Embed Size (px)
Citation preview
BMBF-Vordr. 3831/03.07_2
Berichtsblatt
1. ISBN oder ISSN geplant
2. Berichtsart (Schlussbericht oder Veröffentlichung) Schlussbericht
3. Titel Qualitätssicherung bei der Herstellung von Kunststoffmedienleitungen mittels der innovativen Wasserinjektionstechnik
5. Abschlussdatum des Vorhabens 31.03.2010
6. Veröffentlichungsdatum Oktober 2008
4. Autor(en) [Name(n), Vorname(n)] Prof. Dr.-Ing. Dr.-Ing. E.h. Walter Michaeli Dipl.-Ing. Oliver Grönlund Dipl.-Ing. Moritz Gründler
7. Form der Publikation Fachzeitschrift
9. Ber. Nr. Durchführende Institution
10. Förderkennzeichen 01RI05196 – 01RI05200
8. Durchführende Institution(en) (Name, Adresse) Institut für Kunststoffverarbeitung (IKV), Pontstraße 49, 52062 Aachen (Koordinator), (01RI05196) A. Schulman GmbH, Hüttenstrasse 211, 50170 Kerpen, (01RI05198) Staatliche Materialprüfungsanstalt (MPA), Grafenstraße 2, 64283 Darmstadt, (01RI05197) PME fluidtec GmbH, Gewerbestraße 3, 77966 Kappel-Grafenhausen, (01RI05200) Polytec Automotive GmbH & Co. KG, Black-u.-Deckerstraße 25, 65510 Idstein, (01RI05199)
11. Seitenzahl 208
13. Literaturangaben 39
14. Tabellen 28
12. Fördernde Institution (Name, Adresse) Bundesministerium für Bildung und Forschung (BMBF) 53170 Bonn
15. Abbildungen 111
16. Zusätzliche Angaben
17. Vorgelegt bei (Titel, Ort, Datum)
18. Kurzfassung Die Wasserinjektionstechnik (WIT) ist ein innovatives Verfahren zur Herstellung polymerer Hohlkörper im Spritzgießprozess. Eine große Herausforderung besteht jedoch bei funktionellen Hohlräumen wie Medienleitungen in der Sicherstellung einer fehlerfreien und reproduzierbaren Hohlraumausbildung. In diesem BMBF-Projekt wurden am Beispiel eines Kfz-Kühlwasserrohres unter-schiedliche Prüfinstrumente bezüglich ihrer Möglichkeiten der Qualitäts- und Prozessüberwachung untersucht und bewertet. Weiterhin wurden die Rohre unterschiedlichen Bauteilprüfungen unterzogen. Das Ziel war die Ermittlung allgemeingültiger praxis-gerechter Prüfkriterien. Um die Möglichkeiten der Prozessüberwachung systematisch untersuchen zu können, ist in dem Forschungsvorhaben von den Projektpartnern A. Schulman GmbH, Kerpen, Staatliche Materialprüfungsanstalt (MPA) Darmstadt, PME fluidtec GmbH, Kappel-Grafenhausen, Polytec Automotive GmbH & Co. KG, Idstein und dem Institut für Kunststoffverarbeitung (IKV), Aachen ein serien-naher WIT-Prozess realisiert und ein entsprechendes Mess- und Prüfsystem konzipiert und aufgebaut worden. Im Bereich der Prozessüberwachung wurden die Ultraschall-Überwachung und die Infrarotthermographie eingesetzt. Darüber hinaus wurden WIT-spezifische Prozessgrößen online erfasst. Die mit dieser Prüftechnik durchgeführten Versuchsreihen belegten deren Tauglichkeit bezüglich der Qualitätssicherung. Die Ultraschallmessung ist sehr gut zur Online-Überwachung lokaler Restwanddicken geeignet. Die Implementierung in ein Prozessüberwachungssystem ist vergleichsweise einfach, jedoch muss zunächst die Korrelation zwischen Ultraschalllaufzeit und Restwanddicke durchgeführt werden. Die Infrarotthermographie hat sich als taugliches Instrument zur Inline-Bauteil-charakterisierung erwiesen.. Eine vollständige Online-Qualitätskontrolle der Bauteile alleine anhand des Verlaufs der Prozess-größen war nicht möglich, jedoch kann die Überwachung der Prozessgrößen bzw. die Bildung von Prozesskennwerten helfen, Prozessstörungen in der Serienfertigung frühzeitig zu erkennen und zu beheben. 19. Schlagwörter Fluidinjektionstechnik, Qualitätssicherung, Medienleitung, Wasserinjektionstechnik, WIT, Spritzgießsonderverfahren
20. Verlag
21. Preis
BMBF-Vordr. 3832/03.07_2
Document Control Sheet
1. ISBN or ISSN
2. type of document (e.g. report, publication) Final report
3. title Qualitätssicherung bei der Herstellung von Kunststoffmedienleitungen mittels der innovativen Wasserinjektionstechnik (Quality control for the production of plastics media ducts produced by the innovative water injection technique)
5. end of project 31 March 2010
6. publication date October 2008
4. author(s) (family name, first name(s)) Prof. Dr.-Ing. Dr.-Ing. E.h. Walter Michaeli Dipl.-Ing. Oliver Grönlund Dipl.-Ing. Moritz Gründler
7. form of publication Journal article
9. originator’s report no.
10. reference no. 01RI05196 – 01RI05200
8. performing organization(s) (name, address) Institut für Kunststoffverarbeitung (IKV), Pontstraße 49, 52062 Aachen (Koordinator), (01RI05196) A. Schulman GmbH, Hüttenstrasse 211, 50170 Kerpen, (01RI05198) Staatliche Materialprüfungsanstalt (MPA), Grafenstraße 2, 64283 Darmstadt, (01RI05197) PME fluidtec GmbH, Gewerbestraße 3, 77966 Kappel-Grafenhausen, (01RI05200) Polytec Automotive GmbH & Co. KG, Black-u.-Deckerstraße 25, 65510 Idstein, (01RI05199)
11. no. of pages 208
13. no. of references 39
14. no. of tables 28
12. sponsoring agency (name, address) Bundesministerium für Bildung und Forschung (BMBF) 53170 Bonn
15. no. of figures 111
16. supplementary notes
17. presented at (title, place, date)
18. abstract The water injection technique (WIT) is an innovative process for producing polymeric hollow parts by injection molding. A challenge arises insuring a zero-defect and reproducible formation of the hollow space for functional hollow parts such as media ducts. During this BMBF-Project, various testing instruments were analyzed and evaluated concerning their possibilities for quality and process control. The evaluations were done using a car coolant duct as example. These media ducts were then analyzed by different part testings in order to generate general testing criteria. For a systematic analysis of different process control options, a serial production oriented process was implemented during this research project by the following project partners: A. Schulman GmbH, Kerpen, Staatliche Materialprüfungsanstalt (MPA) Darmstadt, PME fluidtec GmbH, Kappel-Grafenhausen, Polytec Automotive GmbH & Co. KG, Idstein and the Institut für Kunststoffverarbeitung (IKV), Aachen. This process was controlled by a specific measuring and testing system consisting of ultrasonic control and thermal imaging as well as specific process factors according to the WIT process. The series of experiments demonstrate the usability of the testing technology concerning the tasks of quality control. The ultrasonic measurement is well suited for online control of local residual wall thicknesses. Implementing it into a process control system is relatively simple, but a correlation between the ultrasonic runtime and the residual wall thickness has to be determined. The thermal imaging is considered as a useful instrument for inline part characterization. A complete online quality control of the parts produced only based on the course of the process factors was not fully possible. But a control of the process factors and calculating the respective process key indicators helps detecting process interferences during serial production and thus eliminating them.
19. keywords Fluid injection technique, quality control, media duct, water injection technique, WIT, special injection molding technique
20. publisher
21. price
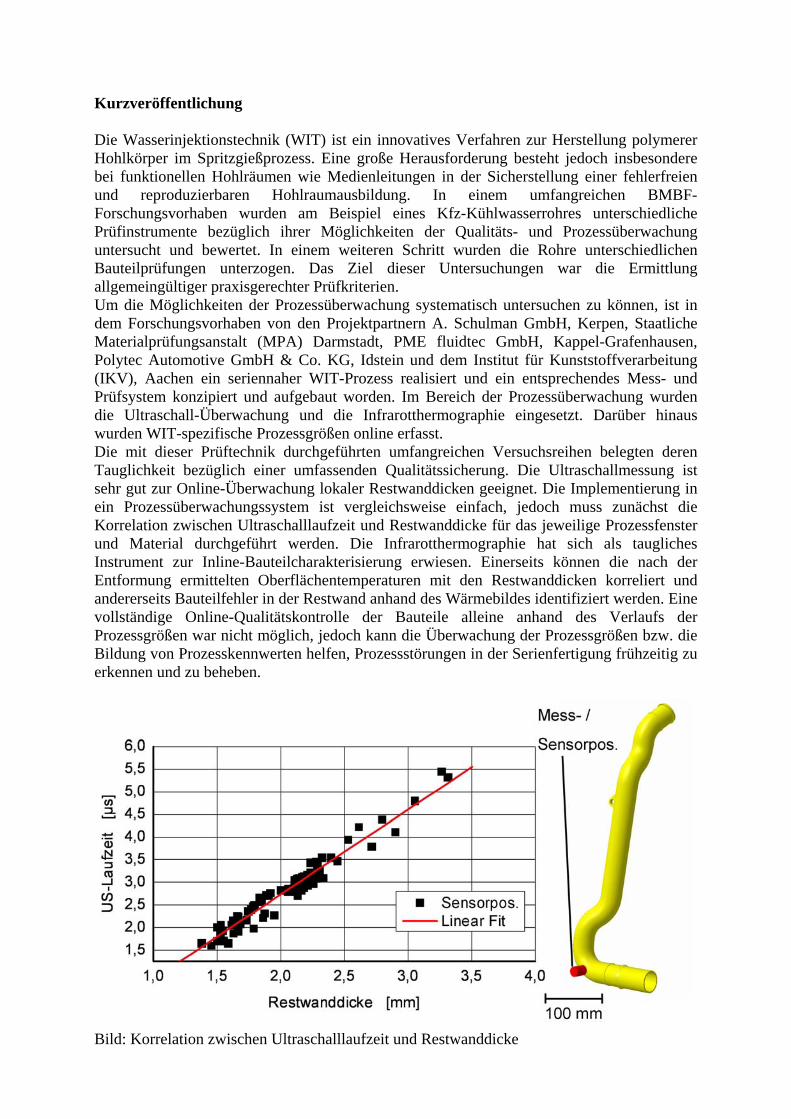
Kurzveröffentlichung Die Wasserinjektionstechnik (WIT) ist ein innovatives Verfahren zur Herstellung polymerer Hohlkörper im Spritzgießprozess. Eine große Herausforderung besteht jedoch insbesondere bei funktionellen Hohlräumen wie Medienleitungen in der Sicherstellung einer fehlerfreien und reproduzierbaren Hohlraumausbildung. In einem umfangreichen BMBF-Forschungsvorhaben wurden am Beispiel eines Kfz-Kühlwasserrohres unterschiedliche Prüfinstrumente bezüglich ihrer Möglichkeiten der Qualitäts- und Prozessüberwachung untersucht und bewertet. In einem weiteren Schritt wurden die Rohre unterschiedlichen Bauteilprüfungen unterzogen. Das Ziel dieser Untersuchungen war die Ermittlung allgemeingültiger praxisgerechter Prüfkriterien. Um die Möglichkeiten der Prozessüberwachung systematisch untersuchen zu können, ist in dem Forschungsvorhaben von den Projektpartnern A. Schulman GmbH, Kerpen, Staatliche Materialprüfungsanstalt (MPA) Darmstadt, PME fluidtec GmbH, Kappel-Grafenhausen, Polytec Automotive GmbH & Co. KG, Idstein und dem Institut für Kunststoffverarbeitung (IKV), Aachen ein seriennaher WIT-Prozess realisiert und ein entsprechendes Mess- und Prüfsystem konzipiert und aufgebaut worden. Im Bereich der Prozessüberwachung wurden die Ultraschall-Überwachung und die Infrarotthermographie eingesetzt. Darüber hinaus wurden WIT-spezifische Prozessgrößen online erfasst. Die mit dieser Prüftechnik durchgeführten umfangreichen Versuchsreihen belegten deren Tauglichkeit bezüglich einer umfassenden Qualitätssicherung. Die Ultraschallmessung ist sehr gut zur Online-Überwachung lokaler Restwanddicken geeignet. Die Implementierung in ein Prozessüberwachungssystem ist vergleichsweise einfach, jedoch muss zunächst die Korrelation zwischen Ultraschalllaufzeit und Restwanddicke für das jeweilige Prozessfenster und Material durchgeführt werden. Die Infrarotthermographie hat sich als taugliches Instrument zur Inline-Bauteilcharakterisierung erwiesen. Einerseits können die nach der Entformung ermittelten Oberflächentemperaturen mit den Restwanddicken korreliert und andererseits Bauteilfehler in der Restwand anhand des Wärmebildes identifiziert werden. Eine vollständige Online-Qualitätskontrolle der Bauteile alleine anhand des Verlaufs der Prozessgrößen war nicht möglich, jedoch kann die Überwachung der Prozessgrößen bzw. die Bildung von Prozesskennwerten helfen, Prozessstörungen in der Serienfertigung frühzeitig zu erkennen und zu beheben. Bild: Korrelation zwischen Ultraschalllaufzeit und Restwanddicke
Abschlussbericht Projektträger: Deutsches Zentrum für Luft- und Raumfahrt (DLR) Förderkennzeichen: 01 RI 05196 – 01 RI 05200 Akronym: BMBF QS WIT F&E-Thema: Qualitätssicherung bei der Herstellung von Kunststoffmedienleitungen mittels der innovativen Wasserinjektionstechnik Laufzeit: 01.02.2006 – 31.03.2010 Koordinator: Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen 01RI05196 Projektpartner: Technische Universität Darmstadt
Zentrum für Konstruktionswerkstoffe Staatliche Materialprüfungsanstalt Darmstadt Fachgebiet und Institut für Werkstoffkunde 01RI05197 A. Schulman GmbH 01RI05198 Polytec Automotive GmbH & Co. KG 01RI05199 PME fluidtec GmbH 01RI05200
Aachen, 30. September 2010
INHALTSVERZEICHNIS i
1 EINLEITUNG ....................................................................................................................... 1
1.1 Ausgangssituation ............................................................................................................................... 1 1.2 Zielsetzung ........................................................................................................................................... 2
2 STAND DER TECHNIK ......................................................................................................... 3
2.1 Wasserinjektionstechnik (WIT) ......................................................................................................... 3 2.2 Ultraschall-Prüfung ............................................................................................................................ 5 2.3 Infrarot-Thermographie (IR)............................................................................................................. 7 2.4 Konventionelle Messtechnik ............................................................................................................... 8 2.5 Methoden der Rohrprüfung (Erstellt durch MPA) ......................................................................... 9
2.5.1 Zeitstand-Innendruck ...................................................................................................................... 11 2.5.1.1 Prüfung nach Norm ............................................................................................................... 11 2.5.1.2 Prüfung nach Prüfvorschriften der Automobilhersteller ....................................................... 13
2.5.2 Berstdruck ...................................................................................................................................... 14 2.5.3 Druckschwellprüfung ..................................................................................................................... 16
2.5.3.1 Prüfung nach Norm ............................................................................................................... 17 2.5.3.2 Prüfung nach Prüfvorschriften der Automobilhersteller ....................................................... 18
2.5.4 Charakterisierung des Versagensverhaltens ................................................................................... 20
3 ANLAGEN- UND WERKZEUGTECHNIK ............................................................................. 22
3.1 Spritzgießmaschinen ......................................................................................................................... 22 3.2 WIT-Anlage ....................................................................................................................................... 23 3.3 Werkzeuge und Formteile ................................................................................................................ 23 3.4 Injektortechnik .................................................................................................................................. 25
3.4.1 Eingesetzte Injektoren .................................................................................................................... 25 3.4.2 Injektorvergleich ............................................................................................................................ 26
3.5 Sensorik .............................................................................................................................................. 28 3.5.1 Temperatur ..................................................................................................................................... 28 3.5.2 Drucksensoren ................................................................................................................................ 29 3.5.3 Massestromsensoren ....................................................................................................................... 29 3.5.4 IR-Erfassung ................................................................................................................................... 29 3.5.5 US-Messtechnik ............................................................................................................................. 30
3.6 Bauteilcharakterisierung .................................................................................................................. 31 3.6.1 Kugelfalltest ................................................................................................................................... 31 3.6.2 Bestimmung der Restwanddicke (RWD)........................................................................................ 31
3.7 Zeitstand-Innendruckprüfanlage (Erstellt durch MPA) ............................................................... 32 3.7.1 Aufbau der Zeitstand-Innendruckprüfanlage .................................................................................. 32 3.7.2 Versuchsdurchführung.................................................................................................................... 34
3.8 Berstdruckprüfanlage (Erstellt durch MPA) ................................................................................. 35 3.8.1 Aufbau der Berstdruckprüfanlage .................................................................................................. 35 3.8.2 Versuchsdurchführung.................................................................................................................... 40
3.9 Druckschwellprüfanlage (Erstellt durch MPA) ............................................................................. 41 3.9.1 Aufbau der Druckschwellprüfanlage .............................................................................................. 42
INHALTSVERZEICHNIS ii
3.9.1.1 Prüfanlagenkörper ................................................................................................................. 42 3.9.1.2 Speicherprogrammierbare Steuerung .................................................................................... 45 3.9.1.3 Benutzerschnittstelle PC ....................................................................................................... 45
3.9.2 Versuchsdurchführung.................................................................................................................... 47
4 MATERIALENTWICKLUNG ............................................................................................... 49
4.1 Entwicklung und Optimierung der Materialien ............................................................................. 49 4.2 Durchführung des Scale-Up ............................................................................................................. 51 4.3 Ergebnis der Materialentwicklung .................................................................................................. 52
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG ............... 53
5.1 Versuchsmaterialien ......................................................................................................................... 53 5.2 Voruntersuchungen .......................................................................................................................... 53
5.2.1 Ermittlung von Materialkennwerten mittels US-Messzelle ............................................................ 54 5.2.2 Durchführung der Spritzgießversuche ............................................................................................ 57 5.2.3 Ermittlung der theoretischen US-Laufzeit mittels Abkühlrechnung ............................................... 58
5.3 Prozessuntersuchungen .................................................................................................................... 64 5.3.1 Prozessbeschreibung / Versuchsdurchführung ............................................................................... 64 5.3.2 US-Untersuchungen ....................................................................................................................... 69 5.3.3 IR-Temperaturmessungen .............................................................................................................. 72 5.3.4 Ermittlung charakteristischer Kenngrößen ..................................................................................... 75
5.4 Bewertung .......................................................................................................................................... 84
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE87
6.1 Zeitstand-Innendruck ....................................................................................................................... 88 6.1.1 Ergebnisse ...................................................................................................................................... 89 6.1.2 Interpretation der Ergebnisse .......................................................................................................... 91
6.2 Berstdruck ......................................................................................................................................... 92 6.2.1 Ermittlung von Basiswerten als Bezugsgröße ................................................................................ 92 6.2.2 Ermittlung von Intensitäten der jeweiligen Einflussgrößen ............................................................ 95 6.2.3 Interpretation der Ergebnisse .......................................................................................................... 97
6.3 Druckschwellprüfung ....................................................................................................................... 97 6.4 Charakterisierung des Versagensverhaltens .................................................................................. 99
6.4.1 Inaugenscheinnahme ...................................................................................................................... 99 6.4.2 Bildgebende Verfahren................................................................................................................. 101 6.4.3 Analyse der Druckbelastung ......................................................................................................... 109
7 FAZIT .............................................................................................................................. 112
8 LITERATUR .................................................................................................................... 115
9 ANHANG ......................................................................................................................... 118
9.1 Injektorvergleich ............................................................................................................................. 118 9.2 Vorversuche ..................................................................................................................................... 121

INHALTSVERZEICHNIS iii
9.3 Prozessuntersuchungen 1K-Verfahren ......................................................................................... 123 9.4 Prozessuntersuchungen 2K-Verfahren ......................................................................................... 125 9.5 Prozessuntersuchungen Spülprozess ............................................................................................. 128
1 EINLEITUNG 1
1 EINLEITUNG
Das diesem Bericht zugrunde liegende Vorhaben wurde mit Mitteln des Bundesministeriums für Bildung und Forschung unter dem Förderkennzeichen 01RI05196 gefördert. Im Folgenden werden die Arbeiten und Ergebnisse dieses Projekts dargestellt. Der Projektträger Deutsches Zentrum für Luft- und Raumfahrt (DLR) unterstützte die Forschungsarbeiten.
Der Forschungsverbund setzt sich aus folgenden Mitgliedern zusammen:
Firmen Firmensitz Förderkennzeichen
A. Schulman GmbH Kerpen 01RI05198
PME fluidtec GmbH Kappel-Grafenhausen 01RI05200
Polytec Automotive GmbH & Co. KG Idstein 01RI05199
Hochschulinstitute Firmensitz Förderkennzeichen
Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen
Aachen 01RI05196
Technische Universität Darmstadt Zentrum für Konstruktionswerkstoffe Staatliche Materialprüfungsanstalt Darmstadt Fachgebiet und Institut für Werkstoffkunde
Darmstadt 01RI05197 (Teilvorhaben 2)
1.1 Ausgangssituation
Die Fluidinjektionstechnik (FIT) stellt ein industriell etabliertes Spritzgießsonderverfahren zur Herstellung polymerer Hohlkörper dar. Der Verfahrensablauf gliedert sich folgendermaßen: Nach dem Einspritzen des Polymers in die Kavität wird mit Hilfe eines geeigneten Injektors ein Prozessfluid in dickwandige noch schmelzeflüssige Bereiche des Bauteils eingeleitet und die Polymerschmelze in noch nicht vollständig gefüllte oder kurz zuvor erweiterte Kavitätsbereiche verdrängt. Dadurch entstehen Hohlräume im Inneren des Bauteils, über die ein gleichmäßig wirkender Fluidnachdruck aufgebracht werden kann. Insbesondere die Verfahrensvariante Gasinjektionstechnik (GIT) findet immer dann Verwendung, wenn bei dickwandigen Formteilen Einfallstellen vermieden, Verzug kompensiert, die Zykluszeit reduziert, Material gespart oder wenn der Werkzeuginnendruck verringert werden soll. Typische Anwendungen sind stabförmige Bauteile (z.B. Armlehnen) und großflächig verrippte Bauteile (z.B. Fernsehergehäuse). Damit ist das Potenzial der FIT jedoch längst nicht ausgereizt. Durch die permanente Forderung nach Kostensenkung durch Einsparung von Arbeitsschritten und Funktionsintegration entstehen neue Anwendungsgebiete. Das zurzeit wohl wichtigste stellt die Herstellung von Medienleitungen oder auch „funktionaler Hohlräume“ dar. Als Beispiel sei hier eine Kühlmittelleitung für den
1 EINLEITUNG 2
Automotive-Bereich erwähnt, welche sowohl hinsichtlich Designvorgaben als auch Funktionsintegration herkömmlichen Lösungen überlegen ist.
Eine weitere Verfahrensvariante der FIT stellt die seit 1998 am IKV, Aachen, entwickelte Wasserinjektionstechnik (WIT) dar. Besonders bei anspruchsvollen Anwendungen, wie der funktionellen Hohlraumbildung, bietet die WIT Vorteile gegenüber der GIT. Aufgrund der höheren Wärmekapazität des Prozessmediums Wasser ist mit der WIT eine signifikante Zykluszeitreduktion erreichbar. Darüber hinaus findet eine Fixierung der inneren Hohlraumoberfläche statt, sodass ein Zerfließen der Schmelze nach der Hohlraumausbildung wirksam verhindert wird. Dadurch sind deutlich größere Bauteilquerschnitte realisierbar.
Zusammengefasst bietet die WIT das Potenzial qualitativ hochwertige funktionelle Hohlräume wirtschaftlich im Spritzgießprozess zu produzieren. Eines der schwerwiegendsten Hemmnisse für eine breite Anwendung der WIT in der industriellen Praxis besteht jedoch darin, dass bisher praktisch noch keine speziellen, auf die Wasserinjektionstechnik abgestimmten Qualitätssicherungssysteme existieren. Wie auch beim konventionellen Kompaktspritzgießen ist eine geeignete Prozessüberwachung die Basis für eine effiziente und dennoch zuverlässige Qualitätssicherung. Neben der Überwachung der vom Spritzgießen bekannten Prozessgrößen, wie Werkzeuginnendruckverläufen, Temperaturen, Einspritzdrücken etc., bietet sich bei der WIT die zusätzliche Überwachung verfahrensspezifischer Größen, wie Wasserdruck, -volumenstrom und -temperatur, an. Darüber hinaus bietet die Ultraschallprüftechnologie die Möglichkeit, die Restwanddicke des Bauteils noch im Spritzgießwerkzeug zu erfassen.
1.2 Zielsetzung
Im Rahmen des Projektes soll eine Systematik zur Prozessüberwachung für die Wasserinjektionstechnik entwickelt und erprobt werden, welche einen umfassenden Ansatz zur Qualitätssicherung ermöglicht. Dieses stellt die Grundlage für eine weitere Verbreitung der Wasserinjektionstechnik (WIT) in der industriellen Praxis dar. Anhand eines Vorserienformteils in Form eines Kühlwasserrohres sollen zunächst unterschiedliche Konzepte zur online Prozessüberwachung, d. h. während der Bauteilherstellung, und inline Prozessüberwachung, d. h. direkt nach der Bauteilherstellung, auf ihre Möglichkeiten und Grenzen untersucht werden, die Qualität der Formteile zu charakterisieren. Um abschätzen zu können, inwiefern die unterschiedlichen Konzepte tatsächlich in der Lage sind, die Qualität der Bauteile abzubilden, ist es Ziel, geeignete, für Kühlwasserleitungen allgemeingültige Prüfmethoden zu entwickeln und diese für die hergestellten Bauteile anzuwenden.
2 STAND DER TECHNIK 3
2 STAND DER TECHNIK
2.1 Wasserinjektionstechnik (WIT)
Die Wasserinjektionstechnik ist ein innovatives Verfahren, welches eine hocheffiziente
Herstellung polymerer Hohlkörper ermöglicht [MBP99, MBK00, MJL01, Jün04, GOvK05,
NN05a, NN05b]. Sie stellt neben der Gasinjektionstechnik eine verbreitete Verfahrensvariante
der Fluidinjektionstechnik (FIT) dar.
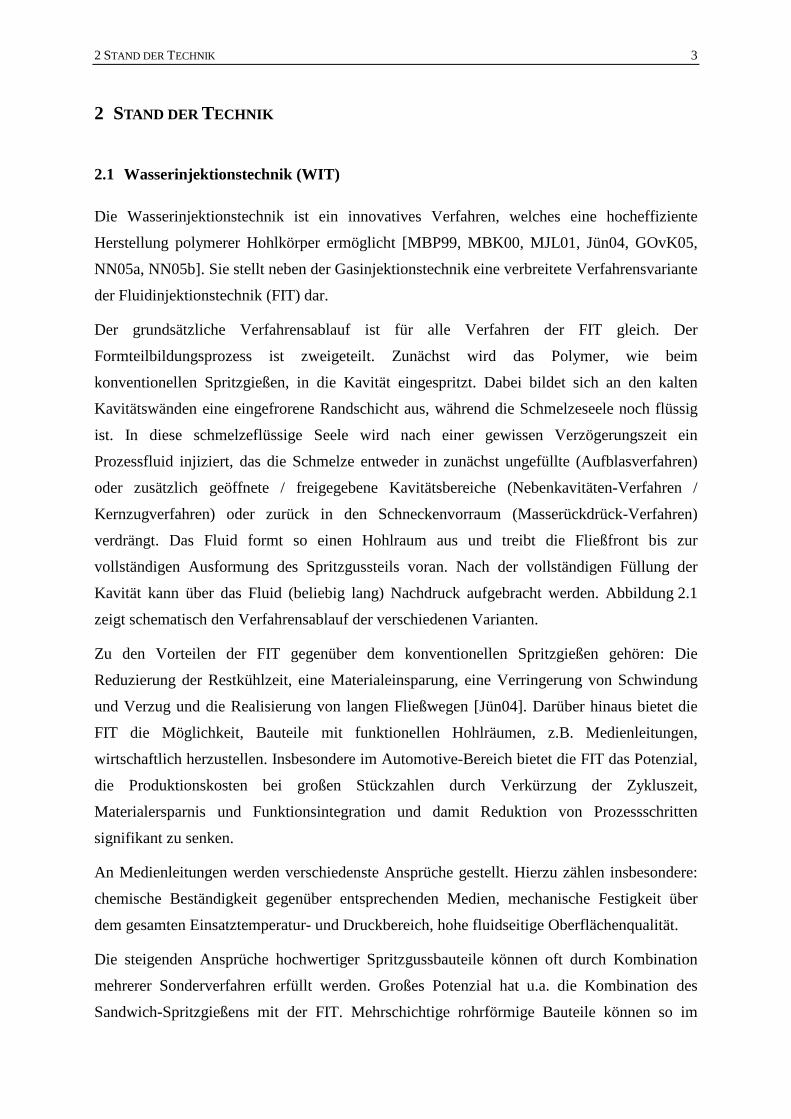
Der grundsätzliche Verfahrensablauf ist für alle Verfahren der FIT gleich. Der
Formteilbildungsprozess ist zweigeteilt. Zunächst wird das Polymer, wie beim
konventionellen Spritzgießen, in die Kavität eingespritzt. Dabei bildet sich an den kalten
Kavitätswänden eine eingefrorene Randschicht aus, während die Schmelzeseele noch flüssig
ist. In diese schmelzeflüssige Seele wird nach einer gewissen Verzögerungszeit ein
Prozessfluid injiziert, das die Schmelze entweder in zunächst ungefüllte (Aufblasverfahren)
oder zusätzlich geöffnete / freigegebene Kavitätsbereiche (Nebenkavitäten-Verfahren /
Kernzugverfahren) oder zurück in den Schneckenvorraum (Masserückdrück-Verfahren)
verdrängt. Das Fluid formt so einen Hohlraum aus und treibt die Fließfront bis zur
vollständigen Ausformung des Spritzgussteils voran. Nach der vollständigen Füllung der
Kavität kann über das Fluid (beliebig lang) Nachdruck aufgebracht werden. Abbildung 2.1
zeigt schematisch den Verfahrensablauf der verschiedenen Varianten.
Zu den Vorteilen der FIT gegenüber dem konventionellen Spritzgießen gehören: Die
Reduzierung der Restkühlzeit, eine Materialeinsparung, eine Verringerung von Schwindung
und Verzug und die Realisierung von langen Fließwegen [Jün04]. Darüber hinaus bietet die
FIT die Möglichkeit, Bauteile mit funktionellen Hohlräumen, z.B. Medienleitungen,
wirtschaftlich herzustellen. Insbesondere im Automotive-Bereich bietet die FIT das Potenzial,
die Produktionskosten bei großen Stückzahlen durch Verkürzung der Zykluszeit,
Materialersparnis und Funktionsintegration und damit Reduktion von Prozessschritten
signifikant zu senken.
An Medienleitungen werden verschiedenste Ansprüche gestellt. Hierzu zählen insbesondere:
chemische Beständigkeit gegenüber entsprechenden Medien, mechanische Festigkeit über
dem gesamten Einsatztemperatur- und Druckbereich, hohe fluidseitige Oberflächenqualität.
Die steigenden Ansprüche hochwertiger Spritzgussbauteile können oft durch Kombination
mehrerer Sonderverfahren erfüllt werden. Großes Potenzial hat u.a. die Kombination des
Sandwich-Spritzgießens mit der FIT. Mehrschichtige rohrförmige Bauteile können so im
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 2.1
Verfahrensvarianten der Fluidinjektionstechnik
Nebenkavitätenverfahren
Schmelzeinjektionund -nachdruck
Fluidinjektion
Fluidnachdruck
Kernzugverfahren
Schmelzeinjektionund -nachdruck
Fluidinjektion,Kern zurückziehen
Fluidnachdruck
Masserückdrückverfahren
Schmelzeinjektionund -nachdruck
Fluidinjektion undFluidnachdruck
Aufblasverfahren
Teilfüllung mitSchmelze
Fluidinjektion
Fluidnachdruck
a)
b) d)
c)
[Bru98]
2 STAND DER TECHNIK 4
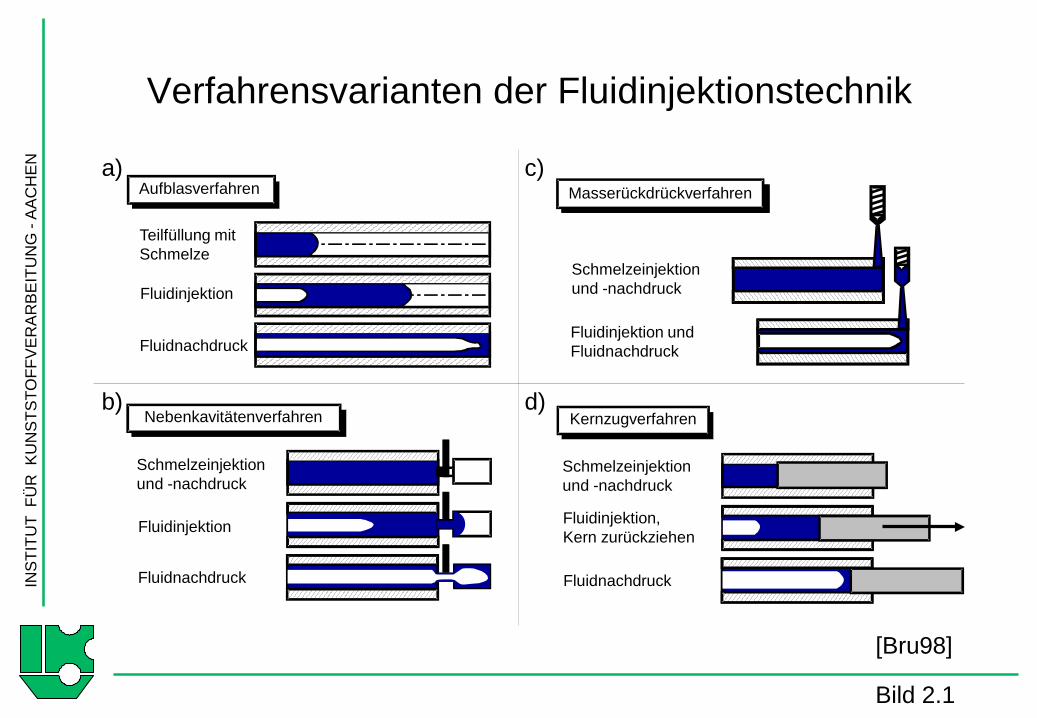
Spritzgießprozess kostengünstig hergestellt werden. Der Prozess läuft dabei zunächst analog
zum Sandwich-Spritzgießen ab. Während der Einspritzphase wird zuerst eine bestimmte
Menge Hautmaterial in der Kavität vorgelegt. Anschließend wird durch denselben Anguss das
Kernmaterial eingespritzt, welches sich in der Hautkomponente ausbreitet und deren
Fließfront weiter in der Kavität vorantreibt. Nach der Einspritzphase wird das Prozessfluid in
die Kernkomponente eingeleitet und bildet innerhalb dieser den gewünschten Hohlraum im
Bauteil. Prinzipiell sind alle Verfahrensvarianten der FIT durchführbar. Der Prozessablauf der
Verfahrenskombination Sandwich-Spritzgießen und FIT ist am Beispiel des Aufblas-
verfahrens in Abbildung 2.2 dargestellt.
Um den verschiedenen Anforderungen hochwertiger Medienleitungen gerecht zu werden, ist
es sinnvoll, mehrere Werkstoffe zu verwenden. So kann die mechanische Festigkeit eines
Bauteils durch glasfaserverstärkte Kunststoffe in der äußeren Komponente (Hautkomponente)
sichergestellt werden, während ein zweiter Werkstoff im Inneren (Kernkomponente) für die
erforderliche Barrierewirkung und Oberflächenqualität des Strömungskanals sorgt [Arp04,
Kos98].
Die GIT ist dabei, insbesondere bei Anwendungen der funktionellen Hohlraumbildung,
diversen Einschränkungen unterworfen. Insbesondere bei größeren Bauteildurchmessern
(> 30 mm) führt die GIT zur Bildung signifikant größerer Restwanddicken als die WIT.
Hieraus resultieren ein erhöhter Materialverbrauch und, aufgrund mangelnder Kühlwirkung,
unwirtschaftlich hohe Zykluszeiten. Weiter besteht bei ungünstiger Prozessführung die Gefahr
des Aufschäumens der fluidseitigen Oberfläche.
Die WIT wurde 1998 am Institut für Kunststoffverarbeitung (IKV), Aachen, in Anlehnung an
die bekannte und seit Jahren etablierte Gasinjektionstechnik (GIT), entwickelt [MBG99].
Motivation für die Entwicklung der WIT war einerseits eine Reduzierung der Zykluszeiten
verglichen zur GIT und andererseits eine Erweiterung des Anwendungsspektrums der FIT,
insbesondere in Richtung größerer Bauteildurchmesser. Durch den Einsatz von Wasser als
Prozessmedium werden die Kühlzeiten im Spritzgießzyklus deutlich reduziert [Poh99,
MLGW04]. Die WIT hat das Potenzial, Produkte zu ermöglichen, bei denen die GIT an ihre
wirtschaftlichen und prozesstechnischen Grenzen stößt [BG99, MJ02]. Ein weiterer Vorteil
der WIT besteht in der deutlich höheren erreichbaren fluidseitigen Oberflächenqualität, da
nach Absenken des Wasserdrucks kein Aufschäumen mehr stattfindet [MJ02].
Für einige Materialien (z.B. glasfaserverstärkte Polyamide) hat sich allerdings gezeigt, dass
die fluidseitige Oberflächenqualität deutlich verbessert werden kann, wenn der Wassersäule
voraus eine Inertgasblase durch das Bauteil getrieben wird. Die so genannte WIT mit
Gasvorlage vereint im Prinzip die Vorteile der GIT mit denen der WIT. Die Gasblase bildet
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 2.2
Sandwich-Spritzgießen + WITProzessablauf beim Aufblasverfahren
Hautmaterial Kernmaterial
SchmelzeinjektionHaut
SchmelzeinjektionKern
Wasserinjektionund Nachdruck
Entformung
2 STAND DER TECHNIK 5
einen „thermischen Puffer“, der ein sofortiges Erstarren und Vermischen der Schmelze mit
Wasser durch Kontakt mit dem Wasser während der Bildung des Hohlraums verhindert.
Auswaschungen von Glasfasern aus der Polymerschmelze werden dadurch ebenfalls
verhindert. Die Gasblase sorgt für eine lunkerfreie Ausbildung des Hohlraums, während die
Innenwand durch das unmittelbar folgende Wasser gekühlt wird [NN03, URL07b].
Obwohl für die WIT schon erste Serienanwendungen bestehen [JHS+04, Jun07, Jün04,
Wol07], konnte sie sich bei anspruchsvollen Anwendungen, wie Kühlwasserrohren im Kfz-
Bereich, bisher kaum etablieren. Grund hierfür ist einerseits die mangelnde Akzeptanz der
noch jungen Technologie WIT seitens der Anwender und die noch aufwändige Umsetzung in
die industrielle Praxis andererseits. Insbesondere existieren bislang keine hinreichenden
Qualitätskontroll- bzw. -sicherungssysteme für die hohen Qualitätsanforderungen der
Automotive-Branche.
Die Überwachung der vom konventionellen Spritzgießen bekannten Prozessgrößen, wie z.B.
Werkzeuginnendruck oder –temperatur, ist bei der FIT bislang nur begrenzt aussagefähig.
Im Rahmen des Vorhabens soll untersucht werden, inwiefern mit Hilfe der Ultraschall (US)-
Prüftechnologie und der Infrarot (IR)-Thermographie zerstörungsfrei online bzw. inline
Aussagen über WIT-spezifische Qualitätsmerkmale wie Restwanddicke,
Restwanddickenverteilung, Lunkerbildung etc. gemacht werden können. Im Folgenden
werden diese, nicht auf die Kunststofftechnik beschränkten, Prüfmittel sowie ihre
Funktionsweise erläutert.
2.2 Ultraschall-Prüfung
Ultraschall-Untersuchungen sind unverzichtbarer Bestandteil moderner Diagnostik. Wichtige
Anwendungsfelder sind u. a. Ultraschallanwendung in der Human- und Tiermedizin
(Sonografie) und die zerstörungsfreie Werkstoffprüfung. Die Ultraschall-Prüfung ist ein
bewährtes Verfahren zum Fehlernachweis, zur Wanddickenmessung und zur
Charakterisierung der Materialeigenschaften von Stahl und Eisenerzeugnissen [Fri88]. Die
maximal erreichbare Prüftiefe beträgt dabei bis zu 10 m [KK86]. Die Ultraschall-Prüfung
wird aber auch bei anderen Werkstoffen, wie Kunststoffen, erfolgreich zur Produkt- und
Verfahrensanalyse eingesetzt [Grü04].
Beim so genannten Impuls-Echo-Verfahren fungiert der Ultraschall-Prüfkopf als Sender und
Empfänger der Schallwellen, sodass eine einseitige Erfassung der Wanddicke von
Hohlkörpern möglich ist. Der Ultraschallsender wird durch kurze elektrische Impulse in
mechanische Schwingung versetzt. Das so erzeugte Schallsignal wird über eine
2 STAND DER TECHNIK 6
Vorlaufstrecke in den Prüfgegenstand eingekoppelt. Im Formteil werden die Schallwellen
aufgrund unterschiedlicher Schallwellenwiederstände (Produkt aus Materialdichte und
Schallgeschwindigkeit) an Hohlräumen oder Schichtgrenzen reflektiert [KK86]. Bei der
Wanddickenmessung findet die Reflexion an der Rückwand statt. Aufgrund des Umfangs der
gesamten Thematik Ultraschall-Prüfung wird an dieser Stelle nicht weiter auf die Theorie
eingegangen. Die physikalischen Grundlagen zur Schallerzeugung, -einkopplung, -ausbreitung
und -reflexion sind anschaulich in [KK86, Lin10, Sta04] beschrieben.
Bei bekannter Schallgeschwindigkeit c und Schalllaufzeit t, die den zeitlichen Abstand
zwischen Sendeimpuls bzw. Vorlaufstreckenecho (bei Sensoren mit Vorlaufstrecke) und
Rückwandecho darstellt, lässt sich die Formteilwanddicke s über folgende Formel berechnen
[BW87]:
2tcs ⋅= (Gl. 2.1)
Die Schalllaufzeit wird üblicherweise anhand des A-Bilds ermittelt. Das A-Bild liefert eine
grafische Darstellung der am Empfänger anliegenden elektrischen Spannung u(t) und somit
eine Aussage über den am Empfänger detektierten Schalldruck. Die Zeitachse wird mit dem
Aussenden eines Schallimpulses synchronisiert.
Wenngleich die Wanddickenmessung mittels Ultraschall in der Extrusion und dem
Blasformen seit Jahrzehnten erfolgreich praktiziert wird, existieren einige
verfahrensspezifische Herausforderungen bei der WIT, welche die Online-
Wanddickenmessung im Spritzgießwerkzeug ungleich erschweren. So weist die zur
Berechnung der Wanddicke notwendige Schallgeschwindigkeit eine große Abhängigkeit von
Temperatur und Druck auf. Dieses wiegt besonders schwer vor dem Hintergrund, dass der
Spritzgießprozess sehr hohe zeitliche und örtliche Temperaturgradienten aufweist. Zudem
weisen Kunststoffe eine überdurchschnittlich hohe Dämpfung, d.h. einen hohen
Schwächungskoeffizienten α, auf, welcher temperaturabhängig ist und in der
Erstarrungsphase ein Maximum durchläuft. Zudem sind viele praxisrelevante
Spritzgießformmassen mit Füllstoffen, wie etwa Glasfasern oder
-kugeln, versehen, welche einen zusätzlichen verstärkenden Einfluss auf die
Schallschwächung bedingt durch Streuung haben. Darüber hinaus muss bei der
Restwanddickenmessung bei der WIT das Echo von der Grenzfläche Kunststoff/Wasser
detektiert werden, die einen sehr viel geringeren Impedanzunterschied aufweist als die
Grenzfläche Kunststoff/Luft, welche beim Blasformen oder der Extrusion vorliegt. Die
2 STAND DER TECHNIK 7
letztgenannten Punkte führen dazu, dass es bereits eine beträchtliche technische
Herausforderung darstellt, Ultraschallsignale entsprechend den Randbedingungen des WIT-
Prozess geeignet einzukoppeln und zu detektieren.
2.3 Infrarot-Thermographie (IR)
Die für die IR-Thermographie notwendigen Informationen werden aus der für den Menschen
nicht sichtbaren Wärmestrahlung bezogen. Die Anwendungsfelder reichen von einfachen
Bewegungs- und Brandmeldern bis hin zu Ernteprognosen und Grenzüberwachungen aus der
Luft [SK04]. Eine weitere praxisrelevante Anwendung ist die thermographische Diagnose, ein
bildgebendes Verfahren zur flächigen Temperaturmessung. Mit Hilfe der so genannten
Infrarotthermographie lassen sich die verschiedensten Probleme des Alltags lösen. Hierzu
zählen die Kontrolle und Fehlerdetektion im Bauwesen, medizinische Diagnoseverfahren und
die zerstörungsfreie Werkstoffprüfung. In der Kunststofftechnik hat sich die Infrarottechnik
besonders bei der Qualitätskontrolle in der Folienextrusion durchgesetzt, da sie berührungs-
und damit zerstörungsfrei arbeitet und zeitlich sehr dynamische Ergebnisse liefert [Grü04].
Bei der Infrarotmesstechnik wird der physikalische Effekt ausgenutzt, dass alle Körper mit
einer Temperatur oberhalb des absoluten Nullpunktes eine elektromagnetische Strahlung
abgeben. Für Körpertemperaturen unterhalb ca. 525 °C liegt die Strahlung im infraroten
Bereich des elektromagnetischen Spektralbandes und ist für das menschliche Auge nicht
sichtbar. Die physikalischen Grundlagen der elektromagnetischen Strahlung sind u.a. in
[Grü04, NN04, Blu96] dargestellt. Eine Infrarotkamera misst die von einem Objekt
abgegebene Infrarotstrahlung und bildet sie ab. Da die Infrarotstrahlung eine Funktion der
Oberflächentemperatur eines Objektes ist, kann das Messsystem diese Temperatur berechnen
und darstellen.
Die von der Kamera gemessene Strahlung hängt neben der Temperatur auch vom
Emissionsgrad des beobachteten Objekts ab. Auch in der Umgebung des Objekts wird
Strahlung emittiert, die vom Objekt reflektiert wird. Die Strahlung des Objekts und die
reflektierte Strahlung werden auch von der Absorption der Atmosphäre beeinflusst.
Moderne Infrarotkameras können diese Auswirkungen kompensieren und die Temperaturen
exakt bestimmen, sofern der Emissionsgrad des Objekts, die Umgebungstemperatur, der
Abstand zwischen Objekt und Kamera und die relative Luftfeuchte bekannt sind.
Bei der Infrarot-Überwachung von Kunststoffen, z.B. zur Kühlkanaloptimierung von
Werkzeugen, wird der Effekt ausgenutzt, dass aufgrund der schlechten Wärmeleitfähigkeit die
Temperaturen im Bauteilinneren (während oder unmittelbar nach der Verarbeitung) deutlich
2 STAND DER TECHNIK 8
höher liegen. Dies trifft besonders für lokale Masseanhäufungen oder Wanddickensprünge zu.
Während der Formgebung (das Verfahren ist dabei von untergeordneter Bedeutung) wird der
Kunststoffoberfläche die jeweilige Temperatur des (meist metallischen) formgebenden
Werkzeugs aufgeprägt. Aus wirtschaftlichen Gründen wird dieses verlassen, sobald
Dimensionsstabilität erreicht ist. Infolge von Homogenisierungsvorgängen im Bauteil steigt
die Oberflächentemperatur typischerweise anschließend leicht an, während Temperaturspitzen
im Bauteilinneren durch Wärmeleitungsvorgänge abgebaut werden. Im Rahmen der
Untersuchungen soll überprüft werden, ob die inline direkt nach der Entformung ermittelten
Oberflächentemperaturen mit den resultierenden Restwanddicken korrelierbar sind.
Insbesondere lokale Massenanhäufungen oder Lunker machen sich im Wärmebild als
besonders heiße bzw. kalte Flecken bemerkbar, wodurch grundsätzlich ein großes Potenzial
zur Detektion derartiger Effekte gegeben ist.
Der WIT-Prozess erfordert, die IR-Temperaturmessung inline, also nach der Entformung
durchzuführen, da das Werkzeug bis zum Zyklusende geschlossen ist. Zudem ist es sinnvoll,
das Bauteil zu entnehmen, da das temperierte Werkzeug einerseits eine nicht unerhebliche
Störstrahlung für die Kamera emittiert und andererseits der Prozess unnötig aufgehalten
würde. Wie oben beschrieben, ist es ohnehin sinnvoll, das Temperaturprofil in der Restwand
durch eine kurze Verzögerung zu homogenisieren und damit ggf. die vom Werkzeug
aufgeprägte Oberflächentemperatur anzuheben. Um den Einfluss der Störstrahlung aus der
Umgebung zu minimieren, sollte die Messung in einer mattschwarz lackierten Kiste
durchgeführt werden.
2.4 Konventionelle Messtechnik
Neben den oben beschriebenen speziellen Untersuchungsverfahren, Ultraschall-Prüfung und
Infrarot-Thermographie, kommt bei der WIT auch die für das konventionelle Spritzgießen
etablierte Sensorik zum Einsatz. Hierzu zählen insbesondere Temperaturmessung an der
Kavitätswand, Einspritzgeschwindigkeit, Einspritzdruck sowie die Messung des
Werkzeuginnendrucks. Allein anhand der Werkzeuginnendruckkurve lässt sich der
Spritzgießprozess, speziell der Übergang zwischen Einspritz- und Nachdruckphase, sowie das
Nachdruckprofil optimieren und damit die Bauteilqualität signifikant steigern. Der
Werkzeuginnendruck korreliert mit wichtigen Formteilmerkmalen, wie Gewicht, Grad der
Ausformung, Gratbildung, Einfallstellen sowie Schwindung und Verzug. Für das
konventionelle Spritzgießen erbringt das Protokollieren dieser wenigen Prozessgrößen den
Qualitätsnachweis und ermöglicht darüber hinaus das frühzeitige Erkennen von
Abweichungen im Fertigungsprozess.
2 STAND DER TECHNIK 9
Diese Zusammenhänge gelten jedoch uneingeschränkt nur für das Kompaktspritzgießen. Bei
der Fluidinjektionstechnik ist die Aussagefähigkeit eingeschränkt. So kann z. B. der
Werkzeuginnendruck, bei entsprechender Position in der Kavität, beliebig über den
Fluid(halte)druck beeinflusst werden und liefert dabei keine konkrete Aussage zur
Bauteilqualität.
Die gegenwärtige Forschung beschäftigt sich mit der Ermittlung von WIT-spezifischen
Qualitätsmerkmalen zur Prozesskontrolle und -überwachung. Daher ist es nahe liegend, zur
Prozesscharakterisierung, analog zu Einspritzgeschwindigkeit und -druck beim
Kompaktspritzgießen, Informationen über die Fluidinjektion, wie den Fluidvolumenstrom,
Fluiddruck und die Fluidtemperatur aufzuzeichnen. Die Anordnung dieser fluidspezifischen
Sensoren wird in Abschnitt 3.5 erläutert.
Die Volumen-/ Massestromsensoren arbeiten nach dem Prinzip der Coriolis-
Massedurchflussmessung. Wird eine in Bewegung befindliche Masse einer Schwingung quer
zur Bewegungsrichtung ausgesetzt, so treten (abhängig vom Massestrom) Corioliskräfte auf.
Bei einem Coriolis-Massedurchfluss-Messgerät werden die Messrohre dazu in Schwingung
versetzt. Fließt ein Medium (= Masse) durch diese schwingenden Messrohre, so entstehen
Corioliskräfte. Die dadurch veränderte Rohrschwingungsgeometrie wird mittels Sensoren ein-
und auslaufseitig als „Phasendifferenz“ erfasst, vom Messsystem ausgewertet und daraus der
Massedurchfluss abgeleitet. Die Schwingfrequenz der Messrohre selbst ist zudem ein direktes
Maß für die Messstoffdichte. Die Messgenauigkeit beträgt bei diesem Messprinzip ± 0,1 %
vom Messwert [URL07a]. Mit dem Massedurchfluss und der Dichte kann dadurch auch der
Volumenstrom bestimmt werden.
Die im Spritzgießprozess erfassten Messkurven werden auf charakteristische Kenngrößen hin
untersucht und auf mögliche Korrelation zu Qualitätsmerkmalen überprüft. Hierbei steht die
zerstörungsfreie Beurteilung der Hohlraumqualität im Vordergrund. Bislang können die
Hohlräume nur mithilfe der so genannten Kugelfalltests beurteilt werden. Hierbei wird mit
Hilfe von Kugeln verschiedenen Durchmessers der Hohlraum auf Durchgängigkeit und
erforderliche Querschnittsfläche über der Formteillänge überprüft.
2.5 Methoden der Rohrprüfung (Erstellt durch MPA)
Die Auswahl geeigneter Methoden der Rohrprüfung leitet sich primär aus dem geplanten
Verwendungszweck ab. Dabei gilt es zu beachten, dass vorhandene Einflüsse aus Gestalt und
Herstellungsverfahren berücksichtigt werden, um eine zutreffende Aussage über die
Eigenschaften und Güte der Rohre anstellen zu können. Daher werden in den folgenden
2 STAND DER TECHNIK 10
Abschnitten diejenigen Prüfvorschriften und Regelwerke zu den jeweiligen Prüfmethoden
genannt, die den Erfordernissen für ein thermoplastisches Kunststoffrohr für den automobilen
Kühlkreislauf, hergestellt durch die Wasserinjektionstechnik (WIT) im besten Maß
entsprechen. Die Qualität der neuen Bauteilklasse WIT-Rohr für den automobilen
Kühlerbereich kann erst anhand grundsätzlicher Untersuchungen und im Abgleich mit den
Anforderungen seitens der Automobilhersteller definiert werden. Die Prüfvorschriften der
Automobilhersteller für Medienleitungen im Kühlerbereich beziehen sich bisher auf
Elastomerschläuche. Angepasste Prüfvorschriften, welche die besonderen Eigenschaften von
WIT-Rohren aus Polyamid 6.6 GF 30 berücksichtigen, sind bisher noch nicht erarbeitet
worden. (Erste offiziell an der MPA-Darmstadt beauftragte Untersuchungen an WIT-
Polyamidrohren entsprachen inhaltlich den Prüfvorschriften für Elastomerschläuchen.) Auch
bei den Normen kann nicht auf einen zusammengefassten Ablauf von Prüfungen für diese
neue Bauteilklasse zurückgegriffen werden. Einzelne Prüfungen nach Norm, oder in
Anlehnung daran, sind jedoch erforderlich, um die, von den Automobilherstellern geforderten
und aus technischer Sicht erforderlichen Eigenschaften für das Bauteil Medienleitung im
Kühlerbereich nachzuweisen. Die äußerst aufwendigen und sehr umfangreichen
Medienverträglichkeitsuntersuchungen die seitens der Automobilhersteller gefordert werden
zeigen verstärkt die grundsätzliche Eignung des Werkstoffes für den geplanten
Verwendungszweck auf und können im begrenzten Rahmen dieses Forschungsprojektes nicht
berücksichtigt werden. Bei der vorliegenden Arbeit wurde die werkstofftechnische Analytik
und Einordnung der Medieneinflüsse auf die Bereiche thermooxidative Schädigung und
Einfluss von Glykol beschränkt. Der Schwerpunkt der Untersuchungen liegt in den Bereichen
mechanisches Verhalten und Langzeitstabilität. Diese Bereiche repräsentieren die
grundsätzliche Funktionsfähigkeit und Gebrauchstauglichkeit des WIT-Rohres. Der Nachweis
der Funktionsfähigkeit kann durch Kurzzeitversuche erbracht werden. Der Nachweis der
Gebrauchstauglichkeit kann nur durch angepasste Langzeitversuche erbracht werden. Dabei
werden die verschiedenen Einflüsse separat, oder als Komplexbeanspruchung überlagert, über
Zeiträume bis zur geforderten Bauteillebensdauer untersucht. Eine Steigerung der Intensität
des jeweiligen Einflusses innerhalb eines charakteristischen Bereiches des Materialverhaltens
führt zu verschiedenen Erkenntnisgewinnen. Zunächst lässt sich durch die Steigerung der
Einflüsse gegenüber den anwendungspraktischen Größenordnungen eine schnellere und damit
ökonomischere Prüfungsdauer erzielen. Voraussetzung dafür ist jedoch eine Skalierung der
Steigerungsrate der individuellen Parameter anhand der Werte, die durch Prüfvorschriften,
oder Regelwerke vorgegeben wurden. Weitere Erkenntnisse lassen sich durch die Variation
der verschiedenen Einflüsse gewinnen. Hier kann sehr gut die Sensitivität der Einzeleinflüsse
und der komplexen Wirkungsweise der überlagerten Einflüsse gezeigt werden. Aus der
2 STAND DER TECHNIK 11
Kenntnis der Wirkungsweise und der anteiligen Größenordnungen der beteiligten Einflüsse
lassen sich Interaktionsbeziehungen ableiten, die für Entwickler und Konstrukteure ein
wertvolles Hilfsmittel für die Bemessung von Bauteilen für ähnliche
Anwendungsbedingungen darstellen.
2.5.1 Zeitstand-Innendruck
Der Zeitstand-Innendruckversuch ist die bewährte Prüfmethode um das Langzeitverhalten und
damit die Gebrauchstauglichkeit von Kunststoffrohren festzustellen. Seit den 1950er Jahren
wurde das Verfahren maßgeblich von Seite MPA Darmstadt mitentwickelt. Aus der Prüf- und
Überwachungstätigkeit zum Zweck der Gütesicherung von Kunststoffrohren für den Gas- und
Wasserleitungsbereich hat sich ein potenter Erfahrungsschatz herausgebildet. Auf dieser
Grundlage konnte das Prüfverfahren stetig verbessert werden. Zusätzlich erfolgten
Validierungen anhand ausgebauter Rohre, die bis zu 40 Jahren im Betrieb genutzt wurden.
Die vorhergesagten Lebensdauern für diese Rohre konnten durch die praktischen Zeitstand-
Innendruckprüfungen treffsicher bestätigt werden. Für die klassischen Rohrwerkstoffe
Polyvinylchlorid und Polyethylen im Betrieb als Gas-, oder Wasserleitung lassen sich daher
sehr gut zutreffende Aussagen über die Lebensdauer machen. Die aktuell gültige, nationale
Prüfvorschrift zur Bestimmung des Zeitstand-Innendruckverhaltens ist die DIN 16887, 1990-
07. Auf internationaler Ebene ist die DIN EN ISO 1167-1, 2006-05 als Prüfnorm zur
Ermittlung der praktischen Ergebnisse zu verwenden. Auf diesen Ergebnissen aufbauend
erfolgt durch die Verwendung der DIN EN ISO 9080, 2003-10 die Bestimmung des Zeitstand-
Innendruckverhaltens. Die Prüfvorschriften der Automobilbauer sind deutlich einfacher
gehalten und beschränken sich inhaltlich bisher auf das Erreichen einer Mindestlebensdauer
bei vorgegebenen Lasten. Eine Variation der Prüfparameter Druck und Temperatur zum
Zweck einer Lebensdauerabschätzung mittels Extrapolation ist nicht vorgesehen.
2.5.1.1 Prüfung nach Norm
Die DIN 16887, 1990-07, Prüfung von Rohren aus thermoplastischen Kunststoffen,
Bestimmung des Zeitstand-Innendruckverhaltens gibt die Vorgehensweise zur praktischen
Ermittlung der Zeitstandkurven und die Methode zur Extrapolation von Lebensdauern anhand
erhöhter Prüftemperaturen an. Je Prüftemperatur sind drei unterschiedliche Druckstufen mit 5
Prüfkörpern je Druckstufe zu wählen. Die Wahl der Druckstufen soll dabei je 3
Bruchereignisse in den Zeitspannen 10 bis 100, 100 bis 1000, 1000 bis 10000 und mehr als
10000 Stunden ergeben. Insgesamt sind die zuvor beschriebenen Prüfungen bei mindestens 3
unterschiedlichen Prüftemperaturen nach Vorgabe durchzuführen. Die Beschreibung der
2 STAND DER TECHNIK 12
Prüfkörpergeometrie und die Versuchsdurchführung schließen die Beschreibung der
praktischen Ermittlung der drei Zeitstandkennlinien ab. Die Auswertung der Ergebnisse
erfolgt anhand einer Ausgleichsgeraden durch die Ergebnisse in einem doppelt-
logarithmischen Diagramm. Hier wird zwischen der einfachen Form einer Geraden und einem
Polygon aus zwei linearen Anteilen unterschieden. Beiden gemein muss sein, dass 97,5 %
aller Ergebnisse oberhalb dieser Grenzen liegen müssen. Fasst man die drei ermittelten
Zeitstandkennlinien in einem Diagramm zusammen, können anhand tabellarisch vorgegebener
Extrapolationsfaktoren die Standzeiten bei beliebigen Temperaturen unterhalb der höchsten
Prüftemperatur ermittelt werden. Diese Vorgehensweise wird mit der Tatsache begründet,
dass Bruchvorgänge bei höheren Temperaturen früher auftreten und Extrapolationen von
höheren Prüftemperaturen auf niedrigere Betriebstemperaturen somit möglich sind. Die
Ermittlung von Standzeiten wird durch eine Tabelle bis zu einer Extrapolationszeitgrenze von
maximal 50 Jahren begrenzt und durch die Erfahrungen mit Betriebszeiten von
Kunststoffrohren von 50 Jahren begründet. Die DIN EN ISO 1167-1, 2006-05, Rohre,
Formstücke und Bauteilkombinationen aus thermoplastischen Kunststoffen für den Transport
von Flüssigkeiten – Bestimmung der Widerstandsfähigkeit gegen inneren Überdruck – Teil 1:
Allgemeines Prüfverfahren (ISO 1167-1:2006); Deutsche Fassung EN ISO 1167-1: 2006
beschreibt wie in DIN 16887 die Vorgehensweise zur praktischen Prüfung und Ermittlung der
Prüfergebnisse. Jedoch werden hier die einzuhaltenden Prüfparameter detaillierter
beschrieben. Die ermittelten Prüfergebnisse sind gemäß der normativen Verweisung durch die
DIN EN ISO 9080 auszuwerten. Die DIN EN ISO 9080, 2003-10, Kunststoff-Rohrleitungs-
und Schutzrohrsysteme, Bestimmung des Zeitstand-innendruckverhaltens von
thermoplastischen Rohrwerkstoffen durch Extrapolation (ISO 9080:2003), Deutsche Fassung
EN ISO 9080:2003 beschreibt das Standard-Extrapolationsverfahren (SEM) durch das
Zeitstandkennlinien rechnerisch ermittelt werden können. Für die Ermittlung der Basiswerte
wird gefordert, dass je Temperaturstufe mindestens 30 Prüfergebnisse bei 5 regelmäßig
verteilten Druckstufen zu erzeugen sind. Dabei müssen 4 Ergebnisse über 4000 Stunden
Lebensdauer und ein Ergebnis über 9000 Stunden Lebensdauer vorliegen. Für das SEM sind
zwei, oder mehr Temperaturstufen erforderlich, wobei der Betriebstemperaturbereich des
geprüften Rohrs zwischen diesen Temperaturstufen eingeschlossen sein sollte. Die Auswahl
des erforderlichen Extrapolationszeitfaktors erfolgt wie auch in DIN 16887 nach einer
angegebenen Tabelle. Die Extrapolationszeitgrenze wird bei diesem Verfahren, ohne weitere
Begründung, auf maximal 100 Jahre begrenzt.
2 STAND DER TECHNIK 13
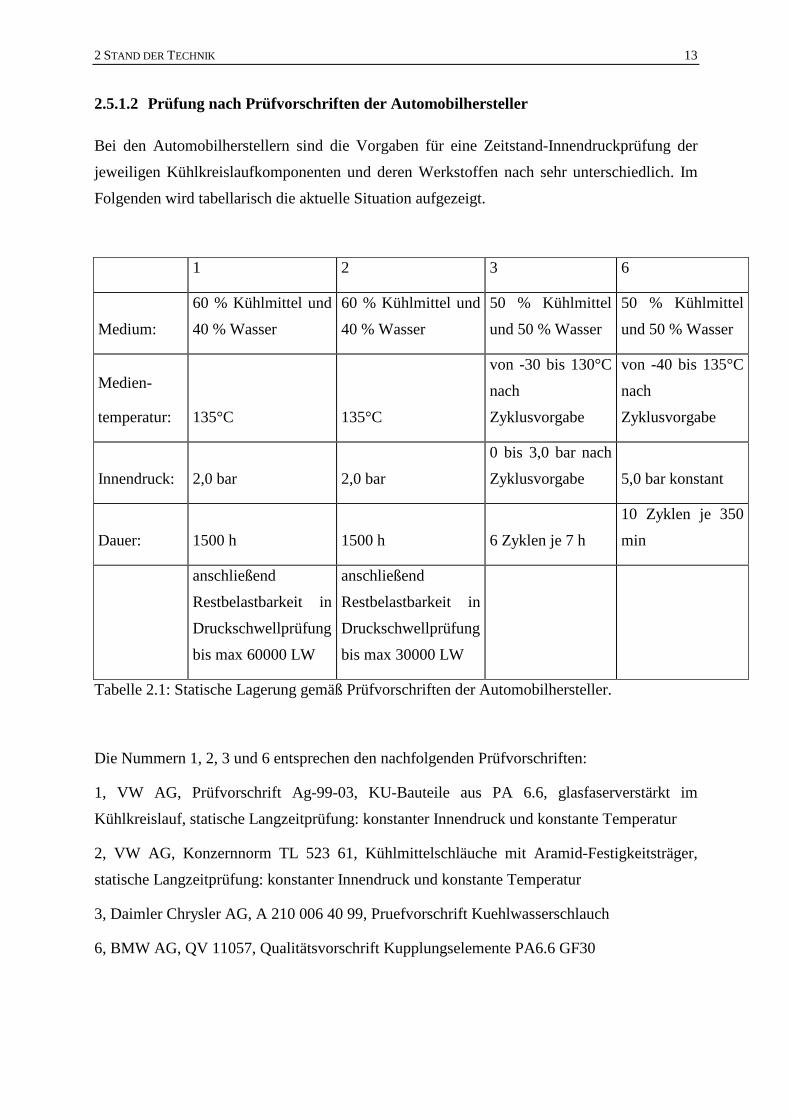
2.5.1.2 Prüfung nach Prüfvorschriften der Automobilhersteller
Bei den Automobilherstellern sind die Vorgaben für eine Zeitstand-Innendruckprüfung der
jeweiligen Kühlkreislaufkomponenten und deren Werkstoffen nach sehr unterschiedlich. Im
Folgenden wird tabellarisch die aktuelle Situation aufgezeigt.
1 2 3 6
Medium:
60 % Kühlmittel und
40 % Wasser
60 % Kühlmittel und
40 % Wasser
50 % Kühlmittel
und 50 % Wasser
50 % Kühlmittel
und 50 % Wasser
Medien-
temperatur: 135°C 135°C
von -30 bis 130°C
nach
Zyklusvorgabe
von -40 bis 135°C
nach
Zyklusvorgabe
Innendruck: 2,0 bar 2,0 bar
0 bis 3,0 bar nach
Zyklusvorgabe 5,0 bar konstant
Dauer: 1500 h 1500 h 6 Zyklen je 7 h
10 Zyklen je 350
min
anschließend
Restbelastbarkeit in
Druckschwellprüfung
bis max 60000 LW
anschließend
Restbelastbarkeit in
Druckschwellprüfung
bis max 30000 LW
Tabelle 2.1: Statische Lagerung gemäß Prüfvorschriften der Automobilhersteller.
Die Nummern 1, 2, 3 und 6 entsprechen den nachfolgenden Prüfvorschriften:
1, VW AG, Prüfvorschrift Ag-99-03, KU-Bauteile aus PA 6.6, glasfaserverstärkt im
Kühlkreislauf, statische Langzeitprüfung: konstanter Innendruck und konstante Temperatur
2, VW AG, Konzernnorm TL 523 61, Kühlmittelschläuche mit Aramid-Festigkeitsträger,
statische Langzeitprüfung: konstanter Innendruck und konstante Temperatur
3, Daimler Chrysler AG, A 210 006 40 99, Pruefvorschrift Kuehlwasserschlauch
6, BMW AG, QV 11057, Qualitätsvorschrift Kupplungselemente PA6.6 GF30
2 STAND DER TECHNIK 14
2.5.2 Berstdruck
Eine wesentliche Grundlage zur Beurteilung der Funktionsfähigkeit eines Rohres bildet die
Ermittlung des Versagensdruckes bei einer stetigen Drucksteigerung über einen kurzen
Zeitraum. Um das Verständnis für die aktuelle Situation bei den Regelwerken zu stärken, ist
es nötig die technologische und chronologische Entwicklung in diesem Bereich anzuführen.
Aus der Kenntnis über hydraulische Druckstöße in Rohrleitungssystemen der öffentlichen
Wasserversorgungsnetze, und deren absoluten Werte, leitete sich die Notwendigkeit des
Nachweises ab, dass die eingesetzten Rohre diesen Belastungen widerstehen können mussten.
Zur Feststellung des ertragbaren Druckes von Rohren wurden bereits mit der praktischen
Einführung von Kunststoffrohren im Wasserversorgungsbereich im Zeitraum der 1950er Jahre
erste Prüfverfahren festgelegt und ständig weiterentwickelt. Alle diese Regelwerke
beschrieben eine Steigerung der Druckbelastung der Rohre mit flüssigem, inkompressiblem
Medium. Aufgrund der zu dieser Zeit zur Verfügung stehenden technischen Mittel wurden die
Prüfeinrichtungen aus den Elementen Druckwasserbehälter, Prüfkörperzuleitung mit
Regulierventil und Manometer am Prüfkörper aufgebaut. Der Druckwasserbehälter besitzt ein
Wasservolumen, das die Volumenzunahme der Prüfkörperzuleitung und des Prüfkörpers
ausgleicht. Der Druck wird durch einen Druckluftkompressor erzeugt und über ein
kleinvolumiges Druckluftpolster im Druckwasserbehälter aufgebracht. Die Drucksteigerung
im Prüfkörper erfolgt durch Öffnen des Ventils in der Prüfkörperzuleitung. Bei Eintreten des
Bruchereignisses fällt der Druck im Prüfkörper sofort auf annähernd Null ab. Das
nachgeförderte Wasservolumen aus dem Druckwasserbehälter ist aufgrund der gezielt klein
gewählten Leitungsquerschnitte und des eingebauten Ventils gering. Durch diese technische
Auslegung und der Inkompressibilität des druckübertragenden Mediums wird eine
explosionsartige Wirkung auf das Bauteil und Stücke davon, sowie eine Schleuderwirkung
auf die angeschlossene Prüfkörperzuleitung vermieden. Dieses Prinzip hat sich bis heute sehr
gut bei allen Hohlkörpern und allen verwendeten Materialien und Schichtaufbauten bewährt.
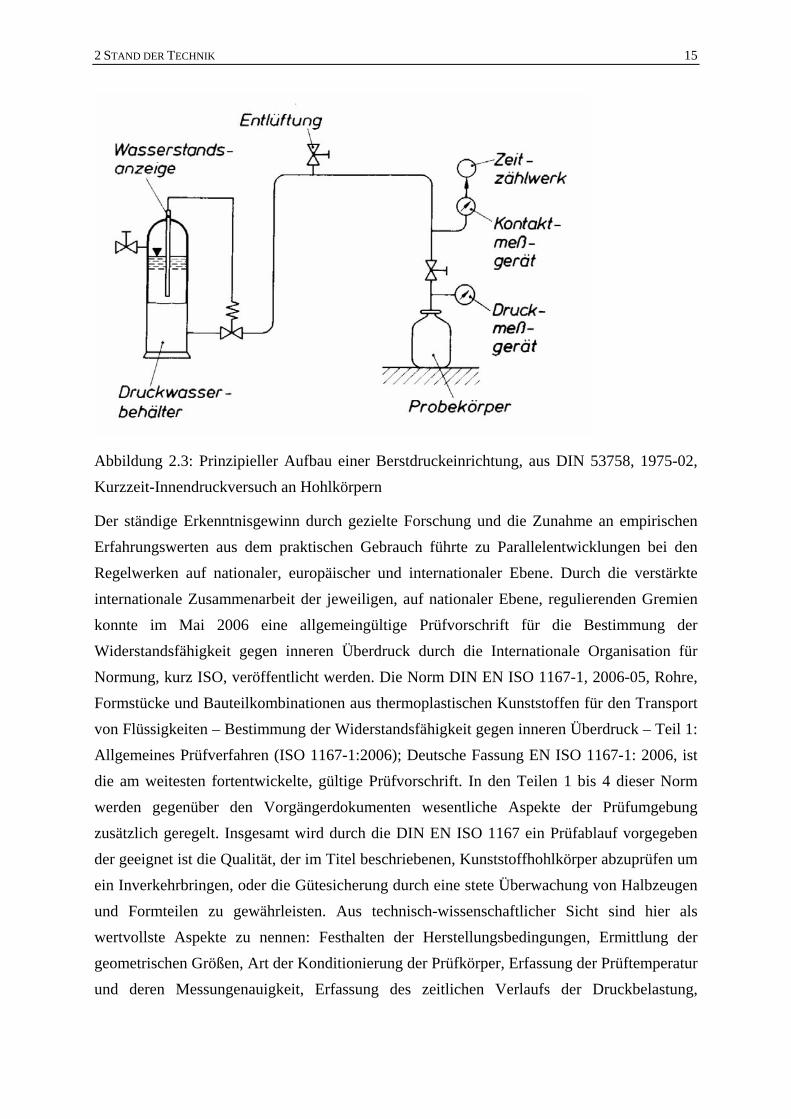
2 STAND DER TECHNIK 15
Abbildung 2.3: Prinzipieller Aufbau einer Berstdruckeinrichtung, aus DIN 53758, 1975-02, Kurzzeit-Innendruckversuch an Hohlkörpern
Der ständige Erkenntnisgewinn durch gezielte Forschung und die Zunahme an empirischen Erfahrungswerten aus dem praktischen Gebrauch führte zu Parallelentwicklungen bei den Regelwerken auf nationaler, europäischer und internationaler Ebene. Durch die verstärkte internationale Zusammenarbeit der jeweiligen, auf nationaler Ebene, regulierenden Gremien konnte im Mai 2006 eine allgemeingültige Prüfvorschrift für die Bestimmung der Widerstandsfähigkeit gegen inneren Überdruck durch die Internationale Organisation für Normung, kurz ISO, veröffentlicht werden. Die Norm DIN EN ISO 1167-1, 2006-05, Rohre, Formstücke und Bauteilkombinationen aus thermoplastischen Kunststoffen für den Transport von Flüssigkeiten – Bestimmung der Widerstandsfähigkeit gegen inneren Überdruck – Teil 1: Allgemeines Prüfverfahren (ISO 1167-1:2006); Deutsche Fassung EN ISO 1167-1: 2006, ist die am weitesten fortentwickelte, gültige Prüfvorschrift. In den Teilen 1 bis 4 dieser Norm werden gegenüber den Vorgängerdokumenten wesentliche Aspekte der Prüfumgebung zusätzlich geregelt. Insgesamt wird durch die DIN EN ISO 1167 ein Prüfablauf vorgegeben der geeignet ist die Qualität, der im Titel beschriebenen, Kunststoffhohlkörper abzuprüfen um ein Inverkehrbringen, oder die Gütesicherung durch eine stete Überwachung von Halbzeugen und Formteilen zu gewährleisten. Aus technisch-wissenschaftlicher Sicht sind hier als wertvollste Aspekte zu nennen: Festhalten der Herstellungsbedingungen, Ermittlung der geometrischen Größen, Art der Konditionierung der Prüfkörper, Erfassung der Prüftemperatur und deren Messungenauigkeit, Erfassung des zeitlichen Verlaufs der Druckbelastung,
2 STAND DER TECHNIK 16
Erfassung der Prüfumgebung und des Druckmediums und die Art der Prüfkörperan- und -
verschlüsse.
2.5.3 Druckschwellprüfung
Die Druckschwellprüfung ist eine Prüfmethode zur Abbildung des Bauteilverhaltens von
durch Innendruck belasteten Hohlkörpern unter wechselnden mechanischen Belastungen. Die
Notwendigkeit zur Überprüfung dieses Bauteilverhaltens bedingt sich aus dem Sachverhalt,
dass es durch nicht statische, deutlich unterschiedliche, wechselnde Lastniveaus zu vermehrter
Rissanfälligkeit und vergrößerten Verformungen bei Hohlkörpern kommen kann. Bei den
allgemeinen Prüfvorschriften werden durch die DIN 53769, Teil 6, 1989-04 und durch die
DIN 73411, Teil 2, 1996-10, Methoden zur Druckschwellprüfung an Kunststoff-Hohlkörpern
beschrieben. Durch die DIN 53769, Teil 6, 1989-04, Prüfung von glasfaserverstärkten
Kunststoffen, Innendruck-Schwellversuche an Rohren und Rohrleitungen, wird eine
Prüfmethode beschrieben um Versorgungsleitungen aus langglasfaserverstärkten Duroplasten
zu bewerten. Durch die DIN 73411, Teil 2, 1996-10, Kühlmittelleitungen in Kraftfahrzeugen,
Schläuche und Schlauchbogen, werden die Anforderungen und die Prüfung von
Schlauchbauteilen für den automobilen Kühlkreislauf aus den Elastomerwerkstoffen S-EPDM
(schwefelvernetztem Ethylen-Propylen-Dien-Polymer), per-EPDM (peroxid-vernetztem
Ethylen-Propylen-Dien-Polymer) und VMQ (Vinyl-Methyl-Polysiloxan) beschrieben. DIN-
Normen zum Themenkreis Thermoplastische Kühlmittelleitungen für den automobilen
Kühlkreislauf sind bisher nicht erarbeitet worden. Bei den Automobilherstellern ist die
Situation zur Beschreibung der Druckschwellprüfung an Kühlerkomponenten sehr
uneinheitlich und bezieht sich auf Elastomerschläuche, thermoplastische Verbinder und den
Kühler selbst. Durch diese Prüfvorschriften werden die idealisierten Belastungen innerhalb
der Bemessungslebensdauer eines Automobils beschrieben und stellen somit die individuellen
Überlegungen der Ingenieurgruppen der jeweiligen Automobilhersteller dar. Zudem sind alle
Prüfvorschriften um die wesentlichen Einwirkgrößen Temperatur und Medium erweitert,
sodass es sich bei den Prüfabläufen um ausgeprägte Komplexbeanspruchungen handelt. Die
tatsächlichen Druckwechselbelastungen im automobilen Kühlkreislauf entstehen durch
Vorgänge der verschiedenen Betriebsphasen des Automobils. Hierbei handelt es sich im
Wesentlichen um die Druckzunahme durch den Erwärmungsvorgang nach dem Starten des
kalten Motors und um Druckwechsel durch Verschaltungen der einzelnen Temperierstränge
innerhalb des gesamten Kühlkreislaufes. Die Druckwechsel entstehen durch das Öffnen des
Thermostates am Zylinderkopf nach Erreichen der Betriebstemperatur des Motors, durch
2 STAND DER TECHNIK 17
Betätigung der Fahrzeuginnenraum-Heizung und Zuschalten von anderen Sekundär-
Temperierkreisläufe, wie Turboladerkühlung und weiteren.
2.5.3.1 Prüfung nach Norm
Normativ ist die Druckschwellprüfung für GFK-Rohre durch die DIN 53769, Teil 6, 1989-04,
Prüfung von glasfaserverstärkten Kunststoffen, Innendruck-Schwellversuche an Rohren und
Rohrleitungen geregelt. Diese Rohre bestehen meist aus einer Duroplast Matrix und einem
Glasfasergerüst aus mehrlagigen, sich kreuzenden Glasfaser-Faserbündeln. Das Ziel dieser
Prüfung ist eine vorgegebene Lastspielzahl zu erreichen. Der Abbruch der Prüfung erfolgt
durch vorzeitiges Versagen durch Undichtigkeiten oder Bruch des Prüfkörpers. Nach
Erreichen der vereinbarten Lastspielzahl kann durch eine angeschlossene Berstdruckprüfung
nach DIN 53758, 1975-02 die Restbelastbarkeit bestimmt und mit dem Berstdruck eines nicht
vorbelasteten Rohres verglichen werden um einen Schädigungsgrad zu ermitteln. Für die
Prüfung werden in der Norm die nachfolgenden Vorgaben genannt. In Abhängigkeit der
Durchmesserklasse wird eine feste Prüffrequenz für die Lastwechsel vorgegeben. Die Werte
für den Mitteldruck und die Schwingbreite des Druckschwellbereichs können individuell
vereinbart werden. Während der Prüfung soll durch Ermittlung der Oberflächentemperatur der
Prüfkörper sichergestellt sein, dass das druckübertragende Wasser im Rohrinneren der
gewünschten Prüftemperatur entspricht. Um mechanische Zusatzbeanspruchungen zu
vermeiden ist die spannungsfreie Lage während des Versuchs sicherzustellen. Die
Druckschwellbelastung muss stoßfrei auf den Prüfkörper aufgebracht werden. Unter Punkt 7
der Norm wird darauf hingewiesen, dass die Variation der Druckmittelwerte und
Druckdifferenzen es ermöglicht Innendruck-Dauerfestigkeitsdiagramme zu erstellen. Bei
diesen Prüfungen werden die Prüfkörper bis zum Versagen belastet. Entgegen dem vorher
beschriebenen Ziel der Standardprüfmethode, eine Mindestlastspielzahl als Qualitätsmerkmal
zu erreichen, wird bei dieser Methode die tatsächliche Belastbarkeit der Prüfkörper ermittelt.
Weiter wird unter Punkt 7 der DIN 53758, 1975-02 angegeben, dass durch die Feststellung
der Dehnungen in Achs- und Umfangsrichtung zu Beginn und am Ende der Prüfung
zusätzlich Rückschlüsse zur Kriechrate des Werkstoffes möglich sind. Durch die DIN 73411,
Teil 2, 1996-10, Kühlmittelleitungen in Kraftfahrzeugen, Schläuche und Schlauchbogen, wird
ein umfangreicher Prüfablauf mit vorgegebenen Grenzwerten für Schlauchbauteile im
automobilen Kühlkreislauf aus den typischen Elastomerwerkstoffen vorgegeben. Die darin
enthaltene Druckschwellprüfung sieht eine Prüftemperatur von 125°C und einen
trapezförmigen Druckwechsel zwischen 1 und 2,5 bar vor. Die Prüfung gilt als bestanden,
2 STAND DER TECHNIK 18
wenn mehr als 500000 Lastwechsel ertragen werden. Die Prüfkriterien sind dabei die
Dichtigkeit nach der Prüfung und das kurzeitige Ertragen einer Druckbelastung von 6 bar.
