-
Bachelorarbeit
Optimierung einer ausgesparten Spanplatte mit
Hilfe eines Finite-Elemente-Programms
Lehrstuhl für Statik und Dynamik
Ruhr-Universität Bochum
vorgelegt von: Maximilian Wrobinger
Studiengang: Bauingenieurwesen
Matrikelnummer: 108 011 252 591
Betreuer: Dr.-Ing. Michael Hofmann
Fachprüfer: Prof. Dr. techn. Günther Meschke
2. Fachprüfer: Dr.-Ing. Steffen Freitag
Abgabedatum: 24.10.2017
-
Bachelorarbeit
Optimierung einer ausgesparten Spanplatte mitHilfe eines
Finite-Elemente-Programms
Betreuer: Dr.-Ing. Michael Hofmann
Hintergrund: Die Optimierung von Bauteilen gehört zu den
wichtigen Aufgabendes Bauingenieurs. Hier stellt sich die Frage,
wie sich mit geringem Aufwand dieoptimalen Parameter der Bauteile
ermitteln lassen? Das Finite-Elemente-Programmsystem MSC.Marc
Mentat enthält als integralen Bestandteil dieMöglichkeit, optimale
Lösungen zu finden. Die Software ist dabei in eine
Vielzahlverschiedener Module aufgeteilt, die für jeweils
unterschiedliche physikalischeProbleme oder Klassen von Algorithmen
verwendet werden können.
Aufgabenstellung: Ziel der Arbeit ist die Optimierung des
Gewichts einerausgesparten Spanplatte mit Hilfe von MSC.Marc
Mentat. Die Spanplattebesteht aus drei Lagen und besitzt ein
inhomogenes Dichteprofil. Das Materialder Spanplatte ist orthotrop.
Verschiedene Randbedingungen sollen untersuchtwerden. Die
Optimierungsvariablen sind die Materialparameter der
Spanplatte.Alle Ergebnisse sind ausführlich zu dokumentieren,
graphisch darzustellen undkritisch zu bewerten.
Kontakt:Dr.-Ing. Michael HofmannRaum: IC 6/167Lehrstuhl für
Statik und DynamikRuhr-Universität BochumTel: 0234-32-29072Email:
[email protected]
-
Inhaltsverzeichnis
1. Einführung 1
1.1. Ziel und Umfang der Arbeit . . . . . . . . . . . . . . . .
. . . . . . . . 2
2. Holzwerkstoffe 5
2.1. Entwicklung des Holzbaus und heutige Bedeutung . . . . . .
. . . . . . 5
2.2. Unterschiedliche Arten von Holzwerkstoffen . . . . . . . .
. . . . . . . 6
2.3. Altholzverwertung . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 10
2.4. Schadstoffbelastung durch Holzwerkstoffe . . . . . . . . .
. . . . . . . . 13
2.5. Herstellung von Spanplatten . . . . . . . . . . . . . . . .
. . . . . . . . 14
2.6. Technische Kennzahlen der Spanplatte . . . . . . . . . . .
. . . . . . . 16
3. Materialmodell für Holzwerkstoffe 17
3.1. Modellierung des Zugversagens . . . . . . . . . . . . . . .
. . . . . . . 18
3.2. Modellierung von Spanplatten unter Druckbeanspruchung . . .
. . . . 19
4. Berechnungen mit Finite-Element-Modellen 20
4.1. MSC.Marc Mentat . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 20
4.2. Darstellung und Berechnung einer einfachen Platte mit
MSC.Marc Mentat 22
4.3. Validierung . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 25
5. Parameterstudie 30
5.1. Einfluss der Deckschichthöhe . . . . . . . . . . . . . . .
. . . . . . . . . 30
5.2. Optimierung der Platte nach Einfluss der Deckschichthöhe .
. . . . . . 36
5.3. Einfluss des Lochabstands . . . . . . . . . . . . . . . . .
. . . . . . . . 39
5.4. Optimierung der Platte nach Einfluss der Deckschichthöhe
und des
Lochabstands . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 42
5.5. Einfluss des Meshs auf die Ergebnisse . . . . . . . . . . .
. . . . . . . . 45
5.5.1. Grober Mesh . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 45
5.5.2. Mittlerer Mesh . . . . . . . . . . . . . . . . . . . . .
. . . . . . 46
5.5.3. Feiner Mesh . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 46
5.5.4. Vergleich Mesh-Ergebnisse . . . . . . . . . . . . . . . .
. . . . . 47
6. Zusammenfassung und Ausblick 49
6.1. Zusammenfassung . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 49
I
-
Inhaltsverzeichnis
6.2. Ausblick . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 50
Literaturverzeichnis 51
Eidesstattliche Erklärung 53
A. Anhang
B. Anhang
II
-
Abbildungsverzeichnis
1.1. Darstellung des Systems einer Spanplatte in MSC.Marc Mentat
mit den
Maßen 762x320x22[mm] . . . . . . . . . . . . . . . . . . . . . .
. . . . 2
1.2. Darstellung des Systems eines Viertels einer Spanplatte mit
den Maßen
375x150x22[mm] . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 3
2.1. Vergleich der Marktanteile von Holz, Stein, Stahl und Beton
bei Trag-
konstruktionen im Hochbau seit 1700 [19] . . . . . . . . . . . .
. . . . . 5
2.2. Mehrschichtige Spanplatten [5] . . . . . . . . . . . . . .
. . . . . . . . . 7
2.3. Grobspanplatte [11] . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 8
2.4. Vollholzwerkstoff [14] . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 8
2.5. Furnierholzwerkstoff [7] . . . . . . . . . . . . . . . . .
. . . . . . . . . . 9
2.6. Mitteldichte Faserplatten(MDF-Platten) [9] . . . . . . . .
. . . . . . . 9
2.7. Holz-Kunststoff-Verbundwerkstoffe(WPC) [16] . . . . . . . .
. . . . . . 10
2.8. Unsortiertes Altholz vor der Aufbereitung [2] . . . . . . .
. . . . . . . . 12
2.9. Trommeltrockner [12] . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 14
2.10. Kontinuierliche Spanplattenpresse [12] . . . . . . . . . .
. . . . . . . . 15
2.11. Sternwender zur Auskühlung der Spanplatten vor dem
Schliff [12] . . . 15
4.1. MSC.Marc Mentat Benutzeroberfläche . . . . . . . . . . . .
. . . . . . 21
4.2. Grundlegende Geometrie . . . . . . . . . . . . . . . . . .
. . . . . . . . 22
4.3. Zweidimensionaler Mesh . . . . . . . . . . . . . . . . . .
. . . . . . . . 23
4.4. Dreidimensionaler Mesh . . . . . . . . . . . . . . . . . .
. . . . . . . . 23
4.5. Randbedingungen . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 24
4.6. Statisches System Plattenstreifen . . . . . . . . . . . . .
. . . . . . . . 25
4.7. Durchbiegung der Platte mit elastisch-plastisch-isotropem
Material . . 26
4.8. Durchbiegung der Platte mit elastisch-plastisch-orthotropem
Material . 27
4.9. Durchbiegung der Platte mit dem Materialmodell für
Spanplatten . . . 27
4.10. Rissentwicklung am unteren Rand der Platte . . . . . . . .
. . . . . . . 28
5.1. Last-Verschiebungskurven für unterschiedliche
Deckschichthöhen h1 . . 30
5.2. Beginn der Rissentwicklung bei h1 = 3mm . . . . . . . . . .
. . . . . . 31
5.3. Beginn der Rissentwicklung bei h1 = 1, 5mm . . . . . . . .
. . . . . . . 32
5.4. Spannungsverlauf vor Rissentwicklung für h1 = 9mm . . . .
. . . . . . 33
5.5. Rissentwicklung bei Fmax mit h1 = 1, 5mm . . . . . . . . .
. . . . . . . 34
III
-
Abbildungsverzeichnis
5.6. Rissentwicklung bei Fmax mit h1 = 9mm . . . . . . . . . . .
. . . . . . 34
5.7. Rissentwicklung bei fortgeschrittener Entfestigung mit h1 =
9mm . . . 35
5.8. Maximale Traglast Fmax in Abhängigkeit vom Gewicht G der
Spanplatte 36
5.9. Erforderliche Deckschichthöhe h1 in Abhängigkeit von αopt
. . . . . . . 38
5.10. Maximale Traglast Fmax in Abhängigkeit vom Lochabstand
aLoch . . . . 39
5.11. Beginn des Risses für aLoch = 225mm . . . . . . . . . . .
. . . . . . . . 40
5.12. Risse bei fortgeschrittener Entfestigung für aLoch =
275mm . . . . . . . 40
5.13. Last-Verschiebungskurven in Abhängigkeit vom Lochabstand
Loch . . . 41
5.14. Last-Verschiebungskurven für Decktschichthöhen h1 bei
optimalem Lochab-
stand aLoch . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 42
5.15. Maximale Traglast Fmax in Abhängigkeit vom Gewicht G der
Platte bei
optimalem Lochabstand aLoch . . . . . . . . . . . . . . . . . .
. . . . . 43
5.16. Erforderliches h1 in Abhängigkeit von αopt bei optimalem
Lochabstand
aLoch . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 44
5.17. Grober Mesh . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 45
5.18. Mittlerer Mesh . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 46
5.19. Feiner Mesh . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 47
5.20. Fmax in Abhängigkeit vom Mesh . . . . . . . . . . . . . .
. . . . . . . . 48
IV
-
Tabellenverzeichnis
1.1. Schichthöhen der ersten Parameterstudie . . . . . . . . .
. . . . . . . . 4
1.2. Lochabstände zur Plattenmitte der zweiten Parameterstudie
. . . . . . 4
2.1. Altholzkategorien nach der Verordnung für die Entsorgung
von Altholz
(nach HÜTTEL, 2003) [17] . . . . . . . . . . . . . . . . . . .
. . . . . . 11
2.2. Emissionsklassen Holzspanwerkstoffe [12] . . . . . . . . .
. . . . . . . . 13
2.3. Einteilung von Spanplatten in die Klassen P2-P7 [12] . . .
. . . . . . . 16
4.1. Materialparameter Elastisch-Plastisch-Orthotrop . . . . . .
. . . . . . . 26
4.2. Vergleich der Durchbiegung der unterschiedlichen
Materialien . . . . . . 28
5.1. Beginn der Verfestigung bei Einfluss von Deckschichthöhe .
. . . . . . . 31
5.2. Gewicht G in Abhängigkeit von Deckschichthöhe h1 . . . .
. . . . . . . 36
5.3. Minima der Zielfunktion z für die jeweiligen αopt . . . .
. . . . . . . . . 37
5.4. Minima der Zielfunktion z für die jeweiligen αopt,
Fortsetzung . . . . . 37
5.5. Minima der Zielfunktion z für die jeweiligen αopt bei
aLoch = 325mm . . 43
5.6. Minima der Zielfunktion z für die jeweiligen αopt bei
aLoch = 325mm,
Fortsetzung . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 43
V
-
1. Einführung
Der Holzbau geht zurück bis zu den Anfängen des Menschen
selbst. Bereits mehrere
Jahrhunderte vor Christus fing der Mensch an kleine Hütten,
Wälle, Stege und Boote
aus Holz und Stroh zu fertigen. Der nahezu überall vorkommende
Rohstoff führte mit
seiner relativ einfachen Bearbeitbarkeit dazu, dass sich schon
früh die Handwerksberufe
des Schreiners, Tischlers, Schiffsbauers etc. und somit die
Anfänge des Bauingenieurs
bildeten. Insbesondere die Möglichkeit des Baus großer Schiffe,
tauglich für Überseefahr-
ten, was Ende des 15. Jahrhunderts zum Beginn des Kolonialismus
führte, verdeutlicht
die Wichtigkeit des Rohstoffes Holz für die Geschichte der
menschlichen Entwicklung.
Durch die ’Neuerfindung’ des Holzbaus aufgrund der Entwicklung
von Holzwerkstof-
fen im 20. Jahrhundert ist der Baustoff Holz auch in der
heutigen Zeit vor allem im
Bauwesen und Möbelbau von großer Bedeutung. Dies ist auch
besonders durch die
Umweltfreundlichkeit und Nachhaltigkeit von Holz begründet.
