Embed Size (px)
Citation preview
Eigenschaften und Anwendungen von Epoxid-Formmassen 1
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
Eigenschaften und Anwendungen von Epoxid-Formmassen
Epoxid-Formmassen sind aufgrund ihrer seit langem bekannten, guten elektrischen Eigenschaften für mannigfaltige Anwendungen in der Elektro- und Automobilindustrie gefragt. Durch die ständig fortschreitende Miniaturisierung der elektrischen Bauteile und die gleichzeitige Steigerung ihrer Leistung werden die Anforderungen an ein isolierendes und gegen Umwelteinflüsse schützendes Umhüllungssystem in zunehmenden Masse erhöht. So werden
neben hohen mechanischen Festigkeitswerten, geringer Wasseraufnahme sowie guter Chemikalien- und Alterungsbeständigkeit auch steigende Anforderungen an die Wärmeformbeständigkeit und Dimensionsstabilität der ausreagierten Formmasse gestellt. 1. Duroplastische Formmassen
Zum besseren Verständnis der Material- und Verarbeitungseigenschaften duroplastischer Formmassen sollen hier kurz der grundsätzliche Aufbau und die zugrundliegenden
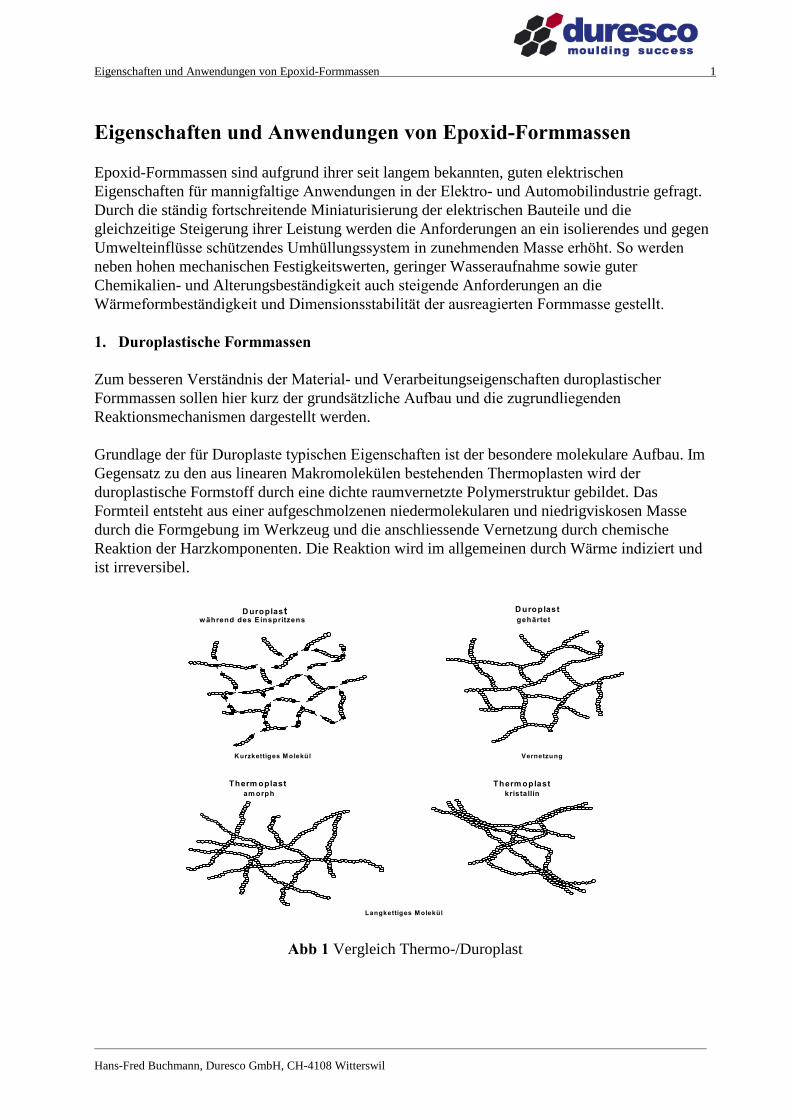
Reaktionsmechanismen dargestellt werden. Grundlage der für Duroplaste typischen Eigenschaften ist der besondere molekulare Aufbau. Im Gegensatz zu den aus linearen Makromolekülen bestehenden Thermoplasten wird der
duroplastische Formstoff durch eine dichte raumvernetzte Polymerstruktur gebildet. Das Formteil entsteht aus einer aufgeschmolzenen niedermolekularen und niedrigviskosen Masse durch die Formgebung im Werkzeug und die anschliessende Vernetzung durch chemische Reaktion der Harzkomponenten. Die Reaktion wird im allgemeinen durch Wärme indiziert und
ist irreversibel.
D uroplastwährend des Einspritzens gehärtet
Therm oplast
am orph
Therm oplast
kristallin
Kurzkettiges M olekül Vernetzung
Langkettiges M olekül
D uroplast
Abb 1 Vergleich Thermo-/Duroplast
Eigenschaften und Anwendungen von Epoxid-Formmassen 2
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
Die Vernetzung der Moleküle kann, abhängig von der Harzbasis, nach verschiedenen
Mechanismen geschehen, nach denen sich die Duroplaste in 3 Gruppen unterteilen lassen:
Polymerisation: z.B. Polyester (UP) Polykondensation: z.B. Phenol (PF), Melamin (MF), Harnstoff (UF ) Polyaddition: z.B. Epoxid (EP)
Bei der Polymerisation ( in diesem Fall radikalisch) werden Doppel- oder Dreifachbindungen i.d.R. durch Peroxid reaktionsfähig gemacht, wonach die einzelnen Moleküle vernetzen können.
