
Startwert 2006
Deutschland
Abb. 58: Datengrundlage des Trendszenarios
Die Änderungsraten für die Standortfaktoren ergeben sich dabei aus Prognosen des
Unternehmens, den Daten wissenschaftlicher Studien sowie Ergebnissen von
Trendexplorationen. Das Trendszenario kann dabei als Referenzfall für die
weiterführenden Analysen dienen, in dem die Auswirkungen möglicher Änderungen in
der prognostizierten Entwicklung der externen Umwelt bestimmt werden. Im
vorliegenden Fall werden drei unterschiedliche Szenarien betrachtet:
1. In einem ersten Szenario wird ein geänderter Verlauf der prognostizierten
Verkaufsrate angenommen, um die entsprechenden Auswirkungen auf die
beiden Produktionssysteme anhand des Strategieeffekts untersuchen zu
können. Die Verkaufsrate stellt einen zentralen Output-Standortfaktor dar, der
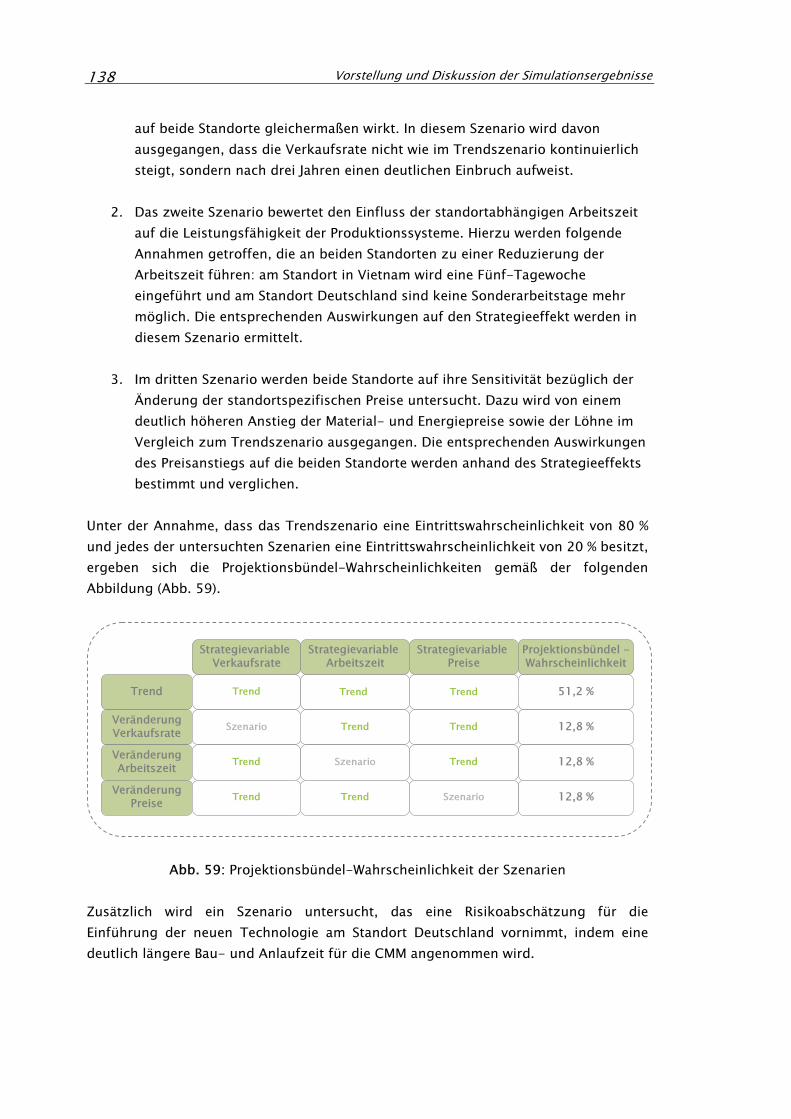
Vorstellung und Diskussion der Simulationsergebnisse 138
auf beide Standorte gleichermaßen wirkt. In diesem Szenario wird davon
ausgegangen, dass die Verkaufsrate nicht wie im Trendszenario kontinuierlich
steigt, sondern nach drei Jahren einen deutlichen Einbruch aufweist.
2. Das zweite Szenario bewertet den Einfluss der standortabhängigen Arbeitszeit
auf die Leistungsfähigkeit der Produktionssysteme. Hierzu werden folgende
Annahmen getroffen, die an beiden Standorten zu einer Reduzierung der
Arbeitszeit führen: am Standort in Vietnam wird eine Fünf-Tagewoche
eingeführt und am Standort Deutschland sind keine Sonderarbeitstage mehr
möglich. Die entsprechenden Auswirkungen auf den Strategieeffekt werden in
diesem Szenario ermittelt.
3. Im dritten Szenario werden beide Standorte auf ihre Sensitivität bezüglich der
Änderung der standortspezifischen Preise untersucht. Dazu wird von einem
deutlich höheren Anstieg der Material- und Energiepreise sowie der Löhne im
Vergleich zum Trendszenario ausgegangen. Die entsprechenden Auswirkungen
des Preisanstiegs auf die beiden Standorte werden anhand des Strategieeffekts
bestimmt und verglichen.
Unter der Annahme, dass das Trendszenario eine Eintrittswahrscheinlichkeit von 80 %
und jedes der untersuchten Szenarien eine Eintrittswahrscheinlichkeit von 20 % besitzt,
ergeben sich die Projektionsbündel-Wahrscheinlichkeiten gemäß der folgenden
Abbildung (Abb. 59).
Strategievariable Verkaufsrate
Strategievariable Arbeitszeit
Strategievariable Preise
Projektionsbündel -Wahrscheinlichkeit
Trend
VeränderungVerkaufsrate
Trend Trend Trend
VeränderungArbeitszeit
VeränderungPreise
51,2 %
12,8 %Trend Trend
12,8 %Trend
Szenario
Trend Szenario
TrendTrend 12,8 %Szenario
Abb. 59: Projektionsbündel-Wahrscheinlichkeit der Szenarien
Zusätzlich wird ein Szenario untersucht, das eine Risikoabschätzung für die
Einführung der neuen Technologie am Standort Deutschland vornimmt, indem eine
deutlich längere Bau- und Anlaufzeit für die CMM angenommen wird.
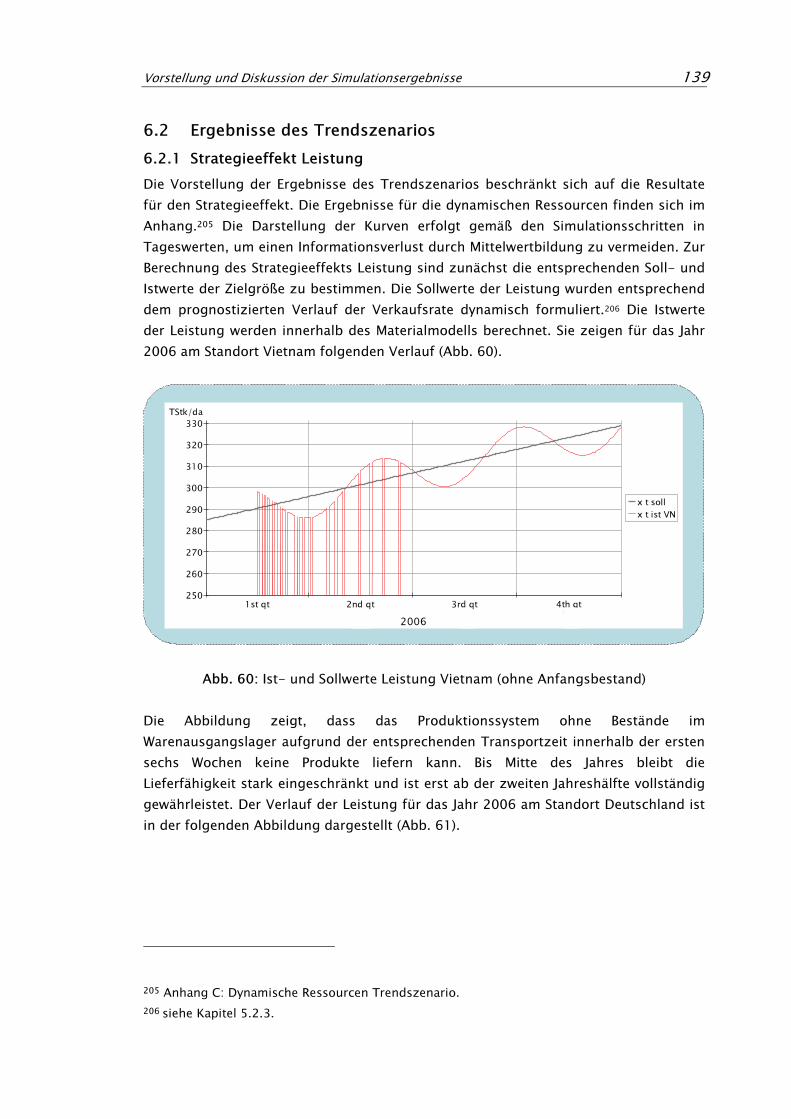
Vorstellung und Diskussion der Simulationsergebnisse 139
6.2 Ergebnisse des Trendszenarios
6.2.1 Strategieeffekt Leistung
Die Vorstellung der Ergebnisse des Trendszenarios beschränkt sich auf die Resultate
für den Strategieeffekt. Die Ergebnisse für die dynamischen Ressourcen finden sich im
Anhang.205 Die Darstellung der Kurven erfolgt gemäß den Simulationsschritten in
Tageswerten, um einen Informationsverlust durch Mittelwertbildung zu vermeiden. Zur
Berechnung des Strategieeffekts Leistung sind zunächst die entsprechenden Soll- und
Istwerte der Zielgröße zu bestimmen. Die Sollwerte der Leistung wurden entsprechend
dem prognostizierten Verlauf der Verkaufsrate dynamisch formuliert.206 Die Istwerte
der Leistung werden innerhalb des Materialmodells berechnet. Sie zeigen für das Jahr
2006 am Standort Vietnam folgenden Verlauf (Abb. 60).
1st qt 2nd qt 3rd qt 4th qt250
260
270
280
290
300
310
320
330
TStk/da
x t soll
x t ist VN
Nur für den nichtkommerziellen Einsatz!
2006
Abb. 60: Ist- und Sollwerte Leistung Vietnam (ohne Anfangsbestand)
Die Abbildung zeigt, dass das Produktionssystem ohne Bestände im
Warenausgangslager aufgrund der entsprechenden Transportzeit innerhalb der ersten
sechs Wochen keine Produkte liefern kann. Bis Mitte des Jahres bleibt die
Lieferfähigkeit stark eingeschränkt und ist erst ab der zweiten Jahreshälfte vollständig
gewährleistet. Der Verlauf der Leistung für das Jahr 2006 am Standort Deutschland ist
in der folgenden Abbildung dargestellt (Abb. 61).
205 Anhang C: Dynamische Ressourcen Trendszenario.
206 siehe Kapitel 5.2.3.
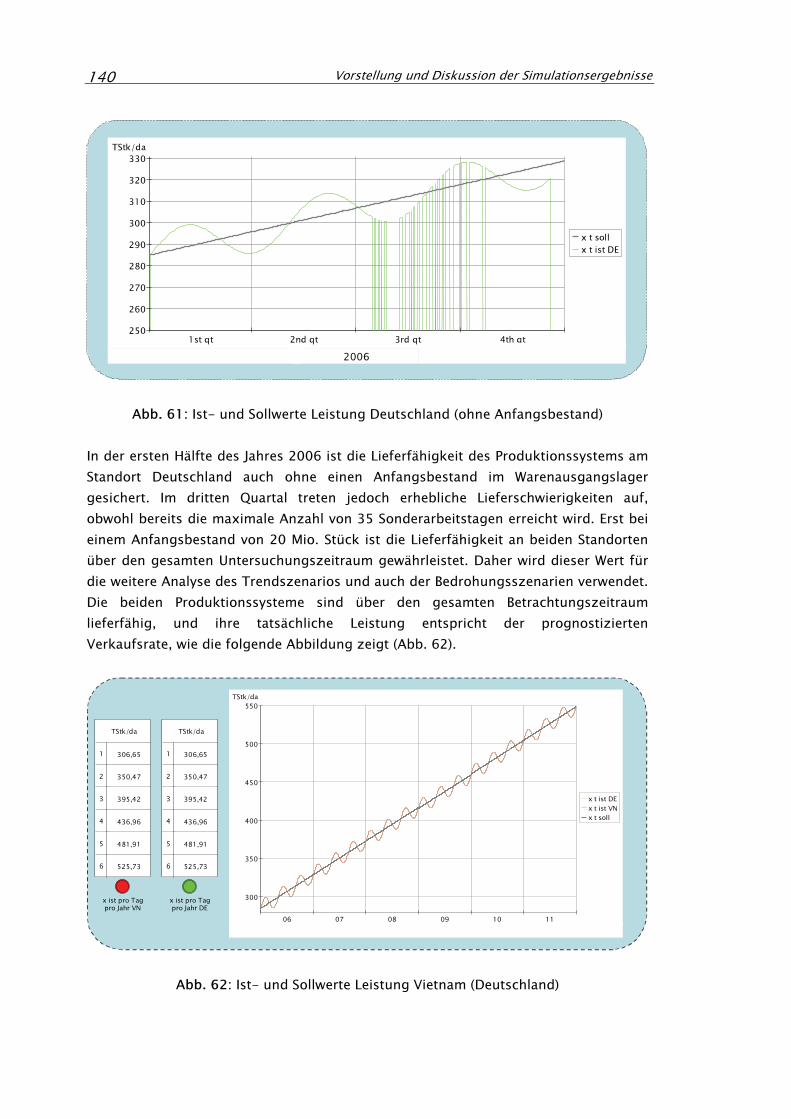
Vorstellung und Diskussion der Simulationsergebnisse 140
1st qt 2nd qt 3rd qt 4th qt250
260
270
280
290
300
310
320
330
TStk/da
x t soll
x t ist DE
Nur für den nichtkommerziellen Einsatz!
2006
Abb. 61: Ist- und Sollwerte Leistung Deutschland (ohne Anfangsbestand)
In der ersten Hälfte des Jahres 2006 ist die Lieferfähigkeit des Produktionssystems am
Standort Deutschland auch ohne einen Anfangsbestand im Warenausgangslager
gesichert. Im dritten Quartal treten jedoch erhebliche Lieferschwierigkeiten auf,
obwohl bereits die maximale Anzahl von 35 Sonderarbeitstagen erreicht wird. Erst bei
einem Anfangsbestand von 20 Mio. Stück ist die Lieferfähigkeit an beiden Standorten
über den gesamten Untersuchungszeitraum gewährleistet. Daher wird dieser Wert für
die weitere Analyse des Trendszenarios und auch der Bedrohungsszenarien verwendet.
Die beiden Produktionssysteme sind über den gesamten Betrachtungszeitraum
lieferfähig, und ihre tatsächliche Leistung entspricht der prognostizierten
Verkaufsrate, wie die folgende Abbildung zeigt (Abb. 62).
06 07 08 09 10 11
300
350
400
450
500
550
TStk/da
x t ist DE
x t ist VN
x t soll
Nur für den nichtkommerziellen Einsatz!
x ist pro Tagpro Jahr DE
x ist pro Tagpro Jahr VN
TStk/da
1 306,65
2 350,47
3 395,42
4 436,96
5 481,91
6 525,73
TStk/da
1 306,65
2 350,47
3 395,42
4 436,96
5 481,91
6 525,73
Abb. 62: Ist- und Sollwerte Leistung Vietnam (Deutschland)
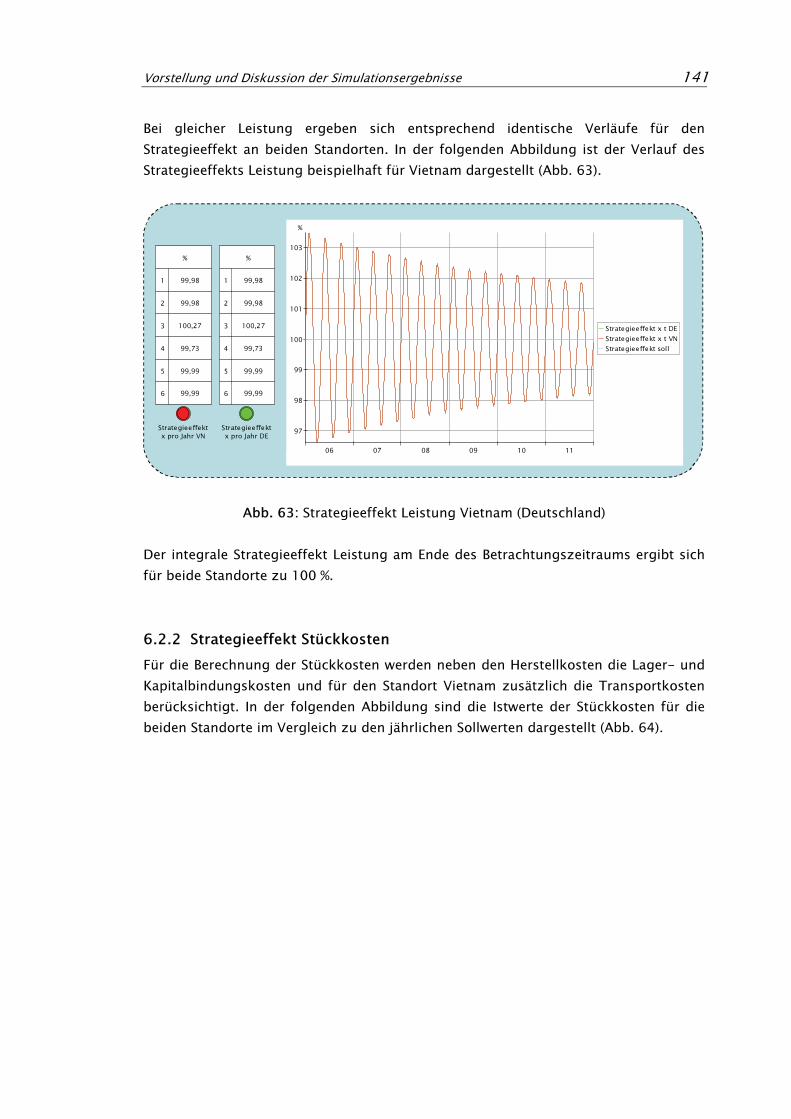
Vorstellung und Diskussion der Simulationsergebnisse 141
Bei gleicher Leistung ergeben sich entsprechend identische Verläufe für den
Strategieeffekt an beiden Standorten. In der folgenden Abbildung ist der Verlauf des
Strategieeffekts Leistung beispielhaft für Vietnam dargestellt (Abb. 63).
06 07 08 09 10 11
97
98
99
100
101
102
103
%
Strategieeffekt x t DE
Strategieeffekt x t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
x pro Jahr DE
Strategieeffekt
x pro Jahr VN
%
1 99,98
2 99,98
3 100,27
4 99,73
5 99,99
6 99,99
%
1 99,98
2 99,98
3 100,27
4 99,73
5 99,99
6 99,99
Abb. 63: Strategieeffekt Leistung Vietnam (Deutschland)
Der integrale Strategieeffekt Leistung am Ende des Betrachtungszeitraums ergibt sich
für beide Standorte zu 100 %.
6.2.2 Strategieeffekt Stückkosten
Für die Berechnung der Stückkosten werden neben den Herstellkosten die Lager- und
Kapitalbindungskosten und für den Standort Vietnam zusätzlich die Transportkosten
berücksichtigt. In der folgenden Abbildung sind die Istwerte der Stückkosten für die
beiden Standorte im Vergleich zu den jährlichen Sollwerten dargestellt (Abb. 64).
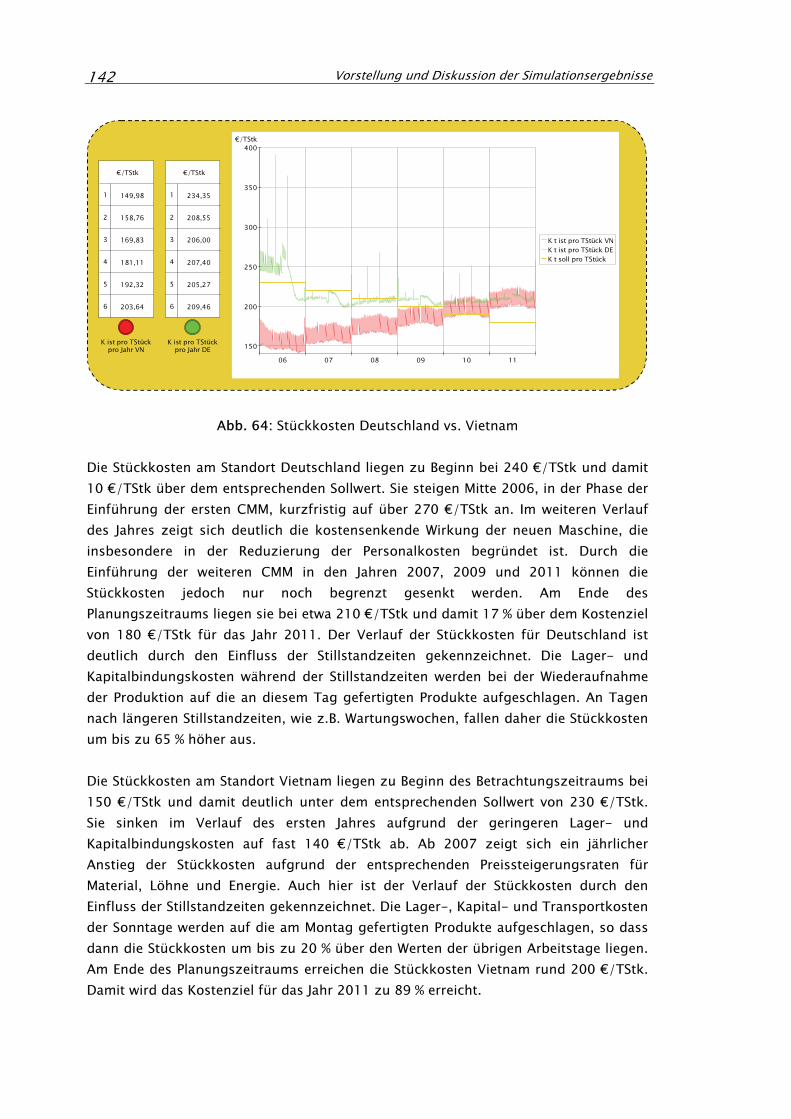
Vorstellung und Diskussion der Simulationsergebnisse 142
06 07 08 09 10 11
150
200
250
300
350
400
€/TStk
K t ist pro TStück VN
K t ist pro TStück DE
K t soll pro TStück
Nur für den nichtkommerziellen Einsatz!
K ist pro TStückpro Jahr DE
K ist pro TStückpro Jahr VN
€/TStk
1 234,35
2 208,55
3 206,00
4 207,40
5 205,27
6 209,46
€/TStk
1 149,98
2 158,76
3 169,83
4 181,11
5 192,32
6 203,64
Abb. 64: Stückkosten Deutschland vs. Vietnam
Die Stückkosten am Standort Deutschland liegen zu Beginn bei 240 €/TStk und damit
10 €/TStk über dem entsprechenden Sollwert. Sie steigen Mitte 2006, in der Phase der
Einführung der ersten CMM, kurzfristig auf über 270 €/TStk an. Im weiteren Verlauf
des Jahres zeigt sich deutlich die kostensenkende Wirkung der neuen Maschine, die
insbesondere in der Reduzierung der Personalkosten begründet ist. Durch die
Einführung der weiteren CMM in den Jahren 2007, 2009 und 2011 können die
Stückkosten jedoch nur noch begrenzt gesenkt werden. Am Ende des
Planungszeitraums liegen sie bei etwa 210 €/TStk und damit 17 % über dem Kostenziel
von 180 €/TStk für das Jahr 2011. Der Verlauf der Stückkosten für Deutschland ist
deutlich durch den Einfluss der Stillstandzeiten gekennzeichnet. Die Lager- und
Kapitalbindungskosten während der Stillstandzeiten werden bei der Wiederaufnahme
der Produktion auf die an diesem Tag gefertigten Produkte aufgeschlagen. An Tagen
nach längeren Stillstandzeiten, wie z.B. Wartungswochen, fallen daher die Stückkosten
um bis zu 65 % höher aus.
Die Stückkosten am Standort Vietnam liegen zu Beginn des Betrachtungszeitraums bei
150 €/TStk und damit deutlich unter dem entsprechenden Sollwert von 230 €/TStk.
Sie sinken im Verlauf des ersten Jahres aufgrund der geringeren Lager- und
Kapitalbindungskosten auf fast 140 €/TStk ab. Ab 2007 zeigt sich ein jährlicher
Anstieg der Stückkosten aufgrund der entsprechenden Preissteigerungsraten für
Material, Löhne und Energie. Auch hier ist der Verlauf der Stückkosten durch den
Einfluss der Stillstandzeiten gekennzeichnet. Die Lager-, Kapital- und Transportkosten
der Sonntage werden auf die am Montag gefertigten Produkte aufgeschlagen, so dass
dann die Stückkosten um bis zu 20 % über den Werten der übrigen Arbeitstage liegen.
Am Ende des Planungszeitraums erreichen die Stückkosten Vietnam rund 200 €/TStk.
Damit wird das Kostenziel für das Jahr 2011 zu 89 % erreicht.
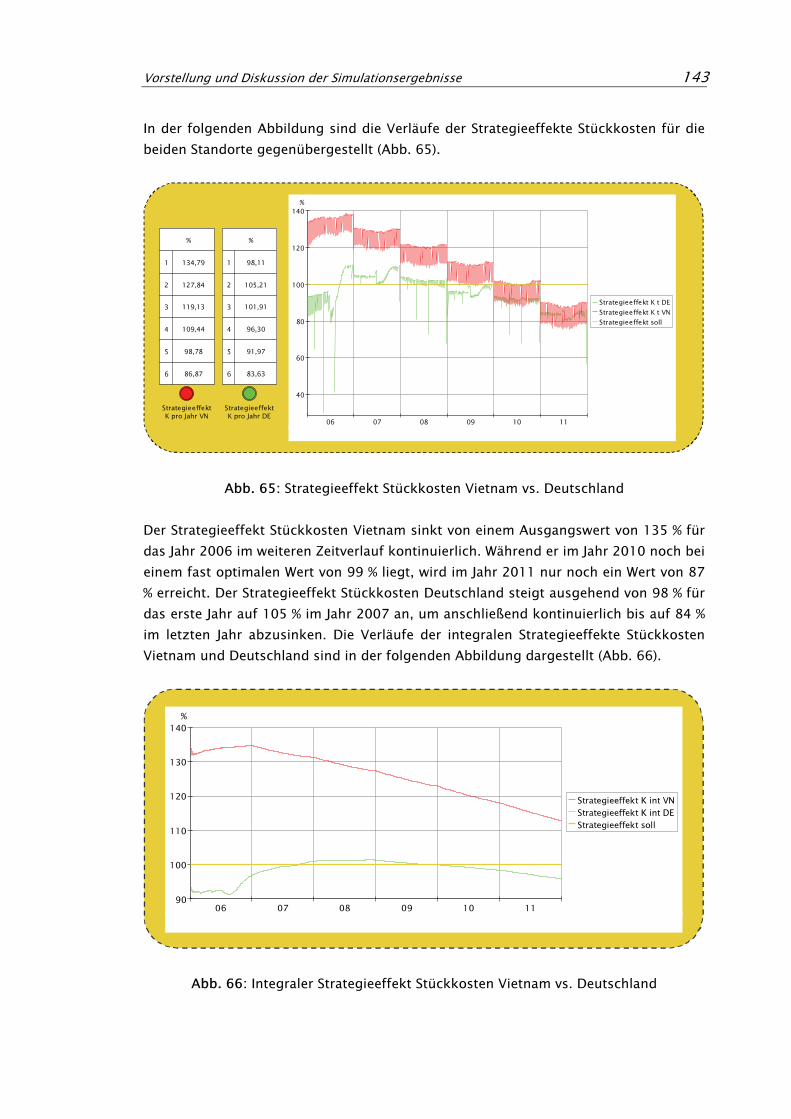
Vorstellung und Diskussion der Simulationsergebnisse 143
In der folgenden Abbildung sind die Verläufe der Strategieeffekte Stückkosten für die
beiden Standorte gegenübergestellt (Abb. 65).
06 07 08 09 10 11
40
60
80
100
120
140
%
Strategieeffekt K t DE
Strategieeffekt K t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
K pro Jahr DE
Strategieeffekt
K pro Jahr VN
%
1 134,79
2 127,84
3 119,13
4 109,44
5 98,78
6 86,87
%
1 98,11
2 105,21
3 101,91
4 96,30
5 91,97
6 83,63
Abb. 65: Strategieeffekt Stückkosten Vietnam vs. Deutschland
Der Strategieeffekt Stückkosten Vietnam sinkt von einem Ausgangswert von 135 % für
das Jahr 2006 im weiteren Zeitverlauf kontinuierlich. Während er im Jahr 2010 noch bei
einem fast optimalen Wert von 99 % liegt, wird im Jahr 2011 nur noch ein Wert von 87
% erreicht. Der Strategieeffekt Stückkosten Deutschland steigt ausgehend von 98 % für
das erste Jahr auf 105 % im Jahr 2007 an, um anschließend kontinuierlich bis auf 84 %
im letzten Jahr abzusinken. Die Verläufe der integralen Strategieeffekte Stückkosten
Vietnam und Deutschland sind in der folgenden Abbildung dargestellt (Abb. 66).
06 07 08 09 10 1190
100
110
120
130
140
%
Strategieeffekt K int VN
Strategieeffekt K int DE
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Abb. 66: Integraler Strategieeffekt Stückkosten Vietnam vs. Deutschland
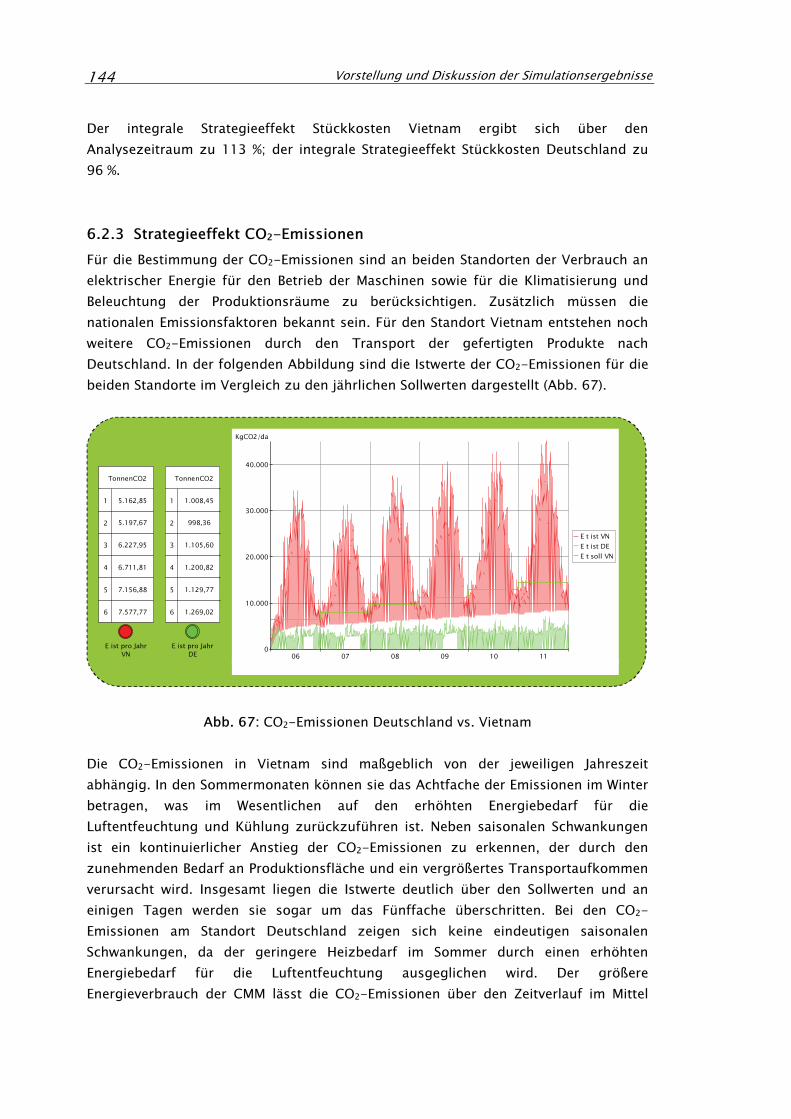
Vorstellung und Diskussion der Simulationsergebnisse 144
Der integrale Strategieeffekt Stückkosten Vietnam ergibt sich über den
Analysezeitraum zu 113 %; der integrale Strategieeffekt Stückkosten Deutschland zu
96 %.
6.2.3 Strategieeffekt CO2-Emissionen
Für die Bestimmung der CO2-Emissionen sind an beiden Standorten der Verbrauch an
elektrischer Energie für den Betrieb der Maschinen sowie für die Klimatisierung und
Beleuchtung der Produktionsräume zu berücksichtigen. Zusätzlich müssen die
nationalen Emissionsfaktoren bekannt sein. Für den Standort Vietnam entstehen noch
weitere CO2-Emissionen durch den Transport der gefertigten Produkte nach
Deutschland. In der folgenden Abbildung sind die Istwerte der CO2-Emissionen für die
beiden Standorte im Vergleich zu den jährlichen Sollwerten dargestellt (Abb. 67).
