Embed Size (px)
Citation preview

Blankstahllösungen nach Maß
0302 SChmolz + BiCkenBaCh GRoUp SChmolz + BiCkenBaCh GRoUp
Über s+bi
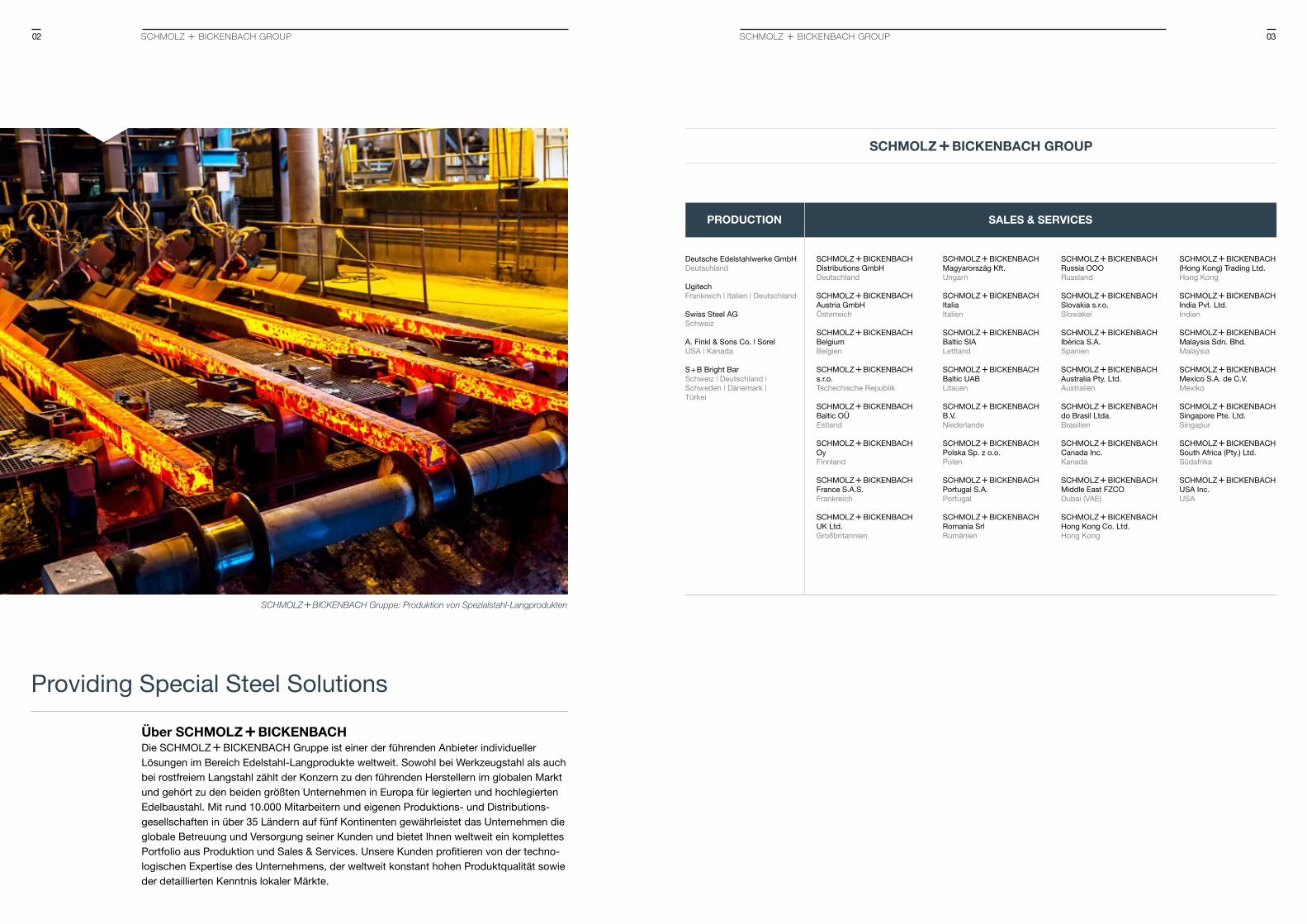
Die s+bi Gruppe ist einer der führenden Anbieter individueller Lösungen im Bereich Edelstahl-Langprodukte weltweit. Sowohl bei Werkzeugstahl als auch bei rostfreiem Langstahl zählt der Konzern zu den führenden Herstellern im globalen Markt und gehört zu den beiden größten Unternehmen in Europa für legierten und hochlegierten Edelbaustahl. Mit rund 10.000 Mitarbeitern und eigenen Produktions- und Distributions-gesellschaften in über 35 Ländern auf fünf Kontinenten gewährleistet das Unternehmen die globale Betreuung und Versorgung seiner Kunden und bietet Ihnen weltweit ein komplettes Portfolio aus Produktion und Sales & Services. Unsere Kunden profitieren von der techno-logischen Expertise des Unternehmens, der weltweit konstant hohen Produktqualität sowie der detaillierten Kenntnis lokaler Märkte.
Providing Special Steel Solutions
SCHMOLZ + BICKENBACH Gruppe: Produktion von Spezialstahl-Langprodukten
04 SChmolz + BiCkenBaCh BlankStahl
Blankstahl von s+bi
Spezialstahllösungen für jeden Einsatzbereich
s+bi liefert Ihnen nahezu das gesamte Spektrum an Blank-stahl in den unterschiedlichsten Güten und Abmessungen. Abgerundet wird unser breites Lieferprogramm durch umfassende Serviceleistungen. Von der individuellen Beratung über eine weit reichende Anarbei-tung bis hin zu Logistiklösungen
bieten wir Ihnen ein Höchstmaß an technischem Know-How und Flexibilität.
Wir nutzen die Vertriebswege unseres Sales & Services-Netzwerks um unsere Produkte in Deutschland, Europa und weltweit zu vertreiben.

06 QUalität Und SeRviCe
Qualität, Service, individuelle Anarbeitung
s+bi Blankstahl bietet Ihnen das komplette Leistungsspek-trum von der Produktion bis hin zur Distri-bution. Wir beziehen den Stahl aus unseren eigenen Werken sowie über externe Liefe-ranten zu weltweit besten Konditionen.
Unsere langjährige Zusammenarbeit mit führenden Stahlherstellern weltweit gewährleistet dabei konstante Qualitäts-standards. Um diese Qualitätsstandards dauerhaft sicherzustellen, unterliegen bei uns sowohl die Produzenten als auch der von ihnen hergestellte Stahl kontinuierlichen Kontrollen. Das geht so weit, dass wir unsere Produzenten auf Wunsch auch gemeinsam mit Ihnen zertifizieren.