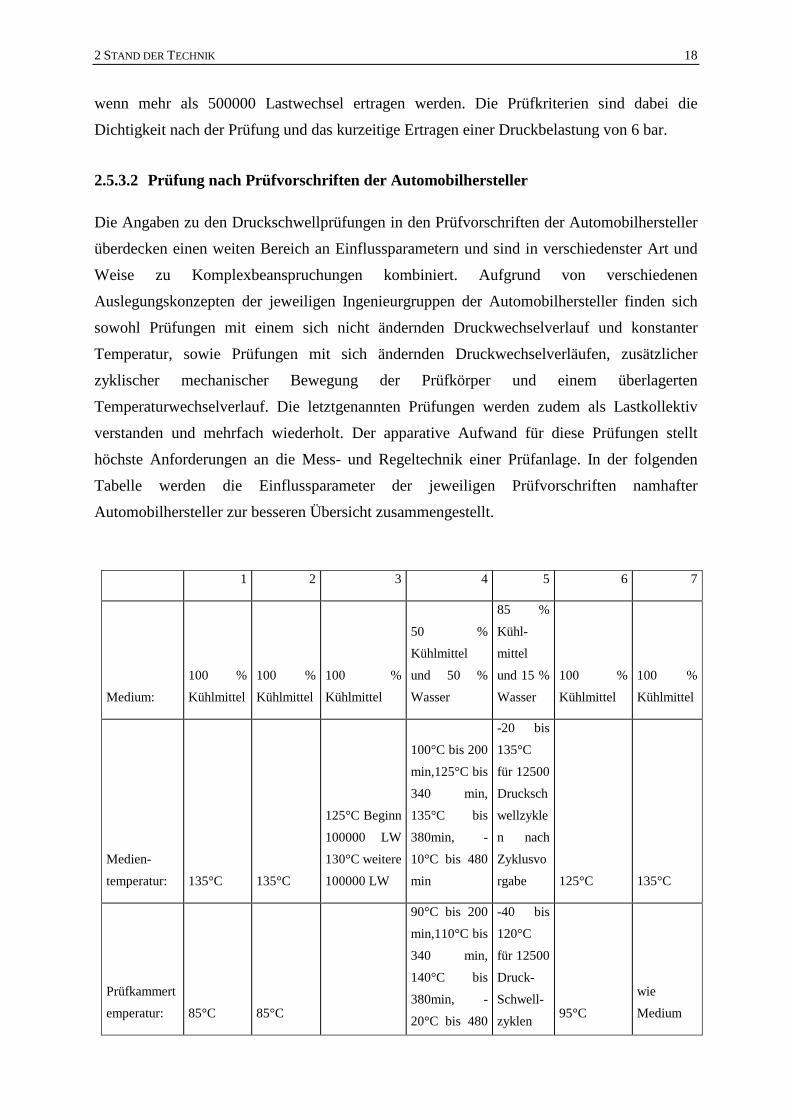
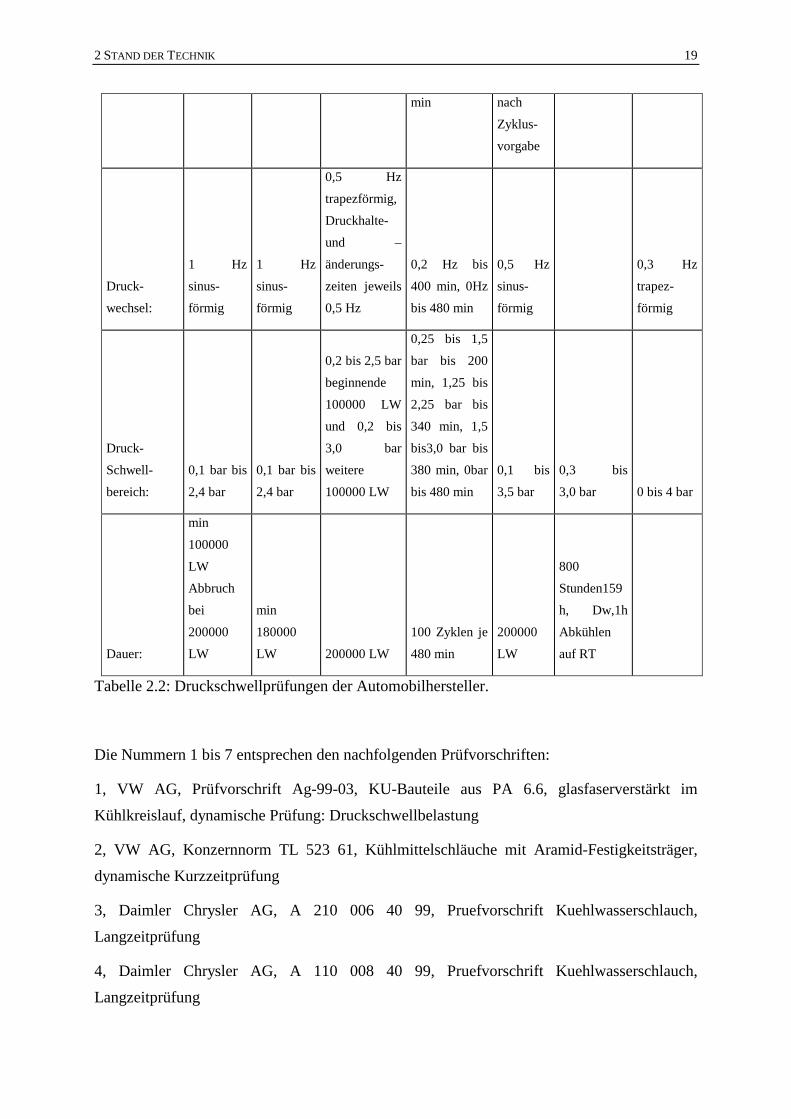
2.5.3.2 Prüfung nach Prüfvorschriften der Automobilhersteller
Die Angaben zu den Druckschwellprüfungen in den Prüfvorschriften der Automobilhersteller
überdecken einen weiten Bereich an Einflussparametern und sind in verschiedenster Art und
Weise zu Komplexbeanspruchungen kombiniert. Aufgrund von verschiedenen
Auslegungskonzepten der jeweiligen Ingenieurgruppen der Automobilhersteller finden sich
sowohl Prüfungen mit einem sich nicht ändernden Druckwechselverlauf und konstanter
Temperatur, sowie Prüfungen mit sich ändernden Druckwechselverläufen, zusätzlicher
zyklischer mechanischer Bewegung der Prüfkörper und einem überlagerten
Temperaturwechselverlauf. Die letztgenannten Prüfungen werden zudem als Lastkollektiv
verstanden und mehrfach wiederholt. Der apparative Aufwand für diese Prüfungen stellt
höchste Anforderungen an die Mess- und Regeltechnik einer Prüfanlage. In der folgenden
Tabelle werden die Einflussparameter der jeweiligen Prüfvorschriften namhafter
Automobilhersteller zur besseren Übersicht zusammengestellt.
1 2 3 4 5 6 7
Medium:
100 %
Kühlmittel
100 %
Kühlmittel
100 %
Kühlmittel
50 %
Kühlmittel
und 50 %
Wasser
85 %
Kühl-
mittel
und 15 %
Wasser
100 %
Kühlmittel
100 %
Kühlmittel
Medien-
temperatur: 135°C 135°C
125°C Beginn
100000 LW
130°C weitere
100000 LW
100°C bis 200
min,125°C bis
340 min,
135°C bis
380min, -
10°C bis 480
min
-20 bis
135°C
für 12500
Drucksch
wellzykle
n nach
Zyklusvo
rgabe 125°C 135°C
Prüfkammert
emperatur: 85°C 85°C
90°C bis 200
min,110°C bis
340 min,
140°C bis
380min, -
20°C bis 480
-40 bis
120°C
für 12500
Druck-
Schwell-
zyklen 95°C
wie
Medium
2 STAND DER TECHNIK 19
min nach
Zyklus-
vorgabe
Druck-
wechsel:
1 Hz
sinus-
förmig
1 Hz
sinus-
förmig
0,5 Hz
trapezförmig,
Druckhalte-
und –
änderungs-
zeiten jeweils
0,5 Hz
0,2 Hz bis
400 min, 0Hz
bis 480 min
0,5 Hz
sinus-
förmig
0,3 Hz
trapez-
förmig
Druck-
Schwell-
bereich:
0,1 bar bis
2,4 bar
0,1 bar bis
2,4 bar
0,2 bis 2,5 bar
beginnende
100000 LW
und 0,2 bis
3,0 bar
weitere
100000 LW
0,25 bis 1,5
bar bis 200
min, 1,25 bis
2,25 bar bis
340 min, 1,5
bis3,0 bar bis
380 min, 0bar
bis 480 min
0,1 bis
3,5 bar
0,3 bis
3,0 bar 0 bis 4 bar
Dauer:
min
100000
LW
Abbruch
bei
200000
LW
min
180000
LW 200000 LW
100 Zyklen je
480 min
200000
LW
800
Stunden159
h, Dw,1h
Abkühlen
auf RT
Tabelle 2.2: Druckschwellprüfungen der Automobilhersteller.
Die Nummern 1 bis 7 entsprechen den nachfolgenden Prüfvorschriften:
1, VW AG, Prüfvorschrift Ag-99-03, KU-Bauteile aus PA 6.6, glasfaserverstärkt im
Kühlkreislauf, dynamische Prüfung: Druckschwellbelastung
2, VW AG, Konzernnorm TL 523 61, Kühlmittelschläuche mit Aramid-Festigkeitsträger,
dynamische Kurzzeitprüfung
3, Daimler Chrysler AG, A 210 006 40 99, Pruefvorschrift Kuehlwasserschlauch,
Langzeitprüfung
4, Daimler Chrysler AG, A 110 008 40 99, Pruefvorschrift Kuehlwasserschlauch,
Langzeitprüfung

2 STAND DER TECHNIK 20
5, BMW AG, QV 17 006, Qualitätsvorschrift Bauteile im Kühlmittelkreislauf,
Druckpulsprüfung
6, BMW AG, QV 11057, Qualitätsvorschrift Kupplungselemente PA6.6 GF30, Langzeit
Druckschwellprüfung/Alterungsprüfung
7, LandRover/Jaguar, TPJLR.03.017, Cooling/Heating System: Component Pulsating Pressure
Test
2.5.4 Charakterisierung des Versagensverhaltens
Die Charakterisierung des Versagensverhaltens von thermoplastischen Rohrprüfkörpern meint
hier die Beschreibung von Ausprägungen im Versagensbereich. Der Versagensbereich
beschreibt die Umgebung des Bruchs und die Bruchoberflächen im Besonderen. Die
Bewertung der Bruchumgebung erfolgt sowohl durch Einordnung der Gestalt und der Lage
des Bruchs im Bauteil, als auch durch eine Unterscheidung zwischen einem duktilen, oder
spröden Werkstoffversagen. Anhand der Gestalt und der Lage des Bruchverlaufs lassen sich
Rückschlüsse zu den bruchauslösenden Ursachen ziehen. Beispielsweise kann durch
ergänzende mathematische Untersuchungen der höchstbeanspruchte Bereich des idealisierten
Bauteils ermittelt werden und mit der Gestalt und Lage des tatsächlich vorhandenen
Bruchbereichs verglichen werden. Dadurch ist es möglich die Wirkungsweise und Intensität
einer mechanischen Belastung einzuordnen. Bei einem spröden Bruch ist der
Versagensbereich wenig, oder nicht gegenüber der ursprünglichen Gestalt verformt und die
Bruchflanken liegen sich in geringem Abstand gegenüber. Bei einem duktilen Bruch sind
Verformungen des Versagensbereichs meist mit dem Auge gut erkennbar. Die Bruchflanken
klaffen dabei deutlich auseinander. Mittels makroskopischer Betrachtung der Bruchflächen
können erste Hinweise auf die bruchauslösenden Ursachen festgestellt werden. Die
eingesetzte, bildgebende Technik ermöglicht bis zu 50-fache Vergrößerung und mit einer
geeigneten Lichtquelle auch eine Farbinformation der Bruchflächen. Dieser Information
kommt bei Kunststoffen eine besondere Bedeutung zu, weil dadurch eine Information über
eine Werkstoffbeeinflussung gegeben werden kann. Durch noch stärkere Vergrößerung der
Bruchflächen, oder Ausschnitten davon, lässt sich in den meisten Fällen die Stelle des
Versagensbeginns und der Verlauf bis zum Bruch feststellen. Dazu sind ein
Rasterelektronenmikroskop mit einer bis zu 10000-fachen Vergrößerung und eine geeignete
Probenpräparation erforderlich. Durch diese Technik erhält man die Abbildung des
Höhenprofils des untersuchten Bereichs in Form von wechselnden Grautönen. Die Intensität
der Grautöne richtet sich dabei nach den Abweichungen zur eingestellten Fokussierebene.
Durch die enorme Kontrastschärfe können die Konturen der Oberfläche sehr gut erkannt

2 STAND DER TECHNIK 21
werden. Auf Grundlage der Vorarbeiten mit dem Makroskop können mit diesem Verfahren
die Lokalität des Bruchbeginns und weitere Informationen zum Bruchverlauf festgestellt
werden.
3 ANLAGEN- UND WERKZEUGTECHNIK 22
3 ANLAGEN- UND WERKZEUGTECHNIK
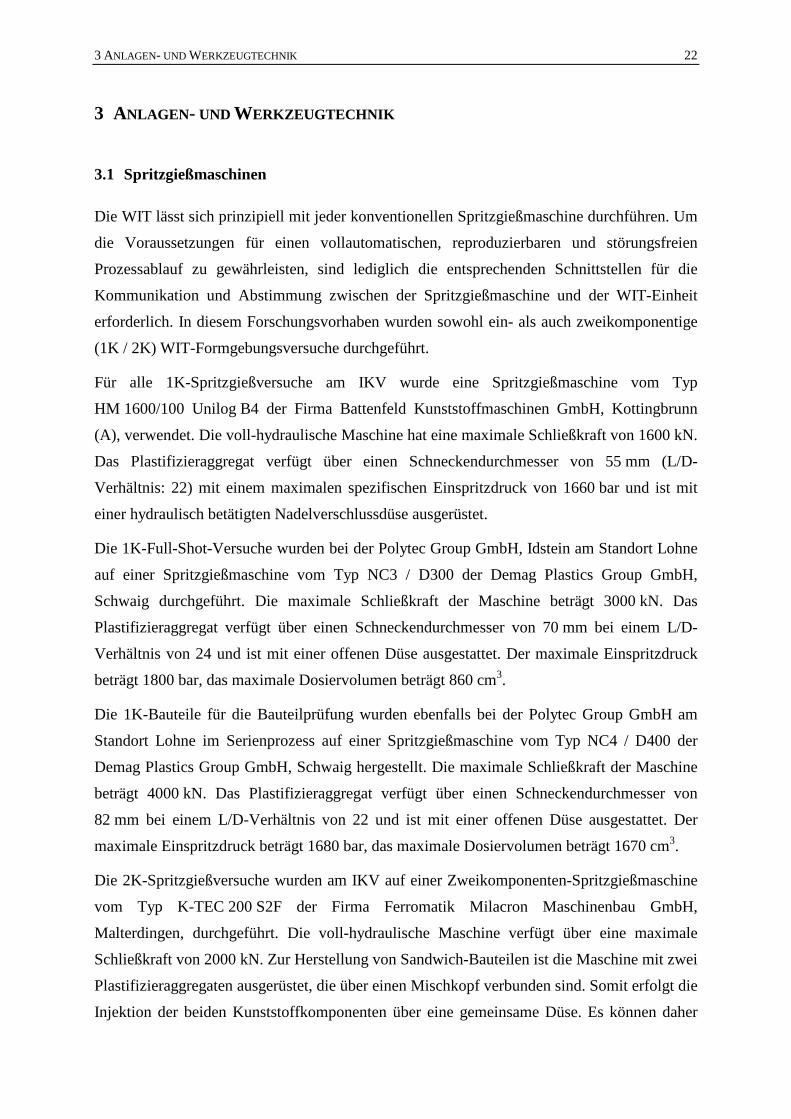
3.1 Spritzgießmaschinen
Die WIT lässt sich prinzipiell mit jeder konventionellen Spritzgießmaschine durchführen. Um
die Voraussetzungen für einen vollautomatischen, reproduzierbaren und störungsfreien
Prozessablauf zu gewährleisten, sind lediglich die entsprechenden Schnittstellen für die
Kommunikation und Abstimmung zwischen der Spritzgießmaschine und der WIT-Einheit
erforderlich. In diesem Forschungsvorhaben wurden sowohl ein- als auch zweikomponentige
(1K / 2K) WIT-Formgebungsversuche durchgeführt.
Für alle 1K-Spritzgießversuche am IKV wurde eine Spritzgießmaschine vom Typ
HM 1600/100 Unilog B4 der Firma Battenfeld Kunststoffmaschinen GmbH, Kottingbrunn
(A), verwendet. Die voll-hydraulische Maschine hat eine maximale Schließkraft von 1600 kN.
Das Plastifizieraggregat verfügt über einen Schneckendurchmesser von 55 mm (L/D-
Verhältnis: 22) mit einem maximalen spezifischen Einspritzdruck von 1660 bar und ist mit
einer hydraulisch betätigten Nadelverschlussdüse ausgerüstet.
Die 1K-Full-Shot-Versuche wurden bei der Polytec Group GmbH, Idstein am Standort Lohne
auf einer Spritzgießmaschine vom Typ NC3 / D300 der Demag Plastics Group GmbH,
Schwaig durchgeführt. Die maximale Schließkraft der Maschine beträgt 3000 kN. Das
Plastifizieraggregat verfügt über einen Schneckendurchmesser von 70 mm bei einem L/D-
Verhältnis von 24 und ist mit einer offenen Düse ausgestattet. Der maximale Einspritzdruck
beträgt 1800 bar, das maximale Dosiervolumen beträgt 860 cm3.
Die 1K-Bauteile für die Bauteilprüfung wurden ebenfalls bei der Polytec Group GmbH am
Standort Lohne im Serienprozess auf einer Spritzgießmaschine vom Typ NC4 / D400 der
Demag Plastics Group GmbH, Schwaig hergestellt. Die maximale Schließkraft der Maschine
beträgt 4000 kN. Das Plastifizieraggregat verfügt über einen Schneckendurchmesser von
82 mm bei einem L/D-Verhältnis von 22 und ist mit einer offenen Düse ausgestattet. Der
maximale Einspritzdruck beträgt 1680 bar, das maximale Dosiervolumen beträgt 1670 cm3.
Die 2K-Spritzgießversuche wurden am IKV auf einer Zweikomponenten-Spritzgießmaschine
vom Typ K-TEC 200 S2F der Firma Ferromatik Milacron Maschinenbau GmbH,
Malterdingen, durchgeführt. Die voll-hydraulische Maschine verfügt über eine maximale
Schließkraft von 2000 kN. Zur Herstellung von Sandwich-Bauteilen ist die Maschine mit zwei
Plastifizieraggregaten ausgerüstet, die über einen Mischkopf verbunden sind. Somit erfolgt die
Injektion der beiden Kunststoffkomponenten über eine gemeinsame Düse. Es können daher
3 ANLAGEN- UND WERKZEUGTECHNIK 23
Werkzeuge mit einem konventionellen Angusssystem für das Sandwich-Spritzgießen
verwendet werden. Das horizontal angeordnete Hauptaggregat hat einen
Schneckendurchmesser von 60 mm (L/D-Verhältnis: 22) mit einem maximalen spezifischen
Einspritzdruck von 2144 bar. Das vertikale Aggregat hat einen Schneckendurchmesser von
35 mm (L/D-Verhältnis: 22) mit einem maximalen spezifischen Einspritzdruck von 1963 bar
und ist mit einer hydraulisch betätigten Nadelverschlussdüse ausgerüstet.
3.2 WIT-Anlage
Bei allen im Rahmen dieses Forschungsvorhabens durchgeführten WIT-Versuchen kam als
WIT-Anlage ein Power Module 15/210-2 der Firma PME fluidtec GmbH, Kappel-
Grafenhausen, zum Einsatz. Diese Anlage verfügt über zwei Wasserpumpen. Im
Parallelbetrieb sind Volumenströme bis maximal 30 l/min realisierbar. Der maximale
Haltedruck beträgt dabei 210 bar. Bei den Pumpen handelt es sich um Reihenkolbenpumpen.
In jeder Pumpe arbeiten drei Kolben mit einer Phasenverschiebung von 120°. Dadurch wird
ein sehr gleichmäßiger Volumenstrom gewährleistet. Die Anlage verfügt über eine
druckabhängige Volumenstromregelung, d.h. dass zunächst der eingegebene Volumenstrom
erzeugt wird. Wenn dann der Wasserdruck den ebenfalls angegebenen Sollwert erreicht (z.B.
bei kompletter Füllung der Kavität), wird der Volumenstrom angepasst. Nach dem an der
Anlage vorgegebenen Profil wird der Wasserdruck nun über den Parameter Volumenstrom
geregelt.
Weiter verfügt die Anlage über eine frei programmierbare Hydraulik- und Pneumatikeinheit.
Mit der Hydraulik lassen sich bis zu acht hydraulische Kernzüge bedienen, mit denen sich z.B.
Injektoren, Angussabsperrungen, Überlaufabsperrungen, Nadelverschlüsse etc. betätigen
lassen. Über bis zu acht Luftventile lassen sich Bauteile trocknen, Pneumatikventile schalten
oder pneumatische Werkzeugbewegungen ausführen.
Durch die Integration in einer Anlagensteuerung lassen sich mit Hilfe eines graphischen
Benutzerinterface selbst komplexe Prozessabläufe einfach einrichten und optimieren.
3.3 Werkzeuge und Formteile
Alle Formgebungsversuche zur Prozessüberwachung wurden auf einem Spritzgießwerkzeug
durchgeführt. Dabei handelt es sich um ein WIT-Vorserienwerkzeug der Firma Polytec. Das
Formteil ist eine seriennahe Kühlwasserleitung mit 3D-Verlauf und einem integrierten
Anbauteil. Der Durchmesser der Leitung beträgt 35 mm, die Länge 610 mm. Abbildung 3.1
zeigt ein CAD-Modell des konfektionierten Formteils, bei dem Anguss- und
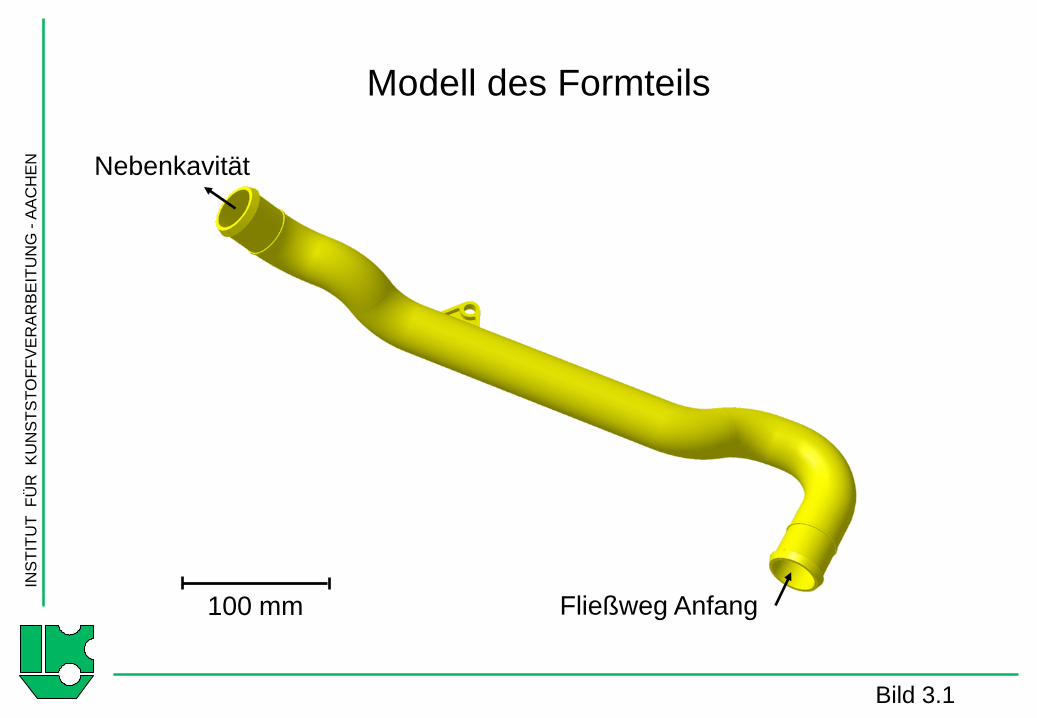
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.1
Modell des Formteils
100 mm
Nebenkavität
Fließweg Anfang
3 ANLAGEN- UND WERKZEUGTECHNIK 24
Injektoreinlaufbereich, sowie der Anschlussbereich der Nebenkavität am Fließwegende bereits
abgetrennt sind. Das Werkzeug verfügt über eine Nebenkavität, die über einen hydraulisch
betätigten Sperrschieber freigegeben werden kann. Der Injektor ist angussnah platziert. Der
Angusskanal lässt sich nach der Schmelzeinjektion durch einen hydraulischen Sperrkolben
verschließen. Somit sind die Verfahrensvarianten Aufblas- und Nebenkavitäten-Verfahren
möglich. Weiter bietet die Nebenkavität eine Aufnahme für einen Spülinjektor. Das
Spülverfahren zur Verkürzung der Zykluszeit wurde ebenfalls untersucht.
Das Werkzeug verfügt über ein konventionelles Angusssystem und ist wassertemperiert.
Düsen- und Schließseite sowie der Injektor bilden je einen eigenen Kühlkreislauf und können
dadurch ggf. unterschiedlich temperiert werden. Bezüglich der eingesetzten Sensorik ist das
Werkzeug flexibel. Es existieren mehrere Einschübe für eine definierte Sensorgeometrie, die
in die Kavität münden. Diese werden entweder mit so genannten Dummies verschlossen, oder
es können an beliebiger Position US-Sensoren, bzw. mithilfe von Adaptern Druck- oder
Temperatursensoren, eingebaut werden. Die Lage dieser Einschübe ist in Abbildung 3.2
dargestellt.
Tabelle 3.1 zeigt die Sensorbestückung des Werkzeugs für die im Rahmen dieses Vorhabens
durchgeführten Versuche.
Einschub Sensor
1 (Düsenseite) Drucksensor (Werkzeuginnendruck)
2 (Schließseite) Dummy
3 (Düsenseite) Ultraschallsensor
4 (Schließseite) Dummy
5 (Düsenseite) Dummy
6 (Schließseite) Dummy
7 (Düsenseite) Drucksensor (Werkzeuginnendruck)
8 (Schließseite) Ultraschallsensor
Tabelle 3.1: Sensorbestückung des Versuchswerkzeugs
Lediglich zur Herstellung der prüffähigen 1K-Rohre wird ein Serienwerkzeug der Firma
Polytec eingesetzt. Bei dem Formteil handelt es sich um eine Automobil-Kühlwasserleitung
mit einem Außendurchmesser von 35 mm. Abbildung 3.3 zeigt ein 3D-CAD-Modell des
Formteils. Das zugehörige Werkzeug ist in Abbildung 3.4 dargestellt. Das Werkzeug ist mit
einem ziehenden Axialinjektor am Fließwegende ausgestattet. Weiter verfügt das Werkzeug
über einen speziellen Heißkanal, sodass sowohl das Nebenkavitäten-Verfahren als auch das
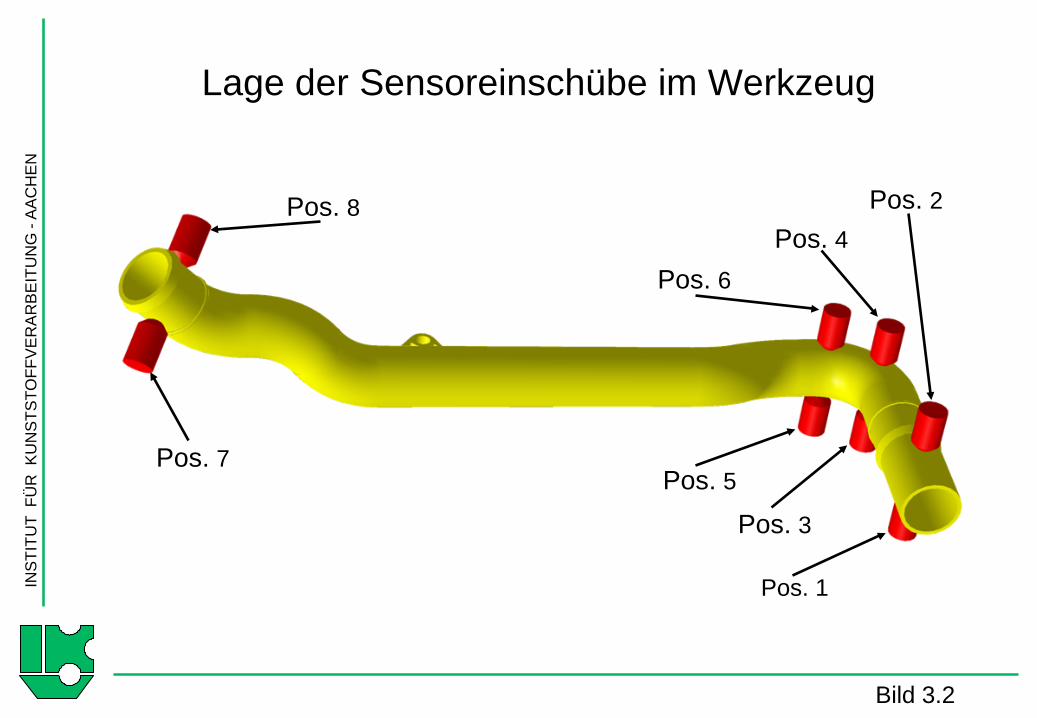
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.2
Lage der Sensoreinschübe im Werkzeug
Pos. 1
Pos. 3Pos. 5
Pos. 7
Pos. 8
Pos. 6Pos. 4
Pos. 2
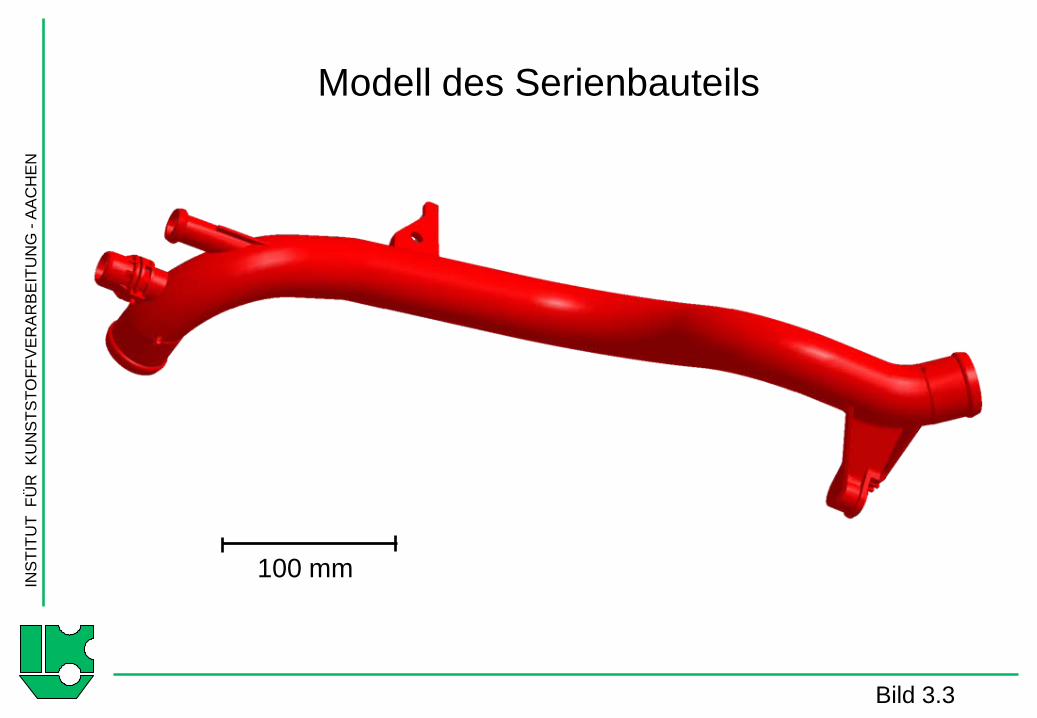
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Modell des Serienbauteils
100 mm
Bild 3.3

INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Herstellung 1K-Rohre mit Serienwerkzeug
Bild 3.4
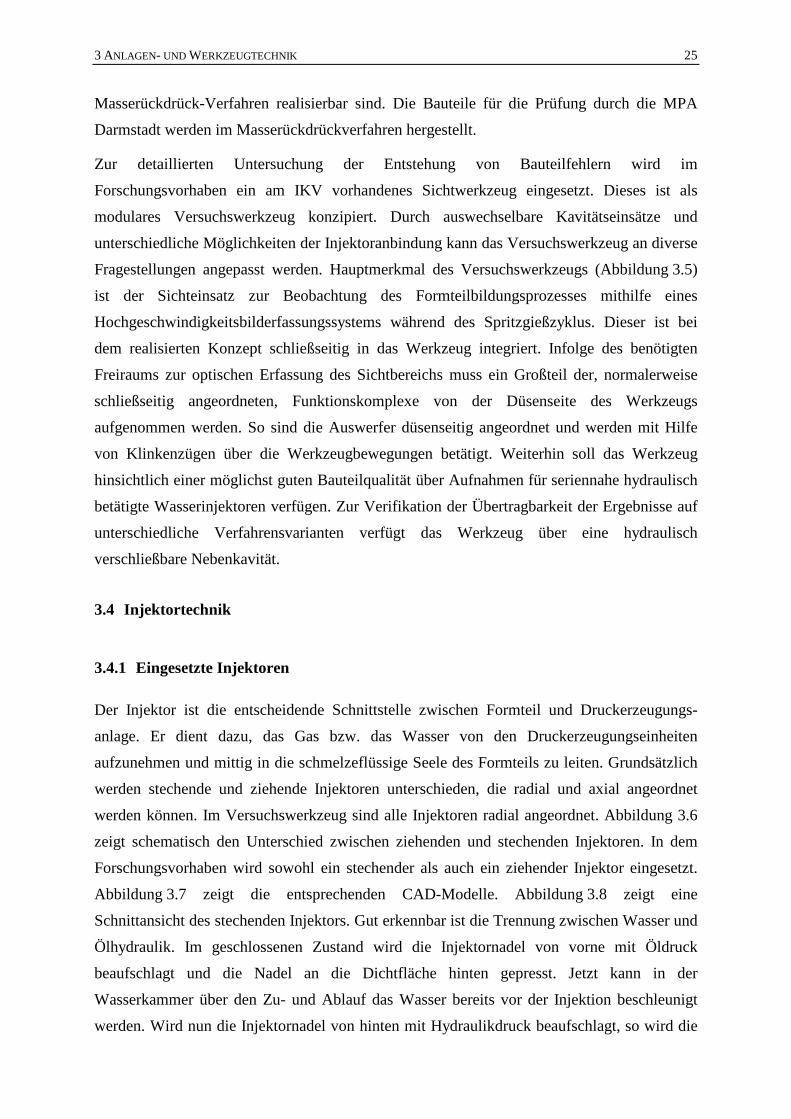
3 ANLAGEN- UND WERKZEUGTECHNIK 25
Masserückdrück-Verfahren realisierbar sind. Die Bauteile für die Prüfung durch die MPA
Darmstadt werden im Masserückdrückverfahren hergestellt.
Zur detaillierten Untersuchung der Entstehung von Bauteilfehlern wird im
Forschungsvorhaben ein am IKV vorhandenes Sichtwerkzeug eingesetzt. Dieses ist als
modulares Versuchswerkzeug konzipiert. Durch auswechselbare Kavitätseinsätze und
unterschiedliche Möglichkeiten der Injektoranbindung kann das Versuchswerkzeug an diverse
Fragestellungen angepasst werden. Hauptmerkmal des Versuchswerkzeugs (Abbildung 3.5)
ist der Sichteinsatz zur Beobachtung des Formteilbildungsprozesses mithilfe eines
Hochgeschwindigkeitsbilderfassungssystems während des Spritzgießzyklus. Dieser ist bei
dem realisierten Konzept schließseitig in das Werkzeug integriert. Infolge des benötigten
Freiraums zur optischen Erfassung des Sichtbereichs muss ein Großteil der, normalerweise
schließseitig angeordneten, Funktionskomplexe von der Düsenseite des Werkzeugs
aufgenommen werden. So sind die Auswerfer düsenseitig angeordnet und werden mit Hilfe
von Klinkenzügen über die Werkzeugbewegungen betätigt. Weiterhin soll das Werkzeug
hinsichtlich einer möglichst guten Bauteilqualität über Aufnahmen für seriennahe hydraulisch
betätigte Wasserinjektoren verfügen. Zur Verifikation der Übertragbarkeit der Ergebnisse auf
unterschiedliche Verfahrensvarianten verfügt das Werkzeug über eine hydraulisch
verschließbare Nebenkavität.
3.4 Injektortechnik
3.4.1 Eingesetzte Injektoren
Der Injektor ist die entscheidende Schnittstelle zwischen Formteil und Druckerzeugungs-
anlage. Er dient dazu, das Gas bzw. das Wasser von den Druckerzeugungseinheiten
aufzunehmen und mittig in die schmelzeflüssige Seele des Formteils zu leiten. Grundsätzlich
werden stechende und ziehende Injektoren unterschieden, die radial und axial angeordnet
werden können. Im Versuchswerkzeug sind alle Injektoren radial angeordnet. Abbildung 3.6
zeigt schematisch den Unterschied zwischen ziehenden und stechenden Injektoren. In dem
Forschungsvorhaben wird sowohl ein stechender als auch ein ziehender Injektor eingesetzt.
Abbildung 3.7 zeigt die entsprechenden CAD-Modelle. Abbildung 3.8 zeigt eine
Schnittansicht des stechenden Injektors. Gut erkennbar ist die Trennung zwischen Wasser und
Ölhydraulik. Im geschlossenen Zustand wird die Injektornadel von vorne mit Öldruck
beaufschlagt und die Nadel an die Dichtfläche hinten gepresst. Jetzt kann in der
Wasserkammer über den Zu- und Ablauf das Wasser bereits vor der Injektion beschleunigt
werden. Wird nun die Injektornadel von hinten mit Hydraulikdruck beaufschlagt, so wird die
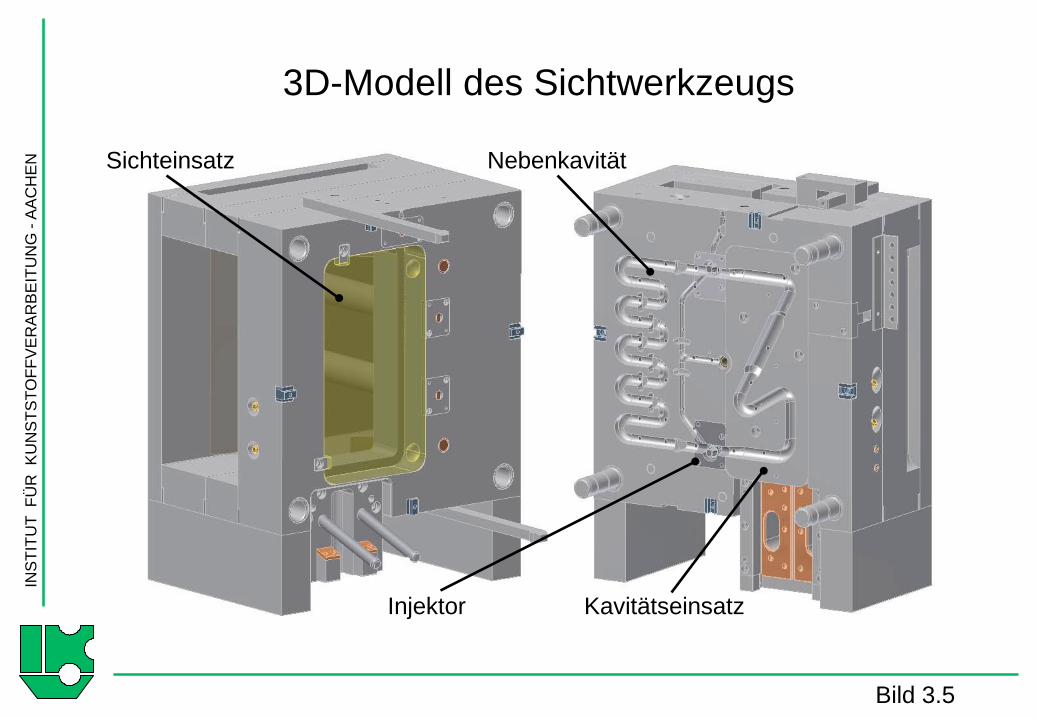
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
3D-Modell des Sichtwerkzeugs
Sichteinsatz Nebenkavität
Injektor Kavitätseinsatz
Bild 3.5
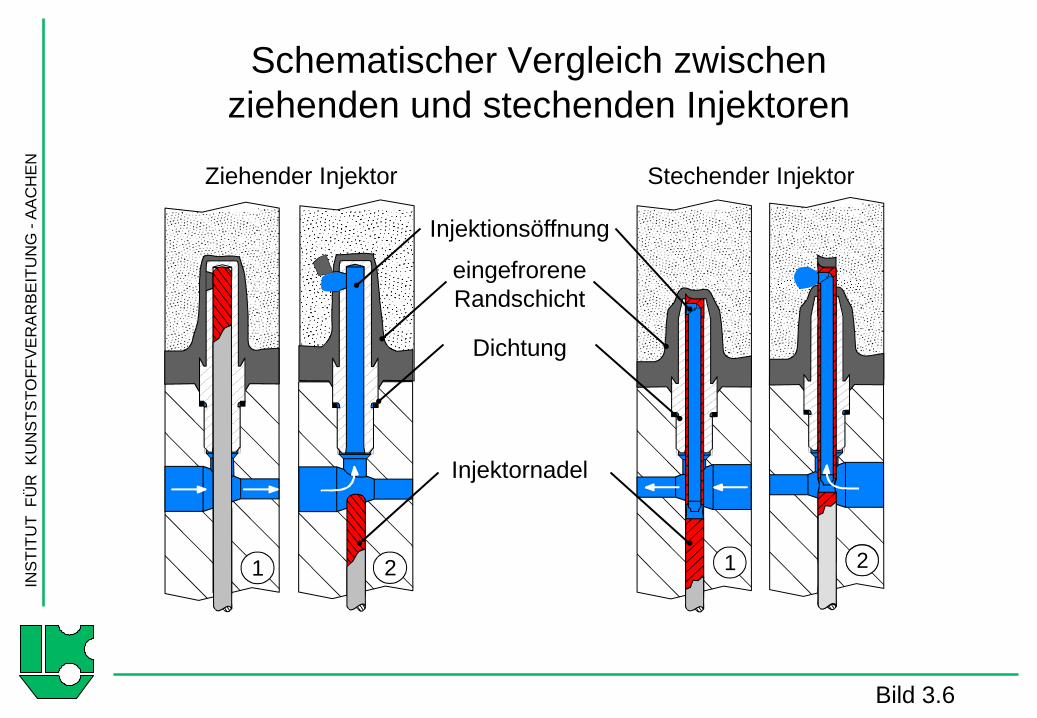
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.6
1 121 2
Schematischer Vergleich zwischenziehenden und stechenden Injektoren
eingefroreneRandschicht
Injektornadel
Injektionsöffnung
Dichtung
Ziehender Injektor Stechender Injektor
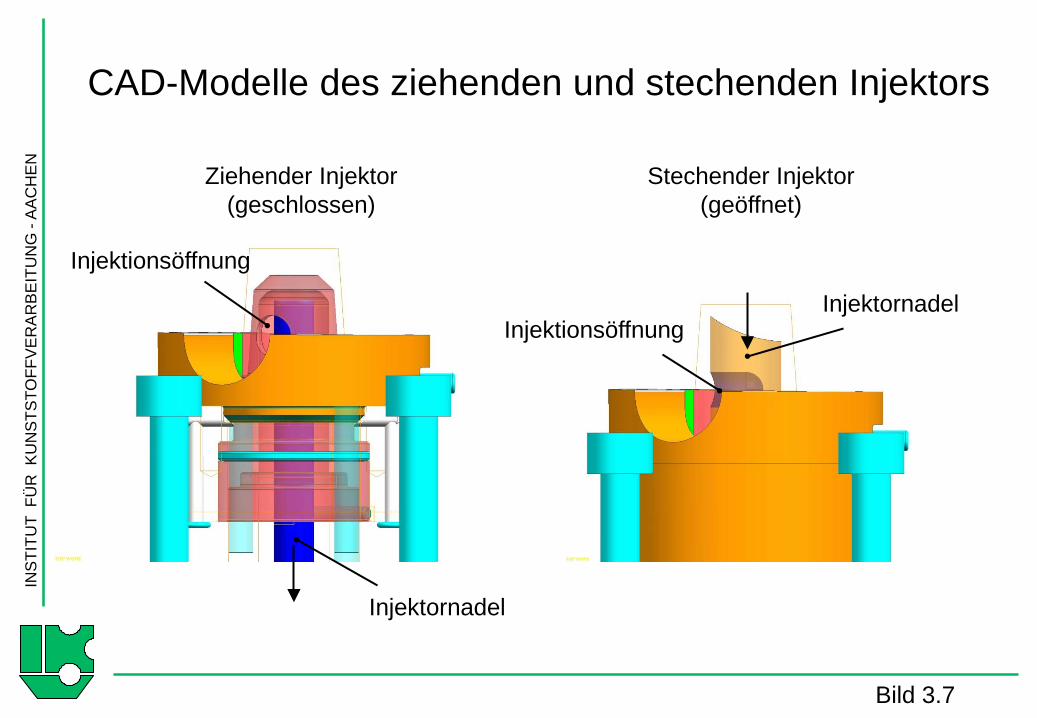
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.7
CAD-Modelle des ziehenden und stechenden Injektors
Injektornadel
Injektionsöffnung
Ziehender Injektor(geschlossen)
Stechender Injektor(geöffnet)
Injektornadel
Injektionsöffnung
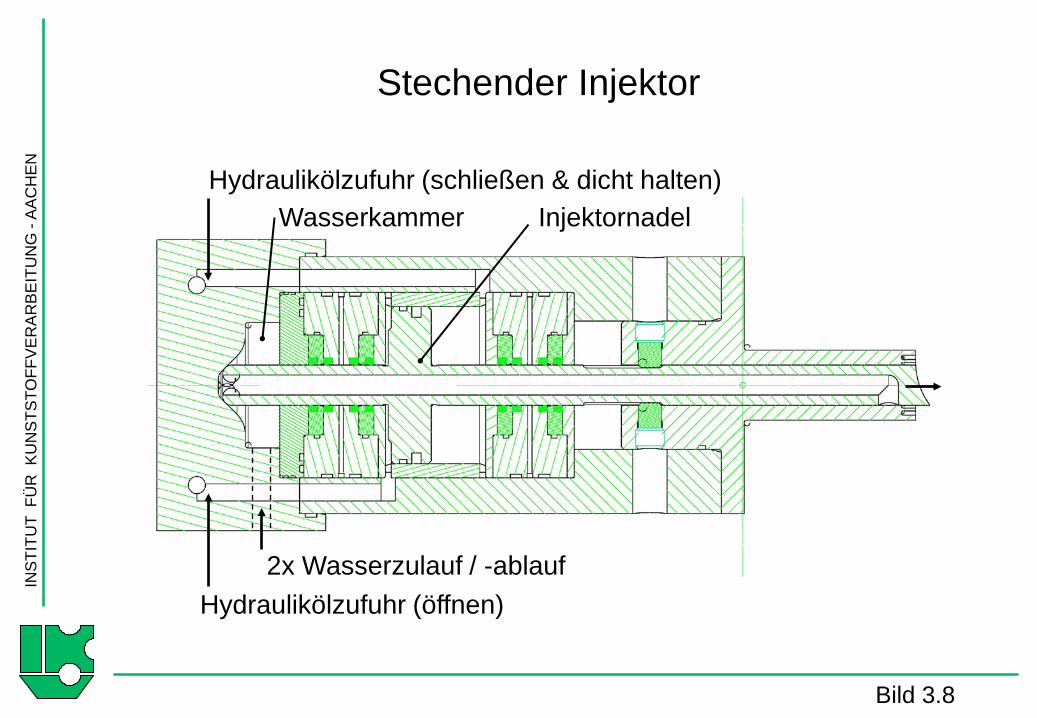
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Stechender Injektor
2x Wasserzulauf / -ablaufHydraulikölzufuhr (öffnen)
Hydraulikölzufuhr (schließen & dicht halten)Injektornadel
Bild 3.8
Wasserkammer
3 ANLAGEN- UND WERKZEUGTECHNIK 26
Nadel nach vorne bewegt, die erstarrte Randschicht des Bauteils durchbrochen und das
Wasser fließt über die freigegebene Dichtfläche durch die Nadel in das Innere des Bauteils.
Abbildung 3.9 zeigt eine Schnittansicht des ziehenden Injektors, bei dem das gleiche Gehäuse
zum Einsatz kommt. Der wesentliche Unterschied besteht in der Wirkrichtung der
Ölhydraulik und der damit verbundenen Abdichtung in vorderer Position. Beim Öffnen des
Injektors wird die Nadel nach hinten gedrückt, das Wasser strömt durch die Nadel nach vorne
zu der erstarrten Randschicht, welche durch den Wasserdruck durchbrochen wird.
Die Injektoren werden von der Firma PME fluidtec GmbH, Kappel-Grafenhausen, zur
Verfügung gestellt. Es handelt sich um hydraulisch betätigte Radialinjektoren. Die Injektoren
sind sowohl wasser-, als auch gasdicht. Dadurch kann der WIT-Prozess mit einer so
genannten Gasvorlage ausgeführt werden. Abbildung 3.10 zeigt den Schaltplan der
Funktionselemente WIT-Anlage-Injektor-Abfluss für die Konfiguration mit Gasvorlage,
Abbildung 3.11 zeigt die Konfiguration ohne Gasvorlage. Die Gasvorlage kommt
insbesondere bei den 1K-Untersuchungen mit Polyamid zum Einsatz.
Bei den Untersuchungen zum Spülprozess kommt ein weiterer hydraulisch betätigter
Radialinjektor in der Nebenkavität zum Einsatz (siehe Abbildung 3.12). Dieser arbeitet
ebenfalls nach dem ziehenden Prinzip. Zu Beginn des Prozesses befindet sich die Nadel unter
Hydraulikdruck in der vorderen Position und wird von Schmelze umflossen, sodass eine
erstarrte Randschicht entsteht. Zu Beginn der Spülphase wird die Nadel zurück gezogen,
wodurch die abstützende Wirkung verloren geht und die erstarrte Randschicht von innen
durch den Wasserdruck durchbrochen wird. In diesem Zusammenhang ist von besonderer
Bedeutung, dass sich der durchströmte Injektorquerschnitt stets vergrößert. Dadurch wird
verhindert, dass heraus gespülte Kunststoffreste den Injektor verstopfen können.
3.4.2 Injektorvergleich
Zum Vergleich unterschiedlicher Injektorgeometrien werden sowohl 1K- als auch 2K-
Versuche durchgeführt. Es wird die Geometrie des stechenden PME-Injektors in der
ursprünglichen Version mit einer modifizierten Version verglichen, die eine größere
Auflagefläche des Bauteils auf der injektorabgewandten Werkzeugseite bietet (siehe
Abbildung 3.13). Bei stechenden Injektoren besteht grundsätzlich ein Problem darin, dass
durch die Penetration der Injektornadel das Bauteil vom Injektorgehäuse gelöst wird, die
umlaufende Dichtnut nicht mehr anliegt und es dadurch zu Wasserleckagen kommen kann.
Für die 1K-Versuche wird einerseits Polypropylen (PP) vom Typ 505 P verwendet,
andererseits wird das Polyamid SCHULAMID 66 GF 30 WIT K1994 SCHWARZ 96.8107
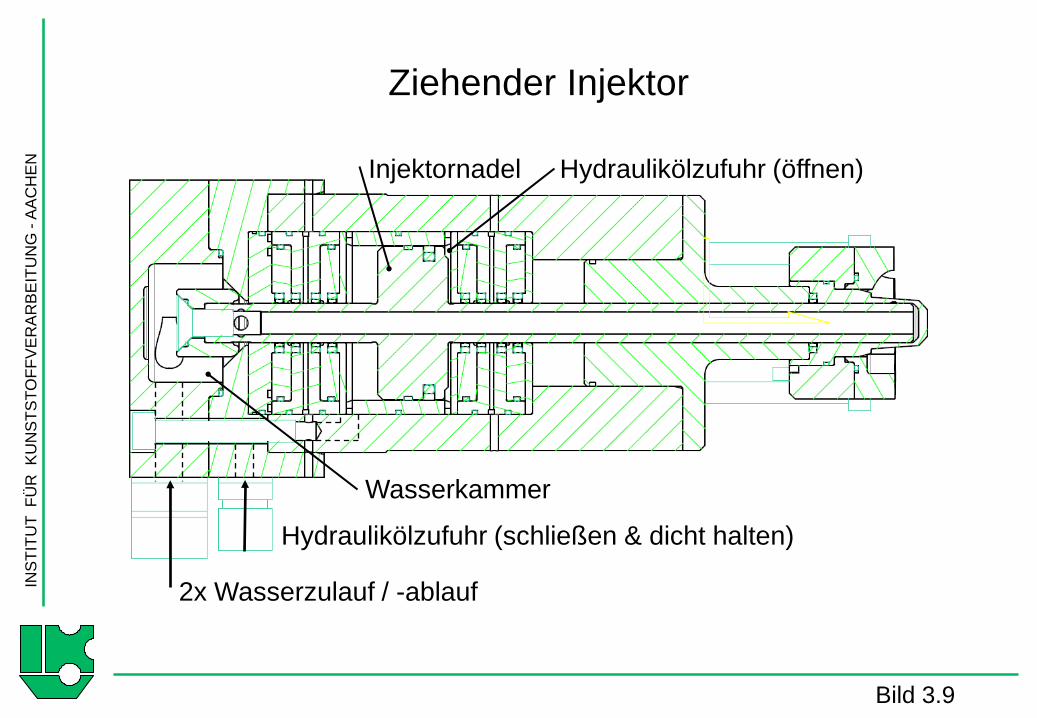
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Ziehender Injektor
Bild 3.9
Hydraulikölzufuhr (öffnen)Injektornadel
Hydraulikölzufuhr (schließen & dicht halten)
2x Wasserzulauf / -ablauf
Wasserkammer
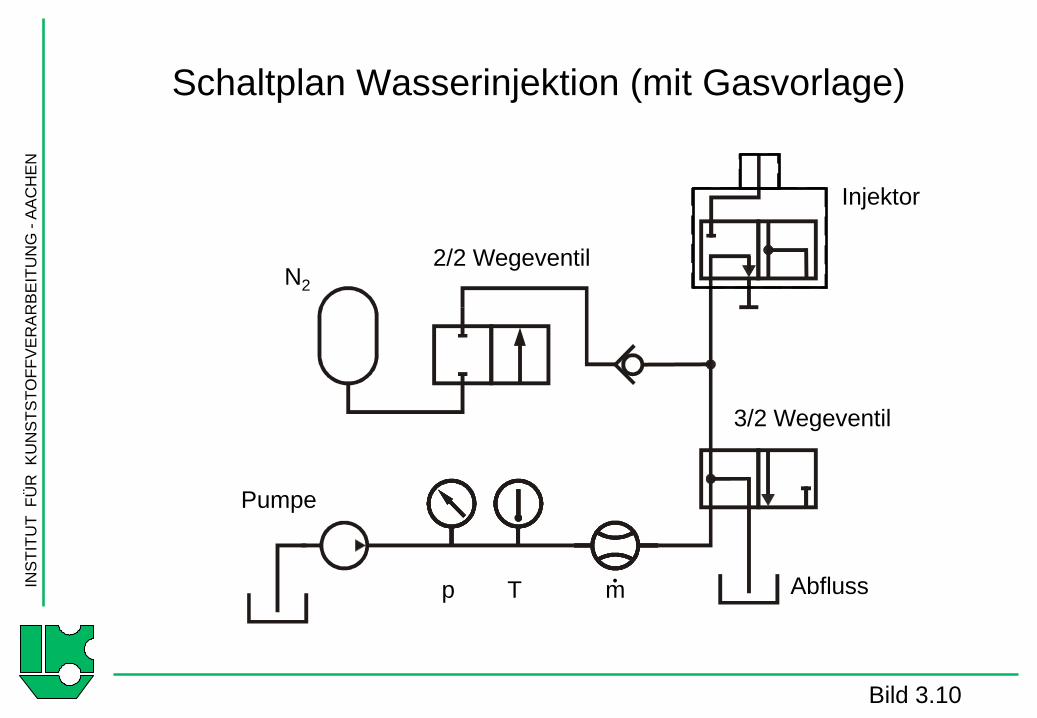
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.10
Schaltplan Wasserinjektion (mit Gasvorlage)
Pumpe
Injektor
Abfluss
2/2 Wegeventil
3/2 Wegeventil
N2
mp T
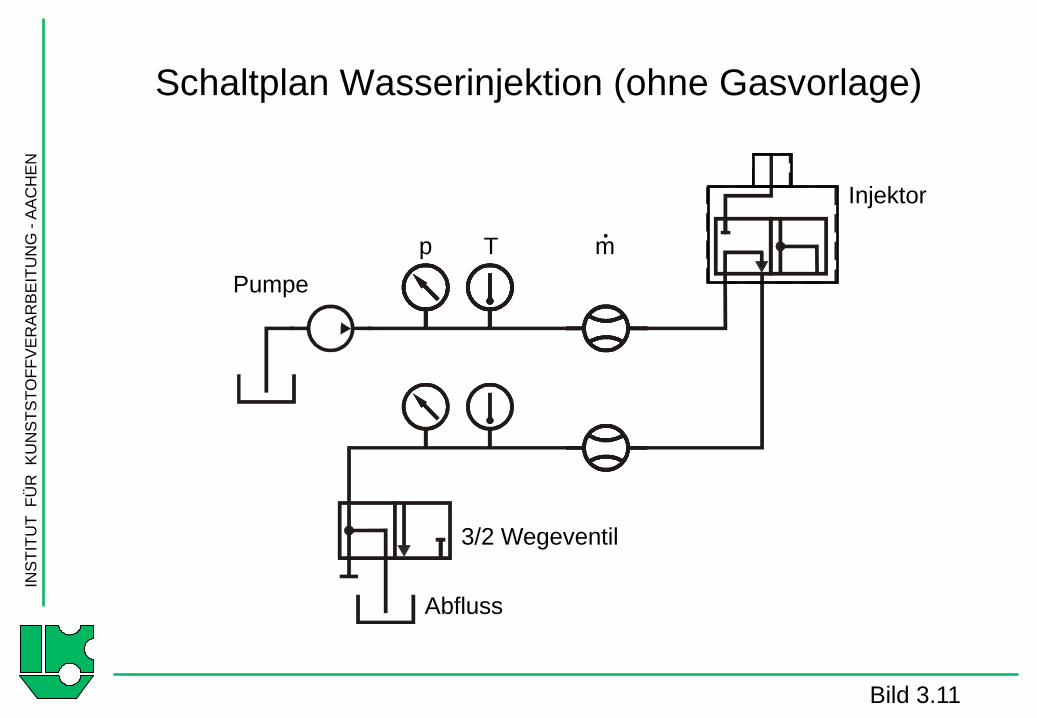
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.11
Schaltplan Wasserinjektion (ohne Gasvorlage)
Pumpe
Injektor
Abfluss
3/2 Wegeventil
mp T
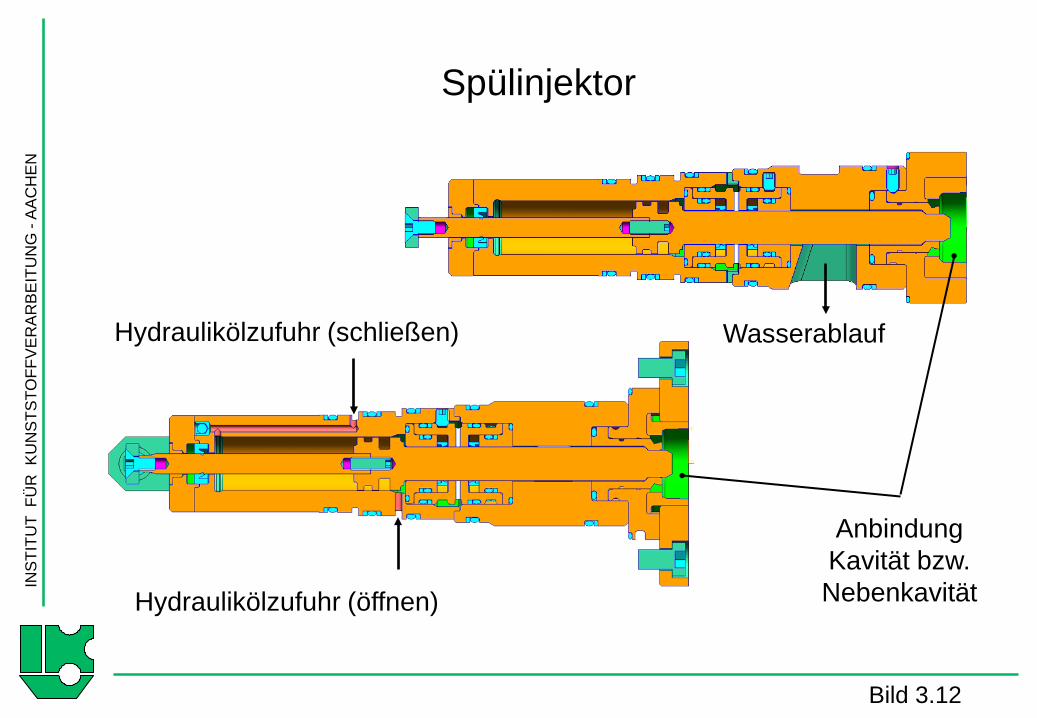
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.12
Spülinjektor
Hydraulikölzufuhr (schließen)
Hydraulikölzufuhr (öffnen)
Wasserablauf
Anbindung Kavität bzw. Nebenkavität
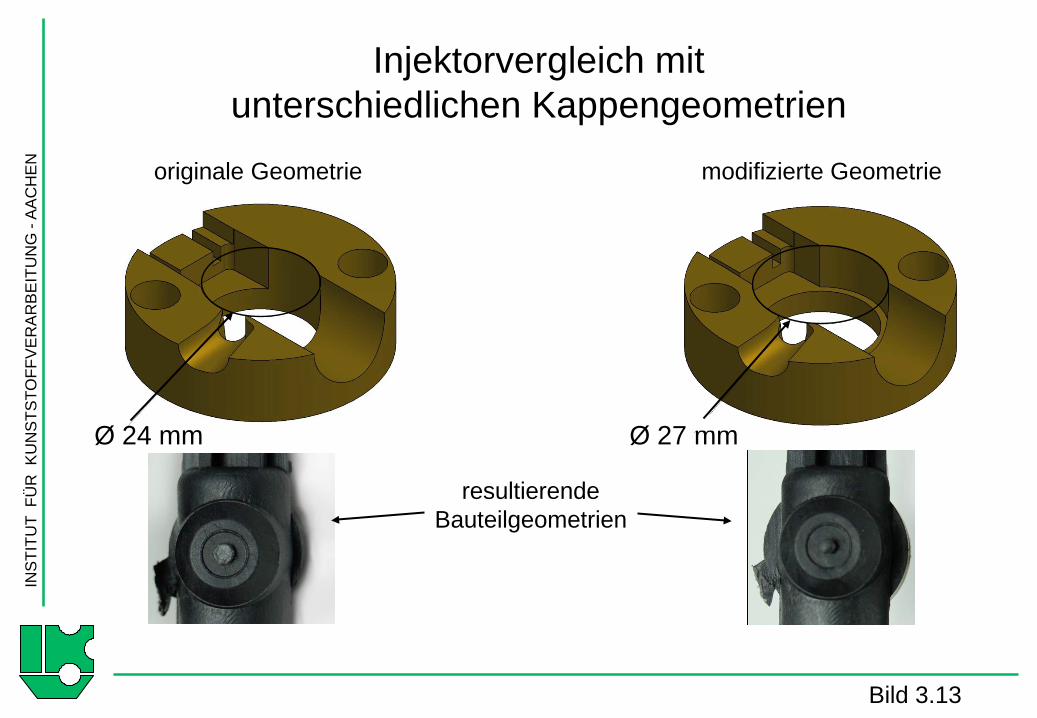
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.13
Injektorvergleich mitunterschiedlichen Kappengeometrien
Ø 27 mmØ 24 mm
modifizierte Geometrieoriginale Geometrie
resultierende Bauteilgeometrien
3 ANLAGEN- UND WERKZEUGTECHNIK 27
VERS.2 der Firma A. Schulman untersucht. Die Prozessparameter werden für die jeweiligen
Materialien konstant gehalten und sind im Anhang Abschnitt 10.1 aufgelistet.
Bei den 1K-PP-Versuchen ist mit beiden Injektorvarianten ein nahezu trockener Prozess
realisierbar, wobei Rohre mit guter Hohlraumausbildung hergestellt werden. Infolge zufälliger
Prozessschwankungen treten auch größere Leckageströme auf, die jedoch keinen Einfluss auf
die Hohlraumausbildung haben. In den 1K-PA-Versuchen konnten keine Bauteile mit
fehlerfreier Hohlraumausbildung hergestellt werden. Mit beiden Injektorvarianten kommt es
zu vergleichsweise großer Wasserleckage. Da kein stabiler Prozesspunkt ermittelt werden
kann, werden keine Messdaten erfasst. Abbildung 3.14 zeigt den Verlauf des Wasserdrucks
und -volumenstroms für die PP-Versuche sowohl für einen trockenen Zyklus als auch für
einen Zyklus mit großer Leckage. Die Leckage ist insbesondere während der Druckhaltephase
(in der Abbildung im Zeitraum 32 s - 50 s) nach erfolgter Hohlraumausbildung erkennbar, da
im Idealfall während dieser Phase kein kontinuierlicher Volumenstrom auftreten dürfte, um
den Druck zu halten. Für das Beispiel der großen Leckage fällt der Wasserdruck schnell auf
den eingestellten Haltedruck von 50 bar ab und die WIT-Anlage injiziert weiter Wasser, um
die Leckage auszugleichen und den Solldruck zu halten. Vermutlich infolge der
Bauteilschwindung wird die Leckage immer größer, sodass der Volumenstrom stetig steigt.
Das Beispiel des trockenen Prozesses zeigt einen fast idealen Prozess: Der hohe Druck aus der
Phase der Hohlraumausbildung wird länger gehalten und fällt deutlich langsamer ab, da sich
der Hohlraum infolge der Bauteilschwindung geringfügig vergrößert. Erst am Ende der
Druckhaltephase wird nochmals ein geringer Volumenstrom detektiert, der dafür sorgt, dass
im Hohlraum der Solldruck vorliegt.
Für die 2-K-Versuche kommt als Hautkomponente das Schulamid 66 GF 30 WIT K1994 Schwarz 96.8107 Vers.3 zum Einsatz. Als Kernkomponente wird das PP 505 P verwendet.
Die Prozessparameter werden ebenfalls konstant gehalten und sind im Anhang Abschnitt 10.1
aufgelistet.
Hier kommt es mit beiden Injektorvarianten zu einer leichten Wasserleckage. Dennoch
können Rohre mit fehlerfreier Hohlraumausbildung hergestellt werden. Mit der modifizierten
Geometrie treten bei dieser Materialkombination signifikant geringere Leckageströme als mit
der Originalgeometrie auf. Abbildung 3.15 zeigt den Verlauf des Wasserdrucks und
-volumenstroms für die 2K-Versuche mit originaler und modifizierter Injektorgeometrie. Die
Verbesserung im Leckageverhalten beruht vermutlich auf dem deutlich geringeren
Schwindungspotenzial des verstärkten Polyamids, sodass die vergrößerte Abstützfläche auf
der vom Injektor abgewandten Werkzeugseite überhaupt wirkt. Das PP schwindet dagegen so
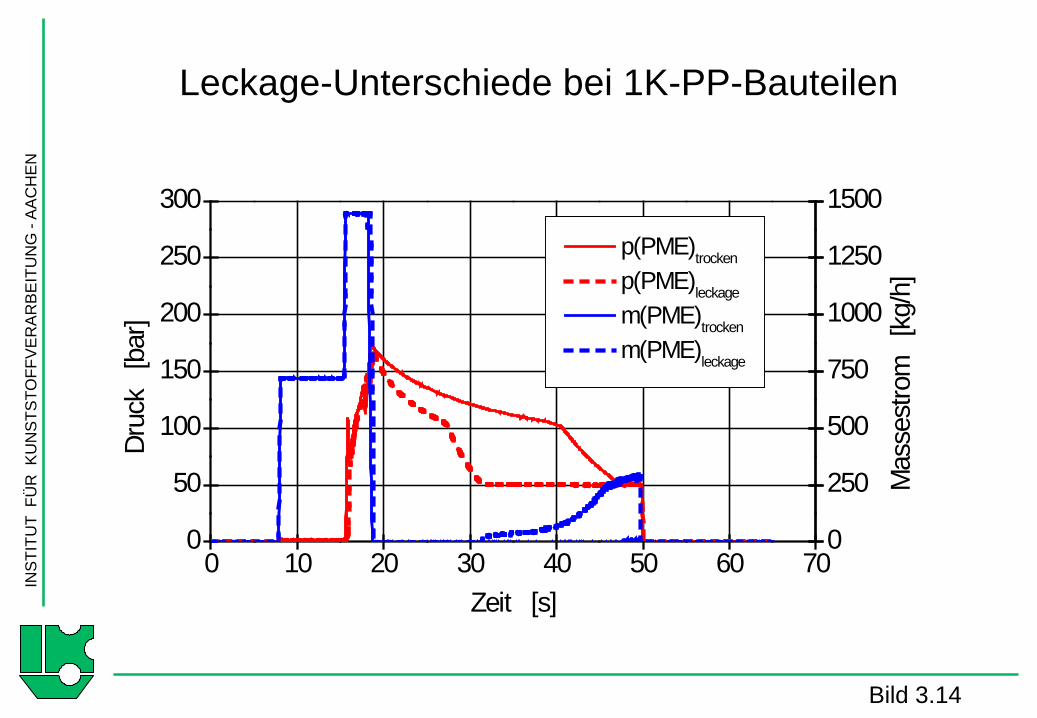
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Leckage-Unterschiede bei 1K-PP-Bauteilen
0 10 20 30 40 50 60 700
50
100
150
200
250
300
0
250
500
750
1000
1250
1500
p(PME)trocken
p(PME)leckage
m(PME)trocken
m(PME)leckage
Druc
k [
bar]
Zeit [s]
Mas
sest
rom
[k
g/h]
Bild 3.14
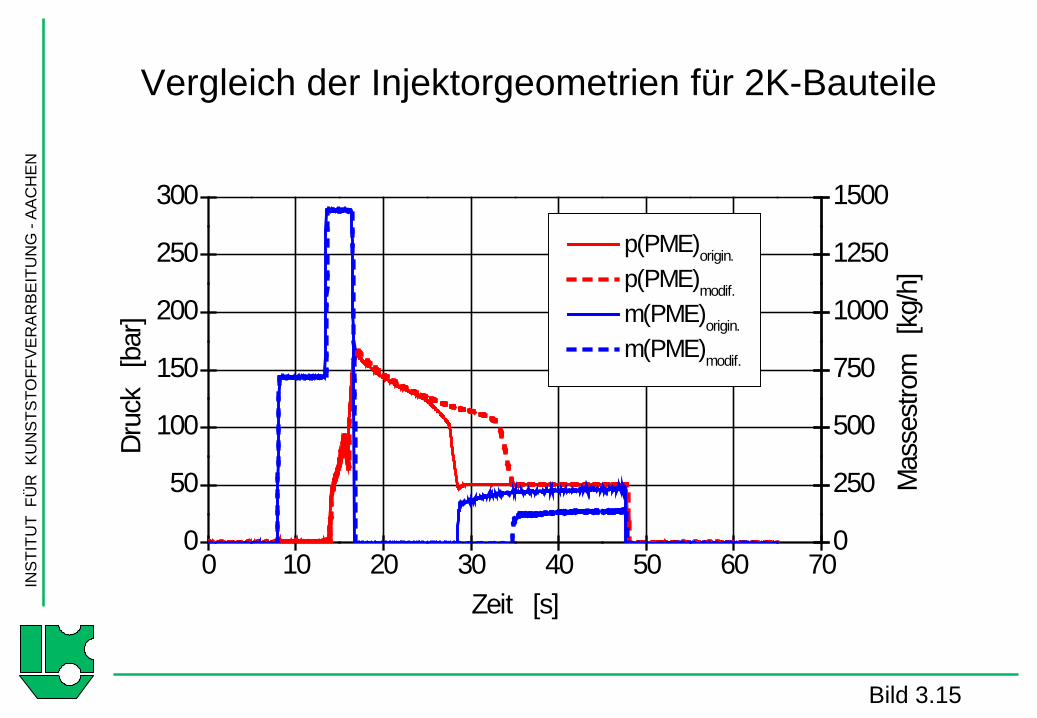
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Vergleich der Injektorgeometrien für 2K-Bauteile
0 10 20 30 40 50 60 700
50
100
150
200
250
300
0
250
500
750
1000
1250
1500
p(PME)origin.
p(PME)modif.
m(PME)origin.
m(PME)modif.
Druc
k [
bar]
Zeit [s]
Mas
sest
rom
[k
g/h]
Bild 3.15
3 ANLAGEN- UND WERKZEUGTECHNIK 28
stark, dass unabhängig von der Größe der Fläche keine Abstützung stattfindet, weil das
Material von der Werkzeugwand weg schwindet.
Zusammenfassend ist festzuhalten, dass bei dem eingesetzten Werkzeug keine großen
Unterschiede zwischen den untersuchten Injektoren festgestellt werden können. Parallel
durchgeführte Untersuchungen mit anderen Werkzeugen zeigen jedoch, dass der
Injektorgeometrie eine entscheidende Bedeutung zukommt. Bei korrekter Anbindung sind mit
ähnlichen Injektorgeometrien vollständig dichte bzw. „trockene“ Prozesse sowohl mit
stechenden als auch mit ziehenden Injektoren realisierbar. Die Schwierigkeiten mit dem
vorhandenen Werkzeug können vor allem auf die ungünstige Injektoranbindung am
Fließweganfang zurückgeführt werden, wodurch der Injektor während der Polymervorfüllung
stets überströmt wird. Dies erklärt auch das deutlich bessere Dichtverhalten mit
Polypropylenen gegenüber Polyamiden, da diese deutlich langsamer abkühlen und
kristallisieren. Dadurch kann die Dichtnutgeometrie beim Druckanstieg während der
vollständigen Füllung der Kavität noch ausgeformt werden. Nach dem heutigen Wissensstand
kann die Werkzeugauslegung und Injektoranbindung als ungünstig angesehen werden, jedoch
haben die durchgeführten Untersuchungen mit den verschiedenen Injektoren und
Injektorgeometrien maßgeblich dazu beigetragen, die bestmöglichen Ergebnisse im
Forschungsvorhaben zu erzielen und ein entsprechendes Prozessverständnis aufzubauen.
3.5 Sensorik
3.5.1 Temperatur
Die Messung der Werkzeugtemperatur wird injektornah mit einem Thermoelement-Sensor
des Typs 4007A der Priamus System Technologies AG, Schaffhausen, Schweiz, durchgeführt.
Die Thermopaarung ist vom Typ N (NiCrSi / NiSi). Der Betriebstemperaturbereich reicht bis
600 °C an der Sensorfront, während für das Kabel ein Bereich zwischen 0 und 200 °C
angegeben ist.
Für die Messung der Wassertemperatur kommen zwei Thermoelement-Sensoren des Typs
SW138-2.5-8-1KV-R-V4-M8x1-4.0-TTI-K-250-F der Sawi Mess- und Regeltechnik AG,
Winterthur, Schweiz, zum Einsatz. Die Thermopaarung ist vom Typ K (NiCr / Ni). Die
maximale Betriebstemperatur beträgt 350 °C.
3 ANLAGEN- UND WERKZEUGTECHNIK 29
3.5.2 Drucksensoren
Zur Messung des Werkzeuginnendrucks werden zwei Drucksensoren des Typs PRIASAFETM
6002B der Priamus System Technologies AG, Schaffhausen, Schweiz, verwendet. Diese
Sensoren arbeiten nach dem piezoelektrischen Prinzip und decken einen Druckbereich
zwischen 0 und 2000 bar ab. Die Sensorempfindlichkeit beträgt ungefähr - 5 pC/bar, die
maximale Sensortemperatur beträgt 200 °C an der Kabelanbindung und die
Linearitätsabweichung ist kleiner ± 1 %.
Bei der Messung des Wasserdrucks kommen zwei Drucksensoren des Typs 7005 der Kistler
Instrumente AG, Winterthur, Schweiz, zum Einsatz. Die Quarz-Hochdrucksensoren arbeiten
nach dem piezoelektrischen Prinzip und eignen sich zum Messen dynamischer und
quasistatischer Drücke zwischen 0 und 600 bar bei Temperaturen bis 200 °C. Da die Sensoren
zur Messung von Drücken in hydraulischen und pneumatischen Systemen konstruiert wurden,
ist eine verhältnismäßig gute Abdichtung des Fluid führenden Kanals zur
Sensoreinschubbohrung gegeben. Die Sensoren weisen eine Empfindlichkeit von ca.
- 50 pC/bar und eine Linearitätsabweichung kleiner ± 0,8 % auf. Die Sensoren sind in Stahl-
Messblöcken unmittelbar neben der Massenstrommessung nahe der Zu- und Ableitung des
Injektors positioniert.
3.5.3 Massestromsensoren
Die Messwerterfassung umfasst zwei Massedurchfluss-Messsysteme des Typs Promass 80M
der Firma Endress+Hauser Messtechnik GmbH+Co. KG, Weil am Rhein. Die Sensoren
arbeiten nach dem Prinzip der Coriolis-Massedurchflussmessung. Die Anordnung der
Sensoren wird durch die Abbildungen 3.10 und 3.11 verdeutlicht. Der Messbereich der
Sensoren reicht von 0-6500 kg/h bei einer Genauigkeit von ± 0,15 % vom Messwert.
3.5.4 IR-Erfassung
Zur flächigen Messung der Formteiltemperatur nach der Entformung wird eine Infrarot-
Wärmebildkamera der Firma FLIR Systems AB, Danderyd, Schweden, vom Typ SC500
eingesetzt. Der Temperaturmessbereich reicht dabei von - 40 °C bis 400 °C bei einer
maximalen möglichen Auflösung von 0,07 °C und 1,3 mrad. Die Kamera verwendet ein
ungekühltes Mikrobolometer mit 320 x 240 Pixeln als flächigen Infrarotsensor und hat eine
spektrale Empfindlichkeit im Bereich von 7,5-13 µm. Eine detaillierte Beschreibung des
Kamerasystems findet sich in [NN01].
3 ANLAGEN- UND WERKZEUGTECHNIK 30
Die Formteile werden direkt nach der Entformung in einer Messeinrichtung positioniert, und
über einen Zeitraum von 20 s werden fünf Bilder aufgezeichnet. Die Aufnahme wird dabei
über ein Trigger-Signal der Spritzgießmaschine 25 s nach Öffnen des Werkzeugs gestartet. So
bleibt genügend Zeit, das Bauteil zu entnehmen und der Messeinrichtung zuzuführen. Durch
die Trigger-Steuerung ist sicher gestellt, dass alle Formteile zum gleichen Zeitpunkt betrachtet
werden. Der Messeinrichtung kommt die Aufgabe zu, die Bauteile reproduzierbar in der
gewünschten Position zu halten, damit die Aufnahmen vergleichbar sind. Um Messfehler zu
vermeiden, muss das Bauteil möglichst gut vor Störstrahlung aus der Umgebung abgeschirmt
werden. Dies geschieht dadurch, dass das Bauteil während der Messung in einem mattschwarz
lackierten Kasten hängt.
Um die Oberflächentemperaturen exakt bestimmen zu können, ist der Emissionsgrad ε des
jeweiligen Materials erforderlich. Auf eine exakte Bestimmung wird im Vorhaben verzichtet,
da diese sehr aufwändig ist. Da primär die Temperaturen innerhalb einer Versuchsreihe für ein
Material genau verglichen werden sollen, reicht ein guter Schätzwert des Emissionsgrads. Für
die meisten Kunststoffe liefert ein Emissionsgrad ε von 0,95 bei der IR-Temperaturmessung
sehr realitätsnahe Messwerte.
3.5.5 US-Messtechnik
Bei den US-Prüfköpfen handelt es sich um Prototypen des Typs K4V2S der Firma GE
Inspection Technologies, Hürth. Die Prüfköpfe arbeiten nach dem piezo-elektrischen Prinzip.
Zum Schutz vor Temperatur- und Druckspitzen sind die Prüfköpfe mit einer Vorlaufstrecke
aus hochtemperaturbeständigem Polyimid ausgestattet. Bei Prüfköpfen mit Vorlaufstrecke
entsteht durch die Grenzfläche Vorlaufstrecke-Probe ein, abhängig von der Einkopplung,
mehr oder weniger ausgeprägtes Vorlaufstreckenecho, das durch weitere Reflexionen
innerhalb der Vorlaufstrecke periodisch auftritt. Der Vorteil der Kunststoff-Vorlaufstrecke
besteht darin, dass aufgrund der geringeren Schallgeschwindigkeit die Periodizität der
Vorlaufstreckenechos größer ist. Die Rückwandechos aus dem Bauteil können so
zuverlässiger detektiert werden, da die Wahrscheinlichkeit der Überlagerung mit einem
Vorlaufstreckenecho geringer wird. Außerdem ist der Impedanzunterschied bei der
Kunststoff-Vorlaufstrecke geringer, woraus eine bessere Einkopplung des Schalls resultiert.
Abbildung 3.16 zeigt zwei Screenshots von A-Bildern des Ultraschallprüfgerätes. Links
wurde ein Prüfkopf mit Metall-Vorlaufstrecke verwendet, rechts ein Prüfkopf mit
Kunststoffvorlaufstrecke. Der rechte Screenshot zeigt außerdem unmittelbar neben dem 1.
Eigenecho ein typisches Rückwandecho eines WIT-Bauteils aus Polypropylen. Die Prüfköpfe
arbeiten mit einer Prüf-Frequenz von ca. 4 MHz. Es sind Prüfköpfe mit Vorlaufstrecken von
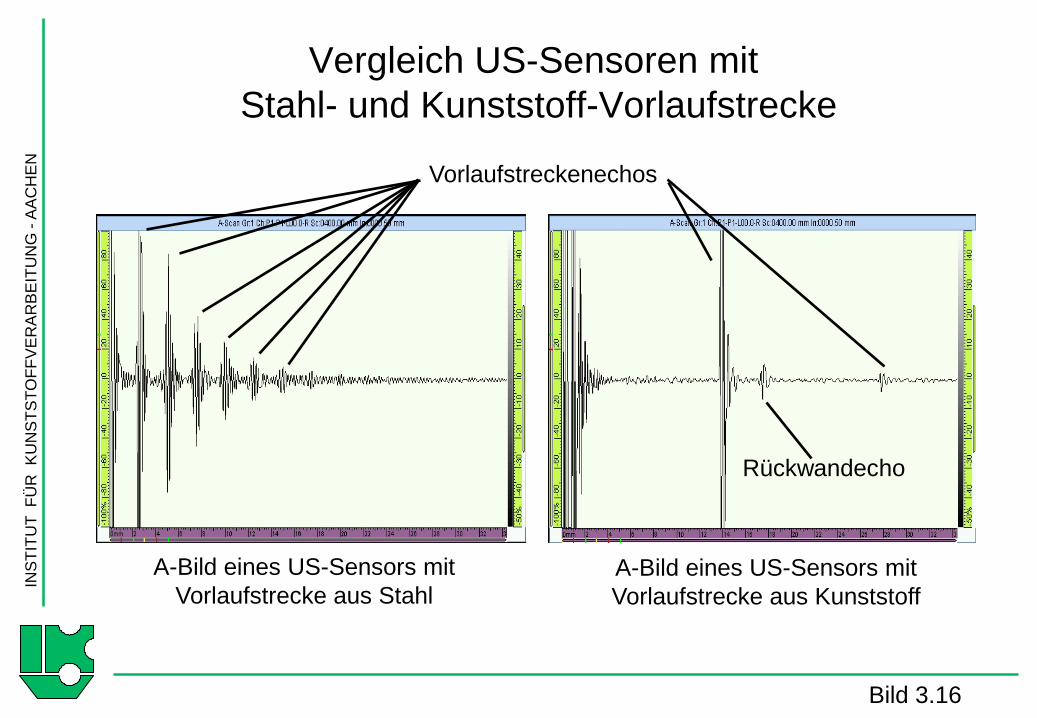
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 3.16
Vergleich US-Sensoren mit Stahl- und Kunststoff-Vorlaufstrecke
A-Bild eines US-Sensors mit Vorlaufstrecke aus Stahl
A-Bild eines US-Sensors mit Vorlaufstrecke aus Kunststoff
Vorlaufstreckenechos
Rückwandecho
3 ANLAGEN- UND WERKZEUGTECHNIK 31
5 mm und 7 mm vorhanden. Damit kann die Lage der störenden Vorlaufstreckenechos
beeinflusst werden. Die Prüfköpfe können entsprechend Kapitel 3.3 in verschiedenen
Einschüben des Werkzeugs positioniert werden.
Für die Online-Laufzeitmessungen kommt ein tragbares Ultraschallprüfgerät des Typs
OmniScan® iX der Firma Olympus NDT Inc., Waltham, USA, zum Einsatz. Dieses wird im
Forschungsvorhaben so integriert, dass die A-Bilder inline an die Messwerterfassung
übertragen werden. Außerdem verfügt das Prüfgerät über integrierte Überwachungs- und
Ausgabemöglichkeiten der Laufzeit bzw. Probendicke, die eine praxisnahe Prozessüber-
wachung gewährleisten. Auf diese Weise können die gemessenen Laufzeiten auch online als
Spannungssignal übertragen, ausgewertet oder weiterverarbeitet werden.
3.6 Bauteilcharakterisierung
3.6.1 Kugelfalltest
Für die Beurteilung der Hohlraumausbildung der hergestellten Bauteile werden Kugelfalltests
durchgeführt. Die Durchgängigkeit des Hohlraums wird mit drei Kugeln der Durchmesser
20,7 mm, 16 mm und 13 mm überprüft. Die Hohlraumdurchgängigkeit wird so durch vier
Klassen grob quantifiziert.
