Embed Size (px)
Citation preview
1
4. Int. Konferenz Hydroumformung
Rohrbiegen
4. Internationale Konferenz4. Internationale Konferenz„Hydroumformung“„Hydroumformung“
25. Oktober 2005
Prof. Dr.-Ing. Bernd Engel
Biegen von RohrenBiegen von Rohren(tube bending)
2
4. Int. Konferenz Hydroumformung
Rohrbiegen
Vorstellung Lehrstuhl
Tiefziehen(Deep Drawing)
Biegen(Bending)
Endenbearbeitung(End Working)
Innenhochdruck-Umformen(Hydroforming)
3
4. Int. Konferenz Hydroumformung
Rohrbiegen
Übersicht
Folien unter: www.mb.uni-siegen.de/fw
Biegelinie: Prozessgröße beim IHU( Bending Line: Process Parameter in Hydroforming )
Abschätzung von Biegeeinflüssen( Calculation of Bending Effects)
Simulation des Dornbiegens( Simulation of Tube Bending)
Erfassung der Tribologie beim Biegen( Determine of Friction in Tube Bending Process )
4
4. Int. Konferenz Hydroumformung
Rohrbiegen
Prozessgröße Biegelinie
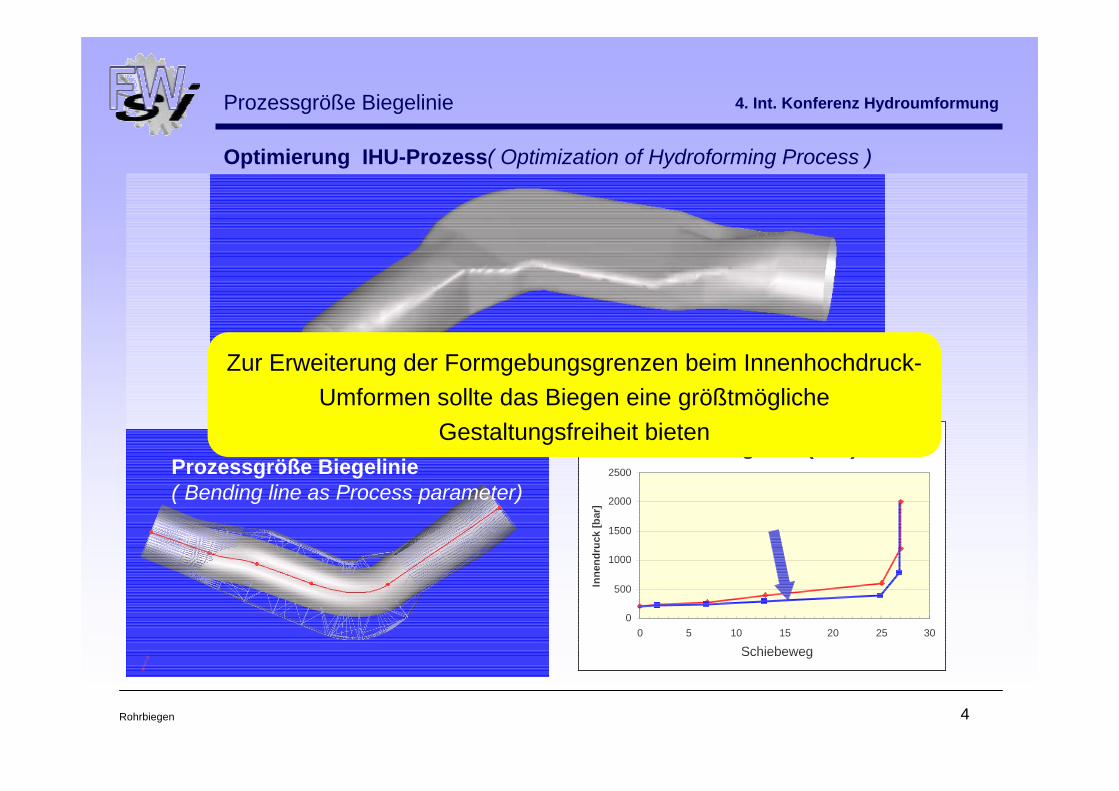
Optimierung IHU-Prozess( Optimization of Hydroforming Process )
Prozessgrößen
0
500
1000
1500
2000
2500
0 5 10 15 20 25 30
Schiebweg [mm]
Inne
ndru
ck [b
ar]
Schiebeweg
Prozessgröße (IHU)Prozessgröße Biegelinie( Bending line as Process parameter)
Zur Erweiterung der Formgebungsgrenzen beim Innenhochdruck-Umformen sollte das Biegen eine größtmögliche
Gestaltungsfreiheit bieten

5
4. Int. Konferenz Hydroumformung
Rohrbiegen
Verfahrensbedingte Fehler beim Dornbiegen( Defects in Bending-Process )
Prozessgröße Biegelinie
Falten( Buckling )
Ovalisierung( Ovalisation )
Risse am Außenbogen( Cracks in Outer Bow )
Gleichmaßdehnung(Uniform Elongation )
Querschnitts-geometrie(Geometry)
?
