Embed Size (px)
Citation preview
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 2
Werkstoffoberfläche
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 3
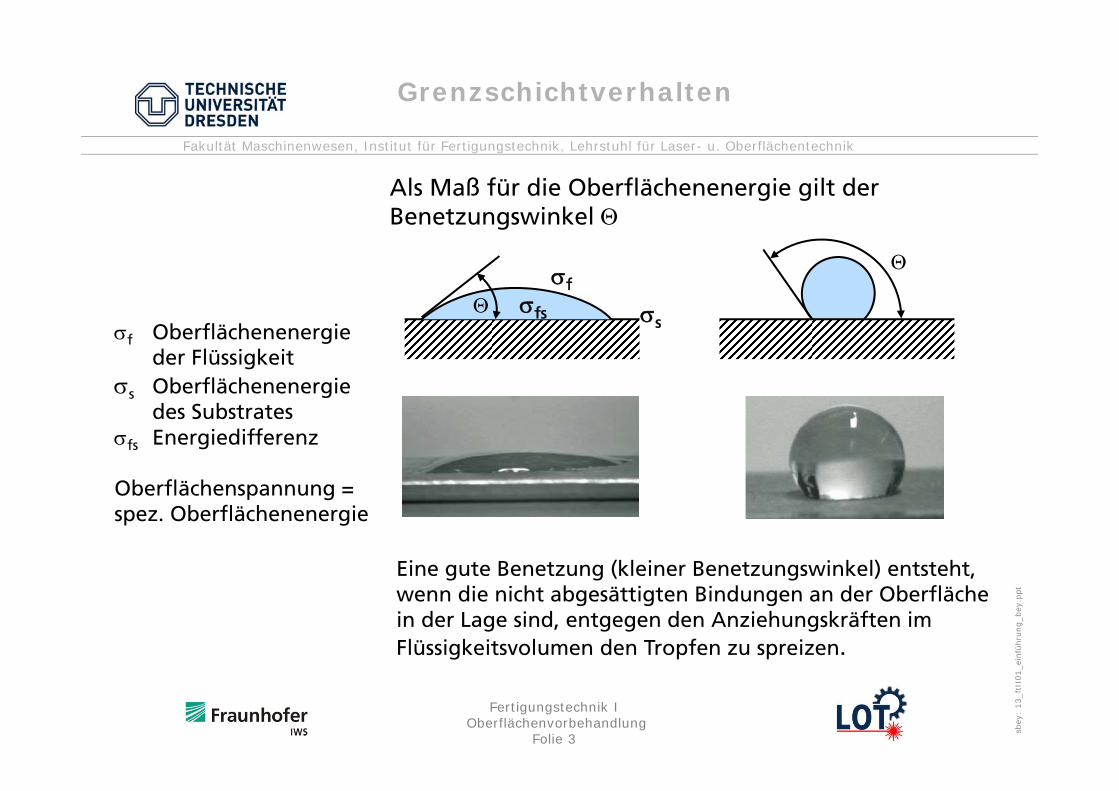
Als Maß für die Oberflächenenergie gilt der Benetzungswinkel
f
sfs
Grenzschichtverhalten
Eine gute Benetzung (kleiner Benetzungswinkel) entsteht, wenn die nicht abgesättigten Bindungen an der Oberfläche in der Lage sind, entgegen den Anziehungskräften im Flüssigkeitsvolumen den Tropfen zu spreizen.
f Oberflächenenergieder Flüssigkeit
s Oberflächenenergiedes Substrates
fs Energiedifferenz
Oberflächenspannung =spez. Oberflächenenergie
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 4
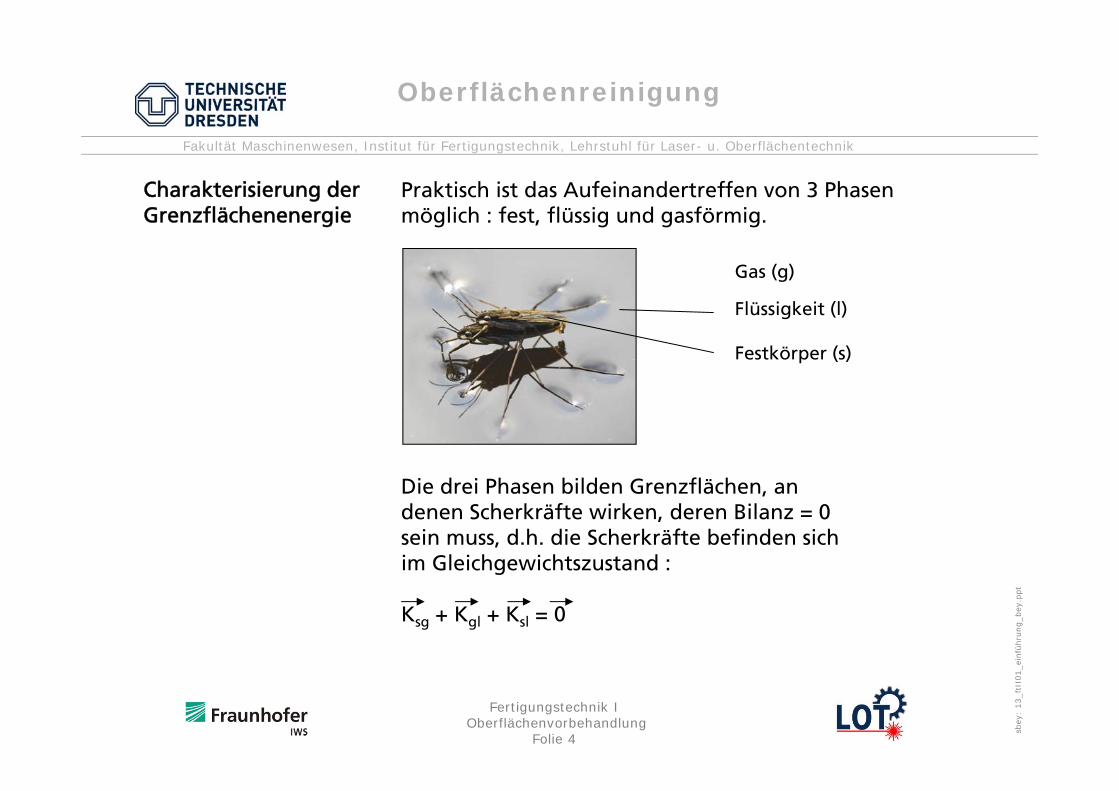
Charakterisierung der Grenzflächenenergie
Oberflächenreinigung
Praktisch ist das Aufeinandertreffen von 3 Phasenmöglich : fest, flüssig und gasförmig.
Die drei Phasen bilden Grenzflächen, an denen Scherkräfte wirken, deren Bilanz = 0sein muss, d.h. die Scherkräfte befinden sichim Gleichgewichtszustand :
Ksg + Kgl + Ksl = 0
Festkörper (s)
Gas (g)
Flüssigkeit (l)
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 5
0° < < 90°
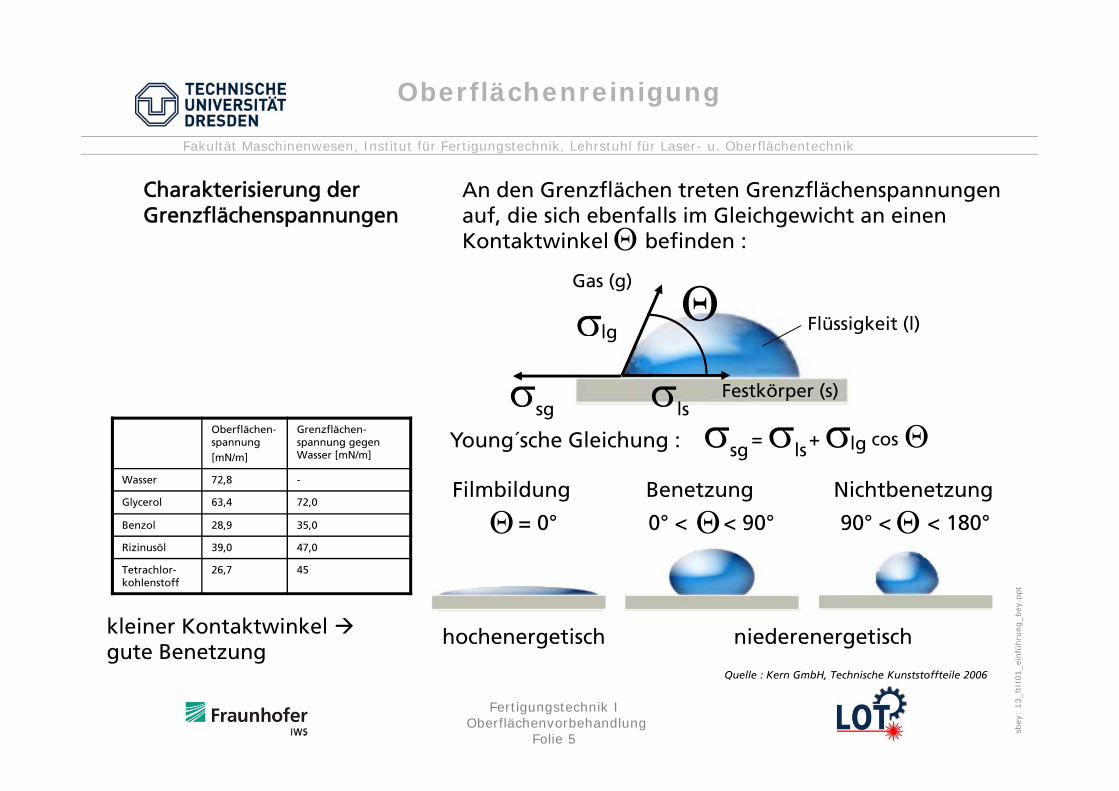
Charakterisierung der Grenzflächenspannungen
Oberflächenreinigung
Quelle : Kern GmbH, Technische Kunststoffteile 2006
An den Grenzflächen treten Grenzflächenspannungen auf, die sich ebenfalls im Gleichgewicht an einen Kontaktwinkel befinden :
Festkörper (s)
Gas (g)
ls
lg Flüssigkeit (l)
sg
sg = + cosls lgYoung´sche Gleichung :
Filmbildung Benetzung Nichtbenetzung
= 0° 90° < < 180°
hochenergetisch niederenergetisch
Oberflächen-spannung[mN/m]
Grenzflächen-spannung gegen Wasser [mN/m]
Wasser 72,8 -
Glycerol 63,4 72,0
Benzol 28,9 35,0
Rizinusöl 39,0 47,0
Tetrachlor-kohlenstoff
26,7 45
kleiner Kontaktwinkel gute Benetzung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 6
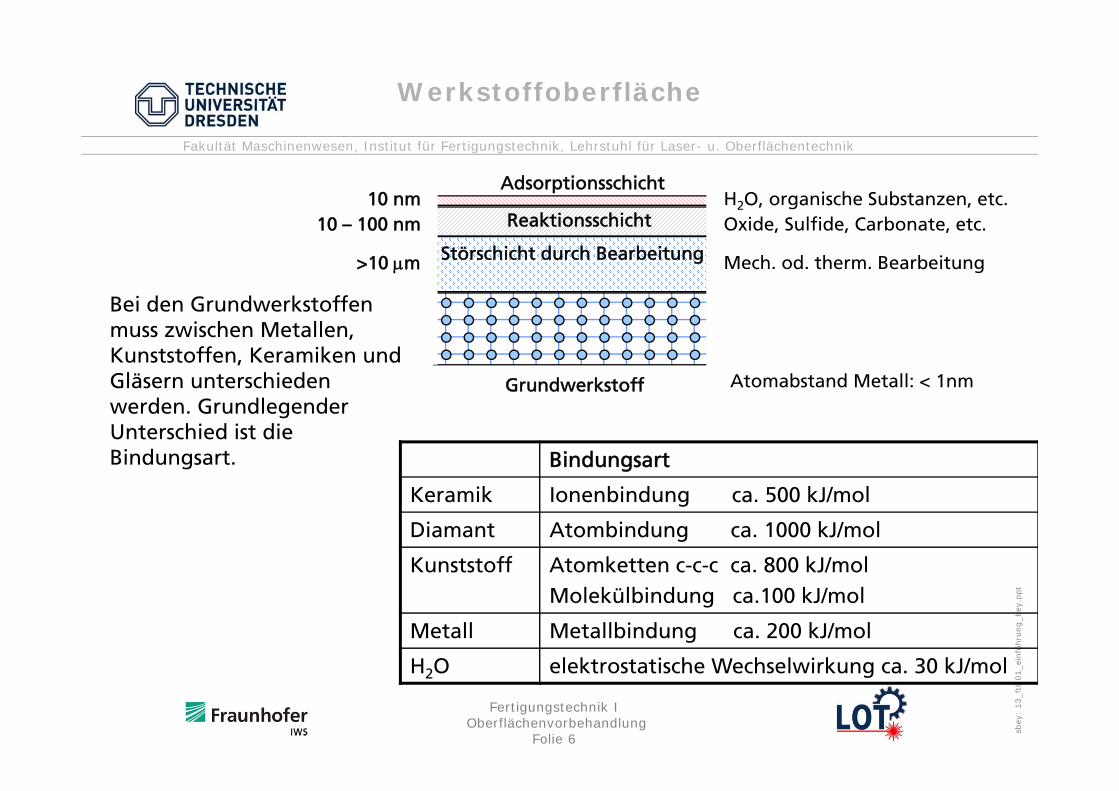
Störschicht durch Bearbeitung
Reaktionsschicht
Adsorptionsschicht
Grundwerkstoff
10 nm10 – 100 nm
>10 m
H2O, organische Substanzen, etc.Oxide, Sulfide, Carbonate, etc.
Mech. od. therm. Bearbeitung
Bei den Grundwerkstoffen muss zwischen Metallen, Kunststoffen, Keramiken und Gläsern unterschieden werden. Grundlegender Unterschied ist die Bindungsart. Bindungsart
Keramik Ionenbindung ca. 500 kJ/mol
Diamant Atombindung ca. 1000 kJ/mol
Kunststoff Atomketten c-c-c ca. 800 kJ/molMolekülbindung ca.100 kJ/mol
Metall Metallbindung ca. 200 kJ/mol
H2O elektrostatische Wechselwirkung ca. 30 kJ/mol
Werkstoffoberfläche
Atomabstand Metall: < 1nm
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 7
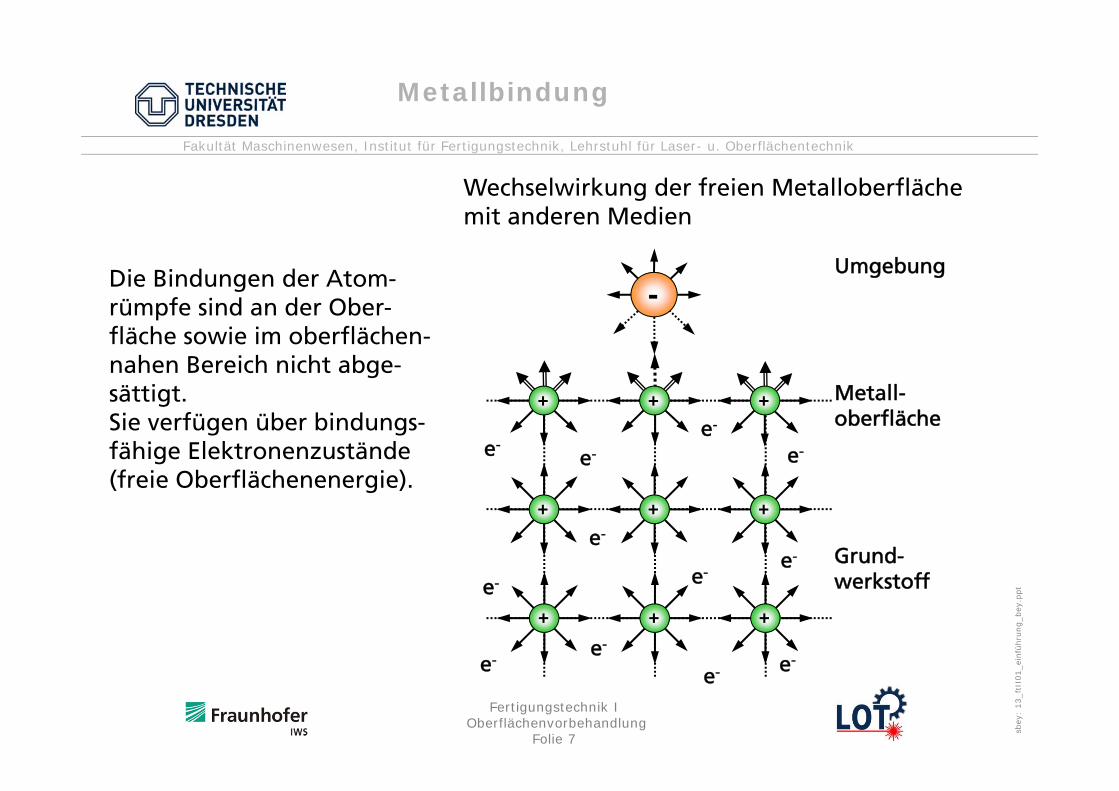
Die Bindungen der Atom-rümpfe sind an der Ober-fläche sowie im oberflächen-nahen Bereich nicht abge-sättigt. Sie verfügen über bindungs-fähige Elektronenzustände (freie Oberflächenenergie).
Wechselwirkung der freien Metalloberfläche mit anderen Medien
Metall-oberfläche
Grund-werkstoff
+ + +
+ + +
+ + +
-
e-
e-
e-
e-e-
e-
e-
e-
e-
e-
e-e-
Umgebung
Metallbindung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 8
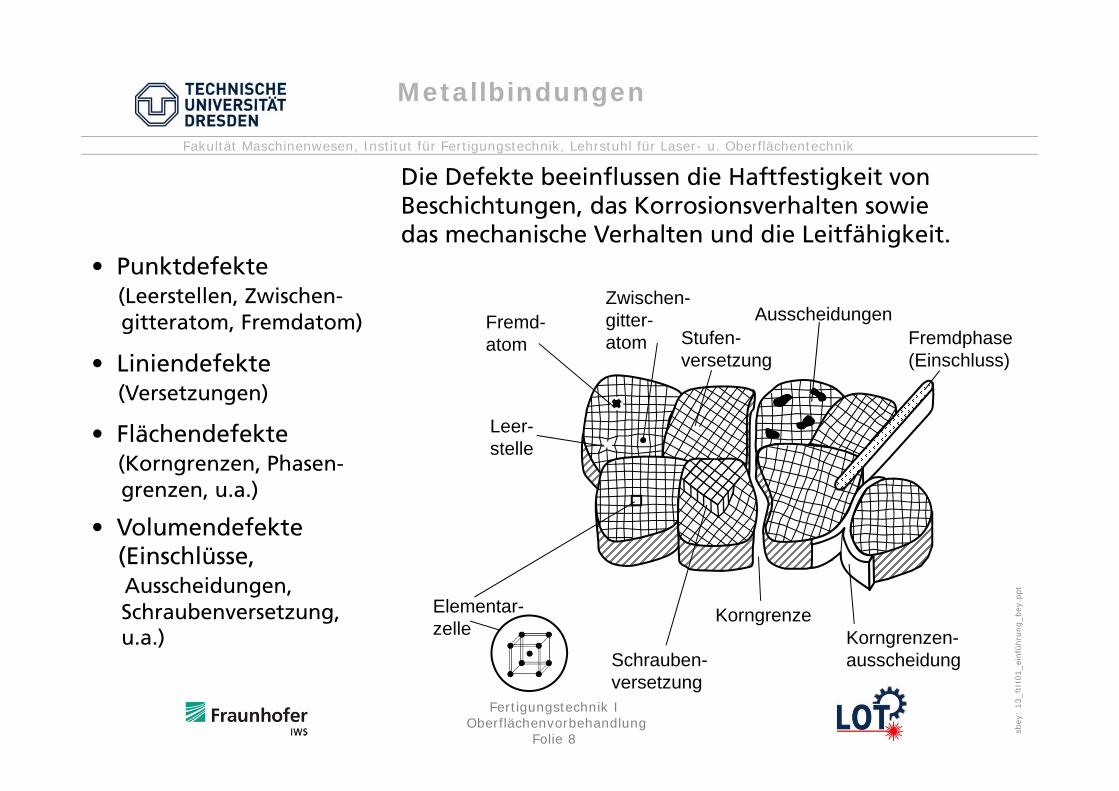
KorngrenzeKorngrenzen-ausscheidung
Fremdphase(Einschluss)
AusscheidungenStufen-versetzung
Zwischen-gitter-atom
Fremd-atom
Leer-stelle
Schrauben-versetzung
Elementar-zelle
Die Defekte beeinflussen die Haftfestigkeit von Beschichtungen, das Korrosionsverhalten sowie das mechanische Verhalten und die Leitfähigkeit.
• Punktdefekte(Leerstellen, Zwischen-gitteratom, Fremdatom)
• Liniendefekte(Versetzungen)
• Flächendefekte(Korngrenzen, Phasen-grenzen, u.a.)
• Volumendefekte(Einschlüsse, Ausscheidungen,Schraubenversetzung, u.a.)
Metallbindungen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
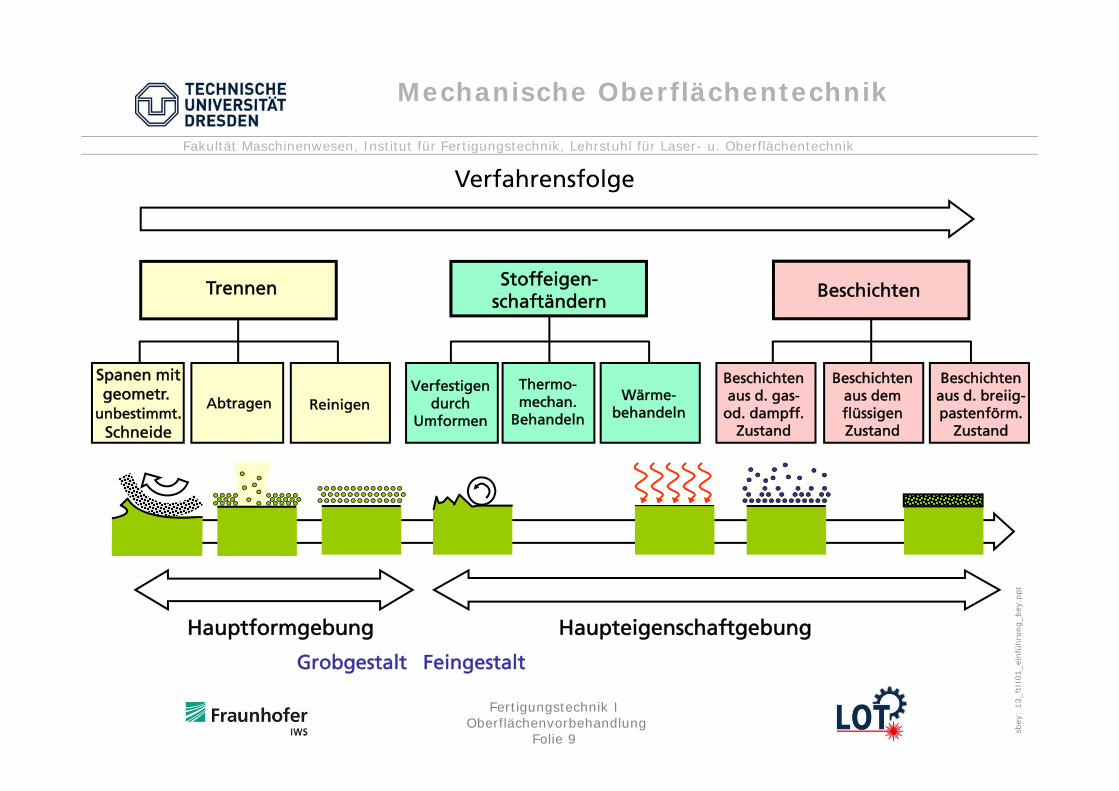
Folie 9
Mechanische Oberflächentechnik
ReinigenAbtragen
Trennen
Verfahrensfolge
Verfestigendurch
Umformen
Thermo-mechan.
