Embed Size (px)
Citation preview
WILLIAM S. LAND
Die Bildschirme von Smartphones und Tabletswerden zunehmend größer, damit verbun-den steigen auch die Anforderungen an die
Laserbearbeitung von OLED-Displays (Bild 1). Umwirtschaftlich sinnvolle Durchsatzraten zu erzielen,wird das Schneiden von Einzeldisplays mit galvano-meterbasierten Laserscannern durchgeführt. Aller-dings gibt es scannerseitig gravierende Einschrän-kungen, welche die Herstellung von Displays miteiner Länge von deutlich mehr als 100 mm verhin-dern. So reagieren die Polymere der OLED-Displaysäußerst empfindlich auf Schwankungen der Laser -
parameter, beispielsweise auf die Laserspotgrößeund die Leistungsdichte. Es werden spezifische undkonstante Laserspots benötigt, damit qualitativhochwertige Schnitte erzeugt werden können.Dass die Laserspotgröße bei galvanometerbasiertenScannern direkt an den verfügbaren Arbeitsbereichgekoppelt ist, stellt für OLED-Hersteller eine be -sondere Herausforderung dar. Sie benötigen dieGeschwindigkeit eines Galvo-Scanners, sind aber inder Feldgröße, die sie aufgrund der Laserspotgrößeerreichen können, begrenzt.
Die Nachfrage nach OLED-basierten Displaysbegann am Markt für tragbare Geräte, für die sichaufgrund der Displaygröße keine Einschränkungen
30 l SPEC IAL l MIKROLASERBEARBE I TUNG
© MIKROvent, Mainburg MIKROPRODUKTION 06/18
Displays unterm LasercutterFür das Ausschneiden einzelner OLED-Displays aus einem großen Substrat bietet die Lasertechnik deutliche Vorteile. Die drei wesentlichen Gründe: die zunehmende Größe derDisplays, die SCHNEIDGESCHWINDIGKEIT und die Qualität der Schneid -kanten. Eine effiziente Fertigung gelingt jedoch nur mit optimalen Prozessparametern.
Bild 1. OLED-Displayim Handy: Die Bild-schirme werden stetig größer
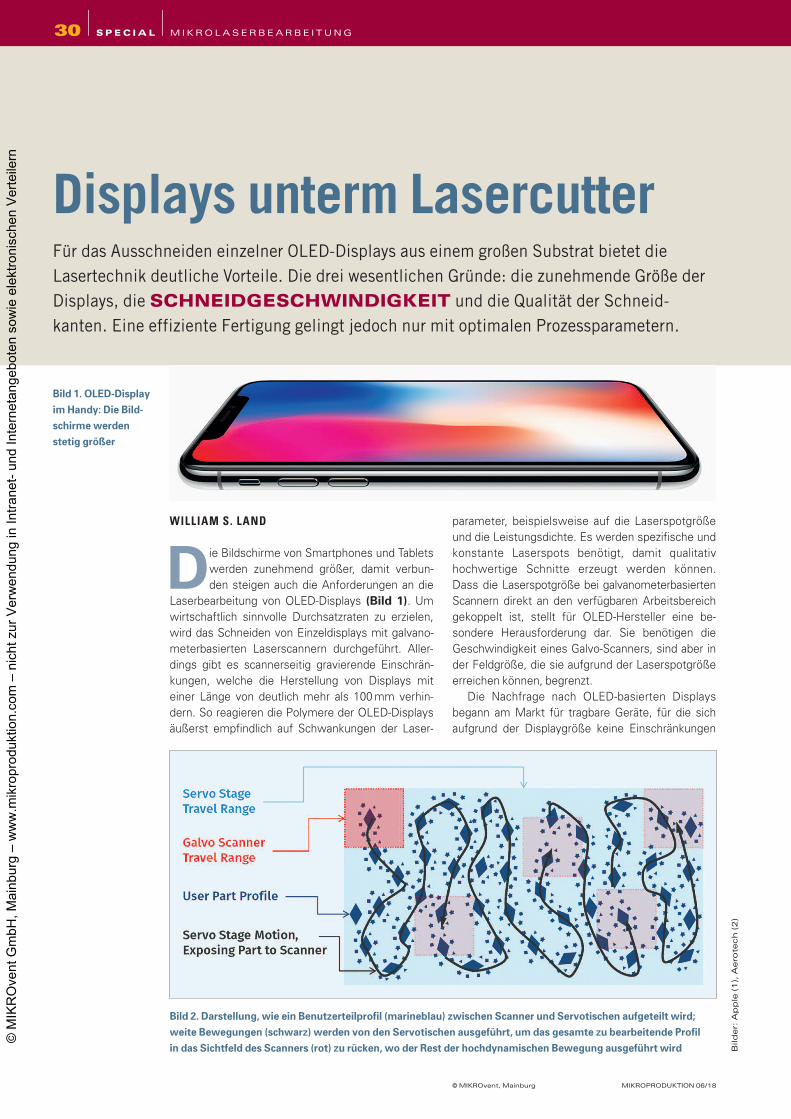
Bild 2. Darstellung, wie ein Benutzerteilprofil (marineblau) zwischen Scanner und Servotischen aufgeteilt wird; weite Bewegungen (schwarz) werden von den Servotischen ausgeführt, um das gesamte zu bearbeitende Profil in das Sichtfeld des Scanners (rot) zu rücken, wo der Rest der hochdynamischen Bewegung ausgeführt wird B
ilder: Apple (1), Aerotech (2)
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn

MIKROPRODUKTION 06/18