3.6.2 Bestimmung der Restwanddicke (RWD)
Zur Bildung der Korrelationen bei den IR- und US-Messungen ist es erforderlich, die
tatsächliche Restwanddicke der Versuchsbauteile zu kennen. Diese wird mit Hilfe des
magnetisch-induktiven Messverfahrens bestimmt. Für die Versuchsauswertung stand ein
magnetisch-induktives Dickenmessgerät der Firma Panametrics GmbH, Hofheim/Taunus,
vom Typ Magna-Mike 8000 zur Verfügung. Zur Wanddickenmessung (nicht magnetischer
Werkstoffe) wird der Abstand zwischen einer Magnetsonde und einer kleinen Stahlkugel, die
sich auf der anderen Seite der zu vermessenden Wand befindet, ermittelt. Die Kugel wird
durch einen in die Sonde integrierten Dauermagneten gegenüber der Sonde gehalten und
bewirkt eine Verzerrung des Magnetfelds. Für die Messungen wurden die größten Kugeln mit
4,7625 mm Durchmesser gewählt. Diese bieten mit ± 1 % die höchste Messgenauigkeit und
mit ca. 0-6,8 mm den größten Messbereich.
3 ANLAGEN- UND WERKZEUGTECHNIK 32
3.7 Zeitstand-Innendruckprüfanlage (Erstellt durch MPA)
Die eingesetzte Zeitstand-Innendruckprüfanlage der MPA-Darmstadt ist eine
Eigenkonstruktion, die seit den 1950er Jahren ständig weiterentwickelt wird. Im Mittelpunkt
der Bemühungen stehen dabei die Anpassung der Anlagenkomponenten an den aktuellen
Stand der Technik und die Steigerung der Präzision des Druckregelverhaltens über große
Zeiträume von bis zu 10000 Stunden. Aufgrund der langjährigen Erfahrung auf diesem
Arbeitsgebiet konnte die Betriebssicherheit der Anlage auf einen Wert größer als 99%
gesteigert werden. Gerade im Hinblick auf eine störungsfrei verlaufende Prüfung, von großer
Dauer in Verbindung mit einem unbekannten Verformungsverhalten der Prüfkörper, stellt die
hohe Betriebssicherheit der Anlage eine Grundvoraussetzung für eine zutreffende Aussage
zum Zeitstandverhalten dar.
3.7.1 Aufbau der Zeitstand-Innendruckprüfanlage
Die Zeitstand-Innendruckprüfanlage gliedert sich in die zwei Bereiche Druckaufgabegerät und
Temperiereinrichtung. Die Druckbereitstellung für den Betrieb der Anlage erfolgt über einen
Luft-Hochdruckkompressor. Dieser ist über eine Druckminderungseinrichtung und
entsprechende Ventilbeschaltung an einen wassergefüllten Druckspeicher angeschlossen.
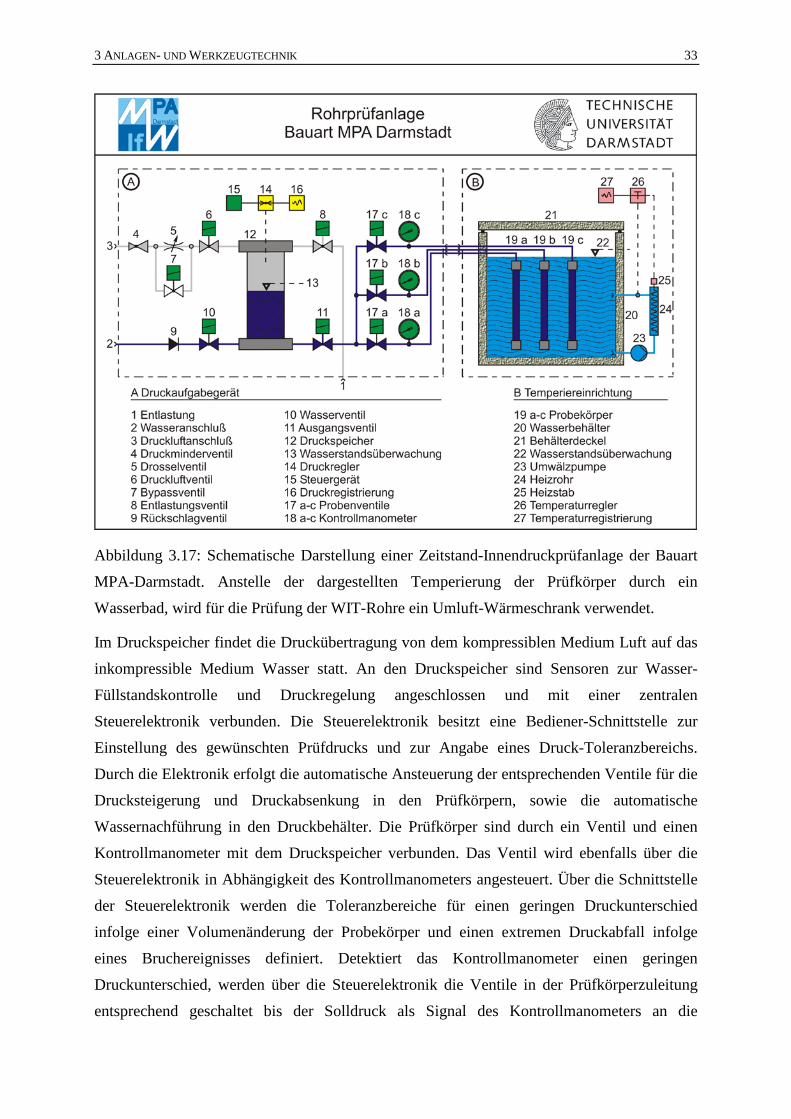
3 ANLAGEN- UND WERKZEUGTECHNIK 33
Abbildung 3.17: Schematische Darstellung einer Zeitstand-Innendruckprüfanlage der Bauart
MPA-Darmstadt. Anstelle der dargestellten Temperierung der Prüfkörper durch ein
Wasserbad, wird für die Prüfung der WIT-Rohre ein Umluft-Wärmeschrank verwendet.
Im Druckspeicher findet die Druckübertragung von dem kompressiblen Medium Luft auf das
inkompressible Medium Wasser statt. An den Druckspeicher sind Sensoren zur Wasser-
Füllstandskontrolle und Druckregelung angeschlossen und mit einer zentralen
Steuerelektronik verbunden. Die Steuerelektronik besitzt eine Bediener-Schnittstelle zur
Einstellung des gewünschten Prüfdrucks und zur Angabe eines Druck-Toleranzbereichs.
Durch die Elektronik erfolgt die automatische Ansteuerung der entsprechenden Ventile für die
Drucksteigerung und Druckabsenkung in den Prüfkörpern, sowie die automatische
Wassernachführung in den Druckbehälter. Die Prüfkörper sind durch ein Ventil und einen
Kontrollmanometer mit dem Druckspeicher verbunden. Das Ventil wird ebenfalls über die
Steuerelektronik in Abhängigkeit des Kontrollmanometers angesteuert. Über die Schnittstelle
der Steuerelektronik werden die Toleranzbereiche für einen geringen Druckunterschied
infolge einer Volumenänderung der Probekörper und einen extremen Druckabfall infolge
eines Bruchereignisses definiert. Detektiert das Kontrollmanometer einen geringen
Druckunterschied, werden über die Steuerelektronik die Ventile in der Prüfkörperzuleitung
entsprechend geschaltet bis der Solldruck als Signal des Kontrollmanometers an die
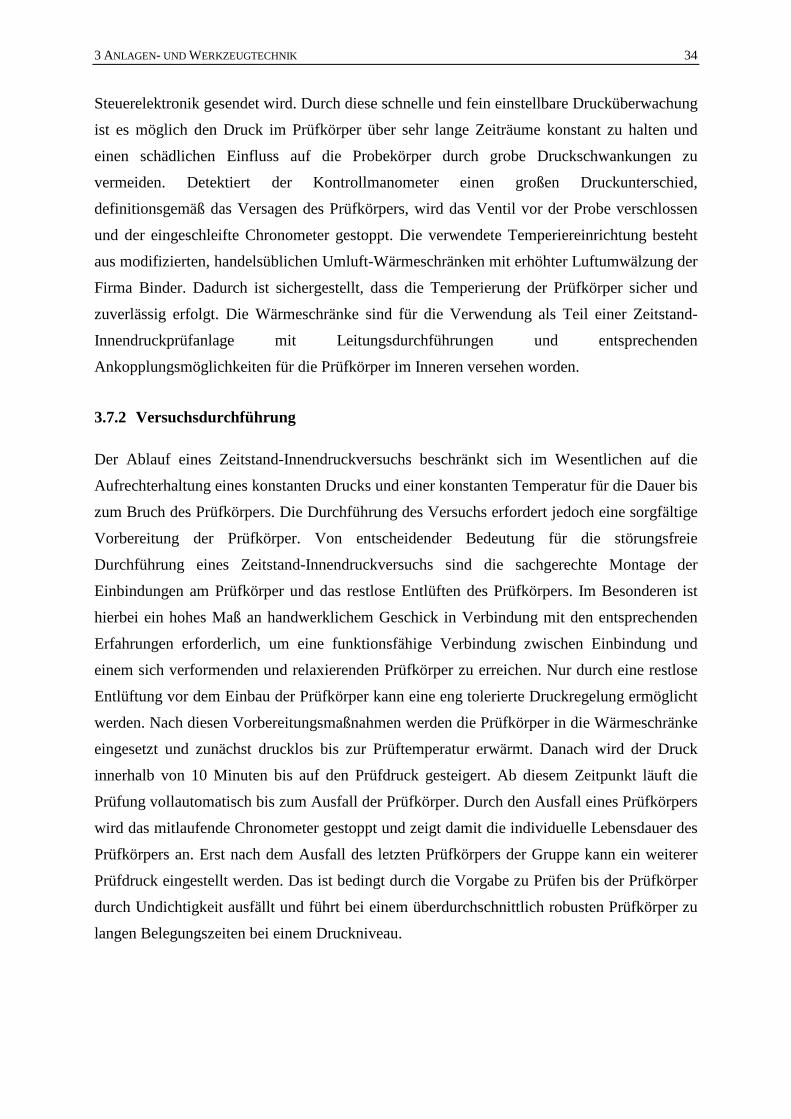
3 ANLAGEN- UND WERKZEUGTECHNIK 34
Steuerelektronik gesendet wird. Durch diese schnelle und fein einstellbare Drucküberwachung
ist es möglich den Druck im Prüfkörper über sehr lange Zeiträume konstant zu halten und
einen schädlichen Einfluss auf die Probekörper durch grobe Druckschwankungen zu
vermeiden. Detektiert der Kontrollmanometer einen großen Druckunterschied,
definitionsgemäß das Versagen des Prüfkörpers, wird das Ventil vor der Probe verschlossen
und der eingeschleifte Chronometer gestoppt. Die verwendete Temperiereinrichtung besteht
aus modifizierten, handelsüblichen Umluft-Wärmeschränken mit erhöhter Luftumwälzung der
Firma Binder. Dadurch ist sichergestellt, dass die Temperierung der Prüfkörper sicher und
zuverlässig erfolgt. Die Wärmeschränke sind für die Verwendung als Teil einer Zeitstand-
Innendruckprüfanlage mit Leitungsdurchführungen und entsprechenden
Ankopplungsmöglichkeiten für die Prüfkörper im Inneren versehen worden.
3.7.2 Versuchsdurchführung
Der Ablauf eines Zeitstand-Innendruckversuchs beschränkt sich im Wesentlichen auf die
Aufrechterhaltung eines konstanten Drucks und einer konstanten Temperatur für die Dauer bis
zum Bruch des Prüfkörpers. Die Durchführung des Versuchs erfordert jedoch eine sorgfältige
Vorbereitung der Prüfkörper. Von entscheidender Bedeutung für die störungsfreie
Durchführung eines Zeitstand-Innendruckversuchs sind die sachgerechte Montage der
Einbindungen am Prüfkörper und das restlose Entlüften des Prüfkörpers. Im Besonderen ist
hierbei ein hohes Maß an handwerklichem Geschick in Verbindung mit den entsprechenden
Erfahrungen erforderlich, um eine funktionsfähige Verbindung zwischen Einbindung und
einem sich verformenden und relaxierenden Prüfkörper zu erreichen. Nur durch eine restlose
Entlüftung vor dem Einbau der Prüfkörper kann eine eng tolerierte Druckregelung ermöglicht
werden. Nach diesen Vorbereitungsmaßnahmen werden die Prüfkörper in die Wärmeschränke
eingesetzt und zunächst drucklos bis zur Prüftemperatur erwärmt. Danach wird der Druck
innerhalb von 10 Minuten bis auf den Prüfdruck gesteigert. Ab diesem Zeitpunkt läuft die
Prüfung vollautomatisch bis zum Ausfall der Prüfkörper. Durch den Ausfall eines Prüfkörpers
wird das mitlaufende Chronometer gestoppt und zeigt damit die individuelle Lebensdauer des
Prüfkörpers an. Erst nach dem Ausfall des letzten Prüfkörpers der Gruppe kann ein weiterer
Prüfdruck eingestellt werden. Das ist bedingt durch die Vorgabe zu Prüfen bis der Prüfkörper
durch Undichtigkeit ausfällt und führt bei einem überdurchschnittlich robusten Prüfkörper zu
langen Belegungszeiten bei einem Druckniveau.
3 ANLAGEN- UND WERKZEUGTECHNIK 35
Abbildung 3.18: Blick in einen modifizierten Wärmeschrank. Der Wärmeschrank ist mit
zusätzlichen Glastüren versehen und erlaubt eine Übersicht ohne die Prüftemperatur durch
Öffnen des Prüfraums zu beeinflussen. Die druckbeaufschlagten Prüfkörper hängen nach
Ihrem Körperschwerpunkt ausgerichtet an den Druckzuleitungen. Auf dem Boden des
Wärmeschranks sind unverschlossene Rohre zwecks reiner Temperaturbelastung und Behälter
für die Medienlagerung von Zugprobestäben zu sehen.
3.8 Berstdruckprüfanlage (Erstellt durch MPA)
Die verwendete Berstdruckprüfanlage ist eine Eigenkonstruktion des Kompetenzbereichs
Kunststoffe von MPA-IfW Darmstadt. Durch die spezielle Auslegung der Anlage ist es
möglich den Druckbelastungsvorgang präzise und wiederholbar auszuführen.
3.8.1 Aufbau der Berstdruckprüfanlage
Die Anlage besteht aus einer Universal-Zugprüfmaschine vom Typ Instron 5800 mit
Steuerelektronik und Rechnersystem, darin eingebauten Hydraulikkomponenten zur
Druckerzeugung und einem Drucksteuerungssystem, dass in den Steuer- und Regelkreis der
Leistungselektronik der Zugprüfmaschine integriert ist. Die Drucksteigerung im Prüfkörper

3 ANLAGEN- UND WERKZEUGTECHNIK 36
wird durch einen Hydraulikzylinder mit angekoppelter Zuleitung zum Prüfling erreicht. Der
Hydraulikzylinder ist im Rahmen der Zugprüfmaschine zwischen der starren Bodenplatte und
der verfahrbaren Traverse eingebaut. Durch das geregelte Verfahren der Traverse wird die
angekoppelte Kolbenstange in den Hydraulikzylinder eingefahren und verschiebt somit das
druckaufbringende Medium Wasser über die Zuleitung zum Prüfling.
Abbildung 3.19: Die Berstdruckprüfanlage besteht aus der Kombination einer Universal-
Zugprüfmaschine mit einem Hydraulikzylinder zur Druckerzeugung, einem mit der Steuerung
der Zugprüfmaschine gekoppelten Druckmesssystem und einer temperierten Berstkammer.
Der Betrieb des Hydraulikzylinders mit Wasser als druckerzeugendes Medium stellt dabei
besonders hohe Ansprüche an die konstruktive Auslegung der Zylinderwerkstoffe und die
Dichtmittel. Die starre Zuleitung zum Prüfkörper ist, für eine bessere Handhabung während
des Prüfkörpereinbauvorganges, durch eine elastische Strecke in Form einer Schraubenfeder,
in begrenztem Maß beweglich, ausgeführt. Im weiteren Verlauf der Zuleitung zum Prüfling ist
ein Drucksensor des Typs WIKA S11 mit einem Messbereich von 600 bar und einer
Genauigkeitsklasse von 0,1% eingebaut. Dieser Drucksensor wurde vor der Inbetriebnahme
der Berstdruckprüfanlage bei dem Deutschen Kalibrierdienst (DKD) hinsichtlich des
elektrischen Signals und dem zugeordneten Druck vermessen. Das Signal des Drucksensors
dient in der Berstdruckprüfanlage sowohl zur Steuerung und Regelung der Zugprüfmaschine,
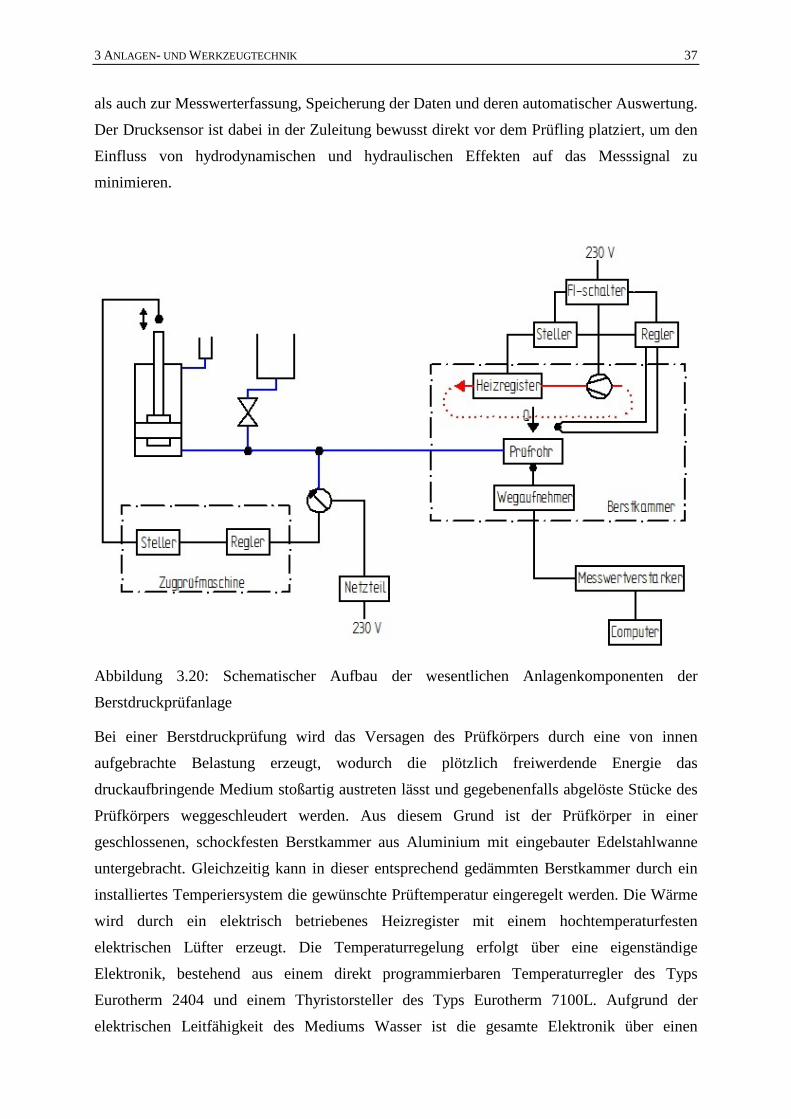
3 ANLAGEN- UND WERKZEUGTECHNIK 37
als auch zur Messwerterfassung, Speicherung der Daten und deren automatischer Auswertung.
Der Drucksensor ist dabei in der Zuleitung bewusst direkt vor dem Prüfling platziert, um den
Einfluss von hydrodynamischen und hydraulischen Effekten auf das Messsignal zu
minimieren.
Abbildung 3.20: Schematischer Aufbau der wesentlichen Anlagenkomponenten der
Berstdruckprüfanlage
Bei einer Berstdruckprüfung wird das Versagen des Prüfkörpers durch eine von innen
aufgebrachte Belastung erzeugt, wodurch die plötzlich freiwerdende Energie das
druckaufbringende Medium stoßartig austreten lässt und gegebenenfalls abgelöste Stücke des
Prüfkörpers weggeschleudert werden. Aus diesem Grund ist der Prüfkörper in einer
geschlossenen, schockfesten Berstkammer aus Aluminium mit eingebauter Edelstahlwanne
untergebracht. Gleichzeitig kann in dieser entsprechend gedämmten Berstkammer durch ein
installiertes Temperiersystem die gewünschte Prüftemperatur eingeregelt werden. Die Wärme
wird durch ein elektrisch betriebenes Heizregister mit einem hochtemperaturfesten
elektrischen Lüfter erzeugt. Die Temperaturregelung erfolgt über eine eigenständige
Elektronik, bestehend aus einem direkt programmierbaren Temperaturregler des Typs
Eurotherm 2404 und einem Thyristorsteller des Typs Eurotherm 7100L. Aufgrund der
elektrischen Leitfähigkeit des Mediums Wasser ist die gesamte Elektronik über einen
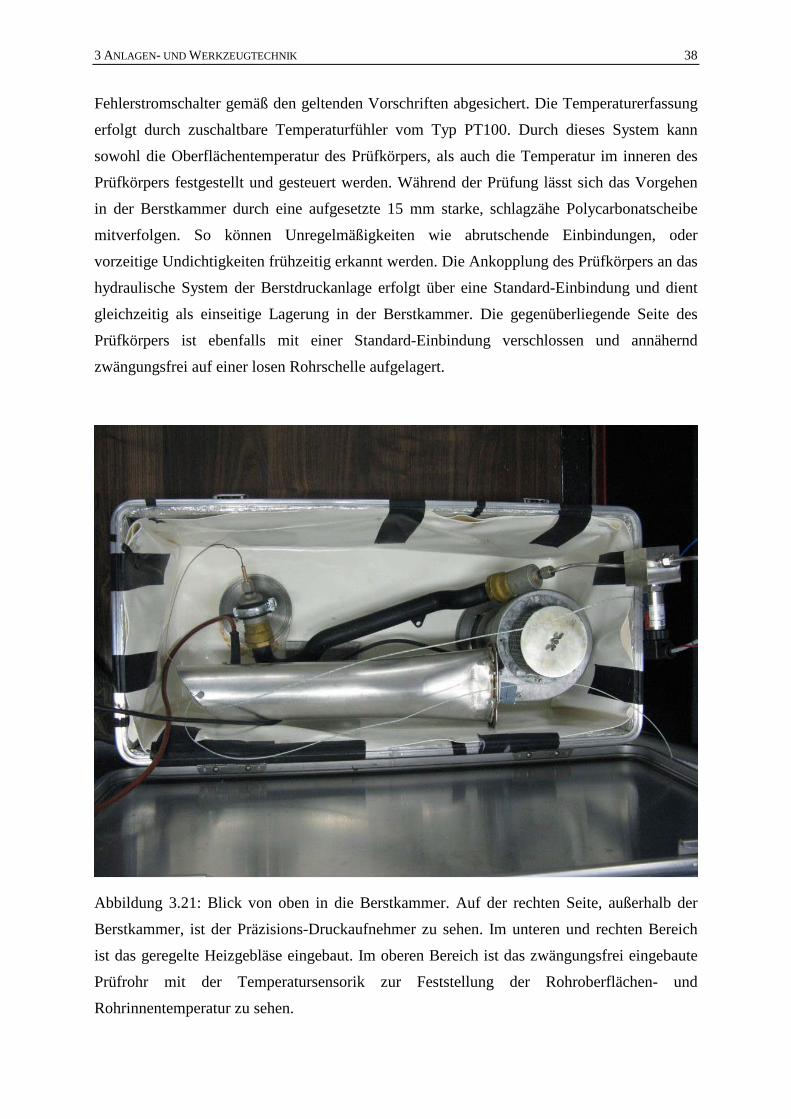
3 ANLAGEN- UND WERKZEUGTECHNIK 38
Fehlerstromschalter gemäß den geltenden Vorschriften abgesichert. Die Temperaturerfassung
erfolgt durch zuschaltbare Temperaturfühler vom Typ PT100. Durch dieses System kann
sowohl die Oberflächentemperatur des Prüfkörpers, als auch die Temperatur im inneren des
Prüfkörpers festgestellt und gesteuert werden. Während der Prüfung lässt sich das Vorgehen
in der Berstkammer durch eine aufgesetzte 15 mm starke, schlagzähe Polycarbonatscheibe
mitverfolgen. So können Unregelmäßigkeiten wie abrutschende Einbindungen, oder
vorzeitige Undichtigkeiten frühzeitig erkannt werden. Die Ankopplung des Prüfkörpers an das
hydraulische System der Berstdruckanlage erfolgt über eine Standard-Einbindung und dient
gleichzeitig als einseitige Lagerung in der Berstkammer. Die gegenüberliegende Seite des
Prüfkörpers ist ebenfalls mit einer Standard-Einbindung verschlossen und annähernd
zwängungsfrei auf einer losen Rohrschelle aufgelagert.
Abbildung 3.21: Blick von oben in die Berstkammer. Auf der rechten Seite, außerhalb der
Berstkammer, ist der Präzisions-Druckaufnehmer zu sehen. Im unteren und rechten Bereich
ist das geregelte Heizgebläse eingebaut. Im oberen Bereich ist das zwängungsfrei eingebaute
Prüfrohr mit der Temperatursensorik zur Feststellung der Rohroberflächen- und
Rohrinnentemperatur zu sehen.
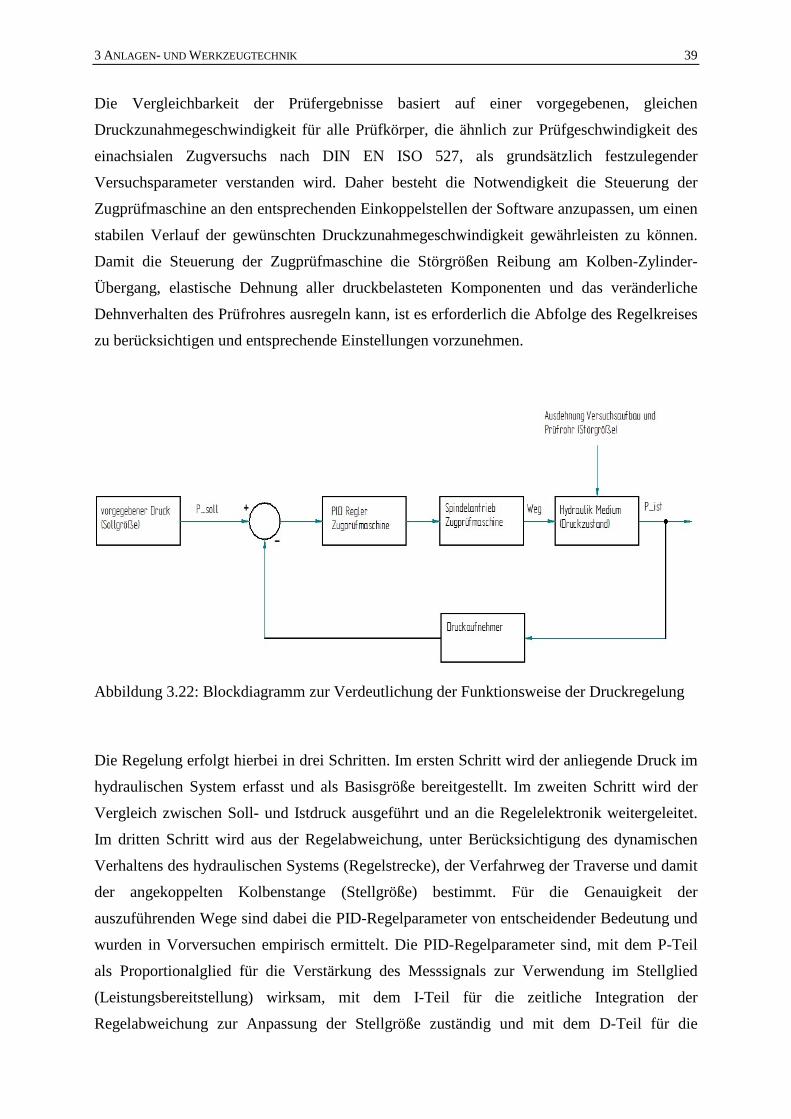
3 ANLAGEN- UND WERKZEUGTECHNIK 39
Die Vergleichbarkeit der Prüfergebnisse basiert auf einer vorgegebenen, gleichen
Druckzunahmegeschwindigkeit für alle Prüfkörper, die ähnlich zur Prüfgeschwindigkeit des
einachsialen Zugversuchs nach DIN EN ISO 527, als grundsätzlich festzulegender
Versuchsparameter verstanden wird. Daher besteht die Notwendigkeit die Steuerung der
Zugprüfmaschine an den entsprechenden Einkoppelstellen der Software anzupassen, um einen
stabilen Verlauf der gewünschten Druckzunahmegeschwindigkeit gewährleisten zu können.
Damit die Steuerung der Zugprüfmaschine die Störgrößen Reibung am Kolben-Zylinder-
Übergang, elastische Dehnung aller druckbelasteten Komponenten und das veränderliche
Dehnverhalten des Prüfrohres ausregeln kann, ist es erforderlich die Abfolge des Regelkreises
zu berücksichtigen und entsprechende Einstellungen vorzunehmen.
Abbildung 3.22: Blockdiagramm zur Verdeutlichung der Funktionsweise der Druckregelung
Die Regelung erfolgt hierbei in drei Schritten. Im ersten Schritt wird der anliegende Druck im
hydraulischen System erfasst und als Basisgröße bereitgestellt. Im zweiten Schritt wird der
Vergleich zwischen Soll- und Istdruck ausgeführt und an die Regelelektronik weitergeleitet.
Im dritten Schritt wird aus der Regelabweichung, unter Berücksichtigung des dynamischen
Verhaltens des hydraulischen Systems (Regelstrecke), der Verfahrweg der Traverse und damit
der angekoppelten Kolbenstange (Stellgröße) bestimmt. Für die Genauigkeit der
auszuführenden Wege sind dabei die PID-Regelparameter von entscheidender Bedeutung und
wurden in Vorversuchen empirisch ermittelt. Die PID-Regelparameter sind, mit dem P-Teil
als Proportionalglied für die Verstärkung des Messsignals zur Verwendung im Stellglied
(Leistungsbereitstellung) wirksam, mit dem I-Teil für die zeitliche Integration der
Regelabweichung zur Anpassung der Stellgröße zuständig und mit dem D-Teil für die
3 ANLAGEN- UND WERKZEUGTECHNIK 40
Differenzierung der Regelabweichung als Reaktion auf die Änderungsgeschwindigkeit
zuständig. Nur durch vertiefte Kenntnisse zu diesem Sachverhalt ist es möglich die
erforderlichen PID-Regelparameter für die Versuchsdurchführung optimal anpassen zu
können.
3.8.2 Versuchsdurchführung
Für die Versuchsdurchführung der Berstdruckprüfung mit der beschriebenen, komplexen
Anlagentechnik und einem spröd-entfestigenden Prüfkörper ist es erforderlich eine Methode
zu entwickeln, durch die ein sicher beherrschbarer Ablauf der Prüfung und eine wiederholbare
Prüfsituation ermöglicht wird. Die Benutzerschnittstelle zur Bedienung der Berstdruckanlage
und die Einstellbarkeit der Prüfsituation erfolgt über den Computer der Zugprüfmaschine. Die
Software der Zugprüfmaschine stellt eine Bedieneroberfläche zur Verfügung anhand der die
wesentlichen Parameter für eine versuchsgerechte Maschinensteuerung eingestellt werden
können. Unter Verwendung der ermittelten PID-Regelparameter ist es möglich eine konstante
Drucksteigerung über die Zeit zu erhalten, unabhängig davon welche Intensität die
individuelle Störgröße während des Versuchs entwickelt. Der Prüfkörper wird nach Einbau in
die Berstkammer und Ankopplung an das hydraulische System über zyklisches Auf- und
Abfahren des Hydraulikzylinders entlüftet. Dabei wird die Luft aus dem Prüfkörper über ein
geöffnetes Ventil, das an einem T-Stück in einer Hochlage in der Zuleitung zum Prüfkörper
eingebaut ist, in einen wassergefüllten Behälter abgeführt. Nach dem Entlüftungsvorgang wird
das Ventil geschlossen und ein geringer Vordruck von 5 bar über die Handsteuerung der
Zugprüfmaschine angefahren. Danach kann der Versuch gestartet werden. Nach dem Bersten
des Prüfkörpers, oder Eintreten eines festgelegten Abbruchkriteriums wird die Prüfung
automatisch beendet, die aufgezeichneten Daten gespeichert und in Form eines Diagramms
angezeigt.
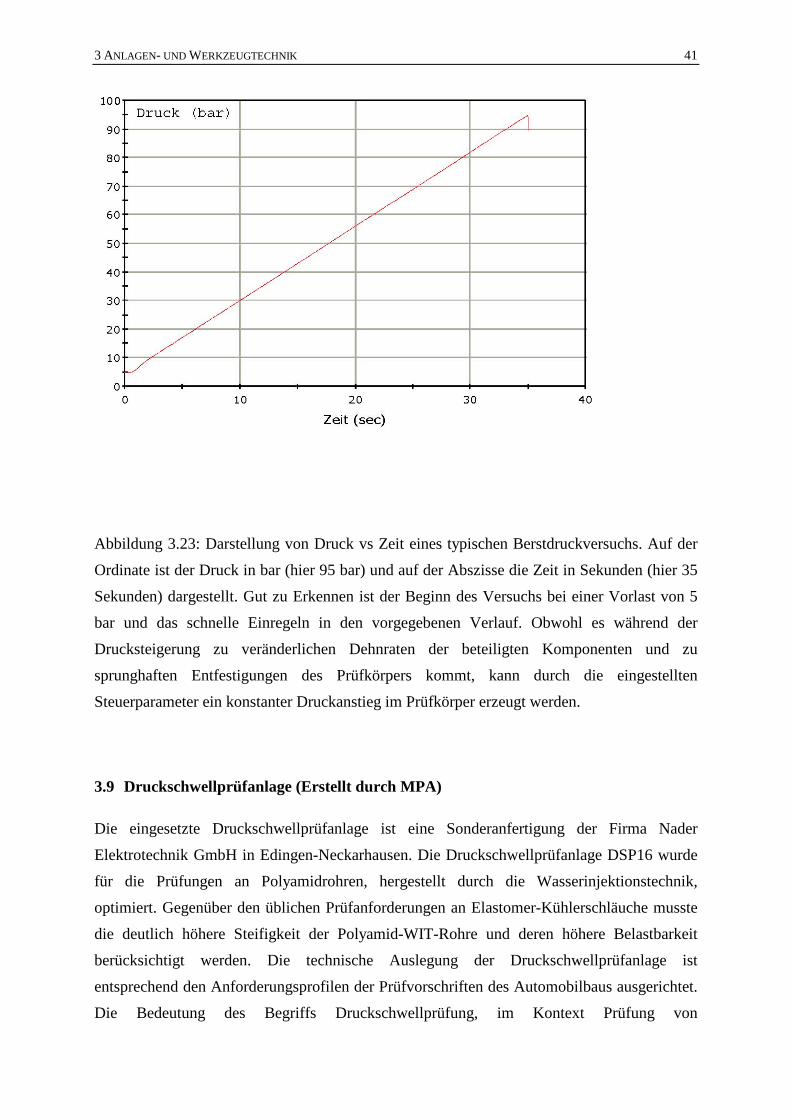
3 ANLAGEN- UND WERKZEUGTECHNIK 41
Abbildung 3.23: Darstellung von Druck vs Zeit eines typischen Berstdruckversuchs. Auf der
Ordinate ist der Druck in bar (hier 95 bar) und auf der Abszisse die Zeit in Sekunden (hier 35
Sekunden) dargestellt. Gut zu Erkennen ist der Beginn des Versuchs bei einer Vorlast von 5
bar und das schnelle Einregeln in den vorgegebenen Verlauf. Obwohl es während der
Drucksteigerung zu veränderlichen Dehnraten der beteiligten Komponenten und zu
sprunghaften Entfestigungen des Prüfkörpers kommt, kann durch die eingestellten
Steuerparameter ein konstanter Druckanstieg im Prüfkörper erzeugt werden.
3.9 Druckschwellprüfanlage (Erstellt durch MPA)
Die eingesetzte Druckschwellprüfanlage ist eine Sonderanfertigung der Firma Nader
Elektrotechnik GmbH in Edingen-Neckarhausen. Die Druckschwellprüfanlage DSP16 wurde
für die Prüfungen an Polyamidrohren, hergestellt durch die Wasserinjektionstechnik,
optimiert. Gegenüber den üblichen Prüfanforderungen an Elastomer-Kühlerschläuche musste
die deutlich höhere Steifigkeit der Polyamid-WIT-Rohre und deren höhere Belastbarkeit
berücksichtigt werden. Die technische Auslegung der Druckschwellprüfanlage ist
entsprechend den Anforderungsprofilen der Prüfvorschriften des Automobilbaus ausgerichtet.
Die Bedeutung des Begriffs Druckschwellprüfung, im Kontext Prüfung von
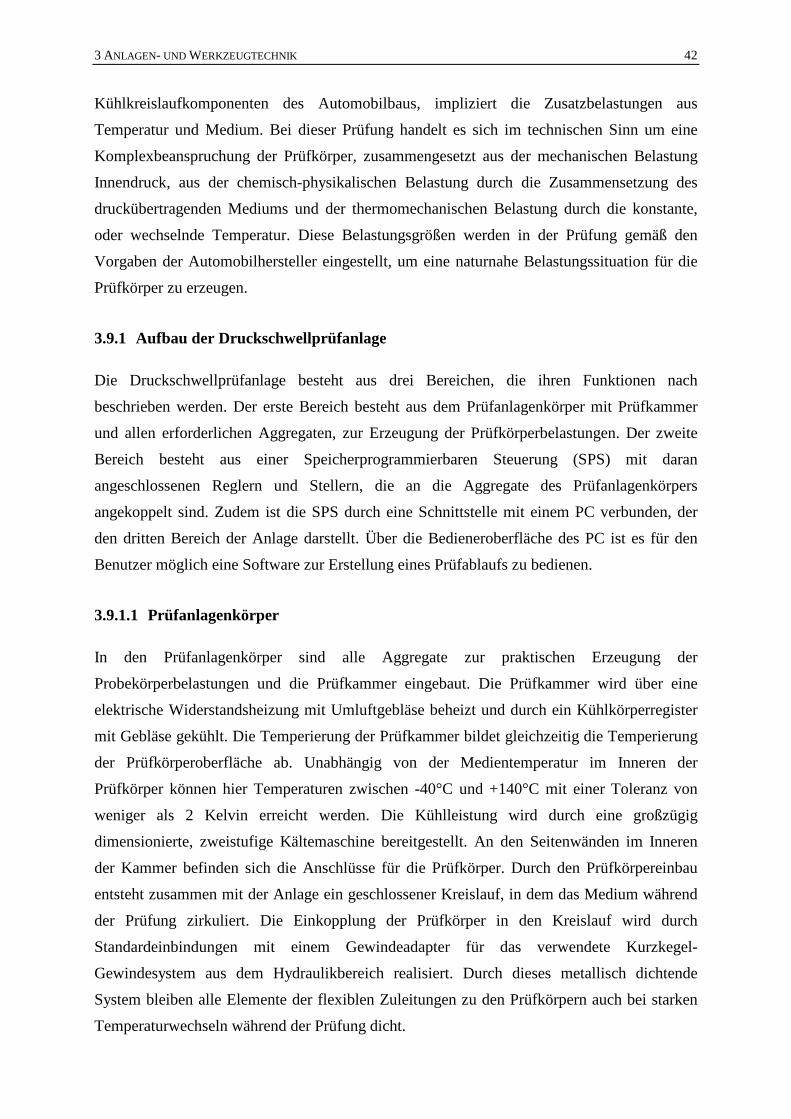
3 ANLAGEN- UND WERKZEUGTECHNIK 42
Kühlkreislaufkomponenten des Automobilbaus, impliziert die Zusatzbelastungen aus
Temperatur und Medium. Bei dieser Prüfung handelt es sich im technischen Sinn um eine
Komplexbeanspruchung der Prüfkörper, zusammengesetzt aus der mechanischen Belastung
Innendruck, aus der chemisch-physikalischen Belastung durch die Zusammensetzung des
druckübertragenden Mediums und der thermomechanischen Belastung durch die konstante,
oder wechselnde Temperatur. Diese Belastungsgrößen werden in der Prüfung gemäß den
Vorgaben der Automobilhersteller eingestellt, um eine naturnahe Belastungssituation für die
Prüfkörper zu erzeugen.
3.9.1 Aufbau der Druckschwellprüfanlage
Die Druckschwellprüfanlage besteht aus drei Bereichen, die ihren Funktionen nach
beschrieben werden. Der erste Bereich besteht aus dem Prüfanlagenkörper mit Prüfkammer
und allen erforderlichen Aggregaten, zur Erzeugung der Prüfkörperbelastungen. Der zweite
Bereich besteht aus einer Speicherprogrammierbaren Steuerung (SPS) mit daran
angeschlossenen Reglern und Stellern, die an die Aggregate des Prüfanlagenkörpers
angekoppelt sind. Zudem ist die SPS durch eine Schnittstelle mit einem PC verbunden, der
den dritten Bereich der Anlage darstellt. Über die Bedieneroberfläche des PC ist es für den
Benutzer möglich eine Software zur Erstellung eines Prüfablaufs zu bedienen.
3.9.1.1 Prüfanlagenkörper
In den Prüfanlagenkörper sind alle Aggregate zur praktischen Erzeugung der
Probekörperbelastungen und die Prüfkammer eingebaut. Die Prüfkammer wird über eine
elektrische Widerstandsheizung mit Umluftgebläse beheizt und durch ein Kühlkörperregister
mit Gebläse gekühlt. Die Temperierung der Prüfkammer bildet gleichzeitig die Temperierung
der Prüfkörperoberfläche ab. Unabhängig von der Medientemperatur im Inneren der
Prüfkörper können hier Temperaturen zwischen -40°C und +140°C mit einer Toleranz von
weniger als 2 Kelvin erreicht werden. Die Kühlleistung wird durch eine großzügig
dimensionierte, zweistufige Kältemaschine bereitgestellt. An den Seitenwänden im Inneren
der Kammer befinden sich die Anschlüsse für die Prüfkörper. Durch den Prüfkörpereinbau
entsteht zusammen mit der Anlage ein geschlossener Kreislauf, in dem das Medium während
der Prüfung zirkuliert. Die Einkopplung der Prüfkörper in den Kreislauf wird durch
Standardeinbindungen mit einem Gewindeadapter für das verwendete Kurzkegel-
Gewindesystem aus dem Hydraulikbereich realisiert. Durch dieses metallisch dichtende
System bleiben alle Elemente der flexiblen Zuleitungen zu den Prüfkörpern auch bei starken
Temperaturwechseln während der Prüfung dicht.
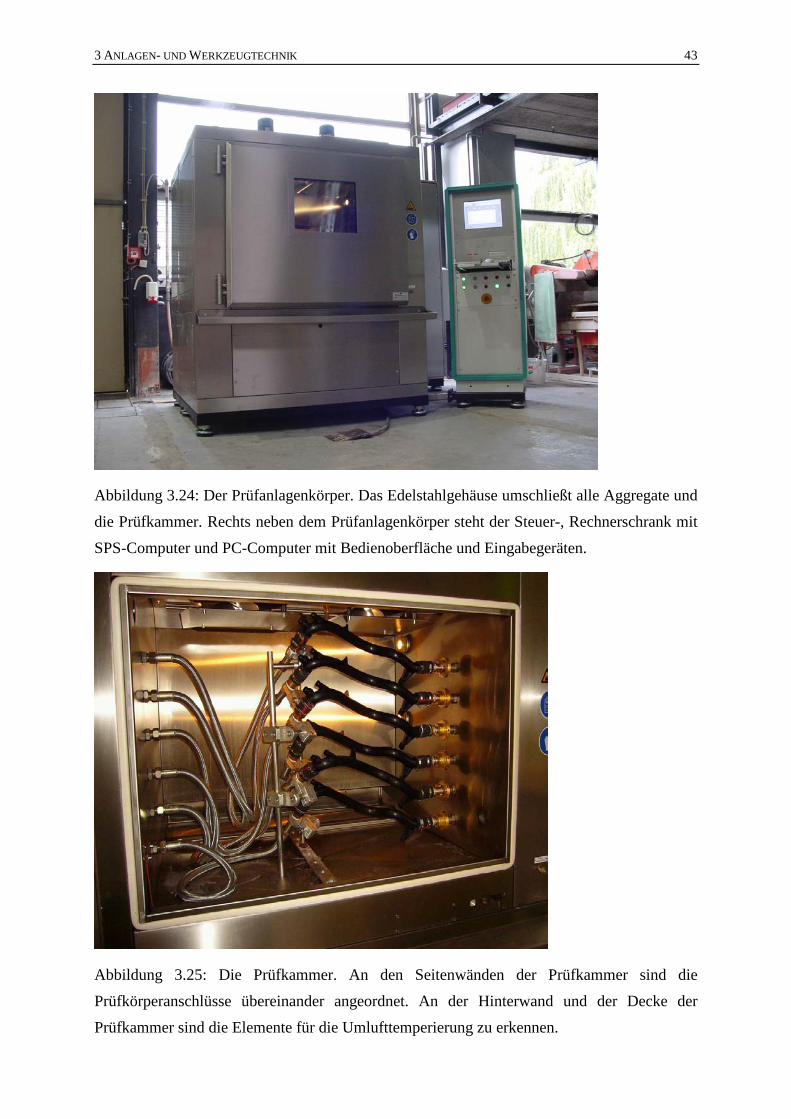
3 ANLAGEN- UND WERKZEUGTECHNIK 43
Abbildung 3.24: Der Prüfanlagenkörper. Das Edelstahlgehäuse umschließt alle Aggregate und
die Prüfkammer. Rechts neben dem Prüfanlagenkörper steht der Steuer-, Rechnerschrank mit
SPS-Computer und PC-Computer mit Bedienoberfläche und Eingabegeräten.
Abbildung 3.25: Die Prüfkammer. An den Seitenwänden der Prüfkammer sind die
Prüfkörperanschlüsse übereinander angeordnet. An der Hinterwand und der Decke der
Prüfkammer sind die Elemente für die Umlufttemperierung zu erkennen.
3 ANLAGEN- UND WERKZEUGTECHNIK 44
Die Umwälzung des Mediums während der Prüfung ist erforderlich, um die Temperatur im
Inneren der Prüfkörper über die Dauer der Prüfung einregeln zu können. Im Besonderen, wenn
die geforderten Temperaturen für die Probenoberfläche sehr stark von der Temperatur für das
Medium in Inneren der Prüfkörper abweicht. Das Medium wird von einer magnetgekoppelten
und in ihrer Förderleistung zwischen 0 und 3000 Liter pro Stunde durch die SPS regelbaren
Kreiselpumpe durch den Kreislauf transportiert. Direkt nach der Kreiselpumpe folgt eine
Temperierstrecke mit nacheinander geschalteter elektrischer Widerstandsheizung und
folgender Kühlstrecke. Die elektrische Widerstandsheizung ist als Integralbauteil aus dem
mediendurchflossenen Leitungsrohr mit aufgeschrumpftem Aluminiumwiderstandskörper und
eingebautem Temperatursensor aufgebaut und ermöglicht Medientemperaturen von bis zu
140°C. Durch die unmittelbare Nähe des Temperatursensors zur Heizung lässt sich die
Temperatur im Medium sehr präzise in einem engen Toleranzbereich durch die SPS steuern.
Die nachfolgende Kühlstrecke ist ähnlich zur Heizstrecke aufgebaut und ermöglicht
Medientemperaturen bis zu -40°C. Das medienführende Leitungsrohr ist hier mit einem
Hüllrohr versehen, dass direkt von dem Kühlmittel der Kältemaschine durchflossen wird.
Auch hier sitzt der zugehörige Temperatursensor unmittelbar nach der Kühlstrecke und
gewährleistet damit, in Verbindung mit der SPS, eine sensible Temperaturführung während
der Prüfung. Nach der Kühlstrecke verzweigt sich die Medienleitung in die sechs einzelnen
Prüfkörperzuleitungen mit den individuellen Ventilen für die Prüfkörper. Diese elektrischen
Magnetventile sind an den Seitenwänden außerhalb der Prüfkammer für jeden Prüfling am
Medieneintritt und am Medienaustritt in die Medienleitungsstränge integriert. Durch schließen
dieser SPS-gesteuerten Ventile werden undicht gewordene Prüfkörper vom zirkulierenden
Medienkreislauf getrennt. Durch diesen vollautomatisierten Ablauf muss die Fortführung der
Prüfung mit den verbliebenen Prüfkörpern nicht von Hand ausgelöst werden. Über den
Bodenablauf der Prüfkammer wird ausgetretenes Medium zurück in den Vorratstank geführt
und bei Bedarf vollautomatisch über ein Ventil direkt der Kreiselpumpe zugeführt. Nach den
Magnetventilen am Medienaustritt werden die Einzelleitungen zusammengefasst und der
Kreiselpumpe zugeführt. In diesem Zuführungsstrang ist ein ventilgesteuerter Abzweig zu
einer Kolbenhubpumpe eingebaut. Über diese Kolbenhubpumpe in Verbindung mit einem
elektrischen Drucksensor wird der Prüfdruck von bis zu 16 bar für das gesamte
Kreislaufsystem erzeugt. An die Kolbenstange der Kolbenhubpumpe ist ein elektronisches
Wegmesssystem gekoppelt, dass in Abhängigkeit von Stellweg und Signal des Drucksensors
die Basiswerte für die SPS-Steuerung liefert. Durch die gute Abstimmung der Komponenten
und den leistungsstarken Antrieb der Kolbenhubpumpe sind sinusförmig gesteuerte
Druckwechsel bei 16 bar mit bis zu 1Hz möglich.
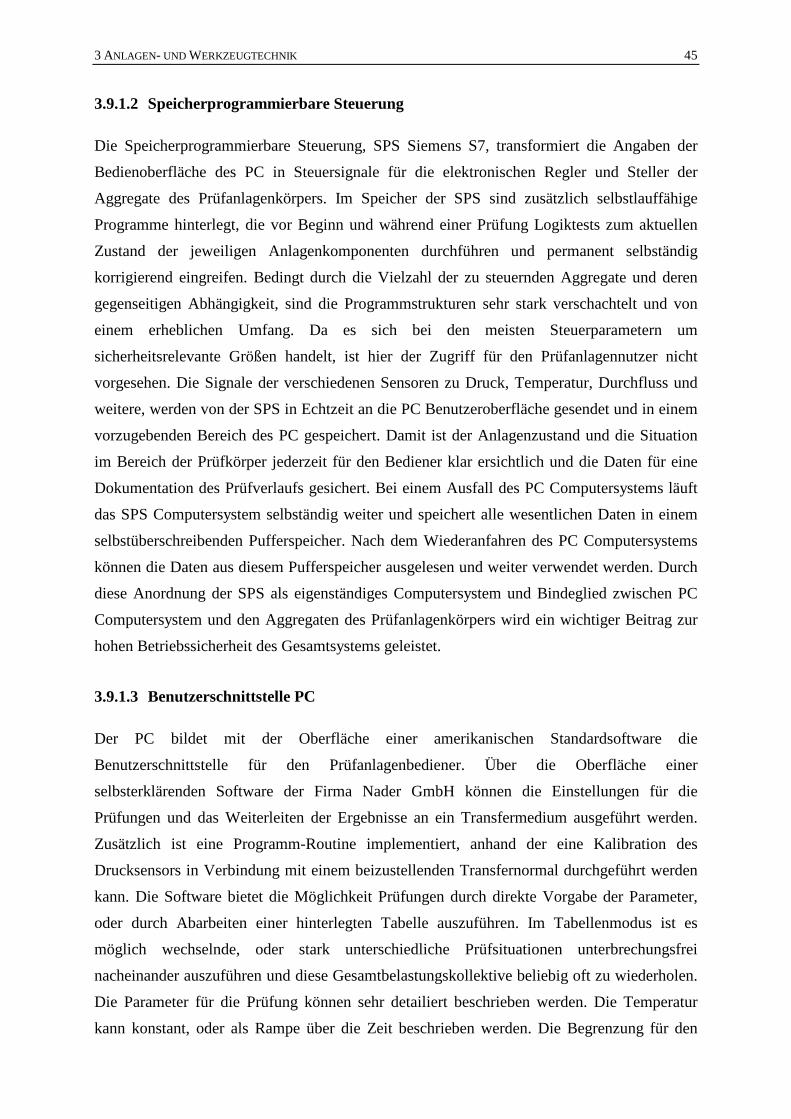
3 ANLAGEN- UND WERKZEUGTECHNIK 45
3.9.1.2 Speicherprogrammierbare Steuerung
Die Speicherprogrammierbare Steuerung, SPS Siemens S7, transformiert die Angaben der
Bedienoberfläche des PC in Steuersignale für die elektronischen Regler und Steller der
Aggregate des Prüfanlagenkörpers. Im Speicher der SPS sind zusätzlich selbstlauffähige
Programme hinterlegt, die vor Beginn und während einer Prüfung Logiktests zum aktuellen
Zustand der jeweiligen Anlagenkomponenten durchführen und permanent selbständig
korrigierend eingreifen. Bedingt durch die Vielzahl der zu steuernden Aggregate und deren
gegenseitigen Abhängigkeit, sind die Programmstrukturen sehr stark verschachtelt und von
einem erheblichen Umfang. Da es sich bei den meisten Steuerparametern um
sicherheitsrelevante Größen handelt, ist hier der Zugriff für den Prüfanlagennutzer nicht
vorgesehen. Die Signale der verschiedenen Sensoren zu Druck, Temperatur, Durchfluss und
weitere, werden von der SPS in Echtzeit an die PC Benutzeroberfläche gesendet und in einem
vorzugebenden Bereich des PC gespeichert. Damit ist der Anlagenzustand und die Situation
im Bereich der Prüfkörper jederzeit für den Bediener klar ersichtlich und die Daten für eine
Dokumentation des Prüfverlaufs gesichert. Bei einem Ausfall des PC Computersystems läuft
das SPS Computersystem selbständig weiter und speichert alle wesentlichen Daten in einem
selbstüberschreibenden Pufferspeicher. Nach dem Wiederanfahren des PC Computersystems
können die Daten aus diesem Pufferspeicher ausgelesen und weiter verwendet werden. Durch
diese Anordnung der SPS als eigenständiges Computersystem und Bindeglied zwischen PC
Computersystem und den Aggregaten des Prüfanlagenkörpers wird ein wichtiger Beitrag zur
hohen Betriebssicherheit des Gesamtsystems geleistet.
3.9.1.3 Benutzerschnittstelle PC
Der PC bildet mit der Oberfläche einer amerikanischen Standardsoftware die
Benutzerschnittstelle für den Prüfanlagenbediener. Über die Oberfläche einer
selbsterklärenden Software der Firma Nader GmbH können die Einstellungen für die
Prüfungen und das Weiterleiten der Ergebnisse an ein Transfermedium ausgeführt werden.
Zusätzlich ist eine Programm-Routine implementiert, anhand der eine Kalibration des
Drucksensors in Verbindung mit einem beizustellenden Transfernormal durchgeführt werden
kann. Die Software bietet die Möglichkeit Prüfungen durch direkte Vorgabe der Parameter,
oder durch Abarbeiten einer hinterlegten Tabelle auszuführen. Im Tabellenmodus ist es
möglich wechselnde, oder stark unterschiedliche Prüfsituationen unterbrechungsfrei
nacheinander auszuführen und diese Gesamtbelastungskollektive beliebig oft zu wiederholen.
Die Parameter für die Prüfung können sehr detailiert beschrieben werden. Die Temperatur
kann konstant, oder als Rampe über die Zeit beschrieben werden. Die Begrenzung für den
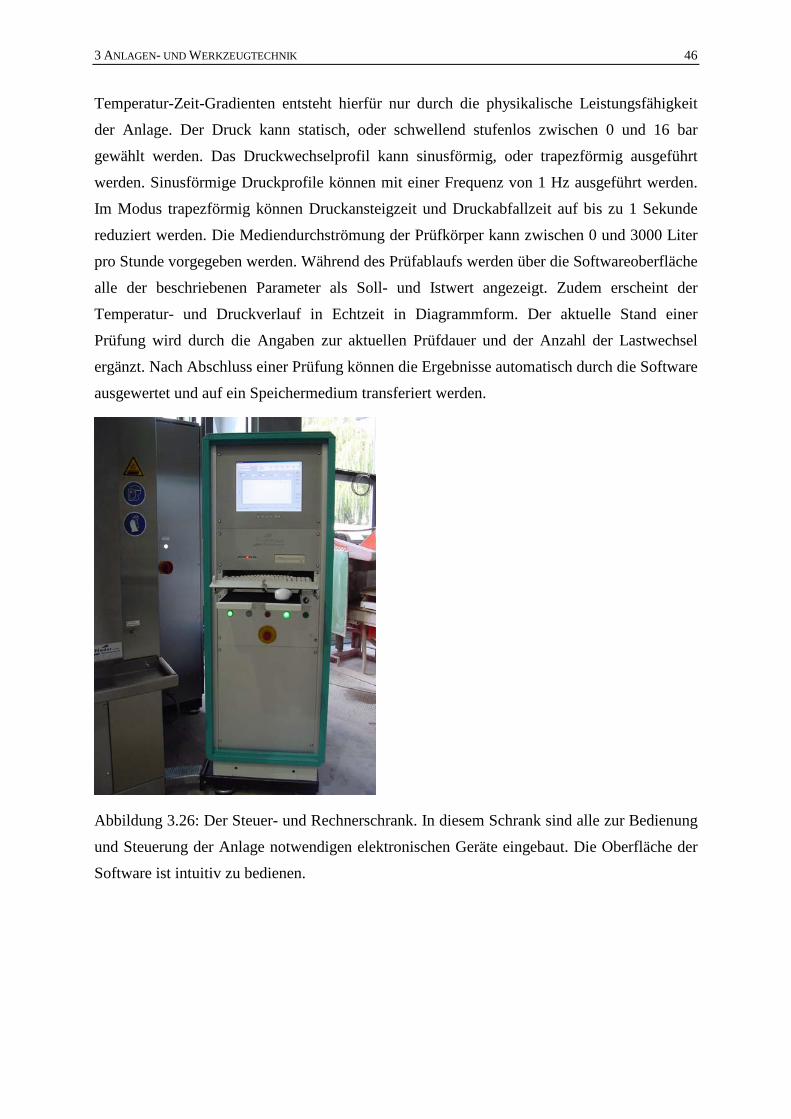
3 ANLAGEN- UND WERKZEUGTECHNIK 46
Temperatur-Zeit-Gradienten entsteht hierfür nur durch die physikalische Leistungsfähigkeit
der Anlage. Der Druck kann statisch, oder schwellend stufenlos zwischen 0 und 16 bar
gewählt werden. Das Druckwechselprofil kann sinusförmig, oder trapezförmig ausgeführt
werden. Sinusförmige Druckprofile können mit einer Frequenz von 1 Hz ausgeführt werden.
Im Modus trapezförmig können Druckansteigzeit und Druckabfallzeit auf bis zu 1 Sekunde
reduziert werden. Die Mediendurchströmung der Prüfkörper kann zwischen 0 und 3000 Liter
pro Stunde vorgegeben werden. Während des Prüfablaufs werden über die Softwareoberfläche
alle der beschriebenen Parameter als Soll- und Istwert angezeigt. Zudem erscheint der
Temperatur- und Druckverlauf in Echtzeit in Diagrammform. Der aktuelle Stand einer
Prüfung wird durch die Angaben zur aktuellen Prüfdauer und der Anzahl der Lastwechsel
ergänzt. Nach Abschluss einer Prüfung können die Ergebnisse automatisch durch die Software
ausgewertet und auf ein Speichermedium transferiert werden.
Abbildung 3.26: Der Steuer- und Rechnerschrank. In diesem Schrank sind alle zur Bedienung
und Steuerung der Anlage notwendigen elektronischen Geräte eingebaut. Die Oberfläche der
Software ist intuitiv zu bedienen.
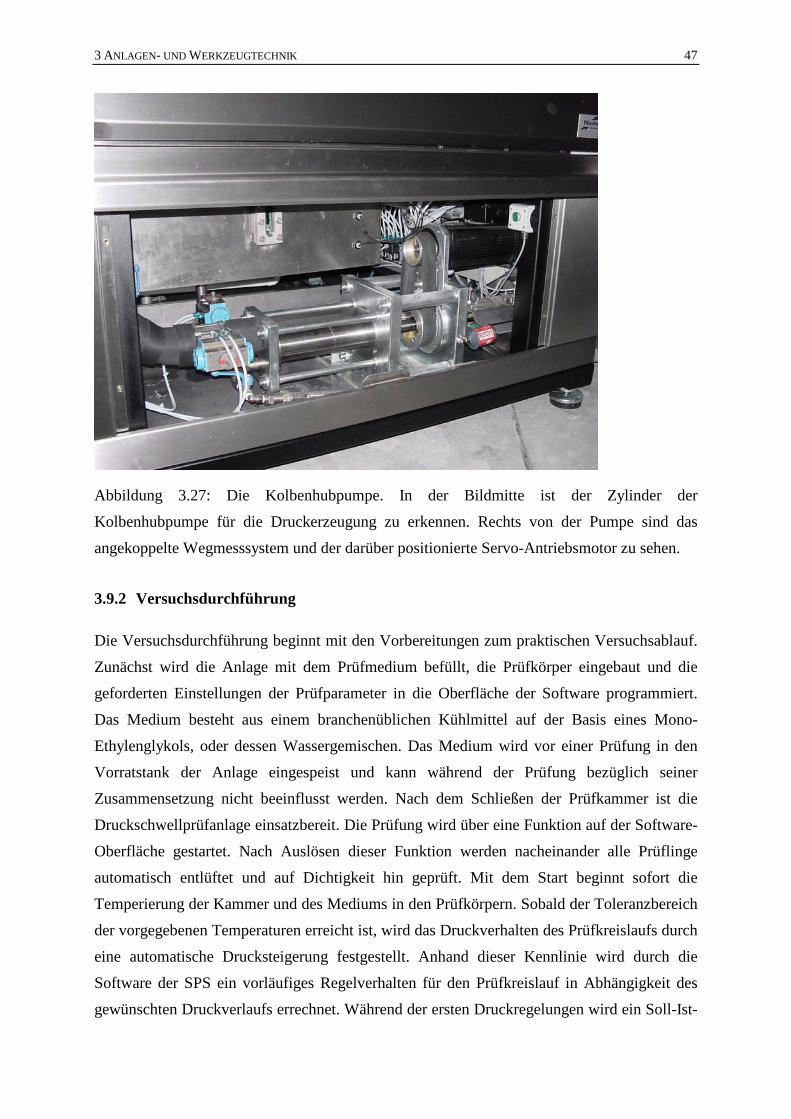
3 ANLAGEN- UND WERKZEUGTECHNIK 47
Abbildung 3.27: Die Kolbenhubpumpe. In der Bildmitte ist der Zylinder der
Kolbenhubpumpe für die Druckerzeugung zu erkennen. Rechts von der Pumpe sind das
angekoppelte Wegmesssystem und der darüber positionierte Servo-Antriebsmotor zu sehen.
3.9.2 Versuchsdurchführung
Die Versuchsdurchführung beginnt mit den Vorbereitungen zum praktischen Versuchsablauf.
Zunächst wird die Anlage mit dem Prüfmedium befüllt, die Prüfkörper eingebaut und die
geforderten Einstellungen der Prüfparameter in die Oberfläche der Software programmiert.
Das Medium besteht aus einem branchenüblichen Kühlmittel auf der Basis eines Mono-
Ethylenglykols, oder dessen Wassergemischen. Das Medium wird vor einer Prüfung in den
Vorratstank der Anlage eingespeist und kann während der Prüfung bezüglich seiner
Zusammensetzung nicht beeinflusst werden. Nach dem Schließen der Prüfkammer ist die
Druckschwellprüfanlage einsatzbereit. Die Prüfung wird über eine Funktion auf der Software-
Oberfläche gestartet. Nach Auslösen dieser Funktion werden nacheinander alle Prüflinge
automatisch entlüftet und auf Dichtigkeit hin geprüft. Mit dem Start beginnt sofort die
Temperierung der Kammer und des Mediums in den Prüfkörpern. Sobald der Toleranzbereich
der vorgegebenen Temperaturen erreicht ist, wird das Druckverhalten des Prüfkreislaufs durch
eine automatische Drucksteigerung festgestellt. Anhand dieser Kennlinie wird durch die
Software der SPS ein vorläufiges Regelverhalten für den Prüfkreislauf in Abhängigkeit des
gewünschten Druckverlaufs errechnet. Während der ersten Druckregelungen wird ein Soll-Ist-
3 ANLAGEN- UND WERKZEUGTECHNIK 48
Vergleich zur Optimierung des Regelverhaltens durchgeführt. Diese Optimierungsrechnungen
und unmittelbar folgenden Korrekturen des Regelverhaltens setzen während der gesamten
Prüfung ein wenn der vorgegebene Toleranzbereich des Druckverlaufs überschritten wird. Bei
größeren Abweichungen die in einer definierten Zeitspanne eintreten wird die Prüfung
automatisch unterbrochen und die Dichtigkeit der einzelnen Prüfkörper abgeprüft. In
Abhängigkeit der einzustellenden Leckagemenge pro Zeit wird der individuelle Prüfkörper in
den Kreislauf hinein, oder heraus geschaltet. Danach folgen eine Kennlinienermittlung und
das Fortführen der Prüfung. Die Prüfung ist beendet wenn alle Prüflinge ausgefallen sind, oder
eine Prüfzeit, oder eine Anzahl Druckschwellzyklen erreicht werden.
4 MATERIALENTWICKLUNG 49
4 MATERIALENTWICKLUNG
Für dieses BMBF-Projekt „Qualitätssicherung bei der Herstellung von
Kunststoffmedienleitungen mittels der innovativen Wasserinjektionstechnik“ werden von der
A. Schulman GmbH, Kerpen, speziell auf den WIT-Prozess abgestimmte
Kunststoffcompounds entwickelt. Hierfür wurde in folgenden Schritten vorgegangen:
1. Entwicklung geeigneter Kunststoffcompounds und deren Herstellung im Labormaßstab
2. Optimierung der Versuchsmaterialtypen nach Abmusterungsversuchen beim IKV Aachen
3. Scale-Up und Bereitstellung der Versuchmaterialien
4.1 Entwicklung und Optimierung der Materialien
Bei der Entwicklung der Materialien wird zwischen Materialien für den 1K und 2K- Prozess
unterschieden. Während beim 1K-Prozess ein Material das komplette Anforderungsprofil
abdecken muss, werden beim 2K-Prozess die Anforderungen auf die einzelnen Partner des
Verbundes verteilt. Die Anforderungen an die Materialien sind je nach Prozess in Abbildung
4.1 dargestellt.
Materialien für den 1K-Prozess
Um die Verarbeitbarkeit abschätzen zu können, werden dem IKV, Aachen, vorab fünf
Materialvarianten für Versuche bzgl. der Verarbeitbarkeit zur Verfügung gestellt. Die
Abmusterungsergebnisse sind hinsichtlich der Hohlraumausbildung bereits akzeptabel, jedoch
lässt sich bei einem Material eine Lunkerbildung in der Restwand nicht vollständig
unterbinden. Bei einem anderen Material sind deutliche Glasfaserauswaschungen, teilweise
sogar Glasfasernester, im Fluidkanal zu finden.
Aufbauend auf diesen Ergebnissen werden die Rezepturen hinsichtlich folgender Parameter
verbessert:
• Die Rekristallisationsdynamik wird mit speziellen Additiven balanciert: Diese ist
insbesondere für das Aufblasverfahren von Bedeutung, da es hier durch die kurze
Verzögerung zwischen der Teilfüllung der Kavität mit Kunststoffschmelze und der
Injektion des Wassers zu Markierungen an der Bauteiloberfläche
(Umschaltmarkierung) kommen kann. Letztere entstehen für gewöhnlich, wenn die
Kunststoffschmelze zu schnell rekristallisiert, wohingegen bei zu langsamer
Rekristallisation der Injektor nicht mehr ausreichend abgedichtet werden kann. Daher
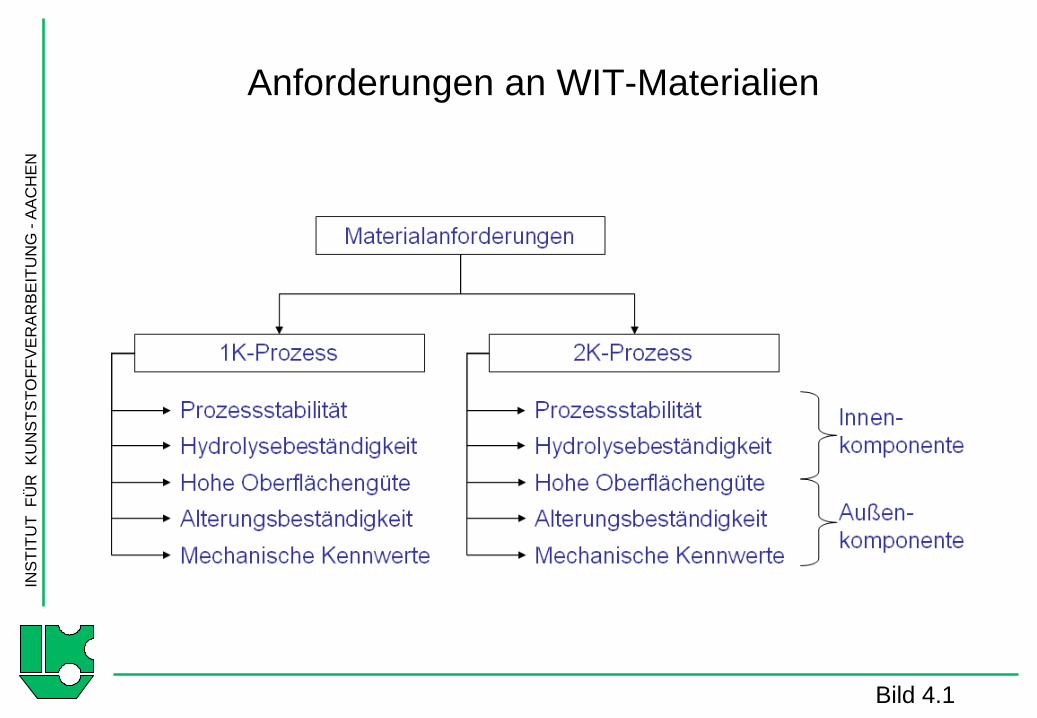
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Anforderungen an WIT-Materialien
Bild 4.1
4 MATERIALENTWICKLUNG 50
muss ein Bereich gefunden werden, in dem beide Anforderungen bestmöglich erfüllt
werden können.
• Die Langzeitwärmestabilisierung wird insbesondere hinsichtlich der Extraktions-
beständigkeit der Additivierung bei einer Umspülung mit Wasser optimiert. Neben den
für Polyamide üblichen Stabilisatoren die das Material vor Abbau während der
Verarbeitung schützen, kommen für eine Hitzestabilisierung Kupferkomplex- und
aminische Stabilisierungssystem in Frage.
• Die Hydrolysestabilität wird durch entsprechende Stabilisierung und den Einsatz
speziell hierfür entwickelter Glasfasern verbessert.
• Die Fließfähigkeit zur gleichförmigen Hohlraumausbildung während des Prozesses
wird eingestellt. Dies wird erzielt durch Eingrenzung des Viskositätsbereiches und die
Einstellung der Glasfaserlängenverteilung.
Darüber hinaus werden zum Erreichen eines guten mechanischen Eigenschaftsprofils
intensive Versuche zur Auswahl einer geeigneten Glasfaser durchgeführt. Zusätzlich wird bei
einer Materialvariante ein Teil der Glasfasern durch Glaskugeln ersetzt. Dies hat zwar einen
leichten Einfluss auf die mechanischen Eigenschaften (geringere Festigkeiten,
Schlagzähigkeiten), jedoch auch einen positiven Effekt auf die Oberflächenqualität und das
Fließverhalten. In den folgenden Versuchen zeigt sich, dass hierdurch das Ausräumverhalten,
d.h. die gleichmäßige Hohlraumausbildung, verbessert werden kann.
Als Ergebnis der Optimierungsphase werden dem Konsortium drei unterschiedliche
Compounds für weitere Versuche zur Verfügung gestellt. Alle drei Materialien liefern bei den
praktischen WIT-Spritzgießversuchen deutlich bessere Ergebnisse als die zuvor eingesetzten
Typen. Das Material Schulamid® 66 GF 30 WIT K1994 Schwarz 96.8107 Vers.2 liefert nach
den Auswertungen die besten Resultate und wird daher für die weiteren Untersuchungen des
1K-Prozesses verwendet.
Materialien für den 2K-Prozess
Neben der Bereitstellung von Materialien zur Herstellung von einschichtigen Rohren werden
Materialien für mehrschichtige Rohre zur Verfügung gestellt, die mittels des 2K-Prozesses
hergestellt werden sollen. Aufgrund der im Vergleich zu Polyamid erhöhten
Hydrolysestabilität von Polypropylen wird zunächst ein speziell modifiziertes, 30 %
kurzglasfaserverstärktes Polypropylen als Innenkomponente verwendet. Als
Außenkomponente wird nach Vorversuchen mit Varianten aus 30 % glasfaserverstärktem
Polyamid 6, Polyamid 66 und Polyamid 6/66 ein Schulamid® 66 GF 30 Schwarz verwendet.
Wichtige Randbedingung zur Vermeidung von Ablösungen der inneren von der äußeren
4 MATERIALENTWICKLUNG 51
Schicht ist hierbei, dass das Kernmaterial ein ähnliches Schwindungsverhalten wie das äußere
Material aufweisen muss.
Im Rahmen der weiteren Abmusterungsversuche kommt es jedoch zunächst aufgrund der
fehlenden Verträglichkeit zwischen den beiden Komponenten zu einem Ablösen der
Polypropylen- von der Polyamid-Schicht. Dies kann durch Materialvarianten mit verbesserter
Kopplung behoben werden. Ein zweites Problem besteht in der Ausdünnung der Innenschicht
zum Fließwegende. Um die Wanddickenverteilung gleichmäßiger zu gestalten, werden zwei
Typen mit verbesserter Fließfähigkeit und Haftung hergestellt. Während es sich bei der ersten
um eine Variante der zuvor bemusterten glasfaserverstärkten Type handelt, ist die zweite mit
Talkum gefüllt. Da sich die letztere Variante hinsichtlich ihrer Verarbeitbarkeit besser verhält,
werden weitere Versuche mit verschiedenen Anteilen an Talkum gemacht. Als Ergebnis der
Vorversuche werden die beiden Typen Polyfort® FPP FX 1010 E BLAU 48285 (10 %
talkumverstärkte Type) und Polyfort® FPP FX 5100 E BLAU 48285 (unverstärkte Type)
bereitgestellt.
Die positive Bewertung aus den Vorversuchen hinsichtlich der Prozesssicherheit kann in der
folgenden Abmusterung leider nicht bestätigt werden. Das prinzipielle Abformungsverhalten
der Typen wird zwar als positiv bewertet, jedoch zeigt sich, dass aufgrund der geringeren
Steifigkeit des Materials eine ausreichende Abdichtung des Injektorbereiches nicht mehr
gegeben und damit eine konstant gleichmäßige Hohlraumausbildung nicht erzielbar ist. Daher
wird ein etwas steiferes Material mit 20 % Talkumanteil mit Namen POLYFORT® FPP 20
TE WIT NATUR entwickelt, mit dem die gewünschte Hohlraumausbildung konstant
eingestellt werden kann. Diese Type wird für die anschließenden 2K-Versuche bereitgestellt.
4.2 Durchführung des Scale-Up
Wie oben beschrieben, beziehen sich die Scale-Up Versuche lediglich auf die Polyamid-
Typen, welche für die Folgeversuche in größeren Mengen zur Verfügung gestellt werden
müssen. Das Scale-Up erfolgt hierbei in zwei Schritten auf dichtkämmenden
Gleichdralldoppelschneckenextrudern – sogenannten Zweischneckenknetern (ZSK) – mit
unterschiedlichen Durchmessern.
In dem ersten Schritt wird zunächst eine Kleinmenge von 1100 kg des Materials
SCHULAMID® 66 GF 30 WIT K1994 Vers.3 hergestellt. Für diesen Versuch wird eine
Produktionslinie für Kleinmuster mit einem Schneckendurchmesser von 40 mm und einem
L/D-Verhältnis von 40 verwendet. Durch gezielte Einstellung der Faserdosierung kann die
4 MATERIALENTWICKLUNG 52
erforderliche Glasfaserverteilung im Endprodukt den Produktanforderungen angepasst
werden.
Im zweiten Schritt werden dann zusätzlich zur dieser Kleinmenge die vom Konsortium
ausgewählten Typen SCHULAMID 66 GF 30 WIT K1994 SCHWARZ 96.8107 VERS.2 und
SCHULAMID 66 GF 30 WIT K1994 SCHWARZ 96.8107 VERS.3 in größerer Menge auf einer
regulären Produktionslinie mit einem Schneckendurchmesser von 58 mm und einem L/D-
Verhältnis von 43 hergestellt. Die Überprüfung der qualitätsrelevanten Daten von Artikel
SCHULAMID® 66 GF 30 WIT K1994 Vers.3 zeigt, dass die zweite Charge in allen technisch
relevanten Kennwerten in großer Übereinstimmung mit der Vorpartie und den Eigenschaften
der im Labor hergestellten Muster liegt. Die Eigenschaften des Artikels SCHULAMID® 66 GF 30 WIT K1994 Vers.2 werden direkt mit denen des Labormusters verglichen, wobei auch
hier alle technischen Vorgaben erfüllt werden.
4.3 Ergebnis der Materialentwicklung
Als Ergebnis der Materialentwicklung kann festgehalten werden, dass es je nach Variante des
WIT-Prozesses sinnvoll ist, auf eine spezifische Materialentwicklung zurückzugreifen. So hat
sich die hinsichtlich ihrer Haftung zur polyolefinischen Innenkomponente modifizierte
Variante für den 2K-Prozess als zielführend erwiesen. Ebenso kann bei dem 1K-Prozess
weiter zwischen den verschiedenen Verfahrensvarianten differenziert werden. Das letztlich
verwendete Material SCHULAMID® 66 GF 30 WIT K1994 Vers.2 ist in diesem
Zusammenhang eine von ihrem Eigenschaftsprofil relativ breit aufgestellte Type. Je nach
Fokussierung auf einen speziellen Prozess wären hier noch weitere Optimierungen, aber auch
Kostenersparnisse denkbar.
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 53
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG
5.1 Versuchsmaterialien
Für die Voruntersuchungen kommt ein Standard-Polypropylen vom Typ PP 505 P, der Firma
Sabic Deutschland GmbH, Düsseldorf, zum Einsatz. Polypropylen lässt sich erfahrungsgemäß
problemlos mit der WIT verarbeiten und zeichnet sich durch ein großes Prozessfenster aus.
Die 1K-Prozessuntersuchungen werden mit dem WIT-modifizierten glasfaserverstärkten
Polyamid des Typs Schulamid 66 GF 30 WIT K1994 Schwarz 96.8107 Vers.3 der Firma A.
Schulman GmbH, Kerpen, durchgeführt. Für die Herstellung einer großen Anzahl prüffähiger
1K-Rohre kommt das Serienmaterial A3HG6 der BASF SE, Ludwigshafen zum Einsatz.
Dabei handelt es sich um ein hydrolysestabilisiertes Polyamid 6.6 mit einem Glasfasergehalt
von 30 %.
Bei den 2K-Prozessuntersuchungen kommt als Kernkomponente ein haftmodifiziertes
Polypropylen vom Typ Admer® QB520E der Mitsui Chemicals Europe GmbH, Düsseldorf,
zum Einsatz. Als Hautkomponente wurde das glasfaserverstärktes Polyamid (Glasfasergehalt
30 %) vom Typ Schulamid 66 GF 30 WIT K1994 Schwarz 96.8107 Vers.3 der Firma A.
Schulman GmbH verwendet. Weiter werden zur Herstellung prüffähiger 2K-Rohre als
Kernkomponenten das PP Polyfort FPP 20 TE sowie zum Vergleich der Eigenschaften das
PP 505 P eingesetzt.
5.2 Voruntersuchungen
In diesem Kapitel wird die erforderliche Vorgehensweise beschrieben, um anhand von online
ermittelten Ultraschalllaufzeiten quantitative Aussagen über die Restwanddicke zu
ermöglichen. Insbesondere wird hier die starke Abhängigkeit der Schallgeschwindigkeit von
Temperatur und Druck des Kunststoffs, sowie die Inhomogenität der Temperaturverteilung in
der Restwand beim WIT-Prozess aufgezeigt. Als Untersuchungsmaterial kommt das
Polypropylen vom Typ PP 505 P zum Einsatz. Die Untersuchung gliedert sich in
verschiedene Schritte. Zunächst wird die materialspezifische Schallgeschwindigkeit abhängig
von Temperatur und Druck ermittelt. Da die Temperaturverteilung im Bauteil in der Praxis
nicht ohne weiteres messbar ist, wird sie über eine Simulationsrechnung angenähert. Mit den
Ergebnissen der Messzelle und der simulierten Temperaturverteilung werden nun die
temperaturspezifische Schallgeschwindigkeitsverteilung und damit die Laufzeit in der
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 54
Restwand bestimmt. Zur Verifikation der Simulationsergebnisse werden mit dem oben
angegebenen Material reale Bauteile im WIT-Verfahren hergestellt.
5.2.1 Ermittlung von Materialkennwerten mittels US-Messzelle
Die Schallgeschwindigkeit in Kunststoffen hängt in großem Maße von der Temperatur und
dem Druck ab. Will man Wanddicken mittels Ultraschalllaufzeiten quantitativ genau
bestimmen, so ist die exakte Kenntnis der materialspezifischen Schallgeschwindigkeit c (ϑ, p)
zwingend erforderlich. Für die US-Charakterisierung des Versuchsmaterials wird eine am
IKV entwickelte Messzelle benutzt. Diese gestattet es, die Schallgeschwindigkeit über den
gesamten für die WIT relevanten Bereich in Abhängigkeit von Druck und Temperatur zu
ermitteln. Im Rahmen der Vorversuche wurde die Schallgeschwindigkeit über folgende
Intervalle bestimmt:
• 40 °C < ϑ < 220 °C
• 0 bar < p < 300 bar
Die Ultraschalllaufzeit t wird dabei im Transmissionsverfahren, auch Durchschall-Verfahren
genannt, ermittelt. Dabei werden zwei Prüfköpfe verwendet. Ein Prüfkopf sendet eine
Schallwelle aus, während ein zweiter diese empfängt. Das Material wird dabei durchschallt.
Bei der Messzelle handelt es sich um ein Tauchkantenwerkzeug, welches beidseitig auf den
Werkzeugtischen einer Zug-Druck-Prüfmaschine aufgespannt werden kann. Das Werkzeug ist
elektrisch temperierbar und verfügt im Bereich der Kavität über zwei Thermoelemente zur
Erfassung der Oberflächentemperaturen von oberer und unterer Kavitätswand (ϑo und ϑu).
Zudem ist ein Drucksensor zur Erfassung des Kavitätsinnendrucks p integriert. Ein am
Werkzeug angebrachter Wegaufnehmer lässt die Ermittlung der Spalthöhe h zu. An oberer
und unterer Werkzeughälfte ist je ein piezoelektrischer Ultraschall-Prüfkopf angebracht.
Abbildung 5.1 zeigt schematisch den Aufbau der Messzelle.
Das zu untersuchende thermoplastische Probenmaterial wird zunächst in die Kavität eingefüllt
und dann im geschlossenen Werkzeug unter Druck aufgeschmolzen. Anschließend wird die
Werkzeugtemperatur auf die Versuchstemperatur abgesenkt und die Messung initiiert.