So erfüllt unser Blankstahl qualitativ die hohen Anforderungen des Automobil- und Maschinenbaus.
Unsere aufeinander abgestimmte Leistungs-palette verschafft Ihnen den Vorteil, dass Sie Ihre Stahlprodukte stets in geprüfter Qualität und weltweit aus einer Hand erhalten.
Darüber hinaus stehen Ihnen umfangreiche Serviceleistungen zur Verfügung. Das be-ginnt mit der technischen Beratung durch hochqualifizierte Ingenieurteams und reicht bis zu vielfältigsten Anarbeitungsmöglich-keiten. Von einfachen Sägeschnitten bis zur Bearbeitung in engsten Toleranzen erhalten Sie bei uns nahezu alles, was im Bereich der Fixlängen und Endenbearbeitung tech-nologisch machbar ist.
Unser Blankstahlsortiment umfasst mehreretausend Artikel in gezogener, geschälter und geschliffener Ausführung, die standardmäßig poliert sind.
Ob länderspezifische Standardgüten oder kundenspezifische Sonderwerk-stoffe für anspruchsvolle Bauteile: Mit s+bi Blankstahl, haben Sie einen Servicepartner für jede Stahllösung – wenn Sie es wünschen, bis hin zum einbaufertigen Werkteil.
09GezoGeneR BlankStahl
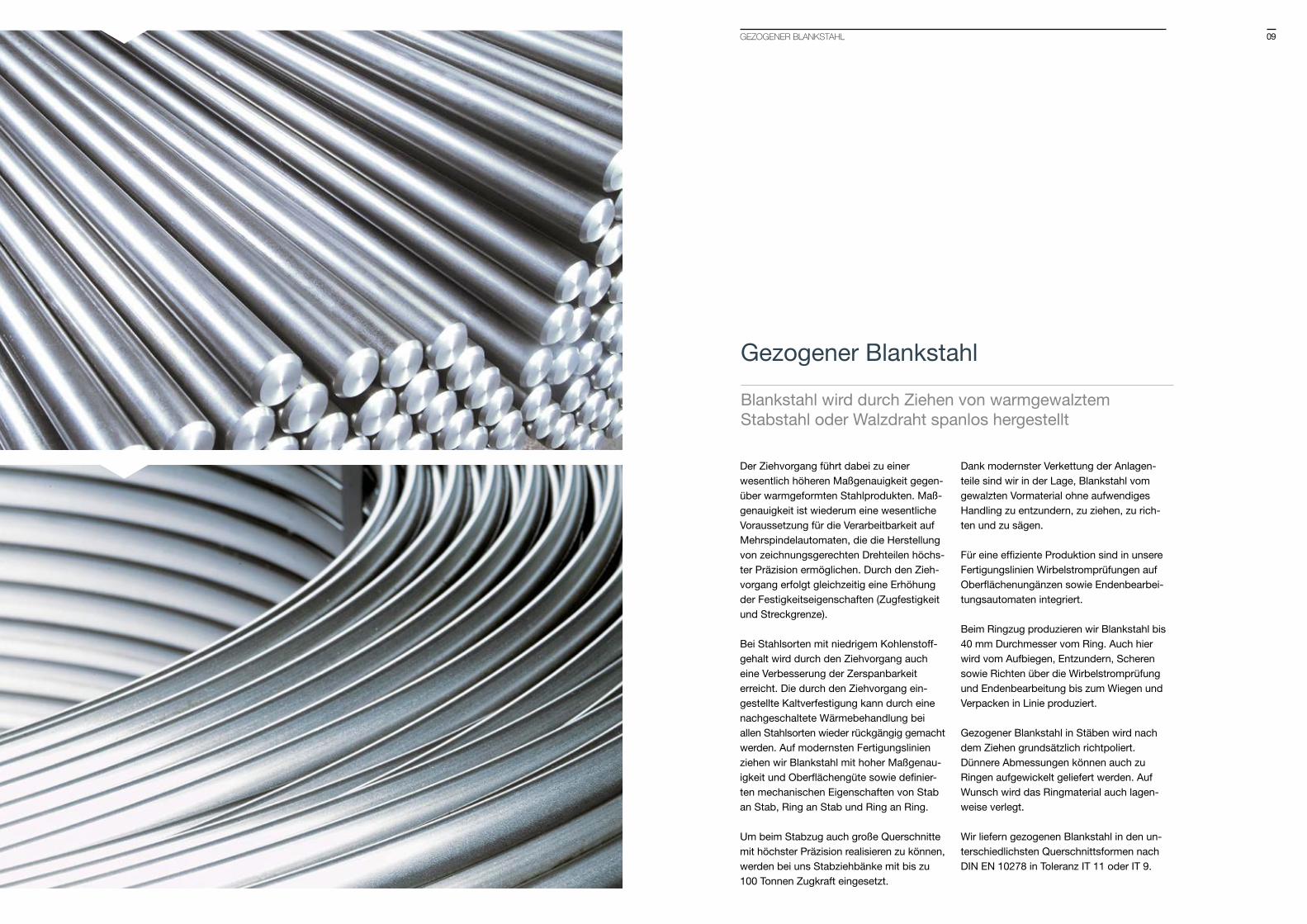
Blankstahl wird durch Ziehen von warmgewalztem Stabstahl oder Walzdraht spanlos hergestellt
Gezogener Blankstahl
Der Ziehvorgang führt dabei zu einer wesentlich höheren Maßgenauigkeit gegen-über warmgeformten Stahlprodukten. Maß-genauigkeit ist wiederum eine wesentliche Voraussetzung für die Verarbeitbarkeit auf Mehrspindelautomaten, die die Herstellung von zeichnungsgerechten Drehteilen höchs-ter Präzision ermöglichen. Durch den Zieh-vorgang erfolgt gleichzeitig eine Erhöhung der Festigkeitseigenschaften (Zugfestigkeit und Streckgrenze).
Bei Stahlsorten mit niedrigem Kohlenstoff-gehalt wird durch den Ziehvorgang auch eine Verbesserung der Zerspanbarkeit erreicht. Die durch den Ziehvorgang ein-gestellte Kaltverfestigung kann durch eine nachgeschaltete Wärmebehandlung bei allen Stahlsorten wieder rückgängig gemacht werden. Auf modernsten Fertigungslinien ziehen wir Blankstahl mit hoher Maßgenau-igkeit und Oberflächengüte sowie definier-ten mechanischen Eigenschaften von Stab an Stab, Ring an Stab und Ring an Ring.
