Helmut Zsifkovits 1
Fragen zum Buch „Logistik“ (Helmut Zsifkovits) - Antworten
Abschnitt 1 – Grundlagen und Konzepte
1. Der Begriff TUL-Logistik steht fürTransportieren – Umschlagen – Lagern.
2. Was sind die "6 R der Logistik"?
Das richtige Gut
zur richtigen Zeit
am richtigen Ort
in der richtigen Menge
in der richtigen Qualität zu den richtigen Kosten
3. Im Gegensatz zum Begriff "Logistik" fokussiert "Supply Chain Management" stärker
� auf den reibungslosen operativen Material- und Warenfluss
� auf den unternehmensübergreifenden Integrationsansatz
� auf die Führungsfunktion zur flussorientierten Gestaltung des gesamten Unternehmens bzw.
aller beteiligten Unternehmen der Lieferkette
� auf spezifische Aufgaben in den funktionalen Logistikbereichen
� auf die strategische Orientierung der Lieferkette
4. Was bezeichnet der Begriff Intralogistik?
Der Begriff Intralogistik bezeichnet die Organisation, Steuerung, Durchführung und Optimierung des innerbetrieblichen Waren- und Materialflusses und der Informationsströme sowie des
Warenumschlags in Industrie, Handel oder öffentlichen Einrichtungen. Meist wird er in
Zusammenhang mit automatisierten Hochregallager- und Warenverteilsystemen und den dafür
eingesetzten technischen Systemen verwendet.
5. Logistiknetzwerke lassen sich durch Graphendarstellen, in denenKnotendurch
Kantenmiteinander verbunden sind. Die Knoten sind Ressourcen, die Kanten stellen
Objektflüssedar.
6. Flussobjekte in logistischen Netzwerken sind
� Quellen
� Energie � Senken
� Lager
� Sachgüter
� Informationen
� Menschen
7. Welche Flüsse lassen sich in logistischen Systemen unterscheiden?
Materialflüsse (auch als Stoffflüsse, Warenflüsse oder Güterflüsse bezeichnet), Informationsflüsse,
Wertflüsse.
8. Welche Ebenen lassen sich in logistischen Systemen unterscheiden?
Mikro-Ebene, Meso-Ebene, Makro-Ebene.
Helmut Zsifkovits 2
9. Erläutern Sie das Zielviereck anhand von Beispielen aus der Logistik!
Ziele besitzen die Dimensionen Qualität, Zeit oder Kosten. Zeit kann ausgedrückt werden als Lieferzeit,
Durchlaufzeit, Bearbeitungszeit, Rüstzeit, Antwortzeit bei Reklamationen oder als Time to Market, als
Zeitbedarf, um ein neues Produkt auf den Markt zu bringen. In Erweiterung dieses „Zieldreiecks“
wurde die Dimension Flexibilität ergänzt.
10. Der zentrale Zielkonflikt der Logistik besteht zwischen Logistikservice (Logistikleistung)und
Logistikkosten.
11. Was sind die Komponenten des Logistikservice?
Lieferzeit, Liefertreue (Lieferzuverlässigkeit), Lieferfähigkeit (Lieferbereitschaft), Lieferqualität (Lieferbeschaffenheit), Lieferflexibilität.
12. Die Logistikkosten setzen sich zusammen aus
� Materiellen und immateriellen Kosten
� Transport- und Lagerungskosten
� Steuerungs-, Bestands-, Lager-, Transport-, Handling- und Umschlagkosten
� Planungs-, Produktions- und Entsorgungskosten
13. Definieren Sie die Kennzahlen Lager-Reichweite und Lagerumschlagshäufigkeit!
Reichweite [Tage] = Lagerbestand / Abgangsmenge pro Zeiteinheit
Lagerumschlagshäufigkeit = Lagerabsatz der Periode / Ø Lagerbestand = 1 / Reichweite
Abschnitt 2 – Supply Chains
14. Definieren Sie den Begriff der Supply Chain!
Die Supply Chain ist ein Netzwerk von Geschäftsprozessen und Instanzen, die Rohmaterial beschaffen,
in Zwischenprodukte und Endprodukte transformieren und die Produkte über ein Distributions-System
an Kunden liefern.
15. Ein System der dezentralen Steuerung zum Auffüllen der Vorräte in einem Distributionszentrum,
bei dem die Entscheidungen über Liefermenge und -zeitpunkt im Distributionszentrum getroffen
werden und damit die Ware aus der Produktionsstätte "gezogen" wird, heißt Pull-System.
Ein System der zentralisierten Steuerung zum Auffüllen der Vorräte des Distributionszentrums,
bei dem die Entscheidungen am Produktionsstandort getroffen werden und Warenbestände in das Distributionszentrum "geschoben" werden, heißt Push-System.
16. Beschreiben Sie die Fertigungsprinzipien Maketo Order (MTO) und Maketo Stock (MTS).
Maketo Order (MTO) gibt Produktionsaufträge nur aufgrund von Kundenaufträgen frei, es wird
ausschließlich auf Bestellung produziert. Dies ist die bevorzugte Strategie für kundenspezifische
Produkte oder Produkte mit geringem oder sporadischem Bedarf. Lagerbestände werden gering
gehalten, Kundenbestellungen sind i. d. R. mit Lieferzeiten verbunden. MTO ermöglicht eine breite
Palette von Produktoptionen.
Maketo Stock (MTS) beschreibt ein System der Auftragsabwicklung, in dem fertige oder halbfertige
Produkte aufgrund von Nachfrageprognosen auf Lager produziert werden. Diese Form der
Lagerproduktion ist die geeignete Strategie für standardisierte Produkte, die in großen Stückzahlen verkauft werden. Große Produktionslosgrößen tragen zu einer Senkung der Herstellkosten bei. Durch
Produkte, die auf Lager liegen, können Kundenwünsche schnell erfüllt werden. Wenn der Bedarf mit
Helmut Zsifkovits 3
einiger Zuverlässigkeit prognostiziert werden kann, kann der Lagerbestand gering gehalten werden.
Dies trifft bei vielen Gütern des täglichen Bedarfs zu, wie Lebensmittel, Tierfutter oder Büromaterial.
17. Was ist der Kundenauftragsentkoppelungspunkt?
Der Kundenauftragsentkoppelungspunkt (customerorderdecouplingpoint oder
orderpenetrationpoint) stellt die Grenze zwischen Vorplanung und Kundenauftragsbezug dar. Hier
treffen die beiden logistischen Steuerkreise der kundenanonymen Vorratsproduktion von
Standardkomponenten und der durch einen Kundenauftrag ausgelöste Auftragsfertigung
aufeinander.
18. Erläutern Sie die Charakteristika von Lean und Agile Supply Chains!
„Lean Supply Chains“ stehen für schlanke, effiziente Lieferketten und konzentrieren sich auf die
Vermeidung jeder Art von Verschwendung einschließlich der Zeit. Das Paradigma „Lean“ dominiert in
jenen Marktumgebungen, wo die Nachfrage relativ stabil und somit vorhersehbar und die Produkt-
bzw. Variantenvielfalt gering ist. „Agile Supply Chains“ setzen gezielt Instrumente der Marktforschung
und virtuelle Netzwerke ein, um Ertragspotentiale in volatilen Märkten zu nutzen. Wenn die
Nachfrage unbeständig oder unvorhersehbar ist und der Kunde hohe Anforderungen an Vielfalt stellt,
ist ein höheres Maß an Agilität erforderlich.
19. Die Regel von Pareto sagt aus, dass ein hoher Anteil von etwa 80 % der Ergebnisse eines
Vorhabens in nur 20 % der Gesamtzeit erreicht wird.
20. Durch vertikale Integration internalisiert ein Unternehmen vor- oder nachgelagerte Fertigungsstufen (Produktions- oder Handelsstufen) in einer Wertschöpfungskette.
Rückwärtsintegration (upstreamintegration)beschreibt die Übernahme von Tätigkeiten der
Lieferanten.
Mit Vorwärtsintegration (downstreamintegration) wird die Übernahme von Tätigkeiten
nachgelagerter Wertschöpfungsstufen beschrieben. Beispielsweise vertreibt ein
Produktionsunternehmen nun seine Güter selbstständig.
21. Was sind Mehrwertleistungen (Value-Added Services), die durch logistische Dienstleister
angeboten werden?