Zu Beginn des Versuchs liegt der Werkzeuginnendruck geringfügig über dem
Umgebungsdruck. Dann wird das Werkzeug durch Vorgabe einer konstanten
Vorschubgeschwindigkeit weiter zugefahren, was zu einer stetigen Druckerhöhung in der
Kavität führt. Die Messwerterfassung nimmt jeweils bei einer Druckerhöhung um 20 bar
folgende Daten auf:
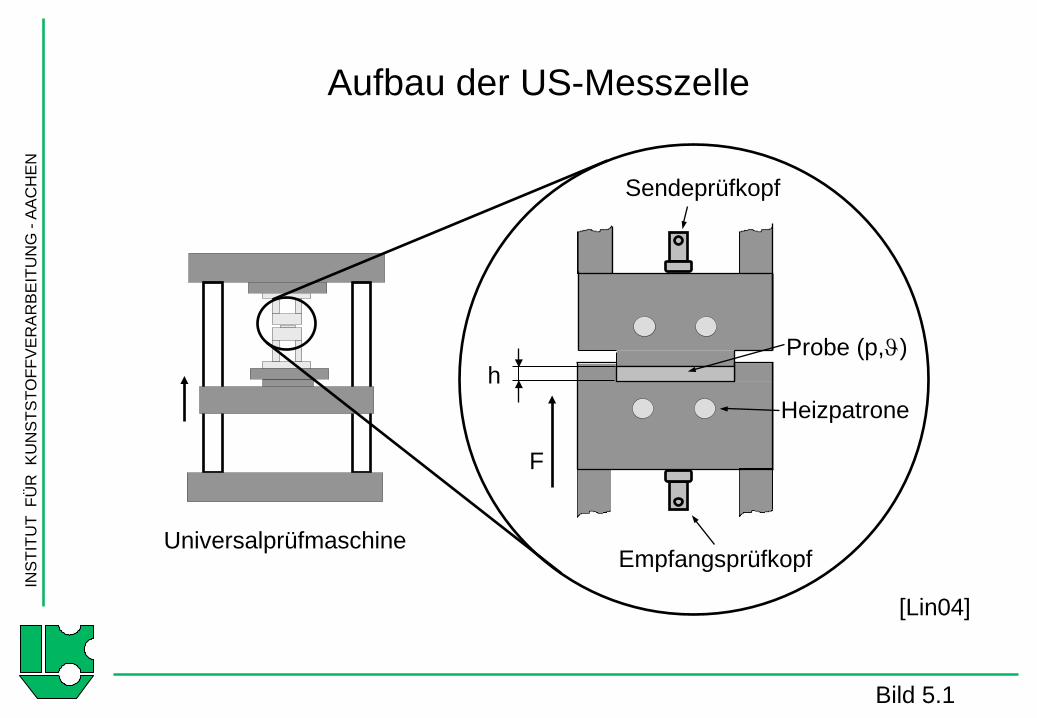
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.1
Aufbau der US-Messzelle
Universalprüfmaschine
Probe (p,ϑ)
Sendeprüfkopf
Empfangsprüfkopf
hHeizpatrone
F
[Lin04]
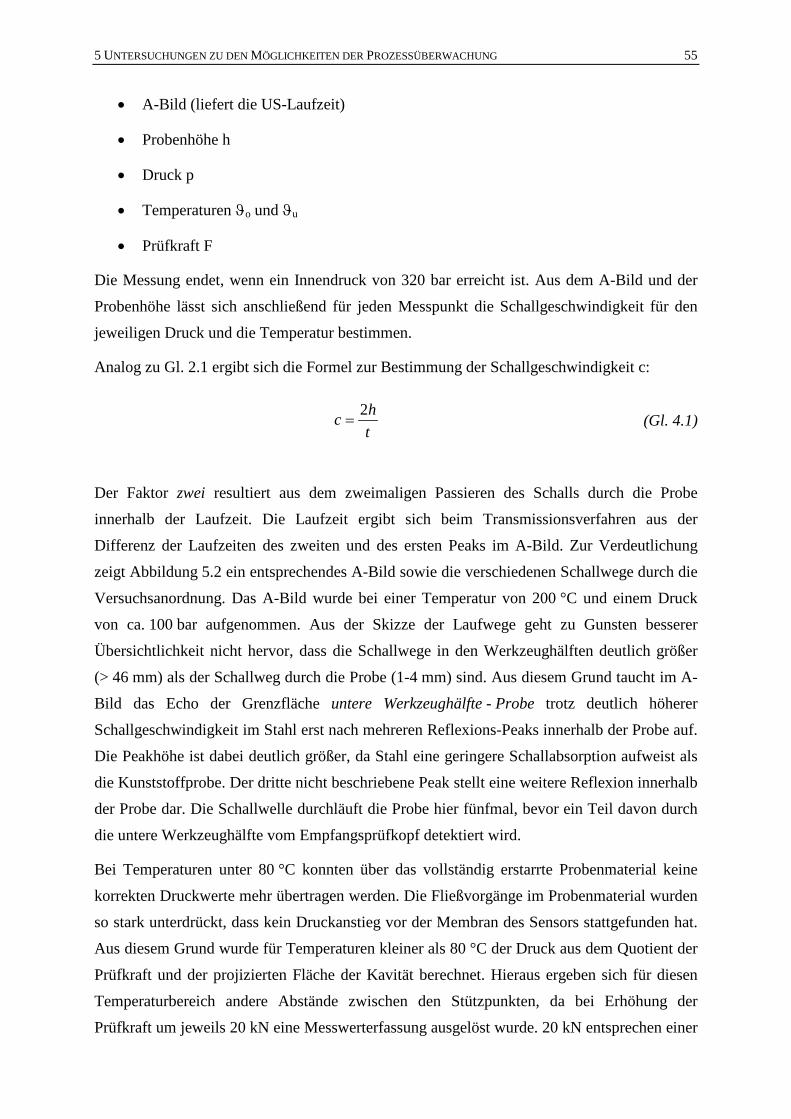
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 55
• A-Bild (liefert die US-Laufzeit)
• Probenhöhe h
• Druck p
• Temperaturen ϑo und ϑu
• Prüfkraft F
Die Messung endet, wenn ein Innendruck von 320 bar erreicht ist. Aus dem A-Bild und der
Probenhöhe lässt sich anschließend für jeden Messpunkt die Schallgeschwindigkeit für den
jeweiligen Druck und die Temperatur bestimmen.
Analog zu Gl. 2.1 ergibt sich die Formel zur Bestimmung der Schallgeschwindigkeit c:
thc 2
= (Gl. 4.1)
Der Faktor zwei resultiert aus dem zweimaligen Passieren des Schalls durch die Probe
innerhalb der Laufzeit. Die Laufzeit ergibt sich beim Transmissionsverfahren aus der
Differenz der Laufzeiten des zweiten und des ersten Peaks im A-Bild. Zur Verdeutlichung
zeigt Abbildung 5.2 ein entsprechendes A-Bild sowie die verschiedenen Schallwege durch die
Versuchsanordnung. Das A-Bild wurde bei einer Temperatur von 200 °C und einem Druck
von ca. 100 bar aufgenommen. Aus der Skizze der Laufwege geht zu Gunsten besserer
Übersichtlichkeit nicht hervor, dass die Schallwege in den Werkzeughälften deutlich größer
(> 46 mm) als der Schallweg durch die Probe (1-4 mm) sind. Aus diesem Grund taucht im A-
Bild das Echo der Grenzfläche untere Werkzeughälfte - Probe trotz deutlich höherer
Schallgeschwindigkeit im Stahl erst nach mehreren Reflexions-Peaks innerhalb der Probe auf.
Die Peakhöhe ist dabei deutlich größer, da Stahl eine geringere Schallabsorption aufweist als
die Kunststoffprobe. Der dritte nicht beschriebene Peak stellt eine weitere Reflexion innerhalb
der Probe dar. Die Schallwelle durchläuft die Probe hier fünfmal, bevor ein Teil davon durch
die untere Werkzeughälfte vom Empfangsprüfkopf detektiert wird.
Bei Temperaturen unter 80 °C konnten über das vollständig erstarrte Probenmaterial keine
korrekten Druckwerte mehr übertragen werden. Die Fließvorgänge im Probenmaterial wurden
so stark unterdrückt, dass kein Druckanstieg vor der Membran des Sensors stattgefunden hat.
Aus diesem Grund wurde für Temperaturen kleiner als 80 °C der Druck aus dem Quotient der
Prüfkraft und der projizierten Fläche der Kavität berechnet. Hieraus ergeben sich für diesen
Temperaturbereich andere Abstände zwischen den Stützpunkten, da bei Erhöhung der
Prüfkraft um jeweils 20 kN eine Messwerterfassung ausgelöst wurde. 20 kN entsprechen einer
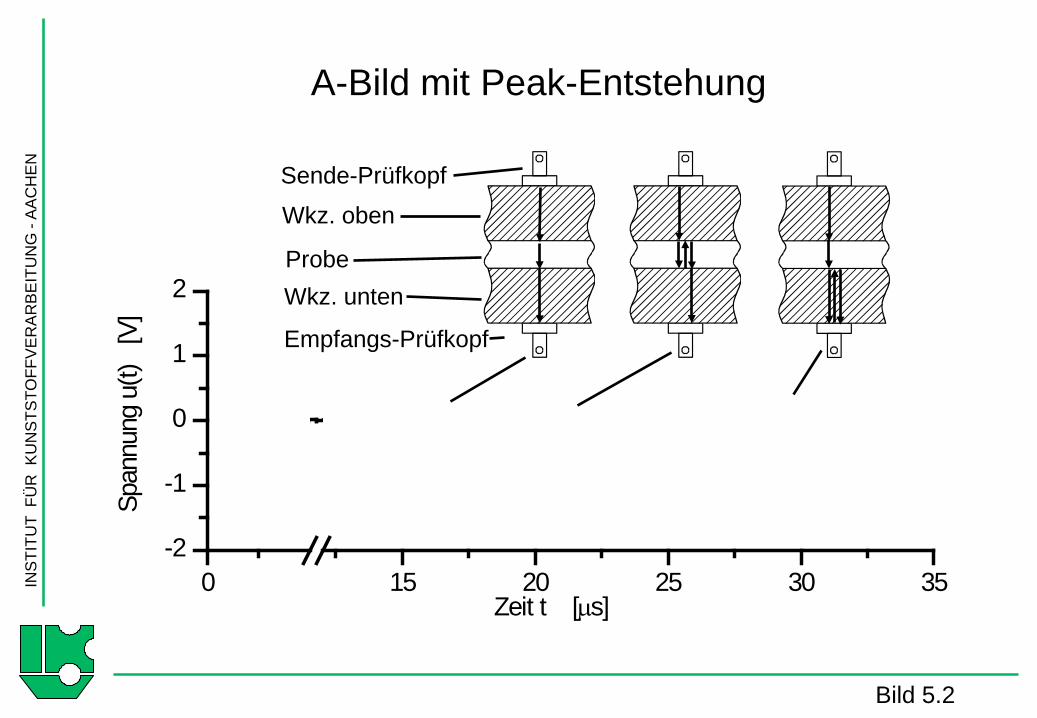
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.2
A-Bild mit Peak-Entstehung
0 15 20 25 30 35-2
-1
0
1
2
Span
nung
u(t)
[V
]
Zeit t [µs]
Sende-Prüfkopf
Wkz. oben
ProbeWkz. unten
Empfangs-Prüfkopf
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 56
rechnerischen Druckerhöhung von ca. 62 bar. Die Abbildungen 5.3 und 5.4 zeigen die
Schallgeschwindigkeit jeweils in Abhängigkeit von Druck bzw. Temperatur. Die Diagramme
zeigen eindeutig, dass die Temperatur einen deutlich größeren Einfluss auf die
Schallgeschwindigkeit hat als der Druck. Aus Abbildung 5.4 wird deutlich, dass die
Schallgeschwindigkeit im Temperaturbereich um 140 °C einen regelrechten Sprung vollzieht.
Dies ist vermutlich auf Erstarrungs- und Kristallisationsvorgänge zurückzuführen. In diesem
Bereich liegt außerdem das Maximum der Schallabsorption. Das US-Signal wurde so stark
geschwächt, dass keine Laufzeitmessung möglich war. Sowohl ober- als auch unterhalb dieses
kritischen Bereichs kann die Schallgeschwindigkeit jedoch sehr gut durch eine lineare
Funktion angenähert werden. Weiter fällt auf, dass die Schallgeschwindigkeit bei einer
Temperatur von 120 °C bei allen Druckmessungen ein lokales Maximum durchläuft. Auch
wenn Messungenauigkeiten als Ursache nicht auszuschließen sind, kommt die
Geschwindigkeitserhöhung vermutlich durch Morphologieeffekte zustande. Da alle
Temperaturstufen durch Abkühlung vom Schmelzetemperaturniveau erreicht werden, und
somit bei jeder Temperaturstufe ein anderer Abkühlverlauf vorliegt, muss davon ausgegangen
werden, dass bei jeder Probe eine unterschiedliche Morphologie- bzw. Kristallitstruktur
vorliegt. Wenn also das Maximum der Kristallitwachstumsgeschwindigkeit im
Temperaturbereich um 120 °C liegt, ergeben sich aus der langen Verweilzeit der Probe bei
dieser Temperatur sowohl ein hoher Kristallisationsgrad als auch große
Sphärolithdurchmesser, da das Wachstum nicht durch Kühlung unter den
Kristallitwachstumstemperaturbereich gestoppt wird. Beide Effekte bewirken eine Zunahme
des E-Moduls und somit auch der Schallgeschwindigkeit, da diese unmittelbar von den
mechanischen Eigenschaften des Materials abhängig ist [Mic99].
Abbildung 5.5 zeigt die für die Simulation relevante Abhängigkeit von Schallgeschwindigkeit
und Temperatur für einen Druck von 90 bar. Während der praktischen Versuche lag der
Wasserdruck zwischen 75 und 100 bar. Außerdem ist dort der Verlauf der linearen
Näherungsfunktionen aufgezeigt.
Für die jeweiligen Bereiche kann die Schallgeschwindigkeit c in Abhängigkeit der Temperatur
ϑ durch folgende Geradengleichungen angenähert werden:
für ϑ < 140 °C ( ) ϑϑ ⋅−= 56,444,2514c (Gl. 4.2)
für ϑ > 140 °C ( ) ϑϑ ⋅−= 63,129,1456c (Gl. 4.3)
Die Linearisierungsfunktionen werden in diesem Forschungsvorhaben nach der Methode der
kleinsten Fehlerquadrate ohne Gewichtungsfaktoren berechnet.
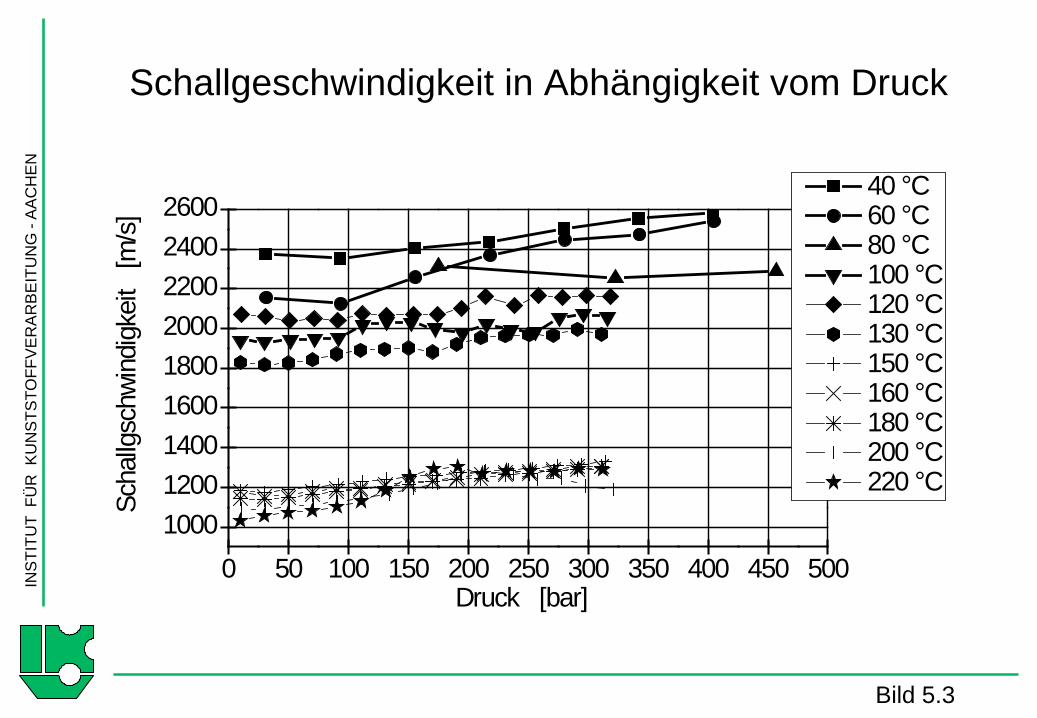
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.3
Schallgeschwindigkeit in Abhängigkeit vom Druck
0 50 100 150 200 250 300 350 400 450 500100012001400160018002000220024002600
Sc
hallg
schw
indi
gkei
t [m
/s]
Druck [bar]
40 °C 60 °C 80 °C 100 °C 120 °C 130 °C 150 °C 160 °C 180 °C 200 °C 220 °C
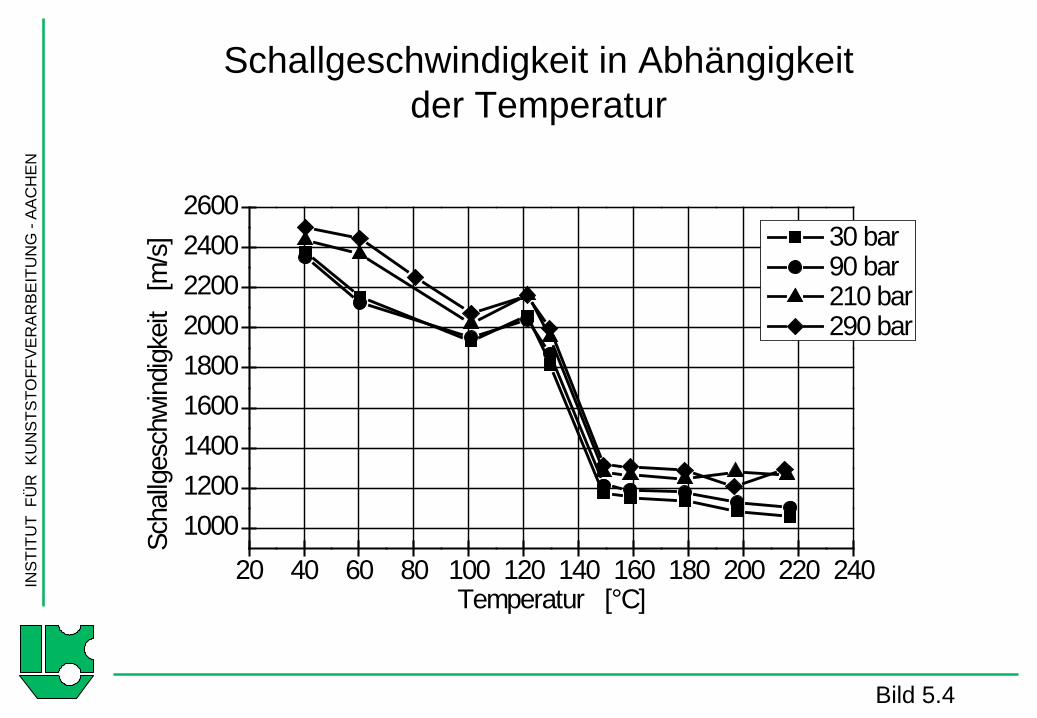
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.4
Schallgeschwindigkeit in Abhängigkeitder Temperatur
20 40 60 80 100 120 140 160 180 200 220 240100012001400160018002000220024002600
Scha
llges
chwi
ndig
keit
[m
/s]
Temperatur [°C]
30 bar 90 bar 210 bar 290 bar
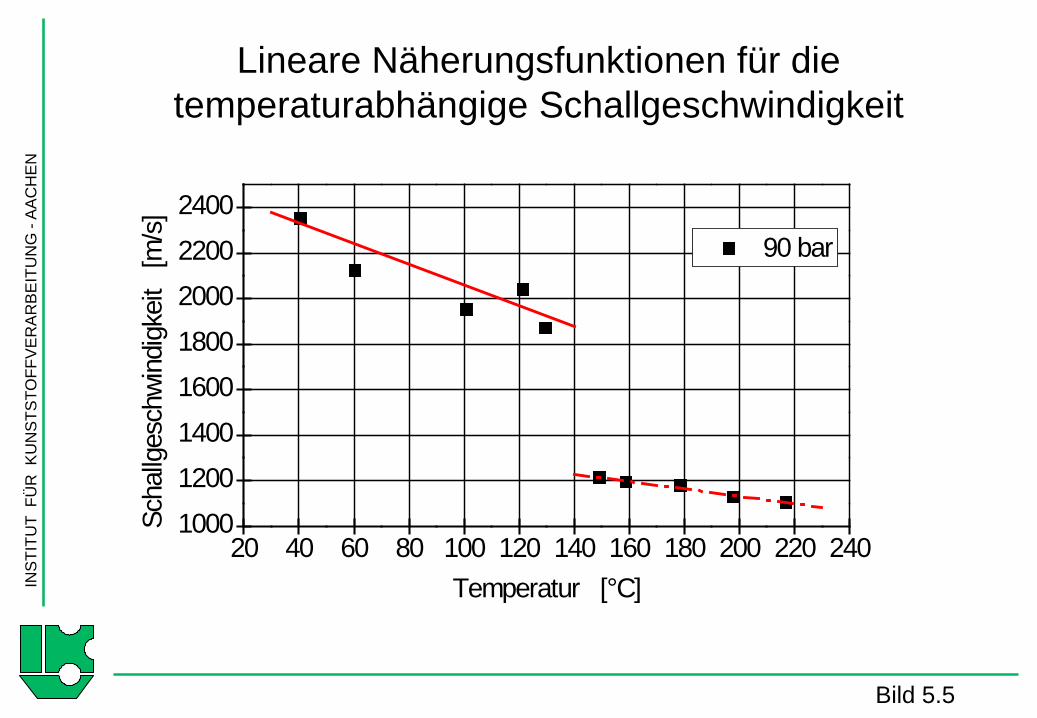
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.5
Lineare Näherungsfunktionen für dietemperaturabhängige Schallgeschwindigkeit
20 40 60 80 100 120 140 160 180 200 220 2401000
12001400
16001800
20002200
2400 90 bar
Scha
llges
chwi
ndig
keit
[m
/s]
Temperatur [°C]
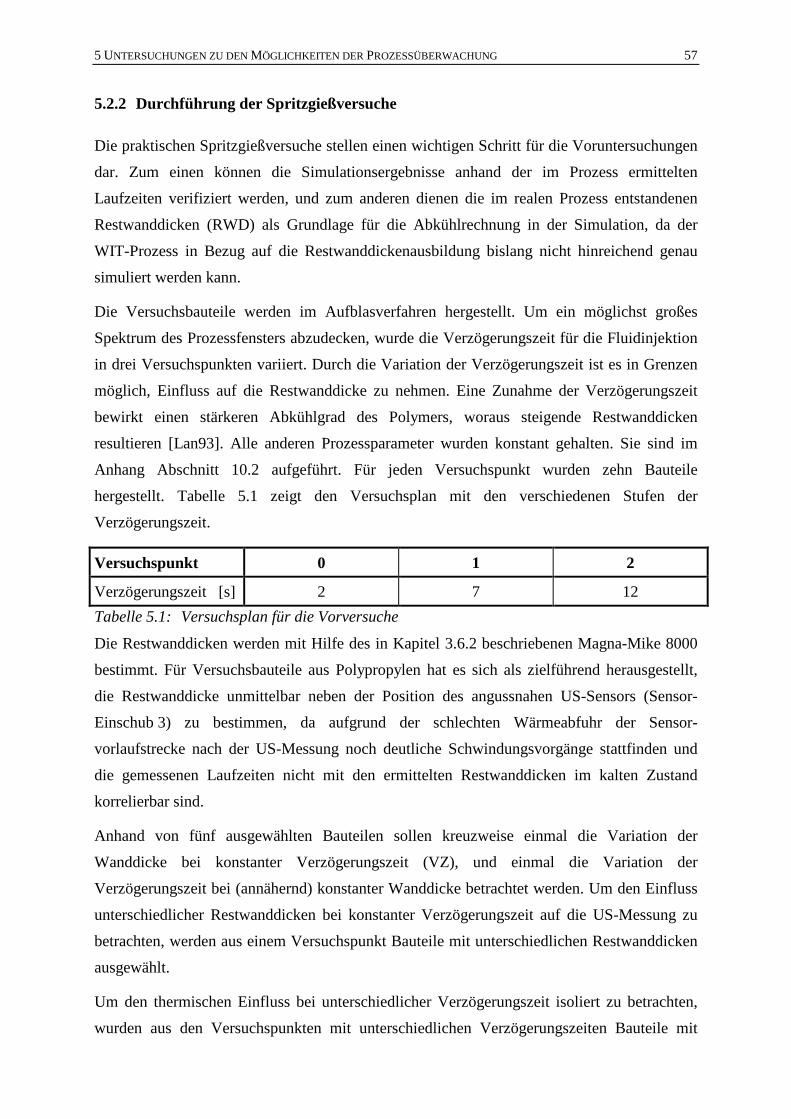
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 57
5.2.2 Durchführung der Spritzgießversuche
Die praktischen Spritzgießversuche stellen einen wichtigen Schritt für die Voruntersuchungen
dar. Zum einen können die Simulationsergebnisse anhand der im Prozess ermittelten
Laufzeiten verifiziert werden, und zum anderen dienen die im realen Prozess entstandenen
Restwanddicken (RWD) als Grundlage für die Abkühlrechnung in der Simulation, da der
WIT-Prozess in Bezug auf die Restwanddickenausbildung bislang nicht hinreichend genau
simuliert werden kann.
Die Versuchsbauteile werden im Aufblasverfahren hergestellt. Um ein möglichst großes
Spektrum des Prozessfensters abzudecken, wurde die Verzögerungszeit für die Fluidinjektion
in drei Versuchspunkten variiert. Durch die Variation der Verzögerungszeit ist es in Grenzen
möglich, Einfluss auf die Restwanddicke zu nehmen. Eine Zunahme der Verzögerungszeit
bewirkt einen stärkeren Abkühlgrad des Polymers, woraus steigende Restwanddicken
resultieren [Lan93]. Alle anderen Prozessparameter wurden konstant gehalten. Sie sind im
Anhang Abschnitt 10.2 aufgeführt. Für jeden Versuchspunkt wurden zehn Bauteile
hergestellt. Tabelle 5.1 zeigt den Versuchsplan mit den verschiedenen Stufen der
Verzögerungszeit.
Versuchspunkt 0 1 2
Verzögerungszeit [s] 2 7 12 Tabelle 5.1: Versuchsplan für die Vorversuche
Die Restwanddicken werden mit Hilfe des in Kapitel 3.6.2 beschriebenen Magna-Mike 8000
bestimmt. Für Versuchsbauteile aus Polypropylen hat es sich als zielführend herausgestellt,
die Restwanddicke unmittelbar neben der Position des angussnahen US-Sensors (Sensor-
Einschub 3) zu bestimmen, da aufgrund der schlechten Wärmeabfuhr der Sensor-
vorlaufstrecke nach der US-Messung noch deutliche Schwindungsvorgänge stattfinden und
die gemessenen Laufzeiten nicht mit den ermittelten Restwanddicken im kalten Zustand
korrelierbar sind.
Anhand von fünf ausgewählten Bauteilen sollen kreuzweise einmal die Variation der
Wanddicke bei konstanter Verzögerungszeit (VZ), und einmal die Variation der
Verzögerungszeit bei (annähernd) konstanter Wanddicke betrachtet werden. Um den Einfluss
unterschiedlicher Restwanddicken bei konstanter Verzögerungszeit auf die US-Messung zu
betrachten, werden aus einem Versuchspunkt Bauteile mit unterschiedlichen Restwanddicken
ausgewählt.
Um den thermischen Einfluss bei unterschiedlicher Verzögerungszeit isoliert zu betrachten,
wurden aus den Versuchspunkten mit unterschiedlichen Verzögerungszeiten Bauteile mit
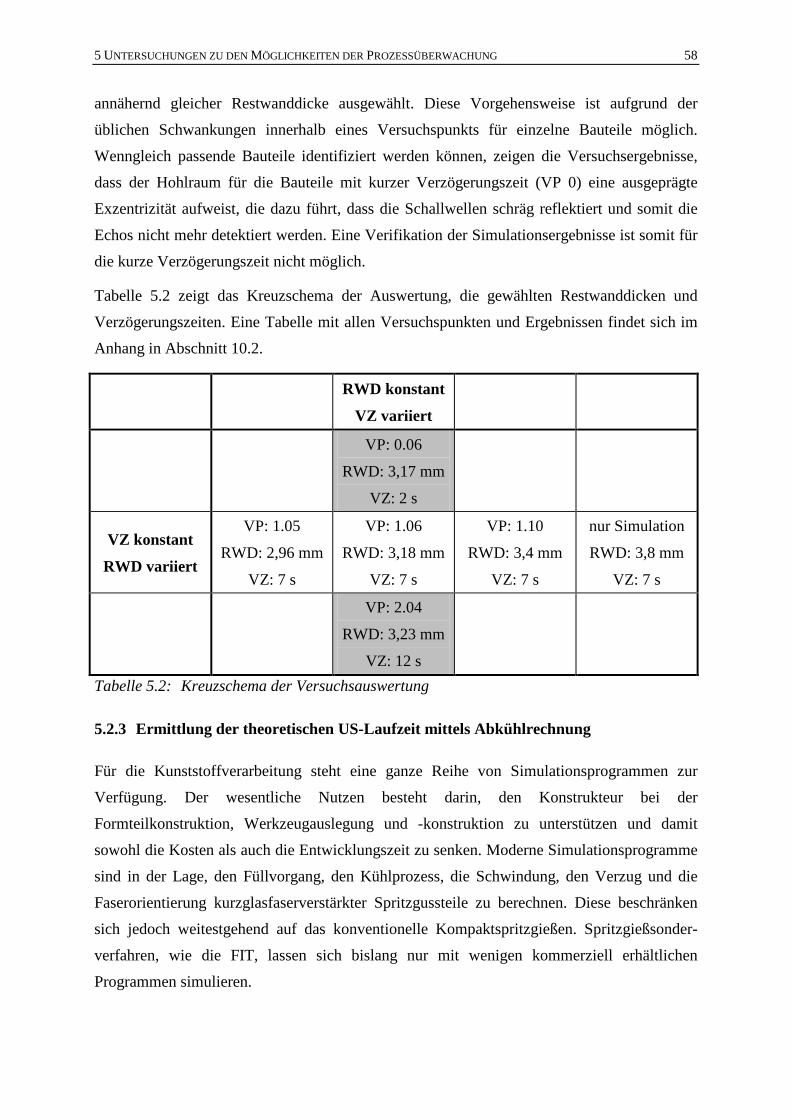
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 58
annähernd gleicher Restwanddicke ausgewählt. Diese Vorgehensweise ist aufgrund der
üblichen Schwankungen innerhalb eines Versuchspunkts für einzelne Bauteile möglich.
Wenngleich passende Bauteile identifiziert werden können, zeigen die Versuchsergebnisse,
dass der Hohlraum für die Bauteile mit kurzer Verzögerungszeit (VP 0) eine ausgeprägte
Exzentrizität aufweist, die dazu führt, dass die Schallwellen schräg reflektiert und somit die
Echos nicht mehr detektiert werden. Eine Verifikation der Simulationsergebnisse ist somit für
die kurze Verzögerungszeit nicht möglich.
Tabelle 5.2 zeigt das Kreuzschema der Auswertung, die gewählten Restwanddicken und
Verzögerungszeiten. Eine Tabelle mit allen Versuchspunkten und Ergebnissen findet sich im
Anhang in Abschnitt 10.2.
RWD konstant
VZ variiert
VP: 0.06
RWD: 3,17 mm
VZ: 2 s
VZ konstant
RWD variiert
VP: 1.05
RWD: 2,96 mm
VZ: 7 s
VP: 1.06
RWD: 3,18 mm
VZ: 7 s
VP: 1.10
RWD: 3,4 mm
VZ: 7 s
nur Simulation
RWD: 3,8 mm
VZ: 7 s
VP: 2.04
RWD: 3,23 mm
VZ: 12 s
Tabelle 5.2: Kreuzschema der Versuchsauswertung
5.2.3 Ermittlung der theoretischen US-Laufzeit mittels Abkühlrechnung
Für die Kunststoffverarbeitung steht eine ganze Reihe von Simulationsprogrammen zur
Verfügung. Der wesentliche Nutzen besteht darin, den Konstrukteur bei der
Formteilkonstruktion, Werkzeugauslegung und -konstruktion zu unterstützen und damit
sowohl die Kosten als auch die Entwicklungszeit zu senken. Moderne Simulationsprogramme
sind in der Lage, den Füllvorgang, den Kühlprozess, die Schwindung, den Verzug und die
Faserorientierung kurzglasfaserverstärkter Spritzgussteile zu berechnen. Diese beschränken
sich jedoch weitestgehend auf das konventionelle Kompaktspritzgießen. Spritzgießsonder-
verfahren, wie die FIT, lassen sich bislang nur mit wenigen kommerziell erhältlichen
Programmen simulieren.
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 59
Im Rahmen dieser Untersuchung soll die Temperaturverteilung in der Restwand beim WIT-
Prozess zu definierten Zeiten simuliert werden. Hierzu wird das am IKV vorhandene
Simulationspaket 3D-SIGMA 4.6 der Firma Sigma Engineering GmbH, Aachen, genutzt.
Obwohl der WIT-Prozess nicht direkt simuliert werden kann, ist es möglich, den
Abkühlvorgang durch geeignete Annahmen und Vereinfachungen zu simulieren.
Zunächst wird ein Simulationsmodell erstellt. Da der Formgebungsprozess nicht simuliert
werden soll, wird von einer fertigen Rohrgeometrie ausgegangen. Die Annahmen für die
Rohrwanddicken basieren auf den Resultaten der praktischen Spritzgießversuche (siehe
Abschnitt 5.2.2). Für die lokale Abkühlung ist es unerheblich, was am Anfang oder Ende des
Rohres passiert, da die Wärmetransportvorgänge in erster Linie in radialer Richtung ablaufen.
Aus diesem Grund wird das Bauteil durch ein gerades Rohrstück mit der Länge 100 mm und
dem Außendurchmesser 35 mm angenähert. Der Simulations- bzw. Rechenaufwand kann so
deutlich reduziert werden. Abbildung 5.6 zeigt das Simulationsmodell mit eintauchendem US-
Sensor. Die Simulation läuft, in Anlehnung an die Spritzversuche, folgendermaßen ab:
Die Simulationsrechnung startet mit 240 °C Massetemperatur der Rohrgeometrie. Während
der Rest-Einspritzzeit (Zeit zwischen Passieren des Sensors durch die Schmelzefront und
Ende der Polymereinspritzphase) und der Wasserverzögerungszeit wird das Rohr nur durch
das Werkzeug gekühlt. Der Wärmeübergangskoeffizient (HTC) wird an der Rohrinnenseite
auf den in der Software minimal möglichen Wert HTCmin 0,001 W/m2K gesetzt, um einen
adiabaten Zustand anzunähern. Dies entspricht annähernd adiabaten Bedingungen an der
inneren Oberfläche des Rohres. Während der Formgebung wird das Rohr turbulent
durchströmt. Der Wärmeübergangskoeffizient ist während dieser Phase sehr hoch (HTCturb).
In der anschließenden Haltephase steht das Wasser unter Druck im Rohr (HTChalt). Der
Wärmeübergangskoeffizient ist jetzt gegenüber der turbulenten Durchströmung deutlich
geringer. Diese Phase hält bis zum Ende der Simulation an. Die Dauer der einzelnen Phasen
basiert auf den Messkurven der praktischen Spritzversuche. 3D-SIGMA bietet die
Möglichkeit, den Wärmeübergangskoeffizienten als Funktion der Zeit anzugeben. So kann mit
jeder Phase ein anderer Wärmeübergangskoeffizient berücksichtigt werden. Die Dauer der
Phasen für die jeweiligen Versuchspunkte ist in Tabelle 5.3 dargestellt.
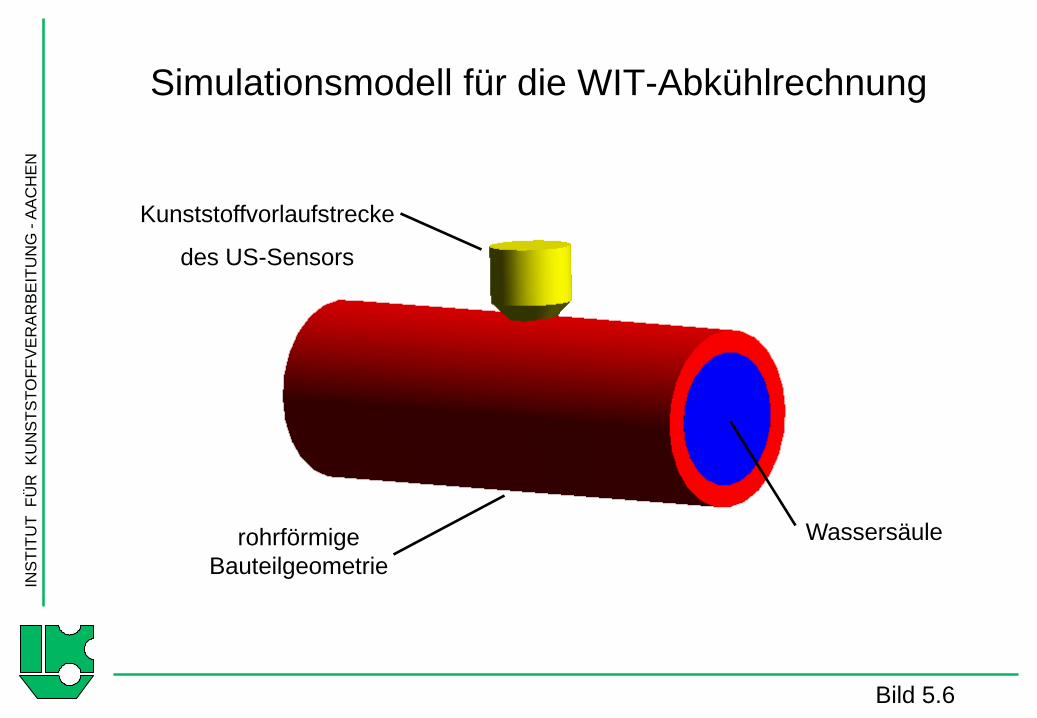
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.6
Simulationsmodell für die WIT-Abkühlrechnung
Kunststoffvorlaufstrecke
des US-Sensors
Wassersäulerohrförmige Bauteilgeometrie
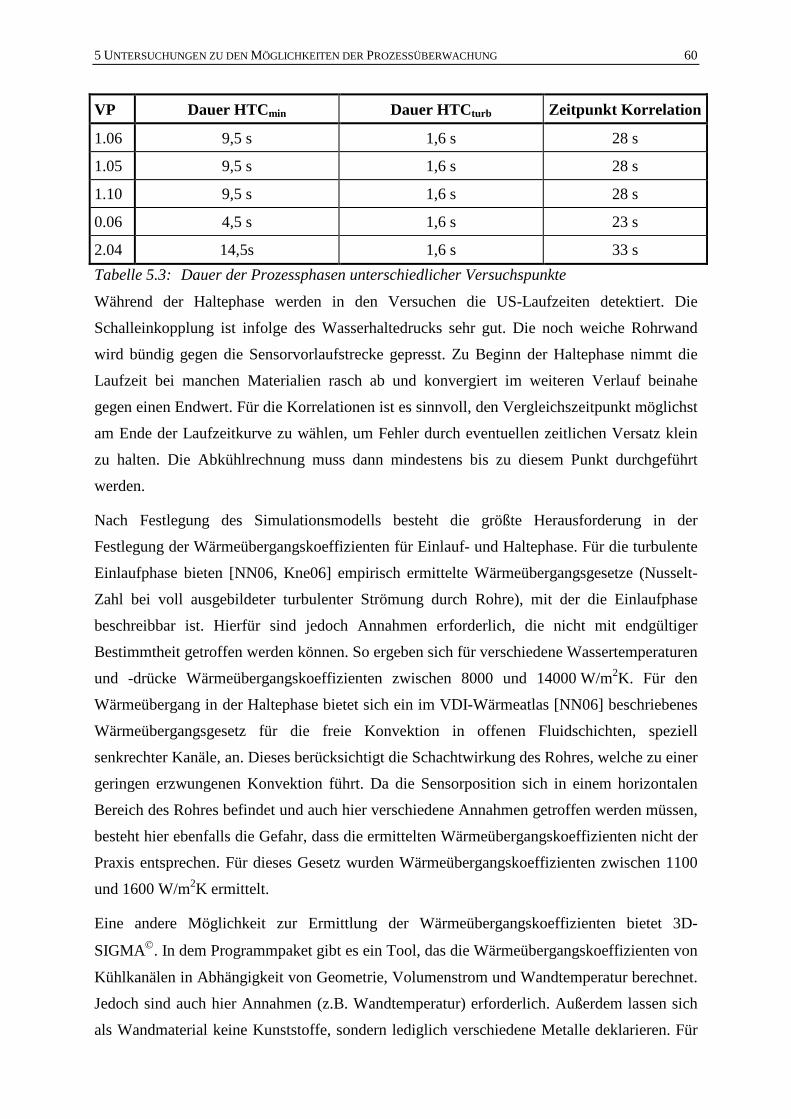
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 60
VP Dauer HTCmin Dauer HTCturb Zeitpunkt Korrelation
1.06 9,5 s 1,6 s 28 s
1.05 9,5 s 1,6 s 28 s
1.10 9,5 s 1,6 s 28 s
0.06 4,5 s 1,6 s 23 s
2.04 14,5s 1,6 s 33 s Tabelle 5.3: Dauer der Prozessphasen unterschiedlicher Versuchspunkte
Während der Haltephase werden in den Versuchen die US-Laufzeiten detektiert. Die
Schalleinkopplung ist infolge des Wasserhaltedrucks sehr gut. Die noch weiche Rohrwand
wird bündig gegen die Sensorvorlaufstrecke gepresst. Zu Beginn der Haltephase nimmt die
Laufzeit bei manchen Materialien rasch ab und konvergiert im weiteren Verlauf beinahe
gegen einen Endwert. Für die Korrelationen ist es sinnvoll, den Vergleichszeitpunkt möglichst
am Ende der Laufzeitkurve zu wählen, um Fehler durch eventuellen zeitlichen Versatz klein
zu halten. Die Abkühlrechnung muss dann mindestens bis zu diesem Punkt durchgeführt
werden.
Nach Festlegung des Simulationsmodells besteht die größte Herausforderung in der
Festlegung der Wärmeübergangskoeffizienten für Einlauf- und Haltephase. Für die turbulente
Einlaufphase bieten [NN06, Kne06] empirisch ermittelte Wärmeübergangsgesetze (Nusselt-
Zahl bei voll ausgebildeter turbulenter Strömung durch Rohre), mit der die Einlaufphase
beschreibbar ist. Hierfür sind jedoch Annahmen erforderlich, die nicht mit endgültiger
Bestimmtheit getroffen werden können. So ergeben sich für verschiedene Wassertemperaturen
und -drücke Wärmeübergangskoeffizienten zwischen 8000 und 14000 W/m2K. Für den
Wärmeübergang in der Haltephase bietet sich ein im VDI-Wärmeatlas [NN06] beschriebenes
Wärmeübergangsgesetz für die freie Konvektion in offenen Fluidschichten, speziell
senkrechter Kanäle, an. Dieses berücksichtigt die Schachtwirkung des Rohres, welche zu einer
geringen erzwungenen Konvektion führt. Da die Sensorposition sich in einem horizontalen
Bereich des Rohres befindet und auch hier verschiedene Annahmen getroffen werden müssen,
besteht hier ebenfalls die Gefahr, dass die ermittelten Wärmeübergangskoeffizienten nicht der
Praxis entsprechen. Für dieses Gesetz wurden Wärmeübergangskoeffizienten zwischen 1100
und 1600 W/m2K ermittelt.
Eine andere Möglichkeit zur Ermittlung der Wärmeübergangskoeffizienten bietet 3D-
SIGMA. In dem Programmpaket gibt es ein Tool, das die Wärmeübergangskoeffizienten von
Kühlkanälen in Abhängigkeit von Geometrie, Volumenstrom und Wandtemperatur berechnet.
Jedoch sind auch hier Annahmen (z.B. Wandtemperatur) erforderlich. Außerdem lassen sich
als Wandmaterial keine Kunststoffe, sondern lediglich verschiedene Metalle deklarieren. Für
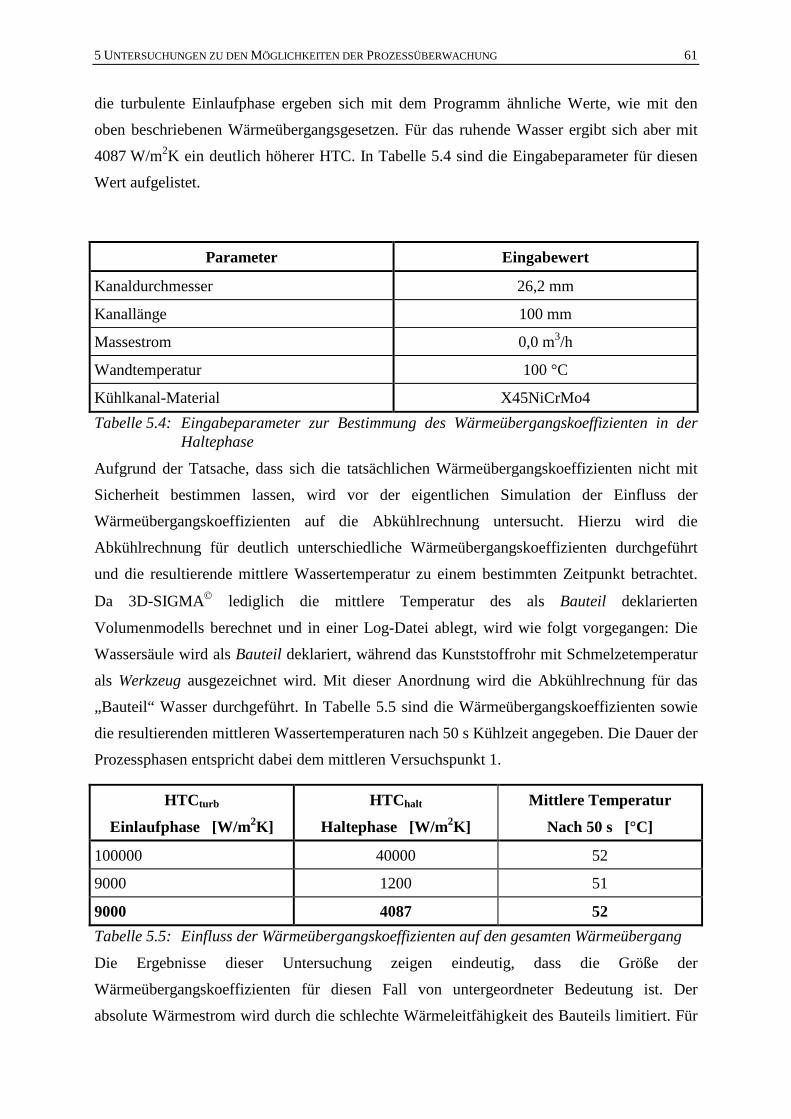
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 61
die turbulente Einlaufphase ergeben sich mit dem Programm ähnliche Werte, wie mit den
oben beschriebenen Wärmeübergangsgesetzen. Für das ruhende Wasser ergibt sich aber mit
4087 W/m2K ein deutlich höherer HTC. In Tabelle 5.4 sind die Eingabeparameter für diesen
Wert aufgelistet.
Parameter Eingabewert
Kanaldurchmesser 26,2 mm
Kanallänge 100 mm
Massestrom 0,0 m3/h
Wandtemperatur 100 °C
Kühlkanal-Material X45NiCrMo4 Tabelle 5.4: Eingabeparameter zur Bestimmung des Wärmeübergangskoeffizienten in der
Haltephase
Aufgrund der Tatsache, dass sich die tatsächlichen Wärmeübergangskoeffizienten nicht mit
Sicherheit bestimmen lassen, wird vor der eigentlichen Simulation der Einfluss der
Wärmeübergangskoeffizienten auf die Abkühlrechnung untersucht. Hierzu wird die
Abkühlrechnung für deutlich unterschiedliche Wärmeübergangskoeffizienten durchgeführt
und die resultierende mittlere Wassertemperatur zu einem bestimmten Zeitpunkt betrachtet.
Da 3D-SIGMA lediglich die mittlere Temperatur des als Bauteil deklarierten
Volumenmodells berechnet und in einer Log-Datei ablegt, wird wie folgt vorgegangen: Die
Wassersäule wird als Bauteil deklariert, während das Kunststoffrohr mit Schmelzetemperatur
als Werkzeug ausgezeichnet wird. Mit dieser Anordnung wird die Abkühlrechnung für das
„Bauteil“ Wasser durchgeführt. In Tabelle 5.5 sind die Wärmeübergangskoeffizienten sowie
die resultierenden mittleren Wassertemperaturen nach 50 s Kühlzeit angegeben. Die Dauer der
Prozessphasen entspricht dabei dem mittleren Versuchspunkt 1.
HTCturb
Einlaufphase [W/m2K]
HTChalt
Haltephase [W/m2K]
Mittlere Temperatur
Nach 50 s [°C]
100000 40000 52
9000 1200 51
9000 4087 52 Tabelle 5.5: Einfluss der Wärmeübergangskoeffizienten auf den gesamten Wärmeübergang
Die Ergebnisse dieser Untersuchung zeigen eindeutig, dass die Größe der
Wärmeübergangskoeffizienten für diesen Fall von untergeordneter Bedeutung ist. Der
absolute Wärmestrom wird durch die schlechte Wärmeleitfähigkeit des Bauteils limitiert. Für
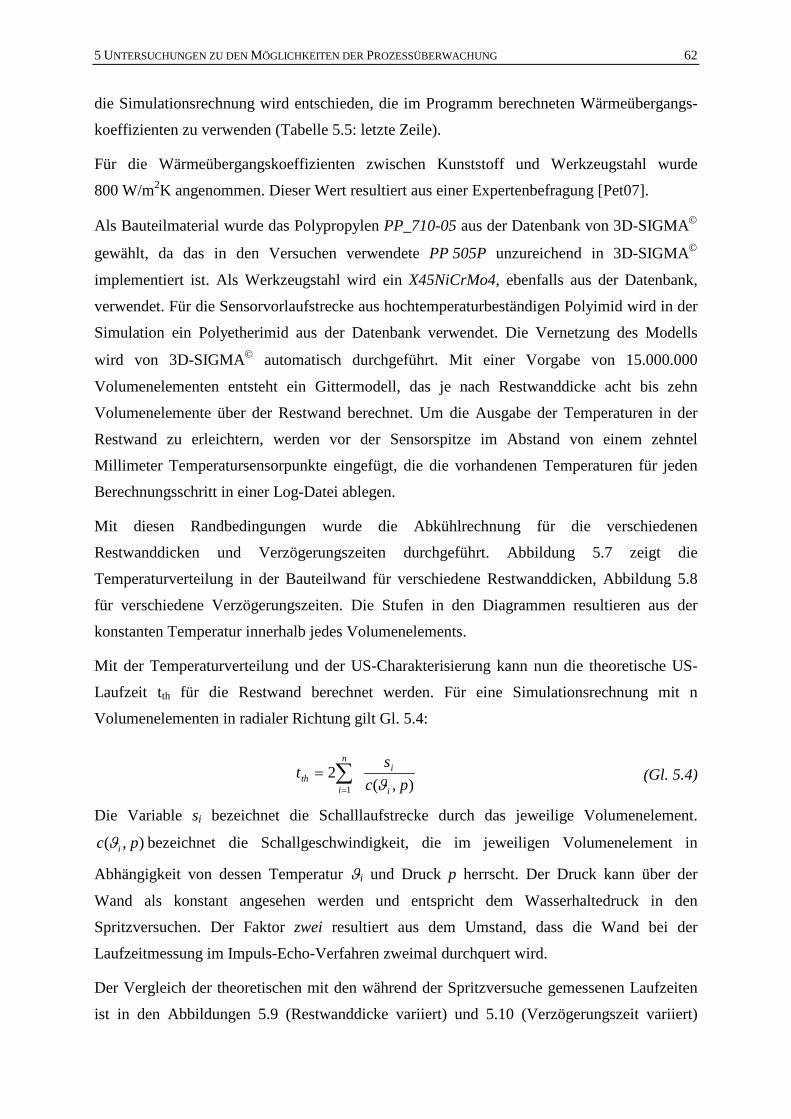
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 62
die Simulationsrechnung wird entschieden, die im Programm berechneten Wärmeübergangs-
koeffizienten zu verwenden (Tabelle 5.5: letzte Zeile).
Für die Wärmeübergangskoeffizienten zwischen Kunststoff und Werkzeugstahl wurde
800 W/m2K angenommen. Dieser Wert resultiert aus einer Expertenbefragung [Pet07].
Als Bauteilmaterial wurde das Polypropylen PP_710-05 aus der Datenbank von 3D-SIGMA
gewählt, da das in den Versuchen verwendete PP 505P unzureichend in 3D-SIGMA
implementiert ist. Als Werkzeugstahl wird ein X45NiCrMo4, ebenfalls aus der Datenbank,
verwendet. Für die Sensorvorlaufstrecke aus hochtemperaturbeständigen Polyimid wird in der
Simulation ein Polyetherimid aus der Datenbank verwendet. Die Vernetzung des Modells
wird von 3D-SIGMA automatisch durchgeführt. Mit einer Vorgabe von 15.000.000
Volumenelementen entsteht ein Gittermodell, das je nach Restwanddicke acht bis zehn
Volumenelemente über der Restwand berechnet. Um die Ausgabe der Temperaturen in der
Restwand zu erleichtern, werden vor der Sensorspitze im Abstand von einem zehntel
Millimeter Temperatursensorpunkte eingefügt, die die vorhandenen Temperaturen für jeden
Berechnungsschritt in einer Log-Datei ablegen.
Mit diesen Randbedingungen wurde die Abkühlrechnung für die verschiedenen
Restwanddicken und Verzögerungszeiten durchgeführt. Abbildung 5.7 zeigt die
Temperaturverteilung in der Bauteilwand für verschiedene Restwanddicken, Abbildung 5.8
für verschiedene Verzögerungszeiten. Die Stufen in den Diagrammen resultieren aus der
konstanten Temperatur innerhalb jedes Volumenelements.
Mit der Temperaturverteilung und der US-Charakterisierung kann nun die theoretische US-
Laufzeit tth für die Restwand berechnet werden. Für eine Simulationsrechnung mit n
Volumenelementen in radialer Richtung gilt Gl. 5.4:
),(2
1 pcs
ti
in
ith ϑ∑
=
= (Gl. 5.4)
Die Variable si bezeichnet die Schalllaufstrecke durch das jeweilige Volumenelement.
),( pc iϑ bezeichnet die Schallgeschwindigkeit, die im jeweiligen Volumenelement in
Abhängigkeit von dessen Temperatur ϑi und Druck p herrscht. Der Druck kann über der
Wand als konstant angesehen werden und entspricht dem Wasserhaltedruck in den
Spritzversuchen. Der Faktor zwei resultiert aus dem Umstand, dass die Wand bei der
Laufzeitmessung im Impuls-Echo-Verfahren zweimal durchquert wird.
Der Vergleich der theoretischen mit den während der Spritzversuche gemessenen Laufzeiten
ist in den Abbildungen 5.9 (Restwanddicke variiert) und 5.10 (Verzögerungszeit variiert)
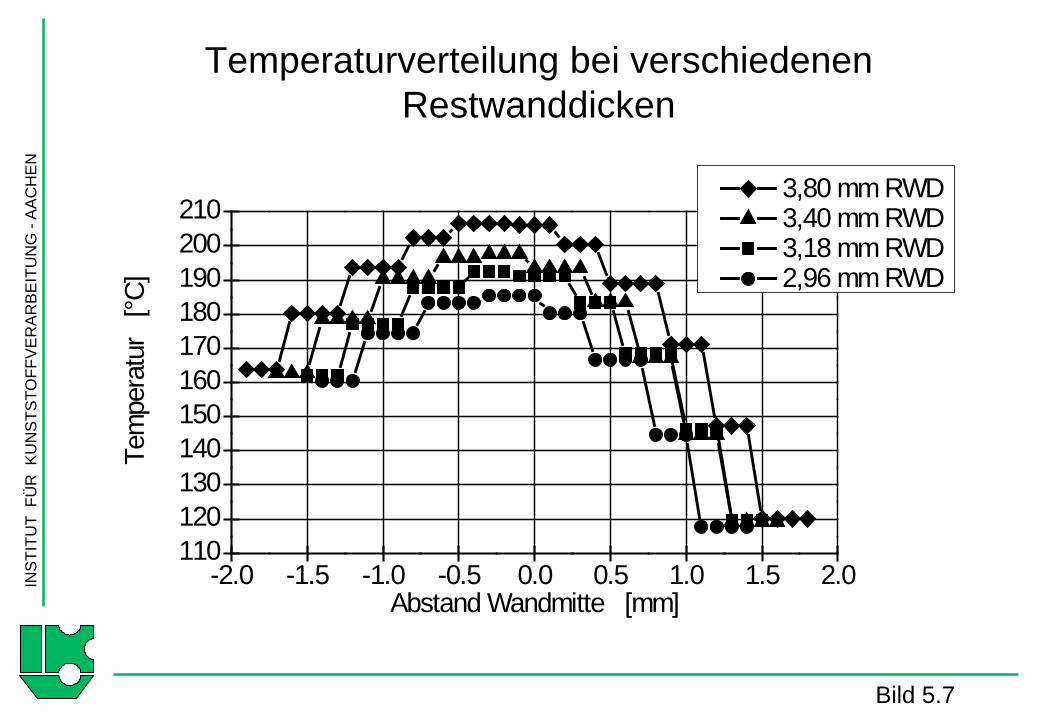
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.7
Temperaturverteilung bei verschiedenenRestwanddicken
-2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0110120130140150160170180190200210
Te
mpe
ratu
r [°
C]
Abstand Wandmitte [mm]
3,80 mm RWD 3,40 mm RWD 3,18 mm RWD 2,96 mm RWD
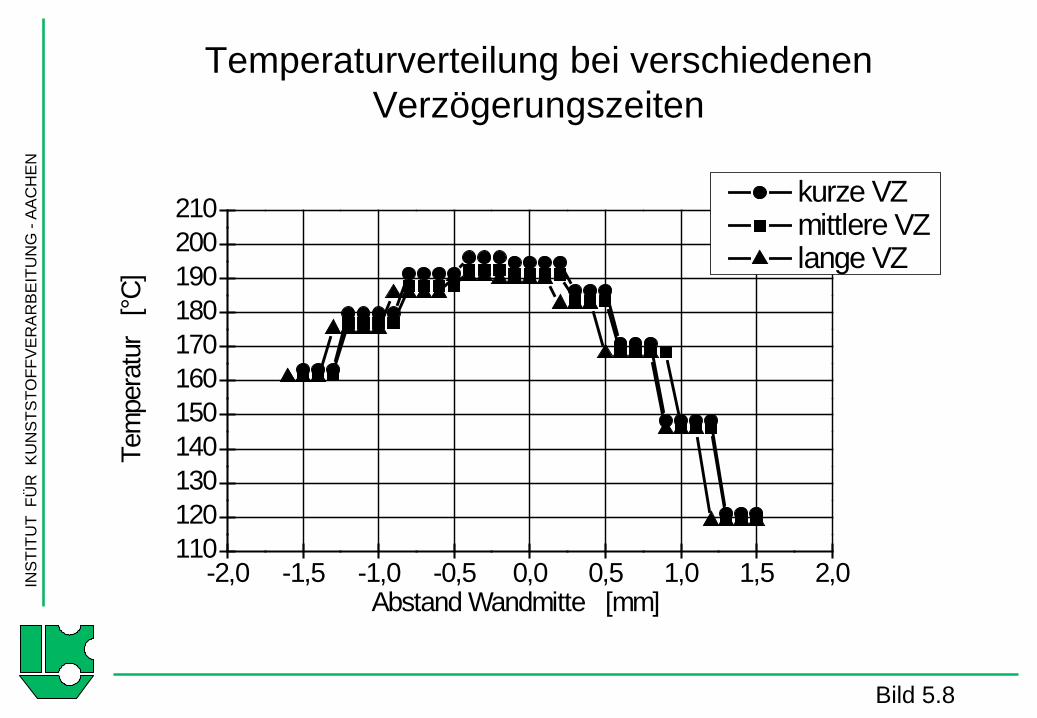
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.8
Temperaturverteilung bei verschiedenenVerzögerungszeiten
-2,0 -1,5 -1,0 -0,5 0,0 0,5 1,0 1,5 2,0110120130140150160170180190200210
Te
mpe
ratu
r [°
C]
Abstand Wandmitte [mm]
kurze VZ mittlere VZ lange VZ
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.9
US-RWD-Korrelation:RWD variiert
2,9 3,0 3,1 3,2 3,3 3,4 3,5 3,6 3,7 3,8 3,90
1
2
3
4
5
6
7US
-Lau
fzei
t [µ
s]
Restwanddicke [mm]
Messwert Simulation
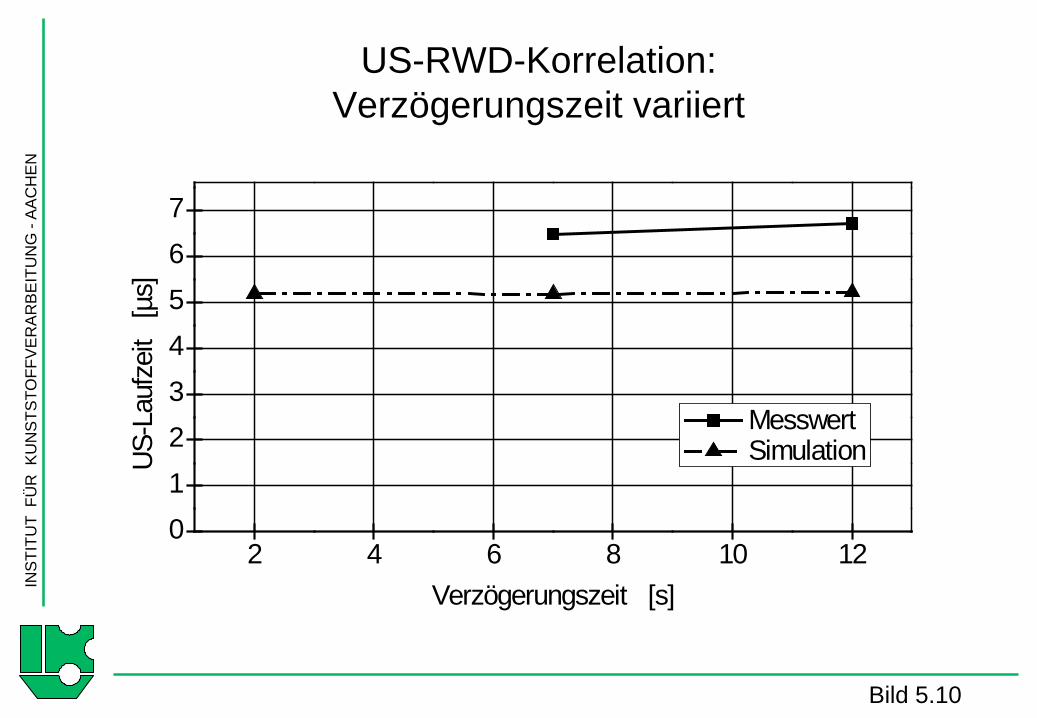
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.10
US-RWD-Korrelation:Verzögerungszeit variiert
2 4 6 8 10 1201234567
US-L
aufz
eit
[µs]
Verzögerungszeit [s]
Messwert Simulation
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 63
dargestellt. Bei der Variation der Restwanddicken wird der reale Kurvenverlauf durch die
Simulationsrechnung gut angenähert. Sowohl der leicht degressive Anstieg der Laufzeit bei
Erhöhung der Wanddicke, als auch die Steigung des Kurvenverlaufs werden bei den
berechneten Laufzeiten berücksichtigt.
Abbildung 5.10 (Variation der Verzögerungszeiten) zeigt den vergleichsweise geringen
Einfluss der Verzögerungszeit. Da für die kurze Verzögerungszeit keine Laufzeiten ermittelt
werden konnten, werden nur die mittlere und die lange Verzögerungszeit verglichen. Auch bei
der Variation der Verzögerungszeit wird der reale Kurvenverlauf durch die
Simulationsrechnung gut angenähert. Der leichte Anstieg zwischen mittlerer und hoher
Verzögerungszeit beruht vermutlich auf der Tatsache, dass die Restwanddicke bei der hohen
Verzögerungszeit minimal größer ist (vergleiche Tabelle 5.2). Dies führt bei ähnlichen
Abkühlbedingungen zu einem höheren Temperaturniveau im Bauteilinneren. In diesem Fall
treten zwei gegenläufige Effekte auf, längere Kühlphase außen und höhere Temperatur innen,
wobei der zweite Effekt überwiegt, was zu einem leichten Anstieg der Laufzeit führt. Die
Simulation berücksichtigt diesen Effekt ebenfalls, jedoch in einem zu geringen Ausmaß.
Zusammenfassend kann festgehalten werden, dass der Einfluss der Verzögerungszeit
vernachlässigbar ist. Bei längerer Verzögerungszeit wird zwar mehr Wärme über die
Werkzeugwand abgeführt, jedoch bildet sich infolge von Temperaturausgleichsvorgängen in
radialer Richtung ein Temperaturprofil über der Restwand aus, das zu einer Verlängerung der
Schalllaufzeit führt. Beide Effekte verhalten sich gegenläufig und kompensieren sich dadurch
weitestgehend.
Weiter fällt auf, dass alle berechneten Laufzeiten deutlich unterhalb der experimentell
ermittelten liegen. Die Ursache hierfür liegt vermutlich in der Schwindung des Rohres und
damit der Abnahme der Restwanddicke bei der Abkühlung des Rohres. Polypropylen ist ein
teilkristalliner Thermoplast mit einer ausgeprägten Abhängigkeit des spezifischen Volumens
von der Temperatur. Während der Online-Laufzeitmessung befindet sich ein Großteil des
Temperaturprofils der Restwand über der Kristallisationstemperatur, wohingegen zum
Zeitpunkt der Restwanddickenmessung das gesamte Bauteil Raumtemperatur angenommen
hatte. Für eine korrektere Simulationsrechnung müsste die Restwanddicke zu Beginn der
Hohlraumausbildung bekannt sein sowie das pvT-Verhalten bzw. die Schwindung bei der
Abkühlung berücksichtigt werden. Die theoretische Laufzeitberechnung würde somit anhand
einer entsprechend größeren Restwanddicke durchgeführt.
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 64
5.3 Prozessuntersuchungen
5.3.1 Prozessbeschreibung / Versuchsdurchführung
Im Rahmen dieser Arbeit wird der WIT-Prozess anhand zweier verschiedener
Verfahrensvarianten untersucht. Bei den 1K-Versuchen kommt das Aufblasverfahren zum
Einsatz. In den 2K-Versuchen findet das Nebenkavitätenverfahren Verwendung. Im
Folgenden werden beide Verfahrensvarianten kurz skizziert.
Das Aufblas- oder Short-Shot-Verfahren ist das Standardverfahren bei der FIT (vergleiche
Abbildung 2.1a). Die Kavität wird zunächst mit Schmelze teilgefüllt. Anschließend wird ein
Fluid unter Druck in die noch schmelzeflüssige Seele des Formteils injiziert. In der Regel
geschieht dies durch einen im Werkzeug platzierten Injektor. Über den Volumenstrom des
Fluids wird die schmelzeflüssige Seele verdrängt und die Kavität vollständig ausgeformt. Der
Fluiddruck wird zumindest so lange aufrecht erhalten, bis das Formteil dimensionsstabil ist. In
der Regel findet die Fluidinjektion im Anschluss an die Teilfüllung nach einer definierten
Verzögerungszeit statt, während der die Schmelzefront stagniert. Bei der Ausformung des
Hohlraums durch den Fluiddruck wird die Schmelzefront wieder in Bewegung gesetzt.
Abhängig von der Formteilgeometrie und dem verwendeten Polymer können so deutlich
sichtbare Unregelmäßigkeiten, genannt Umschaltmarkierungen, an der Bauteiloberfläche
entstehen.
Beim Nebenkavitäten- oder auch Full-Shot-Verfahren wird zunächst das Formnest vollständig
gefüllt und kurzzeitig mit Schmelzenachdruck beaufschlagt (vergleiche Abbildung 2.1b).
Zeitgleich zur Fluidinjektion wird mittels eines Schiebers oder Kernzugs eine Nebenkavität
freigegeben, in welche die durch das Fluid verdrängte Schmelze hineinströmen kann. Die
wesentlichen Vorteile des Nebenkavitätenverfahrens bestehen in der deutlich besseren
erreichbaren Oberflächenqualität der Bauteile und der Möglichkeit, kompakte dünnwandige
Anschlusselemente abzuformen, da bei dieser Verfahrensvariante deutlich höhere
Kavitätsinnendrücke erreicht werden. Das Verfahren kann sowohl für konventionelle
einkomponentige als auch für mehrschichtige Hohlkörper eingesetzt werden. Für letztere wird
das WIT-Verfahren mit dem Sandwich-Spritzgießen kombiniert. Dabei unterscheidet sich der
Verfahrensablauf lediglich in der Polymereinspritzphase.
Zunächst wird eine bestimmte Menge Hautmaterial in der Kavität vorgelegt. Anschließend
wird durch denselben Anguss das Kernmaterial eingespritzt, welches sich in der
Hautkomponente ausbreitet und deren Fließfront weiter in der Kavität vorantreibt. Kurz vor
Ende der Einspritzphase wird wieder auf die Hautkomponente umgeschaltet, um die
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 65
Maschinendüse und gegebenenfalls den Heißkanal für den nächsten Zyklus mit Hautmaterial
zu spülen. Dabei kann auch das Formteil mit Hautmaterial versiegelt werden. Um
Fließmarkierungen zu vermeiden, erfolgt das Umschalten zwischen Haut- und
Kernkomponente in einer kurzen Simultanphase, in der beide Komponenten gleichzeitig
eingespritzt werden.
1K-Prozessuntersuchungen
Im Rahmen dieser Untersuchungen wird die Tauglichkeit der verschiedenen Instrumente zur
Prozessüberwachung für das Aufblasverfahren sowohl für Polypropylen als auch für Polyamid
untersucht. Ausgewählte Prozessparameter werden dabei im Rahmen des Prozessfensters
variiert.
Als Versuchsmaterial bei den PP-Untersuchungen wird die in Kapitel 4.1 beschriebene Type
505 P eingesetzt. Mit Hilfe eines vollfaktoriellen zweistufigen Versuchsplans wird das
Prozessfenster sukzessive abgetastet. Der WIT-Prozess wird ohne Gasvorlage durchgeführt.
Somit lassen sich die Auswirkungen einzelner Parameter auf die jeweilige Messgröße gezielt
bestimmen und darüber hinaus können ggf. Parametereinflüsse auf spezielle Bauteilfehler
identifiziert werden. Bei der Auswahl der variierten Parameter steht eine möglichst große
Änderung der Restwanddicken im Vordergrund. Aus diesem Grund wird die
Verzögerungszeit (tV [s]) der Wasserinjektion variiert. Eine Verlängerung der Verzögerungs-
zeit bewirkt einen stärkeren Abkühlgrad des Polymers, woraus eine steigende Restwanddicke
resultiert [Lan93]. Beim Aufblasverfahren ist der Einfluss jedoch im Wesentlichen auf den
vorgefüllten Bereich beschränkt, da dort die Vorkühlzeiten vergleichsweise hoch sind,
während sie im restgefüllten Bereich niedriger sind und zum Ende des Fließwegs gegen null
gehen [Fin97].
Weil die US-Analyse eine starke Druck- und Temperaturabhängigkeit aufweist
(vgl. Kapitel 2.2), wurden zudem der Wasserhaltedruck (pW [bar]) und die
Schmelzetemperatur (TM [°C]) des Versuchsmaterials variiert. Mit dieser Parametervariation
kann untersucht werden, ob sich ein Messinstrument lediglich zur Überwachung eines
Prozesspunktes, oder für das gesamte Prozessfenster eignet. Der Einfluss dieser Parameter auf
die resultierende Restwanddicke ist nur sehr gering und kann vernachlässigt werden [Let08].
Die jeweiligen Parameterstufen wurden im Vorfeld mit Hilfe von Screeningversuchen
festgelegt. In Tabelle 5.6 sind die Variationen für die jeweiligen Parameter dargestellt.
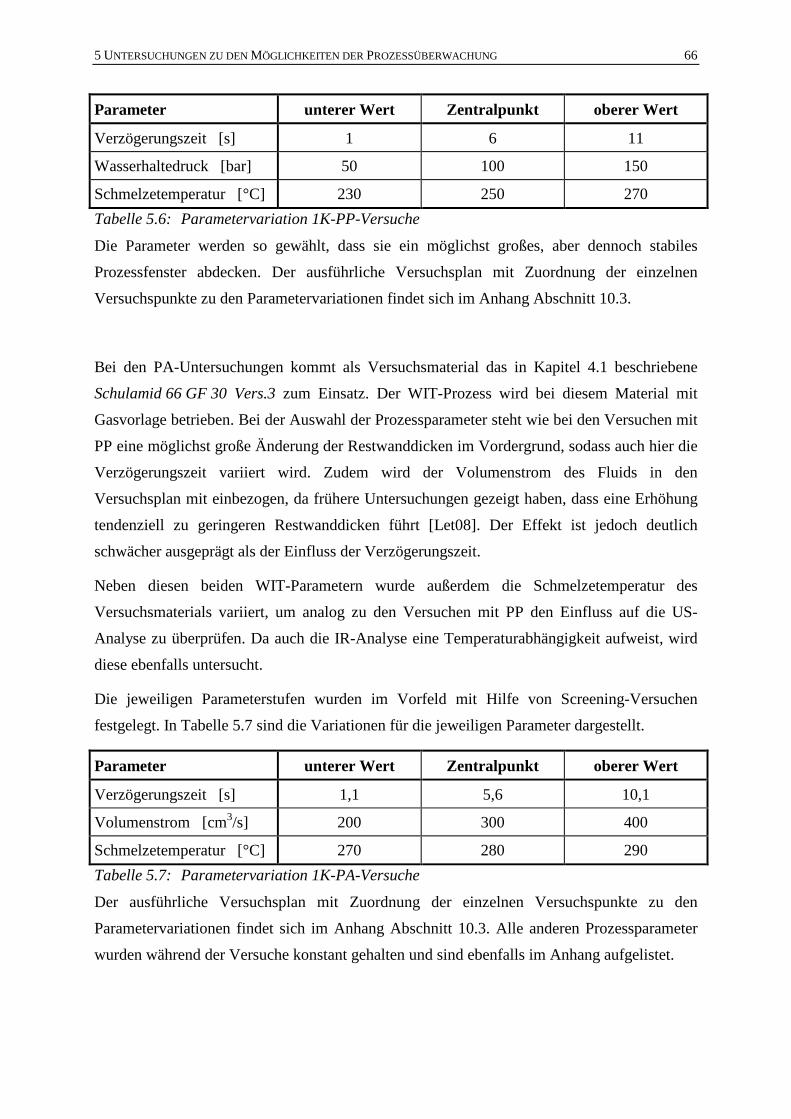
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 66
Parameter unterer Wert Zentralpunkt oberer Wert
Verzögerungszeit [s] 1 6 11
Wasserhaltedruck [bar] 50 100 150
Schmelzetemperatur [°C] 230 250 270 Tabelle 5.6: Parametervariation 1K-PP-Versuche
Die Parameter werden so gewählt, dass sie ein möglichst großes, aber dennoch stabiles
Prozessfenster abdecken. Der ausführliche Versuchsplan mit Zuordnung der einzelnen
Versuchspunkte zu den Parametervariationen findet sich im Anhang Abschnitt 10.3.
Bei den PA-Untersuchungen kommt als Versuchsmaterial das in Kapitel 4.1 beschriebene
Schulamid 66 GF 30 Vers.3 zum Einsatz. Der WIT-Prozess wird bei diesem Material mit
Gasvorlage betrieben. Bei der Auswahl der Prozessparameter steht wie bei den Versuchen mit
PP eine möglichst große Änderung der Restwanddicken im Vordergrund, sodass auch hier die
Verzögerungszeit variiert wird. Zudem wird der Volumenstrom des Fluids in den
Versuchsplan mit einbezogen, da frühere Untersuchungen gezeigt haben, dass eine Erhöhung
tendenziell zu geringeren Restwanddicken führt [Let08]. Der Effekt ist jedoch deutlich
schwächer ausgeprägt als der Einfluss der Verzögerungszeit.
Neben diesen beiden WIT-Parametern wurde außerdem die Schmelzetemperatur des
Versuchsmaterials variiert, um analog zu den Versuchen mit PP den Einfluss auf die US-
Analyse zu überprüfen. Da auch die IR-Analyse eine Temperaturabhängigkeit aufweist, wird
diese ebenfalls untersucht.
Die jeweiligen Parameterstufen wurden im Vorfeld mit Hilfe von Screening-Versuchen
festgelegt. In Tabelle 5.7 sind die Variationen für die jeweiligen Parameter dargestellt.
Parameter unterer Wert Zentralpunkt oberer Wert
Verzögerungszeit [s] 1,1 5,6 10,1
Volumenstrom [cm3/s] 200 300 400
Schmelzetemperatur [°C] 270 280 290 Tabelle 5.7: Parametervariation 1K-PA-Versuche
Der ausführliche Versuchsplan mit Zuordnung der einzelnen Versuchspunkte zu den
Parametervariationen findet sich im Anhang Abschnitt 10.3. Alle anderen Prozessparameter
wurden während der Versuche konstant gehalten und sind ebenfalls im Anhang aufgelistet.
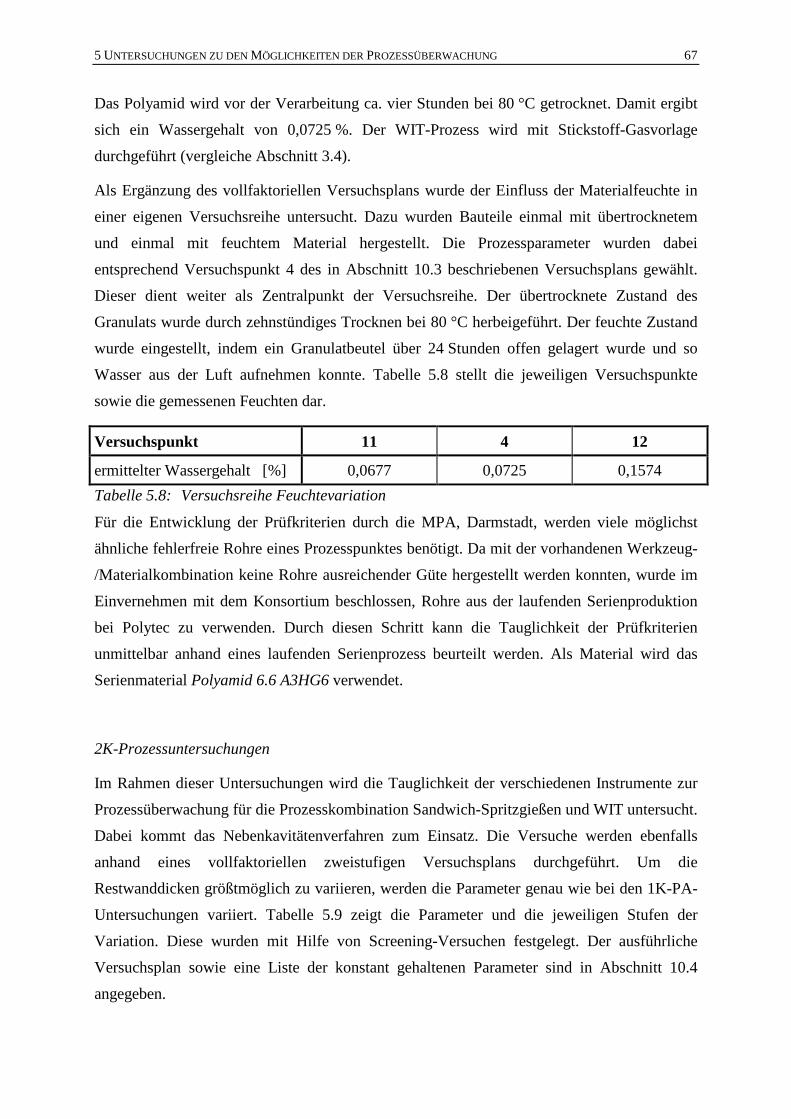
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 67
Das Polyamid wird vor der Verarbeitung ca. vier Stunden bei 80 °C getrocknet. Damit ergibt
sich ein Wassergehalt von 0,0725 %. Der WIT-Prozess wird mit Stickstoff-Gasvorlage
durchgeführt (vergleiche Abschnitt 3.4).
Als Ergänzung des vollfaktoriellen Versuchsplans wurde der Einfluss der Materialfeuchte in
einer eigenen Versuchsreihe untersucht. Dazu wurden Bauteile einmal mit übertrocknetem
und einmal mit feuchtem Material hergestellt. Die Prozessparameter wurden dabei
entsprechend Versuchspunkt 4 des in Abschnitt 10.3 beschriebenen Versuchsplans gewählt.
Dieser dient weiter als Zentralpunkt der Versuchsreihe. Der übertrocknete Zustand des
Granulats wurde durch zehnstündiges Trocknen bei 80 °C herbeigeführt. Der feuchte Zustand
wurde eingestellt, indem ein Granulatbeutel über 24 Stunden offen gelagert wurde und so
Wasser aus der Luft aufnehmen konnte. Tabelle 5.8 stellt die jeweiligen Versuchspunkte
sowie die gemessenen Feuchten dar.
Versuchspunkt 11 4 12
ermittelter Wassergehalt [%] 0,0677 0,0725 0,1574 Tabelle 5.8: Versuchsreihe Feuchtevariation
Für die Entwicklung der Prüfkriterien durch die MPA, Darmstadt, werden viele möglichst
ähnliche fehlerfreie Rohre eines Prozesspunktes benötigt. Da mit der vorhandenen Werkzeug-
/Materialkombination keine Rohre ausreichender Güte hergestellt werden konnten, wurde im
Einvernehmen mit dem Konsortium beschlossen, Rohre aus der laufenden Serienproduktion
bei Polytec zu verwenden. Durch diesen Schritt kann die Tauglichkeit der Prüfkriterien
unmittelbar anhand eines laufenden Serienprozess beurteilt werden. Als Material wird das
Serienmaterial Polyamid 6.6 A3HG6 verwendet.
2K-Prozessuntersuchungen
Im Rahmen dieser Untersuchungen wird die Tauglichkeit der verschiedenen Instrumente zur
Prozessüberwachung für die Prozesskombination Sandwich-Spritzgießen und WIT untersucht.
Dabei kommt das Nebenkavitätenverfahren zum Einsatz. Die Versuche werden ebenfalls
anhand eines vollfaktoriellen zweistufigen Versuchsplans durchgeführt. Um die
Restwanddicken größtmöglich zu variieren, werden die Parameter genau wie bei den 1K-PA-
Untersuchungen variiert. Tabelle 5.9 zeigt die Parameter und die jeweiligen Stufen der
Variation. Diese wurden mit Hilfe von Screening-Versuchen festgelegt. Der ausführliche
Versuchsplan sowie eine Liste der konstant gehaltenen Parameter sind in Abschnitt 10.4
angegeben.
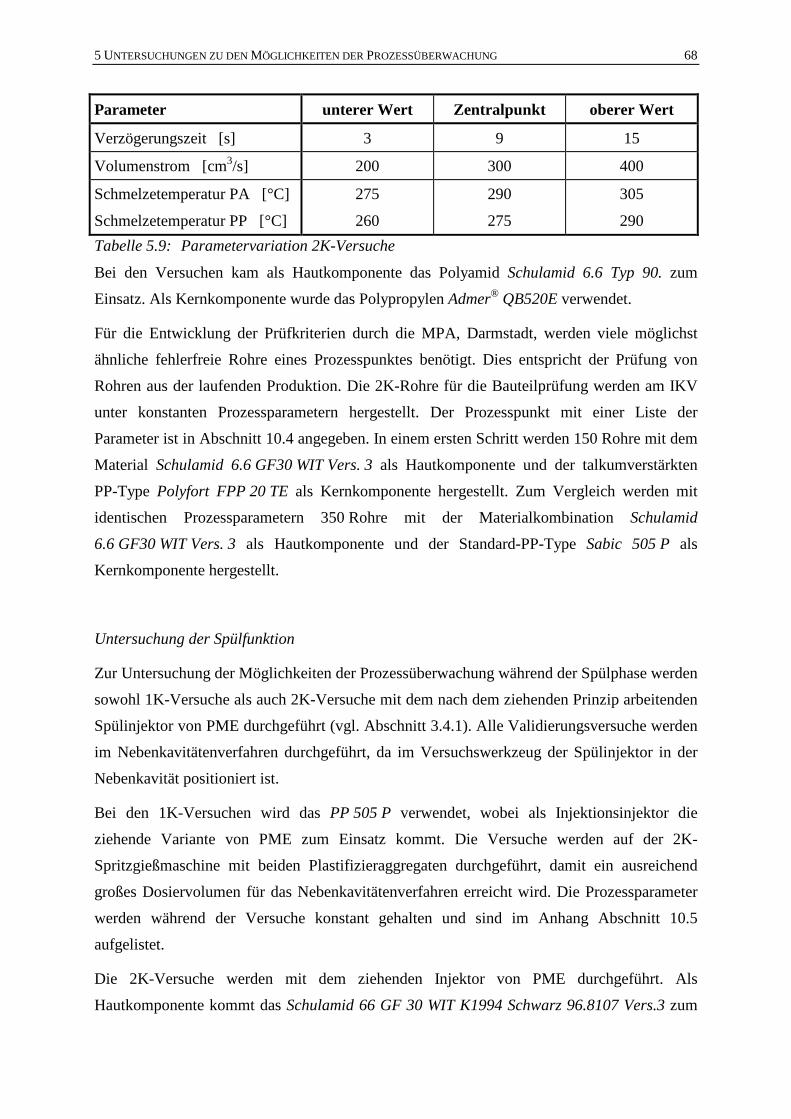
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 68
Parameter unterer Wert Zentralpunkt oberer Wert
Verzögerungszeit [s] 3 9 15
Volumenstrom [cm3/s] 200 300 400
Schmelzetemperatur PA [°C]
Schmelzetemperatur PP [°C]
275
260
290
275
305
290 Tabelle 5.9: Parametervariation 2K-Versuche
Bei den Versuchen kam als Hautkomponente das Polyamid Schulamid 6.6 Typ 90. zum
Einsatz. Als Kernkomponente wurde das Polypropylen Admer® QB520E verwendet.