Bei der Polykondensation und der Polyaddition besitzen die Moleküle reaktive Gruppen, die bei
der Polykondensation mit Abspaltung flüchtiger Substanzen, bei der Polyaddition durch
Anlagerung ohne irgendwelche Abspaltungen miteinander reagieren. Unabhängig von der Harzbasis sind alle duroplastischen Formmassen ähnlich zusammengesetzt:
Harzmatrix aus Harz und Härter Füllstoff, anorganisch und/oder organisch Verstärkungsstoffe Gleit- und Trennmittel Andere Hilfsstoffe Pigmente
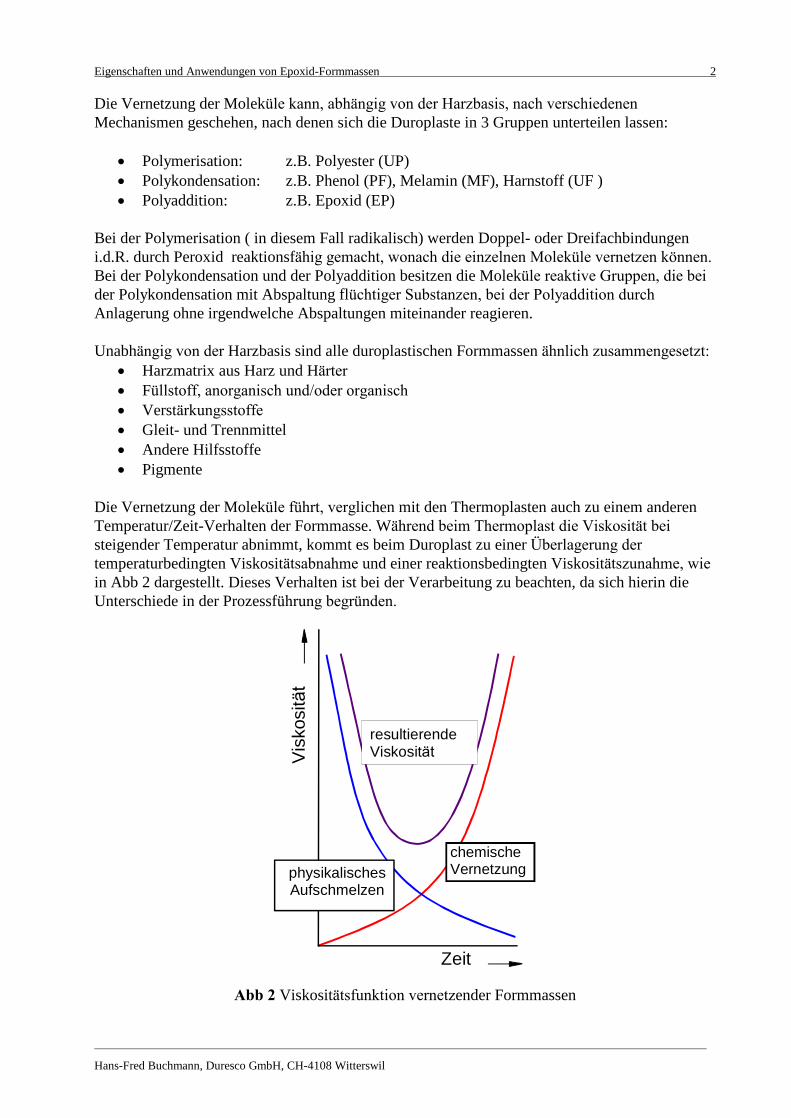
Die Vernetzung der Moleküle führt, verglichen mit den Thermoplasten auch zu einem anderen Temperatur/Zeit-Verhalten der Formmasse. Während beim Thermoplast die Viskosität bei
steigender Temperatur abnimmt, kommt es beim Duroplast zu einer Überlagerung der
temperaturbedingten Viskositätsabnahme und einer reaktionsbedingten Viskositätszunahme, wie
in Abb 2 dargestellt. Dieses Verhalten ist bei der Verarbeitung zu beachten, da sich hierin die Unterschiede in der Prozessführung begründen.
Vis
kosi
tät
Zeit
physikalischesAufschmelzen
resultierendeViskosität
chemischeVernetzung
Abb 2 Viskositätsfunktion vernetzender Formmassen
Eigenschaften und Anwendungen von Epoxid-Formmassen 3
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
Aufgrund der chemischen Vernetzung weisen alle Duroplaste eine Reihe von gemeinsamen charakteristischen Eigenschaften auf, wie z.B.
Unschmelzbarkeit Hohe Festigkeit auch bei hohen Temperaturen Gute chemische Beständigkeit
In der gesamten Breite der wichtigen Eigenschaften bestehen jedoch auch grundlegende Unterschiede, die jeden Duroplasttyp für bestimmte Einsatzgebiete besonders geeignet machen. Im folgenden werden die Eigenschaften näher betrachtet, die für Einsatzgebiete von Epoxid-Formmassen (EMC) relevant sind. 2. Eigenschaften von Epoxid-Formmassen Epoxid-Formmassen bestehen aus einer Polymer-Matrix (EP-Harz, Härter und Beschleuniger),
die mit mineralischen Füllstoffen, Glasfasern, Pigmenten, Wachsen usw. in der Schmelze
gemischt wurde.
Abb 3 Epoxid-Formmasse (EMC) Wie bereits ausgeführt reagieren Epoxid-Formmassen entsprechend einer Polyadditions-Reaktion, d.h. die Reaktionspartner verbinden sich miteinander, ohne dass ein Nebenprodukt entsteht. Daher werden die Endeigenschaften des Formteiles (mechanische, elektrische oder thermische Eigenschaften) unabhängig von der Wandstärke erreicht (Abb 4). Eine Überhärtung ist nicht
möglich, wodurch die Härtezeit der grössten Wandstärke angepasst werden kann, ohne
Einbussen von Eigenschaften an Stellen kleinerer Wandstärken. Ein Nachtempern ist nicht
erforderlich.