1
-
1.1. Ziel und Umfang der Arbeit
1.1. Ziel und Umfang der Arbeit
Für den Bauingenieur ist die Optimierung einzelner Bauteile und
Baustoffe eines
der wichtigsten Ziele. Eine solche Optimierung ist Ziel dieser
Arbeit. Mithilfe der
Finite-Element-Methode und des Programms MSC.Marc Mentat werden
anhand eines
Materialmodells für Spanplatten, erstellt von Dr. S. Müller
während seiner Promotion
am Lehrstuhl für Statik und Dynamik der
Ruhr-Universität-Bochum, drei Parameter-
studien an einer ausgesparten, mehrschichtigen Spanplatte
durchgeführt.
Abbildung 1.1.: Darstellung des Systems einer Spanplatte in
MSC.Marc Mentat mitden Maßen 762x320x22[mm]
Abbildung 1.1 zeigt eine simple Platte mit einer Länge von
762mm, einer Breite von
320mm und einer Dicke von 22mm. Bei dieser Simulation werden die
Ergebnisse von
drei unterschiedlichen Materialtypen,
• elastisch-plastisch-isotrop,
• elastisch-plastisch-orthotrop und des
• Materialmodells nach Dr. Müller
2
-
1.1. Ziel und Umfang der Arbeit
mit denen einer Handrechnung
verglichen(elastisch-plastisch-isotrop). Ziel dabei ist
es die Anwendbarkeit von MSC.Marc Mentat und des Materialmodells
zu validieren.
Die Platte liegt am linken Rand auf einem Festlager und am
rechten Rand auf einem
Loslager auf und wird durch eine Einzellast F = 400N in der
Mitte belastet. Die Länge
wird sowohl hier, als auch innerhalb der weiteren Simulationen
auf der x-Achse, die
Breite auf der y-Achse und die Höhe auf der z-Achse
abgetragen.
Abbildung 1.2 zeigt ein Viertel einer kreisförmig ausgesparten
Spanplatte anhand
welcher die erste Parameterstudie durchgeführt wird. Der
veränderliche Parameter ist
hier die Deckschichthöhe h1. Das Viertel besitzt eine Länge
von 375mm, eine Breite
von 150mm und eine Höhe von 22mm. Das System liegt am linken
Rand auf einem
Loslager auf und ist am rechten und unteren Rand aus
Symmetriegründen in x-, bzw.
y-Richtung gesperrt. Belastet wird es durch eine Streckenlast am
rechten Rand(bzw. in
Mitte der Gesamtplatte) in Form einer schrittweisen
Verschiebung(0,1mm pro Schritt).
Der Mittelpunkt der Aussparung liegt bei aLoch = 125mm(zur
Plattenmitte) und besitzt
einen Radius von r = 25mm.
Abbildung 1.2.: Darstellung des Systems eines Viertels einer
Spanplatte mit denMaßen 375x150x22[mm]
3
-
1.1. Ziel und Umfang der Arbeit
Die Werte der untersuchten Schichtdicken sind in Tabelle 1.1
aufgeführt.
Schichtart hi[mm], mit: i = 1; 2
Deckschicht 1,5 3 4,5 6 7,5 9 11
Mittelschicht 19 16 13 10 7 4 0
Tabelle 1.1.: Schichthöhen der ersten Parameterstudie
Die zweite Parameterstudie umfasst eine Überprüfung des
Einflusses der Position der
Aussparung. Hierbei wird der Mittelpunkt des Lochs entlang der
Länge der Platte, bei
gleichbleibendem Radius r = 25mm, verschoben. Die
Deckschichthöhe wird konstant
mit h1 = 4, 5mm angenommen und die Lagerbedingungen und die
Belastung bleiben
gleich. Die unterschiedlichen Abstände der Aussparung zur
Plattenmitte können in
Tabelle 1.2 abgelesen werden.
Lochabstand aLoch[mm] 50 75 125 175 225 275 325
Tabelle 1.2.: Lochabstände zur Plattenmitte der zweiten
Parameterstudie
Im Verlauf der dritten und letzten Studie wird erneut der
Einfluss der Deckschichthöhe
überprüft, jedoch für den Fall von aLoch = 325mm. Die
jeweiligen Ergebnisse werden
anschließend analytisch optimiert und kritisch bewertet.
4
-
2. Holzwerkstoffe
2.1. Entwicklung des Holzbaus und heutige
Bedeutung
Vor dem Zeitalter der Industrialisierung war Holz der
unangefochten meist genutzte
Baustoff im Bauwesen, aus welchem nahezu alles gebaut wurde.
Seit dem Beginn der
Industrialisierung jedoch, ging diese Vormachtstellung innerhalb
weniger Jahre verloren.
Durch die Anforderungen, welche durch neue Bauweisen gestellt
wurden, wurde Holz
zunehmend durch Kunststeine und Stahl, und ab Beginn des 20.
Jahrhunderts besonders
stark durch Beton, bzw. Stahlbeton, verdrängt. [19]
Abbildung 2.1.: Vergleich der Marktanteile von Holz, Stein,
Stahl und Beton beiTragkonstruktionen im Hochbau seit 1700 [19]
5
-
2.2. Unterschiedliche Arten von Holzwerkstoffen
Abbildung 2.1 verdeutlicht den Rückgang der Marktanteile von
Holz über die letzten
Jahrhunderte. Aber auch ein Anstieg in der Holznutzung innerhalb
der letzten Jahrzen-
te ist deutlich zu erkennen. Dort wo es weniger um spezielle
Gebäudeanforderungen
ging konnte Holz weiterhin Marktanteile erobern. Gerade in
weniger urbanen Gebieten
findet es noch oft eine Anwendung im Häuserbau, aber auch in
dichter besiedelten
Gegenden mit mittelhohen Gebäuden wird es weiterhin genutzt.
Meist sind die Decken
und Außenwände zwar massiv, aber häufig sind vor allem die
Dachstühle und weitere
Geschosse aus Holzbalkendecken und Wänden aus Fachwerk gebaut.
[19]
Heutzutage gewinnt Holz wieder zunehmend an Bedeutung. Dies ist
vor allem durch
die Nachhaltigkeit und Umweltfreundlichkeit von Holz begründet.
Holz, als nachwach-
sender Rohstoff, rückt im Bauwesen wieder ein wenig in den
Vordergrund und bestimmt
weiterhin den Markt im Möbelbau. Die Altholz-, bzw.
Holzabfallverwertung, welche
einen steigenden Prozentanteil des anfallenden Abfalls wieder
verarbeitet und zurück
in die Nutzung bringt hat in den letzten Jahren ebenfalls eine
stärkere Gewichtung
erhalten.
2.2. Unterschiedliche Arten von Holzwerkstoffen
Holzwerkstoffe wurden Anfangs des 20. Jahrhunderts entwickelt.
Bei Holzwerkstoffen
handelt es sich meist um einzelne Holzspäne, aber auch um
Vollholzteile, die durch
Mischung mit natürlichen und synthetischen Bindemitteln und
gegebenfalls Zugabe
weiterer Mittel (wie Frost- oder Feuerschutzmittel) verklebt
bzw. verleimt werden. Einer
der großen Vorteile der Holzwerkstoffe gegenüber dem Vollholz
ist seine Flexibilität.
Es können Bauteile erstellt werden, welche in diesen Formen als
Vollholz nur schwer
möglich wären.
Die Spanplatte, der wohl bekannteste Holzwerkstoff, wurde in den
1930er-Jahren vom
Deutschen Max Himmelheber erfunden. Die erste industrielle,
großflächige Herstellung
dreischichtiger Spanplatten wurde im Jahre 1946 in Klingnau
(Schweiz) eingeführt, als
das erste Novopan-Werk seine Produktion aufnahm. Ziel hierbei
war es den Grad der
Verwertung von Bäumen und somit die Wirtschaftlichkeit der
Holzindustrie zu steigern.
Damals wurden etwa 40 Prozent der Bäume verwertet, was sich
durch den Durchbruch
der Holzwerkstoffe auf etwa 80 Prozent verdoppelte. [12] [6]
6
-
2.2. Unterschiedliche Arten von Holzwerkstoffen
Holzspanwerkstoffe sind dabei die wirtschaftlich bedeutendsten
Holzwerkstoffe in
Europa. Rund 75 Prozent der Gesamtproduktion wird durch sie
abgedeckt. Im Jahr
2008 wurden in ganz Europa rund 34,5 Millionen m3 Spanplatten
und 3,3 Millionen
m3 OSB-Platten produziert. Deutschlands Anteil an dieser
Produktion betrug etwa 7,5
Millionen m3 Spanplatten und 1 Million m3 OSB-Platten. [12]
[6]
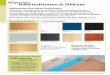
Abbildung 2.2.: Mehrschichtige Spanplatten [5]
Abbildung 2.2 zeigt drei mehrschichtige Spanplatten. Man erkennt
gut die unter-
schiedlichen Größen der einzelnen Späne der jeweiligen
Schichten. Neben der höheren
Tragfähigkeit ist die äußere, dichte und glatte Schicht
ebenfalls aus ästhetischen Gründen
gut für den Möbelbau geeignet. Etwa 50 Prozent der
Spanplattenproduktion Deutsch-
lands wird in diesem Bereich verwendet.
Auch weitere Arten der Holzspanwerkstoffe wurden in diesem
Zeitraum entwickelt,
wie beispielsweise die, 1963 von Armin Elmendorf erfundene,
Grobspanplatte (OSB-
Platte), welche aus deutlich längeren und schlanken Spänen
hergestellt werden. Durch
die Struktur der Späne bei OSB-Platten, weisen diese höhere
Biegefestigkeiten als
normale Flachpressplatten, wie bspw. Spanplatten, auf.
OSB-Platten werden meist im
Roh- und Innenausbau besonders häufig in Amerika eingesetzt, wo
sie eine enorme
wirtschaftliche Bedeutung haben. [4]
7
-
2.2. Unterschiedliche Arten von Holzwerkstoffen
Abbildung 2.3 zeigt eine Grobspanplatte, wobei die größeren und
längeren Späne, die
hier verwendet werden, deutlich zu erkennen sind.
Abbildung 2.3.: Grobspanplatte [11]
Des weiteren gibt es noch Vollholzwerkstoffe (Abbildung 2.4),
welche aus massivem
Holz in unterschiedlichen Formen hergestellt werden. Dabei
werden die Vollholzplatten,
-Bretter oder -Stäbchen in mehreren Lagen miteinander verleimt.
Durch verschiedene
Holzgüte, Schichtaufbau und Schnittrichtungen wird die
Festigkeit des jeweiligen Werk-
stoffs bestimmt. [15]
Abbildung 2.4.: Vollholzwerkstoff [14]
8
-
2.2. Unterschiedliche Arten von Holzwerkstoffen
Ähnlich den Vollholzwerkstoffen sind die Furnierwerkstoffe
(Abbildung 2.5), welche
aus mehreren, kreuzweise verleimten Schichten von
Schälfurnieren bestehen. Durch die
geringere Dicke der jeweiligen Elemente der Platten ist hier
eine größere Variationsbreite
möglich. [15]
Abbildung 2.5.: Furnierholzwerkstoff [7]
Weiterhin gibt es noch die Holzfaserwerkstoffe. Diese setzen
sich aus sehr feinen
Sägespänen, Restprodukten, aber auch faserhaltigen Pflanzen
wie Raps oder Flachs
zusammen. Holzfaserwerkstoffe gibt es in Formen stark
unterschiedlicher Dichte und
werden davon abhängig als Dämmmaterial oder auch als tragende
und nicht tragende
Bauteile verwendet. Gerade MDF-Platten (Mitteldichte
Faserplatten, Abbildung 2.6)
erlangen immer mehr an Beliebtheit und bilden eine größer
werdende Konkurrenz
gegenüber der Spanplatte.