06 07 08 09 10 110
10.000
20.000
30.000
40.000
KgCO2/da
E t ist VN
E t ist DE
E t soll VN
Nur für den nichtkommerziellen Einsatz!
E ist pro Jahr
VN
E ist pro Jahr
DE
TonnenCO2
1 5.162,85
2 5.197,67
3 6.227,95
4 6.711,81
5 7.156,88
6 7.577,77
TonnenCO2
1 1.008,45
2 998,36
3 1.105,60
4 1.200,82
5 1.129,77
6 1.269,02
Abb. 67: CO2-Emissionen Deutschland vs. Vietnam
Die CO2-Emissionen in Vietnam sind maßgeblich von der jeweiligen Jahreszeit
abhängig. In den Sommermonaten können sie das Achtfache der Emissionen im Winter
betragen, was im Wesentlichen auf den erhöhten Energiebedarf für die
Luftentfeuchtung und Kühlung zurückzuführen ist. Neben saisonalen Schwankungen
ist ein kontinuierlicher Anstieg der CO2-Emissionen zu erkennen, der durch den
zunehmenden Bedarf an Produktionsfläche und ein vergrößertes Transportaufkommen
verursacht wird. Insgesamt liegen die Istwerte deutlich über den Sollwerten und an
einigen Tagen werden sie sogar um das Fünffache überschritten. Bei den CO2-
Emissionen am Standort Deutschland zeigen sich keine eindeutigen saisonalen
Schwankungen, da der geringere Heizbedarf im Sommer durch einen erhöhten
Energiebedarf für die Luftentfeuchtung ausgeglichen wird. Der größere
Energieverbrauch der CMM lässt die CO2-Emissionen über den Zeitverlauf im Mittel
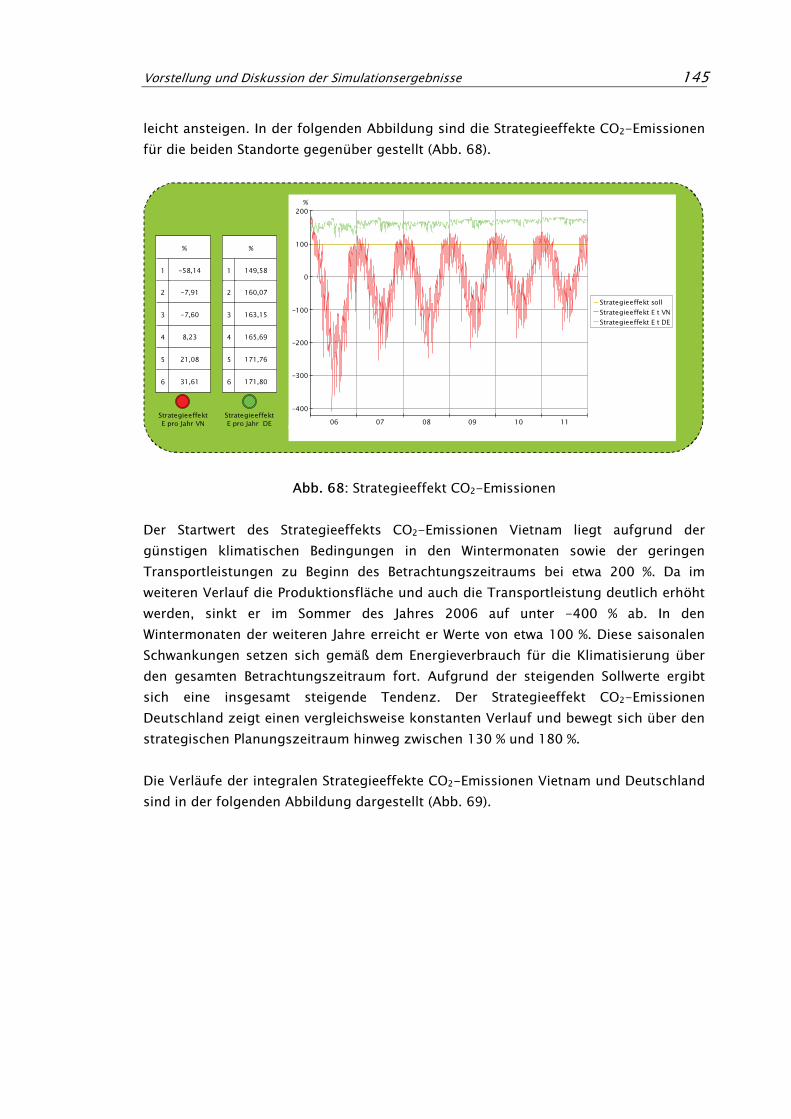
Vorstellung und Diskussion der Simulationsergebnisse 145
leicht ansteigen. In der folgenden Abbildung sind die Strategieeffekte CO2-Emissionen
für die beiden Standorte gegenüber gestellt (Abb. 68).
06 07 08 09 10 11
-400
-300
-200
-100
0
100
200
%
Strategieeffekt soll
Strategieeffekt E t VN
Strategieeffekt E t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
E pro Jahr DE
Strategieeffekt
E pro Jahr VN
%
1 149,58
2 160,07
3 163,15
4 165,69
5 171,76
6 171,80
%
1 -58,14
2 -7,91
3 -7,60
4 8,23
5 21,08
6 31,61
Abb. 68: Strategieeffekt CO2-Emissionen
Der Startwert des Strategieeffekts CO2-Emissionen Vietnam liegt aufgrund der
günstigen klimatischen Bedingungen in den Wintermonaten sowie der geringen
Transportleistungen zu Beginn des Betrachtungszeitraums bei etwa 200 %. Da im
weiteren Verlauf die Produktionsfläche und auch die Transportleistung deutlich erhöht
werden, sinkt er im Sommer des Jahres 2006 auf unter -400 % ab. In den
Wintermonaten der weiteren Jahre erreicht er Werte von etwa 100 %. Diese saisonalen
Schwankungen setzen sich gemäß dem Energieverbrauch für die Klimatisierung über
den gesamten Betrachtungszeitraum fort. Aufgrund der steigenden Sollwerte ergibt
sich eine insgesamt steigende Tendenz. Der Strategieeffekt CO2-Emissionen
Deutschland zeigt einen vergleichsweise konstanten Verlauf und bewegt sich über den
strategischen Planungszeitraum hinweg zwischen 130 % und 180 %.
Die Verläufe der integralen Strategieeffekte CO2-Emissionen Vietnam und Deutschland
sind in der folgenden Abbildung dargestellt (Abb. 69).
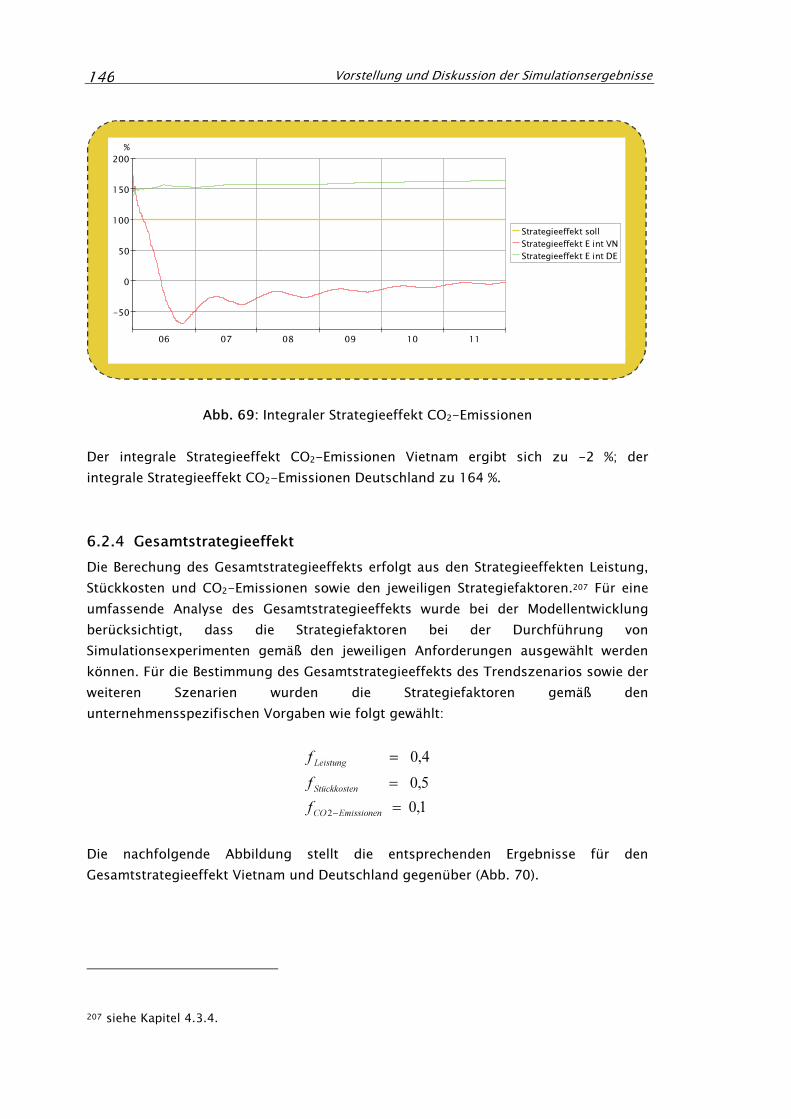
Vorstellung und Diskussion der Simulationsergebnisse 146
06 07 08 09 10 11
-50
0
50
100
150
200
%
Strategieeffekt soll
Strategieeffekt E int VN
Strategieeffekt E int DE
Nur für den nichtkommerziellen Einsatz!
Abb. 69: Integraler Strategieeffekt CO2-Emissionen
Der integrale Strategieeffekt CO2-Emissionen Vietnam ergibt sich zu -2 %; der
integrale Strategieeffekt CO2-Emissionen Deutschland zu 164 %.
6.2.4 Gesamtstrategieeffekt
Die Berechung des Gesamtstrategieeffekts erfolgt aus den Strategieeffekten Leistung,
Stückkosten und CO2-Emissionen sowie den jeweiligen Strategiefaktoren.207 Für eine
umfassende Analyse des Gesamtstrategieeffekts wurde bei der Modellentwicklung
berücksichtigt, dass die Strategiefaktoren bei der Durchführung von
Simulationsexperimenten gemäß den jeweiligen Anforderungen ausgewählt werden
können. Für die Bestimmung des Gesamtstrategieeffekts des Trendszenarios sowie der
weiteren Szenarien wurden die Strategiefaktoren gemäß den
unternehmensspezifischen Vorgaben wie folgt gewählt:
1,0
5,0
4,0
2=
=
=
−EmissionenCO
nStückkoste
Leistung
f
f
f
Die nachfolgende Abbildung stellt die entsprechenden Ergebnisse für den
Gesamtstrategieeffekt Vietnam und Deutschland gegenüber (Abb. 70).
207 siehe Kapitel 4.3.4.
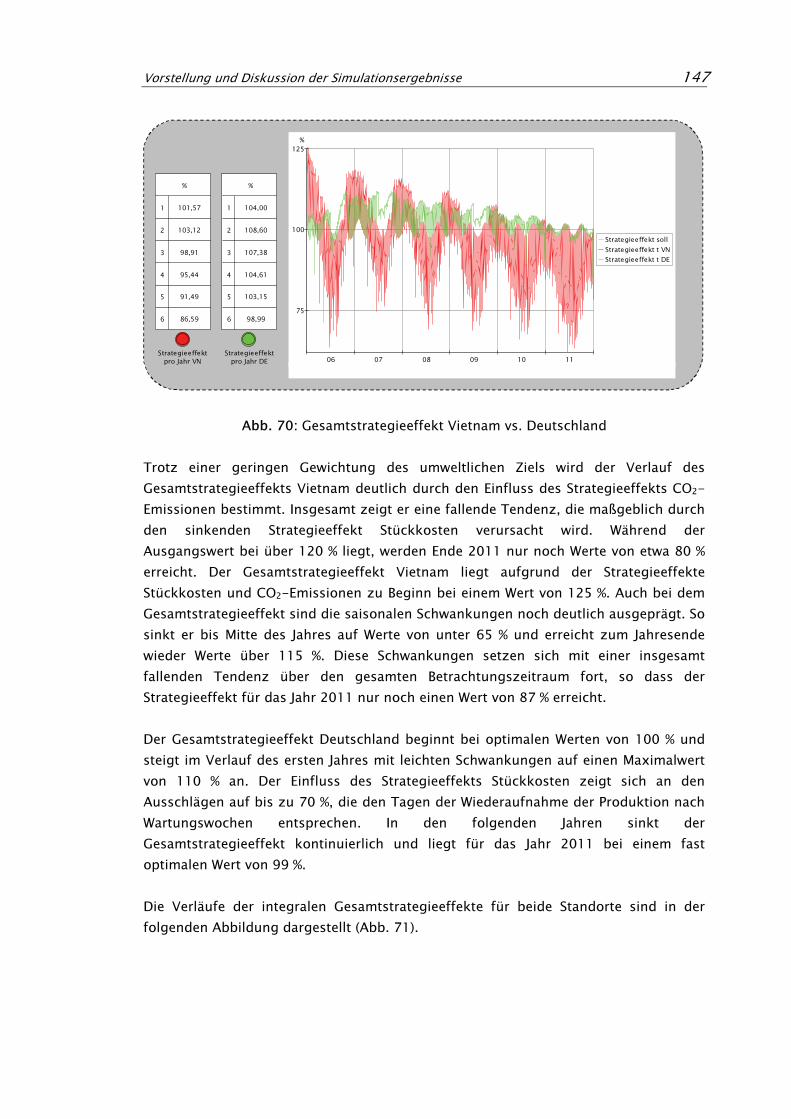
Vorstellung und Diskussion der Simulationsergebnisse 147
06 07 08 09 10 11
75
100
125
%
Strategieeffekt soll
Strategieeffekt t VN
Strategieeffekt t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
pro Jahr DE
Strategieeffekt
pro Jahr VN
%
1 104,00
2 108,60
3 107,38
4 104,61
5 103,15
6 98,99
%
1 101,57
2 103,12
3 98,91
4 95,44
5 91,49
6 86,59
Abb. 70: Gesamtstrategieeffekt Vietnam vs. Deutschland
Trotz einer geringen Gewichtung des umweltlichen Ziels wird der Verlauf des
Gesamtstrategieeffekts Vietnam deutlich durch den Einfluss des Strategieeffekts CO2-
Emissionen bestimmt. Insgesamt zeigt er eine fallende Tendenz, die maßgeblich durch
den sinkenden Strategieeffekt Stückkosten verursacht wird. Während der
Ausgangswert bei über 120 % liegt, werden Ende 2011 nur noch Werte von etwa 80 %
erreicht. Der Gesamtstrategieeffekt Vietnam liegt aufgrund der Strategieeffekte
Stückkosten und CO2-Emissionen zu Beginn bei einem Wert von 125 %. Auch bei dem
Gesamtstrategieeffekt sind die saisonalen Schwankungen noch deutlich ausgeprägt. So
sinkt er bis Mitte des Jahres auf Werte von unter 65 % und erreicht zum Jahresende
wieder Werte über 115 %. Diese Schwankungen setzen sich mit einer insgesamt
fallenden Tendenz über den gesamten Betrachtungszeitraum fort, so dass der
Strategieeffekt für das Jahr 2011 nur noch einen Wert von 87 % erreicht.
Der Gesamtstrategieeffekt Deutschland beginnt bei optimalen Werten von 100 % und
steigt im Verlauf des ersten Jahres mit leichten Schwankungen auf einen Maximalwert
von 110 % an. Der Einfluss des Strategieeffekts Stückkosten zeigt sich an den
Ausschlägen auf bis zu 70 %, die den Tagen der Wiederaufnahme der Produktion nach
Wartungswochen entsprechen. In den folgenden Jahren sinkt der
Gesamtstrategieeffekt kontinuierlich und liegt für das Jahr 2011 bei einem fast
optimalen Wert von 99 %.
Die Verläufe der integralen Gesamtstrategieeffekte für beide Standorte sind in der
folgenden Abbildung dargestellt (Abb. 71).
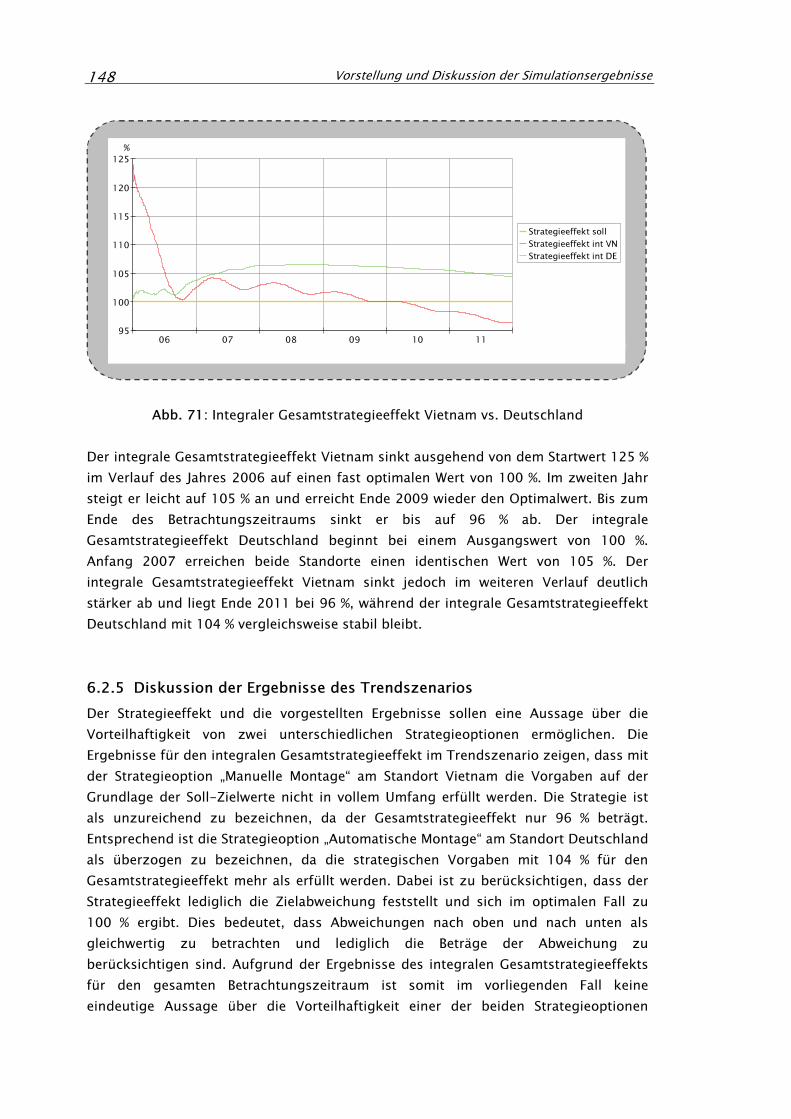
Vorstellung und Diskussion der Simulationsergebnisse 148
06 07 08 09 10 1195
100
105
110
115
120
125
%
Strategieeffekt soll
Strategieeffekt int VN
Strategieeffekt int DE
Nur für den nichtkommerziellen Einsatz!
Abb. 71: Integraler Gesamtstrategieeffekt Vietnam vs. Deutschland
Der integrale Gesamtstrategieeffekt Vietnam sinkt ausgehend von dem Startwert 125 %
im Verlauf des Jahres 2006 auf einen fast optimalen Wert von 100 %. Im zweiten Jahr
steigt er leicht auf 105 % an und erreicht Ende 2009 wieder den Optimalwert. Bis zum
Ende des Betrachtungszeitraums sinkt er bis auf 96 % ab. Der integrale
Gesamtstrategieeffekt Deutschland beginnt bei einem Ausgangswert von 100 %.
Anfang 2007 erreichen beide Standorte einen identischen Wert von 105 %. Der
integrale Gesamtstrategieeffekt Vietnam sinkt jedoch im weiteren Verlauf deutlich
stärker ab und liegt Ende 2011 bei 96 %, während der integrale Gesamtstrategieeffekt
Deutschland mit 104 % vergleichsweise stabil bleibt.
6.2.5 Diskussion der Ergebnisse des Trendszenarios
Der Strategieeffekt und die vorgestellten Ergebnisse sollen eine Aussage über die
Vorteilhaftigkeit von zwei unterschiedlichen Strategieoptionen ermöglichen. Die
Ergebnisse für den integralen Gesamtstrategieeffekt im Trendszenario zeigen, dass mit
der Strategieoption „Manuelle Montage“ am Standort Vietnam die Vorgaben auf der
Grundlage der Soll-Zielwerte nicht in vollem Umfang erfüllt werden. Die Strategie ist
als unzureichend zu bezeichnen, da der Gesamtstrategieeffekt nur 96 % beträgt.
Entsprechend ist die Strategieoption „Automatische Montage“ am Standort Deutschland
als überzogen zu bezeichnen, da die strategischen Vorgaben mit 104 % für den
Gesamtstrategieeffekt mehr als erfüllt werden. Dabei ist zu berücksichtigen, dass der
Strategieeffekt lediglich die Zielabweichung feststellt und sich im optimalen Fall zu
100 % ergibt. Dies bedeutet, dass Abweichungen nach oben und nach unten als
gleichwertig zu betrachten und lediglich die Beträge der Abweichung zu
berücksichtigen sind. Aufgrund der Ergebnisse des integralen Gesamtstrategieeffekts
für den gesamten Betrachtungszeitraum ist somit im vorliegenden Fall keine
eindeutige Aussage über die Vorteilhaftigkeit einer der beiden Strategieoptionen
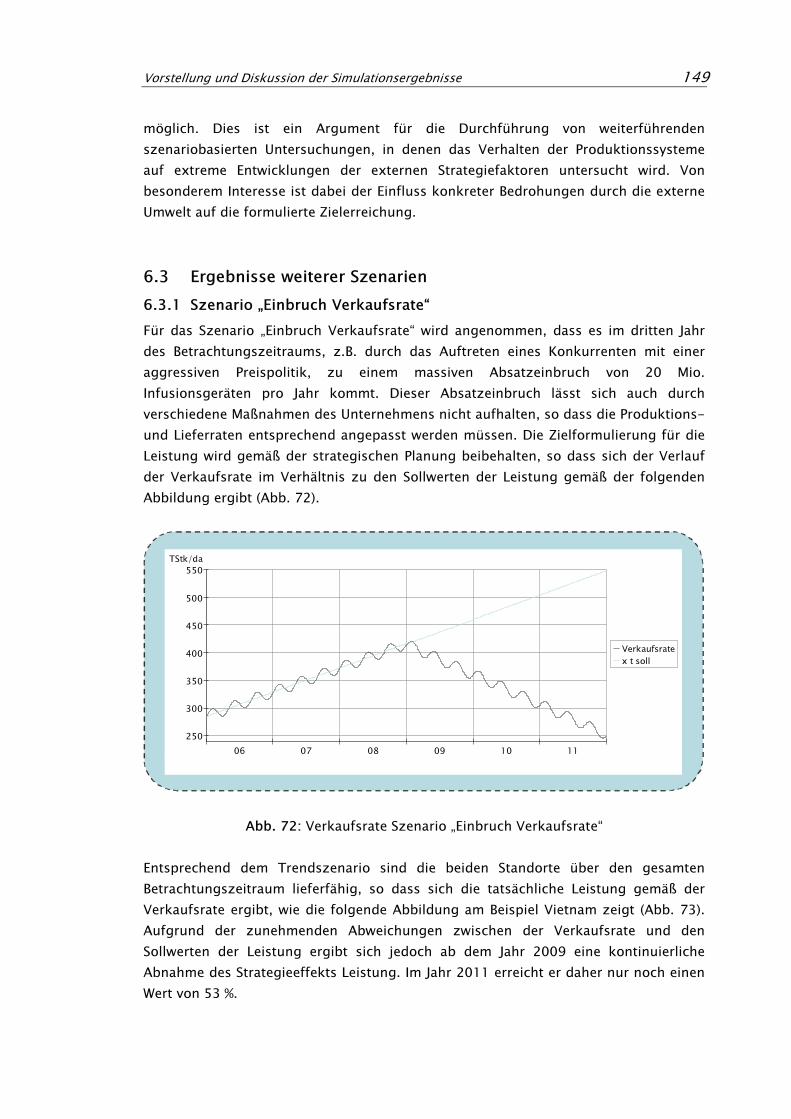
Vorstellung und Diskussion der Simulationsergebnisse 149
möglich. Dies ist ein Argument für die Durchführung von weiterführenden
szenariobasierten Untersuchungen, in denen das Verhalten der Produktionssysteme
auf extreme Entwicklungen der externen Strategiefaktoren untersucht wird. Von
besonderem Interesse ist dabei der Einfluss konkreter Bedrohungen durch die externe
Umwelt auf die formulierte Zielerreichung.
6.3 Ergebnisse weiterer Szenarien
6.3.1 Szenario „Einbruch Verkaufsrate“
Für das Szenario „Einbruch Verkaufsrate“ wird angenommen, dass es im dritten Jahr
des Betrachtungszeitraums, z.B. durch das Auftreten eines Konkurrenten mit einer
aggressiven Preispolitik, zu einem massiven Absatzeinbruch von 20 Mio.
Infusionsgeräten pro Jahr kommt. Dieser Absatzeinbruch lässt sich auch durch
verschiedene Maßnahmen des Unternehmens nicht aufhalten, so dass die Produktions-
und Lieferraten entsprechend angepasst werden müssen. Die Zielformulierung für die
Leistung wird gemäß der strategischen Planung beibehalten, so dass sich der Verlauf
der Verkaufsrate im Verhältnis zu den Sollwerten der Leistung gemäß der folgenden
Abbildung ergibt (Abb. 72).
06 07 08 09 10 11
250
300
350
400
450
500
550
TStk/da
Verkaufsrate
x t soll
Nur für den nichtkommerziellen Einsatz!
Abb. 72: Verkaufsrate Szenario „Einbruch Verkaufsrate“
Entsprechend dem Trendszenario sind die beiden Standorte über den gesamten
Betrachtungszeitraum lieferfähig, so dass sich die tatsächliche Leistung gemäß der
Verkaufsrate ergibt, wie die folgende Abbildung am Beispiel Vietnam zeigt (Abb. 73).
Aufgrund der zunehmenden Abweichungen zwischen der Verkaufsrate und den
Sollwerten der Leistung ergibt sich jedoch ab dem Jahr 2009 eine kontinuierliche
Abnahme des Strategieeffekts Leistung. Im Jahr 2011 erreicht er daher nur noch einen
Wert von 53 %.
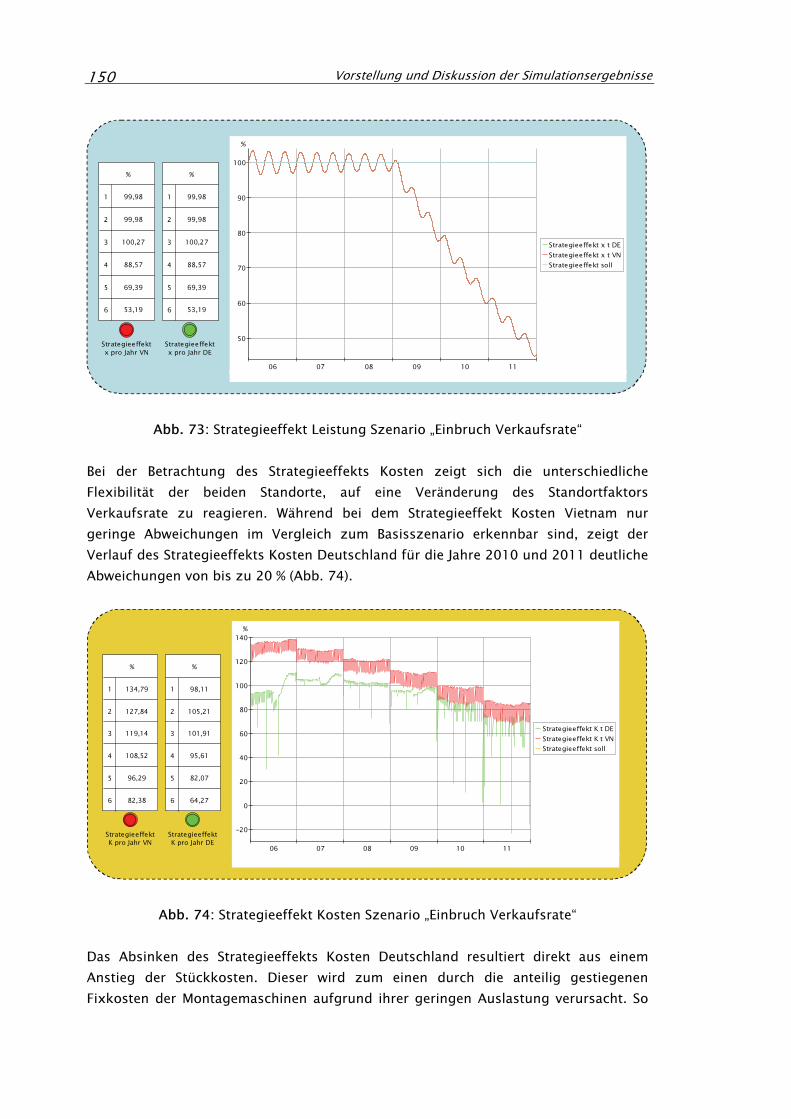
Vorstellung und Diskussion der Simulationsergebnisse 150
06 07 08 09 10 11
50
60
70
80
90
100
%
Strategieeffekt x t DE
Strategieeffekt x t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
x pro Jahr DE
Strategieeffekt
x pro Jahr VN
%
1 99,98
2 99,98
3 100,27
4 88,57
5 69,39
6 53,19
%
1 99,98
2 99,98
3 100,27
4 88,57
5 69,39
6 53,19
Abb. 73: Strategieeffekt Leistung Szenario „Einbruch Verkaufsrate“
Bei der Betrachtung des Strategieeffekts Kosten zeigt sich die unterschiedliche
Flexibilität der beiden Standorte, auf eine Veränderung des Standortfaktors
Verkaufsrate zu reagieren. Während bei dem Strategieeffekt Kosten Vietnam nur
geringe Abweichungen im Vergleich zum Basisszenario erkennbar sind, zeigt der
Verlauf des Strategieeffekts Kosten Deutschland für die Jahre 2010 und 2011 deutliche
Abweichungen von bis zu 20 % (Abb. 74).
06 07 08 09 10 11
-20
0
20
40
60
80
100
120
140
%
Strategieeffekt K t DE
Strategieeffekt K t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
K pro Jahr DE
Strategieeffekt
K pro Jahr VN
%
1 134,79
2 127,84
3 119,14
4 108,52
5 96,29
6 82,38
%
1 98,11
2 105,21
3 101,91
4 95,61
5 82,07
6 64,27
Abb. 74: Strategieeffekt Kosten Szenario „Einbruch Verkaufsrate“
Das Absinken des Strategieeffekts Kosten Deutschland resultiert direkt aus einem
Anstieg der Stückkosten. Dieser wird zum einen durch die anteilig gestiegenen
Fixkosten der Montagemaschinen aufgrund ihrer geringen Auslastung verursacht. So
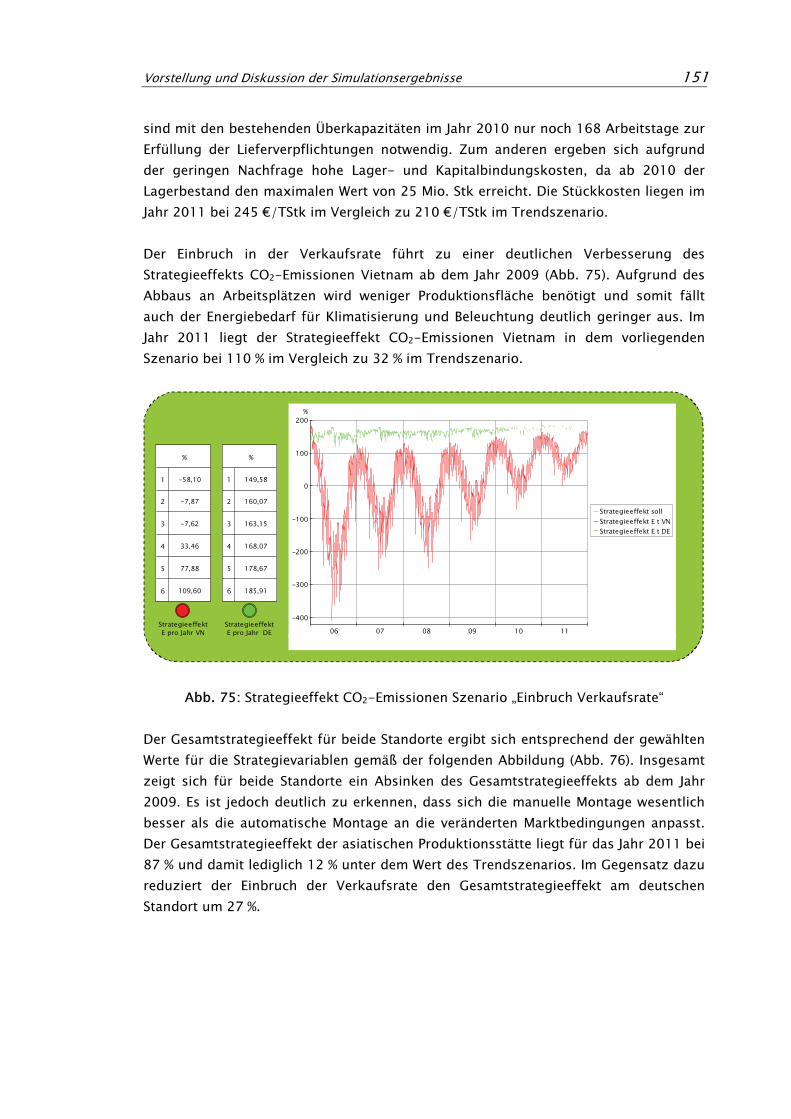
Vorstellung und Diskussion der Simulationsergebnisse 151
sind mit den bestehenden Überkapazitäten im Jahr 2010 nur noch 168 Arbeitstage zur
Erfüllung der Lieferverpflichtungen notwendig. Zum anderen ergeben sich aufgrund
der geringen Nachfrage hohe Lager- und Kapitalbindungskosten, da ab 2010 der
Lagerbestand den maximalen Wert von 25 Mio. Stk erreicht. Die Stückkosten liegen im
Jahr 2011 bei 245 €/TStk im Vergleich zu 210 €/TStk im Trendszenario.