des Arbeitsbereichs von Laserscannern zeigten. Da jedoch Smartphonesund Tablets ständig größer werden und auch angrenzende Märkte wie dieAutomobilindustrie nach immer größeren Displays verlangen, müssen dieHersteller Möglichkeiten finden, den Durchsatz eines scannerbasiertenSystems bei gleichzeitig größeren Arbeitsbereichen zu erhöhen.
Synchronisation zwischen Scanner und Servotisch Hersteller von OLED-Displays erweitern den Arbeitsbereich ihrer Laser-schneidanlagen in erster Linie mittels einer Kombination aus Scanner -bewegungen und gleichzeitiger Bewegung eines größeren Subsystems,zum Beispiel eines XY-Tischs. Allerdings erlauben nur wenige moderne MotionController diese Art der Synchronisation zwischen Scanner- und Servotisch-bewegung in einer Laserstrecke. Die Hersteller nutzen diesen, wie ich esnenne, kaskadierenden Bewegungsablauf, um die erforderliche Dynamikund Geschwindigkeit auf Scanner-Ebene über einen viel größeren Verfahr -bereich zu erreichen. Die kaskadierte Bewegung eliminiert die Abhängigkeitzwischen Sichtfeld und Laserspotgröße des Scanners. So kann der Prozess-ingenieur unabhängig von der Bauteilgröße die Optik auswählen, die für einehochwertige Materialbearbeitung am besten geeignet ist. Bild 2 zeigt, wieein solches System funktionieren würde. Ohne ein Laserzuführsystem mitkombinierter Bewegung ist es für Display-Hersteller schwierig, wirtschaft-liche Durchsatz- und Ausbringungsraten zu erreichen. Deshalb wird dieseArt synchronisierter Bewegung als Schlüssel für den Fortschritt angesehen,während die Hersteller bereits damit beginnen, die Produktion neuer exotischerer Displays in Angriff zu nehmen.
Ein zusätzlicher Vorteil der Steuerung von Scanner und Servotisch mittelseinheitlicher Hard- und Softwareplattform besteht darin, die dynamischenFehler der Servostufen zu minimieren. Die Ausführung kaskadierenderBewegungen mittels eines einzigen integrierten Regelalgorithmus ermög-licht es dem Scanner, Fehler in der Nachführung der Servotische in Echtzeitzu kompensieren. Auf diese Weise haben die Hersteller von OLED-Displaysgegenüber einem getrennt gesteuerten Scannersystem wenig bis gar keineGenauigkeitseinbußen. Dies ist für den Prozess von entscheidender Bedeu-tung, da die Beibehaltung der Genauigkeit während der schnellstmöglichenBearbeitung eine weitere große Herausforderung für das Laserschneidenvon OLED-Displays ist.
