Embed Size (px)
Citation preview

Auswirkung der Bindung von Feinstoff auf die Herstellung und dieEigenschaften holzfreien Papiers
ALBER W., ERHARD K., FROHBERG K., FIEDLER M. UND TH. GÖTZE
Zusammenfassung
Auf Grund morphologischer und chemischer Faktoren, die in der Vorgeschichte (Faserholz,Kochung und Bleiche) der Zellstoffe begründet sind, unterscheiden sich die Zellstofffasern inden Eigenschaften ihrer Oberfläche. Während des Mahlprozesses bildet der Zellstoff abhän-gig von der Zielstellung bei der Mahlung bis zu 15 % Feinstoff. Dieser sekundäre Feinstoffverkörpert die Eigenschaften der Faseroberfläche, da er aus dieser entstanden ist.
Etwa die Hälfte des bei der Mahlung gebildeten Feinstoffes wird bei der Papiererzeugungnicht retendiert, sondern tritt gemeinsam mit den löslichen Faserstoffbestandteilen sowiePigment- und Zusatzstoffbestandteilen in das Kreislaufwasser über. Das bedeutet Verlust anwertvollem Papierzellstoff, Belastung des Kreislaufwassers im Hinblick auf die Abwasserlastund Beeinflussung der Wirksamkeit chemischer Zusatzstoffe im Kreislaufwasser, da derFeinstoff auf Grund seiner kolloidchemischen Eigenschaften wie ein anionischer Reaktions-partner wirkt.
Unter diesen Gesichtspunkten zielten die vorliegenden Untersuchungen auf eine optimaleNutzung des wertmäßig bedeutenden Rohstoffes Papierzellstoff durch Bindung seines Fein-stoffes an die Faser. Damit ist eine Verringerung der Belastung des Wasserkreislaufes beider Erzeugung holzfreier Papiere auch hinsichtlich anionischer Störstofffracht verbunden.Gleichzeitig müssen Nachteile bei der Papiererzeugung (Entwässerung) und den Papierei-genschaften ausgeschlossen werden.
Ausgehend von der Zielstellung ermöglicht die anwendungsbezogene Zellstoffcharakterisie-rung die Differenzierung von Marktzellstoffen unterschiedlicher Vorgeschichte. Der Einflussder Mahlung auf die Feinstoffbildung ließ sich durch chemische Kennzahlen der gemahlenenFaserstoffe und die Faserfraktionierung verfolgen. Die analytischen Untersuchungen am Ge-samt- und durch präparative Fraktionierung gewonnenen Langfaserstoff wiesen aus, dass diefür die Wechselwirkung der Zellstoffe mit chemischen Zusatzstoffen bedeutende Oberflä-chenladung mahlungsabhängig und im wesentlichen an den Feinstoff gebunden ist.
Entwässerungsversuche am DDA-Gerät (Dynamic Drainage Analyser) nach Zugabe chemi-scher Zusatzstoffe ermöglichten die Bewertung der Bindung von Feinstoff an den Faserstoff,da sich die Verfolgung von Entwässerungszeit und Trockensubstanz des Entwässerungsfilt-rates dafür als Parameter eignen.
Die Feinstoffbindung an die Faserstoffe unter Einsatz chemischer Zusatzstoffe ist möglich,ohne dass sich dabei die Entwässerung verschlechtert. Die Reaktivität des Feinstoffes zumFaserstoff ist mahlungsabhängig und außerdem vom Typ des Zusatzstoffes und seiner Kon-zentration beeinflusst. Für jedes System sind die optimalen Bedingungen zwischen Zellstoffund Zusatzstoff konkret zu ermitteln.
2
Hinsichtlich der Vorgeschichte der Zellstoffe ist die Bindung des Feinstoffes an den Faserstoffbei Laubholzzellstoffen eher möglich als bei Nadelholzzellstoffen. Die morphologischen Ein-flüsse des Faserholzes dominieren dabei die erzeugungsbedingten Einflüsse der ECF- undTCF-Bleiche.
Die vorliegenden Ergebnisse liefern dem Papierhersteller Kenntnisse darüber, wie sich mo-derne Marktzellstoffe in ihren Eigenschaften differenzieren und sich diese unter dem Einflussder Mahlung hinsichtlich der Feinstoffbildung entwickeln.
1 Einführung
In Abhängigkeit von seiner Vorgeschichte enthält der initiale Zellstoff etwa 3 - 6 % Feinstoff,der in seinen morphologischen Eigenschaft dem Mehlstoff vergleichbar ist. Während desMahlprozesses bildet der Zellstoff abhängig von der Zielstellung bei der Mahlung bis zu 15 %Feinstoff. Etwa die Hälfte dieses Feinstoffes wird bei der Papiererzeugung nicht retendiert,sondern tritt gemeinsam mit den löslichen Faserstoffbestandteilen sowie Füllstoff- und Zu-satzstoffbestandteilen in das Kreislaufwasser über, wenn man für die Mehrheit der Anwen-dungsfälle 50 % Faserfeinstoffretention voraussetzt [1]. Das bedeutet Verlust an wertvollemPapierzellstoff, Belastung des Kreislaufwassers im Hinblick auf die Abwasserlast und Beein-flussung der Wirksamkeit chemischer Zusatzstoffe im Kreislaufwasser, da der Feinstoff aufGrund seiner kolloidchemischen Eigenschaften wie ein anionischer Reaktionspartner wirkt.
Im Verlauf der Mahlung sollen die Fasern durch mechanische, thermische und teilweise che-mische Einwirkungen in Gegenwart von Wasser so umgeformt werden, dass ihre Fähigkeitzur Ausbildung von bindungsaktiven Kontaktflächen und ihr Quellvermögen gesteigert wer-den. Hinsichtlich der Blattbildung ist damit die Forderung verbunden, die Entwässerungsfä-higkeit des Papierstoffes möglichst wenig zu mindern und eine gute Formation zu fördern [2].Die wesentliche Wirkung der Mahlung ist auf den morphologischen Aufbau der Faser gerich-tet und führt zu ihrer Fibrillierung, wobei es zu Aufpinselungen und Bildung von Feinstoffkommt. Die Feinstoffbildung erfolgt bei der Mahlung unter Einsatz von Energie gewollt, da derFeinstoff eine wertvolle Faserstoffkomponente ist und eine wesentliche Rolle bei der Faser-Faser-Bindung spielt [3].
Menge und Art des Feinstoffes werden aber nicht nur von der Mahlung festgelegt, sondernspeziell seine chemischen und kolloidchemischen Eigenschaften sind wesentlich von denOberflächeneigenschaften der ungemahlenen Fasern bestimmt. Diese Oberflächeneigen-schaften sind aber in erster Linie von der Vorgeschichte der Zellstoffe abhängig. Das gilt be-sonders für die Menge, die Verteilung und die Funktionalisierung der Faserstoffhauptkompo-nenten Cellulose, Hemicellulose und Lignin. Dabei muss man als Vorgeschichte der Zellstoffeden Gesamtbereich vom eingesetzten Faserholz bis zum Fertigzellstoff betrachten. Der Ein-fluss der Holzart betrifft in erster Linie den morphologischen Sektor, aber auch der chemischeAspekt infolge des unterschiedlichen Gehaltes an Hexosen und Pentosen bei Laub- und Na-delhölzern ist zu berücksichtigen. Hinsichtlich des Einflusses der Vorgeschichte auf die Ober-flächeneigenschaften der Faserstoffe treten beim technologischen Ablauf in Kochung undBleiche die morphologischen Faktoren gegenüber den chemischen Faktoren zurück. Die un-terschiedliche Oberflächenstruktur der Fasern ist für Sulfat- und Sulfitzellstoff nachgewiesen[4]. Der hohe Hemicellulosegehalt in den Faserwandaußenschichten der Sulfatzellstoffe lässtandere Feinstoffe erwarten als bei den in der Faserwand an Hemicellulosen verarmten Sulfit-zellstoffen, für die außerdem noch als Folge der sauren Hydrolyse eine Cellulosekettenspal-tung nachgewiesen ist. Diese Befunde finden auch ihre Bestätigung in den Festigkeiten derbeiden Zellstofftypen.
3
Infolge der elementarchlorfreien und totalchlorfreien Bleiche sind neue Stofftypen entstanden,die in den vergangenen Jahren intensiv auf ihre Eigenschaftsabweichungen untersucht wur-den [5, 6, 7, 8, 9]. Das Verhalten des Feinstoffes dieser Stoffe wurde erst in neuerer Zeit [10]untersucht und ist dennoch weitgehend ungeklärt. Durch die Niedrig-Kappa-Kochung und denAustausch ligninspezifischer Bleichchemikalien gegen die weniger spezifischen, halogenfrei-en Bleichmittel Sauerstoff, Wasserstoffperoxid und Ozon sind andere Oberflächeneigen-schaften der Zellstoffe zu erwarten und auch nachgewiesen. Dabei sind standardgebleichteund elementarchlorfei gebleichte Zellstoffe (ECF-Zellstoffe) wenig differenziert. Deutlich he-ben sich jedoch die TCF-Zellstoffe (total chlorfrei gebleichte Zellstoffe) in ihren Eigenschaftenab. Für diese Stofftypen ist allgemein ein niedrigerer DP-Wert (Durchschnittspolymerisations-grad), höherer Gehalt an sauren Gruppen und damit auch an Asche, höherer Restlignin- undauch Extraktgehalt, verändertes Quellverhalten und anionischere Oberflächenladung nach-gewiesen. Bei vergleichbaren Weißgraden zeigen TCF-Zellstoffe geringfügige Festigkeits-nachteile. TCF-Zellstoffe zeichnen sich durch geringere Mahlresistenz und ein höheres Was-serrückhaltevermögen (WRV-Wert) ) aus. Es ist zu schließen, dass beim TCF-Zellstoff Men-ge und Funktionalität des Feinstoffes Änderungen erfahren haben.
Auf Grund der verschiedenen morphologischen und chemischen Faktoren, die bei der Vorge-schichte (Faserholz, Kochung, Bleiche) der Zellstoffe eine Rolle spielen, unterscheiden sichdie Zellstofffasern in den Eigenschaften ihrer Oberfläche. Im Zusammenhang mit der Art derMahlung resultiert daraus Feinstoff unterschiedlicher morphologischer und kolloidchemischerEigenschaften. Im Ergebnis der kolloidchemischen Charakterisierung sollte es möglich sein,den Feinstoff durch gezielte Agglomeration vor der Blattbildung auf die Fasern und damit imPapier zu binden, um die bereits erwähnten Nachteile bei seinem Eintritt in das Kreislaufwas-ser zu vermeiden.
Der Gesamtkomplex der Bewertung des Feinstoffs von Zellstoffen verschiedener Vorge-schichte (Faserholz, Kochung, Bleiche) ist bisher wenig untersucht. Das betrifft besondersseine Bildung unter dem Einfluss der Mahlung und die Möglichkeiten der Feinstoffbindung andie Faser sowie die daraus resultierenden Auswirkungen auf die Papiererzeugung und diePapiereigenschaften. Die vorliegenden Forschungsergebnisse verstehen sich als ein Beitragzur Klärung dieser Fragestellung. Sie zielen dabei auf die optimale Nutzung des wertvollenRohstoffes Papierzellstoff durch Bindung seiner bei der Mahlung gebildeten Feinstoffkompo-nente an die Faser im Zusammenwirken mit chemischen Zusatzstoffen.
2 Experimentelle Untersuchungen und Methoden
Es wurden experimentelle Untersuchungen zur Bindung des bei der Mahlung gebildetenFeinstoffes an den Langfaserstoff an fünf modernen Marktzellstoffen, die sich in ihrer Vorge-schichte hinsichtlich Holzart, Aufschlussverfahren und Bleiche unterschieden, ausgeführt. DieZellstoffe wurden nach chemischer und papiertechnologischer Charakterisierung im Laborre-finer gemahlen und bezüglich Faserstoff und Feinstoff analysiert, um den Einfluss der Mah-lung auf die Feinstoffbildung an den Faserstoffen in Abhängigkeit von ihrer unterschiedlichenVorgeschichte zu verfolgen. Der Schwerpunkt des Untersuchungsprogramms lag in der Bin-dung der Feinstoffkomponente an den Faserstoff. Dazu wurden unter Einsatz von drei chemi-schen Zusatzstoffen Entwässerungsuntersuchungen am DDA-Gerät und Laborblattbildungs-versuche zur Ermittlung der Festigkeitseigenschaften ausgeführt. Alle Betrachtungen zur Bin-dung der Feinstoffkomponente an den Faserstoff erfolgten unter dem Gesichtspunkt, dassdadurch die Entwässerungszeit nicht erhöht werden darf und die Festigkeitseigenschaftenerhalten bleiben.