Der Einbruch in der Verkaufsrate führt zu einer deutlichen Verbesserung des
Strategieeffekts CO2-Emissionen Vietnam ab dem Jahr 2009 (Abb. 75). Aufgrund des
Abbaus an Arbeitsplätzen wird weniger Produktionsfläche benötigt und somit fällt
auch der Energiebedarf für Klimatisierung und Beleuchtung deutlich geringer aus. Im
Jahr 2011 liegt der Strategieeffekt CO2-Emissionen Vietnam in dem vorliegenden
Szenario bei 110 % im Vergleich zu 32 % im Trendszenario.
06 07 08 09 10 11
-400
-300
-200
-100
0
100
200
%
Strategieeffekt soll
Strategieeffekt E t VN
Strategieeffekt E t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
E pro Jahr DE
Strategieeffekt
E pro Jahr VN
%
1 149,58
2 160,07
3 163,15
4 168,07
5 178,67
6 185,91
%
1 -58,10
2 -7,87
3 -7,62
4 33,46
5 77,88
6 109,60
Abb. 75: Strategieeffekt CO2-Emissionen Szenario „Einbruch Verkaufsrate“
Der Gesamtstrategieeffekt für beide Standorte ergibt sich entsprechend der gewählten
Werte für die Strategievariablen gemäß der folgenden Abbildung (Abb. 76). Insgesamt
zeigt sich für beide Standorte ein Absinken des Gesamtstrategieeffekts ab dem Jahr
2009. Es ist jedoch deutlich zu erkennen, dass sich die manuelle Montage wesentlich
besser als die automatische Montage an die veränderten Marktbedingungen anpasst.
Der Gesamtstrategieeffekt der asiatischen Produktionsstätte liegt für das Jahr 2011 bei
87 % und damit lediglich 12 % unter dem Wert des Trendszenarios. Im Gegensatz dazu
reduziert der Einbruch der Verkaufsrate den Gesamtstrategieeffekt am deutschen
Standort um 27 %.
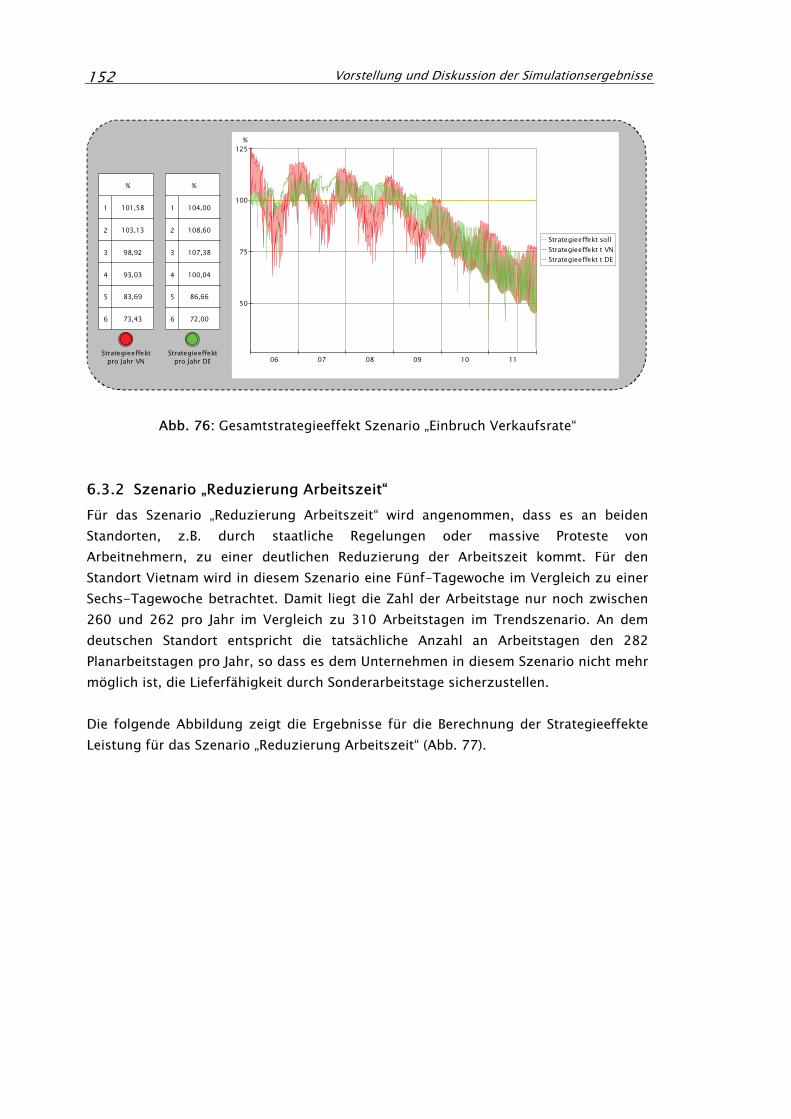
Vorstellung und Diskussion der Simulationsergebnisse 152
06 07 08 09 10 11
50
75
100
125
%
Strategieeffekt soll
Strategieeffekt t VN
Strategieeffekt t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
pro Jahr DE
Strategieeffekt
pro Jahr VN
%
1 104,00
2 108,60
3 107,38
4 100,04
5 86,66
6 72,00
%
1 101,58
2 103,13
3 98,92
4 93,03
5 83,69
6 73,43
Abb. 76: Gesamtstrategieeffekt Szenario „Einbruch Verkaufsrate“
6.3.2 Szenario „Reduzierung Arbeitszeit“
Für das Szenario „Reduzierung Arbeitszeit“ wird angenommen, dass es an beiden
Standorten, z.B. durch staatliche Regelungen oder massive Proteste von
Arbeitnehmern, zu einer deutlichen Reduzierung der Arbeitszeit kommt. Für den
Standort Vietnam wird in diesem Szenario eine Fünf-Tagewoche im Vergleich zu einer
Sechs-Tagewoche betrachtet. Damit liegt die Zahl der Arbeitstage nur noch zwischen
260 und 262 pro Jahr im Vergleich zu 310 Arbeitstagen im Trendszenario. An dem
deutschen Standort entspricht die tatsächliche Anzahl an Arbeitstagen den 282
Planarbeitstagen pro Jahr, so dass es dem Unternehmen in diesem Szenario nicht mehr
möglich ist, die Lieferfähigkeit durch Sonderarbeitstage sicherzustellen.
Die folgende Abbildung zeigt die Ergebnisse für die Berechnung der Strategieeffekte
Leistung für das Szenario „Reduzierung Arbeitszeit“ (Abb. 77).
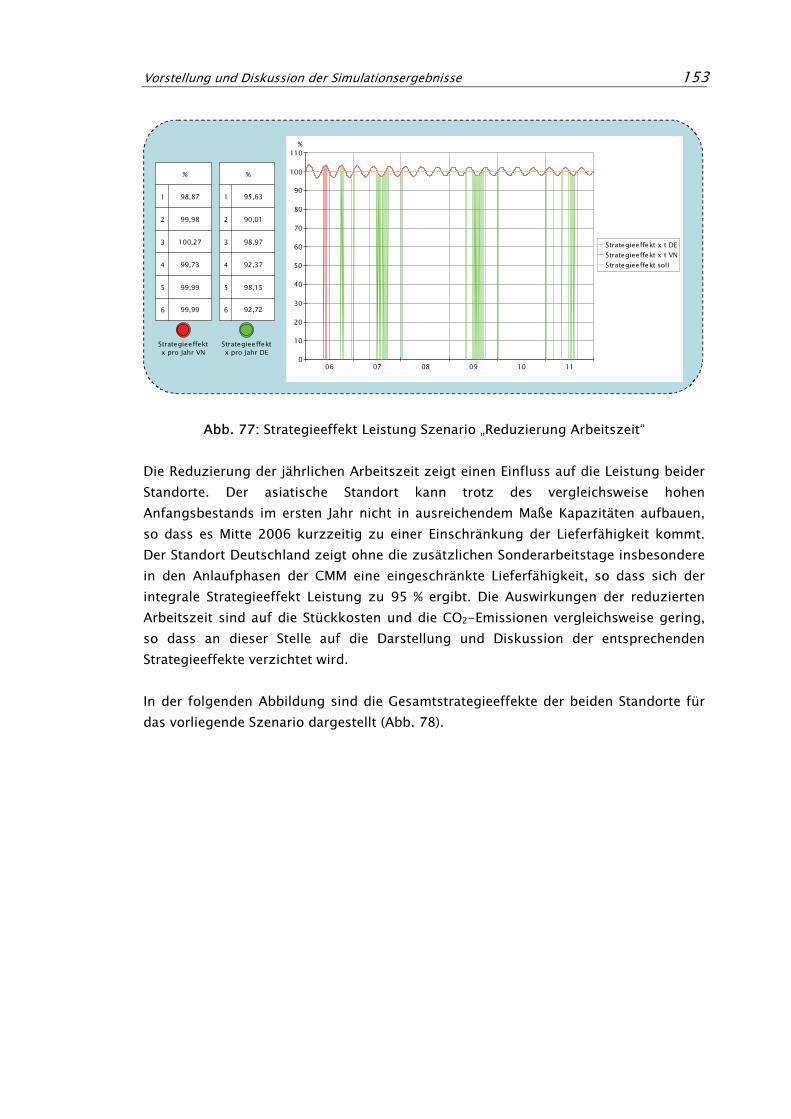
Vorstellung und Diskussion der Simulationsergebnisse 153
06 07 08 09 10 110
10
20
30
40
50
60
70
80
90
100
110
%
Strategieeffekt x t DE
Strategieeffekt x t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
x pro Jahr DE
Strategieeffekt
x pro Jahr VN
%
1 95,63
2 90,01
3 98,97
4 92,37
5 98,15
6 92,72
%
1 98,87
2 99,98
3 100,27
4 99,73
5 99,99
6 99,99
Abb. 77: Strategieeffekt Leistung Szenario „Reduzierung Arbeitszeit“
Die Reduzierung der jährlichen Arbeitszeit zeigt einen Einfluss auf die Leistung beider
Standorte. Der asiatische Standort kann trotz des vergleichsweise hohen
Anfangsbestands im ersten Jahr nicht in ausreichendem Maße Kapazitäten aufbauen,
so dass es Mitte 2006 kurzzeitig zu einer Einschränkung der Lieferfähigkeit kommt.
Der Standort Deutschland zeigt ohne die zusätzlichen Sonderarbeitstage insbesondere
in den Anlaufphasen der CMM eine eingeschränkte Lieferfähigkeit, so dass sich der
integrale Strategieeffekt Leistung zu 95 % ergibt. Die Auswirkungen der reduzierten
Arbeitszeit sind auf die Stückkosten und die CO2-Emissionen vergleichsweise gering,
so dass an dieser Stelle auf die Darstellung und Diskussion der entsprechenden
Strategieeffekte verzichtet wird.
In der folgenden Abbildung sind die Gesamtstrategieeffekte der beiden Standorte für
das vorliegende Szenario dargestellt (Abb. 78).
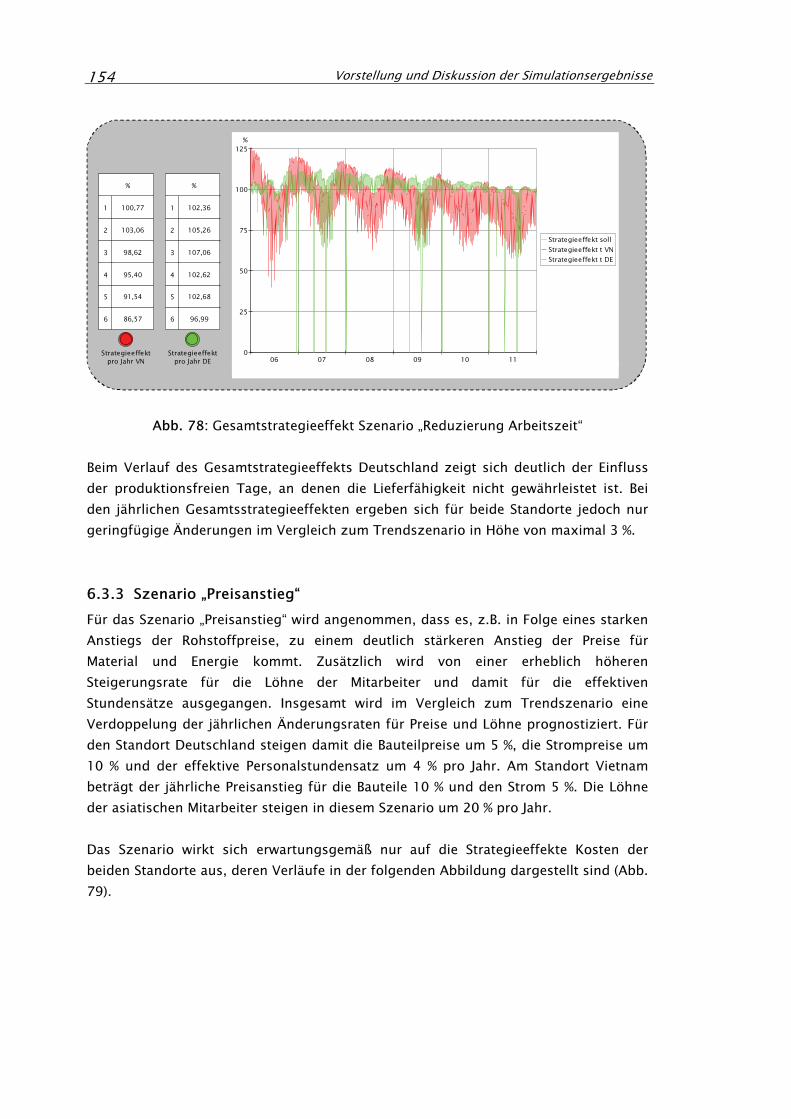
Vorstellung und Diskussion der Simulationsergebnisse 154
06 07 08 09 10 110
25
50
75
100
125
%
Strategieeffekt soll
Strategieeffekt t VN
Strategieeffekt t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
pro Jahr DE
Strategieeffekt
pro Jahr VN
%
1 102,36
2 105,26
3 107,06
4 102,62
5 102,68
6 96,99
%
1 100,77
2 103,06
3 98,62
4 95,40
5 91,54
6 86,57
Abb. 78: Gesamtstrategieeffekt Szenario „Reduzierung Arbeitszeit“
Beim Verlauf des Gesamtstrategieeffekts Deutschland zeigt sich deutlich der Einfluss
der produktionsfreien Tage, an denen die Lieferfähigkeit nicht gewährleistet ist. Bei
den jährlichen Gesamtsstrategieeffekten ergeben sich für beide Standorte jedoch nur
geringfügige Änderungen im Vergleich zum Trendszenario in Höhe von maximal 3 %.
6.3.3 Szenario „Preisanstieg“
Für das Szenario „Preisanstieg“ wird angenommen, dass es, z.B. in Folge eines starken
Anstiegs der Rohstoffpreise, zu einem deutlich stärkeren Anstieg der Preise für
Material und Energie kommt. Zusätzlich wird von einer erheblich höheren
Steigerungsrate für die Löhne der Mitarbeiter und damit für die effektiven
Stundensätze ausgegangen. Insgesamt wird im Vergleich zum Trendszenario eine
Verdoppelung der jährlichen Änderungsraten für Preise und Löhne prognostiziert. Für
den Standort Deutschland steigen damit die Bauteilpreise um 5 %, die Strompreise um
10 % und der effektive Personalstundensatz um 4 % pro Jahr. Am Standort Vietnam
beträgt der jährliche Preisanstieg für die Bauteile 10 % und den Strom 5 %. Die Löhne
der asiatischen Mitarbeiter steigen in diesem Szenario um 20 % pro Jahr.
Das Szenario wirkt sich erwartungsgemäß nur auf die Strategieeffekte Kosten der
beiden Standorte aus, deren Verläufe in der folgenden Abbildung dargestellt sind (Abb.
79).
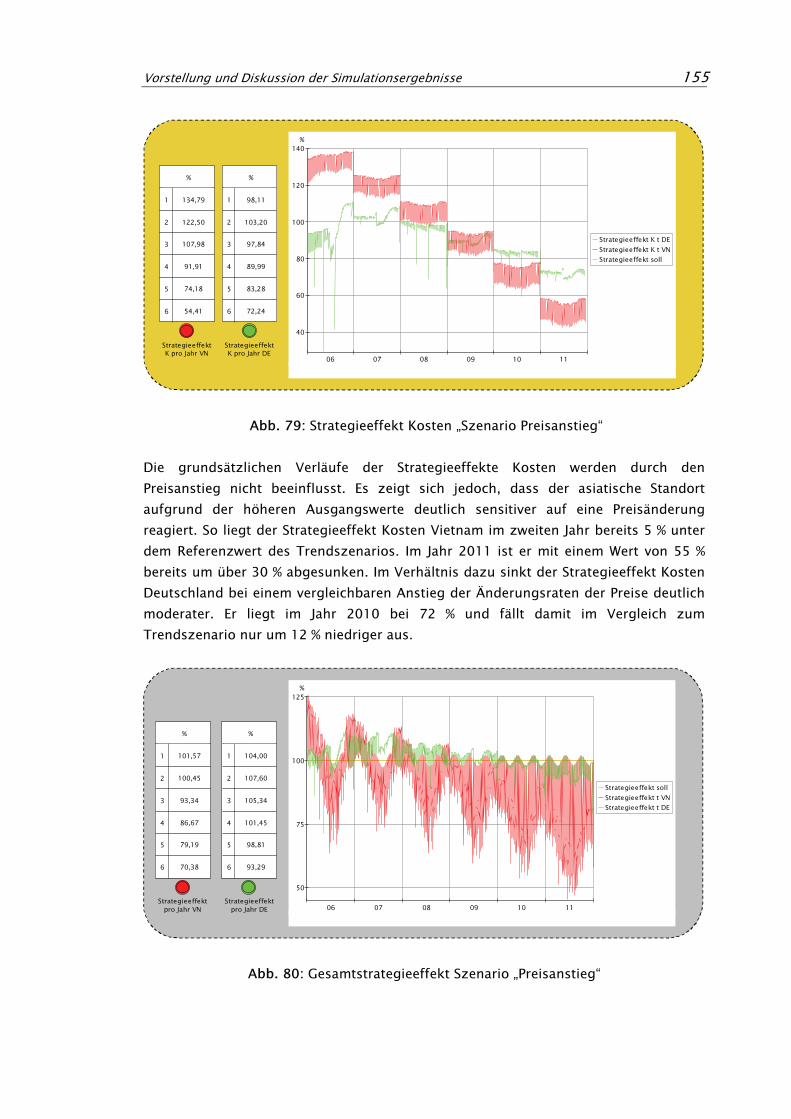
Vorstellung und Diskussion der Simulationsergebnisse 155
06 07 08 09 10 11
40
60
80
100
120
140
%
Strategieeffekt K t DE
Strategieeffekt K t VN
Strategieeffekt soll
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
K pro Jahr DE
Strategieeffekt
K pro Jahr VN
%
1 134,79
2 122,50
3 107,98
4 91,91
5 74,18
6 54,41
%
1 98,11
2 103,20
3 97,84
4 89,99
5 83,28
6 72,24
Abb. 79: Strategieeffekt Kosten „Szenario Preisanstieg“
Die grundsätzlichen Verläufe der Strategieeffekte Kosten werden durch den
Preisanstieg nicht beeinflusst. Es zeigt sich jedoch, dass der asiatische Standort
aufgrund der höheren Ausgangswerte deutlich sensitiver auf eine Preisänderung
reagiert. So liegt der Strategieeffekt Kosten Vietnam im zweiten Jahr bereits 5 % unter
dem Referenzwert des Trendszenarios. Im Jahr 2011 ist er mit einem Wert von 55 %
bereits um über 30 % abgesunken. Im Verhältnis dazu sinkt der Strategieeffekt Kosten
Deutschland bei einem vergleichbaren Anstieg der Änderungsraten der Preise deutlich
moderater. Er liegt im Jahr 2010 bei 72 % und fällt damit im Vergleich zum
Trendszenario nur um 12 % niedriger aus.
06 07 08 09 10 11
50
75
100
125
%
Strategieeffekt soll
Strategieeffekt t VN
Strategieeffekt t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
pro Jahr DE
Strategieeffekt
pro Jahr VN
%
1 104,00
2 107,60
3 105,34
4 101,45
5 98,81
6 93,29
%
1 101,57
2 100,45
3 93,34
4 86,67
5 79,19
6 70,38
Abb. 80: Gesamtstrategieeffekt Szenario „Preisanstieg“
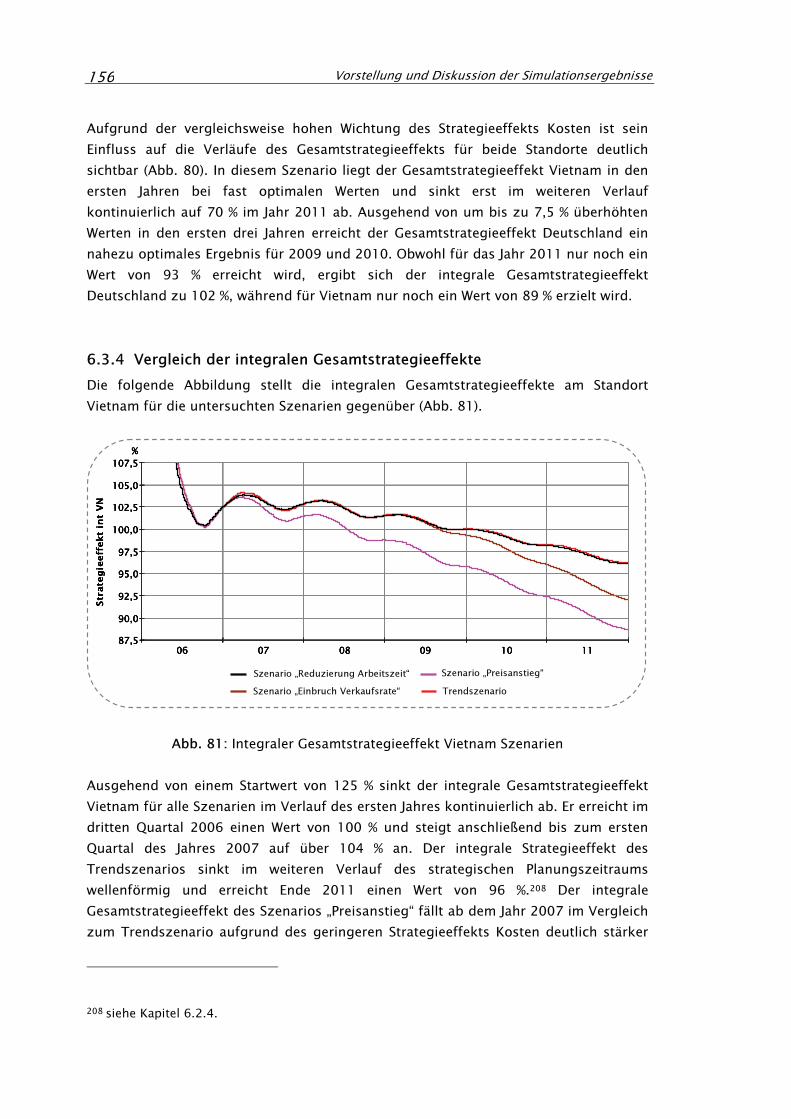
Vorstellung und Diskussion der Simulationsergebnisse 156
Aufgrund der vergleichsweise hohen Wichtung des Strategieeffekts Kosten ist sein
Einfluss auf die Verläufe des Gesamtstrategieeffekts für beide Standorte deutlich
sichtbar (Abb. 80). In diesem Szenario liegt der Gesamtstrategieeffekt Vietnam in den
ersten Jahren bei fast optimalen Werten und sinkt erst im weiteren Verlauf
kontinuierlich auf 70 % im Jahr 2011 ab. Ausgehend von um bis zu 7,5 % überhöhten
Werten in den ersten drei Jahren erreicht der Gesamtstrategieeffekt Deutschland ein
nahezu optimales Ergebnis für 2009 und 2010. Obwohl für das Jahr 2011 nur noch ein
Wert von 93 % erreicht wird, ergibt sich der integrale Gesamtstrategieeffekt
Deutschland zu 102 %, während für Vietnam nur noch ein Wert von 89 % erzielt wird.
6.3.4 Vergleich der integralen Gesamtstrategieeffekte
Die folgende Abbildung stellt die integralen Gesamtstrategieeffekte am Standort
Vietnam für die untersuchten Szenarien gegenüber (Abb. 81).
06 07 08 09 10 1187,5
90,0
92,5
95,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
VN
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1187,5
90,0
92,5
95,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
VN
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1187,5
90,0
92,5
95,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
VN
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1187,5
90,0
92,5
95,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
VN
Nur für den nichtkommerziellen Einsatz!
TrendszenarioSzenario „Einbruch Verkaufsrate“
Szenario „Reduzierung Arbeitszeit“ Szenario „Preisanstieg“
Abb. 81: Integraler Gesamtstrategieeffekt Vietnam Szenarien
Ausgehend von einem Startwert von 125 % sinkt der integrale Gesamtstrategieeffekt
Vietnam für alle Szenarien im Verlauf des ersten Jahres kontinuierlich ab. Er erreicht im
dritten Quartal 2006 einen Wert von 100 % und steigt anschließend bis zum ersten
Quartal des Jahres 2007 auf über 104 % an. Der integrale Strategieeffekt des
Trendszenarios sinkt im weiteren Verlauf des strategischen Planungszeitraums
wellenförmig und erreicht Ende 2011 einen Wert von 96 %.208 Der integrale
Gesamtstrategieeffekt des Szenarios „Preisanstieg“ fällt ab dem Jahr 2007 im Vergleich
zum Trendszenario aufgrund des geringeren Strategieeffekts Kosten deutlich stärker
208 siehe Kapitel 6.2.4.
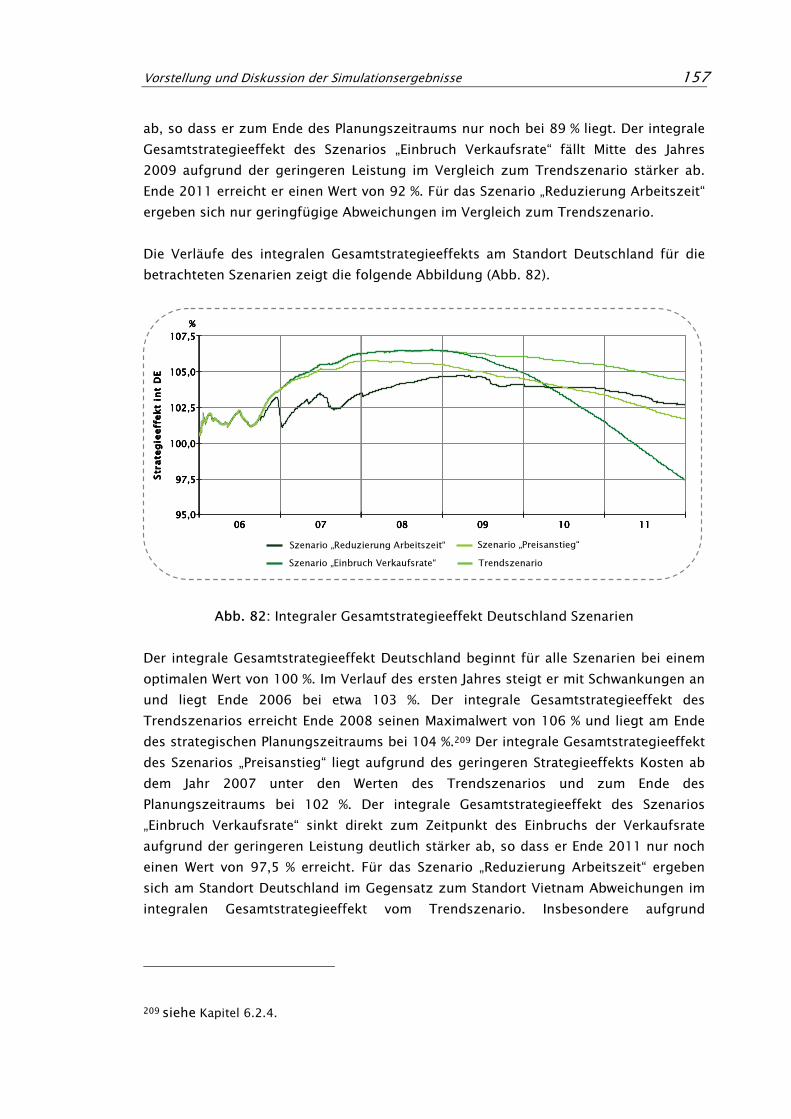
Vorstellung und Diskussion der Simulationsergebnisse 157
ab, so dass er zum Ende des Planungszeitraums nur noch bei 89 % liegt. Der integrale
Gesamtstrategieeffekt des Szenarios „Einbruch Verkaufsrate“ fällt Mitte des Jahres
2009 aufgrund der geringeren Leistung im Vergleich zum Trendszenario stärker ab.
Ende 2011 erreicht er einen Wert von 92 %. Für das Szenario „Reduzierung Arbeitszeit“
ergeben sich nur geringfügige Abweichungen im Vergleich zum Trendszenario.
Die Verläufe des integralen Gesamtstrategieeffekts am Standort Deutschland für die
betrachteten Szenarien zeigt die folgende Abbildung (Abb. 82).
06 07 08 09 10 1195,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
DE
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1195,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
DE
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1195,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
DE
Nur für den nichtkommerziellen Einsatz!
06 07 08 09 10 1195,0
97,5
100,0
102,5
105,0
107,5
%
Str
ate
gie
eff
ekt
int
DE
Nur für den nichtkommerziellen Einsatz!
TrendszenarioSzenario „Einbruch Verkaufsrate“
Szenario „Reduzierung Arbeitszeit“ Szenario „Preisanstieg“
Abb. 82: Integraler Gesamtstrategieeffekt Deutschland Szenarien
Der integrale Gesamtstrategieeffekt Deutschland beginnt für alle Szenarien bei einem
optimalen Wert von 100 %. Im Verlauf des ersten Jahres steigt er mit Schwankungen an
und liegt Ende 2006 bei etwa 103 %. Der integrale Gesamtstrategieeffekt des
Trendszenarios erreicht Ende 2008 seinen Maximalwert von 106 % und liegt am Ende
des strategischen Planungszeitraums bei 104 %.209 Der integrale Gesamtstrategieeffekt
des Szenarios „Preisanstieg“ liegt aufgrund des geringeren Strategieeffekts Kosten ab
dem Jahr 2007 unter den Werten des Trendszenarios und zum Ende des
Planungszeitraums bei 102 %. Der integrale Gesamtstrategieeffekt des Szenarios
„Einbruch Verkaufsrate“ sinkt direkt zum Zeitpunkt des Einbruchs der Verkaufsrate
aufgrund der geringeren Leistung deutlich stärker ab, so dass er Ende 2011 nur noch
einen Wert von 97,5 % erreicht. Für das Szenario „Reduzierung Arbeitszeit“ ergeben
sich am Standort Deutschland im Gegensatz zum Standort Vietnam Abweichungen im
integralen Gesamtstrategieeffekt vom Trendszenario. Insbesondere aufgrund
209 siehe Kapitel 6.2.4.
Vorstellung und Diskussion der Simulationsergebnisse 158
geringerer Werte im Strategieeffekt Leistung zeigt er einen deutlichen Abfall zu Beginn
des Jahres 2007 und liegt am Ende des strategischen Planungszeitraums bei 102,5 %.
