Embed Size (px)
Citation preview

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 1 — le-tex
1 Die Technologie derMalzbereitung
UnterMälzen ist das Keimenlassen vonGetreidear-ten unter künstlich geschaffenen bzw. gesteuertenUmweltbedingungen zu verstehen.Das Endprodukt der Keimung heißt Grünmalz;
durchTrocknen undDarrenwird es zumDarrmalz.Der Zweck desMälzens ist hauptsächlich die Ge-
winnung von Enzymen, die bei der Keimung be-stimmte Umwandlungen der im Getreidekorn auf-gespeicherten Reservestoffe herbeiführen. Jede zugeringe oder übermäßige Enzymbildung oder -wir-kung während der Keimung ist unerwünscht undsetzt die Qualität des Keimproduktes herab.
1.1 Die Braugerste
Zur Malzbereitung können eine Reihe von Getrei-dearten Verwendung finden (s. Abschn. 1.9), dochist die Gerste in ihrer zweizeiligen Form, bei deralle Körner symmetrisch und gleichmäßig entwi-ckelt sind, am besten geeignet. Die mehrzeiligenGersten, die eigentlicheUrform, werden infolge derunsymmetrischen und schwachen Ausbildung derSeitenkörner (Krummschnäbel) in Europa nur zueinem geringen Anteil zur Vermälzung herangezo-gen. In Übersee dienen derartige Gersten aufgrundihres höheren Eiweißgehaltes und höherer Enzym-kräfte der Verarbeitung von größeren Rohfrucht-schüttungen.Die zweizeilige Gerste wird in zwei Hauptgrup-
pen unterteilt:1. Die aufrechtstehendeGerste. DieÄhre ist dicht,
breit und steht während der Reifezeit in der Re-gel aufrecht; die einzelnen Körner liegen dichtaneinander (Hordeum distichum erectum).
2. Die nickende Gerste: Die Ähre ist lang, schmalund hängt während der Reife. Die Körner lie-gen locker aneinander (Hordeum distichum nu-tans).
Als Braugerste kommen die verschiedenen Sortender nickenden Gerste in Betracht, die überwiegendals Sommergerste angebaut wird. Durch Züchtungleistungsfähiger Sorten, die den Aufwuchs- undErntebedingungen entweder des kontinentalen eu-ropäischen oder des maritimen Klimas angepasstsind, ist eine hohe Stabilität der Gersteneigenschaf-ten gegeben. Darüber hinaus werden die Sorten aufeine verbesserte Resistenz gegen Pflanzenkrankhei-
ten (Mehltau, Zwergrost, Netzflecken u. a.) gezüch-tet, umdieZahl der Schutzbehandlungen zu verrin-gern.Von den zweizeiligen Wintergersten sind einige
Sorten durch jüngste Züchtungsergebnisse auf ei-nem qualitativ hohen Stand, wenn auch über ihreVerbreitung erst die Braugerstenpolitik der nächs-ten Jahre entscheiden wird. Nacktgersten konn-ten sich noch nicht nachhaltig einführen, eben-so wenig die Züchtung procyanidinfreier Gersten(s. Abschn. 1.1.2.6), von Gersten mit niedriger Li-poxygenasenaktivität oder von Gersten mit dün-nen Zellwänden, d. h. niedrigerem β-Glucangehalt(s. Abschn. 1.1.2.2). Derartige Sorten zeigen beiungünstigerenWitterungsverhältnissen wesentlichstärkere Einbußen an Ertrag und Qualität als nor-male Braugersten.Die Zugehörigkeit einer Gerste zu den beiden
Hauptgruppen ist noch am einzelnen reifen Gers-tenkorn an der Form der Kornbasis sowie an derBehaarung und Form der Basalborste erkennbar.Außer diesen Merkmalen kann auch die Formder Schüppchen und die Bezahnung der Seitenrü-ckennerven zur Sortenidentifizierung herangezo-gen werden.Eine gute Sicherheit bieten elektrophoretische
Methoden zur Auftrennung der Prolaminfraktion(s. Abschn. 1.1.2.8), auch immunologische Analy-sen sind möglich. Neuerdings kommt auch die Po-lymerase Chain Reaction (PCR) in zwei Stufen zurAnwendung. Der Vorteil dieser DNA-Bestimmungist, dass sich ihre Aussage auch durch den Mäl-zungsprozess nicht abschwächt. Dies ist bei derelektrophoretischen Methode bei überlöstenMalz-körnern der Fall.Die Braugersten werden nach Provenienz und
Sorte gehandelt. Je nach den klimatischen Bedin-gungen und den Eigenschaften der Sorten kön-nen sich beträchtliche Unterschiede in der Vermäl-zungsfähigkeit und im Brauwert der Gersten erge-ben. Eine Vermischung ist deshalb zu vermeiden.
1.1.1 Die Morphologie der Gerste
Am Gerstenkorn, das die Frucht der Gerste dar-stellt, sind zu unterscheiden:
1.1.1.1 Der Keimling: Er stellt den lebenden Teildes Kornes dar, liegt am unteren Ende des Korns
Abriss der Bierbrauerei, 8. Auflage. Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow.© 2017 WILEY-VCH Verlag GmbH & Co. KGaA. Published 2017 by WILEY-VCH Verlag GmbH & Co. KGaA.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 2 — le-tex
2 Die Technologie der Malzbereitung
auf der Rückenseite und besteht aus den Anla-gen der künftigen Achsenorgane, des Blattkeimesund desWurzelkeimes.Mit ihm verwachsen ist dasSchildchen, welches an denMehlkörper grenzt unddem wachsenden Keimling von dort die Nährstof-fe zuleitet. Diesem Zweck dient besonders das demMehlkörper zugewandte Aufsaugeepithel mit sei-nen schlauchartigen Zellen.
1.1.1.2 Der Mehlkörper (Endosperm): Er bestehtim Wesentlichen aus zwei Gewebelagen, den stär-keführenden und den fettführenden Zellen.DenKern desMehlkörpers bilden die stärkehalti-
gen Zellen, die in ein Gerüst von eiweiß- und gum-miartigen Stoffen eingebettet sind.Die stärkeführenden Zellen sind von einer drei-
fachen Schicht rechteckiger, dickwandiger Zellenumgeben, die man Aleuron- oder Kleberschichtnennt. Ihr Inhalt besteht aus Eiweißstoffen undFett. In der Nähe des Keimlings besteht dieseSchicht nur mehr aus einer Zelllage. Zwischen demstärkeführendenGewebe des Endosperms unddemKeimling liegt eine dünne Schicht leerer zusam-mengedrückter Zellen, die aufgelöste Endosperm-schicht, deren Inhalt vom Keimling bereits ver-braucht wurde.ImMehlkörper spielen sich alle biologischen und
chemischen Veränderungen des Gerstenkorns ab.Mit fortschreitender Entwicklung des Keimlingswird er allmählich abgebaut und verwertet. BeimMälzen soll der Mehlkörper aus wirtschaftlichenGründen so wenig wie möglich verbraucht werden;hierbei kommt der Bildung von Enzymen und demAbbau von Stütz- undGerüstsubstanzen die größteBedeutung zu.
1.1.1.3 Die Umhüllung: Sie schützt den wachsen-den Keimling und besteht aus der inneren, auf derBauchseite und der äußeren, auf der Rückensei-te des Kornes liegenden Spelze. Darunter liegt dasäußere Hüllblatt, die Fruchtschale (Perikarp) unddas innereHüllblatt, die Samenschale (Testa). Beidehaben mehrere Zelllagen und sind scheinbar mit-einander verwachsen. Die Testa ist halbdurchlässig(semipermeabel), d. h. es kann zwar Wasser durchdie Membrane eindringen, während höhermole-kulare Stoffe zurückgehalten werden. Verschiede-ne Ionen gelangen jedoch mit dem Wasser in dasKorninnere.
1.1.2 Chemische Zusammensetzungder Gerste
Die Gerste besteht aus Trockensubstanz (80–88%)und Wasser (12–20%). Die Trockensubstanz ent-
hält organische Verbindungen ohne und mit Stick-stoff sowie anorganische Bestandteile (Asche).
1.1.2.1 Die Stärke: Den Hauptanteil der stick-stofffreien organischen Verbindungen stellen dieKohlenhydrate, vor allem die Stärke. Sie ist in einerMenge von 60–65% (auf Trockensubstanz berech-net) gegeben. Ihre Bildung erfolgt durch Assimila-tion von CO2 und H2O unter Einwirkung des Son-nenlichtes,mithilfe des Chlorophylls, unter Abgabevon Sauerstoff.Der Zweck dieser Stärkeanhäufung ist die Anla-
ge eines Nährstofflagers für den Keimling währendder Zeit seiner ersten Entwicklung. Die Ablagerungerfolgt in Form von Stärkekörnern, die in zwei For-men, als linsenförmige Großkörner und mehr ku-gelförmigeKleinkörner, zu erkennen sind.Die Letz-teren nehmen mit dem Eiweißgehalt der Gerste zu,sie sind reicher an Mineralstoffen als die Großkör-ner.Das Stärkekorn besteht aus zwei strukturell
verschiedenen Kohlenhydraten, der Amylose unddem Amylopectin. Die Amylose (Normal- odern-Amylose) beträgt 17–24% der Stärke; sie be-findet sich in der Regel im Innern der Körnerund besteht aus langen, unverzweigten, spiralig ge-wundenen Ketten von 60–2000 Glucoseresten inα-1→4-Bindung (Maltosebindung). Das Moleku-largewicht der verschieden langen Moleküle be-trägt zwischen 10 000 und 500000Da. Amylosefärbt sich mit Jod rein blau; sie löst sich im Wasserkolloidal undbildet keinenKleister. Beim enzymati-schen Abbau, z. B. durch α- und β-Amylase, wirddas Disaccharid Maltose gebildet.Das Amylopectin (Iso- oder i-Amylose) macht et-
wa 76–83% der Stärke aus. Im Gegensatz zur Amy-lose besteht es aus verzweigten Molekülketten, dieneben der vorherrschenden α-1→4-Bindung auchα-1→6-Bindungen (etwa 1/15) aufzuweisen haben.Im Durchschnitt verzweigt sich die Amylopectin-kette nach etwa 15 Glucoseeinheiten. Diese räum-lich verzweigte Struktur bedingt die Verkleiste-rungsfähigkeit des Amylopectins; bei 6000–40000Glucoseresten liegt das Molekulargewicht zwi-schen 1 und 6Mio. Da. Das Amylopectin enthält et-wa 0,23% Phosphorsäure in esterartiger Bindung.Die wässrige Lösung färbt sich mit Jod violett bisreinrot.Die Stärke ist geschmack- und geruchlos, hat
ein spezifisches Gewicht von 1,63 g/cm3 in wasser-freiem Zustand, ihre Verbrennungswärme beträgt17 130 kJ/kg (4140 kcal/kg). Das optische Drehver-mögen liegt bei 201–204.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 3 — le-tex
Die Braugerste 3
1.1.2.2 Nichtstärkeartige Polysaccharide sind ineiner Menge von 10–14% vorhanden. Die Cellulo-se befindet sich als Gerüstsubstanz in den Spelzen,nicht dagegen im Mehlkörper des Gerstenkorns.Die Cellulose baut sich ebenfalls aus Glucoseresten,aber in β-1→4 glukosidischer Bindung, auf. Cellulo-se ist geschmack- und geruchlos, unlöslich in Was-ser sowie chemisch und enzymatisch schwer an-greifbar. Sie tritt nicht in den Stoffwechsel des Kor-nes ein und verbleibt an der Stelle des Pflanzenkör-pers, an der sie gebildet wurde. Die Cellulose ver-lässt die Mälzerei unverändert und spielt erst alsFilterschicht beim Abläutern eine Rolle. Analytischwird sie als Rohfaser in einer Menge von 3,5–7%der Gerstentrockensubstanz bestimmt.Die Hemicellulosen sind am Aufbau der Zell-
wände beteiligt und unterstützen deren Festigkeit.Der in den Spelzen vorkommende Hemicellulo-sentyp baut sich auf aus reichlich Pentosan, we-nig β-Glucan und geringen Mengen von Uronsäu-ren. In Lösung vermittelt er eine niedrige Visko-sität. Während der Keimung wird der Typ „Spelz“praktisch nicht verändert. Dagegen vermittelt derTyp „Endosperm“ als eigentliche Gerüstsubstanzim Mehlkörper eine hohe spezifische Viskosität.Er hat einen hohen Gehalt an β-Glucan, wenigPentosan und keine Uronsäuren. Es setzt sich zu-sammen aus Glucoseresten, die in β-1→4- (70%)und β-1→3- (30%)-Bindungen miteinander ver-knüpft sind. Beim unvollkommenen Abbau lie-gen die Disaccharide Cellobiose und Laminaribio-se vor. Die Pentosane bestehen aus Xyloseeinhei-ten in β-1→4-Bindung, an denen sich beim Spel-zenpentosanXylose-, Arabinose undUronsäuresei-tenketten in β-1→3- und β-1→2-Bindung befinden,beim Endospermpentosan nur Arabinosemolekü-le in β-1→3- oder β-1→2-Bindung. Die Pentosan-ketten der Zellwände des Mehlkörpers enthaltenFerulasäure, die über eine Esterbindung an Arabi-nose gebunden ist. Durch jeweils zwei Ferulasäu-remoleküle an Arabinoseseitenketten sind Quer-vernetzungen gegeben, aber auch über die Ami-nosäure Tyrosin zwischen Pentosanen und Prote-inen. Hemicellulosen sind nämlich mit Proteinenüber Esterbindungen verknüpft, was die Wasser-unlöslichkeit dieser Komplexe bedingt. Ihr Mo-lekulargewicht kann bis zu 40 × 106 betragen.Durch verdünnte Natronlauge oder durch die Wir-kung von Enzymen werden sie in lösliche Formübergeführt.Der Gehalt an Hemicellulosen und Gummi-
stoffen ist abhängig von Sorte und Anbauort(Klima).
Gummistoffe sind wasserlösliche Hemicellulosenvon hoher Viskosität. Sie bestehen aus β-Glucanund Pentosan und geben in Wasser kolloide Lö-sungen. Ihr Molekulargewicht liegt bei ca. 400 000.Der Gehalt an wasserlöslichenGummistoffen einerGerste kann in erheblichen Grenzen schwanken, erliegt normal bei etwa 2%.Lignin ist eine inkrustierende Substanz, die in die
Zellwände der Spelze eingelagert ist.
1.1.2.3 An niederen Kohlenhydraten enthält dieGerste 1–2% Saccharose, 0,3–0,5% Raffinose undje 0,1% Maltose, Glucose und Fructose.
1.1.2.4 Lipide (Fette) finden sich in der Gerste ineiner Menge von 2,2–2,5% der Trockensubstanz.Sie kommen in geringer Menge in den Spelzen undim Mehlkörper vor, dagegen zu 60% in der Aleu-ronschicht und zu ca. 30% im Keimling. Die Lipi-de der Gerste setzen sich hauptsächlich zusammenaus ca. 70%Neutrallipiden, die wiederum überwie-gend aus Triacylglyceriden bestehen, ca. 10% Gly-colipiden und ca. 20% Phospholipiden. In Trigly-ceriden können bis zu drei verschiedene Fettsäurenmit dem Glycerin verestert sein. Damit ist die Zahlder möglichen Triglycerid-Varianten sehr groß. Siewerden beim Wachstum des Keimlings teilweiseverbraucht und dienen dabei dem Atmungsstoff-wechsel sowie dem Aufbau der Zellen der Blatt-und Wurzelkeime.
1.1.2.5 Phosphorsäurehaltige organische Verbin-dungen wie z. B. das Phytin, welches als Ester derPhosphorsäure mit dem Ringzucker Inosit als Cal-cium-Magnesiumsalz in den Spelzen vorkommt,liefert während der Keimung den Hauptanteil dersauren Bestandteile (primäre Phosphate) und Puf-fersubstanzen und sie spielen für die Erhaltung desSäurespiegels bei der Keimung eine Rolle.
1.1.2.6 Polyphenole oderGerbstoffe finden sich inden Spelzen und imMehlkörper. IhreMengemachtnur 0,1–0,3% der Trockensubstanz aus, doch be-einflussen sie Farbe und Geschmack der Biere so-wie durch ihre gerbende, eiweißfällende Wirkungauch deren Haltbarkeit. Zu den phenolischen Sub-stanzen gehören sowohl einfache Phenolsäuren,die in freier oder gebundener Form, als Glycosidevorhanden sind, als auch höher organisierte Poly-phenole. Die Letzteren umfassen Anthocyanogene,Catechine und Flavone, die durch Oxidation undPolymerisation zur Verbindungen höheren Mole-kulargewichts führen. Sie haben zufärbende und

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 4 — le-tex
4 Die Technologie der Malzbereitung
fällende Eigenschaften auf andere Inhaltsstoffe vonMalz, Würze und Bier. Aufgrund ihrer Oxidierbar-keit sind die Polyphenole reduzierende Substan-zen. In der Gruppe der Polyphenole lassen sichanalytisch die sog. „Tannoide“ bestimmen, die einMolekulargewicht von 600–3000 (2–10 Flavanrin-ge) aufweisen und die nicht nur eiweißfällend wir-ken, sondern auch ausgeprägte reduzierende Ei-genschaften haben. Die Menge der phenolischenSubstanzen ist abhängig von der Sorte, aber auchvon den Vegetationsbedingungen der Gerste be-stimmt. Maritime Gersten enthalten mehr Poly-phenole, besonders mehr Tannoide als kontinenta-le. Eine spezielle Züchtung derCarlsberg-Laborato-rien mithilfe von Genmutanten ergab eine Blockie-rung der Biosynthese von Catechin und Procyani-din (Anthocyanogen) während der Vegetation derGersten. Diese vermitteln nur ca. 12% des Antho-cyanogengehalts inWürzen und Bier und damit ei-ne wesentlich bessere chemisch-physikalische Sta-bilität als Biere aus normalen Malzen.
1.1.2.7 Gerstenbitterstoffe gehören zur Klasse derLipoide, besitzen eine antiseptische Wirkung undzeichnen sich durch einen kratzig bitteren Ge-schmack aus. Diese, vornehmlich in den Spelzensitzenden Substanzen, sind in Hydrogencarbonat-wässern leicht löslich.
1.1.2.8 Die Eiweißstoffe sind allgemein als wichti-ge Träger des biologischen Geschehens von großerBedeutung. Trotz ihrer geringen Menge üben sieeinen erheblichen Einfluss auf alle Arbeitsvorgän-ge bei der Bierbereitung aus. Die Elementaranalyseder wichtigsten Proteine ergibt folgende Grenzwer-te: C = 50−52%, H = 6,8−7,7%, N = 15−18% (imMittel 16%), S = 0,5−2,0% und P = 0−1%. Nach-dem der mittlere Stickstoffgehalt der Proteinsub-stanzen etwa 16% beträgt, wird der nach Kjeldahlerhaltene Stickstoffwert mit 6,25 multipliziert, umden Rohproteingehalt einer Gerste zu erhalten.Der Eiweißgehalt (auf wasserfreie Substanz be-
rechnet) liegt zwischen 8 und 13,5% (1,30–2,15%Stickstoff), normal zwischen 9,0 und 11,5%(1,45–1,85% N). Eiweißärmere Gersten gelten all-gemein als die feinere Brauware, die für helleMalzeund Biere unentbehrlich ist. Zu eiweißarme Gers-ten können zu einer Verarmung der Würzen anschaumgebenden, vollmundigkeitsfördernden Ei-weißkörpern führen, aber auch zu einem Man-gel an Aminosäuren, die für die Hefeernährungwichtig sind. Eiweißreiche Gersten (über 11,5%Eiweiß) verarbeiten sich schlechter als eiweißär-mere, verringern den Stärkegehalt der Gerste undergeben Biere, die eine dunklere Farbe und einen
volleren,mitunter breiterenGeschmack aufweisen.Dunkle Biere verlangen dagegen eiweißreichereGersten.Der Eiweißgehalt des Kornes ist hauptsächlich
abhängig von der Bodenzusammensetzung, derFruchtfolge, der Düngung und den Witterungsver-hältnissen. Von besonderer Bedeutung ist die Län-ge der Vegetationszeit zwischen Aussaat und Ern-te. Eiweiß befindet sich in der Kornumhüllung, imMehlkörper und im Keimling.Die Ablagerung der Eiweißstoffe im Mehlkörper
erfolgt an drei, örtlich begrenzten Stellen:1. In der Aleuronschicht als Klebereiweiß,2. unter der Kleberschicht am äußeren Rande des
Mehlkörpers als Reserveeiweiß,3. im Mehlkörper selbst als histologisches oder
Gewebe-Eiweiß.
DasKlebereiweiß zieht sich unter der Frucht- undSamenschale hin. Es wird beim Keimprozess zumTeil angegriffen, der Rest findet sich in denTrebern.Das Reserveeiweiß bedingt den verschieden ho-
hen Eiweißgehalt der Gersten. Es wird beim Kei-men zuerst von den Enzymen angegriffen und lie-fert die Hauptmenge der wasserlöslichen Eiweiß-stoffe.Das histologische Eiweiß ist in die Membranen
der Endospermzellen eingelagert und neben ande-ren Stoffen am Zusammenhalt der Zellen beteiligt.Es erschwert mit zunehmender Menge die Auflö-sung der Zellwände.Eiweiße (Proteine) bauen sich aus Aminosäure-
resten auf. Diese sind jeweils durch eine Peptid-bindung miteinander verknüpft. Unter Peptidbin-dung ist eine Bindung zwischen der Carboxylgrup-pe einer Aminosäure und der Aminogruppe ei-ner weiteren Aminosäure zu verstehen. Von 130bisher nachgewiesenen Aminosäuren sind haupt-sächlich 18–20 am Aufbau der pflanzlichen Pro-teine beteiligt. Durch Verbindung von zwei oderdrei Aminosäuren entstehen Di- und Tripepti-de; Oligopeptide sind aus 3–10, Polypeptide aus10–100 undMakropeptide aus über 100Aminosäu-ren zusammengesetzt. Die Sequenz (Reihenfolge)der Aminosäuren im Polypeptidfaden nennt manPrimärstruktur, die spiralförmig gedrehte oder inFaltblattstruktur formierte und durchWasserstoff-brücken stabilisierte Kette Sekundärstruktur, dieAnordnung derselben in Schleifen oder KnäuelnTertiärstruktur. Die Grenze zwischen sekundärenund tertiären Strukturen ist oftmals schwer zu zie-hen. Bei diesen letzteren Formationen sind nebender Peptidbindung auchWasserstoffbrücken sowiedie starke Disulfidbindung, aber auch elektrostati-sche Wechselwirkungen und hydrophobe Bindun-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 5 — le-tex
Die Braugerste 5
gen beteiligt, die den charakteristischen Aufbau derProteine bedingen. Die Quartärstrukturwird durchdas Zusammensetzen mehrerer tertiärer Gruppengebildet, wobei hier keine kovalenten Bindungen(z. B. Disulfidbrücken) gegeben sind.Im Gerstenkorn sind folgende Proteinfraktionen
vorhanden: Albumine (in destilliertemWasser lös-lich), Globuline (in verdünnten Salzlösungen lös-lich), Prolamine (in 50–90%igem Alkohol löslich),Gluteline (alkalilöslich). Jede dieser Eiweißgruppenist elektrophoretisch in jeweils 7–15 und mehr ver-schiedene Fraktionen zu unterteilen. Ihre Moleku-largewichte betragen zwischen 10 000 und mehre-ren Millionen. Während Albumine und Globulineim stärkehaltigen Endosperm enthalten sind, stel-len Prolamine und Gluteline vornehmlich Reserve-Eiweißstoffe dar.Zu den Albuminen zählt auch das Protein Z, wel-
ches auch β-Amylase binden kann. Es ist sowohlfür kolloidale Trübungen verantwortlich als auchfür den Bierschaum. Sein Molekulargewicht liegtbei 40 000Da. Ebenfalls zu den Albuminen gehö-ren die Lipidtransferproteine LTP 1 und LTP 2. Siewerden wie Protein Z beim Mälzen und Brauennur wenig verändert. Sie tragen zum Bierschaum,aber auch zu kolloidalen Trübungen bei. Weiterhinkommt ihnen auch eine mögliche Rolle beim spon-tanen Überschäumen („Gushing“) des Bieres zu.Neben diesen Proteinen finden sich im Gersten-
korn noch Proteide (zusammengesetzte Eiweißkör-per) und in geringenMengen auch noch Stickstoff-verbindungen von mittlerem oder niederem Mo-lekulargewicht. Sie wurden entweder während derReife nicht vollständig zu genuinem Eiweiß, son-dern nur zuZwischenstufen aufgebaut oder sind beiden physiologischen Abbauprozessen des lebendenKorns bereits als Abbauprodukte höhermolekula-rer Eiweißstoffe entstanden.Eine Einteilung der Proteine und ihrer Abbau-
produkte erfolgt nach ihren verschiedenen che-mischen und physikalischen Eigenschaften, ihremVorkommen, ihrer verschiedenen Angreifbarkeitdurch Enzyme und ihren physiologischen Funktio-nen.Die Eiweißkörper sind Kolloide; sie diffundie-
ren aufgrund ihrer Größe nicht durchMembranen.Sie sind hydratisiert und erweisen sich wie die sieaufbauenden Aminosäuren als amphoter. Je nachdem herrschenden pH sind negative oder positi-ve Überschussladungen vorhanden; am isoelektri-schen Punkt ist das Protein elektroneutral. DurchÄnderung der Milieubedingungen z. B. durch Er-hitzen, durchZusatz entquellender Reagenzien unddurch Annäherung an den isoelektrischen Punktdenaturiert das Protein.UnterDenaturierung ist ei-
ne Strukturveränderung des Proteins zu verstehen,bei der die biologischen Eigenschaften (z. B. En-zymwirkung) verloren gehen. Sie kann je nach dersich ausbildenden Konformation reversibel oder ir-reversibel sein. Durch Auffalten von Peptidkettenvon kovalenten Bindungen (z. B. Disulfidbrücken)kann diese Denaturierung irreversibel sein. DurchBewegung oder Anreicherung der denaturiertenTeilchen an Grenzflächen (z. B. Gas/Flüssigkeit) la-gern sie sich zu makroskopischen Flocken zusam-men („Bruch“). Dieser Vorgang wird als Koagulati-on bezeichnet.Bei der Keimung werden die hochmolekularen
Eiweißstoffe durch proteolytische Enzyme zu ein-facheren Verbindungen, z. B. bis zu den Aminosäu-ren, gespalten. Dieser Eiweißabbau beim Mälzenwird beim Maischen weitergeführt.
1.1.2.9 Die Enzyme sind komplexe organischeStoffe, die für alle Lebensprozesse und damit auchfür die Keimung der Gerste von größter Wichtig-keit sind. Sie haben die Fähigkeit, hochmolekula-re organische Substanzen abzubauen, ohne dass sieselbst hierbei verbraucht werden. Die meisten En-zyme bestehen aus einem Proteinanteil (Apoen-zym) und einer nicht eiweißartigen Komponente(prosthetische Gruppe bzw. Coenzym). Das Apo-enzym bestimmt die Substratspezifität, währenddie prosthetische Gruppe oder das Co-Enzym denreaktiven Bereich darstellt. Einfach gebaute Enzy-me wie die Hydrolasen bestehen lediglich aus Pro-tein. Bei ihnen wird der reaktive Bereich von funk-tionellen Gruppen verschiedener Aminosäuren ge-bildet, die noch durch eine bestimmte sterischeAn-ordnung im gesamten Enzymkomplex ausgezeich-net sein muss, wenn das Enzym seine spezifischeWirkung auf ein ganz bestimmtes Substrat entfal-ten soll. Das Enzym vereinigt sich mit dem ab-zubauenden Komplex; durch Elektronenaustauschzerfällt die Verbindung in das Spaltprodukt und indas unveränderte Enzym, das wieder in den Pro-zess eingreift und seine Reaktion fortsetzt. DieWir-kung der Enzyme ist weitgehend von Umweltein-flüssen abhängig, am wichtigsten sind hierbei Tem-peratur und Reaktion des Substrates. Sie werdendurch Aktivatoren gefördert und durch Inhibitorengehemmt.Die Enzyme üben nur innerhalb bestimmter
Temperaturbereiche ihre Wirksamkeit aus. Für je-des Enzym gibt es eine bestimmte, charakteristi-sche Temperatur, bei der es die günstigsten Bedin-gungen für die Umsetzungen hat (Optimaltempe-ratur). Bei höheren Temperaturen verliert das En-zym zunehmend an Wirksamkeit. Die meisten En-zyme ertragen nur Temperaturen von 60–80 °C.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 6 — le-tex
6 Die Technologie der Malzbereitung
Die Reaktion des Substrates, sein pH, beeinflusstdie Dissoziation der Fermente sowie deren Hy-dratation. Jedes Enzym hat eine bestimmte günsti-ge Acidität, einen optimalen pH, bei dem seine Tä-tigkeit einen Höchstwert erreicht. Der optimale pHverschiebt sich mit Änderung der Temperatur, hiersind die Enzymemeist auch am hitzebeständigsten.Der Reaktionsablauf wird durch die Konzentra-
tion der Enzyme und durch die Konzentration desSubstrates beeinflusst.Eine hemmende Wirkung üben Schwermetalle
wie Kupfer, Zinn, Oxidationsmittel, kolloidändern-de Stoffe u. a. auf die Enzymwirkung aus. Alkohol,Ether, Formaldehyd wirken in höherer Konzentrati-on schädigend, besonders bei hohenTemperaturen.Aktivatoren können Säuren, Neutralsalze, Kolloideund andere Stoffe sein, die sich entweder mit demFerment verbinden und es so aktivieren, oder die esvon anhaftendenHemmkörpern (Inhibitoren), z. B.Eiweiß, befreien.Eine Reihe von Enzymen treten in löslicher Form
auf (Lyo-Enzyme), andere werden erst im Laufe ei-nes Abbauprozesses aus ihrer protoplasmatischenBindung befreit und dann wirksam (Desmo-Enzy-me).DieMenge der ursprünglich imGerstenkorn vor-
handenen, aktiven Enzyme ist gering. Ursache ihrerBildung und Vermehrung während der Keimungist das Nahrungsbedürfnis des Keimlings nach demVerbrauch der ihm zur Verfügung stehenden prä-existierend löslichen Nährstoffe des Mehlkörpers.Vorhandene, noch unwirksame Enzymewerden ak-tiviert (z. B. die β-Amylase und einige Proteinasendurch SH-Gruppen); die Hauptmenge der Enzymeentsteht jedoch durch Sekretion einer gibberellin-ähnlichen Substanz, eines Wuchsstoffes, die in derAleuronschicht die Entwicklung der zellstofflösen-denGlucanasen, der α-Amylase, der Endo-Peptida-se und der Säurephosphatase induziert.Neben diesen hydrolytisch wirkenden Enzymen
spielen auch Oxidasen wie Katalase, Peroxidasen,Polyphenoloxidasen und die Lipoxygenasen I undII sowie die Superoxidmutase eine Rolle. Sie liegenebenfalls zum Teil im ruhenden Korn in einer akti-ven Form vor oder werden bei der Keimung gebil-det oder aktiviert.Die Enzyme des Atmungskomplexes sind für den
Ablauf der Stoffwechselvorgänge von Bedeutung.Die Verteilung der Enzyme ist ungleich. Die
größte Menge befindet sich im ruhenden Korn inder Nähe des Keimlings. Nachweis und Einteilungder Enzyme erfolgt nach ihrer Wirkung auf spezifi-sche Substrate.
1.1.2.10 Zu den anorganischen Bestandteilen derGerste rechnet man die Stoffe, die unverbrenn-bar sind und die Asche bilden. Ihre Gesamtmen-ge beträgt auf Trockensubstanz berechnet 2,4–3%;sie setzt sich überwiegend aus Kaliumphosphaten(56%) und Kieselsäure (als SiO2 ca. 26%) zusam-men. Sie spielen als chemische Puffer während derKeimung und des Maischens, bei der Vergärungund im fertigen Bier eine wichtige Rolle für dieErhaltung der Acidität, die zum großen Teil aufdie Wirkung der primären, sauren Phosphate zu-rückzuführen ist. Die anorganischen Bestandteilesind zur Ernährung des Keimlings und der Hefenötig.
1.1.2.11 Der Wassergehalt der Gerste kann zwi-schen 12 und 20% schwanken. Gersten aus war-menGegendenmit geringenNiederschlagsmengenverzeichnen Wassergehalte von 12–14%, währenddie Wassergehalte von Gersten aus Gegenden mitfeuchtemKlima bei 16–18%, ja selbst über 20% lie-gen können. Der Wassergehalt hängt ab von derWitterung der einzelnen Jahrgänge, von der Ern-temethode und der Behandlung der Gerste nachder Ernte. Ein hoherWassergehalt ist wirtschaftlichnachteilig, da dieGerste dannweniger Trockensub-stanz enthält. Feuchte Gerste ist nicht lagerfest, siehat eine geringe Keimenergie, eine hohe Wasser-empfindlichkeit und überwindet die Keimruhe nurlangsam. Die Lagerung ungetrockneter Gersten istschwierig. Diese neigen leicht zur Erwärmung, sindanfällig gegen Schimmelwachstum und leiden alsFolge davon unter einer Verschlechterung des Ge-ruchs, aber auch der Keimfähigkeit. Feuchte Gersteverlangt eine ständige Beobachtung ihrer Tempe-ratur und ein häufiges Umlagern. Sie vermälzt sichschwerer und ungleichmäßiger und unter höherenVerlusten als trockene Gerste.
1.1.3 Die Eigenschaften der Gersteund ihre Beurteilung
Voraussetzung für eine einwandfreie Beurteilungder Braugerste ist die Ziehung einer wirklichenDurchschnittsprobe. Der Barthsche Probestechererlaubt die Probenahme an verschiedenen Stelleneines Sackes oder Gerstenhaufens. Bei AnlieferunggrößererMengen lose verladener Gerste oder beimUmlagern von Getreide aus Silos finden mit Vorteilautomatische Probenehmer Anwendung. Die Pro-be ist in dicht schließenden Gefäßen aufzubewah-ren (Wassergehalt!), jedoch für langfristige Lage-rung nicht unter Luftabschluss.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 7 — le-tex
Die Braugerste 7
1.1.3.1 Äußere Merkmalea) Aussehen: glänzend, lässt auf trockene Witte-
rung während der Reife und Ernte schließen.Der Wassergehalt ist dann meist niedrig.
b) Farbe: rein, hellgelb. Nicht ganz reife Körnersind grünlich, beregnete bzw. ausgewachseneKörner zeigen bräunliche oder braune Spitzen,KörnermitOrganismenbefall sind grau oder siezeigen rote bzw. schwarze Flecken. Häufig istder Mehlkörper von Pilzmycelen durchwach-sen. Sehr helle („weiße“) Gersten sind oft hartund glasig.
c) Geruch: rein und strohartig. Beregnete, wasser-reiche und schlecht gelagerte Gersten haben ei-nen dumpfen oder schimmeligen Geruch.
d) Beschaffenheit der Spelze: möglichst dünn undgekräuselt. Je spelzenärmer die Gerste (Spel-zenanteil 7–9%), desto feiner und milder dieQualität. Feine Querkräuselung deutet auf ho-hen Extraktgehalt, wenig Eiweiß und gerin-gen Wassergehalt hin. Ein hoher Spelzenge-halt (11–13%) ist für helle Qualitätsbiere un-günstig.Wintergersten habenmeist um0,5–1%mehr Spelzen als vergleichbare Sommergers-ten.MehrzeiligeGersten enthalten oft noch hö-here Spelzenanteile.
e) Reinheit: Die Gerste soll frei sein von frem-den Getreidearten, Unkrautsamen, pflanzli-chen und tierischen Schädlingen, verletztenKörnern und Auswuchs. Auswuchs (Körner diebereits auf dem Feld zu keimen begannen) istan den eingetrockneten Resten der Wurzelkei-me zu erkennen („offener Auswuchs“). Nach-dem diese aber oft beim Transport des Gutesabgerieben werden, ist die Gerste auf „verdeck-ten Auswuchs“, d. h. ein Wachstum des Blatt-keims zu prüfen. Dieser lässt sich visuell, evtl.durch Weichen in kochendem Wasser, durchKupfersulfat oder durch Bestimmung z. B. derLipaseaktivität nachweisen. Diese Körner ha-ben meist ihre Keimfähigkeit verloren, oder eskommt zu einem übermäßigen Wachstum desBlattkeims. Verschiedentlich sind die Körnerauch schon zerreiblich. Bei der Weiche kanndasWasser ungehindert ins Korn eindringen; eskommt bei der Keimung zu einem abnormalenStoffwechsel (Geruch!) und verstärkter Schim-melbildung (Neigung zum Überschäumen desBieres). Gersten mit über 4% Auswuchs sindabzulehnen.Aufgeplatzte Körner können bei Niederschlä-gen im Reife-Stadium auftreten. Sie sind inder Längsrichtung des Korns aufgerissen, derMehlkörper liegt frei und ist Mikroorganis-menwachstum bei der Lagerung wie auch bei
Weiche und Keimung verstärkt ausgesetzt. Au-ßerdem besteht die Gefahr einer übermäßi-gen Wasseraufnahme. Aus diesem Grund sindGersten mit mehr als 3% dieser Körner abzu-lehnen.Zu den „Kornanomalien“ zählt ferner seitlichein unvollständiger Spelzenschluss, wenn dieDeckspelze die Bauchspelze nicht mehr voll-ständig überlappt, der Mehlkörper selbst un-verletzt ist. Weiterhin können Spelzenverlet-zungen, die nicht ursprünglich vom Entgran-nen herrühren, gegeben sein. Zwiewuchs trittein, wenn infolge der Witterung die Bildungvon „Nachschossern“ gegeben ist. Diese Kör-ner sind nicht mehr vollständig entwickelt; siereifen häufig nicht mehr vollständig und wei-sen deshalb eine mangelhafte Kornausbildung(Sortierung) auf. Infolge der kurzen „Vegetati-onszeit“ sind die Körner enzymarm.Treten mehrere Beeinträchtigungen gleichzei-tig auf, dann darf eine Qualitäts-Braugerste ins-gesamt nicht mehr als 5% „anormale“ Körnerenthalten.Schimmelpilzwachstum durch Fusarienartenergibt eine Verfärbung der Kornoberfläche,doch können diese „Feldschimmel“ auch schonim Mehlkörper ein Mycel ausgebildet haben.Die Lagerschimmel wie Mucor-, Rhizopus-und Alternaria-Arten rufen einen schwarzen„Besatz“ hervor. Derart befallene Gersten rie-chen muffig. Sie können durch schlechte Lage-rung (Wassergehalt, Temperatur) schon in ih-rer Keimfähigkeit gelitten haben. Diese Befun-de geben Anlass zu weiterführenden Untersu-chungen, z. B. Ermittlung der „relevanten“ ro-ten Körner (aus den Fusarien-Arten, maximal5 Körner pro 200 g bzw. 1%) und letztlich den„Gushingtest“ (s. Abschn. 1.9.1.4 und 7.6.8).Weiterhin ist bei einem Befall mit tierischenSchädlingen, wie z. B. Kornkäfern, die Gersteunbedingt zurückzuweisen.
f ) Einheitlichkeit: Das Mischen von Gersten ver-schiedener Sorten, Provenienzen und Jahrgän-ge ist einer gleichmäßigen Vermälzung ab-träglich. Ebenso ist das Mischen von Gers-ten unterschiedlichen Eiweißgehaltes sowie vongetrockneter und ungetrockneter Ware unzu-lässig. Die Reinheit der Sorte lässt sich an-hand morphologischer Merkmale (Kornbasis,Basalborste, Schüppchen, Bezahnung der Rü-ckennerven) erkennen, die letzteren Fakto-ren sind zu einem gewissen Maße nachweis-bar durch Feststellung des Quellvermögens,der Härte und der Wasserempfindlichkeit. Ei-ne elektrophoretische Auftrennung der Prola-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 8 — le-tex
8 Die Technologie der Malzbereitung
minfraktion gibt eine gute Aussage über dieSorte.
1.1.3.2 Mechanische Untersuchunga) Größe und Gleichmäßigkeit der Körner: Je voll-
bauchiger eine Gerste, umso höher ist ihrStärke- und Extraktgehalt und damit ihr Brau-wert. Ein hoher Wassergehalt der Gerste kannoft eine gewisse Vollbauchigkeit vortäuschen.Die Größe und Gleichmäßigkeit einer Gerstewird durch einen Sortierversuch mit drei Sie-ben von 2,8, 2,5 und 2,2mm Schlitzweite be-stimmt. Dabei zeigen gleichmäßige Gersten aufden ersten beiden Sieben einen Anteil von min-destens 85%. Je höher der Gehalt an Körnernüber 2,8mm, umso extraktreicher ist das ausdieser Gerste hergestellte Malz.
b) Beschaffenheit des Mehlkörpers: Der Mehlkör-per kann mehlig sowie mehr oder wenigerglasig sein. Durch kurzes Weichen der Gers-te in Wasser und darauffolgendes vorsichtigesTrocknen derselben kann festgestellt werden,ob die Glasigkeit eine dauernde oder nur ei-ne vorübergehende ist. Die Beschaffenheit desMehlkörpers wird durch Kornprüfer oder Ge-treideschneider (Farinatome) ermittelt.Auch das Mürbimeter nach Chapon kann zurErmittlung der Mehligkeit einer Gerste heran-gezogen werden. Die Einteilung in Härtekate-gorien erlaubt eine Darstellung der Homogeni-tät einer Gerstenprobe.Das Diaphanoskop ermöglicht es mittelsDurchleuchten der Körner einen direkten Ein-blick in die Beschaffenheit des Mehlkörperszu gewinnen. Glasige Körner sind für Licht-strahlen durchlässig, mehlige Körner erschei-nen dunkel.Ein weißer, mehliger Mehlkörper wird einemglasigen, speckigen vorgezogen. Sehr trockene,heiße Witterung bei der Reife und Ernte derGerste sowiemangelhafte Bodenbeschaffenheitsind oft die Ursachen der Glasigkeit.
c) Das Hektolitergewicht einer Gerste kann zwi-schen 66–75 kg schwanken. Es beträgt bei Brau-gerste 68–72kg, selten mehr. Schwere Gerstenwerden bevorzugt.
d) Das Tausendkorngewicht lufttrockener Gerstenliegt zwischen 35 und 48 g, jenes der wasserfrei-en Gersten zwischen 30 und 42 g. LufttrockeneGerstenmit 37–40 g gelten als leicht, solchemit40–44 g alsmittelschwer, von 45 g ab als schwer.Die schweren werden bevorzugt.
e) Keimfähigkeit: Ihre Bestimmung mithilfe che-mischer Methoden (z. B. unter Verwendung
von Wasserstoffsuperoxid, Dinitrobenzol oderTetrazolium) ergibt die Anzahl der lebensfähi-gen Körner überhaupt. Diese darf nicht unter96% liegen. Die Keimfähigkeit ist die wichtigs-te Eigenschaft der Braugerste. Nicht keimen-de Körner, sog. „Ausbleiber“, werden niemalsMalz. Sie bleiben Rohfrucht.
f ) Keimenergie: Sie gibt an, wie viele Körner in-nerhalb eines bestimmten Zeitabschnittes, z. B.nach 3 oder 5 Tagen, wirklich keimen. AlsMaß-stab der Keimreife einer Gerste sollte sie derKeimfähigkeit möglichst nahekommen.
g) Keimindex: Er gibt einen Überblick über dieGleichmäßigkeit der Keimung. Er wird übli-cherweise für die Zeit der Keimfähigkeitsbe-stimmung (5 Tage) in Petrischalen mit 100Körnern und 4ml Wasser durchgeführt. Diekeimenden Körner werden jeweils nach 24,48, 72 h usw. ausgezählt und entfernt. Bei ei-ner gleichmäßigen Keimung ergibt sich einKeimungsindex von etwa 8, eine schlechtund ungleichmäßig keimende Gerste kommtauf ca. 5.
h) Wasserempfindlichkeit: Anhand des Pollock-Tests (Weichversuch von je 100 Körnern mit 4und 8ml Wasser) ermittelt, gibt sie Aufschlussüber die Empfindlichkeit einer Gerste gegen-über einer zu reichlichen Wasserzufuhr bei derWeiche. Sie hängt imWesentlichen vom jewei-ligen Stadium der Keimreife und damit auchvon den Witterungsbedingungen während derReife und Ernte der Gerste ab. Die Differenzzwischen den in der 4-ml-Probe und in der8-ml-Probe nach 120h keimenden Körnern er-fährt folgende Bewertung: bis 10% sehr we-nig, 10–25%wenig, 26–45% befriedigend, über45% sehr wasserempfindlich. Es hat dieses Er-gebnis aber nur dann Aussagekraft, wenn diemaximale Keimenergie erreicht ist.
i) Quellvermögen nach Hartong-Kretschmer:Diese Methode hat die Wasseraufnahmefähig-keit einer Gerste zum Gegenstand, die nacheinem bestimmten Weichschema nach 72 hermittelt wird. Das Quellvermögen wird haupt-sächlich beeinflusst vom Nachreifegrad, vonSorte und Anbauort einer Gerste. Es ist über50% sehr gut, bei 47,5–50% gut, 45–47,5%befriedigend und unter 45% unzulänglich.
1.1.3.3 Chemische Untersuchung der Gerstea) Wassergehalt: Er liegt normal bei 15–16%, in
trockenen Jahrgängen bei 13–14%, in nassenbei 16–20%.Die BestimmungdesWassergehal-tes bildet bei allen chemischenUntersuchungen

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 9 — le-tex
Die Vorbereitung der Gerste zur Vermälzung 9
die Grundlage für die Errechnung der Trocken-substanz.
b) Der Eiweißgehalt der Gerstentrockensubstanzbeträgt zwischen 8 und 13,5%, normal zwi-schen 9 und 11,5%. Hoher Eiweißgehalt ver-ringert die Extraktausbeute des Malzes und er-schwert die Verarbeitung und Auflösung. Fürhelle Biere sind eiweißarme Gersten zur Malz-herstellung erwünscht, dunkle Biere dagegenverlangen eiweißreichere Gersten.
c) Der Stärkegehalt schwankt zwischen 58 und66% der Trockensubstanz.
d) Der Extraktgehalt stellt die Summe aller mit-hilfe eines Enzymzusatzes wasserlöslichen Be-standteile dar. Er liegt bei 72–80% in der Tro-ckensubstanz und somit im Durchschnitt um14,75% höher als der Stärkegehalt. Er gibt ei-nen ungefähren Hinweis auf die Höhe des spä-terenMalzextraktes, erreicht jedoch dessen Ni-veau nicht. Aus diesem Grunde wird die Klein-mälzung einer Gerste mehr und mehr zur Er-mittlung des Malzextraktes herangezogen. Ei-nen gewissen Anhaltspunkt vermag auch dieBishop-Formel zu liefern:
E = A − 0,85P + 0,15G
(A = Konstante, P = Eiweißgehalt a. Tr. S., G =Tausendkorngewicht a. Tr. S.)
Die Möglichkeit einer Abschätzung des Ex-traktgehaltes bietet die Nah-Infrarot-Transmissi-ons-Spektroskopie (NIT), speziell für die Untersu-chung noch kleiner Probemengen in frühen Züch-tungsstadien. Für den Einsatz in der Routine-Ana-lytik ist eine Kalibrierung an nasschemischen Me-thoden erforderlich. Zuverlässige Werte liefert dieKleinmälzung (s. Abschn. 1.9.5).
1.2 Die Vorbereitung der Gerste zurVermälzung
(Anlieferung, Transport, Reinigung, Sortieren undLagern der Gerste)
1.2.1 Die Anlieferung der Gerste
Sie soll an einer gedeckten, zugfreien Rampe statt-finden. Der Transport erfolgt überwiegend in lo-ser Form. Um ein rasches Entladen der Fahrzeu-ge zu ermöglichen, ist die Anordnung von geräu-migen Gerstenbunkern notwendig, die mindestensden Inhalt einer Transporteinheit aufnehmen kön-nen (1–8 Bunker zu je 10–25 t Gerste).
Die Kontrolle des Gewichts der angeliefertenGerste ist unerlässlich. Sie erfolgt entweder durcheine Brückenwaage oder durch eine in den Trans-portweg eingebaute automatische Waage.Das Ziehen einer zuverlässigen Durchschnitts-
probe mithilfe eines Probenehmers zur Prüfungauf Mustertreue ist empfehlenswert. Die sofortigeBestimmung des Wassergehaltes, der Keimfähig-keit und eventuell des Eiweißgehaltes mithilfe vonSchnellmethoden (NIT) kann entscheiden, ob einePartie abgeladen wird oder nicht.
1.2.2 Transportanlagen
Sie dienen in derMälzerei der Förderung vonGers-te, Grünmalz und Darrmalz. Bei dem heute aus-schließlich gegebenen losen Transport der Gers-te ist zwischen mechanischen und pneumatischenFörderanlagen zu unterscheiden.Bei denmechanischenAnlagenwird der horizon-
tale und vertikaleTransport von jeweils verschiede-nen Einrichtungen getätigt.Dem horizontalen Transport dienen: Förder-
schnecken, Trogkettenförderer, Förderbänder, sel-tener Förderrohre, Kratzer und Förderrinnen.Die vertikale Beförderung der losenGerste erfolgt
fast ausschließlich durch Becherwerke.Eine Kombination der verschiedenen Förder-
anlagen ermöglicht eine beliebige Bewegung derGerste innerhalb des Betriebes ohne menschlicheArbeitskraft. Die Leistung der mechanischen Ein-richtungen ist hoch (bis 100 t/h), der Kraftver-brauch ist im Allgemeinen niedrig, vor allem bei ei-ner Kombination von Trogkettenförderern und Be-cherwerken. Das Fördergut wird geschont.Beim pneumatischen Transport wird das Förder-
gut durch Saug- und Druckluft in engen Rohrenfortbewegt; der dazu notwendige Luftstrom wirdentweder durch Radialventilatoren, durch Kapsel-gebläse oder durch Kolbenpumpen erzeugt.Saugluft dient der Förderung des Gutes von
verschiedenen Punkten nach einer Zentralstelle.Druckluft findet im umgekehrten Falle Anwen-dung. Eine Kombination beider Systeme eröffnetsämtliche Möglichkeiten. Der Kraftaufwand derpneumatischen Förderung beträgt das 10–12-facheder mechanischen Anlagen. Bei hohen Luftge-schwindigkeiten und der Anordnung von scharfenKrümmern besteht die Gefahr einer Beschädigungder Gerste.
1.2.3 Das Putzen und Sortieren der Gerste
Die angelieferte Gerste ist „Rohgerste“, aber nochkeine „Malzgerste“. Sie muss von den unvermälz-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 10 — le-tex
10 Die Technologie der Malzbereitung
baren Beimengungen befreit und nach ihrer Korn-größe sortiert werden. Die kurzzeitige Anlieferunggroßer Gerstenmengen in der Mälzerei macht eineAufteilung in eine grobe Vorreinigung und in dieeigentliche Hauptreinigung und Sortierung erfor-derlich. Bei Silolagerung ist eine Vorreinigung derGerste bei der Anlieferung unerlässlich.Diese Gerstenputzerei soll wegen des durch
die Putzbewegung entstehenden Gerstenstaubes inabgeschlossenen Räumen aufgestellt werden. DieLeistung der Vorreinigung muss – ebenso wie diedes Annahmetransportes – auf die täglich angelie-ferten Gerstenmengen abgestimmt sein, währendals Grundlage der Leistung der Hauptreinigung dieQuantität der an einemTag bzw. über dasWochen-ende einzuweichenden Gerste dient.Der Reinigungsapparat besteht aus mehreren
Teilen, von denen jeder nur eine bestimmte Art vonVerunreinigung herausnimmt. In kleineren Betrie-ben werden alle Arbeitsvorgänge in eine Maschinegelegt, in größeren jeder Einzelapparat gesondertaufgestellt. Die Putzerei erstreckt sich dann übermehrere Stockwerke.Gewöhnlich findet man folgende Apparate:
1.2.3.1 Eine Vorreinigungsmaschine zur grobenVorreinigung und Vorsortierung (Aspirateur). Siebesteht aus einem ein- oder zweifachen Siebwerkmit Schlitzweiten von 5,0×25und1,5×25mm, dasdurch einen Exzenter ständig in Bewegung gehal-ten wird, und aus einem Exhaustor mit Saugkam-mern. Moderne Anlagen sind Schwingsieb-Vorrei-niger, die durch eine Vibration hoher Frequenz ei-ne große Siebleistung erzielen. Die Entfernung desBesatzes wird im Luftstrom eines Steigsichters be-wirkt. Dieser beträgt bei einem Steigsichter von10 t/h rund 45m3/min.Die gleiche Aufgabe erfüllen auch Strömungs-
reiniger. Die in einem Schacht nach unten fallen-de Gerste wird von einem starken Luftstrom querbeaufschlagt, der über Leitbleche eine bestimmteStrömungsrichtung erhält. Je nach ihrem Gewichtwerden schwere Verunreinigungen, Gerstenkörnersowie Spelzen und Stroh in unterschiedlichemMa-ße abgelenkt und so getrennt. Ein sich ausbilden-des Grenzgemenge wird wieder in den Reiniger zu-rückgeführt. Die gereinigte Luft wird wieder zumSichten verwendet, die Anlage arbeitet so mit 95%Umluft.
1.2.3.2 Einen Entgranner, eine Trommel mitSchlägern oder stumpfen Messern, welche dieGrannen abschlagen und außerdem anhaftendenSchmutz lösen. Bei sehr trockenen und leicht zubeschädigenden Gersten soll der Entgranner aus-
schaltbar sein; vonVorteil ist eine regulierbareTou-renzahl.
1.2.3.3 Einen leistungsfähigen Magnetapparat,meist ein als drehbare Trommel ausgebildeter Elek-tromagnet, der alle Eisenteile herauszunehmen hat.
1.2.3.4 Ein Steinausleser, der Steine von der Grö-ße der Gerstenkörner entfernt: Das Gut gelangtschleierartig auf die gesamte Breite eines schrägangeordneten Siebes. Dieses wird mit Luft durch-strömt, die den Gerstenstrom in einem Schwebe-zustand hält. Spezifisch schwerere Teile wie Stei-ne, aber auch Metalle legen sich auf das Sieb undwandern, bedingt durch die Siebbewegung nachoben und werden aus der Maschine abgeführt.Der Luftbedarf einer Maschine von 10 t/h beträgt150m3/min.
1.2.3.5 Einen Trieur zur Herausnahme aller Ver-unreinigungen von kugelförmiger Gestalt, nament-lich Samen und Halbkörnern. In den aus einer spe-ziell ausgewalzten Stahlblechlegierung bestehen-den Trieurmantel sind Zellen von 6,5mm Durch-messer eingepresst, in die sich während der Dre-hung des Zylinders die kugelförmigen Gebilde ein-lagern und dort solange festgehalten werden, bisdie Zelle nahe dem Scheitelpunkt steht. Dort fal-len sie aus den Zellen heraus, werden in einer Mul-de im Innern des Trieurzylinders aufgefangen undvon dort mittels einer Transportschnecke abgelei-tet. Die Umfangsgeschwindigkeit von 0,55m/s istso bemessen, dass die Schwerkraft die Zentrifu-galkraft noch so weit überwiegt, dass die von denZellen aufgenommenen Sämereien undHalbkörnernoch mit Sicherheit in die Auffangmulde fallen.Der modernere „Ultra-Trieur“ liegt waagrecht.
Der gleichmäßige Transport des Gutes erfolgtdurch eine Schlagwalze, der auch die Aufgabe zu-kommt, den Getreidestrom besser auf die Zylin-deroberfläche zu verteilen, um so die Ausleseleis-tung zu verbessern. Hierdurch wird auch die Aus-bildung einer, in sich kreisenden „Getreideniere“verhindert.Eine gleichmäßig gute Auslesearbeit des Trieurs
wird gewährleistet durch eine scharfkantige Aus-bildung der geprägten Taschen, die sich aber durchden Kieselsäuregehalt der Spelzen abnützen. DerAntrieb des Trieurs soll ruhig und gleichmäßig,nicht ruckartig sein. Er erfolgt am besten durchStirn- und Kegelräder. Die Größe der wirksamenAuslesefläche ist verhältnismäßig gering; sie wirddurch die hohe Umfangsgeschwindigkeit und dieoben erwähnten Schlagwalzen gesteigert. Die rich-tige Einstellung der Auffangmulde ist für eine ein-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 11 — le-tex
Die Vorbereitung der Gerste zur Vermälzung 11
wandfreie Arbeit des Trieurs Voraussetzung. Beileichter Gerste muss sie höher gestellt werden,da die intakten Körner lange in den Zellen ver-bleiben. Umgekehrt ist bei schweren Gersten ei-ne tiefere Einstellung der Mulde erforderlich. Auchder Zustand des Auslesegutes hat Bedeutung: Jegeringer der Reinheitsgrad der Gerste ist, umsoniedriger liegt die stündliche Leistung des Tri-eurs. In trockenen Jahren sind mehr Halbkörnerin der Rohgerste enthalten, da wasserarme Kör-ner beim Drusch leicht beschädigt werden. AuchPartien aus dickbauchigen, gedrungenen Gersten-körnern sind schwer auszulesen. Die Leistung ei-nes Trieurs ist nicht nur durch seine Konstrukti-on und seine Maße bestimmt, sondern auch durchden gleichmäßigen und ständigen Zulauf des Gu-tes. Am günstigsten ist die Beschickung über ei-ne regulierbare Zuteil- oder Dosierungsvorrich-tung. Leerlauf oder Überlastung der Anlage sind zuvermeiden.Ein Hochleistungstrieur wird in seiner Arbeit
durch einen ähnlich konstruierten, jedoch kleine-renNachtrieur ergänzt. Dieser hat die Aufgabe, denAbputz des Haupttrieurs nochmals auszulesen. Ergewinnt dadurch einwandfreie Gerste zurück. DerDurchmesser der Auslesezellen beträgt hier in derRegel 5,75mm.Die Leistung des Hochleistungstrieurs ist mit
800 kg/(m2 h) etwa viermal größer als die des älte-ren Trieurs, dessen Zylinder aus Zinkblechen mitgefrästen Zellen bestanden. Seine Leistung wardurch ein leichtes Gefälle (6–10%) und durch dieniedrige Umfangsgeschwindigkeit von 0,3m/s be-stimmt.Die Kontrolle der Auslesearbeit erstreckt sich
darauf, ob einerseits in der Gerste noch Abfällesind, zum anderen, ob der Abfall noch ganze Gers-tenkörner enthält. Die Entfernung der Halbkörnerund Sämereien erfolgt gewöhnlich vor dem Sortie-ren.
1.2.3.6 Eine Entstaubungsanlage, bestehend auseinem Ventilator, der durch die von ihm erzeugteLuftbewegung Staub und leichte Verunreinigungenaus der Gerste herausnimmt, und Staubsammlern,die den Staub, möglichst am Entstehungsort, ab-scheiden und entfernen. Eine Entstaubung ist we-gen der Abnutzung der Maschinen, der Feuer-, Ex-plosions- und Infektionsgefahr notwendig.Die einfachsten Staubsammler sind Staubkam-
mern. In diese abgeteiltenRäumewird die verstaub-te Luft eingeblasen, wodurch die Geschwindigkeitabnimmt und sich die Staubteile absetzen können,während die – allerdings nicht völlig – entstaubteLuft ins Freie strömt.
Der Staubsammler „Zyklon“ ist ein oben zylindri-sches, unten konischesGefäß aus Stahlblech.Die zuentstaubende Luft tritt tangential ein, wird durchdie Neigung des Deckels des Zyklons nach abwärtsgerichtet. Die durch den tangentialen Eintritt kreis-förmige Bewegung schleudert die Teilchen durchdie Zentrifugalkraft nach außen, wo sie unter fort-währenden Schneckenwindungen abwärts gelan-gen und durch eine Öffnung, meist mit Schleu-se, austreten können. Die entstaubte Luft steigt inder Mitte des „Zyklons“ senkrecht in die Höhe undentweicht. Eine Ergänzung seiner Trennleistung er-fährt der Zyklon durch nachgeschaltete, in ähnli-cher Weise arbeitende „Zentriklone“, die, in Batte-rien angeordnet, eine Feinentstaubung der Luft er-möglichen.Staubfilter bewirken ebenfalls eine Feinentstau-
bung der Luft, die hier durch Stoffschläuche ge-saugt oder gedrückt wird. Diese Form gestattetdie Unterbringung großer Filterflächen auf kleinemRaum.Man unterscheidet zwei verschiedene Syste-me:Druckschlauchfilter lassen die Luft unterDruckvon oben in die Schläuche eintreten, wobei derStaub an den Innenwänden der Schläuche zurück-gehalten wird, die Luft dagegen in den Raum aus-tritt. Die Filterfläche wird durch einen auf- und nie-dergehenden Rechen vom Staub befreit.Bei den Saugschlauchfilternwird die staubhaltige
Luft durch ein System von Schläuchen in das dichtschließende Gehäuse gesaugt und von dort in gerei-nigtemZustand der Saugseite des Ventilators zuge-führt. DasGewebe der in gleichgroßenAbteilungenangeordneten Schläuche hält die Staubteilchen zu-rück. Die Filterflächen werden durch eine automa-tische (mechanisch oder pneumatisch arbeitende)Vorrichtung vom anhaftenden Staub befreit. Saug-schlauchfilter haben eine bessere Entstaubungsleis-tung als Druckschlauchfilter.Es ist unerlässlich, nicht nur die Einzelappara-
te der Putzerei an die Entstaubung anzuschlie-ßen, sondern auch alle Transportanlagen, Silozel-len und den Gerstentrockner. Ein staubfreier Be-trieb ist nur auf diesem Wege möglich. Die Leis-tung der Entstaubungseinrichtungen muss daherauf diese Erfordernisse (zu reinigende Luftmengen,Zahl und Leistung der angeschlossenen Apparate)abgestimmt sein.Dermaximale Staubgehalt, der die Anlage verlas-
senden Luft ist behördlich festgesetzt (T. A. Luft).Er darf 50 bzw. 20mg/m3 in Wohngebieten nichtüberschreiten.Während für ersterenWert nochZy-klone genügen, sind für letzteren Gewebefilter er-forderlich, die 10mg/m3 zu erreichen gestatten.Die Menge des anfallenden Staubes beträgt nor-
malerweise etwa 0,02%.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 12 — le-tex
12 Die Technologie der Malzbereitung
1.2.3.7 Die Sortierung der Gerste ist notwendig,um die Möglichkeit einer gleichmäßigen Weicheund Keimung zu schaffen und durch Auslesen al-ler schwachen Körner eine höhere Ausbeute zu er-zielen. Das Sortieren erfolgt mithilfe von geschlitz-ten Blechen. Diese sind entweder zu Zylindern ge-bogen, die um ihre Achse drehbar sind (Sortier-zylinder), oder flach übereinander angeordnet unddurch eine zur senkrechten Antriebswelle exzen-trische Masse in schwingende Bewegung versetzt(Plansichter).Gerstenkörner, die größer sind als die betref-
fenden Schlitzweiten, bleiben auf den Sieben lie-gen, schwächere Körner fallen durch. Die Rohgers-te wird gewöhnlich mithilfe von zwei verschiede-nen Schlitzweiten in drei Korngrößen zerlegt. Sor-te I beinhaltet die eigentliche Malzgerste, ihre Kör-ner haben eine Stärke von über 2,5mm. Sorte IIweist eine Kornstärke von 2,2–2,5mm auf. Der Ab-fall (unter 2,2mm) enthält schwächere Körner, diedes Vermälzens nicht mehr wert sind (Futtergers-te).Beim Sortierzylinder wird die Gerste in das Inne-
re des Zylinders geleitet und dort sortiert. Für dieSortierleistung ist entscheidend:Material, Herstellung und Blechstärke der Siebe.
Die Schlitze von 25mm Länge sind in den Stahl-blechmantel eingestanzt. Mit zunehmender Blech-stärke (normal 1,0mm) wird die Auslese schärfer.Durch den Kieselsäuregehalt der Spelzen werdendie Schlitze allmählich erweitert.Die Geschwindigkeit, mit welcher der Gersten-
strom über die Sortierfläche gleitet, darf nicht zugroß sein. Sie wird bestimmt durch die Umfangsge-schwindigkeit (0,7m/s) und durch die Anordnungder Kammerleisten, die die Vorwärtsbewegung desGutes bewirken, gleichzeitig aber auch eine wei-tergehende Beaufschlagung der Siebe ermöglichen.Moderne Zylinder liegen waagrecht, während frü-her die Bewegung des Gerstenstromes durch dieNeigung des Zylinders (6–10%) bedingt war. DieDrehbewegung muss gleichförmig sein, weswegender Antrieb über einen Zahn- bzw. Stirnradantrieberfolgen soll.Die Leistung. Sie ist abhängig von der Beschi-
ckung, die völlig gleichmäßig sein muss und nichtzu stark sein darf. Nur wenn der Gerstenstromdünn ist, kommt jedes Korn auf die Sortierfläche.Pro Sorte können 380–400 kg/(m2 h) angenommenwerden.Die wirksame Sortierfläche, die nur etwa 1/4 des
Umfanges beträgt. Sie verringert sich durch Verle-gung der Schlitze. Um dies zu verhindern, werdenbesondere Abstreifer, z. B. Holzwalzen oder Bürs-ten, angewendet, die sich auf dem drehenden Sor-
tierzylinder abrollen. Die Voraussetzung hierzu istdie kreisrunde Form der Siebe. Schon schwacheEinbuchtungen beeinflussen die Leistung.Der Zustand der Gerste: Wenig verunreinigte
oder bereits vorsortierte Gerste lässt sich leichtersortieren als stark verunreinigte. Aus diesemGrun-de sollen an den Reinheitsgrad und die Gleichmä-ßigkeit der angelieferten Gerste bestimmte Anfor-derungen gestellt werden.Das manchmal stark wechselnde Verhältnis von
I. zu II. Sorte gibt Anlass, von den normalenSchlitzweiten abzuweichen und andere brauchba-re Abmessungen (z. B. 2,4 und 2,0–2,1mm) zuwählen.Der Plansichter stellt ein Zwillingssystem von
übereinander angeordneten Flachsieben dar, diedurch ein zur senkrechten Antriebswelle exzen-trisches Gewicht in schwingende Bewegung ver-setzt werden. Die Verteilung des Gutes auf denSiebsätzen ist günstig; die Anordnung der Kreuz-schlitzung bei der längs- und querlaufende Schlit-ze abwechseln, steigert die Ausleseleistung. Je-der Siebsatz besteht aus drei Sortierelementen,aus dem eigentlichen Siebblech mit Streuteller, ei-nem gefederten Kugelsiebrahmen mit Gummiku-geln zum Freihalten der Siebe und schließlich ausdem Sammelblech, von dem aus das Sichtgut durchseitlich angeordnete Kanäle auf weitere Siebein-heiten geleitet wird. Die Leistung des Plansich-ters ist höher, der Platzbedarf geringer als beiSortierzylindern. Ein Apparat für 10 t/h benötigtca. 3 kWh.Eine neuere Konstruktion stellt ein Plansichter
mit runden bzw. achteckigen Sieben dar. Er be-steht aus 2 oder 4 um eine Mittelachse horizon-tal gelagerten Siebscheiben. Diese sind in jeweils8 auswechselbare Siebsegmente unterteilt. Die Be-schickung erfolgt über die Mittelsäule. Die Siebbe-wegung wird durch einen Exzenterantrieb mit ei-nem horizontalen Hub von 80mm in Kreisrichtungausgeübt. Strahlenförmig angeordnete Prallleistensorgen für eine zickzackartige Ablenkung der Kör-ner, die neben einer Umschichtung des Gutes ei-ne intensivere Bearbeitung ermöglicht. Umlaufen-de, federnd gelagerte Bürsten verhindern ein Verle-gen der Siebe. Da die Bewegung der Siebscheibengegenläufig zueinander ist, erfolgt ein Massenaus-gleich, der einen ruhigen Lauf derMaschine ermög-licht.Die Leistung beträgt bis zu 12 t/h pro Einheit.
Sie kann durch Zusammenbau mehrerer Maschi-nen übereinander entsprechend gesteigert werden.Der Kraftbedarf einer 12-t-Einheit beträgt 2 kWh.Eine neue Konstruktion für eine Leistung bis
zu 85 t/h pro Aggregat weist ein anderes Konzept

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 13 — le-tex
Die Vorbereitung der Gerste zur Vermälzung 13
auf: Nach einer Einlauf-Aspiration und einem Vor-sieb zur Entfernung wird das Sortiergut auf 10Hauptsiebe geleitet, die leicht geneigt sind. Sie wer-den von einem Exzenter bewegt. Das sortierte Gutwird beim Ablauf einem regulierbaren Luftstromim Steigsichter ausgesetzt und hier nochmals vonStaub und Feinteilen getrennt. Die Anlage ist inzwei Ausführungen verfügbar: Für 2-Sortenbetriebund 3-Sortenbetrieb. Im ersteren Falle werden 1.Sorte und 2. Sorte zusammen abgeführt, im Letz-teren dagegen 1. und 2. Sorte getrennt, allerdingsmit einer um ca. 30% niedrigeren Leistung. Die-se ist generell von der Sortieraufgabe abhängig,d. h. vom Vollgerstenanteil der Rohware und vonder Sortierschärfe. Das Gerät leistet bei z. B. 44m2
Siebfläche im 2-Sortenbetrieb je nach Sortierschär-fe 40–85 t/h, bei 3-Sortenbetrieb und 40m2 Siebflä-che 32–60 t/h. Die Anschlusswerte für den Aspira-teur betragen 0,75 kW, für den Siebantrieb jeweils3,0 kW.Die Menge des Ausputzes liegt in normalen Jah-
ren bei 0,5 bis 1,0%, unter ungünstigen Bedingun-gen bei 4 %, in niederschlagsreichen Jahren bis zu10%.DerAnteil der II. Sorte schwankt ebenfallsmitden Witterungsbedingungen. Er liegt im Durch-schnitt bei 10–15%.Die Kontrolle der Sortierarbeit erfolgt im La-
boratorium mithilfe gefräster Messingsiebe (100 gGerste 5min lang bei einem Hub von 18–22mmund 300–320Touren/min schütteln).Die Gerstenputzerei bedarf laufender Überwa-
chung und Pflege.
1.2.4 Die Lagerung und Aufbewahrung derGerste
Der Mälzer muss aus wirtschaftlichen und techno-logischen Gründen für eine einwandfreie und sach-gemäße Lagerung der Gerste Sorge tragen. Hierbeisind zu unterscheiden:1. Die Lagerung frisch geernteter Gerste bis zur
Überwindung der Keimruhe.2. Die Lagerung mälzungsreifer, bereits vermälz-
barer Gerste bis zu ihrer Verarbeitung.
Frisch geerntete Gerste keimt fast immerschlecht. Ihre für die Vermälzung notwendigehöchste Keimenergie gewinnt sie erst im Laufeeiner sachgemäßen Lagerung. Die Keimruhe ist einSelbstschutz der Natur gegen ein Auskeimen derKörner am Halm bei ungünstigen Witterungsbe-dingungen während der Reife und Ernte.Während der Reifezeit am Halm werden die nie-
dermolekularen Substanzen zu hochmolekularenReservestoffen aufgebaut.Diemeisten Enzymewei-
sen im Stadium der Vollreife oder Totreife nur ge-ringe Aktivitäten auf. Dies lässt sich durch eineAbnahme der Gibberellinsäuren, die die Enzymin-duktion auslösen können, im Stadium der Reife er-klären. Die wachstumhemmenden Dormine häu-fen sich an. Hierdurch wird die Enzymbildung blo-ckiert. Erst wenn imLaufe derNachreife oder durchentsprechende Behandlung der Gerste die Dormi-ne abnehmen und die Gibberelline sich vermehren,kann die Keimung unter den bekannten Vorausset-zungen ablaufen (s. Abschn. 1.4.1).Eine bedeutsame Rolle spielt auch die Frucht-
und Samenschale, die im Stadium der Keimruheden Zutritt von Sauerstoff zum Keimling inhibiert.Die Vorgänge der Nachreife sind äußerlich mit
einer Verminderung des Wassergehaltes der Gers-te und durch CO2-Abscheidung verbunden. Dabeiwerden im Korninnern Gerüststoffe enzymatischabgebaut und in lösliche Substanzen übergeführt,die vom Keimling verwertbar sind. Durch Heraus-lösen der Gerüststoffe entstehen feine Hohlräume,die dasWasseraufsaugevermögen (Quellvermögen)des Gerstenkorns beeinflussen.Die Dauer der Keimruhe kann wenige Wochen
bis zu einigen Monaten währen. Sie hängt ab vonden Witterungsbedingungen während der Reifeund Ernte, wobei aber auch die Sorte eine Rol-le spielen kann. Die Keimruhe lässt sich in zweiPhänomene unterteilen, die wahrscheinlich Etap-pen ein- und desselben Prozesses sind: Fundamen-talkeimruhe undWasserempfindlichkeit.Während der Fundamentalkeimruhe besteht für
den Keimling trotz optimaler Bedingungen (Sauer-stoffversorgung, Temperatur und Feuchte) eine ab-solute Unmöglichkeit zu keimen. Sie kann aufgeho-benwerden durchWeichen der Gerste in 0,05%igerSchwefelwasserstofflösung oder in Lösungen ver-schiedener Reduktionsmittel. Auch Erhitzen derGerste oder Zusatz von Wuchsstoffen, wie Gibbe-rellinsäure oder Kinetin, können die Fundamen-talkeimruhe eliminieren. In Deutschland sind nurphysikalische Methoden zum Brechen der Keim-ruhe möglich: Erwärmen oder ein Anschleifen derSpelzen (s. Abschn. 1.5.3.9).Die Wasserempfindlichkeit bedingt eine starke
Sensibilität des Keimlings gegen eine zu starkeWasseraufnahme. Der Vorgang, der die Keimungauslöst, dauert bei diesen Gersten zu lange undhört infolge einer starken Inhibition des Keimlingsdurch das Wasser ganz auf. Die Wasserempfind-lichkeit wird durch Weichen in Wasserstoffper-oxidlösungen, durch lange Trockenperioden wäh-rend des Weichprozesses oder durch Abschleifender Gerstenpelze verringert; durch Erwärmen kön-nen nur dann Verbesserungen erzielt werden, wenn