Um beim Stabzug auch große Querschnitte mit höchster Präzision realisieren zu können, werden bei uns Stabziehbänke mit bis zu 100 Tonnen Zugkraft eingesetzt.
Dank modernster Verkettung der Anlagen-teile sind wir in der Lage, Blankstahl vom gewalzten Vormaterial ohne aufwendiges Handling zu entzundern, zu ziehen, zu rich-ten und zu sägen.
Für eine effiziente Produktion sind in unsereFertigungslinien Wirbelstromprüfungen auf Oberflächenungänzen sowie Endenbearbei-tungsautomaten integriert.
Beim Ringzug produzieren wir Blankstahl bis 40 mm Durchmesser vom Ring. Auch hier wird vom Aufbiegen, Entzundern, Scheren sowie Richten über die Wirbelstromprüfung und Endenbearbeitung bis zum Wiegen und Verpacken in Linie produziert.
Gezogener Blankstahl in Stäben wird nach dem Ziehen grundsätzlich richtpoliert. Dünnere Abmessungen können auch zu Ringen aufgewickelt geliefert werden. Auf Wunsch wird das Ringmaterial auch lagen-weise verlegt.
Wir liefern gezogenen Blankstahl in den un-terschiedlichsten Querschnittsformen nach DIN EN 10278 in Toleranz IT 11 oder IT 9.

1110 GeSChliffeneR BlankStahlGeSChälteR BlankStahl
Bei geschältem Blankstahl handelt es sich ausschließlich um Rundmaterial (in der Re-gel ab 14 mm Durchmesser). Im Vergleich zum Walzstahl weist das Material eine größere Maßgenauigkeit sowie eine blanke, glatte Oberfläche auf.
Geschälter Blankstahl wird aus gewalz-tem oder geschmiedetem Stabstahl durch Schälen hergestellt und anschließend richt-poliert. Dabei wird die Spanabnahme beim
Schälen so bemessen, dass herstellungs-bedingte, unvermeidbare Oberflächen-ungänzen wie z.B. Walzriefen oder auch Risse, Poren, Splitter und Entkohlungs-säume beseitigt werden.
Wir liefern geschälten Blankstahl nach DIN EN 10278 in Toleranz IT 11 oder IT 9. Andere Toleranzlagen liefern wir auf Anfrage.
Geschälter Blankstahl
Wir liefern geschältes Rundmaterial nach DIN EN 10278
Geschliffener Blankstahl ist gezogenes oder geschältes Rundmaterial, das durch zusätz-liches Schleifen und Polieren eine noch bes-sere Beschaffenheit der Oberfläche und eine noch höhere Maßgenauigkeit erhalten hat.
Diese Oberflächenausführung ist deshalb für eine Oberflächenveredelung mit Glanz-charakter besonders geeignet.
Geschliffener Blankstahl
Als allgemeiner Baustahl nach DIN EN 10225 und DIN EN 10277-2 gelten unle-gierte Stahlsorten, die im Wesentlichen im Stahl- und Maschinenbau Verwendungfinden.
Diese Stahlsorten können auf speziellemechanisch-technologische Eigenschafteneingestellt werden.
Allgemein verwendbarer Stahl
Folgende Baustahlsorten sind in der DINEN 10277-2 genormt:» S235JRC +C und +SH [FN]» E295GC +C und +SH [FN]» E335GC +C und +SH [FN]» S355J2C +C und +SH [FF]
Festigkeitsgesteuerte Stahlsorten:FN = unberuhigter Stahl nicht zulässigFF = vollberuhigt, mit ausreichendemGehalt an stickstoffabbindendenElementen, auf Wunsch normalgeglüht.
Die hohe Maßgenauigkeit geschliffenen Blankstahls ist überall dort von heraus-ragender Bedeutung, wo dieser für Maschi-nenteile ohne weitere Oberflächenbehand-lung verwendet wird.
Wir liefern geschliffenen Blankstahl nach DIN EN 10278 bis Toleranz IT 6.
1312 einSatzStahl aUtomatenStahl
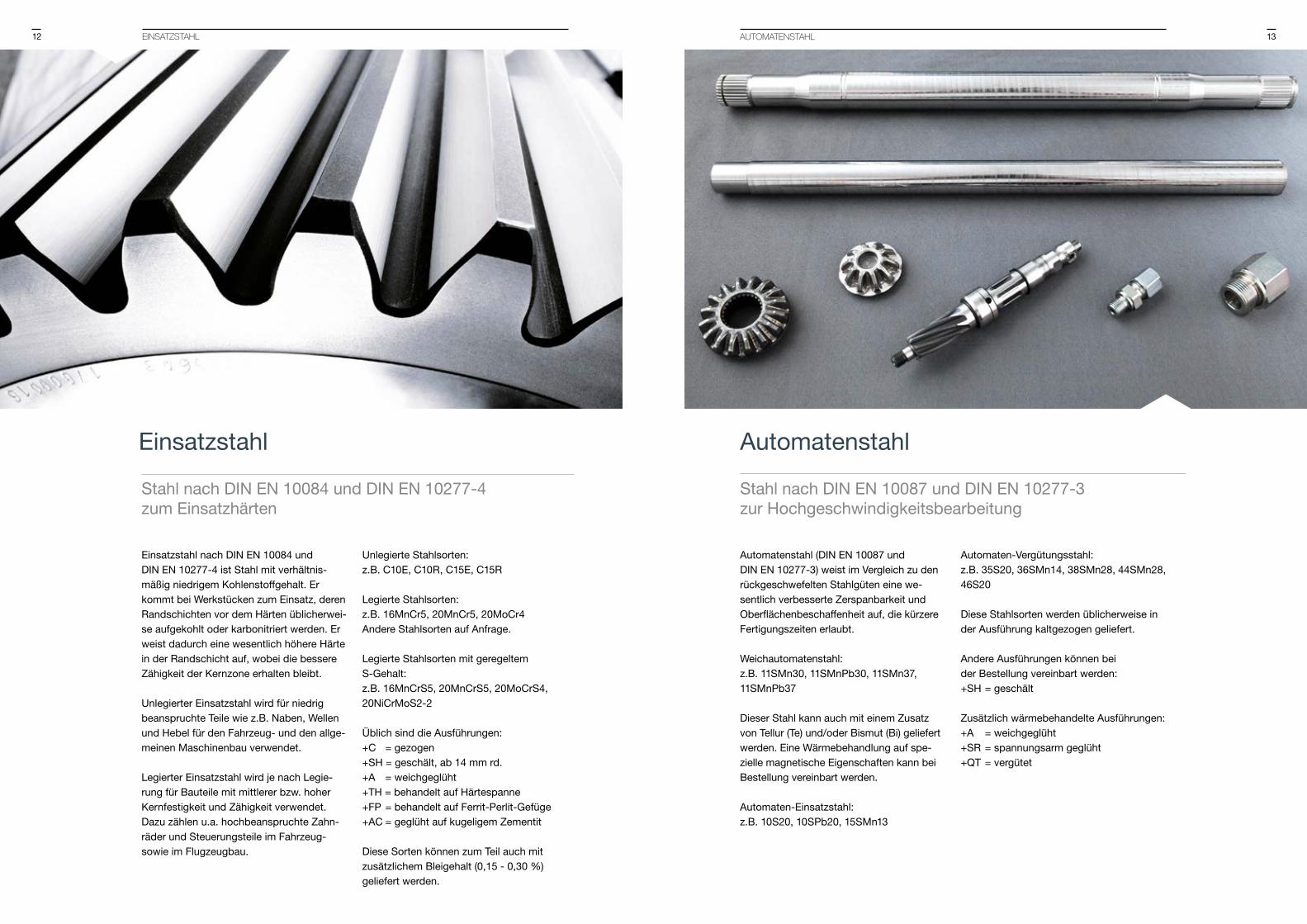
Einsatzstahl nach DIN EN 10084 und DIN EN 10277-4 ist Stahl mit verhältnis-mäßig niedrigem Kohlenstoffgehalt. Er kommt bei Werkstücken zum Einsatz, deren Randschichten vor dem Härten üblicherwei-se aufgekohlt oder karbonitriert werden. Er weist dadurch eine wesentlich höhere Härte in der Randschicht auf, wobei die bessere Zähigkeit der Kernzone erhalten bleibt.
