Embed Size (px)
Citation preview

Cascade ist eine eingetragene Marke der Cascade Corporation
cascadecorporation
ARTUNGSHANDBUCHWG-Serie
Fester Rahmen Papierrollenklammern
Nr. 213744-R2 DE

i 213744-R2 DE
NHALTISeite
EINLEITUNG, Abschnitt 1
Einleitung 1
Besondere Hinweise 1
EINBAU, Abschnitt 2
Anforderungen des Staplersystems 2
Montage - Festrahmenklammern 3
Empfohlene Versorgung der Hydraulikanlage 3
Anbaugerät-Installation 4
REGELMÄSSIGE WARTUNG, Abschnitt 3
100-Stunden-Kontrolle 9
500-Stunden-Kontrolle 9
2000-Stunden-Wartung 9
FEHLERSUCHE, Abschnitt 4
Allgemeine Vefahren 10
Anforderungen des Staplersystems 10
Benötigtes Werkzeug 10
Problembehebungstabelle 10
Schlauchleitungen 11
Festrahmenklammer - Schlauchdiagramm 11
Festrahmenklammer - Hydraulikdiagramm 12Festrahmenklammer, geteilter langer Arm - Hydraulikschema 13
Klammern-Funktion 14
Test des Versorgungskreislaufs 14
Klammerzyklus testen 14
Dreh-Funktion 15
Test des Versorgungskreislaufs 15
Drehen ohne Last 15
Drehen mit Last 15
Elektrischer Schaltkreis 16
WARTUNG, Abschnitt 5
Anbaugerät - Ausbau 17
Arme 18
Armeinheiten - Ausbau/Installation 18
Ausbau/Installation von Kontaktplatten 18
Armspitzen-Reparatur 19
Wartung der Armbuchsen 21
Antriebsgruppe 22
Ausbau/Installation von Antriebsmotoreinheiten 22
Demontage und Wartung der Antriebsgruppe 22
Montage der Antriebsgruppe 22
Antriebsmotor 24
Ausbau/Installation von Antriebsmotoren 26
Demontage des Antriebsmotors 27
Prüfung des Antriebsmotors 29
Montage des Antriebsmotors 29
Seite
Drehantrieb, Steuerventil 31
Wartung von Rückschlagventilen 31
Drehanschluss 32
Ausbau/Installation von Drehverbindungen 32Wartung von Drehanschlüssen - Festrahmen 33
Überdruckeinstellung für geteilten Arm 35
Drucksequenzeinstellung für geteilten Arm 36
Zylinder 37
Zylinderwartung am Anbaugerät 37
Zylinderausbau - Langer oder kurzer Arm 37
Wartung des Zylinder-Steuerventils 38
Wartung von Zylindern 39
Zylinderdemontage 39
Zylinderinspektion 39
Zylindermontage 40
Basis 41
Wartung der Rahmenbuchsen 41
Prüfung der Drehlagerkopfschrauben-Anzugsmomente 42
Demontage/Montage der Drehlager 43
Stoßfängereinstellung, Wartung 45
Stoßfänger, Elastikband, Wartung 46
180-Grad Drehstopp-Gruppe 47
Wartung von Absperrventilen 47
Stoppventileinstellung 47
Elektronische Drehsteuerung (ERC) 48
Wartung von Absperrventilen 48
Stopp-Einstellung 49
Fehlersuche 49
Magnetventil 51
Spulenwartung 51
Ventilwartung 51
TECHNISCHE DATEN, Abschnitt 5
Technische Daten 52
Hydraulik 52
Zusätzliche Ventilfunktionen 52
Staplerhubgerüst 52
Anzugsmomentwerte 53

1213744-R2 DE
INFÜHRUNGE1.1 Einführung
Dieses Handbuch bietet Informationen zu Einbau, regelmäßiger Wartung, Fehlersuche, Wartung und Technische Daten für Cascade Papierrollenklammern der Serie G.
Papierrollenklammern der Serie G sind für Dauerbetrieb mit drei Schichten pro Tag und minimaler Wartung ausgelegt. Sie bieten außergewöhnlich gute Sicht für den Staplerfahrer und optimiertes Greifen und Transport der Rollen.
Geben Sie bei jeglicher Kommunikation bezüglich des Anbaugeräts die entsprechende Produktkennzeichnung (siehe Typenschild) an. Sollte das Typenschild fehlen, finden Sie die Nummern zusätzlich rechts vorn auf der Grundplatte eingestanzt.
WICHTIG: Alle Schläuche, Leitungen und Anschlüsse dieser Anbaugeräte sind vom Typ JIC.
HINWEIS: Die Spezifikationen werden in Zoll und in metrischen Einheiten angegeben. Alle Befestigungselemente haben ein Anzugsmoment im Bereich von ±10 % des angegebenen Wertes.
1.2 Besondere DefinitionenIn diesem Handbuch werden Hinweise dieser Art dort aufgeführt, wo besondere Aufmerksamkeit geboten ist. Bevor Sie irgendwelche Arbeiten ausführen, lesen Sie bitte alle mit WARNUNG und VORSICHT gekennzeichneten Hinweise. Hinweise mit der Aufschrift WICHTIG und HINWEIS enthalten besondere Informationen oder erleichtern den Arbeitsvorgang.
WARNUNG -- Ein solcher Hinweis enthält In-formationen, die befolgt werden sollten, um Verletzungen zu vermeiden. Eine WARNUNG steht immer in einem umrahmten Kasten.
VORSICHT - Ein solcher Hinweis enthält Informationen, wie Beschädigungen an den Geräten vermieden werden können.
WICHTIG - Ein mit WICHTIG gekennzeichneter Hinweis enthält Informationen von besonderer Bedeutung.
HINWEIS - Ein solcher Hinweis enthält praktische Informationen zur Erleichterung des Arbeitsvorgangs.
cascadeLIFT TRUCK ATTACHMENT
ATTACHMENT CAPACITY
SERIAL NUMBER
CATALOGNUMBER
ADDITIONALEQUIPMENT
ADDITIONALEQUIPMENT
ADDITIONALEQUIPMENT
FOR TECHNICAL ASSISTANCE, PARTS AND SERVICECONTACT:
1-800-227–2233PORTLAND, OREGON USA
WEIGHT LBS.
POUNDSAT
INCH LOAD CENTER
CAPACITY OF TRUCK AND ATTACHMENT COMBINATIONMAY BE LESS THAN ATTACHMENT CAPACITY SHOWNABOVE. CONSULT TRUCK NAMEPLATE.
RECOMMENDED SYSTEM PRESSURE – 2000 PSIMAXIMUM SYSTEM PRESSURE – 2300 PSI
cascadecorporation�
�c
RC0277.eps 60G-RC-001
60G-RC-001
Typenschild

2
ONTAGEM
213744-R2 DE
2.1 Anforderungen des StaplersystemsUm die maximale Leistung der Papierrollenklammer der G-Serie zu erreichen, müssen folgende Anforderungen erfüllt sein.
WARNUNG: Der Hersteller des Original-Gabelstaplers ist verantwortlich für die Nenntragfähigkeit der Kombination aus Stapler und Anbaugerät. Die tatsächliche Tragfähigkeit kann niedriger sein als auf dem Typenschild des Anbaugeräts angegeben. Siehe dazu Typenschild des Gabelstaplers.
GA0080.eps
Abmessungen des Gabelträgers (A) (ITA) (ISO)
Min. Max.
Klasse IIKlasse IIIKlasse IV
14.94 Zoll (380.0 mm)18.68 Zoll (474.5 mm)23.44 Zoll (595.5 mm)
15.00 Zoll (381.0 mm) 18.74 Zoll (476.0 mm)23,50 Zoll (597.0 mm)
Druckeinstellung der Staplerhydraulik2300 psi (160 bar) empfohlen2600 psi (180 bar) Maximum
Stapler-Durchflussvolumen ➀
Min. ➁ Empf. Max. ➂
60G, 66G, 72G 5 GPM(18 l/min.)
10 GPM(37 l/min.)
15 GPM(56 l/min.)
➀ Cascade Rollenklammern sind für hydraulische Flüssigkeiten auf Petroleumbasis mit SAE 10W ausgelegt sowie für folgende Mil- Spezifikationen. MIL-0-5606 oder MIL-0-2104B. Der Einsatz von Hydraulikflüssigkeit auf Synthetik- oder Wasserbasis ist nicht empfehlenswert. Sollte feuerbeständige Hydraulikflüssigkeit erforderlich sein, müssen Spezialdichtungen verwendet werden. Fragen Sie Cascade.
➁ Ein geringerer Durchfluss als empfohlen führt zu Drehgeschwindigkeiten von weniger als 2 U/min.
➂ Bei Durchflusswerten oberhalb des Maximums kann es zu übermäßiger Erhitzung, reduzierter Systemleistung und verkürzter Lebensdauer des Hydrauliksystems kommen.
A
GA0028.eps
GabelträgerGabelträger reinigen und auf Beschädigungen prüfen. Vorstehende Schweißnähte abschleifen oder beschädigte Nuten reparieren.
Zusätzliche VentilfunktionenAuf Erfüllung von ANSI (ISO)-Normen prüfen:
GA0082.eps
Senken
Vorwärts neigen Gegen den Uhrzeigersinn drehen
Lösen
Hebenrückwärts neigen
Im Uhrzeigersinn drehen
Klammer

3
ONTAGEM
213744-R2 DE
2.2 Montage - Festrahmenklammern
2.2-1 Empfohlene Versorgung der HydraulikanlageStarre Papierollenklammern der G-Serie liefern die beste Leistung in der Hydraulikkonfiguration A und B. In den AuswahlrichtlinienSchläuche und Leitungenvon Cascade, Teilenr. 212199, die passende Schlauchrolle für Hubgerüst und Stapler auswählen. Die Anforderungen für Schläuche und Anschlüsse lauten wie folgt:
Alle Schläuche und Anschlüsse für Klammer- und •Drehfunktionen müssen Schlauch Nr. 8 mit 13/32 Zoll (10 mm) Mindestdurchmesser sein.
GA0033.eps
A B
C
A und BARH und LH THINLINETM 2-wege-Schlauchrollengruppen
ODER
A und CRH THINLINETM 2-Wege-Schlauchrolle und Einzelschlauch im Mast

4
ONTAGEM
213744-R2 DE
RC0153.eps
2.2-2 Installation des AnbaugerätsFolgen Sie zur Montage des Anbaugeräts an den Stapler dem nachfolgenden Verfahren. Lesen und beachten Sie alle WARN-Hinweise. Wenn Sie Fragen haben oder einen Vorgang nicht verstehen, fragen Sie Ihren Vorgesetzten oder kontaktieren Sie Ihren zuständigen Cascade-Kundendienst.
1
2
Anbringen des oberen Hebezugs
A Transportbänder entfernen und Anbaugerät aufrecht auf die Palette stellen.
B Untere Schraubhaken entfernen (falls vorhanden))
Untere Schnellmontagehaken entriegeln
A Haken entriegeln (Stift in der unteren Bohrung).
WARNUNG: Gewicht des Anbaugeräts prüfen (auf Typenschild vermerkt), um sicherzustellen, dass der Deckenhebezug und die Ketten bzw. Haltebänder mindestens der Nennkapazität des Anbaugeräts entsprechen.
AA
B
cascade
®
C-675514-1
CL0097.eps
AFührung
Stift
Unterer linker Schnellmontagehaken
HINWEIS: Die Führungen können umgekehrt eingesetzt werden, um das Spiel zwischen Haken und Träger zu verringern (siehe Schritt 7)
Kopfschrauben festziehen:Montageklasse II/III - 130 ft.-lbs. (175 Nm)Class IV Mounting - 190 ft.-lbs. 260 Nm anziehen
5/8 Zoll. (16 mm) offset on top provides maximum clearance.

5
ONTAGEM
213744-R2 DE
RC0134.eps
3
4
Schläuche vorbereiten
A Position truck carriage behind attachment.
BErforderliche Schlauchlängen abmessen.
C Cut hoses to length, install end fittings.
Hydraulikschläuche spülen
ASchläuche wie unten gezeigt montieren.
B Operate auxiliary valves for 30 seconds.
C Anschlussstutzen entfernen.
D Install hoses to attachment fittings as shown in Step 3, above.
VORSICHT: Hoses should be 2600 psi (180 bar) working pressure rated for all attachment functions.
INSTALLATION USING RH & LH 2-PORT THINLINETM HOSE REEL:
INSTALLATION USING RH 2-PORT HOSE REEL AND RH INTERNAL HOSE REEL:
RC0133.eps
Öffnen
Öffnen
Klammer
Klammer
Gegen den Uhrzeigersinn drehen Gegen den Uhrzeigersinn drehenIm Uhrzeiger-sinn drehen
Im Uhrzeiger-sinn drehen
GA0081.eps
RC0139.eps
5 Entlüftungskappe abziehen und Ölstand prüfen
Das Öl muss am unteren Rand der Einfüllöffnung stehen
Entlüftungskappe abziehen
Bei Bedarf Getriebe mit Cascade Getriebeöl 6563000 auffüllen, oder mit SAE 90. Getriebeöl (AGMA 'mild' 6 EP Getriebeöl).

6
ONTAGEM
213744-R2 DE
6
7
Mount attachment on truck carriage
A Stapler mittig hinter Anbaugerät positionieren.
B Mast vorwärts neigen und auf die korrekte Position anheben.
C Engage top mounting hooks with carriage. Der linke Haken muss in der äußersten Nut des Trägers einrasten.
D Anbaugerät 2 Zoll. (5 cm) von der Palette anheben. Der untere Indexblock (falls vorhanden) muss in der Gabelaufnahme des unteren Trägers sitzen.
Untere Haken montieren und einhängen
RC0161.eps
RC0151.eps
GA0079.eps
ITA Class II - 0.60-0.66 in. (15-17 mm)ITA Class III - 0.72-0.78 in. 18-20 mmITA Class IV - 0.72-0.78 in. 18-20 mm
ITA Class II - 0.32-0.36 in. (8-9 mm)ITA Class III - 0.39-0.43 in. (10-11 mm)ITA Class IV - 0.47-0.51 in. (12-13 mm)
Oberer Gabelträger
Nut
Abbildung zeigt Klasse III Träger und obere Montagehaken
Indexblock oder Abstandsblock
Check that hoses are connected to revolving connection
C C
F
A
B
SCHRAUBHAKEN SCHNELLWECHSELHAKEN (OPTIONAL)
RC0148.eps
ADJUST
ca
sc
ad
e®
RC0147.eps
Haken montie-ren - dabei fest einrasten
Unterer Gabelträger
Tighten capscrews:Class II/III Mounting - 130 ft.-lbs. 175 Nm anziehenClass IV Mounting - 190 ft.-lbs. 260 Nm anziehen
Slide hook up to engage bar, install pin in locked position (upper hole).
Unterer Gabelträger
Haken auf korrektes Spiel überprüfen. Reverse guides to change clearance - see Step 2.
5 mm. (5 mm) Max.