Abbildung 2.6.: Mitteldichte Faserplatten(MDF-Platten) [9]
9
-
2.3. Altholzverwertung
Zuletzt gibt es noch die Verbundwerkstoffe. Sie können aus
unterschiedlichen Arten
der Holzwerkstoffe bestehen, aber auch aus dem Verbund mit
anderen Materialien wie
Kunststoffe, Beton oder Papier. Durch den Verbund mit anderen
Materialien lassen
sich zum Beispiel Leichtbauplatten bilden (Bspw. mit einem Kern
aus Papierwaben)
oder Holz-Kunststoff-Verbundwerkstoffe(WPC, Abbildung 2.7), die
sich durch eine freie
3-dimensionale Formbarkeit und hohe Feuchteresitenz auszeichnen.
[7]
Abbildung 2.7.: Holz-Kunststoff-Verbundwerkstoffe(WPC) [16]
2.3. Altholzverwertung
Holzwerkstoffe, insbesondere Spanplatten, stellen einen
wichtigen Teil der Verwertung
von Holzabfällen dar. Unter Holzabfällen versteht man in der
holzbe- und holzverar-
beitenden Industrie anfallenden Abfälle. Darunter fallen
ebenfalls Produkte, welche
sich bereits in einer Nutzung befanden. Holzabfälle werden
durch die Altholzverord-
nung beschrieben und nach Sortimenten erfasst. Die
Altholzverordnung unterliegt
dabei dem selben Prinzip wie die Abfallverwertung in anderen
Bereichen. Anhand des
Kreislaufwirtschafts- und Abfallgesetzes wurde eine Rangfolge
aufgestellt, wobei die
• Abfallvermeidung Vorrang vor der
• Abfallverwertung hat und diese Vorrang vor der
• Abfallbeseitigung hat.
Mittels §2 der Altholzverordnung werden die einzelnen
Holzabfallsortimente in ver-schiedene Altholzkategorien unterteilt,
wie in Tabelle 2.1 beschrieben.
10
-
2.3. Altholzverwertung
Unter die einzelnen Holzabfallsortimente fallen Holzabfälle aus
unterschiedlichen
Bereichen, wie zum Beispiel Baustellenhölzer (Bauholz und
Abbruchholz), Möbelhölzer,
Sperrmüll, Verpackungshölzer und Abfälle aus der Holzbe- und
verarbeitung. [17]
Altholzkategorien
AI
Naturbelassenes oder lediglich mechanisch bearbeitetes
Altholz,
das bei seiner Verwendung nicht mehr als unerheblich mit
holz-
fremden Stoffen verunreinigt wurde.
AII
Verleimtes, gestrichenes, beschichtetes, lackiertes oder
ander-
weitig behandeltes Altholz ohne halogenorganische
Verbindung-
en in der Beschichtung und ohne Holzschutzmittel.
AIIIAltholz mit halogenorganischen Verbindungen in der
Beschicht-
ung ohne Holzschutzmittel.
AIV
Mit Holzschutzmitteln behandeltes Altholz wie Bahnschwellen,
Leitungsmasten, Hopfenstangen, Rebpfählen sowie sonstiges
Altholz, das aufgrund seiner Schadstoffbelastung nicht den
Altholzkategorien AI, AII oder AIII zugeordnet werden kann,
ausgenommen PCB-Altholz.
PCB-Altholz
Altholz, das mit PCB im Sinne der PCB/PCT-Abfallverord-
nung belastet und nach deren Vorschriften zu entsorgen ist,
insbesondere Dämm- und Schallschutzplatten, die mit Mitteln
behandelt wurden, die polychlorierte Biphenyle enthalten.
Tabelle 2.1.: Altholzkategorien nach der Verordnung für die
Entsorgung von Altholz(nach HÜTTEL, 2003) [17]
Das anfallende Altholz ist, in Abhängigkeit von seiner
Qualität, verschieden gut dazu
geeignet einem weiteren Verwendungszweck zugeführt zu werden
(Abbildung 2.8). Das
Altholz der Kategorien AI und AII ist in der Regel ohne Bedenken
für eine weitere Nut-
zung zu gebrauchen. Aber schon ab der Kategorie AIII müssen
etwaige Beschichtungen
oder Zusatzmittel entfernt werden, bevor eine weitere Nutzung
ermöglicht werden kann.
Die Hölzer der letzten beiden Kategorien werden in den meisten
Fällen entsorgt bzw.
deponiert. [17]
11
-
2.3. Altholzverwertung
Abbildung 2.8.: Unsortiertes Altholz vor der Aufbereitung
[2]
Da Altholz einen recht großes Volumen einnimmt ist seine
Deponierung aus Kapa-
zitätsgründen keine dauerhafte Lösung. Nach entsprechender
Bearbeitung des Altholzes
liefer dieses oft gute und nutzbare Rohstoffe, welche im
weiteren Stoffkreislauf eine
Verwendung finden könnten. [17]
Folgende Weiter- bzw. Wiederverwertungen sind auf das Altholz
anwendbar:
• Zweitnutzung
• keine Nutzung
• energetische Nutzung
• stoffliche Nutzung
In Bezug auf die Herstellung von Holzwerkstoffen ist gerade die
stoffliche Nutzung von
Interesse. Das Recycling von Altholz ergibt nach heutigen
Sortierverfahren einen Gewinn
von Holz von hoher Qualität. Insgesamt werden in Deutschland
pro Jahr zwischen 1,7
und 3,0 Millionen Tonnen Altholz zu Pressholzpaletten,
Spanplatten und MDF-Platten
weiterverarbeitet. [1]
12
-
2.4. Schadstoffbelastung durch Holzwerkstoffe
2.4. Schadstoffbelastung durch Holzwerkstoffe
Neben den vielen positiven Eigenschaften von Holzwerkstoffen
gibt es jedoch auch
Bedenken bezüglich ihrer Schadstoffbelastung.
Die Bindemittel die bei der Herstellung von Span- und anderen
Holzwerkstoffplatten
genutzt werden enthalten in einigen Fällen Formaldehyd, welche
trotz eines geringen
Anteils von meist weniger als 10 Prozent (bei
Holzspanwerkstoffen), trotzdem eine große
Rolle spielen können.
Formaldehyd ist ein stechend riechendes Gas, das Schleimhäute
und Atemwege
reizt und Augen- und Nasenschleimhautreizungen, Hustenreiz,
Kopfschmerzen und
Unwohlsein hervorrufen kann. Durch längere Einwirkung kann
Formaldehyd allergi-
sche Reaktionen hervorrufen oder bereits vorhandene Allergien
gegen andere Stoffe
begünstigen.
Der Schadstoff geht mit den Holzspänen in den Platten keine
durchgehende Verbin-
dung ein und gast somit ununterbrochen aus. Selbst nach mehrere
Jahren ist so eine
Schadstoffbelastung durch die einzelnen Bauteile möglich. Dies
ist besonders kritisch zu
bewerten, da gerade Holzwerkstoffe in vielen Formen im Wohnraum
in direkter Nähe zum
Menschen als Möbel, Böden oder Wandverkleidungen auftreten.
Der Schadstoffaustoß
wird hierbei ebenfalls durch Aussparungen in den Bauteilen
begünstigt.
Neben Formaldehyd müssen auch jegliche Zusatzstoffe wie bspw.
Brandschutzmittel
auf ihre Umweltverträglichkeit geprüft werden. [13] [12]
Um die Gesundheitsgefährdung durch Holzspanwerkstoffe
möglichst gering zu hal-
ten werden diese in drei Emissionsklassen eingeteilt(Tabelle
2.2). Spanplatten mit der
Bezeichnung F0 sind formaldehydfrei, d.h. ohne Bindemittel auf
der Basis von Formal-
dehydharzen. [13] [12]
Emissionsklasse Formaldehyd-Ausdünstung
E1 weniger als 0,01%
E2 0,01% bis 0,03%
E3 weniger als 0,06%
Tabelle 2.2.: Emissionsklassen Holzspanwerkstoffe [12]
13
-
2.5. Herstellung von Spanplatten
2.5. Herstellung von Spanplatten
Wie aus den den vorherigen Kapiteln bereits hervorgeht, bestehen
Spanplatten zum
Großteil aus unterschiedlich großen Holzspänen, welche meist in
gröberer Form im
Werk ankommen(Altholz, Durchforstungsholz, etc.) vermischt mit
Bindemitteln und
Zusatzstoffen. Der erste Schritt der Spanplattenherstellung
besteht somit meist aus der
Holzaufbereitung. Die unterschiedlichen Späne müssen für die
Platten auf verschiedene
Größen gebracht werden, möglichst große und flache Späne für
die Mittelschicht und
für die Deckschicht kleinere Teile (bspw. Säge- und
Hobelspäne). Für die kleinen Späne
verwendet man Zerfaserer (Refiner) oder Spezialmühlen. Die
gröberen Späne werden
auf Zerspanermessern oder mittels Hacker aus Voll- oder
Sägerestholz erzeugt. Des
weiteren muss das Holz für die Weiterverarbeitung auf eine
erforderliche Sollfeuchte
getrocknet werden(Deckschicht 1-8 %; Mittelschicht 4-6 %). Oft
werden hier sogenannte
Trommeltrockner verwendet (Abbildung 2.9). Anschließend werden
die Späne sortiert
und falls nötig nachverarbeitet. [12] [6]
Abbildung 2.9.: Trommeltrockner [12]
14
-
2.5. Herstellung von Spanplatten
Nach der Trocknung der Späne werden diese geschichtet, verleimt
und in kontinu-
ierlichen Pressen bei etwa 200 ◦C bis 250 ◦C zu einer
’unendlichen’ Platte verpresst.
Zum Einsatz kommen hier bis zu 70 Meter lange
Endlospressen(Abbildung 2.10). Die
so entstehende Platte wird anschließend auf die gewünschten
Längen gekürzt.
Abbildung 2.10.: Kontinuierliche Spanplattenpresse [12]
Zuletzt werden die Platten ausgekühlt(Abbildung 2.11),
geschliffen und besäumt und
anschließend über eine Woche gelagert, um die Feuchtigkeit und
Wärme innerhalb der
Platten auszugleichen. Je nach Bedarf werden die Platten, schon
beim Pressvorgang in
Spezialpressen oder im Nachhinein, mit Kunststoffen beschichtet.
[12] [6]
Abbildung 2.11.: Sternwender zur Auskühlung der Spanplatten vor
dem Schliff [12]
15
-
2.6. Technische Kennzahlen der Spanplatte
2.6. Technische Kennzahlen der Spanplatte
Spanplatten werden nach DIN EN 321-1, DIN EN 14755 und DIN EN
13986 eingeteilt,
unterschieden nach Festigkeit und Feuchtebeständigkeit(Tabelle
2.3)
Allgemeine Zwecke Tragend Hochbelastbar
P1 für leichte Verkleidungen
im Trockenbereich
P4 Trockenbereich P6 Trockenbereich
P2 für Möbel- und Innenaus-
bau im Trockenbereich
P3 im Feuchtbereich P5 Feuchtbereich P7 Feuchtbereich
Tabelle 2.3.: Einteilung von Spanplatten in die Klassen P2-P7
[12]
Jeder Holzwerkstoff muss ein CE-Kennzeichen aufweisen durch
welches unterschied-
liche Angaben der Platte zertifiziert sind. Anhand des
Kennzeichens ist z.B ablesbar
welche Schadstoffklasse der Werkstoff besitzt sowie Details zum
Brandverhalten und zu
beigefügten Holzschutzmitteln.
Detaillierte Angaben zum CE-Kennzeichen und zu den
Spanplattenklassen P2-P7
(wie bspw. E-Module) finden sich in Anhang B dieser Arbeit.
16
-
3. Materialmodell für
Holzwerkstoffe
Wie bereits in der Einführung erwähnt wurde, wird in dieser
Arbeit ein Materialmodell
für Spanplatten von Dr. S. Müller genutzt. Dieses wurde
während seiner Dissertation
’Entwicklung eines Werkstoffmodells zur FE-Simulation des
Tragverhaltens neuartiger
Befestigungsmittel in Spanplatten’ am Lehrstuhl für Statik und
Dynamik der Ruhr-
Universität Bochum entwickelt. Die Kernelemente dieses Modells
werden in dieser Arbeit
vereinfacht dargestellt.