Unlegierter Einsatzstahl wird für niedrig beanspruchte Teile wie z.B. Naben, Wellen und Hebel für den Fahrzeug- und den allge-meinen Maschinenbau verwendet.
Legierter Einsatzstahl wird je nach Legie-rung für Bauteile mit mittlerer bzw. hoher Kernfestigkeit und Zähigkeit verwendet. Dazu zählen u.a. hochbeanspruchte Zahn-räder und Steuerungsteile im Fahrzeug- sowie im Flugzeugbau.
Unlegierte Stahlsorten: z.B. C10E, C10R, C15E, C15R
Legierte Stahlsorten: z.B. 16MnCr5, 20MnCr5, 20MoCr4Andere Stahlsorten auf Anfrage.
Legierte Stahlsorten mit geregeltem S-Gehalt: z.B. 16MnCrS5, 20MnCrS5, 20MoCrS4, 20NiCrMoS2-2
Üblich sind die Ausführungen:+C = gezogen+SH = geschält, ab 14 mm rd.+A = weichgeglüht+TH = behandelt auf Härtespanne+FP = behandelt auf Ferrit-Perlit-Gefüge+AC = geglüht auf kugeligem Zementit
Diese Sorten können zum Teil auch mit zusätzlichem Bleigehalt (0,15 - 0,30 %) geliefert werden.
Automatenstahl
Stahl nach DIN EN 10087 und DIN EN 10277-3 zur Hochgeschwindigkeitsbearbeitung
Automatenstahl (DIN EN 10087 und DIN EN 10277-3) weist im Vergleich zu den rückgeschwefelten Stahlgüten eine we-sentlich verbesserte Zerspanbarkeit und Oberflächenbeschaffenheit auf, die kürzere Fertigungszeiten erlaubt.
Weichautomatenstahl: z.B. 11SMn30, 11SMnPb30, 11SMn37,11SMnPb37
Dieser Stahl kann auch mit einem Zusatz von Tellur (Te) und/oder Bismut (Bi) geliefert werden. Eine Wärmebehandlung auf spe-zielle magnetische Eigenschaften kann bei Bestellung vereinbart werden.
Automaten-Einsatzstahl: z.B. 10S20, 10SPb20, 15SMn13
Automaten-Vergütungsstahl: z.B. 35S20, 36SMn14, 38SMn28, 44SMn28,46S20
Diese Stahlsorten werden üblicherweise in der Ausführung kaltgezogen geliefert.
Andere Ausführungen können bei der Bestellung vereinbart werden:+SH = geschält
Zusätzlich wärmebehandelte Ausführungen:+A = weichgeglüht+SR = spannungsarm geglüht+QT = vergütet
Einsatzstahl
Stahl nach DIN EN 10084 und DIN EN 10277-4 zum Einsatzhärten
1514
Windenergie: Wir produzieren das Ausgangsmaterial für bis zu
je Rotorblatt
SonStiGeR StahlveRGütUnGSStahl
Vergütungsstahl nach DIN EN 10083 und DIN EN 10277-5 kann durch ein induktives Randschichthärten zusätzlich auf höchste Verschleißfestigkeit eingestellt werden. Vergütungsstahl wird für hochbeanspruchte Schrauben, Federn oder Kolbenstangen eingesetzt, bei denen besonders die Kom-bination von hoher Festigkeit, Verschleiß-festigkeit und Zähigkeit wichtig ist.
Unlegierter Stahl: z.B. C22 bis C60, C22E bis C60E, C22R bis C60R
E = EdelstahlR = Edelstahl mit geregeltem S-Gehalt von
0,020 bis 0,040 %
Übliche Ausführungen:+C = gezogen+SH = geschält, ab 14 mm rd.+A = weichgeglüht+SR = spannungsarm geglüht+N = normalgeglüht+QT = vergütet
Mit Rücksicht auf eine bessere Zerspan-barkeit können diese Stahlsorten auch mit einem Bleizusatz von 0,15 bis 0,30 % geliefert werden.
Legierter Stahl: z.B. 38Cr2, 46Cr2, 34Cr4, 37Cr4, 41Cr4, 25CrMo4, 34CrMo4, 42CrMo4, 50CrMo4, 36CrNiMo4, 34CrNiMo6, 30CrNiMo8, 51CrV4
Die Sorten 38Cr2 bis 42CrMo4 können auch als rückgeschwefelte Varianten mit S = 0,020 bis 0,040 % geliefert werden. Andere Stahlsorten liefern wir auf Anfrage.
Sonstiger Stahl
Kaltstauch- und Kaltfließpressstahl nach DIN EN 10263
Dieser Stahl zeichnet sich nach einer Wärmebehandlung durch gute Kaltumform-barkeit aus.