Eigenschaften und Anwendungen von Epoxid-Formmassen 4
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
mec
han
isc
he, th
erm
isc
he u
nd
ele
ctr
isc
he E
igen
sc
haft
en
Härtezeit [min] T1 T2 T3
W1 W2 W3
Wandstärke W1<W2<W3
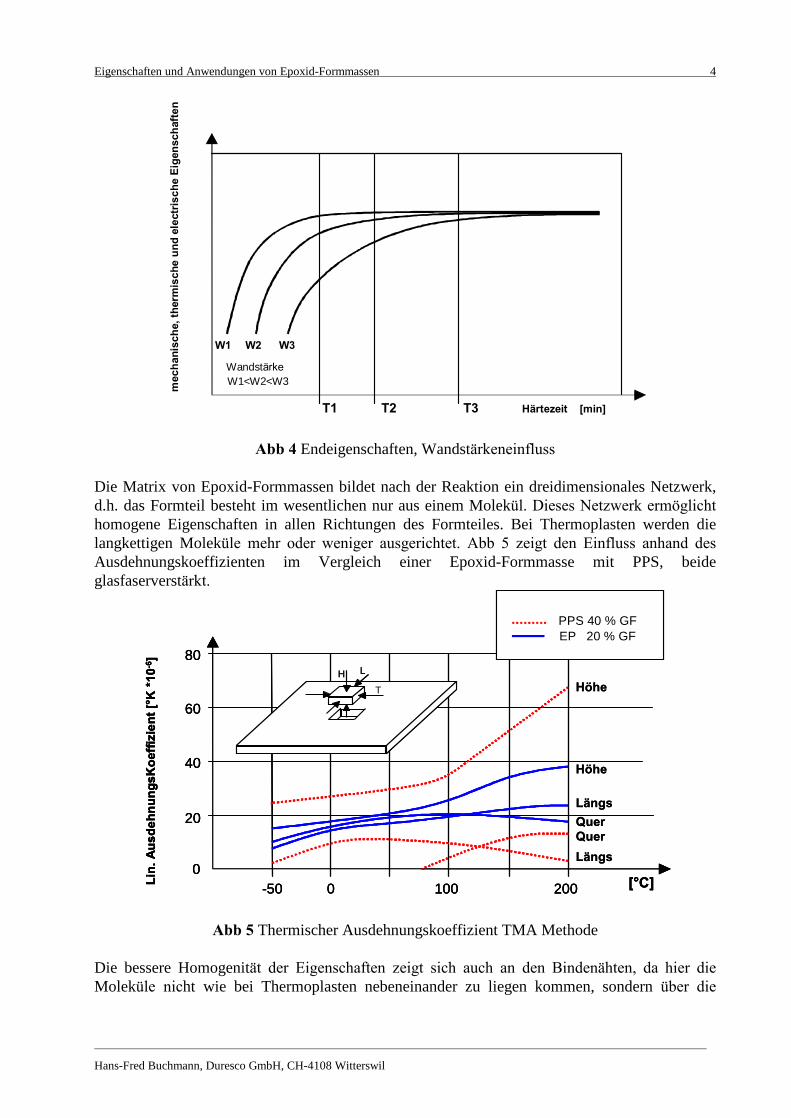
Abb 4 Endeigenschaften, Wandstärkeneinfluss Die Matrix von Epoxid-Formmassen bildet nach der Reaktion ein dreidimensionales Netzwerk, d.h. das Formteil besteht im wesentlichen nur aus einem Molekül. Dieses Netzwerk ermöglicht
homogene Eigenschaften in allen Richtungen des Formteiles. Bei Thermoplasten werden die langkettigen Moleküle mehr oder weniger ausgerichtet. Abb 5 zeigt den Einfluss anhand des
Ausdehnungskoeffizienten im Vergleich einer Epoxid-Formmasse mit PPS, beide glasfaserverstärkt.
Lin
. A
us
de
hn
un
gsK
oeff
izie
nt
[°K
*1
0-6
]
[°C]-50 200
20
40
60
80
00 100
Höhe
Höhe
Längs
Quer
Quer
Längs
PPS 40 % GFEP 20 % GF
H
T
L
Lin
. A
us
de
hn
un
gsK
oeff
izie
nt
[°K
*1
0-6
]
[°C]-50 200
20
40
60
80
00 100
Lin
. A
us
de
hn
un
gsK
oeff
izie
nt
[°K
*1
0-6
]
[°C]-50 200
20
40
60
80
00 100
Höhe
Höhe
Längs
Quer
Quer
Längs
PPS 40 % GFEP 20 % GF
H
T
L
Abb 5 Thermischer Ausdehnungskoeffizient TMA Methode
Die bessere Homogenität der Eigenschaften zeigt sich auch an den Bindenähten, da hier die
Moleküle nicht wie bei Thermoplasten nebeneinander zu liegen kommen, sondern über die
Eigenschaften und Anwendungen von Epoxid-Formmassen 5
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
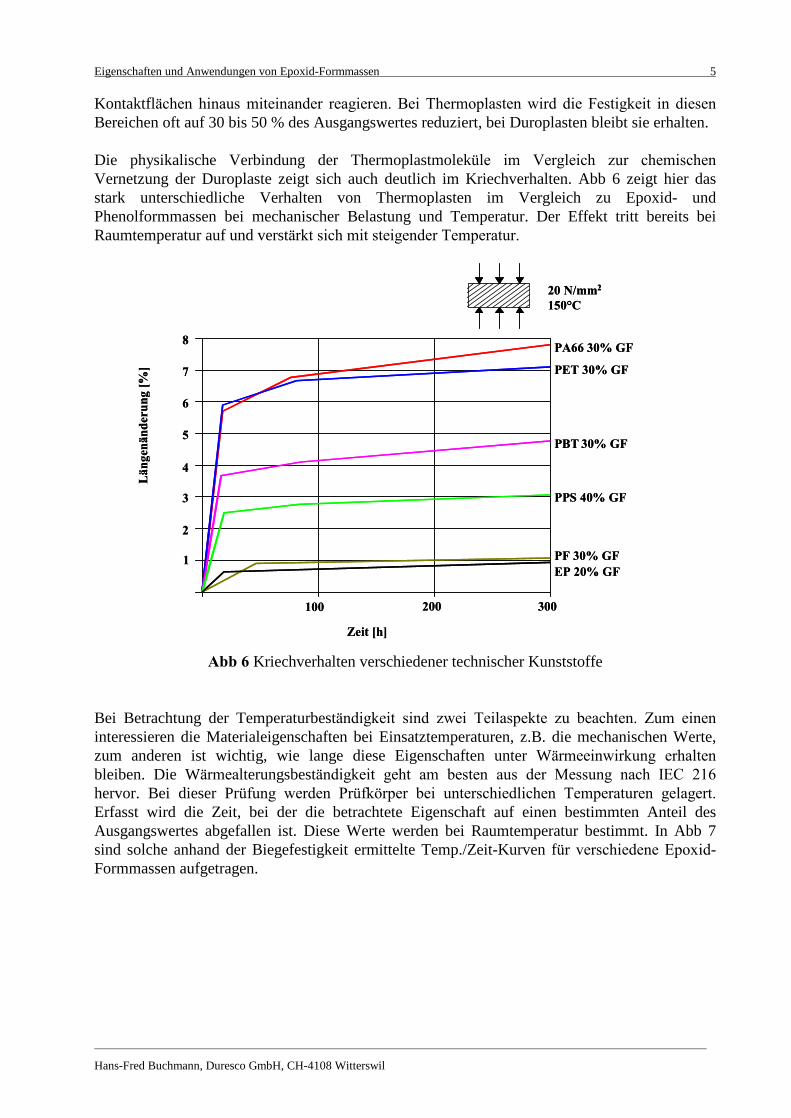
Kontaktflächen hinaus miteinander reagieren. Bei Thermoplasten wird die Festigkeit in diesen
Bereichen oft auf 30 bis 50 % des Ausgangswertes reduziert, bei Duroplasten bleibt sie erhalten. Die physikalische Verbindung der Thermoplastmoleküle im Vergleich zur chemischen
Vernetzung der Duroplaste zeigt sich auch deutlich im Kriechverhalten. Abb 6 zeigt hier das stark unterschiedliche Verhalten von Thermoplasten im Vergleich zu Epoxid- und Phenolformmassen bei mechanischer Belastung und Temperatur. Der Effekt tritt bereits bei Raumtemperatur auf und verstärkt sich mit steigender Temperatur.