2.1 Auswahl und Charakterisierung der untersuchten Zellstoffe
4
Für die Untersuchungen wurden fünf Zellstofftypen mit möglichst stark unterschiedlicher Vor-geschichte ausgewählt. Damit sollte die Bewertung des Feinstoffes aus den unterschiedlichenOberflächeneigenschaften der ungemahlenen Fasern unter dem Einfluss der Mahlung beiden nach Faserholz, Kochung und Bleiche differenzierten Papierzellstoffen ermöglicht wer-den. Die ausgewählten Zellstoffe sind in Tab. 1 zusammengestellt.
Holzart Aufschluss Bleiche Handelsweißgrad [% ISO) CodeNadelholz (Fichte/Kiefer) Sulfat ECF 90 FS1Nadelholz (Fichte/Kiefer) Sulfat TCF 90 FS2Nadelholz (Fichte) Sulfit ECF 90 FS3Laubholz (Birke) Sulfat TCF 90 FS4Laubholz (Birke) Sulfat ECF 88 - 90 FS5
Tab. 1: Bezeichnung der eingesetzten Marktzellstoffe
Bei den untersuchten Marktzellstoffen wurde auf Zellstoffe vergleichbaren Weißgrades zu-rückgegriffen. Es handelte sich um ECF- und TCF-gebleichte Sulfatzellstoffe (Fichte/KieferFS1 und FS2) und um ECF-gebleichten Fichtensulfitzellstoff (FS3). Für Laubholzzellstoff kamTCF- und ECF-gebleichter Birkensulfatzellstoff (FS4 und FS5) für die Untersuchungen zumEinsatz.
Diese Ausgangszellstoffe wurden in Anlehnung an das bereits früher [7] entwickelte Prüf-schema der anwendungsbezogenen Zellstoffcharakterisierung auf:
• Trockengehalt• Glührückstand• DCM-Extrakt• Restlignin• Grenzviskositätszahl (GVZ)• Carboxylgruppengehalt• Oberflächenladung• Wasserrückhaltevermögen (WRV) und• Faserfraktion D 100 (McNett)
untersucht. Die so charakterisierten Ausgangszellstoffe bildeten die Grundlage für das ge-samte Untersuchungsprogramm.
2.2 Feinstoffcharakterisierung der Zellstoffe in Abhängigkeit von ihrer Vorgeschichte undder Mahlung
Für die Charakterisierung des Mahlverhaltens der Ausgangszellstoffe und die Bewertung derFeinstoffbildung wurden die Marktzellstoffe im Laborrefiner gemahlen. Da die Eignung deseingesetzten Refiners für die simulierende Mahlung bereits durch frühere Arbeiten nachge-wiesen ist [11], kann man davon ausgehen, dass praxisnahe Mahlbedingungen für die Unter-suchungen vorlagen. Die Zellstoffe werden desintegriert (Nullpunkt) und auf jeweils zwei ver-gleichbare Mahlpunkte gemahlen. Die Mahlbedingungen gibt Tab. 2 wieder. Nach Ende desVersuchs wurden aus den Probenahmebehältern Suspensionsproben zur Charakterisierungdes Mahlungszustandes entnommen. Die Bewertung erfolgte anhand von Suspensionseigen-schaften und der physikalischen Ausprüfung von Standardeigenschaften der Prüfblätter, dieaus der Suspension hergestellt wurden.
5
Für die weiteren experimentellen Arbeiten zur Gewinnung und Charakterisierung von Fein-stoff war seine Abtrennung aus gemahlenem Faserstoff durch ein präparatives Fraktionie-rungsverfahren erforderlich, da die analytische Methode nach McNett nicht die erforderlichenFaserfeinstoffmengen liefern kann. Für die präparative Fraktionierung setzte man eineWaschdeinking-Zelle ein, die bei einer Siebbespannung von 64 µm das Herauswaschen desFeinstoffes aus dem Gesamtfaserstoff gestattete.
Zellstoff Spezifische Kanten-belastung [Ws/m]
Mahlenergie1. Mahlpunkt [kWh/t]
Mahlenergie2. Mahlpunkt [kWh/t]
FS1 2 180 230FS2 2 150 210FS3 1 100 140FS4 1 100 150FS5 1 80 120
Tab. 2: Bedingungen der Refinermahlung im PTS-Laborrefiner nach Zerfaserung derMarktzellstoffe bei 5% Stoffdichte, Garnitur B, Mahlung mit Scheibe (Schnittwinkel 60°)
Im Ergebnis der Fraktionierung zeigte sich, dass der äußerst reaktive Feinstoff bereits beimEntwässern verhornt und einem raschen mikrobiologischen Befall unterliegt und deshalb nurschlecht über längere Zeit haltbar ist. Aus dem genannten Grunde erwies sich die direkteCharakterisierung des Feinstoffes experimentell als undurchführbar. Es wurde auf ein indi-rektes Verfahren zurückgegriffen, indem man die Charakteristika des Gesamtfaserstoffesdenen des Langfaserstoffes gegenüberstellte. Unter Langfaserstoff ist dabei der vom Feinfa-serstoff befreite Gesamtfaserstoff zu verstehen.
Die desintegrierten und gemahlenen Faserstoffe sowie der durch präparative Fraktionierunggewonnene Feinstoff bildeten nach ihrer Charakterisierung die Grundlage für die weiterenUntersuchungen zur Feinstoffbindung.
2.3 Untersuchungen zur Bindung des Feinstoffes an den Faserstoff
Die Zielstellung für die Untersuchungen zur Agglomeration des Feinstoffes und seiner Bin-dung an den Faserstoff unter Einsatz chemischer Zusatzstoffe bestand darin, den Feinstoffmöglichst vollständig im Blatt zu retendieren, ohne dabei die Entwässerung zu verschlechtern.Zu diesem Zweck wurde das Retentions- und Entwässerungsverhalten der Zellstoffsuspensi-onen überprüft. Dazu führte man systematische Entwässerungsversuche am DDA-Gerät aus.
Den Suspensionen der fünf Faserstoffe wurden an den jeweils drei Mahlpunkten in Konzent-rationsreihen drei chemische Zusatzstoffe zugesetzt. Eine Beschreibung der angewandtenZusatzstoffe gibt Tab. 3 wieder. Die Suspensionen liefern bei der Entwässerung im DDA-Gerät den entwässerten Stoff und ein Filtrat. Der Entwässerungsvorgang wird durch die Ent-wässerungszeit charakterisiert. Blattmasse, Trockensubstanzgehalt und kationischer Bedarfder Entwässerungsfiltrate wurden zur Bewertung der Retention herangezogen.
Chemische Charakterisierung Ladungs-charakter
Herstellung Technisches Einsatzziel Code
Polyvinylamin, hochmolekular katio-nisch
Synthetisch Retentionshilfsmittel, Ent-wässerungsbeschleuniger
C1
Polyethylenimin, modifiziert,hochmolekular
katio-nisch
Synthetisch Retentionshilfsmittel, Ent-wässerungsbeschleuniger
C2
6
Kationische Kartoffelstärke katio-nisch
natürlich,kationisiert
Retentionshilfsmittel, Ent-wässerungsbeschleuniger
C3
Tab. 3: Beschreibung der chemischen Zusatzstoffe
Eine optimale Variante für die Entwässerung wurde ausgewählt, nach dieser Variante wurdenStandardprüfblätter gebildet und auf ihre Festigkeiten geprüft, um daraus Aussagen zur Be-einflussung der Papiereigenschaften durch die Feinstoffbindung zu treffen.
2.4 Die angewandten Prüfverfahren
Für die analytischen Untersuchungen im Rahmen der experimentellen Arbeiten kam eineReihe üblicher Probenvorbereitungsmethoden und konventioneller Prüfverfahren zum Ein-satz. Weiterhin war es erforderlich, der Aufgabenstellung entsprechend, Methoden zur Cha-rakterisierung von Stoffparametern zu entwickeln oder anzupassen. Die im folgenden aufge-führten Prüfmethoden wurden angewandt:
Trockensubstanz DIN EN 20638Glührückstand ISO 1762 (575 °C) für ZellstoffDCM-Extrakt DIN 54 354Restlignin nach Jayme/Knolle/RappWasserlösliches Lignin in Anlehnung an DIN 38 404 Teil 3 (12/76)Grenzviskositätszahl ISO 5351-1981Carboxylgruppengehalt (Gesamtladung) nach Katz [12]Oberflächenladung nach Wagberg und ÖdbergPolyelektrolyttitration (kationischer Bedarf) PTS-PE 001/93Wasserrückhaltevermögen ZM IV/33/57Faserfraktionierung McNett SCAN-M 6:69Entwässerungsverhalten Gerätevorschrift - Dynamic Drainage AnalyserLaborblattbildung DIN 54 358 T1Stoffdichte EN ISO 4119Schopper-Riegler-Verfahren DIN ISO 5627 T1Bruchkraft., Bruchdehnung., Reißlänge DIN EN ISO 1924-2Durchreißwiderstand (E) DIN EN 21 974Berstfestigkeit (MULLEN) DIN 43 141 T1
3 Ergebnisse und Diskussion
Die aus den experimentellen Untersuchungen erhaltenen Ergebnisse sind in den folgendenAbschnitten in Tabellen und Abbildungen zusammengefasst, dargestellt und ausgewertet.Aus Gründen der Übersichtlichkeit mussten bei der Vielzahl von Stoffen verschiedener Vor-geschichte und Mahlzustände sowie Filtraten Kurzbezeichnungen eingeführt werden. Diesesind in der Tab. 4 zusammengefasst.
Kurzbe-zeichn.
Charakterisierung Einsatzziel
FS1 Nadelholz-Sulfat-Zellstoff, ECF-gebleicht Ausgangszellstoff, unbehandeltFS2 Nadelholz-Sulfat-Zellstoff, TCF-gebleicht Ausgangszellstoff, unbehandeltFS3 Nadelholz-Sulfit-Zellstoff, ECF-gebleicht Ausgangszellstoff, unbehandeltFS4 Laubholz-Sulfat-Zellstoff, TCF-gebleicht Ausgangszellstoff, unbehandeltFS5 Laubholz-Sulfat-Zellstoff, ECF-gebleicht Ausgangszellstoff, unbehandelt
7
0-Pkt. Zellstoff, aufgeschlagen, ungemahlen Stoff für Anwendungsuntersuchungen1.MP Zellstoff am 1. Mahlpunkt Stoff für Anwendungsuntersuchungen2.MP Zellstoff am 2. Mahlpunkt Stoff für AnwendungsuntersuchungenC1 Synthetisches, kationisches Polymer 1 Chemischer ZusatzstoffC2 Synthetisches, kationisches Polymer 2 Chemischer ZusatzstoffC3 Kationische Kartoffelstärke Chemischer Zusatzstoff
Tab. 4: Erläuterungen zu den Kurzbezeichnungen aller Proben im Text sowie in denTabellen und Abbildungen
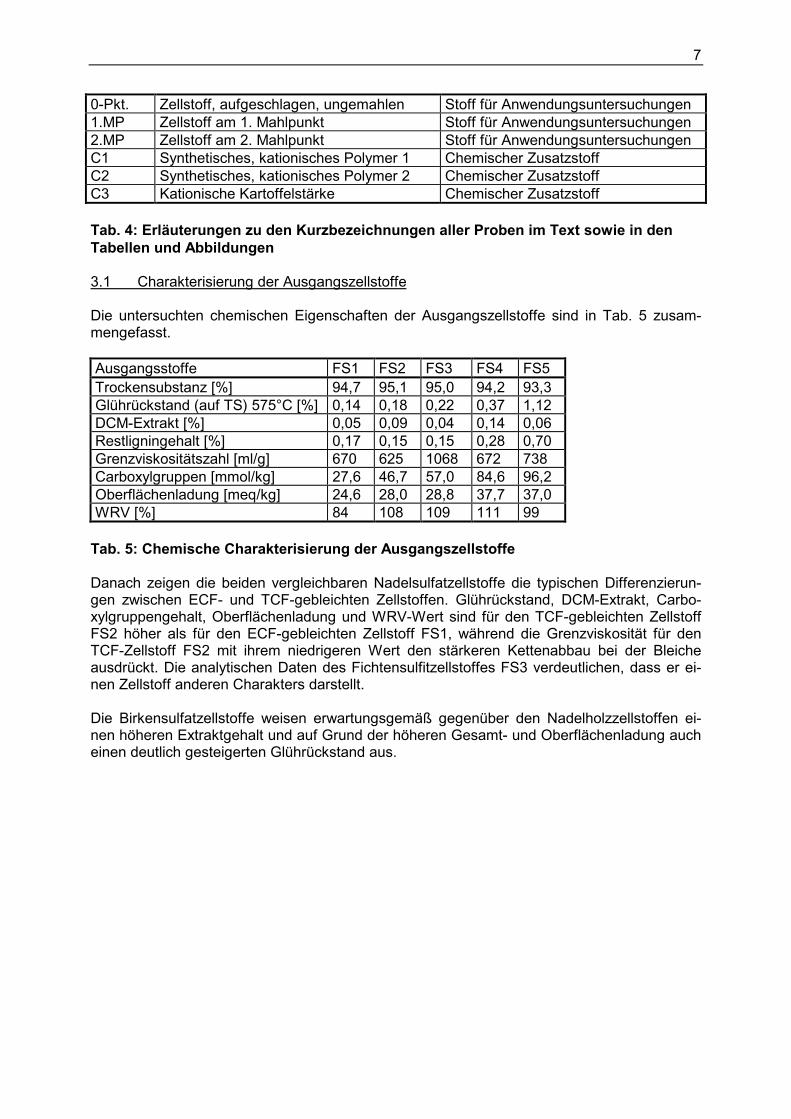
3.1 Charakterisierung der Ausgangszellstoffe
Die untersuchten chemischen Eigenschaften der Ausgangszellstoffe sind in Tab. 5 zusam-mengefasst.
