Embed Size (px)
Citation preview
1 Einleitung: Motivation
Seit den ersten Arbeiten zu agentenbasier-ten Systemen (seinerzeit noch unter der�berschrift „Distributed Artificial Intelli-gence“) vor ca. 20 Jahren wird die flexibleProduktions- und Materialflusssteuerungals eines der aussichtsreichen Anwen-dungsgebiete der Agententechnologie be-nannt. Obwohl intuitiv durchaus einsich-tig, fehlen Belege f�r diese Behauptung.Zwar gibt es einige Arbeiten (wobei dieAnzahl der Referenzen sich allenfallsan zwei H�nden abz�hlen l�sst), welchedie agentenbasierte Produktionssteuerungzum Thema haben (s. z. B. [ShWh85;PIKL85; TiWi92; Paru99]). Kein Systemist aber unseres Wissens je zur „realen“Anwendung gekommen, sodass die ge-weckten Anspr�che nicht mit der Wirk-lichkeit verglichen werden konnten.
Die Agententechnologie ist heute als ei-ne der neueren Entwicklungen innerhalbder Informationstechnik in vieler Munde.�ffentlich gef�rderte Programme zielenauch auf Anwendungen in der Produktion.Das betrifft sowohl international und vonder Europ�ischen Union gef�rderte Pro-jekte (z. B. im „Holonic Manufacturing“Programm) als auch das DFG Schwer-punktprogramm „Intelligente Software-agenten in betriebswirtschaftlichen An-wendungsszenarien“, in dem namhaftedeutsche universit�re Einrichtungen derInformatik, Wirtschaftswissenschaftenund desMaschinenbaus beteiligt sind.
Insbesondere f�r diejenigen, die in die-sen und �hnlichen Projekten arbeiten odersolche planen, soll dieser Bericht �ber einProjekt bei der DaimlerChrysler AG diedort gemachten Erfahrungen schildern,um sichtbar zu machen, wie die Chancender Einf�hrung von Agententechnologiein der Produktion zu beurteilen sind, wel-ches die Randbedingungen sind und wodie Grenzen liegen. Die technisch-wissen-schaftlichen Aspekte des entwickeltenAgentensystems sind an anderer Stelle be-schrieben [BuSc00].
2 Projekt Produktion 2000+
In einem Motorenwerk der DaimlerChrysler AG wurde 1996 das Projekt„Produktion 2000+“1 (P2P) initiiert, wel-ches unter anderem zum Ziele hatte, in der
Großserienfertigung von Aggregatendeutlich flexibler, robuster und skalier-barer zu werden als es die heute herk�mm-lichen Transferstraßen erm�glichen.
Ziel des Projektes P2P war die Ent-wicklung und prototypische Umsetzungeines Produktionssystems, das folgendenAnforderungen gen�gt:
– Hohe Verf�gbarkeit und Produktivit�tder Gesamtanlage sowie der einzelnenKomponenten
– Hohe Robustheit gegen�ber internenund externen St�rungen
– Hohe Anzahl zum Teil gleichzeitig zufertigender Werkst�cktypen und -vari-anten
– Dieselbe oder h�here produzierte Qua-lit�t und sichere Prozesse wie bei her-k�mmlichen Produktionssystemen
– Schnellere Reaktionsm�glichkeiten aufBedarfsschwankungen – hohe St�ck-zahl- und Variantenflexibilit�t
Als konkrete Pilotanwendung wurde dieProduktion eines Motorenaggregats –n�mlich die Zylinderkopfproduktion –ausgew�hlt.
Partner im Projekt waren neben dentreibenden Bereichen der DaimlerChryslerAG (insbesondere Produktions- undWerkstofftechnologie/Verfahrensentwick-
lung (PWT/VE) und Produktionsleistung-scenter Motoren des Werkes Stuttgart-Un-tert�rkheim) Unternehmen aus dem Ma-schinenbau, Steuerungshersteller und For-schungsinstitutionen.
Mit der Steuerung der neuartigen Pro-duktionsanlage – letztlich dem Agenten-anteil – befasste sich eines von sieben Teil-projekten. Die anderen Teilprojekte be-trachteten z. B. neuartige Maschinenkon-zepte oder die Kopplung von Fertigungs-Features mit NC-Systemen. Im Folgendenwird nur auf den Agentenanteil Bezug ge-nommen, obgleich auch die anderen Teil-projekte wesentlich zur Erreichung deroben aufgelisteten Anforderungen bei-getragen haben.