Behandeln
Wärme-behandeln
Stoffeigen-schaftändern
Beschichtenaus demflüssigenZustand
Beschichtenaus d. gas-
od. dampff.Zustand
Beschichtenaus d. breiig-pastenförm.
Zustand
Beschichten
Spanen mitgeometr.
unbestimmt.Schneide
Hauptformgebung Haupteigenschaftgebung
Grobgestalt Feingestalt
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
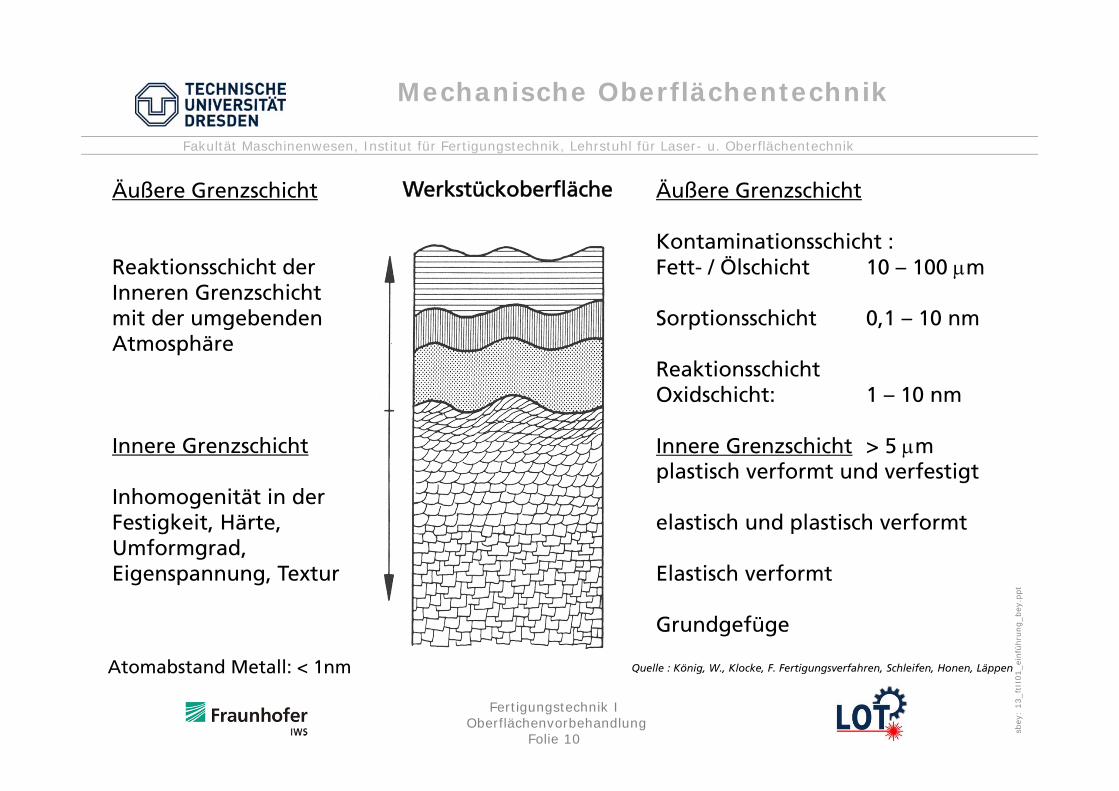
Folie 10
Äußere Grenzschicht
Reaktionsschicht derInneren Grenzschichtmit der umgebendenAtmosphäre
Innere Grenzschicht
Inhomogenität in der Festigkeit, Härte, Umformgrad,Eigenspannung, Textur
Äußere Grenzschicht
Kontaminationsschicht :Fett- / Ölschicht 10 – 100 m
Sorptionsschicht 0,1 – 10 nm
ReaktionsschichtOxidschicht: 1 – 10 nm
Innere Grenzschicht > 5 mplastisch verformt und verfestigt
elastisch und plastisch verformt
Elastisch verformt
Grundgefüge
Werkstückoberfläche
Mechanische Oberflächentechnik
Quelle : König, W., Klocke, F. Fertigungsverfahren, Schleifen, Honen, LäppenAtomabstand Metall: < 1nm
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
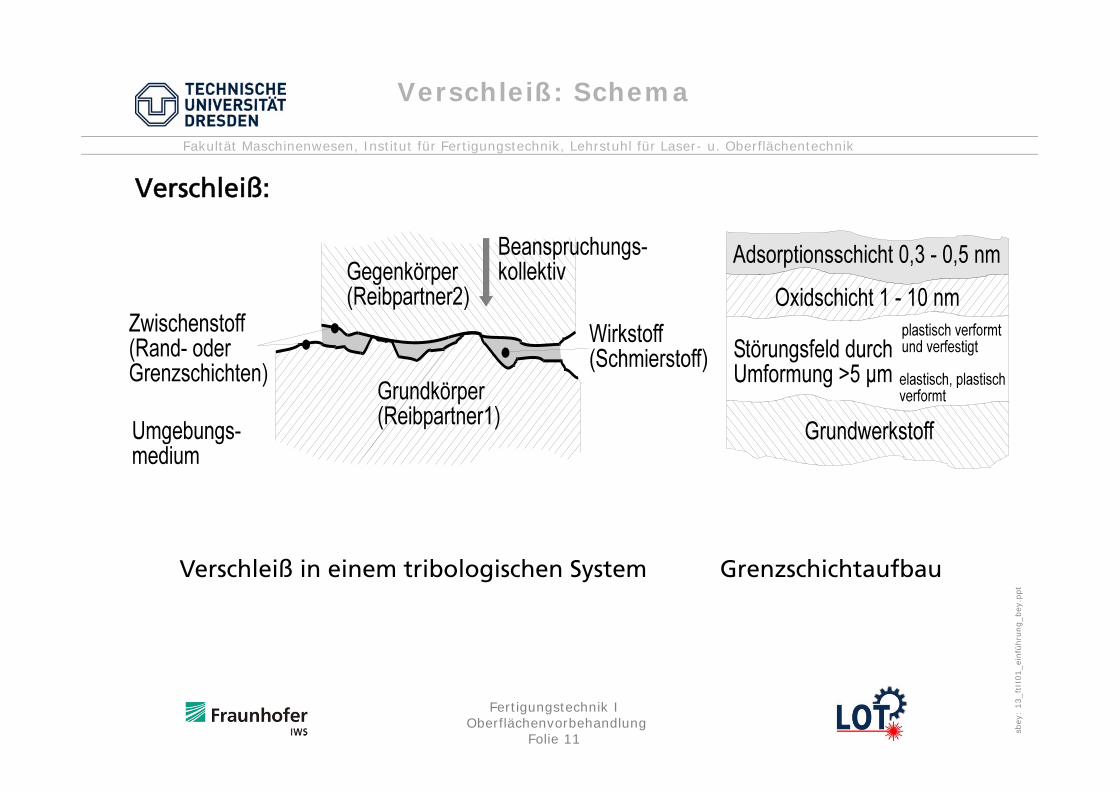
Folie 11
Verschleiß: Schema
Verschleiß in einem tribologischen System Grenzschichtaufbau
Verschleiß:
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
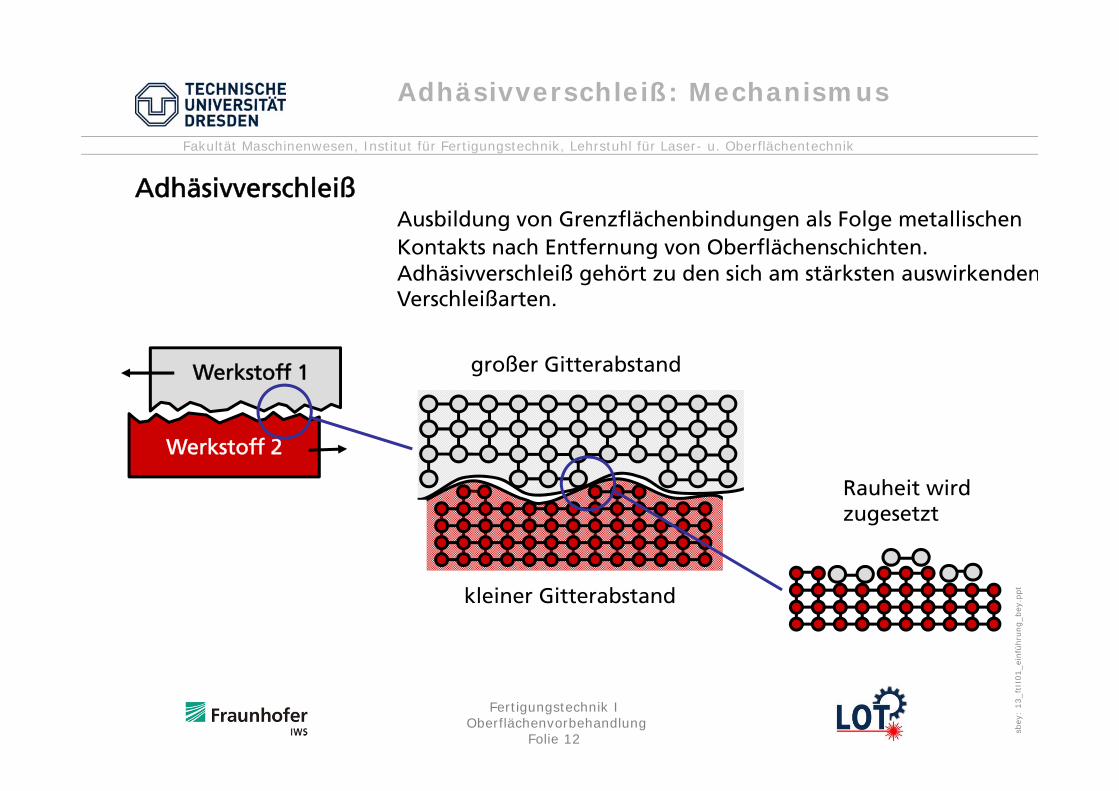
Folie 12
Adhäsivverschleiß
Werkstoff 1
Werkstoff 2
Ausbildung von Grenzflächenbindungen als Folge metallischen Kontakts nach Entfernung von Oberflächenschichten.Adhäsivverschleiß gehört zu den sich am stärksten auswirkendenVerschleißarten.
großer Gitterabstand
kleiner Gitterabstand
Rauheit wirdzugesetzt
Adhäsivverschleiß: Mechanismus

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 13
Adhäsivverschleiß
Video
Adhäsivverschleiß gehört zu den sich am stärkstenauswirkenden Verschleißarten.(Festkörpergrenzenbindung)
Adhäsivverschleiß: Mechanismus
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 14
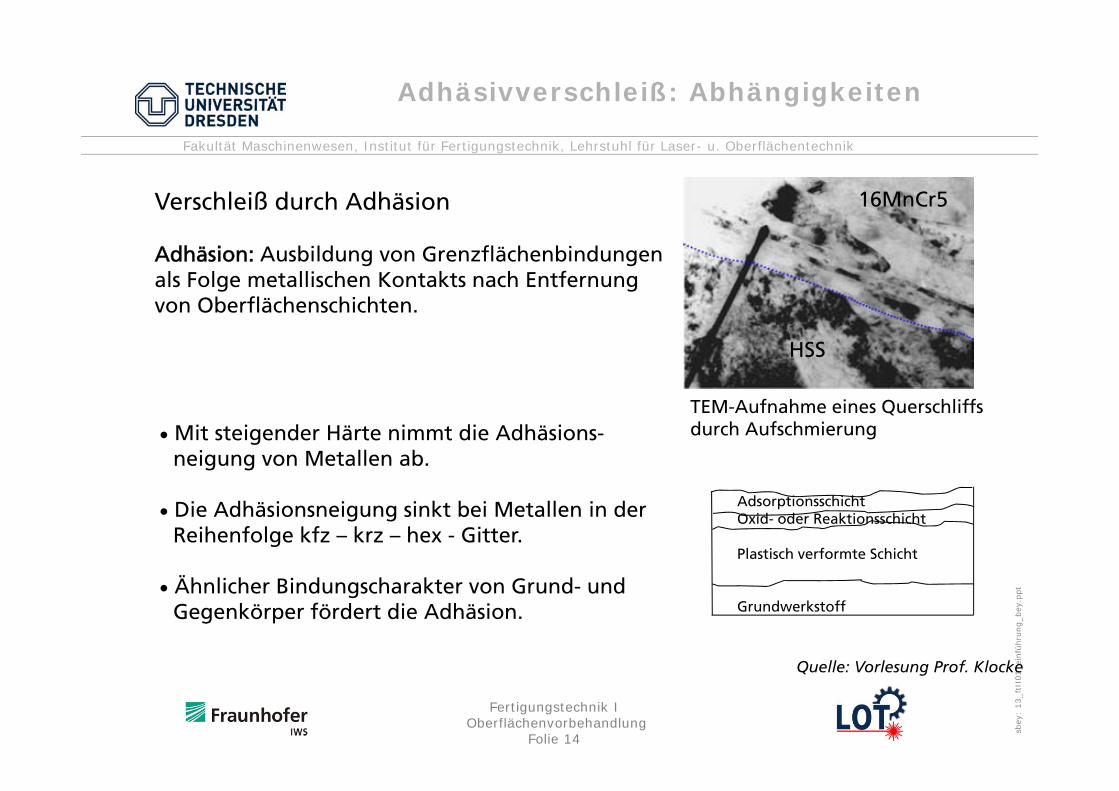
Verschleiß durch Adhäsion
Adhäsion: Ausbildung von Grenzflächenbindungen als Folge metallischen Kontakts nach Entfernung von Oberflächenschichten.
Mit steigender Härte nimmt die Adhäsions-neigung von Metallen ab.
Die Adhäsionsneigung sinkt bei Metallen in der Reihenfolge kfz – krz – hex - Gitter.
Ähnlicher Bindungscharakter von Grund- und Gegenkörper fördert die Adhäsion.
TEM-Aufnahme eines Querschliffsdurch Aufschmierung
HSS
16MnCr5
AdsorptionsschichtOxid- oder Reaktionsschicht
Plastisch verformte Schicht
Grundwerkstoff
Quelle: Vorlesung Prof. Klocke
Adhäsivverschleiß: Abhängigkeiten
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 15
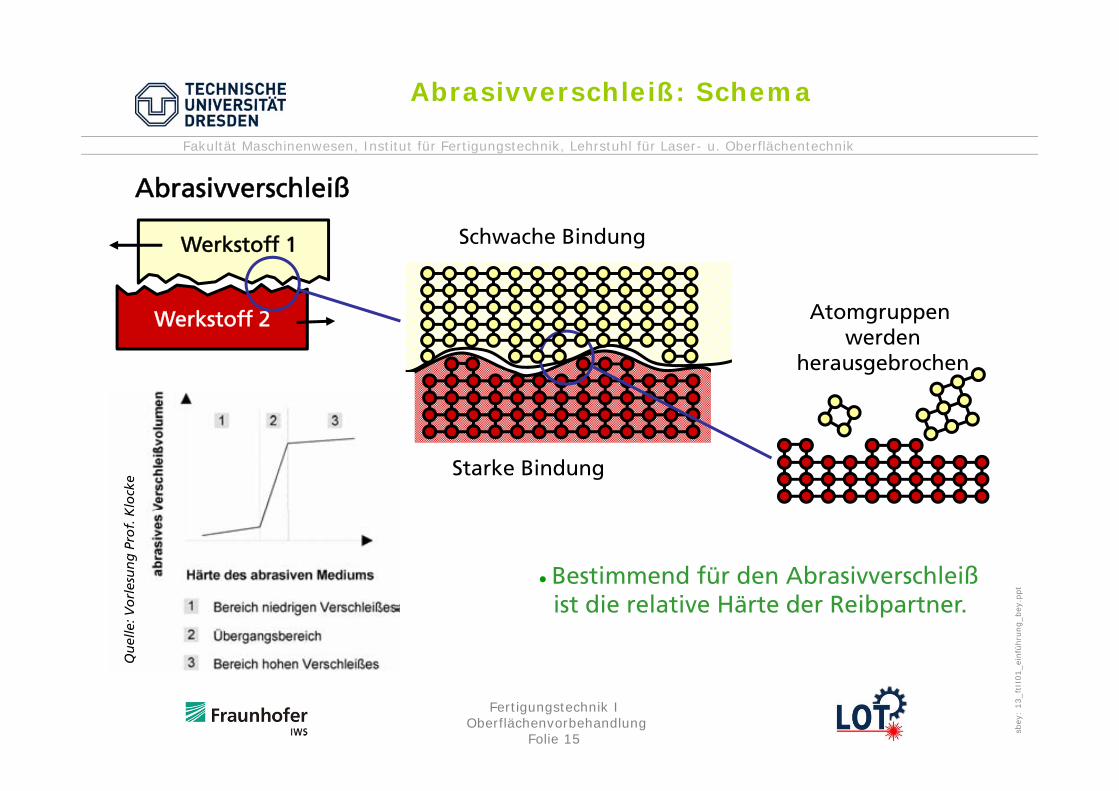
Abrasivverschleiß
Werkstoff 1
Werkstoff 2
Schwache Bindung
Starke Bindung
Atomgruppen werden
herausgebrochen
Bestimmend für den Abrasivverschleißist die relative Härte der Reibpartner.
Abrasivverschleiß: SchemaQ
uel
le: V
orl
esu
ng
Pro
f. K
lock
e
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 16
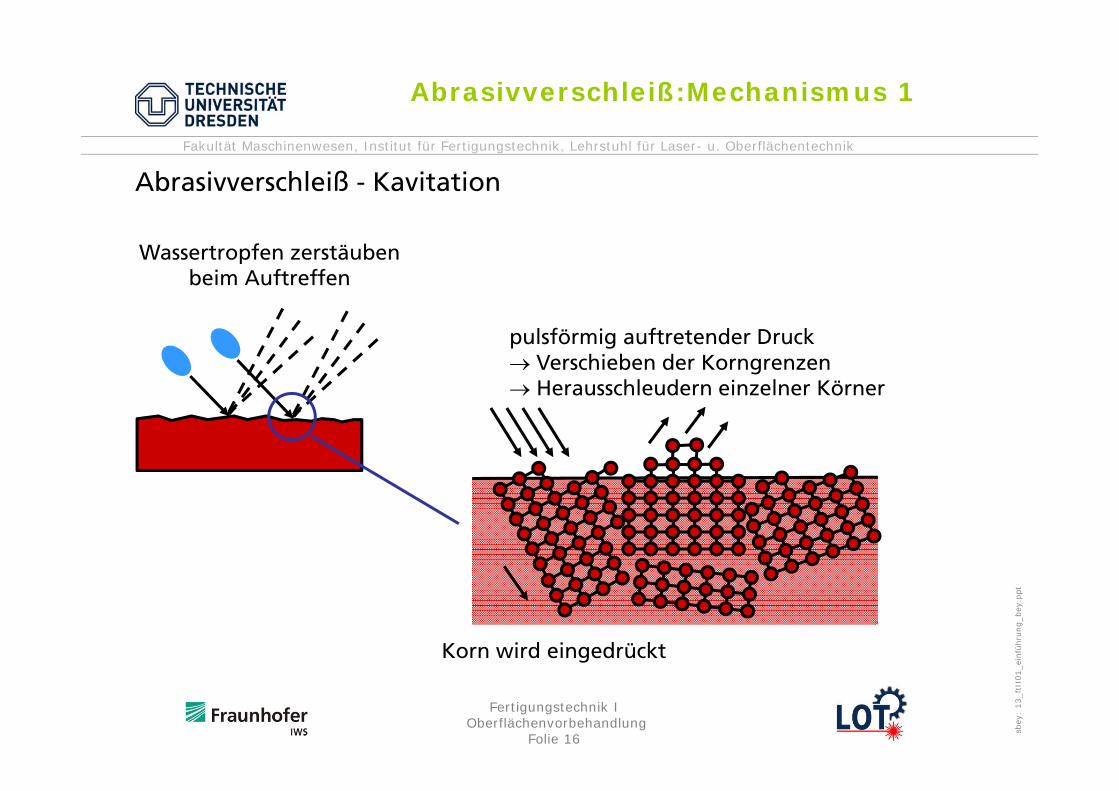
Abrasivverschleiß - Kavitation
Wassertropfen zerstäubenbeim Auftreffen
pulsförmig auftretender Druck Verschieben der Korngrenzen Herausschleudern einzelner Körner
Korn wird eingedrückt
Abrasivverschleiß:Mechanismus 1
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 17
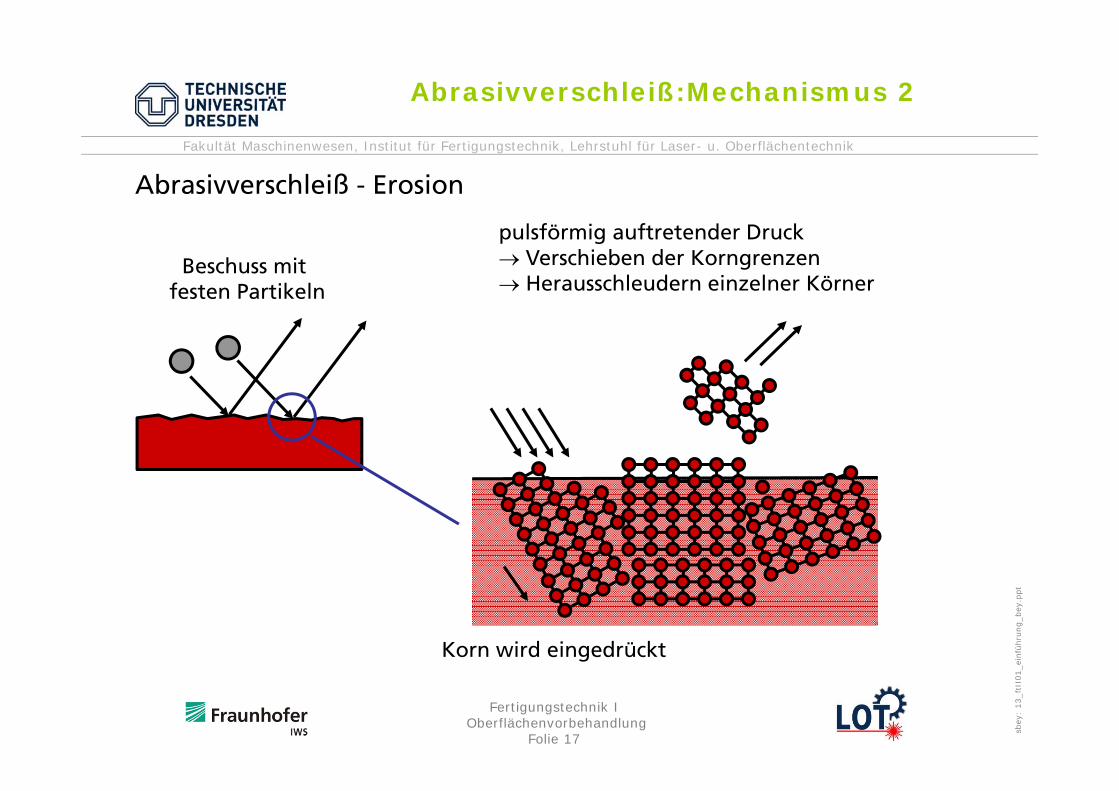
Beschuss mit festen Partikeln
pulsförmig auftretender Druck Verschieben der Korngrenzen Herausschleudern einzelner Körner
Abrasivverschleiß - Erosion
Korn wird eingedrückt
Abrasivverschleiß:Mechanismus 2
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 18
Tribochemische Reaktion: Mechanismus
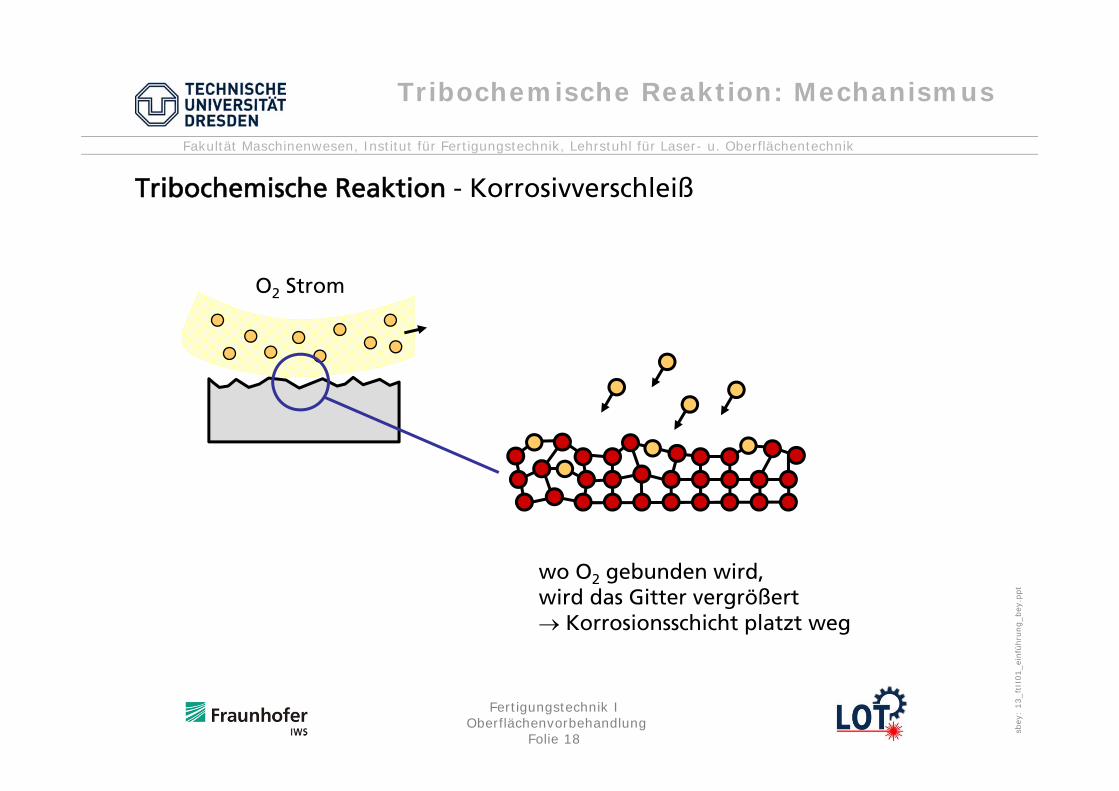
Tribochemische Reaktion - Korrosivverschleiß
O2 Strom
wo O2 gebunden wird, wird das Gitter vergrößert Korrosionsschicht platzt weg

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 19
Video
Tribochemische Reaktion - Korrosivverschleiß
Tribochemische Reaktion: Mechanismus

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 20
Korrosion und Oxidation treten in der Praxis häufig zusammen auf.