7
ONTAGEM
213744-R2 DE
9
1011
8Installation der Anschläge
Check that the attachment is centered on the carriage.•
Außen neben beiden oberen Haken jeweils einen •Anschlag montieren.
HINWEIS: Ist außen neben den Haken nicht genügend Platz, können die Anschläge an den Trägerenden auch senkrecht montiert werden.
Preheat stop block and carriage bar weld area to •325SDgrF (180SDgr C).
Use AWS E-7018 low hydrogen rod and weld a 6 mm •(1/4 in.) fillet full length on three sides of each stop block.
Passen 180-Grad-Absperrventil(Falls vorhanden)
Die 180-Grad-Absperrventil erfordert eine •Neueinstellung, wenn die Anlage nicht langsam nach der Drehung zu stoppen. Siehe Abschnitt 5,10-2 zur Einstellung Verfahren.
Anpassungen für Split langen Arm(falls vorhanden)
Split langen Arm Reliefs oder Zuschaltventil •können verlangen, wenn eine Neueinstellung:
A) 3-Stellung Druck Auswahl Ventil benutzt,
B) Betriebsdruck des Systems unter den empfohlenen 2300 psi (160 bar). Siehe auch Abschnitt 5,6-3 5,6-4 oder zur Einstellung Verfahren.
Schläuche wie in Schritt 3 gezeigt an die Trägeranschlüsse anschließen
RC0135.eps
RC0224.eps
Montagehaken rechts oben
Stahlanschlag
0,25 Zoll. 6 mm Schweißnaht auf drei Seiten
Oberer Gabelträgerschiene des Staplers
1/16 Zoll. (1-5 mm)
HINWEIS: Keine Schweißnaht innen am Anschlag.
RC0377.eps
Einstellschraube und Gegenmutter
Verzögerungsrampe
180 Grad Vorabsperrung
Anschlag
Top View
RC0299.ill
SH
OR
T AR
M LON
G A
RM
Drehanschluss
Upper langen Arm Reliefverzerrung
Lower Long Arm Reliefverzerrung
RC0054.eps

8
ONTAGEM
213744-R2 DE
12 Funktionen des Anbaugeräts prüfen
WARNUNG: Beim Testen des Anbaugeräts dürfen sich keine Personen in der Nähe aufhalten.
Lassen Sie alle Klammerfunktionen mehrere Male •ohne Last durchlaufen.
Die Funktionen müssen in Übereinstimmung •mit den ITA (ISO)Normen erfolgen.
Klammern und drehen Sie eine Maximallast und •prüfen Sie alle Funktionen und die Drehung auf reibungslosen Ablauf.
Anschlüsse, Drehverbindungen und Zylinderstangen •auf Dichtigkeit prüfen.
RC0030.eps RC0031.eps
LANGER ARM(nur vertikale und horizontale Position)
C Lösen
D Klammer
DREHEN(Sicht des Fahrers)
A Gegen den Uhrzeigersinn
B Im Uhrzeigersinn
KURZER ARM(45nur SDgr Position)
C Öffnen
D Schließen
A
B
D
DC
C
Zusätzliche Ventilfunktionen
B D
CA
GA0005.eps
SenkenVorwärts neigen
Heben Rückwärts neigen
WARNUNG: Der hier abgebildete Staplersteuerhebel und die Aktivierung der Anbaugerätefunktionen sind gemäß empfohlener Praktiken nach ASME/ANSI B56.1. Die Nichtbeachtung der folgenden Praktiken kann zu ernsthaften Verletzungen oder Schäden führen. Endkunden, Händler und Hersteller sollten jede Abweichung von den genannten Praktiken aus Sicherheitsgründen vermeiden.

9
EGELMÄSSIGE WARTUNGR
213744-R2 DE
3.1 100-Stunden-KontrolleJedesmal, wenn der Gabelstapler gewartet wird oder nach jeweils 100 Betriebsstunden (je nachdem, was früher eintritt), sind folgende Wartungsarbeiten auszuführen:
Auf lose oder fehlende Bolzen, verschlissene oder beschädigte •Schläuche und Lecks in der Hydraulikanlage prüfen.
Kanten der Kontaktplatten auf Verschleiß oder scharfe Kanten •prüfen, die Schäden an Papierrollen verursachen könnten. Alle Kanten rund schleifen.
Gelenkstellen der Kontaktplatten auf Verschleiß prüfen und Teile •ggf. ersetzen.
Schäfte der 180-• Grad-Stoppventile (falls vorhanden) schmieren.
Anzugsmoment an den 180• Grad-Stoppblock-Kopfschrauben prüfen und Schrauben festziehen auf ft.-lbs. (540 Nm), bei Bedarf.
Lasthaltehydraulik auf Funktion prüfen. Zu diesem Zweck •stehen die Klemmkraftanzeigen 830141 und 832442 zur Verfügung.
Prüfen der Lesbarkeit von Typenschild und Aufklebern.•
3.2 500-Stunden-KontrolleZusätzlich zu den Arbeiten nach jeweils 100 Stunden sind folgende Arbeiten alle 500 Betriebsstunden auszuführen:
Einen der Grundplatten/Lager-Bolzen auf korrektes •Anzugsmoment prüfen. Näheres zur Prüf- und Ersetzvorgängen siehe die Abschnitte 5.9-2 und 5.9-3.
Einen der Frontplatten-Bolzen auf korrektes Anzugsmoment •prüfen. Näheres zur Prüf- und Ersetzvorgängen siehe die Abschnitte 5.9-2 und 5.9-3.
Kopfschrauben der oberen Haken anziehen auf 125 ft.-lbs. (165 •Nm).
sDrehantriebslager mit Mehrzweck-Hochdruckfett NLGI 2 •schmieren (Whitmore 'Omnitask' oder vergleichbar). Dabei das Anbaugerät eine volle Umdrehung drehen.
Ölstand im Drehgetriebe prüfen. Das Öl muss am unteren •Rand der Einfüllöffnung stehen. Füllen Sie bei Bedarf Cascade-Drehgeräteantriebsschmiermittel nach, Teilenr. 656300, oder SAE 90 wt. Getriebeöl (AGMA 'mild' 6 EP Getriebeöl). Einfüllstopfen ersetzen.
Alle Lager von Armen, Rahmen und Zylindern auf Verschleiß •prüfen. Ggf. ersetzen. Sehen Sie dazu Abschnitt 5.9-1.
Alle Gewicht tragenden Schweißverbindungen an Armen, •Gelenken und Zylindern auf sichtbare Risse prüfen. Betreffende Komponenten bei Bedarf ersetzen.
3.3 2000-Stunden-WartungZusätzlich zu den Arbeiten nach 100 und 500 Betriebsstunden sind alle 2000 Betriebsstunden folgende Arbeiten auszuführen:
Alle Lagerbolzen, die Drehungen ausgesetzt sind, auf korrektes •Anzugsmoment prüfen. Näheres zur Prüf- und Ersetzvorgängen siehe die Abschnitte 5.9-2 und 5.9-3.
Alle Drehgelenke von Armen und Zylindern auf Verschleiß •prüfen und bei Bedarf ersetzen. Siehe dazu Abschnitt 5.7.
WARNUNG: Nach der Durchführung von Wartungsarbeiten muss das Anbaugerät jeweils mit fünf kompletten Betriebszyklen getestet werden. Um eine korrekte Funktion zu gewährleisten, ist die Funktionsfähigkeit zunächst ohne und dann mit Last zu prüfen.
RC0138.eps
Pad-Ecken
Pad-Halterung/Verschleißschuhe Schmiernippel
für Drehgerätlager Drehantrieb
Einfüllstopfen
ArmgelenklagerKurzarmseite
Rückansicht (Sicht des Fahrers)
WARNUNG: Die Lagerbolzen von Front- und Grundplatte müssen erstmals nach 500 Betriebsstunden und danach alle 2000 Stunden auf ihr korrektes Anzugsmoment geprüft werden. Nicht ausreichend angezogene Bolzen können zu Schäden am Gerät und schweren Verletzungen führen.
RC0149.eps
Zugangsöffnung zu den Frontplatten-Kopfschrauben
Kopfschrauben der Grundplatte
180SDgr Hydraulik-Stoppventil Harter Anschlag
Einfüllöffnung des Drehantriebs
Montagehakenbolzen

ROBLEMBEHEBUNGP
10 213744-R2 DE
4.1 Allgemeine Vefahren4.1-1 Staplersystemanforderungen
Der Hydraulikdruck des Staplers sollte sich innerhalb des •unter Technische Daten (Abschnitt 6.1) angegebenen Bereichs bewegen. Der Druck zum Anbaugerät darf 2600 bar nicht überschreiten.
Die Durchflussmenge sollte sich im unter Technische Daten •(Abschnitt 6.1) angegebenen Bereich bewegen.
Die für das Anbaugerät verwendete Hydraulikflüssigkeit muss •die Angaben unter Technische Daten in Abschnitt 6.1 erfüllen.
WARNUNG: Bevor Sie hydraulische Geräte warten, entlasten Sie stets zuerst das Hydrauliksystem. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
Nach Abschluss von Wartungsarbeiten ist der korrekte Betrieb des Anbaugerätes in mehreren Zyklen zu testen. Führen Sie diese Prüfung zunächst mit leerem Anbaugerät durch, um das System über den Staplertank vollständig zu entlüften. Um eine korrekte Funktion zu gewährleisten, testen Sie das Anbaugerät dann unter Last.
Beim Testen stets den Sicherheitsabstand einhalten. Die Last während des Tests nicht mehr als 10 cm vom Boden abheben.
4.1-2 Benötigtes WerkzeugAußer den gängigen Werkzeugen ist Folgendes erforderlich:
Leitungs-Durchflussmesser-Kit -•10 GPM (37 l/min) - Cascade Teilenr. 671476
ODER20 GPM (75 l/min) - Cascade Teilenr. 671477
Druckmanometer-Satz -•5000 psi (345 bar) - Cascade Teilenr. 671212. Es sind zwei Kits erforderlich.
Verschiedene Anschlüsse und Schläuche, um die •Messinstrumente und den Durchflussmesser an die zu testenden Komponenten anzuschließen.
4.1-3 Problembehebungstabelle
Klammerzyklus• AnbaugeräthältLastnachdemAnhebennichtfest.• AnbaugerätkannkeineLastenbiszurNennkapazität
tragen.• Anbaugerätearmebewegensichnichtkorrekt.
Anweisungen zur Problembehebung finden Sie in Abschnitt 4,3.
• GeteilteArmeklammerndieLastnichtgleichmäßig.Anweisungen zur Problembehebung finden Sie in Abschnitt 5.6-3 oder 5.6-4
Drehkreis• KeinDrehendesAnbaugeräts.• AnbaugerätkannkeineLastenbiszurNennkapazität
drehen.• AnbaugerätdrehtnurineinerRichtung.
Anweisungen zur Problembehebung finden Sie in Abschnitt 4.4.
• Anbaugeräthältnichtkorrektmit180GradStoppventiloder elektronischer Drehregelung. Anweisungen zur Problembehebung finden Sie in Abschnitt 5.10 oder 5.11.
Tragen Sie erst alle Fakten zusammen - - Es ist wichtig, dass Sie alle Fakten zum aufgetretenen Problem kennen, bevor Sie mit der Wartung beginnen. Der erste Schritt dazu ist ein Gespräch mit dem Bediener. Lassen Sie sich die Fehlfunktion komplett beschreiben. Als Ansatzpunkt zur Problembehebung können dann die Hinweise auf dieser und den nächsten Seiten verwendet werden:
GA0013.eps
GA0014.eps
AC0127.eps
Durchflussmessgerät-Kit 671477
Druckmanometer-Kit 671212
Diagnose Schnelltrennanschlüsse
(2)Nr.8-12JIC/O-Ring
Druckmanometer *
Durchflussmesser
(2)Nr.6-8JICReduzierstück
Nr. 6-6 Hose *Nr.6undNr.8JICT-Einschraubverbinder
Nr.4-6Rohr/JIC* Nr.6-8JICReduzierstück
Nr. 4, Nr. 6*undNr.8JIC/O-Ring
*InDiagnose-Kit394382enthalten
Außengewinde, O-Ring Kupplung:Nr. 4, (Teilenr.212282)*Nr. 5 (Teilenr.210378)Nr.6(Teilenr.678592)
JIC-KupplungmitInnengewinde:Nr. 4 (Teilenr.210385)*Nr.6(Teilenr.678591)

ROBLEMBEHEBUNGP
11 213744-R2 DE
4.2 Schlauchleitungen4.2-1 Festrahmenklammer -
Schlauchdiagramm
RC0207.eps
Drehantriebgegen den Uhrzeigersinn
ImUhrzeigersinn
Zylinder des langen Arms
Klammer
Öffnen
2-Wege-Schlauchrolle oderInnenscherung
Stapler-Hilfsventil (KLAMMERN)
Stapler-Hilfsventil (DREHEN)
2-Wege-Schlauchrolle
Zylinder des kurzen Arms (falls vorhanden)
HINWEIS: Die Zylinder des kurzen Arms arbeiten nur, wenn das Anbaugerät in die 45-Grad-Position gedreht wird
ARME SCHLIESSEN, IM UHRZEIGERSINN DREHENDRUCKRÜCKLEITUNG
HINWEIS: Für OFFENE ARME/ GEGEN DEN UHRZEIGERSINN DREHEN, die abgebildeten Farben umkehren.
Revolving-Verbindung

ROBLEMBEHEBUNGP
12 213744-R2 DE
4.2-2 Festrahmenklammer - Hydraulikdiagramm
CLAMP
OPEN
CWCCW
G
G
G
G
RC0206.eps
CL
CL
CL
CL
OPOP
OPOP
Zylinder des langen Arms (2)
Drehanschluss
2-Wege-Schlauchrolle oderInnenscherung
Stapler-Hilfsventil (KLAMMERN)
Staplerpumpe Staplerentlastungsventil
Klammerentlastung
Motorprüfventil
Staplertank
Stapler-Hilfsventil (DREHEN)
2-Wege-Schlauchrolle
Drehantriebsmotor
Prüfanschluss Rückschlagventil
Zylinder des kurzen Arms(falls vorhanden)
(Typisch für alle Zylinder)

ROBLEMBEHEBUNGP
13 213744-R2 DE
4.2-3 Festrahmenklammer, geteilter langer Arm - Hydraulikschema
RC2490.eps
CLAMP
OPEN
CWCCW
CL
CL
CL
CL
OPOP
OPOP
G
G
G
G
Zylinder des langen Arms (2)
Drehanschluss
(Typisch für alle Zylinder)
Prüfanschluss Rückschlagventil
Geteilter langer Arm, Stromkreis, Komponenten(Abweichung unten gezeigt)
Verbindungs-Entlastung (optional) Motor-
Entlastung
Drehantriebsmotor
Mengenteiler
Mengenteiler
Rückschlagventil
Einstellbare Entlastungsventile
Drehschieber
Gleichlaufventil
HINWEIS: Staplerkomponenten nicht abgebildet
Zylinder des kurzen Arms(falls vorhanden)