Als Ausführungsformen kommen in Frage:+C = gezogen+SH = geschält, ab 14 mm rd.+A = weichgeglüht+FP = behandelt auf Ferrit-Perlit-Gefüge+AC = geglüht auf kugeligem Zementit
Zusätzliche Oberflächenbehandlungen wie Phosphatieren oder Polymerbeschichtun-gen sind auf Anfrage möglich.
Bescheinigungen über Materialprüfungenwerden gemäß DIN EN 10204 ausgestellt.Der Inhalt und die zu attestierenden Prüfun-gen müssen bei der Bestellung vereinbart werden.
Vergütungsstahl
Stahl nach DIN EN 10083 und DIN EN 10277-5 auf hochfest vergütet
1716 aBmeSSUnGenaBmeSSUnGen
Mehr als
in rund
Abmessungen
Unser Blankstahlsortiment umfasst mehr als 5.000 Artikel mit ca. 400 Werkstoff-varianten in gezogener, geschälter und geschliffener Ausführung.
Abmessungsbereiche für unseren Blankstahl:» gezogen von 6 bis 80 mm rd.» geschält von 14 bis 125 mm rd.» geschliffen von 6 bis 125 mm rd.» Kantmaterial bis 80 mm» Abmessungsgrenzen sind werkstoff-
abhängig.
Wir fertigen Stahl in Längen nach DIN-Vor-schriften bzw. in handelsüblichen Längen.
Besondere Genaulängen und Kurzlängen sowie spezielle Endenausführungen liefern wir auf Anfrage.
Unser Stahl weist die zulässigen Maßab-weichungen vom Nennmaß nach den für Blankstahl üblichen DIN- bzw. ISO-Toleran-zen auf.
Alle Toleranzlagen können bis zum ISO-Toleranzfeld IT 6 nach Vereinbarung geliefert werden.
Sonderprofile liefern wir in Stäben oder Ringen auf Anfrage in allen Ausführungen nach Zeichnung oder Muster.
Längen nach DIN-Vorschriften bzw. handelsüblich
1918 pRodUktionSpRoGRamm SondeRpRofile
Nennmaß (mm) h6 h7 h8 h9 h10 h11 h12
> 1 bis ≤ 3 0,006 0,010 0,014 0,025 0,040 0,060 0,100
> 3 bis ≤ 6 0,008 0,012 0,018 0,030 0,048 0,075 0,120
> 6 bis ≤ 10 0,009 0,015 0,022 0,036 0,058 0,090 0,150
> 10 bis ≤ 18 0,011 0,018 0,027 0,043 0,070 0,110 0,180
> 18 bis ≤ 30 0,013 0,022 0,033 0,052 0,084 0,130 0,210
> 30 bis ≤ 50 0,016 0,025 0,039 0,062 0,100 0,160 0,250
> 50 bis ≤ 80 0,019 0,030 0,046 0,074 0,120 0,190 0,300
> 80 bis ≤ 120 0,022 0,035 0,054 0,087 0,140 0,220 0,350
> 120 bis ≤ 180 0,025 0,040 0,063 0,100 0,160 0,250 0,400
> 180 bis ≤ 200 0,029 0,046 0,072 0,115 0,185 0,290 0,460
Toleranzfelder (Beispiel: h-Toleranz)
Die obigen Grenzmaße sind Minusabweichungen vom Nennmaß. Zum Beispiel gilt für einen Nenndurchmesser
von 20 mm mit Toleranzfeld h9 20 mm +0, -0,052 mm oder 19,948 mm bis 20,000 mm.
R = Rundstab S = Vierkantstab H = Sechskantstab
Toleranzfelder (Beispiel: h-Toleranz)
Fertigzustand h6 h7 h8 h9 h10 h11 h12
Gezogen R R R, S, H R, S, H
Geschält R R R R
Geschliffen R R R R R R R
Poliert R R R R R R R
toleRanzfeldeR
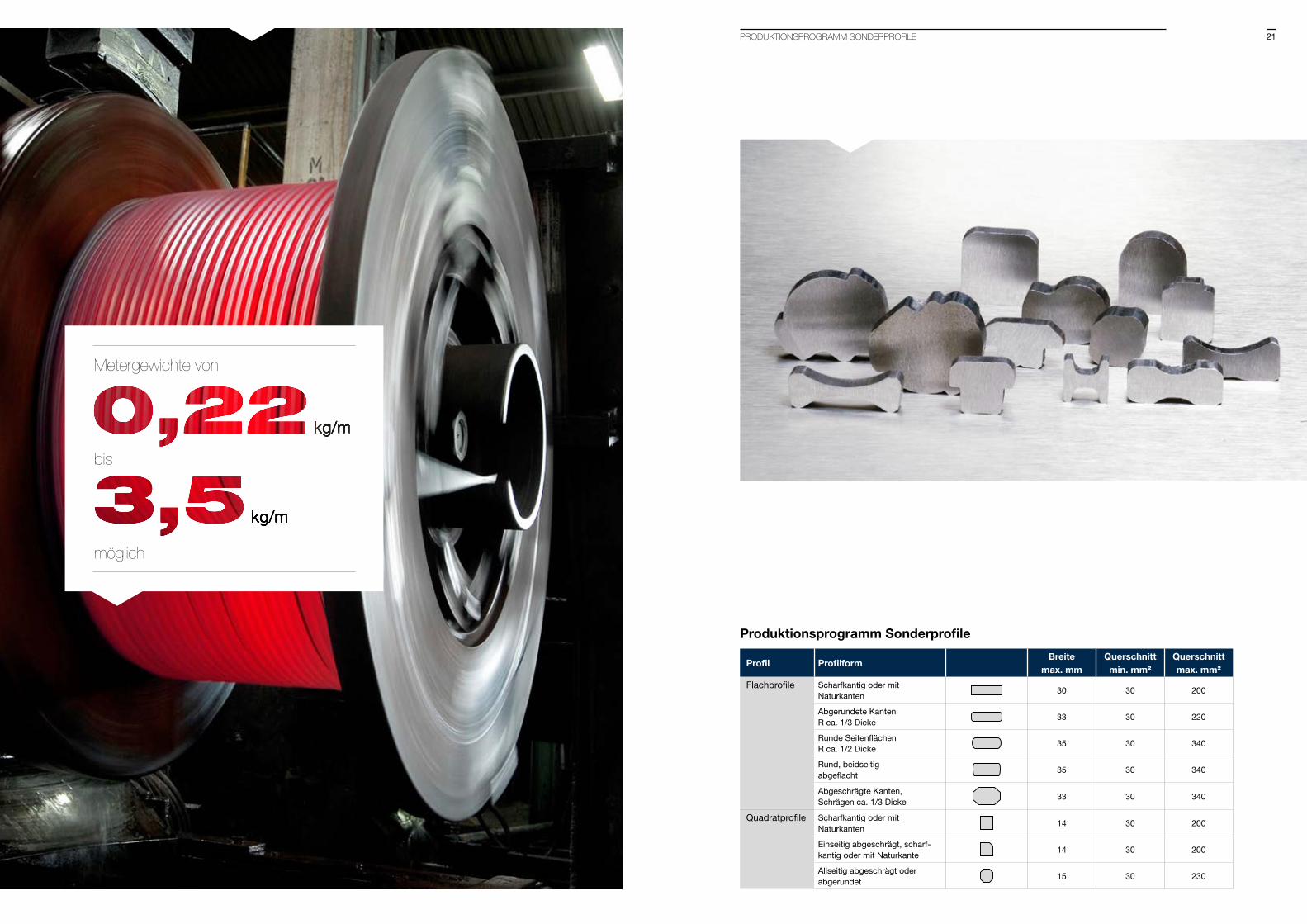
Produktionsprogramm Sonderprofile
Unsere warmgewalzten oder gezogenen Sonderprofile sind eine kostengünstige Alternative für Konstruktionen in vielen Einsatzgebieten.