In Turbinen führt vor allem der Sauerstoffüberschuss in den Verbrennungsgasen zur Oxidation der Turbinenschaufeln.
Die Verunreinigungen des Kraftstoffs und Salzgehalte der Verbrennungsluft können zu Korrosion der berührten Teile in Flugtriebwerken führen. Der Einsatz von Ti-Legierungen ist zunehmend von Oxidationserscheinungen eingeschränkt, wenn die Temperaturen auf über 500°C steigen.
Die Reaktion der Schaufelwerkstoffe mit S, Cl, V oder anderen Schwermetallen im Treib-stoff führen zu deutlich häufigeren Korrosionserscheinungen an stationären Gasturbinen.
Quelle: MTU Aero Engines
Typische Schäden an Ni-Legierungen aus dem Flugturbinen-einsatz
Korrosion
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
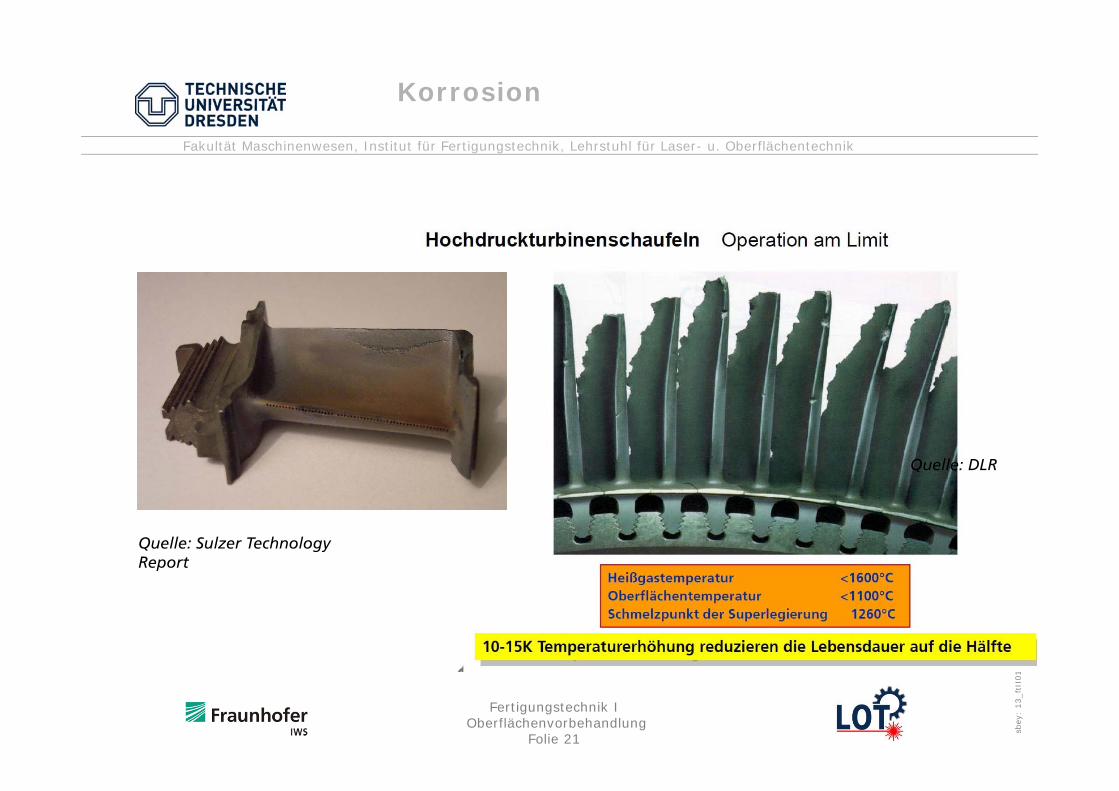
Folie 21
Quelle: DLR
Quelle: Sulzer Technology Report
Korrosion
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 22
Ermüdungsverschleiß: Mechanismus
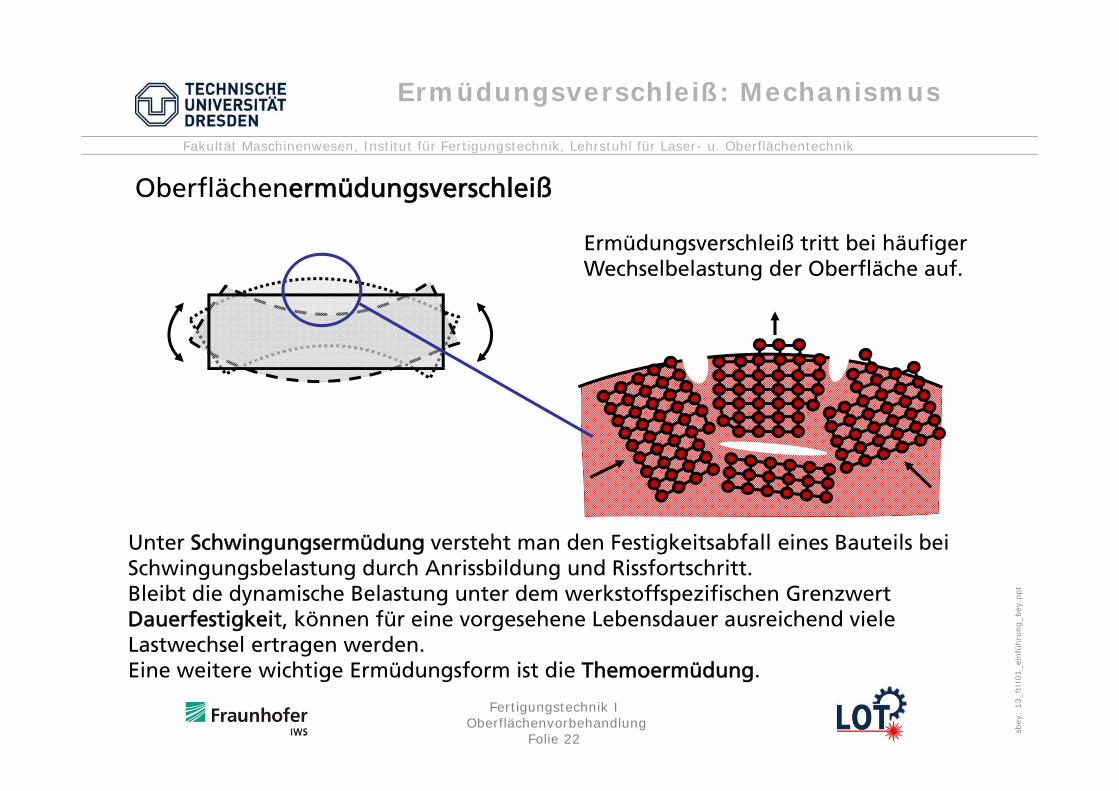
Oberflächenermüdungsverschleiß
Ermüdungsverschleiß tritt bei häufigerWechselbelastung der Oberfläche auf.
Unter Schwingungsermüdung versteht man den Festigkeitsabfall eines Bauteils bei Schwingungsbelastung durch Anrissbildung und Rissfortschritt. Bleibt die dynamische Belastung unter dem werkstoffspezifischen Grenzwert Dauerfestigkeit, können für eine vorgesehene Lebensdauer ausreichend viele Lastwechsel ertragen werden. Eine weitere wichtige Ermüdungsform ist die Themoermüdung.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 23
Ermüdungsverschleiß: Mechanismus
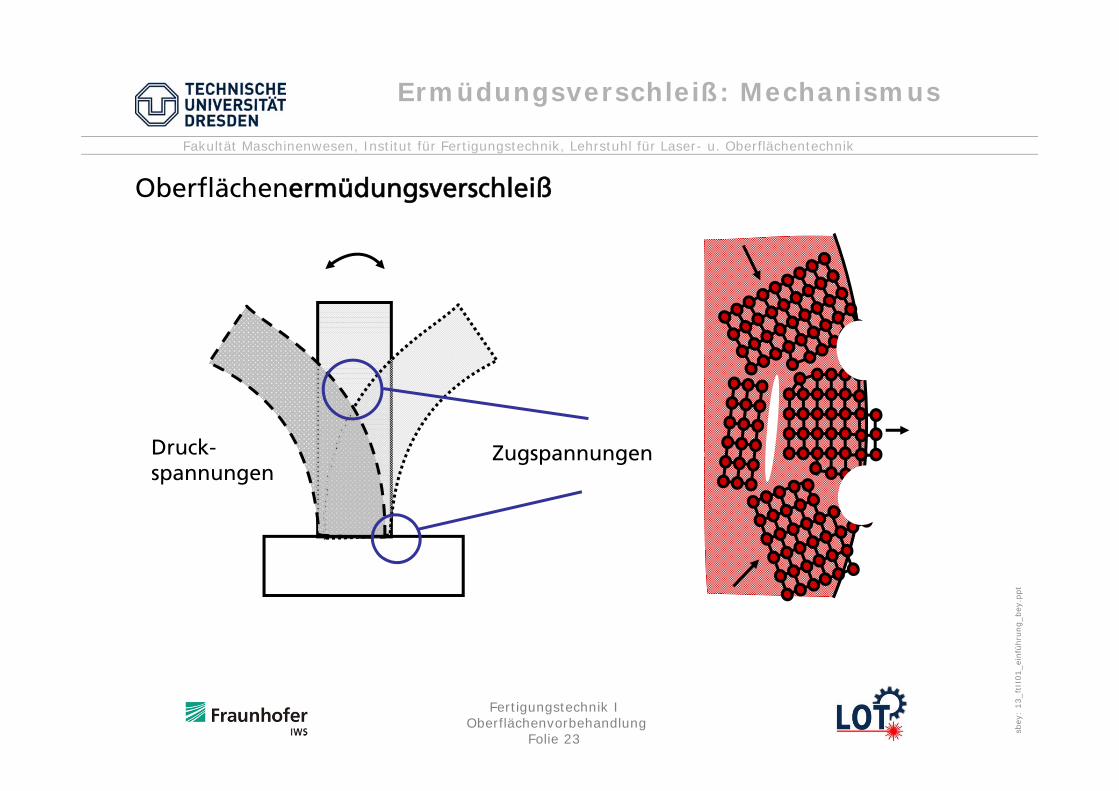
Oberflächenermüdungsverschleiß
ZugspannungenDruck-spannungen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 24
Ermüdungsverschleiß: Mechanismus
Oberflächenermüdungsverschleiß
Druck-spannungen Zugspannungen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 25
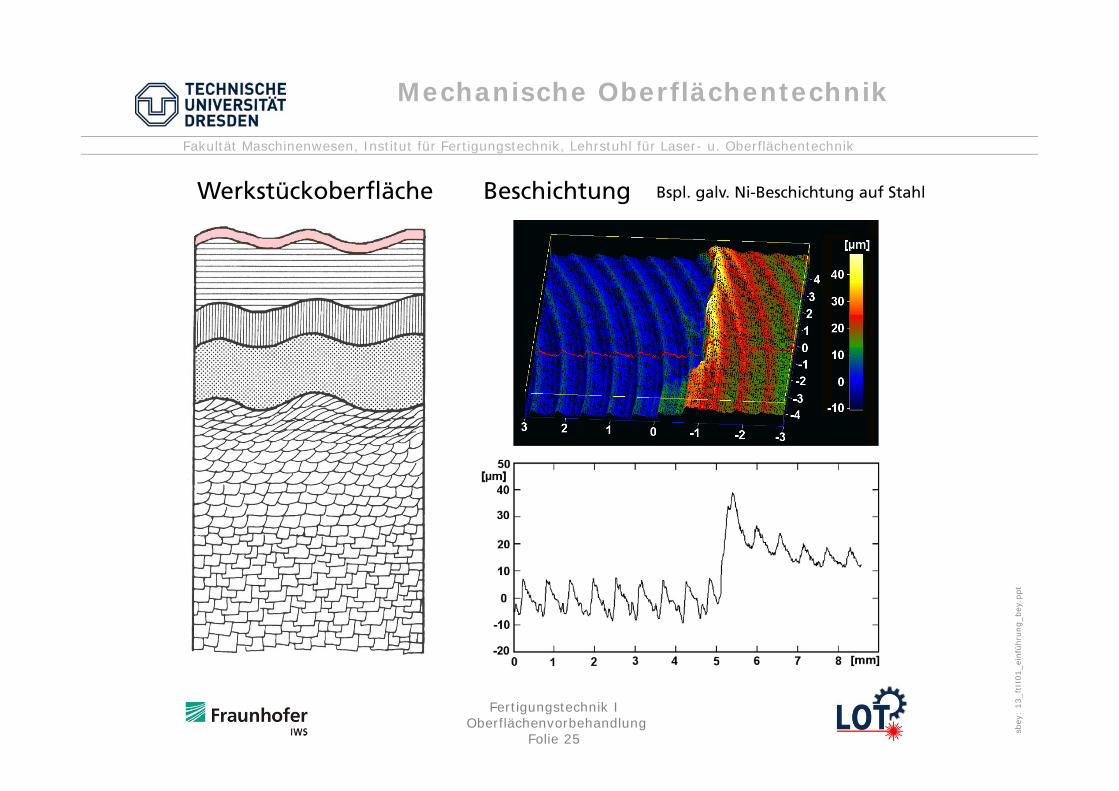
BeschichtungWerkstückoberfläche
Mechanische Oberflächentechnik
Bspl. galv. Ni-Beschichtung auf Stahl
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 26
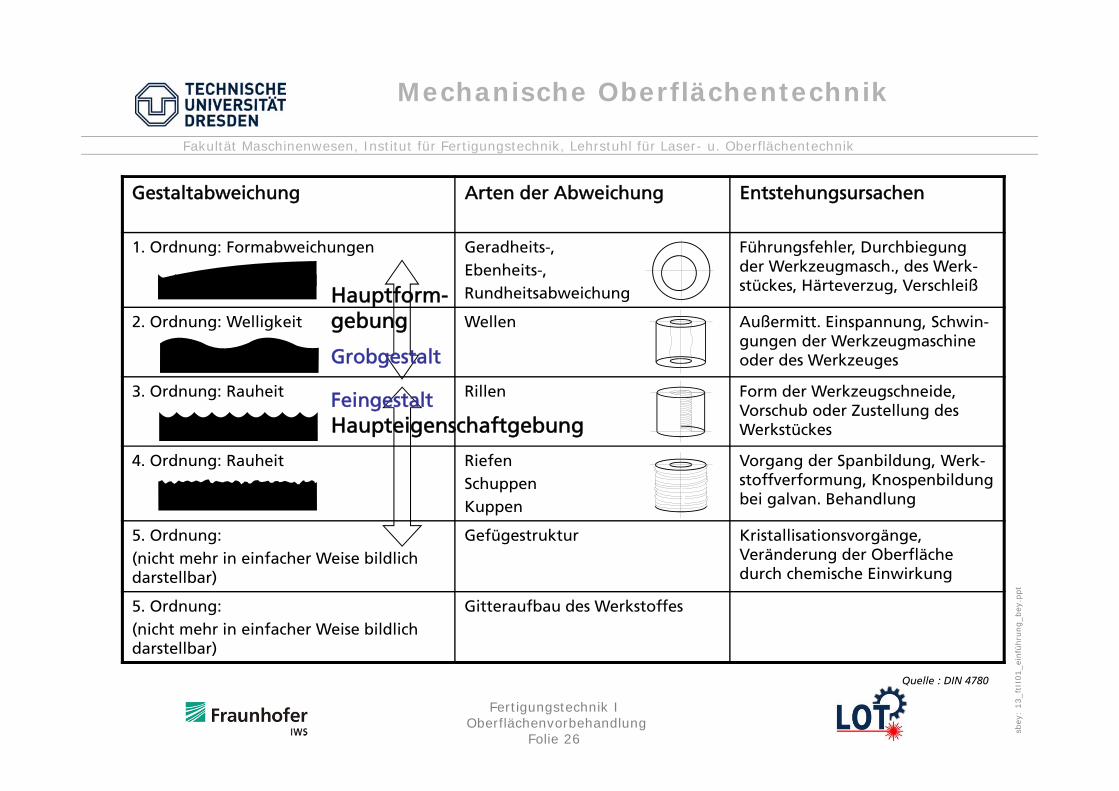
Grobgestalt
Mechanische Oberflächentechnik
Hauptform-gebung
Haupteigenschaftgebung
Quelle : DIN 4780
Feingestalt
Gestaltabweichung Arten der Abweichung Entstehungsursachen
1. Ordnung: Formabweichungen Geradheits-, Ebenheits-,Rundheitsabweichung
Führungsfehler, Durchbiegung der Werkzeugmasch., des Werk-stückes, Härteverzug, Verschleiß
2. Ordnung: Welligkeit Wellen Außermitt. Einspannung, Schwin-gungen der Werkzeugmaschine oder des Werkzeuges
3. Ordnung: Rauheit Rillen Form der Werkzeugschneide, Vorschub oder Zustellung des Werkstückes
4. Ordnung: Rauheit RiefenSchuppenKuppen
Vorgang der Spanbildung, Werk-stoffverformung, Knospenbildung bei galvan. Behandlung
5. Ordnung: (nicht mehr in einfacher Weise bildlich darstellbar)
Gefügestruktur Kristallisationsvorgänge, Veränderung der Oberfläche durch chemische Einwirkung
5. Ordnung: (nicht mehr in einfacher Weise bildlich darstellbar)
Gitteraufbau des Werkstoffes
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 27
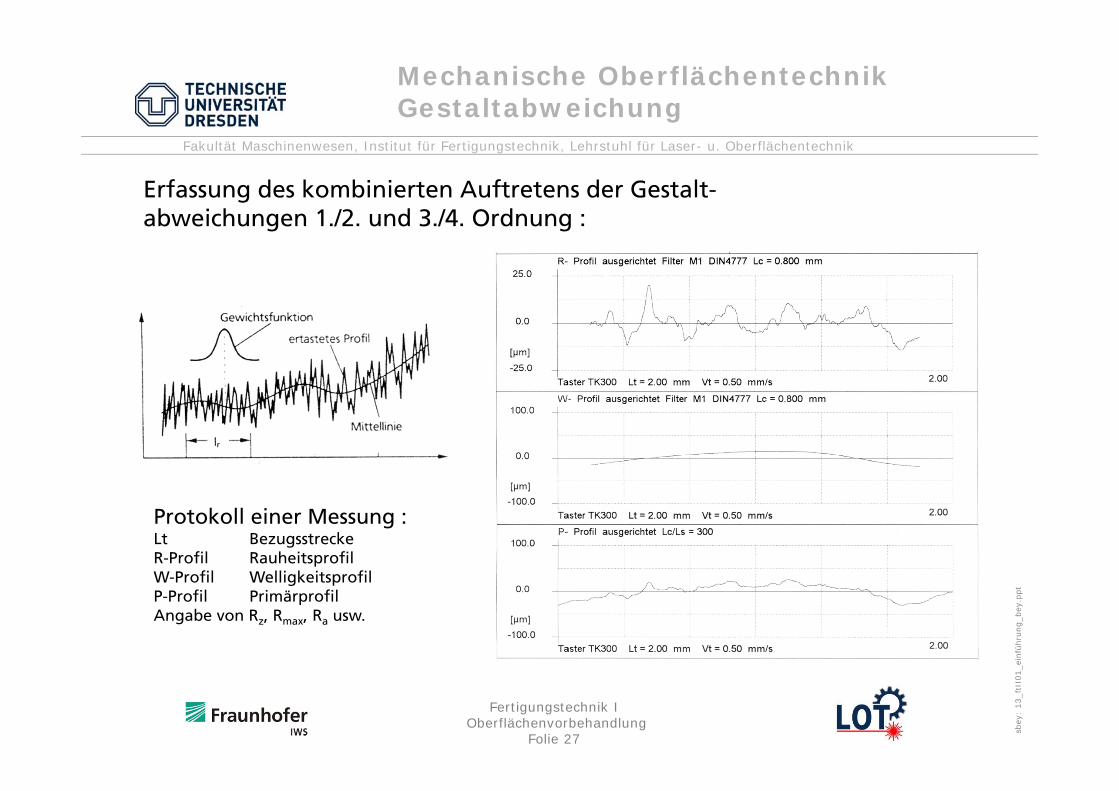
Erfassung des kombinierten Auftretens der Gestalt-abweichungen 1./2. und 3./4. Ordnung :
Mechanische OberflächentechnikGestaltabweichung
Protokoll einer Messung :Lt BezugsstreckeR-Profil RauheitsprofilW-Profil WelligkeitsprofilP-Profil PrimärprofilAngabe von Rz, Rmax, Ra usw.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 28
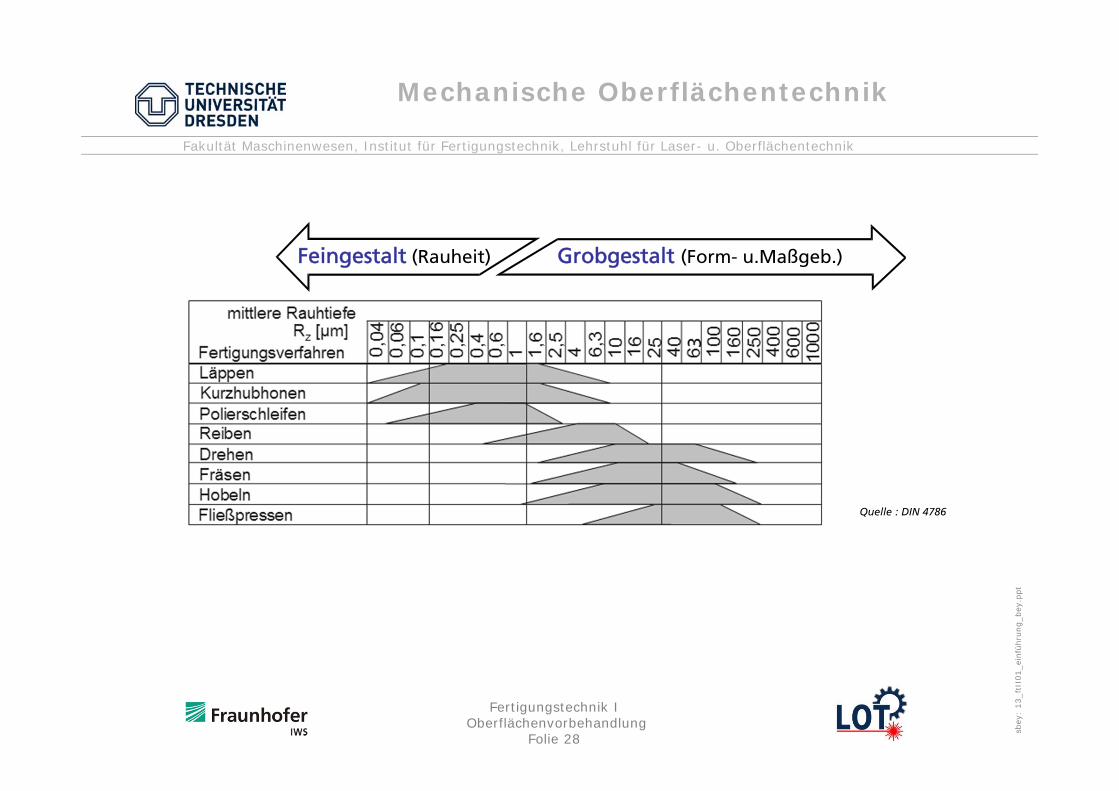
Mechanische Oberflächentechnik
Feingestalt (Rauheit) Grobgestalt (Form- u.Maßgeb.)