ROBLEMBEHEBUNGP
14 213744-R2 DE
4.3 Klammern-FunktionEs gibt fünf mögliche Probleme bei der Klammer-Funktion:
Der Bediener behandelt die Rolle falsch. Die Lasten sind zu •schwer und überschreiten die Tragkraft des Anbaugeräts. Für Verfahrensvorschläge siehe Bedieneranleitung.
Zu geringer Hydraulikdruck/-durchfluss vom Stapler.•
Externe Lecks.•
Defekte Magnetventilspule oder defektes Magnetventil •(Anbaugeräte mit Solenoidventilen).
Verschlissene/defekte Drehmotorwellendichtungen oder •Kartuschenventile, Zylinderdichtungen oder Entlastungsventile.
4.3-1 Test des Versorgungskreislaufs
4.3-2 Klammerzyklus testen
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventil des Staplers mehrmals in beide Richtungen öffnen.
WARNUNG: Bevor Sie Hydraulikleitungen abnehmen: Positionieren Sie beide Arme mittig, um die Zylinder zu entlasten. Stapler ausschalten und Hilfsventil des Staplers mehrmals in beide Richtungen öffnen.
1 Prüfen Sie den vom Stapler gelieferten Druck. Siehe dazu Wartungshandbuch des Staplers. Der Druck darf den Stapler-Nenndruck um nicht mehr als 100 psi (7 bar) unterschreiten. Der Druck zum Anbaugerät darf 2.600 psi (180 bar) nicht überschreiten, gemessen am Schlauchanschluss des Staplerhubgerüsts.
2 Durchflussvolumen am Schlauchanschluss des Hubgerüsts prüfen. Siehe Abschnitt 6.1-1 für empfohlene Durchflussmengen. Sind die Staplerdruck- und durchflusswerte korrekt, fahren Sie mit dem Drucktest des Klammerkreislaufs fort.
1 Zylinder und Drehanschlüsse auf externe Lecks prüfen.
2 Zylinder des langen Arms- An jeden Prüfanschluss der Zylinder des langen Arms ein Druckmanometer anschließen. Schließen Sie den langen Arm vollständig und halten Sie den Hebel in der Position KLAMMERN, bis der volle Staplerdruck aufgebaut ist. Beobachten Sie dabei die Druckmanometer.
Zylinder des kurzen Arms - An jeden Prüfanschluss der Zylinder ein Druckmanometer anschließen. Drehen Sie das Anbaugerät auf die 45 Grad-Position. Schließen Sie den kurzen Arm vollständig und halten Sie den Hebel in der Position KLAMMERN, bis der volle Staplerdruck aufgebaut ist. Beobachten Sie dabei die Druckmanometer.
Liegt der Anfangsdruck am Schlauchanschluss mehr •als 7 bar (100 psi) unter dem Systemdruck, kann der Drehanschluss defekt sein. Siehe dazu Abschnitt 5.6.
Fällt der Druck anfangs mehr als 10 bar ab und übersteigt •jeder weitere Druckabfall 2 bar pro Minute, kann die Kartusche des KLAMMER-Entlastungsventils oder eine Zylinderdichtung defekt sein. Setzen Sie die Fehlersuche fort.
Fällt kein Druck um mehr als 10 bar (150 psi) ab, und •übersteigt der weitere Druckabfall 2 bar (25 psi) pro Minute nicht, liegt der Fehler nicht im Hydrauliksystem. Sehen Sie dazu Abschnitt 4.3.
3 Positionieren Sie beide Arme mittig, um die Zylinder zu entlasten. Ersetzen Sie die Entlastungsventilkartuschen.
4 Zylinder des langen Arms - Schließen Sie den langen Arm vollständig und halten Sie den Hebel einige Sekunden lang in der Position KLAMMERN, bis der volle Staplerdruck aufgebaut ist. Beobachten Sie dabei die Druckmanometer.
Zylinder des kurzen Arms ]>- Drehen Sie das Anbaugerät auf die 45 Grad-Position. Schließen Sie den kurzen Arm vollständig und halten Sie den Hebel in der Position KLAMMERN, bis der volle Staplerdruck aufgebaut ist. Beobachten Sie dabei die Druckmanometer.
Fällt der Druck anfangs mehr als 10 bar ab und übersteigt •jeder weitere Druckabfall 2 bar pro Minute, sind die Zylinderdichtungen defekt. Siehe Abschnitt 5.7 für Zylinderwartungen.
Fällt der Druck anfangs um nicht mehr als 10 bar ab und •übersteigt der weitere Druckabfall 2 bar pro Minute nicht, ist das Entlastungsventil des anderen Zylinders defekt und muss ersetzt werden. Sehen Sie dazu Abschnitt 5.7-3.
RC0349.eps
Lang- oder Kurzarmzylinder
Prüfstopfen der Prüföffnung
Druckmanometer

ROBLEMBEHEBUNGP
15 213744-R2 DE
4.4 Dreh-FunktionBei der Drehfunktion können vier Probleme auftreten:
Der Bediener behandelt die Rolle falsch. Lasten können zu •schwer oder exzentrisch geklammert sein, wobei die Tragkraft des Anbaugeräts überschritten wird. Für Verfahrensvorschläge siehe Bedieneranleitung.
Zu geringer Hydraulikdruck/-durchfluss vom Stapler.•
Verschlissener oder defekter Hydraulik-Drehmotor.•
Verschlissener oder defekter Antrieb oder Drehrahmenlager.•
4.4-1 Test des VersorgungskreislaufsWARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventil des Staplers mehrmals in beide Richtungen öffnen.
1 Prüfen Sie den vom Stapler gelieferten Druck. Siehe dazu Wartungshandbuch des Staplers. Der Druck darf den Stapler-Nenndruck um nicht mehr als 100 psi (7 bar) unterschreiten. Der Druck zum Anbaugerät darf 2.600 psi (180 bar) nicht überschreiten, gemessen am Schlauchanschluss des Staplerhubgerüsts.
2 Durchflussvolumen am Schlauchanschluss des Hubgerüsts prüfen. Siehe Abschnitt 6.1-1 für empfohlene Durchflussmengen. Sind die Staplerwerte korrekt, fahren Sie mit dem Drucktest des Drehkreislaufs fort.
3 Prüfen Sie die Dichtigkeit.
4.4-2 Drehen ohne Last1 Druckmanometer an die Drehmotoranschlüsse anschließen.
2 Anbaugerät ohne Last drehen und Manometeranzeigen beobachten.
Dreht das Anbaugerät in einer Richtung schneller als in •der anderen oder dreht es nur in einer Richtung, kann die Entlastungsventilbaugruppe defekt sein. Sehen Sie dazu Abschnitt 5.5.
Wenn der niedrigere Druck 35 bar • überschreitet ), ist der Rücklaufdruck im Versorgungskreis zu hoch. Prüfen Sie auf VerengungenwiezuzahlreicheFlansche,90-Grad-BögenoderSchläuchevonwenigerDurchmesseralsNr.8.
4.4-3 Drehen mit Last1 Drehen Sie eine Last, die circa 3/4 der max. Tragfähigkeit des
Anbaugeräts erfordert
60G, 66G - 63,000 in.-lbs. @ 2300 psi(7087Nm@160bar)
72G -98,000in.-lbs.@2300psi(11,025 Nm @ 160 bar)
Druckmessanzeigewerte beim Drehen beachten.
Liegt die am Gabelträgerschlauchanschluss gemessene •höhere Druckanzeige erheblich unter dem Staplerdruck, kann der Drehantriebsmotor defekt sein. Sehen Sie dazu Abschnitt 5.4.
Liegt die am Gabelträgerschlauchanschluss gemessene •höhere Druckanzeige ohne Drehung dicht am Staplerdruck, kann die Drehantriebsmotorwelle oder das Getriebe defekt sein. Setzen Sie die Fehlersuche fort.
2 Motor vom Getriebe abmontieren wie in Abschnitt 5.4 beschrieben.
3 Schläuche an den Drehmotoranschlüssen wieder anschließen. Drehkreis aktivieren.
Dreht sich der Motor, kann das Getriebe defekt sein und •Wartung benötigen. Sehen Sie dazu Abschnitt 5.3.
Dreht der Motor schwer oder gar nicht, muss der Motor •gewartet werden. Sehen Sie dazu Abschnitt 5.4.
RC0389.eps
RC3576.eps
Durchflussmengenmesser installieren
Druckmanometer installieren

ROBLEMBEHEBUNGP
16 213744-R2 DE
RC0736.eps
4.5 Elektrischer Schaltkreis (Anbaugeräte mit Solenoidventilen)
Benutzen Sie die Schaltpläne und befolgen Sie die nachstehenden Anweisungen.
1 Sicherung des Steuertastenschaltkreises prüfen. Ggf. ersetzen.
2 Auf lose elektrische Verbindungen an der Staplerzündung, der Steuerschalttaste, den Magnetspulenklemmen und der Diode prüfen.
3 Diode von der Magnetspulenklemme abnehmen. Mit einem Ohmmeter auf hohen Widerstand in der einen Richtung, und auf keinen Widerstand in der anderen Richtung prüfen. Besteht in keiner Richtung ein Widerstand, Diode austauschen.
HINWEIS: Beim Wiedereinbau der Diode muss der Plus-Pol, wie im Schaltplan gezeigt, mit Spule und Verkabelung verbunden werden.
4 Elektrische Leitungen von den Magnetspulenklemmen entfernen. Mit einem Voltmeter den aktuellen Messwert an den elektrischen Klemmen abnehmen, wenn die Taste gedrückt wird.
Ist• keine Spannung am Magnetventil feststellbar, im elektrischen Schaltkreis nach Kurzschlüssen suchen.
Liegt • Spannung an der Solenoidspule an, die Spule auf Durchgang prüfen.
5 Dazu je eine Leitung des Ohmmeters mit den Klemmen der Magnetspule verbinden (Ohmmeter auf Rx1 Skala).
Wird ein Widerstand angezeigt, ist die Spule in Ordnung. •Den korrekten Widerstandswert für den Stapler prüfen.
IstdieSpuleinOrdnung,aberdasMagnetventil"klickt"•nicht beim Drücken der Schalttaste, kann die Kartusche des Magnetventils blockiert sein. Siehe dazu Abschnitt 5.11.
Wird kein Widerstand angezeigt, ist die Spule defekt und •muss ausgetauscht werden. Siehe dazu Abschnitt 5.11.
7,5 A Sicherung
Drucktaste
Schwarz
Schwarz
Spule
Diode
Diode WICHTIG: Das Ende mit der Hülse muss an den Pluskreis (+) angeschlossen werden.
Steuerhebel mit Drucktaste
12V:2.4-2.8Ohm24V:9.5-11Ohm36V:24-28Ohm48V:40-46Ohm
Mit Schrumpfschlauch am Steuerhebel montierte Drucktaste Magnetspule Magnetventil
Kabel
Weiß
ODER
7,5 A Sicherung

ARTUNGW
17213744-R2 DE
5.1 Ausbauen des Anbaugeräts1 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer
Rolle. Arme über die Rahmenbreite hinaus ausfahren.
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
2 Alle Hydraulikschläuche vom Anbaugerät abnehmen und verschließen. Schläuche zum einfacheren Wiedereinbau markieren.
3 Untere Haken lösen:
Schraubhaken- Untere Haken entfernen. Beim Wiedereinbau die Bolzen anziehen mit:
Montageklasse II/III - 125 ft.-lbs. (165 Nm)Montageklasse IV - 250 ft.-lbs. (340 Nm)
Schnellwechselhaken- Sperrstifte herausziehen und untere Haken nach unten entriegeln. Stifte in untere Bohrungen wieder einsetzen. Bei der Montage Haken nach oben schieben und verriegeln und Sperrstifte wieder in die oberen Bohrungen einsetzen.
4 Anbaugerät auf einer Palette absetzen. Mast nach vorne neigen und Hubgerüst absenken, um das Anbaugerät vom Stapler zu lösen.
5 Bei der Montage in umgekehrter Reihenfolge vorgehen, mit folgender Ausnahme:
Für das vollständige Installationsverfahren siehe Abschnitt 2.•
RC0289.eps
1
2 3
3
4
RC0133.eps
cascade
®
C-675514-1
RC0367.eps
ADJUST
RC0368.eps
Lösen/Öffnen
Klammer
Gegen den Uhrzeigersinn drehen Im
Uhrzeigersinn drehen
Hubgerüstholm
Unterer linker Haken
Führung
Schnellwechselhaken unten links entriegelt
Sicherungsbolzen
SCHRAUBHAKEN SCHNELLWECHSELHAKEN

ARTUNGW
18 213744-R2 DE
5.2 Arme5.2-1 Armeinheiten -
Ausbau/Installation1 Öffnen Sie den zu demontierenden Arm in die Mittelstellung.
Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer Rolle.
2 Sicherungsringe der Halterung und die Gelenkstifte von beiden Zylinderstangen abnehmen. Zylinderstangen zurückziehen.
3 Drehen Sie den zu demontierenden Arm nach innen, bis er den anderen Arm berührt. Drehen Sie das Anbaugerät um 90 Grad mit dem zu demontierenden Arm nach oben.
5.2-2 Kontakt-Pads - Demontage/Montage1 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme
einer Rolle. Einheit absenken, bis die Kontaktpads circa 1 Zoll (25 mm) vom Boden abgehoben sind.
HINWEIS: Sollen nur die aufgeschraubten Einlagen getauscht werden, diese in dieser Position auswechseln. Bolzen anziehen mit 16 ft.-lbs. (22 Nm).
2 Gabelstifte an den Pad-Scharnieren entfernen. HINWEIS: Bei langen Armen müssen die an den Verbindungen angeschlossenen Feder in den Armen neben den Zylinderstangenverankerungen ausgehängt werden.
3 Die Halter vom Kontaktpad abbauen. HINWEIS: Die Halter für den langen Arm sind mir LAL (links) und LAR (rechts) markiert, und für den kurzen Arm mit SAL (links) und SAR (rechts). Bei der Montage die Bolzen der Halterung auf 62 ft.-lbs. 85 Nm anziehen.
4 Kontaktpad entfernen.
5 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen.
4 Einen Hebezug mit dem Arm verbinden und Ketten auf Spannung ziehen.
5 Bolzen und Armgelenkstifte abnehmen. Lage der Scheiben markieren. Den Arm abheben. Bei der Montage die Bolzen der Gelenkstifthalterung auf 35 ft.-lbs. 48 Nm anziehen.
6 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen.
WARNUNG: Gewicht des Anbaugeräts prüfen (auf Typenschild vermerkt), um sicherzustellen, dass der Deckenhebezug und die Ketten bzw. Haltebänder mindestens der Nennkapazität des Anbaugeräts entsprechen.
RC0364.eps
RC0353.eps
RC0352.eps
2
2
3
4
4
5
3
Federn, lange Arme
Verbindungen

ARTUNGW
19213744-R2 DE
5.2-3 Armspitzen-ReparaturWARNUNG: Die folgenden Schritte müssen von einem ausgebildeten und in dieser Art von Arbeit erfahrenen Schweißer gemäß dem betreffenden Abschnitt von AWS D 1.1 ausgeführt werden.
1 Kontaktplatte wie in Abschnitt 5.2-2 entfernen.
2 Eine Schnittlinie und eine Schleiflinie an den Armspitzen-Gusseisenstücken anhand der gezeigten Abemssungen ziehen.
3 Die Armspitze an der Schnittlinie absägen oder mit einem Schneidbrenner entfernen.
WICHTIG: Das Material hinter der Schleiflinie keinesfalls abtragen.
4 Armspitze zurück zur Schleiflinie abschleifen. Eine 0,25 Zoll (6 mm) große Nut an den Kanten der Spitze als Schweißvorbereitung schleifen.
5 Den Mittelpunkt jeder Holmlänge auf Ausrichtung mit der Armspitze markieren. Die neuen Holme und Halter am Kontaktpad montieren.
6 Kontaktpad am Arm korrekt ansetzen und klammern. Die Markierungen an den Holmen dazu verwenden, diese mit den Armspitzen für eine korrekte vertikale Ausrichtung des Pads zu zentrieren.
7 Holme an den Armspitzen heftschweißen.
8 Klammern entfernen. Kontaktpad auf freie Beweglichkeit, korrekte Ausrichtung und Lage prüfen. Holme bei Bedarf neu ausrichten und neu heftschweißen.
9 Die Halter und das Kontaktpad vom Arm abbauen.
RC0370.eps
RC0365.eps
=
- RC0366.eps
Schweißvorb.
Schweißvorb.Schleiflinie
0.90 Zoll (23 mm)
Armspitze
Schnittlinie
0.78 Zoll (20 mm)
4
3
25
6
6
79
Feststellschraube Neuer Holm