Dr. Kurt Sundermeyer, StefanBussmann, DaimlerChrysler AG,Forschung und Technologie 3,Alt-Moabit 96a, D-10559 Berlin,E-Mail: {Kurt.Sundermeyer |Stefan.Bussmann}@daimlerchrysler.com
Einf�hrung derAgententechnologie ineinem produzierenden
Unternehmen –ein E r fahrungsber icht
Kurt Sundermeyer, Stefan Bussmann
WI – Schwerpunktaufsatz
WIRTSCHAFTSINFORMATIK 43 (2001) 2, S. 135–142 135
3 Von herk�mmlichenTransferstraßen zu flexiblemMaterialfluss
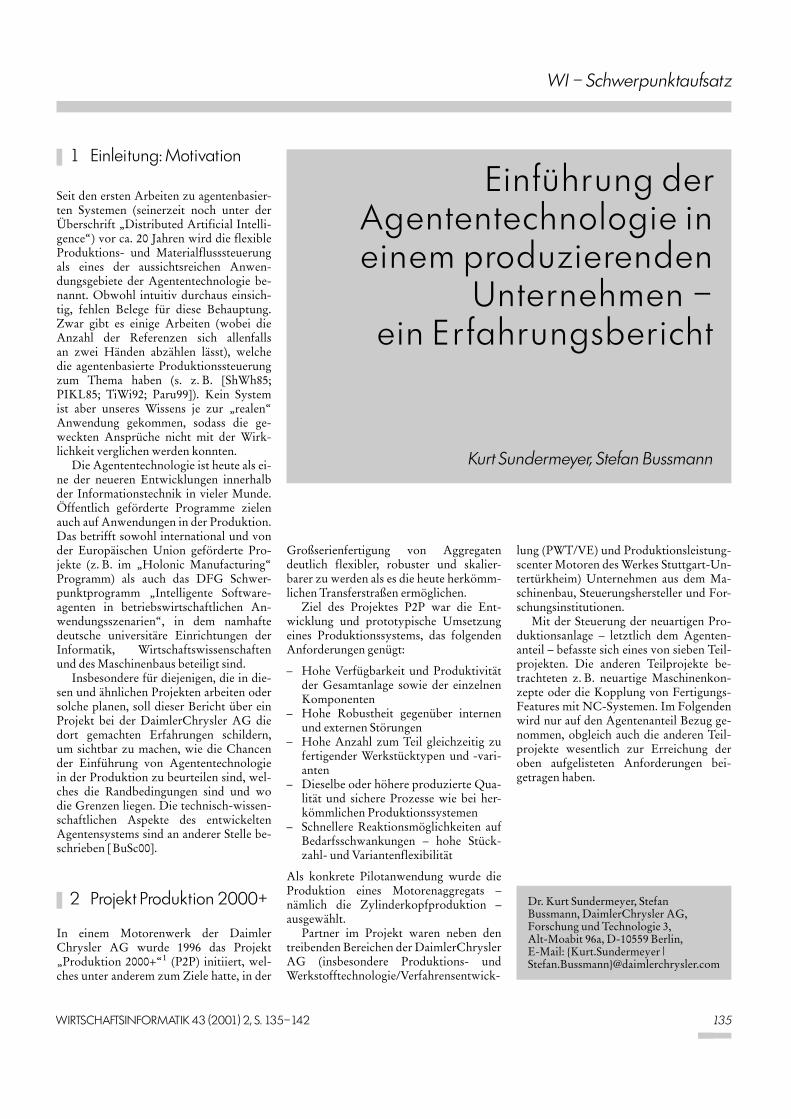
Zylinderk�pfe werden wie andere Aggre-gate der Großserienfertigung traditionellauf Transferstraßen produziert. Eine sol-che Anlage (s. Bild 1) besteht aus einer li-nearen Anordnung von ca. 100 Bearbei-tungsstationen, die jeweils einen Bearbei-tungsschritt (Bohren, Schleifen, Fr�senetc.) an einem Werkst�ck vornehmen k�n-nen. Mehrere bilden eine Einheit, die ge-taktet arbeitet und die �ber Zwischenpuf-fer mit anderen solchen Einheiten ver-kn�pft ist.
Es ist klar, dass gerade f�r die Fertigungvon Großserien dieses Bearbeitungs- undMaterialflusssystem vorteilhaft ist, z. B. imHinblick auf die extrem einfache Steue-rung; zumindest solange ein und derselbeWerkst�cktyp gefertigt wird und konstan-te Ausbringung erwartet wird.
W�rden alle Bearbeitungsstationenhundertprozentig arbeiten, g�be es in derTat kaum Bedarf, von diesem Prinzip ab-
zuweichen. Obgleich heutzutage die tech-nische Verf�gbarkeit der einzelnen Bear-beitungsstationen sehr hoch ist (deutlich�ber 90%, z. T. bei 98%) f�hrt die lineareAnordnung zusammenmit dem getaktetenBetrieb im Fehlerfall zu einer deutlich ge-ringeren Verf�gbarkeit der gesamten Anla-ge. Dies ist intuitiv leicht verst�ndlich: So-bald nur eine Bearbeitungsstation einerTransferstraßeneinheit ausf�llt, steht sofortdie gesamte Einheit still. Wenn die Ausfall-zeit groß genug ist, l�uft einerseits der Puf-fer vor dieser Einheit voll, sodass die vor-gelagerte Transferstraßeneinheit nicht wei-terarbeiten kann. Andererseits werdennachfolgende Einheiten nicht mehr ver-sorgt, sodass auch sie nicht mehr weiterproduzieren k�nnen, wenn ihre Pufferleergelaufen sind. Empirisch werden dieseProduktionseinbr�che sichtbar in einemsog. k-Faktor. Dieser w�rde im fehlerfrei-en Fall per Definition 1 sein, liegt aber beirealen Anlagen in der Gr�ßenordnung von0,65 mit deutlichen Schwankungen umdiesenWert.
Da die technische Verf�gbarkeit der Be-arbeitungsstationen nahezu ausgereizt ist,k�nnte man zur Verbesserung dieser Situa-
tion an herk�mmlichen Anlagen allenfallsdie Gr�ße der Puffer zwischen den Takt-straßeneinheiten erh�hen. TheoretischeAnalysen zeigen jedoch, dass extrem großePufferl�ngen n�tig w�ren, um den k-Fak-tor signifikant zu heben. Dies ist nat�rlichwegen der h�heren Kosten (Platz, im Sys-tem gebundenesMaterial) nicht vertretbar.
Ein weiterer Nachteil der herk�mm-lichen starr verketteten Transferstraßenliegt darin, dass sie umprogrammiert wer-den m�ssen, sobald eine neue Werkst�ck-variante auf der Anlage produziert werdensoll.