Ausgangsstoffe FS1 FS2 FS3 FS4 FS5Trockensubstanz [%] 94,7 95,1 95,0 94,2 93,3Glührückstand (auf TS) 575°C [%] 0,14 0,18 0,22 0,37 1,12DCM-Extrakt [%] 0,05 0,09 0,04 0,14 0,06Restligningehalt [%] 0,17 0,15 0,15 0,28 0,70Grenzviskositätszahl [ml/g] 670 625 1068 672 738Carboxylgruppen [mmol/kg] 27,6 46,7 57,0 84,6 96,2Oberflächenladung [meq/kg] 24,6 28,0 28,8 37,7 37,0WRV [%] 84 108 109 111 99
Tab. 5: Chemische Charakterisierung der Ausgangszellstoffe
Danach zeigen die beiden vergleichbaren Nadelsulfatzellstoffe die typischen Differenzierun-gen zwischen ECF- und TCF-gebleichten Zellstoffen. Glührückstand, DCM-Extrakt, Carbo-xylgruppengehalt, Oberflächenladung und WRV-Wert sind für den TCF-gebleichten ZellstoffFS2 höher als für den ECF-gebleichten Zellstoff FS1, während die Grenzviskosität für denTCF-Zellstoff FS2 mit ihrem niedrigeren Wert den stärkeren Kettenabbau bei der Bleicheausdrückt. Die analytischen Daten des Fichtensulfitzellstoffes FS3 verdeutlichen, dass er ei-nen Zellstoff anderen Charakters darstellt.
Die Birkensulfatzellstoffe weisen erwartungsgemäß gegenüber den Nadelholzzellstoffen ei-nen höheren Extraktgehalt und auf Grund der höheren Gesamt- und Oberflächenladung aucheinen deutlich gesteigerten Glührückstand aus.
8
0%
20%
40%
60%
80%
100%
FS1 FS2 FS3 FS4 FS5
Frak
tions
ante
il [%
]
D100 [%] R100 [%] R50 [%] R30 [%] R16 [%]
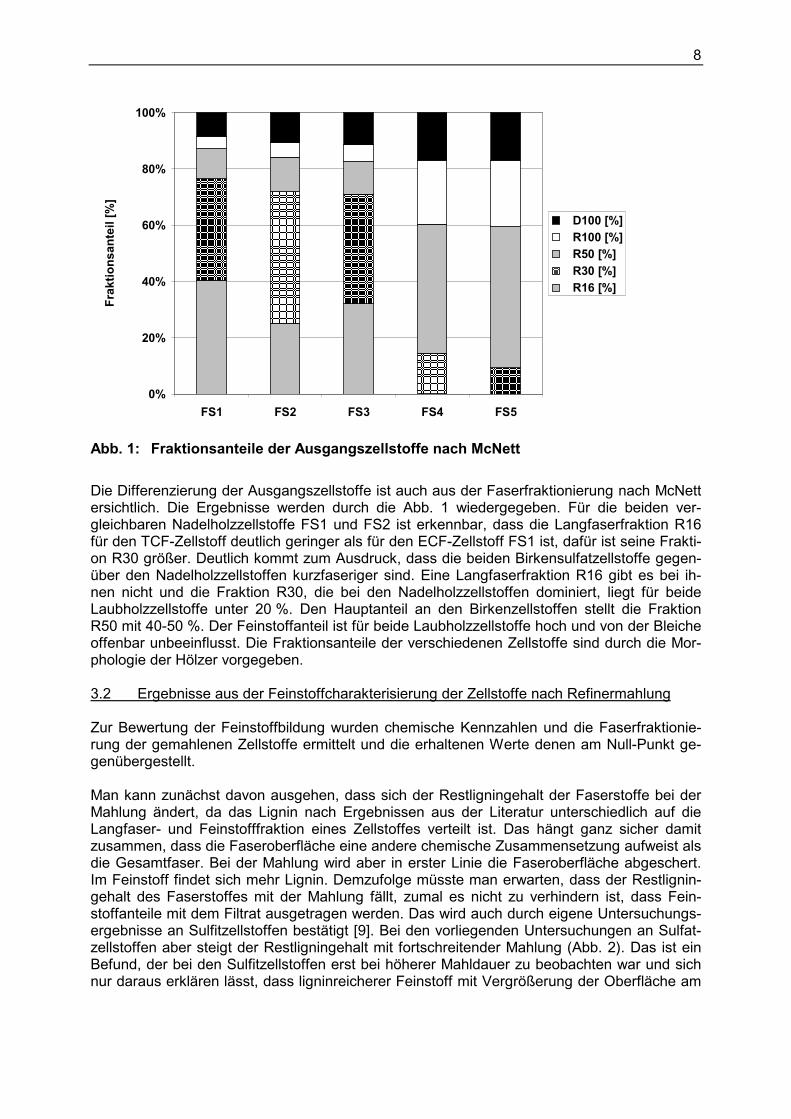
Abb. 1: Fraktionsanteile der Ausgangszellstoffe nach McNett
Die Differenzierung der Ausgangszellstoffe ist auch aus der Faserfraktionierung nach McNettersichtlich. Die Ergebnisse werden durch die Abb. 1 wiedergegeben. Für die beiden ver-gleichbaren Nadelholzzellstoffe FS1 und FS2 ist erkennbar, dass die Langfaserfraktion R16für den TCF-Zellstoff deutlich geringer als für den ECF-Zellstoff FS1 ist, dafür ist seine Frakti-on R30 größer. Deutlich kommt zum Ausdruck, dass die beiden Birkensulfatzellstoffe gegen-über den Nadelholzzellstoffen kurzfaseriger sind. Eine Langfaserfraktion R16 gibt es bei ih-nen nicht und die Fraktion R30, die bei den Nadelholzzellstoffen dominiert, liegt für beideLaubholzzellstoffe unter 20 %. Den Hauptanteil an den Birkenzellstoffen stellt die FraktionR50 mit 40-50 %. Der Feinstoffanteil ist für beide Laubholzzellstoffe hoch und von der Bleicheoffenbar unbeeinflusst. Die Fraktionsanteile der verschiedenen Zellstoffe sind durch die Mor-phologie der Hölzer vorgegeben.
3.2 Ergebnisse aus der Feinstoffcharakterisierung der Zellstoffe nach Refinermahlung
Zur Bewertung der Feinstoffbildung wurden chemische Kennzahlen und die Faserfraktionie-rung der gemahlenen Zellstoffe ermittelt und die erhaltenen Werte denen am Null-Punkt ge-genübergestellt.
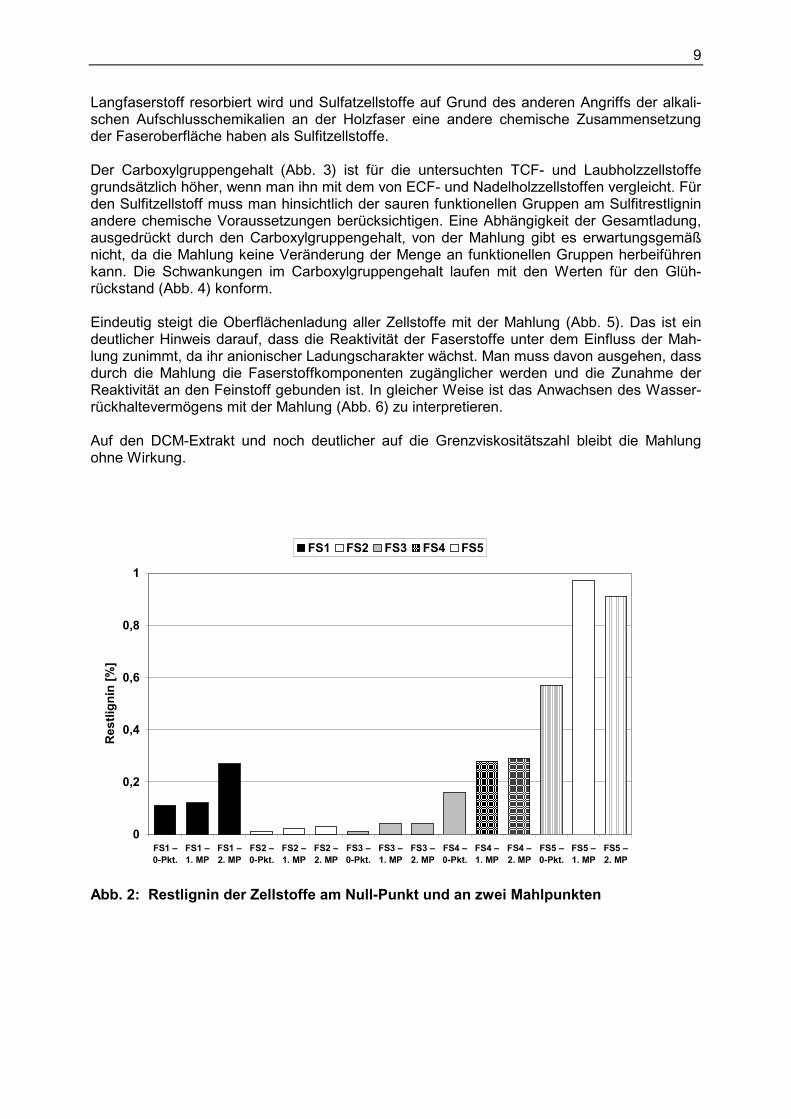
Man kann zunächst davon ausgehen, dass sich der Restligningehalt der Faserstoffe bei derMahlung ändert, da das Lignin nach Ergebnissen aus der Literatur unterschiedlich auf dieLangfaser- und Feinstofffraktion eines Zellstoffes verteilt ist. Das hängt ganz sicher damitzusammen, dass die Faseroberfläche eine andere chemische Zusammensetzung aufweist alsdie Gesamtfaser. Bei der Mahlung wird aber in erster Linie die Faseroberfläche abgeschert.Im Feinstoff findet sich mehr Lignin. Demzufolge müsste man erwarten, dass der Restlignin-gehalt des Faserstoffes mit der Mahlung fällt, zumal es nicht zu verhindern ist, dass Fein-stoffanteile mit dem Filtrat ausgetragen werden. Das wird auch durch eigene Untersuchungs-ergebnisse an Sulfitzellstoffen bestätigt [9]. Bei den vorliegenden Untersuchungen an Sulfat-zellstoffen aber steigt der Restligningehalt mit fortschreitender Mahlung (Abb. 2). Das ist einBefund, der bei den Sulfitzellstoffen erst bei höherer Mahldauer zu beobachten war und sichnur daraus erklären lässt, dass ligninreicherer Feinstoff mit Vergrößerung der Oberfläche am
9
Langfaserstoff resorbiert wird und Sulfatzellstoffe auf Grund des anderen Angriffs der alkali-schen Aufschlusschemikalien an der Holzfaser eine andere chemische Zusammensetzungder Faseroberfläche haben als Sulfitzellstoffe.