ARTUNGW
20 213744-R2 DE
5.2-3 Armspitzen-Reparatur (Forts.)
10 Schweißen Sie die Armspitzen nach folgender Methode endgültig am Arm fest:
Holm vorwärmen auf (400SDgr F) 200° C. Holmwärme •überwachen mit einem Termometer mit einer Anzeige bis (400SDgr F) 200° C an der angezeigten Lage. Wärme an der Armspitze mit Temperaturmessern mit (150SDgr F) 66SDgr C an den gezeigten Stellen überwachen. ARMSPITZE NICHT ZU STARK ERWÄRMEN
SCHWE• ISSMETHODE A - Massekabel an diesem Arm anbringen. Verwenden Sie zum Schweißen mit FCAW (Lichtbogenschweißung) einen Draht AWS E70T-1 1/16 Zoll (1.5 mm) Durchmesser bei 100 % CO2 Schutzgas bei 35-50 CFH. Verwenden Sie eine DC+ Polarität, die bei 26-30 Volt und 260-325 Ampere eingestellt ist. Schweißen Sie die Nähte mit engem Bogen. Achten Sie auf eine exakt gerade Schweißnaht. Lassen Sie die Schweißnähte langsam abkühlen.
SCHWEISSMETHO• DE B - Massekabel an diesem Arm anbringen. Schweißen mit SMAW (Schutzgasschweißung) mit Schweißdraht E-7018 (0,125 Zoll) 3 mm Elektroden. Verwenden Sie eine DC+ Polarität oder ein AC Schweißgerät, das bei 130-325 Ampere eingestellt ist. Benutzen Sie keine Elektroden, die Feuchtigkeit ausgesetzt waren. Trocknen Sie diese vorher 2 Stunden lang bei (200° F) 75SDgr C. Schweißen Sie die Nähte mit engem Bogen. Achten Sie auf eine exakt gerade Schweißnaht. Lassen Sie die Schweißnähte langsam abkühlen.
Behalten Sie (150SDgr F) 66SDgr C Wärme bei und •beobachten Sie die Temperatur an der Armspitze.
Schweißse• quenz - Beenden Sie jede Schweißnaht in der Mitte des Holms.
Schweißen Sie nicht in einem zugigen Bereich. Decken Sie •die fertige Schweißung mit einer Isolierdecke ab und lassen Sie alles langsam abkühlen.
11 Nach jeder Schweißnaht Schlacke abschlagen und auf Defekte prüfen.
HINWEIS: Bogenkrater, Unterschnitte, Überlappungen und poröse Stellen sind nicht akzeptabel. Alle Schweißdefekte sorgfältig nachbessern.
12 Alle Schweißnähte zur Schaffung weicher Übergänge abschleifen.
13 Kontaktpad am Arm installieren und auf freie Beweglichkeit prüfen. Kopfschrauben auf (62 ft.-lbs.) 85 Nm anziehen.
14 Pad-Scharniere anbringen.
RC0024.eps
3 Zoll.(7.5 cm)
150SDgrThermometer
100,25 Zoll(6 mm)
START
START
STOPP
SCHWEISSSEQUENZ
400SDgrThermometer
0.1875 Zoll(4 mm)
Übergänge weich verschleifen
15.90 Zoll - Langer Arm(40.5 cm)15.10 Zoll - Kurzer Arm(38.5 cm)
Gleichmäßige Überlappung

ARTUNGW
21213744-R2 DE
5.2-4 Wartung der Armbuchsen (Zylinderstangenverankerung)1 Den Arm schließen, der gewartet werden soll. Drehen Sie das
Anbaugerät wie zur vertikalen Aufnahme einer Rolle.
2 Sicherungsringe der Halterung und die Gelenkstifte von beiden Zylinderstangen abnehmen. Zylinderstangen zurückziehen.
3 Mit einem Buchsentreiber die Buchsen der Zylinderstangenge-lenkstifte aus dem Arm treiben. HINWEIS: Siehe die Buchsen-treiberabmessungen in nachstehender Tabelle.
4 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Neue Zylinderstangengelenkstiftbuchse einbauen •(30 mm Länge).
VORSICHT: Buchsen können beschädigt werden, wenn sie nicht mit einem geeigneten Buchsentreiber eingesetzt werden.
Buchsentreiber, Abmessungen
ABuchse ID
BBuchse, AD
60G, 66G, 72G 39,8 mm 44,5 mm
RC0362.eps
B A
245 mm
45 mm
RC0358.eps
Buchsen
Sicherungsringe der Halter Drehbolzen Zylinderstange

ARTUNGW
22 213744-R2 DE
5.3 Antriebsgruppe5.3-1 Ausbau/Installation von
Antriebsmotoreinheiten1 Anbaugerät gemäß Abschnitt 5.1 vom Stapler abmontieren.
2 Die vier Bolzen zwischen Antriebsgruppe und Grundplatte entfernen. Bei der Montage Bolzen auf (75 ft.-lbs.) 100 Nm anziehen.
3 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Nach der Montage der Antriebsgruppe den •Getriebeölstand prüfen. Das Öl muss am unteren Rand der Einfüllöffnung stehen. Füllen Sie bei Bedarf Cascade-Drehgeräteantriebsschmiermittel nach, Teilenr. 656300, oder SAE 90 wt. Getriebeöl (AGMA 'mild' 6 EP Getriebeöl).
RC0171.eps
Antriebsgruppe
23
5.3-2 Demontage und Wartung der Antriebsgruppe1 Antriebsgruppe wie in Abschnitt 5.3-1 beschrieben von der
Basisplatte abmontieren.
2 Antriebsgruppe mit dem Ritzel nach unten auf 2 (10 x 10 cm große Holzklötze mit dem Ritzel in der Mitte ablegen.
3 Die vier Bolzen des Deckels vom Gehäuse entfernen.
4 Mittleren Bolzenstopfen vom Deckel abnehmen und einen Bolzen 0,375 Zoll(frühe Modelle) NC oder (spätere Modelle) M10 installieren mit einer Mindestgewindelänge von 2 Zoll (50 mm). Deckel durch Drehen des Bolzens im Uhrzeigersinn und leichtem Ziehen an den Deckelseiten abmontieren.
5 5Getriebeöl aus dem Gehäuse ablassen.
6 Die drei Bolzen des Deckels vom Gehäuse entfernen.
7 Antriebsmotor wie in Abschnitt 5.4-1 beschrieben demontieren.
RC0172.eps
Deckel
Gehäuse
4 37
5
62

ARTUNGW
23213744-R2 DE
RC0173.eps
RC0174.eps
5.3-2 Demontage und Wartung der Antriebsgruppe (Fortsetzung)8 Schnecke und Lager auf der Deckelseite des Gehäuses
herausziehen. Den Lagerring auf der anderen Seite motorseitig herausnehmen.
9 Ritzel, Dichtringe, Lager und Schneckenrad als Gruppe zusammen aus dem Gehäuse drücken.
10 Sprengring von der Ritzelwelle entfernen. Ritzellager von der Schnecke und dem Ritzellager im Deckel herausdrücken. Keil der Ritzelwelle entfernen.
WICHTIG: Schwerlastritzel besitzen zwei Lager, bei denen das erste durch einen Sprengring gehalten wird. Siehe die Abbildung auf der nächsten Seite.
11 Ritzel aus dem Ritzelgehäuselager herausdrücken. Dichtung entfernen.
12 Alle Komponenten reinigen und prüfen. Angetrocknete Dichtungs- und Dichtmittelreste entfernen. Alle verschlissenen Komponenten ersetzen. Scharfe Kanten und Kratzer mit Schmirgelpapier glätten.
Äußerer Lagerring
Schnecke
Schneckenrad
8
9
RC2111.eps
Ritzel
Gehäuselager
Schneckenkeil
Dichtung (falls vorhanden)
10
11
HINWEIS: Es kommen zwei Arten von großen Ritzellagern zum Einsatz: Versiegelte Lager und unversiegelte Lager mit separater Dichtung (Abbildung)

ARTUNGW
24 213744-R2 DE
RC2118.eps
RC2648.eps
RC2124.eps
5.3-3 Montage der AntriebsgruppeSetzen Sie Ritzel und Schnecke vertikal mit dem Ritzel nach unten zusammen.
1 Standardritzel - Dichtring mit der Federseite auf der Gehäuseseite gegen das Ritzel schieben. Auf die sauberen und trockenen Lagersitze (Welle) Loctite 271 (rot) wie gezeigt auftragen. Ein unversiegeltes Gehäuselager auf die Welle pressen. WICHTIG: Ältere Versionen besitzen ein versiegeltes Lager. Unversiegelte Lager müssen herausgebrochen werden. Überschüssiges Loctite abwischen.
Schwerlastritzel - mit versiegeltem Lager. Erstes Lager und Sprengring auf die Welle schieben. Auf den zweiten Lagersitz Loctite 271 (rot) wie gezeigt auftragen. Das zweite Lager auf die Welle schieben. Überschüssiges Loctite abwischen.
VORSICHT: Loctite darf nicht in die Dichtungen und Lager gedrückt werden.
2 Schneckenrad auf 92 Grad Celsius (200SDgr F) vorwärmen. Keil, Schnecke, Deckellager, und Sprengring auf das Ritzel aufsetzen.
3 Loctite 271 (rot) auf die Gehäuselagersitze und die Schulter der Ritzelaufnahme und Dichtung auftragen. Ritzelgruppe komplett in das Gehäuse einsetzen. Überschüssiges Loctite abwischen.
HINWEIS: Vor dem Auftragen von Loctite 271 muss das Ritzel sauber und trocken sein.
VORSICHT: Loctite darf nicht in die Dichtungen und Lager gedrückt werden.
4 Äußeren Lagerring der Schnecke antriebsmotorseitig in das Gehäuse einsetzen. Achten Sie darauf, dass der Konus wie gezeigt auf der Innenseite ist.
5 Antriebsmotor wie in Abschnitt 5.4-1 beschrieben montieren.
6 Schnecke und Lager im Gehäuse montieren. Die Schnecke in die Antriebsmotorwelle einrasten lassen. Den verbleibenden äußeren Lagerring einsetzen. Achten Sie darauf, dass der Konus wie gezeigt auf der Innenseite ist.
1RITZEL UND LAGER MIT EXTERNER DICHTUNG
RITZEL MIT VERSIEGELTEN LAGERN
SCHWERLASTRITZEL MIT VERSIEGELTEN LAGERN
Ritzel
Ritzel
Lagersitz-Dichtfläche
Lagersitz-Dichtfläche
Lagersitz des ersten Lagers
Lagersitz des zweiten Lagers
DichtungGehäuselager (unversiegelt)
Gehäuselager (versiegelt)
Zusatz-Sprengring
Grundplattenritzellager
Gehäuselager
RC0179.eps
RC0178.eps
RC2125.eps
Nut Schneckenradlager, Sprengring
2 3
4
56
Gehäuse

ARTUNGW
25213744-R2 DE
5.3-3 Montage der Antriebsgruppe (Fortsetzung)7 Deckel kurzzeitig ohne Scheiben montieren. Kopfschrauben
nacheinander in Schritten zu 15 Nm auf 30 Nm anziehen.
8 Abstand zwischen Deckel und Gehäuse an drei Stellen mit einer Lehre messen und den kleinsten Abstand bestimmen.
9 Wählen Sie eine Kombination aus Deckeldichtungen, die dem Mindestabstand entsprechen plus 0,12 mm Zunahme. Siehe nachfolgende Beispiele:
Für einen gemessenen Abstand von 0,63 mm - 0,73 mm (0.025-0.029 Zoll) 0,76 mm (0.30 Zoll) Gesamtstärke der Scheiben wählen.
Für einen gemessenen Abstand von 0,25 mm - 0,35 mm (0,010-0.014 Zoll) 0,381 mm (0.015 Zoll) Gesamtstärke der Scheiben wählen.
Für 0,228 mm(0,009 Zoll) oder darunter wählen Sie eine 0,25 mm (0,010 Zoll) starke Unterlegscheibe. Es ist mindestens eine Beilagscheibe von 0,25 mm Stärke (0,010 Zoll) zur Abdichtung gegen Undichtigkeiten erforderlich.
HINWEIS: Der Scheiben-Service-Kit 670578 enthält alle genannten Scheiben. Es ist mindestens eine Beilagscheibe von 0,25 mm Stärke (0,010 Zoll) zur Abdichtung gegen Undichtigkeiten erforderlich.
Anzahl Teilenr. Farbe Dicke/Stärke1111
671758671757670574674513
Gelbrosa
Braun/Transparent
Blau
0.020 Zoll (0.50 mm)0.015 Zoll (0.39 mm)0.010 Zoll (0.25 mm)0.005 Zoll (0.13 mm)
10 Deckel entfernen. Dichtmittel Loctite 515 (Cascade Teilenr. 668184) auf die Oberflächen der Beilagscheiben und der Kopfschrauben auftragen. Scheibensatz und Deckel montieren. Kopfschrauben auf 90 Nm anziehen. Überschüssiges Dichtmittel abwischen.
11 Bei eben liegendem Getriebe dieses mit 540 ml Cascade Getriebeöl Teilenr. 656300 befüllen oder mit SAE 90 wt. Getriebeöl (AGMA 'mild' 6EP EP Getriebeöl).
12 Deckel und Dichtung montieren. Alle vier Deckelbolzen montieren und festziehen auf 20 Nm. Mittelstopfen montieren.
13 Antriebsgruppe auf der Drehgerät-Grundplatte wie in Abschnitt 5.3-1 beschrieben montieren.
RC0180.eps
RC0181.eps
RC0182.eps
7
8
119
10
12
GehäuseEndstopfen
Deckel