Aus den oben genannten Gr�nden isteinsichtig, dass zur �berwindung derSchw�chen herk�mmlicher Transferstra-ßenkonzepte ein grunds�tzlich andersarti-ges – flexibleres - Layout der Produktions-anlage zusammen mit flexibleren Bearbei-tungsstationen konzipiert werden muss.Diese gr�ßere Hardwareflexibilit�t mussselbstverst�ndlich begleitet werden von ei-ner Steuerungssoftware, die diese Flexibili-t�t unterst�tzt. Dabei ist klar, dass in derGrundstruktur des Layouts die bew�hrtelineare Struktur beibehalten sein muss, dadie Bearbeitungsschritte an einem Werk-st�ck imWesentlichen sequentiell erfolgenm�ssen (mathematisch strikt: einer partiel-lenHalbordnung unterliegen).
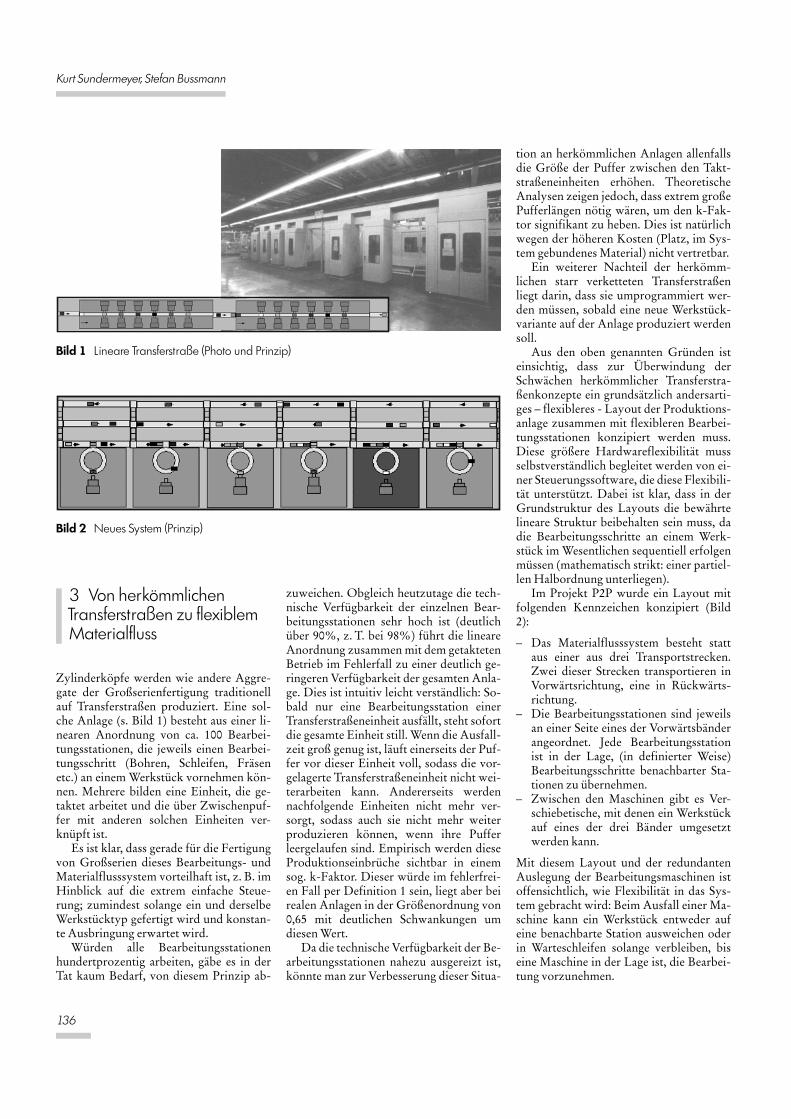
Im Projekt P2P wurde ein Layout mitfolgenden Kennzeichen konzipiert (Bild2):
– Das Materialflusssystem besteht stattaus einer aus drei Transportstrecken.Zwei dieser Strecken transportieren inVorw�rtsrichtung, eine in R�ckw�rts-richtung.
– Die Bearbeitungsstationen sind jeweilsan einer Seite eines der Vorw�rtsb�nderangeordnet. Jede Bearbeitungsstationist in der Lage, (in definierter Weise)Bearbeitungsschritte benachbarter Sta-tionen zu �bernehmen.
– Zwischen den Maschinen gibt es Ver-schiebetische, mit denen ein Werkst�ckauf eines der drei B�nder umgesetztwerden kann.
Mit diesem Layout und der redundantenAuslegung der Bearbeitungsmaschinen istoffensichtlich, wie Flexibilit�t in das Sys-tem gebracht wird: Beim Ausfall einer Ma-schine kann ein Werkst�ck entweder aufeine benachbarte Station ausweichen oderin Warteschleifen solange verbleiben, biseine Maschine in der Lage ist, die Bearbei-tung vorzunehmen.
Bild 1 Lineare Transferstraße (Photo und Prinzip)
Bild 2 Neues System (Prinzip)
Kurt Sundermeyer, Stefan Bussmann
136
4 Vorgehensweise
In Bild 3 sind die Phasen des Projekts vomAufzeigen des Verbesserungspotenzials biszur Abnahme der prototypischen Produk-tionsanlage wiedergegeben.
4.1 Aufzeigen vonVerbesserungspotenzialdurch Simulationsexperimente
Die DaimlerChrysler Forschung wurdebeauftragt, in einer Simulation zu unter-suchen, ob und welches Verbesserungs-potenzial ein P2P-artiges System gegen-�ber klassischen Transferstraßen erzielenkann.