Mehrwertleistungen (Value-Added Services) stellen keine eigentlichen Logistikleistungen dar, sondern
sind ein zusätzliches Angebot der Logistikdienstleister an die Kunden. Sie umfassen Dienstleistungen aus den Bereichen der Beschaffung, der Produktion, des Marketings, der Finanzierung sowie weitere
administrative Serviceleistungen, welche die logistischen Prozesse für die Kunden vereinfachen und
optimieren.
22. Erläutern Sie den Begriff 3PL!
Third Party Logistics Service Provider (3PL) sind Systemdienstleister und organisieren den Waren- und
Informationsfluss ihres Kunden, übernehmen dessen gesamte Logistik und bieten teilweise zusätzliche
Leistungen an, wie Finanz- und Informationsdienstleistungen (Value-Added Services). 3PL
übernehmen auch die IT-Umsetzung der Logistikprozesse.
23. Logistik- und Postunternehmen, die sich zu anderen Postdiensten durch das Gewicht und
Volumen der Sendungen, die Geschwindigkeit des Güterversandes und die angebotenen Dienstleistungen differenzieren und Zustellung zu definierten Zeitpunkten und die Beförderung
kritischer Sendungen sowie Informationsdienstleistungen anbieten, heißen Kurier-Express-
Paket-Dienstleister (KEP-Dienste).
Helmut Zsifkovits 4
24. Was ist VMI? Was sind die Vorteile?
Vendor-ManagedInventory (VMI), auch Supplier-ManagedInventory (SMI), oder
Lieferantengesteuerter Bestand, ist ein logistisches Konzept zur Verbesserung der Versorgungskette.
Die Verantwortung für die Versorgung mit bestimmten Waren wird auf den Lieferanten übertragen,
er führt die Bestandsverwaltung und Nachschubdisposition durch. Dies setzt die regelmäßige
Übertragung der Bestands- bzw. Verbrauchsdaten an den Lieferanten voraus, oder er erhält den
Zugriff auf die Lagerbestands- und Nachfragedaten des Kunden. Der Lieferant kann Fehlmengen und
damit verbundene Umsatzverluste vermeiden, gleichzeitig ist durch den Zugriff auf aktuelle
Verkaufsdaten eine bessere Planung seiner Produktion möglich.
25. Was sind die Ursachen des Bullwhip-Effekt (Peitscheneffekts)?
Prognoseunsicherheiten
Zeitverzögerte Lieferung
Zusammenfassung von Bestellungen (Batch Ordering)
Preisschwankungen
Taktisches Verhalten bei Engpasssituationen
26. Das verbreitetste branchenübergreifende, standardisierte Geschäftsprozess-Referenzmodell zur
unternehmensbezogenen und -übergreifenden Kommunikation von Supply Chain-Informationen
trägt den Namen Supply Chain Operations Reference Model (SCOR).
Abschnitt 3 - Subsysteme und Prozesse der Logistik
27. Beschreiben Sie die Subsysteme der Logistik!
Die Beschaffungslogistik bildet die Schnittstelle zum Lieferanten, bewirtschaftet das
Wareneingangslager (sofern nicht eine direkte Anlieferung in die Produktion erfolgt) und stellt für die
Produktion Roh-, Hilfs- und Betriebsstoffe sowie Kaufteile und Handelsware bereit.
Die Produktionslogistik steuert den Materialfluss in die Produktion, zwischen den Arbeitsstationen
und etwaigen Zwischenlagern und von der Produktion in das Werkslager.
Die Distributionslogistik sorgt für die Verteilung von Fertigfabrikaten, Ersatzteilen und Handelsware
hin zum Kunden. Die Distribution kann über ein mehrstufiges Netz von Lagern und Verteilzentren
erfolgen. Die Redistributionslogistik steuert die rückwärtsgerichteten Materialflüsse. Diese resultieren aus
Kundenrücklieferungen, Behälterkreisläufen und Recyclingprozessen von Materialien.
28. Welche Produktionsfaktoren werden nach Gutenberg unterschieden?
Gutenberg (1983) trifft eine grundlegende Unterscheidung zwischen Elementarfaktoren und
dispositiven Faktoren. Elementarfaktoren des betrieblichen Produktionsprozesses sind die Faktoren
Betriebsmittel und Werkstoffe sowie die menschliche Arbeit.
29. In der industriellen Produktion wird eine begriffliche Trennung nach der Art der verarbeiteten
Güter vorgenommen.
Fertigung beschreibt die Herstellung und Montage von diskreten, zählbaren Teilen (Stückgüter).
Prozessfertigung steht für die prozesstechnische Produktion von Fließgütern. Hier wird der Güterausstoß nicht stückmäßig, sondern mengen- oder volumenorientiert gemessen.
Anwendungsgebiete sind etwa die chemische Industrie und Nahrungsmittelindustrie, Papier-
erzeugung, Rohstoffförderung oder Schüttgüter wie Zement.
Verfahrenstechnik beschreibt die Verarbeitung von Rohmaterialien zu Produkten.
Helmut Zsifkovits 5
30. Was beschreibt das 4 M-Modell der Produktion?
Ein Arbeitssystem als kleinste selbstständig arbeitsfähige Einheit in der Produktion besteht aus
Mensch, Maschine, Methode, Material.
31. Was sind die Komponenten der Durchlaufzeit?
Transportzeit
Liegezeit ablaufbedingt (Warteschlange)
Liegezeit störungsbedingt
Liegezeit während Lagerung
Kontrollzeit (Qualitätssicherung) Zeit für logistische Tätigkeiten (Verpacken, Sortieren, Kommissionieren etc.)
Fehlerbehebungszeiten
32. Das Verhältnis von Durchlaufzeit zu Physikalischer Durchlaufzeit (DLZ / PDLZ) heißt Flussgrad.
33. Unterscheiden Sie die Produktionstypen Sortenfertigungund Serienfertigung!
Bei Sortenfertigung werden aufeinanderfolgend unterschiedliche Varianten gleichartiger Erzeugnisse
hergestellt, z. B. unterschiedliche Sorten von Schrauben. Die Produkte unterscheiden sich nur in
Funktionalität, Abmessung oder Gestalt (Größe, Farbe, etc.), nicht aber hinsichtlich des
Herstellungsprozesses und der eingesetzten Materialien. Beispiele sind Schuhe oder Fruchtsäfte.
In der Serienfertigung wird eine begrenzte Stückzahl gleichartiger Erzeugnisse gefertigt, die in der
Herstellung unterschiedliche Prozessschritte und Materialien erfordern. Erfolgt die Fertigung der Serien auf den gleichen Produktionsanlagen, so sind Umrüstvorgänge erforderlich. Nach der Anzahl
bzw. Menge der erzeugten Produkte werden Klein-, Mittel- und Großserienfertigung unterschieden.
34. Prozessbezogene Produktionstypen sind
� Werkstattfertigung
� Stückfertigung
� Investitionsgüterproduktion
� Fließfertigung
� Gruppenfertigung
� Objektprinzip
� Funktionsprinzip � Baustellenfertigung
35. Nennen Sie Verfahren der (quantitativen) Prognose!
Trendmodelle, Gleitender Durchschnitt, Gewogener gleitender Durchschnitt, Prognoseverfahren mit
exponentieller Glättung
36. Erläutern Sie die Begriffe Primärbedarf, Sekundärbedarfund Tertiärbedarf!
Primärbedarf: Dies ist der im Hauptproduktionsprogramm festgelegte Bedarf an absatzbestimmten
Endprodukten und Ersatzteilen, als Summe aus originärem Bedarf und Substitutionsbedarf.
Sekundärbedarf: Bedarf an Rohstoffen, Einzelteilen und Baugruppen, der sich aus dem Primärbedarf
ergibt. Eine direkte Ableitung aus dem Primärbedarf ist bei Kenntnis der Erzeugnisstruktur möglich.
Tertiärbedarf: Dieser bildet den Bedarf an Hilfs- und Betriebsstoffen sowie billigen Verschleißwerkzeugen ab, die Ermittlung erfolgt meist mittels Prognoseverfahren.
37. Welche Arten von Stücklisten lassen sich unterscheiden?
Helmut Zsifkovits
Eine Mengenübersichtsstückliste ist eine eindime
eine Baugruppe eingehenden Erzeugnisse ohne Berücksichtigung struktureller Informationen.
Eine Strukturstückliste (auch Dispositionsstückliste) berücksichtigt strukturelle Informationen und
dokumentiert die Hierarchie von Baugruppen und Einzelteilen. Die abgebildete Stückliste hat drei
Dispositionsstufen: Stufe 0 wird durch das Endprodukt (Skateboard) gebildet, Stufe 1 bezeichnet die
direkt in das Endprodukt eingehenden Baugruppen und Einzelteile (Rollen, B
Schrauben), Stufe 2 definiert die Zusammensetzung der Baugruppe Rollen.
