Embed Size (px)
Citation preview
„ Entwicklung flexibler Feuerungssysteme zur Verbrennung von Schwachgasen in Mikrogasturbinen-Brennkammern „
Abschlussbericht
über das Forschungsprojekt mit dem Aktenzeichen: 14472 N,
gefördert aus den Haushaltsmitteln des BMWI über die AiF (Anschlussprojekt zum AiF-Vorhaben Nr.: 13216 N)
Gaswärme-Institut e. V. Essen Kompetenzfeld FuE Feuerungstechnik
A. Al-Halbouni; H. Rahms; A. Giese (GWI) I. Schmitz, V. Scherer (Uni Bochum, LEAT)
M. Robeck, R. Widmann (Uni Du-E, FB Bauwissenschaften) S. Schaefer, Ch. Lange (Uni Du-E, FB Wirtschaftswissenschaften)
K.-H Ertl, M. Betsch, K.-P. Dielmann (FH-Aachen, NOWUM) T. Schulzke (Fraunhofer Institut, UMSICHT)
Essen, November 2008
Projektkennblatt I
Projektkennblatt II
Projektkennblatt III
Projektkennblatt IV
Projektkennblatt V
Projektkennblatt VI
Projektkennblatt VII
Inhaltsverzeichnis
Inhaltsverzeichnis............................................................................................. VIII
Abkürzungsverzeichnis ...................................................................................... X
Formelzeichen................................................................................................... XIII
Indizes ............................................................................................................. XIV
Abbildungsverzeichnis ..................................................................................... XV
Tabellenverzeichnis........................................................................................... XX
Zusammenfassung...............................................................................................1
1. Forschungsthema .........................................................................................2
2. Wissenschaftlich-technische u. wirtschaftliche Problemstellung ............2
3. Stand der Forschung ....................................................................................7
4. Forschungsziel, angestrebte Ergebnisse & Lösungsweg .......................15
5. Bearbeitungsschritte und erzielte Ergebnisse..........................................17
5.1 Theoretische Voruntersuchungen und Potenzialrecherche zur Schwachgassituation in Deutschland……………………………………...17
5.2 Grundlagen der thermodynamischen Randbedingungen………………42
5.3 Auslegung und Modellierung der Brenner………………………………...51
5.4 Prozesssimulation Mikrogasturbine………………………………………..73
5.5 Bereitstellung und Umbau einer transportablen GMA…………………..82
5.6 Experimentelle Untersuchungen bei atmosphärischem Druck……..…83
5.6.1 Experimentelle Untersuchungen mit Schwachgasgemischen…….83 5.6.2 Festlegung des Betriebskonzeptes für MGT und Definition der
Stabilitätsgrenzen………………………………………………………….95
5.7 Integration der entwickelten Feuerungssysteme in ein Brenn- kammerkonzept für MGT……….……………………………………………..97
5.7.1 Festlegung der Betriebssteuerung und des Fahrprogramms der Mikrogasturbine…………………………………………………….…97
5.7.2 FLUENT-Rechnungen zur Brennkammerauslegung……………..….99
5.8 Validierungstests an einer Deponiegasanlage………………………….104
5.8.1 Versuchsbeschreibung und Versuchsdurchführung………………104 5.8.2 Auswertung der Messergebnisse……………………………………...108 5.8.3 Metallographische Materialauswertung……………………………...111
Inhaltsverzeichnis IX
5.9 Validierungstests an einer MGT-Brennkammer…………………………113
5.9.1 Bau des Brenners für die Turbec–Mikrogasturbine………………..113 5.9.2 Bereitstellung der Gase und Montage der Brenner und der
Brennkammer in die Mikrogasturbine………………………………...121 5.9.3 Realisierung der Leit- und Regeltechnik……………………………..126 5.9.4 Begleitung der Realisierungsarbeiten zur Leit- und Regel-
technik………………………………………………………..…………….133 5.9.5 Durchführung der Versuche……………………………………………133 5.9.6 Aufnahme der Messdaten und Auswertung der Ergebnisse …….134 5.9.7 Realisierung des Konzeptes der Produktgasbeimischung an
der Capstone –MGT…………………………………………………...…141
5.10 Feuerungstechnische und betriebswirtschaftliche Bewertung und Analyse..…………………………………………………………..……………146
5.10.1 Feuerungstechnische Bewertung und Analyse……………………..146 5.10.2 Betriebswirtschaftliche Analyse……………………………………….152
6. Gegenüberstellung der Forschungsziele/ Ergebnisse...........................168
7. Wirtschaftliche Bedeutung für kleine und mittlere Unternehmen.........169
8. Veröffentlichungen der Forschungsergebnisse .....................................170
9. Danksagung...............................................................................................171
10. Durchführende Forschungsstellen ..........................................................171
11. Literaturverzeichnis ..................................................................................173
Anhang .............................................................................................................182
Abkürzungsverzeichnis X
Abkürzungsverzeichnis
Abb Abbildung
AbfAblV Abfallablagerungsverordnung
AiF Arbeitsgemeinschaft industrieller Forschungs-vereinigungen
Al Aluminium
AP Arbeitspunkt
BHKW Blockheizkraftwerk
BImSchG Bundes-Immissionsschutz-Gesetz
BImSchV Bundes-Immissionsschutz-Verordnung
BK Brennkammer
BMWi Bundesministerium für Wirtschaft und Arbeit
C Kohlenstoff
CBM Coal Bed Methane
CMM Coal Mine Methane
CSM Coal Seam Methane
Ca Calcium
CFD Computational Fluid Dynamics
CH4 Methan
Cl Chlor
CO Kohlenstoffmonoxid (Kohlenmonoxid)
COS Kohlenoxidsulfid
COSTAIR COntinued STaged Air with Internal Recirculation
COB2B Kohlenstoffdioxid (Kohlendioxid)
Cu Kupfer
DBU Deutsche Bundesstiftung Umwelt
DCF Discounted Cash Flow
DIN Deutsche Industrie-Norm
Du-E Universität Duisburg - Essen
EDX energiedispersive Analyse
EEG Erneuerbare-Energien-Gesetz
EW Einwohnerwerte
FB Fachbereich
FCKW Fluorkohlenwasserstoff
FLOX (Begriffsbedeutung: flammenlose Oxidation) eingetragenes Warenzeichen der Firma WS Wärmeprozesstechnik GmbH, Renningen
FOD First-Order-Decay Methode
GDD Gasdüsenkreisdurchmesser
Abkürzungsverzeichnis XI
GewSt Gewerbesteuer
GMA Gasmischanlage
GWI Gaswärme-Institut e. V. Essen
HCN Blausäure
HCL Salzsäure
HEL Heizöl EL bzw. Diesel
HF Flusssäure
IPCC Intergovernmental Panel of Climate Change
IR Infrarot
K Kalium
Kap Kapitel
kmU, KMU kleine und mittlere Unternehmen
KSt Körperschaftssteuer
KW Kohlenwasserstoffe
KWK Kraft-Wärme-Kopplung
LEAT Lehrstuhl für Energieanlagen und Energie-prozesstechnik der Ruhr-Universität Bochum
LM Lichtmikroskopie
LuVo Luftvorheizer
MBA mechanisch-biologisch vorbehandelter Abfall
MGT Mikrogasturbine
Mn Mangan
NDIR nichtdispersive Infrarotabsorption
NDUV nichtdispersive ultraviolet-Resonanzabsorption
Ni Nickel
NiCrNi Materialpaarung (Nickel-Chrom-Nickel)
NIR Nationaler Inventur Report
NOWUM Institution der FH Aachen, Abteilung Jülich
NO Stickstoffmonoxid
NOBX BStickstoffoxid
NOB2 BStickstoffdioxid
NWA Nutzwertanalyse
O Sauerstoff (atomar)
OB2B Sauerstoff
p.a per annum (pro Jahr)
PbA Projekt begleitender Ausschuss
pH PH-Wert (neg. Logarithmus der H+ Ionen-konzentration)
PM Personenmonate
ppm parts per million
Abkürzungsverzeichnis XII
PSR perfectly stirred reactor
RME Rasterelektronenmikroskop
R&I Rohr und Instrument
S Schwefel
Si Silizium
SiO2 Siliziumoxid (Quarzsand)
SKE Steinkohleeinheiten
SPS Speicher-Programmierbare Steuerung
Tab Tabelle
TA Technische Anleitung
TE Thermoelement
Ti Titan
TOC Total Organic Component
tr trocken
UHC Unburned Hydrocarbons
UMSICHT Fraunhofer Institut für Umwelt-, Sicherheits- und Energietechnik
UV Ultraviolett
VDI Verein Deutscher Ingenieure
Vol Volumen
vpm volumes per million
Formelzeichen XIII
Formelzeichen
λ [-] Luftverhältnis, Lambda
ε [%] Öffnungsverhältnis
ρ [kg/m³] Dichte
p [mbar, Pa] Druck
ϑ, T [°C], [K] Temperatur
V [m³/h, l/min] Volumenstrom
v [m³/kg, m³/m³] spezifisches Volumen
c, w [m/s] Geschwindigkeit
HBiB [MJ/m³, kWh/m³] Heizwert (unterer Heizwert)
n [mol, kmol] Stoffmenge
cBmB [g/m³] Massenkonzentration
Ge , Gt [m³] gebildete Gasmenge
x [ppm] Stoffmengenanteil
r [vpm, %] Raumanteil
VBm,nB [m³BnB/kmol] molares Normvolumen
M [kgB/kmol] molare Masse
Σ [-] Summe
∆ [-] Delta (Unterschied)
χ [−] Isentropenexponent
η [%] Wirkungsgrad
k [1/a] Abbaukonstante
m [g/h] Massenstrom
m [kg, t] Masse
t [sec, h, a] Zeit
A [mm², m²] Fläche
L, B [mm] Länge bzw. Breite
P, Q [W, kW) Leistung
S, s [kJ/kg K) Entropie
Ø [mm] Durchmesser
x, y, z [mm] Räumliche Koordinaten
Indizes XIV
Indizes
Abg Abgas
B Betriebszustand
BK Brennkammer
BN Belastung im Normzustand
el elektrisch
E, 1, Ein Einsatzstoffe, Eintritt
f feucht
G, Gas Brennstoff Erdgas H
ges gesamt
i innen, Zähler
isen isentrop
L Luft
lf luftfrei
log logarithmisch
LÖ Löcher / Öffnung
max Maximum, maximal
min Minimum, mindest
n, N Normbedingungen
P, 2, Aus Produkte, Austritt
poly polytrop
Start Startbedingung
tr trocken
th thermisch
Umg Umgebung
ü über (Druck)
Verd, V Verdichter
x, y Laufindex der Kohlenwasserstoffe (CBxBHByB)
Abbildungsverzeichnis XV
Abbildungsverzeichnis
Abbildung 1: Weltweite Deponiegaspotenziale.........................................................3
Abbildung 2: Theoretischer Deponiegasfluss und kumulierter Gasertrag einer Hausmülldeponie.............................................................................3
Abbildung 3: Technisch nutzbare Biomassepotenziale in Deutschland ...................4
Abbildung 4: Erste KWK- Mikrogasturbine in Deutschland der Fa. Turbec 8
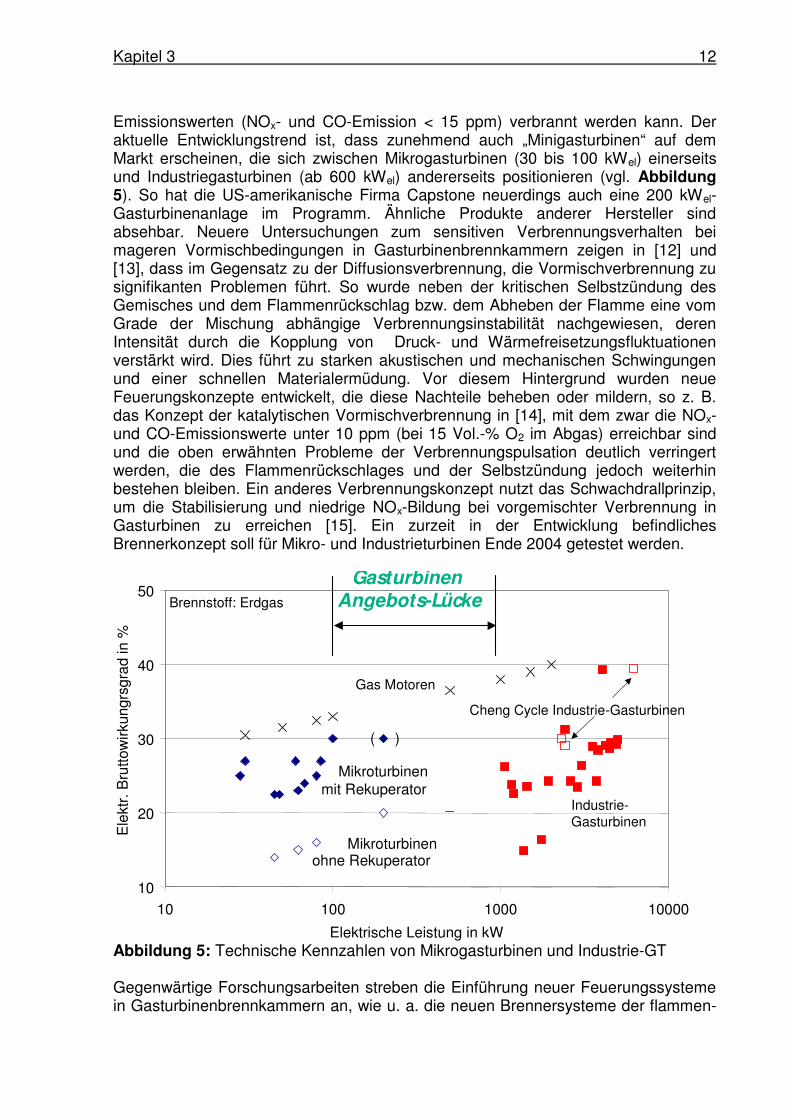
Abbildung 5: Technische Kennzahlen von Mikrogasturbinen und Industrie-GT......12
Abbildung 6: Schematische Darstellung der optimalen Brennerdesigns ................14
Abbildung 7: NOx- und CO-Emissionen ..................................................................14
Abbildung 8: NOx and CO Emissionen des Brenners der kontinuierlichen Luftstufung bei 3 bar ......................................................................14
Abbildung 9: NOx- und CO-Emissionen für das Gemisch: 5 CH4, 10 CO, 30 H2, 55 N2 [Vol.-%] ................................................................................14
Abbildung 10: Grafische Präsentation der Arbeitsschritte.......................................16
Abbildung 11: Zusammensetzung von Deponiegas im zeitlichen Verlauf (Farquhar und Rovers 1973; Rettenberger 1996)..........................24
Abbildung 12: Siliziumoxidablagerungen in einem Gasmotor bei höheren Siloxangehalten im Brenngas ........................................................26
Abbildung 13: Prognose des theoretischen und technischen Deponiegas-potenzials aus Siedlungsabfalldeponien in Deutschland bis 2040.30
Abbildung 14: Zusammensetzung des Deponiegases in Deutschland bis 2040.....31
Abbildung 15: Entwicklung der installierten elektrischen Leistung in Grubengasanlagen in NRW nach (Röhner und Lange 2004) ........34
Abbildung 16: Thermodynamische Darstellung des rekuperativen Gasturbinenzyklus im T-S-Diagramm............................................43
Abbildung 17: Bilanzschema Verdichter .................................................................43
Abbildung 18: Verdichter-Rad eines Radial-Verdichters.........................................44
Abbildung 19: Unbearbeitetes Kennfeld eines Radialverdichters ...........................45
Abbildung 20: Angepasstes Kennfeld des Radialverdichters..................................46
Abbildung 21: Beispiel einer einfachen 2D-Matrix ..................................................46
Abbildung 22: Funktionsweise einer 2D-Matrix.......................................................47
Abbildung 23: Modell eines Verdichterkennfeldes in SIMULINK ............................47
Abbildung 24: Kennfeld eines Verdichters in Abhängigkeit von Drehzahl und Temperatur ....................................................................................48
Abbildung 25: Messkurven an einer Capstone C30................................................50
Abbildung 26: Bilanzschema Rekuperator..............................................................50
Abbildung 27: Brennergeometrie für 25 kWth aus dem Projekt MGT ......................51
Abbildung 28: Vereinfachte Geometrie der Turbec-T100 MGT mit FLOX- Brenner..........................................................................................52
Abbildung 29: Vereinfachte Geometrie der Turbec-T100 MGT mit COSTAIR-Brenner..........................................................................................53
Abbildung 30: Geometrievariationen des FLOX-Brenners....................................54
Abbildungsverzeichnis XVI
Abbildung 31: Temperaturverteilung für die verschiedenen FLOX-Brennervarianten ...........................................................................55
Abbildung 32: NO-Konzentrationsverteilung für die verschiedenen FLOX-Brennervarianten ...........................................................................55
Abbildung 33: Rezirkulationsgebiete für die verschiedenen FLOX-Brennervarianten ...........................................................................56
Abbildung 34: Geometrievariationen des COSTAIR-Brenners ...............................57
Abbildung 35: Temperaturverteilung für die verschiedenen Luftverteiler- geometrien des COSTAIR-Brenners .............................................59
Abbildung 36: NO-Konzentrationsverteilung für die verschiedenen Luftverteilergeometrien des COSTAIR-Brenners...........................60
Abbildung 37: CO-Konzentrationsverteilung für die verschiedenen Luftverteilergeometrien des COSTAIR-Brenners...........................61
Abbildung 38: Adaption des FLOX-Brenners an die Turbec-T100 MGT...............63
Abbildung 39: Adaption des COSTAIR-Brenners an die Turbec-T100 MGT ..........63
Abbildung 40: Temperaturverteilung des FLOX- Und COSTAIR-Brenners mit und ohne Sekundärluft...................................................................64
Abbildung 41: Rezirkulationsgebiete des FLOX- Und COSTAIR-Brenners mit und ohne Sekundärluft...................................................................65
Abbildung 42: Temperaturverteilung des COSTAIR-Brenners in der Turbec- T100 MGT für verschiedene Gaszusammensetzungen.................67
Abbildung 43: CO-Konzentrationsverteilung des COSTAIR-Brenners in der Turbec-T100 MGT für verschiedene Gaszusammensetzungen ....68
Abbildung 44: Gemessene und berechnete dimensionslose NOx-Emissionen des COSTAIR-Brenners in der Turbec-T100 MGT für verschiedene Gaszusammensetzungen........................................69
Abbildung 45: Geometrie der Capstone-MGT Brennkammer .................................70
Abbildung 46: Temperaturverteilung für verschiedene Zumischraten ohne Energiereduzierung .......................................................................71
Abbildung 47: Temperaturverteilung für verschiedene Zumischraten mit Energiereduzirrung ........................................................................72
Abbildung 48: Schematischer Aufbau eines MGT-Prozesses ................................73
Abbildung 49: Prinzipieller Ablauf der Sekundärluftbeimischung in die Verbrennungsgase ........................................................................74
Abbildung 50: schematische Darstellung eines PSR’s und eines PSR-Netzwerks.75
Abbildung 51: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 5 %-ige Produktgasmischung ................................................76
Abbildung 52: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 10 %-ige Produktgasmischung ..............................................76
Abbildung 53: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 20 %-ige Produktgasmischung ..............................................77
Abbildung 54: Grundelemente der Mikrogasturbine für die Simulation...................78
Abbildung 55: Ergebnisschaubild des Simulationsprogramms ...............................78
Abbildung 56: Gegenseitige Beeinflussung der beiden Brennstoffströme .............80
Abbildung 57: Verlauf der abgegeben elektrischen Energie ...................................80
Abbildungsverzeichnis XVII
Abbildung 58: proportionale Einsparpotential über die Methankonzentration.........81
Abbildung 59: Frontansichten der GWI-Gasmischanlage (GMA) ...........................82
Abbildung 60: Schematische Darstellung des COSTAIR-Versuchsstandes ...........83
Abbildung 61: Gegenüberstellung der COSTAIR und FLOX CAD-Konstrukte......85
Abbildung 62: Detaildarstellung der Lufteintritts-Situation zum MGT-Brenner........86
Abbildung 63: Gegenüberstellung der NOX-Emissionen des COSTAIR-Brenners ohne sekundär Luft ........................................................................87
Abbildung 64: Gegenüberstellung der CO-Emissionen des COSTAIR-Brenners ohne sekundär Luft ........................................................................88
Abbildung 65: Gegenüberstellung der NOX-Emissionen des FLOX-Brenners ohne sekundär Luft ........................................................................89
Abbildung 66: Gegenüberstellung der CO-Emissionen des FLOX-Brenners ohne sekundär Luft ........................................................................89
Abbildung 67: Gegenüberstellung der NOX-Emissionen des COSTAIR-Brenners mit sekundär Luft ...........................................................................91
Abbildung 68: Gegenüberstellung der CO-Emissionen des COSTAIR-Brenners mit sekundär Luft ...........................................................................91
Abbildung 69: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners beim Betrieb ohne sekundär Luft ...................................92
Abbildung 70: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners beim Betrieb mit sekundär Luft.......................................93
Abbildung 71: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners beim Betrieb mit sekundär Luft.......................................93
Abbildung 72: Druckverlustkurve der COSTAIR-Variante mit Kaltluft ermittelt .......94
Abbildung 73: Druckverlustkurve der FLOX-Variante mit Kaltluft ermittelt ............95
Abbildung 74: CAD-Darstellung/Beschreibung der Zündpositions- untersuchungen.............................................................................96
Abbildung 75: Fotoaufnahmen des Brenners und der Pilotbrennerposition............97
Abbildung 76: Schematischer Aufbau des Brenner/ Brennkammersystems.........100
Abbildung 77: Simulationsergebnisse für die Turbec Brennkammer mit integriertem FLOX-Brenner........................................................101
Abbildung 78: Simulationsergebnisse für die TURBECBrennkammer mit integriertem COSTAIR-Brenner...................................................102
Abbildung 79: Ermittlung einer „worst case“- Temperaturverteilung am Brennkammeraustritt ...................................................................103
Abbildung 80: Sekundärluftbeimischung im Schneckengehäuse der Turbine ......103
Abbildung 81: Schematische Darstellung des gesamten Versuchsstandes für die Deponietests..........................................................................105
Abbildung 82: Darstellung des Anlagenschemas und Bezeichnung der Bauteile.107
Abbildung 83: GWI-Container mit COSTAIR-Brenner auf der Deponie Dreieich-Buchschlag ..................................................................................108
Abbildung 84: Deponieseitig aufgenommene Werte über die Versuchsdauer in Tagen ..........................................................................................109
Abbildungsverzeichnis XVIII
Abbildung 85: Deponieseitig aufgenommene Werte über 12 Std. im 5-min- Intervall ........................................................................................110
Abbildung 86: Skizze der Originalbrennkammer der T100 von Turbec.................114
Abbildung 87: Foto der Bauteile der Originalbrennkammer der T100 von Turbec, links das Flammrohr, rechts die Flanschplatte mit Drallbrenner und Zündbrenner .........................................................................115
Abbildung 88: Skizze der Flanschplatte mit COSTAIR-Brenner und Flammrohr für die Versuche am atmosphärischen Brennerprüfstand.................116
Abbildung 89: Berechnungsgebiet für die FLUENT-Simulationen zur Pilotgasdosierung ........................................................................117
Abbildung 90: Contourplot der Axialgeschwindigkeit für den Längsschnitt durch die Pilotgasdüse ..........................................................................117
Abbildung 91: Contourplot der Axialgeschwindigkeit für den Querschnitt 30 mm stromabwärts der Brennstoffeindüsung .......................................118
Abbildung 92: Contourplot der Radialgeschwindigkeit für den Querschnitt 30 mm stromabwärts der Brennstoffeindüsung .......................................118
Abbildung 93: Contourplot des Massenbruchs von Methan für einen Längs- schnitt durch die Pilotgasdüse .....................................................119
Abbildung 94: Fertigungszeichnung der neuen Flanschplatte mit COSTAIR-Brenner........................................................................................119
Abbildung 95: Die neue Flanschplatte mit COSTAIR-Brenner..............................120
Abbildung 96: Die neue Flanschplatte mit COSTAIR-Brenner und Flammrohr ....121
Abbildung 97: Die neue Flanschplatte mit COSTAIR-Brenner eingebaut in die Mikroturbine T100 von Turbec.....................................................122
Abbildung 98: erster Entwurf der Bereitstellung des Schwachgases....................123
Abbildung 99: überarbeiteter Entwurf der Bereitstellung des Schwachgases.......124
Abbildung 100: Bereitstellung des Stickstoffes durch Trailerlösung .....................125
Abbildung 101: Prinzipieller Aufbau der Leit- und Regeltechnik ...........................126
Abbildung 102: Schaltschrank mit SPS der Turbec T100 Mikrogasturbine...........127
Abbildung 103: WAGO-Kleinsteuerungen zur Messwerterfassung und Gemischregelung (rote Ellipsen)..................................................128
Abbildung 104: Beispiel-screenshot der Visualisierung ........................................129
Abbildung 105: IR-Analysatoren zur Messung des Methangehalts in Erd- und Schwachgas ................................................................................130
Abbildung 106: Durchflussmessung zur Stickstoffdosierung ................................130
Abbildung 107: Durchflussmessung Erdgas (links) und Erdgasdruckregelventil (rechts) ........................................................................................131
Abbildung 108: Foto der beiden elektro-pneumatischen Brenngashauptventile (DN25 und DN50)........................................................................131
Abbildung 109: Aufbau der Emissionsmessung während der Versuche...............134
Abbildung 110: Methangehalt von Erd- und Mischgas, gemessen mit IR-Analysatoren sowie der Erdgasgehalt im Mischgas (linke Achse)136
Abbildung 111: Volumenströme von Erdgas und Stickstoff, volumetrischer Erdgasgehalt im Mischgas...........................................................136
Abbildungsverzeichnis XIX
Abbildung 112: Vergleich der Erdgasgehalte im Mischgas ermittelt mit unterschiedlichen Methoden........................................................137
Abbildung 113: elektrische Leistung, Ventilstellungen und Turbinenaustritts-temperatur während des ersten Versuchsabschnitts ...................138
Abbildung 114: elektrische Leistung, Ventilstellungen und Turbinenaustrittstemperatur während des zweiten Versuchsabschnitts......................................................................139
Abbildung 115: Darstellung der Capstone-MGT und der Zufuhreinrichtung für das Methan..................................................................................141
Abbildung 116: Explosionsgrenzen von Methan in der Atmosphäre.....................142
Abbildung 117: Abgasemissionen der Capstone-MGT bei „Normalbetrieb“ .........143
Abbildung 118: CO-Emissionen in Betrieb der Capstone-MGT mit und ohne CH4 ..............................................................................................144
Abbildung 119: NOx-Emissionen in Betrieb der Capstone-MGT mit und ohne CH4 ..............................................................................................144
Abbildung 120: Abgasemission im Betrieb der Capstone-MGT mit CH4...............145
Abbildung 121: Gegenüberstellung der CO-/NOX-Emissionen in Abhängigkeit des CH4-Gehaltes........................................................................149
Abbildung 122: Gegenüberstellung der CO-/NOX-Emissionen beim Betrieb mit und ohne Pilotbrenner .................................................................149
Abbildung 123: Schadbild am Brenner nach Abschluss der Versuche .................150
Abbildung 124: Vorgehensmodell zur betriebswirtschaftlichen Analyse ...............152
Abbildung 125: Technologiebezogene Informationen im Überblick ......................156
Abbildung 126: Vergütungssätze gemäß EEG .....................................................159
Abbildung 127: Sonstige Informationen................................................................161
Abbildung 128: Ergebnisse der Technologiealternativen......................................163
Abbildung 129: Ergebnisse der Nutzwertanalyse .................................................164
Abbildung 130: Ergebnisse ausgewählter Sensitivitätsanalysen ..........................166
Abbildung 131: Nutzwert-/ Cash Flow-Portfolio ....................................................167
Tabellenverzeichnis XX
Tabellenverzeichnis
Tabelle 1: Brenn- und Heizwerte von Brenngasen (Cerbe 1999) ...........................17
Tabelle 2: Durchschnittliche Zusammensetzung von Biogas in Vol.-% ..................18
Tabelle 3: Übersicht über die vorhandenen Kläranlagen >10.000 EW in Deutschland (Lageberichte der Länder zur Abwasserbeseitigung).....19
Tabelle 4: Zusammensetzung und Energieinhalt von Klärgasproben aus verschiedenen Kläranlagen in Baden-Württemberg (Keicher, K. et al., 2004) .....................................................................20
Tabelle 5: Klärgasanalysen verschiedener Kläranlagen (MUNLV_NRW 2005)......21
Tabelle 6: Deponiegasinhaltsstoffe – übliche Konzentrationsbereiche...................25
Tabelle 7: Konzentrationsbereiche relevanter Spurenstoffe aus Deponiegas-proben (Rettenberger 1986; Mollweide und Rettenberger 1988) ........26
Tabelle 8: Nicht gefasste Methanemissionen aus Deponien in Deutschland..........28
Tabelle 9: Anzahl der Hausmülldeponien und abgelagerte Menge an Siedlungsabfällen in Deutschland .......................................................29
Tabelle 10: Zusammensetzung von Flöz- und Grubengas in Vol.-% (Thielemann 2002)..............................................................................32
Tabelle 11: Bereiche der Zusammensetzung des trockenen Produktgases aus der atmosphärischen Vergasung holzartiger Biomasse oder Klärschlamm mit Luft bzw. Dampf/Sauerstoff (Mittelwerte in Klammern) (Hofbauer und Kaltschmitt 2001; Escherle 2005) .............35
Tabelle 12: Spurenkomponenten im unbehandelten Produktgas bei der Vergasung von Holz aus verschiedenen Vergasungssystemen (ppm in mg/Nm³ umgerechnet) (Hofbauer und Kaltschmitt 2001).......36
Tabelle 13: Weitere Spurenkomponenten im unbehandelten Produktgas aus der Biomassevergasung (ppm in mg/Nm³ umgerechnet) (Bandi 2003) ....37
Tabelle 14: Qualitätsanforderung an Produktgas aus der thermochemischen Vergasung von Biomasse für Gasturbinen und Gasmotoren (Hofbauer und Kaltschmitt 2001; Bandi 2003; Hellat, Wimmer et al. 2004) .........37
Tabelle 15: Technische Potenziale von Holz aus verschiedenen Quellen und Klärschlamm in Deutschland (Schneider und Kaltschmitt 2002; Escherle 2005)....................................................................................40
Tabelle 16: Stromerzeugung durch Wald- und Altholz in Deutschland bis zum Jahr 2030 (Fritsche, Dehoust et al. 2004) ...................................41
Tabelle 17: Zusammensetzung der untersuchten schwachkalorigen Brenngase ...66
Tabelle 18: Zusammensetzung der Luft und angepasste Brennstoffmenge...........70
Tabelle 19: Abgaswerte und entsprechende Luftmassenströme ohne Energiereduzierung.............................................................................72
Tabelle 20: Abgaswerte und entsprechende Luftmassenströme mit Energiereduzierung.............................................................................73
Tabelle 21: Verwendete Schwachgaszusammensetzung.......................................75
Tabelle 22: Verwendete Schwachgaszusammensetzung.......................................75
Tabelle 23: Vergleich von simulierten und gemessenen Daten ..............................79
Tabelle 24: Zusammensetzung der synthetisch hergestellten Gasgemische .........84
Tabellenverzeichnis XXI
Tabelle 25: Berechnete Luftverteilung für die Brennerkonzepte ...........................100
Tabelle 26: Verwendete Schwachgaszusammensetzung.....................................101
Tabelle 27: Sicherheitsgerichtete Komponenten der Feuerungseinheit................107
Tabelle 28: Typische Messwerte aus den Brennertests .......................................110
Tabelle 29: Probe 1A (alle Angaben in Gew.%) ..................................................112
Tabelle 30: Probe 2A (alle Angaben in Gew.%) ...................................................112
Tabelle 31: Probe 2K (alle Angaben in Gew.%) ...................................................112
Tabelle 32: Probe 3K (alle Angaben in Gew.%) ...................................................112
Tabelle 33: Langanalyse des Erdgases am Standort Oberhausen.......................135
Tabelle 34: Erdgasanteile und Heizwerte .............................................................137
Tabelle 35: Energieströme der Capstone Turbine ................................................145
Tabelle 36: Messergebnisse beim MGT Betrieb mit Pilotbrenner.........................147
Tabelle 37: Messergebnisse beim MGT Betrieb ohne Pilotbrenner......................148
Zusammenfassung 1
Zusammenfassung
Das hier vorgestellte AiF-Gemeinschaftsvorhaben wurde von den Forschungsstellen (Gaswärme-Institut e.V. Essen (GWI); Fraunhofer Institut für Umwelt-, Sicherheits- und Energietechnik, Oberhausen (UMSICHT); Lehrstuhl für Energieanlagen und Energieprozesstechnik der Ruhr-Universität Bochum (LEAT); NOWUM-Energy Institut, Fachhochschule Aachen, Abteilung Jülich¸ Universität Duisburg-Essen (DU-E) Fachbereich Bauwesen / Lehrstuhl für Betriebswirtschaftslehre) durchgeführt. Es ist ein Anschlussforschungsvorhaben (Förderkennzeichen: 14472N) zum Thema „Entwicklung flexibler Feuerungssysteme zur Verbrennung von Schwachgasen in Mikrogasturbinen-Brennkammern“ (MGT-II), dessen Hauptzielsetzung darin bestand, den Nachweis über die Funktionstüchtigkeit und Vorteile der im AiF-Vorläuferprojekt (Förderkennzeichen: 13216N) entwickelten Verbrennungssysteme der flammenlosen Oxidation und kontinuierlichen Luftstufung (FLOX und COSTAIR) unter realen Einsatzbedingungen einer Mikrogasturbine vom Typ T100 der Firma Turbec zu erbringen. Hierzu zählt vor allem die stabile zündungs- und betriebssichere Verbrennung von niederkalorischen Schwachgasen mit Heizwerten < 3 kWh/Nm3 über dem für Mikro-Gasturbinen interessanten Luftzahlbereich mit hohen Luftzahlen bis zu λ = 8,5. Des Weiteren zählt die Einhaltung bzw. die Unterschreitung der Emissionsgrenzwerte für CO und NOX zu den wichtigen Beurteilungskriterien. Zur Erreichung dieser Ziele wurden umfangreiche numerische und experimentelle Untersuchungen an beiden Brennersystemen in der originalen Brennkammer der Turbec-Mikrogasturbine T100 mit realitätsnahen schwachkalorischen Gasen unter-schiedlicher Qualitäten unter atmosphärischen und unter Betriebsbedingungen (Druck 4,5 bar) durchgeführt. Die Ergebnisse dieser Untersuchungen offenbarten einen sicheren und stabilen Verbrennungsbetrieb bis Luftzahlen von ca. 8,5. Zielgetreu wurden Emissionswerte für CO und NOX unter 10 ppm erreicht. Weiterhin wurde ein erfolgreicher Betrieb (kein Materialerleiden, geringe Emissionen, sicherer Betrieb) auf einer „stillgelegten“ Mülldeponie mit niederkalorischem Schwachgas (CH4 Gehalt < 30 Vol.-%) nachgewiesen. Ein weiteres Ziel dieses Forschungs-vorhabens war die Untersuchung der Effizienz einer Produktgasbeimischung zur Verbrennungsluft einer Mikrogasturbine, um schwachkalorische Gase mit einem Heizwert unter 1 kWh/m³ sinnvoll verwerten zu können. Die Untersuchungen fanden an der Mikrogasturbine Capstone C30 statt. Hierbei wurden verschiedene Parametervariationen in Bezug auf Energieeinsparung, Flammenstabilität und Emissionsverhalten bei unterschiedlichen Beimischraten durchgeführt. Die Produkt-gaszumischung wurde mittels numerischer Simulation für eine gasbetriebene MGT C30 und experimentell für eine heizölbetriebene MGT C30 analysiert. Dabei zeigte sich, dass ein vollständiger Ausbrand aufgrund der hohen Luftzahlen und der damit verbundenen Abkühlung im Brennraum nicht gewährleistet werden kann. Es könnte zu Beschädigungen der anschließenden Turbinenschaufeln kommen. Im Rahmen dieses Projektes wurde erfolgreich die Adaption eines NOX-armen Brennersystems basierend auf dem Prinzip der kontinuierlichen Luftstufung an eine reale Mikrogasturbine (T100) realisiert. Dieses Brennersystem verbrennt unter Betriebsbedingungen verschiedenartige schwachkalorische Brenngase mit einem Heizwert bis 1,2 kWh/m³ mit niedrigsten Schadstoffemissionen effizient und stabil.
Das Ziel des Forschungsvorhabens wurde erreicht
Kapitel 1 & 2 2
1. Forschungsthema
Entwicklung flexibler Feuerungssysteme zur Verbrennung von Schwachgasen in Mikrogasturbinen-Brennkammern
2. Wissenschaftlich-technische u. wirtschaftliche Problem-stellung
Zu Beginn des Berichtes soll ein kurzer Überblick zur Ausgangssituation in Bezug auf die Schwachgasaufkommen und deren Nutzungsmöglichkeiten gegeben werden. Hierbei spielen Schwachgase aus Deponien, Kohlegruben, Klärwasser, Biomassevergasungs- und Vergärungsprozessen eine große Rolle.
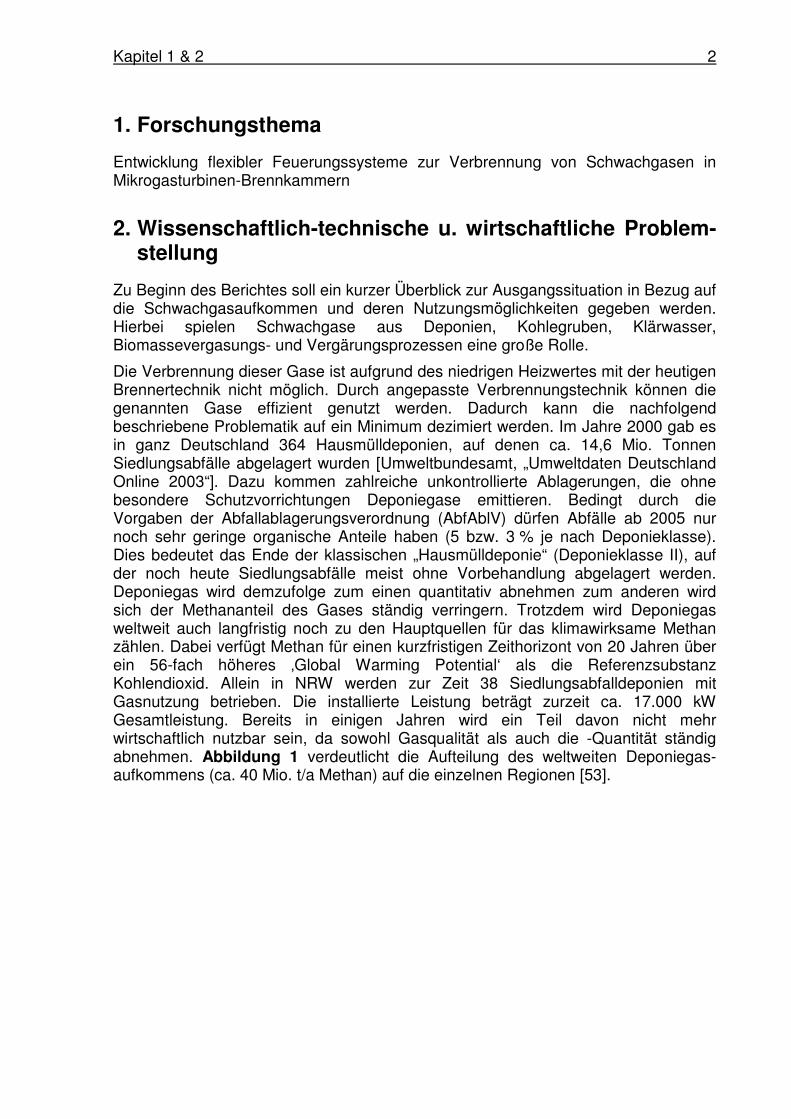
Die Verbrennung dieser Gase ist aufgrund des niedrigen Heizwertes mit der heutigen Brennertechnik nicht möglich. Durch angepasste Verbrennungstechnik können die genannten Gase effizient genutzt werden. Dadurch kann die nachfolgend beschriebene Problematik auf ein Minimum dezimiert werden. Im Jahre 2000 gab es in ganz Deutschland 364 Hausmülldeponien, auf denen ca. 14,6 Mio. Tonnen Siedlungsabfälle abgelagert wurden [Umweltbundesamt, „Umweltdaten Deutschland Online 2003“]. Dazu kommen zahlreiche unkontrollierte Ablagerungen, die ohne besondere Schutzvorrichtungen Deponiegase emittieren. Bedingt durch die Vorgaben der Abfallablagerungsverordnung (AbfAblV) dürfen Abfälle ab 2005 nur noch sehr geringe organische Anteile haben (5 bzw. 3 % je nach Deponieklasse). Dies bedeutet das Ende der klassischen „Hausmülldeponie“ (Deponieklasse II), auf der noch heute Siedlungsabfälle meist ohne Vorbehandlung abgelagert werden. Deponiegas wird demzufolge zum einen quantitativ abnehmen zum anderen wird sich der Methananteil des Gases ständig verringern. Trotzdem wird Deponiegas weltweit auch langfristig noch zu den Hauptquellen für das klimawirksame Methan zählen. Dabei verfügt Methan für einen kurzfristigen Zeithorizont von 20 Jahren über ein 56-fach höheres ‚Global Warming Potential‘ als die Referenzsubstanz Kohlendioxid. Allein in NRW werden zur Zeit 38 Siedlungsabfalldeponien mit Gasnutzung betrieben. Die installierte Leistung beträgt zurzeit ca. 17.000 kW Gesamtleistung. Bereits in einigen Jahren wird ein Teil davon nicht mehr wirtschaftlich nutzbar sein, da sowohl Gasqualität als auch die -Quantität ständig abnehmen. Abbildung 1 verdeutlicht die Aufteilung des weltweiten Deponiegas-aufkommens (ca. 40 Mio. t/a Methan) auf die einzelnen Regionen [53].
Kapitel 2 3
Abbildung 1: Weltweite Deponiegaspotenziale
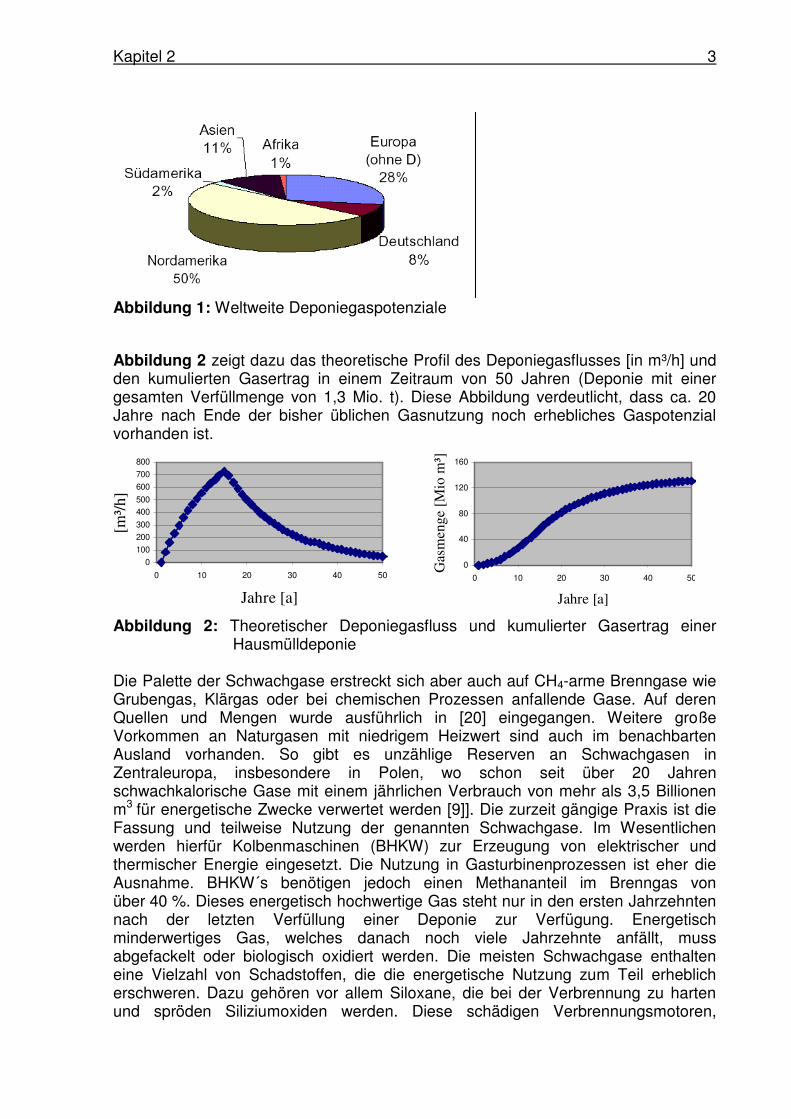
Abbildung 2 zeigt dazu das theoretische Profil des Deponiegasflusses [in m³/h] und den kumulierten Gasertrag in einem Zeitraum von 50 Jahren (Deponie mit einer gesamten Verfüllmenge von 1,3 Mio. t). Diese Abbildung verdeutlicht, dass ca. 20 Jahre nach Ende der bisher üblichen Gasnutzung noch erhebliches Gaspotenzial vorhanden ist.
0
100
200
300
400
500
600
700
800
0 10 20 30 40 50
Jahre [a]
[m³/
h]
0
40
80
120
160
0 10 20 30 40 50
Jahre [a]
Gas
men
ge
[Mio
m³]
Abbildung 2: Theoretischer Deponiegasfluss und kumulierter Gasertrag einer Hausmülldeponie
Die Palette der Schwachgase erstreckt sich aber auch auf CH4-arme Brenngase wie Grubengas, Klärgas oder bei chemischen Prozessen anfallende Gase. Auf deren Quellen und Mengen wurde ausführlich in [20] eingegangen. Weitere große Vorkommen an Naturgasen mit niedrigem Heizwert sind auch im benachbarten Ausland vorhanden. So gibt es unzählige Reserven an Schwachgasen in Zentraleuropa, insbesondere in Polen, wo schon seit über 20 Jahren schwachkalorische Gase mit einem jährlichen Verbrauch von mehr als 3,5 Billionen m3 für energetische Zwecke verwertet werden [9]]. Die zurzeit gängige Praxis ist die Fassung und teilweise Nutzung der genannten Schwachgase. Im Wesentlichen werden hierfür Kolbenmaschinen (BHKW) zur Erzeugung von elektrischer und thermischer Energie eingesetzt. Die Nutzung in Gasturbinenprozessen ist eher die Ausnahme. BHKW´s benötigen jedoch einen Methananteil im Brenngas von über 40 %. Dieses energetisch hochwertige Gas steht nur in den ersten Jahrzehnten nach der letzten Verfüllung einer Deponie zur Verfügung. Energetisch minderwertiges Gas, welches danach noch viele Jahrzehnte anfällt, muss abgefackelt oder biologisch oxidiert werden. Die meisten Schwachgase enthalten eine Vielzahl von Schadstoffen, die die energetische Nutzung zum Teil erheblich erschweren. Dazu gehören vor allem Siloxane, die bei der Verbrennung zu harten und spröden Siliziumoxiden werden. Diese schädigen Verbrennungsmotoren,
Kapitel 2 4
insbesondere Kolbenböden und Ventile. Weiterhin kann die Verbrennung von H2S zur Abbildung von Schwefelsäure in „kalten“ Bereichen des Verbrennungsraums führen. Erhebliche Korrosionsschäden können die Folge sein. Die Trocknung und Reinigung von Deponiegas ist gängige Praxis für motorische BHKW´s, wobei die Reinigungsverfahren je nach Deponie anzupassen sind.
Die Nutzung von Schwachgasen mit sehr geringem Heizwert und CH4-Gehalt (CH4 < 30 Vol.-%) in Mikrogasturbinen ist doppelt sinnvoll. Zum einen kann die Energie genutzt werden und zum anderen entfallen technische Systeme zur Oxidation des Klimagases Methan. Da viele Inhaltsstoffe außer im Deponiegas auch in anderen Faulgasen, z. B. Klärgas, vorkommen, lohnt sich der Praxistest mit Deponiegas. Es kann davon ausgegangen werden, dass Systeme, die mit Deponiegas funktionieren auch mit anderen Faulgasen arbeiten.
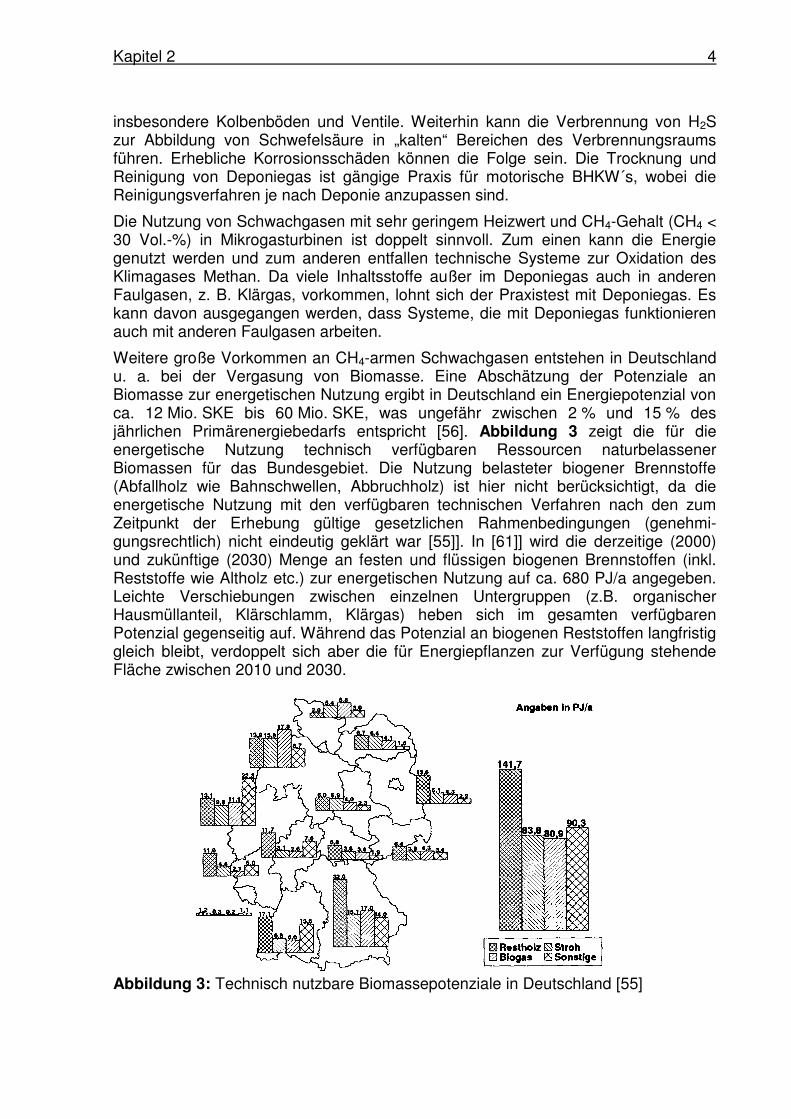
Weitere große Vorkommen an CH4-armen Schwachgasen entstehen in Deutschland u. a. bei der Vergasung von Biomasse. Eine Abschätzung der Potenziale an Biomasse zur energetischen Nutzung ergibt in Deutschland ein Energiepotenzial von ca. 12 Mio. SKE bis 60 Mio. SKE, was ungefähr zwischen 2 % und 15 % des jährlichen Primärenergiebedarfs entspricht [56]. Abbildung 3 zeigt die für die energetische Nutzung technisch verfügbaren Ressourcen naturbelassener Biomassen für das Bundesgebiet. Die Nutzung belasteter biogener Brennstoffe (Abfallholz wie Bahnschwellen, Abbruchholz) ist hier nicht berücksichtigt, da die energetische Nutzung mit den verfügbaren technischen Verfahren nach den zum Zeitpunkt der Erhebung gültige gesetzlichen Rahmenbedingungen (genehmi-gungsrechtlich) nicht eindeutig geklärt war [55]]. In [61]] wird die derzeitige (2000) und zukünftige (2030) Menge an festen und flüssigen biogenen Brennstoffen (inkl. Reststoffe wie Altholz etc.) zur energetischen Nutzung auf ca. 680 PJ/a angegeben. Leichte Verschiebungen zwischen einzelnen Untergruppen (z.B. organischer Hausmüllanteil, Klärschlamm, Klärgas) heben sich im gesamten verfügbaren Potenzial gegenseitig auf. Während das Potenzial an biogenen Reststoffen langfristig gleich bleibt, verdoppelt sich aber die für Energiepflanzen zur Verfügung stehende Fläche zwischen 2010 und 2030.
Abbildung 3: Technisch nutzbare Biomassepotenziale in Deutschland [55]
Kapitel 2 5
Neben dem Potenzial der biogenen Brennstoffe wurde in [61] die Entwicklung möglicher Technologien zur Energieerzeugung verschiedener biogener Materialien erfasst. Insbesondere die verschiedenen Vergasungsverfahren nehmen im Vergleich zu anderen Arten der thermischen Nutzung zu. Auch der Kombination von Vergasung und Mikrogasturbine bzw. Gasturbine wird in der Studie langfristig ein hohes Potenzial eingeräumt. In der genannten Studie wird davon ausgegangen, dass die Technik der Biomassevergasung und die der Mikrogasturbine bzw. Klein-gasturbine für Schwachgase in 2010 auf dem Markt verfügbar sind. Gleiches gilt für die Kombination verschiedener Technologien. Mit der Marktverfügbarkeit nimmt der Anteil an der Energieerzeugung dieser Systeme stark zu. Obwohl das Erneuerbare-Energien-Gesetz (EEG, April 2000) in Deutschland und vergleichbare Regelungen in den europäischen Nachbarländern für die Vergütung von eingespeistem Strom aus Biogasen eine dynamische Entwicklung zur Nutzung von Schwachgasen in Gas-motoren und Kraft-Wärme/Kälte-Kopplungsprozessen auslösten, stieß die Nutzung von Schwachgasen mit niedrigem Kohlenwasserstoffgehalt (CH4 < 30 Vol. -%), hohem CO-Anteil (bis 30 Vol.-%) und großen Inertgasanteilen (wie sie als stark mit Luft kontaminierte Gruben- oder Deponiegase anfallen, oder aber Brenngase, die bei der Luftvergasung von Biomasse entstehen) aus ökonomischen und ökologischen Gründen auf wenig Gegenliebe in der Energiewirtschaft. Diese schwachkalorischen Gase haben einen niedrigen Heizwert (Hu < 9 MJ/Nm3) und sind mit der heutigen Brenner- und Brennkammertechnik kaum wirtschaftlich zu verbrennen. So sind neben den Zünd- und Stabilitätsschwierigkeiten insbesondere der niedrige feuerungstechnische Wirkungsgrad und die Umweltbelastung durch die hohen Schadstoffemissionen zu nennen. Speziell von den genannten Brennstoffen stehen derzeit erhebliche Mengen in Deutschland und im osteuropäischen Ausland zur Verfügung und machen vor dem Hintergrund der liberalisierten Energiemärkte ein Umdenken hinsichtlich der Nutzung der enormen Vorkommen dieser Schwachgase erforderlich [ [1]- [11]]. Die erfolgreiche Markteinführung der Mikrogasturbine (MGT) für die dezentrale Wärme/Kälte und Stromerzeugung aus mittelkalorischen Biogasen und der inzwischen im Vorläuferprojekt erreichte Stand der neuen Brennersysteme der flammenlosen Oxidation und der kontinuierlichen Luftstufung erscheinen eine viel versprechende Alternative, um neue Verbrennungskonzepte mit hoher Brennstoff-flexibilität zur dezentralen Nutzung der genannten schwachkalorischen Gase in Mikrogasturbinen einzuführen. Allein aus den Hausmülldeponien in Deutschland wird z. Z. eine durchschnittliche Gasturbinenleistung von 400 kW pro Deponie geschätzt. Zusätzlich dazu kommt das ebenfalls in großen Mengen in Deutschland verfügbare Holzgas mit seinem sehr niedrigen CH4-Gehalt von etwa 1 Vol.-%, das bei geeigneter Verbrennungstechnologie sinnvoll umgesetzt werden kann. Produktgase aus der Biomassevergasung weisen eine Reihe spezifischer Eigenschaften auf, die gerade durch den Einsatz von derartigen Kleingasturbinen elegant gelöst werden könnten. So verläuft die Vergasung von Biomasse im kleinen Leistungsbereich aus technischen und ökonomischen Gründen derzeit meist bei atmosphärischem Druck, autotherm (d. h. ohne externe Beheizung) und mit Luft als Vergasungsmittel. Daraus resultiert eine sehr geringe Energiedichte des erzeugten Produktgases (Heizwert ca. 3 bis 5 MJ/Nm³). Bei der nach-geschalteten Gasnutzung macht dies i.d.R. den kostenintensiven Einsatz von großvolumigen, überdimensionierten Kraftmaschinen notwendig. Dieser Aspekt könnte an Bedeutung verlieren, wenn das Produktgas zusammen mit Verbrennungsluft als nicht selbstzündfähiges Gemisch in eine Kleingasturbine eingesaugt wird und in der dortigen Brennkammer unter Zugabe
Kapitel 2 6
eines hochkalorischen Zweitbrennstoffs verbrennt. Die umfangreiche Vermischung des Produktgases mit Verbrennungsluft führt dazu, dass die Teerkomponenten nach dieser Vermischung bei einem niedrigeren Partialdruck in der Gasphase vorliegen. Dies würde das Auskondensieren dieser Kohlenwasserstoffe reduzieren. Ggf. wären in diesem Fall somit geringere Anforderungen an die Teerfreiheit von Produktgasen zu stellen, als dies vom Produktgaseinsatz in Verbrennungsmotoren bekannt ist. Dies könnte die Kosten des Gesamtsystems reduzieren und die Zuverlässigkeit steigern. Des weiteren wird erwartet, dass das Problem der z. T. deutlich über den gesetzlichen Grenzwerten liegende Schadstoffkonzentrationen im Abgas der Verbrennungsmotoren gelöst wird, denn in diesen Kraftmaschinen verläuft die Verbrennung kontinuierlich und stark überstöchiometrisch (mager) ab und der Sauerstoff lässt sich ferner zur NOx-armen Verbrennung gezielt stufen. Damit könnte im Vergleich zum Verbrennungsmotor die kostenintensive Abgasnachbehandlung entfallen und dadurch Kostenreduktionspotenziale erschlossen werden. Die Befähigung des Feuerungssystems der Mikrogasturbine, verschiedene Brennstoffe zu verbrennen, ohne dass die Schadstoffemissionen ansteigen, wird ein großes Einsatzpotenzial für die Mikrogasturbine eröffnen. Dadurch können kleine und mittlere Unternehmen (kmU´s) in die Lage versetzt werden, einerseits branchen-übergreifende Einsatzgebiete von Mikrogasturbinen zu erschließen, und andererseits ihre eigene Wettbewerbsfähigkeit bei der energetischen Nutzung von Schwachgasen unterschiedlicher Qualitäten auf dem nationalen und internationalen Markt zu verstärken. Für den Anlagenbetreiber ergäben sich aus diesen Feuerungskonzepten attraktive Freiheitsgrade beim Anlagenbetrieb und beim Brennstoffeinkauf sowie durch den Wegfall eines zusätzlichen Produktgasverdichters ein Potenzial zur Senkung der Investitionskosten. Zur erfolgreichen und breiten Einführung der Schwachgasnutzung in Mikrogas-turbinen wurden im Rahmen dieses Forschungsvorhabens zwei Konzepte der Verbrennung untersucht: - Schwachgasverbrennung in MGT-Brennkammern - Schwachgasmitverbrennung in Kleingasturbinen
Ersteres Konzept zielt auf die 100 %-.ige Nutzung von Schwachgasen in Mikrogasturbinen an dezentralen Standorten. Das zweite Konzept stellt eine Art der Mitverbrennung von Schwachgasen in Gasturbinen dar. Die Kleingasturbine wird mit einem Leistungsbrennstoff wie z.B. Erdgas betrieben. Über den Luftverdichter wird ein Anteil an Schwachgas zur Mitverbrennung zugegeben. Aufgrund des Brenngas-Luftgemisches im Verdichter der Turbine sind sorgfältige sicherheitstechnische Untersuchungen erforderlich. Dieses Konzept wurde im Rahmen dieses Vorhabens erstmalig erprobt. Da keine Erfahrungen mit der Brenngasbeimischung zur Verbrennungsluft bestehen, wurden zunächst die prinzipielle Machbarkeit des Konzeptes und die Ermittlung der systemtechnischen Randbedingungen untersucht. Die Mitverbrennung der Produktgase zielte zunächst auf Kleingasturbinen bis zu einer elektrischen Leistung von 600 kW ab. Da eine Gasturbine in dieser Leitungsklasse für Forschungszwecke nicht verfügbar ist, werden die Untersuchungen an der konstruktiv ähnlichen Capstone C30 Mikrogasturbine durchgeführt.
Kapitel 3 7
3. Stand der Forschung
Die Mikrogasturbine rückte durch ihre Vorteile gegenüber den Gasmotoren (einfache Bauweise, geringe spezifische Investitions-, Betriebs- und Instandhaltungskosten, extrem niedrige NOx- und CO-Schadstoffemissionen von unter 15 ppm, geringe Lärmbelästigung,...) schnell ins Blickfeld von Politik, Energie und Wirtschaft [ [1]- [5], [7], [20], [22], [46]]. Dieser technische Fortschritt wurde durch folgende nationale und internationale Klimakonzepte und Umweltschutzverordnungen forciert:
- das Kyoto-Protokoll zur Klimarahmenkonvention der Vereinten Nationen, nach dem eine nachhaltige Reduzierung verschiedener Treibhausgase, darunter CO2
und CH4, bis 2008 bzw. 2012 um insgesamt 5,2 % angestrebt wird,
- den von der EU-Kommission verabschiedeten Richtlinienvorschlag zur Erhöhung des Anteils des aus erneuerbaren Energien gewonnenen elektrischen Stroms bis zum Jahr 2010 auf 15 %,
- den geplanten Ausstieg der Bundesrepublik Deutschland aus der Kernenergie bis zum Jahr 2025 und die Einführung des Erneuerbaren-Energien-Gesetzes EEG in April 2000.
Somit wurde die Einführung der Mikrogasturbine in die verschiedenen Industriezweige maßgebend beschleunigt. Mittel- bis langfristig werden dieser Technologie große Chancen im Markt der dezentralen Energiebereitstellung zugeschrieben.
Neben den US-Herstellern Capstone, Elliott, Northen Research and Engineering Company sind die Firmen Turbec in Schweden und Microturbo in Frankreich die Haupthersteller von Mikrogasturbinen in Europa. Die Wirkungsgrade sollen in Zukunft bis auf 35 % ansteigen und die NOx- und CO-Emissionen unter 10 ppm liegen. Vor allem soll die neue Generation dieser Mikrogasturbinen für die Verbrennung von Schwachgasen mit einem Heizwert kleiner als 25 % des Wertes für Erdgas geeignet sein.
Für die Kraftwärmekopplungsprozesse (KWK) kann der Einsatz der Mikrogasturbine mit Erdgasbetrieb als Stand der Technik angesehen werden. Nach Vorhersagen der POLES-Modell (Report EUR 17358 EN, 1996, [3]) erwartet der Gasturbinensektor in Europa eine jährliche Erdgas-Steigerungsrate von 6 %. Die Stromerzeugung aus KWK´s wird bei ca. 18 % im Jahre 2010 liegen und steigt auf 30 % auf längere Sicht. Mikrogasturbinen für kombinierte Wärme- und Stromerzeugung spielen dabei eine entscheidende Rolle. Bis Ende 2001 waren ca. 180 erdgasbefeuerte Mikrogas-turbinenanlagen in Europa installiert.
In Deutschland haben sich inzwischen erdgasbetriebene Mikrogasturbinen für die KWK-Anwendung im Leistungsbereich 28 bis 200 kW etabliert; die erste davon ist vom Typ T100 der Firma Turbec AB und wurde im April 2001 von der ehemaligen Thyssengas GmbH in Duisburg in Betrieb genommen [7]]. Die Gasturbine erreicht eine elektrische Leistung von 100 kW und einen Wärmestrom von 152 kW. Als
Kapitel 3 8
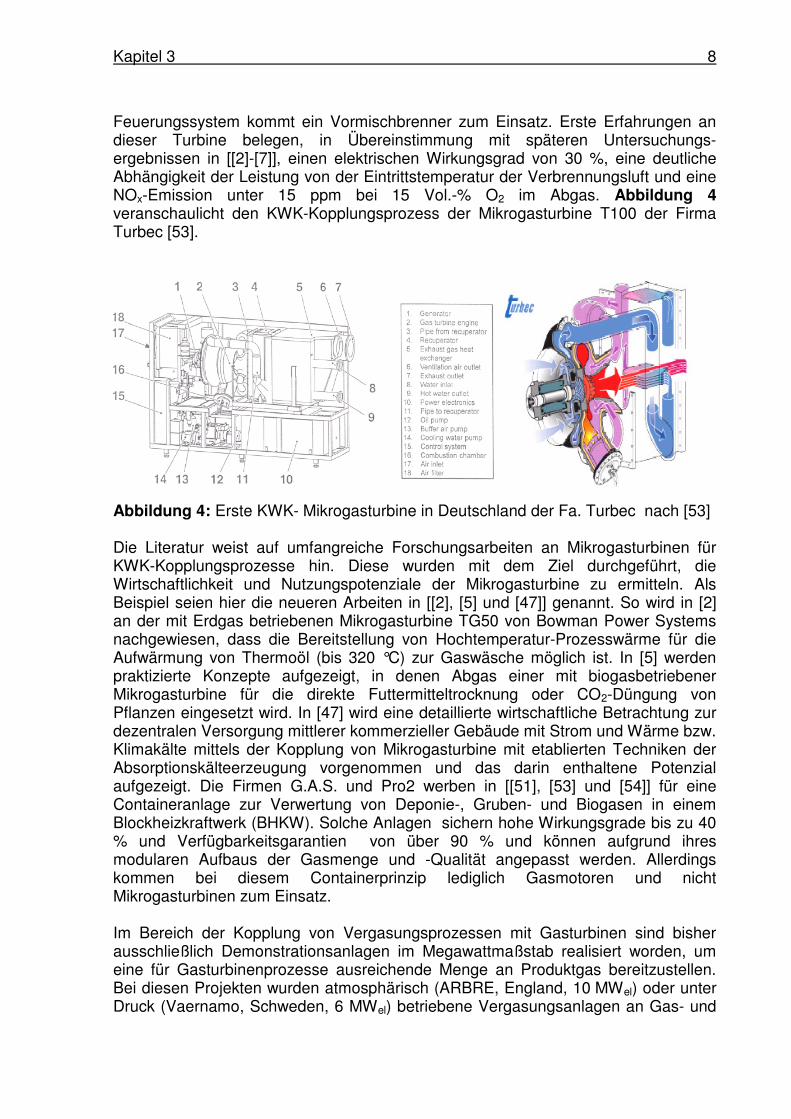
Feuerungssystem kommt ein Vormischbrenner zum Einsatz. Erste Erfahrungen an dieser Turbine belegen, in Übereinstimmung mit späteren Untersuchungs-ergebnissen in [ [2]- [7]], einen elektrischen Wirkungsgrad von 30 %, eine deutliche Abhängigkeit der Leistung von der Eintrittstemperatur der Verbrennungsluft und eine NOx-Emission unter 15 ppm bei 15 Vol.-% O2 im Abgas. Abbildung 4 veranschaulicht den KWK-Kopplungsprozess der Mikrogasturbine T100 der Firma Turbec [53].
Abbildung 4: Erste KWK- Mikrogasturbine in Deutschland der Fa. Turbec nach [53] Die Literatur weist auf umfangreiche Forschungsarbeiten an Mikrogasturbinen für KWK-Kopplungsprozesse hin. Diese wurden mit dem Ziel durchgeführt, die Wirtschaftlichkeit und Nutzungspotenziale der Mikrogasturbine zu ermitteln. Als Beispiel seien hier die neueren Arbeiten in [ [2], [5] und [47]] genannt. So wird in [2] an der mit Erdgas betriebenen Mikrogasturbine TG50 von Bowman Power Systems nachgewiesen, dass die Bereitstellung von Hochtemperatur-Prozesswärme für die Aufwärmung von Thermoöl (bis 320 °C) zur Gaswäsche möglich ist. In [5] werden praktizierte Konzepte aufgezeigt, in denen Abgas einer mit biogasbetriebener Mikrogasturbine für die direkte Futtermitteltrocknung oder CO2-Düngung von Pflanzen eingesetzt wird. In [47] wird eine detaillierte wirtschaftliche Betrachtung zur dezentralen Versorgung mittlerer kommerzieller Gebäude mit Strom und Wärme bzw. Klimakälte mittels der Kopplung von Mikrogasturbine mit etablierten Techniken der Absorptionskälteerzeugung vorgenommen und das darin enthaltene Potenzial aufgezeigt. Die Firmen G.A.S. und Pro2 werben in [ [51], [53] und [54]] für eine Containeranlage zur Verwertung von Deponie-, Gruben- und Biogasen in einem Blockheizkraftwerk (BHKW). Solche Anlagen sichern hohe Wirkungsgrade bis zu 40 % und Verfügbarkeitsgarantien von über 90 % und können aufgrund ihres modularen Aufbaus der Gasmenge und -Qualität angepasst werden. Allerdings kommen bei diesem Containerprinzip lediglich Gasmotoren und nicht Mikrogasturbinen zum Einsatz. Im Bereich der Kopplung von Vergasungsprozessen mit Gasturbinen sind bisher ausschließlich Demonstrationsanlagen im Megawattmaßstab realisiert worden, um eine für Gasturbinenprozesse ausreichende Menge an Produktgas bereitzustellen. Bei diesen Projekten wurden atmosphärisch (ARBRE, England, 10 MWel) oder unter Druck (Vaernamo, Schweden, 6 MWel) betriebene Vergasungsanlagen an Gas- und
Kapitel 3 9
Dampfturbinenprozesse angekoppelt. In Siebenlehn, Sachsen, wurde eine 3 MWel GuD-Anlage errichtet, die über eine externe Gasturbinenbeheizung mit der atmosphärischen Vergasung gekoppelt ist. Die Realisierung der thermischen Vergasung in Kombination mit Mikrogasturbinen wurde noch nicht im Demonstrationsmaßstab realisiert, da der anlagentechnische Aufwand für den kontinuierlichen Betrieb der Vergasung in kleinen Leistungsklassen im Vergleich zur MGT sehr hoch ist. Auch ist die Kombination der atmosphärischen Vergasung mit der Verbrennung unter Druck in der Gasturbine durch die Kühlung und Kompression des niederkalorischen Produktgases noch nicht wirtschaftlich realisiert worden.
Für die Schwachgasverbrennung ist der Einsatz der Mikrogasturbine noch die Ausnahme. Während Deponiegase mit einem Methananteil von > 38 Vol.-% in Gas-motoren verbrannt wurden, fanden Schwachgase niedrigerer CH4-Anteile nur die unökonomische Entsorgung über eine Fackelanlage. Mit der Mikrogasturbine bietet sich erstmals (kontinuierliche Verbrennung im Gegensatz zur zyklischen Verbrennung in Motoren) eine Lösung für Methangehalte < 30 Vol.-% einer breiten Brennstoffpalette an. Die im Vergleich zur Turbinenleistung großen Brennkammer-volumina garantieren einen sicheren Ausbrand des Brennstoffes und ermöglichen eine Flexibilität beim Einsatz unterschiedlicher Brennstoffe bzw. bei schwankenden Brennstoffqualitäten. Erste Anlagen zur Bio- und Deponiegasnutzung wurden 2001 und 2002 erfolgreich realisiert. Die Firma Pro2 hat im Rahmen ihrer Forschungs- und Entwicklungsarbeiten eine Mikrogasturbine für den Grubengaseinsatz, eine für den Deponiegaseinsatz und eine für den Biogaseinsatz vorbereitet (in Eigenleistung und mit eigenen Mitteln laut Pro2-Schreiben vom 20.08.2004). Die erste mit Biogas betriebene Mikrogasturbine wurde von Pro2 im Vogtland im Jahr 2002 in Betrieb genommen [5]. Im März 2004 hat Pro2 die Demonstrationsanlagen dieser Arbeiten im Rahmen einer Veranstaltung der „Landesinitiative Zukunftsenergien NRW“ vorgestellt [54]. Neben dem Biogaseseinsatz in containerisierten BHKW´s mit Gasmotoren wird die Mikrogasturbine T100 als überlegene Alternative für die Bio- und Klärgasverwertung für die Trocknungs- und Düngungsprozesse aufgezeigt. Eine Mikrogasturbine in Containerbauweise wurde im November 2003 am Standort Dorsten-Lembeck in die bestehende Anlage (95 elektrisch und 141 kW thermisch) integriert. Allerdings soll hier bemerkt werden, dass das eingesetzte Biogas einen hohen CH4-Gehalt (> 40 Vol.-%) hat. Weitere Ergebnisse wurden nicht veröffentlicht. Auf die „Multi-Fuel“-Tauglichkeit der Mikrogasturbinenanlagen wird ebenfalls in [3] hingewiesen, jedoch mit dem Vermerk, dass die Schwierigkeiten bei der Verbrennung schwachkalorischer Gase in zukünftigen Forschungsarbeiten behandelt werden sollen. Weitere wichtige Fragen sind im Bereich der Schwachgas-aufbereitung und –Zuführung zu beachten, so z. B.:
- die Korrosionserscheinungen wegen der im Rohgas enthaltenen Spurenstoffe, wie Schwefel- und Halogenverbindungen,
- die auskondensierende Feuchtigkeit, die zur Zerstörung im Bereich der Gaszufuhr zur Brennkammer führen kann, und
- die bei höheren Turbinendrücken (zur Verbesserung des Wirkungsgrades) auftretenden höheren NOx-Emissionswerte
In Deutschland ist die Obergrenze für NOx- und CO-Emissionen in Turbinenabgasen bei der Verbrennung von regenerativen Gasen in der novellierten TA Luft von
Kapitel 3 10
1.1.2002 festgelegt. Diese sind: CO = 100 mg/m3 (N) und NOx = 150 mg/m3 (N) bei 15 Vol.-% O2 im trockenen Abgas. In [ [8], [9], [10] und [23]] wird als wichtiges Problem bei der Verbrennung von Schwachgasen infolge der Brenngasverdünnung und des vergleichsweise niedrigen Heizwertes (3- bis 20-mal kleiner als Erdgas) die Stabilität der Verbrennung angesehen. Zu diesem Zweck wurde in [8] bei der Verbrennung von Holzgasen unterschiedlicher Qualitäten in kleinen Gasturbinen ein zyklonartiger Brenner mit Drallerzeuger konzipiert und zunächst mittels CFD-Rechnungen untersucht. Die Rechenergebnisse belegen zwar eine stabile Flamme und niedrige Schadstoffwerte, müssen jedoch noch mittels experimenteller Daten validiert werden. Die großen Mengen an Schwachgasen in Polen werden nach [9] umweltfreundlich und energieeffizient mittels eines Drallbrenners verwertet. Veröffentlichte Ergebnisse an Schwachgasen mit 34 Vol.-% CH4 zeigen den positiven stabilisierenden Effekt des Dralls bis zu einer Luftzahl von ca. 1,7. Die dabei gemessenen NOx- und CO-Emissionen liegen unter 10 ppm. Bei höheren Luftzahlen reißt die Flamme ab. Die NOx-bildung bei der Verbrennung schwachkalorischer Brenngase mit einem deutlich niedrigeren Anteil an CH4 (< 15 Vol.-%) wurde in [10] an der Brennkammer der Siemens Gasturbine V94.3A untersucht. Die eingesetzten Schwachgase sind das FDV-Gas als Nebenprodukt bei der Stahlerzeugung (Hi = 11284 kJ/kg), das Corex-Gas aus der Festdruckvergasung (Hi = 6330 kJ/kg)und das Öl-Gas aus der Vergasung von Raffinerierückständen (Hi = 15375 kJ/kg). Als wichtiges Ergebnis wird aufgeführt, dass die Aufteilung der brennbaren Bestandteile (CO, H2 und CH4) die NOx-bildung maßgeblich beeinflusst, diese betrag 67 ppm bei FDV-Gas, 76 bei Corex-Gas und 1280 beim Öl-Gas. Neben Schwachgasen, deren Heizwert durch den CH4-Gehalt bestimmt wird, werden zunehmend auch Untersuchungen zur energetischen Nutzung von niederkalorischen Gasen mit CH4-Gehalten von < 5 Vol.-% und Heizwerten von ca. 5 MJ/m³ und geringer durchgeführt. Diese Gase, die mehrheitlich aus leichten Komponenten wie H2 und CO bestehen, entstammen meist der thermischen Vergasung von Biomassen. Produktgase aus der Vergasung biogener Brennstoffe werden in verschiedenen Prozessen zur Energieerzeugung genutzt. Neben der thermischen Nutzung sowie der motorischen Nutzung und der Umsetzung der Gase in Gasturbinen dienen Produktgase zur Gewinnung transportabler Brennstoffe wie Methanol und Wasserstoff. Auch ist die Umsetzung in Brennstoffzellen ein Schwerpunkt der Entwicklung. Die motorische Nutzung der Produktgase steht eindeutig im Vordergrund der meisten Vergasungsprojekte. Aufgrund der Größe von handelsüblichen Motoren beschränken sich diese Verfahren auf wenige 100 kWth bis maximal ca. 5 MWth. Verfahrensbedingt werden dort im wesentlichen Festbett-vergaser in verschiedenen Bauformen eingesetzt. Zur direkten Umwandlung der Produktgase kommen auch Systeme, meist Wirbelschichtvergaser, mit Gasturbinen zum Einsatz. Diese befinden sich für die Biomassevergasung allerdings noch im Entwicklungsstadium [59]. Die Probleme, die alle Biomassevergasungssysteme bei der motorischen Nutzung, bei Verbrennung in Gasturbinen sowie bei der chemischen Nutzung oder der Umsetzung in Brennstoffzellen mit sich bringen, lassen sich auf Brennstoffeigenschaften zurückführen. Aufgrund der geringen Inkohlung der Brennstoffe entstehen im Vergleich zur Ver-gasung fossiler Brennstoffe größere Mengen an kondensierbaren Kohlen-
Kapitel 3 11
wasserstoffen (Teere), die in aufwändigen Gasreinigungsstufen entfernt werden müssen [58]. Von den Konzentrationsanteilen her spielen Teere eine untergeordnete Rolle, aber für die üblichen Anwendungen der Produktgase, wie Nutzung in Motoren oder Gasturbinen, sind geringe Änderungen in der Konzentration entscheidend für die Betriebsfähigkeit des Systems. Hinzu kommt der geringe Heizwert des Produktgases, der bei üblichen Stöchiometrien und Brennstoffwassergehalten in der Regel 5 MJ/m³ nicht überschreitet [57]. Die verschiedenen Teerbestandteile schaden den Prozessen auf unterschiedliche Weise und in verschiedenem Umfang. Sauer oder basisch wirkende Komponenten verursachen Korrosion. Bei Motoren wurde festgestellt, dass sich die Ölqualität aufgrund von Teerkomponenten erheblich verschlechtert, was zu einem erhöhten Verschleiß führt. Hauptproblem der Teere ist aber die Abbildung von Ablagerungen, die zum Verkleben von Filtern und zum Verstopfen von Rohrleitungen führt. Entscheidend für die Schädlichkeit von Teerkomponenten ist deren Neigung zur Kondensatbildung [60]. Die Kondensat-bildung kann durch die Sättigungskonzentration für jede Teerkomponente anhand der Dampfdruckkurve beeinflusst werden. Die Mischung eines teerbeladenen Produktgases mit z.B. Stickstoff vermindert die Kondensatbildung [60]. In [11] wurde aus Biomasse gewonnenes Schwachgas (Anteile in Vol.-%: 9,97 CO; 14,03 H2; 13,3 CO2; 20,56 H2O; 41,87 N2; 0,27 NH3) mit einem Heizwert von 2,4 - 4 MJ/Nm3 in der Brennkammer einer ALSTOM-Gasturbine mit dem Ziel verbrannt, die NOx-Bildungungsrate und den Wirkungsgrad der Verbrennung in Abhängigkeit vom Druck zu gewinnen. Der Druck variierte von 3 bis 8 bar und die Luftvorwärm-temperatur betrug 734 K. Die Ergebnisse bestätigten, dass, während der höhere Druck den Verbrennungswirkungsgrad verbessert, die NO-Emission weniger beeinflusst wird. Ausführlich über den Einsatz der Mikrogasturbine für verschiedene gasförmige und flüssige Brennstoffe wird vom Institut NOWUM-Energy der Fachhochschule Aachen in [48] berichtet, dabei werden drei Turbinentypen für den Vergleich herangezogen (Capstone, BOWMANN und Turbec). Die Eignung der Mikrogasturbine zur Verwertung von Schwachgasen wird in Übereinstimmung mit der vorangenannten Literaturquellen bestätigt, allerdings enthalten die dort eingesetzten Schwachgase einen deutlich höheren CH4-Anteil (Deponiegas: 55 % Vol.-%, Klärgas/Faulgas: 65 % Vol.-% und Biogas: 60 Vol.-%) und weisen somit einen wesentlich höheren Heizwert als die für dieses Projekt vorgesehene Schwachgase mit einem CH4-Anteil unter 30 Vol.-%. Weitere aktuelle Forschungsprojekte desselben Instituts sind in [ [49], Industrieprojekt] und in [ [50], AiF-Projekt] erwähnt. Dort ist das Betreiben einer Mikrogasturbine mit Klärgas bzw. mit Pflanzenöl vorgesehen. Des Weiteren betreut das Institut eine von der Deutschen Bundesstiftung Umwelt (DBU) geförderte Untersuchung für den Einsatz von niederkalorischen Gasen in Mikrogasturbinen. In all diesen Projekten geht es nicht um die kalorische Qualität des Gases, sondern um die weiteren Inhaltsstoffe wie z. B. Siloxane usw. Es wird erwartet, dass sich in der Maschine ein Belag entwickelt. Die Maschinen sollen in nächster Zeit auseinander gebaut und geprüft werden. Veröffentlicht ist zu diesen Projekten noch nichts. Schließlich soll auch auf die Aktivitäten des Instituts für Energie- und Umwelttechnik der Universität Rostock hingewiesen werden, dort werden Dort werden Forschungen zur Verwertung methanhaltiger Deponierestgasen mittels stationärer Wirbelschichtfeuerung durchgeführt. Veröffentlichte Ergebnisse in [52] belegen, dass ein Methan-Stickstoff-Gemisch mit 13 % Methan sicher mit niedrigen
Kapitel 3 12
Emissionswerten (NOx- und CO-Emission < 15 ppm) verbrannt werden kann. Der aktuelle Entwicklungstrend ist, dass zunehmend auch „Minigasturbinen“ auf dem Markt erscheinen, die sich zwischen Mikrogasturbinen (30 bis 100 kWel) einerseits und Industriegasturbinen (ab 600 kWel) andererseits positionieren (vgl. Abbildung 5). So hat die US-amerikanische Firma Capstone neuerdings auch eine 200 kWel-Gasturbinenanlage im Programm. Ähnliche Produkte anderer Hersteller sind absehbar. Neuere Untersuchungen zum sensitiven Verbrennungsverhalten bei mageren Vormischbedingungen in Gasturbinenbrennkammern zeigen in [12] und [13], dass im Gegensatz zu der Diffusionsverbrennung, die Vormischverbrennung zu signifikanten Problemen führt. So wurde neben der kritischen Selbstzündung des Gemisches und dem Flammenrückschlag bzw. dem Abheben der Flamme eine vom Grade der Mischung abhängige Verbrennungsinstabilität nachgewiesen, deren Intensität durch die Kopplung von Druck- und Wärmefreisetzungsfluktuationen verstärkt wird. Dies führt zu starken akustischen und mechanischen Schwingungen und einer schnellen Materialermüdung. Vor diesem Hintergrund wurden neue Feuerungskonzepte entwickelt, die diese Nachteile beheben oder mildern, so z. B. das Konzept der katalytischen Vormischverbrennung in [14], mit dem zwar die NOx-und CO-Emissionswerte unter 10 ppm (bei 15 Vol.-% O2 im Abgas) erreichbar sind und die oben erwähnten Probleme der Verbrennungspulsation deutlich verringert werden, die des Flammenrückschlages und der Selbstzündung jedoch weiterhin bestehen bleiben. Ein anderes Verbrennungskonzept nutzt das Schwachdrallprinzip, um die Stabilisierung und niedrige NOx-Bildung bei vorgemischter Verbrennung in Gasturbinen zu erreichen [15]. Ein zurzeit in der Entwicklung befindliches Brennerkonzept soll für Mikro- und Industrieturbinen Ende 2004 getestet werden.
10
20
30
40
50
10 100 1000 10000
Elektrische Leistung in kW
Ele
ktr.
Bru
ttow
irkun
grsg
rad
in %
Mikroturbinenmit Rekuperator
Mikroturbinen ohne Rekuperator
Industrie-Gasturbinen
Cheng Cycle Industrie-Gasturbinen
Brennstoff: Erdgas
Gas Motoren
( )
Gasturbinen
Angebots-Lücke
Abbildung 5: Technische Kennzahlen von Mikrogasturbinen und Industrie-GT Gegenwärtige Forschungsarbeiten streben die Einführung neuer Feuerungssysteme in Gasturbinenbrennkammern an, wie u. a. die neuen Brennersysteme der flammen-
Kapitel 3 13
losen Oxidation bzw. der kontinuierlichen Luftstufung [ [16]- [20]] oder das im Rahmen dieses Projektes neu zu entwickelnde Feuerungskonzept zur Verbrennung von Produktgasen aus der Biomassevergasung. Über die abgeschlossenen Forschungsprojekte zur Thematik „Verbrennung von Schwachgasen in Mikrogasturbinen“ wurde anhand der Literaturquellen [ [2], [4], [5], [7], [22], [46], [47], [48], [54]] eingegangen. Im Gegensatz zum beantragten Projekt behandeln diese Arbeiten entweder das Verbrennungs- und Schadstoff-emissionsverhalten der Mikrogasturbine bei der Verbrennung von Schwachgasen mit einem sehr hohen CH4-Gehalt (> 40 Vol.-%) und demzufolge hohem Heizwert, oder es wurden Entscheidungskriterien und Planungshilfen für den Einsatz von Mikrogasturbinen in Prozessen der Kraftwärmekopplung erarbeitet. Neuere Projekte bei NOWUM-Energy, UMSICHT, Pro2 und G.A.S. sind: - Einsatz von Mikrogasturbinen auf Deponie- und Klärgas (G.A.S und NOWUM-
Energy), - Weiterentwicklung und Erprobung einer Mikrogasturbine zur Entsorgung und
energetischen Nutzung von Klär- und Deponiegas. (NOWUM-Energy und Pro2), - Betrieb einer Mikrogasturbine mit Pflanzenöl (NOWUM-Energy), - Entwicklung eines Holzgas-Blockheizkraftwerks (G.A.S. und UMSICHT). Diese Vorhaben untersuchen brennstoff- und maschinenspezifische Charakteristika, wie z. B. die Einflüsse der im Schwachgas enthaltenen Spurenelemente (Siloxane) auf die Anlagenelemente, und suchen nach geeigneten Gasreinigungsverfahren. Im letztgenannten Projekt ist die Verbrennung von Holzgas in BHKW mit einem Gasmotor, und nicht in einer Mikrogasturbine, vorgesehen. Im Vorläuferprojekt (AiF 113216N) wurden vom Gaswärme-Institut (GWI) und dem Lehrstuhl für Energieanlagen und Energieprozesstechnik der Universität Bochum (LEAT) Feuerungskonzepte entwickelt, die eine optimale Verbrennung von Schwachgasen unterschiedlicher Qualitäten in der Brennkammer einer Mikrogasturbine in Laborversuchen garantierten. Die entwickelten Brennersysteme der flammenlosen Oxidation und der kontinuierlichen Luftstufung sind in Abbildung 6 schematisch dargestellt. Die gewonnenen Ergebnisse weisen auf ein hohes technisches Potenzial der entwickelten Brennersysteme zur effizienten Verbrennung von Schwachgasen in Mikrogasturbinen-Brennkammern hin. Sowohl unter atmosphärischem Druck als auch bei 3 bar(ü) lagen die Messwerte der NOx- und CO-Emissionen beider Brennerkonzepte deutlich unter 10 ppm bei 15 % O2 im trockenem Abgas, wie exemplarisch in der Abbildung 7 und Abbildung 8 für verschiedene CH4-Anteile bei 25 kW und einer Luftvorwärmtemperatur von 500 °C dargestellt ist, und in Abbildung 9 für Gemische bestehend aus CO, H2, CH4 und N2. Die Verbrennung war stabil und ohne Pulsation bis zu einem CH4-Anteil von 15 Vol.-% im Gemisch.
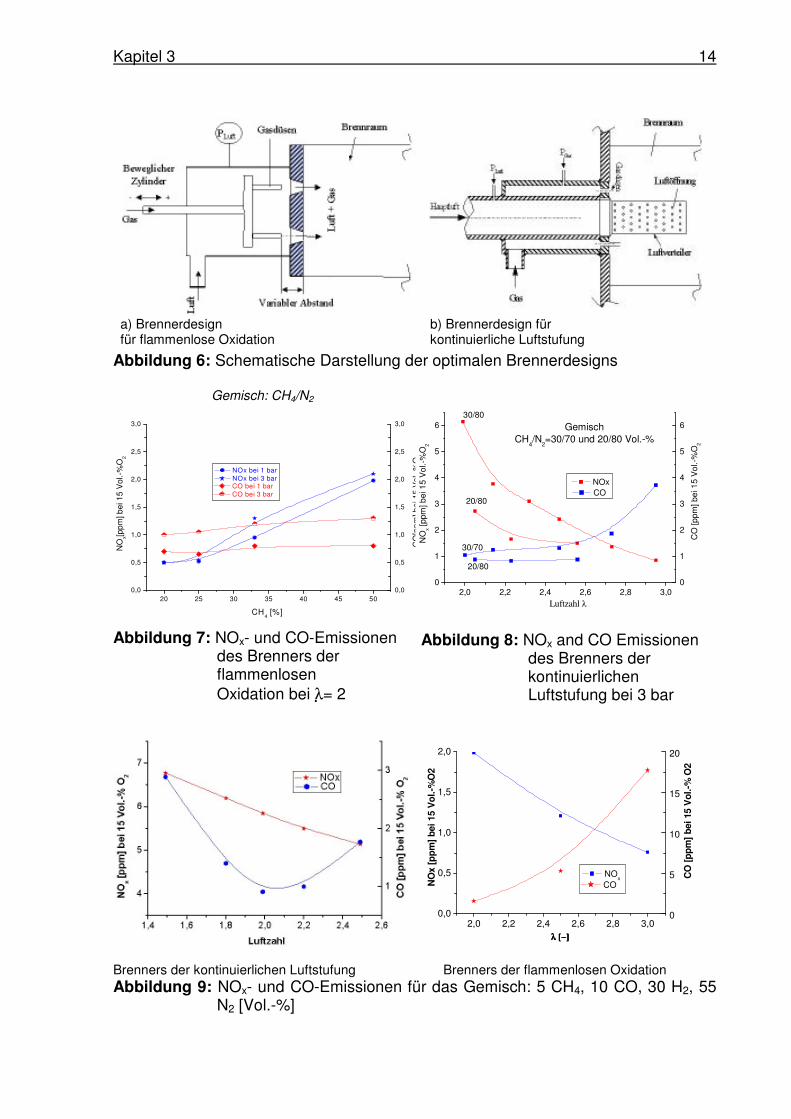
Kapitel 3 14
a) Brennerdesign für flammenlose Oxidation
b) Brennerdesign für kontinuierliche Luftstufung
Abbildung 6: Schematische Darstellung der optimalen Brennerdesigns
Gemisch: CH4/N2
20 25 30 35 40 45 500,0
0,5
1,0
1,5
2,0
2,5
3,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0C
O[p
pm] b
ei 1
5 V
ol.-
%O
NOx bei 1 bar NOx bei 3 bar
NO
x[ppm
] bei
15
Vol
.-%
O2
CH4 [%]
CO bei 1 bar CO bei 3 bar
Abbildung 7: NOx- und CO-Emissionen des Brenners der flammenlosen Oxidation bei λ= 2
2,0 2,2 2,4 2,6 2,8 3,00
1
2
3
4
5
6
0
1
2
3
4
5
6
20/80
30/70
20/80
30/80
GemischCH
4/N
2=30/70 und 20/80 Vol.-%
NOx
Luftzahl λ
CO
[pp
m] b
ei 1
5 V
ol.-
%O
2
NO
x [pp
m] b
ei 1
5 V
ol.-
%O
2
CO
Abbildung 8: NOx and CO Emissionen
des Brenners der kontinuierlichen Luftstufung bei 3 bar
2,0 2,2 2,4 2,6 2,8 3,00,0
0,5
1,0
1,5
2,0
0
5
10
15
20
NOx
NO
x [p
pm
] b
ei 1
5 V
ol.-
%O
2
λ [−]λ [−]λ [−]λ [−]
CO
CO
[p
pm
] b
ei 1
5 V
ol.-
% O
2
Brenners der kontinuierlichen Luftstufung Brenners der flammenlosen Oxidation Abbildung 9: NOx- und CO-Emissionen für das Gemisch: 5 CH4, 10 CO, 30 H2, 55
N2 [Vol.-%]
Kapitel 4 15
4. Forschungsziel, angestrebte Ergebnisse & Lösungsweg
Die angestrebten Ergebnisse dieses Forschungsvorhabens zielten im Wesentlichen darauf ab: - Das Feuerungssystem der Mikrogasturbine zu befähigen, niederkalorische
Schwachgase verschiedener Qualitäten stabil, zündungs- und betriebssicher (kein Flammenrückschlag und kein Abheben der Flamme) zu verbrennen
- Die Schadstoffemissionen niederkalorischer Schwachgase über einen großen Luftzahlbereich unter 10 ppm zu halten (auch im Teillastbereich).
- Die Produktgasbeimischung zur Verbrennungsluft und der Zweitbrennstoffeinsatz sicherheitstechnisch zu gestalten sowie die Funktionstüchtigkeit dieser Technik im Maschinenbetrieb nachzuweisen.
- mittels Systemvergleich mit anderen Technologien neue Einsatzgebiete sowohl für die Mikrogasturbine als auch für Schwachgase (z. B. Abwärmenutzung für die Futtertrocknung) zu erschließen.
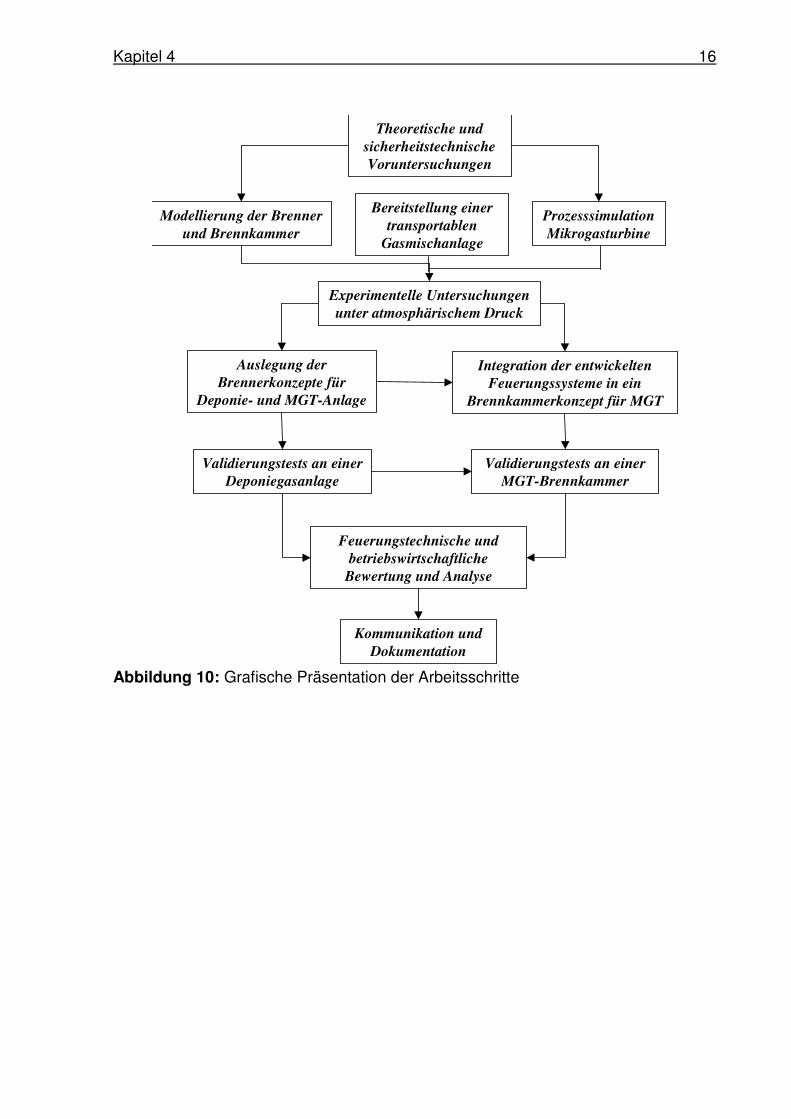
Als Basis für die Untersuchungen dienen die im Rahmen des Vorläuferprojektes gewonnenen Forschungsergebnisse zur Verstromung von in Deutschland vorhandenen schwachkalorischen Gasen mit einem CH4-Anteil < 30 Vol.-%. Das Arbeitsprogramm bestand aus einen schrittweisen Aufbau aus theoretischen Untersuchungen und umfassenden Praxisversuchen. Die Bearbeitung dieses Forschungsvorhabens umfasste insgesamt 11 Arbeitsschritte. Die Verknüpfung der Arbeitsschritte untereinander ist in Abbildung 10 grafisch dargestellt. Durch das jeweils vorhandene Know-how der beteiligten fünf Forschungsstellen (Gaswärme-Institut e. V. Essen-GWI, Fraunhofer Institut Oberhausen-UMSICHT, Lehrstuhl für Energieanlagen und Energieprozesstechnik der Universität Bochum-LEAT, NOWUM-Energy Institut der Fachhochschule Aachen und Institut für Abfallwirtschaft und Abfalltechnik der Universität Duisburg-Essen) war eine kompetente Bearbeitung abgesichert. Die Deponie-Brennertests wurden als Dienstleistungen in Kooperation mit einem Deponiebetreiber durchgeführt.
Kapitel 4 16
Kommunikation und
Dokumentation
Theoretische und
sicherheitstechnische
Voruntersuchungen
Modellierung der Brenner
und Brennkammer
Integration der entwickelten
Feuerungssysteme in ein
Brennkammerkonzept für MGT
Auslegung der
Brennerkonzepte für
Deponie- und MGT-Anlage
Validierungstests an einer
Deponiegasanlage
Validierungstests an einer
MGT-Brennkammer
Feuerungstechnische und
betriebswirtschaftliche
Bewertung und Analyse
Experimentelle Untersuchungen
unter atmosphärischem Druck
Prozesssimulation
Mikrogasturbine
Bereitstellung einer
transportablen
Gasmischanlage
Abbildung 10: Grafische Präsentation der Arbeitsschritte
Kapitel 5 17
5. Bearbeitungsschritte und erzielte Ergebnisse
5.1 Theoretische Voruntersuchungen und Potenzialrecherche zur Schwach-gassituation in Deutschland
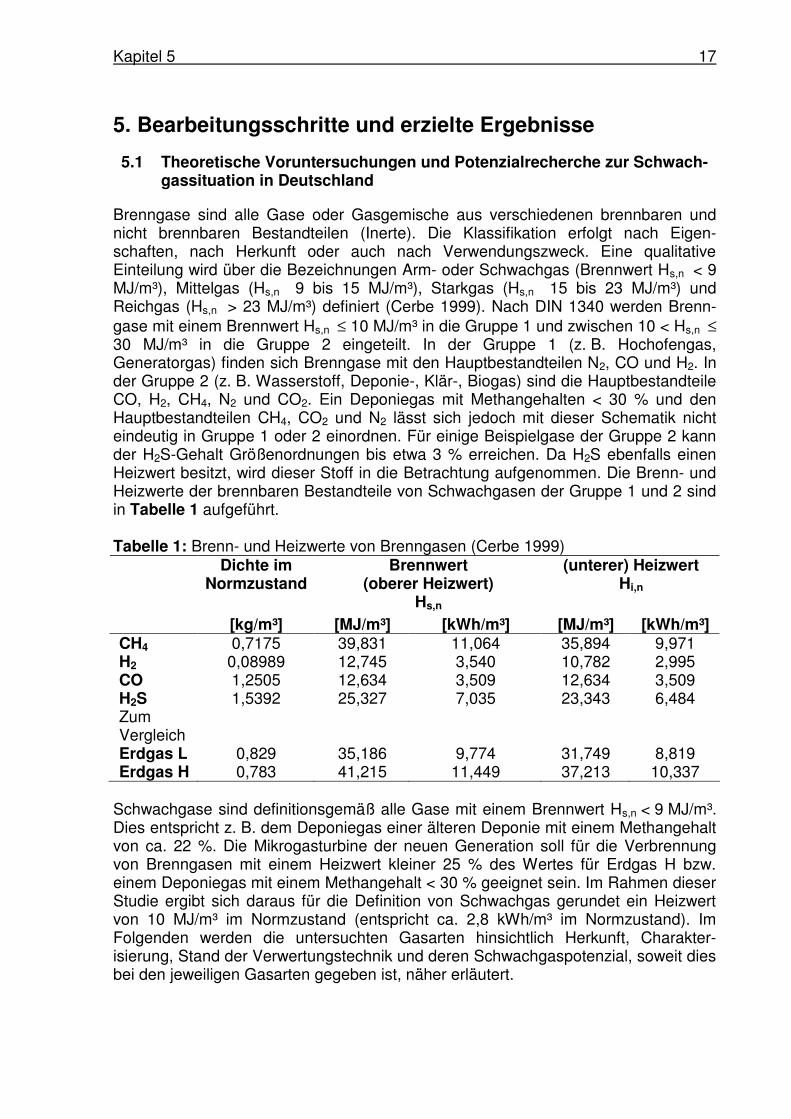
Brenngase sind alle Gase oder Gasgemische aus verschiedenen brennbaren und nicht brennbaren Bestandteilen (Inerte). Die Klassifikation erfolgt nach Eigen-schaften, nach Herkunft oder auch nach Verwendungszweck. Eine qualitative Einteilung wird über die Bezeichnungen Arm- oder Schwachgas (Brennwert Hs,n < 9 MJ/m³), Mittelgas (Hs,n 9 bis 15 MJ/m³), Starkgas (Hs,n 15 bis 23 MJ/m³) und Reichgas (Hs,n > 23 MJ/m³) definiert (Cerbe 1999). Nach DIN 1340 werden Brenn-gase mit einem Brennwert Hs,n ≤ 10 MJ/m³ in die Gruppe 1 und zwischen 10 < Hs,n ≤ 30 MJ/m³ in die Gruppe 2 eingeteilt. In der Gruppe 1 (z. B. Hochofengas, Generatorgas) finden sich Brenngase mit den Hauptbestandteilen N2, CO und H2. In der Gruppe 2 (z. B. Wasserstoff, Deponie-, Klär-, Biogas) sind die Hauptbestandteile CO, H2, CH4, N2 und CO2. Ein Deponiegas mit Methangehalten < 30 % und den Hauptbestandteilen CH4, CO2 und N2 lässt sich jedoch mit dieser Schematik nicht eindeutig in Gruppe 1 oder 2 einordnen. Für einige Beispielgase der Gruppe 2 kann der H2S-Gehalt Größenordnungen bis etwa 3 % erreichen. Da H2S ebenfalls einen Heizwert besitzt, wird dieser Stoff in die Betrachtung aufgenommen. Die Brenn- und Heizwerte der brennbaren Bestandteile von Schwachgasen der Gruppe 1 und 2 sind in Tabelle 1 aufgeführt. Tabelle 1: Brenn- und Heizwerte von Brenngasen (Cerbe 1999)
Dichte im Normzustand
Brennwert (oberer Heizwert)
Hs,n
(unterer) Heizwert Hi,n
[kg/m³] [MJ/m³] [kWh/m³] [MJ/m³] [kWh/m³] CH4 0,7175 39,831 11,064 35,894 9,971 H2 0,08989 12,745 3,540 10,782 2,995 CO 1,2505 12,634 3,509 12,634 3,509 H2S 1,5392 25,327 7,035 23,343 6,484 Zum Vergleich
Erdgas L 0,829 35,186 9,774 31,749 8,819 Erdgas H 0,783 41,215 11,449 37,213 10,337
Schwachgase sind definitionsgemäß alle Gase mit einem Brennwert Hs,n < 9 MJ/m³. Dies entspricht z. B. dem Deponiegas einer älteren Deponie mit einem Methangehalt von ca. 22 %. Die Mikrogasturbine der neuen Generation soll für die Verbrennung von Brenngasen mit einem Heizwert kleiner 25 % des Wertes für Erdgas H bzw. einem Deponiegas mit einem Methangehalt < 30 % geeignet sein. Im Rahmen dieser Studie ergibt sich daraus für die Definition von Schwachgas gerundet ein Heizwert von 10 MJ/m³ im Normzustand (entspricht ca. 2,8 kWh/m³ im Normzustand). Im Folgenden werden die untersuchten Gasarten hinsichtlich Herkunft, Charakter-isierung, Stand der Verwertungstechnik und deren Schwachgaspotenzial, soweit dies bei den jeweiligen Gasarten gegeben ist, näher erläutert.
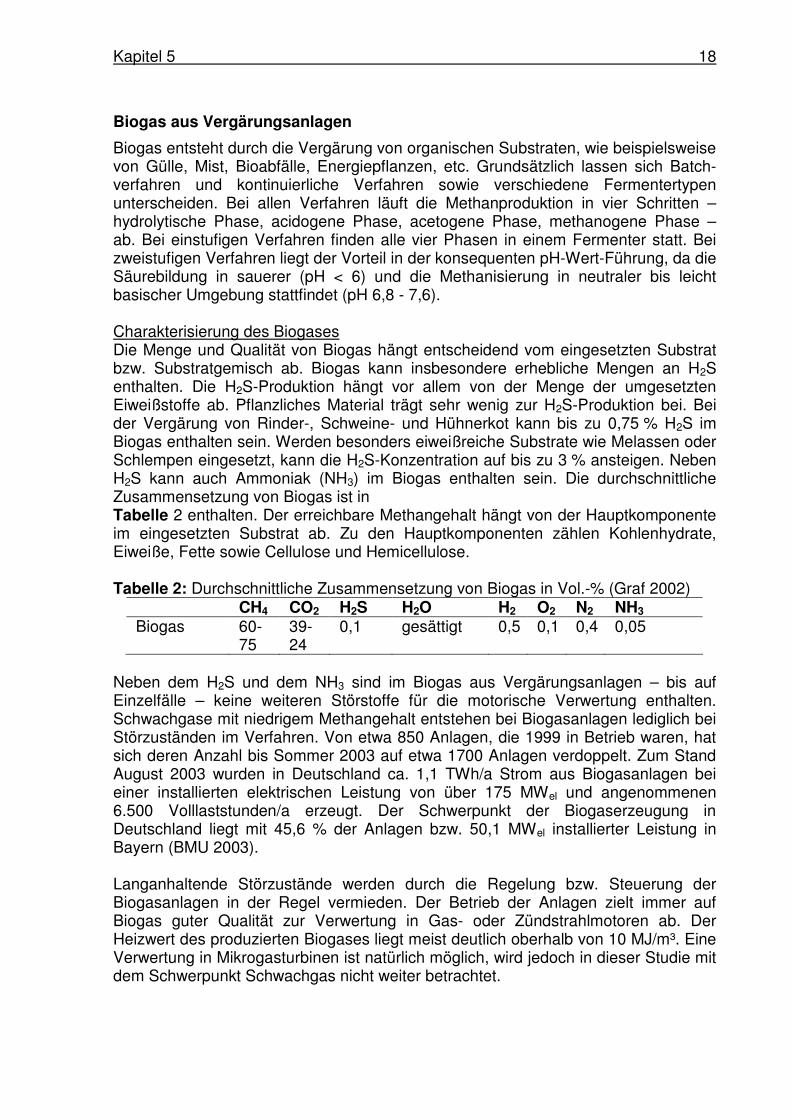
Kapitel 5 18
Biogas aus Vergärungsanlagen
Biogas entsteht durch die Vergärung von organischen Substraten, wie beispielsweise von Gülle, Mist, Bioabfälle, Energiepflanzen, etc. Grundsätzlich lassen sich Batch-verfahren und kontinuierliche Verfahren sowie verschiedene Fermentertypen unterscheiden. Bei allen Verfahren läuft die Methanproduktion in vier Schritten – hydrolytische Phase, acidogene Phase, acetogene Phase, methanogene Phase – ab. Bei einstufigen Verfahren finden alle vier Phasen in einem Fermenter statt. Bei zweistufigen Verfahren liegt der Vorteil in der konsequenten pH-Wert-Führung, da die Säurebildung in sauerer (pH < 6) und die Methanisierung in neutraler bis leicht basischer Umgebung stattfindet (pH 6,8 - 7,6). Charakterisierung des Biogases Die Menge und Qualität von Biogas hängt entscheidend vom eingesetzten Substrat bzw. Substratgemisch ab. Biogas kann insbesondere erhebliche Mengen an H2S enthalten. Die H2S-Produktion hängt vor allem von der Menge der umgesetzten Eiweißstoffe ab. Pflanzliches Material trägt sehr wenig zur H2S-Produktion bei. Bei der Vergärung von Rinder-, Schweine- und Hühnerkot kann bis zu 0,75 % H2S im Biogas enthalten sein. Werden besonders eiweißreiche Substrate wie Melassen oder Schlempen eingesetzt, kann die H2S-Konzentration auf bis zu 3 % ansteigen. Neben H2S kann auch Ammoniak (NH3) im Biogas enthalten sein. Die durchschnittliche Zusammensetzung von Biogas ist in Tabelle 2 enthalten. Der erreichbare Methangehalt hängt von der Hauptkomponente im eingesetzten Substrat ab. Zu den Hauptkomponenten zählen Kohlenhydrate, Eiweiße, Fette sowie Cellulose und Hemicellulose. Tabelle 2: Durchschnittliche Zusammensetzung von Biogas in Vol.-% (Graf 2002)
CH4 CO2 H2S H2O H2 O2 N2 NH3
Biogas 60-75
39-24
0,1 gesättigt 0,5 0,1 0,4 0,05
Neben dem H2S und dem NH3 sind im Biogas aus Vergärungsanlagen – bis auf Einzelfälle – keine weiteren Störstoffe für die motorische Verwertung enthalten. Schwachgase mit niedrigem Methangehalt entstehen bei Biogasanlagen lediglich bei Störzuständen im Verfahren. Von etwa 850 Anlagen, die 1999 in Betrieb waren, hat sich deren Anzahl bis Sommer 2003 auf etwa 1700 Anlagen verdoppelt. Zum Stand August 2003 wurden in Deutschland ca. 1,1 TWh/a Strom aus Biogasanlagen bei einer installierten elektrischen Leistung von über 175 MWel und angenommenen 6.500 Volllaststunden/a erzeugt. Der Schwerpunkt der Biogaserzeugung in Deutschland liegt mit 45,6 % der Anlagen bzw. 50,1 MWel installierter Leistung in Bayern (BMU 2003). Langanhaltende Störzustände werden durch die Regelung bzw. Steuerung der Biogasanlagen in der Regel vermieden. Der Betrieb der Anlagen zielt immer auf Biogas guter Qualität zur Verwertung in Gas- oder Zündstrahlmotoren ab. Der Heizwert des produzierten Biogases liegt meist deutlich oberhalb von 10 MJ/m³. Eine Verwertung in Mikrogasturbinen ist natürlich möglich, wird jedoch in dieser Studie mit dem Schwerpunkt Schwachgas nicht weiter betrachtet.