Das Schneiden von OLED-Display-Baugruppen erfordert eine hohe Tracking-Genauigkeit des Laserspots über komplexe Geometrien hinweg. Um dieKosten so gering wie möglich zu halten, werden einzelne Displays mitGeschwindigkeiten von 2 bis 5 m/s unter Beibehaltung einer dynamischenSpitzengenauigkeit von weniger als 2 bis 3 µm lasergeschnitten. Diese
MIKROLASERBEARBE I TUNG l SPEC IAL l 31
�
HERSTELLERAerotech GmbH90768 FürthTel. +49 911 [email protected]
> KONTAKT
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn
dynamische Genauigkeit ist erforderlich, da die vie-len Anschlüsse und Feinstrukturen an den Rändernder Displays diese mit der Anzeigeelektronik verbin-den. Die Genauigkeitstoleranzen bei den gefordertenDurchsatzraten zu erreichen, ist eine sehr schwierigeMotion-Control-Aufgabe. Zusätzliche dynamischeFehler aus den größeren Servotischen würden sichzu den ohnehin schon engen Fehlertoleranzgrenzenaddieren, wenn sie nicht durch einen integriertenSteuerungsansatz für die kaskadierende Bewegungberücksichtigt würden. Auch bei der integriertenKaskadierung muss nahezu jedwede moderneSteuerungstechnik eingesetzt werden, um dieseAnforderungen zu erfüllen. Damit verbunden ist dieschwierigste Herausforderung beim Laserschneidenvon OLED-Displays: die Empfindlichkeit der verwen-deten komplexen Materialstapel.
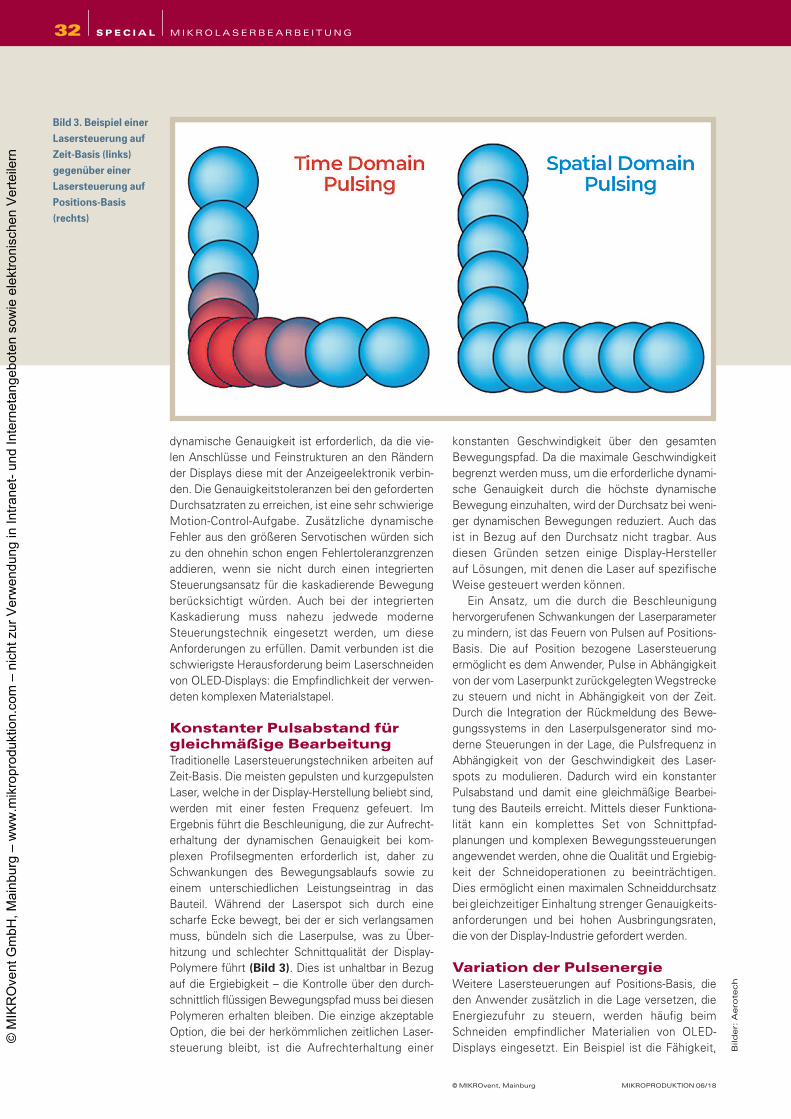
Konstanter Pulsabstand fürgleichmäßige BearbeitungTraditionelle Lasersteuerungstechniken arbeiten aufZeit-Basis. Die meisten gepulsten und kurzgepulstenLaser, welche in der Display-Herstellung beliebt sind,werden mit einer festen Frequenz gefeuert. ImErgebnis führt die Beschleunigung, die zur Aufrecht-erhaltung der dynamischen Genauigkeit bei kom -plexen Profilsegmenten erforderlich ist, daher zuSchwankungen des Bewegungsablaufs sowie zueinem unterschiedlichen Leistungseintrag in dasBauteil. Während der Laserspot sich durch einescharfe Ecke bewegt, bei der er sich