Eine Baukastenstückliste enthält nur Baugruppen und Einzelteile, die direkt eingehen. Für darunter
liegende Strukturebenen erfolgt ein Verweis auf entsprechende weiteAufbau bietet Vorteile hinsichtlich der Verwaltung der Stücklisten und vermeidet Redundanzen,
insbesondere dann, wenn Baugruppen oder Module in mehreren Produkten zum Einsatz kommen.
38. Losgrößenpolitiken sind beis
� Fixed Order Quantity (FOQ x)
� EAN-13
� Periodenlosgröße (Lot for Lot
� Fixed Order Period (FOP n)
39. Eine Menge einer Produktart, die ohne Unterbrechung der Produktion durch andere
Produktarten in einer Produktions
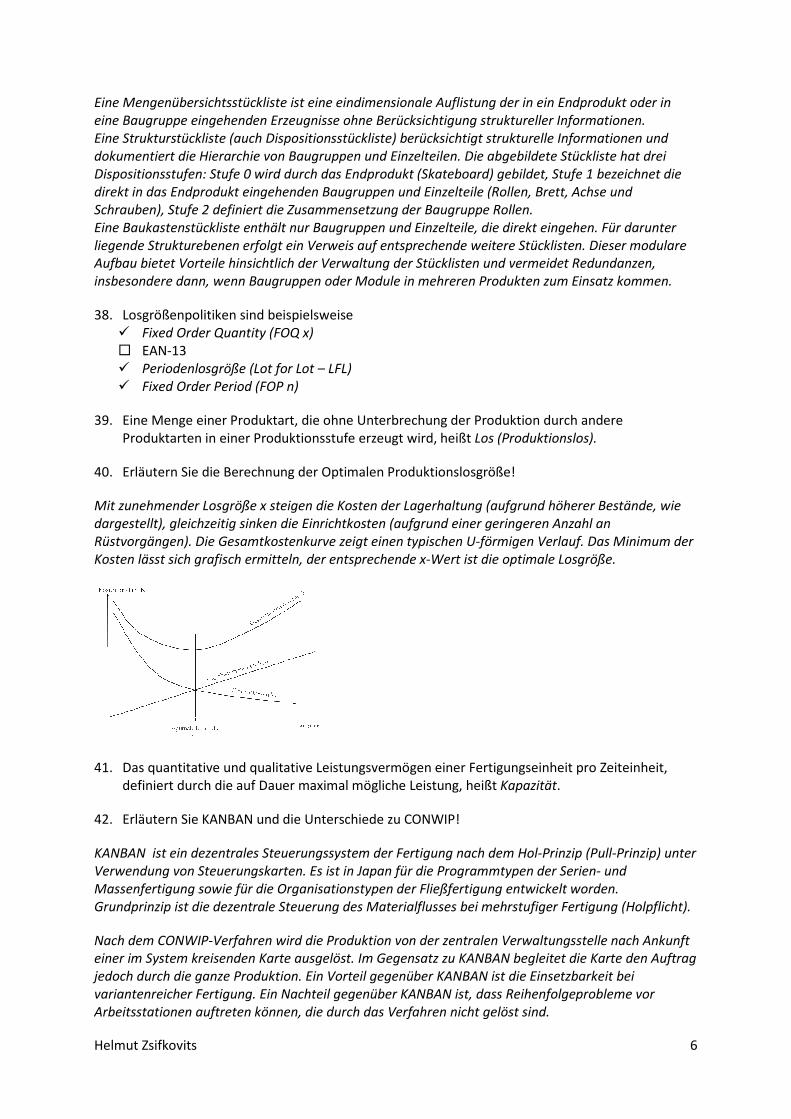
40. Erläutern Sie die Berechnung der Optimalen Produktionslosgröße!
Mit zunehmender Losgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer Bestände, wie
dargestellt), gleichzeitig sinken die Einrichtkosten (aufgrund einer geringeren Anzahl an
Rüstvorgängen). Die Gesamtkostenkurve zeigt einen typisch
Kosten lässt sich grafisch ermitteln, der entsprechende x
41. Das quantitative und qualitative Leistungsvermögen einer Fertigungseinheit pro Zeiteinheit,
definiert durch die auf Dauer maximal mögliche
42. Erläutern Sie KANBAN und die Unterschiede zu CONWIP!
KANBAN ist ein dezentrales Steuerungss
Verwendung von Steuerungskarten. Es ist in Japan für die Programmtypen der Serien
Massenfertigung sowie für die Organisationstypen der Fließfertigung entwickelt worden.
Grundprinzip ist die dezentrale Steuerung des Materialflusses bei mehrstufiger Fertigung (Holpflicht).
Nach dem CONWIP-Verfahren wird die Produktion von der zentralen Verwaltungsstelle nach Ankunft einer im System kreisenden Karte ausgelöst. Im Gegensatz zu KANBAN begleitet d
jedoch durch die ganze Produktion. Ein Vorteil gegenüber KANBAN ist die Einsetzbarkeit bei
variantenreicher Fertigung. Ein Nachteil gegenüber KANBAN ist, dass Reihenfolgeprobleme vor
Arbeitsstationen auftreten können, die durch das Ver
Eine Mengenübersichtsstückliste ist eine eindimensionale Auflistung der in ein Endprodukt oder in
eine Baugruppe eingehenden Erzeugnisse ohne Berücksichtigung struktureller Informationen.
Eine Strukturstückliste (auch Dispositionsstückliste) berücksichtigt strukturelle Informationen und
e Hierarchie von Baugruppen und Einzelteilen. Die abgebildete Stückliste hat drei
Dispositionsstufen: Stufe 0 wird durch das Endprodukt (Skateboard) gebildet, Stufe 1 bezeichnet die
direkt in das Endprodukt eingehenden Baugruppen und Einzelteile (Rollen, Brett, Achse und
Schrauben), Stufe 2 definiert die Zusammensetzung der Baugruppe Rollen.
Eine Baukastenstückliste enthält nur Baugruppen und Einzelteile, die direkt eingehen. Für darunter
liegende Strukturebenen erfolgt ein Verweis auf entsprechende weitere Stücklisten. Dieser modulare Aufbau bietet Vorteile hinsichtlich der Verwaltung der Stücklisten und vermeidet Redundanzen,
insbesondere dann, wenn Baugruppen oder Module in mehreren Produkten zum Einsatz kommen.
ispielsweise
Fixed Order Quantity (FOQ x)
Periodenlosgröße (Lot for Lot – LFL)
Fixed Order Period (FOP n)
ine Menge einer Produktart, die ohne Unterbrechung der Produktion durch andere
Produktarten in einer Produktionsstufe erzeugt wird, heißt Los (Produktions
Erläutern Sie die Berechnung der Optimalen Produktionslosgröße!
Mit zunehmender Losgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer Bestände, wie
dargestellt), gleichzeitig sinken die Einrichtkosten (aufgrund einer geringeren Anzahl an
üstvorgängen). Die Gesamtkostenkurve zeigt einen typischen U-förmigen Verlauf. Das Mini
Kosten lässt sich grafisch ermitteln, der entsprechende x-Wert ist die optimale Losgröße.
s quantitative und qualitative Leistungsvermögen einer Fertigungseinheit pro Zeiteinheit,
Dauer maximal mögliche Leistung, heißt Kapazität.
Erläutern Sie KANBAN und die Unterschiede zu CONWIP!
KANBAN ist ein dezentrales Steuerungssystem der Fertigung nach dem Hol-Prinzip (Pull
Verwendung von Steuerungskarten. Es ist in Japan für die Programmtypen der Serien
Massenfertigung sowie für die Organisationstypen der Fließfertigung entwickelt worden.
dezentrale Steuerung des Materialflusses bei mehrstufiger Fertigung (Holpflicht).
Verfahren wird die Produktion von der zentralen Verwaltungsstelle nach Ankunft einer im System kreisenden Karte ausgelöst. Im Gegensatz zu KANBAN begleitet d
jedoch durch die ganze Produktion. Ein Vorteil gegenüber KANBAN ist die Einsetzbarkeit bei
variantenreicher Fertigung. Ein Nachteil gegenüber KANBAN ist, dass Reihenfolgeprobleme vor
Arbeitsstationen auftreten können, die durch das Verfahren nicht gelöst sind.