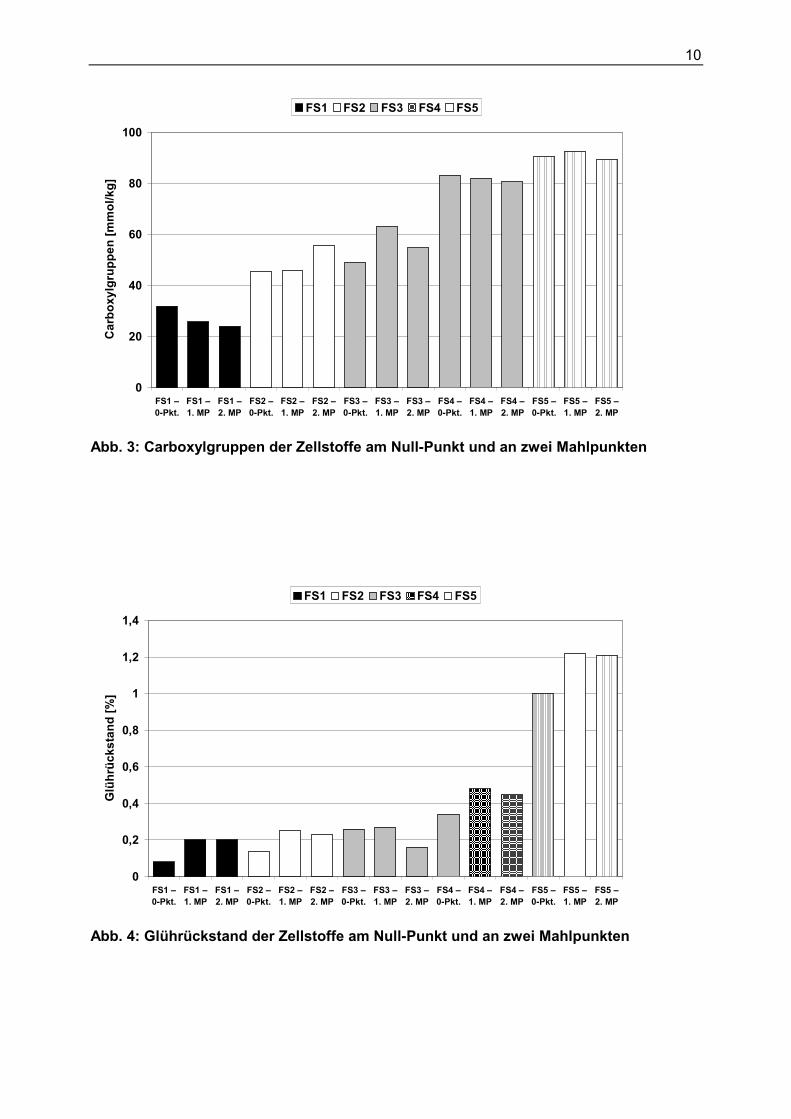
Der Carboxylgruppengehalt (Abb. 3) ist für die untersuchten TCF- und Laubholzzellstoffegrundsätzlich höher, wenn man ihn mit dem von ECF- und Nadelholzzellstoffen vergleicht. Fürden Sulfitzellstoff muss man hinsichtlich der sauren funktionellen Gruppen am Sulfitrestligninandere chemische Voraussetzungen berücksichtigen. Eine Abhängigkeit der Gesamtladung,ausgedrückt durch den Carboxylgruppengehalt, von der Mahlung gibt es erwartungsgemäßnicht, da die Mahlung keine Veränderung der Menge an funktionellen Gruppen herbeiführenkann. Die Schwankungen im Carboxylgruppengehalt laufen mit den Werten für den Glüh-rückstand (Abb. 4) konform.
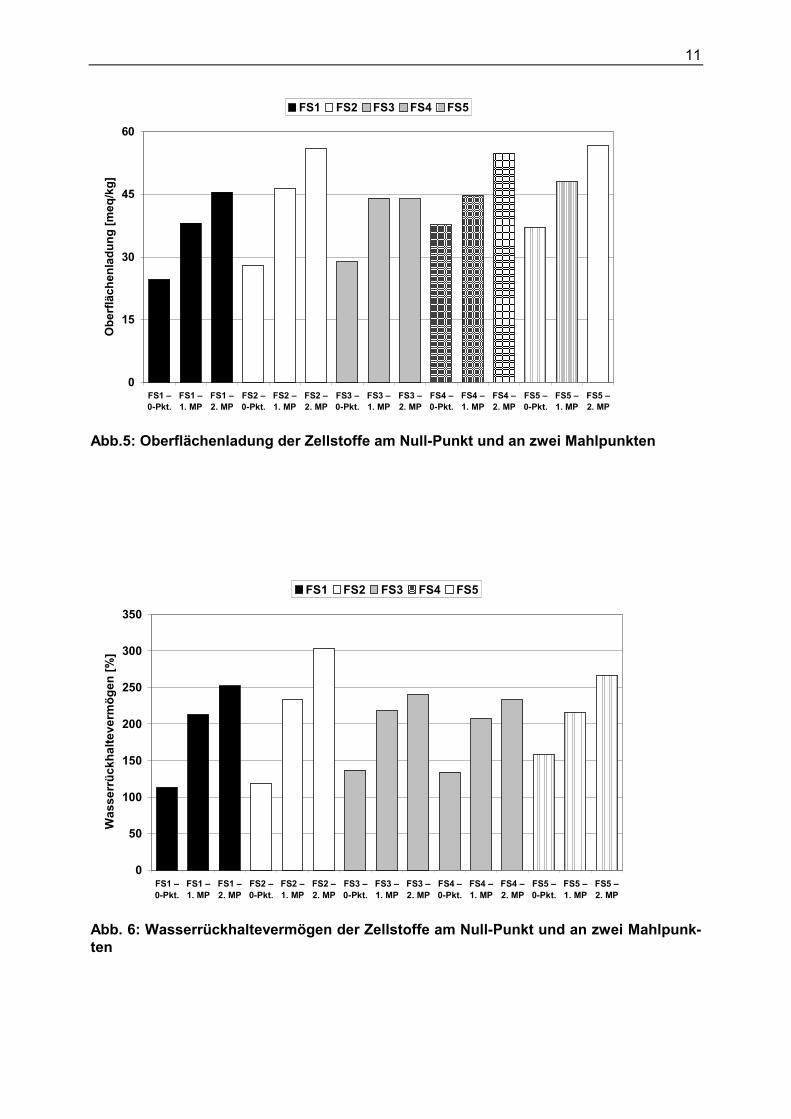
Eindeutig steigt die Oberflächenladung aller Zellstoffe mit der Mahlung (Abb. 5). Das ist eindeutlicher Hinweis darauf, dass die Reaktivität der Faserstoffe unter dem Einfluss der Mah-lung zunimmt, da ihr anionischer Ladungscharakter wächst. Man muss davon ausgehen, dassdurch die Mahlung die Faserstoffkomponenten zugänglicher werden und die Zunahme derReaktivität an den Feinstoff gebunden ist. In gleicher Weise ist das Anwachsen des Wasser-rückhaltevermögens mit der Mahlung (Abb. 6) zu interpretieren.
Auf den DCM-Extrakt und noch deutlicher auf die Grenzviskositätszahl bleibt die Mahlungohne Wirkung.
0
0,2
0,4
0,6
0,8
1
FS1 –0-Pkt.
FS1 –1. MP
FS1 –2. MP
FS2 –0-Pkt.
FS2 –1. MP
FS2 –2. MP
FS3 –0-Pkt.
FS3 –1. MP
FS3 –2. MP
FS4 –0-Pkt.
FS4 –1. MP
FS4 –2. MP
FS5 –0-Pkt.
FS5 –1. MP
FS5 –2. MP
Res
tlign
in [%
]
FS1 FS2 FS3 FS4 FS5
Abb. 2: Restlignin der Zellstoffe am Null-Punkt und an zwei Mahlpunkten
10
0
20
40
60
80
100
FS1 –0-Pkt.
FS1 –1. MP
FS1 –2. MP
FS2 –0-Pkt.
FS2 –1. MP
FS2 –2. MP
FS3 –0-Pkt.
FS3 –1. MP
FS3 –2. MP
FS4 –0-Pkt.
FS4 –1. MP
FS4 –2. MP
FS5 –0-Pkt.
FS5 –1. MP
FS5 –2. MP
Car
boxy
lgru
ppen
[mm
ol/k
g]FS1 FS2 FS3 FS4 FS5
Abb. 3: Carboxylgruppen der Zellstoffe am Null-Punkt und an zwei Mahlpunkten
0
0,2
0,4
0,6
0,8
1
1,2
1,4
FS1 –0-Pkt.
FS1 –1. MP
FS1 –2. MP
FS2 –0-Pkt.
FS2 –1. MP
FS2 –2. MP
FS3 –0-Pkt.
FS3 –1. MP
FS3 –2. MP
FS4 –0-Pkt.
FS4 –1. MP
FS4 –2. MP
FS5 –0-Pkt.
FS5 –1. MP
FS5 –2. MP
Glü
hrüc
ksta
nd [%
]
FS1 FS2 FS3 FS4 FS5
Abb. 4: Glührückstand der Zellstoffe am Null-Punkt und an zwei Mahlpunkten
11
0
15
30
45
60
FS1 –0-Pkt.
FS1 –1. MP
FS1 –2. MP
FS2 –0-Pkt.
FS2 –1. MP
FS2 –2. MP
FS3 –0-Pkt.
FS3 –1. MP
FS3 –2. MP
FS4 –0-Pkt.
FS4 –1. MP
FS4 –2. MP
FS5 –0-Pkt.
FS5 –1. MP
FS5 –2. MP
Obe
rflä
chen
ladu
ng [m
eq/k
g]FS1 FS2 FS3 FS4 FS5
Abb.5: Oberflächenladung der Zellstoffe am Null-Punkt und an zwei Mahlpunkten
0
50
100
150
200
250
300
350
FS1 –0-Pkt.
FS1 –1. MP
FS1 –2. MP
FS2 –0-Pkt.
FS2 –1. MP
FS2 –2. MP
FS3 –0-Pkt.
FS3 –1. MP
FS3 –2. MP
FS4 –0-Pkt.
FS4 –1. MP
FS4 –2. MP
FS5 –0-Pkt.
FS5 –1. MP
FS5 –2. MP
Was
serr
ückh
alte
verm
ögen
[%]
FS1 FS2 FS3 FS4 FS5
Abb. 6: Wasserrückhaltevermögen der Zellstoffe am Null-Punkt und an zwei Mahlpunk-ten
12
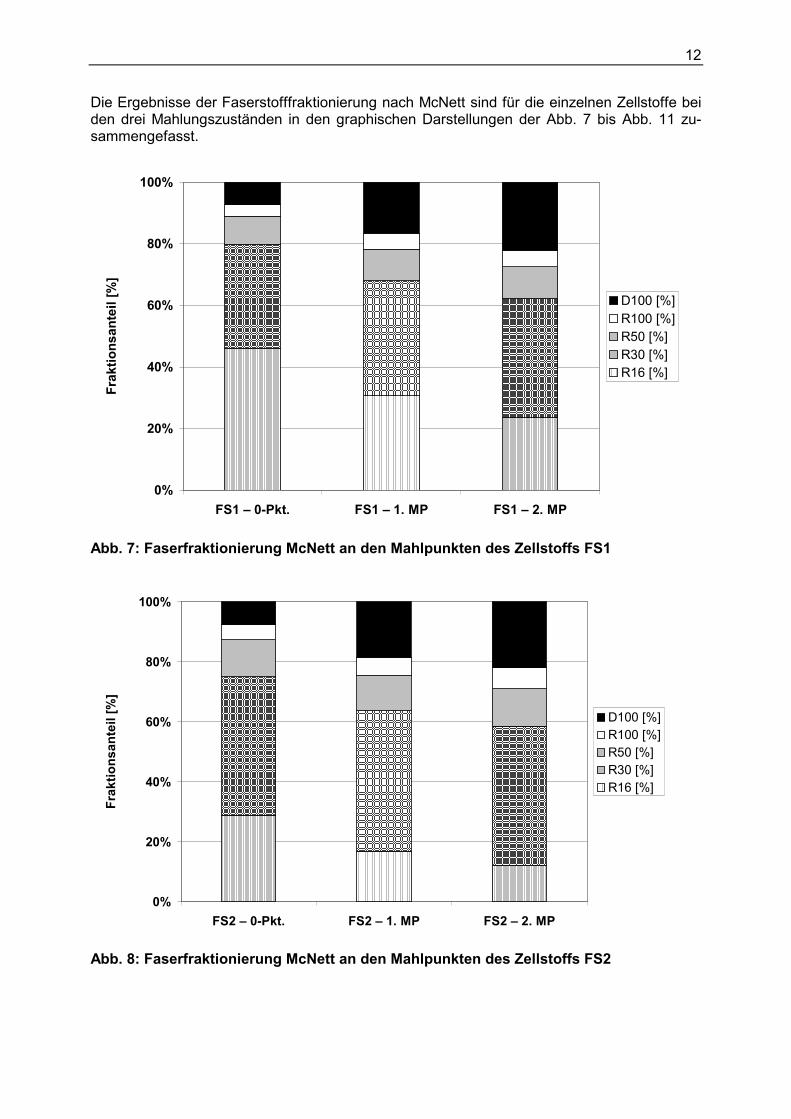
Die Ergebnisse der Faserstofffraktionierung nach McNett sind für die einzelnen Zellstoffe beiden drei Mahlungszuständen in den graphischen Darstellungen der Abb. 7 bis Abb. 11 zu-sammengefasst.