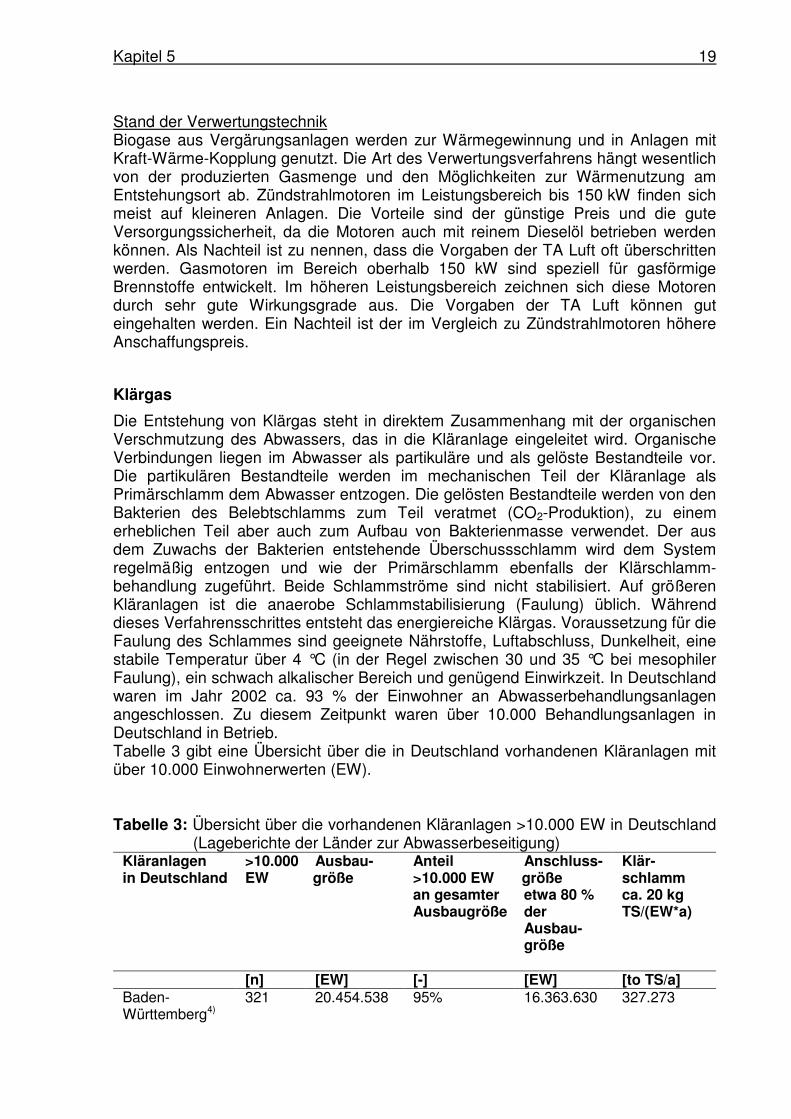
Kapitel 5 19
Stand der Verwertungstechnik Biogase aus Vergärungsanlagen werden zur Wärmegewinnung und in Anlagen mit Kraft-Wärme-Kopplung genutzt. Die Art des Verwertungsverfahrens hängt wesentlich von der produzierten Gasmenge und den Möglichkeiten zur Wärmenutzung am Entstehungsort ab. Zündstrahlmotoren im Leistungsbereich bis 150 kW finden sich meist auf kleineren Anlagen. Die Vorteile sind der günstige Preis und die gute Versorgungssicherheit, da die Motoren auch mit reinem Dieselöl betrieben werden können. Als Nachteil ist zu nennen, dass die Vorgaben der TA Luft oft überschritten werden. Gasmotoren im Bereich oberhalb 150 kW sind speziell für gasförmige Brennstoffe entwickelt. Im höheren Leistungsbereich zeichnen sich diese Motoren durch sehr gute Wirkungsgrade aus. Die Vorgaben der TA Luft können gut eingehalten werden. Ein Nachteil ist der im Vergleich zu Zündstrahlmotoren höhere Anschaffungspreis.
Klärgas
Die Entstehung von Klärgas steht in direktem Zusammenhang mit der organischen Verschmutzung des Abwassers, das in die Kläranlage eingeleitet wird. Organische Verbindungen liegen im Abwasser als partikuläre und als gelöste Bestandteile vor. Die partikulären Bestandteile werden im mechanischen Teil der Kläranlage als Primärschlamm dem Abwasser entzogen. Die gelösten Bestandteile werden von den Bakterien des Belebtschlamms zum Teil veratmet (CO2-Produktion), zu einem erheblichen Teil aber auch zum Aufbau von Bakterienmasse verwendet. Der aus dem Zuwachs der Bakterien entstehende Überschussschlamm wird dem System regelmäßig entzogen und wie der Primärschlamm ebenfalls der Klärschlamm-behandlung zugeführt. Beide Schlammströme sind nicht stabilisiert. Auf größeren Kläranlagen ist die anaerobe Schlammstabilisierung (Faulung) üblich. Während dieses Verfahrensschrittes entsteht das energiereiche Klärgas. Voraussetzung für die Faulung des Schlammes sind geeignete Nährstoffe, Luftabschluss, Dunkelheit, eine stabile Temperatur über 4 °C (in der Regel zwischen 30 und 35 °C bei mesophiler Faulung), ein schwach alkalischer Bereich und genügend Einwirkzeit. In Deutschland waren im Jahr 2002 ca. 93 % der Einwohner an Abwasserbehandlungsanlagen angeschlossen. Zu diesem Zeitpunkt waren über 10.000 Behandlungsanlagen in Deutschland in Betrieb. Tabelle 3 gibt eine Übersicht über die in Deutschland vorhandenen Kläranlagen mit über 10.000 Einwohnerwerten (EW). Tabelle 3: Übersicht über die vorhandenen Kläranlagen >10.000 EW in Deutschland
(Lageberichte der Länder zur Abwasserbeseitigung) Kläranlagen in Deutschland
>10.000 EW
Ausbau- größe
Anteil >10.000 EW an gesamter Ausbaugröße
Anschluss- größe etwa 80 % der Ausbau-größe
Klär-schlamm ca. 20 kg TS/(EW*a)
[n] [EW] [-] [EW] [to TS/a] Baden-Württemberg4)
321 20.454.538 95% 16.363.630 327.273
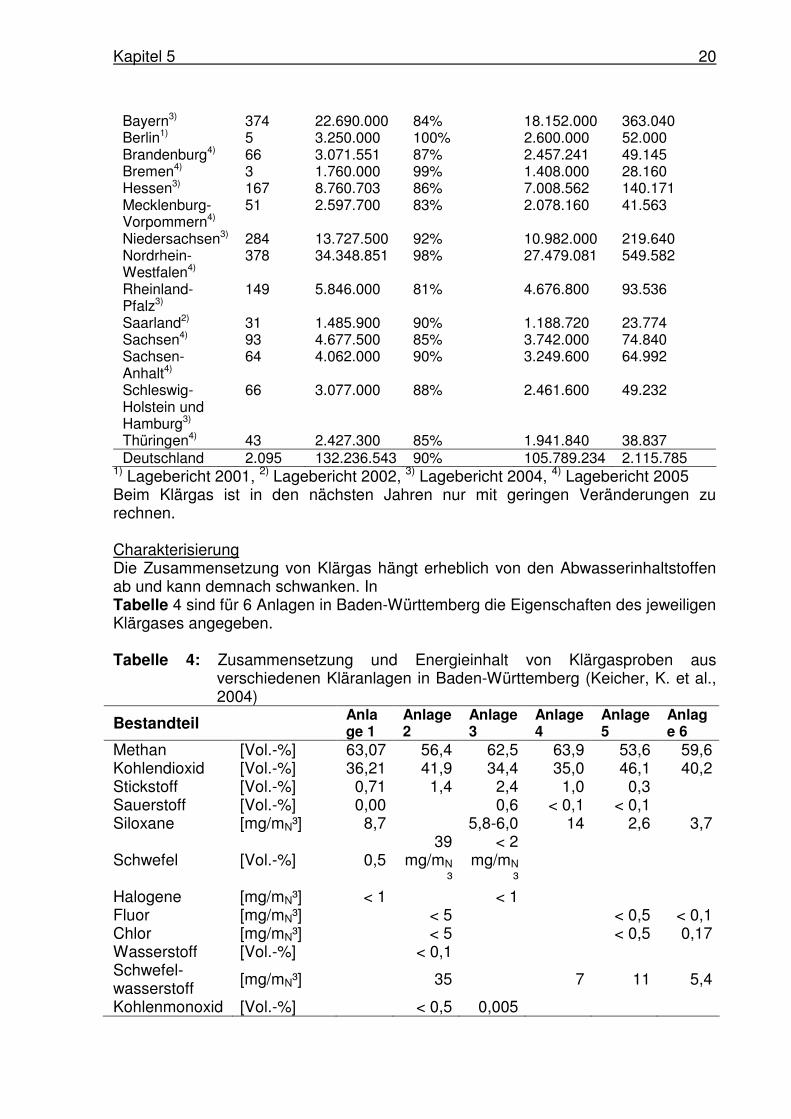
Kapitel 5 20
Bayern3) 374 22.690.000 84% 18.152.000 363.040 Berlin1) 5 3.250.000 100% 2.600.000 52.000 Brandenburg4) 66 3.071.551 87% 2.457.241 49.145 Bremen4) 3 1.760.000 99% 1.408.000 28.160 Hessen3) 167 8.760.703 86% 7.008.562 140.171 Mecklenburg-Vorpommern4)
51 2.597.700 83% 2.078.160 41.563
Niedersachsen3) 284 13.727.500 92% 10.982.000 219.640 Nordrhein-Westfalen4)
378 34.348.851 98% 27.479.081 549.582
Rheinland-Pfalz3)
149 5.846.000 81% 4.676.800 93.536
Saarland2) 31 1.485.900 90% 1.188.720 23.774 Sachsen4) 93 4.677.500 85% 3.742.000 74.840 Sachsen-Anhalt4)
64 4.062.000 90% 3.249.600 64.992
Schleswig-Holstein und Hamburg3)
66 3.077.000 88% 2.461.600 49.232
Thüringen4) 43 2.427.300 85% 1.941.840 38.837 Deutschland 2.095 132.236.543 90% 105.789.234 2.115.785
1) Lagebericht 2001, 2) Lagebericht 2002, 3) Lagebericht 2004, 4) Lagebericht 2005 Beim Klärgas ist in den nächsten Jahren nur mit geringen Veränderungen zu rechnen. Charakterisierung Die Zusammensetzung von Klärgas hängt erheblich von den Abwasserinhaltstoffen ab und kann demnach schwanken. In Tabelle 4 sind für 6 Anlagen in Baden-Württemberg die Eigenschaften des jeweiligen Klärgases angegeben. Tabelle 4: Zusammensetzung und Energieinhalt von Klärgasproben aus
verschiedenen Kläranlagen in Baden-Württemberg (Keicher, K. et al., 2004)
Bestandteil Anlage 1
Anlage 2
Anlage 3
Anlage 4
Anlage 5
Anlage 6
Methan [Vol.-%] 63,07 56,4 62,5 63,9 53,6 59,6 Kohlendioxid [Vol.-%] 36,21 41,9 34,4 35,0 46,1 40,2 Stickstoff [Vol.-%] 0,71 1,4 2,4 1,0 0,3 Sauerstoff [Vol.-%] 0,00 0,6 < 0,1 < 0,1 Siloxane [mg/mN³] 8,7 5,8-6,0 14 2,6 3,7
Schwefel [Vol.-%] 0,5 39
mg/mN
³
< 2 mg/mN
³
Halogene [mg/mN³] < 1 < 1 Fluor [mg/mN³] < 5 < 0,5 < 0,1 Chlor [mg/mN³] < 5 < 0,5 0,17 Wasserstoff [Vol.-%] < 0,1 Schwefel-wasserstoff
[mg/mN³] 35 7 11 5,4
Kohlenmonoxid [Vol.-%] < 0,5 0,005
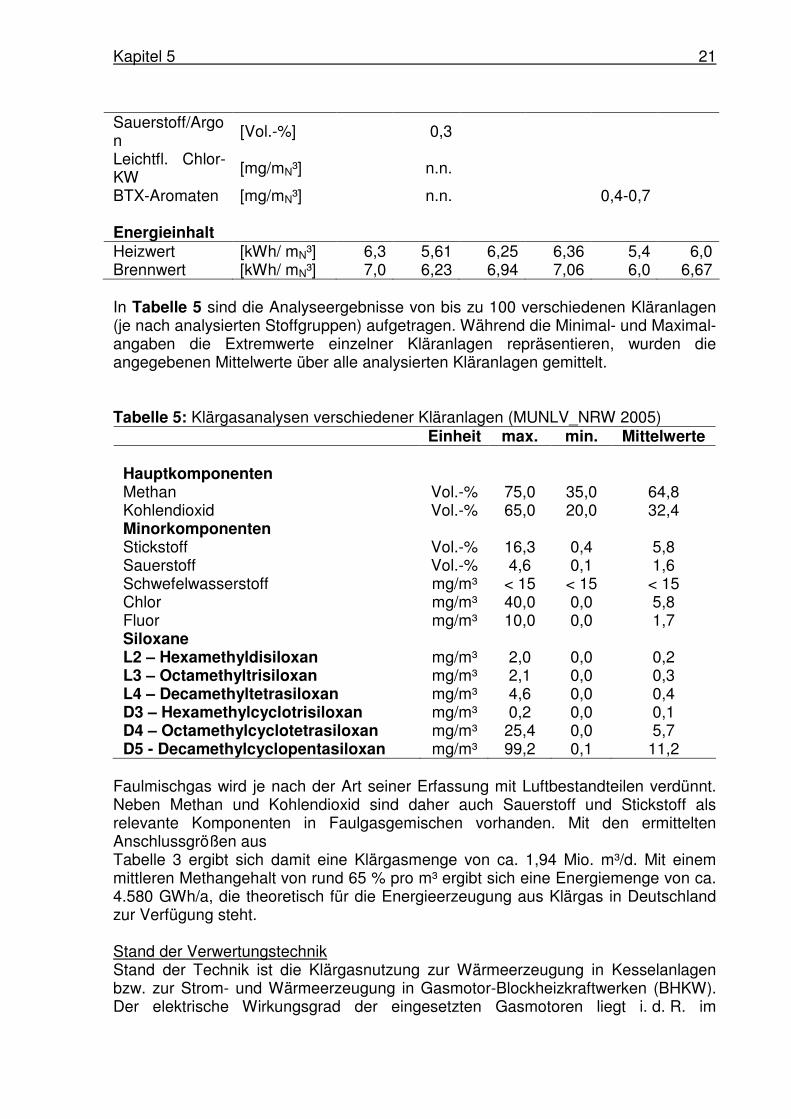
Kapitel 5 21
Sauerstoff/Argon
[Vol.-%] 0,3
Leichtfl. Chlor-KW
[mg/mN³] n.n.
BTX-Aromaten [mg/mN³] n.n. 0,4-0,7 Energieinhalt Heizwert [kWh/ mN³] 6,3 5,61 6,25 6,36 5,4 6,0 Brennwert [kWh/ mN³] 7,0 6,23 6,94 7,06 6,0 6,67 In Tabelle 5 sind die Analyseergebnisse von bis zu 100 verschiedenen Kläranlagen (je nach analysierten Stoffgruppen) aufgetragen. Während die Minimal- und Maximal-angaben die Extremwerte einzelner Kläranlagen repräsentieren, wurden die angegebenen Mittelwerte über alle analysierten Kläranlagen gemittelt. Tabelle 5: Klärgasanalysen verschiedener Kläranlagen (MUNLV_NRW 2005)
Einheit max. min. Mittelwerte Hauptkomponenten Methan Vol.-% 75,0 35,0 64,8 Kohlendioxid Vol.-% 65,0 20,0 32,4 Minorkomponenten Stickstoff Vol.-% 16,3 0,4 5,8 Sauerstoff Vol.-% 4,6 0,1 1,6 Schwefelwasserstoff mg/m³ < 15 < 15 < 15 Chlor mg/m³ 40,0 0,0 5,8 Fluor mg/m³ 10,0 0,0 1,7 Siloxane L2 – Hexamethyldisiloxan mg/m³ 2,0 0,0 0,2 L3 – Octamethyltrisiloxan mg/m³ 2,1 0,0 0,3 L4 – Decamethyltetrasiloxan mg/m³ 4,6 0,0 0,4 D3 – Hexamethylcyclotrisiloxan mg/m³ 0,2 0,0 0,1 D4 – Octamethylcyclotetrasiloxan mg/m³ 25,4 0,0 5,7 D5 - Decamethylcyclopentasiloxan mg/m³ 99,2 0,1 11,2
Faulmischgas wird je nach der Art seiner Erfassung mit Luftbestandteilen verdünnt. Neben Methan und Kohlendioxid sind daher auch Sauerstoff und Stickstoff als relevante Komponenten in Faulgasgemischen vorhanden. Mit den ermittelten Anschlussgrößen aus Tabelle 3 ergibt sich damit eine Klärgasmenge von ca. 1,94 Mio. m³/d. Mit einem mittleren Methangehalt von rund 65 % pro m³ ergibt sich eine Energiemenge von ca. 4.580 GWh/a, die theoretisch für die Energieerzeugung aus Klärgas in Deutschland zur Verfügung steht. Stand der Verwertungstechnik Stand der Technik ist die Klärgasnutzung zur Wärmeerzeugung in Kesselanlagen bzw. zur Strom- und Wärmeerzeugung in Gasmotor-Blockheizkraftwerken (BHKW). Der elektrische Wirkungsgrad der eingesetzten Gasmotoren liegt i. d. R. im
Kapitel 5 22
Jahresmittel bei etwa 30 bis 35 %; in einzelnen Fällen können bis zu 40 % erreicht werden. Die Abwärme der eingesetzten Gasmotoren kann insbesondere im Winterhalbjahr zur Beheizung des Biogasreaktors (Faulbehälter) eingesetzt werden. Auf vielen Anlagen liegt jedoch ein Wärmeüberschuss vor, der meist auf Grund der örtlichen Gegebenheiten nicht vermarktet werden kann. Im Jahr 2000 waren in Deutschland 217 BHKW auf Kläranlagen mit einer elektrischen Gesamtleistung von ca. 85 MW und einer ermittelten Netzeinspeisung von ca. 61 GWh/a bekannt (Hartmann und Kaltschmitt 2002). Abgesehen von einzelnen Anlagen und besonderen Betriebszuständen, z. B. während Umbaumaßnahmen, liegt der Heizwert von Klärgas deutlich über der Schwachgasgrenze dieser Studie von 10 MJ/m³. Der Bereich Klärgas wird daher im Rahmen der Studie nicht in die weitere Betrachtung einbezogen.
Deponiegas
Deponiegas entsteht in Folge biochemischer Abbauprozesse von organischen Verbindungen und Materialien im Müllkörper. Luftfreies Deponiegas besteht zu über 99 % aus Methan (CH4, ca. 55 %) und Kohlendioxid (CO2, ca. 45 %). Die an der Produktion beteiligten methanogenen Bakterien sind obligat anaerob, d. h. die Anwesenheit von Sauerstoff hemmt ihre Tätigkeit. Tritt Luft in den Deponiekörper ein und vermischt sich mit dem Deponiegas, sind neben CH4 und CO2 auch Sauerstoff (O2) und Stickstoff (N2) im Gas enthalten. Deponiegas ist in der Regel wasser-dampfgesättigt. Neben den Hauptkomponenten sind organische und anorganische Beimengungen enthalten, die entweder direkt in gasförmigem Zustand in die Ablagerung gelangt sind und in das Deponiegas übergehen oder die ebenfalls durch mikrobielle Abbauprozesse entstehen (z. B. Schwefelwasserstoff H2S). Beispiele für gasförmige Bestandteile des Abfalls sind z. B. Treibmittel in Spraydosen, Lösungs-mittel, Farben, Lacke etc. Die Prozesse unterteilen sich in aerobe und anaerobe Abbauvorgänge die zu Beginn in zeitlich aufeinander folgende Phasen eingeteilt werden können und die gegen Ende der Umwandlung gleichzeitig ablaufen. I. Aerobe Phase: Bei diesen Reaktionen wird der eingelagerte Luftsauerstoff aufgebraucht und Wasser, Stickstoff (N2), Kohlendioxid (CO2) und höher molekulare Restprodukte gebildet. Bei lockerer Müllschüttung oder einem Gemisch aus Bauschutt und Hausmüll kann in den Randzonen eine ständige Nachfuhr von Sauerstoff stattfinden, so dass die aeroben Prozesse lange Zeit stabil ablaufen. II. Anaerobe Phase der sauren Gärung: In dieser als „saure Gärung“ bezeichneten Phase entwickeln sich Bakterien, die ohne oder mit wenig Sauerstoff auskommen und vorwiegend Stickstoff, Wasserstoff, Kohlendioxid und niedere Fettsäuren produzieren. Der Kohlendioxidgehalt kann bis auf 80 Vol.-% ansteigen. Der pH-Wert sinkt in dieser Phase auf pH < 5. III. Anaerobe instabile Methanphase: Die Bedingungen (pH-Wert, Temperatur) stabilisieren sich in der Deponie. Es werden methanbildende Bakterien aktiv.
Kapitel 5 23
IV. Anaerobe stabile Methanphase: Unter anaeroben Bedingungen werden die organischen Bestandteile zu Methan (CH4) und Kohlendioxid (CO2) abgebaut. Der pH-Wert steigt auf 7 – 8. Das Ergebnis der biochemischen Abbauprozesse ist ein wassergesättigtes Gas welches im Wesentlichen aus 50 – 70 Vol.-% Methan und 30 – 50 Vol.-% Kohlendioxid besteht. V. Abklingende Methanphase: Die Methanbildung erfolgt nur noch auf niedrigem Niveau und selbst bei nicht technisch entgasten Deponien beginnt der Eintritt von Luft in den Deponiekörper, weil der Gasstrom über die Oberfläche zu gering ist, um z. B. bei Luftdruck-änderungen ständig einen ausströmenden Gasstrom aufrecht zu erhalten. Ab der Phase V können bereits in einzelnen Bereichen des Abfallkörpers Deponie-schwachgase mit einem Methangehalt unter 40 % entstehen, die nicht mehr ohne weiteres in Gasmotoren verwertet werden können. Durch die gemeinsame Absaugung mit stark gasenden Bereichen entsteht jedoch ein Mischgas, das meistens noch Methangehalte deutlich oberhalb von 45 % aufweist. Die schwach gasenden Bereiche weiten sich im Laufe der Zeit immer weiter über den Deponiekörper aus, sodass es in den folgenden Phasen VI bis IX (Abbildung 11) zu einer starken Veränderung der Gaszusammensetzung kommt. Da ein Abfallkörper nicht in einem einzigen Schritt hergestellt wird, sondern die Verfüllung meist über mehrere Jahre erfolgt, laufen alle Phasen der Deponiegasproduktion in verschiedenen Bereichen zur gleichen Zeit ab. Bei der Entgasung des Deponiekörpers entsteht dadurch ein Deponiegasgemisch, dessen Zusammen-setzung unter anderem von der Stärke der Besaugung der unterschiedlichen Bereiche und der dort eingelagerten Abfälle abhängt. Für die energetische Verwertung wird das entstehende Deponiegas über eine aktive Entgasungsanlage erfasst. Charakterisierung Die Zusammensetzung des Deponiegases in den einzelnen Phasen ist in Abbildung 11 enthalten.
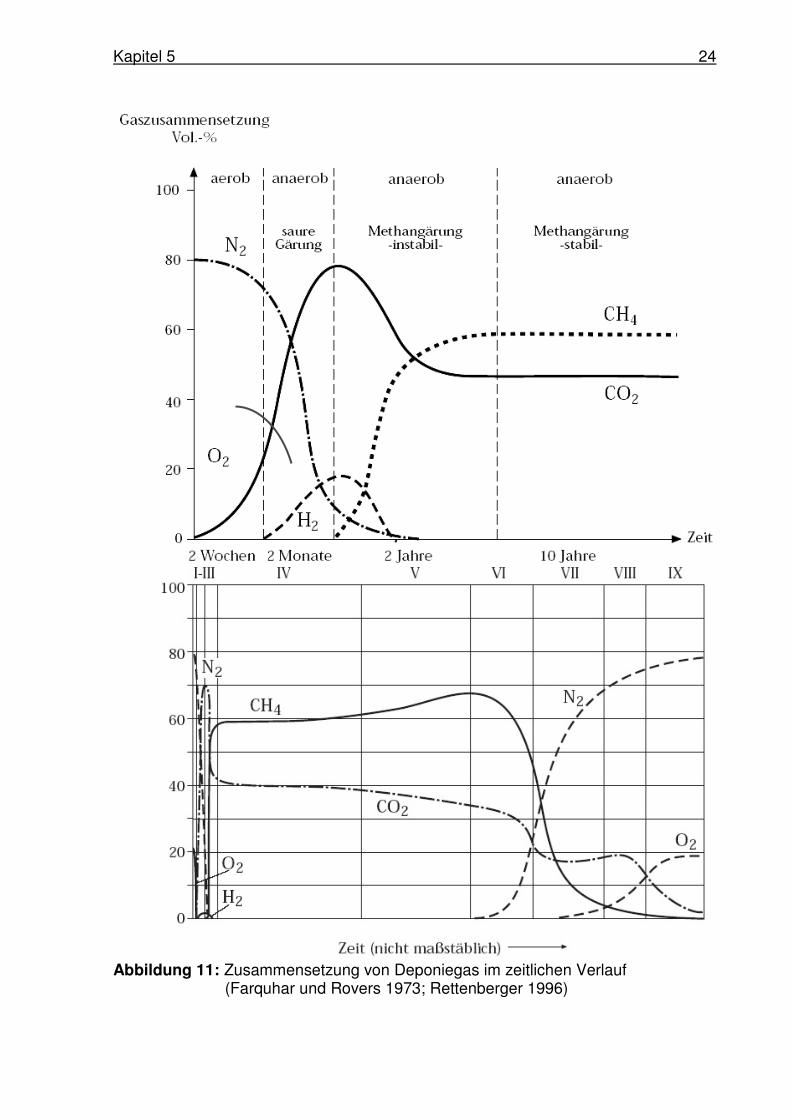
Kapitel 5 24
Abbildung 11: Zusammensetzung von Deponiegas im zeitlichen Verlauf (Farquhar und Rovers 1973; Rettenberger 1996)
Kapitel 5 25
Die Abnahme der Gasproduktion verstärkt sich weiter zu einem ständigen Lufteintritt durch Druckschwankungen und Diffusion. Als Ergebnis dieser o. g. Reaktionen entstehen im Verlauf von 15-20 Jahren aus einer Tonne Hausmüll ca. 100-200 m³ Deponiegas mit einem Methananteil um 55 Vol.-%. Dabei verändert sich im zeitlichen Verlauf die Zusammensetzung des Gases. Bereits 1 Jahr nach Einlagerung der Abfälle ist in der Regel im Inneren der Ablagerung die stabile Methanphase mit einem Methangehalt von 55-60 % erreicht. Eine Übersicht der üblichen Konzentrationsbereiche der Hauptkomponenten sowie einiger relevanter Minor-komponenten bzw. einiger Summenparameter ist in Tabelle 6 gegeben. Tabelle 6: Deponiegasinhaltsstoffe – übliche Konzentrationsbereiche (Tabasaran
1994, Schneider 2001) Gasinhaltsstoffe Übliche
Konzentrationsbereiche Bemerkungen
Hauptkomponenten Methan 40 bis 65 Vol.-% meist 50 bis 60 Vol.-% Kohlendioxid 20 bis 55 Vol.-% meist 35 bis 45 Vol.-% Luft ≈ Rest Zumischung Wasserdampf Je nach Temperatur in der Regel gesättigt Spurengase KW* ≈ 0 bis 100 mg/m³* KW** und FCKW** FCKW** ≈ 20 bis 1000 mg/m³* H2S ≈ 0 bis 800 mg/m³* NH3 ≈ 0 bis 50 mg/m³*
nehmen mit der Zeit der Gasabsaugung üblicherweise ab
Summenparameter in der Regel Chlor gesamt ≈ 5 bis 600 mg/m³* < 100 mg Cl/m³* Fluor gesamt ≈ 1 bis 100 mg/m³* < 50 mg/m³* Silizium ≈ 50-200 mg/m³ * bezogen auf luftfreies Deponiegas ** KW Kohlenwasserstoffe, FCKW Halogenkohlenwasserstoffe FCKW- und CKW-Verbindungen sind unter anderem in Lösungs-, Entfettungs- und Kühlmitteln sowie als Treibgas in Spraydosen und Schaumstoffen enthalten. Eine weitere Gruppe von Spurenstoffen sind die Siloxane. Dabei handelt es sich um flüchtige Siliziumverbindungen, die z. B. Waschmitteln und Kosmetikprodukten entstammen. Sie werden in letzter Zeit aber auch als Lösemittel eingesetzt. In Altdeponien ist die Menge an Siloxanen im Deponiegas geringer als in Deponien, die noch bis 2005 mit Restabfällen belegt wurden. Die absolute Menge dieser Stoffe im Deponiegas schwankt innerhalb eines Deponiekörpers, bzw. zwischen den einzelnen Gasbrunnen einer Deponie, erheblich. Zur Auslegung von Anlagen werden meist Schwankungsbreiten von Summenparametern angegeben. Bei der Verbrennung des Deponiegases in einem Gasmotor können aus diesen Verbindungen HCl und HF, Salz- und Flusssäure entstehen, die zu den stärksten Säuren zählen. Im Brennraum kondensieren diese Stoffe an der Zylinderwand und die Säuren gelangen ins Schmieröl. Dort führen sie zur Korrosion und zur Beeinträchtigung des Schmier-verhaltens. Hochadditivierte Spezial-Gasmotoren-Schmieröle können diese Säuren in einem beschränkten Maße neutralisieren. Bei einer Überschreitung der Säuren- bzw. Basenzahl des Schmieröls muss jedoch umgehend ein Schmierölwechsel am
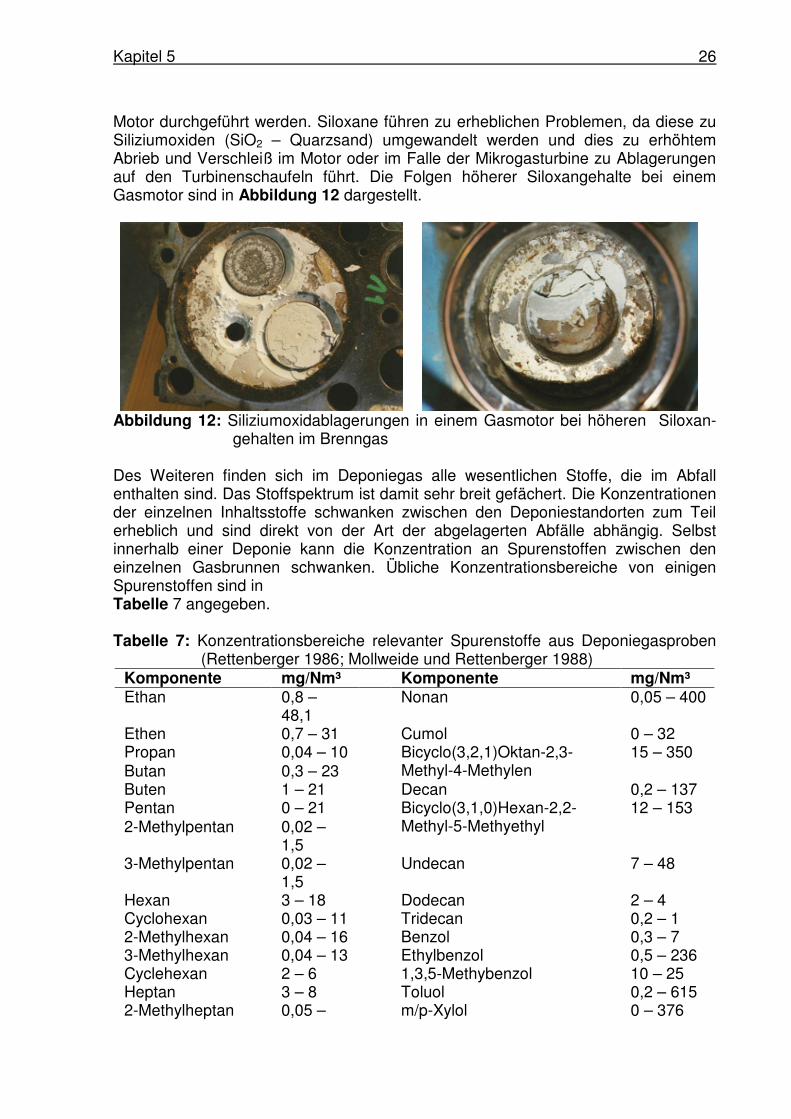
Kapitel 5 26
Motor durchgeführt werden. Siloxane führen zu erheblichen Problemen, da diese zu Siliziumoxiden (SiO2 – Quarzsand) umgewandelt werden und dies zu erhöhtem Abrieb und Verschleiß im Motor oder im Falle der Mikrogasturbine zu Ablagerungen auf den Turbinenschaufeln führt. Die Folgen höherer Siloxangehalte bei einem Gasmotor sind in Abbildung 12 dargestellt.
Abbildung 12: Siliziumoxidablagerungen in einem Gasmotor bei höheren Siloxan-
gehalten im Brenngas Des Weiteren finden sich im Deponiegas alle wesentlichen Stoffe, die im Abfall enthalten sind. Das Stoffspektrum ist damit sehr breit gefächert. Die Konzentrationen der einzelnen Inhaltsstoffe schwanken zwischen den Deponiestandorten zum Teil erheblich und sind direkt von der Art der abgelagerten Abfälle abhängig. Selbst innerhalb einer Deponie kann die Konzentration an Spurenstoffen zwischen den einzelnen Gasbrunnen schwanken. Übliche Konzentrationsbereiche von einigen Spurenstoffen sind in Tabelle 7 angegeben. Tabelle 7: Konzentrationsbereiche relevanter Spurenstoffe aus Deponiegasproben
(Rettenberger 1986; Mollweide und Rettenberger 1988) Komponente mg/Nm³ Komponente mg/Nm³ Ethan 0,8 –
48,1 Nonan 0,05 – 400
Ethen 0,7 – 31 Cumol 0 – 32 Propan 0,04 – 10 Butan 0,3 – 23
Bicyclo(3,2,1)Oktan-2,3- Methyl-4-Methylen
15 – 350
Buten 1 – 21 Decan 0,2 – 137 Pentan 0 – 21 2-Methylpentan 0,02 –
1,5
Bicyclo(3,1,0)Hexan-2,2- Methyl-5-Methyethyl
12 – 153
3-Methylpentan 0,02 – 1,5
Undecan 7 – 48
Hexan 3 – 18 Dodecan 2 – 4 Cyclohexan 0,03 – 11 Tridecan 0,2 – 1 2-Methylhexan 0,04 – 16 Benzol 0,3 – 7 3-Methylhexan 0,04 – 13 Ethylbenzol 0,5 – 236 Cyclehexan 2 – 6 1,3,5-Methybenzol 10 – 25 Heptan 3 – 8 Toluol 0,2 – 615 2-Methylheptan 0,05 – m/p-Xylol 0 – 376
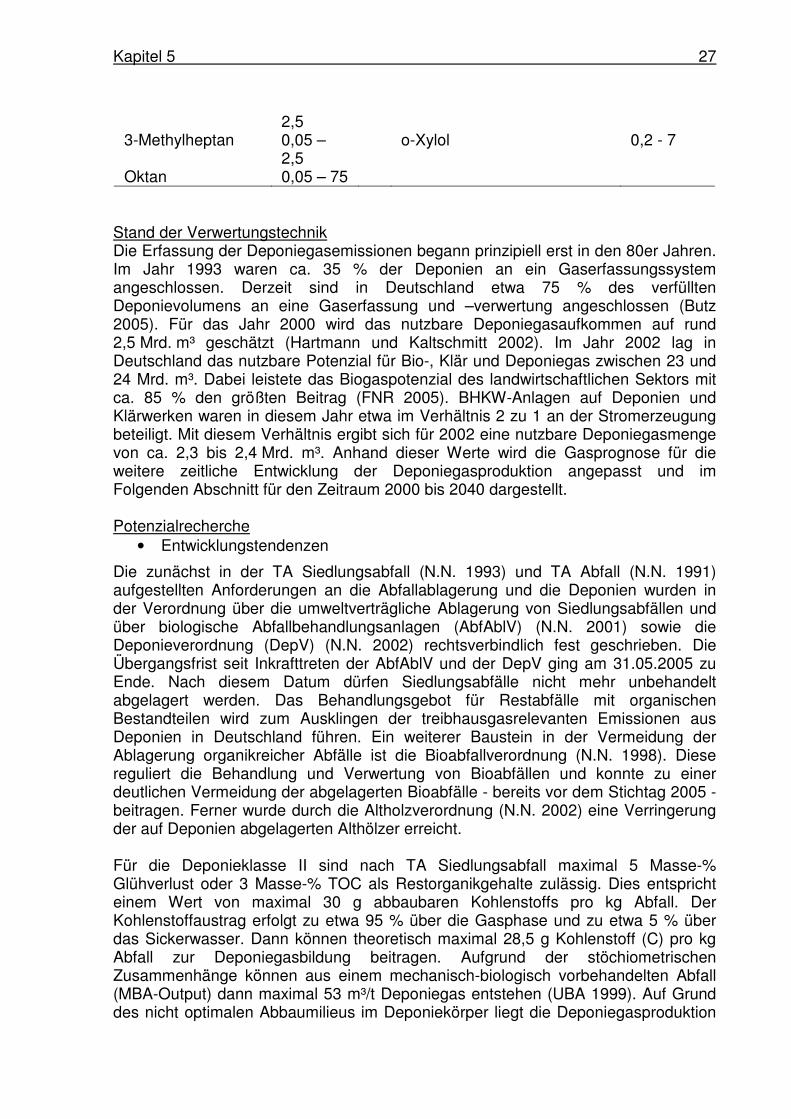
Kapitel 5 27
2,5 3-Methylheptan 0,05 –
2,5 o-Xylol 0,2 - 7
Oktan 0,05 – 75 Stand der Verwertungstechnik Die Erfassung der Deponiegasemissionen begann prinzipiell erst in den 80er Jahren. Im Jahr 1993 waren ca. 35 % der Deponien an ein Gaserfassungssystem angeschlossen. Derzeit sind in Deutschland etwa 75 % des verfüllten Deponievolumens an eine Gaserfassung und –verwertung angeschlossen (Butz 2005). Für das Jahr 2000 wird das nutzbare Deponiegasaufkommen auf rund 2,5 Mrd. m³ geschätzt (Hartmann und Kaltschmitt 2002). Im Jahr 2002 lag in Deutschland das nutzbare Potenzial für Bio-, Klär und Deponiegas zwischen 23 und 24 Mrd. m³. Dabei leistete das Biogaspotenzial des landwirtschaftlichen Sektors mit ca. 85 % den größten Beitrag (FNR 2005). BHKW-Anlagen auf Deponien und Klärwerken waren in diesem Jahr etwa im Verhältnis 2 zu 1 an der Stromerzeugung beteiligt. Mit diesem Verhältnis ergibt sich für 2002 eine nutzbare Deponiegasmenge von ca. 2,3 bis 2,4 Mrd. m³. Anhand dieser Werte wird die Gasprognose für die weitere zeitliche Entwicklung der Deponiegasproduktion angepasst und im Folgenden Abschnitt für den Zeitraum 2000 bis 2040 dargestellt. Potenzialrecherche
• Entwicklungstendenzen
Die zunächst in der TA Siedlungsabfall (N.N. 1993) und TA Abfall (N.N. 1991) aufgestellten Anforderungen an die Abfallablagerung und die Deponien wurden in der Verordnung über die umweltverträgliche Ablagerung von Siedlungsabfällen und über biologische Abfallbehandlungsanlagen (AbfAblV) (N.N. 2001) sowie die Deponieverordnung (DepV) (N.N. 2002) rechtsverbindlich fest geschrieben. Die Übergangsfrist seit Inkrafttreten der AbfAblV und der DepV ging am 31.05.2005 zu Ende. Nach diesem Datum dürfen Siedlungsabfälle nicht mehr unbehandelt abgelagert werden. Das Behandlungsgebot für Restabfälle mit organischen Bestandteilen wird zum Ausklingen der treibhausgasrelevanten Emissionen aus Deponien in Deutschland führen. Ein weiterer Baustein in der Vermeidung der Ablagerung organikreicher Abfälle ist die Bioabfallverordnung (N.N. 1998). Diese reguliert die Behandlung und Verwertung von Bioabfällen und konnte zu einer deutlichen Vermeidung der abgelagerten Bioabfälle - bereits vor dem Stichtag 2005 - beitragen. Ferner wurde durch die Altholzverordnung (N.N. 2002) eine Verringerung der auf Deponien abgelagerten Althölzer erreicht. Für die Deponieklasse II sind nach TA Siedlungsabfall maximal 5 Masse-% Glühverlust oder 3 Masse-% TOC als Restorganikgehalte zulässig. Dies entspricht einem Wert von maximal 30 g abbaubaren Kohlenstoffs pro kg Abfall. Der Kohlenstoffaustrag erfolgt zu etwa 95 % über die Gasphase und zu etwa 5 % über das Sickerwasser. Dann können theoretisch maximal 28,5 g Kohlenstoff (C) pro kg Abfall zur Deponiegasbildung beitragen. Aufgrund der stöchiometrischen Zusammenhänge können aus einem mechanisch-biologisch vorbehandelten Abfall (MBA-Output) dann maximal 53 m³/t Deponiegas entstehen (UBA 1999). Auf Grund des nicht optimalen Abbaumilieus im Deponiekörper liegt die Deponiegasproduktion
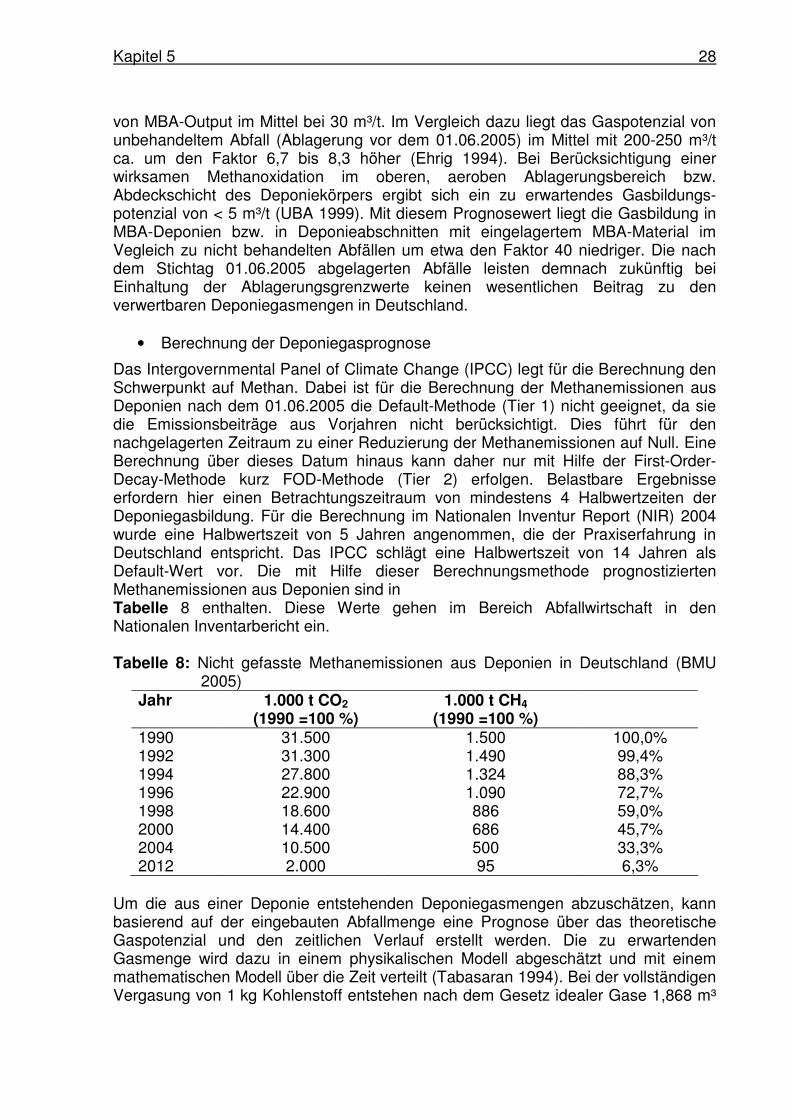
Kapitel 5 28
von MBA-Output im Mittel bei 30 m³/t. Im Vergleich dazu liegt das Gaspotenzial von unbehandeltem Abfall (Ablagerung vor dem 01.06.2005) im Mittel mit 200-250 m³/t ca. um den Faktor 6,7 bis 8,3 höher (Ehrig 1994). Bei Berücksichtigung einer wirksamen Methanoxidation im oberen, aeroben Ablagerungsbereich bzw. Abdeckschicht des Deponiekörpers ergibt sich ein zu erwartendes Gasbildungs-potenzial von < 5 m³/t (UBA 1999). Mit diesem Prognosewert liegt die Gasbildung in MBA-Deponien bzw. in Deponieabschnitten mit eingelagertem MBA-Material im Vegleich zu nicht behandelten Abfällen um etwa den Faktor 40 niedriger. Die nach dem Stichtag 01.06.2005 abgelagerten Abfälle leisten demnach zukünftig bei Einhaltung der Ablagerungsgrenzwerte keinen wesentlichen Beitrag zu den verwertbaren Deponiegasmengen in Deutschland.
• Berechnung der Deponiegasprognose
Das Intergovernmental Panel of Climate Change (IPCC) legt für die Berechnung den Schwerpunkt auf Methan. Dabei ist für die Berechnung der Methanemissionen aus Deponien nach dem 01.06.2005 die Default-Methode (Tier 1) nicht geeignet, da sie die Emissionsbeiträge aus Vorjahren nicht berücksichtigt. Dies führt für den nachgelagerten Zeitraum zu einer Reduzierung der Methanemissionen auf Null. Eine Berechnung über dieses Datum hinaus kann daher nur mit Hilfe der First-Order-Decay-Methode kurz FOD-Methode (Tier 2) erfolgen. Belastbare Ergebnisse erfordern hier einen Betrachtungszeitraum von mindestens 4 Halbwertzeiten der Deponiegasbildung. Für die Berechnung im Nationalen Inventur Report (NIR) 2004 wurde eine Halbwertszeit von 5 Jahren angenommen, die der Praxiserfahrung in Deutschland entspricht. Das IPCC schlägt eine Halbwertszeit von 14 Jahren als Default-Wert vor. Die mit Hilfe dieser Berechnungsmethode prognostizierten Methanemissionen aus Deponien sind in Tabelle 8 enthalten. Diese Werte gehen im Bereich Abfallwirtschaft in den Nationalen Inventarbericht ein. Tabelle 8: Nicht gefasste Methanemissionen aus Deponien in Deutschland (BMU
2005) Jahr 1.000 t CO2 1.000 t CH4 (1990 =100 %) (1990 =100 %) 1990 31.500 1.500 100,0% 1992 31.300 1.490 99,4% 1994 27.800 1.324 88,3% 1996 22.900 1.090 72,7% 1998 18.600 886 59,0% 2000 14.400 686 45,7% 2004 10.500 500 33,3% 2012 2.000 95 6,3%
Um die aus einer Deponie entstehenden Deponiegasmengen abzuschätzen, kann basierend auf der eingebauten Abfallmenge eine Prognose über das theoretische Gaspotenzial und den zeitlichen Verlauf erstellt werden. Die zu erwartenden Gasmenge wird dazu in einem physikalischen Modell abgeschätzt und mit einem mathematischen Modell über die Zeit verteilt (Tabasaran 1994). Bei der vollständigen Vergasung von 1 kg Kohlenstoff entstehen nach dem Gesetz idealer Gase 1,868 m³
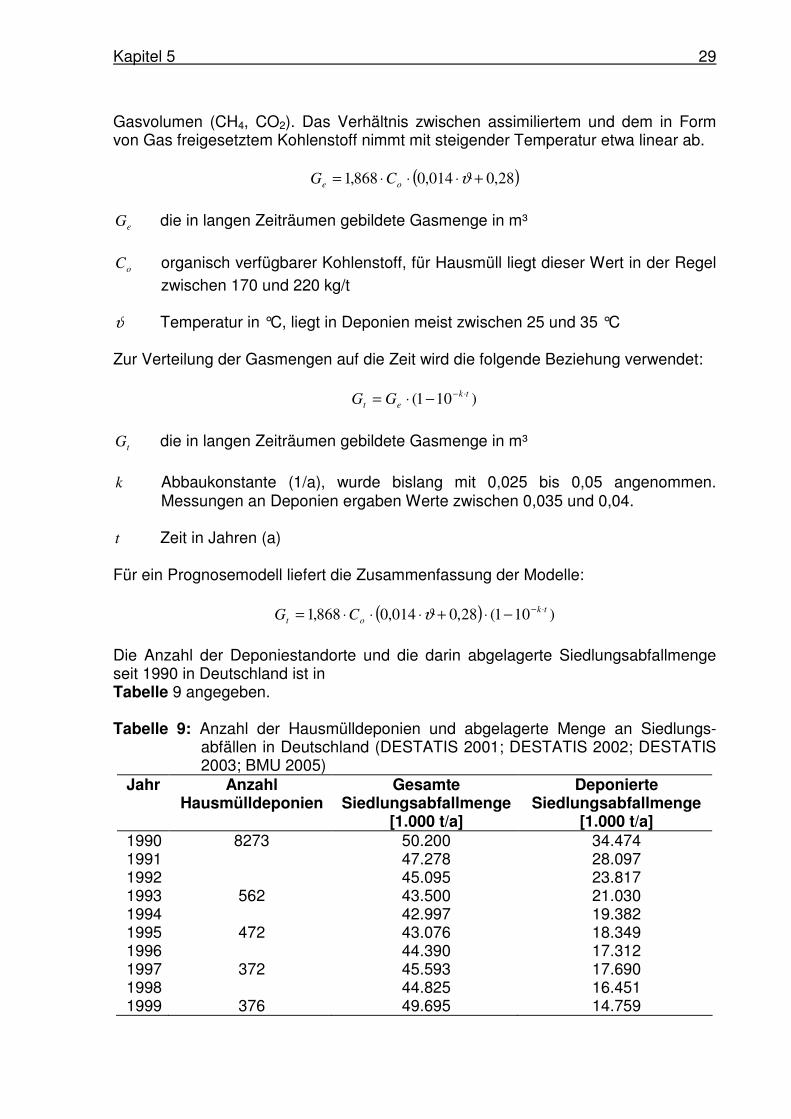
Kapitel 5 29
Gasvolumen (CH4, CO2). Das Verhältnis zwischen assimiliertem und dem in Form von Gas freigesetztem Kohlenstoff nimmt mit steigender Temperatur etwa linear ab.
( )28,0014,0868,1 +⋅⋅⋅= ϑoe CG
eG die in langen Zeiträumen gebildete Gasmenge in m³
oC organisch verfügbarer Kohlenstoff, für Hausmüll liegt dieser Wert in der Regel
zwischen 170 und 220 kg/t ϑ Temperatur in °C, liegt in Deponien meist zwischen 25 und 35 °C Zur Verteilung der Gasmengen auf die Zeit wird die folgende Beziehung verwendet:
)101( tk
et GG⋅−−⋅=
tG die in langen Zeiträumen gebildete Gasmenge in m³
k Abbaukonstante (1/a), wurde bislang mit 0,025 bis 0,05 angenommen.
Messungen an Deponien ergaben Werte zwischen 0,035 und 0,04. t Zeit in Jahren (a) Für ein Prognosemodell liefert die Zusammenfassung der Modelle:
( ) )101(28,0014,0868,1 tk
ot CG⋅−−⋅+⋅⋅⋅= ϑ
Die Anzahl der Deponiestandorte und die darin abgelagerte Siedlungsabfallmenge seit 1990 in Deutschland ist in Tabelle 9 angegeben. Tabelle 9: Anzahl der Hausmülldeponien und abgelagerte Menge an Siedlungs-
abfällen in Deutschland (DESTATIS 2001; DESTATIS 2002; DESTATIS 2003; BMU 2005)
Jahr Anzahl Hausmülldeponien
Gesamte Siedlungsabfallmenge
[1.000 t/a]
Deponierte Siedlungsabfallmenge
[1.000 t/a] 1990 8273 50.200 34.474 1991 47.278 28.097 1992 45.095 23.817 1993 562 43.500 21.030 1994 42.997 19.382 1995 472 43.076 18.349 1996 44.390 17.312 1997 372 45.593 17.690 1998 44.825 16.451 1999 376 49.695 14.759
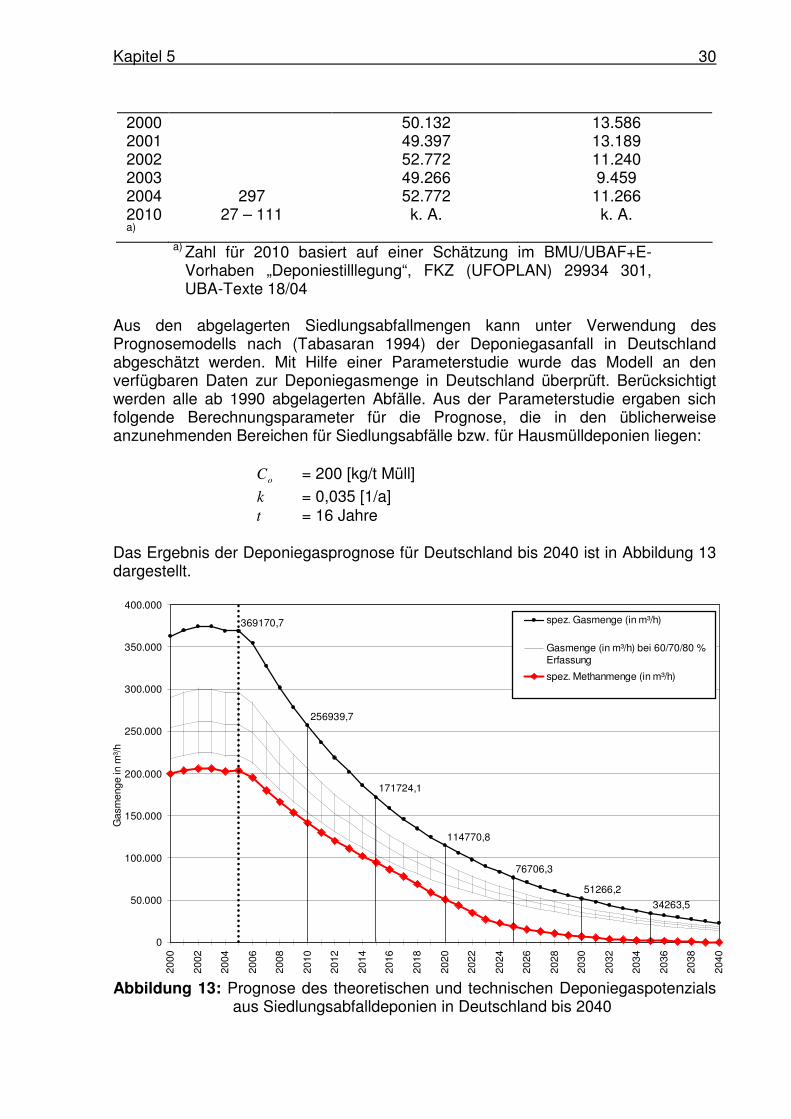
Kapitel 5 30
2000 50.132 13.586 2001 49.397 13.189 2002 52.772 11.240 2003 49.266 9.459 2004 297 52.772 11.266 2010 a)
27 – 111 k. A. k. A.
a) Zahl für 2010 basiert auf einer Schätzung im BMU/UBAF+E-Vorhaben „Deponiestilllegung“, FKZ (UFOPLAN) 29934 301, UBA-Texte 18/04
Aus den abgelagerten Siedlungsabfallmengen kann unter Verwendung des Prognosemodells nach (Tabasaran 1994) der Deponiegasanfall in Deutschland abgeschätzt werden. Mit Hilfe einer Parameterstudie wurde das Modell an den verfügbaren Daten zur Deponiegasmenge in Deutschland überprüft. Berücksichtigt werden alle ab 1990 abgelagerten Abfälle. Aus der Parameterstudie ergaben sich folgende Berechnungsparameter für die Prognose, die in den üblicherweise anzunehmenden Bereichen für Siedlungsabfälle bzw. für Hausmülldeponien liegen:
oC = 200 [kg/t Müll]
k = 0,035 [1/a] t = 16 Jahre
Das Ergebnis der Deponiegasprognose für Deutschland bis 2040 ist in Abbildung 13 dargestellt.
114770,8
171724,1
256939,7
369170,7
76706,3
51266,2
34263,5
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
2000
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
2026
2028
2030
2032
2034
2036
2038
2040
Gas
men
ge in
m³/h
spez. Gasmenge (in m³/h)
Gasmenge (in m³/h) bei 60/70/80 %Erfassung
spez. Methanmenge (in m³/h)
Abbildung 13: Prognose des theoretischen und technischen Deponiegaspotenzials
aus Siedlungsabfalldeponien in Deutschland bis 2040
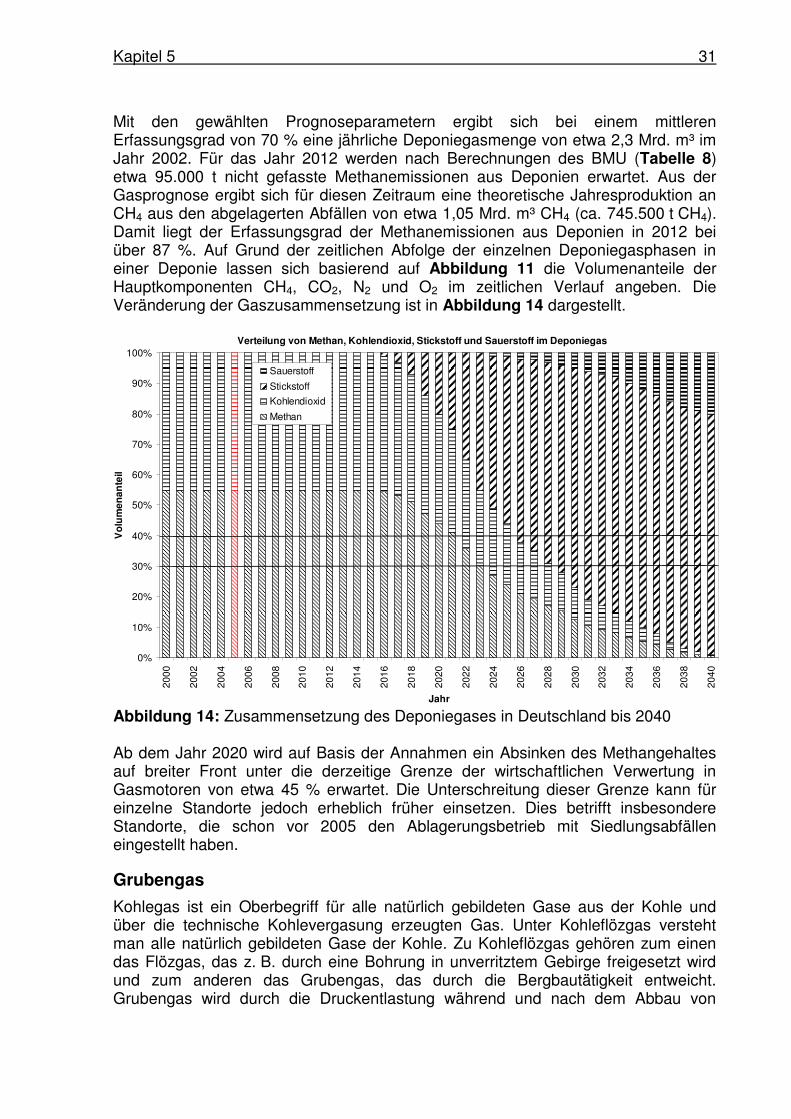
Kapitel 5 31
Mit den gewählten Prognoseparametern ergibt sich bei einem mittleren Erfassungsgrad von 70 % eine jährliche Deponiegasmenge von etwa 2,3 Mrd. m³ im Jahr 2002. Für das Jahr 2012 werden nach Berechnungen des BMU (Tabelle 8) etwa 95.000 t nicht gefasste Methanemissionen aus Deponien erwartet. Aus der Gasprognose ergibt sich für diesen Zeitraum eine theoretische Jahresproduktion an CH4 aus den abgelagerten Abfällen von etwa 1,05 Mrd. m³ CH4 (ca. 745.500 t CH4). Damit liegt der Erfassungsgrad der Methanemissionen aus Deponien in 2012 bei über 87 %. Auf Grund der zeitlichen Abfolge der einzelnen Deponiegasphasen in einer Deponie lassen sich basierend auf Abbildung 11 die Volumenanteile der Hauptkomponenten CH4, CO2, N2 und O2 im zeitlichen Verlauf angeben. Die Veränderung der Gaszusammensetzung ist in Abbildung 14 dargestellt.
Verteilung von Methan, Kohlendioxid, Stickstoff und Sauerstoff im Deponiegas
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2000
2002
2004
2006
2008
2010
2012
2014
2016
2018
2020
2022
2024
2026
2028
2030
2032
2034
2036
2038
2040
Jahr
Vo
lum
enan
teil
Sauerstoff
Stickstoff
Kohlendioxid
Methan
Abbildung 14: Zusammensetzung des Deponiegases in Deutschland bis 2040 Ab dem Jahr 2020 wird auf Basis der Annahmen ein Absinken des Methangehaltes auf breiter Front unter die derzeitige Grenze der wirtschaftlichen Verwertung in Gasmotoren von etwa 45 % erwartet. Die Unterschreitung dieser Grenze kann für einzelne Standorte jedoch erheblich früher einsetzen. Dies betrifft insbesondere Standorte, die schon vor 2005 den Ablagerungsbetrieb mit Siedlungsabfällen eingestellt haben.
Grubengas
Kohlegas ist ein Oberbegriff für alle natürlich gebildeten Gase aus der Kohle und über die technische Kohlevergasung erzeugten Gas. Unter Kohleflözgas versteht man alle natürlich gebildeten Gase der Kohle. Zu Kohleflözgas gehören zum einen das Flözgas, das z. B. durch eine Bohrung in unverritztem Gebirge freigesetzt wird und zum anderen das Grubengas, das durch die Bergbautätigkeit entweicht. Grubengas wird durch die Druckentlastung während und nach dem Abbau von
Kapitel 5 32
Kohleflözen freigesetzt. Es ist ein Gemisch aus Methan und Luft und stellt eine nicht unbedeutende Gefahrenquelle dar. Im aktiven Steinkohlenbergbau wird daher das Ziel verfolgt, das Methan vor der Freisetzung gezielt zu sammeln. Dazu werden zahlreiche Bohrlöcher (Länge im Bereich von 50 m) im jeweiligen Bauflöz hergestellt, aus denen vor, während und auch nach dem Abbau der Steinkohle das Methan abgesaugt wird. Durch Anlegen eines Unterdruckes an das Bohrloch können das Methan und weitere Spurengase in Rohrleitungen gesammelt werden. Grubengase aus fossilen Lagerstätten stellen eine erschöpfliche Energiequelle dar und sind demnach im engeren Sinne nicht regenerativ. Langzeitbeobachtungen im Ruhrgebiet über 14 Monate zeigten jedoch, dass das Methan im freigesetzten Kohleflözgas zum Teil thermischer aber auch mikrobieller Herkunft ist. Gleichzeitig wurden lebende methanogene Bakterien in Tiefen bis ca. -1.200 m nachgewiesen. 38 bis 90 % der Grubengasförderung basieren auf Methan mikrobieller Entstehung. Mit dem Nachweis der Bakterien ist es möglich, dass zumindest ein Teil dieses Methans auch heute noch entsteht (Thielemann, Cramer et al. 2004). Charakterisierung Kohleflözgase können nach der Art der Gewinnung und der sich daraus ergebenden spezifischen Zusammensetzung klassifiziert werden. Flözgas, im Englischen Coal Bed Methane (CBM), wird durch direkte Bohrungen in die Kohleflöze gewonnen. In Deutschland ist eine solche Förderung jedoch derzeit nicht wirtschaftlich und spielt keine Rolle. Grubengas kann auf zwei Arten gewonnen werden. Zum einen durch das Absaugen aus aktiven Bergwerken während des Abbaus der Steinkohle. Das so gewonnen Gas wird als CSM – Coal Seam Methane bezeichnet. Eine andere Möglichkeit besteht darin, dass sich in stillgelegten Zechen sammelnde Methan zu nutzen. Man spricht dann von CMM – Coal Mine Methane. Tabelle 10: Zusammensetzung von Flöz- und Grubengas in Vol.-% (Thielemann
2002) Flözgas Grubengase CBM CSM CMM CH4 90 - 95 25 - 60 60 - 80 CO2 2 - 4 1 - 6 8 -15 CO 0 0,1 - 0,4 0 O2 0 7 - 17 0 N2 1 - 8 4 - 40 5 - 32
Während der Nutzung von Grubengas kann sich der Methangehalt sehr schnell ändern. Bei einzelnen Anlagen im Saarland schwankt der Methangehalt z. B. zwischen 30 und 70 % und das innerhalb einer Zeitspanne von 20 bis 30 Sekunden. Diese Schwankungen stellen besondere Anforderungen an die Steuerungs-, Anlagen- und Betriebstechnik. In Grubengas sind nur geringe Mengen an Spurenstoffen enthalten, die eine thermische Verwertung negativ beeinflussen. Im Wesentlichen treten die Spurenstoffe H2S, CO, HCl, HF, HNH3 und höhere Kohlenwasserstoffe auf. Die Konzentrationsbereiche im Grubengas liegen für diese Stoffe jedoch deutlich unter denen von Deponie- und Klärgasen. Im Verlauf der Zeit kommt es jedoch bei einigen Anlagen zu höheren Wassergehalten im Grubengas, insbesondere dann, wenn der Grundwasserspiegel im stillgelegten Bergwerk ansteigt. Die Trocknung der Gase und die Kondensatausschleusung stellen jedoch
Kapitel 5 33
keine besonders hohe Hürde für die Verwertung dar. Verfahren zur Trocknung wasserdampfgesättigter Gase sind aus der Biogas- und Deponiegasverwertung bekannt und werden dort bereits seit geraumer Zeit erfolgreich angewendet. Stand der Verwertungstechnik Die Verwertung von Grubengas beinhaltet zwei wesentliche Risiken. Zum einen besteht das Risiko, dass nach Installation der Grubengasnutzungsanlage festgestellt wird, dass der Methangehalt deutlich unter 40 % fällt und der geplante Betrieb der BHKW nicht mehr möglich ist. Zum anderen kann sich bei bereits bestehenden Anlagen die Fördermenge und die Gaszusammensetzung kurzfristig ändern und so zu einer stark verkürzten Laufzeit führen. Insbesondere bei nachträglich hergestellten Bohrlochanlagen an stillgelegten Standorten besteht ein erhebliches Investition-srisiko, da die Menge und Qualität des geförderten Grubengases erst nach Herstellung des Bohrlochs in Absaugversuchen ermittelt werden kann. Ist eine Verwertung des Grubengases in Gasmotoren nicht möglich, bietet die Mikrogasturbine zur Schwachgasnutzung eine weitere Möglichkeit, das finanzielle Risiko einer solchen Unternehmung zu verringern. Die Entwicklung der Steinkohleförderung zeigt eine rückläufige Förderquote von ca. 70 Mio. t Steinkohle in 1990 auf ca. 26 Mio. t in 2003. Damit verbunden ist ein Anstieg der stillgelegten Bergewerke. Ein Zwang zur Behandlung von Methanemissionen aus der Bergbautätigkeit – insbesondere derer aus stillgelegten Bergwerken – besteht im Gegensatz zu Deponiegasemissionen nicht. Die Erfassung von Methanemissionen bzw. die Grubengasabsaugung dienen in erster Linie der Betriebssicherheit. Die flächendeckende Verwertung von Grubengas und die Erschließung bereits stillgelegter Zechen zur Grubengasnutzung wurden im Wesentlichen durch das EEG-Gesetz ausgelöst, das im Jahr 2000 in Kraft getreten ist. In 2000 existierten in NRW 3 Anlagen mit einer installierten Leistung von 30 MW. Die bisherige Entwicklung der installierten elektrischen Leistung ist in Abbildung 15 angegeben. Die energetische Verwertung erfolgt fast ausschließlich in modularen Gasmotor-BHKW. Daneben existieren einige wenige Sondernutzungen wie Gasturbinen oder Dampfkessel-anlagen. Die erzeugte Wärme kann in den meisten Fällen selbst bei günstiger Lage nicht vermarktet werden.
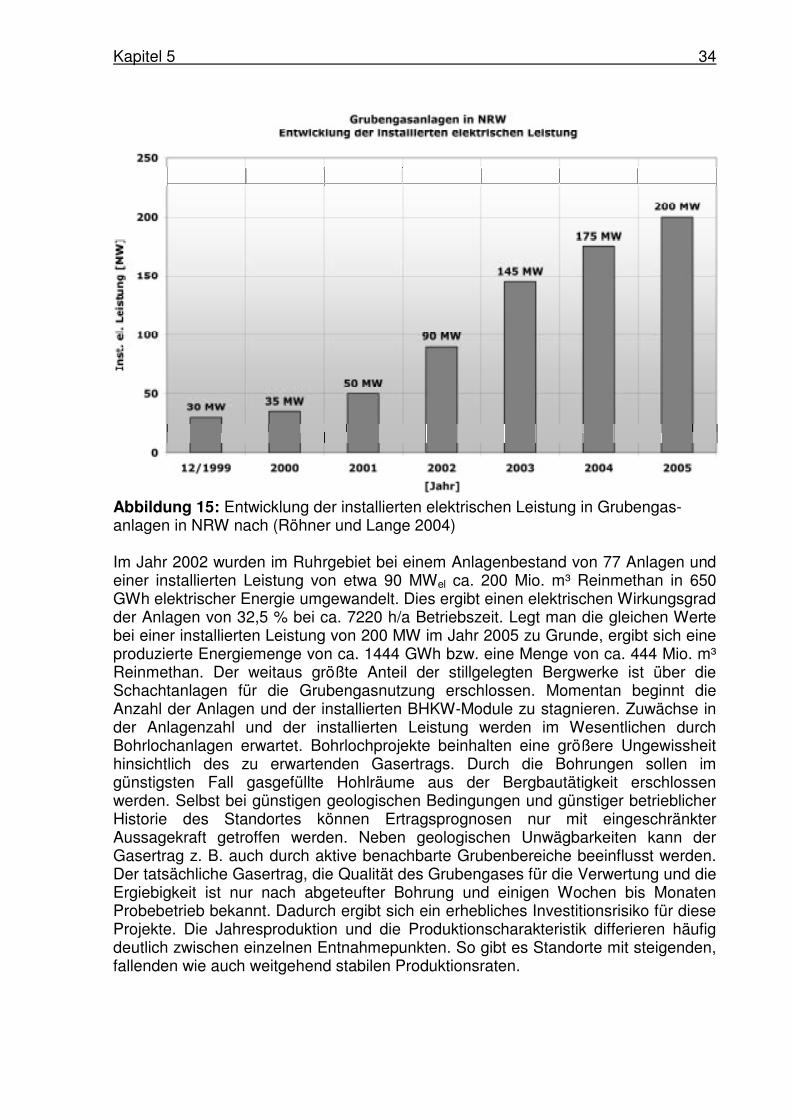
Kapitel 5 34
Abbildung 15: Entwicklung der installierten elektrischen Leistung in Grubengas-anlagen in NRW nach (Röhner und Lange 2004) Im Jahr 2002 wurden im Ruhrgebiet bei einem Anlagenbestand von 77 Anlagen und einer installierten Leistung von etwa 90 MWel ca. 200 Mio. m³ Reinmethan in 650 GWh elektrischer Energie umgewandelt. Dies ergibt einen elektrischen Wirkungsgrad der Anlagen von 32,5 % bei ca. 7220 h/a Betriebszeit. Legt man die gleichen Werte bei einer installierten Leistung von 200 MW im Jahr 2005 zu Grunde, ergibt sich eine produzierte Energiemenge von ca. 1444 GWh bzw. eine Menge von ca. 444 Mio. m³ Reinmethan. Der weitaus größte Anteil der stillgelegten Bergwerke ist über die Schachtanlagen für die Grubengasnutzung erschlossen. Momentan beginnt die Anzahl der Anlagen und der installierten BHKW-Module zu stagnieren. Zuwächse in der Anlagenzahl und der installierten Leistung werden im Wesentlichen durch Bohrlochanlagen erwartet. Bohrlochprojekte beinhalten eine größere Ungewissheit hinsichtlich des zu erwartenden Gasertrags. Durch die Bohrungen sollen im günstigsten Fall gasgefüllte Hohlräume aus der Bergbautätigkeit erschlossen werden. Selbst bei günstigen geologischen Bedingungen und günstiger betrieblicher Historie des Standortes können Ertragsprognosen nur mit eingeschränkter Aussagekraft getroffen werden. Neben geologischen Unwägbarkeiten kann der Gasertrag z. B. auch durch aktive benachbarte Grubenbereiche beeinflusst werden. Der tatsächliche Gasertrag, die Qualität des Grubengases für die Verwertung und die Ergiebigkeit ist nur nach abgeteufter Bohrung und einigen Wochen bis Monaten Probebetrieb bekannt. Dadurch ergibt sich ein erhebliches Investitionsrisiko für diese Projekte. Die Jahresproduktion und die Produktionscharakteristik differieren häufig deutlich zwischen einzelnen Entnahmepunkten. So gibt es Standorte mit steigenden, fallenden wie auch weitgehend stabilen Produktionsraten.
Kapitel 5 35
Produktgas aus thermochemischer Vergasung von Biomasse
Da gasförmige Brennstoffe wesentliche Vorteile gegenüber festen Brennstoffen haben, ist ein Ansatz zur energetischen Nutzung von Biomasse, wie z. B. Holz, Stroh oder Klärschlamm, die thermochemische Vergasung. Ein durch dieses Verfahren hergestelltes und aufbereitetes Produktgas kann, im Gegensatz zur festen Biomasse, z. B. in Gasmotoren, Gasturbinen oder Brennstoffzellen genutzt werden. Dadurch sind gerade im Bereich niedriger Leistungen höhere elektrische Wirkungsgrade bei Wärmeauskopplung als bei der Verstromung von fester Biomasse durch einen Dampfprozess möglich. Eine Vergasung findet auch bei der direkten Verbrennung von Festbrennstoffen statt, nur dass hier die vom Feststoff freigesetzten Gase sofort verbrennen. Die räumliche und zeitliche Trennung von Erzeugung und Verwertung des freiwerdenden Gases ist das charakteristische Merkmal der Vergasung. Die Vergasung setzt einen kohlenstoffhaltigen Brennstoff bei Vorhandensein eines sauerstoffhaltigen Vergasungsmittels (z. B. Luft, Sauerstoff, Wasserdampf, Kohlendioxid) in ein brennbares Gas um. Dieser Vorgang ist insgesamt endotherm. Die benötigte Wärme kann durch eine teilweise Verbrennung des Brennstoffs (autotherme Vergasung) oder indirekt durch ein umlaufendes Bettmaterial (bei Wirbelschichtverfahren) oder einen Wärmeüberträger (allotherme Vergasung) eingebracht werden. Die Qualität und Zusammensetzung des produzierten Gases hängt von zahlreichen Einflussfaktoren ab (welche oft nicht unabhängig von einander gewählt werden können). Bis jetzt gibt es kein allgemein optimales Verfahren. Zurzeit werden viele verschiedene Verfahrensoptionen verfolgt. Das wichtigste Kriterium für die Wahl des Verfahrens stellt die Anlagenleistung dar. Festbettvergaser lassen sich nur bis zu einer Brennstoffwärmeleistung von 10 MW günstig einsetzen – Gleichstrom-Festbettvergaser sogar nur bis 2 MW. Der hohe apparative Aufwand z. B. eines Vergasers mit zirkulierender Wirbelschicht macht diesen dagegen erst zu einem geeigneten Verfahren ab 10 MW Brennstoffwärmeleistung (Hofbauer und Kaltschmitt 2001). Charakterisierung Aufgrund der Vielzahl der Einflussfaktoren ergeben sich recht unterschiedliche Zusammensetzungen und Eigenschaften von Produktgasen aus der Biomasse-vergasung. Tabelle 11 zeigt die Bereiche, in denen sich die Zusammensetzungen der trockenen Produktgase und die resultierenden Heizwerte aus der atmosphärischen Vergasung holzartiger Biomasse oder Klärschlamm bei verschiedenen Anlagen bewegen. In den Klammern sind die Mittelwerte aller erfassten Anlagen angegeben. Da das Vergasungsmittel entscheidenden Einfluss auf die Zusammensetzung hat, werden die Werte getrennt für Anlagen, die mit stickstoffhaltigem Vergasungsmittel (Luft) arbeiten, und für Anlagen, die mit stickstofffreiem Vergasungsmittel (Dampf, Sauerstoff oder Dampf-Sauerstoff-Gemisch) arbeiten, gegeben. Es wird deutlich, dass die Verdünnung mit dem Inertgas Stickstoff bei Verwendung von Luft zu einem deutlich niedrigeren Heizwert als bei Dampf und Sauerstoff führt. Tabelle 11: Bereiche der Zusammensetzung des trockenen Produktgases aus der
atmosphärischen Vergasung holzartiger Biomasse oder Klärschlamm mit Luft bzw. Dampf/Sauerstoff (Mittelwerte in Klammern) (Hofbauer und Kaltschmitt 2001; Escherle 2005)
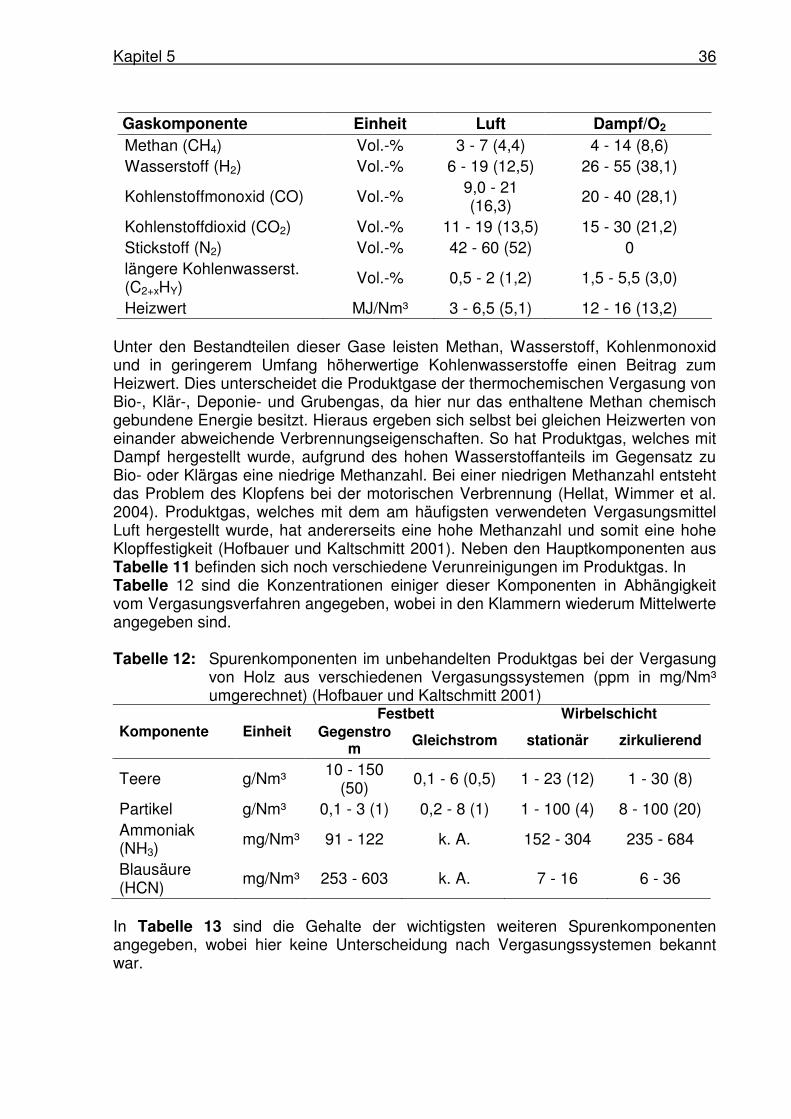
Kapitel 5 36
Gaskomponente Einheit Luft Dampf/O2 Methan (CH4) Vol.-% 3 - 7 (4,4) 4 - 14 (8,6) Wasserstoff (H2) Vol.-% 6 - 19 (12,5) 26 - 55 (38,1)
Kohlenstoffmonoxid (CO) Vol.-% 9,0 - 21 (16,3)
20 - 40 (28,1)
Kohlenstoffdioxid (CO2) Vol.-% 11 - 19 (13,5) 15 - 30 (21,2) Stickstoff (N2) Vol.-% 42 - 60 (52) 0 längere Kohlenwasserst. (C2+xHY)
Vol.-% 0,5 - 2 (1,2) 1,5 - 5,5 (3,0)
Heizwert MJ/Nm³ 3 - 6,5 (5,1) 12 - 16 (13,2) Unter den Bestandteilen dieser Gase leisten Methan, Wasserstoff, Kohlenmonoxid und in geringerem Umfang höherwertige Kohlenwasserstoffe einen Beitrag zum Heizwert. Dies unterscheidet die Produktgase der thermochemischen Vergasung von Bio-, Klär-, Deponie- und Grubengas, da hier nur das enthaltene Methan chemisch gebundene Energie besitzt. Hieraus ergeben sich selbst bei gleichen Heizwerten von einander abweichende Verbrennungseigenschaften. So hat Produktgas, welches mit Dampf hergestellt wurde, aufgrund des hohen Wasserstoffanteils im Gegensatz zu Bio- oder Klärgas eine niedrige Methanzahl. Bei einer niedrigen Methanzahl entsteht das Problem des Klopfens bei der motorischen Verbrennung (Hellat, Wimmer et al. 2004). Produktgas, welches mit dem am häufigsten verwendeten Vergasungsmittel Luft hergestellt wurde, hat andererseits eine hohe Methanzahl und somit eine hohe Klopffestigkeit (Hofbauer und Kaltschmitt 2001). Neben den Hauptkomponenten aus Tabelle 11 befinden sich noch verschiedene Verunreinigungen im Produktgas. In Tabelle 12 sind die Konzentrationen einiger dieser Komponenten in Abhängigkeit vom Vergasungsverfahren angegeben, wobei in den Klammern wiederum Mittelwerte angegeben sind. Tabelle 12: Spurenkomponenten im unbehandelten Produktgas bei der Vergasung
von Holz aus verschiedenen Vergasungssystemen (ppm in mg/Nm³ umgerechnet) (Hofbauer und Kaltschmitt 2001)
Festbett Wirbelschicht Komponente Einheit Gegenstro
m Gleichstrom stationär zirkulierend
Teere g/Nm³ 10 - 150
(50) 0,1 - 6 (0,5) 1 - 23 (12) 1 - 30 (8)
Partikel g/Nm³ 0,1 - 3 (1) 0,2 - 8 (1) 1 - 100 (4) 8 - 100 (20) Ammoniak (NH3)
mg/Nm³ 91 - 122 k. A. 152 - 304 235 - 684
Blausäure (HCN)
mg/Nm³ 253 - 603 k. A. 7 - 16 6 - 36
In Tabelle 13 sind die Gehalte der wichtigsten weiteren Spurenkomponenten angegeben, wobei hier keine Unterscheidung nach Vergasungssystemen bekannt war.
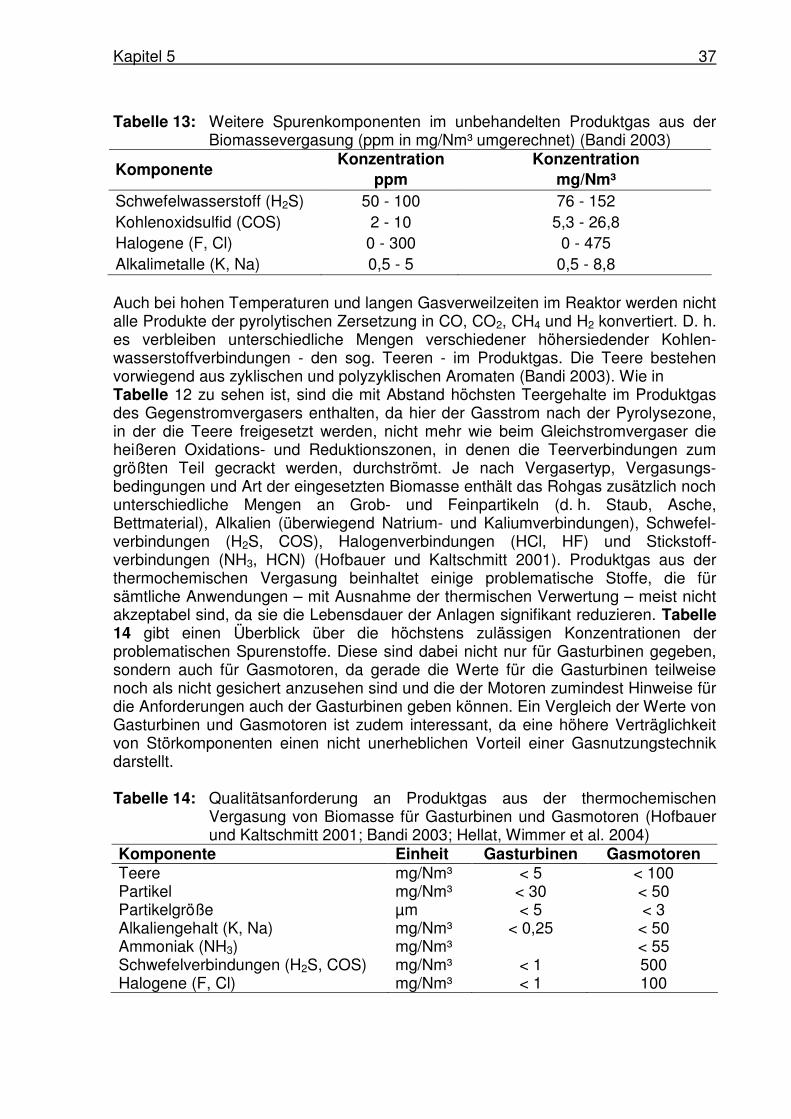
Kapitel 5 37
Tabelle 13: Weitere Spurenkomponenten im unbehandelten Produktgas aus der Biomassevergasung (ppm in mg/Nm³ umgerechnet) (Bandi 2003)
Konzentration Konzentration Komponente
ppm mg/Nm³ Schwefelwasserstoff (H2S) 50 - 100 76 - 152 Kohlenoxidsulfid (COS) 2 - 10 5,3 - 26,8 Halogene (F, Cl) 0 - 300 0 - 475 Alkalimetalle (K, Na) 0,5 - 5 0,5 - 8,8 Auch bei hohen Temperaturen und langen Gasverweilzeiten im Reaktor werden nicht alle Produkte der pyrolytischen Zersetzung in CO, CO2, CH4 und H2 konvertiert. D. h. es verbleiben unterschiedliche Mengen verschiedener höhersiedender Kohlen-wasserstoffverbindungen - den sog. Teeren - im Produktgas. Die Teere bestehen vorwiegend aus zyklischen und polyzyklischen Aromaten (Bandi 2003). Wie in Tabelle 12 zu sehen ist, sind die mit Abstand höchsten Teergehalte im Produktgas des Gegenstromvergasers enthalten, da hier der Gasstrom nach der Pyrolysezone, in der die Teere freigesetzt werden, nicht mehr wie beim Gleichstromvergaser die heißeren Oxidations- und Reduktionszonen, in denen die Teerverbindungen zum größten Teil gecrackt werden, durchströmt. Je nach Vergasertyp, Vergasungs-bedingungen und Art der eingesetzten Biomasse enthält das Rohgas zusätzlich noch unterschiedliche Mengen an Grob- und Feinpartikeln (d. h. Staub, Asche, Bettmaterial), Alkalien (überwiegend Natrium- und Kaliumverbindungen), Schwefel-verbindungen (H2S, COS), Halogenverbindungen (HCl, HF) und Stickstoff-verbindungen (NH3, HCN) (Hofbauer und Kaltschmitt 2001). Produktgas aus der thermochemischen Vergasung beinhaltet einige problematische Stoffe, die für sämtliche Anwendungen – mit Ausnahme der thermischen Verwertung – meist nicht akzeptabel sind, da sie die Lebensdauer der Anlagen signifikant reduzieren. Tabelle 14 gibt einen Überblick über die höchstens zulässigen Konzentrationen der problematischen Spurenstoffe. Diese sind dabei nicht nur für Gasturbinen gegeben, sondern auch für Gasmotoren, da gerade die Werte für die Gasturbinen teilweise noch als nicht gesichert anzusehen sind und die der Motoren zumindest Hinweise für die Anforderungen auch der Gasturbinen geben können. Ein Vergleich der Werte von Gasturbinen und Gasmotoren ist zudem interessant, da eine höhere Verträglichkeit von Störkomponenten einen nicht unerheblichen Vorteil einer Gasnutzungstechnik darstellt. Tabelle 14: Qualitätsanforderung an Produktgas aus der thermochemischen
Vergasung von Biomasse für Gasturbinen und Gasmotoren (Hofbauer und Kaltschmitt 2001; Bandi 2003; Hellat, Wimmer et al. 2004)
Komponente Einheit Gasturbinen Gasmotoren Teere mg/Nm³ < 5 < 100 Partikel mg/Nm³ < 30 < 50 Partikelgröße µm < 5 < 3 Alkaliengehalt (K, Na) mg/Nm³ < 0,25 < 50 Ammoniak (NH3) mg/Nm³ < 55 Schwefelverbindungen (H2S, COS) mg/Nm³ < 1 500 Halogene (F, Cl) mg/Nm³ < 1 100
Kapitel 5 38
Nach Tabelle 14 stellen Gasturbinen höhere Anforderungen an die Teerfreiheit als Gasmotoren. Dies gilt nur für den Fall, dass das Produktgas auf Temperaturen unter 300 - 400°C abgekühlt werden muss, z. B. weil die Vergasung bei Umgebungsdruck stattfindet und das Produktgas vor der Verbrennung noch verdichtet werden muss. In diesem Fall können die Teerverbindungen an den Oberflächen von Leitungen, Filtern und Katalysatoren kondensieren und sie auf diese Weise zusetzen bzw. ihre Funktion stören, sodass hier eine Teerentfernung unumgänglich ist (Bandi 2003). Wird das heiße Gas aus dem Vergaser ohne Abkühlung in die Gasturbinen-brennkammer geleitet, sodass eine Kondensation von Teerverbindungen verhindert wird, verbrennen diese dort vollständig und stellen kein Problem dar (Hofbauer und Kaltschmitt 2001). Die schädliche Wirkung von Partikeln ist in Abhängigkeit vom Durchmesser der Staubpartikel unterschiedlich. Grobe Partikel bewirken Erosions-erscheinungen an Turbinenschaufeln, Wärmeübertragungsflächen, Katalysatoren etc., während feine Staubpartikel (< 5 µm) zu festen Ablagerungen mit schwer-wiegenden Konsequenzen für die Anlage führen können (Bandi 2003). Alkalien sind besonders für Gasturbinen problematisch, da sie zu Heißgaskorrosion an den Turbinenschaufeln führen. Zudem können sie Heißgasfilter beschädigen, weshalb der Produktgasstrom vor einer Heißfiltration unterhalb die Kondensationstemperatur der Alkalien von 500 – 600 °C abgekühlt werden muss. Die Alkalidämpfe kondensieren dann an den Partikeloberflächen von Feinstäuben aus und werden mit diesen durch die Heißgasfilter entfernt (Bolhar-Nordenkampf und Jörg 2004). Findet keine Abkühlung des Produktgases auf unter 300 °C (Kondensation von Teer) statt, genügt eventuell dieser Reinigungsschritt, wie die Anlage in Värnamo/Schweden zeigt, bei der das Gas bei einem Druck von ca. 18 - 20 bar lediglich durch eine Partikelabscheidung in einem Heißgasfilter bei Temperaturen von ungefähr 400 °C für die Verbrennung in der Gasturbine aufbereitet wird (Hofbauer und Kaltschmitt 2001). Stand der Verwertungstechnik Die Stromerzeugung auf Basis von Biomasse erfolgt heutzutage größtenteils durch Dampfkraftwerke, in denen feste Biomasse verbrannt wird, und somit mit relativ niedrigem elektrischem Wirkungsgrad. Dies ist dadurch begründet, dass der erreichte technische Stand der thermochemischen Vergasung von Biomasse einerseits unbefriedigend ist und andererseits unübersichtlich aufgrund der Vielzahl der bestehenden Ansätze und Lösungsvorschläge. Bei den realisierten Projekten haben sich die eingesetzten Verfahren häufig als nicht dauerbetriebsfest erwiesen. Nichtsdestotrotz wird die Vergasung als zukünftige Schlüsseltechnologie bei der energetischen Nutzung von Biomasse angesehen (Schütte 2004). Obwohl sich Vergasungsproduktgase erheblich von methanbasierten Gasen, wie Erdgas oder Biogas, insbesondere hinsichtlich der Zündgrenzen, der Klopffestigkeit und der Flammengeschwindigkeit unterscheiden, sind sie ebenfalls für die Verbrennung in entsprechend angepassten Gasmotoren geeignet (Bolhar-Nordenkampf 2002). Es können Zündstrahldieselmotoren, auf Fremdzündung umgebaute Dieselmotoren sowie bestehende Ottomotoren verwendet werden (Hofbauer und Kaltschmitt 2001). Gasturbinen gibt es in der konventionellen Ausführung und – im Leistungsbereich bis derzeit 200 kWel (Nowum)– als Mikrogasturbinenausführung, die eine Drehzahl-einstellung unabhängig von der Frequenz des Stromnetzes erlaubt. Es ist davon auszugehen, dass Mikrogasturbinen in Zukunft auch mit größeren Leistungen erhältlich sein werden (Bolhar-Nordenkampf 2002). Da sich die Brennstoffzellen,
Kapitel 5 39
insbesondere in Bezug auf die für stationäre KWK-Anwendungen interessanten Hochtemperatur-Brennstoffzellen, noch in einem frühen Entwicklungsstadium befinden und erheblich höhere Anforderungen an die Gasqualität stellen als Gasmotoren und Gasturbinen (Bolhar-Nordenkampf 2002), werden sie hier nicht weiter betrachtet. Potenzialrecherche
• Entwicklungstendenzen
Wie bereits bemerkt, ist der Markt für Anlagen der thermochemischen Vergasung von Biomasse noch nicht weit entwickelt. Viele Hersteller haben erst einige wenige Systeme oder nur eine Pilotanlage gebaut. Etliche Anlagen befinden sich erst in einem Testbetrieb und haben dementsprechend noch nicht viele Betriebsstunden erreicht (Bolhar-Nordenkampf 2002). Zur Beurteilung, welches technische Potenzial die thermochemische Vergasung in Deutschland maximal hat, wird zuerst das technische Potenzial der geeigneten Biomasse analysiert. D. h. bei der Abschätzung werden z. B. technische, standortbedingte und ökologische Beschränkungen sowie konkurrierende Nutzungen berücksichtigt. In die Betrachtung des Biomassepotenzials in Deutschland wird nur solche eingeschlossen, die für eine thermochemische Vergasung geeignet erscheint. Am wahrscheinlichsten ist die Vergasung von Holz und Klärschlamm. Andere in Wäldern anfallende Biomassen wie Blätter bzw. Nadeln und Früchte kommen nicht in Frage, weil sie zum Erhalt der Humus- und Nährstoffkreisläufe im Wald verbleiben müssen und zudem höhere Wassergehalte als Holz aufweisen (Schneider und Kaltschmitt 2002). Halmgut (Stroh) besitzt fast durchweg deutlich ungünstigere Eigenschaften für die Vergasung als Holz (Ausnahme: Schwermetalle) (Hartmann 2004). Für viele andere Formen von Biomasse, wie z. B. Exkremente, Ernterückstände und organische Abfälle aus Haushalten und Industrie, stellt die Vergärung das bessere Verfahren zur energetischen Nutzung dar, da es sich bei dieser um eine ausgereifte Technik handelt für die hohe Wassergehalte kein Nachteil darstellen. Da die in der Vergangenheit weit verbreitete Entsorgung von Klärschlamm durch Ausbringung in der Zukunft aufgrund von strengeren gesetzlichen Grenzwerten immer mehr an Bedeutung verlieren wird, wird eine energetische Nutzung, wofür die Vergasung eine Möglichkeit darstellt, immer wahrscheinlicher (Escherle 2005). Holz kann grundsätzlich auf zwei verschiedene Arten für die Energiegewinnung bereitgestellt werden. Die normalerweise wirtschaftlichere Variante ist die Nutzung von Holz, das als Abfall oder Nebenprodukt bei verschiedenen Prozessen anfällt. Die zweite Möglichkeit ist die Produktion von „Energieholz“, d. h. von Holz aus Kurzumtriebs-plantagen (meist Pappeln oder Weiden), das zum alleinigen Zweck der Energiegewinnung angebaut wird (Schneider und Kaltschmitt 2002). Holz als Abfall oder Nebenprodukt kann vier verschiedenen Quellen zugeordnet werden: 1. Forstliche Rückstände, Nebenprodukte und Abfälle,
2. Industrierestholz,
3. Landschaftspflegeholz,
4. Gebrauchtholz.
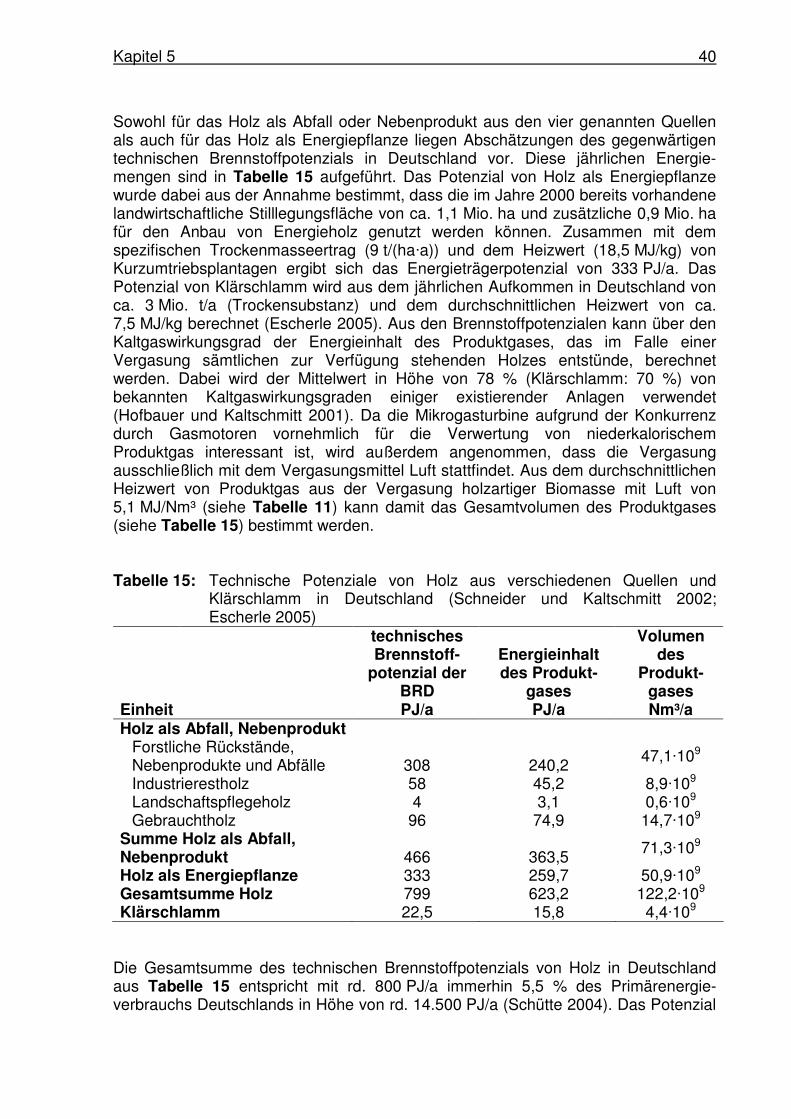
Kapitel 5 40
Sowohl für das Holz als Abfall oder Nebenprodukt aus den vier genannten Quellen als auch für das Holz als Energiepflanze liegen Abschätzungen des gegenwärtigen technischen Brennstoffpotenzials in Deutschland vor. Diese jährlichen Energie-mengen sind in Tabelle 15 aufgeführt. Das Potenzial von Holz als Energiepflanze wurde dabei aus der Annahme bestimmt, dass die im Jahre 2000 bereits vorhandene landwirtschaftliche Stilllegungsfläche von ca. 1,1 Mio. ha und zusätzliche 0,9 Mio. ha für den Anbau von Energieholz genutzt werden können. Zusammen mit dem spezifischen Trockenmasseertrag (9 t/(ha·a)) und dem Heizwert (18,5 MJ/kg) von Kurzumtriebsplantagen ergibt sich das Energieträgerpotenzial von 333 PJ/a. Das Potenzial von Klärschlamm wird aus dem jährlichen Aufkommen in Deutschland von ca. 3 Mio. t/a (Trockensubstanz) und dem durchschnittlichen Heizwert von ca. 7,5 MJ/kg berechnet (Escherle 2005). Aus den Brennstoffpotenzialen kann über den Kaltgaswirkungsgrad der Energieinhalt des Produktgases, das im Falle einer Vergasung sämtlichen zur Verfügung stehenden Holzes entstünde, berechnet werden. Dabei wird der Mittelwert in Höhe von 78 % (Klärschlamm: 70 %) von bekannten Kaltgaswirkungsgraden einiger existierender Anlagen verwendet (Hofbauer und Kaltschmitt 2001). Da die Mikrogasturbine aufgrund der Konkurrenz durch Gasmotoren vornehmlich für die Verwertung von niederkalorischem Produktgas interessant ist, wird außerdem angenommen, dass die Vergasung ausschließlich mit dem Vergasungsmittel Luft stattfindet. Aus dem durchschnittlichen Heizwert von Produktgas aus der Vergasung holzartiger Biomasse mit Luft von 5,1 MJ/Nm³ (siehe Tabelle 11) kann damit das Gesamtvolumen des Produktgases (siehe Tabelle 15) bestimmt werden. Tabelle 15: Technische Potenziale von Holz aus verschiedenen Quellen und
Klärschlamm in Deutschland (Schneider und Kaltschmitt 2002; Escherle 2005)
technisches Brennstoff-
potenzial der BRD
Energieinhalt des Produkt-
gases
Volumen des
Produkt-gases
Einheit PJ/a PJ/a Nm³/a Holz als Abfall, Nebenprodukt
Forstliche Rückstände, Nebenprodukte und Abfälle 308 240,2
47,1·109
Industrierestholz 58 45,2 8,9·109 Landschaftspflegeholz 4 3,1 0,6·109 Gebrauchtholz 96 74,9 14,7·109 Summe Holz als Abfall, Nebenprodukt 466 363,5
71,3·109
Holz als Energiepflanze 333 259,7 50,9·109 Gesamtsumme Holz 799 623,2 122,2·109 Klärschlamm 22,5 15,8 4,4·109
Die Gesamtsumme des technischen Brennstoffpotenzials von Holz in Deutschland aus Tabelle 15 entspricht mit rd. 800 PJ/a immerhin 5,5 % des Primärenergie-verbrauchs Deutschlands in Höhe von rd. 14.500 PJ/a (Schütte 2004). Das Potenzial
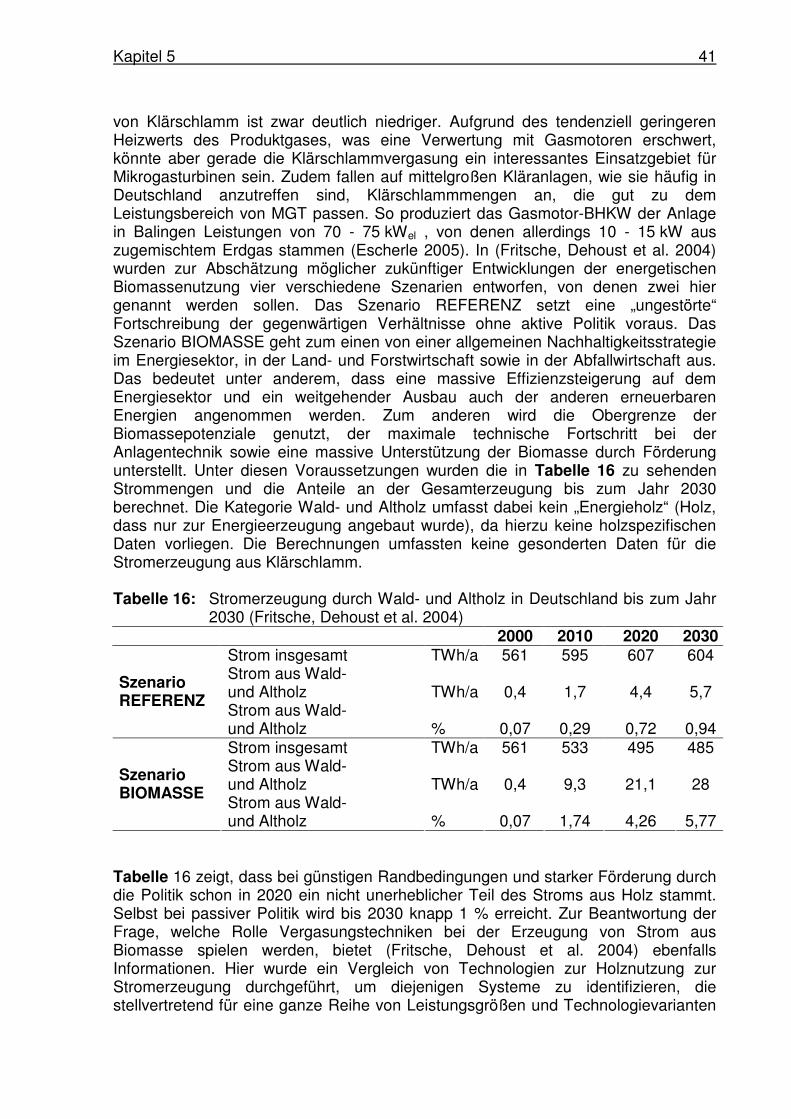
Kapitel 5 41
von Klärschlamm ist zwar deutlich niedriger. Aufgrund des tendenziell geringeren Heizwerts des Produktgases, was eine Verwertung mit Gasmotoren erschwert, könnte aber gerade die Klärschlammvergasung ein interessantes Einsatzgebiet für Mikrogasturbinen sein. Zudem fallen auf mittelgroßen Kläranlagen, wie sie häufig in Deutschland anzutreffen sind, Klärschlammmengen an, die gut zu dem Leistungsbereich von MGT passen. So produziert das Gasmotor-BHKW der Anlage in Balingen Leistungen von 70 - 75 kWel , von denen allerdings 10 - 15 kW aus zugemischtem Erdgas stammen (Escherle 2005). In (Fritsche, Dehoust et al. 2004) wurden zur Abschätzung möglicher zukünftiger Entwicklungen der energetischen Biomassenutzung vier verschiedene Szenarien entworfen, von denen zwei hier genannt werden sollen. Das Szenario REFERENZ setzt eine „ungestörte“ Fortschreibung der gegenwärtigen Verhältnisse ohne aktive Politik voraus. Das Szenario BIOMASSE geht zum einen von einer allgemeinen Nachhaltigkeitsstrategie im Energiesektor, in der Land- und Forstwirtschaft sowie in der Abfallwirtschaft aus. Das bedeutet unter anderem, dass eine massive Effizienzsteigerung auf dem Energiesektor und ein weitgehender Ausbau auch der anderen erneuerbaren Energien angenommen werden. Zum anderen wird die Obergrenze der Biomassepotenziale genutzt, der maximale technische Fortschritt bei der Anlagentechnik sowie eine massive Unterstützung der Biomasse durch Förderung unterstellt. Unter diesen Voraussetzungen wurden die in Tabelle 16 zu sehenden Strommengen und die Anteile an der Gesamterzeugung bis zum Jahr 2030 berechnet. Die Kategorie Wald- und Altholz umfasst dabei kein „Energieholz“ (Holz, dass nur zur Energieerzeugung angebaut wurde), da hierzu keine holzspezifischen Daten vorliegen. Die Berechnungen umfassten keine gesonderten Daten für die Stromerzeugung aus Klärschlamm. Tabelle 16: Stromerzeugung durch Wald- und Altholz in Deutschland bis zum Jahr
2030 (Fritsche, Dehoust et al. 2004) 2000 2010 2020 2030
Strom insgesamt TWh/a 561 595 607 604 Strom aus Wald- und Altholz TWh/a 0,4 1,7 4,4 5,7
Szenario REFERENZ
Strom aus Wald- und Altholz % 0,07 0,29 0,72 0,94 Strom insgesamt TWh/a 561 533 495 485 Strom aus Wald- und Altholz TWh/a 0,4 9,3 21,1 28
Szenario BIOMASSE
Strom aus Wald- und Altholz % 0,07 1,74 4,26 5,77
Tabelle 16 zeigt, dass bei günstigen Randbedingungen und starker Förderung durch die Politik schon in 2020 ein nicht unerheblicher Teil des Stroms aus Holz stammt. Selbst bei passiver Politik wird bis 2030 knapp 1 % erreicht. Zur Beantwortung der Frage, welche Rolle Vergasungstechniken bei der Erzeugung von Strom aus Biomasse spielen werden, bietet (Fritsche, Dehoust et al. 2004) ebenfalls Informationen. Hier wurde ein Vergleich von Technologien zur Holznutzung zur Stromerzeugung durchgeführt, um diejenigen Systeme zu identifizieren, die stellvertretend für eine ganze Reihe von Leistungsgrößen und Technologievarianten
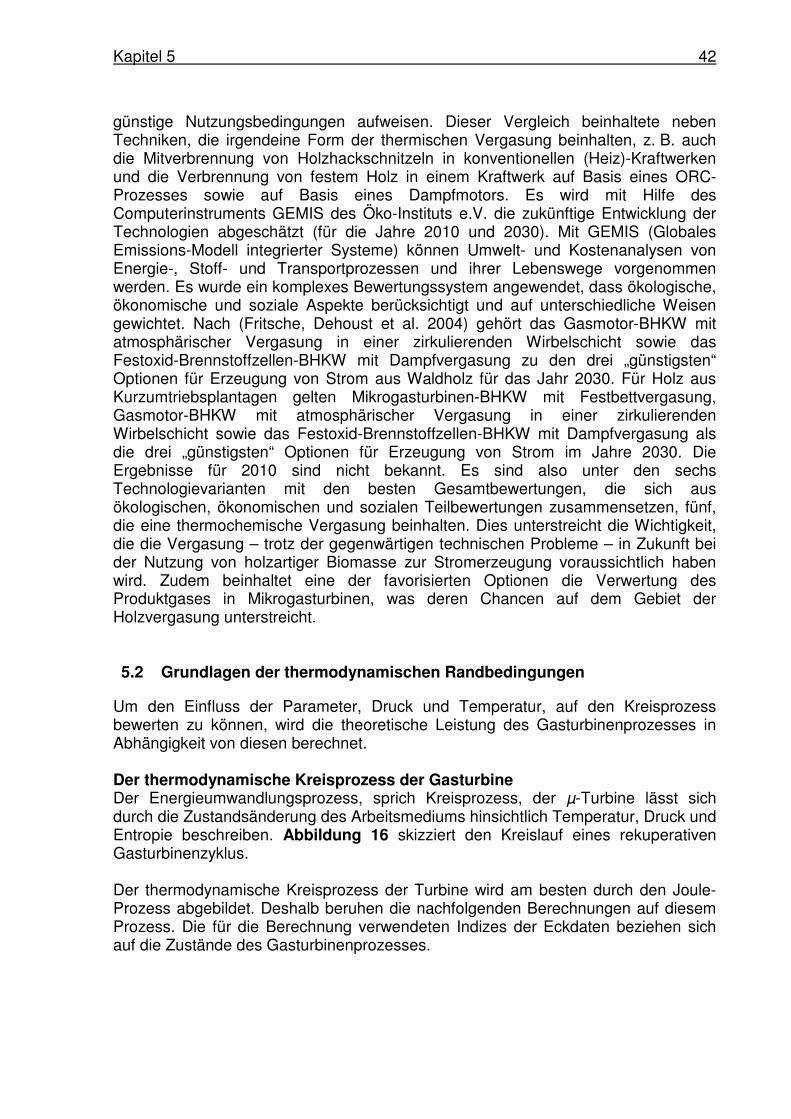
Kapitel 5 42
günstige Nutzungsbedingungen aufweisen. Dieser Vergleich beinhaltete neben Techniken, die irgendeine Form der thermischen Vergasung beinhalten, z. B. auch die Mitverbrennung von Holzhackschnitzeln in konventionellen (Heiz)-Kraftwerken und die Verbrennung von festem Holz in einem Kraftwerk auf Basis eines ORC-Prozesses sowie auf Basis eines Dampfmotors. Es wird mit Hilfe des Computerinstruments GEMIS des Öko-Instituts e.V. die zukünftige Entwicklung der Technologien abgeschätzt (für die Jahre 2010 und 2030). Mit GEMIS (Globales Emissions-Modell integrierter Systeme) können Umwelt- und Kostenanalysen von Energie-, Stoff- und Transportprozessen und ihrer Lebenswege vorgenommen werden. Es wurde ein komplexes Bewertungssystem angewendet, dass ökologische, ökonomische und soziale Aspekte berücksichtigt und auf unterschiedliche Weisen gewichtet. Nach (Fritsche, Dehoust et al. 2004) gehört das Gasmotor-BHKW mit atmosphärischer Vergasung in einer zirkulierenden Wirbelschicht sowie das Festoxid-Brennstoffzellen-BHKW mit Dampfvergasung zu den drei „günstigsten“ Optionen für Erzeugung von Strom aus Waldholz für das Jahr 2030. Für Holz aus Kurzumtriebsplantagen gelten Mikrogasturbinen-BHKW mit Festbettvergasung, Gasmotor-BHKW mit atmosphärischer Vergasung in einer zirkulierenden Wirbelschicht sowie das Festoxid-Brennstoffzellen-BHKW mit Dampfvergasung als die drei „günstigsten“ Optionen für Erzeugung von Strom im Jahre 2030. Die Ergebnisse für 2010 sind nicht bekannt. Es sind also unter den sechs Technologievarianten mit den besten Gesamtbewertungen, die sich aus ökologischen, ökonomischen und sozialen Teilbewertungen zusammensetzen, fünf, die eine thermochemische Vergasung beinhalten. Dies unterstreicht die Wichtigkeit, die die Vergasung – trotz der gegenwärtigen technischen Probleme – in Zukunft bei der Nutzung von holzartiger Biomasse zur Stromerzeugung voraussichtlich haben wird. Zudem beinhaltet eine der favorisierten Optionen die Verwertung des Produktgases in Mikrogasturbinen, was deren Chancen auf dem Gebiet der Holzvergasung unterstreicht. 5.2 Grundlagen der thermodynamischen Randbedingungen
Um den Einfluss der Parameter, Druck und Temperatur, auf den Kreisprozess bewerten zu können, wird die theoretische Leistung des Gasturbinenprozesses in Abhängigkeit von diesen berechnet. Der thermodynamische Kreisprozess der Gasturbine Der Energieumwandlungsprozess, sprich Kreisprozess, der µ-Turbine lässt sich durch die Zustandsänderung des Arbeitsmediums hinsichtlich Temperatur, Druck und Entropie beschreiben. Abbildung 16 skizziert den Kreislauf eines rekuperativen Gasturbinenzyklus. Der thermodynamische Kreisprozess der Turbine wird am besten durch den Joule-Prozess abgebildet. Deshalb beruhen die nachfolgenden Berechnungen auf diesem Prozess. Die für die Berechnung verwendeten Indizes der Eckdaten beziehen sich auf die Zustände des Gasturbinenprozesses.