6
nsionale Auflistung der in ein Endprodukt oder in
eine Baugruppe eingehenden Erzeugnisse ohne Berücksichtigung struktureller Informationen.
Eine Strukturstückliste (auch Dispositionsstückliste) berücksichtigt strukturelle Informationen und
e Hierarchie von Baugruppen und Einzelteilen. Die abgebildete Stückliste hat drei
Dispositionsstufen: Stufe 0 wird durch das Endprodukt (Skateboard) gebildet, Stufe 1 bezeichnet die
rett, Achse und
Eine Baukastenstückliste enthält nur Baugruppen und Einzelteile, die direkt eingehen. Für darunter
re Stücklisten. Dieser modulare Aufbau bietet Vorteile hinsichtlich der Verwaltung der Stücklisten und vermeidet Redundanzen,
insbesondere dann, wenn Baugruppen oder Module in mehreren Produkten zum Einsatz kommen.
ine Menge einer Produktart, die ohne Unterbrechung der Produktion durch andere
Los (Produktionslos).
Mit zunehmender Losgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer Bestände, wie
dargestellt), gleichzeitig sinken die Einrichtkosten (aufgrund einer geringeren Anzahl an
förmigen Verlauf. Das Minimum der
Wert ist die optimale Losgröße.
s quantitative und qualitative Leistungsvermögen einer Fertigungseinheit pro Zeiteinheit,
Prinzip (Pull-Prinzip) unter
Verwendung von Steuerungskarten. Es ist in Japan für die Programmtypen der Serien- und
Massenfertigung sowie für die Organisationstypen der Fließfertigung entwickelt worden.
dezentrale Steuerung des Materialflusses bei mehrstufiger Fertigung (Holpflicht).
Verfahren wird die Produktion von der zentralen Verwaltungsstelle nach Ankunft einer im System kreisenden Karte ausgelöst. Im Gegensatz zu KANBAN begleitet die Karte den Auftrag
jedoch durch die ganze Produktion. Ein Vorteil gegenüber KANBAN ist die Einsetzbarkeit bei
variantenreicher Fertigung. Ein Nachteil gegenüber KANBAN ist, dass Reihenfolgeprobleme vor
Helmut Zsifkovits
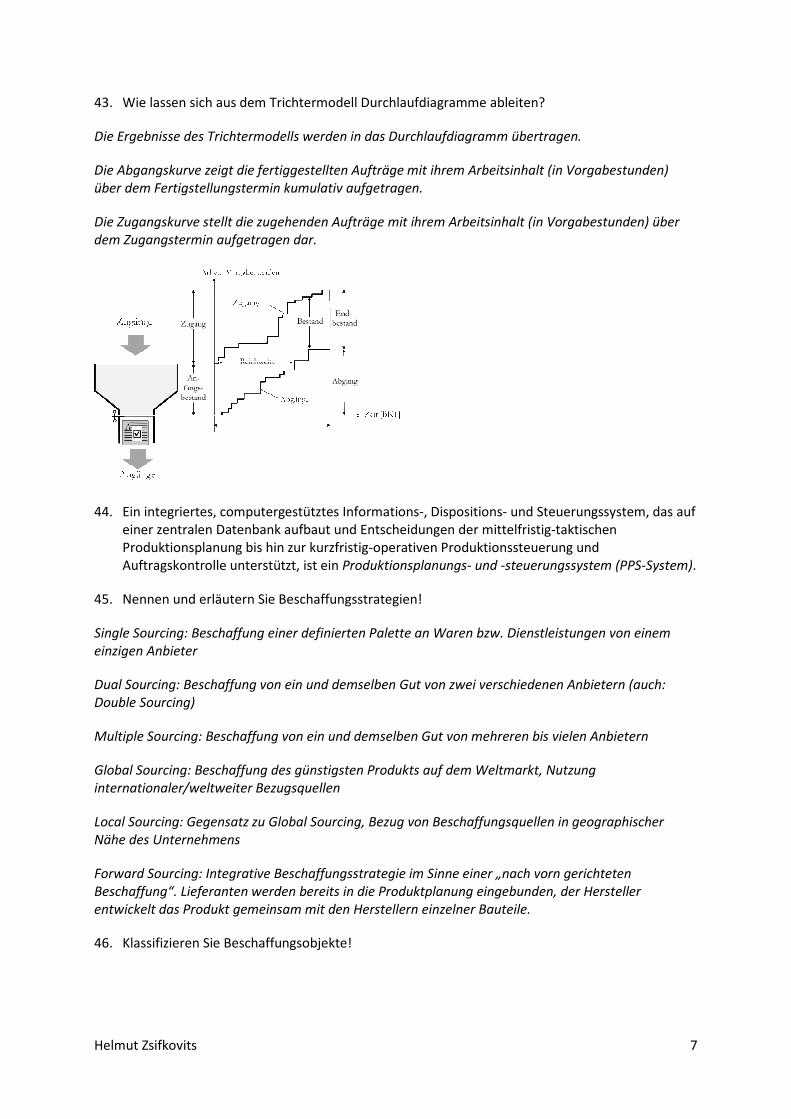
43. Wie lassen sich aus dem Trichtermodell Durchlaufdiagramme ableiten?
Die Ergebnisse des Trichtermodells werden in das Durchlaufdiagramm übertragen.
Die Abgangskurve zeigt die fertiggestellten Aufträge mit ihrem Arbeitsinhalt (in V
über dem Fertigstellungstermin kumulativ aufgetragen.
Die Zugangskurve stellt die zugehenden Aufträge mit ihrem Arbeitsinhalt (in Vorgabestunden) über
dem Zugangstermin aufgetragen dar.
44. Ein integriertes, computergestütztes Informations
einer zentralen Datenbank aufbaut und Entscheidungen der mittelfristig
Produktionsplanung bis hin zur kurzfristig
Auftragskontrolle unterstützt, ist ein
45. Nennen und erläutern Sie Beschaffungsstrategien!
Single Sourcing: Beschaffung einer definierten Palette an Waren bzw. Dienstleistungen von einem
einzigen Anbieter
Dual Sourcing: Beschaffung von ein und demselben
Double Sourcing)
Multiple Sourcing: Beschaffung von ein und demselben Gut von mehreren bis vielen Anbietern
Global Sourcing: Beschaffung des günstigsten Produkts auf dem Weltmarkt, Nutzung
internationaler/weltweiter Bezugsquellen
Local Sourcing: Gegensatz zu Global Sourcing, Bezug von Beschaffungsquellen in geographischer
Nähe des Unternehmens
Forward Sourcing: Integrative Beschaffungsstrategie im Sinne einer „nach vorn gerichteten
Beschaffung“. Lieferanten werden bereits in die Produktplanung eingebunden, der Hersteller
entwickelt das Produkt gemeinsam mit den Herstellern einzelner Bauteile.
46. Klassifizieren Sie Beschaffungsobjekte!
Wie lassen sich aus dem Trichtermodell Durchlaufdiagramme ableiten?
Die Ergebnisse des Trichtermodells werden in das Durchlaufdiagramm übertragen.
Die Abgangskurve zeigt die fertiggestellten Aufträge mit ihrem Arbeitsinhalt (in V
über dem Fertigstellungstermin kumulativ aufgetragen.
Die Zugangskurve stellt die zugehenden Aufträge mit ihrem Arbeitsinhalt (in Vorgabestunden) über
dem Zugangstermin aufgetragen dar.
Ein integriertes, computergestütztes Informations-, Dispositions- und Steuerungssystem, das auf
einer zentralen Datenbank aufbaut und Entscheidungen der mittelfristig-taktischen
Produktionsplanung bis hin zur kurzfristig-operativen Produktionssteuerung und
Auftragskontrolle unterstützt, ist ein Produktionsplanungs- und -steuerungssystem (PPS
Nennen und erläutern Sie Beschaffungsstrategien!
Single Sourcing: Beschaffung einer definierten Palette an Waren bzw. Dienstleistungen von einem
Dual Sourcing: Beschaffung von ein und demselben Gut von zwei verschiedenen Anbietern (auch:
Multiple Sourcing: Beschaffung von ein und demselben Gut von mehreren bis vielen Anbietern
Global Sourcing: Beschaffung des günstigsten Produkts auf dem Weltmarkt, Nutzung
iter Bezugsquellen
Local Sourcing: Gegensatz zu Global Sourcing, Bezug von Beschaffungsquellen in geographischer
Forward Sourcing: Integrative Beschaffungsstrategie im Sinne einer „nach vorn gerichteten
werden bereits in die Produktplanung eingebunden, der Hersteller
entwickelt das Produkt gemeinsam mit den Herstellern einzelner Bauteile.