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 14 — le-tex
14 Die Technologie der Malzbereitung
gleichzeitig eine Trocknung der Gerste erreichtwird.Während einer sachgemäßenLagerung derGers-
te gleicht sich die Keimenergie der absoluten Keim-fähigkeit mehr und mehr an, wobei auch Vorsorgezu treffen ist, dass die Letztere auf dem ursprüng-lichen Niveau von über 96% verbleibt. Die Was-serempfindlichkeit ist meist am Ende der Keimru-he am höchsten; sie kommt erst nach Erreichen dermaximalen Keimenergie zum Abklingen.Nach der wertsteigernden Lagerung zur Erlan-
gung der Nachreife muss die Gerste bis zu ih-rer Verarbeitung werterhaltend aufbewahrt wer-den. Auch das keimreife Korn ist keine tote Ma-terie, die beliebig gelagert werden kann, sondernein lebender, pflanzlicher Organismus, dessen At-mungsprodukte Wasserdampf und Wärme die At-mung selbst immer wieder anregen und verstärken.Das entstehende Kohlendioxid stellt ein Atmungs-gift dar.Maßgebend für die Stärke der Atmung sindWas-
sergehalt und Temperatur der Gerste. Während ei-ne Erhöhung der Temperatur um 12 °C nur eine5-fache Steigerung der Atmung zur Folge hat, be-wirkt ein um 2–3% höherer Wassergehalt einen80-mal höheren Stoffumsatz. Als Grenzwert desFeuchtigkeitsgehaltes, bei dem die Lagerung nochohne nennenswerte Verluste oder Veränderungendes Korninhaltes vor sich geht, kann ein Wasserge-halt von 14–15% gelten. Die Grenztemperatur liegtbei etwa 15 °C, über 18 °C besteht die Gefahr ei-ner starken Entwicklung vonMikroorganismen wieSchimmelpilzen und Bakterien, die zu einem Muf-figwerden des Getreides führt. Während bei nied-rigen Temperaturen und Feuchtigkeitsgehalten dieAtmungstätigkeit der Gerste und damit die Sub-stanzverluste gering sind, ändert sich mit derenSteigerung die innere Beschaffenheit des Gutes inungünstigerWeise: die Enzyme entwickeln eine ab-bauende Tätigkeit, das Korn reichert sich mit lös-lichen Abbauprodukten an und verliert an Festig-keit, weil es wärmer und feuchter wird. Außerdemsteigt die Konzentration des gebildeten CO2 bei un-genügender Lüftung immer mehr an, die Atmungdes Kornes geht mehr und mehr in einen anaero-ben Stoffwechsel, eine Gärung über. Hierdurch lei-den die Keimeigenschaften der Gerste erheblich.Es ist daher unter den heutigen Erntegegebenhei-
ten mittels Mähdrusch von entscheidender Bedeu-tung, Gerste mit höheren Wassergehalten als 15%frühestmöglich zu trocknen, nachdem es gerade inKontinentaleuropa schwierig ist, die erforderlichenniedrigen Temperaturen vor Oktober/Novemberzu erreichen. In der Regel ist eine natürliche Kalt-lagerung zwischen November und März möglich.
Im Frühjahr ist es dann ratenswert, die kalte Gers-te nicht mehr zu bewegen, um eine Erwärmung desGutes zu vermeiden. Die Gerste muss vor der Ein-lagerung mindestens vorgereinigt werden, da Un-krautsamen meist noch feuchter sind als Gersteund so deren Trocknung erschweren. Gerstenstaubbegünstigt Organismenwachstum.
1.2.4.1 Die künstliche Kühlung der Gerste kannnotwendig werden, wenn die vorhandene Trock-nerkapazität nicht ausreicht, um die Gerste kurznach der Ernte zu trocknen. Die maximale „keim-schadensfreie“ Lagerzeit beträgt aber z. B. bei 20%Kornfeuchte und einer Temperatur von 20 °C nur9 Tage, bei 10 °C dagegen schon 20 Tage. Es mussdaher das feuchte Getreide rasch unter diesenGefahrenbereich getrocknet oder gekühlt werden.Es erfordert aber auch ein niedriger Wasserge-halt der Gerste von 14% eine Abkühlung im Lau-fe der Zeit, um Keimschäden zu vermeiden. DieTechnik der Gerstenkühlung sieht vor, die Gers-te in belüfteten Speichern (s. unten) oder in Silos(s. Abschn. 1.2.4.4) auf Temperaturen abzukühlen,die dem vorgesehenen Lagerzeitraum entsprechen.Hierfür eignen sich fahrbare Kühlaggregate, die mitden Anschlüssen der Belüftungseinrichtungen ver-bunden werden und so jeweils nach Bedarf einewiederholte Kühlung durchführen können. Bei ei-ner Abkühlung des Getreides um je 10 °C ernied-rigt sich alsNebeneffekt derWassergehalt um0,5 %.Die Kühlung einer Silozelle von 50 t dauert rund24 h. Der Luftkühler benötigt hierzu eine Leistungvon 1170 kJ/(t h) (280 kcal/(t h)), der Luftdurchsatzmuss rund 25m3/t h betragen.
1.2.4.2 Bodenlagerung: Die früher übliche Flä-chenlagerung auf Gerstenböden ist nurmehr seltenanzutreffen.Diese natürlichste Lagerungsart hat ei-nen sehr großen Raumbedarf (1,0–3,5m2/t), siebietet dieMöglichkeit sich durchWahl der Schicht-höhe und des Wendezeitpunktes den Feuchtig-keitsgegebenheiten der Gerste und den Witte-rungsverhältnissen anzupassen. Wenn nicht einepneumatischeUmlagerungsmöglichkeit besteht, istdie Bearbeitung der lagernden Gerstenhaufen per-sonalaufwendig. Je feuchter die Gerste ist, umsodünner muss sie gelagert werden. Dabei ist stetsdie Temperatur des Haufens zu verfolgen. Das Um-schaufeln der Gerste hat – wie auch jede andereArt derUmlagerung–den Sinn, denGerstenhaufenzu kühlen, zu lüften und zu trocknen. Das Trock-nungs- und Kühlmittel ist die zuströmende Außen-luft, der durch Öffnen von Fenstern oder JalousienZutritt zu verschaffen ist. Die Außenluft muss kühlund trocken sein, auf jeden Fall kälter als die Gers-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 15 — le-tex
Die Vorbereitung der Gerste zur Vermälzung 15
te. Die kühle Luft wird sich dann beim Durchströ-men der Haufen erwärmen und kann damitWasseraufnehmen und das Gut trocknen. Ist die Außen-luft dagegen wärmer als die Gerste, so kühlt sichdie Luft am kälteren Getreide ab und kann des-halb niemals trocknend wirken. Im Gegenteil kannes vorkommen, dass der Taupunkt unterschrittenwird und das Gut sich mit Feuchtigkeit beschlägt.Es ist daher zweckmäßig, Feuchtigkeitsgehalt undTemperatur der Trocknungsluft zu messen.Die Anordnung einiger Gerstenböden überein-
ander ermöglicht deren Ausbildung als Rieselbö-den, bei denen die Gerste durch Bodenöffnungenüber Verteilerbleche in einem dünnen Schleier all-mählich zu tieferen Stockwerken herabrieselt.Eine gesicherte Bodenlagerung in höherer
Schicht (ca. 3m) erlaubt die Rank-Bodenbelüftung.Diese besteht aus einemoffenen System vonHaupt-und Nebenrohren mit Lenkblechen und Gittersie-ben, die entweder über ein Druckgebläse für kurz-zeitige kräftige Belüftung oder über Rotoren fürdauernde schwache Belüftung versehen werden.Während die Holzböden wegen Feuergefahr und
geringer Tragkraft von Betonböden verdrängt wur-den, dienen bei Bodenbelüftung auch Tennen zurLagerung von Gerste.ZurVerringerung der Lagerfläche gibt es nur eine
Möglichkeit: die Tiefenlagerung der Gerste in ge-schlossenen turmartigen Bauten von 16–40m Hö-he. Bei der großen Schichthöhe ist eine Entwäs-serung und Lüftung der Gerste unmöglich, sodasspraktisch nur lagerfesteWare, am bestenmit einemWassergehalt von nicht mehr als 12% aufbewahrtwerden kann. Auch bei großen Silohöhen sind kei-ne Auswirkungen des Druckes der lagernden Ge-treidemassen zu befürchten, da sich ab 10m Höheder Druck der Gerstensäule auf die Silowandungenverlagert.DasMaterial der Siloswar ursprünglichHolz, das
den Vorteil der schlechten Wärmeleitfähigkeit undder Durchlässigkeit für die Stoffwechselproduktebietet, aber ebenso wie bei Lagerböden den Nach-teil der Feuergefährlichkeit, Unsauberkeit und ge-ringer Tragfähigkeit hat.
1.2.4.3 Der Stahlbetonsilo hat die größte Verbrei-tung gefunden. Er ist feuersicher, erfordert gerin-ge Unterhaltskosten, hat eine geringe Wärmeleit-fähigkeit und bietet bei großem Fassungsvermö-gen eine gute Raumausnutzung. Als Nachteil geltendie hohen Gebäudegewichte, die eine starke Fun-damentierung erfordern. Bei neu erstellten Silos istauf völliges Abbinden und Austrocknen des BetonsWert zu legen, um eine Beeinträchtigung des la-gernden Gutes zu vermeiden. Der Querschnitt der
Silozellen kann quadratisch, rechteckig, wabenar-tig oder auch unregelmäßig sein. Die Böden wer-den konisch (Auslaufwinkel 39°) gehalten, um einvölliges Auslaufen des Getreides sicherzustellen. InVerbindungmit horizontalen und vertikalenTrans-portanlagen ergibt sich damit eine bequeme Mög-lichkeit, das Gut ohne zusätzliche Arbeit umzula-gern. Das Fassungsvermögen einer Silozelle soll je-ner Menge entsprechen, die jeweils als gleichmäßi-ge Gerstenpartie erhältlich ist.Das gesamte Fassungsvermögen der Siloanlage
einer Mälzerei soll im Hinblick auf eine zweck-entsprechende Aufnahmekapazität nach der Ernteund auf die Möglichkeit, verschiedene Partien (jenach Sorte und Provenienz) getrennt zu lagern, rd.80–100% der Verarbeitungskapazität (bezogen aufMalz) betragen.Umdie hohenHerstellungskosten vonBetonsilos
zu erniedrigen, werden diese für kleinere Anlagenaus sog. Silobausteinen gefertigt, wobei die zu Fun-damenten ausgebildete, zu einemTrichter geformteGrundplatte auch der Aufnahme der Transportan-lagen dient. Silos ohne Kellerraum lassen sich, selbstfür große Einheiten, wesentlich billiger erstellen.Die Außen- und Quermauern werden auf Streifen-fundamente gesetzt, der Zellenboden mit 39° Nei-gung liegt in einer Kiesauffüllung. Ein schmaler Be-dienungsgang dient der Aufnahme der Horizontal-förderer. Die Baukostenersparnis beträgt 20–30%.Die Anwendung von Stahlbeton-Fertigbauteilen istmit Vorteil möglich.
1.2.4.4 Silos aus Stahlblech sind gegenüber demBetonsilo in einigen Punkten von Vorteil: Die Kon-struktion aus verschraubbaren Stahlringen oderProfilblechen ist von geringerem Gewicht, billiger,rascher zu errichten und sofort betriebsbereit. Diegute Wärmeleitfähigkeit des Materials begünstigtKondenswasserbildung, weswegen nur vorgetrock-neteGerste eingelagert werden darf. Aber auch hierist ein regelmäßiges Umlagern des Gutes erforder-lich. Eine derartige Behandlung ist bei allen Silo-anlagen (auch bei Stahlbetoneinheiten) angebracht,um eine partielle Erwärmung der Gerste und dieAusbildung von dumpfem Geruch zu vermeiden.Die Umlagerung der Gerste bewirkt gleichzeitig ei-ne Belüftung, vor allem wenn das Getreide beimTransport wieder über die Aspirationsanlage gelei-tet wird.Die Lüftung im Silo gestaltet sich durchdie hoch-
liegendeGetreidesäule schwierig. Bei kleinerenAn-lagen ist es möglich, die Luft von unten durch dieGerste zu drücken. Bei einer Höhe von 25m erfor-dert eine Luftmenge von 80m3/(t h) einen Druckvon ca. 500mmWS. Größere Siloeinheiten werden

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 16 — le-tex
16 Die Technologie der Malzbereitung
waagrecht belüftet, wobei die Luftzufuhr mithilfevon Luftkanälen erfolgt, die in den Silowänden inbestimmten Abständen angeordnet sind. Das Be-lüften des Getreides darf jedoch nur dann vorge-nommenwerden, wenn die Außenluft kälter als dasGut ist. Die Abluft, die beim Beschicken der Si-los oder beim Belüften während der Lagerung ent-weicht, bedarf der Entstaubung. Siewird bei großenSilo-Anlagen über eigene Entstaubungsvorrichtun-gen (meist Filter) geleitet. Bei kleineren Mälzereienwird die Silo-Abluft über die Entstaubung der Rei-nigungs- und Transportanlagen geleitet.Eine große Siloanlage erfordert eine eingehen-
de Temperaturkontrolle in verschiedenen Höhen,am besten durch Sonden, deren Messwerte in ei-ner eigenen Silo-Schalt- und Kontrollwarte abge-lesen werden können. Tritt in einer bestimmtenSchicht innerhalb von 48 h ein Temperaturanstiegum 2 °C auf, so muss das Getreide umgelagertwerden. Hierbei sollen Proben zur Ermittlung derFeuchte, Keimfähigkeit und Keimenergie gezogenwerden.Die Siloschaltwarte beinhaltet auch die Schalter
undKontrollleuchten der Förderanlagen undReini-gungsapparate. Staffelschaltung und Verriegelunggegen falsche Einstellung sichern die Bestände vorVermischung z. B. von Gerste und Malz.
1.2.5 Die künstliche Trocknung der Gerste
Die moderne Erntetechnik des Mähdrusches, diekurzfristige Anlieferung großer Gerstenmengen indie Mälzerei und die Unmöglichkeit, die Gersteselbst in Lüftungssilos so rasch wie erforderlich zukühlen und zu trocknen, führten mehr und mehrzur Einführung der künstlichen Trocknung. Beisachgemäßer Behandlung wird das Getreide nichtnur lagerfest, sondern es tritt auch unmittelbar eineVerbesserung der Keimenergie ein. Die Trocknungsoll daher so rasch als möglich erfolgen.Die künstliche Verringerung des Wassergehaltes
der Gerste ist nur unter gewissen Voraussetzungenmöglich: So muss die Gerste am Halm völlig ausge-reift sein, auch ist für die VorreinigungSorge zu tra-gen, da Unkrautsamen und Verunreinigungen hy-groskopischer und damit schwerer trocken zu hal-ten sind als Gerste. Die Trocknung wird erschwertdurch die Bespelzung der Gerste, welche das Ent-weichen des Wasserdampfes behindert.Nachdem nur bei einem Wassergehalt von 12%
eine risikolose Lagerung gewährleistet ist, soll ei-ne Trocknung auf diesen Wert angestrebt werden.Weiter zu trocknen als auf 10% Wassergehalt istnicht nur unwirtschaftlich, sondern es besteht auchdie Gefahr einer Schädigung der Keimfähigkeit.
Die künstliche Trocknung von Getreide erfolgtdurch Erwärmung oder Abkühlung. Aus wirt-schaftlichen Gründen wird das Trocknen durchWärme bevorzugt. Hierbei handelt es sich darum,den Wasserdampfdruck im Korn durch Erwärmenso zu erhöhen, dass er höher ist als der der Trock-nungsluft. Je größer dieser Unterschied, umso ra-scher und weitgehender ist die Entwässerung. Essind jedoch einer stärkeren Erwärmung der Gers-te enge Grenzen gesetzt, da die Gerste gegen Tem-peraturen von über 50 °C sehr empfindlich ist. Diemögliche Trocknungstemperatur des Gutes musssogar umso niedriger sein, je höher der Wasserge-halt zu Beginn des Trocknens liegt.Während Gers-te von 16% Feuchte noch auf 49 °C erwärmtwerdendarf, ist bei 22% nur eine Temperatur von 34 °C zu-lässig. Um Schädigungen des Getreides zu vermei-den, kann es ratsam sein, sehr feuchteWare in zweiStufen zu trocknen, z. B. von 20 auf 16% und dannvon 16 auf 12%.Auch Gersten, die durch Auswuchs geschädigt
sind, vertragen die weitgehende Trocknungmit an-schließender Warmlagerung zur Überwindung derKeimruhe nicht. Dies gilt sowohl für sichtbaren alsauch für verdeckten Auswuchs. Hier ist es besser,die Gerste bei normalen Temperaturen oder küh-ler zu lagern und den Fortschritt zur Überwindungder Keimruhe laufend zu überwachen und bei ei-ner vertretbaren Keimenergie sofort zu vermälzen.Wird dieses Stadium nicht erreicht, so ist die Gerstefür Mälzungs- und Brauzwecke ungeeignet.Bei älteren Trocknern wechselt die Richtung des
Luftstroms und beaufschlagt einmal die bereitsstärker getrocknete Seite der Körnerschicht, dannwieder die bis dahin schwächer entwässerte an derLuftaustrittsseite derselben. Dies kann bei höherenFeuchtigkeitsgehalten des Gutes und bei Anwen-dung höherer Temperaturen eine Schädigung derKeimeigenschaften zur Folge haben.
1.2.5.1 Moderne Trockner: Moderne Trocknermachen die früher als unerlässlich angesehene Vor-wärme-(Vorschwitz-)Abteilung überflüssig, in derdas Korn ohne Belüftung auf 35–40 °C erwärmtwurde. Hierdurch sollte das Wasser vom Kornin-nern durch die Kapillaren nach außen gelangen,um dann in der nachfolgenden Trockenabteilungleicht abgetrocknet zu werden. Heute ist die Luft-führung in den Dächerreihen nicht mehr versetztübereinander, sondern diagonal angeordnet. Hier-durch wird immer wieder eine Produktstromtei-lung bewirkt. Durch Weglassen einer Dächerreiheim oberenDrittel derModule lässt sich eine Homo-genisierung des Trocknungsfortschritts und damiteine gleichmäßige Endfeuchte aller Teilströme er-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 17 — le-tex
Die Vorbereitung der Gerste zur Vermälzung 17
reichen. Dies wiederum verringert die thermischeBelastung z. B. der Gerste und vermeidet eine Schä-digung der Keimfähigkeit.Neue Anlagen bestehen aus 13 Modulen für die
Trocknung und zusätzlichen 3Modulen für die Ab-kühlung auf 10 °C über der Umgebungstempera-tur. Die Beheizung der Trocknungsluft erfolgt übereinen Warmlufterzeuger mittels Gas oder Öl. Siewird mit einer Temperatur von 60–65 °C durch ei-nen Saugventilator von oben in die Anlage ver-bracht. Sie darf deswegen so hoch sein, da sie sichdurch Verdunstung an der Kornoberfläche abkühlt.Es dürfen aber die oben genannten Temperaturen –inAbhängigkeit vomWassergehalt derGerste nichtüberschritten werden. Die Module 10–13 erhaltenihre Luft direkt vom Lufterhitzer, wobei die Ab-luft der Module 11–13 wieder als Umluft verwen-det wird. Die Kühlung geschieht mittels Druckluftin den Modulen 14–16. Ihre Wärme kann durchFührung zum Lufterhitzer wieder nutzbar gemachtwerden.DieDurchlaufzeit durch dieAnlage beträgtbei Braugetreide 110min.Der Durchsatz an Trocknungsluft beträgt
3600m3/(t h). Der Wärmeverbrauch beträgt ca.194 000 kJ/t Gerste (51 600 kcal); durch die Ver-wendung des Wärmeinhalts der Kühlluft werdenrund 10% eingespart. Der Bedarf an elektrischerEnergie wird mit 2 kWh/t angegeben.Der Trockner wird sinnvoll zwischen zwei Silo-
zellen angeordnet. Das Fassungsvermögen soll je-weils der Menge für eine 10-stündige Trocknungentsprechen. Waagen über und unter dem Trock-ner lassen die entzogeneWassermenge bestimmen.
1.2.5.2 Auch die Malzdarre eignet sich zumGerstentrocknen. Einhordenhochleistungsdarrenmit Kipphorde sind arbeitstechnisch günstig. Hierkönnen 400 kg Gerste/m2 Hordenfläche in 6 h beieiner von 35 auf 45 °C steigenden Temperatur von20 auf 15% Feuchte getrocknet werden.Wenn auchzwischen der oberen (16 %) und der unteren (12%)SchichtUnterschiede gegeben sind, so gleichen sichdiese imLaufe der weiterenBehandlung annäherndaus. Zum Trocknen von einer Tonne Gerste wer-den 255 000 kJ (60 000 kcal) und 7–8 kWh benötigt.In 24 h kann die Darre bis zu dreimal beladen wer-den. Als Kontrollkriterium über den Fortschrittder Trocknung dient die Temperaturdifferenz zwi-schen Einströmluft und Abluft. Die Leistung einerDarre von 50m2 Hordenfläche beträgt dann proCharge 20 t. Dies entspricht 60 t pro Tag und damitder Kapazität eines Durchlauftrockners von 2,5 t/h.Die Verringerung der Unterschiede zwischen
den oberen und unteren Schichten kann wie folgterreicht werden: Zuerst wird eine Stunde mit Um-
luft von 40–45 °C gefahren, dann abermit 50 °C undAbluftbetrieb getrocknet. Diese Temperatur wirdnach 30–60min auf 40–42 °C zurückgenommen.Weitere Möglichkeiten der Trocknung sind ge-
geben entweder durch Kastenpaletten oder durchBelüftungs- und Trocknungssilos. In bei den Fällenwird ein Heizaggregat mit Lüfter zum Anwärmenund Trocknen des Gutes angeschlossen, währenddie Kühlung und Lüftung mittels Außenluft erfolgt.Nach dem Trocknen war es bisher üblich, die
Gerste durch Außenluft abzukühlen und anschlie-ßend auf die Lagerplätze zu verbringen. Die Ar-beitsweise, die auf ca. 12% Wassergehalt getrock-nete Gerste mit ca. 35 °C in den Silo einzulagern,bis dieKeimruhe gebrochen ist, hat sich in der Regelbewährt. Es dauert zwischen 3 und 14 Tage, bis die-ser Effekt eintritt. Dies ist mittels eines „forcierten“4/8ml Tests (72 h) spätestens alle drei Tage zu über-prüfen. Sobald die Keimruhe überwunden ist, wirddas Gut durch Umlagern (über den Aspirateur) ab-gekühlt. Diese Arbeitsweise bewirkt auch eine Ver-ringerung der Wasserempfindlichkeit.Eine andere Methode ist, die aus dem Trockner
kommende Gerste mittels entfeuchteter Luft auf6–8 °C abzukühlen und so in die Silos einzulagern.
1.2.5.3 Die Kaltlufttrocknung konnte sich auswirtschaftlichen Gründen nur wenig einführen. Siewäre zweckmäßiger als das Trocknen mit Wärme,weil bei gleich starkem Wasserentzug das Getrei-de weitgehend abgekühlt würde. Kühles Getreidelagert sich besser als wärmeres, der Stoffwech-sel wird stark vermindert und das Einnisten vonSchädlingen unterbunden. Von dieser Erkenntniswird bei der Kältekonservierung der Gerste Ge-brauch gemacht (s. Abschn. 1.2.4.1). Bei frisch ge-ernteter oder sehr empfindlicher Gerste bestehtdie Gefahr, dass keine Aufhebung, sondern eineKonservierung des Ruhezustandes eintritt. DieseErscheinung nennt man sekundäre Keimruhe.
1.2.6 Pflanzliche und tierische Schädlinge derGerste
Getreide enthält je nach Witterung bei Aufwuchs,Reife undErnte einen unterschiedlich hohen Besatzan Mikroorganismen, die das lagernde Gut starkbeeinträchtigen können. Sie wandern entweder be-reits auf dem Feld in das Getreide ein oder befallenes bei der Lagerung.Zu den Ersteren gehören Brandpilze, Rostpilze
oder das Mutterkorn, aber auch Schimmelpilze wieRhizopus-, Mucor-, Stemphylium- und Fusarium-Arten. Hiervon haben seit 1987 besonders Fusari-um graminearum, F. culmorum, aber auch F. ave-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 18 — le-tex
18 Die Technologie der Malzbereitung
naceum Hinweis zur Erscheinung des Überschäu-mens des Bieres (Gushing s. Abschn. 7.6.8) gege-ben. Die genannten Fusarienarten können bei ent-sprechenden Niederschlägen das Getreide zur Zeitder Hochblüte befallen, über die Antheren in denMehlkörper eindringen und sich von den Inhalts-stoffen ernähren. Das Gushing wird durch Stoff-wechselprodukte dieser Organismen hervorgeru-fen, die z. T. Peptide, polare Lipide, z. T. auch Koh-lenhydrate sind. Hydrophobine, d. h. extrazellularepilzliche Proteine von hoher Oberflächenaktivitätspielen nach bisherigen Untersuchungen ebenfallseine große Rolle, wie auch das aus der Gerste stam-mende Lipidtransferprotein (s. Abschn. 1.4.1.2). Ei-ne Reihe von anderen Schimmelpilzen, die wohlvom Feld herrühren, die sich aber bei der Lagerungentwickeln, sind in der Lage, Toxine zu bilden, dienicht nur die Keimfähigkeit des Getreides zerstö-ren, sondern die auch den Wert als Futtermittel er-heblich herabsetzen können. Hierzu zählen außerden oben genannten auch noch Aspergillus- undPenicillium-Stämme.Tierische Schädlinge treten erst im lagernden
Getreide auf, wie z. B. Kornkäfer und Kornmotte.Der Kornkäfer legt seine Eier in die Gerstenkörner;die daraus entstehenden Larven fressen das Getrei-de an und höhlen die Körner aus. Der Befall wirderst beim Auftreten der Käfer entdeckt, und zwarbeim Bewegen, Belichten und Erwärmen des Ge-treides. Der Kornkäfer wird meist durch Schiffe,Transportanlagen oder Transportmittel z. B. Säckeübertragen und in die Betriebe eingeschleppt. VomKäfer befallenes Getreide ist unbedingt zurückzu-weisen.Durch häufiges Umlagern und Putzen sowie
durch Belüften der Gerste kann der Käfer z. T. ent-fernt oder vertrieben werden. Es ist jedoch sei-ne Bekämpfung mit chemischen Mitteln weit wir-kungsvoller. Sie kann mit Anstrichmitteln, Verga-sungsmitteln oder mit Kontaktinsektiziden vorge-nommenwerden. Voraussetzung ihrer Anwendungist, dass sie sich vollständig wieder entfernen lassenund weder den physiologischen Vorgang der Kei-mung und die enzymatischen Reaktionen währendder Bierbereitung verändern noch im fertigen Biergeschmacklich oder auf eine denmenschlichen Or-ganismus schädigende Weise in Erscheinung tre-ten.Große Silos müssen mit einer eigenen Verga-
sungsanlage ausgestattet sein, um die lagerndenGetreidemengen sicher vor Befall schützen oderauftretende Schädlinge vertilgen zu können.
1.2.7 Gewichtsveränderungen der Gerstewährend der Lagerung
Während der Lagerung der Gerste treten haupt-sächlich Gewichtsveränderungen durch Wasser-verdunstung undAtmung ein. DieHöhe dieser Ver-luste hängt wiederum vomWassergehalt der Gers-te ab. Besonders fühlbar sind diese Veränderungenin den ersten drei Monaten nach der Ernte. Sie be-tragen hier etwa 1,3%, im zweiten Vierteljahr 1,0%,im folgenden Halbjahr etwa 0,8%. Längere Lager-zeiten kommen bei Braugersten gewöhnlich nur in-frage, wenn dasGut übersommert werden soll. Hierist eine Verringerung des Wassergehaltes auf 12%unbedingt erforderlich.
1.3 DasWeichen der Gerste
Die Ankeimung der Gerste erfolgt erst bei einembestimmten Feuchtigkeitsgehalt. Lagernde Gerstehat einenWassergehalt von mindestens 12% (Kon-stitutionswasser). Er soll niedrig sein, um Lebens-äußerungen der Gerste auf einen Mindestwert zubeschränken. Erst die Zuführung des Vegetations-wassers leitet die Keimung ein. So erfahren die Le-benserscheinungen imKorn bereits bei einemWas-sergehalt von ca. 30% eine deutliche Steigerung, beica. 38% keimt die Gerste am raschesten und gleich-mäßigsten an, während zur Entwicklung der Enzy-me und zur Erzielung der gewünschten AuflösungdesMehlkörpers eine Feuchte von 43–48%, z. T. so-gar darüber erforderlich ist. Der Großteil des be-nötigten Vegetationswassers wird beim Weichpro-zess zugeführt, die Darstellung der Maximalfeuch-te erfolgt zweckmäßig erst bei der Keimung. DasWeichwasser sollte eine normale Trinkwasserqua-lität aufweisen und frei von Verunreinigungen phy-sikalischer, chemischer und biologischer Art sein.Die Frucht- und Samenschale des Gerstenkorns istzwar halbdurchlässig, aber dennoch kann eine Dif-fusion von Ionen des Wassers (s. Abschn. 2.1.3.1)durch bestimmte Lücken in der Testa, die sich vor-nehmlich in der Nähe des Keimlings befinden, er-folgen. Hierdurch kann die keimhemmende Wir-kung z. B. von NO−
2 (Nitrit) erklärt werden. Nor-malerweise allerdings ist die Konzentration der imWeichwasser vorhandenen Ionen so gering, dasskeine unmittelbaren Wirkungen festzustellen sind.
1.3.1 DieWasseraufnahme des Gerstenkorns
Sie findet im Wesentlichen von der Kornbasis aus,durch die dort einmündenden Gefäße, statt. Weitgeringer ist sie an den Seiten bzw. am oberen Korn-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 19 — le-tex
Das Weichen der Gerste 19
ende. Aus diesemGrundeweisen die einzelnen Par-tien des Korns anfänglich einen verschieden ho-hen Wassergehalt auf, der sich erst allmählich aus-gleicht.Die Geschwindigkeit der Wasseraufnahme ist in
den ersten 4–8 h weitaus am größten, lässt abermit Annäherung an den Sättigungsgrad rasch nach.Dieser ist durch das Quellvermögen einer Gerstegegeben.Während der ersten 6 h der Weiche steigen die
Aktivitäten der Amylasen, der Ribonuclease undder Phosphatasen parallel zumWassergehalt an. In-folge Sauerstoffmangels fallen sie im Keimling undimEndospermwieder ab, umdann in der folgendenLuftrast weiter anzusteigen.Bei einemWeichgrad von 41%zeigt derKeimling
einen Wassergehalt von 65–70%. Bei der folgen-den Luftrast tritt der Keimling durch seinen, infolgeGewebebildung erhöhtenWasserbedarf in Konkur-renz zum Endosperm. Dabei wird demMehlkörperwieder ein Teil des bereits aufgenommenen Was-sers entzogen. Dieser Wassertransport kommt beieinemWassergehalt desMehlkörpers von 36 %zumStillstand. Das nach dem Weichen dem Korn an-haftendeWasser wird hauptsächlich vomBlattkeimaufgenommen. Wird dieser Wasserfilm jedoch ent-fernt, dann tritt eine Intensivierung der Keimungein. Dies ist auch dann der Fall, wenn das Haftwas-ser rasch einzieht, weswegen der Folge von knap-pen Nassweichen und Luftrasten eine große Be-deutung für eine rasche und gleichmäßige Ankei-mung zukommt. Bei heiß und trocken aufgewach-senen und geernteten Gersten ist die Vitalität desKeimlings groß; er nimmt reichlichWasser auf, ent-zieht aber bei der folgenden Luftrast dem Mehl-körper einen Teil des Wassers wieder. Hierdurchist während des gesamtenWeichprozesses eine zö-gernde Durchfeuchtung des Mehlkörpers gegeben.Esmüssen also hier die Luftrasten verkürztwerden,was die Gerste durch ihre geringere Wasseremp-findlichkeit durchaus verträgt. Gersten, die feuchtaufgewachsen sind, vermitteln eine schnellere undgleichmäßige Wasserverteilung im Korn. Hier sindlängere Luftrasten angebracht, die der gleichmäßi-gen Durchfeuchtung des Mehlkörpers weniger ab-träglich sind, die aber die höhere Wasserempfind-lichkeit dieser Gersten abbauen. Es kann also durchdie entsprechendeGestaltung desWeichverfahrensauf die Struktur des Mehlkörpers und zugleich aufdie physiologischen Eigenschaften des Keimlingseingegangen werden.DieWasseraufnahme der Gerste ist weiterhin ab-
hängig von der Korngröße (Sortierung) der Gerste.Vollbauchige Körner brauchen länger als schwache,um den gleichen Wassergehalt zu erreichen.
Doch stehen die hier auftretenden Unterschiedeauch in Abhängigkeit vom Weichverfahren. Wäh-rend z. B. eine reine oder überwiegende Nasswei-che merkliche Unterschiede bei der Wasseraufnah-me großer und kleiner Körner hervorruft, bewirkenausgedehnte Luftrasten einen weitgehenden Aus-gleich, der sogar das Weichen von I. und II. Sor-te zusammen ermöglicht. Der ursprüngliche Was-sergehalt der Gerste spielt keine Rolle, wohl aberdie Kornstruktur, wie sie sich aus trockenen oderfeuchten Jahren ergibt. Gersten, die unter den ers-teren Bedingungen reiften, verzeichnen eine lang-samere Wasseraufnahme, ebenso Gersten, die ih-re Mälzungsreife noch nicht erlangt haben und ei-ne ausgeprägteWasserempfindlichkeit besitzen. Ei-weißreiche Gersten zeigen nur dann eine langsameWasseraufnahme, wenn durch die Aufwuchs- undErntebedingungen ihre Kornstruktur der Wasser-aufnahme ungünstig ist (s. oben); ansonsten ließensich bei Gersten ein und desselben Jahrgangs keineUnterschiede erkennen. Ferner hängt die Wasser-aufnahme von der Gerstensorte ab.Von derTemperatur desWeichwassers: Jewärmer
das Weichwasser, umso rascher erfolgt die Wasser-aufnahme. Als Normaltemperatur darf im Durch-schnitt ein Wert von 10–12 °C angenommen wer-den; der Gehalt desWassers an Härtebildnern oderanderen Ionen spielt für die Wasseraufnahme kei-ne Rolle. Um einenWassergehalt von 43% zu errei-chen, wurden bei verschiedenenWassertemperatu-ren bei ein- und derselben Gerste folgende Weich-zeiten benötigt: 9 °C 78 h, 13 °C 54 h, 17 °C 46h,21 °C 28 h. EineWassertemperatur von 12–13 °C istbei Anwendung einer überwiegenden Wasserwei-che physiologisch am günstigsten.Vom Weichverfahren: Die Wasseraufnahme ist
bei reiner Wasserweiche langsamer als bei Luft-Wasserweiche. Besonders günstig wirken sich lan-ge Trockenperioden zwischen den Wasserweichenaus. Hier genügt z. B. im Rahmen einer Weichzeitvon 46 h eine 9-stündige Wasserweiche, um denoben genannten Weichgrad von ca. 43% zu errei-chen.
1.3.2 Die Sauerstoffversorgung desWeichgutes
Neben derWasseraufnahme spielen sich auch nochandere Vorgänge ab. Mit Erhöhung des Wasserge-haltes beginnt das Korn deutlich zu atmen.Diese Lebenstätigkeit erfordert Sauerstoff, der die
gesamte Weichzeit über in ausreichender Mengezur Verfügung stehen muss. Das Korn scheidet beider Atmung für jedes Molekül verbrauchten Sauer-stoffs ein Molekül Kohlendioxid aus. Das Verhält-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 20 — le-tex
20 Die Technologie der Malzbereitung
nis von CO2 : O2, der Atmungskoeffizient, ist somitgleich 1.Ist er größer als 1, so liegt ein anaerober Stoff-
wechsel vor, das Korn kann von den hier entstehen-den Stoffwechselprodukten, Alkohol und Kohlen-säure, vergiftet werden. Diese Vergiftung geht beimuntergetauchtenKorn rascher vor sich als in der At-mosphäre. BeimWeichen erfahren daher die Gers-tenkörner so lange eine leichte alkoholische Gä-rung – selbst unter optimalen Sauerstoffverhältnis-sen –, bis das Korn spitzt und somit die durch dasWeichen sehr dicht liegenden Spelzen durchbro-chen werden. Kurz nach dem Spitzen beginnt derangestaute Alkohol durch intracellulare Oxidationzu schwinden. Bereits ein Alkoholgehalt von 0,1%kann ein ungleiches Wachstum hervorrufen. Beisachgemäß geführter Weiche unbedeutend, kanndie Alkoholmenge unter Abwesenheit von Sauer-stoff sehr wohl mehrere Prozent erreichen. Im Ver-ein mit der gebildeten Kohlensäure tritt intramole-kulare Atmung ein: das Weichgut nimmt einen es-terigen, säuerlichen, in schweren Fällen sogar einenfauligen Geruch an, das Korn verliert an Festigkeit.Eine in ihrer Lebenskraft geschwächte Gerste wirdauch eine übermäßige Wasseraufnahme, eine sog.„Totweiche“ erleiden. Die Keimfähigkeit des Gutesgeht teilweise verloren.Es ist von Bedeutung, dass gerade bei der
Nassweiche keine gleichmäßige Sauerstoffvertei-lung möglich ist. Beim Einblasen von Luft steigtdie Sauerstoffkonzentration von unten nach obenhin an, während bei ständigem Wasserzufluss derSauerstoffgehalt des Wassers bereits in der Mittedes Weichbehälters verbraucht ist. Im Hinblick aufdie Sauerstoffverteilung bei der Belüftung währendder Nassweiche ist eine Flachbodenweiche günsti-ger als eine zylindrokonische Weiche. Am bestenist jedoch eine Luftumwälzweiche mit Injektor undSteigrohr.Der Sauerstoffbedarf ist besonders groß bei was-
serempfindlichen Gersten. Dies sind Gersten, diegerade ihre Keimruhe überwunden hatten oder un-zulänglich gelagert wurden (s. Abschn. 1.2.4). Beireichlicher Sauerstoffzufuhr, bei langen Luftwei-cheperioden wird die Wasserempfindlichkeit abge-baut und somit eine gleichmäßige Ankeimung er-zielt.
1.3.3 Die Reinigung der Gerste
Das Weichen vermittelt auch eine Reinigung derGerste: Die Ionen des Wassers setzen sich mit denStoffen der Kornumhüllung um und bewirken de-renAuslaugung undReinigung.Diese ist umso stär-ker, je mehr Hydrogencarbonat-Ionen im Wasser
vorhanden sind. Eine Verstärkung dieses Effekteswird durch intensive Bewegung des Gutes beimEinweichen und während der Nassweichen durchBelüften über Ringrohre oder besonders durch In-jektor mit Steigrohr erreicht. Der früher üblicheZusatz von Alkalien oder Wasserstoffperoxid (s.frühereAusgaben dieses Buches) wurde aus lebens-mittelrechtlichen Überlegungen heraus nicht mehrgestattet.Eine Entlastung der Weiche und damit des Ab-
wassers erbringt eine intensive mechanische Reini-gung des Gutes, wie sie durch die Vorreinigung derAnnahme und durch die Hauptreinigung vor demWeichvorgang bewirktwird.Die Bewegung undderAbrieb durch die Transportanlagen und die Ent-staubung (s. Abschn. 1.2.3) erhöhen diesen Effekt.Die Nassreinigung wird durch eine Waschtrom-
mel verbessert, wie sie z. B. zum Beschicken vonFlachbodenweichen eingesetzt wird. Auch Wasch-schnecken haben eine kräftige mechanische Wir-kung.Die Gerstenwäsche soll nicht nur die üblichen
Verunreinigungen, sondern auch Mikroorganis-men der Feld- und Lagerflora entfernen. Weiter-hin werden, wie schon erwähnt, lösliche Stoffe ausden Spelzen ausgelaugt, wie z. B. Phenolcarbonsäu-ren, Polyphenole und Lipide, die keimhemmendeEigenschaften haben, die aber auch zu den Spelzen-bitterstoffen zählen.Wärmeres Wasser von z. B. 25 °C kann bei der
ersten Weiche nicht nur eine etwas bessere Reini-gung undAuslaugung erzielen, sondern – vor allemin der kälteren Jahreszeit – eine Erwärmung desWeichgutes erbringen, die dann auch eine raschereWasseraufnahme zur Folge hat. Wichtig ist dabei,dass sich keine Zonen unterschiedlicher Tempe-raturen (innen/außen, oben/unten) ausbilden, waswiederum zu ungleicher Wasseraufnahme führt.Auch kann die folgende Nassweiche mit niedrige-rer Temperatur in diesem frühen Stadium einenSchock bewirken. Aus diesem Grunde konnte sichauch die früher einmal vorgeschlagene „Heißwas-serweiche“ von 15min bei 40–50 °C nicht einfüh-ren. Waschschnecken oder Waschtrommeln kön-nen mit Wasser von ca. 30 °C nicht nur eine besse-re Reinigung bewirken, sondern auch eine raschereWasseraufnahme beim Einweichvorgang.Der Organismengehalt des Weichwassers spielt
bei der großen Menge an Organismen, die von derGerste eingebracht werden, theoretisch keine Rol-le. Es muss aber das Wasser der Trinkwasserver-ordnung entsprechen, d. h. es darf keine pathologi-schen Keime enthalten. Soll Weichwasser wieder-verwendet werden, dann hat dieses ebenfalls derTrinkwasserverordnung zu entsprechen. Es muss

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 21 — le-tex
Das Weichen der Gerste 21
vor allem auch geruchs- und geschmacksneutralsein (s. Abschn. 1.3.4).
1.3.4 Wasserverbrauch
Zur Darstellung eines Wassergehalts im Keimgutvon 47–48% werden nur 0,7m3/t benötigt. Je nachdem angewendeten Verfahren und der Ausstattungder Weichanlage liegt der Wasserverbrauch in derPraxis erheblich höher. Beim Einweichen entstehtein Wasserbedarf von 1,8m3/t Gerste; ein einfa-cher Wasserwechsel benötigt 1,2m3, das Umpum-pen von einer Weiche zur anderen ca. 1,5–1,8m3,das „nasse“ Ausweichen 1,8–2,4m3. Die früher üb-liche Nass-Trockenweiche mit 7-maliger Wasser-gabe, zweimaligem Umpumpen und nassem Aus-weichen erforderte ca. 11m3/t, während ein mo-dernes Weichverfahren bei dreimaliger Wasserzu-fuhr nur mehr ca. 5m3/t benötigt. Durch Anpas-sen des Weichwasser-Überlaufs an das jeweiligeGerstenvolumen, der Verzicht auf das Umpumpen,wenn eine intensiveUmwälzungmit Pressluftmög-lich ist, spart weitere 0,8–1,5m3/t. Eine Reduzie-rung der Zahl der Nassweichen verlangt ein ent-sprechend stärkeres Nachbefeuchten bei der Kei-mung. Ein noch niedrigerer Wasserverbrauch wirddurch Einsatz von „Waschschnecken“ ermöglicht,die aber trotz temperierten Wassers (bis zu 30 °C)nur einenWassergehalt von ca. 25% erreichen. DerWasserverbrauch beträgt hier, je nach Intensitätdes Waschvorgangs 1,0–1,2m3/t.Ein ähnlicher Wasserverbrauch ist auch bei
der Waschtrommel gegeben. Die genannten Ver-brauchszahlen beziehen sich auf Trichterweichen.Flachbodenweichen der üblichen Bauart verfügenbei einer Guthöhe von 1,70m über einen „Tot-raum“ unterhalb der Horde von ca. 70 cm. Diessind 1,15 + 0,72 = 1,87m3∕t. Bei zwei Nasswei-chen sind dies 1,87 + 1,87 = 3,84m3. Bei nas-sem Ausweichen geht das Wasser unter der Hor-de in das Transportwasservolumen ein, sodass ein-schließlich des Zusatzwassers 4,74m3/t Gerste be-nötigt werden. Der gegenüber den Trichterweichenniedrigere Wasserverbrauch beim Ausweichen istauf die Ausräumvorrichtungen der Anlage zurück-zuführen, die zwangsläufiger arbeiten als dies beieiner Trichterweiche der Fall sein kann.Bei der „Ökoweiche“ entfällt das „Totvolumen“,
da kein Raum unter der Horde gegeben ist. Beitrockenem Ausweichen benötigt dann ein Weich-verfahren mit zwei Nassweichen nur 2,3m3/tGerste.Wird das Wasser ausschließlich durch Sprühen
im Keimapparat aufgebracht, so liegt der Wasser-bedarf mit 0,9m3/t nurmehr wenig über dem theo-
retischen Wert. Eine derartige Verfahrensweise er-fordert aber eine vorausgehende, sehr intensiveme-chanische Reinigung der Gerste.Eine Wiederverwendung des Weichwassers im
unaufbereiteten Zustand darf nicht erfolgen. Esenthält Mikroorganismen, dazu Keimungsinhibi-toren sowie Verunreinigungen aus dem Gut, diedurch Abrieb etc. angefallen sind. Weiterhin lässtdas immer wieder auftretende Gushing des Biereseine Weichwasserwiederverwendung nicht zu. Oftist auch der Geruch dieses Abwassers zu beanstan-den, vor allem, wenn es beim Ausweichen, d. h. ausder Keimanlage zurückgeführt wurde. Eine weite-re Ausbreitung der Infektion ist bei der Aufbewah-rung des Abwassers gegeben, da Zwischenbehälternotwendig sind, um das Wasser zwischen Anfallund Bedarf zu stapeln.Eine Aufbereitung des Abwassers geschieht nach
dem heutigen Stand über eine erste Stufe, eine Va-riante des Belebtschlammverfahrens, die in einemBioreaktor abläuft. In diesem befindet sich eine ak-tive Bakterienpopulation, die in Verbindung mit ei-ner Intensivbelüftung die organischen Stoffe desAbwassers abbaut. Das Wasser wird dann über ei-ne Fällung, z. B. über Eisenchlorid weiter kondi-tioniert und über eine Ultrafiltration mittels Poly-propylen-Kapillarmembranen mit einer Porenwei-te von 0,01μm geleitet, um Bakterien, selbst Vi-ren zurückzuhalten. Der nächste Prozessschritt istauch eine Behandlung mittels Umkehrosmose undAktivkohlefilter, die dann eine Wasserqualität er-bringt, die nach der Leitfähigkeit undCSB der TVOentspricht. Durch Verluste bei der Aufbereitungkönnen nur 60–70% Recyclingwasser gewonnenwerden. Ein Frischwasserzusatz von 30–40% istauch deswegen erforderlich, um wieder Minerali-en in dasWeichwasser einzubringen. Aufgrund deshohen technologischen Aufwandes und der damitverbundenen Kosten spielt das Abwasserrecyclingderzeit noch eine geringe Rolle, doch können stei-gende Frischwasser- und Abwasserkosten in Zu-kunft zu einem vermehrten Gebrauch an wiederverwendetem Wasser führen. Technologisch gese-hen ist dies imHinblick auf eine intensivereWäschedes Gutes schon heute bedeutsam.
1.3.5 DieWeicheinrichtungen
1.3.5.1 DieWeichbehälter werden aus Stahlblech,Edelstahl oder Stahlbeton gefertigt. Edelstahl erüb-rigt einen „lebensmittelechten“ Anstrich der Ge-fäße sowie vereinfacht Reinigung und Pflege. Ausdiesem Grunde sind neuerdings auch Betonwei-chen mit Edelstahlblechen ausgekleidet. Im Inter-esse einer gleichmäßigen Behandlung des Weich-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 22 — le-tex
22 Die Technologie der Malzbereitung
gutes ist ein runder oder quadratischer Querschnittder Weichen erwünscht. Die Bodenform der Wei-chen wird konisch gehalten, um das Entleerender Behälter zu erleichtern. Große Weicheinheitenkönnen wohl rechteckig angeordnet sein, doch er-folgt ihreUnterteilung in einzelne quadratischeAb-schnitte mit jeweils eigenem Konus.
1.3.5.2 Das Fassungsvermögen einer Weiche er-rechnet sich aus der zu weichenden Gerstenmen-ge, der Volumenzunahme des Gutes während derWeiche und einem zusätzlichen Raum für die Be-wegung der Gerste. Unter Berücksichtigung dieserPunkte bemisst sich der Weichraum für 1 t Gers-te auf 2,2–2,4m3. Das Gesamtfassungsvermögenaller Weichen soll auf die maximal erforderlicheWeichzeit einschließlich der Einweich-, Ausweich-und Reinigungszeiten abgestimmt sein. Unter Zu-grundelegung moderner Weichverfahren werdenim Allgemeinen 45–48h Belegungszeit der Wei-chen angenommen; dies erfordert die Anordnungvon jeweils zwei Weicheinheiten. Vielfach wird dieWeichzeit nur mehr auf 24–28h bemessen unddie Ankeimphase in den Keimapparat verlegt. Hiersind nur mehr ein bis zwei Weicheinheiten er-forderlich. Eine weitere Beschränkung der Weich-zeit kann u. U. die Luftrasten zu stark beschnei-den, sodass sie ihre physiologische Wirkung nichtmehr auszuüben vermögen. Die Zahl der Weich-gefäße pro Einheit hängt wiederum von der Kapa-zität der Keimanlage ab: um das Weichgut gleich-mäßig bearbeiten zu können, werden die einzel-nen Weichbehälter auf ein Fassungsvermögen vonhöchstens 50 t bemessen. Desgleichen darf dieWei-che nicht zu tief sein, da sich u.U. die Belüftungschwierig gestaltet und damit die spätere Keimungungleichmäßig verläuft. Große Behälter werdendeshalb rechteckig, mit mehreren Konusausläufen,angeordnet.
1.3.5.3 Die Aufstellung der Weichen erfolgt ambesten zwischen den Vorratsrümpfen für die Ein-weichgerste und den Keimanlagen. DurchdieMög-lichkeit des nassen Ausweichens hat jedoch derStandort zu den Keimapparaten an Bedeutung ver-loren.
1.3.5.4 DerWeichraum muss von der Außentem-peratur unabhängig sein; er soll im Winter durchBeheizen, im Sommer durch Kühlen auf einenTemperaturbereich von 12–15 °C eingestellt wer-den können. Darüber hinaus ist für eine Konditio-nierung der Raumluft auf 85–90% Feuchtigkeit zusorgen, da diese, z. B. durch die CO2-Ventilatorendurch das Gut gezogen wird.
Um zu vermeiden, dass der gesamte Weichraummit befeuchteter Luft klimatisiert werden muss,kann es günstiger sein, die einzelnen Gefäße abzu-decken und in die Haube die Konditionierung bzw.Temperierung einzubauen.Die Einrichtung der Weichen hat sich gegen-
über früher wesentlich komplizierter gestaltet. Zuder ursprünglichen Wasserzu- und -ableitung, derAusweichöffnung und dem Schwimmgerstenablaufgesellten sich Vorrichtungen zum Umpumpen desWeichgutes, zur Druckbelüftung, zum Absaugender Kohlensäure und eventuell zum Berieseln.
1.3.5.5 Die Wasserzu- und -ableitung soll einenraschenWasserwechsel ermöglichen, um die Nass-weichzeiten genau einhalten zu können. Der Zeit-aufwand zum Befüllen der einzelnen Weichen solleine Stunde keinesfalls überschreiten.Eine Berieselung des Gutes über Sprühdüsen
dient weniger der Wasserzufuhr als vielmehr einerBefeuchtung der in die Gutsoberfläche eingesaug-ten Luft. Hierdurch kann u. U. auch ein Tempera-turanstieg abgefangen werden. Die Befeuchtungs-düsen müssen flächendeckend angeordnet sein.
1.3.5.6 Das Umpumpen geschieht mithilfe vonWeichgutpumpen, die, ebenso wie die zugehörigenRohrschalter so ausgebildet sein müssen, dass ei-ne Verletzung desWeichgutes, selbst im gabelndenZustand vermieden wird. Durch Anordnung vonperforiertenAbscheidern kann das Schmutzwasserbeim Umpumpen von einem Weichgefäß zum an-deren weitgehend entfernt werden. Das Umpum-pen schafft wohl eine gute Reinigung des Gutes,aber keine befriedigende Umschichtung, da die imKonus befindlichen Partien immer wieder nach un-ten gelangen.
1.3.5.7 Die Zufuhr der Druckluft geschieht beikleinen Weichen durch einen einfachen, tragba-ren Aufziehapparat, bei größeren durch Steigroh-re, durch die das Weichgut mithilfe von Pressluftvom Boden weg und mit dem Wasser hochgewor-fen wird. Verschiedentlich erfolgt die Verteilungder Gerste mittels Schwenkrohren. Auch feinge-lochte Ringkränze, die in derWeichschüssel liegen,bewirken eine feine Verteilung der Pressluft. ZumUmwälzen des Gutes genügt bei entsprechenderLuftleistung (angesaugte Luftmenge ca. 15m3/(t h))ein Lüftungsring im Konus; in der Einweichweichewerdenmehrere, einzeln abschaltbare Lüftungsrin-ge installiert. Druckluft ist infolge ihrer Verdich-tung auf 2–5 bar Überdruckmeist warm. Einemög-liche Temperaturerhöhung bei der 10–15min wäh-rendenDruckbelüftung ist daher zu beobachten. Ist

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 23 — le-tex
Das Weichen der Gerste 23
die Umwälzung bei Nassbelüftung genügend inten-siv, so kann auf das Umpumpen dann verzichtetwerden, wenn jede Weiche zum Ein- und Auswei-chen geeignet ist. Hierdurch lässt sich eine namhaf-te Wasserersparnis erzielen, da das beim Umpum-pen erforderliche Zusatzwasser wegfallen kann.
1.3.5.8 Die Entfernung der Kohlensäure ge-schieht durch eigene Saugventilatoren aus derWeichschüssel heraus. Soll nur die Kohlensäureabgesaugt werden, so genügt bei einer Ventilator-leistung von 15m3/(t h) eine stündliche, 10–15minwährende Absaugung. Muss jedoch bei ausgedehn-ten Trockenweichen (12–20 h) das Gut nicht nurvon der CO2 befreit, sondern gleichzeitig auch be-lüftet und gekühlt werden, so ist am ersten Weich-tag eine Ventilatorleistung von 50m3/(t h), an denfolgenden Tagen von 100–120mm3/(t h) erforder-lich. Bei nachträglichem Einbau stärkerer Venti-latoren in bestehende Weichen empfiehlt es sich,einen Siebkorb im unteren Drittel des Konus anzu-bringen, der die gewünschte Luftförderung ermög-licht.
1.3.5.9 Flachbodenweichen sind überwiegendrund und verfügen über einen eben verlegten Hor-denboden. Auf diesem liegt das Weichgut in ei-ner Schütthöhe von 1,7–2,0m (1200–1500 kg/m2).Der Raum unter der Horde ist ca. 70 cm hoch,wodurch sich ein entsprechend höherer Wasser-verbrauch ergibt (s. vorstehender Abschn. 1.3.4).Die Beladung und Entleerung erfolgen über einenhöhenverstellbaren, meist mehrarmigen Radialräu-mer, dessen verstellbare Paddeln ein gleichmäßigesAusbreiten bzw. ein vollständiges Abräumen desGutes erlauben. Die Druckbelüftung während derNassweichen erfolgt durch fest eingebaute Düsenoder drehbare, mit Bohrungen versehene Rohre.Vor allem diese letztere Vorrichtung kann zumReinigen der Horde von unten sowie des Horden-raumes herangezogen werden. Die Kohlensäure-absaugung wird von oben nach unten getätigt. DieLüfterleistung beträgt bis zu 200m3/(t h), sie wirdmittels Frequenzregelung dem jeweiligen Stadiumangepasst (z. B. anhand der Weichguttemperaturoder der Temperaturdifferenz zwischen Ab- undZuluft). Bei den genannten Luftmengen ist es klar,dass diese temperiert und befeuchtet („konditio-niert“) werden müssen. Das Weichgefäß ist durcheine Haube abgedeckt. Eine rechteckige Ausfüh-rung ist meist für den zweitenWeichtag nach einervorausgehenden Weiche in zylindrokonischen Be-hältern vorgesehen. Sie ist mit heb- und senkbarenHorden nach dem Prinzip des „Umsetzkastens"(s. Abschn. 1.5.3.5) und einem Auftrag- und Ab-
räumwender versehen. Das Ausweichen geschiehtüber einen Entleerungsbehälter, von dem aus dasGut nass oder trocken in die Keimanlage gefördertwird. Nachdem der Raum unter der Horde kon-struktionsbedingt nicht unter 1m Höhe verringertwerden kann, wird auf eine eigentliche Nassweicheverzichtet unddasGut über denWender durch eineintermittierende Beschwallung oder Besprühungbewässert. Dabei wird die Ausbildung von Rinnsa-len vermieden. Bei nassem Ausweichen kann aucheine – sehr kurze –Nassweiche über den Entlee-rungsbehälter geschehen.Ein neu entwickelter Flachweichentyp ist die
„Ökoweiche“, die praktisch keinen Raum mehr un-ter der Horde aufweist. Der Siebboden sitzt aufdem Behälterboden auf. Die Zu- und Ableitung desWeichwassers, die Druckbelüftung während derNassweichen und die Abführung der Kohlensäu-re während der Luftrast erfolgen über eine Viel-zahl von gleichmäßig über die gesamte Bodenflächeverteilten „Anstichen“. Diese münden in ein Rohrmit konischem Einlauf, um günstige Strömungsver-hältnisse für Wasserzu- und -ablauf sowie die Ab-saugung der Kohlensäure zu schaffen. Die Pressluftwird über eine eigene (dünne) Leitung in die Ko-nen der Anstiche verbracht. Die Beladung beträgt1000 kg/m2, die Kapazität der Weiche kann bis zu550 t betragen. Die Höhe des Weichguts ist 1,4m.Der Raum unter dem Behälterboden, der das ge-samte Rohrsystem aufnimmt, ist 2m hoch. Durchden Wegfall des Raumes unter der Horde ist esmöglich, bis zu 40%Wasser bzw. Abwasser im Ver-gleich zu den bisherigen Flachweichen zu sparen. Eskommt aber der Reinigung des Systems, vor allemin der Peripherie große Bedeutung zu.Auch diese großen Einheiten müssen in einer
möglichst kurzen Zeit beladen und entleert werdenkönnen. Hierfür sind die Fördereinrichtungen großgenug zu bemessen, um die beiden Vorgänge in je-weils 2 h ausführen zu können. Bei Turmmälzerei-en sind die Flachbodenweichen im obersten Stock-werk der Anlage angeordnet. Dienen sie der Erwei-terung einer bestehenden Anlage, so ist hierfür einvollklimatisierter und isolierter Raum zu schaffen;die Transportaufgaben sind dann etwas schwierigerzu lösen, vor allem auch beim Ausweichen. Zur Be-schickung derWeichen können mit VorteilWasch-schnecken oder Waschtrommeln eingesetzt wer-den.Die Einweichschnecke ist schräg, d. h. in einem
Winkel von 30–35° nach oben angeordnet. DerSchneckentrog ist im unteren Teil so ausgebildet,dass das Gut von einer Wasserschicht (50–30 cm)bedeckt ist. Um die geforderte hohe Leistung beimEinweichen zu erbringen, arbeiten mehrere Schne-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 24 — le-tex
24 Die Technologie der Malzbereitung
cken nebeneinander. So verfügt z. B. eine Anlagefür 90 t/h über fünf Schnecken nebeneinander. Fürhöhere Leistungen sind dann zwei Aggregate ein-zusetzen. Durch den intensiven Kontakt der Gers-te mit dem im Gegenstrom aufgebrachten Wasserwird der entstehende Abrieb abgeschwemmt undso ein guter Reinigungseffekt erzielt. Der erzielba-reWassergehalt des Gutes liegt trotz angewärmtemWasser kaum über 25–30%.Die Waschtrommel dient ebenfalls einer intensi-
ven Reinigung des Gutes. Die Trommel bewegt diean einemEnde eintretendeGerstemittels Aushebe-körben, die an der Trommelwand spiralförmig an-geordnet sind, im Laufe von 30–45min zum Aus-laufende hin. Das Waschwasser läuft im Gegen-strom zu, sodass das Gut auf der Auslaufseite mitdem Frischwasser in Kontakt kommt. Die Trommelist dabei zu rund einem Drittel mit Wasser gefüllt.Die Leistung beträgt je nach Größe und Durchsatzder Trommel 20–60 t/h. Der erreichbare Wasser-gehalt ist etwa der der oben geschilderten Wasch-schnecke.
1.3.6 Die Technik des Weichens
1.3.6.1 Die herkömmliche Weicharbeit gestaltetesich in ihrer einfachsten Form wie folgt: Die Gerstespringt über einen Verteiler langsam in das Weich-gefäß ein. Die schwere Gerste sinkt allmählich zuBoden, die leichte schwimmt mit den sonstigenVerunreinigungen auf der Wasseroberfläche undwird als „Schwimmgerste“ abgehoben, gesammeltund getrocknet. Ihre Menge beträgt je nach Rein-heitsgrad der Gerste 0,1–1%. Eine starke Belüftungvermittelt eine kräftige Bewegung und damit eineReinigung des Weichgutes. Durch Überlaufen desWeichwassers werden die Verunreinigungen ent-fernt. Die nächstenWasserwechsel erfolgen jeweilsnach 12–24h, je nach Reinheitsgrad der Gerste,Wassertemperatur und Weichdauer. Verschiedent-lich wurde das Gut zwischen zweiWasserwechselnohneWasser belassen. DieseMaßnahme sollte einebessere „Belüftung“ der Gerste ermöglichen, da beiausschließlicher Wasserweiche der im Wasser ge-löste Sauerstoff in kürzester Zeit aufgezehrt ist. ImLaufe der Entwicklung erfuhr die Luftweiche eineAusdehnung bis auf 50, ja 80% der Gesamtweich-zeit. Das außen am Korn befindliche „Haftwasser“vermitteltewährend der „Trockenweiche“ nicht nurin gleicher Weise eine Erhöhung des Weichgrades,sondern führte auch zu einer Verringerung der Ge-samtweichdauer und zu einer Beschleunigung derAnkeimung.Bei einem konventionellen Weichverfahren wird
während der Nassweiche normalerweise alle 1–2 h
10min lang mit Pressluft belüftet. Während derLuftrasten ist es notwendig, alle 1–2 h 10–15minlang die Kohlensäure abzusaugen. Je nach demWeichstadium bildet sich in dieser Zeitspanneschon eine Menge von 3–5 Vol.-% CO2.Das Umpumpen kann nur während der Nass-
weiche erfolgen, im Allgemeinen wird diese Maß-nahme im Verlauf einer 60–70-stündigen Weichezweimal getätigt. Verschiedentlich wird ein TeilderWasserweichzeit auch durch Rieselperioden er-setzt.
1.3.6.2 Moderne Weichverfahren: Die empiri-schen Methoden der Wasserzufuhr werden mehrund mehr durch Verfahren abgelöst, bei denen ineinzelnen Abschnitten durch kurze Wasserweich-zeiten definierte Weichgrade angestrebt werden,die dannwährend langer Trockenperioden ein ganzbestimmtes physiologisches Verhalten des Guteszur Folge haben. Bei einem Wassergehalt von 30%und einer 14–20stündigen Luftrast verringert sichdie Wasserempfindlichkeit der Gerste; bei einemWassergehalt von ca. 38% wird innerhalb einer Pe-riode von 14–20 h die gleichmäßige Ankeimungdes Gutes abgewartet. Die Dauer der Luftrastenhängt von der Wasserempfindlichkeit einer Gers-te ab. Diese ist bei heißer, trockener Witterungwährend der Reife und Ernte geringer als bei küh-ler feuchter Endphase der Vegetationszeit. So istfür erstere Gersten eine Luftrast von nur 14 h, beiLetzteren von 20–24 h notwendig. Auch die Dauerder zweiten Luftrast ist hierdurch beeinflusst; sieist durch das „Spitzen“ der Gerste gekennzeichnet.Es ist völlig falsch, vor dem einheitlichen Spitzender Gerste, sei es auch nur durch Berieseln, Was-ser zuzugeben, da hierdurch stets ein ungleich-mäßiges Gewächs resultiert. Nasses Ausweichenvermittelt dann einen Wassergehalt von 42–43%,der durch sachgemäßes Spritzen im Keimapparatauf das endgültige Feuchtigkeitsniveau angeho-ben wird. Um eine gleichmäßige Behandlung desGutes sicherzustellen, ist es unerlässlich, währendder Nassweichen mittels Pressluft umzuwälzen.Bei Verwendung einer zentral angeordneten Luft-düse mit Steigrohr (Geisir) ist unter Wasser derbeste Kontakt zwischen Luft und Gerste gegeben,die Sauerstoffversorgung des Korns besser als beiDüsenrohren, da der gesamte Weicheinhalt um-gewälzt wird. Dies wird zweckmäßig während dergesamten Nassweichzeit gehandhabt.Ein dauerndes Absaugen während der Luftrasten
verhindert einerseits eine Ansammlung von CO2und andererseits einen Anstieg der Haufentempe-ratur über 20–22 °C.Wie schon erwähnt, ist die ein-gesaugte Luft zu temperieren und zu befeuchten,