Dazu wurde zun�chst die bestehendeTransferstraße in einer Simulation nach-gebildet. Dies ist ein nicht-trivialer we-sentlicher Schritt. Nur wenn es gelingt, ineiner Simulation die Daten einer bestehen-den Anlage zu reproduzieren, hat man eineChance, beim Vergleich mit einer modifi-zierten Anlage Verbesserungen auch zubelegen.
In einem zweiten Schritt wurde ge-meinsam mit PWT/VE ein Agentensystementworfen. Dabei wurde davon ausgegan-gen, dass all diejenigen Einheiten im Ge-samtsystem als Agenten ausgelegt werden,die lokales Wissen haben und Entschei-dungsautonomie aufweisen; hier
– Werkst�cke: Jedes Werkst�ck kann sichentsprechend seinem momentanen Be-arbeitungszustand daf�r entscheiden,welche Maschine den n�chsten Bearbei-tungsgang �bernehmen soll.
– Bearbeitungsstationen: Jede Maschinekennt den Umfang ihrer eigenen Bear-beitungskompetenzen und den Auslas-tungsgrad.
– Verschiebetische: Jeder Verschiebetischkennt die Auslastung der anliegendenB�nder.
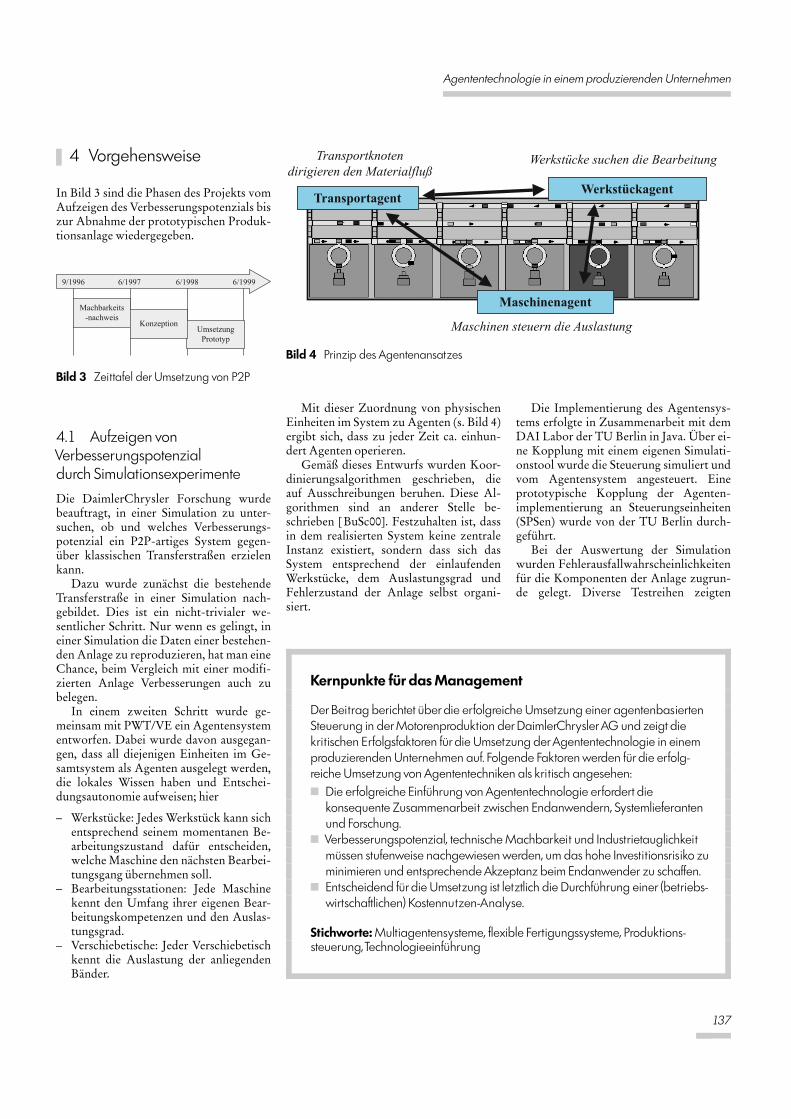
Mit dieser Zuordnung von physischenEinheiten im System zu Agenten (s. Bild 4)ergibt sich, dass zu jeder Zeit ca. einhun-dert Agenten operieren.
Gem�ß dieses Entwurfs wurden Koor-dinierungsalgorithmen geschrieben, dieauf Ausschreibungen beruhen. Diese Al-gorithmen sind an anderer Stelle be-schrieben [BuSc00]. Festzuhalten ist, dassin dem realisierten System keine zentraleInstanz existiert, sondern dass sich dasSystem entsprechend der einlaufendenWerkst�cke, dem Auslastungsgrad undFehlerzustand der Anlage selbst organi-siert.
Die Implementierung des Agentensys-tems erfolgte in Zusammenarbeit mit demDAI Labor der TU Berlin in Java. �ber ei-ne Kopplung mit einem eigenen Simulati-onstool wurde die Steuerung simuliert undvom Agentensystem angesteuert. Eineprototypische Kopplung der Agenten-implementierung an Steuerungseinheiten(SPSen) wurde von der TU Berlin durch-gef�hrt.
Bei der Auswertung der Simulationwurden Fehlerausfallwahrscheinlichkeitenf�r die Komponenten der Anlage zugrun-de gelegt. Diverse Testreihen zeigten
Kernpunkte f�r dasManagement
Der Beitrag berichtet �ber die erfolgreiche Umsetzung einer agentenbasiertenSteuerung in der Motorenproduktion der DaimlerChrysler AG und zeigt diekritischen Erfolgsfaktoren f�r die Umsetzung der Agententechnologie in einemproduzierenden Unternehmen auf. Folgende Faktoren werden f�r die erfolg-reiche Umsetzung von Agententechniken als kritisch angesehen:, Die erfolgreiche Einf�hrung von Agententechnologie erfordert die
konsequente Zusammenarbeit zwischen Endanwendern, Systemlieferantenund Forschung.