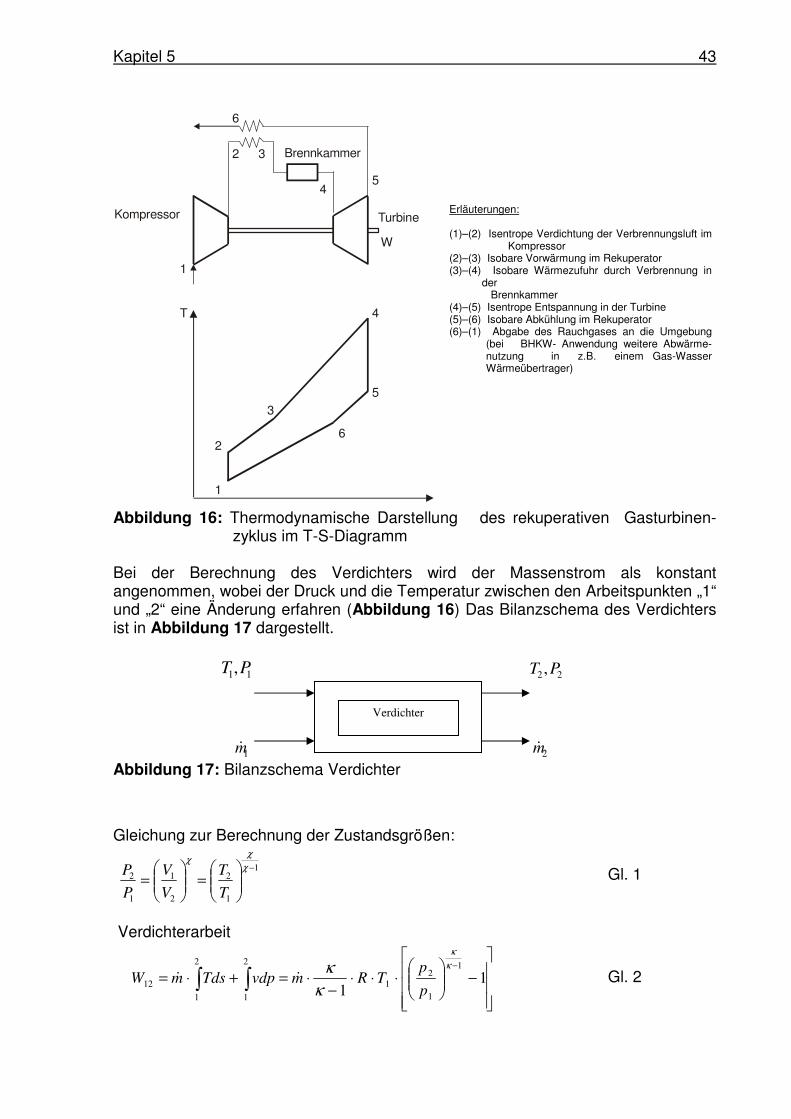
Kapitel 5 43
Brennkammer
Kompressor Turbine
1
2
4
3
6
5
W
1
2
3
4
5
6
T
Erläuterungen: (1)–(2) Isentrope Verdichtung der Verbrennungsluft im
Kompressor (2)–(3) Isobare Vorwärmung im Rekuperator (3)–(4) Isobare Wärmezufuhr durch Verbrennung in
der Brennkammer
(4)–(5) Isentrope Entspannung in der Turbine (5)–(6) Isobare Abkühlung im Rekuperator (6)–(1) Abgabe des Rauchgases an die Umgebung
(bei BHKW- Anwendung weitere Abwärme-nutzung in z.B. einem Gas-Wasser Wärmeübertrager)
Abbildung 16: Thermodynamische Darstellung des rekuperativen Gasturbinen-zyklus im T-S-Diagramm
Bei der Berechnung des Verdichters wird der Massenstrom als konstant angenommen, wobei der Druck und die Temperatur zwischen den Arbeitspunkten „1“ und „2“ eine Änderung erfahren (Abbildung 16) Das Bilanzschema des Verdichters ist in Abbildung 17 dargestellt. 11,PT 22 ,PT
1m& 2m&
Abbildung 17: Bilanzschema Verdichter
Gleichung zur Berechnung der Zustandsgrößen:
1
1
2
2
1
1
2−
=
=
χ
χχ
T
T
V
V
P
P Gl. 1
Verdichterarbeit
−
⋅⋅⋅
−⋅=+⋅=
−
∫ ∫ 11
1
1
2
1
2
1
2
1
12
κ
κ
κ
κ
p
pTRmvdpTdsmW && Gl. 2
Verdichter
Kapitel 5 44
Zur Einbindung von Verdichtern in Simulationen wird ein entsprechendes Kennfeld benötigt. Bei den vorhandenen Messständen ist es nicht möglich den Druck nach dem Verdichter und die dabei herrschende Temperatur zu messen. Die einzige Herstellerangabe dazu ist: „Bei Nennleistung ist nach dem Verdichter ein Druck von 3,8 bar und eine Drehzahl von 96.000 1/min zu erwarten“.
Abbildung 18: Verdichter-Rad eines Radial-Verdichters Da für den Teillastbereich keine Daten zur Verfügung stehen und der Hersteller keine Kennfelder zum Verdichter zur Verfügung stellt, wurden ähnliche Kennfelder von anderen Herstellern gesucht. Eine Mikrogasturbine hat große Ähnlichkeit mit entsprechenden Turboladern. Hier konnten Kennfelder, die den im Nennlastbereich geforderten Zuständen sehr nahe kommen, gefunden werden. Ein vollständig übereinstimmendes Kennfeld war nicht zu erhalten. Das für diese Simulation sinnvollste Kennfeld ist auf der nächsten Seite in der Abbildung 19 zu sehen.
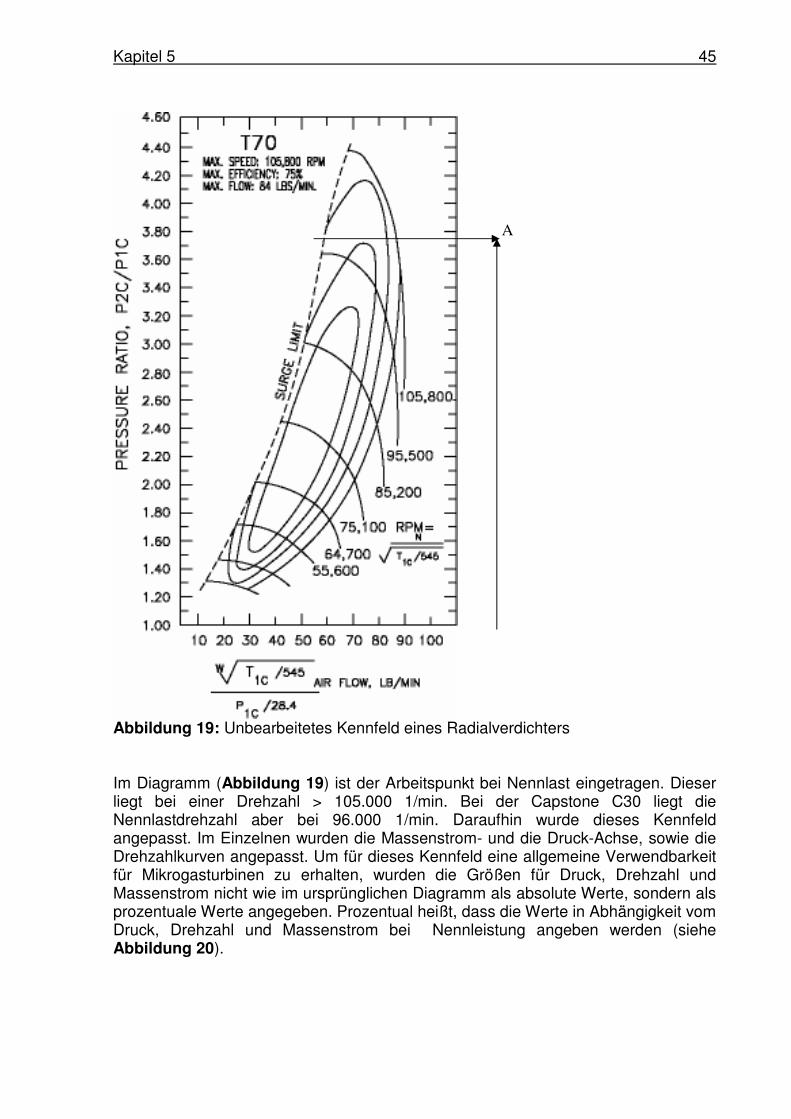
Kapitel 5 45
Abbildung 19: Unbearbeitetes Kennfeld eines Radialverdichters Im Diagramm (Abbildung 19) ist der Arbeitspunkt bei Nennlast eingetragen. Dieser liegt bei einer Drehzahl > 105.000 1/min. Bei der Capstone C30 liegt die Nennlastdrehzahl aber bei 96.000 1/min. Daraufhin wurde dieses Kennfeld angepasst. Im Einzelnen wurden die Massenstrom- und die Druck-Achse, sowie die Drehzahlkurven angepasst. Um für dieses Kennfeld eine allgemeine Verwendbarkeit für Mikrogasturbinen zu erhalten, wurden die Größen für Druck, Drehzahl und Massenstrom nicht wie im ursprünglichen Diagramm als absolute Werte, sondern als prozentuale Werte angegeben. Prozentual heißt, dass die Werte in Abhängigkeit vom Druck, Drehzahl und Massenstrom bei Nennleistung angeben werden (siehe Abbildung 20).
A
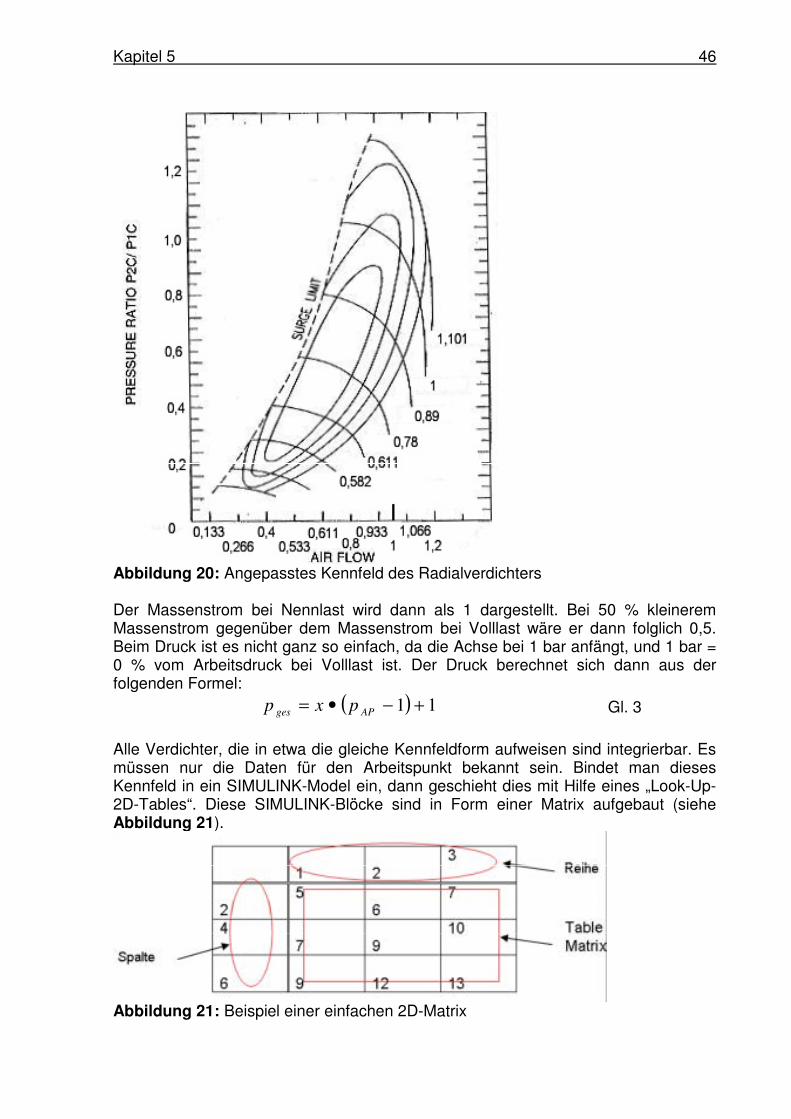
Kapitel 5 46
Abbildung 20: Angepasstes Kennfeld des Radialverdichters Der Massenstrom bei Nennlast wird dann als 1 dargestellt. Bei 50 % kleinerem Massenstrom gegenüber dem Massenstrom bei Volllast wäre er dann folglich 0,5. Beim Druck ist es nicht ganz so einfach, da die Achse bei 1 bar anfängt, und 1 bar = 0 % vom Arbeitsdruck bei Volllast ist. Der Druck berechnet sich dann aus der folgenden Formel:
( ) 11 +−•= APges pxp
Gl. 3
Alle Verdichter, die in etwa die gleiche Kennfeldform aufweisen sind integrierbar. Es müssen nur die Daten für den Arbeitspunkt bekannt sein. Bindet man dieses Kennfeld in ein SIMULINK-Model ein, dann geschieht dies mit Hilfe eines „Look-Up-2D-Tables“. Diese SIMULINK-Blöcke sind in Form einer Matrix aufgebaut (siehe Abbildung 21).
Abbildung 21: Beispiel einer einfachen 2D-Matrix
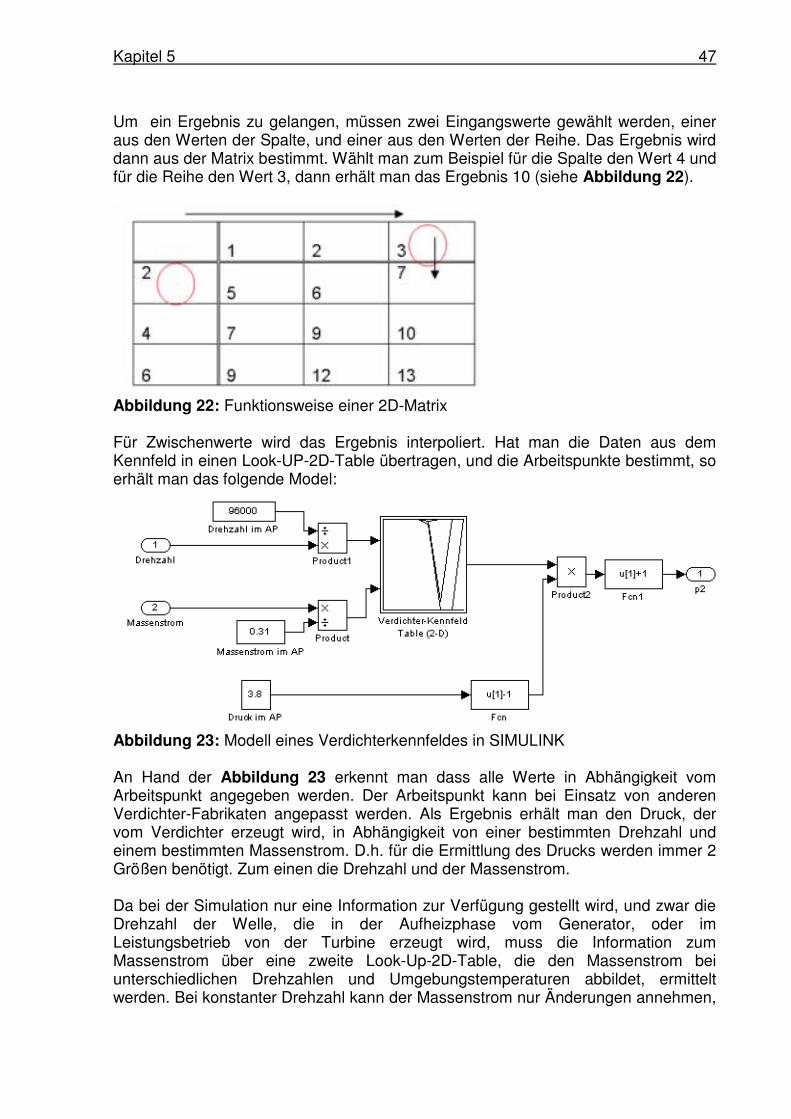
Kapitel 5 47
Um ein Ergebnis zu gelangen, müssen zwei Eingangswerte gewählt werden, einer aus den Werten der Spalte, und einer aus den Werten der Reihe. Das Ergebnis wird dann aus der Matrix bestimmt. Wählt man zum Beispiel für die Spalte den Wert 4 und für die Reihe den Wert 3, dann erhält man das Ergebnis 10 (siehe Abbildung 22).
Abbildung 22: Funktionsweise einer 2D-Matrix Für Zwischenwerte wird das Ergebnis interpoliert. Hat man die Daten aus dem Kennfeld in einen Look-UP-2D-Table übertragen, und die Arbeitspunkte bestimmt, so erhält man das folgende Model:
Abbildung 23: Modell eines Verdichterkennfeldes in SIMULINK An Hand der Abbildung 23 erkennt man dass alle Werte in Abhängigkeit vom Arbeitspunkt angegeben werden. Der Arbeitspunkt kann bei Einsatz von anderen Verdichter-Fabrikaten angepasst werden. Als Ergebnis erhält man den Druck, der vom Verdichter erzeugt wird, in Abhängigkeit von einer bestimmten Drehzahl und einem bestimmten Massenstrom. D.h. für die Ermittlung des Drucks werden immer 2 Größen benötigt. Zum einen die Drehzahl und der Massenstrom.
Da bei der Simulation nur eine Information zur Verfügung gestellt wird, und zwar die Drehzahl der Welle, die in der Aufheizphase vom Generator, oder im Leistungsbetrieb von der Turbine erzeugt wird, muss die Information zum Massenstrom über eine zweite Look-Up-2D-Table, die den Massenstrom bei unterschiedlichen Drehzahlen und Umgebungstemperaturen abbildet, ermittelt werden. Bei konstanter Drehzahl kann der Massenstrom nur Änderungen annehmen,
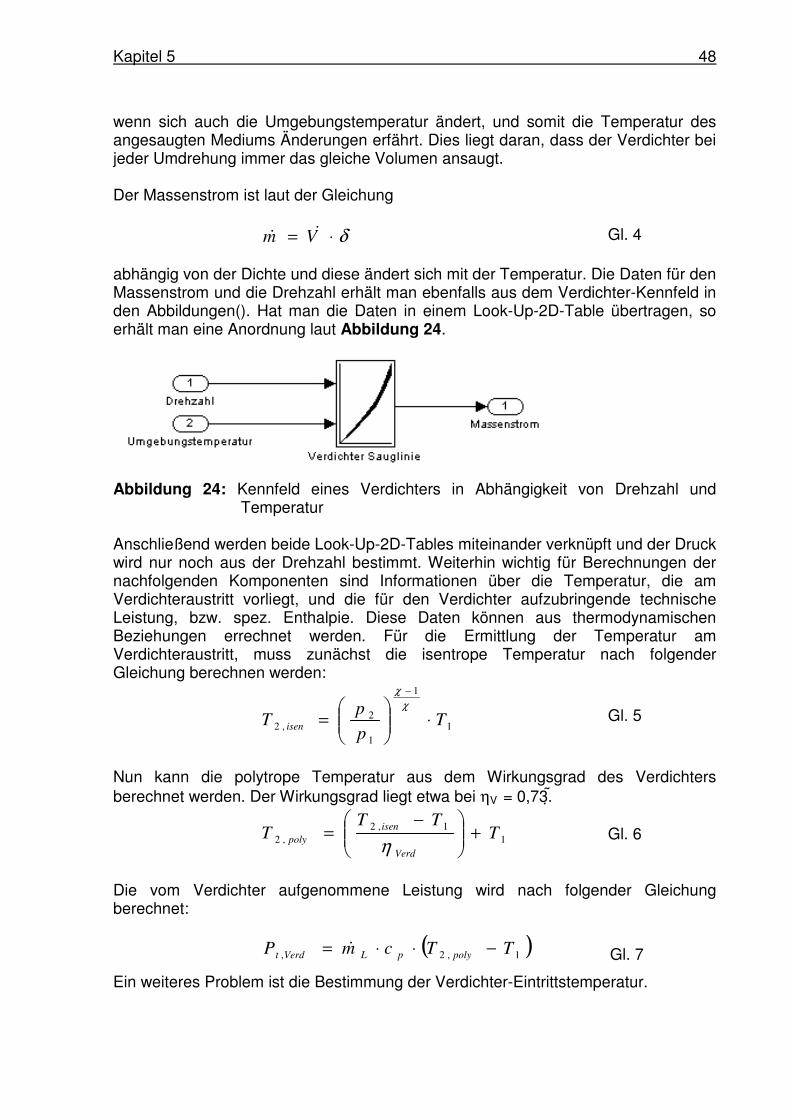
Kapitel 5 48
wenn sich auch die Umgebungstemperatur ändert, und somit die Temperatur des angesaugten Mediums Änderungen erfährt. Dies liegt daran, dass der Verdichter bei jeder Umdrehung immer das gleiche Volumen ansaugt. Der Massenstrom ist laut der Gleichung
δ⋅= Vm && Gl. 4 abhängig von der Dichte und diese ändert sich mit der Temperatur. Die Daten für den Massenstrom und die Drehzahl erhält man ebenfalls aus dem Verdichter-Kennfeld in den Abbildungen(). Hat man die Daten in einem Look-Up-2D-Table übertragen, so erhält man eine Anordnung laut Abbildung 24.
Abbildung 24: Kennfeld eines Verdichters in Abhängigkeit von Drehzahl und
Temperatur Anschließend werden beide Look-Up-2D-Tables miteinander verknüpft und der Druck wird nur noch aus der Drehzahl bestimmt. Weiterhin wichtig für Berechnungen der nachfolgenden Komponenten sind Informationen über die Temperatur, die am Verdichteraustritt vorliegt, und die für den Verdichter aufzubringende technische Leistung, bzw. spez. Enthalpie. Diese Daten können aus thermodynamischen Beziehungen errechnet werden. Für die Ermittlung der Temperatur am Verdichteraustritt, muss zunächst die isentrope Temperatur nach folgender Gleichung berechnen werden:
1
1
1
2,2 T
p
pT isen ⋅
=
−
χ
χ
Gl. 5
Nun kann die polytrope Temperatur aus dem Wirkungsgrad des Verdichters berechnet werden. Der Wirkungsgrad liegt etwa bei ηV = 0,73.
1
1,2
,2 TTT
TVerd
isen
poly +
−=
η
Gl. 6
Die vom Verdichter aufgenommene Leistung wird nach folgender Gleichung berechnet:
( )1,2, TTcmP polypLVerdt −⋅⋅= &
Gl. 7
Ein weiteres Problem ist die Bestimmung der Verdichter-Eintrittstemperatur.
Kapitel 5 49
Die Eintrittstemperatur ist, da sie die Verlustwärme des Generators aufnimmt, höher als die Umgebungstemperatur, also höher als die Temperatur der angesaugten Luft. Bei früheren Untersuchungen an derselben Turbine wurden die Temperaturen der Umgebung und die Temperatur vor der Turbine bei verschiedenen Lasten aufgenommen. Aus diesen Messungen ließ sich ein Kennfeld für die Generator-verluste bei verschiedenen Lasten erstellen. Diese Verluste können aber nicht alleine dem Generator zugeschrieben werden, da das Gehäuse des Lufteinzugsstutzens, in dessen Innerem auch der Generator zu finden ist, quasi als Rippe des Turbinenkörpers fungiert und deshalb Wärme aus dem Turbinenkörper leitet. Ein Teil dieser Wärme wird auch von der Luft aufgenommen, welche auch den Generator kühlt. Aus der abgegebenen Wärme lässt sich dann die Verdichter-Eintrittstemperatur berechnen.
U
pL
GenVerl
VerdEin Tcm
QT +
⋅=
&
,
,
Gl. 8
Eine weitere wichtige Größe ist die spezifische Enthalpie, die eine Aussage über den Energieinhalt zu einem bestimmten Zeitpunkt trifft.
( )
Lpolyp mTTch &1,2 −⋅=
Gl. 9
Die Daten aus den Messungen stammen aus einer früheren Untersuchungen, in der die Capstone 28 kWel Mikro-Gasturbine vermessen wurde, aber nicht alle wichtigen Daten erfasst werden konnten. Alle vorhandenen Daten liegen in Diagrammform vor. Die Kurven für Leistung, Umgebungstemperatur und Verdichtereintrittstemperatur sind in der folgenden Abbildung dargestellt
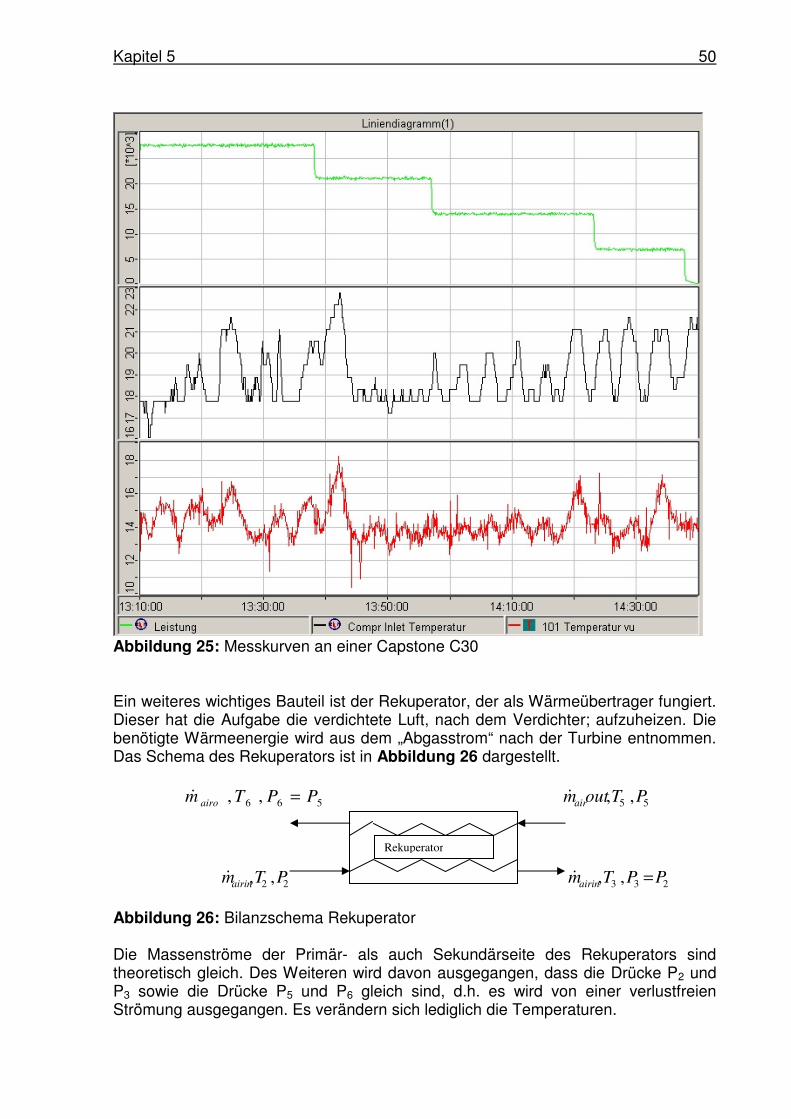
Kapitel 5 50
Abbildung 25: Messkurven an einer Capstone C30 Ein weiteres wichtiges Bauteil ist der Rekuperator, der als Wärmeübertrager fungiert. Dieser hat die Aufgabe die verdichtete Luft, nach dem Verdichter; aufzuheizen. Die benötigte Wärmeenergie wird aus dem „Abgasstrom“ nach der Turbine entnommen. Das Schema des Rekuperators ist in Abbildung 26 dargestellt.
566 ,, PPTm airo =& 55 ,, PToutmair&
22 ,, PTmairin&
233 ,, PPTmairin =&
Abbildung 26: Bilanzschema Rekuperator Die Massenströme der Primär- als auch Sekundärseite des Rekuperators sind theoretisch gleich. Des Weiteren wird davon ausgegangen, dass die Drücke P2 und P3 sowie die Drücke P5 und P6 gleich sind, d.h. es wird von einer verlustfreien Strömung ausgegangen. Es verändern sich lediglich die Temperaturen.
Rekuperator
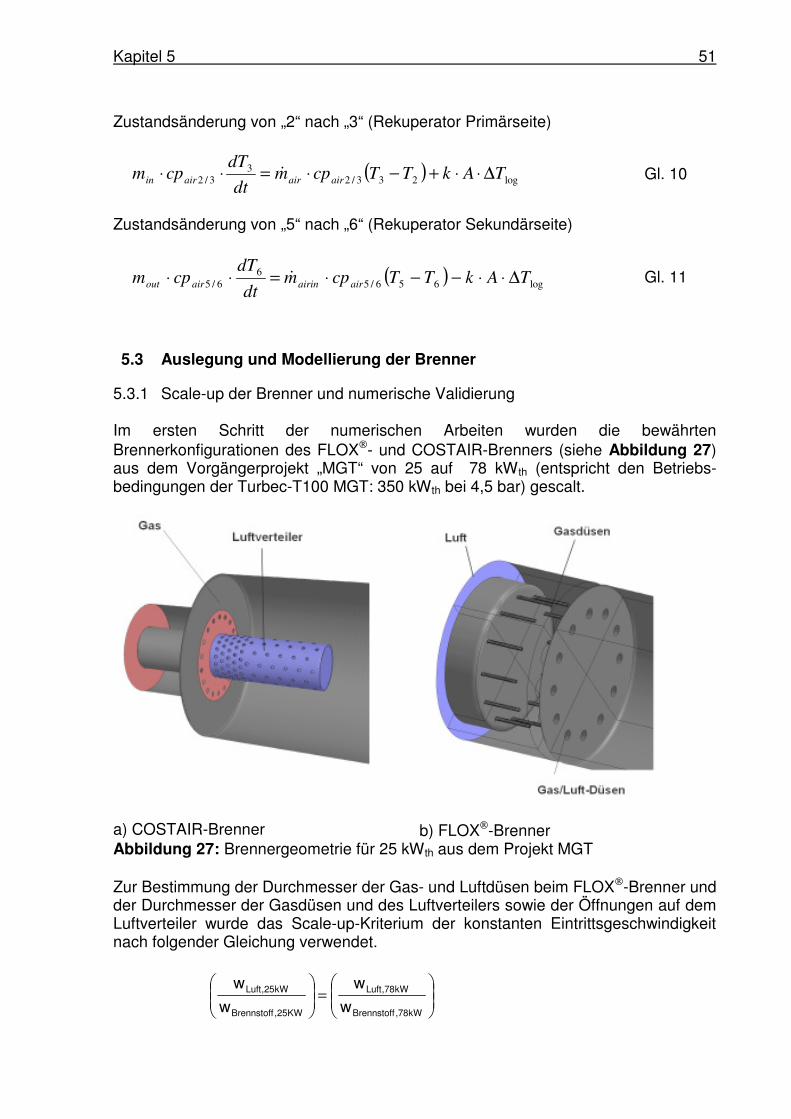
Kapitel 5 51
Zustandsänderung von „2“ nach „3“ (Rekuperator Primärseite)
( )log233/2
33/2 TAkTTcpm
dt
dTcpm airairairin ∆⋅⋅+−⋅=⋅⋅ & Gl. 10
Zustandsänderung von „5“ nach „6“ (Rekuperator Sekundärseite)
( )log656/5
6
6/5 TAkTTcpmdt
dTcpm airairinairout ∆⋅⋅−−⋅=⋅⋅ & Gl. 11
5.3 Auslegung und Modellierung der Brenner
5.3.1 Scale-up der Brenner und numerische Validierung Im ersten Schritt der numerischen Arbeiten wurden die bewährten Brennerkonfigurationen des FLOX- und COSTAIR-Brenners (siehe Abbildung 27) aus dem Vorgängerprojekt „MGT“ von 25 auf 78 kWth (entspricht den Betriebs-bedingungen der Turbec-T100 MGT: 350 kWth bei 4,5 bar) gescalt.
a) COSTAIR-Brenner b) FLOX-Brenner Abbildung 27: Brennergeometrie für 25 kWth aus dem Projekt MGT Zur Bestimmung der Durchmesser der Gas- und Luftdüsen beim FLOX-Brenner und der Durchmesser der Gasdüsen und des Luftverteilers sowie der Öffnungen auf dem Luftverteiler wurde das Scale-up-Kriterium der konstanten Eintrittsgeschwindigkeit nach folgender Gleichung verwendet.
=
kW78,Brennstoff
kW78,Luft
KW25,Brennstoff
kW25,Luft
w
w
w
w
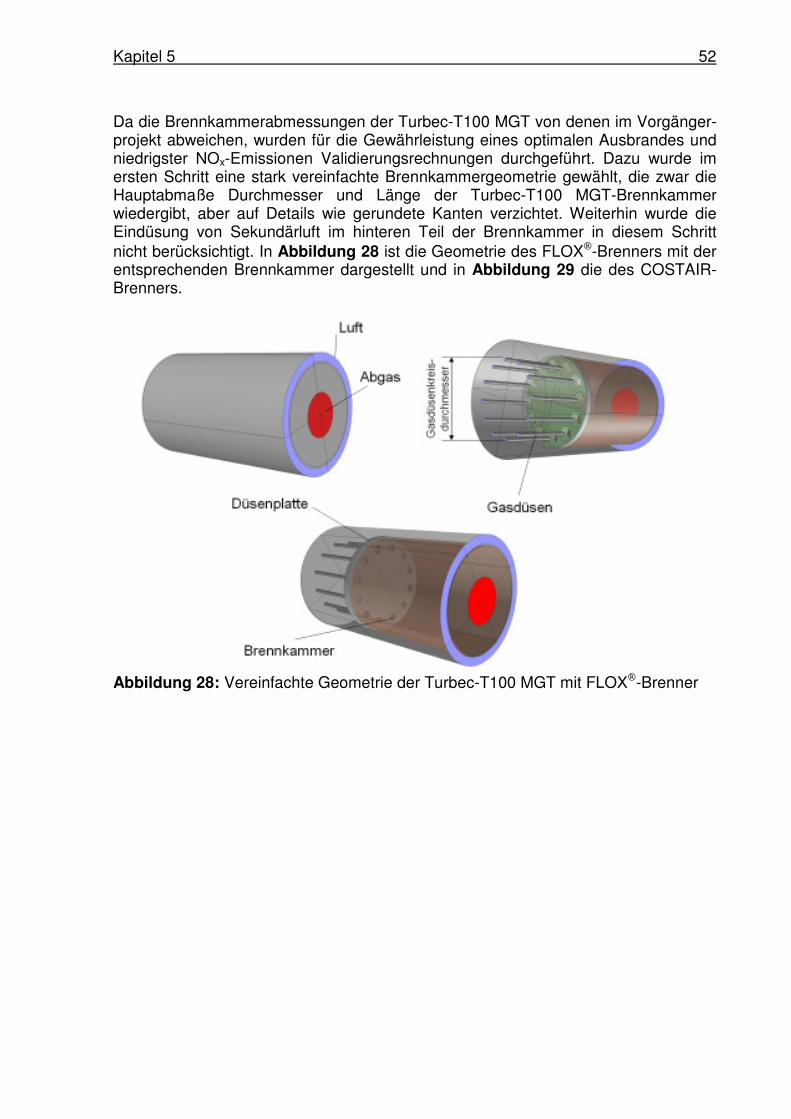
Kapitel 5 52
Da die Brennkammerabmessungen der Turbec-T100 MGT von denen im Vorgänger-projekt abweichen, wurden für die Gewährleistung eines optimalen Ausbrandes und niedrigster NOx-Emissionen Validierungsrechnungen durchgeführt. Dazu wurde im ersten Schritt eine stark vereinfachte Brennkammergeometrie gewählt, die zwar die Hauptabmaße Durchmesser und Länge der Turbec-T100 MGT-Brennkammer wiedergibt, aber auf Details wie gerundete Kanten verzichtet. Weiterhin wurde die Eindüsung von Sekundärluft im hinteren Teil der Brennkammer in diesem Schritt nicht berücksichtigt. In Abbildung 28 ist die Geometrie des FLOX-Brenners mit der entsprechenden Brennkammer dargestellt und in Abbildung 29 die des COSTAIR-Brenners.
Abbildung 28: Vereinfachte Geometrie der Turbec-T100 MGT mit FLOX-Brenner
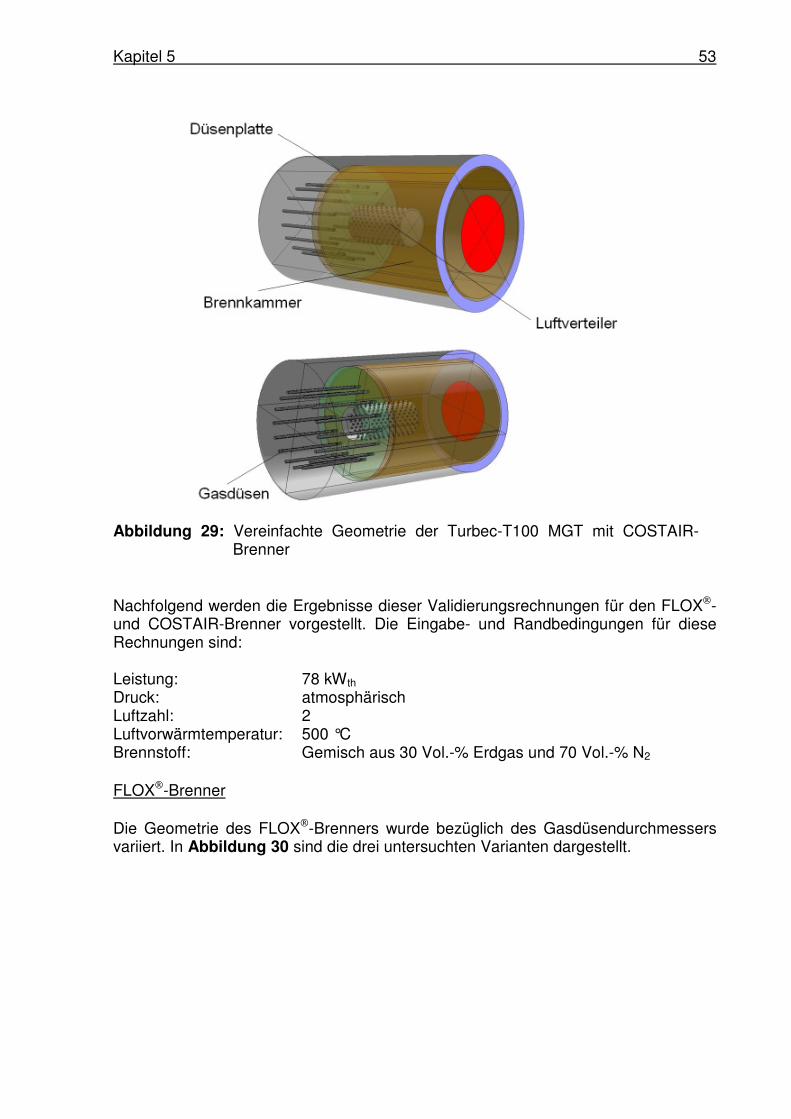
Kapitel 5 53
Abbildung 29: Vereinfachte Geometrie der Turbec-T100 MGT mit COSTAIR-
Brenner
Nachfolgend werden die Ergebnisse dieser Validierungsrechnungen für den FLOX- und COSTAIR-Brenner vorgestellt. Die Eingabe- und Randbedingungen für diese Rechnungen sind: Leistung: 78 kWth Druck: atmosphärisch Luftzahl: 2 Luftvorwärmtemperatur: 500 °C Brennstoff: Gemisch aus 30 Vol.-% Erdgas und 70 Vol.-% N2 FLOX-Brenner Die Geometrie des FLOX-Brenners wurde bezüglich des Gasdüsendurchmessers variiert. In Abbildung 30 sind die drei untersuchten Varianten dargestellt.
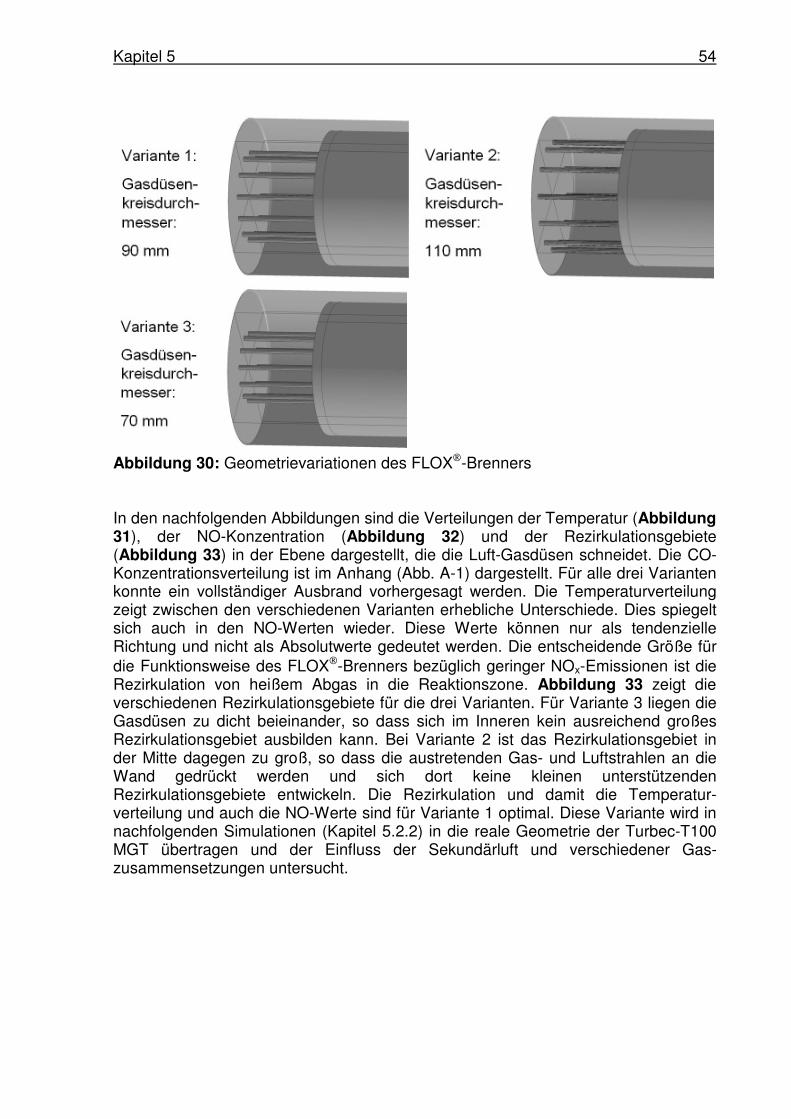
Kapitel 5 54
Abbildung 30: Geometrievariationen des FLOX-Brenners In den nachfolgenden Abbildungen sind die Verteilungen der Temperatur (Abbildung 31), der NO-Konzentration (Abbildung 32) und der Rezirkulationsgebiete (Abbildung 33) in der Ebene dargestellt, die die Luft-Gasdüsen schneidet. Die CO-Konzentrationsverteilung ist im Anhang (Abb. A-1) dargestellt. Für alle drei Varianten konnte ein vollständiger Ausbrand vorhergesagt werden. Die Temperaturverteilung zeigt zwischen den verschiedenen Varianten erhebliche Unterschiede. Dies spiegelt sich auch in den NO-Werten wieder. Diese Werte können nur als tendenzielle Richtung und nicht als Absolutwerte gedeutet werden. Die entscheidende Größe für die Funktionsweise des FLOX-Brenners bezüglich geringer NOx-Emissionen ist die Rezirkulation von heißem Abgas in die Reaktionszone. Abbildung 33 zeigt die verschiedenen Rezirkulationsgebiete für die drei Varianten. Für Variante 3 liegen die Gasdüsen zu dicht beieinander, so dass sich im Inneren kein ausreichend großes Rezirkulationsgebiet ausbilden kann. Bei Variante 2 ist das Rezirkulationsgebiet in der Mitte dagegen zu groß, so dass die austretenden Gas- und Luftstrahlen an die Wand gedrückt werden und sich dort keine kleinen unterstützenden Rezirkulationsgebiete entwickeln. Die Rezirkulation und damit die Temperatur-verteilung und auch die NO-Werte sind für Variante 1 optimal. Diese Variante wird in nachfolgenden Simulationen (Kapitel 5.2.2) in die reale Geometrie der Turbec-T100 MGT übertragen und der Einfluss der Sekundärluft und verschiedener Gas-zusammensetzungen untersucht.
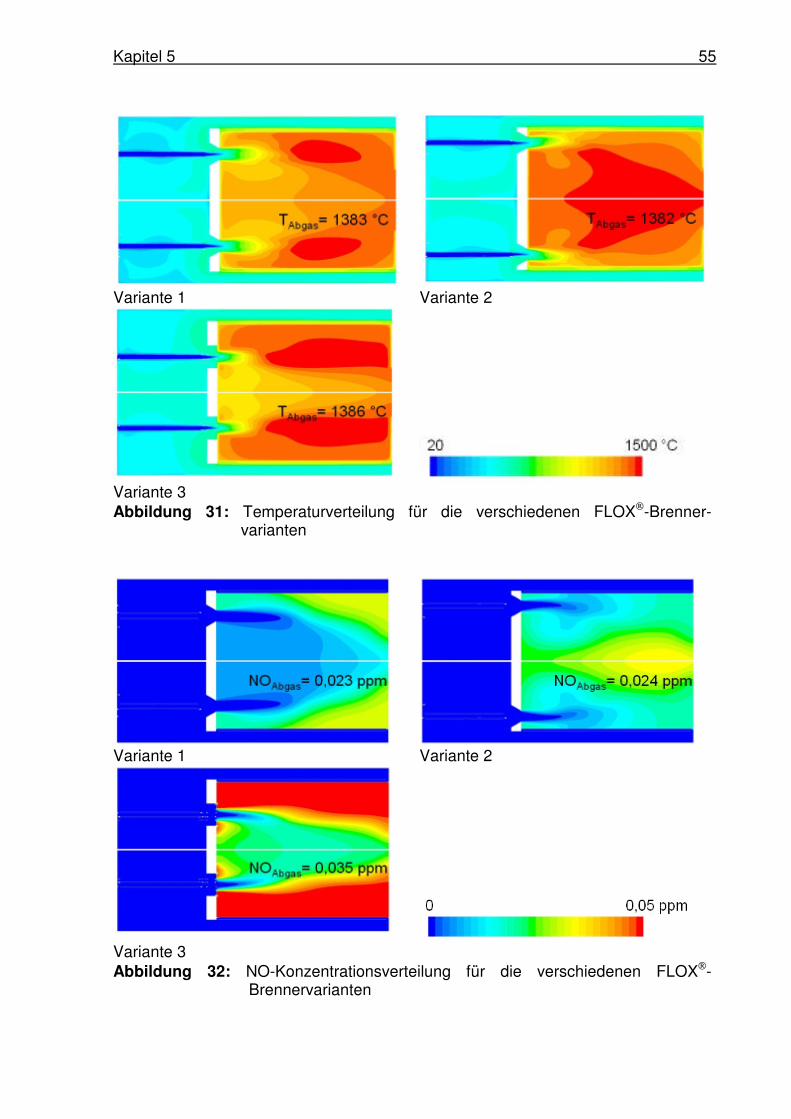
Kapitel 5 55
Variante 1 Variante 2
Variante 3 Abbildung 31: Temperaturverteilung für die verschiedenen FLOX-Brenner-
varianten
Variante 1 Variante 2
Variante 3 Abbildung 32: NO-Konzentrationsverteilung für die verschiedenen FLOX-
Brennervarianten
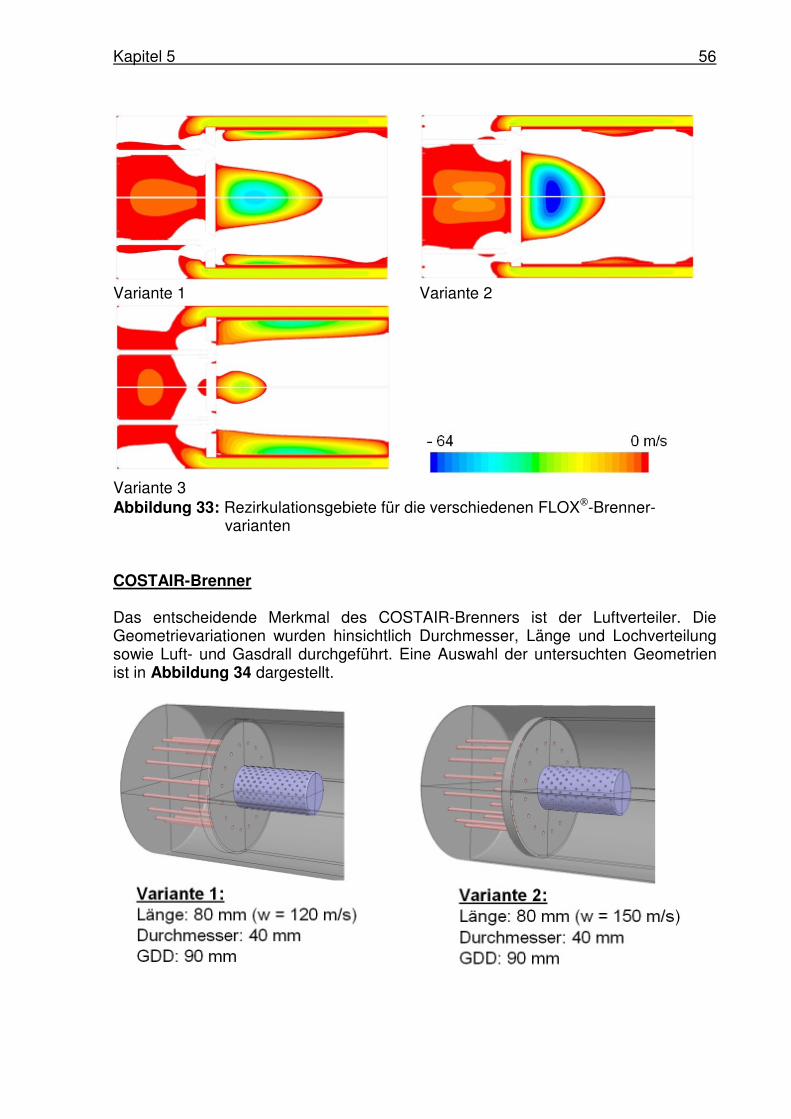
Kapitel 5 56
Variante 1 Variante 2
Variante 3 Abbildung 33: Rezirkulationsgebiete für die verschiedenen FLOX-Brenner-
varianten COSTAIR-Brenner Das entscheidende Merkmal des COSTAIR-Brenners ist der Luftverteiler. Die Geometrievariationen wurden hinsichtlich Durchmesser, Länge und Lochverteilung sowie Luft- und Gasdrall durchgeführt. Eine Auswahl der untersuchten Geometrien ist in Abbildung 34 dargestellt.
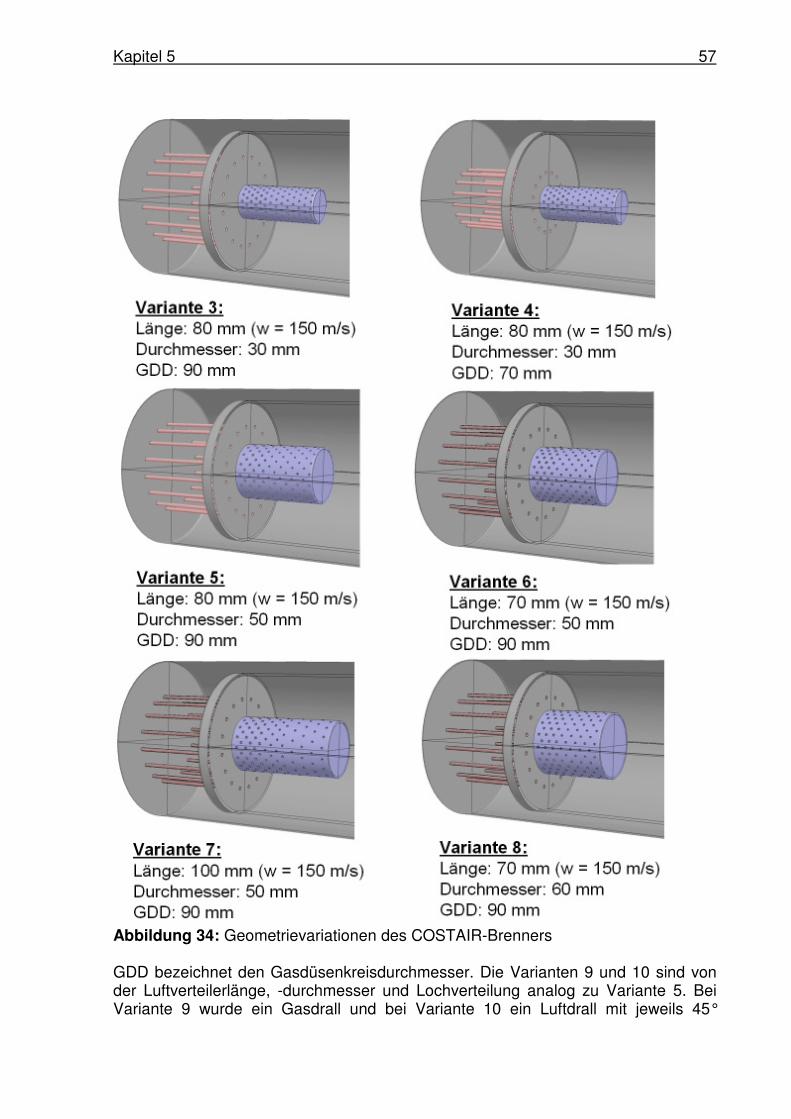
Kapitel 5 57
Abbildung 34: Geometrievariationen des COSTAIR-Brenners GDD bezeichnet den Gasdüsenkreisdurchmesser. Die Varianten 9 und 10 sind von der Luftverteilerlänge, -durchmesser und Lochverteilung analog zu Variante 5. Bei Variante 9 wurde ein Gasdrall und bei Variante 10 ein Luftdrall mit jeweils 45°
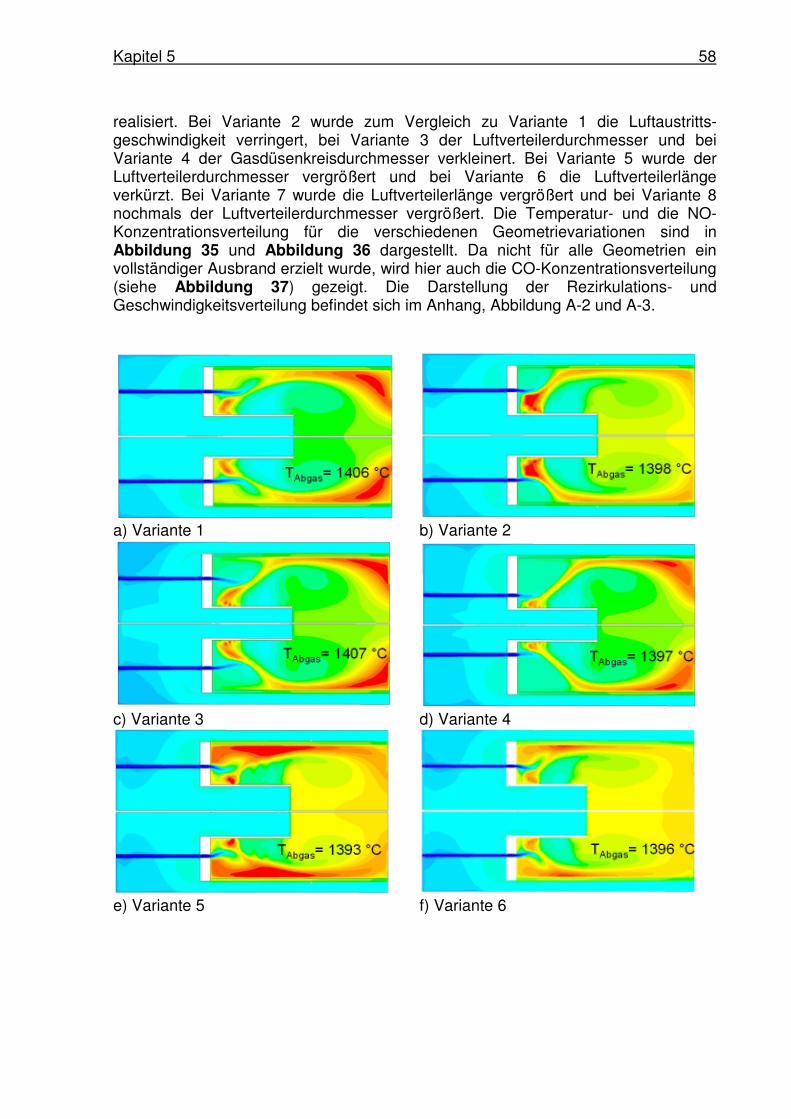
Kapitel 5 58
realisiert. Bei Variante 2 wurde zum Vergleich zu Variante 1 die Luftaustritts-geschwindigkeit verringert, bei Variante 3 der Luftverteilerdurchmesser und bei Variante 4 der Gasdüsenkreisdurchmesser verkleinert. Bei Variante 5 wurde der Luftverteilerdurchmesser vergrößert und bei Variante 6 die Luftverteilerlänge verkürzt. Bei Variante 7 wurde die Luftverteilerlänge vergrößert und bei Variante 8 nochmals der Luftverteilerdurchmesser vergrößert. Die Temperatur- und die NO-Konzentrationsverteilung für die verschiedenen Geometrievariationen sind in Abbildung 35 und Abbildung 36 dargestellt. Da nicht für alle Geometrien ein vollständiger Ausbrand erzielt wurde, wird hier auch die CO-Konzentrationsverteilung (siehe Abbildung 37) gezeigt. Die Darstellung der Rezirkulations- und Geschwindigkeitsverteilung befindet sich im Anhang, Abbildung A-2 und A-3.
a) Variante 1 b) Variante 2
c) Variante 3 d) Variante 4
e) Variante 5 f) Variante 6
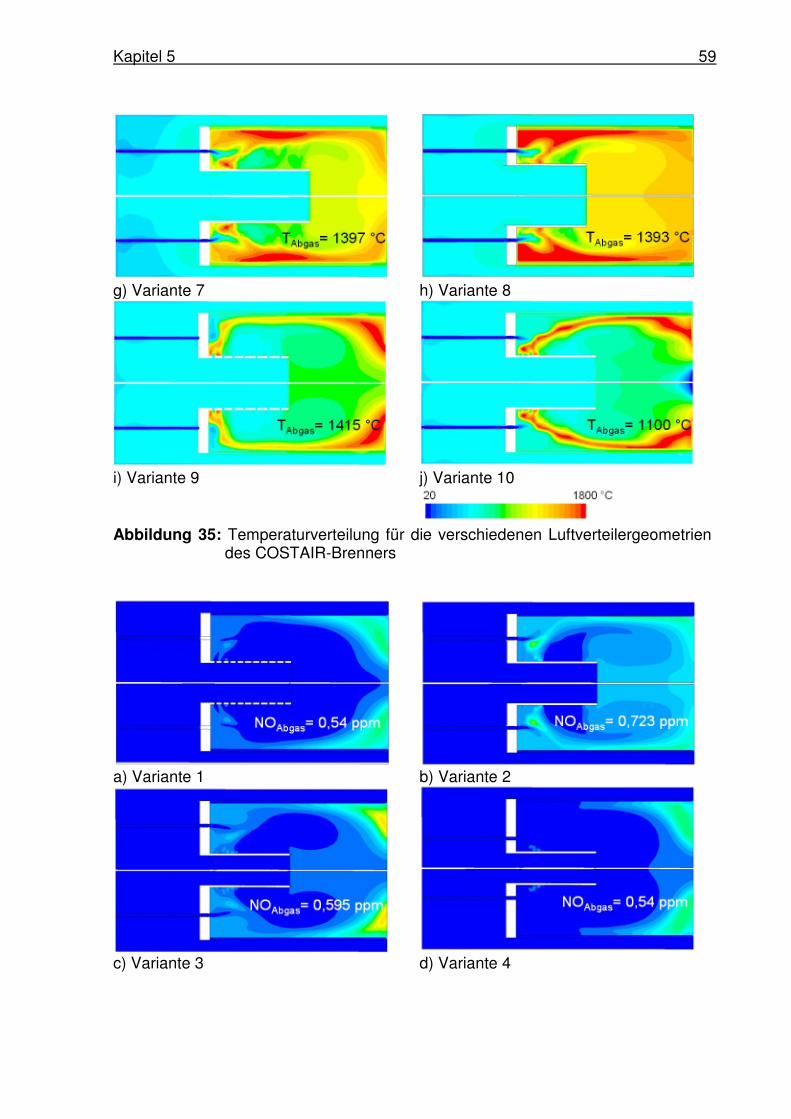
Kapitel 5 59
g) Variante 7 h) Variante 8
i) Variante 9 j) Variante 10
Abbildung 35: Temperaturverteilung für die verschiedenen Luftverteilergeometrien
des COSTAIR-Brenners
a) Variante 1 b) Variante 2
c) Variante 3 d) Variante 4
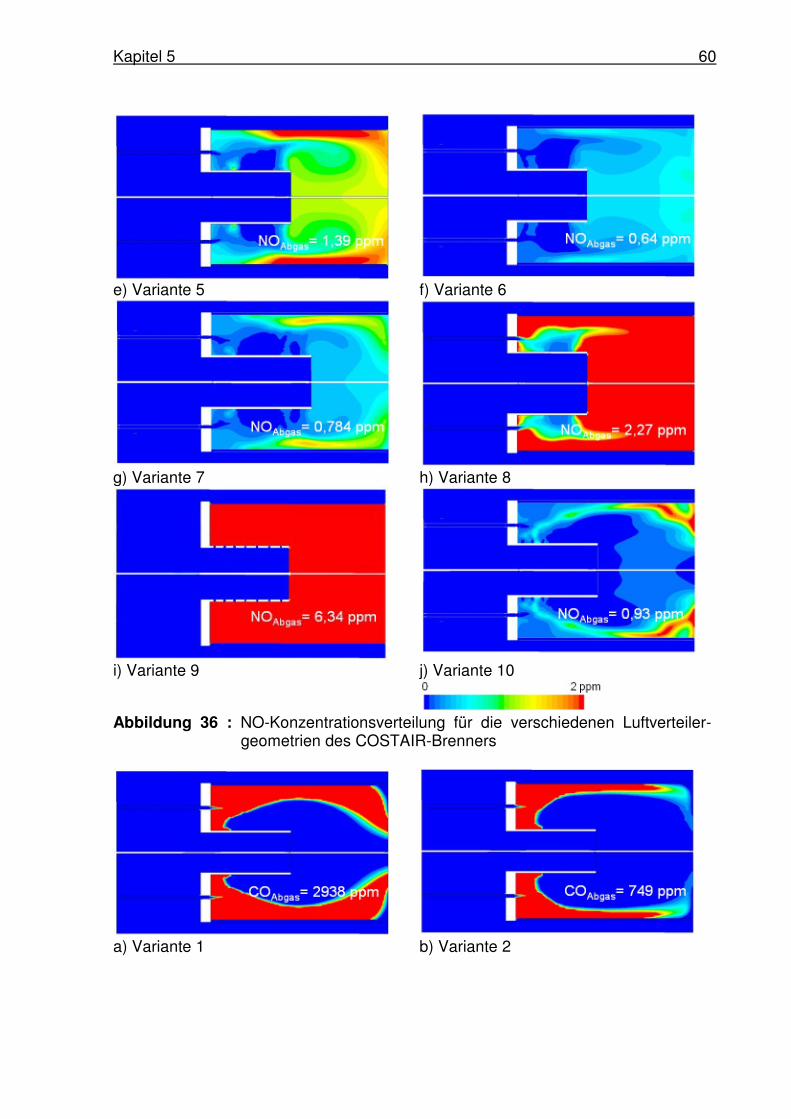
Kapitel 5 60
e) Variante 5 f) Variante 6
g) Variante 7 h) Variante 8
i) Variante 9 j) Variante 10
Abbildung 36 : NO-Konzentrationsverteilung für die verschiedenen Luftverteiler-
geometrien des COSTAIR-Brenners
a) Variante 1 b) Variante 2
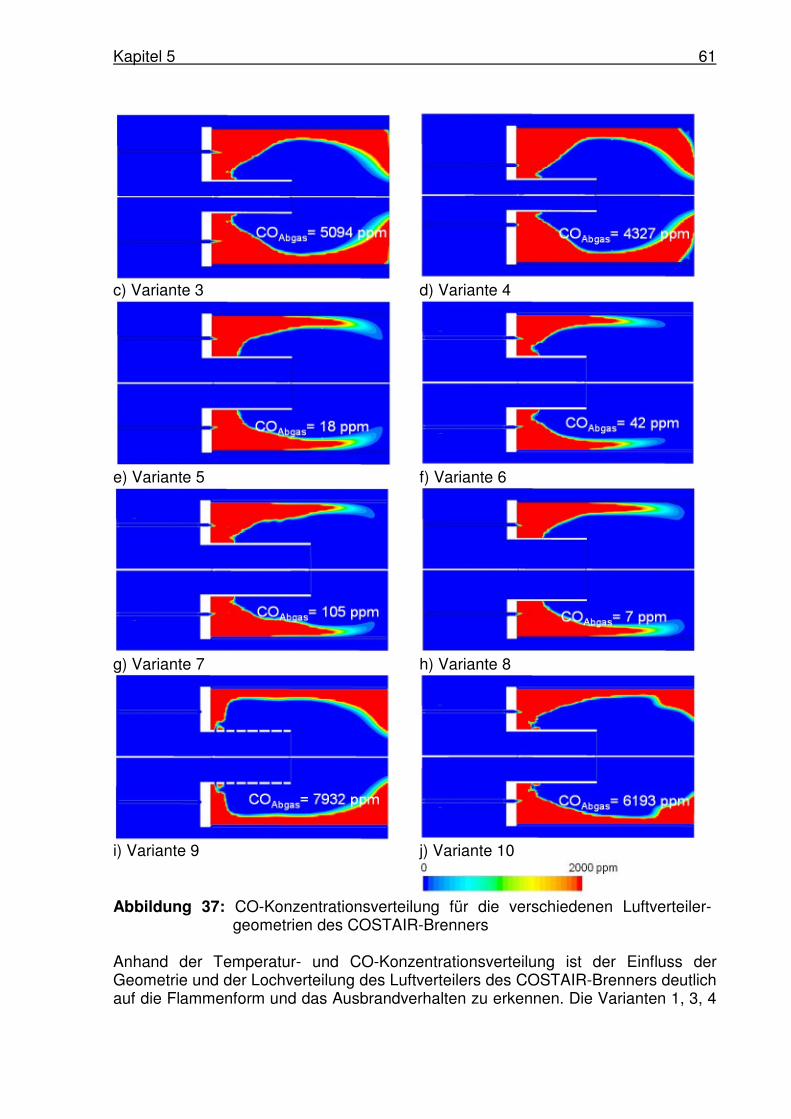
Kapitel 5 61
c) Variante 3 d) Variante 4
e) Variante 5 f) Variante 6
g) Variante 7 h) Variante 8
i) Variante 9 j) Variante 10
Abbildung 37: CO-Konzentrationsverteilung für die verschiedenen Luftverteiler-
geometrien des COSTAIR-Brenners Anhand der Temperatur- und CO-Konzentrationsverteilung ist der Einfluss der Geometrie und der Lochverteilung des Luftverteilers des COSTAIR-Brenners deutlich auf die Flammenform und das Ausbrandverhalten zu erkennen. Die Varianten 1, 3, 4
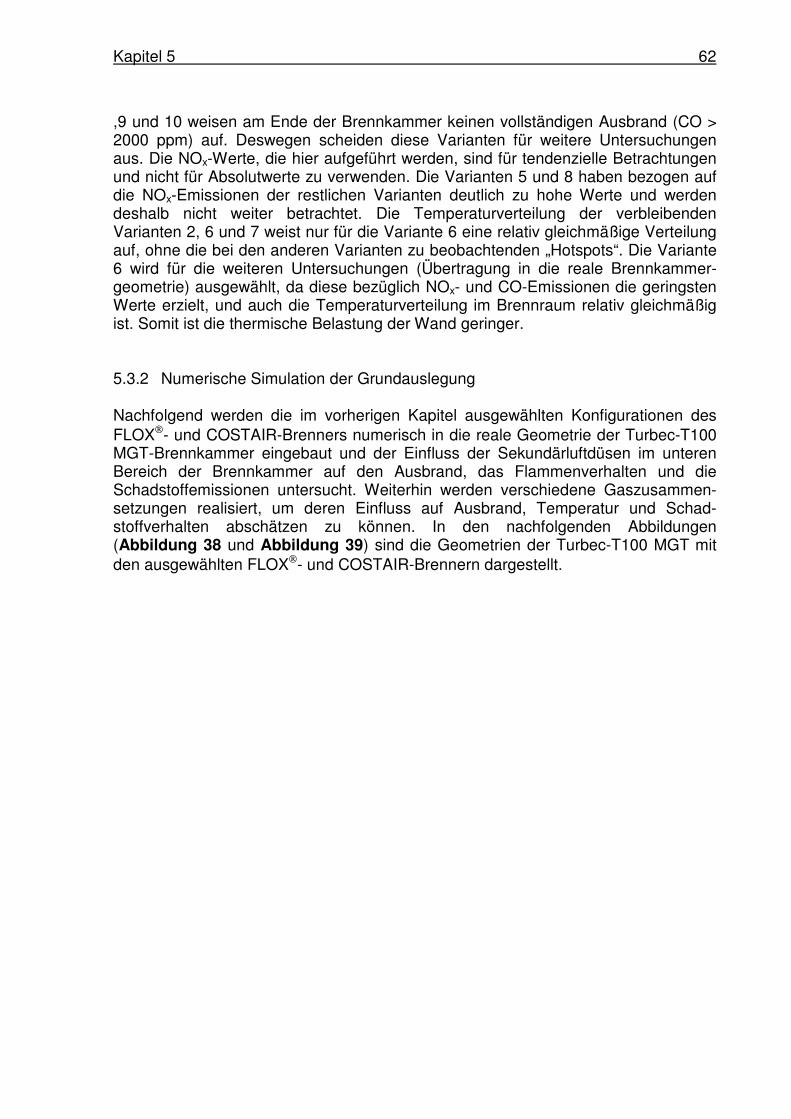
Kapitel 5 62
,9 und 10 weisen am Ende der Brennkammer keinen vollständigen Ausbrand (CO > 2000 ppm) auf. Deswegen scheiden diese Varianten für weitere Untersuchungen aus. Die NOx-Werte, die hier aufgeführt werden, sind für tendenzielle Betrachtungen und nicht für Absolutwerte zu verwenden. Die Varianten 5 und 8 haben bezogen auf die NOx-Emissionen der restlichen Varianten deutlich zu hohe Werte und werden deshalb nicht weiter betrachtet. Die Temperaturverteilung der verbleibenden Varianten 2, 6 und 7 weist nur für die Variante 6 eine relativ gleichmäßige Verteilung auf, ohne die bei den anderen Varianten zu beobachtenden „Hotspots“. Die Variante 6 wird für die weiteren Untersuchungen (Übertragung in die reale Brennkammer-geometrie) ausgewählt, da diese bezüglich NOx- und CO-Emissionen die geringsten Werte erzielt, und auch die Temperaturverteilung im Brennraum relativ gleichmäßig ist. Somit ist die thermische Belastung der Wand geringer. 5.3.2 Numerische Simulation der Grundauslegung Nachfolgend werden die im vorherigen Kapitel ausgewählten Konfigurationen des FLOX- und COSTAIR-Brenners numerisch in die reale Geometrie der Turbec-T100 MGT-Brennkammer eingebaut und der Einfluss der Sekundärluftdüsen im unteren Bereich der Brennkammer auf den Ausbrand, das Flammenverhalten und die Schadstoffemissionen untersucht. Weiterhin werden verschiedene Gaszusammen-setzungen realisiert, um deren Einfluss auf Ausbrand, Temperatur und Schad-stoffverhalten abschätzen zu können. In den nachfolgenden Abbildungen (Abbildung 38 und Abbildung 39) sind die Geometrien der Turbec-T100 MGT mit den ausgewählten FLOX- und COSTAIR-Brennern dargestellt.
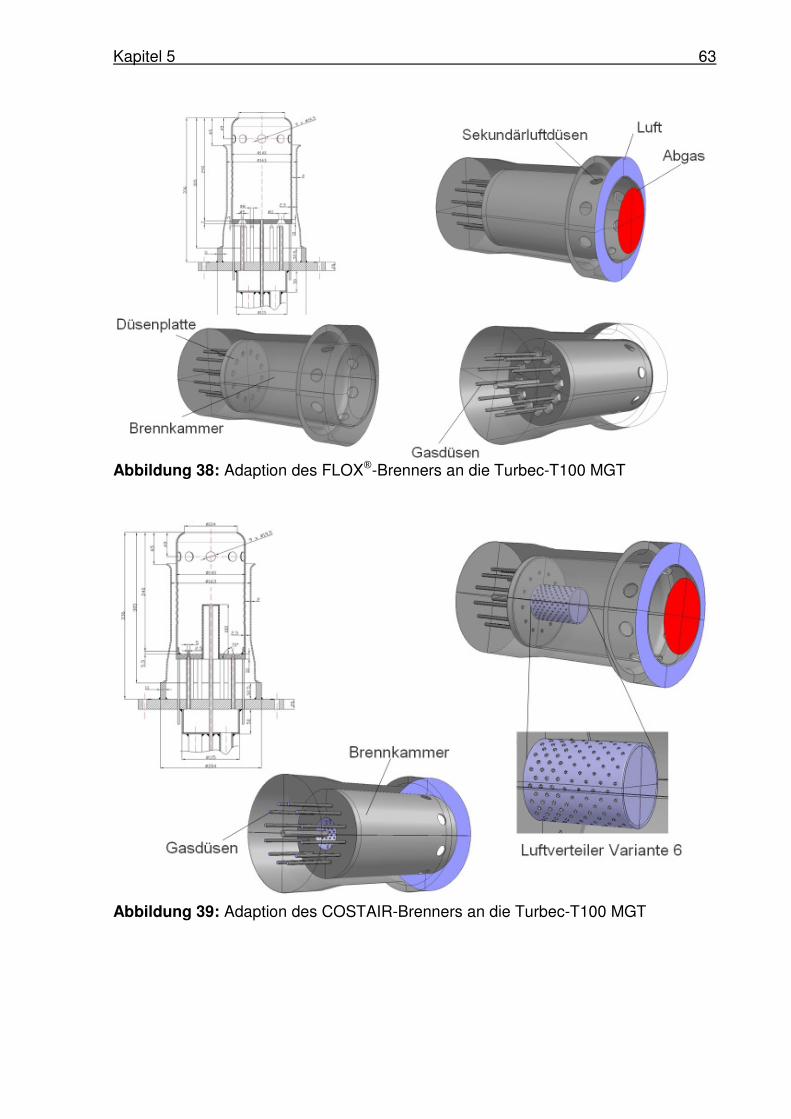
Kapitel 5 63
Abbildung 38: Adaption des FLOX-Brenners an die Turbec-T100 MGT
Abbildung 39: Adaption des COSTAIR-Brenners an die Turbec-T100 MGT
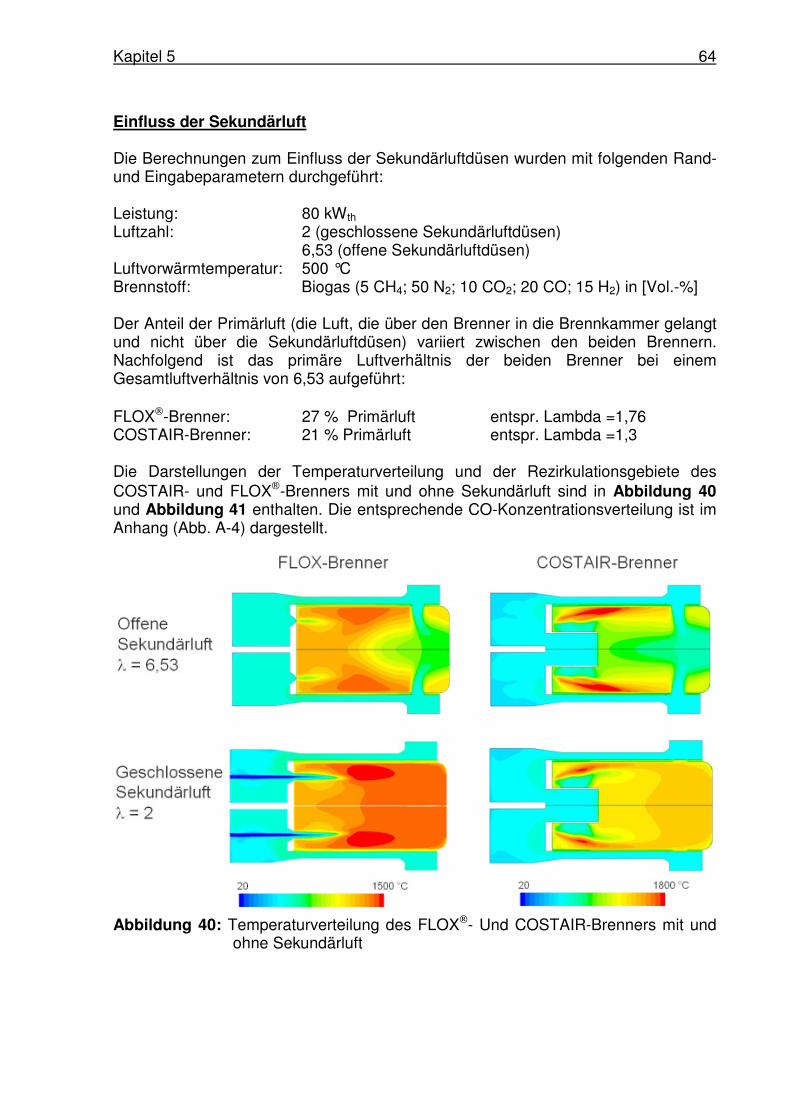
Kapitel 5 64
Einfluss der Sekundärluft Die Berechnungen zum Einfluss der Sekundärluftdüsen wurden mit folgenden Rand- und Eingabeparametern durchgeführt: Leistung: 80 kWth Luftzahl: 2 (geschlossene Sekundärluftdüsen) 6,53 (offene Sekundärluftdüsen) Luftvorwärmtemperatur: 500 °C Brennstoff: Biogas (5 CH4; 50 N2; 10 CO2; 20 CO; 15 H2) in [Vol.-%] Der Anteil der Primärluft (die Luft, die über den Brenner in die Brennkammer gelangt und nicht über die Sekundärluftdüsen) variiert zwischen den beiden Brennern. Nachfolgend ist das primäre Luftverhältnis der beiden Brenner bei einem Gesamtluftverhältnis von 6,53 aufgeführt: FLOX-Brenner: 27 % Primärluft entspr. Lambda =1,76 COSTAIR-Brenner: 21 % Primärluft entspr. Lambda =1,3 Die Darstellungen der Temperaturverteilung und der Rezirkulationsgebiete des COSTAIR- und FLOX-Brenners mit und ohne Sekundärluft sind in Abbildung 40 und Abbildung 41 enthalten. Die entsprechende CO-Konzentrationsverteilung ist im Anhang (Abb. A-4) dargestellt.
Abbildung 40: Temperaturverteilung des FLOX- Und COSTAIR-Brenners mit und
ohne Sekundärluft
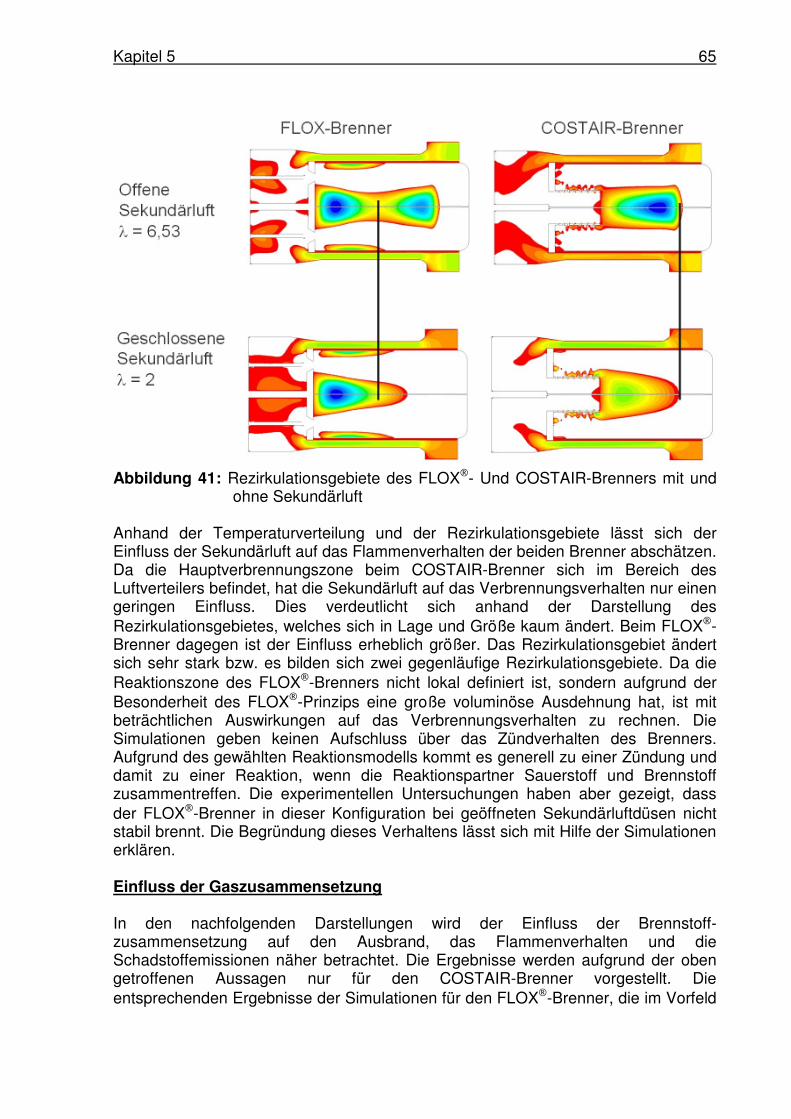
Kapitel 5 65
Abbildung 41: Rezirkulationsgebiete des FLOX- Und COSTAIR-Brenners mit und
ohne Sekundärluft Anhand der Temperaturverteilung und der Rezirkulationsgebiete lässt sich der Einfluss der Sekundärluft auf das Flammenverhalten der beiden Brenner abschätzen. Da die Hauptverbrennungszone beim COSTAIR-Brenner sich im Bereich des Luftverteilers befindet, hat die Sekundärluft auf das Verbrennungsverhalten nur einen geringen Einfluss. Dies verdeutlicht sich anhand der Darstellung des Rezirkulationsgebietes, welches sich in Lage und Größe kaum ändert. Beim FLOX-Brenner dagegen ist der Einfluss erheblich größer. Das Rezirkulationsgebiet ändert sich sehr stark bzw. es bilden sich zwei gegenläufige Rezirkulationsgebiete. Da die Reaktionszone des FLOX-Brenners nicht lokal definiert ist, sondern aufgrund der Besonderheit des FLOX-Prinzips eine große voluminöse Ausdehnung hat, ist mit beträchtlichen Auswirkungen auf das Verbrennungsverhalten zu rechnen. Die Simulationen geben keinen Aufschluss über das Zündverhalten des Brenners. Aufgrund des gewählten Reaktionsmodells kommt es generell zu einer Zündung und damit zu einer Reaktion, wenn die Reaktionspartner Sauerstoff und Brennstoff zusammentreffen. Die experimentellen Untersuchungen haben aber gezeigt, dass der FLOX-Brenner in dieser Konfiguration bei geöffneten Sekundärluftdüsen nicht stabil brennt. Die Begründung dieses Verhaltens lässt sich mit Hilfe der Simulationen erklären. Einfluss der Gaszusammensetzung In den nachfolgenden Darstellungen wird der Einfluss der Brennstoff-zusammensetzung auf den Ausbrand, das Flammenverhalten und die Schadstoffemissionen näher betrachtet. Die Ergebnisse werden aufgrund der oben getroffenen Aussagen nur für den COSTAIR-Brenner vorgestellt. Die entsprechenden Ergebnisse der Simulationen für den FLOX-Brenner, die im Vorfeld
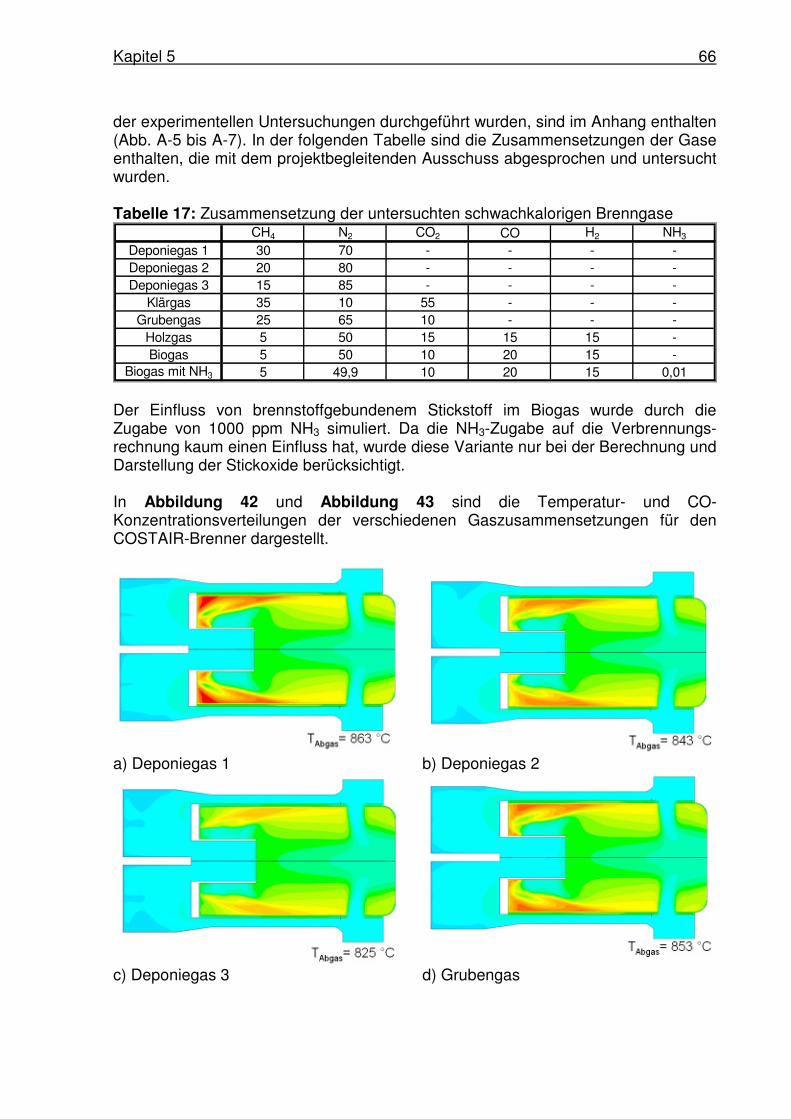
Kapitel 5 66
der experimentellen Untersuchungen durchgeführt wurden, sind im Anhang enthalten (Abb. A-5 bis A-7). In der folgenden Tabelle sind die Zusammensetzungen der Gase enthalten, die mit dem projektbegleitenden Ausschuss abgesprochen und untersucht wurden. Tabelle 17: Zusammensetzung der untersuchten schwachkalorigen Brenngase
CH4 N2 CO2 CO H2 NH3
Deponiegas 1 30 70 - - - -Deponiegas 2 20 80 - - - -Deponiegas 3 15 85 - - - -
Klärgas 35 10 55 - - -Grubengas 25 65 10 - - -
Holzgas 5 50 15 15 15 -Biogas 5 50 10 20 15 -
Biogas mit NH3 5 49,9 10 20 15 0,01
Der Einfluss von brennstoffgebundenem Stickstoff im Biogas wurde durch die Zugabe von 1000 ppm NH3 simuliert. Da die NH3-Zugabe auf die Verbrennungs-rechnung kaum einen Einfluss hat, wurde diese Variante nur bei der Berechnung und Darstellung der Stickoxide berücksichtigt. In Abbildung 42 und Abbildung 43 sind die Temperatur- und CO-Konzentrationsverteilungen der verschiedenen Gaszusammensetzungen für den COSTAIR-Brenner dargestellt.
a) Deponiegas 1 b) Deponiegas 2
c) Deponiegas 3 d) Grubengas
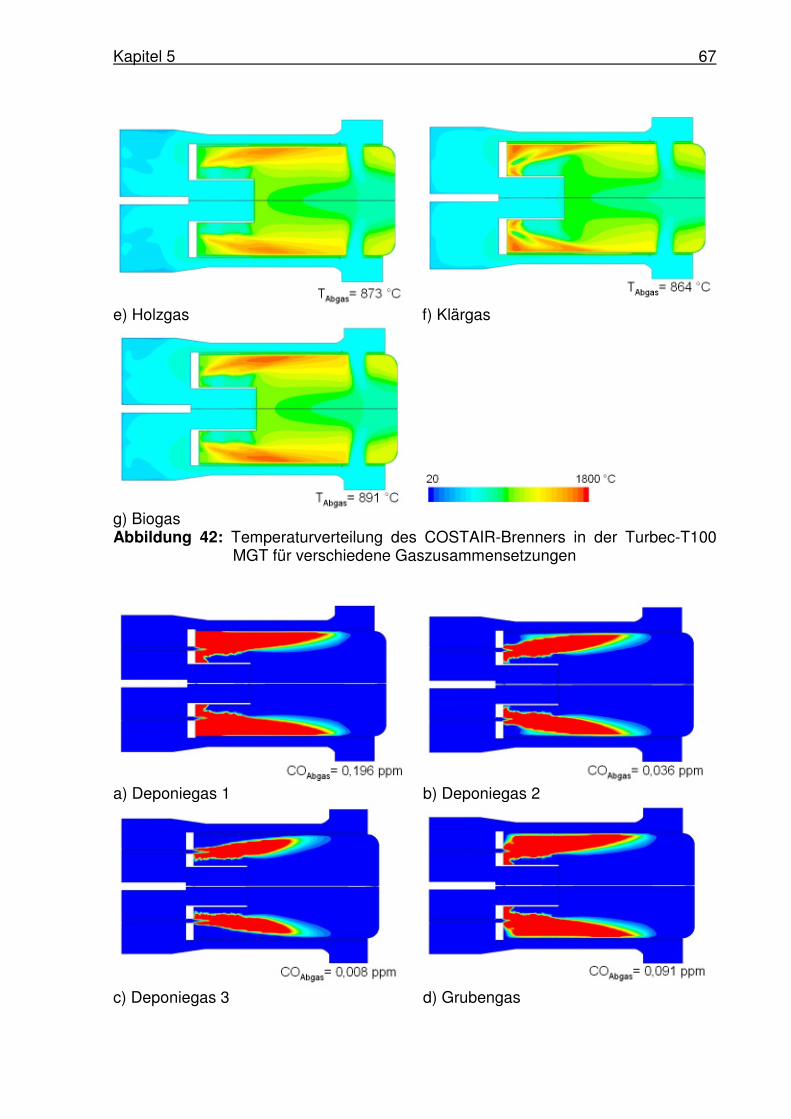
Kapitel 5 67
e) Holzgas f) Klärgas
g) Biogas Abbildung 42: Temperaturverteilung des COSTAIR-Brenners in der Turbec-T100
MGT für verschiedene Gaszusammensetzungen
a) Deponiegas 1 b) Deponiegas 2
c) Deponiegas 3 d) Grubengas
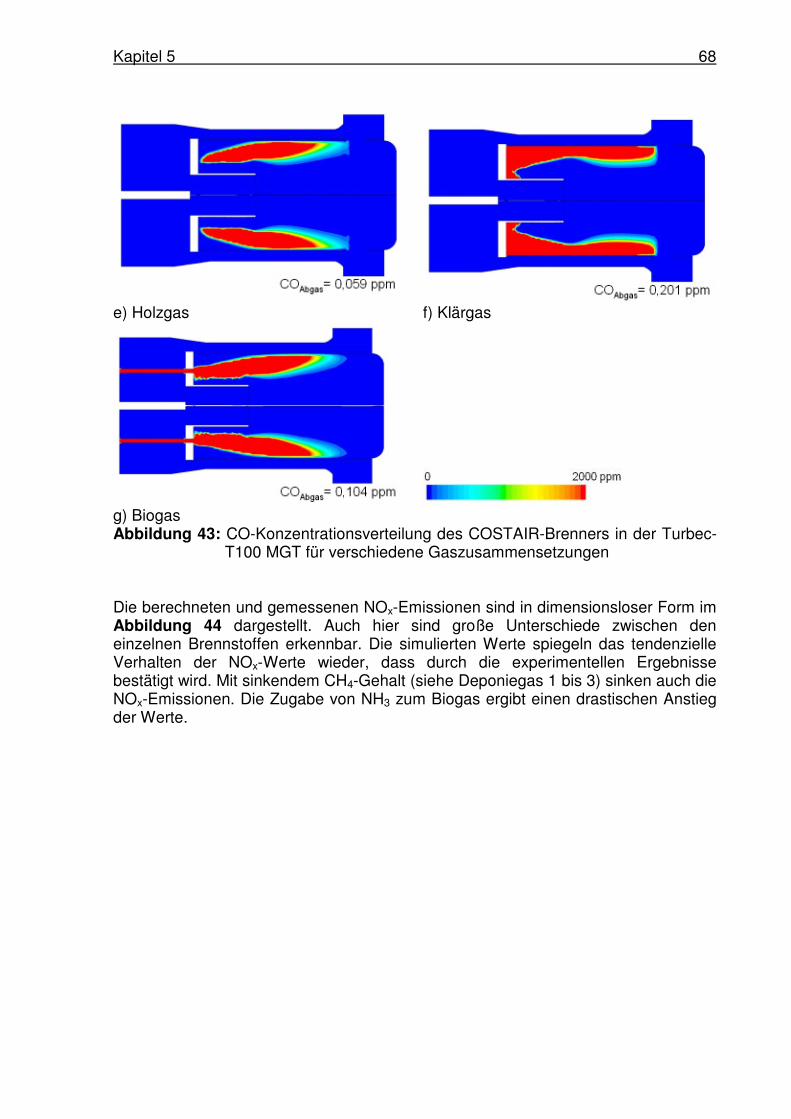
Kapitel 5 68
e) Holzgas f) Klärgas
g) Biogas Abbildung 43: CO-Konzentrationsverteilung des COSTAIR-Brenners in der Turbec-
T100 MGT für verschiedene Gaszusammensetzungen
Die berechneten und gemessenen NOx-Emissionen sind in dimensionsloser Form im Abbildung 44 dargestellt. Auch hier sind große Unterschiede zwischen den einzelnen Brennstoffen erkennbar. Die simulierten Werte spiegeln das tendenzielle Verhalten der NOx-Werte wieder, dass durch die experimentellen Ergebnisse bestätigt wird. Mit sinkendem CH4-Gehalt (siehe Deponiegas 1 bis 3) sinken auch die NOx-Emissionen. Die Zugabe von NH3 zum Biogas ergibt einen drastischen Anstieg der Werte.
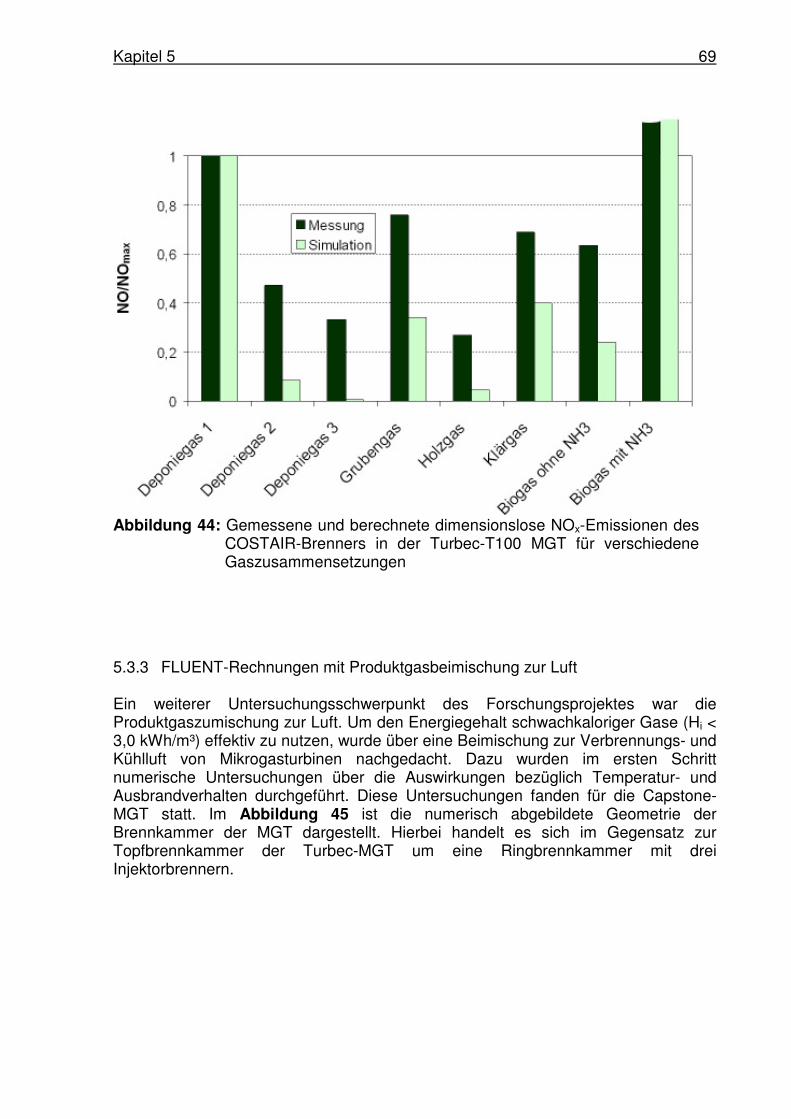
Kapitel 5 69
Abbildung 44: Gemessene und berechnete dimensionslose NOx-Emissionen des
COSTAIR-Brenners in der Turbec-T100 MGT für verschiedene Gaszusammensetzungen
5.3.3 FLUENT-Rechnungen mit Produktgasbeimischung zur Luft Ein weiterer Untersuchungsschwerpunkt des Forschungsprojektes war die Produktgaszumischung zur Luft. Um den Energiegehalt schwachkaloriger Gase (Hi < 3,0 kWh/m³) effektiv zu nutzen, wurde über eine Beimischung zur Verbrennungs- und Kühlluft von Mikrogasturbinen nachgedacht. Dazu wurden im ersten Schritt numerische Untersuchungen über die Auswirkungen bezüglich Temperatur- und Ausbrandverhalten durchgeführt. Diese Untersuchungen fanden für die Capstone-MGT statt. Im Abbildung 45 ist die numerisch abgebildete Geometrie der Brennkammer der MGT dargestellt. Hierbei handelt es sich im Gegensatz zur Topfbrennkammer der Turbec-MGT um eine Ringbrennkammer mit drei Injektorbrennern.
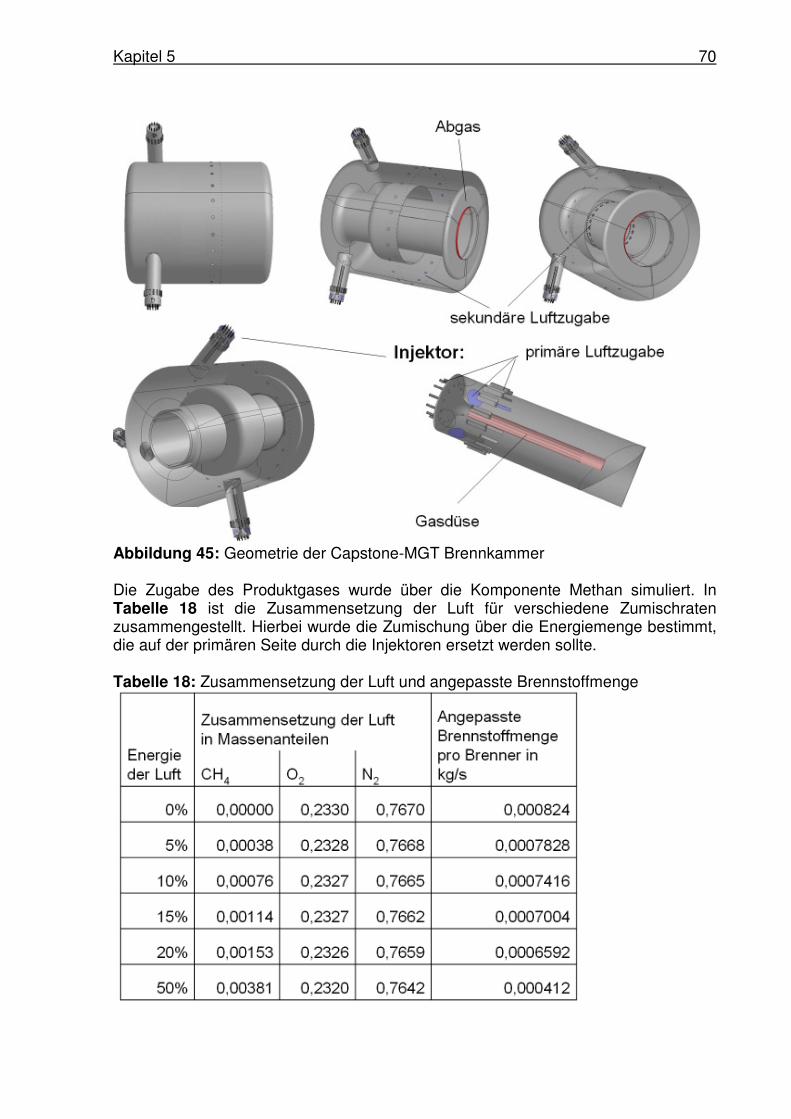
Kapitel 5 70
Abbildung 45: Geometrie der Capstone-MGT Brennkammer Die Zugabe des Produktgases wurde über die Komponente Methan simuliert. In Tabelle 18 ist die Zusammensetzung der Luft für verschiedene Zumischraten zusammengestellt. Hierbei wurde die Zumischung über die Energiemenge bestimmt, die auf der primären Seite durch die Injektoren ersetzt werden sollte. Tabelle 18: Zusammensetzung der Luft und angepasste Brennstoffmenge
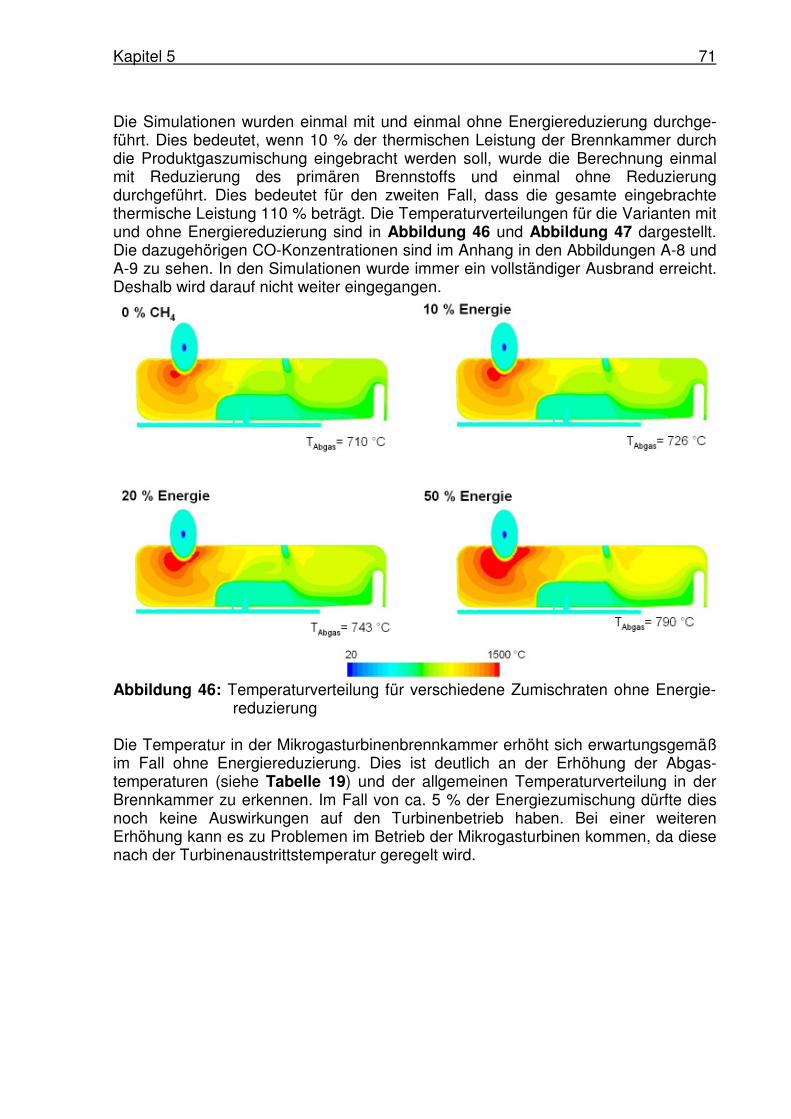
Kapitel 5 71
Die Simulationen wurden einmal mit und einmal ohne Energiereduzierung durchge-führt. Dies bedeutet, wenn 10 % der thermischen Leistung der Brennkammer durch die Produktgaszumischung eingebracht werden soll, wurde die Berechnung einmal mit Reduzierung des primären Brennstoffs und einmal ohne Reduzierung durchgeführt. Dies bedeutet für den zweiten Fall, dass die gesamte eingebrachte thermische Leistung 110 % beträgt. Die Temperaturverteilungen für die Varianten mit und ohne Energiereduzierung sind in Abbildung 46 und Abbildung 47 dargestellt. Die dazugehörigen CO-Konzentrationen sind im Anhang in den Abbildungen A-8 und A-9 zu sehen. In den Simulationen wurde immer ein vollständiger Ausbrand erreicht. Deshalb wird darauf nicht weiter eingegangen.