Für die Entwicklung der Prüfkriterien durch die MPA, Darmstadt, werden viele möglichst
ähnliche fehlerfreie Rohre eines Prozesspunktes benötigt. Dies entspricht der Prüfung von
Rohren aus der laufenden Produktion. Die 2K-Rohre für die Bauteilprüfung werden am IKV
unter konstanten Prozessparametern hergestellt. Der Prozesspunkt mit einer Liste der
Parameter ist in Abschnitt 10.4 angegeben. In einem ersten Schritt werden 150 Rohre mit dem
Material Schulamid 6.6 GF30 WIT Vers. 3 als Hautkomponente und der talkumverstärkten
PP-Type Polyfort FPP 20 TE als Kernkomponente hergestellt. Zum Vergleich werden mit
identischen Prozessparametern 350 Rohre mit der Materialkombination Schulamid 6.6 GF30 WIT Vers. 3 als Hautkomponente und der Standard-PP-Type Sabic 505 P als
Kernkomponente hergestellt.
Untersuchung der Spülfunktion
Zur Untersuchung der Möglichkeiten der Prozessüberwachung während der Spülphase werden
sowohl 1K-Versuche als auch 2K-Versuche mit dem nach dem ziehenden Prinzip arbeitenden
Spülinjektor von PME durchgeführt (vgl. Abschnitt 3.4.1). Alle Validierungsversuche werden
im Nebenkavitätenverfahren durchgeführt, da im Versuchswerkzeug der Spülinjektor in der
Nebenkavität positioniert ist.
Bei den 1K-Versuchen wird das PP 505 P verwendet, wobei als Injektionsinjektor die
ziehende Variante von PME zum Einsatz kommt. Die Versuche werden auf der 2K-
Spritzgießmaschine mit beiden Plastifizieraggregaten durchgeführt, damit ein ausreichend
großes Dosiervolumen für das Nebenkavitätenverfahren erreicht wird. Die Prozessparameter
werden während der Versuche konstant gehalten und sind im Anhang Abschnitt 10.5
aufgelistet.
Die 2K-Versuche werden mit dem ziehenden Injektor von PME durchgeführt. Als
Hautkomponente kommt das Schulamid 66 GF 30 WIT K1994 Schwarz 96.8107 Vers.3 zum
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 69
Einsatz. Als Kernkomponente wird das PP 505 P verwendet. Die Prozessparameter werden
ebenfalls konstant gehalten und sind im Anhang Abschnitt 10.5 aufgelistet.
5.3.2 US-Untersuchungen
Die Ultraschalllaufzeiten durch die Restwand werden bei den Spritzversuchen online ermittelt
und von der Messwerterfassung gespeichert. Bei allen Versuchen werden zwei Sensoren in
den Sensor-Einschüben 3 (injektornah) und 8 (Fließwegende) genutzt. Dabei kommen die US-
Sensoren mit der Vorlaufstreckenlänge 7 mm zum Einsatz (vergleiche Kapitel 4.5.4).
Typischerweise liefert die Sensorik nur ab einem gewissen Fortschritt in der Fluidinjektion bis
zum Ende der Fluidhaltephase auswertbare Laufzeiten. Vor diesem Zeitraum ist der Hohlraum
noch nicht ausgebildet und der Schall wird im kompakten Schmelzebereich absorbiert, sofern
überhaupt eine Einkopplung stattfindet, da quasi kein Druck in der Kavität herrscht. Nach der
Fluidhaltephase wird durch Druckabbau und Schwindung des Formteils die Einkopplung ganz
unterdrückt. Für die Korrelationen wird, analog zu Kapitel 4.2, ein Zeitpunkt unmittelbar vor
dem Ende der Haltephase gewählt, da die Laufzeiten sich anfangs schneller verkürzen.
Dadurch können Fehlereinflüsse durch eventuellen zeitlichen Versatz minimiert werden.
Damit die während der Spritzversuche gemessenen Laufzeiten mit den tatsächlichen
Restwanddicken korreliert werden können, müssen diese exakt bestimmt werden. Bei den
Versuchsbauteilen kommt dabei das magnetisch-induktive Dickenmessgerät Magna-
Mike 8000 zum Einsatz. Zunächst werden die Rohrenden abgesägt. Das heißt, der
Injektoreinlaufbereich und das Rohrende mit dem Übergang zur Nebenkavität werden
entfernt. Dieser Vorgang entspricht der Konfektionierung, die meist bei WIT-Serienbauteilen
erforderlich ist. Anschließend wird an den Sensorpositionen die Restwanddicke bestimmt. Mit
den Restwanddicken und den Ultraschalllaufzeiten kann jetzt die Korrelation gebildet werden.
1K-Prozessuntersuchungen
Die US-Korrelation wurde bei der Auswertung der 1K-PP-Versuchsreihe für den
injektornahen US-Sensor (Einschub 3) durchgeführt. Die Abbildungen 5.11 und 5.12 zeigen
exemplarisch die Korrelation zwischen den gemessenen Laufzeiten und den ermittelten
Restwanddicken für die Versuchspunkte 4 und 5. Es wird deutlich, dass in Abhängigkeit des
Versuchpunkts ein linearer Zusammenhang zwischen Laufzeit und Restwanddicke bei
gleichzeitig relativ geringer Streuung besteht. Der Fehler der gezeigten Versuchspunkte liegt
beispielsweise unter ± 0,2 mm. Die Ergebnisse der restlichen Versuchspunkte sind im Anhang
aufgeführt (Kapitel 9.2). Aus einem Vergleich der Diagramme ergibt sich aber auch, dass eine
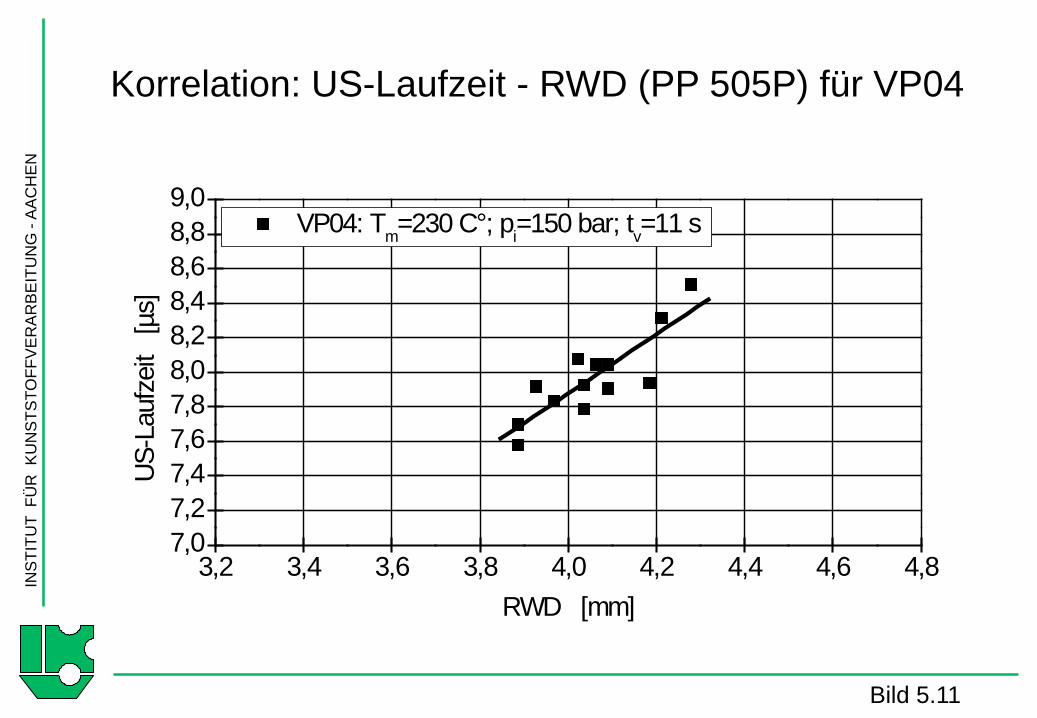
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit - RWD (PP 505P) für VP04
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,87,07,27,47,67,88,08,28,48,68,89,0
VP04: Tm=230 C°; pi=150 bar; tv=11 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 5.11
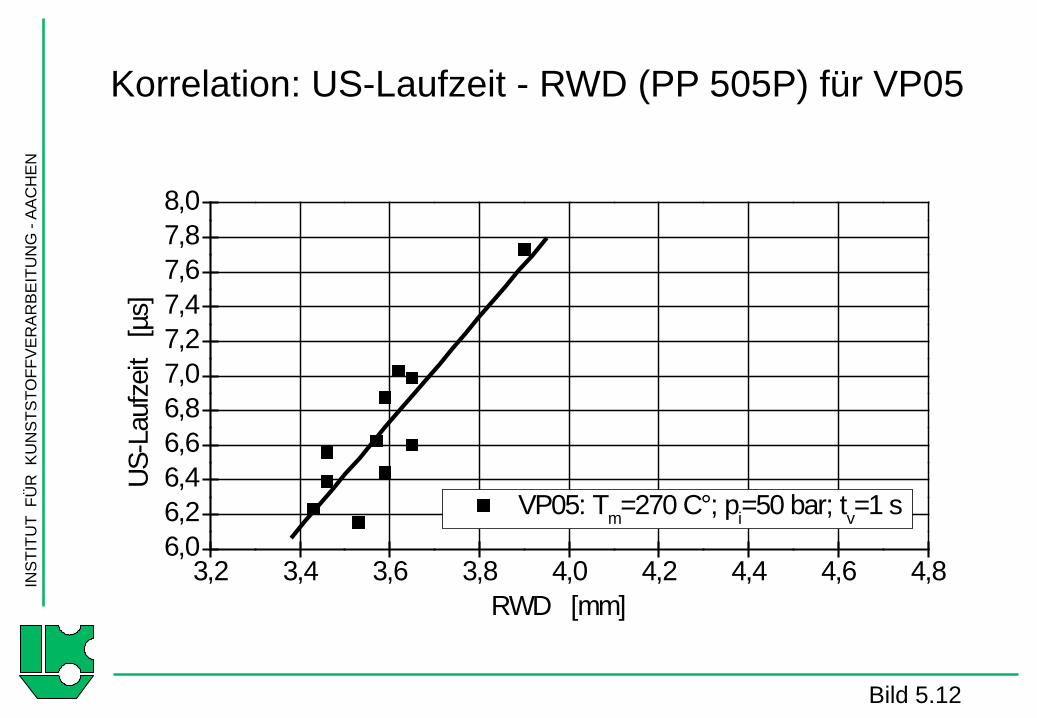
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit - RWD (PP 505P) für VP05
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,86,06,26,46,66,87,07,27,47,67,88,0
VP05: Tm=270 C°; pi=50 bar; tv=1 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 5.12
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 70
prozesspunktunabhängige Betrachtung aufgrund des großen Prozessfensters nicht möglich ist.
Abbildung 5.13 veranschaulicht dies noch einmal anhand der Lage der Linearisierungsgeraden
aller Versuchspunkte.
Die US-Korrelation wurde bei der Auswertung der 1K-PA-Versuchsreihe für den
injektornahen US-Sensor (Einschub 3) durchgeführt. Abbildung 5.14 zeigt die Laufzeiten in
Abhängigkeit der Restwanddicke für alle Versuchspunkte, also über dem gesamten
Prozessfenster.
Die Punkteverteilung lässt sich durch eine lineare Funktion annähern. Die Restwanddicke s
(in mm) wird in Abhängigkeit der Laufzeit t (in µs) durch folgende Näherungsgleichung
beschrieben:
( ) 54,053,0 +⋅= tts (Gl. 5.5)
Da es sich um eine experimentell ermittelte Näherungsgleichung handelt, beschränkt sich die
Gültigkeit auf das verwendete Material und die Verfahrensvariante. Weiter wurde die
Gültigkeit nur für Restwanddicken zwischen 1,3 mm und 3,3 mm gezeigt. Da der Prozess
während der Versuche bereits in großem Maße variiert wurde, und die Restwanddicken
generell nicht beliebig beeinflussbar sind, kann davon ausgegangen werden, dass ein stabiles
Prozessfenster gut durch das gefundene Intervall abgedeckt wird.
Der Fehler in der Vorhersage liegt damit, angewandt auf den durchgeführten Versuchsplan,
unter ± 0,2 mm. Die lokale Restwanddicke lässt sich also mithilfe der online US-
Überwachung sehr genau bestimmen.
Für die meisten industriellen Anwendungen ist die Überwachung des gesamten
Prozessfensters von untergeordneter Bedeutung, da die Produktion in einem Prozesspunkt
abläuft, wobei dann häufig enge Toleranzen eingehalten werden müssen. Um dieser
Anforderung Rechnung zu tragen, zeigt Abbildung 5.15 exemplarisch die Korrelation von
Laufzeit und Restwanddicken für einen Versuchspunkt (VP4). In einem Prozesspunkt lassen
sich lokale Restwanddicken mit einer Genauigkeit von ± 0,1 mm online bestimmen. Die
eingebrachten Störungen durch die Variation der Materialfeuchte sind in dieser Betrachtung
enthalten.
Aus diesen Untersuchungsergebnissen folgt der Schluss, dass die Feuchte des Materials
keinen Einfluss auf die Schallgeschwindigkeit und damit auf die Ergebnisse der
Ultraschallmessung hat.
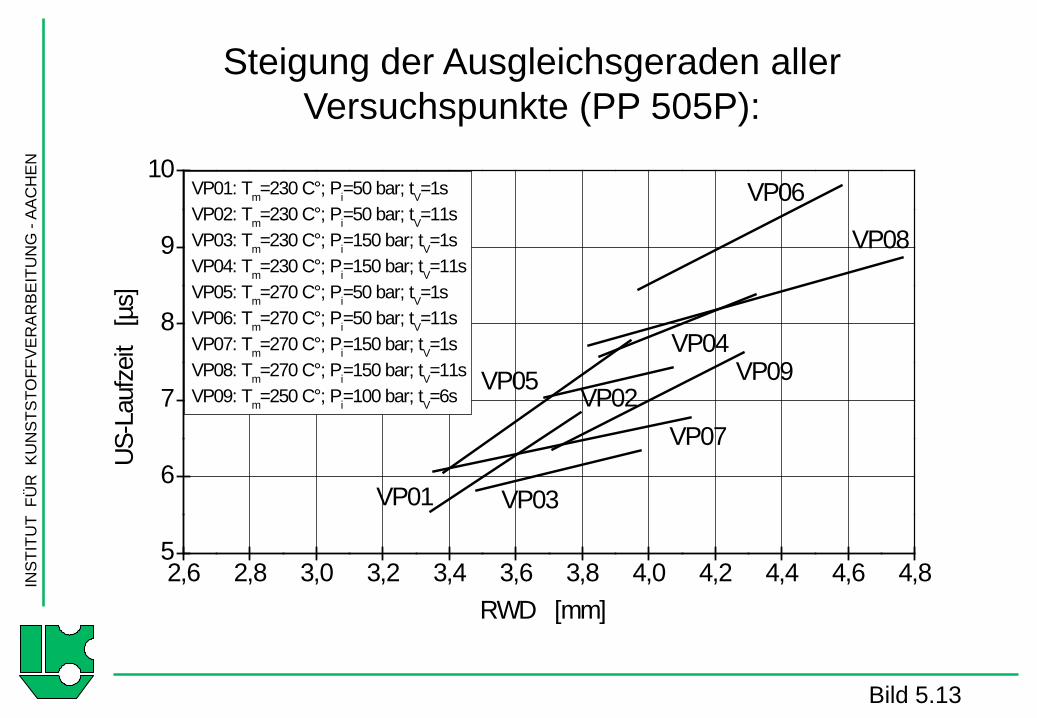
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Steigung der Ausgleichsgeraden aller Versuchspunkte (PP 505P):
2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,85
6
7
8
9
10
VP04
VP02VP05
VP01
VP07
VP03
VP09
VP08
VP01: Tm=230 C°; Pi=50 bar; tV=1sVP02: Tm=230 C°; Pi=50 bar; tV=11sVP03: Tm=230 C°; Pi=150 bar; tV=1sVP04: Tm=230 C°; Pi=150 bar; tV=11sVP05: Tm=270 C°; Pi=50 bar; tV=1sVP06: Tm=270 C°; Pi=50 bar; tV=11sVP07: Tm=270 C°; Pi=150 bar; tV=1sVP08: Tm=270 C°; Pi=150 bar; tV=11sVP09: Tm=250 C°; Pi=100 bar; tV=6s
US-L
aufz
eit
[µs]
RWD [mm]
VP06
Bild 5.13
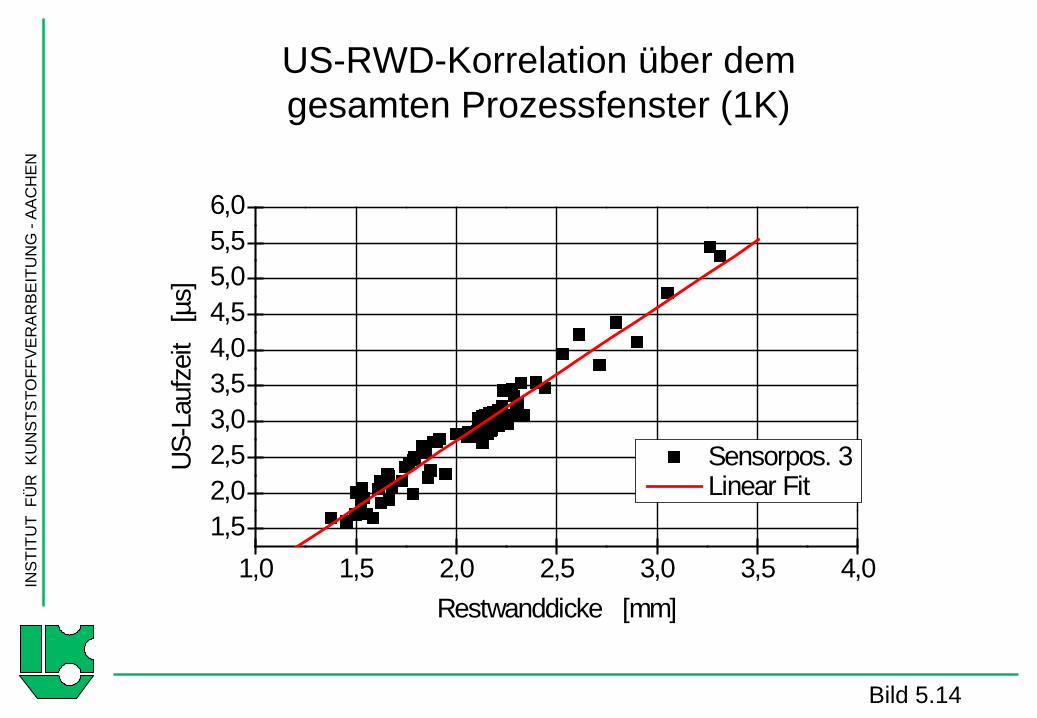
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.14
US-RWD-Korrelation über demgesamten Prozessfenster (1K)
1,0 1,5 2,0 2,5 3,0 3,5 4,01,52,02,53,03,54,04,55,05,56,0
US-L
aufz
eit
[µs]
Sensorpos. 3 Linear Fit
Restwanddicke [mm]
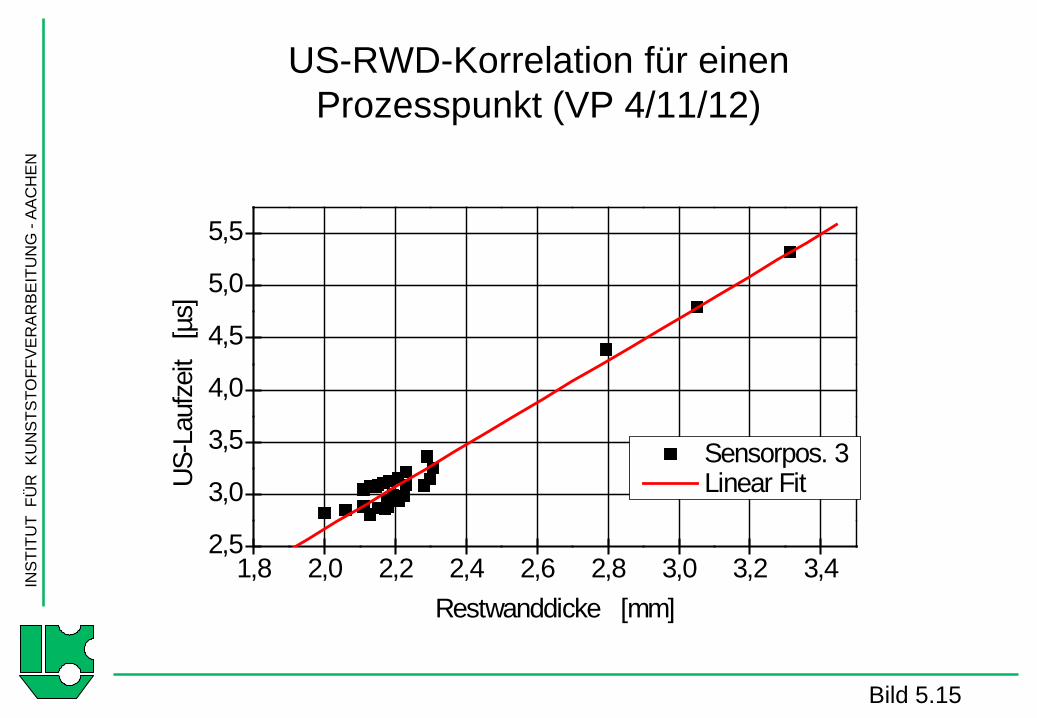
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.15
US-RWD-Korrelation für einenProzesspunkt (VP 4/11/12)
1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,42,5
3,0
3,5
4,0
4,5
5,0
5,5
Sensorpos. 3 Linear FitUS
-Lau
fzei
t [µ
s]
Restwanddicke [mm]
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 71
2K-Prozessuntersuchungen
Bei der Betrachtung des Sensors 8 ist die innere Polypropylen-Schicht auf wenige zehntel
Millimeter (0,1-0,4 mm) ausgedünnt. Die Peaks der US-Echos überlagern sich bei
solchermaßen geringen Wanddicken. Sie sind nicht mehr einzeln auflösbar, sondern
interferieren. Abbildung 5.16 zeigt die Laufzeiten in Abhängigkeit der Restwanddicke für alle
Versuchspunkte an Sensorposition 8. Da, wie oben beschrieben, an dieser Position die
Polypropylenschicht zu einem nicht mehr messbaren Film ausgedünnt ist, handelt es sich
praktisch um eine einkomponentige Polyamid-Wanddickenmessung (siehe Abbildung 5.17c).
Die Punkteverteilung lässt sich hier ebenfalls durch eine lineare Funktion annähern. Die
Restwanddicke s (in mm) wird in Abhängigkeit der Laufzeit t (in µs) durch folgende
Näherungsgleichung beschrieben:
( ) 34,067,0 +⋅= tts (Gl. 5.6)
Die Gültigkeit dieser Gleichung beschränkt sich analog Gleichung 5.5 auf die
Verfahrensvariante Nebenkavitätenverfahren und die verwendete Materialkombination. Sie
wurde für Restwanddicken zwischen 3,8 mm und 5 mm ermittelt. Auch hier ist davon
auszugehen, dass mit diesem Intervall das stabile Prozessfenster abgedeckt ist. Der maximale
Fehler in der Online-Vorhersage der Restwanddicken beträgt hier ca. ± 0,3 mm.
An der unteren Sensorposition 3 wurde die resultierende Restwanddicke der Kernkomponente
sehr stark durch den Parameter Verzögerungszeit beeinflusst. Bei den Versuchspunkten mit
kurzer Verzögerungszeit entstand nur ein sehr dünner, nicht messbarer PP-Film
(Abbildung 5.17a). Bei langen Verzögerungszeiten entstanden dagegen größere messbare PP-
Restwanddicken der Größenordnung 1 mm (Abbildung 5.17b). Bei diesen Schwankungen
handelt es sich jedoch nicht um Änderungen der mittleren Restwanddicken, sondern im
Wesentlichen um exzentrische Verschiebungen des Hohlraums. Abbildung 5.17 zeigt
exemplarisch die Querschnitte zweier Bauteile mit verschiedenen Verzögerungszeiten an der
Sensorposition 3. Außerdem wird hier auch der filmartige Aufbau der Kernkomponente am
Fließwegende (Sensorposition 8) gezeigt.
Abbildung 5.18 zeigt die Korrelation der online gemessenen Laufzeiten mit den ermittelten
Restwanddicken an Sensorposition 3. Dabei werden die Gesamtrestwanddicken betrachtet. In
der Auswertung wird zwischen US-Signalen mit einem und zwei Peaks im A-Bild
unterschieden. Da die Schallgeschwindigkeiten der beiden Komponenten sehr ähnlich sind,
können beide Fälle durch eine lineare Funktion angenähert werden. Außerdem kann davon
ausgegangen werden, dass alle gemessenen Laufzeiten aus dem Rückwandecho resultieren.
Die Näherungsgleichung für diesen Fall sieht folgendermaßen aus.
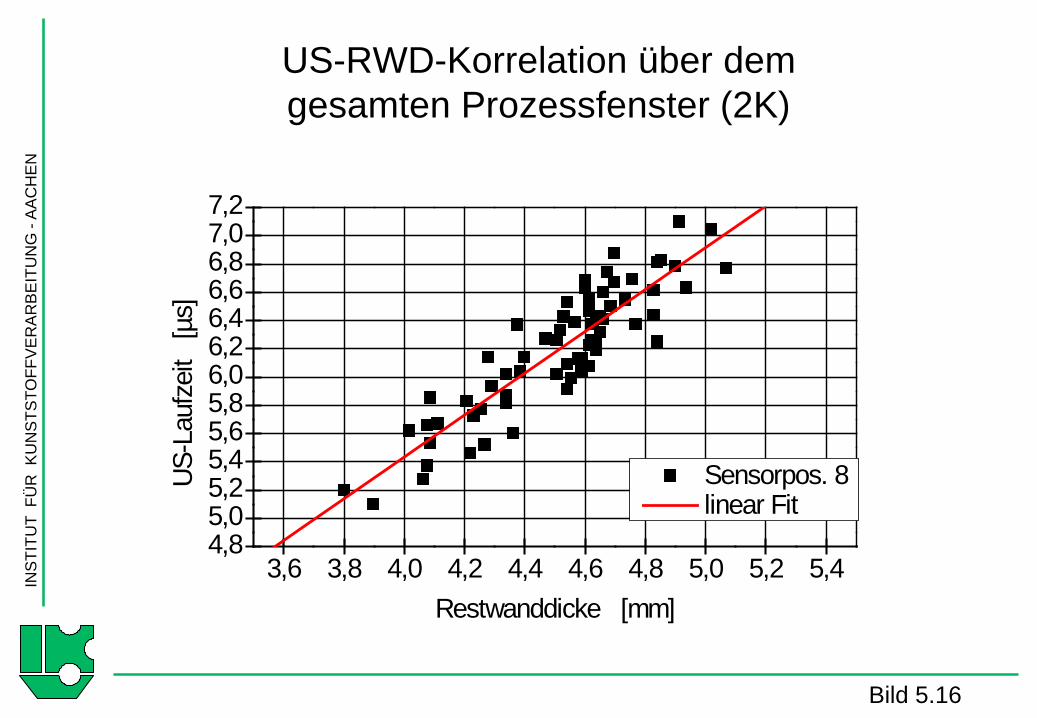
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.16
US-RWD-Korrelation über demgesamten Prozessfenster (2K)
3,6 3,8 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,44,85,05,25,45,65,86,06,26,46,66,87,07,2
Sensorpos. 8 linear Fit
US-L
aufz
eit
[µs]
Restwanddicke [mm]
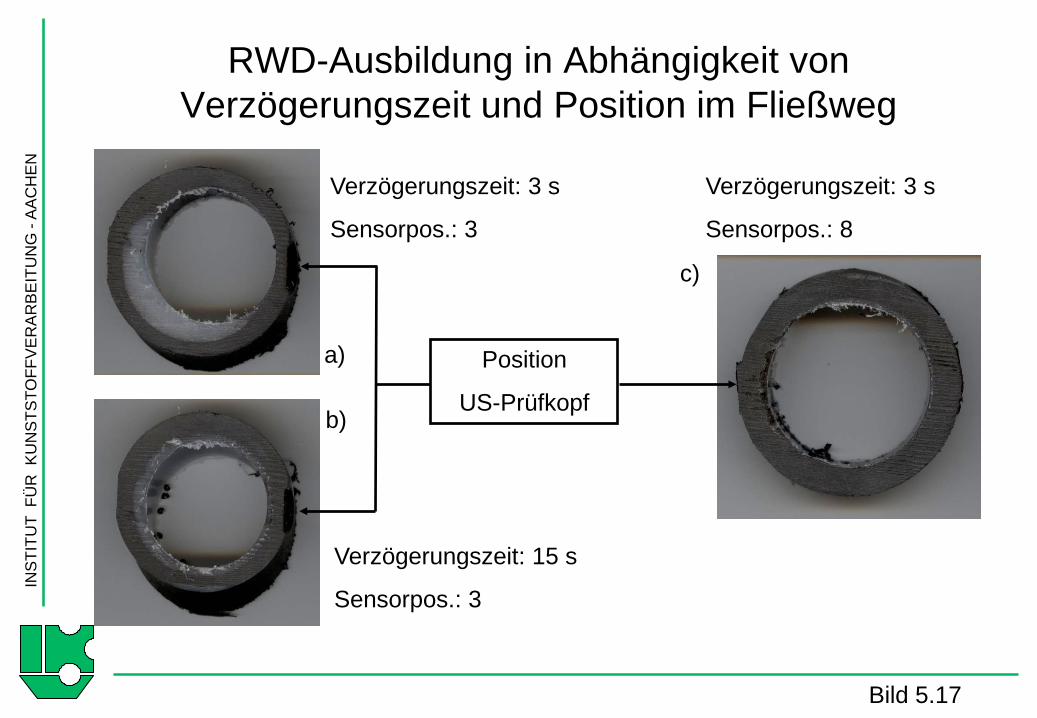
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.17
RWD-Ausbildung in Abhängigkeit vonVerzögerungszeit und Position im Fließweg
Position
US-Prüfkopf
Verzögerungszeit: 3 s
Sensorpos.: 3
Verzögerungszeit: 3 s
Sensorpos.: 8
Verzögerungszeit: 15 s
Sensorpos.: 3
b)
c)
a)
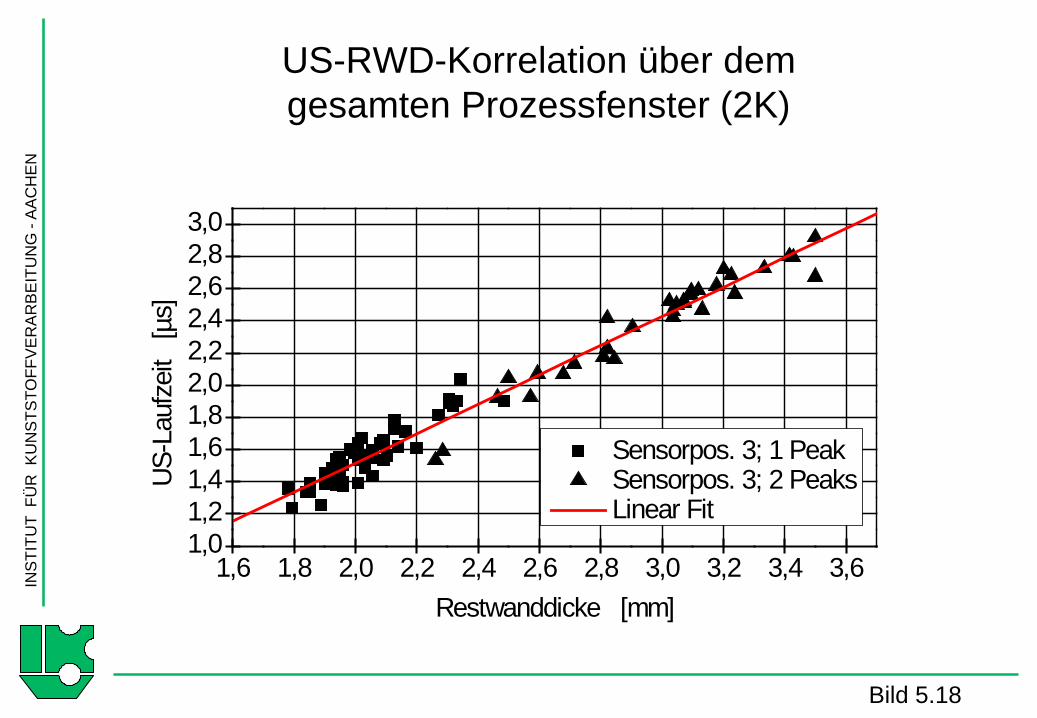
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.18
US-RWD-Korrelation über demgesamten Prozessfenster (2K)
1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,61,01,21,41,61,82,02,22,42,62,83,0
Sensorpos. 3; 1 Peak Sensorpos. 3; 2 Peaks Linear Fit
US-L
aufz
eit
[µs]
Restwanddicke [mm]
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 72
( ) 33,01,1 +⋅= tts (Gl. 5.7)
Die Gültigkeit der Gleichung wurde für das Intervall zwischen 1,8 mm und 3,5 mm gezeigt.
Auch hier kann davon ausgegangen werden, dass damit der prozessfähige Bereich abgedeckt
ist. Die Vorhersagegenauigkeit beträgt dabei über dem gesamten Prozessfenster bei ± 0,2 mm.
Auch bei dieser Verfahrensvariante liegt die Vermutung nahe, dass sich die Messgenauigkeit
bei der Betrachtung eines konkreten Prozesspunktes weiter steigern lässt.
Weiter ist bei den 2K-Versuchen bei ausreichend großen Schichtdicken eine Bestimmung der
Einzelschichtdicken möglich. Abbildung 5.19 zeigt exemplarisch ein A-Bild, in dem sowohl
ein Echo der Grenzfläche PA/PP als auch ein Echo der Grenzfläche PP/Hohlraum erkennbar
ist. Die auf diese Weise ermittelten Laufzeiten können mit den Einzelschichtdicken korreliert
werden.
5.3.3 IR-Temperaturmessungen
Für die Infrarot-Temperatur-Untersuchungen wurden die Bauteile gemäß der Beschreibung in
Abschnitt 3.5.4 inline vermessen. Für die Korrelation wurden drei Positionen festgelegt, an
denen mit Hilfe der IR-Aufnahmen die Oberflächentemperaturen bestimmt wurden. Dabei
wurde bei allen Versuchen die der Schließseite zugewandte Bauteilseite betrachtet.
Abbildung 5.20 zeigt exemplarisch die IR-Aufnahme eines Polypropylen-Rohres mit
Markierung der entsprechenden Positionen. Das Rohr wurde im Aufblasverfahren hergestellt.
Auf diesem Bild wird auch die Auswirkung unterschiedlicher Restwanddicken deutlich. Im
Injektoreinlaufbereich sowie an den Innenseiten der Kurven sind die Oberflächen aufgrund
der geringeren Restwanddicken viel kälter. Um Wasserdurchbrüche zu vermeiden, wurde eine
ausreichend große Schmelzevorlage gewählt, die während der Ausformung nicht komplett
aufgebraucht wurde. Der daraus resultierende kompakte Bereich am Fließwegende zeichnet
sich eindeutig durch sehr hohe Oberflächentemperaturen ab.
Neben den Oberflächentemperaturen wurden die Restwanddicken an den beschriebenen
Positionen bestimmt. Dies geschah mit Hilfe des magnetisch-induktiven Messprinzips.
1K-Prozessuntersuchungen
Die Korrelationen für die Polypropylen-Versuche sind für die beiden Stufen der
Materialtemperatur in den Abbildungen 5.21 und 5.22 dargestellt. Für diese Material- und
Prozesskombination können anhand der Oberflächentemperaturen Aussagen über die
Restwanddicke gemacht werden, jedoch reicht die Genauigkeit nicht an die Ergebnisse der
US-Untersuchungen heran. Auch für diesen Zusammenhang besteht eine lineare Korrelation,
sodass eine lineare Regression möglich ist. In Tabelle 5.10 sind die Näherungsgleichungen für
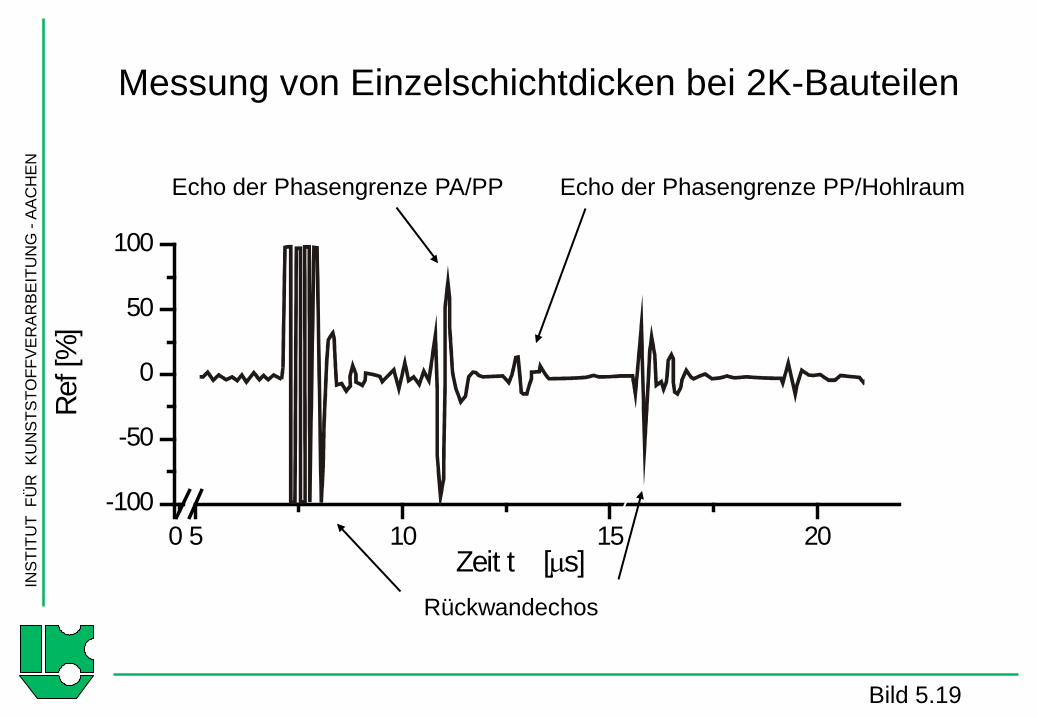
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
0 5 10 15 20-100
-50
0
50
100
Ref [
%]
Zeit t [µs]
Messung von Einzelschichtdicken bei 2K-Bauteilen
Bild 5.19
Rückwandechos
Echo der Phasengrenze PA/PP Echo der Phasengrenze PP/Hohlraum
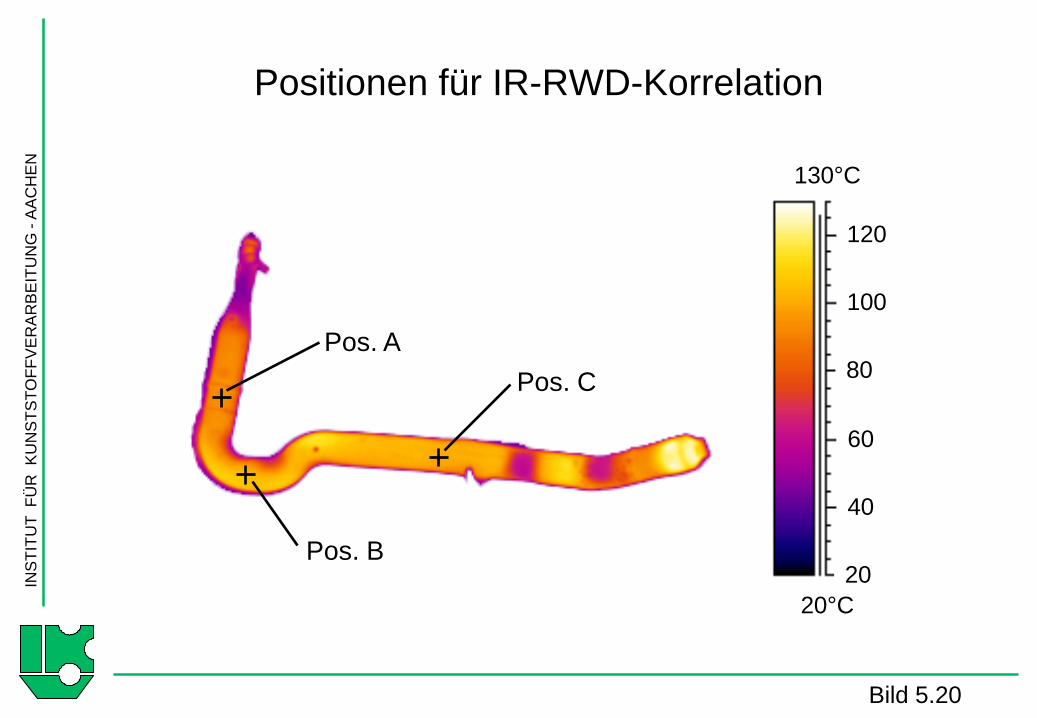
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.20
Positionen für IR-RWD-Korrelation
130°C
20°C20
40
60
80
100
120
Pos. B
Pos. APos. C
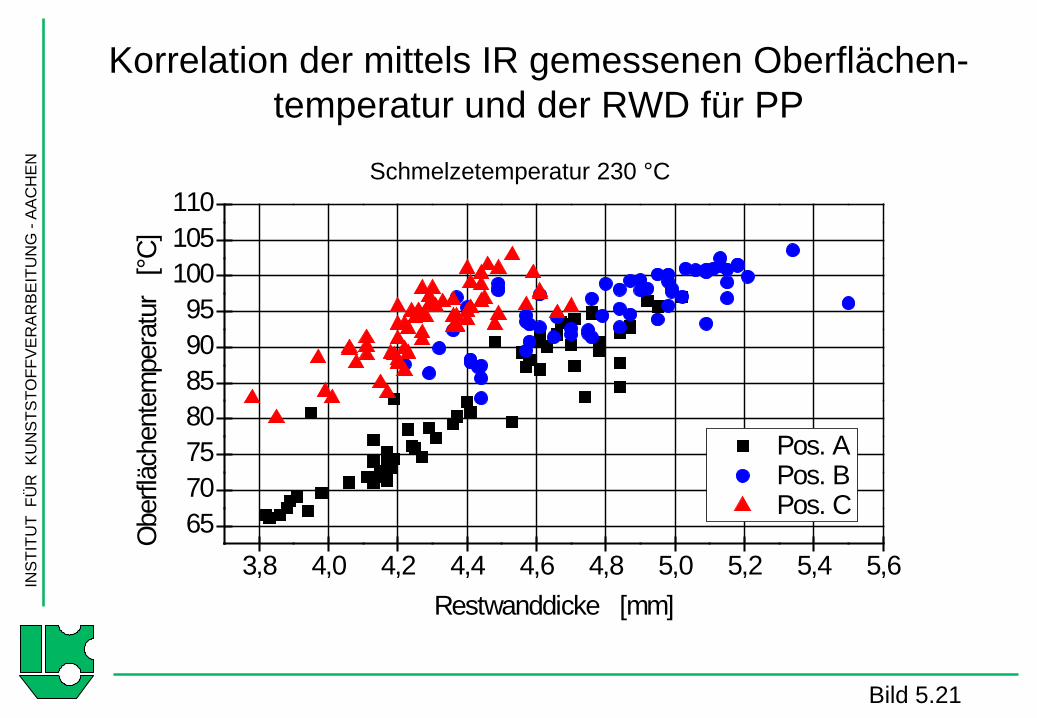
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.21
Korrelation der mittels IR gemessenen Oberflächen-temperatur und der RWD für PP
3,8 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,4 5,665707580859095
100105110
Pos. A Pos. B Pos. C
Obe
rfläc
hent
empe
ratu
r [°
C]
Restwanddicke [mm]
Schmelzetemperatur 230 °C
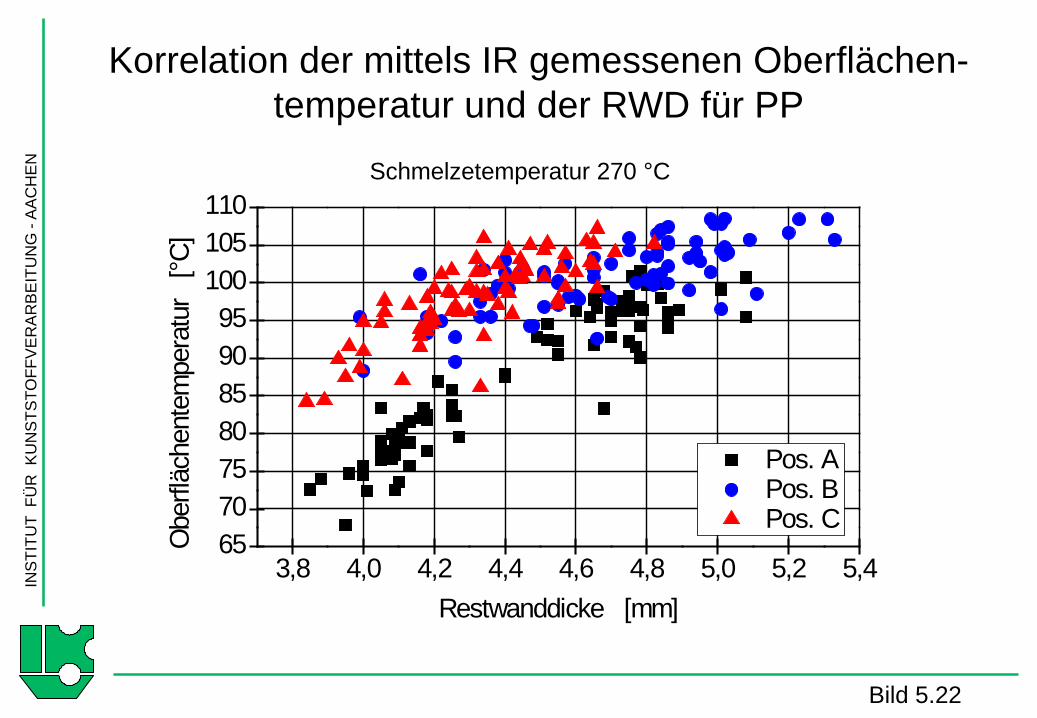
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.22
Korrelation der mittels IR gemessenen Oberflächen-temperatur und der RWD für PP
3,8 4,0 4,2 4,4 4,6 4,8 5,0 5,2 5,465707580859095
100105110
Pos. A Pos. B Pos. C
Obe
rfläc
hent
empe
ratu
r [°
C]
Restwanddicke [mm]
Schmelzetemperatur 270 °C
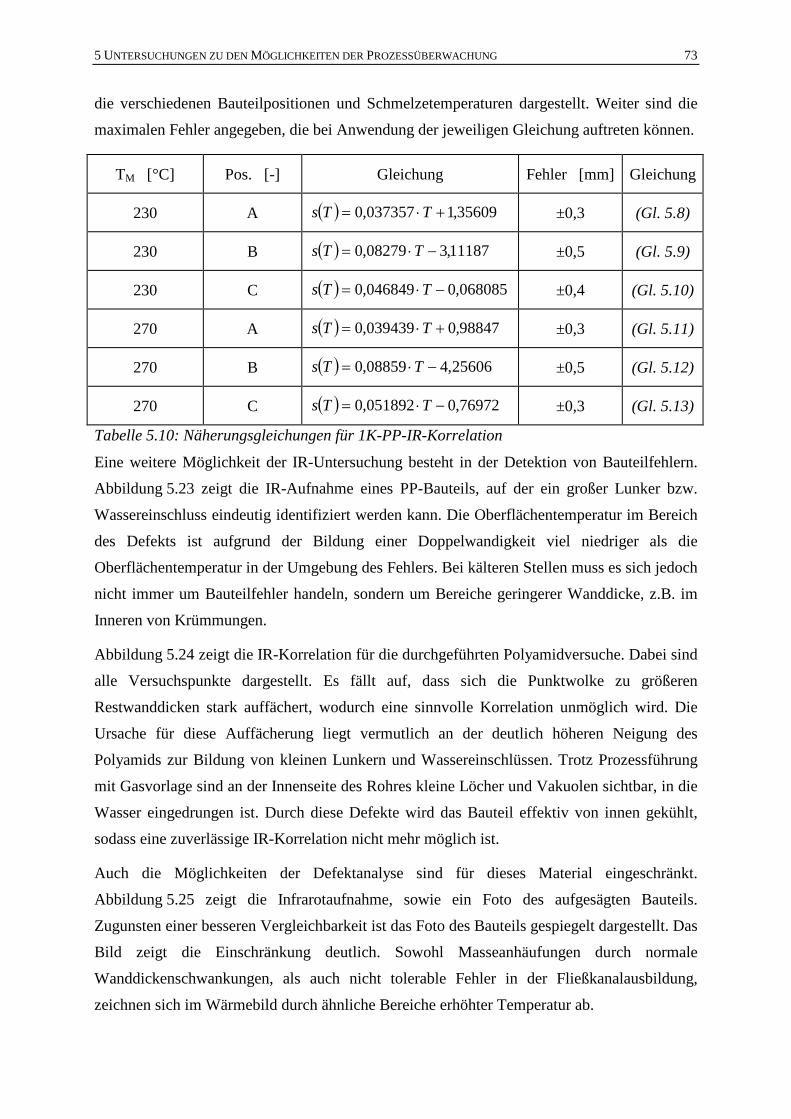
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 73
die verschiedenen Bauteilpositionen und Schmelzetemperaturen dargestellt. Weiter sind die
maximalen Fehler angegeben, die bei Anwendung der jeweiligen Gleichung auftreten können.
TM [°C] Pos. [-] Gleichung Fehler [mm] Gleichung
230 A ( ) 35609,1037357,0 +⋅= TTs ±0,3 (Gl. 5.8)
230 B ( ) 11187,308279,0 −⋅= TTs ±0,5 (Gl. 5.9)
230 C ( ) 068085,0046849,0 −⋅= TTs ±0,4 (Gl. 5.10)
270 A ( ) 98847,0039439,0 +⋅= TTs ±0,3 (Gl. 5.11)
270 B ( ) 25606,408859,0 −⋅= TTs ±0,5 (Gl. 5.12)
270 C ( ) 76972,0051892,0 −⋅= TTs ±0,3 (Gl. 5.13)
Tabelle 5.10: Näherungsgleichungen für 1K-PP-IR-Korrelation
Eine weitere Möglichkeit der IR-Untersuchung besteht in der Detektion von Bauteilfehlern.
Abbildung 5.23 zeigt die IR-Aufnahme eines PP-Bauteils, auf der ein großer Lunker bzw.
Wassereinschluss eindeutig identifiziert werden kann. Die Oberflächentemperatur im Bereich
des Defekts ist aufgrund der Bildung einer Doppelwandigkeit viel niedriger als die
Oberflächentemperatur in der Umgebung des Fehlers. Bei kälteren Stellen muss es sich jedoch
nicht immer um Bauteilfehler handeln, sondern um Bereiche geringerer Wanddicke, z.B. im
Inneren von Krümmungen.
Abbildung 5.24 zeigt die IR-Korrelation für die durchgeführten Polyamidversuche. Dabei sind
alle Versuchspunkte dargestellt. Es fällt auf, dass sich die Punktwolke zu größeren
Restwanddicken stark auffächert, wodurch eine sinnvolle Korrelation unmöglich wird. Die
Ursache für diese Auffächerung liegt vermutlich an der deutlich höheren Neigung des
Polyamids zur Bildung von kleinen Lunkern und Wassereinschlüssen. Trotz Prozessführung
mit Gasvorlage sind an der Innenseite des Rohres kleine Löcher und Vakuolen sichtbar, in die
Wasser eingedrungen ist. Durch diese Defekte wird das Bauteil effektiv von innen gekühlt,
sodass eine zuverlässige IR-Korrelation nicht mehr möglich ist.
Auch die Möglichkeiten der Defektanalyse sind für dieses Material eingeschränkt.
Abbildung 5.25 zeigt die Infrarotaufnahme, sowie ein Foto des aufgesägten Bauteils.
Zugunsten einer besseren Vergleichbarkeit ist das Foto des Bauteils gespiegelt dargestellt. Das
Bild zeigt die Einschränkung deutlich. Sowohl Masseanhäufungen durch normale
Wanddickenschwankungen, als auch nicht tolerable Fehler in der Fließkanalausbildung,
zeichnen sich im Wärmebild durch ähnliche Bereiche erhöhter Temperatur ab.
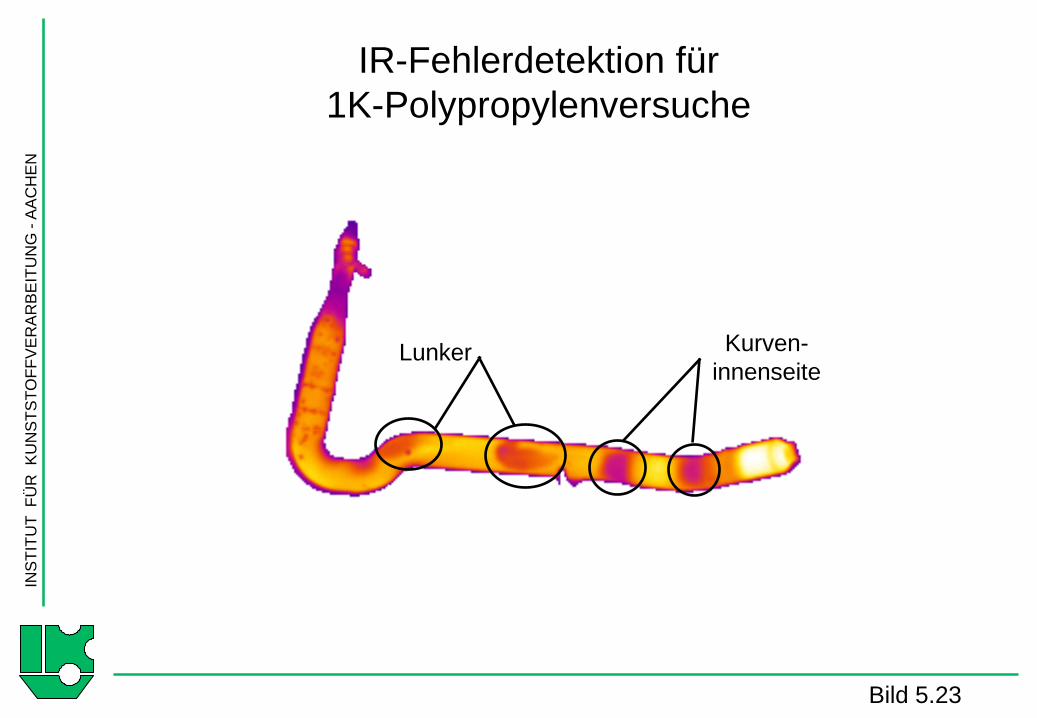
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.23
IR-Fehlerdetektion für1K-Polypropylenversuche
Lunker Kurven-innenseite
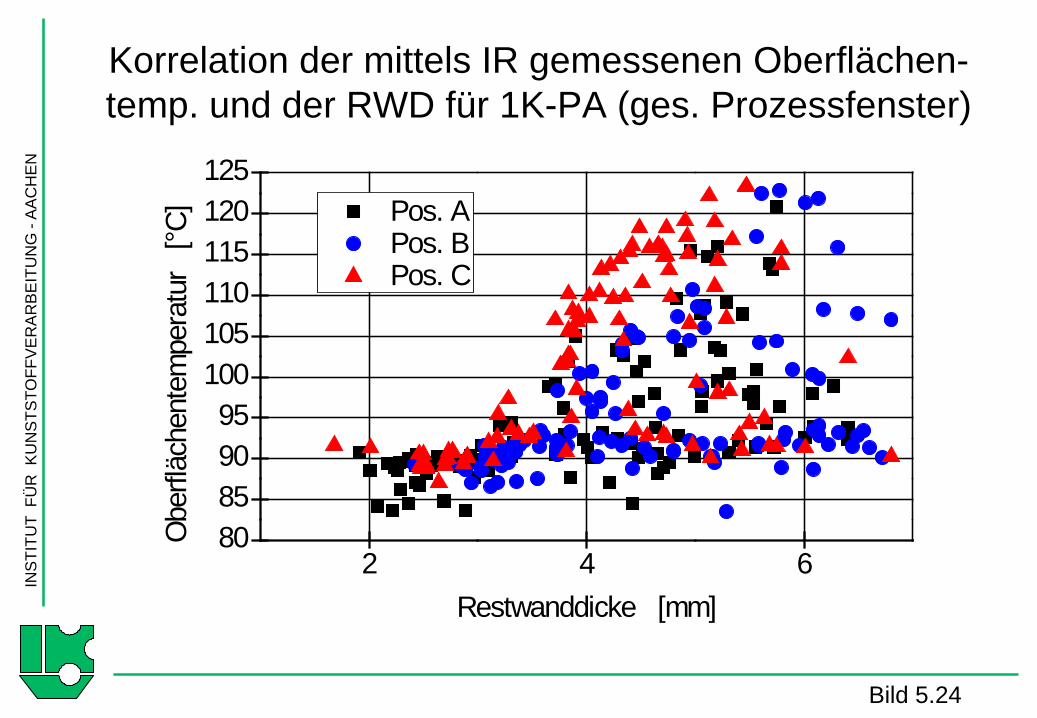
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.24
Korrelation der mittels IR gemessenen Oberflächen-temp. und der RWD für 1K-PA (ges. Prozessfenster)
2 4 680859095
100105110115120125
Pos. A Pos. B Pos. C
Obe
rfläc
hent
empe
ratu
r [°
C]
Restwanddicke [mm]
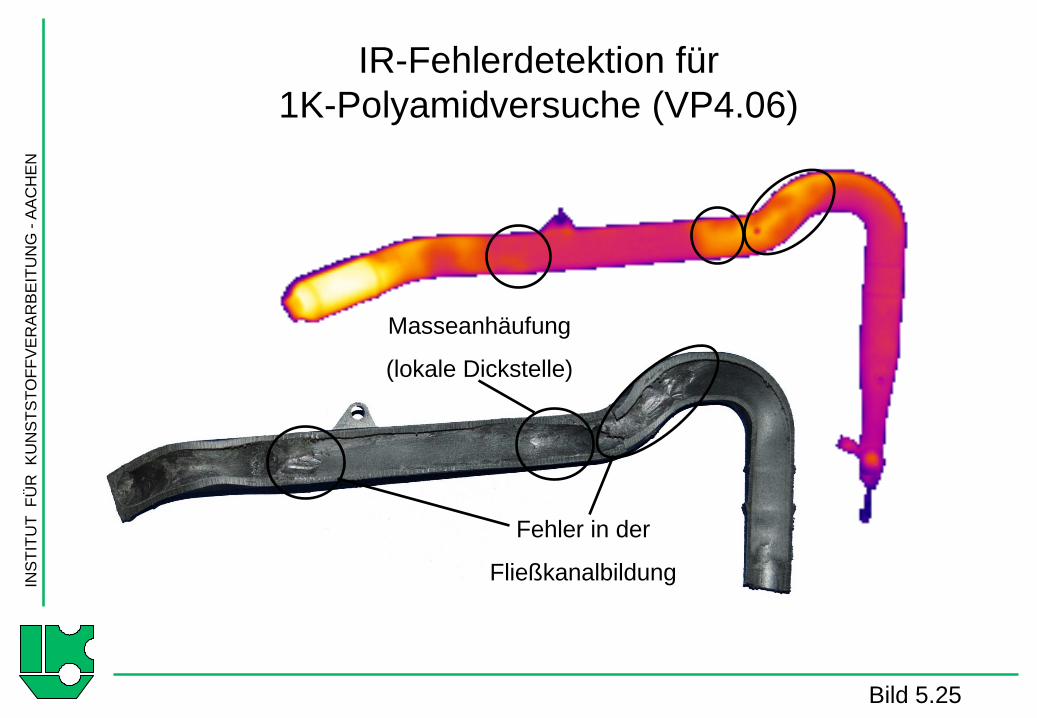
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.25
IR-Fehlerdetektion für1K-Polyamidversuche (VP4.06)
Masseanhäufung
(lokale Dickstelle)
Fehler in der
Fließkanalbildung
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 74
Die Abbildungen 5.26 und 5.27 zeigen die Gegenüberstellung zweier Bauteile mit ähnlichen
Defekten, nämlich einer ausgeprägten Doppelkanalbildung, und deren Erscheinungsbild in der
IR-Aufnahme. Die beiden Aufnahmen verdeutlichen, dass sich solche Fehlerbilder nur schwer
anhand des Wärmebildes prognostizieren lassen, da die Abstrahlcharakteristik stark von der
Lage der Masseanhäufung abhängt. Insbesondere das Bauteil 8.06 (s. Abbildung 5.27) zeigt
im Bereich des Fehlers einen großen homogenen Bereich mit sanften Übergängen, der ebenso
als leicht wellige Schwankung der Restwanddicke interpretiert werden könnte.
2K-Prozessuntersuchungen
Die IR-Korrelationen für die 2K-Versuche sind in Abbildung 5.28 dargestellt. Hier wurde die
Korrelation über dem gesamten Prozessfenster durchgeführt. Eine isolierte Betrachtung
bestimmter Schmelzetemperaturen führt nicht zu einer Verbesserung der
Korrelationsergebnisse. Für die Positionen B und C liegen die Punkte in einem sehr schmalen
Band. Der maximale Fehler liegt zwischen 0,3 mm (für Position C) und 0,4 mm (für Position
B). Die Streuung bei Position A ist deutlich größer (0,8 mm), jedoch ist auch hier ein klarer
Trend erkennbar. Die größeren Schwankungen beruhen vermutlich auf Instabilitäten der
Hohlraumbildung im injektornahen Bereich. Dadurch können auch die bei den 1K-Versuchen
festgestellten Fehler entstehen, die das Messergebnis verfälschen. Im Folgenden sind die
Näherungsgleichungen der Regressionsanalyse für die verschiedenen Bauteilpositionen
dargestellt.
für Pos. A ( ) 978925,1072094,0 −⋅= TTs (Gl. 5.14)
für Pos. B ( ) 583859,3086559,0 −⋅= TTs (Gl. 5.15)
für Pos. C ( ) 25676,0050237,0 −⋅= TTs (Gl. 5.16)
Bezüglich der Defektanalyse war eine Untersuchung dieser Rohre nur eingeschränkt möglich,
da sie aufgrund der hohen Güte die Bauteile nicht aufgesägt, sondern für spätere
Untersuchungen (Berstfestigkeit, Durchfluss) unversehrt bleiben sollten. Unter den für die
US-Korrelation aufgesägten Bauteilen wurde jedoch ein Defekt festgestellt, der auch im
Wärmebild sichtbar ist. Dabei handelt es sich um eine Masseanhäufung am Rand einer
Doppelkanalbildung. Abbildung 5.29 zeigt die IR-Aufnahme sowie eine Abbildung des
Querschnitts. Die Doppelkanalbildung ist durch den Hot-Spot am „Rippenfuß“ erkennbar.
Aus den durchgeführten Untersuchungen folgt, dass die Aussagefähigkeit der IR-
Thermographie in Bezug auf Kontrolle der Restwanddicken besser ist, sobald die Hohlräume
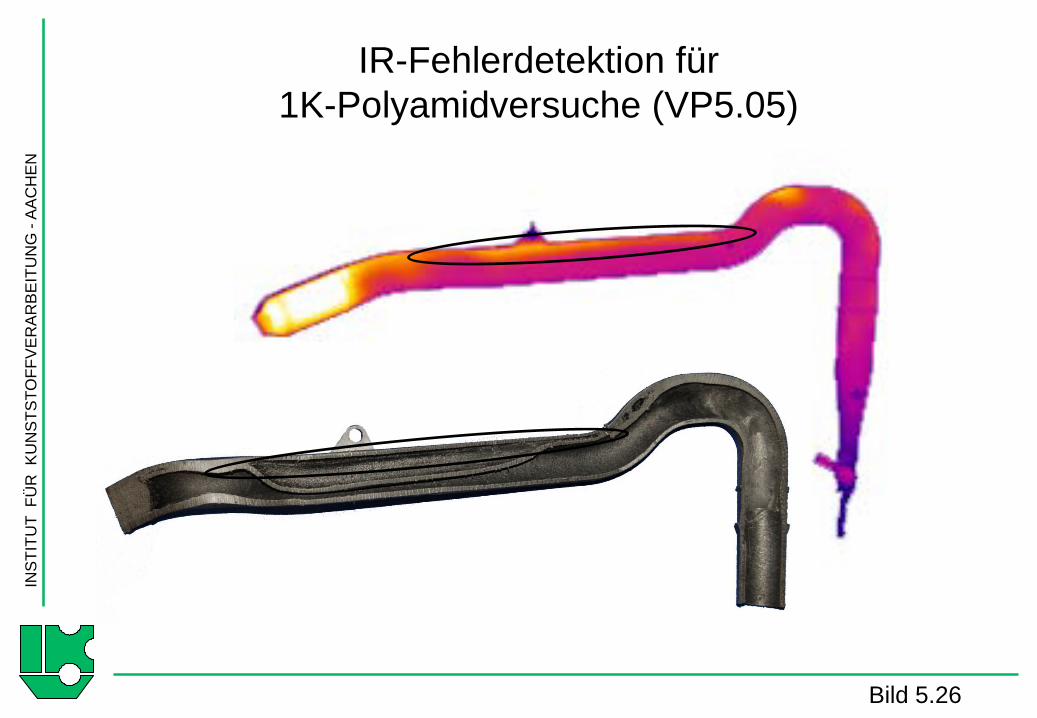
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.26
IR-Fehlerdetektion für1K-Polyamidversuche (VP5.05)
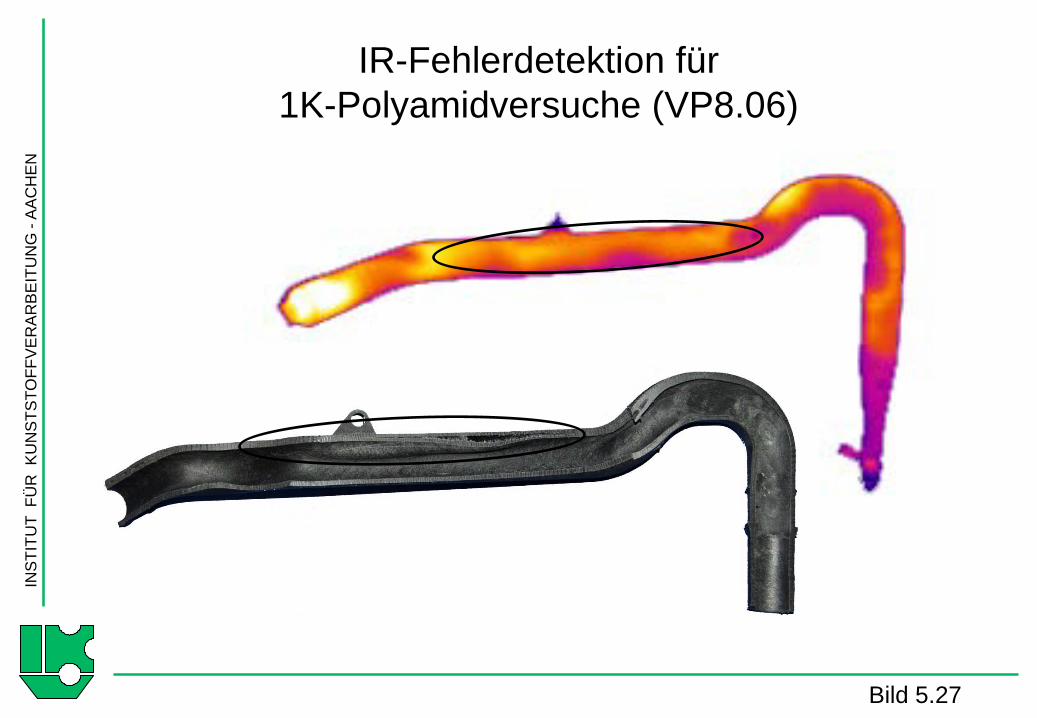
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.27
IR-Fehlerdetektion für1K-Polyamidversuche (VP8.06)
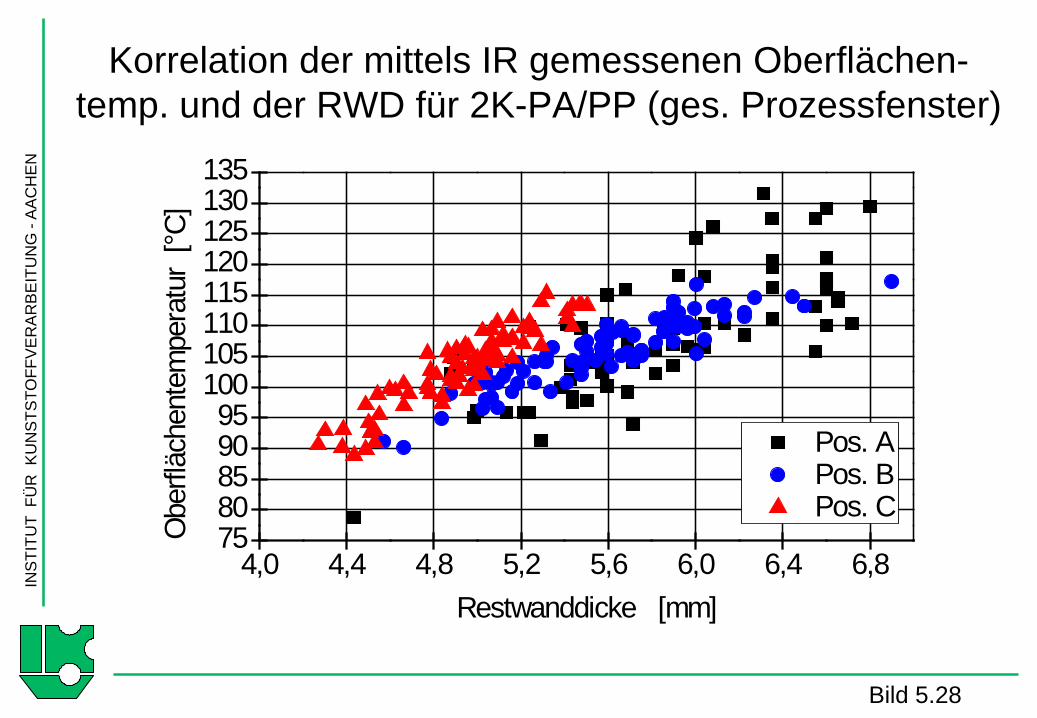
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.28
Korrelation der mittels IR gemessenen Oberflächen-temp. und der RWD für 2K-PA/PP (ges. Prozessfenster)
4,0 4,4 4,8 5,2 5,6 6,0 6,4 6,87580859095
100105110115120125130135
Pos. A Pos. B Pos. C
Obe
rfläc
hent
empe
ratu
r [°C
]
Restwanddicke [mm]
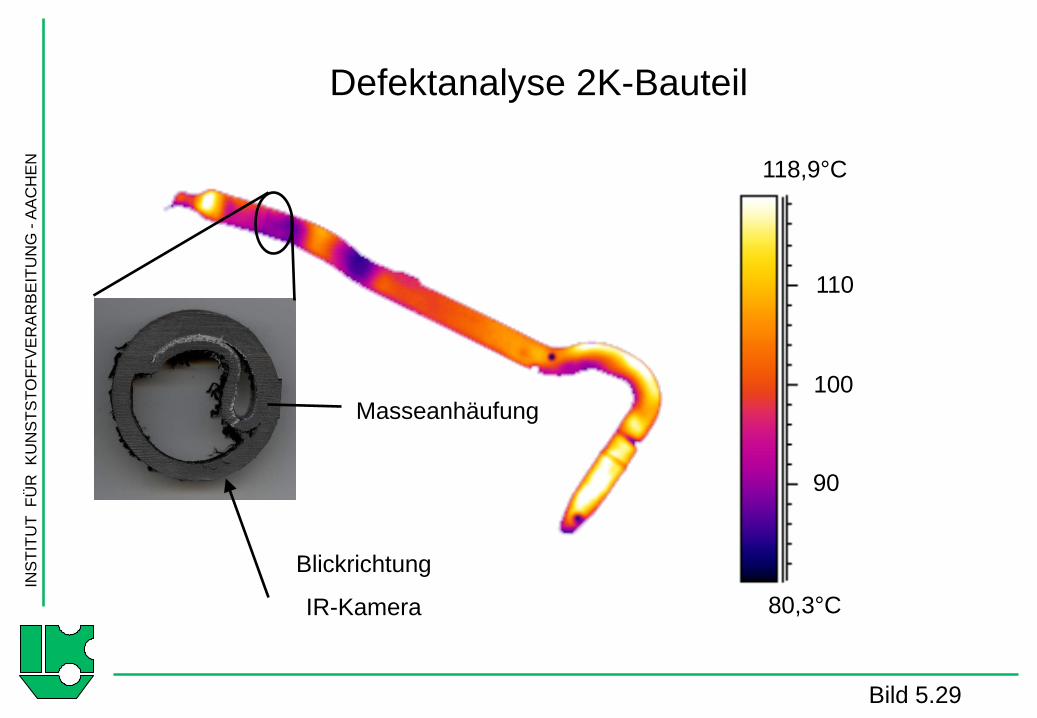
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.29
Defektanalyse 2K-Bauteil
Blickrichtung
IR-Kamera
Masseanhäufung
118,9°C
80,3°C
90
100
110
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 75
in einem mit der WIT zuverlässig verarbeitbaren Material, z.B. Polypropylen, ausgebildet
werden. Mit diesen Materialien wird die Bildung von WIT-typischen Fehlern, wie Lunkern
und Wassereinschlüssen in der Restwand, deutlich reduziert, und die Kühlphase läuft
reproduzierbarer ab. Die Wärmeabfuhr findet ausschließlich durch den Kontakt zum
Werkzeug außen und das Wasser im Inneren statt. Für ähnliche Wärmeübergangsbedingungen
wird die mittlere lokale Temperatur in der Restwand alleine durch die Wanddicke bestimmt.
5.3.4 Ermittlung charakteristischer Kenngrößen
Einen weiteren Ansatz zur Online-Überwachung des WIT-Prozesses stellt die Messung und
Auswertung sowohl konventioneller als auch WIT-spezifischer Prozessgrößen dar. Hierzu
werden zunächst alle verfügbaren Sensordaten durch das Messwerterfassungssystem
aufgezeichnet. Analog zum konventionellen Spritzgießen werden die Kavitätsoberflächen-
temperatur sowie der Kavitätsinnendruck angussnah und am Fließwegende betrachtet.
Darüber hinaus werden zur Charakterisierung der Wasserinjektion die Temperaturen, Drücke
und Massenströme des Wassers in der Injektorzu- und -ableitung erfasst (Vergleiche
Abschnitt 3.5). Aus den online im Spritzgießprozess erfassten Messkurven werden
Kennzahlen definiert, die anschließend mit Qualitätsmerkmalen aus der Bauteilprüfung
korreliert werden sollen. Grundsätzlich können die Kennzahlen aus Beträgen und Zeitpunkten
(absolut und relativ zueinander) von Maxima und Minima in den Messkurven gebildet
werden. Darüber hinaus sind insbesondere für Druck- und Volumenstromdaten die
Kurvenintegrale für aussagefähige Abschnitte interessant. Die Temperaturkurven eignen sich
nicht zur Bildung von Kennzahlen, da einerseits die Informationen nicht unmittelbar aus dem
Hohlraum kommen (Werkzeugwand) und andererseits die Temperatursensoren prinzipbedingt
eine vergleichsweise hohe Trägheit aufweisen, infolge derer die dynamischen
Zustandsänderungen (z.B. Änderung der Fluidtemperatur in den Zu- und Ableitungen bei der
Wasserinjektion oder -entleerung) nicht hinreichend erfasst werden können. Abbildung 5.30
verdeutlicht diese Effekte anhand der Temperaturverläufe während eines Zyklus. Der
Werkzeug-Temperatursensor (schwarzer Graph) nimmt zunächst die Werkzeugtemperatur
von 80 °C an. Mit der Schmelzeinjektion, die etwa zum Zeitpunkt t = 10 s startet, steigt die
Temperatur auf beinahe 100 °C an, um dann kontinuierlich abzunehmen. Die
Schmelzetemperatur (> 200 °C) wird nie erreicht. Ähnlich verhält es sich mit dem in der
Fluidableitung platzierten Temperatursensor (roter Graph). Zeitgleich mit der
Schmelzeinjektion startet der Pumpenvorlauf. Dabei wird anfangs das auf
Werkzeugtemperatur erhitzte Wasser aus dem Injektorblock herausgespült. Infolge der
Trägheit des Sensors steigt die Temperatur nur leicht an und fällt dann infolge des kalten
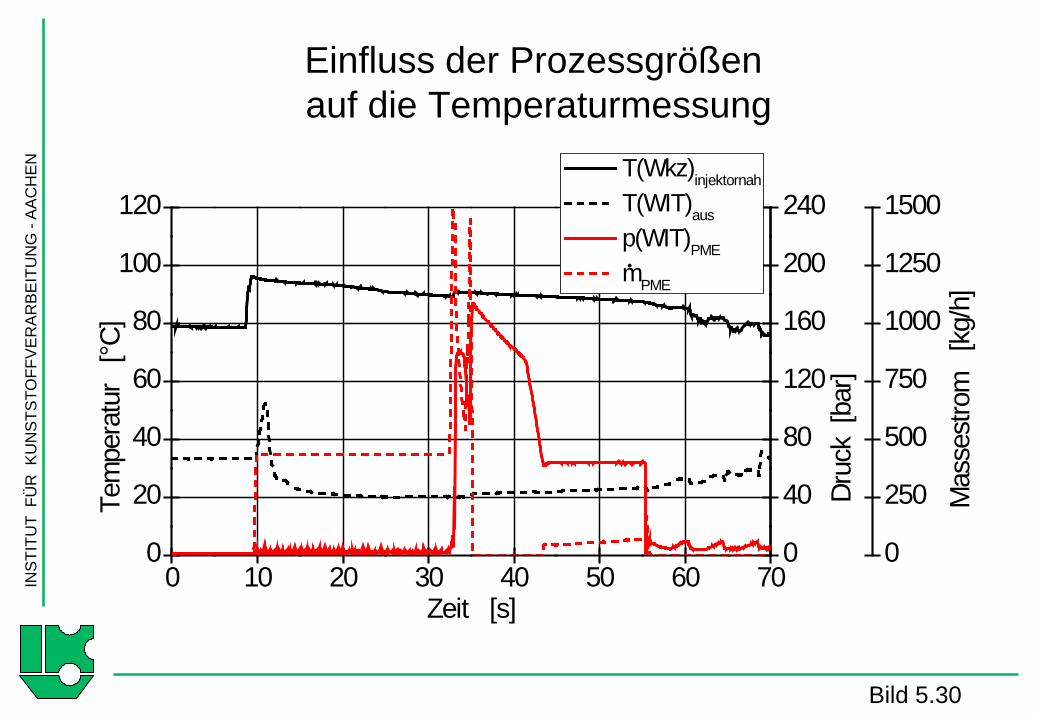
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Einfluss der Prozessgrößen auf die Temperaturmessung
Bild 5.30
0 10 20 30 40 50 60 700
20
40
60
80
100
120
0
40
80
120
160
200
240
0
250
500
750
1000
1250
1500
Mas
sest
rom
[k
g/h]
Druc
k [b
ar]
T(Wkz)injektornah
T(WIT)aus
p(WIT)PME
mPME
Tem
pera
tur
[°C]
Zeit [s]
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 76
nachfließenden Wassers stetig auf die Temperatur des frischen Leitungswassers ab. Eine
Erfassung der dynamisch ablaufenden Zustandsänderungen im System ist somit nicht
möglich.
Die Qualitätsmerkmale der Bauteile müssen für die Untersuchungen zunächst durch teilweise
aufwändige und arbeitsintensive Prüfungen bestimmt werden, mit dem Ziel, die Ergebnisse
dieser Prüfungen bei ausreichender Güte der Korrelation zukünftig online durch
entsprechende Kenngrößen vorher zu sagen. Im Rahmen dieser Untersuchungen wird am IKV
für alle Bauteile der Kugelfalltest zur Beurteilung der Hohlraumausbildung durchgeführt.
1K-Prozessuntersuchungen
Der typische Verlauf der für die Ausbildung des Hohlraums relevanten Prozessgrößen ist in
Abbildung 5.31 dargestellt. Die Messwerterfassung beginnt zeitgleich mit dem
Einspritzvorgang der Spritzgießmaschine. Erst nach über zwei Sekunden steigt der Druck am
Beginn des Fließwegs, infolge des erforderlichen Druckbedarfs zum Vorantreiben der
Schmelzefront, leicht an. Nach Beendigung der Polymervorfüllphase beginnt die
Verzögerungszeit der Wasserinjektion, in diesem Beispiel 9,1 Sekunden. Anschließend erfolgt
die Stickstoffinjektion für die Gasvorlage sowie die Verdichtung des Stickstoffs mit Hilfe des
Wasserstroms. Hieraus resultiert der erste ausgeprägte Massestrompeak im Zeitraum 12-14 s.
Unmittelbar vor dem nächsten Peak öffnet sich der Injektor, und der Wasservolumenstrom
wird in die schmelzeflüssige Seele injiziert. Der Wasservolumenstrom wird dabei sukzessive
bis auf den für diese Injektionsstufe eingestellten Wert von 400 cm3/s erhöht. Dies entspricht
einem Massenstrom von ca. 1440 kg/h. Mit einer gewissen Verzögerung steigen nun auch
sowohl der Kavitätsinnendruck als auch der Wasserdruck an. Nach dieser Kompressionsphase
wird die schmelzeflüssige Seele in Bewegung versetzt. Die Drücke sinken dadurch zunächst,
aufgrund der sich aufbrauchenden Schmelzevorlage, wieder ab, bis die Kavität vollständig
ausgefüllt ist. Nun schnellen die gemessenen Drücke in die Höhe, der Wassermassestrom wird
heruntergeregelt, um den im Druckbegrenzer eingestellten Maximaldruck nicht zu
überschreiten. Anschließend sinken die Drücke infolge Schwindung und ggf. Leckage-
verlusten sukzessive ab. Hierbei wird ein zu starkes Absinken der Drücke durch eventuelles
Nachregeln des Wassermassestroms verhindert. Bei Vergleich der beiden Massestromkurven
fällt auf, dass die Messkurve der WIT-Anlage deutlich glatter ist und teilweise voreilt. Beides
ist vermutlich auf eine gewisse Kompressibilität des Systems zurückzuführen. Bei jeder
Druckänderung kommt es zu einem Atmen der Wasserschläuche.
Im Rahmen der durchgeführten Untersuchungen wurden aus den verschiedenen, für die
Hohlraumausbildung relevanten, Messkurven diverse Kennwerte bestimmt. Diese sind in
Tabelle 5.11 beschrieben.