ARTUNGW
26 213744-R2 DE
5.4 Antriebsmotor5.4-1 Ausbau/Installation von
Antriebsmotoren1 Anbaugerät gemäß Abschnitt 5.1 vom Stapler abmontieren.
2 Antriebsgruppe wie in Abschnitt 5.3-1 beschrieben vom Anbaugerät abmontieren.
3 Einfüllstopfen entfernen und Öl aus der Antriebsgruppe ablassen.
4 Antriebsgruppe mit dem Ritzel nach unten auf 2 (110 x 10 cm große Holzklötze mit dem Ritzel in der Mitte ablegen.
5 Die vier Bolzen und Spezialscheiben des Rückschlagventils abmontieren, mit denen das Rückschlagventil am Antriebsmotor befestigt ist. Die beiden O-Ringe zwischen Rückschlagventil und Antriebsmotor aufheben. Bei der Montage die Bolzen auf (15 ft.-lbs.) 20 Nm anziehen.
WARNUNG: Vor dem Entfernen der Hydraulikleitung die Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile des Staplers mehrmals in beide Richtungen öffnen.
RC0778.eps
6 Die drei Bolzen der Adapterplatte am Getriebegehäuse entfernen. Antriebsmotor und Adapterplatte durch leichte Schläge mit einem Gummihammer vom Getriebegehäuse trennen.
7 Bei Ausstattung mit Adapterplatte die vier Bolzen lösen, mit denen diese am Antriebsmotor befestigt ist. Motor von der Adapterplatte abbauen.
8 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Dichtmittel Loctite 515 (Cascade Teilenr. 668184) beidseitig •auf die Dichtung von Antriebsmotor/Adapterplatte (je nach Ausstattung) auftragen. Geben Sie auch etwas Dichtmittel auf die Gewinde der vier Bolzen. Adapterplatte mit Dichtung am Antriebsmotor montieren. Bolzen mit 40 ft.-lbs. 55 Nm anziehen.
Dichtmittel zwischen Adapterplatte und Getriebe •(oder Motor/Getriebe) auf beiden Seiten auftragen. Geben Sie auch Dichtmittel auf die Gewinde der drei Adapterplattenbolzen. Adapterplatte/Motor mit Dichtung am Getriebegehäuse montieren. Kopfschrauben auf 65 ft.-lbs. 90 Nm anziehen.
Antriebsgruppe mit 540 ml Cascade Getriebeöl (Teilenr. •656300) befüllen oder mit SAE 90 wt. Getriebeöl (AGMA 'mild' 6 EP Getriebeöl).
34
5 6
78
8Rückschlagventil
Antriebsmotor
O-Ringe
Adapterplatte ▲
▲ falls vorhanden. Adapterplatte ist an Motoren vorhanden mit Cascade Teilenr. nicht unter 608XXXX.
Einfüllstopfen(zwei Stellen)

ARTUNGW
27213744-R2 DE
3 Zeichnen Sie eine Schnittlinie am Antriebsmotor in einer Linie mit den Bolzen und der Oberflächenöffnung des Antriebsmotors ein.
4 Motor in einen Schraubstock mit weichen Backen quer zum Flansch mit der Abtriebswelle nach unten einspannen.
5 Alle Bolzen von der Endkappe abnehmen.
6 Endstopfen/Kappe, Gerotor-Satz und Distanzplatte zusammen ausbauen. Die Schnecke muss bei dieser Gruppe bleiben.
7 Die O-Ringe von der Endkappe, dem Gerotorsatz und dem Gehäuse abnehmen.
8 Motor umdrehen und das Gehäuse quer zu den Flanschöffnungen mit dem Flansch nach oben einspannen.
RR0863.eps
Gerotor
Distanzplatte
Bolzen (7)
Distanzplatte
Gerotorsatz
EndeKappe
O-Ring ▲
O-Ring ▲
O-Ring ▲
Gehäuse-O-Ring ▲
Schnecke
Gehäuse
Abtriebswelle
Drucklager
Last-LagerringFlanschdichtung ▲
Messingscheibe ▲
Abstreiferdichtung ▲
Druckdichtung ▲
Flansch(609XXXX oder größer)
Flansch(608XXXX oder größer)
Bolzen (4)
RR0632.eps
RR0623.eps
RR0841.eps
8
234
5
6
5.4-2 Demontage des AntriebsmotorsCascade bietet Ersatzteile für Wartungen für Dichtungen an, die unten mit einer Markierung ▲ gekennzeichnet sind. Müssen andere Komponenten ersetzt werden, sollte aufgrund der Kosten der gesamte Antriebsmotor ersetzt werden.
1 Antriebsmotor wie in Abschnitt 5.4-1 beschrieben von der Antriebsgruppe abmontieren.
WICHTIG: Antriebsmotor äußerlich reinigen und Wartung in sauberer, staubfreier Umgebung durchführen. Für alle Wartungsarbeiten einen Schraubstock mit weichen Backen benutzen.
2 O-Ringe aus dem Gehäuse nehmen.

ARTUNGW
28 213744-R2 DE
9 Die vier mit Loctite bestrichenen Bolzen vom Flansch mit einem X10 Torx-Schlüssel lösen. Keinen Schlagschrauber verwenden.
VORSICHT: Durch das Loctite an den Bolzen kann es erforderlich sein, das Gehäuse kurz geringfügig zu erwärmen, um die Bolzen lösen zu können. Überwachen Sie die Temperaturentwicklung, um das Gehäuse nicht zu überhitzen.
10 Drehen Sie den Flansch um 45 Grad im Uhrzeigersinn.
11 Flansch und Abtriebswelle ausbauen. Dazu die Abtriebswelle unter dem Gehäuse herausdrücken und am konischen Teil der Abtriebswelle nach oben herausziehen.
12 Flansch und Drucklager aus der Abtriebswelle ausbauen.
13 Last-Lagerring und Flanschdichtung vom Flansch abbauen.
14 Mit einem Abzieher oder einem entsprechend vorbereiteten Schraubenzieher die Abstreiferdichtung und die Druckdichtung vom Flansch abnehmen.
HINWEIS: Dichtungen wie gezeigt von der Rückseite herausdrücken.
15 Messingscheibe vom Flansch nehmen.
45°
RR0842.eps
Flansch
Flansch
10
9
RR0860.eps
RR0859.eps
RR0843.eps
RR0858.eps
Flansch Originalkonstruktion
Modifizierter Schraubendreher
14
14
13
12
15
11

ARTUNGW
29213744-R2 DE
5.4-4 Montage des Antriebsmotors1 Messingscheibe an der Druckdichtungsseite des Flanschs
installieren. Abstreifer- und Druckdichtung in den Flansch einsetzen. Die Druckdichtung muss gleichmäßig sitzen.
2 Lagerring in den Flansch einsetzen. Er muss gleichmäßig mit der Druckdichtung und dem Flansch sitzen.
3 Flanschdichtung mit Vaseline bestreichen und in die Flanschlippe wie gezeigt an der Druckdichtungsseite einsetzen.
4 Drucklager an der Abtriebswelle anbauen.
5 Flansch an der Abtriebswelle mit der Druckdichtungsseite an der Abtriebswelle installieren.
6 Gehäuse mit der Flanschseite nach oben in den Schraubstock einspannen.
7 Abtriebswelle/Flanschgruppe in das Gehäuse einsetzen.
8 Dichtmittel Loctite 242 (blau) oder ein entsprechendes Dichtmittel auf die vier Gehäusebohrungen und die vier Bolzen auftragen. Überschüssiges Dichtmittel abwischen. Alle vier Bolzen montieren und überkreuz auf 28 Nm anziehen.
WICHTIG: Die Bolzen müssen sauber und trocken sein.
5.4-3 Prüfung des Antriebsmotors• AlleLoctite-RestevondenGewindebohrungenentfernen.
• AlleTeilemitLösungsmittelreinigenundtrockenblasen.Keine Papier- oder Stofftücher verwenden.
• AlleTeileaufkleineRiefen,GrateundKratzerprüfen.Unregelmäßigkeiten mit Schmirgelleinen entfernen. Teile, aus denen sich die Unregelmäßigkeiten nicht entfernen lassen, müssen ersetzt werden.
• FlanschsitzeaufKratzerprüfen.AufRisseimFlanschbereichprüfen, die Lecks verursachen könnten.
RR0633.eps
RR0861.eps
RR0862.eps
8
7
4 5Abtriebswelle
Flansch
Flanschdichtung
AbstreiferdichtungMessingscheibe
Druckdichtung
Lagerring

ARTUNGW
30 213744-R2 DE
9 Motor umdrehen und quer zum Flansch mit der Abtriebswelle nach unten zeigend einspannen.
10 Die O-Ringe abschmieren und in das Gehäuse, Geroler/Gerotor und in die Endkappennuten einsetzen.
11 Die Einstellmarkierung (Punkt) der Abtriebswelle auf die Schraubenbohrung ausrichten, die zur Öffnungsoberfläche ausgerichtet ist. Die Schnittlinie für diese Ausrichtung hinzuziehen.
12 Die Schnecke (Antriebskeilverzahnung) zur Ausrichtung des Gerotor/Geroler-Sternpunkts auf die Bolzenöffnung wie abgebildet benutzen.
VORSICHT: Die Geroler-Distanzstücke können herausfallen.
13 Endkappe mit O-Ring, Gerotor/Geroler mit O-Ring, Antrieb (das kurze keilverzahnte Ende in den Gerotor/Geroler und das Distanzstück montieren.
WICHTIG: Alle O-Ringe müssen perfekt sitzen.
14 Endkappeneinheit auf dem Gehäuse installieren. Dabei die Schnittlinien und Bolzenbohrungen ausrichten. Der Antrieb muss mit der Abtriebswelle in Eingriff kommen.
15 Bolzen in die Endkappe einsetzen. Bolzen über Kreuz auf (240 in.-lbs.) 27 Nm anziehen.
RR0675.eps
RR0627.eps
RR0647.eps
7
5
31
6
4
272
4
6
1
3
5
RR0523.eps
10
12
15
11
14
Markierungpunkt an der Abtriebswelle Bündig auf die
Öffnungsoberfläche ausgerichtete Schraubenbohrung
Öffnungsoberfläche
Schnecke
Schnittlinie (Markierung)
SternpunktSternpunkt
Stopfen
O-Ring
O-Ring
O-Ring
Gerotor oder Geroler
Kurze Keilverzahnung
Schnecke
Distanzplatte
Steuerpunkt

ARTUNGW
31213744-R2 DE
5.5 Drehantrieb, Steuerventil5.5-1 Wartung von
Rückschlagventilen
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
1 Hydraulikschläuche von der Antriebsventilgruppe abnehmen. Schläuche zum einfacheren Wiedereinbau markieren.
2 Die vier Bolzen zwischen Rückschlagventil und Drehantrieb entfernen. Die beiden O-Ringe zwischen Rückschlagventil und Antriebsmotor aufheben. Bei der Montage die Bolzen auf (24 ft.-lbs.) 30 Nm anziehen.
3 Flansche entfernen und Innenteile des Rückschlagventils (alte Version) oder Kartusche (neue Version) herausnehmen.
4 Alle Teile mit sauberem Lösungsmittel reinigen. Scharfe Kanten und Kratzer mit Schmirgelpapier glätten.
5 Die inneren Kugelsitze auf Schäden prüfen, die einen korrekten Sitz der Kugel verhindern.
6 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Achten Sie auf die korrekte Ausrichtung der inneren, •konischen Federn (frühe Modelle).
Neue O- und Sicherungsringe an der •Rückschlagventilkartusche wie gezeigt montieren (spätere Modelle).
RC0214.eps
12
O-Ringe
Rückschlagventil
CCW
CW
RC0197.eps
CCWCW
RC2522.eps
3
5 6
6
Gehäuse
Rückschlagventilkartuschen
6038929
CKCB-XCN Sun
RC2519.eps
O-Ringe
Sicherungsringe
PO Prüfkartusche
FRÜHES RÜCKSCHLAGVENTIL SPÄTES RÜCKSCHLAGVENTIL

ARTUNGW
32 213744-R2 DE
5.6 Drehanschluss5.6-1 Ausbau/Installation von
Drehverbindungen
WARNUNG: Vor dem Entfernen von Hydraulikleitungen die Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
1 Anbaugerät gemäß Abschnitt 5.1 vom Stapler abmontieren.
2 Schläuche und Leitungen vorn und hinten vom Drehanschluss abmontieren. Für den Wiedereinbau markieren.
3 Den Endblock, der das Gelenk stützt, von der Rückseite des Drehanschlusses abmontieren. Bei der Montage die Bolzen auf 30 ft.-lbs. 40 Nm anziehen.
4 Die beiden Bolzen und den Drehanschluss von der Vorderseite des Anbaugeräts lösen. Bei der Montage die Bolzen auf 30 ft.-lbs. 40 Nm anziehen.
5 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Drehanschluss so auf der Frontplatte positionieren, dass die •Markierungen „SHORT ARM“ (kurzer Arm) und „LONG ARM" (Langer Arm) zu den entsprechenden Armen zeigen.
Endblock/Welleneinheit so positionieren, dass die •Markierung “OPEN” (Offen) oben ist.
RC0373.eps
SHO
RT A
RM
Drehanschluss
1
RC0374.epsOPEN
CLOSE
RC0291.eps
SHO
RT A
RM
LONG
ARM
5
3Rückansicht
2
4

ARTUNGW
33213744-R2 DE
5.6-2 Wartung von Drehanschlüssen - Festrahmen1 Demontieren Sie den Drehanschluss wie in Abschnitt 5.6-1
beschrieben.
2 Entfernen Sie den Spiral-Sicherungsring von der Welle.
VORSICHT: Entfernen Sie alle Grate und Lackreste von der Wellenoberfläche, bevor Sie diese aus dem Gehäuse ziehen. Grate und Lackreste beschädigen sonst das Steuergehäuse dauerhaft.
3 Ziehen Sie die Welle aus dem Gehäuse.
4 Endblock von der Welle abbauen und die Entlastungskartusche ausbauen (je nach Ausstattung). Für die Montage O-Ring-Schmiermittel oder Vaseline benutzen, um die O-Ringe in ihrer Lage zwischen Welle und Montageblock zu halten. Die Bolzen mit Loctite 271 (rot) bestreichen und auf 15 ft.-lbs. (20 Nm) anziehen.
5 Entfernen Sie die zweiteiligen Dichtung aus dem Drehanschlussgehäuse mit Hilfe des Messinghakens (Cascade Teilenr. 674424).
HINWEIS: Die gerieften Flächen nicht zerkratzen oder beschädigen.
6 Klammern mit geteiltem Arm - Kartuschen vom Drehanschlussgehäuse abnehmen.
7 O-Ringe und Sicherungsringe der Kartuschen entfernen.
8 Alle Teile mit einer Reinigungslösung reinigen und folgende Bereiche prüfen:
Dichtfläche der Welle auf kleine Oberflächenmakel absuchen. •Mit 320-grit Schmirgelpapier entfernen. Welle radial (ringsherum) abschleifen, nicht der Länge nach. Die Grate am äußeren Wellenende abbrechen und die Nuten des Sicherungsrings mit 320er Schmirgelpapier schleifen. Bei hohem Verschleiß die Welle ersetzen.
Dichtungsnuten im Gehäuse auf scharfe Kerben oder •vorstehende Grate prüfen. Kleinere Unreinheiten mit 320er Schmirgelpapier abschleifen. Bei hohem Verschleiß das Gehäuse ersetzen.
RC2495.eps6025616
RC2496.eps
RC2497.eps
Flussverteilerkartusche
Flussverteilerkartusche
Kartusche, Rückschlagventil
Schieberähnliches Rückschlagventil
Geteilter langer ArmDrehanschlussgehäuse
Kartusche für einstellbare Sequenz
Einstellbare Entlastungskartusche
Montageblock, O-Ringe
KLAMMER Entlastungskartusche(falls vorhanden)
Welle
Zweiteilige Dichtungen
DichtungsabzieherCascade Teilenr. 674424)
Fester langer Arm Drehanschlussgehäuse
5
4
32
SEQUENZVENTILTYPKREIS
ENTLASTUNGSVENTILTYPKREIS