8
7
6
5
4
3
2
1
PET 30% GF
PA66 30% GF
PBT 30% GF
PPS 40% GF
PF 30% GF
EP 20% GF
100 200 300
20 N/mm2
150°C
2
Lä
ng
enän
der
un
g [
%]
Zeit [h]
8
7
6
5
4
3
2
1
PET 30% GF
PA66 30% GF
PBT 30% GF
PPS 40% GF
PF 30% GF
EP 20% GF
100 200 300
20 N/mm2
150°C
2
Lä
ng
enän
der
un
g [
%]
Zeit [h]
Abb 6 Kriechverhalten verschiedener technischer Kunststoffe
Bei Betrachtung der Temperaturbeständigkeit sind zwei Teilaspekte zu beachten. Zum einen
interessieren die Materialeigenschaften bei Einsatztemperaturen, z.B. die mechanischen Werte, zum anderen ist wichtig, wie lange diese Eigenschaften unter Wärmeeinwirkung erhalten
bleiben. Die Wärmealterungsbeständigkeit geht am besten aus der Messung nach IEC 216
hervor. Bei dieser Prüfung werden Prüfkörper bei unterschiedlichen Temperaturen gelagert.
Erfasst wird die Zeit, bei der die betrachtete Eigenschaft auf einen bestimmten Anteil des Ausgangswertes abgefallen ist. Diese Werte werden bei Raumtemperatur bestimmt. In Abb 7 sind solche anhand der Biegefestigkeit ermittelte Temp./Zeit-Kurven für verschiedene Epoxid-Formmassen aufgetragen.

Eigenschaften und Anwendungen von Epoxid-Formmassen 6
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
100
1000
10000
100000
140 150 160 170 180 190 200 210 220 230 240
NU 463
NU 6110
NU 5680
NU 514
Abb 7 Lebensdauer in Abhängigkeit der Temperatur (IEC 216) Wichtig für eine Anwendung sind jedoch auch die Eigenschaften bei Betriebstemperatur. Abb 8
zeigt die mechanischen Eigenschaften exemplarisch anhand des Schubmodules in Abhängigkeit
der Temperatur.
1.E+07
1.E+08
1.E+09
1.E+10
20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
Temperatur [°C]
Sch
ub
mo
du
l [P
as
]
NU 463NU 514NU 4414NU6110PW126B
Abb. 8 Schubmodul von verschiedenen Epoxid-Formmassen Dieses Diagramm zeigt die Variationsmöglichkeiten bei der Formulierung. Alle Epoxid-Formmassen durchlaufen einen Bereich, in dem die Werte auf ein tieferes Niveau abnehmen, das sie dann bis zur thermischen Zerstörung bei sehr hohen Temperaturen halten. Der Wendepunkt der Kurve entspricht dabei der Glasübergangstemperatur (Tg). Die Variationsmöglichkeiten
durch Harz und Härter ermöglichen es die unterschiedlichsten thermischen Anforderungen zu
erfüllen, von sehr flexiblen (Tg110°C) bis zu sehr steifen Systemen (Tg250°C).
Eigenschaften und Anwendungen von Epoxid-Formmassen 7
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
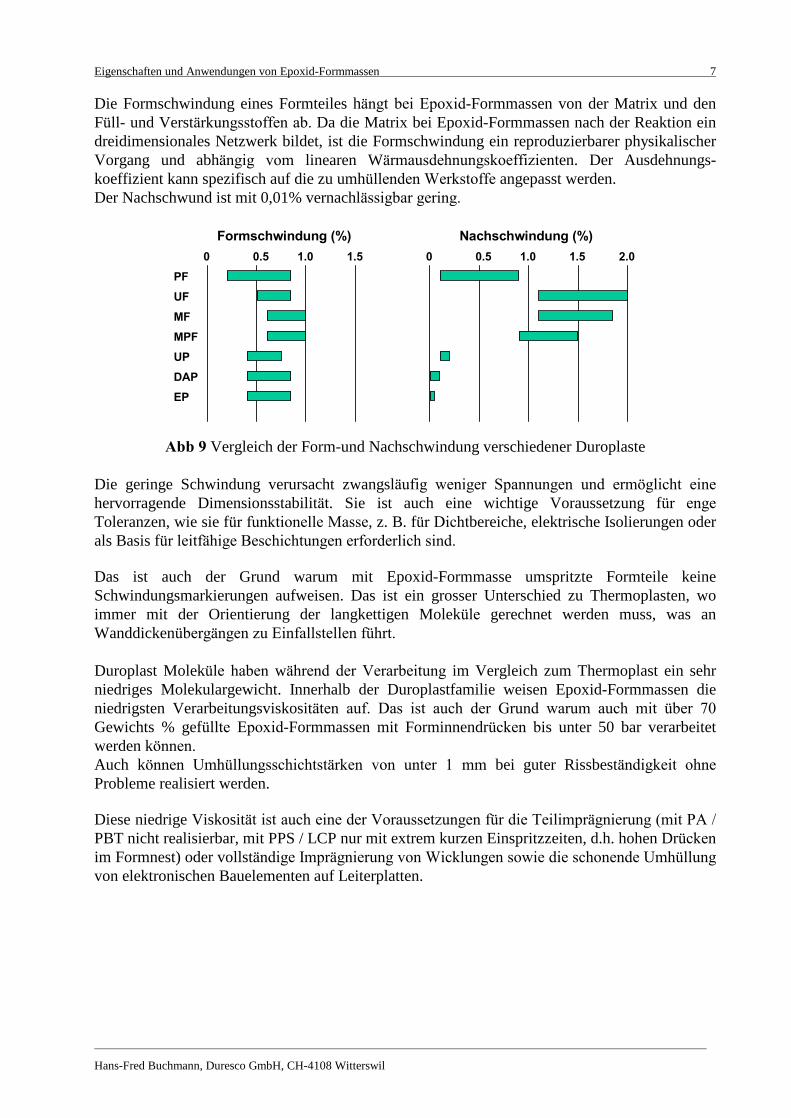
Die Formschwindung eines Formteiles hängt bei Epoxid-Formmassen von der Matrix und den Füll- und Verstärkungsstoffen ab. Da die Matrix bei Epoxid-Formmassen nach der Reaktion ein dreidimensionales Netzwerk bildet, ist die Formschwindung ein reproduzierbarer physikalischer Vorgang und abhängig vom linearen Wärmausdehnungskoeffizienten. Der Ausdehnungs-koeffizient kann spezifisch auf die zu umhüllenden Werkstoffe angepasst werden. Der Nachschwund ist mit 0,01% vernachlässigbar gering.