0%
20%
40%
60%
80%
100%
FS1 – 0-Pkt. FS1 – 1. MP FS1 – 2. MP
Frak
tions
ante
il [%
]
D100 [%]R100 [%]R50 [%]R30 [%]R16 [%]
Abb. 7: Faserfraktionierung McNett an den Mahlpunkten des Zellstoffs FS1
0%
20%
40%
60%
80%
100%
FS2 – 0-Pkt. FS2 – 1. MP FS2 – 2. MP
Frak
tions
ante
il [%
]
D100 [%]R100 [%]R50 [%]R30 [%]R16 [%]
Abb. 8: Faserfraktionierung McNett an den Mahlpunkten des Zellstoffs FS2
13
0%
20%
40%
60%
80%
100%
FS3 – 0-Pkt. FS3 – 1. MP FS3 – 2. MP
Frak
tions
ante
il [%
]
D100 [%]R100 [%]R50 [%]R30 [%]R16 [%]
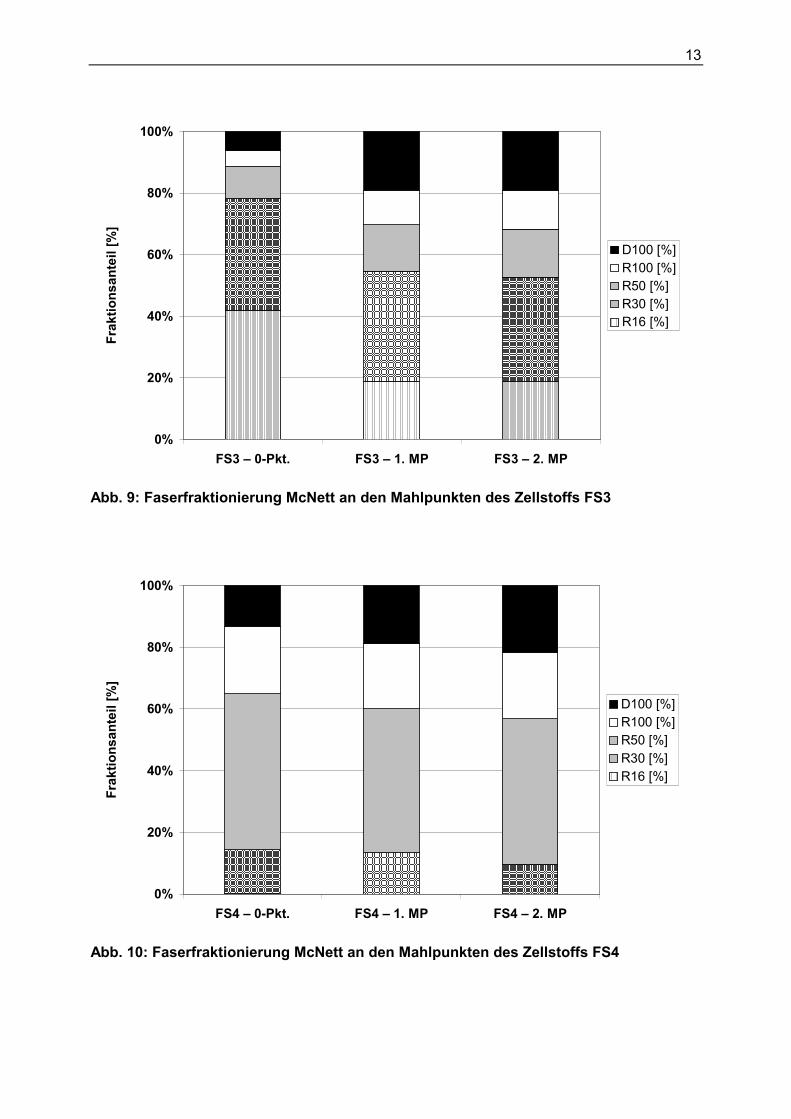
Abb. 9: Faserfraktionierung McNett an den Mahlpunkten des Zellstoffs FS3
0%
20%
40%
60%
80%
100%
FS4 – 0-Pkt. FS4 – 1. MP FS4 – 2. MP
Frak
tions
ante
il [%
]
D100 [%]R100 [%]R50 [%]R30 [%]R16 [%]
Abb. 10: Faserfraktionierung McNett an den Mahlpunkten des Zellstoffs FS4
14
0%
20%
40%
60%
80%
100%
FS5 – 0-Pkt. FS5 – 1. MP FS5 – 2. MP
Frak
tions
ante
il [%
]
D100 [%]R100 [%]R50 [%]R30 [%]R16 [%]
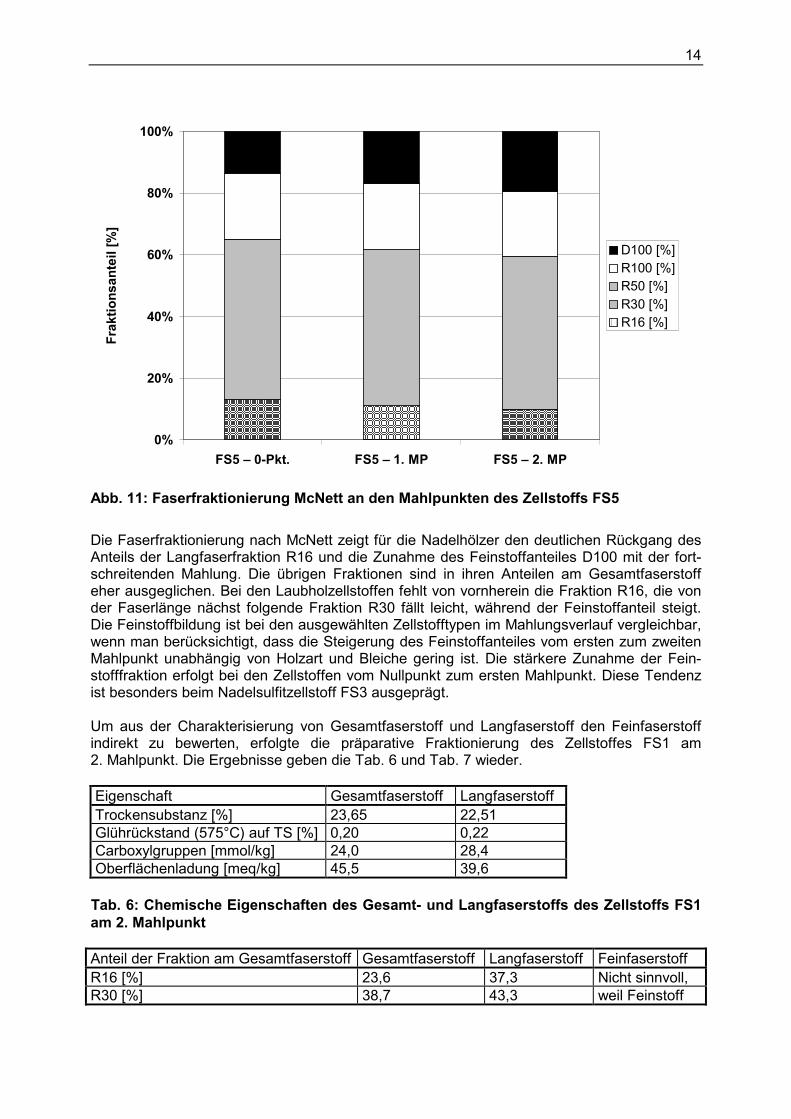
Abb. 11: Faserfraktionierung McNett an den Mahlpunkten des Zellstoffs FS5
Die Faserfraktionierung nach McNett zeigt für die Nadelhölzer den deutlichen Rückgang desAnteils der Langfaserfraktion R16 und die Zunahme des Feinstoffanteiles D100 mit der fort-schreitenden Mahlung. Die übrigen Fraktionen sind in ihren Anteilen am Gesamtfaserstoffeher ausgeglichen. Bei den Laubholzellstoffen fehlt von vornherein die Fraktion R16, die vonder Faserlänge nächst folgende Fraktion R30 fällt leicht, während der Feinstoffanteil steigt.Die Feinstoffbildung ist bei den ausgewählten Zellstofftypen im Mahlungsverlauf vergleichbar,wenn man berücksichtigt, dass die Steigerung des Feinstoffanteiles vom ersten zum zweitenMahlpunkt unabhängig von Holzart und Bleiche gering ist. Die stärkere Zunahme der Fein-stofffraktion erfolgt bei den Zellstoffen vom Nullpunkt zum ersten Mahlpunkt. Diese Tendenzist besonders beim Nadelsulfitzellstoff FS3 ausgeprägt.
Um aus der Charakterisierung von Gesamtfaserstoff und Langfaserstoff den Feinfaserstoffindirekt zu bewerten, erfolgte die präparative Fraktionierung des Zellstoffes FS1 am2. Mahlpunkt. Die Ergebnisse geben die Tab. 6 und Tab. 7 wieder.
Eigenschaft Gesamtfaserstoff LangfaserstoffTrockensubstanz [%] 23,65 22,51Glührückstand (575°C) auf TS [%] 0,20 0,22Carboxylgruppen [mmol/kg] 24,0 28,4Oberflächenladung [meq/kg] 45,5 39,6
Tab. 6: Chemische Eigenschaften des Gesamt- und Langfaserstoffs des Zellstoffs FS1am 2. Mahlpunkt
Anteil der Fraktion am Gesamtfaserstoff Gesamtfaserstoff Langfaserstoff FeinfaserstoffR16 [%] 23,6 37,3 Nicht sinnvoll,R30 [%] 38,7 43,3 weil Feinstoff
15
R50 [%] 10,3 10,1 durch 64µm-R100 [%] 5,4 5,4 Sieb ausgewa-D100 [%] 22,1 3,9 schen wurde
Tab. 7: Faserfraktionierung nach McNett des Gesamt- und Langfaserstoffs des Zell-stoffs FS1 am 2. Mahlpunkt
Durch die präparative Fraktionierung erfolgte eine wirksame Abtrennung von Feinstoff ausdem Gesamtfaserstoff. Aus Tab. 7 geht deutlich hervor, dass sich im Langfaserstoff gegen-über dem Gesamtfaserstoff die Fraktion R16 um 13,7 % erhöht hat, wobei eine Verarmungan Feinfaserstoff einsetzt, wie der Abfall der Fraktion D100 auf 3,9 % nachweist. Der Fein-stoffeinfluss auf die chemischen Faserstoffeigenschaften lässt sich aus den Ergebnissen derTab. 6 ableiten. Während der Langfaserstoff im Vergleich zum Gesamtfaserstoff eine höhereGesamtladung (Carboxylgruppengehalt) hat, verfügt letzterer über die deutlich höhere Ober-flächenladung. Das anionische Potenzial des Gesamtfaserstoffes ist demnach zum beachtli-chen Teil an den Faserfeinstoff gebunden.