Abschätzkriterium AbschätzkriteriumAbschätzkriterium
6
4. Int. Konferenz Hydroumformung
Rohrbiegen
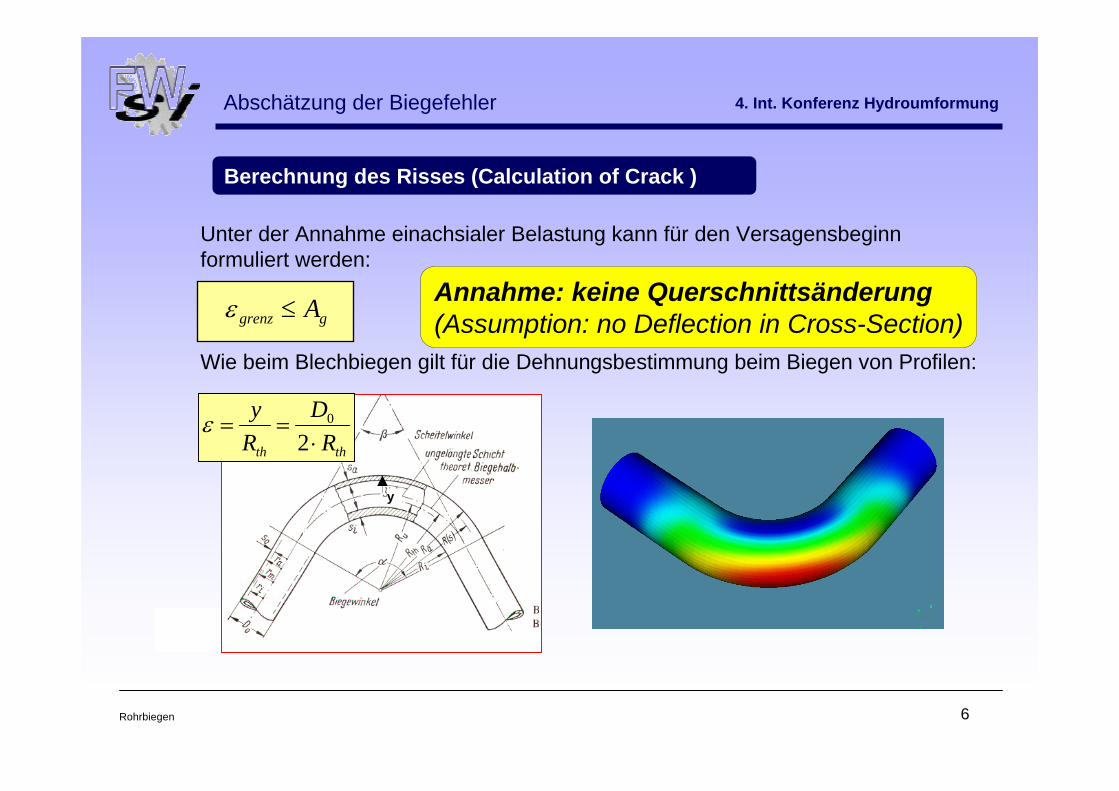
Unter der Annahme einachsialer Belastung kann für den Versagensbeginn formuliert werden:
Wie beim Blechbiegen gilt für die Dehnungsbestimmung beim Biegen von Profilen:
ggrenz A≤ε
Berechnung des Risses (Calculation of Crack )
Abschätzung der Biegefehler
Annahme: keine Querschnittsänderung(Assumption: no Deflection in Cross-Section)
thth RD
Ry
⋅==
20ε
y
7
4. Int. Konferenz Hydroumformung
Rohrbiegen
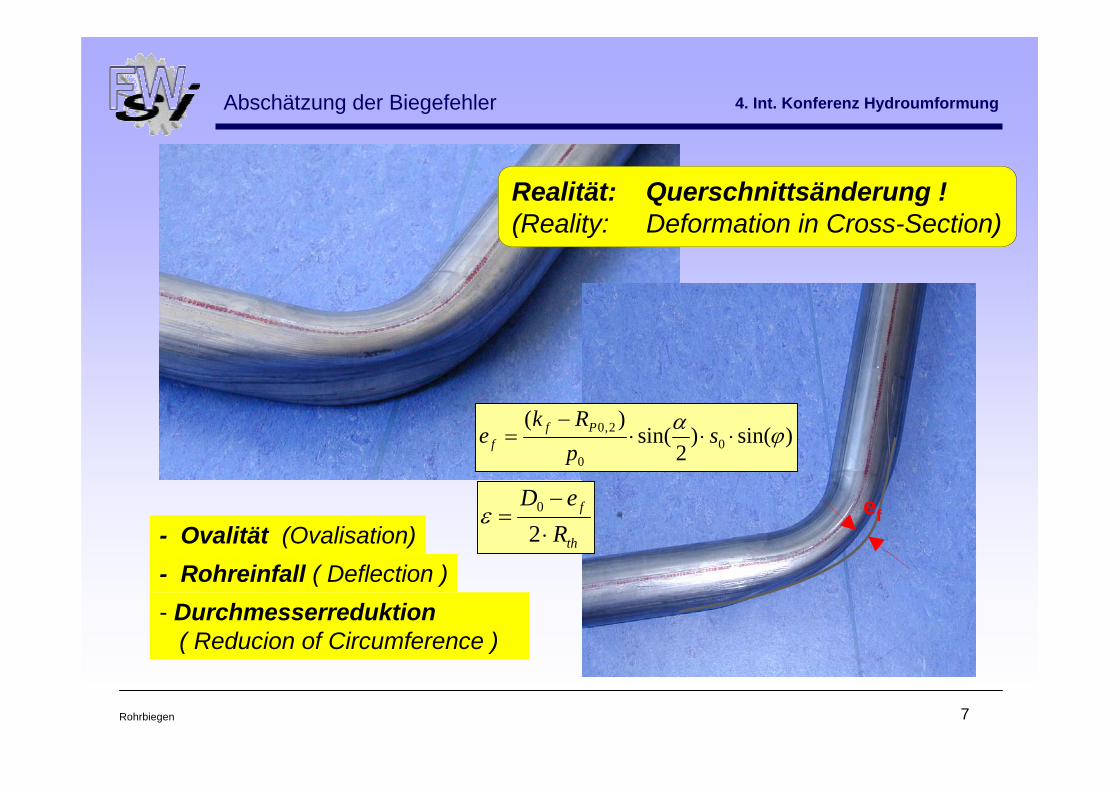
Abschätzung der Biegefehler
Realität: Querschnittsänderung !(Reality: Deformation in Cross-Section)
- Ovalität (Ovalisation)
- Durchmesserreduktion( Reducion of Circumference )
- Rohreinfall ( Deflection )
)sin()2
sin()(
00
2,0 ϕα⋅⋅⋅
−= s
pRk
e Pff
efth
f
ReD
⋅
−=
20ε
8
4. Int. Konferenz Hydroumformung
Rohrbiegen
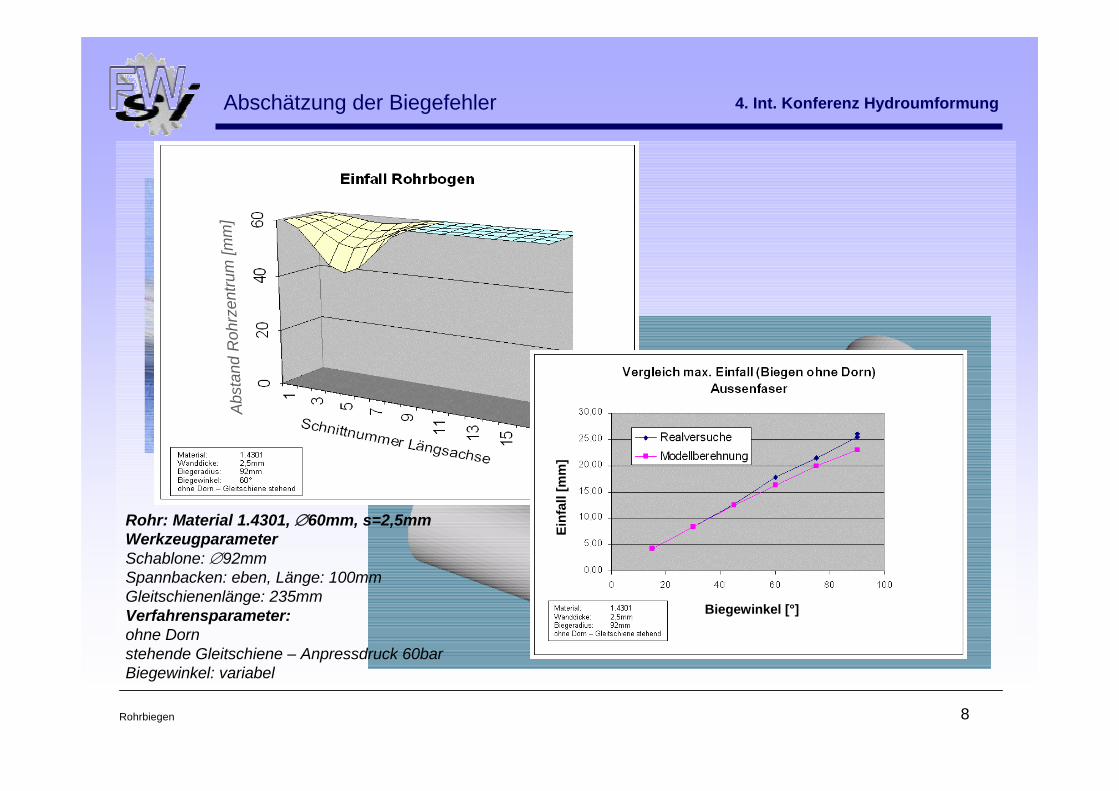