, Verbesserungspotenzial, technischeMachbarkeit und Industrietauglichkeitm�ssen stufenweise nachgewiesen werden, um das hohe Investitionsrisiko zuminimieren und entsprechende Akzeptanz beim Endanwender zu schaffen.
, Entscheidend f�r die Umsetzung ist letztlich die Durchf�hrung einer (betriebs-wirtschaftlichen) Kostennutzen-Analyse.
Stichworte:Multiagentensysteme, flexible Fertigungssysteme, Produktions-steuerung, Technologieeinf�hrung
9/1996 6/19996/19986/1997
Machbarkeits
-nachweis
Umsetzung
Prototyp
Konzeption
Bild 3 Zeittafel der Umsetzung von P2P
Transportagent
Maschinenagent
Werkstückagent
Maschinen steuern die Auslastung
Werkstücke suchen die BearbeitungTransportknoten
dirigieren den Materialfluß
Bild 4 Prinzip des Agentenansatzes
Agententechnologie in einem produzierenden Unternehmen
137
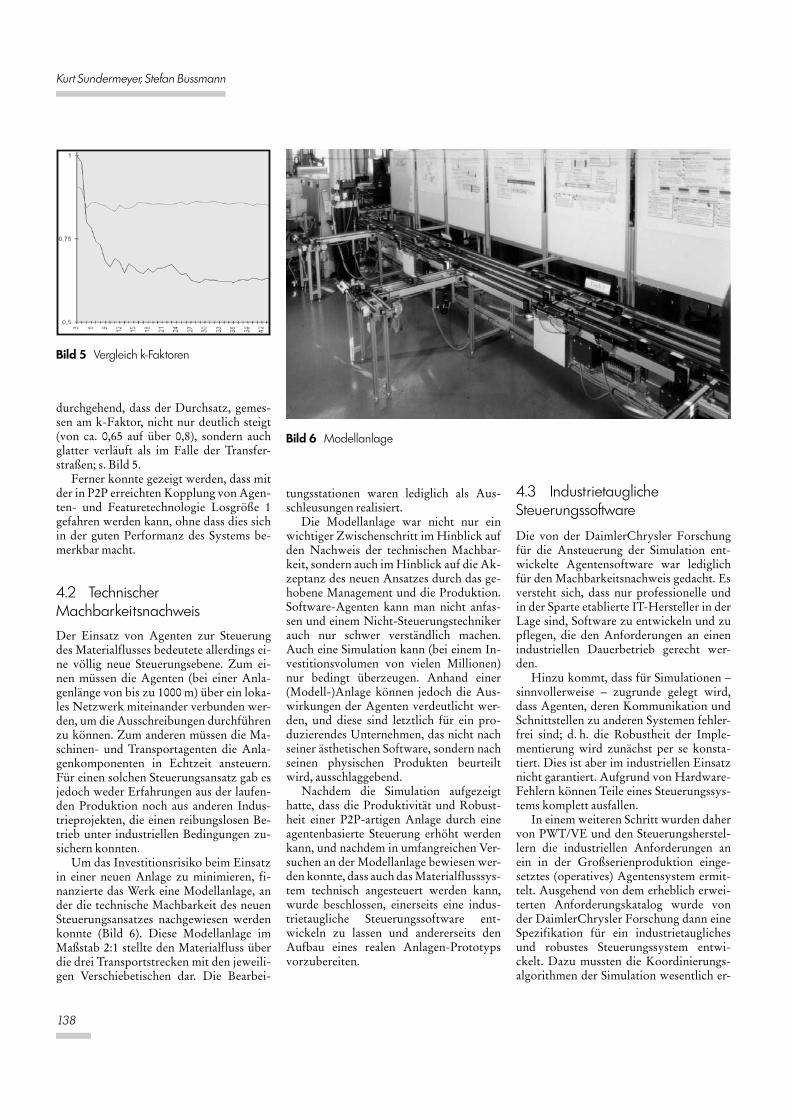
durchgehend, dass der Durchsatz, gemes-sen am k-Faktor, nicht nur deutlich steigt(von ca. 0,65 auf �ber 0,8), sondern auchglatter verl�uft als im Falle der Transfer-straßen; s. Bild 5.
Ferner konnte gezeigt werden, dass mitder in P2P erreichten Kopplung vonAgen-ten- und Featuretechnologie Losgr�ße 1gefahren werden kann, ohne dass dies sichin der guten Performanz des Systems be-merkbar macht.
4.2 TechnischerMachbarkeitsnachweis
Der Einsatz von Agenten zur Steuerungdes Materialflusses bedeutete allerdings ei-ne v�llig neue Steuerungsebene. Zum ei-nen m�ssen die Agenten (bei einer Anla-genl�nge von bis zu 1000 m) �ber ein loka-les Netzwerk miteinander verbunden wer-den, um die Ausschreibungen durchf�hrenzu k�nnen. Zum anderen m�ssen die Ma-schinen- und Transportagenten die Anla-genkomponenten in Echtzeit ansteuern.F�r einen solchen Steuerungsansatz gab esjedoch weder Erfahrungen aus der laufen-den Produktion noch aus anderen Indus-trieprojekten, die einen reibungslosen Be-trieb unter industriellen Bedingungen zu-sichern konnten.