Abbildung 46: Temperaturverteilung für verschiedene Zumischraten ohne Energie-
reduzierung Die Temperatur in der Mikrogasturbinenbrennkammer erhöht sich erwartungsgemäß im Fall ohne Energiereduzierung. Dies ist deutlich an der Erhöhung der Abgas-temperaturen (siehe Tabelle 19) und der allgemeinen Temperaturverteilung in der Brennkammer zu erkennen. Im Fall von ca. 5 % der Energiezumischung dürfte dies noch keine Auswirkungen auf den Turbinenbetrieb haben. Bei einer weiteren Erhöhung kann es zu Problemen im Betrieb der Mikrogasturbinen kommen, da diese nach der Turbinenaustrittstemperatur geregelt wird.
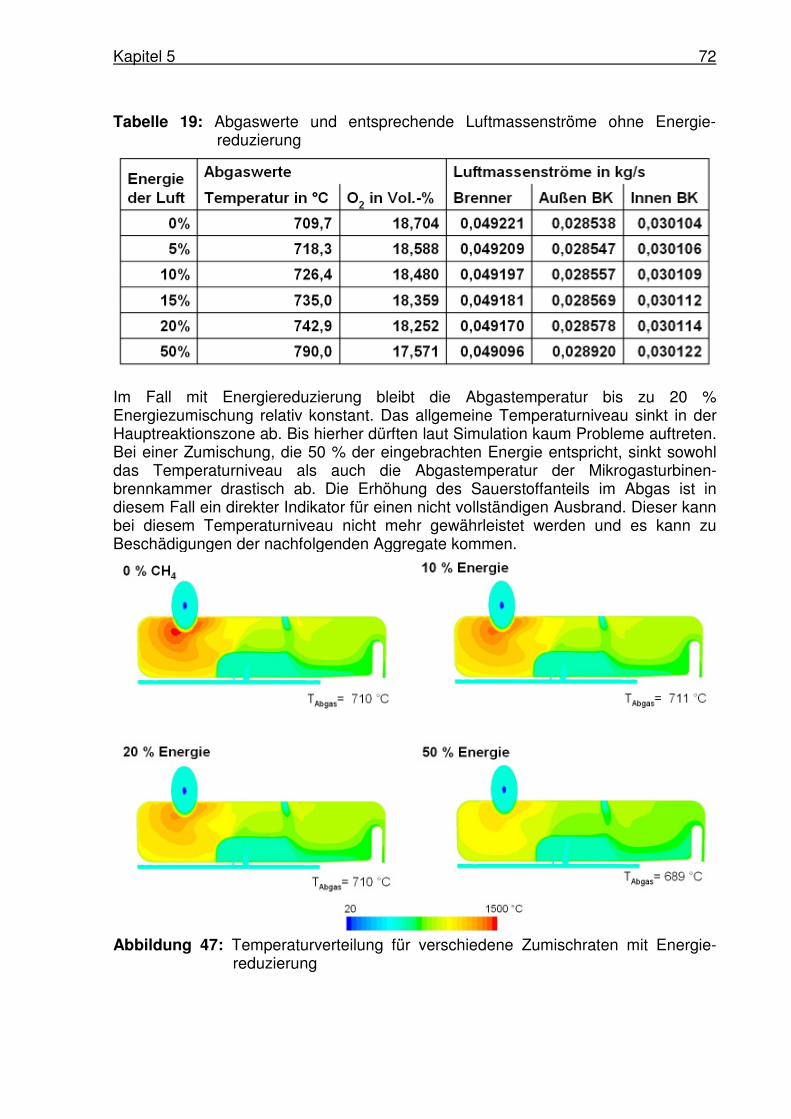
Kapitel 5 72
Tabelle 19: Abgaswerte und entsprechende Luftmassenströme ohne Energie-reduzierung
Im Fall mit Energiereduzierung bleibt die Abgastemperatur bis zu 20 % Energiezumischung relativ konstant. Das allgemeine Temperaturniveau sinkt in der Hauptreaktionszone ab. Bis hierher dürften laut Simulation kaum Probleme auftreten. Bei einer Zumischung, die 50 % der eingebrachten Energie entspricht, sinkt sowohl das Temperaturniveau als auch die Abgastemperatur der Mikrogasturbinen-brennkammer drastisch ab. Die Erhöhung des Sauerstoffanteils im Abgas ist in diesem Fall ein direkter Indikator für einen nicht vollständigen Ausbrand. Dieser kann bei diesem Temperaturniveau nicht mehr gewährleistet werden und es kann zu Beschädigungen der nachfolgenden Aggregate kommen.
Abbildung 47: Temperaturverteilung für verschiedene Zumischraten mit Energie-
reduzierung
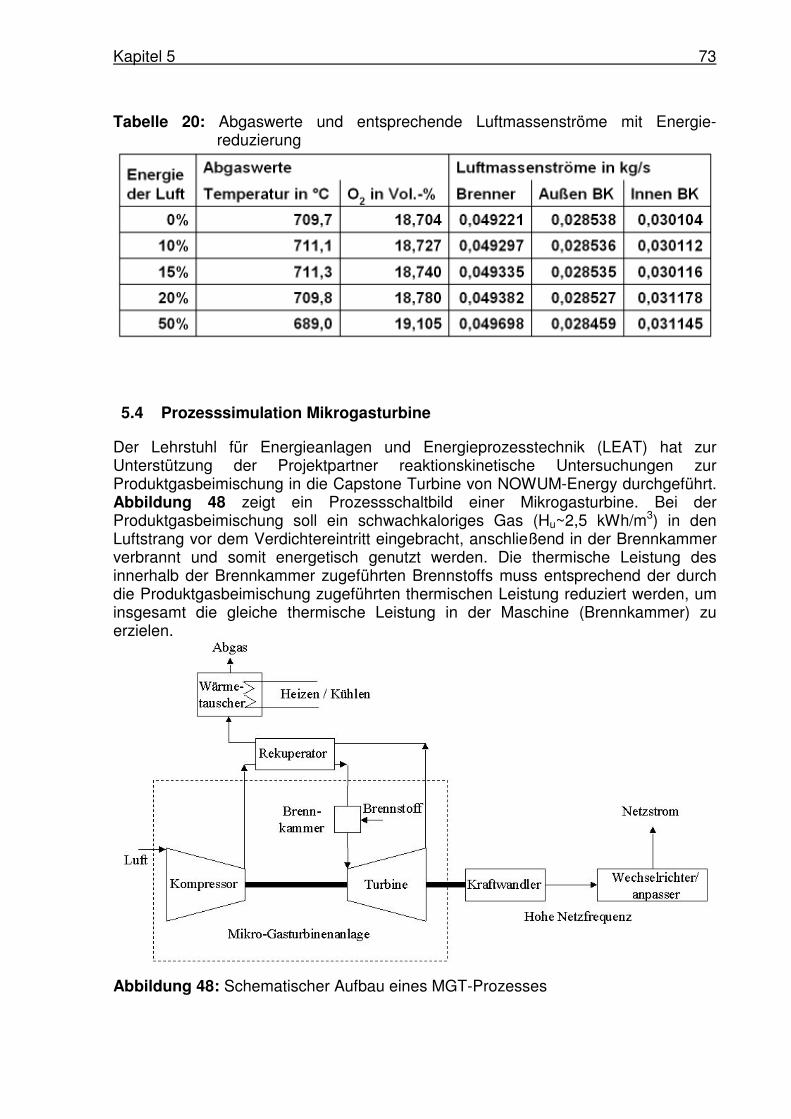
Kapitel 5 73
Tabelle 20: Abgaswerte und entsprechende Luftmassenströme mit Energie-reduzierung
5.4 Prozesssimulation Mikrogasturbine
Der Lehrstuhl für Energieanlagen und Energieprozesstechnik (LEAT) hat zur Unterstützung der Projektpartner reaktionskinetische Untersuchungen zur Produktgasbeimischung in die Capstone Turbine von NOWUM-Energy durchgeführt. Abbildung 48 zeigt ein Prozessschaltbild einer Mikrogasturbine. Bei der Produktgasbeimischung soll ein schwachkaloriges Gas (Hu~2,5 kWh/m3) in den Luftstrang vor dem Verdichtereintritt eingebracht, anschließend in der Brennkammer verbrannt und somit energetisch genutzt werden. Die thermische Leistung des innerhalb der Brennkammer zugeführten Brennstoffs muss entsprechend der durch die Produktgasbeimischung zugeführten thermischen Leistung reduziert werden, um insgesamt die gleiche thermische Leistung in der Maschine (Brennkammer) zu erzielen.
Abbildung 48: Schematischer Aufbau eines MGT-Prozesses
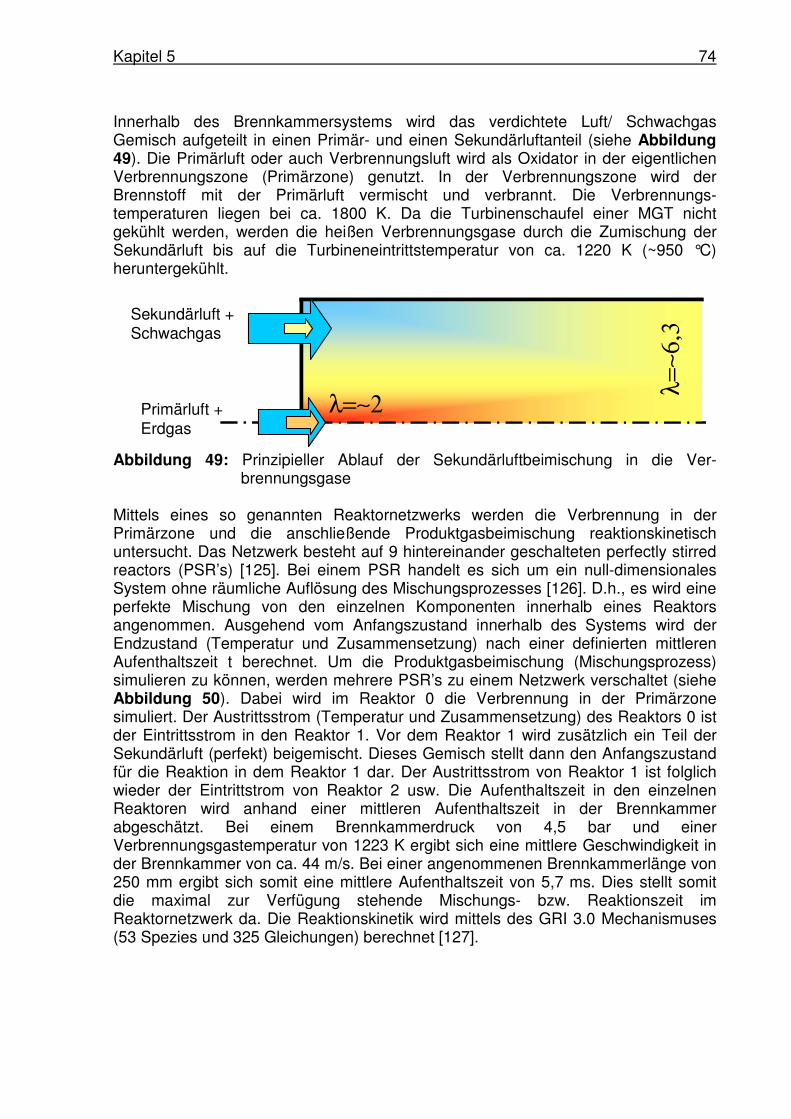
Kapitel 5 74
Innerhalb des Brennkammersystems wird das verdichtete Luft/ Schwachgas Gemisch aufgeteilt in einen Primär- und einen Sekundärluftanteil (siehe Abbildung 49). Die Primärluft oder auch Verbrennungsluft wird als Oxidator in der eigentlichen Verbrennungszone (Primärzone) genutzt. In der Verbrennungszone wird der Brennstoff mit der Primärluft vermischt und verbrannt. Die Verbrennungs-temperaturen liegen bei ca. 1800 K. Da die Turbinenschaufel einer MGT nicht gekühlt werden, werden die heißen Verbrennungsgase durch die Zumischung der Sekundärluft bis auf die Turbineneintrittstemperatur von ca. 1220 K (~950 °C) heruntergekühlt.
λ=∼2
λ=
∼6,3
λ=∼2
λ=
∼6,3
Primärluft + Erdgas
Sekundärluft + Schwachgas
Abbildung 49: Prinzipieller Ablauf der Sekundärluftbeimischung in die Ver-
brennungsgase Mittels eines so genannten Reaktornetzwerks werden die Verbrennung in der Primärzone und die anschließende Produktgasbeimischung reaktionskinetisch untersucht. Das Netzwerk besteht auf 9 hintereinander geschalteten perfectly stirred reactors (PSR’s) [125]. Bei einem PSR handelt es sich um ein null-dimensionales System ohne räumliche Auflösung des Mischungsprozesses [126]. D.h., es wird eine perfekte Mischung von den einzelnen Komponenten innerhalb eines Reaktors angenommen. Ausgehend vom Anfangszustand innerhalb des Systems wird der Endzustand (Temperatur und Zusammensetzung) nach einer definierten mittleren Aufenthaltszeit t berechnet. Um die Produktgasbeimischung (Mischungsprozess) simulieren zu können, werden mehrere PSR’s zu einem Netzwerk verschaltet (siehe Abbildung 50). Dabei wird im Reaktor 0 die Verbrennung in der Primärzone simuliert. Der Austrittsstrom (Temperatur und Zusammensetzung) des Reaktors 0 ist der Eintrittsstrom in den Reaktor 1. Vor dem Reaktor 1 wird zusätzlich ein Teil der Sekundärluft (perfekt) beigemischt. Dieses Gemisch stellt dann den Anfangszustand für die Reaktion in dem Reaktor 1 dar. Der Austrittsstrom von Reaktor 1 ist folglich wieder der Eintrittstrom von Reaktor 2 usw. Die Aufenthaltszeit in den einzelnen Reaktoren wird anhand einer mittleren Aufenthaltszeit in der Brennkammer abgeschätzt. Bei einem Brennkammerdruck von 4,5 bar und einer Verbrennungsgastemperatur von 1223 K ergibt sich eine mittlere Geschwindigkeit in der Brennkammer von ca. 44 m/s. Bei einer angenommenen Brennkammerlänge von 250 mm ergibt sich somit eine mittlere Aufenthaltszeit von 5,7 ms. Dies stellt somit die maximal zur Verfügung stehende Mischungs- bzw. Reaktionszeit im Reaktornetzwerk da. Die Reaktionskinetik wird mittels des GRI 3.0 Mechanismuses (53 Spezies und 325 Gleichungen) berechnet [127].
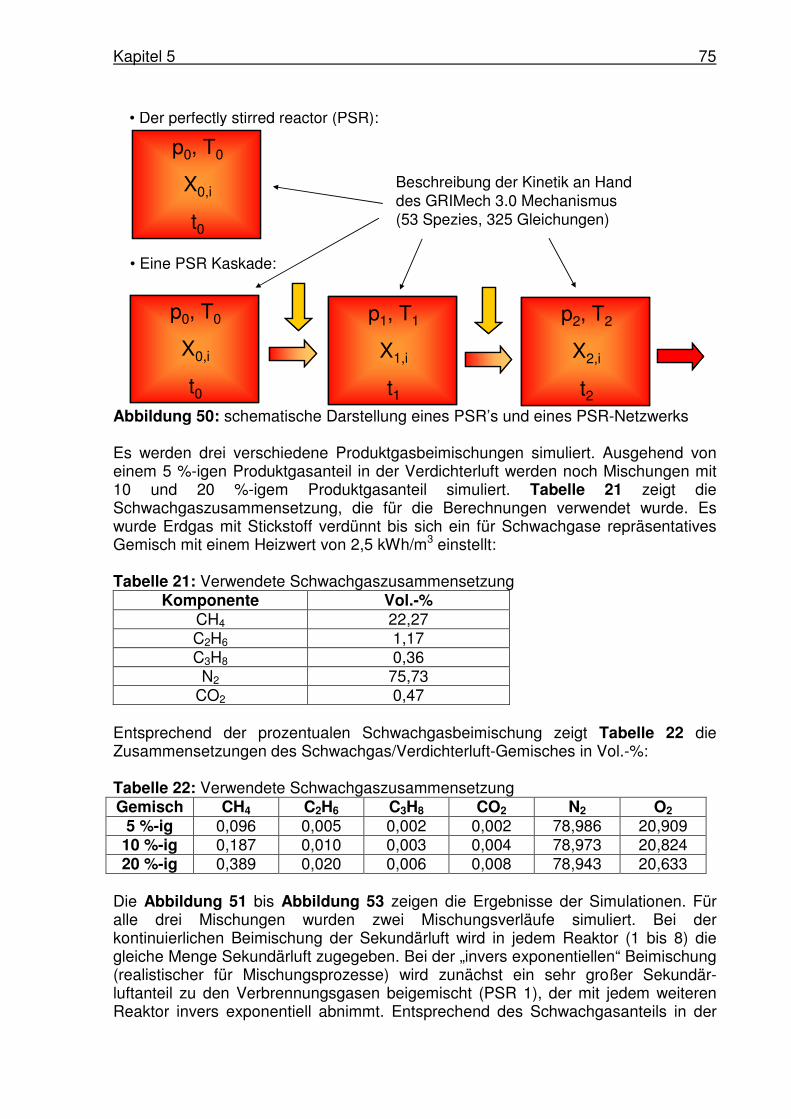
Kapitel 5 75
• Der perfectly stirred reactor (PSR):
p0, T0
X0,i
t0
p0, T0
X0,i
t0
• Eine PSR Kaskade:
p0, T0
X0,i
t0
p1, T1
X1,i
t1
p2, T2
X2,i
t2
p0, T0
X0,i
t0
p0, T0
X0,i
t0
p1, T1
X1,i
t1
p1, T1
X1,i
t1
p2, T2
X2,i
t2
p2, T2
X2,i
t2
Beschreibung der Kinetik an Hand des GRIMech 3.0 Mechanismus (53 Spezies, 325 Gleichungen)
Abbildung 50: schematische Darstellung eines PSR’s und eines PSR-Netzwerks Es werden drei verschiedene Produktgasbeimischungen simuliert. Ausgehend von einem 5 %-igen Produktgasanteil in der Verdichterluft werden noch Mischungen mit 10 und 20 %-igem Produktgasanteil simuliert. Tabelle 21 zeigt die Schwachgaszusammensetzung, die für die Berechnungen verwendet wurde. Es wurde Erdgas mit Stickstoff verdünnt bis sich ein für Schwachgase repräsentatives Gemisch mit einem Heizwert von 2,5 kWh/m3 einstellt: Tabelle 21: Verwendete Schwachgaszusammensetzung
Komponente Vol.-% CH4 22,27 C2H6 1,17 C3H8 0,36 N2 75,73
CO2 0,47 Entsprechend der prozentualen Schwachgasbeimischung zeigt Tabelle 22 die Zusammensetzungen des Schwachgas/Verdichterluft-Gemisches in Vol.-%: Tabelle 22: Verwendete Schwachgaszusammensetzung Gemisch CH4 C2H6 C3H8 CO2 N2 O2
5 %-ig 0,096 0,005 0,002 0,002 78,986 20,909 10 %-ig 0,187 0,010 0,003 0,004 78,973 20,824 20 %-ig 0,389 0,020 0,006 0,008 78,943 20,633
Die Abbildung 51 bis Abbildung 53 zeigen die Ergebnisse der Simulationen. Für alle drei Mischungen wurden zwei Mischungsverläufe simuliert. Bei der kontinuierlichen Beimischung der Sekundärluft wird in jedem Reaktor (1 bis 8) die gleiche Menge Sekundärluft zugegeben. Bei der „invers exponentiellen“ Beimischung (realistischer für Mischungsprozesse) wird zunächst ein sehr großer Sekundär-luftanteil zu den Verbrennungsgasen beigemischt (PSR 1), der mit jedem weiteren Reaktor invers exponentiell abnimmt. Entsprechend des Schwachgasanteils in der
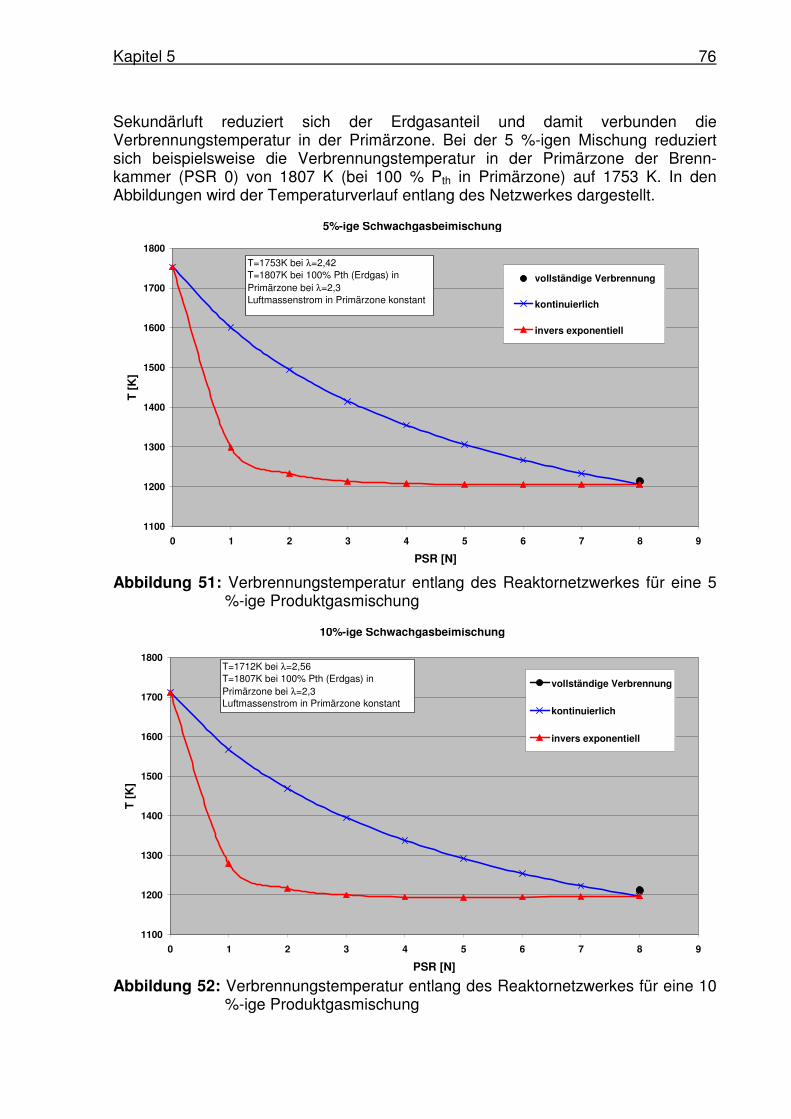
Kapitel 5 76
Sekundärluft reduziert sich der Erdgasanteil und damit verbunden die Verbrennungstemperatur in der Primärzone. Bei der 5 %-igen Mischung reduziert sich beispielsweise die Verbrennungstemperatur in der Primärzone der Brenn-kammer (PSR 0) von 1807 K (bei 100 % Pth in Primärzone) auf 1753 K. In den Abbildungen wird der Temperaturverlauf entlang des Netzwerkes dargestellt.
5%-ige Schwachgasbeimischung
1100
1200
1300
1400
1500
1600
1700
1800
0 1 2 3 4 5 6 7 8 9
PSR [N]
T [
K]
vollständige Verbrennung
kontinuierlich
invers exponentiell
T=1753K bei λ=2,42T=1807K bei 100% Pth (Erdgas) in Primärzone bei λ=2,3Luftmassenstrom in Primärzone konstant
Abbildung 51: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 5
%-ige Produktgasmischung
10%-ige Schwachgasbeimischung
1100
1200
1300
1400
1500
1600
1700
1800
0 1 2 3 4 5 6 7 8 9
PSR [N]
T [
K]
vollständige Verbrennung
kontinuierlich
invers exponentiell
T=1712K bei λ=2,56T=1807K bei 100% Pth (Erdgas) in Primärzone bei λ=2,3Luftmassenstrom in Primärzone konstant
Abbildung 52: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 10
%-ige Produktgasmischung
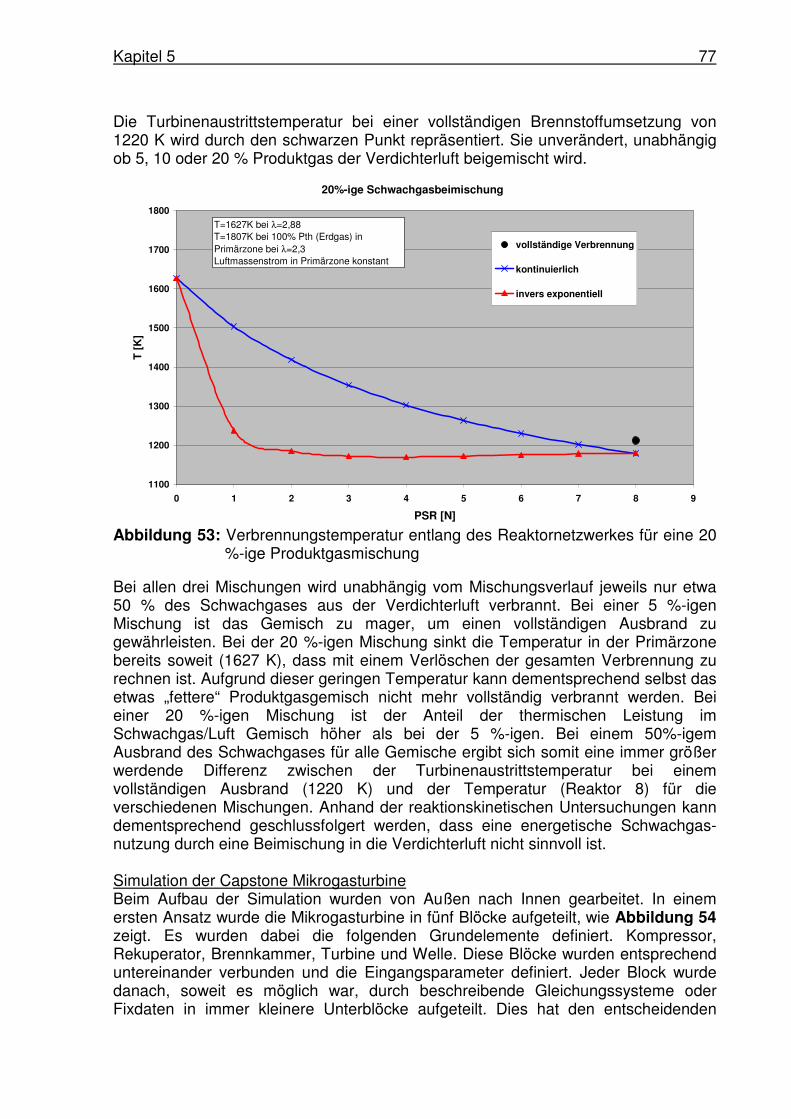
Kapitel 5 77
Die Turbinenaustrittstemperatur bei einer vollständigen Brennstoffumsetzung von 1220 K wird durch den schwarzen Punkt repräsentiert. Sie unverändert, unabhängig ob 5, 10 oder 20 % Produktgas der Verdichterluft beigemischt wird.
20%-ige Schwachgasbeimischung
1100
1200
1300
1400
1500
1600
1700
1800
0 1 2 3 4 5 6 7 8 9
PSR [N]
T [
K]
vollständige Verbrennung
kontinuierlich
invers exponentiell
T=1627K bei λ=2,88T=1807K bei 100% Pth (Erdgas) in Primärzone bei λ=2,3Luftmassenstrom in Primärzone konstant
Abbildung 53: Verbrennungstemperatur entlang des Reaktornetzwerkes für eine 20
%-ige Produktgasmischung
Bei allen drei Mischungen wird unabhängig vom Mischungsverlauf jeweils nur etwa 50 % des Schwachgases aus der Verdichterluft verbrannt. Bei einer 5 %-igen Mischung ist das Gemisch zu mager, um einen vollständigen Ausbrand zu gewährleisten. Bei der 20 %-igen Mischung sinkt die Temperatur in der Primärzone bereits soweit (1627 K), dass mit einem Verlöschen der gesamten Verbrennung zu rechnen ist. Aufgrund dieser geringen Temperatur kann dementsprechend selbst das etwas „fettere“ Produktgasgemisch nicht mehr vollständig verbrannt werden. Bei einer 20 %-igen Mischung ist der Anteil der thermischen Leistung im Schwachgas/Luft Gemisch höher als bei der 5 %-igen. Bei einem 50%-igem Ausbrand des Schwachgases für alle Gemische ergibt sich somit eine immer größer werdende Differenz zwischen der Turbinenaustrittstemperatur bei einem vollständigen Ausbrand (1220 K) und der Temperatur (Reaktor 8) für die verschiedenen Mischungen. Anhand der reaktionskinetischen Untersuchungen kann dementsprechend geschlussfolgert werden, dass eine energetische Schwachgas-nutzung durch eine Beimischung in die Verdichterluft nicht sinnvoll ist.
Simulation der Capstone Mikrogasturbine Beim Aufbau der Simulation wurden von Außen nach Innen gearbeitet. In einem ersten Ansatz wurde die Mikrogasturbine in fünf Blöcke aufgeteilt, wie Abbildung 54 zeigt. Es wurden dabei die folgenden Grundelemente definiert. Kompressor, Rekuperator, Brennkammer, Turbine und Welle. Diese Blöcke wurden entsprechend untereinander verbunden und die Eingangsparameter definiert. Jeder Block wurde danach, soweit es möglich war, durch beschreibende Gleichungssysteme oder Fixdaten in immer kleinere Unterblöcke aufgeteilt. Dies hat den entscheidenden
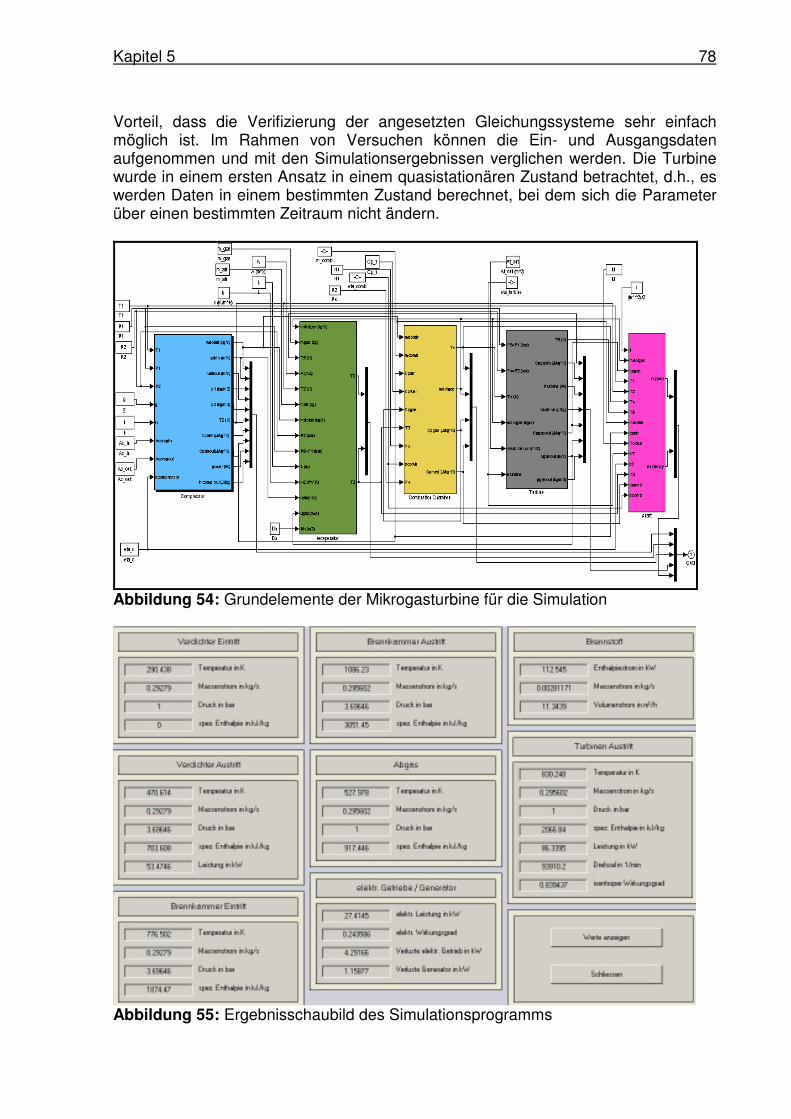
Kapitel 5 78
Vorteil, dass die Verifizierung der angesetzten Gleichungssysteme sehr einfach möglich ist. Im Rahmen von Versuchen können die Ein- und Ausgangsdaten aufgenommen und mit den Simulationsergebnissen verglichen werden. Die Turbine wurde in einem ersten Ansatz in einem quasistationären Zustand betrachtet, d.h., es werden Daten in einem bestimmten Zustand berechnet, bei dem sich die Parameter über einen bestimmten Zeitraum nicht ändern.
Abbildung 54: Grundelemente der Mikrogasturbine für die Simulation
Abbildung 55: Ergebnisschaubild des Simulationsprogramms
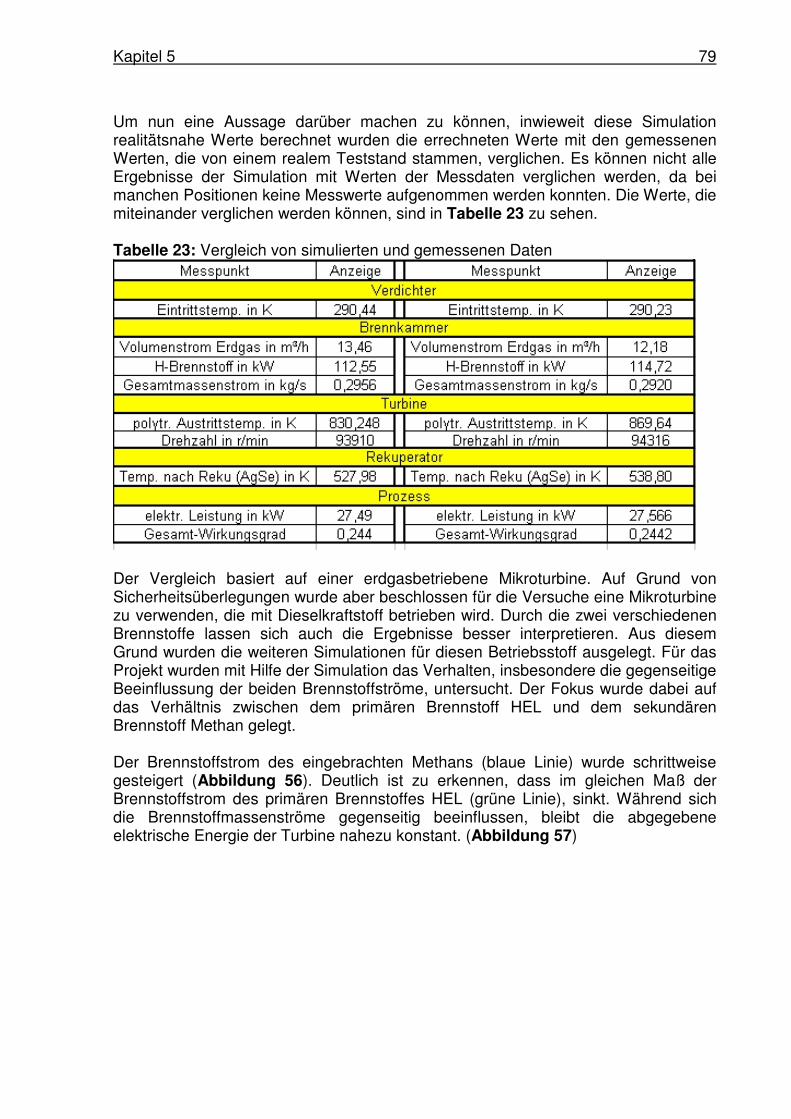
Kapitel 5 79
Um nun eine Aussage darüber machen zu können, inwieweit diese Simulation realitätsnahe Werte berechnet wurden die errechneten Werte mit den gemessenen Werten, die von einem realem Teststand stammen, verglichen. Es können nicht alle Ergebnisse der Simulation mit Werten der Messdaten verglichen werden, da bei manchen Positionen keine Messwerte aufgenommen werden konnten. Die Werte, die miteinander verglichen werden können, sind in Tabelle 23 zu sehen. Tabelle 23: Vergleich von simulierten und gemessenen Daten
Der Vergleich basiert auf einer erdgasbetriebene Mikroturbine. Auf Grund von Sicherheitsüberlegungen wurde aber beschlossen für die Versuche eine Mikroturbine zu verwenden, die mit Dieselkraftstoff betrieben wird. Durch die zwei verschiedenen Brennstoffe lassen sich auch die Ergebnisse besser interpretieren. Aus diesem Grund wurden die weiteren Simulationen für diesen Betriebsstoff ausgelegt. Für das Projekt wurden mit Hilfe der Simulation das Verhalten, insbesondere die gegenseitige Beeinflussung der beiden Brennstoffströme, untersucht. Der Fokus wurde dabei auf das Verhältnis zwischen dem primären Brennstoff HEL und dem sekundären Brennstoff Methan gelegt. Der Brennstoffstrom des eingebrachten Methans (blaue Linie) wurde schrittweise gesteigert (Abbildung 56). Deutlich ist zu erkennen, dass im gleichen Maß der Brennstoffstrom des primären Brennstoffes HEL (grüne Linie), sinkt. Während sich die Brennstoffmassenströme gegenseitig beeinflussen, bleibt die abgegebene elektrische Energie der Turbine nahezu konstant. (Abbildung 57)
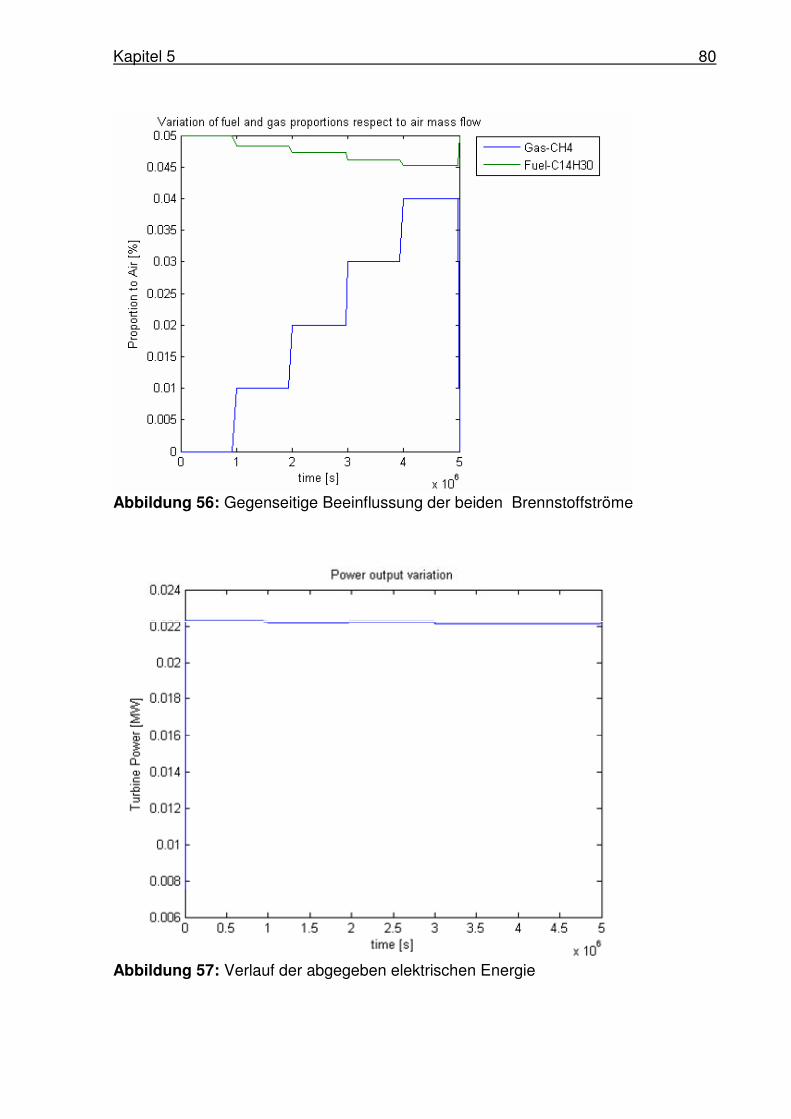
Kapitel 5 80
Abbildung 56: Gegenseitige Beeinflussung der beiden Brennstoffströme
Abbildung 57: Verlauf der abgegeben elektrischen Energie
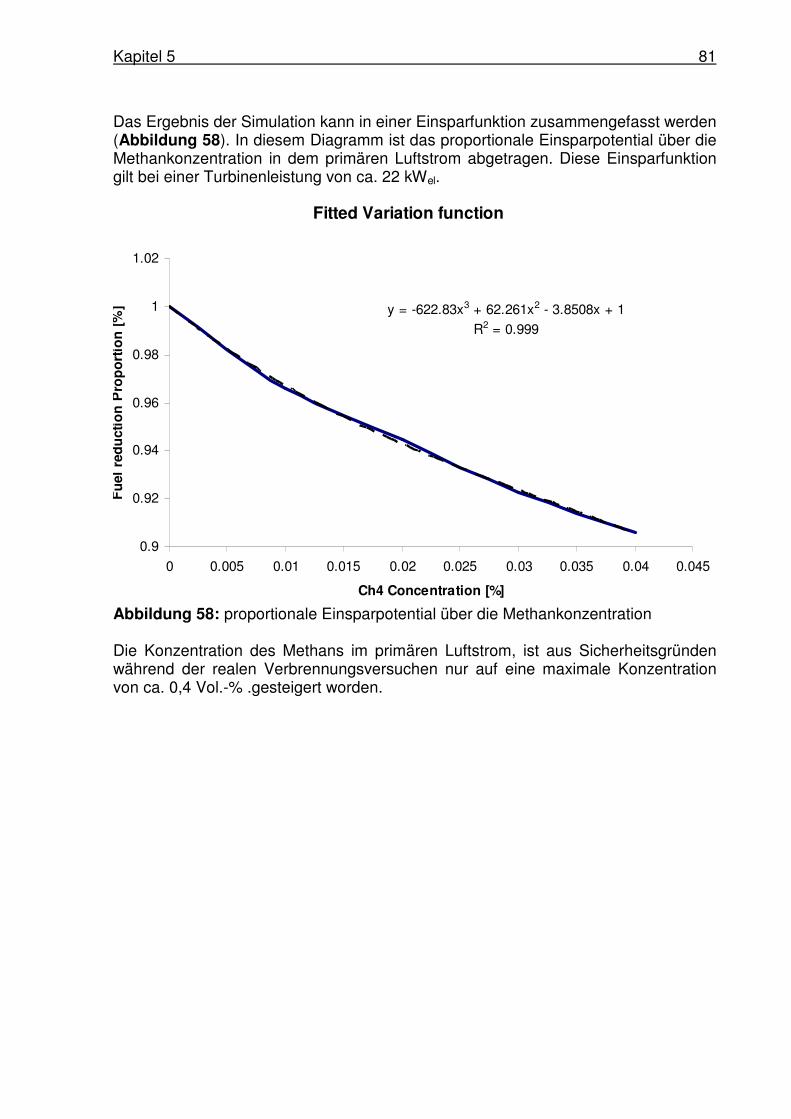
Kapitel 5 81
Das Ergebnis der Simulation kann in einer Einsparfunktion zusammengefasst werden (Abbildung 58). In diesem Diagramm ist das proportionale Einsparpotential über die Methankonzentration in dem primären Luftstrom abgetragen. Diese Einsparfunktion gilt bei einer Turbinenleistung von ca. 22 kWel.
Fitted Variation function
y = -622.83x3 + 62.261x2 - 3.8508x + 1
R2 = 0.999
0.9
0.92
0.94
0.96
0.98
1
1.02
0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 0.04 0.045
Ch4 Concentration [%]
Fu
el r
edu
ctio
n P
rop
ort
ion
[%
]
Abbildung 58: proportionale Einsparpotential über die Methankonzentration Die Konzentration des Methans im primären Luftstrom, ist aus Sicherheitsgründen während der realen Verbrennungsversuchen nur auf eine maximale Konzentration von ca. 0,4 Vol.-% .gesteigert worden.
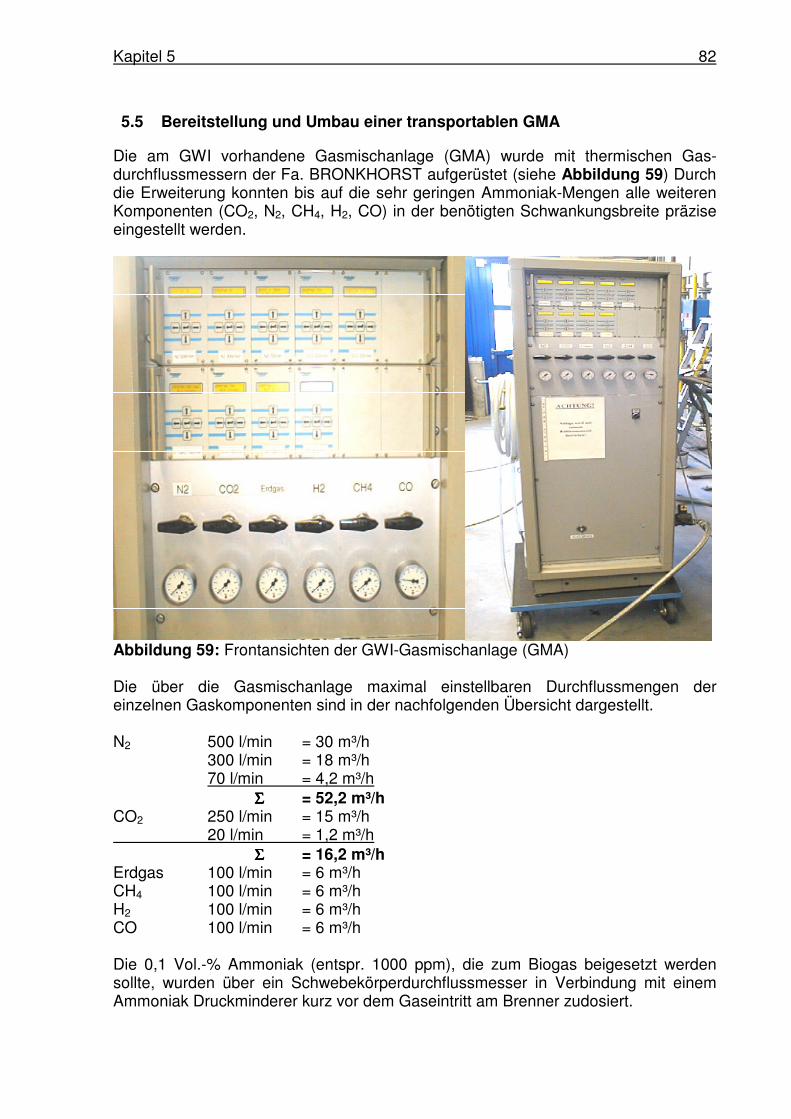
Kapitel 5 82
5.5 Bereitstellung und Umbau einer transportablen GMA
Die am GWI vorhandene Gasmischanlage (GMA) wurde mit thermischen Gas-durchflussmessern der Fa. BRONKHORST aufgerüstet (siehe Abbildung 59) Durch die Erweiterung konnten bis auf die sehr geringen Ammoniak-Mengen alle weiteren Komponenten (CO2, N2, CH4, H2, CO) in der benötigten Schwankungsbreite präzise eingestellt werden.
Abbildung 59: Frontansichten der GWI-Gasmischanlage (GMA) Die über die Gasmischanlage maximal einstellbaren Durchflussmengen der einzelnen Gaskomponenten sind in der nachfolgenden Übersicht dargestellt. N2 500 l/min = 30 m³/h 300 l/min = 18 m³/h 70 l/min = 4,2 m³/h ΣΣΣΣ = 52,2 m³/h CO2 250 l/min = 15 m³/h 20 l/min = 1,2 m³/h ΣΣΣΣ = 16,2 m³/h Erdgas 100 l/min = 6 m³/h CH4 100 l/min = 6 m³/h H2 100 l/min = 6 m³/h CO 100 l/min = 6 m³/h Die 0,1 Vol.-% Ammoniak (entspr. 1000 ppm), die zum Biogas beigesetzt werden sollte, wurden über ein Schwebekörperdurchflussmesser in Verbindung mit einem Ammoniak Druckminderer kurz vor dem Gaseintritt am Brenner zudosiert.
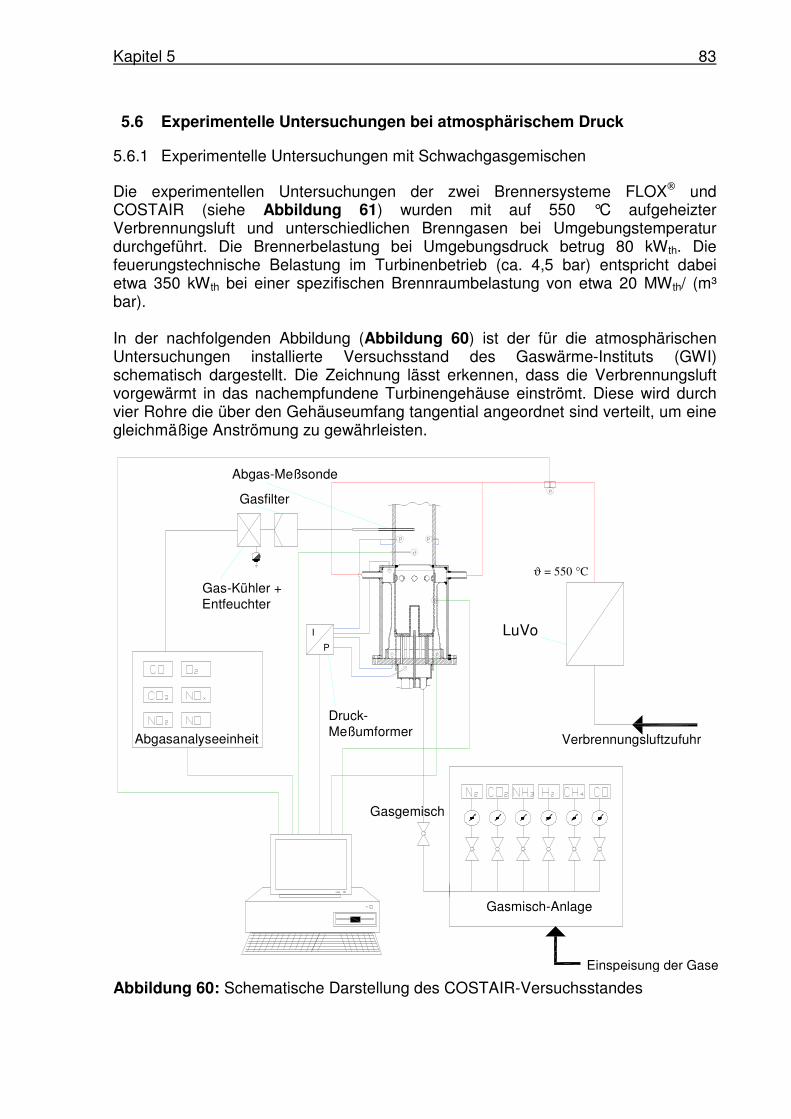
Kapitel 5 83
5.6 Experimentelle Untersuchungen bei atmosphärischem Druck
5.6.1 Experimentelle Untersuchungen mit Schwachgasgemischen
Die experimentellen Untersuchungen der zwei Brennersysteme FLOX und COSTAIR (siehe Abbildung 61) wurden mit auf 550 °C aufgeheizter Verbrennungsluft und unterschiedlichen Brenngasen bei Umgebungstemperatur durchgeführt. Die Brennerbelastung bei Umgebungsdruck betrug 80 kWth. Die feuerungstechnische Belastung im Turbinenbetrieb (ca. 4,5 bar) entspricht dabei etwa 350 kWth bei einer spezifischen Brennraumbelastung von etwa 20 MWth/ (m³ bar). In der nachfolgenden Abbildung (Abbildung 60) ist der für die atmosphärischen Untersuchungen installierte Versuchsstand des Gaswärme-Instituts (GWI) schematisch dargestellt. Die Zeichnung lässt erkennen, dass die Verbrennungsluft vorgewärmt in das nachempfundene Turbinengehäuse einströmt. Diese wird durch vier Rohre die über den Gehäuseumfang tangential angeordnet sind verteilt, um eine gleichmäßige Anströmung zu gewährleisten.
P P
ϑ
ϑ = 550 °C
LuVo
Einspeisung der Gase
Gasmisch-Anlage
Gasgemisch
VerbrennungsluftzufuhrAbgasanalyseeinheit
Druck-Meßumformer
I
P
Abgas-Meßsonde
Gasfilter
Gas-Kühler + Entfeuchter ϑ
ϑ
ϑ
Abbildung 60: Schematische Darstellung des COSTAIR-Versuchsstandes
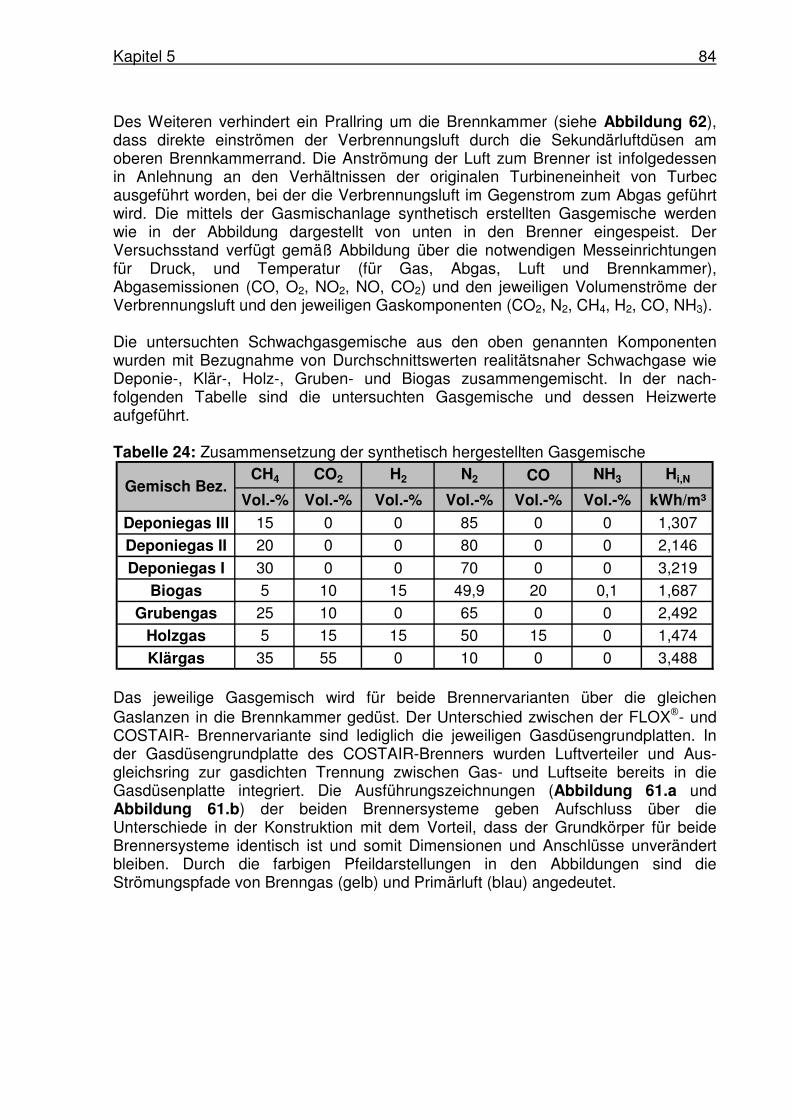
Kapitel 5 84
Des Weiteren verhindert ein Prallring um die Brennkammer (siehe Abbildung 62), dass direkte einströmen der Verbrennungsluft durch die Sekundärluftdüsen am oberen Brennkammerrand. Die Anströmung der Luft zum Brenner ist infolgedessen in Anlehnung an den Verhältnissen der originalen Turbineneinheit von Turbec ausgeführt worden, bei der die Verbrennungsluft im Gegenstrom zum Abgas geführt wird. Die mittels der Gasmischanlage synthetisch erstellten Gasgemische werden wie in der Abbildung dargestellt von unten in den Brenner eingespeist. Der Versuchsstand verfügt gemäß Abbildung über die notwendigen Messeinrichtungen für Druck, und Temperatur (für Gas, Abgas, Luft und Brennkammer), Abgasemissionen (CO, O2, NO2, NO, CO2) und den jeweiligen Volumenströme der Verbrennungsluft und den jeweiligen Gaskomponenten (CO2, N2, CH4, H2, CO, NH3). Die untersuchten Schwachgasgemische aus den oben genannten Komponenten wurden mit Bezugnahme von Durchschnittswerten realitätsnaher Schwachgase wie Deponie-, Klär-, Holz-, Gruben- und Biogas zusammengemischt. In der nach-folgenden Tabelle sind die untersuchten Gasgemische und dessen Heizwerte aufgeführt. Tabelle 24: Zusammensetzung der synthetisch hergestellten Gasgemische
CH4 CO2 H2 N2 CO NH3 Hi,N
Vol.-% Vol.-% Vol.-% Vol.-% Vol.-% Vol.-% kWh/m³
Deponiegas III 15 0 0 85 0 0 1,307
Deponiegas II 20 0 0 80 0 0 2,146
Deponiegas I 30 0 0 70 0 0 3,219
Biogas 5 10 15 49,9 20 0,1 1,687
Grubengas 25 10 0 65 0 0 2,492
Holzgas 5 15 15 50 15 0 1,474
Klärgas 35 55 0 10 0 0 3,488
Gemisch Bez.
Das jeweilige Gasgemisch wird für beide Brennervarianten über die gleichen Gaslanzen in die Brennkammer gedüst. Der Unterschied zwischen der FLOX- und COSTAIR- Brennervariante sind lediglich die jeweiligen Gasdüsengrundplatten. In der Gasdüsengrundplatte des COSTAIR-Brenners wurden Luftverteiler und Aus-gleichsring zur gasdichten Trennung zwischen Gas- und Luftseite bereits in die Gasdüsenplatte integriert. Die Ausführungszeichnungen (Abbildung 61.a und Abbildung 61.b) der beiden Brennersysteme geben Aufschluss über die Unterschiede in der Konstruktion mit dem Vorteil, dass der Grundkörper für beide Brennersysteme identisch ist und somit Dimensionen und Anschlüsse unverändert bleiben. Durch die farbigen Pfeildarstellungen in den Abbildungen sind die Strömungspfade von Brenngas (gelb) und Primärluft (blau) angedeutet.
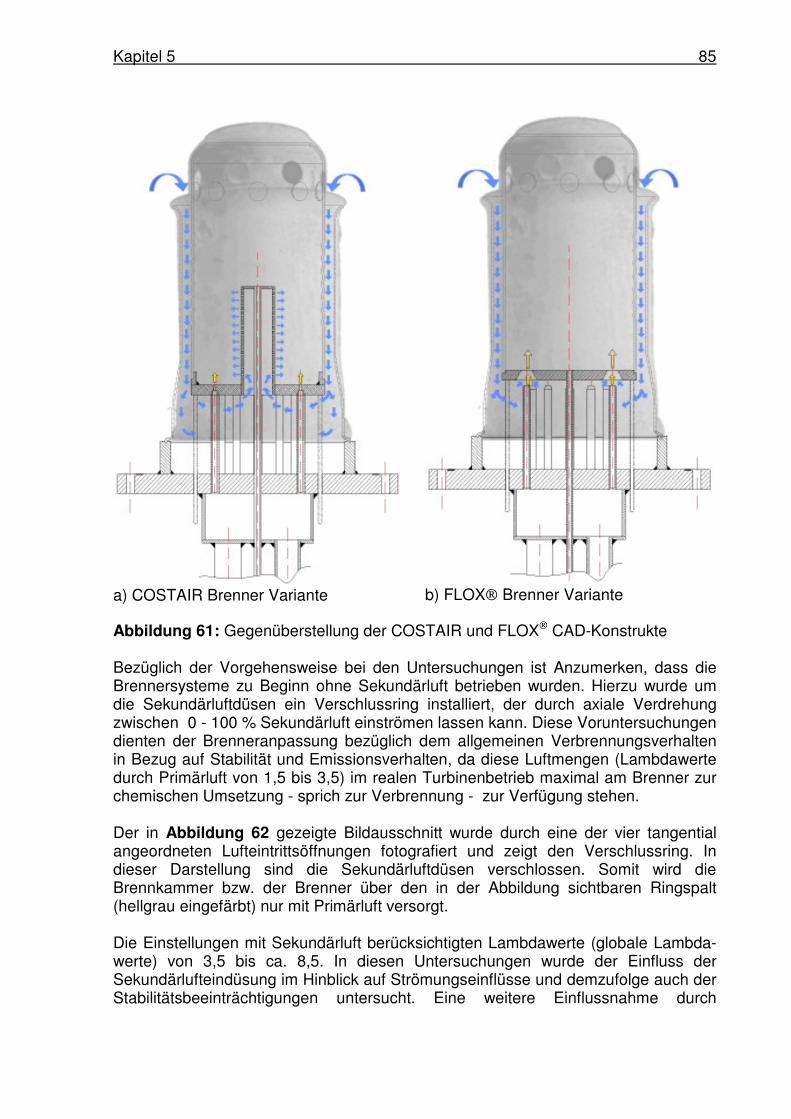
Kapitel 5 85
a) COSTAIR Brenner Variante
b) FLOX Brenner Variante
Abbildung 61: Gegenüberstellung der COSTAIR und FLOX CAD-Konstrukte Bezüglich der Vorgehensweise bei den Untersuchungen ist Anzumerken, dass die Brennersysteme zu Beginn ohne Sekundärluft betrieben wurden. Hierzu wurde um die Sekundärluftdüsen ein Verschlussring installiert, der durch axiale Verdrehung zwischen 0 - 100 % Sekundärluft einströmen lassen kann. Diese Voruntersuchungen dienten der Brenneranpassung bezüglich dem allgemeinen Verbrennungsverhalten in Bezug auf Stabilität und Emissionsverhalten, da diese Luftmengen (Lambdawerte durch Primärluft von 1,5 bis 3,5) im realen Turbinenbetrieb maximal am Brenner zur chemischen Umsetzung - sprich zur Verbrennung - zur Verfügung stehen. Der in Abbildung 62 gezeigte Bildausschnitt wurde durch eine der vier tangential angeordneten Lufteintrittsöffnungen fotografiert und zeigt den Verschlussring. In dieser Darstellung sind die Sekundärluftdüsen verschlossen. Somit wird die Brennkammer bzw. der Brenner über den in der Abbildung sichtbaren Ringspalt (hellgrau eingefärbt) nur mit Primärluft versorgt. Die Einstellungen mit Sekundärluft berücksichtigten Lambdawerte (globale Lambda-werte) von 3,5 bis ca. 8,5. In diesen Untersuchungen wurde der Einfluss der Sekundärlufteindüsung im Hinblick auf Strömungseinflüsse und demzufolge auch der Stabilitätsbeeinträchtigungen untersucht. Eine weitere Einflussnahme durch
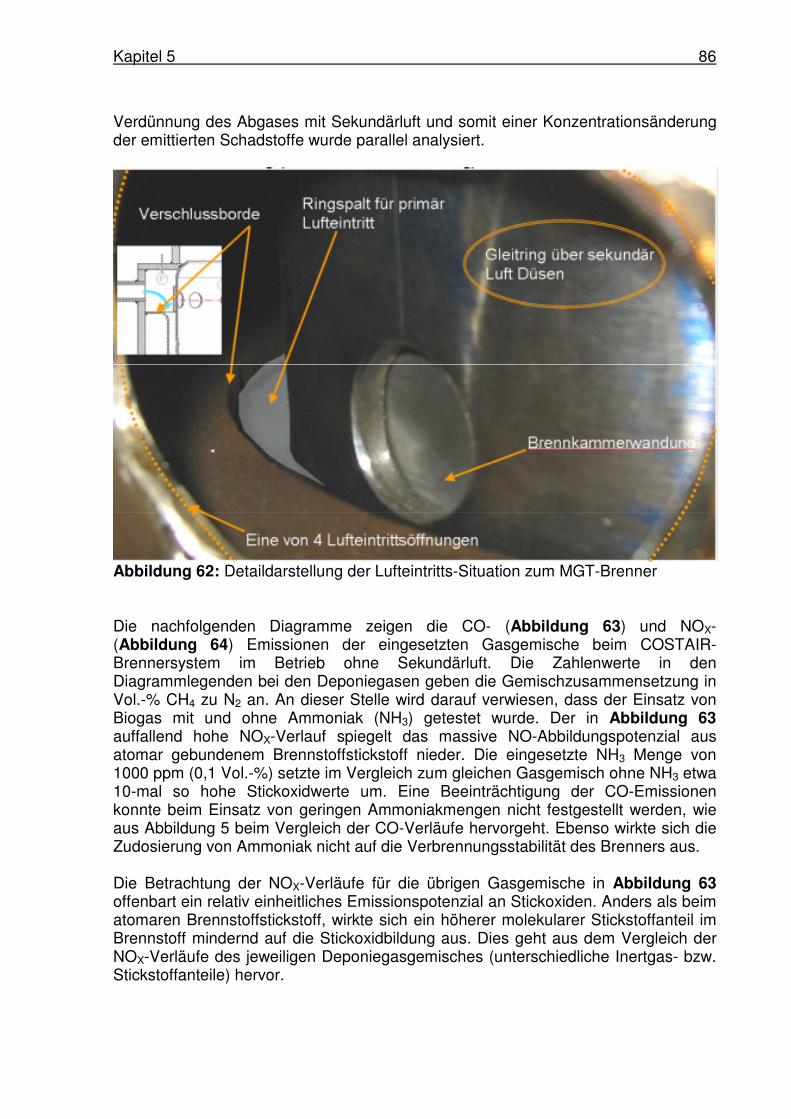
Kapitel 5 86
Verdünnung des Abgases mit Sekundärluft und somit einer Konzentrationsänderung der emittierten Schadstoffe wurde parallel analysiert.
Abbildung 62: Detaildarstellung der Lufteintritts-Situation zum MGT-Brenner Die nachfolgenden Diagramme zeigen die CO- (Abbildung 63) und NOX- (Abbildung 64) Emissionen der eingesetzten Gasgemische beim COSTAIR-Brennersystem im Betrieb ohne Sekundärluft. Die Zahlenwerte in den Diagrammlegenden bei den Deponiegasen geben die Gemischzusammensetzung in Vol.-% CH4 zu N2 an. An dieser Stelle wird darauf verwiesen, dass der Einsatz von Biogas mit und ohne Ammoniak (NH3) getestet wurde. Der in Abbildung 63 auffallend hohe NOX-Verlauf spiegelt das massive NO-Abbildungspotenzial aus atomar gebundenem Brennstoffstickstoff nieder. Die eingesetzte NH3 Menge von 1000 ppm (0,1 Vol.-%) setzte im Vergleich zum gleichen Gasgemisch ohne NH3 etwa 10-mal so hohe Stickoxidwerte um. Eine Beeinträchtigung der CO-Emissionen konnte beim Einsatz von geringen Ammoniakmengen nicht festgestellt werden, wie aus Abbildung 5 beim Vergleich der CO-Verläufe hervorgeht. Ebenso wirkte sich die Zudosierung von Ammoniak nicht auf die Verbrennungsstabilität des Brenners aus. Die Betrachtung der NOX-Verläufe für die übrigen Gasgemische in Abbildung 63 offenbart ein relativ einheitliches Emissionspotenzial an Stickoxiden. Anders als beim atomaren Brennstoffstickstoff, wirkte sich ein höherer molekularer Stickstoffanteil im Brennstoff mindernd auf die Stickoxidbildung aus. Dies geht aus dem Vergleich der NOX-Verläufe des jeweiligen Deponiegasgemisches (unterschiedliche Inertgas- bzw. Stickstoffanteile) hervor.
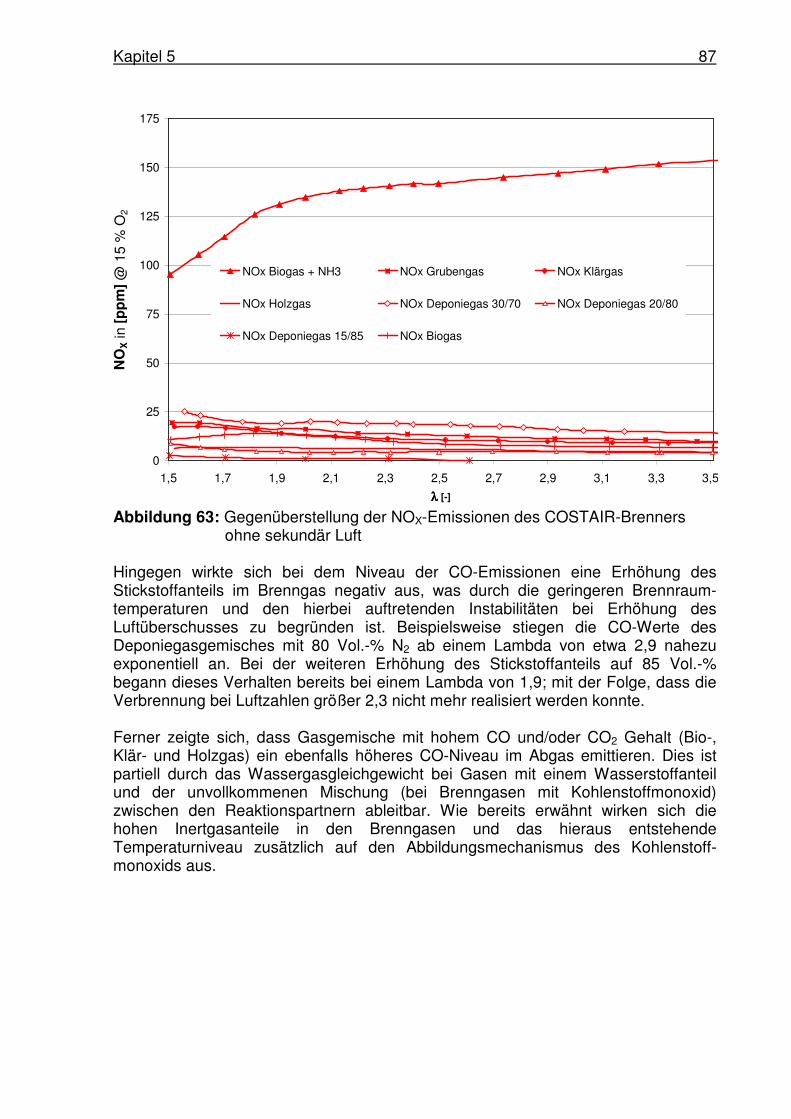
Kapitel 5 87
0
25
50
75
100
125
150
175
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5
λ λ λ λ [-]
NO
X in
[p
pm
] @
15
% O
2
NOx Biogas + NH3 NOx Grubengas NOx Klärgas
NOx Holzgas NOx Deponiegas 30/70 NOx Deponiegas 20/80
NOx Deponiegas 15/85 NOx Biogas
Abbildung 63: Gegenüberstellung der NOX-Emissionen des COSTAIR-Brenners ohne sekundär Luft
Hingegen wirkte sich bei dem Niveau der CO-Emissionen eine Erhöhung des Stickstoffanteils im Brenngas negativ aus, was durch die geringeren Brennraum-temperaturen und den hierbei auftretenden Instabilitäten bei Erhöhung des Luftüberschusses zu begründen ist. Beispielsweise stiegen die CO-Werte des Deponiegasgemisches mit 80 Vol.-% N2 ab einem Lambda von etwa 2,9 nahezu exponentiell an. Bei der weiteren Erhöhung des Stickstoffanteils auf 85 Vol.-% begann dieses Verhalten bereits bei einem Lambda von 1,9; mit der Folge, dass die Verbrennung bei Luftzahlen größer 2,3 nicht mehr realisiert werden konnte. Ferner zeigte sich, dass Gasgemische mit hohem CO und/oder CO2 Gehalt (Bio-, Klär- und Holzgas) ein ebenfalls höheres CO-Niveau im Abgas emittieren. Dies ist partiell durch das Wassergasgleichgewicht bei Gasen mit einem Wasserstoffanteil und der unvollkommenen Mischung (bei Brenngasen mit Kohlenstoffmonoxid) zwischen den Reaktionspartnern ableitbar. Wie bereits erwähnt wirken sich die hohen Inertgasanteile in den Brenngasen und das hieraus entstehende Temperaturniveau zusätzlich auf den Abbildungsmechanismus des Kohlenstoff-monoxids aus.
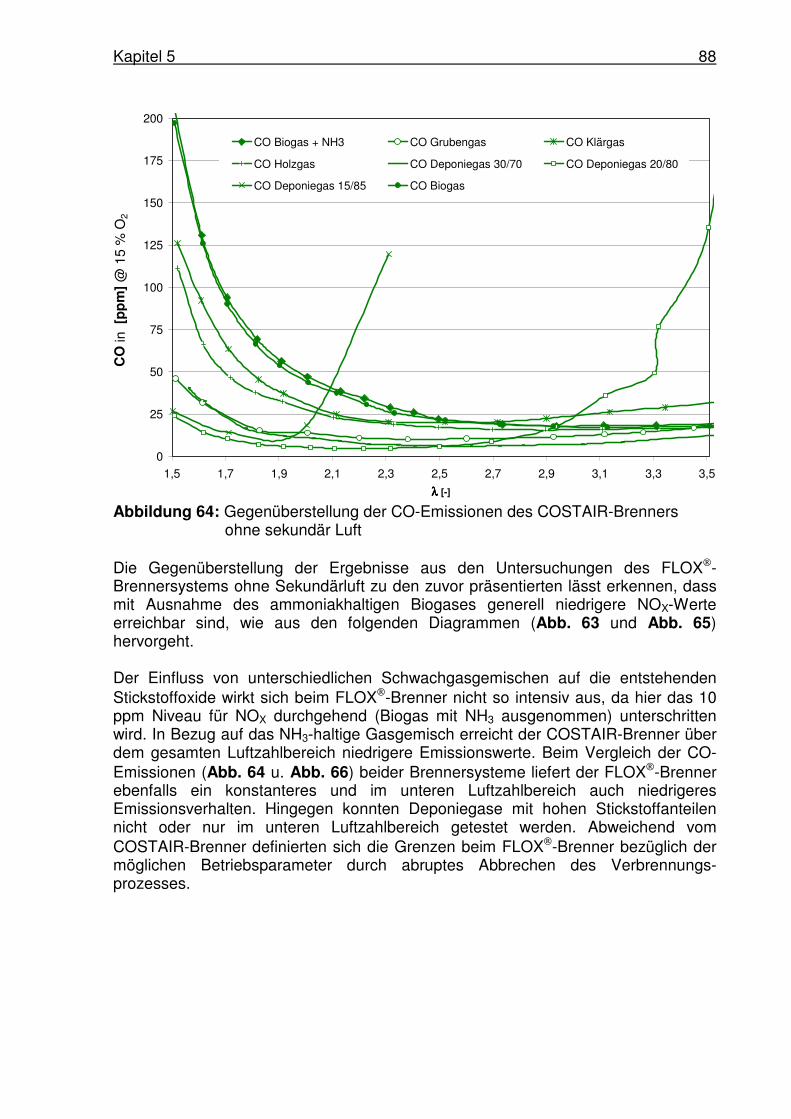
Kapitel 5 88
0
25
50
75
100
125
150
175
200
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5
λ λ λ λ [-]
CO
in [
pp
m]
@ 1
5 %
O2
CO Biogas + NH3 CO Grubengas CO Klärgas
CO Holzgas CO Deponiegas 30/70 CO Deponiegas 20/80
CO Deponiegas 15/85 CO Biogas
Abbildung 64: Gegenüberstellung der CO-Emissionen des COSTAIR-Brenners ohne sekundär Luft
Die Gegenüberstellung der Ergebnisse aus den Untersuchungen des FLOX-Brennersystems ohne Sekundärluft zu den zuvor präsentierten lässt erkennen, dass mit Ausnahme des ammoniakhaltigen Biogases generell niedrigere NOX-Werte erreichbar sind, wie aus den folgenden Diagrammen (Abb. 63 und Abb. 65) hervorgeht. Der Einfluss von unterschiedlichen Schwachgasgemischen auf die entstehenden Stickstoffoxide wirkt sich beim FLOX-Brenner nicht so intensiv aus, da hier das 10 ppm Niveau für NOX durchgehend (Biogas mit NH3 ausgenommen) unterschritten wird. In Bezug auf das NH3-haltige Gasgemisch erreicht der COSTAIR-Brenner über dem gesamten Luftzahlbereich niedrigere Emissionswerte. Beim Vergleich der CO-Emissionen (Abb. 64 u. Abb. 66) beider Brennersysteme liefert der FLOX-Brenner ebenfalls ein konstanteres und im unteren Luftzahlbereich auch niedrigeres Emissionsverhalten. Hingegen konnten Deponiegase mit hohen Stickstoffanteilen nicht oder nur im unteren Luftzahlbereich getestet werden. Abweichend vom COSTAIR-Brenner definierten sich die Grenzen beim FLOX-Brenner bezüglich der möglichen Betriebsparameter durch abruptes Abbrechen des Verbrennungs-prozesses.
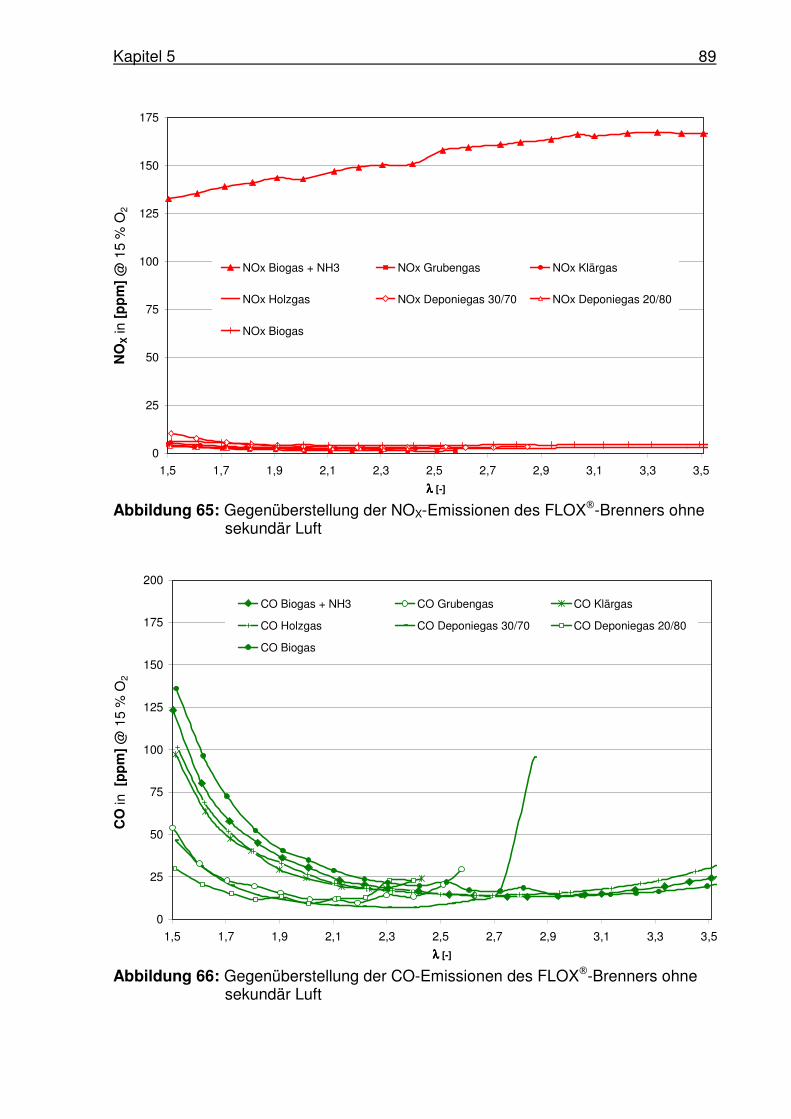
Kapitel 5 89
0
25
50
75
100
125
150
175
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5
λ λ λ λ [-]
NO
X in
[p
pm
] @
15
% O
2
NOx Biogas + NH3 NOx Grubengas NOx Klärgas
NOx Holzgas NOx Deponiegas 30/70 NOx Deponiegas 20/80
NOx Biogas
Abbildung 65: Gegenüberstellung der NOX-Emissionen des FLOX-Brenners ohne sekundär Luft
0
25
50
75
100
125
150
175
200
1,5 1,7 1,9 2,1 2,3 2,5 2,7 2,9 3,1 3,3 3,5
λ λ λ λ [-]
CO
in [
pp
m]
@ 1
5 %
O2
CO Biogas + NH3 CO Grubengas CO Klärgas
CO Holzgas CO Deponiegas 30/70 CO Deponiegas 20/80
CO Biogas
Abbildung 66: Gegenüberstellung der CO-Emissionen des FLOX-Brenners ohne sekundär Luft
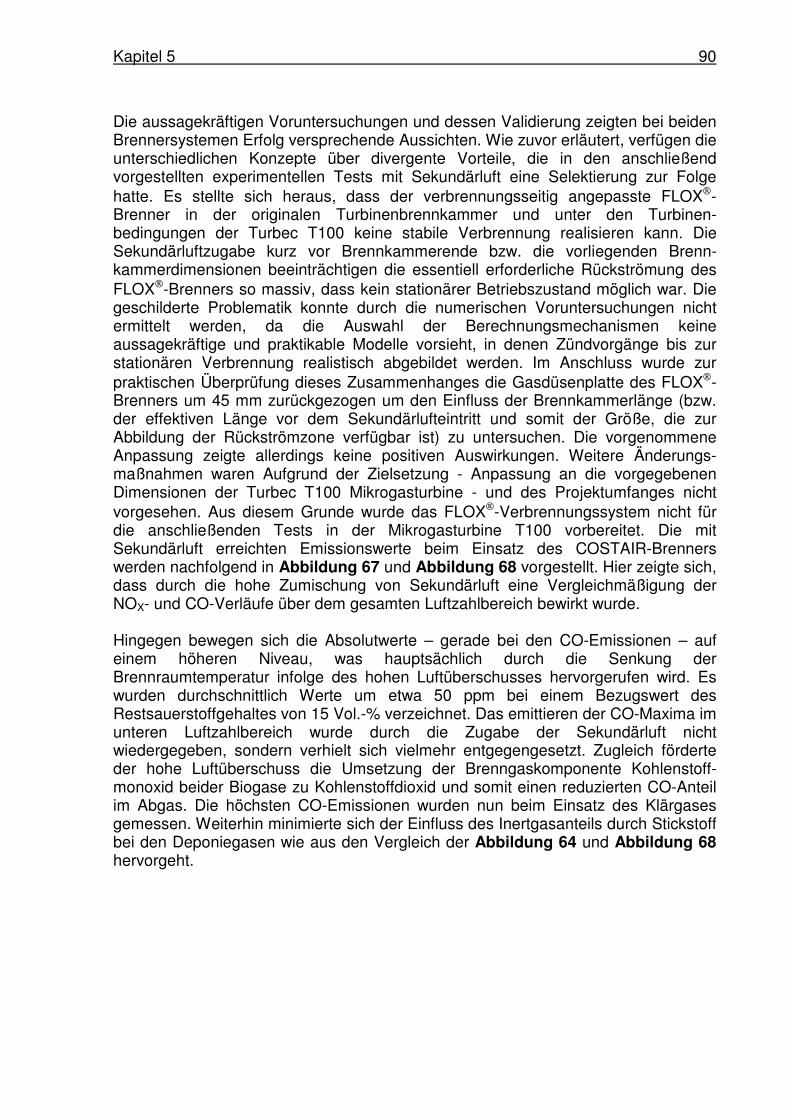
Kapitel 5 90
Die aussagekräftigen Voruntersuchungen und dessen Validierung zeigten bei beiden Brennersystemen Erfolg versprechende Aussichten. Wie zuvor erläutert, verfügen die unterschiedlichen Konzepte über divergente Vorteile, die in den anschließend vorgestellten experimentellen Tests mit Sekundärluft eine Selektierung zur Folge hatte. Es stellte sich heraus, dass der verbrennungsseitig angepasste FLOX-Brenner in der originalen Turbinenbrennkammer und unter den Turbinen-bedingungen der Turbec T100 keine stabile Verbrennung realisieren kann. Die Sekundärluftzugabe kurz vor Brennkammerende bzw. die vorliegenden Brenn-kammerdimensionen beeinträchtigen die essentiell erforderliche Rückströmung des FLOX-Brenners so massiv, dass kein stationärer Betriebszustand möglich war. Die geschilderte Problematik konnte durch die numerischen Voruntersuchungen nicht ermittelt werden, da die Auswahl der Berechnungsmechanismen keine aussagekräftige und praktikable Modelle vorsieht, in denen Zündvorgänge bis zur stationären Verbrennung realistisch abgebildet werden. Im Anschluss wurde zur praktischen Überprüfung dieses Zusammenhanges die Gasdüsenplatte des FLOX-Brenners um 45 mm zurückgezogen um den Einfluss der Brennkammerlänge (bzw. der effektiven Länge vor dem Sekundärlufteintritt und somit der Größe, die zur Abbildung der Rückströmzone verfügbar ist) zu untersuchen. Die vorgenommene Anpassung zeigte allerdings keine positiven Auswirkungen. Weitere Änderungs-maßnahmen waren Aufgrund der Zielsetzung - Anpassung an die vorgegebenen Dimensionen der Turbec T100 Mikrogasturbine - und des Projektumfanges nicht vorgesehen. Aus diesem Grunde wurde das FLOX-Verbrennungssystem nicht für die anschließenden Tests in der Mikrogasturbine T100 vorbereitet. Die mit Sekundärluft erreichten Emissionswerte beim Einsatz des COSTAIR-Brenners werden nachfolgend in Abbildung 67 und Abbildung 68 vorgestellt. Hier zeigte sich, dass durch die hohe Zumischung von Sekundärluft eine Vergleichmäßigung der NOX- und CO-Verläufe über dem gesamten Luftzahlbereich bewirkt wurde. Hingegen bewegen sich die Absolutwerte – gerade bei den CO-Emissionen – auf einem höheren Niveau, was hauptsächlich durch die Senkung der Brennraumtemperatur infolge des hohen Luftüberschusses hervorgerufen wird. Es wurden durchschnittlich Werte um etwa 50 ppm bei einem Bezugswert des Restsauerstoffgehaltes von 15 Vol.-% verzeichnet. Das emittieren der CO-Maxima im unteren Luftzahlbereich wurde durch die Zugabe der Sekundärluft nicht wiedergegeben, sondern verhielt sich vielmehr entgegengesetzt. Zugleich förderte der hohe Luftüberschuss die Umsetzung der Brenngaskomponente Kohlenstoff-monoxid beider Biogase zu Kohlenstoffdioxid und somit einen reduzierten CO-Anteil im Abgas. Die höchsten CO-Emissionen wurden nun beim Einsatz des Klärgases gemessen. Weiterhin minimierte sich der Einfluss des Inertgasanteils durch Stickstoff bei den Deponiegasen wie aus den Vergleich der Abbildung 64 und Abbildung 68 hervorgeht.
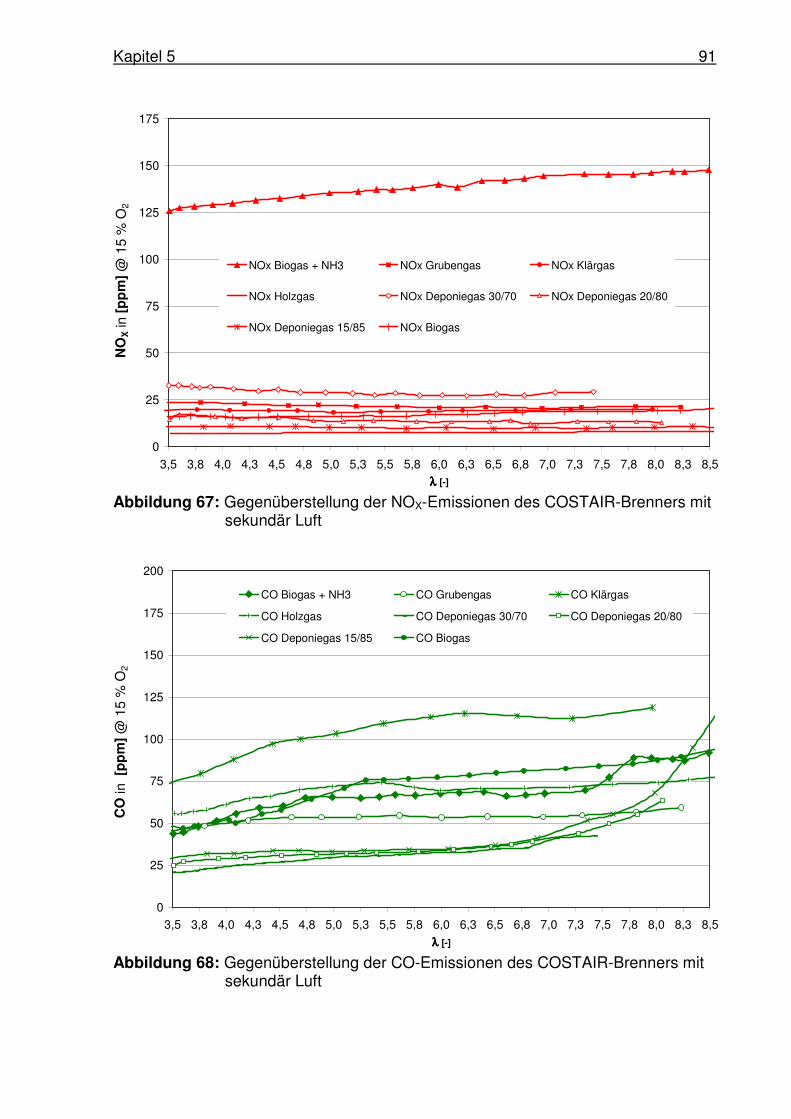
Kapitel 5 91
0
25
50
75
100
125
150
175
3,5 3,8 4,0 4,3 4,5 4,8 5,0 5,3 5,5 5,8 6,0 6,3 6,5 6,8 7,0 7,3 7,5 7,8 8,0 8,3 8,5λ λ λ λ [-]
NO
X in
[p
pm
] @
15
% O
2
NOx Biogas + NH3 NOx Grubengas NOx Klärgas
NOx Holzgas NOx Deponiegas 30/70 NOx Deponiegas 20/80
NOx Deponiegas 15/85 NOx Biogas
Abbildung 67: Gegenüberstellung der NOX-Emissionen des COSTAIR-Brenners mit sekundär Luft
0
25
50
75
100
125
150
175
200
3,5 3,8 4,0 4,3 4,5 4,8 5,0 5,3 5,5 5,8 6,0 6,3 6,5 6,8 7,0 7,3 7,5 7,8 8,0 8,3 8,5
λ λ λ λ [-]
CO
in [
pp
m]
@ 1
5 %
O2
CO Biogas + NH3 CO Grubengas CO Klärgas
CO Holzgas CO Deponiegas 30/70 CO Deponiegas 20/80
CO Deponiegas 15/85 CO Biogas
Abbildung 68: Gegenüberstellung der CO-Emissionen des COSTAIR-Brenners mit
sekundär Luft
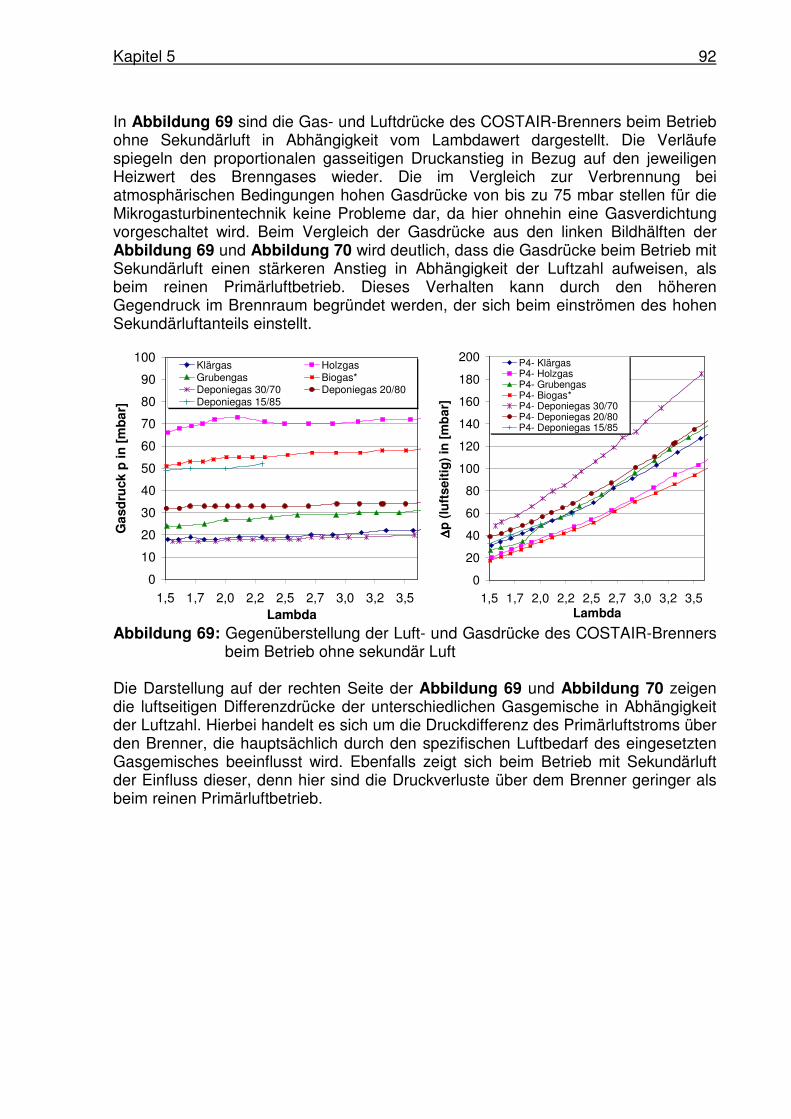
Kapitel 5 92
In Abbildung 69 sind die Gas- und Luftdrücke des COSTAIR-Brenners beim Betrieb ohne Sekundärluft in Abhängigkeit vom Lambdawert dargestellt. Die Verläufe spiegeln den proportionalen gasseitigen Druckanstieg in Bezug auf den jeweiligen Heizwert des Brenngases wieder. Die im Vergleich zur Verbrennung bei atmosphärischen Bedingungen hohen Gasdrücke von bis zu 75 mbar stellen für die Mikrogasturbinentechnik keine Probleme dar, da hier ohnehin eine Gasverdichtung vorgeschaltet wird. Beim Vergleich der Gasdrücke aus den linken Bildhälften der Abbildung 69 und Abbildung 70 wird deutlich, dass die Gasdrücke beim Betrieb mit Sekundärluft einen stärkeren Anstieg in Abhängigkeit der Luftzahl aufweisen, als beim reinen Primärluftbetrieb. Dieses Verhalten kann durch den höheren Gegendruck im Brennraum begründet werden, der sich beim einströmen des hohen Sekundärluftanteils einstellt.
0
10
20
30
40
50
60
70
80
90
100
1,5 1,7 2,0 2,2 2,5 2,7 3,0 3,2 3,5Lambda
Gas
dru
ck p
in [
mb
ar]
Klärgas HolzgasGrubengas Biogas*Deponiegas 30/70 Deponiegas 20/80Deponiegas 15/85
0
20
40
60
80
100
120
140
160
180
200
1,5 1,7 2,0 2,2 2,5 2,7 3,0 3,2 3,5Lambda
∆∆ ∆∆p
(lu
ftse
itig
) in
[m
bar
]
P4- KlärgasP4- HolzgasP4- GrubengasP4- Biogas*P4- Deponiegas 30/70P4- Deponiegas 20/80P4- Deponiegas 15/85
Abbildung 69: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners
beim Betrieb ohne sekundär Luft Die Darstellung auf der rechten Seite der Abbildung 69 und Abbildung 70 zeigen die luftseitigen Differenzdrücke der unterschiedlichen Gasgemische in Abhängigkeit der Luftzahl. Hierbei handelt es sich um die Druckdifferenz des Primärluftstroms über den Brenner, die hauptsächlich durch den spezifischen Luftbedarf des eingesetzten Gasgemisches beeinflusst wird. Ebenfalls zeigt sich beim Betrieb mit Sekundärluft der Einfluss dieser, denn hier sind die Druckverluste über dem Brenner geringer als beim reinen Primärluftbetrieb.
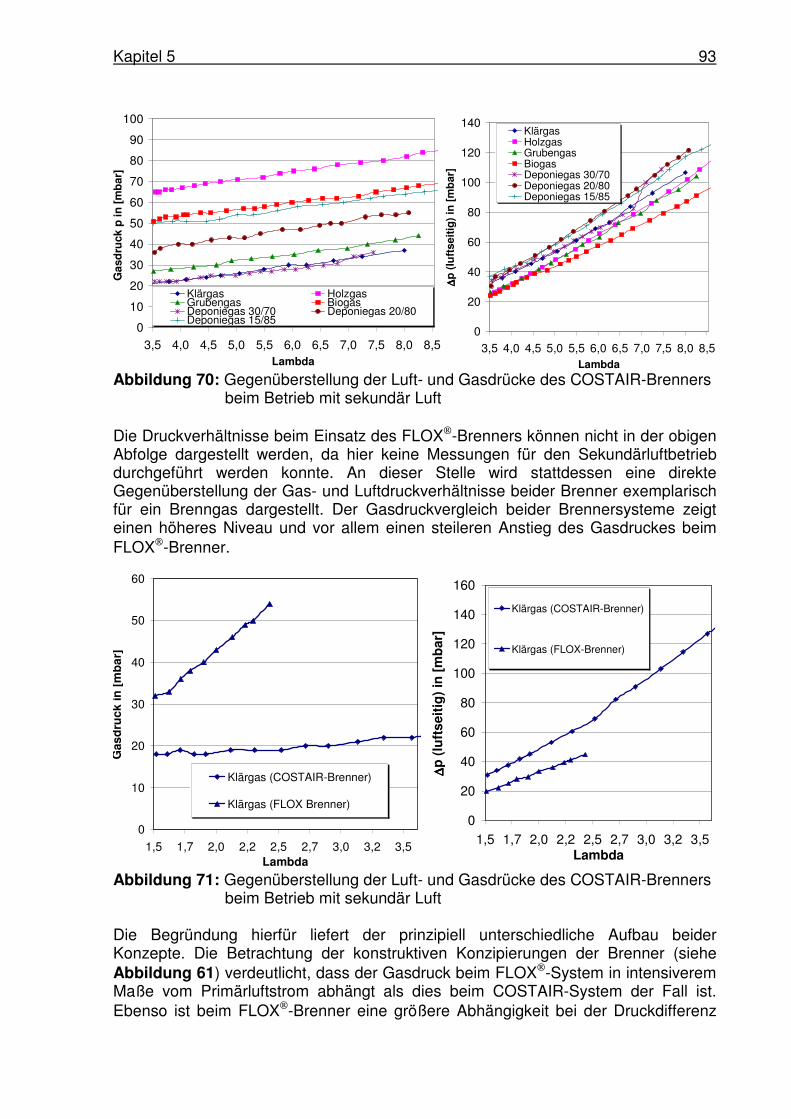
Kapitel 5 93
0
10
20
30
40
50
60
70
80
90
100
3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5Lambda
Gas
dru
ck p
in [
mb
ar]
Klärgas HolzgasGrubengas BiogasDeponiegas 30/70 Deponiegas 20/80Deponiegas 15/85
0
20
40
60
80
100
120
140
3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5Lambda
∆∆ ∆∆p
(lu
ftse
itig
) in
[m
bar
]
KlärgasHolzgasGrubengasBiogasDeponiegas 30/70Deponiegas 20/80Deponiegas 15/85
Abbildung 70: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners beim Betrieb mit sekundär Luft
Die Druckverhältnisse beim Einsatz des FLOX-Brenners können nicht in der obigen Abfolge dargestellt werden, da hier keine Messungen für den Sekundärluftbetrieb durchgeführt werden konnte. An dieser Stelle wird stattdessen eine direkte Gegenüberstellung der Gas- und Luftdruckverhältnisse beider Brenner exemplarisch für ein Brenngas dargestellt. Der Gasdruckvergleich beider Brennersysteme zeigt einen höheres Niveau und vor allem einen steileren Anstieg des Gasdruckes beim FLOX-Brenner.
0
10
20
30
40
50
60
1,5 1,7 2,0 2,2 2,5 2,7 3,0 3,2 3,5Lambda
Gas
dru
ck in
[m
bar
]
Klärgas (COSTAIR-Brenner)
Klärgas (FLOX Brenner)
0
20
40
60
80
100
120
140
160
1,5 1,7 2,0 2,2 2,5 2,7 3,0 3,2 3,5Lambda
∆∆ ∆∆p
(lu
ftse
itig
) in
[m
bar
]
Klärgas (COSTAIR-Brenner)
Klärgas (FLOX-Brenner)
Abbildung 71: Gegenüberstellung der Luft- und Gasdrücke des COSTAIR-Brenners beim Betrieb mit sekundär Luft
Die Begründung hierfür liefert der prinzipiell unterschiedliche Aufbau beider Konzepte. Die Betrachtung der konstruktiven Konzipierungen der Brenner (siehe Abbildung 61) verdeutlicht, dass der Gasdruck beim FLOX-System in intensiverem Maße vom Primärluftstrom abhängt als dies beim COSTAIR-System der Fall ist. Ebenso ist beim FLOX-Brenner eine größere Abhängigkeit bei der Druckdifferenz
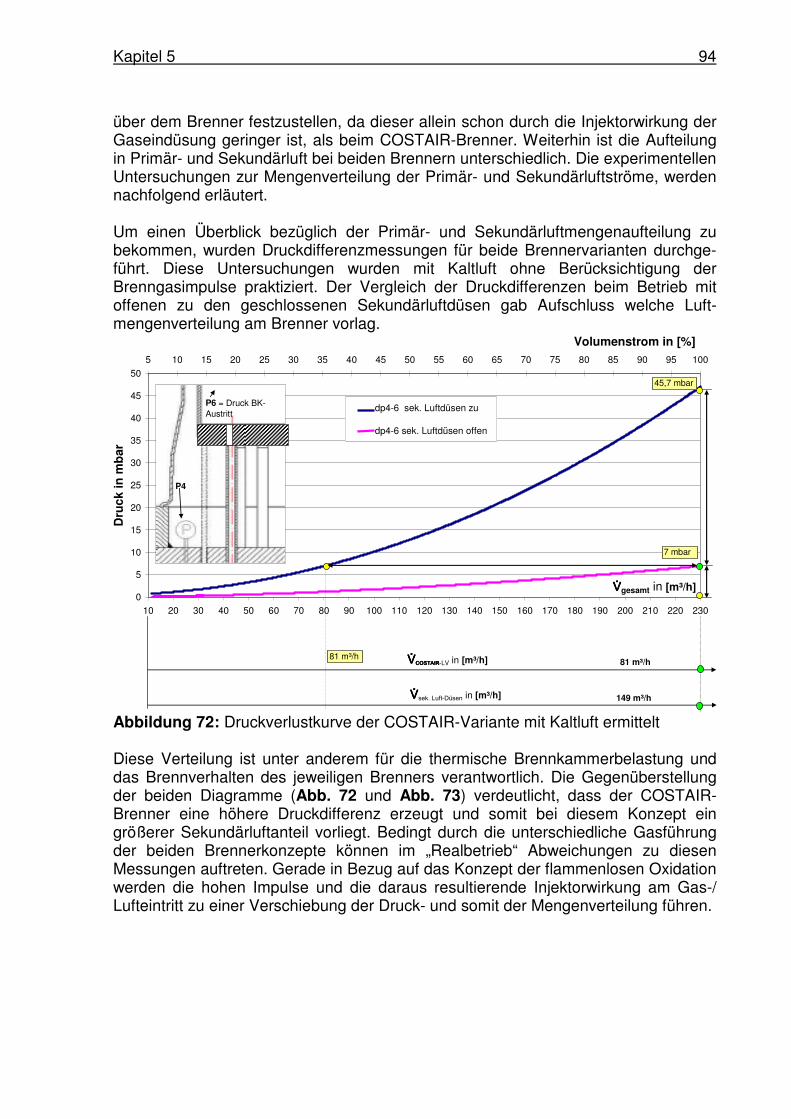
Kapitel 5 94
über dem Brenner festzustellen, da dieser allein schon durch die Injektorwirkung der Gaseindüsung geringer ist, als beim COSTAIR-Brenner. Weiterhin ist die Aufteilung in Primär- und Sekundärluft bei beiden Brennern unterschiedlich. Die experimentellen Untersuchungen zur Mengenverteilung der Primär- und Sekundärluftströme, werden nachfolgend erläutert. Um einen Überblick bezüglich der Primär- und Sekundärluftmengenaufteilung zu bekommen, wurden Druckdifferenzmessungen für beide Brennervarianten durchge-führt. Diese Untersuchungen wurden mit Kaltluft ohne Berücksichtigung der Brenngasimpulse praktiziert. Der Vergleich der Druckdifferenzen beim Betrieb mit offenen zu den geschlossenen Sekundärluftdüsen gab Aufschluss welche Luft-mengenverteilung am Brenner vorlag.
0
5
10
15
20
25
30
35
40
45
50
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230
VVVVgesamt in [m³/h]
Dru
ck in
mb
ar
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Volumenstrom in [%]
dp4-6 sek. Luftdüsen zu
dp4-6 sek. Luftdüsen offen
P4
P6 = Druck BK-Austritt
45,7 mbar
7 mbar
VVVVCOSTAIRCOSTAIRCOSTAIRCOSTAIR-LV in [m³/h]
VVVVsek. Luft-Düsen in [m³/h]
81 m³/h81 m³/h
149 m³/h
Abbildung 72: Druckverlustkurve der COSTAIR-Variante mit Kaltluft ermittelt Diese Verteilung ist unter anderem für die thermische Brennkammerbelastung und das Brennverhalten des jeweiligen Brenners verantwortlich. Die Gegenüberstellung der beiden Diagramme (Abb. 72 und Abb. 73) verdeutlicht, dass der COSTAIR-Brenner eine höhere Druckdifferenz erzeugt und somit bei diesem Konzept ein größerer Sekundärluftanteil vorliegt. Bedingt durch die unterschiedliche Gasführung der beiden Brennerkonzepte können im „Realbetrieb“ Abweichungen zu diesen Messungen auftreten. Gerade in Bezug auf das Konzept der flammenlosen Oxidation werden die hohen Impulse und die daraus resultierende Injektorwirkung am Gas-/ Lufteintritt zu einer Verschiebung der Druck- und somit der Mengenverteilung führen.