0.50 1.0 1.5 0.50 1.0 1.5 2.0
PF
UF
MF
MPF
UP
DAP
EP
Formschwindung (%) Nachschwindung (%)
Abb 9 Vergleich der Form-und Nachschwindung verschiedener Duroplaste
Die geringe Schwindung verursacht zwangsläufig weniger Spannungen und ermöglicht eine
hervorragende Dimensionsstabilität. Sie ist auch eine wichtige Voraussetzung für enge
Toleranzen, wie sie für funktionelle Masse, z. B. für Dichtbereiche, elektrische Isolierungen oder als Basis für leitfähige Beschichtungen erforderlich sind. Das ist auch der Grund warum mit Epoxid-Formmasse umspritzte Formteile keine Schwindungsmarkierungen aufweisen. Das ist ein grosser Unterschied zu Thermoplasten, wo immer mit der Orientierung der langkettigen Moleküle gerechnet werden muss, was an Wanddickenübergängen zu Einfallstellen führt.
Duroplast Moleküle haben während der Verarbeitung im Vergleich zum Thermoplast ein sehr niedriges Molekulargewicht. Innerhalb der Duroplastfamilie weisen Epoxid-Formmassen die niedrigsten Verarbeitungsviskositäten auf. Das ist auch der Grund warum auch mit über 70
Gewichts % gefüllte Epoxid-Formmassen mit Forminnendrücken bis unter 50 bar verarbeitet werden können. Auch können Umhüllungsschichtstärken von unter 1 mm bei guter Rissbeständigkeit ohne
Probleme realisiert werden. Diese niedrige Viskosität ist auch eine der Voraussetzungen für die Teilimprägnierung (mit PA /
PBT nicht realisierbar, mit PPS / LCP nur mit extrem kurzen Einspritzzeiten, d.h. hohen Drücken
im Formnest) oder vollständige Imprägnierung von Wicklungen sowie die schonende Umhüllung
von elektronischen Bauelementen auf Leiterplatten.
Eigenschaften und Anwendungen von Epoxid-Formmassen 8
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
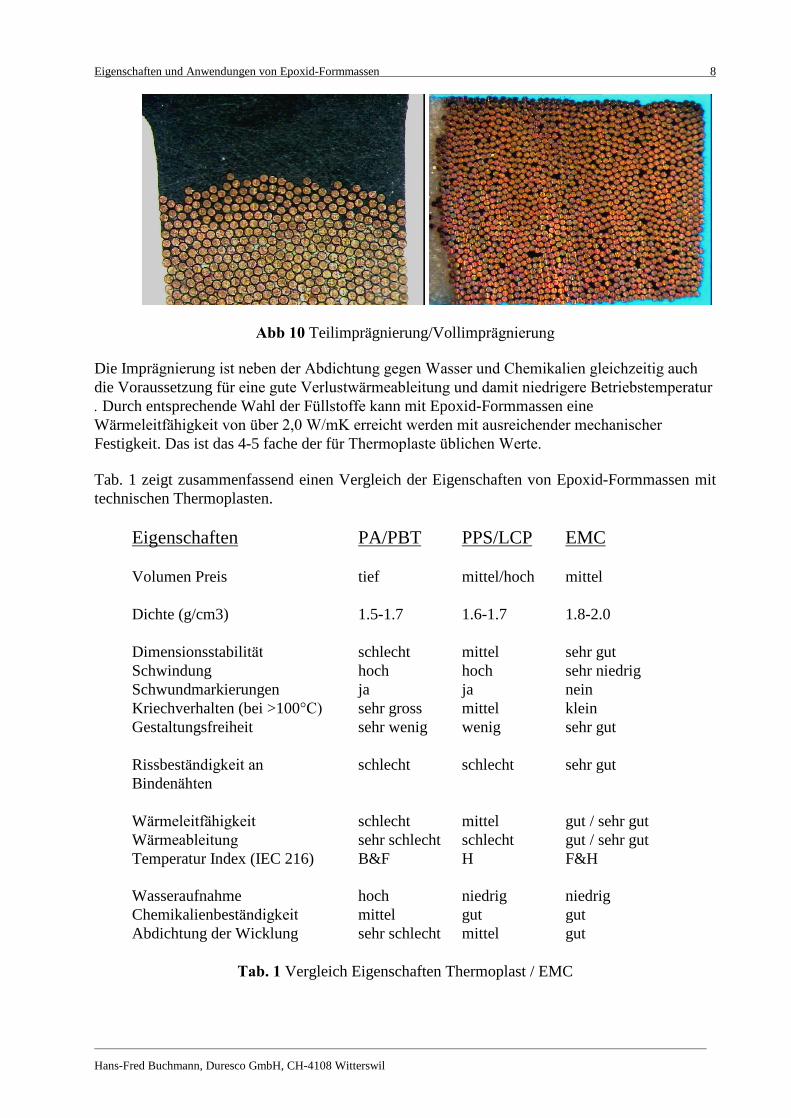
Abb 10 Teilimprägnierung/Vollimprägnierung Die Imprägnierung ist neben der Abdichtung gegen Wasser und Chemikalien gleichzeitig auch
die Voraussetzung für eine gute Verlustwärmeableitung und damit niedrigere Betriebstemperatur
. Durch entsprechende Wahl der Füllstoffe kann mit Epoxid-Formmassen eine Wärmeleitfähigkeit von über 2,0 W/mK erreicht werden mit ausreichender mechanischer
Festigkeit. Das ist das 4-5 fache der für Thermoplaste üblichen Werte. Tab. 1 zeigt zusammenfassend einen Vergleich der Eigenschaften von Epoxid-Formmassen mit technischen Thermoplasten.
Eigenschaften PA/PBT PPS/LCP EMC Volumen Preis tief mittel/hoch mittel Dichte (g/cm3) 1.5-1.7 1.6-1.7 1.8-2.0 Dimensionsstabilität schlecht mittel sehr gut Schwindung hoch hoch sehr niedrig Schwundmarkierungen ja ja nein Kriechverhalten (bei >100°C) sehr gross mittel klein Gestaltungsfreiheit sehr wenig wenig sehr gut Rissbeständigkeit an schlecht schlecht sehr gut Bindenähten Wärmeleitfähigkeit schlecht mittel gut / sehr gut Wärmeableitung sehr schlecht schlecht gut / sehr gut Temperatur Index (IEC 216) B&F H F&H Wasseraufnahme hoch niedrig niedrig Chemikalienbeständigkeit mittel gut gut Abdichtung der Wicklung sehr schlecht mittel gut
Tab. 1 Vergleich Eigenschaften Thermoplast / EMC
Eigenschaften und Anwendungen von Epoxid-Formmassen 9
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
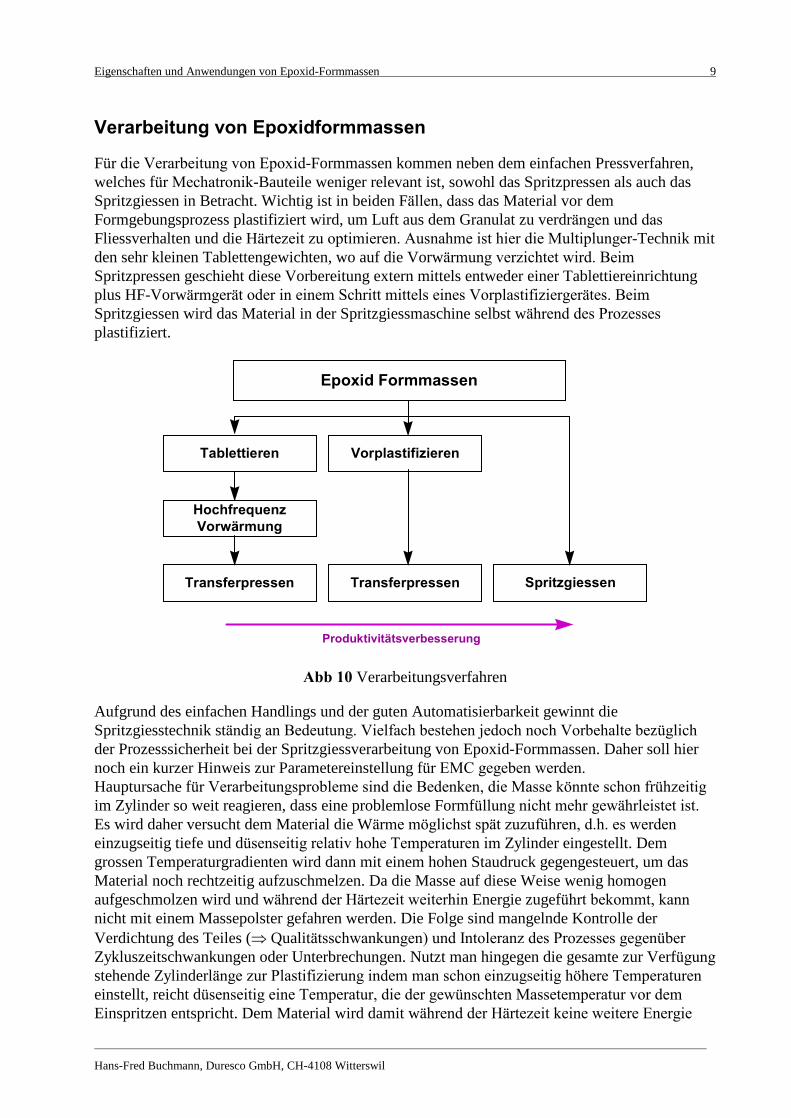
Verarbeitung von Epoxidformmassen Für die Verarbeitung von Epoxid-Formmassen kommen neben dem einfachen Pressverfahren, welches für Mechatronik-Bauteile weniger relevant ist, sowohl das Spritzpressen als auch das Spritzgiessen in Betracht. Wichtig ist in beiden Fällen, dass das Material vor dem Formgebungsprozess plastifiziert wird, um Luft aus dem Granulat zu verdrängen und das
Fliessverhalten und die Härtezeit zu optimieren. Ausnahme ist hier die Multiplunger-Technik mit den sehr kleinen Tablettengewichten, wo auf die Vorwärmung verzichtet wird. Beim
Spritzpressen geschieht diese Vorbereitung extern mittels entweder einer Tablettiereinrichtung plus HF-Vorwärmgerät oder in einem Schritt mittels eines Vorplastifiziergerätes. Beim
Spritzgiessen wird das Material in der Spritzgiessmaschine selbst während des Prozesses
plastifiziert.
Tablettieren Vorplastifizieren
Epoxid Formmassen
Hochfrequenz
Vorwärmung
SpritzgiessenTransferpressenTransferpressen
Produktivitätsverbesserung
Abb 10 Verarbeitungsverfahren Aufgrund des einfachen Handlings und der guten Automatisierbarkeit gewinnt die Spritzgiesstechnik ständig an Bedeutung. Vielfach bestehen jedoch noch Vorbehalte bezüglich
der Prozesssicherheit bei der Spritzgiessverarbeitung von Epoxid-Formmassen. Daher soll hier noch ein kurzer Hinweis zur Parametereinstellung für EMC gegeben werden. Hauptursache für Verarbeitungsprobleme sind die Bedenken, die Masse könnte schon frühzeitig
im Zylinder so weit reagieren, dass eine problemlose Formfüllung nicht mehr gewährleistet ist.
Es wird daher versucht dem Material die Wärme möglichst spät zuzuführen, d.h. es werden
einzugseitig tiefe und düsenseitig relativ hohe Temperaturen im Zylinder eingestellt. Dem grossen Temperaturgradienten wird dann mit einem hohen Staudruck gegengesteuert, um das Material noch rechtzeitig aufzuschmelzen. Da die Masse auf diese Weise wenig homogen aufgeschmolzen wird und während der Härtezeit weiterhin Energie zugeführt bekommt, kann
nicht mit einem Massepolster gefahren werden. Die Folge sind mangelnde Kontrolle der Verdichtung des Teiles ( Qualitätsschwankungen) und Intoleranz des Prozesses gegenüber
Zykluszeitschwankungen oder Unterbrechungen. Nutzt man hingegen die gesamte zur Verfügung
stehende Zylinderlänge zur Plastifizierung indem man schon einzugseitig höhere Temperaturen
einstellt, reicht düsenseitig eine Temperatur, die der gewünschten Massetemperatur vor dem
Einspritzen entspricht. Dem Material wird damit während der Härtezeit keine weitere Energie
Eigenschaften und Anwendungen von Epoxid-Formmassen 10
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
zugeführt und der Staudruck kann auf ein notwendiges Minimum reduziert werden. Die Vorteile,
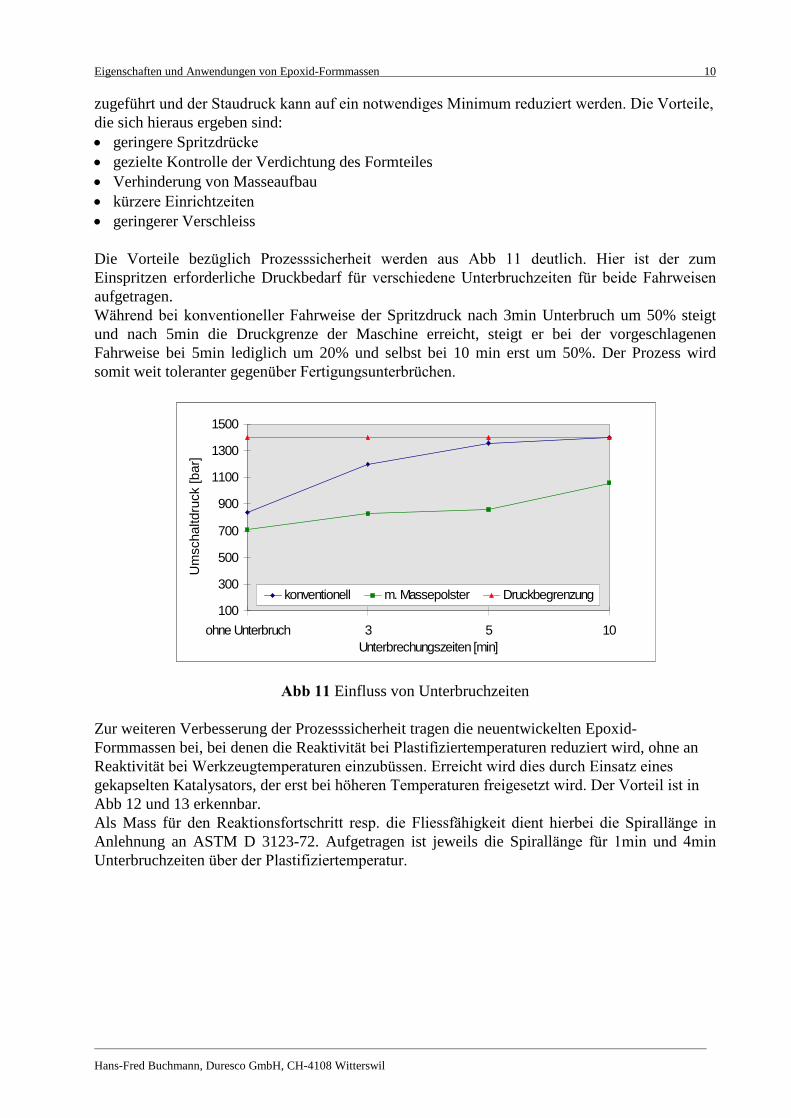
die sich hieraus ergeben sind: geringere Spritzdrücke gezielte Kontrolle der Verdichtung des Formteiles Verhinderung von Masseaufbau kürzere Einrichtzeiten geringerer Verschleiss Die Vorteile bezüglich Prozesssicherheit werden aus Abb 11 deutlich. Hier ist der zum
Einspritzen erforderliche Druckbedarf für verschiedene Unterbruchzeiten für beide Fahrweisen
aufgetragen. Während bei konventioneller Fahrweise der Spritzdruck nach 3min Unterbruch um 50% steigt und nach 5min die Druckgrenze der Maschine erreicht, steigt er bei der vorgeschlagenen Fahrweise bei 5min lediglich um 20% und selbst bei 10 min erst um 50%. Der Prozess wird somit weit toleranter gegenüber Fertigungsunterbrüchen.
Abb 11 Einfluss von Unterbruchzeiten
Zur weiteren Verbesserung der Prozesssicherheit tragen die neuentwickelten Epoxid-Formmassen bei, bei denen die Reaktivität bei Plastifiziertemperaturen reduziert wird, ohne an Reaktivität bei Werkzeugtemperaturen einzubüssen. Erreicht wird dies durch Einsatz eines
gekapselten Katalysators, der erst bei höheren Temperaturen freigesetzt wird. Der Vorteil ist in
Abb 12 und 13 erkennbar. Als Mass für den Reaktionsfortschritt resp. die Fliessfähigkeit dient hierbei die Spirallänge in
Anlehnung an ASTM D 3123-72. Aufgetragen ist jeweils die Spirallänge für 1min und 4min
Unterbruchzeiten über der Plastifiziertemperatur.
100
300
500
700
900
1100
1300
1500
ohne Unterbruch 3 5 10Unterbrechungszeiten [min]
Um
scha
ltdru
ck [b
ar]
konventionell m. Massepolster Druckbegrenzung
Eigenschaften und Anwendungen von Epoxid-Formmassen 11
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
0
2
4
6
8
10
12
14
16
18
20
90° 100° 110° 120° 130°[°C]
[Inch
]
1min.Wartezeit 4min. Wartezeit
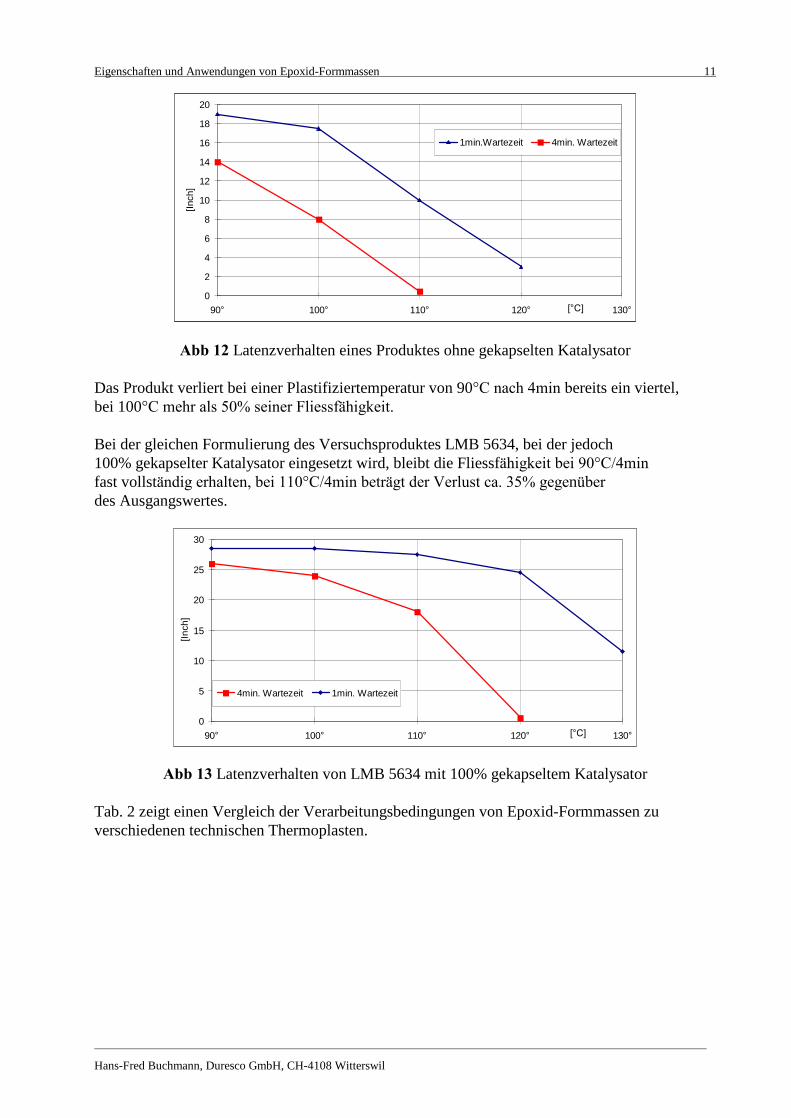
Abb 12 Latenzverhalten eines Produktes ohne gekapselten Katalysator Das Produkt verliert bei einer Plastifiziertemperatur von 90°C nach 4min bereits ein viertel, bei 100°C mehr als 50% seiner Fliessfähigkeit. Bei der gleichen Formulierung des Versuchsproduktes LMB 5634, bei der jedoch 100% gekapselter Katalysator eingesetzt wird, bleibt die Fliessfähigkeit bei 90°C/4min fast vollständig erhalten, bei 110°C/4min beträgt der Verlust ca. 35% gegenüber des Ausgangswertes.