Die Ergebnisse des integralen Gesamtstrategieeffekts zeigen, dass die beiden
Standorte auf die untersuchten Entwicklungen der Standortfaktoren unterschiedlich
reagieren. Die Ergebnisse des Szenarios „Reduzierung Arbeitzeit“ zeigen das große
Potenzial des Standorts Vietnam, flexibel auf eine Verringerung der Arbeitszeit zu
reagieren. Diese Entwicklung kann die manuelle Montage durch eine entsprechende
Erhöhung der Kapazität des Montagepersonals ausgleichen, ohne dass es dabei zu
einer Beeinträchtigung des Gesamtstrategieeffekts kommt. Am Standort Deutschland
führt die Arbeitszeitreduzierung aufgrund der geringen Kapazitätsflexibilität der
Montagemaschinen zu Lieferschwierigkeiten, die den integralen Gesamtstrategieeffekt
um zwei Prozentpunkte senken. Die Ergebnisse des Szenarios „Preisanstieg“ zeigen,
dass der Standort Vietnam im Vergleich zum Standort Deutschland deutlich sensitiver
auf Preissteigerungen reagiert. Für die angenommenen jährlichen Preissteigerungen
reduziert sich der integrale Gesamtstrategieeffekt der manuellen Montage im Vergleich
zum Trendszenario um neun Prozentpunkte, während er bei der automatischen
Montage lediglich um zwei Prozentpunkte geringer ausfällt. Ein Einbruch in der
Verkaufsrate führt am Standort Deutschland mit 6,5 % zu den höchsten Verlusten im
integralen Gesamtstrategieeffekt. Am Standort Vietnam reduziert er sich aufgrund der
geringeren Nachfrage lediglich um 4 %. Dieses Ergebnis ist im Wesentlichen darauf
zurückzuführen, dass eine manuelle Montage deutlich flexibler auf geänderte
Anforderungen bezüglich der Ausbringung reagieren kann.
6.3.5 Diskussion der Ergebnisse
Die Untersuchung der drei Szenarien zeigt auf, wie mithilfe des integralen
Gesamtstrategieeffekts eine Analyse der Strategieoptionen auf Risiken und Chancen
durchgeführt werden kann. Gleichzeitig weisen die Ergebnisse darauf hin, dass bei der
Verwendung von aggregierten Spitzenkennzahlen wie dem Gesamtstrategieeffekt eine
detaillierte Analyse notwendig wird, wobei der jeweilige Bewertungsmaßstab zu
bestimmen und zu berücksichtigen ist. Gemäß der Definition ergibt sich der
Strategieeffekt im optimalen Fall zu 100 %. Dieser Wert muss somit als absoluter
Maßstab für den Vergleich und die Bewertung unterschiedlicher Strategieoptionen
herangezogen werden.
Für den Standort Vietnam ergibt sich für die Szenarien „Einbruch Verkaufsrate“ und
„Preisanstieg“ der integrale Gesamtstrategieeffekt zu 92 % bzw. 89 % im Vergleich zum
Trendszenario mit einem Wert von 96 %. Da beide Standortfaktoren einen Einfluss auf
den integralen Gesamtstrategieeffekt haben, sind sie als erfolgskritisch zu betrachten.
Die angenommenen Entwicklungen der Standortfaktoren stellen ein Risiko für den
Standort dar, da sie im Ergebnis zu höheren Abweichungen des integralen
Gesamtstrategieeffekts vom Optimalwert führen. Die Szenarien können somit als
Vorstellung und Diskussion der Simulationsergebnisse 159
Bedrohungsszenarien bezeichnet werden. Sie unterscheiden sich dabei nicht nur im
Ausmaß der Bedrohung, sondern auch im Zeitpunkt, zu dem die Bedrohung auftritt. Im
Vergleich zu den Standortfaktoren Verkaufsrate und Preisänderung ist der
Standortfaktor Arbeitszeit für die manuelle Montage in Vietnam nicht erfolgskritisch.
Das Szenario „Reduzierung Arbeitszeit“ führt im Ergebnis zum integralen
Gesamtstrategieeffekt des Trendszenarios und stellt somit kein Bedrohungsszenario
dar.
Für den Standort Deutschland sind alle untersuchten Standortfaktoren als
erfolgskritisch zu betrachten, da sie einen Einfluss auf den integralen
Gesamtstrategieeffekt zeigen. Für die vorgestellten Szenarien liegt der integrale
Gesamtstrategieeffekt zwischen 97,5 % und 102,5 %. Somit stellen sie auf der Basis der
festgelegten Zielvorgabe im Vergleich zum Trendszenario vorteilhaftere
Strategieoptionen dar. Dabei ist zu berücksichtigen, dass das Trendszenario die
wahrscheinlichste Entwicklung der Produktionsstandorte aufgrund des aktuellen
Wissensstands beschreibt. Da der Strategieeffekt durch die Festlegung der Sollwerte
der strategischen Ziele und der Strategiefaktoren einen absoluten Bewertungsmaßstab
darstellt, ist das Trendszenario kein Referenzszenario im eigentlichen Sinne. Die
Strategieoption „Automatisierte Montage“ in Deutschland ist als überzogen zu
betrachten, da die strategischen Vorgaben übererfüllt werden. Die Analyse der
einzelnen Strategieeffekte am Standort zeigt, dass dieses Ergebnis auf eine
Übererfüllung der Zielvorgaben für die CO2-Emissionen in allen betrachteten Szenarien
zurückzuführen ist. Bei den Szenarien reduziert sich jedoch die Zielerreichung im
Bereich Leistung bzw. Stückkosten, so dass sie tatsächlich als Bedrohungsszenarien zu
betrachten sind. Dies ist ein Hinweis darauf, die Sollwerte der Ziele im strategischen
Planungsprozess zu überprüfen und anzupassen. Somit kann im Fall der
Strategieoption „Automatisierte Montage“ durch eine deutliche Reduzierung der
Sollwerte der Emissionsziele auf 1.400 Tonnen CO2 pro Jahr ein integraler
Gesamtstrategieeffekt von 100 % erreicht werden.
6.4 Ergebnisse des Szenarios „Risiko Technologieeinführung“
Das entwickelte Fabrik-Umfeld Simulationsmodell erlaubt nicht nur eine
szenariobasierte Analyse des Einflusses der externen Strategievariablen auf die
Produktionssysteme. Unter Berücksichtigung der prognostizierten Entwicklung der
Standortfaktoren, z.B. aus dem Trendszenario, kann auch der Einfluss der internen
Strategievariablen auf die Zielerreichung untersucht und mit dem Strategieeffekt
bewertet werden. Dieses Vorgehen ist vor allem dann von Interesse, wenn eine bereits
ausgewählte Strategieoption auf bisher nicht berücksichtigte Risiken oder Chancen hin
untersucht werden soll.
Im vorliegenden Fall wird die Strategieoption „Automatisierte Montage“ am Standort
Deutschland hinsichtlich des Risikos untersucht, das mit der Einführung einer neuen
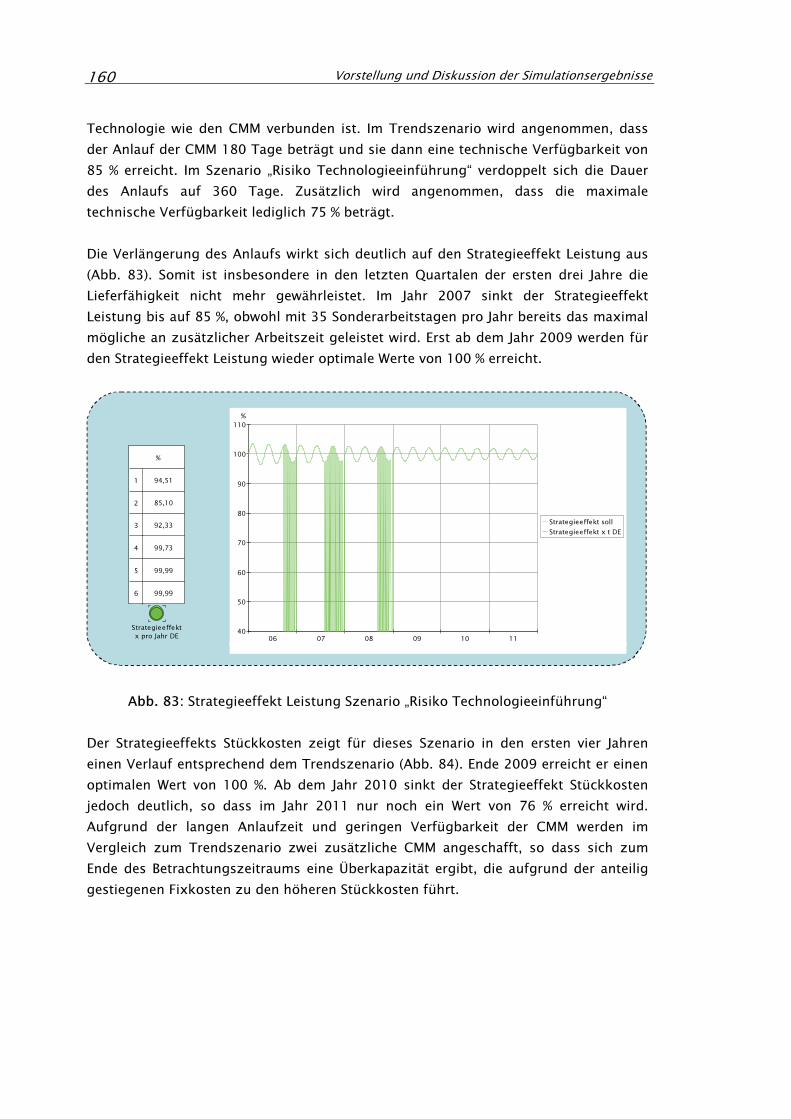
Vorstellung und Diskussion der Simulationsergebnisse 160
Technologie wie den CMM verbunden ist. Im Trendszenario wird angenommen, dass
der Anlauf der CMM 180 Tage beträgt und sie dann eine technische Verfügbarkeit von
85 % erreicht. Im Szenario „Risiko Technologieeinführung“ verdoppelt sich die Dauer
des Anlaufs auf 360 Tage. Zusätzlich wird angenommen, dass die maximale
technische Verfügbarkeit lediglich 75 % beträgt.
Die Verlängerung des Anlaufs wirkt sich deutlich auf den Strategieeffekt Leistung aus
(Abb. 83). Somit ist insbesondere in den letzten Quartalen der ersten drei Jahre die
Lieferfähigkeit nicht mehr gewährleistet. Im Jahr 2007 sinkt der Strategieeffekt
Leistung bis auf 85 %, obwohl mit 35 Sonderarbeitstagen pro Jahr bereits das maximal
mögliche an zusätzlicher Arbeitszeit geleistet wird. Erst ab dem Jahr 2009 werden für
den Strategieeffekt Leistung wieder optimale Werte von 100 % erreicht.
06 07 08 09 10 1140
50
60
70
80
90
100
110
%
Strategieeffekt soll
Strategieeffekt x t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
x pro Jahr DE
%
1 94,51
2 85,10
3 92,33
4 99,73
5 99,99
6 99,99
Abb. 83: Strategieeffekt Leistung Szenario „Risiko Technologieeinführung“
Der Strategieeffekts Stückkosten zeigt für dieses Szenario in den ersten vier Jahren
einen Verlauf entsprechend dem Trendszenario (Abb. 84). Ende 2009 erreicht er einen
optimalen Wert von 100 %. Ab dem Jahr 2010 sinkt der Strategieeffekt Stückkosten
jedoch deutlich, so dass im Jahr 2011 nur noch ein Wert von 76 % erreicht wird.
Aufgrund der langen Anlaufzeit und geringen Verfügbarkeit der CMM werden im
Vergleich zum Trendszenario zwei zusätzliche CMM angeschafft, so dass sich zum
Ende des Betrachtungszeitraums eine Überkapazität ergibt, die aufgrund der anteilig
gestiegenen Fixkosten zu den höheren Stückkosten führt.
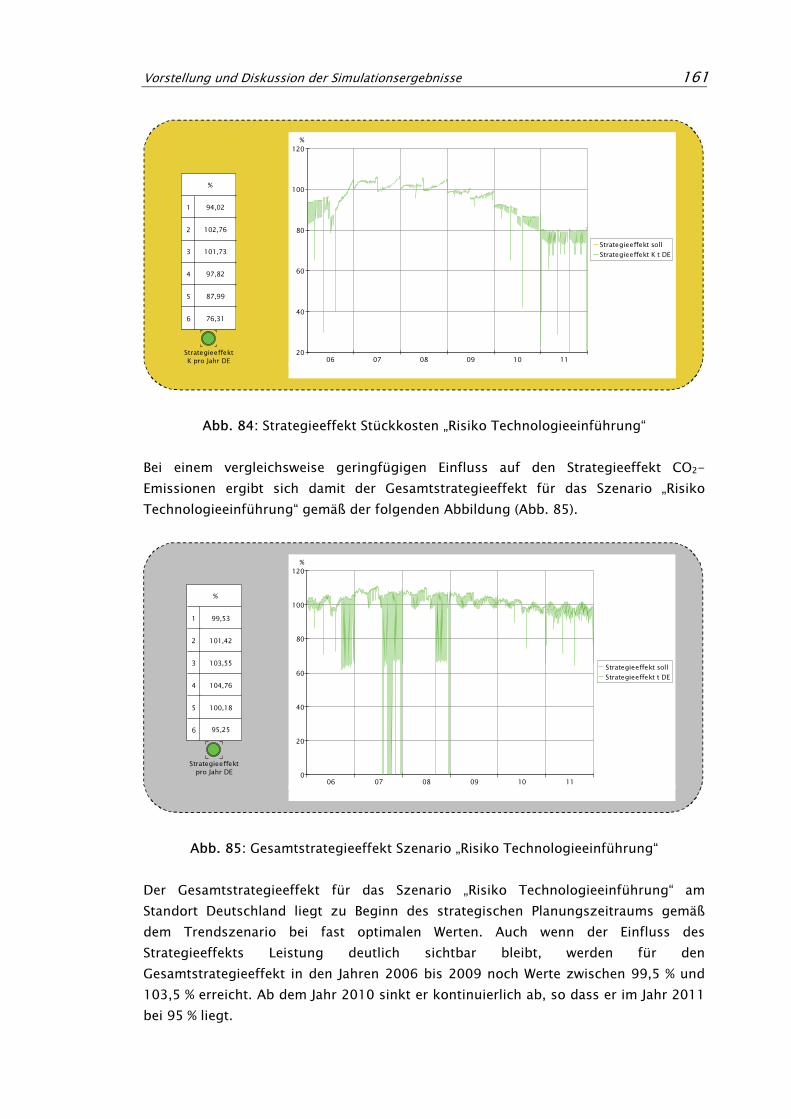
Vorstellung und Diskussion der Simulationsergebnisse 161
06 07 08 09 10 1120
40
60
80
100
120
%
Strategieeffekt soll
Strategieeffekt K t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
K pro Jahr DE
%
1 94,02
2 102,76
3 101,73
4 97,82
5 87,99
6 76,31
Abb. 84: Strategieeffekt Stückkosten „Risiko Technologieeinführung“
Bei einem vergleichsweise geringfügigen Einfluss auf den Strategieeffekt CO2-
Emissionen ergibt sich damit der Gesamtstrategieeffekt für das Szenario „Risiko
Technologieeinführung“ gemäß der folgenden Abbildung (Abb. 85).
06 07 08 09 10 110
20
40
60
80
100
120
%
Strategieeffekt soll
Strategieeffekt t DE
Nur für den nichtkommerziellen Einsatz!
Strategieeffekt
pro Jahr DE
%
1 99,53
2 101,42
3 103,55
4 104,76
5 100,18
6 95,25
Abb. 85: Gesamtstrategieeffekt Szenario „Risiko Technologieeinführung“
Der Gesamtstrategieeffekt für das Szenario „Risiko Technologieeinführung“ am
Standort Deutschland liegt zu Beginn des strategischen Planungszeitraums gemäß
dem Trendszenario bei fast optimalen Werten. Auch wenn der Einfluss des
Strategieeffekts Leistung deutlich sichtbar bleibt, werden für den
Gesamtstrategieeffekt in den Jahren 2006 bis 2009 noch Werte zwischen 99,5 % und
103,5 % erreicht. Ab dem Jahr 2010 sinkt er kontinuierlich ab, so dass er im Jahr 2011
bei 95 % liegt.
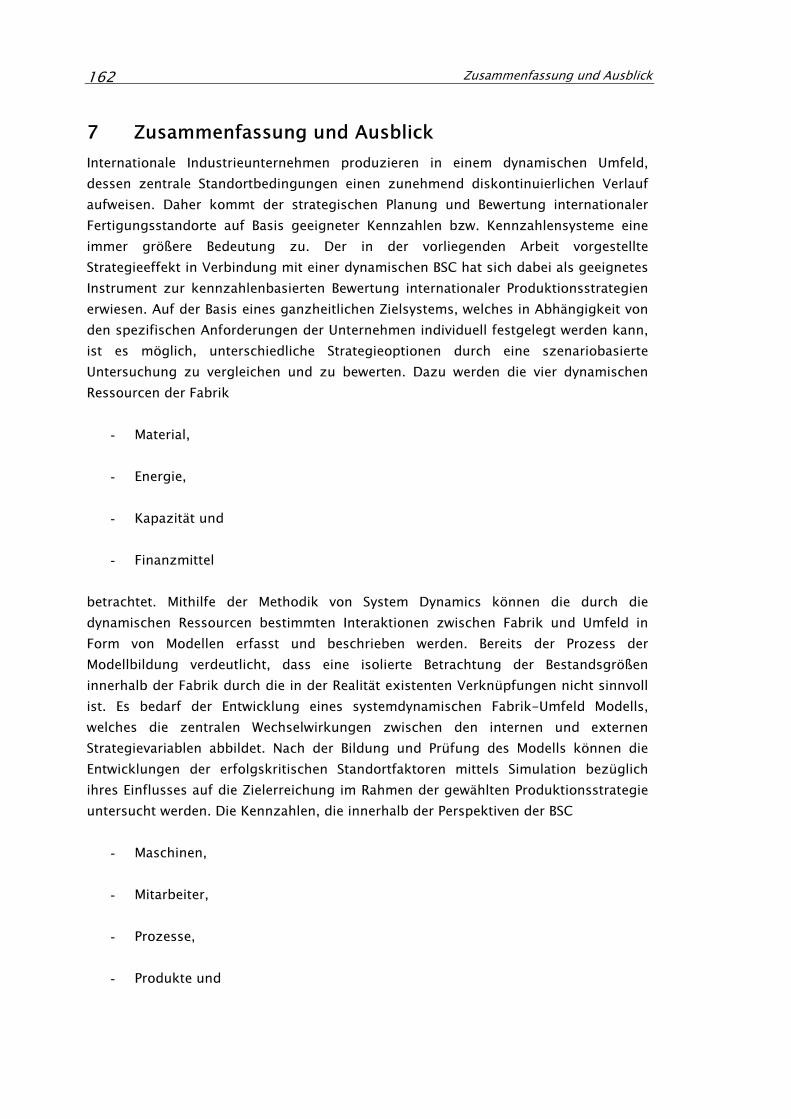
Zusammenfassung und Ausblick 162
7 Zusammenfassung und Ausblick
Internationale Industrieunternehmen produzieren in einem dynamischen Umfeld,
dessen zentrale Standortbedingungen einen zunehmend diskontinuierlichen Verlauf
aufweisen. Daher kommt der strategischen Planung und Bewertung internationaler
Fertigungsstandorte auf Basis geeigneter Kennzahlen bzw. Kennzahlensysteme eine
immer größere Bedeutung zu. Der in der vorliegenden Arbeit vorgestellte
Strategieeffekt in Verbindung mit einer dynamischen BSC hat sich dabei als geeignetes
Instrument zur kennzahlenbasierten Bewertung internationaler Produktionsstrategien
erwiesen. Auf der Basis eines ganzheitlichen Zielsystems, welches in Abhängigkeit von
den spezifischen Anforderungen der Unternehmen individuell festgelegt werden kann,
ist es möglich, unterschiedliche Strategieoptionen durch eine szenariobasierte
Untersuchung zu vergleichen und zu bewerten. Dazu werden die vier dynamischen
Ressourcen der Fabrik
- Material,
- Energie,
- Kapazität und
- Finanzmittel
betrachtet. Mithilfe der Methodik von System Dynamics können die durch die
dynamischen Ressourcen bestimmten Interaktionen zwischen Fabrik und Umfeld in
Form von Modellen erfasst und beschrieben werden. Bereits der Prozess der
Modellbildung verdeutlicht, dass eine isolierte Betrachtung der Bestandsgrößen
innerhalb der Fabrik durch die in der Realität existenten Verknüpfungen nicht sinnvoll
ist. Es bedarf der Entwicklung eines systemdynamischen Fabrik-Umfeld Modells,
welches die zentralen Wechselwirkungen zwischen den internen und externen
Strategievariablen abbildet. Nach der Bildung und Prüfung des Modells können die
Entwicklungen der erfolgskritischen Standortfaktoren mittels Simulation bezüglich
ihres Einflusses auf die Zielerreichung im Rahmen der gewählten Produktionsstrategie
untersucht werden. Die Kennzahlen, die innerhalb der Perspektiven der BSC
- Maschinen,
- Mitarbeiter,
- Prozesse,
- Produkte und
Zusammenfassung und Ausblick 163
- Standortfaktoren
festegelegt wurden, ermöglichen eine weiterführende Analyse unter Berücksichtigung
der ermittelten Ursache-Wirkungsbeziehungen. Durch die Abbildung dieser
Beziehungen in mathematischen Modellen mittels System Dynamics können die
komplexen Rückkopplungen zwischen Fabrik- und Umfeldentwicklung verdeutlicht
werden, um die Konsequenzen alternativer Produktionsstrategien und der damit
verbundenen Änderungen in den Standortbedingungen quantitativ bestimmen zu
können.
Im Rahmen des strategischen Planungsprozesses werden in der betrieblichen Praxis
zumeist eine interne Analyse der Stärken und Schwächen des Unternehmens sowie
eine Untersuchung des externen Umfelds auf Chancen und Risiken durchgeführt. Da
diese Instrumente lediglich qualitative Analyseergebnisse liefern, wird die
Entscheidung für eine Strategiealternative auf Grundlage von subjektiven
Bewertungskriterien getroffen. Mit dem Strategieeffekt wird erstmalig eine Kennzahl
vorgestellt, die einen objektiven Vergleich der unterschiedlichen Handlungsoptionen
unter Berücksichtigung der strategischen Ziele ermöglicht. Zusammen mit dem
entwickelten Verfahren für die Anwendung des Fabrik-Umfeld Modells steht somit ein
quantitatives Instrument für die Strategiebewertung zur Verfügung, das sich mit der
Anwendung auf ein reales Unternehmen als praxistauglich erwiesen hat. Seine zentrale
Aufgabe besteht darin, das Management bei der Festlegung strategischer
Entscheidungen durch eine verbesserte Transparenz und eine höhere Sicherheit zu
unterstützen. Es kann dabei zusammen mit einer dynamisch gestalteten BSC
umfassend und flexibel für alle Unternehmensbereiche und Zielsysteme eingesetzt
werden.
In der vorliegenden Anwendung wurde ein manueller Montagestandort mit einem
automatisierten Montagestandort verglichen und beide Strategieoptionen auf
Grundlage der Analyseergebnisse bewertet. Insbesondere bei internationalen
Industrieunternehmen mit einem großen Produkt-Portfolio und einer Vielzahl
weltweiter Produktionsstandorte stellt sich häufig die Frage, wie die Aktivitäten der
einzelnen Standorte im Rahmen eines internationalen Produktionsnetzwerks optimal
aufeinander abgestimmt werden können. Für die Lösung dieser Aufgabenstellung
besteht weiterer Forschungsbedarf, da hierzu die Modelle der Standorte miteinander
zu koppeln sind, um anschließend unter Berücksichtigung der vorgegebenen Ziele und
der Entwicklung der externen Standortfaktoren die jeweils optimale Kapazitätsstrategie
zu finden. Als Zielvariable kann der Strategieeffekt dienen, der unter Variation
ausgewählter Entscheidungsvariablen, wie z.B. Anzahl der Arbeitsplätze bzw.
Mitarbeiter, Arbeitszeit etc., zu optimieren ist. Dazu steht in Powersim Studio 2005 ein
Optimierer zur Verfügung, der durch eine Vielzahl unterschiedlicher Simulationsläufe
die optimale Strategieoption bestimmt.
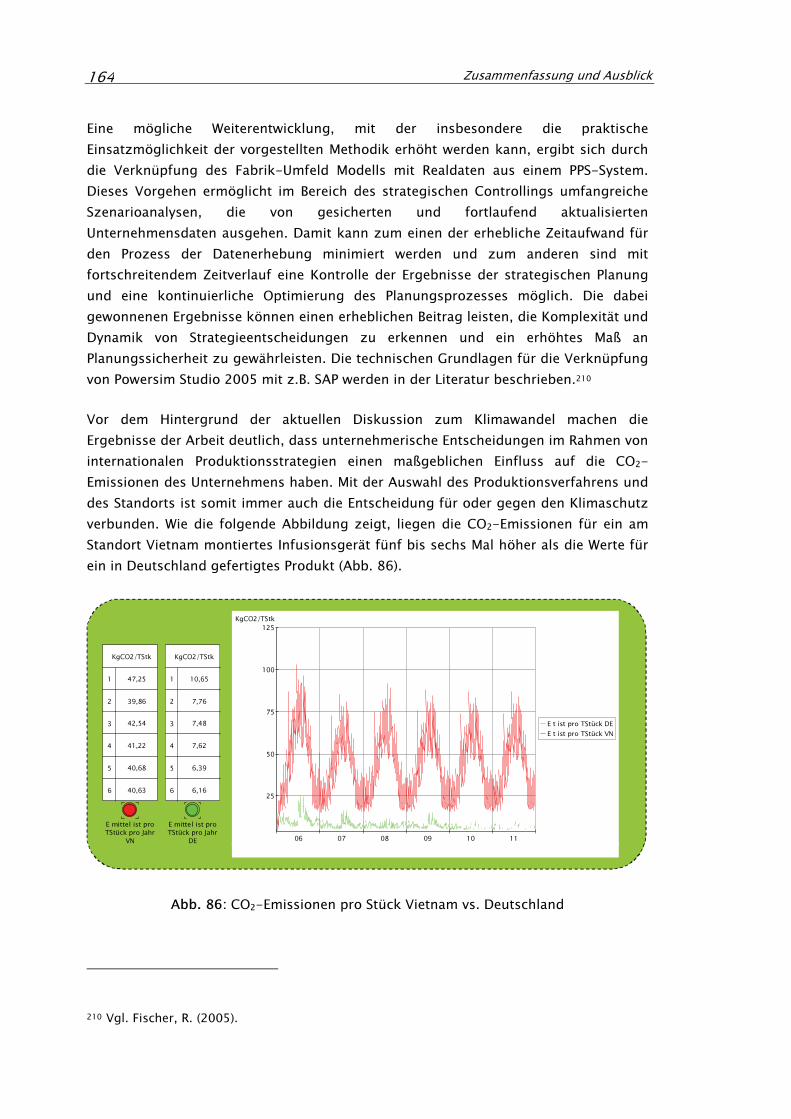
Zusammenfassung und Ausblick 164
Eine mögliche Weiterentwicklung, mit der insbesondere die praktische
Einsatzmöglichkeit der vorgestellten Methodik erhöht werden kann, ergibt sich durch
die Verknüpfung des Fabrik-Umfeld Modells mit Realdaten aus einem PPS-System.
Dieses Vorgehen ermöglicht im Bereich des strategischen Controllings umfangreiche
Szenarioanalysen, die von gesicherten und fortlaufend aktualisierten
Unternehmensdaten ausgehen. Damit kann zum einen der erhebliche Zeitaufwand für
den Prozess der Datenerhebung minimiert werden und zum anderen sind mit
fortschreitendem Zeitverlauf eine Kontrolle der Ergebnisse der strategischen Planung
und eine kontinuierliche Optimierung des Planungsprozesses möglich. Die dabei
gewonnenen Ergebnisse können einen erheblichen Beitrag leisten, die Komplexität und
Dynamik von Strategieentscheidungen zu erkennen und ein erhöhtes Maß an
Planungssicherheit zu gewährleisten. Die technischen Grundlagen für die Verknüpfung
von Powersim Studio 2005 mit z.B. SAP werden in der Literatur beschrieben.210
Vor dem Hintergrund der aktuellen Diskussion zum Klimawandel machen die
Ergebnisse der Arbeit deutlich, dass unternehmerische Entscheidungen im Rahmen von
internationalen Produktionsstrategien einen maßgeblichen Einfluss auf die CO2-
Emissionen des Unternehmens haben. Mit der Auswahl des Produktionsverfahrens und
des Standorts ist somit immer auch die Entscheidung für oder gegen den Klimaschutz
verbunden. Wie die folgende Abbildung zeigt, liegen die CO2-Emissionen für ein am
Standort Vietnam montiertes Infusionsgerät fünf bis sechs Mal höher als die Werte für
ein in Deutschland gefertigtes Produkt (Abb. 86).
06 07 08 09 10 11
25
50
75
100
125
KgCO2/TStk
E t ist pro TStück DE
E t ist pro TStück VN
Nur für den nichtkommerziellen Einsatz!
E mittel ist pro
TStück pro Jahr
DE
E mittel ist pro
TStück pro Jahr
VN
KgCO2/TStk
1 10,65
2 7,76
3 7,48
4 7,62
5 6,39
6 6,16
KgCO2/TStk
1 47,25
2 39,86
3 42,54
4 41,22
5 40,68
6 40,63
Abb. 86: CO2-Emissionen pro Stück Vietnam vs. Deutschland
210 Vgl. Fischer, R. (2005).

Zusammenfassung und Ausblick 165
Die CO2-Emissionen in Vietnam werden dabei nur zu etwa einem Drittel durch den
Energieverbrauch des Transports verursacht. Die übrigen zwei Drittel der Emissionen
entstehen durch den Energieverbrauch der Fabrik, der aufgrund der größeren
Produktionsfläche und der ungünstigeren klimatischen Bedingungen im Vergleich zum
Standort Deutschland deutlich höher ist. Diese Aspekte finden bisher bei der Auswahl
unterschiedlicher Produktionsstrategien und Standortalternativen keine Beachtung.
Dies liegt insbesondere in der Tatsache begründet, dass auf Seiten der Unternehmen
die entsprechenden wirtschaftlichen Anreize fehlen. Zwar können seit der Einführung
eines CO2-Emissionshandels und der damit verbundenen Festlegung eines Preises für
die Tonne CO2 die Emissionskosten bestimmt werden. Sie sind jedoch in den meisten
Fällen externalisiert, d.h. Bestandteil der Energie- bzw. Transportkosten von externen
Lieferanten, und finden daher aus Sicht des Unternehmens keine gesonderte
Berücksichtigung. Damit fehlen die unternehmensbezogenen Informationen, wie viele
CO2-Emissionen durch den Produktions- und Transportprozess eines Produkts
entstanden sind. Somit haben auch die Kunden der Unternehmen nicht die
Möglichkeit, sich beim Kauf bewusst für ein klimafreundliches Produkt zu entscheiden.
Die Ergebnisse der vorliegenden Arbeit machen deutlich, dass hier neue Ansätze für
wissenschaftliche Forschungsarbeiten bestehen, die einen wesentlichen Beitrag zum
Klimaschutz leisten können.