3.3 Ergebnisse aus den Untersuchungen zur Bindung des Feinstoffes an den Faserstoff
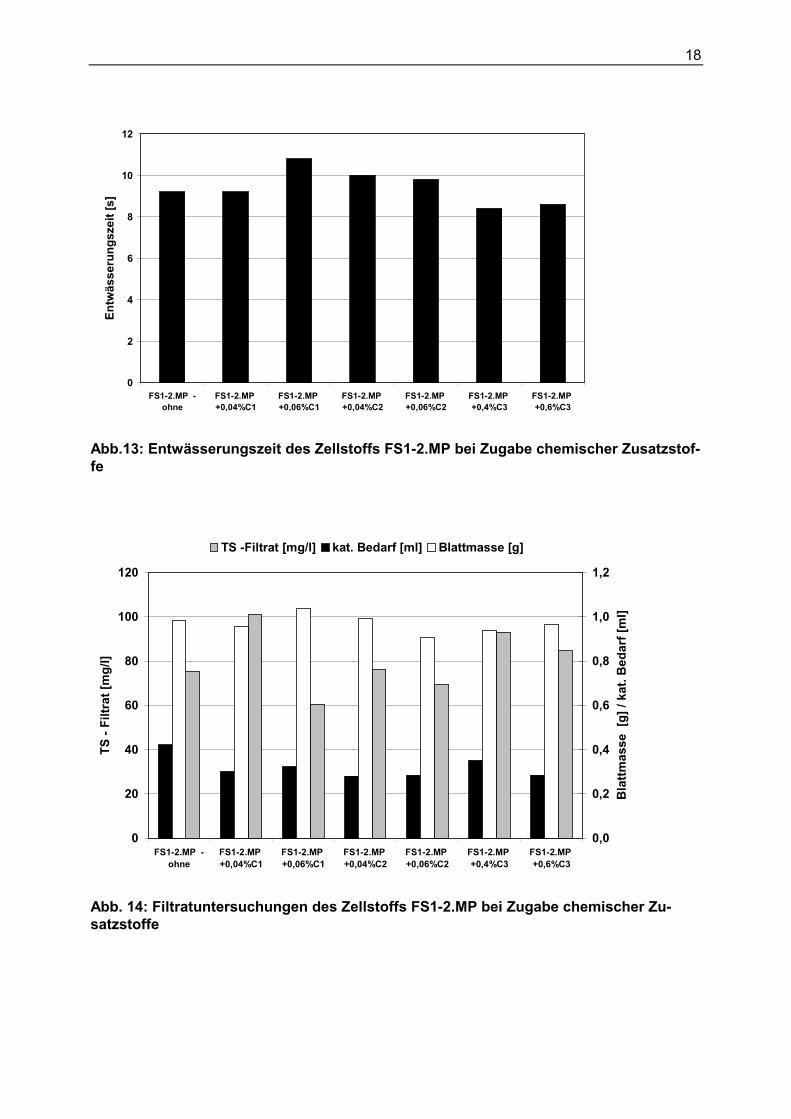
Die Untersuchungen zur Bindung des Feinstoffes an den Faserstoff durch Einsatz chemi-scher Zusatzstoffe wurden im Rahmen eines umfangreichen Programms von Entwässe-rungsversuchen ausgeführt. Die Bewertung der Entwässerung und der Retention erfolgtedurch Erfassung der Entwässerungszeit am DDA-Gerät und über die Analyse der Entwässe-rungsfiltrate. Erstrebenswert ist eine hohe Feinstoffretention ohne Erhöhung der Entwässe-rungszeit. Dabei geben papiertechnische Untersuchungen Auskunft über die Beeinflussungder Papiereigenschaften durch die Feinstoffbindung. In der vorliegenden Arbeit wird eineAuswahl der wesentlichsten Ergebnisse und Aussagen zusammengefasst und durch Abbil-dungen verdeutlicht. Dabei wird die Entwässerungszeit in jeweils einer Abbildung erfasst undden Werten von Blattmasse und Filtratcharakteristika in einer zweiten Abbildung gegenüber-gestellt.
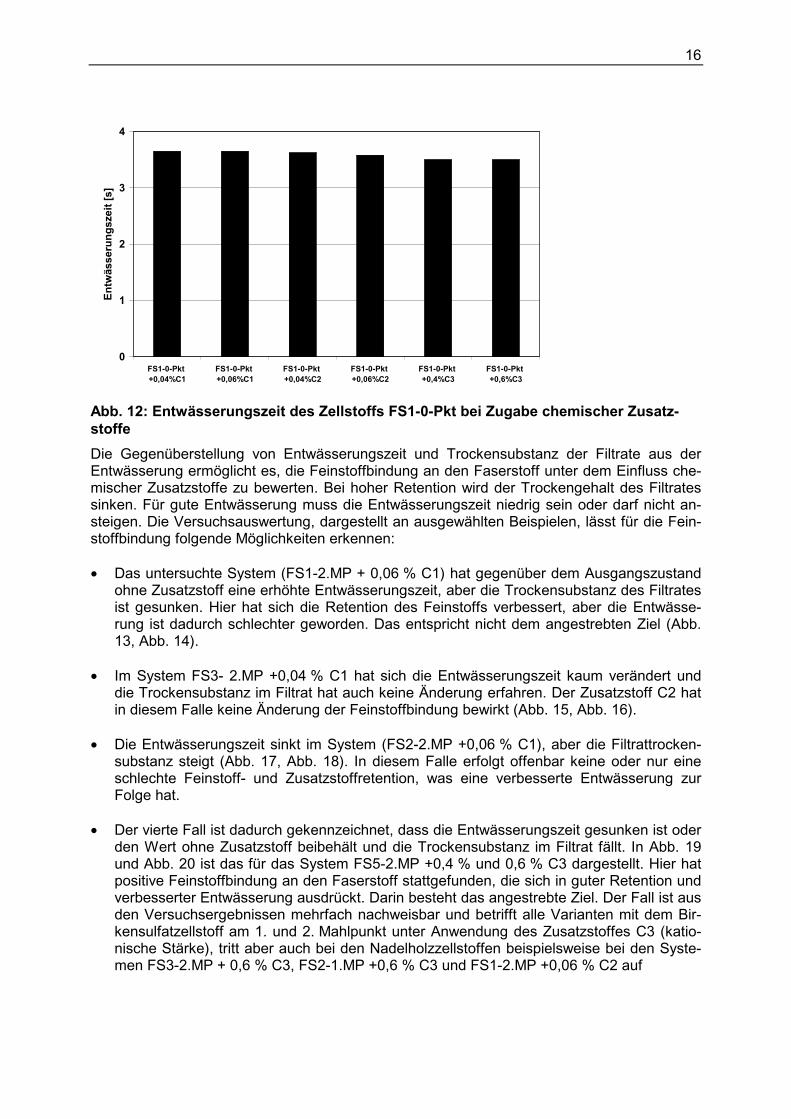
Die Entwässerungszeiten für alle Zellstoffe bei Einsatz der angewandten drei Zusatzstoffezeigen für den ungemahlenen Faserstoff (Null-Punkt) keine Unterschiede. In Abb. 12 ist die-ser Befund für den Faserstoff FS1 dargestellt. Das ist damit zu erklären, dass in diesen Sys-temen kein durch Mahlung gebildeter Feinstoff für die Reaktion mit dem Agglomerationsmittelzur Verfügung steht.
16
0
1
2
3
4
FS1-0-Pkt +0,04%C1
FS1-0-Pkt +0,06%C1
FS1-0-Pkt +0,04%C2
FS1-0-Pkt +0,06%C2
FS1-0-Pkt +0,4%C3
FS1-0-Pkt +0,6%C3
Entw
ässe
rung
szei
t [s]
Abb. 12: Entwässerungszeit des Zellstoffs FS1-0-Pkt bei Zugabe chemischer Zusatz-stoffeDie Gegenüberstellung von Entwässerungszeit und Trockensubstanz der Filtrate aus derEntwässerung ermöglicht es, die Feinstoffbindung an den Faserstoff unter dem Einfluss che-mischer Zusatzstoffe zu bewerten. Bei hoher Retention wird der Trockengehalt des Filtratessinken. Für gute Entwässerung muss die Entwässerungszeit niedrig sein oder darf nicht an-steigen. Die Versuchsauswertung, dargestellt an ausgewählten Beispielen, lässt für die Fein-stoffbindung folgende Möglichkeiten erkennen:
• Das untersuchte System (FS1-2.MP + 0,06 % C1) hat gegenüber dem Ausgangszustandohne Zusatzstoff eine erhöhte Entwässerungszeit, aber die Trockensubstanz des Filtratesist gesunken. Hier hat sich die Retention des Feinstoffs verbessert, aber die Entwässe-rung ist dadurch schlechter geworden. Das entspricht nicht dem angestrebten Ziel (Abb.13, Abb. 14).
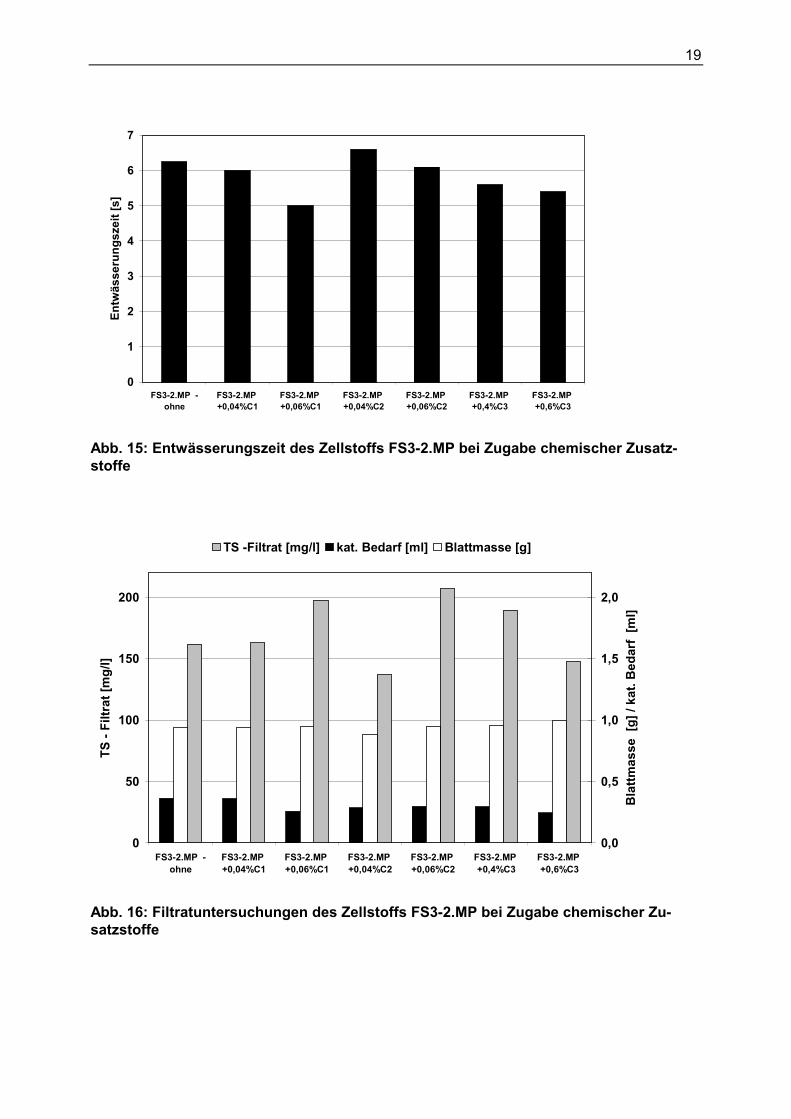
• Im System FS3- 2.MP +0,04 % C1 hat sich die Entwässerungszeit kaum verändert unddie Trockensubstanz im Filtrat hat auch keine Änderung erfahren. Der Zusatzstoff C2 hatin diesem Falle keine Änderung der Feinstoffbindung bewirkt (Abb. 15, Abb. 16).