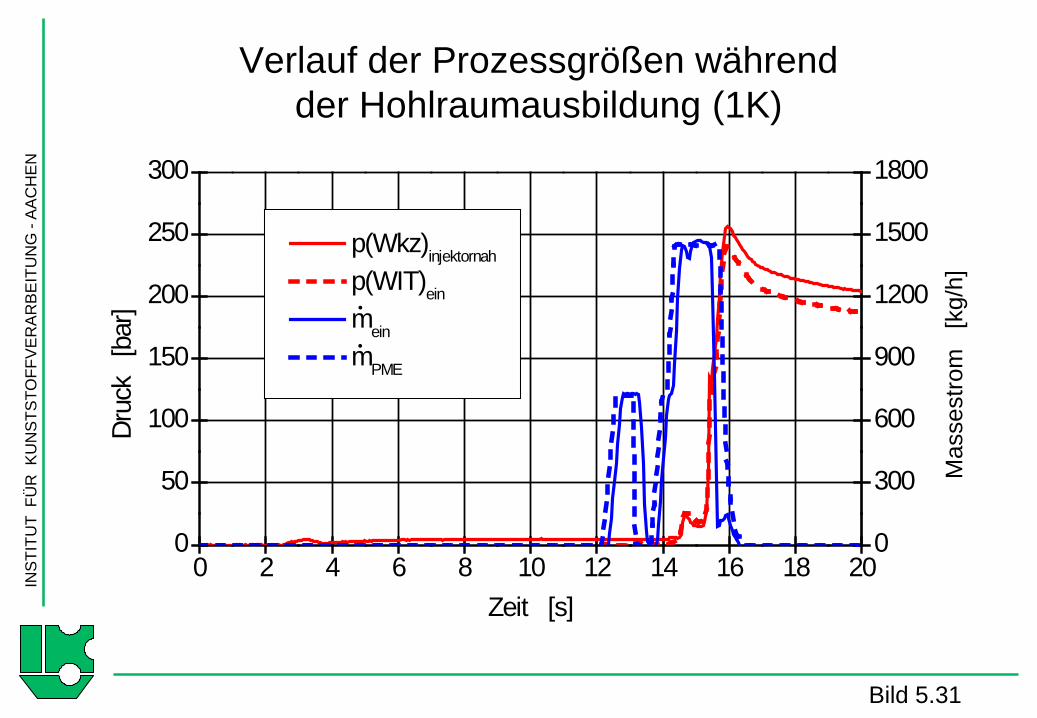
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.31
Verlauf der Prozessgrößen währendder Hohlraumausbildung (1K)
0 2 4 6 8 10 12 14 16 18 200
50
100
150
200
250
300
0
300
600
900
1200
1500
1800
p(Wkz)injektornah
p(WIT)ein
mein
mPME
Druc
k [
bar]
Zeit [s]
M
asse
stro
m
[kg/
h]
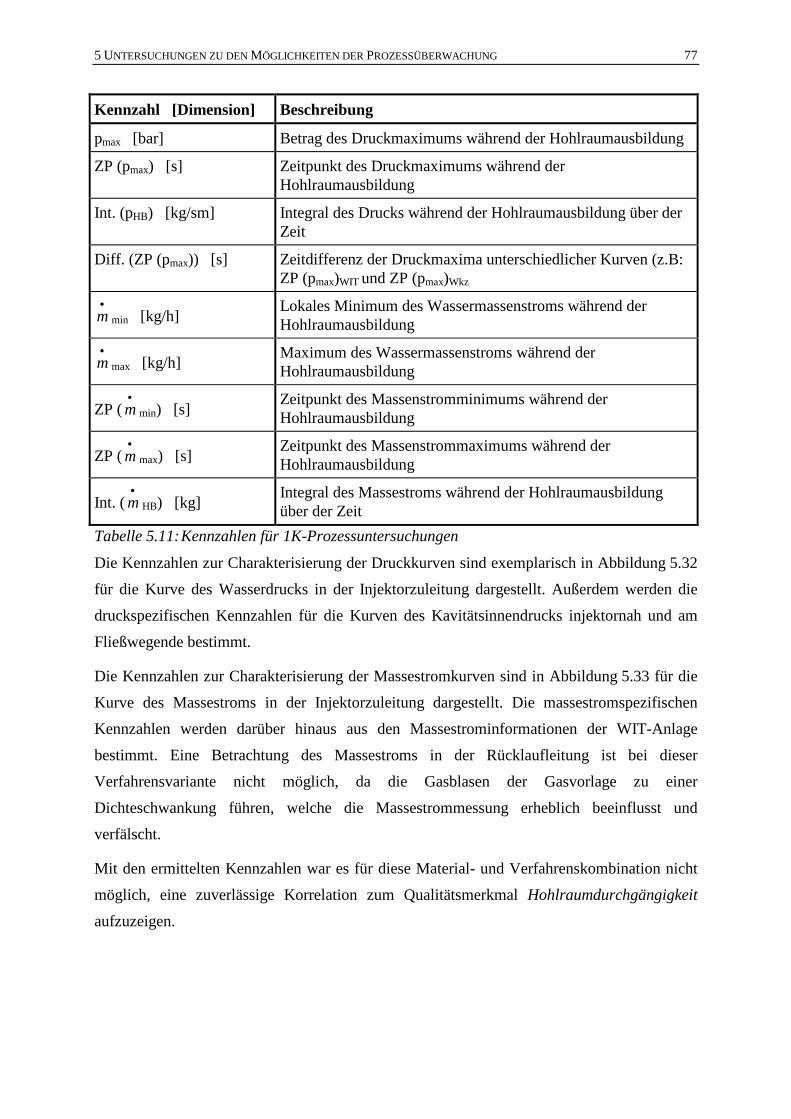
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 77
Kennzahl [Dimension] Beschreibung
pmax [bar] Betrag des Druckmaximums während der Hohlraumausbildung
ZP (pmax) [s] Zeitpunkt des Druckmaximums während der Hohlraumausbildung
Int. (pHB) [kg/sm] Integral des Drucks während der Hohlraumausbildung über der Zeit
Diff. (ZP (pmax)) [s] Zeitdifferenz der Druckmaxima unterschiedlicher Kurven (z.B: ZP (pmax)WIT und ZP (pmax)Wkz
•
m min [kg/h] Lokales Minimum des Wassermassenstroms während der Hohlraumausbildung
•
m max [kg/h] Maximum des Wassermassenstroms während der Hohlraumausbildung
ZP (•
m min) [s] Zeitpunkt des Massenstromminimums während der Hohlraumausbildung
ZP (•
m max) [s] Zeitpunkt des Massenstrommaximums während der Hohlraumausbildung
Int. (•
m HB) [kg] Integral des Massestroms während der Hohlraumausbildung über der Zeit
Tabelle 5.11: Kennzahlen für 1K-Prozessuntersuchungen
Die Kennzahlen zur Charakterisierung der Druckkurven sind exemplarisch in Abbildung 5.32
für die Kurve des Wasserdrucks in der Injektorzuleitung dargestellt. Außerdem werden die
druckspezifischen Kennzahlen für die Kurven des Kavitätsinnendrucks injektornah und am
Fließwegende bestimmt.
Die Kennzahlen zur Charakterisierung der Massestromkurven sind in Abbildung 5.33 für die
Kurve des Massestroms in der Injektorzuleitung dargestellt. Die massestromspezifischen
Kennzahlen werden darüber hinaus aus den Massestrominformationen der WIT-Anlage
bestimmt. Eine Betrachtung des Massestroms in der Rücklaufleitung ist bei dieser
Verfahrensvariante nicht möglich, da die Gasblasen der Gasvorlage zu einer
Dichteschwankung führen, welche die Massestrommessung erheblich beeinflusst und
verfälscht.
Mit den ermittelten Kennzahlen war es für diese Material- und Verfahrenskombination nicht
möglich, eine zuverlässige Korrelation zum Qualitätsmerkmal Hohlraumdurchgängigkeit aufzuzeigen.
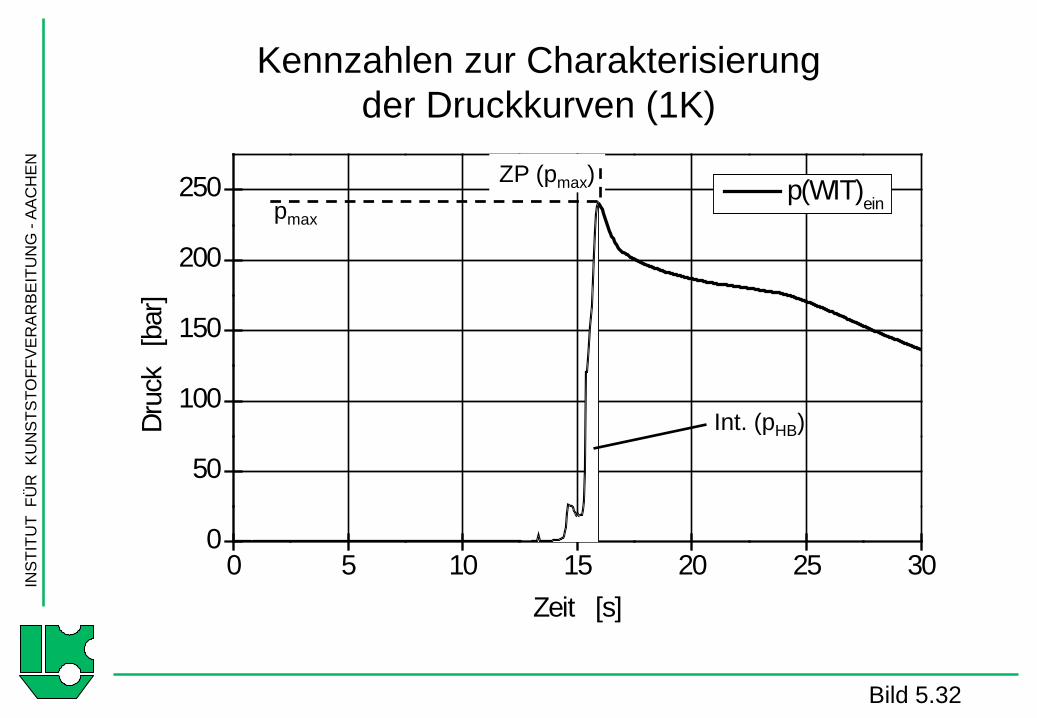
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.32
Kennzahlen zur Charakterisierungder Druckkurven (1K)
0 5 10 15 20 25 300
50
100
150
200
250Dr
uck
[ba
r]
Zeit [s]
p(WIT)einpmax
ZP (pmax)
Int. (pHB)
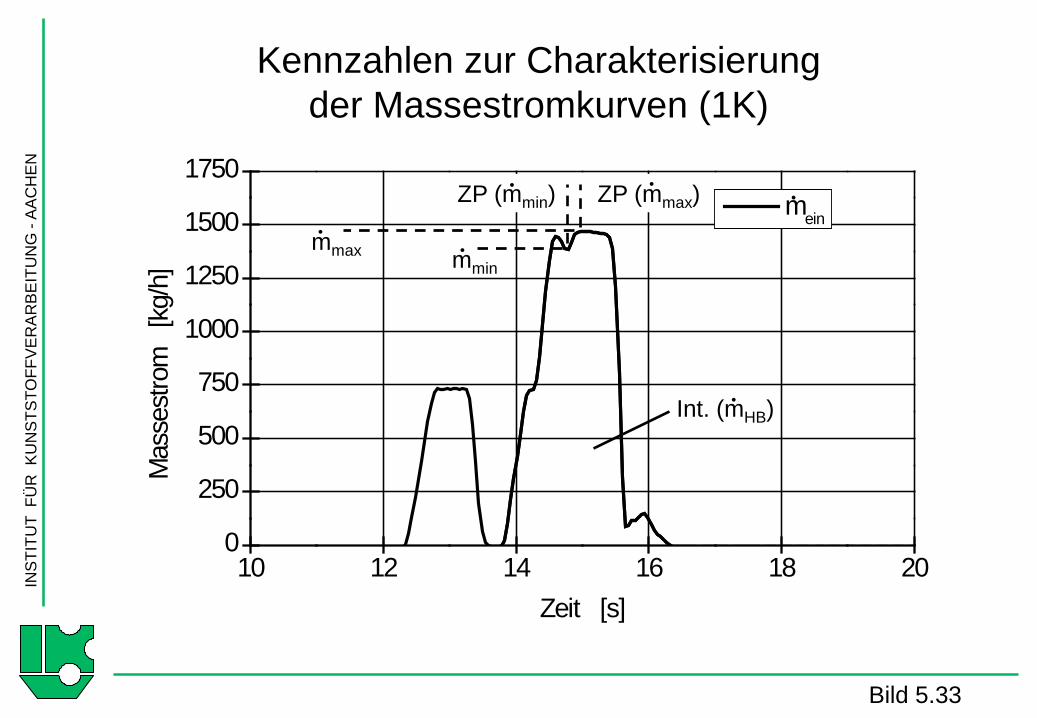
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.33
Kennzahlen zur Charakterisierungder Massestromkurven (1K)
10 12 14 16 18 200
250
500
750
1000
1250
1500
1750M
asse
stro
m
[kg/
h]
Zeit [s]
mein
mminmmax
ZP (mmin) ZP (mmax)
Int. (mHB)
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 78
2K-Prozessuntersuchungen
Für die Verfahrenskombination Sandwich-Spritzgießen und WIT im Nebenkavitätenverfahren
ist der typische Verlauf der für die Hohlraumausbildung relevanten Prozessgrößen in
Abbildung 5.34 dargestellt.
Die Messwerterfassung startet zeitgleich mit der Schließbewegung des Werkzeugs. Nach ca.
neun Sekunden steigt der Druck am Beginn des Fließwegs, infolge des erforderlichen
Druckbedarfs zum Vorantreiben der Schmelzefront, leicht an. Der leichte Druckabfall zum
Zeitpunkt t = 13 s resultiert vermutlich aus dem Umschaltvorgang zwischen den beiden
Einspritzaggregaten und dem dabei vorliegenden geringen Einspritzvolumenstrom. Nach
vollständiger Füllung der Kavität steigt der Druck schlagartig auf fast 200 bar an und sinkt
anschließend infolge der Schwindung sukzessive ab, bis zum Zeitpunkt t = 23,7 s die
Nebenkavität geöffnet wird, was zu einem schlagartigen Druckabbau führt. Zum Zeitpunkt
t = 10 s startet bei der WIT-Anlage der so genannte Pumpenvorlauf, bei dem das geschlossene
Injektorsystem mit Wasser gespült wird. Am Vor- und Rücklauf werden entsprechend
identische Massenströme von 432 kg/h aufgezeichnet. Die Nachdruckphase dauert
6 Sekunden, und die Nebenkavität wird anschließend geöffnet. Nach einer Verzögerungszeit
tv von 9 Sekunden nach der Schmelzeinjektion öffnet sich der Injektor, und der
Wasservolumenstrom wird in die schmelzeflüssige Seele injiziert. Der Wasservolumenstrom
wird dabei sukzessive bis auf den für diese Injektionsstufe eingestellten Wert von 400 cm3/s
erhöht. Dies entspricht einem Massenstrom von ca. 1440 kg/h. Durch das Öffnen des Injektors
und das Schließen des Rücklaufventils an der WIT-Anlage strömt der komplette
Volumenstrom nunmehr fast ausschließlich durch die Zuleitung in das Formteil. Der
Volumenstrom in der Ableitung stoppt nur aufgrund des Atmungsvolumens in den
Hydraulikschläuchen nicht abrupt, sondern fällt analog zum Druckanstieg im Injektionssystem
und der Werkzeugkavität. Der Werkzeuginnendruck steigt direkt nach Einleitung des
Wasservolumenstroms. Nach kurzer Kompressionsphase wird die schmelzeflüssige
Kunststoffseele in Bewegung gesetzt. Anschließend fällt der notwendige Injektionsdruck
sukzessive aufgrund der sich aufbrauchenden Schmelzevorlage. Nach ca. 35 Sekunden ist die
Holraumausbildung abgeschlossen, und der Wasservolumenstrom wird während des
schlagartigen Druckanstiegs nach unten geregelt, um den zuvor im Druckbegrenzer
eingestellten Maximaldruck nicht zu überschreiten. Aufgrund des Druckanstiegs im
Injektionssystem ergibt sich erneut ein Atmungsvolumen in der Wasserableitung, welches als
zusätzlicher Volumenstrom sichtbar ist.
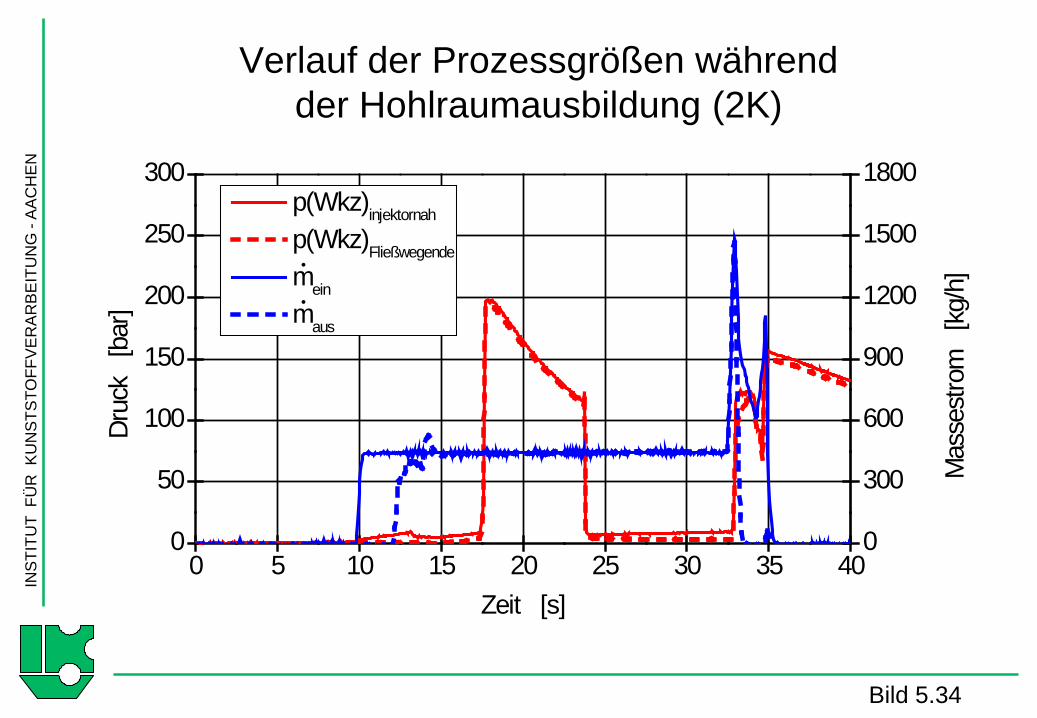
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.34
Verlauf der Prozessgrößen währendder Hohlraumausbildung (2K)
0 5 10 15 20 25 30 35 400
50
100
150
200
250
300
0
300
600
900
1200
1500
1800
Mas
sest
rom
[k
g/h]
p(Wkz)injektornah
p(Wkz)Fließwegende
mein
maus
Druc
k [
bar]
Zeit [s]
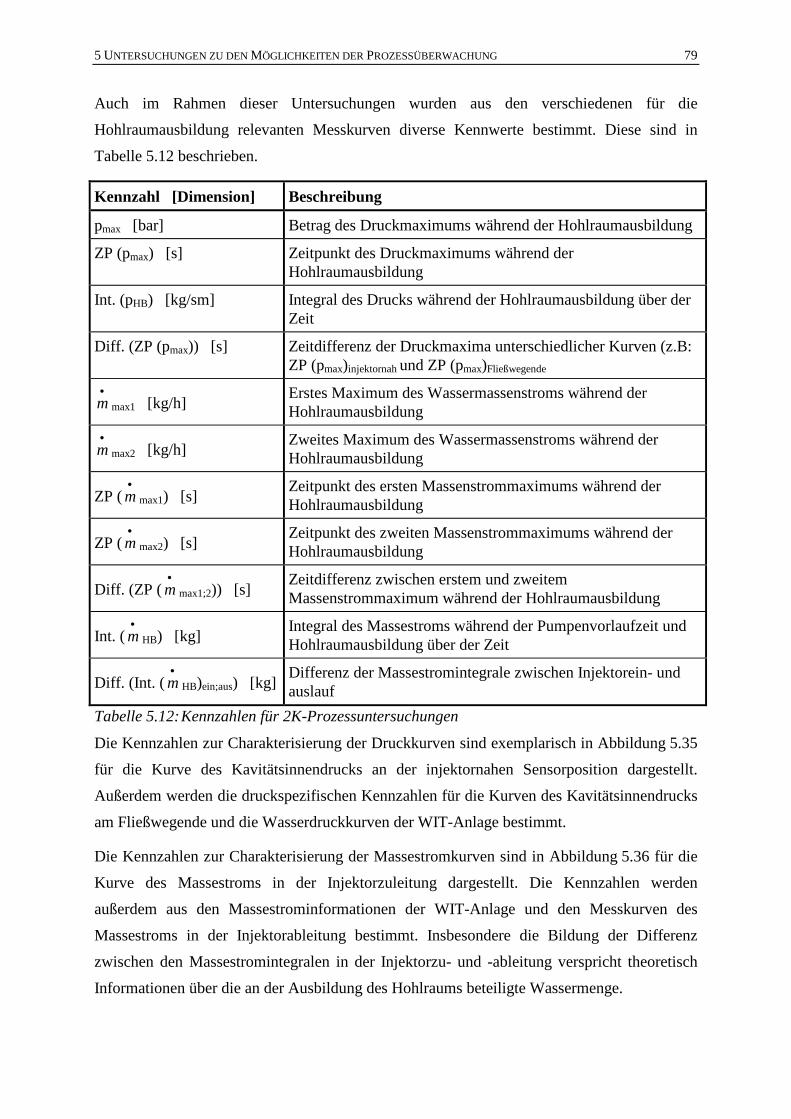
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 79
Auch im Rahmen dieser Untersuchungen wurden aus den verschiedenen für die
Hohlraumausbildung relevanten Messkurven diverse Kennwerte bestimmt. Diese sind in
Tabelle 5.12 beschrieben.
Kennzahl [Dimension] Beschreibung
pmax [bar] Betrag des Druckmaximums während der Hohlraumausbildung
ZP (pmax) [s] Zeitpunkt des Druckmaximums während der Hohlraumausbildung
Int. (pHB) [kg/sm] Integral des Drucks während der Hohlraumausbildung über der Zeit
Diff. (ZP (pmax)) [s] Zeitdifferenz der Druckmaxima unterschiedlicher Kurven (z.B: ZP (pmax)injektornah und ZP (pmax)Fließwegende
•
m max1 [kg/h] Erstes Maximum des Wassermassenstroms während der Hohlraumausbildung
•
m max2 [kg/h] Zweites Maximum des Wassermassenstroms während der Hohlraumausbildung
ZP (•
m max1) [s] Zeitpunkt des ersten Massenstrommaximums während der Hohlraumausbildung
ZP (•
m max2) [s] Zeitpunkt des zweiten Massenstrommaximums während der Hohlraumausbildung
Diff. (ZP (•
m max1;2)) [s] Zeitdifferenz zwischen erstem und zweitem Massenstrommaximum während der Hohlraumausbildung
Int. (•
m HB) [kg] Integral des Massestroms während der Pumpenvorlaufzeit und Hohlraumausbildung über der Zeit
Diff. (Int. (•
m HB)ein;aus) [kg] Differenz der Massestromintegrale zwischen Injektorein- und auslauf
Tabelle 5.12: Kennzahlen für 2K-Prozessuntersuchungen
Die Kennzahlen zur Charakterisierung der Druckkurven sind exemplarisch in Abbildung 5.35
für die Kurve des Kavitätsinnendrucks an der injektornahen Sensorposition dargestellt.
Außerdem werden die druckspezifischen Kennzahlen für die Kurven des Kavitätsinnendrucks
am Fließwegende und die Wasserdruckkurven der WIT-Anlage bestimmt.
Die Kennzahlen zur Charakterisierung der Massestromkurven sind in Abbildung 5.36 für die
Kurve des Massestroms in der Injektorzuleitung dargestellt. Die Kennzahlen werden
außerdem aus den Massestrominformationen der WIT-Anlage und den Messkurven des
Massestroms in der Injektorableitung bestimmt. Insbesondere die Bildung der Differenz
zwischen den Massestromintegralen in der Injektorzu- und -ableitung verspricht theoretisch
Informationen über die an der Ausbildung des Hohlraums beteiligte Wassermenge.
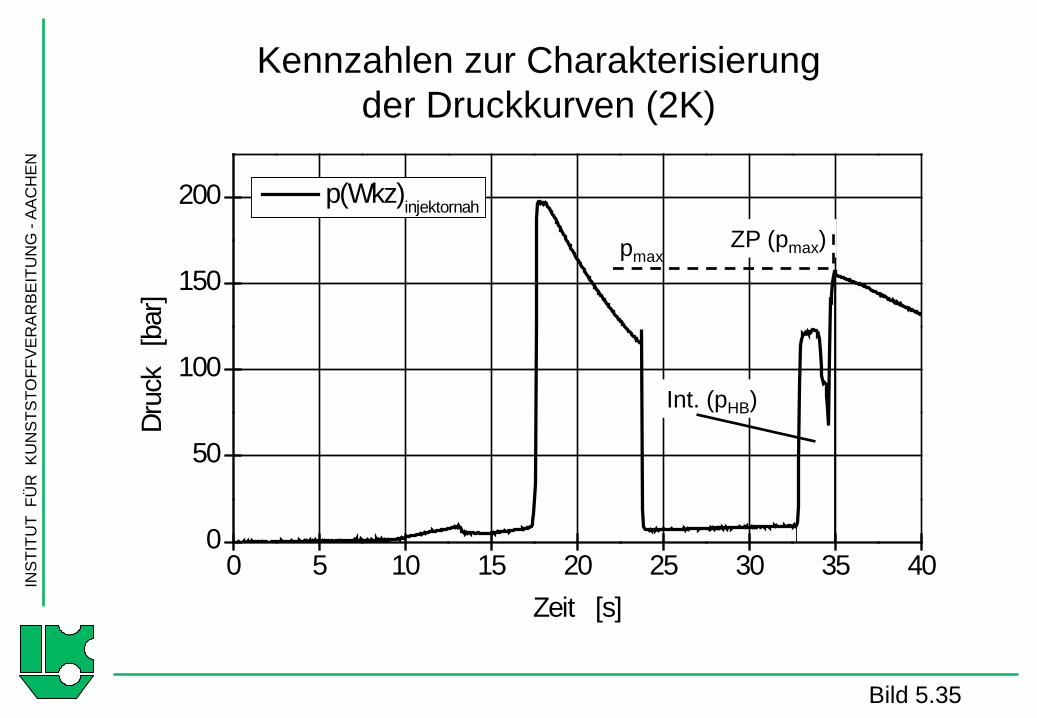
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.35
Kennzahlen zur Charakterisierungder Druckkurven (2K)
0 5 10 15 20 25 30 35 400
50
100
150
200Dr
uck
[ba
r]
Zeit [s]
p(Wkz)injektornah
pmaxZP (pmax)
Int. (pHB)
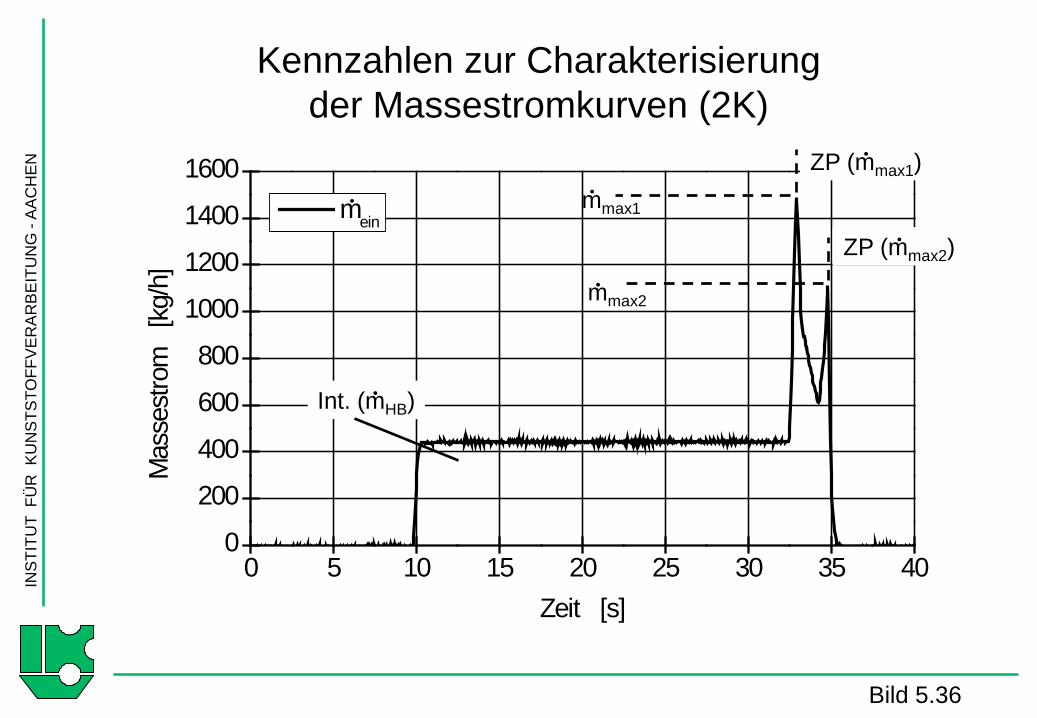
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bild 5.36
Kennzahlen zur Charakterisierungder Massestromkurven (2K)
0 5 10 15 20 25 30 35 400
200
400
600
800
1000
1200
1400
1600M
asse
stro
m
[kg/
h]
Zeit [s]
mein
Int. (mHB)
mmax1
ZP (mmax1)
mmax2
ZP (mmax2)
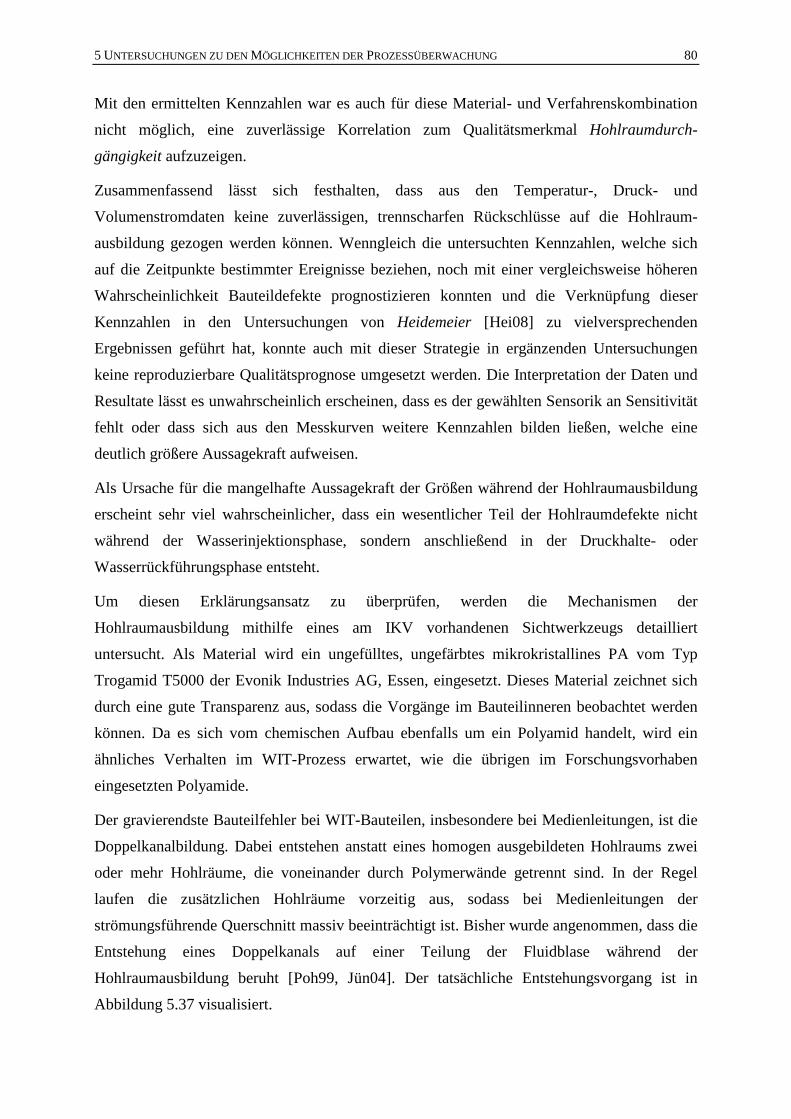
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 80
Mit den ermittelten Kennzahlen war es auch für diese Material- und Verfahrenskombination
nicht möglich, eine zuverlässige Korrelation zum Qualitätsmerkmal Hohlraumdurch-gängigkeit aufzuzeigen.
Zusammenfassend lässt sich festhalten, dass aus den Temperatur-, Druck- und
Volumenstromdaten keine zuverlässigen, trennscharfen Rückschlüsse auf die Hohlraum-
ausbildung gezogen werden können. Wenngleich die untersuchten Kennzahlen, welche sich
auf die Zeitpunkte bestimmter Ereignisse beziehen, noch mit einer vergleichsweise höheren
Wahrscheinlichkeit Bauteildefekte prognostizieren konnten und die Verknüpfung dieser
Kennzahlen in den Untersuchungen von Heidemeier [Hei08] zu vielversprechenden
Ergebnissen geführt hat, konnte auch mit dieser Strategie in ergänzenden Untersuchungen
keine reproduzierbare Qualitätsprognose umgesetzt werden. Die Interpretation der Daten und
Resultate lässt es unwahrscheinlich erscheinen, dass es der gewählten Sensorik an Sensitivität
fehlt oder dass sich aus den Messkurven weitere Kennzahlen bilden ließen, welche eine
deutlich größere Aussagekraft aufweisen.
Als Ursache für die mangelhafte Aussagekraft der Größen während der Hohlraumausbildung
erscheint sehr viel wahrscheinlicher, dass ein wesentlicher Teil der Hohlraumdefekte nicht
während der Wasserinjektionsphase, sondern anschließend in der Druckhalte- oder
Wasserrückführungsphase entsteht.
Um diesen Erklärungsansatz zu überprüfen, werden die Mechanismen der
Hohlraumausbildung mithilfe eines am IKV vorhandenen Sichtwerkzeugs detailliert
untersucht. Als Material wird ein ungefülltes, ungefärbtes mikrokristallines PA vom Typ
Trogamid T5000 der Evonik Industries AG, Essen, eingesetzt. Dieses Material zeichnet sich
durch eine gute Transparenz aus, sodass die Vorgänge im Bauteilinneren beobachtet werden
können. Da es sich vom chemischen Aufbau ebenfalls um ein Polyamid handelt, wird ein
ähnliches Verhalten im WIT-Prozess erwartet, wie die übrigen im Forschungsvorhaben
eingesetzten Polyamide.
Der gravierendste Bauteilfehler bei WIT-Bauteilen, insbesondere bei Medienleitungen, ist die
Doppelkanalbildung. Dabei entstehen anstatt eines homogen ausgebildeten Hohlraums zwei
oder mehr Hohlräume, die voneinander durch Polymerwände getrennt sind. In der Regel
laufen die zusätzlichen Hohlräume vorzeitig aus, sodass bei Medienleitungen der
strömungsführende Querschnitt massiv beeinträchtigt ist. Bisher wurde angenommen, dass die
Entstehung eines Doppelkanals auf einer Teilung der Fluidblase während der
Hohlraumausbildung beruht [Poh99, Jün04]. Der tatsächliche Entstehungsvorgang ist in
Abbildung 5.37 visualisiert.
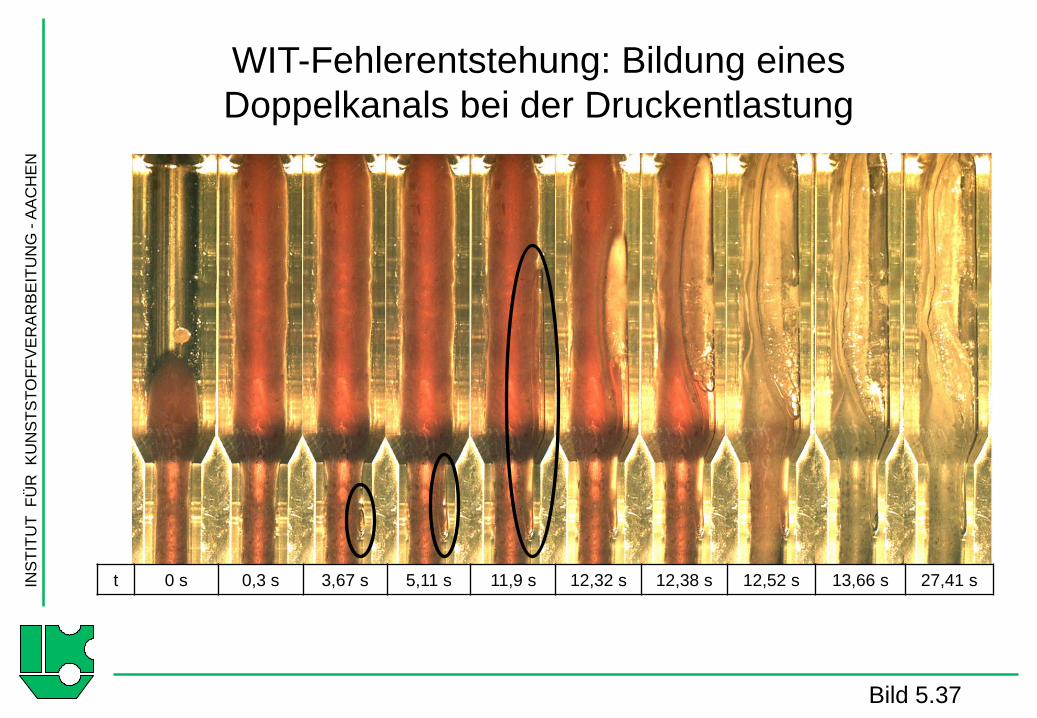
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
t 0 s 0,3 s 3,67 s 5,11 s 11,9 s 12,32 s 12,38 s 12,52 s 13,66 s 27,41 s
WIT-Fehlerentstehung: Bildung einesDoppelkanals bei der Druckentlastung
Bild 5.37
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 81
Die einzelnen Schritte sind dort mit den entsprechenden Zeiten dargestellt. Der Zeitpunkt
t = 0 s wird mit Erreichen der Fluidblase im betrachteten Bildbereich gesetzt. Alle anderen
Zeiten sind auf diesen Zeitpunkt bezogen. So ist nach 0,3 s die Hohlraumausbildung so weit
fortgeschritten, dass die Fluidfließfront den Bildbereich bereits verlassen hat. Erst nach 3,67 s
taucht eine kleine Blase rechts im kleinen Querschnittsbereich des Bauteils auf. Diese ist auf
der Rückseite im nicht sichtbaren Bereich des Bauteils in die Restwand eingebrochen und in
dieser nach vorne gewandert. Bis zum Zeitpunkt t = 11,9 s breitet sich diese Blase aus, dabei
wird die abkühlbedingte Materialschwindung kompensiert. Der eigentliche Hohlraum ist bis
zu diesem Zeitpunkt homogen und gut ausgebildet. Zum Zeitpunkt t = 12 s wird der
Fluidhaltedruck zurück genommen und das Wasser abgelassen. Infolge des fehlenden
Gegendrucks im Hohlraum expandiert die Blase in der Wand sehr stark und der Doppelkanal
wird in Sekundenbruchteilen ausgebildet. Vermutlich kommt es während der Expansion zu
einem Verdampfen des Wassers, wodurch der Effekt noch verstärkt wird. Die
Untersuchungen zeigen deutlich, dass Doppelkanäle nicht wie bislang angenommen während
der Hohlraumausbildung entstehen, sondern erst am Ende der Druckhaltephase.
Die Untersuchungsergebnisse liefern eine plausible Erklärung für die begrenzten
Möglichkeiten der Prozessüberwachung zur sicheren Beurteilung der Qualität der Hohlraum-
ausbildung.
Wenngleich eine vollständige Online-Qualitätskontrolle der Bauteile aus den oben
diskutierten Gründen nicht möglich ist, so kann die Überwachung der Prozessgrößen bzw. die
Bildung von Prozesskennwerten helfen, Prozessstörungen in der Serienfertigung frühzeitig zu
erkennen und zu beheben. Weiter stellt die Erfassung charakteristischer Kennzahlen während
der Produktion einen wichtigen Teil der oftmals geforderten lückenlosen Dokumentation der
Herstellung dar. Die Überwachung der Prozessparameter wurde im Rahmen des
Forschungsvorhabens gemäß Vorhabensbeschreibung in Form einer Betriebsdatenerfassung
(BDE) in die Steuerung der PME WIT-Anlagen implementiert. Im Folgenden werden die
Möglichkeiten der BDE anhand einer laufenden Serienanwendung beschrieben.
Abbildung 5.38 zeigt den Verlauf der Prozessgrößen als Screenshot der WIT-Anlage für einen
fehlerfreien Zyklus. Die Anlage liefert ein definiertes Volumenstromprofil (heller Graph
Abbildung 5.38) bestehend aus vier Injektionsstufen mit definierten Vorgaben für
Volumenstrom und Injektionsdauer. Bei dieser Anwendung wird mit Beginn der 3. und 4.
Injektionsstufe jeweils eine weitere Nebenkavität geöffnet, um Abzweigungen am Bauteil zu
realisieren, woraus sich ein charakteristischer Druckverlauf (dunkler Graph) ergibt. In der
letzten Injektionsstufe wird der eingestellte Grenzdruck erreicht, sodass der Volumenstrom
gedrosselt wird. Infolge der Schwindung im Bauteil sinkt der Druck nun stetig, bis zu dem
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Implementierung der Prozessüberwachung in die WIT-Anlage: Referenzzyklus
Bild 5.38
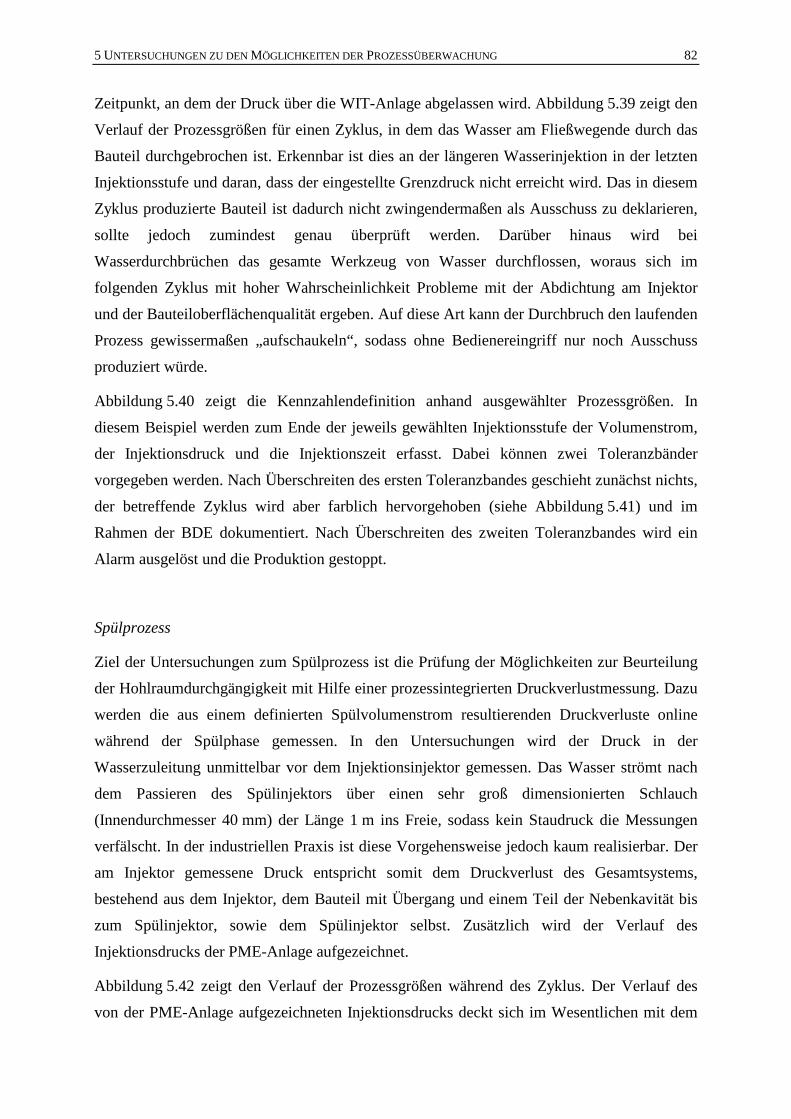
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 82
Zeitpunkt, an dem der Druck über die WIT-Anlage abgelassen wird. Abbildung 5.39 zeigt den
Verlauf der Prozessgrößen für einen Zyklus, in dem das Wasser am Fließwegende durch das
Bauteil durchgebrochen ist. Erkennbar ist dies an der längeren Wasserinjektion in der letzten
Injektionsstufe und daran, dass der eingestellte Grenzdruck nicht erreicht wird. Das in diesem
Zyklus produzierte Bauteil ist dadurch nicht zwingendermaßen als Ausschuss zu deklarieren,
sollte jedoch zumindest genau überprüft werden. Darüber hinaus wird bei
Wasserdurchbrüchen das gesamte Werkzeug von Wasser durchflossen, woraus sich im
folgenden Zyklus mit hoher Wahrscheinlichkeit Probleme mit der Abdichtung am Injektor
und der Bauteiloberflächenqualität ergeben. Auf diese Art kann der Durchbruch den laufenden
Prozess gewissermaßen „aufschaukeln“, sodass ohne Bedienereingriff nur noch Ausschuss
produziert würde.
Abbildung 5.40 zeigt die Kennzahlendefinition anhand ausgewählter Prozessgrößen. In
diesem Beispiel werden zum Ende der jeweils gewählten Injektionsstufe der Volumenstrom,
der Injektionsdruck und die Injektionszeit erfasst. Dabei können zwei Toleranzbänder
vorgegeben werden. Nach Überschreiten des ersten Toleranzbandes geschieht zunächst nichts,
der betreffende Zyklus wird aber farblich hervorgehoben (siehe Abbildung 5.41) und im
Rahmen der BDE dokumentiert. Nach Überschreiten des zweiten Toleranzbandes wird ein
Alarm ausgelöst und die Produktion gestoppt.
Spülprozess
Ziel der Untersuchungen zum Spülprozess ist die Prüfung der Möglichkeiten zur Beurteilung
der Hohlraumdurchgängigkeit mit Hilfe einer prozessintegrierten Druckverlustmessung. Dazu
werden die aus einem definierten Spülvolumenstrom resultierenden Druckverluste online
während der Spülphase gemessen. In den Untersuchungen wird der Druck in der
Wasserzuleitung unmittelbar vor dem Injektionsinjektor gemessen. Das Wasser strömt nach
dem Passieren des Spülinjektors über einen sehr groß dimensionierten Schlauch
(Innendurchmesser 40 mm) der Länge 1 m ins Freie, sodass kein Staudruck die Messungen
verfälscht. In der industriellen Praxis ist diese Vorgehensweise jedoch kaum realisierbar. Der
am Injektor gemessene Druck entspricht somit dem Druckverlust des Gesamtsystems,
bestehend aus dem Injektor, dem Bauteil mit Übergang und einem Teil der Nebenkavität bis
zum Spülinjektor, sowie dem Spülinjektor selbst. Zusätzlich wird der Verlauf des
Injektionsdrucks der PME-Anlage aufgezeichnet.
Abbildung 5.42 zeigt den Verlauf der Prozessgrößen während des Zyklus. Der Verlauf des
von der PME-Anlage aufgezeichneten Injektionsdrucks deckt sich im Wesentlichen mit dem
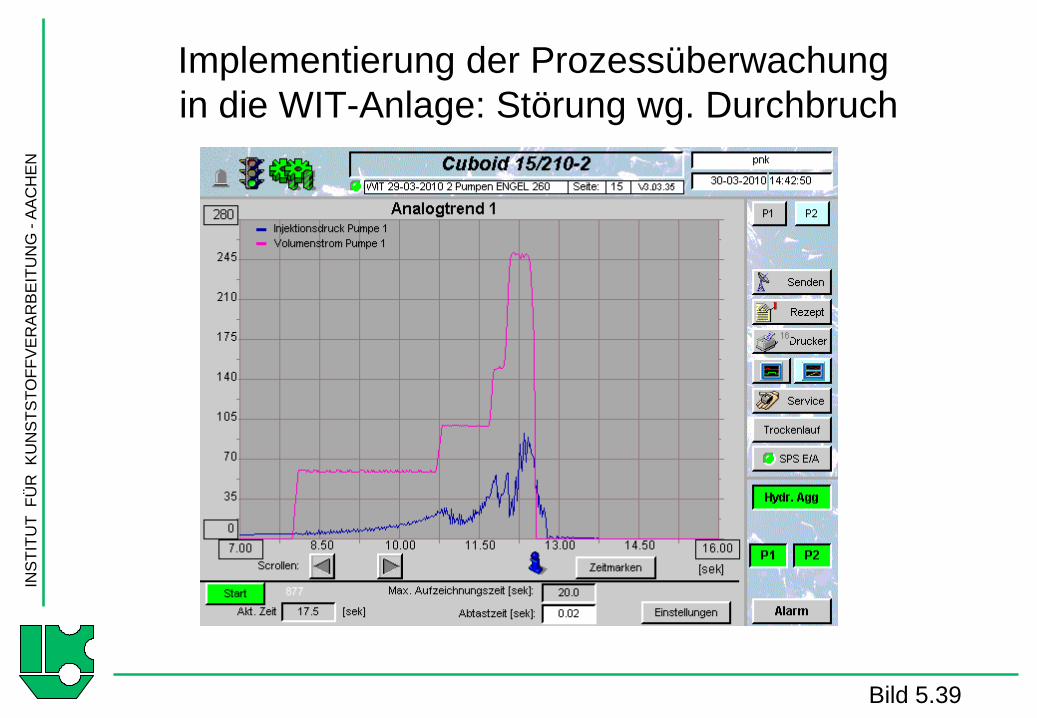
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Implementierung der Prozessüberwachung in die WIT-Anlage: Störung wg. Durchbruch
Bild 5.39
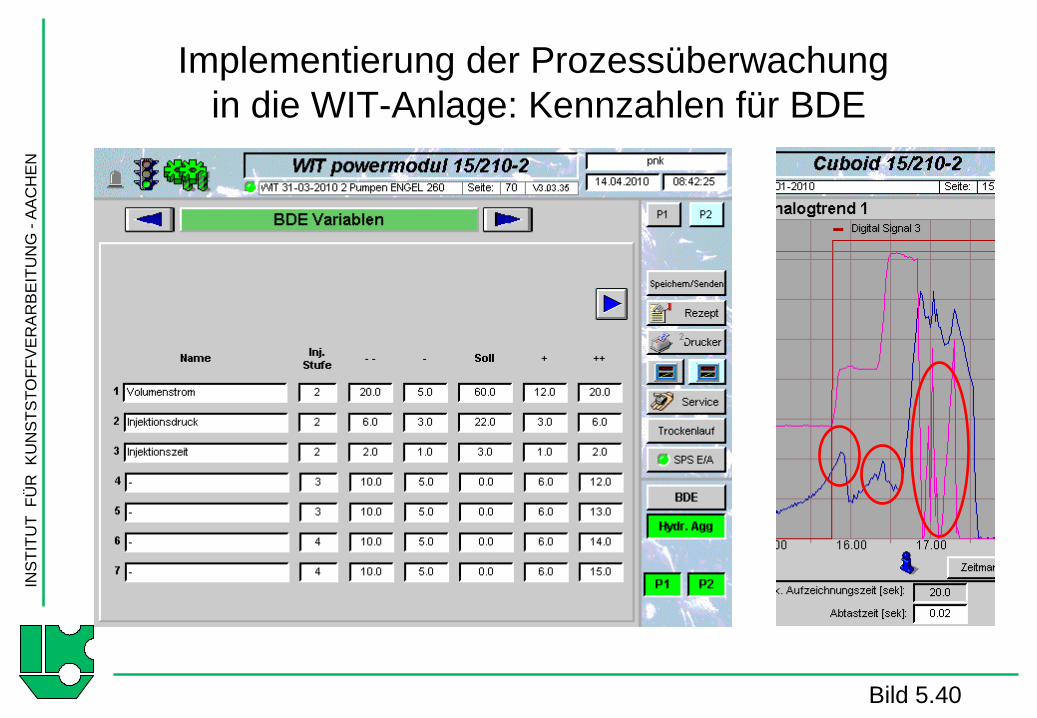
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Implementierung der Prozessüberwachung in die WIT-Anlage: Kennzahlen für BDE
Bild 5.40
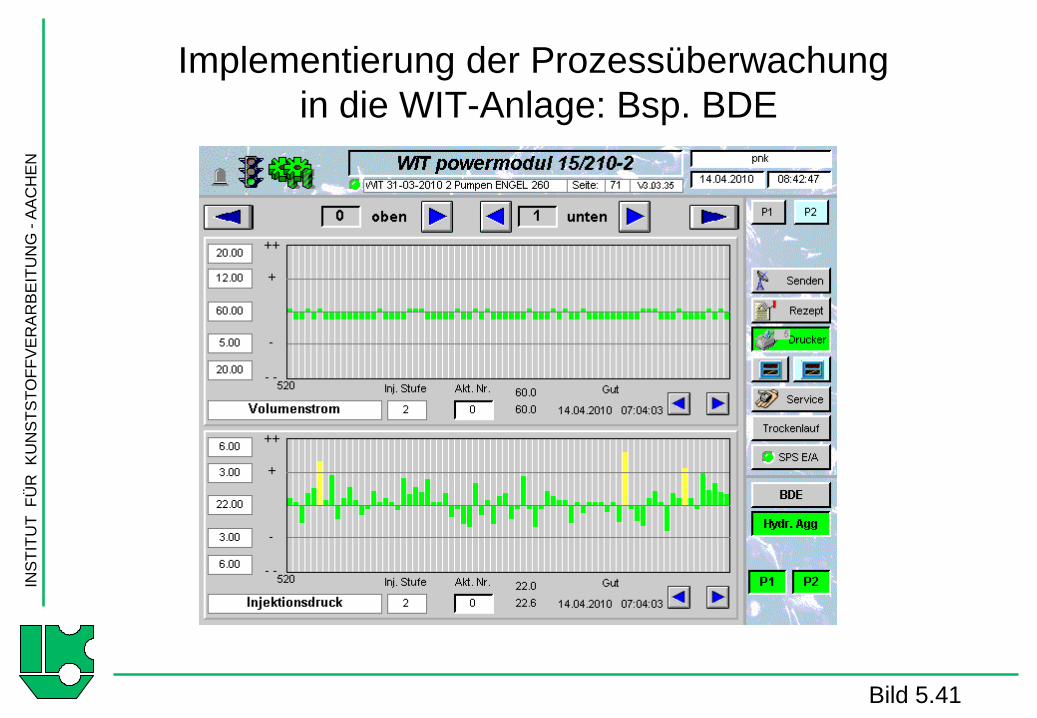
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Implementierung der Prozessüberwachung in die WIT-Anlage: Bsp. BDE
Bild 5.41
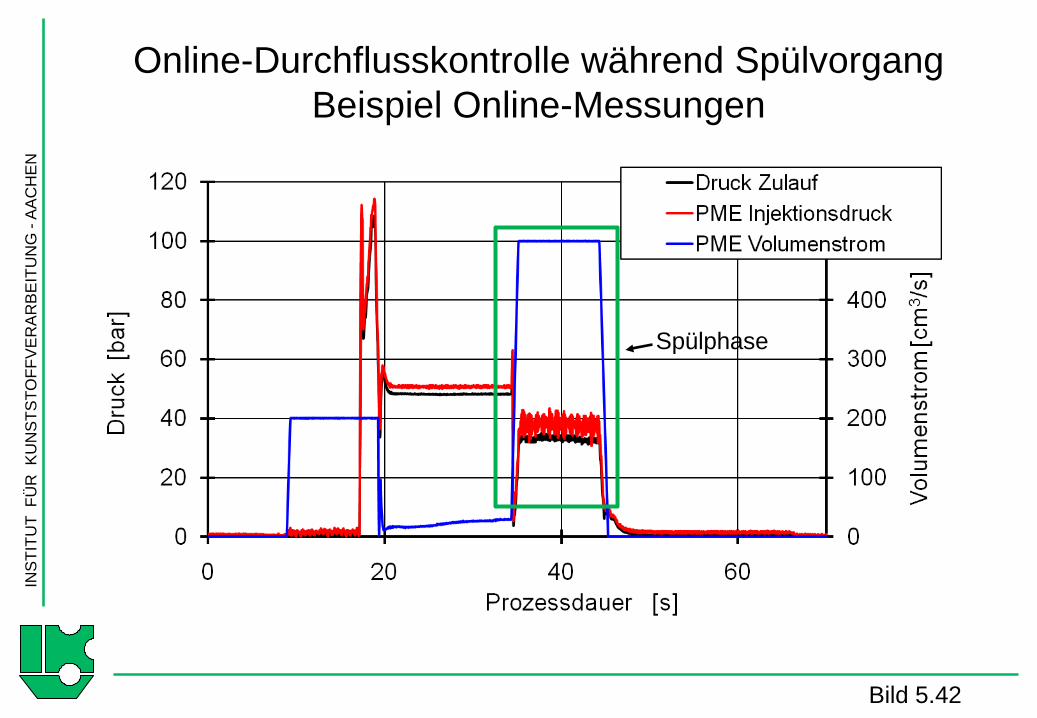
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Online-Durchflusskontrolle während SpülvorgangBeispiel Online-Messungen
Bild 5.42
Spülphase
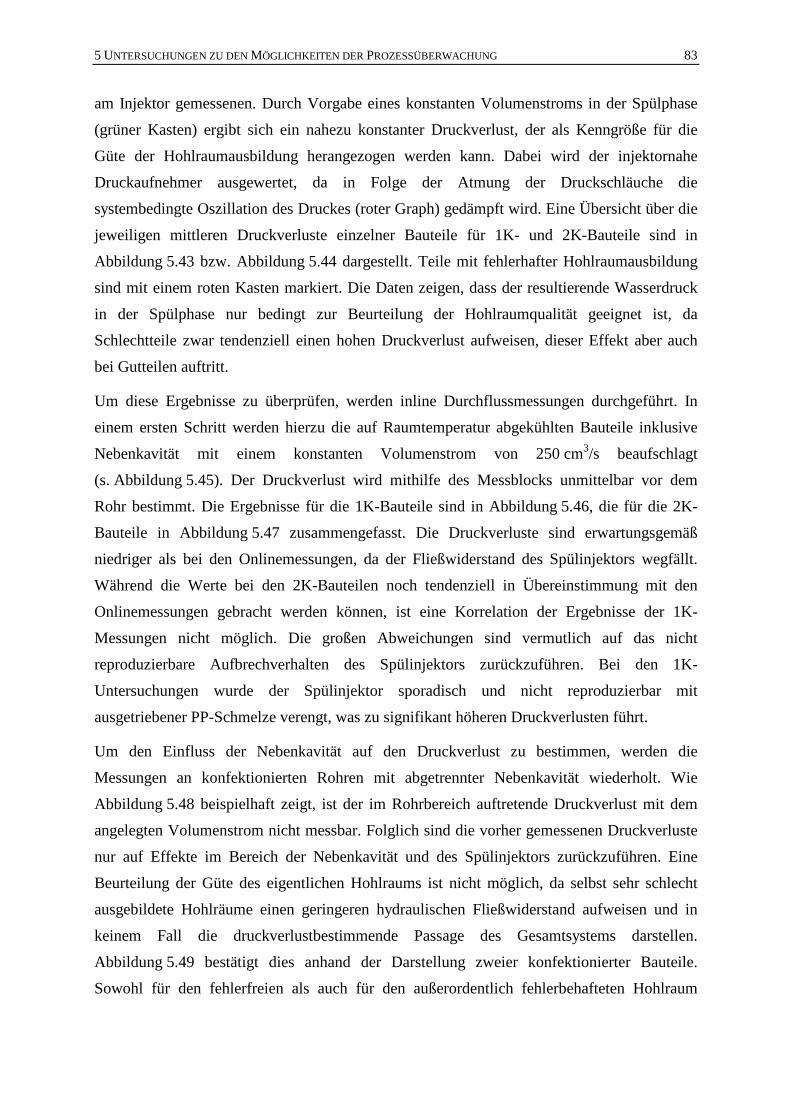
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 83
am Injektor gemessenen. Durch Vorgabe eines konstanten Volumenstroms in der Spülphase
(grüner Kasten) ergibt sich ein nahezu konstanter Druckverlust, der als Kenngröße für die
Güte der Hohlraumausbildung herangezogen werden kann. Dabei wird der injektornahe
Druckaufnehmer ausgewertet, da in Folge der Atmung der Druckschläuche die
systembedingte Oszillation des Druckes (roter Graph) gedämpft wird. Eine Übersicht über die
jeweiligen mittleren Druckverluste einzelner Bauteile für 1K- und 2K-Bauteile sind in
Abbildung 5.43 bzw. Abbildung 5.44 dargestellt. Teile mit fehlerhafter Hohlraumausbildung
sind mit einem roten Kasten markiert. Die Daten zeigen, dass der resultierende Wasserdruck
in der Spülphase nur bedingt zur Beurteilung der Hohlraumqualität geeignet ist, da
Schlechtteile zwar tendenziell einen hohen Druckverlust aufweisen, dieser Effekt aber auch
bei Gutteilen auftritt.
Um diese Ergebnisse zu überprüfen, werden inline Durchflussmessungen durchgeführt. In
einem ersten Schritt werden hierzu die auf Raumtemperatur abgekühlten Bauteile inklusive
Nebenkavität mit einem konstanten Volumenstrom von 250 cm3/s beaufschlagt
(s. Abbildung 5.45). Der Druckverlust wird mithilfe des Messblocks unmittelbar vor dem
Rohr bestimmt. Die Ergebnisse für die 1K-Bauteile sind in Abbildung 5.46, die für die 2K-
Bauteile in Abbildung 5.47 zusammengefasst. Die Druckverluste sind erwartungsgemäß
niedriger als bei den Onlinemessungen, da der Fließwiderstand des Spülinjektors wegfällt.
Während die Werte bei den 2K-Bauteilen noch tendenziell in Übereinstimmung mit den
Onlinemessungen gebracht werden können, ist eine Korrelation der Ergebnisse der 1K-
Messungen nicht möglich. Die großen Abweichungen sind vermutlich auf das nicht
reproduzierbare Aufbrechverhalten des Spülinjektors zurückzuführen. Bei den 1K-
Untersuchungen wurde der Spülinjektor sporadisch und nicht reproduzierbar mit
ausgetriebener PP-Schmelze verengt, was zu signifikant höheren Druckverlusten führt.
Um den Einfluss der Nebenkavität auf den Druckverlust zu bestimmen, werden die
Messungen an konfektionierten Rohren mit abgetrennter Nebenkavität wiederholt. Wie
Abbildung 5.48 beispielhaft zeigt, ist der im Rohrbereich auftretende Druckverlust mit dem
angelegten Volumenstrom nicht messbar. Folglich sind die vorher gemessenen Druckverluste
nur auf Effekte im Bereich der Nebenkavität und des Spülinjektors zurückzuführen. Eine
Beurteilung der Güte des eigentlichen Hohlraums ist nicht möglich, da selbst sehr schlecht
ausgebildete Hohlräume einen geringeren hydraulischen Fließwiderstand aufweisen und in
keinem Fall die druckverlustbestimmende Passage des Gesamtsystems darstellen.
Abbildung 5.49 bestätigt dies anhand der Darstellung zweier konfektionierter Bauteile.
Sowohl für den fehlerfreien als auch für den außerordentlich fehlerbehafteten Hohlraum
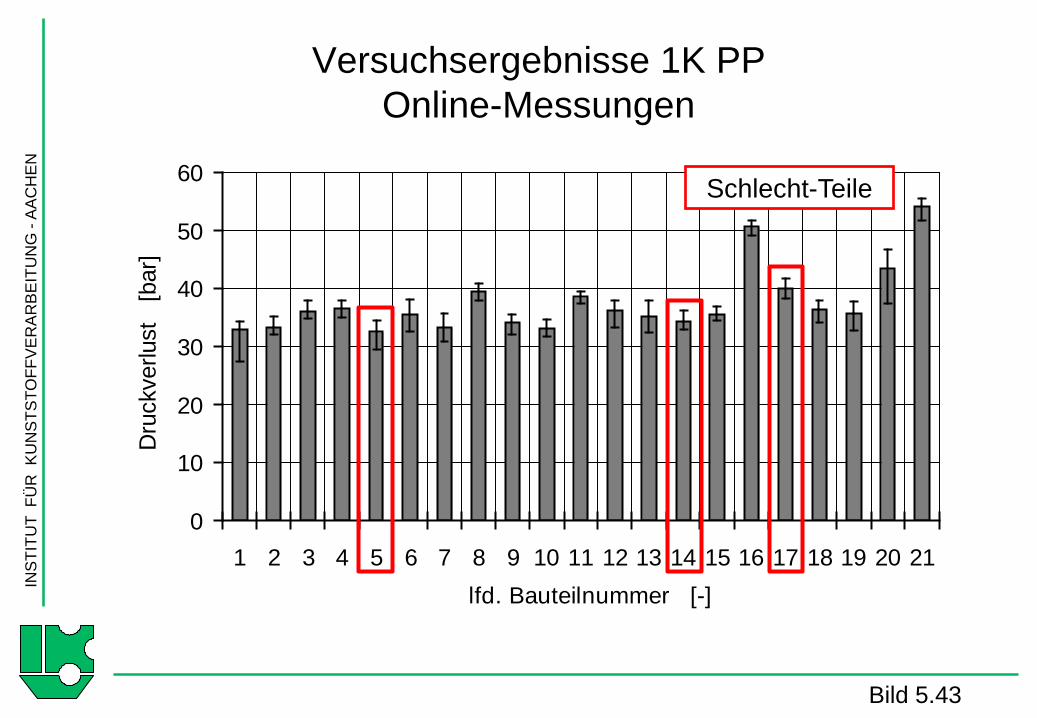
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21lfd. Bauteilnummer [-]
Dru
ckve
rlust
[b
ar]
Versuchsergebnisse 1K PPOnline-Messungen
Bild 5.43
Schlecht-Teile
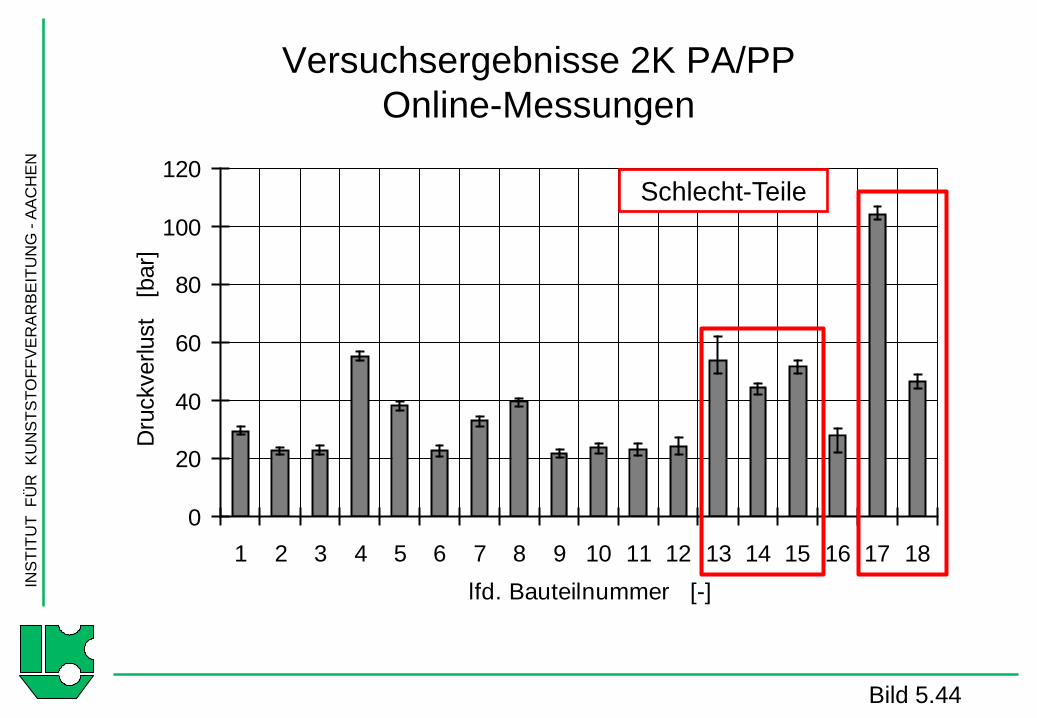
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
0
20
40
60
80
100
120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18lfd. Bauteilnummer [-]
Dru
ckve
rlust
[b
ar]
Versuchsergebnisse 2K PA/PPOnline-Messungen
Bild 5.44
Schlecht-Teile
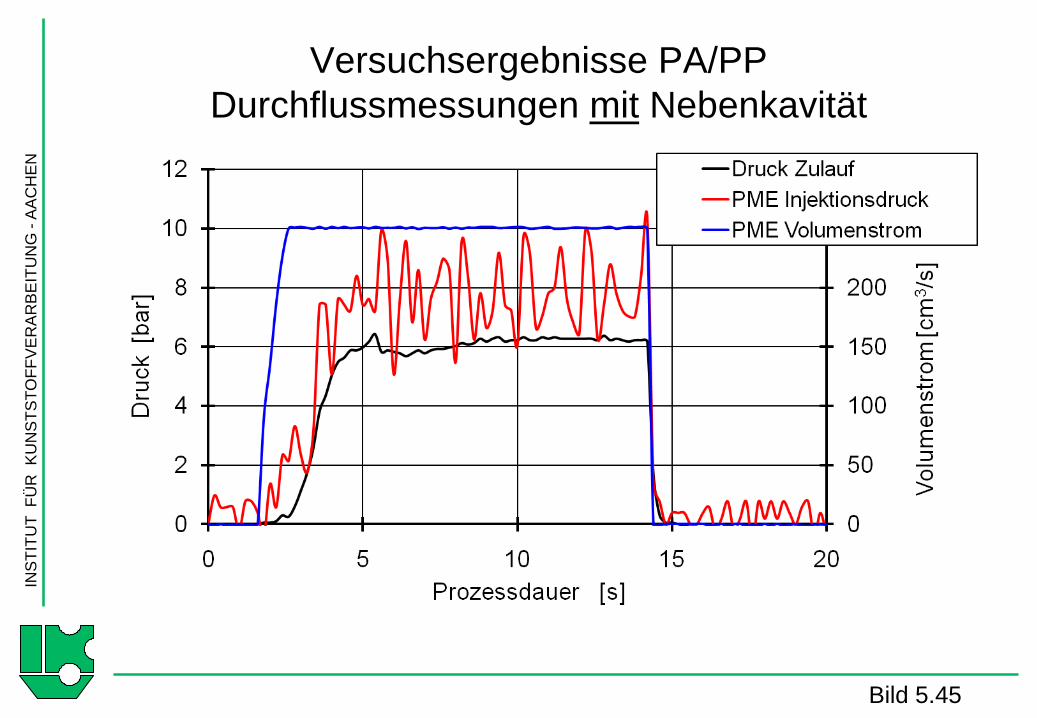
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Versuchsergebnisse PA/PPDurchflussmessungen mit Nebenkavität
Bild 5.45
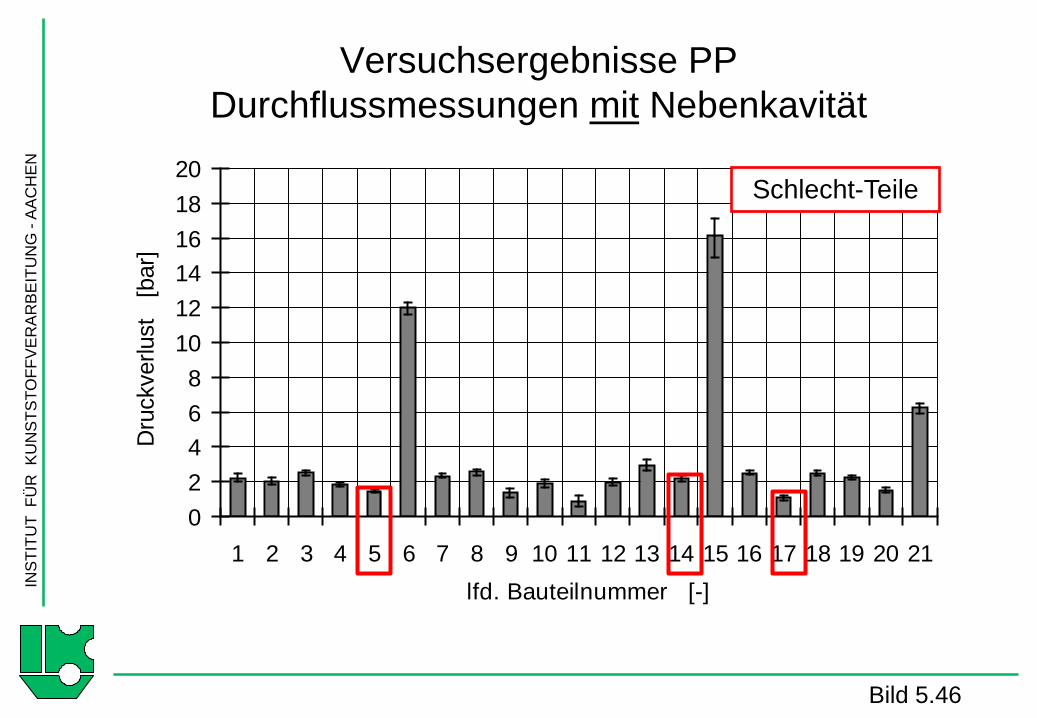
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
02468
101214161820
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21lfd. Bauteilnummer [-]
Dru
ckve
rlust
[b
ar]
Versuchsergebnisse PPDurchflussmessungen mit Nebenkavität
Bild 5.46
Schlecht-Teile
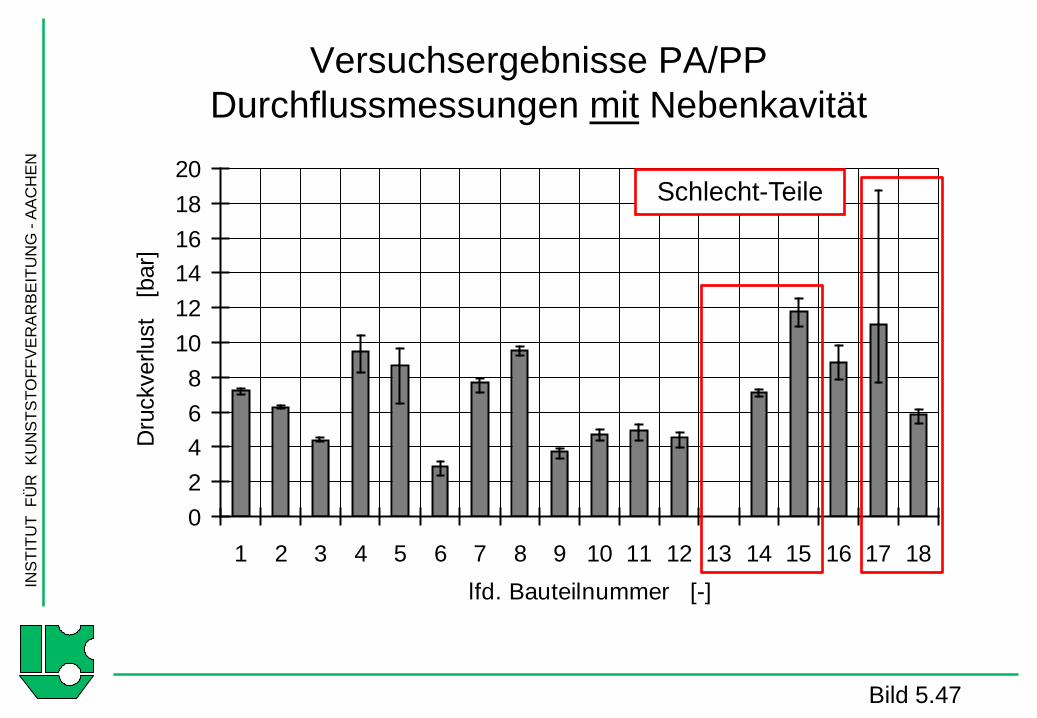
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
02468
101214161820
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18lfd. Bauteilnummer [-]
Dru
ckve
rlust
[b
ar]
Versuchsergebnisse PA/PPDurchflussmessungen mit Nebenkavität
Bild 5.47
Schlecht-Teile
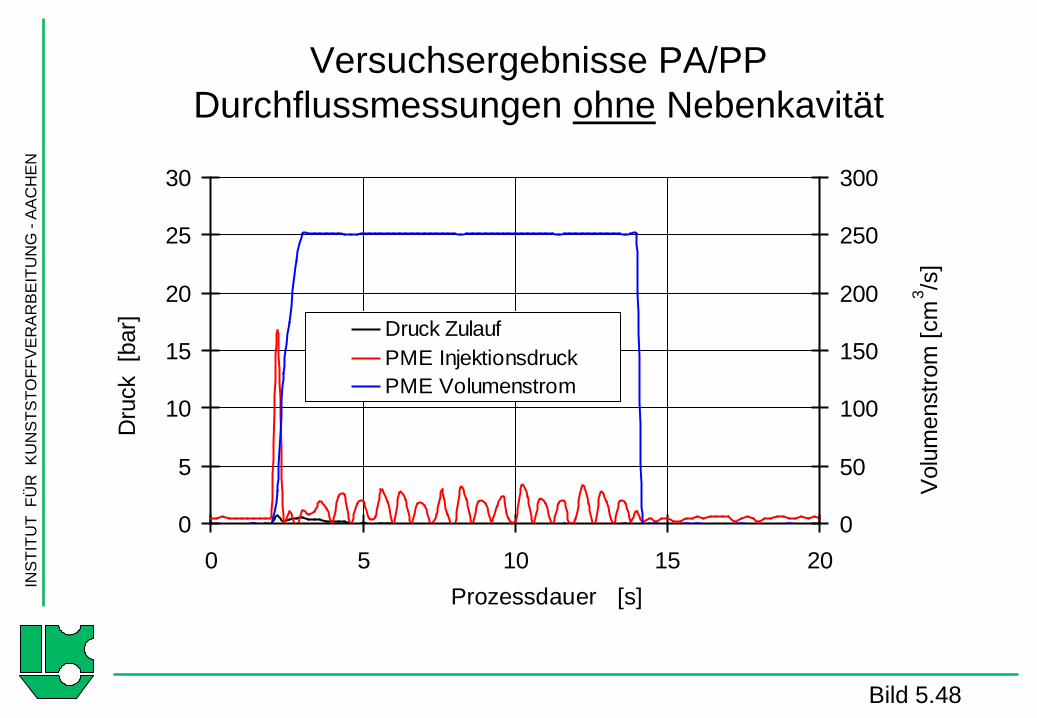
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
0
5
10
15
20
25
30
0 5 10 15 20Prozessdauer [s]
Dru
ck [
bar]
0
50
100
150
200
250
300
Volu
men
stro
m [c
m3 /s
]
Druck ZulaufPME InjektionsdruckPME Volumenstrom
Versuchsergebnisse PA/PPDurchflussmessungen ohne Nebenkavität
Bild 5.48

INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Bauteilvergleich für Messungen ohne Nebenkavität
Bild 5.49
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 84
können mit dem realisierbaren Volumenstrom und der verwendeten Sensorik keine
Unterschiede im Druckverlust detektiert werden.
5.4 Bewertung
Ultraschallmesstechnik
Zu Beginn der Untersuchungen wurde angenommen, dass die US-Laufzeit mit steigender
Restwanddicke progressiv zunehmen müsse, da zum einen der Schalllaufweg größer würde
und außerdem, infolge höherer Temperaturen im Bauteilinneren, die mittlere
Schallgeschwindigkeit in der Restwand abnähme. Diese Annahme wurde jedoch sowohl
durch die Simulationsrechnung als auch durch die Ergebnisse der durchgeführten
Spritzversuche widerlegt.
Es hat sich herausgestellt, dass sich die online ermittelten Laufzeiten in den untersuchten
Wanddickenbereichen proportional zu den tatsächlichen Restwanddicken verhalten haben.
Insbesondere bei der Überwachung konkreter Prozesspunkte können US-Laufzeit und
Restwanddicke mit hoher Genauigkeit korreliert werden. Der Messfehler beträgt dabei
± 0,1 mm.
Die Ultraschallmesstechnik kann für die Prozesskontrolle bzw. Qualitätssicherung von
großem Nutzen sein. Dabei sollte die lokale Restwanddicke an kritischen Stellen, z.B. im
Inneren von Krümmungen, überwacht werden. Hier ist die Bauteilstruktur am schwächsten,
und bei mechanischer Überlastung tritt hier der Schaden auf. Durch die Überwachung solcher
Stellen kann die Bauteilqualität in Bezug auf mechanische Festigkeit (z.B. Berstdruck)
überprüft werden. Ein großer Vorteil der US-Messtechnik besteht darin, dass das Prinzip
industriell etabliert, robust und vergleichsweise günstig ist. Weiter ist die Integration in ein
bestehendes QS-System einfach. Das Unterschreiten einer Mindestrestwanddicke (bzw.
Mindestlaufzeit) führt zum Ausschuss des Bauteils.
Mit dieser Methode wird in der Zwischenzeit bereits der industrielle Fertigungsprozess eines
Kupplungspedals im WIT-Verfahren bei der Volkswagen AG, Wolfsburg, überwacht
[Wol07]. Hierbei handelt es sich allerdings nicht um einen funktionellen Hohlraum.
Darüber hinaus konnte das große Potenzial der US-Messtechnik zur Kontrolle des
Fertigungsprozess mehrschichtiger Hohlkörper aufgezeigt werden. Während der Herstellung
der zweischichtigen Rohre durch die Verfahrenskombination Sandwich-Spritzgießen und WIT
konnte die lokale Entwicklung der Einzelschichtdicken online im A-Bild kontrolliert werden.
Für eine automatisierte Auswertung ist allerdings eine deutlich komplexere Methodik
erforderlich, da die gesamten A-Bilder übertragen und ausgewertet werden müssen.
5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 85
Infrarotthermographie
Während der praktischen Versuche wurde gezeigt, dass die Restwanddicken der Bauteile auch
mit den inline gemessenen Oberflächentemperaturen korrelierbar sind. Die Messgenauigkeit
reicht dabei jedoch nicht an die Ultraschall-Wanddickenmessung heran. Die IR-Messung
eignet sich für verschiedene untersuchte Materialien unterschiedlich gut. Für WIT-Prozesse,
mit einer Hohlraumausbildung im mit der WIT zuverlässig verarbeitbaren Polypropylen, gibt
es eine lineare Abhängigkeit zwischen Oberflächentemperatur und Restwanddicke, während
für anspruchsvollere Materialien, wie z.B. glasfaserverstärkte Polyamide, keine Korrelation
möglich war. Dies ist darauf zurückzuführen, dass eine ausreichende Hohlraumqualität nur bei
der Ausbildung in Polypropylen, sowohl im 1K- als auch im 2K-Verfahren, erreicht wurde.
Diese Hohlräume zeichnen sich durch eine glatte, fehlerfreie und somit wasserundurchlässige
Innenoberfläche aus.
Der Vorteil der IR-Analyse gegenüber der US-Messtechnik besteht darin, dass die
Restwanddicken nicht nur lokal, sondern theoretisch an jeder beliebigen Stelle der
betrachteten Bauteiloberfläche untersucht werden können. Dem steht der Nachteil gegenüber,
dass die erforderliche Messtechnik deutlich teurer und empfindlicher ist. Außerdem ist die
Integration in ein QS-System zur Prozessüberwachung ungleich komplizierter als bei der US-
Messtechnik. Eine Prozesspunktüberwachung mittels automatischer Auswertung von
Infrarotaufnahmen ist theoretisch möglich, aber in der Praxis nur unter hohem Aufwand
umsetzbar. Entsprechende Auswertealgorithmen müssten voraussichtlich für jede Prozess-
/Materialkombination individuell entwickelt und auf ihre Tauglichkeit überprüft werden.
Insbesondere die Möglichkeit der Detektion von Fehlern bei der Hohlraumausbildung hängt
stark von der Güte des Prozesses und des verwendeten Materials ab.
Charakteristische Kenngrößen
Im Rahmen des Projekts konnten keine Kenngrößen ermittelt werden, die zweifelsfrei mit der
Durchgängigkeit des Hohlraums korreliert werden können. Dies ist primär darauf zurück zu
führen, dass nach neusten Erkenntnissen die Bauteilfehler nicht während der
Hohlraumausbildung bzw. Wasserinjektion, sondern erst während oder sogar nach der
Druckhaltephase entstehen. Basierend auf diesen Erkenntnissen müsste die Wasserrück-
führung genauer überwacht werden. In dieser Phase können Qualitätsunterschiede mit der
eingesetzten Sensorik jedoch nicht detektiert werden. Einerseits verdampft das Wasser
teilweise, sodass ein Dampf-/Flüssigkeitsgemisch undefinierter Dichte entsteht, und
andererseits liegen die aus dem Verdampfen resultierenden Drücke im Bereich des
Messfehlers der Sensorik. Sensiblere Sensoren sind jedoch aufgrund der hohen Drücke
während der Wasserinjektion nicht einsetzbar.