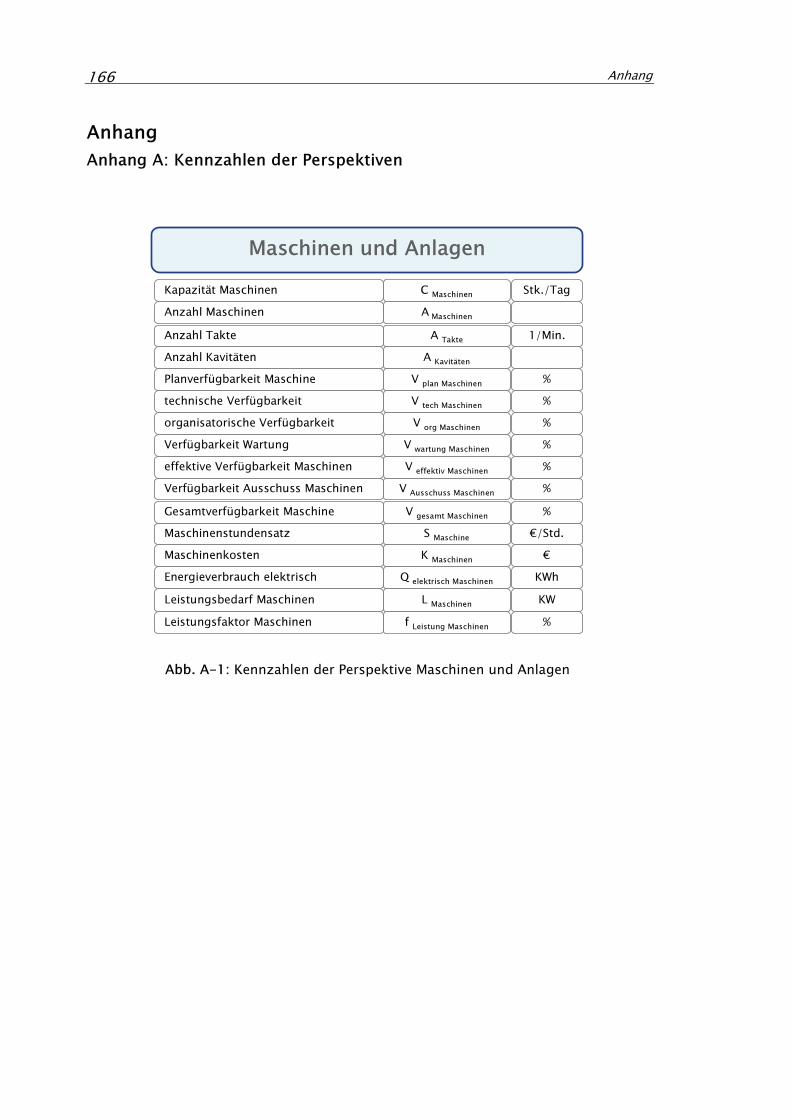
Anhang 166
Anhang
Anhang A: Kennzahlen der Perspektiven
%f Leistung MaschinenLeistungsfaktor Maschinen
KWL MaschinenLeistungsbedarf Maschinen
KWhQ elektrisch MaschinenEnergieverbrauch elektrisch
€K MaschinenMaschinenkosten
€/Std.S MaschineMaschinenstundensatz
%V gesamt MaschinenGesamtverfügbarkeit Maschine
%V Ausschuss MaschinenVerfügbarkeit Ausschuss Maschinen
%V effektiv Maschineneffektive Verfügbarkeit Maschinen
%V wartung MaschinenVerfügbarkeit Wartung
%V org Maschinenorganisatorische Verfügbarkeit
%V tech Maschinentechnische Verfügbarkeit
%V plan MaschinenPlanverfügbarkeit Maschine
A KavitätenAnzahl Kavitäten
1/Min.A TakteAnzahl Takte
A MaschinenAnzahl Maschinen
Stk./TagC MaschinenKapazität Maschinen
Maschinen und Anlagen
Abb. A-1: Kennzahlen der Perspektive Maschinen und Anlagen
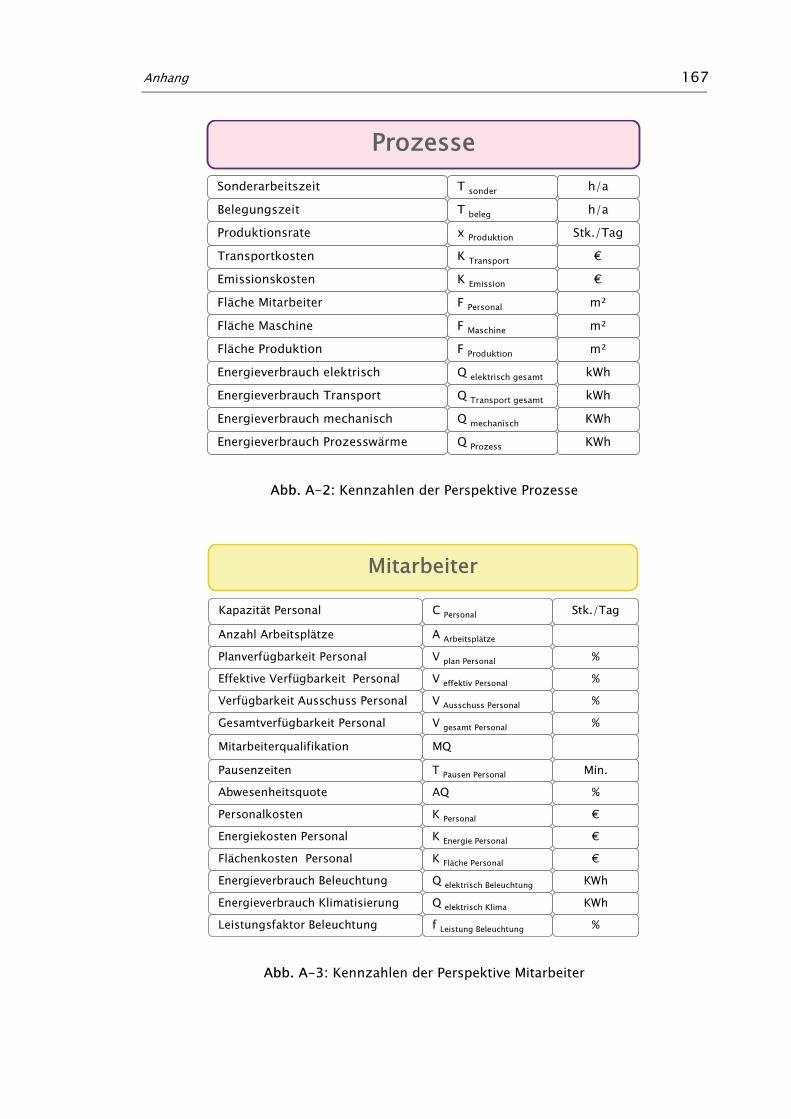
Anhang 167
KWhQ ProzessEnergieverbrauch Prozesswärme
KWhQ mechanischEnergieverbrauch mechanisch
kWhQ Transport gesamtEnergieverbrauch Transport
kWhQ elektrisch gesamtEnergieverbrauch elektrisch
m²F ProduktionFläche Produktion
m²F MaschineFläche Maschine
m²F PersonalFläche Mitarbeiter
€K EmissionEmissionskosten
€K TransportTransportkosten
Stk./Tagx ProduktionProduktionsrate
h/aT belegBelegungszeit
h/a T sonderSonderarbeitszeit
Prozesse
Abb. A-2: Kennzahlen der Perspektive Prozesse
%f Leistung BeleuchtungLeistungsfaktor Beleuchtung
KWhQ elektrisch KlimaEnergieverbrauch Klimatisierung
KWhQ elektrisch BeleuchtungEnergieverbrauch Beleuchtung
€K Fläche PersonalFlächenkosten Personal
€K Energie PersonalEnergiekosten Personal
€K PersonalPersonalkosten
%AQAbwesenheitsquote
Min.T Pausen PersonalPausenzeiten
MQMitarbeiterqualifikation
%V gesamt PersonalGesamtverfügbarkeit Personal
%V Ausschuss PersonalVerfügbarkeit Ausschuss Personal
%V effektiv PersonalEffektive Verfügbarkeit Personal
%V plan PersonalPlanverfügbarkeit Personal
A ArbeitsplätzeAnzahl Arbeitsplätze
Stk./TagC PersonalKapazität Personal
Mitarbeiter
Abb. A-3: Kennzahlen der Perspektive Mitarbeiter
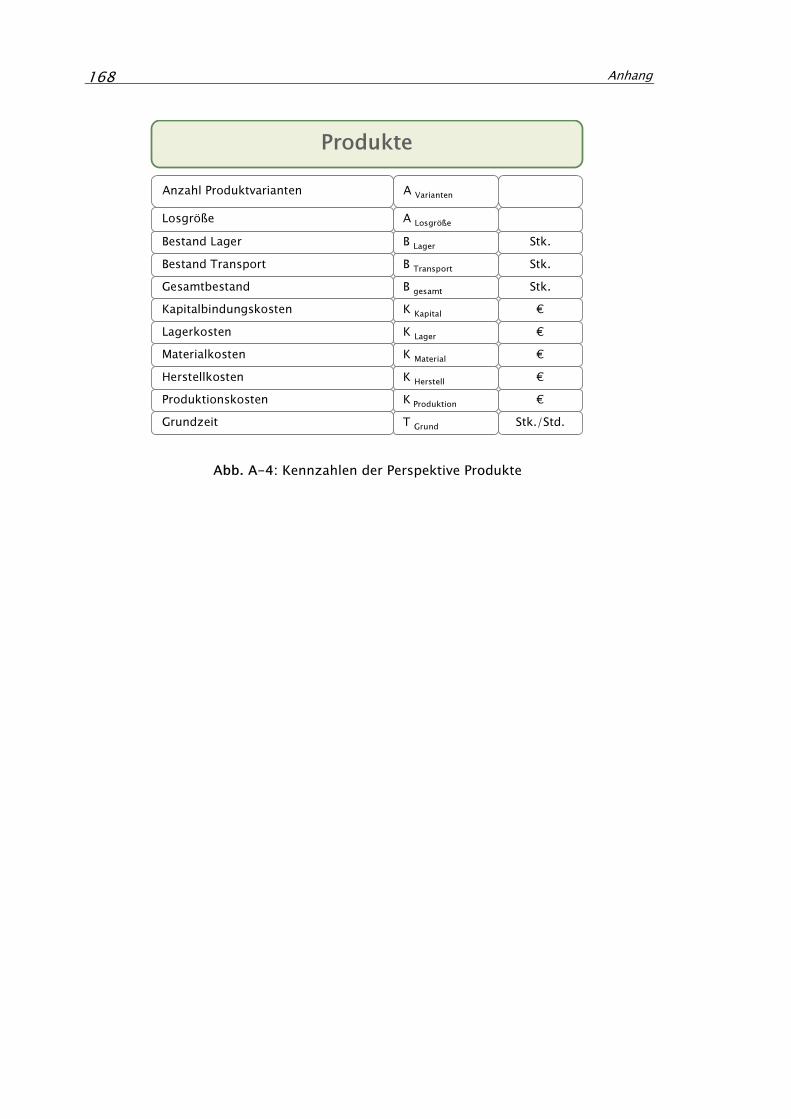
Anhang 168
Stk./Std.T GrundGrundzeit
€K ProduktionProduktionskosten
€K HerstellHerstellkosten
€K MaterialMaterialkosten
€K LagerLagerkosten
€K Kapital Kapitalbindungskosten
Stk.B gesamtGesamtbestand
Stk.B TransportBestand Transport
Stk.B Lager Bestand Lager
A LosgrößeLosgröße
A VariantenAnzahl Produktvarianten
Produkte
Abb. A-4: Kennzahlen der Perspektive Produkte
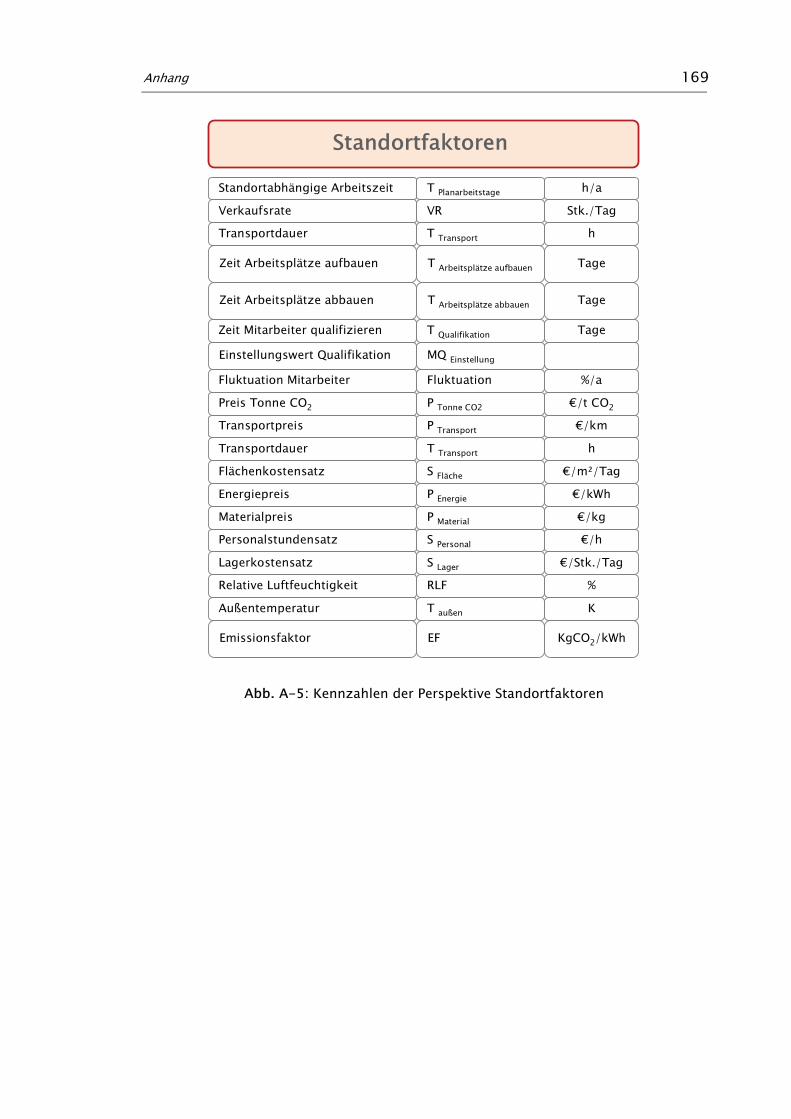
Anhang 169
KgCO2/kWhEFEmissionsfaktor
KT außenAußentemperatur
%RLFRelative Luftfeuchtigkeit
€/Stk./TagS LagerLagerkostensatz
€/hS PersonalPersonalstundensatz
€/kgP MaterialMaterialpreis
€/kWhP EnergieEnergiepreis
€/m²/TagS FlächeFlächenkostensatz
hT TransportTransportdauer
€/kmP TransportTransportpreis
€/t CO2P Tonne CO2Preis Tonne CO2
%/aFluktuationFluktuation Mitarbeiter
MQ EinstellungEinstellungswert Qualifikation
TageT QualifikationZeit Mitarbeiter qualifizieren
TageT Arbeitsplätze abbauenZeit Arbeitsplätze abbauen
TageT Arbeitsplätze aufbauenZeit Arbeitsplätze aufbauen
hT TransportTransportdauer
Stk./TagVR Verkaufsrate
h/aT Planarbeitstage Standortabhängige Arbeitszeit
Standortfaktoren
Abb. A-5: Kennzahlen der Perspektive Standortfaktoren
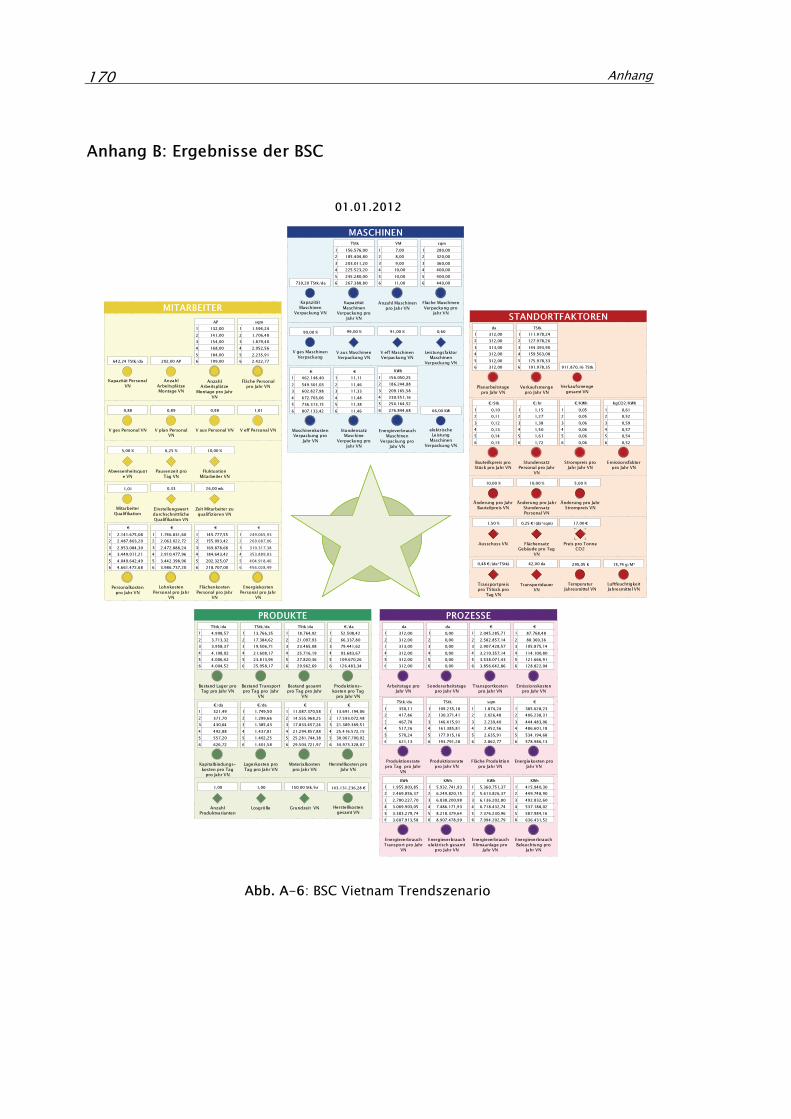
Anhang 170
Anhang B: Ergebnisse der BSC
MASCHINEN
MITARBEITER
STANDORTFAKTOREN
PRODUKTE PROZESSE
Datum
Herstellkostengesamt VN
Verkaufsmengegesamt VN
LohnkostenPersonal pro Jahr
VN
Materialkostenpro Jahr VN
Herstellkosten proJahr VN
StundensatzPersonal pro Jahr
VN
Strompreis proJahr Jahr VN
Energieverbrauchelektrisch gesamt
pro Jahr VN
Energiekosten proJahr VN
Verkaufsmengepro Jahr VN
Planarbeitstagepro Jahr VN
Transportkostenpro Jahr VN
MaschinenkostenVerpackung pro
Jahr VN
Kapazität PersonalVN
Produktionsratepro Tag pro Jahr
VN
MitarbeiterQualifikation
StundensatzMaschine
Verpackung proJahr VN
EnergieverbrauchMaschinen
Verpackung proJahr VN
V ges MaschinenVerpackung
Anzahl Maschinenpro Jahr VN
Bauteilkpreis proStück pro Jahr VN
Bestand Lager proTag pro Jahr VN
Bestand Transportpro Tag pro Jahr
VN
Bestand gesamtpro Tag pro Jahr
VN
Kapitalbindungs-kosten pro Tag
pro Jahr VN
Lagerkosten proTag pro Jahr VN
Produktions-kosten pro Tag
pro Jahr VN
Emissionskostenpro Jahr VN
EnergieverbrauchTransport pro Jahr
VN
EnergieverbrauchBeleuchtung pro
Jahr VN
EnergieverbrauchKlimaanlage pro
Jahr VN
FlächenkostenPersonal pro Jahr
VN
Fläche Produktionpro Jahr VN
Ausschuss VN FlächensatzGebäude pro Tag
VN
Emissionsfaktorpro Jahr VN
Preis pro TonneCO2
Transportpreispro TStück pro
Tag VN
TransportdauerVN
LuftfeuchtigkeitJahresmittel VN
TemperaturJahresmittel VN
EinstellungswertdurchschnittlicheQualifikation VN
Zeit Mitarbeiter zuqualifizieren VN
FluktuationMitarbeiter VN
Pausenzeit proTag VN
Abwesenheitsquote VN
AnzahlArbeitsplätzeMontage VN
V plan PersonalVN
V aus Personal VNV ges Personal VN V eff Personal VN
AnzahlArbeitsplätze
Montage pro JahrVN
KapazitätMaschinen
Verpackung VN
KapazitätMaschinen
Verpackung proJahr VN
V eff MaschinenVerpackung VN
V aus MaschinenVerpackung VN
EnergiekostenPersonal pro Jahr
VN
Personalkostenpro Jahr VN
elektrischeLeistung
MaschinenVerpackung VN
AnzahlProduktvarianten
Losgröße Grundzeit VN
Arbeitstage proJahr VN
Sonderarbeitstagepro Jahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Fläche Personalpro Jahr VN
LeistungsfaktorMaschinen
Verpackung VN
Produktionsratepro Jahr VN
Änderung pro JahrStrompreis VN
Änderung pro JahrBauteilpreis VN
Änderung pro JahrStundensatzPersonal VN
Ausschuss VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Fläche Personal proJahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Preis pro TonneCO2E ist pro Jahr VN
€
1 1.746.831,60
2 2.063.022,72
3 2.472.888,24
4 2.910.477,96
5 3.442.398,96
6 3.986.737,20
01.01.2012
€
1 11.087.370,58
2 14.555.968,25
3 17.833.457,24
4 21.294.857,88
5 25.281.744,38
6 29.504.721,97
€
1 13.691.194,06
2 17.593.072,48
3 21.389.369,51
4 25.416.572,15
5 30.067.700,02
6 34.973.328,07
143.131.236,28 €
€/hr
1 1,15
2 1,27
3 1,38
4 1,50
5 1,61
6 1,72
€/KWh
1 0,05
2 0,05
3 0,06
4 0,06
5 0,06
6 0,06
KWh
1 5.932.741,93
2 6.249.820,15
3 6.838.200,98
4 7.486.171,93
5 8.218.379,64
6 8.907.478,99
€
1 385.628,23
2 406.238,31
3 444.483,06
4 486.601,18
5 534.194,68
6 578.986,13
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35 911.870,16 TStk
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
€
1 2.045.285,71
2 2.582.857,14
3 2.907.428,57
4 3.210.357,14
5 3.538.071,43
6 3.856.642,86
€
1 462.148,40
2 549.301,03
3 602.827,98
4 672.703,06
5 736.313,15
6 807.133,42
642,24 TStk/da
TStk/da
1 350,11
2 417,86
3 467,78
4 517,26
5 570,24
6 621,13
1,01
€
1 11,11
2 11,46
3 11,33
4 11,48
5 11,38
6 11,46
KWh
1 156.050,25
2 186.244,88
3 209.165,58
4 230.551,16
5 254.164,52
6 276.844,68
90,00 %
VM
1 7,00
2 8,00
3 9,00
4 10,00
5 10,00
6 11,00
€/Stk
1 0,10
2 0,11
3 0,12
4 0,13
5 0,14
6 0,15
TStk/da
1 13.766,35
2 17.384,62
3 19.506,71
4 21.608,17
5 23.813,94
6 25.958,17
TStk/da
1 4.998,57
2 3.713,32
3 3.958,37
4 4.108,02
5 4.006,42
6 4.004,52
TStk/da
1 18.764,92
2 21.097,93
3 23.465,08
4 25.716,19
5 27.820,36
6 29.962,69
€/da
1 1.749,50
2 1.299,66
3 1.385,43
4 1.437,81
5 1.402,25
6 1.401,58
€/da
1 52.508,42
2 66.337,80
3 79.441,62
4 93.683,67
5 109.670,26
6 126.483,34
€/da
1 321,49
2 371,70
3 430,64
4 492,88
5 557,20
6 626,72
€
1 87.768,48
2 88.360,36
3 105.875,14
4 114.100,80
5 121.666,91
6 128.822,04
KWh
1 1.955.803,85
2 2.469.856,37
3 2.780.227,70
4 3.069.903,05
5 3.383.279,74
6 3.687.913,58
KWh
1 415.940,30
2 449.748,90
3 492.832,60
4 537.188,02
5 587.984,16
6 636.431,52
KWh
1 5.360.751,37
2 5.613.826,37
3 6.136.202,80
4 6.718.432,74
5 7.376.230,96
6 7.994.202,79
€
1 145.777,55
2 155.093,42
3 169.878,68
4 184.643,42
5 202.325,07
6 218.707,00
sqm
1 1.874,24
2 2.026,48
3 2.239,40
4 2.452,56
5 2.635,91
6 2.862,77
1,50 % 0,25 €/(da*sqm)
KgCO2/KWh
1 0,61
2 0,52
3 0,59
4 0,57
5 0,54
6 0,52
17,00 €
0,48 €/(da*TStk) 42,00 da 295,05 K 15,74 g/M³
0,33 26,00 wk
10,00 %5,00 % 6,25 %
202,00 AP
0,89 0,980,88 1,01
AP
1 132,00
2 141,00
3 154,00
4 168,00
5 184,00
6 199,00
739,20 TStk/da
TStk
1 156.576,00
2 185.404,80
3 203.011,20
4 225.523,20
5 245.280,00
6 267.388,80
91,00 %99,00 %
€
1 249.065,93
2 269.687,06
3 310.317,38
4 353.889,83
5 404.918,46
6 456.028,49
€
1 2.141.675,08
2 2.487.803,20
3 2.953.084,30
4 3.449.011,21
5 4.049.642,49
6 4.661.472,68
66,00 KW
1,00 1,00 150,00 Stk/hr
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
sqm
1 280,00
2 320,00
3 360,00
4 400,00
5 400,00
6 440,00
sqm
1 1.594,24
2 1.706,48
3 1.879,40
4 2.052,56
5 2.235,91
6 2.422,77
0,60
TStk
1 109.235,18
2 130.371,41
3 146.415,91
4 161.385,81
5 177.915,16
6 193.791,28
5,00 %10,00 % 10,00 %
Abb. A-6: BSC Vietnam Trendszenario
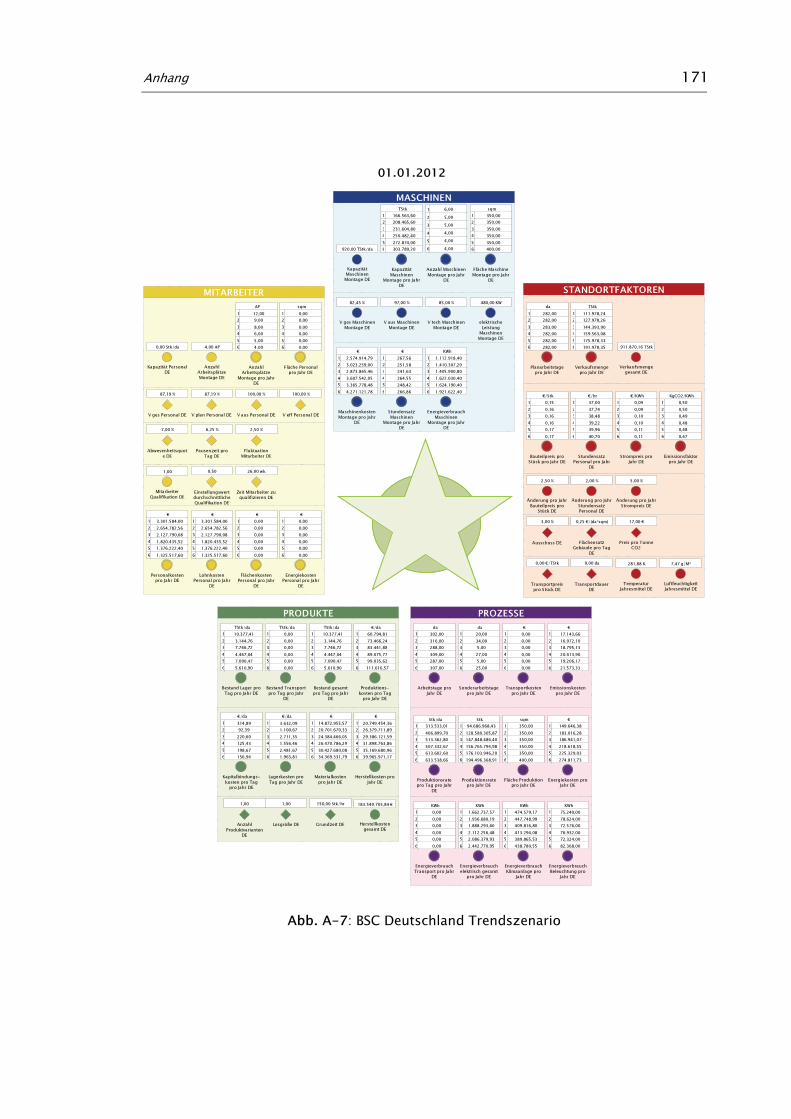
Anhang 171
MASCHINEN
STANDORTFAKTOREN
PRODUKTE PROZESSE
MITARBEITER
01.01.2012
Verkaufsmengegesamt DE
Planarbeitstagepro Jahr DE
Verkaufsmengepro Jahr DE
Bauteilpreis proStück pro Jahr DE
Ausschuss DE
StundensatzPersonal pro Jahr
DE
Strompreis proJahr DE
TransportdauerDE
Transportpreispro Stück DE
Preis pro TonneCO2
Emissionsfaktorpro Jahr DE
TemperaturJahresmittel DE
LuftfeuchtigkeitJahresmittel DE
FlächensatzGebäude pro Tag
DE
MitarbeiterQualifikation DE
EinstellungswertdurchschnittlicheQualifikation DE
Zeit Mitarbeiter zuqualifizieren DE
FluktuationMitarbeiter DE
Pausenzeit proTag DE
Abwesenheitsquote DE
EnergiekostenPersonal pro Jahr
DE
Kapazität PersonalDE
AnzahlArbeitsplätzeMontage DE
V ges Personal DE V plan Personal DE V eff Personal DEV aus Personal DE
LohnkostenPersonal pro Jahr
DE
FlächenkostenPersonal pro Jahr
DE
AnzahlArbeitsplätze
Montage pro JahrDE
KapazitätMaschinenMontage DE
V tech MaschinenMontage DE
V ges MaschinenMontage DE
V aus MaschinenMontage DE
MaschinenkostenMontage pro Jahr
DE
KapazitätMaschinen
Montage pro JahrDE
Anzahl MaschinenMontage pro Jahr
DE
StundensatzMaschinen
Montage pro JahrDE
EnergieverbrauchMaschinen
Montage pro JahrDE
elektrischeLeistung
MaschinenMontage DE
Bestand Transportpro Tag pro Jahr
DE
Produktions-kosten pro Tag
pro Jahr DE
Kapitalbindungs-kosten pro Tag
pro Jahr DE
Lagerkosten proTag pro Jahr DE
Materialkostenpro Jahr DE
Herstellkosten proJahr DE
Herstellkostengesamt DE
Bestand Lager proTag pro Jahr DE
Bestand gesamtpro Tag pro Jahr
DE
AnzahlProduktvarianten
DE
Losgröße DE Grundzeit DE
Arbeitstage proJahr DE
Sonderarbeitstagepro Jahr DE
Transportkostenpro Jahr DE
Emissionskostenpro Jahr DE
Fläche MaschineMontage pro Jahr
DE
Fläche Produktionpro Jahr DE
Energieverbrauchelektrisch gesamt
pro Jahr DE
EnergieverbrauchTransport pro Jahr
DE
EnergieverbrauchKlimaanlage pro
Jahr DE
EnergieverbrauchBeleuchtung pro
Jahr DE
Produktionsratepro Tag pro Jahr
DE
Fläche Personalpro Jahr DE
Personalkostenpro Jahr DE
Produktionsratepro Jahr DE
Energiekosten proJahr DE
Änderung pro JahrStrompreis DE
Änderung pro JahrBauteilpreis pro
Stück DE
Änderung pro JahrStundensatzPersonal DE
Strompreis pro JahrDE
Preis pro TonneCO2
Fläche MaschineMontage pro Jahr
DE
E ist pro Jahr DE
Ausschuss DE
911.870,16 TStk
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35
€/Stk
1 0,15
2 0,16
3 0,16
4 0,16
5 0,17
6 0,17
3,00 %
€/hr
1 37,00
2 37,74
3 38,48
4 39,22
5 39,96
6 40,70
€/KWh
1 0,09
2 0,09
3 0,10
4 0,10
5 0,11
6 0,11
0,00 da0,00 €/TStk
17,00 €
KgCO2/KWh
1 0,50
2 0,50
3 0,49
4 0,48
5 0,48
6 0,47
281,88 K 7,47 g/M³
0,25 €/(da*sqm)
4,00 AP0,00 Stk/da
87,19 % 87,19 % 100,00 %100,00 %
6,25 %7,00 % 2,50 %
1,00 0,50 26,00 wk
€
1 3.301.584,00
2 2.654.782,56
3 2.127.790,08
4 1.820.435,52
5 1.376.222,40
6 1.325.517,60
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
AP
1 12,00
2 9,00
3 8,00
4 6,00
5 5,00
6 4,00
920,00 TStk/da
85,00 %82,45 % 97,00 %
€
1 2.574.914,79
2 3.023.259,00
3 2.873.865,46
4 3.607.542,05
5 3.365.778,48
6 4.271.121,78
TStk
1 166.563,60
2 208.465,60
3 231.604,80
4 250.482,40
5 272.874,00
6 303.789,20
1 6,00
2 5,00
3 5,00
4 4,00
5 4,00
6 4,00
€
1 267,56
2 251,58
3 241,63
4 264,55
5 248,42
6 266,86
KWh
1 1.112.918,40
2 1.410.307,20
3 1.405.900,80
4 1.622.030,40
5 1.624.190,40
6 1.921.622,40
480,00 KW
TStk/da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€/da
1 60.794,81
2 73.466,24
3 83.441,88
4 89.075,77
5 99.035,62
6 111.616,57
€/da
1 314,89
2 92,39
3 220,60
4 125,43
5 198,67
6 156,94
€/da
1 3.632,09
2 1.100,67
3 2.711,35
4 1.556,46
5 2.481,67
6 1.963,81
€
1 14.872.955,57
2 20.701.670,33
3 24.384.466,05
4 26.470.786,29
5 30.427.680,08
6 34.369.331,79
€
1 20.749.454,36
2 26.379.711,89
3 29.386.121,59
4 31.898.763,86
5 35.169.680,96
6 39.965.971,17
183.549.703,84 €
TStk/da
1 10.377,41
2 3.144,76
3 7.746,72
4 4.447,04
5 7.090,47
6 5.610,90
TStk/da
1 10.377,41
2 3.144,76
3 7.746,72
4 4.447,04
5 7.090,47
6 5.610,90
1,00 1,00 150,00 Stk/hr
da
1 302,00
2 316,00
3 288,00
4 309,00
5 287,00
6 307,00
da
1 20,00
2 34,00
3 5,00
4 27,00
5 5,00
6 25,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 17.143,66
2 16.972,10
3 18.795,13
4 20.413,90
5 19.206,17
6 21.573,33
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
KWh
1 1.662.737,57
2 1.936.680,19
3 1.888.293,60
4 2.112.256,48
5 2.086.379,93
6 2.442.770,95
KWh
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
KWh
1 474.579,17
2 447.748,99
3 409.816,80
4 413.294,08
5 389.865,53
6 438.780,55
KWh
1 75.240,00
2 78.624,00
3 72.576,00
4 76.932,00
5 72.324,00
6 82.368,00
Stk/da
1 313.533,01
2 406.899,70
3 513.362,80
4 507.332,67
5 613.602,60
6 633.538,66
sqm
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 3.301.584,00
2 2.654.782,56
3 2.127.790,08
4 1.820.435,52
5 1.376.222,40
6 1.325.517,60
Stk
1 94.686.968,43
2 128.580.305,87
3 147.848.486,40
4 156.765.794,98
5 176.103.946,20
6 194.496.368,91
€
1 149.646,38
2 183.016,28
3 186.941,07
4 218.618,55
5 225.329,03
6 274.811,73
5,00 %2,50 % 2,00 %
Abb. A-7: BSC Deutschland Trendszenario
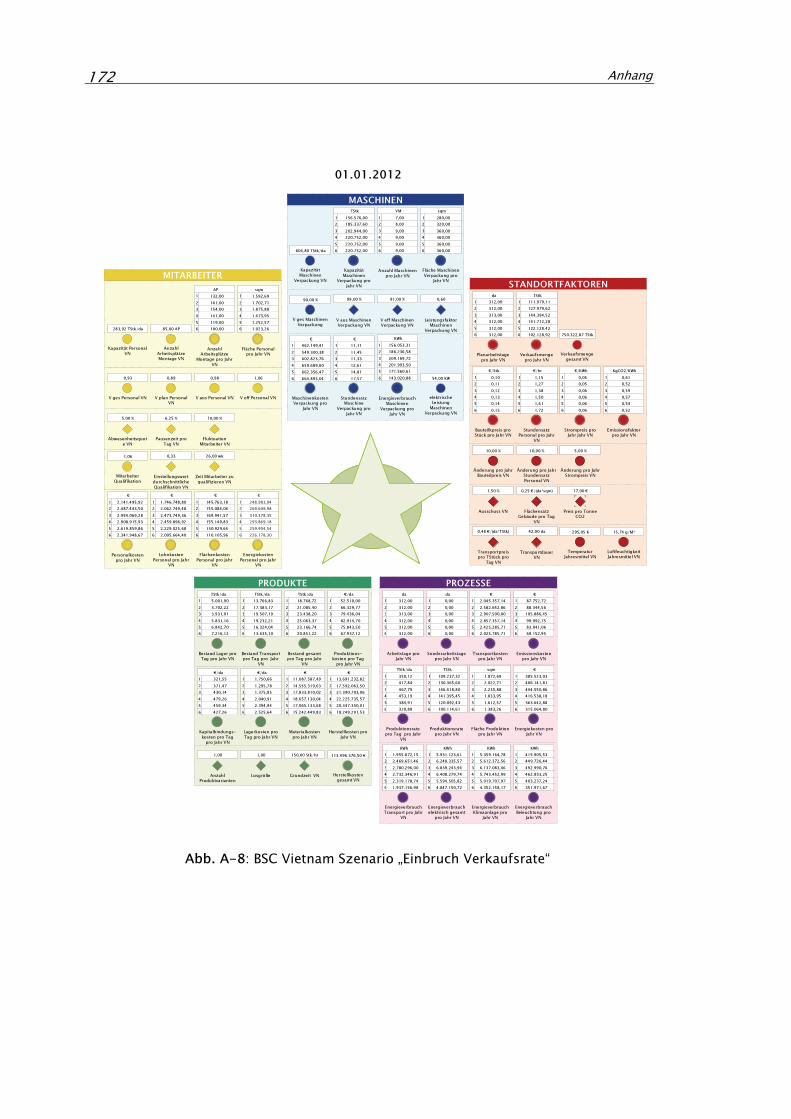
Anhang 172
MASCHINEN
MITARBEITER
STANDORTFAKTOREN
PRODUKTE PROZESSE
Datum
Herstellkostengesamt VN
Verkaufsmengegesamt VN
LohnkostenPersonal pro Jahr
VN
Materialkostenpro Jahr VN
Herstellkosten proJahr VN
StundensatzPersonal pro Jahr
VN
Strompreis proJahr Jahr VN
Energieverbrauchelektrisch gesamt
pro Jahr VN
Energiekosten proJahr VN
Verkaufsmengepro Jahr VN
Planarbeitstagepro Jahr VN
Transportkostenpro Jahr VN
MaschinenkostenVerpackung pro
Jahr VN
Kapazität PersonalVN
Produktionsratepro Tag pro Jahr
VN
MitarbeiterQualifikation
StundensatzMaschine
Verpackung proJahr VN
EnergieverbrauchMaschinen
Verpackung proJahr VN
V ges MaschinenVerpackung
Anzahl Maschinenpro Jahr VN
Bauteilkpreis proStück pro Jahr VN
Bestand Lager proTag pro Jahr VN
Bestand Transportpro Tag pro Jahr
VN
Bestand gesamtpro Tag pro Jahr
VN
Kapitalbindungs-kosten pro Tag
pro Jahr VN
Lagerkosten proTag pro Jahr VN
Produktions-kosten pro Tag
pro Jahr VN
Emissionskostenpro Jahr VN
EnergieverbrauchTransport pro Jahr
VN
EnergieverbrauchBeleuchtung pro
Jahr VN
EnergieverbrauchKlimaanlage pro
Jahr VN
FlächenkostenPersonal pro Jahr
VN
Fläche Produktionpro Jahr VN
Ausschuss VN FlächensatzGebäude pro Tag
VN
Emissionsfaktorpro Jahr VN
Preis pro TonneCO2
Transportpreispro TStück pro
Tag VN
TransportdauerVN
LuftfeuchtigkeitJahresmittel VN
TemperaturJahresmittel VN
EinstellungswertdurchschnittlicheQualifikation VN
Zeit Mitarbeiter zuqualifizieren VN
FluktuationMitarbeiter VN
Pausenzeit proTag VN
Abwesenheitsquote VN
AnzahlArbeitsplätzeMontage VN
V plan PersonalVN
V aus Personal VNV ges Personal VN V eff Personal VN
AnzahlArbeitsplätze
Montage pro JahrVN
KapazitätMaschinen
Verpackung VN
KapazitätMaschinen
Verpackung proJahr VN
V eff MaschinenVerpackung VN
V aus MaschinenVerpackung VN
EnergiekostenPersonal pro Jahr
VN
Personalkostenpro Jahr VN
elektrischeLeistung
MaschinenVerpackung VN
AnzahlProduktvarianten
Losgröße Grundzeit VN
Arbeitstage proJahr VN
Sonderarbeitstagepro Jahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Fläche Personalpro Jahr VN
LeistungsfaktorMaschinen
Verpackung VN
Produktionsratepro Jahr VN
Änderung pro JahrStrompreis VN
Änderung pro JahrBauteilpreis VN
Änderung pro JahrStundensatzPersonal VN
Ausschuss VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Fläche Personal proJahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Preis pro TonneCO2E ist pro Jahr VN
€
1 1.746.748,80
2 2.062.749,48
3 2.473.749,36
4 2.459.896,92
5 2.229.025,68
6 2.005.664,40
01.01.2012
€
1 11.087.587,49
2 14.555.319,63
3 17.833.810,02
4 18.657.130,04
5 17.065.133,68
6 15.242.449,83
€
1 13.691.232,82
2 17.592.063,50
3 21.390.703,06
4 22.225.735,57
5 20.347.350,01
6 18.249.291,53
113.496.376,50 €
€/hr