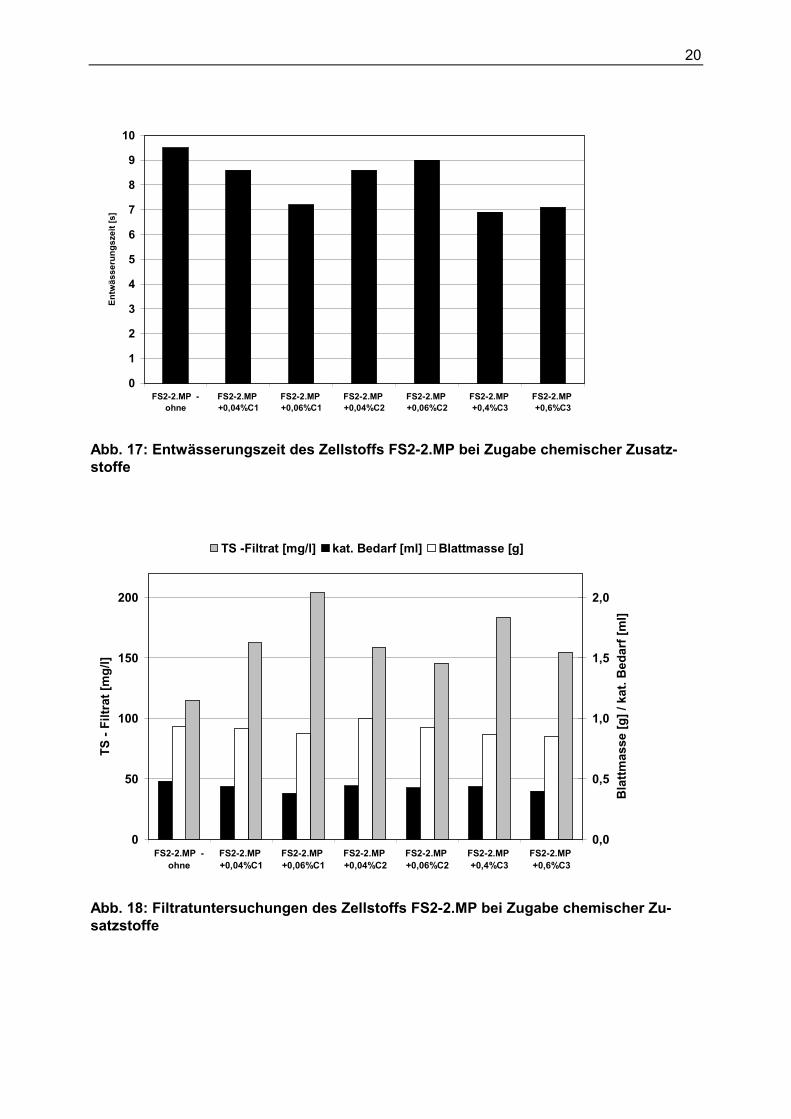
• Die Entwässerungszeit sinkt im System (FS2-2.MP +0,06 % C1), aber die Filtrattrocken-substanz steigt (Abb. 17, Abb. 18). In diesem Falle erfolgt offenbar keine oder nur eineschlechte Feinstoff- und Zusatzstoffretention, was eine verbesserte Entwässerung zurFolge hat.
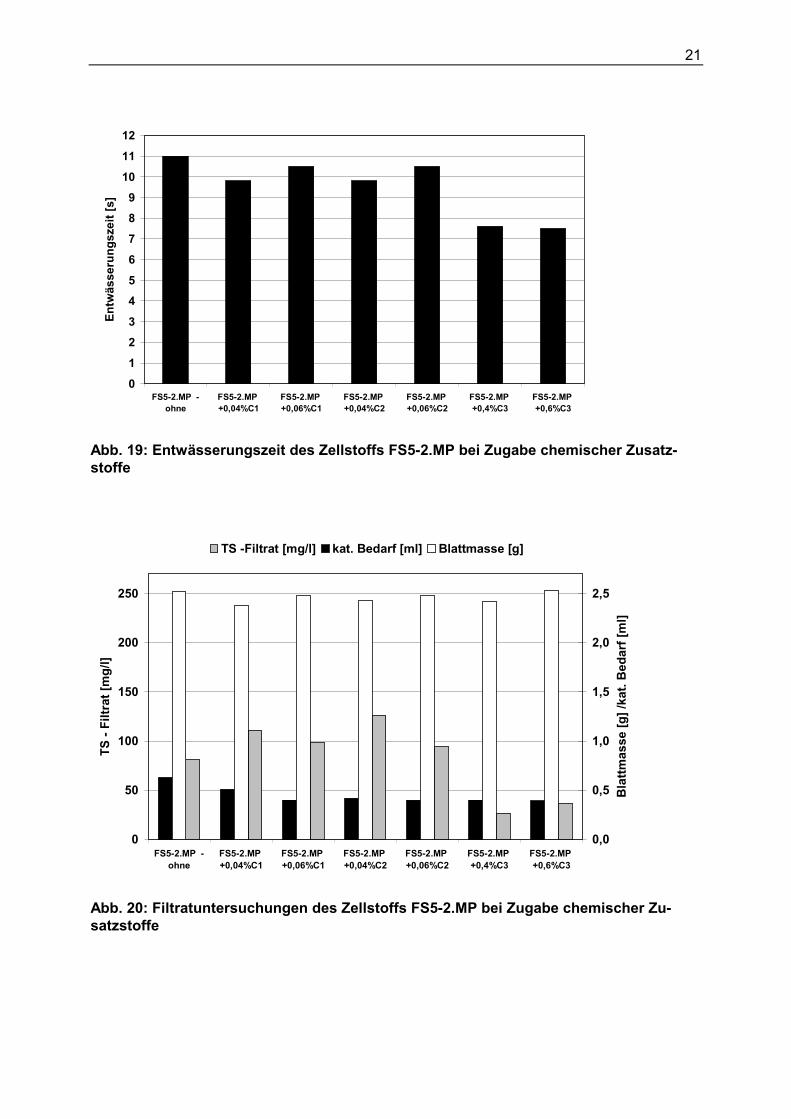
• Der vierte Fall ist dadurch gekennzeichnet, dass die Entwässerungszeit gesunken ist oderden Wert ohne Zusatzstoff beibehält und die Trockensubstanz im Filtrat fällt. In Abb. 19und Abb. 20 ist das für das System FS5-2.MP +0,4 % und 0,6 % C3 dargestellt. Hier hatpositive Feinstoffbindung an den Faserstoff stattgefunden, die sich in guter Retention undverbesserter Entwässerung ausdrückt. Darin besteht das angestrebte Ziel. Der Fall ist ausden Versuchsergebnissen mehrfach nachweisbar und betrifft alle Varianten mit dem Bir-kensulfatzellstoff am 1. und 2. Mahlpunkt unter Anwendung des Zusatzstoffes C3 (katio-nische Stärke), tritt aber auch bei den Nadelholzzellstoffen beispielsweise bei den Syste-men FS3-2.MP + 0,6 % C3, FS2-1.MP +0,6 % C3 und FS1-2.MP +0,06 % C2 auf
17
Aus den Untersuchungsergebnissen ist erkennbar, dass die Feinstoffbindung an die Faser-stoffe unter Einsatz chemischer Zusatzstoffe möglich ist, ohne dass sich dabei die Entwässe-rung verschlechtert. Die Reaktivität des Feinstoffes zum Faserstoff ist mahlungsabhängig undwird außerdem vom Zusatzstofftyp und seiner Konzentration beeinflusst. In den hier unter-suchten Systemen zeigte die Stärke die beste Wirksamkeit. Für jedes System sind die opti-malen Bedingungen zwischen Zellstoff und Zusatzstoff konkret zu ermitteln.Hinsichtlich der Vorgeschichte der Zellstoffe ist die Bindung des Feinstoffes an den Faserstoffbei Laubholzzellstoffen eher möglich als bei Nadelholzzellstoffen. Die morphologischen Ein-flüsse des Faserholzes dominieren bei den Versuchen zur Feinstoffbindung offenbar die er-zeugungsbedingten Einflüsse der ECF- und TCF-Bleiche.
Ausgehend von den Ergebnissen der Entwässerungsversuche wurden für jeden Stoff bei dendrei Mahlungszuständen Rezepturen mit den drei chemischen Zusatzstoffen bei einer opti-malen Konzentration ausgewählt. Danach bildete man Laborprüfblätter und führte anschlie-ßend Festigkeitsuntersuchungen aus.
Mit diesen papiertechnischen Untersuchungen konnte nachgewiesen werden, dass - wie er-wartet - die Feinstoffbindung die papiertechnischen Festigkeiten am ehesten positiv beein-flusst. Wie bei der Entwässerung hängt auch der Einfluss der Feinstoffbindung auf die Fes-tigkeiten vom Typ des chemischen Zusatzstoffes und der Zellstoffsorte sowie der Mahlungab. Ein Vergleich mit den Ergebnissen aus den Entwässerungsversuchen zeigt, dass in denFällen, bei denen auf die höchste Feinstoffbindung geschlossen werden kann, auch die Fes-tigkeiten hohe Werte erreichen. Das trifft natürlich durchgängig auf die Varianten mit demEinsatz des Zusatzstoffes C3 zu.
18
0
2
4
6
8
10
12
FS1-2.MP -ohne
FS1-2.MP +0,04%C1
FS1-2.MP +0,06%C1
FS1-2.MP +0,04%C2
FS1-2.MP +0,06%C2
FS1-2.MP +0,4%C3
FS1-2.MP +0,6%C3
Entw
ässe
rung
szei
t [s]
Abb.13: Entwässerungszeit des Zellstoffs FS1-2.MP bei Zugabe chemischer Zusatzstof-fe
0
20
40
60
80
100
120
FS1-2.MP -ohne
FS1-2.MP +0,04%C1
FS1-2.MP +0,06%C1
FS1-2.MP +0,04%C2
FS1-2.MP +0,06%C2
FS1-2.MP +0,4%C3
FS1-2.MP +0,6%C3
TS -
Filtr
at [m
g/l]
0,0
0,2
0,4
0,6
0,8
1,0
1,2
Bla
ttmas
se [
g] /
kat.
Bed
arf [
ml]
TS -Filtrat [mg/l] kat. Bedarf [ml] Blattmasse [g]
Abb. 14: Filtratuntersuchungen des Zellstoffs FS1-2.MP bei Zugabe chemischer Zu-satzstoffe
19
0
1
2
3
4
5
6
7
FS3-2.MP -ohne
FS3-2.MP +0,04%C1
FS3-2.MP +0,06%C1
FS3-2.MP +0,04%C2
FS3-2.MP +0,06%C2
FS3-2.MP +0,4%C3
FS3-2.MP +0,6%C3
Entw
ässe
rung
szei
t [s]
Abb. 15: Entwässerungszeit des Zellstoffs FS3-2.MP bei Zugabe chemischer Zusatz-stoffe
0
50
100
150
200
FS3-2.MP -ohne
FS3-2.MP +0,04%C1
FS3-2.MP +0,06%C1
FS3-2.MP +0,04%C2
FS3-2.MP +0,06%C2
FS3-2.MP +0,4%C3
FS3-2.MP +0,6%C3
TS -
Filtr
at [m
g/l]
0,0
0,5
1,0
1,5
2,0
Bla
ttmas
se [
g] /
kat.
Bed
arf
[ml]
TS -Filtrat [mg/l] kat. Bedarf [ml] Blattmasse [g]
Abb. 16: Filtratuntersuchungen des Zellstoffs FS3-2.MP bei Zugabe chemischer Zu-satzstoffe
20
0
1
2
3
4
5
6
7
8
9
10
FS2-2.MP -ohne
FS2-2.MP +0,04%C1
FS2-2.MP +0,06%C1
FS2-2.MP +0,04%C2
FS2-2.MP +0,06%C2
FS2-2.MP +0,4%C3
FS2-2.MP +0,6%C3
Entw
ässe
rung
szei
t [s]
Abb. 17: Entwässerungszeit des Zellstoffs FS2-2.MP bei Zugabe chemischer Zusatz-stoffe
0
50
100
150
200
FS2-2.MP -ohne
FS2-2.MP +0,04%C1
FS2-2.MP +0,06%C1
FS2-2.MP +0,04%C2
FS2-2.MP +0,06%C2
FS2-2.MP +0,4%C3
FS2-2.MP +0,6%C3
TS -
Filtr
at [m
g/l]
0,0
0,5
1,0
1,5
2,0
Bla
ttmas
se [g
] / k
at. B
edar
f [m
l]
TS -Filtrat [mg/l] kat. Bedarf [ml] Blattmasse [g]
Abb. 18: Filtratuntersuchungen des Zellstoffs FS2-2.MP bei Zugabe chemischer Zu-satzstoffe
21
0123456789
101112
FS5-2.MP -ohne
FS5-2.MP +0,04%C1
FS5-2.MP +0,06%C1
FS5-2.MP +0,04%C2
FS5-2.MP +0,06%C2
FS5-2.MP +0,4%C3
FS5-2.MP +0,6%C3
Entw
ässe
rung
szei
t [s]
Abb. 19: Entwässerungszeit des Zellstoffs FS5-2.MP bei Zugabe chemischer Zusatz-stoffe
0
50
100
150
200
250
FS5-2.MP -ohne
FS5-2.MP +0,04%C1
FS5-2.MP +0,06%C1
FS5-2.MP +0,04%C2
FS5-2.MP +0,06%C2
FS5-2.MP +0,4%C3
FS5-2.MP +0,6%C3
TS -
Filtr
at [m
g/l]
0,0
0,5
1,0
1,5
2,0
2,5
Bla
ttmas
se [g
] /ka
t. B
edar
f [m
l]
TS -Filtrat [mg/l] kat. Bedarf [ml] Blattmasse [g]
Abb. 20: Filtratuntersuchungen des Zellstoffs FS5-2.MP bei Zugabe chemischer Zu-satzstoffe
22
4 Zusammengefasste Aussage zu den Untersuchungsergebnissen und Schluss-folgerungen
Die vorliegenden Untersuchungen bezogen sich auf die Bindung des bei der Mahlung gebil-deten Feinfaserstoffes an die Faser mit Hilfe chemischer Zusatzstoffe. Die Bindung erfolgt aufGrund des kolloidchemischen Eigenschaftspotentials des Feinstoffes, das durch die Oberflä-cheneigenschaften der ungemahlenen Faser bestimmt wird. Die Untersuchungen erfolgten imHinblick auf die unterschiedliche Vorgeschichte der Zellstoffe aus Holzart, Aufschluss undBleiche. Die Aussagen aus den erzielten Untersuchungsergebnissen sollen unter diesen Ge-sichtspunkten zusammengefasst werden.