Quelle : DIN 4786

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 29
Mechanische Oberflächentechnik
Textur einer Oberfläche : abhängig vom Fertigungsverfahren
Quelle : DIN 4761
Drehen Schleifen Honen Läppen
gerade, gleichge-richtet, parallel
gerade, unregel-mäßig gekreuzt
kurvig, unregel-mäßig gekreuzt
gerade, gleichgerichtetmit ungleichem Abstand
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 30
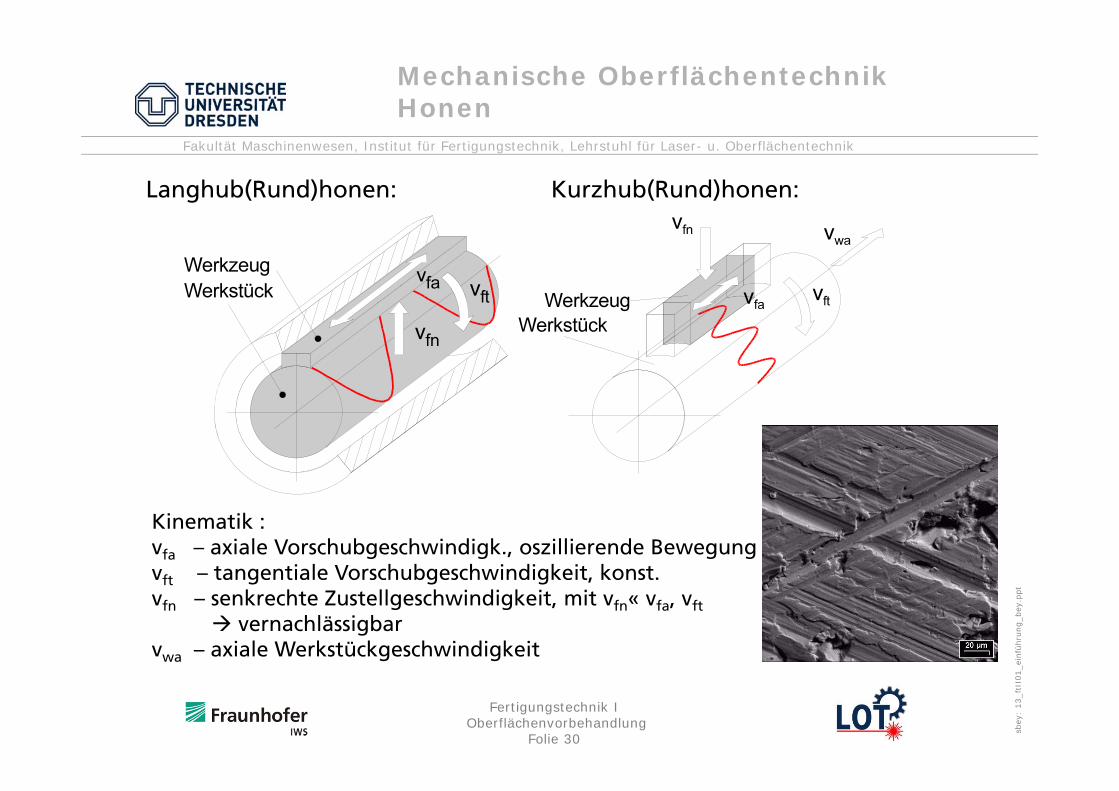
Mechanische Oberflächentechnik Honen
Kinematik :vfa – axiale Vorschubgeschwindigk., oszillierende Bewegungvft – tangentiale Vorschubgeschwindigkeit, konst.vfn – senkrechte Zustellgeschwindigkeit, mit vfn« vfa, vft
vernachlässigbarvwa – axiale Werkstückgeschwindigkeit
Langhub(Rund)honen: Kurzhub(Rund)honen:

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 31
Langhub(Rund)honen:
Mechanische Oberflächentechnik Honen
VideoVideo
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 32
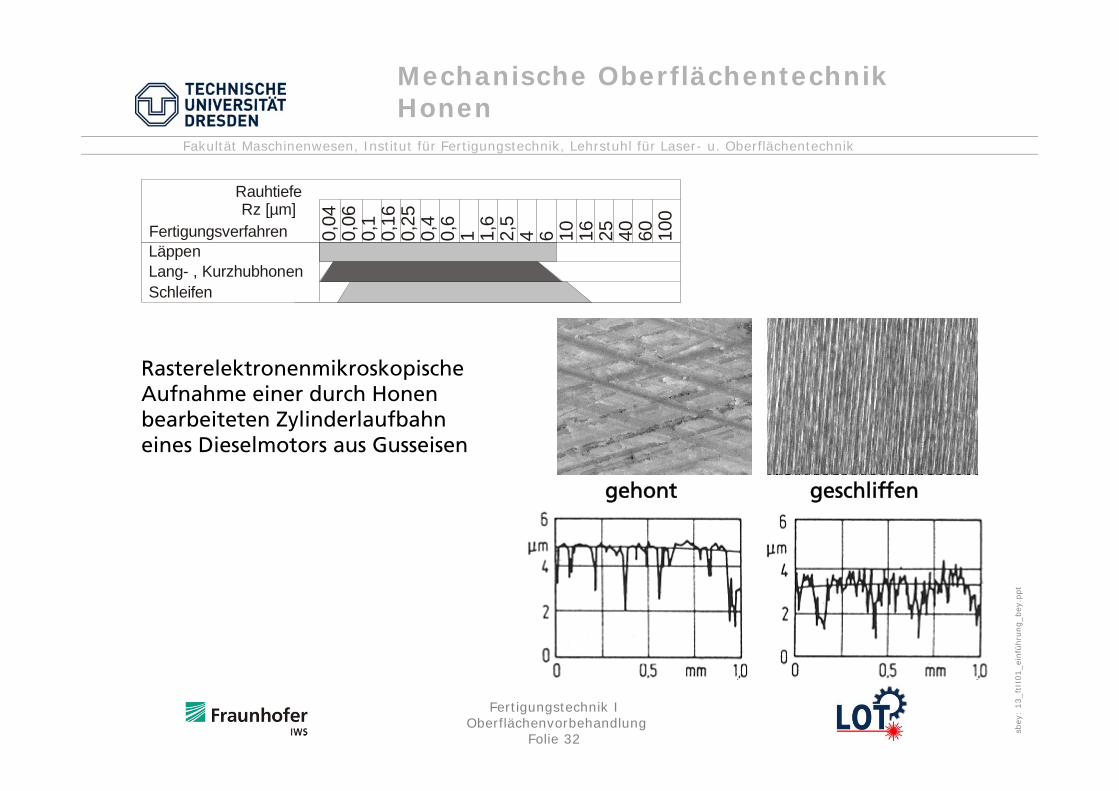
geschliffengehont
SchleifenLang- , KurzhubhonenLäppenFertigungsverfahren
RauhtiefeRz [µm]
0,04
0,06
0,1
0,16
0,25
0,4
0,6
1 1,6
2,5
4 6 10 16 25 40 60 100
Mechanische Oberflächentechnik Honen
Rasterelektronenmikroskopische Aufnahme einer durch Honen bearbeiteten Zylinderlaufbahn eines Dieselmotors aus Gusseisen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 33
Fertigungstechnik II -Mechanische Oberflächentechnik
Folie 33
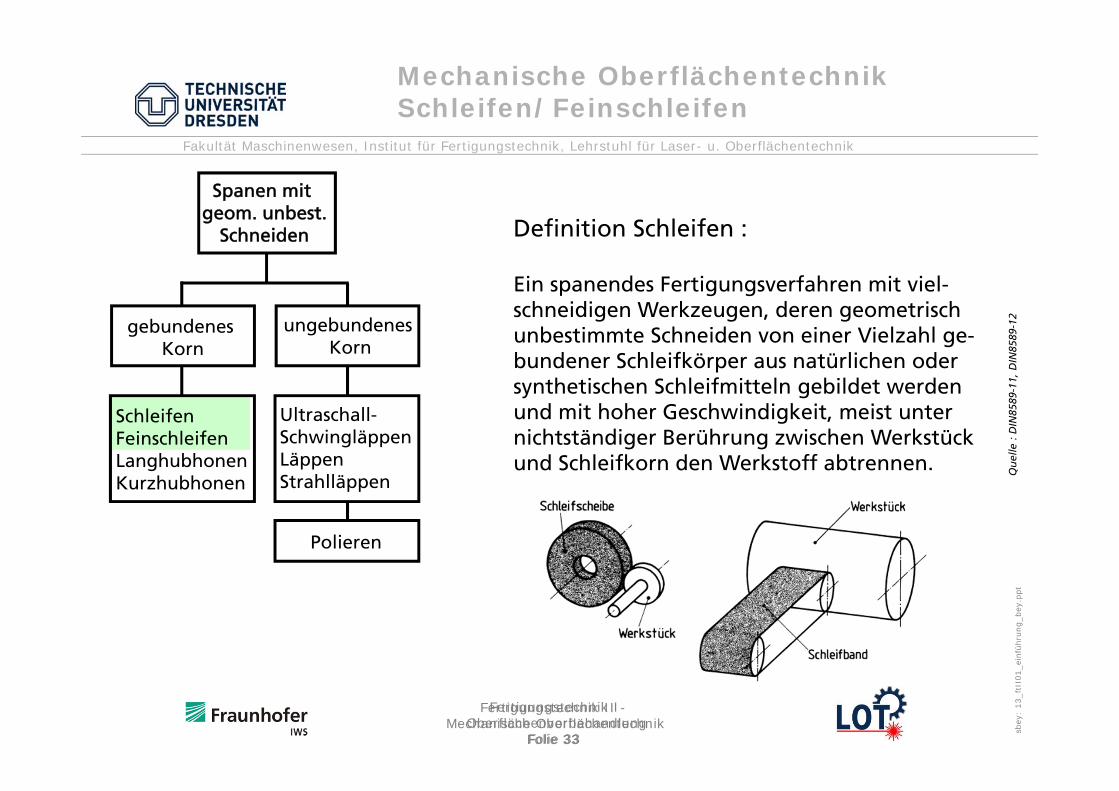
Mechanische Oberflächentechnik Schleifen/Feinschleifen
Spanen mit geom. unbest.
Schneiden
gebundenes Korn
SchleifenFeinschleifenLanghubhonenKurzhubhonen
ungebundenes Korn
Polieren
Ultraschall-SchwingläppenLäppenStrahlläppen
Definition Schleifen :
Ein spanendes Fertigungsverfahren mit viel-schneidigen Werkzeugen, deren geometrisch unbestimmte Schneiden von einer Vielzahl ge-bundener Schleifkörper aus natürlichen odersynthetischen Schleifmitteln gebildet werden und mit hoher Geschwindigkeit, meist unter nichtständiger Berührung zwischen Werkstück und Schleifkorn den Werkstoff abtrennen. Q
uel
le :
DIN
8589
-11,
DIN
8589
-12

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 34
Mechanische Oberflächentechnik Schleifen/Feinschleifen
Beispiel zum Schleifen/Feinschleifen von Turbinenschaufeln :
Manuelles Schleifen eines Turbinenfusses
Turbinenschaufeln sind hochspezialisierte und hoch-beanspruchte Bauteile; für eine strömungstechnisch günstige Auslegung in Strahltriebwerken oder Gas-turbinen unterliegen sie geringen Fertigungstole-ranzen und hohen Ober-flächenqualitäten.
Maschinelles Schleifen einerTurbinenschaufel
Quelle : Siemens AG, IPT Aachen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 35
Mechanische Oberflächentechnik Schleifen/Feinschleifen
Manuelles Schleifen und Polieren eines Schaufelblattes bei neuen oder reparierten Komponenten
Quelle: Leistritz Turbinenkomponenten Remscheid GmbH 2012IMM GmbH Laichingen 2013
Beispiele zum kombinierten Schleifen und mechan. Polieren vonTurbinenschaufeln:
Maschinelles Schleifen eines neuen Schaufelblattesmit einer 6-Achsen CNC-Schleif- und Poliermaschine
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 36
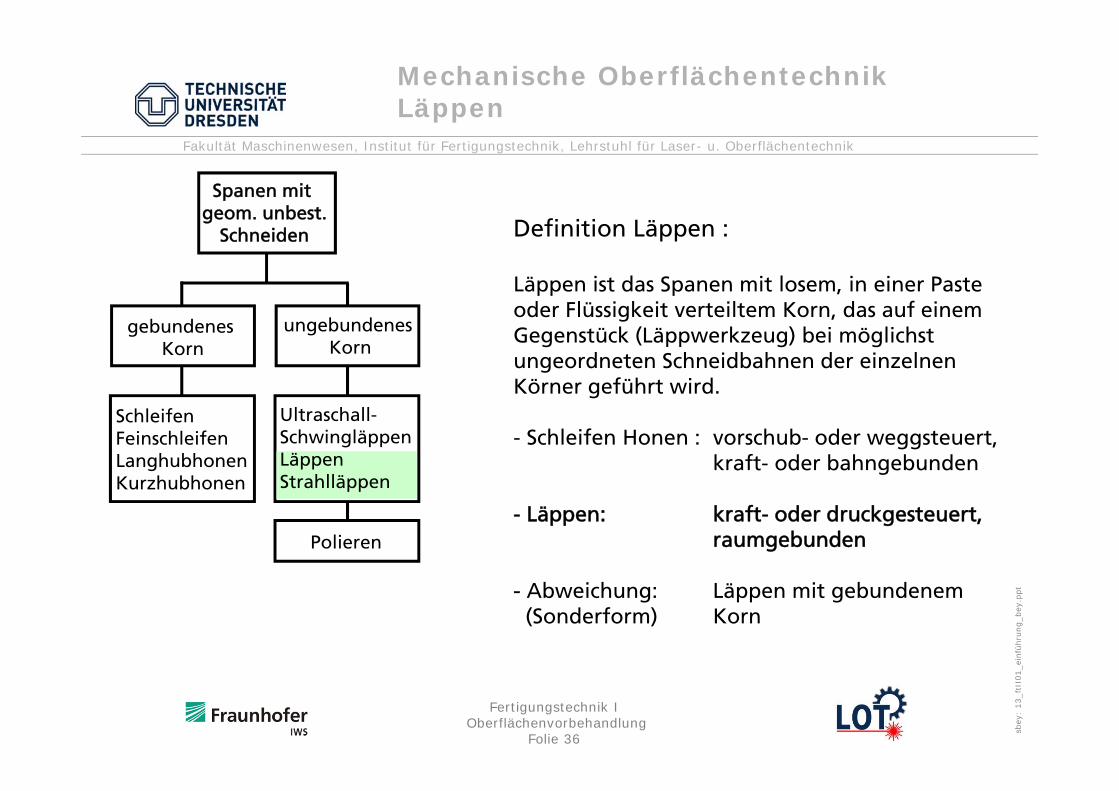
Mechanische Oberflächentechnik Läppen
Spanen mit geom. unbest.
Schneiden
gebundenes Korn
SchleifenFeinschleifenLanghubhonenKurzhubhonen
ungebundenes Korn
Polieren
Ultraschall-SchwingläppenLäppenStrahlläppen
Definition Läppen :
Läppen ist das Spanen mit losem, in einer Pasteoder Flüssigkeit verteiltem Korn, das auf einem Gegenstück (Läppwerkzeug) bei möglichst ungeordneten Schneidbahnen der einzelnenKörner geführt wird.
- Schleifen Honen : vorschub- oder weggsteuert,kraft- oder bahngebunden
- Läppen: kraft- oder druckgesteuert,raumgebunden
- Abweichung: Läppen mit gebundenem(Sonderform) Korn
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 37
Mechanische Oberflächentechnik Läppen
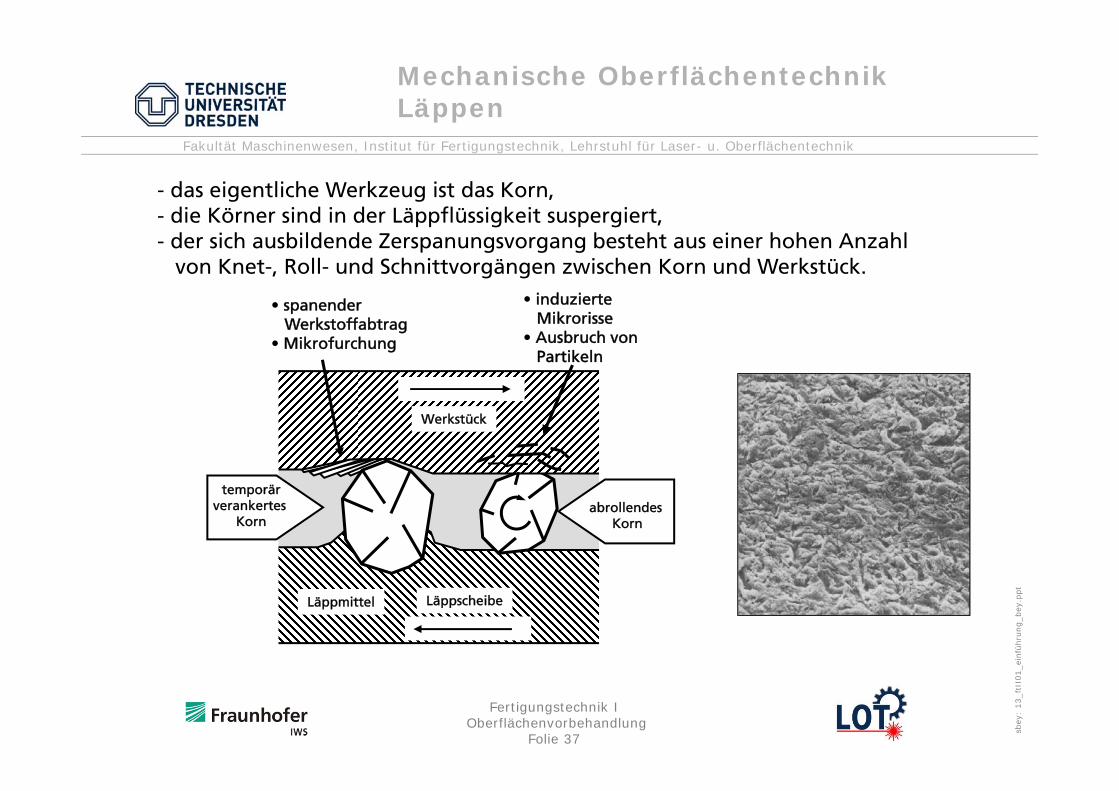
- das eigentliche Werkzeug ist das Korn,- die Körner sind in der Läppflüssigkeit suspergiert,- der sich ausbildende Zerspanungsvorgang besteht aus einer hohen Anzahl
von Knet-, Roll- und Schnittvorgängen zwischen Korn und Werkstück.
LäppscheibeLäppmittel
• spanenderWerkstoffabtrag
• Mikrofurchung
Werkstück
temporärverankertes
Kornabrollendes
Korn
• induzierteMikrorisse
• Ausbruch vonPartikeln

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 38
Bewegungsbahn der eingelegten Werkstücke
Epizykloide Hypozykloide
Funktion der Abrichtringe
Mechanische Oberflächentechnik Läppen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 39
Mechanische Oberflächentechnik Läppen
Prinzipbeispiel zumLäppen
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 40
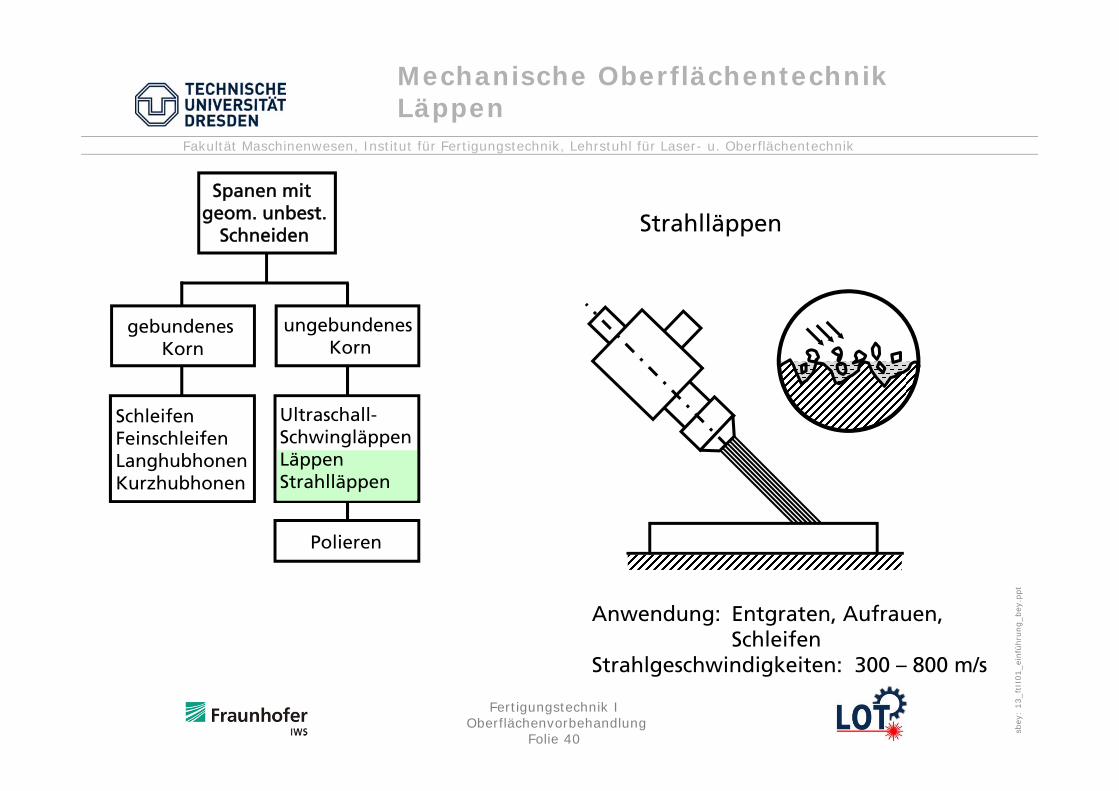
Spanen mit geom. unbest.