1 1,15
2 1,27
3 1,38
4 1,50
5 1,61
6 1,72
€/KWh
1 0,05
2 0,05
3 0,06
4 0,06
5 0,06
6 0,06
KWh
1 5.931.123,61
2 6.248.335,57
3 6.839.243,94
4 6.408.279,74
5 5.594.505,82
6 4.847.150,72
€
1 385.523,03
2 406.141,81
3 444.550,86
4 416.538,18
5 363.642,88
6 315.064,80
TStk
1 111.979,11
2 127.979,62
3 144.394,52
4 141.712,28
5 122.128,42
6 102.128,92 750.322,87 TStk
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
€
1 2.045.357,14
2 2.582.642,86
3 2.907.500,00
4 2.857.357,14
5 2.425.285,71
6 2.025.785,71
€
1 462.149,41
2 549.300,38
3 602.823,76
4 659.689,60
5 662.356,47
6 664.893,04
283,92 TStk/da
TStk/da
1 350,12
2 417,84
3 467,79
4 453,19
5 384,91
6 320,88
1,06
€
1 11,11
2 11,45
3 11,33
4 12,61
5 14,81
6 17,57
KWh
1 156.053,31
2 186.236,58
3 209.169,72
4 201.993,50
5 171.560,61
6 143.020,88
90,00 %
VM
1 7,00
2 8,00
3 9,00
4 9,00
5 9,00
6 9,00
€/Stk
1 0,10
2 0,11
3 0,12
4 0,13
5 0,14
6 0,15
TStk/da
1 13.766,83
2 17.383,17
3 19.507,19
4 19.232,21
5 16.324,04
6 13.635,10
TStk/da
1 5.001,90
2 3.702,22
3 3.931,01
4 5.831,16
5 6.842,70
6 7.216,12
TStk/da
1 18.768,72
2 21.085,40
3 23.438,20
4 25.063,37
5 23.166,74
6 20.851,22
€/da
1 1.750,66
2 1.295,78
3 1.375,85
4 2.040,91
5 2.394,94
6 2.525,64
€/da
1 52.510,00
2 66.329,77
3 79.436,04
4 82.914,70
5 75.843,50
6 67.937,12
€/da
1 321,55
2 371,47
3 430,14
4 479,26
5 459,34
6 427,26
€
1 87.752,72
2 88.344,56
3 105.886,45
4 99.092,75
5 83.041,06
6 69.152,95
KWh
1 1.955.872,15
2 2.469.651,46
3 2.780.296,00
4 2.732.346,91
5 2.319.178,74
6 1.937.156,98
KWh
1 415.905,53
2 449.726,44
3 492.990,76
4 462.833,25
5 403.237,24
6 351.971,67
KWh
1 5.359.164,78
2 5.612.372,56
3 6.137.083,46
4 5.743.452,99
5 5.019.707,97
6 4.352.158,17
€
1 145.763,18
2 155.084,04
3 169.941,57
4 155.149,83
5 130.929,64
6 110.105,96
sqm
1 1.872,69
2 2.022,71
3 2.235,88
4 1.833,95
5 1.612,57
6 1.383,26
1,50 % 0,25 €/(da*sqm)
KgCO2/KWh
1 0,61
2 0,52
3 0,59
4 0,57
5 0,54
6 0,52
17,00 €
0,48 €/(da*TStk) 42,00 da 295,05 K 15,74 g/M³
0,33 26,00 wk
10,00 %5,00 % 6,25 %
85,00 AP
0,89 0,980,93 1,06
AP
1 132,00
2 141,00
3 154,00
4 141,00
5 119,00
6 100,00
604,80 TStk/da
TStk
1 156.576,00
2 185.337,60
3 202.944,00
4 220.752,00
5 220.752,00
6 220.752,00
91,00 %99,00 %
€
1 248.983,94
2 269.609,98
3 310.378,35
4 293.869,18
5 259.904,54
6 226.178,30
€
1 2.141.495,92
2 2.487.443,50
3 2.954.069,28
4 2.908.915,93
5 2.619.859,86
6 2.341.948,67
54,00 KW
1,00 1,00 150,00 Stk/hr
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
sqm
1 280,00
2 320,00
3 360,00
4 360,00
5 360,00
6 360,00
sqm
1 1.592,69
2 1.702,71
3 1.875,88
4 1.473,95
5 1.252,57
6 1.023,26
0,60
TStk
1 109.237,32
2 130.365,60
3 146.418,80
4 141.395,45
5 120.092,43
6 100.114,61
5,00 %10,00 % 10,00 %
Abb. A-8: BSC Vietnam Szenario „Einbruch Verkaufsrate“
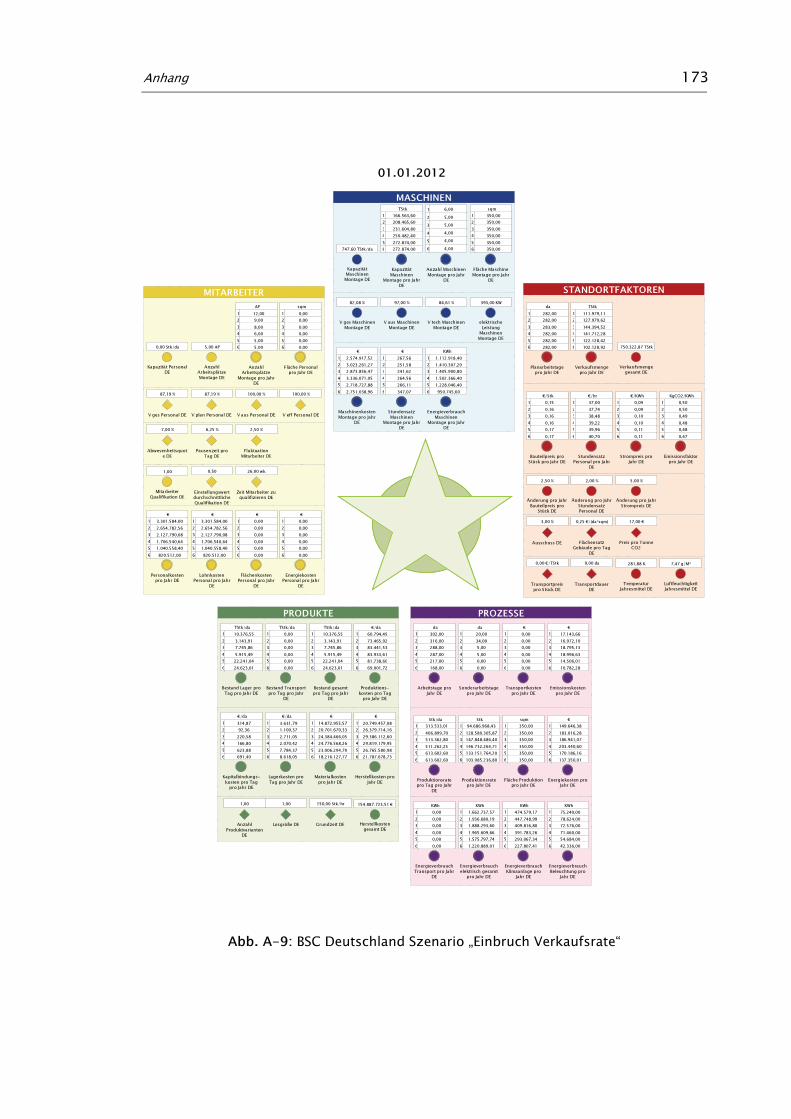
Anhang 173
MASCHINEN
STANDORTFAKTOREN
PRODUKTE PROZESSE
MITARBEITER
01.01.2012
Verkaufsmengegesamt DE
Planarbeitstagepro Jahr DE
Verkaufsmengepro Jahr DE
Bauteilpreis proStück pro Jahr DE
Ausschuss DE
StundensatzPersonal pro Jahr
DE
Strompreis proJahr DE
TransportdauerDE
Transportpreispro Stück DE
Preis pro TonneCO2
Emissionsfaktorpro Jahr DE
TemperaturJahresmittel DE
LuftfeuchtigkeitJahresmittel DE
FlächensatzGebäude pro Tag
DE
MitarbeiterQualifikation DE
EinstellungswertdurchschnittlicheQualifikation DE
Zeit Mitarbeiter zuqualifizieren DE
FluktuationMitarbeiter DE
Pausenzeit proTag DE
Abwesenheitsquote DE
EnergiekostenPersonal pro Jahr
DE
Kapazität PersonalDE
AnzahlArbeitsplätzeMontage DE
V ges Personal DE V plan Personal DE V eff Personal DEV aus Personal DE
LohnkostenPersonal pro Jahr
DE
FlächenkostenPersonal pro Jahr
DE
AnzahlArbeitsplätze
Montage pro JahrDE
KapazitätMaschinenMontage DE
V tech MaschinenMontage DE
V ges MaschinenMontage DE
V aus MaschinenMontage DE
MaschinenkostenMontage pro Jahr
DE
KapazitätMaschinen
Montage pro JahrDE
Anzahl MaschinenMontage pro Jahr
DE
StundensatzMaschinen
Montage pro JahrDE
EnergieverbrauchMaschinen
Montage pro JahrDE
elektrischeLeistung
MaschinenMontage DE
Bestand Transportpro Tag pro Jahr
DE
Produktions-kosten pro Tag
pro Jahr DE
Kapitalbindungs-kosten pro Tag
pro Jahr DE
Lagerkosten proTag pro Jahr DE
Materialkostenpro Jahr DE
Herstellkosten proJahr DE
Herstellkostengesamt DE
Bestand Lager proTag pro Jahr DE
Bestand gesamtpro Tag pro Jahr
DE
AnzahlProduktvarianten
DE
Losgröße DE Grundzeit DE
Arbeitstage proJahr DE
Sonderarbeitstagepro Jahr DE
Transportkostenpro Jahr DE
Emissionskostenpro Jahr DE
Fläche MaschineMontage pro Jahr
DE
Fläche Produktionpro Jahr DE
Energieverbrauchelektrisch gesamt
pro Jahr DE
EnergieverbrauchTransport pro Jahr
DE
EnergieverbrauchKlimaanlage pro
Jahr DE
EnergieverbrauchBeleuchtung pro
Jahr DE
Produktionsratepro Tag pro Jahr
DE
Fläche Personalpro Jahr DE
Personalkostenpro Jahr DE
Produktionsratepro Jahr DE
Energiekosten proJahr DE
Änderung pro JahrStrompreis DE
Änderung pro JahrBauteilpreis pro
Stück DE
Änderung pro JahrStundensatzPersonal DE
Strompreis pro JahrDE
Preis pro TonneCO2
Fläche MaschineMontage pro Jahr
DE
E ist pro Jahr DE
Ausschuss DE
750.322,87 TStk
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
TStk
1 111.979,11
2 127.979,62
3 144.394,52
4 141.712,28
5 122.128,42
6 102.128,92
€/Stk
1 0,15
2 0,16
3 0,16
4 0,16
5 0,17
6 0,17
3,00 %
€/hr
1 37,00
2 37,74
3 38,48
4 39,22
5 39,96
6 40,70
€/KWh
1 0,09
2 0,09
3 0,10
4 0,10
5 0,11
6 0,11
0,00 da0,00 €/TStk
17,00 €
KgCO2/KWh
1 0,50
2 0,50
3 0,49
4 0,48
5 0,48
6 0,47
281,88 K 7,47 g/M³
0,25 €/(da*sqm)
5,00 AP0,00 Stk/da
87,19 % 87,19 % 100,00 %100,00 %
6,25 %7,00 % 2,50 %
1,00 0,50 26,00 wk
€
1 3.301.584,00
2 2.654.782,56
3 2.127.790,08
4 1.706.540,64
5 1.040.558,40
6 820.512,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
AP
1 12,00
2 9,00
3 8,00
4 6,00
5 5,00
6 5,00
747,60 TStk/da
84,61 %82,08 % 97,00 %
€
1 2.574.917,52
2 3.023.261,27
3 2.873.856,47
4 3.336.071,05
5 2.718.727,88
6 2.751.038,96
TStk
1 166.563,60
2 208.465,60
3 231.604,80
4 250.482,40
5 272.874,00
6 272.874,00
1 6,00
2 5,00
3 5,00
4 4,00
5 4,00
6 4,00
€
1 267,56
2 251,58
3 241,62
4 264,56
5 266,11
6 347,07
KWh
1 1.112.918,40
2 1.410.307,20
3 1.405.900,80
4 1.502.366,40
5 1.228.046,40
6 950.745,60
393,00 KW
TStk/da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€/da
1 60.794,49
2 73.465,92
3 83.441,53
4 83.933,61
5 81.738,60
6 69.001,72
€/da
1 314,87
2 92,36
3 220,58
4 166,80
5 623,88
6 691,40
€/da
1 3.631,79
2 1.100,37
3 2.711,05
4 2.070,42
5 7.784,37
6 8.618,05
€
1 14.872.955,57
2 20.701.670,33
3 24.384.466,05
4 24.776.568,26
5 23.006.294,70
6 18.216.127,77
€
1 20.749.457,08
2 26.379.714,16
3 29.386.112,60
4 29.819.179,95
5 26.765.580,98
6 21.787.678,73
154.887.723,51 €
TStk/da
1 10.376,55
2 3.143,91
3 7.745,86
4 5.915,49
5 22.241,04
6 24.623,01
TStk/da
1 10.376,55
2 3.143,91
3 7.745,86
4 5.915,49
5 22.241,04
6 24.623,01
1,00 1,00 150,00 Stk/hr
da
1 302,00
2 316,00
3 288,00
4 287,00
5 217,00
6 168,00
da
1 20,00
2 34,00
3 5,00
4 5,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 17.143,66
2 16.972,10
3 18.795,13
4 18.996,63
5 14.506,01
6 10.782,28
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 350,00
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 350,00
KWh
1 1.662.737,57
2 1.936.680,19
3 1.888.293,60
4 1.965.609,66
5 1.575.797,74
6 1.220.889,01
KWh
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
KWh
1 474.579,17
2 447.748,99
3 409.816,80
4 391.783,26
5 293.067,34
6 227.807,41
KWh
1 75.240,00
2 78.624,00
3 72.576,00
4 71.460,00
5 54.684,00
6 42.336,00
Stk/da
1 313.533,01
2 406.899,70
3 513.362,80
4 511.262,25
5 613.602,60
6 613.602,60
sqm
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 3.301.584,00
2 2.654.782,56
3 2.127.790,08
4 1.706.540,64
5 1.040.558,40
6 820.512,00
Stk
1 94.686.968,43
2 128.580.305,87
3 147.848.486,40
4 146.732.264,71
5 133.151.764,20
6 103.085.236,80
€
1 149.646,38
2 183.016,28
3 186.941,07
4 203.440,60
5 170.186,16
6 137.350,01
5,00 %2,50 % 2,00 %
Abb. A-9: BSC Deutschland Szenario „Einbruch Verkaufsrate“
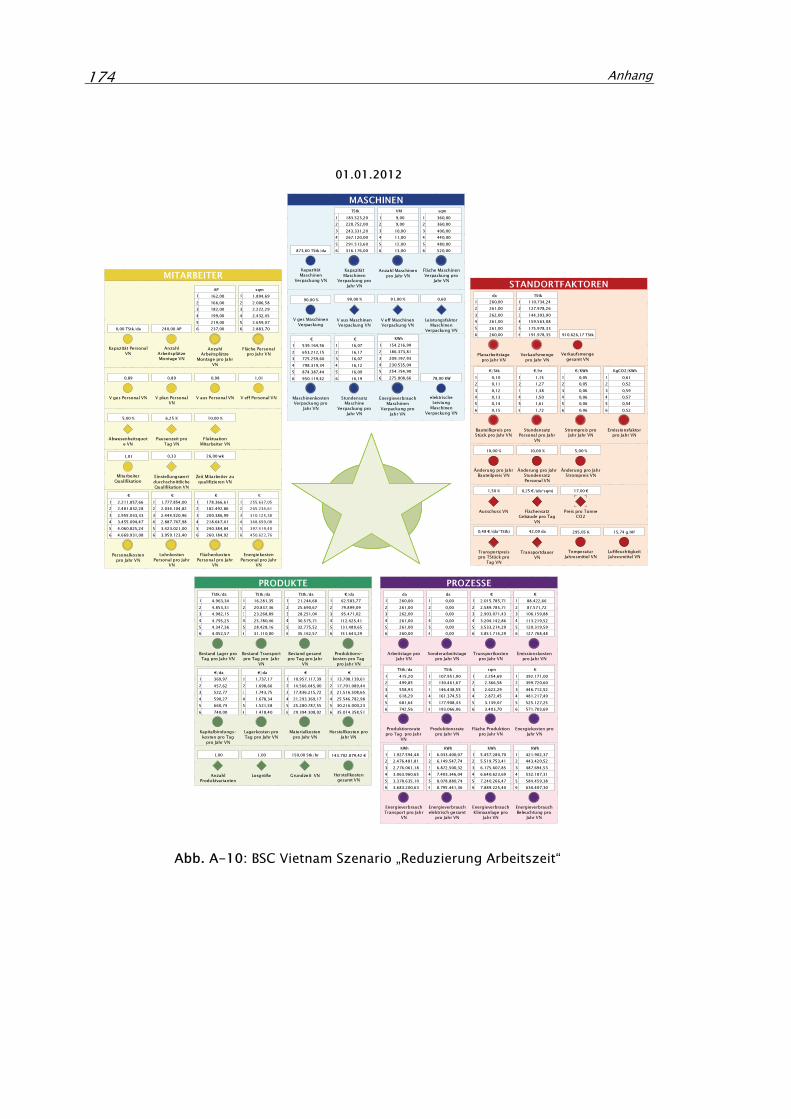
Anhang 174
MASCHINEN
MITARBEITER
STANDORTFAKTOREN
PRODUKTE PROZESSE
Datum
Herstellkostengesamt VN
Verkaufsmengegesamt VN
LohnkostenPersonal pro Jahr
VN
Materialkostenpro Jahr VN
Herstellkosten proJahr VN
StundensatzPersonal pro Jahr
VN
Strompreis proJahr Jahr VN
Energieverbrauchelektrisch gesamt
pro Jahr VN
Energiekosten proJahr VN
Verkaufsmengepro Jahr VN
Planarbeitstagepro Jahr VN
Transportkostenpro Jahr VN
MaschinenkostenVerpackung pro
Jahr VN
Kapazität PersonalVN
Produktionsratepro Tag pro Jahr
VN
MitarbeiterQualifikation
StundensatzMaschine
Verpackung proJahr VN
EnergieverbrauchMaschinen
Verpackung proJahr VN
V ges MaschinenVerpackung
Anzahl Maschinenpro Jahr VN
Bauteilkpreis proStück pro Jahr VN
Bestand Lager proTag pro Jahr VN
Bestand Transportpro Tag pro Jahr
VN
Bestand gesamtpro Tag pro Jahr
VN
Kapitalbindungs-kosten pro Tag
pro Jahr VN
Lagerkosten proTag pro Jahr VN
Produktions-kosten pro Tag
pro Jahr VN
Emissionskostenpro Jahr VN
EnergieverbrauchTransport pro Jahr
VN
EnergieverbrauchBeleuchtung pro
Jahr VN
EnergieverbrauchKlimaanlage pro
Jahr VN
FlächenkostenPersonal pro Jahr
VN
Fläche Produktionpro Jahr VN
Ausschuss VN FlächensatzGebäude pro Tag
VN
Emissionsfaktorpro Jahr VN
Preis pro TonneCO2
Transportpreispro TStück pro
Tag VN
TransportdauerVN
LuftfeuchtigkeitJahresmittel VN
TemperaturJahresmittel VN
EinstellungswertdurchschnittlicheQualifikation VN
Zeit Mitarbeiter zuqualifizieren VN
FluktuationMitarbeiter VN
Pausenzeit proTag VN
Abwesenheitsquote VN
AnzahlArbeitsplätzeMontage VN
V plan PersonalVN
V aus Personal VNV ges Personal VN V eff Personal VN
AnzahlArbeitsplätze
Montage pro JahrVN
KapazitätMaschinen
Verpackung VN
KapazitätMaschinen
Verpackung proJahr VN
V eff MaschinenVerpackung VN
V aus MaschinenVerpackung VN
EnergiekostenPersonal pro Jahr
VN
Personalkostenpro Jahr VN
elektrischeLeistung
MaschinenVerpackung VN
AnzahlProduktvarianten
Losgröße Grundzeit VN
Arbeitstage proJahr VN
Sonderarbeitstagepro Jahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Fläche Personalpro Jahr VN
LeistungsfaktorMaschinen
Verpackung VN
Produktionsratepro Jahr VN
Änderung pro JahrStrompreis VN
Änderung pro JahrBauteilpreis VN
Änderung pro JahrStundensatzPersonal VN
Ausschuss VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Fläche Personal proJahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Preis pro TonneCO2E ist pro Jahr VN
€
1 1.777.854,00
2 2.034.104,82
3 2.444.520,96
4 2.887.747,98
5 3.423.021,00
6 3.959.123,40
01.01.2012
€
1 10.957.117,39
2 14.566.045,00
3 17.836.215,72
4 21.293.369,17
5 25.280.787,55
6 29.394.308,02
€
1 13.708.139,61
2 17.701.089,44
3 21.516.508,65
4 25.546.782,98
5 30.216.000,23
6 35.014.358,51
143.702.879,42 €
€/hr
1 1,15
2 1,27
3 1,38
4 1,50
5 1,61
6 1,72
€/KWh
1 0,05
2 0,05
3 0,06
4 0,06
5 0,06
6 0,06
KWh
1 6.033.400,07
2 6.149.547,74
3 6.872.500,32
4 7.403.346,04
5 8.078.880,74
6 8.795.441,36
€
1 392.171,00
2 399.720,60
3 446.712,52
4 481.217,49
5 525.127,25
6 571.703,69
TStk
1 110.734,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35 910.626,17 TStk
da
1 260,00
2 261,00
3 262,00
4 261,00
5 261,00
6 260,00
€
1 2.015.785,71
2 2.589.785,71
3 2.903.071,43
4 3.204.142,86
5 3.533.214,29
6 3.851.714,29
€
1 539.164,56
2 653.212,15
3 725.259,60
4 798.319,34
5 874.387,44
6 950.119,42
0,00 TStk/da
TStk/da
1 415,20
2 499,85
3 558,93
4 618,29
5 681,64
6 742,56
1,01
€
1 16,07
2 16,17
3 16,07
4 16,12
5 16,09
6 16,19
KWh
1 154.216,99
2 186.373,81
3 209.197,93
4 230.535,04
5 254.154,90
6 275.808,66
90,00 %
VM
1 9,00
2 9,00
3 10,00
4 11,00
5 12,00
6 13,00
€/Stk
1 0,10
2 0,11
3 0,12
4 0,13
5 0,14
6 0,15
TStk/da
1 16.281,35
2 20.837,36
3 23.268,89
4 25.780,46
5 28.428,16
6 31.110,00
TStk/da
1 4.963,34
2 4.853,31
3 4.982,15
4 4.795,25
5 4.347,36
6 4.052,57
TStk/da
1 21.244,68
2 25.690,67
3 28.251,04
4 30.575,71
5 32.775,52
6 35.162,57
€/da
1 1.737,17
2 1.698,66
3 1.743,75
4 1.678,34
5 1.521,58
6 1.418,40
€/da
1 62.583,77
2 79.899,09
3 95.471,02
4 112.425,41
5 131.489,65
6 151.643,29
€/da
1 369,97
2 457,62
3 522,77
4 590,27
5 660,74
6 740,00
€
1 88.422,66
2 87.571,72
3 106.159,88
4 113.219,52
5 120.319,59
6 127.768,48
KWh
1 1.927.594,48
2 2.476.481,81
3 2.776.061,18
4 3.063.960,65
5 3.378.635,10
6 3.683.200,63
KWh
1 421.902,37
2 443.420,52
3 487.694,53
4 532.187,31
5 584.459,38
6 630.407,30
KWh
1 5.457.280,70
2 5.519.753,41
3 6.175.607,85
4 6.640.623,69
5 7.240.266,47
6 7.889.225,40
€
1 178.366,61
2 182.492,86
3 200.386,99
4 218.647,41
5 240.384,84
6 260.184,92
sqm
1 2.254,69
2 2.366,58
3 2.622,29
4 2.872,45
5 3.139,07
6 3.403,70
1,50 % 0,25 €/(da*sqm)
KgCO2/KWh
1 0,61
2 0,52
3 0,59
4 0,57
5 0,54
6 0,52
17,00 €
0,48 €/(da*TStk) 42,00 da 295,05 K 15,74 g/M³
0,33 26,00 wk
10,00 %5,00 % 6,25 %
240,00 AP
0,89 0,980,89 1,01
AP
1 162,00
2 166,00
3 182,00
4 199,00
5 219,00
6 237,00
873,60 TStk/da
TStk
1 183.523,20
2 220.752,00
3 243.331,20
4 267.120,00
5 291.513,60
6 316.176,00
91,00 %99,00 %
€
1 255.637,05
2 265.234,61
3 310.125,38
4 348.699,08
5 397.419,40
6 450.622,76
€
1 2.211.857,66
2 2.481.832,28
3 2.955.033,33
4 3.455.094,47
5 4.060.825,24
6 4.669.931,08
78,00 KW
1,00 1,00 150,00 Stk/hr
da
1 260,00
2 261,00
3 262,00
4 261,00
5 261,00
6 260,00
da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
sqm
1 360,00
2 360,00
3 400,00
4 440,00
5 480,00
6 520,00
sqm
1 1.894,69
2 2.006,58
3 2.222,29
4 2.432,45
5 2.659,07
6 2.883,70
0,60
TStk
1 107.951,90
2 130.461,67
3 146.438,55
4 161.374,53
5 177.908,43
6 193.066,06
5,00 %10,00 % 10,00 %
Abb. A-10: BSC Vietnam Szenario „Reduzierung Arbeitszeit“
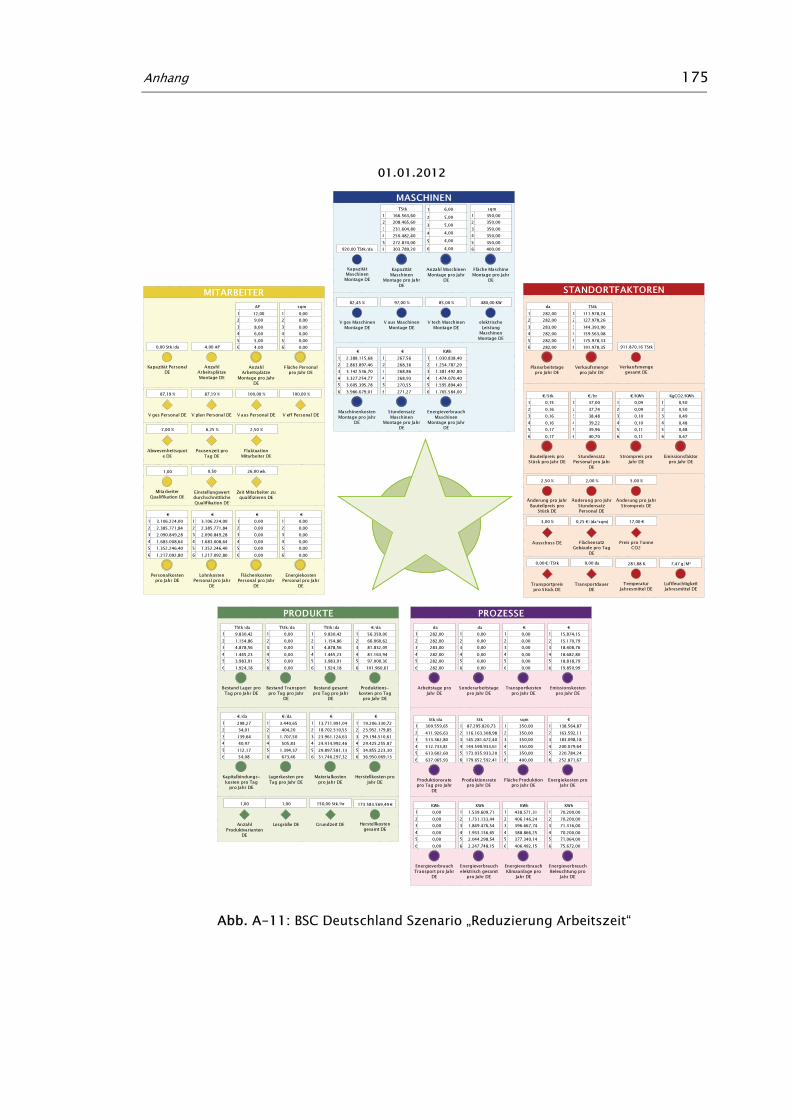
Anhang 175
MASCHINEN
STANDORTFAKTOREN
PRODUKTE PROZESSE
MITARBEITER
01.01.2012
Verkaufsmengegesamt DE
Planarbeitstagepro Jahr DE
Verkaufsmengepro Jahr DE
Bauteilpreis proStück pro Jahr DE
Ausschuss DE
StundensatzPersonal pro Jahr
DE
Strompreis proJahr DE
TransportdauerDE
Transportpreispro Stück DE
Preis pro TonneCO2
Emissionsfaktorpro Jahr DE
TemperaturJahresmittel DE
LuftfeuchtigkeitJahresmittel DE
FlächensatzGebäude pro Tag
DE
MitarbeiterQualifikation DE
EinstellungswertdurchschnittlicheQualifikation DE
Zeit Mitarbeiter zuqualifizieren DE
FluktuationMitarbeiter DE
Pausenzeit proTag DE
Abwesenheitsquote DE
EnergiekostenPersonal pro Jahr
DE
Kapazität PersonalDE
AnzahlArbeitsplätzeMontage DE
V ges Personal DE V plan Personal DE V eff Personal DEV aus Personal DE
LohnkostenPersonal pro Jahr
DE
FlächenkostenPersonal pro Jahr
DE
AnzahlArbeitsplätze
Montage pro JahrDE
KapazitätMaschinenMontage DE
V tech MaschinenMontage DE
V ges MaschinenMontage DE
V aus MaschinenMontage DE
MaschinenkostenMontage pro Jahr
DE
KapazitätMaschinen
Montage pro JahrDE
Anzahl MaschinenMontage pro Jahr
DE
StundensatzMaschinen
Montage pro JahrDE
EnergieverbrauchMaschinen
Montage pro JahrDE
elektrischeLeistung
MaschinenMontage DE
Bestand Transportpro Tag pro Jahr
DE
Produktions-kosten pro Tag
pro Jahr DE
Kapitalbindungs-kosten pro Tag
pro Jahr DE
Lagerkosten proTag pro Jahr DE
Materialkostenpro Jahr DE
Herstellkosten proJahr DE
Herstellkostengesamt DE
Bestand Lager proTag pro Jahr DE
Bestand gesamtpro Tag pro Jahr
DE
AnzahlProduktvarianten
DE
Losgröße DE Grundzeit DE
Arbeitstage proJahr DE
Sonderarbeitstagepro Jahr DE
Transportkostenpro Jahr DE
Emissionskostenpro Jahr DE
Fläche MaschineMontage pro Jahr
DE
Fläche Produktionpro Jahr DE
Energieverbrauchelektrisch gesamt
pro Jahr DE
EnergieverbrauchTransport pro Jahr
DE
EnergieverbrauchKlimaanlage pro
Jahr DE
EnergieverbrauchBeleuchtung pro
Jahr DE
Produktionsratepro Tag pro Jahr
DE
Fläche Personalpro Jahr DE
Personalkostenpro Jahr DE
Produktionsratepro Jahr DE
Energiekosten proJahr DE
Änderung pro JahrStrompreis DE
Änderung pro JahrBauteilpreis pro
Stück DE
Änderung pro JahrStundensatzPersonal DE
Strompreis pro JahrDE
Preis pro TonneCO2
Fläche MaschineMontage pro Jahr
DE
E ist pro Jahr DE
Ausschuss DE
911.870,16 TStk
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35
€/Stk
1 0,15
2 0,16
3 0,16
4 0,16
5 0,17
6 0,17
3,00 %
€/hr
1 37,00
2 37,74
3 38,48
4 39,22
5 39,96
6 40,70
€/KWh
1 0,09
2 0,09
3 0,10
4 0,10
5 0,11
6 0,11
0,00 da0,00 €/TStk
17,00 €
KgCO2/KWh
1 0,50
2 0,50
3 0,49
4 0,48
5 0,48
6 0,47
281,88 K 7,47 g/M³
0,25 €/(da*sqm)
4,00 AP0,00 Stk/da
87,19 % 87,19 % 100,00 %100,00 %
6,25 %7,00 % 2,50 %
1,00 0,50 26,00 wk
€
1 3.106.224,00
2 2.385.771,84
3 2.090.849,28
4 1.683.008,64
5 1.352.246,40
6 1.217.092,80
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
AP
1 12,00
2 9,00
3 8,00
4 6,00
5 5,00
6 4,00
920,00 TStk/da
85,00 %82,45 % 97,00 %
€
1 2.388.115,68
2 2.863.897,46
3 3.142.536,70
4 3.327.254,77