Für die Anfertigung kundenspezifischerSonderprofile stehen Ihnen unsere leis-tungsfähigen Anlagen zur Verfügung.
Die möglichen Formen sind dabei äußerstvielfältig und richten sich weitestgehendnach den individuellen Wünschen unsererKunden.
Lieferbar sind alle Stahlsorten, ausgenom-men Lufthärter.
Metergewichte sind von 0,22 bis 3,5 kg/m,bei besonders günstigen Querschnitts-formen auch bis 4,10 kg/m möglich.
Auf mehreren Spulern ziehen wir neben Sonderprofilen auch Standardquerschnittevon Ring an Ring, die auf unserem werks-eigenen konduktiven Warmwalzwerk vorge-walzt werden.
Profil-Sonderformen können wir auch nurvorgewalzt als Stab oder Ring liefern.
Zusätzlich zu unseren umfangreichen technischen Möglichkeiten steht Ihnen für die Entwicklung individueller Profile unser erfahrenes Ingenieurteam zur Seite, das fürnahezu jeden Anwendungsbereich praxis-gerechte Lösungen liefert.
Kostengünstige Alternative für eine Vielzahl unterschied-lichster Anwendungen
21pRodUktionSpRoGRamm SondeRpRofile
Profil ProfilformBreite
max. mmQuerschnittmin. mm2
Querschnitt max. mm2
Flachprofile Scharfkantig oder mitNaturkanten
30 30 200
Abgerundete KantenR ca. 1/3 Dicke
33 30 220
Runde SeitenflächenR ca. 1/2 Dicke
35 30 340
Rund, beidseitigabgeflacht
35 30 340
Abgeschrägte Kanten,Schrägen ca. 1/3 Dicke
33 30 340
Quadratprofile Scharfkantig oder mitNaturkanten
14 30 200
Einseitig abgeschrägt, scharf-kantig oder mit Naturkante
14 30 200
Allseitig abgeschrägt oderabgerundet
15 30 230
Produktionsprogramm Sonderprofile
Metergewichte von
bis
möglich
23endenBeaRBeitUnG
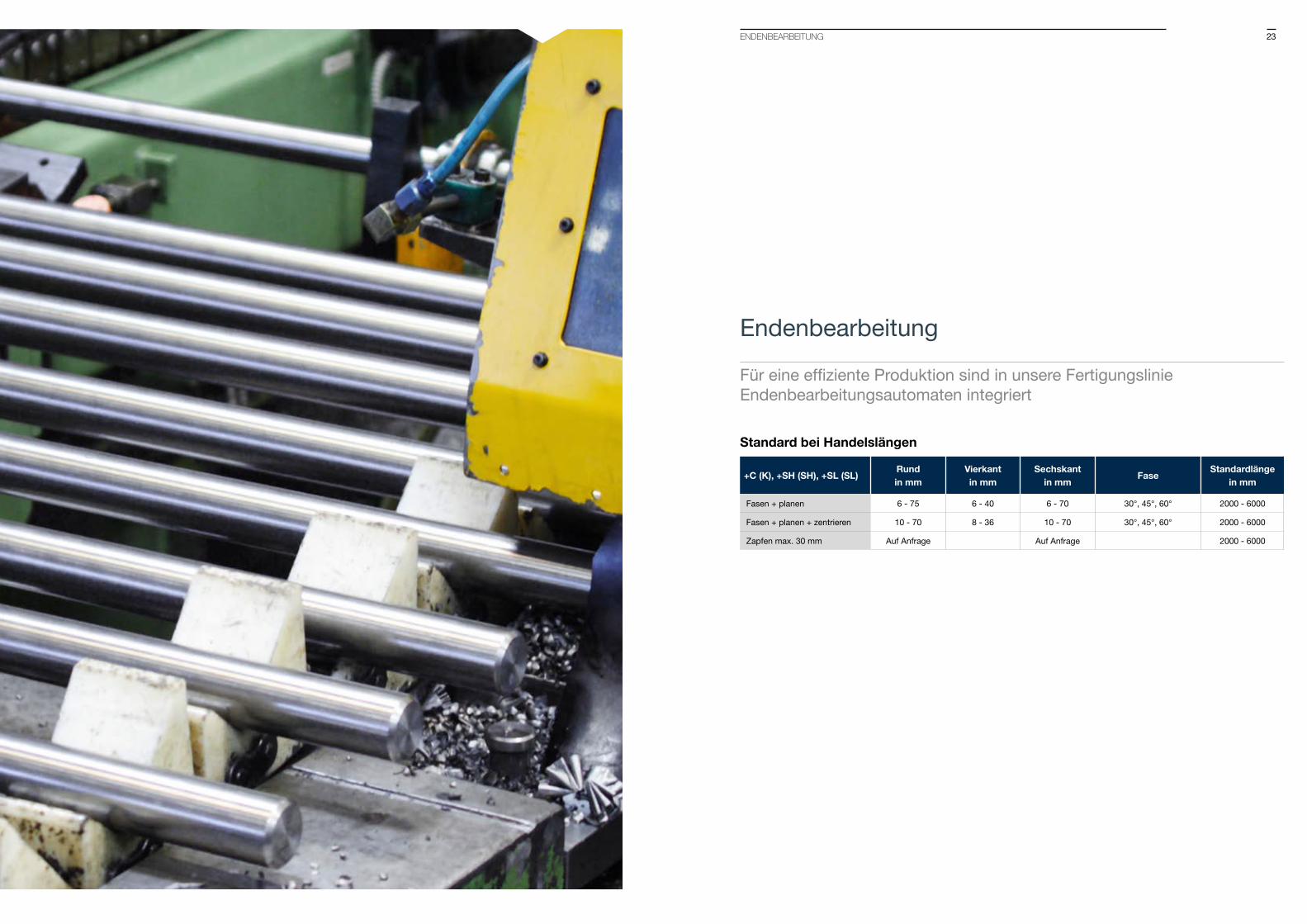
Für eine effiziente Produktion sind in unsere Fertigungslinie Endenbearbeitungsautomaten integriert
Endenbearbeitung
Standard bei Handelslängen
+C (K), +SH (SH), +SL (SL)Rundin mm
Vierkantin mm
Sechskantin mm
FaseStandardlänge
in mm
Fasen + planen 6 - 75 6 - 40 6 - 70 30°, 45°, 60° 2000 - 6000
Fasen + planen + zentrieren 10 - 70 8 - 36 10 - 70 30°, 45°, 60° 2000 - 6000
Zapfen max. 30 mm Auf Anfrage Auf Anfrage 2000 - 6000

2524
Normalglühen von
bis
WäRmeBehandlUnG
Für spezielle Kundenanforderungen und gezielte Anwendungen ist es möglich, unsere Blankstahlprodukte einer Wärme- behandlung zu unterziehen.