ARTUNGW
34 213744-R2 DE
5.6-2 Wartung von Drehverbindungen (Forts.)9 Bei der Montage in umgekehrter Reihenfolge vorgehen, mit den
folgenden Ausnahmen:
Mit einem nicht• auf Petroleum basierenden Reiniger alle Spuren von Öl und Feuchtigkeit aus den Nuten der 2-teiligen Dichtung des Drehgehäuses entfernen (Beispiel: Kontaktspray für Elektronik).
Säubern Sie vor dem • Einsetzen der zweiteiligen Dichtung Ihre Hände gründlich von Öl und Feuchtigkeit.
A) Setzen Sie die Vierkant-Gummiringe in die •Drehanschlussgehäusenuten ein.
B) Setzen Sie die Teflonringe oben auf die Gummiringe auf.
WICHTIG: Die Dichtung für den Einbau in Nierenform bringen. Vermeiden Sie Knicke. Die Dichtungen nur mit den Fingern in die Nuten drücken.
Vor dem Zusammenbau Gehäuse und Welle mit Hydrauliköl •benetzen.
Gehäuse drehen und zur Vermeidung von Beschädigungen •an den Dichtungen beim Einbau der Welle nur mit leichtem Druck vorgehen.
Neue Sicherungsringe und neue O-Ringe an den •Kartuschen (je nach Ausstattung) wie abgebildet montieren.
RC0488.eps
RC0372.eps
AC0044.eps
Teflonring in Nierenform bringen und einsetzen
Dichtungs-Einbauwerkzeug(Cascade Teilenr 599514)
Drehanschlussgehäuse
Zweiteilige Dichtungen
Teflonring Vierkant-Gummiring
RC2494.eps RC0454.eps
RC0455.eps
RC2507.eps
GA0203.eps
O-Ringe
O-Ringe
O-Ringe
O-RingeO-Ringe
Sicherungsringe
Sicherungsringe
Sicherungsringe
SicherungsringeSicherungsringe
Sequenzkartusche Entlastungskartusche
Kartusche, Rückschlagventil
Flussverteilerkartuschen

ARTUNGW
35213744-R2 DE
5.6-3 Überdruckeinstellung für geteilten Arm (falls vorhanden)WICHTIG: Der Drehanschluss mit über Entlastungsventil gesteuertem geteiltem Arm (unten gezeigt) muss für korrekte Armbewegungen eingestellt werden.
1 Sicherstellen, dass die Staplerentlastungseinstellung zwischen 2000-2600 psi (140-160 bar) liegt.
2 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer Rolle.
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
WARNUNG: Beim Testen des Anbaugeräts dürfen sich keine Personen in der Nähe aufhalten.
RC0349.eps
Zylinder des geteilten langen Arms
Prüfstopfen
Druckmanometer3WICHTIG: Ist der Stapler mit einem 3 oder 4-Positions-Druckwahlventil ausgestattet, die Entlastungskartuschen des geteilten Arms einstellen, wenn sich das Druckwahlventil an der untersten Versorgungseinstellung befindet.
SH
OR
T AR
M LON
G A
RM
RC0350.eps
SHO
RT A
RM
Kurzer Arm
Drehanschluss
Geteilter langer Arm (B)
Geteilter langer Arm (A)
Entlastung (A) steuert Einstellarm (A)
Entlastung (B) steuert Einstellarm (B)
3 Die Stopfen von den Testöffnungen an beiden Zylindern der geteilten langen Arme abnehmen und 5000 psi (345 bar) Manometer an den Zylinder anschließen (Nr. 4 O-Ringfitting erforderlich).
4 Die langen Arme öffnen Langsam eine geteilte Rolle klammern (30 Zoll bzw. 76 cm Mindestdurchmesser) oder Klemmkraftanzeige zwischen Kurzarmpad und dem Pad des unteren geteilten langen Arms. Langsam Druck aufbauen, bis sich der obere Arm frei zu bewegen beginnt. Hebel loslassen und Klammerdruck des Arms notieren.
5 Anbaugerät um 180 Grad drehen und Schritt 4 für den gegenüber liegenden geteilten langen Arm durchführen. Beide Drücke müssen innerhalb von 50 psi (3.5 bar) liegen. Wenn nicht, die Entlastungskartusche (gegen den Uhrzeigersinn herausschrauben) an dem Arm mit dem höheren Druck so einstellen, dass der Druck dem Arm mit dem niedrigeren Druck entspricht.
HINWEIS: 1 Umdrehung = circa 400 psi (28 bar).
6 Stapler mit halber Last betreiben und den Druck des Klammerarms mit dem Staplerentlastungsdruck vergleichen. Beide Entlastungskartuschen mit 1/8 Schritten gleich einstellen. Prüfen, dass sich der freie Arm auch frei bewegt, nachdem der Klammerarm stoppt und sich beim Öffnen wieder frei zurücksynchronisiert.
7 Klammerarmdruck circa 200 psi (14 bar) niedriger einstellen als den Staplerentlastungsdruck. Ist dies nicht möglich, die Entlastungseinstellungen gleichmäßig senken und testen, bis sich das System resettet. Dann Schritt 6 erneut beginnen, um den Klammerarmdruck zu maximieren.
8 Klammerdrücke müssen gleich sein (Schritt 5). Kontermutter an jeder Entlastungskartusche festziehen.

ARTUNGW
36 213744-R2 DE
5.6-4 Sequenzdruckeinstellung für geteilten Arm (falls vorhanden(d)WICHTIG: Der Drehanschluss mit über Sequenzventil gesteuerter geteiler Armkreis (siehe unten) ist werkseitig eingestellt und benötigt in der Regel keine weitere Einstellung. Bei Bedarf die Sequenzventilkartusche wie folgt einstellen:
1 Sicherstellen, dass die Staplerentlastungseinstellung zwischen 2000-2600 psi (140-160 bar) liegt.
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
2 Anbaugerät so drehen, dass sich die Sequenzventilkartusche oben am Drehgerätanschluss befindet (Zugang).
3 Ein 5000 psi (345 bar) Druckmanometer an die Prüföffnung am unteren geteilten Arm anbringen (Nr. 4 O-Ringfitting erforderlich).
4 Eine Rolle oder Klammerkraftanzeige mit dem unteren Arm klammern. Dabei den anderen Arm leicht innerhalb des Rollendurchmessers stoppen. Die Manometeranzeige entspricht jetzt der Sequenzventileinstellung.
5 Den Sequenzventildruck auf mindestens 100 psi (7 bar) unterhalb der Staplerentlastungsdruckeinstellung einstellen. Einstellschraube im Uhrzeigersinn drehen, um den Druck zu erhöhen. Gegen den Uhrzeigersinn drehen, um den Druck zu senken. Kontermuttern anziehen.
WARNUNG: Beim Testen des Anbaugeräts dürfen sich keine Personen in der Nähe aufhalten.
RC0349.eps
Zylinder des geteilten langen Arms
Prüfstopfen
Druckmanometer3S
HO
RT A
RM LO
NG
AR
M
RC2518.eps
SHO
RT A
RM
Drehanschluss
Geteilter langer Arm
Kurzer Arm
Sequenzventilkartusche

ARTUNGW
37213744-R2 DE
5.7 Zylinder5.7-1 Zylinderwartung
am Anbaugerät1 Den Arm mit dem zu wartenden Zylinder schließen. Drehen Sie
das Anbaugerät wie zur vertikalen Aufnahme einer Rolle.
2 Gelenkstifte der Kolbenstangen von beiden Zylindern entfernen.
3 Zylinderstangen zurückziehen. Den zu wartenden Zylinder herausdrehen, um an Zylinderstange und Haltestift zu gelangen.
WARNUNG: Bevor Sie hydraulische Geräte warten, entlasten Sie stets zuerst das Hydrauliksystem des Anbaugeräts. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
WARNUNG: Vor dem Entfernen von Hydraulikleitungen das Hydrauliksystem entlasten. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
4 Auffangbehälter unter den Zylinder stellen.
5 Zylinder gemäß Abschnitt 5.8 warten.
5.7-2 Demontage der Zylinder - Langer oder kurzer Arm1 Den Arm, der sich am auszubauenden Zylinder befindet, auf
mittl. Bereich einstellen. Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer Rolle.
2 Zylinder-Gelenkstift von dem auszubauenden Zylinder abnehmen.
3 Arm nach innen schwingen.
4 Auffangbehälter unter den Zylinder stellen. Schläuche von den Zylinderanschlüssen abnehmen. Schlauchenden abdichten und für den späteren Wiedereinbau markieren.
5 Zylinderfußankerstift entfernen. Lage der Scheiben markieren. Bei der Montage die Bolzen der Gelenkstifthalterung auf 35 ft.-lbs. 50 Nm anziehen.
6 Zylinder gemäß Abschnitt 5.8 warten.
RC0347.eps
RC0348.eps
2
1
24
1

ARTUNGW
38 213744-R2 DE
5.7-3 Wartung des Zylinder-Steuerventils1 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer
Rolle. Den Arm, dessen Zylinder gewartet wird, schließen, um an das Prüfventil zu gelangen.
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
2 Prüfventilkartusche vom Zylinderanschluss abmontieren.
3 O-Ringe und Sicherungsringe entfernen. Rückschlagventilkartusche mit Lösungsmittel reinigen.
4 Neue Sicherungs- und O-Ringe wie gezeigt montieren.
5 Die Rückschlagventilkartusche vor dem Zusammenbau mit Vaseline bestreichen. Prüf-/Rückschlagventilventilkartusche mit (35 ft.-lbs.) 50 Nm anziehen.
RC0375.eps
RC0386.eps
Rückschlagventilkartusche
24 O-Ringe
Sicherungsringe
Rückschlagventilkartusche

ARTUNGW
39213744-R2 DE
5.8 Wartung von Zylindern5.8-1 Zylinderdemontage
1 Zylinder nur am äußersten Fußende in den Schraubstock einspannen.
HINWEIS: Für Arbeiten am Zylinder stets einen Schraubstock mit weichen Backen verwenden.
2 Zylinderhalterung mit einer Splintzange ausbauen.
3 Entfernen Sie Kolben/Stange/Halterung aus der Zylinderlaufbuchse.
4 Spannen Sie Kolben/Stange/Haltestift am unteren Stangenende ein. Nicht direkt an der Dichtungsoberfläche einspannen!
5 Kolbenmutter von der Stange entfernen.
6 Kolben oben und unten in einen Schraubstock mit weichen Backen einspannen. Dichtungen mit einem gezahnten Werkzeug abhebeln, aufschneiden und entsorgen.
VORSICHT: Nicht die Dichtungsnut verkratzen.
5.8-2 ZylinderinspektionStange, Kolben und Halterung auf Kerben und Grate prüfen. •Kleinere Grate und Kratzer können mir Schmirgelleinen entfernt werden. Ist dies nicht möglich, Teil austauschen.
Zylinderlaufbuchse prüfen und kleine Kerben und Grate •mit einer Flügelahle entfernen. Ist dies nicht möglich, Teile austauschen.
Das Äußere des Gehäuses auf Unebenheiten oder Risse •prüfen, die die Leistung beeinträchtigen oder unter Druck Lecks verursachen können. Falls notwendig, Teil austauschen.
RC0345.eps
RC0314.eps
RC0346.eps
RC0359.eps
RC0343.eps
1 2
3
4
5
6Mutter
Kolben-/Stangenbaugruppe
Feststellschraube
Gehäuse

ARTUNGW
40 213744-R2 DE
5.8-3 Zylindermontage1 Alle neuen Dichtungen/O-Ringe mit Vaseline schmieren.
2 Beachten Sie die Richtung der Doppellippenring-Dichtungen (U-Lagerschalendichtungen). Druckdichtungen müssen stets mit der Lippe zur Hochdruckseite des Zylinders montiert werden.
3 Kolben und Rille mit Schmirgelpapier polieren, um den Einbau der Ringe zu erleichtern.
4 Neue Dichtringe auf Kolben und Halter einsetzen. Eine Seite des Kolbenrings in der Nut einhaken und vorsichtig über den Kolben oder Halter schieben wie gezeigt.
5 Halter und Kolben an der Kolbenstange montieren. Kolbenmutter mit folgendem Anzugsmoment anziehen:
60G, 66G - 330 ft-lbs. (440 Nm)
6 Kolbenlader mit dem Dichtungssatz im Zylinder einsetzen. Achten Sie dabei darauf, dass der Lader alle Zylindergewinde abdeckt, aber die Gewinderille nicht berührt. Biegen Sie die Laderrippen, falls ein festerer Sitz erforderlich ist.
VORSICHT: Der Kolben lässt sich nicht in den Zylinder schieben, wenn der Lader die Gewinderillen berührt.
7 Zylinderinnenseite, Kolbenlader und Kolbenringe satt mit Vaseline einfetten.
8 Treiben Sie Kolben/Kolbestange mit einem Gummihammer durch den Lader in den Zylinder.
9 Lader durch Einschneiden auf einer Seite entfernen und aus dem Zylinder ziehen.
10 Zylinderinnenseite, Kolbenhalter und Kolbenringe satt mit Vaseline einfetten.
11 Halter in die Zylinderbohrung einschrauben. Halter mit folgendem Anzugsmoment anziehen:
60G, 66G - 400 ft.-lbs. (540 Nm)
RC0340.eps
RC0320.eps
RC0341.eps
RC0342.eps
3
46
5
7
8
9
11
Anschlagrippen
Gewinderille
Zylinderbuchse

ARTUNGW
41213744-R2 DE
5.9 Basis5.9-1 Wartung der
Rahmenbuchsen1 Arme wie in Abschnitt 5.2-1 beschrieben vom Anbaugerät
abbauen.
2 Die acht (8) Zylindergelenkbuchsen mit einem Buchsentreiber aus dem Rahmen entfernen.
3 Die acht (8) Armgelenkbuchsen mit einem Buchsentreiber aus dem Rahmen entfernen.
HINWEIS: Geeignete Buchsentreiber können mit den weiter unten beschriebenen Maßen selbst angefertigt werden.
4 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Neue Zylindergelenkbuchsen mit 45 mm Länge installieren.•
Neue Armgelenkbuchsen mit 40 mm Länge und •Distanzstück installieren.
VORSICHT: Buchsen können beschädigt werden, wenn sie nicht mit einem geeigneten Buchsentreiber eingesetzt werden.
RC0376.eps
23
Zylindergelenkbuchse (45 mm Länge)
Armgelenkbuchse(40 mm Länge) und Distanzstück
Buchsentreiber, Abmessungen
ABuchse ID
BTreiber, AD
60G, 66G, 72G 39,8 mm 44,5 mm
RC0362.eps
B A
245 mm45 mm