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 25 — le-tex
Das Weichen der Gerste 25
um – vor allem in der Oberschicht – durch Zu-fuhr von ungesättigter Luft eine Verdunstung vonOberflächenwasser zu vermeiden. Dies würde dieobere Schicht des Weichgutes abkühlen, währenddie mittleren und unteren Schichten die ursprüng-liche Temperatur behalten. Es kommt damit zu un-terschiedlichen Bedingungen, die eine ungleichmä-ßige Ankeimung zur Folge haben.Bei kleineren Weichgefäßen kann es auch nütz-
lich sein, zur Vermeidung dieser Erscheinung dieoberste Schicht des Keimgutes kurz, d. h. nur se-kundenweise zu besprühen.EineKontrolle der Temperaturen imWeichraum,
im Weichgut selbst (in verschiedenen Höhen) undggf. in der den CO2-Ventilator verlassenden Luftist sehr bedeutsam. Dasselbe gilt auch für die Kon-trolle der Feuchtigkeit bei den einzelnen SchrittendesWeichprozesses. Dies geschieht am einfachstenanhand von 1 kg Gerste in einem Leinwandsäck-chen, das in das Weichgut eingegraben wird. AuchSchnellfeuchtigkeitsbestimmer haben sich einge-führt (Carbidmethode oder Infrarot-Trockner).Der Ablauf eines modernen Weichverfahrens ist
wie folgt:1. Nassweiche bei 12 °CWassertemperatur bis auf
30% Wassergehalt; Dauer 4–6 h, Intensivwä-sche durch Belüften, am besten durch Umwäl-zen.
1. Luftrast: 14–20h, je nach Wasserempfindlich-keit der Gerste. Absaugen mit ca. 50m3/(t h)zuerst periodisch, dann dauernd; Temperaturdarf nicht über 20 °C ansteigen.
2. Nassweiche bei 18 °CWassertemperatur bis auf37–38% Wassergehalt, Dauer 1–2 h, Intensiv-belüftung; evtl. durch dauerndes Umwälzen.
Ausweichen maximal 1–2 h; Gesamtweichzeit22–28h.Steht eine weitere Weiche, vorzugsweise eine
Flachweiche zur Verfügung, dann ist nach der 1.Nassweiche folgende Weiterführung günstig:2. Luftrast bei 18 °C bis zum gleichmäßigen
Ankeimen (Spitzen) des Gutes; CO2-Absaugendauernd mit 100–150m3/(t h).
3. Nassweiche bei 18 °CWassertemperatur bis auf41%Wassergehalt, Dauer 1–2 h.
Ausweichen maximal 1–2 h, Gesamtweichzeit36–48 (–52) h.Der Temperaturanstieg während der Luftrast
macht eine entsprechende Anpassung der fol-genden Nassweiche erforderlich, um einen, wäh-rend der ersten 48 h der Vegetationszeit schädli-chen Temperaturschock zu vermeiden. Dieser stu-fenweise Temperaturanstieg leitet, in Verbindung
mit einer Ausweichtemperatur von 18 °C zu ei-nemKeimverfahrenmit fallendenTemperaturen (s.Abschn. 1.5.3.3) über. Aus diesem Grunde ist esauch wichtig, dass für das nasse Ausweichen ge-nügende Mengen Wasser von 18 °C zur Verfügungstehen. Das kürzere Weichverfahren mit nur zweiNassweichen hat den Vorteil, dass mit der zwei-tenNassweiche und beim nassen Ausweichvorgangdie günstige Ankeimfeuchte von ca. 38% einge-stellt werden kann; auch wird nur zweimal Wasserbenötigt, sodass sich der Weichwasserbedarf auf3–3,5m3/t verringert. Auch ist es bei ausschließli-cher Ausstattung derWeichanlagemit Trichterwei-chen in der wärmeren Jahreszeit oftmals schwierig,die gewünschten Temperaturen während der zwei-ten Luftrast, d. h. in der Ankeimphase zu halten.Dieser wichtige Abschnitt ist dann im Keimapparatunter kontrollierten Bedingungen günstiger, wenngenügend Keimzeit (1 Weichtag und 6 Keimtage)zur Verfügung steht.Das zweitägigeWeichverfahren, das vorzugswei-
se am zweiten Tag in einer Flachweiche durch-geführt wird, bietet die Möglichkeit einer drittenNassweiche, um das gleichmäßig spitzende Gut auf41–42% Feuchte zu bringen. Wird während derdritten Nassweiche ausgeweicht, so ist diese – un-ter optimaler Luftzufuhr – so kurz zu bemessen,dass die ankeimendeGerste keinen „Wasserschock“erfährt. Dessen Überwindung kann bis zum Ab-trocknen der Kornoberfläche bis zu 12 h dauern.Infolge Blockierung der Sauerstoffzufuhr durchden Wasserfilm wird die weitere Keimung nebstder Bildung von wichtigen Enzymen gebremst.Hier ist das „trockene“ Ausweichen günstiger, dochmuss eine genügende Zeitspanne (3–4 h) zwischender dritten Nassweiche und der letztlichen Über-führung des Gutes in den Keimapparat gegebensein.Eine dritte Nassweiche wird bei Gersten mit här-
teren Mehlkörperstrukturen als günstiger angese-hen, um eine bessere und gleichmäßigere Durch-feuchtung des Endosperms zu erreichen. Auch beiheiß und trocken aufgewachsenen Gersten mit ge-ringerWasserempfindlichkeit kann es der Fall sein,dass der rasch wachsende Keimling dem Mehlkör-per Feuchtigkeit vorenthält oder u. U. wieder ent-zieht.Beim nassen Ausweichen wirkt sich der beim
Pumpen entstehende Druck verstärkend auf denoben erwähnten Wasserdruck aus. Genügend be-messene Leitungsquerschnitte und die eventuelleAnordnung einer zweiten bzw. weiteren Förder-pumpe, z. B. bei Beschickung mehrerer Keimkas-tenetagen von einem tiefer angeordneten Weich-haus, helfen diesen Nachteil zu verringern.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 26 — le-tex
26 Die Technologie der Malzbereitung
1.3.6.3 Andere Verfahren: auf ähnlichen Prinzi-pien wie die geschilderte „pneumatische Weiche“beruht das Verfahren der Flutweiche, bei der derTemperaturanstieg während der Luftrasten durchmehrere, z. T. sehr kurze, Nassweichen ausgegli-chen wurde.Die ebenfalls in den 60er Jahren eingeführte
Wiederweiche sah vor, nach ca. 60–70 h Weich-und Keimzeit eine nochmalige Vollweiche von10–18h Dauer bei 18 bzw. 12 °C Wassertempera-tur durchzuführen. Hierdurchwurde die ursprüng-liche Ankeimfeuchte von 38% beim gabelnden Gutbis auf 50–52% erhöht.Beide Verfahren haben einen großen Beitrag zur
Kenntnis der heutigen Weichtechnologie geleis-tet; sie werden aber infolge des hohen Wasser-verbrauchs und der erhöhten Energiekosten zurTrocknung des sehr feuchten Grünmalzes nichtmehr angewendet.Die Rieselweiche wird im Keimapparat mit
oder ohne voraufgehende Einweichschnecke oderTrommelweiche durchgeführt. Dabei wird dasWasser mittels Düsen, die am Wender angebrachtsind, auf das Gut aufgetragen. Um eine gute Mi-schung zu erzielen, wird dabei anfangs der Vor-schub des Saladinwenders (s. Abschn. 1.5.3.3) ver-langsamt und die Umdrehungszahl der Wender-schnecken bis auf 36U/min gesteigert. Erst mitdem beginnenden Spitzen der Gerste wird derVorschub beschleunigt und die Tourenzahl verrin-gert. Es ist wichtig, dass die Intervalle der „Nass-weichen“ und der „Luftrasten“ ähnlich wie beimpneumatischen Weichverfahren eingehalten wer-den, um deren physiologische Wirkung zu erzie-len. Die Gleichmäßigkeit der Korndurchfeuchtungkann bei harten Gersten u. U. zu wünschen übriglassen.
1.3.6.4 Die Beurteilung der Weicharbeit kann beiden heute üblichen großen Weich- und Keiman-lagen nicht mehr empirisch, sondern nur mehrdurch die exakte Bestimmung des Wassergehal-tes und der Temperaturen in den einzelnen Stu-fen (s. Abschn. 1.3.6.2) erfolgen. Je nach der Gers-tenbeschaffenheit kann die Wasseraufnahme un-terschiedlich rasch erfolgen. Bei einer zweitägigenWeiche ist vor der Erhöhung des Wassergehaltesüber 38% hinaus das gleichmäßige Spitzen des Gu-tes zu überwachen. Der weitere Verfolg des Keim-lingwachstums, z. B. die Gleichmäßigkeit des Ga-belns lässt Rückschlüsse auf die Zweckmäßigkeitder Weicharbeit zu.
1.3.6.5 Die Weichverluste setzen sich zusammenaus:
1. Staub und Verunreinigung ca. 0,1%;2. Auslaugung der Spelzen ca. 0,8%;3. Atmung, je nach Intensität des Weichver-
fahrens, 0,5–1,5%. Sie ist bei langen Tro-ckenperioden stärker als bei überwiegenderNassweiche.
Die Schwimmgerstewird nicht als Schwandfaktorgewertet, da sie wieder verkauft wird. Ihre Mengeliegt bei 0,1–1,0%.
1.3.6.6 Der Pflege und Reinhaltung derWeiche istinfolge der Verschmutzung durch die von der Gers-te mitgeführten Organismen besondere Aufmerk-samkeit zu schenken. DerAnstrich derWeichen aufder Innenseitemuss überwacht und bei Bedarf aus-gebessert oder erneuert werden. Eiserne Weichenbedingen sonst die Gefahr einer Verschlechterungder Malzqualität. Je mehr Einbauten, umso schwie-riger ist die Instandhaltung der Weichgefäße, ob-gleich moderne Hochdruckspritzen eine wesentli-che Erleichterung erbringen konnten. Bei den run-den Flachweichenkonstruktionen ist eine automa-tische Reinigungsanlage sowohl unterhalb als auchoberhalb des Hordenbodens unerlässlich.
1.4 Die Keimung
1.4.1 Die Theorie der Keimung
Die Keimung ist ein physiologischer Vorgang, beidem sich die im Keimling angelegtenOrgane, Wur-zel- und Blattkeim, auf Kosten der im Mehlkörpergespeicherten Nährstoffe entwickeln.Die Keimung verläuft nur unter bestimmten Be-
dingungen: genügende Feuchtigkeit, Wärme undLuft bzw. Sauerstoff. Zur Entfaltung der Lebensvor-gänge benötigt das Korn nur einen Wassergehaltvon 35–40%, um jedoch in der zur Verfügung ste-henden Keimzeit die gewünschten Stoffumsetzun-gen zu erreichen, ist ein Feuchtigkeitsniveau von43–48, ja 50% notwendig. Die Zufuhr des Vegetati-onswassers erfolgt in der Weiche und durch nach-folgendes Spritzen. Es ist eine Hauptaufgabe einerrichtigen Haufenführung, diesen Feuchtigkeitsge-halt während der gesamten Keimzeit aufrechtzuer-halten. Bei einer Verminderung dieses Wasserge-haltes wird die Keimung und der Stoffwechselum-satz beeinträchtigt.Die zur gleichmäßigen Keimung günstigsten
Temperaturen liegen zwischen 14 und 18 °C. Beiniedrigeren Temperaturen werden die Lebensvor-gänge verlangsamt, bei höheren Temperaturen be-schleunigt und der Atmungsverlust gesteigert.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 27 — le-tex
Die Keimung 27
Die bei der Keimung benötigte Energie wirddurch Atmung gedeckt. Damit ist Luftsauerstoffzum Wachstum unumgänglich notwendig. DasMaterial für die Verbrennung sind Kohlenhydra-te, vor allem Stärke, als Atmungsprodukte entste-henWärme, Kohlendioxid undWasserdampf. Koh-lensäure hemmt die Atmung; bei Sauerstoffmangelbilden sich Stoffwechselprodukte der Gärung. Somuss durch genügende Luftzufuhr für einen nor-malen Ablauf des Atmungsprozesses und für ei-ne Entfernung der CO2 gesorgt werden. Zu starkesLüften ist zu vermeiden, da hierdurchdieAtmungs-verluste zu hochwerden. Es kann daher in der zwei-ten Hälfte der Keimung der Zutritt von Luftsauer-stoff etwas beschränkt werden.Durch wahlweise Veränderung der das Wachs-
tum beeinflussenden Faktoren – Feuchtigkeit,Temperatur, Sauerstoff und Zeit – lassen sich diebiologischen Vorgänge bei der Keimung innerhalbgewisser Grenzen steuern.Als Folge der Keimbedingungen treten zunächst
äußerlich wahrnehmbare Gestaltsveränderungendes Kornes auf. DieWurzelscheide durchbricht dasKorn, die Gerste „spitzt“, dann treten Haupt- undNebenwurzeln aus dem Korn hervor, das Gut „ga-belt“. Auch der Blattkeim durchbricht die Frucht-und Samenschale und wächst unter der Spelze aufdieKornspitze zu. Bei der künstlichenKeimung sol-len sich beide Organe nur bis zu einem gewissenGrad entwickeln.Neben diesen Wachstumserscheinungen treten
im Mehlkörper Umsetzungen ein: durch Enzy-me werden Reservestoffe abgebaut und in löslicheForm übergeführt. Sie dienen entweder der Gewin-nung von Energie oder sie werden zu neuen Gewe-ben im Blatt- und Wurzelkeim aufgebaut. Äußer-lichwahrnehmbarwerden dieseVorgänge durch ei-ne zunehmende Zerreiblichkeit des Mehlkörpers.Nach der Zuführung des Vegetationswassers
werdenWuchsstoffe (Gibberellinsäure, GibberellinA3) ausgeschieden, die von der Stammanlage desKeimlings über ein sich ausbildendes Gefäßsystemzu den Ausläufern der Aleuronschicht, die an dasSchildchen angrenzen, gelangen. Diese Wuchsstof-fe, die im Gut nach dem Ausweichen noch nichtfeststellbar sind, zeigen nach 24 h ein Niveau von46 μg/kg Gersten-TrS, nach 48 h 50 μg und nach72 h nur mehr 34 μg/kg Gerste. Im Darrmalz sindohne Zusatz von Gibberellinsäure (in Deutschlandnicht gestattet) nur 2–5 μg/kg zu finden. Die Gib-berelline bewirken in der Aleuronschicht und imSchildchen die Neubildung einer Reihe von Enzy-men wie z. B. der α-Amylase, der Grenzdextrinaseund von Endopeptidasen. Die Endo-β-Glucanase,die Endo-Xylanase und die Phosphatase werden
in ihrer Entwicklung durch Gibberelline gefördert.Daneben tritt durch den Abbau aus protoplasma-tischer Bindung oder durch Freisetzen von akti-vierenden Gruppen (z. B. Sulfhydrilgruppen) ei-ne Aktivierung von Sulfhydryl-Endopeptidasen so-wie Exo-Enzymen ein, wie der β-Amylase, der ver-schiedenen Exopeptidasen, der Exo-β-Glucanaseund anderer. Die vermöge der Wirkung der ver-schiedenen Enzyme abgebauten niedermolekula-ren Substanzenwerden vom Schildchen aufgenom-men und dem Keimling zugeführt. Durch das er-wähnte Gefäßsystem ist die Enzymbildung und-wirkung auf der Rückenseite des Korns stärker alsauf der Bauchseite. Sie verläuft etwa parallel demAufsaugeepithel.Die wichtigsten Gruppen der hier interessieren-
den hydrolytischen Enzyme sind die Hemicellula-sen, die proteolytischen Enzyme, die Amylasen unddie Phosphatasen. Neben diesen treten die Umset-zungen anderer Stoffgruppen in den Hintergrund.
1.4.1.1 Die Wirkung der cytolytischen Enzyme:Die Hemicellulasen oder Cytasen umfassen demAufbau der Hemicellulosen zufolge eine Reihe vonEnzymen, die sich wie folgt einteilen lassen:
β-Glucanasen: Endo-β-1→4-Glucanasen, Endo-β-1→3-Glucanasen, unspezifischeEndo-β-Glucanasen, Exo-β-Glu-canasen, β-Oligosaccharasen, β-Glucan-Solubilase
Pentosanasen: Endo-Xylanasen, Exo-Xylanasen,Xylooligosaccharasen, Arabinosi-dasen, Feruloyl-Esterase, Xyloace-tyl-Esterase
Während die Exo-Enzyme bereits im ruhen-den Korn eine gewisse Aktivität besitzen, werdendie Endo-Enzyme (Endo-β-Glucanase, Endo-Xyla-nase) zu Beginn der Keimung durch Wuchsstoffein Schildchen und Aleuronschicht stimuliert. Sum-marisch entwickeln sich Endo-β-Glucanasen beiVorhandensein von genügend Sauerstoff kräftig.Sie bauen das lösliche, hochmolekulare β-Glucanaus den Gummistoffen zu Glucandextrinen mittle-ren Molekulargewichts ab. Die Exo-β-Glucanasenerfahren einen Aktivitätsanstieg um das rund10-Fache; sie spalten die β-1→4-Bindungen derGlucanketten vom nicht reduzierenden Ende her,wobei das Disaccharid Cellobiose entsteht, dasebenso wie die sich aus einer β-1→3-Bindung auf-bauende Laminaribiose durch die entsprechendenOligosaccharasen zu Glucose abgebaut wird. Dashochmolekulare, mit Protein durch eine Esterbin-dung verknüpfte Hemicellulosen-β-Glucan, das einMolekulargewicht von 40 × 106 Da aufweisen kann,
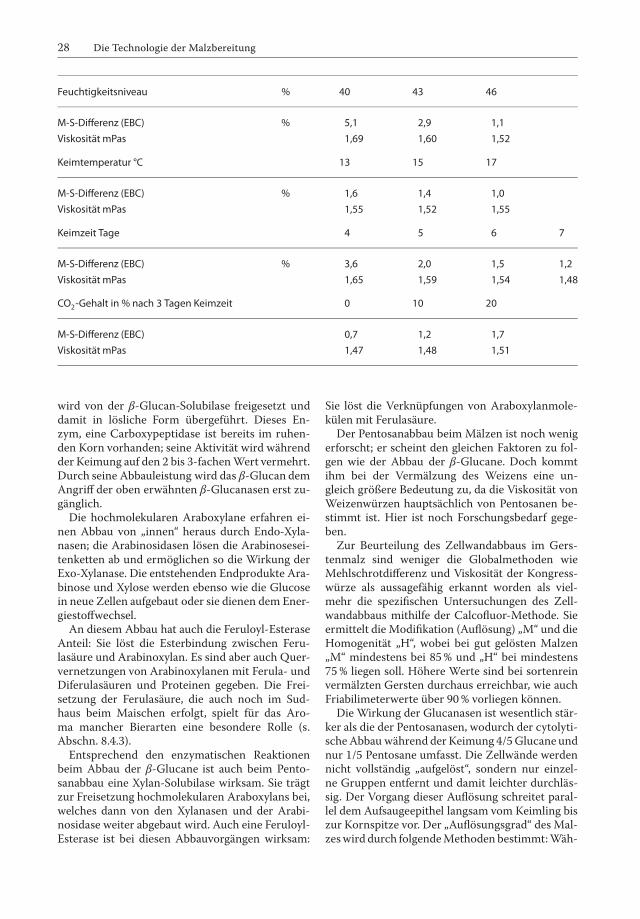
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 28 — le-tex
28 Die Technologie der Malzbereitung
Feuchtigkeitsniveau % 40 43 46
M-S-Differenz (EBC) % 5,1 2,9 1,1Viskosität mPas 1,69 1,60 1,52
Keimtemperatur °C 13 15 17
M-S-Differenz (EBC) % 1,6 1,4 1,0Viskosität mPas 1,55 1,52 1,55
Keimzeit Tage 4 5 6 7
M-S-Differenz (EBC) % 3,6 2,0 1,5 1,2Viskosität mPas 1,65 1,59 1,54 1,48
CO2-Gehalt in % nach 3 Tagen Keimzeit 0 10 20
M-S-Differenz (EBC) 0,7 1,2 1,7Viskosität mPas 1,47 1,48 1,51
wird von der β-Glucan-Solubilase freigesetzt unddamit in lösliche Form übergeführt. Dieses En-zym, eine Carboxypeptidase ist bereits im ruhen-den Korn vorhanden; seine Aktivität wird währendder Keimung auf den 2 bis 3-fachenWert vermehrt.Durch seine Abbauleistung wird das β-Glucan demAngriff der oben erwähnten β-Glucanasen erst zu-gänglich.Die hochmolekularen Araboxylane erfahren ei-
nen Abbau von „innen“ heraus durch Endo-Xyla-nasen; die Arabinosidasen lösen die Arabinosesei-tenketten ab und ermöglichen so die Wirkung derExo-Xylanase. Die entstehenden Endprodukte Ara-binose und Xylose werden ebenso wie die Glucosein neue Zellen aufgebaut oder sie dienen dem Ener-giestoffwechsel.An diesem Abbau hat auch die Feruloyl-Esterase
Anteil: Sie löst die Esterbindung zwischen Feru-lasäure und Arabinoxylan. Es sind aber auch Quer-vernetzungen von Arabinoxylanen mit Ferula- undDiferulasäuren und Proteinen gegeben. Die Frei-setzung der Ferulasäure, die auch noch im Sud-haus beim Maischen erfolgt, spielt für das Aro-ma mancher Bierarten eine besondere Rolle (s.Abschn. 8.4.3).Entsprechend den enzymatischen Reaktionen
beim Abbau der β-Glucane ist auch beim Pento-sanabbau eine Xylan-Solubilase wirksam. Sie trägtzur Freisetzung hochmolekularen Araboxylans bei,welches dann von den Xylanasen und der Arabi-nosidase weiter abgebaut wird. Auch eine Feruloyl-Esterase ist bei diesen Abbauvorgängen wirksam:
Sie löst die Verknüpfungen von Araboxylanmole-külen mit Ferulasäure.Der Pentosanabbau beim Mälzen ist noch wenig
erforscht; er scheint den gleichen Faktoren zu fol-gen wie der Abbau der β-Glucane. Doch kommtihm bei der Vermälzung des Weizens eine un-gleich größere Bedeutung zu, da die Viskosität vonWeizenwürzen hauptsächlich von Pentosanen be-stimmt ist. Hier ist noch Forschungsbedarf gege-ben.Zur Beurteilung des Zellwandabbaus im Gers-
tenmalz sind weniger die Globalmethoden wieMehlschrotdifferenz und Viskosität der Kongress-würze als aussagefähig erkannt worden als viel-mehr die spezifischen Untersuchungen des Zell-wandabbaus mithilfe der Calcofluor-Methode. Sieermittelt die Modifikation (Auflösung) „M“ und dieHomogenität „H“, wobei bei gut gelösten Malzen„M“ mindestens bei 85% und „H“ bei mindestens75% liegen soll. Höhere Werte sind bei sortenreinvermälzten Gersten durchaus erreichbar, wie auchFriabilimeterwerte über 90% vorliegen können.Die Wirkung der Glucanasen ist wesentlich stär-
ker als die der Pentosanasen, wodurch der cytolyti-scheAbbau während der Keimung 4/5Glucane undnur 1/5 Pentosane umfasst. Die Zellwände werdennicht vollständig „aufgelöst“, sondern nur einzel-ne Gruppen entfernt und damit leichter durchläs-sig. Der Vorgang dieser Auflösung schreitet paral-lel dem Aufsaugeepithel langsam vom Keimling biszur Kornspitze vor. Der „Auflösungsgrad“ des Mal-zeswird durch folgendeMethoden bestimmt:Wäh-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 29 — le-tex
Die Keimung 29
Feuchtigkeitsniveau % 38 42 43,5 45Friabilimeter mürb/ganzglasig % 58/3,3 85/1,0 90/0,8 93/0,5
Keimtemperatur °C 14,5 16 18
Friabilimeter mürb/ganzglasig % 90/0,8 94/0,4 93/0,5
Keimzeit Tage 5 6 7 8
Friabilimeter mürb/ganzglasig % 80/3,0 85/1,3 90/0,8 95/0,3
rend der Keimung empirisch durch die Zerreiblich-keit des Mehlkörpers, im fertigen Malz analytischdurch die Mürbigkeit (Schnittprobe), durch denFriabilimeterwert nach Chapon, der die mehligen,halb- und ganzglasigen Körner erfasst, durch Fär-ben des längs geteilten Korns (z. B. mittels Schlei-fen) mit Calcofluor oder Methylenblau, wodurchAuflösung und Homogenität derselben dargestelltwerden. Im Rahmen der Kongressanalyse lassensich die Ausbeutedifferenz zwischen derMehl- undSchrotanalyse sowie die Viskosität der Würze er-fassen. Die Auflösung kann während der Keimungim positiven Sinne beeinflusst werden durch ho-he Keimgutfeuchte, Keimguttemperaturen bis zuca. 18 °C, reichlich Sauerstoff und durch entspre-chend bemessene Keimzeit. Höhere Keimtempe-raturen leisten u.U. einem stärkeren Gefälle derAuflösung zwischen Keimlingsende und Kornspit-ze Vorschub. Dies äußert sich in der etwas höherenViskosität bei der 17 °C-Probe. Ein hoherWasserge-halt vermag andere Faktoren (wie z. B. hoheTempe-ratur oder längere Keimzeit) auszugleichen, wie dieÜbersicht in Abschn. 1.4.1.1 zeigt, doch ist hierbeidie Eiweißlösung zu beachten.Eine ähnlicheTendenz der Keimbedingungen auf
die Cytolyse zeigt nach folgender Aufstellung auchder Friabilimeterwert (s. oben).Eine sehr gute Aussage liefert der Vergleich
der Viskosität und des β-Glucangehaltes zwischenKongresswürzeund 65 °C-Würze (s. Abschn. 1.8.3).So weist ein gut und gleichmäßig gelöstes Malzbei einem Vergleich beider Würzen eine Viskositätvon 1,48/1,55mPa s und einen β-Glucangehalt von140/220mg/l auf, während ein inhomogenes MalzWerte von 1,54/1,68mPa s bzw. 230/440mg/l lie-fert. LetzteresMalz führt dannmit den betriebsüb-lichen Maischverfahren zu Abläuterproblemen imSudhaus und bei der Filtration des Bieres.Keimgeschädigte Gersten z. B. mit Ausbleibern
und ungleichmäßige Ankeimung vermitteln eineschlechteMürbigkeit, einen entsprechenden Anteil
an ganzglasigenKörnern und eine schlechteHomo-genität der Auflösung. Sie bringen beim späterenMaischen durch dieWirkung der β-Glucan-Solubi-lase viel hochmolekulares β-Glucan ein, das durchdie temperaturempfindlichen Endo-β-Glucanasennichtmehrweit genug abgebautwerden kann.Hier-aus resultieren Läuter- und Filtrationsstörungen (s.Abschn. 7.7.1).
1.4.1.2 Der Eiweißabbau erfolgt durch eine Reihevon proteolytischen Enzymen, die grob eingeteiltwerden in:Endo-Peptidasen („Proteinasen“), die das genui-
ne Eiweiß angreifen und zunächst hochmolekulareAbbauprodukte wieMakro- und Polypeptide, dannaber im Fortgang des Abbaus auch Oligo- und Di-peptide liefern; bei längerer Einwirkung führt derAbbau auch bis zu Aminosäuren. Es gibt eine gro-ße Zahl von Endo-Peptidasen, da diese die Peptid-kette jeweils nur an bestimmten Stellen spalten, diedurch die Art der Aminosäurereste definiert sind.Exo-Peptidasen: Sie greifen den Peptidfaden von
außen an und trennen einzelne Aminosäuren ab.Carboxypeptidasen bauen endständige Aminosäu-ren ab, die eine Carboxylgruppe besitzen, Amino-peptidasen dagegen Aminosäurereste mit Amino-gruppen. Die Dipeptidasen sind dagegen auf keinedieser Gruppen spezifisch.Eine Reihe der proteolytischen Enzyme ist be-
reits in ungekeimter Gerste nachweisbar. Ihre Akti-vität nimmt – je nach den Keimbedingungen – aufein Mehrfaches des Ausgangswertes zu.Der Eiweißabbau läuft schematisch gesehen wie
folgt ab:Dieser Abbau verläuft nun je nach Einhaltung be-
stimmter Mälzungsbedingungen verschieden, so-dass z. B. mehr höhermolekulare Abbauprodukteoder mehr Aminosäuren entstehen können. Nach-dem jede dieser Gruppen für die Beschaffenheit desspäteren Bieres von Bedeutung ist, darf der Eiweiß-abbau weder zu knapp noch zu weitgehend sein: So
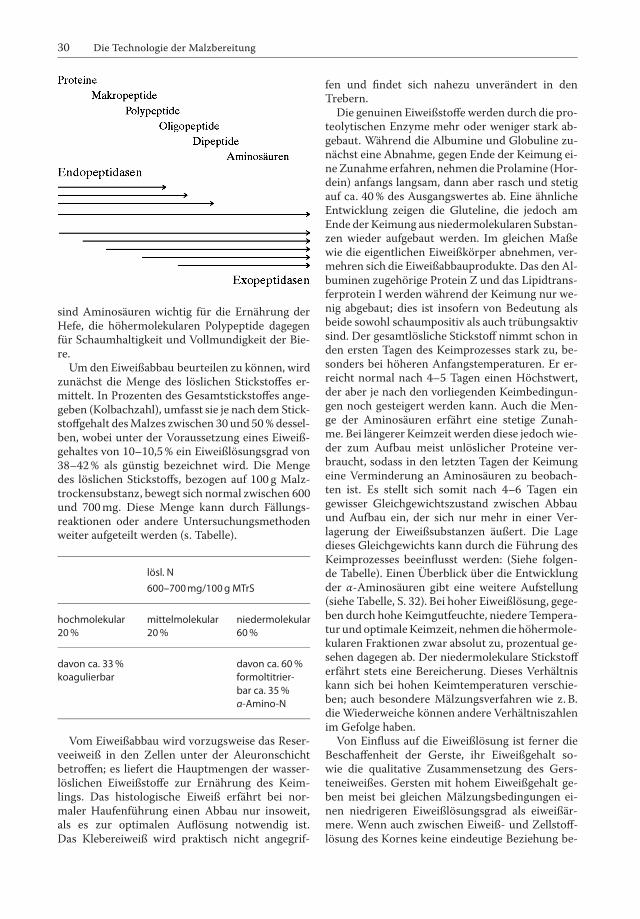
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 30 — le-tex
30 Die Technologie der Malzbereitung
sind Aminosäuren wichtig für die Ernährung derHefe, die höhermolekularen Polypeptide dagegenfür Schaumhaltigkeit und Vollmundigkeit der Bie-re.Um den Eiweißabbau beurteilen zu können, wird
zunächst die Menge des löslichen Stickstoffes er-mittelt. In Prozenten des Gesamtstickstoffes ange-geben (Kolbachzahl), umfasst sie je nach dem Stick-stoffgehalt desMalzes zwischen 30 und50%dessel-ben, wobei unter der Voraussetzung eines Eiweiß-gehaltes von 10–10,5% ein Eiweißlösungsgrad von38–42% als günstig bezeichnet wird. Die Mengedes löslichen Stickstoffs, bezogen auf 100 g Malz-trockensubstanz, bewegt sich normal zwischen 600und 700mg. Diese Menge kann durch Fällungs-reaktionen oder andere Untersuchungsmethodenweiter aufgeteilt werden (s. Tabelle).
lösl. N600–700mg/100g MTrS
hochmolekular20%
mittelmolekular20%
niedermolekular60%
davon ca. 33%koagulierbar
davon ca. 60%formoltitrier-bar ca. 35%α-Amino-N
Vom Eiweißabbau wird vorzugsweise das Reser-veeiweiß in den Zellen unter der Aleuronschichtbetroffen; es liefert die Hauptmengen der wasser-löslichen Eiweißstoffe zur Ernährung des Keim-lings. Das histologische Eiweiß erfährt bei nor-maler Haufenführung einen Abbau nur insoweit,als es zur optimalen Auflösung notwendig ist.Das Klebereiweiß wird praktisch nicht angegrif-
fen und findet sich nahezu unverändert in denTrebern.Die genuinen Eiweißstoffe werden durch die pro-
teolytischen Enzyme mehr oder weniger stark ab-gebaut. Während die Albumine und Globuline zu-nächst eine Abnahme, gegen Ende der Keimung ei-neZunahme erfahren, nehmendie Prolamine (Hor-dein) anfangs langsam, dann aber rasch und stetigauf ca. 40% des Ausgangswertes ab. Eine ähnlicheEntwicklung zeigen die Gluteline, die jedoch amEnde der Keimung aus niedermolekularen Substan-zen wieder aufgebaut werden. Im gleichen Maßewie die eigentlichen Eiweißkörper abnehmen, ver-mehren sich die Eiweißabbauprodukte. Das den Al-buminen zugehörige Protein Z und das Lipidtrans-ferprotein I werden während der Keimung nur we-nig abgebaut; dies ist insofern von Bedeutung alsbeide sowohl schaumpositiv als auch trübungsaktivsind. Der gesamtlösliche Stickstoff nimmt schon inden ersten Tagen des Keimprozesses stark zu, be-sonders bei höheren Anfangstemperaturen. Er er-reicht normal nach 4–5 Tagen einen Höchstwert,der aber je nach den vorliegenden Keimbedingun-gen noch gesteigert werden kann. Auch die Men-ge der Aminosäuren erfährt eine stetige Zunah-me. Bei längerer Keimzeit werden diese jedoch wie-der zum Aufbau meist unlöslicher Proteine ver-braucht, sodass in den letzten Tagen der Keimungeine Verminderung an Aminosäuren zu beobach-ten ist. Es stellt sich somit nach 4–6 Tagen eingewisser Gleichgewichtszustand zwischen Abbauund Aufbau ein, der sich nur mehr in einer Ver-lagerung der Eiweißsubstanzen äußert. Die Lagedieses Gleichgewichts kann durch die Führung desKeimprozesses beeinflusst werden: (Siehe folgen-de Tabelle). Einen Überblick über die Entwicklungder α-Aminosäuren gibt eine weitere Aufstellung(siehe Tabelle, S. 32). Bei hoher Eiweißlösung, gege-ben durch hohe Keimgutfeuchte, niedere Tempera-tur undoptimaleKeimzeit, nehmendie höhermole-kularen Fraktionen zwar absolut zu, prozentual ge-sehen dagegen ab. Der niedermolekulare Stickstofferfährt stets eine Bereicherung. Dieses Verhältniskann sich bei hohen Keimtemperaturen verschie-ben; auch besondere Mälzungsverfahren wie z. B.dieWiederweiche können andere Verhältniszahlenim Gefolge haben.Von Einfluss auf die Eiweißlösung ist ferner die
Beschaffenheit der Gerste, ihr Eiweißgehalt so-wie die qualitative Zusammensetzung des Gers-teneiweißes. Gersten mit hohem Eiweißgehalt ge-ben meist bei gleichen Mälzungsbedingungen ei-nen niedrigeren Eiweißlösungsgrad als eiweißär-mere. Wenn auch zwischen Eiweiß- und Zellstoff-lösung des Kornes keine eindeutige Beziehung be-
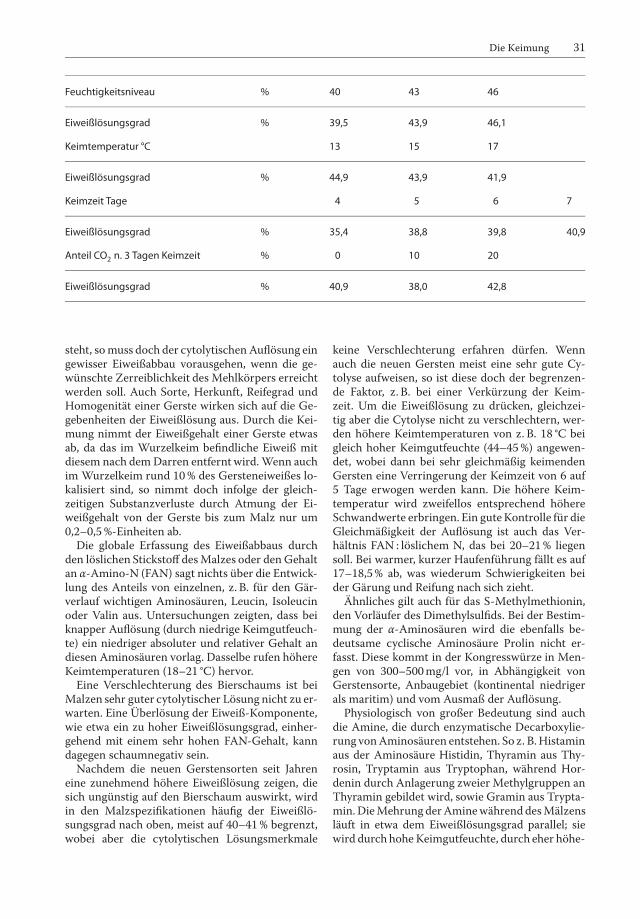
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 31 — le-tex
Die Keimung 31
Feuchtigkeitsniveau % 40 43 46
Eiweißlösungsgrad % 39,5 43,9 46,1
Keimtemperatur °C 13 15 17
Eiweißlösungsgrad % 44,9 43,9 41,9
Keimzeit Tage 4 5 6 7
Eiweißlösungsgrad % 35,4 38,8 39,8 40,9
Anteil CO2 n. 3 Tagen Keimzeit % 0 10 20
Eiweißlösungsgrad % 40,9 38,0 42,8
steht, somuss doch der cytolytischen Auflösung eingewisser Eiweißabbau vorausgehen, wenn die ge-wünschte Zerreiblichkeit des Mehlkörpers erreichtwerden soll. Auch Sorte, Herkunft, Reifegrad undHomogenität einer Gerste wirken sich auf die Ge-gebenheiten der Eiweißlösung aus. Durch die Kei-mung nimmt der Eiweißgehalt einer Gerste etwasab, da das im Wurzelkeim befindliche Eiweiß mitdiesem nach demDarren entfernt wird.Wenn auchim Wurzelkeim rund 10% des Gersteneiweißes lo-kalisiert sind, so nimmt doch infolge der gleich-zeitigen Substanzverluste durch Atmung der Ei-weißgehalt von der Gerste bis zum Malz nur um0,2–0,5%-Einheiten ab.Die globale Erfassung des Eiweißabbaus durch
den löslichen Stickstoff desMalzes oder den Gehaltan α-Amino-N (FAN) sagt nichts über die Entwick-lung des Anteils von einzelnen, z. B. für den Gär-verlauf wichtigen Aminosäuren, Leucin, Isoleucinoder Valin aus. Untersuchungen zeigten, dass beiknapper Auflösung (durch niedrige Keimgutfeuch-te) ein niedriger absoluter und relativer Gehalt andiesen Aminosäuren vorlag. Dasselbe rufen höhereKeimtemperaturen (18–21 °C) hervor.Eine Verschlechterung des Bierschaums ist bei
Malzen sehr guter cytolytischer Lösung nicht zu er-warten. Eine Überlösung der Eiweiß-Komponente,wie etwa ein zu hoher Eiweißlösungsgrad, einher-gehend mit einem sehr hohen FAN-Gehalt, kanndagegen schaumnegativ sein.Nachdem die neuen Gerstensorten seit Jahren
eine zunehmend höhere Eiweißlösung zeigen, diesich ungünstig auf den Bierschaum auswirkt, wirdin den Malzspezifikationen häufig der Eiweißlö-sungsgrad nach oben, meist auf 40–41% begrenzt,wobei aber die cytolytischen Lösungsmerkmale
keine Verschlechterung erfahren dürfen. Wennauch die neuen Gersten meist eine sehr gute Cy-tolyse aufweisen, so ist diese doch der begrenzen-de Faktor, z. B. bei einer Verkürzung der Keim-zeit. Um die Eiweißlösung zu drücken, gleichzei-tig aber die Cytolyse nicht zu verschlechtern, wer-den höhere Keimtemperaturen von z. B. 18 °C beigleich hoher Keimgutfeuchte (44–45%) angewen-det, wobei dann bei sehr gleichmäßig keimendenGersten eine Verringerung der Keimzeit von 6 auf5 Tage erwogen werden kann. Die höhere Keim-temperatur wird zweifellos entsprechend höhereSchwandwerte erbringen. Ein guteKontrolle für dieGleichmäßigkeit der Auflösung ist auch das Ver-hältnis FAN : löslichem N, das bei 20–21% liegensoll. Bei warmer, kurzer Haufenführung fällt es auf17–18,5% ab, was wiederum Schwierigkeiten beider Gärung und Reifung nach sich zieht.Ähnliches gilt auch für das S-Methylmethionin,
den Vorläufer des Dimethylsulfids. Bei der Bestim-mung der α-Aminosäuren wird die ebenfalls be-deutsame cyclische Aminosäure Prolin nicht er-fasst. Diese kommt in der Kongresswürze in Men-gen von 300–500mg/l vor, in Abhängigkeit vonGerstensorte, Anbaugebiet (kontinental niedrigerals maritim) und vom Ausmaß der Auflösung.Physiologisch von großer Bedeutung sind auch
die Amine, die durch enzymatische Decarboxylie-rung vonAminosäuren entstehen. So z. B.Histaminaus der Aminosäure Histidin, Thyramin aus Thy-rosin, Tryptamin aus Tryptophan, während Hor-denin durch Anlagerung zweier Methylgruppen anThyramin gebildet wird, sowie Gramin aus Trypta-min.DieMehrung derAminewährenddesMälzensläuft in etwa dem Eiweißlösungsgrad parallel; siewird durchhohe Keimgutfeuchte, durch eher höhe-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 32 — le-tex
32 Die Technologie der Malzbereitung
Feuchtigkeitsniveau % 39 42 45 48
α-Amino-Nmg/100g TrS 105 112 136 175
Keimtemperatur °C 12 15 18
α-Amino-Nmg/100g TrS 150 132 120
Keimzeit Tage 4 5 6 7 8
α-Amino-Nmg/100g TrS 125 128 135 145 142
Anteil CO2 n. 3 Tagen Keimzeit % 0 10 20
α-Amino-Nmg/100g TrS 134 140 159
re oder fallende Keimtemperaturen sowie durch ei-ne längere Keimzeit gefördert. Hordenin und Gra-min finden sich in großenMengen imWurzel- bzw.im Blattkeim, aber auch im Malz. Sie spielen beideals Vorläufer der beim Darren gebildeten Nitrosa-mine eine Rolle (s. Abschn. 1.6.1.2).
1.4.1.3 DerAbbau der Phosphate: Die bei der Kei-mung wirkenden Phosphatasen lösen Phosphor-säure und deren saure Salze (primäre Phosphate)aus esterartiger Bindung mit organischen Substan-zen.Während in der Gerste nur 20% der Phosphatein anorganischer Form vorliegen, sind es im Malzrd. 40%. Hierdurch erhöht sich die Titrationsacidi-tät, vor allem aber die vorgebildete Säure des Kor-nes. Das Pufferungsvermögen erfährt eine wesent-liche Verstärkung, was für die Beibehaltung des imKorn vorliegenden pH-Spiegels von etwa 6,0 vonBedeutung ist. Nebenbei entstehen als Zwischen-produkte des Stoffwechsels noch eine Reihe von or-ganischen Säuren, ebenfalls durch Desaminierungder Aminosäuren oder durch Oxidation schwefel-haltiger Aminosäuren.
1.4.1.4 Der Stärkeabbau: Die Amylasen bauendie native Stärke zu Maltose ab. Es sind zu unter-scheiden:∙ Die α-Amylase, auch Endo-Amylase oder Dex-
trinogen-Amylase genannt, und∙ die β-Amylase, die auch die Bezeichnung Exo-
Amylase oder Saccharogen-Amylase trägt.
Die β-Amylase greift das Amylose- oder Amy-lopectinmolekül von außen her an und baut ein-zelne Maltoseeinheiten ab. Die α-Amylase dage-gen greift die beide Stärkearten von innen heraus
an, wobei von der Amylose Bruchstücke mit ca. 6Glucoseeinheiten (Oligodextrine), aus demAmylo-pectin Dextrine mit einer oder mit mehreren Ver-zweigungen entstehen. An deren Seitenketten kanndie β-Amylase wieder angreifen und Maltose frei-setzen. Auch die α-Amylase spaltet die höhermole-kularen Dextrine weiter, doch können beide Enzy-me nur α-l→4-Bindungen lösen, sodass selbst beilängerer Einwirkung unter optimalen Bedingungennur ca. 80% Maltose, Maltotriose und Glucose ge-bildet werden. Der Rest liegt in Form von Grenz-dextrinen mit α-1→6-Bindungen vor.Die α-l→6-Bindungen können durch die Grenz-
dextrinasen gelöst werden, sodass lineare Dextri-ne entstehen, die einem weiteren Abbau durch dieAmylasen unterliegen.Maltose wird durchMaltaseweiter, d. h. zu Glucose abgebaut. Der Transportzu-cker Saccharose erfährt durch die Saccharase eineSpaltung zu Glucose und Fructose.Die β-Amylase kommt schon im ruhenden Korn
in einer aktiven Form vor, zum großen Teil wirdsie jedoch während der Keimung erst vom latentenZustand durchHinzutreten vonAktivatoren, durchAbbau von Inhibitoren oder durch Freisetzung ausprotoplasmatischen Bindungen in die aktive Formübergeführt.Sie entwickelt sich ambesten bei mittlerenKeim-
gutfeuchten, sie erreicht ihr Maximum schon am 5.Keimtag und erfährt bei höheren CO2-Gehalten inder Haufenluft eine Steigerung, höhere Keimtem-peraturen haben niedrigere β-Amylasengehalte zurFolge. Bei den beiden letzteren Parametern ist eineParallele zum Eiweißlösungsgrad gegeben.Die α-Amylase ist in der Gerste noch nicht nach-
weisbar; ihre Bildung wird bei Beginn der Kei-mung durch Wuchsstoffe in Schildchen und Aleu-
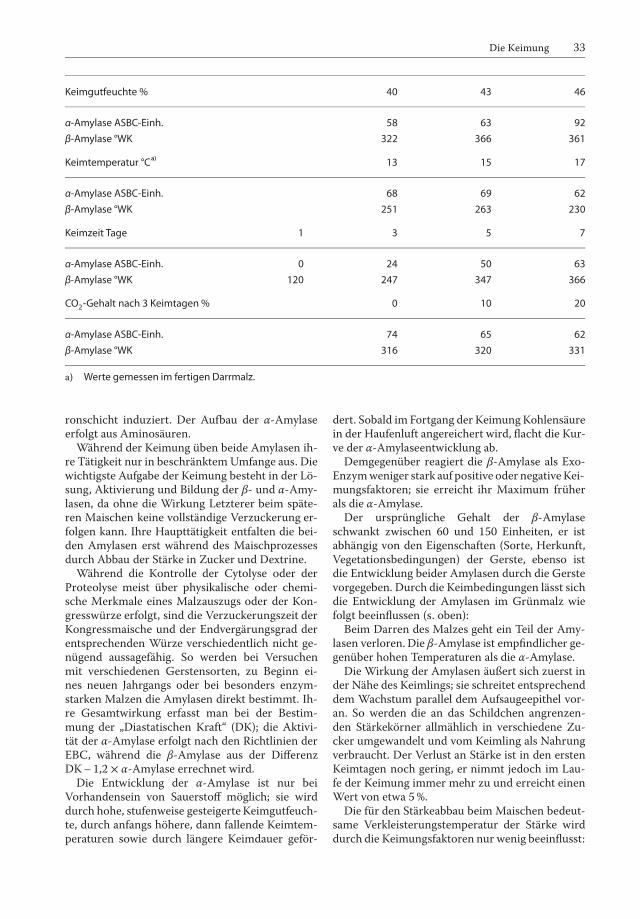
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 33 — le-tex
Die Keimung 33
Keimgutfeuchte % 40 43 46
α-Amylase ASBC-Einh. 58 63 92β-Amylase °WK 322 366 361
Keimtemperatur °Ca) 13 15 17
α-Amylase ASBC-Einh. 68 69 62β-Amylase °WK 251 263 230
Keimzeit Tage 1 3 5 7
α-Amylase ASBC-Einh. 0 24 50 63β-Amylase °WK 120 247 347 366
CO2-Gehalt nach 3 Keimtagen % 0 10 20
α-Amylase ASBC-Einh. 74 65 62β-Amylase °WK 316 320 331
a) Werte gemessen im fertigen Darrmalz.
ronschicht induziert. Der Aufbau der α-Amylaseerfolgt aus Aminosäuren.Während der Keimung üben beide Amylasen ih-
re Tätigkeit nur in beschränktem Umfange aus. Diewichtigste Aufgabe der Keimung besteht in der Lö-sung, Aktivierung und Bildung der β- und α-Amy-lasen, da ohne die Wirkung Letzterer beim späte-ren Maischen keine vollständige Verzuckerung er-folgen kann. Ihre Haupttätigkeit entfalten die bei-den Amylasen erst während des Maischprozessesdurch Abbau der Stärke in Zucker und Dextrine.Während die Kontrolle der Cytolyse oder der
Proteolyse meist über physikalische oder chemi-sche Merkmale eines Malzauszugs oder der Kon-gresswürze erfolgt, sind die Verzuckerungszeit derKongressmaische und der Endvergärungsgrad derentsprechenden Würze verschiedentlich nicht ge-nügend aussagefähig. So werden bei Versuchenmit verschiedenen Gerstensorten, zu Beginn ei-nes neuen Jahrgangs oder bei besonders enzym-starken Malzen die Amylasen direkt bestimmt. Ih-re Gesamtwirkung erfasst man bei der Bestim-mung der „Diastatischen Kraft“ (DK); die Aktivi-tät der α-Amylase erfolgt nach den Richtlinien derEBC, während die β-Amylase aus der DifferenzDK–1,2 × α-Amylase errechnet wird.Die Entwicklung der α-Amylase ist nur bei
Vorhandensein von Sauerstoff möglich; sie wirddurch hohe, stufenweise gesteigerteKeimgutfeuch-te, durch anfangs höhere, dann fallende Keimtem-peraturen sowie durch längere Keimdauer geför-
dert. Sobald im Fortgang der KeimungKohlensäurein der Haufenluft angereichert wird, flacht die Kur-ve der α-Amylaseentwicklung ab.Demgegenüber reagiert die β-Amylase als Exo-
Enzymweniger stark auf positive oder negativeKei-mungsfaktoren; sie erreicht ihr Maximum früherals die α-Amylase.Der ursprüngliche Gehalt der β-Amylase
schwankt zwischen 60 und 150 Einheiten, er istabhängig von den Eigenschaften (Sorte, Herkunft,Vegetationsbedingungen) der Gerste, ebenso istdie Entwicklung beider Amylasen durch die Gerstevorgegeben. Durch die Keimbedingungen lässt sichdie Entwicklung der Amylasen im Grünmalz wiefolgt beeinflussen (s. oben):Beim Darren des Malzes geht ein Teil der Amy-
lasen verloren. Die β-Amylase ist empfindlicher ge-genüber hohen Temperaturen als die α-Amylase.Die Wirkung der Amylasen äußert sich zuerst in
der Nähe des Keimlings; sie schreitet entsprechenddem Wachstum parallel dem Aufsaugeepithel vor-an. So werden die an das Schildchen angrenzen-den Stärkekörner allmählich in verschiedene Zu-cker umgewandelt und vom Keimling als Nahrungverbraucht. Der Verlust an Stärke ist in den erstenKeimtagen noch gering, er nimmt jedoch im Lau-fe der Keimung immer mehr zu und erreicht einenWert von etwa 5%.Die für den Stärkeabbau beim Maischen bedeut-
same Verkleisterungstemperatur der Stärke wirddurch die Keimungsfaktoren nur wenig beeinflusst:

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 34 — le-tex
34 Die Technologie der Malzbereitung
So wirkt sich bei einer Weich- und Keimzeit von 7Tagen eine mittlere Keimgutfeuchte von 42–44%am günstigsten aus, wobei die Keimtemperaturim üblichen Bereich von 14–18 °C kaum zu Buchschlägt.
1.4.1.5 Der Lipidabbau: Die Lipasen bauen dieEsterbindungen zwischen dem Glycerin und denFettsäuren ab. Sie kommen nach neuen Untersu-chungen im ruhenden Korn noch nicht vor; ihredurch die Keimungsparameter zu beeinflussendeAktivität geht während der Keimung vom Schild-chen aus und entwickelt sich in einer parallelenFrontlinie zu diesem bis zur Kornspitze. Von dendurch die Hydrolyse frei werdenden Fettsäurenwerden Linol- und Linolensäure von Lipoxygena-sen in ihre Hydroperoxide umgesetzt. Die Lipo-xygenase I ist bereits in ruhender Gerste vorhan-den, während Lipoxygenase II erst während derKeimung gebildet wird. Sie werden beim Darrenzum großen Teil inaktiviert. Lipoxygenase I bil-det aus Linolsäure 9-Linolsäurehydroperoxid, Li-poxygenase II dagegen 13-Linolsäurehydroperoxid.Sie werden beide über eine Hydroperoxid-Lyasein (E, Z)-2,6-Nonadienal übergeführt. Diese Sub-stanz ist die Hauptkomponente des im Grünmalzfeststellbaren Gurkenaromas. Daneben entstehenweitere Aromastoffe wie Hexanal, (E, E)- bzw.(E, Z)-2,4-Decadienal, die wie die ebenfalls entste-henden weiteren Alkanale, Alkenale und Alkandi-enale sowie Alkohole (z. B. Hexanol-1) zum Malz-,Würze- und Bieraroma, speziell auch im gealtertenBier beitragen (s. Abschn. 7.6.5.3).Als Folge des Energie- und Baustoffwechsels
nimmt der Rohfettgehalt von der Gerste bis zumMalz um 20–27% ab, die Zusammensetzung derTriglyceride verschiebt sich zu den mehrfach un-gesättigten Verbindungen. Zum Aufbau der Wur-zelkeime werden dort anteilig – sortenabhängig –1,04–1,25% Fett eingelagert. Dennoch verbleibtder Großteil des Gerstenfettes im Aleuron. Tro-cken aufgewachsene Gerste enthält mehr Lipide,die auch in verstärktem Umfang abgebaut werden.Derartige Gersten neigen zu hitzigemWachstum.Von den Keimbedingungen wirkt sich eine Koh-
lensäureanreicherung von 3–4% günstig aus, wiedies bei Tennenmalzen zwischen zwei Wendevor-gängen der Fall ist. Sie kann die Aktivität der Lipo-xygenasen dämpfen. Diese Atmosphäre kann durch„Umluft“ im dichten Keimkasten ohne Nachteil fürandere Enzyme und deren Abbauvorgänge eben-falls dargestellt werden. Die erzielten Analysenda-ten deuten auf eine Förderung der Geschmackssta-bilität des Bieres hin.
1.4.1.6 Polyphenole sind in den Spelzen, aberauch in der Aleuronschicht und im Reserveeiweißzu finden. Erstere können beim Weichen z. T. ent-fernt werden, doch sind die absoluten Veränderun-gen gering. Die im Mehlkörper befindlichen Poly-phenole werdenmit fortschreitendemAbbau ande-rer Stoffgruppen, z. B. der Proteine, in zunehmen-dem Maße gelöst, eine Entwicklung, die sich beimMaischen fortsetzt. Dabei erfahren die Anthocya-nogene eine stärkere Mehrung als die Gesamtpo-lyphenole. Dasselbe trifft auch für die Gruppe derTannoide (600–3000Da) zu. Alle Polyphenolfrak-tionen zeigen eine Parallele zur Eiweißlösung, de-ren Parametern sie folgen. Diese sind bekanntlich:hohe Keimgutfeuchte, mittlere oder fallende Keim-temperatur und erhöhte CO2-Gehalte in der Hau-fenluft.Die Polyphenolgehalte bzw. auch deren einzel-
ne Fraktionen werden von den bei der Keimungaktiven Oxidasensystemen wie Katalasen, Peroxi-dasen und Polyphenoloxidasen stark beeinflusst.Diese Enzyme werden bei intensiver Mälzung (s.Abschn. 1.4.1.5) vermehrt gebildet. Sie vermögenPolyphenole zu oxidieren, was sich neben der Aus-bildung von Keto-Gruppen auch in einer Vergröße-rung der Moleküle auswirkt.
1.4.1.7 Sonstige Abbauvorgänge: Neben den hy-drolytischen Enzymen finden sich in der Gers-te noch jene Enzyme, die am pflanzlichen Stoff-wechsel beteiligt sind. Diese Fermente von unter-schiedlichen Eigenschaften führen über Zwischen-stufen unter aeroben Bedingungen zur Bildung derniedrigsten Abbauprodukte wie Wasser und Koh-lendioxid, wobei im Gegensatz zur hydrolytischenSpaltung beträchtliche Energiemengen frei werden.Fehlt dagegen Sauerstoff, so laufen anaerobe Pro-zesse ab, die eine geringere Energieausbeute liefernwie z. B. die Gärung (s. Abschn. 3.2.1).
1.4.1.8 Die Entwicklung der Mikroorganismenflo-ra während der Mälzung: Mikroorganismen kom-men von Natur aus auf den verschiedenen Getrei-dearten vor. Es sind dies Bakterien, Hefen und Pilze.Für ihre weitere Entwicklung sind die Bedingun-gen während der Mälzung sehr günstig: Nährstof-fe, Temperatur und Feuchtigkeit. Die Mikroorga-nismen sind aber auch in der Mälzerei selbst ver-breitet: In denWeichen, in den Keimanlagen und inden Fördereinrichtungen, besonders bei jenen fürden Grünmalztransport zur Darre.Eine strikte Kontrolle der angelieferten Gerste
sowie deren Gesunderhaltung, z. B. durch Trock-nen, Reinigen und Entstaubung sind eine Grund-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 35 — le-tex
Die Keimung 35
voraussetzung wie auch die Reinigung und Pflegeder Anlagen.Bei den Mikroorganismen handelt es sich um
Milchsäurebakterien, Hefen und vor allem umSchimmelpilze (s. Abschn. 1.2.6). Sie erfahren trotzder (manchmal sehr knappen)Wäsche bei denWei-chen schon während der Luftrasten, später bei derKeimung und selbst noch in den niedrigen Tem-peraturbereichen beim Schwelkprozess eine star-ke Vermehrung. Die Mikroorganismen entwickelnsich nicht nur auf der Kornoberfläche und bildendort Biofilme aus, sondern sie können, wie z. B.die Schimmelpilze, durch ihre Enzymsysteme (Pro-teasen, β-Glucanasen,Xylanasen, selbst Cellulasen)Korninhaltsstoffe abbauen und so zur „Auflösung“beitragen. Diese Wirkung ist jedoch nicht kontrol-lierbar. So können bei starkem Befall mit Fusarieneine übermäßige, doch inhomogene Cytolyse, eineextreme Eiweißlösung sowie ein vorzeitiger Stär-keabbau auftreten. Die Bildung von Hydrophobi-nen fördert dasGushing undMykotoxine setzen dieMalzqualität drastisch herab. Es können Stoffwech-selprodukte dieser Mikroorganismen auch einendumpfen, muffigen Geruch vermitteln, der über diespäteren Prozessschritte bis ins fertige Bier wahrge-nommen werden kann. Hier kann durch eine sach-gemäße Behandlung der Gerste, durch eine intensi-ve Wäsche bei der Weiche und durch eine sorgfäl-tige Reinigung der Einrichtung derartigen Proble-men entgegengearbeitet werden.
1.4.2 Die Praxis der Keimung
Es ist Aufgabe des Mälzers, diese kompliziertenVorgänge so zu leiten, dass die Stoffänderungen inder gewünschten Weise vor sich gehen und zuein-ander im richtigen Zusammenhang stehen. Als An-haltspunkte hierfür dienen dem Mälzer folgendeErscheinungen:1. Erscheinungen am Korn: Anlage und Entwick-
lung derWurzelnund des Blattkeimes sowie diezunehmende „Auflösung“ des Mehlkörpers.
2. Die entstehenden Verbrennungsprodukte: Derdurch Atmung entstandene Wasserdampf, diesich bildende Kohlensäure und die Erwärmungdes Haufens innerhalb einer gewissen Zeit.
In der Tennenmälzerei wurde nur die Erwär-mung des Haufens mittels Thermometer gemes-sen, alle übrigen Erscheinungen waren der Be-urteilung nach dem Aussehen, dem Gefühl undder Erfahrung unterworfen. Bei modernen pneu-matischen Großanlagen müssen exakte Messun-gen von Feuchte und Kohlendioxid erfolgen, umim Verein mit der Ermittlung der Erscheinungen
am einzelnen Gerstenkorn die Keimung sachge-mäß führen zu können. Das Hauptproblem beimMälzen ist zweifellos, wie weit die künstliche Kei-mung getrieben werden darf und soll. Der Mälzerwill keine neue Pflanze züchten, sondern nur dieUmwandlungen im Korn nach Maßgabe des ge-wünschtenMalztyps vorantreiben, wobei der Stoff-verbrauch niedrig gehalten werden soll. Den Maß-stab über den jeweiligen Grad der Entwicklung gibtdas Wachstum von Wurzel- und Blattkeim sowiedie Auflösung des Kornes.
1.4.2.1 Der Wurzelkeim wird seiner Länge nachbeurteilt. Entspricht diese der Kornlänge, so gel-ten die Wurzeln als „kurz“, bei 2 bis 2 1/2-facherKornlänge als „lang“. Von großer Bedeutung istdie Gleichmäßigkeit des Wurzelwachstums, da sieRückschlüsse auf die sachgerechte Führung desKeimprozesses, die Beschaffenheit der Gerste undauf dieGleichmäßigkeit derAuflösungserscheinun-gen im Allgemeinen zulässt. Die Wurzeln eineskalt und langsamgeführtenTennenhaufens sind ge-drungen und korkzieherartig, bei raschem Wachs-tum und warmer Führung erscheinen sie als dünnund fadenförmig. Derartige Keime welken leicht.Bei pneumatischen Malzen ist der Wurzelkeimwe-niger kräftig und meist länger als bei Tennenmal-zen. Starkes Wurzelgewächs deutet auf einen ver-mehrten Eiweißentzug aus demKorn hin. DieWur-zeln fallen beim Darren und Putzen ab und wer-den als Malzkeime verkauft. Nach den einzelnenStadien desWurzelkeimwachstums sollten die Ver-fahrensschritte beim Mälzen getroffen werden. Sodarf der Wassergehalt des Keimgutes erst dannüber 38–40% steigen, wenn alle keimfähigen Kör-ner gleichmäßig spitzen, während ein durchgehen-des Gabeln der Wurzeln weitere Maßnahmen er-laubt, wie etwa weitere Erhöhung des Wasserge-haltes, Wiederweiche, Temperaturabsenkung oder-erhöhung.Die Wurzel entwickelt sich weniger bei sehr
kalter Haufenführung, unter CO2-Atmosphäre so-wie bei Wiederweiche. Eine lange oder mit war-mem Wasser durchgeführte Wiederweiche kanneine weitgehende Unterdrückung des Wachstumsbewirken. Gefördert wird die Wurzelbildung da-gegen durch warme, feuchte Führung sowie durchlängeres Liegenlassen des Haufens.Entwickelt sich derWurzelkeim überhaupt nicht,
so spricht man von Ausbleibern. Die Gerste bleibtdann Rohfrucht. Ausbleiber treten auch bei un-sachgemäßer, zu starker Weiche auf.Übermäßiges Wurzelwachstum kann bei hohem
Wassergehalt, bei längerem ruhigen Liegenlassendes Haufens oder durch ungleichmäßiges Wen-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 36 — le-tex
36 Die Technologie der Malzbereitung
den entstehen. Der Haufen verfilzt, es bilden sichmehr oder weniger große Klumpen von Grünmalz(„Spatzen“), die eine ungleiche Lösung und Farbe-bildung im Gefolge haben. Verschiedentlich wer-den die Wurzeln durch fehlerhafte Weichpumpenbeim Ausweichen durch Abschlagen der Würzel-chen des spitzenden oder gar gabelnden Gutes,oder durch unzulängliche (Saladin-)Wender wäh-rend der Keimung abgerieben oder zumindest starkgeschädigt. VerletzteWurzelnwie auch die Vermäl-zung ausgewachsener Gerste führen zu einer über-mäßigen Entwicklung des Blattkeims.Um sich ein Bild über den Wachstumsverlauf zu
verschaffen, soll der Mälzer täglich den Prozentsatzder spitzenden, gabelnden oder noch ungekeimtenKörner ermitteln und in der Kontrollkarte vermer-ken. Dasselbe gilt für die Entwicklung des Blatt-keims (Husaren).
1.4.2.2 Als Maßstab des Blattkeims dient eben-falls die Kornlänge. Die Klassifizierung umfasst 0,1/4, 1/2, 3/4, 1 und über 1, je nachdem, ob derBlattkeim die halbe usw. Kornlänge erreicht hat.Bei hellem Malz ist der Blattkeim etwas kürzergewachsen als bei dunklem; er beträgt aber den-noch bei modernen Mälzungssystemen im Durch-schnitt 0,7; wobei 75% bei 3/4 Kornlänge liegensollen, bei dunklem Malz dagegen 75% zwischen3/4 und 1. Da der Blattkeim noch im abgedarrtenMalz erkenntlich ist, stellt er einen wertvollen An-haltspunkt über die Gleichmäßigkeit des Wachs-tums dar. Eine Aussage über die Auflösung vermagder Blattkeim nur bei kalter und langsamer Füh-rung des Haufens zu treffen. Neben seiner Längeinteressiert vor allem die Gleichmäßigkeit seinerEntwicklung. Ungleicher Blattkeim findet sich beischlecht sortierten, gemischten oder ungleich ge-wachsenen Gersten. Zu frühzeitiges Erhöhen desFeuchtigkeitsniveaus bei der Keimung und warmeHaufenführung bewirken eine starke, aber nichtgleichmäßige Entwicklung des Blattkeims. Wächstder Blattkeim über die Länge des Korns hinaus, sospricht man von „Husaren“-Bildung. Diese tritt beihohemWassergehalt, Kondenswasserbildung, war-mer Haufenführung und zu langer Keimdauer ein.Husaren lassen einen überflüssigen Stoffverbrauchvermuten; bei dunklenMalzen ist ein gewisser Pro-zentsatz Husaren (5–10%) normal, bei hellen Mal-zen deutet er auf eine zu weit getriebene Kei-mung hin. Auch der Blattkeim kann, wie der Wur-zelkeim, künstlich beeinflusst werden. Beide ste-hen normalerweise in einem gewissen Zusammen-hang. Durch häufigeres Wenden, besonders durchSpritzenwird der Blattkeim hervorgetrieben, durchCO2-Anreicherung der Haufenluft und durch län-
gere Wiederweiche unterdrückt. Malze aus Sala-dinhaufen, besonders wenn die Keimgutfeuchte inmehreren Stufen erhöhtwurde, neigen stets zu stär-kerer Entwicklung des Blattkeims. Die Bildung vonHusaren unter sonst gleichen Bedingungen ist sor-tenabhängig. Generell ist jedoch bei einer Keim-gutfeuchte von 50–52% eine Husarenentwicklungkaum zu vermeiden. Bei verletzten Körnern treibtder Blattkeim seitlich aus.Maßnahmen, die im letzten Drittel der Keimung
getroffen werden, um die Auflösung des Malzes zuverbessern, sollten erst nach Beurteilung des Blatt-keimwachstums erfolgen, um Husarenbildung zuvermeiden, wie z. B. Spritzen oder Temperaturer-höhung des Haufens.
1.4.2.3 Die Auflösung des Kornes kann anhandder fortschreitenden Zerreiblichkeit des Mehlkör-pers verfolgt werden. Sie beginnt in der Nähe desKeimlings und entwickelt sich parallel dem Auf-saugeepithel zur Kornspitze zu. Dabei löst sichdie Rückenseite des Kornes, an der sich der Blatt-keim vorschiebt, etwas rascher als die Bauchseite.Es bestehen demnach von Natur aus Unterschie-de in der Lösungsfähigkeit der einzelnen Kornpar-tien. Aus diesem Grunde kann auch die Auflösungdes Mehlkörpers nicht beliebig beschleunigt wer-den. Im Falle einer Steigerung der Hemicellula-senwirkung, z. B. durch Einhalten höherer Keim-temperaturen, tritt zwar an der Kornbasis eine er-höhte Enzymwirkung ein, die Kornspitze wird je-doch nicht rascher oder besser gelöst. Es verschiebtsich lediglich der Unterschied in der Lösung zwi-schen Basis und Spitze noch mehr zugunsten derErsteren. Unter diesen Gegebenheiten würde sichauch keine Parallele zwischen der Entwicklung derWachstumsorgane und der Auflösung des Mehl-körpers ergeben. Während sich Blatt- und Wur-zelkeim rasch und mächtig entwickeln, bleiben dieVeränderungen im Mehlkörper zurück. Wird da-gegen während der Lösungsphase die Keimung ineiner Kohlensäureatmosphäre geführt oder kommtgar eine Wiederweiche zur Anwendung, so liefertdie Auflösung ein günstigeres Erscheinungsbild, alsdies aufgrund der Entwicklung der Wachstumsor-gane zu erwarten ist.Die Lösungsfähigkeit der Gersten ist verschie-
den: Eiweißarme Gersten sowie Gersten aus feuch-ten Erntejahren oder aus maritimen Gegenden lö-sen sich rascher undweitgehender als eiweißreiche,trocken aufgewachsene Partien.GroßkörnigeGers-ten benötigen zu ihrer Lösung intensivere Keimbe-dingungen als kleinkörnige, wie überhaupt die Lö-sungsfähigkeit deutlich von der Gerstensorte ab-hängt.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 37 — le-tex
Die Keimung 37
Keimtag 1. 2. 3. 4. 5. 6. 7 8
Wärme kcal/(t h) 320 520 880 1310 1470 1360 1280 1280kJ/(t h) 1340 2175 3680 5480 6150 5690 5350 5350
Die Auflösung einer Gerste muss nach dem her-zustellendenMalztyp beurteilt werden.Wenn auchhelle Malze eine gute, gleichmäßige Auflösung ha-ben sollen, so ist diese mit Rücksicht auf die er-wünschte „helle“ Farbe knapper als bei dunklenMalzen. Bei diesen wird im Interesse der Bildungvon färbenden und aromatischen Substanzen ei-ne sehr weitgehende Auflösung angestrebt. Ist einMalz für seinen Typ nicht genügend gelöst, sospricht man von Unterlösung. Ist es zu weit ge-löst, so liegt eine Überlösung vor. Unterlösung ver-mittelt schwere Zerreiblichkeit, geringe enzymati-sche Kraft und meist kurzes Gewächs. DerartigeMalze verzuckern im Sudhaus langsamer, sie lie-fern niedrige Endvergärungsgrade, läutern schwer-fällig ab und führen zu mäßigen Ausbeuten. DieGärung kann durch einen Mangel an Aminosäu-ren unbefriedigend verlaufen. ÜberlösteMalze zei-gen wohl einen völlig zerreiblichenMehlkörper, einhohes Enzympotenzial und einen sehr weitgehen-den Eiweißabbau. Wenn auch im Allgemeinen derBrauvorgang reibungslos verläuft, so haben dochdie Biere einen leeren, harten Geschmack und ei-ne mangelhafte Schaumhaltigkeit. Während eineÜberlösung bei der Sudhausarbeit nur schwer aus-geglichen werden kann, ist es bei knapp gelöstenMalzen möglich, durch Intensivierung des Maisch-verfahrens eine gewisse Abhilfe zu schaffen. Über-lösung tritt bei zu hohen Temperaturen und zu lan-ger Keimdauer ein, Unterlösung hat ihre Ursachein zu kalter, zu trockener oder zu kurzer Keimung.Auch ungleichmäßig keimende Gerste kann beideErscheinungen hervorrufen, je nachdemob die Kei-mung ohne Rücksicht auf nachkommende Körnererfolgte, oder ob auch bei diesen eine normale Auf-lösung abgewartet wurde. Hier ist dann meist eineAbweichung zwischen Mehl-Schrot-Differenz undViskosität gegeben, aber auchder Friabilimeterwertwird nicht befriedigen und zu viele ganzglasigeKör-ner ausweisen.Fehlerhaft ist eine schmierige Auflösung. Sie
kann bei übermäßigem Spritzen, vor allem aberbei Sauerstoffarmut (intramolekulare Atmung) vor-kommen. Derartige Körner sind im Darrmalz dun-kel gefärbt und hart.Als Maßstab für die Ermittlung der Auflö-
sung kommenmechanische Untersuchungsmetho-
den wie z. B. Schnittprobe, Sinkerprobe und dieMürbigkeit nach Brabender oder Chapon infrage.Färbemethoden (Calcofluor, Methylenblau) zeigennicht nur die gelösten Bereiche der einzelnen Kör-ner an, sondern sie ermöglichen auch über die Be-rechnung der Homogenität einen guten Einblickin die Gleichmäßigkeit des Malzes. Von den che-misch-technischen Methoden sind die Ausbeute-Differenz zwischen Mehl- und Schrotanalyse, dieViskosität der Kongresswürze als Maßstab der cy-tolytischen Auflösung, der Eiweißlösungsgrad bzw.die Menge des löslichen Stickstoffes als Grad derproteolytischen Lösung gebräuchlich. Von den Ver-hältniszahlen nach Hartong-Kretschmer bei 20, 45,65 und 80 °C gibt vor allem die VZ 45 °C eine Aus-sage über Lösung und Enzymkraft eines Malzes (s.Abschn. 1.8.3).
1.4.2.4 Der Stoffverbrauch bei der Keimung: DasKorn deckt beim Keimen seinen Energiebedarfdurch Veratmung von Stärke und Fett zu Kohlen-dioxid undWasser. Die dabei freiwerdendeWärmebewirkt u. a. die Temperaturerhöhung im Keimgut.Unter normalen Gegebenheiten werden bei ei-
nem wasserfreien Mälzungsschwand von 8% (s.Abschn. 1.7.2) rund 4,5% der Kornsubstanz ver-atmet. Diese Menge verteilt sich auf 4,2% Stärke(Brennwert 17 300 kJ/kg (4140 kcal/kg)) und 0,3%Fett (Brennwert 39 300 kJ/kg (9400 kcal/kg)). Somitwird bei der Keimung von einer Tonne Gerste ei-ne Wärmemenge von 845 000 kJ (202 100 kcal) frei.Daneben entstehen als weitere Produkte der At-mung 68 kg Kohlendioxid und 28 kg Wasser.Die genannte Wärmemenge kann als Anhalts-
punkt für die Auslegung der Kühlflächen in Kei-mapparaten dienen (s. Abschn. 1.5.2.8). Im Laufeeiner 8-tägigen konventionellen Keimung werdenproTonne und Stunde folgendeWärmemengen frei(s. Tabelle oben).Die modernen Methoden der Haufenführung
sehen bereits eine Ankeimung in der Weichevor. Es müssen daher die im vorstehenden Bei-spiel am 1./2. Keimtag auftretenden Wärmemen-gen bereits aus der Weiche abgeführt werdens. Abschn. 1.3.5.8). Unter Zugrundelegung etwader gleichen Schwandzahlen erbringt eine kürze-re Keimzeit einen höheren Wärmeanfall, der bis zu

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 38 — le-tex
38 Die Technologie der Malzbereitung
9600 kJ/(t h) (2300 kcal/(t h)) betragen kann. Auchder Einsatz von Wuchsstoffen (s. Abschn. 1.5.3.9)kann deutliche Wärmespitzen hervorrufen.
1.4.2.5 Die Keimbedingungen: Gewächs und Auf-lösung werden durch die Keimbedingungen gesteu-ert. Je nach den eingehaltenen Keimtemperatu-ren spricht man von kalter und warmer Haufen-führung. Bei kalter Haufenführung läuft die Kei-mung ansteigend im Temperaturbereich zwischen12 und 16 °C ab. Hier ist das Wachstum sowiedie Enzymbildung und -wirkung langsam, die At-mung schwach. Bei dieser Entwicklung laufen dieWachstumserscheinungen mit den Lösungsmerk-malen parallel. „Hitzige“ Gersten erschweren diekalte Haufenführung; die Haufen werden leichtwarmund neigen zur Austrocknung. Die Hitzigkeithängt von Aufwuchs und Beschaffenheit der Gers-ten ab. So sindGersten aus trockenemKlima, eben-so wie kleinkörnige, eiweißreiche Gersten oftmalsschwerer kalt zu führen. In vielen Fällen lösen sichGersten bei niedrigen Temperaturen nicht odernur unvollständig. Diese schwerlöslichen Gerstenbrauchen namentlich in der zweiten Keimhälfte, inder sog. „Lösungsphase“, höhere Temperaturen von18–20, ja 22 °C. Um jedoch ein ungleiches Wachs-tum und eine ungleiche Enzymwirkung zu vermei-den, muss in den ersten Keimtagen unbedingt kalt,im Temperaturbereich von 12–16 °C geführt wer-den. Der Schwand ist bei warm geführten Malzenhöher. Während helle Malze einer kalten Haufen-führung bedürfen, ist bei dunklen ein Anheben derTemperaturen zum Zwecke der gewünschten star-ken Auflösung erforderlich.In den letzten Jahren findet bei modernen
Weich- und Keimanlagen die Methode der Mäl-zung bei fallenden Temperaturen vermehrt An-wendung. Das Gut gelangt mit einem Wasserge-halt von 38 bzw. 42% (26 oder 52 h Weichzeit)und einer Temperatur von 17–18 °C in den Kei-mapparat. Diese Temperatur wird bei stufenwei-ser Erhöhung der Keimgutfeuchte etwa zwei Ta-ge beibehalten. Mit Erreichen des maximalenWas-sergehaltes erfolgt eine Abkühlung auf 10–13 °C.Die verhältnismäßig „warme“ Ankeimphase be-günstigt ein rasches Wachstum und eine kräftigeEnzymbildung. Diese Letztere erfährt durch das ra-sche Abkühlen des Haufens bei gleichzeitiger An-hebung des Wassergehaltes eine weitere Steige-rung; die Lösungsvorgänge werden durch das ho-he Feuchtigkeitsniveau trotz der niedrigen Tempe-raturen begünstigt. Die Schwandverluste sind beidiesem Verfahren geringer als bei herkömmlicherMälzungsweise.
Die Keimgutfeuchte wird bei der modernen Mäl-zungstechnik in der Weiche nur so weit vermit-telt, dass das Weichgut gleichmäßig zum Ankei-men kommt. Der hier erforderliche Wassergehaltvon 38–40% reicht zur Erzielung der gewünsch-ten Enzymbildung und Auflösung nicht aus. Hier-für ist ein Anheben auf 43–48, ja 50% erforder-lich. Dies geschieht durch die Wasseraufnahmebeim „nassen“ Ausweichen, durch Spritzen oderFluten. Während es auf der Tenne keine Schwie-rigkeit bedeutet, die erforderliche Keimgutfeuchtebeizubehalten, da der entstehende Schweiß das ver-dunstende Wasser ersetzt, ist bei pneumatischenSystemen stets eine Austrocknungsgefahr gegeben.Bei diesen wird zwar der Luftstrom mit Feuch-tigkeit gesättigt, doch bedingt die Erwärmung derLuft im Haufen eine Abnahme der relativen Feuch-te. Es wird deshalb die Austrocknung der Hau-fen umso stärker sein, je größer die Temperatur-differenz zwischen Eintrittsluft und Keimgut ist.Nachdem durch die Höhe der Keimgutfeuchte dieStoffänderungen im Korn wesentlich beeinflusstwerden, ist eine tägliche Ermittlung von großerBedeutung.Das Verhältnis von Sauerstoff zu Kohlensäure
liegt in der Weiche und in den ersten Tagen derKeimung auf der Seite einer möglichst vollständi-gen Sauerstoffzufuhr, da die Endo-Enzyme nur beiVorhandensein von genügend Sauerstoff im erfor-derlichen Umfange gebildet werden. CO2 im Früh-stadium der biologischen Phase ruft eine Abfla-chung der Lebensfunktionen des Keimlings hervor;in der Lösungsphase dagegen kann ein CO2-Gehaltvon 3–5% ein Dämpfen allzu starken Wachstumsvermitteln. Höhere CO2-Werte führen zu enzym-ärmeren Malzen, die aber durch das Unterdrü-cken des Gewächses reicher an niedermolekula-ren Substanzen sind. Die Keimdauer war früherje nach Malztyp und in Abhängigkeit von Sorte,Jahrgang usw. sehr verschieden. Da in der Wei-che schon physiologisch wichtige Vorgänge ab-laufen und das Gut bei 36–48h Weichzeit schonkeimt, wird heutzutage die gesamte Weich- undKeimzeit auf 6–8 Tage ausgelegt. Dabei sind einWeichtag und 6 Keimtage die Regel, oder zweiWeichtage (davon einer in der Flachweiche) und 5Keimtage. Wird in diesem Zeitrahmen eine stär-kere Auflösung (wie z. B. beim dunklen Malz) ge-wünscht, so kann diese über ein höheres Feuch-tigkeitsniveau erreicht werden. Bei normal gelös-ten Malzen wird eine Verkürzung der Weich- undKeimzeit ebenfalls durch eine Erhöhung der Keim-gutfeuchte kompensiert. Wie die folgende Auf-stellung zeigt, fällt bei annähernd gleicher Cyto-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 39 — le-tex
Die verschiedenen Mälzungssysteme 39
lyse die Eiweißlösung höher aus, ein Ergebnis, dasvon den Brauern in der Regel nicht gewünschtwird.Dies geht aus der folgenden Aufstellung hervor:
Weich- und Keimzeit Tage 6 7Keimgutfeuchte % 48 45
Mehl-Schrotdifferenz EBC % 1,7 1,7Viskosität mPa s 1,53 1,52Friabilimeter/ggl. % 84/1,5 87/1,0ELG % 42,2 39,8VZ 45 °C % 38,2 37,8
Aus dem Gesagten folgt: Eine niedrige Keimgut-feuchte, niedrige Keimtemperaturen und die An-wendung von CO2-Gehalten über 5 % verlängerndie „Vegetationszeit“. Hohe Wassergehalte, höhereTemperaturen und reichliche Sauerstoffzufuhr ver-kürzen sie. Eine Kompensation der Keimzeit durchhöhere Feuchte und höhere Temperaturen wirdnicht allen gewünschten Entwicklungen der ein-zelnen Stoffgruppen gerecht. Weiterhin wird eineGerste von hoher Keimenergie, d. h. hohem Keim-index unbedingt erforderlich, da sonst nachkei-mende Körner Auflösung und Homogenität dras-tisch verschlechtern. Auch muss bei der Führungvon Weiche und Keimung darauf geachtet werden,dass weder Temperatur- noch Wasserschocks auf-treten.Zu den Keimbedingungen kann noch der Einsatz
vonWuchs- undHemmstoffen gezählt werden. DieWirkung exogener Gibberelline kann durch Ab-schleifen eines kleinen Teils der Hüllsubstanzen in-tensiver gestaltet werden. Derartige Zusätze sind inDeutschland nicht gestattet (s. Abschn. 1.5.3.9).
1.5 Die verschiedenen Mälzungssysteme
1.5.1 Die Tennenmälzerei
Sie stellt die einfachste und natürlichste Mälzungs-art dar. Nachdem ihre Leistungsfähigkeit und Be-triebssicherheit gegenüber pneumatischen Syste-men den heutigen Ansprüchen nicht mehr genügt,ist sie mit wenigen Ausnahmen nur mehr in klei-nen Betrieben, speziell in Brauerei-Mälzereien, an-zutreffen.
1.5.1.1 Der Mälzungsraum, die Tenne, soll vonschwankenden Außentemperaturen unabhängig,
eine gleichmäßige Temperatur von 10–12 °C auf-weisen. Tennen, die sich leicht erwärmen, stellendie kalte Haufenführung infrage; sie haben eine ge-ringere Leistung. Zu kalte Tennen verlängern dieKeimzeit, besonders bei schwer löslichen Gersten.AlteTennenanlagenwurden deshalbmeist unter-
irdisch ausgeführt. Nur bei ungünstigen baulichenGegebenheiten wie z. B. hohem Grundwasserspie-gel wurden die Tennen oberirdisch, in mehrerenStockwerken übereinander erstellt. In diesen Fällenwar eine entsprechende Isolierung der Wände undDecken erforderlich.DerUnterbau der Tennen darfden Wassergehalt und die Temperatur des Grün-malzes nicht beeinflussen. Der beste, natürlicheTennenuntergrund ist Lehm. Ist dieser nicht vor-handen, so ist die Isolierung der Tennen gegen dengewachsenen Boden durch Aufbau verschiedenerSchichten zu gewährleisten. Diese sind von untennach oben: 30 cm Kies oder Schotter, 30 cm Lehm(schichtweise eingestampft) und schließlich das ei-gentliche Tennenpflaster aus Solnhofener Plattenoder Zementglattstrich. Dieser Bodenbelag mussdauerhaft sein, sowie glatt und fugenlos verlegtwerden. Ein schwaches Gefälle dient dem Wasser-ablauf, der in ein Senkloch mit Geruchsverschlussführt. Senkgruben sind abzudichten; ihre Reini-gung geschieht mechanisch, ihre Desinfektion mitchlorhaltigen Mitteln (Chlorkalk, Chlorbleichlau-ge).
1.5.1.2 Die künstliche Kühlung der Tennen ge-schieht wirkungsvoll und nachhaltig nur durchKühlsysteme, diemit Sole, NH3 oder F 22 beschicktwerden. Ihre Anbringung an der Decke der Tennesoll sachgemäß erfolgen, um ein Austrocknen oderAuswachsen der Haufen zu vermeiden. Das Aus-trocknen geschieht durch Ausscheiden der Luft-feuchtigkeit an den Kühlrohren, das Auswachsendurch Abtauen der Kühlrohre. Sie müssen des-halb durch Ablaufrinnen aus Holz oder isoliertemBlech unterfangen werden. Bei kleinen Tennen istauch ein Anordnen der Kühlsysteme an der Wandmöglich. Es wird sich jedoch kaum eine Abnah-me der Haufenfeuchte vermeiden lassen, sodass dieHaufen während der Keimzeit ein- bis zweimal zuspritzen sind. Der Einbau von Kühlsystemen ver-längert die Mälzungsperiode und erhöht die Leis-tung der Tennen erheblich. Sie sichert ein Einhal-ten der gewünschten Keimbedingungen. Günstigerals die Kühlung des Tennenraumes ist die Kühlungdes Tennenbodens. Hier ergibt sich kein Feuch-tigkeitsverlust, da der Schweiß des atmenden Gu-tes auf dem Tennenpflaster kondensiert. Die künst-liche Erwärmung der Tennen kann mithilfe vonÖfen oderHeizregisternbewirkt werden. Auch hier