Schneiden
gebundenes Korn
SchleifenFeinschleifenLanghubhonenKurzhubhonen
ungebundenes Korn
Polieren
Ultraschall-SchwingläppenLäppenStrahlläppen
Mechanische Oberflächentechnik Läppen
Strahlläppen
Anwendung: Entgraten, Aufrauen,Schleifen
Strahlgeschwindigkeiten: 300 – 800 m/s
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 41
Effekte- geläppte Werkstückoberflächen ermöglichen den geringsten Verschleiß,- durch die senkrecht zur Werkstückoberfläche aufgebrachte Anpresskraft können die
meisten Werkstücke ohne Werkstückspannung oder –fixierung bearbeitet werden,- durch die auf die Werkstückoberfläche begrenzte Anpresskraft, ist die Bearbeitungs-
fläche mit der Bezugsfläche identisch, so dass keine Vorrichtungen erforderlich sind,- nach dem Einbetten, z.B. in Stütz- oder Korsettkonstruktionen, können auch
forminstabile Werkstücke (Elektronik, Optik) bearbeitet werden,- Ränder und Durchbrüche an Werkstücken sind gratfrei (abgerundet), da das
Läppgemisch diese Änderungen der Werkstückform umschließt,- durch die verbleibende, hochgradige Umformung der Werkstückoberfläche sind
geläppte Flächen absolut gas- und flüssigkeitsdicht, - auch eine aus unterschiedlichen Werkstoffen gebildete Oberfläche unterliegt einer
gleichmäßigen Zerspanung,- die freigesetzte Wärmeenergie ist zu vernachlässigen, so dass kein Verzug
oder Gefügeänderung auftritt.
Mechanische Oberflächentechnik Läppen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 42
Mechanische Oberflächentechnik Polieren
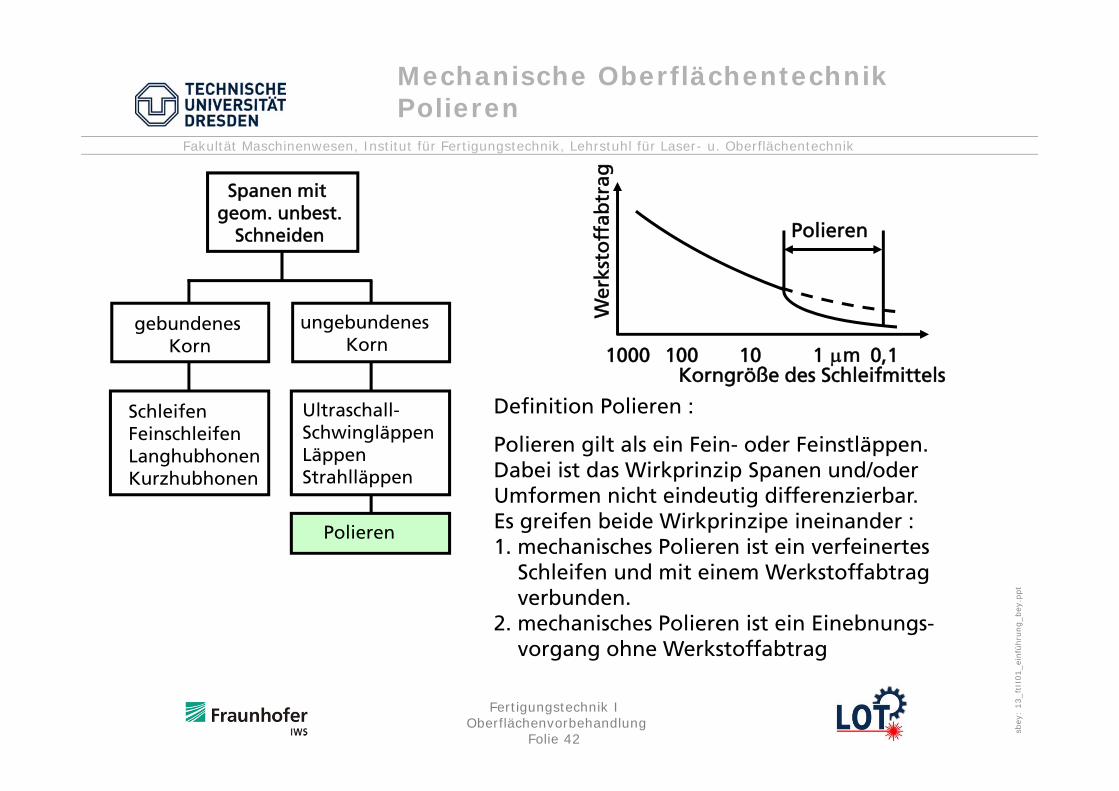
1000 100 10 1 0,1Korngröße des Schleifmittels
m
Wer
ksto
ffab
trag
Polieren
Spanen mit geom. unbest.
Schneiden
gebundenes Korn
SchleifenFeinschleifenLanghubhonenKurzhubhonen
ungebundenes Korn
Ultraschall-SchwingläppenLäppenStrahlläppen
Polieren
Definition Polieren :
Polieren gilt als ein Fein- oder Feinstläppen. Dabei ist das Wirkprinzip Spanen und/oderUmformen nicht eindeutig differenzierbar. Es greifen beide Wirkprinzipe ineinander :1. mechanisches Polieren ist ein verfeinertes
Schleifen und mit einem Werkstoffabtrag verbunden.
2. mechanisches Polieren ist ein Einebnungs-vorgang ohne Werkstoffabtrag

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 43
Mechanische Oberflächentechnik Polieren
mechanisch polierte Stahloberfläche
geschliffene Stahloberfläche
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 44
Mechanische Oberflächentechnik Polieren
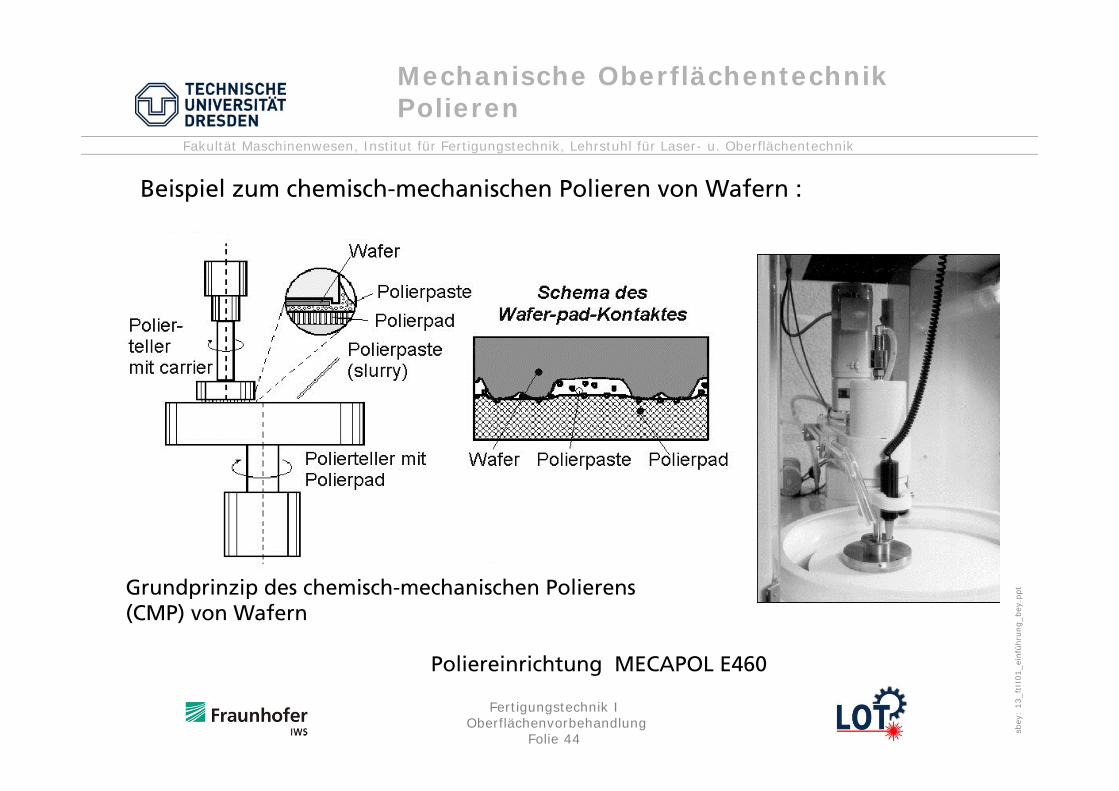
Beispiel zum chemisch-mechanischen Polieren von Wafern :
Grundprinzip des chemisch-mechanischen Polierens (CMP) von Wafern
Poliereinrichtung MECAPOL E460
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 45
Mechanische Oberflächentechnik Polieren
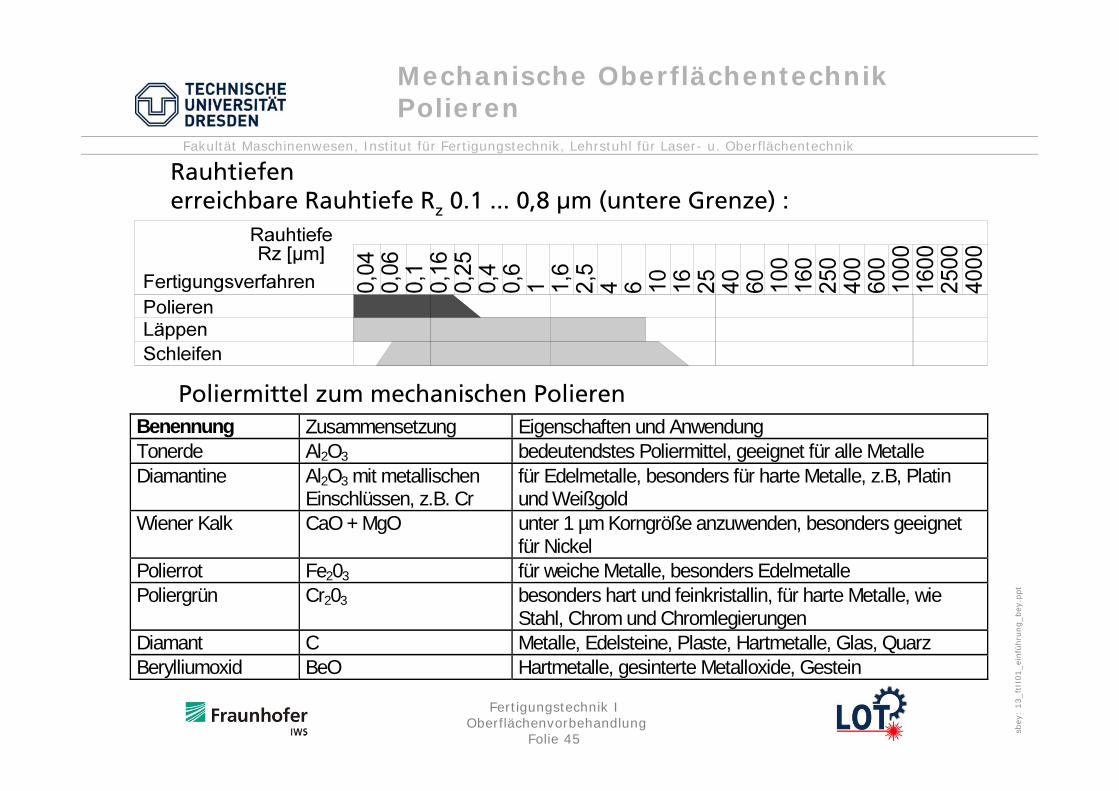
Rauhtiefenerreichbare Rauhtiefe Rz 0.1 ... 0,8 μm (untere Grenze) :
Benennung Zusammensetzung Eigenschaften und Anwendung Tonerde Al2O3 bedeutendstes Poliermittel, geeignet für alle Metalle Diamantine Al2O3 mit metallischen
Einschlüssen, z.B. Cr für Edelmetalle, besonders für harte Metalle, z.B, Platin und Weißgold
Wiener Kalk CaO + MgO unter 1 µm Korngröße anzuwenden, besonders geeignet für Nickel
Polierrot Fe203 für weiche Metalle, besonders Edelmetalle Poliergrün Cr203 besonders hart und feinkristallin, für harte Metalle, wie
Stahl, Chrom und Chromlegierungen Diamant C Metalle, Edelsteine, Plaste, Hartmetalle, Glas, Quarz Berylliumoxid BeO Hartmetalle, gesinterte Metalloxide, Gestein
Poliermittel zum mechanischen Polieren
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 46
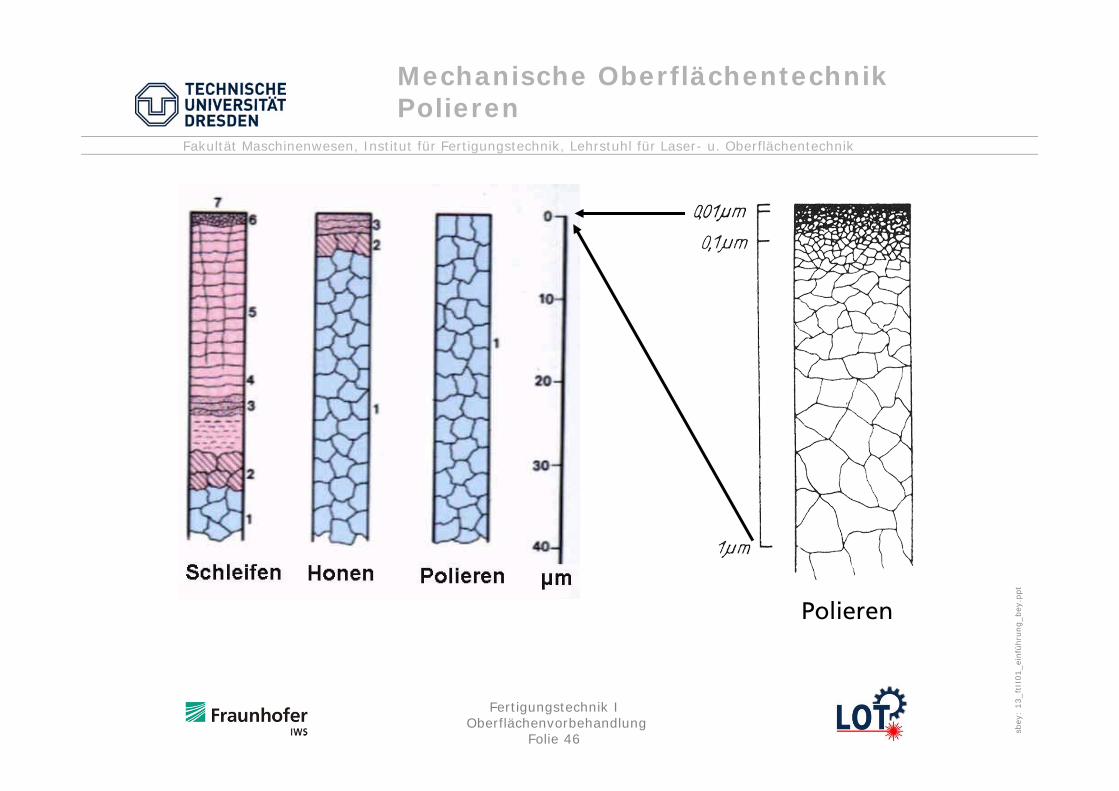
Mechanische Oberflächentechnik Polieren
Polieren
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 47
Mechanische Oberflächentechnik Glattwalzen
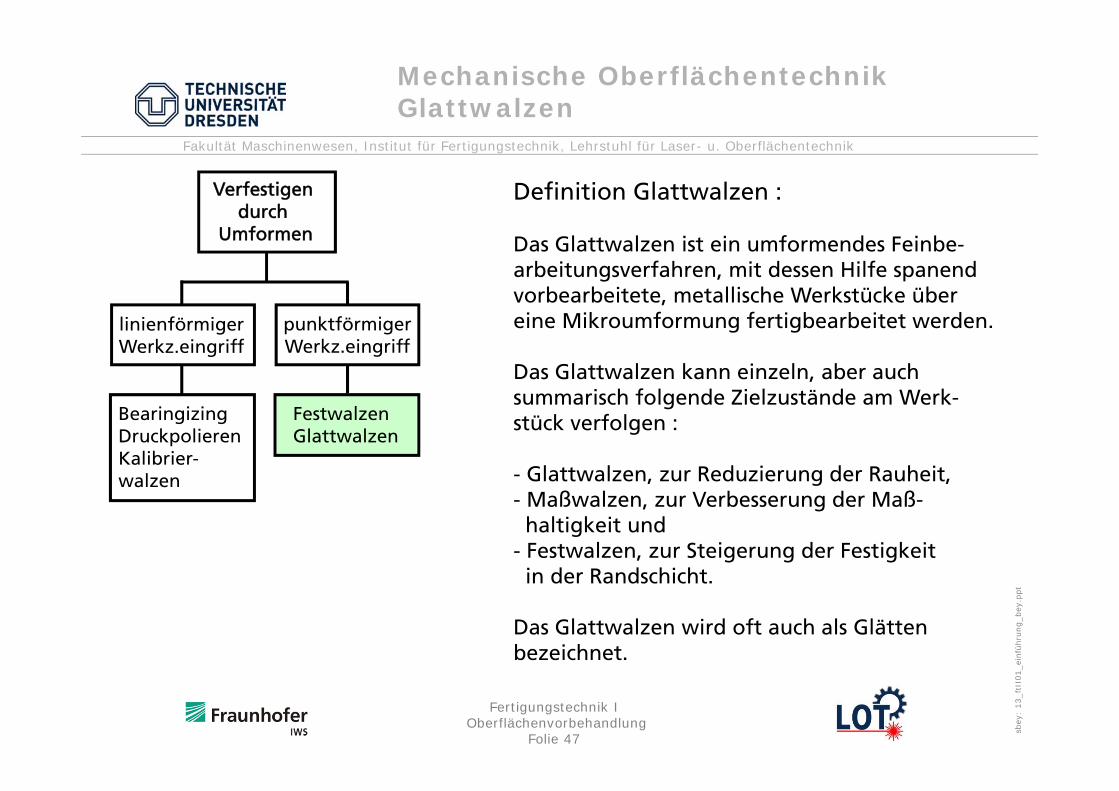
Definition Glattwalzen :
Das Glattwalzen ist ein umformendes Feinbe-arbeitungsverfahren, mit dessen Hilfe spanend vorbearbeitete, metallische Werkstücke übereine Mikroumformung fertigbearbeitet werden.
Das Glattwalzen kann einzeln, aber auch summarisch folgende Zielzustände am Werk-stück verfolgen :
- Glattwalzen, zur Reduzierung der Rauheit,- Maßwalzen, zur Verbesserung der Maß-
haltigkeit und- Festwalzen, zur Steigerung der Festigkeit
in der Randschicht.
Das Glattwalzen wird oft auch als Glättenbezeichnet.