Das Modell wurde auf der Grundlage der geometrisch linearen,
kombinierten Plasti-
zitäts- und Schädigungstheorie nach [MESCHKE, LACKNER &
MANG 1998] entwickelt.
Es dient zur dreidimensionalen Beschreibung des mechanischen
Verhaltens von Holz-
werkstoffen und wurde als Mehrflächenmodell konzipiert, um die
unterschiedlichen
Versagensmechanismen infolge Zug-, Druck- bzw.
Schubbeanspruchung abbilden zu
können. Um das Verhalten der Spanplatten unter den genannten
Beanspruchungen
korrekt darzustellen wird ein dreidimensionales
Versagenskriterium vom RANKINE-
Typ und eine TSAI-WU-Fließfunktion verwendet. Dadurch ist das
Materialmodell
dazu in der Lage eine Rissentwicklung im Zugbereich, welche
lokal zu einem sprödem
Versagen führen kann, als auch das Verfestigungs- und
Entfestigungsverhalten unter
Druckbeanspruchung zu beschreiben. [18]
Im Laufe der Dissertation wurden mithilfe eines umfangreichen
Versuchsprogramms
die mechanischen Eigenschaften von Spanplatten ermittelt. Dabei
wurden die Spanplat-
ten auf folgende Eigenschaften geprüft, welche letztendlich im
Modell berücksichtigt
wurden:
• Anisotropie
• Dichteabhängigkeit
• Mechanisches Verhalten unter Zugbeanspruchung
• Mechanisches Verhalten unter Druckbeanspruchung
• Schubversagen
17
-
3.1. Modellierung des Zugversagens
3.1. Modellierung des Zugversagens
Die für das Modell gewählte Mehrflächentheorie erlaubt es den
elastischen Spannungs-
raum mithilfe mehrerer voneinander unabhängiger Fließ- oder
Versagensfunktionen zu
definieren. Durch die vorherigen Ergebnisse der Dissertation
wurde für die Modellierung
des nichtlinearen Verhaltens von Holzwerkstoffen im Zugbereich
eine dreidimensionale
Versagensfunktion vom RANKINE-Typ gewählt. Das Modell ist dazu
in der Lage mittels
Analyse der Interaktion zwischen den Einwirkungen und
Festigkeiten des Materials
einen realen Riss darzustellen. [18]
Die in diesem Modell tensorielle, kinematische Versagensfunktion
ξ (3.1) wird als die
Differenz des Spannungstensors und des Back Stress- Tensors(3.4)
definiert, [18]
ξ = σ − η. (3.1)
Der Back Stress- Tensor setzt sich zusammen aus den vorher
definierten Strukturtenso-
ren(3.2), welche dazu dienen die Richtungsabhängigkeit der
mechanischen Eigenschaften
der Spanplatte zu erfassen. [18]
Mv = v ⊗ v Mw = w ⊗w Ma = a⊗ a (3.2)
Die Zugfestigkeiten f v, fw und fa des Werkstoffs in den drei
Richtungen v, w
und a werden als Funktionen verzerrungsähnlicher interner
Variablen αvR, αwR und
αaR ausgedrückt. Diese werden als Projektionen des Tensors
zweiter Stufe αR auf die
Materialhauptrichtungen bestimmt(3.3) [18]
αvR := Mv : αR α
wR := M
w : αR αaR := M
a : αR (3.3)
und können als Rissverzerrungen verstanden werden. Durch die
Angabe dreier von-
einander unabhängiger Variablen wird die vollständige
Entkopplung der Materialbe-
schreibung in den einzelnen Richtungen erreicht. Der oben
bereits erwähnte Back Stress-
Tensor kann nun mittels der Strukturtensoren die Festigkeiten
zusammenfassen. [18]
η = f v(αvR)Mv + fw(αwR)M
w + fa(αaR)Ma (3.4)
18
-
3.2. Modellierung von Spanplatten unter Druckbeanspruchung
3.2. Modellierung von Spanplatten unter
Druckbeanspruchung
In diesem Materialmodell wurde für den Druckbereich als
Fließpotential das Kriterium
von [TSAI & WU 1971] gewählt, dessen Funktionsparameter im
Hinblick auf die
Modellierung von verfestigendem bzw. entfestigendem
Materialverhalten in Abhängigkeit
von internen Variablen ausgedrückt werden. Unter Zuhilfenahme
einer anisotropen
Versagens- bzw. Grenzfläche wird das Modell auf die
realitätsnahe Simulation triaxialer
Versagenszustände erweitert.
Das Festigkeitskriterium nach TSAI-WU wurde mit dem Ziel zur
Beschreibung der
Festigkeiten anisotroper Materialien entwickelt. Die
TSAI-WU-Potentialfunktion wurde
normalerweise nur mit Funktionsparametern konstanter Größen
verwendet, welche aus
den Festigkeitswerten der betrachteten Materiale errechnet
wurden. In dem Materialm-
odell nach Dr. Müller dient das Potential als Fließfunktion und
wird mit fTW bezeichnet.
Hier sind die Funktionsparameter variabel und werden als
Funktionen der verzer-
rungsähnlichen internen Variablen definiert. Zusammen mit der
RANKINE-Funktion fR
umgrenzt fTW in Abhängigkeit vom aktuellen Verfestigungs- bzw.
Entfestigungszustand
den Raum elastischer Spannungen Eσ [18]Das Kriterium nach
TSAI-WU im Fall allgemeiner Anisotropie ist in tensorieller
Form wie folgt definiert: [18]
fTW = F : σ + σ : F : σ − 1 = 0 (3.5)
Weiter wird hier auf den Druckbereich nicht eingegangen da in
dieser Arbeit zur
Vereinfachung der Druckbereich als elastisch angenommen wird, da
die durchgeführ-
ten Simulationen der jeweiligen Spanplatten ausschließlich auf
ihr Verhalten unter
Zugbeanspruchung geprüft werden.
19
-
4. Berechnungen mit
Finite-Element-Modellen
4.1. MSC.Marc Mentat
Bei MSC.Marc Mentat handelt es sich um ein Finite-Element
Programm der MSC-
Software Corporation. Marc ist mithilfe numerischer Methoden
für unterschiedliche
Finite-Element Analysen geeignet. Dazu gehören
• fortgeschrittene nichtlineare Strukturanalysen,
• komplexe Kontaktprobleme,
• anspruchsvolle Materialmodelle und
• Multiphysics-Analysen.
Die Fähigkeiten im bereich der Multiphysics-Analysen umfassen
Struktur, Wärme-
ausbreitung, Akustik, Magnetostatik und -dynamik und
Elektromagnetismus. Zudem
ist es für die Darstellung unterschiedlichster Situationen
nutzbar, wie beispielsweise
Rissfortschritte, Bruchmechaniken und Composites. [10]
20
-
4.1. MSC.Marc Mentat
Die Benutzeroberfläche des Programm sieht wie folgt aus:
Abbildung 4.1.: MSC.Marc Mentat Benutzeroberfläche
Zu sehen sind hier die wichtigsten Funktionen des Programms. Das
große leere Feld
in der Mitte wird als die ’Graphics Area’ bezeichnet. Sie stellt
das Herz der Mentat-
Oberfläche dar, in welcher das momentan bearbeitete Modell
dargestellt wird und
kann Zusätzlich dazu genutzt werden andere Informationen, wie
beispielsweise ’tables’
anzuzeigen. Außerdem werden hier die Ergebnisse der Berechnungen
dargestellt, z.B. in
Form von ’Path Plots’ oder ’History Plots’.
Die Leisten unmittelbar um die ’Graphics Area’ herum werden als
’Inner Menu
Area’ bzw. ’Inner Toolbar’ Area’ bezeichnet. Hier können
unterschiedlichste Werkzeuge
gefunden werden, welche beispielsweise dazu dienen die Ansicht
des Modells zu ändern,
die Auswahl einzelner oder mehrerer Elemente steuern oder im
Ergebnisbildschirm die
einzelnen Berechnungsschritte auswählbar machen.
Alles andere um diese beiden Bereiche herum wird in der ’Outer
Menu Area’ zu-
sammengefasst. Hier stehen die wichtigsten Werkzeuge zum
Erstellen von Geometrie,
Netzgitter, Material, Randbedingungen usw.. Des weiteren dient
der großere linke Teil
als Auflistung bisheriger erzeugten Daten und als
Menüoberfläche der vorher genannten
Werkzeuge. Im oberen Bereich steht letztendlich die ’Menu Bar’
die unter anderem zum
Speichern und Erstellen neuer Dokumente, zur Einstellung
detaillierter Ansichten, zum
Erstellen von Screenshots oder zum Zugriff auf die Hilfe-Dateien
dient.
Zuletzt befindet sich am unteren Rand des Fenster noch die
Kommandozeile, in
welcher Befehle eingegeben und Fehlermeldungen angezeigt werden.
[8]
21
-
4.2. Darstellung und Berechnung einer einfachen Platte mit
MSC.Marc Mentat
4.2. Darstellung und Berechnung einer einfachen
Platte mit MSC.Marc Mentat
Zu Beginn einer jeden Berechnung muss erst einmal die Geometrie
des jeweiligen
Systems erstellt werden. Hierzu verwendet man die unter dem
Reiter ’Geometry &
Mesh’ befindlichen Werkzeuge. Zuerst schafft man eine
grundlegende Geometrie mittels
Eckpunkten und Linien bzw. Oberflächen (Abbildung 4.2). In
diesem Beispiel beträgt
die Länge der Platte 762mm und die Breite 320mm.
Abbildung 4.2.: Grundlegende Geometrie
Des weiteren wird eine zweidimensionale Netzeinteilung, bzw.
Mesh, der Oberfläche
durchgeführt (Abbildung 4.3) und diese anschließend in eine
dreidimensionale Form
erweitert(Abbildung 4.4). Hierbei wird auch die Höhe der Platte
bestimmt, welche
22mm beträgt, eingeteilt in 16 einzelne, 1,375mm hohe
Elemente.
22
-
4.2. Darstellung und Berechnung einer einfachen Platte mit
MSC.Marc Mentat
Abbildung 4.3.: Zweidimensionaler Mesh
Abbildung 4.4.: Dreidimensionaler Mesh
23
-
4.2. Darstellung und Berechnung einer einfachen Platte mit
MSC.Marc Mentat
Als nächstes werden das Material und die
Randbedingungen(Abbildung 4.5) bestimmt.
Das Material wird hier als elastisch-plastisch-isotrop gewählt
mit einem E-Modul von
3071N/mm2 und einer Poissonzahl von 0,00. Die Platte liegt am
linken Rand auf einem
Festlager und auf der rechten Seite auf einem Loslager auf. In
der Mitte der Platte
befindet sich eine einzelne Kraft in der Höhe von 400N.
Abbildung 4.5.: Randbedingungen
Des weiteren werden für die spätere Berechnung mittels
Materialmodell noch ein ’time-
table’, ein ’Loadcase’ und verschiedene ’initial-conditions’
bestimmt. Die ersten beiden
Werkzeuge dienen der Aufbringung der Last in einzelnen
Inkrementen, bzw. Schritten.
Die ’initial-conditions’ legen einzelne Parameter des
Materialmodells für Spanplatten
fest, wie bspw. die Richtungen der Orthotropie, der Deck- und
Mittelschichthöhen und
der Dichte des Materials.
Zuletzt erstellt man einen ’Job’ in welchem die Randbedingungen
angegeben werden
müssen, welche in der jeweiligen Berechnung berücksichtigt
werden sollen und welche
Ergebnisse das Programm ausgeben soll. Nachdem Marc Mentat die
Rechnung abge-
schlossen hat, kann man über das Job-Menü die zugehörige
Results-File öffnen und die
Ergebnisse auslesen.
24
-
4.3. Validierung
4.3. Validierung
Bevor die eigentliche Parameterstudie beginnt wird zunächst
überprüft, ob das Pro-
gramm und das Materialmodell für eine Spanplattenberechnung
geeignet sind. Hierzu
wird das Beispiel aus dem vorherigen Kapitel mit drei
verschiedene Materialarten und
als Vergleich mittels einer einfachen Handrechnung
berechnet.