Klassifizieren Sie Beschaffungsobjekte!
7
Die Ergebnisse des Trichtermodells werden in das Durchlaufdiagramm übertragen.
Die Abgangskurve zeigt die fertiggestellten Aufträge mit ihrem Arbeitsinhalt (in Vorgabestunden)
Die Zugangskurve stellt die zugehenden Aufträge mit ihrem Arbeitsinhalt (in Vorgabestunden) über
und Steuerungssystem, das auf
taktischen
ktionssteuerung und
rungssystem (PPS-System).
Single Sourcing: Beschaffung einer definierten Palette an Waren bzw. Dienstleistungen von einem
Gut von zwei verschiedenen Anbietern (auch:
Multiple Sourcing: Beschaffung von ein und demselben Gut von mehreren bis vielen Anbietern
Global Sourcing: Beschaffung des günstigsten Produkts auf dem Weltmarkt, Nutzung
Local Sourcing: Gegensatz zu Global Sourcing, Bezug von Beschaffungsquellen in geographischer
Forward Sourcing: Integrative Beschaffungsstrategie im Sinne einer „nach vorn gerichteten
werden bereits in die Produktplanung eingebunden, der Hersteller
Helmut Zsifkovits
47. Was bedeutet das Prinzip Shipto Line? Was sind die Vorteile?
Der Lieferant liefert direkt in die Produktion des Kunden. Die Wareneingangsprüfung und Lagerung
auf Seiten des Kunden entfallen.
48. Was ist Just in Time?
Just in Time (JIT) beschreibt ein Liefer
Baugruppen, Teile oder Produkte werden erst dann gefertigt, transportiert, bereitgestellt oder
montiert werden, wenn die empfangende interne oder externe Leistungseinheit diese benötigt.
49. Skizzieren Sie eine Teilematrix!
50. Erläutern Sie das Vorgehen in einer ABC
Schritte der ABC-Analyse:
1. Verbrauchswerte pro Materialposition feststellen (Menge * Wert)
2. Verbrauchswerte in absteigender Reihenfolge sortieren
3. Verbrauchswerte kumulieren
4. Prozentsätze bilden
5. Anteil der Materialpositionen an der Gesamtzahl feststellen
6. Anteil der Materialpositionen kumulieren
51. Erläutern Sie das Vorgehen in einer XYZ
Mit Hilfe der XYZ-Analyse wird die Regelmäßigkeit des Verbrauchs von Materialien analysiert. Die
mathematische Beschreibung des Verbrauchsverhaltens erfolgt mittel
Variationskoeffizienten; dieser ergibt sich aus dem Verhältnis von Standardabweichung zu Mittelwert.
Was bedeutet das Prinzip Shipto Line? Was sind die Vorteile?
liefert direkt in die Produktion des Kunden. Die Wareneingangsprüfung und Lagerung
Just in Time (JIT) beschreibt ein Liefer- bzw. Bereitstellungskonzept, bei dem Rohmaterial,
dukte werden erst dann gefertigt, transportiert, bereitgestellt oder
montiert werden, wenn die empfangende interne oder externe Leistungseinheit diese benötigt.
Skizzieren Sie eine Teilematrix!
Erläutern Sie das Vorgehen in einer ABC-Analyse!
1. Verbrauchswerte pro Materialposition feststellen (Menge * Wert)
2. Verbrauchswerte in absteigender Reihenfolge sortieren
5. Anteil der Materialpositionen an der Gesamtzahl feststellen
6. Anteil der Materialpositionen kumulieren
Erläutern Sie das Vorgehen in einer XYZ-Analyse!
Analyse wird die Regelmäßigkeit des Verbrauchs von Materialien analysiert. Die
mathematische Beschreibung des Verbrauchsverhaltens erfolgt mittels des sog.
Variationskoeffizienten; dieser ergibt sich aus dem Verhältnis von Standardabweichung zu Mittelwert.
8
liefert direkt in die Produktion des Kunden. Die Wareneingangsprüfung und Lagerung
bzw. Bereitstellungskonzept, bei dem Rohmaterial,
dukte werden erst dann gefertigt, transportiert, bereitgestellt oder
montiert werden, wenn die empfangende interne oder externe Leistungseinheit diese benötigt.
Analyse wird die Regelmäßigkeit des Verbrauchs von Materialien analysiert. Die
Variationskoeffizienten; dieser ergibt sich aus dem Verhältnis von Standardabweichung zu Mittelwert.
Helmut Zsifkovits 9
Die Standardabweichung ist ein Indikator für die Schwankungsbreite des Verbrauchs, der Mittelwert
ist ein Indikator für den Durchschnittsverbrauch.
52. Die vertikaleDistributionsstruktur definiert die Anzahl der Lagerstufen, die ein Produkt bis zum
Kunden durchläuft. Die horizontaleDistributionsstruktur definiert die Anzahl der Lager je Stufe.
53. Was sind die Aufgaben der Lagertypen Werkslager, Zentrallager, Regionallager und
Auslieferungslager?
Werkslager: Fertigwarenlager in der Nähe der Produktion. Sie enthalten nur die im örtlichen Betrieb
produzierten Erzeugnisse, dienen dem kurzfristigen Mengenausgleich.
Zentrallager: Zentrallager sind die zweite Lagerstufe. Ihre Anzahl ist begrenzt, sie nehmen die gesamte Sortimentsbreite des Unternehmens auf. Sie sorgen bei vorhandenen nachgeordneten
Lagerstufen für ein Auffüllen der Bestände. Liegt eine zentralisierte Distributionsstruktur vor, stellen
Zentrallager die Waren in den von den Abnehmern bestellten Mengen zur Auslieferung bereit.
Regionallager: Regionallager schaffen innerhalb einer bestimmten Absatzregion einen Puffer
zwischen Produktion und Absatzmarkt; durch eine Bestandshaltung werden vor- und nachgelagerte
Lagerstufen entlastet. Regionallager nehmen nur Teile des Sortiments auf.
Auslieferungslager: Auslieferungslager befinden sich auf der untersten Stufe dezentral im gesamten
Verkaufsgebiet. Ihre Aufgabe besteht in einer Vereinzelung der Mengen zu den von den Abnehmern
georderten Einheiten und deren Bereitstellung zur Kundenbelieferung. Auslieferungslager ordnet man
einer bestimmten Verkaufsregion und den dortigen Kunden direkt zu. Sie enthalten entweder das gesamte Sortiment oder die absatzstarken Produkte.
54. Beschreiben Sie den Prozess der Kommissionierung!
Die Kommissionierung umfasst das Sammeln bzw. Zusammenstellen von Waren innerhalb eines
Lagers nach einem Kundenauftrag oder internen Auftrag und deren Transport zum Versandplatz.
Grundsätzlich werden mehrere Formen der Kommissionierung unterschieden.
Die Warenbereitstellung erfolgt nach den Prinzipien „Mann zur Ware” oder „Ware zum Mann”.
Der Kommissioniervorgang kann ein-, zwei- oder mehrstufig erfolgen
55. Was sind die Anlässe für Rückflüsse und Rücklieferungen in der Lieferkette?
Rückstände aus Produktion und Konsumation werden einer Verwendung oder Verwertung zugeführt
oder im engeren Sinne entsorgt, also beseitigt oder deponiert Retouren von Kunden aus Qualitätsgründen oder aufgrund von Fehllieferungen
Rücktritt des Kunden vom Kauf und Rücksendung
Kreisläufe von Mehrwegtransportbehältern und Ladungsträgern
Rückläufe zu Wartungszwecken
56. Stellen Sie Einweg- und Mehrwegsysteme für Verpackung anhand ihrer Vor- und Nachteile
gegenüber!