punktförmigerWerkz.eingriff
FestwalzenGlattwalzen
linienförmigerWerkz.eingriff
BearingizingDruckpolierenKalibrier-walzen
Verfestigen durch
Umformen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 48
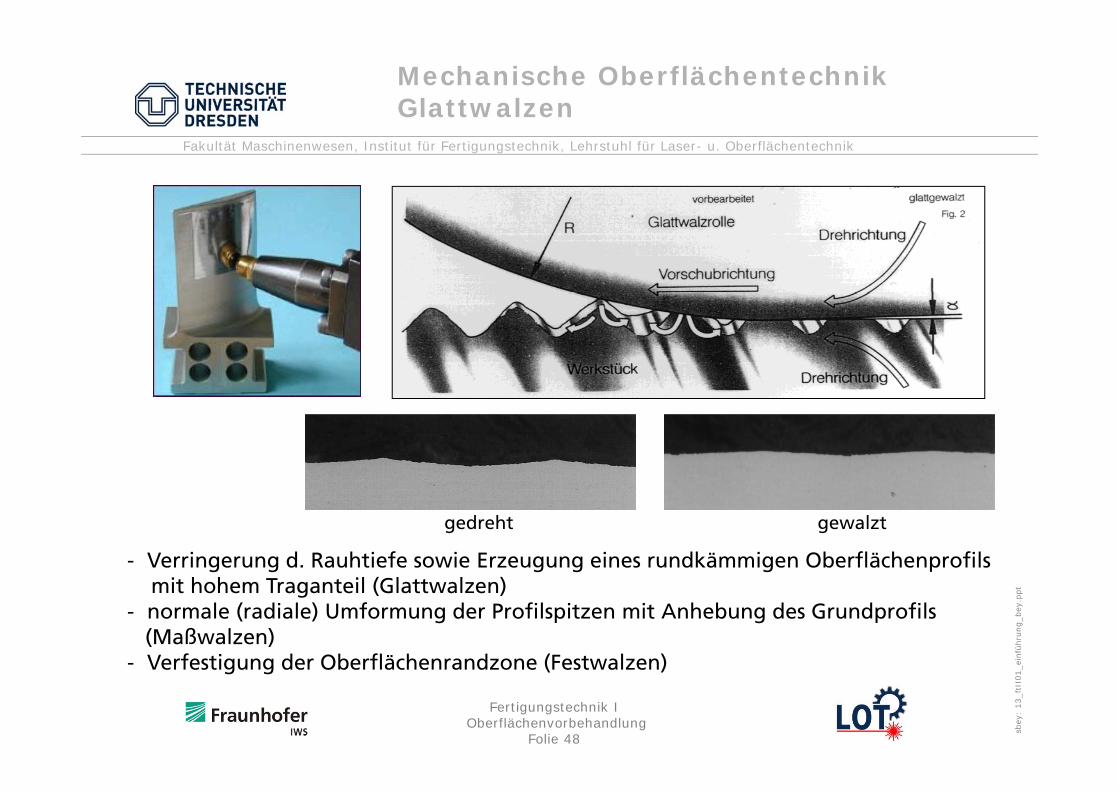
- Verringerung d. Rauhtiefe sowie Erzeugung eines rundkämmigen Oberflächenprofils mit hohem Traganteil (Glattwalzen)
- normale (radiale) Umformung der Profilspitzen mit Anhebung des Grundprofils(Maßwalzen)
- Verfestigung der Oberflächenrandzone (Festwalzen)
Mechanische Oberflächentechnik Glattwalzen
gedreht gewalzt
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 49
Mechanische Oberflächentechnik Glattwalzen
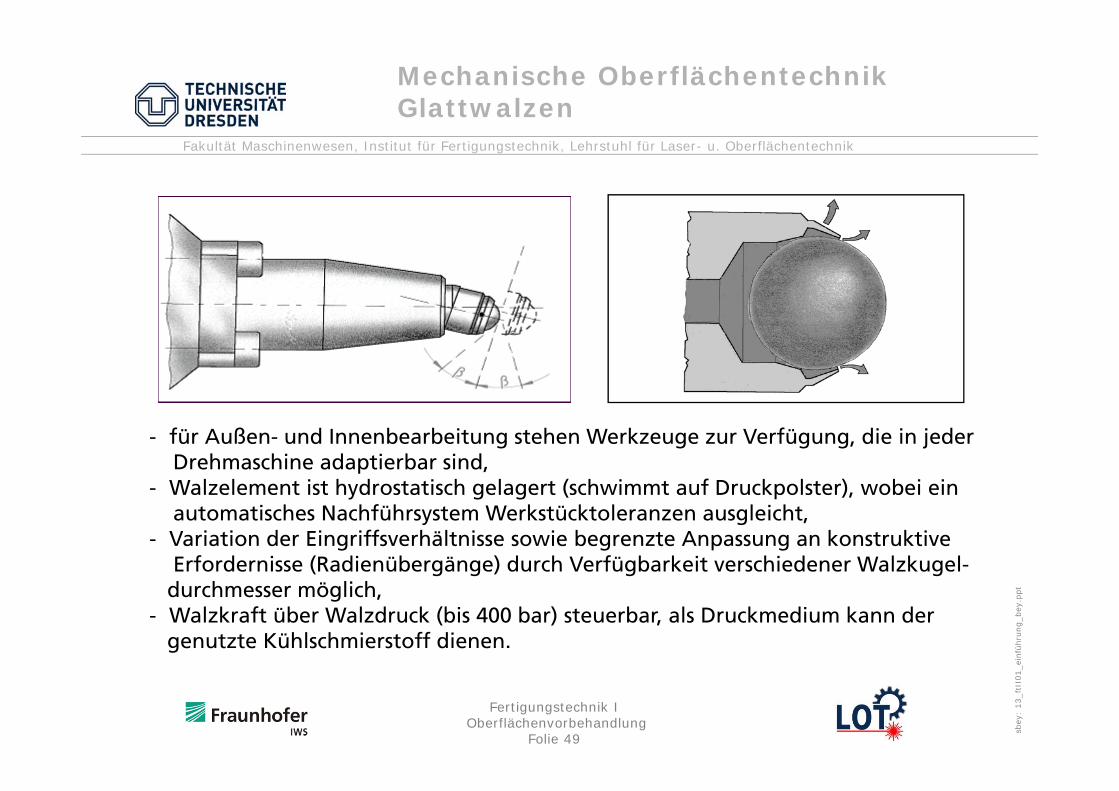
- für Außen- und Innenbearbeitung stehen Werkzeuge zur Verfügung, die in jederDrehmaschine adaptierbar sind,
- Walzelement ist hydrostatisch gelagert (schwimmt auf Druckpolster), wobei einautomatisches Nachführsystem Werkstücktoleranzen ausgleicht,
- Variation der Eingriffsverhältnisse sowie begrenzte Anpassung an konstruktiveErfordernisse (Radienübergänge) durch Verfügbarkeit verschiedener Walzkugel-
durchmesser möglich,- Walzkraft über Walzdruck (bis 400 bar) steuerbar, als Druckmedium kann der
genutzte Kühlschmierstoff dienen.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 50
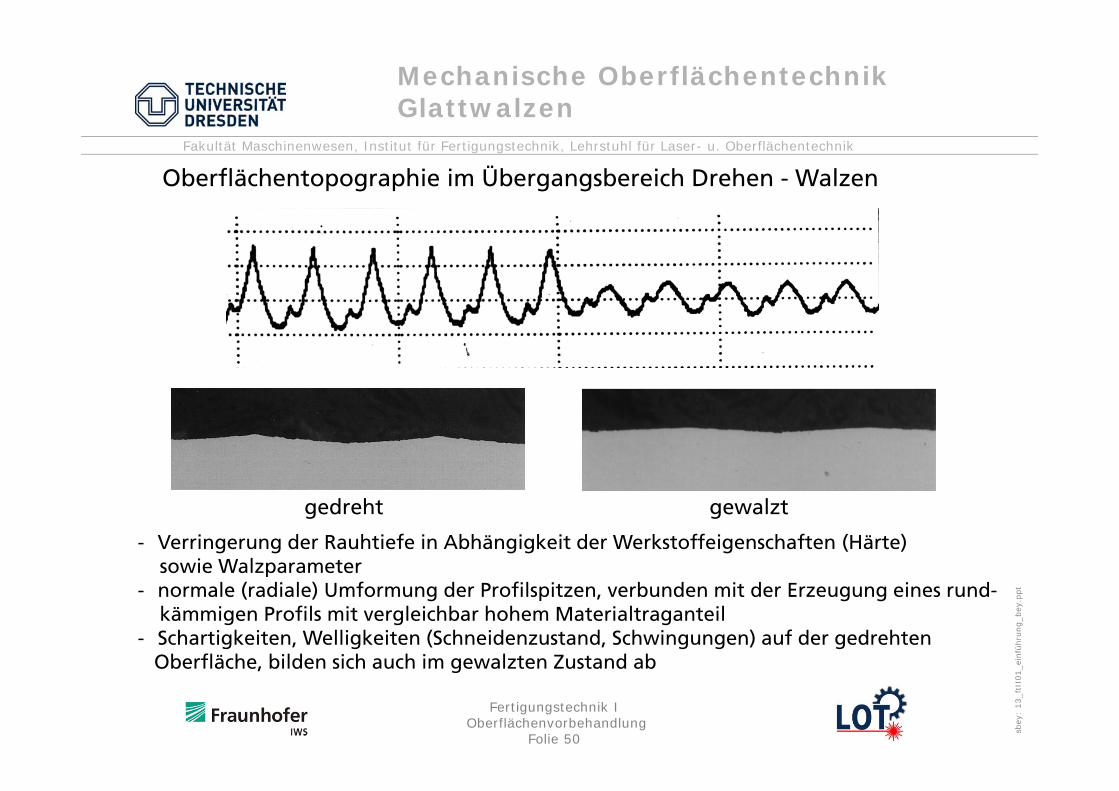
gedreht gewalzt
- Verringerung der Rauhtiefe in Abhängigkeit der Werkstoffeigenschaften (Härte) sowie Walzparameter
- normale (radiale) Umformung der Profilspitzen, verbunden mit der Erzeugung eines rund-kämmigen Profils mit vergleichbar hohem Materialtraganteil
- Schartigkeiten, Welligkeiten (Schneidenzustand, Schwingungen) auf der gedrehtenOberfläche, bilden sich auch im gewalzten Zustand ab
Mechanische OberflächentechnikGlattwalzen
Oberflächentopographie im Übergangsbereich Drehen - Walzen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 51
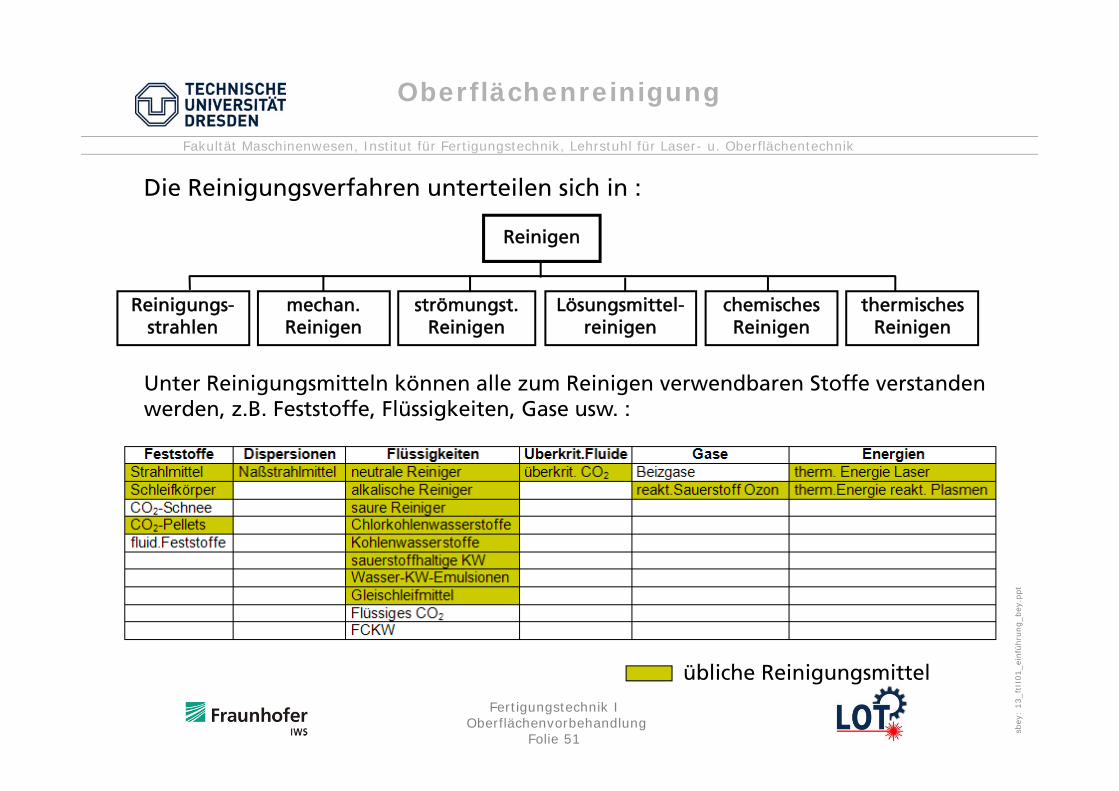
Die Reinigungsverfahren unterteilen sich in :
Reinigen
Reinigungs-strahlen
mechan.Reinigen
strömungst.Reinigen
chemischesReinigen
thermischesReinigen
Lösungsmittel-reinigen
Oberflächenreinigung
Unter Reinigungsmitteln können alle zum Reinigen verwendbaren Stoffe verstandenwerden, z.B. Feststoffe, Flüssigkeiten, Gase usw. :
übliche Reinigungsmittel
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 52
Reinigungsstrahlen
Reinigungs-strahlen
Reinigen
mechan.Reinigen
strömungst.Reinigen
chemischesReinigen
thermischesReinigen
Lösungsmittel-reinigen
Oberflächenreinigung - Strahlen
Video
Das Reinigungsstrahlen lässt sich (überwiegendentsprechend dem Trägermedium) unterteilen in :
- Druckluftstrahlen(Sand, Eis etc.),
- Nassdruckluftstrahlen,- Schlämmstrahlen,- Flüssigkeitsstrahlen,- Dampfstrahlen,- Schleuderstrahlen.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
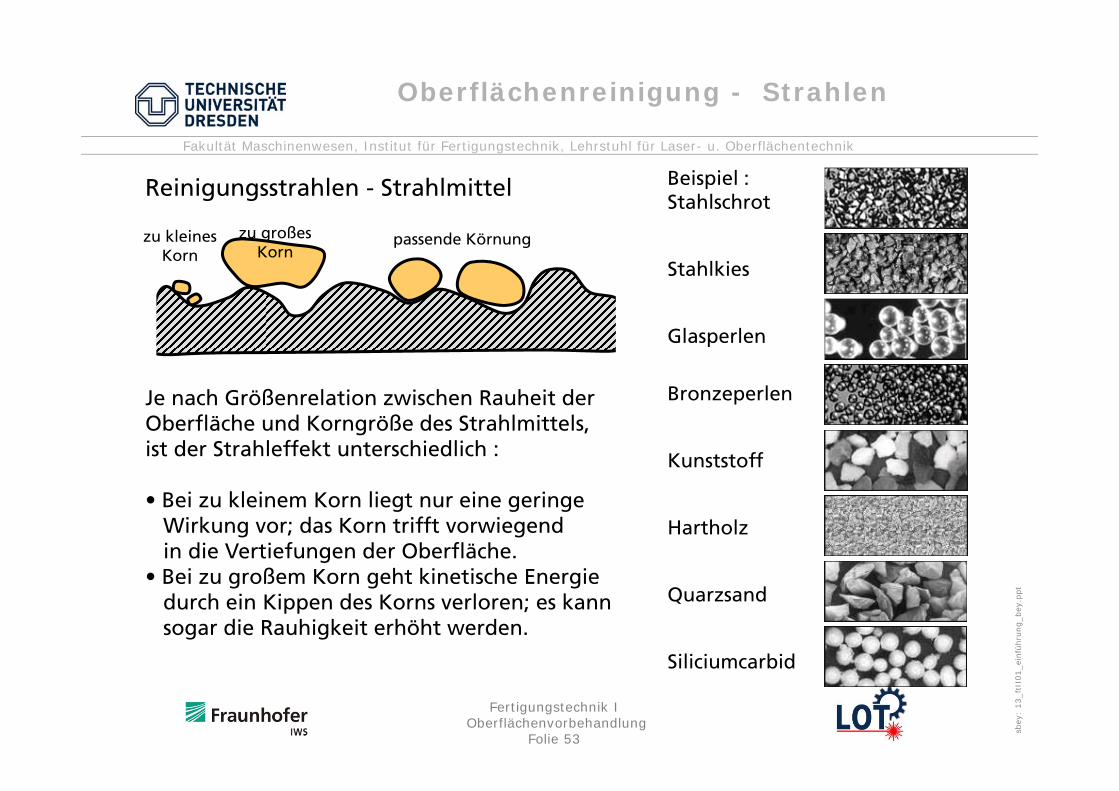
Folie 53
Reinigungsstrahlen - Strahlmittel Beispiel :Stahlschrot
Stahlkies
Glasperlen
Bronzeperlen
Kunststoff
Hartholz
Quarzsand
Siliciumcarbid
Oberflächenreinigung - Strahlen
zu kleinesKorn
zu großesKorn
passende Körnung
Je nach Größenrelation zwischen Rauheit derOberfläche und Korngröße des Strahlmittels,ist der Strahleffekt unterschiedlich :
• Bei zu kleinem Korn liegt nur eine geringeWirkung vor; das Korn trifft vorwiegend in die Vertiefungen der Oberfläche.
• Bei zu großem Korn geht kinetische Energiedurch ein Kippen des Korns verloren; es kannsogar die Rauhigkeit erhöht werden.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 54
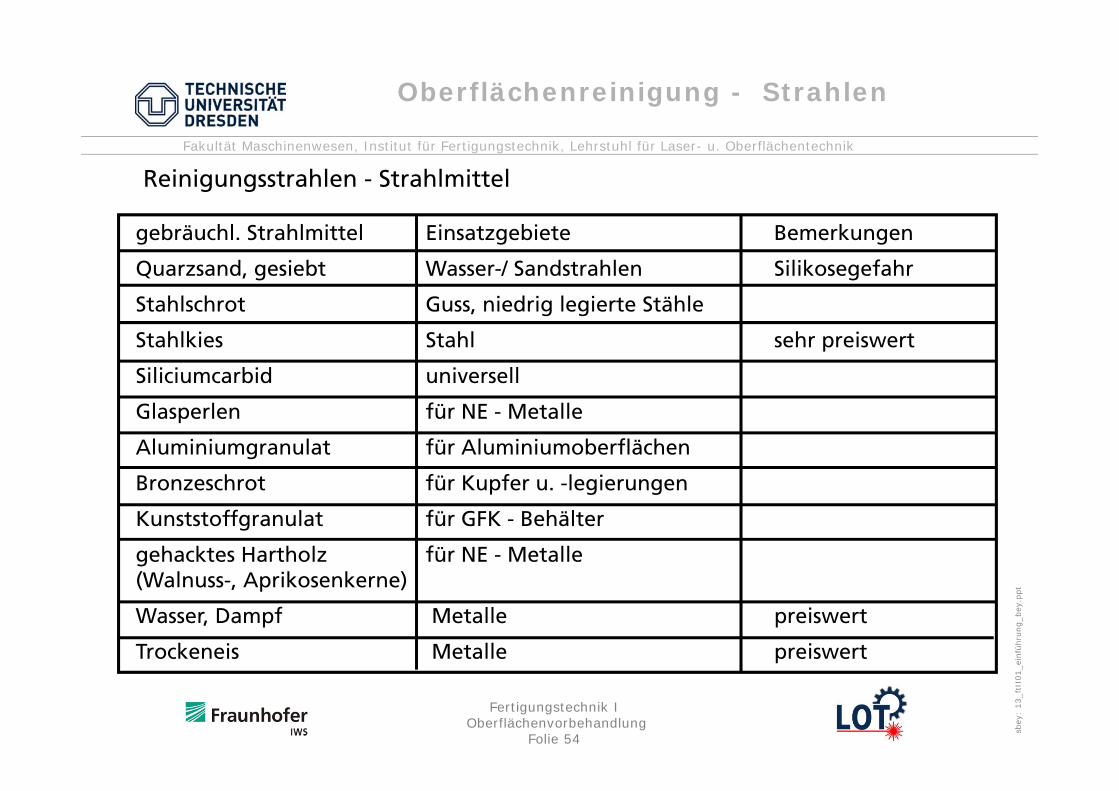
gebräuchl. Strahlmittel Einsatzgebiete Bemerkungen
Quarzsand, gesiebt Wasser-/ Sandstrahlen Silikosegefahr
Stahlschrot Guss, niedrig legierte Stähle
Stahlkies Stahl sehr preiswert
Siliciumcarbid universell
Glasperlen für NE - Metalle
Aluminiumgranulat für Aluminiumoberflächen
Bronzeschrot für Kupfer u. -legierungen
Kunststoffgranulat für GFK - Behälter
gehacktes Hartholz für NE - Metalle(Walnuss-, Aprikosenkerne)
Wasser, Dampf Metalle preiswert
Trockeneis Metalle preiswert
Reinigungsstrahlen - Strahlmittel
Oberflächenreinigung - Strahlen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 55
Flüssigkeitsstrahlen
Ähnlich dem Druckluftstrahlen werden beim Flüssigkeits-strahlen über spezielle Düsenformen und Strahlvertei-lungen eine hohe Reinigungsintensität (Qualität) beieiner großen Flächenleistung (Produktivität) erreicht :
Video Video Video
kompakter Strahl einfach rotier. Strahl zykloid. rotier. Strahl
Oberflächenreinigung - Strahlen
Quelle : WOMA Apparatebau GmbH
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 56
Oberflächenreinigung –mechanisches Reinigen
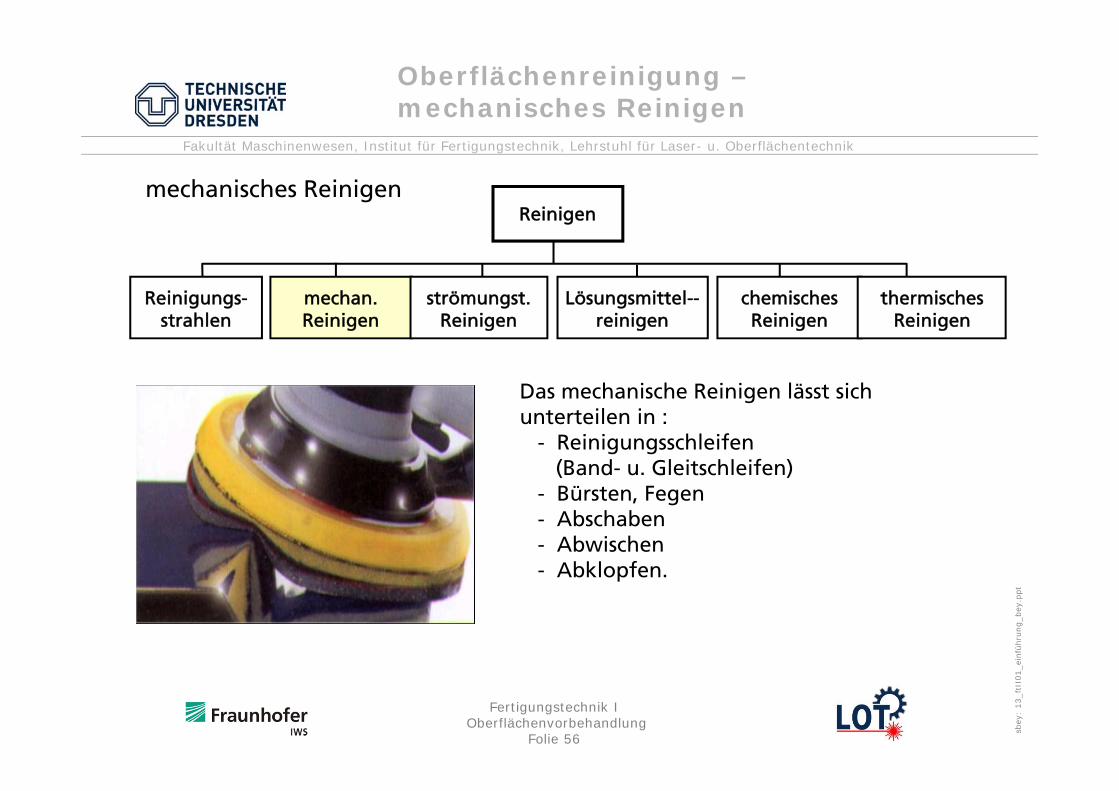
mechanisches Reinigen
Reinigungs-strahlen
Reinigen
mechan.Reinigen
strömungst.Reinigen
chemischesReinigen
thermischesReinigen
Lösungsmittel--reinigen
Das mechanische Reinigen lässt sich unterteilen in :
- Reinigungsschleifen(Band- u. Gleitschleifen)
- Bürsten, Fegen- Abschaben- Abwischen- Abklopfen.