Um das Investitionsrisiko beim Einsatzin einer neuen Anlage zu minimieren, fi-nanzierte das Werk eine Modellanlage, ander die technische Machbarkeit des neuenSteuerungsansatzes nachgewiesen werdenkonnte (Bild 6). Diese Modellanlage imMaßstab 2:1 stellte den Materialfluss �berdie drei Transportstrecken mit den jeweili-gen Verschiebetischen dar. Die Bearbei-
tungsstationen waren lediglich als Aus-schleusungen realisiert.
Die Modellanlage war nicht nur einwichtiger Zwischenschritt im Hinblick aufden Nachweis der technischen Machbar-keit, sondern auch imHinblick auf die Ak-zeptanz des neuen Ansatzes durch das ge-hobene Management und die Produktion.Software-Agenten kann man nicht anfas-sen und einem Nicht-Steuerungstechnikerauch nur schwer verst�ndlich machen.Auch eine Simulation kann (bei einem In-vestitionsvolumen von vielen Millionen)nur bedingt �berzeugen. Anhand einer(Modell-)Anlage k�nnen jedoch die Aus-wirkungen der Agenten verdeutlicht wer-den, und diese sind letztlich f�r ein pro-duzierendes Unternehmen, das nicht nachseiner �sthetischen Software, sondern nachseinen physischen Produkten beurteiltwird, ausschlaggebend.
Nachdem die Simulation aufgezeigthatte, dass die Produktivit�t und Robust-heit einer P2P-artigen Anlage durch eineagentenbasierte Steuerung erh�ht werdenkann, und nachdem in umfangreichen Ver-suchen an der Modellanlage bewiesen wer-den konnte, dass auch dasMaterialflusssys-tem technisch angesteuert werden kann,wurde beschlossen, einerseits eine indus-trietaugliche Steuerungssoftware ent-wickeln zu lassen und andererseits denAufbau eines realen Anlagen-Prototypsvorzubereiten.
4.3 IndustrietauglicheSteuerungssoftware
Die von der DaimlerChrysler Forschungf�r die Ansteuerung der Simulation ent-wickelte Agentensoftware war lediglichf�r den Machbarkeitsnachweis gedacht. Esversteht sich, dass nur professionelle undin der Sparte etablierte IT-Hersteller in derLage sind, Software zu entwickeln und zupflegen, die den Anforderungen an einenindustriellen Dauerbetrieb gerecht wer-den.
Hinzu kommt, dass f�r Simulationen –sinnvollerweise – zugrunde gelegt wird,dass Agenten, deren Kommunikation undSchnittstellen zu anderen Systemen fehler-frei sind; d. h. die Robustheit der Imple-mentierung wird zun�chst per se konsta-tiert. Dies ist aber im industriellen Einsatznicht garantiert. Aufgrund von Hardware-Fehlern k�nnen Teile eines Steuerungssys-tems komplett ausfallen.
In einem weiteren Schritt wurden dahervon PWT/VE und den Steuerungsherstel-lern die industriellen Anforderungen anein in der Großserienproduktion einge-setztes (operatives) Agentensystem ermit-telt. Ausgehend von dem erheblich erwei-terten Anforderungskatalog wurde vonder DaimlerChrysler Forschung dann eineSpezifikation f�r ein industrietauglichesund robustes Steuerungssystem entwi-ckelt. Dazu mussten die Koordinierungs-algorithmen der Simulation wesentlich er-
Bild 5 Vergleich k-Faktoren
Bild 6 Modellanlage
Kurt Sundermeyer, Stefan Bussmann
138

weitert werden. Der Nachweis algorith-mischer Eigenschaften (Verklemmungs-freiheit, Fairness, Verstopfung der Anlage)geschah weitgehend mit formalen Bewei-sen und, wo das nicht m�glich war, durchValidierung in umfangreichen Simulatio-nen (z. B. Forderung nach hoher Produkti-vit�t unter variierenden Eingangsparame-tern, stabiler Output des Systems zur ver-l�sslichen Einsteuerung in die Motoren-montage).
Diese industrietaugliche Spezifikationwurde von Schneider Electric, einemSteuerungshersteller, in C++ implemen-tiert [ScNe00]. Im Gegensatz zur For-schungsimplementierung erf�llt dieSchneider-Implementierung alle Anforde-rungen an einen industriellen Einsatz undbasiert auf kommerzieller Steuerungshard-ware und -software. Eine solche Imple-mentierung ist notwendig, um den Agen-tenansatz �berhaupt im Produktions-betrieb testen zu k�nnen.
4.4 Realer Prototyp
Parallel zur Entwicklung der Steuerungs-software erfolgte der Aufbau des realenPrototyps. Das Werk entschloss sich trotzder hohen Kosten von 10 Mio. DM, paral-lel zu einer bereits bestehenden Transfer-
straße ein P2P-System als By-Pass zu in-stallieren, um den Betrieb des Prototypsdirekt mit einem existierenden Produkti-onssystem vergleichen zu k�nnen. DieserBy-Pass, bestehend aus sechs Bearbei-tungsstationen, ist – aufgrund der auf denneuartigen Maschinen vergr�ßerten Bear-beitungsumf�nge – in der Lage mehr alsdie H�lfte aller am Werkst�ck ben�tigtenArbeitsschritte durchzuf�hren.
4.5 Tests und Bewertungdes Systems
Die im Fr�hjahr 1999 fertiggestellteP2P-Anlage wurde bis zum Sommer inten-siv vomWerk getestet und musste mehrerescharf definierte Quality Gates passieren.Diese Gates betrafen nur zum Teil dieAgentensteuerung. Hervorzuheben istaber, dass es gerade die agentenbasierteSteuerung war, die sich als am robustestemherausstellte. St�rungen wurden eher inder Steuerung der Bearbeitungsstationen,der Verschiebetische und der externen Sys-teme (z. B. Datenbanken) beobachtet.