Einwegsystem Mehrwegsystem
Vorteile geringe Herstellungskosten
niedriges Gewicht
keine Reinigung
einfache Distribution
Wiederverwendung
Kompatibilität zur Gesetzgebung
(Konfliktvermeidung)
Poolbildung
Helmut Zsifkovits 10
individuelle Gestaltung
spezifische Dimensionierung, Modulbildung
Einsparung Packmittelkosten
Einsparung Entsorgungskosten
Nachteile ökologische Belastung
Förderung des Wegwerfverhaltens
Deponiebelastung
abnehmende Akzeptanz
Kapitalbindung
Rückführungskosten
Reparaturkosten
Verwaltungskosten
Reinigungskosten
ungünstige Modulbildung
Höhere Anschaffungskosten für Behälter
Abschnitt 4 – Operative Prozesse der Logistik
57. Was sind die wesentlichen physischen und dispositiven Prozesse der Logistik?
Auftragssteuerung
Beschaffungslogistik
Avisierung/Anlieferung
Wareneingangssteuerung
Retourenabwicklung Qualitätskontrolle
Einlagerung
Lagerung/Bestandsführung
Produktion
Materialflusssteuerung
Interne Lagerbewegung/Nachschub
Kommissioniersteuerung/Nachschub
Kommissionierung
Konfektionierung/Rüsten Versand-Disposition
Versandabwicklung
Transport/Auslieferung
58. Der externe Auftrag (Kundenauftrag) ist das Bindeglied zwischen der Distributionslogistik des
Lieferanten und der Beschaffungslogistik des Kunden. Der interne Auftrag verbindet
intraorganisatorische Logistiksysteme (z. B. Zentrallager und Außenlager).
59. Auftragsmanagement umfasst die Funktionen
� Kommissionieren
� Planen
� Lagern � Einlagern/Auslagern
� Disponieren
� Steuern
60. Vergleichen Sie die Verkehrsträger hinsichtlich verschiedener Kriterien!
Straße Schiene Luft Wasser Rohrleitung
Kosten mittel hoch niedrig niedrig niedrig
Abdeckung Point-to-point Terminal-to-terminal
Terminal-to-terminal
Terminal-to-terminal
Terminal-to-terminal
Helmut Zsifkovits 11
Wettbewerb (Anzahl Wettbewerber)
viele wenige mittel wenige wenige
Güterwert alle Arten niedrig/mittel hoch niedrig niedrig
Gütervolumen alle Arten mittleres/ hohes
geringes hohes hohes
Durchschnittliche Transportdistanz (km)
350 1,000 330 500 to 2,000 400-500
Transportkapazität (to) 10-25 50-12.000 5-125 1.000-60.000 30.000-2.500.000
Geschwindigkeit
(time-in-transit)
mittel/schnell mittel schnell langsam langsam
Verfügbarkeit hoch mittel mittel niedrig niedrig
Zuverlässigkeit
(Lieferzeit-Variabilität)
hoch mittel hoch niedrig bis
mittel
hoch
Verlust und Schäden niedrig mittel niedrig niedrig bis mittel
niedrig
Flexibilität (Kundenwünsche) hoch mittel niedrig bis mittel
niedrig bis mittel
niedrig
61. Eine mehrgliedrige Transportkette, die unterschiedliche Verkehrszweige integriert, heißt
kombinierter Verkehr oder gebrochener Verkehr.
62. Was sind die Funktionen der Lagerhaltung?
Ausgleichsfunktion (Überbrückung der zeitlichen und quantitativen Differenzen zwischen
ankommenden und ausgehenden Güterflüssen)
Bündelungsfunktion Sicherungsfunktion
Sortierungsfunktion
Spekulationsfunktion
Veredelungsfunktion
63. Was sind Bestände? Wie lassen sich diese unterscheiden?
Bestände sind alle Materialien in einem Unternehmen, die nicht aktuell im Wertschöpfungsprozess
benötigt werden. Eine Trennung der Bestandsarten kann nach Art, Ort und Entstehung (geplant –
ungeplant) vorgenommen werden.
Zu den Beständen zählen Material (zugekaufte Teile, Roh-, Hilfs- und Betriebs-stoffe), unfertige
Erzeugnisse (Produkte oder Bauteile mit bestimmten Bearbeitungsgrad) und Fertigprodukte (stehen für den Verkauf bzw. Versand bereit).
64. Erläutern Sie die Konzepte des sog. allgemeinen Lagermodells! (Maximalbestand,
Durchschnittsbestand etc.)
Der Maximalbestand (Höchstbestand) wird aufgrund von räumlichen Restriktionen, Reichweiten,
Bestelllosgrößen und anderen Faktoren festgelegt. Dieser dient als Richtlinie für die nicht zu
überschreitende Lagermenge eines Artikels.
Der Sicherheitsbestand ist jene Lagermenge eines Artikels, die auf keinen Fall unterschritten werden
soll. Er hängt ab von der Variation des Verbrauchs des Artikels und vom Servicegrad (Lieferfähigkeit).
Der Durchschnittsbestand errechnet sich aus den Ist-Beständen zu mehreren Mess-punkten geteilt durch die Anzahl der Messpunkte. Im Minimum müssen zwei Messpunkt vorhanden sein (Anfangs-
und Endbestand), eine höhere Anzahl bringt präzisere Aussagen und gleicht etwa saisonale
Unterschiede aus.
Helmut Zsifkovits
Der Meldebestand ist jene Menge eines Artikels, bei deren Unterschreitung eine Bestellung
auszulösen ist. Dabei ist die Wiederbeschaffungszeit zu berücksichtigen, das ist
Auslösen der Bestellung und dem Eintreffen der Ware im Lager.
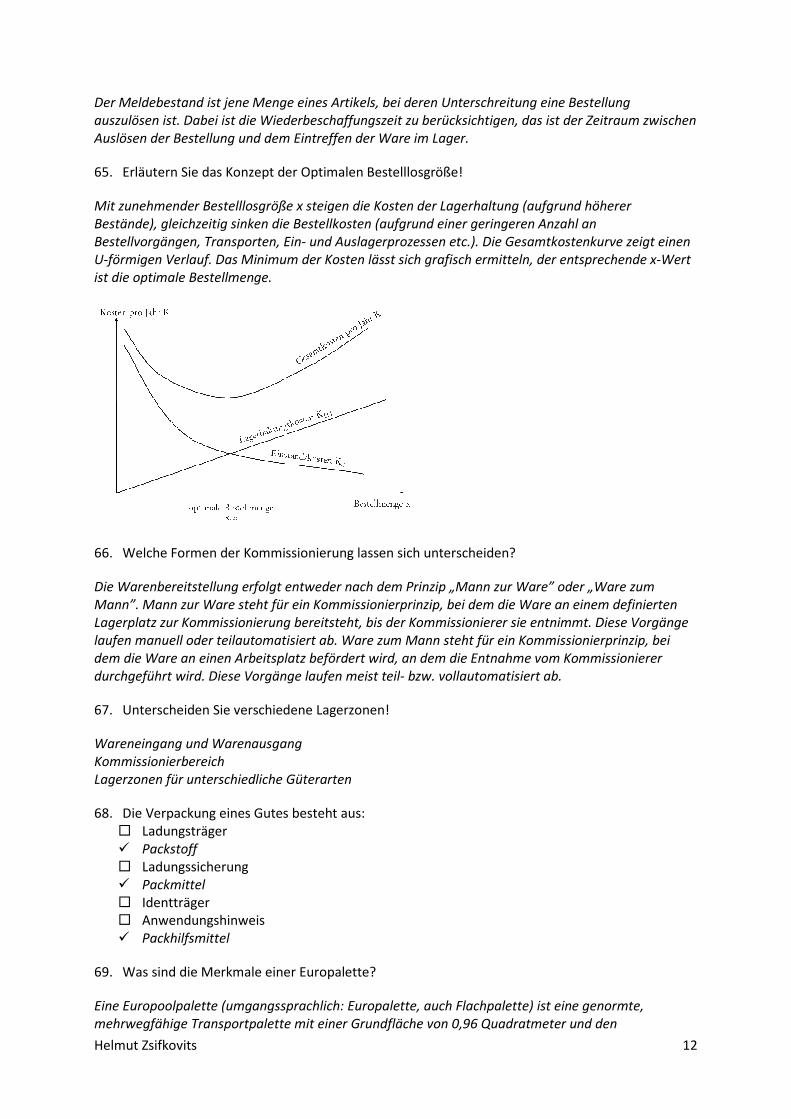
65. Erläutern Sie das Konzept der Optimalen Bestell
Mit zunehmender Bestelllosgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer
Bestände), gleichzeitig sinken die Bestellkosten (aufgrund einer geringeren Anzahl an
Bestellvorgängen, Transporten, Ein
U-förmigen Verlauf. Das Minimum der Kosten lässt sich grafisch ermitteln, der entsprechende x
ist die optimale Bestellmenge.