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 57
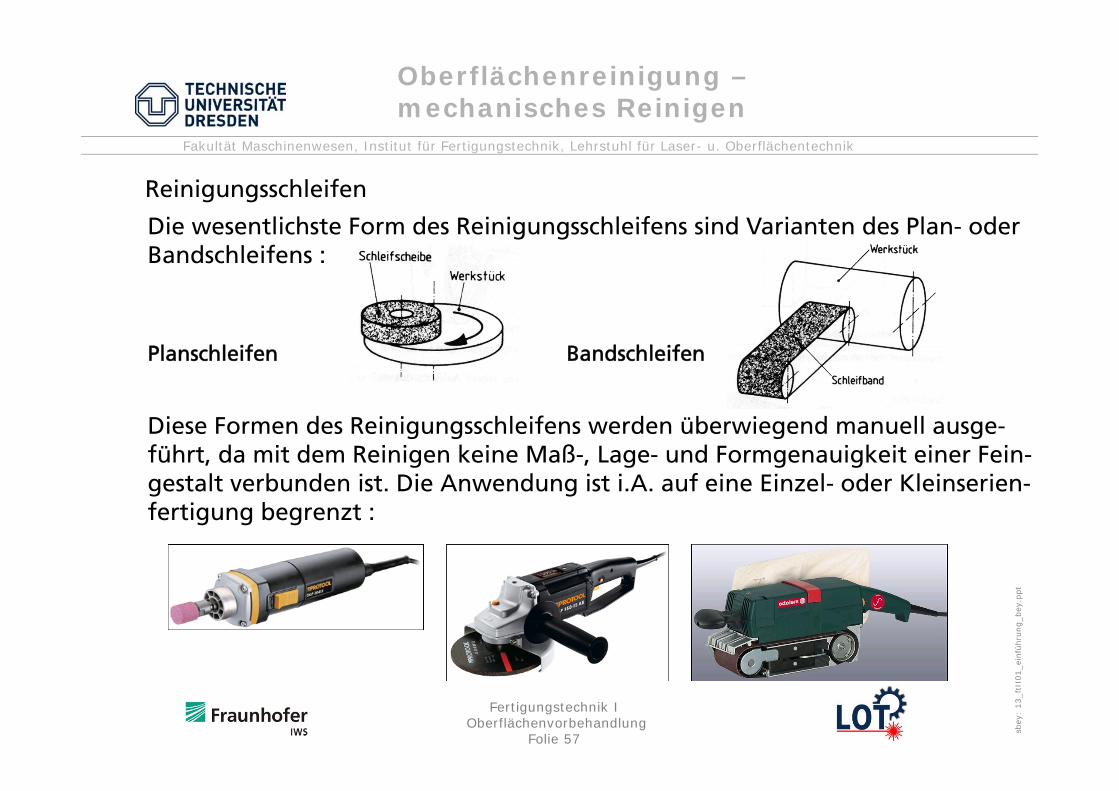
Die wesentlichste Form des Reinigungsschleifens sind Varianten des Plan- oderBandschleifens :
Diese Formen des Reinigungsschleifens werden überwiegend manuell ausge-führt, da mit dem Reinigen keine Maß-, Lage- und Formgenauigkeit einer Fein-gestalt verbunden ist. Die Anwendung ist i.A. auf eine Einzel- oder Kleinserien-fertigung begrenzt :
Planschleifen Bandschleifen
Oberflächenreinigung –mechanisches Reinigen
Reinigungsschleifen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 58
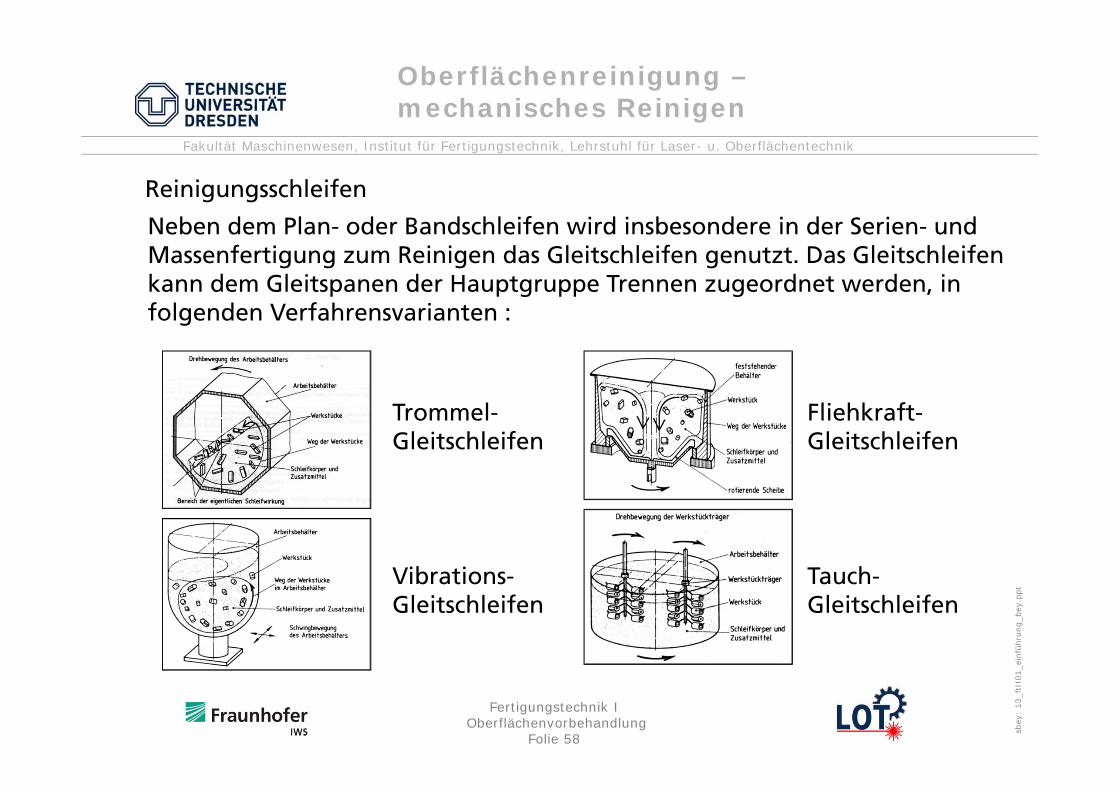
Neben dem Plan- oder Bandschleifen wird insbesondere in der Serien- undMassenfertigung zum Reinigen das Gleitschleifen genutzt. Das Gleitschleifenkann dem Gleitspanen der Hauptgruppe Trennen zugeordnet werden, infolgenden Verfahrensvarianten :
Trommel-Gleitschleifen
Vibrations-Gleitschleifen
Fliehkraft-Gleitschleifen
Tauch-Gleitschleifen
Oberflächenreinigung –mechanisches Reinigen
Reinigungsschleifen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 59
Mit dem Gleitschleifen können alle Reinigungsgrade E1 bis E5 erreicht werden;die Gleitschleif-Einrichtungen sind der Teilegröße und -stückzahl angepasst :
Linear-Durchlauf-Vibrator-anlage zur Bearbeitunggroßvolumiger Werkstücke
Rundvibratoranlage mitintegrierter Siebeinrichtungzur Bearbeitung von Kleinteilen
Oberflächenreinigung –mechanisches Reinigen
VideoVideo
Reinigungsschleifen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 60
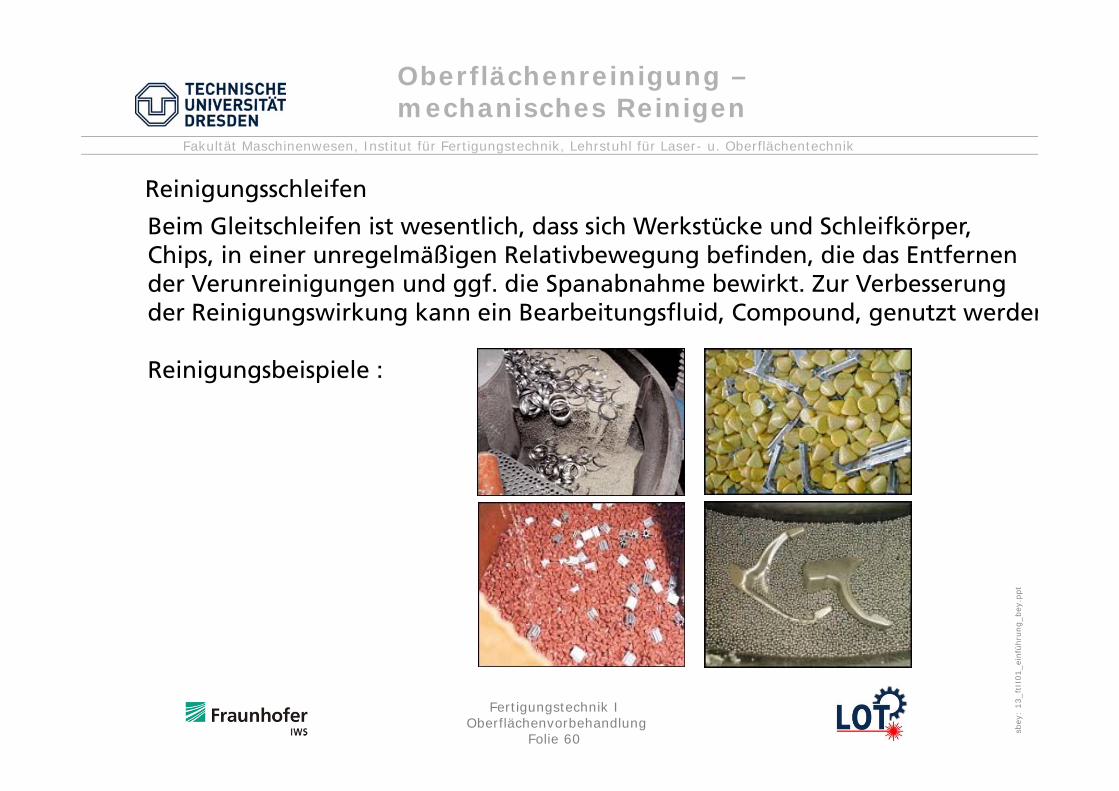
Beim Gleitschleifen ist wesentlich, dass sich Werkstücke und Schleifkörper,Chips, in einer unregelmäßigen Relativbewegung befinden, die das Entfernender Verunreinigungen und ggf. die Spanabnahme bewirkt. Zur Verbesserungder Reinigungswirkung kann ein Bearbeitungsfluid, Compound, genutzt werden
Reinigungsbeispiele :
Oberflächenreinigung –mechanisches Reinigen
Reinigungsschleifen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 61
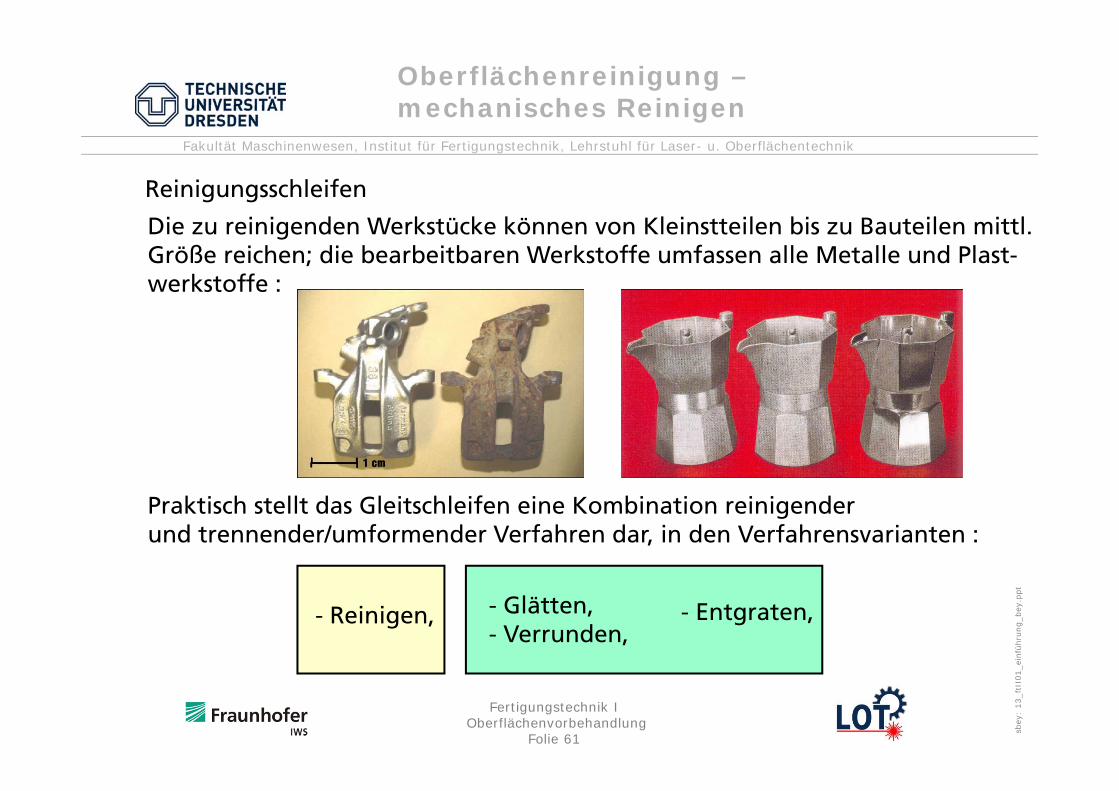
Die zu reinigenden Werkstücke können von Kleinstteilen bis zu Bauteilen mittl.Größe reichen; die bearbeitbaren Werkstoffe umfassen alle Metalle und Plast-werkstoffe :
Praktisch stellt das Gleitschleifen eine Kombination reinigenderund trennender/umformender Verfahren dar, in den Verfahrensvarianten :
- Reinigen, - Glätten,- Verrunden,
- Entgraten,
Oberflächenreinigung –mechanisches Reinigen
Reinigungsschleifen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 62
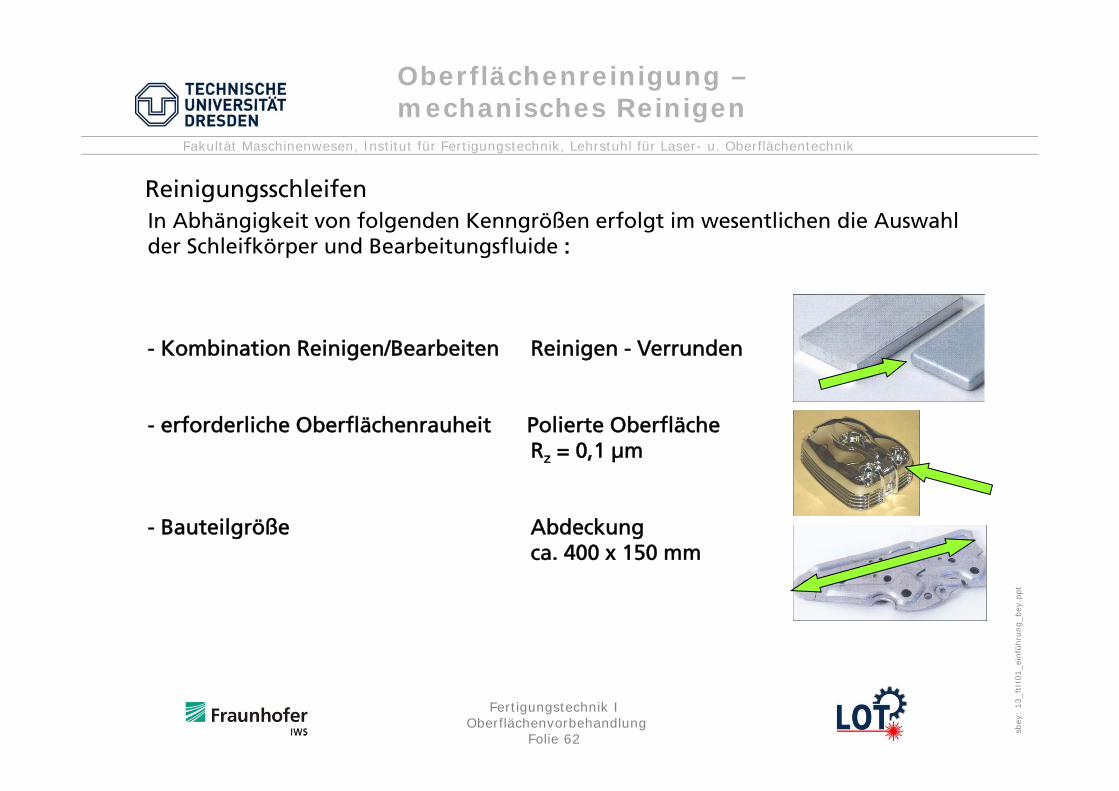
In Abhängigkeit von folgenden Kenngrößen erfolgt im wesentlichen die Auswahlder Schleifkörper und Bearbeitungsfluide :
- Kombination Reinigen/Bearbeiten Reinigen - Verrunden
- erforderliche Oberflächenrauheit Polierte Oberfläche Rz = 0,1 μm
- Bauteilgröße Abdeckung ca. 400 x 150 mm
Oberflächenreinigung –mechanisches Reinigen
Reinigungsschleifen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 63
Reinigungs-strahlen
Reinigen
mechan.Reinigen
strömungst.Reinigen
chemischesReinigen
thermischesReinigen
Lösungsmittel-reinigen
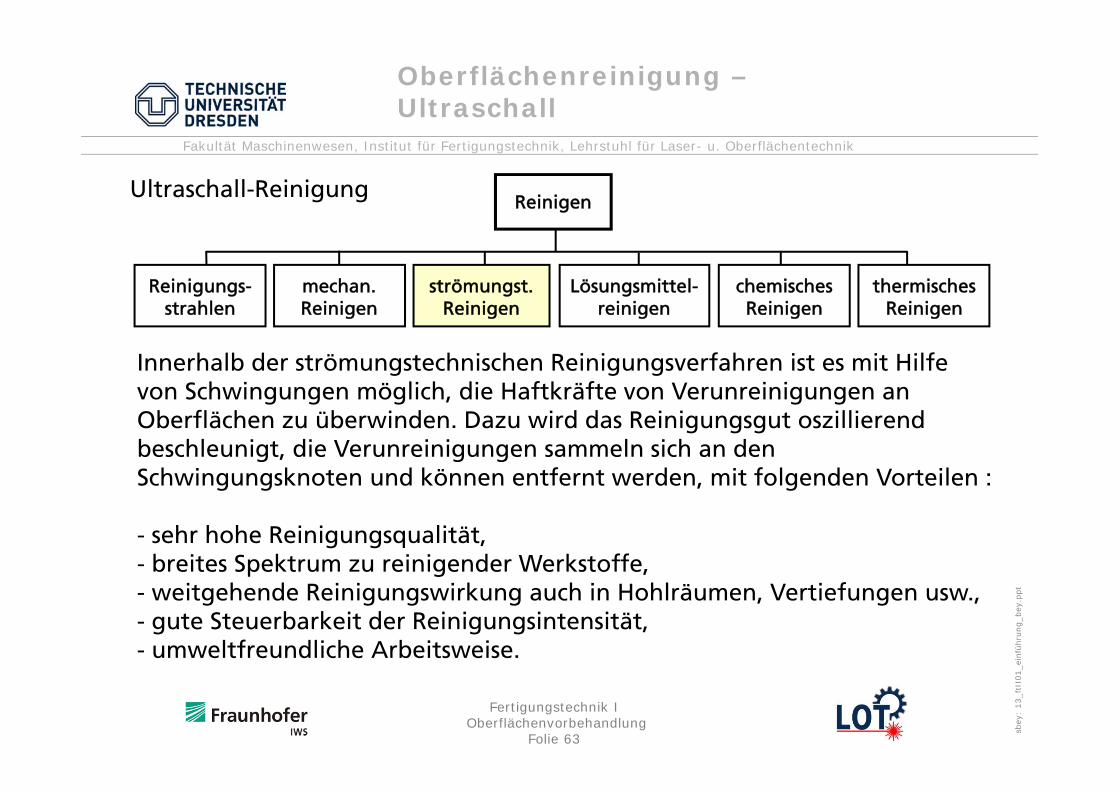
Ultraschall-Reinigung
Innerhalb der strömungstechnischen Reinigungsverfahren ist es mit Hilfe von Schwingungen möglich, die Haftkräfte von Verunreinigungen an Oberflächen zu überwinden. Dazu wird das Reinigungsgut oszillierend beschleunigt, die Verunreinigungen sammeln sich an den Schwingungsknoten und können entfernt werden, mit folgenden Vorteilen :
- sehr hohe Reinigungsqualität,- breites Spektrum zu reinigender Werkstoffe,- weitgehende Reinigungswirkung auch in Hohlräumen, Vertiefungen usw.,- gute Steuerbarkeit der Reinigungsintensität,- umweltfreundliche Arbeitsweise.
Oberflächenreinigung –Ultraschall
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 64
Werkstücke, die in die Oberflächenbehandlungkommen, tragen Verschmutzungen, Rückstände wie :
- Abrieb- Schleif- und Poliermittel, - Fette, Öle,- Rost, Staub.
In der Regel haften diese Verunreinigungen mehr oderweniger locker auf der Oberfläche durch
- van der Waals´sche Bindungen- chemische Bindungen
Reinigen ist das Entfernen unerwünschter Stoffe (Ver-unreinigungen) von der Oberfläche von Werkstückenbis zu einem erforderlichen, vereinbarten odermöglichen Grad – Der erreichbare Reinheitsgrad istabhängig vom Reinigungsverfahren sowie von derArt und Beschaffenheit der Verunreinigungen.
Oberflächen-vorbehandlung
Reinigen
Oberflächenreinigung
Quelle : DIN 8592
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 65
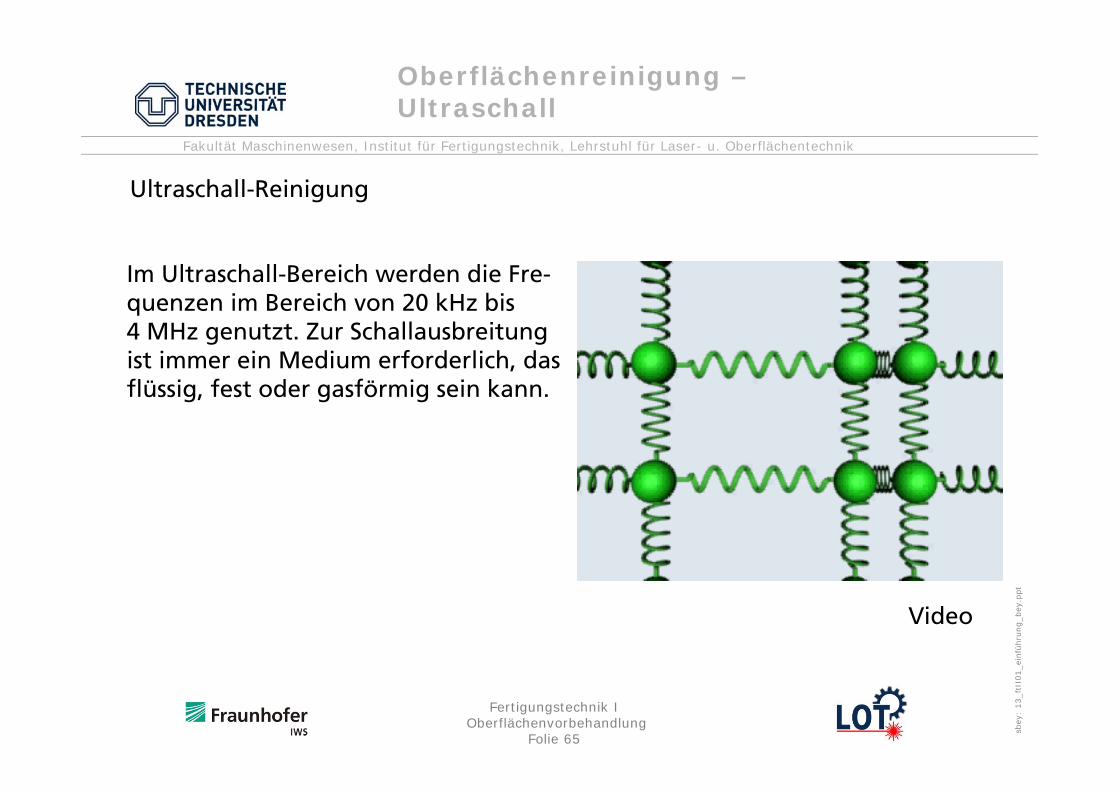
Video
Im Ultraschall-Bereich werden die Fre-quenzen im Bereich von 20 kHz bis4 MHz genutzt. Zur Schallausbreitung ist immer ein Medium erforderlich, das flüssig, fest oder gasförmig sein kann.