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 40 — le-tex
40 Die Technologie der Malzbereitung
besteht die Gefahr der Austrocknung der Haufen.Normal werden die Haufen in kalten Tennen dickergelegt.
1.5.1.3 Der Feuchtigkeitsgehalt der Tennenluft istvon gleicher Bedeutung wie die Temperatur desTennenraumes. Er soll gleichmäßig bei 95% liegen,um ein Austrocknen der Haufen zu verhindern. DieLuftfeuchte ist abhängig von der Luftmenge derTenne und vom Luftwechsel. Die Luftmenge einerTenne ist in erster Linie gegeben durch die Raum-höhe, die 3–4m nicht übersteigen soll. In zu hohenTennen wird es unmöglich, die Luftfeuchtigkeit zuerhalten, da sich hier eine zu starke Luftzirkulati-on einstellt, die zu einem Austrocknen der Haufenführt. Zu niedere Tennen haben den Nachteil, dassdie Räume dumpfig werden und einen öfteren Luft-wechsel erfordern. Die Höhe der Tennen soll mög-lichst gleichmäßig sein. Unterzüge und Winkel er-schweren eine gleichmäßige Belüftung.Ein Luftwechsel darf auf den Tennen nicht zu
häufig vorgenommen werden. Ein „Ziehen“ ist zuvermeiden, weil sonst der Haufen abtrocknet. ZurVentilation dienen Luftkanäle, die in die Umfas-sungsmauern des Tennenraumes gelegt sind. Dieverbrauchte Luft wird vom höchsten Punkt desTennenraumes ins Freie geführt. Die Kanäle müs-sen hoch genug, verschließbar und unten abge-schrägt sein, damit sie sich nicht verlegen. Ein un-kontrollierter Luftzug, wie er durch Aufzugschäch-te sowie durch schlecht schließende Türen undFenster hervorgerufen wird, ist fehlerhaft. Eben-so ist die Anwendung von Ventilatoren zur Lüf-tung von Tennen in der Regel nachteilig. Die Luft-feuchtigkeit der Tennen solltemithilfe von Psychro-metern oder Hygrometern kontrolliert und notiertwerden.
1.5.1.4 Die Tennenfläche ist durch die Haufen-höhe festgelegt. 100 kg Gerste ergeben 3,2–3,6 hlGrünmalz. Nachdem im Stadium des kräftigstenWachstums nur eine Haufenhöhe von 9–10 cmmöglich ist, benötigen 100 kg Gerste eine Tennen-fläche von 3,2–3,6m2. Auf 1m2 kannGrünmalz aus30–40kg Gerste (je nach Tennentemperatur) ver-mälzt werden.
1.5.1.5 Licht ist von der Keimung fernzuhalten.Die Zahl der Fenster soll wegen der GefahrvonTemperaturschwankungen beschränktwerden.Künstliche Beleuchtung ist deshalb erforderlich.Die Reinigung der Tennen wird gewöhnlich mit
Bürsten und Besen, aber auch mit Hochdruckwas-ser unter Anwendung einfacher Desinfektionsmit-tel (z. B. Kalk) durchgeführt. Bei längerem Leerste-
hen der Tennen ist auch die Reinigung und Desin-fektion mit chlorhaltigen Mitteln zweckmäßig. ImTennenraum muss ein Wasseranschluss zur Verfü-gung stehen.
1.5.1.6 Die Führung des Tennenhaufens: Für dieEinleitung des Keimprozesses ist das Aufschüt-ten der ausgeweichten Gerste von Bedeutung.Das Ausweichen geschieht immer „trocken“. Vonder Höhe des Nasshaufens ist die Geschwindig-keit des Abtrocknens und der Beginn des Ankei-mens abhängig. Der Haufen wird hoch angefahren(30–40 cm), wenn schwach geweicht wurde oderwenn die Tenne kalt und zugig ist. Es soll dannentweder eine Nachweiche gegeben oder ein zurasches Verdunsten des Wassers verhindert wer-den. Flaches Anfahren (Höhe 15–20 cm) dient in-folge der größeren Haufenoberfläche einer rasche-ren Wasserverdunstung: der Haufen trocknet ra-scher aus. Auch in wärmeren Tennen oder beimAusweichen eines bereits spitzenden Haufens wirddas Gut flach angefahren.Im Trockenhaufen treten die fühlbaren Merkma-
le der Keimung auf: die Wurzelbildung (so nichtbereits in der Weiche erfolgt), Temperatursteige-rung und Schweißbildung. Es ist von größterWich-tigkeit, von Anfang an dafür zu sorgen, dass die-ses Einsetzen der Lebenstätigkeit nicht zu rasch ge-schieht. Es muss die Möglichkeit erhalten bleiben,den Verlauf der Keimung sachgemäß regeln unddie Enzymtätigkeit im Korninnern mit den äuße-ren Wachstumserscheinungen in Einklang bringenzu können. Wird der Haufen bereits am Anfang zuwarm, dann wird die Lenkbarkeit der Prozesse in-frage gestellt. Das Mittel, dieses zu rasche Keimenund Wachstum zu verhindern, ist die Abkühlungdes Haufens durch Vergrößern seiner Oberfläche.DieseWahl einer beliebigen Schichthöhe des Keim-gutes ist der größte Vorzug der Tennenmälzerei.Gerade dasMälzen in „dünner Schicht“ erlaubt eineweitgehende Anpassung an die Eigenschaften desGerstenjahrganges und der einzelnen Malztypen.Der Maßstab für die Wahl der Schichthöhe ist
die Temperatur des Keimgutes. Der Trockenhaufenwird soweit auseinandergezogen, dass er nicht über12–13 °C ansteigt.Das zweiteHauptmittel zurRegelung desWachs-
tums und des Stoffwechsels ist das Wenden, ei-ne Arbeit, welche Beobachtungsgabe, langjährigeÜbung und Gewissenhaftigkeit verlangt.Das Wenden bezweckt eine wirksame Mischung
undUmlagerung des Keimgutes zumAusgleich derTemperatur und des Wassergehaltes, es verhindertdas Ineinanderwachsen der Wurzeln (Verfilzen),kühlt den atmenden Haufen durch Verdunstung

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 41 — le-tex
Die verschiedenen Mälzungssysteme 41
des Schweißes und führt dem Haufen Frischluft zu.Je nach einem mehr oder weniger luftigen Wendensind die Wirkungen verschieden. Es muss rechtzei-tig und in den richtigen Abständen erfolgen. Einzu häufiges Wenden kostet Arbeitskraft, verringertdie Feuchtigkeit des Keimgutes unnötig und regtdie Atmung überflüssig an. Es ist zweckmäßiger,die Kühlung mehr durch entsprechendes Ausein-anderziehen als durch öfteresWenden des Haufensherbeizuführen.Während desWendens können dieFenster oder Ventilationsöffnungen geöffnet wer-den, wenn die Außentemperatur nicht zu kalt ist.Nach demWenden werden sie geschlossen.Während der Nasshaufen etwa 2-mal täglich ge-
wendet wird, kann dies beim Trockenhaufen schon3-mal, d. h. alle 8 h notwendig werden. Dabei ist einGeruch nach frischen Gurken wahrnehmbar. DerHaufen soll an allen Stellen der Tenne gleich hochliegen, mit Ausnahme besonders kalter oder war-mer Stellen.Am dritten oder vierten Keimtag werden die
Wachstumserscheinungen, Wurzeln und Blattkei-me stärker, der „Junghaufen“ tritt in das heftigsteWachstumsstadium. Auch hier dürfen die Lebens-prozesse nicht zu rasch und zu weitgehend verlau-fen. Der Haufen wird daher noch dünner gelegt,je nach Temperatur und Lösungsfähigkeit auf ei-ne Höhe von 9–10 cm. Er nimmt hier seinen größ-ten Raum ein. Die Temperaturgrenze des Junghau-fens beträgt 15–16 °C; sie sollte nicht überschrittenwerden. Gewendet wird der Junghaufen wiederumje nach seinen Wachstumserscheinungen, im All-gemeinen nach rund 8 h. Am 5. Tag liegt das Sta-dium des sog. „Wachshaufens“ vor. LeichtlöslicheGersten können ungefähr bei der gleichen Tempe-ratur weitergeführt werden wie der Junghaufen. Beischwerer löslichen Gersten oder auch bei dunklemMalzwird imSinne derwarmenHaufenführung dieTemperatur um etwa 1 °C täglich erhöht.Das Wenden erfolgt täglich zweimal. Bei knap-
per Weiche, bei heiß und trocken aufgewachsenenGersten oder auf zugigen und trockenen Tennenlässt oft die Wachstumsenergie nach. Der Schweißbildet sich nach dem Wenden nur mehr langsamund spärlich, die Erwärmung des Haufens ist zö-gernd. Auf diese Zeichen mangelnder Feuchtigkeitmüssen die Lebensprozesse durch eine nachträgli-che Wasserzugabe künstlich angeregt werden: derHaufen wird gespritzt. Das Wasser wird kurz vordem Wenden in einer Menge von 1–2 l/dt mit-tels Gießkannenbrause oder Nebelapparat in fein-verteilter Form zugeführt. Die Wassertemperatursoll dabei gleich der Haufentemperatur sein, beisehr kalten Tennen sogar etwas wärmer. Der Zeit-punkt des Spritzens liegt je nach demZeitpunkt des
Ankeimens, nachder echtenKeimzeit etwa am4./5.Tag. Ein späteres Spritzen sollte, wenn überhaupt,nur bei dunklen Grünmalzen getätigt werden.Am 6. Tag lässt die Lebensenergie des Kornes
nach, die Umsetzungen werden schwächer und dieTemperaturerhöhung schleppender. Während dieLebensprozesse in den ersten 4–5 Tagen durchAuseinanderziehen des Haufens eine künstlicheVerzögerung erfahren, müssen sie vom 6. Tag anvielfach angeregt werden. Dies geschieht durch das„Greifenlassen“: Der Haufen bleibt, meist wieder inhöherer Schicht, 24 h und länger ohneWenden lie-gen. Hierdurch wird nicht nur das Wachstum kräf-tiger, sondern die Wurzeln wachsen durch das sel-tenere Wenden ineinander, sodass der Haufen ei-ne einzige zusammengewachseneMasse bildet. DerSchweiß wird reichlich, die Temperatur steigt etwasan. Dieses Greifenlassen dient der besseren Auflö-sung der Gerste; es wird besonders bei der Herstel-lung dunkler, gut gelöster Malze oder bei schwerlöslichen Gersten angewendet. Bei diesen ist sogarein zweimaliges Greifen angebracht: So vom 5. aufden 6. Tag durch 16–18-stündiges „Anheften“ undschließlich vom 6. auf den 7. Tag durch 24-stündi-ges Liegenlassen. Leichtlösliche Gersten brauchendas Greifen nur wenig oder gar nicht. Durch Anrei-cherung von CO2 im Haufen verringert sich die At-mung des Grünmalzes.Deswegen und als Folge desabgeschwächten Wachstums steigt der Gehalt derKörner an niedermolekularen Substanzen (Zucker,Aminosäuren) an. Die Temperatur des Greifhau-fens liegt bei 18–22 °C. BeimWenden muss der zu-sammengewachsene Haufen zuerst „klar“ gemachtwerden, d. h. es werden mit einer Schüttelgabel diezusammengewachsenen Körner wieder getrennt.Am 8. (und folgenden) Tag liegt der Althaufen vor.Schweißbildung und Wachstum hören mehr undmehr auf; das Wenden ist nur mehr selten nötig.Der gewünschte Auflösungsgrad ist erreicht. DieKeimdauer schwankte früher zwischen 7 und 8 Ta-gen bei hellen Malzen und zwischen 8 und 11 Ta-gen bei dunklen. Bei den heute leichter löslichenGersten und der darauf abgestimmten Arbeitswei-se durch Erhöhen der Keimgutfeuchte dürften nurmehr 5–6 Keimtage erforderlich werden, vor allemwenn das Gut gleichmäßig spitzend ausgeweichtwird.Die Aufrechterhaltung der Keimung durch die
verschiedenen Keimbedingungen ist bei der Ten-nenmälzerei – genügend kalte Tennen vorausge-setzt – im Allgemeinen günstig. Die Temperaturdes Haufens kann infolge der Möglichkeit einer be-liebigen Oberflächenvergrößerung je nach Lösbar-keit der Gerste höher oder niedriger gewählt wer-den, wobei allerdings die Kapazität der Tenne be-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 42 — le-tex
42 Die Technologie der Malzbereitung
einflusst wird. Verhältnismäßig leicht ist auch dieBeibehaltung der durch das Weichen vermitteltenKeimgutfeuchte von ca. 45%. Dies ist eigentlichüberraschend, da doch der dünnliegende und täg-lich mehrmals bewegte Haufen Wasser durch Ver-dunstung verlieren müsste. Auf der Tenne jedochwird dieser Wasserverlust durch das Atmungswas-ser ersetzt. Der bei der Atmung gebildete Was-serdampf kondensiert nämlich an den Grenzstel-len des Haufens zu „Schweiß“, der sofort von denfeinen Würzelchen der Gerstenkörner aufgesaugtwird. Nur dadurch erhält sich der Wassergehaltdes Haufens trotz Wendens und Auseinanderzie-hens auf der gleichen Höhe. Die „Schweißbildung“ist auch ein praktischer und verlässlicher Maßstabfür die Stärke der Atmung und des Stoffwechsels.Wenn auch die Beibehaltung des Wassergehaltesim Tennenhaufen einfach ist, so ist es doch schwer,die Feuchte des Keimgutes um mehr als 2–3% (ab-solut) zu erhöhen. Das Spritzen hat ein gesteiger-tes Wachstum und eine verstärkte Atmungstätig-keit zur Folge, weswegen dann die Haufentempe-raturen nur mehr schwer zu halten sind. Nur beidunklen Malzen spielt diese Erscheinung, speziellgegen Ende der Keimung, eine geringere Rolle.Die bei der Atmung gebildete Kohlensäure fließt
vom Tennenhaufen ab. Ihre Menge beträgt bei derdünnenHaufenschicht nichtmehr als 1–2 %.Nur inden ersten Keimtagen und beim Greifenlassen istsie etwas höher. Aus diesem Grunde ist auch kei-ne besondere Luftzufuhr nötig, weil ein genügenderLuftaustausch stattfindet.
1.5.1.7 Die Leistung der Tenne hängt ab von derGröße der Tennenfläche, dem Raumbedarf deswachsenden Grünmalzes und der Dauer der Mäl-zungskampagne sowie von der jeweiligen Keimzeit.Wird pro Jahr 240 Tage gemälzt, so kann die Ten-ne bei einer 7-tägigen Keimdauer rd. 34-mal belegtwerden. Liegen auf 1m2 Tennenfläche 0,35 dt Gers-te, so würden auf einer Gesamttennenfläche von 7Tennen à 250m2 = 1750m2 7 Haufen à 87,5 dt =612,5 dt Gerste liegen. Bei 34 „Umgängen“ ent-spricht dies einer Kapazität von 20 825 dt Gerste.Die Kontrolle der Tennenhaufen erfolgt mit
Thermometern, die an verschiedenen Stellen desHaufens, und zwar 2 cm oberhalb des Bodens, ein-gesteckt werden. Dabei ist die grafische Aufzeich-nung dem gewöhnlichen Anschreiben der Tempe-raturen vorzuziehen.Die Tennenmälzerei ist zwar die natürlichste
Mälzungsart, sie hat aber wirtschaftliche Nachteile.Infolge ihrer Abhängigkeit von der Außentempera-tur und vom Klima ist die Ausnützungsmöglichkeitgering und die Leistung der Tenne schwankend.
Dieser Mangel kann durch künstliche Kühlung nurteilweise ausgeglichen werden. Der Raumbedarf istaußerordentlich hoch und beträgt für 100 kg Gers-te rund 3,2m2. Dadurch werden erhebliche Auf-wendungen für die Erstellung und Instandhaltungder Baulichkeiten erforderlich. Die Betriebskostensind hoch. Da ein Haufen über die gesamte Keim-zeit hinweg 12- bis 16-mal bewegt werden muss,ist eine große Zahl von geschulten Arbeitern nö-tig. Die Leistung eines Mälzers ist vom Stadiumdes Haufens abhängig, sie schwankt beim Wendenvom Nasshaufen (50 dt/h) über Junghaufen (35 dt)zum Greifhaufen (25 dt einschließlich Schütteln).Der Mittelwert beträgt ca. 35 dt/h; die Tagesleis-tung beläuft sich einschließlich der Nebenarbeitenauf 200 dt pro Mann.
1.5.1.8 Variationen der Tennenmälzerei: DerAufwand an Fläche und Arbeitskraft führte zu Vor-schlägen, das Mälzen auf eine andere Art durchzu-führen. EinWeg ist, dieHandarbeit einzuschränkenund zu vereinfachen. Dies geschieht, indem ein Teildes Wendens durch Pflügen ersetzt wird, wodurchsich auch technologisch durchaus positive Effekteerzielen lassen. Der Haufen wird nur einmal täglichgewendet, das andere Mal gepflügt. Dabei findetwohl eine Umlagerung, Lockerung und schwacheBelüftung des Gutes statt, nicht aber dessen wirk-same Umschichtung wie beimWenden. Die Gerstebleibt dabei in einer Kohlensäureatmosphäre lie-gen, die Atmung wird gedämpft, sodass sich gerin-gere Schwandverluste ergeben. Zum Pflügen fin-den entweder pflugähnlich geschnittene SchaufelnVerwendung oder Vorrichtungen, die ein Aufrei-ßen und Abheben des Gutes vom Tennenbodenermöglichen, wie z. B. der Englische Pflug. Aucheinfache mechanische Pflüge, die mithilfe eines an-getriebenen Propellers eine gute Wendewirkungerzielen, sind in Gebrauch. Vielfach wird die Tech-nik des Pflügens so angewendet, dass das Wendenüberhaupt entfallen kann. Zur intensiven Bearbei-tung der frühzeitig über die gesamte Tennenflächeauseinandergezogenen Haufen dienen „Prismen-schieber“, „Fensterschieber“ und „Schüttelgabeln“.Außerdem gibt es Wendemaschinen, die den Wurfmit der Schaufel nachahmen. Sie werden als frei-laufende Tennenwender gebaut, wo sie sich zurBearbeitung von Jung-, Greif- und Althaufen be-währt haben. Ihre Verwendung ist in jeder Tennemöglich. Daneben sind auch Wender anzutreffen,die auf Schienen laufen und damit eine bestimmteund völlig gleichmäßige Form aller Tennen erfor-dern. Erstere Wender kommen meist in kleinerenund älteren Betrieben vor, Letztere sind nur in grö-ßeren mit besonders dazu gebauten Tennen im

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 43 — le-tex
Die verschiedenen Mälzungssysteme 43
Einsatz. Gerade diese Art gestattet es, auch dieVorgänge des Ausweichens und Haufenziehens zumechanisieren. Sie hat sich technisch bewährt underspart viel Arbeitskraft. Die Leistung beträgt et-wa 900dt/Mann. Dennoch vermochten sich auchdiese mechanischen Keimapparate nicht durchzu-setzen, da die übrigen Nachteile der Tennenmälze-rei, nämlich die Abhängigkeit vom Klima und dergroße Platzbedarf, bleiben. Die Lösung dieser Frageerfolgte auf ganz anderemWege, nämlich durch diepneumatische Mälzerei.
1.5.2 Die pneumatischeMälzerei
Charakteristisch für alle pneumatischen Systemeist das Mälzen in hoher Schicht, das nur dannmöglich ist, wenn das Keimgut durch einen mitFeuchtigkeit gesättigten Luftstrom gekühlt wird.Diese ständige und ausreichende Kühlung des Hau-fens – ohne ihm merklich Wasser zu entziehen –ist die wichtigste, aber auch schwierigste Aufga-be der pneumatischen Mälzung. Sie erfordert beidem hochliegenden Keimgut mit einer intensivenWachstumsenergie einen großen Luftüberschuss.Eine weitere bedeutsame Aufgabe des Luftstro-
mes ist die Beibehaltung der gewünschten Keim-gutfeuchte. Dies ist nicht einfach, da sich die Luftim Haufen erwärmt und somit in der Lage ist,dem Keimgut Feuchtigkeit zu entziehen. Aus die-sem Grund kann auch im Haufen keine Schweiß-bildung stattfinden. Schließlich soll der Luftstromdie Atmungskohlensäure entfernen und Frischluftzuführen.Hierzu sind nur geringe Luftmengen not-wendig.Jede pneumatische Keimanlage besteht aus den
Belüftungseinrichtungen und aus dem eigentlichenKeimapparat.
1.5.2.1 Die Belüftungseinrichtungen sind für allepneumatischen Systeme gleich. Ihre richtige Aus-führung und Bemessung ist für die Funktion derAnlage entscheidend. Sie bestehen:1. aus den Teilen welche zur Vorbereitung der
durch das Keimgut ziehenden Luft dienen(Temperierungs- und Befeuchtungsanlage),
2. dem Kanalsystem zur Zu- und Ableitung derLuft (Frischluft-, Abluft- und Rückluftkanal)und
3. denVentilatoren,welche die Bewegung der Luftdurch den Apparat und das Keimgut hervorru-fen.
1.5.2.2 Eine eigene Reinigungsanlage für die Au-ßenluft ist nur mehr selten anzutreffen. Sie dientder Herausnahme des in der Frischluft enthaltenen
Staubes, um ein Verschleimen der Belüftungsein-richtungen zu vermeiden. Die Luft wird entwederfiltriert oder mithilfe fein zerstäubten Wassers inbesonderen Kammern gewaschen.
1.5.2.3 Die Temperiervorrichtungen haben dieAufgabe, die Außenluft auf die zur Keimung erfor-derliche Temperatur von 10–16 °C zu bringen. Diein den Haufen einströmende Luft muss stets kältersein als das Keimgut. Zu tiefe Temperaturen sindjedoch zu vermeiden, da der Haufen abgeschrecktoder zu stark entfeuchtet würde. Im Winter mussdaher die Außenluft angewärmt, im Sommer dage-gen abgekühlt werden.Das Anwärmen der Einströmluft kann gleichzei-
tig mit der Befeuchtung in der Weise erfolgen, dassdas den Zerstäubungsdüsen zugeführte Wasser er-wärmt wird. Direktes Einblasen von Dampf, deraber nicht verunreinigt sein darf, erbringt gleich-zeitig eine Befeuchtung der Luft. DampfbeheizteRadiatoren trocknen die Einströmluft; diese mussdann stärker angewärmt werden als üblich (z. B. auf15–16 °C), da durch die nachfolgende Sättigung derLuft mittels Zerstäubung von Wasser wieder eineAbkühlung eintritt. Eine weitere Möglichkeit derAnwärmung besteht in der Verwendung von Rück-luft. Es wird hierbei die aus dem Haufen austreten-de Luft zurückgeführt und je nach der gewünschtenTemperatur mit Frischluft verschnitten. In großenAnlagen hat sich diese Art der Temperierung sehrbewährt.Die Abkühlung der Luft wird bewirkt entweder
durch Zerstäuben von kaltem Wasser oder durchein eigenes Kühlsystem, das mit Sole, kaltem Was-ser von 0,5 °C oder direkt verdampfenden Kältemit-teln wie Ammoniak oder Frigen beschickt wird.Bei der Abkühlung der Luft mit Wasser ergeben
sich physikalisch zwei Möglichkeiten:a) die Abkühlung durch Verdunstung des Was-
sers. Sie ist nur dann gegeben, wenn die zu küh-lende Luft nicht wasserdampfgesättigt ist;
b) die Kontaktkühlung, d. h. die direkte Übertra-gung der Wassertemperatur auf die Luft durchBerührung: Sie ist umso wirkungsvoller, je fei-ner das Wasser zerstäubt wird und je längerdie Kontaktzeit zwischen Wasser und Luft ist.Bei hohen Außentemperaturen reicht die Was-serkühlung nicht mehr aus. Eine gewisse Ver-besserung kann noch die Abkühlung des Was-sers bewirken; allgemein ist jedoch heute diedirekte Kühlung der Luft durch Kühlsysteme.Während Sole als Kälteträger nur mehr seltenanzutreffen ist, gewinnen Glycol oder Eiswas-ser von 0,5–1 °C durch die den direkt verdamp-fenden Kältemitteln gegenüber gehegten Be-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 44 — le-tex
44 Die Technologie der Malzbereitung
denken wieder an Bedeutung. Vor allem Eis-wasser könnte durch Speichern der Kälte dasAuftreten von Stromspitzen vermeiden. Am-moniak wird heutzutage dem Frigen (F22 stattF12) gegenüber bevorzugt, da es Undichtigkei-ten im System leicht erkennen lässt. Die Tem-peratur des direkt verdampfenden Kältemit-tels wird hierbei so hoch gewählt (bei 0 °C),dass ein Vereisen der Kühler nicht eintretenkann. Das Kühlsystem muss nach der durchdie Atmung des Haufens auftretenden „Wär-mespitze“, nach der Temperatur der benötig-ten Frischluft undnachder beabsichtigtenHau-fenführung bemessen werden. Konventionel-le Mälzungsmethoden benötigen eine Kühler-leistung von ca. 6270 kJ/(t h) (1500 kcal/(t h));moderne Verfahren, wie z. B. die Mälzung mitgestaffelter Wassergabe und fallenden Keim-temperaturen (s. Abschn. 1.5.3.3) haben durchdie insgesamt kürzeren Behandlungszeiten ei-ne höhere Spitze zur Folge, die um ca. 50%höher veranschlagt werden muss. Die Ver-dampferleistung sollte also in unseren Breiten9600 kJ/(t h) (2300 kcal/(t h)) betragen. MancheSysteme können sogar noch höhere Werte ver-langen.
Das Kühlsystem kann vor oder nach dem Venti-lator angeordnet werden. Es ermöglicht eine auto-matische Steuerung des Keimprozesses.
1.5.2.4 Die künstliche Befeuchtung der Luft ist un-bedingt notwendig, weil immer die Gefahr einerAustrocknung des Haufens besteht, und zwar ausfolgenden Gründen:1. Jeder kräftig bewegte Luftstrom führt eine Ver-
dunstung herbei und entwässert.2. Der Luftstrom erwärmt sich beim Kühlen des
Haufens undwird dadurch befähigt, mehrWas-ser aufzunehmen. Je größer die Temperaturdif-ferenz zwischen Einströmluft und Haufen ist,umso stärker die Entwässerung.
3. Der Luftstrom verhindert die „Schweißbil-dung“ im Haufen. Der durch die Atmung ent-stehendeWasserdampf wird sofort weggeführt.
Zum Ausgleich dieser unvermeidlichen Feuch-tigkeitsverluste muss der Einströmluft Wasser infeinster Verteilung zugeführt werden. Diese künst-liche Überbefeuchtung der Luft erfolgt mithilfevon Sprühdüsen. Diese dienen bei älteren Anla-gen einer gleichzeitigen Kühlung der Luft. Hier-für sind, um den oben angesprochenen Aufgabengenügen zu können, Düsensysteme in eigenen Be-feuchtungstürmen untergebracht. Bei Anlagen mit
eigenen Kühlapparaten befinden sich die Sprüh-düsen am Lufteintrittskanal vor dem Keimappa-rat. Auch Rotationszerstäuber werden zur Luftbe-feuchtung vewendet. Es ist bei kurzen Wegen vonder durch Düsen oder Rotationszerstäubern inten-siv befeuchteten Luft darauf zu achten, dass kei-ne Wassertröpfchen durch die Horde in das Keim-gut eindringen. Es besteht die Gefahr, dass in die-sem Bereich die Wurzelkeime durch die Horden-schlitze wachsen und den Luftdurchtritt blockie-ren. Hierdurch tritt eine partielle Erwärmung desHaufens ein. Befeuchtungstürme liegen unmittelbarvor der Anlage und sind in der Regel zweiteilig, da-mit Luft und Wassernebel in einen möglichst lan-gen und intensiven Kontakt kommen. Sie müssenleicht betretbar und zur Reinigung der SpritzdüsenundTurmwändemit einer Steigleiter versehen sein.Die Anfeuchtung der Luft erfolgt in diesen Tür-
men mithilfe von Spritzdüsen, bei denen das zu-geführte Wasser meist durch eine enge Düsenboh-rung auf einen Prallkörper auftritt und so zerstäubtwird. Der entstehende Wassernebel wird von dervorbeistreichenden Luft aufgenommen. Die Vor-aussetzungen zur Entstehung eines feinen Wasser-nebels sind die Konstruktion und Einstellung derDüse, derWasserdruck und schließlich die Reinhal-tung der Düsen und Wegeführungen.Der Wasserdruck liegt gewöhnlich bei 2–3 bar
Überdruck. Bei zu geringem Druck muss einebesondere Pumpe zur Druckerhöhung aufgestelltwerden. Die Verteilung der Düsen im Befeuch-tungsturm geschieht unter bestmöglicher Ausnut-zung der entstandenen Wassernebelzone. Die Zahlder Düsen hängt ab vom Luftdurchsatz und vonBau und Größe der Spritzräume. Der Wasserver-brauch einer Düse liegt unter normalen Druckver-hältnissen bei 1–1,5 l/min.Um diesen Wasserverbrauch herabzusetzen,
wird das Spritzwasser, das sich am Boden des Be-feuchtungsturmes sammelt, in genügend großenWassergruben gespeichert, durch Sedimentationgereinigt,mittels Chlorzusatz desinfiziert und danndurch Pumpen wieder den Spritzdüsen zugeführt.Der Sauberhaltung dieser Wassergruben kommtBedeutung zu, da andernfalls die Befeuchtungsan-lage verschleimt.Ein anderer Weg in der Befeuchtung der Luft
wird mit dem Rotationszerstäuber beschritten. Diegeschlossene Befeuchtungstrommel enthält einenLüfter, eine Wasservernebelungsvorrichtung undden gekapselten, wasserdichten Antriebsmotor. Sieliegt unmittelbar an der Lufteintrittsöffnung der je-weiligen Keimapparatur. Es gelingt mit dem Turbo-zerstäuber das Wasser außerordentlich fein zu ver-sprühen, sodass eine Sättigung der Luft von 100%

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 45 — le-tex
Die verschiedenen Mälzungssysteme 45
erreicht wird. Die Luft kühlt sich durch die entste-hende Verdunstungskälte ab. Nachdem es jedochgelingt, diese Sättigung bereits mit sehr geringenWassermengen zu erzielen, kann warme Luft ho-hen Feuchtigkeitsgehaltes nichtmehr in gewünsch-tem Maße abgekühlt werden, da eben die Kon-taktkühlung der beim Spritzturm benötigten gro-ßen Wassermengen entfällt. Aus diesem Grundekommt der Turbozerstäuber in der warmen Jah-reszeit nur in Verbindung mit einem Kälteaggregatzum Einsatz.Einen hohen Sättigungsgrad weist die aus dem
Keimapparat abgeführte Rückluft auf. Wird diesedurch ein Kühlsystem (Rückluftkühler) abgekühlt,so wird häufig ihre völlige Sättigung z. T. sogar dieAbscheidung von Luftfeuchtigkeit bewirkt. Es istdaher auch die Verwendung von Rückluft als einesehr wirkungsvolle Maßnahme zur Erzielung einergleichmäßig hohen Feuchte der Einströmluft zu se-hen. Eine Nachbefeuchtung durch einen Turbozer-stäuber oder auch durch einige Reihen von Spritz-düsen wird jedoch nicht entbehrlich, da die Kanal-führung häufig eine Entfeuchtung der Luft zur Fol-ge hat.Sicher kann ein so hervorgerufener Wasserver-
lust im Haufen durch vermehrtes Spritzen oderdurch Einstellen einer ursprünglich höheren Keim-gutfeuchte (z. B. 50 statt 47%) ausgeglichenwerden.Es kann aber hierdurch zu vermehrter Husaren-bildung und zu erhöhten Mälzungsverlusten kom-men.Der Wasserverbrauch über die gesamte Keim-
zeit (158 h Befeuchtungszeit) hinweg kann je nachden gegebenen Möglichkeiten in weiten Grenzenschwanken. Er beträgt bei ausschließlicher Kon-takt- bzw. Verdunstungskühlung im Befeuchtungs-turm rd. 30m3/t, beiWasserrückgewinnung je nachFrischwasserzusatz 2,5–5m3, mit Turbozerstäu-bern 0,5m3, bei Luftkühlung mittels Kältemaschi-ne und geringer Nachbefeuchtung 0,1–0,5m3. Nunbenötigt aber der Kondensator des Kälteaggrega-tes entsprechende Kühlwassermengen, die im Fal-le eines Gegenstromkondensators bei 30m3/t, beieinem Verdunstungskondensator bei 3m3/t undschließlich bei Luftkondensatoren bei 0 liegen kön-nen. Eine Kombination aus einem am Frischluft-eintritt der Darre angeordneten Luftkondensatorund einem Doppelrohrverflüssiger kann zum An-wärmen des Weichwassers Verwendung finden.
1.5.2.5 Das Kanalsystem, d. h. die Wegeführungder Luft muss so ausgeführt sein, dass weder Tem-peratur nochWassergehalt der Luft verändert wer-den. Die Frischluft soll der Anlage stets von außen,nicht aus dem Mälzereiraum zugeführt werden.
Der Frischluftkanal ist ausreichend zu bemessen.Der Rückluftkanal führt die aus dem Keimapparatströmende Luft wieder zum Ventilator zurück. Erkann für jede Einheit getrennt, oder auch für meh-rere Kasten zusammen angeordnet sein. Geradedieser Rückluftsammelkanal stellt eine Reserve ansauerstoffarmer, befeuchteter und warmer Luft dar,die mit Vorteil zur Haufenführung eingesetzt wer-den kann. Spritzdüsensysteme oder eigene Kühlersorgen für eine Temperaturerniedrigung der Rück-luft. Der Abluftkanal muss so bemessen sein, dasser den Abtransport der Abluft ohne zusätzlicheWi-derstände ermöglicht.Alle Luftkanäle müssen möglichst kurz und ge-
rade geführt werden; sie sollen einen entsprechendgroßen, gleichbleibenden Querschnitt mit mög-lichst kleinerOberfläche besitzen, sowie innen glattund leicht zu reinigen sein.Absperrvorrichtungen dürfen nur so angelegt
werden, dass sie keine Verengungder Luftwege unddamit Änderungen desWassergehaltes der Luft mitsich bringen. Andererseits sollen sie imBedarfsfalleeinen völligen Abschluss gewährleisten können.
1.5.2.6 Die Ventilatoren: Die Fortbewegung derLuft beruht auf der Erzeugung von Druckunter-schieden. Hierfür finden Druck- und Saugventila-toren Anwendung, die entweder als Gehäuse- oderRadialventilatoren wie auch als Axialventilatorenausgeführt sein können. Technisch günstiger ist dieDruckventilation, da sich hier die Luft infolge desWiderstandes durch das Keimgut gleichmäßig un-ter diesem verteilt. Es herrscht damit an allen Stel-len unterhalb des Haufens der gleiche Überdruck.Bei Saugluft kann es dagegen sein, dass Partien desGrünmalzes infolge kürzererWege oder geringererWiderstände stärker belüftet werden als andere.Eine Messung der Druckunterschiede zwischen
der oberen und der unteren Haufenschicht vermit-telt einen Überblick über die Leistung des Ventila-tors, die Beschaffenheit desKeimapparates, die Ein-stellung der Luftschieber und schließlich über dieDurchlässigkeit des Keimgutes z. B. vor oder nachdemWendevorgang.Die Luftmengen, die zur Kühlung und Lüftung
des Haufens dienen, sollen dem jeweiligen Wachs-tumsstadium angepasst werden. Aus diesem Grun-de ist eine stufenlose Regulierung des Ventilator-motors z. B. mittels Frequenzumformung günsti-ger als eine Drosselung der Frischluft- oder Ab-luftmengen. Zu hohe Luftgeschwindigkeiten stö-ren die Feuchtigkeitsverhältnisse des Haufens.Besonderer Wert wird auf die Gleichmäßigkeit derBelüftung des Gutes gelegt. Die Dauer der Lüf-tung kann eine ständige oder zeitweise sein. Erste-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 46 — le-tex
46 Die Technologie der Malzbereitung
re ist vorzuziehen, weil sie für die Ausbildung ei-ner gleichmäßigen Temperaturkurve des Haufensgünstig ist und derselbe in seinemWachstum nichtimmer gestört wird. Die Lüfterleistung wird in die-sem Falle – je nach dem Stadium des Grünmal-zes – auf 300–700m3/(t h) bemessen. Bei zeitwei-ser Belüftung ist ein höherer Luftdurchsatz erfor-derlich, da der Haufen jeweils in kurzer Zeit abge-kühlt werden muss. Hierfür sind Lüfterleistungenvon 1000–1500m3/(t h) zu installieren.
1.5.2.7 Die automatische Steuerung der Tempera-turen. Bei künstlicher Kühlung können die Hau-fentemperaturen auf einfache Weise thermosta-tisch gesteuert werden. Die Einströmluft, gemes-sen unter der Horde, wird bei einem gewünschtenVerhältnis Frischluft: Rückluft über den Verdamp-fer der Kälteanlage beeinflusst. Die Differenz zwi-schen Keimgut- und Einströmlufttemperatur hängtvon der durchgesetzten Luftmenge ab. Es ist nunmöglich, durch Einstellen einer Differenz von z. B.2 °C die Ventilatordrehzahl zu steuern. Steigt dieTemperaturdifferenz zwischen Keimgut (meist imoberen Drittel des Haufens gemessen) an, so schal-tet der Ventilator auf die nächst höhere Stufe, imgegenteiligen Falle auf eine niedrigere. In der kälte-ren Jahreszeit wird das Verhältnis Frischluft: Rück-luft so gewählt, dass die Kühlanlage bei geringst-möglichemKälteaufwand ihrer Regelfunktion nochnachkommt und auch hier auf die Automatik nichtverzichtet werden muss.Um jedoch auch diesen Stromaufwand zu spa-
ren, können die Frisch- und die Rückluftklappe ei-nes jeden Keimkastens thermostatisch so gesteu-ert werden, dass die gewünschte Keimlufttempe-ratur (unter der Horde gemessen) konstant gehal-ten wird. Die Zusammensetzung der Einströmluftbleibt dabei unberücksichtigt. Reicht dieser Regel-bereich nicht mehr aus, so wird die Kälteanlage au-tomatisch zugeschaltet.
1.5.2.8 Der Kraftbedarf pneumatischer Anlagen:Er schwankt durch die Vielzahl der Belüftungs- undKühlmöglichkeiten, durch die unterschiedlicheHö-he des Keimbetts (hohe spezifische Beladung – hö-here Drücke – mehr Kraftaufwand), durch die Ab-messungen der Kanäle usw. in weiten Grenzen.Der Kraftbedarf der Keimkastenventilation er-
rechnet sich unter folgenden Bedingungen:Ventilatorleistung 500m3/(t h), von 144h Keim-
zeit, 136h Belüftungszeit, davon 100 h mit kleinerund 36 h mit großer Drehzahl, Motorwirkungsgradγ = 0,85. Bei einem Keimkasten von 80 t Gersteals Grünmalz ergeben sichMotorleistungen von 2,2
und 9 kWh, im Durchschnitt ca. 5,8 kWh/t Gersteoder 7,2 kWh/t Malz.Der Stromverbrauch der Kälteanlage gibt folgen-
de Daten:Durchschnittliche Laufzeit 18 h bei 330 Arbeits-
tagen/Jahr; Wirkungsgrad 80%, Durchschnittswert35 kWh/t Gerste oder 44 kWh/t Malz. Ersparnissesind möglich über die vorgenannten Maßnahmen.Statt eines direkt verdampfenden Kältemittels kannauch Eiswasser zur Beschickung der Kühlsystemeherangezogen werden, das dann unter „Eisansatz“mit billigerem Nachtstrom zu kühlen ist.Hohe Kondensatortemperaturen (z. B. bei Luft-
kondensation imSommerbetrieb) können zu einemerhöhten Stromverbrauch führen. Ein nachgeschal-teter Doppelrohrverflüssiger vermag die Verflüssi-gungstemperatur abzusenken und dabei temperier-tes Weichwasser zur Verfügung zu stellen.
1.5.3 Die Keimanlagen der pneumatischenMälzerei
Die pneumatischenMälzungsanlagen lassen sich ineine Reihe von Arten einteilen, die sich jedoch imWesentlichen auf die beiden Systeme: Trommel-und Kastenmälzerei zurückführen lassen.
1.5.3.1 Die Trommelmälzerei, ursprünglich inmehreren Variationen ausgeführt, ist praktisch nurmehr in Form der Gallandtrommel und der Kas-tenkeimtrommel vorzufinden.Die Gallandtrommel stellt einen schmiedeeiser-
nen, auf beiden Seiten mit Böden abgeschlossenenZylinder dar, der auf vier Laufrollen ruht. In denBö-den sind kreisrunde Öffnungen zur Zu- und Ablei-tung der Ventilationsluft angebracht. An der Ein-trittsseite wird die Luft aber nicht unmittelbar inden Trommelraum geführt, sondern sie gelangt zu-nächst in einen vom Trommelraum abgeschiede-nen Vorraum, die Luftkammer. Von dieser laufenan der Trommelwand gelochte Kanäle, durch wel-che die Luft in das Trommelinnere bzw. in dendort liegenden Haufen strömen kann. Zur Ablei-tung der Luft aus dem Haufen dient ein in der Mit-te der Trommel angebrachtes, weites, perforiertesZentralrohr, das seinerseits mit der Luftableitungin Verbindung steht. Bei der Drehung der Trommelwerden all jene Lufteintrittskanäle der Trommel,die sich jeweils über dem Haufen befinden, durcheinen Pendelschieber abgedeckt, um zu verhindern,dass die Einströmluft unausgenützt in das Zentral-rohr abströmt. Über den Trommelumfang gleich-mäßig verteilt sind ein bis zwei Reihen verschließ-barer Türchen angebracht, durch die die Trommel

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 47 — le-tex
Die verschiedenen Mälzungssysteme 47
beschickt und entleert sowie das Keimgut beobach-tet werden kann.Das Wenden des Haufens erfolgt durch die lang-
same Drehung der Trommel mithilfe eines Schne-ckengetriebes, das auf einen um die Trommel ge-legten Zahnkranz arbeitet. Zu einer Umdrehungbraucht die Trommel 25–45min. Die geringereGe-schwindigkeit dient zum Wenden des Keimgutes,die größere zum Befüllen und Entleeren der Trom-mel. Dabei nimmt dieOberfläche desTrommelhau-fens eine Schrägstellung an, auf welcher das Keim-gut langsam herabrieselt. Dadurch wird das Keim-gut vollständig und sehr gleichmäßig gewendet. DieKapazität einer Trommel der Bauart Galland be-trug maximal 15 t, neuere Konstruktionen habenein Fassungsvermögen von 25 t.Die Belüftung der Gallandtrommel erfolgt stän-
dig, infolge des Alters der Anlagen ist meist diezum Zeitpunkt ihrer Errichtung übliche Sammel-belüftung mit einem Saugventilator anzutreffen.Die zentrale Belüftung birgt den Nachteil in sich,dass die von ihr gelieferte Luftmenge sich nachdem jeweils kältesten Haufen zu richten hat; bei12 °C im Gut entspricht dies einer Temperatur derEinströmluft von 10 °C. Bei Haufen in fortgeschrit-tenen Stadien werden zwar durch diese niedrigeLufttemperatur relativ geringe Luftmengen benö-tigt, doch ergibt sich bei Erwärmung dieser Luftvon 10 auf 15 oder gar 18 °C infolge Abfall der re-lativen Luftfeuchtigkeit ein starker Wasserverlustim Grünmalz. Es besteht die Gefahr des Austrock-nens der Haufen, was durch gezieltes Spritzen ver-mieden werden muss. Auch die Saugventilation istnicht ohne Nachteil. Der Unterdruck beträgt an derLufteintrittsseite rund 5mmWS, auf der Ausgangs-seite ca. 40mmWS. Die Belüftung ist nicht ganzgleichmäßig, da die Haufenhöhe infolge des kreis-runden Querschnittes der Trommel und durch dieDrehung derselben verschieden ist. Auch ist dieBelüftung an der Luftaustrittsseite, an welcher derVentilator angeordnet ist, stärker als am Eingang.Der Haufen wird hier stets kälter und stärker ent-feuchtet sein. ZumAusgleich ist das Zentralrohr ander Abluftseite weniger gelocht als an der Luftein-gangsseite.Die temperierte und befeuchtete Einströmluft
wird von der zentralen Konditionierungsanlage ineinem gemauerten, möglichst kurzen und geradenHauptluftkanal durch entsprechende Abzweigun-gen zu den einzelnen Trommeln geführt. Die hier-durch notwendig werdenden Richtungsänderun-gen der Luft haben wiederum eine Entwässerungderselben zur Folge.Bei modernen oder umgebauten Trommelanla-
gen wird die Belüftung mit Druckluft vorgenom-
men. Es gestaltet sich hier bei individueller Luft-konditionierung und direkter Kühlung der Aufbauder Anlage wesentlich einfacher. Es ist jedoch not-wendig, im Trommelfundament oder auf sonst ge-eignete Weise einen Rückluftkanal anzuordnen, dadieser bei der vorbesprochenen Sammelbelüftungmeist fehlt. DerVerschnitt von Frisch- undRücklufterfolgt mithilfe eines Hosenrohres vor dem Druck-ventilator, dem dannwiederum der Verdampfer derKälteanlage nachgeschaltet ist. Es genügt dann aufdem sehr kurzen Weg zur Trommel die Luft mitwenigen Wasserdüsen nachzubefeuchten. Die Be-messung der Luftmenge geschieht über die Regu-lierung der Ventilatordrehzahl, zusätzlich jedochdurch Drosselung des Luftaustrittsschiebers.Die Haufenführung der Gallandtrommel vermit-
telt die gleichen Keimbedingungen wie in der Ten-nenmälzerei bzw. wie in den anderen pneumati-schen Anlagen. Gewisse Unterschiede sind durchdie Eigenheiten der Trommel bedingt. Für die Füh-rung des Trommelhaufens sind von Bedeutung:Die Temperaturen der ein- und ausströmenden
Luft; die Wende- bzw. Drehzeiten und die Zeitender Ruhe. Die Einströmluft liegt bei Sammelbelüf-tung bei ca. 10 °C; sie ist folglich für alle Trom-meln gleich. Sie muss ohne zusätzliche Widerstän-de (Drosselklappen) in das Innere der Trommelgelangen können. Die Regulierung der Luftmengewird ausschließlich mithilfe des Absperrorgans aufder Luftaustrittsseite vorgenommen.Die Dreh- und Wendezeiten werden dem jewei-
ligen Stadium des Haufens angepasst. Da sich auf-grund der nicht ganz optimalen Belüftungsgege-benheiten leicht Temperaturunterschiede in denverschiedenen Höhen des Keimguts einstellen kön-nen, muss gerade zur Zeit des intensivsten Wachs-tums häufig gewendet werden.Bei konventioneller Führung einer Trommel mit
Sammelbelüftung gestaltet sich die Arbeitsweisewie folgt:Das Ausweichen, das nass oder (bevorzugt) tro-
cken geschieht, erfolgt durch die erwähnten Tür-chen auf drei Abschnitte, um die jeweilige Teilmen-ge durch 1 1/2–2 Umdrehungen gleichmäßig zuverteilen. Früher wurden die Trommelhaufen mitdem vollen Weichgrad von 46–47% ausgeweicht,um dem späteren Wasserverlust besser begegnenzu können. Es war dann üblich, die Trommel untervoller Belüftung mit unbefeuchteter Raumluft ro-tieren zu lassen, bis das Haftwasser nach ca. 4 h (imSommer) und 6–8 h (imWinter) abgetrocknet war.Anschließendwurde konditionierte Luft zugeführt.Neuerdings wird mit niedrigeren Feuchtigkeits-
gehalten von 38–42% (nach 26 bzw. 52h „pneuma-tischer“ Weiche) begonnen und das Einziehen des

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 48 — le-tex
48 Die Technologie der Malzbereitung
Haftwassers ohne eigentliche Belüftung nur untergelegentlicher Kohlensäureabsaugung (alle Stunde10min) abgewartet. Zur Unterstützung des Ab-trocknens dreht die Trommel entweder dauernd(bei 38% Feuchte) oder 2 h lang alle 3 h (bei 42%Feuchte). Sobald die Temperatur des Haufens umca. 2 °C über die Ausweichtemperatur angestiegenist, wird konditionierte Luft zur Temperierung desHaufens eingesetzt.Diese Arbeitsweise ist organischer als die erste-
re Handhabung, da hierbei keine Verdunstungskäl-te und damit kein Abkühlen des Haufens auftritt.Bei der früheren Art der Haufenführung ist die
Drehzeit am ersten Keimtag eine Stunde, die Ruhe-zeit 4–6 h, bei einer Ablufttemperatur von ca. 12 °C.Der Luftschieber wird also nur wenig geöffnet.Durch die lange Ruhezeit und die dadurch beding-te Erwärmung wird – so noch nicht durch sachge-rechte Weicharbeit bereits erfolgt – ein gleichmä-ßiges Ankeimen begünstigt.Der zweite Keimtag erfordert ein häufigeres Dre-
hen der Trommel, um dieWachstumsbedingungenmöglichst gleichmäßig zu gestalten. Auf eine Dreh-zeit von einer Stunde folgt eine Ruhezeit von 3 h.Die Abluft wird durch entsprechende Stellung desLuftschiebers bei 12–13 °C gehalten.Am dritten Keimtag ist die Drehzeit etwa zwei
Stunden, die Ruhezeit rund drei Stunden. Die Tem-peratur ist je nach den Gegebenheiten der Abluft13–14 °C. In der wärmeren Jahreszeit kann es er-forderlich werden, dass bereits nach einer Ruhe-zeit von 2 h eine Stunde lang gedreht wird. Gera-de im Stadium des intensivsten Wachstums musseine stärkere Erwärmung und damit die Ausbil-dung ungleicher Temperaturen im Haufen bei län-geren Standzeiten vermiedenwerden. Jede dadurchbedingte übermäßige Erwärmung wird durch eineVerfilzung des Haufens unangenehm und gefähr-lich. Je wärmer die Außentemperatur, umso kür-zer muss die Ruhezeit veranschlagt werden. In die-sem Stadium beginnt sich jedoch die große Tempe-raturdifferenz zwischen Abluft- und Einströmluftauf die Feuchtigkeit desHaufens auszuwirken; es istdaher zweckmäßig, nach etwa 60 h Keimzeit zumersten Mal zu spritzen. Dieses kann einfach durcheinen Wasserschlauch mit Brause während einerDrehung der Trommel erfolgen, wobei das über-schüssige Wasser durch die Türchen abläuft. Viel-fach wird die Luftausgangsseite etwas stärker ge-spritzt. Bei knapper Weiche, höheren Außentem-peraturen usw. kann sogar ein zweimaliges Spritzen(nach 48 u. 60 h) empfehlenswert sein, umdenHau-fen optimal zu entwickeln.Am vierten Keimtag beträgt die Drehzeit 1–2 h
auf eine Ruhezeit von 2–3 h. Die Ablufttempera-
tur liegt bei 15–16 °C. Diese Führung begünstigt eingleichmäßiges Wurzelgewächs. Um dieses frischzu erhalten, muss bei typischen Gallandtrommelnzweimal täglich intensiv gespritzt werden, wieder-um am besten beim ersten Umgang einer Wende-periode.Am fünften Tag ist der Höhepunkt der Lebenstä-
tigkeit bereits überschritten; es verlängern sich all-mählich wieder die Ruhezeiten, um das Wachstumder Wurzelkeime anzuregen. Aus diesem Grundewird die Trommel 2 h gedreht und bleibt 4 h stehen.Die Temperatur der austretenden Luft beträgt jenach der Löslichkeit der Gerste 16–18 °C. Auch andiesem Tage ist ein zweimaliges Spritzen erforder-lich. Durch die intensive Vermischung des Keimgu-tes mit dem zugeführten Wasser sind die üblichenNachteile starken Spritzens, selbst zu einem spätenZeitpunkt, nicht zu befürchten.Während des sechsten Keimtages wird die Trom-
mel abwechselnd 2 h gedreht und 5–6 h stehen ge-lassen. Die Ablufttemperatur liegt je nach Gers-te bei 18–20 °C. In Abhängigkeit von Feuchtig-keitsgehalt und Lösungsgrad des Keimgutes kannein nochmaliges Spritzen erforderlich werden, dadurch die große Differenz zwischen Abluft- undEinströmlufttemperatur eine starke Entfeuchtungdes Haufens zu verzeichnen ist.Am siebten Keimtag wird ein 2-stündiges Wen-
den nur mehr alle 10–12 h erforderlich. Die Abluft-temperatur beläuft sich auf 18–20 °C. Diese Keim-zeit reicht in der Regel bei sachgemäßer Führungaus. Um die Darre zu entlasten, wird verschiedent-lich in den letzten 6–12 h vor dem Haufenziehen„abgetrommelt“, d. h. unter ständiger Drehung mitunbefeuchteter Raumluft geführt.Das vorgenannte Schema wird je nach Jahrgang
undLösungsfähigkeit, vor allem aber auchnachdenGegebenheiten des Keimapparates variiert.Kam das Gut bereits in der Weiche gleichmä-
ßig zur Ankeimung, was z. B. nach einer pneumati-schen Weiche (Ausweichgrad ca. 42%) der Fall ist,so muss die intensive Wendearbeit früher begin-nen. Sie wird in der Regel um einen Tag „vorge-zogen“. Das Spritzen muss zunächst auf die Erzie-lung der gewünschten Maximalfeuchte abgestelltsein; so erfolgt die ersteWassergabe bereits ca. 24 hnach demAusweichen, wenn alle Körner gleichmä-ßig gabeln. Eine zweite kräftige Befeuchtung wirdrund 12 h später nötig sein, um auf 46–48% Was-sergehalt zu steigern. Anschließend ist das Augen-merk auf die Erhaltung dieser Keimgutfeuchte zurichten.Die Entleerung der Trommel erfolgt durch die
geöffneten Schiebetüren in eine trichterförmigeGosse, die das Grünmalz einer Schüttelrinne, ei-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 49 — le-tex
Die verschiedenen Mälzungssysteme 49
nem Gurtförderer oder einem Redler, seltener demSaugstutzen einer pneumatischen Anlage zuleitet.Das Grünmalz des Trommelhaufens ist bei sach-
gemäßer Führung frisch im Geruch, die Wurzelnsind infolge des geringen Abriebs gut erhalten.Während des Keimprozesses wird ständig das Ge-wächs des Wurzel- und Blattkeims sowie der Ver-lauf der Auflösung beobachtet. Die Entwicklungdes Wurzelkeimes erfährt durch längere Ruheperi-oden, der Blattkeim dagegen durch häufigeres oderlängeres Drehen, verbunden mit Spritzen eine Be-günstigung. Die Auflösung wird gefördert durchlängeres Stehenlassen der Trommel vom 6. Tag ab,meist zusammen mit einer etwas wärmeren Füh-rung.Das Arbeitenmit der Trommel ist schematischer
als auf der Tenne. Sie vermittelt jedoch den großenVorzug der stets gleichen Dimensionierung undder besseren Beherrschung der Keimbedingungen.Die Temperaturführung des Gutes kann allen Er-fordernissen angepasst werden, vorausgesetzt, dassdurch entsprechende Kühler auch in der wärme-ren Jahreszeit das erforderliche Niveau der Luft-eintrittstemperatur gehaltenwerden kann. Eine Be-lüftungsanlage mit Druckventilator und Kühler fürjede Trommel würde sogar die Führung mit fal-lenden Keimtemperaturen ermöglichen. Der Was-sergehalt des Keimgutes kann bei Zentralbelüftungund Saugventilator durch die großen Temperatur-differenzen zwischen Malz und Einströmluft nurschwer gehalten werden. Auch die komplizierteWegeführung für die Luft spielt eine Rolle. Dagegenist es durch die gründliche Wendearbeit möglich,das durch Spritzen zugefügte Wasser dem Grün-malz ohne Nachteile – selbst noch in einem spä-teren Keimstadium – zu vermitteln. Auch eine ArtWiederweiche kann in der Trommel durchgeführtwerden, wennman je nach den statischenMöglich-keiten die Trommel nach ca. 60–70 h Keimzeit zu1/4 bis 2/5 mit Wasser befüllt und durch Drehendas Gut diesemWasserbad gleichmäßig aussetzt.Der Haufen hat wenig Kohlensäure (etwa 1%);
nur bei längerem Stehen finden sich in den unterenPartien CO2-Mengen bis zu 7%. Bei Einzelbelüf-tung (und Druckventilation) lässt sich durch Um-luftverwendung in einem völlig dichten System derKohlensäuregehalt der Haufenluft auf 10–15% stei-gern.Die Reinigung und Pflege der Anlage ist Voraus-
setzung für ihre einwandfreie Funktion. Die Reini-gung des Zentralrohres und der Seitenkanäle musssofort nach dem Leerwerden der Trommel gesche-hen, um die freie Durchgangsfläche der Schlitzezu gewährleisten. Sonst sind ungleiche Tempera-turen, u.U. ein Warmwerden des Haufens kaum
zu vermeiden. Die Mannlochtüren des Zentralroh-res müssen gut verschlossen sein. Öffnen sie sichwährend des Betriebs, dann gelangt Keimgut in dasZentralrohr und macht die gleichmäßige Belüftungdes Haufens unmöglich. Auch die Zu- und Abluft-kanäle sind zu reinigen. Namentlich der Abluftka-nal wird durch mitgerissene Keime und Spelzenverunreinigt.Beim Waschen der äußeren Trommelwand darf
kein Wasser in die Ölbäder für das Schneckenge-triebe laufen. Dermaschinelle Teil der Trommelan-lage erfordert ausreichende Wartung.Wirtschaftlich ist die Trommel der Tenne durch
Raumersparnis, Unabhängigkeit von der Witte-rung und durch geringen Bedarf an Arbeitskräf-ten, leichte Beobachtung und Kontrolle überlegen.Einzelbelüftung in Verbindungmit Kühlern ermög-licht eine automatische Einstellung derHaufentem-peraturen. Wasser- und Kraftverbrauch sind vonder Ausführung der Anlage abhängig.
1.5.3.2 Die Kastenkeimtrommel ist eine Kombi-nation aus einer Trommel und einem Saladinkas-ten (s. Abschn. 1.5.3.3). Der Haufen liegt im Trom-melinnern auf einem horizontalen Tragblech.Eine neuere Konstruktion hat spiralig aufge-
schweißte Stahlbänder von 12–15 cm Breite, dieunter dem Einfluss der Trommeldrehung von 6 1/2min pro Umgang das Gut beim Ausweichen vertei-len und einebnen, beimHaufenziehen zu den in derMitte des Trommelmantels befindlichen Türchenfördern. Zum Wenden des Gutes dreht die Trom-mel langsamer (13–20min pro Umgang).Die Belüftung der Kastenkeimtrommel erfolgt
meist durch einen Druckventilator in der Weise,dass die Luft wie bei der Gallandtrommel zunächstin eine vordere Druckkammer an der Stirnseitedes Tragbleches einströmt. Nach dem Durchdrin-gen des Haufens wird die Luft über eine zweite,im entgegenliegenden Trommelboden befindlicheLuftkammer abgeführt. Jede Kastenkeimtrommelverfügt über einen eigenen Ventilator mit Befeuch-tungseinrichtung. Bei modernen Anlagen ist auchein Kühlsystem für direkte Kältemittelverdamp-fung angeordnet. DasWenden geschiehtwie bei derGallandtrommel. Es ist jedoch infolge der gerin-geren Temperaturunterschiede im Gut nur zwei-mal täglich, zur Zeit des intensivsten Wachstums3–4-mal täglich notwendig. DieWendedauer ist ei-ne Stunde (ca. 3 Umdrehungen); während dieserZeit muss die Belüftung abgestellt werden. Hier-bei ist ein Temperaturanstieg unvermeidlich, dervor oder nach dem Wenden wieder abgebaut wer-den muss. Nach dem Wenden liegt das Gut nichthorizontal; der entstehende Böschungswinkelmuss

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 50 — le-tex
50 Die Technologie der Malzbereitung
durch entsprechendes Vor- undZurückdrehen aus-geglichen werden.Das Keimgut liegt eben, in gleichmäßig hoher
Schicht, wodurch die Belüftung gleichmäßiger wirdals bei der Trommel. Die Kanalführungen sind kurzund übersichtlich, die Querschnitte größer. Ausdiesem Grunde und um Ersparnisse in den Inves-titionskosten zu erzielen, wurden die Kastenkeim-trommeln verschiedentlich als Zweihaufentrom-meln gebaut.Die vorstehend aufgeführten Gegebenheiten er-
möglichen eine bessere Beibehaltung der Grün-malzfeuchte, auch ist die nachträgliche Erhöhungderselben durch Spritzen gleich gutmöglich wie beider Trommel. Nachdem der Apparat völlig abge-dichtet werden kann, erlaubt er sowohl die Durch-führung einer Kohlensäurerast wie auch bei dau-ernder Beschickung mit Rückluft die gezielte An-reicherung von CO2 in der Haufenluft. Die Kasten-keimtrommel wird ständig, mit Ausnahme der Dre-hungszeiten, belüftet. Während dieser bilden sichgrößere Mengen an CO2, die aber bei der folgen-den Belüftung wieder rasch entfernt werden. Beinormaler Haufenhöhe von 1m ist der Überdruckunter dem Hordenblech 50–60mm, oberhalb desHaufens etwa 20mm. Die Kastenkeimtrommel er-laubt es, sich den verschiedensten Keimbedingun-gen anzupassen, die Wendearbeit ist vollständig.Sie hat sowohl gegenüber der Trommel als auch ge-genüber demKeimkasten Vorteile. Infolge ihrer be-schränkten Kapazität von ca. 25 t konnte sie sichnicht durchsetzen. Die Reinigung und Instandhal-tung auch des mechanischen Teils ist einfacher alsbei der Gallandtrommel.
1.5.3.3 Die Kastenmälzerei hat sich, vor allem inden letzten 45 Jahren, fast als einzige pneumati-scheMälzungsart behauptet. Sie wird vielfach nachihrem Erfinder Saladin-Mälzerei genannt. Weite-re Entwicklungen wie die Turmmälzerei oder dieverschiedenen Arten desWanderhaufens bauen aufdem Prinzip der Kastenmälzerei auf.Entgegen der Keimtrommel ist der Keimkasten
nicht geschlossen; er ist oben offen, von rechtecki-ger Form. Das Keimgut liegt in ebener Schicht vonca. 1,0m Höhe auf einem Tragblech. Die Lüftungerfolgt bei alten Einheiten durch meist diskontinu-ierlich arbeitende Saugventilatoren, die an eine ge-meinsame Befeuchtungsanlage angeschlossen sind.Bei neueren Saladinkästen verfügt jeder Haufenüber einen eigenen Druckventilator mit Befeuch-tungs- und Kühlaggregat. Die Belüftung ist un-unterbrochen. Der Saladinhaufen ist sichtbar undleicht zu kontrollieren; er erlaubt infolge seinergleichmäßigen Schicht eine völlig gleichmäßige Be-
lüftung. Dafür ist jedoch der Haufen von den Eigen-schaften des Kastenraumes abhängig.Dieser muss infolgedessen den Keimbedingun-
gen des Korns angepasst werden, eine Aufgabe, dieeine Isolierung des Raumes sowie entsprechendeAbmessungen erfordert. Der Keimraum hat bei ei-ner Kapazität des Kastens von rd. 30 t eine Höheüber dem Hordenblech von 3,70–4m, die Deckesoll glatt und ohne Unterzüge sein, um das Abströ-men der Luft ohne Widerstände zu ermöglichen.Eine Isolierung der Decke schützt vor Schwitzwas-ser- und Schimmelbildung. Manchmal werden dieDecken beheizt.Es können mehrere Saladinkästen in einem
Keimsaal angeordnet werden; Einzelaufstellung da-gegen hat den Vorteil, dass bei völlig dichten Schie-bern ein Anreichern von CO2 in der Rückluft er-möglicht wird. Der eigentliche Keimapparat ist im-mer rechteckig. Das Verhältnis von Länge zu Brei-te liegt im Interesse einer gleichmäßigen Belüftungzwischen 4−8 : 1. Sehr lange und schmale Kästensind unzweckmäßig, da eine gleichmäßige Belüf-tung infrage gestellt ist; verschiedentlich sucht mandiesen Nachteil durch Verjüngung des Raumes un-ter der Horde auszugleichen.Die Seitenwände des Kastens sind je nach der Be-
ladungshöhe desselben zwischen 1 und 1,5m hoch,gemauert oder in Stahlbeton gefertigt. Die Innen-seite muss völlig glatt und eben sein, damit mög-lichst wenig Keime abgerieben werden und keineSpatzenbildung eintreten kann. Aus diesem Grun-de, aber auch um der leichteren Reinigung willenwerden die Kastenwände vielfach mit Edelstahlble-chen ausgekleidet. Auf der oberen Kante der Sei-tenwände ist eine Nocken- oder Zahnstange zurFortbewegung des Wenderwagens angebracht. DieLaufschienen sollten, ebenso wie die Laufrollen desWenders, aus nicht rostendem Stahl gefertigt sein.Die Stirnwände des Kastens werden auf der In-nenseite mit halbkreisförmigen, dem Durchmes-ser der Wenderschnecken angepassten Ausbuch-tungen versehen, um demWender das Erfassen desKeimgutes auch an den Kastenenden zu ermögli-chen.Bei manchen Ausräumsystemen ist eine dieser
Stirnwände aus Stahlblech gefertigt und beweglich.Das Hordenblech liegt in einer Höhe von
0,4–2,5müber dem eigentlichenKastenboden. DerAbstand richtet sich nach der Größe des Kastens,ist aber auch von anderen Gesichtspunkten wiez. B. einer leichten Begehbarkeit und Reinigungder Horden von unten bestimmt. Die Traghordeaus verzinktem Stahlblech oder Edelstahl ist inaufklappbare Teilstücke von rund 1m2 Größe auf-geteilt. Sie ist durch schlitzförmige Öffnungen per-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 51 — le-tex
Die verschiedenen Mälzungssysteme 51
foriert, die dem Blech eine freie Durchgangsflächevon rund 20% verleihen. Die Schlitze, senkrechtzurWenderlaufrichtung angeordnet,müssen durchgründliche Reinigung und durch die KonstruktiondesWenders frei gehaltenwerden, sonst wächst derHaufen zusammen und wird warm. Das Tragblechmuss aus diesem Grunde völlig waagrecht verlegtsein. In den Zwischenraum zwischen diesem unddem Kastenboden tritt bei allen Kastenkonstruk-tionen die Ventilationsluft ein. Der Kastenbodenhat zur raschen Abführung des Wassers beim Aus-weichen Gefälle, die in leistungsfähige, absperrbareGullys münden.Die Belegung des Keimkastens beträgt
300–500 kg/m2. Dies entspricht einer Grünmalz-höhe von 0,7–1,25m. Nachdem das Ausweichgutnur eine Höhe von 0,5–0,85m erreicht, muss dieser„Steigraum“ beim Planen und Entwerfen von Käs-ten veranschlagt werden. Diesem ist noch ein genü-gend großer Freiraum für den Betrieb des Wenderszuzurechnen.Im Gegensatz zur Trommel wird im Kasten für
das Keimgut ein eigener Wender notwendig. Hier-zu dient gewöhnlich ein Wenderwagen, an dem jenach der Breite der Kasten 3 bis 15 korkenzieher-artige, sich gegeneinander drehendeWenderschne-cken angebracht sind. Durch die Drehung dersel-ben wird das Keimgut je nach Durchmesser undSteigung der Wenderspirale hochgehoben, gelo-ckert und zum Teil auch gewendet. Zur Erhöhungder Wenderwirkung, aber auch zur Schonung derWurzelkeime werden die Spiralen der oberenWin-dungen in Form von Bandspiralen ausgeführt. DieLockerungswirkung des Wenders äußert sich proDurchgang je nach Keimstadium in einer Steige-rung der Haufenhöhe um 10–15%. Um die unterenSchichten nach oben zu wenden, bedarf es etwa ei-nes viermaligenWenderdurchlaufes.Zum Ausgleich der Haufenoberfläche und zur
Verhinderung einer Spatzenentwicklung befindetsich amWender in Höhe der Haufenoberfläche einsog. Ausgleicher, ein stabförmiges U-Eisen. Außer-dem hat jede Wenderspirale an ihrer Unterseite ei-nen Gummiwischer zur Freihaltung der Schlitzedes Hordenbleches.Der Vorschub des Wenderwagens erfolgt durch
Zahnradgetriebe mit einer Geschwindigkeit von0,3–0,6m/min. Diese steht wiederum mit derDrehzahl der Wenderschnecken (8–24 U/min) ineinem bestimmten Verhältnis, um einen übermä-ßigenKeimabrieb zu vermeiden. Eine raschereUm-drehung kann bei einemerst spitzendenHaufen an-gebracht sein, um das durch die Sprühdüsen aufge-brachteWasser intensiver mit demKeimgut zu ver-mischen. Das Spritzen desHaufens geschieht durch
genügend dimensionierte Rohre, in die Sprühdü-sen eingeschraubt sind. Die Rohre sind zu beidenSeiten des Wenderwagens angeordnet. Der Spritz-strahl zielt dabei auf den von den Wenderspiralenerfassten Bereich, sodass ein kräftiges Mischen deszugegebenen Wassers mit dem Gut erfolgen kann.Bei einem Wenderdurchgang sollen ca. 3% Feuch-tigkeit aufgebracht werden, wobei hier Wendervor-schub, Drehzahl der Spiralen und Wassertempera-tur eine Rolle spielen. Der Antrieb des Wenderwa-gens und der Schnecken erfolgt über je einen Elek-tromotor, die aus Gründen der Betriebssicherheitgegeneinander verriegelt sind.Eine andere Art des Keimkastenwenders ist der
Schaufelwender, der es erlaubt, das Gut in ei-nemDurchgang vollständig zuwenden.Wenn auchbei diesem die Lockerungswirkung geringer ist alsbei Schraubenwendern, so erlaubt der wesentlichgünstigere Wende- und Durchmischungseffekt eingezieltes Erhöhen der Keimgutfeuchte durch Sprit-zen. Diese, den früheren Darrwendern ähnlichenKonstruktionen sind teurer als die üblichen Schne-ckenwender. Sie werden vielfach von einem Kas-ten zum anderen versetzt, eine Anordnung, die beiSchneckenwendern keine allgemeine Verbreitungfand. Während die älteren Schaufelwender aus Sta-bilitätsgründen nur bei geringeren Keimguthöheneinsetzbar waren, können moderne Konstruktio-nen durchaus 500 kg/m2 (Gerste als Grünmalz) be-arbeiten.Das Wenden wird auf ein Mindestmaß be-
schränkt, um das Keimgut zu schonen. Es erfolgt inden ersten Keimtagen etwa zweimal, in den letztenTagen einmal. Bei verschiedenen Konstruktionenist es zweckmäßig, während des Wendens die Lüf-tung abzustellen, da sonst in der gewendeten Zonejeweils ein starker Luftdurchgang erfolgt. Das Aus-fahren der Lüftung ist jedoch mit einem Tempera-turanstieg verbunden, der entweder vor oder nachdemWenden abgefangen werden muss.Die Zahl der Keimkästen richtete sich früher
nach der Zahl der Keimtage. Heute, bei stark ge-kürztenKeimzeiten oder bei darrfreienWochenen-den, wurde dieses Prinzip durchbrochen.Das Fassungsvermögen der Kästen liegt zwi-
schen 5 und 150 t. Keimdarrkästen wurden so-gar schon für eine Kapazität von 500 t pro Ein-heit ausgeführt. Der Saladinkasten erlaubt die größ-ten Ausmaße pro Einheit von allen pneumatischenMälzungssystemen. Seine Vorteile kommen umsomehr zum Ausdruck, je größer die Kästen bzw. dieAnlagen sind.DieBelüftung der Keimkästen erfolgt durch einen
entsprechend temperierten und befeuchteten Luft-strom. Es sind jedoch unterschiedliche Belüftungs-
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 52 — le-tex
52 Die Technologie der Malzbereitung
systeme anzutreffen, je nachdem,wann dieAnlagenerstellt wurden.Alte Saladinkästen hatten für die gesamteAnlage
von etwa 8 Kästen nur einen gemeinsamen Saug-ventilator und eine gemeinsame Temperier- undBefeuchtungseinrichtung, die gewöhnlich seitwärtsvom Kasten angebracht waren. Von hier aus warein großer gemeinsamer Luftkanal angeordnet, vondem aus die einzelnen Kästen versorgt wurden. Da-mit gestaltete sich die Wegeführung sehr kompli-ziert. Die Zuführung der Luft zu den einzelnenKäs-ten erfolgte jeweils nur von dessen Längsseite auswiederum in einem eigenen Luftkanal, von dem ausdie Luft durch kleine quadratische Öffnungen inden Raum zwischen Kastenboden und Tragblecheinströmen konnte. Siewurde dann schräg, also un-gleichmäßig durch das Keimgut nach oben zu ei-nem an der Decke des Kastenraumes angebrach-ten oberen Kanal gezogen und in diesem abgeführt.Zur Erhöhung der Gleichmäßigkeit der Belüftungund zum Ausgleich der Haufentemperatur wurdemanchmal eine Umkehrung des Luftstromes vor-gesehen, die schließlich in einer Kombination vonSaug- und Druckventilatoren gipfelte. Die Nachtei-le des Systems waren die komplizierte Wegefüh-rung, die vielen Richtungsänderungen der befeuch-teten Luft, die Länge des Luftweges und die Do-sierung der Luftmenge über Absperr- und Regu-liervorrichtungen.Hierdurchwar eine Beschickungdes Haufens mit einer feuchtigkeitsgesättigten Luftunmöglich. Die Verwendung ein- und derselbenLuftqualität für alle Keimstadien bedingte eine Ein-strömtemperatur, die sich nach dem jeweils käl-testen Haufen zu richten hatte. Damit ergab sichzwischen Haufen- und Lufttemperatur vor allemim fortgeschrittenenWachstumsstadium eine hoheDifferenz, die zu einer weiteren Entfeuchtung desHaufens führte.Die Anwendung von Saugventilatoren in der be-
schriebenen Anordnung ermöglichte nur eine zeit-weise Belüftung des Gutes. Während der Ruhepe-riode stieg die Haufentemperatur im Verlauf von4–6 h auf einen bestimmten Wert an und wur-de durch eine 2–3 h währende Belüftung mit ei-ner Lufttemperatur von 10–12 °C auf eine Tempe-ratur des Keimgutes abgekühlt, die etwa um 3 °Cunter dem Wert zu Beginn der Lüftung lag. So-mit ergaben sich in der zur Messung herangezo-genen Oberschicht des Haufens Temperaturinter-valle von 15/12 °C in den ersten Keimtagen, von17/14 °C in der Zeit des intensivsten Wachstumsbis auf 20/17 °C gegen Ende der Keimung. Die Un-terschiede in der unteren Keimgutschicht warenaber noch wesentlich höher als in der oberen. Hierwurde das Grünmalz bereits kurze Zeit nach Be-
ginn der Lüftung auf die Temperatur der Eintritts-luft abgekühlt, während es im Laufe der Ruhepe-riode sogar noch einige Grade über die Tempe-ratur der Oberschicht anstieg. Mit diesem häufi-gen Temperaturwechsel war ein hoher Feuchtig-keitsentzug verbunden, der nur durch Spritzen am3., 4. und 5. Keimtag ausgeglichen werden konnte.Während der Ruhezeiten erfolgte auch eine Anrei-cherung von Kohlendioxid im Haufen, die je nachLänge der Ruhe Werte von 5–15 Vol.-% verzeich-nete. Dabei waren die CO2-Gehalte in der unte-ren Haufenschicht stets um 1–5Vol.-% höher alsin der oberen. Nachdem der Ventilationsluft nichtnur die Aufgabe zukam, den Haufen durch Abfüh-ren der Vegetationswärme auf gleichem Tempera-turniveau zu halten, sondern ihn darüber hinausum 3–5 °C abzukühlen, war eine wesentlich höhe-re Ventilatorleistung von 1000–1500m3/(t h) erfor-derlich, um die Lüftungszeiten auf 2–3 h zu bemes-sen. Auch diese starke Belüftung hatte eine weite-re Entfeuchtung des Haufens zur Folge. Erst seitman gelernt hat, den Wassergehalt des keimendenGutes zu überwachen und sachgemäß anzuheben,wurde auch mit diesen Keimanlagen ein Malz gu-ter Qualität erzeugt. Dabei verdient Berücksichti-gung, dass der gegenüber dauernder Belüftung we-sentlich höhere CO2-Gehalt der Haufen sowie diedauernden Temperaturschwankungen eine Keim-gutfeuchte verlangen, die um 1–3% über derjeni-gen anderer Systeme liegt.Neuere Saladinkastenanlagen sind ungleich an-
passungsfähiger. Jeder Kasten hat seinen eigenenDruckventilator, seine eigene Befeuchtungs- undKühlvorrichtung. Diese sind unmittelbar vor demjeweiligen Kasten angeordnet, wodurch kurze, völ-lig gerade Luftwege von der Konditionierung biszumAbluftschieber geschaffen werden. Eine weite-re Verbesserung ist der freie Eintritt der Luft vonder schmalen Stirnseite des Kastens unmittelbarunter das Hordenblech. Die Luft kann auf der ge-samten Kastenbreite ungehindert durch Regulier-organe einströmen.Diese Anordnung kann jedoch bei sehr großen
Kästen (200–300 t) keine absolut gleichmäßige Be-lüftung des Gutes mehr gewährleisten. Hier, wieauch bei Einheiten von geringem Freiraum unterder Horde (s. Abschn. 1.5.3.3) erfolgt die Belüftungvon der Seite, abschnittsweise mithilfe von mehre-ren Ventilatoren und ihren zugehörigen Kühl- undKonditionierungseinrichtungen.Die Luftförderung durch einen Druckventila-
tor sichert bei gleicher Höhe des Keimgutes einegleichmäßige Durchlüftung desselben. Die Regu-lierung der Luftmenge erfolgt entweder durch denAbluftschieber oder durch Klappen in den Kanälen