66. Welche Formen der Kommissionierung lassen sich unterscheiden?
Die Warenbereitstellung erfolgt entweder nach dem Prinzip „Mann zur Ware” oder „Ware zum
Mann”. Mann zur Ware steht für ein Kommissionierprinzip, bei dem die W
Lagerplatz zur Kommissionierung bereitsteht, bis der Kommissionierer sie entnimmt. Diese Vorgänge
laufen manuell oder teilautomatisiert ab. Ware zum Mann steht für ein Kommissionierprinzip, bei
dem die Ware an einen Arbeitsplatz be
durchgeführt wird. Diese Vorgänge laufen meist teil
67. Unterscheiden Sie verschiedene Lagerzonen!
Wareneingang und Warenausgang
Kommissionierbereich
Lagerzonen für unterschiedliche Güterarten
68. Die Verpackung eines Gutes besteht aus:
� Ladungsträger
� Packstoff
� Ladungssicherung
� Packmittel
� Identträger � Anwendungshinweis
� Packhilfsmittel
69. Was sind die Merkmale einer Euro
Eine Europoolpalette (umgangssprachlich: Europalette, auch Flachpalette) ist eine genormte,
mehrwegfähige Transportpalette mit einer Grundfläche von 0,96 Quadratmeter und den
Der Meldebestand ist jene Menge eines Artikels, bei deren Unterschreitung eine Bestellung
auszulösen ist. Dabei ist die Wiederbeschaffungszeit zu berücksichtigen, das ist der Zeitraum zwischen
Auslösen der Bestellung und dem Eintreffen der Ware im Lager.
Erläutern Sie das Konzept der Optimalen Bestelllosgröße!
Mit zunehmender Bestelllosgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer
nken die Bestellkosten (aufgrund einer geringeren Anzahl an
Bestellvorgängen, Transporten, Ein- und Auslagerprozessen etc.). Die Gesamtkostenkurve zeigt einen
förmigen Verlauf. Das Minimum der Kosten lässt sich grafisch ermitteln, der entsprechende x
Welche Formen der Kommissionierung lassen sich unterscheiden?
Die Warenbereitstellung erfolgt entweder nach dem Prinzip „Mann zur Ware” oder „Ware zum
Mann”. Mann zur Ware steht für ein Kommissionierprinzip, bei dem die Ware an einem definierten
Lagerplatz zur Kommissionierung bereitsteht, bis der Kommissionierer sie entnimmt. Diese Vorgänge
laufen manuell oder teilautomatisiert ab. Ware zum Mann steht für ein Kommissionierprinzip, bei
dem die Ware an einen Arbeitsplatz befördert wird, an dem die Entnahme vom Kommissionierer
durchgeführt wird. Diese Vorgänge laufen meist teil- bzw. vollautomatisiert ab.
Unterscheiden Sie verschiedene Lagerzonen!
Wareneingang und Warenausgang
iche Güterarten
Die Verpackung eines Gutes besteht aus:
Was sind die Merkmale einer Europalette?
Eine Europoolpalette (umgangssprachlich: Europalette, auch Flachpalette) ist eine genormte,
mehrwegfähige Transportpalette mit einer Grundfläche von 0,96 Quadratmeter und den
12
Der Meldebestand ist jene Menge eines Artikels, bei deren Unterschreitung eine Bestellung
der Zeitraum zwischen
Mit zunehmender Bestelllosgröße x steigen die Kosten der Lagerhaltung (aufgrund höherer
nken die Bestellkosten (aufgrund einer geringeren Anzahl an
und Auslagerprozessen etc.). Die Gesamtkostenkurve zeigt einen
förmigen Verlauf. Das Minimum der Kosten lässt sich grafisch ermitteln, der entsprechende x-Wert
Die Warenbereitstellung erfolgt entweder nach dem Prinzip „Mann zur Ware” oder „Ware zum
are an einem definierten
Lagerplatz zur Kommissionierung bereitsteht, bis der Kommissionierer sie entnimmt. Diese Vorgänge
laufen manuell oder teilautomatisiert ab. Ware zum Mann steht für ein Kommissionierprinzip, bei
fördert wird, an dem die Entnahme vom Kommissionierer
Eine Europoolpalette (umgangssprachlich: Europalette, auch Flachpalette) ist eine genormte,
mehrwegfähige Transportpalette mit einer Grundfläche von 0,96 Quadratmeter und den
Helmut Zsifkovits 13
Abmessungen 1200 × 800 × 144 mm (Länge × Breite × Höhe) sowie einem Eigengewicht von 20–24 kg
(je nach Holzfeuchte).
Die Europalette ist eine Vierwegpalette, d. h., sie kann von allen vier Seiten mit einem automatischen
Flurfördergerät, einem Gabelstapler oder Hubwagen aufgenommen werden.
Damit eine Palette „tauschfähig“ ist, muss sie bestimmte Kennzeichnungen tragen, unter anderem
das Zeichen des Europäischen Paletten-Pools EUR in ovaler Umrandung, das Zeichen EPAL in ovaler
Umrandung (optional), den Hersteller-Code und eine Kennzeichnung der zur Herstellung zugelassenen
Bahn.
70. Welche Einheit wird zur Messung der Ladekapazität von Schiffen und des Umschlags von Containerterminals international verwendet?
Die Einheit Twenty-footEquivalent Unit (TEU).
Abschnitt 5 - Informationslogistik
71. Welche Standards sind in der Informationslogistik von Bedeutung?
Der Begriff der Schnittstelle wird häufig zur Bezeichnung von Standards verwendet, die dazu
entwickelt wurden, um diese Schnittstelle zu überbrücken. Zu unterscheiden sind physische
Schnittstellen (Hardwareschnittstellen), logische Schnittstellen (Softwareschnittstellen) sowie
organisatorische Schnittstellen.
Hardwareschnittstellen sind Schnittstellen zwischen physikalischen Systemen, etwa in der Elektrotechnik, Elektronik und Computertechnik. Industriestandards für Computer machen diese zu
offenen Systemen, die aus Komponenten verschiedener Hersteller zusammengesetzt werden können.
Auch Standards in Materialflusssystemen sind hier anzuführen.
Softwareschnittstellen sind logische Berührungspunkte in einem Softwaresystem: sie definieren, wie
Anweisungen und Daten zwischen verschiedenen Komponenten und Prozessen ausgetauscht werden.
Organisatorische Schnittstellen sind Schnittstellen im Bereich der Organisation mit ihren Strukturen
(Hierarchien) und Abläufen (Prozessen). Solche Schnittstellen sind administrative oder auch physische
Regeln und Einrichtungen, die einen reibungslosen Ablauf innerhalb eines Betriebes oder zwischen
mehreren Betrieben und Personen ermöglichen.
72. Logistische Geschäftsobjekte sind � Entität
� Attribut
� Auftrag
� Objektklasse
� Primärschlüssel (Identifier)
� Geschäftspartner
� Produkt
� Arbeitsgang
� Arbeitsplatz
� Stammdaten � Bewegungsdaten
73. Was sind die Grundmodule eines Warehouse Management System (WMS)?
Verbuchen von Warenzu- und –abgängen
Lagerplatzverwaltung
Helmut Zsifkovits 14
Kommissionierung
Bestandsanalysen und Reports
74. Nennen Sie Technologien, die für die Identifikation von Objekten im Materialfluss herangezogen
werden können, sowie deren charakteristischen Anwendungsbereiche!
Barcode (im übergreifenden Warentransport)
Mehrdimensionaler Barcode (im Dokumentenfluss)
Klarschrifterkennung (OCR – Optical Character Recognition)
Briefpost-Standard (im Postverkehr)
Biometrische Verfahren (Iris-Scan, Fingerabdruck-Scan, Handflächen-Scan) Elektronische Verfahren (RFID – Radio-FrequencyIdentification)
Chipkarten/Magnetkarten (für Personenidentifikation)
Spracherkennung (in Kommissioniersystemen)
75. Welche Schichten von E-Business-Standards werden unterschieden?
� Electronic Data Interchange (EDI)
� Produktidentifikation
� Produktklassifikation und -beschreibung
� Katalogaustauschformate
� Modulmaß (Europalette)
� Supplier Portals � Transaktionen (Austausch von Geschäftsdokumenten)
� Geschäftsprozesse
76. Prinzipien von Electronic Data Interchange (EDI) sind:
� Nutzung von Telekommunikationsnetzen und –dienste
� Normung der Produktabmessungen
� Definierte Datenelemente und -segmente zur Darstellung und Strukturierung der
Dateninhalte
� Syntax-Regeln als international genormte Grammatik für den Datenaustausch
� Einsatz von einheitlichenHardwareplattformen
� International einheitliche Nachrichtentypen als branchenübergreifende strukturierte Geschäftsvorgänge
77. Jener Standard für den multilateralen elektronischen Datenaustausch, der am frühesten
Verbreitung erfahren hat, trägt den Namen EDIFACT (Electronic Data Interchange for
Administration, Commerce and Transport).