5 3.605.395,78
6 3.986.679,01
TStk
1 166.563,60
2 208.465,60
3 231.604,80
4 250.482,40
5 272.874,00
6 303.789,20
1 6,00
2 5,00
3 5,00
4 4,00
5 4,00
6 4,00
€
1 267,56
2 268,36
3 268,86
4 268,93
5 270,55
6 271,27
KWh
1 1.030.838,40
2 1.254.787,20
3 1.381.492,80
4 1.474.070,40
5 1.595.894,40
6 1.765.584,00
480,00 KW
TStk/da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€/da
1 56.359,00
2 66.060,62
3 81.832,09
4 81.163,94
5 97.000,30
6 101.960,61
€/da
1 298,27
2 34,01
3 139,64
4 40,97
5 112,17
6 54,08
€/da
1 3.440,65
2 404,20
3 1.707,50
4 505,83
5 1.394,37
6 673,46
€
1 13.711.991,04
2 18.702.510,55
3 23.961.124,63
4 24.414.992,46
5 29.897.581,13
6 31.746.297,32
€
1 19.206.330,72
2 23.952.179,85
3 29.194.510,61
4 29.425.255,87
5 34.855.223,30
6 36.950.069,13
173.583.569,49 €
TStk/da
1 9.830,42
2 1.154,86
3 4.878,56
4 1.445,23
5 3.983,91
6 1.924,18
TStk/da
1 9.830,42
2 1.154,86
3 4.878,56
4 1.445,23
5 3.983,91
6 1.924,18
1,00 1,00 150,00 Stk/hr
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 15.874,15
2 15.170,79
3 18.408,76
4 18.682,80
5 18.818,79
6 19.850,99
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
KWh
1 1.539.609,71
2 1.731.133,44
3 1.849.476,54
4 1.933.136,65
5 2.044.298,54
6 2.247.748,15
KWh
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
KWh
1 438.571,31
2 406.146,24
3 396.667,74
4 388.866,25
5 377.340,14
6 406.492,15
KWh
1 70.200,00
2 70.200,00
3 71.316,00
4 70.200,00
5 71.064,00
6 75.672,00
Stk/da
1 309.559,65
2 411.926,63
3 513.362,80
4 512.733,81
5 613.602,60
6 637.065,93
sqm
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 3.106.224,00
2 2.385.771,84
3 2.090.849,28
4 1.683.008,64
5 1.352.246,40
6 1.217.092,80
Stk
1 87.295.820,73
2 116.163.308,98
3 145.281.672,40
4 144.590.933,61
5 173.035.933,20
6 179.652.592,41
€
1 138.564,87
2 163.592,11
3 183.098,18
4 200.079,64
5 220.784,24
6 252.871,67
5,00 %2,50 % 2,00 %
Abb. A-11: BSC Deutschland Szenario „Reduzierung Arbeitszeit“
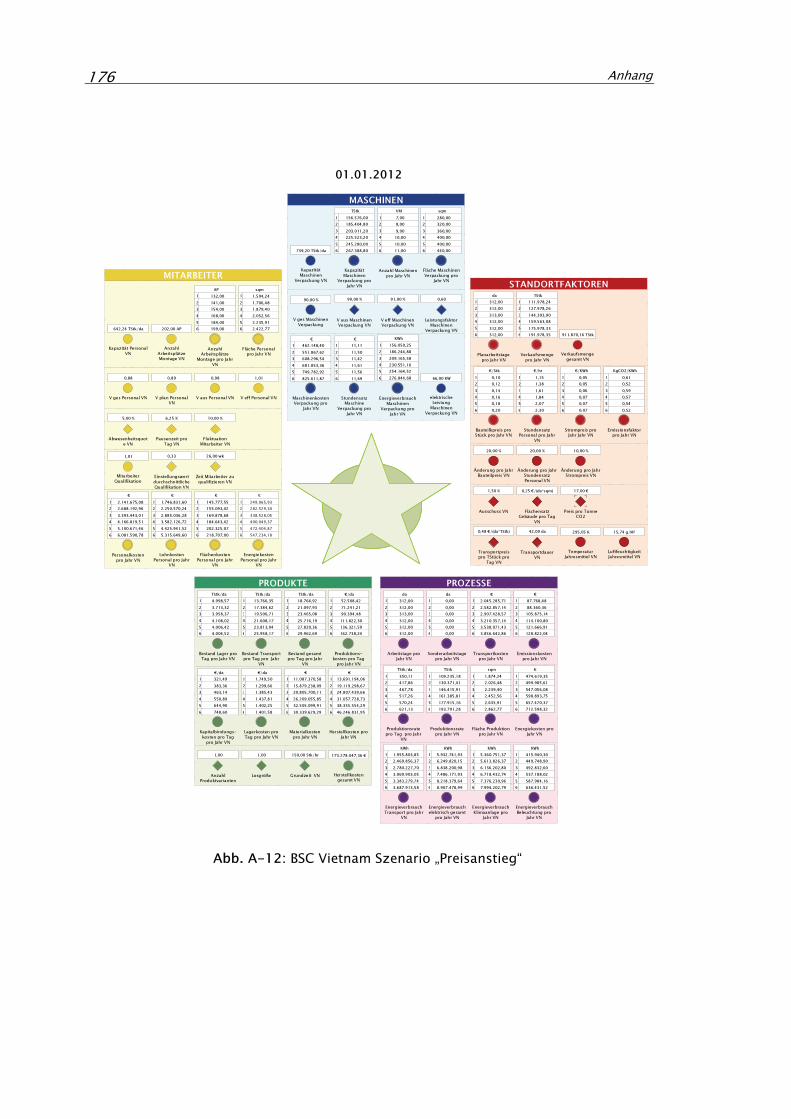
Anhang 176
MASCHINEN
MITARBEITER
STANDORTFAKTOREN
PRODUKTE PROZESSE
Datum
Herstellkostengesamt VN
Verkaufsmengegesamt VN
LohnkostenPersonal pro Jahr
VN
Materialkostenpro Jahr VN
Herstellkosten proJahr VN
StundensatzPersonal pro Jahr
VN
Strompreis proJahr Jahr VN
Energieverbrauchelektrisch gesamt
pro Jahr VN
Energiekosten proJahr VN
Verkaufsmengepro Jahr VN
Planarbeitstagepro Jahr VN
Transportkostenpro Jahr VN
MaschinenkostenVerpackung pro
Jahr VN
Kapazität PersonalVN
Produktionsratepro Tag pro Jahr
VN
MitarbeiterQualifikation
StundensatzMaschine
Verpackung proJahr VN
EnergieverbrauchMaschinen
Verpackung proJahr VN
V ges MaschinenVerpackung
Anzahl Maschinenpro Jahr VN
Bauteilkpreis proStück pro Jahr VN
Bestand Lager proTag pro Jahr VN
Bestand Transportpro Tag pro Jahr
VN
Bestand gesamtpro Tag pro Jahr
VN
Kapitalbindungs-kosten pro Tag
pro Jahr VN
Lagerkosten proTag pro Jahr VN
Produktions-kosten pro Tag
pro Jahr VN
Emissionskostenpro Jahr VN
EnergieverbrauchTransport pro Jahr
VN
EnergieverbrauchBeleuchtung pro
Jahr VN
EnergieverbrauchKlimaanlage pro
Jahr VN
FlächenkostenPersonal pro Jahr
VN
Fläche Produktionpro Jahr VN
Ausschuss VN FlächensatzGebäude pro Tag
VN
Emissionsfaktorpro Jahr VN
Preis pro TonneCO2
Transportpreispro TStück pro
Tag VN
TransportdauerVN
LuftfeuchtigkeitJahresmittel VN
TemperaturJahresmittel VN
EinstellungswertdurchschnittlicheQualifikation VN
Zeit Mitarbeiter zuqualifizieren VN
FluktuationMitarbeiter VN
Pausenzeit proTag VN
Abwesenheitsquote VN
AnzahlArbeitsplätzeMontage VN
V plan PersonalVN
V aus Personal VNV ges Personal VN V eff Personal VN
AnzahlArbeitsplätze
Montage pro JahrVN
KapazitätMaschinen
Verpackung VN
KapazitätMaschinen
Verpackung proJahr VN
V eff MaschinenVerpackung VN
V aus MaschinenVerpackung VN
EnergiekostenPersonal pro Jahr
VN
Personalkostenpro Jahr VN
elektrischeLeistung
MaschinenVerpackung VN
AnzahlProduktvarianten
Losgröße Grundzeit VN
Arbeitstage proJahr VN
Sonderarbeitstagepro Jahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Fläche Personalpro Jahr VN
LeistungsfaktorMaschinen
Verpackung VN
Produktionsratepro Jahr VN
Änderung pro JahrStrompreis VN
Änderung pro JahrBauteilpreis VN
Änderung pro JahrStundensatzPersonal VN
Ausschuss VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Planarbeitstage proJahr VN
Fläche Personal proJahr VN
Fläche MaschinenVerpackung pro
Jahr VN
Preis pro TonneCO2E ist pro Jahr VN
€
1 1.746.831,60
2 2.250.570,24
3 2.885.036,28
4 3.582.126,72
5 4.425.941,52
6 5.315.649,60
01.01.2012
€
1 11.087.370,58
2 15.879.238,09
3 20.805.700,11
4 26.209.055,85
5 32.505.099,91
6 39.339.629,29
€
1 13.691.194,06
2 19.119.298,67
3 24.807.439,66
4 31.057.728,73
5 38.355.554,29
6 46.246.831,95
173.278.047,36 €
€/hr
1 1,15
2 1,38
3 1,61
4 1,84
5 2,07
6 2,30
€/KWh
1 0,05
2 0,05
3 0,06
4 0,07
5 0,07
6 0,07
KWh
1 5.932.741,93
2 6.249.820,15
3 6.838.200,98
4 7.486.171,93
5 8.218.379,64
6 8.907.478,99
€
1 474.619,35
2 499.985,61
3 547.056,08
4 598.893,75
5 657.470,37
6 712.598,32
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35 911.870,16 TStk
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
€
1 2.045.285,71
2 2.582.857,14
3 2.907.428,57
4 3.210.357,14
5 3.538.071,43
6 3.856.642,86
€
1 462.148,40
2 551.867,62
3 608.296,54
4 681.853,36
5 749.782,92
6 825.611,87
642,24 TStk/da
TStk/da
1 350,11
2 417,86
3 467,78
4 517,26
5 570,24
6 621,13
1,01
€
1 11,11
2 11,50
3 11,42
4 11,61
5 11,56
6 11,69
KWh
1 156.050,25
2 186.244,88
3 209.165,58
4 230.551,16
5 254.164,52
6 276.844,68
90,00 %
VM
1 7,00
2 8,00
3 9,00
4 10,00
5 10,00
6 11,00
€/Stk
1 0,10
2 0,12
3 0,14
4 0,16
5 0,18
6 0,20
TStk/da
1 13.766,35
2 17.384,62
3 19.506,71
4 21.608,17
5 23.813,94
6 25.958,17
TStk/da
1 4.998,57
2 3.713,32
3 3.958,37
4 4.108,02
5 4.006,42
6 4.004,52
TStk/da
1 18.764,92
2 21.097,93
3 23.465,08
4 25.716,19
5 27.820,36
6 29.962,69
€/da
1 1.749,50
2 1.299,66
3 1.385,43
4 1.437,81
5 1.402,25
6 1.401,58
€/da
1 52.508,42
2 71.241,21
3 90.394,48
4 111.822,30
5 136.321,59
6 162.738,24
€/da
1 321,49
2 383,36
3 463,14
4 550,89
5 644,90
6 748,60
€
1 87.768,48
2 88.360,36
3 105.875,14
4 114.100,80
5 121.666,91
6 128.822,04
KWh
1 1.955.803,85
2 2.469.856,37
3 2.780.227,70
4 3.069.903,05
5 3.383.279,74
6 3.687.913,58
KWh
1 415.940,30
2 449.748,90
3 492.832,60
4 537.188,02
5 587.984,16
6 636.431,52
KWh
1 5.360.751,37
2 5.613.826,37
3 6.136.202,80
4 6.718.432,74
5 7.376.230,96
6 7.994.202,79
€
1 145.777,55
2 155.093,42
3 169.878,68
4 184.643,42
5 202.325,07
6 218.707,00
sqm
1 1.874,24
2 2.026,48
3 2.239,40
4 2.452,56
5 2.635,91
6 2.862,77
1,50 % 0,25 €/(da*sqm)
KgCO2/KWh
1 0,61
2 0,52
3 0,59
4 0,57
5 0,54
6 0,52
17,00 €
0,48 €/(da*TStk) 42,00 da 295,05 K 15,74 g/M³
0,33 26,00 wk
10,00 %5,00 % 6,25 %
202,00 AP
0,89 0,980,88 1,01
AP
1 132,00
2 141,00
3 154,00
4 168,00
5 184,00
6 199,00
739,20 TStk/da
TStk
1 156.576,00
2 185.404,80
3 203.011,20
4 225.523,20
5 245.280,00
6 267.388,80
91,00 %99,00 %
€
1 249.065,93
2 282.529,30
3 338.528,05
4 400.049,37
5 472.404,87
6 547.234,18
€
1 2.141.675,08
2 2.688.192,96
3 3.393.443,01
4 4.166.819,51
5 5.100.671,46
6 6.081.590,78
66,00 KW
1,00 1,00 150,00 Stk/hr
da
1 312,00
2 312,00
3 313,00
4 312,00
5 312,00
6 312,00
da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
sqm
1 280,00
2 320,00
3 360,00
4 400,00
5 400,00
6 440,00
sqm
1 1.594,24
2 1.706,48
3 1.879,40
4 2.052,56
5 2.235,91
6 2.422,77
0,60
TStk
1 109.235,18
2 130.371,41
3 146.415,91
4 161.385,81
5 177.915,16
6 193.791,28
10,00 %20,00 % 20,00 %
Abb. A-12: BSC Vietnam Szenario „Preisanstieg“
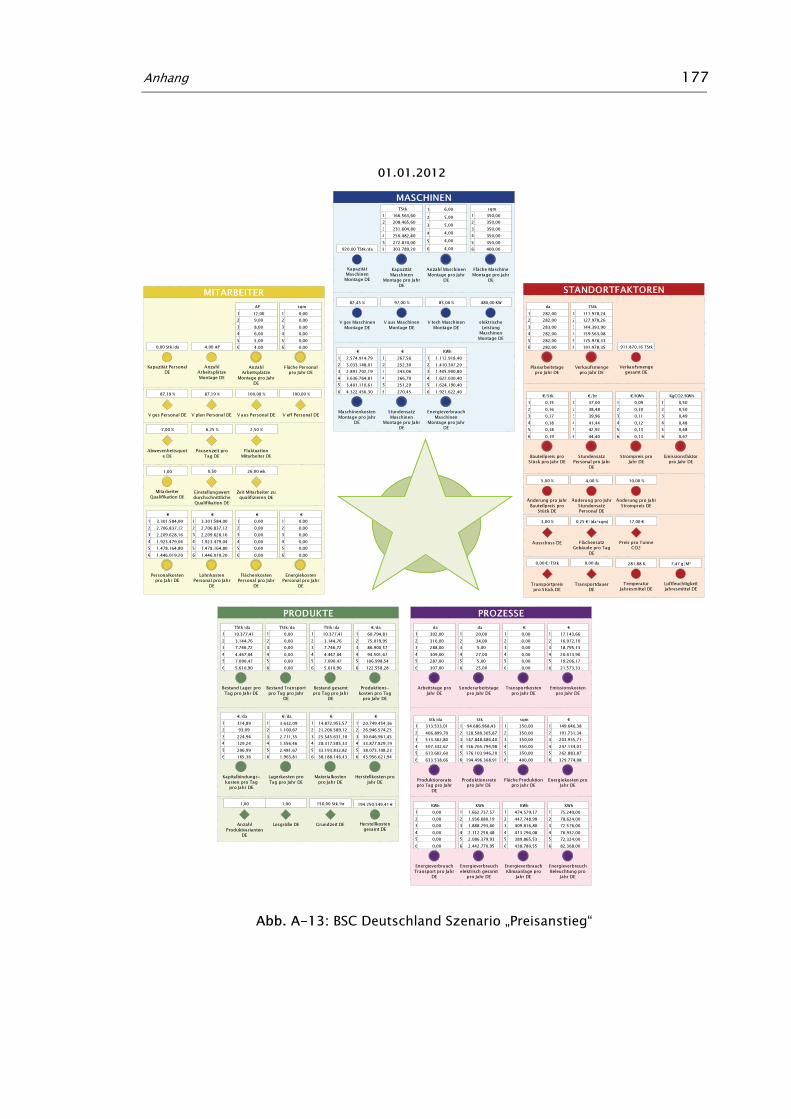
Anhang 177
MASCHINEN
STANDORTFAKTOREN
PRODUKTE PROZESSE
MITARBEITER
01.01.2012
Verkaufsmengegesamt DE
Planarbeitstagepro Jahr DE
Verkaufsmengepro Jahr DE
Bauteilpreis proStück pro Jahr DE
Ausschuss DE
StundensatzPersonal pro Jahr
DE
Strompreis proJahr DE
TransportdauerDE
Transportpreispro Stück DE
Preis pro TonneCO2
Emissionsfaktorpro Jahr DE
TemperaturJahresmittel DE
LuftfeuchtigkeitJahresmittel DE
FlächensatzGebäude pro Tag
DE
MitarbeiterQualifikation DE
EinstellungswertdurchschnittlicheQualifikation DE
Zeit Mitarbeiter zuqualifizieren DE
FluktuationMitarbeiter DE
Pausenzeit proTag DE
Abwesenheitsquote DE
EnergiekostenPersonal pro Jahr
DE
Kapazität PersonalDE
AnzahlArbeitsplätzeMontage DE
V ges Personal DE V plan Personal DE V eff Personal DEV aus Personal DE
LohnkostenPersonal pro Jahr
DE
FlächenkostenPersonal pro Jahr
DE
AnzahlArbeitsplätze
Montage pro JahrDE
KapazitätMaschinenMontage DE
V tech MaschinenMontage DE
V ges MaschinenMontage DE
V aus MaschinenMontage DE
MaschinenkostenMontage pro Jahr
DE
KapazitätMaschinen
Montage pro JahrDE
Anzahl MaschinenMontage pro Jahr
DE
StundensatzMaschinen
Montage pro JahrDE
EnergieverbrauchMaschinen
Montage pro JahrDE
elektrischeLeistung
MaschinenMontage DE
Bestand Transportpro Tag pro Jahr
DE
Produktions-kosten pro Tag
pro Jahr DE
Kapitalbindungs-kosten pro Tag
pro Jahr DE
Lagerkosten proTag pro Jahr DE
Materialkostenpro Jahr DE
Herstellkosten proJahr DE
Herstellkostengesamt DE
Bestand Lager proTag pro Jahr DE
Bestand gesamtpro Tag pro Jahr
DE
AnzahlProduktvarianten
DE
Losgröße DE Grundzeit DE
Arbeitstage proJahr DE
Sonderarbeitstagepro Jahr DE
Transportkostenpro Jahr DE
Emissionskostenpro Jahr DE
Fläche MaschineMontage pro Jahr
DE
Fläche Produktionpro Jahr DE
Energieverbrauchelektrisch gesamt
pro Jahr DE
EnergieverbrauchTransport pro Jahr
DE
EnergieverbrauchKlimaanlage pro
Jahr DE
EnergieverbrauchBeleuchtung pro
Jahr DE
Produktionsratepro Tag pro Jahr
DE
Fläche Personalpro Jahr DE
Personalkostenpro Jahr DE
Produktionsratepro Jahr DE
Energiekosten proJahr DE
Änderung pro JahrStrompreis DE
Änderung pro JahrBauteilpreis pro
Stück DE
Änderung pro JahrStundensatzPersonal DE
Strompreis pro JahrDE
Preis pro TonneCO2
Fläche MaschineMontage pro Jahr
DE
E ist pro Jahr DE
Ausschuss DE
911.870,16 TStk
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35
€/Stk
1 0,15
2 0,16
3 0,17
4 0,18
5 0,18
6 0,19
3,00 %
€/hr
1 37,00
2 38,48
3 39,96
4 41,44
5 42,92
6 44,40
€/KWh
1 0,09
2 0,10
3 0,11
4 0,12
5 0,13
6 0,13
0,00 da0,00 €/TStk
17,00 €
KgCO2/KWh
1 0,50
2 0,50
3 0,49
4 0,48
5 0,48
6 0,47
281,88 K 7,47 g/M³
0,25 €/(da*sqm)
4,00 AP0,00 Stk/da
87,19 % 87,19 % 100,00 %100,00 %
6,25 %7,00 % 2,50 %
1,00 0,50 26,00 wk
€
1 3.301.584,00
2 2.706.837,12
3 2.209.628,16
4 1.923.479,04
5 1.478.164,80
6 1.446.019,20
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
AP
1 12,00
2 9,00
3 8,00
4 6,00
5 5,00
6 4,00
920,00 TStk/da
85,00 %82,45 % 97,00 %
€
1 2.574.914,79
2 3.033.148,01
3 2.891.702,19
4 3.636.764,81
5 3.401.110,61
6 4.322.456,30
TStk
1 166.563,60
2 208.465,60
3 231.604,80
4 250.482,40
5 272.874,00
6 303.789,20
1 6,00
2 5,00
3 5,00
4 4,00
5 4,00
6 4,00
€
1 267,56
2 252,30
3 243,06
4 266,70
5 251,29
6 270,45
KWh
1 1.112.918,40
2 1.410.307,20
3 1.405.900,80
4 1.622.030,40
5 1.624.190,40
6 1.921.622,40
480,00 KW
TStk/da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€/da
1 60.794,81
2 75.019,99
3 86.900,57
4 94.501,67
5 106.998,54
6 122.558,28
€/da
1 314,89
2 93,09
3 224,94
4 129,24
5 206,99
6 165,36
€/da
1 3.632,09
2 1.100,67
3 2.711,35
4 1.556,46
5 2.481,67
6 1.963,81
€
1 14.872.955,57
2 21.206.589,12
3 25.545.631,10
4 28.317.585,33
5 33.193.832,82
6 38.188.146,43
€
1 20.749.454,36
2 26.946.574,25
3 30.646.961,45
4 33.877.829,19
5 38.073.108,23
6 43.956.621,94
194.250.549,41 €
TStk/da
1 10.377,41
2 3.144,76
3 7.746,72
4 4.447,04
5 7.090,47
6 5.610,90
TStk/da
1 10.377,41
2 3.144,76
3 7.746,72
4 4.447,04
5 7.090,47
6 5.610,90
1,00 1,00 150,00 Stk/hr
da
1 302,00
2 316,00
3 288,00
4 309,00
5 287,00
6 307,00
da
1 20,00
2 34,00
3 5,00
4 27,00
5 5,00
6 25,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 17.143,66
2 16.972,10
3 18.795,13
4 20.413,90
5 19.206,17
6 21.573,33
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
sqm
1 350,00
2 350,00
3 350,00
4 350,00
5 350,00
6 400,00
KWh
1 1.662.737,57
2 1.936.680,19
3 1.888.293,60
4 2.112.256,48
5 2.086.379,93
6 2.442.770,95
KWh
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
KWh
1 474.579,17
2 447.748,99
3 409.816,80
4 413.294,08
5 389.865,53
6 438.780,55
KWh
1 75.240,00
2 78.624,00
3 72.576,00
4 76.932,00
5 72.324,00
6 82.368,00
Stk/da
1 313.533,01
2 406.899,70
3 513.362,80
4 507.332,67
5 613.602,60
6 633.538,66
sqm
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 3.301.584,00
2 2.706.837,12
3 2.209.628,16
4 1.923.479,04
5 1.478.164,80
6 1.446.019,20
Stk
1 94.686.968,43
2 128.580.305,87
3 147.848.486,40
4 156.765.794,98
5 176.103.946,20
6 194.496.368,91
€
1 149.646,38
2 191.731,34
3 203.935,71
4 247.134,01
5 262.883,87
6 329.774,08
10,00 %5,00 % 4,00 %
Abb. A-13: BSC Deutschland Szenario „Preisanstieg“
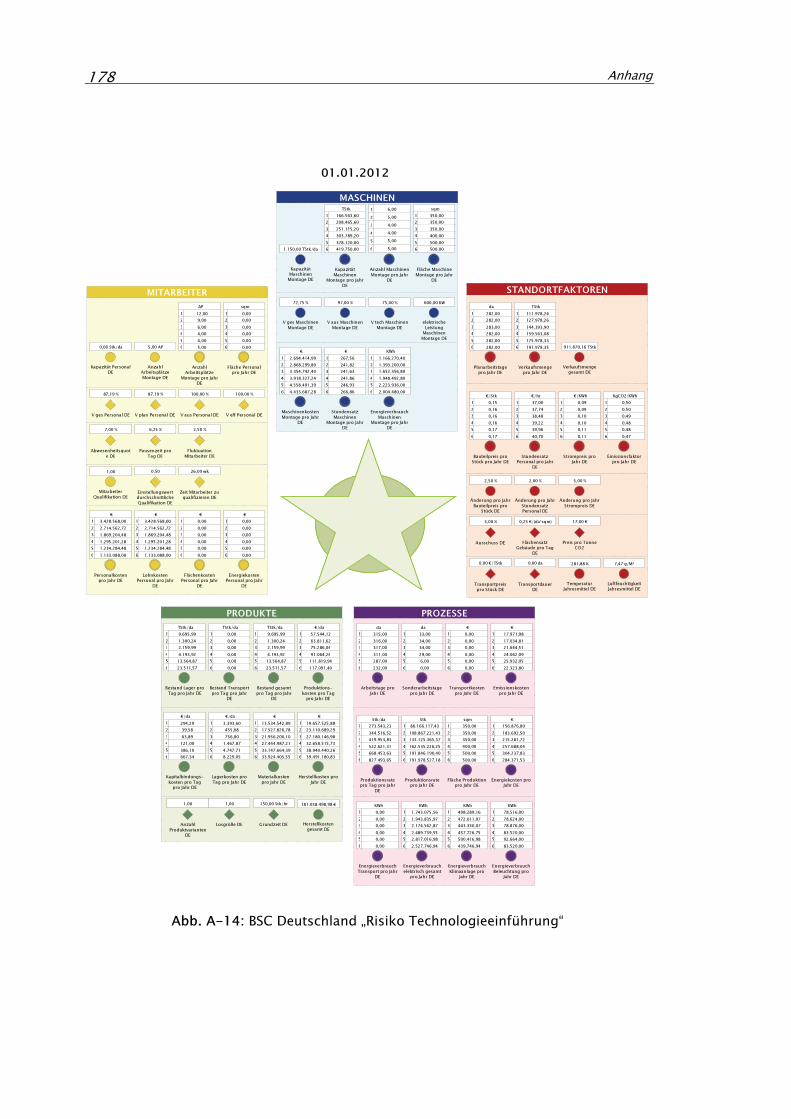
Anhang 178
MASCHINEN
STANDORTFAKTOREN
PRODUKTE PROZESSE
MITARBEITER
01.01.2012
Verkaufsmengegesamt DE
Planarbeitstagepro Jahr DE
Verkaufsmengepro Jahr DE
Bauteilpreis proStück pro Jahr DE
Ausschuss DE
StundensatzPersonal pro Jahr
DE
Strompreis proJahr DE
TransportdauerDE
Transportpreispro Stück DE
Preis pro TonneCO2
Emissionsfaktorpro Jahr DE
TemperaturJahresmittel DE
LuftfeuchtigkeitJahresmittel DE
FlächensatzGebäude pro Tag
DE
MitarbeiterQualifikation DE
EinstellungswertdurchschnittlicheQualifikation DE
Zeit Mitarbeiter zuqualifizieren DE
FluktuationMitarbeiter DE
Pausenzeit proTag DE
Abwesenheitsquote DE
EnergiekostenPersonal pro Jahr
DE
Kapazität PersonalDE
AnzahlArbeitsplätzeMontage DE
V ges Personal DE V plan Personal DE V eff Personal DEV aus Personal DE
LohnkostenPersonal pro Jahr
DE
FlächenkostenPersonal pro Jahr
DE
AnzahlArbeitsplätze
Montage pro JahrDE
KapazitätMaschinenMontage DE
V tech MaschinenMontage DE
V ges MaschinenMontage DE
V aus MaschinenMontage DE
MaschinenkostenMontage pro Jahr
DE
KapazitätMaschinen
Montage pro JahrDE
Anzahl MaschinenMontage pro Jahr
DE
StundensatzMaschinen
Montage pro JahrDE
EnergieverbrauchMaschinen
Montage pro JahrDE
elektrischeLeistung
MaschinenMontage DE
Bestand Transportpro Tag pro Jahr
DE
Produktions-kosten pro Tag
pro Jahr DE
Kapitalbindungs-kosten pro Tag
pro Jahr DE
Lagerkosten proTag pro Jahr DE
Materialkostenpro Jahr DE
Herstellkosten proJahr DE
Herstellkostengesamt DE
Bestand Lager proTag pro Jahr DE
Bestand gesamtpro Tag pro Jahr
DE
AnzahlProduktvarianten
DE
Losgröße DE Grundzeit DE
Arbeitstage proJahr DE
Sonderarbeitstagepro Jahr DE
Transportkostenpro Jahr DE
Emissionskostenpro Jahr DE
Fläche MaschineMontage pro Jahr
DE
Fläche Produktionpro Jahr DE
Energieverbrauchelektrisch gesamt
pro Jahr DE
EnergieverbrauchTransport pro Jahr
DE
EnergieverbrauchKlimaanlage pro
Jahr DE
EnergieverbrauchBeleuchtung pro
Jahr DE
Produktionsratepro Tag pro Jahr
DE
Fläche Personalpro Jahr DE
Personalkostenpro Jahr DE
Produktionsratepro Jahr DE
Energiekosten proJahr DE
Änderung pro JahrStrompreis DE
Änderung pro JahrBauteilpreis pro
Stück DE
Änderung pro JahrStundensatzPersonal DE
Strompreis pro JahrDE
Preis pro TonneCO2
Fläche MaschineMontage pro Jahr
DE
E ist pro Jahr DE
Ausschuss DE
911.870,16 TStk
da
1 282,00
2 282,00
3 283,00
4 282,00
5 282,00
6 282,00
TStk
1 111.978,24
2 127.978,26
3 144.393,90
4 159.563,08
5 175.978,33
6 191.978,35
€/Stk
1 0,15
2 0,16
3 0,16
4 0,16
5 0,17
6 0,17
3,00 %
€/hr
1 37,00
2 37,74
3 38,48
4 39,22
5 39,96
6 40,70
€/KWh
1 0,09
2 0,09
3 0,10
4 0,10
5 0,11
6 0,11
0,00 da0,00 €/TStk
17,00 €
KgCO2/KWh
1 0,50
2 0,50
3 0,49
4 0,48
5 0,48
6 0,47
281,88 K 7,47 g/M³
0,25 €/(da*sqm)
5,00 AP0,00 Stk/da
87,19 % 87,19 % 100,00 %100,00 %
6,25 %7,00 % 2,50 %
1,00 0,50 26,00 wk
€
1 3.428.568,00
2 2.714.562,72
3 1.869.204,48
4 1.295.201,28
5 1.234.284,48
6 1.133.088,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
AP
1 12,00
2 9,00
3 6,00
4 4,00
5 4,00
6 5,00
1.150,00 TStk/da
75,00 %72,75 % 97,00 %
€
1 2.694.414,99
2 2.868.299,80
3 3.354.742,40
4 3.918.327,24
5 4.558.491,39
6 4.433.687,28
TStk
1 166.563,60
2 208.465,60
3 251.115,20
4 303.789,20
5 378.120,00
6 419.750,00
1 6,00
2 5,00
3 4,00
4 4,00
5 5,00
6 5,00
€
1 267,56
2 241,82
3 241,63
4 241,86
5 246,93
6 266,86
KWh
1 1.166.270,40
2 1.393.200,00
3 1.652.356,80
4 1.948.492,80
5 2.223.936,00
6 2.004.480,00
600,00 KW
TStk/da
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€/da
1 57.544,12
2 63.811,62
3 75.286,04
4 91.064,26
5 111.819,94
6 117.091,40
€/da
1 294,29
2 39,58
3 63,89
4 121,00
5 386,10
6 667,34
€/da
1 3.393,60
2 455,08
3 756,00
4 1.467,87
5 4.747,71
6 8.229,05
€
1 13.534.542,89
2 17.527.826,78
3 21.956.200,10
4 27.444.987,21
5 33.147.664,39
6 33.924.405,55
€
1 19.657.525,88
2 23.110.689,29
3 27.180.146,98
4 32.658.515,73
5 38.940.440,26
6 39.491.180,83
181.038.498,98 €
TStk/da
1 9.695,99
2 1.300,24