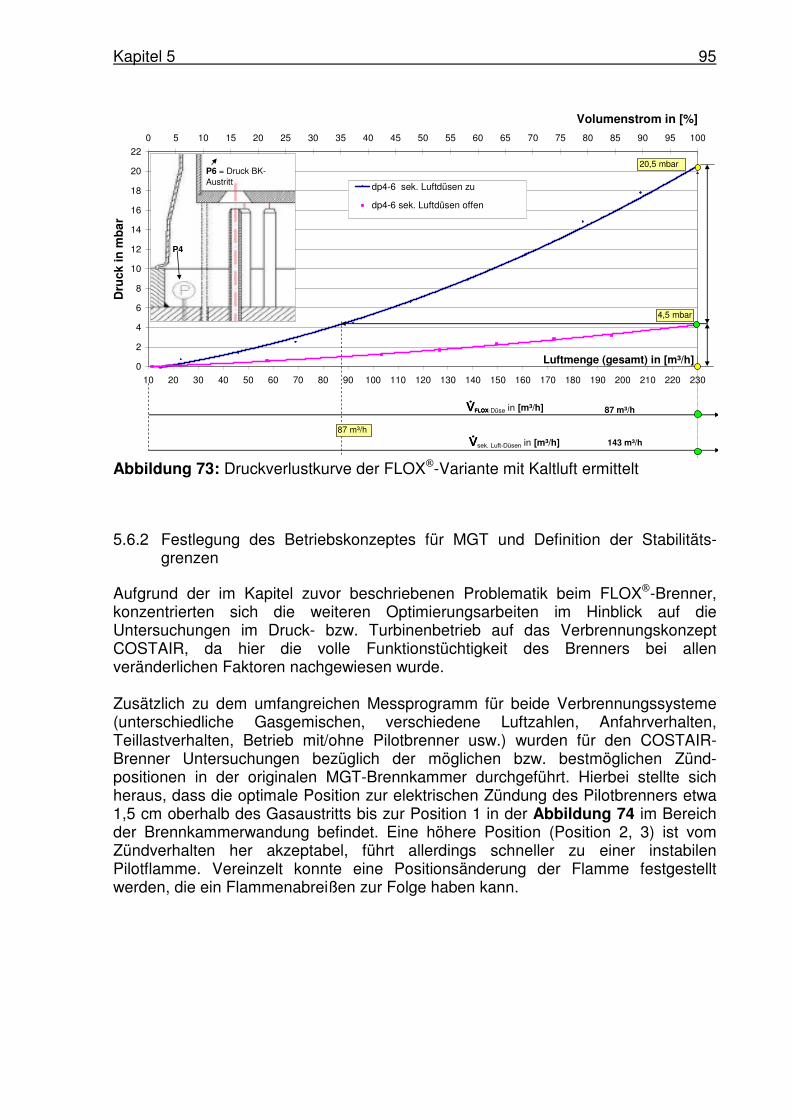
Kapitel 5 95
0
2
4
6
8
10
12
14
16
18
20
22
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230
Luftmenge (gesamt) in [m³/h]
Dru
ck in
mb
ar
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Volumenstrom in [%]
dp4-6 sek. Luftdüsen zu
dp4-6 sek. Luftdüsen offen
Polynomisch (dp4-6 sek. Luftdüsen
P4
P6 = Druck BK-Austritt
4,5 mbar4,5 mbar
20,5 mbar
VVVVFLOXFLOXFLOXFLOX-Düse in [m³/h]
VVVVsek. Luft-Düsen in [m³/h]87 m³/h
87 m³/h
143 m³/h
Abbildung 73: Druckverlustkurve der FLOX-Variante mit Kaltluft ermittelt
5.6.2 Festlegung des Betriebskonzeptes für MGT und Definition der Stabilitäts-grenzen
Aufgrund der im Kapitel zuvor beschriebenen Problematik beim FLOX-Brenner, konzentrierten sich die weiteren Optimierungsarbeiten im Hinblick auf die Untersuchungen im Druck- bzw. Turbinenbetrieb auf das Verbrennungskonzept COSTAIR, da hier die volle Funktionstüchtigkeit des Brenners bei allen veränderlichen Faktoren nachgewiesen wurde. Zusätzlich zu dem umfangreichen Messprogramm für beide Verbrennungssysteme (unterschiedliche Gasgemischen, verschiedene Luftzahlen, Anfahrverhalten, Teillastverhalten, Betrieb mit/ohne Pilotbrenner usw.) wurden für den COSTAIR-Brenner Untersuchungen bezüglich der möglichen bzw. bestmöglichen Zünd-positionen in der originalen MGT-Brennkammer durchgeführt. Hierbei stellte sich heraus, dass die optimale Position zur elektrischen Zündung des Pilotbrenners etwa 1,5 cm oberhalb des Gasaustritts bis zur Position 1 in der Abbildung 74 im Bereich der Brennkammerwandung befindet. Eine höhere Position (Position 2, 3) ist vom Zündverhalten her akzeptabel, führt allerdings schneller zu einer instabilen Pilotflamme. Vereinzelt konnte eine Positionsänderung der Flamme festgestellt werden, die ein Flammenabreißen zur Folge haben kann.
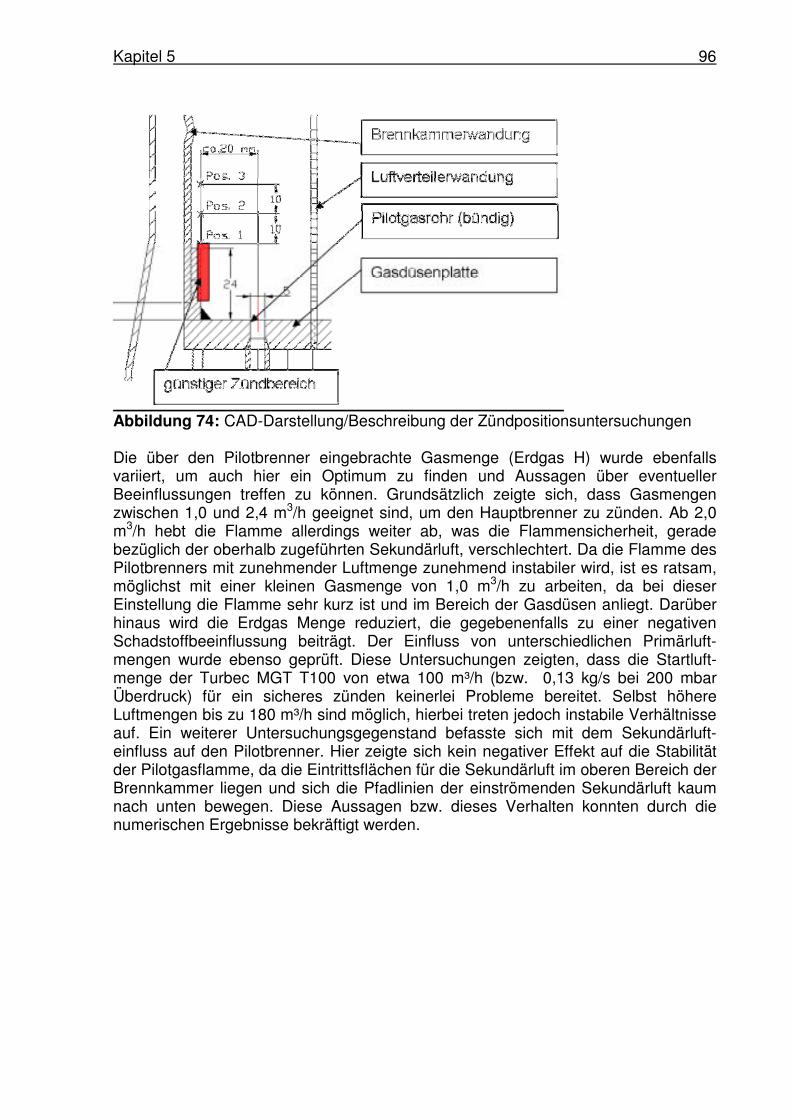
Kapitel 5 96
Abbildung 74: CAD-Darstellung/Beschreibung der Zündpositionsuntersuchungen Die über den Pilotbrenner eingebrachte Gasmenge (Erdgas H) wurde ebenfalls variiert, um auch hier ein Optimum zu finden und Aussagen über eventueller Beeinflussungen treffen zu können. Grundsätzlich zeigte sich, dass Gasmengen zwischen 1,0 und 2,4 m3/h geeignet sind, um den Hauptbrenner zu zünden. Ab 2,0 m3/h hebt die Flamme allerdings weiter ab, was die Flammensicherheit, gerade bezüglich der oberhalb zugeführten Sekundärluft, verschlechtert. Da die Flamme des Pilotbrenners mit zunehmender Luftmenge zunehmend instabiler wird, ist es ratsam, möglichst mit einer kleinen Gasmenge von 1,0 m3/h zu arbeiten, da bei dieser Einstellung die Flamme sehr kurz ist und im Bereich der Gasdüsen anliegt. Darüber hinaus wird die Erdgas Menge reduziert, die gegebenenfalls zu einer negativen Schadstoffbeeinflussung beiträgt. Der Einfluss von unterschiedlichen Primärluft-mengen wurde ebenso geprüft. Diese Untersuchungen zeigten, dass die Startluft-menge der Turbec MGT T100 von etwa 100 m³/h (bzw. 0,13 kg/s bei 200 mbar Überdruck) für ein sicheres zünden keinerlei Probleme bereitet. Selbst höhere Luftmengen bis zu 180 m³/h sind möglich, hierbei treten jedoch instabile Verhältnisse auf. Ein weiterer Untersuchungsgegenstand befasste sich mit dem Sekundärluft-einfluss auf den Pilotbrenner. Hier zeigte sich kein negativer Effekt auf die Stabilität der Pilotgasflamme, da die Eintrittsflächen für die Sekundärluft im oberen Bereich der Brennkammer liegen und sich die Pfadlinien der einströmenden Sekundärluft kaum nach unten bewegen. Diese Aussagen bzw. dieses Verhalten konnten durch die numerischen Ergebnisse bekräftigt werden.
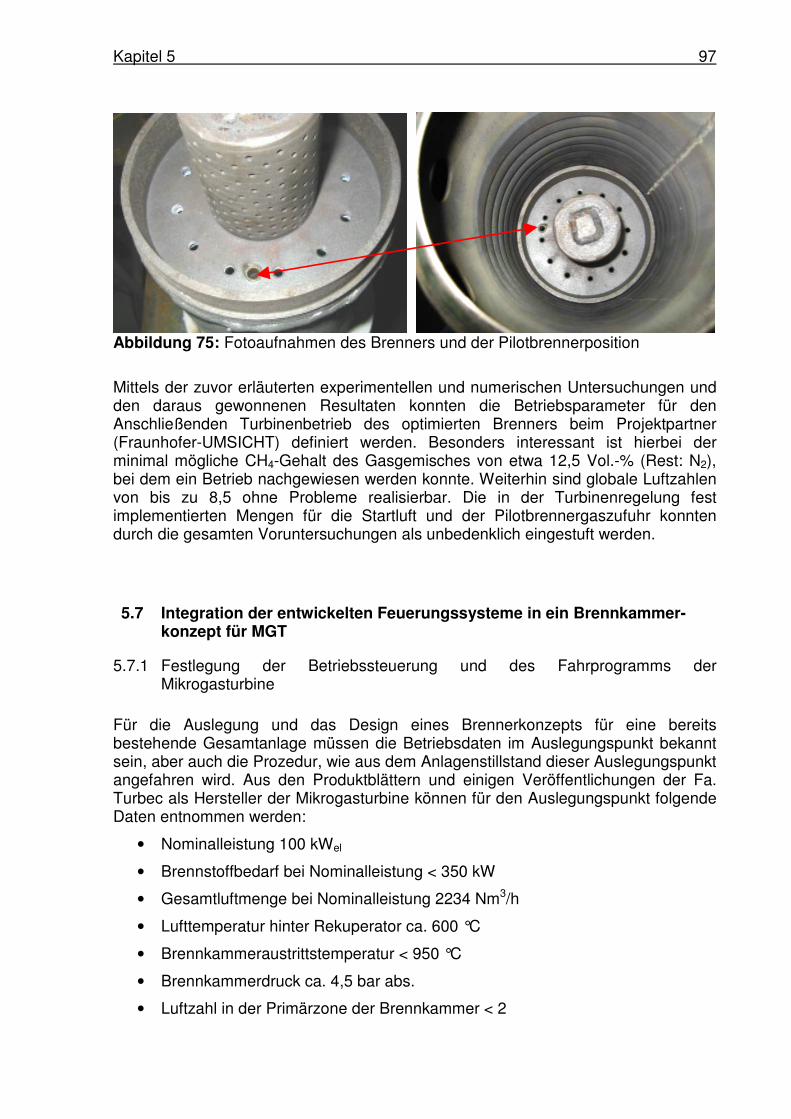
Kapitel 5 97
Abbildung 75: Fotoaufnahmen des Brenners und der Pilotbrennerposition
Mittels der zuvor erläuterten experimentellen und numerischen Untersuchungen und den daraus gewonnenen Resultaten konnten die Betriebsparameter für den Anschließenden Turbinenbetrieb des optimierten Brenners beim Projektpartner (Fraunhofer-UMSICHT) definiert werden. Besonders interessant ist hierbei der minimal mögliche CH4-Gehalt des Gasgemisches von etwa 12,5 Vol.-% (Rest: N2), bei dem ein Betrieb nachgewiesen werden konnte. Weiterhin sind globale Luftzahlen von bis zu 8,5 ohne Probleme realisierbar. Die in der Turbinenregelung fest implementierten Mengen für die Startluft und der Pilotbrennergaszufuhr konnten durch die gesamten Voruntersuchungen als unbedenklich eingestuft werden.
5.7 Integration der entwickelten Feuerungssysteme in ein Brennkammer-konzept für MGT
5.7.1 Festlegung der Betriebssteuerung und des Fahrprogramms der Mikrogasturbine
Für die Auslegung und das Design eines Brennerkonzepts für eine bereits bestehende Gesamtanlage müssen die Betriebsdaten im Auslegungspunkt bekannt sein, aber auch die Prozedur, wie aus dem Anlagenstillstand dieser Auslegungspunkt angefahren wird. Aus den Produktblättern und einigen Veröffentlichungen der Fa. Turbec als Hersteller der Mikrogasturbine können für den Auslegungspunkt folgende Daten entnommen werden:
• Nominalleistung 100 kWel
• Brennstoffbedarf bei Nominalleistung < 350 kW
• Gesamtluftmenge bei Nominalleistung 2234 Nm3/h
• Lufttemperatur hinter Rekuperator ca. 600 °C
• Brennkammeraustrittstemperatur < 950 °C
• Brennkammerdruck ca. 4,5 bar abs.
• Luftzahl in der Primärzone der Brennkammer < 2
Kapitel 5 98
Diese Daten sind ausreichend, um das Design des Hauptbrenners für konstante Betriebsbedingungen festlegen zu können. Für das Design des Pilotbrenners und auch die Anordnung von Pilotbrenner und Zündeinrichtung ist das prinzipielle Anfahrkonzept erforderlich.
Aus dem Betrieb der Mikrogasturbine T100 im Rahmen eines von Fraunhofer UMSICHT durchgeführten Projekts mit der Kurzbezeichnung »PEM-Oberhausen« (AZ. 65.69-A-404, Projektträger ETN für das Ministerium für Wirtschaft, Mittelstand und Energie des Landes Nordrhein-Westfalen) konnte folgende Anfahrprozedur ermittelt werden:
• Anfahren aller Hilfsaggregate (Ölkreislauf zur Lagerschmierung, Kühlmittel-kreislauf, Sperrluftgebläse)
• Andrehen der gemeinsamen Verdichter/Turbinenwelle auf 33 % der Nenndrehzahl durch Motorbetrieb des Generators, dadurch entsteht in der Brennkammer nur ein leichter Überdruck von wenigen kPa.
• Nach ca. 1 min Spüldauer der Brennkammer mit Luft Öffnen des Magnetventils vor der Brenngasregelstrecke und Öffnen des Pilotventils. Starten der Zündkerze.
• Überwachung des Zündverhaltens durch Temperaturmessung am Turbinen-austritt (innerhalb einer bestimmten Zeit muss ein gewisser Temperaturanstieg erfolgt sein, sonst wird die Turbine wieder abgeschaltet wegen ausbleiben der Zündung der Pilotflamme)
• Nach Erreichen einer bestimmten Temperatur am Turbinenaustritt werden die Hauptbrenngasventile geöffnet.
• Brenngasmenge wird über die ansteigende Temperatur geregelt, Drehzahl der Welle langsam gesteigert. Dadurch erhöht sich langsam der Brennkammer-druck.
• Bei Überschreiten von etwa 60 % der Nenndrehzahl wird der Motorbetrieb ausgeschaltet und der Generator beginnt Strom zu exportieren.
• Das Pilotgas wird langsam reduziert, Hauptbrenngasmenge und Drehzahl werden langsam erhöht, bis die Sollwerte für den Auslegungspunkt erreicht werden.
• Die Pilotflamme brennt auch im Normalbetrieb ständig mit einer Brennstoff-menge von 0,5 g/s, was bei Erdgasbetrieb einem Leistungseintrag von 20 kW entspricht.
Um die Turbinensteuerung nicht komplett neu erstellen zu müssen, sollte das Design der Brennkammer (vor allem Anordnung der Pilotflamme und Zündeinrichtung) so festgelegt werden, dass mit dem vorstehenden Ablaufschema lediglich mit Änderung einzelner Schwellenwerte oder Verzugszeiten der Normalbetrieb erreicht werden kann.
Für das Versuchsprogramm werden die folgenden Grundziele definiert:
• Die Stabilitätsgrenze des Turbinenbetriebs mit Schwachgas ist auszuloten. Dazu wird Erdgas in mehreren Stufen verdünnt mit Stickstoff.
Kapitel 5 99
• Betriebsbedingungen sollten einem späteren Einsatz nahe kommen. Daher wird nicht mit Erdgas als Hauptbrennstoff begonnen und im laufenden Betrieb der Heizwert des Gases durch Zumischung von Stickstoff gesenkt, sondern die Mischeinrichtung ist so zu gestalten, dass jeweils zu Beginn eines Versuchs am Hauptgasdosierventil bereits vorgemischtes Brenngas mit niedrigem Heizwert ansteht.
• Da zur Zündung der (Pilot-)Flamme hochkalorischer Brennstoff erforderlich ist, soll im Gegensatz zum Normalbetrieb mit Erdgas auch der Turbinenbetrieb ohne Pilotgas erprobt werden. Dies entspricht dann der vorgesehenen Betriebsweise für die Schwachgasanwendungen (kurzzeitiger Einsatz hochkalorischer Brennstoffe zum Anfahren, danach Dauerbetrieb mit Schwachgas, möglichst ohne Stützfeuerung)
5.7.2 FLUENT-Rechnungen zur Brennkammerauslegung
In diesem Arbeitsschritt soll ein Brennkammerkonzept entwickelt werden, so dass der zuvor ausgelegte Brenner in die Turbec -Brennkammer des Fraunhofer Institut UMSICHT integriert werden kann. Die Schwerpunkte bei der Integration des FLOX- bzw. COSTAIR-Brenners in die bestehende Turbec -Brennkammer sind folgende:
a) Geeignete Aufteilung der Verdichterluft in Primär- und Sekundärluft b) Eventuelle Modifikationen der Brennkammerkühlung c) Zumischung der Verdichterluft (Sekundärluft) in die Verbrennungszone
Der schematische Aufbau des Brenner-/ Brennkammersystems und die Abhängigkeiten zwischen den einzelnen Auslegungsschwerpunkten sind in Abbildung 76 zu sehen. Die Geometrie des Brenners bzw. der Brennkammer beeinflussen über die entstehenden Druckverluste die Aufteilung der Verdichterluft in Primär- und Sekundärluft. Je mehr Luft in die Primärzone geleitet wird, desto geringer sind die Verbrennungstemperaturen in der Primärzone und somit die zu erwartenden Wandtemperaturen, wobei allerdings auch mit sinkender Temperatur die Flammenstabilität abnimmt. In Absprache mit den Projektpartnern GWI und UMSICHT wurde die Geometrie des Brenner/Brennkammersystems festgelegt.
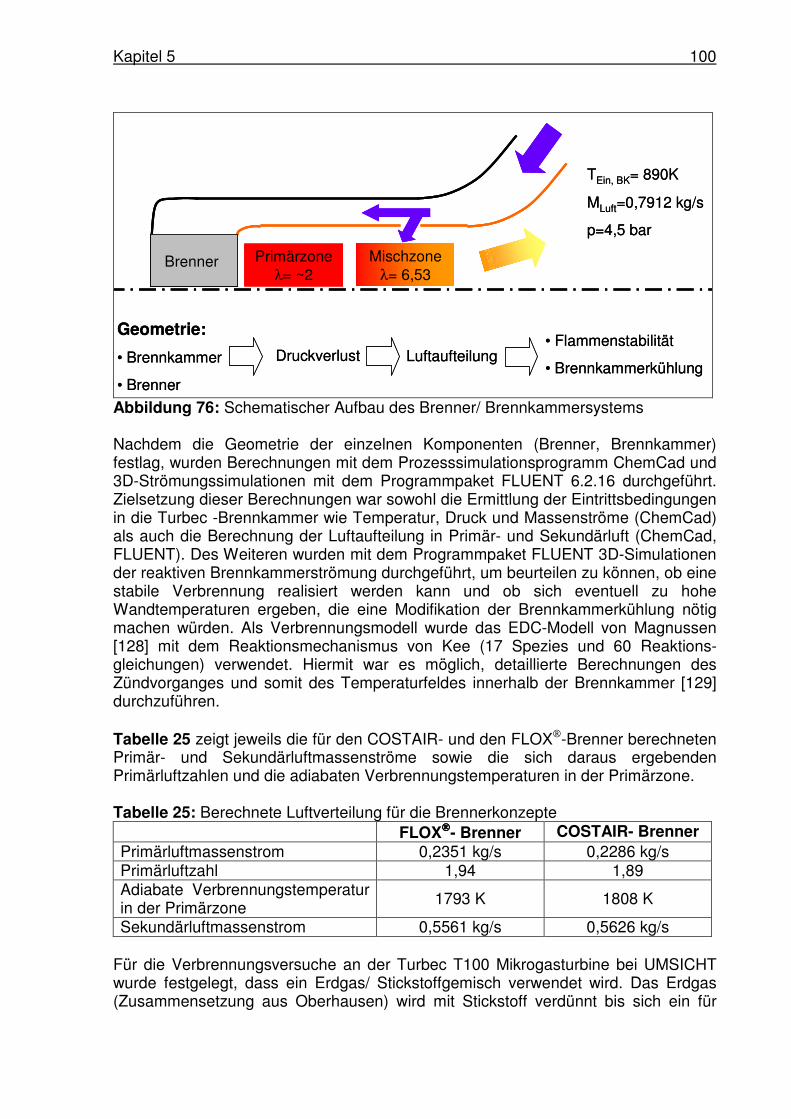
Kapitel 5 100
TEin, BK= 890K
MLuft=0,7912 kg/s
p=4,5 bar
Primärzone λ= ~2
Mischzone λ= 6,53
Brenner
Geometrie:
• Brennkammer
• Brenner
Druckverlust Luftaufteilung• Flammenstabilität
• Brennkammerkühlung
TEin, BK= 890K
MLuft=0,7912 kg/s
p=4,5 bar
Primärzone λ= ~2
Mischzone λ= 6,53
Brenner Primärzone λ= ~2
Mischzone λ= 6,53
Brenner
Geometrie:
• Brennkammer
• Brenner
Druckverlust Luftaufteilung• Flammenstabilität
• Brennkammerkühlung
Abbildung 76: Schematischer Aufbau des Brenner/ Brennkammersystems
Nachdem die Geometrie der einzelnen Komponenten (Brenner, Brennkammer) festlag, wurden Berechnungen mit dem Prozesssimulationsprogramm ChemCad und 3D-Strömungssimulationen mit dem Programmpaket FLUENT 6.2.16 durchgeführt. Zielsetzung dieser Berechnungen war sowohl die Ermittlung der Eintrittsbedingungen in die Turbec -Brennkammer wie Temperatur, Druck und Massenströme (ChemCad) als auch die Berechnung der Luftaufteilung in Primär- und Sekundärluft (ChemCad, FLUENT). Des Weiteren wurden mit dem Programmpaket FLUENT 3D-Simulationen der reaktiven Brennkammerströmung durchgeführt, um beurteilen zu können, ob eine stabile Verbrennung realisiert werden kann und ob sich eventuell zu hohe Wandtemperaturen ergeben, die eine Modifikation der Brennkammerkühlung nötig machen würden. Als Verbrennungsmodell wurde das EDC-Modell von Magnussen [128] mit dem Reaktionsmechanismus von Kee (17 Spezies und 60 Reaktions-gleichungen) verwendet. Hiermit war es möglich, detaillierte Berechnungen des Zündvorganges und somit des Temperaturfeldes innerhalb der Brennkammer [129] durchzuführen. Tabelle 25 zeigt jeweils die für den COSTAIR- und den FLOX-Brenner berechneten Primär- und Sekundärluftmassenströme sowie die sich daraus ergebenden Primärluftzahlen und die adiabaten Verbrennungstemperaturen in der Primärzone. Tabelle 25: Berechnete Luftverteilung für die Brennerkonzepte FLOX- Brenner COSTAIR- Brenner Primärluftmassenstrom 0,2351 kg/s 0,2286 kg/s Primärluftzahl 1,94 1,89 Adiabate Verbrennungstemperatur in der Primärzone
1793 K 1808 K
Sekundärluftmassenstrom 0,5561 kg/s 0,5626 kg/s Für die Verbrennungsversuche an der Turbec T100 Mikrogasturbine bei UMSICHT wurde festgelegt, dass ein Erdgas/ Stickstoffgemisch verwendet wird. Das Erdgas (Zusammensetzung aus Oberhausen) wird mit Stickstoff verdünnt bis sich ein für
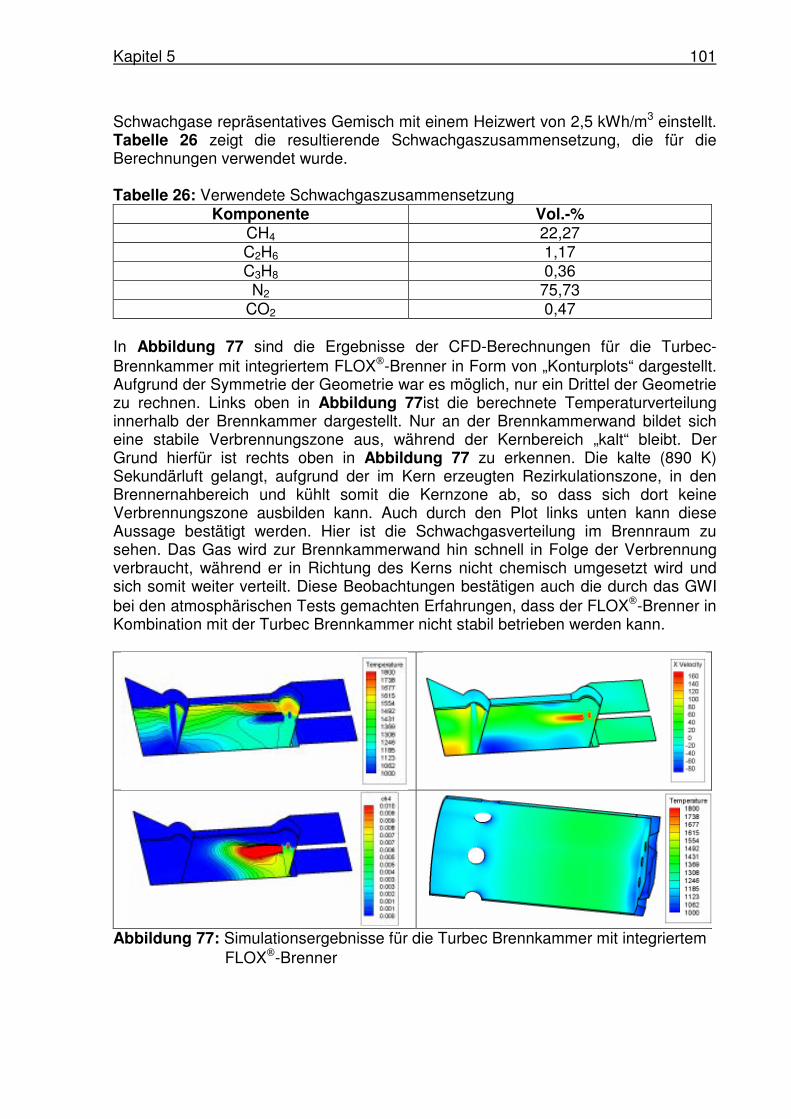
Kapitel 5 101
Schwachgase repräsentatives Gemisch mit einem Heizwert von 2,5 kWh/m3 einstellt. Tabelle 26 zeigt die resultierende Schwachgaszusammensetzung, die für die Berechnungen verwendet wurde. Tabelle 26: Verwendete Schwachgaszusammensetzung
Komponente Vol.-% CH4 22,27 C2H6 1,17 C3H8 0,36 N2 75,73
CO2 0,47 In Abbildung 77 sind die Ergebnisse der CFD-Berechnungen für die Turbec-Brennkammer mit integriertem FLOX-Brenner in Form von „Konturplots“ dargestellt. Aufgrund der Symmetrie der Geometrie war es möglich, nur ein Drittel der Geometrie zu rechnen. Links oben in Abbildung 77ist die berechnete Temperaturverteilung innerhalb der Brennkammer dargestellt. Nur an der Brennkammerwand bildet sich eine stabile Verbrennungszone aus, während der Kernbereich „kalt“ bleibt. Der Grund hierfür ist rechts oben in Abbildung 77 zu erkennen. Die kalte (890 K) Sekundärluft gelangt, aufgrund der im Kern erzeugten Rezirkulationszone, in den Brennernahbereich und kühlt somit die Kernzone ab, so dass sich dort keine Verbrennungszone ausbilden kann. Auch durch den Plot links unten kann diese Aussage bestätigt werden. Hier ist die Schwachgasverteilung im Brennraum zu sehen. Das Gas wird zur Brennkammerwand hin schnell in Folge der Verbrennung verbraucht, während er in Richtung des Kerns nicht chemisch umgesetzt wird und sich somit weiter verteilt. Diese Beobachtungen bestätigen auch die durch das GWI bei den atmosphärischen Tests gemachten Erfahrungen, dass der FLOX-Brenner in Kombination mit der Turbec Brennkammer nicht stabil betrieben werden kann.
Abbildung 77: Simulationsergebnisse für die Turbec Brennkammer mit integriertem
FLOX-Brenner
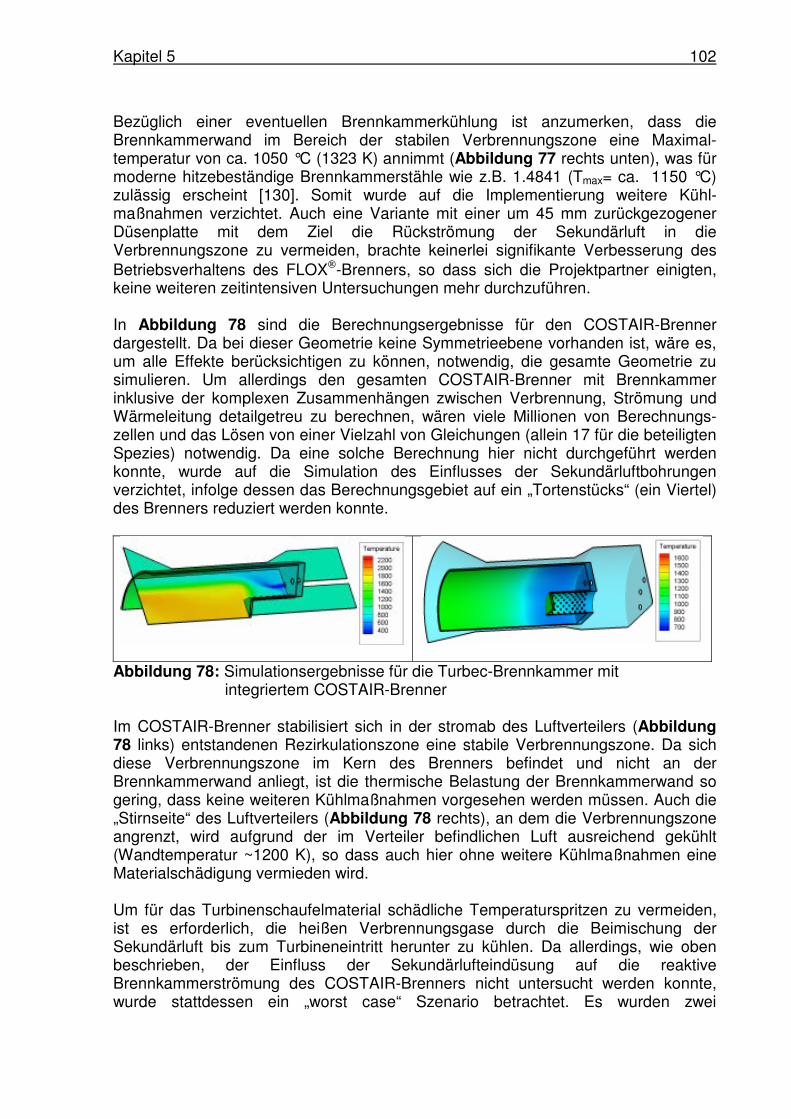
Kapitel 5 102
Bezüglich einer eventuellen Brennkammerkühlung ist anzumerken, dass die Brennkammerwand im Bereich der stabilen Verbrennungszone eine Maximal-temperatur von ca. 1050 °C (1323 K) annimmt (Abbildung 77 rechts unten), was für moderne hitzebeständige Brennkammerstähle wie z.B. 1.4841 (Tmax= ca. 1150 °C) zulässig erscheint [130]. Somit wurde auf die Implementierung weitere Kühl-maßnahmen verzichtet. Auch eine Variante mit einer um 45 mm zurückgezogener Düsenplatte mit dem Ziel die Rückströmung der Sekundärluft in die Verbrennungszone zu vermeiden, brachte keinerlei signifikante Verbesserung des Betriebsverhaltens des FLOX-Brenners, so dass sich die Projektpartner einigten, keine weiteren zeitintensiven Untersuchungen mehr durchzuführen. In Abbildung 78 sind die Berechnungsergebnisse für den COSTAIR-Brenner dargestellt. Da bei dieser Geometrie keine Symmetrieebene vorhanden ist, wäre es, um alle Effekte berücksichtigen zu können, notwendig, die gesamte Geometrie zu simulieren. Um allerdings den gesamten COSTAIR-Brenner mit Brennkammer inklusive der komplexen Zusammenhängen zwischen Verbrennung, Strömung und Wärmeleitung detailgetreu zu berechnen, wären viele Millionen von Berechnungs-zellen und das Lösen von einer Vielzahl von Gleichungen (allein 17 für die beteiligten Spezies) notwendig. Da eine solche Berechnung hier nicht durchgeführt werden konnte, wurde auf die Simulation des Einflusses der Sekundärluftbohrungen verzichtet, infolge dessen das Berechnungsgebiet auf ein „Tortenstücks“ (ein Viertel) des Brenners reduziert werden konnte.
Abbildung 78: Simulationsergebnisse für die Turbec-Brennkammer mit integriertem COSTAIR-Brenner
Im COSTAIR-Brenner stabilisiert sich in der stromab des Luftverteilers (Abbildung 78 links) entstandenen Rezirkulationszone eine stabile Verbrennungszone. Da sich diese Verbrennungszone im Kern des Brenners befindet und nicht an der Brennkammerwand anliegt, ist die thermische Belastung der Brennkammerwand so gering, dass keine weiteren Kühlmaßnahmen vorgesehen werden müssen. Auch die „Stirnseite“ des Luftverteilers (Abbildung 78 rechts), an dem die Verbrennungszone angrenzt, wird aufgrund der im Verteiler befindlichen Luft ausreichend gekühlt (Wandtemperatur ~1200 K), so dass auch hier ohne weitere Kühlmaßnahmen eine Materialschädigung vermieden wird. Um für das Turbinenschaufelmaterial schädliche Temperaturspritzen zu vermeiden, ist es erforderlich, die heißen Verbrennungsgase durch die Beimischung der Sekundärluft bis zum Turbineneintritt herunter zu kühlen. Da allerdings, wie oben beschrieben, der Einfluss der Sekundärlufteindüsung auf die reaktive Brennkammerströmung des COSTAIR-Brenners nicht untersucht werden konnte, wurde stattdessen ein „worst case“ Szenario betrachtet. Es wurden zwei
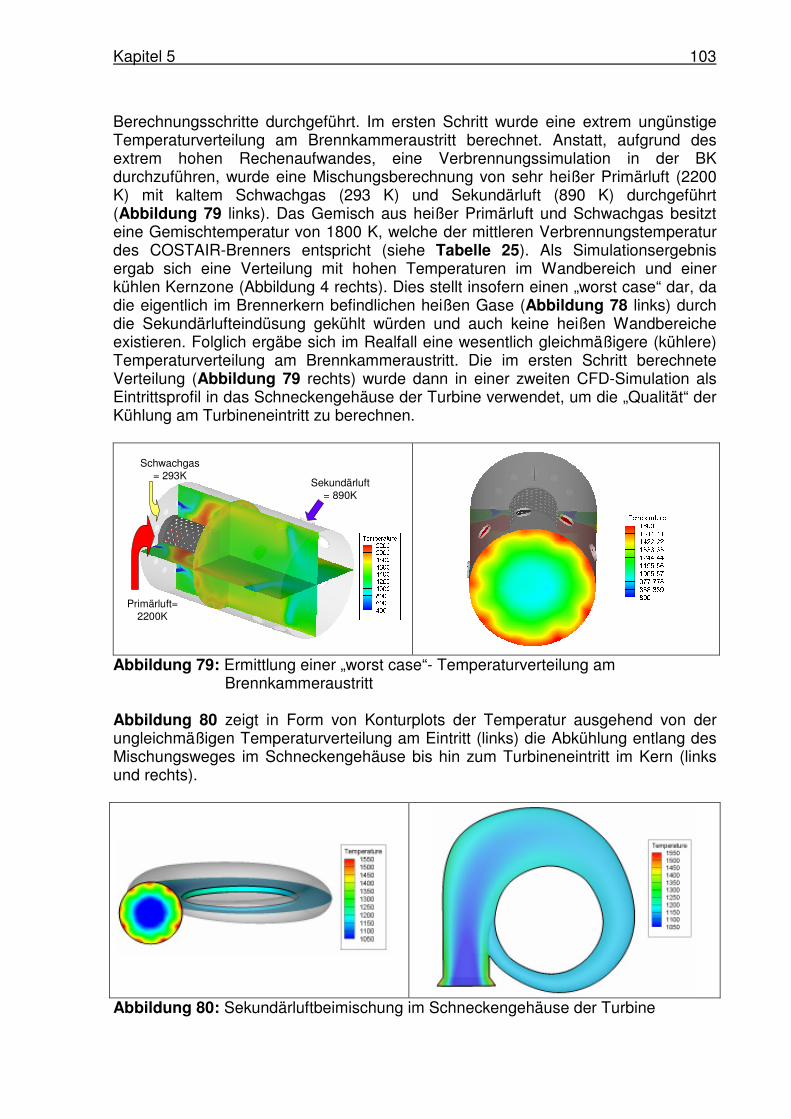
Kapitel 5 103
Berechnungsschritte durchgeführt. Im ersten Schritt wurde eine extrem ungünstige Temperaturverteilung am Brennkammeraustritt berechnet. Anstatt, aufgrund des extrem hohen Rechenaufwandes, eine Verbrennungssimulation in der BK durchzuführen, wurde eine Mischungsberechnung von sehr heißer Primärluft (2200 K) mit kaltem Schwachgas (293 K) und Sekundärluft (890 K) durchgeführt (Abbildung 79 links). Das Gemisch aus heißer Primärluft und Schwachgas besitzt eine Gemischtemperatur von 1800 K, welche der mittleren Verbrennungstemperatur des COSTAIR-Brenners entspricht (siehe Tabelle 25). Als Simulationsergebnis ergab sich eine Verteilung mit hohen Temperaturen im Wandbereich und einer kühlen Kernzone (Abbildung 4 rechts). Dies stellt insofern einen „worst case“ dar, da die eigentlich im Brennerkern befindlichen heißen Gase (Abbildung 78 links) durch die Sekundärlufteindüsung gekühlt würden und auch keine heißen Wandbereiche existieren. Folglich ergäbe sich im Realfall eine wesentlich gleichmäßigere (kühlere) Temperaturverteilung am Brennkammeraustritt. Die im ersten Schritt berechnete Verteilung (Abbildung 79 rechts) wurde dann in einer zweiten CFD-Simulation als Eintrittsprofil in das Schneckengehäuse der Turbine verwendet, um die „Qualität“ der Kühlung am Turbineneintritt zu berechnen.
Primärluft= 2200K
Sekundärluft= 890K
Schwachgas= 293K
Abbildung 79: Ermittlung einer „worst case“- Temperaturverteilung am Brennkammeraustritt
Abbildung 80 zeigt in Form von Konturplots der Temperatur ausgehend von der ungleichmäßigen Temperaturverteilung am Eintritt (links) die Abkühlung entlang des Mischungsweges im Schneckengehäuse bis hin zum Turbineneintritt im Kern (links und rechts).
Abbildung 80: Sekundärluftbeimischung im Schneckengehäuse der Turbine
Kapitel 5 104
Für die Turbineneintrittsfläche wurden eine mittlere Turbineneintrittstemperatur von 1166 K und eine Standardabweichung von 24,6 K berechnet. Dies bedeutet lediglich eine Abweichung von 2,1 % von einer optimalen Mischung bzw. Kühlung für den worst case. Für den Realfall kann daher eine noch bessere Kühlung angenommen werden. Ausgehend von den Simulationsergebnissen kann daher mit einem problemlosen Betrieb der Turbec -BK mit dem COSTAIR-Brenner gerechnet werden.
5.8 Validierungstests an einer Deponiegasanlage
Das Ziel der Brennertests auf einer Deponie bestand darin, einerseits Erkenntnisse über die Wirkung der im Deponiegas enthaltenen Spurenstoffe, wie Schwefel- und Halogenverbindungen, Siloxane, auskondensierende Feuchtigkeit und H2S, auf die Materialbeständigkeit von Leitungen, Brenner- und Brennkammeranlage zu gewinnen. Andererseits sollten diese Tests das Verbrennungs- und Schadstoff-verhalten des eingesetzten Brenners mit realem Deponiegas liefern. Die Untersuchungszeitspanne auf der Deponie betrug 2-3 Wochen im kontinuierlichen Betrieb, um zuverlässige Aussagen zu erlangen. Die gewonnenen Erkenntnisse und Informationen durch diese Brennertests sind die Basis für die richtige Konzipierung der Feuerungssysteme für den Mikrogasturbinenbetrieb und somit für die nachfolgenden Tests an der Mikrogasturbine (Turbec -MGT T100). Die Ergebnisse dienten u. a. der Aufstellung einer feuerungstechnischen und betriebswirtschaftlichen Bewertung des Feuerungssystems für den Einsatz von Mikrogasturbinen zur effektiven Verwertung von schwachkalorischen Deponiegasen.
5.8.1 Versuchsbeschreibung und Versuchsdurchführung
Zur Anpassung und Einbindung der Brenner an die Brennkammergeometrie der MGT T100 wurde deren Brenn- und Stabilitätsverhalten anhand von experimentellen Untersuchungen unter atmosphärischen Bedingungen am GWI festgestellt. Dabei erwies sich der COSTAIR-Brenner als besonders gut geeignet, weshalb die Auswahl auf diesen Brenner für die Tests auf einer Deponie fiel.
Neben dem COSTAIR-Brenner wurden in der Versuchsanlage weitere Komponenten wie Abgasanlage, Zuluftgebläse, Lufterhitzer, Feuerungsautomat inkl. Über-wachungsperipherie, Gasstrecke sowie Ventile und Messinstrumente für die Gas- und Luftströme eingesetzt. Der Aufbau und die Abnahme sind gemäß DIN EN 676 und DIN EN 298 [131] und [132] vorgenommen worden. Die Versuchsanlage wurde vom Gaswärme-Institut e. V. Essen in einem mobilen Container untergebracht; die Brennkammer wurde außerhalb des Containers an die Luft- und Gasleitungen angeschlossen und durch ein Berührungsschutz in Form eines Gitterkastens geschützt. Somit wird sie stets durch die Außenluft gekühlt. Die untenstehende Darstellung in Abbildung 81 veranschaulicht schematisch den gesamten Versuchs-stand. Der Container wurde komplett vorinstalliert und im Anschluss als Einheit zum Deponiegelände Dreieich-Buchschlag transportiert.
Die Auswahl des Deponiegeländes richtete sich vorwiegend nach dem CH4-Gehalt des anfallenden Deponiegases. Es wurde eine Deponie gesucht, die einen verfügbaren CH4-Gehalt im Gas von ca. 30 Vol.-% realisieren kann. Weiterhin sollte das zur Verfügung gestellte Deponiegas möglichst unbereinigt und in konstanter
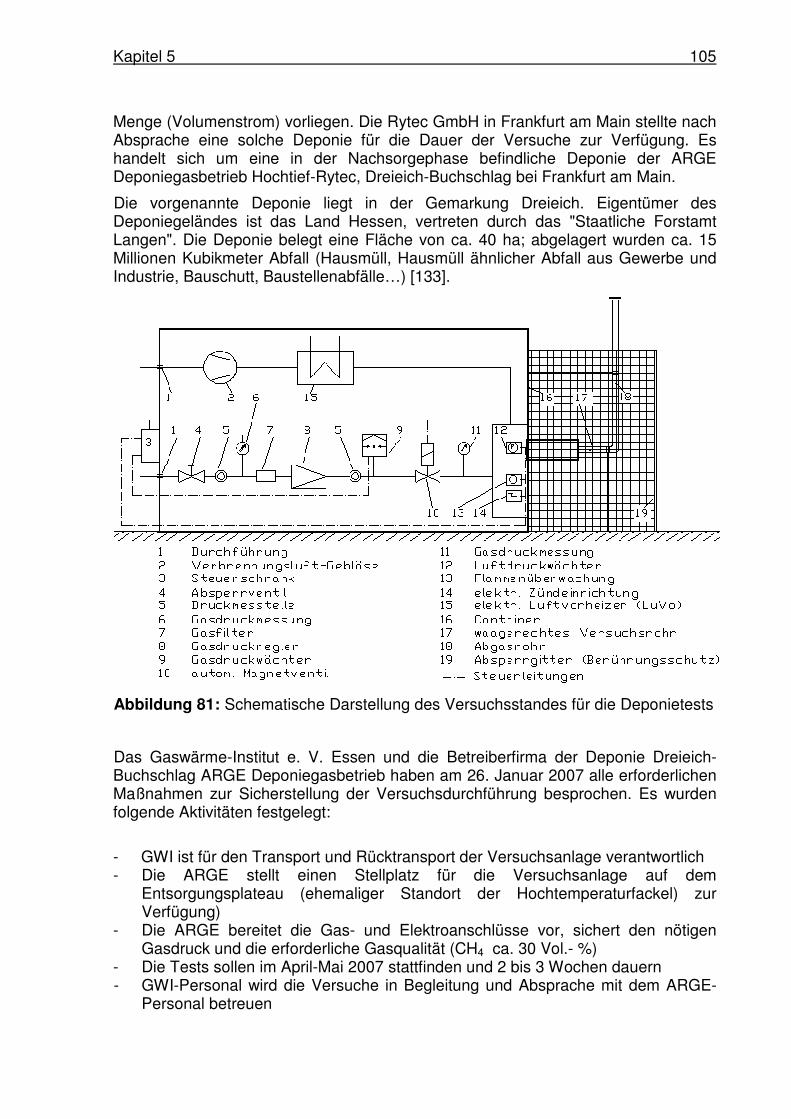
Kapitel 5 105
Menge (Volumenstrom) vorliegen. Die Rytec GmbH in Frankfurt am Main stellte nach Absprache eine solche Deponie für die Dauer der Versuche zur Verfügung. Es handelt sich um eine in der Nachsorgephase befindliche Deponie der ARGE Deponiegasbetrieb Hochtief-Rytec, Dreieich-Buchschlag bei Frankfurt am Main.
Die vorgenannte Deponie liegt in der Gemarkung Dreieich. Eigentümer des Deponiegeländes ist das Land Hessen, vertreten durch das "Staatliche Forstamt Langen". Die Deponie belegt eine Fläche von ca. 40 ha; abgelagert wurden ca. 15 Millionen Kubikmeter Abfall (Hausmüll, Hausmüll ähnlicher Abfall aus Gewerbe und Industrie, Bauschutt, Baustellenabfälle…) [133].
Abbildung 81: Schematische Darstellung des Versuchsstandes für die Deponietests
Das Gaswärme-Institut e. V. Essen und die Betreiberfirma der Deponie Dreieich-Buchschlag ARGE Deponiegasbetrieb haben am 26. Januar 2007 alle erforderlichen Maßnahmen zur Sicherstellung der Versuchsdurchführung besprochen. Es wurden folgende Aktivitäten festgelegt:
- GWI ist für den Transport und Rücktransport der Versuchsanlage verantwortlich - Die ARGE stellt einen Stellplatz für die Versuchsanlage auf dem
Entsorgungsplateau (ehemaliger Standort der Hochtemperaturfackel) zur Verfügung)
- Die ARGE bereitet die Gas- und Elektroanschlüsse vor, sichert den nötigen Gasdruck und die erforderliche Gasqualität (CH4 ca. 30 Vol.- %)
- Die Tests sollen im April-Mai 2007 stattfinden und 2 bis 3 Wochen dauern - GWI-Personal wird die Versuche in Begleitung und Absprache mit dem ARGE-
Personal betreuen
Kapitel 5 106
- Die ARGE wird eine Probe zur Rohgasanalyse entnehmen und durch das CAU-Analytik Labor untersuchen lassen
- GWI stellt die Geräte zur Messdatenerfassung und Abgasanalyse zur Verfügung - GWI ist für die sicherheitstechnische Abnahme durch einen Fachkundigen
verantwortlich. Ein Prüfreport wird erstellt.
Folgende Betriebsparameter für die Durchführung der Brennertests auf der Deponie wurden angestrebt bzw. eingestellt: Brennerleistung: 25 kWth Luftzahl: 2 …2,5 - Luftvorwärmung: 500 – 550 °C Gasgemisch: ≤ 30 Vol.- % CH4 (O2 ≤ 1 %) Heizwert: ≤ 3 kWh/m³(N) Mindestluftmenge: 2,857 m³L/m³G erf. Luftvolumenstrom: 31 – 61 m³L/h erf. Gasvolumenstrom: 8,5 m³G/h erf. min. Gasdruck: 20 mbar Max. elektrische Leistung: ca. 20 kWel
Zur Erforschung der Wirkung der im Abgas enthaltenen Konzentrationen der aggressiven Begleitstoffe wurde ein Metallelement im Abgasrohr fest installiert und während der gesamten Testdauer mit dem heißen Abgas beaufschlagt. Nach Ende der Tests wurde das Metallelement entfernt und vom Projektpartner (Uni Duisburg-Essen) metallographisch untersucht.
Nach dem Start des Brenners wurden die oben genannten Betriebsparameter für den kontinuierlich Betrieb eingestellt und überprüft. Während des Betriebs wurden in definierten Zeitabständen die Messgeräte angeschlossen und Messungen durchgeführt.
Im Einzelnen wurden folgende Größen gemessen:
- Konzentrationen von NO, NO2, CO, CO2, O2 im Abgas werden vom GWI-Personal in definierten Abständen aufgenommen
- Temperaturen und Drücke der Luft- und Gasströme sowie der CH4-Gehalt wurden ständig durch die installierten Messgeräte registriert
- Zusammensetzung des Deponiegases wird durch eine ausgesuchte Probe eines Analytiklabors ermittelt
Die Betriebssicherheit wurde kontinuierlich durch den Feuerungsautomaten und den damit verbundenen Sicherheitsorganen gewährleistet. Die Sicherheitsorgane und der Aufbau der Containereinheit sind in Abbildung 82 schematisch dargestellt und erläutert.
Die Tests auf der zuvor erwähnten Deponie wurden unter der Voraussetzung bewilligt, dass die gültigen Regeln der Technik in Bezug auf Sicherheit beim Einsatz der vom GWI bereit gestellten Einheit eingehalten werden. Die sicherheitsrelevanten
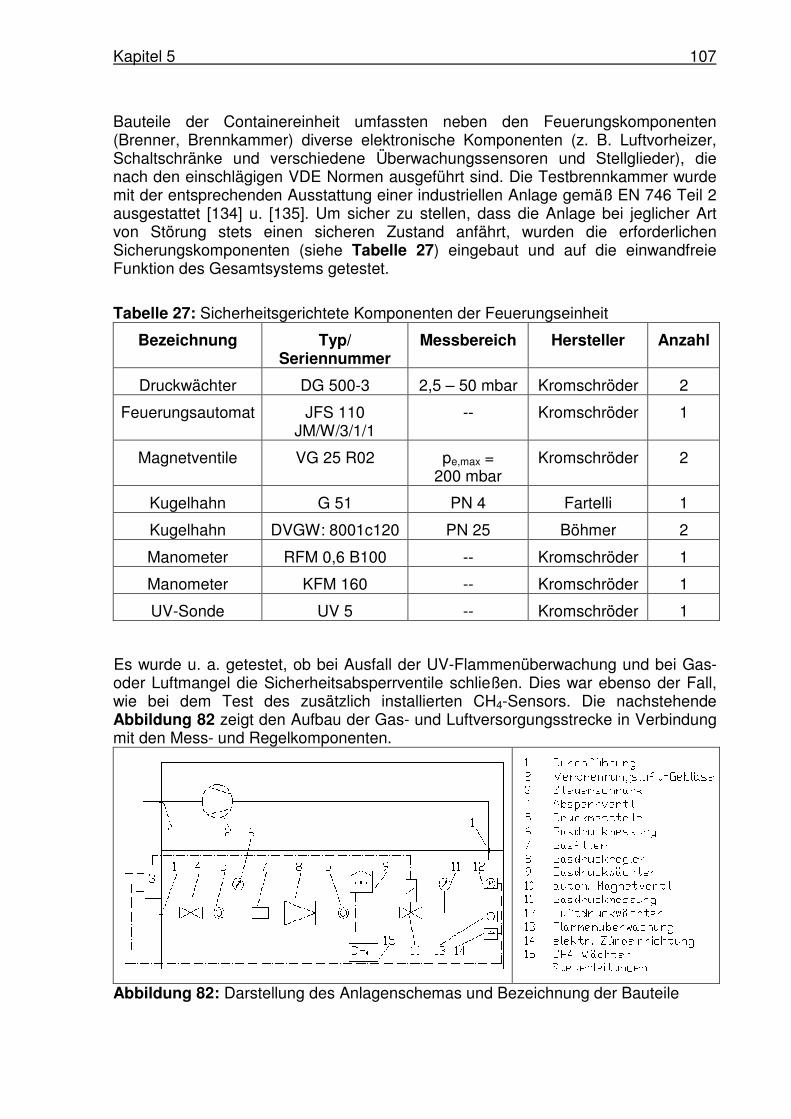
Kapitel 5 107
Bauteile der Containereinheit umfassten neben den Feuerungskomponenten (Brenner, Brennkammer) diverse elektronische Komponenten (z. B. Luftvorheizer, Schaltschränke und verschiedene Überwachungssensoren und Stellglieder), die nach den einschlägigen VDE Normen ausgeführt sind. Die Testbrennkammer wurde mit der entsprechenden Ausstattung einer industriellen Anlage gemäß EN 746 Teil 2 ausgestattet [134] u. [135]. Um sicher zu stellen, dass die Anlage bei jeglicher Art von Störung stets einen sicheren Zustand anfährt, wurden die erforderlichen Sicherungskomponenten (siehe Tabelle 27) eingebaut und auf die einwandfreie Funktion des Gesamtsystems getestet.
Tabelle 27: Sicherheitsgerichtete Komponenten der Feuerungseinheit
Bezeichnung Typ/ Seriennummer
Messbereich Hersteller Anzahl
Druckwächter DG 500-3 2,5 – 50 mbar Kromschröder 2
Feuerungsautomat JFS 110 JM/W/3/1/1
-- Kromschröder 1
Magnetventile VG 25 R02 pe,max = 200 mbar
Kromschröder 2
Kugelhahn G 51 PN 4 Fartelli 1
Kugelhahn DVGW: 8001c120 PN 25 Böhmer 2
Manometer RFM 0,6 B100 -- Kromschröder 1
Manometer KFM 160 -- Kromschröder 1
UV-Sonde UV 5 -- Kromschröder 1
Es wurde u. a. getestet, ob bei Ausfall der UV-Flammenüberwachung und bei Gas- oder Luftmangel die Sicherheitsabsperrventile schließen. Dies war ebenso der Fall, wie bei dem Test des zusätzlich installierten CH4-Sensors. Die nachstehende Abbildung 82 zeigt den Aufbau der Gas- und Luftversorgungsstrecke in Verbindung mit den Mess- und Regelkomponenten.
Abbildung 82: Darstellung des Anlagenschemas und Bezeichnung der Bauteile

Kapitel 5 108
Basierend auf den eingebauten Komponenten, dem Aufbau der Sicherheitsstrecke gemäß DIN EN 746, Teil 1 und 2 und den durchgeführten Abschaltungstests wurde durch eine gutachterliche Stellungnahme bestätigt, dass die Anlage den gültigen Richtlinien entspricht und nach den anerkannten Regeln errichtet wurde.
5.8.2 Auswertung der Messergebnisse
Das unten stehende Abbildung 83 zeigt den vom GWI auf dem Standort der Deponie Dreieich-Buchschlag aufgestellten und mit allen Mess- und Sicherheits-einrichtungen ausgestatteten mobilen Container. Die außerhalb des Containers installierte Testbrennkammer wurde mit einem Berührungs- und Wetterschutz ausgestattet. Die Tests wurden im Mai 2007 in Zusammenarbeit und Abstimmung mit der Betreiberfirma durchgeführt.
Abbildung 83: GWI-Container mit COSTAIR-Brenner auf der Deponie Dreieich- Buchschlag
Die in den nächsten Abbildungen aufgezeichneten Ganglinien wurden mittels der Betriebssoftware der Messwarte aufgenommen. Sie dienen in erster Linie der Übersicht des Gesamtprozesses während der Testdauer und geben wichtige Informationen zu den bestimmten Versuchsgrößen. So z. B. zeigt Abbildung 84 die Ganglinien für den CH4-Gehalt, den Luft- und Bergdruck (Druck im Deponiekörper) sowie die Wandtemperatur der Testbrennkammer. Die Abszisseneinteilung stellt die einzelnen Versuchstage dar. In diesen - über 24 Stunden - gemittelten Verläufen wird die Schwankungsbreite der relevanten Parameter bzw. Messgrößen aufgezeigt. In den ersten zwei Betriebstagen war das Thermoelement für die Aufnahme der Wandtemperatur nicht in Betrieb.
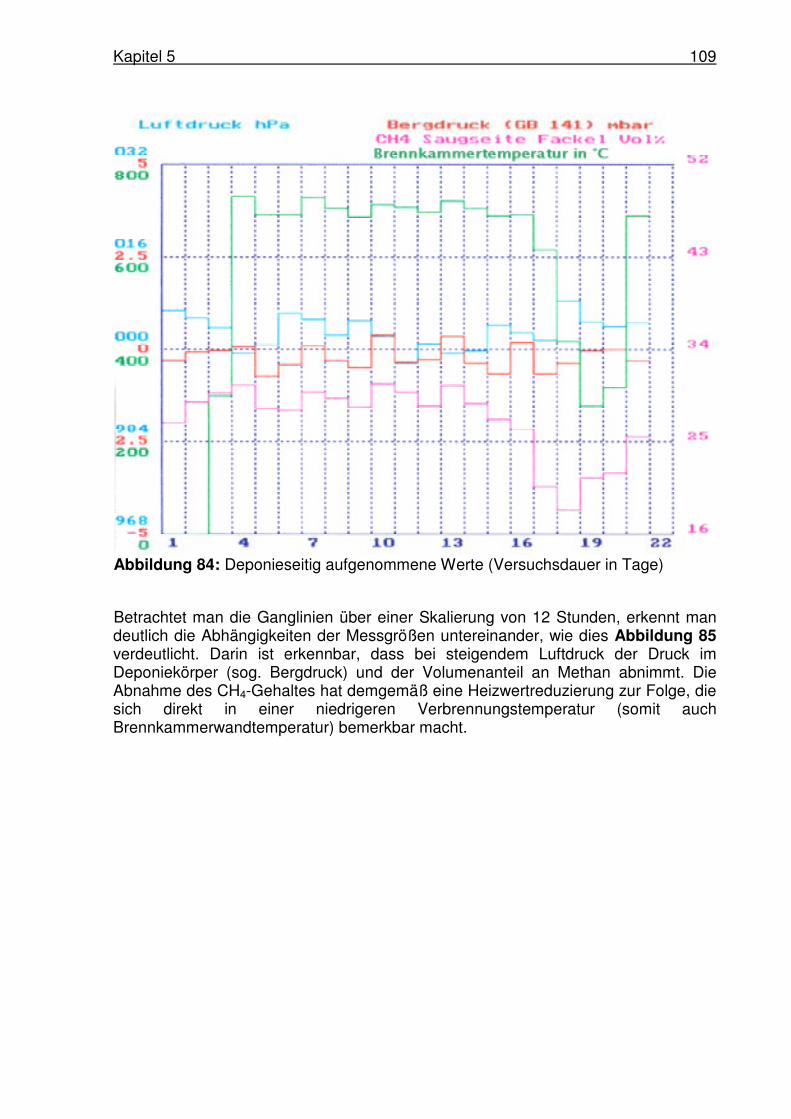
Kapitel 5 109
Abbildung 84: Deponieseitig aufgenommene Werte (Versuchsdauer in Tage)
Betrachtet man die Ganglinien über einer Skalierung von 12 Stunden, erkennt man deutlich die Abhängigkeiten der Messgrößen untereinander, wie dies Abbildung 85 verdeutlicht. Darin ist erkennbar, dass bei steigendem Luftdruck der Druck im Deponiekörper (sog. Bergdruck) und der Volumenanteil an Methan abnimmt. Die Abnahme des CH4-Gehaltes hat demgemäß eine Heizwertreduzierung zur Folge, die sich direkt in einer niedrigeren Verbrennungstemperatur (somit auch Brennkammerwandtemperatur) bemerkbar macht.
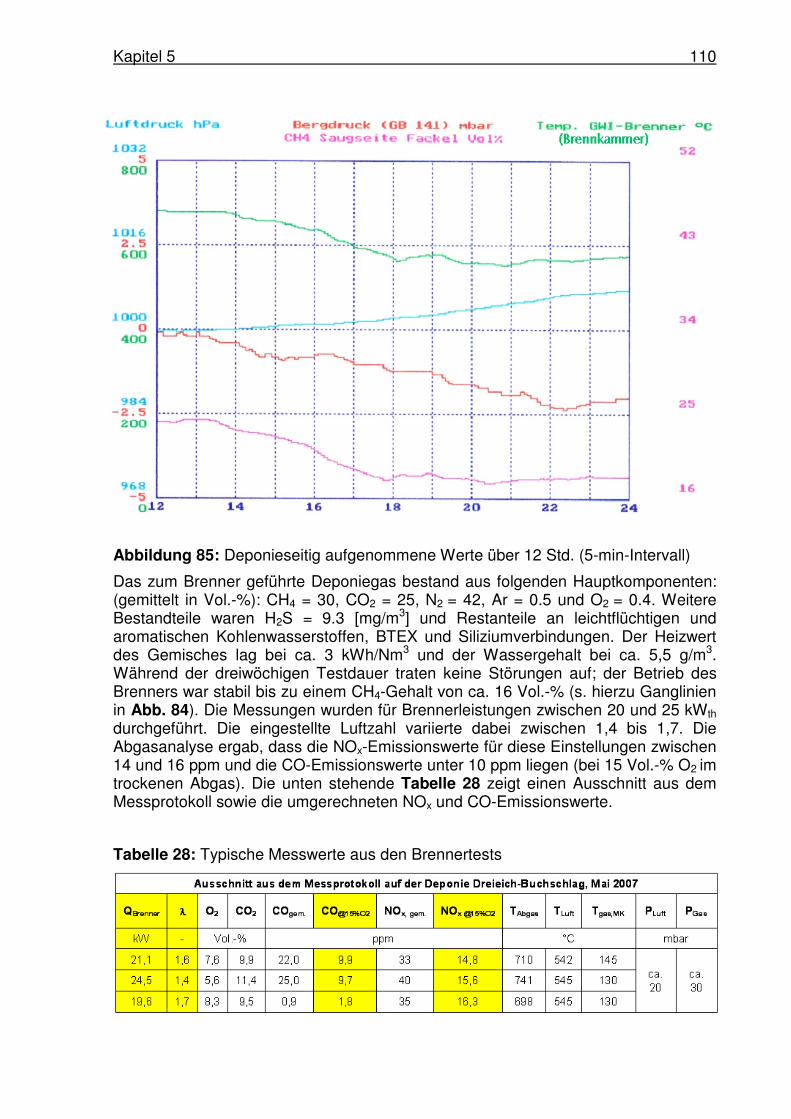
Kapitel 5 110
Abbildung 85: Deponieseitig aufgenommene Werte über 12 Std. (5-min-Intervall)
Das zum Brenner geführte Deponiegas bestand aus folgenden Hauptkomponenten: (gemittelt in Vol.-%): CH4 = 30, CO2 = 25, N2 = 42, Ar = 0.5 und O2 = 0.4. Weitere Bestandteile waren H2S = 9.3 [mg/m3] und Restanteile an leichtflüchtigen und aromatischen Kohlenwasserstoffen, BTEX und Siliziumverbindungen. Der Heizwert des Gemisches lag bei ca. 3 kWh/Nm3 und der Wassergehalt bei ca. 5,5 g/m3. Während der dreiwöchigen Testdauer traten keine Störungen auf; der Betrieb des Brenners war stabil bis zu einem CH4-Gehalt von ca. 16 Vol.-% (s. hierzu Ganglinien in Abb. 84). Die Messungen wurden für Brennerleistungen zwischen 20 und 25 kWth durchgeführt. Die eingestellte Luftzahl variierte dabei zwischen 1,4 bis 1,7. Die Abgasanalyse ergab, dass die NOx-Emissionswerte für diese Einstellungen zwischen 14 und 16 ppm und die CO-Emissionswerte unter 10 ppm liegen (bei 15 Vol.-% O2 im trockenen Abgas). Die unten stehende Tabelle 28 zeigt einen Ausschnitt aus dem Messprotokoll sowie die umgerechneten NOx und CO-Emissionswerte.
Tabelle 28: Typische Messwerte aus den Brennertests
Kapitel 5 111
Allgemein bestätigen die gemessenen NOx- und CO-Emissionswerte mit realem Deponiegas die am GWI mit synthetisch hergestellten Gasgemischen unter gleichen Betriebsbedingungen gemessenen Werte. Auch der stabile Brennerbetrieb konnte durch die Tests auf der Deponie nachgewiesen werden.
5.8.3 Metallographische Materialauswertung
Die Brennertests auf der Deponie Buchschlag in Dreieich durchgeführt. dienten u.a. dazu, Veränderungen der Materialbeschaffenheit analysieren zu können, die bei der energetischen Nutzung von Deponiegas zu beobachten sind. Hierzu erfolgte an der Universität Duisburg-Essen eine metallographische Analyse des Abgasrohres der Brenneranlage durch Lichtmikroskopie (LM), Rasterelektronenmikroskopie (REM) und Energiedispersive Analyse (EDX). Um Veränderungen feststellen zu können, wurden Teile des Rohres im Ausgangszustand (vor dem Test) und im Ist-Zustand nach durchgeführtem Test untersucht. Ausgehend von den Ergebnissen ist das Vorgehensmodell für die betriebswirtschaftliche Bewertung des Einsatzes flexibler Feuerungssysteme zur Verbrennung von (Deponie-)Schwachgasen in Mikrogasturbinen-Brennkammern weiter verfeinert worden. Dies gilt insbesondere für die Alternativenbewertung, in die zusätzliche Auszahlungsgrößen aufgenommen worden sind. Um die Vorteilhaftigkeit der Technologiealternativen (insb. MGT Capstone C30 und MGT Turbec T 100 im Vergleich zu Ottogasmotor MAN E 0836 LE 202 und Zündstrahlmotor DEUTZ BFM 1013 EC) im Hinblick auf die Ergebnisse der Materialuntersuchungen besser einschätzen zu können, sind die Sensitivitätsanalysen ausgebaut worden.
Ergebnisse Im Folgenden ist der Ergebnisbericht der Laboruntersuchungen zusammengefasst, sowie repräsentativ die Werte der Untersuchungen in zwei Tabellen je Zustand dargestellt. Bei den Proben ist zwischen Proben im Ausgangzustand (A-Proben) und nach der Korrosionsprüfung (K-Proben) zu unterscheiden. Es wurden Querschliffe (senkrechte Schnitte zur korrodierten Oberfläche) für metallografische Unter-suchungen und die Proben (von 3 bis 5 Proben in jedem Zustand) für REM und EDX-Mikrobereichsanalysen angefertigt. Der Zustand der Proben wurde an den polierten ungeätzten metallografischen Schliffen mit digitalen Fotos dokumentiert. In den Bildern sind die Aufnahmen der untersuchten Proben dargestellt. Beide Rohrproben (Probe A (Schliff) und Probe K (Schliff)) lassen Korrosion erkennen. Das Erscheinungsbild der Probe im Ausgangszustand weicht nicht auffällig von der Probe nach dem Korrosionstest ab. Auch die chemische Zusammensetzung der beiden Proben weicht (laut EDX-Analysen) nur geringfügig ab. Die Analysen von dem durch die Korrosion entstandenen Belag zeigen zusätzlich zur Matrix die Elemente Sauerstoff und Silizium. Zur weiteren Charakterisierung der korrosiven Angriffe wurden Oberflächenaufnahmen im Rasterelektronenmikroskop (REM) und eine Energiedispersive Analyse (EDX) durchgeführt. Die Oberflächenaufnahmen zeigen deutlich die raue Oberflächenstruktur in den Korrosionsstellen. Auch die chemische Zusammensetzung der Oberflächenkorrosion der beiden Proben weicht (laut EDX-Analysen) nur geringfügig ab. Insgesamt wurden 70 Stellen überprüft. Die untersuchten Stellen an den Probenoberflächen weisen keine Auffälligkeiten im
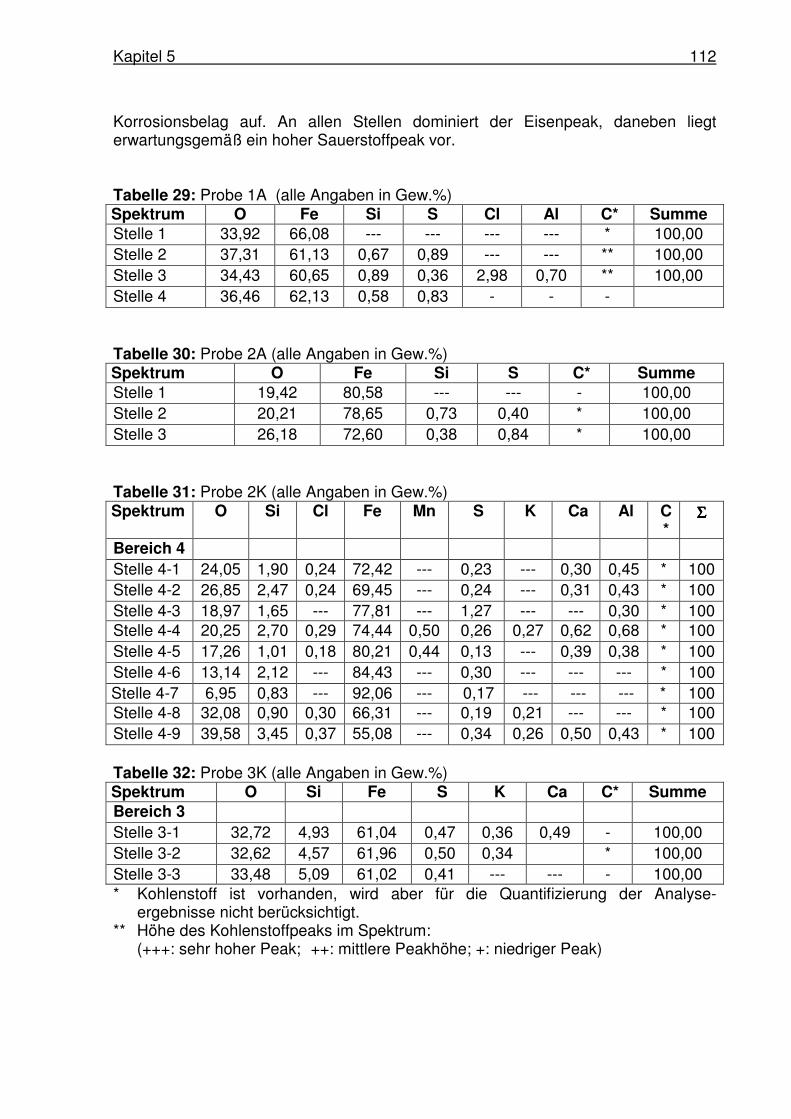
Kapitel 5 112
Korrosionsbelag auf. An allen Stellen dominiert der Eisenpeak, daneben liegt erwartungsgemäß ein hoher Sauerstoffpeak vor. Tabelle 29: Probe 1A (alle Angaben in Gew.%) Spektrum O Fe Si S Cl Al C* Summe Stelle 1 33,92 66,08 --- --- --- --- * 100,00 Stelle 2 37,31 61,13 0,67 0,89 --- --- ** 100,00 Stelle 3 34,43 60,65 0,89 0,36 2,98 0,70 ** 100,00 Stelle 4 36,46 62,13 0,58 0,83 - - - Tabelle 30: Probe 2A (alle Angaben in Gew.%) Spektrum O Fe Si S C* Summe Stelle 1 19,42 80,58 --- --- - 100,00 Stelle 2 20,21 78,65 0,73 0,40 * 100,00 Stelle 3 26,18 72,60 0,38 0,84 * 100,00 Tabelle 31: Probe 2K (alle Angaben in Gew.%) Spektrum O Si Cl Fe Mn S K Ca Al C
* ΣΣΣΣ
Bereich 4 Stelle 4-1 24,05 1,90 0,24 72,42 --- 0,23 --- 0,30 0,45 * 100 Stelle 4-2 26,85 2,47 0,24 69,45 --- 0,24 --- 0,31 0,43 * 100 Stelle 4-3 18,97 1,65 --- 77,81 --- 1,27 --- --- 0,30 * 100 Stelle 4-4 20,25 2,70 0,29 74,44 0,50 0,26 0,27 0,62 0,68 * 100 Stelle 4-5 17,26 1,01 0,18 80,21 0,44 0,13 --- 0,39 0,38 * 100 Stelle 4-6 13,14 2,12 --- 84,43 --- 0,30 --- --- --- * 100 Stelle 4-7 6,95 0,83 --- 92,06 --- 0,17 --- --- --- * 100 Stelle 4-8 32,08 0,90 0,30 66,31 --- 0,19 0,21 --- --- * 100 Stelle 4-9 39,58 3,45 0,37 55,08 --- 0,34 0,26 0,50 0,43 * 100 Tabelle 32: Probe 3K (alle Angaben in Gew.%) Spektrum O Si Fe S K Ca C* Summe Bereich 3 Stelle 3-1 32,72 4,93 61,04 0,47 0,36 0,49 - 100,00 Stelle 3-2 32,62 4,57 61,96 0,50 0,34 * 100,00 Stelle 3-3 33,48 5,09 61,02 0,41 --- --- - 100,00 * Kohlenstoff ist vorhanden, wird aber für die Quantifizierung der Analyse-
ergebnisse nicht berücksichtigt. ** Höhe des Kohlenstoffpeaks im Spektrum:
(+++: sehr hoher Peak; ++: mittlere Peakhöhe; +: niedriger Peak)
Kapitel 5 113
Interpretation der Ergebnisse Wie im Ergebnisbericht dargestellt, sind keine größeren Auffälligkeiten bei der Materialuntersuchung nach dem Test zu erkennen. Lediglich die erhöhten Siliziumkonzentrationen sind auffällig und unterstreichen die bisherige Vermutung über Ablagerungen auf dem Material. Wie in den Tabellen zu erkennen ist, liegen die Si-Konzentrationen im Ausgangszustand immer unter einem Gew.-%. Nach dem Test hingegen liegen die Si-Konzentrationen beinahe ausschließlich im einstelligen Prozentbereich (dies gilt auch für alle anderen untersuchten Proben sowohl für den Ausgangszustand als auch für den Zustand nach dem Test). Damit liegt die Konzentration nach dem Test in etwa um den Faktor 5 bis 10 höher als vor dem Test. Verbindungen aus Silizium (Siloxane) reagieren bei der Verbrennung zu Siliziumdioxid (SiO2 – Quarzsand). Hierbei handelt es sich um ein sehr hartes Material, welches sich während des Prozesses ablagern kann. Bei einem Motor findet diese Ablagerung normalerweise im Brennraum statt, was zu einem erhöhten Abrieb und somit erhöhtem Verschleiß führt. Im Falle der Mikrogasturbine findet die Ablagerung auf den Turbinenschaufeln statt, was bei Umdrehungen von etwa 60.000 bis 100.000 Umdrehungen pro Minute bspw. aufgrund von Unwuchten zur Problematik werden kann. Die nachgewiesenen erhöhten Si-Konzentrationen in den Rohrstücken lassen somit höhere Si-Ablagerungen bei der Mikrogasturbine und damit einen schnelleren Verschleiß erwarten. Dies führt dazu, dass verkürzte Wartungs- und Instandhaltungsintervalle anzusetzen und entsprechend höhere Auszahlungen für Wartung und Instandhaltung zu berücksichtigen sind. Parallel hierzu kann – in Abhängigkeit auch vom Umfang der Wartungs- und Instandhaltungsmaßnahmen – von einer verkürzten wirtschaftlichen und technischen Nutzungsdauer der Mikrogasturbinen ausgegangen werden. Die Vorteilhaftigkeit der innovativen Feuerungstechnologie gegenüber konventionellen Technologien wird dadurch beeinträchtigt. Die abschließende betriebswirtschaftliche Bewertung erfolgt im letzten Unterkapitel dieses Kapitels.
5.9 Validierungstests an einer MGT-Brennkammer
5.9.1 Bau des Brenners für die Turbec -Mikrogasturbine
In den Versuchen mit den beiden Brennerkonzepten FLOX und COSTAIR auf dem atmosphärischen Prüfstand des Gas-Wärme-Instituts (vgl. Kap. 5.6.1) hat sich gezeigt, dass mit den vorgegebenen geometrischen Randbedingungen der T100 von Turbec kein Betrieb mit dem FLOX-Brenner möglich ist. Daher wurde nur eine Brennkammer basierend auf dem COSTAIR-Prinzip entworfen und gebaut.
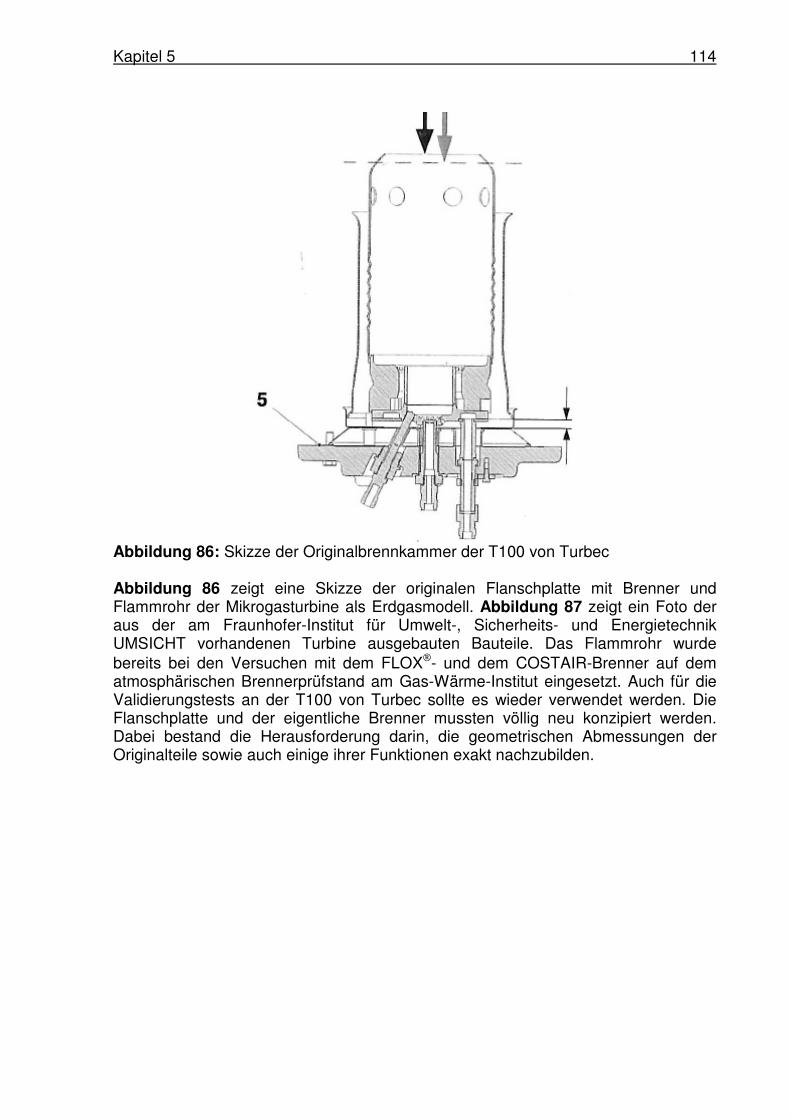
Kapitel 5 114
Abbildung 86: Skizze der Originalbrennkammer der T100 von Turbec Abbildung 86 zeigt eine Skizze der originalen Flanschplatte mit Brenner und Flammrohr der Mikrogasturbine als Erdgasmodell. Abbildung 87 zeigt ein Foto der aus der am Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik UMSICHT vorhandenen Turbine ausgebauten Bauteile. Das Flammrohr wurde bereits bei den Versuchen mit dem FLOX- und dem COSTAIR-Brenner auf dem atmosphärischen Brennerprüfstand am Gas-Wärme-Institut eingesetzt. Auch für die Validierungstests an der T100 von Turbec sollte es wieder verwendet werden. Die Flanschplatte und der eigentliche Brenner mussten völlig neu konzipiert werden. Dabei bestand die Herausforderung darin, die geometrischen Abmessungen der Originalteile sowie auch einige ihrer Funktionen exakt nachzubilden.
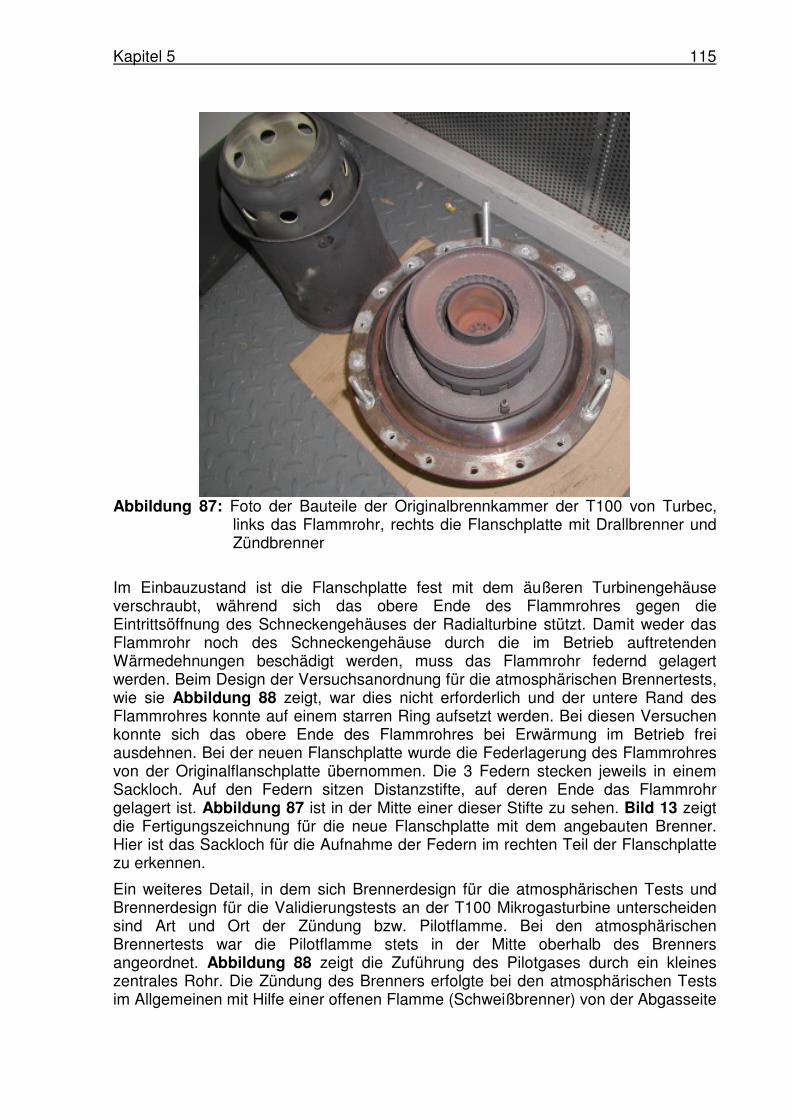
Kapitel 5 115
Abbildung 87: Foto der Bauteile der Originalbrennkammer der T100 von Turbec,
links das Flammrohr, rechts die Flanschplatte mit Drallbrenner und Zündbrenner
Im Einbauzustand ist die Flanschplatte fest mit dem äußeren Turbinengehäuse verschraubt, während sich das obere Ende des Flammrohres gegen die Eintrittsöffnung des Schneckengehäuses der Radialturbine stützt. Damit weder das Flammrohr noch des Schneckengehäuse durch die im Betrieb auftretenden Wärmedehnungen beschädigt werden, muss das Flammrohr federnd gelagert werden. Beim Design der Versuchsanordnung für die atmosphärischen Brennertests, wie sie Abbildung 88 zeigt, war dies nicht erforderlich und der untere Rand des Flammrohres konnte auf einem starren Ring aufsetzt werden. Bei diesen Versuchen konnte sich das obere Ende des Flammrohres bei Erwärmung im Betrieb frei ausdehnen. Bei der neuen Flanschplatte wurde die Federlagerung des Flammrohres von der Originalflanschplatte übernommen. Die 3 Federn stecken jeweils in einem Sackloch. Auf den Federn sitzen Distanzstifte, auf deren Ende das Flammrohr gelagert ist. Abbildung 87 ist in der Mitte einer dieser Stifte zu sehen. Bild 13 zeigt die Fertigungszeichnung für die neue Flanschplatte mit dem angebauten Brenner. Hier ist das Sackloch für die Aufnahme der Federn im rechten Teil der Flanschplatte zu erkennen.
Ein weiteres Detail, in dem sich Brennerdesign für die atmosphärischen Tests und Brennerdesign für die Validierungstests an der T100 Mikrogasturbine unterscheiden sind Art und Ort der Zündung bzw. Pilotflamme. Bei den atmosphärischen Brennertests war die Pilotflamme stets in der Mitte oberhalb des Brenners angeordnet. Abbildung 88 zeigt die Zuführung des Pilotgases durch ein kleines zentrales Rohr. Die Zündung des Brenners erfolgte bei den atmosphärischen Tests im Allgemeinen mit Hilfe einer offenen Flamme (Schweißbrenner) von der Abgasseite
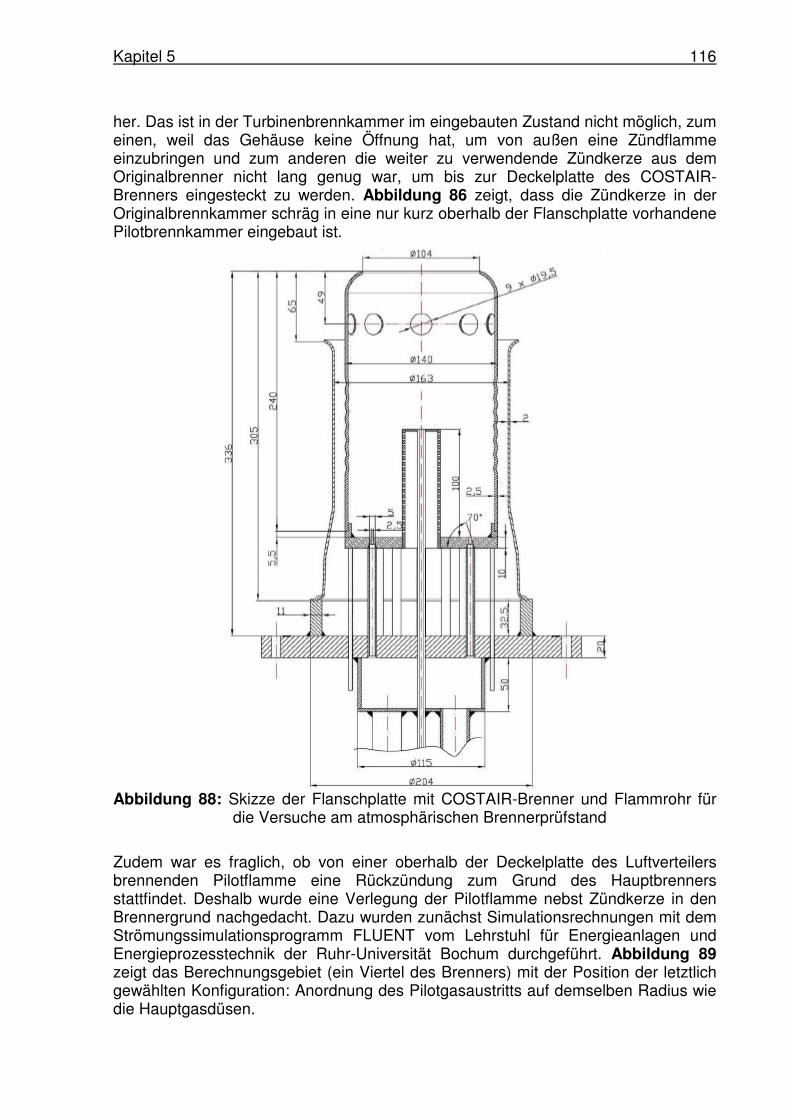
Kapitel 5 116
her. Das ist in der Turbinenbrennkammer im eingebauten Zustand nicht möglich, zum einen, weil das Gehäuse keine Öffnung hat, um von außen eine Zündflamme einzubringen und zum anderen die weiter zu verwendende Zündkerze aus dem Originalbrenner nicht lang genug war, um bis zur Deckelplatte des COSTAIR-Brenners eingesteckt zu werden. Abbildung 86 zeigt, dass die Zündkerze in der Originalbrennkammer schräg in eine nur kurz oberhalb der Flanschplatte vorhandene Pilotbrennkammer eingebaut ist.
Abbildung 88: Skizze der Flanschplatte mit COSTAIR-Brenner und Flammrohr für
die Versuche am atmosphärischen Brennerprüfstand
Zudem war es fraglich, ob von einer oberhalb der Deckelplatte des Luftverteilers brennenden Pilotflamme eine Rückzündung zum Grund des Hauptbrenners stattfindet. Deshalb wurde eine Verlegung der Pilotflamme nebst Zündkerze in den Brennergrund nachgedacht. Dazu wurden zunächst Simulationsrechnungen mit dem Strömungssimulationsprogramm FLUENT vom Lehrstuhl für Energieanlagen und Energieprozesstechnik der Ruhr-Universität Bochum durchgeführt. Abbildung 89 zeigt das Berechnungsgebiet (ein Viertel des Brenners) mit der Position der letztlich gewählten Konfiguration: Anordnung des Pilotgasaustritts auf demselben Radius wie die Hauptgasdüsen.
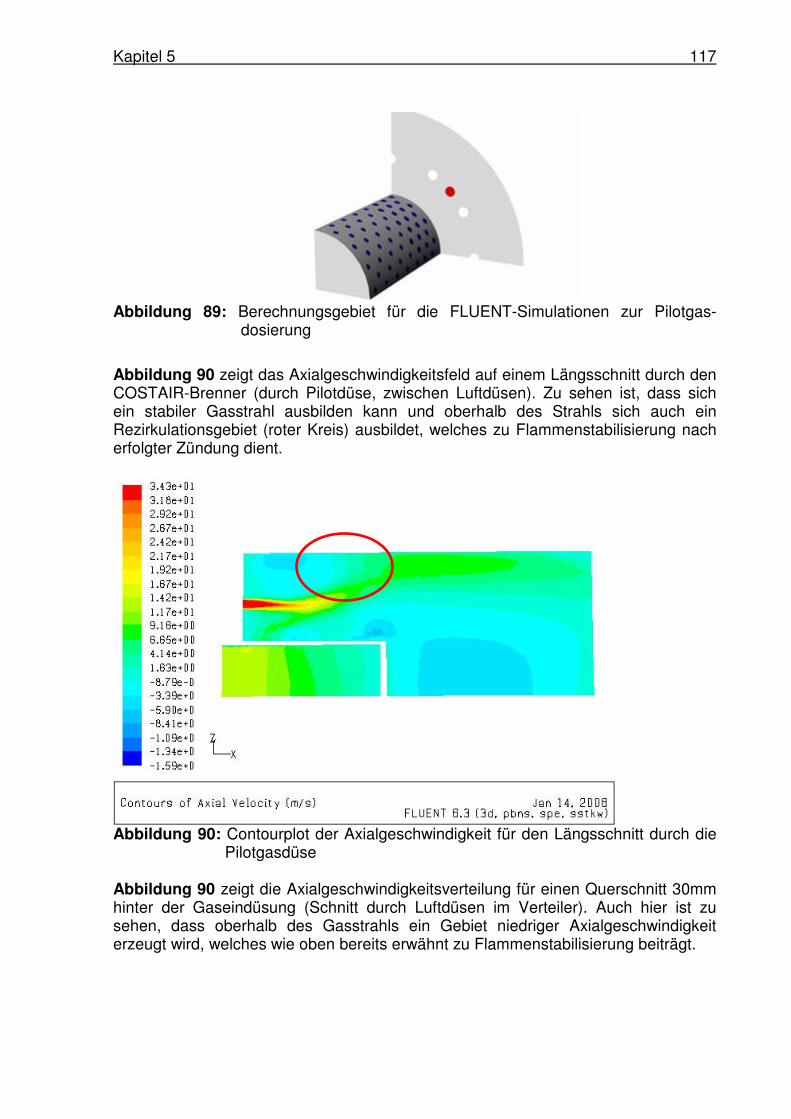
Kapitel 5 117
Abbildung 89: Berechnungsgebiet für die FLUENT-Simulationen zur Pilotgas-
dosierung
Abbildung 90 zeigt das Axialgeschwindigkeitsfeld auf einem Längsschnitt durch den COSTAIR-Brenner (durch Pilotdüse, zwischen Luftdüsen). Zu sehen ist, dass sich ein stabiler Gasstrahl ausbilden kann und oberhalb des Strahls sich auch ein Rezirkulationsgebiet (roter Kreis) ausbildet, welches zu Flammenstabilisierung nach erfolgter Zündung dient.
Abbildung 90: Contourplot der Axialgeschwindigkeit für den Längsschnitt durch die
Pilotgasdüse
Abbildung 90 zeigt die Axialgeschwindigkeitsverteilung für einen Querschnitt 30mm hinter der Gaseindüsung (Schnitt durch Luftdüsen im Verteiler). Auch hier ist zu sehen, dass oberhalb des Gasstrahls ein Gebiet niedriger Axialgeschwindigkeit erzeugt wird, welches wie oben bereits erwähnt zu Flammenstabilisierung beiträgt.
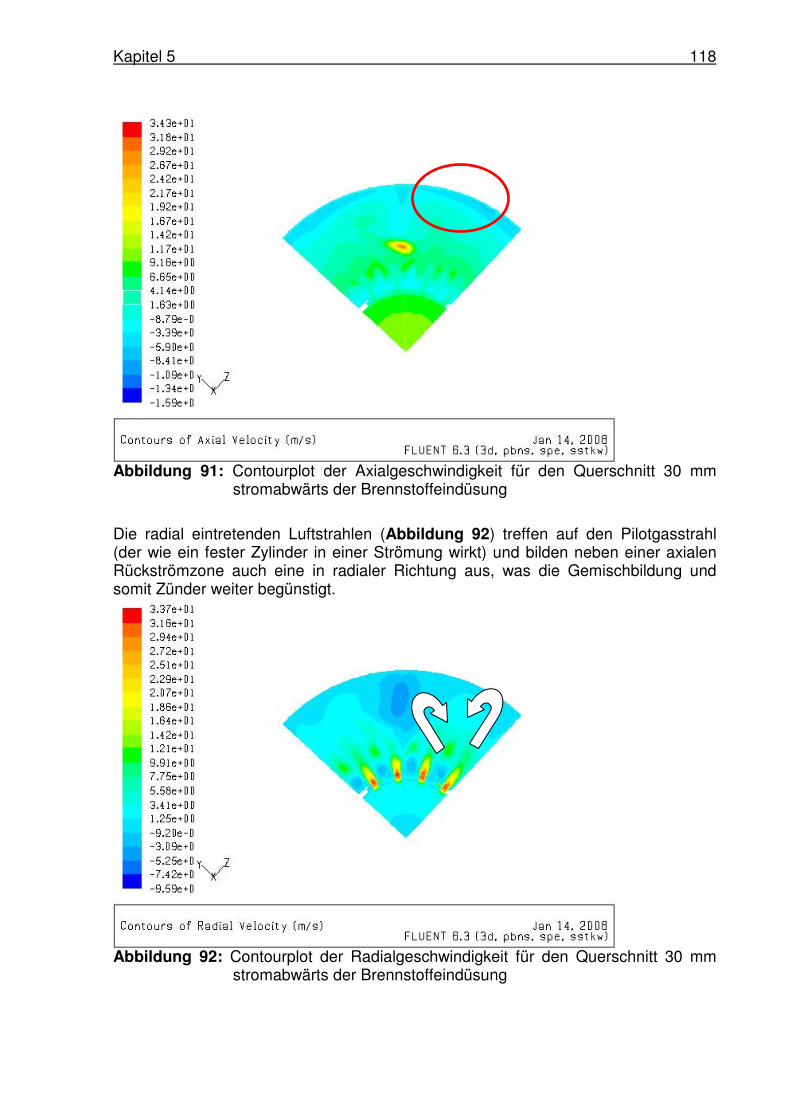
Kapitel 5 118
Abbildung 91: Contourplot der Axialgeschwindigkeit für den Querschnitt 30 mm
stromabwärts der Brennstoffeindüsung
Die radial eintretenden Luftstrahlen (Abbildung 92) treffen auf den Pilotgasstrahl (der wie ein fester Zylinder in einer Strömung wirkt) und bilden neben einer axialen Rückströmzone auch eine in radialer Richtung aus, was die Gemischbildung und somit Zünder weiter begünstigt.
Abbildung 92: Contourplot der Radialgeschwindigkeit für den Querschnitt 30 mm
stromabwärts der Brennstoffeindüsung
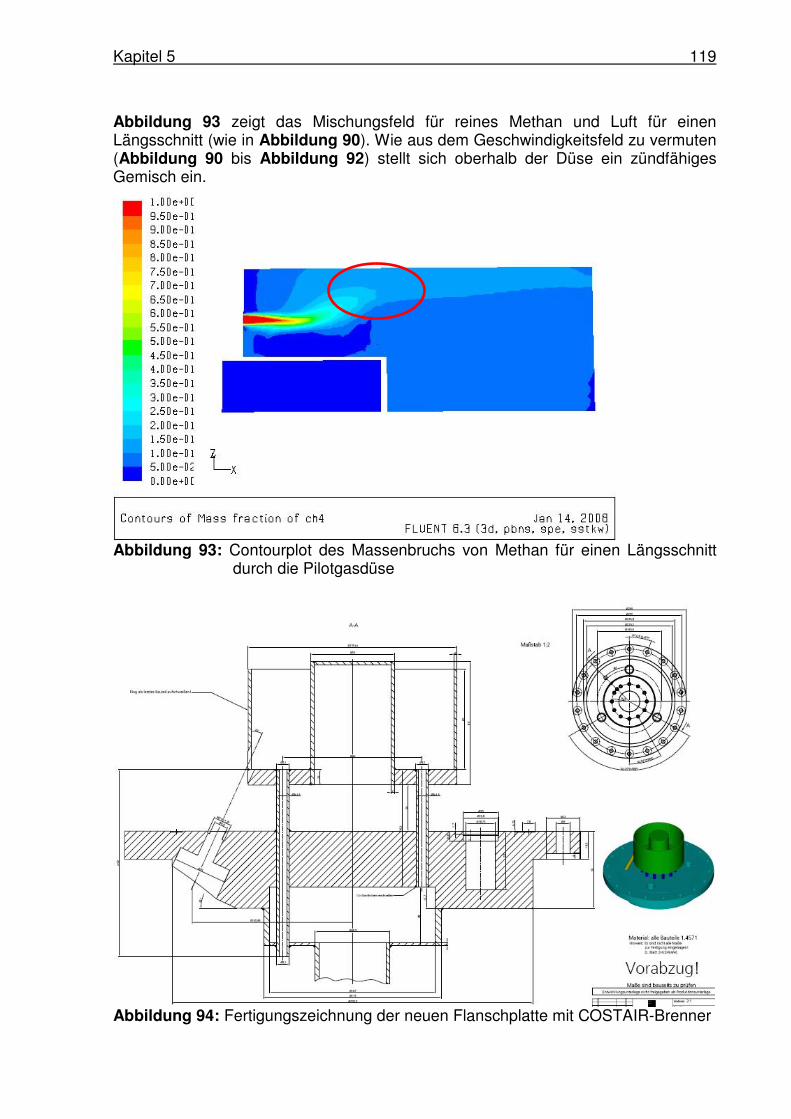
Kapitel 5 119
Abbildung 93 zeigt das Mischungsfeld für reines Methan und Luft für einen Längsschnitt (wie in Abbildung 90). Wie aus dem Geschwindigkeitsfeld zu vermuten (Abbildung 90 bis Abbildung 92) stellt sich oberhalb der Düse ein zündfähiges Gemisch ein.
Abbildung 93: Contourplot des Massenbruchs von Methan für einen Längsschnitt
durch die Pilotgasdüse
Abbildung 94: Fertigungszeichnung der neuen Flanschplatte mit COSTAIR-Brenner
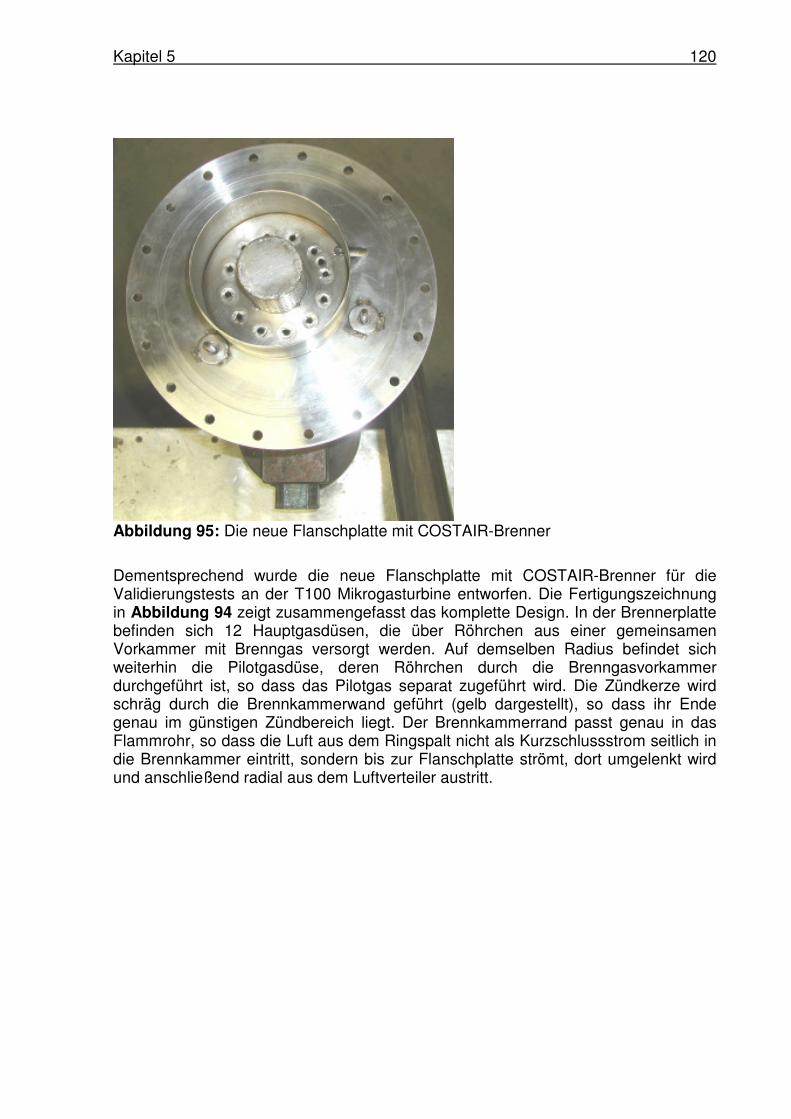
Kapitel 5 120
Abbildung 95: Die neue Flanschplatte mit COSTAIR-Brenner
Dementsprechend wurde die neue Flanschplatte mit COSTAIR-Brenner für die Validierungstests an der T100 Mikrogasturbine entworfen. Die Fertigungszeichnung in Abbildung 94 zeigt zusammengefasst das komplette Design. In der Brennerplatte befinden sich 12 Hauptgasdüsen, die über Röhrchen aus einer gemeinsamen Vorkammer mit Brenngas versorgt werden. Auf demselben Radius befindet sich weiterhin die Pilotgasdüse, deren Röhrchen durch die Brenngasvorkammer durchgeführt ist, so dass das Pilotgas separat zugeführt wird. Die Zündkerze wird schräg durch die Brennkammerwand geführt (gelb dargestellt), so dass ihr Ende genau im günstigen Zündbereich liegt. Der Brennkammerrand passt genau in das Flammrohr, so dass die Luft aus dem Ringspalt nicht als Kurzschlussstrom seitlich in die Brennkammer eintritt, sondern bis zur Flanschplatte strömt, dort umgelenkt wird und anschließend radial aus dem Luftverteiler austritt.
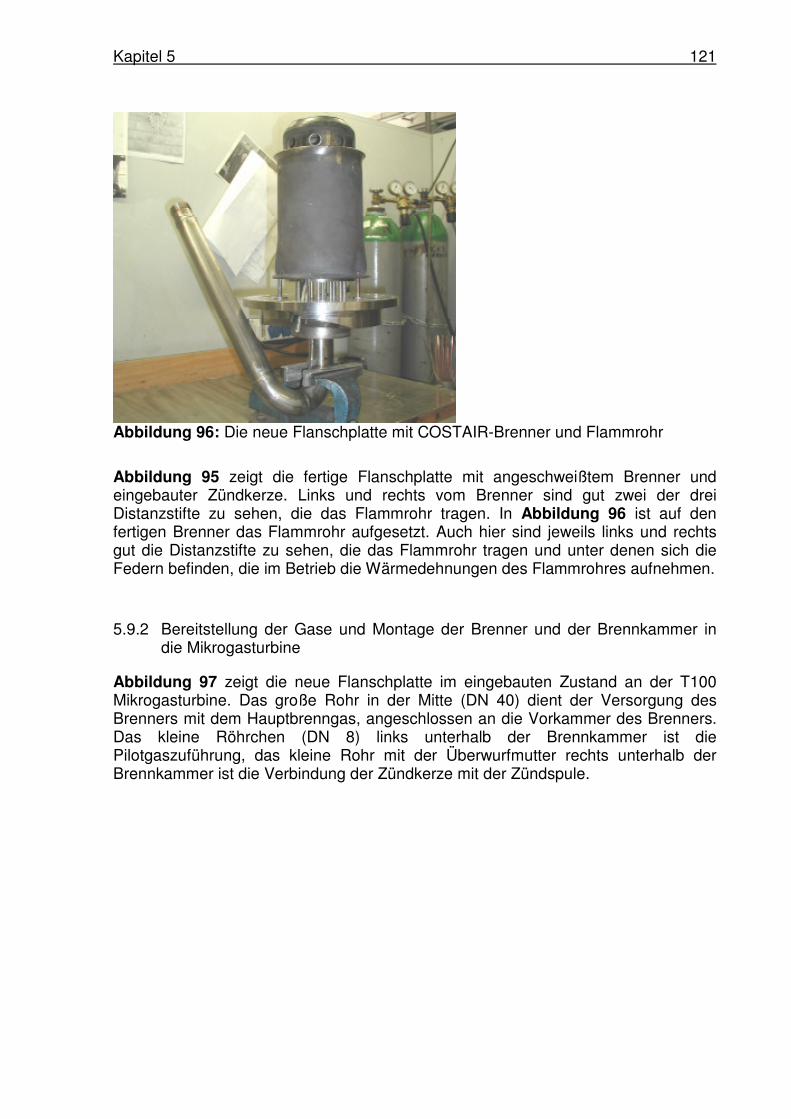
Kapitel 5 121
Abbildung 96: Die neue Flanschplatte mit COSTAIR-Brenner und Flammrohr
Abbildung 95 zeigt die fertige Flanschplatte mit angeschweißtem Brenner und eingebauter Zündkerze. Links und rechts vom Brenner sind gut zwei der drei Distanzstifte zu sehen, die das Flammrohr tragen. In Abbildung 96 ist auf den fertigen Brenner das Flammrohr aufgesetzt. Auch hier sind jeweils links und rechts gut die Distanzstifte zu sehen, die das Flammrohr tragen und unter denen sich die Federn befinden, die im Betrieb die Wärmedehnungen des Flammrohres aufnehmen.
5.9.2 Bereitstellung der Gase und Montage der Brenner und der Brennkammer in die Mikrogasturbine
Abbildung 97 zeigt die neue Flanschplatte im eingebauten Zustand an der T100 Mikrogasturbine. Das große Rohr in der Mitte (DN 40) dient der Versorgung des Brenners mit dem Hauptbrenngas, angeschlossen an die Vorkammer des Brenners. Das kleine Röhrchen (DN 8) links unterhalb der Brennkammer ist die Pilotgaszuführung, das kleine Rohr mit der Überwurfmutter rechts unterhalb der Brennkammer ist die Verbindung der Zündkerze mit der Zündspule.