5 UNTERSUCHUNGEN ZU DEN MÖGLICHKEITEN DER PROZESSÜBERWACHUNG 86
Wenngleich eine zweifelsfreie Qualitätskontrolle der Bauteile anhand des
Prozessgrößenverlaufs nicht möglich ist, so kann die Produktion gut mittels bestimmter
Kennzahlen überwacht werden, um schwere Produktionsfehler zuverlässig zu detektieren.
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 87
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN
BAUTEILE
Die Untersuchungen zu einer Lebensdauervorhersage von Bauteilen werden im Allgemeinen
derart strukturiert, dass die Ergebnisse primär Aufschluss über den Zeitpunkt des Erreichens
eines Grenzwertes der Lebensdauer geben. Ein weiterer wesentlicher Aspekt während der
Dauer der Bauteil-Nutzung ist das frühzeitige Erkennen des Endes der Nutzungsdauer um
Folgeschäden am Gesamtsystem ausschließen zu können. Im besten Fall kann ein sich
ankündigendes Bauteilversagen beispielsweise optisch durch zunehmende Verformungen
erkannt werden. Handelt es sich jedoch um Bauteile und Werkstoffe, die das Erkennen des
Endes der Nutzungsdauer nicht zulassen und zudem plötzlich Versagen, wird es erforderlich
das Bauteilverhalten infolge der jeweiligen Einflüsse genauer zu untersuchen, um die
Wirkungen der Einflüsse zumindest qualitativ bewerten zu können. Eine besondere
Bedeutung kommt der Untersuchung dieses Schädigungsverhaltens dann zu, wenn auf
konstruktiver Seite idealisierte Lastannahmen vorgegeben werden. Im praktischen Betrieb
eines Bauteils kommt es üblicherweise zu deutlichen Abweichungen bei den
Beanspruchungen gegenüber dem idealisierten Lastkollektiv. Reagiert das Bauteil besonders
sensitiv auf eine Veränderung eines Einflusses, oder die Zusammensetzung einer
Komplexbeanspruchung, kann das Bauteil vor der errechneten Bauteillebensdauer versagen.
Eine zutreffende Beurteilung der Bauteillebensdauer kann nur durch ein erprobtes Verfahren
in Verbindung mit der genauen Kenntnis über die Einsatzbedingungen und des
Werkstoffverhaltens erfolgen. Bei Abweichungen von den bewährten Verfahren ist es daher
üblich die Prüfmethodik soweit anzupassen, damit eine bauteilgerechte und dem
Verwendungszweck entsprechende Aussage getroffen werden kann. Das in dieser Arbeit
untersuchte WIT-Rohr wird im Betrieb durch nicht stationären Belastungen beaufschlagt.
Daher wird die klassische Methode der Zeitstandkennlinienermittlung durch Prüfmethoden
ergänzt, die geeignet sind die zyklische Belastung und den Medieneinfluss abzubilden. Die
zyklische Belastung wird durch eine Druckschwellprüfung simuliert. Der Medieneinfluss wird
durch Lagerungen mit anschließender Berstdruckprüfung untersucht. Um die Wirkungsweisen
der Einflüsse aus Innendruck, Temperatur und Medium besser verstehen zu können, werden
die genannten Prüfmethoden kombiniert. So kann beispielsweise durch eine
Berstdruckprüfung die Restbelastbarkeit nach einer erfolgten Druckschwellprüfung
festgestellt werden. Aufgrund der beschränkten Anzahl von Prüfergebnissen der jeweiligen
Prüfsituation wird zusätzlich zu dem Mittelwert der Median angegeben, um die Varianz der
Ergebnislage zu berücksichtigen. Die Beschränkung der Prüfkörperanzahl ist durch die nicht
unbeschränkte Verfügbarkeit von Prüfanlagen gegeben Erfahrungsgemäß ist bei der
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 88
Ermittlung von Prüfergebnissen für eine neue Bauteilklasse eine weitere Variation der
Prüfungen wertvoller als eine Verbesserung des Prüfergebnisses im einstelligen
Prozentbereich. Die gezielte Auswahl eines Rohrtyps ermöglicht eine aufeinander aufbauende
Untersuchung und Feststellung von Abhängigkeiten zwischen Werkstoff, Bauteilgeometrie
und den äußeren Einwirkungen aus Medium, Temperatur und Druckbelastung. Durch dieses
Vorgehen können die vorhandenen Prüfkapazitäten voll ausgeschöpft werden. Aus den
genannten Gründen wird, auf Grundlage der Messergebnisse der Rohr-Herstellung, der 2 K-
Rohrtyp für die Bauteiluntersuchung verwendet. Die verwendeten Werkstoffe waren
SCHULAMID ® 66 GF 30 WIT K1994 Vers.3 als tragende Polyamidschicht und Sabic PP
505 P als Polypropylen-Innenschicht.
6.1 Zeitstand-Innendruck
Die Untersuchung des Zeitstand-Innendruckverhaltens erfolgt in Anlehnung an die DIN EN
ISO 9080. Bei dem zu prüfenden Rohr handelt es sich um ein Bauteil mit nicht stationären
Belastungen und einem zu erwartenden Medieneinfluss. Darüber hinaus besteht das am
häufigsten verwendete Sicherheitskonzept der Automobilbauer in der Einhaltung eines
Grenzwertes für die Belastungsdauer unter einer vorgegebenen Lastkombination aus Druck,
Temperatur und Medium. Die tatsächliche Belastung des Rohres im Betrieb entsteht durch
einen Druck- und Temperaturanstieg zu Beginn der Motorlaufzeit. Danach folgt, durch das
Thermostat des Zylinderkopfs geregelt, eine Phase quasi stationärer Belastungen. Nach der
Motorlaufzeit folgt ein Druck- und Temperaturabfall. Die Untersuchung nach DIN EN ISO
9080 ist daher hervorragend geeignet die Phase der quasi stationären Belastungen abzubilden.
Aus diesem Grund wird das Vorgehen zur Untersuchung des Zeitstand-Innendruckverhaltens
bestmöglich an das bewährte Vorgehen nach dieser Methode angepasst. Die Prüftemperaturen
werden entsprechend der Einsatzbedingungen zu 23°C, 90°C, 135°C und 155°C gewählt.
Anhand der Ergebnisse der höheren Temperaturen, und damit kürzeren Prüfzeiten, soll es
ermöglicht werden, die Lebensdauer bei niedrigeren Temperaturen zu ermitteln. Darüber
hinaus haben die gewählten Temperaturen einen praktischen Bezug. 23°C sind als Basiswert
für die Untersuchung und spätere Bezugsgröße für eine Interpolation zu verstehen. Die
Betriebstemperatur der aktuellen Motorengeneration beträgt 90°C und mit 135°C wird die im
Betrieb erreichbare Übertemperatur abgebildet. Bei einem Ausfall der Wärmeabfuhr können
maximal 155°C erreicht werden. Oberhalb dieser Temperatur wechselt das Glykol den
Aggregatzustand und entweicht gasförmig über den Ausgleichsbehälter des Kühlsystems. Die
Auswahl der Druckstufen in Abhängigkeit der Prüftemperaturen erfolgt als Kompromiss
zwischen der Abbildung des realen Betriebsdrucks eines Kühlkreislaufs und einer
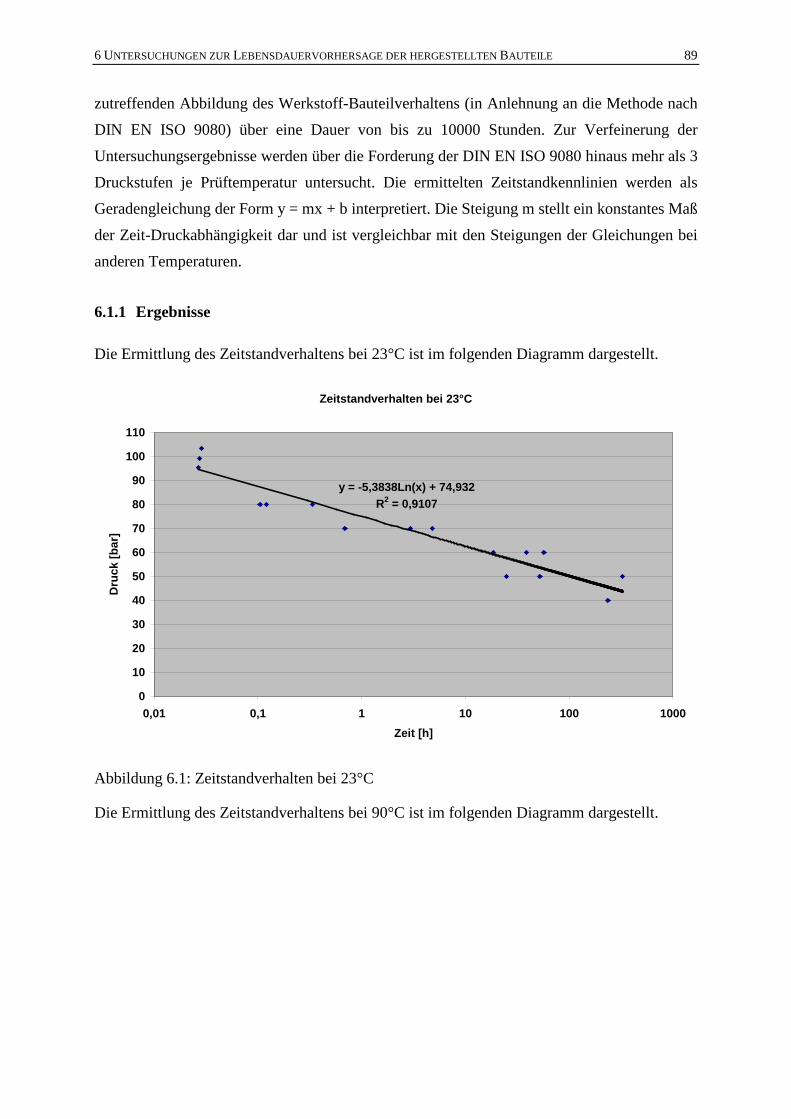
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 89
zutreffenden Abbildung des Werkstoff-Bauteilverhaltens (in Anlehnung an die Methode nach
DIN EN ISO 9080) über eine Dauer von bis zu 10000 Stunden. Zur Verfeinerung der
Untersuchungsergebnisse werden über die Forderung der DIN EN ISO 9080 hinaus mehr als 3
Druckstufen je Prüftemperatur untersucht. Die ermittelten Zeitstandkennlinien werden als
Geradengleichung der Form y = mx + b interpretiert. Die Steigung m stellt ein konstantes Maß
der Zeit-Druckabhängigkeit dar und ist vergleichbar mit den Steigungen der Gleichungen bei
anderen Temperaturen.
6.1.1 Ergebnisse
Die Ermittlung des Zeitstandverhaltens bei 23°C ist im folgenden Diagramm dargestellt.
Zeitstandverhalten bei 23°C
y = -5,3838Ln(x) + 74,932R2 = 0,9107
0
10
20
30
40
50
60
70
80
90
100
110
0,01 0,1 1 10 100 1000Zeit [h]
Dru
ck [b
ar]
Abbildung 6.1: Zeitstandverhalten bei 23°C
Die Ermittlung des Zeitstandverhaltens bei 90°C ist im folgenden Diagramm dargestellt.
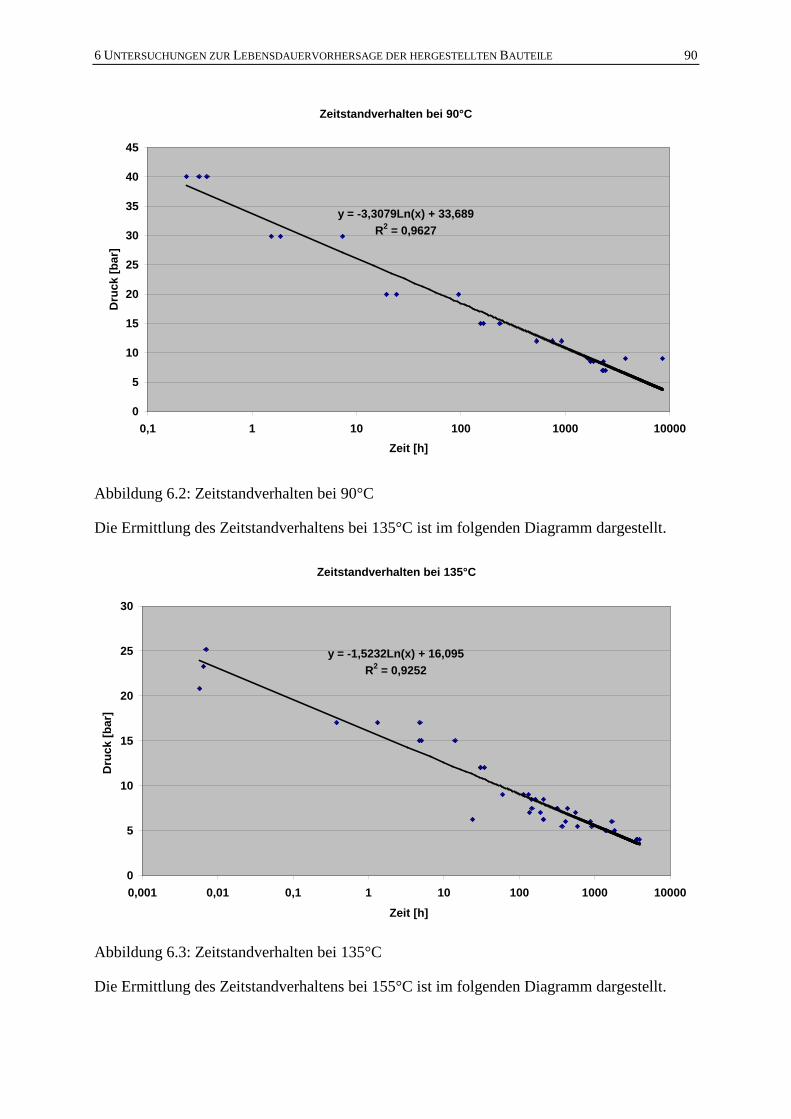
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 90
Zeitstandverhalten bei 90°C
y = -3,3079Ln(x) + 33,689R2 = 0,9627
0
5
10
15
20
25
30
35
40
45
0,1 1 10 100 1000 10000Zeit [h]
Dru
ck [b
ar]
Abbildung 6.2: Zeitstandverhalten bei 90°C
Die Ermittlung des Zeitstandverhaltens bei 135°C ist im folgenden Diagramm dargestellt.
Zeitstandverhalten bei 135°C
y = -1,5232Ln(x) + 16,095R2 = 0,9252
0
5
10
15
20
25
30
0,001 0,01 0,1 1 10 100 1000 10000
Zeit [h]
Dru
ck [b
ar]
Abbildung 6.3: Zeitstandverhalten bei 135°C
Die Ermittlung des Zeitstandverhaltens bei 155°C ist im folgenden Diagramm dargestellt.
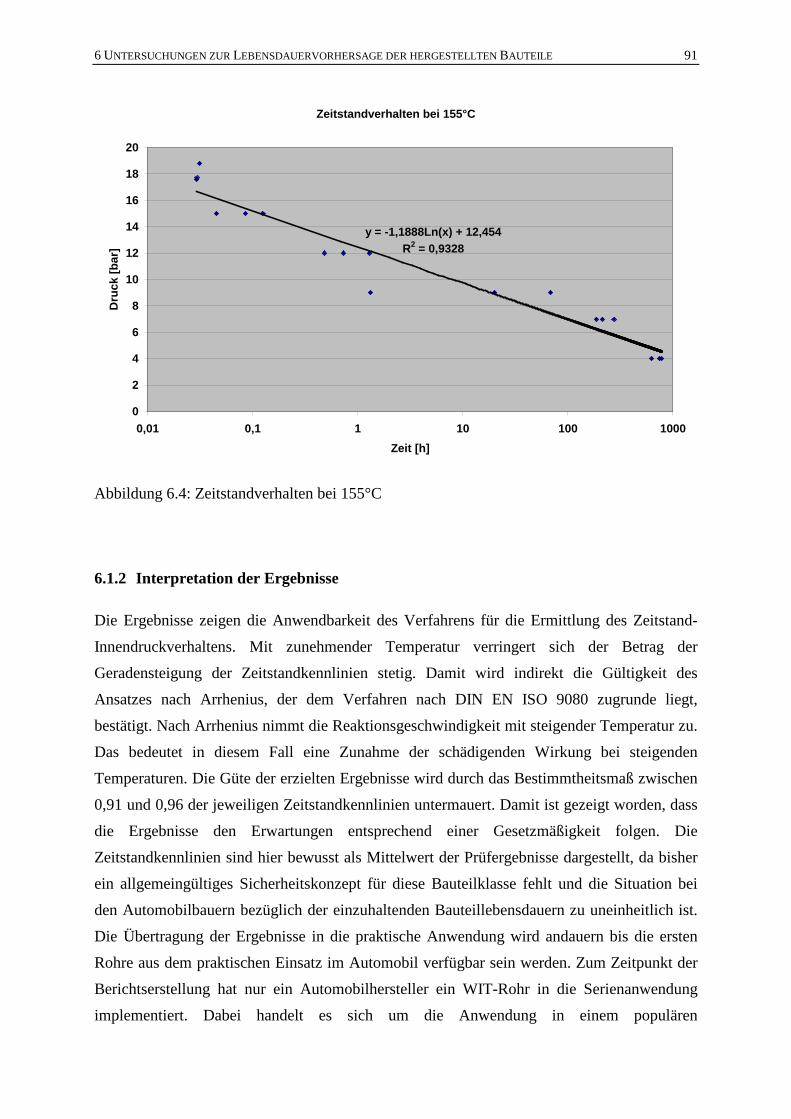
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 91
Zeitstandverhalten bei 155°C
y = -1,1888Ln(x) + 12,454R2 = 0,9328
0
2
4
6
8
10
12
14
16
18
20
0,01 0,1 1 10 100 1000Zeit [h]
Dru
ck [b
ar]
Abbildung 6.4: Zeitstandverhalten bei 155°C
6.1.2 Interpretation der Ergebnisse
Die Ergebnisse zeigen die Anwendbarkeit des Verfahrens für die Ermittlung des Zeitstand-
Innendruckverhaltens. Mit zunehmender Temperatur verringert sich der Betrag der
Geradensteigung der Zeitstandkennlinien stetig. Damit wird indirekt die Gültigkeit des
Ansatzes nach Arrhenius, der dem Verfahren nach DIN EN ISO 9080 zugrunde liegt,
bestätigt. Nach Arrhenius nimmt die Reaktionsgeschwindigkeit mit steigender Temperatur zu.
Das bedeutet in diesem Fall eine Zunahme der schädigenden Wirkung bei steigenden
Temperaturen. Die Güte der erzielten Ergebnisse wird durch das Bestimmtheitsmaß zwischen
0,91 und 0,96 der jeweiligen Zeitstandkennlinien untermauert. Damit ist gezeigt worden, dass
die Ergebnisse den Erwartungen entsprechend einer Gesetzmäßigkeit folgen. Die
Zeitstandkennlinien sind hier bewusst als Mittelwert der Prüfergebnisse dargestellt, da bisher
ein allgemeingültiges Sicherheitskonzept für diese Bauteilklasse fehlt und die Situation bei
den Automobilbauern bezüglich der einzuhaltenden Bauteillebensdauern zu uneinheitlich ist.
Die Übertragung der Ergebnisse in die praktische Anwendung wird andauern bis die ersten
Rohre aus dem praktischen Einsatz im Automobil verfügbar sein werden. Zum Zeitpunkt der
Berichtserstellung hat nur ein Automobilhersteller ein WIT-Rohr in die Serienanwendung
implementiert. Dabei handelt es sich um die Anwendung in einem populären
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 92
Turbodieselmotorsystem mit bisher mehr als 340000 produzierten Einheiten. Aus diesem
Grund kann davon ausgegangen werden, dass in absehbarer Zeit solche Rohre zur Verfügung
stehen werden. Mit diesen Rohren können vergleichende Prüfungen angestellt werden, um die
Validierung der Untersuchungsmethode vorzunehmen.
6.2 Berstdruck
Die Berstdruckprüfung ist die bewährte Kurzzeitprüfung für Rohre und zeigt die
grundsätzliche Funktionsfähigkeit eines Rohrs auf. Durch die Kombination von
zerstörungsfreien Vorbelastungen mit einem anschließenden Berstdruck lassen sich jedoch
Erkenntnisse über die Beeinflussung der Bauteillebensdauer gewinnen. Diese Anwendung der
Berstdruckprüfung eignet sich gerade dann für eine Beurteilung des
Bauteillebensdauerverhaltens, wenn in der praktischen Anwendung eine
Komplexbeanspruchung vorliegt. Durch Weglassen, oder Verändern der Intensität einer
Einflussgröße kann im Vergleich mit einem Basiswert die Wirkungsweise dieser
Einflussgröße bewertet werden. Ein weiterer Vorteil entsteht durch die Vergleichbarkeit der
sich einstellenden Versagensbilder. Daraus kann die Wirkungsweise eines Einflusses
abgeleitet werde. Die Vergleichbarkeit der Ergebnisse wurde durch eine Konditionierung über
42 Tage in einem klimatisierten Labor sichergestellt.
6.2.1 Ermittlung von Basiswerten als Bezugsgröße
Die Ermittlung des Berstdrucks bei einer Prüftemperatur von 23°C ergab nachfolgendes
Diagramm.
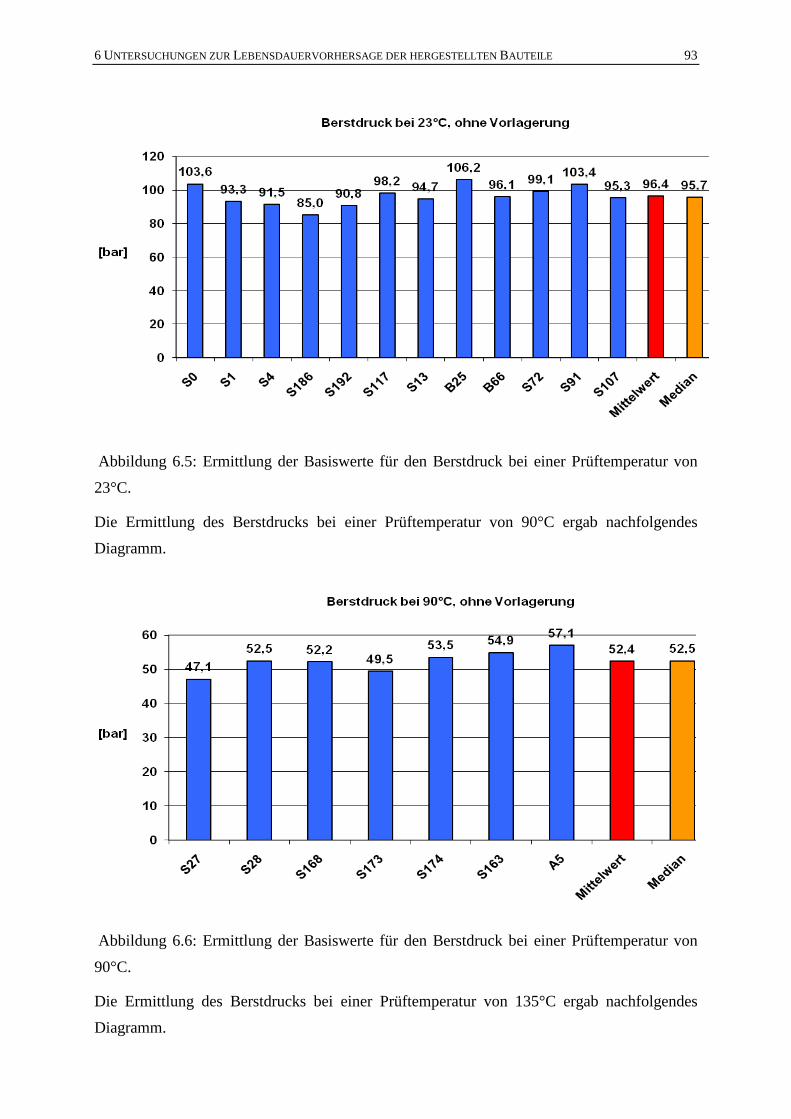
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 93
Abbildung 6.5: Ermittlung der Basiswerte für den Berstdruck bei einer Prüftemperatur von
23°C.
Die Ermittlung des Berstdrucks bei einer Prüftemperatur von 90°C ergab nachfolgendes
Diagramm.
Abbildung 6.6: Ermittlung der Basiswerte für den Berstdruck bei einer Prüftemperatur von
90°C.
Die Ermittlung des Berstdrucks bei einer Prüftemperatur von 135°C ergab nachfolgendes
Diagramm.
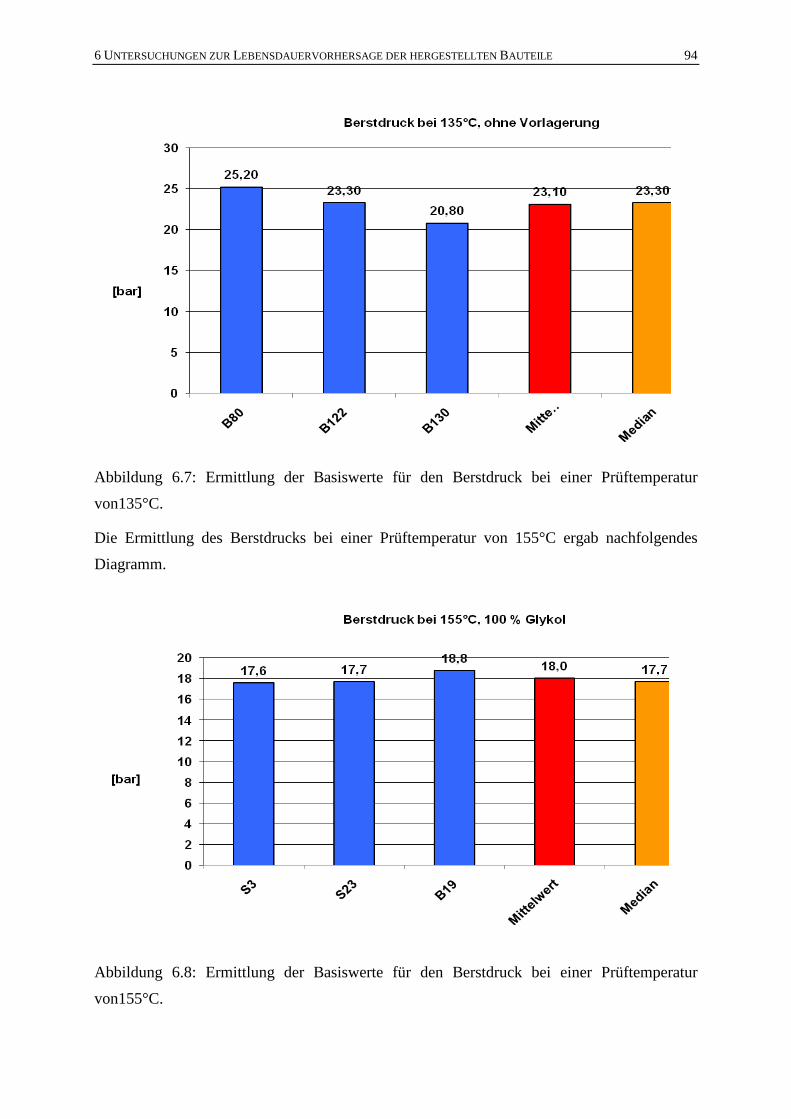
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 94
Abbildung 6.7: Ermittlung der Basiswerte für den Berstdruck bei einer Prüftemperatur
von135°C.
Die Ermittlung des Berstdrucks bei einer Prüftemperatur von 155°C ergab nachfolgendes
Diagramm.
Abbildung 6.8: Ermittlung der Basiswerte für den Berstdruck bei einer Prüftemperatur
von155°C.
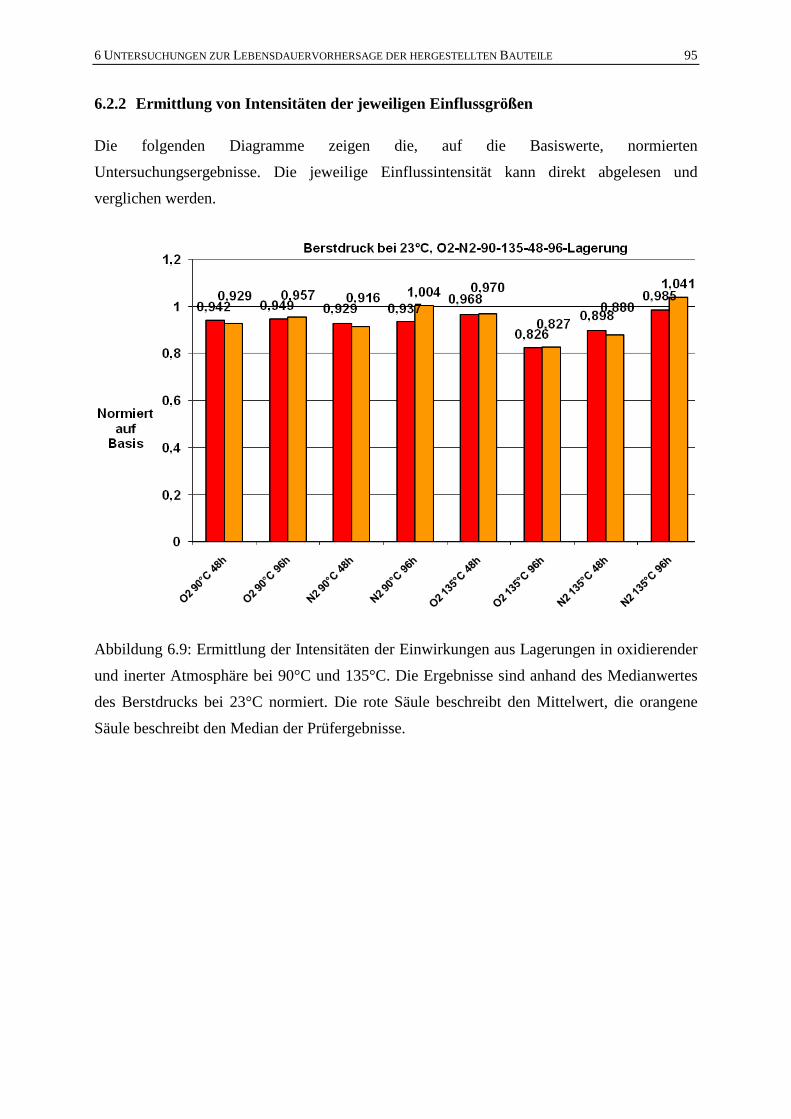
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 95
6.2.2 Ermittlung von Intensitäten der jeweiligen Einflussgrößen
Die folgenden Diagramme zeigen die, auf die Basiswerte, normierten
Untersuchungsergebnisse. Die jeweilige Einflussintensität kann direkt abgelesen und
verglichen werden.
Abbildung 6.9: Ermittlung der Intensitäten der Einwirkungen aus Lagerungen in oxidierender
und inerter Atmosphäre bei 90°C und 135°C. Die Ergebnisse sind anhand des Medianwertes
des Berstdrucks bei 23°C normiert. Die rote Säule beschreibt den Mittelwert, die orangene
Säule beschreibt den Median der Prüfergebnisse.
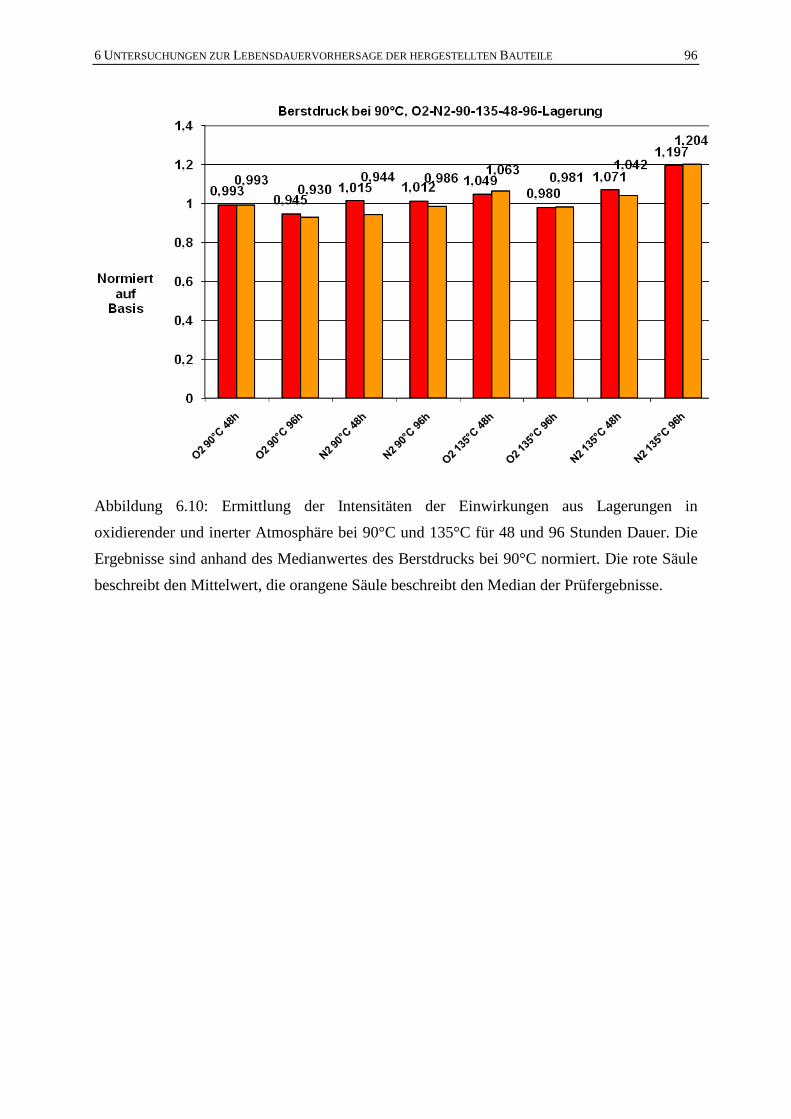
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 96
Abbildung 6.10: Ermittlung der Intensitäten der Einwirkungen aus Lagerungen in
oxidierender und inerter Atmosphäre bei 90°C und 135°C für 48 und 96 Stunden Dauer. Die
Ergebnisse sind anhand des Medianwertes des Berstdrucks bei 90°C normiert. Die rote Säule
beschreibt den Mittelwert, die orangene Säule beschreibt den Median der Prüfergebnisse.
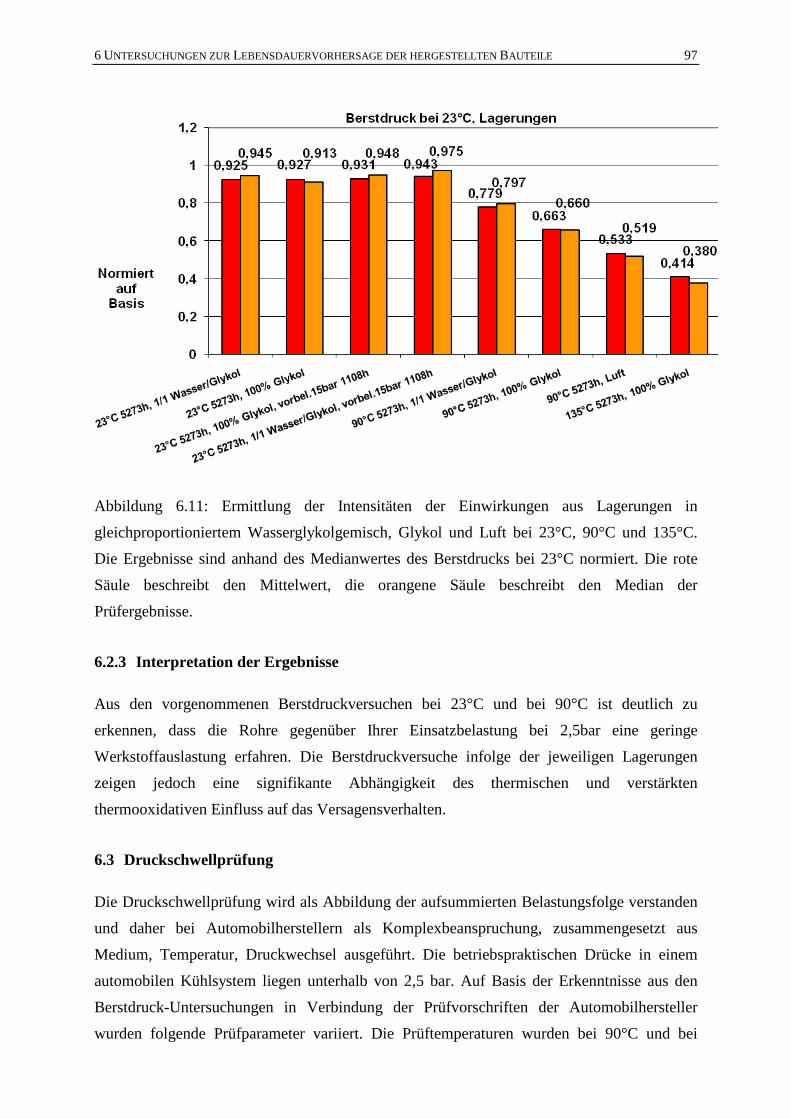
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 97
Abbildung 6.11: Ermittlung der Intensitäten der Einwirkungen aus Lagerungen in
gleichproportioniertem Wasserglykolgemisch, Glykol und Luft bei 23°C, 90°C und 135°C.
Die Ergebnisse sind anhand des Medianwertes des Berstdrucks bei 23°C normiert. Die rote
Säule beschreibt den Mittelwert, die orangene Säule beschreibt den Median der
Prüfergebnisse.
6.2.3 Interpretation der Ergebnisse
Aus den vorgenommenen Berstdruckversuchen bei 23°C und bei 90°C ist deutlich zu
erkennen, dass die Rohre gegenüber Ihrer Einsatzbelastung bei 2,5bar eine geringe
Werkstoffauslastung erfahren. Die Berstdruckversuche infolge der jeweiligen Lagerungen
zeigen jedoch eine signifikante Abhängigkeit des thermischen und verstärkten
thermooxidativen Einfluss auf das Versagensverhalten.
6.3 Druckschwellprüfung
Die Druckschwellprüfung wird als Abbildung der aufsummierten Belastungsfolge verstanden
und daher bei Automobilherstellern als Komplexbeanspruchung, zusammengesetzt aus
Medium, Temperatur, Druckwechsel ausgeführt. Die betriebspraktischen Drücke in einem
automobilen Kühlsystem liegen unterhalb von 2,5 bar. Auf Basis der Erkenntnisse aus den
Berstdruck-Untersuchungen in Verbindung der Prüfvorschriften der Automobilhersteller
wurden folgende Prüfparameter variiert. Die Prüftemperaturen wurden bei 90°C und bei
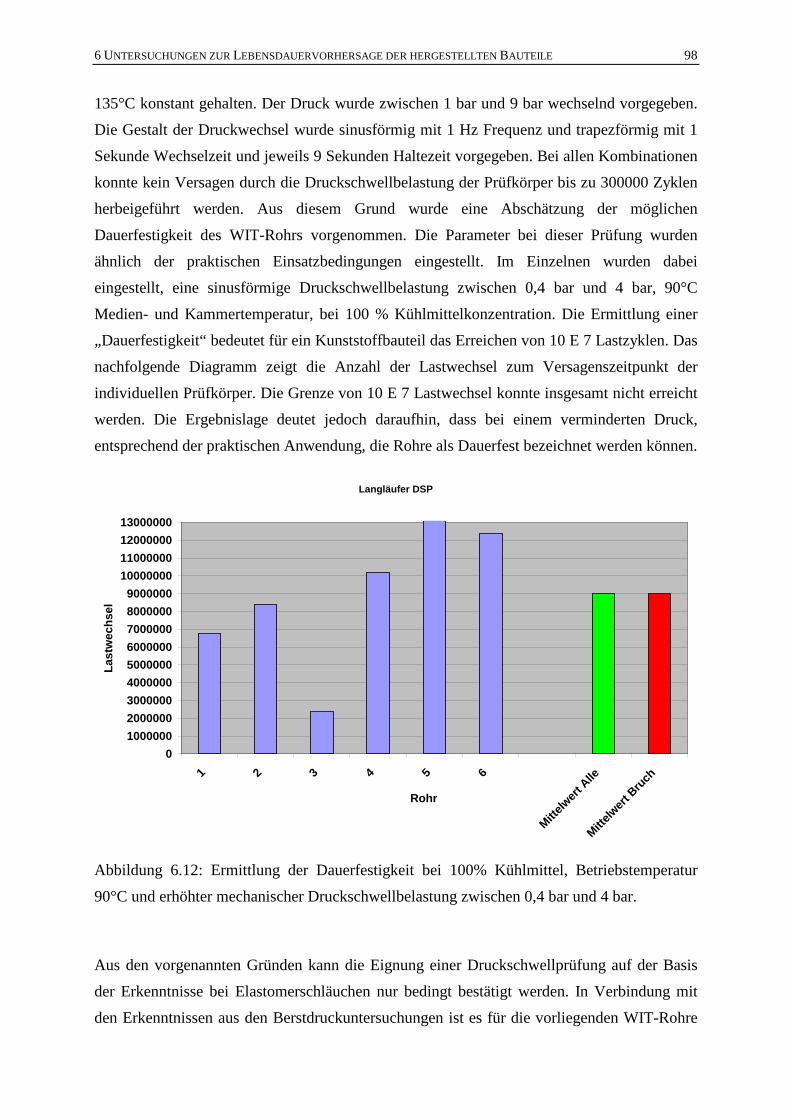
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 98
135°C konstant gehalten. Der Druck wurde zwischen 1 bar und 9 bar wechselnd vorgegeben.
Die Gestalt der Druckwechsel wurde sinusförmig mit 1 Hz Frequenz und trapezförmig mit 1
Sekunde Wechselzeit und jeweils 9 Sekunden Haltezeit vorgegeben. Bei allen Kombinationen
konnte kein Versagen durch die Druckschwellbelastung der Prüfkörper bis zu 300000 Zyklen
herbeigeführt werden. Aus diesem Grund wurde eine Abschätzung der möglichen
Dauerfestigkeit des WIT-Rohrs vorgenommen. Die Parameter bei dieser Prüfung wurden
ähnlich der praktischen Einsatzbedingungen eingestellt. Im Einzelnen wurden dabei
eingestellt, eine sinusförmige Druckschwellbelastung zwischen 0,4 bar und 4 bar, 90°C
Medien- und Kammertemperatur, bei 100 % Kühlmittelkonzentration. Die Ermittlung einer
„Dauerfestigkeit“ bedeutet für ein Kunststoffbauteil das Erreichen von 10 E 7 Lastzyklen. Das
nachfolgende Diagramm zeigt die Anzahl der Lastwechsel zum Versagenszeitpunkt der
individuellen Prüfkörper. Die Grenze von 10 E 7 Lastwechsel konnte insgesamt nicht erreicht
werden. Die Ergebnislage deutet jedoch daraufhin, dass bei einem verminderten Druck,
entsprechend der praktischen Anwendung, die Rohre als Dauerfest bezeichnet werden können.
Langläufer DSP
0100000020000003000000400000050000006000000700000080000009000000
10000000110000001200000013000000
1 2 3 4 5 6
Mittelw
ert A
lle
Mittelw
ert B
ruch
Rohr
Last
wec
hsel
Abbildung 6.12: Ermittlung der Dauerfestigkeit bei 100% Kühlmittel, Betriebstemperatur
90°C und erhöhter mechanischer Druckschwellbelastung zwischen 0,4 bar und 4 bar.
Aus den vorgenannten Gründen kann die Eignung einer Druckschwellprüfung auf der Basis
der Erkenntnisse bei Elastomerschläuchen nur bedingt bestätigt werden. In Verbindung mit
den Erkenntnissen aus den Berstdruckuntersuchungen ist es für die vorliegenden WIT-Rohre
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 99
offensichtlich erforderlich, wesentlich höhere Prüfdrücke vorzugeben um ein Versagen
innerhalb der vorgegebenen Lebensdauer-Lastkollektive zu erzielen.
6.4 Charakterisierung des Versagensverhaltens
Die Charakterisierung des Versagensverhaltens wird durch die Beschreibung der
Ausprägungen im Versagensbereich vorgenommen. In logischer Folge wird eine
augenscheinliche Zuordnung des grundsätzlichen Versagensverhaltens und anschließend eine
genauere Betrachtung der typischen Bruchbilder und Bruchbereiche durchgeführt. Durch eine
Berechnung des theoretischen, mechanischen Einfluss auf das Versagensverhalten erfolgt eine
Zuordnung zum realen Bauteil.
6.4.1 Inaugenscheinnahme
Durch die Betrachtung der Bruchumgebung lässt sich die Unterscheidung zwischen duktilem
und sprödem Versagensverhalten feststellen. Die untersuchten Rohre zeigen insgesamt ein
ausgeprägt sprödes Versagensverhalten. Die Umgebung der Brüche sind nicht, oder nur sehr
gering plastisch verformt. Die Bruchflanken stehen sich direkt gegenüber und können nach
erfolgter Probenpräparation sehr gut deckend wieder aufeinander gefügt werden.
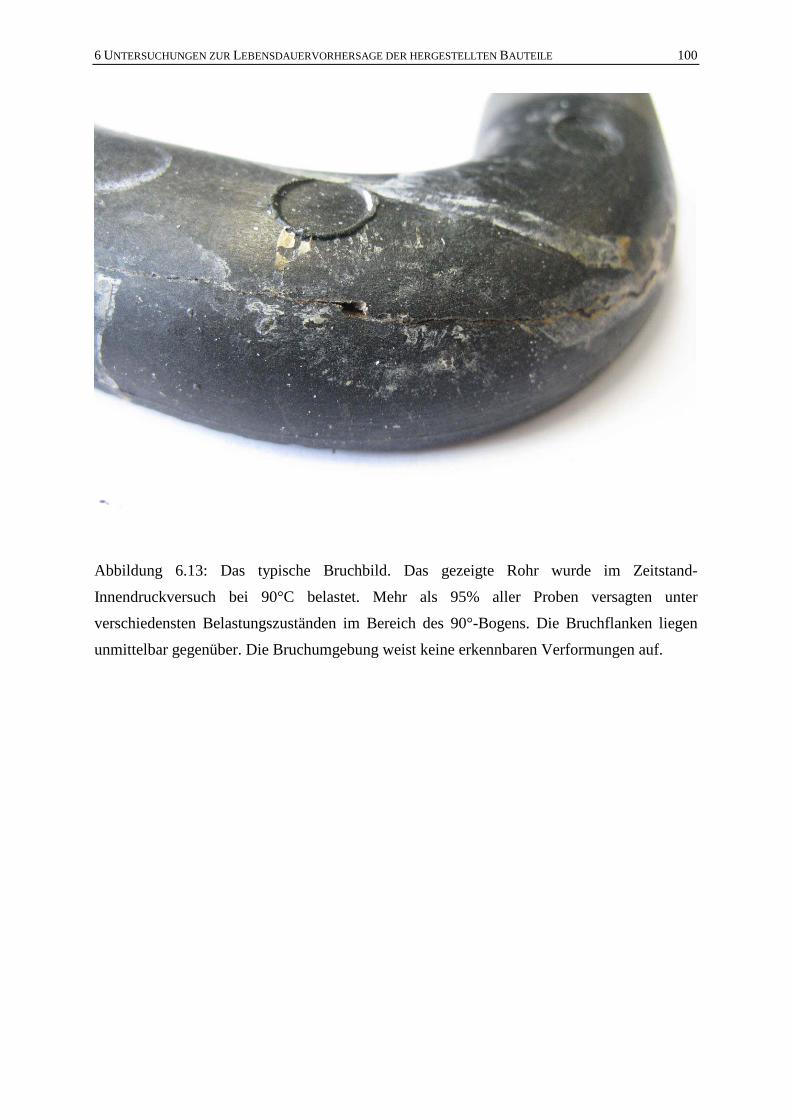
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 100
Abbildung 6.13: Das typische Bruchbild. Das gezeigte Rohr wurde im Zeitstand-
Innendruckversuch bei 90°C belastet. Mehr als 95% aller Proben versagten unter
verschiedensten Belastungszuständen im Bereich des 90°-Bogens. Die Bruchflanken liegen
unmittelbar gegenüber. Die Bruchumgebung weist keine erkennbaren Verformungen auf.
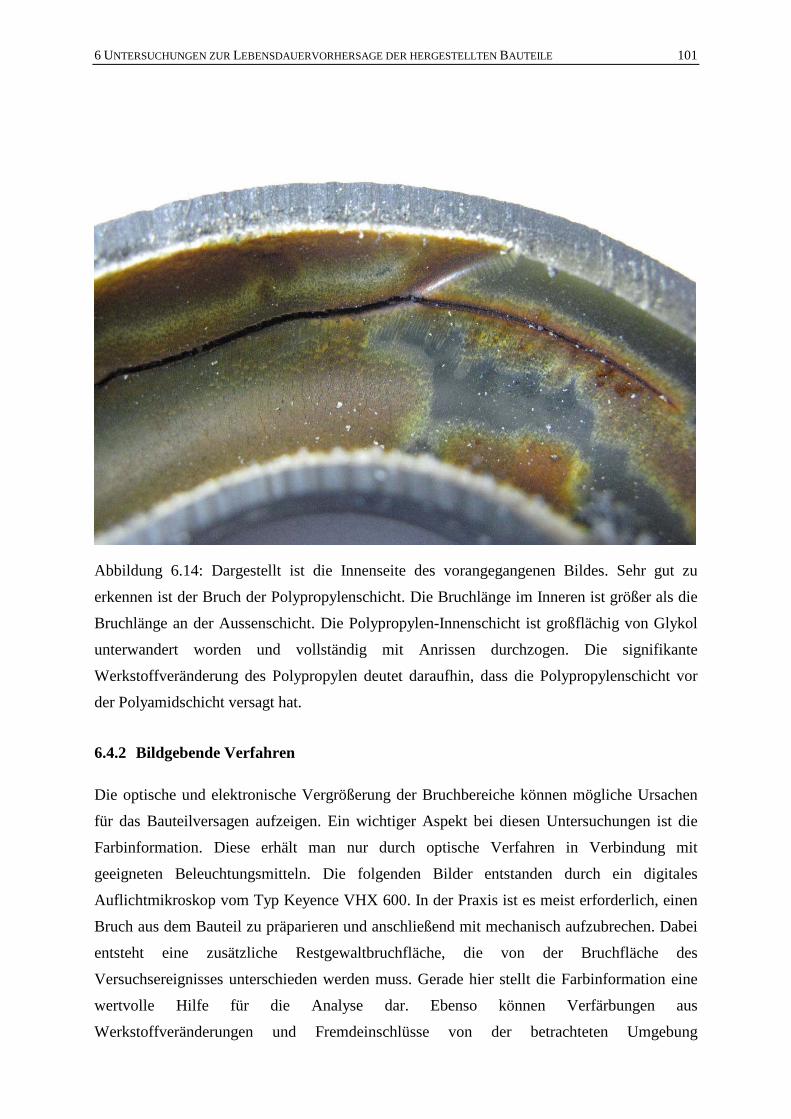
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 101
Abbildung 6.14: Dargestellt ist die Innenseite des vorangegangenen Bildes. Sehr gut zu
erkennen ist der Bruch der Polypropylenschicht. Die Bruchlänge im Inneren ist größer als die
Bruchlänge an der Aussenschicht. Die Polypropylen-Innenschicht ist großflächig von Glykol
unterwandert worden und vollständig mit Anrissen durchzogen. Die signifikante
Werkstoffveränderung des Polypropylen deutet daraufhin, dass die Polypropylenschicht vor
der Polyamidschicht versagt hat.
6.4.2 Bildgebende Verfahren
Die optische und elektronische Vergrößerung der Bruchbereiche können mögliche Ursachen
für das Bauteilversagen aufzeigen. Ein wichtiger Aspekt bei diesen Untersuchungen ist die
Farbinformation. Diese erhält man nur durch optische Verfahren in Verbindung mit
geeigneten Beleuchtungsmitteln. Die folgenden Bilder entstanden durch ein digitales
Auflichtmikroskop vom Typ Keyence VHX 600. In der Praxis ist es meist erforderlich, einen
Bruch aus dem Bauteil zu präparieren und anschließend mit mechanisch aufzubrechen. Dabei
entsteht eine zusätzliche Restgewaltbruchfläche, die von der Bruchfläche des
Versuchsereignisses unterschieden werden muss. Gerade hier stellt die Farbinformation eine
wertvolle Hilfe für die Analyse dar. Ebenso können Verfärbungen aus
Werkstoffveränderungen und Fremdeinschlüsse von der betrachteten Umgebung
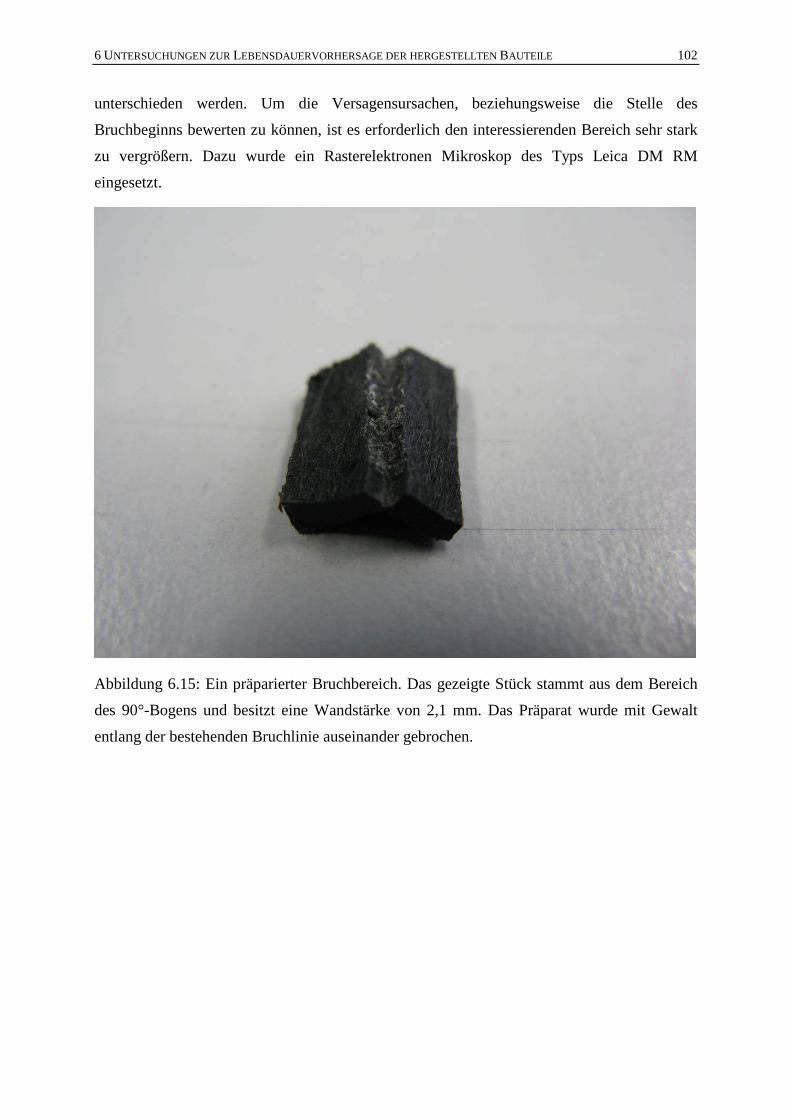
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 102
unterschieden werden. Um die Versagensursachen, beziehungsweise die Stelle des
Bruchbeginns bewerten zu können, ist es erforderlich den interessierenden Bereich sehr stark
zu vergrößern. Dazu wurde ein Rasterelektronen Mikroskop des Typs Leica DM RM
eingesetzt.
Abbildung 6.15: Ein präparierter Bruchbereich. Das gezeigte Stück stammt aus dem Bereich
des 90°-Bogens und besitzt eine Wandstärke von 2,1 mm. Das Präparat wurde mit Gewalt
entlang der bestehenden Bruchlinie auseinander gebrochen.
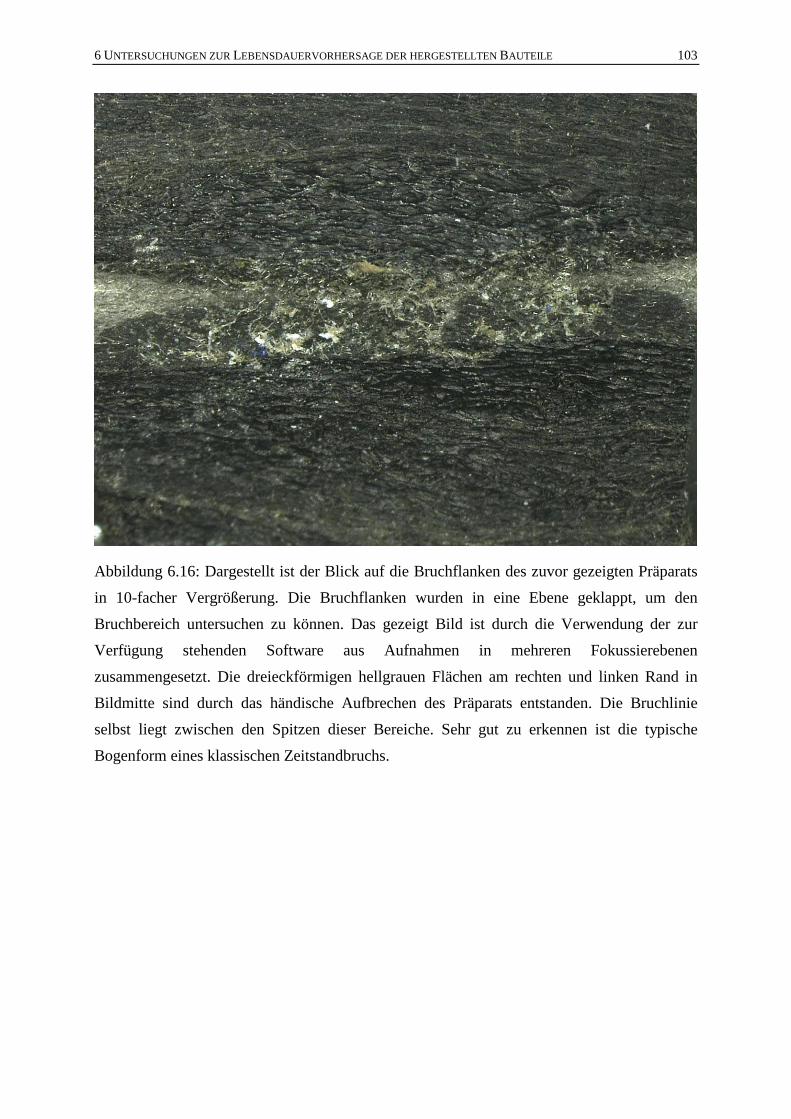
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 103
Abbildung 6.16: Dargestellt ist der Blick auf die Bruchflanken des zuvor gezeigten Präparats
in 10-facher Vergrößerung. Die Bruchflanken wurden in eine Ebene geklappt, um den
Bruchbereich untersuchen zu können. Das gezeigt Bild ist durch die Verwendung der zur
Verfügung stehenden Software aus Aufnahmen in mehreren Fokussierebenen
zusammengesetzt. Die dreieckförmigen hellgrauen Flächen am rechten und linken Rand in
Bildmitte sind durch das händische Aufbrechen des Präparats entstanden. Die Bruchlinie
selbst liegt zwischen den Spitzen dieser Bereiche. Sehr gut zu erkennen ist die typische
Bogenform eines klassischen Zeitstandbruchs.
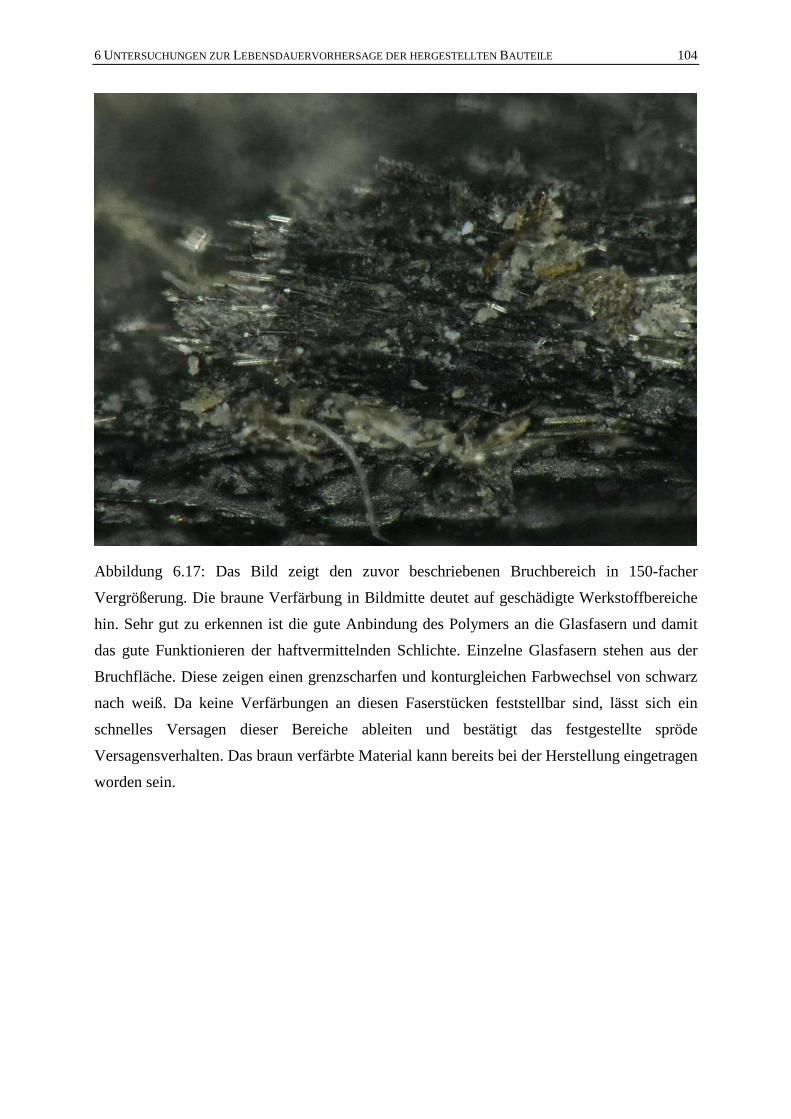
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 104
Abbildung 6.17: Das Bild zeigt den zuvor beschriebenen Bruchbereich in 150-facher
Vergrößerung. Die braune Verfärbung in Bildmitte deutet auf geschädigte Werkstoffbereiche
hin. Sehr gut zu erkennen ist die gute Anbindung des Polymers an die Glasfasern und damit
das gute Funktionieren der haftvermittelnden Schlichte. Einzelne Glasfasern stehen aus der
Bruchfläche. Diese zeigen einen grenzscharfen und konturgleichen Farbwechsel von schwarz
nach weiß. Da keine Verfärbungen an diesen Faserstücken feststellbar sind, lässt sich ein
schnelles Versagen dieser Bereiche ableiten und bestätigt das festgestellte spröde
Versagensverhalten. Das braun verfärbte Material kann bereits bei der Herstellung eingetragen
worden sein.
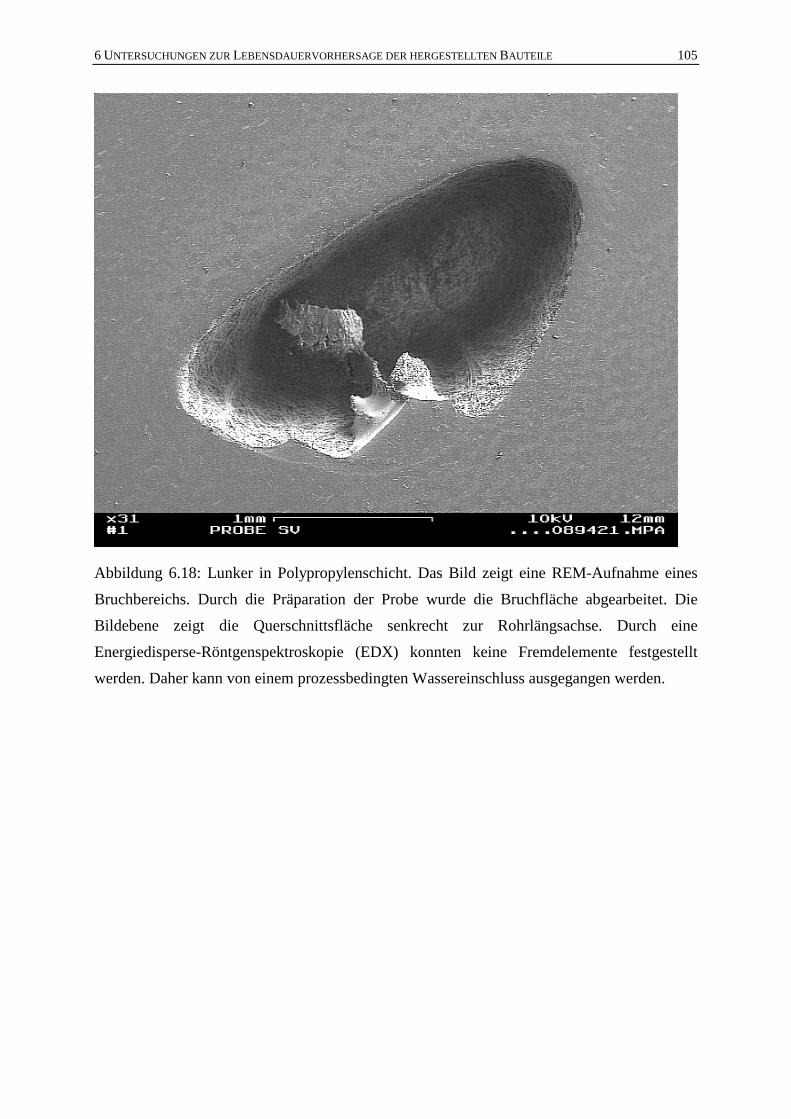
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 105
Abbildung 6.18: Lunker in Polypropylenschicht. Das Bild zeigt eine REM-Aufnahme eines
Bruchbereichs. Durch die Präparation der Probe wurde die Bruchfläche abgearbeitet. Die
Bildebene zeigt die Querschnittsfläche senkrecht zur Rohrlängsachse. Durch eine
Energiedisperse-Röntgenspektroskopie (EDX) konnten keine Fremdelemente festgestellt
werden. Daher kann von einem prozessbedingten Wassereinschluss ausgegangen werden.
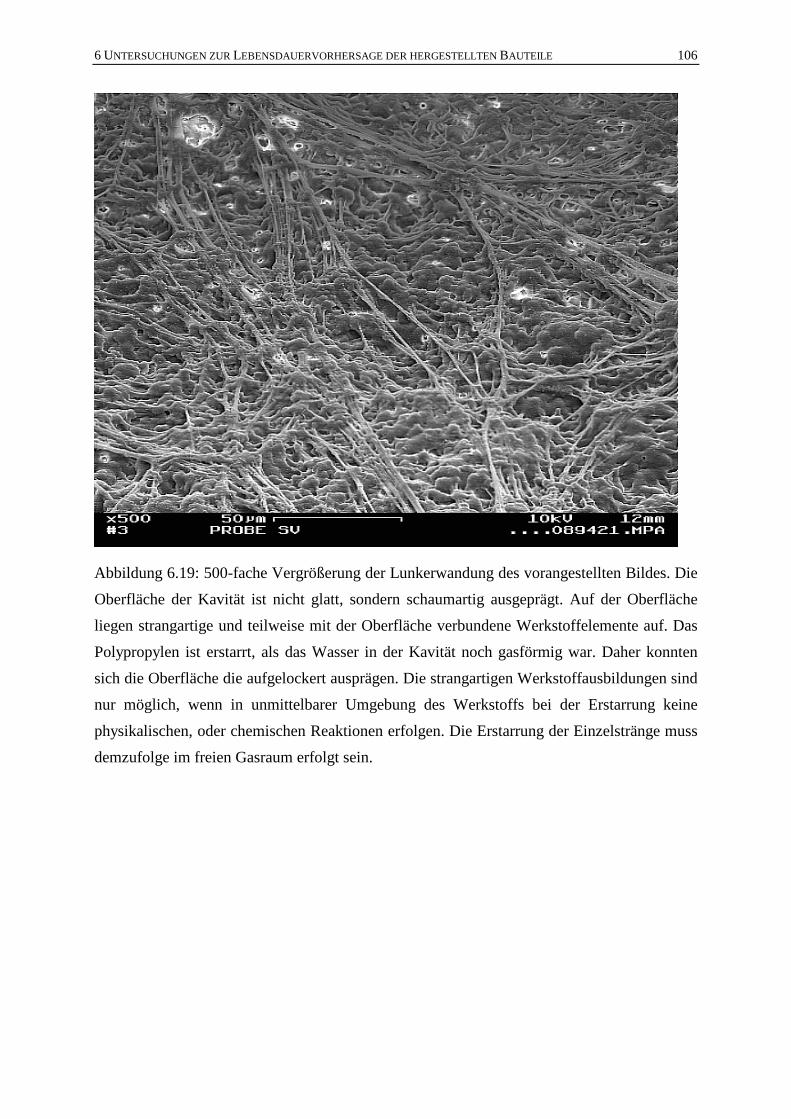
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 106
Abbildung 6.19: 500-fache Vergrößerung der Lunkerwandung des vorangestellten Bildes. Die
Oberfläche der Kavität ist nicht glatt, sondern schaumartig ausgeprägt. Auf der Oberfläche
liegen strangartige und teilweise mit der Oberfläche verbundene Werkstoffelemente auf. Das
Polypropylen ist erstarrt, als das Wasser in der Kavität noch gasförmig war. Daher konnten
sich die Oberfläche die aufgelockert ausprägen. Die strangartigen Werkstoffausbildungen sind
nur möglich, wenn in unmittelbarer Umgebung des Werkstoffs bei der Erstarrung keine
physikalischen, oder chemischen Reaktionen erfolgen. Die Erstarrung der Einzelstränge muss
demzufolge im freien Gasraum erfolgt sein.
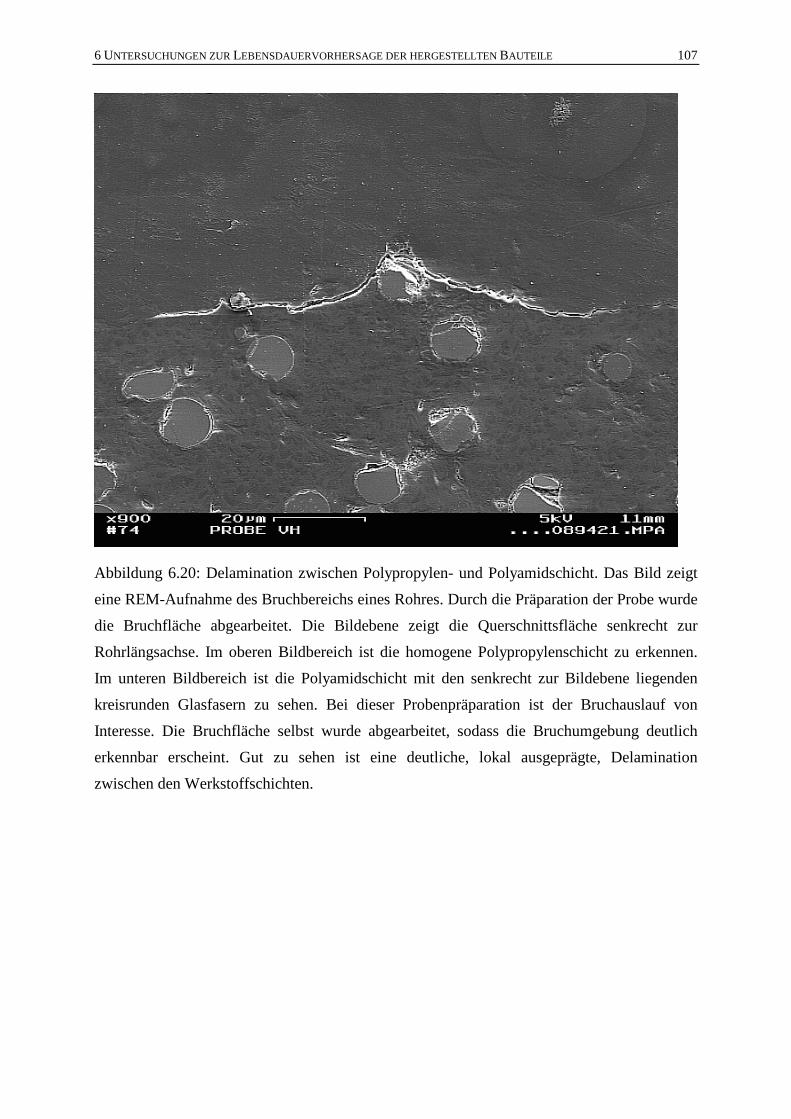
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 107
Abbildung 6.20: Delamination zwischen Polypropylen- und Polyamidschicht. Das Bild zeigt
eine REM-Aufnahme des Bruchbereichs eines Rohres. Durch die Präparation der Probe wurde
die Bruchfläche abgearbeitet. Die Bildebene zeigt die Querschnittsfläche senkrecht zur
Rohrlängsachse. Im oberen Bildbereich ist die homogene Polypropylenschicht zu erkennen.
Im unteren Bildbereich ist die Polyamidschicht mit den senkrecht zur Bildebene liegenden
kreisrunden Glasfasern zu sehen. Bei dieser Probenpräparation ist der Bruchauslauf von
Interesse. Die Bruchfläche selbst wurde abgearbeitet, sodass die Bruchumgebung deutlich
erkennbar erscheint. Gut zu sehen ist eine deutliche, lokal ausgeprägte, Delamination
zwischen den Werkstoffschichten.
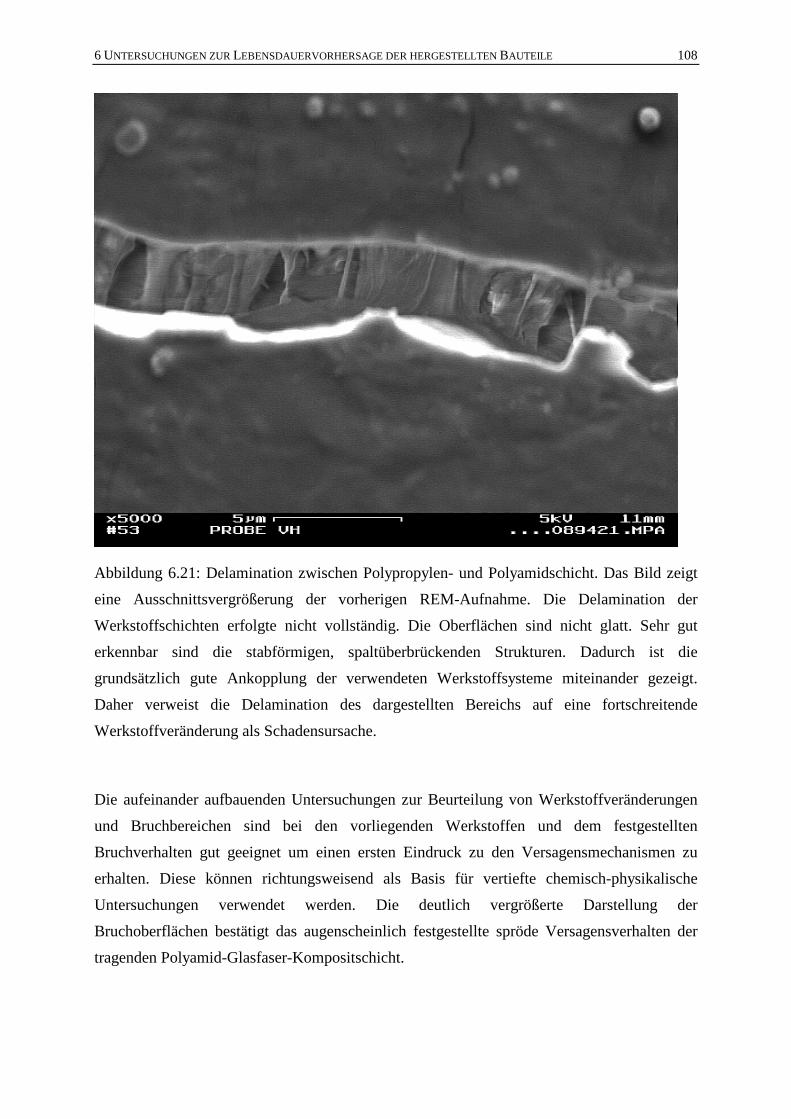
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 108
Abbildung 6.21: Delamination zwischen Polypropylen- und Polyamidschicht. Das Bild zeigt
eine Ausschnittsvergrößerung der vorherigen REM-Aufnahme. Die Delamination der
Werkstoffschichten erfolgte nicht vollständig. Die Oberflächen sind nicht glatt. Sehr gut
erkennbar sind die stabförmigen, spaltüberbrückenden Strukturen. Dadurch ist die
grundsätzlich gute Ankopplung der verwendeten Werkstoffsysteme miteinander gezeigt.
Daher verweist die Delamination des dargestellten Bereichs auf eine fortschreitende
Werkstoffveränderung als Schadensursache.
Die aufeinander aufbauenden Untersuchungen zur Beurteilung von Werkstoffveränderungen
und Bruchbereichen sind bei den vorliegenden Werkstoffen und dem festgestellten
Bruchverhalten gut geeignet um einen ersten Eindruck zu den Versagensmechanismen zu
erhalten. Diese können richtungsweisend als Basis für vertiefte chemisch-physikalische
Untersuchungen verwendet werden. Die deutlich vergrößerte Darstellung der
Bruchoberflächen bestätigt das augenscheinlich festgestellte spröde Versagensverhalten der
tragenden Polyamid-Glasfaser-Kompositschicht.
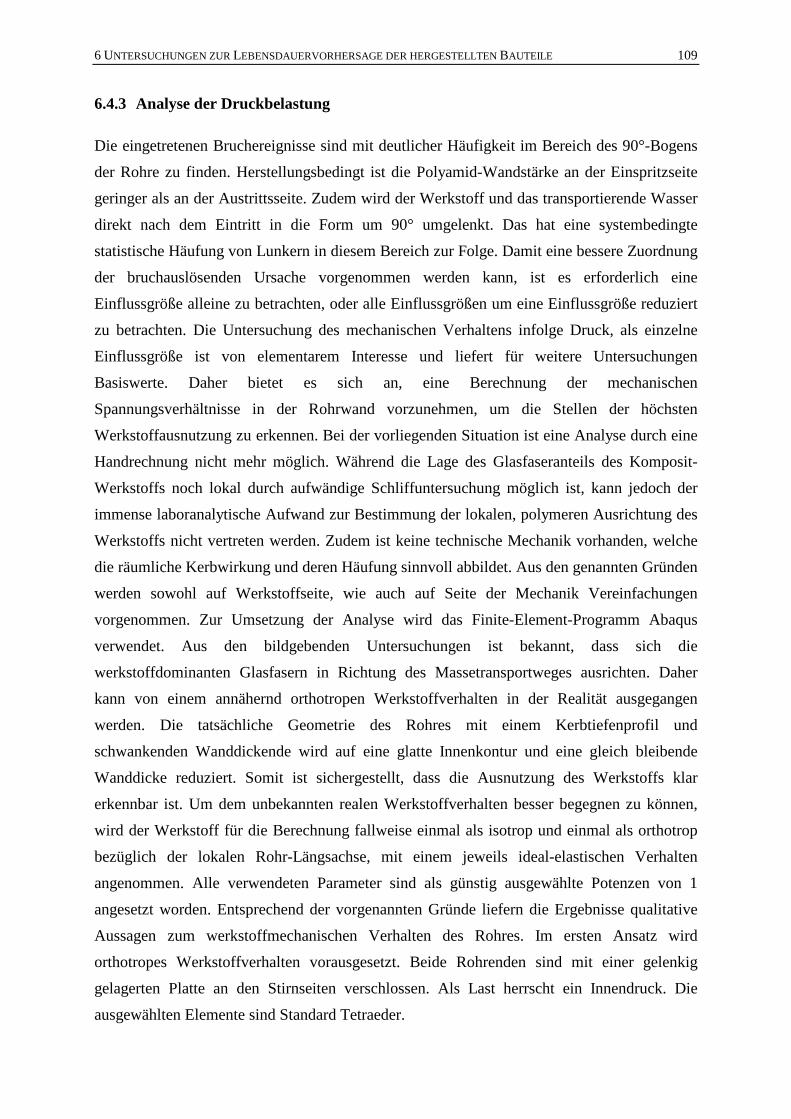
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 109
6.4.3 Analyse der Druckbelastung
Die eingetretenen Bruchereignisse sind mit deutlicher Häufigkeit im Bereich des 90°-Bogens
der Rohre zu finden. Herstellungsbedingt ist die Polyamid-Wandstärke an der Einspritzseite
geringer als an der Austrittsseite. Zudem wird der Werkstoff und das transportierende Wasser
direkt nach dem Eintritt in die Form um 90° umgelenkt. Das hat eine systembedingte
statistische Häufung von Lunkern in diesem Bereich zur Folge. Damit eine bessere Zuordnung
der bruchauslösenden Ursache vorgenommen werden kann, ist es erforderlich eine
Einflussgröße alleine zu betrachten, oder alle Einflussgrößen um eine Einflussgröße reduziert
zu betrachten. Die Untersuchung des mechanischen Verhaltens infolge Druck, als einzelne
Einflussgröße ist von elementarem Interesse und liefert für weitere Untersuchungen
Basiswerte. Daher bietet es sich an, eine Berechnung der mechanischen
Spannungsverhältnisse in der Rohrwand vorzunehmen, um die Stellen der höchsten
Werkstoffausnutzung zu erkennen. Bei der vorliegenden Situation ist eine Analyse durch eine
Handrechnung nicht mehr möglich. Während die Lage des Glasfaseranteils des Komposit-
Werkstoffs noch lokal durch aufwändige Schliffuntersuchung möglich ist, kann jedoch der
immense laboranalytische Aufwand zur Bestimmung der lokalen, polymeren Ausrichtung des
Werkstoffs nicht vertreten werden. Zudem ist keine technische Mechanik vorhanden, welche
die räumliche Kerbwirkung und deren Häufung sinnvoll abbildet. Aus den genannten Gründen
werden sowohl auf Werkstoffseite, wie auch auf Seite der Mechanik Vereinfachungen
vorgenommen. Zur Umsetzung der Analyse wird das Finite-Element-Programm Abaqus
verwendet. Aus den bildgebenden Untersuchungen ist bekannt, dass sich die
werkstoffdominanten Glasfasern in Richtung des Massetransportweges ausrichten. Daher
kann von einem annähernd orthotropen Werkstoffverhalten in der Realität ausgegangen
werden. Die tatsächliche Geometrie des Rohres mit einem Kerbtiefenprofil und
schwankenden Wanddickende wird auf eine glatte Innenkontur und eine gleich bleibende
Wanddicke reduziert. Somit ist sichergestellt, dass die Ausnutzung des Werkstoffs klar
erkennbar ist. Um dem unbekannten realen Werkstoffverhalten besser begegnen zu können,
wird der Werkstoff für die Berechnung fallweise einmal als isotrop und einmal als orthotrop
bezüglich der lokalen Rohr-Längsachse, mit einem jeweils ideal-elastischen Verhalten
angenommen. Alle verwendeten Parameter sind als günstig ausgewählte Potenzen von 1
angesetzt worden. Entsprechend der vorgenannten Gründe liefern die Ergebnisse qualitative
Aussagen zum werkstoffmechanischen Verhalten des Rohres. Im ersten Ansatz wird
orthotropes Werkstoffverhalten vorausgesetzt. Beide Rohrenden sind mit einer gelenkig
gelagerten Platte an den Stirnseiten verschlossen. Als Last herrscht ein Innendruck. Die
ausgewählten Elemente sind Standard Tetraeder.