3 2.159,99
4 4.193,92
5 13.564,87
6 23.511,57
TStk/da
1 9.695,99
2 1.300,24
3 2.159,99
4 4.193,92
5 13.564,87
6 23.511,57
1,00 1,00 150,00 Stk/hr
da
1 315,00
2 316,00
3 317,00
4 311,00
5 287,00
6 232,00
da
1 33,00
2 34,00
3 34,00
4 29,00
5 6,00
6 0,00
€
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 17.971,98
2 17.034,81
3 21.644,51
4 24.062,09
5 25.932,05
6 22.323,80
sqm
1 350,00
2 350,00
3 350,00
4 400,00
5 500,00
6 500,00
sqm
1 350,00
2 350,00
3 350,00
4 400,00
5 500,00
6 500,00
KWh
1 1.743.075,56
2 1.943.835,97
3 2.174.562,87
4 2.489.739,55
5 2.817.016,98
6 2.527.746,94
KWh
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
KWh
1 498.289,16
2 472.011,97
3 443.330,07
4 457.726,75
5 500.416,98
6 439.746,94
KWh
1 78.516,00
2 78.624,00
3 78.876,00
4 83.520,00
5 92.664,00
6 83.520,00
Stk/da
1 273.543,23
2 344.516,52
3 419.953,83
4 522.621,31
5 668.453,63
6 827.493,65
sqm
1 0,00
2 0,00
3 0,00
4 0,00
5 0,00
6 0,00
€
1 3.428.568,00
2 2.714.562,72
3 1.869.204,48
4 1.295.201,28
5 1.234.284,48
6 1.133.088,00
Stk
1 86.166.117,43
2 108.867.221,43
3 133.125.365,37
4 162.535.226,25
5 191.846.190,40
6 191.978.527,18
€
1 156.876,80
2 183.692,50
3 215.281,72
4 257.688,04
5 304.237,83
6 284.371,53
5,00 %2,50 % 2,00 %
Abb. A-14: BSC Deutschland „Risiko Technologieeinführung“
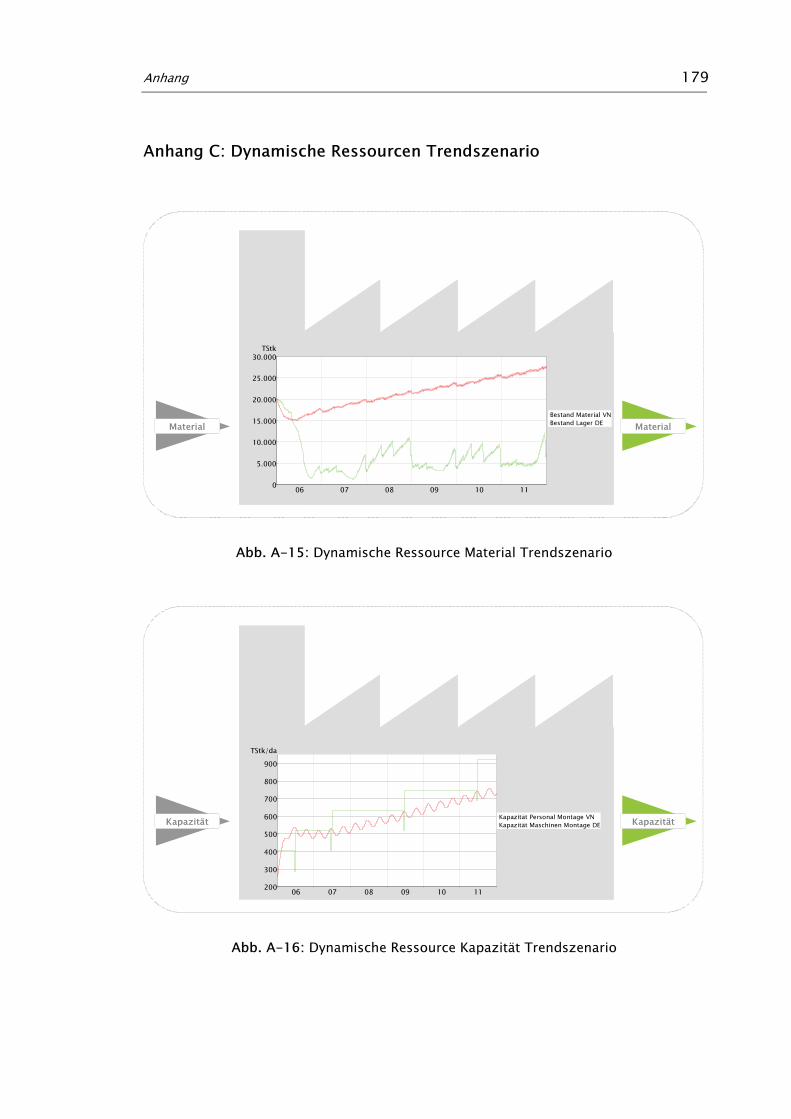
Anhang 179
Anhang C: Dynamische Ressourcen Trendszenario
06 07 08 09 10 110
5.000
10.000
15.000
20.000
25.000
30.000
TStk
Bestand Material VN
Bestand Lager DE
Nur für den nichtk om me rzielle n Eins atz!
MaterialMaterial
Abb. A-15: Dynamische Ressource Material Trendszenario
KapazitätKapazität
06 07 08 09 10 11200
300
400
500
600
700
800
900
TStk/da
Kapazität Personal Montage VN
Kapazität Maschinen Montage DE
Nur für den nich tk om mer zielle n Einsa tz!
Abb. A-16: Dynamische Ressource Kapazität Trendszenario
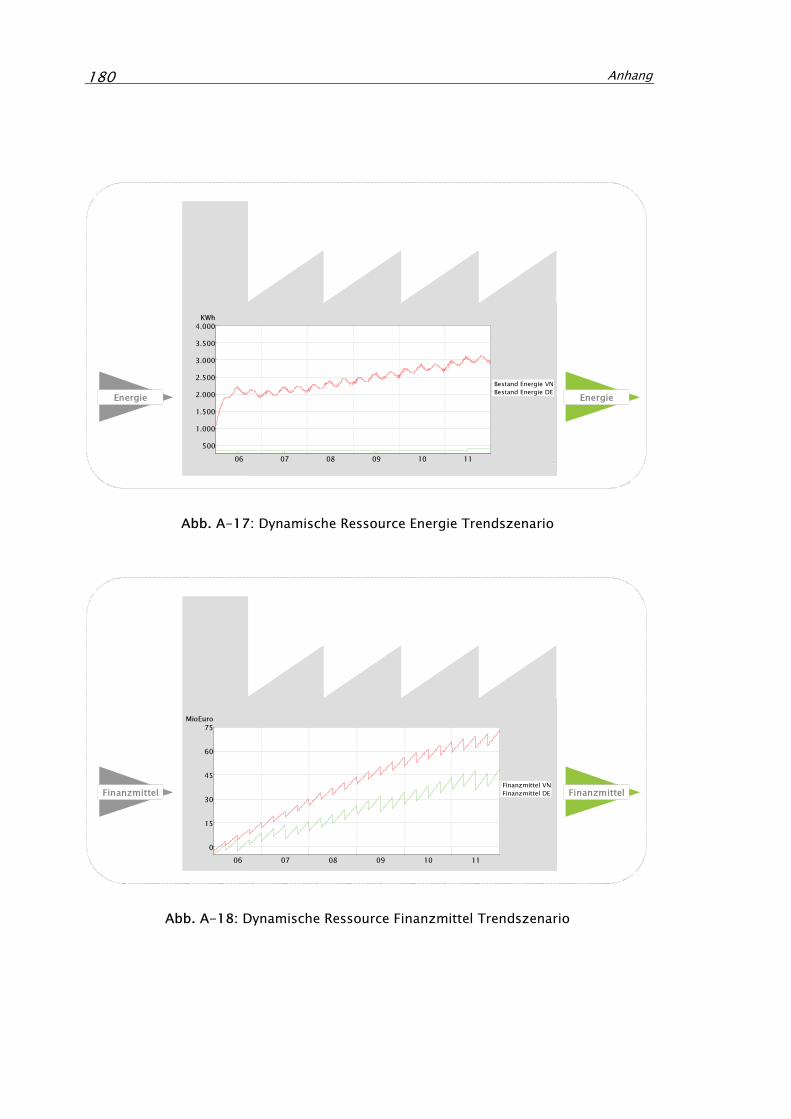
Anhang 180
EnergieEnergie
06 07 08 09 10 11
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
KWh
Bestand Energie VN
Bestand Energie DE
Nur fü r den nichtkom me rziellen Eins atz
Abb. A-17: Dynamische Ressource Energie Trendszenario
FinanzmittelFinanzmittel
06 07 08 09 10 11
0
15
30
45
60
75
MioEuro
Finanzmittel VN
Finanzmittel DE
Nu r für den nichtko mm erziellen Ein satz!
Abb. A-18: Dynamische Ressource Finanzmittel Trendszenario
Literaturverzeichnis 181
Literaturverzeichnis
Ahn, H.: Möglichkeiten und Grenzen der Balanced Scorecard. In:
Wirtschaftswissenschaftliches Studium, Heft 3, 2005.
Bankhofer, U.: Industrielles Standortmanagement: Aufgabenbereiche,
Entwicklungstendenzen und problemorientierte Lösungsansätze. Deutscher
Universitäts-Verlag, Wiesbaden, 2001.
Bark, C.; Gleich, R.; Walter, H.: Performance Measurement – ein Konzept zur
Rentabilitätsorientierten Bewertung von Arbeitssystemen bei der Mercedes-Benz AG.
In: Zeitschrift für Unternehmensentwicklung und Industrial Engineering, Heft. 46,
1997.
Bea, F. X.; Haas, J.: Strategisches Management. 2. Auflage. Lucius und Lucius,
Stuttgart, 1997.
Beitz, W.; Grote, K.-H.: Dubbel: Taschenbuch für den Maschinenbau. 19. Auflage.
Springer Verlag, Heidelberg, 1997.
Blecker, T.; Kaluza B.: Forschung zu Produktionsstrategien: Ergebnisse und
Entwicklungsperspektiven. Diskussionsbeitrag des Instituts für
Wirtschaftswissenschaften, Klagenfurt, 2003.
Bloech, J.: Einführung in die Produktion. 5., überarbeitete Auflage. Springer Verlag,
Berlin, 2004.
BMBF (Hg.): Einsatzmöglichkeiten von flexibel automatisierten Montagesystemen in
der industriellen Produktion: Montagestudie. Schriftenreihe „Humanisierung des
Arbeitslebens“, Band 61. VDI Verlag, Düsseldorf, 1984.
Bodmer, C.; Völker, R.: Erfolgsfaktoren bei der Implementierung einer Balanced
Scorecard, Ergebnisse einer internationalen Studie. In: Controlling, Heft 10, 2000.
Bossel, H.: Systeme, Dynamik, Simulation – Modellbildung, Analyse und Simulation
komplexer Systeme. Books on Demand GmbH, Norderstedt, 2004.
Chandler jr.; A. D.: Die Entwicklung des zeitgenössischen globalen Wettbewerbs. In
Porter, M. E. (Hg.): Globaler Wettbewerb: Strategien der neuen Internationalisierung.
Gabler, Wiesbaden, 1989.
DIN 12831: Heizungsanlagen in Gebäuden. Beuth Verlag, Berlin, 2003.
Literaturverzeichnis 182
DIN 19233: Automat, Automatisierung, Begriffe. Beuth Verlag, 1972.
DIN 66201: Prozessrechensysteme: Teil 1. Beuth Verlag, Berlin, 1981.
Duden: Fremdwörterbuch. Dudenverlag, Mannheim, 1997.
Dülfer, E.: Internationalisierung der Unternehmung — gradueller oder prinzipieller
Wandel? In: W. Lück, W.; Trommsdorf V. (Hg.): Internationalisierung der Unternehmung
als Problem der Betriebswirtschaftslehre. Erich Schmidt Verlag, Berlin,1982.
Dyckhoff, H.; Sprengler, T.: Produktionswirtschaft: Eine Einführung für
Wirtschaftsingenieure. Springer Verlag, Berlin, 2005.
Eckard, A.; Köhler, H.-D.; Pries, L.: Die Internationalisierung von
Wirtschaftsorganisationen revisited. In: Eckard, A.; Köhler, H.-D.; Pries, L. (Hg.): Global
Players in lokalen Bindungen. edition sigma, Berlin, 1999.
Eidenmüller, B.: Produktion als Wettbewerbsfaktor: Herausforderungen an das
Produktionsmanagement. Verlag TÜV Rheinland, Köln, 1989.
Ehrmann, H.: Kompakt-Training Balanced Scorecard. In: Olfert, K. (Hg.): Kompakt-
Training Praktische Betriebswirtschaftslehre, Friedrich Kiehl Verlag, Ludwigshafen,
2003.
Feldmann, K.; Gergs, H.-J.; Slama, S.; Wirth, U. (Hg.): Montage strategisch ausrichten:
Praxisbeispiele marktorientierter Prozesse und Strukturen. Springer Verlag, Berlin,
2004.
Fischer, R.: Unternehmensplanung mit SAP SEM/SAP BW. Galileo Press, 2005.
Fink, A.; Schlake, O.; Siebe, A.; Wirth, U.: Erfolg durch Szenario-Management. Prinzip
und Werkzeuge der strategischen Vorausschau. Campus Verlag, Frankfurt, 2004.
Forrester, J. W.: Industrial Dynamics. Students’ Edition, M.I.T Press, Cambridge
Massachusetts, 1962.
Forst, A.: Was leistet die Balanced Scorecard? In: Wissensmanagement, Heft 6, 2000.
Friedag, H. R.; Schmidt, W.: Balanced Scorecard – mehr als ein Kennzahlensystem. 3.
Auflage. Rudolf Haufe Verlag, Freiburg, 2001.
Literaturverzeichnis 183
Gagsch, B.; Herbst C.: Ausrichtung der Montage auf den Markt mit Hilfe der
Simulation. In Westkämper, E. et al. (Hg.): Montageplanung – effizient und
marktgerecht. Springer Verlag, Berlin, 2001.
Gausemeier, J.; Fink A.; Schlake, O.: Szenario-Management, Planen und Führen mit
Szenarien. Carl Hanser Verlag, München, 1995.
Geschka, H.; von Reibnitz, U.: Die Szenario-Technik als Grundlage der strategischen
Planung. In : Töpfer, A.; Afheldt, H. (Hg.): Praxis der strategischen
Unternehmensplanung. Alfred Metzner Verlag, Frankfurt a.M., 1982.
Gladen, W.: Kennzahlen- und Berichtssysteme. 2. Auflage. Gabler Verlag, Wiesbaden,
2003.
Gritzka, C.: Anwendung der heuristischen Systemanalyse bei Standortentscheidungen.
1. Auflage. Verlag Dokumentation, München, 1976.
Gudehus, T.: Logistik. 3., neu bearbeitete Auflage. Springer Verlag, Berlin, 2005.
Gummersbach, A. et. al.: Produktionsmanagement. 3., aktualisierte Auflage. Verlag
Handwerk und Technik, Hamburg, 2004.
Hagedorn, A.: Modellgestützte Planung und Kontrolle von Produktionsstandorten.
Deutscher Universitätsverlag, Wiesbaden, 1994.
Hansmann, K.-W.: Entscheidungsmodelle zur Standortplanung der
Industrieunternehmen. Gabler Verlag. Wiesbaden, 1974.
Hansmann, K.-W.: Industrielles Management. 7. Auflage. Oldenbourg Verlag,
München, 2001.
Hering, E.; Draeger W.: Handbuch Betriebswirtschaft für Ingenieure. 3., überarbeitete
und erweiterte Auflage. Springer Verlag , Berlin, 2000.
Heuerman, C.: Internationalisierung und Logistikstrategien. Arbeitsbericht Nr. 104 des
Seminars für Allgemeine Betriebswirtschaftslehre, Köln, 2002.
Hill, T.: Manufacturing Strategy: Text and Cases. 3. Auflage. Palgrave, New York, 2000.
Hinterhuber, H. H.: Strategische Unternehmensführung 3. Auflage. Walter de Gruyter,
Berlin, 1984.
Literaturverzeichnis 184
Hinterhuber, H. H.; Friedrich, S. A.: Markt- und ressourcenorientierte Sichtweise zur
Steigerung des Unternehmungswertes. In: Hahn, D., Taylor, B. (Hg.): Strategische
Unternehmensplanung – Strategische Unternehmensführung. Stand und
Entwicklungstendenzen. 7., überarbeitete und erweiterte Auflage. Springer Verlag,
Heidelberg, 1997.
Hirsch-Kreinsen, H.; Schulte A.: Standortentscheidungen zwischen Globalisierung und
Regionalisierung. In: Hirsch-Kreinsen, H.; Schulte, A. (Hg.): Standortbindungen,
Unternehmen zwischen Globalisierung und Regionalisierung. edition sigma, Berlin,
2000.
Horváth, P.: Controlling. 8. Auflage, Verlag Franz Vahlen, München, 2001.
Horváth, P.: Controlling. 9. Auflage, Verlag Franz Vahlen, München, 2003.
Hummel, B.: Internationale Standortentscheidungen: Einflußfaktoren, informatorische
Fundierung und Unterstützung durch computergestützte Informationssysteme. Rudolf
Haufe Verlag, Freiburg, 1997.
IDS Scheer (Hg.): ARIS Methode. Version 6. IDS Scheer AG, Saarbrücken, 2001.
Jossé, G.: Balanced Scorecard: Ziele und Strategien messbar umsetzen. Deutscher
Taschenbuch Verlag, München, 2005.
Kaplan, R. S. ; Norton, D. P. (Hg.): Balanced Scorecard: Strategien erfolgreich
umsetzen. Schäffer-Poeschel Verlag, Stuttgart, 1997.
Kettner, H.; Schmidt, J.; Greim H.-R.: Leitfaden der systematischen Fabrikplanung.
Carl Hanser Verlag, München, 1984.
Kinkel, S. (Hg.): Erfolgsfaktor Standortplanung. In- und ausländische Standorte richtig
bewerten. Springer Verlag, Heidelberg, 2004.
Kieser, A.; Kubicek, H.: Organisation. 3. Auflage. Walter de Gruyter, Berlin, 1992.
Kletti; J.; Brauckmann, O.: Manufacturing Scorecard: Prozesse effizienter gestalten,
mehr Kundennähe erreichen – mit vielen Praxisbeispielen. Gabler, Wiesbaden, 2004.
Köhler, B.: Strukturen und Strategien transnationaler Konzerne. Deutscher
Universitätsverlag, Wiesbaden, 2004.
Konold, P.; Reger, H.: Praxis der Montagetechnik – Produktdesign, Planung,
Systemgestaltung. Vieweg Verlag, Wiesbaden, 2003.
Literaturverzeichnis 185
Kosturiak, J.; Gregor, M.: Simulation von Produktionssystemen. Springer Verlag, Berlin,
1995.
Kuhn, A.: Ressourcen: Die knappen Betriebsmittel der Logistik. In: Fördertechnik, Heft
4, 1997.
Langmann, R.: Taschenbuch der Automatisierung. Carl-Hanser Verlag, Leipzig, 2004.
Laurig, W.: Grundzüge der Ergonomie: Einführung. Beuth Verlag, Berlin, 1980.
Lotter, B.: VDI-Bericht 871. VDI-Verlag, Düsseldorf, 1990.
Lotter, B.: Wirtschaftliche Montage. Ein Handbuch für Elektrogerätebau und
Feinwerktechnik. VDI-Verlag, Düsseldorf, 1992.
Lotter, B.; Schilling, W. (Hg.): Manuelle Montage: Planung, Rationalisierung,
Wirtschaftlichkeit. VDI-Verlag, Düsseldorf, 1994.
Lukzak, H.: Arbeitswissenschaft. 2., vollständig neubearbeitete Auflage. Springer
Verlag, Berlin, 1998.
Macharzina, K.: Unternehmensführung. Das internationale Managementwissen
Konzepte – Methoden – Praxis. 4., grundlegend überarbeitete Auflage. Gabler Verlag,
Wiesbaden, 2003.
Mahammadzadeh, M.: Nachhaltige Balanced Scorecard - Konzeption und Erfahrungen.
Deutscher Instituts Verlag, Köln, 2003.
Martin, H.: Grundlagen der menschengerechten Arbeitsgestaltung. Bund-Verlag
GmbH, Köln, 1994
Meadows, D.: Die Grenzen des Wachstums – Bericht des Club of Rome zur Lage der
Menschheit. Deutsche Verlags-Anstalt, Stuttgart. 1972.
Mertins, K.; Kohl, H.: Benchmarking – Der Vergleich mit den Besten, Benchmarking-
Techniken. In: Mertins, K. (Hg.): Spezialreport Benchmarking – Leitfaden für den
Vergleich mit den Besten. Sonderauflage 2004. Symposion Publishing, Düsseldorf,
2004.
Neely, A.; Gregory, M.; Platts, K.: Performance Measurement system design. In:
International Journal of Operations & Production Management, Heft 15, 1995.
Literaturverzeichnis 186
Niehoff, W.; Reitz, G.: Going global – Strategien, Methoden und Techniken des
Auslandsgeschäfts. Springer Verlag, Berlin, 2001.
Olve, N.-G.; Sjöstrand, A.: The Balanced Scorecard. Capstone Publishing, Oxford,
2002.
Pensel, J.: Die Produktions- u. Investitionspolitik der Internationalen Unternehmung:
Erklärungsansätze und Entscheidungsmodelle multinationaler
Unternehmensstrategien. Erich Schmidt Verlag, Berlin, 1977.
Penrose, E.: The Theory of the Growth of the Firm. Oxford University Press, 1995.
Pfohl, H.-C.: Logistiksysteme: Betriebswirtschaftliche Grundlagen. 6., neu bearbeitete
und aktualisierte Auflage. Springer Verlag, Berlin, 2000.
Porter, M. E.: Der Wettbewerb auf globalen Märkten: Ein Rahmenkonzept. In: Porter, M.
E. (Hg.): Globaler Wettbewerb: Strategien der neuen Internationalisierung. Gabler,
Wiesbaden, 1989.
Porter, M. E.: Wettbewerbsstrategien: Methoden zur Analyse von Branchen und
Konkurrenten. 10. durchgesehene und erweiterte Auflage. Campus Verlag,
Frankfurt/Main, 1999.
Radzicki, M. J.: Using Powersim to Teach Sustainable Economic Development.
Department of Social Science & Policy Studies, Worcester Polytechnic Institute, 1994
Reichmann, T.: Controlling mit Kennzahlen und Managementberichten: Grundlagen
einer systemgestützten Controlling-Konzeption. 6. Auflage. Verlag Franz Vahlen,
München, 2001.
Sandt, J.: Management mit Kennzahlen und Kennzahlensystemen: Bestandsaufnahme,
Determinanten und Erfolgsauswirkungen. Deutscher Universitätsverlag, Wiesbaden,
2004.
Schnieder, E.: Methoden der Automatisierung: Beschreibungsmittel, Modellkonzepte
und Werkzeuge für Automatisierungssysteme. Vieweg Verlag, Braunschweig, 1999.
Schöneborn, F.: Strategisches Controlling mit System Dynamics. Physica Verlag.
Heidelberg. 2004.
Schuh, G.: Fabrikplanung, Vorlesung Standortwahl. WZL, Aachen, 2004.
Literaturverzeichnis 187
Skinner, W.: The Productivity Paradox. In: Harvard Business Review, Vol. 64, Heft 4,
1986.
Siegwart, H.: Kennzahlen für die Unternehmensführung. 4. Auflage. Verlag Paul Haupt,
Bern, 1992.
Steinmann, H.; Schreyögg, G.: Management: Grundlagen der Unternehmensführung.
5. Auflage. Gabler Verlag, Wiesbaden, 2002.
Steven, M.: BWL für Ingenieure. Oldenbourg Verlag, München, 2000.
Sterman, J. D.: Business Dynamics: Systems Thinking and Modelling for a Complex
World. Irwin McGraw-Hill, Boston, 2000.
Stremme, U.: Internationales Produktionsmanagement – Strategiekonzept zum
Management internationaler Produktionsaktivitäten. In: Controlling, Heft 7, 2001.
Tessun, F.: Einsatz von Szenarien in der Unternehmensplanung zur besseren
Gestaltung der Zukunft. 2002. unter: www.ft-and-t.de (Abruf am 14.01.2007)
Thommen, J.-P. ; Achleitner, A.-K.: Allgemeine Betriebswirtschaftslehre. 2. Auflage.
Gabler Verlag, Wiesbaden, 1998.
Ulrich, H.: Die Unternehmung als produktives soziales System: Grundlagen der
allgemeinen Unternehmenslehre. 2. Auflage. Bern, 1970.
VDI-Richtlinie 2860: Montage- und Handhabungstechnik. Handhabungsfunktionen,
Handhabungseinrichtungen, Begriffe, Definitionen, Symbole. Blatt 1. Beuth Verlag,
Berlin, 1982.
VDI-Richtlinie 3258: Kostenrechnung mit Maschinenstundensätze. Begriffe,
Bezeichnungen, Zusammenhänge. Blatt 1. Beuth Verlag, Berlin, 1962.
VDI-Richtlinie 3423: Verfügbarkeit von Maschinen und Anlagen. Begriffe, Definitionen,
Zeiterfassung und Berechnung. Beuth Verlag, Berlin, 2002.
VDI-Richtlinie 3633: Simulation von Logistik-, Materialfluss- und
Produktionssystemen, Blatt 1. Beuth Verlag, Berlin, 2000.
VDI-Richtlinie 4400: Logistikkennzahlen für die Produktion. Beuth Verlag, Berlin,
2002.
Literaturverzeichnis 188
Warnecke, H.-J.: Kostenrechnung für Ingenieure. 5., überarbeitete und erweiterte
Auflage. Carl Hanser Verlag, München, 1996.
Warnecke, H.-J.: Der Produktionsbetrieb 3. Betriebswirtschaft, Vertrieb, Recycling. 2.
Auflage. Springer Verlag, Berlin, 1993.
Warren, K.: Competitive Strategy Dynamics. John Wiley and Sons Ltd, Chichester, 2004.
Werner, H.: Die Balanced Scorecard, Hintergründe, Ziele und kritische Würdigung. In:
Wirtschaftswissenschaftliches Studium, Heft 8, 2000.
Wöhe, G.: Einführung in die allgemeine Betriebswirtschaftslehre. 19., überarbeitet und
erweiterte Auflage. Franz Vahlen, München, 1996.
Wurl, H.-J.: Die Anwendung der Simulationstechnik zur betriebswirtschaftlichen
Beurteilung industrieller Projekte in Entwicklungsländern. Duncker & Humblot, Berlin,
1971.
Zäpfel, G.: Strategisches Produktionsmanagement. De Gruyter, Berlin, 1989.
Zäpfel, G.: Grundzüge des Produktions- und Logistikmanagements. 2. Auflage. De
Gruyter, Berlin, 2001.
Zahn, E.; Schmid, U.: Produktionswirtschaft I: Grundlagen und operatives
Produktionsmanagement. Lucius und Lucius, Stuttgart, 1996.
Zeller, C.: Globalisierungsstrategien – Der Weg von Novartis. Springer Verlag, Berlin,
2001.
Ziegenbein, K.: Controlling. 3. Auflage. In: Olfert, K. (Hg.): Kompendium der
praktischen Betriebswirtschaft. Friedrich Kiehl Verlag, Ludwigshafen, 1989.
Recommended

