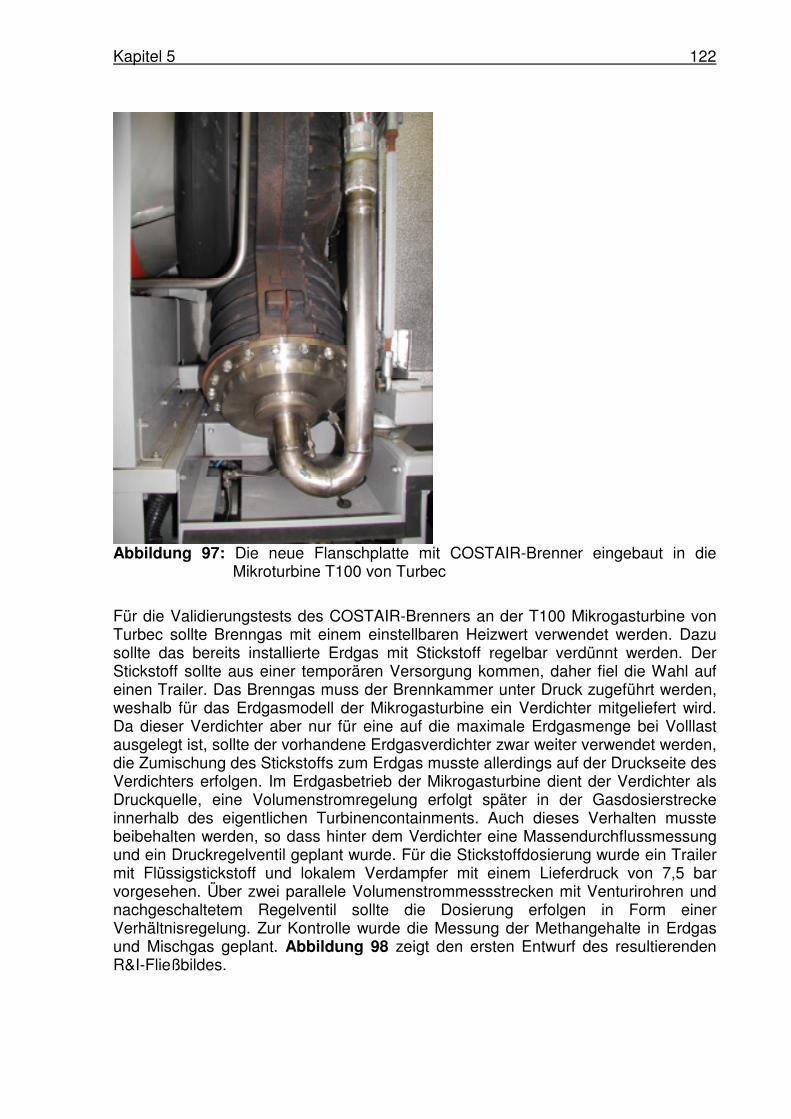
Kapitel 5 122
Abbildung 97: Die neue Flanschplatte mit COSTAIR-Brenner eingebaut in die
Mikroturbine T100 von Turbec
Für die Validierungstests des COSTAIR-Brenners an der T100 Mikrogasturbine von Turbec sollte Brenngas mit einem einstellbaren Heizwert verwendet werden. Dazu sollte das bereits installierte Erdgas mit Stickstoff regelbar verdünnt werden. Der Stickstoff sollte aus einer temporären Versorgung kommen, daher fiel die Wahl auf einen Trailer. Das Brenngas muss der Brennkammer unter Druck zugeführt werden, weshalb für das Erdgasmodell der Mikrogasturbine ein Verdichter mitgeliefert wird. Da dieser Verdichter aber nur für eine auf die maximale Erdgasmenge bei Volllast ausgelegt ist, sollte der vorhandene Erdgasverdichter zwar weiter verwendet werden, die Zumischung des Stickstoffs zum Erdgas musste allerdings auf der Druckseite des Verdichters erfolgen. Im Erdgasbetrieb der Mikrogasturbine dient der Verdichter als Druckquelle, eine Volumenstromregelung erfolgt später in der Gasdosierstrecke innerhalb des eigentlichen Turbinencontainments. Auch dieses Verhalten musste beibehalten werden, so dass hinter dem Verdichter eine Massendurchflussmessung und ein Druckregelventil geplant wurde. Für die Stickstoffdosierung wurde ein Trailer mit Flüssigstickstoff und lokalem Verdampfer mit einem Lieferdruck von 7,5 bar vorgesehen. Über zwei parallele Volumenstrommessstrecken mit Venturirohren und nachgeschaltetem Regelventil sollte die Dosierung erfolgen in Form einer Verhältnisregelung. Zur Kontrolle wurde die Messung der Methangehalte in Erdgas und Mischgas geplant. Abbildung 98 zeigt den ersten Entwurf des resultierenden R&I-Fließbildes.
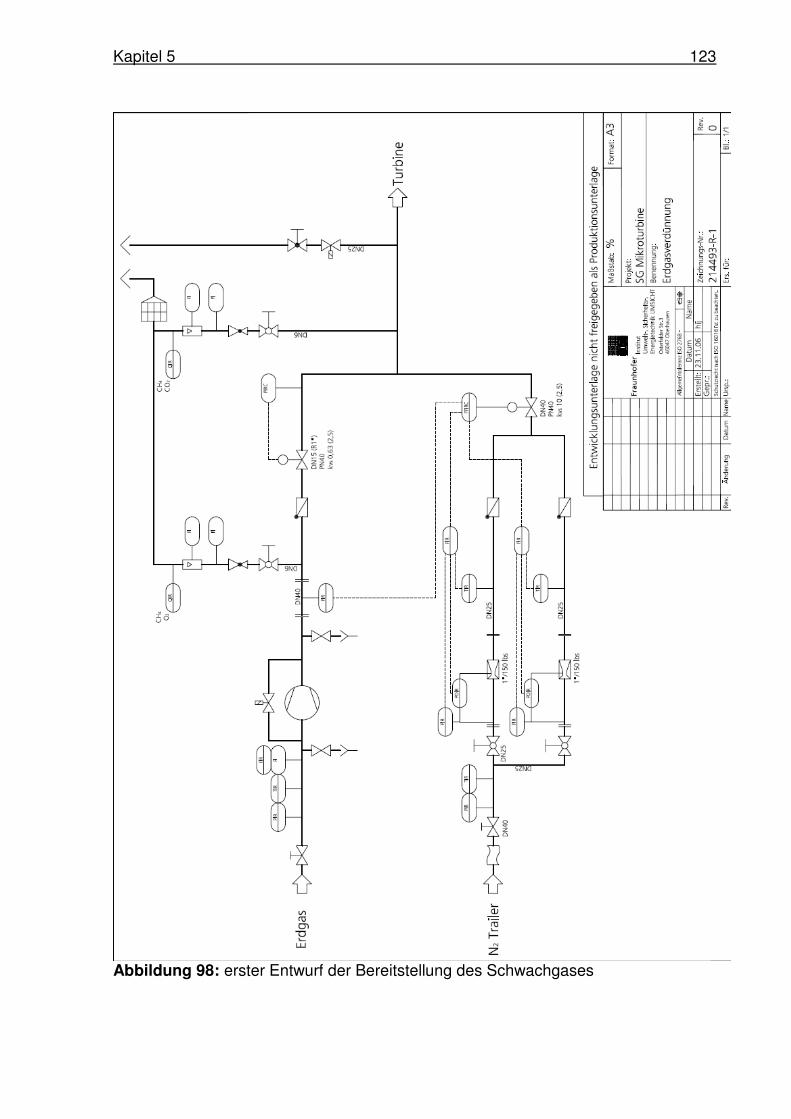
Kapitel 5 123
Abbildung 98: erster Entwurf der Bereitstellung des Schwachgases
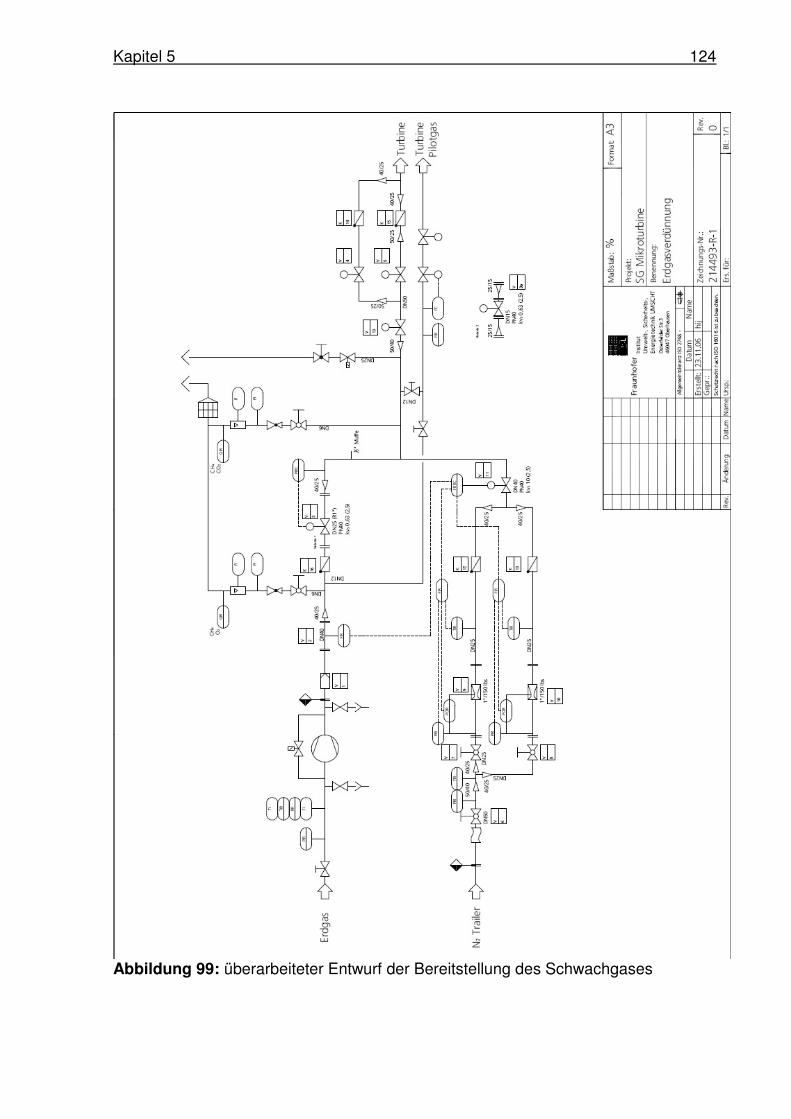
Kapitel 5 124
Abbildung 99: überarbeiteter Entwurf der Bereitstellung des Schwachgases
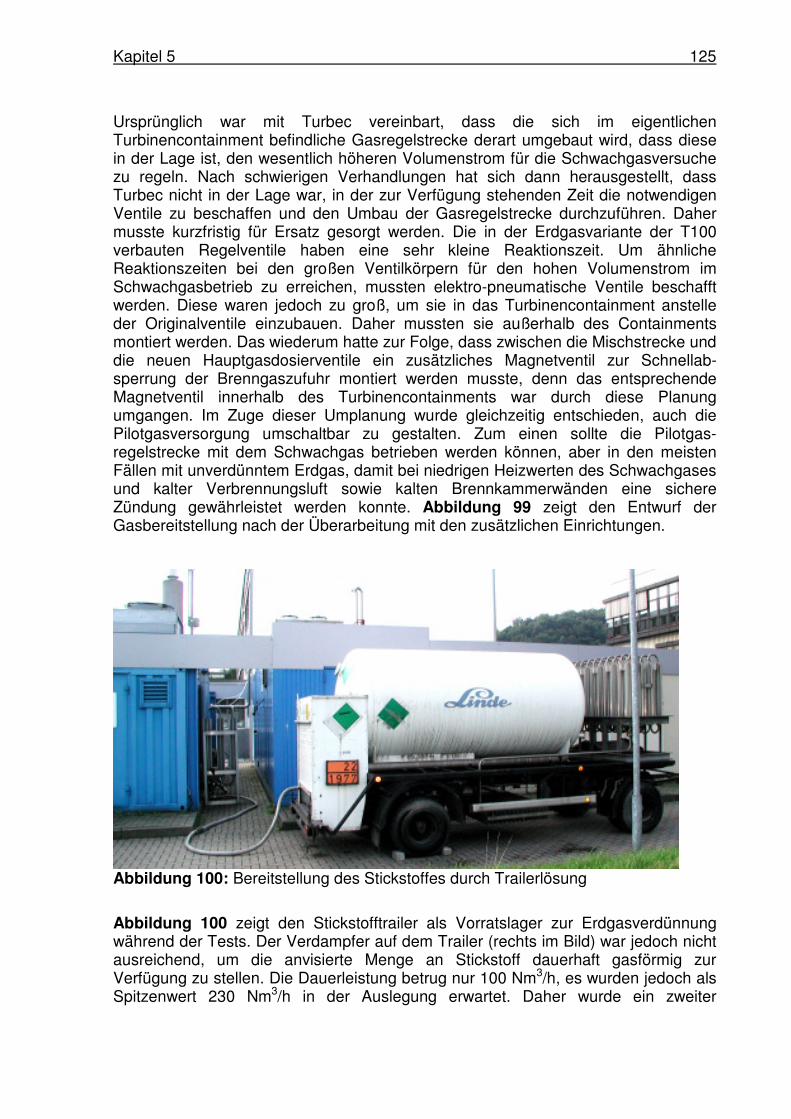
Kapitel 5 125
Ursprünglich war mit Turbec vereinbart, dass die sich im eigentlichen Turbinencontainment befindliche Gasregelstrecke derart umgebaut wird, dass diese in der Lage ist, den wesentlich höheren Volumenstrom für die Schwachgasversuche zu regeln. Nach schwierigen Verhandlungen hat sich dann herausgestellt, dass Turbec nicht in der Lage war, in der zur Verfügung stehenden Zeit die notwendigen Ventile zu beschaffen und den Umbau der Gasregelstrecke durchzuführen. Daher musste kurzfristig für Ersatz gesorgt werden. Die in der Erdgasvariante der T100 verbauten Regelventile haben eine sehr kleine Reaktionszeit. Um ähnliche Reaktionszeiten bei den großen Ventilkörpern für den hohen Volumenstrom im Schwachgasbetrieb zu erreichen, mussten elektro-pneumatische Ventile beschafft werden. Diese waren jedoch zu groß, um sie in das Turbinencontainment anstelle der Originalventile einzubauen. Daher mussten sie außerhalb des Containments montiert werden. Das wiederum hatte zur Folge, dass zwischen die Mischstrecke und die neuen Hauptgasdosierventile ein zusätzliches Magnetventil zur Schnellab-sperrung der Brenngaszufuhr montiert werden musste, denn das entsprechende Magnetventil innerhalb des Turbinencontainments war durch diese Planung umgangen. Im Zuge dieser Umplanung wurde gleichzeitig entschieden, auch die Pilotgasversorgung umschaltbar zu gestalten. Zum einen sollte die Pilotgas-regelstrecke mit dem Schwachgas betrieben werden können, aber in den meisten Fällen mit unverdünntem Erdgas, damit bei niedrigen Heizwerten des Schwachgases und kalter Verbrennungsluft sowie kalten Brennkammerwänden eine sichere Zündung gewährleistet werden konnte. Abbildung 99 zeigt den Entwurf der Gasbereitstellung nach der Überarbeitung mit den zusätzlichen Einrichtungen.
Abbildung 100: Bereitstellung des Stickstoffes durch Trailerlösung
Abbildung 100 zeigt den Stickstofftrailer als Vorratslager zur Erdgasverdünnung während der Tests. Der Verdampfer auf dem Trailer (rechts im Bild) war jedoch nicht ausreichend, um die anvisierte Menge an Stickstoff dauerhaft gasförmig zur Verfügung zu stellen. Die Dauerleistung betrug nur 100 Nm3/h, es wurden jedoch als Spitzenwert 230 Nm3/h in der Auslegung erwartet. Daher wurde ein zweiter
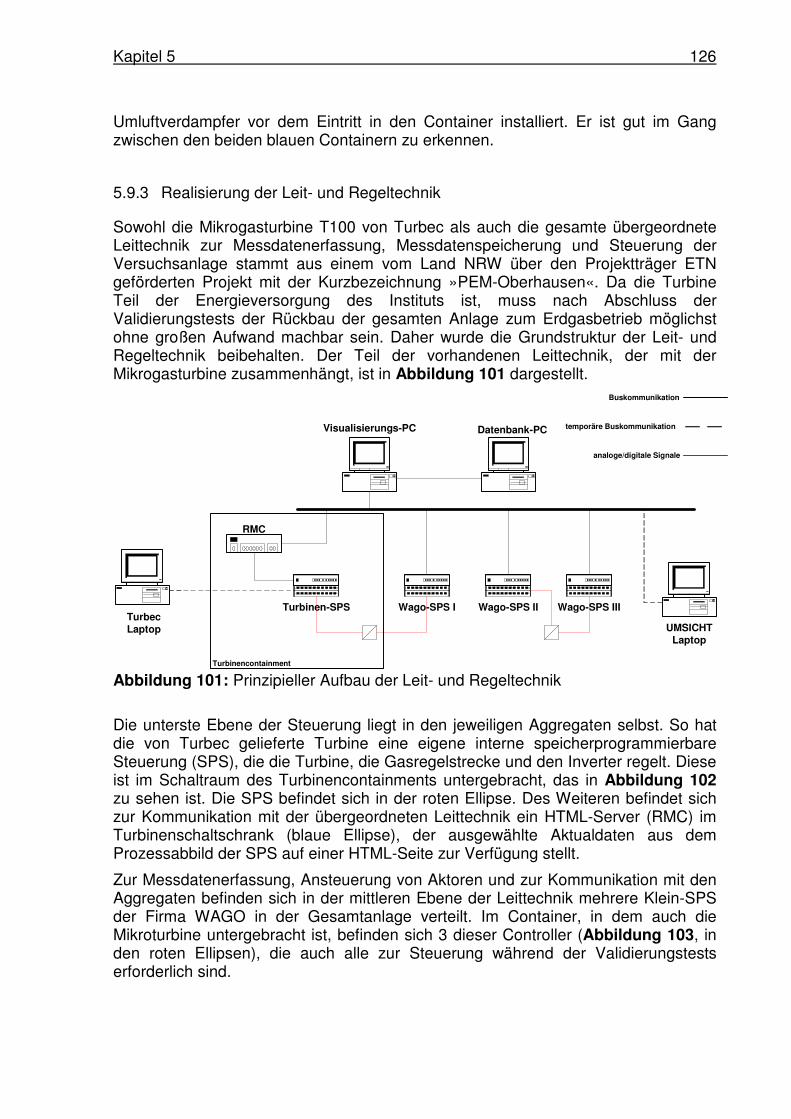
Kapitel 5 126
Umluftverdampfer vor dem Eintritt in den Container installiert. Er ist gut im Gang zwischen den beiden blauen Containern zu erkennen.
5.9.3 Realisierung der Leit- und Regeltechnik
Sowohl die Mikrogasturbine T100 von Turbec als auch die gesamte übergeordnete Leittechnik zur Messdatenerfassung, Messdatenspeicherung und Steuerung der Versuchsanlage stammt aus einem vom Land NRW über den Projektträger ETN geförderten Projekt mit der Kurzbezeichnung »PEM-Oberhausen«. Da die Turbine Teil der Energieversorgung des Instituts ist, muss nach Abschluss der Validierungstests der Rückbau der gesamten Anlage zum Erdgasbetrieb möglichst ohne großen Aufwand machbar sein. Daher wurde die Grundstruktur der Leit- und Regeltechnik beibehalten. Der Teil der vorhandenen Leittechnik, der mit der Mikrogasturbine zusammenhängt, ist in Abbildung 101 dargestellt.
Wago-SPS I Wago-SPS II Wago-SPS III
Visualisierungs-PC
Turbinen-SPS
Datenbank-PC
RMC
UMSICHTLaptop
TurbecLaptop
Turbinencontainment
Buskommunikation
analoge/digitale Signale
temporäre Buskommunikation
Abbildung 101: Prinzipieller Aufbau der Leit- und Regeltechnik
Die unterste Ebene der Steuerung liegt in den jeweiligen Aggregaten selbst. So hat die von Turbec gelieferte Turbine eine eigene interne speicherprogrammierbare Steuerung (SPS), die die Turbine, die Gasregelstrecke und den Inverter regelt. Diese ist im Schaltraum des Turbinencontainments untergebracht, das in Abbildung 102 zu sehen ist. Die SPS befindet sich in der roten Ellipse. Des Weiteren befindet sich zur Kommunikation mit der übergeordneten Leittechnik ein HTML-Server (RMC) im Turbinenschaltschrank (blaue Ellipse), der ausgewählte Aktualdaten aus dem Prozessabbild der SPS auf einer HTML-Seite zur Verfügung stellt.
Zur Messdatenerfassung, Ansteuerung von Aktoren und zur Kommunikation mit den Aggregaten befinden sich in der mittleren Ebene der Leittechnik mehrere Klein-SPS der Firma WAGO in der Gesamtanlage verteilt. Im Container, in dem auch die Mikroturbine untergebracht ist, befinden sich 3 dieser Controller (Abbildung 103, in den roten Ellipsen), die auch alle zur Steuerung während der Validierungstests erforderlich sind.
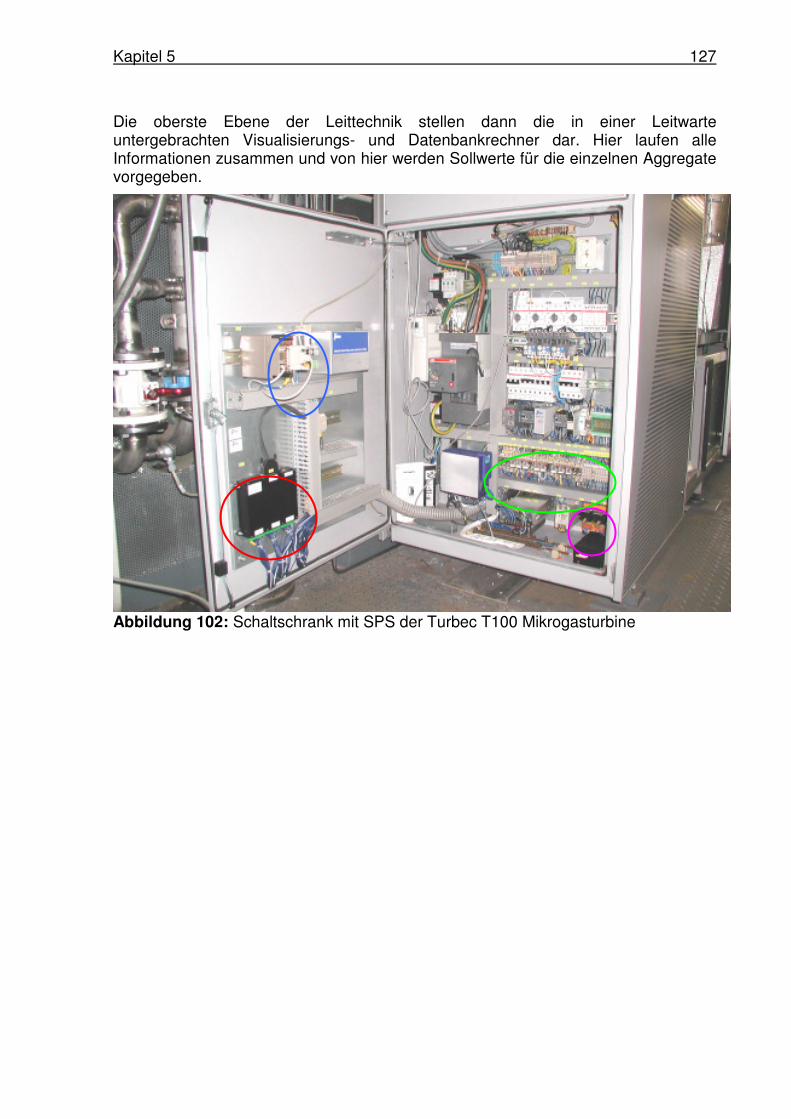
Kapitel 5 127
Die oberste Ebene der Leittechnik stellen dann die in einer Leitwarte untergebrachten Visualisierungs- und Datenbankrechner dar. Hier laufen alle Informationen zusammen und von hier werden Sollwerte für die einzelnen Aggregate vorgegeben.
Abbildung 102: Schaltschrank mit SPS der Turbec T100 Mikrogasturbine
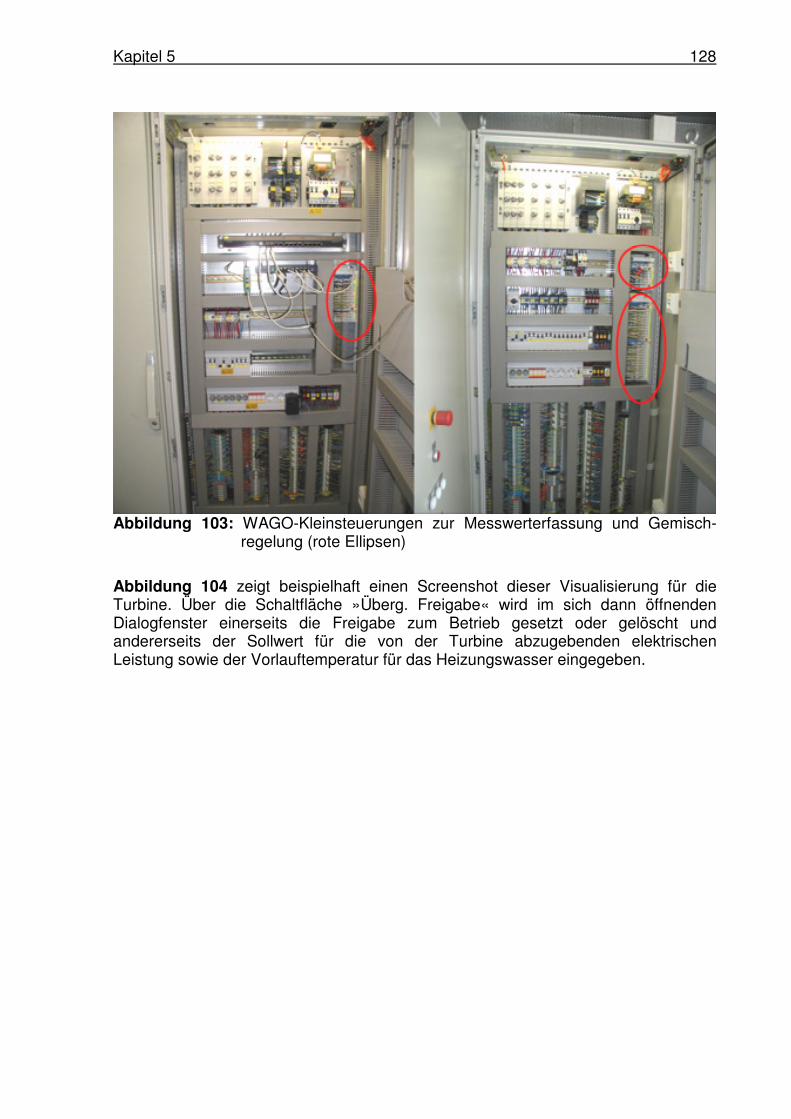
Kapitel 5 128
Abbildung 103: WAGO-Kleinsteuerungen zur Messwerterfassung und Gemisch-
regelung (rote Ellipsen)
Abbildung 104 zeigt beispielhaft einen Screenshot dieser Visualisierung für die Turbine. Über die Schaltfläche »Überg. Freigabe« wird im sich dann öffnenden Dialogfenster einerseits die Freigabe zum Betrieb gesetzt oder gelöscht und andererseits der Sollwert für die von der Turbine abzugebenden elektrischen Leistung sowie der Vorlauftemperatur für das Heizungswasser eingegeben.
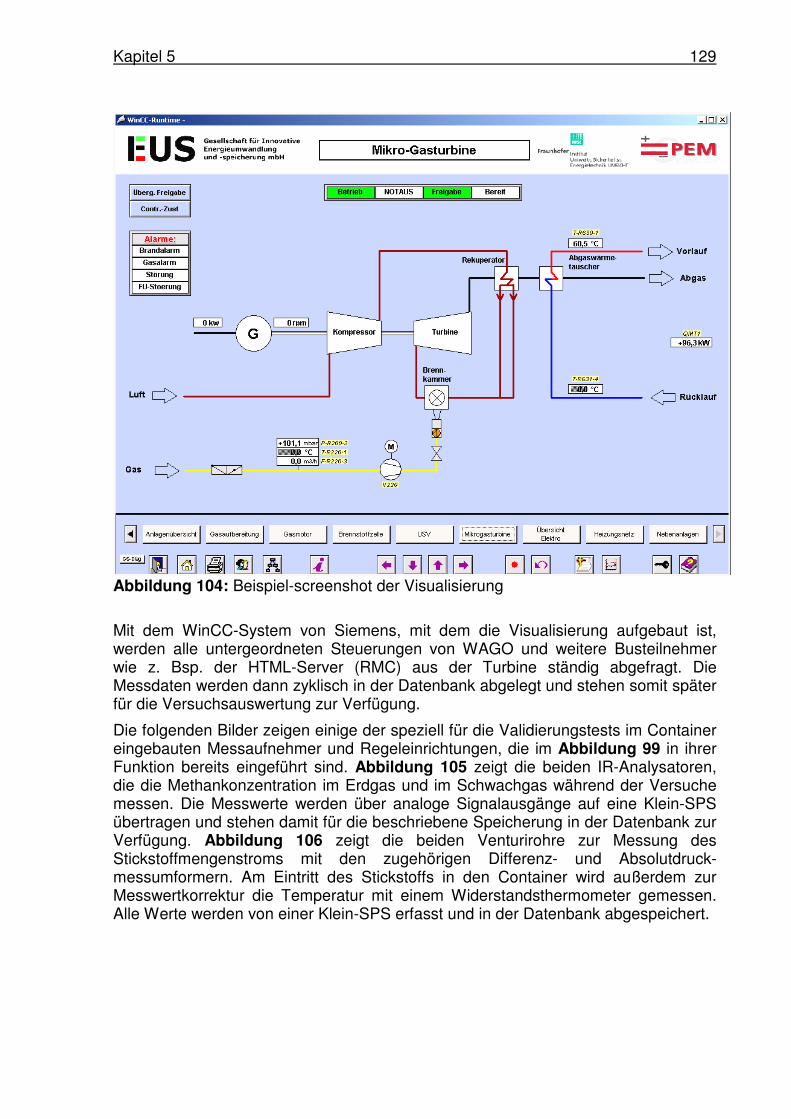
Kapitel 5 129
Abbildung 104: Beispiel-screenshot der Visualisierung
Mit dem WinCC-System von Siemens, mit dem die Visualisierung aufgebaut ist, werden alle untergeordneten Steuerungen von WAGO und weitere Busteilnehmer wie z. Bsp. der HTML-Server (RMC) aus der Turbine ständig abgefragt. Die Messdaten werden dann zyklisch in der Datenbank abgelegt und stehen somit später für die Versuchsauswertung zur Verfügung.
Die folgenden Bilder zeigen einige der speziell für die Validierungstests im Container eingebauten Messaufnehmer und Regeleinrichtungen, die im Abbildung 99 in ihrer Funktion bereits eingeführt sind. Abbildung 105 zeigt die beiden IR-Analysatoren, die die Methankonzentration im Erdgas und im Schwachgas während der Versuche messen. Die Messwerte werden über analoge Signalausgänge auf eine Klein-SPS übertragen und stehen damit für die beschriebene Speicherung in der Datenbank zur Verfügung. Abbildung 106 zeigt die beiden Venturirohre zur Messung des Stickstoffmengenstroms mit den zugehörigen Differenz- und Absolutdruck-messumformern. Am Eintritt des Stickstoffs in den Container wird außerdem zur Messwertkorrektur die Temperatur mit einem Widerstandsthermometer gemessen. Alle Werte werden von einer Klein-SPS erfasst und in der Datenbank abgespeichert.
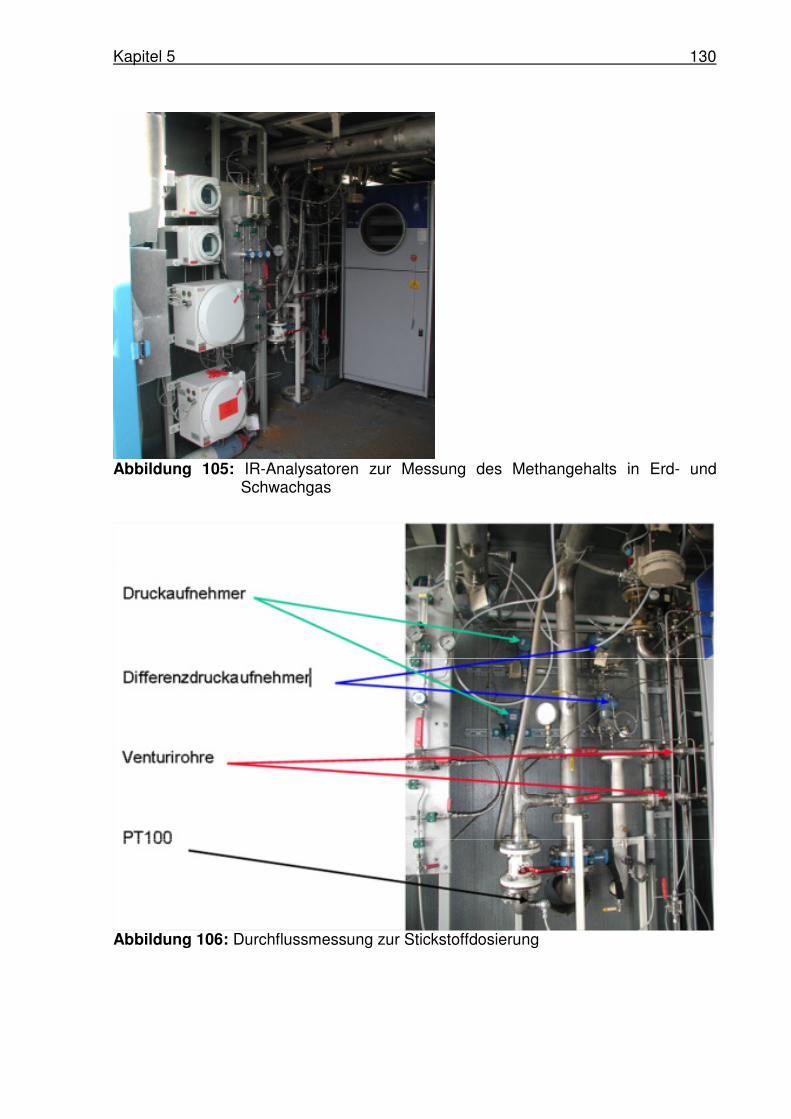
Kapitel 5 130
Abbildung 105: IR-Analysatoren zur Messung des Methangehalts in Erd- und
Schwachgas
Abbildung 106: Durchflussmessung zur Stickstoffdosierung

Kapitel 5 131
Abbildung 107: Durchflussmessung Erdgas (links) und Erdgasdruckregelventil
(rechts)
Abbildung 108: Foto der beiden elektro-pneumatischen Brenngashauptventile
(DN25 und DN50)
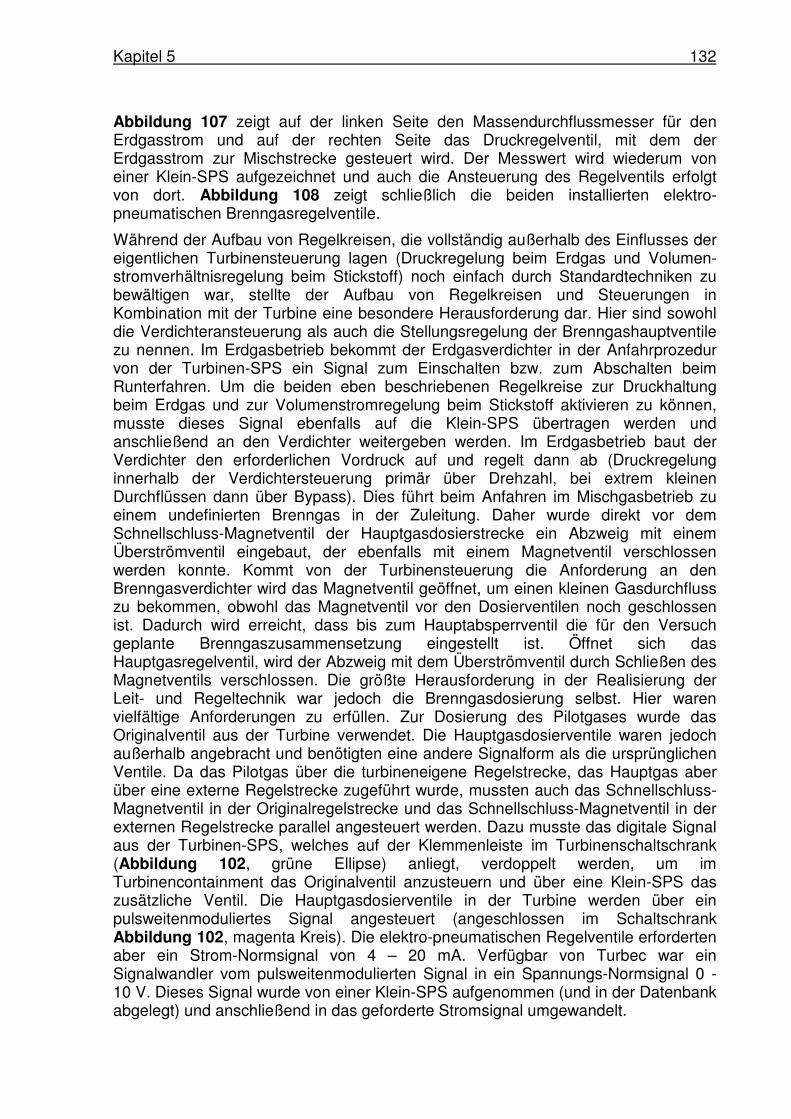
Kapitel 5 132
Abbildung 107 zeigt auf der linken Seite den Massendurchflussmesser für den Erdgasstrom und auf der rechten Seite das Druckregelventil, mit dem der Erdgasstrom zur Mischstrecke gesteuert wird. Der Messwert wird wiederum von einer Klein-SPS aufgezeichnet und auch die Ansteuerung des Regelventils erfolgt von dort. Abbildung 108 zeigt schließlich die beiden installierten elektro-pneumatischen Brenngasregelventile.
Während der Aufbau von Regelkreisen, die vollständig außerhalb des Einflusses der eigentlichen Turbinensteuerung lagen (Druckregelung beim Erdgas und Volumen-stromverhältnisregelung beim Stickstoff) noch einfach durch Standardtechniken zu bewältigen war, stellte der Aufbau von Regelkreisen und Steuerungen in Kombination mit der Turbine eine besondere Herausforderung dar. Hier sind sowohl die Verdichteransteuerung als auch die Stellungsregelung der Brenngashauptventile zu nennen. Im Erdgasbetrieb bekommt der Erdgasverdichter in der Anfahrprozedur von der Turbinen-SPS ein Signal zum Einschalten bzw. zum Abschalten beim Runterfahren. Um die beiden eben beschriebenen Regelkreise zur Druckhaltung beim Erdgas und zur Volumenstromregelung beim Stickstoff aktivieren zu können, musste dieses Signal ebenfalls auf die Klein-SPS übertragen werden und anschließend an den Verdichter weitergeben werden. Im Erdgasbetrieb baut der Verdichter den erforderlichen Vordruck auf und regelt dann ab (Druckregelung innerhalb der Verdichtersteuerung primär über Drehzahl, bei extrem kleinen Durchflüssen dann über Bypass). Dies führt beim Anfahren im Mischgasbetrieb zu einem undefinierten Brenngas in der Zuleitung. Daher wurde direkt vor dem Schnellschluss-Magnetventil der Hauptgasdosierstrecke ein Abzweig mit einem Überströmventil eingebaut, der ebenfalls mit einem Magnetventil verschlossen werden konnte. Kommt von der Turbinensteuerung die Anforderung an den Brenngasverdichter wird das Magnetventil geöffnet, um einen kleinen Gasdurchfluss zu bekommen, obwohl das Magnetventil vor den Dosierventilen noch geschlossen ist. Dadurch wird erreicht, dass bis zum Hauptabsperrventil die für den Versuch geplante Brenngaszusammensetzung eingestellt ist. Öffnet sich das Hauptgasregelventil, wird der Abzweig mit dem Überströmventil durch Schließen des Magnetventils verschlossen. Die größte Herausforderung in der Realisierung der Leit- und Regeltechnik war jedoch die Brenngasdosierung selbst. Hier waren vielfältige Anforderungen zu erfüllen. Zur Dosierung des Pilotgases wurde das Originalventil aus der Turbine verwendet. Die Hauptgasdosierventile waren jedoch außerhalb angebracht und benötigten eine andere Signalform als die ursprünglichen Ventile. Da das Pilotgas über die turbineneigene Regelstrecke, das Hauptgas aber über eine externe Regelstrecke zugeführt wurde, mussten auch das Schnellschluss-Magnetventil in der Originalregelstrecke und das Schnellschluss-Magnetventil in der externen Regelstrecke parallel angesteuert werden. Dazu musste das digitale Signal aus der Turbinen-SPS, welches auf der Klemmenleiste im Turbinenschaltschrank (Abbildung 102, grüne Ellipse) anliegt, verdoppelt werden, um im Turbinencontainment das Originalventil anzusteuern und über eine Klein-SPS das zusätzliche Ventil. Die Hauptgasdosierventile in der Turbine werden über ein pulsweitenmoduliertes Signal angesteuert (angeschlossen im Schaltschrank Abbildung 102, magenta Kreis). Die elektro-pneumatischen Regelventile erforderten aber ein Strom-Normsignal von 4 – 20 mA. Verfügbar von Turbec war ein Signalwandler vom pulsweitenmodulierten Signal in ein Spannungs-Normsignal 0 - 10 V. Dieses Signal wurde von einer Klein-SPS aufgenommen (und in der Datenbank abgelegt) und anschließend in das geforderte Stromsignal umgewandelt.
Kapitel 5 133
Die Programmierung der Klein-SPS von WAGO erfolgte über ein Programmiergerät (UMSICHT Laptop in Abbildung 101), das auch während der Versuche angekoppelt war, um die Sollwerte für die Gemischregelung vor jedem Versuchsabschnitt auf die Klein-SPS zu laden. Ursprünglich war im Projekt vorgesehen die Steuerung der Turbine selbst zu modifizieren und Turbec sollte dazu den Zugang ermöglichen und Beratung bei den erforderlichen Änderungen liefern. Im Laufe der Bearbeitung hat sich Turbec in diesem Punkt immer zurückhaltender gezeigt, wohl aus Angst, zu viel Know-how aus der Hand zu geben. Daher wurde die Turbinensteuerung nicht geändert, sondern während der Versuche war ein Mitarbeiter von Turbec vor Ort und hat über ein weiteres Programmiergerät (Turbec Laptop, Abbildung 101) online in die Steuerung der Mikrogasturbine eingegriffen. Es wurden verschiedene Signale während der Versuche beobachtet und teilweise aufgezeichnet, sowie einige Warnungen und Abschaltkriterien überbrückt. Anhand der Signalverläufe wurde direkt die Parametrierung verschiedener interner Regelkreise geändert (primär Hauptgasdosierung und Drehzahlregelung). Nach Abschluss der Versuche wurde die Ursprungsversion der Parametrierung für den Erdgasbetrieb wieder hergestellt.
5.9.4 Begleitung der Realisierungsarbeiten zur Leit- und Regeltechnik
Die Arbeiten zur Realisierung zur Leit- und Regeltechnik wurden in enger Abstimmung zwischen dem Fraunhofer-Institut für Umwelt-, Sicherheits- und Energietechnik UMSICHT und dem Lehrstuhl für Energieanlagen und Energieprozesstechnik der Ruhr-Universität Bochum durchgeführt. Dazu war vorübergehend ein Mitarbeiter des Lehrstuhls am Standort der Versuchsanlage präsent, um die Arbeiten zu unterstützen und die weitere Vorgehensweise zu diskutieren.
5.9.5 Durchführung der Versuche
Die Validierungsversuche hatten zum Ziel nachzuweisen, dass der Brenner nach dem COSTAIR-Prinzip nicht nur auf dem atmosphärischen Prüfstand funktioniert, sondern auch eingebaut in eine reale marktverfügbare Mikrogasturbine. Zu untersuchen war, in wie weit sich die Stabilitätsgrenze, die von den atmosphärischen Tests bekannt war, im Betrieb in der Turbine unter dem Einfluss der verschiedenen Regelkreise verändert. Außerdem wurde das Emissionsverhalten des Gesamt-systems mit dem reinen Brennkammersystem verglichen. Da eine Rauchgas-messtechnik am Fraunhofer-Institut für Umwelt-. Sicherheits- und Energietechnik UMSICHT nicht zur Verfügung stand wurde eine transportable Messeinrichtung vom Gas-Wärme-Institut zur Verfügung gestellt. Das Abbildung 109 zeigt deren Aufbau. Das zu messende Gas wurde dem Abgasrohr auf dem Dach des Containers kurz vor dem Kamin entnommen und mit Hilfe einer Messgaspumpe (blaues Gerät) zurück in den Container gefördert. Zum Schutz der folgenden Messgeräte vor Kondensat wurde das Rauchgas durch einen Messgaskühler (unter der Pumpe) geleitet. Das so getrocknete Rauchgas strömte anschließend durch 3 Messgeräte: zunächst durch einen IR-Analysator zur Messung des CO- und CO2-Gehalts, anschließend durch einen paramagnetischen Sauerstoffsensor (beide eingebaut in ein 19“-Rackgehäuse) und zum Schluss durch einen weiteren IR-Analysator zur Messung des NO- und NO2-Gehalts (Gerät auf dem 19“-Rack).
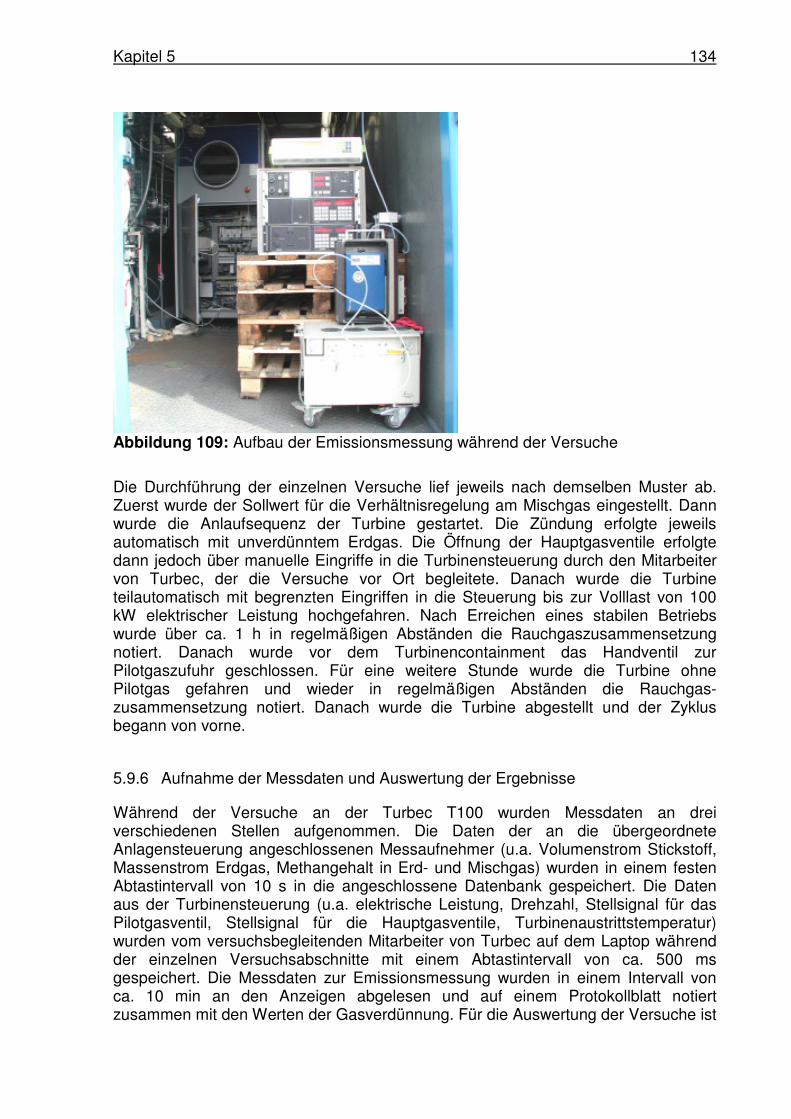
Kapitel 5 134
Abbildung 109: Aufbau der Emissionsmessung während der Versuche
Die Durchführung der einzelnen Versuche lief jeweils nach demselben Muster ab. Zuerst wurde der Sollwert für die Verhältnisregelung am Mischgas eingestellt. Dann wurde die Anlaufsequenz der Turbine gestartet. Die Zündung erfolgte jeweils automatisch mit unverdünntem Erdgas. Die Öffnung der Hauptgasventile erfolgte dann jedoch über manuelle Eingriffe in die Turbinensteuerung durch den Mitarbeiter von Turbec, der die Versuche vor Ort begleitete. Danach wurde die Turbine teilautomatisch mit begrenzten Eingriffen in die Steuerung bis zur Volllast von 100 kW elektrischer Leistung hochgefahren. Nach Erreichen eines stabilen Betriebs wurde über ca. 1 h in regelmäßigen Abständen die Rauchgaszusammensetzung notiert. Danach wurde vor dem Turbinencontainment das Handventil zur Pilotgaszufuhr geschlossen. Für eine weitere Stunde wurde die Turbine ohne Pilotgas gefahren und wieder in regelmäßigen Abständen die Rauchgas-zusammensetzung notiert. Danach wurde die Turbine abgestellt und der Zyklus begann von vorne.
5.9.6 Aufnahme der Messdaten und Auswertung der Ergebnisse
Während der Versuche an der Turbec T100 wurden Messdaten an drei verschiedenen Stellen aufgenommen. Die Daten der an die übergeordnete Anlagensteuerung angeschlossenen Messaufnehmer (u.a. Volumenstrom Stickstoff, Massenstrom Erdgas, Methangehalt in Erd- und Mischgas) wurden in einem festen Abtastintervall von 10 s in die angeschlossene Datenbank gespeichert. Die Daten aus der Turbinensteuerung (u.a. elektrische Leistung, Drehzahl, Stellsignal für das Pilotgasventil, Stellsignal für die Hauptgasventile, Turbinenaustrittstemperatur) wurden vom versuchsbegleitenden Mitarbeiter von Turbec auf dem Laptop während der einzelnen Versuchsabschnitte mit einem Abtastintervall von ca. 500 ms gespeichert. Die Messdaten zur Emissionsmessung wurden in einem Intervall von ca. 10 min an den Anzeigen abgelesen und auf einem Protokollblatt notiert zusammen mit den Werten der Gasverdünnung. Für die Auswertung der Versuche ist
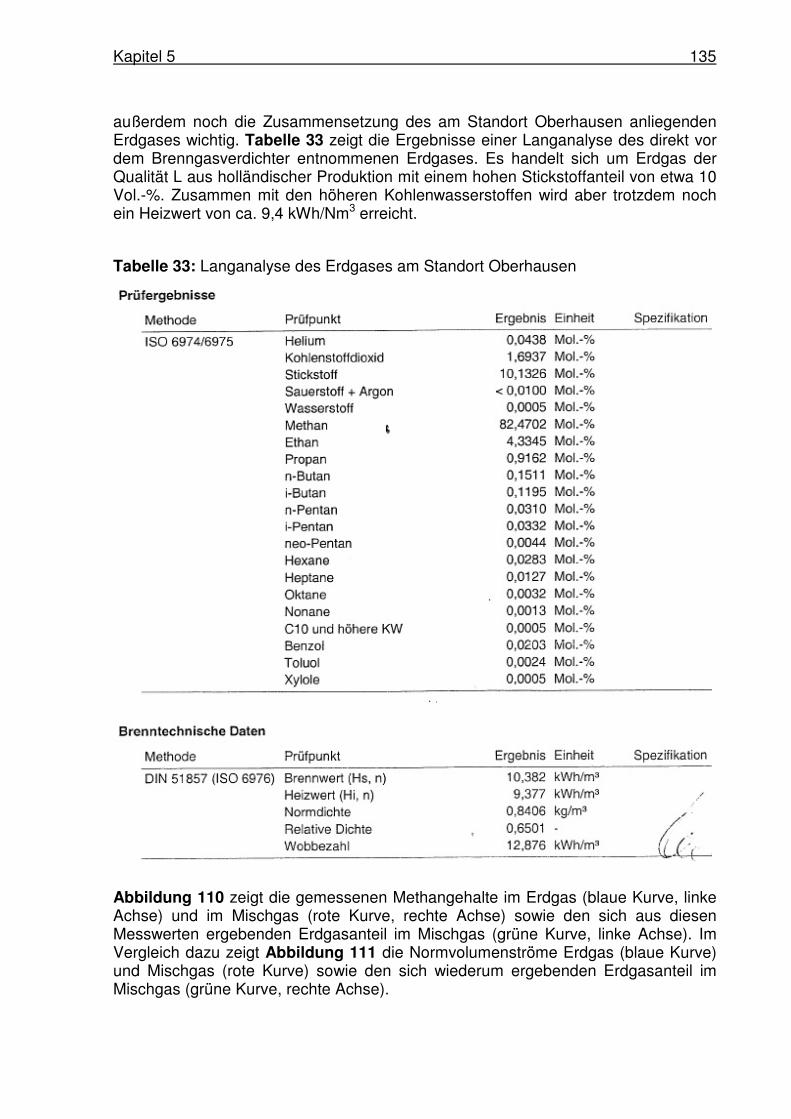
Kapitel 5 135
außerdem noch die Zusammensetzung des am Standort Oberhausen anliegenden Erdgases wichtig. Tabelle 33 zeigt die Ergebnisse einer Langanalyse des direkt vor dem Brenngasverdichter entnommenen Erdgases. Es handelt sich um Erdgas der Qualität L aus holländischer Produktion mit einem hohen Stickstoffanteil von etwa 10 Vol.-%. Zusammen mit den höheren Kohlenwasserstoffen wird aber trotzdem noch ein Heizwert von ca. 9,4 kWh/Nm3 erreicht.
Tabelle 33: Langanalyse des Erdgases am Standort Oberhausen
Abbildung 110 zeigt die gemessenen Methangehalte im Erdgas (blaue Kurve, linke Achse) und im Mischgas (rote Kurve, rechte Achse) sowie den sich aus diesen Messwerten ergebenden Erdgasanteil im Mischgas (grüne Kurve, linke Achse). Im Vergleich dazu zeigt Abbildung 111 die Normvolumenströme Erdgas (blaue Kurve) und Mischgas (rote Kurve) sowie den sich wiederum ergebenden Erdgasanteil im Mischgas (grüne Kurve, rechte Achse).
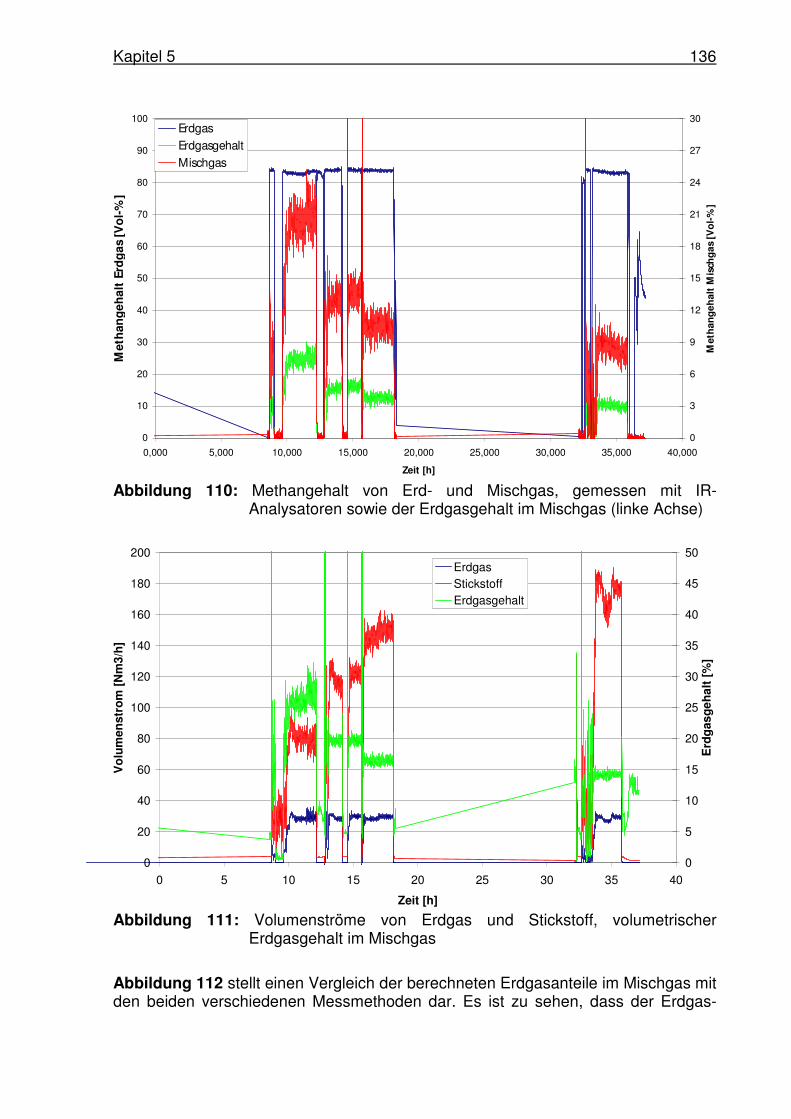
Kapitel 5 136
0
10
20
30
40
50
60
70
80
90
100
0,000 5,000 10,000 15,000 20,000 25,000 30,000 35,000 40,000
Zeit [h]
Met
han
geh
alt
Erd
gas
[V
ol-
%]
0
3
6
9
12
15
18
21
24
27
30
Met
han
geh
alt
Mis
chg
as [
Vo
l-%
]
Erdgas
Erdgasgehalt
Mischgas
Abbildung 110: Methangehalt von Erd- und Mischgas, gemessen mit IR-
Analysatoren sowie der Erdgasgehalt im Mischgas (linke Achse)
0
20
40
60
80
100
120
140
160
180
200
0 5 10 15 20 25 30 35 40
Zeit [h]
Vo
lum
enst
rom
[N
m3/
h]
0
5
10
15
20
25
30
35
40
45
50
Erd
gas
geh
alt
[%]
ErdgasStickstoffErdgasgehalt
Abbildung 111: Volumenströme von Erdgas und Stickstoff, volumetrischer
Erdgasgehalt im Mischgas
Abbildung 112 stellt einen Vergleich der berechneten Erdgasanteile im Mischgas mit den beiden verschiedenen Messmethoden dar. Es ist zu sehen, dass der Erdgas-
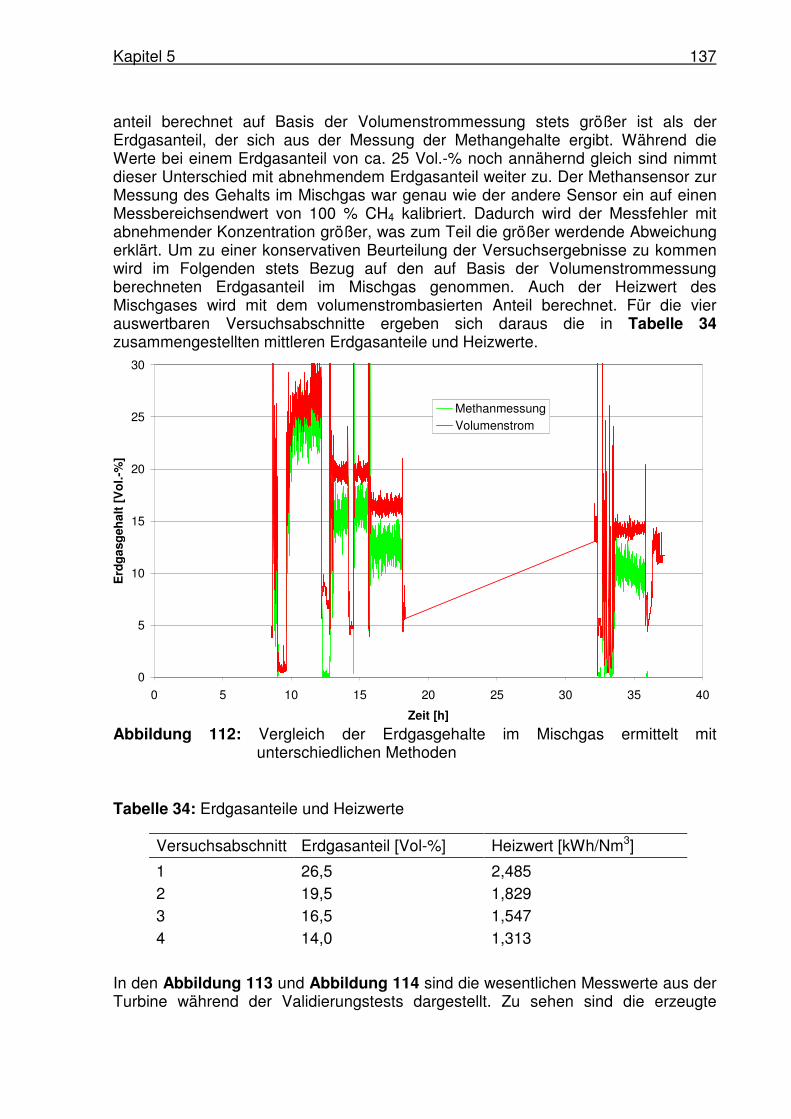
Kapitel 5 137
anteil berechnet auf Basis der Volumenstrommessung stets größer ist als der Erdgasanteil, der sich aus der Messung der Methangehalte ergibt. Während die Werte bei einem Erdgasanteil von ca. 25 Vol.-% noch annähernd gleich sind nimmt dieser Unterschied mit abnehmendem Erdgasanteil weiter zu. Der Methansensor zur Messung des Gehalts im Mischgas war genau wie der andere Sensor ein auf einen Messbereichsendwert von 100 % CH4 kalibriert. Dadurch wird der Messfehler mit abnehmender Konzentration größer, was zum Teil die größer werdende Abweichung erklärt. Um zu einer konservativen Beurteilung der Versuchsergebnisse zu kommen wird im Folgenden stets Bezug auf den auf Basis der Volumenstrommessung berechneten Erdgasanteil im Mischgas genommen. Auch der Heizwert des Mischgases wird mit dem volumenstrombasierten Anteil berechnet. Für die vier auswertbaren Versuchsabschnitte ergeben sich daraus die in Tabelle 34 zusammengestellten mittleren Erdgasanteile und Heizwerte.
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35 40
Zeit [h]
Erd
gas
geh
alt
[Vo
l.-%
]
MethanmessungVolumenstrom
Abbildung 112: Vergleich der Erdgasgehalte im Mischgas ermittelt mit
unterschiedlichen Methoden
Tabelle 34: Erdgasanteile und Heizwerte
Versuchsabschnitt Erdgasanteil [Vol-%] Heizwert [kWh/Nm3]
1 26,5 2,485 2 19,5 1,829 3 16,5 1,547 4 14,0 1,313
In den Abbildung 113 und Abbildung 114 sind die wesentlichen Messwerte aus der Turbine während der Validierungstests dargestellt. Zu sehen sind die erzeugte
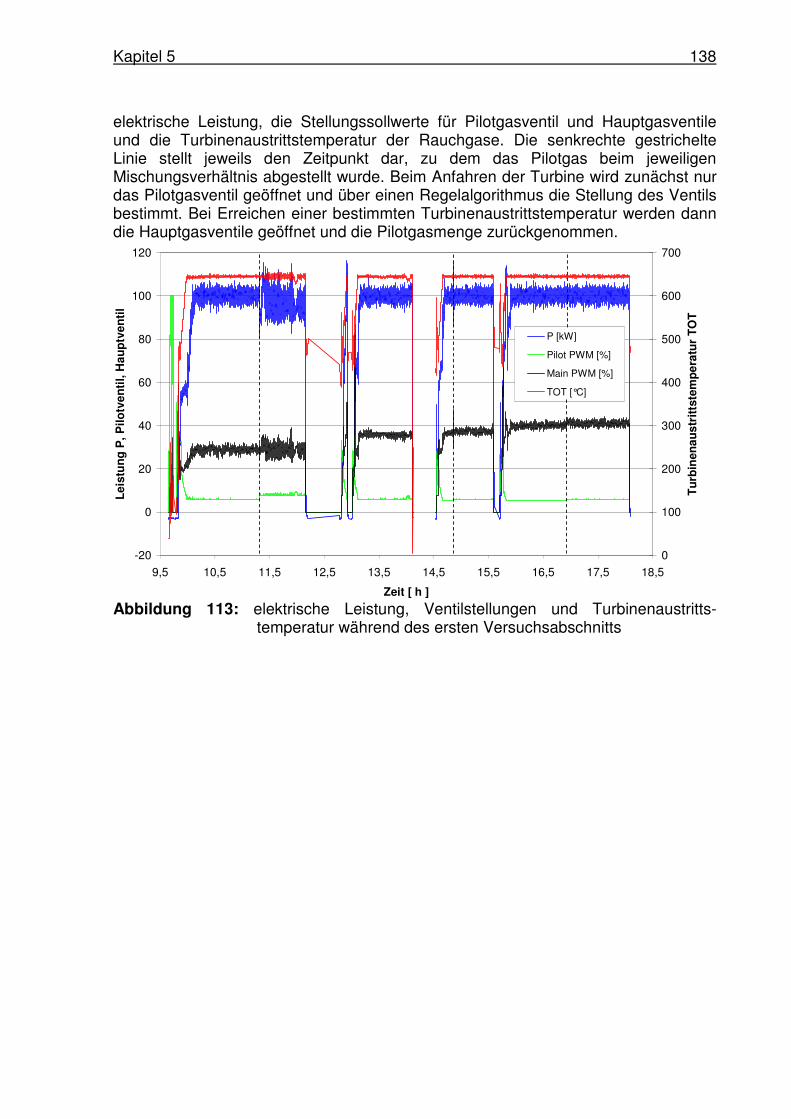
Kapitel 5 138
elektrische Leistung, die Stellungssollwerte für Pilotgasventil und Hauptgasventile und die Turbinenaustrittstemperatur der Rauchgase. Die senkrechte gestrichelte Linie stellt jeweils den Zeitpunkt dar, zu dem das Pilotgas beim jeweiligen Mischungsverhältnis abgestellt wurde. Beim Anfahren der Turbine wird zunächst nur das Pilotgasventil geöffnet und über einen Regelalgorithmus die Stellung des Ventils bestimmt. Bei Erreichen einer bestimmten Turbinenaustrittstemperatur werden dann die Hauptgasventile geöffnet und die Pilotgasmenge zurückgenommen.
-20
0
20
40
60
80
100
120
9,5 10,5 11,5 12,5 13,5 14,5 15,5 16,5 17,5 18,5
Zeit [ h ]
Lei
stu
ng
P, P
ilotv
enti
l, H
aup
tven
til
0
100
200
300
400
500
600
700
Tu
rbin
enau
stri
ttst
emp
erat
ur
TO
T
P [kW]
Pilot PWM [%]
Main PWM [%]
TOT [°C]
Abbildung 113: elektrische Leistung, Ventilstellungen und Turbinenaustritts-
temperatur während des ersten Versuchsabschnitts
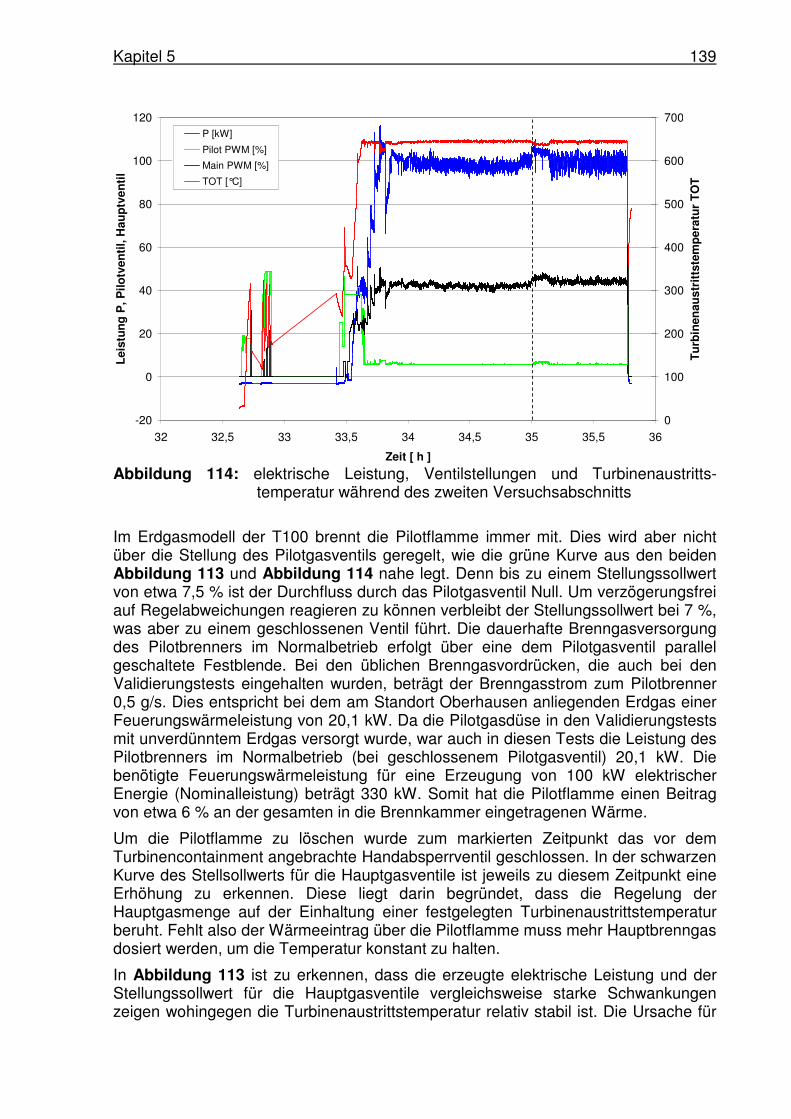
Kapitel 5 139
-20
0
20
40
60
80
100
120
32 32,5 33 33,5 34 34,5 35 35,5 36
Zeit [ h ]
Lei
stu
ng
P, P
ilotv
enti
l, H
aup
tven
til
0
100
200
300
400
500
600
700
Tu
rbin
enau
stri
ttst
emp
erat
ur
TO
T
P [kW]
Pilot PWM [%]
Main PWM [%]
TOT [°C]
Abbildung 114: elektrische Leistung, Ventilstellungen und Turbinenaustritts-
temperatur während des zweiten Versuchsabschnitts
Im Erdgasmodell der T100 brennt die Pilotflamme immer mit. Dies wird aber nicht über die Stellung des Pilotgasventils geregelt, wie die grüne Kurve aus den beiden Abbildung 113 und Abbildung 114 nahe legt. Denn bis zu einem Stellungssollwert von etwa 7,5 % ist der Durchfluss durch das Pilotgasventil Null. Um verzögerungsfrei auf Regelabweichungen reagieren zu können verbleibt der Stellungssollwert bei 7 %, was aber zu einem geschlossenen Ventil führt. Die dauerhafte Brenngasversorgung des Pilotbrenners im Normalbetrieb erfolgt über eine dem Pilotgasventil parallel geschaltete Festblende. Bei den üblichen Brenngasvordrücken, die auch bei den Validierungstests eingehalten wurden, beträgt der Brenngasstrom zum Pilotbrenner 0,5 g/s. Dies entspricht bei dem am Standort Oberhausen anliegenden Erdgas einer Feuerungswärmeleistung von 20,1 kW. Da die Pilotgasdüse in den Validierungstests mit unverdünntem Erdgas versorgt wurde, war auch in diesen Tests die Leistung des Pilotbrenners im Normalbetrieb (bei geschlossenem Pilotgasventil) 20,1 kW. Die benötigte Feuerungswärmeleistung für eine Erzeugung von 100 kW elektrischer Energie (Nominalleistung) beträgt 330 kW. Somit hat die Pilotflamme einen Beitrag von etwa 6 % an der gesamten in die Brennkammer eingetragenen Wärme.
Um die Pilotflamme zu löschen wurde zum markierten Zeitpunkt das vor dem Turbinencontainment angebrachte Handabsperrventil geschlossen. In der schwarzen Kurve des Stellsollwerts für die Hauptgasventile ist jeweils zu diesem Zeitpunkt eine Erhöhung zu erkennen. Diese liegt darin begründet, dass die Regelung der Hauptgasmenge auf der Einhaltung einer festgelegten Turbinenaustrittstemperatur beruht. Fehlt also der Wärmeeintrag über die Pilotflamme muss mehr Hauptbrenngas dosiert werden, um die Temperatur konstant zu halten.
In Abbildung 113 ist zu erkennen, dass die erzeugte elektrische Leistung und der Stellungssollwert für die Hauptgasventile vergleichsweise starke Schwankungen zeigen wohingegen die Turbinenaustrittstemperatur relativ stabil ist. Die Ursache für
Kapitel 5 140
die starken Schwankungen in der Ventilstellung liegt in der wechselseitigen Beeinflussung der Regelkreise für die Gemischbildung aus Erdgas und Stickstoff auf der einen Seite und der Temperaturregelung am Austritt der Turbine auf der anderen Seite. Während die Mengenregelung über die Hauptgasventile mit kurzen Zeitkonstanten arbeitet (elektro-pneumatische Ventile mit einer Vollhubstellzeit von 0,5 s) haben die elektrischen Stellventile zur Erdgasdruck- und Stickstoff-verhältnisregelung wesentlich längere Zeitkonstanten (Vollhubstellzeiten von 135 bzw. 90 s). Dies führt zu deutlichen Schwankungen in der Gaszusammensetzung (s. Abbildung 110). Trotzdem kann die Turbine damit betrieben werden, die Flamme in der Brennkammer bleibt stabil. In einer zukünftigen industriellen Anwendung findet vor der Turbine keine Gemischbildung statt sondern es wird Schwachgas angesaugt und verdichtet. Auch die Schwachgaszusammensetzung von Grubengas oder Deponiegas schwankt, jedoch mit Zeitkonstanten im Bereich von mehreren Stunden anstelle der hier in Kauf zu nehmenden Zeitkonstanten im Sekundenbereich. Somit ist für den Betrieb mit realem Schwachgas ein sehr stabiles Betriebsverhalten zu erwarten.
Beim ersten Versuch (Abbildung 113) mit einem Erdgasanteil von etwa 26,5 Vol.-% im Mischgas ist nach dem Abschalten der Pilotflamme (etwa bei 11,2 h) ein wesentlich stärkeres Schwanken der Ventilstellung, der erzeugten elektrischen Leistung und auch der Turbinenaustrittstemperatur zu beobachten als bei den nachfolgenden Versuchen. Bei diesem ersten Versuch blieb der Stellungsregelkreis für die Hauptgasventile unverändert, bei den nachfolgenden Versuchen konnte durch Veränderung der Regelparameter dieses Regelkreises eine deutliche Verbesserung erzielt werden. Es war für den Betrieb unwesentlich, ob die Pilotflamme brannte oder nicht. Bei einer industriellen Anwendung des Systems ist für die Zündung der Flamme und das Durchwärmen der Brennkammer, Turbine und Rekuperator ein hochenergetisches Brenngas notwendig z. B. in Form von Flüssiggas als leitungs-unabhängiges Medium. Danach kann aber ein stabiles Betriebsverhalten allein aus dem Schwachgas erzielt werden.
Bei Versuch 4 mit einem Erdgasanteil von 14,0 Vol.-% im Mischgas war die Stabilitätsgrenze des Brenners erreicht. Abbildung 114 zeigt die Messwerte aus der Turbinensteuerung zu diesem Versuch. Bei brennender Pilotflamme war kein Unterschied zu den vorherigen Versuchen zu erkennen, weder in den Messwerten der Mischgasbereitung noch in den Werten der Turbinensteuerung. Lediglich der CO-Wert zeigte im Gegensatz zu den vorangegangenen Versuchen starke Schwankungen zwischen 20 und 200 ppm (Rohmesswert). Nach Abschalten der Pilotflamme nahmen die Schwankungen in der erzeugten elektrischen Leistung zu, die Regelung der Turbine wurde instabil, konnte aber gerade noch in Betrieb gehalten werden. Die Schwankungsbreite der CO-Messwerte ist ebenfalls angestiegen auf 100 bis 300 ppm. Außerdem waren aus dem Turbinencontainment deutliche Pulsationen zu hören, was auf einen instabilen Verbrennungsvorgang in der Brennkammer schließen lässt. Etwa 45 min nach verlöschen der Pilotflamme kam es in der Brennkammer endgültig zum Flammenabriss und die Turbinen ist automatisch abgefahren. Dies bestätigt in der Turbine exakt die Stabilitätsgrenze, die sich bereits in den atmosphärischen Brennkammertests gezeigt hat. Während bei einer Gaszusammensetzung von 15 % CH4 und 85 % N2 (Heizwert 1,5 kWh/Nm3) über einen weiten Bereich der Luftzahl eine stabile Flamme ausgebildet hat konnte bei einer Zusammensetzung von 12,5 % CH4 und 87,5 % N2 (Heizwert 1,25
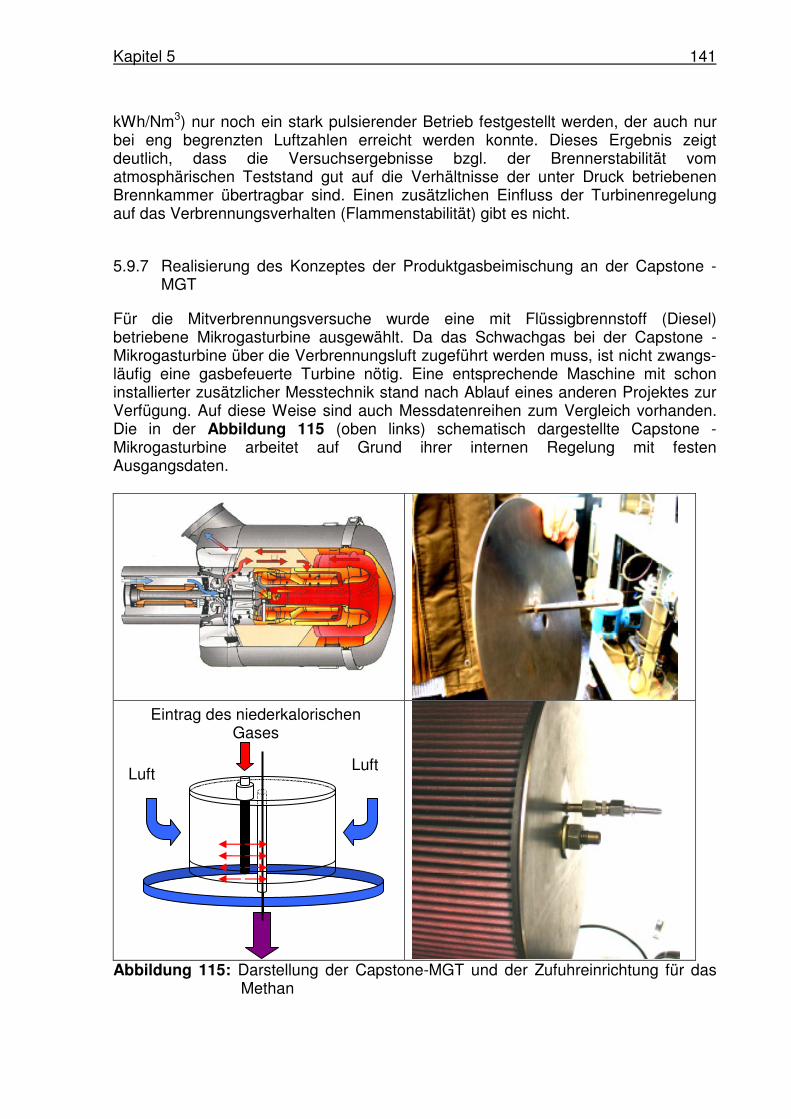
Kapitel 5 141
kWh/Nm3) nur noch ein stark pulsierender Betrieb festgestellt werden, der auch nur bei eng begrenzten Luftzahlen erreicht werden konnte. Dieses Ergebnis zeigt deutlich, dass die Versuchsergebnisse bzgl. der Brennerstabilität vom atmosphärischen Teststand gut auf die Verhältnisse der unter Druck betriebenen Brennkammer übertragbar sind. Einen zusätzlichen Einfluss der Turbinenregelung auf das Verbrennungsverhalten (Flammenstabilität) gibt es nicht.
5.9.7 Realisierung des Konzeptes der Produktgasbeimischung an der Capstone -MGT
Für die Mitverbrennungsversuche wurde eine mit Flüssigbrennstoff (Diesel) betriebene Mikrogasturbine ausgewählt. Da das Schwachgas bei der Capstone - Mikrogasturbine über die Verbrennungsluft zugeführt werden muss, ist nicht zwangs-läufig eine gasbefeuerte Turbine nötig. Eine entsprechende Maschine mit schon installierter zusätzlicher Messtechnik stand nach Ablauf eines anderen Projektes zur Verfügung. Auf diese Weise sind auch Messdatenreihen zum Vergleich vorhanden. Die in der Abbildung 115 (oben links) schematisch dargestellte Capstone -Mikrogasturbine arbeitet auf Grund ihrer internen Regelung mit festen Ausgangsdaten.
Abbildung 115: Darstellung der Capstone-MGT und der Zufuhreinrichtung für das
Methan
Eintrag des niederkalorischen Gases
Luft Luft
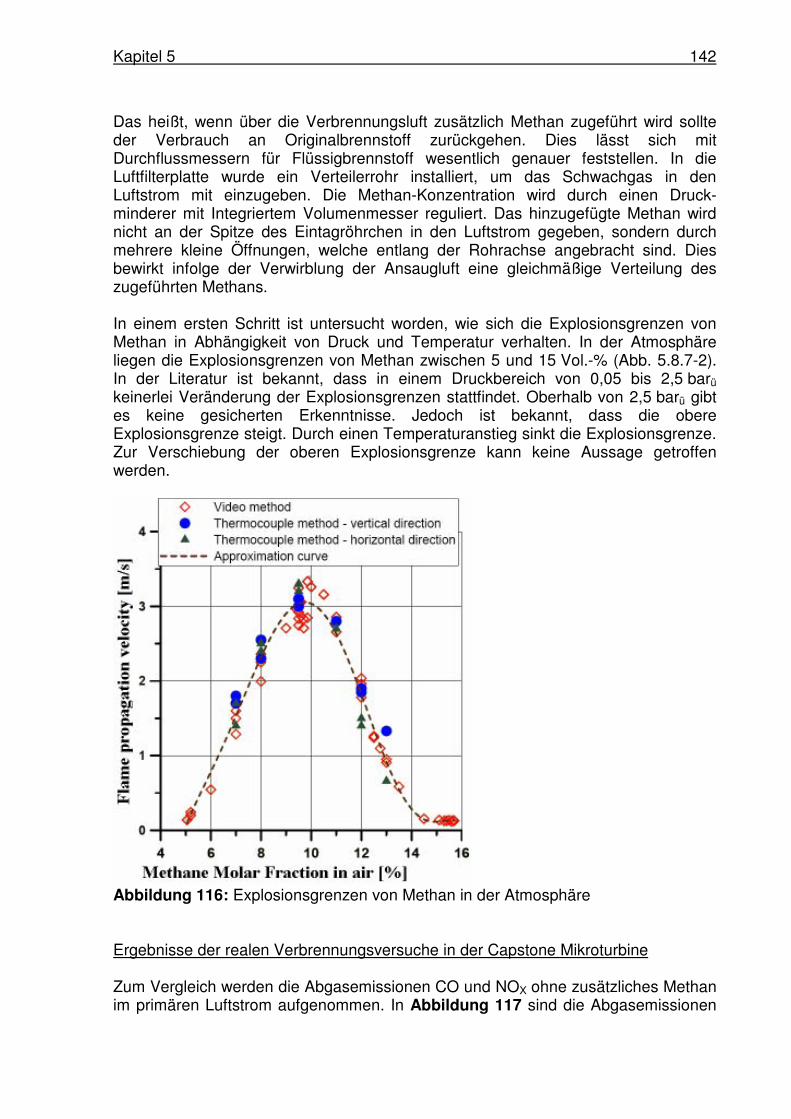
Kapitel 5 142
Das heißt, wenn über die Verbrennungsluft zusätzlich Methan zugeführt wird sollte der Verbrauch an Originalbrennstoff zurückgehen. Dies lässt sich mit Durchflussmessern für Flüssigbrennstoff wesentlich genauer feststellen. In die Luftfilterplatte wurde ein Verteilerrohr installiert, um das Schwachgas in den Luftstrom mit einzugeben. Die Methan-Konzentration wird durch einen Druck-minderer mit Integriertem Volumenmesser reguliert. Das hinzugefügte Methan wird nicht an der Spitze des Eintagröhrchen in den Luftstrom gegeben, sondern durch mehrere kleine Öffnungen, welche entlang der Rohrachse angebracht sind. Dies bewirkt infolge der Verwirblung der Ansaugluft eine gleichmäßige Verteilung des zugeführten Methans. In einem ersten Schritt ist untersucht worden, wie sich die Explosionsgrenzen von Methan in Abhängigkeit von Druck und Temperatur verhalten. In der Atmosphäre liegen die Explosionsgrenzen von Methan zwischen 5 und 15 Vol.-% (Abb. 5.8.7-2). In der Literatur ist bekannt, dass in einem Druckbereich von 0,05 bis 2,5 barü keinerlei Veränderung der Explosionsgrenzen stattfindet. Oberhalb von 2,5 barü gibt es keine gesicherten Erkenntnisse. Jedoch ist bekannt, dass die obere Explosionsgrenze steigt. Durch einen Temperaturanstieg sinkt die Explosionsgrenze. Zur Verschiebung der oberen Explosionsgrenze kann keine Aussage getroffen werden.
Abbildung 116: Explosionsgrenzen von Methan in der Atmosphäre Ergebnisse der realen Verbrennungsversuche in der Capstone Mikroturbine Zum Vergleich werden die Abgasemissionen CO und NOX ohne zusätzliches Methan im primären Luftstrom aufgenommen. In Abbildung 117 sind die Abgasemissionen
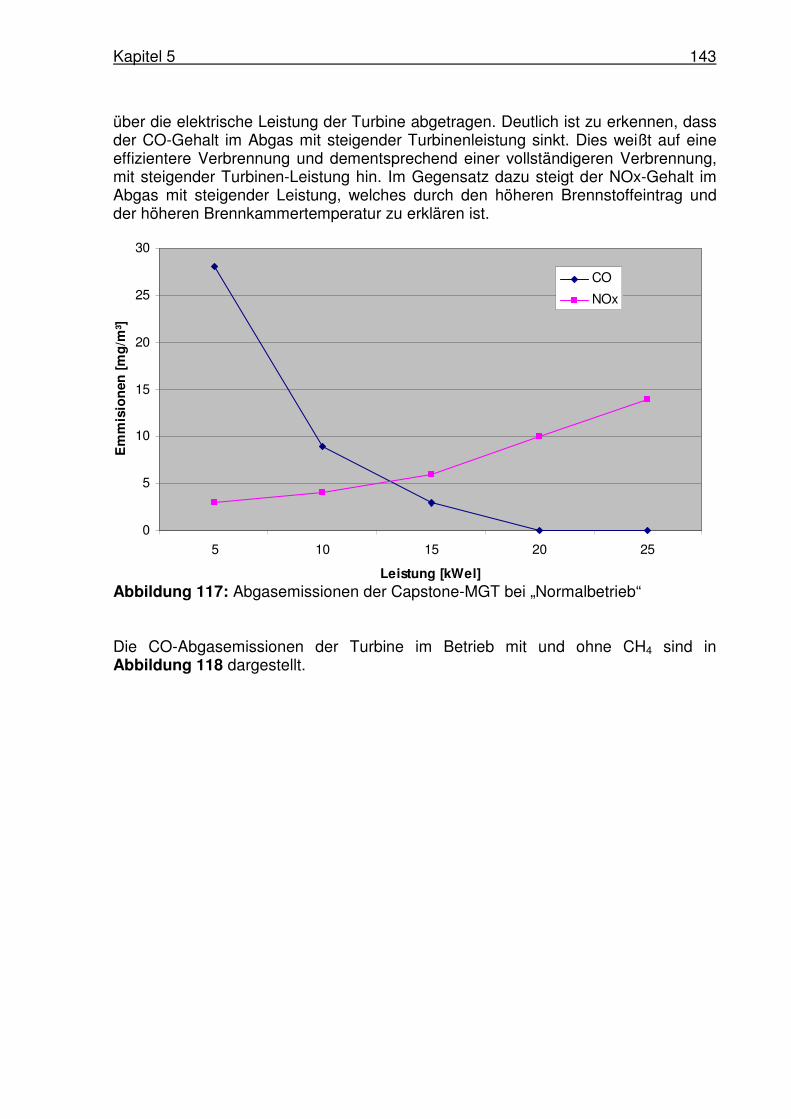
Kapitel 5 143
über die elektrische Leistung der Turbine abgetragen. Deutlich ist zu erkennen, dass der CO-Gehalt im Abgas mit steigender Turbinenleistung sinkt. Dies weißt auf eine effizientere Verbrennung und dementsprechend einer vollständigeren Verbrennung, mit steigender Turbinen-Leistung hin. Im Gegensatz dazu steigt der NOx-Gehalt im Abgas mit steigender Leistung, welches durch den höheren Brennstoffeintrag und der höheren Brennkammertemperatur zu erklären ist.
0
5
10
15
20
25
30
5 10 15 20 25
Leistung [kWel]
Em
mis
ion
en [
mg
/m³]
CO
NOx
Abbildung 117: Abgasemissionen der Capstone-MGT bei „Normalbetrieb“ Die CO-Abgasemissionen der Turbine im Betrieb mit und ohne CH4 sind in Abbildung 118 dargestellt.
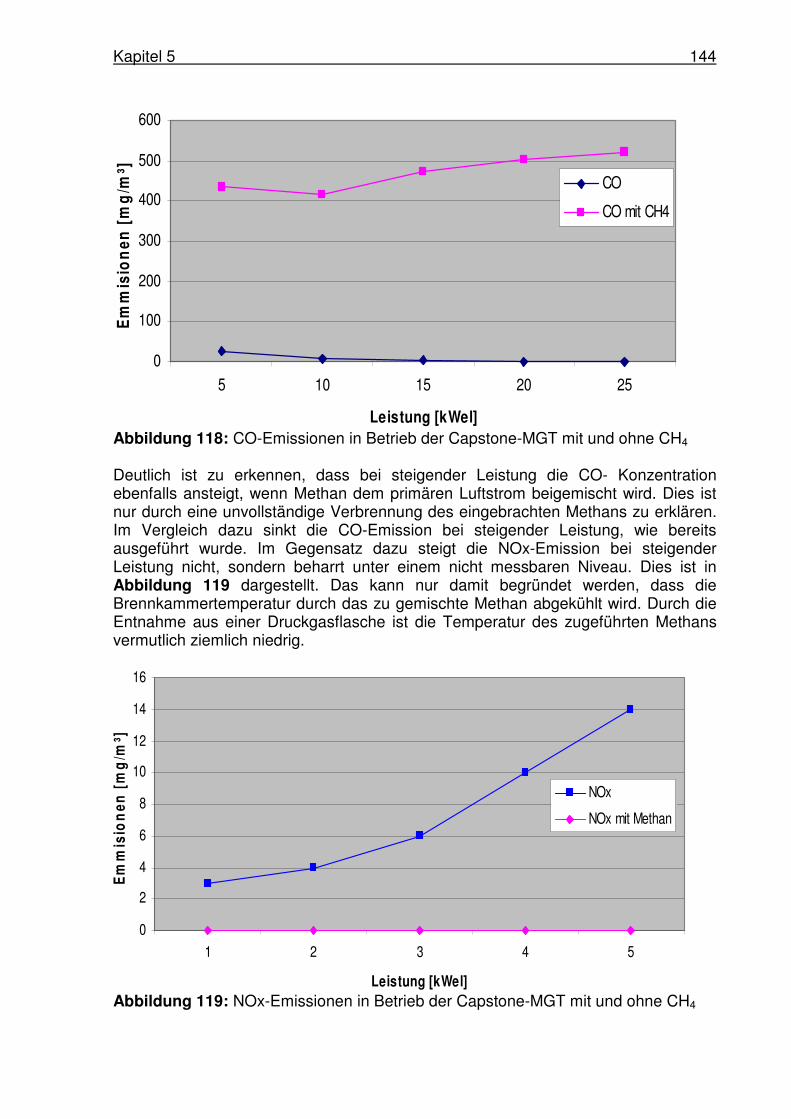
Kapitel 5 144
0
100
200
300
400
500
600
5 10 15 20 25
Leistung [kWel]
Em
mis
ion
en [
mg
/m³]
CO
CO mit CH4
Abbildung 118: CO-Emissionen in Betrieb der Capstone-MGT mit und ohne CH4 Deutlich ist zu erkennen, dass bei steigender Leistung die CO- Konzentration ebenfalls ansteigt, wenn Methan dem primären Luftstrom beigemischt wird. Dies ist nur durch eine unvollständige Verbrennung des eingebrachten Methans zu erklären. Im Vergleich dazu sinkt die CO-Emission bei steigender Leistung, wie bereits ausgeführt wurde. Im Gegensatz dazu steigt die NOx-Emission bei steigender Leistung nicht, sondern beharrt unter einem nicht messbaren Niveau. Dies ist in Abbildung 119 dargestellt. Das kann nur damit begründet werden, dass die Brennkammertemperatur durch das zu gemischte Methan abgekühlt wird. Durch die Entnahme aus einer Druckgasflasche ist die Temperatur des zugeführten Methans vermutlich ziemlich niedrig.
0
2
4
6
8
10
12
14
16
1 2 3 4 5
Leistung [kWel]
Em
mis
ion
en [
mg
/m³]
NOx
NOx mit Methan
Abbildung 119: NOx-Emissionen in Betrieb der Capstone-MGT mit und ohne CH4
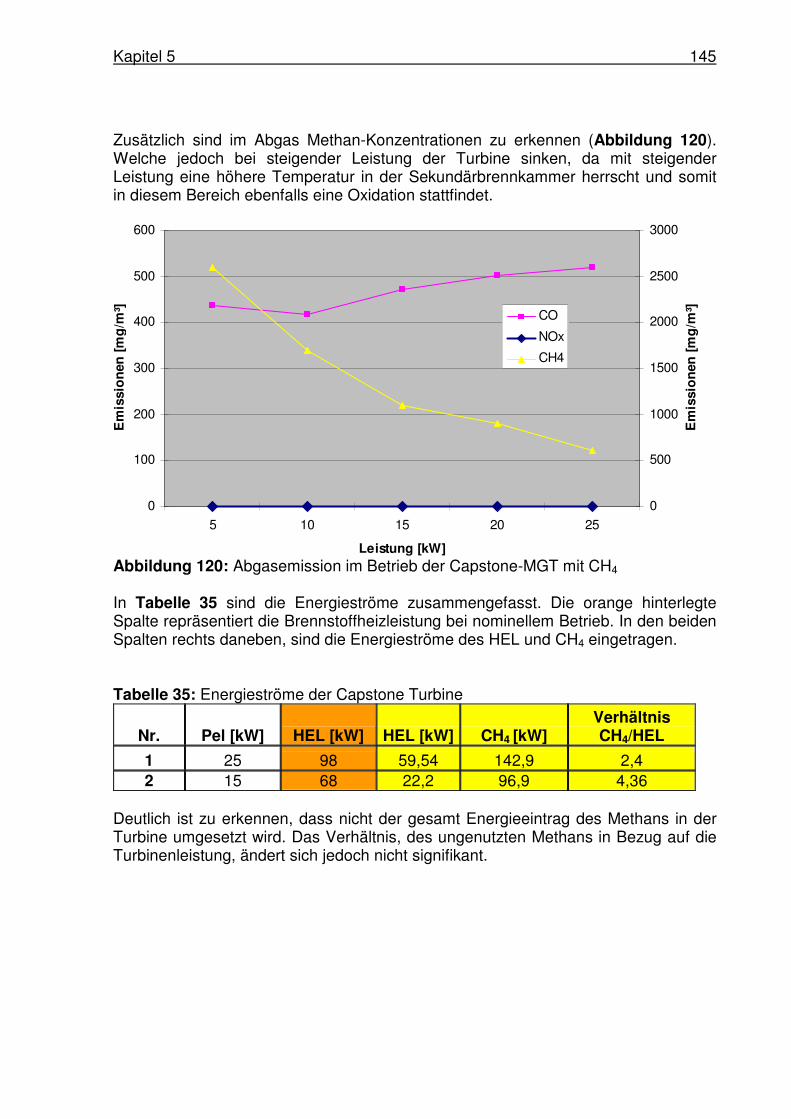
Kapitel 5 145
Zusätzlich sind im Abgas Methan-Konzentrationen zu erkennen (Abbildung 120). Welche jedoch bei steigender Leistung der Turbine sinken, da mit steigender Leistung eine höhere Temperatur in der Sekundärbrennkammer herrscht und somit in diesem Bereich ebenfalls eine Oxidation stattfindet.
0
100
200
300
400
500
600
5 10 15 20 25
Leistung [kW]
Em
issi
on
en [
mg
/m³]
0
500
1000
1500
2000
2500
3000
Em
issi
on
en [
mg
/m³]
CO
NOx
CH4
Abbildung 120: Abgasemission im Betrieb der Capstone-MGT mit CH4 In Tabelle 35 sind die Energieströme zusammengefasst. Die orange hinterlegte Spalte repräsentiert die Brennstoffheizleistung bei nominellem Betrieb. In den beiden Spalten rechts daneben, sind die Energieströme des HEL und CH4 eingetragen. Tabelle 35: Energieströme der Capstone Turbine
Nr. Pel [kW] HEL [kW] HEL [kW] CH4 [kW] Verhältnis CH4/HEL
1 25 98 59,54 142,9 2,4 2 15 68 22,2 96,9 4,36
Deutlich ist zu erkennen, dass nicht der gesamt Energieeintrag des Methans in der Turbine umgesetzt wird. Das Verhältnis, des ungenutzten Methans in Bezug auf die Turbinenleistung, ändert sich jedoch nicht signifikant.
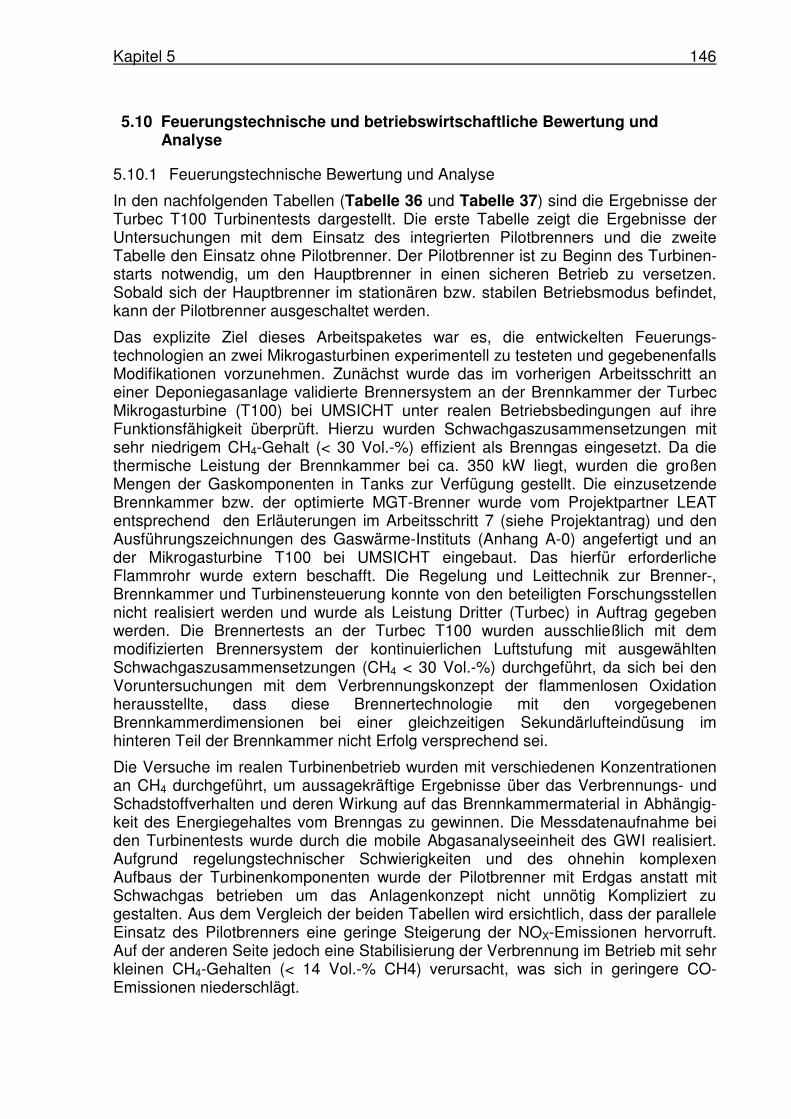
Kapitel 5 146
5.10 Feuerungstechnische und betriebswirtschaftliche Bewertung und Analyse
5.10.1 Feuerungstechnische Bewertung und Analyse
In den nachfolgenden Tabellen (Tabelle 36 und Tabelle 37) sind die Ergebnisse der Turbec T100 Turbinentests dargestellt. Die erste Tabelle zeigt die Ergebnisse der Untersuchungen mit dem Einsatz des integrierten Pilotbrenners und die zweite Tabelle den Einsatz ohne Pilotbrenner. Der Pilotbrenner ist zu Beginn des Turbinen-starts notwendig, um den Hauptbrenner in einen sicheren Betrieb zu versetzen. Sobald sich der Hauptbrenner im stationären bzw. stabilen Betriebsmodus befindet, kann der Pilotbrenner ausgeschaltet werden.
Das explizite Ziel dieses Arbeitspaketes war es, die entwickelten Feuerungs-technologien an zwei Mikrogasturbinen experimentell zu testeten und gegebenenfalls Modifikationen vorzunehmen. Zunächst wurde das im vorherigen Arbeitsschritt an einer Deponiegasanlage validierte Brennersystem an der Brennkammer der Turbec Mikrogasturbine (T100) bei UMSICHT unter realen Betriebsbedingungen auf ihre Funktionsfähigkeit überprüft. Hierzu wurden Schwachgaszusammensetzungen mit sehr niedrigem CH4-Gehalt (< 30 Vol.-%) effizient als Brenngas eingesetzt. Da die thermische Leistung der Brennkammer bei ca. 350 kW liegt, wurden die großen Mengen der Gaskomponenten in Tanks zur Verfügung gestellt. Die einzusetzende Brennkammer bzw. der optimierte MGT-Brenner wurde vom Projektpartner LEAT entsprechend den Erläuterungen im Arbeitsschritt 7 (siehe Projektantrag) und den Ausführungszeichnungen des Gaswärme-Instituts (Anhang A-0) angefertigt und an der Mikrogasturbine T100 bei UMSICHT eingebaut. Das hierfür erforderliche Flammrohr wurde extern beschafft. Die Regelung und Leittechnik zur Brenner-, Brennkammer und Turbinensteuerung konnte von den beteiligten Forschungsstellen nicht realisiert werden und wurde als Leistung Dritter (Turbec) in Auftrag gegeben werden. Die Brennertests an der Turbec T100 wurden ausschließlich mit dem modifizierten Brennersystem der kontinuierlichen Luftstufung mit ausgewählten Schwachgaszusammensetzungen (CH4 < 30 Vol.-%) durchgeführt, da sich bei den Voruntersuchungen mit dem Verbrennungskonzept der flammenlosen Oxidation herausstellte, dass diese Brennertechnologie mit den vorgegebenen Brennkammerdimensionen bei einer gleichzeitigen Sekundärlufteindüsung im hinteren Teil der Brennkammer nicht Erfolg versprechend sei.
Die Versuche im realen Turbinenbetrieb wurden mit verschiedenen Konzentrationen an CH4 durchgeführt, um aussagekräftige Ergebnisse über das Verbrennungs- und Schadstoffverhalten und deren Wirkung auf das Brennkammermaterial in Abhängig-keit des Energiegehaltes vom Brenngas zu gewinnen. Die Messdatenaufnahme bei den Turbinentests wurde durch die mobile Abgasanalyseeinheit des GWI realisiert. Aufgrund regelungstechnischer Schwierigkeiten und des ohnehin komplexen Aufbaus der Turbinenkomponenten wurde der Pilotbrenner mit Erdgas anstatt mit Schwachgas betrieben um das Anlagenkonzept nicht unnötig Kompliziert zu gestalten. Aus dem Vergleich der beiden Tabellen wird ersichtlich, dass der parallele Einsatz des Pilotbrenners eine geringe Steigerung der NOX-Emissionen hervorruft. Auf der anderen Seite jedoch eine Stabilisierung der Verbrennung im Betrieb mit sehr kleinen CH4-Gehalten (< 14 Vol.-% CH4) verursacht, was sich in geringere CO-Emissionen niederschlägt.
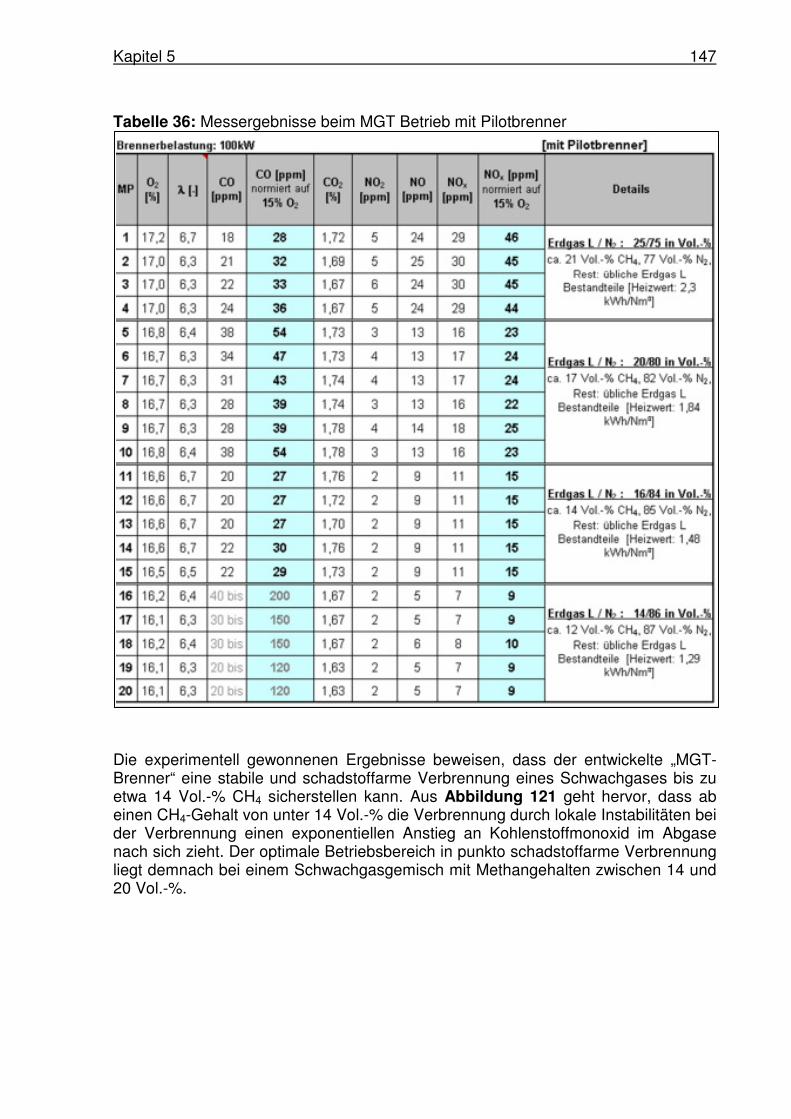
Kapitel 5 147
Tabelle 36: Messergebnisse beim MGT Betrieb mit Pilotbrenner
Die experimentell gewonnenen Ergebnisse beweisen, dass der entwickelte „MGT-Brenner“ eine stabile und schadstoffarme Verbrennung eines Schwachgases bis zu etwa 14 Vol.-% CH4 sicherstellen kann. Aus Abbildung 121 geht hervor, dass ab einen CH4-Gehalt von unter 14 Vol.-% die Verbrennung durch lokale Instabilitäten bei der Verbrennung einen exponentiellen Anstieg an Kohlenstoffmonoxid im Abgase nach sich zieht. Der optimale Betriebsbereich in punkto schadstoffarme Verbrennung liegt demnach bei einem Schwachgasgemisch mit Methangehalten zwischen 14 und 20 Vol.-%.
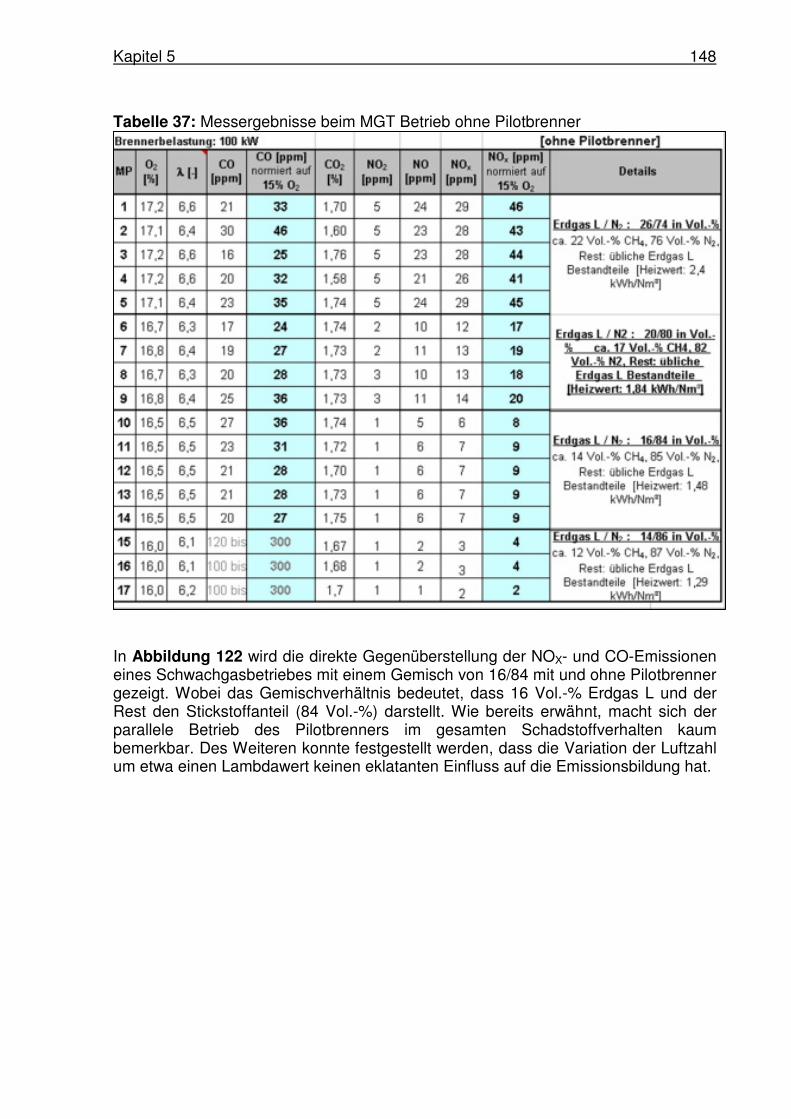
Kapitel 5 148
Tabelle 37: Messergebnisse beim MGT Betrieb ohne Pilotbrenner
In Abbildung 122 wird die direkte Gegenüberstellung der NOX- und CO-Emissionen eines Schwachgasbetriebes mit einem Gemisch von 16/84 mit und ohne Pilotbrenner gezeigt. Wobei das Gemischverhältnis bedeutet, dass 16 Vol.-% Erdgas L und der Rest den Stickstoffanteil (84 Vol.-%) darstellt. Wie bereits erwähnt, macht sich der parallele Betrieb des Pilotbrenners im gesamten Schadstoffverhalten kaum bemerkbar. Des Weiteren konnte festgestellt werden, dass die Variation der Luftzahl um etwa einen Lambdawert keinen eklatanten Einfluss auf die Emissionsbildung hat.