Die eingangs genannten Anforderun-gen an das neuartige Produktionssystemkonnten (durch das erfolgreiche Zusam-menspiel der verschiedenen Teilprojekte)voll erf�llt werden:
– Hohe Verf�gbarkeit und Produktivit�tder Gesamtanlage sowie der einzelnenKomponenten: letztlich ausgewiesendurch den h�heren k-Faktor.
– Hohe Robustheit gegen�ber internenund externen St�rungen: wiederum ab-lesbar am erh�hten k-Faktor und derstark reduzierten Varianz dieses Fak-tors.
– Hohe Anzahl zum Teil gleichzeitig zufertigenderWerkst�cktypen und -varia-nten: Aufgrund der Dezentralisierung,Modularit�t und der in den Algorith-men inh�renten Selbstorganisation istdas System in der Lage, zu jedem Zeit-punkt einen beliebigen Mix von Varia-nten zu verarbeiten.
– Dieselbe oder h�here produzierte Qua-lit�t und sichere Prozesse wie bei her-k�mmlichen Produktionssystemen: be-wiesen durch Belastungstests und denDauerbetrieb.
– Schnellere Reaktionsm�glichkeiten aufBedarfsschwankungen – hohe St�ck-zahl- und Variantenflexibilit�t: Wieder-um bedingt durch die dezentrale undmodulare Softwarestruktur, die dasphysische Layout abbildet, ist es m�g-lich die Anlage bedarfsgerecht abzu�n-dern, ohne dass an der Software �nde-rungen vorgenommenwerden m�ssen.
5 Schlussfolgerungen
Mit dem beschriebenen System wurde dieakademische Agententechnologie gewis-sermaßen in die raue industrielle Wirklich-keit transferiert. Der Anwendungskontextist die flexible und robuste Produktions-steuerung einer Aggregatefertigung in derAutomobilindustrie. Im Folgenden wer-den die wesentlichen dabei gewonnen Er-fahrungen bezogen auf das Umfeld, dasVorgehen und die Technologie aufgelistet.
Umfeld
, Nicht die Technologie suchte eine An-wendung, sondern ein Problem schrienach einer neuartigen L�sung. Bezeich-nenderweise gab es vor diesem Hinter-grund auch keine akademischen Dis-kussionen �ber die Vor- und Nachteilezentraler gegen�ber dezentraler L�sun-gen. Fr�h stand fest, dass wenn das avi-sierte komplexere Materialflusssystem
Bild 7 P2PAnlage (Quelle: Bleichert, Osterburken)
Kurt Sundermeyer, Stefan Bussmann
140

�berhaupt realisiert w�rde, die Steue-rung �ber ein Agentensystem erfolgenw�rde.
, Dabei wurde die Agententechnologieaufgrund des hohen Investitionsrisikos– eine Produktionsanlage kostet bis zu100 Mio. DM – durchaus nicht von al-len Entscheidungstr�gern von vorn-herein akzeptiert. Der Einsatz neuerTechnologie birgt immer ein gewissesRisiko. Ist die Technologie allerdingsf�r den Betrieb der neuen Anlage unab-dingbar, steigt das Risiko dramatischan. Eine Anlage, die gar nicht oder auchnur teilweise die Produktionsziele derGroßserienproduktion erf�llt, erzeugt(durch Produktionsausfall) einen enor-men finanziellen Schaden.
, Das Projekt konnte nur deshalb erfolg-reich umgesetzt werden, weil ein visio-n�rer Unternehmensbereich und ein ri-sikofreudiger IT-Partner beteiligt wa-ren; letztlich repr�sentiert durch f�r dieUmsetzungsidee �berzeugte Personen,die angesichts immer wieder auftreten-der Zweifel bereit waren das n�tige hu-man/political engineering durchzufech-ten.
Vorgehen
, Der erste wesentliche Schritt ist es, dieAnwendung selbst genau zu verstehen.Notwendig ist ein genaues Prozessver-st�ndnis, um die Vorteile und Nachteilebestehender L�sungen bewerten zuk�nnen.
, Ein SW-Prototyp – und sei er noch sorealit�tsnah – ist der kleinste Schritt zueiner realen Anwendung. Kein f�r dieProduktion Verantwortlicher wird al-lein aufgrund einer Simulation seine –imAllgemeinen eingespielten – Abl�ufever�ndern. Bevor ein Kernprozess er-satzlos auf eine neue Technologie um-gestellt wird, muss diese erst ihre Ver-l�sslichkeit im industriellen (Test-)Be-trieb demonstrieren. Dies war mit derHauptgrund f�r die Installation einesPrototyps (als By-Pass).
, Allgemein verf�gbare agentenbasierteSoftwaresysteme – und seien sie nochso sauber implementiert – sind weit da-von entfernt, den industriellen Anfor-derungen zu gen�gen. Zum Einsatz inder Industrie kommt es nur dann, wennsich professionelle und etablierte IT-Hersteller engagieren. Die f�r P2P ent-wickelte Steuerungssoftware setzt nicht
auf einer prototypischen Agentenplatt-form auf, sondern wurde von SchneiderElectric auf industrietauglichen kom-merziellen Hardware- und Software-systemen realisiert.
, Der Transfer erfolgte �ber die gesamteLaufzeit des Projekts unter scharf defi-nierten Quality Gates mit definiertenAbbruchkriterien.