ARTUNGW
42 213744-R2 DE
5.9-2 Drehlagergruppe - Prüfung des Anzugsmoments der Bolzen
500-StundenkontrolleFühren Sie alle 500 Betriebsstunden folgende Prüfungen durch:
1 Alle zugänglichen Bolzen der Grundplatte oberhalb der oberen Haken auf korrektes Anzugsmoment prüfen wie folgt: jeden Bolzen im Uhrzeigersinn anziehen, bis das Anzugsmoment 10 ft-lbs. (14 Nm) oberhalb des unten gelisteten Wertes liegt. Nach der Prüfung jeden Bolzen markieren:
60G, 66G, 72G - 75 ft.-lbs. (100 Nm)
Sind einzelne Bolzen der Grundplatte lose oder gebrochen, •gehen Sie nach den Kriterien der 2000-Stundenkontrolle vor und ersetzen Sie sämtliche Bolzen der Grundplatte gemäß Abschnitt 5.9-3.
Sitzen alle Bolzen korrekt, prüfen Sie als Nächstes die •Bolzen der Frontplatte in Schritt 2.
2 Drei (3) der Frontplatten-Bolzen auf korrektes Anzugsmoment wie folgt prüfen. Zugangsstopfen auf der Rückseite der Grundplatte entfernen und Anbaugerätauf die vertikale Rollenaufnahmeposition drehen. Die drei Bolzen suchen, die am nächsten zur Zugangsöffnung liegen, und jeden Bolzen im Uhrzeigersinn festziehen, bis das Anzugsmoment 10 ft.-lbs. (14 Nm) oberhalb des unten gelisteten Wertes liegt. Nach der Prüfung jeden Bolzen markieren. Nach der Prüfung jeden Bolzen markieren:
60G, 66G, 72G - 80 ft.-lbs. (110 Nm)
Sind einzelne Bolzen der Frontplatte lose oder gebrochen, •gehen Sie nach den Kriterien der 2000-Stundenkontrolle vor und ersetzen Sie sämtliche Bolzen der Frontplatte gemäß Abschnitt 5.9-3.
Sitzen alle Bolzen korrekt, ist die Prüfung beendet.•
2000-StundenkontrolleFühren Sie alle 2000 Betriebsstunden folgende Prüfungen durch:
1 Bolzen der Grund- und Frontplatte wie folgt prüfen: im Uhrzeigersinn anziehen, bis das Anzugsmoment 10 ft-lbs. (14 Nm) oberhalb des unten gelisteten Wertes liegt. Nach der Prüfung jeden Bolzen markieren:
60G, 66G, 72G - 75 ft.-lbs. (100 Nm)
Sind einzelne Bolzen der lose oder gebrochen, ersetzen Sie •sämtliche Drehlagerbolzen gemäß Abschnitt 5.9-3.
Sitzen alle Bolzen korrekt, ist die Prüfung beendet.•
HINWEIS: Montieren Sie das Anbaugerät vom Stapler ab, um Zugang zu allen Bolzen der Grundplatte zu haben. Entfernen Sie die Grundplatte (Abbildung) oder verschaffen Sie sich Zugang zu allen Frontplattenbolzen über die Zugangsöffnung. Sehen Sie dazu Abschnitt 5.9-3.
RC2320.eps
RC2319.eps
RC2316.eps
1
2
Kopfschrauben der Grundplatte
Grundplatte
GrundplatteBolzen der Frontplatte
Zugangsstopfen
Frontplatte(Grundplatte ausgebaut)
1Bolzen der Frontplatte(Grundplatte ausgebaut)

ARTUNGW
43213744-R2 DE
5.9-3 Ausbau/Installation - Drehlagereinheiten1 Anbaugerät gemäß Abschnitt 5.1 vom Stapler abmontieren.
2 Antriebsgruppe wie in Abschnitt 5.3-1 beschrieben abmontieren.
3 Obere Haken entfernen. Bei der Montage Bolzen anziehen auf 125 ft.-lbs. (165 Nm).
4 Stützgelenk ausbauen. Bei der Montage die Bolzen auf 30 ft.-lbs. 40 Nm anziehen.
5 Bolzen zwischen Lager und Grundplatte entfernen. Bei der Montage die Bolzen folgendermaßen montieren:
WARNUNG: Montieren Sie in den Konterbohrungen nur kurze Bolzen. Verwenden Sie Federringe, wenn diese im Satz enthalten sind.
Kopfschrauben der Grundplatte-
A) Bolzen und Lagergewindebohrungen reinigen und trocknen lassen. Loctite 242 (blau) auf die Bolzen auftragen.
B) Bolzen wie gezeigt überkreuz auf das halbe maximale Anzugsmoment (siehe unten) anziehen.
C) Erneut überkreuz auf das maximale Anzugsmoment anziehen, danach eine halbe Umdrehung lösen und sofort wieder auf den Maximalwert (siehe unten) anziehen:
60G, 66G, 72G - 75 ft.-lbs. (100 Nm)
VORSICHT: Grundsätzlich neue Bolzen und Scheiben verwenden. Lagergruppe nur mit einem neuen Satz Schrauben montieren.
HINWEIS: Mittleres unteres Distanzstück entfernen (falls vorhanden), um an die Drehlagerbolzen zu gelangen. Bei der Montage die Bolzen anziehen auf:
60G, 66G, 72G - 15 ft.-lbs. (20 Nm)
WARNUNG: Gewicht des Anbaugeräts prüfen (auf Typenschild vermerkt), um sicherzustellen, dass der Deckenhebezug und die Ketten bzw. Haltebänder mindestens der Nennkapazität des Anbaugeräts entsprechen.
6 Zwei Ösen an der Grundplatte anbringen. Grundplatte mit einem Hebezug von der Frontplatte/Lagergruppe abheben.
cascade
C-675514-1
cascade
C-675514-1
RC0336.eps
cascade
C-675514-1
cascade
C-675514-1
RC0338.eps
RC2331.eps
2
43
56
Grundplatte
Frontplatte
Lagergruppe
Kreuzweise Anzugsfolge

ARTUNGW
44 213744-R2 DE
5.9-3 Drehlagerbaugruppe -Demontage/Montage (Fortsetzung)
7 Bolzen zwischen Lagergruppe und Frontplatte entfernen. Bei der Montage Gewindekleber aufbringen und Bolzen nach folgender Methode anziehen:
Bolzen der Grundplatte -
A) Bolzen und Gewindebohrungen in der Frontplatte reinigen und trocknen. Loctite 242 (blau) auf die Bolzen auftragen.
B) Bolzen wie gezeigt überkreuz auf das halbe maximale Anzugsmoment (siehe unten) anziehen.
C) Erneut überkreuz auf das maximale Anzugsmoment anziehen, danach eine halbe Umdrehung lösen und sofort wieder auf den Maximalwert (siehe unten) anziehen:
60G, 66G, 72G - 80 ft.-lbs, (110 Nm)
VORSICHT: Grundsätzlich neue Bolzen und Scheiben verwenden. Lagergruppe nur mit einem neuen Satz Schrauben montieren.
8 Zwei Sicherungssplinte wie gezeigt montieren. Lagergruppe mit einem Hebezug von der Frontplatte abheben.
9 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Bei der Montage der Drehlagergruppe auf der Frontplatte •die hitzebehandelte Überlappungszone 'R' auf dem Ringkranz mit dem äußeren Schmiernippel wie gezeigt ausrichten.
60G - 30SDgr über der Horizontalen
66G, 72G - 15SDgr unter der Horizontalen
Dichtung der Grundplatten-Mittenbohrung prüfen. Bei •Bedarf ersetzen,
Schmiermittel NLGI Nr. 0 auf die Verzahnung des •Lagerkranzes auftragen.
Nach der Montage des Anbaugeräts den •Lagerschmiernippel mit Chassis-Fett abschmieren. Dabei das Anbaugerät langsam drehen.
RC0200.eps
RC0202.eps
R
R
RC0387.eps
Frontplatte
Frontplatte
9
78
Abwechselndkreuzweise Anzugsfolge
Hitzebehandelte Zone
Schmiernippel
30SDgr
15SDgr
Rückansicht (Sicht des Fahrers)

ARTUNGW
45213744-R2 DE
5.9-4 Wartung von verstellbaren Stoßfängern1 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer
Rolle. Heben Sie sie etwa 60 cm über den Boden an.
2 Um die Spannung vom Stoßfänger zu lösen, die Bänder von den Haltern nehmen und von den Rollen abwickeln.
3 Sicherungsringe der Halter von den Zylinderstangen nehmen.
4 Die oberen und unterenBolzen von den Armgelenkstiften nehmen. Bei der Montage die Bolzen der Gelenkstifthalterung auf 35 ft.-lbs. 48 Nm anziehen.
5 Gelenkstifte aus der Aufnahme mit der Stoßfängerrolle herausziehen. Gurtumlenkschlaufen von den Rollen nehmen.
6 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Neue Buchsen mit einem Buchsentreiber in den Rollen •montieren.
HINWEIS: Geeignete Buchsentreiber können mit den in der Tabelle beschriebenen Maßen selbst angefertigt werden.
VORSICHT: Buchsen können beschädigt werden, wenn sie nicht mit einem geeigneten Buchsentreiber eingesetzt werden.
Siehe 5.9-5 zum Elastikbandaustausch.•
RC3573.eps
22
3 4
Stoßfängerrolle
StoßfängerBuchsentreiber, Abmessungen
ABuchse ID
BTreiber, AD
60G, 66G, 72G 39,8 mm 44,5 mm
RC0362.eps
B A
245 mm45 mm

ARTUNGW
46 213744-R2 DE
5.9-5 Stoßfänger, Elastikband, WartungBei dieser Wartung werden die alten Elastikbänder durch neue ersetzt. Näheres hierzu siehe Wartungs-Kit 219060.
1 Drehen Sie das Anbaugerät wie zur vertikalen Aufnahme einer Rolle. Heben Sie sie etwa 60 cm über den Boden an.
2 Um die Spannung vom Stoßfänger zu lösen, die Bänder von den Haltern nehmen und von den Rollen abwickeln.
3 Ein neues Elastikband an Halter A anbringen (kurzer Arm). Siehe Detail Bandende.
4 Das lose Ende des Elastikbands durch Schlaufe A zur Rückseite von Rolle B und dann um die Vorderseite führen.
5 Durch Schlaufe B führen.
6 Elastikband zur Rückseite von Rolle A und dann um die Vorderseite führen.
7 Elastikband durch Schlaufe A und dann durch Schlaufe B führen.
8 Band bei Halter B festmachen. Siehe Detail Bandende.
9 Die Schritte 3 bis 8 für das zweite Elastikband durchführen.
10 Beide Bänder gleichmäßig spannen und so festziehen, dass der Gurt nicht durchhängt, wenn die Arme voll geöffnet sind.
11 Bandenden 2-3 Zoll (50-75 mm) mit Klebeband umwickeln, damit das Außenmaterial nicht scheuern kann. Überschüsse abschneiden.
RC3627.eps
RC3628.eps
Stoßfängerrolle
Stoßfänger, Elastikband
Feststellschraube
Stoßfänger
RC3604.eps
3,8
34
5
67
78
Detail, Bandende
Elastikband, Verlegen
A
BC
Schlaufe B
Schlaufe B
Schlaufe A
Schlaufe A
Rolle B
Rolle B
Rolle A
Rolle A
Halter AHalter B

ARTUNGW
47213744-R2 DE
RC2525.eps
5.10 180-Grad Hydraulische Drehstopp-Gruppe
5.10-1 Stoppventilwartung
1 Hydraulikleitung vom Stoppventil abklemmen.
2 Bolzen entfernen und Stoppventil von der Grundplatten-Winkelhalterung abnehmen. Für die Montage die Bolzen anziehen auf 10-15 ft.-lbs. (15-20 Nm).
3 Endstopfen entfernen. Alle internen Teile und die Einstellschraube vom Ventilgehäuse entfernen.
4 Alle Teile mit sauberem Lösungsmittel reinigen.
5 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Dichtungen und O-Ringe ersetzen. Siehe Querschnitt.•
Stoppventil nach Bedarf einstellen.•
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventil(e) mehrmals in beide Richtungen öffnen.
5.10-2 Stoppventileinstellung
WARNUNG: Beim Testen des Anbaugeräts dürfen sich keine Personen in der Nähe aufhalten.
1 Kontermutter an der Einstellschraube des Stoppventils lösen und die Schraube (gegen den Uhrzeigersinn) HERAUSDREHEN, bis die Nut sichtbar ist, die die maximale Position markiert.
HINWEIS: Frühe Modelle besitzen zwei Einstellschrauben, die gleich eingestellt werden müssen.
VORSICHT: Wird die Einstellschraube über die Nut hinaus bewegt, kommt es zu Lecks in der Hydraulik.
2 Wählen Sie eine Last mit folgenden Bedingungen: A) ist die schwerste zum Anheben , oder B) erfordert maximales Motordrehmoment, Anbaugerät vor und zurück bewegen zu den Anschlägen bei voller Geschwindigkeit für 1-2 Minuten, erst dann die Einstellungen vornehmen. Darauf achten, ob das Anbaugerät seine Drehung langsam in den harten Anschlag zu Ende vollführt.
3 Erfolgt die Drehung nicht vollständig gegen den Anschlag, drehen Sie das Stoppventil von der Rampe ab und drehen Sie die Stellschrauben etwa eine Viertel Umdrehung hinein (im Uhrzeigersinn). Prüfen Sie erneut, ob das Anbaugerät jetzt langsam gegen den Anschlag fährt.
4 Schritt 3 wiederholen, bis das Anbaugerät seine Drehung langsam in den harten Anschlag zu Ende vollführt. Ziehen Sie die Kontermuttern der Stellschraube an.
5 Anzugsmoment an den Stoppblock-Kopfschrauben prüfen und Schrauben festziehen auf 400 ft.-lbs. (540 Nm), bei Bedarf anziehen.
KontermutterEinstellschraube
Sicherungsring, O-Ring
Sicherungsring, O-Ring
Gehäuse
Stößel
U-förmige Druckdichtung
MuffeO-Ring, Siche-rungsring
Schieber
Feder
O-Ring
Endstopfen
Richtung der U-förmigen Dichtung beachten
RC0377.eps
3
3 Rampe
180-Grad Stoppventil
5Anschlag
1Einstellschraube und Kontermutter

ARTUNGW
48 213744-R2 DE
5.11 Elektronische Drehsteuerung (ERC)
5.11-1 Wartung von Absperrventilen
WARNUNG: Vor dem Entfernen von Hydraulikleitungen Druckentlastung am Hydrauliksystem durchführen. Stapler ausschalten und Hilfsventile mehrmals in beide Richtungen öffnen.
1 Hydraulikschläuche für die DREH-Funktion vom Stoppventil abnehmen und für die Wiedermontage markieren.
2 Solenoidspulen durch Entfernen der Haltemutter und Abziehen der Spulen von der Ventilkartusche abnehmen. Für den Wiedereinbau die Mutter leicht auf 5 ft.-lbs. (7 Nm) anziehen.
3 Die vier Bolzen entfernen und den Stoppventilblock vom Drehantrieb abnehmen. Dabei die beiden O-Ringe aufheben. Bei der Montage Bolzen auf 35 ft.-lbs. 50 Nm anziehen.
4 Das Ventil ist in einem sauberen Arbeitsbereich zu warten. Solenoid- und Kartuschenventile ausbauen. Alle Flansche vom Ventilblock abmontieren. Alle Teile mit Lösungsmittel reinigen.
5 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Neue O- und Sicherungsringe für die Kartuschenventile •und den Ventilblock wie gezeigt verwenden.
Eine vollständige Montageanweisung finden Sie im •Handbuch Montageanweisung für die elektronische Drehsteuerung, Teilenr. 6048228.
AC1208.eps
Stoppventilblock
DREHUNG Versor-gungs-schläuche
O-RingeLastschalter, Verzögerungs-/Stopprampe STOPP-
Solenoidspule (seitlich)
DECEL-Solenoidspule (oben)
Stromversorgung von der Kabelrolle oder dem Überbrückungsschalter (falls vorhanden)
Kabelanschluss/Steuerkasten (Typische Lage abgebildet für Klammern der G-Serie)
1
2
3
AC0339.eps
Haltemutter
DECEL-Spule (Verzögerung), Verkabelung
Gegengewichtventilkar-tuschenAnziehen auf: 35 ft.-lbs. (45 Nm)
2-Wege-Solenoidventil anziehen auf 80 ft.-lbs. (110 Nm)
STOP-Spule, Kabelstrang
4-Wege-Solenoidventil anziehen auf18 ft.-lbs. (25 Nm)
Ventilblock
RC1015.eps
RC1013.eps
RC1014.eps
O-Ringe
O-Ringe
O-Ringe
Sicherungsringe
Sicherungsringe
Sicherungsringe
GEGENGEWICHTVENTIL
4-WEGE SOLENOIDVENTIL
2-WEGE SOLENOIDVENTIL
5
4