Der Ablauf der Berechnung per Hand ist dabei wie folgt:
Zunächst wird die Platte auf ein einfaches statisches System
reduziert(Abbildung 4.6).
Abbildung 4.6.: Statisches System Plattenstreifen
Bei der Berechnung wird angenommen, dass das Tragverhalten der
Platte mehreren
nebeneinanderliegenden Plattenstreifen bzw. -balken entspricht
was zur Verwendung
folgender Formel der Verschiebung führt: [20] [3]
wmax =1
48∗ Fl
3
EI(1− v2) (4.1)
Das zusätzlich entstehende Moment, hervorgerufen durch die
behinderte Querdehnung
der einzelnen Plattenstreifen, wird durch die Poissonzahl v(hier
: v = 0) berücksichtigt.
Geometrie, Last und E-Modul entsprechen denen des Beispiels aus
dem vorherigem
Kapitel. Einsetzen in die Formel gibt:
wmax =400N ∗ (762mm)3
48 ∗ 3071 Nmm2∗ 320mm∗(22mm)3
12
= 4, 228mm
25
-
4.3. Validierung
Da Spanplatten jedoch ein orthotropes Materialverhalten und
somit schwächere
Festigkeiten in z-Richtung besitzen, werden noch zwei weitere
Berechnungen der obigen
Platte mit unterschiedlichen Materialien untersucht. Zunächst
wird eine Rechnung
mit einem elastisch-plastisch-orthotropen Material mit folgenden
Materialparametern
durchgeführt:
E-Modul [N/mm2] G-Modul [N/mm2]
E1 = 3071 G12 = 1500
E2 = 3071 G23 = 46
E3 = 136 G31 = 46
Tabelle 4.1.: Materialparameter
Elastisch-Plastisch-Orthotrop
Diese Werte entsprechen ungefähr den Werten des
Materialmodells, welches für die
letzte Berechnung verwendet wird, um eine Vergleichbarkeit zu
schaffen. Öffnet man
nun nach der Berechnung der drei Fälle die jeweilige
Results-File, kann man sich die
folgende Durchbiegungen (in z-Richtung) anzeigen
lassen(Abbildung 4.7,4.8,4.9)
Abbildung 4.7.: Durchbiegung der Platte mit
elastisch-plastisch-isotropem Material
26
-
4.3. Validierung
Abbildung 4.8.: Durchbiegung der Platte mit
elastisch-plastisch-orthotropem Material
Abbildung 4.9.: Durchbiegung der Platte mit dem Materialmodell
für Spanplatten
27
-
4.3. Validierung
Man kann jeweils gut den Verlauf der Durchbiegung über die
gesamte Platte erkennen,
ebenso wie den Einfluss der in der Mitte zentrierten Kraft bei
den beiden schwächeren
Materialien. Durch Ablesen der Verschiebung erhält man folgende
Ergebnisse:
Material wmax[mm]
Elastisch-Plastisch-Isotrop 4, 297
Elastisch-Plastisch-Orthotrop 4, 901
Materialmodell für Spanplatten 5, 000
Tabelle 4.2.: Vergleich der Durchbiegung der unterschiedlichen
Materialien
Das orthotrope Material ist gegenüber dem isotropem in
z-Richtung deutlich schwächer
und biegt sich daher weiter durch. Das Material des
Spanplattenmodells ist abermals
schwächer als die beiden vorherigen da hier auch der Schaden
durch eine Rissentwicklung
(Abbildung 4.10) berücksichtigt wird. Daraus folgt wiederum
eine größere Verschiebung.
Abbildung 4.10.: Rissentwicklung am unteren Rand der Platte
28
-
4.3. Validierung
Der Unterschied der Durchbiegung des isotropen Materials
gegenüber der Rechnung
per Hand beträgt etwa 1,6% und liegt somit in einem guten
akzeptablen Bereich
von < 10%. Bei direktem Vergleich zwischen dem orthotropen
Material und dem
Materialmodell für Spanplatten liegt der Unterschied bei etwa
2% und ist somit auch
innerhalb der Toleranz. Damit ist bewiesen, dass sowohl die
verwendete Finite-Element
Software MSC.Marc Mentat, als auch das Materialmodell nach Dr.
Müller für weitere
Berechnungen tauglich sind.
29
-
5. Parameterstudie
5.1. Einfluss der Deckschichthöhe
Wie in Kapitel 1.2 beschrieben wird die erste Parameterstudie
anhand einer veränderli-
chen Deckschichthöhe h1 durchgeführt. Abbildung 5.1 zeigt die
Last-Verschiebungskurven
der unterschiedlichen h1-Werte. Wie zu erwarten steigt die
Traglast bei einer Erhöhung
der Deckschichthöhe, also einer Stärkung des Materials an.
Zunächst verhält sich das
Material elastisch und die Kurven erfahren einen linearen
Anstieg, bis das Material in
der Bereich der Verfestigung übergeht. Hier verringert sich die
Steigung der jeweiligen
Kurven langsam bis diese einen maximalen Wert erreichen. Der
Beginn der Verfestigung
ist bei fast allen Höhen der Deckschicht am selben Punkt
(Tabelle 5.1) und wird durch
den dimensionslosen Beiwert α gekennzeichnet. Der Beiwert α ist
Teil des Materialm-
odells von Dr. Müller und beschreibt qualitativ den Verlauf und
die Dehnung eines
Risses, ist dabei jedoch nicht direkt auf die Rissbreite
übertragbar. Ist α > 0 startet
somit ein Riss und kennzeichnet damit auch den Anfang der
Verfestigung.
Abbildung 5.1.: Last-Verschiebungskurven für unterschiedliche
Deckschichthöhen h1
30
-
5.1. Einfluss der Deckschichthöhe
h1[mm] 1,5 3 4,5 6 7,5 9 11
Beginn der Verfestigung bei U [mm]: 3,9 4,1 4,1 4,2 4,1 4,1
4,1
Tabelle 5.1.: Beginn der Verfestigung bei Einfluss von
Deckschichthöhe
Der Beginn der Verfestigung liegt hier bei fast allen
Deckschichten größer als 1,5mm
am selben Punkt. Die später einsetzende Verfestigung der Platte
der Deckschichthöhe
von 6mm ist auf numerische Ungenauigkeit zurückzuführen, da
der jeweilige α-Wert
der fünf anderen Platten eine Zehnerpotenz von 10−6 besitzt und
direkt im nächsten
Schritt auf die selbe Potenz von 10−3 steigt, wie es bei h1 =
6mm der Fall ist.
Interessanter ist hier jedoch der Vergleich zum schwächsten
Material bei h1 = 1, 5mm.
Während sich bei allen anderen Berechnungen der Anfang des
jeweiligen Risses an
der Unterkante, und somit an der äußeren, starken Schicht,
bildet (Abbildung 5.2),
ist die Dicke der äußeren Schicht hier so gering, dass der Riss
bereits im inneren und
schwächeren Teil der Platte beginnt(Abbildung 5.3).
Abbildung 5.2.: Beginn der Rissentwicklung bei h1 = 3mm
31
-
5.1. Einfluss der Deckschichthöhe
Abbildung 5.3.: Beginn der Rissentwicklung bei h1 = 1, 5mm
Ebenfalls zu erkennen ist der Einfluss der Aussparung auf den
Verlauf der Spannung.
Hier ist eine Konzentration der Spannung an der Lochkante zu
erkennen, da die Platte
dort geschwächt ist. Dies führt dazu, dass der erste Riss sich
am Lochrand bildet und
nicht wie eigentlich zu erwarten, in Plattenmitte(Abbildung
5.4).
32
-
5.1. Einfluss der Deckschichthöhe
Abbildung 5.4.: Spannungsverlauf vor Rissentwicklung für h1 =
9mm
Folgt man nun dem weiteren Verlauf der Last-Verschiebungskurven
erreicht man die
jeweilige maximale Traglast der Spanplatten. An diesem Punkt ist
der Riss über die
Höhe bereits wesentlich weiter in die Mitte der Platte
gewandert. Außerdem hat sich
ein weiterer Riss am freien Rand in Plattenmitte gebildet.
Vergleicht man die jeweiligen
Rissbilder bei Fmax ist zu erkennen, dass sich mit zunehmender
Dicke h1 der Riss um
die Aussparung verringert, die Länge des Risses in Plattenmitte
jedoch erhöht. Dies
ist darauf zurückzuführen, dass sich bei dickeren
Deckschichten der Widerstand des
Materials in Richtung der Plattenmitte erhöht und die
Spannungen an der Unterkan-
te der Platte durch die weiter fortgeschrittene
Verschiebung(mehr Tragfähigkeit der
Platte durch stärkeres Material) ebenfalls erhöhen. Der
Vergleich der Rissbildung von
h1 = 1, 5mm und h1 = 9mm bei Fmax ist in den Abbildungen 5.5 und
5.6 zu sehen.
33
-
5.1. Einfluss der Deckschichthöhe
Abbildung 5.5.: Rissentwicklung bei Fmax mit h1 = 1, 5mm
Abbildung 5.6.: Rissentwicklung bei Fmax mit h1 = 9mm
34
-
5.1. Einfluss der Deckschichthöhe
Nach Erreichen von Fmax beginnt der Bereich der Entfestigung. Ab
hier fängt die
Spanplatte damit an förmlich ’um ihr Leben zu kämpfen’. Man
erkennt hier, dass
Spanplatten ein duktiles Materialverhalten aufweisen. Anstatt
direkt nach dem Erreichen
einer bestimmten Last zu versagen, bzw. zu brechen, wie ein
sprödes Material es tun
würde, arbeitet die Spanplatte weiter und beginnt sich stark
irreversibel zu verformen.
Nach einem kurzen Abfall der Traglast bildet sich bei den
Platten mit geringerer
Deckschichthöhe eine Art Plateau und bei den mit höherer sogar
ein kurzzeitiger
Anstieg im Kurvenverlauf. Am Bauteil selber bilden sich
währendessen mehr und mehr
Risse bis es zu einem rapiden Abfall der Traglast und Versagens
der Platte kommt.
Abbildung 5.7 verdeutlicht den massiven Schaden den die Platte
bereits nach einiger
Zeit der Entfestigung davongetragen hat. Es ist darauf
hinzuweisen, dass hier manche
Rechnungen an einem gewissen Punkt nicht weiter berechnet werden
konnten und
automatisch abgebrochen wurden, was auf numerische Probleme
zurückzuführen ist.
Zuletzt sei noch erwähnt, dass das ’Zick-zack’-Verhalten
mancher Kurven ebenfalls auf
eine geringe numerische Ungenauigkeit zurückzuführen ist.
Abbildung 5.7.: Rissentwicklung bei fortgeschrittener
Entfestigung mit h1 = 9mm
35
-
5.2. Optimierung der Platte nach Einfluss der
Deckschichthöhe
5.2. Optimierung der Platte nach Einfluss der
Deckschichthöhe
Da die Parameterstudie des vorherigen Kapitels nicht genau als
Optimierung bezeichnet
werden kann, da es von vornherein denkbar war, dass bei
Verwendung eines stärkeren
Materials eine größere maximale Traglast erreicht wird, wird
außerdem eine analytische
Optimierung im Hinblick auf das Gewicht (und somit auch den
Kostenfaktor) der
Platte durchgeführt. Zuerst wird das Gewicht der Platte pro m2
für die einzelnen
Deckschichthöhen berrechnet. Hier wird ein mittlerer Wert der
Deckschichtdichte von
ρDS = 800kgm3
und einer mittlerer Wert der Mittelschichtdichte von ρMS =
600kgm3
gewählt. Daraus ergeben sich folgende Werte:
Deckschichthöhe h1[mm] 1,5 3 4,5 6 7,5 9 11
Gewicht G [N/m2] 135,38 141,26 147,15 153,04 158,92 164,81
172,66
Tabelle 5.2.: Gewicht G in Abhängigkeit von Deckschichthöhe
h1
Abbildung 5.8 zeigt die maximale Traglast in Abhängigkeit vom
Gewicht der Platte.
Die Werte der Traglast aus der Parameterstudie sind hier
aufgrund der Symmetrie
der Platte vervierfacht worden. Wie bereits teilweise erkennbar
war, nähert sich Fmax
asymptotisch einem maximalen Wert an, der etwa 442N entspricht.