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 53 — le-tex
Die verschiedenen Mälzungssysteme 53
vor dem Ventilator, also vor der Befeuchtungsanla-ge. Die eleganteste Regulierungsmöglichkeit ist derWegüber dieVentilatordrehzahl ambestenmithilfefrequenzgeregelterMotoren. Diese kann in Abhän-gigkeit von der Temperaturdifferenz: obere Malz-schicht – Einströmluft automatisch gesteuert wer-den. Aber auch die Luftmengenregulierung mithil-fe des Abluftschiebers hat Vorteile, denn durch einmehr oder weniger starkes Schließen des Abluft-schiebers wird im Kasten ein Gegendruck erzeugt.Hierdurch liegt das Keimgut zwischen zwei Luft-kissen, die die Austrocknung des Haufens verrin-gern, eine hohe Gleichmäßigkeit der Temperaturbewirken und die benötigte Luftmenge etwas redu-zieren.Zur Temperaturführung des Haufens hat sich
auch die Rückluftverwendung sehr bewährt. Wieschon oben erwähnt, setzt das Verfahren einen be-sonderen Rückluftkanal voraus, der bei Einzelkas-tenanordnung an die Decke oder unter das Podestdes Kastens gelegt sein kann. Bei mehreren Käs-ten in einem Keimsaal wird meist ein gemeinsa-mer Rückluftsammelkanal angeordnet. Beim An-fahren des Kastens gilt es, diesen entweder bei der„Ausweichtemperatur“ von ca. 18 °C zu halten oderdas durch kälteresTransportwasser abgekühlte Gutwieder anzuwärmen. Hierfür findet meist die wär-mere Rückluft bzw. eine temperaturbedingte Mi-schung mit Frischluft Anwendung. Bei den heu-te relativ großen Luftvolumen im Keimkastenraumtritt hierbei kaum eine Anreicherung von CO2 ein.Bei automatischem Frisch- und Rückluftverschnitt(s. Abschn. 1.5.3.3) ist die Temperatur die Regel-größe, ganz gleich ob die Kasten einzeln oder imKeimsaal angeordnet sind. Bei Einzelkasten kann,wenn ohnedies ein Kühlmaschineneinsatz erfor-derlich ist, während der letzten Keimtage vermehrtmit Rückluft gearbeitet werden, um die Atmung et-was einzuschränken. Außerdem ist die Rückluft beiSommerbetrieb ohnedies kühler als die Außenluft,wie sie auch durch die Abkühlung eine volle Sätti-gung mit Feuchtigkeit erfährt.Im Gegensatz zum alten Saladinkasten wird bei
den neueren Ausführungen dauernd belüftet. DieVentilatorleistung ist hier geringer, sie beläuft sichje nachKeimstadium auf 250–700m3/(t h). Die Fol-ge der ständigen Lüftung ist eine hohe Gleichmä-ßigkeit der Lufttemperaturen im Haufen, die je-doch in der untersten Schicht niedriger liegen alsin der obersten. Unten tritt die kältere Luft ein;sie erwärmt sich im Haufen und strömt oben ab.Die Unterschiede sind jedoch gering und betra-gen bei sachgemäßer Auslegung der Belüftungsan-lage nicht mehr als 2 °C. Ist die Differenz größerals 2 °C, so ist die Ventilatorleistung zu knapp, ist
sie kleiner, so sind die geförderten Luftmengen zugroß. Durch drehzahlregulierte Ventilatoren kanndie optimale Differenz von z. B. 2 °C leicht gesteuertwerden.Die Haufenführung bei der klassischen Mälzung
ist folgende: Das Weichgut wird nass mittels einerZentrifugalpumpe ausgeweicht. Es hat in der Re-gel eine Temperatur von 11–12 °C. Ein mehrmali-ger Wenderlauf ebnet die Gerste ein. Am günstigs-ten ist es, den Haufen zunächst ohne Belüftung lie-gen zu lassen, um so das Abtropfen des überschüs-sigen Wassers und die Aufnahme des Haftwasserszu gewährleisten. Erst wenn die Haufentempera-tur von selbst auf 13–14 °C ansteigt, was ein Zei-chen für das Abtrocknen des Gutes ist, wird die Be-lüftung gleichmit vollständiger Befeuchtung einge-fahren. Bei längeren Ruhezeiten kann es zweckmä-ßig sein, alle 1–2 h kurzzeitig (10–15min) zu be-lüften, um die entstehende CO2 zu entfernen. Inder Regel dauert der Einzug des Haftwassers bei ei-nem Ausweichgrad von 43% je nach der Wasser-empfindlichkeit der Gerste 16–24h. Hierbei erhöhtsich die Feuchte des Gutes um etwa 2%. Die frühe-re Handhabung, mit unbefeuchteter temperierterLuft „abzutrocknen“, führte zu einerAbkühlung desHaufens infolge der auftretenden Wasserverduns-tung, eine Erscheinung, die eine verzögerte Ankei-mung im Gefolge hatte.Die Haufentemperatur wird in den ersten 3–4
Keimtagen von 13–14 auf 15–16 °C gesteigert, wo-bei die Temperatur in der unteren Schicht um1,5–2 °C niedriger liegt als oben. Um ein gleichmä-ßiges Gewächs zu fördern, ist am 3./4. Keimtag eindreimaliges Wenden empfehlenswert. Leicht lös-liche Gersten werden mit einer Temperatur von16–17 °C bis zumHaufenziehen geführt; bei schwerlöslichen Gersten dagegen werden im Laufe einer7-tägigen Keimung 19–20 °C angestrebt. Hierfürmuss die Einströmluft entsprechend vorgewärmtund mit den höher werdenden Keimtemperaturenin Einklang gebracht werden. Es ist daher erforder-lich, die Einströmluft je nach dem Keimtag, demFortschreiten des Gewächses und der Auflösung,täglich durch Variation des Gemisches aus Frisch-und Rückluft neu einzustellen. Das Wendeintervallwird in den späteren Keimstadien bei ausreichen-der Lüfterleistung von 12 über 16 auf 24 h ausge-dehnt. Beim Durchgang des Wenders steigt, auchbei ständiger Lüftung, die Temperatur des Keimgu-tes um 1–2 °C an. Diese Erscheinung ist zum klei-neren Teil auf die Auflösung von Wärmeinseln in-folge ungleicher Belüftung zurückzuführen; haupt-sächlich aber bewirkt der erhöhte Luftdurchtritt inder jeweiligen Wendezone eine verstärkte Atmungund Wärmeentwicklung des Haufens.
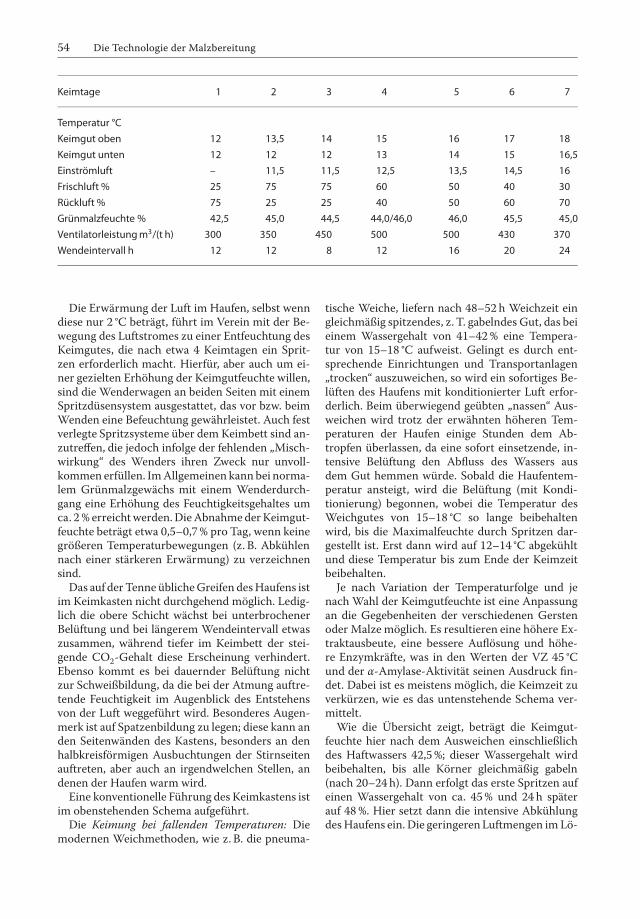
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 54 — le-tex
54 Die Technologie der Malzbereitung
Keimtage 1 2 3 4 5 6 7
Temperatur °CKeimgut oben 12 13,5 14 15 16 17 18Keimgut unten 12 12 12 13 14 15 16,5Einströmluft – 11,5 11,5 12,5 13,5 14,5 16Frischluft % 25 75 75 60 50 40 30Rückluft % 75 25 25 40 50 60 70Grünmalzfeuchte % 42,5 45,0 44,5 44,0/46,0 46,0 45,5 45,0Ventilatorleistungm3/(t h) 300 350 450 500 500 430 370Wendeintervall h 12 12 8 12 16 20 24
Die Erwärmung der Luft im Haufen, selbst wenndiese nur 2 °C beträgt, führt im Verein mit der Be-wegung des Luftstromes zu einer Entfeuchtung desKeimgutes, die nach etwa 4 Keimtagen ein Sprit-zen erforderlich macht. Hierfür, aber auch um ei-ner gezielten Erhöhung der Keimgutfeuchte willen,sind die Wenderwagen an beiden Seiten mit einemSpritzdüsensystem ausgestattet, das vor bzw. beimWenden eine Befeuchtung gewährleistet. Auch festverlegte Spritzsysteme über dem Keimbett sind an-zutreffen, die jedoch infolge der fehlenden „Misch-wirkung“ des Wenders ihren Zweck nur unvoll-kommen erfüllen. ImAllgemeinen kann bei norma-lem Grünmalzgewächs mit einem Wenderdurch-gang eine Erhöhung des Feuchtigkeitsgehaltes umca. 2% erreichtwerden.DieAbnahmederKeimgut-feuchte beträgt etwa 0,5–0,7% pro Tag, wenn keinegrößeren Temperaturbewegungen (z. B. Abkühlennach einer stärkeren Erwärmung) zu verzeichnensind.Das auf derTenne üblicheGreifen desHaufens ist
im Keimkasten nicht durchgehend möglich. Ledig-lich die obere Schicht wächst bei unterbrochenerBelüftung und bei längerem Wendeintervall etwaszusammen, während tiefer im Keimbett der stei-gende CO2-Gehalt diese Erscheinung verhindert.Ebenso kommt es bei dauernder Belüftung nichtzur Schweißbildung, da die bei der Atmung auftre-tende Feuchtigkeit im Augenblick des Entstehensvon der Luft weggeführt wird. Besonderes Augen-merk ist auf Spatzenbildung zu legen; diese kann anden Seitenwänden des Kastens, besonders an denhalbkreisförmigen Ausbuchtungen der Stirnseitenauftreten, aber auch an irgendwelchen Stellen, andenen der Haufen warm wird.Eine konventionelle Führung des Keimkastens ist
im obenstehenden Schema aufgeführt.Die Keimung bei fallenden Temperaturen: Die
modernen Weichmethoden, wie z. B. die pneuma-
tische Weiche, liefern nach 48–52 h Weichzeit eingleichmäßig spitzendes, z. T. gabelndes Gut, das beieinem Wassergehalt von 41–42% eine Tempera-tur von 15–18 °C aufweist. Gelingt es durch ent-sprechende Einrichtungen und Transportanlagen„trocken“ auszuweichen, so wird ein sofortiges Be-lüften des Haufens mit konditionierter Luft erfor-derlich. Beim überwiegend geübten „nassen“ Aus-weichen wird trotz der erwähnten höheren Tem-peraturen der Haufen einige Stunden dem Ab-tropfen überlassen, da eine sofort einsetzende, in-tensive Belüftung den Abfluss des Wassers ausdem Gut hemmen würde. Sobald die Haufentem-peratur ansteigt, wird die Belüftung (mit Kondi-tionierung) begonnen, wobei die Temperatur desWeichgutes von 15–18 °C so lange beibehaltenwird, bis die Maximalfeuchte durch Spritzen dar-gestellt ist. Erst dann wird auf 12–14 °C abgekühltund diese Temperatur bis zum Ende der Keimzeitbeibehalten.Je nach Variation der Temperaturfolge und je
nach Wahl der Keimgutfeuchte ist eine Anpassungan die Gegebenheiten der verschiedenen Gerstenoder Malze möglich. Es resultieren eine höhere Ex-traktausbeute, eine bessere Auflösung und höhe-re Enzymkräfte, was in den Werten der VZ 45 °Cund der α-Amylase-Aktivität seinen Ausdruck fin-det. Dabei ist es meistens möglich, die Keimzeit zuverkürzen, wie es das untenstehende Schema ver-mittelt.Wie die Übersicht zeigt, beträgt die Keimgut-
feuchte hier nach dem Ausweichen einschließlichdes Haftwassers 42,5%; dieser Wassergehalt wirdbeibehalten, bis alle Körner gleichmäßig gabeln(nach 20–24h). Dann erfolgt das erste Spritzen aufeinen Wassergehalt von ca. 45% und 24 h späterauf 48%. Hier setzt dann die intensive AbkühlungdesHaufens ein. Die geringerenLuftmengen imLö-
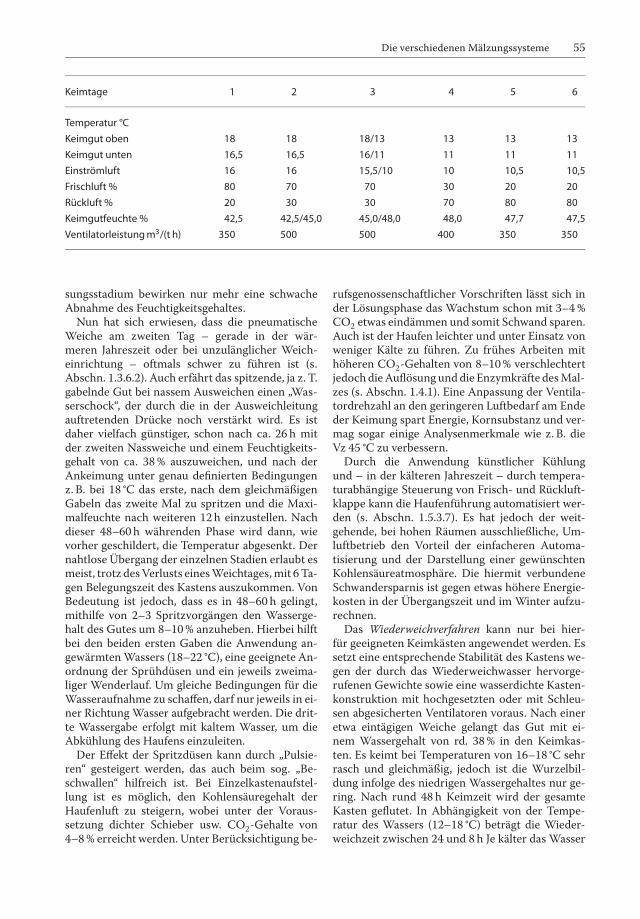
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 55 — le-tex
Die verschiedenen Mälzungssysteme 55
Keimtage 1 2 3 4 5 6
Temperatur °CKeimgut oben 18 18 18/13 13 13 13Keimgut unten 16,5 16,5 16/11 11 11 11Einströmluft 16 16 15,5/10 10 10,5 10,5Frischluft % 80 70 70 30 20 20Rückluft % 20 30 30 70 80 80Keimgutfeuchte % 42,5 42,5/45,0 45,0/48,0 48,0 47,7 47,5Ventilatorleistungm3/(t h) 350 500 500 400 350 350
sungsstadium bewirken nur mehr eine schwacheAbnahme des Feuchtigkeitsgehaltes.Nun hat sich erwiesen, dass die pneumatische
Weiche am zweiten Tag – gerade in der wär-meren Jahreszeit oder bei unzulänglicher Weich-einrichtung – oftmals schwer zu führen ist (s.Abschn. 1.3.6.2). Auch erfährt das spitzende, ja z. T.gabelnde Gut bei nassem Ausweichen einen „Was-serschock“, der durch die in der Ausweichleitungauftretenden Drücke noch verstärkt wird. Es istdaher vielfach günstiger, schon nach ca. 26 h mitder zweiten Nassweiche und einem Feuchtigkeits-gehalt von ca. 38% auszuweichen, und nach derAnkeimung unter genau definierten Bedingungenz. B. bei 18 °C das erste, nach dem gleichmäßigenGabeln das zweite Mal zu spritzen und die Maxi-malfeuchte nach weiteren 12h einzustellen. Nachdieser 48–60h währenden Phase wird dann, wievorher geschildert, die Temperatur abgesenkt. Dernahtlose Übergang der einzelnen Stadien erlaubt esmeist, trotz desVerlusts einesWeichtages,mit 6Ta-gen Belegungszeit des Kastens auszukommen. VonBedeutung ist jedoch, dass es in 48–60 h gelingt,mithilfe von 2–3 Spritzvorgängen den Wasserge-halt des Gutes um 8–10% anzuheben. Hierbei hilftbei den beiden ersten Gaben die Anwendung an-gewärmtenWassers (18–22 °C), eine geeignete An-ordnung der Sprühdüsen und ein jeweils zweima-liger Wenderlauf. Um gleiche Bedingungen für dieWasseraufnahme zu schaffen, darf nur jeweils in ei-ner RichtungWasser aufgebracht werden. Die drit-te Wassergabe erfolgt mit kaltem Wasser, um dieAbkühlung des Haufens einzuleiten.Der Effekt der Spritzdüsen kann durch „Pulsie-
ren“ gesteigert werden, das auch beim sog. „Be-schwallen“ hilfreich ist. Bei Einzelkastenaufstel-lung ist es möglich, den Kohlensäuregehalt derHaufenluft zu steigern, wobei unter der Voraus-setzung dichter Schieber usw. CO2-Gehalte von4–8% erreicht werden. Unter Berücksichtigung be-
rufsgenossenschaftlicher Vorschriften lässt sich inder Lösungsphase das Wachstum schon mit 3–4%CO2 etwas eindämmen und somit Schwand sparen.Auch ist der Haufen leichter und unter Einsatz vonweniger Kälte zu führen. Zu frühes Arbeiten mithöheren CO2-Gehalten von 8–10% verschlechtertjedochdieAuflösung unddie Enzymkräfte desMal-zes (s. Abschn. 1.4.1). Eine Anpassung der Ventila-tordrehzahl an den geringeren Luftbedarf am Endeder Keimung spart Energie, Kornsubstanz und ver-mag sogar einige Analysenmerkmale wie z. B. dieVz 45 °C zu verbessern.Durch die Anwendung künstlicher Kühlung
und – in der kälteren Jahreszeit – durch tempera-turabhängige Steuerung von Frisch- und Rückluft-klappe kann die Haufenführung automatisiert wer-den (s. Abschn. 1.5.3.7). Es hat jedoch der weit-gehende, bei hohen Räumen ausschließliche, Um-luftbetrieb den Vorteil der einfacheren Automa-tisierung und der Darstellung einer gewünschtenKohlensäureatmosphäre. Die hiermit verbundeneSchwandersparnis ist gegen etwas höhere Energie-kosten in der Übergangszeit und im Winter aufzu-rechnen.Das Wiederweichverfahren kann nur bei hier-
für geeigneten Keimkästen angewendet werden. Essetzt eine entsprechende Stabilität des Kastens we-gen der durch das Wiederweichwasser hervorge-rufenen Gewichte sowie eine wasserdichte Kasten-konstruktion mit hochgesetzten oder mit Schleu-sen abgesicherten Ventilatoren voraus. Nach eineretwa eintägigen Weiche gelangt das Gut mit ei-nem Wassergehalt von rd. 38% in den Keimkas-ten. Es keimt bei Temperaturen von 16–18 °C sehrrasch und gleichmäßig, jedoch ist die Wurzelbil-dung infolge des niedrigen Wassergehaltes nur ge-ring. Nach rund 48 h Keimzeit wird der gesamteKasten geflutet. In Abhängigkeit von der Tempe-ratur des Wassers (12–18 °C) beträgt die Wieder-weichzeit zwischen 24 und 8 h Je kälter das Wasser

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 56 — le-tex
56 Die Technologie der Malzbereitung
ist, umso mehr Zeit wird benötigt, um den Keim-ling zu „inaktivieren“. Anschließendwird das Keim-gut einer 48–60h währenden Lösungsphase aus-gesetzt; bei dem hohen Wassergehalt von 50–52%nach der Wiederweiche verläuft die Lösung raschund weitgehend, sogar bei niedrigen Temperaturenzwischen 12 und 14 °C. Das Wurzelkeimwachstumwird stets knapp sein, dagegen kann es bei längererLösungsphase zu einem starken Vorschieben desBlattkeims, ja sogar zuHusaren kommen. Auchdie-seMalze sind enzymreich, wenn auchmanche Exo-Enzymaktivitäten (Peptidasen, Glucanasen) etwasschwächer entwickelt sind. Der Schwand liegt beirichtiger Durchführung des Verfahrens bei 5–6%der Trockensubstanz.Eine Art „Wiederweicheffekt“ kann in den übli-
chenKeimkästen auch dadurch erzieltwerden, dasszum Zeitpunkt der Wiederweiche der Wender je-weils im Abstand von ca. 150min zwei Mal in der-selben Richtung unter voller Bewässerung mithilfeder Spritzdüsen durch den Haufen läuft. Auf dieseWeise gelingt es, im Laufe von 12–14h mittels 4 ×2 Wenderpassagen den Wassergehalt des Haufensvon 38 auf 50–52% anzuheben und ähnliche Malz-analysendaten bei nur wenig höheren Schwand-werten als bei klassischer Wiederweiche zu er-reichen. Ein „Beschwallen“ des Keimgutes durchgroße, u.U. im Kasten selbst umgepumpte Wasser-mengen ist dann nutzlos, wenn nicht der Misch-effekt des Wenders für eine gleichmäßige Durch-dringung aller Schichten sorgt. Wenn auch dieWiederweichtechnik Vorteile im Hinblick auf eineBeschleunigung der Keimung und eine Schwand-ersparnis bei steuerbarerMalzqualität erbrachte, sowar doch das Trocknen von ca. 6% mehr Wasserebenso wenig zu vertreten wie der erhöhte Abwas-seranfall oder eine in diesem Zusammenhang getä-tigte Wiederverwendung des Weichwassers.Die geschilderten Verfahren zeigen, wie anpas-
sungsfähig der moderne Saladinkasten mit Einzel-belüftung und künstlicher Kühlung ist und welcheMöglichkeiten er bieten kann.DasHaufenziehen soll selbst bei sehr großen Ein-
heiten in wenigen Stunden (2–3) möglich sein. Einmechanischer Grünmalztransport, bestehend ausGrünmalzelevator, Schnecken- oder Redlerförde-rern, wird entweder über Kraftschaufeln (Schrap-per) oder über eigene Ausräumwagen beschickt.Nachdem die ursprüngliche Gerstenschüttung vonz. B. 100 t durch die Grünmalzfeuchte ein Gewichtvon 150–160 t aufweist, muss eine derartige Anla-ge eine Leistung von 50–80 t/h haben, umdie Darrein einer erträglichen Zeit zu beladen. Kraftschau-feln benötigen zu viel Personal (2–3 Mann), die Ar-beit ist bei großen Kästen anstrengend. Ausräum-
wagen sind nur bei Keimsälen wirtschaftlich; sieerfordern das Ausfahren des Wenderwagens, da-mit der Ausräumer in Tätigkeit treten kann. Sei-ne Bedienung erfordert nur eine Person. Die neu-este und wirtschaftlichste Lösung, die auch mit derGröße der Kästen Schritt hält, ist derAusräumwen-der, der sich mit der üblichen Geschwindigkeit von0,4m/min ein bestimmtes Stück in den Haufen ar-beitet und diesen portionsweise mit 10m/min indie Gosse des Grünmalztransportes schiebt. Er ar-beitet vollautomatisch und bedarf nur der Über-wachung. Bei pneumatischem Grünmalztransportwar das Einschaufeln des Gutes in Saugtrichteroder -rüssel mühsam und personalaufwendig. DieKochsche Ausräumung nützt die Hubwirkung derWenderspiralen aus, die das Grünmalz in die Quer-schnecke heben, die es ihrerseits in den Aufnehmereines Teleskoprohres der Sauganlage schiebt. Auchhier sind hohe Förderleistungen mit nur einemMann zumAnstecken der Rohre möglich. Auf ähn-lichen Grundsätzen beruhen sog. „Ausräumsets“,die leicht in bestehende Anlagen eingepasst wer-den können. Interessant – vorwiegend für mecha-nischen Transport – ist die Wanderhorde, die dasGut langsam über die Grünmalzgosse des Kastensschiebt. Sie läuft entweder am Kastenboden oderüber der Kastendecke zurück und kann verschie-dentlich automatisch gereinigt werden. Sie erlaubtbei entsprechend angeordneten Weichen auch ein„trockenes“ Ausweichen des Gutes.Die Reinigung der Keimkästen, namentlich der
Tragbleche, des Wenders und der Spritztürme mitden Kanalsystemen, muss sorgfältig geschehen.DurchHochdruckspritzen konnte diese Arbeit ver-einfacht werden. Motorgetriebene Reinigungswa-gen reinigen den Bereich unter der Horde automa-tisch mit Lauge und besorgen auch die Nachspü-lung. Stützkonstruktionen erfordern zwei parallellaufende Einheiten. Ein ähnlicherWagen kann auchfür die Reinigung des Kastens oberhalb der Hordeeingesetzt werden. Die Kosten für derartige Reini-gungsgarnituren lassen es wünschenswert erschei-nen, diese jeweils für mehrere Kästen einsetzen zukönnen. Dies erfordert aber bewegliche Frontseitensowie eine Querverbindung von Kasten zu Kasten.Die maschinelle Pflege erstreckt sich auf die Venti-latoren, denWendermechanismus und die Kühlan-lage.Weitere pneumatische Mälzungsanlagen beru-
hen praktisch alle mehr oder weniger auf dem Prin-zip des Saladinkastens: Die Wanderhaufenmälze-reien, die eine horizontale oder vertikale Fortbewe-gung des Haufens vorsehen, oder die „statischen“Systeme, die in einer Einheit alle Verfahrensschrit-te: Weichen, Keimen und Darren ermöglichen.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 57 — le-tex
Die verschiedenen Mälzungssysteme 57
Runde Keimkästen in einer Ebene oder überein-ander („Keimtürme“) angeordnet waren ursprüng-lich als Keimdarrkasten (s. Abschn. 1.6.2.3) geplantund sind bis zu den Energiekrisen auch als solchebetrieben worden. Um der Energierückgewinnungwillen wurde dann der Prozessschritt des Darrensabgetrennt. Seit den 1980er Jahren erstellte Anla-gen dienen ausschließlich der Keimung. Sie werdenin Größen bis zu 600 t/Einheit in Schalbetonbau-weise erstellt, wobei die spezifische Beladung zwi-schen 450 und 580 kg/m2 Fläche beträgt. Die Hor-den sind aus Edelstahl, ebenso ist der Raum un-ter der Horde um der leichteren Reinigung willenmit Edelstahl ausgekleidet. Die Horden sind entwe-der feststehend mit einem sich drehenden Wenderoder drehbarmit feststehendemWender.DieDreh-horden werden über mehrere Getriebemotoren inder Peripherie über einen Zahnkranz angetrieben,wobei z. B. bei 300m2 Hordenfläche zwei Drehge-schwindigkeiten von 60 und 120min/Umdrehungin beiden Richtungen dem Wenden bzw. dem Auf-tragen und Abräumen dienen. Die Abdichtung derHorde gegenüber der Gebäudewand ist bei Dreh-horden von großer Bedeutung. Die Drehgeschwin-digkeit der Horde ist beim Wenden so zu ver-anschlagen, dass die Umfangsgeschwindigkeit derHorde außen nicht über 0,55m/min beträgt. Sieverringert sich auf der Länge des Wenders bis zumZentrumauf 0,15m/min. Aus diesemGrundemüs-sen die Umdrehungszahlen der Wenderschneckenvon außen nach innen von 12 auf 3,5U/min verrin-gert werden, um einen zu starken Keimabrieb odergar eine Beschädigung desGutes zu vermeiden.AmWender ist ein heb- und senkbares Be- und Ent-ladegerät mit querliegender Schnecke (im innerenDrittel als Bandschnecke ausgebildet) angebracht,das ein Be- und Entladen innerhalb von jeweils zweiStunden ermöglicht.Eine neuere Entwicklung ist es, runde, einstö-
ckige Einheiten aus schon vorgefertigten Wand-profilen zu errichten. Diese sind bereits gekan-tet und lackiert und werden zu einem zylinderför-migen Gebäude zusammengefügt. Dabei sind al-le notwendigen Öffnungen und Aussparungen inden einzelnen Elementen schon vorhanden: Fürdie Verbindung der Wandelemente untereinan-der, für deren Verbindung mit der Bodenplatteund den Dachsegmenten sowie für die Aufnah-me der Einbauten. Die Wandprofile werden ent-sprechend der Krümmung des Behälterdurchmes-sers zusammengeschraubt undmit einer Edelstahl-plattierung versehen. Der so entstehende Zylinderist durch die Bodenplatte und durch einen Trau-fenring stabilisiert. In den fertigen Zylinder wer-den dann die Horden-Unterkonstruktionen und
die Hordenböden eingebracht, bevor die Dachseg-mente aufgesetzt sind. Der Wender mit Verteil-undAbräumschneckenwird eingebracht, bevor dasletzte Dachsegment aufgesetzt ist. Die Anlage istisoliert.Die Belüftungseinrichtungen befinden sich in ei-
nem seitlich am Keimturm angeordneten Bauwerk,zusammen mit Treppenhaus und Aufzugschacht.Die Belüftungseinheitenmit Axial- oder Radialven-tilatoren, bei großen Anlagen meist deren zwei,sind auf eine Leistung von 600m3/(t h) ausgelegtund frequenzgesteuert auf beliebig geringere Tou-renzahlen zu regulieren. Die Kapazität der Kühlerist 10 500 kJ/(t h) bzw. 2500 kcal/(t h). Eine Befeuch-tung der Eintrittsluft ist trotz Rückluftverwendung(die Anordnung der Rückluftkanäle ist baulich auf-wendig) unerlässlich.Die Keimung läuft bei den runden Kästen – ganz
gleich ob übereinander oder in einer Ebene ge-baut – nach denselben Grundsätzen ab wie beiden rechteckigen Einheiten. Häufig werden zweiWeichtage in Trichterweichen oder in je einerTrichterweichengruppe und einer Flachweiche ein-gehalten; die Keimzeit ist auf 6 Tage, seltener auf 5Tage veranschlagt.Die Reinigung der großen Anlagen geschieht
durch Hochdruckspritzen für Heiß- und Kaltwas-ser oder über eine, in jedem Kasten installierte au-tomatische Reinigungsanlage, die auch eine Lau-genbehandlung vorsieht.Bei Drehhorden ist die automatische Reinigung,
vor allem unter der Horde einfacher, da die Reini-gungsvorrichtung fest installiert ist.In großen Keimanlagen, wie Keimtürmen, kön-
nen auch Roboter eingesetzt werden, die mit-tels Akku/Elektromotor angetrieben werden. Einschwenkbarer Arm, der die Düsen trägt, beauf-schlagt die zu reinigenden Flächenmit Hochdruck-wasser, dem Reinigungs- und Desinfektionsmittelzugesetzt werden können. Die Anlage arbeitet voll-automatisch. Es ist aber auch hier eine Frage, wielang ein derartiger Reinigungsvorgang dauert, dasich in Verbindung mit dem Abräumen und Bela-den unweigerlich eine Verkürzung der Keimzeit er-gibt. Es ist aber zu bedenken, dassMalz ein Lebens-mittel ist und deshalb unter den hierfür verbindli-chen Hygiene-Richtlinien gearbeitet werden muss.
1.5.3.4 Die Wanderhaufenmälzerei baut sich aufaus einer Reihe von Keimkästen, die mit ihrenLängsseiten aneinanderschließen. Eine Keimstraßeumfasst 7–9 Kästen, von denen jeder in zwei Halb-tagesfelder unterteilt ist, sodass sich 14–18 eigenszu belüftende Abteilungen ergeben. Während derKeimzeit wandert der Haufen vom ersten Halbta-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 58 — le-tex
58 Die Technologie der Malzbereitung
gesfeld, auf welches ausgeweicht wird, zum letzten.Von hier aus gelangt der Haufen entweder über denGrünmalztransport zur Darre, oder aber der Wen-der des Wanderhaufens befördert ihn auf eine di-rekt anschließende, hinter einer Temperaturschleu-se hordengleich angeordneten Darre. Der Bodendes Wanderhaufens besteht aus den üblichen Hor-denblechen oder Spaltsiebhorden. Die Belüftungkann als Längsbelüftung oder als Querbelüftungausgeführt sein. Die Längsbelüftung beinhaltet fürjede Keimstraße zwei Ventilatoren und zwei Kühl-türme jeweils für zwei verschiedene Luftqualitäten,ggf. für Frisch- und Rückluft. Beide Luftarten wer-den in übereinanderliegende, parallel zum Keim-system verlaufenden Kanäle geführt. Durch Schie-ber kann jedemHalbtagesfeld die gewünschte Luft-temperatur durch Mischen der beiden Luftquali-täten zugeführt werden. Bei querbelüfteten Anla-gen verlaufen die Luftzuführungskanäle senkrechtzurKeimstraßenachse. Deshalb sind auch die Kühl-und Befeuchtungseinrichtungen an der Längsseiteder Keimstraße angeordnet. Hierbei ist zu unter-scheiden zwischen Einzelkühltürmen, die jeweilsein Tagesfeld versorgen, und zwischen Anlagenmitzentraler Luftaufbereitung. Bei Letzteren werdenFrisch- undRückluft getrennt, gereinigt, temperiertund befeuchtet. Von hier aus gelangt die Luft überNachkühler, wo Frischluft und Rückluft je nach denBedingungen der einzelnen Haufen vermischt wer-den. Die Nachkühler sind unterschiedlich groß undfassen jeweils mehrere Keimtage zusammen (1.,2./3., 4./5., 6./7./8. Keimtag). Die Querbelüftungs-systeme ermöglichen die Versorgungmehrerer par-allel liegender Keimstraßen.Der Wender der Wanderhaufenanlage hat zu-
gleich eine Wende- und Transportfunktion zu er-füllen, denn er befördert mit jedem Wendevor-gang den Haufen um ein Halbtagesfeld weiter. Isteine Darre direkt an die Keimstraße angeschlos-sen, so muss er im Bedarfsfalle etwa den doppeltenWeg bestreichen können, eine Aufgabe, die danndurch entsprechende Klappenstellung gewährleis-tet wird. Der Wender besteht aus einem Rahmen-wagen, der sich mit einer Geschwindigkeit von0,33m/min fortbewegt, die Leerlaufgeschwindig-keit beträgt das Achtfache (2,5m/min).In diesem Wagen ist hydraulisch heb- und senk-
bar ein über die gesamte Kastenbreite arbeitendesDreiecksbecherwerk eingehängt. Die Neigung desBecherwerks an der aufnehmenden Flanke ist soeingestellt, dass sie dem mittleren Böschungswin-kel des Gutes entspricht. Dieses wird dann entge-gen der Wenderichtung genau um ein Halbtages-feld weiterbefördert. Es muss damit zweimal amTage gewendet werden, um auf den ersten beiden
HalbtagesfeldernRaumzumAusweichen zu gewin-nen. Die Darre wird einmal täglich beschickt, d. h.es müssen zwei Partien gleichzeitig gezogen wer-den. Der Wendevorgang erfolgt vom Keimstraßen-ende zum Keimstraßenanfang, d. h. vom Althaufenzum Ausweichfeld. Die Leistung des Wenders istso bemessen, dass eine Einheit für 3–4 Keimstra-ßen genügt. Die Wendearbeit ist gegenüber demSaladinkasten anders: Das Dreieckpaternosterwerkübt eine Wurfbewegung aus ähnlich dem Haufen-widern auf der Tenne. Doch erzielt es keine Um-schichtung, sondern nur eine gleichmäßige und in-tensive Vermischung des Gutes. Nun ist aber diesich beim Herabfallen des Keimgutes ausbildendeBöschung derjenigen der aufnehmendenKante ent-gegengesetzt. Es bildet sich also jeweils am Über-gang von einem Haufen zum anderen eine Misch-zone aus. Während die Böschung an der Aufnah-meseite konstant ist, hängt die sich beim Fall desGutes ausbildende vomWassergehalt und vom Ge-wächs des Grünmalzes ab. Sie schwankt zwischen44° beim Nasshaufen und 65° beim Jung- bzw. Alt-haufen. Das Ausmaß der Mischzonen einer Keim-straße kann rund 35% umfassen.Der beschriebene Wender darf aus Stabilitäts-
gründen eine Kastenbreite von 5,6m nicht über-schreiten. Dies beschränkt auch die Größe ei-ner Tagesleistung auf 15 t pro Keimstraße. NeuereWenderkonstruktionen mit nebeneinanderliegen-den Förderschnecken erlauben eine größere Breiteund damit eine Erhöhung der Tagesleistung auf ca.50 t. Die Vermischung des Keimgutes unterschied-licher Stadien ist hier ungleich geringer, da die Bö-schung bei der Aufnahme des Gutes der sich beimWurf bzw. Fall ausbildenden nicht mehr entgegen-gesetzt ist.Die Keimbedingungen im Wanderhaufen ent-
sprechen denen eines Keimkastens, der sich in ei-nem Keimsaal befindet. Die Temperaturdifferenzzwischen der obersten und untersten Schicht liegtwie dort bei 1,5–2 °C. Wegen der eintretenden Ver-mischung ist es zweckmäßig, die Haufentempe-raturen am 3./4. Keimtag auf 17 °C zu steigern,um eine gute cytolytische Auflösung zu erzielen.Die Feuchtigkeitsverhältnisse entsprechen eben-falls den Bedingungen der Kastenmälzerei. Trocke-nes Ausweichen ist möglich. Eine stufenweise Er-höhung der Keimgutfeuchte ist infolge der sehrintensiven Mischwirkung besonders des Schne-ckenwenders leicht darzustellen. Eine Anreiche-rung von CO2 im Haufen ist unter den Gegeben-heiten des Keimsaales nicht möglich. Der Wander-haufen liefert Malze von einwandfreier Auflösung.SeinHauptvorteil liegt in der einfachenArbeitswei-se und dem geringen Personalbedarf. Eine automa-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 59 — le-tex
Die verschiedenen Mälzungssysteme 59
tische Temperaturregulierung ist über die einzel-nen Luftkühler gewährleistet.
1.5.3.5 Der Umsetzkasten System Lausmann istebenfalls ein „Wanderhaufen“. Die in einer Reihe di-rekt nebeneinanderliegenden Keimkästen von qua-dratischer oder rechteckiger Grundfläche verfügenüber ein heb- und senkbares Hordensystem. DieBewegung derselben wurde bei älteren AnlagenmitWasser- oderÖldruckzylindern vorgenommen,bei neueren erfolgt sie mit synchron angetriebe-nen Schraubenspindeln, die selbst bei großen Ein-heiten eine gleichmäßig horizontale Bewegung derHorden ermöglichen. Durch das Anheben der Hor-de ragt das Keimgut über die Trennwand zu denangrenzenden Keimkästen hinaus und wird mit-tels eines besonders konstruierten Wenders in dienächste Kasteneinheit bzw. auf die Darre befördert.Der Wender, der auf dem Fördersystem des Krat-zers beruht, hat eine Ausdehnung, die zwei Käs-ten umfasst, damit das gewendete Grünmalz auchvöllig eben geräumt werden kann. Die beim Wen-den beschickte Horde wird abgesenkt. Eine geringeVoreilung von z. B. 20 cm erbringt eine gute Um-schichtung des Gutes, hat aber im zuerst beschick-ten Drittel des Kastens eine gewisse Pressung unddamit hier einen geringen Luftdurchsatz zur Folge.Eine größere Voreilung der Horde von z. B. 70 cmvermindert die Pressung, schafft eine gleichmäßi-ge Belüftung, doch dauert es einige Zeit, bis sichdie im zuerst beschickten Drittel des Kastens vor-liegenden höheren Temperaturen ausgeglichen ha-ben. Dies kann bei neuerenKonstruktionen vermit-tels einer etwas höherenKeimgutschicht durchAb-kippen einer Hordenhälfte weitgehend eliminiertwerden. Auch beim Beladen einer Anschlussdarreist eine derartige Anpassung erforderlich, abgese-hen davon, dass auch die Fläche derselben um 75%größer sein muss als der mit 600–620kg/m2 bela-dene Keimkasten.Durch das beschriebene Wenden liegt das Gut
sehr locker im Kasten. Hierdurch wird nur einWendevorgang pro Tag erforderlich. Das gleich-zeitige, durch eine genügende Zahl von Düsenrei-hen erfolgende Spritzen erlaubt einen Anstieg derKeimgutfeuchte um bis zu 6% pro Wendevorgang.Die hierdurch besonders stark einsetzendeWärme-entwicklung im Gut muss durch eine entsprechen-de Auslegung der Ventilatoren und Verdampfer fürden 2., 3. und 4. Keimtag Rechnung getragen wer-den. Nachdem jedoch hier wie beimWanderhaufen(s. Abschn. 1.5.3.4) an jedem Tag ein jeweils spe-zifisches Keimstadium vorliegt, können BelüftungundKühlung unter Zugrundelegung von insgesamt
7 Weich- und Keimtagen die unten aufgeführtenDaten haben.Die Lüfter verfügen über polumschaltbare Mo-
toren, die bei geringerem Luftbedarf auf 2/3 derLeistung geschaltet werden können. Neue großeAnlagen verfügen über frequenzgesteuerte Venti-latoren. Durch entsprechend tiefe Anordnung derHubzylinder z. B. in Kasten 2 und 3 kann die Hor-de so weit abgesenkt werden, dass dort ein Wie-derweichverfahren bei relativ geringemWasserauf-wand durchgeführt werden kann. Einem ähnlichenZweckwie dem inAbschn. 1.5.3.3 geschilderten sollauch die verschiedentlich eingebaute „Beschwal-lung“ dienen, die über ein Netz von großen Düseneine große MengeWasser in 15–25min aufzubrin-gen gestattet. Nachdem jedoch hier kein gleichzei-tiger Wendeeffekt gegeben ist, fällt diese Befeuch-tung nicht effizient genug aus. Die Anlagen wer-den heute bis zu 60 t/Kasten gebaut; sie sind wirt-schaftlich zu betreiben und gestatten die gezielteEinhaltung der verschiedenenKeimungsparameter.Lediglich die Kohlensäureverhältnisse entsprechendenen des Keimsaales.
Kasten 1 2 3 4 5 6
Lüfterm3/t, h
450 600 750 750 600 450
Verdampferkcal/t, h
1500 2000 2500 2500 1500 1000
1.5.3.6 Andere Mälzungssysteme: Bis zur 7. Auf-lage dieses Buches wurde eine Reihe von Mäl-zungssystemen besprochen, die in den 1960er- und1970er-Jahren entwickelt wurden, die aber meistaus demGrund zu kleiner Chargen nicht mehr wei-ter betrieben wurden. Es sind dies der Keimturm(Optimälzer) oder kombinierteWeich-/Keim-/undDarrbehälter (z. B. die Poppsche Zelle). Sie habenzweifellos einen wertvollen Beitrag zum heutigenStand der Mälzereitechnologie geleistet. Sie kön-nen in den früheren Auflagen nachgelesen werden.Auch das Kohlensäurerastverfahren nach Kropff
ist nicht mehr anzutreffen, da es eine eigene Kas-tenkonstruktion, den „Lösungskasten“ erforderte,der nach ca. 4 Tagen klassischer Keimung beschicktwurde und das Gut 2–3 Tage lang einer „Koh-lensäurerast“ aussetzte, die allerdings eine täglichzweimalige Entfernung der Kohlensäureatmosphä-re erforderte, um eine „intramolekulare Atmung“mit einer Zersetzung des Mehlkörpers zu vermei-den. Wohl konnten 2–4% an Schwand eingespart

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 60 — le-tex
60 Die Technologie der Malzbereitung
werden, doch war das Beschicken und Entleerendes „Kropff-Kastens“ arbeitsaufwendig. Die Größeeines Kastens war auf ca. 15 t beschränkt. Die klas-sische Arbeitsweise mit diesem System ist ebenfallsin früheren Auflagen ausführlich geschildert.Bei Einzelkastenaufstellung ist eine geziel-
te, maßvolle Kohlensäureanreicherung von ca.4% selbst mit großen Einheiten erzielbar (s.Abschn. 1.5.3.3).
1.5.3.7 Neue statische Systeme: Hier sind zwei un-terschiedlich arbeitende Anlagen auf dem Markt.Eine Keim- und Darrtrommel, die von einer ei-
genen Weiche aus beladen wird und auf dem Sys-tem der Kastenkeimtrommel (s. Abschn. 1.5.3.2)aufbaut. Die Arbeitsweise ist wie dort beschrieben.Beim Darren wird nach dem Prinzip der Einhor-dendarre verfahren. Es können helle und dunkleMalze erzeugt werden. Die Trommel ermöglichtauch die Herstellung von Karamellmalzen. Bishersind Anlagen bis zu 10 t pro Trommel ausgeliefertworden.EineWeich-, Keim- und Darranlage in einemBe-
hälter. Das Gerät verfügt über die üblichen Anlagenzur Luftklimatisierung fürWeichen und Keimen Esist mit einem Schnecken- bzw. Schraubenwenderausgestattet. Zum Darren ist ein Lufterhitzer vor-handen, der mehrere derartige Einheiten bedienenkann. Auch hier können neben hellen und dunklenMalzendie verschiedenenTypen vonKaramellmal-zen hergestellt werden.
1.5.3.8 Der Einsatz von Starterkulturen: Wieschon in Abschn. 1.4.1.8 beschrieben, enthaltenGerste oder andere vermälzbare Getreidearten, jenach Witterungsbedingungen bei Aufwuchs undErnte eine mehr oder weniger starke Mikroorga-nismenflora. Um nun den „Besatz“ an Schimmel-pilzen, Bakterien und Hefen zu verringern, wirdeine Behandlung des Weich- und Keimgutes mit„Starterkulturen“ mit bestimmten Lactobazillen-stämmen vorgeschlagen. Die hierbei erhalteneMilchsäuregärung wird schon in der Lebensmit-telindustrie zur natürlichen Konservierung von Le-bens- und Futtermitteln angewendet. Starterkultu-ren von Lactobacillus plantarum und Pediococcuspentosaceus zum 1. und 2. Weichwasser in einerMenge von 4 bzw. 8% erzielten eine Verringerungdes Anteils der fusarienbefallenen Körner sowieeinen niedrigeren Gehalt an Toxinen, wie z. B. anZearalenon und Desoxynivalenol (DON). Auchdas den Hefen zugeordneteGeotrichium candidumerzielte ähnliche Effekte. Der Zusatz zur Weicheist deshalb wichtig, weil hier bereits eine starkeVermehrung an Mikroorganismen beginnt. Neben
Schimmelpilzen wird auch die Bakterienflora ver-ringert. Eine besonders günstige Wirkung entwi-ckelt der bekannte Stamm Lactobacillus amylolyti-cus, der selbst über extrazellulare Enzyme verfügt.Damit ist ein kompetitiver Effekt mit den Enzymender ursprünglichen Organismenflora gegeben, beidem aber die Organismen der Starterkulturen do-minieren.Zusammenfassend ist zu diesem, immer noch in
derWeiterentwicklung befindlichen Thema festzu-stellen:Die Starterkulturen können von Getreide bzw.
den hieraus hergestellten Malzen isoliert und pro-pagiert werden; die Betriebshygiene beimWeichenund bei der folgenden Keimung ist deutlich besser;dieMalzanalysen sinddurchdie (letztlich nur leich-te) pH-Absenkung im Malz günstiger und gleich-mäßiger; der Mälzungsschwand ist durch eine ge-wisse Inhibition des Wurzelkeimwachstums nied-riger. Eine Verringerung der Gushing-Neigung desMalzes konnte mangels Material bisher noch nichtfestgestellt werden.
1.5.3.9 Die Beeinflussung der Keimung durch be-sondere Methoden: Hierbei ist zu unterscheidenzwischen der Verwendung keimhemmender Stof-fe (Keimungsinhibitoren) und dem Einsatz vonWuchsstoffen (Aktivatoren).Keimhemmende Stoffe spielen in Deutschland
keine Rolle. Der Einsatz von Salpetersäure odersalpetersaurem Harnstoff sollte das Wurzelkeim-wachstum einschränken. Er hat nur geschichtlichesInteresse. Im Ausland konnte sich Kaliumbromat(100–300mg/kg Gerste) als Proteaseninhibitor daund dort einführen. Bei Zusatz zum letztenWeich-wasser kann eine Schwandersparnis um ca. 2% er-zielt und die Eiweißlösung reduziert werden. Auchdas z. B. bei Flutweichverfahren hitzige Wachstumerfährt eine Dämpfung.Der Zusatz von Enzymen, wie z. B. der
Endo-β-Glucanase bewirkt bei schwerer löslichenGersten (mehrzeiligenWintergersten) eine Verbes-serung der cytolytischen Lösung. Die Glucanasen,die von Schimmelpilzen gewonnen werden, kom-men aber erst am letzten Keimtag zum Zusatz,oder gar mittels einer Dosierschnecke beim Hau-fenziehen. Da diese Enzyme stabiler sind als diekorneigenen, kommen sie voll beim Maischen zurWirkung.Zu den Keimungsaktivatoren zählt die Gibberel-
linsäure, die auch im keimenden Korn vorhandenist. Der inMengen von 0,01–0,25mg/kg Gerste zu-gesetzte Wuchsstoff bewirkt eine rasche und ver-mehrte Enzymbildung. Als Folge einer verstärktenEnzyminduktion verzeichnen die fertigen Grün-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 61 — le-tex
Die verschiedenen Mälzungssysteme 61
malze eine sehr weitgehende cytolytische und pro-teolytische Lösung, sodass die Keimzeit von 7 auf4–5 Tage verkürzt werden kann. Vor allem bei hö-heren Gaben führt die sehr starke Bildung von nie-dermolekularenAbbauprodukten zu einer übermä-ßigen Farbebildung beim Darren. Am logischstenist der Zusatz der Gibberellinsäure zum Weich-wasser, doch wird hier die 2 1/2-fache Menge be-nötigt wie beim Aufsprühen nach dem Auswei-chen des Gutes, um den gleichen Effekt zu erzie-len. Kleine Mengen von 0,01–0,03mg/kg dienender Verbesserung schwerlöslicher Gersten, Dosa-gen von 0,06–0,10mg/kg (gegeben im Keimkas-ten) der Verkürzung der Keimzeit. Bei einer 4-bis 5-tägigen Keimung halten sich die Verände-rungen im Malz, also auch der Kongresswürze-farbe, in einem normalen Rahmen. Die Kochfar-be (s. Abschn. 1.8.3.6) erfährt jedoch selbst beikleinen Dosagen eine deutlichere Erhöhung als beiunbehandeltem Malz. 0,15–0,25mg/kg vermögendie mangelnde Keimenergie einer Gerste auszu-gleichen. Wuchsstoffe erbringen keine oder nur ei-ne geringe Schwandersparnis. Dagegen kann ei-ne Kombination von 0,25mg Gibberellinsäure und100mgKaliumbromat pro kg Gerste eine Verringe-rung des Mälzungsschwandes, eine gezielte Beein-flussung der Auflösung neben einer VerkürzungderKeimzeit bewirken. Auch in Verbindung mit war-merWiederweiche bei 40 °C kann Gibberellinsäureverfahrenstechnische Vorteile erbringen.Besonderes Interesse gewinnt die Gibberellin-
säureverwendung bei vorherigem „Abschleifen“der Gerste. Hierbei werden 0,5 bis 1,0% der Korn-umhüllung entfernt; die Verletzungder Frucht- undSamenschale kann ein gleichmäßigeres Eindringender Gibberellinsäure in das Korninnere bewirken,sodass die Enzymbildung und die Auflösung ra-scher voranschreiten. Durch die Beschädigung derFrucht- und Samenschale lassen sich auch die Mäl-zungseigenschaften frisch geernteter Gersten ver-bessern. Die Keimzeit wird auf 50–40% verkürzt.Ein Nachteil neben dem Verlust an Kornsubstanzist es, dass der Lösungsgrad während der Keimungnur sehr schwer abgeschätztwerden kann,wodurchdie sehr intensive Enzymwirkung u.U. beim fol-genden Schwelkprozess eine nachträgliche Überlö-sung bewirkt. Am besten ist es, die Keimung zumgünstigsten Zeitpunkt abzubrechen, z. B. beim Ein-satz in Keimdarrkasten. Auch kann das Gut beimTransport sehr leicht beschädigt werden. Eine wei-tere Beschleunigung erfährt dieser Prozess durchAnwendung von leicht angesäuertemWeichwasser(ca. 0,01 n H2SO4).Es hat sich jedoch gezeigt, dass das Abschleifen
von 1–2% der Gerstenmenge auch ohne Gibbe-
rellinsäurezusatz positive Effekte hat: Weitgehen-de Eliminierung der Wasserempfindlichkeit, inten-sives, rasches Wachstum, kräftige Enzymentwick-lung und -wirkung und Einsparung von mindes-tens 24 h Keimzeit. Der Abrieb der Spelzen äußertsich in einer höheren Extraktausbeute des Malzes(was sogar die Verarbeitung mehrzeiliger Winter-gersten ermöglichte) und hohen Lösungswerten,die aber auch eine stärkere Zufärbung im Gefolgehaben. Dies ist auch bei der kombinierten Anwen-dung mit Gibberellinsäure der Fall. Die derzeit in-dustriell verfügbaren Abschleifapparate haben eineLeitung von 8 t/h. GrößterWert muss darauf gelegtwerden, dass alle Körner bearbeitet sind. Hier istnoch Entwicklungsarbeit zu leisten.Durch Quetschen der auf 37–39% geweich-
ten Gerste (Zweiwalzen-Mühle, Spaltweite 1,8 bis2,0mm) wird auf die Aleuron- undMehlkörperzel-len eine Kraft ausgeübt, die ein Brechen von Zell-wandstrukturen zur Folge hat und die eine gleich-mäßigere Verteilung von Wasser und sofort nachder Quetschbehandlung zugesetzter Gibberellin-säure (0,25–0,75 ppm) – bewirkt. Nach 5-tägigerKeimung bei mind. 40% Feuchtigkeit resultiertenMalze, die der Spezifikation entsprachen. Das Ver-fahren lieferte ohne Gibberellinsäure trotz ange-wandter höherer Keimgutfeuchte keine befriedi-genden Ergebnisse.Die Verwendung von Gibberellinsäure ist in
Deutschland nicht gestattet. Sie kann mittels im-munologischer Methoden auch in geringsten Do-sagen nachgewiesen werden.EineMethode zurAufbesserung desMalzes stellt
ein Zusatz von Zuckerlösung gegen Ende der Kei-mung dar. Die so behandelten „Glucose“-Malze ha-ben höhere Extraktwerte und verbesserte Lösungs-eigenschaften.Zu den besonderen Keimmethoden sind die
verschiedenen Weiterentwicklungen des Wieder-weichverfahrens zu zählen (s. Abschn. 1.5.3.3). EineWiederweiche von 3 hbei 30 °C dämmtdasWurzel-keimwachstum deutlich ein. Es gelingt hier, die Ge-samtweich- und -keimdauer auf 96–110h zu redu-zieren und den Mälzungsschwand auf nur 4% ab-zusenken.In Verbindung mit Gibberellinsäure kann eine
Abkürzung der Weich- und Keimzeit auf 84–96 hbei Anwendung des Mehrfachweichverfahrens er-reicht werden, wenn die Wiederweichtemperatu-ren bei 40 °C liegen. Die hierdurch bewirkte In-hibition des Wurzelkeimwachstums erlaubt eineentsprechende Absenkung des Schwandes. DieUmsetzungen im Malz können einmal durchdie Gibberellinsäurekonzentration, zum anderendurch die Bemessung der inaktivierenden Warm-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 62 — le-tex
62 Die Technologie der Malzbereitung
wasserweiche gesteuert werden. Derartige Metho-den machen ein Bewegen oder Wenden des Keim-gutes überflüssig; sie können daher hauptsächlichin statischen Anlagen Anwendung finden.
1.5.4 Das fertige Grünmalz
Am Ende des Keimprozesses ist das Grünmalznach seinen äußeren Eigenschaften und nach sei-ner Mehlkörperbeschaffenheit zu beurteilen. Hier-durch ist es möglich, Rückschlüsse über den Ab-lauf des Mälzungsprozesses und die Zweckmäßig-keit der angewendeten Maßnahmen zu ziehen.Der Geruch des Grünmalzes soll frisch und gur-
kenartig sein. Ein säuerlicher, obstartiger Geruchlässt auf fehlerhafte Behandlung der Gerste (bei derLagerung verdorbene Ware) bei der Weiche (Tot-weiche, intramolekulare Atmung) oder bei der Kei-mung (falsch geführte Wiederweiche, zu häufigesSpritzen, zu intensive CO2-Rast bei intermittieren-der Belüftung, ungleichmäßige Belüftung bei ver-legten Horden) schließen. Ein dumpfer, schimme-liger Geruch deutet auf die Verarbeitung verschim-melter Gerste, ungenügender Reinigung derselbenin der Weiche oder auf eine Sekundärinfektion inder Keimanlage hin. Letzteres ist selten, wenn nichtGerste mit vielen verletzten Körnern oder eigensabgeschliffene oder gequetschte Gerste zur Verar-beitung kam. Auch aufgerissene Körner können ei-nen Infektionsschub erfahren. Dumpfer „abgestan-dener“ Geruch kann auch durch einen höheren An-teil an abgeriebenen Wurzelkeimen entstehen, die,da sie sich zwischen die Grünmalzkörner setzen diegleichmäßige Belüftung des Haufens erschweren.Aus diesem Grunde ist das Aussehen des Keim-
gutes täglich bzw. des Grünmalzes zu prüfen, wo-bei vor allem dem Organismenbefall Aufmerksam-keit zukommt: grüne Schimmelrasen durch Peni-cillium-, schwarze durch Rhizopus- oder rote durchFusarien-Arten, deren Auftreten auf der Kornober-fläche, im Mehlkörper oder an beschädigten Stel-len.Ein Auszählen von (Gushing-)„relevanten“ Kör-
nern kann schon ab 0,5% Befall eine Sonderbe-handlung der Partie erfordern.Das Gewächs des Wurzelkeims soll gleichmäßig
entwickelt und frisch sein; braune, verwelkte Keimedeuten auf Wasserverlust durch unzweckmäßigeHaufenführung hin. Keimabrieb stärkeren Ausma-ßes lässt auf eine unbefriedigende Arbeitsweise desWenders oder einen zu häufigenWenderlauf schlie-ßen. Keimabrieb hat eine übermäßige Entwicklungdes Blattkeims zur Folge.Das Gewächs des Wurzelkeims ist täglich zu
überprüfen und das Ergebnis in der Kontrollkartefestzuhalten. Dasselbe gilt für Ausbleiber.
Der Blattkeim soll ebenfalls eine möglichstgleichmäßige Entwicklung zeigen. Husaren sindunerwünscht; sie lassen sich jedoch bei ungleich-mäßigen Gerstenpartien, bei häufigem Spritzenund beiWurzelkeimabrieb nicht immer vermeiden.Im Gegensatz zu Husaren, die durch falsche Hau-fenführung (Warmwerden des Haufens, Schwitz-wassereinwirkung, Spatzenbildung) hervorgerufenwerden, zeigen diese Körner eine trockene Mehl-körperauflösung. Beschädigte Körner haben meistein abnormales Blattkeimwachstum, d. h. vermehr-ten Husarenanfall zur Folge.DieAuflösung, d. h. die Zerreiblichkeit des Korns
soll trocken und mehlig sein. Verspätet keimendeKörner sind meist nur unzulänglich gelöst; schwerlösliche oder mit zu niedriger Feuchtigkeit geführ-te Körner zeigen oftmals in den Randzonen, be-sonders auf der Bauchseite eine „speckige“ Beschaf-fenheit. Die Auflösung soll bei allen Körnern mög-lichst weitgehend gediehen sein (Homogenität). Ei-ne schmierige oder teigige Auflösung kann von zuspätem oder zu starkem Spritzen herrühren. Der-artige Körner neigen zu Geruchsfehlern, sie sindschwer zu trocknen und geben glasige, beim Mai-schen schwer aufschließbare Malze.DerWassergehalt des Grünmalzes vor demHau-
fenziehen sollte ermittelt werden, um nach Kennt-nis der Maximalfeuchte auch über eine möglicheEntfeuchtung zu erfahren. Dieser Wert ist auch fürdie Berechnung des Wasserentzugs beim Darrenwichtig.Die visuelle Kontrolle des Haufens in jedem Sta-
dium des Wachstums gibt – selbst bei voll au-tomatisierten Anlagen – Aussagen über allfälligeKorrekturmaßnahmen. Die Beurteilung des ferti-gen Grünmalzes wiederum ist eine wertvolle Kon-trolle.
1.6 Das Darren des Grünmalzes
1.6.1 Die Vorgänge beim Darren
Das wasserhaltige Grünmalz ist leicht verderblichund muss deshalb durch einen entsprechendenWasserentzug in einen lagerfesten Zustand über-geführt werden. Außerdem sollen die chemisch-biologischen Umsetzungen zu einemAbschluss ge-bracht und die Zusammensetzung des Malzes fest-gelegt werden. Daneben ist es der Zweck des Dar-rens, den rohfruchtartigen Geruch undGeschmackdesGrünmalzes zumVerschwinden zu bringen unddem Malz ein je nach Typ charakteristisches Aro-ma und eine bestimmte Farbe zu verleihen. Außer-dem ist die Entfernung der Wurzeln notwendig, da