Rohr: Material 1.4301, ∅60mm, s=2,5mmWerkzeugparameterSchablone: ∅92mmSpannbacken: eben, Länge: 100mmGleitschienenlänge: 235mmVerfahrensparameter:ohne Dornstehende Gleitschiene – Anpressdruck 60barBiegewinkel: variabel
Abst
and
Roh
rzen
trum
[mm
]
Einf
all [
mm
]
Biegewinkel [°]
Abschätzung der Biegefehler
9
4. Int. Konferenz Hydroumformung
Rohrbiegen
Abschätzung der Biegefehler
10
4. Int. Konferenz Hydroumformung
Rohrbiegen
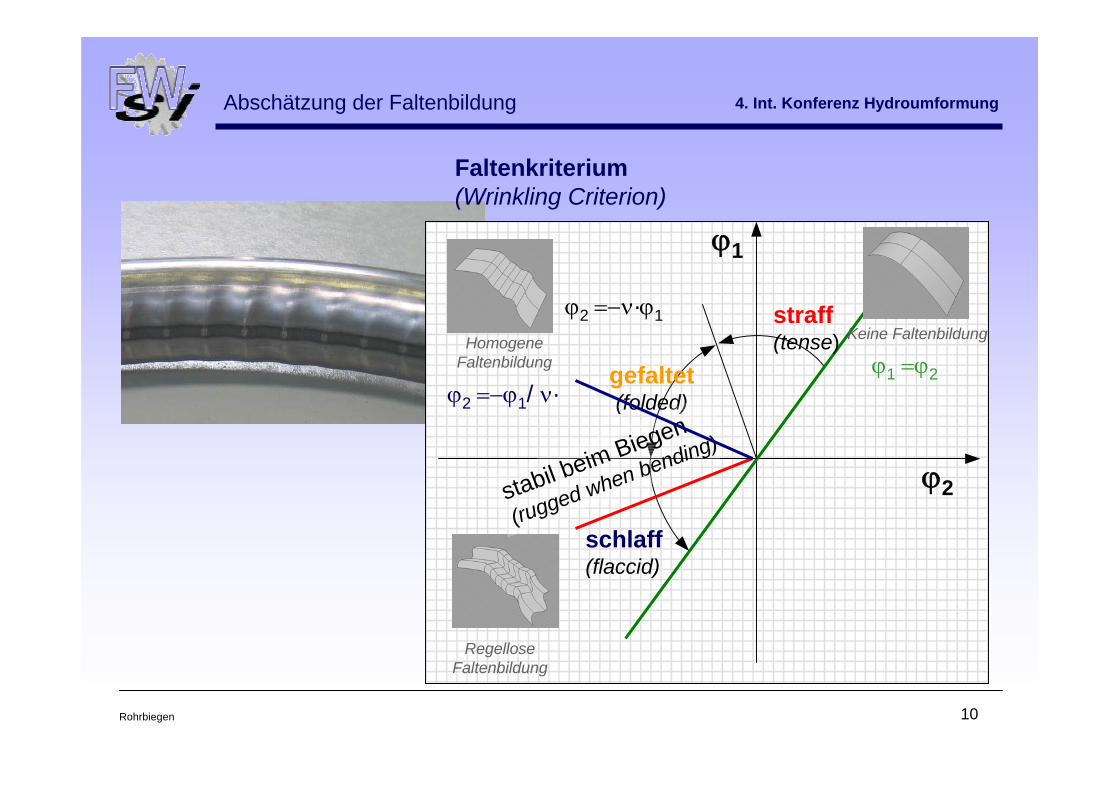
ϕ1
ϕ2
ϕ1 =ϕ2
ϕ2 =−ν·ϕ1
ϕ2 =−ϕ1/ ν·
straff(tense)
gefaltet(folded)
schlaff(flaccid)
stabil beim Biegen
(rugged when bending)
Faltenkriterium (Wrinkling Criterion)
Abschätzung der Faltenbildung
Homogene Faltenbildung
RegelloseFaltenbildung
Keine Faltenbildung
11
4. Int. Konferenz Hydroumformung
Rohrbiegen
Biegedorn fest:
translation lock: x,y,z
rotation lock: x,y,z
Pam-Tube
Pam-Tube
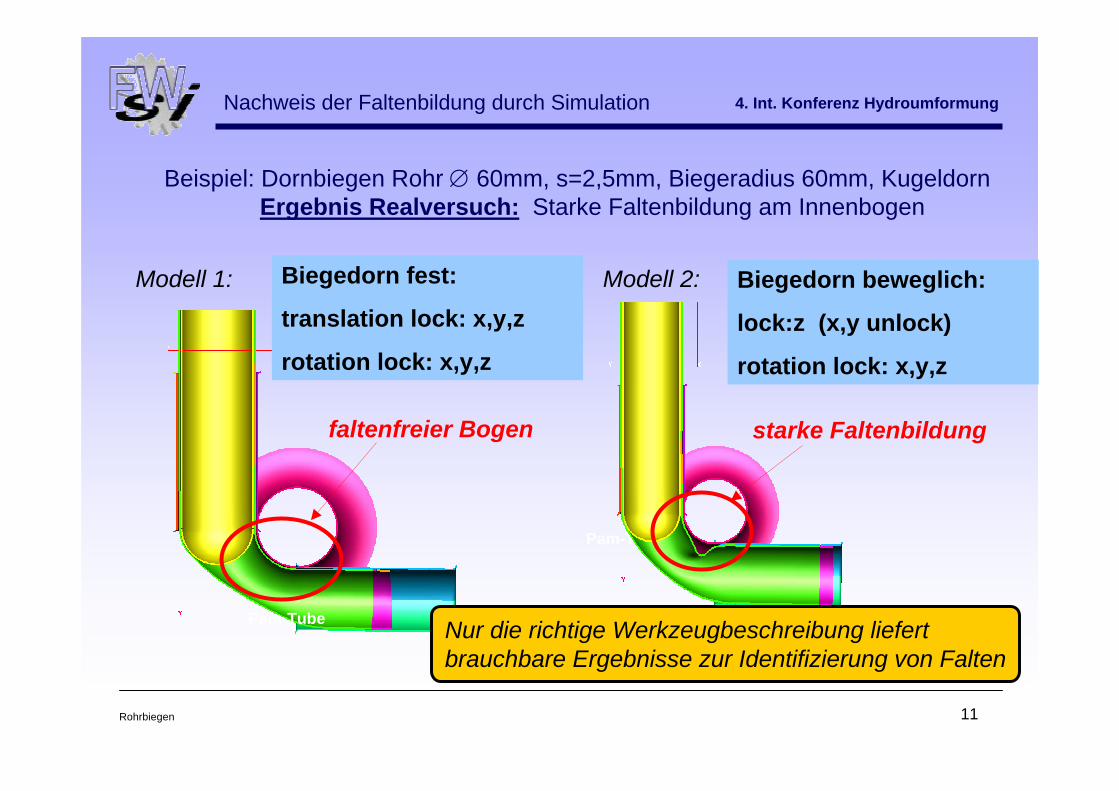
Nachweis der Faltenbildung durch Simulation
Beispiel: Dornbiegen Rohr ∅ 60mm, s=2,5mm, Biegeradius 60mm, KugeldornErgebnis Realversuch: Starke Faltenbildung am Innenbogen
Modell 1:
faltenfreier Bogen
Modell 2: Biegedorn beweglich:
lock:z (x,y unlock)
rotation lock: x,y,z
starke Faltenbildung
Nur die richtige Werkzeugbeschreibung liefertbrauchbare Ergebnisse zur Identifizierung von Falten
12
4. Int. Konferenz Hydroumformung
Rohrbiegen
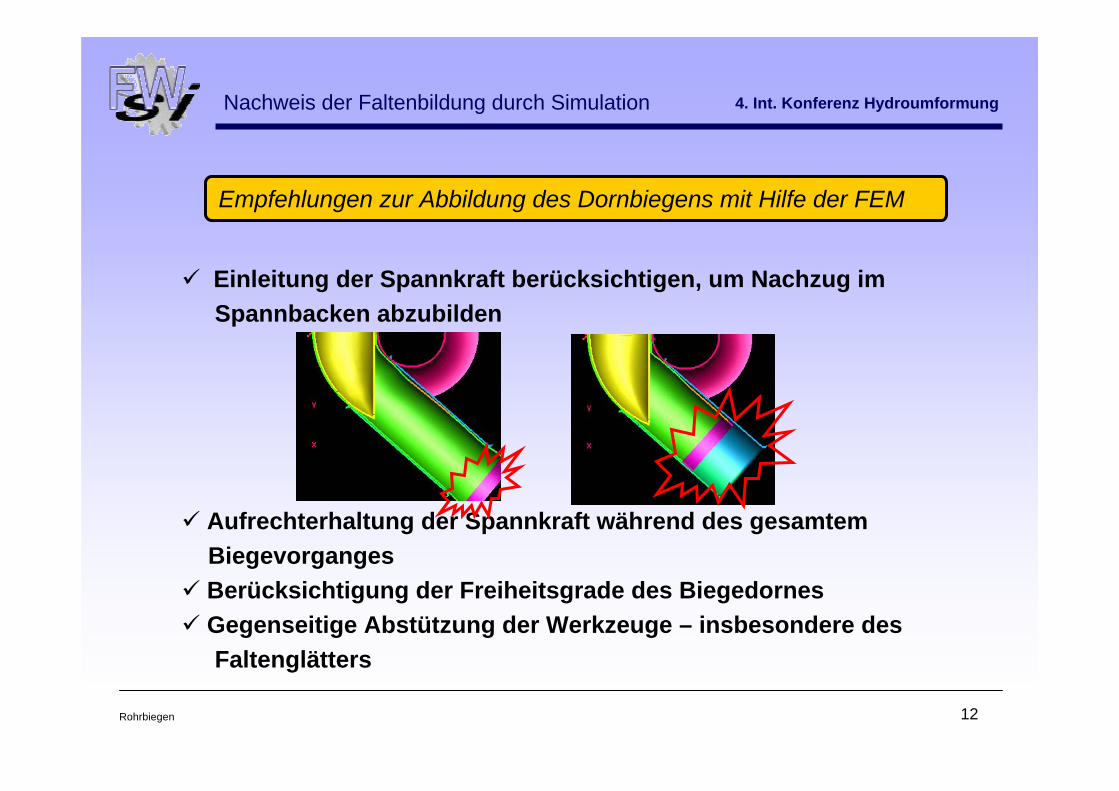
Einleitung der Spannkraft berücksichtigen, um Nachzug im Spannbacken abzubilden
Aufrechterhaltung der Spannkraft während des gesamtem BiegevorgangesBerücksichtigung der Freiheitsgrade des BiegedornesGegenseitige Abstützung der Werkzeuge – insbesondere des Faltenglätters
Nachweis der Faltenbildung durch Simulation
Empfehlungen zur Abbildung des Dornbiegens mit Hilfe der FEM
13
4. Int. Konferenz Hydroumformung
Rohrbiegen
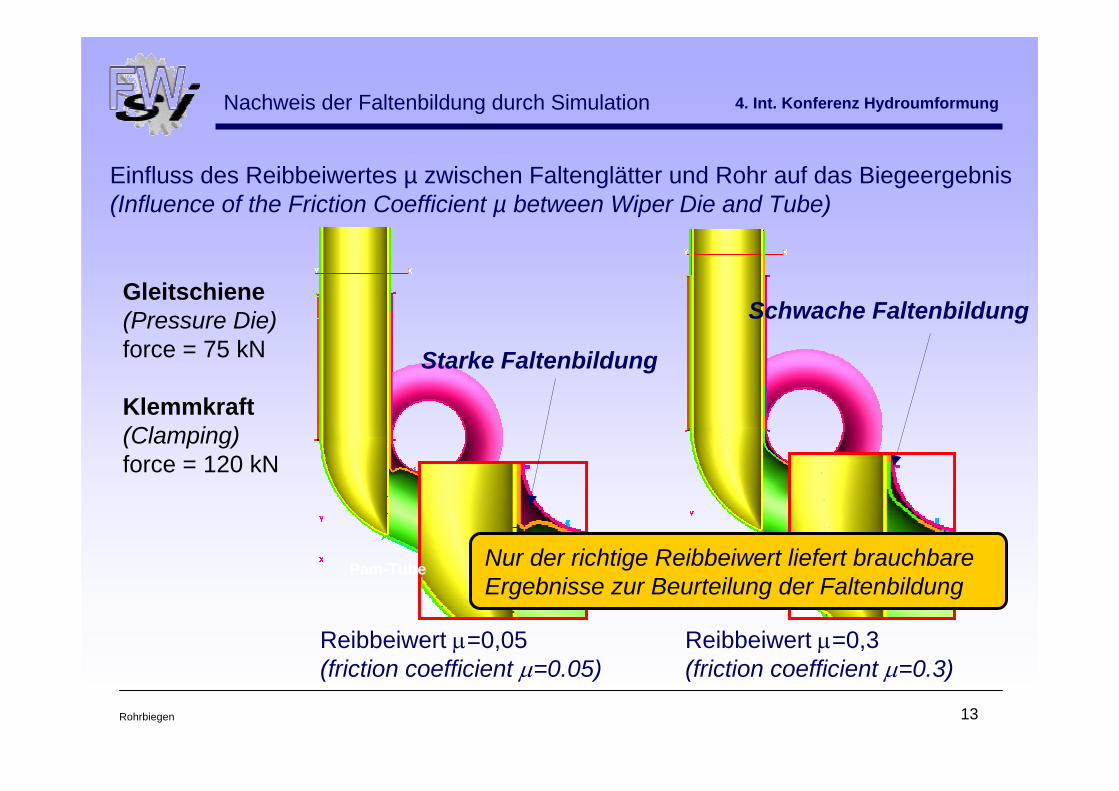
Einfluss des Reibbeiwertes µ zwischen Faltenglätter und Rohr auf das Biegeergebnis(Influence of the Friction Coefficient µ between Wiper Die and Tube)
Gleitschiene(Pressure Die)force = 75 kN
Klemmkraft(Clamping)force = 120 kN
Reibbeiwert µ=0,05(friction coefficient µ=0.05)
Pam-Tube Pam-Tube
Nachweis der Faltenbildung durch Simulation
Reibbeiwert µ=0,3(friction coefficient µ=0.3)
Starke Faltenbildung
Schwache Faltenbildung
Nur der richtige Reibbeiwert liefert brauchbare Ergebnisse zur Beurteilung der Faltenbildung
14
4. Int. Konferenz Hydroumformung
Rohrbiegen
Messkopf
(1)
(2)
(3)(6)
(4)
(5)
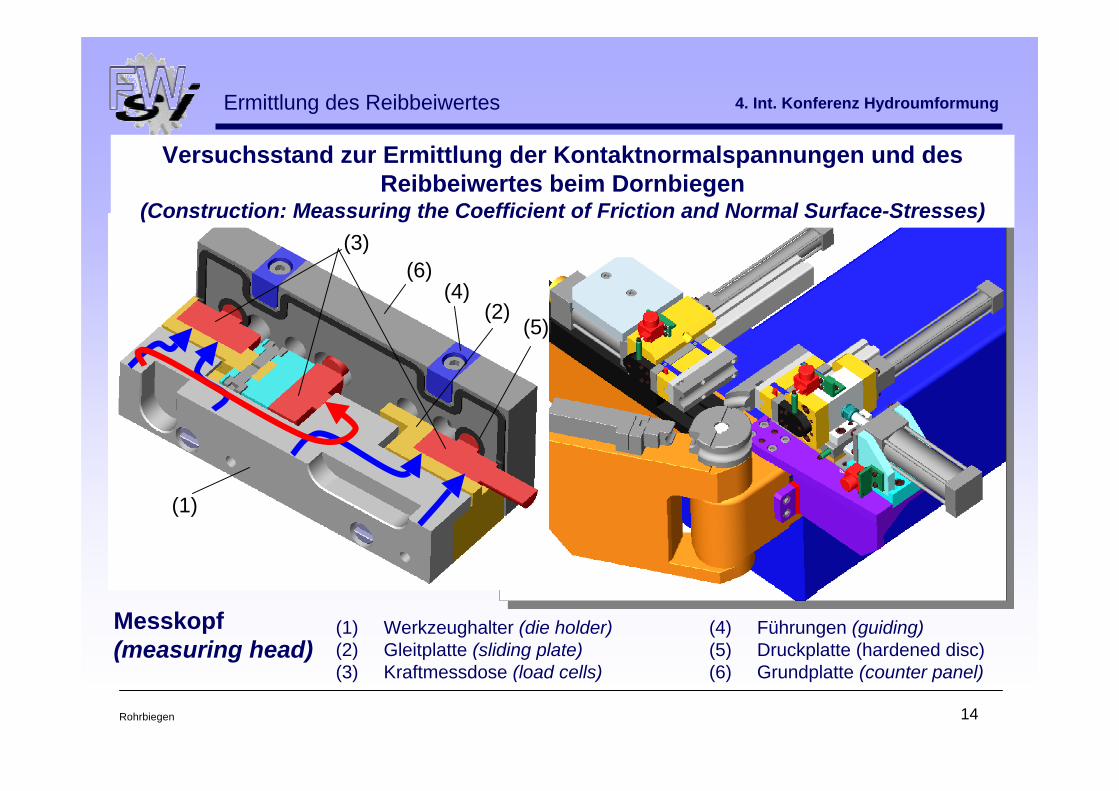
Messkopf(measuring head)
(1) Werkzeughalter (die holder)(2) Gleitplatte (sliding plate)(3) Kraftmessdose (load cells)
(4) Führungen (guiding)(5) Druckplatte (hardened disc)(6) Grundplatte (counter panel)
Ermittlung des Reibbeiwertes
Versuchsstand zur Ermittlung der Kontaktnormalspannungen und desReibbeiwertes beim Dornbiegen
(Construction: Meassuring the Coefficient of Friction and Normal Surface-Stresses)

15
4. Int. Konferenz Hydroumformung
Rohrbiegen
Photo Biegemaschine
Photo Kraftmessbox
Ermittlung des Reibbeiwertes
Versuchsstand zur Ermittlung der Kontaktnormalspannungen und desReibbeiwertes beim Dornbiegen
(Construction: Meassuring the Coefficient of Friction and Normal Surface-Stresses)
16
4. Int. Konferenz Hydroumformung
Rohrbiegen
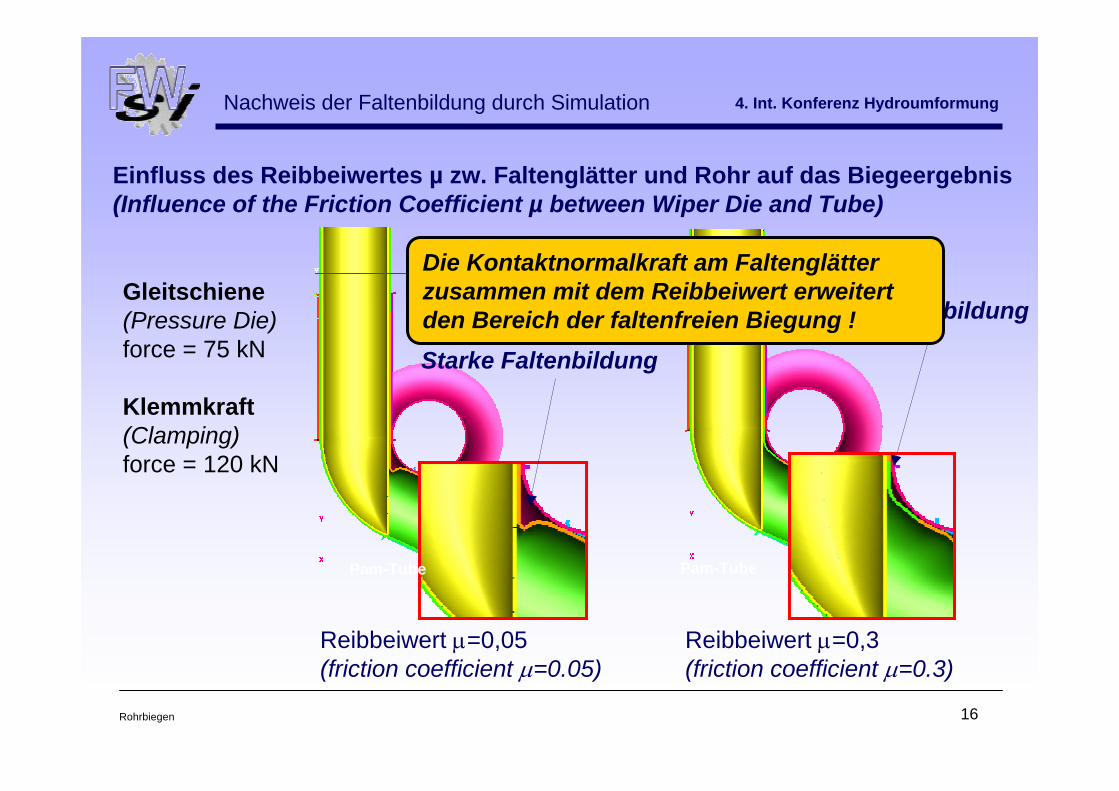
Einfluss des Reibbeiwertes µ zw. Faltenglätter und Rohr auf das Biegeergebnis(Influence of the Friction Coefficient µ between Wiper Die and Tube)
Nachweis der Faltenbildung durch Simulation
Gleitschiene(Pressure Die)force = 75 kN
Klemmkraft(Clamping)force = 120 kN
Reibbeiwert µ=0,05(friction coefficient µ=0.05)
Pam-Tube Pam-Tube
Reibbeiwert µ=0,3(friction coefficient µ=0.3)
Starke Faltenbildung
Schwache Faltenbildung
Die Kontaktnormalkraft am Faltenglätter zusammen mit dem Reibbeiwert erweitert den Bereich der faltenfreien Biegung !
17
4. Int. Konferenz Hydroumformung
Rohrbiegen
„Faltenglätter“
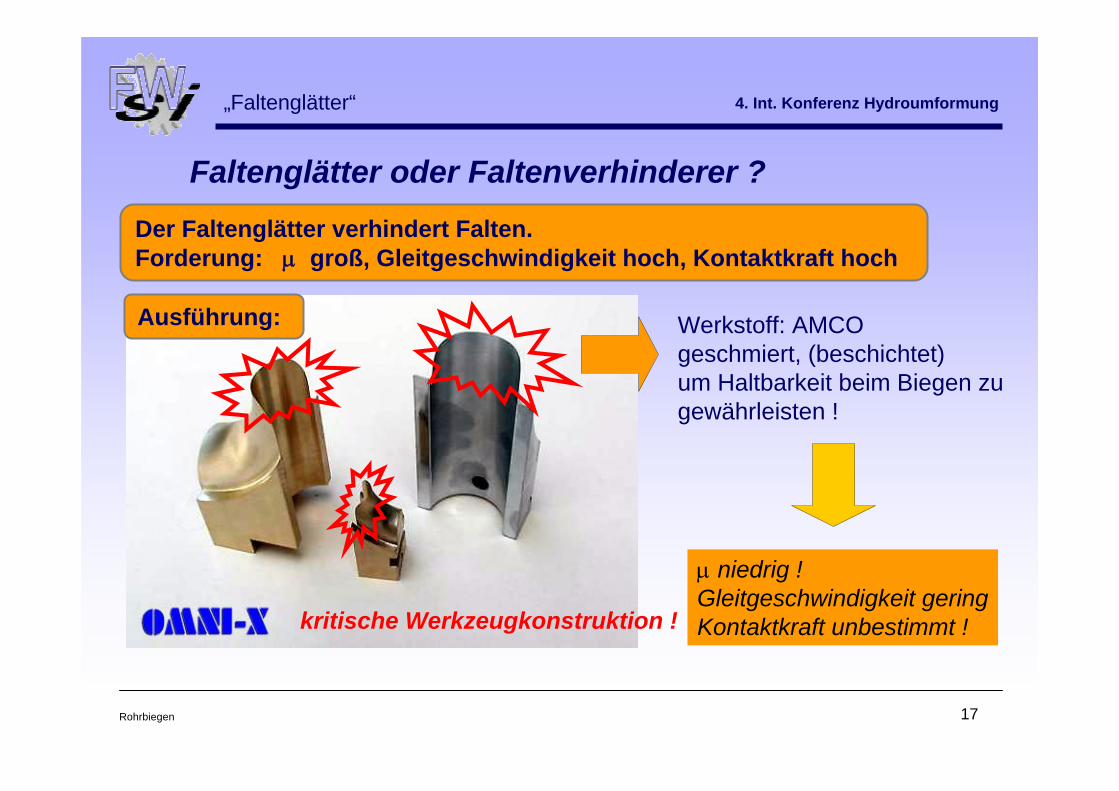
kritische Werkzeugkonstruktion !
Werkstoff: AMCOgeschmiert, (beschichtet)um Haltbarkeit beim Biegen zu gewährleisten !
Faltenglätter oder Faltenverhinderer ?Der Faltenglätter verhindert Falten. Forderung: µ groß, Gleitgeschwindigkeit hoch, Kontaktkraft hoch
µ niedrig !Gleitgeschwindigkeit geringKontaktkraft unbestimmt !
Ausführung:
18
4. Int. Konferenz Hydroumformung
Rohrbiegen
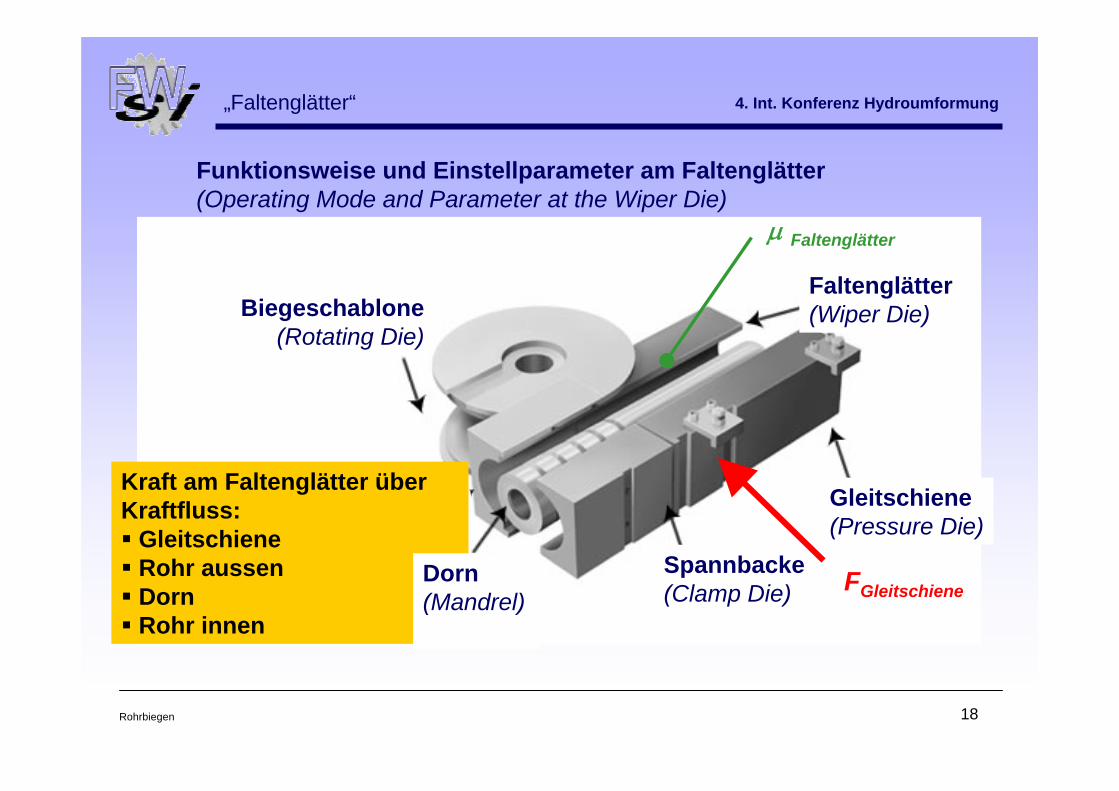
FGleitschiene
µ Faltenglätter
Biegeschablone(Rotating Die)
Spannbacke(Clamp Die)
Faltenglätter(Wiper Die)
Gleitschiene(Pressure Die)
„Faltenglätter“
Funktionsweise und Einstellparameter am Faltenglätter(Operating Mode and Parameter at the Wiper Die)
Kraft am Faltenglätter über Kraftfluss:
GleitschieneRohr aussenDornRohr innen
Dorn(Mandrel)

19
4. Int. Konferenz Hydroumformung
Rohrbiegen
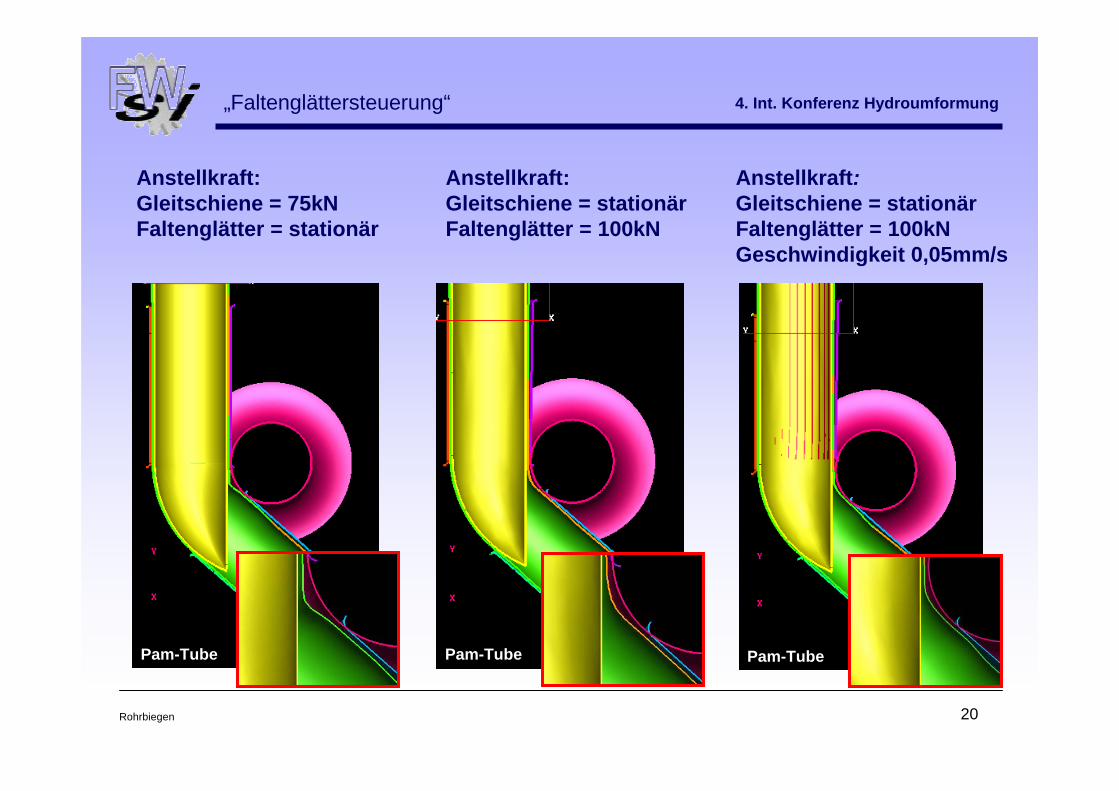
„Faltenglättersteuerung“
Faltenglättersteuerung über 2 Bewegungsachsen
Zustellachse
Längsachse
20
4. Int. Konferenz Hydroumformung
Rohrbiegen
Anstellkraft:Gleitschiene = 75kNFaltenglätter = stationär
Pam-Tube Pam-TubePam-Tube
„Faltenglättersteuerung“
Anstellkraft:Gleitschiene = stationärFaltenglätter = 100kN
Anstellkraft:Gleitschiene = stationärFaltenglätter = 100kNGeschwindigkeit 0,05mm/s
21
4. Int. Konferenz Hydroumformung
Rohrbiegen
Zusammenfassung und AusblickZusammenfassung und Ausblick
•Die Biegelinie beeinflusst das Ergebnis des IHU-Prozessesund kann daher als Prozessparameter aufgefasst werden.
•Das Abschätzen von Biegeeinflüssen ist mit vereinfachten plastomechanischen Ansätzen nur beim Riss und der Ovalisierung möglich.
•Die Simulation des Dornbiegens verlangt exakte Beschreibungender Werkzeugbewegungen und der Reibbeiwerte.
•Eine aktive Steuerung des Faltenglätters kann zu einer erheblichen Vereinfachung beim Dornbiegen führen.





