Abschnitt 6–Gestaltungsansätze der Logistik
78. Beschreiben Sie die Charakteristika logistischer Prozesse!
Ein Prozess ist die integrierte Gesamtheit von Aktivitäten, mit denen ein Produkt hervorgebracht oder
eine Dienstleistung bereitgestellt wird, das/die den Anforderungen der internen oder externen Kunden
entspricht. Ein Prozess ist durch einen definierten beginn und ein definiertes Ende gekennzeichnet, hat einen messbaren In- und Output, fügt Wert hinzu, ist wiederholbar und besitzt eine klar definierte
personelle Verantwortlichkeit. Logistische Prozesse sind Materialflussprozesse mit den dazu
erforderlichen Informationsflussprozessen.
79. Leistung im Rahmen betrieblicher Arbeitssysteme lässt sich wie folgt klassifizieren:
Blindleistungbeschreibt ungeplante, nicht wertneutrale Aktivitäten, die aber Kosten
Helmut Zsifkovits 15
verursachen. Sie umfasst die klassischen Verschwendungen.
Stützleistungumfasst wertneutrale, aber geplante Aktivitäten, die erforderlich sind, um die
Kernleistung zu erbringen. Dazu zählen das Rüsten von Werkzeugmaschinen, innerbetriebliche
Transporte, Planung und Steuerung.
Mit Nutzleistungwerden jene Aktivitäten bezeichnet, die zur Wertschöpfung an Produkten und
Dienstleistungen beitragen.
Fehlleistungumfasst wertmindernde Aktivitäten, die der Kunde auch als solche wahrnimmt, wie
fehlerhafte Produkte, falsche oder falsch terminierte Dienstleistungen.
80. Was ist die Natur und Zielrichtung der Wertstromanalyse?
Die Wertstromanalyse ist eine Methode, um den Ist-Zustand einer Produktion übersichtlich und
umfassend abzubilden. Dies geschieht durch die Darstellung von Produktionsprozessen, Materialfluss
und Informationsfluss. Eine Visualisierung erfolgt durch einfache Symbole.
81. Nennen Sie Faktoren, die zur Steigerung von Produktvarianten in den letzten Jahrzehnten
beitragen!
Nachfrageseitige Faktoren:
Heterogene Konsumentenpräferenzen
Variety-Seeking
Reduktion der Transaktionskosten
Regalflächen-Effekt Scatter-Shot-Effekt
Angebotsseitige Faktoren:
Technischer Fortschritt
Markteintrittsbarrieren
Globalisierung
Verminderung des Wettbewerbsdrucks
Preisdiskriminierung
Oil-Pool-Effekt
82. Was sind typische Auswirkungen der Variantenvielfalt in den Unternehmensbereichen?
Entwicklung Beschaffung Produktion Vertrieb Kundendienst
Produkteinlauf
Zusätzliche Versuche
Konstruktions-zeichnungen,
Stücklisten
Zusätzliche Lieferantensuche/
-auswahl
Zusätzliche Werkzeuge,
Arbeitspläne
Zusätzliche Mitarbeiter-
schulung
Aufwändigere Kalkulation
Zusätzliche Kundendienst-
unterlagen, Mitarbeiter-
schulung
Marktzyklus
Anpassung der Varianten an
technische oder sonstige Änderungen
Sinkende Bestellmengen:
Mengennachlässe nicht genutzt
Potentiell interessante
Anbieter fallen aus
Aufwändigere Fertigungssteue-
rung, Qualitätssiche-rung
Höhere
Rüstkosten/ Anlaufverluste
Höhere Bestände
Höhere Fertigerzeugnis-
bestände zur Herstellung der Lieferbereitschaft
Größere
Fehlerhäufigkeit bei Auftrags-bearbeitung
Verminderung der für
Kundenzufriedenheit durch reduzierte
Lernkurve
Produktauslauf Zusätzliche Datenbereini-gung
Aufwändigere Auslaufplanung
Betriebsmittel-/ Werkzeugent-sorgung
Aufwändigere Auslaufplanung
Ersatzteilbevorratung nach Produktauslauf
Helmut Zsifkovits
83. Beschreiben Sie die Vorgehensweise
Reduzierung der Typen und
Im ersten Schritt werden Teile eliminiert, die nicht mehr eingesetzt werden („Leichen“), nachfolgend
wird eine Rückwärtsstandardisierung vorgenom
das bestehende Produktprogramm festgelegt. In
Modularisierung in Verbindung mit Neueinführungen von Produkten durchgeführt, parallel dazu
erfolgt eine laufende Bereinigung. Diese Maßnahmen können helfen, die Teilevielfalt zu reduzieren
oder zumindest deren Wachstum zu bremsen.
84. Unterscheiden Sie Gleichteile, Baukastensysteme, Module, Systeme und Plattformen als
Elemente der Produktstruktur!
Gleichteile: Die gleichen Teile werden in unterschiedlichen Produkten verwendet. Dadurch kann es zu
einer Funktionsübererfüllung kommen; die Mehrkosten werden aber i. d. R. durch
Kostendegressionseffekte kompensiert.
Baukastensystem: Das Endprodukt ist additiv aus mehreren Bausteinen zusammengesetzt. Varianten
entstehen durch unterschiedliche Kombinationen.
Module/Systeme: Diese erfüllen (im Gegensatz zum Baustein) eigenständig eine Funktion. Module
hängen (im Gegensatz zu Systemen) physisch zusammen.
Plattformen: Verschiedene Produkte bauen auf einem gemeinsamen Kern auf. Varianten entstehen
durch zusätzliche Module auf der Basis der gemeinsamen Plattform.
Vorgehensweise im Rahmen des Komplexitätsmanagements zur
Teile!
Im ersten Schritt werden Teile eliminiert, die nicht mehr eingesetzt werden („Leichen“), nachfolgend
kwärtsstandardisierung vorgenommen, d. h. es werden Standards und Gle
duktprogramm festgelegt. In weiterer Folge wird eine Teilestandardisierung und
Modularisierung in Verbindung mit Neueinführungen von Produkten durchgeführt, parallel dazu
erfolgt eine laufende Bereinigung. Diese Maßnahmen können helfen, die Teilevielfalt zu reduzieren
deren Wachstum zu bremsen.
Unterscheiden Sie Gleichteile, Baukastensysteme, Module, Systeme und Plattformen als
Elemente der Produktstruktur!
Gleichteile: Die gleichen Teile werden in unterschiedlichen Produkten verwendet. Dadurch kann es zu
Funktionsübererfüllung kommen; die Mehrkosten werden aber i. d. R. durch
Kostendegressionseffekte kompensiert.
Baukastensystem: Das Endprodukt ist additiv aus mehreren Bausteinen zusammengesetzt. Varianten
entstehen durch unterschiedliche Kombinationen.
dule/Systeme: Diese erfüllen (im Gegensatz zum Baustein) eigenständig eine Funktion. Module
hängen (im Gegensatz zu Systemen) physisch zusammen.
Plattformen: Verschiedene Produkte bauen auf einem gemeinsamen Kern auf. Varianten entstehen
Module auf der Basis der gemeinsamen Plattform.
16
im Rahmen des Komplexitätsmanagements zur
Im ersten Schritt werden Teile eliminiert, die nicht mehr eingesetzt werden („Leichen“), nachfolgend
men, d. h. es werden Standards und Gleichteile für
weiterer Folge wird eine Teilestandardisierung und
Modularisierung in Verbindung mit Neueinführungen von Produkten durchgeführt, parallel dazu
erfolgt eine laufende Bereinigung. Diese Maßnahmen können helfen, die Teilevielfalt zu reduzieren
Unterscheiden Sie Gleichteile, Baukastensysteme, Module, Systeme und Plattformen als
Gleichteile: Die gleichen Teile werden in unterschiedlichen Produkten verwendet. Dadurch kann es zu
Funktionsübererfüllung kommen; die Mehrkosten werden aber i. d. R. durch
Baukastensystem: Das Endprodukt ist additiv aus mehreren Bausteinen zusammengesetzt. Varianten
dule/Systeme: Diese erfüllen (im Gegensatz zum Baustein) eigenständig eine Funktion. Module
Plattformen: Verschiedene Produkte bauen auf einem gemeinsamen Kern auf. Varianten entstehen
Recommended