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 63 — le-tex
Das Darren des Grünmalzes 63
sie einen bitteren Geschmack hervorrufen und dar-über hinaus zu einemWasseranzug des getrockne-ten Malzes führen.Diese Ziele werden durchdas Trocknen undDar-
ren des Malzes erreicht. Beim Entwässerungspro-zess sind zwei Stufen zu unterscheiden:Das Schwelken, d. h. die Entwässerung des Grün-
malzes bei niedrigen Temperaturen bis auf einenWassergehalt von ca. 10%. Sie ist bis zum sog.„Hygroskopizitätspunkt“ bei 18–20% Feuchtigkeitleicht durchführbar. Die Trocknung auf 10% er-folgt zwar zögernder, sie ist aber doch noch aufeinfachem Wege möglich. Dieses Stadium ist beiHochleistungsdarren am sprunghaften Ansteigender Ablufttemperaturen, dem „Durchbruch“, er-kennbar, bei Zweihordendarren am leichtenDurch-treten der Malzschicht und dem Abfallen der Wur-zelkeime. Helle und dunkleMalze werden verschie-den rasch geschwelkt.Das eigentliche Trocknen, wobei die Entwässe-
rung des hellenMalzes bis auf 3,5–4%, bei dunklembis auf 1,5–2% geführt wird. Dieser Wasserentzugist mit fortschreitender Trocknung immer schwie-riger, da ihm Kapillar- und Kolloidkräfte entgegen-wirken. Hierfür sind Temperaturen von 80–105 °Cerforderlich.Beim Entwässern erleidet das Korn physikalische
und chemische Veränderungen.
1.6.1.1 Die physikalischen Veränderungen erstre-cken sich aufWassergehalt, Volumen, Gewicht undFarbe des Kornes. Die Erniedrigung des Wasser-gehaltes von 41–48 auf 1,5–4% muss so vorge-nommen werden, dass das Grünmalzkorn nichtzu viel Volumen verliert. Durch die Wasserauf-nahme ist das Korn prall; durch die weitgehendeAuflösung wurden im Korninnern feine Hohlräu-me gebildet, die beim Trocknen und Darren er-halten werden sollen, wodurch das Malz gegen-über der Gerste eine scheinbare Zunahme des Vo-lumens um 16–23%, im günstigen Falle sogar über24% verzeichnet. Dieses Ziel kann nur bei vor-sichtiger Entwässerung unter Anwendung hoherLuftmengen und niedriger Temperaturen möglichsein. Nur so wird das Malz mürbe, enzymstark undleicht zu schroten sein. Bei zu raschem Trocknenund bei Einwirkung hoher Temperaturen auf dasnoch feuchte Korn zieht es sich zusammen, wirdhart und schwer (Kontrolle durch das Hektoliter-gewicht bzw. spezifisches Gewicht) und gibt beimMaischen den Extrakt nur unvollkommen her. Gutgelöste Malze neigen weniger zum Schrumpfen alsschlecht gelöste. Durch das Trocknen verringertsich das Gewicht des Grünmalzes: 100 kg Gersteergeben etwa 160 kg Grünmalz. Daraus entstehen
ca. 80 kg Darrmalz. Es muss demnach eineWasser-menge entzogen werden, die dem Gewicht des fer-tigenDarrmalzes entspricht. DasGrünmalz bestehtzurHälfte ausWasser. Die Farbe verändert sich vomGrünmalz (2,0–2,5 EBC-Einheiten) auf 2,5–4 beihellen, 5–8 bei „Wiener“ und 9,5–21 EBC-Einheitenbei dunklem Malz. Geruch und Geschmack gehendieser Farbebildung etwa parallel. An dieser Ent-wicklung sind jedoch chemische Umsetzungen be-teiligt.
1.6.1.2 Die chemischen Veränderungen des Grün-malzes durchdasDarren entstehen entweder durchein weiteres natürliches Wachstum, solange derKeimling noch lebt, oder durch Reaktionen nachAufhören des Wachstums, die als enzymatischeVorgänge weiterlaufen. Schließlich finden nachweitgehender Trocknung oder nach eingetretenerWärmestarre des Korns noch rein chemische Um-setzungen unter dem Einfluss von Wärme undWassergehalt statt, wobei sich die Farbe des Mehl-körpers verändert.Solange die Feuchtigkeit im Gut nicht unter 20%
fällt und die Temperatur nicht über 40 °C steigt,ist weiteres Wachstum feststellbar, das sich in derLänge des Blattkeimes äußert. Die Enzyme bewir-ken ein Fortschreiten der Auflösung, die sich auchin einer Erhöhung der Menge des löslichen Stick-stoffs und niedermolekularer Stärkeabbauprodukteäußern kann, wenn bei bestimmten Wassergehal-ten entsprechende Grenztemperaturen überschrit-ten werden, so z. B. bei 43% 23–25 °C, bei 34%26–30 °C, bei 24% 40–50 °C. Es gilt also bei hellenMalzen eine Trocknung auf niedrigeWassergehaltezu erzielen, bevor die entsprechende Grenztempe-ratur erreicht wird.Bei Temperaturen von 40–70 °C wirken die ver-
schiedenen Enzymgruppen und führen die Abbau-vorgänge fort, bis entweder der sinkende Wasser-gehalt der Enzymwirkung ein Ende bereitet oderhöhere Temperaturen eine Inaktivierung der En-zyme bewirken. Nachdem zu dieser Zeit kein wei-teres Keimlingswachstum mehr gegeben ist, wer-den auch die Abbauprodukte nicht mehr zum Auf-bau neuer Gewebe verbraucht. So häufen sich imKorn die verschiedenen Zucker (Glucose, Fruc-tose, Maltose, Saccharose) an. Der freie Amino-stickstoff als Gesamtheit aller Aminosäuren nimmtbeim Schwelken (12 h 50 °C) in der Oberschichtstets deutlich zu, während seine Freisetzung in denunteren Schichten nur etwa 4 h lang anhält. Dage-gen bewirkt eine Schwelke bei 65 °C in allen Schich-ten eine Zunahme. Beim Abdarren (80 °C) tretenVerluste um rund 25% ein. Die einzelnen Amino-säuren lassen ein jeweils spezifisches Verhalten er-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 64 — le-tex
64 Die Technologie der Malzbereitung
kennen: So nehmen z. B. Glycin, Alanin und Ar-ginin beim Schwelken deutlich zu, Glutaminsäureund die Amide erfahren von Anbeginn des Schwel-kens eine stete Abnahme. Die aromatische Amino-säure Prolin verhält sich ähnlich wie Glycin. DieAmine Histamin, Hordenin, Tyramin und Trypta-min nehmen mit steigender Abdarrtemperatur ab.Hordenin spielt bei der Bildung von Nitrosamineneine Rolle. Bei Wassergehalten unter 10% hörenauch diese Reaktionen auf, da die Enzyme entwedernicht mehr weiterwirken können, inaktiviert odergar abgetötet werden. Der Verlust an Enzymen istumso erheblicher, je feuchter das Malz in höhereTemperaturen gelangt. Nachdem die Enzyme beitrockener Hitze weniger stark leiden als bei feuch-ter, wird das helle Darrmalz immer mehr Enyzmeenthalten als das dunkle, obwohl die Verhältnis-se beim Grünmalz durch die weitergehende Auflö-sung des dunklen umgekehrt sind.Die Stärke erfährt während des Schwelkens und
Darrens ebenfalls eine Veränderung: So erhöhtsich die Verkleisterungstemperatur mit steigenderSchwelktemperatur geringfügig, während sie bei ei-ner Erhöhung der Abdarrintensität von 5 h 65 °Cauf 3 h 90 °C abnimmt.Von den einzelnen Enzymen wird die β-Amylase
wesentlich stärker geschädigt als die α-Amylase, dieinfolge einer Aktivitätssteigerung beim Schwelkentrotz der Verluste beim Abdarren im fertigen Malzauf dem Aktivitätsniveau des Grünmalzes bleibt.Die Endo-Peptidasen zeigen während der Schwelk-phase bei 50 °C einen Anstieg ihrer Menge und ih-rerWirksamkeit. BeimAbdarren ist – selbst bei ho-hen Temperaturen – keine nennenswerte Schädi-gung dieser Enzyme gegeben. Die Exopeptidasenerfahren während des Schwelkens eine beträchtli-che Erhöhung ihrer Aktivität; nur die Dipeptidasewird so stark inaktiviert, dass derDarrmalzwert un-ter dem des Grünmalzes zu liegen kommt. Amino-und Carboxypeptidasen dagegen weisen im Darr-malz stets eine höhere Aktivität auf als im Grün-malz.Die Endo-β-Glucanasewirdwährend desAb-darrens nicht wesentlich geschädigt, während dieExo-β-Glucanase ab 50 °C zunehmend inaktiviertwird und bei hellemDarrmalz einen Verlust um 2/3des Ausgangswertes erleidet. Die Polyphenoloxida-sen und Peroxidasen zeigen eine starke Tempera-turempfindlichkeit; sie werden während des Darr-prozesses bei Temperaturen über 80 °C deutlich in-aktiviert, eine Erscheinung, die dann zu höherenAnthocyanogenwerten in Würze und Bier führt.Die Katalasen werden beim Schwelken zuneh-
mend geschädigt, bei 80 °C Abdarrtemperatur istkeine Katalase-Aktivität mehr nachweisbar. Die Li-poxygenasen wirken wohl schon von Beginn des
Schwelkens an, doch zeigen sie bei 60 °C ihre maxi-male Aktivität. Bei Abdarrtemperaturen von 80 °Cliegt noch eine Restaktivität vor, die aber bei 90 °Crasch abnimmt.Die chemischen Veränderungen bei höheren Tem-
peraturen werden bei den Stickstofffraktionen of-fenkundig. Unter dem Einfluss von WassergehaltundTemperatur erfahren höhermolekulare Abbau-produkte eine Dispersitätsvergröberung, die zumKoagulieren, d. h. zum Unlöslichwerden eines Teilsdieser Fraktion führt. Wenn auch beim hellenMalz diese Veränderungen weniger deutlich sindals beim dunklen, so spielen diese doch für Ge-schmack, Schäumvermögen und Stabilität des Bie-res eine Rolle. Helles Malz muss deshalb mindes-tens bei 80 °C abgedarrt werden, bei dunklemMalzist im Bereich von 100–105 °C eine kräftige Koagu-lation zu verzeichnen. Am auffallendsten sind jenechemischen Veränderungen, die eine kräftige Zu-färbung des Mehlkörpers und ein deutliches, ange-nehmes Röstaroma vermitteln, wie sie das typische„dunkle“ Malz besitzt.Diese Farbe- und Aromabildung ist eine Reakti-
on, die bei Temperaturen über 100 °C undbei einemWassergehalt von etwa 5% zwischen den im Grün-malz vorhandenen Zuckern und Eiweißabbaupro-dukten wie Aminosäuren, Di- und Tripeptiden ein-tritt. Die Aminogruppe der Aminosäuren usw. re-agiert mit der Carbonylgruppe des Zuckers zu ei-nemN-substituierten Glycosylamin, dann als zwei-tem Schritt über eine Schiffsche Base zu einemN-substituierten Aminodesoxyketon, das mit sei-ner Enolform im Gleichgewicht steht. Bis hierhersind die Reaktionen reversibel und die entstehen-den Produkte farblos. Von hier aus sind zwei Re-aktionsfolgen, ausgehend von der Enol- oder Keto-form, möglich. Ein wichtiges Zwischenprodukt desersten Weges ist dabei das 3-Desoxy-d-Glucoson,das einerseits entweder selbst oder über reaktions-fähige Zwischenverbindungen mit Carbonylgrup-pen zu den Melanoidinen des Typs A weiterreagie-ren kann, andererseits über Wasserabspaltung Hy-droxymethylfurfural bildet. Dieser sehr reaktions-freudige Aldehyd kondensiert wiederum mit Ami-nosäuren und bildet dann Melanoidine des Typs B.Von der Ketoform des erwähnten Aminodesoxy-ketons verläuft die Reaktion über ein ungesättigtesHexoson, das mit Aminosäuren zusammen eben-falls zu einem Melanoidin des Typs A konden-siert. Daneben entstehen eine Reihe reaktionsfä-higer niedermolekularer Zersetzungsprodukte mitCarbonylgruppen, z. B. aus dem Strecker-Abbauvon Aminosäuren Aldehyde, deren Kohlenstoffge-rüst durch Abspaltung von Kohlendioxid und Am-moniak um ein C-Atom kleiner ist als das der ur-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 65 — le-tex
Das Darren des Grünmalzes 65
sprünglichen Aminosäure. Diese Substanzen, dieein jeweils typisches Aroma entwickeln, sind sehrreaktionsfreudig, indem sie mit anderen Aldehy-den, mit Spaltprodukten von Zuckern, mit Furfu-ral,mit anderenDehydratationsprodukten odermitAldiminen und Ketiminen zu braunen Farbstof-fen kondensieren. Bei der Bildung von Melanoidi-nen entstehen auf verschiedenenWegen Zwischen-produkte, die den Reduktonen zugeordnet werdenkönnen.Der antioxidative Effekt hängt nicht nur von den
Reaktionspartnern (Aminosäuren, Peptiden, Zu-ckern) ab, sondern auch vomMolekulargewicht derMaillard-Produkte. Während solche unter 1 kDanur eine ganz geringe Wirkung zeigen, ist diese bei5 kDa am höchsten. Nachdem die höhermolekula-ren Melanoidine erst bei stärkerer thermischer Be-lastung (Temperatur, Zeit) entstehen, besteht zwi-schen der Farbe, dem Aroma und der antioxidanti-schen Aktivität ein enger Zusammenhang. Es kön-nen aber auch verschiedene dieser Antioxidantienunter bestimmten Bedingungen wie Konzentrati-on, Anwesenheit von Sauerstoff oder Metallionenzu Prooxidantien werden und dadurch Oxidations-reaktionen fördern. Es können auch Produkte, dieim Laufe der Maillard-Reaktion erst gebildet wer-den, sowohl antioxidativ als auch prooxidativ wirk-sam sein. Die gilt besonders für frühe Maillard-Produkte vor der Amadori-Umlagerung, durch diefreie Radikale entstehen.Aminosäuren sind umso reaktionsfreudiger, je
weiter die Carboxyl- und die Aminogruppe von-einander entfernt sind. Sie vermitteln einen jeweilstypischen Geruch und Geschmack, so z. B. Glycineine starke Färbung bei schwachem Aroma, Ala-nin weniger Farbe bei ähnlichem Geschmack, Va-lin dagegen reagiert langsamunter Bildung bräunli-cher, angenehm aromatischer Melanoidine. Leucinebenfalls langsam reagierend, färbt nur schwach,vermittelt aber ein deutliches brotartiges Röstaro-ma. Um diese Aminosäuren noch zur Reaktion zubringen, ist es notwendig, bei dunklem Malz Ab-darrtemperaturen von 100–105 °C 5–6 h lang ein-zuhalten.Es ist jedoch auch erforderlich, dass die nieder-
molekularen Reaktionsprodukte des Stärke- undEiweißabbaues in ausreichender Menge vorliegen.Dies ist einer der Gründe, warum die dunk-len Grünmalze sehr weitgehend gelöst und beimSchwelkprozess noch längereZeit bei hohen Feuch-tigkeitswerten im Bereich von Temperaturen zwi-schen 40 und 60 °C gehalten werden. Es ist jedochbei manchen Gersten nur schwer möglich, dieseAbbauprodukte in gewünschten Mengen zu erzeu-gen. Die natürliche Färbefähigkeit der Gerste und
des Grünmalzes ist hierfür Voraussetzung. Vor al-lem sehr eiweißarme Gersten eigenen sich wenigergut zur Herstellung dunkler Malze.Durch einfaches Erhitzen des Grünmalzes wer-
den nicht die gewünschten aromatischen und fär-befähigen Stoffe gewonnen, sondern u. U. brenz-lig und bitter schmeckende Assamare, die den Ge-schmack des Bieres beeinträchtigen können.Temperaturführung und Raschheit dieses Pro-
zesses haben einen Einfluss auf die Aromastoffedes fertig gedarrten Malzes. Dies ist einmal durchdie Bildung von Vorläufersubstanzen, aber auchdurch die zeitweise Förderung und anschließendeSchwächung von Enzymen zu erklären. So habenniedrigere Anfangstemperaturen beim Schwelken(35–50 °C) nicht nur höhere Extraktgehalte, son-dern auch eine höhere VZ 45 °C zur Folge, auchist die TBZ bei schonender Trocknung günstiger,d. h. niedriger. Hier ist auch eine Parallele zur Bil-dung der Strecker-Aldehyde und des 2-Furfuralsgegeben. Eine forcierte Trocknung wie z. B. einekonstante Schwelktemperatur von 65 °C vermitteltmehr färbende und geschmacksintensive Substan-zen. Die Fettabbauprodukte wie z. B. Hexanal, Hep-tanal, u. a. werden bei höheren Schwelktempera-turen entweder weniger stark gebildet oder ver-stärkt ausgetrieben. Die höchsten Werte an diesenSubstanzen und gleichzeitig die niedrigsten Gehal-te an Strecker-Aldehyden erreicht ein überlangesSchwelken (20 h bei 50 °C mit 50% der Lüfterleis-tung) wie es bei Keim/Darrkästen Verwendung fin-det. Während dieser langen Zeit werden auch diehöchsten Mengen an ungesättigten Carbonylen ge-bildet.Mit Erhöhung der Abdarrtemperatur nehmen
bei ein und demselben („hellen“) Schwelkverfah-ren die Strecker-Aldehyde, 2-Furfural, einige Fu-rane und Alkohole exponentiell zu; die aus demLipidstoffwechsel stammenden Substanzen las-sen kein einheitliches Verhalten erkennen. Pent-anal, Octanal, (E,E)-2,4-Octadienal sowie Ketone(2-Pentanon, 2-Hexanon, 2-Heptanon und 2-Deca-non) nehmen ab einer Abdarrtemperatur von 85 °Cweiter zu, die meisten anderen Aromastoffe ausdem Lipidstoffwechsel werden bei höheren Ab-darrtemperaturen aus dem Malz ausgetrieben, wiez. B. auch das γ-Nonalacton.Bei hohen Darrtemperaturen bilden sich aus
Zuckern heterocyclische Verbindungen. Durchintermolekulare Umlagerungen, durch Enolisie-rung entsteht aus dem Zucker als Zwischenpro-dukt ein Endiol. Von diesem wird ein MolekülWasser abgespalten, die resultierende Dicarbonyl-verbindung ist ein Reaktionspartner für Ami-nosäuren. Reagiert eine schwefelhaltige Amino-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 66 — le-tex
66 Die Technologie der Malzbereitung
säure, z. B. Cystein, mit der Dicarbonylverbin-dung, so entsteht über einige Zwischenschritte das2-Acetylthiazol. Analog den ersten Schritten derMaillard-Reaktion verläuft auch die Bildung vonPyrazinen (aus zweiAminoketonen) oderOxazolen(Umsetzung von Aminoketonen mit organischenSäuren). Pyrrole entstehen aus Dicarbonylen und1-Amino-1-desoxy-Ketosen. Bei der Umsetzungvon Prolin mit reduzierenden Zuckern entstehenu. a. Pyrrol. Acylpyrrolidine, 1-Acetylpyridin sowiedas sog. Malzoxazin.Sauerstoff-Heterocyclen wie y-Pyrone, Maltol,
Isomaltol und Furaneol enthalten kein Stickstoff-atom. Viele dieser Substanzen sind geruchs- undgeschmacksintensiv, wobei die Aromanoten vonbrot-, kartoffel-, popcorn- nach pilzartig reichenkönnen. Manche, z. B. die Prolinderivate, verleihenauch einen Bittereindruck.Je nach der Zusammensetzung der Heterocyclen,
der Stellung und Zahl der Methylgruppen am Koh-lenstoffring, wird das Aroma und dessen Schwel-lenwert bestimmt. Dieser kann zwischen 10 000und 0,002 ppb liegen.Es sind also diese Substanzen nicht immer ange-
nehm. Beim dunklen Malz sind die Produkte derMaillard-Reaktion, also auch die Heterocyclen er-wünscht, beim Würzekochprozess, z. B. bei höhe-ren Temperaturen oder übermäßiger thermischerBelastung vor und nach dem Würzekochen (s.Abschn. 2.5.5.4), können sie im späteren Bier auchFehlaromen hervorrufen.Mit einer Erhöhung der Abdarrtemperatur von
70 auf 85 °C zeigen die N-Heterocyclen bereitseine deutliche Zunahme, vor allem die Pyrazineund 2-Acetylpyrrol. Die weitere Steigerung von85 auf 100 °C erbringt eine weitere Erhöhung um60–300%. Bei einem Schwelkverfahren für dunk-les Malz und einer Abdarrtemperatur von 100 °Cist die Mehrung dieser Substanzen noch größer,was seinen Grund im größeren Anfall an Ami-nosäuren und Zuckern beim „warmen Schwelken“hat.Als Folge derMelanoidinbildung nehmen Invert-
zucker und Aminosäuren, aber auch niedere Pep-tide während des Darrens ab. Nachdem die Mela-noidine sauer reagieren, nimmt aus diesem Grun-de der pH von Malzauszug oder Kongresswürzebei höheren Abdarrtemperaturen ab. Zur Säurebil-dung trägt auch dieWirkung der Phosphatasen bei,die anorganisches Phosphat aus organischen Phos-phorverbindungen freisetzen, darüber hinaus trittbei höheren Abdarrtemperaturen auch eine Fäl-lung von sekundären und tertiären Phosphaten ein,was sich in einer verringerten Pufferung der Malzeäußert.
BeimDarren erfahren auch organische Schwefel-verbindungen eine Veränderung. Das bei der Kei-mung gebildete S-Methylmethionin (SMM) zerfälltdurch die Hitzeeinwirkung beim Darren, wobei Di-methylsulfid (DMS) abgespalten wird. Dieses DMSist jedoch sehr oxidationsempfindlich und kannmitSauerstoff zu Dimethylsulfoxid (DMSO) oxidieren.Dieser hochsiedende (189 °C) Vorläufer kann so-wohl durch starke thermische Belastung als auchdurch Hefen und gewisse Bakterien zu DMS um-gewandelt werden.Dimethylsulfid: Schwelkverfahren, die mit hö-
heren Temperaturen arbeiten, treiben zunächstmehr S-Methylmethionin aus derGrünmalzschichtaus, doch erreichen die Verfahren mit niedrigerenAnfahrtemperaturen im Darrmalz die niedrigstenWerte. Außerdemwird bei höheren Schwelktempe-raturen aus DMSmehr schwerflüchtiges Dimethyl-sulfoxid gebildet, das sogar bei hohen Abdarrtem-peraturen weiter gesteigert wird. Jedes Malz ent-hält neben DMS-P, freiem DMS auch DMSO; hö-her abgedarrte Malze folglich weniger DMS-P, we-nig DMS, aber mehr DMSO. Bei einer normalenAbdarrtemperatur von z. B. 80 °C weist das Malz11 ppm DMS-P und 20 ppm DMSO auf, bei 90 °CAbdarrung nurmehr 6 ppmDMS-P, jedoch 30 ppmDMSO. Während DMS-P von der Brauereihefenicht metabolisiert wird, können einige Kulturhe-fen kleine Mengen an DMSO durch eine entspre-chende Reduktase zuDMS reduzieren.Der AnstiegbeiGärung undLagerung beträgt, wenn überhaupt,nur 5–10 ppb.Wildhefen und einige Bakterienartenenthalten DMSO-Reduktase und können beträcht-liche Mengen an DMS freisetzen, sodass das Bierungenießbar wird.Die Malze aus den neuen Gerstensorten brin-
gen zum Teil hohe Gehalte an DMS-P in den Ab-darrprozess ein. Durch hohe Abdarrtemperaturenkann der DMS-P-Gehalt wohl abgesenkt werden (s.oben), doch schreitet damit auch die Bildung vonFarb- und Aromastoffen einher. Es lässt sich an-hand einer Arrhenius-Darstellung ablesen, dass beieiner Abdarrung von 5,5 h bei 84 °C eine TBZ von13 und ein DMS-P-Gehalt von 7 ppm erreicht wer-den. Dieselben Werte werden in 3 h bei 90 °C ver-mittelt. Es gibt sich hier ein „Arbeitsfenster“, wo-nach für eine gewisse Vorgabe an DMS-P und TBZZeiten und Temperaturen abgelesen werden kön-nen. Diese müssen allerdings für jede Darre erar-beitet werden, denn es spielen die Höhe der Malz-schicht, die Ventilatorleistung und damit der Tem-peraturverlauf in den einzelnenMalzschichten eineRolle.In der Regel werden bei hellenMalzenGrenzwer-
te für den DMS-Vorläufer auf 5–7 ppm festgelegt.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 67 — le-tex
Das Darren des Grünmalzes 67
Hierfür ist bei hellen Malzen (Farbe < 3,5 EBC) inder Regel eine Abdarrtemperatur von 83 °C ausrei-chend, um einen zu starken Anstieg der TBZ (über14 in der Kongresswürze, s. Abschn. 1.8.3.12) zuvermeiden.Schwelkverfahren mit hohen Temperaturen bzw.
einer hohen thermischen Belastung beim Schwel-ken wirken sich negativ auf die Malz- und Bierqua-lität aus. Diesem Nachteil kann durch ein Schwelk-verfahren mit innerhalb von 12 h stufenlos anstei-genden Temperaturen von 50 auf 70 °C (1,7 °C/h)begegnet werden, dessen Biere sowohl im frischenals auch im gealtertenZustand am besten abschnit-ten.Abdarrtemperaturen zwischen 80 und 88 °C
führten zu einer etwa gleich guten Bewertung imfrischen wie auch gealterten Bier. Dabei muss na-turgemäß bei steigenden Abdarrtemperaturen einstärker malziger Geschmack der Biere berücksich-tigt werden. Die Auswirkungen von z. B. höherenGehalten an Strecker-Aldehyden und niedrigerenWerten an Fettabbauprodukten bei höheren Ab-darrtemperaturen scheinen sich dabei auszuglei-chen. Erst ab 88 °C erweist sich derAnstieg der Stre-cker-Aldehyde für helle Malze als negativ.So enthalten hoch, bei 90–100 °C abgedarrte
Malze weniger DMS-Vorläufer als niedrig gedarr-te. Doch hängt der Gehalt an diesem und damitdie Bildung von freiem DMS bei der Gärung vonder Intensität desDarrens undWürzekochens, aberauch schon ursächlich von Gerstensorte, Klimabe-dingungen, von den Keimungsparametern und derdamit erzielten Eiweißlösung ab.Die Polyphenole werden beim Schwelken durch
die Wirkung von Oxidasen etwas verringert. Mitsteigender Abdarrtemperatur tritt eine vermehrteInaktivierung von Peroxidasen und Polyphenoloxi-dasen ein, sodass die aus derartigen Malzen stam-menden Kongresswürzenhöhere Polyphenolgehal-te, besonders höhere Anthocyanogenwerte aufwei-sen, wodurch sich der Polymerisationsindex er-niedrigt. Der Gehalt an Tannoiden nimmt zu (s.Abschn. 1.1.2.6). Polyphenole können auf diesemWege, aber auch durch Reaktion mit Maillard-Pro-dukten färbende Substanzen bilden.Der Grenzwert für helle Malze liegt hier zwi-
schen 80 und 85 °C, darüber wird die Zufärbungbeim weiteren Brauprozess für helle Biere zu inten-siv.Die Lipide werden am Beispiel der hauptsäch-
lich vorkommenden Triglyceride durch die Lipasenin zwei Optimalbereichenwährend des Schwelkenswie schon bei der Keimung zu langkettigen gesät-tigten und ungesättigten Fettsäuren abgebaut. Be-sonders bei niedrigen Schwelktemperaturen erfah-
ren sie durch die Lipoxygenasen eine Oxidation zuHydroperoxiden und schließlich durch eine Aut-oxidation zu geschmacksstarken Carbonylen, Ke-tonen, Alkoholen, Lactonen und Furanen. Dieseflüchtigen Substanzen spielen als Aromastoffe, vorallem auch bei der Bieralterung eine Rolle. So neh-men die als Fettabbauprodukte entstehenden Alde-hyde wie z. B. Hexanal oder (E,E)-2,4-Decadienalbeim Schwelken mit niedrigen Temperaturen zu,bei höheren (65 °C) dagegen ab. Bei ein und dem-selben Schwelkverfahren führen hohe Abdarrtem-peraturen z. B. von 88–90 °C zu niedrigen Gehaltenan diesen Aldehyden.Phosphate und Oxalate nehmen mit steigender
Abdarrtemperatur bei Gerstenmalz deutlich ab,während sie beimWeizenmalz kaum eine Verände-rung erfahren.Die Abtötung bzw. Inaktivierung eines Teils der
Enzyme beim Darren bringt es mit sich, dass auchdie Extraktausbeute eine Beeinflussung erfährt: Jehöher, länger und bei umso höherem Anfangswas-sergehalt ausgedarrt wird, umso niedriger wird dieAusbeute. Frisch abgedarrte Malze geben den Ex-trakt schlechter her als abgelagerte, da den Kollo-iden beim Darren zum Teil das Hydratationswas-ser entzogen wurde, eine Erscheinung, die auch dasopalisierende Ablaufen der Kongresswürzen be-wirkt. Im Laufe der Lagerung des Malzes erfolgtbei geringer Wasseraufnahme wieder eine Quel-lung bereits dehydratisierter Kolloide. Die bei hö-heren Abdarrtemperaturen stärkere Inaktivierungder α-Amylase, vor allem aber der β-Amylase hatauch eine Verringerung des Endvergärungsgradesder Kongresswürze zur Folge.Bei Darren, die mit schwefelhaltigen Brennstof-
fen (z. B. Koks) direkt beheizt werden, ergibt sicheine Aufhellung des Malzes, die weniger auf eineBleichwirkung des Schwefeldioxids als vielmehr aufeine Blockierung reaktionsfähiger Endgruppen, vorallem der Aldehyde, der Zucker oder deren Reakti-onsprodukte zurückzuführen ist.Heizöle mit höherem Schwefelgehalt können zu
einer „Tigerung“ des Malzes führen, zu schwar-zen Flecken auf der Spelze, die zwar belanglossind, aber dennoch beanstandet werden. Empfeh-lenswert sind schwefelarme Heizöle (unter 0,5%Schwefel). Speziell gestaltete Feuerungen gestat-ten heute sogar die Verbrennung schwefelreichererHeizöle. Es kann jedoch der pH des Malzes so weitabfallen, dass seine weitere Verarbeitung Schwie-rigkeiten bereitet.Beim Schwelken und Darren mit direkt beheiz-
ten Darren kommt es zur Bildung von Nitrosa-minen im Malz, die ohne Veränderung ins Bierübergehen. Ihre Vorläufer sind die bei der Kei-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 68 — le-tex
68 Die Technologie der Malzbereitung
mung entstehenden Amine (Dimethylamin, Ethyl-amin, Tyramin, Hordenin,Gramin und andere) unddie bei hohen Flammentemperaturen resultieren-den Stickoxide, die summarisch als NOx bezeich-net werden, die aber hauptsächlich aus NO undNO2 bestehen, wobei vor allem Letzteres die Ami-ne beim Schwelken nitrosiert. Die Nitrosoverbin-dung wird dann zu Nitrosodimethylamin gespal-ten (NDMA, vereinfacht als „Nitrosamin“ bezeich-net). Der Schwefelgehalt des Heizmittels bewirktdurch Blockierung der Nitrosierungsreaktion einez. T. sehr weitgehende Verminderung des NDMA.Auch sog. „Nieder-NOx-Brenner“, die eine Erhö-hung des Verhältnisses Heizgas : Verbrennungsluftauf ca. 1 : 1,8 erreichen, erbringen eine Verrin-gerung, die jedoch nicht immer den technischenGrenzwert von 2,5 ppb erreicht. Die beste Lösungsind indirekte Heizsysteme, die aus dieser Proble-matik heraus neu entwickelt wurden.Der Verdacht, dass direkt beheizte Darren die
Bildung von polycyclischen, aromatischen Kohlen-wasserstoffen (PAK) begünstigen, konnte bei Ver-folg von 3,4-Benzpyren nicht bestätigt werden. Eszeigte sich vielmehr, dass die Umweltbedingungenfür den PAK-Gehalt eines Malzes von Bedeutungsind.Beim Erhitzen von Lebensmitteln entstehen
noch weitere toxische Substanzen wie z. B. Chlor-propanole, Acrylamide und Furane. Sie können voneinfachen Vorläufern wie z. B. Aminosäuren, Lipi-den und Zuckern entstehen, die in den Rohstof-fen des Bieres bzw. den entstehenden Zwischenpro-dukten vorkommen. Wenn sich auch diese Toxinein der Nahrungsmittelkette nicht akkumulieren, sosind sie doch als Krebserreger bei Tieren bekannt.Damit könnten sie auch eine, bisher nicht quanti-fizierte Bedrohung der menschlichen Gesundheitdarstellen.Chlorpropanol bzw. seine weit verbreitete Kom-
ponente 3-Chlor-propan-1,2-diol (3-MCPD) kannz. B. bei hohen Darrtemperaturen oder bei Röstvor-gängen entstehen.Nachdemaber derAnteil an Spe-zialmalzen in den meisten Bieren sehr gering ist,konnte bisher diese Substanz bzw. von ihr stam-mende Ester nicht festgestellt werden.Acrylamide entstehen ebenfalls beim Erhitzen
von Malzen, allerdings schon bei niedrigeren Tem-peraturen als 3-MCPD. Ab 170 °C (Röstmalze) trittwieder ein Abbau der Acrylamide ein. Untersu-chungen zeigten, dass helle Biere (Farbe unter10 EBC) die niedrigstenGehalte hatten.DerDurch-schnitt lag bei 2,4 ppb, der Höchstwert bei 11,2 ppb.Eine Korrelation zur Bierfarbe ergab sich nicht. DasMalz spielt hierbei generell eine Rolle, ebenso derBrauprozess, bei dem eine Zunahme um 30% er-
folgte, wiederum gefolgt von einer Abnahme um50%.Furan ist eine geschmacksstarke flüchtige Ver-
bindung. Sie wird aber im Laufe der Würzeberei-tung, z. B. beim Kochen ausgetrieben. Die Maxi-malwerte im Bier lagen unter 20 ppb.Der Schwefeldioxidgehalt des Malzes liegt bei
Verbrennung von Flüssiggas oder Erdgas bei1,5–8 ppm, bei Leichtöl (Schwefelgehalt 0,2–0,5%)bei 5–10 ppm, bei Koks (ca. 0,9% S) bei 20–33 ppm.Der SO2-Gehalt des Malzes hat aufgrund sorg-fältiger Untersuchungen keinen Einfluss auf denSchwefeldioxidgehalt des Bieres. Der Schwefel-gehalt des Heizöls bewirkt eine sehr weitgehen-de Verminderung der Nitrosamine, ebenso sindMaßnahmen wie eine Erhöhung des VerhältnissesGas : Verbrennungsluft auf 1 : 1,8 (z. B. bei gasbe-heizten Darren) erfolgreich.
1.6.2 Die Darren
Zum Entwässern und Darren des Grünmalzes wer-den Malzdarren verwendet. Die verschiedenstenKonstruktionen werden entweder durch Heißluftoder durch Heizgemische auf indirektem oder di-rektem Weg beheizt. Die wesentlichen Darrkon-struktionen sind nach Anordnung der Horden undder Beladungshöhen: Horizontal oder Plandarrenmit 1, 2 oder 3 Horden, Vertikaldarren (alt fürChargenbetrieb oder neu für kontinuierlichen Be-trieb); heutzutage überwiegend Hochleistungsdar-renmit einerHorde oder zwei über- oder nebenein-anderliegendenHorden. Auch eineAnordnung vondrei nebeneinanderliegenden Horden (Triflex-Dar-re) ist bekannt. Dazu kommen kombinierte Syste-me, wie sie sich aus den verschiedenen Typen derKeimdarrkasten ableiten lassen. Nach der Behei-zungsart ist einzuteilen in mittelbare Heizung, wo-bei die Trocknungsluft an Heizsystemen erwärmtwird, und in unmittelbare Heizung, bei der die Ver-brennungsgase direkt durch das Grünmalz strei-chen.Das Thema der Bildung von Nitrosodimethyla-
min (NDMA, s. Abschn. 1.6.1.2) bewirkte, dass dieursprünglich in derMehrzahl direkt beheizten Dar-ren auf eine indirekte Beheizung mit neu entwi-ckelten Wärmeerzeugern umgestellt wurden. Alleab 1980 errichteten Darren weisen eine indirekteHeizanlage auf. Eine weitere Unterteilung erfolgtenach der Art des Heizmittels (Dampf oder Heiz-heißwasser), bei den indirekt beheizten Darren istdie Art des Heizmittels weniger von Bedeutung,doch ist für den Fall von Undichtigkeiten im Systemder gleiche Reinheitsgrad zu verlangen wie bei di-rekter Beheizung. Dabei spielt neben dem Vermei-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 69 — le-tex
Das Darren des Grünmalzes 69
den einer Kontamination des Malzes mit Schad-stoffen auch das Ziel einer möglichst geringen Um-weltbelastung eine große Rolle.
1.6.2.1 Die Einhordenhochleistungsdarren sinddie überwiegend anzutreffende Darrkonstruk-tion. Sie sind durch eine hohe Malzschichtvon 0,6–1m und durch eine hohe Bela-dung von 250–400 kg/m2 =Gerste als Grün-malz= 200–320 kg/m2 Fertigmalz gekennzeich-net. Auf der wenderlosen Horde wird sowohl derSchwelk- als auch der Darrprozess durchgeführt.Die Darre besteht aus folgenden Elementen: DerHorde, aus besonders tragfähigem Profildraht, derwiderstandsfähig gegen seitliche Verformungen istund der eine große freie Durchgangsfläche von30–40% aufweist. Um eine glatte, ebene Oberflä-che zu erzielen, sind die einzelnen nebeneinan-derliegenden Hordenfelder auf einem Unterstüt-zungsrost aus Netzeisen und dieser wiederum aufProfileisen angeordnet. Die Horde ist so imMauer-werk verankert, dass sie bei Temperaturänderungeine gewisse Bewegungsfreiheit hat. In den meis-ten Fällen sind die Horden als Kipphorden aus-gebildet, die ein- oder zweiteilig sein können. Dieerstere Konstruktion erfordert eine größere Raum-höhe, erlaubt jedoch die Anordnung der Malzgossean der Wand der Darre. Die Letztere macht eineGosse in der Mitte des Druckraumes erforderlich.Verschiedentlich ist um die Horde ein Gang gelegt.Die Belüftung der Darre erfolgt über einen ent-
sprechend bemessenen Ventilator, der in der Ebenedes Schürraumes oder des Heizregisters angeord-net ist. Er zieht die Luft entweder vom Frischluft-schacht oder vom Rückluftkanal an und drückt siein den darüber befindlichen Druckraum. Von dortdurchdringt die Luft das auf der Horde liegendeGut undwird in den Abluftkamin abgeführt. Dieserbildet mit dem Rückluftkanal einen gemeinsamenSchacht; dieWegeführung der Luft wird durch einedicht schließende Rückluftklappe oder einen eben-solchen Pilzschieber bewirkt.Der Schürraum wird zugfrei gestaltet. Bei indi-
rekt beheizten Darren findet sich anstelle des Heiz-ofens das Heizsystem (Thermoblock, Kalorifere fürDampf oder Heißwasser). Hier sind meist die Kon-trollinstrumente für die Darre installiert, wenn die-se nicht von einer zentralen Schaltwarte aus gesteu-ert wird.Der Druckraum soll eine Entspannung der vom
Ventilator geförderten Luftmenge und ihre gleich-mäßige Verteilung unter demMalz bewirken. SeineHöhe hängt ab von der Fläche der Darre sowie vonden Einbauten, die meist die von der Kipphorde be-schickte Malzgosse sowie die Transporteinrichtun-
gen für das Darrmalz einschließen. Je geringer dieHöhe des Druckraumes und umso mehr Einbautengegeben sind, desto schwieriger ist eine gleichmä-ßige Verteilung der Luft und damit eine gleichmä-ßigeTemperaturführung. Zwischen derAusblasöff-nung des Ventilators und der Horde befindet sichein Verteilerschirm, der die direkte Strahlwirkungder eingeführten Warmluft vom Gut fernhält undauch ein Herabfallen von Malzkeimen in die Venti-latorausblasöffnung verhindert. Zur gleichmäßigenVerteilung der Luft hat sich ein Gitterrost oder ei-ne Lochblechprallplatte auf der Ausblasöffnung desVentilators bewährt.Der Ventilator, meist ein Gehäuseventilator,
muss, um die notwendigen Mengen an Trock-nungsluft zu liefern, je nach der Höhe der Malz-schicht Drücke von 60–200mm erzeugen. AuchHeizregister, Kaloriferen usw. rufen zusätzlicheDruckverluste hervor. Die Lüfter sind als Hoch-leistungsventilatoren ausgebildet; sie leisten für ei-ne Prozesszeit von 20h pro kWh 2500–3000m3
Luft. Bei hellem Malz wird eine Luftleistung von4000–4800 (–5000)m3/t Malz und pro Stundebenötigt, die dann während des Abdarrens auf2300–2700m3/t zu drosseln ist. Diese Regulierungkann vorgenommen werden durch Drosseln desFrischluftschiebers, desAbluftschiebers oder durchVerminderung der Motorendrehzahl über einenRegulierwiderstand, mithilfe eines Repulsionsmo-tors oder neuerdings über einen Frequenzregler.Der unterschiedliche Luftbedarf derDarre beiWin-ter- und Sommerbetrieb kann auch durch dieWahlverschieden großer Keilriemenscheiben dargestelltwerden. Verschiedentlich wird bei Darr-Neubau-ten je nach dem Beladerhythmus auch eine längereSchwelk- und Darrzeit vorgesehen. Bei 30–32h Zy-klus kann eine etwas stärkere Beladung von 500 kgGerste als Grünmalz oder mehr gewählt werden.Die Ventilatorleistung beträgt 3200m3/(t h).Von den Heizeinrichtungen für Darren sollen
nur diejenigen für indirekte Beheizung besprochenwerden. Die Anlagen für direkte Beheizung könnenaus den früheren Auflagen dieses Buches entnom-men werden. Heute werden in den Mälzereien diefür die Darren eigens neu entwickelten Wärmeer-zeuger vorwiegend mit Industriebrennstoffen wieHeizöl, Erdgas und Flüssiggas beheizt.Bei flüssigen Brennstoffen wird nach DIN 51603
vorwiegend Heizöl EL verwendet, das ohne Vor-wärmung in Verdampfungs- oder Zerstäubungs-brennern verbrannt werden kann. Der Heizwertliegt beiHi (ohne Einbeziehung derKondensations-wärme des im Abgas enthaltenen Wasserdampfes)bei 42 700 kJ (10 200 kcal). Der Heizwert Hs dage-gen gibt die Wärmemenge an, wenn der gesamte

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 70 — le-tex
70 Die Technologie der Malzbereitung
Wasserdampf kondensiert. Er liegt dann bei HeizölEL bei 45 400 kJ (10 845 kcal).Die meist verwendeten gasförmigen Brennstof-
fe liegen in unterschiedlicher Qualität vor: Erd-gas L hat Brennwerte Hi/Hs von 8,8/9,8 kWh/m3
Gas, Erdgas H von 11,1/14,0 kWh/m3 Gas. DasFlüssiggas weist Heizwerte von 34,4/37,4 kWh/m3
oder 45 800/49 800 kJ/kg (10 940/11 900 kcal/kg)Gas auf. Erdgas und Flüssiggas sind sehr rein, wäh-rend das früher angebotene Ferngas eine Reihe vonNebenprodukten wie Teer, Benzol, Ammoniak undSchwefel enthielt, die durch sorgfältige Aufberei-tung entfernt werden mussten.Bei der indirekten Beheizung werden nun die
geschilderten Heizmaterialien in entsprechend di-mensionierten Heizöfen mit großen Heizflächenverbrannt. An diesen erwärmt sich die Luft vordemVentilator. Die Temperatur im Feuerungsraumbeträgt dabei ca. 750 °C. Das Abgas der Brenner(Rauchgas) wird anschließend in sog. Profilkasset-ten geführt, die in mehreren Abteilungen die Wär-me an die senkrecht dazu im Gegenstrom vorbei-streichende Trocknungsluft abgeben. Die Heizflä-che aus Edelstahl ist dabei so groß bemessen,dass die Rauchgase beim Schwelken bis auf un-ter 50 °C abgekühlt werden. Dabei kondensiert dasim Brennstoff enthaltene Wasser. Die Kondensa-tionswärme wird ebenfalls zum Anwärmen derProzessluft genutzt und erhöht so die Verwertungdes Brennstoffs, sodass meist angenähert mit demBrennwert Hs des eingesetzten Heizmaterials ge-rechnet werden kann. Es ist damit möglich dieWir-kungsgrade der früher direkt mit Gas beheiztenDarren zu erreichen bzw. zu überbieten, da dasim Gas enthaltene Wasser die Feuchte der Trock-nungsluft etwas erhöhte, was sich vor allem bei denniedrigerenWassergehalten des Schwelkmalzes amEnde des Trocknungsprozesses auswirkte.Einfacher sind Heizsysteme, die von Heißwasser
(ca. 110 °C zumSchwelken und 160 °C zumDarren)oder Dampf durchströmt werden. Zum Schwel-ken ist auch Abdampf mit 1,5–2 bar (Überdruck)verwendbar. Zum Darren sind allerdings höhereDampfdrücke erforderlich.Diese Einhordendarren haben sich in den ver-
schiedensten Bauarten bewährt. Sie sind einfach zubedienen; der Darrablauf kann durch Programmevollautomatisch gesteuert werden. Der Darrvor-gang nimmt – bei hellem wie bei dunklem Malz –18–21h in Anspruch.Der Kraftbedarf hängt stark von der Beladungs-
höhe ab, er ist bei direkter Beheizung gerin-ger (25–40kWh) als bei indirekter (33–48 kWhpro Tonne fertiges Malz). Der Wärmeverbrauchunterscheidet sich in ähnlicher Weise: Bei di-
rekter Beheizung oder den oben geschilder-ten Heizöfen mit niedrigen Abgastemperaturen3,35−4,40 × 106 kJ∕t bzw. 0,8−1,05 × 106 kcal∕t,bei indirekter Beheizung mittels Heißwasser oderDampf (bedingt durch die Verluste der Dampfkes-sel) 4,0−4,6 × 106 kJ∕t bzw. 0,95−1,1 × 106 kcal∕tFertigmalz.
1.6.2.2 Zweihorden-Hochleistungsdarren: DerWunsch nach einer besseren Wärmeausnutzungder Darrabluft bzw. deren Energie direkt für dieSchwelke verwenden zu können, führte zur Wie-dereinführung von Mehrhordendarren, wie sie inAbschn. 1.6.2.6 geschildert sind, jedoch mit einerwesentlich höheren Beladung. Die Horden könnennun übereinander oder nebeneinander angeordnetsein. Bei Letzteren handelt es sich um sog. „Luftum-kehrdarren“, d. h. das Gut verbleibt bei diesen diegesamte Schwelk- und Darrzeit auf derselben Hor-de, während bei den Zweihorden-Hochleistungs-darren am Ende des Schwelkens von der oberen aufdie untere Horde umgeladen werden muss.Bei diesen Zweihordendarren mit übereinander
angeordneten Horden handelt es sich überwiegendum solche mit runden Horden, die entweder dreh-bar (Drehhorden) mit feststehender Be- und Entla-devorrichtung oder stationär mit einer umlaufen-den Be- und Entladeschnecke sind. Die spezifischeSchüttung beträgt 350 kg Fertigmalz/m2 (435 kgGerste als Grünmalz); die Drehhorde wird über ei-nen peripheren Zahnkranz mit Getriebemotorenbewegt. Die Luftführung geschieht wie folgt: DieDarrluft wird bei einer Konstruktion vom Frisch-luftkanal über einen Kreuzstromwärmetauscher (s.Abschn. 1.6.5.2) und den großflächigen Wärme-tauscher (Heizofen) vom Darrventilator, der zwi-schen den Horden angeordnet ist, durch die Darr-horde gesaugt und von hieraus – ggf. unter Zusatzvon leicht vorgewärmter Frischluft (Kreuzstrom-tauscher) – durch die Schwelkhorde gedrückt. Beieiner vorgesehenen Schwelk- und Darrzeit von je-weils 20 h hat der Ventilator eine Leistung von3200m3/(t h) zu erbringen, wobei durch Frequenz-regelung eine Reduzierung auf ca. 50%wünschens-wert ist. DerWärmebedarf liegt – begünstigt durchden Kreuzstromtauscher bei 2,1−2,3 × 106 kJ∕t(bzw. 0,5−0, 55 × 106 kcal∕t), der Kraftbedarf bei45–50kWh/t Fertigmalz.Eine andere Konstruktion sieht den Einsatz von
zwei Druckventilatoren vor: der erste drückt dieerhitzte Luft durch die Darrhorde (Leistung bis3000m3/(t h)), der zweite nimmt diese Luftmen-ge aus dem Raum über der unteren Horde anund drückt diese, verschnitten mit vorgewärmterFrischluft und über einen zweiten Wärmetauscher

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 71 — le-tex
Das Darren des Grünmalzes 71
zur Einstellung der Schwelktemperatur durch dieSchwelkhorde (Leistung bis 3800m3/(t h)). BeideVentilatoren sind stufenlos geregelt.Die Beladung dieser Darren geschieht über einen
mechanischen Grünmalztransport. Die Verteilungdes Gutes wird von einer höhenverstellbaren Hori-zontalschnecke vorgenommen. Diese Vorrichtungbesorgt auch das Abräumen des Schwelkmalzes aufdie untere Horde, auf der eine identische Schneckedie gleiche Funktion erfüllt.Die Zweihordendarren mit nebeneinanderliegen-
den rechteckigen oder quadratischen Horden sindals „Luftumkehrdarren“ bekannt geworden, d. h.nach Beendigung des Darrprozesses wird die bis-herige Darrhorde neu beladen und damit zurSchwelkhorde und die bisherige Schwelk- zurDarr-horde. Die vom Kreuzstromwärmetauscher vor-temperierte Luft wird über den Darrlufterhit-zer erwärmt und unter die Horde gedrückt. DieLüfterleistung ist hier geringer ausgelegt als beiden vorgeschilderten Darren, da das Gut wäh-rend des gesamten Schwelk- und Darrprozes-ses nicht bewegt und folglich die Schichtenbil-dung nicht gestört wird (1500m3/(t h)). Die Ab-luft aus der Darrhorde wird nun im Abluftschachtnach unten geführt und vom größer dimensionier-ten Schwelkventilator (2500m3/(t h)) aufgenom-men. Um die zum Schwelkprozess erforderliche,größere Luftmenge bereitzustellen, gelangt vorge-wärmte Frischluft (s. Abschn. 1.6.5.2) zur Zumi-schung. Beide Luftqualitäten werden nun in ei-nem weiteren Wärmetauscher auf die gewünsch-te Schwelktemperatur gebracht. Beide Ventilatorensind mittels Frequenzumformer stufenlos geregelt,was computergesteuert inAbhängigkeit vomGrün-malzwassergehalt, vom Schwelk- und Darrfort-schritt und vom zu erzielenden Malztyp geschieht.Der Wärmeverbrauch liegt bei 2,1−2, 3 × 106 kJ∕t(0,5–0,55 kcal/t) Fertigmalz, der Kraftbedarf bei30–35kWh/t. Die spezifische Beladung liegt zwi-schen 330 und 400 kg Fertigmalz/m2.Das Beschicken und Entleeren der Horden ge-
schieht durch eine heb- und senkbare Schnecke,die über der Horde mit regelbarer Geschwindig-keit vor- und zurückläuft. Die Grünmalzzufuhrerfolgt entweder mit einem Pendelrohr oder ei-ner schwenkbaren Zuführschnecke.Das Abräumenwird entweder in eine längs oder quer der Lauf-richtung angeordnete Schnecke (Trogkettenförde-rer) vorgenommen.DerGedanke, die ungesättigte Abluft einer Darre
mit zum Schwelken einer zweiten Darre heranzu-ziehen, führte zurKonstruktion der „Triflex-Darre“.Drei identische Einhordendarren mit jeweils eige-
nemVentilator und unabhängigen Beheizungsanla-gen verfügen je über einen Abluft- und einen Um-luftkanal. Letzterer führt die ungesättigte Luft demjeweils nächsten Schwelkvorgang zu. Es werden im-mer zwei derHordenmitGrünmalz gleichzeitig be-laden; die eine Horde erhält 45%, die andere 55%der Menge. Die erstbeladene Darre A mit der ge-ringeren Schüttung von 409kgGerste alsGrünmalzbzw. 327 kg Darrmalz wird mit einem 20-stündi-gen Arbeitszyklus gefahren, wofür der Ventilatorauf eine Leistung von 3500m3/(t h) ausgelegt ist.Die zweitbeladene Darre B wird mit 500 kg Gers-te als GM bzw. 400 kg/m2 Malz für eine Schwelk-und Darrzeit von 32–33 h beschickt. Nach 14 h istin Darre A der Durchbruch erreicht und die auf 2/3reduzierte Abluft wird, zusammen mit Frischluftauf die Schwelktemperatur erwärmt. Die Abluft dermittlerweile ebenfalls am Durchbruch angelangtenDarre B wird auf die neu beladene Darre C (45%)und die wiederbeladene Darre A zum Schwelkenverteilt. Dieses Verfahren ist ebenfalls sehr spar-sam, da stets nur feuchtigkeitsgesättigte Abluft ent-weicht. Der Wärmebedarf beläuft sich auf knapp2,1 × 106 kJ∕t (bzw. 0,5 × 106kcal∕t), der Kraftbe-darf auf 26 kWh/t Fertigmalz.
1.6.2.3 Keimdarrkasten: Hier haben sich im letz-ten Jahrzehnt eine Reihe von Konstruktionen ein-geführt und bewährt. Hiervon sollen die zweigrundlegenden Bauformen eingehend besprochenwerden.Der rechteckige Keimdarrkasten entspricht in sei-
nem Prinzip einem Keimkasten, der jedoch demTransport der großenDarrluftmengen durch reich-liche Bemessung der Luftführungskanäle, vor al-lem des Raums unter der Keimdarrhorde von2,9–3,2m Höhe Rechnung trägt. Die spezifischeBeladung der 130–170 t großen Einheiten beträgt500–630 kg/m2. Der Baukörper ist aus Betonfertig-bauteilen erstellt; den trotz entsprechender Isolier-wirkung unweigerlich auftretenden Wärmespan-nungen tragen flexible Dichtungen Rechnung. DieIsolierung zwischen den Kästen wird durch Gasbe-tonelemente sichergestellt. Die Horde ist aus denbekannten verzinkten geschlitzten Blechen oder alsSpaltsiebhorde gefertigt.Der übliche Schneckenwender wird in der Regel
nur während der Keimung, nicht aber beim Darrenbetätigt. Er dient auch dem Ausräumen des Darr-malzes.Nachdem aber die Presswirkungder stillge-setzten Wenderspiralen beim Transport des locke-ren Darrmalzes nicht ausreicht, muss eine – meistdreiteilige – Klappschaufel vor dem Ausräumvor-gang amWender angeordnet werden.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 72 — le-tex
72 Die Technologie der Malzbereitung
Eine neuere Konstruktion bedient sich einerQuerschnecke, die sich knapp über der Horde be-findet. Die Saladin-Wenderschnecken dosieren dasMalz drucklos und damit schonend dieser Schne-cke zu. Der Keimabrieb bleibt hierbei gering, eben-so der Keimanfall unter der Horde. Das Gut wird ineinen an der Längsseite des Kastens angeordnetenHorizontalförderer (Schnecke, Redler, Förderband)geleitet. Die Dauer des Ausräumens entspricht derWenderlaufzeit.Die Belüftungseinrichtungen für die Keimung
sind an der einen Stirnseite des Kastens installiert.Jeder von 3–6 Keimdarrkästen einer Anlage hatseinen eigenen Ventilator (600m3 Luft/(t h)), sei-ne eigenen Luftkanäle sowie einen entsprechen-den Kühler. Die Belüftungs- und Heizvorrichtungfür das Darren befindet sich auf der entgegenge-setzten Seite des Kastens. Diese Anlage ist – jenach Schwelk- und Darrzeit – in der Lage, 4–6Einheiten zu versorgen. Die gegenüber spezifischenEinhordendarren hohe Beladung macht aus Grün-den der Ventilatorbemessung und des Kraftauf-wandes eine längere Schwelkzeit erforderlich. Nor-mal wird eine Schwelk- und Darrzeit von 33 h ver-anschlagt, was eine Heizanlage für jeweils 4 Käs-ten notwendig macht. Die Leistung der meist ge-häuselosen Ventilatoren beträgt 2500m3/(t h), derKraftbedarf ist trotz der hohen Beladung nur beica. 40 kWh/t. Der Wärmeverbrauch liegt durch-schnittlich bei 3, 8 × 106 kJ∕t (0,9Mio. kcal/t)Malz.Die Führung der Darrluft entspricht genau der
bei Einhordendarren üblichen: Frischluftschacht,Rückluftkanal und Abluftöffnungen, die sich meistauf der entgegengesetzten Seite des Lufteintrittsbefinden. Die Verteilung der früher mittels direkterGasbeheizung, heute durch entsprechende Heiz-öfen (s. Abschn. 1.6.2.1) erwärmten Luft auf denjeweils zu trocknenden Kasten geschieht über ei-nen zentralen Kanal an der „Darrseite“ der Anlagedurchdicht verschließbare, stark isolierteTore oderSchleusen.Eine Verkürzung des Darrabschnitts auf ca. 28 h,
wie sie zum Zwecke einer besseren Ausnützungder Keimperiode getätigt wird, erfordert meist eineForcierung des Schwelkens nach Luftdurchsatz undTemperaturführung. So wird die Ventilatorleistungauf ca. 3000m3/(t h) gesteigert, was aber eine Erhö-hung des Kraftbedarfs nach sich zieht. Eine weitereReduzierung des Schwelk- und Darrvorgangs – wiesie bei einem Anbau von weiteren Kasteneinheiten(bis zu 6) notwendig wird – erfordert eine täglicheDarrung, sodass dann der 24-h-Rhythmus einzu-halten ist. Hierfür müssen 3300–3700m3/(t h) fürden Schwelkprozess veranschlagt werden. Die Not-wendigkeit der Energieeinsparung hat zur Kopp-
lung von jeweils zwei Keimdarrkästen geführt, wo-bei die Abluft des einen Kastens nach dem „Durch-bruch“ zum Beheizen der Schwelkluft des nächst-folgenden dient. Hierfür ist eine entsprechendeRückluftführung, eine zweite Ventilatorgruppe so-wie ein weiteres Heizsystem zum Erwärmen desFrischluft-Rückluftverschnitts für das Schwelkenerforderlich. Die Gesamtschwelk- und -darrzeit be-läuft sich je nach Einzelzyklus auf 2 × 24−28 h.Während die vorgenannten Kästen von einer
herkömmlichen Weichanlage oder über eine sog.„Waschschnecke“ beschickt werden, arbeitet einanderer Typ des Keimdarrkastens mit 300 t Kapa-zität pro Einheit nach anderen Gesichtspunkten:Die 630m2 großen Kästen werden in 5 h „trocken“über einen Redlerförderer mit Gerste beladen, dasGut eingeebnet und dann über eine am Wenderangebrachte Sprühvorrichtung intensiv befeuch-tet. Die Vorschubgeschwindigkeit beträgt dabei nur0,2m/min, die Wenderspiralen vermischen Was-ser und Gerste mit hoher Drehzahl (42U/min). DieWasserzufuhr erfolgt dabei über eine Rinne längsder Kastenwand. Bei späteren Spritzungen läuft derWenderwagen schneller, die Schnecken dagegenmit zunehmendem Gewächs langsamer. Die Be-feuchtung ist sehr wirkungsvoll, wie der niedrigeGesamtwasserverbrauch von 0,9m3/t anzeigt, dernur 30–40% über dem theoretischen Bedarf liegt.Die Belüftungsanlagen für das Keimgut (5 Ventila-toren mit insgesamt 600m3/(t h)) sichern über dieganze Länge des Kastens eine gute Luftverteilung.Ebenso sind für das Darren 6 Ventilatoren mit ei-ner Luftleistung von insgesamt 3800m3/(t h) Malzin einemMaschinensaal für jeweils zwei Keimdarr-kästen angeordnet. Die Beheizung geschieht über 6gasbefeuerte Lufterhitzer. Das Abräumen des Mal-zes erfolgt in 5–6 h über eine Vorrichtung ähnlichdem System „Koch“, die über eine Schrägschneckeauf den Gerstenredler fördert. Die Produktionszeitin diesen großen Einheiten beträgt 2 Tage für dasWeichen, 5 1/2–6 Tage für das Keimen und 1 1/2Tage für das Darren. Ent- und Beladen nehmen zu-sammen einen Arbeitstag in Anspruch.Runde Keimdarrkästen (s. Abschn. 1.5.3.3) wur-
den in ein- oder mehrstöckiger Bauweise einge-setzt. Sie wurden mittlerweile um der Energierück-gewinnung bzw. der Energiekosten willen über-haupt in Keimkästen und meist (Rund-)Darren inZweihordenanordnung getrennt. Interessant warbei diesen Keimdarrkästen, dass die Darrluft übereinen zentralen Kanal über eine Reihe von isolier-ten, dicht verschließbarenKlappen unter die betref-fende, zum Darren bestimmte Horde geführt wird.Die Luftwege sind z. B. bei Einheiten für 200 t Gers-te als Grünmalz mit rund 8m sehr kurz. Die Darr-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 73 — le-tex
Das Darren des Grünmalzes 73
umluft wird über einen eigenen Kanal zurückge-führt. Ein zusätzlicher Kanal dient dazu, die feuch-tigkeitsgesättigte Schwelk-Abluft zum Anwärmeneines frisch ausgeweichten Haufens zu verwenden.Auf einem ähnlichen Prinzip beruht der nur ein-
stöckige „Unimälzer“, der jedoch auch die Darrluftvon der Peripherie her erhält. Erwird in kleinen (3 t)wie in großen Einheiten (200 t) erstellt.Die Keimung vollzieht sich in sämtlichen ge-
schilderten Typen nach denselben Grundsätzenwie in der Saladin-Mälzerei. Wie schon erwähnt,kann nach ein- oder zweitägiger Weichzeit über ei-ne Waschschnecke oder gar „trocken“ eingelagertwerden. Bei den beiden letzteren Gegebenheitenverlängert sich naturgemäß die Aufenthaltszeit imKeimdarrkasten. Am günstigsten ist es, nach ei-nemWeichtag (21–26 h) mit ca. 38%Wassergehaltauszuweichen und die Keimung in der vom vor-hergehenden Darren gut angewärmten Atmosphä-re des nunmehrigen Keimraumes in den folgen-den 12–24 h abzuwarten und dann gezielt bis auf45–47% Feuchte aufzuspritzen (s. Abschn. 1.5.3.3).Nach den bekannten Grundsätzen gelingt es, inner-halb von rund 5 1/2 Tagen ein voll befriedigendesGrünmalz zu erzielen, sodass sich der Keimprozessgut mit der Darrzeit in einem Wochenrhythmuseinfügen lässt. Bei Grünmalz aus „abgeschliffener“Gerste könnte sogar nach Maßgabe des Keimbil-des frühermit demDarren begonnenwerden,wennDarrkapazität „frei“ ist. Das ist aber z. B. schon bei5 Keimdarrkästen an einer Darreinheit nicht mehrder Fall.Die „statischen“ Mälzungssysteme wie die be-
sprochenen Keimdarrkästen haben die Entwick-lung zu Chargengrößen in Bereiche von 150–300 tGerste ermöglicht. Der Wegfall des Grünmalz-transports mit allen seinen Nachteilen ist sichergünstig, doch ist zu berücksichtigen, dass – min-destens bei den rechteckigen Einheiten – das Aus-weichen und das Abräumen des Darrmalzes Zeitund Kosten erfordert. Ein Problem stellt auch dieBeanspruchung desGebäudes beimDarren und beider folgenden Abkühlung z. B. beim Ausweichendar. Die Keimungmacht in diesen großen Einheitenkeinerlei zusätzliche Überlegungen notwendig; dieheutigen Erkenntnisse über die Keimungsparame-ter sind dann vom System unbeeinflusst, wenn dieEinrichtungen gegeben sind, sie auch korrekt ein-zuhalten.Keimdarrkästen können als logische Möglich-
keit der schrittweisen Erweiterung einer vorhan-denen, „abgerundeten“ Mälzerei dienen, die ohne-dies meist über eine übergroße Weichenkapazitätverfügt. Der Anbau nur eines Keimdarrkastens er-fordert natürlich die komplette Darrheizungs- und
-lüftungsanlage, die ihre volle Wirtschaftlichkeiterst bei späteren Erweiterungen erreichen wird.Doch sind diese Mehraufwendungen sicher gerin-ger als der Bau einer weiteren Einhordenhoch-leistungsdarre, die bei einer Erweiterung der vor-handenen klassischen Anlage ebenfalls zu erstellenwäre.
1.6.2.4 Kontinuierliche Mälzungssysteme: Nachden älteren kontinuierlichen Mälzereien kleinererKapazität, denen heute naturgemäß nur mehr ei-ne entwicklungstechnische Bedeutung zukommt,konnte sich das System „Saturn“ in einigen großenEinheiten einführen. Die letzte Ausführung hat ei-ne Tageskapazität von 200–240 t Gerste. Sie bestehtaus zwei Weichbehältern, einer äußeren Ringhordefür die Keimung und einer inneren für das Darren.Die rechteckigen Weichen von 3m Tiefe werden
von einer Förderanlage mit regelbarer Geschwin-digkeit (mittlere Leistung 10–12 t/h) beschickt,Wasser zugegeben und im Verlauf von 5–7 h mit-tels eines redlerartigen Förderers durch das 20mlangeGefäß bewegt. DurchPressluft wird ein Reini-gungseffekt erzielt. DasGutwird nun in das nächsteWeichgefäß übergepumpt, das Wasser abgeschie-den unddurch frisches ersetzt. Hierwiederholt sichderWeichvorgang; nachweiteren 5–7 hwird auf dieäußere Ringhorde, die Keimstraße, gepumpt, wo-bei das Wasser über ein Vibrationssieb abgetrenntwird.DieHorde hat eineGesamtfläche von 1650m2
und ist in vier Segmente unterteilt. Hiervon sinddie Abteilungen I und IV etwa halb so groß wie IIund III. Die Ventilatorleistungen der beiden Erste-ren liegen bei 300m3/(t h), die der beiden großenbei 700m3/(t h). Die Ringhorde wird durch hydrau-lische Schraubenwinden gedreht, die Dauer für ei-nen Umgang kann – je nach Gersten- oder Malz-qualität – zwischen 2 und 15 Tagen variiert wer-den, in der Praxis zwischen 6 und 7Tagen. Die Luft-kühlung erfolgt durch ein einstellbares Gemischaus Frisch- und Rückluft, das durch Eiswasser aufdie gewünschte Temperatur eingestellt wird. Überden gesamten Ring sind 7 feststehende Schnecken-wender verteilt. Sprühdüsensegmente erlauben dieschrittweise Erhöhung der Keimgutfeuchte.Die Förderung des Grünmalzes geschieht über
eine Schnecke in die benachbarte Darrabtei-lung. Diese umfasst im inneren Ring eine Flächevon 4600m2; in einer Drehung pro Tag können350–450 kg Fertigmalz/m2 gedarrt werden. DieHorde ist in vier Zonen (Temperaturbereiche) ein-geteilt; ein zusätzlicher Abschnitt dient der Ab-kühlung des Malzes, in einem weiteren wird dasGrünmalz aufgetragen. Die Darrzonen I und II sindgrößer bemessen als III und IV. In den ersten wird

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 74 — le-tex
74 Die Technologie der Malzbereitung
geschwelkt (Lüfterleistung 250 000m3/h), in denbeiden Letzteren wird mit reduzierter Luftmenge(100 000m3/h) zum Abdarren aufgeheizt und ge-darrt. Die nicht mehr feuchtigkeitsgesättigte Abluftder Zone IV wird in die Schwelkzonen zurückge-führt. Dies ist auch nach Maßgabe der Feuchte derAbluft aus Zone III möglich.Als Vorteile des Systems werden angesehen: Ei-
ne relativ geringe Kapazität der Förderanlagenvon 8–10 t/h; die Bemessung der Ventilatoren undLuftkühler bzw. Lufterhitzer nach dem jeweiligenKeim- und Schwelkabschnitt; günstige Vorausset-zungen für Energie- und Wassereinsparung; leich-te Automatisierung der einzelnen Prozesse. Es istjedoch zu berücksichtigen, dass große Partien ein-heitlicher Gerste zur Verfügung stehen müssen.Ein Wechsel der Malzqualität kann durch Variati-on der Keimungsparameter ausgeglichen werden.Einen Wechsel der Gerstenqualität z. B. von zwei-aufmehrzeilige Partienwird durch Beschleunigungder Umdrehungsgeschwindigkeit Rechnung getra-gen, wobei jedoch Übergänge anfallen.
1.6.2.5 Kontinuierlich arbeitende Darren: DerWunsch nach einer weiteren Energieeinsparungund vor allem, bei Kraft-Wärme-Verbundbetriebnach einem stets gleichmäßigen Wärmeverbrauch,führte in den 1980er Jahren zu einer neuerlichenEntwicklung von kontinuierlichen Darren. Es hatjedoch nur die Vertikaldarre von Lausmann über-lebt, doch wurde auch sie nur in einem Exemplargebaut.Sie besteht aus 4 Schächten, die von der Trock-
nungsluft quer durchströmt werden. Im Gegen-satz zu in Abschn. 1.6.2.6 geschilderten, chargen-weise arbeitenden Vertikaldarre wird jedoch dieMalzschicht immer nur in derselben Richtung vonder Trocknungsluft durchströmt, d. h. die Abluftz. B. aus der auf 80–82 °C erwärmten DarrzoneIV wird wieder zur Stirnseite des vorausgehendenTrocknungsabschnittes III umgelenkt, wo sie mitvorgewärmter Frischluft verschnitten auf die ge-wünschte Temperatur von 70–72 °C aufgeheizt unddurch das Malz gedrückt wird. Die Abluft aus die-ser Zone wird wiederum auf die Lufteintrittssei-te der Schwelkzonen geführt, mit Frischluft ver-schnitten und in zwei Ströme, nämlich bei ZoneII von 60–62° und bei Zone I von 50–55 °C auf-geteilt. Die Abluft aus diesen beiden verlässt dieDarre in gesättigtem Zustand mit einer Mischtem-peratur von 26–28 °C. Sie gibt ihren Wärmeinhaltin einem Kreuzstromwärmetauscher an die in dieDarre eingezogene Frischluft ab. Das System ar-beitet vollautomatisch, wobei die Steuergröße fürden stündlich ca. 4× erfolgenden Ent- und Bela-
devorgang die Ablufttemperatur in der Zone IIIist. Diese liegt einstellbar bei ca. 42 °C. Es bewegtsich also dieMalzsäule alle 15–17min. Der Austrittdes Malzes wird, um Darrluftverluste zu vermei-den, über eine Schleuse in die Auskühlzone gelei-tet. Die Kühlluft aus derselben dient wiederumzumVorwärmen der Darrluft. Das Grünmalz wird auseinem kühlbaren und mit einer heb- und senkba-ren Horde sowie einem „Lausmann-Wender“ ver-sehenen Tageskasten auf die vier Hordenbereichedosiert.Die Darre hat vier Lufterhitzer, die, wie ange-
führt, auf ca. 80, 70, 60 und 50 °C (mit Variati-onsmöglichkeiten) eingestellt sind, die Luftmengeerhöht sich von ca. 1500m3/(t h) abschnittswei-se durch jeweils zugespeiste vorgewärmte Frisch-luft bis auf rund 3000m3/(t h). Der Wärmebedarfliegt bei ca. 1,9 × 106 kJ∕t (0,45 × 106 kcal∕t), derEnergiebedarf bei 30 kWh/t. Die Anlage ist mit ei-nem Blockheizkraftwerk kombiniert, wodurch derWärmebedarf nochmals um 1/3 abgesenkt werdenkann.
1.6.2.6 Die „klassischen“ Mehrhordendarren, diebis in die 1940er Jahre hinein erbaut wurden, sindheute nur mehr vereinzelt anzutreffen. Sie sollen,umder Vollständigkeit willennoch kurz geschildertwerden. Eine ausführliche Beschreibung ist noch inder vorausgehenden Auflage dieses Buches enthal-ten.Diese Darren sind hohe, turmartige Bauten mit
einemverhältnismäßig kleinenQuerschnitt, in demzwei oder drei Horden übereinander Anordnungfinden.Die Darrelemente von unten nach oben betrach-
tet sind:Der Heizapparat bestehend aus einem Darro-
fen im sog. Schürraum, der ursprünglich der Ver-brennung von Brennstoffen mittleren Heizwertesvon ca. 20 000 kJ/kg (ca. 4700 kcal/kg) diente, spä-ter aber auch auf automatische Ölfeuerungen um-gebaut wurde. Es sind aber auch schon Dampf-oder Heißwasserheizungen gegeben. Die durch dieVerbrennung erzeugten Heizgase strömen durcheinen mit Schamottesteinen ausgekleideten Kanalaufwärts in die Wärmekammer und werden dortin Heizrohre von rundem oder tropfenförmigemQuerschnitt geleitet. Diese Heizfläche beträgt jenach der Leistung der Darre das 2- bis 8-Fache derFläche einer Horde. Die Höhe dieser Wärmekam-mer ist für den natürlichen Zug der Darre von Be-deutung, da sie den Auftrieb der Luft mitbestimmt.Die Regulierung des Luftstromes geschieht bereitsvor derWärmekammer durch entsprechende Klap-pen („kalte“ Züge).