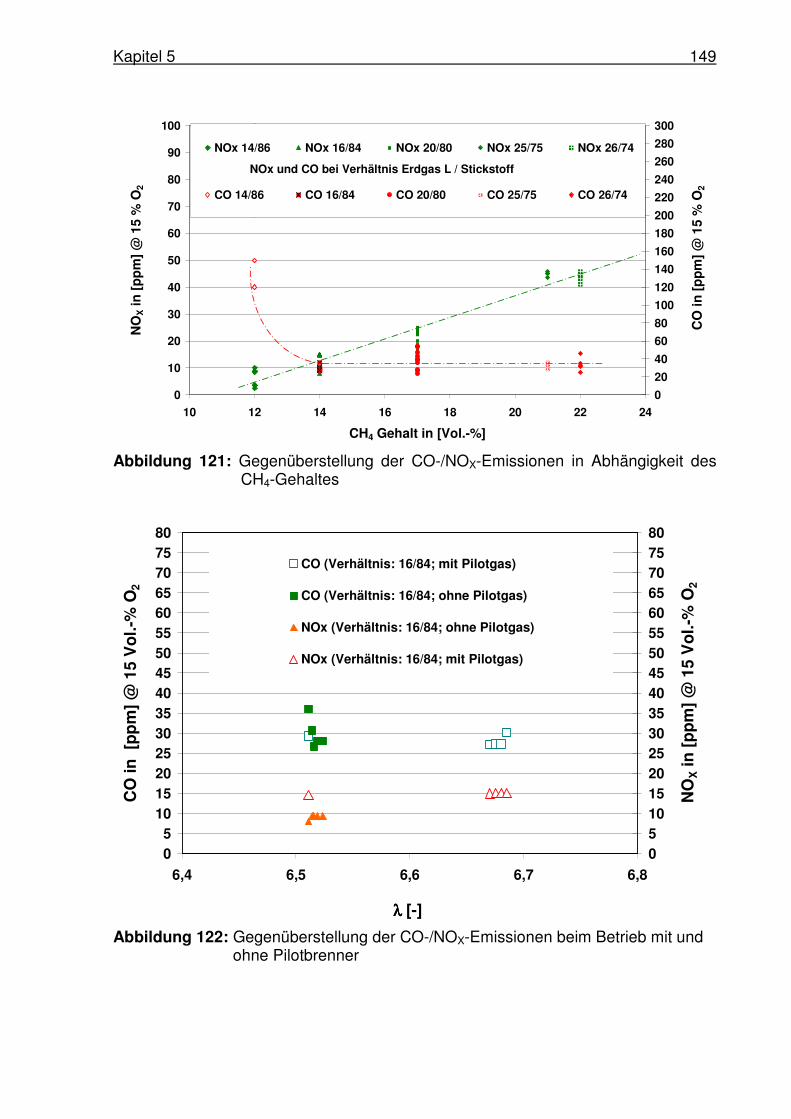
Kapitel 5 149
0
10
20
30
40
50
60
70
80
90
100
10 12 14 16 18 20 22 24
CH4 Gehalt in [Vol.-%]
NO
X in
[p
pm
] @
15
% O
2
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
CO
in [
pp
m]
@ 1
5 %
O2
NOx 14/86 NOx 16/84 NOx 20/80 NOx 25/75 NOx 26/74
CO 14/86 CO 16/84 CO 20/80 CO 25/75 CO 26/74
NOx und CO bei Verhältnis Erdgas L / Stickstoff
Abbildung 121: Gegenüberstellung der CO-/NOX-Emissionen in Abhängigkeit des CH4-Gehaltes
05
101520253035404550556065707580
6,4 6,5 6,6 6,7 6,8
λ λ λ λ [-]
CO
in [
pp
m]
@ 1
5 V
ol.-
% O
2
05101520253035404550556065707580
NO
X in
[p
pm
] @
15
Vo
l.-%
O2
CO (Verhältnis: 16/84; mit Pilotgas)
CO (Verhältnis: 16/84; ohne Pilotgas)
NOx (Verhältnis: 16/84; ohne Pilotgas)
NOx (Verhältnis: 16/84; mit Pilotgas)
Abbildung 122: Gegenüberstellung der CO-/NOX-Emissionen beim Betrieb mit und ohne Pilotbrenner
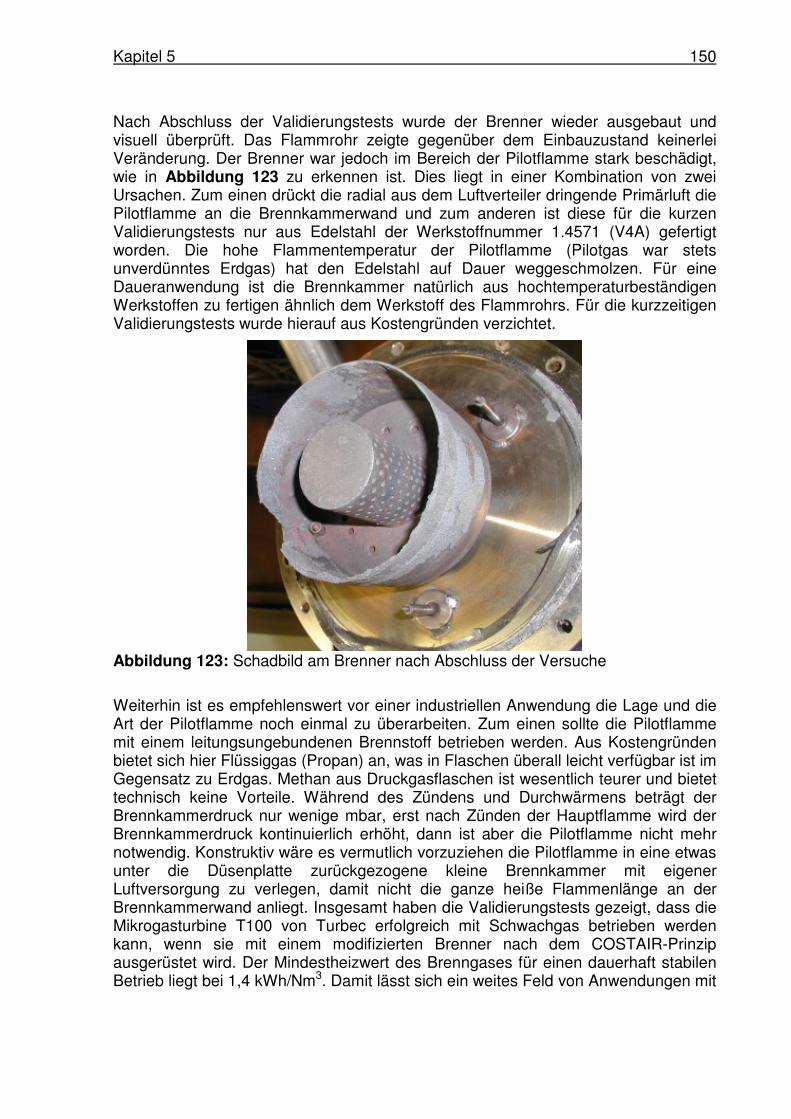
Kapitel 5 150
Nach Abschluss der Validierungstests wurde der Brenner wieder ausgebaut und visuell überprüft. Das Flammrohr zeigte gegenüber dem Einbauzustand keinerlei Veränderung. Der Brenner war jedoch im Bereich der Pilotflamme stark beschädigt, wie in Abbildung 123 zu erkennen ist. Dies liegt in einer Kombination von zwei Ursachen. Zum einen drückt die radial aus dem Luftverteiler dringende Primärluft die Pilotflamme an die Brennkammerwand und zum anderen ist diese für die kurzen Validierungstests nur aus Edelstahl der Werkstoffnummer 1.4571 (V4A) gefertigt worden. Die hohe Flammentemperatur der Pilotflamme (Pilotgas war stets unverdünntes Erdgas) hat den Edelstahl auf Dauer weggeschmolzen. Für eine Daueranwendung ist die Brennkammer natürlich aus hochtemperaturbeständigen Werkstoffen zu fertigen ähnlich dem Werkstoff des Flammrohrs. Für die kurzzeitigen Validierungstests wurde hierauf aus Kostengründen verzichtet.
Abbildung 123: Schadbild am Brenner nach Abschluss der Versuche
Weiterhin ist es empfehlenswert vor einer industriellen Anwendung die Lage und die Art der Pilotflamme noch einmal zu überarbeiten. Zum einen sollte die Pilotflamme mit einem leitungsungebundenen Brennstoff betrieben werden. Aus Kostengründen bietet sich hier Flüssiggas (Propan) an, was in Flaschen überall leicht verfügbar ist im Gegensatz zu Erdgas. Methan aus Druckgasflaschen ist wesentlich teurer und bietet technisch keine Vorteile. Während des Zündens und Durchwärmens beträgt der Brennkammerdruck nur wenige mbar, erst nach Zünden der Hauptflamme wird der Brennkammerdruck kontinuierlich erhöht, dann ist aber die Pilotflamme nicht mehr notwendig. Konstruktiv wäre es vermutlich vorzuziehen die Pilotflamme in eine etwas unter die Düsenplatte zurückgezogene kleine Brennkammer mit eigener Luftversorgung zu verlegen, damit nicht die ganze heiße Flammenlänge an der Brennkammerwand anliegt. Insgesamt haben die Validierungstests gezeigt, dass die Mikrogasturbine T100 von Turbec erfolgreich mit Schwachgas betrieben werden kann, wenn sie mit einem modifizierten Brenner nach dem COSTAIR-Prinzip ausgerüstet wird. Der Mindestheizwert des Brenngases für einen dauerhaft stabilen Betrieb liegt bei 1,4 kWh/Nm3. Damit lässt sich ein weites Feld von Anwendungen mit
Kapitel 5 151
niederkalorigen Gasen wie Grubengas, Deponiegas und Holzgas aus luftgeblasenen Vergasungsanlagen erschließen.
Übertragbarkeit der Ergebnisse auf verschiedene Brennkammertypen Da die Zufuhr des Schwachgases über die Verbrennungsluft erfolgt, ist das Verfahren grundsätzlich bei allen Brennkammertypen möglich. Jede Mikrogasturbine wird mit hohem Luftüberschuss betrieben, so dass eine Verbrennung des Schwachgases möglich ist. Wie die Versuche an der Capstone-MGT zeigten, wird jedoch nur ein Teil des zugeführten Schwachgases mit verbrannt. Die technische Machbarkeit ergibt sich dadurch, dass zumindest eine teilweise energetische Verwertung des Schwachgases stattfindet. Der große Vorteil der hier untersuchten Capstone MGT ist, dass sie ihren originären Brennstoffstrom auf der Basis der eingestellten Ausgangsleistung selbst regelt. Also auch schwankende Schwachgasmengen verwertet werden können. Die durchgeführten Untersuchungen zeigten: - Eine Mitverbrennung des Schwachgases ist möglich. - Bei jedem Brennkammertyp bzw. jeder MGT müssen die Grenzen durch
Simulationen und Verbrennungsversuche einzeln ermittelt werden.
- Eine vollständige Verbrennung des über die Verbrennungsluft zugeführten Methans ist wahrscheinlich nicht möglich.
- Für einen kommerziellen Einsatz sind Untersuchungen zu Sicherheitsaspekten des Gesamtsystems nötig.
- Eine wichtige Voraussetzung für die Übertragung auf andere Brennkammertypen sind auf jeden Fall Untersuchungen zu den Explosionsgrenzen von Methan bei höheren Drücken (>2,5 bar) und höheren Temperaturen. Bei Literaturrecherchen wurden keine entsprechenden Daten gefunden.
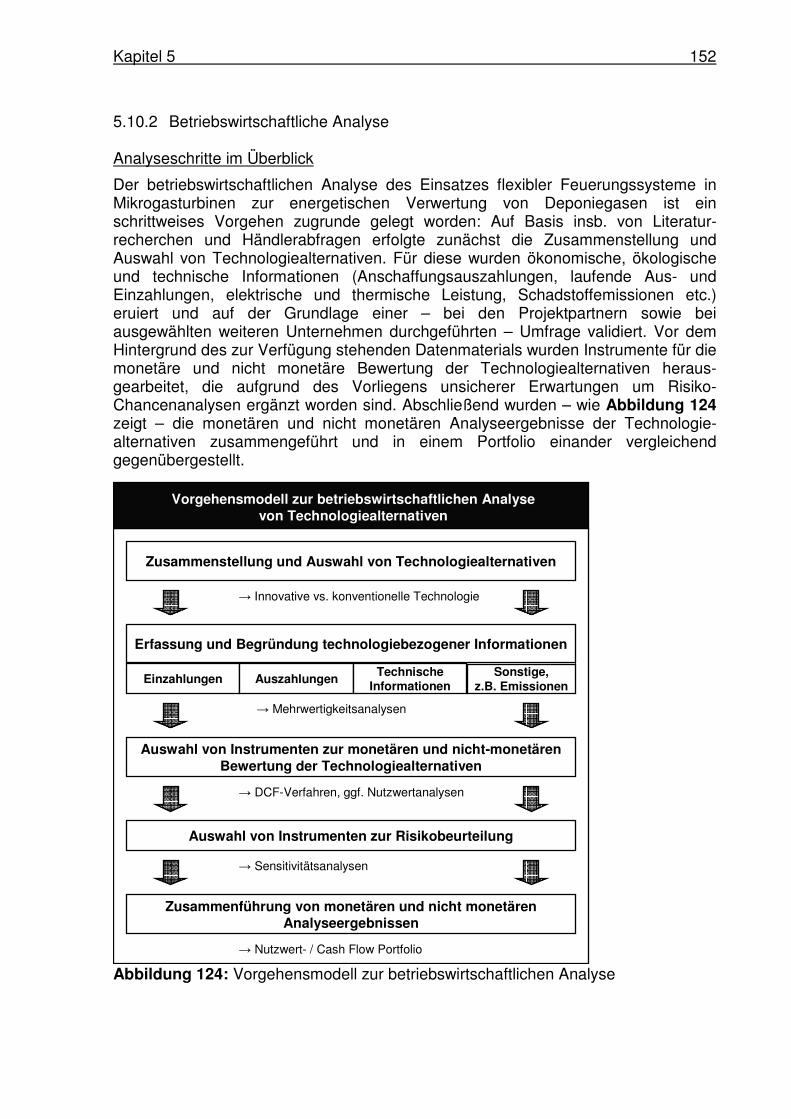
Kapitel 5 152
5.10.2 Betriebswirtschaftliche Analyse Analyseschritte im Überblick
Der betriebswirtschaftlichen Analyse des Einsatzes flexibler Feuerungssysteme in Mikrogasturbinen zur energetischen Verwertung von Deponiegasen ist ein schrittweises Vorgehen zugrunde gelegt worden: Auf Basis insb. von Literatur-recherchen und Händlerabfragen erfolgte zunächst die Zusammenstellung und Auswahl von Technologiealternativen. Für diese wurden ökonomische, ökologische und technische Informationen (Anschaffungsauszahlungen, laufende Aus- und Einzahlungen, elektrische und thermische Leistung, Schadstoffemissionen etc.) eruiert und auf der Grundlage einer – bei den Projektpartnern sowie bei ausgewählten weiteren Unternehmen durchgeführten – Umfrage validiert. Vor dem Hintergrund des zur Verfügung stehenden Datenmaterials wurden Instrumente für die monetäre und nicht monetäre Bewertung der Technologiealternativen heraus-gearbeitet, die aufgrund des Vorliegens unsicherer Erwartungen um Risiko-Chancenanalysen ergänzt worden sind. Abschließend wurden – wie Abbildung 124 zeigt – die monetären und nicht monetären Analyseergebnisse der Technologie-alternativen zusammengeführt und in einem Portfolio einander vergleichend gegenübergestellt.
Zusammenstellung und Auswahl von Technologiealternativen
Auswahl von Instrumenten zur monetären und nicht-monetären Bewertung der Technologiealternativen
Auswahl von Instrumenten zur Risikobeurteilung
Zusammenführung von monetären und nicht monetären Analyseergebnissen
Erfassung und Begründung technologiebezogener Informationen
Einzahlungen
→ Innovative vs. konventionelle Technologie
→ Mehrwertigkeitsanalysen
→ DCF-Verfahren, ggf. Nutzwertanalysen
→ Sensitivitätsanalysen
→ Nutzwert- / Cash Flow Portfolio
AuszahlungenSonstige,
z.B. EmissionenTechnische
Informationen
Vorgehensmodell zur betriebswirtschaftlichen Analysevon Technologiealternativen
Abbildung 124: Vorgehensmodell zur betriebswirtschaftlichen Analyse
Kapitel 5 153
Zusammenstellung und Auswahl von Technologiealternativen zur energetischen Nutzung von Deponiegasen
Den Deponiebetreibern stehen derzeit mehrere Optionen zur Nutzung von Deponiegasen zur Verfügung. Diese basieren auf sehr unterschiedlichen Technologien, wodurch Einsatzmöglichkeiten und Leistungsfähigkeit stark variieren. Dabei kommt den Blockheizkraftwerken eine besondere Bedeutung zu.1 Sie dienen der dezentralen Produktion von Strom und Wärme und können sowohl mit Gasmotoren als auch mit Mikrogasturbinen (MGT) angetrieben werden.
Gasmotoren stellen den derzeitigen Stand der Technik dar. Ihr Leistungsbereich erstreckt sich zumeist zwischen 50 kW und 4.000 kW installierter elektrischer Leistung.2 Als Motorenkonzepte können Ottogasmotoren, Zündstrahlmotoren und Stirlingmotoren differenziert werden:
• Bei Ottogasmotoren handelt es sich um speziell für die Nutzung von Biogasen, Deponiegasen usw. entwickelte Motoren, die je nach installierter Leistung elektrische Wirkungsgrade von 37 % bis 41 % erreichen können. Der Vorteil gegenüber anderen Gasmotoren liegt vor allem in der Höhe der Abgasemissionen, welche gerade bei Teilleistbetrieb wesentlich niedriger sind als bei den anderen Motorenkonzepten. Nachteilig wirkt sich aber vor allem im Hinblick auf die Verwertung von schwachkalorigen Deponiegasen aus, dass Gasottomotoren nur ab einem Methangehalt von über 40 % betrieben werden können.3 In den Alternativenvergleich wird der Ottogasmotor MAN E 0836 LE 202 einbezogen.
1
Da für die Verwertung von Deponiegasen zum Analysezeitpunkt keine serienreifen Brennstoffzellen zur
Verfügung standen, wurden diese nicht in die betriebswirtschaftliche Bewertung einbezogen. Auch die
Aufbereitung und Einspeisung von Deponiegas in das öffentliche Erdgasnetz wurde nicht als gesonderte
Alternative aufgenommen. Grund ist, dass das schwachkalorige Deponiegas einen hohen Stickstoffanteil besitzt,
der nicht durch Gaspermeation von Methan getrennt werden kann. Vgl. hierzu Rautenbach/ Yüce/ Gebel (2000),
S. 169. 2 Vgl. Waerdt (2002), S. 6
3 Vgl. Widmann/ Haubrichs/ Lente (2006), S. 5.
4 Vgl. Eschey (2005), S. 156.
Kapitel 5 154
Die Zündstrahltechnik basiert auf dem Prinzip des Dieselmotors, bei dem das Deponiegas der Verbrennungsluft beigemischt wird.4 Durch das Einspritzen einer geringen Menge Zündöl – unter realen Bedingungen bis zu 35 % der gesamten Brennstoffleistung – wird die Zündung herbeigeführt.5 Das Deponiegas wird in einem Zündstrahlmotor wesentlich höher verdichtet als in einem Ottogasmotor, wodurch ein ca. 5 % höherer elektrischer Wirkungsgrad erlangt wird.6 Außerdem zeichnen sie sich durch geringere Anschaffungskosten aus. Ein weiterer Vorteil liegt in der möglichen Verwertung von Deponiegasen bis zu einem Methangehalt von 20 Vol.-%.7 Nachteilig sind bei dieser Technologie zum einen die Kosten für das benötigte Zündöl und höhere Wartungskosten, die die laufenden Auszahlungen negativ beeinflussen. Zum anderen weisen sie wesentlich höhere Abgasemissionen auf, die teilweise sogar die Grenzwerte nach der TA-Luft von 1 g/m³ für Stickstoffoxide (NOX) und 2 g/m³ für Kohlenmonoxid (CO) überschreiten können. In den Alternativen-vergleich wird der Deutz Zündstrahlmotor BF6M 1013 EC aufgenommen.
• Der Stirlingmotor unterscheidet sich von den anderen Motorenkonzepten dahingehend, dass keine Verbrennung im Motoreninnenraum stattfindet, sondern die Wärmeenergie von außen an den Motor herangeführt wird. Prinzipiell kann jede Wärmequelle bei dieser Technologie genutzt werden, wodurch sie äußerst flexibel einsetzbar ist.8 Derzeit ist der Stirlingmotor allerdings noch mit relativ hohen Anschaffungskosten verbunden. Außerdem ist bis jetzt erst eine Stirling-Entwicklung für den Einsatz in einem Blockheizkraftwerk (BHKW) bis zur Serienfertigung entwickelt worden.9 Dieses Aggregat hat lediglich eine elektrische Leistung von 9 kW und wird deshalb nicht in den wirtschaftlichen Alternativenvergleich einbezogen.
5 Vgl. GDV (2005), S. 226.
6 Vgl. Eschey (2005), S. 156.
7 Vgl. Eschey (2005), S. 162.
8 Vgl. ASUE (2001), S. 10.
9 Vgl. ASUE (2001), S. 11.
Kapitel 5 155
Der Einsatz von MGT als innovative Technologie stellt eine Alternative zur konventionellen motorischen Deponiegasnutzung dar. Dabei werden als MGT kleine, schnelllaufende Gasturbinen in der Leistungsklasse von 20 kW bis 200 kW elektrischer Leistung bezeichnet.10 Die Vorteile der MGT gegenüber Verbrennungs-motoren liegen in niedrigeren Wartungs- und Betriebskosten, längeren Wartungsintervallen, geringeren Schadstoff- und Schallemissionen und einem nahezu konstanten Wirkungsgrad über ein breites Lastspektrum.11 Nachteilig wirken sich vor allem die höheren Anschaffungskosten aus.
In die Wirtschaftlichkeitsbetrachtung einbezogen wurden – in Abstimmung mit den Projektpartnern – die im Folgenden charakterisierten Mikrogasturbinen Turbec T100 sowie die Capstone C30:
• Die MGT Turbec T100 ist hinsichtlich des einsetzbaren Brennstoffs extrem flexibel. Sie ist für den Einsatz von Erdgas, Biogas, Deponiegas und Klärgas geeignet.12 Die elektrische Leistung wird mit 100 kW angegeben, bei einem elektrischen Wirkungsgrad von 30 %.13 Der thermische Wirkungsgrad liegt bei 47 %, wodurch sich ein Gesamtwirkungsgrad von 77 % ergibt. Die Schadstoff- und Schallemissionen sind wie bei allen MGT äußerst gering.
• Das Aggregat der Firma Capstone ist ebenso wie die Turbec T100 äußerst flexibel einsetzbar. Die elektrische Leistung ist mit 30 kW allerdings wesentlich geringer. Der elektrische Wirkungsgrad dieses Aggregates wird mit 26% angegeben und liegt damit etwas niedriger als bei der Turbec T100. Der thermische Wirkungsgrad beträgt 61 %, wodurch die Capstone C30 einen höheren Gesamtwirkungsgrad – nämlich 87 % – vorweisen kann.
10
Vgl. Rosendahl (2005), S. 21. 11
Vgl. hessenENERGIE (2004), S. 7. 12
Vgl. ebenda, S. 4. 13
Vgl. ASUE (2001), S. 14.
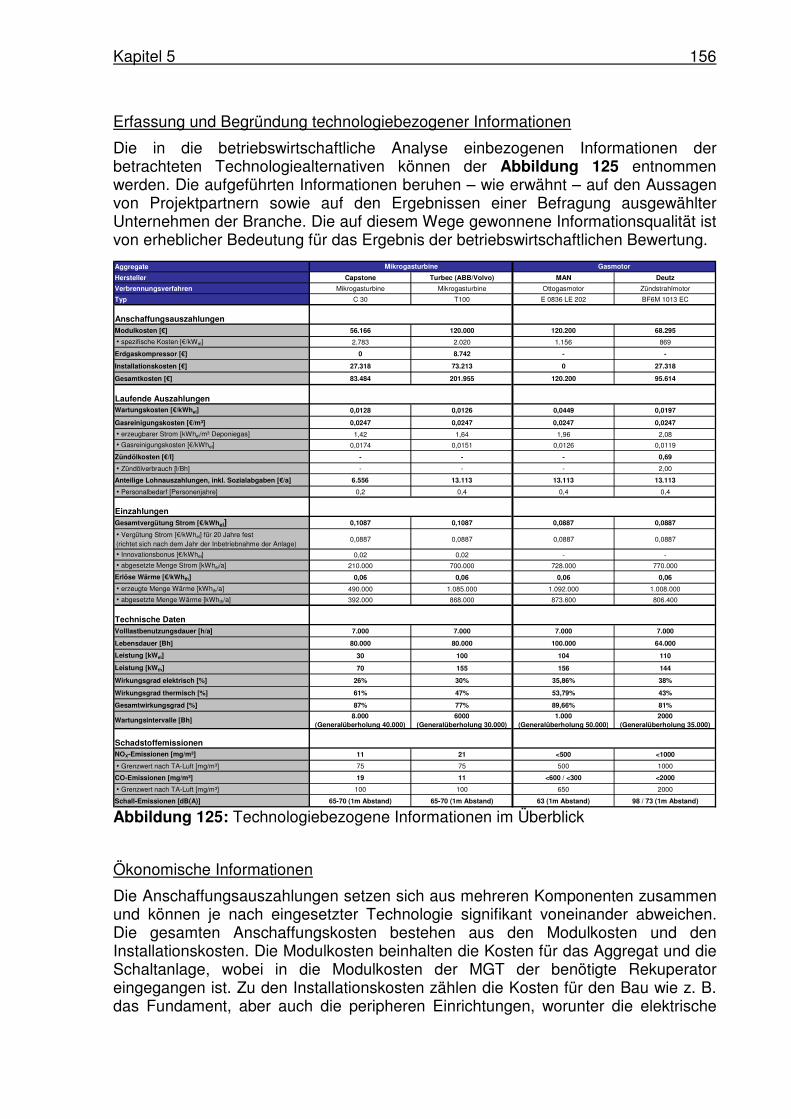
Kapitel 5 156
Erfassung und Begründung technologiebezogener Informationen
Die in die betriebswirtschaftliche Analyse einbezogenen Informationen der betrachteten Technologiealternativen können der Abbildung 125 entnommen werden. Die aufgeführten Informationen beruhen – wie erwähnt – auf den Aussagen von Projektpartnern sowie auf den Ergebnissen einer Befragung ausgewählter Unternehmen der Branche. Die auf diesem Wege gewonnene Informationsqualität ist von erheblicher Bedeutung für das Ergebnis der betriebswirtschaftlichen Bewertung.
Aggregate
Hersteller Capstone Turbec (ABB/Volvo) MAN Deutz
Verbrennungsverfahren Mikrogasturbine Mikrogasturbine Ottogasmotor Zündstrahlmotor
Typ C 30 T100 E 0836 LE 202 BF6M 1013 EC
AnschaffungsauszahlungenModulkosten [€] 56.166 120.000 120.200 68.295
� spezifische Kosten [€/kWel] 2.783 2.020 1.156 869
Erdgaskompressor [€] 0 8.742 - -
Installationskosten [€] 27.318 73.213 0 27.318
Gesamtkosten [€] 83.484 201.955 120.200 95.614
Laufende AuszahlungenWartungskosten [€/kWhel] 0,0128 0,0126 0,0449 0,0197
Gasreinigungskosten [€/m³] 0,0247 0,0247 0,0247 0,0247
� erzeugbarer Strom [kWhel/m³ Deponiegas] 1,42 1,64 1,96 2,08
� Gasreinigungskosten [€/kWhel] 0,0174 0,0151 0,0126 0,0119
Zündölkosten [€/l] - - - 0,69
� Zündölverbrauch [l/Bh] - - - 2,00
Anteilige Lohnauszahlungen, inkl. Sozialabgaben [€/a] 6.556 13.113 13.113 13.113
� Personalbedarf [Personenjahre] 0,2 0,4 0,4 0,4
EinzahlungenGesamtvergütung Strom [€/kWhel] 0,1087 0,1087 0,0887 0,0887
� Vergütung Strom [€/kWhel] für 20 Jahre fest (richtet sich nach dem Jahr der Inbetriebnahme der Anlage)
0,0887 0,0887 0,0887 0,0887
� Innovationsbonus [€/kWhel] 0,02 0,02 - -
� abgesetzte Menge Strom [kWhel/a] 210.000 700.000 728.000 770.000
Erlöse Wärme [€/kWhth] 0,06 0,06 0,06 0,06
� erzeugte Menge Wärme [kWhth/a] 490.000 1.085.000 1.092.000 1.008.000
� abgesetzte Menge Wärme [kWhth/a] 392.000 868.000 873.600 806.400
Technische DatenVolllastbenutzungsdauer [h/a] 7.000 7.000 7.000 7.000
Lebensdauer [Bh] 80.000 80.000 100.000 64.000
Leistung [kWel] 30 100 104 110
Leistung [kWth] 70 155 156 144
Wirkungsgrad elektrisch [%] 26% 30% 35,86% 38%
Wirkungsgrad thermisch [%] 61% 47% 53,79% 43%
Gesamtwirkungsgrad [%] 87% 77% 89,66% 81%
Wartungsintervalle [Bh]8.000
(Generalüberholung 40.000)6000
(Generalüberholung 30.000)1.000
(Generalüberholung 50.000)2000
(Generalüberholung 35.000)
SchadstoffemissionenNOX-Emissionen [mg/m³] 11 21 <500 <1000
� Grenzwert nach TA-Luft [mg/m³] 75 75 500 1000
CO-Emissionen [mg/m³] 19 11 <600 / <300 <2000
� Grenzwert nach TA-Luft [mg/m³] 100 100 650 2000
Schall-Emissionen [dB(A)] 65-70 (1m Abstand) 65-70 (1m Abstand) 63 (1m Abstand) 98 / 73 (1m Abstand)
Mikrogasturbine Gasmotor
Abbildung 125: Technologiebezogene Informationen im Überblick
Ökonomische Informationen
Die Anschaffungsauszahlungen setzen sich aus mehreren Komponenten zusammen und können je nach eingesetzter Technologie signifikant voneinander abweichen. Die gesamten Anschaffungskosten bestehen aus den Modulkosten und den Installationskosten. Die Modulkosten beinhalten die Kosten für das Aggregat und die Schaltanlage, wobei in die Modulkosten der MGT der benötigte Rekuperator eingegangen ist. Zu den Installationskosten zählen die Kosten für den Bau wie z. B. das Fundament, aber auch die peripheren Einrichtungen, worunter die elektrische
Kapitel 5 157
und hydraulische Einbindung, das Abgassystem, Zu- und Abluftanlage sowie Planungskosten zusammengefasst werden. Die Anlagen zur Erfassung des Deponiegases werden jedoch nicht in die Wirtschaftlichkeitsanalyse einbezogen, weil diese Maßnahme aufgrund der gesetzlichen Vorschriften in jedem Fall vorgenommen werden muss und dadurch keinen Einfluss auf die wirtschaftliche Vorteilhaftigkeit der Alternativen hat. Für die MGT-Technologie entstehen weitere Kosten für einen Gaskompressor, der das Deponiegas vor der Verbrennung verdichtet.
Bei den Auszahlungen für Wartung wird von einem Vollwartungsvertrag ausgegangen, wobei sich gravierende Unterschiede zwischen den Technologiealternativen zeigen. Konstruktionsbedingt bedürfen MGT weniger Wartungsaufwand, wodurch die Wartungskosten der MGT weit unter denen der Verbrennungsmotoren liegen.14 Die Wartungskosten sowie die Wartungsintervalle der Technologiealternativen sind Abbildung 125 zu entnehmen.
Die Auszahlungen für die Gasreinigung, welche durch die notwendige Entfernung von Spurenstoffen aus dem Deponiegas entstehen, richten sich nach der Menge des zu reinigenden Gases, wodurch der Methangehalt des Deponiegases wesentlichen Einfluss auf die gesamten Gasreinigungskosten nimmt. Bei einem niedrigen Methangehalt muss mehr Deponiegas gereinigt werden als bei einem höheren Methangehalt, um die gleiche Menge an Strom erzeugen zu können. Außerdem ist der technologiespezifische elektrische Wirkungsgrad bei der Berechnung der Gasreinigungskosten pro erzeugter kWh Strom zu berücksichtigen.
Die veranschlagten Lohnauszahlungen beziehen sich auf den Betrieb der Technologien. Hierbei wird von 0,4 Personenjahren für die MGT Turbec, den Ottogasmotor und den Zündstrahlmotor ausgegangen, da für diese ein ähnlicher Zeitaufwand benötigt wird. Die Capstone C30 erfordert weniger Aufwand, weshalb hierfür lediglich 0,2 Personenjahre berechnet werden.
Die erwarteten Einzahlungen in der jeweiligen Periode setzen sich aus der Vergütung des produzierten Stroms gemäß EEG und aus den Erlösen, die durch den Absatz der erzeugten Wärme generiert werden können, zusammen. Da Deponien i. d. R. außerhalb von Wohngebieten liegen, kann es für einen Deponiebetreiber
14
Vgl. hessenENERGIE (2004), S. 6 f.
Kapitel 5 158
schwierig sein, geeignete Wärmeabnehmer zu finden. Ein Anschluss an ein Fernwärmenetz ist daher sehr unwahrscheinlich. Außerdem sollte der Wärmebedarf des Abnehmers keinen signifikanten saisonalen Schwankungen unterworfen sein, damit auch in wärmeren Jahreszeiten Erlöse aus der produzierten Wärme generiert werden können. Dies setzt voraus, dass die Wärme entweder als Prozessenergie in einem in Deponienähe gelegenen Betrieb eingesetzt wird oder durch neue Technologien zur Klimatisierung genutzt wird. Als Vergütungssatz für die erzeugte Wärme werden hier 6 ct/kWhth angesetzt.
Die Vergütung des produzierten Stroms gemäß EEG setzt sich aus zwei Komponenten zusammen, der Mindestvergütung und dem Innovationsbonus. Abbildung 3 stellt die Höhe des Anspruchs auf Vergütung in Abhängigkeit vom Jahr der Inbetriebnahme und der eingesetzten Technologie tabellarisch dar. Das Jahr der Inbetriebnahme einer Anlage hat durch den jährlichen Degressionsfaktor von 1,5 % auf die Mindestvergütung erheblichen Einfluss auf die Wirtschaftlichkeit. Dies liegt hauptsächlich daran, dass die Mindestvergütung für zwanzig Jahre festgeschrieben wird und somit die niedrigere Mindestvergütung bei einer späteren Inbetriebnahme über den gesamten Zeitraum gezahlt wird. Der Innovationsbonus wird lediglich den MGT zugesprochen.
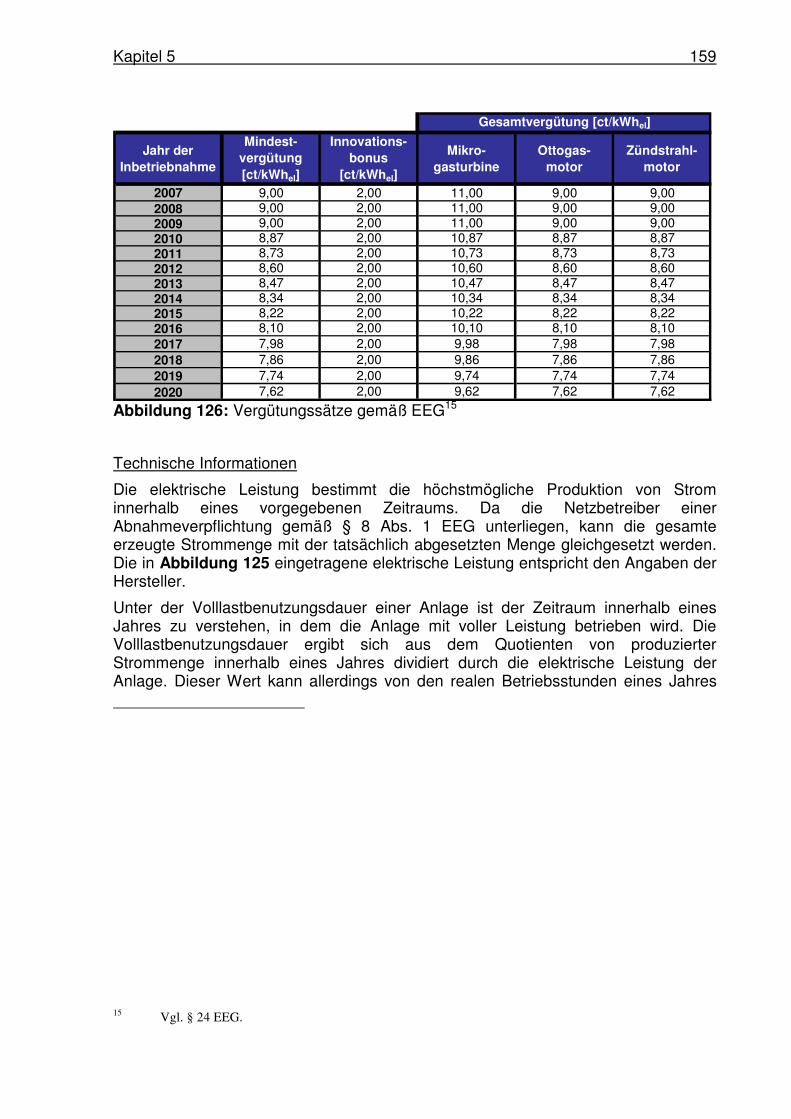
Kapitel 5 159
Jahr der Inbetriebnahme
Mindest-vergütung [ct/kWhel]
Innovations-bonus
[ct/kWhel]
Mikro-gasturbine
Ottogas- motor
Zündstrahl-motor
2007 9,00 2,00 11,00 9,00 9,002008 9,00 2,00 11,00 9,00 9,002009 9,00 2,00 11,00 9,00 9,002010 8,87 2,00 10,87 8,87 8,872011 8,73 2,00 10,73 8,73 8,732012 8,60 2,00 10,60 8,60 8,602013 8,47 2,00 10,47 8,47 8,472014 8,34 2,00 10,34 8,34 8,342015 8,22 2,00 10,22 8,22 8,222016 8,10 2,00 10,10 8,10 8,102017 7,98 2,00 9,98 7,98 7,982018 7,86 2,00 9,86 7,86 7,862019 7,74 2,00 9,74 7,74 7,742020 7,62 2,00 9,62 7,62 7,62
Gesamtvergütung [ct/kWhel]
Abbildung 126: Vergütungssätze gemäß EEG15
Technische Informationen
Die elektrische Leistung bestimmt die höchstmögliche Produktion von Strom innerhalb eines vorgegebenen Zeitraums. Da die Netzbetreiber einer Abnahmeverpflichtung gemäß § 8 Abs. 1 EEG unterliegen, kann die gesamte erzeugte Strommenge mit der tatsächlich abgesetzten Menge gleichgesetzt werden. Die in Abbildung 125 eingetragene elektrische Leistung entspricht den Angaben der Hersteller.
Unter der Volllastbenutzungsdauer einer Anlage ist der Zeitraum innerhalb eines Jahres zu verstehen, in dem die Anlage mit voller Leistung betrieben wird. Die Volllastbenutzungsdauer ergibt sich aus dem Quotienten von produzierter Strommenge innerhalb eines Jahres dividiert durch die elektrische Leistung der Anlage. Dieser Wert kann allerdings von den realen Betriebsstunden eines Jahres
15
Vgl. § 24 EEG.
Kapitel 5 160
abweichen, wenn die Anlage zwischenzeitig in Teillastbetrieb gefahren wird. In der Wirtschaftlichkeitsberechnung wird von einer Volllastbenutzungsdauer von 7.000 h ausgegangen, wobei etwaige Ausfälle durch Betriebsstörungen und Wartungs-arbeiten berücksichtigt werden.
Der Wirkungsgrad eines Aggregates bezeichnet die Effizienz bei der Umwandlung der in den Produktionsprozess eingesetzten Energie zur Erzeugung von Strom und Wärme. Dabei ist zwischen dem elektrischen und dem thermischen Wirkungsgrad zu unterscheiden. Der elektrische Wirkungsgrad gibt an, welcher Anteil von der ursprünglich eingesetzten Energie (Primärenergie) in elektrische Energie umgewandelt wird. Der thermische Wirkungsgrad gibt den Anteil der nutzbaren Wärmeenergie an. Aus der Addition beider Wirkungsgrade ergibt sich dann der Gesamtwirkungsgrad eines Aggregates. Die Wirkungsgrade der einzelnen Aggregate werden in Abbildung 125 aufgezeigt. Zu den Emissionen, die bei der Verbrennung des Deponiegases entstehen, zählen Stickoxide (NOX) und Kohlenstoffmonoxid (CO). Die technologiespezifischen Schadstoffemissionen zeigen gravierende Unterschiede zwischen den Technologiealternativen auf. Die MGT weisen in diesem Bereich wesentliche Vorteile gegenüber den Motoren auf. Sie unterschreiten deutlich die Vorgaben der Technischen Anleitung zur Reinhaltung der Luft (TA-Luft), obwohl die Grenzwerte für MGT strenger sind als die für Ottogasmotoren und Zündstrahlmotoren.16 Auch im Hinblick auf den von den Aggregaten ausgehenden Schallemissionen ist der Einsatz von MGT vorteilhaft.
Sonstige Informationen
Als Jahr der Inbetriebnahme wird – wie Abb. 126 zu entnehmen ist – 2010 angenommen, so dass die Anschaffungsauszahlungen auf das Jahr 2009 entfallen. Zur Finanzierung der Anschaffungsauszahlungen wird eine 75 %-ige Kredit-finanzierung unterstellt. Die restlichen Anschaffungsauszahlungen werden annahme-gemäß von den Deponiebetreibern aus Eigenmitteln bestritten. Der Kreditzins wird mit 6 % angesetzt.
16
Vgl. Al-Halbouni/ Giese (2005), S. 37 f.
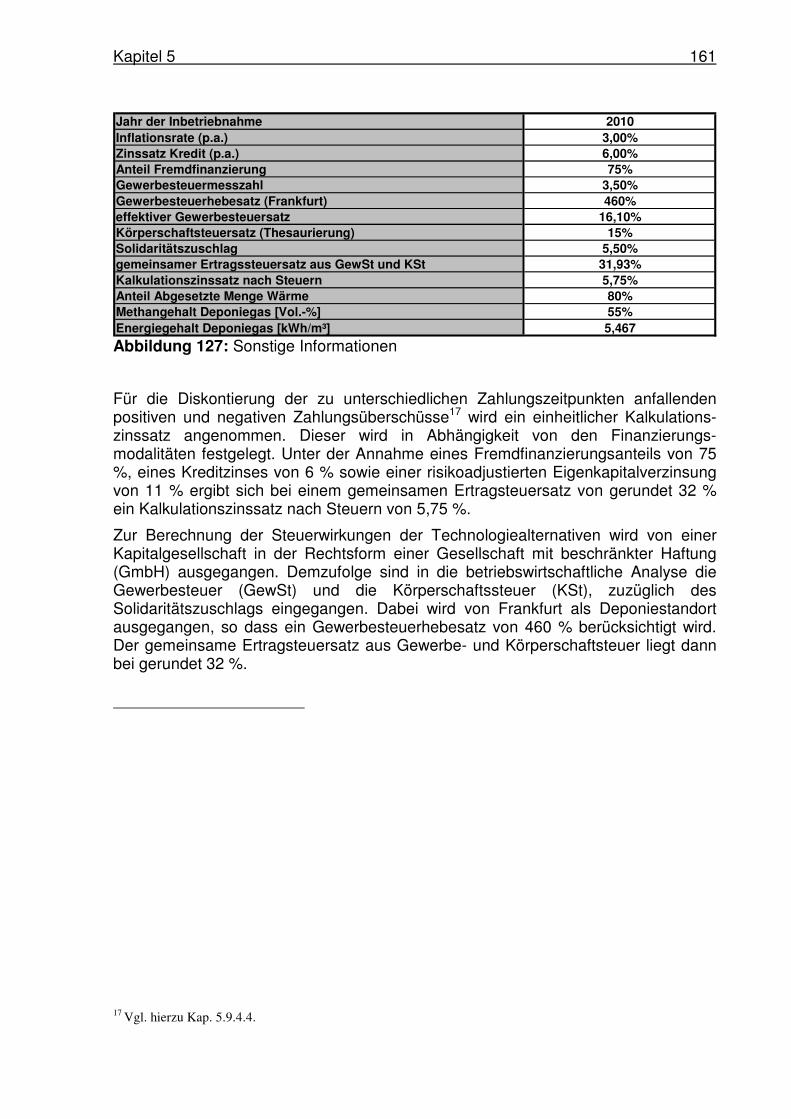
Kapitel 5 161
Jahr der Inbetriebnahme 2010Inflationsrate (p.a.) 3,00%Zinssatz Kredit (p.a.) 6,00%Anteil Fremdfinanzierung 75%Gewerbesteuermesszahl 3,50%Gewerbesteuerhebesatz (Frankfurt) 460%effektiver Gewerbesteuersatz 16,10%Körperschaftsteuersatz (Thesaurierung) 15%Solidaritätszuschlag 5,50%gemeinsamer Ertragssteuersatz aus GewSt und KSt 31,93%Kalkulationszinssatz nach Steuern 5,75%Anteil Abgesetzte Menge Wärme 80%Methangehalt Deponiegas [Vol.-%] 55%Energiegehalt Deponiegas [kWh/m³] 5,467
Abbildung 127: Sonstige Informationen
Für die Diskontierung der zu unterschiedlichen Zahlungszeitpunkten anfallenden positiven und negativen Zahlungsüberschüsse17 wird ein einheitlicher Kalkulations-zinssatz angenommen. Dieser wird in Abhängigkeit von den Finanzierungs-modalitäten festgelegt. Unter der Annahme eines Fremdfinanzierungsanteils von 75 %, eines Kreditzinses von 6 % sowie einer risikoadjustierten Eigenkapitalverzinsung von 11 % ergibt sich bei einem gemeinsamen Ertragsteuersatz von gerundet 32 % ein Kalkulationszinssatz nach Steuern von 5,75 %.
Zur Berechnung der Steuerwirkungen der Technologiealternativen wird von einer Kapitalgesellschaft in der Rechtsform einer Gesellschaft mit beschränkter Haftung (GmbH) ausgegangen. Demzufolge sind in die betriebswirtschaftliche Analyse die Gewerbesteuer (GewSt) und die Körperschaftssteuer (KSt), zuzüglich des Solidaritätszuschlags eingegangen. Dabei wird von Frankfurt als Deponiestandort ausgegangen, so dass ein Gewerbesteuerhebesatz von 460 % berücksichtigt wird. Der gemeinsame Ertragsteuersatz aus Gewerbe- und Körperschaftsteuer liegt dann bei gerundet 32 %.
17
Vgl. hierzu Kap. 5.9.4.4.
Kapitel 5 162
Während Netzbetreiber zur Abnahme des produzierten Stroms verpflichtet sind, weshalb die erwarteten Einzahlungen aus der Stromerzeugung als sicher betrachtet werden können, erweist sich die Beurteilung der Erlöse, die durch die erzeugte Wärme generiert werden, als problematisch. Ist es für einen Deponiebetreiber nicht möglich, einen saisonal unabhängigen Wärmeabnehmer zu beliefern, kann lediglich eine Ersparnis durch Nutzung der Wärme für die am Deponiestandort vorhandenen Gebäude veranschlagt werden. Vor diesem Hintergrund wird der Anteil der abgesetzten Menge an Wärme (zunächst) mit 80 % angesetzt. Die Auswirkungen einer Verringerung der abgesetzten Menge an Wärme auf die Ergebnisse der Technologiealternativen werden im Rahmend der Sensitivitätsanalysen analysiert.
Der Methangehalt der Deponie wird für die Jahre 2010 bis 2013 (zunächst) mit 55 % angenommen. In 2014 wird ein Methangehalt von 54 %, in 2015 von 53 % in 2016 von 51 %, in 2017 von 49 %, in 2018 von 47 % und in 2019 von 45 % unterstellt.
Der Methangehalt des Deponiegases bestimmt die Energiemenge, die in einem m³ Gas enthalten ist. Es handelt sich somit um ein Maß für die erzeugbare Menge an Strom und Wärme pro m³ Deponiegas. Mit der Abnahme des Methangehaltes im Zeitverlauf nimmt daher auch der Energiehalt des Deponiegases ab.
Monetäre und nicht monetäre Bewertung der Technologiealternativen
Die monetäre Bewertung der Technologiealternativen beruht auf den Discounted Cash Flow-Methoden.18 Sie sind dadurch gekennzeichnet, dass sämtliche durch die Technologiealternativen verursachten, prognostizierten Ein- und Auszahlungen auf den Planungszeitraum – das Jahr 2009 – abgezinst werden. Entsprechend wird für jede Alternative der Discounted Cash Flow (DCF) berechnet. Er lässt sich ökonomisch interpretieren als Vermögenszuwachs, hier bezogen auf das Jahr 2009.
Ergänzend zum DCF wird die Annuität ermittelt. Sie verteilt den DCF in gleich bleibenden Jahresraten (Annuitäten) auf die gesamte erwartete Nutzungsdauer. Die Annuität lässt sich als zusätzliche „Rente“ interpretieren, die der Deponiebetreiber bei Investition in eine der genannten Technologien entnehmen könnte. Im Ergebnis gilt
18
Vgl. Schaefer (2003), S. 380 f.
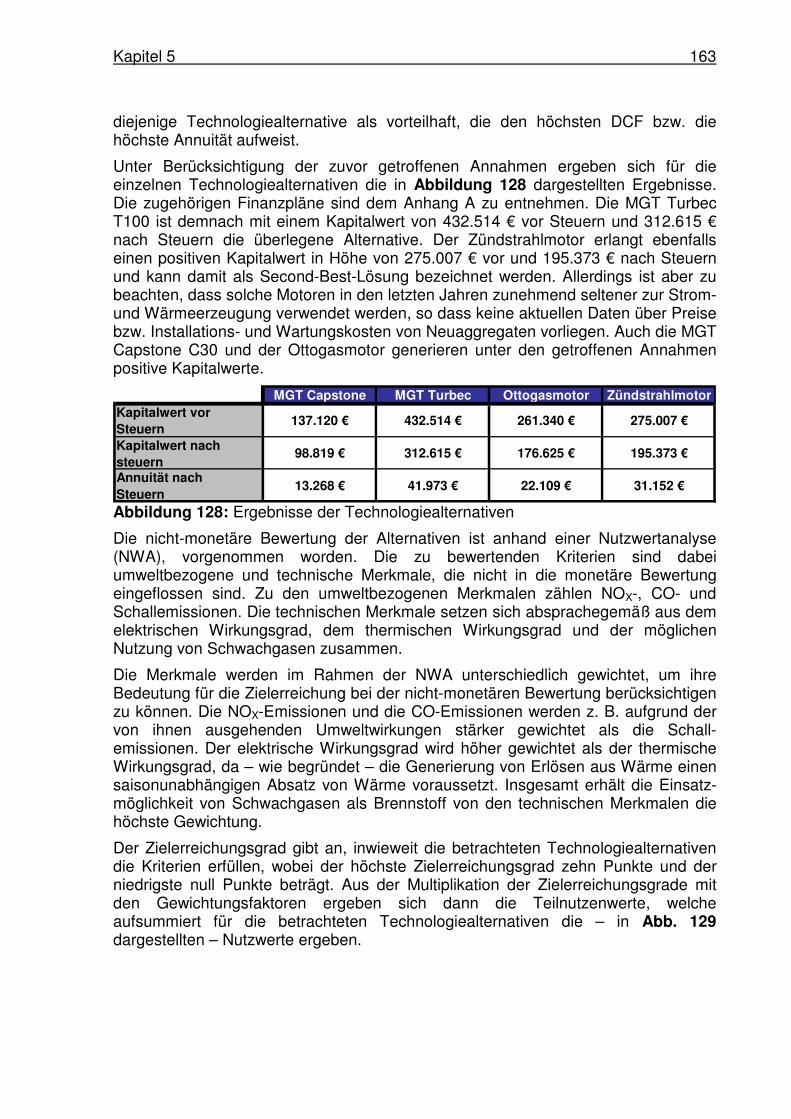
Kapitel 5 163
diejenige Technologiealternative als vorteilhaft, die den höchsten DCF bzw. die höchste Annuität aufweist.
Unter Berücksichtigung der zuvor getroffenen Annahmen ergeben sich für die einzelnen Technologiealternativen die in Abbildung 128 dargestellten Ergebnisse. Die zugehörigen Finanzpläne sind dem Anhang A zu entnehmen. Die MGT Turbec T100 ist demnach mit einem Kapitalwert von 432.514 € vor Steuern und 312.615 € nach Steuern die überlegene Alternative. Der Zündstrahlmotor erlangt ebenfalls einen positiven Kapitalwert in Höhe von 275.007 € vor und 195.373 € nach Steuern und kann damit als Second-Best-Lösung bezeichnet werden. Allerdings ist aber zu beachten, dass solche Motoren in den letzten Jahren zunehmend seltener zur Strom- und Wärmeerzeugung verwendet werden, so dass keine aktuellen Daten über Preise bzw. Installations- und Wartungskosten von Neuaggregaten vorliegen. Auch die MGT Capstone C30 und der Ottogasmotor generieren unter den getroffenen Annahmen positive Kapitalwerte.
MGT Capstone MGT Turbec Ottogasmotor ZündstrahlmotorKapitalwert vor Steuern
137.120 € 432.514 € 261.340 € 275.007 €
Kapitalwert nach steuern
98.819 € 312.615 € 176.625 € 195.373 €
Annuität nach Steuern
13.268 € 41.973 € 22.109 € 31.152 €
Abbildung 128: Ergebnisse der Technologiealternativen
Die nicht-monetäre Bewertung der Alternativen ist anhand einer Nutzwertanalyse (NWA), vorgenommen worden. Die zu bewertenden Kriterien sind dabei umweltbezogene und technische Merkmale, die nicht in die monetäre Bewertung eingeflossen sind. Zu den umweltbezogenen Merkmalen zählen NOX-, CO- und Schallemissionen. Die technischen Merkmale setzen sich absprachegemäß aus dem elektrischen Wirkungsgrad, dem thermischen Wirkungsgrad und der möglichen Nutzung von Schwachgasen zusammen.
Die Merkmale werden im Rahmen der NWA unterschiedlich gewichtet, um ihre Bedeutung für die Zielerreichung bei der nicht-monetären Bewertung berücksichtigen zu können. Die NOX-Emissionen und die CO-Emissionen werden z. B. aufgrund der von ihnen ausgehenden Umweltwirkungen stärker gewichtet als die Schall-emissionen. Der elektrische Wirkungsgrad wird höher gewichtet als der thermische Wirkungsgrad, da – wie begründet – die Generierung von Erlösen aus Wärme einen saisonunabhängigen Absatz von Wärme voraussetzt. Insgesamt erhält die Einsatz-möglichkeit von Schwachgasen als Brennstoff von den technischen Merkmalen die höchste Gewichtung.
Der Zielerreichungsgrad gibt an, inwieweit die betrachteten Technologiealternativen die Kriterien erfüllen, wobei der höchste Zielerreichungsgrad zehn Punkte und der niedrigste null Punkte beträgt. Aus der Multiplikation der Zielerreichungsgrade mit den Gewichtungsfaktoren ergeben sich dann die Teilnutzenwerte, welche aufsummiert für die betrachteten Technologiealternativen die – in Abb. 129 dargestellten – Nutzwerte ergeben.
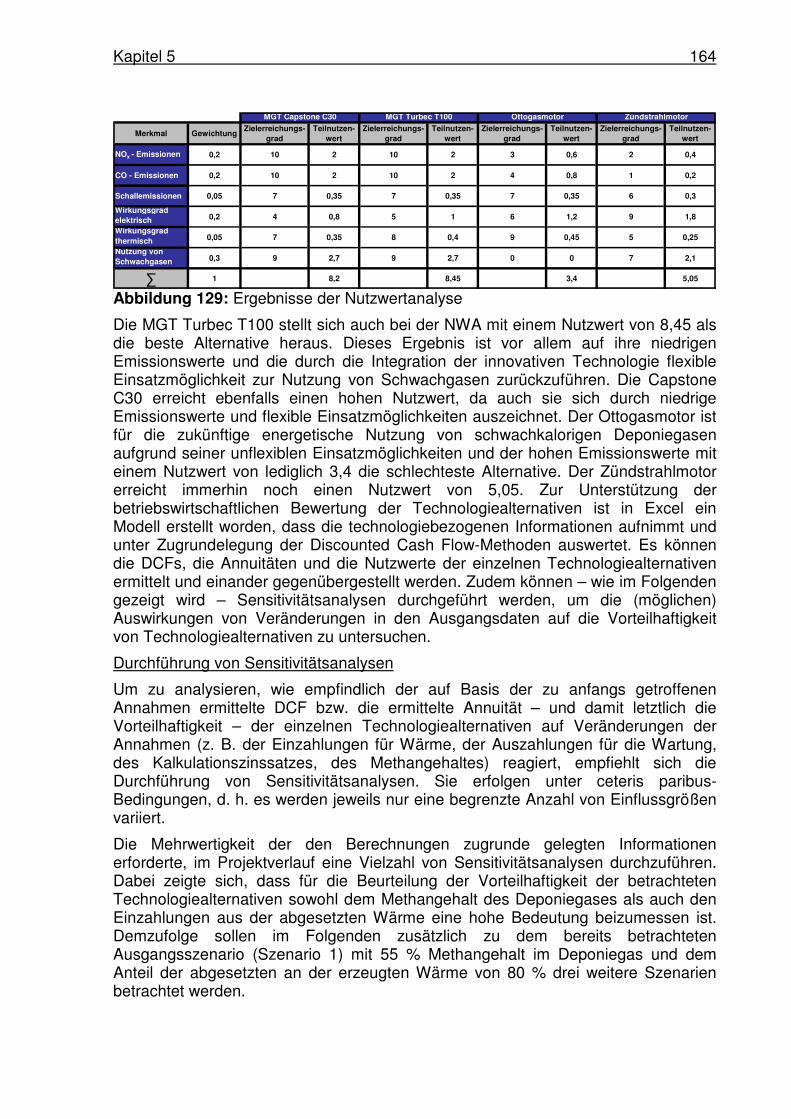
Kapitel 5 164
Merkmal GewichtungZielerreichungs-
gradTeilnutzen-
wertZielerreichungs-
gradTeilnutzen-
wertZielerreichungs-
gradTeilnutzen-
wertZielerreichungs-
gradTeilnutzen-
wert
NOx - Emissionen 0,2 10 2 10 2 3 0,6 2 0,4
CO - Emissionen 0,2 10 2 10 2 4 0,8 1 0,2
Schallemissionen 0,05 7 0,35 7 0,35 7 0,35 6 0,3
Wirkungsgrad elektrisch 0,2 4 0,8 5 1 6 1,2 9 1,8
Wirkungsgrad thermisch 0,05 7 0,35 8 0,4 9 0,45 5 0,25
Nutzung von Schwachgasen 0,3 9 2,7 9 2,7 0 0 7 2,1
∑ 1 8,2 8,45 3,4 5,05
MGT Capstone C30 MGT Turbec T100 Ottogasmotor Zündstrahlmotor
Abbildung 129: Ergebnisse der Nutzwertanalyse
Die MGT Turbec T100 stellt sich auch bei der NWA mit einem Nutzwert von 8,45 als die beste Alternative heraus. Dieses Ergebnis ist vor allem auf ihre niedrigen Emissionswerte und die durch die Integration der innovativen Technologie flexible Einsatzmöglichkeit zur Nutzung von Schwachgasen zurückzuführen. Die Capstone C30 erreicht ebenfalls einen hohen Nutzwert, da auch sie sich durch niedrige Emissionswerte und flexible Einsatzmöglichkeiten auszeichnet. Der Ottogasmotor ist für die zukünftige energetische Nutzung von schwachkalorigen Deponiegasen aufgrund seiner unflexiblen Einsatzmöglichkeiten und der hohen Emissionswerte mit einem Nutzwert von lediglich 3,4 die schlechteste Alternative. Der Zündstrahlmotor erreicht immerhin noch einen Nutzwert von 5,05. Zur Unterstützung der betriebswirtschaftlichen Bewertung der Technologiealternativen ist in Excel ein Modell erstellt worden, dass die technologiebezogenen Informationen aufnimmt und unter Zugrundelegung der Discounted Cash Flow-Methoden auswertet. Es können die DCFs, die Annuitäten und die Nutzwerte der einzelnen Technologiealternativen ermittelt und einander gegenübergestellt werden. Zudem können – wie im Folgenden gezeigt wird – Sensitivitätsanalysen durchgeführt werden, um die (möglichen) Auswirkungen von Veränderungen in den Ausgangsdaten auf die Vorteilhaftigkeit von Technologiealternativen zu untersuchen.
Durchführung von Sensitivitätsanalysen
Um zu analysieren, wie empfindlich der auf Basis der zu anfangs getroffenen Annahmen ermittelte DCF bzw. die ermittelte Annuität – und damit letztlich die Vorteilhaftigkeit – der einzelnen Technologiealternativen auf Veränderungen der Annahmen (z. B. der Einzahlungen für Wärme, der Auszahlungen für die Wartung, des Kalkulationszinssatzes, des Methangehaltes) reagiert, empfiehlt sich die Durchführung von Sensitivitätsanalysen. Sie erfolgen unter ceteris paribus-Bedingungen, d. h. es werden jeweils nur eine begrenzte Anzahl von Einflussgrößen variiert.
Die Mehrwertigkeit der den Berechnungen zugrunde gelegten Informationen erforderte, im Projektverlauf eine Vielzahl von Sensitivitätsanalysen durchzuführen. Dabei zeigte sich, dass für die Beurteilung der Vorteilhaftigkeit der betrachteten Technologiealternativen sowohl dem Methangehalt des Deponiegases als auch den Einzahlungen aus der abgesetzten Wärme eine hohe Bedeutung beizumessen ist. Demzufolge sollen im Folgenden zusätzlich zu dem bereits betrachteten Ausgangsszenario (Szenario 1) mit 55 % Methangehalt im Deponiegas und dem Anteil der abgesetzten an der erzeugten Wärme von 80 % drei weitere Szenarien betrachtet werden.
Kapitel 5 165
Für Szenario 2 wird angenommen, dass – im Unterschied zum Ausgangsszenario – der Methangehalt des Deponiegases bei 15 % liegt und weiterhin 80 % der erzeugten Wärme abgesetzt werden können. Es werden in diesem Szenario nur die Mikrogasturbinen betrachtet, da der MAN Ottogasmotor E 0836 LE 202 und der Deutz Zündstrahlmotor BF6M 1013 EC bei einem Methangehalt von 15 % – wie die Studie von Widmann, Haubrichs und Lente zeigt.19 Betriebswirtschaftliche Analyse– nicht wirtschaftlich betrieben werden können.
19
Vgl. Widmann/ Haubrichs/ Lente (2006), S. 5.
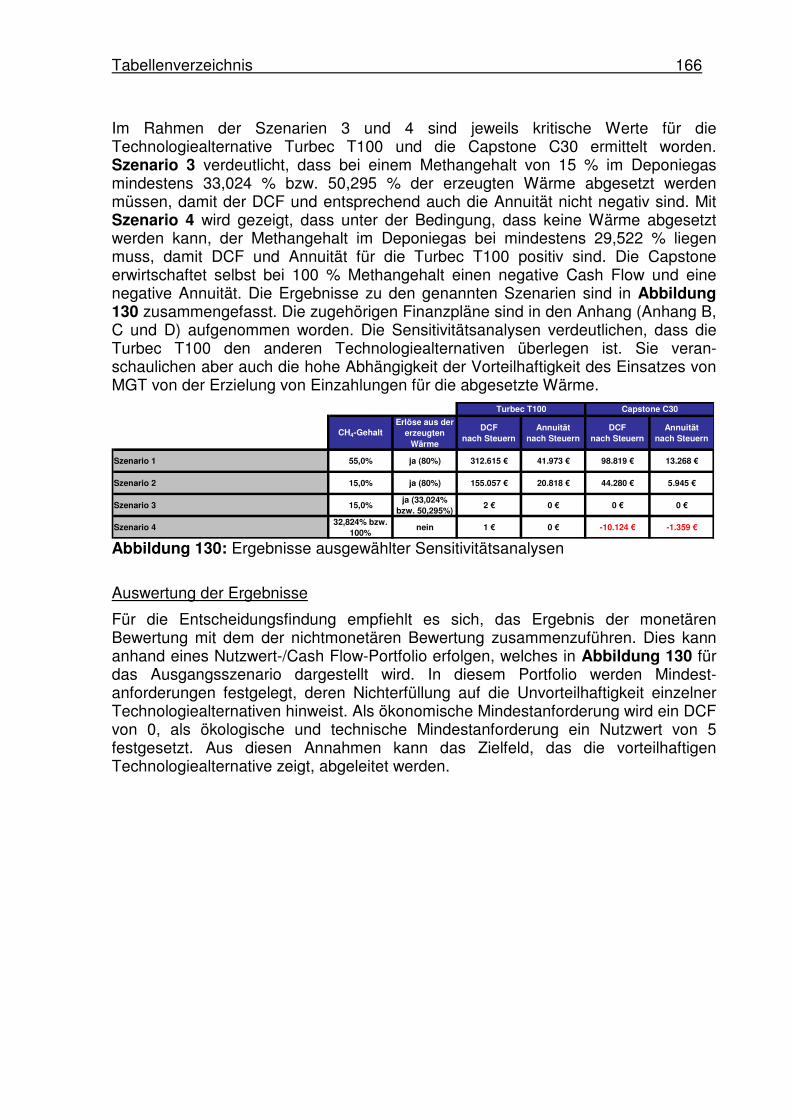
Tabellenverzeichnis 166
Im Rahmen der Szenarien 3 und 4 sind jeweils kritische Werte für die Technologiealternative Turbec T100 und die Capstone C30 ermittelt worden. Szenario 3 verdeutlicht, dass bei einem Methangehalt von 15 % im Deponiegas mindestens 33,024 % bzw. 50,295 % der erzeugten Wärme abgesetzt werden müssen, damit der DCF und entsprechend auch die Annuität nicht negativ sind. Mit Szenario 4 wird gezeigt, dass unter der Bedingung, dass keine Wärme abgesetzt werden kann, der Methangehalt im Deponiegas bei mindestens 29,522 % liegen muss, damit DCF und Annuität für die Turbec T100 positiv sind. Die Capstone erwirtschaftet selbst bei 100 % Methangehalt einen negative Cash Flow und eine negative Annuität. Die Ergebnisse zu den genannten Szenarien sind in Abbildung 130 zusammengefasst. Die zugehörigen Finanzpläne sind in den Anhang (Anhang B, C und D) aufgenommen worden. Die Sensitivitätsanalysen verdeutlichen, dass die Turbec T100 den anderen Technologiealternativen überlegen ist. Sie veran-schaulichen aber auch die hohe Abhängigkeit der Vorteilhaftigkeit des Einsatzes von MGT von der Erzielung von Einzahlungen für die abgesetzte Wärme.
CH4-GehaltErlöse aus der
erzeugten Wärme
DCF nach Steuern
Annuitätnach Steuern
DCF nach Steuern
Annuitätnach Steuern
Szenario 1 55,0% ja (80%) 312.615 € 41.973 € 98.819 € 13.268 €
Szenario 2 15,0% ja (80%) 155.057 € 20.818 € 44.280 € 5.945 €
Szenario 3 15,0%ja (33,024%
bzw. 50,295%)2 € 0 € 0 € 0 €
Szenario 432,824% bzw.
100%nein 1 € 0 € -10.124 € -1.359 €
Turbec T100 Capstone C30
Abbildung 130: Ergebnisse ausgewählter Sensitivitätsanalysen
Auswertung der Ergebnisse
Für die Entscheidungsfindung empfiehlt es sich, das Ergebnis der monetären Bewertung mit dem der nichtmonetären Bewertung zusammenzuführen. Dies kann anhand eines Nutzwert-/Cash Flow-Portfolio erfolgen, welches in Abbildung 130 für das Ausgangsszenario dargestellt wird. In diesem Portfolio werden Mindest-anforderungen festgelegt, deren Nichterfüllung auf die Unvorteilhaftigkeit einzelner Technologiealternativen hinweist. Als ökonomische Mindestanforderung wird ein DCF von 0, als ökologische und technische Mindestanforderung ein Nutzwert von 5 festgesetzt. Aus diesen Annahmen kann das Zielfeld, das die vorteilhaftigen Technologiealternative zeigt, abgeleitet werden.
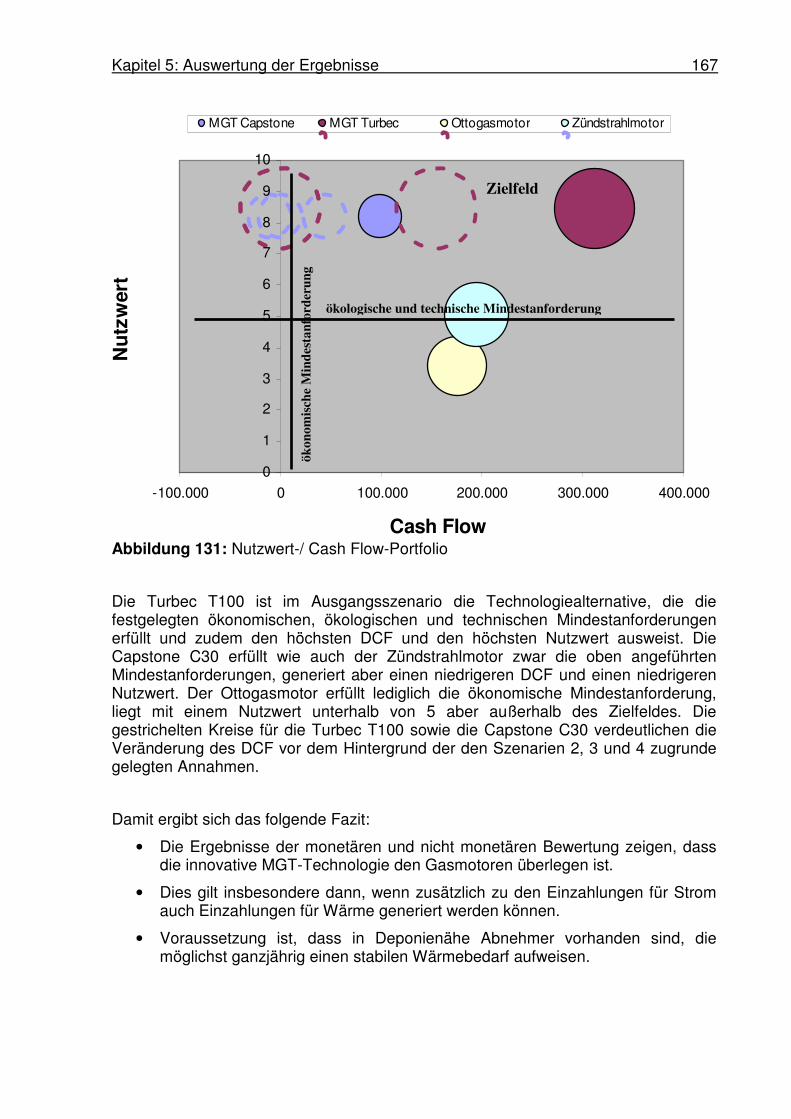
Kapitel 5: Auswertung der Ergebnisse 167
0
1
2
3
4
5
6
7
8
9
10
-100.000 0 100.000 200.000 300.000 400.000
Cash Flow
Nu
tzw
ert
MGT Capstone MGT Turbec Ottogasmotor ZündstrahlmotorReihe5 Reihe6 Reihe7 Reihe8
Abbildung 131: Nutzwert-/ Cash Flow-Portfolio
Die Turbec T100 ist im Ausgangsszenario die Technologiealternative, die die festgelegten ökonomischen, ökologischen und technischen Mindestanforderungen erfüllt und zudem den höchsten DCF und den höchsten Nutzwert ausweist. Die Capstone C30 erfüllt wie auch der Zündstrahlmotor zwar die oben angeführten Mindestanforderungen, generiert aber einen niedrigeren DCF und einen niedrigeren Nutzwert. Der Ottogasmotor erfüllt lediglich die ökonomische Mindestanforderung, liegt mit einem Nutzwert unterhalb von 5 aber außerhalb des Zielfeldes. Die gestrichelten Kreise für die Turbec T100 sowie die Capstone C30 verdeutlichen die Veränderung des DCF vor dem Hintergrund der den Szenarien 2, 3 und 4 zugrunde gelegten Annahmen.
Damit ergibt sich das folgende Fazit:
• Die Ergebnisse der monetären und nicht monetären Bewertung zeigen, dass die innovative MGT-Technologie den Gasmotoren überlegen ist.
• Dies gilt insbesondere dann, wenn zusätzlich zu den Einzahlungen für Strom auch Einzahlungen für Wärme generiert werden können.
• Voraussetzung ist, dass in Deponienähe Abnehmer vorhanden sind, die möglichst ganzjährig einen stabilen Wärmebedarf aufweisen.
ökologische und technische Mindestanforderung ö
ko
no
mis
che
Min
dest
an
ford
eru
ng
Zielfeld
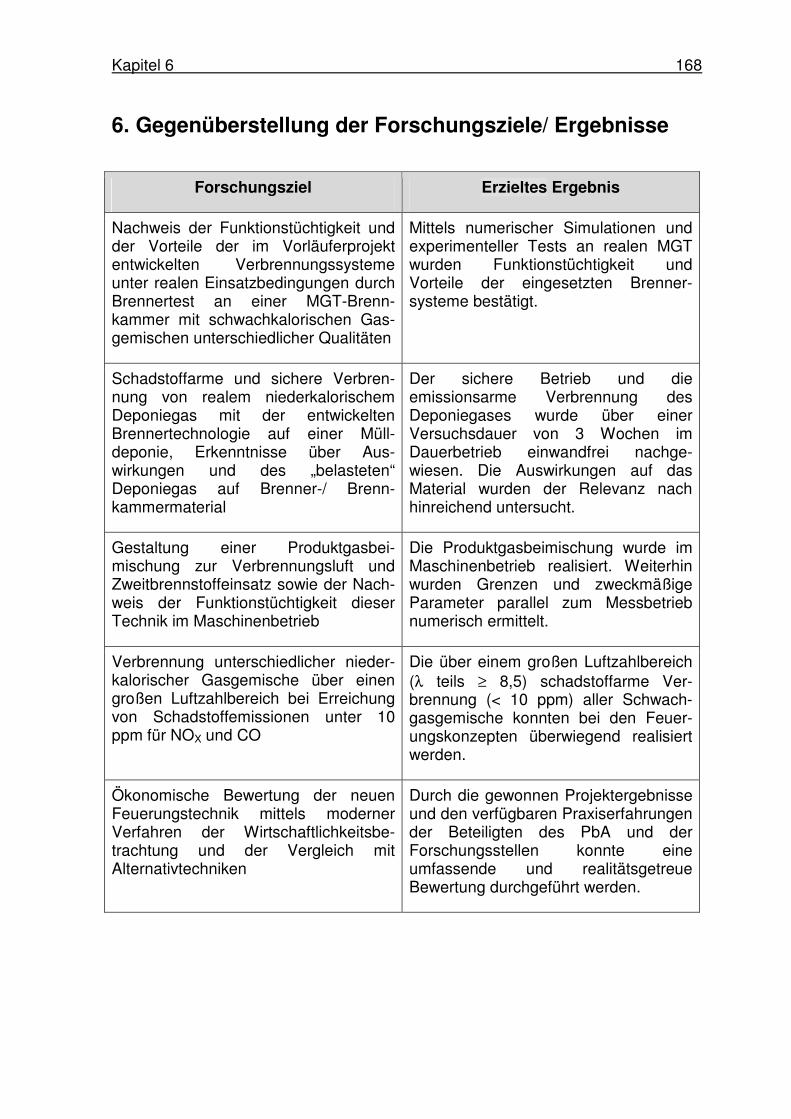
Kapitel 6 168
6. Gegenüberstellung der Forschungsziele/ Ergebnisse
Forschungsziel Erzieltes Ergebnis
Nachweis der Funktionstüchtigkeit und der Vorteile der im Vorläuferprojekt entwickelten Verbrennungssysteme unter realen Einsatzbedingungen durch Brennertest an einer MGT-Brenn-kammer mit schwachkalorischen Gas-gemischen unterschiedlicher Qualitäten
Mittels numerischer Simulationen und experimenteller Tests an realen MGT wurden Funktionstüchtigkeit und Vorteile der eingesetzten Brenner-systeme bestätigt.
Schadstoffarme und sichere Verbren-nung von realem niederkalorischem Deponiegas mit der entwickelten Brennertechnologie auf einer Müll-deponie, Erkenntnisse über Aus-wirkungen und des „belasteten“ Deponiegas auf Brenner-/ Brenn-kammermaterial
Der sichere Betrieb und die emissionsarme Verbrennung des Deponiegases wurde über einer Versuchsdauer von 3 Wochen im Dauerbetrieb einwandfrei nachge-wiesen. Die Auswirkungen auf das Material wurden der Relevanz nach hinreichend untersucht.
Gestaltung einer Produktgasbei-mischung zur Verbrennungsluft und Zweitbrennstoffeinsatz sowie der Nach-weis der Funktionstüchtigkeit dieser Technik im Maschinenbetrieb
Die Produktgasbeimischung wurde im Maschinenbetrieb realisiert. Weiterhin wurden Grenzen und zweckmäßige Parameter parallel zum Messbetrieb numerisch ermittelt.
Verbrennung unterschiedlicher nieder-kalorischer Gasgemische über einen großen Luftzahlbereich bei Erreichung von Schadstoffemissionen unter 10 ppm für NOX und CO
Die über einem großen Luftzahlbereich (λ teils ≥ 8,5) schadstoffarme Ver-brennung (< 10 ppm) aller Schwach-gasgemische konnten bei den Feuer-ungskonzepten überwiegend realisiert werden.
Ökonomische Bewertung der neuen Feuerungstechnik mittels moderner Verfahren der Wirtschaftlichkeitsbe-trachtung und der Vergleich mit Alternativtechniken
Durch die gewonnen Projektergebnisse und den verfügbaren Praxiserfahrungen der Beteiligten des PbA und der Forschungsstellen konnte eine umfassende und realitätsgetreue Bewertung durchgeführt werden.
Kapitel 7 169
7. Wirtschaftliche Bedeutung für kleine und mittlere Unternehmen
Die in diesem Forschungsvorhaben erreichten Ergebnisse sind aus technisch-wissenschaftlicher Sicht für den Einsatz in den Fachgebieten der Vergasungs- und Verbrennungstechnik von gasförmigen Brennstoffen, Kraftwerkstechnik, Kraft-wärmekopplungsprozesse (KWK), Gas- und Dampfturbinen (GUD), Energie-, Verfahrens- und Umwelttechnik zweckdienlich. Sie können insbesondere für die Ausbildung von Studenten, Weiterbildung von technischem Personal bzw. Fachkräften der verschiedenen Industriebranchen genutzt werden und somit zum schnellen Technologie- und Wissenstransfer auf dem nationalen Markt beitragen. Die erzielten Forschungsergebnisse geben Aufschluss über alternative Verwertungstechniken von bisher kaum genutzten Energieträgern insbesondere in den Wirtschaftszweigen der Gas- und Energietechnik. Der erfolgreiche Abschluss des Forschungsvorhabens stellt eine neuartige Feuerungstechnik zur Verfügung, mit der Schwachgase unterschiedlicher Qualitäten unter Mikrogasturbinen-Bedingungen umweltfreundlich und energieeffizient verwertet werden können. Somit eröffnet sich ein erhebliches Einsatzpotenzial zur direkten, ortsun-abhängigen Umsetzung von Schwachgasen in Strom und Wärme mittels dezentraler Mikrogasturbinentechnologien. Diese Marktlücke bietet hohe Wettbewerbsvorteile für kleine und mittlere Unternehmen der oben genannten Wirtschaftszweige, da sie die Forschungsergebnisse direkt für Herstellung neuer energiesparender und umweltfreundlicher Technologien einsetzen können. Profitieren werden Betreiber der Anlagen genannter Wirtschaftszweige, die meist kleine und mittlere Unternehmen der Strom-, Wärme- und Kälteerzeugung für Schwimmbäder, Hotelanlagen, Gärtnereien, Sport- und Einkaufszentren, Wohnblocks, Futtermitteltrocknung usw. sind. Mit der Herstellung und Lieferung von kostengünstigen Strom- und Wärmeerzeugungsanlagen sind die kmU´s in der Lage, ihre Leistungsfähigkeit in weiten Bereichen der mittelständischen Industrie zu steigern, wodurch sie konkurrenz- und wettbewerbsfähig bleiben. Schließlich wird durch die Verwertung der untersuchten Schwachgase weit reichender Qualitäten in Mikrogasturbinen nicht nur ein ökonomischer, sondern auch ein ökologischer Beitrag zur rationellen und umweltfreundlichen Energieanwendung sowie der nachhaltigen Strom- und Wärmeerzeugung geliefert. Außerdem wird erwartet, dass sich neue langfristige und branchenübergreifende Perspektiven zur Nutzung von Schwachgasen eröffnen. Auf diese Weise können die involvierten Unternehmen gegenüber dem Wettbewerb erhebliche Gewinne erwarten und ggf. für ihr operatives Geschäft nutzen. Darüber hinaus bietet sich ihnen mit den in diesem Vorhaben gewonnenen Kontakten die Gelegenheit, unternehmens-übergreifende Netzwerke zu initiieren, um gemeinsam und risikominimiert den Einstieg in die kommerzielle Vermarktung einer komplexen, innovativen Technologie zur Energiebereitstellung aus Schwachgasen zu wagen.
Kapitel 8 170
8. Veröffentlichungen der Forschungsergebnisse
Nachstehend sind bereits getätigte Veröffentlichungen zum Forschungsvorhaben aufgelistet.
Al-Halbouni, A.; Giese, A.; Rahms, H.; Görner, K.: Effiziente Verwertung von Bio und Deponiegasen in Mikrogasturbinen. GASWÄRME International (57) Nr. 1-2, 2008, S. 68-71
Al-Halbouni, A.; Giese, A.; Rahms, H.; Görner, K.: Development of progressive
Combustion Systems for Low Calorific Landfill Gas. 2nd BOKU Waste Conference,
April 16th-19th, 2007, Vienna, Austria. ISBN: 978-3-7089-0060-5, P. 165-174. http://waste-conference.boku.ac.at/start.php?nav=download&lang=en
Al-Halbouni, A.; Giese, A.; Rahms, H.; Görner, K.; Schmitz, I.; Scherer, V.; Schulzke, T.: Entwicklung flexibler Feuerungssysteme zur Verbrennung von Schwachgasen in Mikrogasturbinen-Brennkammern. VDI Berichte 1988, S. 237-244, VDI Verlag GmbH, Düsseldorf 2007
Al-Halbouni, A.; Scherello, A.; Rahms: Forschungs- und Entwicklungsarbeiten des Gaswärme-Institutes zur industriellen Nutzung schwachkaloriger Gase, Gwf Gas Erdgas, 148 (2007), Nr. 1, Seite 27 - 34
Tätigkeitsbericht 2007 des Gaswärme-Institut e. V. Essen, GASWÄRME International (57) Nr. 1-2, 2008, S. 21-39, Vulkan Verlag
Tätigkeitsbericht 2006 des Gaswärme-Institut e. V. Essen, GASWÄRME International (56), Vulkan Verlag
Tätigkeitsbericht 2005 des Gaswärme-Institut e. V. Essen, GASWÄRME International (55), Vulkan Verlag
Weitere Beiträge sind geplant für den 24. Deutschen Flammentag 2009 in Bochum und der 10th Clean Air Conference in Lissabon.
Kapitel 9 & 10 171
9. Danksagung
Die Projektbearbeiter bedanken sich an dieser Stelle recht herzlich bei den Kooperationspartnern, die im Rahmen des projektbegleitenden Ausschusses an diesem Projekt in Form von Anregungen, Informationen und Eigenleistungen mitgewirkt haben. Des Weiteren möchten die Autoren ihren Dank der Arbeits-gemeinschaft industrieller Forschungsvereinigungen (AiF) und dem Bundes-ministerium für Wirtschaft und Arbeit (BMWI) für die finanzielle Förderung dieses Projektes aussprechen.
10. Durchführende Forschungsstellen
Gaswärme-Institut e.V. Essen (GWI)
Adresse: Hafenstr. 101, 45356 Essen
Wissenschaftlicher Leiter: Prof. Dr.-Ing. habil. Klaus Görner
Projektleiter: Dr.-Ing. habil. Ahmad Al-Halbouni
Telefon: 0201/ 3618-239
Telefax: 0201/ 3618-238
E-Mail: [email protected]
Fraunhofer Institut für Umwelt-, Sicherheits- und Energietechnik, Oberhausen (UMSICHT)
Adresse: Osterfelder Straße 3, 46047 Oberhausen
Leiter der Forschungsstelle: Prof. Dr.-Ing. Eckhard Weidner
Projektleiter: Dipl.-Ing. Tim Schulzke
Telefon: 0208/ 8598-1273
Telefax: 0208/ 8598-1423
E-Mail: [email protected]
Lehrstuhl für Energieanlagen und Energieprozesstechnik der Ruhr-Universität Bochum (LEAT)
Adresse: Geb. IB, E3, Universitätsstr. 150, 44780 Bochum
Institutsleiter: Prof. Dr.-Ing. V. Scherer
Projektleiter: Dr.-Ing. S. Wirtz
Telefon: 0234/ 32-26325
Telefax: 0234/ 32-14227
E-Mail: [email protected]
Kapitel 10 172
NOWUM-Energy Institut, Fachhochschule Aachen, Abteilung Jülich
Adresse: Ginsterweg 1, 52428 Jülich
Leiter der Forschungsstelle: Prof. Dr.-Ing. Klaus-Peter Dielmann
Projektleiter: Dipl.-Ing. Karl-Heinz Ertl
Telefon: 02406/ 99-3190
Telefax: 02406/ 99-3288
E-Mail: [email protected]
Fachbereich Bauwesen der Universität Duisburg-Essen, Fachgebiet Abfallwirtschaft und Abfalltechnik, Dekanat 10,
Adresse: Dekanat 10, Universitätsstraße 15, 45117 Essen
Fachgebietsleiter: Prof. Dr.-Ing. R. Widmann
Projektleiter: Dipl.-Ing. Markus Robeck
Telefon: 0201/183-2742
Telefax: 0201/183-3465
E-Mail: [email protected]
Kapitel 11 173
11. Literaturverzeichnis
[1] A. Al-Halbouni, A. Giese, M. Flamme, Michalski, V. Scherer, J.G. Wünning: Neue Brennersysteme zur dezentralen Nutzung von schwachkalorischen Gasen in Mikrogas-turbinen. 21. Deutscher Flammentag in Cottbus 2003, VDI-Berichte 1750, S. 275-280
[2] M. Koepsell; J. Pfeiffer; C. Bouvy: Einsatz einer Mikro-Gasturbine zur Prozesswärme-erzeugung. Gaswärme International (53) Nr. 1/2004, S. 32 – 39
[3] P. A. Pilavachi: Mini- and Micro- Gas Turbines for Combined Heat and Power. Applied Thermal Engineering 22 (2002), p. 2003-2014
[4] A. Blesing: Mikrogasturbinen – Eine neue Technologie zur dezentralen Energie-versorgung. Gaswärme International (50) Nr. 3/2001, S. 104 – 106.
[5] St. Waerdt, B. Willenbrink: Micro-Gasturbinen. Neue Wege und Varianten bei der Nutzung regenerativer Gase. VDI-Berichte Nr. 1746, 2003. S. 559-573
[6] W. Ch. Mallon, K. H. Bos and G. C. Tiekstra: Demonstration of Three Different Micro Gas Turbines in the Netherlands. IGRC 2001
[7] U. Dietze: Erste Betriebserfahrungen mit der Mikrogasturbine T100 in Deutschland. Gaswärme International (51) Nr. 1/2002, S. 23 – 26
[8] C. Syred, A. J. Griffiths and N. Syred: Flexible Combustors for the Products of Biomass Gasification Processes. Clean Air 2003, Seventh International Conference on Energy for a Clean Environment, 7-10 July 2003, Lisbon-Portugal.
[9] T. Dobski, W. Kruszewski, D. Szewczyk and A. Świderska: Combustion of Low Caloric Natural Gases at Industrial Boilers, 6th European Conference on Industrial Furnaces and Boilers. Estoril – Lisbon -Portugal 02 –05 April 2002
[10] J. Klingemann, M. Moricet: Einsatz von niederkalorischen Brenngasen in GUD-Kraftwerken. BWK Bd. 49 (1997), Nr. 3 – März
[11] B. Adouane, P. Hoppesteyn, W. de Jong, M. van der Wel, K. Hein, H. Spliethoff: Gas Turbine Combustor for Biomass Derived LCV Gas, a First Approach towards Fuel-NOx Modelling and Experimental Validation. Applied Thermal Engineering 22 (2002), 959-970
[12] S. Seonghyeon: Combustion Instability Mechanism of a Lean Premixed Gas Turbine Combustor. ASME International Journal, Vol. 17 No. 6, pp. 906 – 913, 2003
[13] T. Leuwen, H. Torres, C. Johnson and B. T. Zinn: A Mechanism of Combustion Instability in Lean Premixed Gas Turbine Combustors. Journal of engineering for gas turbines and power, Vol.123, T.1, 2001
[14] R. Carroni, T. Griffin: Research & Development of a Novel, Hybrid, Catalytic Burner for Gas Turbines. Clean Air 2003, Seventh International Conference on Energy for a Clean Environment, 7-10 July 2003, Lisbon-Portugal.
[15] D. Littlejohn, W. Nazeer, K. O. Smith and R. K. Cheng: Low-Swirl DLN Injector for < 5 ppm NOx Gas Turbines. Environmental Energy Technologies Division, Lawrence Berkeley National Laboratory, Berkeley, CA; and Advanced Combustion Engineering, Solar Turbines, San Diego, CA.
Kapitel 11 174
[16] D. Tabacco, C. Francesco and C. Bruno: Theoretical and Numerical Investigation on Flameless Combustion and its Potential for Applications to Gas Turbines. High Temperature Air Combustion and Gasification, 1th HTACG 2001
[17] M. Flamme, A. Al-Halbouni, J. G. Wünning, V. Scherer, M. Schlieper, M. Aigner, R. Lückerath, B. Noll, N. Peters, R. Stöhr, B. Binninger. Low Emission Gas Turbine Combustors Based on Flameless Combustion. Proceedings of the European Combustion Meeting, Orléans, France, October 25-28, 2003.
[18] A. Al-Halbouni, M. Flamme, A. Giese, M. Brune: Flameless Oxidation and Continued Staged Air Combustion Systems for Gas Turbines. Clean Air 2003, Seventh International Conference on Energy for a Clean Environment, 7-10 July 2003, Lisbon-Portugal.
[19] M. Schlieper, V. Scherer, S. Wirtz: Low-NOx Combustion of Liquid Fuels in Gas Turbines Using Flameless Oxidation. Clean Air 2003, Seventh International Conference on Energy for a Clean Environment, 7-10 July 2003, Lisbon-Portugal.
[20] AiF-Projekt Nr.: 13216 N: Neue Brennersysteme zur dezentralen Nutzung von schwachkalorischen Gasen in Mikro-Gasturbinen.
[21] New Combustion Systems for Gas Turbines: EU- Project N°: NNE5-2001-00170 Laufendes Projekt seit 2001
[22] R. Ihle, K. Dielmann: Mikroturbinen – Neue Chancen der Kraft-Wärme-(Kälte) Kopplung im Leistungsbereich 30-200 kWel. VDI Berichte 1539, 2000, S. 245-266
[23] J. Lepers: Numerische Untersuchungen des Betriebsverhaltens und der Schadstoffemiss-ionen von Gasturbinen bei Feuerung niederkalorischer Gase. Diss. RWTH Aachen 2002
[24] Compact Fired Heating Units: EU-project: JOE3-CT95-0014, completed 1997-12-31
[25] M. Flamme, M. Kösters, A. Scherello, H. Kremer and M. Boß: New Industrial Furnaces of Higher Thermal Efficiency through Intensification of Heat Transfer from Flames. Experimental Study of Heat Transfer Intensification in Glass Melting Furnaces. EU-project: JOE3-CT97-0083, Essen, 12 December 2000
[26] M. Boß, M. Brune, M. Flamme:Low NOx Burner Technologies for High Temperature Processes with high Furnace Heating Density, 12th Members Conference of the IFRF, Noordwijkerhout, The Netherlands, 1998.
[27] T. Griffin, M. Valk, V. Scherer: Katalytische Verbrennung in Gasturbinen, Gas-Wasser-Abwasser, Heft 4, S. 248-256, 1997
[28] T. Griffin, W. Weisenstein, V. Scherer, M. Fowles: Palladium Catalyzed Combustion of Methane: Simulated Gas Turbine Combustion at Atmospheric Conditions, Combustion and Flame, Vol. 101, S. 81-90, 1995
[29] V. Scherer, T. Griffin: Catalytically Supported Combustion for Gas Turbines, Int. Joint Power Generation Conference, 2.-6. Oktober, Phoenix, USA, 1994
[30] T. Schneiders, A. Hoeren, B. Michalski, H. Pfost, V. Scherer: Investigation of Unsteady Gas Mixing Processes in Gas Turbine Burners Applying a Tracer-LIF Method, ASME 2001 IGTI, New Orleans, USA, 2001
Kapitel 11 175
[31] A. Hoeren: Laserspektroskopische Beschreibung turbulenter Mischprozesse in einer Gasturbinen Vormischstrecke, Dissertation, Ruhr-Universität Bochum 2000
[32] B. Michalski , A. Hoeren, V. Scherer, M. Nosek: Low NOx Lean Premix Combustion of Liquid Fuels in Gas Turbines: Laser-Spectroscopic Investigation of the Fuel-Air Mixing Process and its Influence on Emissions, 6th International Conference on Technologies and Combustion for a Clean Environment, Porto, Portugal, 9-12 July, 2001
[33] A. Quinqueneau, A. Touzet: “Flameless Oxidation” Applied to High Temperature Process, Overview of Gaz de France R&D Activities on the Subject. Natural Gas technologies Conference and Exhibition Industrial Gas Utilization. Sep. 30 – Oct. 2, 2002, Orlando, Florida.
[34] A. Al-Halbouni: Kontinuierliche Luftstufung: Ein neuer Weg zur Beherrschung des Verbrennungs- und Schadstoffverhaltens von Gasflammen. Gaswärme International Heft 4/5, April/Mai 2000.
[35] R. Giese: Weiterentwicklung und scale-up eines luftgestuften Gasbrenners. Diss., Universität Magdeburg, Juni 2003
[36] A. Al-Halbouni, A. Giese: Einsatz von scale-up-Kriterien und numerischer Simulation zur Aufstellung von Brennersystemen für schwachkalorische Gase. Gaswärme International (GWI), Heft 6, 2003
[37] S. Wittig, S. Kim, V. Scherer: Neue Konzepte zur Brennkammer-Flammrohrkühlung: Kombinationsverfahren, Forschungsbericht SFB 167, Hochbelastete Brennräume-Stationäre Gleich-druckverbrennung, 1987
[38] V. Scherer, A. Pfeiffer, S. Wittig: Bestimmung der Wärmeübergangszahlen in abgelösten Strömungen, DGLR-Bericht 88-04, S. 245-253, 1988
[39] S. Wittig, V. Scherer, S. Kim, A. Schulz: Flächenförmige Wärmeübergangsmessung in brennkammertypischen Strömungs-konfigurationen, Forschungsbericht SFB 167, Hochbelastete Brennräume-Stationäre Gleichdruckverbrennung, 1989
[40] K. Morad, V. Scherer, S. Wittig, F. El-Mahalawy, N. Mikhael: Thermographic Study of Heat Transfer and Temperature Distribution Downstream of Jets in a Cross Flow, Proc. 7th Int. Conference for Mechanical Power Engineering, Cairo, Egypt, Dec. 17-20, 1990
[41] V. Scherer, S. Wittig, K. Morad: Jets in a Cross Flow: Effects of Hole Spacing to Diameter Ratio on the Spatial Distribution of Heat Transfer, Int. Gas Turbine Conference, Orlando, Florida, American Society of Mechanical Engineers ASME-Paper 91-GT-356, 1991
[42] V. Scherer, S. Wittig, G. Bittlinger, A. Pfeiffer: Thermographic Heat Transfer Measurements in Separated Flows, Experiments in Fluids, Vol. 14, S. 17-24, 1993
[43] R. D. Flack, K. Dullenkopf, V. Scherer: Constituency Measurements in the Mixing Region of a Cross Flow Jet Using a Laser Velocimeter, Experiments in Fluids, Vol. 17, S. 198-204, 1994
[44] V. Scherer, K. Döbbeling, K. Reyser, D. Viereck: The ABB Type GT13E2 Gas Turbine and Its Conversion to MBtu Syngas Firing for Gasification Projects, 1st Int. Conference on Combined Cycle Power Generation, January 6 - 8, Calcutta, India, 1994
[45] Chr. Lange, S. Schaefer, C. Dahlhaus: Stichwortgruppe „Investitions-Controlling“, in: P. Horváth, Th. Reichmann (Hrsg.), Vahlens Großes Controlling Lexikon, 2. Aufl., München 2003.
Kapitel 11 176
[46] K. Dielmann: Mikrogasturbinen, Technik und Anwendung. BWK Bd. 53 (2001) Nr. 6.
[47] K. Dielmann: Kraft-Wärme-Kälte-Kopplung mit Mikrogasturbinen, insbesondere Kälteauskopplung. Abschlußbericht für das BMBF-Projekt 1705700, 2000 – 2002.
[48] K. Dielmann, P. Bernhard: Micro Turbine Using Different Gases and Liquid Fuels. Tarragona, Micro Turbine Workshop, 21st Oct. 2002
[49] K. Dielmann:Weiterentwicklung und Erprobung einer Mikrogasturbine zur Entsorgung und energetischen Nutzung von Klär- und Deponiegas. (Industrieprojekt, noch in Bearbeitung).
[50] K. Dielmann: Betrieb einer Mikrogasturbine mit Pflanzenöl. (AiF-Projekt, noch in Bearbeitung).
[51] G.A.S: Deponiegas, Grubengas, Biogas, Innovation. http://www.g-a-s-energy.com/
[52] D. Steinbrecht, R. Matzmohr, H.-J. Wolff, H. Didik: Entsorgung von heizwertarmen Deponie-Restgasen mit einer Wirbelschichtfeuerung. Trierer Berichte zur Abfallwirtschaft, Band 14 (2003), S. 245-255
[53] S. Waerdt: Deponiegasnutzung in KWK-Anlagen (2004). http://www.pro-2.de/pro2/de/Download/Deutsch/Konferenz_Berlin.PDF
[54] S. Waerdt: Vorstellung Mikro-Gasturbine für Biogas. Landesinitiative Zukunftsenergien NRW, Arbeitsgruppe Biomasse, 10 März 2004, Biogasanlage Loick, Dorsten. http://www.pro-2.de/pro2/de/Download/Deutsch/LandesIniMGT.pdf
[55] M. Kaltschmitt, A. Wiese: Erneuerbare Energieträger in Deutschland, Potenziale und Kosten. Springer-Verlag, Berlin, 1993
[56] A. Kicherer: Biomasseverbrennung in Staubfeuerungen - Technische Möglichkeiten und Schadstoffemissionen. Fortschritt-Berichte VDI, Reihe 6, Energietechnik, 344, VDI-Verlag, Düsseldorf, 1995
[57] C. Storm: NOx-Minderung mittels Reduktionsgasen aus festen biogenen Brennstoffen. Berichte des IVD Bd. 5, Selbstverlag IVD, Universität Stuttgart, 2003
[58] P. Klöckner, H. Rauchfuss: Vergasung von Biomasse zur Energieerzeugung. Endbericht BMFT Forschungsprojekt FB T 86-203, Bundesministerium für Forschung und Technik, Bonn, 1996
[59] P.D.J. Hoppesteyn: Application of Low Calorific Value Gaseous Fuels in Gas Turbine Combustors. Dissertation, University of Delft, Niederlande, Delft University Press, Delft, Niederlande, 1999
[60] O. Moersch: Entwicklung einer On-line-Messmethode zur Bestimmung des Teergehalts im Produktgas der Biomassevergasung. Fortschritt-Berichte VDI, Reihe 8, Nr. 853, VDI-Verlag, Düsseldorf, 2000
[61] U.R. Fritsche, et al.:Stoffstromanalyse zur nachhaltigen energetischen Nutzung von Biomasse. Endbericht, F&E Projekt des BMU, Öko-Institut e.V. Darmstadt, 2004
[62] Arbeitsgemeinschaft für sparsamen und umweltfreundlichen Energieverbrauch e.V.: Mikro-KWK – Motoren, Turbinen und Brennstoffzellen. Kaiserslautern, 2002
[63] Carlsen, H.: Biomassebetriebene Stirlingmotoren. BWK Bd. 53 (2001) Nr. 12, S. 61
Kapitel 11 177
[64] Deilmann, M.; Roberg, B; Baum, M.; Scherer, V.: Numerical Simulation of Evaporation and Ignition in Non-premixed n-Heptane Flames, Fifth International Conference on Parallel Processing and Applied Mathematics, Czestochowa, Poland, 2003
[65] [65] Deutsches Patent- und Markenamt, DPMA (Hrsg.): Gasturbinenanlage für Biomasse/ Biogas/ fossile Brennstoffe zur Erzeugung von Nutzwärme und Antriebsenergie. Offenlegungsschrift, DE 10057276A1, Offenlegungstag 05.07.2001
[66] Fachagentur Nachwachsende Rohstoffe e. V. (FNR) (Hrsg.): Energetische Nutzung von Biomasse durch Kraft-Wärme-Kopplung. Fachagentur Nachwachsende Rohstoffe e.V. (FNR), Gülzow, 2000
[67] Fachagentur Nachwachsende Rohstoffe e. V. (FNR) (Hrsg.): Leitfaden Bioenergie – Planung, Betrieb und Wirtschaftlichkeit von Bioenergieanlagen. Gülzow, 2001
[68] Fördergesellschaft Erneuerbare Energien e.V. (Hrsg.): Proceedings IEA International Energy Agency Themal Gasification of Biomass Task, Dresden, 2001
[69] Griffin, T., Seffner, L., Scherer, V.: Herstellung von Katalysatoren für die Methanoxidation, DKG-Jahrestagung 92, Bayreuth, 5.-7. Oktober, 1992
[70] Ising, M.: Zur katalytischen Spaltung teerartiger Kohlenwasserstoffe bei der Wirbelschichtvergasung von Biomasse. Dissertation Universität Dortmund, 2002; Fraunhofer IRB Verlag Stuttgart, ISBN 3-8167-6092-9
[71] Ising, M.; Heunemann, F.; Unger, C.: Wirbelschichtvergasung von Holz und Biomasse für Blockheizkraftwerkanwendungen. Abschlussbericht des Fraunhofer-Instituts für Umwelt-, Sicherheits- und Energietechnik UMSICHT für die fördernde Institution Bundesministerium für Verbraucherschutz, Ernährung und Landwirtschaft (BMVEL) unter dem Förderkennzeichen 98 NR 075, Dezember 2000
[72] Ising, M.; Unger, Chr.; Heunemann, F.; Dinkelbach, L: Technische und wirtschaftliche Optimierung der Vergasung von Holz in der zirkulierenden Wirbelschicht. Abschlussbericht des Fraunhofer-Instituts für Umwelt-, Sicherheits- und Energietechnik UMSICHT für die fördernde Institution Bundesministerium für Verbraucherschutz, Ernährung und Landwirtschaft (BMVEL) unter dem Förderkennzeichen 00 NR 178, Juni 2002
[73] Roberg, B.; Nosek, M.; Michalski, B.; Wirtz, S.; Scherer, V.: Experimentelle und numerische Untersuchung der Selbstzündung von n-Heptan. Computational Methods for Multdimensional Reactive Flows (COMREF), December 2-4, Heidelberg, 2002.
[74] Roberg, B.; Stölting, E.; Wirtz, S.; Scherer, V.: Simulation von Zündung und Verbrennung realitätsnaher Brennstoffe unter Gasturbinenbedingungen. 21. Deutscher Flammentag, Cottbus, 2003
[75] Roberg B.; Wirtz; S.; Scherer, V.: Examination of Mixing, Ignition and Combustion of Liquid Fuels Using SENKIN and Direct Numerical Simulation. Proceedings of the European Combustion Meeting, Orleans, 2003
[76] Salomonsson, P.; Griffin, T.; Kasemo, B.; Scherer, V.: Aktivität von Metalloxid-katalysatoren auf Perowskitbasis. Chemie-Ingenieur-Technik, Vol. 65, S. 566-567, 1993
Kapitel 11 178
[77] Scherer, V.; Weisenstein, W.; Griffin, T.; Benz, P.; Schlegel, A.; Buser, S.: Catalytically Supported Combustion of Natural Gas: Experiments under Gas Turbine Conditions. 2nd International Conference on Combustion Technology for a Clean Environment, Portugal, Lisbon, 19-22 July, 1993
[78] Schlieper, M.; Scherer, V.; Wirtz, S.; Nosek, M.; Michalski, B.: Flameless Oxidation as a Low NOx-Combustion Mode for Gas Turbines. SFB568-Worksshop „Trends in Numerical and Physical Modelling for Turbulent Processes in Gas Turbine Combustors, Darmstadt, 14-15. November 2002
[79] Schmitz, W.: Konversion biogener Brennstoffe für die Nutzung in Gasturbinen. Fortschrittsberichte-Berichte des VDI, Reihe 6, Nr. 459, 2001
[80] Tagungsband zur „1st World Conference on Biomass for Energy and Industry“ in Sevilla, 5 bis 9. Juni 2000, Volume I und II
[81] Bandi, A. (2003). Verfahrensübersicht: Gasreinigungsverfahren. FVS Fachtagung 2003.
[82] BMU (2003). Monitoring zur Wirkung der Biomasseverordnung auf Basis des Erneuerbare-Energien-Gesetzes (EEG).
[83] BMU (2005). Siedlungsabfallentsorgung - Statistiken und Grafiken zusammengestellt aus Daten des Statistischen Bundesamtes und Umweltbundesamtes.
[84] Bolhar-Nordenkampf, M. (2002). Hersteller und Marktbetrachtung der thermo-chemischen Umwandlung von Biomasse, Projektgemeinschaft Biomassevergasung.
[85] Bolhar-Nordenkampf, M. and K. Jörg (2004). Gasreinigung - Stand der Technik. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoffbereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[86] Bolhar-Nordenkampf, M., A. Vogel, et al. (2004). Bewegtbett-Vergaser zur Stromerzeugung - Lessons learned. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoffbereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[87] Butz, W., Ed. (2005). Treibhausgasemissionen aus Deponien - Berichtspflichten, Berechnungsansätze und Ergebnisse. Trierer Berichte zur Abfallwirtschaft. Trier.
[88] Cerbe, G. (1999). Grundlagen der Gastechnik: Gasbeschaffung, Gas-verteilung, Gasverwendung.
[89] DESTATIS (2001). Umwelt - Abfallentsorgung. Fachserie 19/ Reihe 1. Statistisches Bundesamt.
[90] DESTATIS (2002). Umwelt - Abfallentsorgung. Fachserie 19/ Reihe 1. Statistisches Bundesamt.
[91] DESTATIS (2003). Umwelt - Abfallentsorgung. Fachserie 19/ Reihe 1. Statistisches Bundesamt.
[92] Ehrig, H.-J., Ed. (1994). Gasprognosemodelle bei unterschiedlichen Deponietypen. Trierer Berichte zur Abfallwirtschaft. Trier, Economica Verlag.
[93] Escherle, A. (2005). "Vergasung von Klärschlamm in der Wirbelschicht. Der Weg zur energieautarken Kläranlage." Müll und Abfall(09/2005): 456 - 465.
[94] Farquhar, G. J. and F. A. Rovers (1973). "Gas production during refuse decomposition." Water, Air, and Soil Pollution 2: 483-495.
Kapitel 11 179
[95] FNR (2005). Biogas – eine Einführung.
[96] Fritsche, U. R., G. Dehoust, et al. (2004). Stoffstromanalyse zur nachhaltigen energetischen Nutzung von Biomasse. Darmstadt, Öko-Institut und Partner.
[97] Graf, W. (2002). Der Biogasreport, Books on Demand GmbH.
[98] Hartmann, H. (2004). Biomasse als Energieträger - Vorkommen, Eigenschaften und Qualitätseinflüsse. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoffbereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[99] Hartmann, H. and M. Kaltschmitt, Eds. (2002). Biomasse als erneuerbarer Energieträger. Nachwachsende Rohstoffe.
[100] Hellat, J., A. Wimmer, et al. (2004). Elektrizitätserzeugung aus Schwachgas - Stand der Technik aus der Motorensicht. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoffbereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[101] Hessenenergie. (2004). "Mikrogasturbinen im Markt der Kraft-Wärme-Kopplungsanlagen." from http://www.hessenenergie.de/Publikationen/ 2_ Effiziente-ENutzung/INFOzuMGT-070704.pdf.
[102] Hofbauer, H. and M. Kaltschmitt (2001). Thermochemische Umwandlung. Energie aus Biomasse. Grundlagen, Techniken und Verfahren. M. Kaltschmitt and H. Hartmann. Berlin, Heidelberg, Springer-Verlag.
[103] Karl, J. (2004). Wirbelschichtvergasung - Stand der Technik. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoff-bereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[104] Kimmerle, K., B. Groß, et al. (2005). "Regionale Schwachgasnetze." BWK - Das Energie-Magazin 1/2 2005: 57-60.
[105] Mollweide, S. and G. Rettenberger (1988). Versuche zur Entfernung von Halogenwasserstoffen aus Deponiegas, Economica Verlag.
[106] MUNLV_NRW (2005). Demonstration der energetischen Nutzung von Klärgas in Brennstoffzellen, Forschungsvorhabens Kennziffer 5215.
[107] N.N. (1991). TA Abfall - Zweite allgemeine Verwaltungsvorschrift zum Abfallgesetz.
[108] N.N. (1993). TA Siedlungsabfall - Technische Anleitung zur Verwertung, Behandlung und sonstigen Entsorgung von Siedlungsabfällen (Dritte Allgemeine Verwaltungsvorschrift zum Abfallgesetz) vom 14. Mai 1993.
[109] N.N. (1998). Verordnung über die Verwertung von Bioabfällen auf landwirtschaftlich, forstwirtschaftlich und gärtnerisch genutzten Böden (Bioabfallverordnung).
[110] N.N. (2001). Verordnung über die umweltverträgliche Ablagerung von Siedlungsabfällen.
[111] N.N. (2002). Verordnung über Anforderungen an die Verwertung und Beseitigung von Altholz.
[112] N.N. (2002). Verordnung über Deponien und Langzeitlager.
[113] Nowum Energy "Details zur Mikrogasturbine." from http://www.nowum-energy.com/index.php3?currentNumber=4.1¤tIsExpanded=0.
[114] Rettenberger, G. (1986). "Spurenstoffe im Deponiegas. Auswirkungen auf die Gasverwertung." GIT(1/86): 53-57.
Kapitel 11 180
[115] Rettenberger, G., Ed. (1996). Abschätzung von Deponiegasemissionen über den Gaspfad. Beiträge zur Abfallwirtschaft.
[116] Rettenberger, G. (2004). Untersuchungen zur Charakterisierung der Gasphase in Abfallablagerungen. Institut für Siedlungswasserbau, Wassergüte- und Abfallwirtschaft. Stuttgart, Universität Stuttgart: 354.
[117] Röhner, W. and R. Lange. (2004, 30.01.2006). " Grubengasverwertung im Steinkohlenbergbau in NRW." from http://steinkohle-portal.de /content.php ?id =275&lang=de.
[118] Schneider, D. (2001). Entfernung von Silizium- und Halogenverbindungen aus dem Deponiegas – Erfahrungen aus Versuchen an der Deponie Ihlenberg. Trierer Berichte zur Abfallwirtschaft. G. Rettenberger and R. Stegmann. Trier. Band 13.
[119] Schneider, S. and M. Kaltschmitt (2002). Potenziale und Nutzung. Biomasse als erneuerbarer Energieträger. H. Hartmann. Münster, Landwirtschaftsverlag. Band 3.
[120] Schütte, A. (2004). Biomasse als Energieträger zur Stromerzeugung und Kraftstoffbereitstellung. Biomasse-Vergasung - Der Königsweg für eine effiziente Strom- und Kraftstoffbereitstellung? F. N. R. e.V. Münster, Landwirtschaftsverlag. Band 24.
[121] Tabasaran, O., Ed. (1994). Abfallwirtschaft, Abfalltechnik. Berlin, Ernst & Sohn Verlag.
[122] Thielemann, T. (2002). Kohleflözgas in Deutschland. Commodity Top News, Bundesanstalt für Geowissenschaften und Rohstoffe.
[123] Thielemann, T., B. Cramer, et al. (2004). Kohleflözgas im Ruhrbecken: Fossil oder erneuerbar? B. f. G. u. Rohstoffe.
[124] UBA (1999). Bericht zur „Ökologischen Vertretbarkeit“ der mechanisch-biologischen Vorbehandlung von Restabfällen einschließlich deren Ablagerung.
[125] Müller-Erlwein, E.: Chemische Reaktionstechnik, B.G. Teubner Verlag, Stuttgart, 1998
[126] Glabor, P.; Kee, R.J.; Grcar, J.F.; Miller, J.A.: PSR: A Fortran Program for Modeling Well-Stirred Reactors, SANDIA National Laboratories, SAND 86-8209, 1986
[127] Smith, G.; Frenklach, M.; Moriarty, W.; Eiteneer, B.; Goldenberg, M.; Bowman, C.T.; Hanson, R.K.; Song, S.; Gardiner,W.C.; Lissianki, V.; Quin, Z.: GRI 3.0 Mechanism, http://www.me.berkley.edu/gri_mech/.
[128] Ertesvag, I.S.; Magnussen, B.F.: The eddy dissipation turbulence energy cascade model, Combustion Science and Technology 159, 213-236, 2000
[129] Tabacco, D.; Cuoco, F.; Bruno, C.: Theoretical and numerical investigation on flamless combustion and ist potential for applications to gas turbines, 4th High Temperature Air Combustion and Gasification, 2001
[130] http://www.m-woite.de/de/werkstoffe/14841.shtml
[131] DIN EN 676: „Automatische Brenner mit Gebläse für gasförmige Brennstoffe“; Deutsche Fassung EN 676: Ausgabe: 11/2003
[132] DIN EN 298: „Feuerungsautomaten für Gasbrenner und Gasgeräte mit oder ohne Gebläse“; Deutsche Fassung EN 298: Ausgabe 01/2004
[133] Heinz, H.: Vortrag / Referat der Rytec GmbH Frankfurt am Main, Stand 04.2005 Rytec GmbH Frankfurt am Main
Kapitel 11 181
[134] DIN EN 746-1: Industrielle Thermoprozeßanlagen - Teil 1: „Allgemeine Sicherheitsanforderungen an industrielle Thermoprozeßanlagen“; Deutsche Fassung EN 746-1: Ausgabe 05/1997
[135] DIN EN 746-2: Industrielle Thermoprozeßanlagen - Teil 1: „Sicherheits-anforderungen an Feuerungen und Brennstofführungssysteme“; Deutsche Fassung EN 746-2: Ausgabe 05/1997
[136] Al-Halbouni, Ahmad; Giese, Anne (2005): Neue Brennersysteme zur dezentralen Nutzung von schwachkalorischen Gasen in Mikro-Gasturbinen (MGT), in: energie│wasser-praxis, 56. Jg., Heft 2, S. 36-38.
[137] ASUE (Hrsg.) (2001): Mikro-KWK, Kaiserslautern, http://www.asue.de /veroff/bhkw/ image/mikro_kwk.pdf, Abruf am 15.12.2006.
[138] BMU (Hrsg.) (2008): Gesetz zur Neuregelung des Rechts der Erneuerbaren Energien im Strombereich und zur Änderung damit zusammenhängender Vorschriften,http://www.eegaktuell.de/fileadmin/user_upload/Downloads_Politik/bmu_ eeg2009_konsolidiert.pdf, Abruf am 31.10.2008.
[139] Eschey, Hans (2005): Einsatz von Zündstrahlmotoren zur Deponiegas-verwertung, in: Rettenberger, Gerhard; Stegmann, Rainer (Hrsg.): Stilllegung und Nachsorge von Deponien: Schwerpunkt Deponiegas 2005, Stuttgart, S. 155-166.
[140] Gesamtverband der Deutschen Versicherungswirtschaft GDV (Hrsg.) (2005): Erneuerbare Energien: Gesamtüberblick über den technologischen Entwicklungsstand und technische Gefährdungspotenzial, Berlin, http:/ /www.gdv.de/Downloads/Themen/Erneuerbare_Energie.pdf, Abruf am 31.01.2007.
[141] hessenENERGIE (Hrsg.) (2004): Mikrogasturbinen im Markt der Kraft-Wärme-Kopplungsanlagen, o. O., http://www.hessenenergie.de
[142] Rautenbach, Robert; Yüce, Süleyman; Gebel, Joachim (2000): Deponie-gasgewinnung und –verwertung, in: Lukas, Wolfgang; Peters, Thomas (Hrsg.): Abfall, Deponie-Sickerwasser, Deponie-Gas: wirtschaftliche Alternativen und Perspektiven für die umweltgerechte Verwertung und Entsorgung, Essen, S. 158-170.
[143] Rosendahl, Brigitte (2005): Untersuchung der flammlosen Oxidation für die thermische Nutzung schwachkaloriger Gase in Mikro-Gasturbinen,
[144] Schaefer, Sigrid (2003): Kapitalwert- und Annuitätenmethode, in: Horváth, Péter; Reichmann, Thomas (Hrsg.): Vahlens Großes Controlling Lexikon, 2. Aufl., München, S. 380 f.
[145] Waerdt, Stephan (2002): Wirtschaftlichkeit der Nutzung von Biogas in Blockheizkraftwerken (BHKW), München, http://www.pro-2.de/pro2/de/ Download/Deutsch/biogas_in_BHKW.PDF, Abruf am 28.01.2007.
[146] Widmann, Renatus; Haubrichs, Roland; Lente, André (2006): Kurzstudie Schwachgase in Deutschland – Potenzial zur Nutzung in Mikrogasturbinen, Essen, unveröffentlicht.
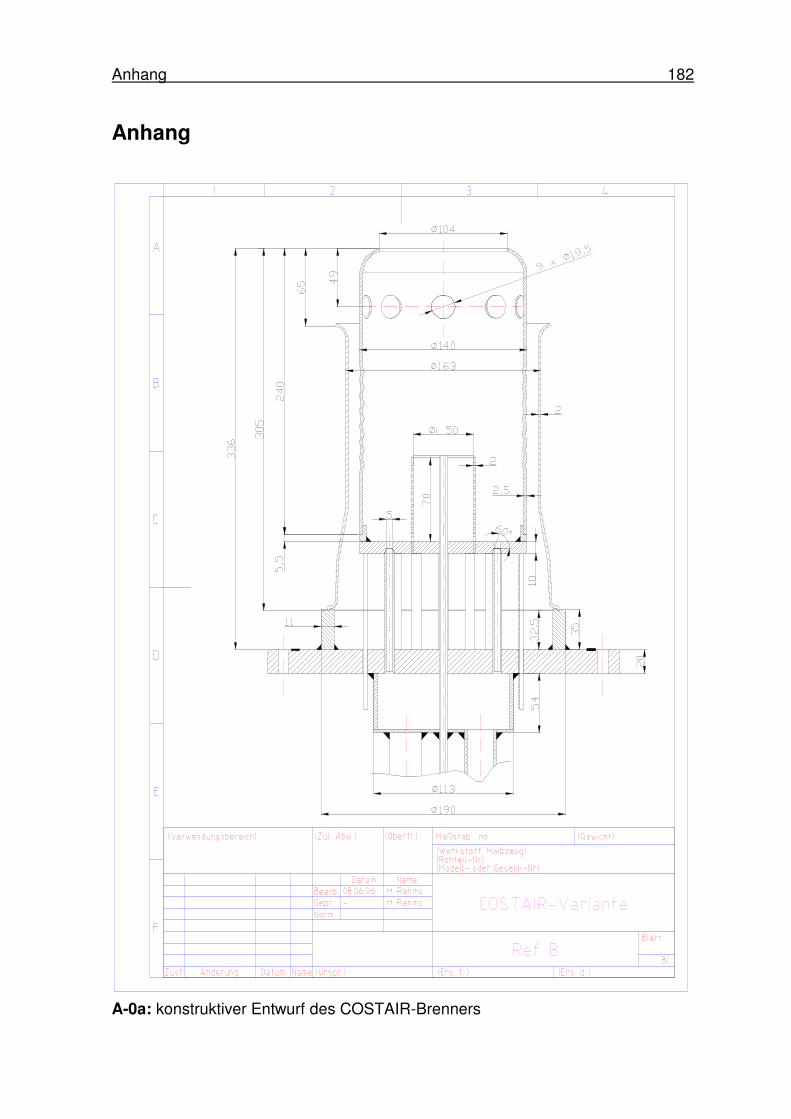
Anhang 182
Anhang
A-0a: konstruktiver Entwurf des COSTAIR-Brenners
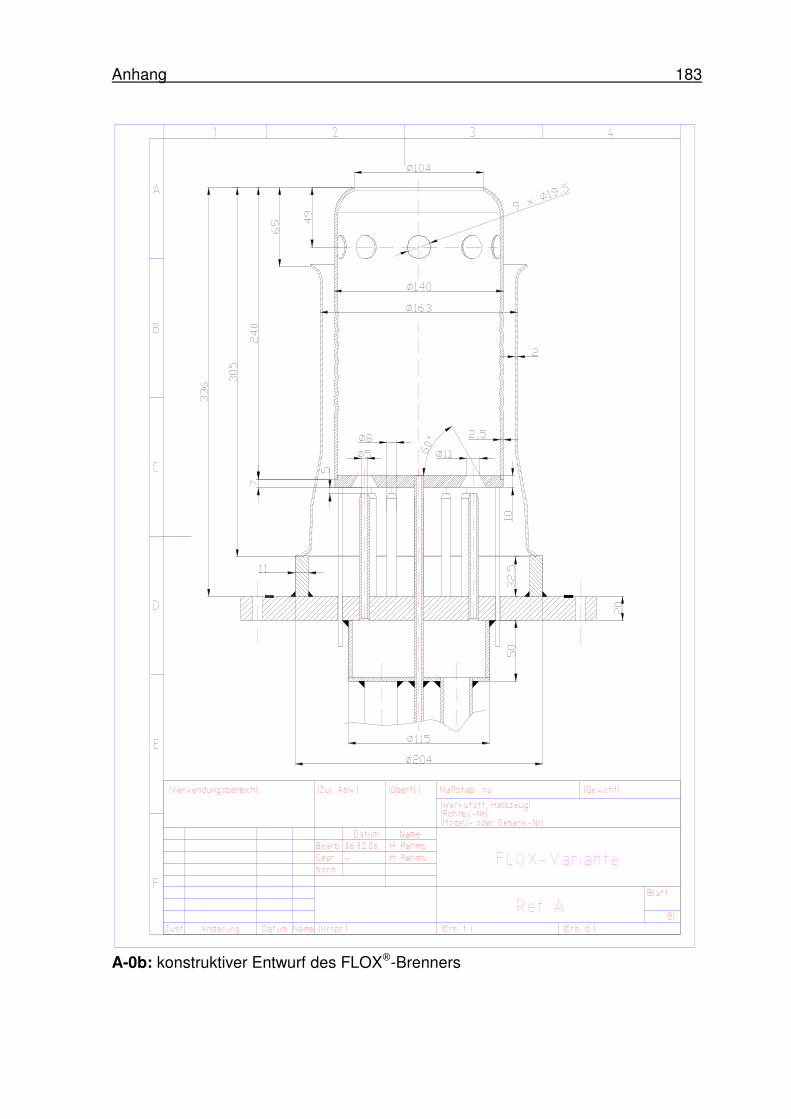
Anhang 183
A-0b: konstruktiver Entwurf des FLOX-Brenners
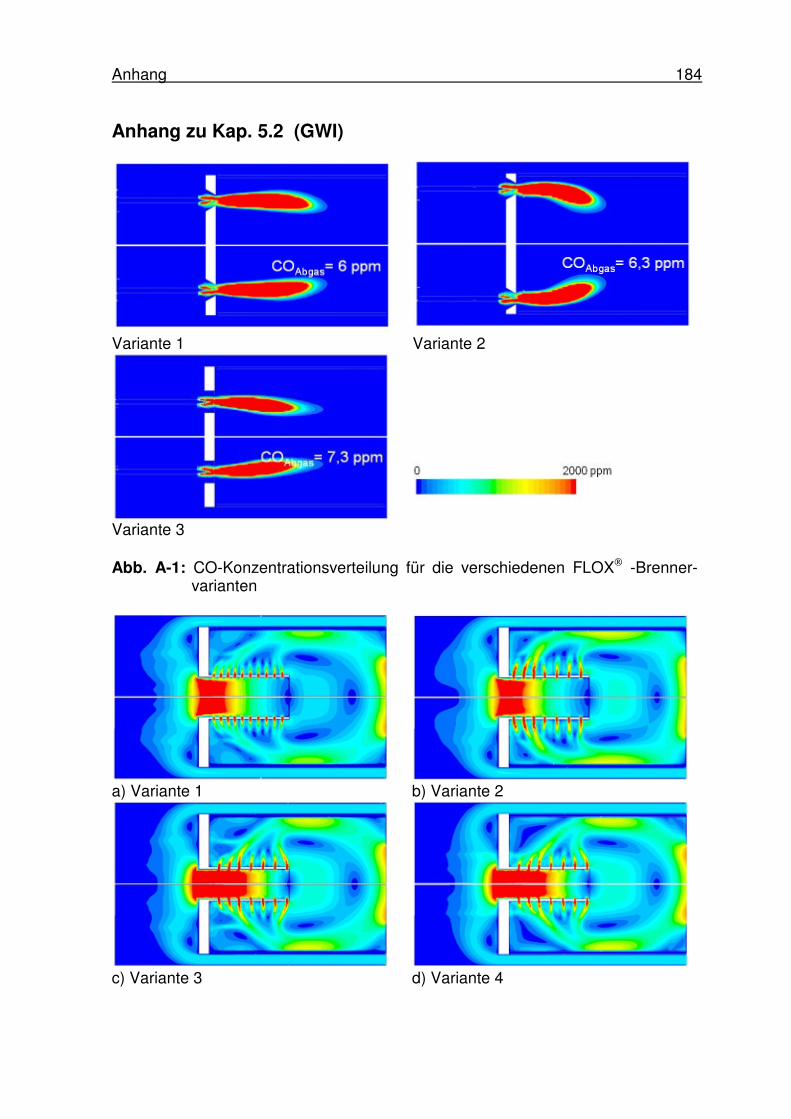
Anhang 184
Anhang zu Kap. 5.2 (GWI)
Variante 1 Variante 2
Variante 3 Abb. A-1: CO-Konzentrationsverteilung für die verschiedenen FLOX -Brenner-
varianten
a) Variante 1 b) Variante 2
c) Variante 3 d) Variante 4
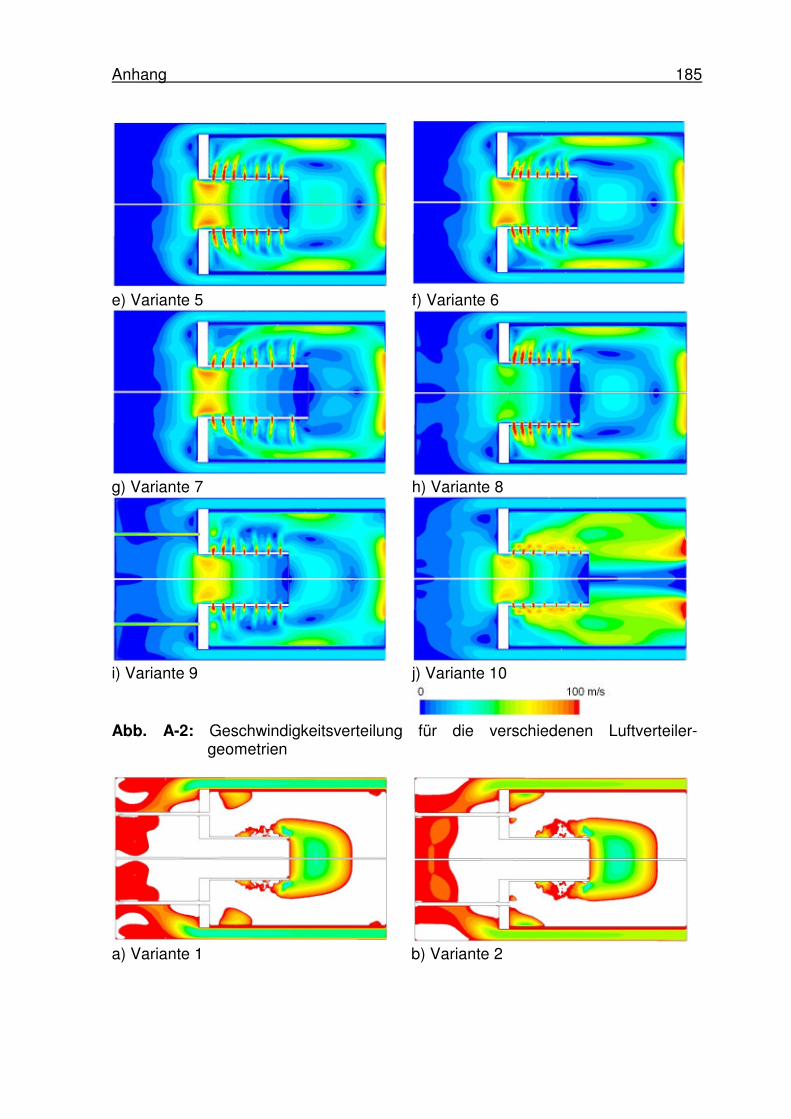
Anhang 185
e) Variante 5 f) Variante 6
g) Variante 7 h) Variante 8
i) Variante 9 j) Variante 10
Abb. A-2: Geschwindigkeitsverteilung für die verschiedenen Luftverteiler-
geometrien
a) Variante 1 b) Variante 2
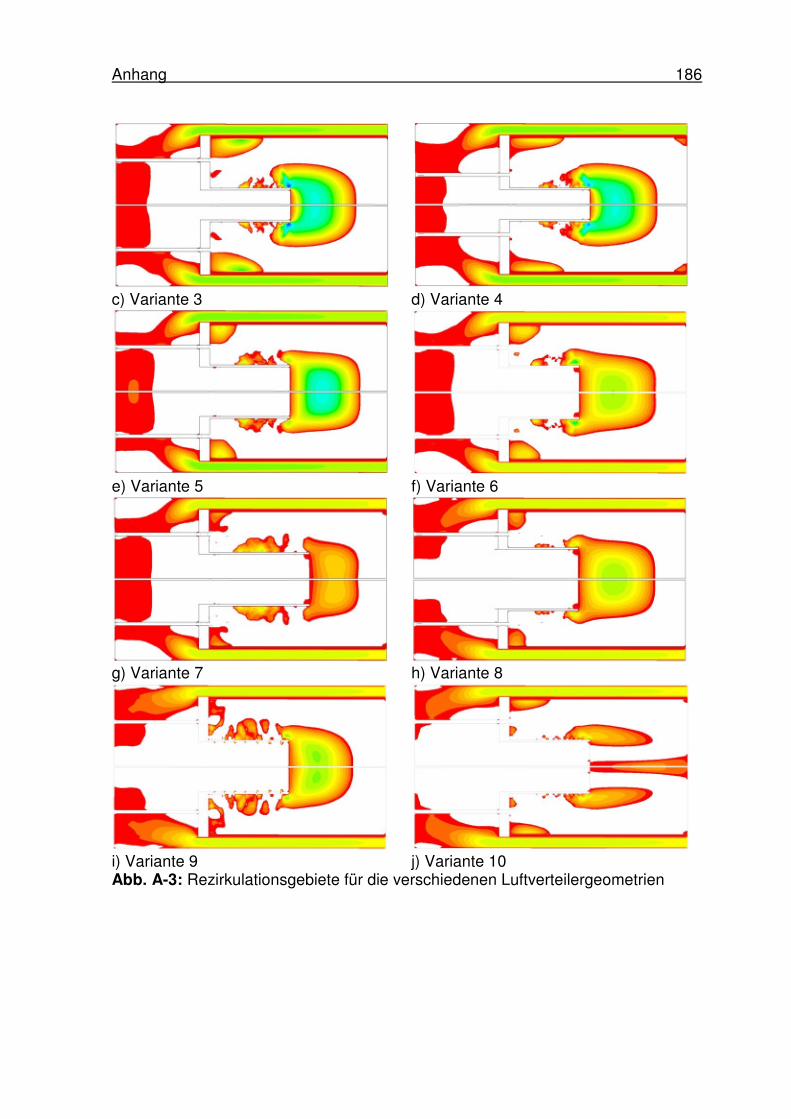
Anhang 186
c) Variante 3 d) Variante 4
e) Variante 5 f) Variante 6
g) Variante 7 h) Variante 8
i) Variante 9 j) Variante 10 Abb. A-3: Rezirkulationsgebiete für die verschiedenen Luftverteilergeometrien
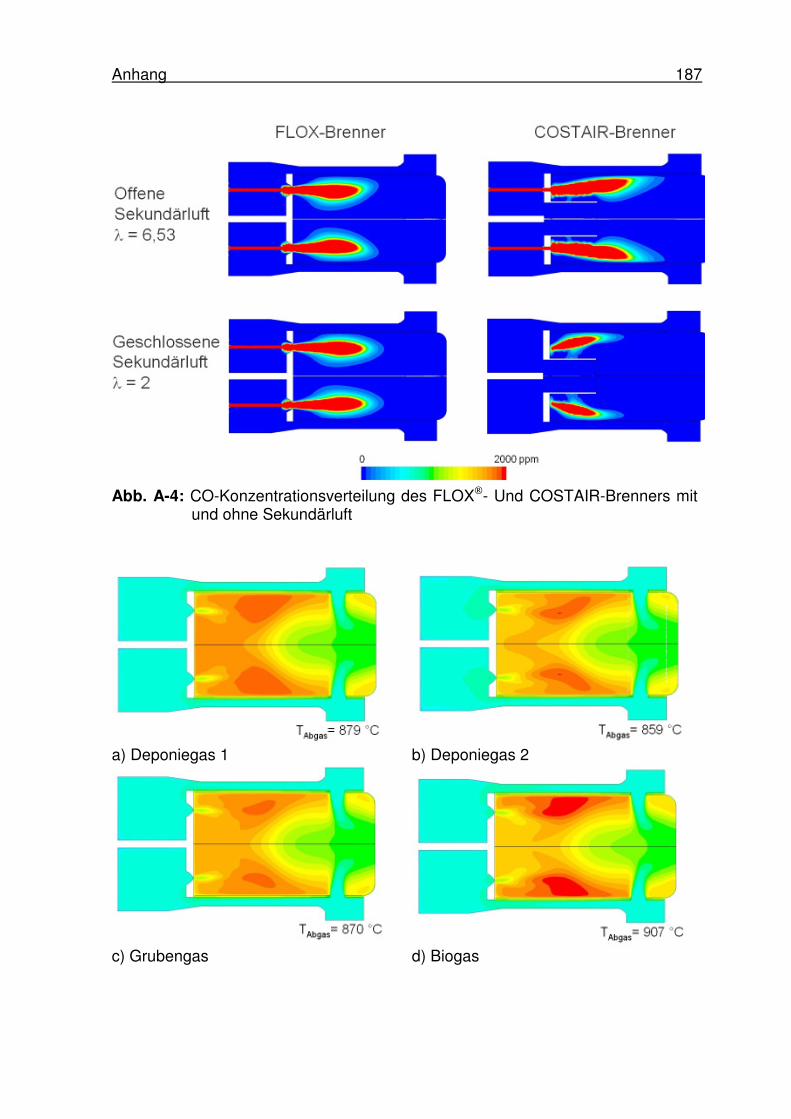
Anhang 187
Abb. A-4: CO-Konzentrationsverteilung des FLOX- Und COSTAIR-Brenners mit und ohne Sekundärluft
a) Deponiegas 1 b) Deponiegas 2
c) Grubengas d) Biogas
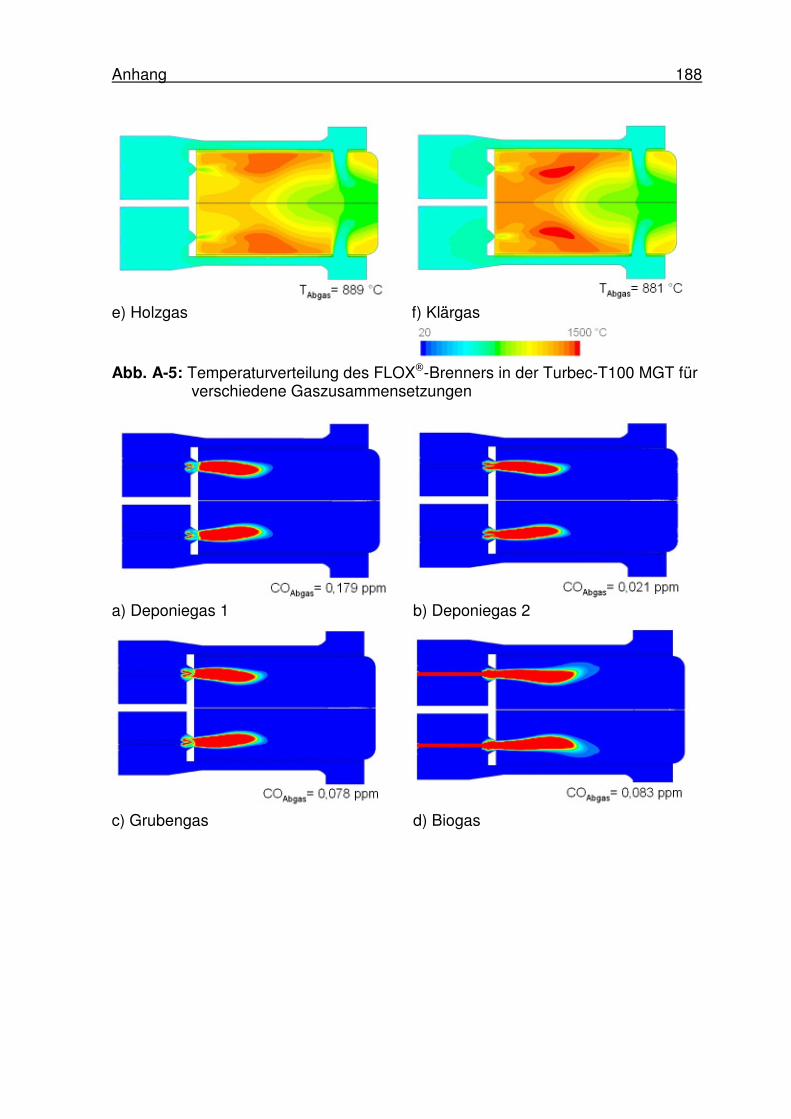
Anhang 188
e) Holzgas f) Klärgas
Abb. A-5: Temperaturverteilung des FLOX-Brenners in der Turbec-T100 MGT für
verschiedene Gaszusammensetzungen
a) Deponiegas 1 b) Deponiegas 2
c) Grubengas d) Biogas
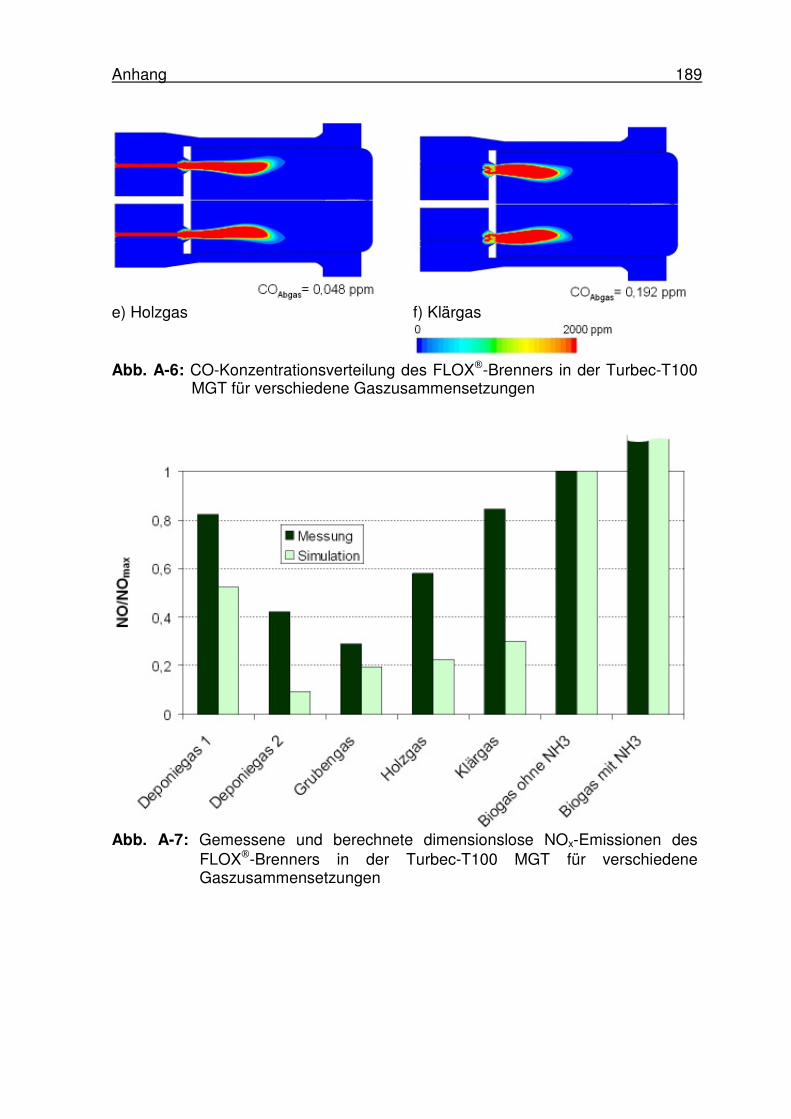
Anhang 189
e) Holzgas f) Klärgas
Abb. A-6: CO-Konzentrationsverteilung des FLOX-Brenners in der Turbec-T100
MGT für verschiedene Gaszusammensetzungen
Abb. A-7: Gemessene und berechnete dimensionslose NOx-Emissionen des
FLOX-Brenners in der Turbec-T100 MGT für verschiedene Gaszusammensetzungen
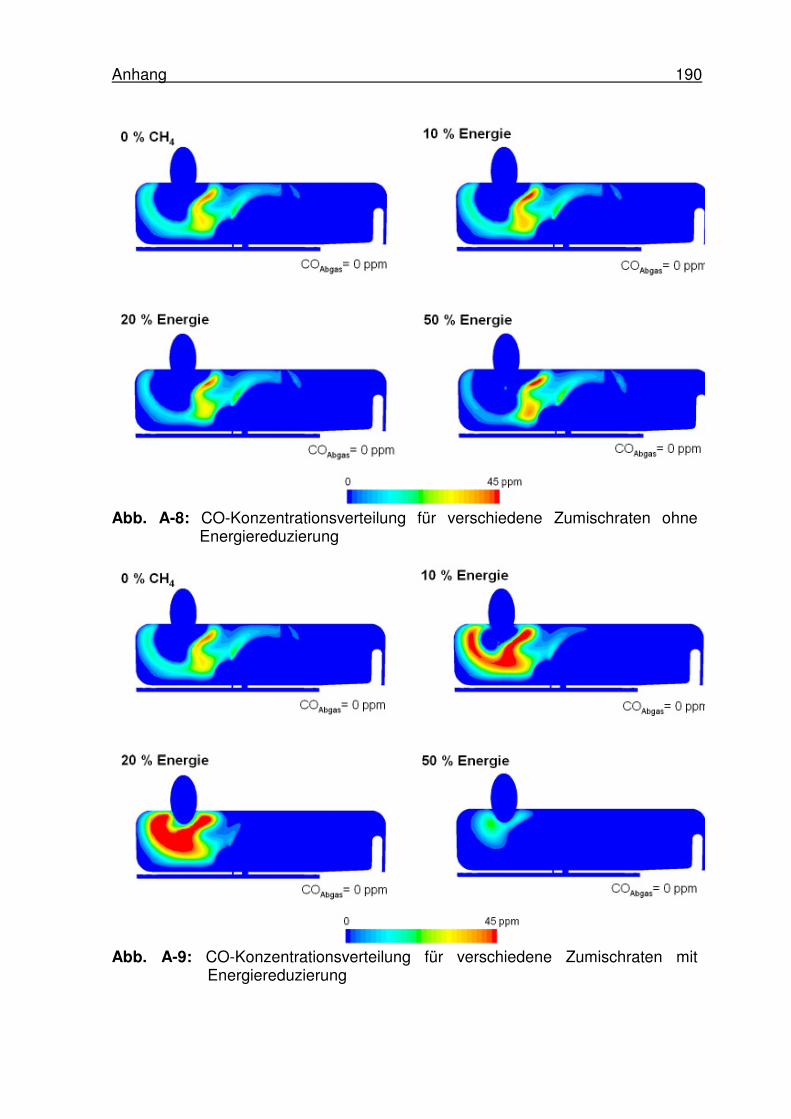
Anhang 190
Abb. A-8: CO-Konzentrationsverteilung für verschiedene Zumischraten ohne Energiereduzierung
Abb. A-9: CO-Konzentrationsverteilung für verschiedene Zumischraten mit Energiereduzierung
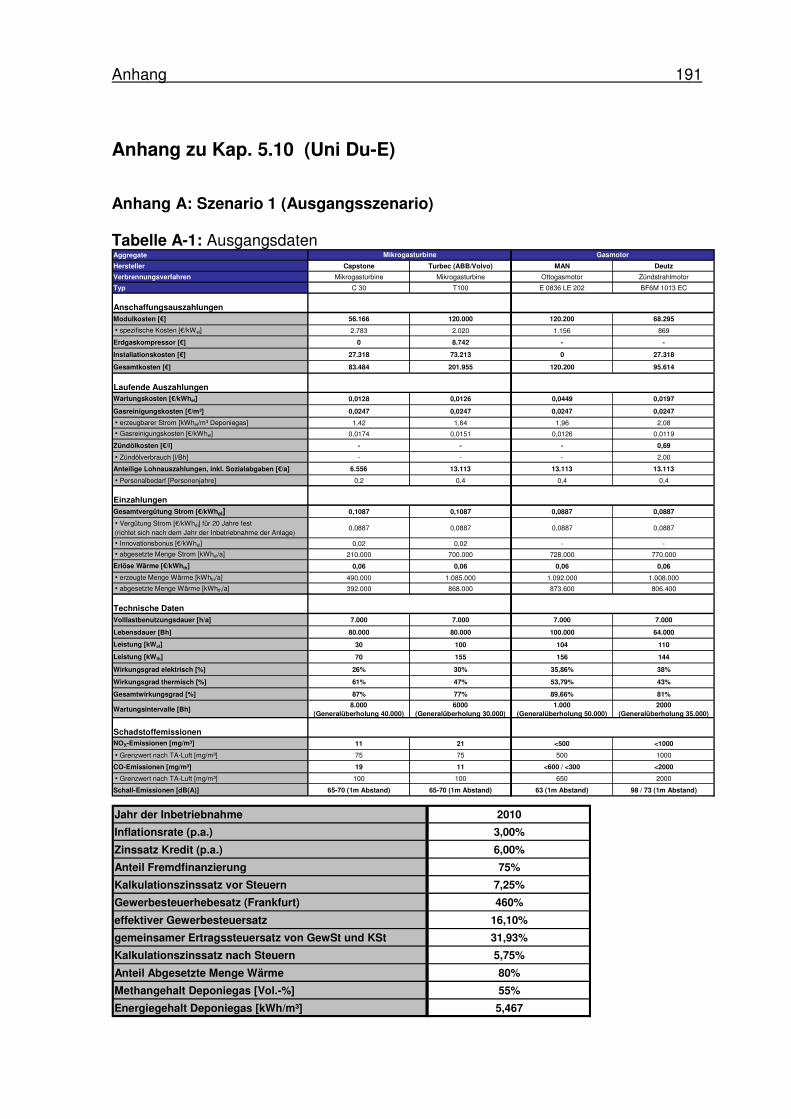
Anhang 191
Anhang zu Kap. 5.10 (Uni Du-E)
Anhang A: Szenario 1 (Ausgangsszenario) Tabelle A-1: Ausgangsdaten Aggregate
Hersteller Capstone Turbec (ABB/Volvo) MAN Deutz
Verbrennungsverfahren Mikrogasturbine Mikrogasturbine Ottogasmotor Zündstrahlmotor
Typ C 30 T100 E 0836 LE 202 BF6M 1013 EC
AnschaffungsauszahlungenModulkosten [€] 56.166 120.000 120.200 68.295
� spezifische Kosten [€/kWel] 2.783 2.020 1.156 869
Erdgaskompressor [€] 0 8.742 - -
Installationskosten [€] 27.318 73.213 0 27.318
Gesamtkosten [€] 83.484 201.955 120.200 95.614
Laufende AuszahlungenWartungskosten [€/kWhel] 0,0128 0,0126 0,0449 0,0197
Gasreinigungskosten [€/m³] 0,0247 0,0247 0,0247 0,0247
� erzeugbarer Strom [kWhel/m³ Deponiegas] 1,42 1,64 1,96 2,08
� Gasreinigungskosten [€/kWhel] 0,0174 0,0151 0,0126 0,0119
Zündölkosten [€/l] - - - 0,69
� Zündölverbrauch [l/Bh] - - - 2,00
Anteilige Lohnauszahlungen, inkl. Sozialabgaben [€/a] 6.556 13.113 13.113 13.113
� Personalbedarf [Personenjahre] 0,2 0,4 0,4 0,4
EinzahlungenGesamtvergütung Strom [€/kWhel] 0,1087 0,1087 0,0887 0,0887
� Vergütung Strom [€/kWhel] für 20 Jahre fest (richtet sich nach dem Jahr der Inbetriebnahme der Anlage)
0,0887 0,0887 0,0887 0,0887
� Innovationsbonus [€/kWhel] 0,02 0,02 - -
� abgesetzte Menge Strom [kWhel/a] 210.000 700.000 728.000 770.000
Erlöse Wärme [€/kWhth] 0,06 0,06 0,06 0,06
� erzeugte Menge Wärme [kWhth/a] 490.000 1.085.000 1.092.000 1.008.000
� abgesetzte Menge Wärme [kWhth/a] 392.000 868.000 873.600 806.400
Technische DatenVolllastbenutzungsdauer [h/a] 7.000 7.000 7.000 7.000
Lebensdauer [Bh] 80.000 80.000 100.000 64.000
Leistung [kWel] 30 100 104 110
Leistung [kWth] 70 155 156 144
Wirkungsgrad elektrisch [%] 26% 30% 35,86% 38%
Wirkungsgrad thermisch [%] 61% 47% 53,79% 43%
Gesamtwirkungsgrad [%] 87% 77% 89,66% 81%
Wartungsintervalle [Bh]8.000
(Generalüberholung 40.000)6000
(Generalüberholung 30.000)1.000
(Generalüberholung 50.000)2000
(Generalüberholung 35.000)
SchadstoffemissionenNOX-Emissionen [mg/m³] 11 21 <500 <1000
� Grenzwert nach TA-Luft [mg/m³] 75 75 500 1000
CO-Emissionen [mg/m³] 19 11 <600 / <300 <2000
� Grenzwert nach TA-Luft [mg/m³] 100 100 650 2000
Schall-Emissionen [dB(A)] 65-70 (1m Abstand) 65-70 (1m Abstand) 63 (1m Abstand) 98 / 73 (1m Abstand)
Mikrogasturbine Gasmotor
Jahr der Inbetriebnahme 2010
Inflationsrate (p.a.) 3,00%
Zinssatz Kredit (p.a.) 6,00%
Anteil Fremdfinanzierung 75%
Kalkulationszinssatz vor Steuern 7,25%
Gewerbesteuerhebesatz (Frankfurt) 460%
effektiver Gewerbesteuersatz 16,10%
gemeinsamer Ertragssteuersatz von GewSt und KSt 31,93%
Kalkulationszinssatz nach Steuern 5,75%
Anteil Abgesetzte Menge Wärme 80%
Methangehalt Deponiegas [Vol.-%] 55%
Energiegehalt Deponiegas [kWh/m³] 5,467
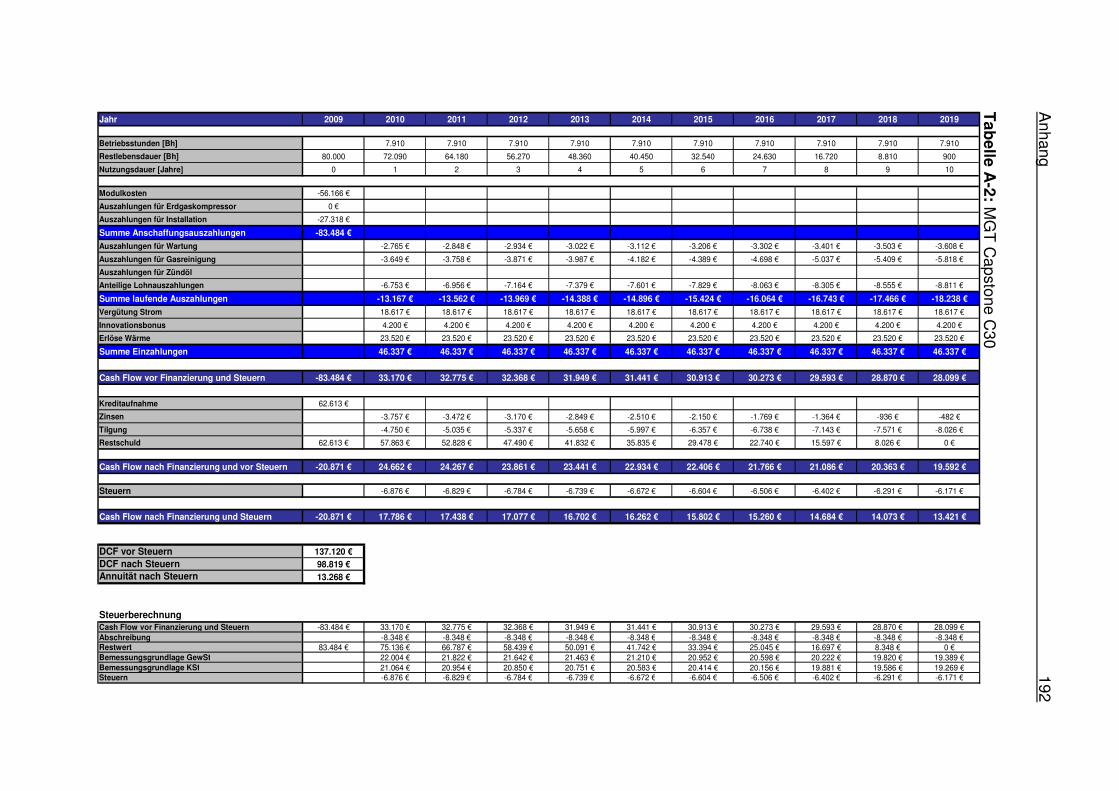
Anhang
192
Tab
elle A-2: M
GT
Capstone C
30 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -56.166 €
Auszahlungen für Erdgaskompressor 0 €
Auszahlungen für Installation -27.318 €
Summe Anschaffungsauszahlungen -83.484 €
Auszahlungen für Wartung -2.765 € -2.848 € -2.934 € -3.022 € -3.112 € -3.206 € -3.302 € -3.401 € -3.503 € -3.608 €
Auszahlungen für Gasreinigung -3.649 € -3.758 € -3.871 € -3.987 € -4.182 € -4.389 € -4.698 € -5.037 € -5.409 € -5.818 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -6.753 € -6.956 € -7.164 € -7.379 € -7.601 € -7.829 € -8.063 € -8.305 € -8.555 € -8.811 €
Summe laufende Auszahlungen -13.167 € -13.562 € -13.969 € -14.388 € -14.896 € -15.424 € -16.064 € -16.743 € -17.466 € -18.238 €
Vergütung Strom 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 €
Innovationsbonus 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 €
Erlöse Wärme 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 €
Summe Einzahlungen 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 €
Cash Flow vor Finanzierung und Steuern -83.484 € 33.170 € 32.775 € 32.368 € 31.949 € 31.441 € 30.913 € 30.273 € 29.593 € 28.870 € 28.099 €
Kreditaufnahme 62.613 €
Zinsen -3.757 € -3.472 € -3.170 € -2.849 € -2.510 € -2.150 € -1.769 € -1.364 € -936 € -482 €
Tilgung -4.750 € -5.035 € -5.337 € -5.658 € -5.997 € -6.357 € -6.738 € -7.143 € -7.571 € -8.026 €
Restschuld 62.613 € 57.863 € 52.828 € 47.490 € 41.832 € 35.835 € 29.478 € 22.740 € 15.597 € 8.026 € 0 €
Cash Flow nach Finanzierung und vor Steuern -20.871 € 24.662 € 24.267 € 23.861 € 23.441 € 22.934 € 22.406 € 21.766 € 21.086 € 20.363 € 19.592 €
Steuern -6.876 € -6.829 € -6.784 € -6.739 € -6.672 € -6.604 € -6.506 € -6.402 € -6.291 € -6.171 €
Cash Flow nach Finanzierung und Steuern -20.871 € 17.786 € 17.438 € 17.077 € 16.702 € 16.262 € 15.802 € 15.260 € 14.684 € 14.073 € 13.421 €
DCF vor Steuern 137.120 €DCF nach Steuern 98.819 €Annuität nach Steuern 13.268 €
SteuerberechnungCash Flow vor Finanzierung und Steuern -83.484 € 33.170 € 32.775 € 32.368 € 31.949 € 31.441 € 30.913 € 30.273 € 29.593 € 28.870 € 28.099 €Abschreibung -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 €Restwert 83.484 € 75.136 € 66.787 € 58.439 € 50.091 € 41.742 € 33.394 € 25.045 € 16.697 € 8.348 € 0 €Bemessungsgrundlage GewSt 22.004 € 21.822 € 21.642 € 21.463 € 21.210 € 20.952 € 20.598 € 20.222 € 19.820 € 19.389 €Bemessungsgrundlage KSt 21.064 € 20.954 € 20.850 € 20.751 € 20.583 € 20.414 € 20.156 € 19.881 € 19.586 € 19.269 €Steuern -6.876 € -6.829 € -6.784 € -6.739 € -6.672 € -6.604 € -6.506 € -6.402 € -6.291 € -6.171 €
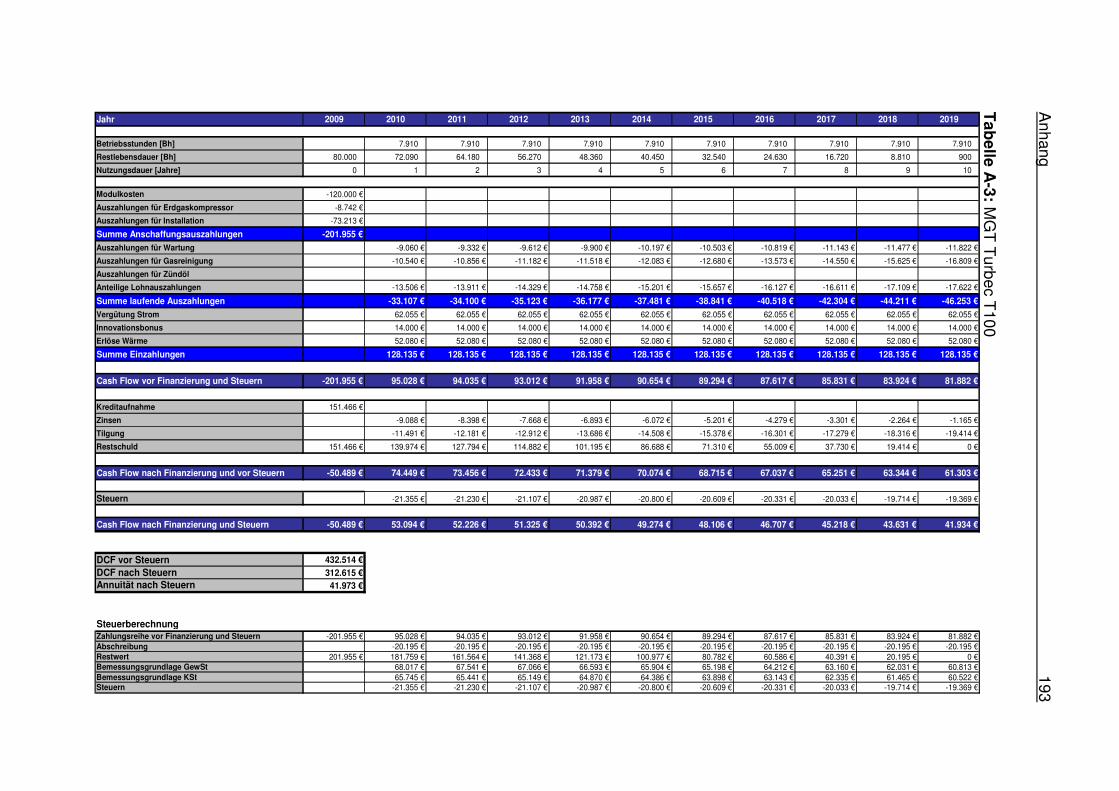
Anhang
193
Tab
elle A-3: M
GT
Turbec T
100 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -120.000 €
Auszahlungen für Erdgaskompressor -8.742 €
Auszahlungen für Installation -73.213 €
Summe Anschaffungsauszahlungen -201.955 €
Auszahlungen für Wartung -9.060 € -9.332 € -9.612 € -9.900 € -10.197 € -10.503 € -10.819 € -11.143 € -11.477 € -11.822 €
Auszahlungen für Gasreinigung -10.540 € -10.856 € -11.182 € -11.518 € -12.083 € -12.680 € -13.573 € -14.550 € -15.625 € -16.809 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 € -17.109 € -17.622 €
Summe laufende Auszahlungen -33.107 € -34.100 € -35.123 € -36.177 € -37.481 € -38.841 € -40.518 € -42.304 € -44.211 € -46.253 €
Vergütung Strom 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 €
Innovationsbonus 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 €
Erlöse Wärme 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 €
Summe Einzahlungen 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 €
Cash Flow vor Finanzierung und Steuern -201.955 € 95.028 € 94.035 € 93.012 € 91.958 € 90.654 € 89.294 € 87.617 € 85.831 € 83.924 € 81.882 €
Kreditaufnahme 151.466 €
Zinsen -9.088 € -8.398 € -7.668 € -6.893 € -6.072 € -5.201 € -4.279 € -3.301 € -2.264 € -1.165 €
Tilgung -11.491 € -12.181 € -12.912 € -13.686 € -14.508 € -15.378 € -16.301 € -17.279 € -18.316 € -19.414 €
Restschuld 151.466 € 139.974 € 127.794 € 114.882 € 101.195 € 86.688 € 71.310 € 55.009 € 37.730 € 19.414 € 0 €
Cash Flow nach Finanzierung und vor Steuern -50.489 € 74.449 € 73.456 € 72.433 € 71.379 € 70.074 € 68.715 € 67.037 € 65.251 € 63.344 € 61.303 €
Steuern -21.355 € -21.230 € -21.107 € -20.987 € -20.800 € -20.609 € -20.331 € -20.033 € -19.714 € -19.369 €
Cash Flow nach Finanzierung und Steuern -50.489 € 53.094 € 52.226 € 51.325 € 50.392 € 49.274 € 48.106 € 46.707 € 45.218 € 43.631 € 41.934 €
DCF vor Steuern 432.514 €DCF nach Steuern 312.615 €Annuität nach Steuern 41.973 €
SteuerberechnungZahlungsreihe vor Finanzierung und Steuern -201.955 € 95.028 € 94.035 € 93.012 € 91.958 € 90.654 € 89.294 € 87.617 € 85.831 € 83.924 € 81.882 €Abschreibung -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 €Restwert 201.955 € 181.759 € 161.564 € 141.368 € 121.173 € 100.977 € 80.782 € 60.586 € 40.391 € 20.195 € 0 €Bemessungsgrundlage GewSt 68.017 € 67.541 € 67.066 € 66.593 € 65.904 € 65.198 € 64.212 € 63.160 € 62.031 € 60.813 €Bemessungsgrundlage KSt 65.745 € 65.441 € 65.149 € 64.870 € 64.386 € 63.898 € 63.143 € 62.335 € 61.465 € 60.522 €Steuern -21.355 € -21.230 € -21.107 € -20.987 € -20.800 € -20.609 € -20.331 € -20.033 € -19.714 € -19.369 €
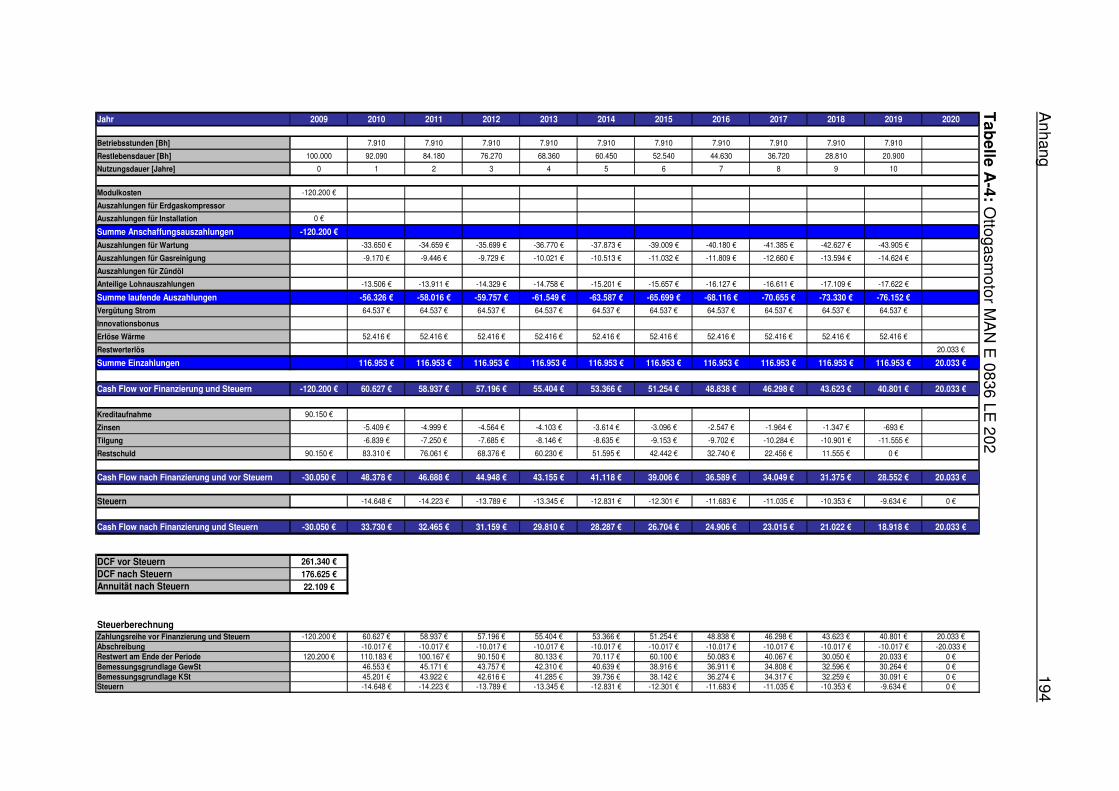
Anhang
194
Tab
elle A-4: O
ttogasmotor M
AN
E 0836 LE
202 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 100.000 92.090 84.180 76.270 68.360 60.450 52.540 44.630 36.720 28.810 20.900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -120.200 €
Auszahlungen für Erdgaskompressor
Auszahlungen für Installation 0 €
Summe Anschaffungsauszahlungen -120.200 €
Auszahlungen für Wartung -33.650 € -34.659 € -35.699 € -36.770 € -37.873 € -39.009 € -40.180 € -41.385 € -42.627 € -43.905 €
Auszahlungen für Gasreinigung -9.170 € -9.446 € -9.729 € -10.021 € -10.513 € -11.032 € -11.809 € -12.660 € -13.594 € -14.624 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 € -17.109 € -17.622 €
Summe laufende Auszahlungen -56.326 € -58.016 € -59.757 € -61.549 € -63.587 € -65.699 € -68.116 € -70.655 € -73.330 € -76.152 €
Vergütung Strom 64.537 € 64.537 € 64.537 € 64.537 € 64.537 € 64.537 € 64.537 € 64.537 € 64.537 € 64.537 €
Innovationsbonus
Erlöse Wärme 52.416 € 52.416 € 52.416 € 52.416 € 52.416 € 52.416 € 52.416 € 52.416 € 52.416 € 52.416 €
Restwerterlös 20.033 €
Summe Einzahlungen 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 116.953 € 20.033 €
Cash Flow vor Finanzierung und Steuern -120.200 € 60.627 € 58.937 € 57.196 € 55.404 € 53.366 € 51.254 € 48.838 € 46.298 € 43.623 € 40.801 € 20.033 €
Kreditaufnahme 90.150 €
Zinsen -5.409 € -4.999 € -4.564 € -4.103 € -3.614 € -3.096 € -2.547 € -1.964 € -1.347 € -693 €
Tilgung -6.839 € -7.250 € -7.685 € -8.146 € -8.635 € -9.153 € -9.702 € -10.284 € -10.901 € -11.555 €
Restschuld 90.150 € 83.310 € 76.061 € 68.376 € 60.230 € 51.595 € 42.442 € 32.740 € 22.456 € 11.555 € 0 €
Cash Flow nach Finanzierung und vor Steuern -30.050 € 48.378 € 46.688 € 44.948 € 43.155 € 41.118 € 39.006 € 36.589 € 34.049 € 31.375 € 28.552 € 20.033 €
Steuern -14.648 € -14.223 € -13.789 € -13.345 € -12.831 € -12.301 € -11.683 € -11.035 € -10.353 € -9.634 € 0 €
Cash Flow nach Finanzierung und Steuern -30.050 € 33.730 € 32.465 € 31.159 € 29.810 € 28.287 € 26.704 € 24.906 € 23.015 € 21.022 € 18.918 € 20.033 €
DCF vor Steuern 261.340 €DCF nach Steuern 176.625 €Annuität nach Steuern 22.109 €
SteuerberechnungZahlungsreihe vor Finanzierung und Steuern -120.200 € 60.627 € 58.937 € 57.196 € 55.404 € 53.366 € 51.254 € 48.838 € 46.298 € 43.623 € 40.801 € 20.033 €Abschreibung -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -10.017 € -20.033 €Restwert am Ende der Periode 120.200 € 110.183 € 100.167 € 90.150 € 80.133 € 70.117 € 60.100 € 50.083 € 40.067 € 30.050 € 20.033 € 0 €Bemessungsgrundlage GewSt 46.553 € 45.171 € 43.757 € 42.310 € 40.639 € 38.916 € 36.911 € 34.808 € 32.596 € 30.264 € 0 €Bemessungsgrundlage KSt 45.201 € 43.922 € 42.616 € 41.285 € 39.736 € 38.142 € 36.274 € 34.317 € 32.259 € 30.091 € 0 €Steuern -14.648 € -14.223 € -13.789 € -13.345 € -12.831 € -12.301 € -11.683 € -11.035 € -10.353 € -9.634 € 0 €
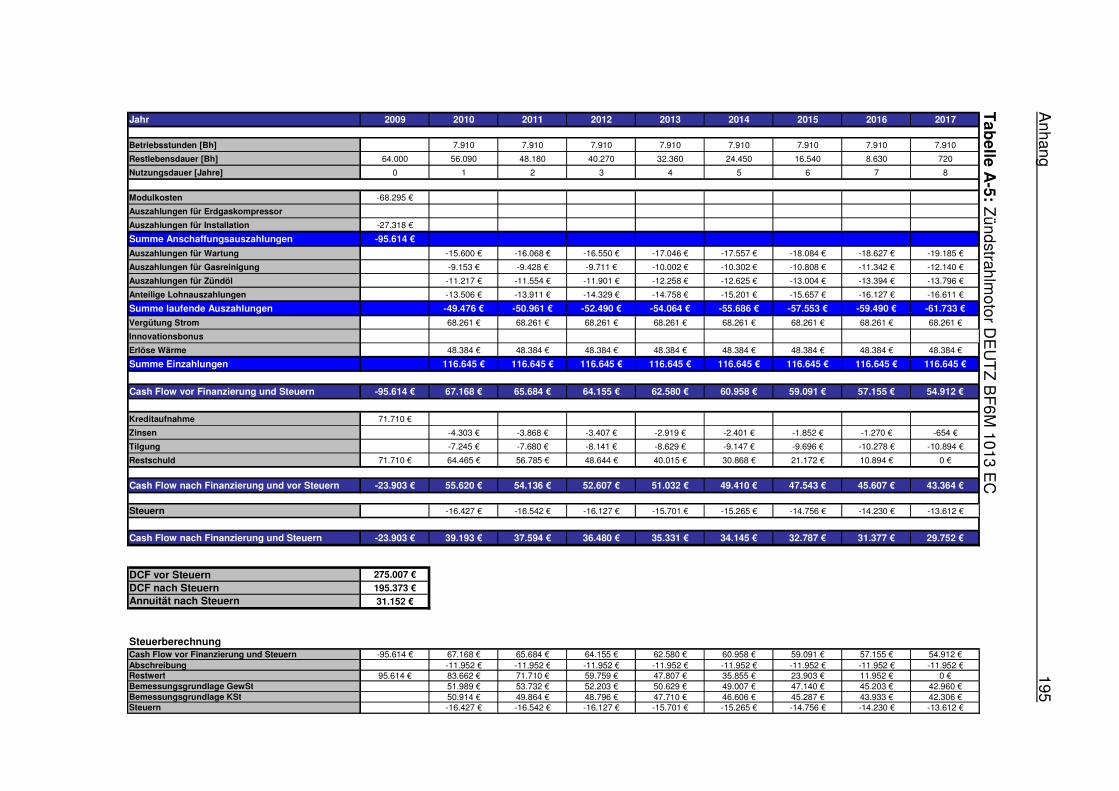
Anhang
195
Tab
elle A-5: Z
ündstrahlmotor D
EU
TZ
BF
6M 1013 E
C
Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 64.000 56.090 48.180 40.270 32.360 24.450 16.540 8.630 720
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8
Modulkosten -68.295 €
Auszahlungen für Erdgaskompressor
Auszahlungen für Installation -27.318 €
Summe Anschaffungsauszahlungen -95.614 €
Auszahlungen für Wartung -15.600 € -16.068 € -16.550 € -17.046 € -17.557 € -18.084 € -18.627 € -19.185 €
Auszahlungen für Gasreinigung -9.153 € -9.428 € -9.711 € -10.002 € -10.302 € -10.808 € -11.342 € -12.140 €
Auszahlungen für Zündöl -11.217 € -11.554 € -11.901 € -12.258 € -12.625 € -13.004 € -13.394 € -13.796 €
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 €
Summe laufende Auszahlungen -49.476 € -50.961 € -52.490 € -54.064 € -55.686 € -57.553 € -59.490 € -61.733 €
Vergütung Strom 68.261 € 68.261 € 68.261 € 68.261 € 68.261 € 68.261 € 68.261 € 68.261 €
Innovationsbonus
Erlöse Wärme 48.384 € 48.384 € 48.384 € 48.384 € 48.384 € 48.384 € 48.384 € 48.384 €
Summe Einzahlungen 116.645 € 116.645 € 116.645 € 116.645 € 116.645 € 116.645 € 116.645 € 116.645 €
Cash Flow vor Finanzierung und Steuern -95.614 € 67.168 € 65.684 € 64.155 € 62.580 € 60.958 € 59.091 € 57.155 € 54.912 €
Kreditaufnahme 71.710 €
Zinsen -4.303 € -3.868 € -3.407 € -2.919 € -2.401 € -1.852 € -1.270 € -654 €
Tilgung -7.245 € -7.680 € -8.141 € -8.629 € -9.147 € -9.696 € -10.278 € -10.894 €
Restschuld 71.710 € 64.465 € 56.785 € 48.644 € 40.015 € 30.868 € 21.172 € 10.894 € 0 €
Cash Flow nach Finanzierung und vor Steuern -23.903 € 55.620 € 54.136 € 52.607 € 51.032 € 49.410 € 47.543 € 45.607 € 43.364 €
Steuern -16.427 € -16.542 € -16.127 € -15.701 € -15.265 € -14.756 € -14.230 € -13.612 €
Cash Flow nach Finanzierung und Steuern -23.903 € 39.193 € 37.594 € 36.480 € 35.331 € 34.145 € 32.787 € 31.377 € 29.752 €
DCF vor Steuern 275.007 €
DCF nach Steuern 195.373 €Annuität nach Steuern 31.152 €
SteuerberechnungCash Flow vor Finanzierung und Steuern -95.614 € 67.168 € 65.684 € 64.155 € 62.580 € 60.958 € 59.091 € 57.155 € 54.912 €Abschreibung -11.952 € -11.952 € -11.952 € -11.952 € -11.952 € -11.952 € -11.952 € -11.952 €Restwert 95.614 € 83.662 € 71.710 € 59.759 € 47.807 € 35.855 € 23.903 € 11.952 € 0 €Bemessungsgrundlage GewSt 51.989 € 53.732 € 52.203 € 50.629 € 49.007 € 47.140 € 45.203 € 42.960 €Bemessungsgrundlage KSt 50.914 € 49.864 € 48.796 € 47.710 € 46.606 € 45.287 € 43.933 € 42.306 €Steuern -16.427 € -16.542 € -16.127 € -15.701 € -15.265 € -14.756 € -14.230 € -13.612 €
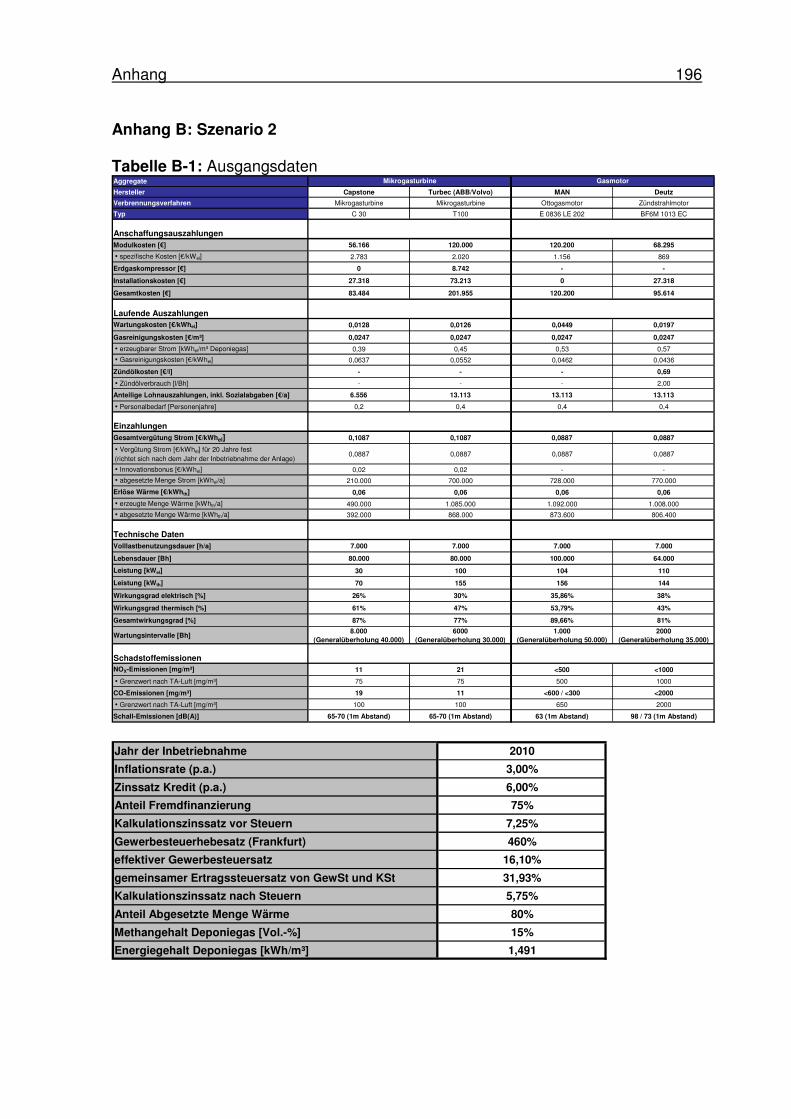
Anhang 196
Anhang B: Szenario 2 Tabelle B-1: Ausgangsdaten Aggregate
Hersteller Capstone Turbec (ABB/Volvo) MAN Deutz
Verbrennungsverfahren Mikrogasturbine Mikrogasturbine Ottogasmotor Zündstrahlmotor
Typ C 30 T100 E 0836 LE 202 BF6M 1013 EC
AnschaffungsauszahlungenModulkosten [€] 56.166 120.000 120.200 68.295
� spezifische Kosten [€/kWel] 2.783 2.020 1.156 869
Erdgaskompressor [€] 0 8.742 - -
Installationskosten [€] 27.318 73.213 0 27.318
Gesamtkosten [€] 83.484 201.955 120.200 95.614
Laufende AuszahlungenWartungskosten [€/kWhel] 0,0128 0,0126 0,0449 0,0197
Gasreinigungskosten [€/m³] 0,0247 0,0247 0,0247 0,0247
� erzeugbarer Strom [kWhel/m³ Deponiegas] 0,39 0,45 0,53 0,57
� Gasreinigungskosten [€/kWhel] 0,0637 0,0552 0,0462 0,0436
Zündölkosten [€/l] - - - 0,69
� Zündölverbrauch [l/Bh] - - - 2,00
Anteilige Lohnauszahlungen, inkl. Sozialabgaben [€/a] 6.556 13.113 13.113 13.113
� Personalbedarf [Personenjahre] 0,2 0,4 0,4 0,4
EinzahlungenGesamtvergütung Strom [€/kWhel] 0,1087 0,1087 0,0887 0,0887
� Vergütung Strom [€/kWhel] für 20 Jahre fest (richtet sich nach dem Jahr der Inbetriebnahme der Anlage)
0,0887 0,0887 0,0887 0,0887
� Innovationsbonus [€/kWhel] 0,02 0,02 - -
� abgesetzte Menge Strom [kWhel/a] 210.000 700.000 728.000 770.000
Erlöse Wärme [€/kWhth] 0,06 0,06 0,06 0,06
� erzeugte Menge Wärme [kWhth/a] 490.000 1.085.000 1.092.000 1.008.000
� abgesetzte Menge Wärme [kWhth/a] 392.000 868.000 873.600 806.400
Technische DatenVolllastbenutzungsdauer [h/a] 7.000 7.000 7.000 7.000
Lebensdauer [Bh] 80.000 80.000 100.000 64.000
Leistung [kWel] 30 100 104 110
Leistung [kWth] 70 155 156 144
Wirkungsgrad elektrisch [%] 26% 30% 35,86% 38%
Wirkungsgrad thermisch [%] 61% 47% 53,79% 43%
Gesamtwirkungsgrad [%] 87% 77% 89,66% 81%
Wartungsintervalle [Bh]8.000
(Generalüberholung 40.000)6000
(Generalüberholung 30.000)1.000
(Generalüberholung 50.000)2000
(Generalüberholung 35.000)
SchadstoffemissionenNOX-Emissionen [mg/m³] 11 21 <500 <1000
� Grenzwert nach TA-Luft [mg/m³] 75 75 500 1000
CO-Emissionen [mg/m³] 19 11 <600 / <300 <2000
� Grenzwert nach TA-Luft [mg/m³] 100 100 650 2000
Schall-Emissionen [dB(A)] 65-70 (1m Abstand) 65-70 (1m Abstand) 63 (1m Abstand) 98 / 73 (1m Abstand)
Mikrogasturbine Gasmotor
Jahr der Inbetriebnahme 2010
Inflationsrate (p.a.) 3,00%
Zinssatz Kredit (p.a.) 6,00%
Anteil Fremdfinanzierung 75%
Kalkulationszinssatz vor Steuern 7,25%
Gewerbesteuerhebesatz (Frankfurt) 460%
effektiver Gewerbesteuersatz 16,10%
gemeinsamer Ertragssteuersatz von GewSt und KSt 31,93%
Kalkulationszinssatz nach Steuern 5,75%
Anteil Abgesetzte Menge Wärme 80%
Methangehalt Deponiegas [Vol.-%] 15%
Energiegehalt Deponiegas [kWh/m³] 1,491
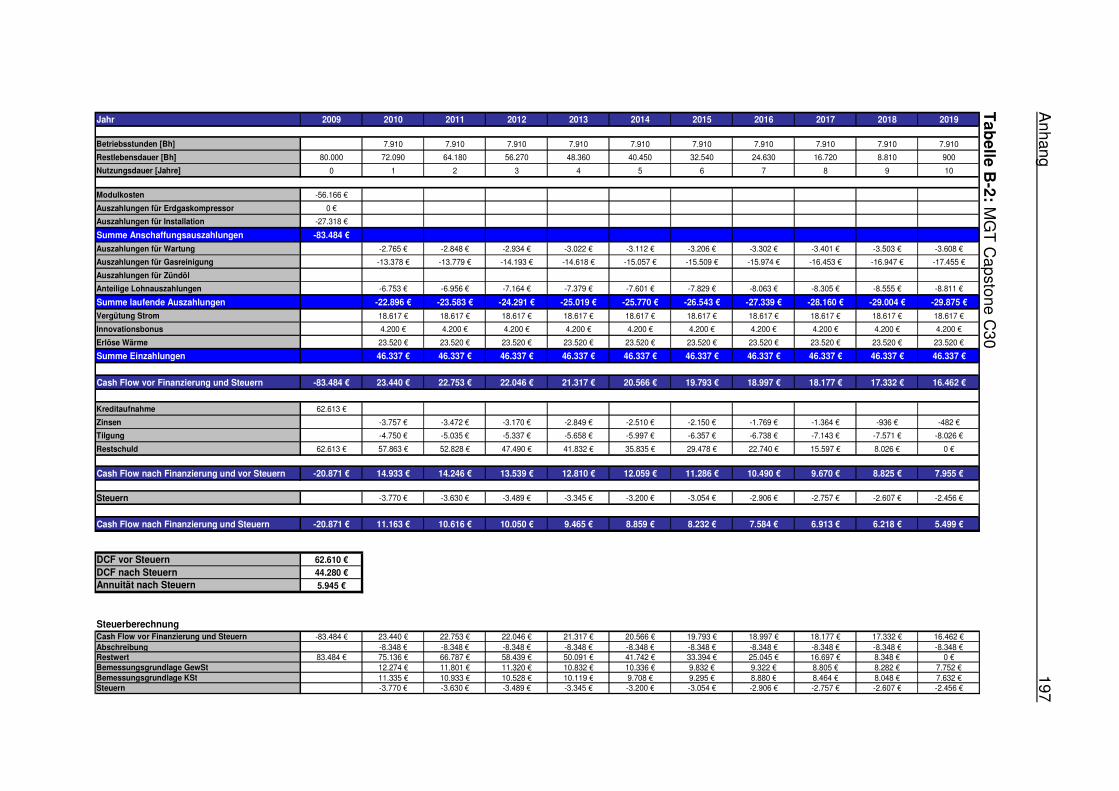
Anhang
197
Tab
elle B-2: M
GT
Capstone C
30 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -56.166 €
Auszahlungen für Erdgaskompressor 0 €
Auszahlungen für Installation -27.318 €
Summe Anschaffungsauszahlungen -83.484 €
Auszahlungen für Wartung -2.765 € -2.848 € -2.934 € -3.022 € -3.112 € -3.206 € -3.302 € -3.401 € -3.503 € -3.608 €
Auszahlungen für Gasreinigung -13.378 € -13.779 € -14.193 € -14.618 € -15.057 € -15.509 € -15.974 € -16.453 € -16.947 € -17.455 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -6.753 € -6.956 € -7.164 € -7.379 € -7.601 € -7.829 € -8.063 € -8.305 € -8.555 € -8.811 €
Summe laufende Auszahlungen -22.896 € -23.583 € -24.291 € -25.019 € -25.770 € -26.543 € -27.339 € -28.160 € -29.004 € -29.875 €
Vergütung Strom 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 € 18.617 €
Innovationsbonus 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 € 4.200 €
Erlöse Wärme 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 € 23.520 €
Summe Einzahlungen 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 € 46.337 €
Cash Flow vor Finanzierung und Steuern -83.484 € 23.440 € 22.753 € 22.046 € 21.317 € 20.566 € 19.793 € 18.997 € 18.177 € 17.332 € 16.462 €
Kreditaufnahme 62.613 €
Zinsen -3.757 € -3.472 € -3.170 € -2.849 € -2.510 € -2.150 € -1.769 € -1.364 € -936 € -482 €
Tilgung -4.750 € -5.035 € -5.337 € -5.658 € -5.997 € -6.357 € -6.738 € -7.143 € -7.571 € -8.026 €
Restschuld 62.613 € 57.863 € 52.828 € 47.490 € 41.832 € 35.835 € 29.478 € 22.740 € 15.597 € 8.026 € 0 €
Cash Flow nach Finanzierung und vor Steuern -20.871 € 14.933 € 14.246 € 13.539 € 12.810 € 12.059 € 11.286 € 10.490 € 9.670 € 8.825 € 7.955 €
Steuern -3.770 € -3.630 € -3.489 € -3.345 € -3.200 € -3.054 € -2.906 € -2.757 € -2.607 € -2.456 €
Cash Flow nach Finanzierung und Steuern -20.871 € 11.163 € 10.616 € 10.050 € 9.465 € 8.859 € 8.232 € 7.584 € 6.913 € 6.218 € 5.499 €
DCF vor Steuern 62.610 €DCF nach Steuern 44.280 €Annuität nach Steuern 5.945 €
SteuerberechnungCash Flow vor Finanzierung und Steuern -83.484 € 23.440 € 22.753 € 22.046 € 21.317 € 20.566 € 19.793 € 18.997 € 18.177 € 17.332 € 16.462 €Abschreibung -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 € -8.348 €Restwert 83.484 € 75.136 € 66.787 € 58.439 € 50.091 € 41.742 € 33.394 € 25.045 € 16.697 € 8.348 € 0 €Bemessungsgrundlage GewSt 12.274 € 11.801 € 11.320 € 10.832 € 10.336 € 9.832 € 9.322 € 8.805 € 8.282 € 7.752 €Bemessungsgrundlage KSt 11.335 € 10.933 € 10.528 € 10.119 € 9.708 € 9.295 € 8.880 € 8.464 € 8.048 € 7.632 €Steuern -3.770 € -3.630 € -3.489 € -3.345 € -3.200 € -3.054 € -2.906 € -2.757 € -2.607 € -2.456 €
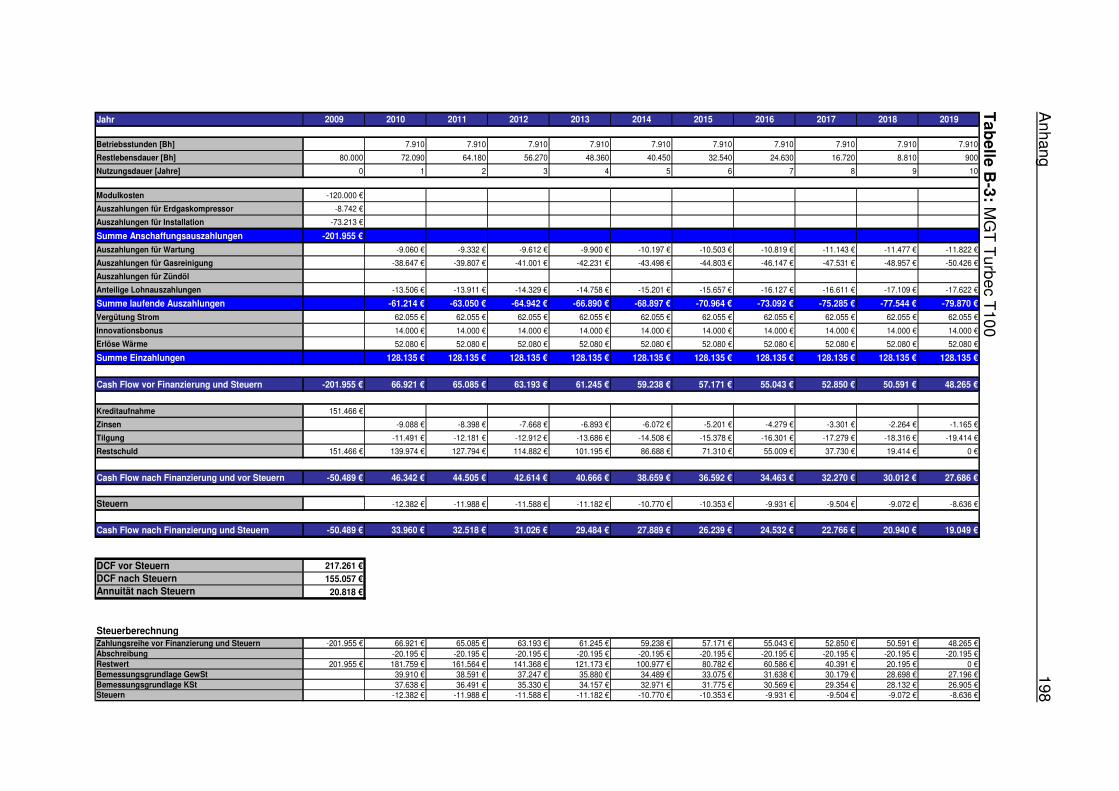
Anhang
198
Tab
elle B-3: M
GT
Turbec T
100 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -120.000 €
Auszahlungen für Erdgaskompressor -8.742 €
Auszahlungen für Installation -73.213 €
Summe Anschaffungsauszahlungen -201.955 €
Auszahlungen für Wartung -9.060 € -9.332 € -9.612 € -9.900 € -10.197 € -10.503 € -10.819 € -11.143 € -11.477 € -11.822 €
Auszahlungen für Gasreinigung -38.647 € -39.807 € -41.001 € -42.231 € -43.498 € -44.803 € -46.147 € -47.531 € -48.957 € -50.426 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 € -17.109 € -17.622 €
Summe laufende Auszahlungen -61.214 € -63.050 € -64.942 € -66.890 € -68.897 € -70.964 € -73.092 € -75.285 € -77.544 € -79.870 €
Vergütung Strom 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 €
Innovationsbonus 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 €
Erlöse Wärme 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 € 52.080 €
Summe Einzahlungen 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 € 128.135 €
Cash Flow vor Finanzierung und Steuern -201.955 € 66.921 € 65.085 € 63.193 € 61.245 € 59.238 € 57.171 € 55.043 € 52.850 € 50.591 € 48.265 €
Kreditaufnahme 151.466 €
Zinsen -9.088 € -8.398 € -7.668 € -6.893 € -6.072 € -5.201 € -4.279 € -3.301 € -2.264 € -1.165 €
Tilgung -11.491 € -12.181 € -12.912 € -13.686 € -14.508 € -15.378 € -16.301 € -17.279 € -18.316 € -19.414 €
Restschuld 151.466 € 139.974 € 127.794 € 114.882 € 101.195 € 86.688 € 71.310 € 55.009 € 37.730 € 19.414 € 0 €
Cash Flow nach Finanzierung und vor Steuern -50.489 € 46.342 € 44.505 € 42.614 € 40.666 € 38.659 € 36.592 € 34.463 € 32.270 € 30.012 € 27.686 €
Steuern -12.382 € -11.988 € -11.588 € -11.182 € -10.770 € -10.353 € -9.931 € -9.504 € -9.072 € -8.636 €
Cash Flow nach Finanzierung und Steuern -50.489 € 33.960 € 32.518 € 31.026 € 29.484 € 27.889 € 26.239 € 24.532 € 22.766 € 20.940 € 19.049 €
DCF vor Steuern 217.261 €DCF nach Steuern 155.057 €Annuität nach Steuern 20.818 €
SteuerberechnungZahlungsreihe vor Finanzierung und Steuern -201.955 € 66.921 € 65.085 € 63.193 € 61.245 € 59.238 € 57.171 € 55.043 € 52.850 € 50.591 € 48.265 €Abschreibung -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 €Restwert 201.955 € 181.759 € 161.564 € 141.368 € 121.173 € 100.977 € 80.782 € 60.586 € 40.391 € 20.195 € 0 €Bemessungsgrundlage GewSt 39.910 € 38.591 € 37.247 € 35.880 € 34.489 € 33.075 € 31.638 € 30.179 € 28.698 € 27.196 €Bemessungsgrundlage KSt 37.638 € 36.491 € 35.330 € 34.157 € 32.971 € 31.775 € 30.569 € 29.354 € 28.132 € 26.905 €Steuern -12.382 € -11.988 € -11.588 € -11.182 € -10.770 € -10.353 € -9.931 € -9.504 € -9.072 € -8.636 €
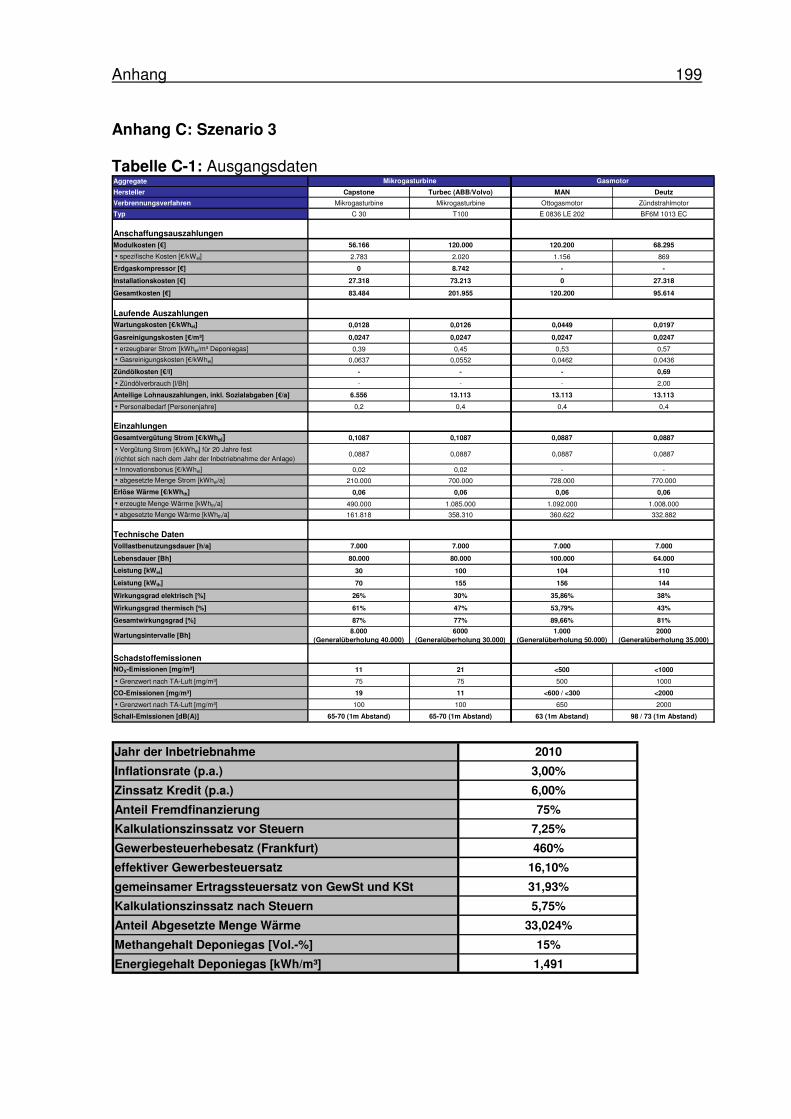
Anhang 199
Anhang C: Szenario 3 Tabelle C-1: Ausgangsdaten Aggregate
Hersteller Capstone Turbec (ABB/Volvo) MAN Deutz
Verbrennungsverfahren Mikrogasturbine Mikrogasturbine Ottogasmotor Zündstrahlmotor
Typ C 30 T100 E 0836 LE 202 BF6M 1013 EC
AnschaffungsauszahlungenModulkosten [€] 56.166 120.000 120.200 68.295
� spezifische Kosten [€/kWel] 2.783 2.020 1.156 869
Erdgaskompressor [€] 0 8.742 - -
Installationskosten [€] 27.318 73.213 0 27.318
Gesamtkosten [€] 83.484 201.955 120.200 95.614
Laufende AuszahlungenWartungskosten [€/kWhel] 0,0128 0,0126 0,0449 0,0197
Gasreinigungskosten [€/m³] 0,0247 0,0247 0,0247 0,0247
� erzeugbarer Strom [kWhel/m³ Deponiegas] 0,39 0,45 0,53 0,57
� Gasreinigungskosten [€/kWhel] 0,0637 0,0552 0,0462 0,0436
Zündölkosten [€/l] - - - 0,69
� Zündölverbrauch [l/Bh] - - - 2,00
Anteilige Lohnauszahlungen, inkl. Sozialabgaben [€/a] 6.556 13.113 13.113 13.113
� Personalbedarf [Personenjahre] 0,2 0,4 0,4 0,4
EinzahlungenGesamtvergütung Strom [€/kWhel] 0,1087 0,1087 0,0887 0,0887
� Vergütung Strom [€/kWhel] für 20 Jahre fest (richtet sich nach dem Jahr der Inbetriebnahme der Anlage)
0,0887 0,0887 0,0887 0,0887
� Innovationsbonus [€/kWhel] 0,02 0,02 - -
� abgesetzte Menge Strom [kWhel/a] 210.000 700.000 728.000 770.000
Erlöse Wärme [€/kWhth] 0,06 0,06 0,06 0,06
� erzeugte Menge Wärme [kWhth/a] 490.000 1.085.000 1.092.000 1.008.000
� abgesetzte Menge Wärme [kWhth/a] 161.818 358.310 360.622 332.882
Technische DatenVolllastbenutzungsdauer [h/a] 7.000 7.000 7.000 7.000
Lebensdauer [Bh] 80.000 80.000 100.000 64.000
Leistung [kWel] 30 100 104 110
Leistung [kWth] 70 155 156 144
Wirkungsgrad elektrisch [%] 26% 30% 35,86% 38%
Wirkungsgrad thermisch [%] 61% 47% 53,79% 43%
Gesamtwirkungsgrad [%] 87% 77% 89,66% 81%
Wartungsintervalle [Bh]8.000
(Generalüberholung 40.000)6000
(Generalüberholung 30.000)1.000
(Generalüberholung 50.000)2000
(Generalüberholung 35.000)
SchadstoffemissionenNOX-Emissionen [mg/m³] 11 21 <500 <1000
� Grenzwert nach TA-Luft [mg/m³] 75 75 500 1000
CO-Emissionen [mg/m³] 19 11 <600 / <300 <2000
� Grenzwert nach TA-Luft [mg/m³] 100 100 650 2000
Schall-Emissionen [dB(A)] 65-70 (1m Abstand) 65-70 (1m Abstand) 63 (1m Abstand) 98 / 73 (1m Abstand)
Mikrogasturbine Gasmotor
Jahr der Inbetriebnahme 2010
Inflationsrate (p.a.) 3,00%
Zinssatz Kredit (p.a.) 6,00%
Anteil Fremdfinanzierung 75%
Kalkulationszinssatz vor Steuern 7,25%
Gewerbesteuerhebesatz (Frankfurt) 460%
effektiver Gewerbesteuersatz 16,10%
gemeinsamer Ertragssteuersatz von GewSt und KSt 31,93%
Kalkulationszinssatz nach Steuern 5,75%
Anteil Abgesetzte Menge Wärme 33,024%
Methangehalt Deponiegas [Vol.-%] 15%
Energiegehalt Deponiegas [kWh/m³] 1,491
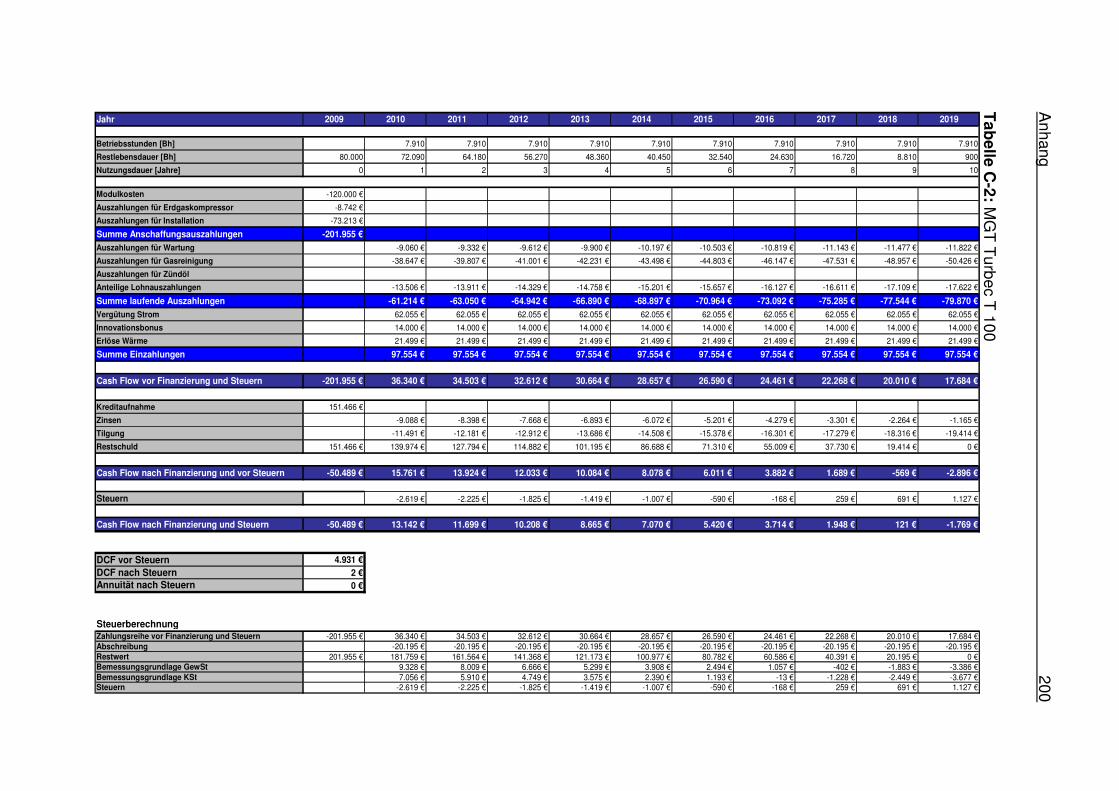
Anhang
200
Tab
elle C-2: M
GT
Turbec T
100 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -120.000 €
Auszahlungen für Erdgaskompressor -8.742 €
Auszahlungen für Installation -73.213 €
Summe Anschaffungsauszahlungen -201.955 €Auszahlungen für Wartung -9.060 € -9.332 € -9.612 € -9.900 € -10.197 € -10.503 € -10.819 € -11.143 € -11.477 € -11.822 €
Auszahlungen für Gasreinigung -38.647 € -39.807 € -41.001 € -42.231 € -43.498 € -44.803 € -46.147 € -47.531 € -48.957 € -50.426 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 € -17.109 € -17.622 €
Summe laufende Auszahlungen -61.214 € -63.050 € -64.942 € -66.890 € -68.897 € -70.964 € -73.092 € -75.285 € -77.544 € -79.870 €Vergütung Strom 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 €
Innovationsbonus 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 €
Erlöse Wärme 21.499 € 21.499 € 21.499 € 21.499 € 21.499 € 21.499 € 21.499 € 21.499 € 21.499 € 21.499 €
Summe Einzahlungen 97.554 € 97.554 € 97.554 € 97.554 € 97.554 € 97.554 € 97.554 € 97.554 € 97.554 € 97.554 €
Cash Flow vor Finanzierung und Steuern -201.955 € 36.340 € 34.503 € 32.612 € 30.664 € 28.657 € 26.590 € 24.461 € 22.268 € 20.010 € 17.684 €
Kreditaufnahme 151.466 €
Zinsen -9.088 € -8.398 € -7.668 € -6.893 € -6.072 € -5.201 € -4.279 € -3.301 € -2.264 € -1.165 €
Tilgung -11.491 € -12.181 € -12.912 € -13.686 € -14.508 € -15.378 € -16.301 € -17.279 € -18.316 € -19.414 €
Restschuld 151.466 € 139.974 € 127.794 € 114.882 € 101.195 € 86.688 € 71.310 € 55.009 € 37.730 € 19.414 € 0 €
Cash Flow nach Finanzierung und vor Steuern -50.489 € 15.761 € 13.924 € 12.033 € 10.084 € 8.078 € 6.011 € 3.882 € 1.689 € -569 € -2.896 €
Steuern -2.619 € -2.225 € -1.825 € -1.419 € -1.007 € -590 € -168 € 259 € 691 € 1.127 €
Cash Flow nach Finanzierung und Steuern -50.489 € 13.142 € 11.699 € 10.208 € 8.665 € 7.070 € 5.420 € 3.714 € 1.948 € 121 € -1.769 €
DCF vor Steuern 4.931 €DCF nach Steuern 2 €Annuität nach Steuern 0 €
SteuerberechnungZahlungsreihe vor Finanzierung und Steuern -201.955 € 36.340 € 34.503 € 32.612 € 30.664 € 28.657 € 26.590 € 24.461 € 22.268 € 20.010 € 17.684 €Abschreibung -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 €Restwert 201.955 € 181.759 € 161.564 € 141.368 € 121.173 € 100.977 € 80.782 € 60.586 € 40.391 € 20.195 € 0 €Bemessungsgrundlage GewSt 9.328 € 8.009 € 6.666 € 5.299 € 3.908 € 2.494 € 1.057 € -402 € -1.883 € -3.386 €Bemessungsgrundlage KSt 7.056 € 5.910 € 4.749 € 3.575 € 2.390 € 1.193 € -13 € -1.228 € -2.449 € -3.677 €Steuern -2.619 € -2.225 € -1.825 € -1.419 € -1.007 € -590 € -168 € 259 € 691 € 1.127 €
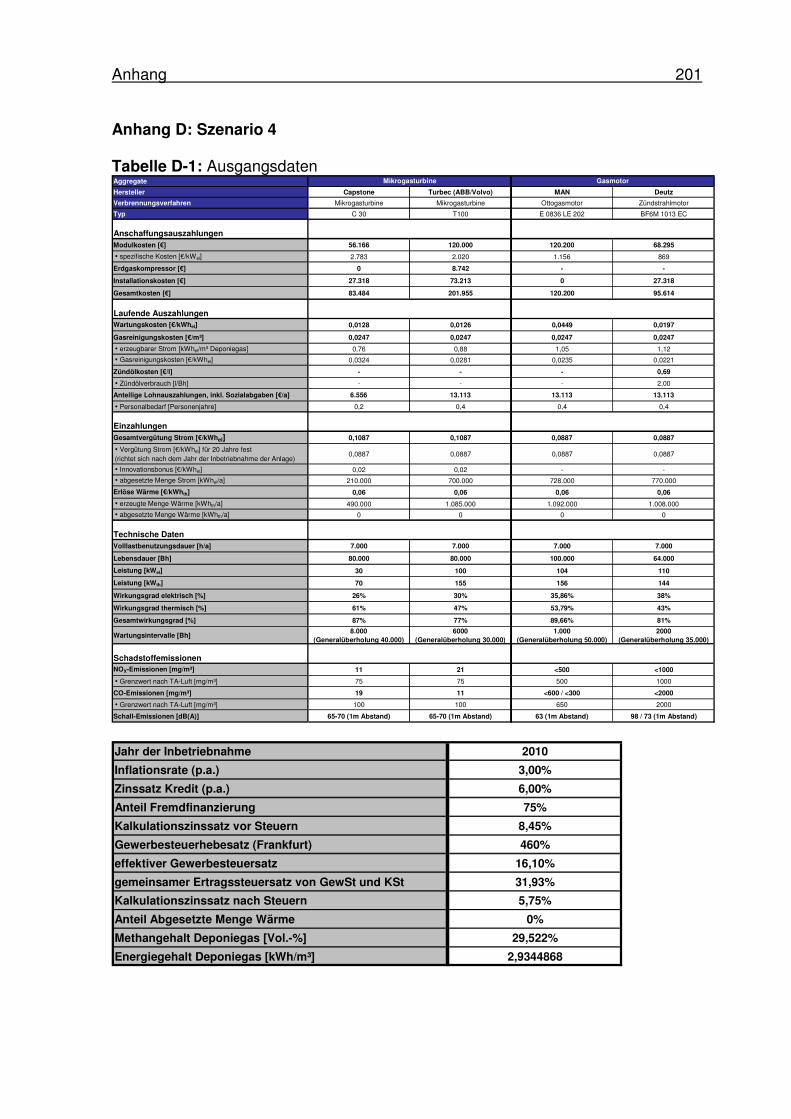
Anhang 201
Anhang D: Szenario 4 Tabelle D-1: Ausgangsdaten Aggregate
Hersteller Capstone Turbec (ABB/Volvo) MAN Deutz
Verbrennungsverfahren Mikrogasturbine Mikrogasturbine Ottogasmotor Zündstrahlmotor
Typ C 30 T100 E 0836 LE 202 BF6M 1013 EC
AnschaffungsauszahlungenModulkosten [€] 56.166 120.000 120.200 68.295
� spezifische Kosten [€/kWel] 2.783 2.020 1.156 869
Erdgaskompressor [€] 0 8.742 - -
Installationskosten [€] 27.318 73.213 0 27.318
Gesamtkosten [€] 83.484 201.955 120.200 95.614
Laufende AuszahlungenWartungskosten [€/kWhel] 0,0128 0,0126 0,0449 0,0197
Gasreinigungskosten [€/m³] 0,0247 0,0247 0,0247 0,0247
� erzeugbarer Strom [kWhel/m³ Deponiegas] 0,76 0,88 1,05 1,12
� Gasreinigungskosten [€/kWhel] 0,0324 0,0281 0,0235 0,0221
Zündölkosten [€/l] - - - 0,69
� Zündölverbrauch [l/Bh] - - - 2,00
Anteilige Lohnauszahlungen, inkl. Sozialabgaben [€/a] 6.556 13.113 13.113 13.113
� Personalbedarf [Personenjahre] 0,2 0,4 0,4 0,4
EinzahlungenGesamtvergütung Strom [€/kWhel] 0,1087 0,1087 0,0887 0,0887
� Vergütung Strom [€/kWhel] für 20 Jahre fest (richtet sich nach dem Jahr der Inbetriebnahme der Anlage)
0,0887 0,0887 0,0887 0,0887
� Innovationsbonus [€/kWhel] 0,02 0,02 - -
� abgesetzte Menge Strom [kWhel/a] 210.000 700.000 728.000 770.000
Erlöse Wärme [€/kWhth] 0,06 0,06 0,06 0,06
� erzeugte Menge Wärme [kWhth/a] 490.000 1.085.000 1.092.000 1.008.000
� abgesetzte Menge Wärme [kWhth/a] 0 0 0 0
Technische DatenVolllastbenutzungsdauer [h/a] 7.000 7.000 7.000 7.000
Lebensdauer [Bh] 80.000 80.000 100.000 64.000
Leistung [kWel] 30 100 104 110
Leistung [kWth] 70 155 156 144
Wirkungsgrad elektrisch [%] 26% 30% 35,86% 38%
Wirkungsgrad thermisch [%] 61% 47% 53,79% 43%
Gesamtwirkungsgrad [%] 87% 77% 89,66% 81%
Wartungsintervalle [Bh]8.000
(Generalüberholung 40.000)6000
(Generalüberholung 30.000)1.000
(Generalüberholung 50.000)2000
(Generalüberholung 35.000)
SchadstoffemissionenNOX-Emissionen [mg/m³] 11 21 <500 <1000
� Grenzwert nach TA-Luft [mg/m³] 75 75 500 1000
CO-Emissionen [mg/m³] 19 11 <600 / <300 <2000
� Grenzwert nach TA-Luft [mg/m³] 100 100 650 2000
Schall-Emissionen [dB(A)] 65-70 (1m Abstand) 65-70 (1m Abstand) 63 (1m Abstand) 98 / 73 (1m Abstand)
Mikrogasturbine Gasmotor
Jahr der Inbetriebnahme 2010
Inflationsrate (p.a.) 3,00%
Zinssatz Kredit (p.a.) 6,00%
Anteil Fremdfinanzierung 75%
Kalkulationszinssatz vor Steuern 8,45%
Gewerbesteuerhebesatz (Frankfurt) 460%
effektiver Gewerbesteuersatz 16,10%
gemeinsamer Ertragssteuersatz von GewSt und KSt 31,93%
Kalkulationszinssatz nach Steuern 5,75%
Anteil Abgesetzte Menge Wärme 0%
Methangehalt Deponiegas [Vol.-%] 29,522%
Energiegehalt Deponiegas [kWh/m³] 2,9344868

Anhang
202
Tab
elle D-2: M
GT
Turbec T
100 Jahr 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Betriebsstunden [Bh] 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910 7.910
Restlebensdauer [Bh] 80.000 72.090 64.180 56.270 48.360 40.450 32.540 24.630 16.720 8.810 900
Nutzungsdauer [Jahre] 0 1 2 3 4 5 6 7 8 9 10
Modulkosten -120.000 €
Auszahlungen für Erdgaskompressor -8.742 €
Auszahlungen für Installation -73.213 €
Summe Anschaffungsauszahlungen -201.955 €Auszahlungen für Wartung -9.060 € -9.332 € -9.612 € -9.900 € -10.197 € -10.503 € -10.819 € -11.143 € -11.477 € -11.822 €
Auszahlungen für Gasreinigung -19.637 € -20.226 € -20.832 € -21.457 € -22.101 € -22.764 € -23.447 € -24.150 € -24.875 € -25.621 €
Auszahlungen für Zündöl
Anteilige Lohnauszahlungen -13.506 € -13.911 € -14.329 € -14.758 € -15.201 € -15.657 € -16.127 € -16.611 € -17.109 € -17.622 €
Summe laufende Auszahlungen -42.203 € -43.469 € -44.773 € -46.116 € -47.500 € -48.925 € -50.393 € -51.904 € -53.461 € -55.065 €Vergütung Strom 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 € 62.055 €
Innovationsbonus 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 € 14.000 €
Erlöse Wärme 0 € 0 € 0 € 0 € 0 € 0 € 0 € 0 € 0 € 0 €
Summe Einzahlungen 76.055 € 76.055 € 76.055 € 76.055 € 76.055 € 76.055 € 76.055 € 76.055 € 76.055 € 76.055 €
Cash Flow vor Finanzierung und Steuern -201.955 € 33.852 € 32.586 € 31.282 € 29.939 € 28.555 € 27.130 € 25.662 € 24.151 € 22.594 € 20.990 €
Kreditaufnahme 151.466 €
Zinsen -9.088 € -8.398 € -7.668 € -6.893 € -6.072 € -5.201 € -4.279 € -3.301 € -2.264 € -1.165 €
Tilgung -11.491 € -12.181 € -12.912 € -13.686 € -14.508 € -15.378 € -16.301 € -17.279 € -18.316 € -19.414 €
Restschuld 151.466 € 139.974 € 127.794 € 114.882 € 101.195 € 86.688 € 71.310 € 55.009 € 37.730 € 19.414 € 0 €
Cash Flow nach Finanzierung und vor Steuern -50.489 € 13.273 € 12.007 € 10.702 € 9.359 € 7.976 € 6.551 € 5.083 € 3.571 € 2.014 € 410 €
Steuern -1.824 € -1.612 € -1.400 € -1.187 € -975 € -763 € -552 € -342 € -134 € 71 €
Cash Flow nach Finanzierung und Steuern -50.489 € 11.448 € 10.394 € 9.302 € 8.172 € 7.001 € 5.788 € 4.531 € 3.229 € 1.880 € 482 €
DCF vor Steuern 2.358 €DCF nach Steuern 1 €Annuität nach Steuern 0 €
SteuerberechnungZahlungsreihe vor Finanzierung und Steuern -201.955 € 33.852 € 32.586 € 31.282 € 29.939 € 28.555 € 27.130 € 25.662 € 24.151 € 22.594 € 20.990 €Abschreibung -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 € -20.195 €Restwert 201.955 € 181.759 € 161.564 € 141.368 € 121.173 € 100.977 € 80.782 € 60.586 € 40.391 € 20.195 € 0 €Bemessungsgrundlage GewSt 6.841 € 6.092 € 5.336 € 4.574 € 3.806 € 3.034 € 2.258 € 1.480 € 700 € -79 €Bemessungsgrundlage KSt 4.569 € 3.992 € 3.419 € 2.850 € 2.288 € 1.733 € 1.188 € 655 € 134 € -371 €Steuern -1.824 € -1.612 € -1.400 € -1.187 € -975 € -763 € -552 € -342 € -134 € 71 €














![Computer-Systeme Teil 3: Das Boxmodell von Variablenwi.f4.htw-berlin.de/users/messer/LV/WI-GWI-RABS/Folien/CS-03/03-CS... · Hall, 2001, S.165-169, 173-187 [3-4] ... – per Kopie](https://img.pdfslide.org/doc/110x75/5aa030977f8b9a62178dbd56/computer-systeme-teil-3-das-boxmodell-von-variablenwif4htw-2001-s165-169.jpg)