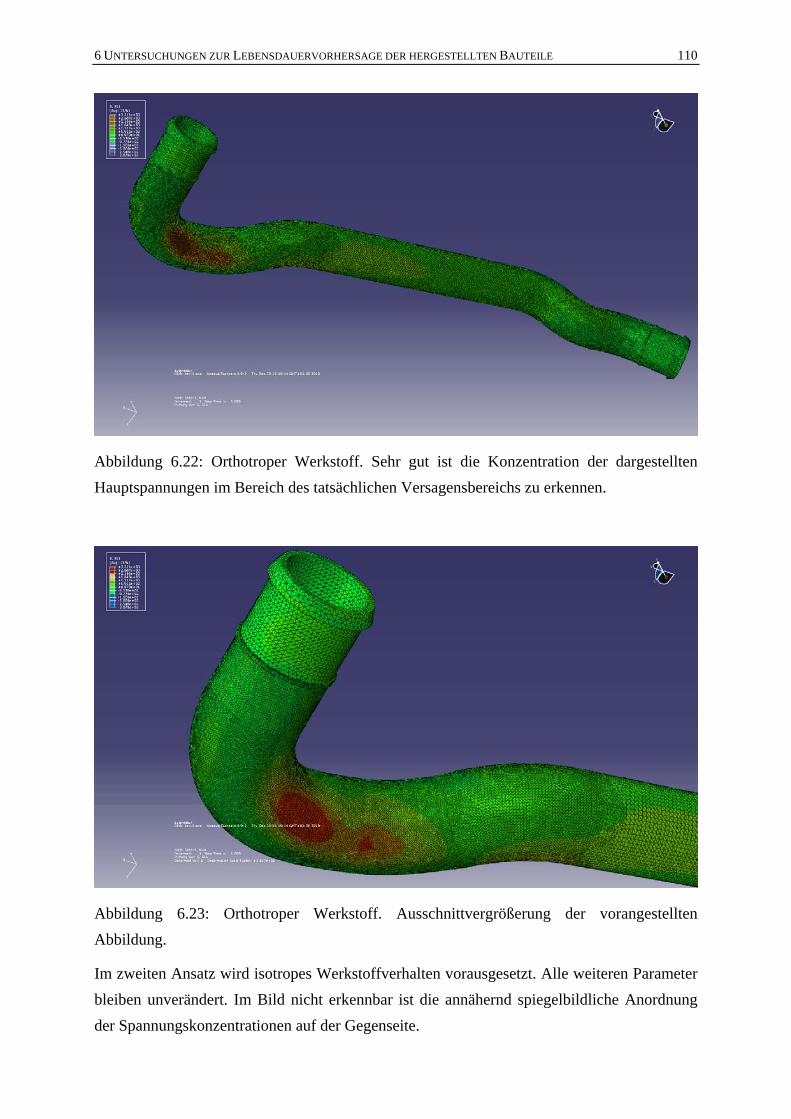
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 110
Abbildung 6.22: Orthotroper Werkstoff. Sehr gut ist die Konzentration der dargestellten Hauptspannungen im Bereich des tatsächlichen Versagensbereichs zu erkennen.
Abbildung 6.23: Orthotroper Werkstoff. Ausschnittvergrößerung der vorangestellten Abbildung.
Im zweiten Ansatz wird isotropes Werkstoffverhalten vorausgesetzt. Alle weiteren Parameter bleiben unverändert. Im Bild nicht erkennbar ist die annähernd spiegelbildliche Anordnung der Spannungskonzentrationen auf der Gegenseite.
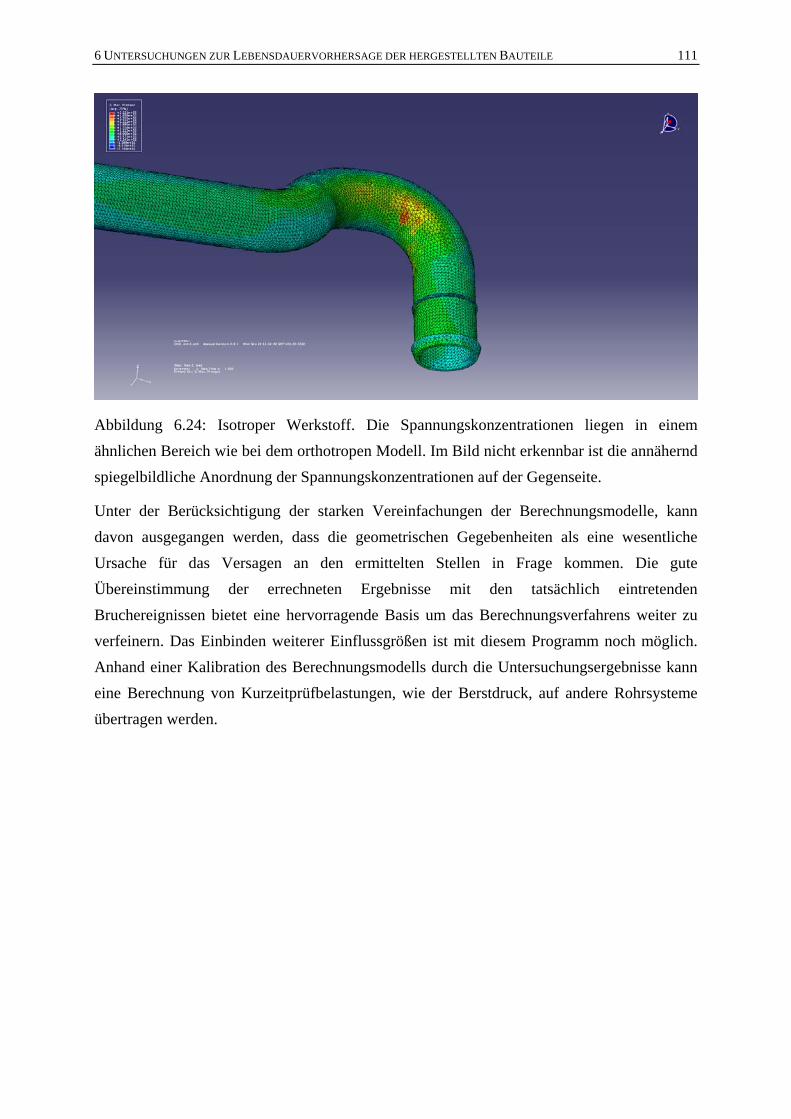
6 UNTERSUCHUNGEN ZUR LEBENSDAUERVORHERSAGE DER HERGESTELLTEN BAUTEILE 111
Abbildung 6.24: Isotroper Werkstoff. Die Spannungskonzentrationen liegen in einem ähnlichen Bereich wie bei dem orthotropen Modell. Im Bild nicht erkennbar ist die annähernd spiegelbildliche Anordnung der Spannungskonzentrationen auf der Gegenseite.
Unter der Berücksichtigung der starken Vereinfachungen der Berechnungsmodelle, kann davon ausgegangen werden, dass die geometrischen Gegebenheiten als eine wesentliche Ursache für das Versagen an den ermittelten Stellen in Frage kommen. Die gute Übereinstimmung der errechneten Ergebnisse mit den tatsächlich eintretenden Bruchereignissen bietet eine hervorragende Basis um das Berechnungsverfahrens weiter zu verfeinern. Das Einbinden weiterer Einflussgrößen ist mit diesem Programm noch möglich. Anhand einer Kalibration des Berechnungsmodells durch die Untersuchungsergebnisse kann eine Berechnung von Kurzeitprüfbelastungen, wie der Berstdruck, auf andere Rohrsysteme übertragen werden.
7 FAZIT 112
7 FAZIT
Die Voruntersuchungen mit der Ultraschallcharakterisierung, Abkühlsimulation und den
praktischen Spritzversuchen zur Validation der Simulationsergebnisse haben gezeigt, dass
eine exakte Berechnung der Restwanddicke anhand von Ultraschalllaufzeit und
Schallgeschwindigkeitsprofil in der Restwand praktisch nur unter sehr hohem Aufwand
durchführbar ist. Selbst wenn die Abhängigkeit der Schallgeschwindigkeit von Temperatur
und Druck bekannt ist, so gibt es de facto keine Möglichkeit, das Temperaturprofil über der
Restwand korrekt zu bestimmen. Allerdings wurde in der Simulationsrechnung bestätigt, dass
sich die online gemessenen US-Laufzeiten und die im Nachhinein ermittelten
Restwanddicken proportional zueinander verhalten, sofern die Restwanddicken innerhalb der
üblichen Schwankungsbreite variiert werden. Für deutlich größere Wanddicken stehen die
Untersuchungen noch aus.
Die praktischen Untersuchungen haben gezeigt, dass die Ultraschallmessung sehr gut zur
Online-Überwachung lokaler Restwanddicken geeignet ist. Die Implementierung in ein
Prozessüberwachungssystem ist vergleichsweise einfach, jedoch muss zunächst die
Korrelation zwischen Ultraschalllaufzeit und Restwanddicke für das jeweilige Prozessfenster
durchgeführt werden. Durch geschickte Positionierung der Sensorik in kritischen
Bauteilbereichen können anhand der gemessenen Restwanddicken direkt Rückschlüsse zur
mechanischen Belastbarkeit der Bauteile gezogen werden.
Neben der Ultraschallüberwachung hat sich die IR-Thermographie als taugliches Instrument
zur Inline-Bauteilcharakterisierung erwiesen. Einerseits können die nach der Entformung
ermittelten Oberflächentemperaturen mit der Restwanddicke korreliert werden, andererseits
können Bauteilfehler in der Restwand anhand des Wärmebildes identifiziert werden. Die
Aussagefähigkeit ist für beide Fälle abhängig von der Verarbeitbarkeit der untersuchten
Polymere im WIT-Prozess. Im Gegensatz zur US-Überwachung bietet die IR-Thermographie
den Vorteil, dass keine Sensorik im Spritzgießwerkzeug erforderlich ist und die
Restwanddicke für beliebig viele Positionen am Bauteil ermittelt werden kann. Die
Implementierung der IR-Thermographie in ein Prozessüberwachungssystem ist jedoch
aufwändig. Neben der teuren und empfindlichen IR-Kamera ist ein Handlingsystem
erforderlich, welches die Bauteile reproduzierbar und ggf. von mehreren Seiten vor der
Kamera platziert.
Mit den aus dem Verlauf der Prozessgrößen gebildeten Kennzahlen war es im Rahmen der
durchgeführten Untersuchungen nicht möglich, eine aussagefähige Korrelation mit der
Qualität bzw. Durchgängigkeit des Hohlraums zu bilden. Die Ursache hierfür liegt im
7 FAZIT 113
Zeitpunkt der Fehlerentstehung begründet. Anders als ursprünglich angenommen entstehen
die Fehler erst während oder nach der Wasserdruckhaltephase.
Die ausgewählten Prüfmethoden erweitern den aktuellen Wissensstand der Prüftechnik auf die
Anwendung an komplexbeanspruchten Wasserinjektionstechnik-Polyamidrohren für den
automobilen Kühlkreislauf. Die sehr gute statistische Ergebnislage bei der
Zeitstandkennlinienermittlung bestätigt den zugrundeliegenden Ansatz nach Arrhenius. Die
gewählten Druck- und Temperaturstufen zeigen, dass, bei der geprüften Bauteil-
Werkstoffkombination, die Verringerung der Prüfzeiten bis auf 1000 Stunden zu
repräsentativen Ergebnissen führt. Damit ist eine beschleunigte Prüfung gegenüber den
Automobilprüfvorschriften mit bis zu 1500 Stunden statischer Druckbeaufschlagung in
Wärme möglich und als wissenschaftliche und empirisch bestätigte Methode einer
Grenzwerterfüllung vorzuziehen. Darüber hinaus ist eine Anpassung an ein gewünschtes
Sicherheitskonzept auf Grundlage der ermittelten Zeitstandkennlinien direkt gegeben. Die
Verwertung der Zeitstandkennlinien lässt nur eine eingeschränkte Aussage über die
tatsächliche Lebensdauer der WIT-Polyamidrohre im automobilen Kühlkreislauf zu, da durch
diese Prüfmethode nur die Nutzungsphase des erwärmten Motors im quasi-statischen
Gleichgewicht abgebildet wird. Die zyklischen Belastungen aus Druck- und
Temperaturwechsel bei den An- und Abfahrvorgängen der Motornutzungsphasen werden
durch die Druckschwellprüfung praxisnah abgebildet. Durch die starke Wanddicke des
Forschungsbauteils war es mit der vorhandenen Druckschwell-Prüfanlage nicht möglich,
innerhalb anwendungsgerechter Prüfzeiten, versagensrelevante Lastkollektive zum Zweck der
Erstellung einer Bauteil-Wöhlerlinie zu erzeugen. Jedoch konnte die grundsätzliche
Anwendbarkeit des Verfahrens anhand der Ermittlung einer Dauerfestigkeit mit 10 E 7
Lastwechseln deutlich gezeigt werden. Die Erzeugung einer Bauteil-Wöhlerlinie ist bei der
vorliegenden Bauteil-Werkstoffkombination prinzipiell möglich und kann dazu verwendet
werden, anhand ausgewählter Lastkollektive, eine zeitlich verkürzte Prüfung zu generieren.
Anhand des instrumentierten Berstdruckversuchs nach dem Prinzip der MPA-Darmstadt
konnte die Unterscheidung der Intensität der jeweiligen Einflussgrößen der praxisrelevanten
Komplexbeanspruchung aufgezeigt werden. Die geplante Überlagerung der Ergebnisse aus
den jeweiligen Druckschwell-, Berstdruck- und Zeitstand-Innendruck-Untersuchungen und
eine darauffolgende Aufsummierung der normierten Lastkollektive, entsprechend der
Miner’schen Schadensakkumulation, ist aus den vorgenannten Gründen noch nicht gelungen.
Jedoch deutet die Klarheit der Einzelergebnisse daraufhin, dass eine Korrelation der
Ergebnisse untereinander besteht. Damit ist die Skalierbarkeit der Einzelergebnisse an einer
7 FAZIT 114
Bezugsbasis und die Anwendung des Prinzips der Miner’schen Schadensakkumulation
gegeben. Die Fortentwicklung der Prüfvorschriften im Automobilbau zeigen, wie in der
Konzernnorm VW TL 52682, erste Ansätze, die qualifizierenden Prüfmethoden an das
bestehende Normsystem anzukoppeln. Daher ist die prinzipielle Adaption der angewendeten
Untersuchungsmethoden in die Prüfvorschriften der Automobilbauer in hohem Maß
wahrscheinlich. Aus den genannten Gründen wird an MPA-Darmstadt die Weiterentwicklung
der Prüfmethodik und die Erstellung eines Lebensdauermodells für die neue Bauteilklasse
WIT-Polyamidrohr für den automobilen Kühlkreislauf weiterbetrieben.
8 LITERATUR 115
8 LITERATUR
[Arp04] ARPING, T.: Untersuchungen zum Einfluss des Materialverhaltens auf die Restwanddickenausbildung bei der Herstellung von ein- und mehrschichtigen Medienleitungen mit der Wasserinjektionstechnik, Institut für Kunststoffverarbeitung, RWTH Aachen, unveröffentlichte Diplomarbeit, 2004. - Betreuer: O. Grönlund, C. Lettowsky
[BG99] BRUNSWICK, A.; GRUBER, M.: Hohlkörper aus polymeren Werkstoffen. Patentschrift, DE 19903682, 1999
[Blu96] BLUHM, R.: Verbesserte Temperaturkontrolle beim Kunststoffspritzgießen. Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 1996
[Bru98] BRUNSWICK, A.: Neue GIT-Varianten für medienführende Bauteile. 2. Kunststoff Motorteile Forum, 1998
[BW87] BUCHSCHEID, K.W.; WALKER, D.: Automatische Wanddickenmessung im Blaswerkzeug, Kunststoffe 77 (1987) 10, S. 936-939
[Fin97] FINDEISEN, H.: Ausbildung der Restwanddicke und Prozeßsimulation bei der Gasinjektionstechnik. Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 1997
[Fri88] FRIELINGHAUS, R.: Anwendungsbereiche der Ultraschallprüfung an Thermoplasten, Teil 2. Plastverarbeiter 39 (1988) 12
[GOvK05] GRUBER, M.; OLLIG, M.; VAN KESSEL, T: Schnelle Innenpolitur. Wasserinjektionstechnik beim Spritzgießen. Plastverarbeiter 56 (2005) 3, S. 50-52
[Grü04] GRÜNEWALD, J.: Entwicklung und Erprobung neuer Werkzeugkonzepte zur radialen Wanddickenbeeinflussung beim Extrusionsblasformen. Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 2004
[Hei08] HEIDEMEYER, T.: Konzeption, Inbetriebnahme und Analyse eines Systems zur Prozessüberwachung bei der Wasserinjektionstechnik (WIT), Institut für Kunststoffverarbeitung, RWTH Aachen, unveröffentlichte Diplomarbeit, 2008. - Betreuer: O. Grönlund
[JHS+04] JUNGHÄNEL, H.; HERZOG, B.; STIER, T.; OLLIG, M.; WESTPHAL, F.: Schneller mit Wasser. Kunststoffe Automotive (2004) 1, S. 54
[Jün04] JÜNTGEN, T.: Injektortechnik und Prozessuntersuchungen bei der Gas- und Wasser-injektionstechnik, Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 2004
[Jun07] JUNG-KÖNIG, A.: WIT erfolgreich in der Praxis umgesetzt - ein Erfahrungsbericht. In: Gas- und Wasserinjektionstechnik - Potenziale nutzen, Herausforderungen meistern. IKV, Aachen, Deutschland, 28.11.-29.11.2007
[KK86] KRAUTKRÄMER, J.; KRAUTKRÄMER, H.: Werkstoffprüfung mit Ultraschall. Berlin, Heidelberg, New York, Tokio: Springer-Verlag, 1986
[Kne06] KNEER, R.: Wärme- und Stoffübertragung. Rheinisch-Westfälische Technische Hochschule Aachen, Vorlesungsumdruck, 2006
[Kos98] KOSCHNIG, L.: Verfahrensentwicklung zur Herstellung von Medienleitungen mit mehrschichtigem und sequentiell unterschiedlichem Randschichtaufbau durch die Gasinjektionstechnik, Institut für Kunststoffverarbeitung, Rheinisch-Westfälische Technische Hochschule Aachen, unveröffentlichte Diplomarbeit, 1998. - Betreuer: A. Brunswick
8 LITERATUR 116
[Lan93] LANVERS, A.P.: Analyse und Simulation des Kunststoff-Formteilbildungsprozesses bei der Gasinjektionstechnik (GIT). Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 1993
[Let08] LETTOWSKY, C.: Herstellung mehrschichtiger Kunststoffhohlkörper durch Gas-/Wasserinjektionstechnik. Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 2008. – ISBN: 3-86130-867-3
[Lin10] LINGK, O.: Einsatz von Ultraschall zur Prozessanalyse beim Spritzgießen von Thermoplasten., Institut für Kunststoffverarbeitung, Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 2010. – ISBN: 3-86130-969-6
[MBG99] MICHAELI, W.; BRUNSWICK. A.; GRUBER, M.: Gas geben mit Wasser: Wasserinjektionstechnik (WIT) - Eine neue Alternative zur GIT, Kunststoffe 89 (1999) 4, S. 84-86
[MBK00] MICHAELI, W.; BRUNSWICK, A.; KUJAT, C.: Kühlzeit reduzieren mit der Wasser-Injektionstechnik - Vorteile gegenüber der Gasinjektion. Kunststoffe 90 (2000) 8, S. 67-72
[MBP99] MICHAELI, W.; BRUNSWICK, A.; POHL, T.C.: Gas oder Wasser? Spritzgießen von Hohlkörpern durch Fluidinjektion. Kunststoffe 89 (1999) 9, S. 62-65
[Mic99] MICHAELI, W: Einführung in die Kunststoffverarbeitung. München, Wien: Carl Hanser Verlag, 1999
[MJ02] MICHAELI, W.; JÜNTGEN, T.: Verfahrensentwicklung zur Herstellung polymerer Hohlkörper durch Wasserinjektionstechnik (WIT). Institut für Kunststoffverarbeitung, RWTH Aachen, Abschlussbericht zum IGF-Forschungsvorhaben Nr. 12 ZN, 2002
[MJL01] Michaeli, W.; Jüntgen, T.; Lettowsky, C.: Technische Spritzgussbauteile mit WIT und 2K-Technologie. Konstruktion (2001) 10, S. 35-36
[MLGW04] MICHAELI, W.; LETTOWSKY, C., GRÖNLUND, O.; WEHR, H.: Herstellung medienführender Leitungen - Fluidinjektionstechnik, Kunststoffe 94 (2004) 3, S. 80-82
[NN01] N.N.: Leistungsmerkmale / Spezifikationen Serie ThermaCAM SC - Infrarotkameras für Forschung und Entwicklung, FLIR Systems GmbH, Frankfurt, 2001
[NN03] N.N.: WIT-Neuentwicklung: erst Gas, dann Wasser. K-Zeitung, 2003
[NN04] N.N.: ThermoVisionTM A40 M - Bedienungsanleitung, FLIR Systems AB, Danderyd, Schweden, 2004
[NN05a] N.N.: WIT komplett trockengelegt. Kunststoff-Berater 34 (2005) 11, S. 5-6
[NN05b] N.N.: Auf drei Rädern sicher unterwegs. Wasserinjektionstechnik. Kunststoffe 95 (2005) 3, S. 41-42
[NN06] VDI-GESELLSCHAFT VERFAHRENSTECHNIK UND CHEMIEINGENIEURWESEN (GVC) (Hrsg.): VDI-Wärmeatlas. Berlin, Heidelberg: Springer-Verlag, 2006
[Pet07] Petzold, F.: Persönliche Mitteilung. Sigma Engineering GmbH, Aachen, 2007
[Poh99] Pohl, T.C.: Untersuchungen zum Formteilbildungsprozeß bei der Wasserinjektionstechnik, Institut für Kunststoffverarbeitung, RWTH Aachen, unveröffentlichte Diplomarbeit, 1999. - Betreuer: A. Brunswick
[SK04] Schuster, N.; Kolobrodov, V. G.: Infrarotthermographie. Weinheim: Wiley-VCH, 2004
[Sta04]
STARKE, C.: Ultraschall-Analyse des Formteilbildungsprozesses beim Thermoplast-Spritzgießen Rheinisch-Westfälische Technische Hochschule Aachen, Dissertation, 2004
8 LITERATUR 117
[URL07a] N.N.:
http://www.de.endress.com/eh/sc/europe/dach/de/home.nsf/systemcontentview/index.html?Open&DirectProductURL=35EA0F786933E3AFC12572CF00493999 19.09.2007
[URL07b] N.N.: http://www.tik-center.com/deutsch/newtech.html 19.09.2007
[Wol07] WOLFF, A.: Anforderungen an GIT/WIT-Bauteile aus Sicht eines OEM. In: Gas- und Wasserinjektionstechnik - Potenziale nutzen, Herausforderungen meistern. IKV, Aachen, Deutschland, 28.-29.11.2007
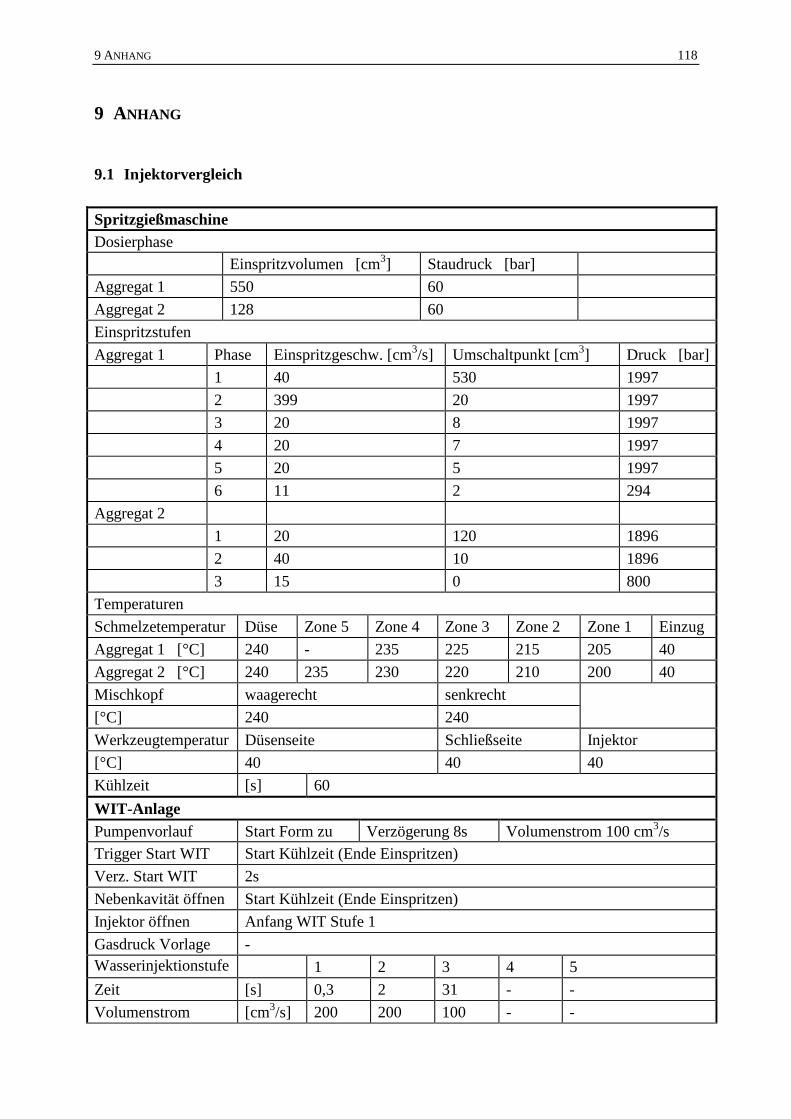
9 ANHANG 118
9 ANHANG
9.1 Injektorvergleich
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 550 60 Aggregat 2 128 60 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 530 1997 2 399 20 1997 3 20 8 1997 4 20 7 1997 5 20 5 1997 6 11 2 294 Aggregat 2 1 20 120 1896 2 40 10 1896 3 15 0 800 Temperaturen Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 240 - 235 225 215 205 40 Aggregat 2 [°C] 240 235 230 220 210 200 40 Mischkopf waagerecht senkrecht
[°C] 240 240 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 40 40 40 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 8s Volumenstrom 100 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 2s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 31 - - Volumenstrom [cm3/s] 200 200 100 - -
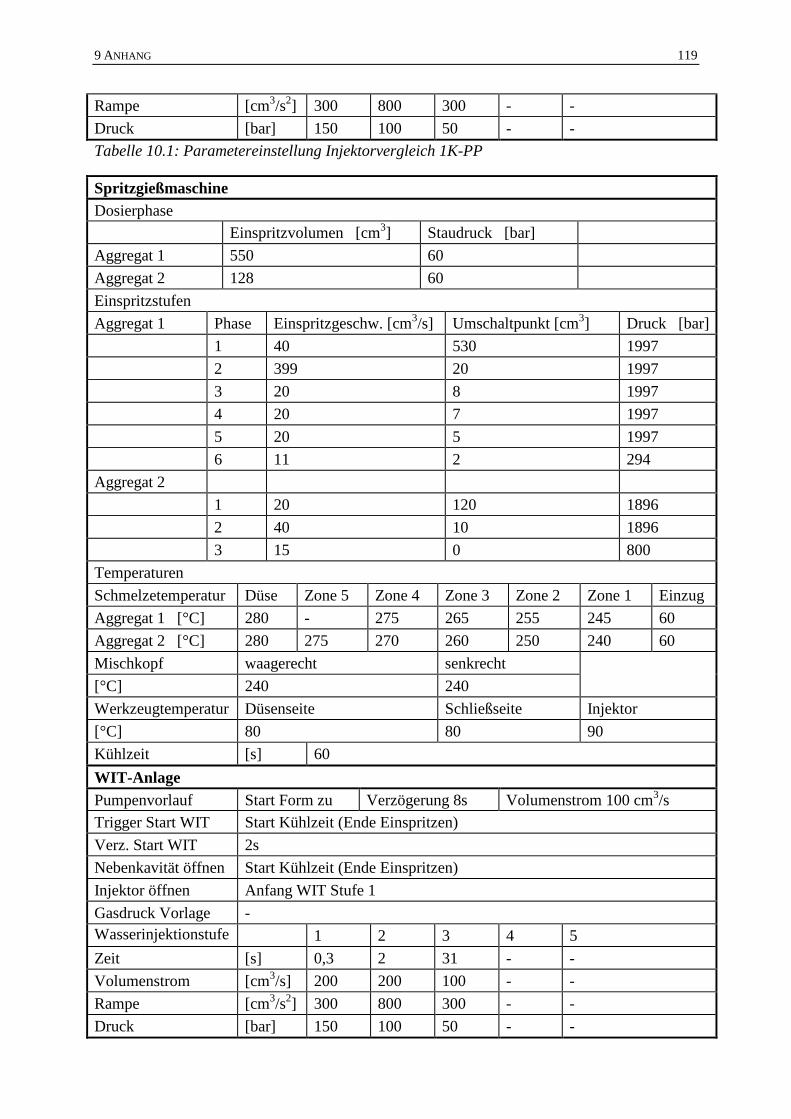
9 ANHANG 119
Rampe [cm3/s2] 300 800 300 - - Druck [bar] 150 100 50 - - Tabelle 10.1: Parametereinstellung Injektorvergleich 1K-PP
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 550 60 Aggregat 2 128 60 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 530 1997 2 399 20 1997 3 20 8 1997 4 20 7 1997 5 20 5 1997 6 11 2 294 Aggregat 2 1 20 120 1896 2 40 10 1896 3 15 0 800 Temperaturen Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 280 - 275 265 255 245 60 Aggregat 2 [°C] 280 275 270 260 250 240 60 Mischkopf waagerecht senkrecht
[°C] 240 240 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 80 80 90 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 8s Volumenstrom 100 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 2s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 31 - - Volumenstrom [cm3/s] 200 200 100 - - Rampe [cm3/s2] 300 800 300 - - Druck [bar] 150 100 50 - -
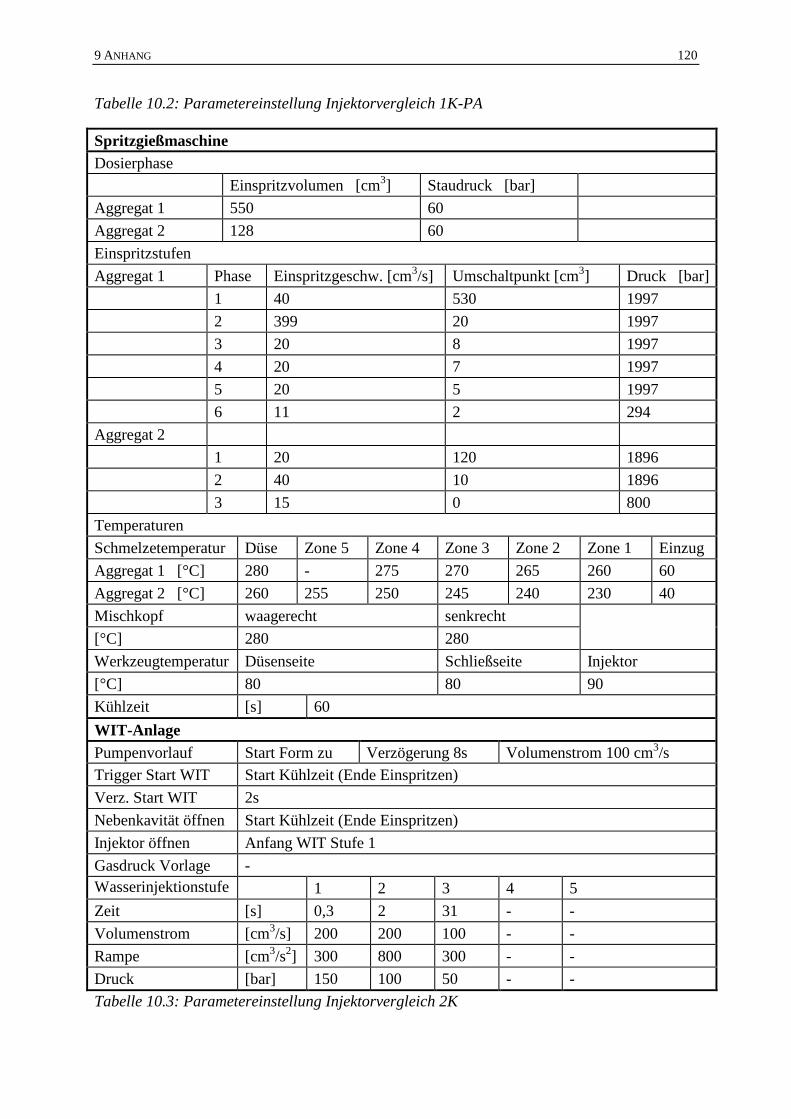
9 ANHANG 120
Tabelle 10.2: Parametereinstellung Injektorvergleich 1K-PA
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 550 60 Aggregat 2 128 60 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 530 1997 2 399 20 1997 3 20 8 1997 4 20 7 1997 5 20 5 1997 6 11 2 294 Aggregat 2 1 20 120 1896 2 40 10 1896 3 15 0 800 Temperaturen Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 280 - 275 270 265 260 60 Aggregat 2 [°C] 260 255 250 245 240 230 40 Mischkopf waagerecht senkrecht
[°C] 280 280 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 80 80 90 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 8s Volumenstrom 100 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 2s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 31 - - Volumenstrom [cm3/s] 200 200 100 - - Rampe [cm3/s2] 300 800 300 - - Druck [bar] 150 100 50 - - Tabelle 10.3: Parametereinstellung Injektorvergleich 2K
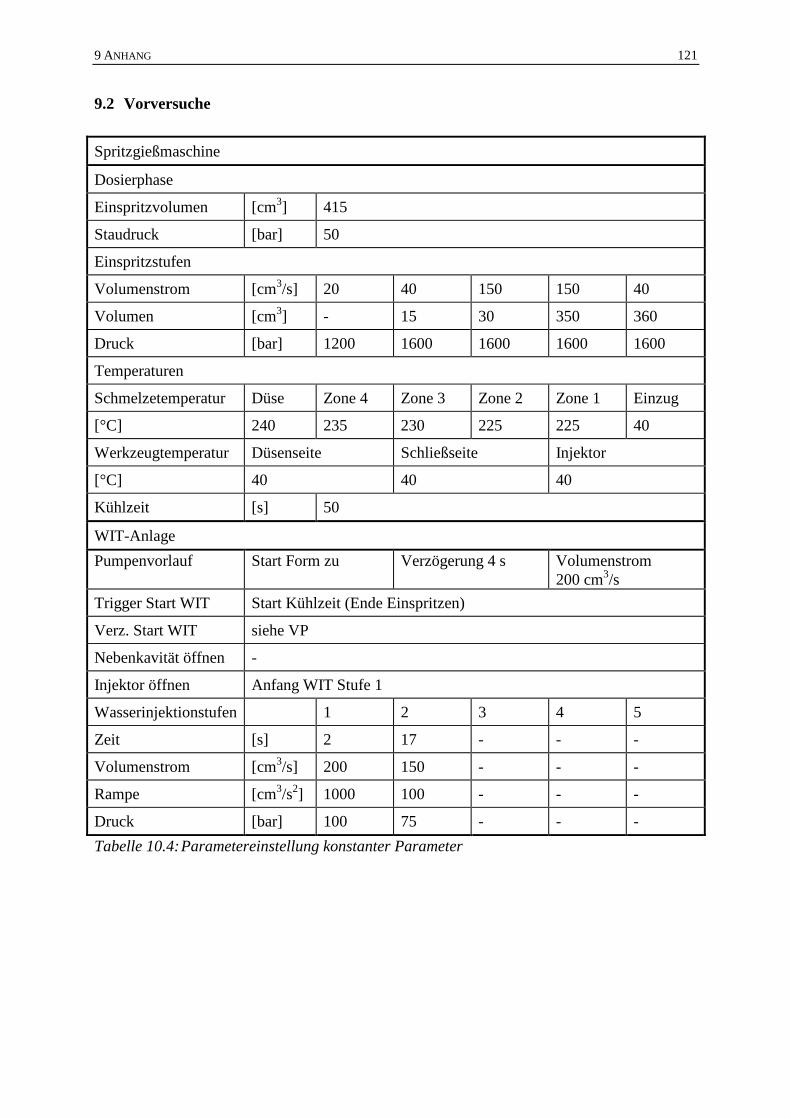
9 ANHANG 121
9.2 Vorversuche
Spritzgießmaschine
Dosierphase
Einspritzvolumen [cm3] 415
Staudruck [bar] 50
Einspritzstufen
Volumenstrom [cm3/s] 20 40 150 150 40
Volumen [cm3] - 15 30 350 360
Druck [bar] 1200 1600 1600 1600 1600
Temperaturen
Schmelzetemperatur Düse Zone 4 Zone 3 Zone 2 Zone 1 Einzug
[°C] 240 235 230 225 225 40
Werkzeugtemperatur Düsenseite Schließseite Injektor
[°C] 40 40 40
Kühlzeit [s] 50
WIT-Anlage Pumpenvorlauf
Start Form zu
Verzögerung 4 s
Volumenstrom 200 cm3/s
Trigger Start WIT Start Kühlzeit (Ende Einspritzen)
Verz. Start WIT siehe VP
Nebenkavität öffnen -
Injektor öffnen Anfang WIT Stufe 1
Wasserinjektionstufen 1 2 3 4 5
Zeit [s] 2 17 - - -
Volumenstrom [cm3/s] 200 150 - - -
Rampe [cm3/s2] 1000 100 - - -
Druck [bar] 100 75 - - - Tabelle 10.4: Parametereinstellung konstanter Parameter
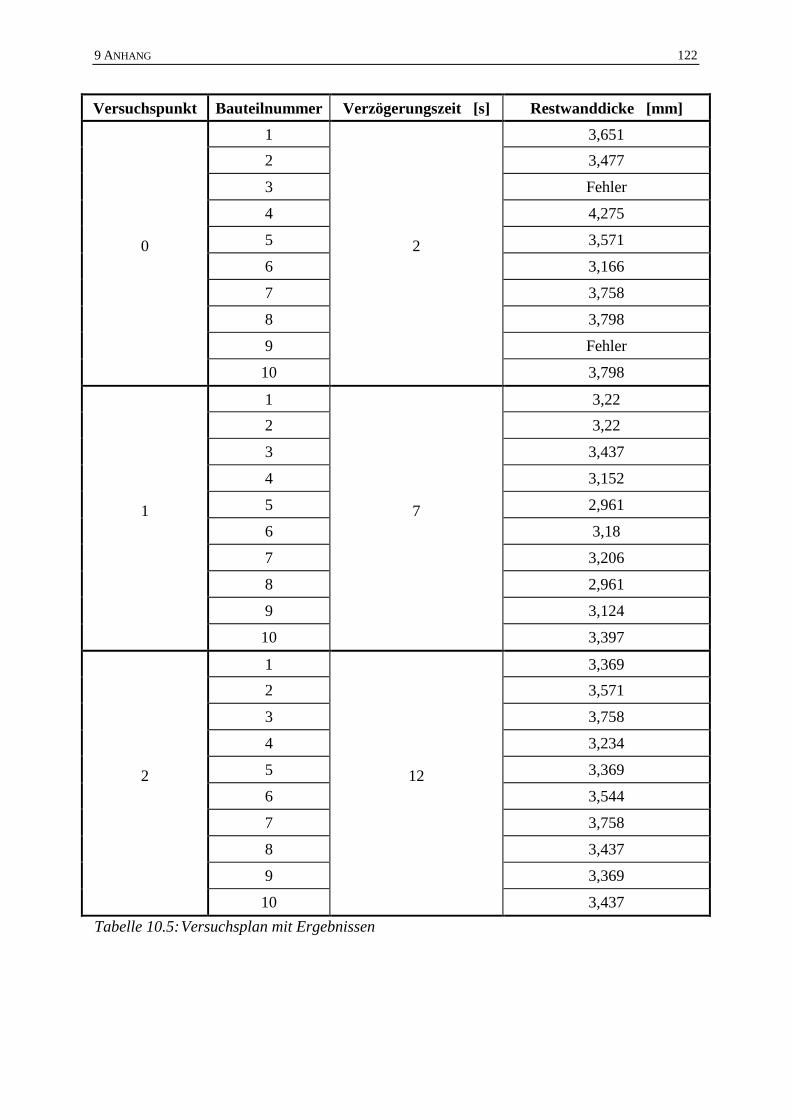
9 ANHANG 122
Versuchspunkt Bauteilnummer Verzögerungszeit [s] Restwanddicke [mm]
0
1
2
3,651 2 3,477
3 Fehler
4 4,275
5 3,571
6 3,166
7 3,758
8 3,798
9 Fehler
10 3,798
1
1
7
3,22 2 3,22
3 3,437
4 3,152
5 2,961
6 3,18
7 3,206
8 2,961
9 3,124
10 3,397
2
1
12
3,369 2 3,571
3 3,758
4 3,234
5 3,369
6 3,544
7 3,758
8 3,437
9 3,369
10 3,437 Tabelle 10.5: Versuchsplan mit Ergebnissen
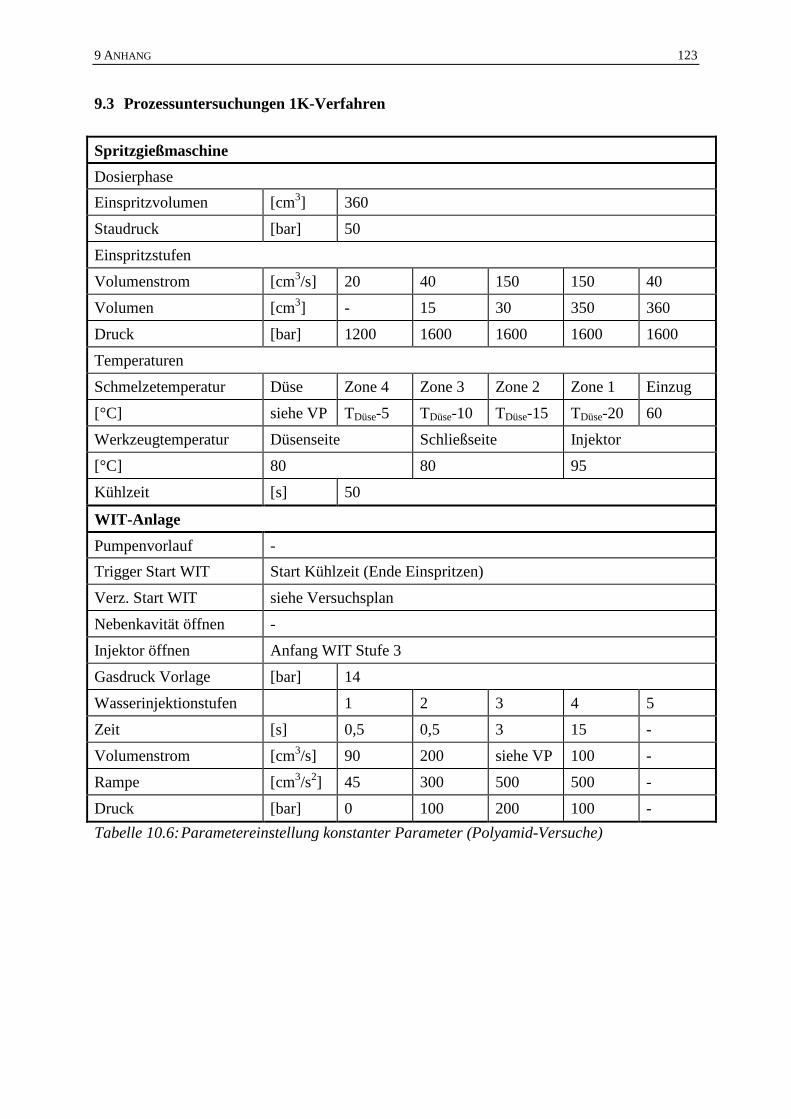
9 ANHANG 123
9.3 Prozessuntersuchungen 1K-Verfahren
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] 360
Staudruck [bar] 50
Einspritzstufen
Volumenstrom [cm3/s] 20 40 150 150 40
Volumen [cm3] - 15 30 350 360
Druck [bar] 1200 1600 1600 1600 1600
Temperaturen
Schmelzetemperatur Düse Zone 4 Zone 3 Zone 2 Zone 1 Einzug
[°C] siehe VP TDüse-5 TDüse-10 TDüse-15 TDüse-20 60
Werkzeugtemperatur Düsenseite Schließseite Injektor
[°C] 80 80 95
Kühlzeit [s] 50
WIT-Anlage Pumpenvorlauf - Trigger Start WIT Start Kühlzeit (Ende Einspritzen)
Verz. Start WIT siehe Versuchsplan
Nebenkavität öffnen -
Injektor öffnen Anfang WIT Stufe 3
Gasdruck Vorlage [bar] 14
Wasserinjektionstufen 1 2 3 4 5
Zeit [s] 0,5 0,5 3 15 -
Volumenstrom [cm3/s] 90 200 siehe VP 100 -
Rampe [cm3/s2] 45 300 500 500 -
Druck [bar] 0 100 200 100 - Tabelle 10.6: Parametereinstellung konstanter Parameter (Polyamid-Versuche)
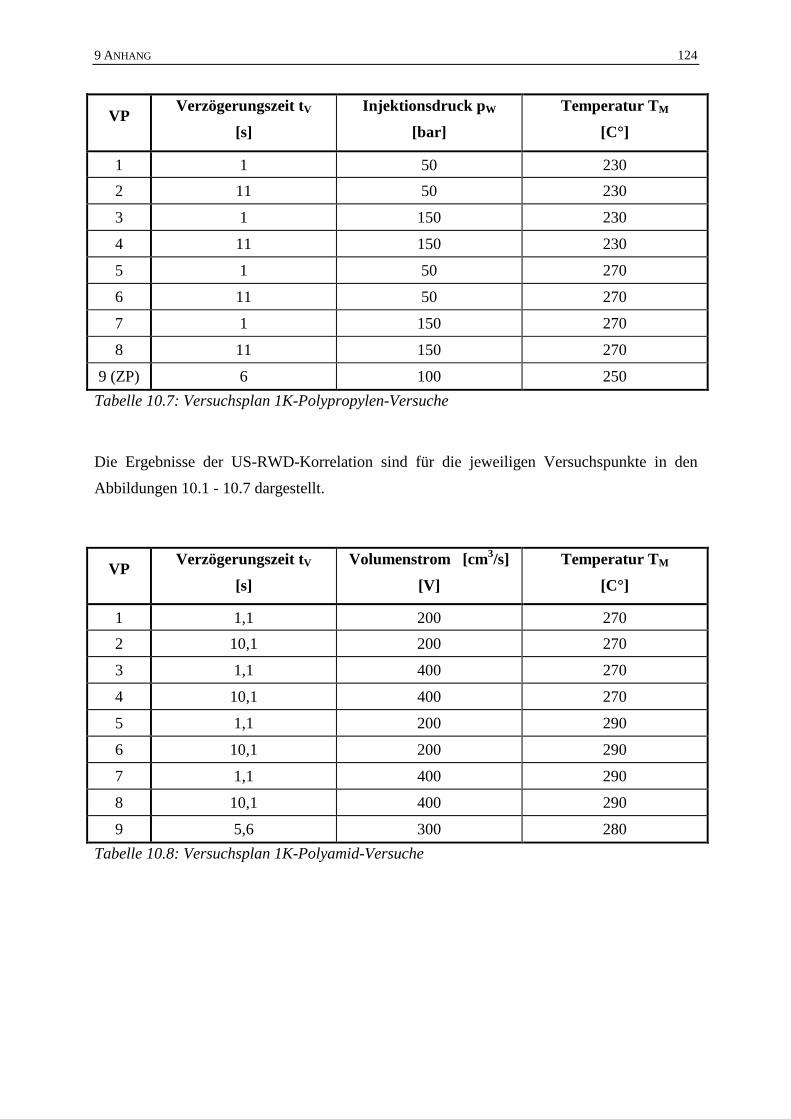
9 ANHANG 124
VP Verzögerungszeit tV [s]
Injektionsdruck pW [bar]
Temperatur TM [C°]
1 1 50 230 2 11 50 230
3 1 150 230
4 11 150 230
5 1 50 270
6 11 50 270
7 1 150 270
8 11 150 270
9 (ZP) 6 100 250 Tabelle 10.7: Versuchsplan 1K-Polypropylen-Versuche
Die Ergebnisse der US-RWD-Korrelation sind für die jeweiligen Versuchspunkte in den
Abbildungen 10.1 - 10.7 dargestellt.
VP Verzögerungszeit tV [s]
Volumenstrom [cm3/s] [V]
Temperatur TM [C°]
1 1,1 200 270 2 10,1 200 270
3 1,1 400 270
4 10,1 400 270
5 1,1 200 290
6 10,1 200 290
7 1,1 400 290
8 10,1 400 290
9 5,6 300 280 Tabelle 10.8: Versuchsplan 1K-Polyamid-Versuche
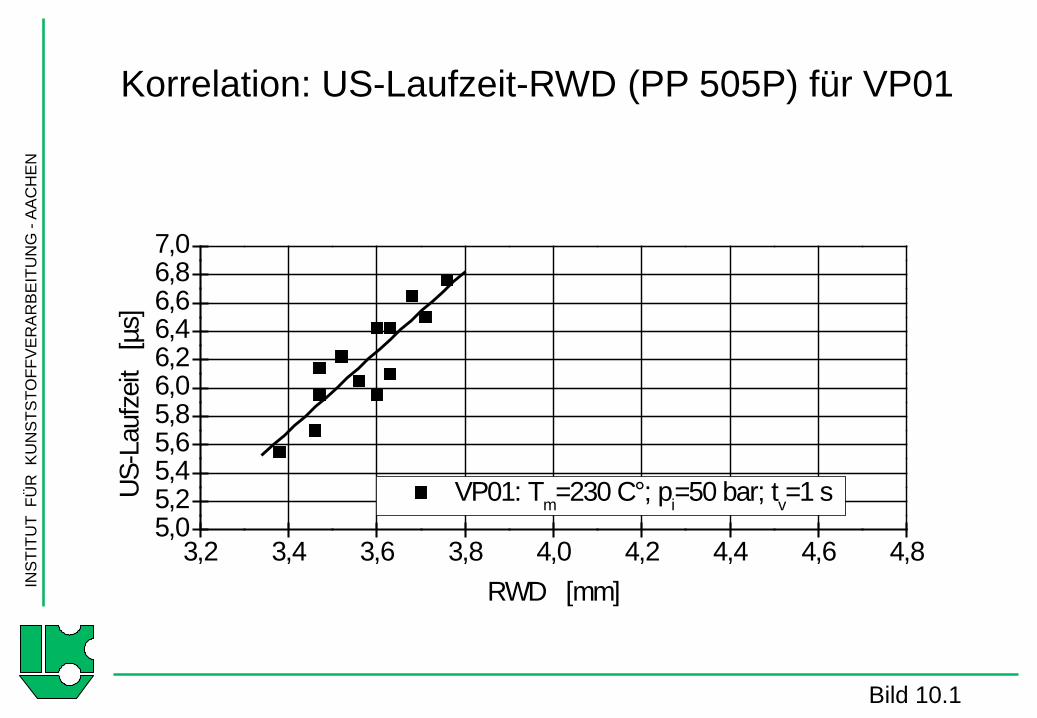
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP01
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,85,05,25,45,65,86,06,26,46,66,87,0
VP01: Tm=230 C°; pi=50 bar; tv=1 sUS-L
aufz
eit
[µs]
RWD [mm]
Bild 10.1
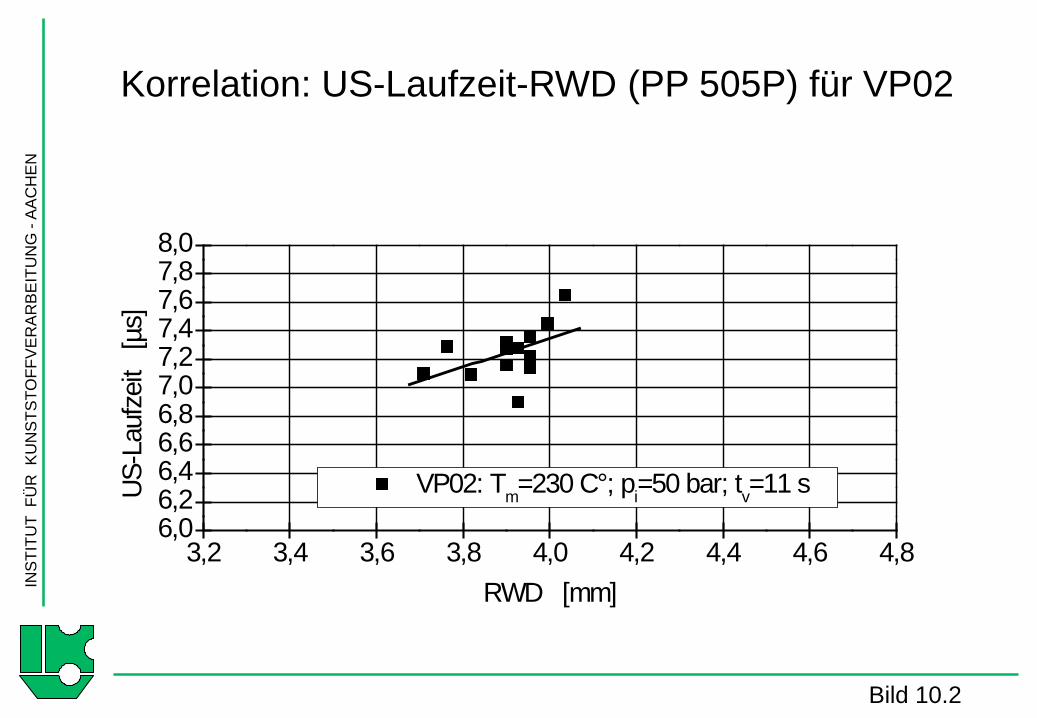
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP02
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,86,06,26,46,66,87,07,27,47,67,88,0
VP02: Tm=230 C°; pi=50 bar; tv=11 sUS-L
aufz
eit
[µs]
RWD [mm]
Bild 10.2
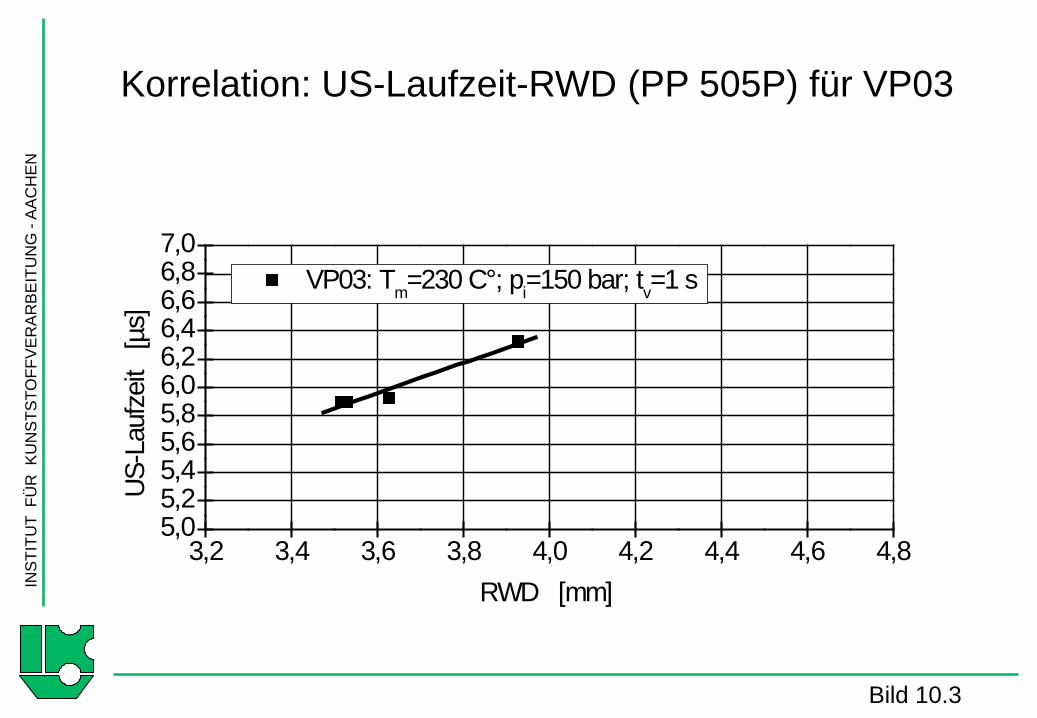
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP03
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,85,05,25,45,65,86,06,26,46,66,87,0
VP03: Tm=230 C°; pi=150 bar; tv=1 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 10.3
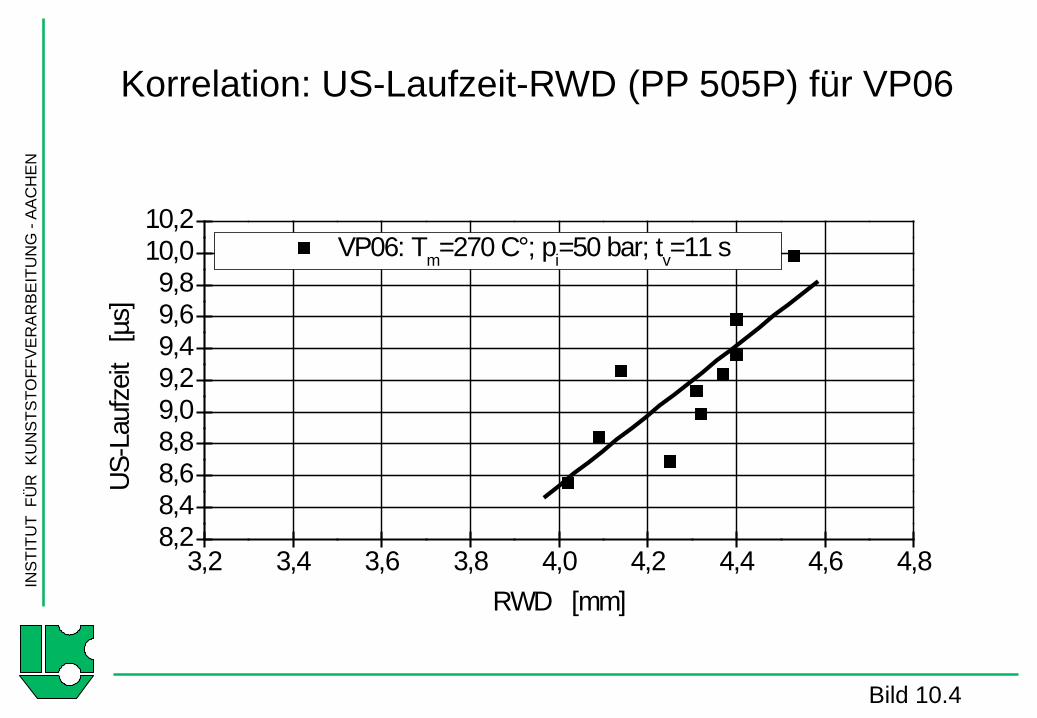
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP06
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,88,28,48,68,89,09,29,49,69,8
10,010,2
VP06: Tm=270 C°; pi=50 bar; tv=11 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 10.4
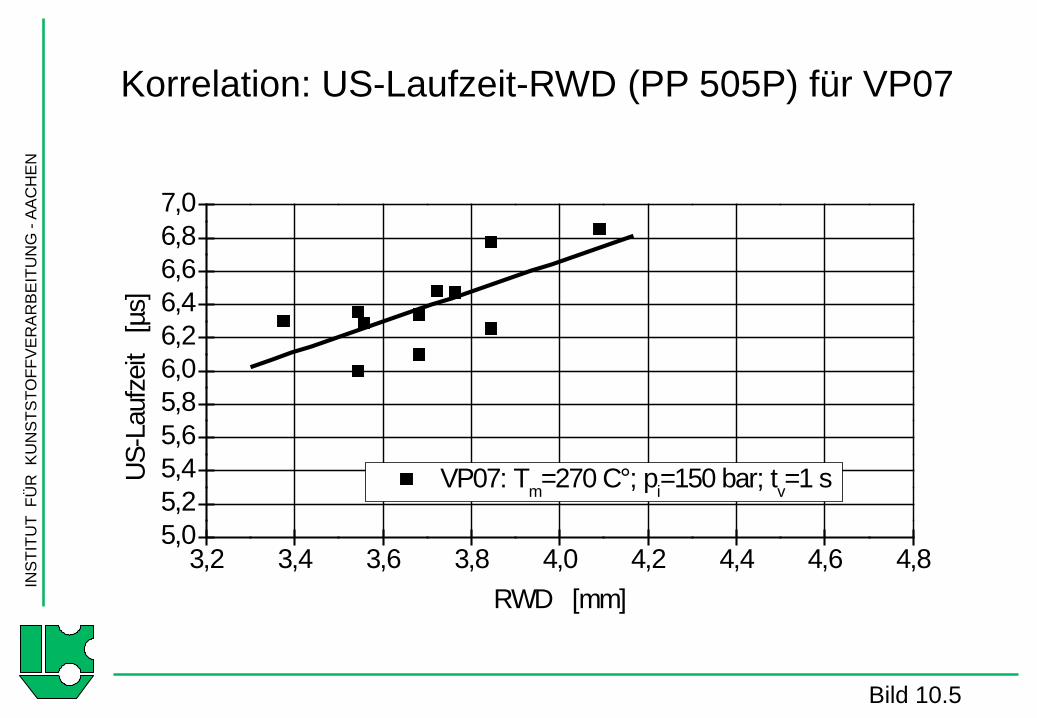
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP07
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,85,05,25,45,65,86,06,26,46,66,87,0
VP07: Tm=270 C°; pi=150 bar; tv=1 sUS-L
aufz
eit
[µs]
RWD [mm]
Bild 10.5
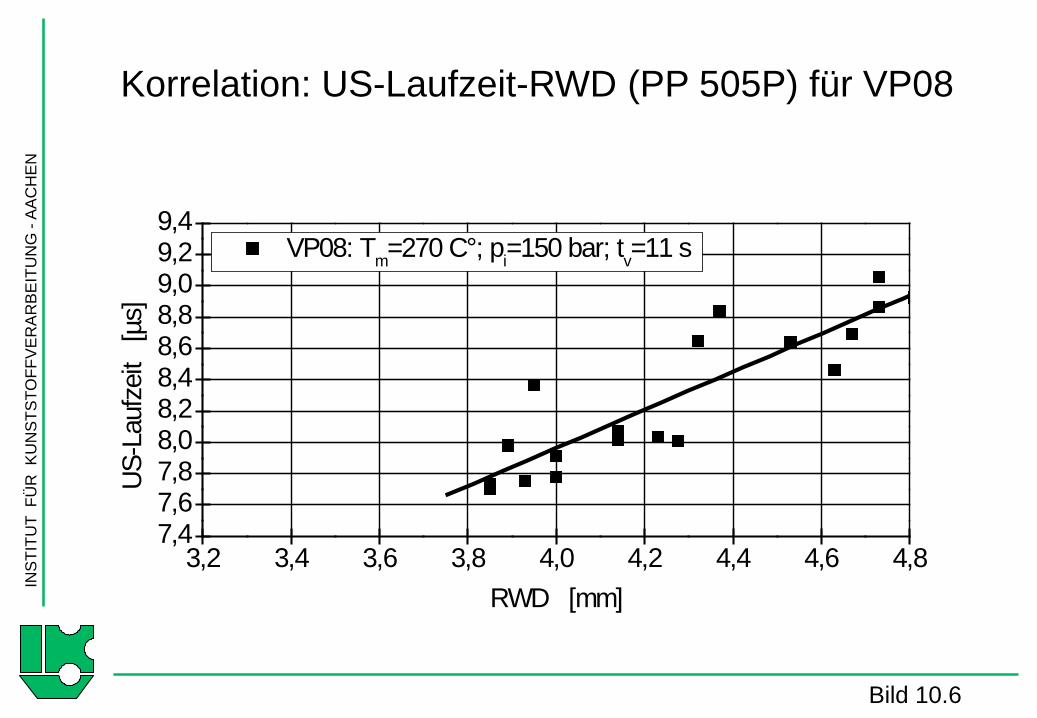
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP08
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,87,47,67,88,08,28,48,68,89,09,29,4
VP08: Tm=270 C°; pi=150 bar; tv=11 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 10.6
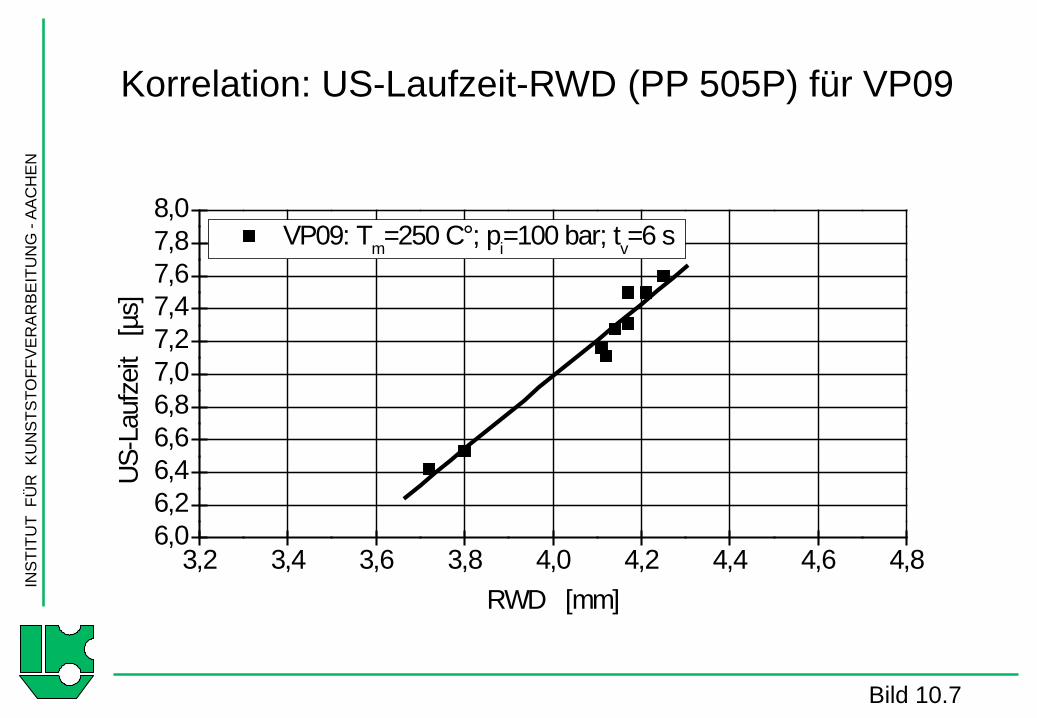
INS
TITU
T F
ÜR
KU
NS
TSTO
FFV
ER
AR
BE
ITU
NG
-A
AC
HE
N
Korrelation: US-Laufzeit-RWD (PP 505P) für VP09
3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,86,06,26,46,66,87,07,27,47,67,88,0
VP09: Tm=250 C°; pi=100 bar; tv=6 s
US-L
aufz
eit
[µs]
RWD [mm]
Bild 10.7
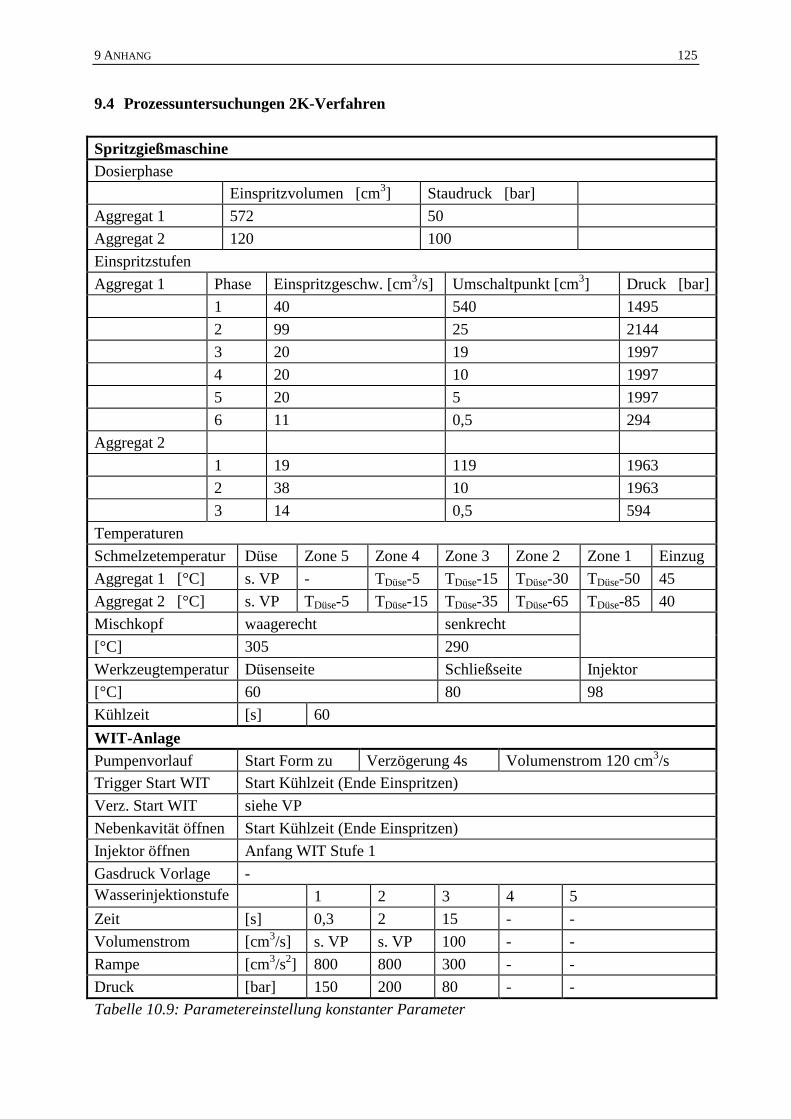
9 ANHANG 125
9.4 Prozessuntersuchungen 2K-Verfahren
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 572 50 Aggregat 2 120 100 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 540 1495 2 99 25 2144 3 20 19 1997 4 20 10 1997 5 20 5 1997 6 11 0,5 294 Aggregat 2 1 19 119 1963 2 38 10 1963 3 14 0,5 594 Temperaturen Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] s. VP - TDüse-5 TDüse-15 TDüse-30 TDüse-50 45 Aggregat 2 [°C] s. VP TDüse-5 TDüse-15 TDüse-35 TDüse-65 TDüse-85 40 Mischkopf waagerecht senkrecht
[°C] 305 290 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 60 80 98 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 4s Volumenstrom 120 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT siehe VP Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 15 - - Volumenstrom [cm3/s] s. VP s. VP 100 - - Rampe [cm3/s2] 800 800 300 - - Druck [bar] 150 200 80 - - Tabelle 10.9: Parametereinstellung konstanter Parameter
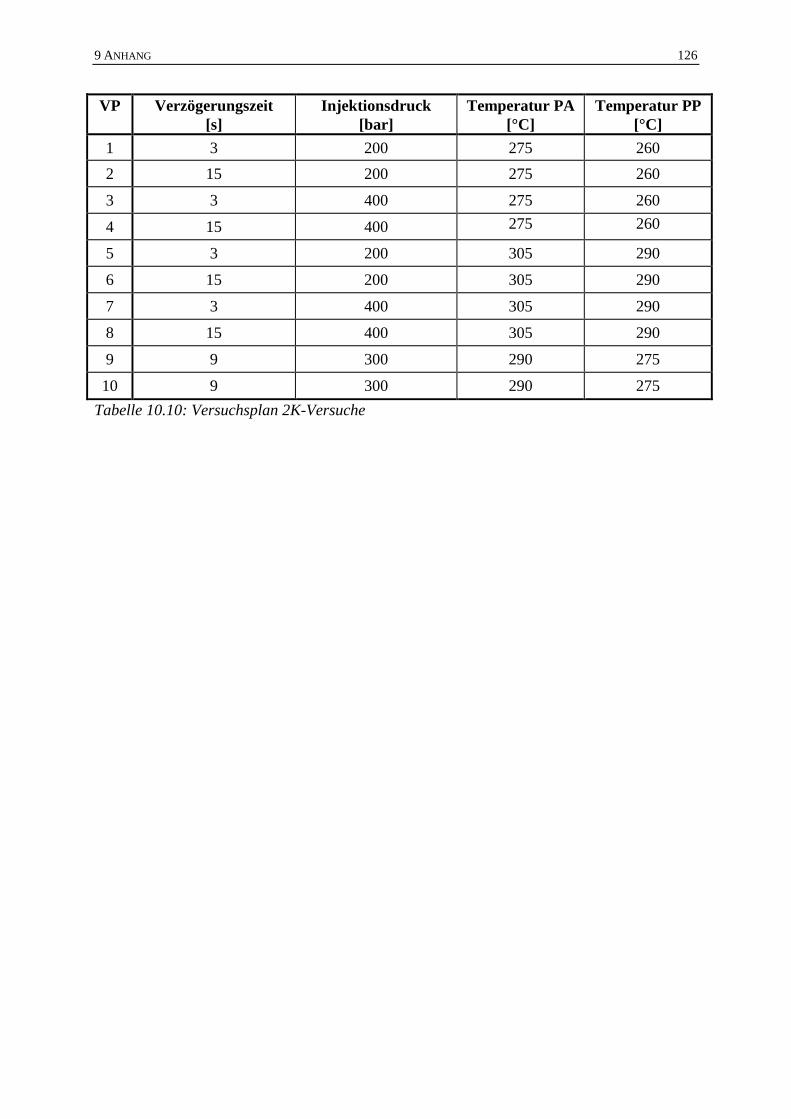
9 ANHANG 126
VP
Verzögerungszeit [s]
Injektionsdruck [bar]
Temperatur PA [°C]
Temperatur PP [°C]
1 3 200 275 260 2 15 200 275 260
3 3 400 275 260
4 15 400 275 260
5 3 200 305 290
6 15 200 305 290
7 3 400 305 290
8 15 400 305 290
9 9 300 290 275
10 9 300 290 275 Tabelle 10.10: Versuchsplan 2K-Versuche
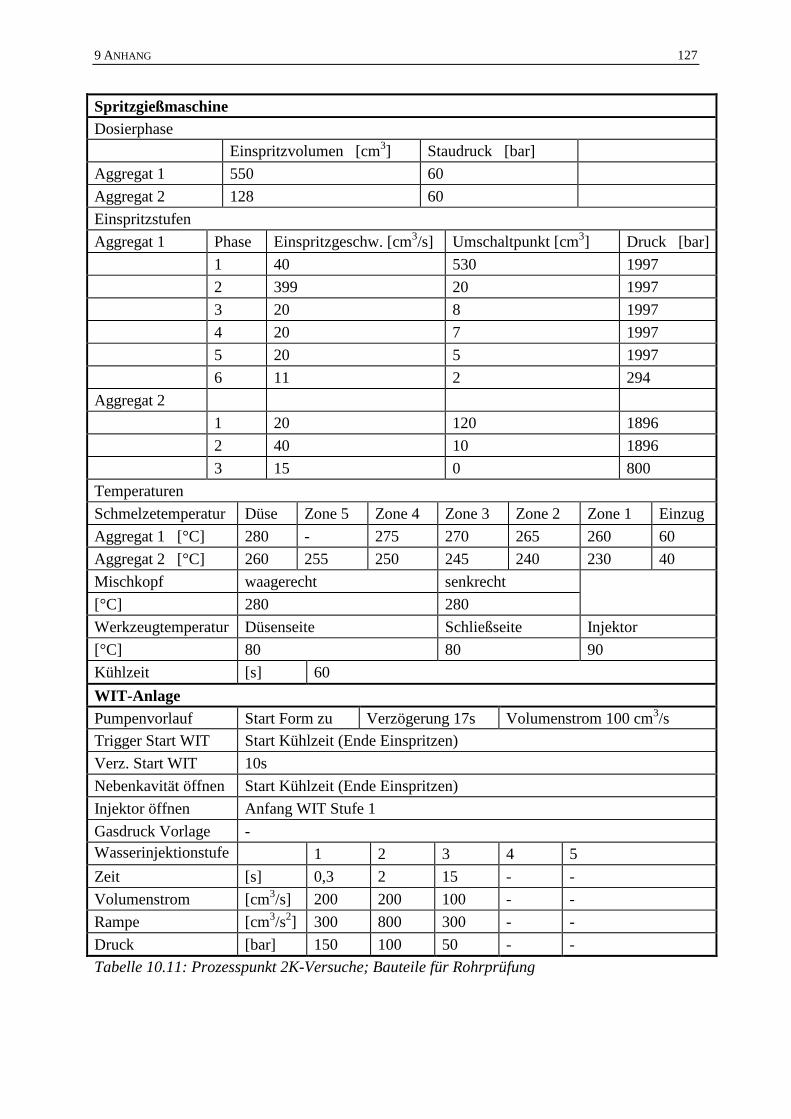
9 ANHANG 127
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 550 60 Aggregat 2 128 60 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 530 1997 2 399 20 1997 3 20 8 1997 4 20 7 1997 5 20 5 1997 6 11 2 294 Aggregat 2 1 20 120 1896 2 40 10 1896 3 15 0 800 Temperaturen Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 280 - 275 270 265 260 60 Aggregat 2 [°C] 260 255 250 245 240 230 40 Mischkopf waagerecht senkrecht
[°C] 280 280 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 80 80 90 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 17s Volumenstrom 100 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 10s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 15 - - Volumenstrom [cm3/s] 200 200 100 - - Rampe [cm3/s2] 300 800 300 - - Druck [bar] 150 100 50 - - Tabelle 10.11: Prozesspunkt 2K-Versuche; Bauteile für Rohrprüfung
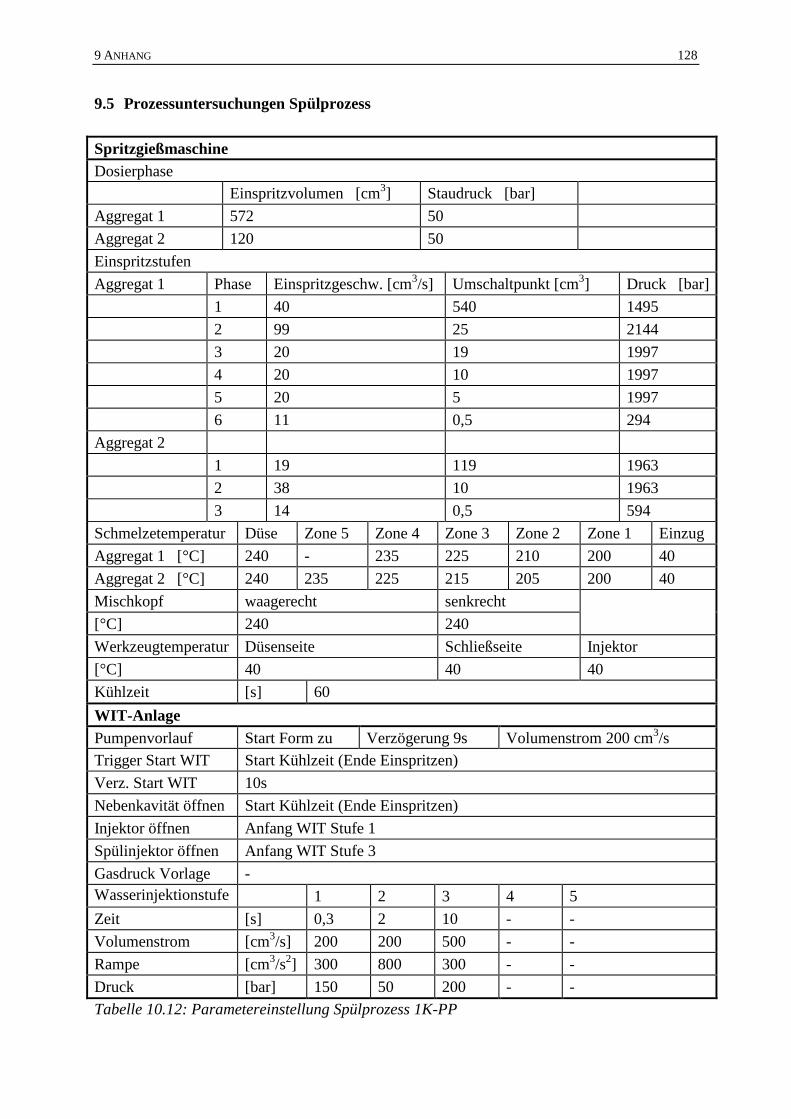
9 ANHANG 128
9.5 Prozessuntersuchungen Spülprozess
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 572 50 Aggregat 2 120 50 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 540 1495 2 99 25 2144 3 20 19 1997 4 20 10 1997 5 20 5 1997 6 11 0,5 294 Aggregat 2 1 19 119 1963 2 38 10 1963 3 14 0,5 594 Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 240 - 235 225 210 200 40 Aggregat 2 [°C] 240 235 225 215 205 200 40 Mischkopf waagerecht senkrecht
[°C] 240 240 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 40 40 40 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 9s Volumenstrom 200 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 10s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Spülinjektor öffnen Anfang WIT Stufe 3 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 2 10 - - Volumenstrom [cm3/s] 200 200 500 - - Rampe [cm3/s2] 300 800 300 - - Druck [bar] 150 50 200 - - Tabelle 10.12: Parametereinstellung Spülprozess 1K-PP
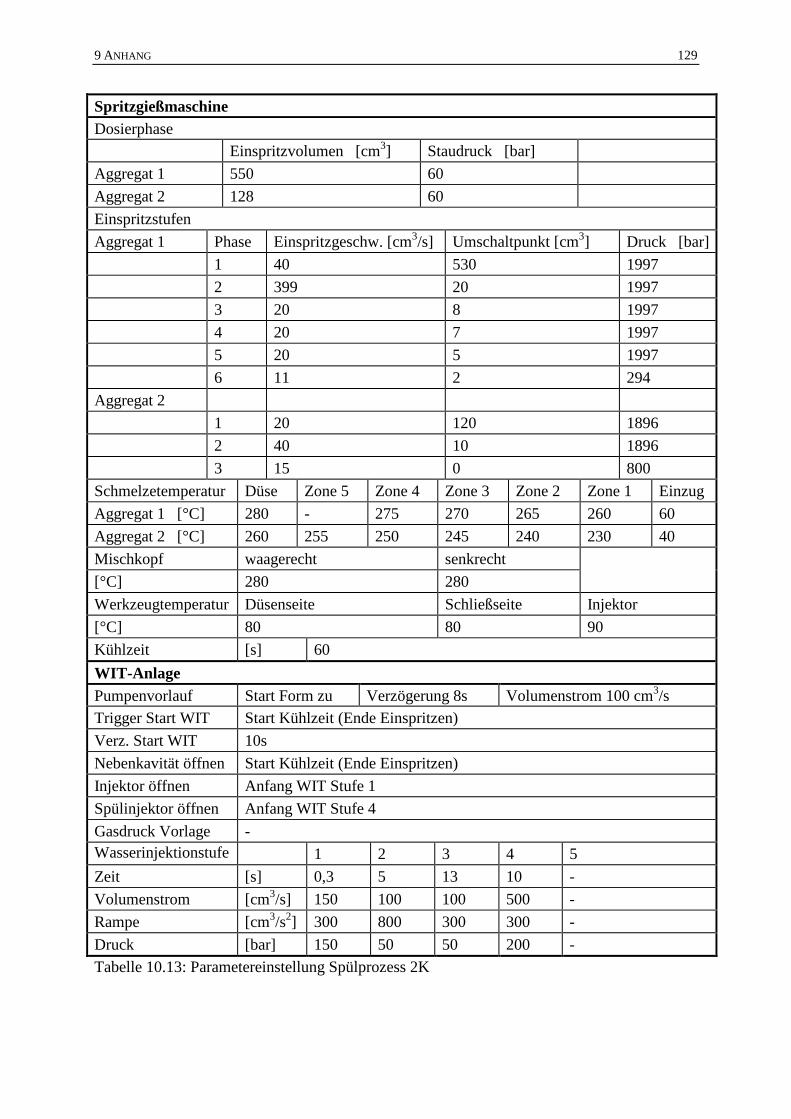
9 ANHANG 129
Spritzgießmaschine Dosierphase Einspritzvolumen [cm3] Staudruck [bar] Aggregat 1 550 60 Aggregat 2 128 60 Einspritzstufen Aggregat 1 Phase Einspritzgeschw. [cm3/s] Umschaltpunkt [cm3] Druck [bar] 1 40 530 1997 2 399 20 1997 3 20 8 1997 4 20 7 1997 5 20 5 1997 6 11 2 294 Aggregat 2 1 20 120 1896 2 40 10 1896 3 15 0 800 Schmelzetemperatur Düse Zone 5 Zone 4 Zone 3 Zone 2 Zone 1 Einzug Aggregat 1 [°C] 280 - 275 270 265 260 60 Aggregat 2 [°C] 260 255 250 245 240 230 40 Mischkopf waagerecht senkrecht
[°C] 280 280 Werkzeugtemperatur Düsenseite Schließseite Injektor [°C] 80 80 90 Kühlzeit [s] 60 WIT-Anlage Pumpenvorlauf Start Form zu Verzögerung 8s Volumenstrom 100 cm3/s Trigger Start WIT Start Kühlzeit (Ende Einspritzen) Verz. Start WIT 10s Nebenkavität öffnen Start Kühlzeit (Ende Einspritzen) Injektor öffnen Anfang WIT Stufe 1 Spülinjektor öffnen Anfang WIT Stufe 4 Gasdruck Vorlage - Wasserinjektionstufe
1 2 3 4 5 Zeit [s] 0,3 5 13 10 - Volumenstrom [cm3/s] 150 100 100 500 - Rampe [cm3/s2] 300 800 300 300 - Druck [bar] 150 50 50 200 - Tabelle 10.13: Parametereinstellung Spülprozess 2K





