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 75 — le-tex
Das Darren des Grünmalzes 75
DieDarren haben zwei oder dreiHorden aus Pro-fildraht; vereinzelt ist auch die untere Horde fürspeziell für dunkles Malz bestimmte Darren eineLochblechhorde. Die Höhe der Hordenräume be-trägt 2–3m bei den unteren, bei der oberen Horde4–8m. Dieser letztere Raum ist flaschenförmig ge-staltet und mündet in den 8–10m hohen Dunstka-min, der von einemdrehbaren, helmartigenAufsatzabgedeckt wird. Um ein zu starkes Erwärmen deroberen Horde zu vermeiden, wird Kaltluft, die imMauerwerk angewärmt wurde, zwischen die Hor-den geführt.Der natürliche Zug der Darre ist naturgemäß
von der Höhe der Beladung der oberen Horde so-wie von der Beschaffenheit der Außenluft (Tempe-ratur, Feuchte) abhängig. Damit war die Leistungder Darre schwankend. Dies wurde durch den Ein-bau von Ventilatoren bewirkt, entweder zur Siche-rung einer gegebenen Kapazität oder aber zur Er-höhung der Leistung einer bestehenden Darre. Die-se Ventilatoren haben, in Abhängigkeit vom Darr-rhythmus (2 × 12 oder 2 × 24 h) regelbar eine Leis-tung von 1500–2000m3/(t h). Der Kraftverbrauchbeträgt 10–12 kWh/t.Zwei- und Dreihordendarren verfügen über
selbsttätige Wender. Auf der unteren Horde wer-den Schaufelwender zum Wenden, auf der oberenHorde solche mit Zinken zum Lockern des Guteseingesetzt. Bei sehr hohen Beladungen ist die obereHorde mit Saladinwendern ausgestattet.Die Merkmale der Mehrhordendarren sind:
∙ Darrfläche 10–200m2
∙ Beladung der oberen Horde 30–200 kg Gersteals Grünmalz
∙ bei hellemMalz ohne Ventilator 30–40 kg/m2
∙ bei dunklem Malz ohne Ventilator 60–70 kg/m2
∙ bei hellem Malz mit Ventilator 60–70 bis200 kg/m2
∙ Darrzeiten bei hellemMalz 2 × 12 bzw. 2× 24 h;bei dunklem Malz 2 × 24 h,
∙ bei Dreihordendarren 3 × 12−3 × 16 h∙ Wärmebedarf 5 × 106 kJ∕t (1,2 × 106 kcal∕t), bei
Dreihordendarren ca. 15% weniger.
Eine interessante Konstruktion aus den 30erJahren, die Vertikaldarre, ist in ihrer ursprüngli-chen Form, z. T. aber auch in neuen, verbesser-ten Ausführungen im östlichen Europa anzutref-fen. Die senkrecht, paarweise angeordneten Hor-den sind in zwei oder drei Abschnitte (Zwei- oderDreihordendarren) unterteilt. Um das bei Plan-darren fälschlich als notwendig erachtete Wendennachzuahmen, wurde die Luft durch entsprechen-de Klappen in bestimmten Zeitintervallen (z. B.stündlich) umgelenkt. Dies bedingte aber immer
wieder die Befeuchtung von schon getrocknetenPartien, die hierdurch eine gewisse Härte, „Darrgla-sigkeit“ erfuhren. Der Energiebedarf dieser, meistim24 h-Takt arbeitendenDarrenwar nurwenig un-ter dem der zeitgenössischen Zweihorden-Plandar-ren.
1.6.3 Praxis des Darrens
Die praktische Darrarbeit bei hellem und dunklemMalz umfasst: Die Art und Weise der Tempera-tursteigerung in der Darre und im Malz, die Re-gulierung der durch die Darre geführten Luftmen-ge und deren Trocknungswirkung durch Variationder Ventilatorleistung, oder durch Anwendung vonFrisch- und Rückluft, ferner dasWenden des Gutesin den verschiedenen Trockenstadien beiMehrhor-dendarren.
1.6.3.1 Das Darren des hellen Malzes auf der Ein-hordenhochleistungsdarre: Helles Grünmalz hatbestimmte Eigenschaften, die aber heute je nachder angewandten Mälzungsmethode in weitenGrenzen schwanken können. So liegt der Was-sergehalt zwischen 43 und 48%, die Temperaturzwischen 12 und 20 °C. Wenn auch das helle Grün-malz gut und gleichmäßig gelöst sein soll, so istdoch seine proteolytische und cytolytische Lösungund auch die Ausbildung seines Enzympotenzialsweniger weit gediehen wie beim dunklen.Grundsätzlich muss der Wassergehalt des Grün-
malzes möglichst rasch abgesenkt werden, um einweiteres Wachstum des Kornes und eine weitereTätigkeit der Enzyme im Interesse einer hellen Far-be zu verhindern. Grünmalz von ca. 43% Feuchtegibt sein Wasser leicht ab, da es an seiner Ober-fläche den gleichen Wasserdampfdruck besitzt wieeine offene Wasserfläche. Auch die im Innern desKornes befindliche Feuchtigkeit bewegt sich durchKapillarkräfte von Gebieten höherer Temperaturim Korninnern zu den durch Verdunstung frei-er Feuchtigkeit kühleren Zonen auf der Oberflä-che. Erst unterhalb einer gewissen Grenzfeuchtevon 13–14% („kritischer“Wassergehalt desMalzes,Hygroskopizitätspunkt) vollzieht sich dieAbnahmedesWassergehaltes langsamer.Umnundas Dampf-druckgefälle zwischen Grünmalz und Trocknungs-luft weiterhin imSinne einesTrocknungseffektes zuerhöhen, muss das sich ausbildende Gleichgewichtverschoben werden, d. h. es ist als wirksame Maß-nahmedieTemperatur derTrocknungsluft zu erhö-hen. Unterhalb eines Wassergehaltes von 10% er-folgt eineweitereVerlangsamungdesWasserentzu-ges; bei 2% dagegen wird ein stabiles Gleichgewichterreicht, das nurmehr durch eineWasserverdamp-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 76 — le-tex
76 Die Technologie der Malzbereitung
fung bei höheren Temperaturen als 100 °C verscho-ben werden kann.Bei Einhordendarren vollzieht sich die Trock-
nung schichtweise von unten nach oben. Der ho-he Luftdurchsatz bedingt durch den ausgepräg-ten Verdunstungseffekt eine starke Abkühlung desGrünmalzes, sodass das Trocknen mit wesentlichhöheren Temperaturen beginnen kann als z. B. beider früheren Zweihordendarre. Als Folge dieser ra-schen Trocknung kommt in den untersten Schich-ten das Wachstum des Keimlings bereits nach we-nigen Stunden zum Erliegen. Die Enzyme wirkenjedoch bis zu Feuchtigkeitsgehalten von ca. 10%und Temperaturen von 70 °C weiter, sodass eineAnhäufung von niedermolekularen Abbauproduk-ten wie Zucker und Aminosäuren gegeben ist. Inden oberen Schichten wächst der Keimling jedochnoch weiter, wozu er wiederum die Substanzen desKohlenhydrat-, Eiweiß- und Lipid-Abbaus verwer-tet. Die hier ablaufenden Umsetzungen sind nochsehr kräftig, wie auch der Anstieg der Abbaupro-dukte in der Oberschichttrotz Aufbau im Keim-ling beweist. Mit der Verringerung der nachhal-tig wirksamen optimalen Feuchtigkeit von 40–42auf 10% und dem Anstieg der Temperatur über45 °C und in rascher Folge bis 65 °C sind idealeReaktionstemperaturen für die verschiedenen En-zymgruppen gegeben, die zu einem weiteren An-stieg niedermolekularer Substanzen führen. Nachdem Mollier-h,x-Diagramm ist die Ablufttempera-tur infolge der vollständigen Sättigung der Luft lan-ge Zeit in einem Bereich von 22–30 °C, je nachTemperatur der Einströmluft. Erst wenn der Feuch-tigkeitsgehalt der oberen Grünmalzschichten unterden Hygroskopizitätspunkt abgesunken ist, nimmtdie Temperatur der Abluft rasch zu, die Feuchtig-keit ständig ab. Das Grün- bzw. Schwelkmalz deroberen Schicht ist somit um 10–12h länger imBereich von Temperaturen und Feuchtigkeitswer-ten, bei denen noch ein Wachstum bzw. eine en-yzmatische Aktivität möglich ist, als das Malz deruntersten Schicht. Dabei werden aber die Grenz-temperaturen des Eiweiß- und Stärkeabbaues beivorsichtiger Darrführung nicht überschritten. In-folge der hohen Luftgeschwindigkeiten und derbeim Trocknen auftretenden Verdunstungskältewird das Gut nämlich erst dann wärmer, wenn dasMalz den Hygroskopizitätspunkt unterschrittenhat.Demzufolge haben die Malze aus der Ober-
schicht der Darre eine etwas günstigere Mehl-Schrot-Differenz, eine höhere Eiweißlösung undmehr niedermolekularen Stickstoff als die der un-teren Schicht. Die Farbe ist trotz kürzerer Einwir-kung derAbdarrtemperaturen infolge derMehrung
niedermolekularer Abbauprodukte in der oberenSchicht eher etwas dunkler als in der unteren.Der Schwelkprozess wird im Temperaturbereich
zwischen 45 und 65 °C, gemessen im Druckraum,bis zum Durchbruch durchgeführt. Höhere An-fangstemperaturen sind möglich, doch wird imHinblick auf die Erhaltung des optimalenVolumensund der Mürbigkeit des Malzes im angegebenenSinne verfahren. Die Temperatur von 65 °C wird solange eingehalten, bis der „Durchbruch“ erreicht istund die Ablufttemperatur nur mehr 20–25 °C un-terhalb derjenigen desDruckraumes liegt. Der Ven-tilator läuft auf höchster Stufe, d. h. er fördert zwi-schen 4000 und 4800, bei Wiederweichmalzen biszu 5500m3 Luft/t Malz und Stunde. Dieser Werterfährt im Laufe des Schwelkprozesses eine Steige-rung um ca. 10%, da mit verringerter Feuchte derWiderstand der Grünmalzschicht abnimmt. DerSchwelkprozess dauert je nach Grünmalzfeuchte,Ventilatorleistung und Temperaturfolge 10–13h.Ein derart behandeltes Schwelkmalz wird nie-
mals mehr ein typisches, aromatisches dunklesMalz geben. Der Charakter des hellen Malzes wirdalso bereits beim Schwelken festgelegt.Ist der Durchbruch erreicht, so wird die Lüfter-
leistung verringert, um die Menge der Überschuss-luft zu beschränken und damit Strom und Wär-me zu sparen. Die Reduzierung erfolgt stufenwei-se, bis auf etwa 50% der Ausgangsleistung des Ven-tilators, also auf 2000–2700m3/(t h). Eine weiter-gehende Verminderung hat keinen Sinn, da sonstdie Differenz zwischen den einzelnen Malzschich-ten zu groß und eine ungenügende Ausdarrung derobersten Schichten erfolgen würde. Das Aufheizenauf die Abdarrtemperatur geschieht nun in Stu-fen von jeweils 5 °C/h oder kontinuierlich in 2–3 h.Die Abdarrtemperatur wird, je nach der gewünsch-tenMalzfarbe undder Intensität derVortrocknung,4–5 h lang zwischen 80 und 85 °C eingehalten. Beisehr hellen Malzen kann auch eine Staffelung derAbdarrtemperatur z. B. 2 h bei 80 °C, 3 h bei 82 °Cgünstig sein. Dabei wird in Abhängigkeit von Ab-darrtemperatur, Luftdurchsatz und Luftqualität einWassergehalt von 3,5–4,2% erreicht. Die Tempera-tur der obersten Malzschicht ist bei der besproche-nen Luftführung um 2–3 °C niedriger als in der un-tersten.DerWassergehalt desMalzes ist jedoch nurum 0,2–0,4% höher (s. folgende Tabelle).Diese, ausschließlich mit Frischluft durchgeführ-
te Darrweise dient der Herstellung heller Malze.Bei wenig färbenden Gersten oder Grünmalzenoder bei Malzfarben von 3,0–3,5 EBC-Einheitenkann die Ventilatorleistung bereits früher, bei et-wa 75% Abluftfeuchte bzw. einer Ablufttempera-tur von 35 °C reduziert werden. Auch ist es beim
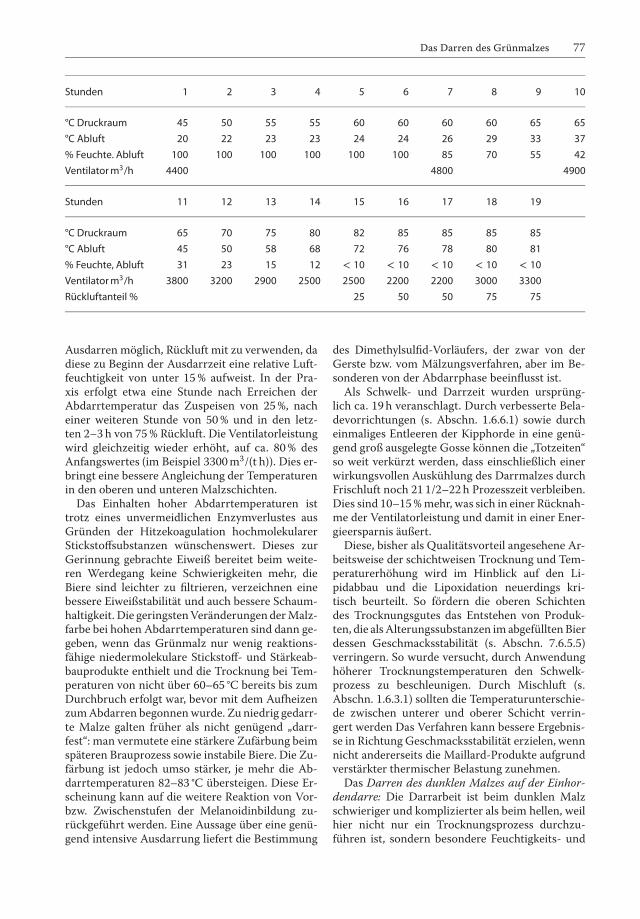
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 77 — le-tex
Das Darren des Grünmalzes 77
Stunden 1 2 3 4 5 6 7 8 9 10
°C Druckraum 45 50 55 55 60 60 60 60 65 65°C Abluft 20 22 23 23 24 24 26 29 33 37% Feuchte. Abluft 100 100 100 100 100 100 85 70 55 42Ventilatorm3/h 4400 4800 4900
Stunden 11 12 13 14 15 16 17 18 19
°C Druckraum 65 70 75 80 82 85 85 85 85°C Abluft 45 50 58 68 72 76 78 80 81% Feuchte, Abluft 31 23 15 12 < 10 < 10 < 10 < 10 < 10Ventilatorm3/h 3800 3200 2900 2500 2500 2200 2200 3000 3300Rückluftanteil % 25 50 50 75 75
Ausdarren möglich, Rückluft mit zu verwenden, dadiese zu Beginn der Ausdarrzeit eine relative Luft-feuchtigkeit von unter 15% aufweist. In der Pra-xis erfolgt etwa eine Stunde nach Erreichen derAbdarrtemperatur das Zuspeisen von 25%, nacheiner weiteren Stunde von 50% und in den letz-ten 2–3 h von 75% Rückluft. Die Ventilatorleistungwird gleichzeitig wieder erhöht, auf ca. 80% desAnfangswertes (im Beispiel 3300m3/(t h)). Dies er-bringt eine bessere Angleichung der Temperaturenin den oberen und unteren Malzschichten.Das Einhalten hoher Abdarrtemperaturen ist
trotz eines unvermeidlichen Enzymverlustes ausGründen der Hitzekoagulation hochmolekularerStickstoffsubstanzen wünschenswert. Dieses zurGerinnung gebrachte Eiweiß bereitet beim weite-ren Werdegang keine Schwierigkeiten mehr, dieBiere sind leichter zu filtrieren, verzeichnen einebessere Eiweißstabilität und auch bessere Schaum-haltigkeit. Die geringstenVeränderungenderMalz-farbe bei hohen Abdarrtemperaturen sind dann ge-geben, wenn das Grünmalz nur wenig reaktions-fähige niedermolekulare Stickstoff- und Stärkeab-bauprodukte enthielt und die Trocknung bei Tem-peraturen von nicht über 60–65 °C bereits bis zumDurchbruch erfolgt war, bevor mit dem AufheizenzumAbdarren begonnen wurde. Zu niedrig gedarr-te Malze galten früher als nicht genügend „darr-fest“: man vermutete eine stärkere Zufärbung beimspäteren Brauprozess sowie instabile Biere. Die Zu-färbung ist jedoch umso stärker, je mehr die Ab-darrtemperaturen 82–83 °C übersteigen. Diese Er-scheinung kann auf die weitere Reaktion von Vor-bzw. Zwischenstufen der Melanoidinbildung zu-rückgeführt werden. Eine Aussage über eine genü-gend intensive Ausdarrung liefert die Bestimmung
des Dimethylsulfid-Vorläufers, der zwar von derGerste bzw. vom Mälzungsverfahren, aber im Be-sonderen von der Abdarrphase beeinflusst ist.Als Schwelk- und Darrzeit wurden ursprüng-
lich ca. 19h veranschlagt. Durch verbesserte Bela-devorrichtungen (s. Abschn. 1.6.6.1) sowie durcheinmaliges Entleeren der Kipphorde in eine genü-gend groß ausgelegte Gosse können die „Totzeiten“so weit verkürzt werden, dass einschließlich einerwirkungsvollen Auskühlung des Darrmalzes durchFrischluft noch 21 1/2–22h Prozesszeit verbleiben.Dies sind 10–15%mehr, was sich in einer Rücknah-me der Ventilatorleistung und damit in einer Ener-gieersparnis äußert.Diese, bisher als Qualitätsvorteil angesehene Ar-
beitsweise der schichtweisen Trocknung und Tem-peraturerhöhung wird im Hinblick auf den Li-pidabbau und die Lipoxidation neuerdings kri-tisch beurteilt. So fördern die oberen Schichtendes Trocknungsgutes das Entstehen von Produk-ten, die alsAlterungssubstanzen imabgefüllten Bierdessen Geschmacksstabilität (s. Abschn. 7.6.5.5)verringern. So wurde versucht, durch Anwendunghöherer Trocknungstemperaturen den Schwelk-prozess zu beschleunigen. Durch Mischluft (s.Abschn. 1.6.3.1) sollten die Temperaturunterschie-de zwischen unterer und oberer Schicht verrin-gert werden Das Verfahren kann bessere Ergebnis-se in Richtung Geschmacksstabilität erzielen, wennnicht andererseits die Maillard-Produkte aufgrundverstärkter thermischer Belastung zunehmen.Das Darren des dunklen Malzes auf der Einhor-
dendarre: Die Darrarbeit ist beim dunklen Malzschwieriger und komplizierter als beim hellen, weilhier nicht nur ein Trocknungsprozess durchzu-führen ist, sondern besondere Feuchtigkeits- und

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 78 — le-tex
78 Die Technologie der Malzbereitung
Temperaturverhältnisse geschaffen werden müs-sen. Durch diese soll ein weiteres Wachstum unddamit eine weitere Auflösung im Sinne der Bil-dung niedermolekularer Stickstoffsubstanzen undZucker erfolgen, die dann beim Ausdarren zu ei-ner natürlichenAromatisierung und Färbung führt.Die Voraussetzung für ein charaktervolles dunklesMalz ist ein sehr gut und bis in die Spitzen gelös-tes Grünmalz mit einem hohen Wassergehalt von45–50%. BeimDarren des dunklenMalzeswird derWassergehalt des Grünmalzes nur langsam ernied-rigt, um zu erreichen, dass die Enzyme noch wei-ter wirken und die gewünschten chemisch-biologi-schen Umsetzungen vor sich gehen.In der Schwelkphase, die während der ersten
6–10 h abläuft, darf derWassergehalt desGutes von45% auf nicht unter 20% fallen, wobei diese Feuch-te nicht nur im Durchschnitt, sondern auch in derunteren Malzschicht gegeben sein soll. NachdemzurDarstellung der gewünschten Abbaureaktioneneine Temperatur von 35–40 °C in der Malzschichtoptimal ist, wird dieser Vorgang als „Brühen“ oder„warmes Schwelken“ bezeichnet. Hier wird im Ge-gensatz zum hellen Malz nicht mit Frischluft ge-trocknet, sondern mit einem Gemisch von Frisch-und Rückluft. Während bei Trocknung mit Frisch-luft infolge der auftretenden Verdunstungskälte ei-ne große Temperaturdifferenz zwischen der ein-tretenden Luft und der Abluft gegeben ist, stelltsich bei Anwendung reiner Umluft eine annähern-de Gleichheit zwischen der Lufttemperatur un-ter und über dem Malz und der Gutstemperaturein. Bei Mischluft dagegen erfolgt in Abhängigkeitvom Verhältnis Frischluft:Umluft der Temperatur-anstieg im Malz langsamer als bei reiner Umluft.Dies führt bei einer konstanten Einstellung beiderKomponenten bis zum Erreichen eines Gleichge-wichtszustandes zu einer laufenden Zustandsände-rung der Eintrittsluft. Dieses Mischluftsystem istweitgehend von den Außenluftverhältnissen unab-hängig, es wird in seiner Wirkung lediglich durchden Anteil der Frischluft bestimmt. Während beimSchwelken des hellen Malzes die Wahl der Tem-peratur der Einströmluft so erfolgt, dass eine be-stimmteTemperatur der Abluft nicht überschrittenwird, so ist beim dunklen Malz sowohl die Tempe-ratur der Luft unter als auch über der Horde maß-gebend, um bestimmte Reaktionen zu erreichen.Um nun beim Schwelken einen weiteren Stoff-
abbau und die Bildung niedermolekularer Substan-zen zu erreichen, ist eine Schwelktemperatur imGut von etwa 35–40 °C günstig. Diese stellt sich beieinem Verhältnis Frischluft : Rückluft = 20 : 80%und bei einer Eintrittstemperatur von 50 °C ein.Dabei ist es nicht notwendig, die volle Ventilator-
leistung in Anspruch zu nehmen, sondern nur et-wa 70% entsprechend 3000m3/(t h). Nach 4 h wirddie Temperatur der Einströmluft auf 55 °C geho-ben, um die Wirkung der Enzyme weiterzutreiben;bei gleichem Verhältnis der Mischluft ergibt sicheine Temperatur im Malz von ca. 40 °C. Am Endedieser Periode verzeichnet die obere Malzschichtnoch ihren ursprünglichenWassergehalt; die unte-re liegt dagegen bei 20–25%. Ein derart behandel-tes Schwelkmalzwird sich niemehr zu einemhellenMalz verarbeiten lassen. Die entstandenen Abbau-produkte sind der Farbe- und Aromabildung güns-tig.In der nun folgenden Phase des Trocknens muss
der Wassergehalt von durchschnittlich 35 auf rund5% abgesenkt werden. Hierfür stehen 6 h zur Ver-fügung, die zunächstmit reiner Frischluft von 60 °Cbei voller Lüfterleistung erfolgt. Nach zwei Stundenist es jedoch zweckmäßig, ein Intervall von einerStunde bei 70 °C mit voller Umluft einzuschalten,um nochmals im Interesse einer kräftigen Enzym-wirkung (α- und β-Amylase) einen Ausgleich desWassergehaltes vorzunehmen, der auch in der un-tersten Malzschicht zu Beginn des Ausdarrens ei-nen Wert aufweist, der für eine chemische Reakti-on notwendig ist. Im Laufe der weiterenTrocknungwerden Temperaturen von 80–95 °C eingehalten,wobei Letztere bereits wieder mit 80% Frischluftund 20% Rückluft einwirkt. Am Ende dieser Trock-nungsphase ist der Feuchtigkeitsgehalt der Abluftauf etwa 10% abgefallen.In der sich nun anschließenden Periode des Rös-
tens wird in 5 h bei zuerst 100, dann 105 °C dieBildung der färbenden und röstaromatischen Sub-stanzen, der Melanoidine, erreicht.Das lange Einhalten hoher Temperaturen ist not-
wendig, um auch die langsamer reagierenden Ami-nosäuren wie Valin und Leucin zur Wirkung zubringen. Die Höhe der erforderlichen Temperaturist nicht immer gleich: bei gut gelösten und wäh-rend des Schwelkens sachgemäß behandelten Mal-zen tritt die gewünschte Färbung und Aromati-sierung schon bei niedrigeren Temperaturen ein.Während des Ausdarrens erniedrigt sich der Was-sergehalt des Malzes auf etwa 2%. Um nun ei-nenweitgehenden Temperaturausgleich in den ver-schiedenen Höhen der Malzschicht zu erreichen,wird der Anteil der Rückluft allmählich von 20 auf80% unter gleichzeitiger Drosselung der Frischluftgesteigert. Der Ventilator bleibt dabei auf vollerLeistung. Durch diese Maßnahme erhält die Ober-schicht des Malzes ebenfalls eine Temperatur vonüber 100 °C.Trotz dieser raschen Anwärmung des Malzes
und trotz des starken Wasserentzuges sind die

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 79 — le-tex
Das Darren des Grünmalzes 79
so behandelten Malze mürb und von gleichmäßi-ger Farbe und gutem Aroma. Die Verzuckerungs-zeiten der Kongressmaischen belaufen sich auf15–30min. Die Schädigung der Enzyme ist gerin-ger als bei Zweihordendarren.Mittelfarbige Malze („Wiener Typ“) weisen das-
selbe Darrverfahren auf wie die hellen, doch emp-fiehlt es sich, bereits bei einer Ablufttemperaturvon 35 °C (75% relative Feuchte) langsam, d. h. um5 °C/h, auf die Abdarrtemperatur zu heizen, dieVentilatorleistung schrittweise zu verringern undab einer Ablufttemperatur von ca. 54 °C Rückluftzuzuspeisen und im Anteil von 20% im Laufe von4–5 h auf 80% zu steigern. Die Abdarrtemperaturbeträgt 90–95 °C; sie wird je nach der gewünschtenFarbe (5–8 EBC-Einheiten) 3–4 h lang eingehalten.
1.6.3.2 Die Arbeitsweise der in Abschn. 1.6.2.2erwähnten Zweihordenhochleistungsdarre mitübereinanderliegenden Horden ist bei netto 2 ×19 h Schwelk- undDarrzeitwie folgt: Die Abluft derunteren Horde ist gleichzeitig die Trocknungsluftder oberen Horde, wobei beide Horden von der-selben Luftmenge durchströmt werden. Ein Nach-hitzen der Schwelkluft ist nicht vorgesehen. DieTrocknungskapazität dieser Luft ist gegenüber demreinen Frischluftbetrieb der Einhordendarre ver-mindert. Aus diesem Grund muss beim Schwelk-vorgang unbedingt von der Grünmalzfeuchte bisauf einen Wassergehalt von maximal 10% getrock-net werden. Es besteht sonst die Gefahr, dass dieEntfeuchtung der folgenden Charge eine Verzöge-rung erfährt. Auch könnte die noch feuchte Ober-schicht beim Abräumen in den Bereich zu hoherTemperaturen gelangen, was zu einer Enzymschä-digung und zu einem Schrumpfen des Malzes füh-ren würde.Wie die Aufstellung zeigt, beginnt der Schwelk-
prozess auf der oberen Horde mit ca. 3800m3 Luftvon 33 °C, die sich im Verlauf von 10–11 h bis auf60 °C erwärmt und die infolge des Trocknungs-fortschrittes auf der unteren Horde immer wenigerWasserdampf enthält. Nach ca. 14 h sind 65 °C Ab-luft-/Einströmlufttemperatur erreicht, die aber imSinne einer schonenden Trocknung des Schwelk-gutes nichtmehr überschrittenwerden sollen. Folg-lich wird dem Ventilator Frischluft (vom Kreuz-stromtauscher vortemperiert) zugeführt, wodurchgleichzeitig der Luftdurchsatz auf der unteren Hor-de eine Verringerung erfährt. Bei Erreichen einerAblufttemperatur von 30 °C wird die Ventilatorleis-tung stufenlos, bis auf ca. 2000m3/(t h) (60 %) zu-rückreguliert. Die Abluft verlässt die Darre prak-tisch stets im gesättigten Zustand.
Beim Abräumen hat die untere Schicht desSchwelkmalzes 5,5–6,0%, die Oberschicht noch11–13%; das Malz wird dabei durch die absenkba-re Schnecke von oben auf die (abgekühlte) untereHorde transportiert und dort schichtweise verteilt.Theoretisch müsste also das kälteste und feuchtes-te Gut nach unten kommen, doch ist eine Vermi-schung – mindestens von benachbarten Schichtenaus ca. 20% der Schichthöhe – nicht auszuschlie-ßen.Aus diesem Grund muss auch die Temperatur-
führung auf der unterenHorde sehr vorsichtig sein,um die noch feuchten Körner nicht zu schädigen.So wird eine Temperatur von 60 °C so lange ein-gehalten, bis über der Darrhorde ca. 54 °C erreichtsind; erst dann erfolgt eine Anhebung auf 65 °C, diewiederum bis auf ein gewisses Δt eingehalten wer-den, im vorliegenden Falle von 2–3 °C. Das Aufhei-zen auf die Abdarrtemperatur von 80 °C geschiehtstufenlos in rund 4 h, die Abdarrung liegt bei 4–5 hbei 80–82 °C. Mit dem Erreichen der obenerwähn-ten Austrittstemperatur der Schwelkluft von 30 °Cwird die Ventilatorleistung gedrosselt.Diese Arbeitsweise hat sich bewährt. Neuere
Konstruktionen verzeichnen noch etwas geringereEnt- undBeladezeiten, sodass 2 × 20−21 h Prozess-zeit möglich sind. Die erzielten Malze haben sehrhelle Malz- und Kochfarben, eine sehr gute Mür-bigkeit und niedrige DMS-Gehalte. Eine Nachlö-sung auf der oberen Horde ist wohl gegeben, dochsind die Unterschiede zwischen Ober- und Unter-schicht des Schwelkmalzes gering.
1.6.3.3 Die Arbeitsweise der in Abschn. 1.6.2.2erwähnten Zweihordendarren nach dem Luftum-kehrsystem ist dadurch unterschieden, dass dasMalz über die gesamte Schwelk- und Darrzeit un-bewegt bleibt. Außerdem wird die Abluft nachdem „Durchbruch“ nicht nur voll verwertet, son-dern sie wird durch Frischluft ergänzt und dasGemisch durch ein zweites Heizregister auf ei-ne Schwelktemperatur von 45–50 °C angehoben.Es stehen nunmehr rund 22 h für die Schwelkezur Verfügung. Bei einer Ventilatorleistung, die auf2500m3/(t h) ausgelegt ist, die aber frequenzge-steuert je nach Grünmalzwassergehalt und Trock-nungsfortschritt (Δt unter/überHorde)meist nichtvoll beansprucht wird, steigt die Temperatur stu-fenlos bis auf 60 °C, wobei die Ablufttemperaturnicht über 30 °C gelangt, wodurch noch volle Sät-tigung der Abluft gegeben ist. Der Wassergehaltdes Malzes am Ende dieser Zeit beträgt unten6.5, oben 12–14%. Anschließend wird nach Ab-räumen der Darr- und deren Wiederbeladung als
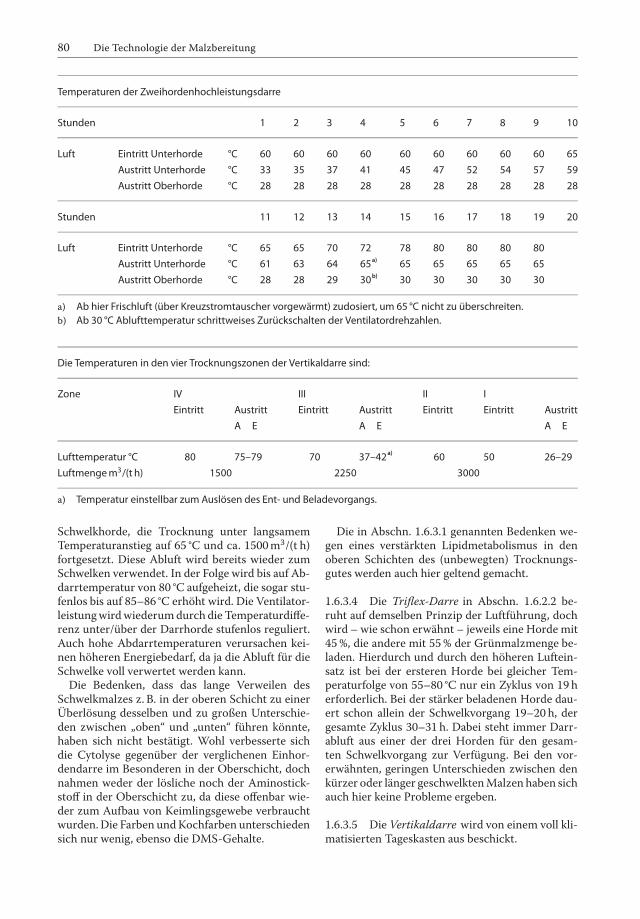
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 80 — le-tex
80 Die Technologie der Malzbereitung
Temperaturen der Zweihordenhochleistungsdarre
Stunden 1 2 3 4 5 6 7 8 9 10
Luft Eintritt Unterhorde °C 60 60 60 60 60 60 60 60 60 65Austritt Unterhorde °C 33 35 37 41 45 47 52 54 57 59Austritt Oberhorde °C 28 28 28 28 28 28 28 28 28 28
Stunden 11 12 13 14 15 16 17 18 19 20
Luft Eintritt Unterhorde °C 65 65 70 72 78 80 80 80 80Austritt Unterhorde °C 61 63 64 65a) 65 65 65 65 65Austritt Oberhorde °C 28 28 29 30b) 30 30 30 30 30
a) Ab hier Frischluft (über Kreuzstromtauscher vorgewärmt) zudosiert, um 65 °C nicht zu überschreiten.b) Ab 30 °C Ablufttemperatur schrittweises Zurückschalten der Ventilatordrehzahlen.
Die Temperaturen in den vier Trocknungszonen der Vertikaldarre sind:
Zone IV III II IEintritt Austritt Eintritt Austritt Eintritt Eintritt Austritt
A E A E A E
Lufttemperatur °C 80 75–79 70 37–42a) 60 50 26–29Luftmengem3/(t h) 1500 2250 3000
a) Temperatur einstellbar zum Auslösen des Ent- und Beladevorgangs.
Schwelkhorde, die Trocknung unter langsamemTemperaturanstieg auf 65 °C und ca. 1500m3/(t h)fortgesetzt. Diese Abluft wird bereits wieder zumSchwelken verwendet. In der Folge wird bis auf Ab-darrtemperatur von 80 °C aufgeheizt, die sogar stu-fenlos bis auf 85–86 °C erhöht wird. Die Ventilator-leistungwirdwiederumdurchdie Temperaturdiffe-renz unter/über der Darrhorde stufenlos reguliert.Auch hohe Abdarrtemperaturen verursachen kei-nen höheren Energiebedarf, da ja die Abluft für dieSchwelke voll verwertet werden kann.Die Bedenken, dass das lange Verweilen des
Schwelkmalzes z. B. in der oberen Schicht zu einerÜberlösung desselben und zu großen Unterschie-den zwischen „oben“ und „unten“ führen könnte,haben sich nicht bestätigt. Wohl verbesserte sichdie Cytolyse gegenüber der verglichenen Einhor-dendarre im Besonderen in der Oberschicht, dochnahmen weder der lösliche noch der Aminostick-stoff in der Oberschicht zu, da diese offenbar wie-der zum Aufbau von Keimlingsgewebe verbrauchtwurden.Die Farben undKochfarben unterschiedensich nur wenig, ebenso die DMS-Gehalte.
Die in Abschn. 1.6.3.1 genannten Bedenken we-gen eines verstärkten Lipidmetabolismus in denoberen Schichten des (unbewegten) Trocknungs-gutes werden auch hier geltend gemacht.
1.6.3.4 Die Triflex-Darre in Abschn. 1.6.2.2 be-ruht auf demselben Prinzip der Luftführung, dochwird – wie schon erwähnt – jeweils eine Horde mit45%, die andere mit 55% der Grünmalzmenge be-laden. Hierdurch und durch den höheren Luftein-satz ist bei der ersteren Horde bei gleicher Tem-peraturfolge von 55–80 °C nur ein Zyklus von 19 herforderlich. Bei der stärker beladenen Horde dau-ert schon allein der Schwelkvorgang 19–20 h, dergesamte Zyklus 30–31 h. Dabei steht immer Darr-abluft aus einer der drei Horden für den gesam-ten Schwelkvorgang zur Verfügung. Bei den vor-erwähnten, geringen Unterschieden zwischen denkürzer oder länger geschwelktenMalzen haben sichauch hier keine Probleme ergeben.
1.6.3.5 Die Vertikaldarre wird von einem voll kli-matisierten Tageskasten aus beschickt.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 81 — le-tex
Das Darren des Grünmalzes 81
Die Schwelkphase ist nach der vorstehenden Ta-belle unterteilt in jeweils einen 50 °C- und einen60 °C-Bereich (s. S. 80).Die Abluft wird zusammen abgeführt. In Zone
III, bei einer Einströmtemperatur von ca. 70 °C er-folgt der Durchbruch bei ca. 42 °C, wobei – aus-gelöst durch das Erreichen dieses Wertes das Gutum eine Spanne weiter durch die Darre wandert.Diese Temperatur stellt eine Mischung der durchdas Gut in diesem Bereich streichenden Luft dar.Diese ist im oberen, am Abschnitt II angrenzen-den Teil ca. 33 °C, im untersten vor Abschnitt IVca. 65 °C. Höhere Abdarrtemperaturen als 80 °Csind möglich, doch muss dann die Temperaturdif-ferenz zwischen den einzelnen Zonen gleichmä-ßig größer gewählt werden. Die Darre arbeitet, dadie Luftströme das Gut stets in derselben Rich-tung durchwandern, einwandfrei. Die Unterschie-de zwischen der Luft-Eintritts- und Austritts-Sei-te sind vernachlässigbar. Dagegen können sich beider Verarbeitung des „Tageskastens“ naturgemäßdurch die 24-stündige Spanne gewisse Differen-zen in den Lösungswerten der allerersten und derletzten Charge dann ergeben, wenn das Gut nichtinsgesamt kalt gehalten oder während dieser Zeitnicht stark abgekühlt wird. Im Darrmalz-Silo glei-chen sich die Unterschiede bei entsprechender Mi-schung ohne Weiteres aus. Die Analysendaten sinddenen in einer parallel gefahrenen Einhordendarregleich.Eine derartige kontinuierliche Darre ist für die
Verarbeitung einer täglich relativ konstantenMalz-menge günstig; Sonder- und Spezialmalze sind we-gen schwieriger Übergänge – wie bei jedem konti-nuierlichen System – durch konventionelle Darrenabzudecken.Ein Problem ist, dass die Zone I immer im
Bereich von 50 °C Eintritts- und 26–27 °C Aus-trittstemperatur der Trocknungsluft verbleibt. Diesführt zu günstigen Bedingungen für die Vermeh-rung von Mikroorganismen, wie Schimmelpilzen,Bakterien und Hefen. Es ist deshalb erforderlich,diese „Feuchtraumatmosphäre“ periodisch zu rei-nigen. Es muss die Zone 1 abschließbar sein, damitsie leer gefahren undmit Hochdruckspritzen gerei-nigt werden kann.
1.6.3.6 Die Arbeitsweise der Keimdarrkästen:Sie unterscheidet sich von der Einhordenhoch-leistungsdarre im Prinzip nicht, doch erfor-dert die höhere Schicht des Trocknungsgutes(um 30–60% mehr) trotz gleicher Lüfterleistungprom2 Hordenfläche eine längere Trocknungs-phase (s. Abschn. 1.6.2.5). Durch die stärkereBelegung ergibt sich nur ein Luftdurchsatz von
2500–3500m3/(t h), um einen zu hohen Kraft-bedarf zu vermeiden. Damit verlängert sich derSchwelkprozess und dauert je nach Ventilatorleis-tung 16–24 h. Unter Annahme der letzteren Zeithat sich folgendes Arbeitsschema eingeführt:Schwelken 4 h 50 °C; 4 h 55 °C; 10 h 60 °C; x h
65 °C, d. h. bis auf eine Ablufttemperatur von ca.32 °C. Aufheizen in 4 h von 65 auf 80 °C, Ausdar-ren 5 h 80–85 °C. Damit ergibt sich eine Gesamt-dauer von Schwelken und Darren von 31–33h. Beieiner Ablufttemperatur von 40 °C setzt die Dreh-zahlregulierung ein; die Differenz zur Temperaturim Druckraum beträgt zu jener Zeit noch 30 °C. Beieiner Ablufttemperatur von 52 °C, also schon vorBeginn des Ausdarrens, wird die Umluftklappe ge-öffnet; der Rückluftanteil gegen Ende der Darrzeitbeträgt 50–70%.Bei den rechteckigen Keimdarrkästen von
40–50m Länge sind zu Beginn des Schwelkens,d. h. beimUmstellen vonKeim- auf Schwelkbetrieb,Temperaturdifferenzen unter der Horde zwischender Seite des Darrlufteintritts und dem entgegen-gesetzten Ende festzustellen, bis der Baukörpergleichmäßig aufgewärmt ist. Dies ist nach 4–5 hSchwelkzeit der Fall. Bei querbelüfteten Kästenoder bei runden Einheiten bestehen diese anfängli-chen Differenzen nicht.Trotz der „Phasenverschiebung“ beim Schwel-
ken der verschiedenen Malzschichten ergeben sichkeine bedeutsamen Unterschiede in den Analysender von oben oder unten entnommenenMalze. DieIsolierung der Gebäude ist so wirkungsvoll, dassbeim Abdarren des einen Kastens die angrenzendeWand des anderen nur eine Temperaturerhöhungum 2 °C zeigt. Die Luftgegebenheiten dieses Keim-kastens bleiben völlig unbeeinflusst. Nach demAb-darren soll das Abkühlen des Darrgutes, vor al-lem um der unvermeidlichen Wärmespannungenim Gebäude willen, langsam geschehen: dies kannnach Abschalten der Heizung mit Rückluft bis aufca. 60 °C getätigt werden; erst anschließend findetFrischluft zur weiteren Abkühlung des Malzes An-wendung.Der Keimkastenwender wird während des
Schwelkens und Darrens nicht betätigt. Es ist le-diglich notwendig, ihn am Ende des Schwelkpro-zesses einmal um die Breite des „Aufwurfs“ weiterzu bewegen, um bisher dort unvollkommen be-aufschlagte Zonen der Trocknung zugänglich zumachen.Eine Koppelung von zwei Keimdarrkästen der-
gestalt, dass die Abluft des bereits am Ende desSchwelkens, d. h. beim Durchbruch befindlichenKastens zum Erwärmen der Schwelkluft des nach-folgendenKastens verwendet wird, bedient sich der

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 82 — le-tex
82 Die Technologie der Malzbereitung
gleichen Grundsätze wie die besprochenen Zwei-hordendarren. Zu erwähnen ist, dass bei einerSchwelk- und Darrzeit von je 24–28h das Gut trotzder hohen spezifischen Schüttung keine Überlö-sung der oberen Schichten erfährt, da die zweifel-los durch die Enzymwirkung anfallenden Abbau-produkte wieder in den Keimlingen aufgebaut wer-den. Doch wirken sich die langen Prozesszeiten beiden gegenüber der Keimung erhöhten Temperatu-ren einer Verbesserung der Cytolyse und in einerentsprechenden Verringerung des β-Glucangehal-tes aus.
1.6.3.7 Die Arbeitsweise der „klassischen“ Zwei-hordendarren (s. Abschn. 1.6.2.6) soll nur ganzknapp geschildert werden; im Übrigen sei auf frü-here Ausgaben dieses Buches verwiesen.Beim hellenMalz kann eine rasche Entwässerung
bei diesen Darren, besonders bei natürlichem Zugnur dann erreicht werden, wenn das Gut dünn (ca.35 kg/m2) aufgetragen wird. Bei Ventilatorbetriebkann die Belegung das Doppelte betragen.Der Schwelkprozess auf der oberen Horde ver-
läuft in zwei Stufen:1. Eine Entwässerung von 45 auf 30% bei einer
Temperatur der Einströmluft (d. h. unter deroberen Horde) von 35–40 °C.
2. Eine Entwässerung von 30 auf 10% bei einerTemperatur von 40–50 °C (ebenfalls unter deroberen Horde gemessen).
Dieser nach 12 h (auch bei 2 × 24stündiger Darr-weise) erreichte Wassergehalt ist erkenntlich amAbfallen der Keime und am „Durchtreten“ auf deroberen Horde.Auf der unteren Horde wird dem Malz weiter
Wasser entzogen, bis auf einen Gehalt von 3,5–4%.Die Temperaturen liegen zunächst bei 50–60 °Cunter der Horde, wobei mit Rücksicht auf dasSchwelken des auf die obere Horde frisch aufge-tragenen Grünmalzes der volle, verfügbare Luft-strom angewendet wird. Nach schrittweisem An-heben der Temperatur auf 70 °C und zwei- bisdreistündiger Rast wird in zwei bis drei Stundenauf die Abdarrtemperatur von 80–85 °C aufgeheiztund diese 3–5 h (gemessen im Malz, ca. 1 cm überder Horde) gehalten. Durch Zwischenzüge wirddie Temperatur über der unteren Horde auf ei-nen, dem Schwelkmalz zuträglichen Wert abge-senkt. Das Wenden auf der Schwelkhorde wird nurzur gleichmäßigen Verteilung des geladenen Grün-malzes, aber keinesfalls während des Trocknungs-prozesses getätigt, da das hierdurch unerlässlichewechselweise Trocknen undWiederbefeuchten desMalzes ein Schrumpfen desselben zur Folge hät-
te. Auch auf der unteren Horde ist das Wenden –mindestens bis zu Beginn des Aufheizens auf dieAbdarrtemperaturen – nicht erforderlich, anschlie-ßend wird bis zum Erreichen derselben stündlichund beim Abdarren dauernd gewendet. Aus ar-beitstechnischen Gründen wird die 2 × 24stündigeArbeitsweise bevorzugt, wobei u. U. nach dem Er-reichen einer Schwelkfeuchte von ca. 10–12% derVentilator entweder deutlich reduziert oder ganzabgeschaltet wird.Das Darren des dunklen Malzes wurde früher
durch das Schwelken auf dem luftigen Schwelkbo-den, einem freien Platz vor oder über der Darre, er-gänzt. Hier blieb das Malz ein oder zwei Tage beikalten Temperaturen liegen und erfuhr dort eineweitere Verbesserung seiner Auflösung.Aus arbeitstechnischen und Platzgründen wur-
de diese Verfahrensweise verlassen; der gesamteSchwelkprozess wird auf der Darre durchgeführt,die ursprünglich für dunkles Malz eigens konstru-iert war.Der Schwelkprozess auf der Zweihordendarre
vollzieht sich in drei Stufen:1. Absenken des Wassergehaltes von ca. 45% auf
20–25% innerhalb von 12–14h und einer Tem-peratur von 40 °C. Der Zug soll nur schwachsein; es wird alle zwei Stunden gewendet, umdie Entfeuchtung zu verzögern.
2. Beibehalten einesWassergehaltes von 20–25%,bei Temperaturen von 50–60 °C erfolgen in-tensive Abbauvorgänge. Der Schritt dauert ca.10 h, die Züge sind gedrosselt bzw. geschlossen,der Wender läuft stündlich.
3. Auf der unteren Horde: in 12 h Absenken desWassergehaltes von 20–25% auf ca. 10%, Tem-peratur 50–55 °C, Zug wie bei 1), Wenden allezwei Stunden.
Der Schwelkprozess dauert also insgesamt 36 h.Das Aufheizen zur Abdarrtemperatur nimmt
6–7 h in Anspruch und entwässert das Malz auf5–6%. Die Züge sind geschlossen. Das Abdarrenbei 102–105 °C dauert ca. 5 h. Die Temperatur zwi-schen den Horden darf 70–75 °C nicht überschrei-ten. Der Wender läuft halbstündig, bei größerenDarren dauernd. In der Darre kommt es zu einerTemperaturschichtung, der sog. „gespannten“ Hit-ze.Das resultierende dunkle Malz ist infolge der
unvermeidlichen Temperaturunterschiede im Sys-tem weniger homogen als das mit der Einhor-dendarre hergestellte. Die Farben wurden zurVermeidung brenzliger Aromanoten nicht gernüber 12–15 EBC-Einheiten angestrebt. Die ge-wünschte Farbe des dunklen Bieres von z. B.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 83 — le-tex
Das Darren des Grünmalzes 83
50 EBC-Einheiten wird durch einen Röstmalzzu-satz von ca. 1 % zur Schüttung eingestellt.
1.6.4 Kontrolle und Automatisierung derDarrarbeit – Pflege der Darren
1.6.4.1 Die Überwachungsmaßnahmen erstre-cken sich bei den Einhorden-Hochleistungsdar-ren und Keimdarrkästen auf folgende Daten, dievon Schreibern aufgezeichnet werden: Temperaturim Druckraum, Temperatur über der Horde, evtl.Malztemperaturen an verschiedenen Stellen, Ven-tilatorleistung (in % der maximalen), Stellung derRückluftklappe, bei Zweihordendarren und derenWeiterentwicklung die Lufttemperatur zwischenden Horden, Anteil der beigemischten Frischluft,Eintrittsluft in die Schwelkhorde, Leistung desSchwelkventilators usw. Auch die Daten des Kreuz-stromtauschers sind zu erfassen.Bei Inbetriebnahme der Darre, bei Änderung des
Darrverfahrens, bei Kontrollen im laufenden Be-trieb werden auf jeden Fall die Malztemperatu-ren an verschiedenen Stellen, in verschiedenen Hö-hen, die Abnahme des Wassergehaltes und derenGleichmäßigkeit ebenso erfasst wie Wassergehalt,Farbe, Verzuckerungszeit, evtl. sogar weiterführen-de Analysen der obersten und untersten Malz-schichten. Mittels Anemometern kann der Luft-durchsatz in den verschiedenen Stadien, die Ver-teilung der Frisch- und Rückluftströme sowie dieGleichmäßigkeit der Beladung der Darre kontrol-liert werden. Auch die Abdichtung des beweglichenTeils von Kipphorden ist so zu prüfen.Weiterhin istbei jeder Darre eine tägliche Erfassung vonWärme-und Kraftverbrauch notwendig.
1.6.4.2 Automatisierung der Darrarbeit: DieMesswerte, Temperatur im Druckraum, Tempe-ratur der Abluft, seltener die Feuchte der Abluftdienen als Impulsgeber für einen automatischenAblauf des Darrprozesses. So kann z. B. der nacheinem bestimmten Programm gesteuerte Schwelk-prozess bei dessen Endtemperatur so lange an-gehalten werden, bis eine bestimmte, einstellbareAblufttemperatur erreicht ist. Erst dann setzt dasprogrammierte Aufheizen zur Abdarrtemperaturein. Nach Erreichen weiterer, wählbarer Werte derAblufttemperatur treten Regulierung der Ventila-torleistung, Zumischen von Rückluft und die Be-grenzung der Darrzeit in Funktion.Bei modernen, rechnergesteuerten Darren wird
die Grünmalzfeuchte eingegeben, das Temperatur-programm sowie die gewünschte Schwelkdauer biszumDurchbruch.Hiernach sowie nachdemTrock-nungsfortschritt wird die frequenzgeregelte Venti-
latordrehzahl festgelegt; beim Durchbruch die Be-reitstellung der „Umluft“ für die frisch beladeneDarre sowie das Umschalten auf den Darrventi-lator. Alle oben genannten Daten werden in Dia-grammform dargestellt und können ausgedrucktwerden.
1.6.4.3 Die Pflege und Instandhaltung der Darrebetrifft die Teile der Feuerung bzw. der Wärme-übertragung, den Ventilator, die Horden, die Schie-ber und die Mess-, Schalt- und Regeleinrichtungen.
1.6.5 Maßnahmen zur Energieeinsparung
1.6.5.1 Der Wärmeaufwand beim Darren liegtbei direkt beheizten Einhordenhochleistungsdar-ren im Jahresdurchschnitt bei ca. 4 × 106 kJ∕t (0,95Mio. kcal/t) Fertigmalz (s. Abschn. 1.6.2.1). DerKraftbedarf beträgt dabei ca. 32 kWh/t.Um nun den Energie-Verbrauch, der einen be-
achtlichen Teil der Mälzungskosten ausmachenkann, zu verringern, wurden verschiedene Metho-den vorgeschlagen. Etliche erwiesen sich nicht alspraktikabel wie z. B. die Entfeuchtung der Trock-nungsluft mittels Lithiumchlorid-Trocknern, derEinsatz vom Wärmepumpen oder Herstellung vonMalzen mit höheren Wassergehalten z. B. durchVerkürzung der Abdarrzeit oder durch vorzeitigeVerwendung von Rückluft nach dem Durchbruch.Hier befriedigte aber häufig der Charakter der Mal-ze (und Biere) nicht, wie auch die DMS-GehalteProbleme bereiteten.
1.6.5.2 Wärmeeinsparung durch Vorwärmen derEinströmluft. Dies kann durchAnordnung des luft-gekühlten Kondensators der Kälteanlage im An-saugschacht der Darre geschehen. Der Luftdurch-satz desselben sollte 60–80% des Darrluftbedarfsbetragen, doch müssen beide, d. h. KondensatorundDarre, unabhängig voneinander betriebenwer-den können. Die mögliche Einsparung beträgt8–12%desWärmebedarfs, der StromverbrauchderGesamtanlage nimmt um 10% zu. Auch ist zu be-rücksichtigen, dass die Kälteanlage während derkalten Jahreszeit u. U. nicht betrieben wird.Kreuzstromaustauscher (aus Glasplatten oder
Glasröhren) werden im Abluftschacht der Darreangeordnet. Hierdurch wird die Einströmluft an-gewärmt und so eine Wärmerückgewinnung vondurchschnittlich 30–33% erzielt. Der Wirkungs-grad des Austauschers liegt beim Schwelken im Be-reich von ca. 80%, beim Aufheizen zum Abdarrenbei ca. 70%. Bei einem luftseitigen Widerstand von15mmWS beträgt der Mehrverbrauch an Stromrund 10% des vom Darrventilator aufgenomme-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 84 — le-tex
84 Die Technologie der Malzbereitung
nen. Es ist dafür Sorge zu tragen, dass sich Ab-luft und Frischluft nicht unkontrolliert vermischenkönnen.Dieser Mehrverbrauch ist auch dann gegeben,
wenn der Wärmeübertrager im Sommer nur mehrgeringe Einsparungen erbringt.Eine jährlich zweimalige Reinigung ist erforder-
lich. Hierbei sind durch eine Sichtkontrolle auchBeschädigungen wie zerbrochene Glasröhren oderUndichtigkeiten aller Art zu erfassen und zu behe-ben. Diese können, je nachAbwärmequelle u.U. so-gar Abgase in die Prozessluft (Nitrosaminbildung!)einbringen.Wärmetauscher mit Wärmeträger (z. B. Glycol)
sind jeweils an der Luftaustritts- und Lufteintritts-öffnung angebracht. Zwischen diesen wird Glycolin isolierten Leitungen umgepumpt. Die Erspar-nisse sind etwas geringer als die des Kreuzstrom-tauschers, entsprechend den Wirkungsgraden derjeweiligen Austauscher. Auch muss der Stromver-brauch der Pumpe in Betracht gezogen werden.Auch diese Anlage konnte sich bei entsprechendenGegebenheiten (Darrkonstruktion, Statik usw.) ein-führen.
1.6.5.3 Die Verwendung von Mischluft beim Dar-ren ist bei Außentemperaturen von unter 20 °Cmöglich: es wird so viel Rückluft zur Frischluftdosiert, dass sich eine Lufteintrittstemperatur von20 °C und bei einer Druckraumtemperatur von60 °C ein Wert der Abluft von 30 °C ergibt. DieMischluftdosierung, die über die Steuerung derKlappen automatisiert werden kann, erbringt imJahresmittel eine Ersparnis von ca. 6,5%. Sie ist mitVorteil in Kombination mit dem Kreuzstromtau-scher anwendbar (s. oben).
1.6.5.4 Isolierung der Darre: Die Abstrahlungs-verluste freistehender Darren können je nach Flä-che, Beladungshöhe und Witterungsbedingungen8–12% bei kleinen und 4–6% bei großen Darrenausmachen.
1.6.5.5 Der Einsatz von Zweihorden-Hochleis-tungsdarren mit über- oder nebeneinanderliegen-denHorden (z. B. auchLuftumkehrdarren) erbringteine völlige Ausnutzung der Darr-Abluft nach demDurchbruch. Aus diesem Grunde spielt auch dieHöhe der Abdarrtemperatur und die Intensitätder Ausdarrung einergiewirtschaftlich keine Rol-le mehr. Die Energieersparnis beträgt einschließ-lich der vomKreuzstrom-Wärmetauscher erzielten45%. Dieselbe Einsparung kann auch von der Tri-flex- oder von der kontinuierlichen Vertikaldarreerwartet werden.
1.6.5.6 Wärmepumpen: Die Wärmepumpenanla-ge besteht in ihrer ursprünglichen Ausführung auseinem im Abluftkanal der Darre installierten Ver-dampfer, der Wärmepumpe und einem im Luft-austrittskanal angeordneten Verflüssiger. Die Kom-pressionswärmepumpewird von einemElektromo-tor oder einem Gas-Ottomotor angetrieben. DieMotoren- und Abgaswärme desselben kann in ei-nen Wärmespeicher abgegeben werden, der wie-derum zur Beheizung der Darre bereitsteht. Diedem Luftzutritt in die Darre vorgeschalteten Wär-metauscher erhöhen durchden LuftwiderstanddenStromverbrauch der Darre um 8,75 kWh/t Fertig-malz, der Betrieb der Kompressionswärmepum-pe erfordert 80 kWh/t Malz. Die Einsparung anWärme wurde mit 40% angegeben. Die Kombina-tion einer Kompressionswärmepumpe mit einemBlockheizkraftwerk ist neuester Stand der Tech-nik.Hierbei erwärmendieKondensatoren derWär-mepumpe die vom Kreuzstrom-Wärmeübertragerbereits vorgewärmte Frischluft auf ein höheresEnergiepotenzial. Das Blockheizkraftwerk erzeugtStrom, wobei die Abwärme wiederum der Erwär-mung der Darrluft dient. Die beiden Anlagen ar-beiten also gegenläufig und sichern sich bei starkabweichenden Energiepreisen für Strom und Gasgegenseitig ab.
1.6.6 Die Nebenarbeiten beim Darren
Sie umfassen das Beladen und Entleeren der Horde.
1.6.6.1 Das Beladen erfolgt von der mechani-schen oder pneumatischen Grünmalzförderungaus durch ein System von Schnecken- oder Red-lerförderern, die ihrerseits unter geringstmögli-chem Arbeitsaufwand auf schwenkbare Rohre ar-beiten. Auch Schleuderbandförderer finden An-wendung. Wichtig vor allem bei wenderlosen Dar-ren ist, dass das Grünmalz überall gleich hoch undgleich dicht liegt, da sonst die Belüftung ungleichwird.Neue selbsttätig arbeitende Einrichtungen füh-
ren das Grünmalz von oben einer schwenkbaren,horizontal verschiebbaren Transportschnecke zu,die das Gut solange nach außen fördert, bis einNiveautaster anspricht, der dann einen Schwenk-schritt einleitet. Die Anlage gestattet ein völlig ebe-nes, gleichmäßiges und sehr lockeres Auftragen desGrünmalzes.
1.6.6.2 Das Abräumen des Malzes geschiehtdurch Kraftschaufeln oder am besten und einfachs-ten durch Kipphorden, aber auch mittels der obenerwähnten Darrbeladeanlagen, deren Horizontal-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 85 — le-tex
Das Darren des Grünmalzes 85
schnecken das Malz zu einem an der Darr-Breitsei-te angeordneten Redler fördern.
1.6.7 Die Behandlung des Malzes nach demDarren
Dieser Abschnitt erstreckt sich auf die Vorgängedes Abkühlens und Entkeimens des Malzes.
1.6.7.1 Das Abkühlen kann auf der Einhorden-hochleistungsdarre durch eine etwa 30min wäh-rende Lüftung mit ungewärmter Luft geschehen.Bei Keimdarrkästen sind die in Abschn. 1.6.3.6 er-wähnten Voraussetzungen zu berücksichtigen. BeiMehrhordendarren ist dies nicht möglich. Bei klei-nerenDarren kühlt dasMalz in der Gosse und beimnachfolgenden Entkeimungs- und Putzvorgang ge-nügend rasch ab, bei größeren Darren muss durcheinen besonderenKühlrumpf für eine entsprechen-de Absenkung der Malztemperatur gesorgt wer-den. Es kann sonst eine Schädigung der Enzyme,eine merkliche Zufärbung und eine Geschmacks-verschlechterung des Bieres eintreten. Wohl kühltdasMalz auf demWege zur Putzerei und durch denEntkeimungsvorgang selbst etwas ab, doch ist beiAnlagen hoher Leistung oftmals noch eine Malz-temperatur von 35 °C gegeben. Bei dieser Tempera-tur darf es nicht sofort eingelagert werden, da in Si-los sonst keine weitere Abkühlung der großen Kör-nermasse erfolgt. Es ist beim Einlagern eine Tem-peratur von 20–25 °C anzustreben.
1.6.7.2 DasEntkeimen muss bald imAnschluss andas Abräumen der Darre erfolgen, da die hygro-skopischen Malzkeime sehr raschWasser anziehenund dann nicht mehr restlos entfernt werden kön-nen. Eine unzulängliche Entkeimung ist zu bean-standen, da die Keime zufärbend wirken, einen bit-teren Geschmack vermitteln und zu einer raschenWasseraufnahme des Malzes Anlass geben.Die Entkeimung geschieht in besonderen Malz-
entkeimungsmaschinen, langsam sich drehendenSiebtrommeln, in denen sich ein Schlägerwerk mithöherer Geschwindigkeit dreht und so die Kei-me abreibt, ohne jedoch das Malz zu beschädi-gen. Die Keime fallen durch die Siebtrommel in ei-ne Schnecke, die entweder in eine Absackschne-cke oder in einen Malzkeimsilo führt. Durch einekräftige Belüftung des auslaufenden Malzes gelingtes, leichteVerunreinigungen abzuscheiden. Einhor-denhochleistungsdarren verursachen im Vergleichzu den Mehrhordendarren mit Wender wenigerKeimabrieb. Es muss also die Entkeimungsmaschi-ne eine höhere Leistung haben oder durch eineVor-entkeimungsschnecke entlastet werden.
Für große Leistungen haben sich Entkeimungs-schnecken bewährt. Sie bestehen aus einem Schne-ckentrog aus geschlitztem Blech, in dem sich ei-ne Schnecke entsprechender Steigung dreht. Durchdie Reibung Korn an Korn brechen die Malzkeimeab und fallen durch die Schlitze des Troges in ei-nen über die gesamte Schneckenlänge reichendenkonischen Rumpf, der entweder in eine Reihe vonAbsackstutzen, in eine Transportschnecke oder ineine pneumatische Keimabscheidung mündet.Eine derartige pneumatische Anlage trennt ent-
weder das von einer Entkeimungsschnecke be-handelte Gemisch aus Malz und Keimen oder esist in den Förderweg eine Abriebstrecke einge-baut, die ein Abbrechen der Keime bewirkt. Nachdiesem mit Querriffeln versehenen, schlangenför-migen Weg wird in einem großen Separator (s.Abschn. 1.2.3.6) das schwerere Malz von den leich-teren Malzkeimen getrennt; in einem weiteren Zy-klon erfolgt dann die Separierung der Malzkei-me. Von hier aus wird die Luft u.U. durch einenSchlauchfilter gereinigt. Die Anlage hat den Vorteilder hohen Leistung und der Staubfreiheit.Die Malzkeime, ein wertvolles Abfallprodukt der
Mälzerei, betragen 3–5% des Gesamtgewichts. In-folge ihres hohen Eiweißgehalts von etwa 24% sindsie ein begehrtes Futtermittel, das auch gemahlenoder pelettiert in den Handel kommt.
1.6.7.3 Polieren: Unmittelbar vor dem Verkaufoder vor dem Verbrauen wird das Malz noch „po-liert“. Hierunter ist die Entfernung etwa noch an-haftender Wurzeln, abstehender Spelzenteile odervon Staub zu verstehen. Das Malz wird hierdurchausbeutereicher, erhält ein schöneresAussehen undeinen reineren Geschmack. Die Poliermaschinengleichen den Entkeimungsapparaten; meist ist an-stelle des Schlägerwerks ein System von Bürsteneingebaut. Auch Vibrationssiebe werden verwen-det. Ein zu scharfes Polieren ist zu vermeiden, wes-wegen die Poliermaschinen verschieden scharf ein-stellbar sind. Der Polierabfall kann je nach der Artder angewandten Maschinen und der Länge derFörderwege zwischen 0,5 und 1,5% betragen. Erenthält stets Malzgrieße, die in speziellen Grießge-winnungsanlagen zurückgeführt werden. Das Po-lieren hat eine besondere Bedeutung, wenn eineMalzsteuer erhoben wird.
1.6.8 Die Lagerung und Aufbewahrung desMalzes
Vor dem Verbrauen soll eine gewisse Lagerzeit ein-gehalten werden. Frisch abgedarrte, nicht gelager-te Malze ergeben trübe oder opalisierende Wür-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 86 — le-tex
86 Die Technologie der Malzbereitung
zen, Abläuter- und Gärschwierigkeiten und beein-flussen damit Aussehen, Geschmack und Schäum-vermögen des Bieres. Bei Verarbeitung zu jungerMalze wird auf einen Teil jener Enzyme verzichtet,die ihreWärmestarre bis zu diesemZeitpunkt nochnicht überwunden haben.Durch sinnvolles Lagern erfolgt eine geringfügi-
ge, allmähliche Wasseraufnahme, die Kolloide derEiweiß- und Gummistoffe gewinnen ihr Hydratati-onswasser zurück.Durch die Wasseraufnahme verlieren Spelzen
und Mehlkörper ihre Sprödigkeit; das Malz lässtsich günstiger verschroten. Mit zunehmendemWassergehalt setzt wiederum eine gewisse Atmungunter Bildung von Kohlendioxid undWasserdampfein. Unterlöste oder sehr hoch abgedarrte Mal-ze werden durch die Lagerung besser: sie gebenmehr Ausbeute und zeigen günstigere Verarbei-tungsmerkmale. Bei normal oder gut gelöstenMal-zen ruft eine Lagerzeit von 6Monaten bei 25 °C kei-ne nachteilige Veränderung der Analysendaten desMalzes, seiner Verarbeitung und der Qualität derhieraus hergestellten Biere hervor. Selbst wenigerstark gedarrte, mit einem Wassergehalt von über5% eingelagerte Malze blieben unbeeinflusst. La-gertemperaturen von 30–35 °C sind jedoch vor al-lem bei Malzen höheren Wassergehalts der Malz-farbe abträglich.Während der Lagerung des Malzes nimmt die
Lipoxygenasenaktivität ab. Sie fällt nach 110 Ta-gen bei niedrigen Lagertemperaturen von 7 °C um30–40%, bei höheren von 23 °C sogar um 60–70%.Ein festgestellter Anstieg der Mono-, Di- und Tri-hydroxyfettsäuren wirkt sich auf die Eigenschaftendes Bieres nicht aus.Die sachgemäße Lagerung des dunklen Malzes,
d. h. eine Lagerung ohne Anstieg desWassergehaltsruft kaum eine Veränderung der „konventionellen“Analysendaten hervor. Auch die flüchtigen Malza-romastoffe wie Aldehyde, Ketone, Alkohole, Ester,Lactone, Furane bleiben – ebenso wie die Stick-stoff-Heterocyclen – im Rahmen der Abweichun-gen zwischen zwei Darrchargen konstant. Auchdie Würzen und Biere waren analytisch und ge-schmacklich gleich. Die Geschmacksstabilität vonBieren aus abgelagerten, dunklen Malzen war eheretwas besser. Diese Ergebnisse stehen im Wider-spruch zu früheren Erfahrungen; es ist anzuneh-men, dass die früher getesteten dunklen Malze ei-nen erhöhten Wassergehalt aufwiesen und so ihreEigenschaften eine Veränderung erfahren hatten.Bei der Malzlagerung von 6 Monaten bei 20 °C
veränderten sich die Hydroxysäuren nicht signifi-kant, während Di- und Trihydroxysäuren eine, z. T.merkliche Zunahme erfuhren. Es hatten aber diese
Veränderungen keinen Einfluss auf den Geschmackweder der frischen noch der gealterten Biere.Wie die ältere Literatur – vor allem aus den
Kriegs- und Nachkriegsjahren – zeigt, ist eine jah-relange Lagerung bei Wassergehalten von ca. 10%schädlich für die Eigenschaften des Malzes; hierzukommen auch noch mögliche Auswirkungen vonSchädlingsbefall.Es soll demnach die Malzlagerung eine übermä-
ßige Wasseraufnahme vermeiden. Die Oberflächedes lagernden Malzes soll daher möglichst geringsein.Die Malzlagerung kann auf Böden, in Kästen
oder in Silos erfolgen.
1.6.8.1 Die Bodenlagerung, verschiedentlich nochin kleinen Betrieben anzutreffen, ist ungünstig, dadiese Form der Flächenlagerung stets eine starkeWasseraufnahme herbeiführt. Auch ist die Gefahrvon Schädlingsbefall groß. Eine gewisse, wenn auchnicht wirkungsvolle Abhilfe ist das Abdecken desMalzes mit Planen oder Kunststofffolien.
1.6.8.2 Die Lagerung in Malzkästen ist günsti-ger, da hier die Malzoberfläche kleiner wird. Beientsprechenden statischen Voraussetzungen lagertdas Malz 3–4m hoch. Hölzerne Malzkästen sol-len möglichst wenige Fugen aufweisen, verschie-dentlich sind sie mit Blech ausgeschlagen. Das voll-ständige Entleeren vonMalzkästen, dasmindestensviermal jährlich erfolgen soll, ist meist nicht ohneHandarbeit zu vollführen.
1.6.8.3 Die Silolagerung, als die einzig zweckmä-ßige und geeignete, bietet den Vorteil der Unter-bringung großer Malzmengen auf kleiner Grund-fläche, der Trockenheit und der einwandfreienSchädlingsbekämpfung.Die Siloswerden aus Stahl-beton oder Stahlblech, manchmal auch aus Profil-elementen hergestellt. Stahlbetonsilos haben denVorteil geringer Wärmeleitfähigkeit, sie sind aberschwer und ortsfest. Nach der Erstellung müssensie unbedingt genügend lange abbinden und trock-nen, um eine Schädigung des Malzes zu vermei-den. Stahlsilos aus Stahlringen von entsprechen-dem Durchmesser, miteinander verschraubt oderaus Profilelementen gefertigt, bieten denVorteil derraschen Aufstellung, der sofortigen Benützbarkeit,eines verhältnismäßig geringen Gewichts und derMöglichkeit einer Wiederentfernung. Die Gefahrder Kondenswasserbildung ist bei einem so trocke-nen Lagerprodukt wieMalz in unseren Breiten aus-geschlossen. Die Größe der Silos soll so bemes-sen sein, dass einheitliche Malzpartien nach Farbe,Auflösung und Provenienz für sich gelagert werden

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 87 — le-tex
Der Malzschwand 87
können. Zum gleichmäßigen Verschnitt verschie-denerMalze werden häufig eigeneMischzellen ver-wendet. Es sind dies Silozellen kleineren Fassungs-vermögens (50–150 t), die eine genaue Dosierungdes zumVerkauf oder zumVerbrauen kommendenMalzes erlauben. Die Dosierung geschieht durchentsprechend einstellbare Schieber oder durch ei-gene Mess- und Mischapparate, die eine beliebi-ge prozentuale Einstellung der den verschiedenenZellen entnommenenMalze ermöglichen. Um eineEntmischung und Sortierung des Malzes beim Fül-len großer Silozellen zu verhindern, werden Streu-teller oder -glocken angewendet. Zur gleichmä-ßigen Entleerung dienen sog. Dennystutzen odermehrere Ausläufe. Malzbruch ist normal bei Silo-lagerung nicht zu befürchten. Extrem stark gelösteMalze mit einer durch Husaren-Wachstum aufge-brochenen Spelze gehen leichter zu Bruch bzw. sieliefern viel Abrieb.Die Dauer der Lagerung soll mindestens 4 Wo-
chen betragen. Wird das Malz kühl und trockenin den Silo eingebracht, so steht auch einer langenAufbewahrungszeit von 1–2 Jahren nichts entge-gen.Malze, die zu viel Wasser angezogen haben, kön-
nen zum Zwecke einer besseren Schrotung nach-gedarrt werden. Hierbei wird wohl überschüssigesWasser entfernt, aber dieWirkung der während derLagerung erfolgten Enzymtätigkeit nicht mehr auf-gehoben. ImAllgemeinen hat dieseMaßnahmewe-nig Wert.Bei Malzen, die aus ungleich keimenden Gersten
hergestellt wurden, kann eine Spezialbehandlungzur Abscheidung von Steinmalz zweckmäßig sein.Diese Ausleseapparate trennen das Malz nach sei-ner Schwere, wodurch gut gelöstes und infolgedes-sen leichteres Malz von schlecht gelöstem schwe-rem Malz geschieden wird. Die dazu benütztenAuslesetische, auch „Aschenbrödel“ genannt, sindbei sachgemäßer Bedienung und Einstellung voneinwandfreier Funktion. Ihre Leistung beträgt biszu 2 t/h.Entsteinungsapparate, die auf der Wirkung mit
Luft durchströmter, vibrierender, ansteigender Sie-be aufbauen, können neben der Abscheidung vonSteinen bei entsprechender Einstellung auch zurAussortierung von Glasmalz verwendet werden.Die Leistung beträgt bis zu 6 t/h (s. Abschn. 1.2.3.4).
1.7 Der Malzschwand
Die beim Weichen, Keimen und Darren vor sichgehenden Änderungen der Gerste bringen es mitsich, dass die Volumen- und Gewichtsverhältnisse
der entstehenden Produkte (Weichgut, Grünmalz,Darrmalz) andere sind als bei der Gerste. Es erge-ben sich (siehe Tabelle).
I. aus100hlGerste
II. aus100 kgGerste
Eingeweichte Gerste 100hl (16%Wasser) 100 kgAusgeweichte Gerste 145hl (45%Wasser) 155 kgGrünmalz 220hl (48%Wasser) 147 kgDarrmalz 118hl (3,5%Wasser) 78 kgGelagertes Malz 120hl (4,5%Wasser) 79 kg
Der Raumbedarf der Zwischenprodukte ist fürdie Bemessung von Räumen und Apparaten wich-tig.Das Hauptinteresse beansprucht die Ermittlung,
welche Gewichtsmenge Malz aus einer bestimm-tenMengeGerste (100 kg) erhaltenwird. DieMalz-menge ist um den Malzschwand geringer als dieverwendete Gewichtsmenge an Gerste. Er wirderst von der Einweichgerste ab gerechnet. Verlus-te durch Putzen, Sortieren und durch die Lagerungwerden nicht berücksichtigt, da nur geputzte Gers-te zum Vermälzen kommt.Die eingeweichte Gerste hat einen Wasserge-
halt von 12–18%, das gewonnene Malz einen sol-chen von 2–4%. Der aus diesen Zahlen ermittel-te Schwand ist der „lufttrockene Schwand“. Er liegtzwischen 16 und 25% und schwankt, abgesehenvon den Stoffverlusten bei der Keimung, in wei-ten Grenzen durch den unterschiedlichen Wasser-gehalt der Gersten und Malze. Er ist für die Wirt-schaftlichkeit der Malzerzeugung von Bedeutung.Der Verlust durch die Verminderung des Was-
sergehaltes ist gegeben durch den Unterschied desWassergehaltes der Gerste und des daraus herge-stellten Malzes. Er ist zahlenmäßig bedeutend undbeläuft sich auf 10–16%.Umdie wirklichen Verluste beimMälzen darstel-
len zu können – die Verringerung des Wasserge-haltes ist nur ein scheinbarer Verlust –, wird derwasserfreie Schwand ermittelt. Er wird errechnetaus den auf die Trockensubstanz zurückgeführtenGewichten von Gerste und Malz. Der wasserfreieSchwandbewegt sich zwischen 5 und12 %. Bei kon-ventioneller Mälzung kann ein Wert von 8–10%angenommen werden.Ohne Berücksichtigung der Substanzverluste bei
der Lagerung wird der Gesamttrockenschwand indrei Teilschwände unterteilt. In denWeichschwand(ca. 1%), in den Atmungsschwand (ca. 5,2%) und in
Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 88 — le-tex
88 Die Technologie der Malzbereitung
denKeimschwand (ca. 3,8%). Daraus ergibt sich einGesamtschwand von 10%.DerMalzschwandkann in den einzelnenHerstel-
lungsstadien sehr unterschiedlich sein.
1.7.1 DerWeichschwand
Er wird bedingt durch Auslaugen von anorgani-schen und organischen Substanzen aus den Gers-tenspelzen. Die Schwimmgerste zählt nicht zumMalzschwand, da sie getrocknet und verkauft wird.Eine lange Wasserweiche, evtl. mit intensiver Wä-sche wird eine stärkere Auslaugung hervorrufenals eine Weichmethode mit nur kurzen Wasser-weichperioden. Dafür können bei der sog. „Pneu-matischen Weiche“ schon Atmungsverluste von0,5–1% der Trockensubstanz auftreten, die jedocherst beim fertigen Malz erkennbar werden.Der Ersatz des Weichens durch Waschschne-
cken oder gar durch eine Sprühweiche im Keim-kasten (s. Abschn. 1.3.4) hat natürlich geringere„Weichverluste“ im Gefolge. Verunreinigungen, sosie nicht schon durch eine verbesserte Gerstenrei-nigung entfernt wurden, fallen dann zum Teil alsAbrieb bei der Entstaubung der Malzentkeimungan.
1.7.2 Atmungs- und Keimschwand
In der Regel werden beide getrennt ausgewiesen, siewerden aber durch dieselben Mälzungsbedingun-gen beeinflusst.Der Atmungsschwand beträgt 4–8%. Er entsteht
durch Veratmung von Stärke und Fett zu CO2 undWasser. Er kann nicht unter ein bestimmtes Maßgedrückt werden.Der Keimschwand liegt bei konventionellenMäl-
zungsverfahren zwischen 3 und 5%.Beide hängen ab von den herrschenden Keimbe-
dingungen. Sie fallen bereits beimWeichen (je nachVerfahren), bei der Keimung und selbst noch aufder Darre an.Der Gesamtschwand ist abhängig:
a) VomFeuchtigkeitsniveau, bei demdie Keimungdurchgeführt wird. Je höher dieses ist, umsostärker atmet das Korn, umsomehr Keime wer-den gebildet.
b) Von der Temperatur der Haufenführung. Je hö-her diese ist, umso höher der Schwand.
c) Von der Zusammensetzung der Haufenluft. Jemehr CO2 im Haufen gegeben ist, umso gerin-ger werden Atmung undWachstum.
d) Vom Charakter des zu erzeugenden Malzes.Mit zunehmender Auflösung und längererKeimdauer nehmen die Schwandverluste zu.
DunkleMalze verursachen stetsmehr Schwandals helle.
Zur Herabsetzung der Schwandfaktoren sindmehrere Möglichkeiten vorhanden:
1.7.2.1 Die Verkürzung der Keimdauer: Das Malzwird nicht bis zur völligen Auflösung geführt, son-dern die Keimung früher abgebrochen. Die so er-haltenen „Spitz“- oder „Kurz“-Malze, können inden verschiedensten Variationen hergestellt wer-den. Auf dieseWeise lässt sich der Schwand je nachder Keimdauer um 2–5% absenken. Je kürzer dasMalz gewachsen war, umso mehr bleibt der ur-sprüngliche Gerstencharakter erhalten. Spitzmalzstellt eine Art Rohfrucht dar, die nur in einem An-teil von 10–15% zur Schüttung verarbeitet werdenkann. Bei Einsatz von Kurzmalzen werden beson-dere Maischverfahren erforderlich sein. Verschie-dentlich wird die Verwendung derartigerMalze zurVerbesserung der Schaumeigenschaften eines Bie-res erwogen.Währendder Erfolg in dieser Richtungfraglich ist und von einer Reihe von Faktoren ab-hängt, ist aber andererseits eine Verschlechterungdes Biergeschmackes und derGeschmacksstabilitätgegeben.
1.7.2.2 Die Anwendung von Kohlensäure in derHaufenluft. Durch Verringerung der Atmung desKornes wird auch dessen Gewächs eingeschränkt.Je nach Zeitdauer der CO2-Einwirkung und derangewendeten Menge kann die Schwandersparniszwischen 1 und 2,5% betragen, Letztere aber nurim Falle der CO2-Rastmälzerei. Derart hergestellteMalze besitzen eine geringere Enzymkapazität, dieAuflösung ist weniger weit fortgeschritten als beiNormalmalzen.
1.7.2.3 Das Wiederweichverfahren erbringt eineechte Schwandersparnis, ohne dass die Malzqua-lität leidet. Seine konsequente Durchführung ver-mittelt hauptsächlich eine Verringerung des Keim-schwandes durch die Inaktivierung des Wurzelkei-mes bei der Wiederweiche auf 1–1,5%. Es wird je-doch auch die Atmung eingeschränkt (auf 4–4,5%),sodass damit Schwandwerte von 5–6% erreichtwerden. Die Weiterführung der Methode durch ei-neWiederweiche in warmemWasser (30 bis 40 °C)kann noch zusätzliche Ersparnisse erbringen; die-ses letztere, in England entwickelte Verfahren, siehtallerdings den ergänzenden Einsatz von Gibberell-insäure vor.
1.7.2.4 Die Keimung bei fallenden Temperaturenz. B. von 17 auf 12 °C kann ebenfalls den Schwand