verlangsamenmuss, bündeln sich die Laserpulse, was zu Über -hitzung und schlechter Schnittqualität der Display-Polymere führt (Bild 3). Dies ist unhaltbar in Bezugauf die Ergiebigkeit – die Kontrolle über den durch-schnittlich flüssigen Bewegungspfad muss bei diesenPolymeren erhalten bleiben. Die einzige akzeptableOption, die bei der herkömmlichen zeitlichen Laser-steuerung bleibt, ist die Aufrechterhaltung einer
konstanten Geschwindigkeit über den gesamtenBewegungspfad. Da die maximale Geschwindigkeitbegrenzt werden muss, um die erforderliche dynami-sche Genauigkeit durch die höchste dynamischeBewegung einzuhalten, wird der Durchsatz bei weni-ger dynamischen Bewegungen reduziert. Auch dasist in Bezug auf den Durchsatz nicht tragbar. Ausdiesen Gründen setzen einige Display-Herstellerauf Lösungen, mit denen die Laser auf spezifischeWeise gesteuert werden können.
Ein Ansatz, um die durch die Beschleunigunghervorgerufenen Schwankungen der Laserparameterzu mindern, ist das Feuern von Pulsen auf Positions-Basis. Die auf Position bezogene Lasersteuerungermöglicht es dem Anwender, Pulse in Abhängigkeitvon der vom Laserpunkt zurückgelegten Wegstreckezu steuern und nicht in Abhängigkeit von der Zeit.Durch die Integration der Rückmeldung des Bewe-gungssystems in den Laserpulsgenerator sind mo -derne Steuerungen in der Lage, die Pulsfrequenz inAbhängigkeit von der Geschwindigkeit des Laser-spots zu modulieren. Dadurch wird ein konstanterPulsabstand und damit eine gleichmäßige Bearbei-tung des Bauteils erreicht. Mittels dieser Funktiona -lität kann ein komplettes Set von Schnittpfad -planungen und komplexen Bewegungssteuerungenangewendet werden, ohne die Qualität und Ergiebig-keit der Schneidoperationen zu beeinträchtigen.Dies ermöglicht einen maximalen Schneiddurchsatzbei gleichzeitiger Einhaltung strenger Genauigkeits -anforderungen und bei hohen Ausbringungsraten,die von der Display-Industrie gefordert werden.