Die Charakterisierung der Ausgangszellstoffe gestattet folgende Feststellungen:
• Die chemische Charakterisierung zeigt für die beiden vergleichbaren Nadelsulfatzellstoffedie typischen Differenzierungen zwischen ECF- und TCF-gebleichten Zellstoffen. Glüh-rückstand, DCM-Extrakt, Carboxylgruppengehalt, Oberflächenladung und WRV-Wert sindfür den TCF-gebleichten Zellstoff FS2 höher als für den ECF-gebleichten Zellstoff FS1,während die Grenzviskosität für den TCF-Zellstoff FS2 mit ihrem niedrigeren Wert denstärkeren Kettenabbau bei der Bleiche ausdrückt.
• Die Birkensulfatzellstoffe weisen gegenüber den Nadelholzzellstoffen erwartungsgemäßeinen höheren Extraktgehalt und auf Grund der höheren Gesamt- und Oberflächenladungauch einen deutlich gesteigerten Glührückstand aus.
• Die Faserfraktionierung der Ausgangszellstoffe lässt erkennen, dass bei den beiden ver-gleichbaren Nadelholzzellstoffen FS1 und FS2 die Langfaserfraktion R16 für den TCF-Zellstoff deutlich geringer als für den ECF-Zellstoff FS1 ist, dafür ist dessen Fraktion R30größer. Die Birkensulfatzellstoffe sind gegenüber den Nadelholzzellstoffen kurzfaseriger.Eine Langfaserfraktion R16 gibt es bei ihnen nicht und die Fraktion R30, die bei den Na-delholzzellstoffen dominiert, liegt für beide Laubholzzellstoffe unter 20 %. Den Hauptanteilan den Birkenzellstoffen stellt die Fraktion R50 mit 40-50 %. Der Feinstoffanteil ist für bei-de Laubholzzellstoffe deutlich hoch und von der Bleiche offenbar unbeeinflusst. Die Frak-tionsanteile der verschiedenen Zellstoffe sind durch die Morphologie der Hölzer bestimmt.
Im Ergebnis der Untersuchungen zum Einfluss der Mahlung auf die Eigenschaften der Aus-gangszellstoffe sind folgende Aussagen zu treffen:
• Unter dem Einfluss der Mahlung erfolgt keine Veränderung chemischer Bindungen oderfunktioneller Gruppen. Sie wirkt aber auf die Verteilung der Faserstoffkomponenten zwi-schen Faserstoff und Kreislaufwasser. Die Mahlung schert Teile der Faseroberfläche ab,die sich im Feinstoff wiederfinden. Während der Gehalt an titrierbaren sauren Gruppen(Carboxylgruppengehalt) und damit die Gesamtladung von der Mahlung unabhängig sind,steigt die Oberflächenladung aller Zellstoffe mit der Mahlung. Das ist ein deutlicher Hin-weis darauf, dass die Reaktivität der Faserstoffe unter dem Einfluss der Mahlung zu-nimmt, da ihr anionischer Ladungscharakter wächst. Man muss davon ausgehen, dassdurch die Mahlung die Faserstoffkomponenten zugänglicher werden und die Zunahme derReaktivität an den Feinstoff gebunden ist.
• Der morphologische Einfluss der Mahlung drückt sich in der Faserfraktionierung nachMcNett für die Nadelhölzer im deutlichen Rückgang des Anteils der Langfaserfraktion R16und in der Zunahme des Feinstoffanteiles D100 mit fortschreitenden Mahlung aus. Bei
23
den Laubholzellstoffen fehlt von vornherein die Fraktion R16, der Anteil der von der Fa-serlänge nächst folgenden Fraktion R30 fällt bei der Mahlung leicht ab während der Fein-stoffanteil steigt. Die Feinstoffbildung ist bei den ausgewählten Zellstofftypen im Mah-lungsverlauf vergleichbar, wenn man berücksichtigt, dass die Steigerung des Feinstoff-anteiles vom ersten zum zweiten Mahlpunkt unabhängig von Holzart und Bleiche geringist. Die stärkere Zunahme der Feinstofffraktion erfolgt bei den Zellstoffen vom Nullpunktzum ersten Mahlpunkt.
Untersuchungen am Gesamtfaserstoff FS1 und am daraus durch präparative Fraktionierunggewonnene Langfaserstoff gestatten die indirekte Bewertung des Feinfaserstoffes:
• Im Vergleich zum Gesamtfaserstoff hat der Langfaserstoff eine höhere Gesamtladung(Carboxylgruppengehalt).
• Der Gesamtfaserstoff verfügt gegenüber dem Langfaserstoff über die deutlich höhereOberflächenladung. Das anionische Potential des Gesamtfaserstoffes ist demnach zumbeachtlichen Teil an den Faserfeinstoff gebunden.
Aus Entwässerungsversuchen und papiertechnischen Prüfungen lassen sich die Feinstoffbin-dung an den Faserstoff mit Hilfe chemischer Zusatzstoffe bewerten und Aussagen zu ihrerAuswirkung auf die Papiereigenschaften treffen:
• Aus der Verfolgung von Entwässerungszeit und Trockensubstanz des Entwässerungsfilt-rates wird deutlich, dass sich diese Parameter für die Bewertung der Feinstoffbindung he-ranziehen lassen und vom Typ des Zusatzstoffes und seiner Konzentration sowie vomMahlungszustand abhängig sind.
• Die Feinstoffbindung an die Faserstoffe unter Einsatz chemischer Zusatzstoffe ist mög-lich, ohne dass sich dabei die Entwässerung verschlechtert. Die Reaktivität des Feinstof-fes zum Faserstoff ist mahlungsabhängig und außerdem vom Zusatzstofftyp und seinerKonzentration beeinflusst. In den hier untersuchten Systemen zeigte die Stärke die besteWirksamkeit. Für jedes System sind die optimalen Bedingungen zwischen Zellstoff undZusatzstoff konkret zu ermitteln.
• Hinsichtlich der Vorgeschichte der Zellstoffe ist die Bindung des Feinstoffes an den Fa-serstoff bei Laubholzzellstoffen eher möglich als bei Nadelholzzellstoffen. Die morphologi-schen Einflüsse des Faserholzes dominieren bei den Versuchen zur Feinstoffbindung of-fenbar die erzeugungsbedingten Einflüsse der ECF- und TCF-Bleiche.
• Es konnte nachgewiesen werden, dass - wie erwartet - die Feinstoffbindung die Festig-keiten am ehesten positiv beeinflusst. Wie bei der Entwässerung hängt auch der Einflussder Feinstoffbindung auf die Festigkeiten vom Typ des chemischen Zusatzstoffes und derZellstoffsorte sowie der Mahlung ab.
• Ein Vergleich der Ergebnisse aus den Entwässerungsversuchen und den papiertechni-schen Prüfungen zeigt, dass in den Fällen, bei denen auf die höchste Feinstoffbindunggeschlossen werden kann, auch die Festigkeiten hohe Werte erreichen. Das trifft durch-gängig auf die Varianten mit dem Einsatz des Zusatzstoffes C3 (kationische Stärke) zu.
24
Danksagung
Die Forschungsarbeit wurde im Rahmen des Forschungsvorhabens AiF 11 498 B "Auswir-kung der Bindung von Feinstoff auf die Herstellung und die Eigenschaften holzfreien Papiers" ausgeführt und aus Mitteln des Bundesministeriums für Wirtschaft und Technologie (BMWi),Berlin, gefördert. Dafür sei an dieser Stelle gedankt.
Weitere Informationen: [email protected]
Autoren:Dr. W. Alber, Dr. K. Erhard, K. Frohberg, M. Fiedler und Th. GötzePTS HeidenauPirnaer Str. 3701809 HeidenauTel 03529/551-60Fax 03529/551899
25
Literatur
[1] ZIPPEL F.Formation und Retention bei Doppelsieb-FormernWochenblatt für Papierfabrikation 119, 802-808 (1990), Nr. 18
[2] BAUMGARTEN H.L.Theorie und Wirkung der Zellstoff-Mahlung und anderer FaserumformprozesseDas Papier 31, V 108 - V 116 (1977), Nr. 10 A
[3] JAYME G.Neue Beiträge zur Theorie der Entstehung der BlattfestigkeitDas Papier 15, 581-600 (1961), Nr. 10 A
[4] BACHNER K., FISCHER R. u. E. BÄUCKERZusammenhang zwischen Aufbau der Zellwand und Festigkeitseigenschaften bei Fa-serstoffen von konventionellen und neuen AufschlussverfahrenDas Papier 47, V30 - V40 (1993), Nr. 10 A
[5] MILETZKY F., ERHARD K. u. W. ALBERNeue Methoden zur chemischen und physikalischen Charakterisierung von Zellstoffen,insbesondere von TCF- und ECF-Marktzellstoffen für die PapiererzeugungPTS-TUD-Symposium: Papierzellstoff- und Holzstofftechnik `95, Blechschmidt J.,Fiehn G. Miletzky F. und H.L. Baumgarten (Hrsg.), München: PTS-Verlag 1995, 435Seiten, PTS-VB 02/95
[6] ALBER W. u. K. ERHARDDifferenzierung handelsüblicher Papierzellstoffe hinsichtlich ihres Verhaltens bei derPapiererzeugungDas Papier 50, V24 - V30 (1996), Nr. 10 A
[7] ALBER W., ERHARD K. u. A. ZAUMSEGELVerhalten von TCF- und ECF-Zellstoffen in Papiermaschinenkreisläufen4. PTS-Symposium Papierfaserstofftechnik 1997 PTS-Vortragsband PTS-VB 01/97
[8] ALBER W., ERHARD K. u. K. FROHBERGEinfluss unterschiedlicher Koch- und Bleichbedingungen auf das Restlignin der Zell-stoffe und Charakterisierung der Auswirkung auf Herstellung und Eigenschaften desPapieresWochenblatt für Papierfabrikation 126, 950-957 (1998), Nr. 19
[9] ALBER W., ERHARD K., FROHBERG K. u. T. GÖTZEDie Veränderungen der chemischen Reaktivität und des Quellverhaltens von Faser-stoffen durch Mahlung und TrocknungDas Papier 53, 336 - 375 (1999), Nr. 6
[10] ALBER W., ERHARD K. u. B. REINHARDTEinfluss der Mahlung auf die Eigenschaften moderner MarktzellstoffeWochenblatt für Papierfabrikation 127, 1148-1154 (1999), Nr. 18
[11] STRUNZ A.-M., BLECHSCHMIDT J. u. H. L. BAUMGARTEN

26
Vergleichende Untersuchungen zum Mahlungsverhalten von ECF- und TCF-gebleichten ZellstoffenDas Papier 50, 310 - 319 (1996), Nr. 6
[12] KATZ S., BEATSON R. P. u. A. M. SCALLANThe Determination of strong and weak acidic groups in sulfite pulpsSvensk Papperstidning 87, R48 - R53 (1984), Nr. 6

























![Anwendungsszenario DDA - ias.uni-stuttgart.de · Im Anwendungsszenario DDA vom November 2016 [3] war das Anlagenmodell als eigenständiges Element in Bild 1 dargestellt. Die Überarbeitung](https://img.pdfslide.org/doc/110x75/5e16efa092125250db5dbcba/anwendungsszenario-dda-iasuni-im-anwendungsszenario-dda-vom-november-2016-3.jpg)