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 89 — le-tex
Die Eigenschaften des Malzes 89
erniedrigen, da die durch stufenweise Wasserga-be stark angeregten Lebensäußerungen des Kornshierdurchunter Kontrolle kommen. OhneNachtei-le für die Qualität desMalzes lässt sich der Gesamt-schwand um 1–1,5% gegenüber der klassischenMälzung erniedrigen. Es ist allerdings die Anwen-dung einer Kühlanlage und der dabei auftretendeStrombedarf gegen diesen Gewinn aufzurechnen.
1.7.2.5 Die Anwendung von Wuchs- und Hemm-stoffen (in Deutschland verboten). Während dieZugabe von Gibberellin, selbst bei verkürzterKeimzeit, kaum eine Schwandersparnis vermit-telt, erbringen Inhibitoren, wie z. B. Kalium-bromat, eine deutliche Schwanderniedrigung (s.Abschn. 1.5.3.9). Auch Formaldehyd oder eineWeiche mit verdünnter Schwefelsäure wirkt inderselben Richtung. Bestimmte Starterkulturen(s. Abschn. 1.5.3.8) können eine Verringerung desWurzelkeimwachstums um ca. 50% bewirken.Aus dieser Aufzählung gegebener Möglichkeiten
zurVerringerungvonAtmungs- undKeimschwandgeht jedoch hervor, dass ein übermäßiges Absen-ken des Schwandes Nachteile in der Qualität desMalzes zur Folge hat. Es ist ein Mindesteinsatz vonStärkesubstanz erforderlich, um die Vorgänge beimMälzen im Sinne der gewünschten Malzqualität zusteuern.
1.7.3 Die Ermittlung des Malzschwandes
Sie erfolgt am sichersten aus den Gewichten dereingeweichtenGerste unddes fertig geputztenMal-zes mittels automatischer Waagen. Auch die Tau-sendkorngewichte von Gerste und Malz ergebenein Bild über den Schwand, während der Vergleichder Hektolitergewichte ungenaue Ergebnisse lie-fernmuss, da sich die Volumenverhältnisse von derGerste zum Malz verändern. Von den einzelnenFaktoren können der Wassergehalt und der Keim-verlust genau bestimmt werden. Alle übrigenDatenwerden berechnet. Am besten ist es, den Schwandfür jeden Keimkasten usw. eigens festzuhalten, weilhierdurch ein genaues Bild über die Arbeitsweisebzw. über Variationen derselben gewonnen werdenkann.Die Berechnung des Malzschwandes kann nach
folgenden Formeln geschehen:
Schwand lufttrocken = G −MG
× 100
(G = eingeweichte Gerstenmenge, M = entkeimtesDarrmalz)
Schwand wasserfrei = 100 − MTrS × 100GTrS
(MTrS=Malztrockensubstanz=M× (100 –Wassergehalt des Malzes),
GTrS=Gerstentrockensubstanz=G× (100–Wassergehalt der Gerste)).
1.8 Die Eigenschaften des Malzes
Für die weitere Verarbeitung des Malzes zu Bierist es von Bedeutung, seine Eigenschaften genauzu kennen. Die Beurteilung des Malzes erfolgt auf-grund äußerer Merkmale und einer Reihe mecha-nischer und chemisch-technischerUntersuchungs-methoden.
1.8.1 Äußere Merkmale
Anhand derselben werden ermittelt:
1.8.1.1 Der Reinheitsgrad des Malzes nach Res-ten von Wurzelkeimen, seinem Gehalt an Un-kraut, Fremdgetreide, Staub, Halbkörnern, verletz-ten Malzkörnern, verschimmelten Körnern (s. a.Farbe), Krummschnäbeln oder gar ungemälztenGerstenkörnern.
1.8.1.2 Die Farbe des Malzes: sie soll gelblich undrein sein, eisenhaltiges Weichwasser ergibt einestumpfe, graue Farbe, „getigerte“ Malze deuten aufstärker schwefelhaltige Brennstoffe beim Schwel-ken und Darren hin, Schimmelbefall ist grün-,schwarz- oder rotfleckig. Eine Unterscheidung in„irrelevante“ und „relevante“ rote Körner, Letzte-re < 1,5 o/oo ist eine Vorsorge gegen Gushing (s.Abschn. 7.6.8).
1.8.1.3 Geruch und Geschmack des Malzes; jenach Malztyp neutral bis aromatisch, nicht dumpf,sauer oder verbrannt. Schimmelig oder grablig rie-chendes bzw. schmeckendes Malz ist abzulehnen,ebenso rauchiges Malz. Diese Geschmacksnotenkönnen durch Schmecken der unzerkauten Körnerfestgestellt werden, oder sicherer durch den Heiß-wassertest.
1.8.2 Die mechanische Analyse
Sie umfasst die Bestimmung von Hektoliterge-wicht, Tausendkorngewicht, Sortierung, Mehlig-keit bzw. Mürbigkeit und Blattkeimentwicklung.
1.8.2.1 Das Hektolitergewicht gibt Einblick in dieVolumenverhältnisse des Malzes, es sagt aber überden Malzschwand nichts aus, auch das hl-Gewichtder ursprünglichen Gerste kann hierdurch nicht

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 90 — le-tex
90 Die Technologie der Malzbereitung
abgeschätzt werden. Es schwankt zwischen 47 und60 kg. Gut gelöste, sachgemäß getrocknete und ge-darrte Malze haben hl-Gewichte zwischen 48 und55 kg. Genauer kann das Volumen des Malzes übersein spezifisches Gewicht bestimmt werden, das imBereich zwischen 1,08 und 1,20 g/cm3 liegt, für eingutes Malz jedoch nicht höher als 1,12 g/cm3 seinsoll. Scharfes Polieren, Spelzenverluste und Ab-rieb bei langen Transportwegen erhöhen Hektoli-ter- und spezifisches Gewicht. Vor allem Letzteresist nur im frisch gedarrten und entkeimtenMalz zu-verlässig bestimmbar.
1.8.2.2 Das Tausendkorngewicht des Malzes ver-mittelt im Vergleich zu dem der Gerste einen Über-blick über den Mälzungsschwand. Es wird auf Tro-ckensubstanz berechnet und ergibtWerte zwischen25 und 35 g. Dunkle Malze haben niedrigere Tau-sendkorngewichte als helle.Die Sortierung erlaubt ein Urteil über die Gleich-
mäßigkeit der Kornstärke des Malzes.
1.8.2.3 DieMehligkeit eines Malzes kann mithilfedes Kornquerschneiders nur unvollständig ermit-telt werden.Objektiv richtig, wenn auch aufwendig,ist die Erstellung von Kornlängsschnitten, die einenguten Überblick über mehlige, teilglasige und gla-sige Körner ergeben. Die Menge der ganzglasigenKörner zeigt die Zahl der Ausbleiber an, sie sollte2% nicht übersteigen. Die Mehligkeit soll bei hel-lemMalz über 95% liegen.
1.8.2.4 Die Mürbigkeit des Malzes kann durchden Sinkertest (< 10% sehr gut) und durch dasFriabilimeter von Chapon zur Darstellung gelan-gen. Gut gelöstes Malz soll über 80% mehlige Kör-ner aufweisen sowie weniger als 2% ganzglasige.Verschiedentlich wird der halbglasige Anteil überdas 2,2mmSortiersiebweiter differenziert. Die Fär-bemethoden nach dem Carlsberg-Test mittels Cal-cofluor definieren die Auflösung „M“ (über 85%)unddieHomogenität „H“ (über 75%). Eine Färbungmit Methylenblau liefert bezüglich der Auflösungähnliche Werte.Durch die NIR-Spektroskopie lassen sich Ein-
zelkornanalysen zur Bewertung der Homogenitätvon Gerste und Malz durchführen. Es ist möglich,große Probemengen als ganze Körner (ca. 1000)gut reproduzierbar und automatisierbar zu vermes-sen.DieKorrelation zwischenVorhersage undNIR-gemessenen Körnern liegt bei über 0,92, ebenso beiEiweiß und β-Glucan.
1.8.2.5 Auch die Blattkeimentwicklung vermittelteinen Überblick über die Gleichmäßigkeit einesMalzes. Außerdem lassen sich Ausbleiber und Hu-saren feststellen.Die landläufige Auffassung: Mittlere Blattkeim-
länge bei hellen Malzen 0,75, bei dunklen über 0,8genügt heute nicht mehr. So wird zur Beurteilungder Gleichmäßigkeit der Keimung die Verteilungauf die einzelnen Längenintervalle geprüft. Dieseist dann als gleichmäßig zu bezeichnen, wenn derAnteil der Körner von 1/2 bis 3/4 und 3/4 bis ganzeKornlänge bei > 84% liegt. Ein höherer Anteil vonKörnern mit 1/4 bis 1/2 deutet auf nachkeimendeKörner einer ungleichmäßigen Partie hin. Hier sinddann meist auch Anteile von 0 bis 1/4 sowie Husa-ren zu finden.
1.8.3 Die chemisch-technische Analyse
Diese schließt ein: denWassergehalt, die Laborato-riumsausbeute nach der Kongressanalyse mit Fein-schrot oder auchGrobschrot, die Farbtiefe, die Ver-zuckerungszeit und eine Reihe anderer Daten, diedazu dienen, den Auflösungsgrad des Malzes er-kennen und Rückschlüsse auf seine spätere Verar-beitungsmöglichkeit ziehen zu können.
1.8.3.1 Der Wassergehalt beträgt bei frisch abge-darrten hellen Malzen zwischen 3,5 und 4,2%, beidunklen 2,0–3,0%. Durch die Lagerung nimmt derWassergehalt um 0,5–1% zu. Er sollte bei Handels-malzen nicht über 5% liegen
1.8.3.2 Die Extraktergiebigkeit des Malzesschwankt lufttrocken zwischen 72 und 79%, was-serfrei zwischen 77 und 83%, sie liegt meist über80%.
1.8.3.3 Die Mehlschrotdifferenz diente über Jahr-zehnte zur Bestimmung der cytolytischen Lösungsowie gleichzeitig auch der Enzymkapazität einesMalzes. Die Differenz war bei gut gelösten Malzen,nach der EBC-Mühle unter 1,8%, nach der neuerenDLFU-Mühle bestimmt, unter 1,4%. Ihremangeln-de Reproduzierbarkeit beim Vergleich der Werteverschiedener Laboratorien, ebenso wie die unge-nügende Aussage bei inhomogenen Malzen warenGründe, sie nichtmehr bei der Zulassung vonGers-ten-Neuzüchtungen oder Garantie-Analysen z. B.bei Sudhausabnahmen usw. heranzuziehen. Bei derBeurteilung der Cytolyse von Malzen aus anderenGetreidearten (s. Abschn. 1.9.1 ff.) käme der Mehl-schrotdifferenz immer noch Bedeutung zu, da beidiesen weder der Friabilimeterwert noch die Färbe-methoden anwendbar sind.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 91 — le-tex
Die Eigenschaften des Malzes 91
1.8.3.4 Die Viskosität der Kongresswürze sagt et-was über den Abbau der Stütz- undGerüstsubstan-zen, bei Gerstenmalzen vornehmlich von β-Glu-can aus. Sie liegt bei diesen zwischen 1,44 und1,75mPa s, normal bei 1,48–1,55mPa s in 8,6%igerWürze. Die Kongressmaische erfährt bei 45 °CEinmaischtemperatur noch einen gewissen Abbauvon β-Glucanen und liefert im Vergleich zu gän-gigen Praxismaischverfahren zu niedrige Wertean β-Glucan (s. Abschn. 1.4.1.1) Eine gute Aussa-ge ergibt hier die 65 °C-Maische, die den potenzi-ellen Gehalt an β-Glucanen und eine hiermit kor-respondierende Viskosität anzeigt. Diese steigt inder Regel von der Kongress- zur 65 °C-Würze um0,06–0,16mPa s an und weist auf eine zu knappeoder inhomogene Cytolyse hin.
1.8.3.5 Die Bestimmung der β-Glucane (nachCarlsberg) in der Kongress- und der 65 °C-Würzegibt eine eindeutige Aussage über den Zellwand-abbau und seine Homogenität. Der β-Glucangehaltsoll in der Kongresswürze unter 200mg/l und inder 65 °C-Würze unter 350mg/l liegen.
1.8.3.6 Die Verzuckerungszeit nimmt bei hellenMalzen 10–15, bei dunklen 15–30min in An-spruch. Daneben wird der Geruch der Maische ge-prüft.Sie ist durch die dünne (1 : 6) Kongressmaische
weit kürzer als in der Praxis und liefert deshalb nurbei groben Fehlern eine Aussage.
1.8.3.7 Die Farbtiefe der Laboratoriumswür-zen wird in EBC-Einheiten ausgedrückt: Sie be-trägt bei hellen Malzen 2,5–4, bei mittelfarbi-gen („Wiener“) Malzen 5–8 und bei dunklen9,5–21 EBC-Einheiten. Einen günstigeren Aus-druck über die zu erwartende Bierfarbe vermitteltdie Kochfarbe der Kongresswürze oder die Farbe derendvergorenenWürze. Bei Pilsener Malzen soll dieKongresswürzefarbe unter 3,3, die Kochfarbe unter5,2 EBC-Einheiten sein.
1.8.3.8 DasAussehen derWürzen und die Ablauf-zeit derselben werden ebenfalls festgehalten. Aufraschen, klaren Ablauf wirdWert gelegt.
1.8.3.9 Der scheinbare Endvergärungsgrad derKongresswürze soll ein Niveau von über 80% er-reichen. Dieser Wert ist bei den hochgezüchtetendeutschen Gerstensorten in der Regel gegeben. Dadie Kongressmaische keine eigentliche „Maltose-rast“ bei 62 °C enthält, fällt der Endvergärungsgradmeist niedriger aus als bei den üblichenMaischver-fahren in der Praxis.
1.8.3.10 Die Verkleisterungstemperatur der Malz-stärke, mittels Rotationsviskosimeter bestimmt,liegt zwischen 58 und 66 °C. Sie beeinflusst denStärkeabbau beim Maischen hinsichtlich Verzu-ckerungszeit, Endvergärungsgrad und Zuckerspek-trum. Sie ist abhängig von Gerstensorte, Anbau-ort und Jahrgang. Sie liegt bei heißen, trockenenAufwuchsbedingungen (z. B. in der Kornfüllphase)höher.
1.8.3.11 Eiweißgegebenheiten: Der Eiweißgehaltdes Malzes liegt um 0,1–0,3 (–0,5) % unter dem derGerste. Er sollte für sehr helle Pilsener und Export-biere nicht über 10,5% liegen. Helle Lagerbiere undsatter gefärbte Export- oder Spezialbiere vertragenhier bis zu 11,0%. Dunkle Biere sollen, um der Voll-mundigkeit und des Aromas willen aus Malzen biszu 12% Eiweiß hergestellt werden. Einen Einblickin den Eiweißabbau gibt der Eiweißlösungsgrad(„Kolbachzahl“). Bei einem Malz mit ca. 10,5% Ei-weiß ist ein Eiweißlösungsgrad von 38–42% alsgünstig zu bezeichnen. Bei dunklen Malzen liegter infolge des Verbrauches an niedermolekularemStickstoff zur Melanoidinbildung niedriger, etwazwischen 37–40%. Nachdem die Kolbachzahl beiunterschiedlichen Eiweißgehalten z. T. erheblichschwanken kann, wird häufig die Menge des lös-lichen Stickstoffs pro 100 g Malztrockensubstanzangegeben. Sie beläuft sich normal zwischen 640und 700mg, kann aber bei eiweißreicheren Mal-zen jedoch im Sinne einer günstigen Verteilungder Stickstofffraktionen (s. Abschn. 1.4.1.2) auchetwas höher liegen. Hierbei soll der Anteil des frei-en Aminostickstoffs (FAN) über 20% des löslichenStickstoffs betragen.
1.8.3.12 Die Viermaischenmethode nach Har-tong-Kretschmer hat eine weite Verbreitung ge-funden. Sie bietet Bewertungsmaßstäbe für die prä-existierend löslichen Extraktstoffe, die Enzymkraftdes Malzes und seine Mürbigkeit. Die Standard-zahlen für befriedigend gelöste Malze betragen beiVZ 20 °C= 24%, VZ 45 °C= 36%, VZ 65 °C= 98,7%und VZ 80 °C= 93,7%. Hieraus errechnet sich ei-ne Verarbeitungszahl von 5,0. Höhere Ansprüchean die Malzauflösung lassen eine VZ 45 °C von et-wa 38% wünschenswert erscheinen, auch liegt dieVZ 80 °C bei modernen Einhordendarren zumeistüber 95%. Die VZ45 °C hat seit 2005 an Bedeutungverloren, da sie bei den heutigen hochlösenden undenzymstarken Sorten nicht mehr unbedingt die Re-lationen zu anderen Lösungsmerkmalen signifikantbestätigt.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 92 — le-tex
92 Die Technologie der Malzbereitung
1.8.3.13 Der pH der Kongresswürze liegt normalbei ca. 5,9. Dunkle Malze haben je nach Farbe ei-nen pH von 5,7. Die Verwendung schwefelhaltigerBrennstoffe beim Schwelken und Darren erniedrigtden pH um ca. 0,15. Hierdurch ergeben sich höhe-reWerte für den Extraktgehalt, den Eiweißlösungs-grad und die VZ 45 °C der Malze.Die Titrationsazidität der Kongresswürze liegt in
der ersten Stufe (bis pH 7,07) normal bei 3,8–4,2,in der zweiten Stufe (bis pH 9,0) bei 10,5–13ml, dieGesamtsäure normal zwischen 14,3 und 17,2ml 1 nNaOH.
1.8.3.14 DieDarrfestigkeit einesMalzes kann we-der durch die Bestimmung seiner Keimfähigkeitnoch durch Nachdarren (5 h bei 86 °C) zuverlässigbestimmt werden. Auch die Kochfarbe liefert kei-nen Anhaltspunkt hierüber, obwohl sie einen Fin-gerzeig auf die zu erwartende Bierfarbe geben kann.Die Zufärbung beim Kochen hängt ab von Sorteund Herkunft der Gerste, vom Mälzungsverfahrenund von der Abdarrtemperatur (s. Abschn. 1.6.1.2).Sie ist umso höher, je höher die Abdarrtemperaturwar. Sie kann bei hellen Malzen zwischen 1,5 und3,5 EBC-Einheiten betragen; normale Werte liegenbei 2–2,5 EBC-Einheiten. Einen sehr guten Hin-weis gibt der Gehalt an Dimethylsulfid-Vorläufer,der je nach den Gegebenheiten der Würzekochung5–7 ppm betragen darf.Einen Einblick in den Verlauf der Farbebildung
gibt die Thiobarbitursäurezahl (TBZ). Bei korrektgeschwelkten und gedarrten hellen Malzen liegtdiese imMalzauszug bei 9–12, in der Kongresswür-ze bei 13–15.
1.8.3.15 Ergänzende Untersuchungen stellen di-rekte Enzymbestimmungsmethoden (DiastatischeKraft 220–290 °DK, α-Amylase 30–60 ASBC) dar,des Weiteren mikrobiologische, chromatographi-sche und spektralphotometrische Analysen.Der Jodwert der Labortreber gibt einen Einblick
über den Grad des Stärkeabbaus in der Kongress-maische. Nachdem aber die Wirkung der beidenAmylasen auf die Stärkekörner wiederum vomAuf-lösungsgrad des Malzes abhängig ist, so gibt die-ser Jodwert jeweils von Fein- und Grobschrot ei-nen Hinweis auf Ausmaß und Gleichmäßigkeit derAuflösung. Er liegt bei gut gelöstenMalzen in Fein-schrot bei 1,8–2,5, bei Grobschrot bei 6–8,9, immittleren Bereich bei 2,6–4,0 bzw. 9,0–14,5 und beischlechter Auflösung bei 4,1–4,8 bzw. 14,6–17,5.Die Analyse umweltrelevanter Substanzen um-
fasst das Nitrosodimethylamin (NDMA), welchesunter dem „technischen Wert von 2,5 ppb liegensoll.
Wasserdampfflüchtige Phenole können zur Defi-nition undBewertung von „Rauchmalz“ dienen. Fürnormale helle und dunkle Malze ist ein Rauchge-schmack unerwünscht. Bei einemGehalt von unter0,2mg/kg an flüchtigen Phenolen ist kein Rauchge-schmack zu erwarten. Bei derMalzannahme ist vonjeder Charge eine Geschmacksprobe des (unzer-kauten) Malzes vorzunehmen (s. Abschn. 1.8.1.3).Ein Test zur Ermittlung der Gushing-Neigung
kann sowohl von derGerste als auch vomMalzmit-tels eines unvergorenen, hochcarbonisierten Aus-zuges mit guter Aussagekraft vorgenommen wer-den. Er sollte bei Auftreten von „relevanten“ rotenKörnern durchgeführt werden (s. Abschn. 1.8.1.3).Auch die Ermittlung der Gehalte an bestimmtenToxinen, für die Höchstmengen verordnet sind,kann dann ratsam sein.Ein Malz muss so beschaffen sein, dass es eine
gute Verarbeitung und Ausbeutung im Sudhaus er-möglicht, vor allem aber eine flotte und nachhaltigeGärung sicherstellt. Dann werden auch die Eigen-schaften des fertigen Bieres hinsichtlich Farbe, Ge-schmack, Geschmacksstabilität, kolloidaler Stabili-tät und Filtrierbarkeit im gewünschten Sinne aus-fallen.
1.9 Malze aus anderen Getreidearten
1.9.1 Weizenmalz
Es wird wohl nach den gleichen Richtlinien wie dasGerstenmalz hergestellt, doch sind hierbei wegender fehlenden Spelzen einige besondere Gesichts-punkte zu beachten.
1.9.1.1 Der Brauweizen leitet sich nicht von spe-ziellen „Brauweizensorten“ ab, da der Bedarf nur0,7% der gesamtenWinterweizenernte im Bundes-gebiet und 3% inBayern ausmacht. Es hat sich näm-lich gezeigt, dass Winterweizensorten eine gute,aber nicht zuweitgehende Auflösung zeigen und ei-ne geringere Anfälligkeit gegen Mikroorganismen-befall haben. Sie sind günstiger als Sommerweizen.Generell sind diesWeizen, die aufgrund ihrer (nied-rigen) Eiweißgehalte nicht als Backweizen geeignetoder somit als Futtermittel unwirtschaftlich sind. Eshat sich im Laufe der Jahre ein Sortenspektrum anWinterweizen herausgestellt, das bei entsprechen-denWitterungs- undUmweltbedingungen eine gu-temälzungs- undbraufähigeWare ergibt. Auchdie-ses Sortenspektrum ist demselben Wandel unter-worfenwie das der Braugerste. Die jeweils günstigs-ten Sorten sind den jährlichen Veröffentlichungenzu entnehmen.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 93 — le-tex
Malze aus anderen Getreidearten 93
Die Analyse des Brauweizens: Er sollte Wasser-gehalte von 12–13% aufweisen, eine Keimfähigkeitvon über 96% sowie einen Eiweißgehalt von un-ter 12%, wobei dieser für Braumalz aus dem Stick-stoffgehalt mit Faktor 6,25 berechnet wird, wäh-rend die Landwirtschaft den Faktor 5,7 anwen-det. Im Streitfall kann der Stickstoffgehalt zugrun-de gelegt werden. Es wird ohnedies in der Analy-tik von „löslichemStickstoff“, den Stickstofffraktio-nen und dem freien Aminostickstoff gesprochen.Die Körner dürfen keinen Besatz, vor allem anSchimmelpilzen (relevante rote Körner, in man-chen Jahren generell rote Körner), aufweisen. Esgelten hier die gleichen Bedingungen wie für Brau-gerste (s. Abschn. 1.1.3). Die Stütz- und Gerüst-substanzen sind durch einen niedrigen β-Glucan-gehalt (0,5–2,0 %), aber einen höheren an Pentosan(2–3%) gekennzeichnet. Dieser erschwert den Zell-wandabbau. Um normale, reine Würze- und Bier-farben zu erzielen, sind niedrige Oxidasengehaltewichtig. Die Phenolzahl gibt hierüber einen grobenAnhaltspunkt.
1.9.1.2 Die Vermälzung des Weizens: Die ersteWeiche zielt auf einen Wassergehalt von 30–32%und eine Luftrast von 12–20h zum Abbau derWasserempfindlichkeit, die zweite Weiche auf ei-nen Wassergehalt von 37–39% zur gleichmäßigenAnkeimung, die dann meist in der Keimanlage er-folgt. Hier wird auf eine Keimgutfeuchte von ca.44% eingestellt. Die Keimguttemperaturen liegenimmittlerenBereich von 14–15 °C, bei Bedarf (Zer-reiblichkeit) kann in den letzten zwei Keimtagenauf 18 (bis 20 °C) gesteigert werden. Schwer lösli-che Weizen, die sonst eine zu hohe Viskosität ver-mitteln würden, können auch auf höhere Wasser-gehalte (bis 47%) aufgespritzt werden. Dabei solldie Eiweißlösung nicht über 38–39% ansteigen.Der Weizen ist kleinkörniger als Gerste und liegtdeshalb dichter. Damit ist die Schüttung sowohlauf der Tenne als auch im Keimkasten um etwa20% zu verringern, was bei Trommeln, Umsetz-kasten und Saladinkasten mit Schaufelwendern (s.Abschn. 1.5.2.2, 1.5.3.3 und 1.5.3.5) nicht nötig ist.Der Blattkeim wächst zunächst unter der Samen-schale, durchbricht diese aber am 3. Tag und entwi-ckelt sich seitlich am Korn. Ein zu häufigesWendenkann sehr leicht eine Verletzung des Keimlings be-wirken.Hierdurchkann sich eine Störungder Stoff-umsetzungen im Korninnern sowie Schimmelbe-fall ergeben. Die Zerreiblichkeit des Weizenkornsist schwieriger zu verfolgen als bei Gerste, da dasEiweiß in der Aleuronschicht stärker und schwe-rer abbaubar ist. Gegenüber Braugersten derselbenProvenienz benötigt der Weizen bei gleicher Keim-
zeit niedrigere Temperaturen und eine geringereKeimgutfeuchte.
1.9.1.3 Das Darren des Weizenmalzes wird vorallem bei Mehrhordendarren etwas vorsichtigergehandhabt als bei Gerstenmalz. Bei Einhorden-hochleistungsdarren wird bei Temperaturen von50–55–60–65 °C geschwelkt, wobei jedoch vor ei-ner weiteren Temperatursteigerung der Durch-bruch (Ablufttemperatur 45 °C) abzuwarten ist.In zwei Stunden wird dann auf 77 °C aufgeheiztund hier zwei Stunden, bei 80 °C weitere zweibis drei Stunden ausgedarrt. Die Rückluftverwen-dung dürfte etwas vorsichtiger gehandhabt werdenals bei hellen Gerstenmalzen, um Zufärbungen zuvermeiden. Infolge der Entfernung des Blattkeimsbeim Putzen des Malzes ist der Keimverlust beimVermälzen des Weizens etwas höher als bei Gers-te, auch ergibt sich hierdurch ein Eiweißverlust von0,5–0,7%.
1.9.1.4 Die Analyse des Weizenmalzes ist durcheinen, entsprechend der etwas schwierigeren Ent-wässerung, höheren Wassergehalt von ca. 5% ge-kennzeichnet. Der Extraktgehalt beträgt, auf Tro-ckensubstanz berechnet, 83–87%, je nach Eiweiß-gehalt. Dieser sollte im Idealfall bei etwa 11,5% lie-gen, doch erlauben die unfiltrierten Hefeweißbiereim Hinblick auf eine konstante Trübung auch Ei-weißgehalte von 12–12,5% Für die filtrierten „Kris-tallweizenbiere“ ist eher ein Eiweißgehalt von 11%oder etwas darunter günstig. Der Eiweißlösungs-grad liegt durch den Verlust des Blattkeims, bei36–39%. In diesem Bereich liegt auch die VZ 45 °C.Die Stickstofffraktionen sind durch mehr koagu-lierbaren undmitMgSO4 fällbaren Stickstoff (Letz-terer ca. 40%) sowie weniger FAN (12–14%) ge-kennzeichnet. Bei der (hier noch nützlichen)Mehl-schrotdifferenz von 1,0–2,0 (EBC-Mühle) beträgtdie Viskosität 1,65–1,85mPa s. Friabilimeter undCarlsberg-Test sind nicht anwendbar. Höhere Vis-kositätswerte sind bei unfiltriertenWeißbieren keinProblem, doch kann die Abläuterung behindertwerden, was dann eine Intensivierung des Maisch-verfahrens nötig macht (Abschn. 8.4.3.4). Die Far-ben liegen bei 3,5–4,5 EBC, die Kochfarben bei5–6 EBC. „Kristallweizenbiere“ bedürfen der nied-rigeren Werte. Es werden auch mittelfarbige oderdunkleWeizenmalze (10–20 EBC), je nach Biersor-te verwendet. Der Gehalt an DMS-Vorläufer ist beiWeizenmalz niedrig, er stellt keinen begrenzendenFaktor dar. Ebenso ist der Polyphenolgehalt durchdie fehlenden Spelzen niedriger. Die für den ty-pischen Weißbiergeruch und -geschmack wichtigeFerulasäure liegt um denWert eines vergleichbaren

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 94 — le-tex
94 Die Technologie der Malzbereitung
Gerstenmalzes. Das Amin Hordenin als Vorläufervon Nitrosodimethylamin liegt nur in einer gerin-gen Menge vor.Der Endvergärungsgrad des Weizenmalzes be-
wegt sich zwischen 78 und 81%, die DiastatischeKraft bei 250 und 420 °WK, die α-Amylase jedochist niedriger als bei vergleichbaren Gerstenmalzen,je nach Sorte und Jahrgang bei 30–60 ASBC-Ein-heiten. Noch niedrigere Werte an α-Amylase kön-nen eine verzögerte Verzuckerung sowie eine nichtentsprechende Jodreaktion in Würzen und Bierenzur Folge haben. Die Jodreaktion der Labor-Treber,aber auch der Praxistreber liegt höher als bei sol-chen aus Gerstenmalzen.Vom Weizenmalz wird in kritischen Jahrgängen
auch der „Gushingtest“ durchgeführt. Er ist in derFolge beschrieben. Der Oxalsäuregehalt, der eben-falls beimÜberschäumendes Bieres eineRolle spie-len kann, ist im Weizenmalz um ca 50% höher alsin einem vergleichbaren Gerstenmalz.Die Ermittlung der Gushing-Neigung eines Wei-
zens oder Weizenmalzes kann durch einen carbo-nisierten Auszug geschehen, der nach 4–5 Tageneinem Überschäumtest unterzogen wird. Aus ei-ner 0,5 l-Flasche weist eine Überschäummenge von1–10ml auf ein „stabiles“, eine solche von 11–30mlauf ein „labiles“ und über 30ml auf ein „Gushing-instabiles“ Bier hin. Es muss aber auch berücksich-tigt werden, dass der Weizen gegenüber Gerste ei-nen um ca. 50% erhöhten Oxalatgehalt aufweist,der wiederum von Standort und Jahrgang abhängigist.Zu den vorstehend dargestelltenAnalysenwerten
ist ergänzend auszuführen, dass der Eiweißgehaltdes Weizens von den hauptsächlichen Verarbei-tern durch Multiplikation des Stickstoffgehalts mitdem Faktor 5,7 errechnetwird anstatt mit dem Fak-tor 6,25 bei Gerste bzw. Gerstenmalz. Der immerwieder auftauchenden Diskrepanz zwischen beiden„Faktoren“ kann durch Bezug auf den Stickstoffge-halt desWeizens bzw.Weizenmalzes begegnet wer-den, da auch sonst nur von „löslichem Stickstoff“,den Stickstofffraktionen und dem freien Amino-stickstoff gesprochen wird.
1.9.2 Malze aus anderen Getreidearten
Hier haben sich Roggen, Triticale, Dinkel, Em-mer, Einkorn, Hafer, Hartweizen (Kamut) und Trit-ordeum sowohl als Malze für Backhilfsmittel oderandere Lebensmittelbereiche als auch als Malzefür (obergärige) Spezialbiere eingeführt. Auch Reisund Mais können bei entsprechender Keimfähig-keit vermälzt werden. Doch sind Malze aus Reis,Mais und einigen Hirsearten, wie auch aus Pseu-
dogetreidearten (Amarant, Buchweizen, Quinoa)nach dem deutschen Biersteuergesetz nicht zuge-lassen.
1.9.2.1 Roggen: Zum Vermälzen wird meist Win-terroggen herangezogen. Er hat beim Anbau nureine kurze Vegetationszeit und reift sehr rasch. Erwird deswegen weniger von Pilzen und tierischenSchädlingen befallen. Seine Keimruhe ist nur mä-ßig ausgeprägt. Er tendiert somit zu Auswuchs,weswegen es besser ist, ihn nach Erreichen derReife verfrüht, d. h. noch bei einem Wassergehaltvon 18–20% zu ernten und anschließend zu trock-nen. Für Braumalze werden Eiweißgehalte um 12%(N× 6,25), für Diastasemalze solche von 14% ak-zeptiert.Die Vermälzung der keimreifen Ware ist infol-
ge des hohen Pentosangehaltes etwas schwieriger,doch ist auch hier einWeichverfahren mit den Stu-fen von 30 und 38% Feuchte und Einstellen der-selben im Keimkasten auf 43% am besten geeig-net. Bei einer Weich- und Keimtemperatur von15 °C liegt die gesamte Vegetationszeit bei 7 Ta-gen. Im Hinblick auf die Zellwandlösung wird dieKeimtemperatur während der letzten 24–36h auf18–20 °C angehoben. Beim üblichen Schwelkvor-gang werden Abdarrtemperaturen von 80–85 °Cangestrebt.Die Analyse des Roggenmalzes beinhaltet: Was-
sergehalt ca. 5%, Extrakt wfr. 85–88%, Mehl-Schrotdifferenz 1,5–2,0%, Viskosität 3,8–4,4(!) mPa s, Eiweiß 10,5–12%, Eiweißlösungsgrad45–55%, VZ 45 °C (fast) gleich hoch, End-vergärungsgrad 80–82%, Diastatische Kraft300–500 °WK, α-Amylase 50–100 ASBC, Farbeje nach Typ 6–20 EBC-Einheiten.
1.9.2.2 Triticale: Diese Kreuzung aus Weizen(Tricium) und Roggen (Secale) soll die Qualität desErsteren mit der Winterhärte, der Anspruchslosig-keit und der Resistenz des Roggens kombinieren.In den gemäßigten Zonen werden nur die Win-terformen angebaut. Wenn auch Triticale meistals Futterpflanze oder zur Herstellung von Bio-ethanol verwendet wird, so wurde sie doch in den1980er-Jahren als Malz und – wo zugelassen – alsRohfrucht zum Brauen verwendet. Eine breitereErfahrung hierüber ist heute nicht mehr gegeben.Die meist etwas eiweißreichere Triticale wird
nach dem pneumatischen Weichverfahren, wieauch Gerste, Weizen und Roggen mit den Feuch-tigkeitsstufen 30%, 38% und – im Keimkasten –mit maximal 42–43% bei 15 °C in ca. 7 Weich- undKeimtagen vermälzt. Auch hier kann die Keimtem-peratur in den letzten 1 1/2–2 Tagen auf 18–20 °C

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 95 — le-tex
Malze aus anderen Getreidearten 95
erhöht werden. Der Schwelk- und Darrprozessist wie bei Weizen und Roggen zu führen. Auchhier ist durch die fehlenden Spelzen ein dichteresKeim- undTrockenbett gegeben unddamit eine um10–20% geringere Schüttung als bei Gerste anzura-ten.Die Analyse des Triticalemalzes zeigt einenWas-
sergehalt von rund 5%, der wasserfreie Extraktliegt zwischen 84 und 87%, je nach dem Eiweiß-gehalt, der bei 12,5–15% liegen kann. Ein Eiweiß-lösungsgrad von 45–55% vermittelt hohe Wer-te an löslichem Stickstoff. Die VZ 45 °C ist um4–10% niedriger als der Eiweißlösungsgrad. DieMehlschrotdifferenz ist 1,5–2,0%, die Viskositätmit 1,9–2,3mPa s deutlich niedriger als bei Roggen.Bei einer DK von 430–700 °WK und einer α-Amy-lase von 60–120 ASBC ist der Endvergärungsgradin einem weiten Bereich von 74–82% angesiedelt.Die Farbe beträgt je nach Abdarrung 5–9 EBC.
1.9.2.3 Dinkel, Emmer und Einkorn sind früheWeizenarten, die bespelzt sind. Die Spelzenwerdenbeim Dreschen nur unvollständig entfernt. Die sog.„Vesen“ werden wohl zur Aussaat verwendet; zumMälzen müssen jedoch die Spelzenreste durch ei-nen weiteren Entspelzungsvorgang in Mühlen miteinem sog. „Gerbgang“ entfernt werden. Um einAbschlagen oder eine Beschädigung des Keimlingszu vermeiden, ist eine sorgfältige Einstellung derAnlage wichtig. Die Eiweißgehalte liegen zwischen12 und 14%.Der Vermälzung liegt wiederum das pneuma-
tische Weichverfahren mit stufenweiser Befeuch-tung, doch etwas kürzeren Luftrasten von jeweils10–12h zugrunde. Nach dem gleichmäßigen Spit-zen des Keimgutes wird im Keimapparat eineFeuchte von 47% bei einer Keimtemperatur von17 °C angestrebt. Die gesamteWeich- und Keimzeitbeträgt 6 Tage. Hier resultieren nach der „Statistik-mälzung“ (s. Abschn. 1.9.5) die günstigsten Extrakt-werte von 83–84% sowie ein Endvergärungsgradvon 80–82%. Die α-Amylase-Aktivität ist bei ei-ner diastatischen Kraft von 360 °WK nur 18 ASBC-Einheiten, trotzdem ist die Verzuckerungszeit derKongressmaische kurz. Der Zellwandabbau um-fasst hauptsächlich Pentosane, wodurch sich unterden obigen Keimbedingungen eine Viskosität vonca. 1,70mPa s erreichen lässt. Bei einem Eiweiß-gehalt von 14,5% liegt der Eiweißlösungsgrad bei43%, der Anteil des FAN nur bei 14%. Die Farbenerreichen je nach Auflösungsgrad und DarrweiseWerte von 3–6 EBC.Emmer weist etwa dasselbe Enzymmuster wie
Weizen auf. Bei einem Eiweißgehalt von 12% wur-de ein Extraktgehalt von 88% sowie ein Endvergä-
rungsgrad von 80% erreicht. Die DK von 350 °WKbeinhaltet eineα-Amylase-Aktivität von nur 27AS-BC. Der Eiweißlösungsgrad lag bei 42%, der Anteildes FAN am löslichen Stickstoff bei 13%, die Visko-sität bei 1,70mPa s. Die Farbe der Kongresswürzeentsprach etwa der des Weizenmalzes (3–6 EBC).Einkorn zeigt ein kleineres Korn als die ande-
ren Weizenarten. Bei einer Vermälzung nach demStandard-Kleinmälzungsschema für Gerste (Keim-gutfeuchte 45%, 7 Tage Weich- und Keimzeit bei14,5 °C) lag der Extraktgehalt bei 85%, der End-vergärungsgrad jedoch nur bei 71%, trotz ähnli-cher α-Amylase- und DK-Werte wie bei Emmerund einer Verzuckerungszeit von 10–15min. Bei14,5% Eiweiß belief sich der Eiweißlösungsgrad auf33%, derAnteil des FANbetrug 15,7 %.DieViskosi-tät war mit 2,9mPa s verhältnismäßig hoch. Sichersind bei einer intensiveren Mälzung noch bessereWerte zu erreichen. Die Farbe entsprach der desWeizenmalzes.
1.9.2.4 Hafer war als Braugetreide in Vergessen-heit geraten. Seine Zusammensetzung (hoher Ei-weiß-, β-Glucan- und Fettgehalt) ließen ihn für dieMalz- und Bierbereitung wenig geeignet erschei-nen. Neuzüchtungen erbrachten günstigere Wer-te, sodass der Hafer als Rohstoff für spezielle Bieresowie für funktionelle Getränke an Bedeutung ge-winnt.Bei der Vermälzung nimmt das schlanke Hafer-
korn während des Weichens und bei der Keimungsehr rasch Wasser auf. Es liegt auch wegen derkräftigen Spelzen lockerer. So genügt nur eine kur-ze Nassweiche nebst einer verkürzten Luftrast, umnach einer vorsichtigen zweiten Wassergabe dasGut im Keimkasten rasch zum Keimen zu bringen.Das optimale Mälzungsprogramm ist: 8 Vegetati-onstage bei 46% Keimgutfeuchte und 17 °CWeich-und Keimtemperatur.Die Malzanalysendaten zeigen einen Extrakt-
gehalt von unter 75%, einen Endvergärungsgradvon 80,7% und bei einem Eiweißgehalt von 12,5%einen Eiweißlösungsgrad von 38%. Die Visko-sität der Kongresswürze liegt sehr günstig bei1,47mPa s. Dieser Wert steigt bei der 65 °C-Würzeum 0,12mPa s, was durch eine deutliche Erhöhungdes ursprünglich niedrigen β-Glucangehaltes be-dingt ist. Die α-Amylase-Aktivität liegt bei 24 AS-BC, die diastatische Kraft bei 270 °WK, wodurcheine Verzuckerungszeit von unter 10min erreichtwird. Die Farbe beträgt etwa 3,5 EBC-Einheiten.
1.9.2.5 Hirsen: Die kleinkörnigenHirseartenwer-den unter dem Sammelnamen „Millets“ geführt.Hiervon sind die Perlhirse, die Kolbenhirse, die Fo-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 96 — le-tex
96 Die Technologie der Malzbereitung
niohirse, Teff und Fingerhirse interessant, da sie inverschiedenen überseeischen Ländern zumMälzenund Brauen eine Rolle spielen. Von diesen Artensoll die Rispenhirse besprochen werden.Infolge der dicken Spelze erfolgt die Wasser-
aufnahme beim Weichen nur langsam. Bei einerWeich- und Keimtemperatur von 22 °C waren beieiner Feuchte von 44% nur 5 Weich- und Keimta-ge nötig, um eine normale Auflösung zu erzielen.Bei der Kleinkörnigkeit dieses Getreides von nur2–3mm sind wohl noch die normalen Horden inKeimkasten und Darren zu verwenden, doch ist dieSchüttungshöhe um ein Drittel zu verringern.DieAnalysendaten sind: Extraktgehalt 64 % (was-
serfrei!), Viskosität 1,53mPa s, Endvergärungsgrad74%, Eiweißgehalt 11 (bis 13,5)%, Eiweißlösungs-grad 39% sowie ein normaler FAN-Anteil von 22%.Die α- und β-Amylase-Aktivitäten sind niedrig,doch liegt die Grenzdextrinase-Aktivität hoch. Hir-sen enthalten kein Gluten, weswegen sie für Ge-tränke für Zöliakie-Kranke geeignet sind.
1.9.2.6 Sorghum (-Hirse) ist botanisch eher demMais oder dem Zuckerrohr zuzuordnen. Sie wirdhäufiger als Rohfrucht denn als Malz zum Brauenverwendet.Die Enzymausstattung von Sorghum schwankt je
nach Herkunft und Sorte sehr stark. Sie wird auchdurch die Lagerung des Getreides, je nach Dau-er und Temperatur (12–23 °C) beeinflusst. Hierbeikann aber auch das Auftreten von Schimmelpilzenbegünstigt werden. Es ist deshalb auf den Besatzdes Getreides zu achten. Im Ausland werden des-infizierende Weichzusätze wie Natronlauge oderCalciumhydroxid angewendet, auch ist eine Kom-bination mit Gibberellinsäure (0,02–0,2 ppm) undBromat (15–150ppm), wie in Abschn. 1.5.3.9 ge-schildert, verschiedentlich anzutreffen. Der Effektdieser Maßnahmen wird jedoch nicht einheitlichbeurteilt.Die Vermälzung wird sehr unterschiedlich ge-
handhabt; sie ist je nach Gegend und angebau-ten Sorten mehr oder weniger empirisch. Kur-ze Nassweichzeiten (2 × 5 h) und eine ausgedehn-te Luftrast von ca. 20 h sowie eine Keimgutfeuch-te von 44–48% erzielen während einer Keimungvon 36 h bei 25–28 °C günstige Analysenwerte, wo-bei eine abschließende Warmwasserweiche von1,5–3 h die Bildung von Amylasen und Proteasenfördert. Die in der Praxis angewandtenAbdarrtem-peraturen liegen in einemweiten Bereich, zwischen45 und 100 °C. Braumalze werden meist nur bei50 °C getrocknet und „gedarrt“.Die Analysendaten der Malze schwanken in wei-
ten Grenzen, je nach Anbaugebiet, Sorte, Jahrgang
und Mälzungsweise: Extrakt (wfr.) 71–84%, Visko-sität 1,29–1,75mPa s, Endvergärungsgrad 73–95%,Farbe 2,2–15EBC, Eiweißgehalt 7,5–12,5%, Ei-weißlösungsgrad 20–38%, Diastatische Kraft12–60 °WK und α-Amylase 12–60 DU. Die DMS-Gehalte liegen trotz niedriger Abdarrung im Be-reich von Gerstenmalzen.Wurde Sorghum nach dem Kleinmälzungssche-
ma für Gerste (7 Weich- und Keimtage bei14,5%, Feuchte 45%, Abdarrtemperatur 80 °C) ver-mälzt, dann ergaben sich folgende Werte: Ex-trakt 73,9%, Viskosität 1,96mPa s, Endvergärungs-grad 79,7%, Eiweißgehalt 7,8%, Eiweißlösungsgrad34%, FAN 25% des löslichen N, Diastatische Kraft83 °WK, α-Amylase 8 ASBC. Sorghum enthält keinGluten.
1.9.3 Pseudogetreide
Zu diesen zählen Amarant, Buchweizen und Qui-noa. Sie sind nach dem Deutschen Biersteuerge-setz nicht für die Herstellung von „Bier“ zugelassen,doch können sie für verschiedene Getränke, auchsolche funktioneller Art, Verwendung finden. Dasie kein Gluten enthalten, sind sie auch für Zölia-kie-Patienten geeignet.
1.9.3.1 Amarant stammt ursprünglich aus denTropen. Die Körner sind sehr klein (TKG nur 0,6 g).Die Vermälzung erfolgt bevorzugt auf der Tenne,ansonstenmüssen die Sieb- bzw. Hordenböden vonder Weiche bis hin zur Darre auf diesen kleine-ren Korndurchmesser angepasst werden. Die Was-seraufnahme ist sehr rasch, die Schütthöhe beträgtnur 20% der der Gerste. Nach intensiver Wäschekönnen die Keimtemperaturen bei ca. 30 °C liegen.Dennoch erwies sich ein Verfahren von 8 Weich-und Keimtagen bei 8 °C und 54% Feuchte als amgünstigsten.Mit dem oben genannten Standardverfahren für
Gerstenmalz wurden folgende analytischen Wer-te erreicht: Extrakt 79,7%, Viskosität 1,97mPa s,Farbe 5,6 EBC, Eiweißgehalt 15,2%, Eiweißlösungs-grad 42%, FAN in % des löslichen N 18% Die DKbetrug nur 88 °WK, α-Amylase war nur in Spurenvorhanden, weswegen die Kongresswürzeunverzu-ckert blieb und auch zu einem Endvergärungsgradvon nur 22% führte.
1.9.3.2 Buchweizen stammt ursprünglich aus denhochgelegenen Gebirgsländern Zentral- und Ost-asiens. Die Vegetationszeit der Pflanzen ist dortnur kurz (10–12Wochen). Die Vermälzung des be-spelzten Buchweizens ist durch eine sehr rascheWasseraufnahme, d. h. eine sehr kurze Weichzeit

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 97 — le-tex
Malze aus anderen Getreidearten 97
bestimmt. Die Keimung erfolgt bei 20 °C, um einMaximum an β-Amylase zu erreichen. Dennoch istdie Entwicklung der α-Amylase so schwach, dassbeimMaischen exogene Enzyme eingesetzt werdenmüssen, um einen normalen Prozessablauf zu ga-rantieren.Nach der Standardmälzung für Gerste war der
Extraktgehalt mit 52,9% sehr niedrig. Der Eiweiß-gehalt betrug 15,4%, der Eiweißlösungsgrad 30%,wobei der FAN nur 15% des löslichen Stickstoffsbetrug. Die Viskosität lag bei 3,50mPa s. Bei ähnli-chenDK- und α-Amylase-WertenwieAmarant wardieKongressmaische nicht verzuckert undder End-vergärungsgrad erreichte nur 46%. DieWürzefarbewar mit 2,5 EBC sehr hell.
1.9.3.3 Quinoa stammt aus den Andenregionenin Lateinamerika, wird aber auch in Nordameri-ka und in Europa angebaut. Die Frucht weist ur-sprünglich Saponine in der Samenschale auf. Diesesindphysiologisch ungünstig und schmecken bitter.Durch Selektion kann nunQuinoa nahezu saponin-frei gewonnen werden. Der Quinoa-Samen ist sehrklein, das TKG beträgt nur 1,85–4,2 g. Quinoa hatkeine Keimruhe.Vor der Vermälzung wird Quinoa schonend –
ohne den Keimling zu verletzen – geschält. DieKeimung beginnt bei 8 °C sehr schnell und inten-siv und ist nach 3–4 Tagen Vegetationszeit been-det. Das Standardmälzungsverfahren führt zu ei-nem Extraktgehalt von 83,2%, einer normalen Vis-kosität von 1,52mPa s, doch infolge der niedrigenDK und nur Spuren von α-Amylase erreicht dienicht jodnormaleWürze nur einen Endvergärungs-grad von 63,5%. Bei einem Eiweißgehalt von 13,7%war die Eiweißlösung bei 40% und der FAN-Gehaltbei 23% des löslichen Stickstoffs. Die Verarbeitungim Sudhaus bedarf wiederum eines Zusatzes vonexogenen Enzymen.
1.9.4 Spezialmalze
Sie werden in einem bestimmten Prozentsatz dernormalen Malzschüttung zugesetzt, um im Biereine Beeinflussung z. B. der Farbe, des Geschma-ckes, der Vollmundigkeit, des Schäumvermögens,der Säureverhältnisse und der Stabilität hervorzu-rufen. Hierzu gehören Röst- und Karamellmalz,Melanoidinmalz, Spitzmalz und Sauermalz.
1.9.4.1 Röstmalz wird verwendet, um Bieren ei-ne bestimmte, mehr oder weniger große Farbtiefezu geben. Gerade bei dunklen Bieren kann die ge-wünschte Farbe mit dem dunklen Malz selbst nichterreicht werden. Der Zusatz beträgt nur 1–2%.
Zu seiner Herstellung wird angefeuchtetes hellesMalz im Trommelröster unter ständiger Drehungallmählich und vorsichtig auf Temperaturen vonüber 200 °C (bis 220 °C) erhitzt. Dabei findet zu-nächst eine kräftige Melanoidinbildung statt, derWassergehalt sinkt auf 1–2%, Stärke wird depo-lymerisiert, Eiweißkörper werden denaturiert undteilweise in niedermolekulare Verbindungen zer-setzt. Es bilden sich schließlich dunkle, bittere Röst-produkte (Assamare), deren Menge in engen Gren-zen gehalten werden kann, wenn angefeuchtetes,nicht trockenes Malz verwendet wird. Um Brenz-und Bitterstoffe zu entfernen, wird das Röstmalzentweder in Vakuumapparaten geröstet, oder –da diese Substanzen wasserdampfflüchtig sind –durch Einspritzen vonWasser gegen Ende der Rös-tung verbessert. Um den Röstprozess abzubrechenwird der Inhalt der Rösttrommel auf flache Hor-den entleert und durch Rühren gekühlt und homo-genisiert. Die Enzyme werden bei der Röstmalz-bereitung vollständig vernichtet. Der Mehlkörperdes Röstmalzes soll gleichmäßig mürbe und dun-kel, kaffeebraun, aber nicht glänzend sein, wäh-rend die Spelzen selbst einen Glanz aufweisensollen.Neu ist die Herstellung von Röstmalz aus Nackt-
gerstenmalz, sodass die störenden Spelzenbitter-stoffe vermieden werden können. Stärker einge-führt hat sich Röstmalz aus geschältem Malz, dasebenfalls weniger Brenzaromastoffe enthält. Dasan sich günstige Weizenröstmalz darf nur fürdie Bereitung obergäriger Biere verwendet wer-den. Dasselbe gilt für Röst-und Karamellmalze, dieaus Roggen oder anderen Getreidearten hergestelltwerden. Je nach Färbekraft des Röstmalzes sinddrei Kategorien gegeben: ca. 800, 1000–1200 und1300–1400EBC-Einheiten. Eine ähnliche Untertei-lung, wenn auch auf einem etwas niedrigeren Ni-veau ist auch bei Weizen-, Roggen- und Dinkel-Röstmalzen der Fall.Die Färbekraft des Röstmalzes beträgt je nach
Herstellungsweise 1300–1600EBC-Einheiten. DieExtraktausbeute liegt wasserfrei bei nur 60–65%.In diesem Zusammenhang ist das Röstmalzbier
zu erwähnen, das, nach dem Reinheitsgebot herge-stellt, zum nachträglichen Färben von Würze undBier verwendet wird. Seine Herstellung erfolgt aus60% hellem und 40% Röstmalz mit hoher Hopfen-gabe. Vergoren kommt es mit einem Stammwürze-gehalt von 16–20% zum Verkauf. Seine Farbe be-trägt etwa 8000EBC-Einheiten. DurchVakuumver-dampfung kann der Extrakt und damit die Farbedieses Produkts noch weiter erhöht werden. Auchgelingt es mithilfe des Vakuums brenzlige Aroma-noten zu entfernen und das Röstmalzbier neutra-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 98 — le-tex
98 Die Technologie der Malzbereitung
ler zu gestalten. Der Extraktgehalt liegt hier bei30–32%, die Farben liegen bei ca. 12 000 EBC.
1.9.4.2 Karamellmalz: Zur Betonung der Voll-mundigkeit und des malzigen Charakters einesBieres kann ein Zusatz von 3–5%, bei manchenBieren sogar von 10% Karamellmalz erfolgen. Eswird hergestellt aus Grünmalz oder Darrmalz, dasdurch nachträglichesWeichen auf einenWasserge-halt von 40–44% gebracht wurde. In der Rösttrom-mel erfolgt bei 60–75 °C innerhalb von drei Stundeneine Verflüssigung und Verzuckerung des Kornin-haltes, auch bildet sich reichlich löslicher Stickstoff,der Säuregrad erhöht sich. Anschließend wird aufTemperaturen von 120–180 °C erhitzt.Hier bilden sich die typischen Karamellsubstan-
zen aus. Durch das Entweichen der Heißluft wer-den reichlich Aromastoffe wie Streckeraldehyde,Furfural und heterocyclische Verbindungen mitden Dampfschwaden entfernt. So weisen z. B. Ka-ramellmalze gleicher Farbentiefe wie das dunkleMünchner Malz wesentlich niedrigere Gehalte andiesen Substanzen auf. Auch dunkles Karamell-malz zeigt bei Berechnung auf gleiche Farbentie-fe wie z. B. dunkles Münchner Malz wesentlichniedrigere Gehalte. Dies ist für den Einsatz die-ser Malze, z. B. bei hellen Bieren im Hinblick aufGeschmack und Geschmacksstabilität von großerBedeutung.Bei den hohenTemperaturenwerden die Enzyme
inaktiviert und die Eiweißkörper völlig verändert.Helles Karamellmalz lässt sich in zwei Farbkate-
gorien einteilen: 20–30 und 30–40 EBC-Einheiten.Der Wassergehalt des vor allem bei niedrigerenFarben noch weichen Korns ist um 2–3% höher,der Extraktgehalt dagegen liegt, durch die Verlus-te beim Röstvorgang um 1,2–1,6% niedriger als beihellem Malz aus derselben Gerste, der Eiweißlö-sungsgrad fällt um 7–8%, liegt also bei rund 32%.Die Viskosität der Kongresswürze ist um 0,1mPa shöher, der pH um 0,5% niedriger, was durch denAnstieg der Titrationsacidität bestätigt wird.Dunkles Karamellmalz wird entsprechend
länger bei Rösttemperatur gehalten. Es weistdrei Farbkategorien auf: 80–100, 110—130 und140–160EBC-Einheiten. Die Extraktverluste sindumweitere 2 %höher, d. h. um 3,2–3,6% insgesamt.Der pH liegt bei 5,3, die anderen Werte verändernsich gegenüber dem hellen Karamellmalz nur ge-ringfügig.Eine Zwischenstufe stellt Karamellmalz dar, das
bei einer Farbe von 35–50 EBCderWürze bzw. demBier einen rötlichen Farbton verleiht.„Aromamalze“ weisen Farbtiefen von ca.
250EBC auf, sie können bei dunklen bzw. Spezi-
albieren mit einem intensivem Malzaroma beitra-gen.Um den Röstapparat besser auszunützen, wird
das Grünmalz am letzten Keimtag durch Abschal-ten der Lüftung einer Erwärmung auf 40–50 °Cüberlassen (s. Brühmalz). Hierdurch werden nie-dermolekulare Abbauprodukte gebildet, die eine„Verzuckerungsrast“ bei 70 °C in der Rösttrommelvon nur 1–1 1/2 h ermöglichen. Die Führung desKaramellisierungsprozesses ist die übliche.Sehr helles Karamellmalz, das nur eine Farbe
von 3,5–6 EBC-Einheiten hat, wird 45–60min inRöstapparaten bei 60–80 °C einer Verflüssigung desKorninhalts ausgesetzt und anschließend auf derDarre bei 55–60 °C getrocknet.Es können auch aus Weizen, Roggen oder ande-
ren Getreidearten sowohl Röst- als auch Karamell-malze hergestellt werden. Da sich hier immer wie-der neue Entwicklungen ergeben, können die jewei-ligen Sortimente bei den Spezialmalzfabriken er-fragt werden.Aus Röst- und Karamellmalzen werden auch Ex-
trakte in flüssiger und fester, sprühgetrockneteroder granulierter Form sowie „Karamellmalzbiere“(wie Röstmalzbiere) hergestellt.Ein Weg führt über entspelzte Karamell- oder
Farbmalze (die heute hauptsächlich verwendete Be-zeichnung ist „Röstmalze“), über eine Feinvermah-lung zur Granulierung. Die Granulierung vermin-dert die hygroskopischen Eigenschaften des „Malz-pulvers“, das weder verstaubt noch verbackt. Eskann in der Würzepfanne zugesetzt werden undlöst sich rasch auf. Je nachVerwendungszweckwer-den Farben von 30, 100, 300 und 1000EBC angebo-ten.Es kann auch eineWürze hergestellt werden, wo-
bei hierfür meist ein Maischefilter zur Trennungherangezogen wird, der die Herstellung höherpro-zentigerWürzen erlaubt. DieserWürzeextraktwirdnun zur Sterilisation kurzzeit- oder ultrahochkurz-zeit erhitzt und anschließendundnachEindampfenim Vakuum ein Extrakt gewonnen, der der Würzebei Kochende oder im Heißwürzestadium zugege-ben werden kann.Wird der Prozess ab Maischefilter über Wür-
zekochung, Gärung, Klärung, Eindampfung undaseptische Verpackung bis zum Bier geführt, dannkann es, ähnlich dem Röstmalzbier, vor dem Bier-filter zur Korrektur der Farbe, der Vollmundigkeitund generell des Biercharakters zugegeben werden.Über die Zulassung dieser Produkte hat sich derVerarbeiter zu informieren.
1.9.4.3 Melanoidinmalze sind aus den früheren„Brühmalzen“ abgeleitet worden, wobei es die mo-

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 99 — le-tex
Malze aus anderen Getreidearten 99
dernen Keimanlagen erlauben die Prozessbedin-gungen besser zu steuern. So wurde früher dasBrühmalz in der Tennenmälzerei ein für dunklesGrünmalz bestimmter Haufen ca. 36 h vor Beendi-gung der Keimzeit auf eine Höhe von ca. 50 cm „zu-sammengesetzt“ und verschiedentlich sogar unterAbdeckung mit Brettern oder Planen einer Selbst-erwärmung überlassen. Diese erreichte Tempera-turen von 40–50 °C, die aber dann infolge der An-reicherung von CO2 nicht weiter anstiegen. In die-sem Stadium häufen sich reichlich Abbauproduk-te im Korn an, die infolge des zum Erliegen ge-kommenen Wachstums nicht bzw. kaum mehr fürAtmungs- und Baustoffwechsel verwertet werden.Die Zucker (Invertzucker), Aminosäuren, niede-re Peptide und organische Säuren führen dannbeim Schwelken und Darren zu einer Fülle vonMaillard-Produkten mit ausgeprägten reduzieren-den Eigenschaften (daher auch die frühere Be-zeichnung „rH-Malz“). Es genügen aber schon re-lativ niedrige Abdarrtemperaturen von 70–85 °C,um hohe Farbwerte von 40–60 EBC-Einheiten zuerzielen. Die Verzuckerungszeit der Kongressmai-sche beträgt 15–20min, der Extraktgehalt ist um1–1,5% niedriger als bei dunklem Malz, der pHliegt ebenfalls um 0,1–0,15 (je nach Farbe) nied-riger. Im Keimkasten sind bei ähnlicher Führungdie Gegebenheiten etwas anders als auf der Ten-ne, da die gebildete Kohlensäure sich zunächstnicht im Gut anreichert, sondern in den Raumunter der Horde fällt und damit Frischluft vonoben in den Haufen nachzieht. Die CO2-Schichtbaut sich naturgemäß in (älteren) Keimkasten mitniedrigerem Hordenraum rascher auf als in gro-ßen Einheiten mit ca. 2m Raumhöhe unter derHorde.Der Zusatz des Melanoidinmalzes kann zur Ver-
stärkung von Farbe und Charakter von hellen Bie-ren ca. 5 % betragen, zur Herstellung von dunklenoder Spezialbieren bis zu 35% derMenge des dunk-len Malzes, ebenso bei Märzenbieren.Die früher bei Tennenmalzen üblichen Probleme
unkontrollierter Stoffwechselvorgänge mit Einflüs-sen auf Geschmack und biologische Stabilität sindbei der ordnungsgemäßen Herstellung in pneuma-tischen Mälzungssystemen nicht mehr gegeben.
1.9.4.4 Spitzmalze werden in einer Menge von10–15% zurMalzschüttung gegeben, um entwederein sehr weitgehend gelöstes Malz zu kompensie-ren, oder um den Schaum der Biere zu verbessern.Ihre Herstellung erfolgt aus „spitzendem“ Keimgut,das bei richtiger Führung schon von der Weicheaus verwendbar ist (s. Abschn. 1.3.6.2). Eine Ab-wandlung des (gedarrten) Spitzmalzes sind Gers-
tenmalzflocken oder Grünmalze entsprechendenWachstums.Grünmalze verderben in ganz kurzer Zeit, sie
sind deshalb unmittelbar nach ihrer Entnahme ausder Keimanlage zu verwenden. Damit ist ihr Einsatzauf Brauereien mit eigenenMälzereien beschränkt.Sie entsprechen aber nicht dem Biersteuergesetz,das bei Malz „eine Darrung“ verlangt.Kurzmalze werden etwa zwei Tage nach dem
gleichmäßigen Spitzen oder nach derHälfte der üb-lichen Weich- und Keimzeit gedarrt. Sie können inetwas höheren Anteilen zur Schüttung beigegebenwerden, wobei aber die Abläuterzeit bei Läuterbot-tichen und die Filtrierbarkeit des Bieres zu beob-achten sind.
1.9.4.5 Sauermalze dienen als Zusatz von 2–10%zur Schüttung einer Verbesserung der Aciditätsver-hältnisse während des Maischens. Hierdurch wirdauch der Würze-pH, weniger stark aber der pH desBieres, beeinflusst. Der wirksame Bestandteil die-ser Spezialmalze ist Milchsäure. Diese kann durchEinweichen des Malzes bei einer Temperatur von45–48 °C imVerlauf von 24 h von den auf demMalzvorkommenden Milchsäurebakterien gebildet wer-den. Die „Mutterlösung“ wird abgelassen und kannzur Säuerung anderer Partien herangezogen wer-den. Das gesäuerte Malz wird vorsichtig getrock-net und entsprechend einer gewünschten Farbe vonunter 6 EBC-Einheiten abgedarrt.Es kann aber das Sauermalz auch aus Grünmalz
mittels einer aus biologisch gewonnener Milchsäu-relösung besprengt werden. Diese Milchsäure ist,wie oben geschildert, nach einembesonders geneh-migten Verfahren hergeführt worden, z. B. durchBeimpfen einer Vorderwürze mit diesen Milchsäu-rebakterien bei 47 °C (s. Abschn. 2.1.3.15).Bei einem Milchsäuregehalt von 2–4% weist der
wässrige Auszug einen pH-Wert von ca. 3,8 auf.Ein wässriger Auszug kann mit Vorteil zum Säu-ern der kochenden Pfannenwürze verwendet wer-den (s. Abschn. 2.5.3).
1.9.5 Die Kleinmälzung
Die Kleinmälzunggestattet es, kleine Gersten- bzw.Getreidemengen von 50–1000 g unter definiertenKeimbedingungen (Feuchte, Temperatur, Zeit) zuMalz zu verarbeiten. Dabei kann das Verhaltendes Gutes bei der Keimung festgestellt werden. Jenach vorliegenderMalzmenge ist esmöglich, einfa-che Analysen, Standardanalysen und Sonderunter-suchungen vorzunehmen. Außerdem dienen dieseMalze für Brauversuche in entsprechenden Klein-brauanlagen.

Ludwig Narziß, Werner Back, Martina Gastl und Martin Zarnkow: Abriss der Bierbrauerei —2016/12/22 — page 100 — le-tex
100 Die Technologie der Malzbereitung
Die Kleinmälzung kann am Beispiel von Brau-gerste für folgende Aufgaben eingesetzt werden:a) zur Beurteilung des Brauwertes von Gersten-
neuzüchtungen,b) zur (frühzeitigen) Prüfung desMälzungsverhal-
tens und der Malzeigenschaften eines neuenJahrgangs,
c) zur Ermittlung der Mälzungseignung und derMalzqualität von wenig bekannten Sorten bzw.Importgersten,
d) zur Erarbeitung des optimalen Mälzungsver-fahrens bei a, b und c,
e) zur Kontrolle der Praxismälzung im Ganzenoder in den verschiedenen Abschnitten.
Die ursprüngliche Art der Kleinmälzung in der„Weihenstephaner Klimakammer“ im Chargenver-fahren ist mit kleinen Korrekturen nach MEBAKauch heute noch gültig:Weichen: 5 h nass, 19 h trocken, 4 h nass, 20 h
trocken, 2 h nass, nach insgesamt 72 h Einstellen
der Keimgutfeuchte auf 45%. Lufttemperatur 14 °C,Luftfeuchte 95%, Guttemperatur 14,5 °C, gesamteWeich- und Keimzeit 144h. Der Grünmalzwasser-gehalt muss 45–45,5% betragen.Schwelken 16 hbei 50 °C (Wassergehalt soll unter
10% liegen), Aufheizen auf 80 °C in 2 h, Darren bei80 °C 3 h bzw. bis zu einemEndwassergehalt von 4,0±0,5%.Für andere Getreidearten kann (s Abschn. 1.9)
das Standardverfahren zur Orientierung eben-falls angewendet werden, doch ist es verschie-dentlich notwendig, anhand der „Statistikmälzung“mit jeweils drei verschiedenen Keimgutfeuchten,Keimtemperaturen und Keimzeiten bei konstan-tem Schwelk- und Darrverfahren die günstigstenParameter der Mälzung festzustellen, um eine opti-male Malzbeschaffenheit für eine jeweils bestimm-te Verwendung eines Malzes (z. B. Braumalz, Dia-stasemalz, Nährmittel) zu finden.


![Index [application.wiley-vch.de] · 2016-03-22 · Jeffrey Gitomer Die Verkaufsbibel 391 im Verkaufsprozess 140 Kern des Verkaufsprozesses 19 Liste entwerfen 139 Macht von 134, 135,](https://img.pdfslide.org/doc/110x75/5e2dfd2a0f5df968c602ae78/index-2016-03-22-jeffrey-gitomer-die-verkaufsbibel-391-im-verkaufsprozess.jpg)











![Index [application.wiley-vch.de] · 312 Index – Zink-Elektrode 163, 171 –zweiterArt167 Elektrodenpolarisation 232 Elektrodenpotenzial 162 Elektrogravimetrie 211, 232, 235 Elektrogravimetrische](https://img.pdfslide.org/doc/110x75/5d56686e88c993e0768ba78b/index-312-index-zink-elektrode-163-171-zweiterart167-elektrodenpolarisation.jpg)




![Index [application.wiley-vch.de] · 2014. 4. 15. · 24option.com 224 4chan 129 A Abneigung gegen die Ungleichheit 147 Abzeichen 169 Achievement-Punkte 164 Achievements, World of](https://img.pdfslide.org/doc/110x75/60cb22a0c1f2e1158f2ef104/index-2014-4-15-24optioncom-224-4chan-129-a-abneigung-gegen-die-ungleichheit.jpg)