Variation der Pulsenergie Weitere Lasersteuerungen auf Positions-Basis, dieden Anwender zusätzlich in die Lage versetzen, dieEnergiezufuhr zu steuern, werden häufig beimSchneiden empfindlicher Materialien von OLED-Displays eingesetzt. Ein Beispiel ist die Fähigkeit,
32 l SPEC IAL l MIKROLASERBEARBE I TUNG
© MIKROvent, Mainburg MIKROPRODUKTION 06/18
Bilder: Aerotech
Bild 3. Beispiel einerLasersteuerung aufZeit-Basis (links)gegenüber einerLasersteuerung aufPositions-Basis(rechts)
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn

die mittlere Laserleistung oder bei gepulsten Laserndie Pulsenergie in Abhängigkeit von der Positioninnerhalb des optischen Felds von Scannersystemenzu modulieren. Die Regelung der Pulsenergie inAbhängigkeit von der Position kann angewendetwerden, um vorhersagbare Schwankungen desEnergieeintrags zu korrigieren, welche sich ausLaserspot verzerrungen ergeben, die auf die Optikzurückzuführen sind. Diese optischen Einflüsse wer-den theoretisch modelliert und können durch dieVariation der Pulsenergie bei Zunahme und Abnahmedes Spotdurchmessers während der Scannerfahrtwirksam gemindert werden. Ebenso ermöglicht dieintegrierte Kenntnis der Rückmeldung des gesamtenBewegungssystems – also auch des Scanners – dieVariation der Pulsenergie beziehungsweise der mitt-leren Laserleistung in Abhängigkeit von der Tool-on-Part-Geschwindigkeit des Laserspots. Durch moder-ne Lasersteuerungsfunktionalitäten wie diese wirddem Anwender eine weitere implizite Kontrolle überdie Gleichmäßigkeit und Leistungsdichte des Schnitt-verlaufs ermöglicht. Die Vorteile, die diese Laser-steuerung bietet, beruhen jedoch weitgehend aufeiner gemeinsamen Steuerungsarchitektur, bei deralle Rückmeldungen abgefragt und innerhalb derSteuerung kombiniert werden können. Besonderswichtig ist eine einheitliche Steuerungsarchitekturbeim Einsatz von Lasersteuerungen mit kombiniertenBewegungssystemen, wie dem oben beschriebenenfür die OLED-Fertigung kritischen kaskadierendenBewegungsansatz.
Da viele der Lasersteuerungstechniken erstkürzlich bei Ultrakurzpulslasern eingeführt wurden,
werden enge Beziehungen zwischen den Herstellernvon Positioniersystemen und Laserquellenlieferan-ten geknüpft, um die Display-Hersteller besser zuunterstützen. Diese Beziehungen sind notwendig,um leistungsfähigste Kombinationen von Laser- undBewegungsbearbeitungssystem für die Display-Hersteller zu liefern. Da die Industrie in angrenzendeund noch kompliziertere Märkte, beispielsweise dieAutomobilindustrie, vordringt, wird die Neu- undWeiterentwicklung von Steuerungsmöglichkeitenzwischen Laser- und Bewegungsmodulen erforder-lich werden (Bild 4). Beispielsweise ist es wahr-scheinlich, dass kaskadierte, koordinierte Bewegungsowie positionsbezogene Lasersteuerung im vollen3D-Raum erforderlich werden, um Freiform-Displayszu bearbeiten und zu schneiden. Da sich flexibleund gewölbte OLED-Displays im Alltag immer mehrdurchsetzen, werden die vorgestellten Steuerungs-funktionen dazu beitragen, neue OLED-Display-Märkte zu erschließen. Für die Herstellung derOLED-basierten Displays, die den Mobilfunkmarkterobern, war bereits eine Menge Innovation nötig.Viele weitere werden nötig sein, um die Technologieüber die bewährten LCD-Displaymärkte hinausvranzutreiben.� MI110572
AUTORWILLIAM S. LAND ist Business Development Manager bei Aerotech in Pittsburgh/USA; [email protected]
MIKROLASERBEARBE I TUNG l SPEC IAL l 33
MIKROPRODUKTION 06/18
Bild 4. Ein Multi-Scanner-System mit ›IFOV A3200‹-Controller (Instanta-neous Field of View= Öffnungswinkel)ermöglicht einekomplexe, groß -flächige und hochdynamischeLaserbearbeitungzwischen mehrerenAchsen
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn