Embed Size (px)
Citation preview
NEUER NACHHALTIGER WERKZEUGSTAHL
TEAMGEIST VERLEIHT FLÜGEL
Ein Magazin von SEco AusgAbe 2/2017
Weniger emissionen durch Leichtbautechnik

04 neWs und Produkte
06 FaLLstudie: daWnLoughPRÄZISE DURCH DIE LÜFTEDrei-Wege-Lösung für die Luftfahrttechnik
11 trend: VerbundWerkstoFFeREDUZIERTE EMISSIONENKohlefaser macht Fahrzeuge leichter
14 nachhaLtigkeit: idun NEUER ROSTFREIER WERKZEUGSTAHLSchlankere Produktionsketten zugunsten der Umwelt
17 FaLLstudie: soLidcamPATENTIERTE IMACHINING-SOFTWAREIntelligente Software für die Erzeugung von optimalen Werkzeugbahnen
20 edge unterWegsMIKE PARKER, USAVertriebsleiter und leidenschaftlicher Motorradsammler
23 am PuLs der ZeitPATRICK DE VOS ÜBER F&ESinn und Unsinn der Industrie 4.0
24 edgeucation: 20 JAHRE KOOPERATIONSchulterschluss von Akademie und Industrie
28 ProdukteFEEDMAX UND PERFOMAX Optimierte Bohrer
InhalteDge AusgAbe 2/2017
TiTELgEScHicHTE
„Wir suchen nach neuen
Werkzeugkonzepten mit
Bornitrid und synthetischem
Diamant.“
Jan-Eric Ståhl
2 eDge (2. 2017)

EdgE ist ein Kundenmagazin
von seco Tools, das weltweit in
25 sprachen erscheint. Seco
Tools AB Marketing Department, 737 82 Fagersta, schweden.
Telefon +46 223-400 00 Fax +46 223-718 60 Internet
www.secotools.com Verlag Hans Hellgren E-Mail hans.
[email protected] Redaktionsleitung Jennifer gaufin
E-Mail [email protected] Redaktion und Layout
Appelberg Publishing group Redakteurin Lena Nilsson Editor
Andrew Montgomery Art direction Cecilia Farkas druck
elanders Titelfoto getty images
... kann in der modernen Wirtschaft nicht hoch genug eingeschätzt werden. Zudem langfristig mehr Rentabilität und Effizienz damit verbunden ist. Ein gutes Beispiel ist die Automobilindustrie, in der Kohlefaser und andere Verbundwerkstoffe nun zur Senkung des Kohlendioxidausstoßes genutzt werden.
Seco arbeitet permanent an eigenen nachhaltigen Werkzeuglösungen. Der beste Beweis dafür ist unser ständiges Streben nach längeren Werkzeugstandzeiten: Unser neuer korrosionsfester Edelstahl IDUN verspricht neben Langlebigkeit und Haltbarkeit auch mehr Umweltschutz, da bei der Herstellung das Vernickeln entfällt.
Nachhaltigkeit ist ein wichtiger Faktor für unsere Entwicklung von Schneidstoffen für die Zukunft. Mit der Unterstützung durch unseren langjährigen Projektpartner Jan-Eric Ståhl suchen wir nach unkritischen Rohstoffen als Ersatz für Wolfram, Kobalt und andere Werkstoffe, die immer seltener und damit weniger nachhaltig werden. Bei Seco steht die Entwicklung niemals still. Wir blicken immer in die Zukunft.
anders eLLer VP MARKETING & PRODUCT [email protected]
„Die Großserienproduktion von
Kohlefaserverbundwerkstoffen
hat gerade erst begonnen.“
Malin Åkermo
Eine nachhaltigeZukunft...
3eDge (2. 2017)
NEWS UND PRODUKTE
neues Vom WerkZeugexPerten
Seit mittlerweile 20 Jahren ist
anders Wickman an der
Entwicklung hochharter Werkstoffe
bei Seco beteiligt. Er begann in der
F&E-abteilung, wurde 2002 zum
Produktspezialisten und übernahm
2007 die Funktion des globalen
Produktmanagers für diesen
geschäftsbereich.
Fakten
Position: Globaler Produktmanager
Hochharte Werkstoffe (PKB, PKD und
Keramik)
ausbildung: Technische Hochschule
Werdegang: Über 30 Jahre bei Seco
in Qualitätssicherung, F&E sowie
verschiedenen Positionen in der
Marketingabteilung. Seit 16 Jahren
tätig für hochharte Werkstoffe
EFFIZIENTES FRÄSEN MIT JABRO JC876 UND JC877 Die neuen Seco vollhartmetallfräser
Jabro JC876 und JC877 meistern die Herausforderungen bei der Bearbeitung von Composite-Werkstoffen (kohlenstofffaserverstärkte Kunststoffe). Beim Eck- und Nutfräsen von großen Werkstück-Panels schneiden die Fräser mehr schiebend (downcut) als ziehend (upcut). Durch die schiebende Wirkung werden die Zerspankräfte zum Werkstück hin geleitet. So wird verhindert, dass das Werkstück aus der Aufspannung gezogen wird. Gleichzeitig wird das Vibrationsrisiko minimiert.
Mit den Seco Composite-Fräsern erreichen Sie höchstmögliche Zuverlässigkeit im Bearbeitungsprozess - auch bei der Bearbeitung auf Portalmaschinen und mit Vakuum-Aufspannung. Das einzigartige Design des JC876 und des JC877 machen dies möglich. Zusätzlich zum Linksdrall, der die Zerspankraft nach unten ins Werkstück leitet, bietet der Fräser eine Spanteilergeometrie, eine optimierte Beschichtung und ein kompaktes Design für mehr Stabilität. Das sorgt für eine hohe Oberlächengüte und lange Werkzeugstandzeit.
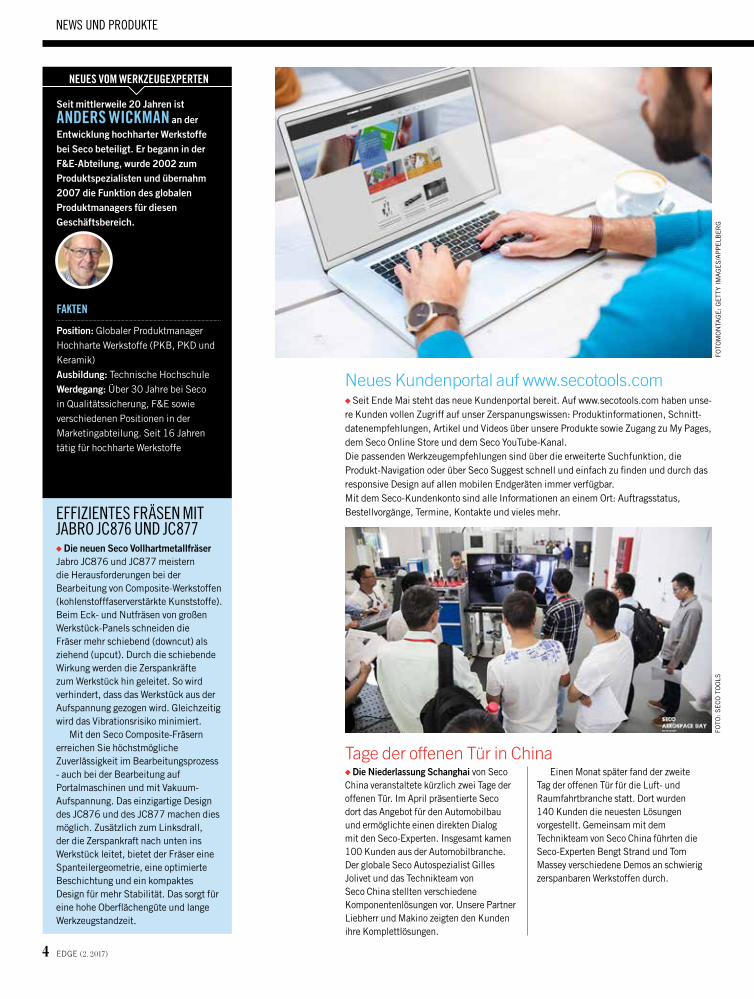
Tage der offenen Tür in China Die niederlassung Schanghai von Seco
China veranstaltete kürzlich zwei Tage der offenen Tür. Im April präsentierte Seco dort das Angebot für den Automobilbau und ermöglichte einen direkten Dialog mit den Seco-Experten. Insgesamt kamen 100 Kunden aus der Automobilbranche. Der globale Seco Autospezialist Gilles Jolivet und das Technikteam von Seco China stellten verschiedene Komponentenlösungen vor. Unsere Partner Liebherr und Makino zeigten den Kunden ihre Komplettlösungen.
Einen Monat später fand der zweite Tag der offenen Tür für die Luft- und Raumfahrtbranche statt. Dort wurden 140 Kunden die neuesten Lösungen vorgestellt. Gemeinsam mit dem Technikteam von Seco China führten die Seco-Experten Bengt Strand und Tom Massey verschiedene Demos an schwierig zerspanbaren Werkstoffen durch.
Neues Kundenportal auf www.secotools.com Seit Ende Mai steht das neue Kundenportal bereit. Auf www.secotools.com haben unse-
re Kunden vollen Zugriff auf unser Zerspanungswissen: Produktinformationen, Schnitt-datenempfehlungen, Artikel und Videos über unsere Produkte sowie Zugang zu My Pages, dem Seco Online Store und dem Seco YouTube-Kanal.Die passenden Werkzeugempfehlungen sind über die erweiterte Suchfunktion, die Produkt-Navigation oder über Seco Suggest schnell und einfach zu inden und durch das responsive Design auf allen mobilen Endgeräten immer verfügbar.Mit dem Seco-Kundenkonto sind alle Informationen an einem Ort: Auftragsstatus, Bestellvorgänge, Termine, Kontakte und vieles mehr.
FOTO
: S
EC
O T
OO
LSFO
TOM
ON
TAG
E:
GE
TTY
IMA
GE
S/A
PP
ELB
ER
G
4 eDge (2. 2017)

Schulungen als Nachwuchsplanung
FOTO
: G
ETT
Y IM
AG
ES
Bei den Herstellern von Werkzeugmaschinen gibt es immer weniger Nachwuchs. Seco Tools Dänemark setzt sich diesem Trend entgegen. 2013 begann die Kooperation von Seco mit der Technischen Hochschule Kopenhagen (KTS) zur Ausbildung von Studierenden. Die Idee stieß auf positive Resonanz und wurde seither auf ganz Dänemark ausgeweitet. Heute veranstaltet Seco Tools Gastvorlesungen an 18 verschiedenen Schulen.
Das Ausbildungsprogramm greift auf die STEP-Schulungen aus dem Hause Seco zurück, die gemäß den Entwicklungs- und Lernplänen für die Studierenden aufbereitet wurden. Es werden vier
Kurse von grundlegendem Technikwissen bis hin zu komplexeren Lerninhalten mit wirtschaftlicher Ausrichtung angeboten. Durch die Anpassung von Struktur und Ablauf des Programms lassen sich individuelle Bildungsbedürfnisse abdecken.
Das Programm ist herstellerunabhängig und wird kontinuierlich erweitert und aktualisiert. Mit dieser Initiative bietet Seco den Studierenden die Möglichkeit, Praxiserfahrungen zu sammeln und sich über aktuelle Themen zu informieren. Gleichzeitig entsteht dadurch ein Netzwerk für eine erfolgreiche Zusammenarbeit.
KÜRZERE FRÄSZEITEN DURCH HÖHERE VORSCHUBRATEN Kürzere Durchlaufzeiten und
mehr produzierte Fertigteile - das erreicht das neue Frässystem R217/220.26 mit Keramik-Wendeplatten und einem Werkzeugkörper mit engerer Teilung. Die neue Secomax™-Sorte CS300 und die RN/RP-Fräserkörper wurden speziell für die Bearbeitung von nickelbasierten Superlegierungen entwickelt, die in der Luft- und Raumfahrt und in der
Energieerzeugung üblich sind. Die Schnittdaten sind erheblich höher als bei Hartmetall-Werkzeugen.
Die neuen Werkzeugkörper nutzen Secos kompakte Keil-klemmung für eine engere Teilung und höheren Vorschub. Die Keilklemmung zeichnet sich durch interne Kühlmittelzufuhr aus, die das Kühlmittel punktgenau in den Schneidbereich leitet. Das führt zu optimaler Spanabfuhr
und minimiert die thermische Belastung.
Die Kombination der neuen Seco CS300 Keramikwendeplatten mit den neuen Fräserkörpern überzeugt durch Zähigkeit, Festigkeit und Prozessstabilität, wie es für die Fräsbearbeitung anspruchsvoller Superlegierungen benötigt wird.
DIE NEUE SORTE MP2050: BERECHENBARKEIT IN NEUER DIMENSION
Mit der neuen Seco Wendeplattensorte MP2050 lassen sich wärmebeständige Werkstoffe mit einer optimalen Balance aus Zähigkeit und Verschleißfestigkeit effektiv bearbeiten. Die Frässorte wurde ursprünglich für die Bearbeitung von Turbinenschaufeln entwickelt, erweist sich aber auch in der Luft- und Raumfahrt als sehr gut geeignet und erleichtert das Fräsen von Titan, austenitischem oder martensitischem Rostfrei und vergleichbaren Werkstoffen.
Die neuen MP2050-Wendeplatten meistern instabile Schnittbedingungen auch bei unterbrochenen Schnitten, langen Werkzeugauskragungen und schwachen Spannvorrichtungen mit Leichtigkeit. Das neue Substrat und die neue Beschichtung, wirken der Spananhaftung entgegen. So ist Aufbauschneidenbildung kein Thema mehr. Darüber hinaus lassen sich mit dieser Sorte besonders bei der trockenen Bearbeitung die Schnittparameter erhöhen, ohne dass die Zuverlässigkeit leidet.
Aufgrund des höchst zuverlässigen Substrats der Wendeplatte ist auch der Verschleiß gleichmäßiger.
5eDge (2. 2017)
Das Feinmechanikunternehmen Dawnlough ist in
einer Nische der Luft- und Raumfahrttechnik tätig
und wird dabei von seco Tools und Technikpartner
Premier Machine Tools unterstützt.TEXT: ANDREW MONTGOMERY FoTos: bRAD ANDeRsoN
höhenFLug dank PartnerschaFtaLLer guten d
FOTO
S: C
ULT
UR
A C
RE
ATIV
E,
JOH
Né
R
en dinge sind drei
DER FALL daWnLough

Wenn ein grosser Akteur aus der Luftfahrt bei Ihrer Firma ein flug- kritisches Bauteil bestellt, sind mehrere
entscheidende Faktoren zu berücksichtigen: Die Komponente ist ein elementarer Bestand-teil des Flugzeugs, die Lieferfristen sind knapp, es geht um große Volumina und die Ansprüche an die Präzision sind so hoch, dass das Projekt selbst für Ihr hohes Niveau eine Herausforderung darstellt.“
Genau in dieser Situation befand sich das irische Feinmechanikunternehmen Dawnlough: In nur vier Wochen sollte eine Bearbeitungslösung für eine Großbestellung aus dem Flugzeugbau entwickelt werden.
Davon ließ sich das Unternehmen jedoch keineswegs abschrecken und holte sich die Unterstützung von Seco und Premier Machine Tools, dem Seco Technikpartner in Irland. Auf diese Weise schufen die drei Partner die Basis für eine höchst produktive Zusammenarbeit.
Als Großkundenbetreuer bei Premier Machine Tools (PMT) war Dennis Ross mit der ersten Anfrage betreut:
„Brian McKeon, der Besitzer von Dawnlough, fragte mich, ob wir eine Drei-Achsen-Maschine
anbieten könnten. Der Vertrag bezog sich auf eine Komponente für den Flugzeugbau, die aus vorgehärtetem Rostfrei mit bis zu 46 Rockwell bestand und zahlreiche Merkmale aufwies. Ich empfahl ihm eine Matsuura VX-1500. Das ist eine robuste, zuverlässige Maschine, die auch bei schweren Schnitten mit höchster Präzision arbeitet.
Außerdem schlug ich Seco als Partner vor und wollte ein schlüsselfertiges Projekt starten. Wir empfohlen die Werkzeuge und die Werkzeugstrategie und die Seco Ingenieure betreuen die Maschine, bis die Komponente ausgereift und Dawnlough zufrieden ist.“
diese idee stiess bei Dawnlough auf großes Interesse, sodass Ross sich an den Seco Technik-Vertriebsingenieur Tony Gillan wandte. Gillan reiste aus Großbritannien an und stellte das von ihm und dem technischen Leiter Jon Shipley ausgearbeitete Fertigungsverfahren vor. Die Lösung überzeugte alle Beteiligten und es gab schnell „grünes Licht“.
„Die von PMT angebotene schlüsselfertige Lösung war eine wichtige Voraussetzung dafür, dass wir den Zuschlag bekamen“, meint Brian McKeon. „Das Ergebnis überzeugte
Brian McKeon, Besitzer Dawnlough
Dawnlough LtdHauptsitz: Galway (Irland)
Gründung: 1997
Anbieter von Sonderwerkzeugen für
Medizintechnik und Luft- und Raumfahrt
Erst mit seinen Partnern konnte Dawnlough eine Bearbeitungslösung für die Luft- und Raumfahrt entwickeln.
8 eDge (2. 2017)

eingesetzte Maschinen und Werkzeuge Lieferant: Premier Machine Tools
Matsuura VX-1500, 3 Achsen
Matsuura MX-850, 5 Achsen
Matsuura MX330 PC10, 5 Achsen × 2
Zeiss Contura CMM
SecoPoint Ausgabeautomat
und der Bearbeitungsprozess übertraf die Erwartungen.“
Ein weiterer Vorteil: Die Technik- und Entwicklungsabteilung von McKeon hatte die technischen Möglichkeiten zur Durchführung der Arbeiten.
„Wir haben den Auftrag bekommen, weil wir einen guten Preis anbieten konnten. Die Werkstückaufnahmen und der Präzisionsgrad in unserer Technik- und Entwicklungsabteilung gewährleisten eine hohe Wiederholbarkeit, wie sie bei derart engen Toleranzen unverzichtbar ist,“ so Brian McKeon.
Auch Seco Anwendungstechniker Mike Alsina spielte eine tragende Rolle für den Erfolg des Projekts.
„Seine Kompetenz und Erfahrung mit der Technologie waren entscheidend“, sagt McKeon. „Er brachte ein paar Scheibenfräser mit größerem Durchmesser, die für uns nie in Frage gekommen wären. Er hat die Stabilität der Maschine voll ausgereizt. Er blieb uns anschließend noch eine Woche erhalten, um den Prozess zu optimieren. Ein wirklich guter Mann!“
Schlüsselfertige Lösungen sind zwar nichts Neues, aber die Nachbetreuung durch die Partnerschaft von PMT und Seco ist ein besonderer Service.
„Viele Unternehmen bieten eine solche Lösung an, aber abgesehen von der technischen Ausstattung kann Mike niemand in puncto Erfahrung und
„ Ich schlug Seco als Partner vor, um ein schlüsselfertiges Projekt zu starten.“
DENNIS ROSS
V. l.: Mike Alsina (Seco Tools), Brian McKeon (Besitzer Dawnlough), Dennis Ross (Premier Machine Tools)
David Kearns (oben) ist als Werkzeugmacher und CNC-Programmierer bei
Dawnlough tätig.
DER FALL daWnLough
9eDge (2. 2017)

Dawnlough wiederholen und dieses Projekt zum Maßstab für die Zusammenarbeit mit anderen Unternehmen machen.“
Brian McKeon ist sehr zufrieden. „Wir stellen heute Komponenten her, die ich nicht für möglich gehalten hätte. Die Technik macht so rasante Fortschritte, dass wir die heutigen Produkte noch vor drei Jahren wahrscheinlich nicht hätten fertigen können.
Wir arbeiten mittlerweile viel schneller und erreichen längere Werkzeugstandzei-ten. Folglich können wir die Kosten senken und bekommen zahlreiche Aufträge aus Ländern wie China, Indien oder der Türkei zurück. Dank Seco sind wir noch wettbe-werbsfähiger geworden.
Früher oder später will sich Dawnlough vom Aluminium verabschieden. Der Trend geht zur Hartmetallbearbeitung mit hohen Toleranzen. Wir bewegen uns gerade an der Grenze des Machbaren.“
Tony Gillan von Seco freut sich, dass sein Kunde zufrieden ist: „Das zeigt, wie stark die Zusammenarbeit zwischen uns Dreien und das schnelle Reaktionsvermögen von Seco ist. Egal, worum es geht.“
„ Wir stellen heute Komponenten her, die ich nicht für möglich gehalten hätte.“
BRIAN MCKEON
Kompetenz das Wasser reichen. Für Seco ein großer Pluspunkt.“
Auch entscheidend war der von Seco bereitgestellte SecoPoint-Ausgabeautomat für das Werkzeugmanagement bei Dawnlough. Seco CET-Ingenieur Adrian Walker war als Betreuer für die Anlage zuständig.
die VierWöchige Frist wurde wie vereinbart eingehalten und der gesamte Prozess verlief reibungslos. Aufgrund der schnelleren Bearbeitung und der Kostenreduzierung konnten weitere Kunden gewonnen werden. Dawnlough hat zwischenzeitlich drei weitere Matsuuras angeschafft: eine MX-850 mit 5 Achsen und zwei MX-330 mit 5 Achsen und 10 Paletten. Seco liefert die Werkzeuge für diese Maschinen und Dawnlough möchte seine Mitarbeiter zum Thema Bearbeitungsstrategien von Alsina schulen lassen.
Aber auch Premier Machine Tools profitiert von der Situation.
„Seco ist bei uns mittlerweile in alle Prozesse eingebunden. Wir agieren als Seco Technikpartner für Irland und verschaffen Seco kontinuierlich neue Aufträge“, erklärt Ross. „Wir wollen den Erfolg mit
Brian McKeon und Dennis Ross schauen genauer hin.Bei Dawnlough läuft die Bearbeitung jetzt schneller und mit längeren Werkzeugstandzeiten ab.
DER FALL daWnLough
10 eDge (2. 2017)
trend VERBUNDWERKSTOFFE
Leicht gemacht:
Für die Senkung des Kohlendioxidausstoßes könnten Verbundwerkstoffe wie Kohlefaser bald eine
entscheidende Rolle spielen. Fahrzeuge aus Verbundwerkstoffen sind leichter und verbrauchen daher
weniger Energie.
TEXT: JOHAN WALLÉN FoTos: JoHAN KNobe
FOTO
: JO
HN
éR
Schwer-tranSporte

VerbundWerkstoFFe gibt es schon lan-ge. In der Flugzeugindustrie wird Kohlefaser neben Stahl, Alumini-um und anderen Werkstoffen seit vielen Jahren für den Rumpfbau eingesetzt. In ähnlicher Weise greifen Bootsbauer seit Jahrzehn-ten auf Glasfaserrümpfe zurück.
Ein Verbundwerkstoff defi-niert sich dadurch, dass er in der Gesamtheit mehr Güte und Festig-keit besitzt als die Summe seiner Komponenten.
Verbundwerkstoffe gibt es in verschiedensten Formen und Grö-ßen. In den meisten Fällen handelt es sich um eine lasttragende Faserverstärkung, die von einem Schutzmantel umgeben ist. Bei Kohlefaserverbundwerkstoffen werden die Kohlefasern je nach den gewünschten Eigenschaften des Werkstoffs in unterschiedli-chen Mustern miteinander verwo-ben und anschließend mit einem Kunststoff verstärkt, der die Faser schützt und fixiert.
„Mit Verbundwerkstoffen soll bei bewegten Strukturen meist das Gewicht verringert werden, um den Energiebedarf zu verringern“, erklärt Malin Åkermo, außeror-dentliche Professorin für Leicht-baustrukturen an der Fakultät für Luftfahrt- und Fahrzeugtechnik der Königlichen Technischen Hochschule Stockholm.
Bisher lag das Problem mit Koh-lefaser und ähnlichen Werkstoffen in den Kosten für die Rohstoffe, weshalb der fertige Verbundwerk-stoff im Vergleich zu den meisten Metallsorten relativ teuer war. Mittlerweile jedoch wurden die Fertigungsverfahren so weit ent-wickelt, dass die Kosten zurück-gehen. Gleichzeitig kommen in unterschiedlichen Regionen der Welt immer mehr Großserien-
„Bis jetzt war ein geringerer Kraftstoffverbrauch nicht Moti-vation genug, um die Hersteller davon zu überzeugen, mit Koh-lefaser leichtere Autos zu bauen. Aber da die EU-Vorschriften in Zukunft noch strenger werden, dürften die Produktionszahlen steigen.“
Das reduzierte Gewicht ist nur einer von vielen Vorteilen der Ver-bundwerkstoffe. Bei der Entwick-lung neuer Werkstoffe lassen sich zusätzliche Funktionalitäten in das Materialsystem integrieren.
produkte zum Einsatz.„Eine Großserienfertigung von
Kohlefaserverbundwerkstoffen gibt es erst seit kurzer Zeit“, weiß Åkermo. „In der jüngeren Ver-gangenheit hat sich die Fertigung beispielsweise in Deutschland oder Großbritannien rasch weiter-entwickelt. Auch die schwedischen Hersteller bauen immer mehr Fahrzeugteile aus Kohlefaser.“
Laut Åkermo ist die noch geringe Nachfrage ein Grund für die anhaltend hohen Kohlefaser-preise.
trend VERBUNDWERKSTOFFE
12 eDge (2. 2017)

Größe zu ermitteln. „Es wurde versucht, einteilige
Karosserien herzustellen, aber dafür braucht man sehr große Autoklaven, wie sie zum Beispiel in der Luft- und Raumfahrt für ganze Rümpfe eingesetzt werden“, meint Åkermo.
Die Autohersteller nutzen ihre Premiummodelle als Versuchs-objekte für die Herstellung von Kohlefaserfahrzeugen, indem sie einzelne Teile aus Kohlefaser ver-bauen und die daraus gewonne-nen Erkenntnisse für die weitere Entwicklung des Produktionspro-zesses nutzen.
„Der i3 von BMW ist relativ teu-er und besteht hauptsächlich aus Kohlefaserverbundwerkstoffen. Mittlerweile verbaut BMW Koh-lefaserteile auch in den Säulen anderer Fahrzeuge“, sagt Åkermo.
Angesichts der schnelllebigen Welt des Transportwesens ist die Herstellung intelligenter, nachhal-tiger Fahrzeuge für die geplanten Emissionssenkungen und Ener-gieeinsparungen unvermeidbar.
Wenn sich der Trend fortsetzt, werden wir in Zukunft mehr intel-ligente Lösungen sehen.
erklärt Åkermo. „Die einzelnen Werkstoffe haben ganz unter-schiedliche Steifigkeiten, sodass der weichere Kunststoff schnell beschädigt wird. Wenn der Druck zu groß ist, entstehen Risse zwi-schen den Schichten.“
auFgrund der geringen härte des Kunst-stoffs können auch Schrauben und Muttern nicht so verwendet werden wie bei Stahl oder Alumi-nium.
„Beim Fügen zweier Metall-stücke wird per Drehmoment-schlüssel ein Druck auf das Ende der Bohrung ausgeübt. Bei Verbundwerkstoffen lässt sich der Druck aufgrund des Kriechens aber nicht so einfach regeln, wes-halb eine Muttern-Schrauben-Ver-bindung gewählt werden muss, die das Gefüge ohne Reibung am Werkstoff stützt.“
Besonders in der Automobil-industrie wird der Werkstoff oft verklebt statt gebohrt. Alternativ können größere Komplettteile gefertigt werden, die gar nicht erst zusammen gefügt werden müssen.
Tatsächlich wird bei Volvo der-zeit daran gearbeitet, ein ausgewo-genes, kostensparendes Verhältnis zwischen Bauteilkomplexität und
Mit Verbundwerk-
stoffen soll bei
bewegten Struk-
turen meist das
Gewicht verringert
werden, um den
Energiebedarf zu
verringern.“
Malin Åkermo
„„Die spannendste Entwicklung
findet gerade im Bereich der Multifunktionswerkstoffe statt“, sagt Åkermo.
„Ein gutes Beispiel sind struktu- relle Batterien. Kohlefaser lässt sich nämlich mit Lithium-Ionen laden, sodass in Kombination mit dem passenden Kunststoff ein Werkstoff entsteht, der gleichzei-tig als Energiespeicher und tragendes Bauteil dient.
Auch die Energieernte ist ein gutes Beispiel: Wir können Aktoren in den Verbundwerkstoff integrieren, die Vibrationen und Bewegungen in Energie umwan-deln. Bei einem Flugzeug bewegen sich die Flügel im Flug leicht nach oben und unten. Die dabei ent-stehende Energie ließe sich etwa nutzen, um die Klimaanlage des Flugzeugs zu betreiben. Auf diese Weise gewinnt das Produkt an intelligenter Nutzbarkeit.“
Bei Verbundwerkstoffen und Stahl oder Aluminium gibt es große Unterschiede hinsichtlich der Verarbeitung. Bohren in Ver-bundwerkstoffen ist eine heikle Angelegenheit.
„Beim Bohren in Verbund-werkstoffen werden Kunststoffe und Fasern gleichzeitig getrennt“,
Multifunktions-werkstoffe sind die Zukunft.
kurZ VorgesteLLt
name: Malin Åkermo
alter: 47
Titel: außerordentliche Professorin
Familie: verheiratet, drei Kinder
ausbildung: MSc Physikalische Technik,
Universität Uppsala. PhD
Leichtbaustrukturen, KTH
Stockholm
Hobbys: Skifahren (Abfahrt und
Langlauf) vorzugsweise in
Nordschweden
13eDge (2. 2017)


NACHHALTIGKEIT idun
sauberer stahL Für kürZere
kettenMit dem neuen Werkzeugedelstahl IDUN schafft Seco
den Sprung zu einer ökologisch, wirtschaftlich und sozial nachhaltigeren Wertschöpfungskette. IDUN bedeutet weniger Produktionsschritte und eine vorhersehbare Produktionskette. Darüber hinaus verkürzen sich die
Lieferzeiten.
TEXT: JOHAN WALLÉN ILLusTRATIoN: MARTIN NICoLAussoN die neue edeLstahLsorte IDUN ist der
nächste Schritt in der Entwicklung der Seco Tools Wendeplattenträger.
Bei IDUN handelt es sich um einen marten-sitischen, rostfreien Werkzeugstahl, entwi-ckelt in Zusammenarbeit mit Uddeholm, einem Hersteller für hochlegierte Werk-zeugstähle. IDUN basiert auf dem Werkstoff Mirax 40, der durch geringfügige Anpas-sung zu IDUN weiterentwickelt wurde. Der große Vorteil von IDUN im Vergleich zu tra-ditionellen Werkstoffen ist seine Korrosions-festigkeit, die wiederum zahlreiche andere Vorteile mit sich bringt.
„Als mir klar wurde, was der neue Werk-stoff für uns bedeutet und wie umfangreich er unser Bestreben nach Nachhaltigkeit unterstützt, war ich sehr zufrieden“, erinnert sich Susanne Evegård, Leiterin für nachhal-tige Geschäftsentwicklung bei Seco Tools.
„Beim Thema Nachhaltigkeit geht es normalerweise um die drei Aspekte Soziales, Wirtschaft und Umwelt. Die Vorteile von IDUN decken alle drei Kategorien ab.“
15eDge (2. 2017)

Fakten zu IDuN Bei iDUn handelt es sich um einen martensitischen, rostfrei-
en Werkzeugstahl, entwickelt in Zusammenarbeit mit Udde-
holm. Aufgrund seiner natürlichen Korrosionsfestigkeit muss
er nicht vernickelt werden.
Dadurch können wir die Lieferzeiten verkürzen und die Aus-
wirkungen auf die Umwelt möglichst gering halten. Auch die
Gefahrenstoffexposition für den Anwender ist bei IDUN gerin-
ger als bei vernickelten Produkten.
Beim Standardwerkstoff für die anderen Werkzeuge von Seco sind mehrere Bearbeitungsschritte not-wendig, bevor das fertige Werkzeug entsteht. Besonders wichtig ist die Vernickelung, die das Werkzeug korrosionsfest macht. Dazu wird das Werkzeug meist in ein externes Werk geschickt, was für zusätzli-chen Transportaufwand und -zeit sorgt und die Lieferzeit verlängert.
IDUN kommt jedoch ohne Ver-nickeln und Schwärzen (dem Vor-gänger der Vernickelung) aus und bietet dadurch mehrere Vorteile.
Aber auch die Produktionszeit verkürzt sich. Etwa hat sich die Pro-zessdauer bei der Verarbeitung vom Rohstoff bis zum fertigen Werkzeug nahezu halbiert. Das gilt besonders für Sonderlösungen, die bei Seco nach konkreten Kundenanforderun-gen hergestellt werden.
„Bei Werkzeuglösungen muss der Kunde die Werkzeuge möglichst schnell erhalten, um rechtzeitig produzieren zu kön-nen“, sagt Evegård. „Durch den geringeren Produktionsaufwand läuft der Prozess schneller und berechenbarer ab. Die Produkte sind sofort nach der zerspanenden Bearbeitung fertig. Vernickelung, Wärmebehandlung, Sandstrah-len oder andere Zusatzprozesse entfallen. Mit IDUN können wir die Auswirkungen auf die Umwelt durch Einsparungen bei Energie-verbrauch, Transportaufwand und Gefahrenstoffen extrem gering halten. Auf diese Weise gestalten wir die Wertschöpfungskette viel
Susanne Evegård
David Romlin
Harry Väyrynen
nach einigen Korrekturen brachte Uddeholm dann den IDUN-Stahl.“
2016 wurde IDUN von Seco für die Produktion freigegeben. Zwar wurde ein IDUN-basiertes Werk-zeug bereits in das Produktangebot aufgenommen, aber noch ist die Testphase nicht abgeschlossen.
„Bislang konnten wir mit IDUN sehr gute Ergebnisse verzeichnen. Wir möchten unsere Produktion großflächig darauf umstellen“, kündigt Väyrynen an. „In Zukunft möchten wir deutlich mehr Fräser mit IDUN produzieren.“
„IDUN ist ein sehr reiner Werk-stoff mit geringem Fremdstoffge-halt und daher kaum anfällig für Rissbildung.“
David Romlin, globaler Produkt-manager für Wendeplattenfräser bei Seco, ist überzeugt, dass man sich beim Übergang zu einer öko-logisch und sozial nachhaltigeren Produktion auch über neue Prozes-se und Vorgehensweisen unterhal-ten sollte.
„Während wir die traditionellen Werkstoffe einsetzen, müssen wir auch offen für neue Lösungen sein. Wir sollten immer danach streben, unsere Produkte zu verbessern.“
nachhaltiger.“Im vergangenen Februar wurde
das erste IDUN-Werkzeug einge-führt: der Planfräser R220.88. Er wurde zum Schruppen und Vor-schlichten entwickelt und eignet sich für die Bearbeitung von Guss und Stahl im Maschinen- und Fahrzeug-bau. An der Entwicklung des IDUN-Werkstoffs wird allerdings schon seit mehreren Jahren gearbeitet.
„Vor etWa Vier Jahren haben wir mit der Untersuchung alternativer Stähle begonnen. Wir haben unterschiedliche Werkstoffe von mehreren Lieferanten probiert und sind schließlich auf Mirax 40 von Uddeholm gestoßen“, erklärt Harry Väyrynen, der als F&E-Inge-nieur für die technische Entwick-lung der Seco Werkzeugwerkstoffe zuständig ist. „Wir haben unter-schiedliche Härten getestet und
„Durch den ge-ringeren Produk-
tionsaufwand läuft der Prozess schneller und be-rechenbarer ab.“
SUSANNE EVEGÅRD
NACHHALTIGKEIT idun
16 eDge (2. 2017)
TEXT: MICHAEL LAWTON FoTos: soLIDCAM
Höhere Werkzeuggeschwindigkeiten und längere
Werkzeugstandzeiten sind vorrangige Ziele für die
bearbeitende Industrie. Gemeinsam haben es SolidCAM
und Seco geschafft, diese Parameter über das bisher
vorstellbare Limit hinaus zu steigern.
top-ergebnisdurch High-Speed
FOTO
: G
ETT
Y IM
AG
ES
FALLSTUDIE: soLidcam
ineFFiZiente WerkZeugbahnen sind ein generelles Problem in jedem Fertigungsprozess. So gut wie nie werden die Bearbeitungswerkzeuge optimal genutzt, und das nicht nur bei schwierig zerspanbaren Werkstoffen. Das wirkt sich vor allem auf die Bearbeitungs-qualität aus und kostet zudem viel Zeit und Geld.
Viele Unternehmen quetschen das letzte bisschen Geschwindigkeit oder Standzeit aus dem Werkzeug heraus, um ihre Marge zu erhöhen. SolidCAM, einer der führenden CAM-Software-Hersteller hingegen behauptet, die Performance so weit verbessern zu können, dass die Ergebnisse regelmäßig die empfohlenen Schnittwerte der Hersteller übertreffen. Es hat sich gezeigt: Am Ende liegt die Bearbeitungsgeschwindigkeit um 70 bis 80 Prozent über dem bisherigen Wert, gleichzeitig verlängert sich die Werkzeugstandzeit bis zum Fünffachen!
Gürsel Demircali, SolidCAM- Niederlassungsleiter West, meint dazu: „Wenn der Kunde uns nicht glaubt, dass wir seine Stückzeiten drastisch reduzieren können, demonstriert einer unserer Anwendungstechniker das gerne vor Ort auf den firmeneigenen Maschinen.“
Welches Geheimnis steckt hinter dem Erfolg von SolidCAM? Zum einen eine höchst intelligente Software, die das Potenzial der Seco Zerspanungswerkzeuge maximal ausschöpft. Zum anderen die strategische Partnerschaft mit Seco, die sich im kreativen Umgang mit neuen Herausforderungen und technischen Strategien seit vielen Jahren als äußerst fruchtbar erweist.
das unternehmen SolidCAM ließ seine revolutionäre iMachining-Technologie für das dynamische Fräsen bereits 2011 patentieren. Bei iMachining handelt es sich um ein Software-Modul, das automatisch Werkstoff, Werkzeug, Werkstückgeometrie und die Leistung der CNC-Maschine, also alle Einflussgrößen bei der Zerspanung, berücksichtigt. Jeder Bearbeitungsschritt und Arbeitsbereich wird so optimiert, sodass die eingesetzten Werkzeuge möglichst effizient genutzt werden.
Beispielsweise können die für das Schruppen optimierten Vollhartmetall-Fräser Seco Jabro-Solid² JS564/565 beim hocheffizienten Fräsen mit ihrer vollständigen Schneidenlänge eingesetzt werden. Die iMachining-Software erzeugt Werkzeugbahnen in Form von speziellen Morph-Spiralen, welche sich schrittweise der Geometrie des Werkstücks annähern. So befindet sich das Werkzeug nahezu ununterbrochen im Eingriff und erreicht einen hohen Wirkungsgrad.
Vertriebsleiter Dirk Klinge erklärt: „Wir haben Module zum Fräsen, fürs Drehen oder Dreh-Fräsen und selbst fürs Drahtschneiden, sodass wir dem Kunden exakt die richtige Software für seinen Bedarf bieten können.“
„Besonders stark ist unsere Software bei der Bearbeitung von schwer zerspanbaren und harten Werkstoffen mit 65 HRC oder mehr“, verspricht Demircali. Für SolidCAM kein Problem. Ausgebremst wird iMachining höchstens durch CNC-Werkzeugmaschinen und Steuerungen mit sehr geringer Dynamik, meint er. Allerdings sei das heutzutage kein wirkliches Problem mehr: „Die Werkzeugmaschinen haben sich in puncto Geschwindigkeit, Beschleunigung, Präzision und Steuerungsqualität deutlich weiterentwickelt.“
WerkZeuge Für das hocheFFiZiente dynamische Fräsen müssen hohe Anforderungen erfüllen. Dank intelligenter Werkzeugbahnen wird mit viel höherer Tiefenzustellung gefräst. Da mehr und größere Späne entstehen, ist es wichtig, die Spanbildung durch Spanteiler zu optimieren. Die Stirngeometrie muss für eventuelles Öffnen geschlossener Kavitäten entsprechend ausgelegt werden und die Beschichtungen müssen mit den neuen Parametern zurechtkommen.
FALLSTUDIE: soLidcam
„Besonders stark ist die iMachining-Technologie bei der Bearbeitung von schwer zerspanbaren und hartenWerkstoffen“, meint Gürsel Demircali.
„ Wir haben ein spezielles Werkzeugdesign entwickelt, das höhere Parameter ermöglicht.“RUUD ZANDERS
18 eDge (2. 2017)
Laut ruud Zanders, Produktmanager bei Seco Jabro, wurden die neuen Jabro Solid2
Schaftfräser JS564 und JS565 gemeinsam mit SolidCAM entwickelt und getestet.
„Wir haben spezielle Merkmale entwickelt, die höhere Werkzeuggeschwindigkeiten ermöglichen: Ein konischer Werkzeugkern erhöht die Stabilität, eine neue stirnseitige Schneidengeometrie beschleunigt die Bohrzirkular-Zustellung, unsere Spanteiler-Geometrie verhindert Spänestau und ein Verfestigen des Werkstoffes. Unsere neue NXT-Beschichtung sorgt für längere Standzeiten und ist vielseitig für zahlreiche Werkstoffe einsetzbar.“
SolidCAM arbeitet gern mit den Jabro Solid² Produkten von Seco.
„Seco ist ein guter Partner“, lobt Demircali. „Seco hat optimale Hochleistungswerkzeuge im Portfolio. Das Unternehmen arbeitet gemeinsam mit uns an der Entwicklung neuer Technologien. Wir haben ein partnerschaftliches und persönliches Verhältnis und tauschen Ideen zu neuen Entwicklungsprojekten aus. Wir sind begeistert, wie engagiert sich Seco in die Partnerschaft einbringt.“
Bis heute hat SolidCAM weltweit über 20.000 Lizenzen in mehr als 50 Ländern verkauft. Von den 75 Mitarbeitern in Deutschland sind über 30 als Anwendungstechniker tätig. Sie alle verfügen über langjährige Erfahrung in der CNC- und Zerspanungstechnik. Dank diesem umfangreichen Know-how können sie Kunden und Interessenten beraten, wie sie die Software gewinnbringend zu ihrem Vorteil einsetzen.
Entscheidend für den Erfolg von SolidCAM ist jedoch die einfache Programmierung, denn „wirklich einzigartig an iMachining ist, dass man kein spezialisierter CAM-Experte sein muss, um eigenständig CNC-Programme zu erzeugen“, sagt Gürsel Demircali.
Und Dirk Klinge meint: „In iMachining werden die optimalen Schnittbedingungen auf wissenschaftlicher Basis ermittelt. Das System funktioniert absolut zuverlässig vom ersten Teil an.“
Davon ist auch Seco überzeugt und schätzt die Zusammenarbeit mit SolidCAM als wichtigen Aspekt für die Zukunft. „Wir sind überzeugt, dass derart intelligente Werkzeugbahnen, die das Werkzeug permanent am Werkstück führen, in den kommenden vier oder fünf Jahren bei 25 bis 50 Prozent aller Fräsprozesse eingesetzt werden“, zeigt sich Ruud Zanders zuversichtlich.
Dynamisches Fräsen Dynamisches Fräsen mit Jabro Solid2 JS564 und JS565
Geeignet für alle Werkstoffe durch universelle NXT-Beschichtung
Hohe Stabilität für lange Werkzeugstandzeiten selbst bei großen
Schnitttiefen
Extrem hohes Zeitspanvolumen durch Nutzung der gesamten
Schneidenlänge
Reduzierte Werkzeugkosten und weniger Verschleiß
Hohe Prozesssicherheit durch optimierte Spankontrolle
Programmübersicht
Vollhartmetallfräser JS564-2C mit max. Schnitttiefe von 2,5 x DC,
z = 4, zylindrischer oder Weldon-Schaft, mit Spanbrecher
Vollhartmetallfräser JS564-3C mit max. Schnitttiefe von 3,5 x DC,
z = 4, zylindrischer oder Weldon-Schaft, mit Spanbrecher
Vollhartmetallfräser JS565-2C mit max. Schnitttiefe von 2,5 x DC,
z = 5, zylindrischer oder Weldon-Schaft, mit Spanbrecher
Vollhartmetallfräser JS565-2C mit max. Schnitttiefe von 3,5 x DC,
z = 5, zylindrischer oder Weldon-Schaft, mit Spanbrecher
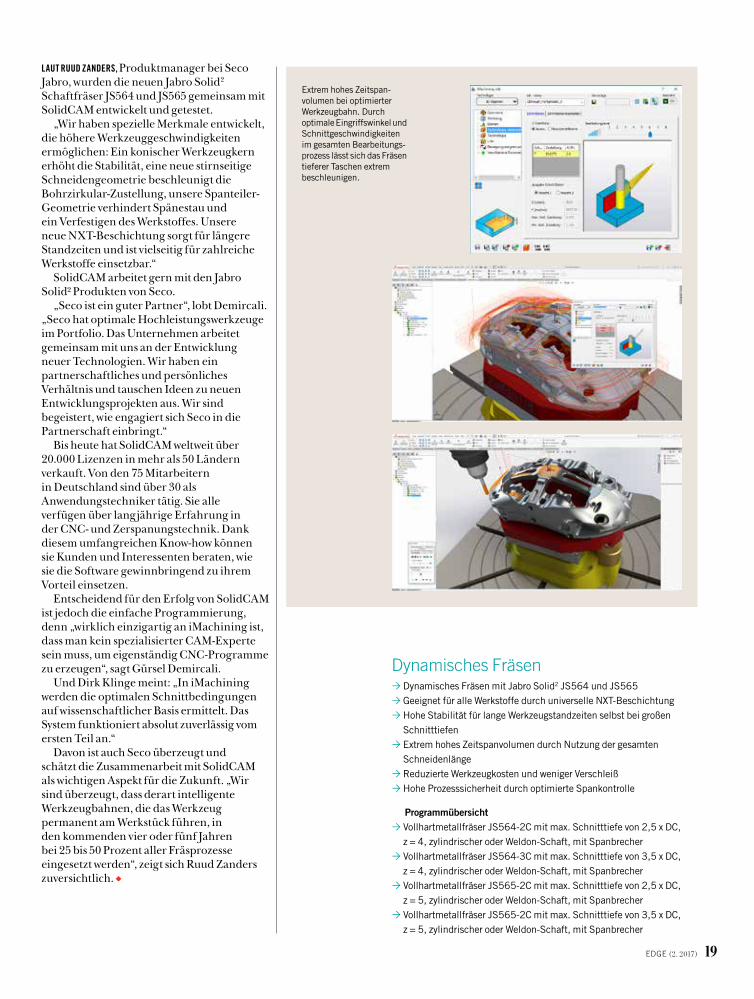
Extrem hohes Zeitspan-volumen bei optimierter Werkzeugbahn. Durch optimale Eingriffswinkel und Schnittgeschwindigkeiten im gesamten Bearbeitungs-prozess lässt sich das Fräsen tieferer Taschen extrem beschleunigen.
19eDge (2. 2017)

edge unterWegs MIKE PARKER
auf der Straße zuhauseMike Parker ist der Leiter der nationalen Vertriebsorganisation für Seco USA. Ein anspruchsvoller Job, den er durch ein anspruchsvolles Hobby ausgleicht: Er sammelt, repariert und fährt Motorräder.TEXT: ANDREW MONTGOMERY FoTos: eRIC MuLL
in seiner nachbarschaFt in Michigan kennt man den Seco Vertriebsleiter als Sammler schöner Motorräder. Kein Wunder – haben sich in den letzten 17 Jahren, in denen er in den USA für Seco Tools schon als Technischer Direktor und Marketingdirektor tätig war, doch so einige Modelle angesammelt.
Doch wer sich vom Umfang seiner Sammlung überrascht zeigt, dem sagt der 58-jährige Engländer: „Niemand fragt seine Frau, wie viele Schuhe sie hat.“
Parker kam 1981 zu Seco und war bereits in Groß-britannien, Schweden und den USA tätig. Trotz der langen Zeit in den USA hat er seinen typischen Bir-mingham-Akzent nie abgelegt.
Seit er 14 ist, sind Motorräder seine große Leiden-schaft. 9 Jahre lang fuhr er Motocross-Rennen, doch ein Ereignis abseits der Rennstrecke ist ihm besonders im Gedächtnis geblieben:
„Als ich mit 16 in einer Fabrik in England arbei-tete, hatte ein älterer Kollege eine nagelneue 750er Triumph Trident mit Dreizylindermotor. Irgendwann wollte er im Tausch meine 125er Honda ausleihen.

die Fakten:
Mike: 36 Jahre bei Seco, Aufenthalte in Großbritan-
nien, Schweden sowie den USA, wo er als Produktions-
leiter im Seco Werk Tennessee, als Marketingdirektor
und Technischer Direktor tätig war. Seit 2015 ist er
Vertriebsleiter in den USA.
Fiona: Hat mit Mike einen Sohn, Alexander, und eine
Tochter, Elizabeth. Alexander indet zwar gerade Gefal-
len an Geländemotorrädern, aber von Straßenmopeds
hält Mike seine Kinder fern – zu gefährlich, meint er.
Wie in seiner Jugend trat er unlängst in der US National Vintage Motocross-Meisterschaft an.
„Vor einigen Jahren wollte ich es noch einmal wissen. Also kaufte ich das beste aller Motorräder, mit dem ich jemals Rennen gefahren bin – eine 79er Maico 440, und restaurierte es.
„Mit intensivem Rennstreckentraining bereitete ich mich körperlich vor und fuhr am Ende auf den zweiten Platz! Nach gut 30 Jahren wieder am Start zu stehen, war ein unglaublicher Kick“, berichtet Parker. „Fiona erzählt heute noch, dass ich damals wie ein 18-Jähriger nach Hause kam und am nächsten Mor-gen wie ein 80-Jähriger im Bett lag.“
Seine Sammelleidenschaft hat sich in seiner Nachbarschaft mittlerweile herumgesprochen.
„Im letzten Herbst hielt jemand vor meinem Haus und meinte, ein Freund wolle ein seltenes bri-tisches Motorrad verkaufen. Das war eine Vincent, von denen nur gut 3000 Stück produziert wurden. Der Besitzer hatte sie in den 1980er Jahren in die USA gebracht, aber nie angemeldet. Sie stand die ganze Zeit abgedeckt herum.
Die Maschine war in gutem Zustand. Ich finde, ich habe zu viel bezahlt, aber ihm war der Preis zu niedrig.“
Ende gut, alles gut. Mike und der Verkäufer der Vincent haben das Motorrad im Juni gemeinsam bei einer Klassiker-Rallye vorgestellt.
„Ich bekam also seine Triumph und nahm mei-ne Freundin mit auf eine Spritztour. Und das war Fiona, mit der ich heute verheiratet bin.“
Parkers Sammelleidenschaft entwickelte sich aber erst, als er 2000 in die USA zurückkehrte. Es begann mit einer seltenen Triumph Trident (ein ähnliches Modell wie damals in der Fabrik) und setzte sich mit Motocross-Maschinen und Super-bikes fort. Jede einzelne setzte er in mühevoller Kleinarbeit instand. Wie viele Motorräder er besitzt, möchte er nicht verraten, aber zweistellig ist die Zahl allemal.
„ Ich bekam also seine Triumph und nahm meine Freundin mit auf eine Spritztour. Mit ihr bin ich heute verheiratet.“
edge unterWegs MIKE PARKER
22 eDge (2. 2017)

haben sie Fragen?
schreiben sie uns:[email protected]
MSc
Globaler Betriebsleiter
Beratungsleistungen
Globaler STEP Fortbildungs-
leiter
Patrick De Vos schreibt über technische Herausforderungen und beantwortet die Fragen
unserer Leser.
die heutige Fertigungsindustrie ist durch die so genannte HMLV-Pro-duktion (High Mix Low Volume) geprägt. HMLV beschreibt die Kleinserienfertigung verschiede-ner Werkstücke, wobei Bearbei-tungskosten und Produktivität sowie Gewinn und Qualität zu 100 Prozent einer Großserienfer-tigung entsprechen müssen. Das größte Problem bei HMLV ist die Verfügbarkeit kompetenten Perso-nals und eine präzise Planung.
Industrie 4.0 ist die Antwort auf diese Aufgaben. Ein Betriebskon-zept, das sich die Möglichkeiten moderner IT-Systeme zunutze macht.
Leider beginnen die meisten Unternehmen, die nach diesem Prinzip arbeiten wollen, mit der Digitalisierung und vernachlässi-gen dabei die betrieblichen Voraussetzungen, die unter „Operational Excellence“ zusammengefasst werden.
Bei der zerspanenden Bearbei-tung wird Operational Excellence erreicht, indem die Kernprozes-se mithilfe von Kenntnissen der Bearbeitungstechnik gesteuert und abgestimmt werden. Verschwen-dungen werden durch optimierte
Industrie 4.0: der SCHRITT IN DIE
ZUKUNFT?Produktionssysteme und eine optimierte Produktionsumgebung vermieden. Eine wirtschaftliche Produktion wird gedeckt durch Berücksichtigung von Kosten, Produktivität, Gewinn und Pro-duktqualität im gesamten Produkti-onsprozess.
An dieser Stelle setzt das Seco Konzept NEXT STEP an, denn es vereint Bearbeitungstechnolo-gie, Produktionswirtschaft und Vermeidung von Verschwendungen in einer Strategie.
next steP bildet den Kern der neuen Beratungsleistungen, die Seco den Herstellern anbietet. Wir kooperieren mit unseren Kunden auf ihrem Weg zu einer effektiven, effizienten HMLV-Produktion und begleiten sie von der Schaffung einer Operational Excellence bis hin zu den internen wie externen Digitalisierungsprozessen.
Unsere STEP-Schulungen rich-ten sich an das Produktions- und Technikpersonal unserer Kunden und vermitteln die nötigen Kennt-nisse und Kompetenzen für die Arbeit in einer HMLV-Umgebung.
neue Website
Die neue, überarbeitete Seco Web-
site unterstützt unsere Kunden mit
verschiedenen Funktionen bei der
externen Digitalisierung:
umFassende suchFunktion
Bei der Suche nach einem Produkt
werden dem Benutzer Videos, PDFs
und Produktinformationen wie Para-
meter, 2D-DXFs, 3D-Modelle oder
Schnittdaten vorgeschlagen.
Verbesserter Produktbaum
Wer sich bei einem Produkt nicht
sicher ist, kann im Produktbaum
zum gewünschten Bereich navigie-
ren.
intuitiVer auFbau
Die neue Website ist sehr über-
sichtlich aufgebaut und schlägt
jedes Mal neue Navigationsziele vor.
die VorschLagsuche „suggest“
Heute bietet Seco mehr als 41 Mil-
lionen Lösungen für Bearbeitungs-
prozesse an. Mit „Suggest“ indet
der Benutzer schnell die besten
Werkzeuge für die anstehenden
Arbeiten.
industrie 4.0
– moderne
Strategien für
die efiziente
HMLV-Produktionoperational Excellence 01BearbeitungsprozessProduktionssystemProduktionsumgebung
interne Digitalisierung 02DatenIntelligente Maschinen und AusrüstungDatenauswertung
Externe Digitalisierung 03Integrierte Lieferkette an Lieferanten und KundenAngebot und Nachfrage voll-ständig vernetzt
industrie 4.0 in der BearbeitungIndividuelle ProdukteGleiche Kosten bei Einstückproduktionen und MillionenserienLieferzeit wie ab LagerGewinn und Qualität sind garantiertKooperation und Transparenz
FRAGEN SIE PATRICK DE VOS
am PuLs der Zeit F&E
23eDge (2. 2017)

Vorteile für Akademie und Industrie
schnittdaten EDGEUCATION
die PartnerschaFt ZWischen Professor Jan-Eric Ståhl und Seco existiert schon lange: Seit 17 Jahren arbeiten beide in zahlreichen
Forschungsgebieten zusammen, wodurch das Produkt- und Dienstleistungsangebot von Seco maßgeblich beeinflusst wurde.
Beide Beteiligten wissen die Vorteile dieser langjährigen Beziehung zu schätzen.
„Der Kontakt zur Fertigungsindustrie ist für mich sehr wichtig. Ich möchte etwas bewegen und mit meiner Erfahrung und meinen Forschungsergebnissen einen Beitrag leisten, gleichzeitig aber stets meine Objektivität als Professor gewährleisten. Und das bedeutet für Seco und mich Kapital und Chance zugleich“, sagt Ståhl, der an der Fakultät für Produktions- und Werkstofftechnik der Universität Lund in Schweden tätig ist. „Es geht darum, Seco Tools und seine Kunden wettbewerbsfähiger zu machen.“
Professor Jan-Eric Ståhl arbeitet
seit fast zwanzig Jahren mit
Seco zusammen und lässt seine
Forschungsergebnisse in die
Entwicklung von Schnittdatensoftware
und Schulungen zum Thema
Metallzerspanung einließen.
TEXT: JOHAN WALLÉN FoTos: PeTeR WesTRuP
25eDge (2. 2017)

Auch Seco schätzt die Koope-ration ein:
„Die Ergebnisse der For-schungsprojekte sind für uns von hohem Nutzen, weil die gewonnenen Erkenntnisse in die Entwicklung unserer Produkte einfließen. Das dient auch als Grundlage für die Modelle zur Beschreibung unserer Produkt-leistungen“, erklärt Sören Hägglund, F&E-Spezialist für Schnittdaten bei Seco.
Das erste gemeinsame Groß-projekt startete für Ståhl und Seco im Jahr 2000 unter dem Titel „ShortCut“. Die Forschungsabtei-lung erstellte Prozessbeschreibun-gen, Funktionsbeschreibungen zu den Werkzeugen und Bearbei-tungstheorien.
„Wir haben auch mit Prüf-methodik und Prüftechnik gearbeitet – also wie Tests bei der Produkt entwicklung eingesetzt werden“, erinnert sich Ståhl.
Vier Jahre nach dem Projekt „ShortCut“ ging es mit „Short-Cut II“ weiter. Dabei befasste sich das Team mit der Zerspanbarkeit schwierig zerspanbarer Werkstof-fe wie Duplex-Rostfrei, hochfes-ten Superlegierungen (Alloy 718) und Titanlegierungen.
„Unsere Methode beruht auf Kreisdiagrammen. Es wurden fünf Werkstoffeigenschaften des Werkstücks beleuchtet, um die Bearbeitbarkeit des Werkstoffs zu bestimmen.“
Mehrere in ShortCut I und II entwickelte Modelle haben den Weg in die Seco Software gefun-den. „Ich finde es klasse, dass unsere Forschungen bei Soft-wareprogrammen wie ‚Suggest‘ Verwendung finden. Im Bereich Kundenfreundlichkeit, Flexibi-lität und vielseitiger Anwendung ist Seco absolut führend“, meint Ståhl.
Vor etWa einem Jahr begann ein neues Großprojekt, das die Zukunft der gesamten Werkzeugbranche maßgeblich verändern könnte. Das von der EU geförderte „Flint-stone2020“ hat neun Partner und wird finanziell unterstützt. Das Ziel ist, einen Schneidstoff der Zukunft zu finden, der aus unkritischen Rohstoffen beste-hen muss.
Wolfram und Kobalt sind die wichtigsten Rohstoffe für die Her-stellung von Zerspanungswerk-zeugen. In Europa sind die Ressourcen knapp, aber eine
Lösung ist in Sicht.„Wir arbeiten an neuen Werk-
zeugkonzepten aus Bornitrid und synthetischem Diamant“, verrät Ståhl, der das Projekt gemeinsam mit Dr. Wladimir Buschlja leitet und mit Forschungsteams in Schweden, Frankreich, Deutsch-land, den Niederlanden, der Ukraine und Großbritannien zusammenarbeitet.
Die Kooperation zwischen Seco und Jan-Eric Ståhl zeigt sich auch in Literatur und Schulun-gen. 2012 veröffentlichte Seco Tools das praxisbezogene Werk „Metal cutting, theories and models“ von Ståhl, eine umfas-sende Übersicht jenes Themenge-biets, mit dem sich das Seco Tools Fortbildungsprogramm über weite Strecken befasst.
Das erste gemeinsame Großprojekt startete für Ståhl und Seco im Jahr 2000 unter dem Titel „ShortCut“.
schnittdaten EDGEUCATION
26 eDge (2. 2017)

Kostenaufwand für die Technik“, sagt er. „Wir haben ein Kosten- modell entwickelt, das die Produk-tionskosten in separate Faktoren gliedert. Auf diese Weise können wir die Produktionswirtschaft analysieren und daraus ermitteln, wie sie die Konkurrenzfähigkeit des Unternehmens beeinflusst.“
Auch wenn Ståhl in fünf Jahren offiziell in den Ruhestand geht, rechnet er damit, dass der Vertrau-ensaufbau zwischen Akademie und Industrie zehn Jahre braucht und die Partnerschaft mit Seco weitaus länger bestehen dürfte.
„Ich finde die Zusammenar-beit mit einem so erfolgreichen Unternehmen wie Seco Tools sehr inspirierend und interessant. Wir werden noch mindestens zehn Jahre kooperieren. Es gibt viel zu tun!“
„Wir WoLLen das Buch umfassend überarbeiten, aber auch mit dem globalen STEP Fortbildungslei-ter Patrick De Vos eine sieben-teilige Buchreihe herausgeben“, erklärt Ståhl. Drei dieser kürzeren Bücher sind bereits veröffentlicht worden: „Metal cutting theories in practice“, „Tool deterioration – best practices“ und „Applied metal cutting physics – best practices“.
In den vergangenen zehn Jah-ren hat Ståhl mehr als 100 Seco Mitarbeiter – Bediener, Entwick-ler, Forscher und Prüfer – über die aktuellen Theorien zur zerspa-nenden Bearbeitung und deren Umsetzung unterrichtet.
„Das Interessante an Zerspa-nungswerkzeugen ist, dass den Kosten für das Werkzeug meist weniger Bedeutung beigemessen
wird als dem Ergebnis der Arbeit mit dem Werkzeug“, bemerkt Ståhl. „Das Preis-Leistungs-Ver-hältnis darf aber nicht vernach-lässigt werden, denn der Wert unterschiedlicher Werkzeug-technologien lässt sich nur mit diesem Faktor beziffern.“
Das Lean-Prinzip ist ein etablierter Bestandteil der Produktionsumgebung. Die Lean-Vorgaben führen zu einem positiven Ergebnis. Allerdings hat Ståhl klärende Anmerkungen zum Verhältnis zwischen Technik und Wirtschaft, die er im Produk-tionsentwicklungskonzept „Next Step“ formuliert: Produktions-prozesse, Werkstofftechnik und Produktionssysteme sollten stets aufeinander abgestimmt sein.
„Bei ‚Next Step‘ geht es um den
Die Fakultät für Produktions- und Werkstofftechnik an der schwedischen Uni-versität Lund ist das Bindeglied zwischen Akademie und Industrie (v. l.: die
Studierenden Filip Lenrick und Rebecka Lindvall, Jan-Eric Ståhl und der Studie-rende Slava Kryzhanivskyy)
„Das Preis-Leistungs-Ver-
hältnis darf nicht vernach-
lässigt werden, denn der
Wert unterschiedlicher
Werkzeugtechnologien
lässt sich nur mit diesem
Faktor beziffern.“
Jan-Eric Ståhl
„Tool deterioration – best practices“ von Patrick de Vos und Jan-Eric Ståhl
kurZ VorgesteLLt
name: Jan-Eric Ståhl
geboren: 1957 in Kristianstad
(Schweden)
Wohnort: Lund (Schweden)
arbeitet an der Fakultät für Produk-
tions- und Werkstofftechnik an der Uni-
versität Lund
Familie: verheiratet, zwei Töchter
Hobbys: Tennis, Gartenarbeit
ausbildung: MSc und PhD in Werkstoff-
technik, Universität Lund
größter Stolz: „Ich habe Technik,
Wirtschaft und Werkstoffe in meine
Theorien zur Produktionsentwicklung
integriert.“
27eDge (2. 2017)

oPTiMiErTE SPannUTEn-
ForM
Die Spannutenform ermöglicht
insbesondere beim Bohren mit
hohen Schnittgeschwindigkeiten
eine bessere Spanabfuhr.
ScHMaLE FüHrUngSFaSEn
Die Breite der Führungsfasen
wurde verringert, was die
Reibung und den Verschleiß
an der Verbindung zwischen
Führungsfase und Eckenfase
reduziert.
gEraDE ScHnEiDKanTE
Höhere Schnittgeschwindig-
keiten durch verstärkte Schnei-
den und Schneidecken
Feedmax
PoSiTioniErUng DEr KüHL-
MiTTELBoHrUngEn
Die Kühlmittelbohrungen sind
jetzt dicht an der Schneide
positioniert. Kühlung und Spanab-
fuhr sind dadurch efizienter und
der Bohrer noch stärker.
LaSErgEHärTET
Die große Härte von 60 HRC im vorde-
ren Bereich der Spannut verlängert die
Werkzeugstandzeit des Bohrerkörpers
um bis zu 140 Prozent.
Perfomax
WELLEnSTrUKTUr
Die Spankammern des Bohrers
sind mit einer wellenartigen
Struktur versehen, die den
Kontakt zwischen Span und
Spankammer minimiert. Dies
verbessert Spankontrolle und
Spanabfuhr und sorgt so für mehr
Prozesssicherheit.
nEUE SPannUTEnForM
Das Werkzeug hat einen größe-
ren Drallwinkel, einen glatteren
Ausgang der Spankammern und
einen größeren mittleren Span-
nutbereich. Kürzere Späne und
eine bessere Spanabfuhr sind
das Ergebnis.
Die Seco Bohrer-Programme Feedmax-P und Perfomax sind weiter verbessert worden. Die
einzigartige Wellenstruktur der spankammern und Außendurchmesser verbessert die spankontrolle.
Der Feedmax -P bearbeitet stahl mit bis zu 230 m/min schnittgeschwindigkeit und ist damit unser
schnellster bohrer am Markt.
Möchten Sie mehr erfahren?
Youtube-kanaLBesuchen Sie den YouTube-Kanal von
Seco. Hier sehen Sie unsere Produkte
im Einsatz
FoLgen sie uns!Besuchen Sie uns auch auf Facebook
und Instagram. Twittern Sie uns zu allem
rund um Seco.
neues digitaLes kundenPortaLAlles von Seco. An einem Ort.
www.secotools.com
03175732 ST20176635