Die maximale
Traglast der Platte nimmt bei Wahl der geringsten
Deckschichthöhe im Vergleich zur
höchsten um 26, 5% zu. Aber bereits eine Erhöhung der
geringsten Dicke um 1, 5mm
bedeutet eine höhere Tragfähigkeit von 13%.
Abbildung 5.8.: Maximale Traglast Fmax in Abhängigkeit vom
Gewicht G der Span-platte
36
-
5.2. Optimierung der Platte nach Einfluss der
Deckschichthöhe
Das Ziel der Optimierung ist es nun eine möglichst maximale
Tragfähigkeit bei einem
möglichst geringen Gewicht zu erreichen. Da dies zwei
widersprüchliche Ziele sind, eine
Verringerung des Gewichts sorgt für eine geringere Traglast und
umgekehrt, wird das
Problem mittels einer dimensionslosen Zielfunktion mit dem
Beiwert αopt (Formel 5.1)
untersucht. Diese Variante der Optimierung bietet die
Möglichkeit einer persönlichen
Gewichtung der beiden Ziele durch wählen des Wertes für αopt.
Dabei erhält man für
jeden gewählten Wert αopt jeweils sieben Ergebnisse(für jedes
ermittelte Fmax), wobei
das jeweilige Minimum dieser Ergebnisse die optimale Lösung der
gewählten Gewichtung
darstellt.
z = αopt ∗FmaxtrFmax
+ (1− αopt) ∗G
Gmax(5.1)
mit : Fmaxtr = max(1
Fmax), 0
-
5.2. Optimierung der Platte nach Einfluss der
Deckschichthöhe
Abbildung 5.9 visualisiert die erforderliche Deckschichthöhe in
Abhängigkeit des
gewählten Parameters αopt. Hier ist zu erkennen, dass bei einer
höheren Gewichtung der
maximalen Traglast wie zu erwarten die jeweils erforderliche
Deckschichthöhe ansteigt
und umgekehrt. Geht man nun also davon aus, dass sowohl Traglast
als auch das
Gewicht gleich gewertet werden sollen, d.h. αopt = 0, 5, erhält
man eine optimierte
Deckschichthöhe von h1 = 4, 5mm. Es hier wird darauf verwiesen,
dass man nach
der Optimierung der Platte zur Sicherheit nochmals darauf
achtet, dass die jeweilige
Anforderung an die Mindestragfähigkeit der Platte auch
eingehalten worden ist.
Abbildung 5.9.: Erforderliche Deckschichthöhe h1 in
Abhängigkeit von αopt
38
-
5.3. Einfluss des Lochabstands
5.3. Einfluss des Lochabstands
Zur weiteren Optimierung der Platte wird untersucht welchen
Einfluss die Position
der Aussparung der Platte auf ihre Tragfähigkeit hat. Dabei
bleibt die Höhe der
Deckschicht mit h1 = 4, 5mm konstant. In Abbildung 5.10 ist zu
erkennen, dass mit
steigendem Lochabstand aLoch, zur Plattenmitte in x-Richtung,
die maximale Traglast
der Platte wie zu erwarten zunimmt und sich asymptotisch einem
maximalen Wert
von etwa 471N annährt. Zum Vergleich beträgt die maximale
Traglast der Platte
ohne Aussparung 478,96N (Abbildung 5.13), was einem Unterschied
von etwa 1,7%
entspricht. Die Unterschiede der drei letzteren Maximalwerte
sind jeweils geringer als
1% und auf leicht unterschiedliche Meshs der einzelnen
Geometrien zurückzuführen. Der
Einfluss der Abstandsänderung in direkter Nähe zur
Plattenmitte ist hingegen wesentlich
höher. Eine Änderung um 50mm von aLoch = 75mm auf aLoch =
125mm entspricht
einer verbesserten Tragfähigkeit von rund 19%. Der Vergleich
des Minimalwerts zum
Maximum entspricht etwa 45% und verdeutlicht, dass die
Aussparungsposition einen
signifikanten Einfluss besitzt.
Abbildung 5.10.: Maximale Traglast Fmax in Abhängigkeit vom
Lochabstand aLoch
Der nur geringe Einfluss der äußeren Aussparungen ist auch
anhand der Rissentwick-
lung zu erkennen. Ab einem Wert von aLoch = 225mm startet der
Riss nicht um den
Bereich des Lochs, sondern in Mitte der Platte(Abbildung 5.11).
Bei einem Abstand von
aLoch = 275mm bildet sich im Bereich des Lochs selbst bei
massiver Rissentwicklung
im Bereich der Entfestigung kein Schaden aus(Abbildung
5.12).
39
-
5.3. Einfluss des Lochabstands
Abbildung 5.11.: Beginn des Risses für aLoch = 225mm
Abbildung 5.12.: Risse bei fortgeschrittener Entfestigung für
aLoch = 275mm
40
-
5.3. Einfluss des Lochabstands
Die jeweils zugehörigen Last-Verschiebungskurven sind in
Abbildung 5.13 zu sehen
und besitzen die gleichen Charakteristika wie die Kurven aus der
vorherigen Studie.
Abbildung 5.13.: Last-Verschiebungskurven in Abhängigkeit vom
Lochabstand Loch
Aus den Ergebnissen des Einfluss des Lochabstands ist
letztendlich zu schließen, dass
der optimale Lochabstand aLoch einem Wert von 325mm entspricht.
Aber auch eine
Verschiebung der Aussparung bis aLoch = 225mm besitzt keinen
allzu großen Einfluss
auf die Tragfähigkeit der Platte und somit ist ihre
Positionierung zwischen diesen beiden
Werten, beispielsweise aus konstruktiven oder auch ästethischen
Gründen, frei wählbar.
Von einer Wahl geringer als aLoch = 225mm ist eher abzuraten,
sofern es vermeidbar
ist.
41
-
5.4. Optimierung der Platte nach Einfluss der Deckschichthöhe
und des Lochabstands
5.4. Optimierung der Platte nach Einfluss der
Deckschichthöhe und des Lochabstands
Zur weiteren Optimierung der Spanplatte wird diese erneut auf
den Einfluss der
Deckschichthöhe überprüft, jedoch für den Fall von aLoch =
325mm. Abbildung 5.14 zeigt
die unterschiedlichen Last-Verschiebungskurven für diese
Studie. Auch hier verlaufen
die Kurven wieder ähnlich zu denen der vorherigen beiden
Studien.
Abbildung 5.14.: Last-Verschiebungskurven für
Decktschichthöhen h1 bei optimalemLochabstand aLoch
In Abbildung 5.15 ist erneut zu erkennen, dass sich die maximale
Traglast in Abhängig-
keit des Gewichts asymptotisch einem maximalen Wert annähert,
der hier etwa 478, 1N
entspricht. Ebenfalls ist zu erkennen, dass sich die Kurve bei
wesentlich geringeren
Werten vom Gewicht G seiner Asymptote angenähert hat, als es
für den Lochabstand
von aLoch = 125mm(Abbildung 5.8) der Fall war, da die Struktur
der Platte durch die
günstige Lochplatzierung stärker ist als vorher und die
Deckschichthöhe somit einen
geringeren Einfluss auf die Tragfähigkeit besitzt. Bereits bei
einer Deckschichthöhe
von h1 = 4, 5mm beträgt der Unterschied der maximalen
Tragfähigkeit der Platte im
Vergleich zum Höchstwert von h1 = 11mm lediglich 1, 8%. Die
Steigerung zwischen dem
Niedrigst- und Maximalwert beträgt hier etwa 15, 8%, was einer
um 10% geringeren
Steigerung entspricht als es in der ersten Parameterstudie der
Fall war. Die restliche
Erhöhung um 14% findet bereits während den ersten beiden
Schritten statt.
42
-
5.4. Optimierung der Platte nach Einfluss der Deckschichthöhe
und des Lochabstands
Abbildung 5.15.: Maximale Traglast Fmax in Abhängigkeit vom
Gewicht G der Plattebei optimalem Lochabstand aLoch
Zur Optimierung wird wieder die Zielfunktion aus der ersten
Optimierung (Gleichung
5.1) gewählt. Die jeweiligen Minima für die zugehörigen αopt
Werte sind in den Tabellen
5.5 und 5.6 ablesbar, ebenso wie die zugehörigen erforderlichen
Deckschichthöhen. Auch
hier sind die Tabellen für alle Werte der jeweiligen αopt in
Anhang A zu finden.
αopt [ ] 0 0,1 0,2 0,3 0,4 0,45 0,475 0,49 0,5
min(z) [ ] 0,784 0,806 0,827 0,849 0,863 0,864 0,865 0,866
0,866
h1[mm] 1,5 1,5 1,5 1,5 3 4,5 4,5 4,5 4,5
Tabelle 5.5.: Minima der Zielfunktion z für die jeweiligen αopt
bei aLoch = 325mm
αopt [ ] 0,51 0,525 0,55 0,6 0,7 0,8 0,9 1,0
min(z) [ ] 0,866 0,866 0,867 0,869 0,871 0,870 0,868 0,864
h1[mm] 4,5 4,5 4,5 4,5 4,5 6 6 11
Tabelle 5.6.: Minima der Zielfunktion z für die jeweiligen αopt
bei aLoch = 325mm,Fortsetzung
43
-
5.4. Optimierung der Platte nach Einfluss der Deckschichthöhe
und des Lochabstands
Analog zu Kapitel 5.2 visualisiert Abbildung 5.16 die
erforderlichen Deckschichthöhen
für die entsprechenden αopt bei einem optimalem Lochabstand von
aLoch = 325mm.
Abbildung 5.16.: Erforderliches h1 in Abhängigkeit von αopt bei
optimalem Lochab-stand aLoch
Im Vergleich zur vorherigen Optimierung der Platte kann man
erkennen, dass die
Gewichtung der Traglast einen insgesamt geringeren Einfluss
besitzt, da die Platte eine
stärkere Struktur als vorher besitzt. Der Einfluss der
Aussparung ist hier nur noch sehr
gering, was somit zu größeren Tragfähigkeiten führt. Bei
einer gleichen Gewichtung der
Traglast und des Gewichts ist hier wie im vorherigen Fall eine
Deckschichthöhe von
h1 = 4, 5mm erforderlich. Betrachtet man jedoch die restlichen
Gewichtungen kann die
Platte im gesamten wesentlich wirtschaftlicher bemessen werden
als zuvor. Die einzige
Ausnahme bilden hier die Werte für αopt = 0, 45 und αopt = 0,
475. Auch hier wird
nochmals darauf hingewiesen, dass man nach der Optimierung der
Platte zur Sicherheit
nochmals darauf achtet, dass die jeweilige Anforderung an die
Mindestragfähigkeit der
Platte auch eingehalten worden ist.
44
-
5.5. Einfluss des Meshs auf die Ergebnisse
5.5. Einfluss des Meshs auf die Ergebnisse
Die Anzahl an Elementen in welche eine Geometrie eingeteilt wird
hat eine Geltung, da
eine höhere Anzahl an Elementen ein genaueres Ergebnis
ermöglicht. Jedoch steigt die
Dauer der Berechnung mit jedem weiteren definierten Element
stark an. Aus diesem
Grund wird überprüft, ob der gewählte Mesh ein ausreichend
genaues Ergebnis bei
einer akzeptablen Laufzeit liefert. In der Kombination mit dem
Materialmodell für
Spanplatten muss dies besonders berücksichtig werden, da die
tatsächliche Höhe der
unterschiedlichen Holzschichten abhängig von der Feinheit des
Meshs ist. Will man
eine Deckschichthöhe von h1 = 1, 5mm auswerten, hat aber
lediglich Elemente der
Höhe von 4mm, wird das Gesamtergebnis deutlich verfälscht, da
ein einzelnes Element
nicht aus mehreren Schichten bestehen kann. Zur Visualisierung
und zum besseren
Verständnis wird eine Platte der Maße 750x300x22[mm] mit einer
Deckschichthöhe von
h1 = 4, 5mm mit drei unterschiedlich feinen Meshs berechnet.
5.5.1. Grober Mesh
Der grobe Mesh besteht aus lediglich 555 unterschiedlichen Nodes
und 356 Elements
mit jeweils deutlichen größeren Abmessungen. Besonders der
Bereich der Aussparung
ist eher kantig als rund, wie in Abbildung 5.17 zu erkennen ist.
Die tatsächliche Höhe
der Deckschicht beträgt hier 5,5mm.
Abbildung 5.17.: Grober Mesh
45
-
5.5. Einfluss des Meshs auf die Ergebnisse
5.5.2. Mittlerer Mesh
Der mittlere Mesh ist bereits deutlich feiner als der grobe,
besonders um die Aussparung
herum ist eine feinere Abrundung erkennbar(Abbildung 5.18). Der
Mesh besteht aus
7055 Nodes und 5936 Elements und hat somit etwa 16,7 mal mehr
Elemente als der
grobe Mesh und eine tatsächliche Deckschichthöhe von
4,375mm.
Abbildung 5.18.: Mittlerer Mesh
5.5.3. Feiner Mesh
Der feine Mesh umfasst 35995 Nodes und 32516 Elements (Abbildung
5.19). Interessant
ist hier in Verbindung zum Materialmodell, dass trotz der
feineren Höheneinteilung die
tatsächliche Deckschichthöhe 5,0mm beträgt und damit
ungenauer als die des mittleren
Meshs ist.
46
-
5.5. Einfluss des Meshs auf die Ergebnisse
Abbildung 5.19.: Feiner Mesh
5.5.4. Vergleich Mesh-Ergebnisse
Die Ergebnisse zeigen, dass der Unterschied der maximalen
Traglast Fmax hier nicht
allzu groß ausfällt, da alle drei maximalen Traglasten
innerhalb eines kleinen Bereichs
liegen(Abbildung 5.20). Der größte Wert unterscheidet sich
lediglich um etwa 2,8% vom
kleinsten. Im Hinblick auf die jeweiligen Deckschichthöhen
fällt jedoch auf, dass der
grobe Mesh eigentlich eine wesentlich höhere maximale Traglast
als die beiden anderen
Meshs zur Folge haben sollte, gefolgt vom feinen Mesh. Da es
mittels des Materialmodells
auch sehr schwierig ist bei solch groben Elementen eine feine
Rissbildung darzustellen
und eine viel zu geringe Einschätzung der eigentlichen Traglast
zwar nicht zwingend
kritisch in Bezug auf die Sicherheit des Bauteils, jedoch auf
seine Wirtschaftlichkeit zu
sehen ist, wird davon abgeraten einen groben Mesh zu benutzen.
Die Ergebnisse des
mittleren und feineren Meshs unterscheiden sich um weniger als
1%, was in Hinsicht auf
die tatsächliche Deckschichthöhe auch zu erwarten war und
zeigt, dass beide Varianten
mit Blick auf die Genauigkeit der Ergebnisse auf der sicheren
Seite liegen, wobei die
Berechnungsdauer des feinen Meshs um ein vielfaches höher
ist.
47
-
5.5. Einfluss des Meshs auf die Ergebnisse
Abbildung 5.20.: Fmax in Abhängigkeit vom Mesh
48
-
6. Zusammenfassung und Ausblick
6.1. Zusammenfassung
Durch Verwendung des Finite-Element-Programms MSC.Marc Mentat in
Kombination
mit dem Materialmodell für Spanplatten nach Dr. Müller konnte
die Optimierung
einer ausgesparten Platte wie erwartet durchgeführt werden. Die
Auswirkungen der
untersuchten Parameter auf die Tragfähigkeit der Platte und die
Rissentwicklung bei
steigender Belastung konnte zufriedenstellend verdeutlicht
werden.
Ein Vergleich der Handrechnung mit den numerischen Lösungen
durch MSC. Marc
Mentat zeigte eine Übereinstimmung der Ergebnisse. Daraus ist
zu schließen, dass
sowohl die verwendete Software, als auch das Materialmodell für
Spanplatten nach Dr.
Müller zu korrekten Resultaten führt.
Die Parameterstudie gliederte sich in drei Abschnitte. Innerhalb
der ersten Studie
konnte erfolgreich die Auswirkung der Deckchichthöhe auf die
Platte simuliert und die
steigende Tragfähigkeit bei steigendem h1 gezeigt werden. Die
zweite Studie konnte
zeigen, dass der Einfluss der Aussparung auf die Tragfähigkeit
der Platte ebenfalls
einen signifikanten Einfluss besitzt. Mittels der dritten Studie
konnte außerdem gezeigt
werden, dass sich der Einfluss der Deckschichthöhe mit
zunehmendem Lochabstand,
d.h. einer Stärkung der allgemeinen Struktur der Platte,
verringert, aber trotzdem noch
eine nicht unwesentliche Rolle spielt. Besonders die Änderungen
bei geringerer Dicke
der Deckschichthöhe spielten hier eine große Rolle.
Die Resultate der ersten und letzten Studie konnten zudem
analytisch optimiert
werden. Durch eine persönliche Gewichtung der Tragfähigkeit
und des Gewichts, bzw.
Wirtschaftlichkeit, der Platte ist es der gewählten Gewichtung
entsprechend möglich
eine optimale Materialzusammensetzung zu finden. Auch hier sei
ein letztes mal erwähnt,
dass auch nach der Gewichtung darauf zu achten ist, dass die
erforderliche Mindes-
tragfähigkeit eingehalten worden ist.
49
-
6.2. Ausblick
6.2. Ausblick
Im Hinblick auf eine weitere Verfolgung des Themas sind mehrere
Ansätze möglich.
Zum einen könnte das Materialmodell von Dr. Müller auf die
Berückstigung weiterer
Holzwerkstoffe erweitert werden, da hier eine relativ große
Breite an unterschiedlichen
Materialien zur Verfügung steht. Auch denkbar wäre eine
Untersuchung der Platten unter
Druckbeanspruchung oder Temperatur-,Brand- und
Feuchtigkeitseinwirkung. Ebenso
könnte die Auswirkung der Verwendung unterschiedlicher
Bindemittel in der Herstellung
getestet und als zusätzlicher Parameter in das Materialmodell
übergeben werden.
Außerdem wäre für die bessere Anwendbarkeit für
Herstellerfirmen eine Optimierung
von einer Vielzahl an standardisierten Plattengrößen
denkbar.
50
-
Literaturverzeichnis
[1] Altholz . https://de.wikipedia.org/wiki/Altholz. [Online;
Zugriff 14. Oktober
2017].
[2] Altholzgemisch.
http://www.themenpark-umwelt.baden-wuerttemberg.de/
servlet/is/45905/?path=3968;40120;40123;. [Online; Zugriff 16.
Oktober
2017].
[3] Durchbiegung von Böden.
http://www.tischler-ole-welzel.de/
Holzwerkstoffe/4durchbiegung_von_boeden.pdf. [Online; Zugriff
16. Oktober].
[4] Grobspanplatte.
https://de.wikipedia.org/wiki/Grobspanplatte. [Online;
Zugriff 14. Oktober 2017].
[5] Holzmueller-Sachsen Spanplatten.
http://holzmueller-sachsen.de/
Spanplatten. [Online; Zugriff 14. Oktober 2017].
[6] Holzspanwerkstoff .
https://de.wikipedia.org/wiki/Holzspanwerkstoff. [On-
line; Zugriff 14. Oktober 2017].
[7] Holzwerkstoff . https://de.wikipedia.org/wiki/Holzwerkstoff.
[Online; Zu-
griff 14. Oktober 2017].
[8] Marc 2012 User’s Guide (2012), Benutzerhandbuch.
[9] MDF-Platte.
http://www.leyendecker.de/sortiment/plattenwerkstoffe/
mdf-platten/. [Online; Zugriff 14. Oktober 2017].
[10] MSC Marc Mentat Nichtlineare und multiphysikalische
FE-Analyse. http://www.
isko-engineers.de/loesungen/software-1/marc/. [Online; Zugriff
16. Oktober
2017].
[11] OSB-Platte.
https://www.egger.com/shop/en_BS//OSB-boards-square-edge/
OSBRACE-OS%E2%80%99Brace%C2%AE-OS%27Brace%C2%AE-H2-Blue/p/OSBRACE.
[Online; Zugriff 16. Oktober 2017].
[12] Spanplatte. https://de.wikipedia.org/wiki/Spanplatte.
[Online; Zugriff 14.
Oktober 2017].
51
-
Literaturverzeichnis
[13] Spanplatten und andere Holzwerkstoffe.
http://www.schadstoffberatung.de/
holz.htm. [Online; Zugriff 14. Oktober 2017].
[14] Vollholzwerkstoff .
http://www.pehamholz.at/holzwerkstoffe/
vollholzwerkstoffe/einschichtplatten-und-dreischichtplatten.
[On-
line; Zugriff 14. Oktober 2017].
[15] Vollholzwerkstoffe.
http://glossar.item24.com/de/start/view/glossary/ll/
de%7Cen/item/vollholzwerkstoffe. [Online; Zugriff 14. Oktober
2017].
[16] Wood Plastic Composite Uses and benefits.
https://www.generalkinematics.
com/blog/wood-plastic-composite-uses-benefits/. [Online; Zugriff
14. Ok-
tober 2017].
[17] Erbreich, M.: Die Aufbereitung und Wiederverwendung von
Altholz zur Herstel-
lung von Mitteldichten Faserplatten (MDF). Dissertation,
Universtität Hamburg
Fachbereich Biologie, 2004.
[18] Müller, S.: Entwicklung eines Werkstoffmodells zur
FE-Simulation des Tragver-
haltens neuartiger Befestigungsmittel in Spanplatten.
Dissertation, Universtität
Bochum Instit für Konstruktiven Ingenieurbau, 2005.
[19] Prof. Cheret, P., K. Schwaner und A. Seidel: Urbaner
Holzbau Chancen
und Potenziale fuer die Stadt .
http://http://informationsdienst-holz.de/
de/urbaner-holzbau. [Online; Zugriff 14. Oktober 2017].
[20] Univ. Prof. Dr. Techn. Meschke, G.: Vorlesungsmanuskript
Statik III , 2000.
52
-
Eidesstattliche Erklärung
Ich, Maximilian Wrobinger, Matrikelnummer 108 011 252 591,
versichere hiermit, dass
ich meine Bachelorarbeit mit dem Thema
Optimierung einer ausgesparten Spanplatte mit Hilfe eines
Finite-Elemente-Programms
selbstständig verfasst und keine anderen als die angegebenen
Quellen und Hilfsmittel
benutzt habe, wobei ich alle wörtlichen und sinngemäßen Zitate
als solche gekennzeich-
net habe. Die Arbeit wurde bisher keiner anderen
Prüfungsbehörde vorgelegt und auch
nicht veröffentlicht.