, Am Ende geht es um eine Kostennut-zen-Rechnung. Dem erh�hten Nutzender flexibleren und robusteren Anlagestehen deutlich erh�hte Kosten (f�r daserweiterte Materialflusssystem und dieneuartigen Bearbeitungsstationen ge-gen�ber). Allerdings gibt es derzeit kei-ne Verfahren, die Vorteile P2P-artigerAnlagen verl�sslich quantitativ abzu-sch�tzen. Die gr�ßere Robustheit wirdzwar bestimmt durch den erh�htenDurchsatz, Vorteile wie Skalierbarkeitund Variantenflexibilit�t sind aber f�rdie Bereiche, die neuartige Anlagen pla-nen, bislang nicht quantitativ belegbarund unterliegen einer subjektiven Ein-sch�tzung.
Technologie
, Der Einsatz der Agententechnologiehat zu einem flexibleren und robusterenProduktionsprozess gef�hrt, welchesvorher so in der Großserienproduktionnicht denkbar gewesen w�re. Des wei-teren bietet das neue Produktionssys-tem � la P2P ein sehr breites Einsatz-spektrum in der Aggregatefertigung beigleichbleibend hoher Leistungsf�hig-keit. Dieses Ergebnis ist allerdings nichtallein auf die Agententechnologie zu-r�ckzuf�hren, auch wenn die Agenten-technologie einen entscheidenden Bei-trag dazu geleistet hat. Die Ziele vonP2P konnten nur durch das Zusammen-spiel der verschiedenen Teilprojekte(von denen der agentenbasierte Materi-alfluss nur eines war) erreicht werden.Ein agentenorientierter Ansatz mussimmer mit anderen Techniken (wie inP2P) gekoppelt werden, um in einemProduktionsprozess wirksam werdenzu k�nnen.
, Der agentenorientierte Ansatz aus P2Pist nicht notwendigerweise auf andereProduktionsprozesse außerhalb derAggregatefertigung, wie z. B. Motoren-montage, �bertragbar. In der Montagegeht es darum, die einlaufenden Materi-alstr�me der Aggregatebereiche auf-
Agententechnologie in einem produzierenden Unternehmen

einander so abzustimmen, dass die rich-tigen Teile zur gleichen Zeit am glei-chen Ort sind, um montiert zu werden.Hierf�r m�ssen die Koordinierungs-algorithmen aus P2P signifikant erwei-tert werden. �hnliches gilt f�r Produk-tionstypen anderer Industriebereiche,wie z. B. die der Halbleiterindustrie.
6 Fazit
Das Projekt P2P hat durch die erfolgreicheZusammenarbeit verschiedenster Bereicheund Firmen ein neuartiges Produktions-system entwickelt, welches f�r die Groß-serienfertigung von Aggregaten ein neuesMaß an Flexibilit�t und Robustheit er-zeugt. Das agentenbasierte Steuerungssys-tem hat dazu einen entscheidenden Beitraggeleistet und im Leistungstest sowie im da-rauf folgenden normalen Produktions-betrieb alle hohen Erwartungen erf�llt.Die Agententechnologie hat damit ihreGroßserientauglichkeit bewiesen.
Dieser Erfolg war jedoch nur m�glichdurch die konsequente Zusammenarbeitzwischen Produktionswerk, Systemliefe-ranten und Forschung. Ohne einen dieserPartner w�re es nicht m�glich gewesen, ineinem so kurzen Zeitraum das agentenba-sierte Steuerungssystem nicht nur zu ent-wickeln, sondern auch noch industrietaug-lich umzusetzen und im Produktionsalltagauf Herz und Nieren zu pr�fen. Die Ein-bindung aller (internen und externen)Partner und die stufenweise Umsetzungdes radikal neuen Ansatzes sind somit dieentscheidenden Erfolgsfaktoren f�r dieEinf�hrung der Agententechnologie in dieProduktion.
Anmerkung
1 Dieses Projekt ist nicht mit dem �hnlich lau-tenden BMBF-Projekt zu verwechseln.
Literatur
[BuSc00] Bussmann, S.; Schild, K.: Self-Organiz-ing Manufacturing Control: An Industrial Ap-plication of Agent Technology. In: Proc. 4th Int.Conf. on Multi-agent Systems (ICMAS‘2000).Boston,MA,USA, 2000, S. 87–94.
[Paru99] Parunak, H.V.D.: Industrial and Practi-cal Applications of DAI. In: Weiss, G. (Hrsg.):Multiagent Systems – A Modern Approach toDistributed Artificial Intelligence. MIT Press,Cambridge, MA, USA, 1999, S. 377–421.
[PIKL85] Parunak, H. V.D.; Irish, B.W.; Kin-drick, J.; Lozo, P.W.: Fractal Actors for Distri-buted Manufacturing Control. In: Proc. of the2nd Conf. on AI Applications (CAIA‘85).Miami, FL, USA, 1985, S. 653–660.
[ShWh85] Shaw, M.J.; Whinston, A.B.: Task Bid-ding and Distributed Planning in Flexible Ma-nufacturing. In: Proc. of the 2nd Conf. on AIApplications (CAIA‘85). Miami, FL, USA,1985, S. 184–189.
[ScNe00] Schoop, R.; Neubert, R.: Agent-Orient-ed Material Flow Control System Based onDCOM. In: Proc. of the 3rd Int. Symposiumon Object-Oriented Real-Time DistributedComputing (ISORC-2000). Newport Beach,USA, 2000.
[TiWi92] Tilley, K.J.; Williams, D.J.:Modelling ofCommunications and Control in an Auction-Based Manufacturing Control System. In:Proc. of the IEEE Int. Conf. on Robotics andAutomation, 1992, S. 962–967.
Kurt Sundermeyer, Stefan Bussmann





