Wir sind in der Lage, unter Schutzgas-atmosphäre ein Spannungsarmglühen, ein Weichglühen, ein GKZ-Glühen und ein Normalglühen im Temperaturbereich von 560 °C bis 900 °C durchzuführen.
In unserer Kurzlängenfertigung wird Blank-stahl je nach Kundenwunsch im Durch-messer von 8 bis 80 mm zu Abschnitten zwischen 25 und 2000 mm bei maximalen Werkstückgewichten von 25 kg für die Wei-terverarbeitung gefertigt. Die Bearbeitungs-länge (Überdrehen) liegt je nach Maschine bei 10, 50 bzw. 120 mm. Die Längentoleran-zen liegen je nach Maschine und Durch-messer bei ± 0,05 mm bis ± 0,10 mm. Auf Hochleistungsautomaten kann gesägt, ent-gratet, angedreht, geplant, gefast, zentriert und entfettet werden. Zusätzlich bieten wir auf Anfrage Endenanarbeitung nach Zeich-nung an. Entsprechende Kombina- tionen sind frei wählbar.
Für höchste Festigkeitsanforderungen können wir auf unseren induktiven Einzel-stabvergütungsanlagen Rund- und Sechs-kantquerschnitte sowie Rohre vergüten. Auf diesen Anlagen sind mechanisch-tech-nologische Eigenschaften einstellbar, die auf konventionellem Wege nicht zu realisieren sind.
Ergänzend dazu können auch prozessabge-sicherte Merkmale geprüft werden.
Darüber hinaus bieten wir Ihnen als weiter-reichenden Service Waschen, Längenmes-sung, Geradheitsprüfung, Entmagnetisieren,Gewichtserfassung, Prägen sowie Verpa-cken an.
Mittels vollautomatischer Verpackungs- systeme können die gefertigten Kurzstückeindividuell entweder als Schüttgut oder lagenweise in kundeneigene Behälter verpackt werden. Dabei sind sowohl kleine als auch große Verpackungs- einheiten möglich.
Kurzlängenfertigung Wärmebehandlung
Rund
Fixstücke pro Jahr
kURzlänGenfeRtiGUnG

26 WiRBelStRompRüfUnG
Für die Detektierung von Oberflächenun-gänzen wenden wir je nach Querschnitts-form und vorgegebener Registriergrenze entweder das Durchlaufspulenverfahren oder das Rotiersondenverfahren an.
Bei runden Materialquerschnitten lassen sich beide Methoden alternativ oder auch gemeinsam anwenden. Bei nicht runden Querschnitten können dagegen nur form-angepasste Durchlaufspulen eingesetzt werden.
Bei der Wirbelstromoberflächenprüfung werden überwiegend Differenzspulen ein-gesetzt, um die geforderte hohe Fehlerauf-lösung zu erreichen.
Die Differenzanordnung liegt grundsätzlich in der Abtastrichtung der Spule bzw. der Rotiersonde, d.h. bei der Durchlaufspule in Längsrichtung des Materials und bei der Rotiersonde in Umfangsrichtung. Dadurch ergibt sich eine spezifische Empfindlichkeit für unterschiedliche Fehlertypen.
So ist die umfassende Durchlaufspule be-sonders empfindlich für kurze Längsfehler sowie querorientierte und lokale Fehler wie Löcher, Ausbrüche und Schalen.
Die Rotiersonde ist dagegen besonders empfindlich für an der Oberfläche auftre-tende offene Längsfehler wie Überwalz-ungen, Nähte und Spannungsrisse.
Wirbelstromprüfung
Differenzspulen erzielen die geforderte hohe Fehlerauflösung

29UltRaSChallpRüfUnG
Ultraschallprüfung
Unsere schärfste Kontrolle, die technisch und wirtschaftlich durchgeführt werden kann
Bei der Stahlherstellung können sporadischauftretende innere Materialungänzen nichtgrundsätzlich vermieden werden. Um auch höchste Anforderungen an die innere Güte des Blankstahls zu gewährleisten, besteht bei uns die Möglichkeit einer Ultraschall-prüfung. Bei dieser Prüfung handelt es sich um ein zerstörungsfreies Impuls-Echo-Ver-fahren.
Je nach Anwendung können wir mittels dervon uns verwendeten Ultraschalltechnik Einschlüsse bis zu einem Kreisscheiben- reflektor – auch Flachbodenbohrung genannt – von maximal 0,7 mm prüfen.
Des Weiteren erlaubt uns die angewandte Prüftechnik bei runden Querschnitten eine Detektierung auf Vollvolumen bzw. Vollquer-schnitt bis 0,10 mm unterhalb der Oberfläche bei einer Anzeige ab 5 mm Länge.