Oberflächenreinigung –Ultraschall
Ultraschall-Reinigung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 66
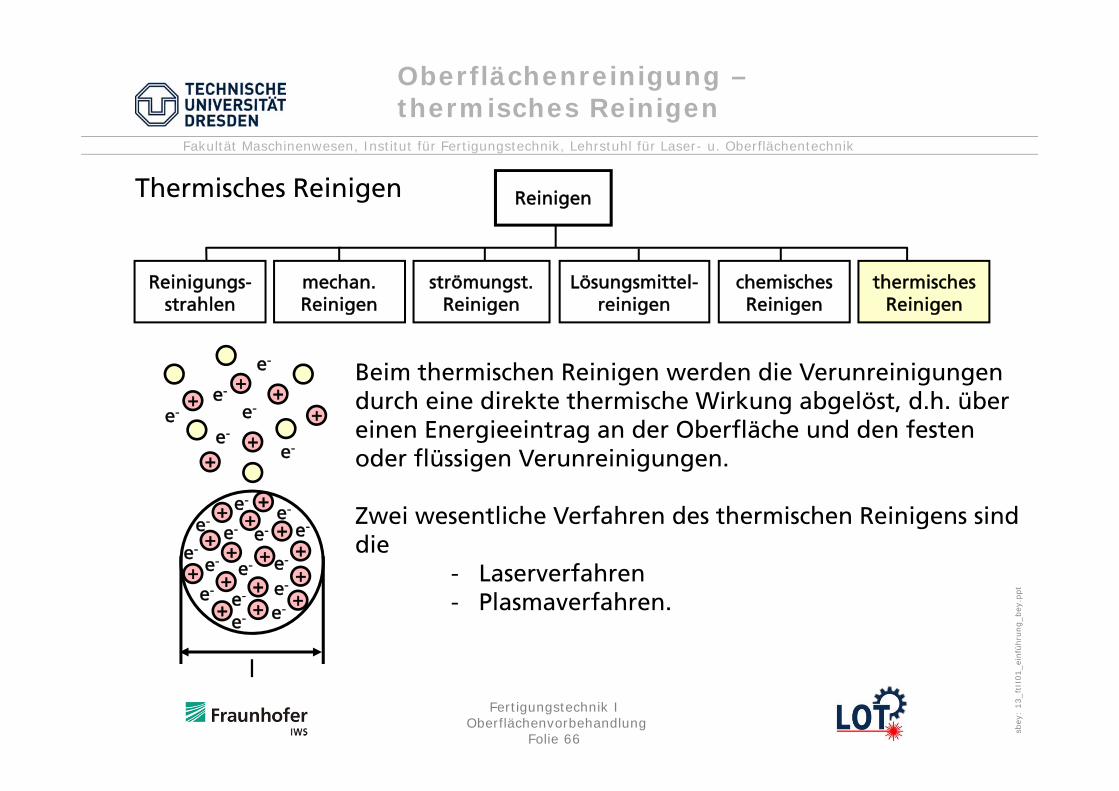
Beim thermischen Reinigen werden die Verunreinigungendurch eine direkte thermische Wirkung abgelöst, d.h. übereinen Energieeintrag an der Oberfläche und den festenoder flüssigen Verunreinigungen.
Zwei wesentliche Verfahren des thermischen Reinigens sinddie
- Laserverfahren- Plasmaverfahren.
Reinigungs-strahlen
Reinigen
mechan.Reinigen
strömungst.Reinigen
chemischesReinigen
thermischesReinigen
Lösungsmittel-reinigen
e-
+ +
++
++ e-
e-
e-
e-
e-
+e- +
e-
+e-
+e-+
e-
+e-
+e-
+
e-
+e-
+e-
+
e-
+e-
+e-
+e-
+e-
l
Oberflächenreinigung –thermisches Reinigen
Thermisches Reinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 67
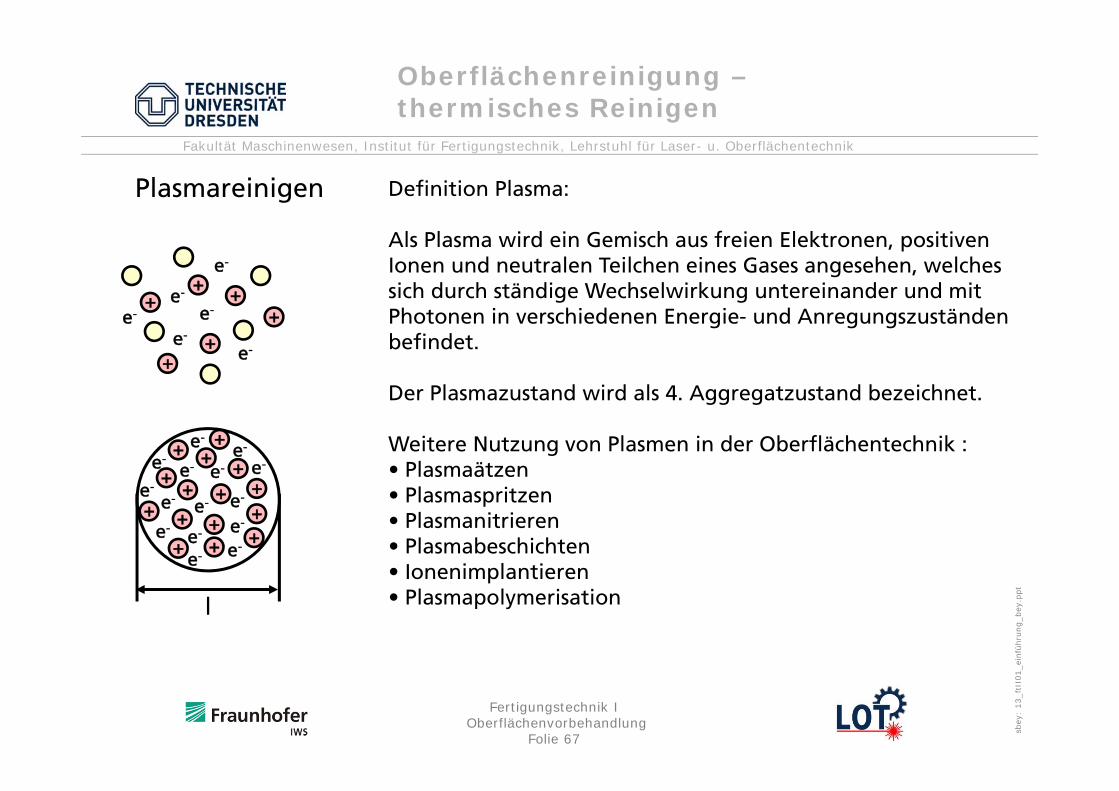
Definition Plasma:
Als Plasma wird ein Gemisch aus freien Elektronen, positiven Ionen und neutralen Teilchen eines Gases angesehen, welches sich durch ständige Wechselwirkung untereinander und mit Photonen in verschiedenen Energie- und Anregungszuständen befindet.
Der Plasmazustand wird als 4. Aggregatzustand bezeichnet.
Weitere Nutzung von Plasmen in der Oberflächentechnik :• Plasmaätzen• Plasmaspritzen• Plasmanitrieren• Plasmabeschichten• Ionenimplantieren• Plasmapolymerisation
e-
+ +
++
++ e-
e-
e-
e-
e-
+e- +
e-
+e-
+e-+
e-
+e-
+e-
+
e-
+e-
+e-
+
e-
+e-
+e-
+e-
+e-
l
Oberflächenreinigung –thermisches Reinigen
Plasmareinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 68
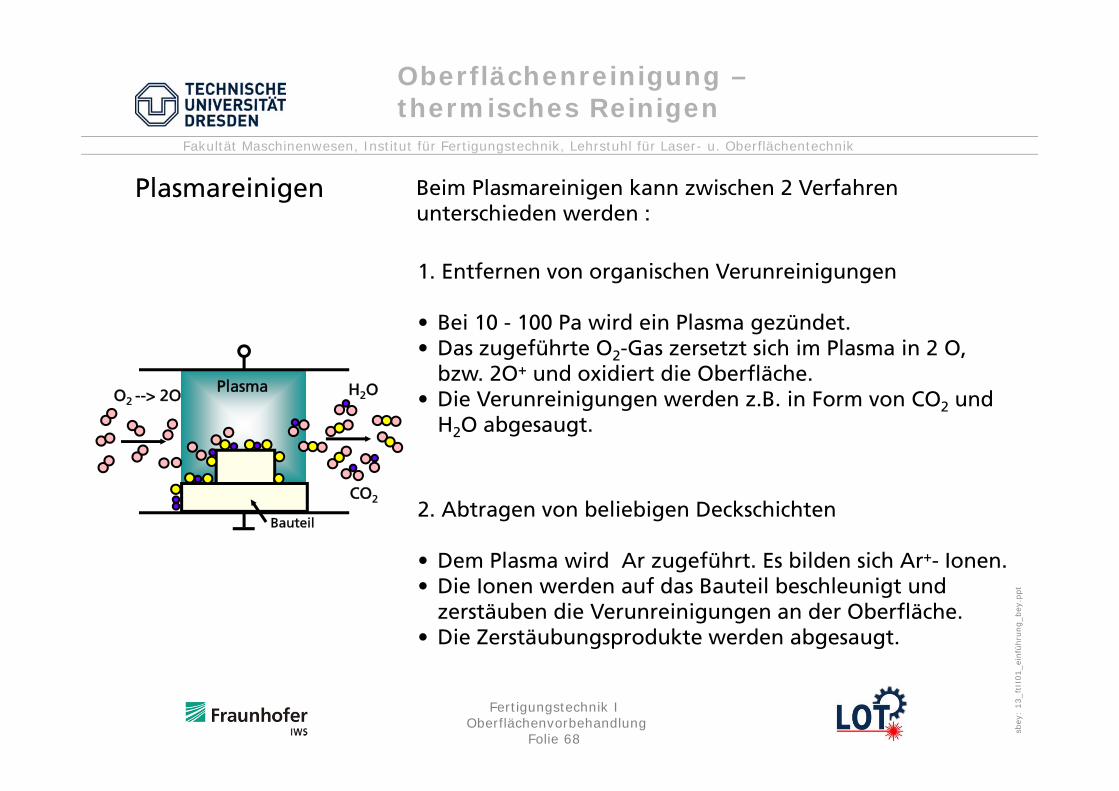
Beim Plasmareinigen kann zwischen 2 Verfahrenunterschieden werden :
O2 --> 2O H2OPlasma
Bauteil
CO2
1. Entfernen von organischen Verunreinigungen
• Bei 10 - 100 Pa wird ein Plasma gezündet.• Das zugeführte O2-Gas zersetzt sich im Plasma in 2 O,
bzw. 2O+ und oxidiert die Oberfläche.• Die Verunreinigungen werden z.B. in Form von CO2 und
H2O abgesaugt.
2. Abtragen von beliebigen Deckschichten
• Dem Plasma wird Ar zugeführt. Es bilden sich Ar+- Ionen.• Die Ionen werden auf das Bauteil beschleunigt und
zerstäuben die Verunreinigungen an der Oberfläche.• Die Zerstäubungsprodukte werden abgesaugt.
Oberflächenreinigung –thermisches Reinigen
Plasmareinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 69
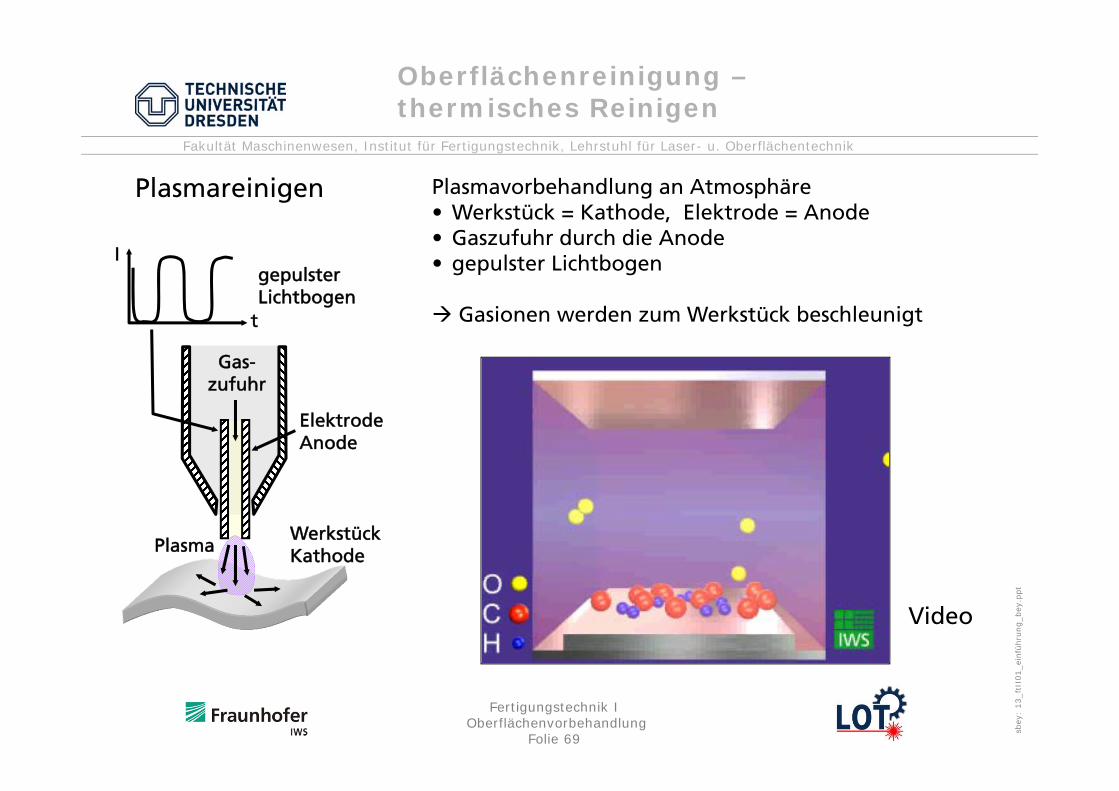
Plasmavorbehandlung an Atmosphäre• Werkstück = Kathode, Elektrode = Anode• Gaszufuhr durch die Anode• gepulster Lichtbogen
Gasionen werden zum Werkstück beschleunigt
Gas-zufuhr
ElektrodeAnode
WerkstückKathodePlasma
gepulsterLichtbogen
I
t
Oberflächenreinigung –thermisches Reinigen
Plasmareinigen
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 70
Merkmale des Laserreinigens
Definition: Abtragen dünner Schichten im sub-mm- und sub-μm-Bereich durchEinwirken kurzer Laserimpulse hoher Energie
Merkmale: - berührungslose Arbeitsweise- Wechselwirkungszeit t < 100 ns, vorzugsweise t < 10 ns- Intensität I > 3 107 W/cm²- geringe Tiefe der wärmebeeinflussten Zone dT < 1 mm- vorzugsweise dT < 100 nm- vielfach Selbstbegrenzung des Prozesses
Anwendungen - Entlacken von Metalloberflächen (z.B. Flugzeugteile, Tragekonstruk-tionen in Lackierbetrieben, partielle Entlackung im Reparaturbereich)
- Abisolieren von Kabelenden in der Elektroindustrie- Reinigen von Spritzguss- und Reifenformen, von Druckwalzen- Fügestellenvorbereitung (z.B. partielle Teilereinigung im Schweißnaht-
bereich, Säubern und Aktivieren von Klebestellen)- Reinigen bzw. Abnahme von Schichten von Glas
Oberflächenreinigung –thermisches Reinigen
Laserreinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 71
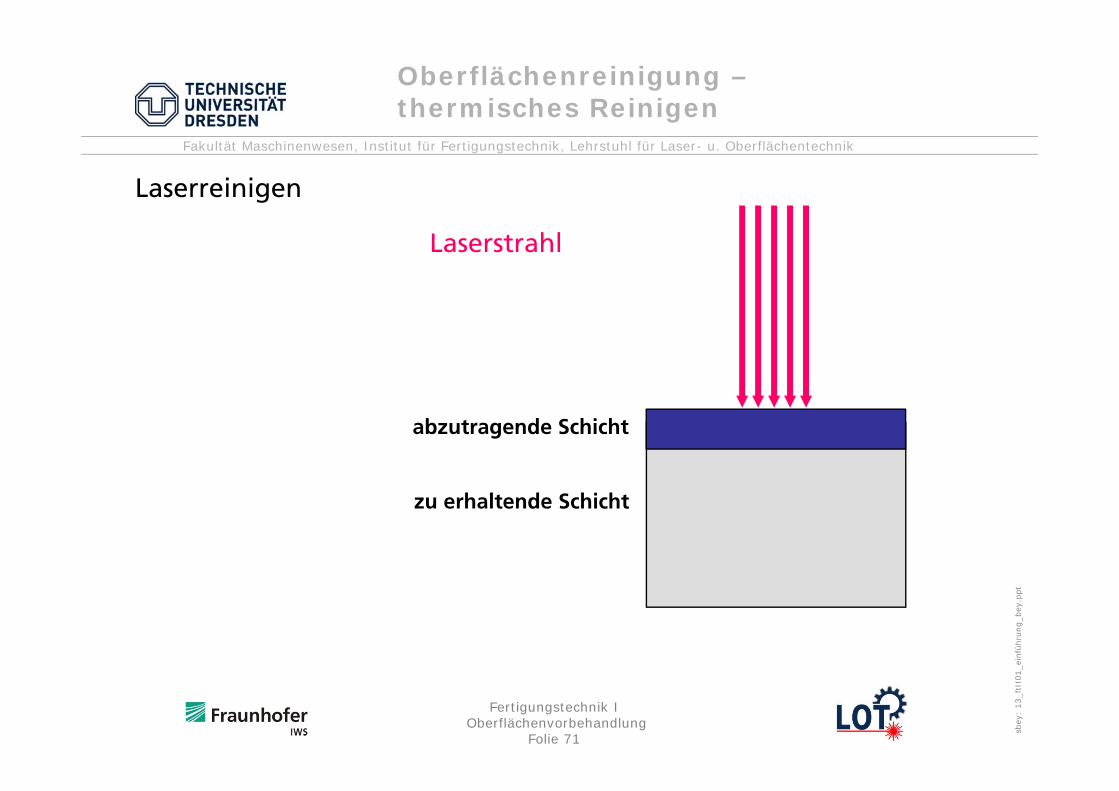
abzutragende Schicht
zu erhaltende Schicht
Laserstrahl
Oberflächenreinigung –thermisches Reinigen
Laserreinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 72
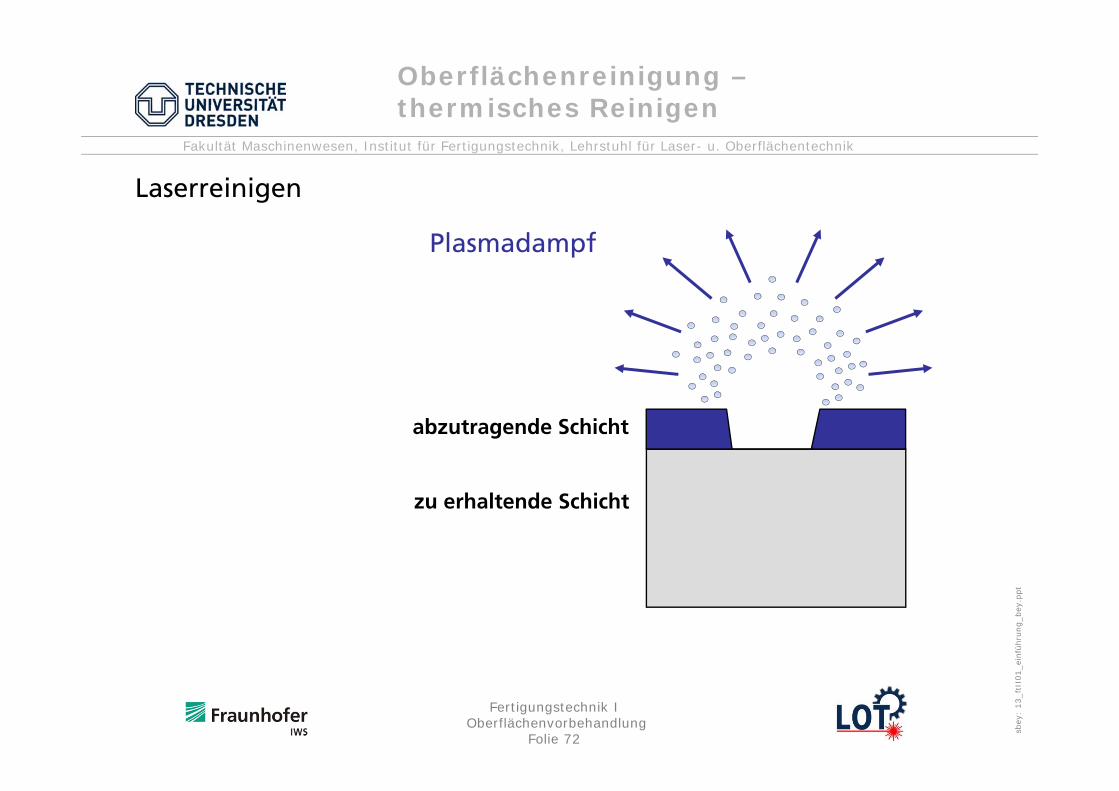
abzutragende Schicht
zu erhaltende Schicht
Plasmadampf
Oberflächenreinigung –thermisches Reinigen
Laserreinigen
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 73
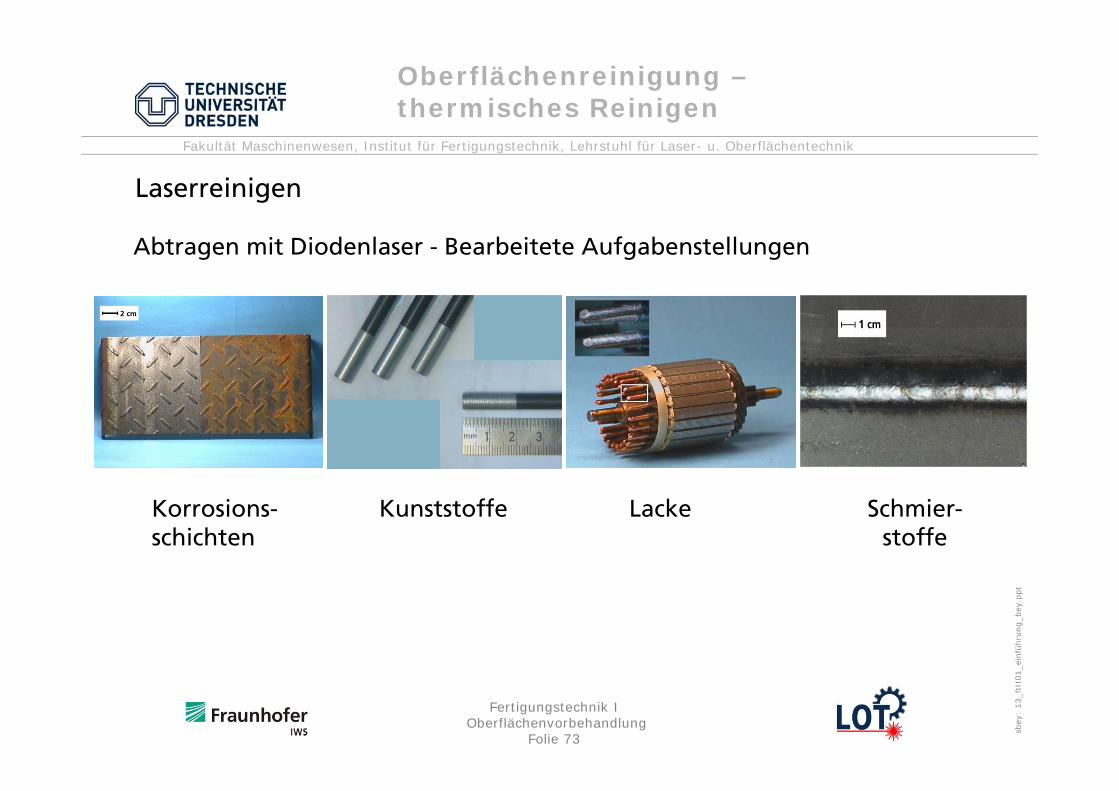
Abtragen mit Diodenlaser - Bearbeitete Aufgabenstellungen
LackeKunststoffeKorrosions-schichten
Schmier-stoffe
Oberflächenreinigung –thermisches Reinigen
Laserreinigen

Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 74
Oberflächenreinigung –thermisches Reinigen
Reinigen von gold-plattierten Skulpturen
Laserreinigen
Video
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl für Laser- u. Oberflächentechnik
sbey
: 13
_ftI
I01_
einf
ühru
ng_b
ey.p
pt
Fertigungstechnik I Oberflächenvorbehandlung
Folie 75
Ende der Vorlesung„Oberflächenreinigung“

![Siegmund Prielmair, erzherzoglicher Kapellsänger und ......abgeloffnen vier Jharen . . . alls Vice Contralor . . . gedient . . . vor Jarn bey diser Eur F[ürstlich] D[urchlaucht]](https://img.pdfslide.org/doc/110x75/604a765fb1571b33941f39bc/siegmund-prielmair-erzherzoglicher-kapellsnger-und-abgeloffnen-vier-jharen.jpg)