Gelsenkirchen, den 23.10.2017
Maximilian Wrobinger
53
-
A. Anhang
αopt-Tabellen für aLoch = 125mm
h1 [mm]
αopt [ ]0 0,1 0,2 0,3 0,4 0,45 0,475 0,49 0,5
1,5 0,784 0,806 0,827 0,849 0,870 0,881 0,887 0,890 0,892
3 0,818 0,825 0,831 0,838 0,845 0,848 0,8495 0,851 0,851
4,5 0,852 0,852 0,851 0,851 0,851 0,850 0,8502 0,850 0,850
6 0,886 0,881 0,876 0,871 0,866 0,863 0,862 0,861 0,861
7,5 0,920 0,910 0,899 0,889 0,878 0,873 0,870 0,869 0,868
9 0,955 0,938 0,922 0,906 0,890 0,881 0,877 0,875 0,873
11 1,000 0,979 0,958 0,937 0,916 0,906 0,900 0,897 0,895
αopt-Tabellen für aLoch = 125mm
h1 [mm]
αopt [ ]0,51 0,525 0,55 0,6 0,7 0,8 0,9 1,0
1,5 0,894 0,897 0,903 0,914 0,935 0,957 0,978 1,000
3 0,852 0,853 0,854 0,858 0,864 0,871 0,878 0,884
4,5 0,850 0,850 0,850 0,850 0,850 0,849 0,848 0,848
6 0,860 0,859 0,858 0,856 0,850 0,845 0,840 0,835
7,5 0,866 0,865 0,862 0,857 0,846 0,836 0,825 0,815
9 0,872 0,869 0,865 0,857 0,841 0,825 0,808 0,792
11 0,893 0,890 0,885 0,874 0,853 0,832 0,811 0,790
αopt-Tabellen für aLoch = 125mm, Fortsetzung
-
αopt-Tabellen für aLoch = 325mm
h1 [mm]
αopt [ ]0 0,1 0,2 0,3 0,4 0,45 0,475 0,49 0,5
1,5 0,784 0,806 0,827 0,849 0,870 0,881 0,887 0,890 0,892
3 0,818 0,829 0,840 0,851 0,8626 0,868 0,871 0,873 0,874
4,5 0,852 0,855 0,858 0,860 0,8631 0,864 0,865 0,866 0,866
6 0,886 0,884 0,882 0,880 0,878 0,877 0,877 0,877 0,876
7,5 0,920 0,914 0.909 0,904 0,898 0,895 0,894 0,893 0,893
9 0,955 0,946 0,938 0,929 0,921 0,917 0,915 0,913 0,913
11 1,000 0,986 0,973 0,959 0,946 0,939 0,935 0,933 0,932
αopt-Tabellen für aLoch = 325mm
h1 [mm]
αopt [ ]0,51 0,525 0,55 0,6 0,7 0,8 0,9 1,0
1,5 0,894 0,897 0,903 0,914 0,935 0,957 0,978 1,000
3 0,875 0,876 0,879 0,885 0,896 0,907 0,918 0,929
4,5 0,866 0,866 0,867 0,869 0,871 0,874 0,877 0,879
6 0,876 0,876 0,875 0,874 0,872 0,870 0,868 0,866
7,5 0,892 0,891 0,890 0,887 0,881 0,876 0,870 0,865
9 0,912 0,910 0,908 0,904 0,896 0,887 0,879 0,871
11 0,931 0,929 0,925 0,918 0,905 0,891 0,878 0,864
αopt-Tabellen für aLoch = 325mm, Fortsetzung
-
B. Anhang
-
2. n
icht
meh
r gü
ltige
Spa
npla
ttent
ypen
und
Kur
zzei
che
n (
seit
1. J
uni 2
006)
D
IN 6
8763
(19
73)
V20
, V
100
, V
100
G
Kle
bsto
fffes
tigke
it: V
20 tr
ocke
n, in
nen,
V10
0 fe
uch
tfest
, V10
0 =
V10
0 m
it H
olzs
chut
zmitt
el g
egen
Pilz
e
DIB
T-R
icht
line
(Jun
i 199
4)
E1,
E
2,
E3,
E
2.1,
E
3.1
0,1
ppm
For
mal
dehy
dabg
abe
= E
1 al
t D
IN E
N31
2 ak
tuel
l A
bgab
ekla
sse
1 m
ax. 8
mg/
100g
dar
rtro
cken
e P
latte
nic
ht a
ls C
E-K
ennz
eich
nung
/Ang
abe
aber
als
pro
dukt
ions
inte
rnes
Mes
sver
fahr
en w
eite
r zu
gela
ssen
DIN
687
61
FP
Y
Fla
chpr
essp
latte
n, r
oh, m
inde
sten
s 3
Sch
icht
en
DIN
687
61-4
(19
82)
FP
O
Fla
chpr
essp
latte
n m
it be
sond
ers
fein
span
iger
Obe
rfl
äche
, roh
, min
dest
ens
5 S
chic
hten
D
IN 6
8764
-1 (
1973
) K
F
kuns
tsto
ffbes
chic
htet
e F
PY
-Pla
tten,
z.
B.:
wei
ß fü
r G
ehäu
se v
on K
üche
nsch
ränk
en, K
üche
narb
eits
plat
ten
D
IN 6
8762
(19
82)
LF, L
MD
, LR
, LR
D
DIN
68
764
(197
3)
SR
, SR
1, S
R2,
SV
, SV
1,
SV
2,T
SV
1, T
SV
2 S
tran
gpre
sssp
anpl
atte
n,
z.B
.: LF
, LM
D V
ollp
latte
n, L
R R
öhre
npla
tten,
LR
D R
öhr
enpl
atte
ein
seiti
g du
rchb
roch
en
CE
-Ken
nzei
chen
und
die
DIN
EN
139
86: n
eue
Sys
tem
atik
, neu
e E
igen
scha
ften,
ver
bind
lich
vorg
esch
riebe
n se
it 1.
Jun
i 200
6 D
ie F
orm
alde
hyd-
Abg
abeg
renz
e w
ird fü
r al
le P
latte
ntyp
en e
inhe
itlic
h an
gege
ben.
In D
euts
chla
nd v
orge
schr
iebe
n is
t E1
(neu
) m
it m
ax. 0
,124
mg/
m3 .
V
ersc
härf
t und
neu
ein
gete
ilt w
urde
n di
e B
rand
schu
tzbe
stim
mun
gen,
Kle
bsto
fffes
tigke
iten
Hol
zsch
utzm
ittel
verw
endu
ng u
nd d
ie S
tabi
lität
, be
sond
ers
der
alte
n F
PY
- un
d F
PO
-Pla
tten.
W
er h
eute
noc
h „V
100
G“-
Pla
tten
verw
ende
t ver
stöß
t mög
liche
rwei
se g
egen
die
Che
mik
alie
n-V
erbo
ts-V
eror
dnun
g [C
hem
Ver
bots
V A
nhan
g zu
§1.
3].
(Que
lle: V
ortr
ag B
orim
ir R
adov
ic (
Abt
eilu
ngsl
eite
r O
tto-
Gra
f- In
stitu
t Stu
ttgar
t), H
olzb
auko
ngre
ss K
asse
l 200
5)
3. S
iche
rhei
t gib
t das
nun
vor
gesc
hrie
bene
CE
-Ken
nzei
chen
: A
us d
em r
echt
s ab
gebi
ldet
en K
ennz
eich
en s
ind
folg
end
e P
latte
nmer
kmal
e en
tneh
mba
r:
a)
CE
-Zei
chen
: Kon
form
itäts
besc
hein
igun
g:
Die
Pla
tte e
ntsp
richt
den
R
icht
linie
n de
r eu
ropä
isch
en G
emei
nsch
aft (
Com
mun
auté
Eur
opée
ne)
b)
Nr.
der
am
tlich
en P
rüfs
telle
, Zer
tifik
at/P
rüfp
roto
koll-
Nr.
(K
ontr
olle
) c)
H
erst
elle
r de
r P
latte
, Adr
esse
: G
reife
nspa
n R
osto
ck, H
olzw
eg 7
d)
Ja
hr d
er K
ennz
eich
nung
: 20
07, 1
5.K
alen
derw
oche
(10
.-13
. Apr
il)
e)
Bez
ugsn
orm
: D
IN E
N 1
3986
f)
P
latte
ntyp
na
ch E
N 1
3986
sow
ie D
icke
in m
m
(sie
he T
abel
le 4
a -
folg
ende
Sei
te):
P
2 –
Fla
chpr
essp
latte
nac
h D
IN E
N 3
12, 1
9mm
dic
k, o
hne
wei
tere
Ang
abe:
roh
M
öbel
- un
d In
nena
usba
u , a
llgem
eine
(ni
cht t
rage
nde)
Ver
wen
dung
im T
rock
enbe
reic
h zu
gela
ssen
bis
12%
Pla
ttenf
euch
te (
rela
tive
Luftf
euch
te b
is 6
5% b
ei 2
0°C
).
Min
dest
fest
igke
itsw
erte
nac
h D
IN E
N 3
12:
• B
iege
fest
igke
it m
inde
sten
s 13
N/m
m2
• Q
uerz
ugfe
stig
keit
min
dest
ens
0,35
N/m
m2
• B
iege
-Ela
stiz
itäts
mod
ul m
inde
sten
s 16
00 N
/mm
2 •
Abh
ebef
estig
keit
min
dest
ens
0,8
N/m
m2
g)
For
mal
dehy
dkla
sse:
E
1 (n
eu),
max
. 0,1
24 m
g/m
3 (f
ür D
euts
chla
nd z
ugel
asse
n)
h)
Bra
ndve
rhal
ten,
Ang
abe
nur
wen
n vo
n T
abel
le B
de
r E
N 1
3986
abw
eich
end:
hi
er o
hne
wei
tere
Ang
abe
= „
D-s
2,d0
“
Eur
okla
sse
D (
norm
al e
ntfla
mm
bar
, Fla
mm
ausb
reitu
ng, W
ärm
eent
wic
klun
g)
Rau
chen
twic
klun
g „
s2“
– m
ittel
A
btro
pfve
rhal
ten
„d0
“ –
kein
Abf
alle
n vo
n br
enne
nden
Par
tikel
n (Ü
bers
icht
sie
he T
abel
le im
Abs
chni
tt 4d
) i)
PC
P-G
ehal
t un
ter
5ppm
, da
kein
e w
eite
re A
ngab
e ge
mac
ht w
urde
j)
Hol
zsch
utzm
ittel
ni
cht v
erw
ende
t, da
Art
und
Men
ge
nich
t ang
egeb
en
(unb
edin
gt m
it be
acht
en:
Hol
zsch
utz
DIN
EN
351
, DIN
68
800)
2006
- w
ww
.tisc
hler
-ole
-wel
zel.d
e; L
iste
dar
f für
nic
ht-k
omm
erzi
elle
s Le
hren
und
Ler
nen
kopi
ert w
erde
n, a
nder
es b
edar
f mei
ner
Zus
timm
ung.
S
eite
2
b) N
r. d
er P
rüfs
telle
, Prü
fpro
toko
ll-N
r.
c) H
erst
elle
r, A
dres
se
d) J
ahr
der
Ken
nzei
chnu
ng, W
oche
ode
r C
har
ge N
r
e) B
ezug
snor
m E
N 1
3986
f) P
latte
ntyp
, Dic
ke in
mm
1234
5-A
BC
-678
Gre
ifens
pan
Hol
zweg
07
1806
9 R
osto
ck
20
07-1
5
EN
139
86
P
2 19
mm
E1
g) F
orm
alde
hydk
lass
e
Bei
spie
l
ww
w.ti
schl
er-o
le-w
elze
l.de
-
4. T
abel
lenw
erte
für
einz
elne
Spa
npla
ttent
ypen
nac
h D
IN E
N 1
3986
a.
Fla
chpr
ess-
Spa
npla
tten
(fla
t pre
ssed
par
ticle
boar
ds /
Pan
neau
x de
par
ticul
es)
ww
w.ti
schl
er-o
le-w
elze
l.de
2006
- w
ww
.tisc
hler
-ole
-wel
zel.d
e; L
iste
dar
f für
nic
ht-k
omm
erzi
elle
s Le
hren
und
Ler
nen
kopi
ert w
erde
n, a
nder
es b
edar
f mei
ner
Zus
timm
ung.
S
eite
3
Fla
chpr
ess-
Spa
npla
tten
P1
– P
7 na
ch D
IN E
N 3
12 (
Nov
.200
3) u
nd D
IN E
N 1
3986
(Ju
ni 2
006)
Pla
ttent
yp
P1
P2
P3
P4
P5
P6
P7
Allg
emei
ne Z
wec
ke
trag
end
be
i Ein
satz
in F
ußbö
den,
Wän
den,
Dac
hkon
stru
ktio
nen
DIN
EN
128
71 m
it be
acht
en
tr
agen
d
hoch
bela
stba
r
Ver
wen
-du
ng
und
Far
bcod
e tr
ocke
n tr
ocke
n fe
ucht
tr
ocke
n fe
ucht
tr
ocke
n fe
ucht
al
lgem
eine
V
erw
endu
ng
Möb
el-
und
Inne
naus
bau
Bad
-/K
üche
n-ei
nric
htun
gen
Fuß
böde
n,
Fer
tigha
usba
u F
ußbö
den,
F
ertig
haus
bau
Fuß
böde
n, F
ertig
haus
bau