0
5
10
15
20
25
30
90° 100° 110° 120° 130°[°C]
[Inch
]
4min. Wartezeit 1min. Wartezeit
Abb 13 Latenzverhalten von LMB 5634 mit 100% gekapseltem Katalysator Tab. 2 zeigt einen Vergleich der Verarbeitungsbedingungen von Epoxid-Formmassen zu verschiedenen technischen Thermoplasten.

Eigenschaften und Anwendungen von Epoxid-Formmassen 12
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
Verarbeitung PA/PBT PPS/LCP EMC
Verarbeitungstechnik Spritzguss Spritzguss Spritzguss &
Spritzpressen
Schmelzetemperatur <300°C <400°C <110°C Werkzeugtemperatur 80-120°C 120-160°C 160-190°C Spritzdruck <1500bar <1500bar <800bar Werkzeuginnendruck 50-250bar Spritzzeit <10s <5s <20s Härtezeit (bei 2mm Wandstärke) <45s <45s <45s Härtezeit (bei 5mm Wandstärke) <120s <120s <60s Vorwärmung von Einlegeteilen ja ja ja Grund für die Vorwärmung Füllung Füllung Härtung Schutz der Wicklung ja sehr wichtig nein beim Einspritzen Imprägnierung der Wicklung nein mittel sehr gut vollständige Imprägnierung der nein nein ja Wicklung unter Vakuum Schutz der Wicklung vor nein mittel sehr gut Feuchtigkeit / Chemikalien spezielle Entlüftungen um nein ja ja Flash Bildung zu verhindern Materialrezyklierung ja ja bedingt
Tab.2 Vergleich Verarbeitung Thermoplast / EMC
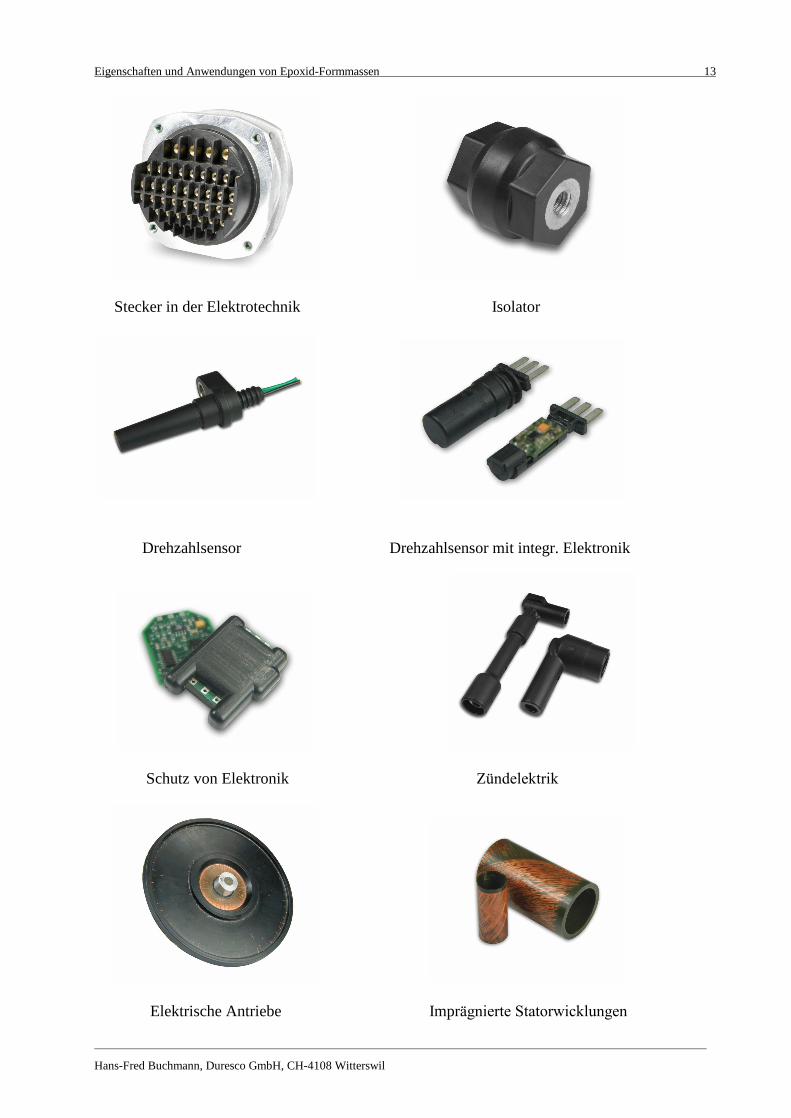
Anwendungsbeispiele
Magnetspulen Röntgenröhre für CT
Eigenschaften und Anwendungen von Epoxid-Formmassen 13
Hans-Fred Buchmann, Duresco GmbH, CH-4108 Witterswil
Stecker in der Elektrotechnik Isolator
Drehzahlsensor Drehzahlsensor mit integr. Elektronik
Schutz von Elektronik Zündelektrik
Elektrische Antriebe Imprägnierte Statorwicklungen








![Fosfomycin - ein Literaturüberblick - ANTIBIOTIKA MONITOR · Zusammenfassung FosfoDyrti Lr d( .nzig! V.nr.rcr dcr Epoxid AirLbiorikrgnrppe rid $rkr brt]crizd scgcn Trrrtrcidr Cirn](https://img.pdfslide.org/doc/110x75/5b2c5bb77f8b9a6d188bf3fc/fosfomycin-ein-literaturueberblick-antibiotika-zusammenfassung-fosfodyrti.jpg)

![Einfluss von Wasser auf die Kohlenstofffaser/Epoxid ...elib.suub.uni-bremen.de/edocs/00103654-1.pdf · auf der Oberfläche der C-Faser hervorgerufen werden [10–13]. Die Einwirkung](https://img.pdfslide.org/doc/110x75/5e15453b4e4920504e4f7328/einiuss-von-wasser-auf-die-kohlenstoifaserepoxid-elibsuubuni-auf-der.jpg)

