Diese Prüfung ist derzeit eine der schärfsten Kontrollen, die technisch und wirtschaftlich an Blankstahl in Stäben angewendet werden kann. Sie unterschreitet die Grenzwerte der gültigen DIN-EN-Normen.
Typische Bauteile, die höchste Anforde-rungen an die innere Güte des Blankstahls stellen, sind z.B. Einzelteile des Common-Rail-Dieseleinspritzsystems und auf Dauer-festigkeit ausgelegte Motoren- und Getriebe-bauteile.

30 WeRkStoffteChnik
Die s+bi Werk-stofftechnik bietet unseren Kunden die verlässliche Grundlage, individuelle und hochwertige Stahl- und Aluminiumlösungen zu erhalten.
Das Know-how unserer Techniker garantiertdabei, dass wir die spezifischen Anforde-rungen unserer Kunden verstehen und den optimalen Stahl zur Verfügung stellen.
Unsere Werkstofftechnik wird durch mo-dernste Prüftechnik unterstützt. Mit ihrer Hilfe können wir sämtliche chemische, phy-sikalische und mechanisch-technologische Prüfungen durchführen, die zur Bestim-mung der charakteristischen Eigenschaften der folgenden Stahlsorten erforderlich sind:
» Automaten-, Einsatz- und Kaltstauchstahl» Allgemeiner Bau- und Vergütungsstahl» Rost-, säure- und hitzebeständiger Stahl» Werkzeug- und Schnellarbeitsstahl
Nachfolgende Bestimmungsmethoden undApparaturen werden bei uns angewendet:
» C/S-Analysator» Chemische Analysen mittels Emissions-
spektrometer, stationär/mobil» Festigkeits- und Zähigkeitsprüfung mittels
Zug- und Kerbschlagbiegeversuch bei hohen und tiefen Temperaturen
» Härteprüfungen nach Vickers, Brinell undRockwell sowie Mikrohärteprüfung
» Prüfung von magnetischen Eigenschafteninkl. Hysterese
» Gefüge-, Reinheitsgrad- und Korngrößen-bestimmung anhand von Mikroschliffen
» Bestimmung von inneren Materialungän-zen durch Ultraschallprüfung
» Bestimmung von äußeren Materialungän-zen durch Magnetpulver- und Wirbel-stromprüfung
» Rauigkeitsmessungen
Werkstofftechnik
Optimaler Stahl dank exzellentem technischen Know-How
Um auch höchsten Anforderungen wie z.B. in der Automobilindustrie, der Automobilzulieferer- industrie und dem Maschinenbau gerecht zu werden, haben wir uns den Null-Fehler- Anspruch zum Ziel gesetzt. Dabei liegt unsere Priorität auf der Vermeidung von Produktions-fehlern. Um dies nachhaltig zu gewährleisten, optimieren wir permanent unsere Prozessab-läufe und wenden folgende Werkzeuge bzw. Methoden an:
» Projektplanung/Qualitätsvorausplanung» Statistische Prozessregelung (SPC)» Prozess- und Maschinenfähigkeitsanalysen» Messsystemanalyse (MSA)» Fehler-Möglichkeits- und Einflussanalyse (FMEA)» Audits (Produkt-, Prozess- und Systemaudits)» Benchmarking» 8-D-Report» Erstmusterroutine (PPAP/VDA/IMDS Eintrag)
Darüber hinaus sind wir vom TÜV Nord nach DIN EN ISO 9001:2008 bzw. ISO TS 16949:2009 und vom TÜV Rheinland nach AD 2000-Merkblatt WO (Druckgeräte-Richtlinie) zertifiziert. Außerdem wurden wir von Ford mit dem Q1 Preferred Quality Award ausgezeichnet.
Ausgezeichnet mit dem Ford Q1 Preferred Quality Award
Qualitätsmanagement
3332 veRtRieB veRtRieB
s+bi Blankstahl GmbH
s+bi Blankstahl GmbHEupener Straße 70D-40549 DüsseldorfTel. +49 (0)211 5 09 0 Fax +49 (0)211 5 09 2314
s+bi TrossingenGottlieb-Daimler-Straße 2 - 4D-78647 TrossingenTel. +49 (0)7425 22 03 45 Fax +49 (0)7425 22 03 4745
Standorte
Von unseren Standorten in Deutschland liefern wir europa- und weltweit aus.
34
Umfassendes Umwelt-Managementsystem seit
UmWelt- Und eneRGiemanaGement
Das Umwelt- und Energiemanagement bei s+bi Blankstahl
Bei s+bi haben der verantwortungsvolle Umgang mit Ressour-cen und der Schutz der Umwelt höchsten Stellenwert. Bereits im Jahre 2003 haben wir mit dem Aufbau eines umfassenden Umwelt-Managementsystems nach der internationalen Norm ISO 14001 begonnen.
Die s+bi Blankstahl ist gemäß ISO 14001:2009 zertifiziert. Dies wird intern regelmäßig überwacht.
Gemäß den Vorgaben der Umweltnorm ISO 14001 werden alle Prozesse des Unternehmens auf ihre Umweltverträglich-keit analysiert und eingestuft. Sofern not-wendig, werden kontinuierlich Maßnahmen zur Optimierung festgelegt und umgesetzt.
Eine wirkungsvolle Organisationsstruktur und die Festschreibung von Verfahrens- und Arbeitsprozessen stellen sicher,
dass die nachhaltigen Unternehmensziele zum verantwortungsvollen Umgang mit den Ressourcen und zum Schutz der Umwelt stets befolgt werden.
2012 hat s+bi
das Umweltmanagementsystem um das Energiemanagementsystem nach ISO 50001:2011 erweitert.
Demzufolge werden alle energetischen Pro-zesse auf ihre Energieeffizienz hin überprüft und in die strategischen und operativen Energieziele eingebunden. Zur Bewertung der energetischen Prozesse werden übereine differenzierte Energiedatenerfassung und Auswertung die Grundlagen geschaf-fen, um Ansätze zu finden, die Energiebilanznachhaltig zu verbessern. Neue Projekte werden bereits in der Planungsphase ener-getisch bewertet, so dass Energieaspekte in die Umsetzung einfließen.

S+Bi Blankstahl GmbH
Eupener Str. 70D - 40549 Düsseldorf
www.blankstahl.schmolz-bickenbach.com
Änderungen, Irrtümer und Druckfehler vorbehalten.
Produktspezifische Datenblätter haben Vorrang vor den
Angaben in diesem Katalog.
2014-0009

