ARTUNGW
49213744-R2 DE
5.11-2 Stopp-Einstellung1 Anbaugerät in jede Richtung drehen und darauf achten, dass
es vertikal und horizontal in den Bilge-Positionen stehen bleibt.
Stoppt die Drehung • nicht an den vertikalen und horizontalen Positionen, weiter mit Fehlersuche, Abschnitt 5.11-3.
Stoppt• die Drehung an den vertikalen und horizontalen Bilge-Positionen, weiter mit Schritt 2.
2 3 Sekunden warten. Dann das Anbaugerät erneut drehen und prüfen, dass die Drehung in der vertikalen und der horizontalen Bilge-Position stehen bleibt.
3 Überbrückungsschalter drücken und halten (falls vorhanden). Sicherstellen, dass das Anbaugerät sich ruckfrei und gleichmäßig ohne Anzuhalten dreht.
Dreht sich das Anbaugerät bei gedrücktem Schalter nicht •ruckfrei, weiter mit der Fehlersuche in Abschnitt 5.11-3.
Ist die • Stoppposition nicht exakt, weiter mit Schritt 4.
4 Die Endrollen des Lastschalters auf vollen Eingriff auf den Verzögerungsrampen mit Stoppbolzen (frühe Modelle) oder Verzögerungs-Stopprampen (späte Modelle) prüfen.
Um die Stoppposition innerhalb von ±0.5 Zoll (13 mm) präzise zu erfassen, müssen die Rampen radial über ihre geschlitzten Halterungen eingestellt werden, und die Stoppbolzen können angehoben oder abgesenkt werden. Siehe die Abbildungen.
5.11-3 FehlersucheHINWEIS: Siehe Schemaplan auf der nächsten Seite.
1 ERC Hauptsicherung/Relais prüfen. Stellen Sie sicher, dass die Staplerspannung an der ERC Steuerbox ankommt, wenn der Stapler eingeschaltet wird.
HINWEIS: Der Druckschalterkreis (je nach Ausstattung) versorgt das ERC mit Spannung und ist in der Regel geschlossen (NC).
2 Prüfen Sie alle elektrischen Kabel. Suchen und beheben Sie Fehler wie lose Stecker und beschädigte oder falsch angeschlossene Kabel.
HINWEIS: Stecker und Steuerboxanschlüsse sind markiert, um den korrekten Anschluss zu erleichtern.
3 Alle Solenoid/Kabel und Lastschalter/Kabel auf Durchgang prüfen. Bei Bedarf ersetzen.
4 Bei eingeschaltetem Stapler die Lastschalter manuell bedienen. Hören, ob die Solenoidventile klicken, dies bedeutet, dass sie funktionieren. Oder drehen Sie das Anbaugerät auf alle Anschläge und prüfen Sie die Spannung an den Solenoidausgängen der Steuerbox.
5 Achten Sie auf die 3-Sekunden-Verzögerung zwischen Drehverzögerung und erneutem Drehstart. Ist keine Verzögerung vorhanden oder dreht das Anbaugerät bei gedrückter Taste nicht gleichmäßig, die ERC Steuerbox ersetzen.
HINWEIS: Die Steuerbox enthält eine einstellbare Zeitverzögerung. Fragen Sie Cascade, wie die Einstellung geändert werden kann.
AC0231.eps
Die Drehsteuerung stoppt das Anbaugerät in den vertikalen Positionen A oben, B unten und C Bilge-Position.
Um eine Drehung nach dem Stoppen fortzusetzen, 3 Sekunden warten ODER den Überbrückungsschalter drücken (in der Regel geschlossen).
Für eine kontinuierliche Drehung den Schalter gedrückt halten.
AC0242.eps
AC1214.eps
Lastschalter (in der Regel offen)
Lastschalter (in der Regel offen)
Verzögerungsrampe
Verzögerungs-/Stopprampe
Plattenanschlag, Kopfschraube
Frühe Modelle
Späte Modelle
A
B
C

ARTUNGW
50 213744-R2 DE
5.11-3 Fehlersuche (Forts.)
AC1210.eps
– +
STO
P S
ol
STO
P S
w
DE
CE
L S
ol
DE
CE
L S
w
Pow
er
– + + –
OR
+
–
+
+
–
+1
4
2
3
Rotational Control Electrical Hookup
STOPPLastschalter(in der Regel offen)
DECELLastschalter (in der Regel offen)
DECEL-Solenoid (Verzögern)(oben)
STOPP Solenoid (seitlich)
Drehantrieb, Ventilblock
Kabelanschlusskasten/SteuerkastenHINWEIS: Werkseitig eingestellte Zeitverzögerung im Relais. Bei Bedarf für die Änderung der Einstellung Cascade fragen.
Mast
Gabelträger
Relais (12V-96V)
Nicht geschaltet Nicht geschaltet
Geschaltet Geschaltet
Sicherung,7.5A @ 12V
StaplerSicherungsblock
StaplerSicherungsblockTaste
Staplerbatterie
12V Staplerbatterie
Spulenkabel Spannungsversorgung
Überbrückungsschalter (falls vorhanden) (in der Regel geschlossen)
Steuerhebel DREHEN
Power Bus/Relais (nur 12V)HINWEIS: Sicherungen integriert:Hauptstrom - - 20AStromkreise - 7,5A
Motorstapler ]>- Chassis-Erdung benutzenElektrostapler ]>- Batterie-Minus benutzen
HINWEIS: 1. Kabel - Alle Kabel sind zweiadrig und haben Deutsch-Stecker.
2. Elektrische Versorgung - Stromversorgungsrelais nur für Drehkontrolle zugänglich, Power Bus/Relais für mehrere Zusatzverbraucher bevorzugt.
3. Dokumentation - ERC Installationsanweisungen, Teilenr. 6048228 Relais, Installationsanweisungen, Teilenr. 6006270 Power Bus/Relais, Installationsanweisungen -
Teilenr. 6019876

ARTUNGW
51213744-R2 DE
5.12 Magnetventil5.12-1 Spulenwartung
1 Verkabelung und Diode von den Spulenklemmen trennen.
2 Bolzen der Abdeckung lösen und Abdeckung mit Spule abbauen. Lage der Spulenklemmen notieren.
3 Neue Spule und Abdeckung montieren. Sicherstellen, dass alle Klemmen korrekt positioniert sind.
4 Beim Wiedereinbau in umgekehrter Reihenfolge vorgehen, mit den folgenden Ausnahmen:
Zur korrekten Installation von Verkabelung und Diode siehe •Diagramm in Abschnitt 4.5.
5.12-2 VentilwartungSchaft im Ventilgehäuse auf freie Beweglichkeit prüfen. •Endtaste an der Spule drücken, um zu prüfen, dass das Ventil nicht eingeklemmt oder beschädigt ist. Bei Problemen das Solenoidventil als komplette Einheit austauschen.
RC0204.eps
Spule
Magnetventil
2 3
4

ECHNISCHE DATENT
52 213744-R2 DE
GA0090.eps
GA0091.eps
6.1 Technische Daten6.1-1 Hydraulik
Abmessungen des Gabelträgers (A) ITA (ISO)
Min Max
Klasse IIKlasse IIIKlasse IV
14.94 Zoll (380.0 mm)18.68 Zoll (474.5 mm)23.44 Zoll (595.5 mm)
15.00 Zoll (381,0 mm) 18,74 Zoll (476.0 mm)23,50 Zoll (597.0 mm)
Druckeinstellung der Staplerhydraulik2300 psi (160 bar) empfohlen2600 psi (180 bar) Maximum
Stapler-Durchflussvolumen ➀
Min. ➁ Empf Max. ➂
60G, 66G, 72G 5 GPM(18 l/min.)
10 GPM(37 l/min.)
15 GPM(56 l/min.)
➀ Cascade Rollenklammern sind für hydraulische Flüssigkeiten auf Petroleumbasis mit SAE 10W ausgelegt sowie für folgende Mil- Spezifikationen. MIL-0-5606 oder MIL-0-2104B. Der Einsatz von Hydraulikflüssigkeit auf Synthetik- oder Wasserbasis ist nicht empfehlenswert. Sollte feuerbeständige Hydraulikflüssigkeit erforderlich sein, müssen Spezialdichtungen verwendet werden. Fragen Sie Cascade.
➁ Ein geringerer Durchfluss als empfohlen führt zu Drehgeschwin-digkeiten von weniger als 2 U/min.
➂ Bei Durchflusswerten oberhalb des Maximums kann es zu über-mäßiger Erhitzung, reduzierter Systemleistung und verkürzter Lebensdauer des Hydrauliksystems kommen.
A
GA0028.eps
6.1-2 Zusätzliche VentilfunktionenAuf Erfüllung von ANSI (ISO)-Normen prüfen:
6.1-3 Staplerhubgerüst
Schläuche und AnschlüsseAlle Zuleitungsschläuche müssen unbedingt Nr. 8 sein.
Alle Anschlüsse müssen eine Mindestöffnungsgröße aufweisen von (13/32 Zoll) (10 mm).
GA0082.eps
Senken
Gegen den Uhrzeigersinn drehen
Lösen
Hebenrückwärts neigen
Vorwärts neigen
Im Uhrzeigersinn drehen
Klammer

ECHNISCHE DATENT
53213744-R2 DE
Pos. Lage der Befestigungselemente Größe Ft.-lbs. N.m
1 Kopfschrauben der Grundplatte (★) M12 77 105 ■ ▲
2 Lagerbolzen M12 80 110 ■ ▲
3 Drehantriebsbolzen M12 77 105
4 Bolzen der Getriebeabdeckplatte M8 15 20
5 Bolzen des Drehgerätanschlusses M10 30 40
6 Montageblock, Bolzen M8 15 20 ✖
7 Bolzen, Haltegelenk M10 30 40
8 Gelenkstifthalterkappen M10 35 50
9 Kontaktpad-Halterung/Verschleißschuhe, Bolzen
M12 62 85
10 Bolzen, Stoppblock (Anschlag) M20 40 540
11 Bolzen der oberen Haken M16 125 165
12 Bolzen der unteren HakenKL II, KL III M16 125 165
KL IV M20 250 340
13 Bolzen, untere Haken, Schnellkupplung M16 125 165
14 Bolzen, Indexblock M12 75 105
15 180SDgr Stopnocken, Bolzen M12 75 105
16 Bolzen, Kontaktpad M8 15 20
17 Bolzen, Verlängerungsplatte M16 125 165
★ Bolzenanzahl je nach Modell unterschiedlich■ Loctite 242 (blau) auftragen▲ Doppelt festziehen (festziehen, eine halbe Umdrehung (1/2)
lösen, erneut festziehen)✖ Loctite 271 (rot) auftragen
6.1-4 DrehmomentwerteAnzugswerte für die Befestigungselemente der Rollenklammern der G-Serie sind in der nachstehenden Tabelle in US und metrischen Einheiten angegeben. Alle Anzugsmomente werden auch in jeder separaten Wartungsanweisungen in diesem Handbuch angegeben.
HINWEIS: Alle Befestigungselemente haben ein Anzugsmoment im Bereich von ±10 % des angegebenen Wertes.
RC0379.eps
RC0384.eps
1
2 34
67
8
9
10
11
12
12
1314
16
17
15
5
(Alle durch Stopfen zugänglich)

Cascade Corporation 2010 11-2010 Nummer 213744-R2 DE
c
Do you have questions you need answered right now? Call your nearest Cascade Service Department.Visit us online at www.cascorp.com
Zijn er vragen waarop u direct een ant-woord nodig hebt? Neem dan contact op met uwdichtstbijzijnde serviceafdeling van Cascade. Of ga naar www.cascorp.com
Haben Sie Fragen, für die Sie sofort eine Antwort benötigen? Wenden Sie sich anIhren nächsten Cascade-Kundendienst. Besuchen Sie uns online: www.cascorp.com
En cas de questions urgentes, contacter leservice d’entretien Cascade le plus proche.Visiter le site Web www.cascorp.com.
Per domande urgenti contattare l’Ufficio Assistenza Cascade più vicino.Visitate il nostro sito all’indirizzo www.cascorp.com
¿Tiene alguna consulta que deba ser respondida de inmediato? Llame por teléfonoal servicio técnico de Cascade más cercano. Visítenos en www.cascorp.com
AMERICASCascade CorporationU.S. Headquarters2201 NE 201stFairview, OR 97024-9718Tel: 800-CASCADE (227-2233)Fax: 888-329-8207
Cascade Canada Inc.5570 Timberlea Blvd.Mississauga, OntarioCanada L4W-4M6Tel: 905-629-7777Fax: 905-629-7785
Cascade do BrasilRua João Guerra, 134Macuco, Santos - SPBrasil 11015-130Tel: 55-13-2105-8800Fax: 55-13-2105-8899
EUROPE-AFRICACascade Italia S.R.L.European HeadquartersVia Dell’Artigianato 137030 Vago di Lavagno (VR) ItalyTel: 39-045-8989111Fax: 39-045-8989160
Cascade (Africa) Pty. Ltd.PO Box 625, Isando 160060A Steel RoadSparton, Kempton ParkSouth AfricaTel: 27-11-975-9240Fax: 27-11-394-1147
ASIA-PACIFICCascade Japan Ltd.2-23, 2-Chome,Kukuchi NishimachiAmagasaki, Hyogo Japan, 661-0978Tel: 81-6-6420-9771Fax: 81-6-6420-9777
Cascade Korea121B 9L Namdong Ind. Complex, 691-8 Gojan-DongNamdong-KuInchon, KoreaTel: +82-32-821-2051Fax: +82-32-821-2055
Cascade-XiamenNo. 668 Yangguang Rd. Xinyang Industrial ZoneHaicang, Xiamen CityFujian ProvinceP.R. China 361026Tel: 86-592-651-2500Fax: 86-592-651-2571
Cascade India Material Handling Private LimitedNo 34, Global Trade Centre 1/1 Rambaugh ColonyLal Bahadur Shastri Road, Navi Peth, Pune 411 030(Maharashtra) IndiaPhone: +91 020 2432 5490Fax: +91 020 2433 0881
Cascade Australia Pty. Ltd.1445 Ipswich RoadRocklea, QLD 4107AustraliaTel: 1-800-227-223Fax: +61 7 3373-7333
Cascade New Zealand15 Ra Ora DriveEast Tamaki, AucklandNew ZealandTel: +64-9-273-9136Fax: +64-9-273-9137
Sunstream IndustriesPte. Ltd.18 Tuas South Street 5Singapore 637796Tel: +65-6795-7555Fax: +65-6863-1368




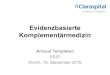

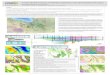


![Master2 - saga-u.ac.jp · Colony Agent Dynamic-separation immigration [ ][] [ ][] [ A] [ B] [ B] [ A] C D C D [ ] [ ]](https://img.pdfslide.org/doc/110x75/5f09bf3c7e708231d4285346/master2-saga-uacjp-colony-agent-dynamic-separation-immigration-.jpg)